Резьба — это нарезка поверхности различных элементов крепления ( в данном случае болтов), со сменяющими друг друга впадинами и выступами. Она бывает разная, в зависимости от предназначения. У каждой резьбы есть свой шаг — положение между двумя равноудаленными выступами, лежащими в одной плоскости. Шаг — одна из двух основных характеристик для крепежных устройств. Их чаще всего два — крупная резьба, и, соответственно — мелкая. Вторая, в свою очередь, делится на следующие типы:
Мелкая 1;
Мелкая 2;
Супермелкая.
Также стоит отметить, что есть и дюймовая система, но у нас более популярна метрическая. Используется несколько стандартов метрической резьбы, однако в Европейской части, а также в США — это, чаще всего, система ISO.
Примеры маркировки
Для того чтобы вы могли разобраться в том, какой болт нужен именно вам и купить такой же, на каждом изделии есть маркировка. Как внутренняя, так и внешняя. В зависимости от шага резьбы болта, изделие маркируется по-своему. Маркировка определяется ГОСТом.Например, если болт выполнен с крупным шагом, то указывают только большую букву М (Метрическая) и наружный диаметр (М8, М12). Если же это мелкая резьба, то указывают еще и третий размер — величину шага в мм. Выглядит это так — М8х2, М12х1 и т.д. Между этими значениями стоит знак х. В некоторых иностранных инструкциях мелкая маркировка может быть обозначена буквами MF.
Какой стандартный шаг резьбы бывает у болта
Если говорить о ГОСТе, то здесь четко прописано, что основных шагов только два: размер крупный и мелкий. Причем на каждый болт разрешен только один крупный шаг, мелких же разрешено несколько. Если быть точнее, то классификация следующая:
Если номинальный диаметр — меньше 1 миллиметра, то шаг резьбы обязательно крупный;
Если номинальный диаметр составляет от 1 до 64 (либо 68) миллиметров, то параметр — и мелкий и крупный;
Если номинальный диаметр больше 64(либо 68) миллиметров, то параметр — только мелкий.
Когда мы говорим о применении болтов, то мелкая резьба чаще всего нужна крепежным устройствам в машиностроении. Это могут быть самолеты, автомобили, различные установки. Такие болты отлично выдерживают нагрузки при вибрациях. Большой диаметр более популярен, такие изделия используют повсеместно, и часто именно их можно увидеть в строительном магазине.
Как определить шаг резьбы болтов?
Для того чтобы это сделать, есть несколько способов. Если маркировка указана, достаточно просто посмотреть на шляпку болта. Там указаны буквы, а под ними — цифры. Если же нет ничего, то простым способом будет линейка. С помощью нее можно узнать шаг резьбы между двумя выступами. Для этого приложите линейку к поверхности по ее оси. Посчитайте количество выступов, после чего поделите длину на количество этих выступов, или же витков. Полученный результат и будет шагом резьбы. Также иногда можно воспользоваться штангенциркулем. Вообще для этой цели существуют специальные приборы. Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки.
Болты М8, М10, М12, М16, М20. Стандарты и применение
Среди всего разнообразия болтов по конструкции, классу прочности, виду резьбы наибольшей популярностью у потребителя пользуются метизы определенных размеров. Это болты М8, М10, М12, М16, М20. “М” — обозначение вида резьбы — “метрическая”. Метрическая резьба — чередующиеся выступы треугольной формы на стержне или конусе расстояние между которыми (шаг резьбы) измеряется в мм. Бывает крупная(стандартно) и мелкая. Цифра обозначает наружный диаметр стержня болта также измеряемый в миллиметрах.
Болты М8
Болты М8 производятся в соответствии с
ГОСТ 7802, DIN 603 — дорожные
ГОСТ 7798, 7805, DIN 933, 931 — шестигранные
ГОСТ 7786 — лемешные
ГОСТ 7801, DIN 607 — мебельные
DIN 15237 — норийные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
Отличительная черта болтов М8 это хорошее сочетание невысокой цены и достаточной прочности. Крепёж пользуется высокой популярностью как в промышленном производстве, и в домашнем хозяйстве. Широкие сферы применения — машиностроение, строительство, транспортное машиностроение, производство мебели. Специализированное использование таких метизов: крепление ковшей к ленте транспортера сыпучих продуктов (нории), сборка дорожных ограждений, в качестве рым-крепежа при невысоких нагрузках.
Болты М10
Болты М10 изготавливаются в соответствии со стандартами
ГОСТ 7798, 7805, DIN 933, 931 — шестигранные
ГОСТ 7786, DIN 608 — лемешные
ГОСТ 7801, DIN 607 — мебельные
DIN 15237 — норийные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
Один из самых популярных видов крепежных изделий — болты М10. Имея более высокие прочностные характеристики чем М8, метизы находят наиболее широкое применение в строительстве. Особым спросом у потребителей пользуются болты с шестигранной головкой. Изделия такого типа широко используются при сборке металлоконструкций, промышленного оборудования, транспортных средств. Минимальная разрушающая нагрузка на болты М10 с классом прочности 8.8 составляет 46,4 kN, что позволяет решать достаточно сложные задачи по скреплению. Крепеж с фланцем используется при устройстве заборных ограждений из металлического профиля, сборке металлических гаражей или временных сооружений.
Болты М12
Болты М12 выпускаются по стандартам:
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
ГОСТ 7786, DIN 608 — лемешные
ГОСТ 7801, DIN 607 — мебельные
DIN 15237 — норийные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
С учетом еще более высокой прочности, болты М12 чаще применяются при промышленной сборке, в соединениях, подверженных более высоким нагрузкам. Даже с обычным классом прочности 5.8 минимальная разрушающая сила для них составляет 81,6 kN, что почти в 2 раза превышает аналогичную характеристику крепежа диаметром 10 мм. Болты М12 высоко востребованы в конструкциях инженерных систем (отопление, водопровод) для соединения приварных фланцев с Ду от 15 мм до 65 мм.
Болты М16
Производство болтов М16 регламентируется стандартами:
ГОСТ 11674-75 — башмачные
ГОСТ Р 52644 — высокопрочные
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
ГОСТ 7786 — лемешные
ГОСТ 7801, DIN 607 — мебельные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
Особенность диаметра 16 мм — с него начинается размерный ряд национального стандарта РФ ГОСТ Р 52644-2006. Болты М16 в соответствии с ним применяются для строительства металлических конструкций, в мостостроении и машиностроении. Имеют увеличенный размер головки. Высокопрочные. Наиболее востребованными на сегодняшний день являются классы прочности 8.8, 10.9. Диаметром 16 мм также производятся болты для крепления башмака гусеницы трактора.
Болты М20
Болты М20 выпускаются по стандартам
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
ГОСТ 7786 — лемешные
ГОСТ 7801 — мебельные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
Особенность ряда с диаметром 20 мм, в том, что именно в нем находятся башмачные болты М20 — незаменимый крепеж в комплектации гусеничных тракторов. Они отличаются высокой твердостью, особой формой головки и подголовка. Также, болты М20 других типов находят самое широкое применение в горно-, газо- и нефтедобывающей, перерабатывающей отраслях, в машиностроении и станкостроении. Высокопрочный (класс прочности 8.8, 10.8, 12.9) крепеж с увеличенной шестигранной головкой применяется для сборки металлоконструкций, мостов и тоннелей.
Большинство из вышеперечисленного крепежа есть в наличии на складах компании Машкрепеж. Она одна из немногих в РФ, поддерживает запасы болтов специализированного назначения — норийных, лемешных, башмачных, высокопрочных.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Как определить размер резьбы болта — Прочность и конструкция резьбы болта
О резьбе болта
Может показаться необычным думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные детали были ничем иным. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
Их можно было использовать для линейного перемещения предметов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны в качестве редукторов в червячных передачах. Самое главное, они могли собирать материалы надежно и умело.
Легко утверждать, что болты и гайки сегодня так же высокотехнологичны. В конце концов, большинство сложных машин представляют собой гибриды простых машин. Теперь, после многовековой практики металлообработки, резьбовые соединения изготавливаются с прецизионными допусками и должны соответствовать строгим требованиям современного высокоэффективного и высокопроизводительного рынка. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками не ограничиваются размерами. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать аппаратное обеспечение для ваших конкретных приложений? Мы делаем это в Bayou City Bolt и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах. От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
Производство резьбы
Даже с технической точки зрения часто не делается различия между винтами и болтами. Правда в том, что эти термины использовались до появления механически обработанных резьбовых соединений, поэтому они часто используются взаимозаменяемо. Органы по стандартизации пришли к выводу, что эти крепежные детали различаются не спецификациями или методом производства; скорее это то, как они используются. Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы крепежа одинаковы. На самом деле существует два метода изготовления резьбы — накатка и нарезка, — которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал срезается с заготовки для создания резьбы. Это приводит к увеличению диаметра перед началом резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены методом нарезки. Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Для изготовления накатанной резьбы используется заготовка диаметром несколько меньше диаметра назначенного конца. Заготовка деформируется штампами для создания спиральных пиков и впадин, которые огибают стержень болта. Это создает крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7 % прочнее, чем нарезанная резьба. В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
Стандартизация крепежных изделий
В 19 -м -м веке индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий. Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Имея наибольшую долю рынка, метрические болты легче всего идентифицировать. Номиналы начинаются с буквы М, а цифра сразу после указывает на диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Таблица размеров резьбы
Посадка резьбы классифицирует допуски между пиками и впадинами (гребнями и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
Тип диаметра
Внутренняя резьба
Внешняя резьба
Шаг
Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8
Семь типов: 3 класс, 4 класс, 5 класс, 6 класс, 7 класс, 8 класс, 9 класс
Герб
Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8
Три типа: класс 4, класс 6, класс 8
Кроме того, позиции допуска могут быть следующих типов. Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Резьба
Позиция допуска Классы
Внутренний
г, ч
Внешний
Э, Ф, Г, Ч
По сравнению с UTS метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Болты UTS диаметром менее 1/4 дюйма имеют номер калибра, но между размерами от 1/4 до 1 дюйма используются дюймовые размеры. Второе число болта UTS обозначает количество витков резьбы на дюйм (TPI). Болты UTS размером от № 0 до № 10 имеют две возможные конфигурации TPI (грубая и тонкая), а диаметры № 12 и выше могут иметь две или три конфигурации TPI (грубая, тонкая и сверхтонкая). Например, болт UTS с номером 3-48 представляет собой болт или винт калибра 3 с 48 витками на дюйм, а винт 1/4-20 имеет диаметр 1/4 дюйма и 20 витков на дюйм.
Соответствие резьбы также является проблемой для винтов и болтов UTS. Свободная посадка лучше подходит для приложений, требующих быстрой сборки и разборки, но точная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и жестких условий, таких как болты с головкой под торцевой ключ в двигателе. Резьбы класса А используются для наружной резьбы, а резьбы класса В — для внутренней резьбы.
Класс резьбы
Допуск
Заявка
1А
1,50% делительного диаметра
Только для быстрой и легкой сборки и разборки; редко используемый.
1Б
1,50% делительного диаметра
Только для быстрой и легкой сборки и разборки; редко используемый.
2А
1,10% делительного диаметра
Приемлем для большинства применений: самый распространенный класс болтов UTS
2Б
1,10% делительного диаметра
Приемлем для большинства применений: самый распространенный класс болтов UTS
Органы по стандартизации приложили огромные усилия для классификации шага резьбы, поскольку он определяет площадь напряжения растяжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
AS = π/4 x (D — (.938194 x P)) ²
Где:
As: Область растяжения
D: диаметр болта
P: 1/нить на дюйм (TPI)
Например, давайте сравним площадь растягивающего напряжения двух винтов. Первый винт 3/4-10 UNC.
.3382=π/4 X (.75-(938194 x (1/10)))²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3/4-16 UNF.
0,3754 = π/4 x (0,75 — (0,9)38794 x (1/16)))²
Как видно из уравнения, винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбы
Наконец, резьба метрических и UTS-креплений также подразделяется на крупную, мелкую и сверхтонкую. Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Крупная резьба толще и долговечнее, чем фурнитура с мелкой резьбой. Крепеж с крупной резьбой также можно установить быстрее. Например, для 3/4-10 UNC требуется 10 оборотов, чтобы установить 1 дюйм вала болта, а для 3/4-16 UNF потребуется 16 оборотов. Крупная резьба обеспечивает зазор для покрытия резьбы и менее подвержена истиранию. Эта резьба также вряд ли сорвется, если болт изготовлен из мягкого материала.
Мелкие и сверхтонкие нити можно исследовать вместе. Их меньший шаг и больший TPI приравниваются к лучшей прочности на растяжение, а больший внутренний диаметр обеспечивает лучшую прочность на сдвиг. Меньший угол спирали резьбы также обеспечивает превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что является очень важным фактором. Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых соединений относятся к одному из этих обозначений.
Метрическая
Диаметр (мм)
Крупный шаг
Мелкий шаг (и сверхмелкий, если применимо)
1
.25
.2
1,2
.25
.2
1,4
.3
.2
1,6
.35
.2
1,8
.35
.2
2
. 4
.25
2,5
.45
.35
3
.5
.35
3,5
.6
.35
4
.7
.5
5
.8
.5
6
1
.75
7
1
.75
8
1,25
1(0,75)
10
1,5
1,25(1)
12
1,75
1,5(1,25)
14
2
1,5
16
2
1,5
18
2,5
2(1,5)
20
2,5
2(1,5)
22
2,5
2(1,5)
24
3
2
27
3
2
30
3,5
2
33
3,5
2
36
4
3
39
4
3
42
4,5
3
45
4,5
3
48
5
3
52
5
4
56
5,5
4
60
5,5
4
64
6
4
УТС
Диаметр (номер датчика или дюймы)
Грубый
Мелкий TPI
Сверхтонкий TPI
#0
н/д
80
н/д
#1
64
72
н/д
#2
56
64
н/д
#3
48
56
н/д
#4
40
48
н/д
#5
40
44
н/д
#6
32
40
н/д
#8
32
36
н/д
#10
24
32
н/д
#12
24
28
32
1/4
20
28
32
5/16
18
24
32
3/8
16
24
32
7/16
14
20
28
1/2
13
20
28
16 сентября
12
18
24
5/8
11
18
24
3/4
10
16
20
7/8
9
14
20
1
8
12
20
Этот документ может быть бесценным ориентиром при выборе крепежа, но нет необходимости запоминать его. Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
В течение почти двух тысячелетий резьбовое оборудование поддерживало некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть возможность использовать высокотехнологичные преимущества новейших аппаратных решений.
Загрузить PDF
Типы и размеры резьбы — Блог The Nuts and Bolts
Резьбовые крепежные детали используются во многих промышленных и коммерческих целях по всему миру. Хотя они крошечные и их ценность часто остается незамеченной, они составляют жизненно важный компонент множества различных продуктов. Они используются в качестве крепежа по множеству причин, таких как их прочность, съемность, простота установки и экономичность.
Однако получение резьбовых крепежных изделий для конкретного применения может стать затруднительным, если нет достаточных знаний о различных типах и размерах резьбы. Необходимость в определенных инструментах и информации жизненно важна для определения того, какой тип и размер резьбы лучше всего подходят для данного применения. Прежде чем выбрать конкретную застежку, важно понять некоторые основные термины стандартной резьбовой застежки.
Терминология винтовой резьбы
Некоторые общие термины, встречающиеся при рассмотрении типов и размеров резьбы, приведены ниже.
Рисунок 1. Иллюстрация резьбового крепежа с полезными терминами, обозначенными (Ispatguru.com, 2018 г.)
Большой диаметр — Наибольший диаметр резьбы крепежного элемента. Например, в винте большим диаметром будет диаметр вала.
Малый диаметр – Наименьший диаметр резьбы крепежа. Например, в винте меньший диаметр будет диаметром внутренней части винта, за исключением гребней спирали.
Шаг – Линейное расстояние между одной резьбой и другой рядом с ней.
Длина резьбы – Общая длина резьбовой части крепежного изделия.
Фланг – Угол, под которым гребень резьбы поднимается над основанием резьбы.
Стандарты резьбы
Хорошее понимание приведенной выше информации будет полезно для полного понимания и выбора подходящих типов и размеров резьбы. Как правило, есть две серии резьбы, а именно Метрическая резьба ISO (в миллиметрах) и Унифицированная резьба (в дюймах). Для обеих этих серий есть два типа резьбы – мелкая и грубая.
Среди этих двух типов нитей тонкие нити одинаковой твердости, как правило, прочнее, поскольку они способны выдерживать большие нагрузки при растяжении и сдвиге. Тонкие нити можно легко врезать в материалы, поэтому они идеально подходят для тонких срезов стен.
Они также широко используются для различных общих применений, таких как аэрокосмические компоненты, где приоритетом является высокая прочность. Также доступны сверхтонкие резьбы, которые используются для приложений, ориентированных на высокую прочность.
В материалах с низкой прочностью на растяжение использование крупной резьбы обеспечивает большее сопротивление отслоению по сравнению с мелкой или сверхтонкой резьбой. Крупная резьба более устойчива к износу из-за усталости и обеспечивает более легкую и быструю сборку деталей без риска перекрестного нарезания резьбы.
Они менее чувствительны к экстремальным температурам и менее подвержены повреждениям в результате царапин или порезов. Царапина на застежке с мелкой резьбой представляет гораздо большую проблему, чем царапина на застежке с крупной резьбой. Грубая резьба в основном используется в промышленности, а также в военных целях. (Норвуд, 2018)
The Unified Thread Standard (UTS)
This series classifies the threaded fastener types as follows :
(Thomasnet.com, 2018)
UNC – Унифицированная национальная крупная резьба
Наиболее часто используемая и предпочтительная резьба для крепежа общего назначения. Благодаря наличию крупного шага резьбы, резьба более глубокая и упрощает сборку без риска перекрестного нарезания резьбы.
UNF – Унифицированная национальная тонкая резьба
Большой внутренний диаметр и меньшая глубина резьбы обеспечивают улучшенную блокировку крутящего момента и лучшую несущую способность по сравнению с резьбой UNC.
UNEF — Единый национальный дополнительный штраф
Резьба
тоньше по сравнению с резьбой UNF. Идеально подходит для отверстий в твердых материалах и аэрокосмических компонентах.
Резьба UNJC и UNJF
Резьба
«J» состоит из двух типов — внутренней и внешней резьбы. UNJC и UNJF очень похожи на резьбы UNC и UNF, за исключением того, что внешняя резьба имеет больший радиус корня.
Резьба UNR
Наружная резьба такая же, как у UNC, за исключением закругления радиуса впадины. Самый популярный выбор среди производителей наружной резьбы.
Резьба с постоянным шагом
Доступны различные комбинации диаметра и шага для универсального применения, когда другие типы, такие как UNC, UNF и UNEF, не подходят.
Унифицированные резьбы используют пронумерованные диаметры от № 0 до № 10, где 0 — наименьший возможный диаметр, а 10 — наибольший. Диаметр резьбы можно интерпретировать по следующей формуле: 0,060″ + (пронумерованный диаметр) * 0,013″. Следовательно, № 2 будет иметь большой диаметр 0,086 дюйма, как из приведенного выше уравнения, (2) * 0,013 + 0,060 = 0,086. Несмотря на то, что появляются нечетные числа, четные числа встречаются гораздо чаще.
При интерпретации размеров резьбы унифицированная резьба выражает первое число как наибольший диаметр крепежного изделия. Второе число представляет количество витков на единицу длины, а третье число соответствует длине витков.
Например, винт #2-40 x 0,5 имеет наружный диаметр 0,086 дюйма, 40 витков резьбы на дюйм и длину 0,5 дюйма.
Метрическая резьба ISO
Система метрической резьбы ISO является наиболее широко используемой серией резьб. Довольно просто определить и понять размеры резьбы, которые используют обозначение метрической резьбы ISO.
Размеры начинаются с буквы «М», что означает, что они измерены с использованием обозначения метрической резьбы. За буквой «М» следует первая цифра, обозначающая наибольший диаметр наружной резьбы в миллиметрах. Второе число соответствует шагу, то есть расстоянию между соседними витками. Наконец, третье число представляет длину резьбы.
Итак, винт размером M9x2,0x12 будет иметь диаметр наружной резьбы 9 миллиметров, резьбу на 2 миллиметра и длину резьбы 12 миллиметров.
Если шаг не указан в метрическом размере, то крепеж автоматически считается серийной крупной резьбы. Во всех остальных случаях необходимо указывать размер поля.
AISI быстрорежущий стальной материал Инструментальная сталь M42 представляет собой сплав из быстрорежущей стали молибденовой серии с дополнительным содержанием кобальта 8%. (HSS Steel M42) 8% Кобальтовые инструментальные наконечники предназначены для механической обработки закалочных сплавов и других жестких материалов. Они имеют повышенную водостойкость и срок службы инструмента. Это улучшает производительность и удержание режущей кромки. Стальная композиция M42 обеспечивает хорошее сочетание прочности и твердости.
Быстрорежущая сталь Сталь M42 широко используется в металлообрабатывающей промышленности и в производстве режущих инструментов из-за ее превосходной красной твердости по сравнению с более обычными быстрорежущими сталями, что позволяет сократить время цикла в производственных условиях из-за более высоких скоростей резания или из увеличение времени между сменами инструмента. Инструментальная сталь HSS M42 также менее подвержена сколам при использовании для прерывистых резов и стоит дешевле по сравнению с тем же инструментом из карбида. Инструменты, изготовленные из быстрорежущих сталей, содержащих кобальт, часто обозначаются буквами HSS-Co.
AISI M42 инструментальная сталь представляет собой обычную быстрорежущую сталь, легированную кобальтом. Различные стадии производственного процесса выбираются и контролируются так, чтобы получить конечный продукт с хорошей структурой с точки зрения размера и распределения карбида. Это явное преимущество для готового инструмента.
Быстрорежущая сталь M42 характеризуется
всестороннее применение
хорошая машинная способность
хорошее выступление
хорошая горячая твердость
хорошая износостойкость
2. Общие технические характеристики M42 для инструментальной стали и эквиваленты высокоскоростной стали M42
Страна
США
German
Япония
Стандарт
ASTM A600
ISO 4957
JIS G4403
Оценки
M42
1. 3247/HS2-9-1-8
SKH59
3. Сравнение свойств химического состава инструментальной стали AISI M42
ASTM A600
C
Mn
P
S
Si
Cr
V
Mo
W
Co
M42
1.05
1.15
0.15
0.40
0.03
0.03
0.15
0.65
3.50
4.25
0.95
1.35
9.00
10.00
1.15
1.85
7.75
8.75
ISO 4957
C
Mn
P
S
Si
Cr
V
Mo
W
Co
1.3247/HS2-9-1-8
1.05
1.15
…
. ..
…
…
…
0.70
3.50
4.50
0.90
1.30
9.00
10.00
1.20
1.90
7.50
8.50
JIS G4403
C
Mn
P
S
Si
Cr
V
Mo
W
Co
SKH59
1.05
1.15
…
0.40
0.03
0.03
…
0.70
3.50
4.50
0.90
1.30
9.00
10.00
1.20
1.90
7.50
8.50
4. Механические свойства AISI M42 Инструментальная сталь HSS
Физические свойства
Недвижимость
Ед. изм
ТЕМПЕРАТУРА ° C / ° F
20 / 70
400 / 750
600 / 1110
ПЛОТНОСТЬ
Кг / м & sup3; фунт / дюйм & sup3;
8. 03. 290
7.93. 286
7.87. 284
МОДУЛЬ УПРУГОСТИ
кН / мм & sup3; & sup2; фунтов на квадратный дюйм
225 33 · 10 6
200 29 · 10 6
180 26 · 10 6
КОЭФФИЦИЕНТ ТЕРМАЛА
РАСШИРЕНИЕ ОТ 20 ° C / 70 ° F
за ° C за ° F
—
11.5 · 10-6 6.4 · 10-6
11.8 · 10-6 6.6 · 10-6
ТЕПЛОПРОВОДНОСТЬ
Вт / м ° C БТЕ / кв. фут. h ° F / дюйм
24 166
28 194
27 187
УДЕЛЬНАЯ ТЕПЛОЕМКОСТЬ
Дж / кг ° C Btu / фунт ° F
420 0.10
510 0.12
600 0.14
Механические свойства стали M42
Механические свойства
Метрика
императорский
Твердость по Роквеллу С (масло гасится от 1204 ° C, минуты 5)
64.3
64.3
Твердость по Роквеллу С (масло гасится от 1177 ° C, минуты 5)
65. 5
65.5
Твердость по Роквеллу C (масло закалено от 1163 ° C)
65.8
65.8
Удар по Изоду без надреза (масло закалено при температуре 1191 ° C; температура отпуска 510 ° C)
13.6 J
10.0 ft- lb
Удар по Изоду без надреза (масло закалено при температуре 1191 ° C; температура отпуска 622 ° C)
24.4 J
24.4 J
Обрабатываемость (1% углеродистая сталь)
35.0 — 40.0%
35.0 — 40.0%
Коэффициент Пуассона
0.27-0.30
0.27-0.30
Модуль упругости
190-210 ГПа
27557-30457 KSI
5. Поковка высокоскоростной инструментальной стали M42
Медленно и равномерно предварительно нагрейте быстрорежущую сталь M42 до температуры 650-760 ° C и выровняйте. Затем быстрее увеличьте температуру ковки до 1010-1150 ° C и выровняйте перед ковкой. Не допускайте падения температуры ковки ниже 980 ° C, если это произойдет, потребуется повторный нагрев. Всегда охлаждайте быстрорежущую сталь m42 очень медленно после ковки.
6. Machinability
AISI Сталь инструментальной стали M42 может быть просверлена, повернута, нарезана резьбой, протянута, подвергнута фрезеровке и нарезанию резьбы, когда она находится в своем отожженном состоянии и имеет рейтинг 45% углеродистой стали 1%.
7. Термическая обработка M42 Tool Steel Материал из быстрорежущей стали
отжиг
Быстрорежущая сталь AISI M42 нагревается при 871 ° C (1599 ° F), а затем медленно охлаждается в печи.
Снятие напряжения
Для снятия напряжений, создаваемых интенсивной механической обработкой или инструментами со сложной геометрией. Нагревать в нейтральной атмосфере в течение от 1 до 2 часов после достижения температуры от 1110 до 1200 ° F (от 600 до 650 ° C) с последующим медленным охлаждением в печи.
упрочнение
Быстрорежущая сталь AISI M42 предварительно нагревается до 871 ° C (1599 ° F), выдерживается и, наконец, нагревается до 1204 ° C (2199 ° F).
закал
Рекомендуется отпускать инструментальную сталь M42 при температуре 560 ° C / 1040 ° F или выше 3 в течение не менее часа 1 при полной температуре.
8. Применение инструментальной стали M42 High Speed
Инструментальная сталь AISI M42 — это быстрорежущая сталь, подходящая для таких режущих инструментов, как сверла, протяжки, протяжки, метчики, фрезы, резцы, пилы, развертки и т.д. спрос на горячую твердость имеет большое значение, то есть там, где важна высокая производительность.
Инструментальная сталь AISI HSS M42, обычно используемая для обработки суперсплавов и экзотических материалов, применяется в сверлах, конфорках, метчиках, концевых фрезах, фрезах, формовых и зуборезных станках, протяжках и чеканщиках.
Мы — лучший выбор и высокопрочная нержавеющая сталь для инструментальных сталей AISI M42 / DIN 1.3247 / SKH59. Отправьте нам свой запрос и давайте работать вместе.
М42 Сталь | Кобальтовая сталь
M42 Сталь | кобальтовая сталь | М42 Кобальт
M42 представляет собой сплав быстрорежущей стали серии молибдена с дополнительным содержанием кобальта 8 или 10 процентов. Он широко используется в металлообрабатывающей промышленности из-за его превосходной красной твердости по сравнению с более традиционными быстрорежущими сталями. Это позволяет сократить время цикла в производственных условиях благодаря более высокой скорости резания и увеличению времени между сменами инструмента. M42 также менее подвержен сколам при прерывистом резании и стоит меньше по сравнению с теми же инструментами из карбида.
Другие известные названия: 1.3247, HS 2-10-1-8, S500, E M42, REX M42 ® , Dynamax.
Сталь Griggs Цветовой код: Красный
Обычное использование
Концевые фрезы, лезвия, метчики, развертки, протяжки, формовочные инструменты, гребенки для резьбовых роликов, пуансоны, оснастка для коллектора и фрезы.
Физические свойства
Density
0.282 lb/in 3 (7806 kg/m 3 )
Specific Gravity
7. 81
Modulus Of Elasticity
30 x 10 6 psi (207 ГПа)
Обрабатываемость
35-40% от 1% углеродистой стали
Сравнение свойств быстрорежущей стали
Химический состав быстрорежущей стали M42 906019
7
Максимум
Типовой
Углерод
Хром
Вольфрам
Молибден
Ванадий
Кобальт
907 80 Отожженный 90
C
Cr
W
Mo
V
Co
Hb
HrC
1,1
3,9
1,6
9,5
1,2
8,25
277
67
M42 Высокоскоростная стальная тепловая обработка
Отжиг
Предварительный разгром
Austenitizing
Quench
6666667
6667
67
7777777777 год
777777777 год
77777777777 год
77777777777 гг.
Температура
Температура
Температура
Среда
Температура
°F
°F
°F
°F
1575/1650
1500/1550
2125/2175
Соль/Масло/Атм
1025/1050
Термическая обработка быстрорежущей стали M42
Нагрев со скоростью не более 400°F в час (222°C в час) до 1500-1600°F (816-871°C) и выравнивание.
Быстрый нагрев от предварительного нагрева.
Печь: 2150-2175°F (1177-1191°C)
Соль: 2125-2150°F (1163-1177°C)
Для достижения максимальной прочности используйте самую низкую температуру. Чтобы максимизировать горячую твердость, используйте самую высокую температуру.
Газ под давлением, теплое масло или соль. Для газа под давлением быстрая скорость охлаждения до температуры ниже 1000°F (538°C) имеет решающее значение для получения желаемых свойств. Для масла охладите до почернения, около 900°F (482°C), затем охладите в неподвижном воздухе до 150-125°F (66-51°C). Для соли, поддерживаемой при температуре 1000-1100°F (538-593°C), уравняйте, затем охладите в неподвижном воздухе до 150-125°F (66-51°C). Отпуск сразу после закалки. Типичный диапазон отпуска составляет 1025-1050°F (551-565°C). Выдерживают при температуре 2 часа, затем охлаждают на воздухе до температуры окружающей среды. Требуется трехкратная закалка.
Отжиг должен проводиться после горячей обработки давлением и перед повторной закалкой
Нагревать со скоростью не более 400°F в час (222°C в час) до 1575-1650°F (857-899°C) и выдерживать при температуры в течение 1 часа на дюйм (25,4 мм) толщины, минимум 2 часа. Затем медленно охлаждают в печи со скоростью не более 50°F в час (28°C в час) до 1000°F (538°C). Продолжают охлаждение до температуры окружающей среды в печи или на воздухе.
Кобальтовая сталь | Сталь M42
Запросить ценуИнвентарь
На протяжении более 65 лет компания Griggs Steel Company известна тем, что поставляет сталь высочайшего качества для производства режущего и формовочного инструмента.
Наш ассортимент быстрорежущих сталей охватывает различные марки стали, в том числе кобальтовую сталь M42.
Что такое кобальтовая сталь?
Кобальтовая сталь представляет собой тип быстрорежущей легированной стали, используемой в основном для режущих инструментов. Представленная производителям в 1900 году быстрорежущая сталь, содержащая смесь вольфрама, хрома и следовых количеств углерода, позволила производителям удвоить или даже утроить производство.
Быстрорежущая кобальтовая сталь, также известная как HSCO, имеет более высокую концентрацию кобальта, добавленную для повышения твердости и устойчивости к нагреву. Количество используемого кобальта определяет сорт.
Для высокотемпературных применений, таких как реактивные двигатели или газовые турбины, требуется кобальтовая сталь, поскольку она обладает высокой износостойкостью и коррозионной стойкостью и остается прочной при температурах выше 1200°F. Концентрация кобальта в этих применениях варьируется от 5 до 65%.
Сталь HSCO в концентрациях 2-12% также используется для резки других твердых сталей. Твердые облицовочные материалы могут содержать до 65% кобальта.
Чем сталь М42 отличается от других быстрорежущих сталей?
Кобальтовая сталь M42 представляет собой серию молибдена, также известную как серия M, сплав быстрорежущей стали. Быстрорежущие инструментальные стали серии М содержат по 7 % молибдена, вольфрама и ванадия и более 0,6 % углерода. Более 95% всех быстрорежущих сталей, производимых в США, составляют стали серии М. Сталь М42 имеет еще 8-10% кобальта, добавленного в сплав для повышения жаропрочности, также называемой красной твердостью.
Обычный химический состав кобальтовой стали М42: 1,1% углерода, 8,25% кобальта, 90,5% молибдена, 3,9% хрома, 1,2% ванадия и 1,6% вольфрама. Он имеет термообработанную твердость, измеренную по шкале Роквелла, от 68 до 70 HRC. При использовании для резки он обеспечивает дополнительные преимущества, такие как более низкая начальная стоимость, более высокая скорость резки, меньшее время цикла и высокая производительность.
Как используется сталь M42?
M42 — жизненно важный компонент для обработки портативных материалов космической эры. Он используется для обработки предварительно закаленных высокопрочных сталей, сплавов высокой твердости и цветных суперсплавов, используемых в аэрокосмической, нефтяной и энергетической промышленности.
Некоторые распространенные инструменты из стали M42 включают:
Ленточные пилы
Спиральные сверла
Пилы
Концевые фрезы
Фрезы
Метчики
Развертки
Броши
Ножи
Резьбонакатные плашки
Сталь Griggs Цветовой код: Красный
Физические свойства
Плотность
0,282 фунта/дюйм 3 (7806 кг/м 3 909011 30012)
Специфический вес
7,81
Модуль эластичности
30 x 10 6 PSI (207 GPA)
.
High Speed Steel Properties Comparison
M42 Cobalt Steel Chemical Composition
Максимум
Типичный
Углерод
Хром
Вольфрам
Молибден
Ванадий
Кобальт
907 80 Отожженный 90
C
Cr
W
Mo
V
Co
Hb
HrC
1,1
3,9
1,6
9,5
1,2
8,25
277
67
M42 ТЕПЛЕНИЕ КОБАЛТА СТАЛА
Отжиг
Предварительный разгром
Austenitizing
Quench
666667
6667
777777777777777777777777 гг.
Температура
Температура
Температура
Среда
Температура
°F
°F
°F
°F
1575/1650
1500/1550
2125/2175
Соль/Масло/Атм
1025/1050
Термическая обработка кобальтовой стали M42
Нагрев со скоростью не более 400°F в час (222°C в час) до 1500-1600°F (816-871°C, и уравнивание)
Быстро нагрейте после предварительного нагрева Печь: 2150-2175°F (1177-1191°C) Соль: 2125-2150°F (1163-1177°C) Чтобы максимизировать ударную вязкость, используйте самую низкую температуру.
Гидроизоляция фундаментной плиты — материалы, правила, способы и технологии от компании Ингри
Вода является агрессивной средой, которая негативно влияет на состояние фундаментных плит, именно поэтому мероприятия по гидроизоляции необходимо проводить в обязательном порядке. В данной статье мы рассмотрим, что представляет собой гидроизоляция фундаментной плиты, каким образом следует ее осуществлять и какие преимущества она дает.
Что представляет собой плитный фундамент?
Начать статью следует с описания плитного фундамента, его структуры и метода укладки. Данный тип фундамента относится к незаглубленным или мелкозаглубленным конструкциям, в зависимости от типа грунта. Для его укладки необходимо изначально создать котлован. Железобетонная плита устанавливается на организованную заранее подушку, созданную из песка и щебня, которые, в свою очередь, были плотно утрамбованы.
Плитный фундамент может быть двух типов: монолитным и сборным, каждый из них требует укладки гидроизоляции. При первом варианте уже подготовленная опалубка заливается товарным бетоном. Предварительно устанавливается каркас из арматуры. Второй вариант укладки плитного фундамента предполагает составление конструкции из заранее подготовленных железобетонных блоков, которые могут различаться по своей структуре.
Вне зависимости от выбранного типа фундамента необходимо устроить надежную гидроизоляцию плиты, чтобы обеспечить его долговечность.
Последствия отсутствия гидроизоляции фундаментной плиты
Вода способна крайне негативно повлиять на состояние многих строительных материалов, в том числе это касается и бетона, который служит основой для фундаментной плиты. Негативные последствия связаны с его пористой структурой, которая отлично впитывает в себя попадающую влагу.
Из-за того, что в проникающей из грунта в бетон воде находятся примеси минеральных солей, плита без надлежащей гидроизоляции разрушается. Причиной этому являются процессы кристаллизации и увеличения объема воды, конструкция подвергается давлению изнутри, ее прочность снижается, что может привести к обрушению здания.
Возможное негативное влияние воды также может быть связано с тем, что при попадании в бетон она вымывает из него все соли и ряд других элементов. Это приводит к скорому разрушению конструкции. При отсутствии качественной гидроизоляции фундаментной плиты стены могут начать вытягивать влагу из фундамента, что становится причиной появления плесени и сырости в доме.
Процесс гидроизоляции монолитной плиты фундамента
Гидроизоляцию фундамента можно осуществить несколькими способами. У каждого варианта имеются определенные преимущества и недостатки. На данный момент можно выделить 3 наиболее распространенных метода гидроизоляции плитного фундамента.
• Обмазочная изоляция. Простой процесс нанесения материала, быстрый и качественный результат, длительный срок эксплуатации. Материал наносится ручным или машинным способом.
• Проникающая изоляция. Активные химические компоненты гидроизоляции растворяются в воде и вступают в реакцию с ионными комплексами алюминия и кальция, солями и оксидами металлов, которые содержатся в бетоне. В ходе этих реакций формируются более сложные соли, способные взаимодействовать с водой и создавать нерастворимые кристаллогидраты.
• Гидроизоляция в рулонах. Используются диффузные пленочные мембраны или оклеечные материалы (рубероид, пергамин и т. д.), которые укладываются поверх «подушки» из песка и щебня.
Во время установки плитного фундамента может возникнуть проблема с обеспечением изоляции нижней плиты, так как она обладает достаточно большой площадью. Решением становится использование рулонной или обмазочной гидроизоляции плиты.
Процесс состоит из нескольких этапов, на первом из которых по контуру периметра будущего фундамента в грунте создается котлован глубиной 20–30 см. Около 10–15 см образовавшегося углубления занимает слой щебня и слой песка такой же толщины. Осуществляется утрамбовка при помощи вибромашины или вибропресса. Поверх уплотненного слоя песка и щебня настилается рулонная гидроизоляция плиты, перекрывающая контуры периметра фундамента на 40–50 см. В качестве гидроизоляции может выступать битумная мастика или мембранная пленка. Поверх изолирующего слоя заливается стяжка из цементно-песчаной смеси, легированной щебнем. Именно на нее впоследствии будет уложена подошва фундамента. Далее осуществляются напыление дополнительного слоя гидроизоляции для фундаментной плиты и укладка еще одной стяжки, защищающей покрытие от контакта с опалубкой и арматурой.
Смотрите также:
Гидроизоляция бетона, перекрытий и стяжки
Технология устройства гидроизоляции контакта «сооружение-грунт» с помощью инъектирования гелей
Ремонт гидроизоляции
Инъекционная гидроизоляция
Инъекционная гидроизоляция: эпоксидные или полиуретановые материалы?
Монолитный фундамент для дома обойдётся дороже, чем ленточный фундамент, но при этом практически нет ограничений по этажности. Если применить продукцию компании Технопрок, то можно сделать сухой подвал под домом, а также, не зависимо от состава почвы и уровня грунтовых вод, сделать монолитную гидроизоляцию фундамента на долгие годы.
Компания Технопрок предлагает несколько видов жидких материалов для устройства гидроизоляции монолитного фундамента. Это мастики и эмульсии, которыми удобно выполнить защиту любого фундамента.
Мастика битумно-полимерная на водной основе холодная, готовая для гидроизоляции
Жидкая резина PAZ PRIMER (Pazkar, Израиль)
Однокомпонентный, битумно-полимерный праймер на водной основе
Пример фундамента на монолитной плите, сделанного в Краснодарском крае партнером Технопрок из Новороссийска, показан на фото.
На фотографии, cлева, по периметру монолитного фундамента можно заметить профилированную мембрану Technoprok Geo 8. О ней, в т.ч. рассказывается ниже на этой странице, в рубрике про гидроизоляцию под плиту.
В продаже ООО Технопрок такие торговые марки, как Rapidflex, Technoprok, Elastopaz, Elastomix, которые известны в России под одним собирательным термином жидкая резина. Эти гидроизоляционные эмульсии и мастики используются во многих странах, т.к. разработаны и выпускаются на заводе Pazkar Ltd (Израиль).
Также в продаже и отечественные материалы, которые дешевле импортных. Все цены и вся номенклатура показана в прайс-листе.
Высыхая, эти битумно-полимерные эмульсии и мастики образуют на поверхности сплошную бесшовную водонепроницаемую резиноподобную пленку. Наносятся жидкие гидроизоляционные материалы, как вручную, так и автоматизированно.
Ручной способ (кисть, валик, шпатель) выбирается, когда площадь работ сравнительно небольшая, — максимум 200м2. Если фронт работ больше, то правильным решением является безвоздушное распыление, как показано на фото выше.
Добавим, что не требуется никаких огневых работ. Жидкая резина не токсична, экологически безопасна и наносится холодной. Это абсолютно взрыво- и пожаробезопасный способ гидроизоляции фундаментной плиты или стен фундамента.
Если сравнивать с традиционными рулонными гидроизоляционными материалами, то превосходство технологии напыления жидкой резины тем ощутимее, чем больше и выше стены монолитного фундамента. Например, всего 3-4 человека с установкой Технопрок Б-21, распыляя жидкую резину Rapidflex или Technoprok, качественно и надежно выполнят гидроизоляцию монолитного фундамента дома высотой до 5м (без лесов) на площади до 1000м2 и всего за 8-10 часов.
Монолитная гидроизоляция фундаментной плиты
Чаще всего монолитный фундамент выбирают, когда в доме должен быть подземный или цокольный этаж. Сначала готовится котлован на глубину подвала, затем отливается фундаментная плита, потом выполняется гидроизоляция фундаментной плиты. Именно этот этап технологии показан на следующих двух фотографиях (нажмите, чтобы увеличить).
Гидроизоляцию фундаментной плиты выполняет ООО НПО Геополимер — партнер ООО Технопрок в Свердловской области. Чтобы узнать больше об этой фирме и о гидроизоляции фундаментов и кровель на Урале, ознакомьтесь на сайте technoprok.ru гидроизоляция жидкой резиной в Екатеринбурге.
Еще одна фотография, наглядно демонстрирующая этап гидроизоляции фундаментной плитыпредоставлено партнером ООО Технопрок из Вологодской области.
На сайте ООО Технопрок можно узнать больше о фирме ВИНАЛ (Вологодская область), специализирующейся на гидроизоляции жидкой резиной в Череповце и Вологде.
После того, как выполнена горизонтальная гидроизоляция фундаментной монолитной плиты, по периметру выводятся монолитные фундаментные стены. Здесь следует обратить внимание, что плита фундамента делается с выносом на 200…300мм от стен. Т.е. площадь плиты и, соответственно, площадь гидроизоляции, выполненной по плите фундамента, больше, чем площадь основания дома, ограниченного стенами. Это делается для того, чтобы потом надежно состыковать вертикальную гидроизоляцию стен с горизонтальной гидроизоляцией плитного фундамента.
После того, как по плите выведены стены фундамента, получается бетонная коробка, опирающаяся на основание, уже изолированное от воды снизу. Поэтому остается сделать вертикальную гидроизоляцию стен монолитного фундамента, состыковав с уже имеющейся горизонтальной гидроизоляцией фундаментной плиты. Именно этот этап технологии показан на самом верхнем фото этой странице, а также на двух следующих (нажмите, чтобы увеличить).
В этом случае вся подземная часть оказывается в водонепроницаемом «мешке» монолитной гидроизоляции, и тогда дом можно «посадить» даже на болоте и никакой воды в подвале не будет.
Плитный плавающий фундамент
Впрочем, бывает так, что монолитный фундамент выбирается и для дома без подвала. Котлован тогда не нужен и фундамент ограничивается только монолитной плитой.
Такая плита является и основанием дома и полом первого этажа. Поэтому гидроизоляция плиты фундамента «по совместительству» есть и гидроизоляция пола.
Такие плитные фундаменты получили название «плавающих». Т.к. они отливаются существенно выше глубины промерзания (практически на поверхности), то испытывают на себе все деформации, связанные с морозным пучением, т.е. зимой при увеличении объема грунта они поднимаются, а весной, при таянии, осаживаются. Нагрузки со стороны почвы равномерно передаются на плитный фундамент, и он приподнимается и опускается вместе с домом.
Еще недавно плавающий фундамент использовали, как правило, при строительстве павильонов, магазинов, складов, словом там, где не требуется большое возвышение первого этажа над землей. Но на сегодняшний день такой плитный фундамент всё чаще выбирают и те, кто строит загородный дом без подвала на «проблемной» (пучинистой или с высоким уровнем грунтовых вод) почве.
После того, как плита набрала прочность, выполняется гидроизоляция плитного фундамента. Если площадь большая, то рациональнее (быстрее, удобнее, технологичнее, экономичнее, надёжнее) наносить автоматизированным способом жидкую резину Рапидфлекс или ТЕХНОПРОК.
При ручном способе используются однокомпонентные жидкие резины (холодные битумно-полимерные мастики на водной основе) Эластопаз или Эластомикс. Это экологически безопасные материалы, как в процессе нанесения, так и при длительной эксплуатации. Каким образом сделать гидроизоляцию монолитной плиты фундамента, используя кисть, валик или шпатель, на сайте technoprok.ru можно прочитать в статье о битумной гидроизоляции фундамента своими руками.
Прочитать больше, чтобы определиться с выбором ручного или автоматизированного нанесения жидкой пезины применительно для фундаментов, можно на странице сайта technoprok.ru гидроизоляция фундаментов.
Гидроизоляция под фундаментную плиту
Говоря о гидроизоляции фундаментной плиты следует отметить, что правильнее говорить о гидроизоляции под фундаментную плиту. Дело в том, что зачастую гидроизоляция выполняется до того, как отливается монолитная плита.
До заливки плиты фундамента следует уложить слой щебня 100…150мм и слой песка. Затем обязательное уплотнение виброплитами и виброуплотнителями. Затем на уплотненное основание укладываются рулонные битумные материалы либо профилированные мембраны (шипами вниз). Узнать больше об этих мембранах (они также применяются для защиты гидроизоляции и устройства дренажа) можно в разделе нашего сайта про профилированные мембраны TECHNOPROK.
Затем заливается слой 50…100мм тощего бетона. Тощий бетон — это тяжелый материал, в составе которого содержание цемента мало, а наполнителей, т.е. щебня, наоборот, — больше. В итоге получаем основание фундаментной плиты. И гидроизоляция жидкой резиной осуществляется именно по этому тощему бетону. И лишь затем, поверх гидроизоляции укладывается (заливается) сама монолитная плита. Поэтому и получается, что выполнена гидроизоляция под фундаментную плиту.
И еще один нюанс, который следует знать о гидроизоляции фундаментной монолитной плиты. При заливке монолитной плиты или установке арматурного каркаса поверх гидроизоляции по тощему бетону, можно повредить гидроизоляционное покрытие.
Чтобы этого не произошло, поверх гидроизоляции стелят геотекстиль и лишь затем заливают фундаментную плиту. Если же необходма установка арматурного каркаса, то поверх геотекстиля делают стяжку, и лишь затем вяжут арматуру и потом заливают монолитную плиту. Иллюстрацией вышесказанного служит картинка ниже.
Аналогичным образом поступают и тогда, когда требуется гидроизоляция пола.
Как гидроизолировать плитный фундамент?
Я думаю, есть большая разница между поиском воды в недостроенном подвале и поиском воды в шкафу в спальне. Проникновение воды на первый этаж вашего дома должно быть бесконечно более тревожным! Но для домовладельцев с плитным фундаментом это реальная и разрушительная возможность.
Дело в том, что надежных вариантов гидроизоляции домов на плитном фундаменте не существует. Традиционные методы, используемые в подвалах и подвалах, не являются разумными решениями, поскольку они ставят под угрозу устойчивость вашего фундамента (подробнее об этом в следующем разделе). Это делает профилактическое обслуживание первоочередной задачей, если ваш дом имеет плитный фундамент.
Компания Acculevel занимается гидроизоляцией домов и ремонтом фундаментов с момента своего основания в 1996 году. Наши методы гидроизоляции очень эффективны и имеют наилучшую гарантию в отрасли, но они не подходят для плитного фундамента. Мы хотим помочь каждому домовладельцу, который звонит нам, и обе стороны расстраиваются, когда мы не можем этого сделать. В этой статье мы собираемся объяснить, что можно сделать для ремонта домов с плитным фундаментом, а также лучшие методы для домовладельцев, чтобы избежать повреждения водой.
Прежде чем мы начнем, давайте четко определим, что такое плитный фундамент. Если в вашем доме есть подвал или подвальное помещение под ним, у вас нет плитного фундамента. Ваш основной этаж построен на деревянном основании, а плитная часть фундамента находится в подвале. Но если основной уровень вашего дома имеет бетонный пол, у вас плитный фундамент. Ваш дом будет находиться на уровне земли или чуть выше него, а под бетонным полом будут только воздуховоды и водопровод.
Это фото было сделано менеджером проекта Acculevel во время бесплатной оценки. Этот плитный фундамент оседает, и для его ремонта нужны опоры и блочные домкраты.
Почему наши методы гидроизоляции не работают
В подвале или подвале гидроизоляция означает установку дренажной системы и дренажного насоса. Для отвода воды в подвале необходимо разбить пол по периметру, установить соответствующую дренажную плитку, а затем восстановить ее. Дренаж направляется в яму (отверстие, вырытое в полу), в котором находится водоотливной насос. Когда вода стекает в приямок, насос выводит ее за пределы дома по напорной линии.
Это не работает в доме с плитным фундаментом. Начнем с того, что разрушение края пола будет означать, что ваш пол больше не прикреплен непосредственно к фундаменту. Это может создать проблемы с урегулированием плиты, так что вы будете менять одну проблему на другую! Также вероятно, что ваши воздуховоды для вашей системы HVAC находятся под вашим полом, что может быть нарушено установкой дренажа воды. И даже если ни то, ни другое не будет проблемой, я подозреваю, что вам не нужна яма для отстойника на кухне или в ванной. Шоу по реконструкции дома любят подчеркивать желаемые функции, такие как гранитные столешницы или полы с подогревом — ямы для отстойников не входят в этот список.
Если вода проникает в сам воздуховод, вам, вероятно, потребуется перекрыть эти вентиляционные отверстия (обычно путем заполнения цементом) и переделать воздуховод. Переместив воздуховоды на чердак, а вентиляционные отверстия на потолки, вы решите проблему и предотвратите ее повторение. Но если вода попадает в ваш дом через трещину в фундаменте, это можно исправить.
Что делать, если плитный фундамент треснул или осел?
Ваш дом осядет, как бы хорошо он ни был построен. Это результат смещения грунта под тяжестью вашего дома, а также изменений температуры и водонасыщенности. (По сути, все, что влияет на почву на вашей территории, может повлиять и на ваш дом.)
Заселение не является проблемой автоматически. Однако, если вы начнете замечать
трещины в фундаменте
неровные или наклонные полы
трещины в гипсокартоне вокруг окон и дверей
Двери или окна, которые «залипают» при открытии или закрытии
Это признаки того, что у вас проблемы с оседанием.
Существует два различных метода ремонта проседающей плиты фундамента. В зависимости от ситуации и места возникновения проблемы лучшим способом подъема и/или стабилизации фундамента может быть установка плиты или винтовых свай.
Поднятие провисшего пола в плитном фундаменте дома
Если вы заметили, что пол потрескался или неровный, есть большая вероятность, что его нужно поднять на место. Slabjacking — это процесс подъема бетона, который работает быстро и эффективно. В нем используется полиуретановый наполнитель, который впрыскивается через плиту; по мере того, как он вспенивается и затвердевает, он поднимает бетон на место. Покадровое видео ниже иллюстрирует, как делается слэбджекинг:
Спиральные сваи стабилизируют фундамент из оседающей плиты
Если вы заметили трещины вокруг торчащих окон/дверей, это указывает на то, что ваш фундамент оседает слишком далеко или неравномерно, создавая напряжение во всей конструкции. Спиральные сваи — лучший метод ремонта для такого типа проблем.
В этом видео мы демонстрируем, как устанавливается пирс на стене, которую мы построили специально для учебных целей:
Эта фотография была сделана членом экипажа Acculevel во время установки пирса. Эта плита фундамента осела, из-за чего домовладельцу было трудно открыть входную дверь.
Для плитного фундамента необходимо профилактическое обслуживание
Поскольку невозможно обеспечить гидроизоляцию дома из плитного фундамента, очень важно, чтобы домовладельцы принимали меры для предотвращения проникновения воды. Есть три шага, которые вы можете предпринять, чтобы свести к минимуму свои риски:
Оцените и исправьте планировку вокруг вашего дома. Земля должна постепенно отклоняться от вашего дома, способствуя отводу влаги от фундамента.
Грамотно выбирайте ландшафт. Если вы устанавливаете какие-либо декоративные бордюры, убедитесь, что они не будут задерживать воду возле фундамента. Точно так же любые брусчатки или дорожки не должны быть наклонены или наклонены в сторону дома.
Регулярно очищайте желоба и удлиняйте водосточные трубы от фундамента. Мы рекомендуем, чтобы эти удлинители сливались не менее чем в 10 футах от вашего дома. Если это кажется чрезмерным, у нас есть блог, который объясняет это более подробно.
Ваш дом нуждается в ремонте?
Вам следует найти опытную учредительную компанию и договориться о встрече. Перед тем, как подписать контракт на какую-либо услугу, мы настоятельно рекомендуем вам убедиться, что компания пользуется хорошей репутацией, застрахована и аккредитована Better Business Bureau.
Вы впервые нанимаете подрядчика? Не знаете, какие вопросы задать? Пожалуйста, используйте наш блог, чтобы задать вопросы подрядчику. Статья дает вам некоторое представление о том, почему вы должны задавать эти вопросы, и дает ответы Acculevel. Он также поставляется с бесплатно загружаемым контрольным списком вопросов, которые вы можете использовать при собеседовании с любым выбранным вами подрядчиком.
Если вы живете в Индиане или соседних штатах, свяжитесь с Acculevel. Мы можем помочь вам со всем, от удлинения водосточной трубы до винтовых опор, и мы предоставляем бесплатные оценки. Опытный менеджер проекта изучит проблемные области и порекомендует вам наилучший план действий, чтобы ваш дом был крепким и здоровым на долгие годы.
Келли Катер в разделе Ремонт фундамента Гидроизоляция спирального пирса
Гидроизоляция подвала: плита на фундаменте из грунта
12 августа 2012 г. • Мэтью Сток.
Один из клиентов на домашней выставке однажды сказал мне: «Мне никогда не понадобятся услуги вашей компании». Когда я спросил, почему она так уверена, она ответила: «Потому что мой дом построен на плите. У меня нет подвала.
Мой ответ? «Вот, возьми мою карточку. Когда-нибудь он тебе понадобится».
Какая? Что ж, это правда, что ваш подвал не может протекать, если у вас его нет. Но ваш фундамент может протекать в любом месте, где он находится на почве или рядом с ней, будь то на поверхности или в восьми футах под ней. И утечка в плите на фундаменте с большей вероятностью повлияет на ваше жилое пространство, чем в недостроенном подвале.
Плитный фундамент очень распространен в коммерческих зданиях. Методы строительства аналогичны, только в большем масштабе, как и возможные проблемы.
Рассмотрим, как строится плитный фундамент. По периметру нового дома делаются раскопки, и бетонные фундаменты заливаются на несколько футов ниже уровня земли. На эти фундаменты заливаются короткие стены фундамента (называемые «морозными стенами» или «стволовыми стенами») до уровня грунта. Грунт посередине выравнивается, насыпается слой щебня и укладывается пластиковая пароизоляция. Затем заливается и отделывается бетонная плита, образующая первый этаж дома.
Конечно, перед заливкой бетона монтируются трубы и воздуховоды для механических систем дома, поэтому под бетонным полом будут заглублены водопроводные и сливные трубы, электропроводка, а также каналы отопления и охлаждения.
Что происходит, когда попадает вода?
Наиболее вероятно попадание воды в плитный фундамент из-за отверстий в морозостойких стенах для канализационных труб и других механических устройств. Вода также может проникать через стены фундамента так же, как она может просачиваться в подвал – через трещины и стыки бухт. На самом деле, поскольку эти стены часто окружены гравием, а не уплотненной почвой, воде легче проникать внутрь. Это правда, что под полом обычно находится пароизоляция, но пароизоляция предназначена не для защиты от грунтовых вод, а только от водяного пара.
Вода будет просачиваться в жилое помещение через микротрещины в полу, вокруг вентиляционных отверстий и любых других мест, где пол был поврежден механическими системами .
Даже если грунтовые воды останутся под плитой, они могут создать множество проблем с вашими механическими системами. Несмотря на то, что они должны быть герметизированы перед установкой, трубы, кабелепроводы и воздуховоды подвержены проникновению воды:
Электрические цепи могут быть закорочены или разрушены водой;
Дренажи могут создавать резервные копии из-за инфильтрации грунтовых вод; и
Воздуховоды HVAC могут заполняться водой, блокируя поток воздуха, повреждая печи и кондиционеры и способствуя высокому уровню влажности в жилом помещении наверху.
Как можно предотвратить это просачивание?
Многие из тех же методов, которые используются для гидроизоляции подвала, также могут быть использованы для устранения проблем с просачиванием в плитном фундаменте:
Внутренняя дренажная плитка может уменьшить гидростатическое давление и предотвратить попадание воды снизу и повреждение механических систем. Размещение отопительного канала и других механических элементов под плитой усложнит установку, но дренажная плитка будет эффективна, если она установлена ниже уровня любого воздуховода ОВиКВ;
Наружная дренажная черепичная система с наружной гидроизоляционной мембраной, нанесенной на морозостойкие стены, предотвратит дальнейшее проникновение воды через них; и,
Конечно, надлежащий дренаж во дворе и управление водными ресурсами, такие как поддержание водосточных желобов в чистоте и течении, а также расширение водосточных труб вдали от дома, помогут сохранить плиту сухой.
Итак, только потому, что ваш дом был построен на плитном фундаменте, не думайте, что вы вытянули карту «Выйти из тюрьмы бесплатно», когда дело доходит до проблем с просачиванием.
особенности эксплуатации и технология производства
Насосно-компрессорные трубы НКТ используются для добычи полезных ископаемых с помощью буровых вышек. Также их можно использовать для создания компактных небольших артезианских скважин. Они могут отличаться по длине, толщине стенки, материалу и так далее. Консервация, хранение и транспортировка этих деталей нужно осуществлять в соответствии со стандартом ГОСТ. Это повысит срок годности изделий, сделав их более прочными, надежными. Но зачем нужны насосно-компрессорные трубы? Сколько весит стандартная труба НКТ согласно ГОСТ? И как правильно хранить эти детали на складе? В статье эти вопросы будут рассмотрены.
Содержание
1 Принцип работы буровых вышек
1.1 Технология бурения
2 Требования ГОСТ
3 Функции, особенности НКТ
3.1 Вес труб НКТ
4 Особенности эксплуатации и хранения
5 Технология производства
6 Заключение
Принцип работы буровых вышек
Чтобы разобраться в назначении НКТ, нужно знать принцип работы буровых вышек. Для добычи воды, газа и нефти, которые расположены глубоко под землей, применяются буровые установки. Они отличаются друг от друга по множеству параметров — принцип работы, конструкция, эксплуатационные характеристики и другие. Обычно буровая установка состоит из трех элементов — надземная платформа, бурильная колонна и система питания. Также в состав установки могут входить дополнительные элементы — контролирующий пневмопривод, система охлаждения бура, датчики оповещения и так далее.
Технология бурения
На подготовительном этапе геологи проводят разведку, намечают предполагаемое место бурения. Потом монтируется буровая платформа, выполняется тестовый запуск установки. Во время теста проверяются следующие параметры — качество сочленения деталей друг с другом, уровень вибрации, уровень нагрузки на электродвигатель.
Если с платформой все хорошо, выполняется бурение скважины. Для бурения используется бурильная колонна, которая подключена к электрическому двигателю. На конце колонны имеется острый наконечник-долото, который разрушает твердые горные породы.
Во время работы бурильная колонна вращается вдоль своей оси, что приводит к образованию скважины. Одновременно с этим выполняется подача отработанного грунта на поверхность. Современные установки оснащаются системой подачи защитных химикатов, которые минимизирует риск повреждения буровой колонны.
После создания скважины необходимо выполнить ее фиксацию. Для решения этой задачи может использоваться две технологии. В первом случае в скважину устанавливается дополнительная труба, которая создает зазор между колонной и самой трубой. В этот зазор заливается мягкие смеси, которые быстро затвердевают. На практике этот метод применяется редко. Во втором случае в скважину монтируется обсадной трубопровод, который обладает толстыми стенками и может выдержать любые нагрузки.
После укрепления скважины в обсадной трубопровод вводятся трубы для откачки полезных ископаемых или воды. В качестве такой трубы могут применяться НКТ. Перед их введением в скважину они скрепляются с помощью скважин-муфт, которые превращают отдельные трубы НКТ в единую компрессионную колонну. Для добычи полезных ископаемых запускается электрических двигатель, что приводит перекачиванию нефти или газа из скважины на поверхность. На буровой платформе полезные ископаемые упаковываются в емкости (бочки, резервуары, чаны).
Обратите внимание, что труба НКТ может использоваться и по другим сценариям. Простой пример: трубопровод можно настроить не на всасывание жидкостей, а на их распыление. Эта технология позволяет проводить нагнетание жидкостей, что может пригодиться в некоторых сферах человеческой деятельности. Примеры — ремонт скважин, геологическая разведка, локальное увеличение давления, создание дополнительных притоков к основной скважине.
Требования ГОСТ
Труба НКТ используется для транспортировки жидких, газообразных веществ из скважин на поверхность. В техническом плане они представляют собой обычные бесшовные трубы. Согласно ГОСТ они должны обладать следующими свойствами:
Высокая прочность. Во время работы добывающей платформы по трубопроводу под давлением будут проходить жидкости и газы. Нужно чтобы трубопроводная установка сохраняла свою прочность и не растрескивалась. Даже небольшие течи или трещин приведут к полной разгерметизации установки, что может привести к выходу из строя всей платформы.
Устойчивость к растяжению. Большинство современных скважин не являются полностью прямыми. Это вызвано различными причинами: недостатки бурения, изменение формы скважины в связи с движением земли и так далее. Важно, чтобы трубы сохраняли свою форму и не растрескивались при изгибе. В случае низкой устойчивости к растяжению колонна может дать течь, что приведет разрушению системы.
Плотность, герметичность. Материал, из которого изготовлены трубопровод, должен быть плотным и герметичным. Особенно критичен фактор для концов установки, на которые будет наноситься резьба. Если материал будет пластичным, то резьба выйдет некачественной. Из-за этого нарушится герметичность швов, что может привести к разгерметизация системы.
Коррозийная устойчивость. По трубопроводу во время работы буровой установки будет проходить большое количество жидкости или пара. Это может привести к образованию ржавчины, что приведет к разрушению трубной колонны. Для изготовления НКТ применяется высокоуглеродистая сталь, которая содержит легирующие добавки на основе хрома. Этот компонент препятствует образованию ржавчины, а также стимулирует образование защитной оксидной пленки на поверхности металла. Благодаря этому установка не растрескивается и не ржавеет во время работы вышки.
Функции, особенности НКТ
Основные функции насосно-компрессионных трубопроводов — извлечение жидкостей и газов из скважин, поддержание пластового давления, капитальный ремонт скважин. В качестве исходного материала обычно используется сталь со средним или высоким содержанием углерода. Также могут применяться другие материалы — пластик, алюминий, медь + различные сплавы. Подобные трубопроводные системы будут обладать низкой прочностью, поэтому НКТ из этих материалов применяются только в случае небольших скважин (дачные участки, небольшие артезианские скважины). Для добычи полезных ископаемых трубы прикрепляются друг друга, образуя единую колонну.
Для соединения отдельных элементов друг с другом используются следующие технологии:
Резьбовое соединение. Данная технология применима только в том случае, если на концах труб имеется резьба (наносится на заводе). Для соединения двух отдельных деталей применяется муфта НКТ, которая имеет внутреннюю резьбу. Для соединения концы трубопроводов зачищаются с помощью полировочных инструментов. Потом на одну трубу навинчивается муфта НКТ (на половину резьбы). После этого вторая труба НКТ также закручивается в муфту. При необходимости проводится дополнительная регулировка деталей, чтобы обеспечить герметичность соединения.
Сварка или пайка. Эта технология применяется в том случае, если концы труб не имеют резьбы (либо ее качество низкое). Для соединения детали располагают близко друг к другу — потом с помощью сварочного аппарата они соединяются. Может применяться любой метод сварки — автомат, полуавтомат, электродуговой метод и другие. Основная сложность сварки заключается в том, что трубопроводные детали обычно сделаны из стали. Поэтому концы придется нагревать до высоких температур, что усложняет техническую процедуру. На практике сварочная технология используется редко в связи с ее сложностью.
Вес труб НКТ
Вес трубы НКТ зависит от трех параметров — общий диаметр, толщина стенок и типовая длина. Популярны компрессионные НКТ73-5,5 и НКТ89-7 — числа означают диаметр сечения, толщину стенки. Длинные толстостенные трубы обладают большим весом, тогда как короткие тонкие детали будут иметь небольшую массу.
Диаметр сечения (мм)
Толщина стенки (мм)
Типовая длина (м)
Примерный вес (кг)
73
5,5
2
19
73
5,5
3
28,5
73
5,5
4
38
89
7
2
29,5
89
7
3
44
89
7
4
58,5
Особенности эксплуатации и хранения
Рассмотрим некоторые особенности эксплуатации, хранения НКТ:
Использование смазки. Перед монтажом насосно-компрессорной колонны необходимо смазать конец НКТ защитной смазкой. Тип смазки зависит от характера скважины, типа обсадной трубы и категории металла, из которого сделан трубопровод. Смазку нужно наносить аккуратно в соответствии с правилами дозировки. Недостаток смазки или ее избыток негативно влияют на прочность конструкции, а также усложняют ее монтаж.
Сварочная защитная среда. Пайку следует проводить в защитной среде (аргон). Если защитный газ не использовать, то есть риск, что по время сварки будут повреждены металлические края детали. Это серьезно повышает вероятность коррозии, которая приведет к деформации и растрескиванию насосной колонны.
Удаление трубы из системы. В случае длительного простоя буровой платформы необходимо обязательно демонтировать НКТ. Ведь края трубы находятся в постоянном контакте с жидкой средой, что может привести к коррозии. После демонтажа необходимо промыть установку и смазать ее защитной смазкой. Проверить отсутствие повреждений, трещин, коррозийный участков.
Хранить трубы НКТ можно в любом сухом прохладном месте. Лучше упаковать их в специальные блоки из дерева, пластика и металла. Лучше всего хранить такие блоки на складе с хорошей вентиляцией. В соответствии с правилами ГОСТ на каждую запчасть должна быть нанесена отметка. Она должна содержать все важные данные о детали — маркировка, тип, краткие сведения о производителе, информация о рабочих, ответственных за ее изготовление в цеху. Блоки с трубами разрешается транспортировать любым удобным способом (с помощью грузовиков или поездов, самолетами, водным транспортом и так далее). В случае продажи по требованию покупателя необходимо выполнить контрольные процедуры, доказывающие, что детали находятся в надлежащем состоянии.
Технология производства
Трубы НКТ делаются в несколько этапов:
Изготовление трубы стандартного типа. После выплавки металла формируется полая заготовка-полуфабрикат, которая попадает в трубопрокатный цех. Здесь из заготовки формируется полноценная деталь методом холодного или горячего проката. В конце выполняется закалка запчасти, а также ее охлаждение (при необходимости). Если запчасть будет какое-то время храниться в цеху, то на нее наносится промежуточная маркировка в соответствии с правилами ГОСТ.
Подготовительные работы. Теперь готовая трубопроводная деталь попадает в производственный цех. Здесь запчасть обезжиривается, а потом выполняется ее зачистка. Для зачистки применяется шлифовальная техника, ручная обработка применяется редко в связи с ее низкой эффективностью.
Нанесение резьбы на один конец. После обработки выполняется контрольная ультразвуковая дефектоскопия. Если с запчастью все хорошо, на один из ее краев наносится резьба с помощью специальных инструментов. Сразу же после нанесения резьбы проводится повторная дефектоскопия, которая позволяет установить качество резьбы. Если все хорошо, на конец детали монтируется муфта НКТ. Потом выполняется водная прочистка установки.
Нанесение резьбы на второй конец. Теперь рабочий с помощью инструментов наносит резьбу на другой конец детали. Потом он выполняет контрольную дефектоскопию, а проверка выполняется два раза, поскольку на данный конец не будет монтрироваться защитная муфта. Если с запчастью все хорошо, на резьбу навинчивается защитный кожух-протектор.
В конце выполняется финальная обработка, упаковка, транспортировка. По завершении всех работ готовая запчасть промывается и проверяется на наличие дефектов, повреждений, царапин. Также выполняется контрольное взвешивание и наносится маркировка ГОСТ. Если все хорошо, запчасть проходит процедуру консервации. В конце она упаковывается в металлические, пластиковые или деревянные блоки для хранения на складе.
Заключение
Трубы НКТ представляют собой пустотелые бесшовные тела цилиндрической формы из высокоуглеродистой стали с добавлением вольфрама и хрома. Эти детали используют для изготовления насосных колонн, которые используются для добычи нефти, газа и воды при помощи технологии бурения скважин. Трубы скрепляются друг с другом с помощью сварки или резьбовых муфт.
Для добычи полезных ископаемых делается скважины, в которую устанавливается обсадная труба — в нее монтируется труба НКТ. По ГОСТ все трубопроводы должны обладать высокой прочностью, устойчивостью к растяжению, гибкостью, высокой устойчивостью к коррозии.
Используемая литература и источники:
Металловедение для машиностроения. Справочник: моногр. / К.Г. Шмитт-Томас. — М.: Металлургия, 1995.
Гидротехнические сооружения / М.М Гришин. — М.: М. Издательство литературы по строительству и архитектуре; Издание 2-е
Монтаж систем внешнего водоснабжения и канализации / ред. А.К. Перешивкин, А.А. Александров, Н.Я. Далматова, и др.. — M.: Стройиздат
Независимо от номера спецификации все трубы определенного размера имеют одинаковый наружный диаметр (несмотря на производственные допуски). Чем выше график, тем больше толщина стенки и внутренний диаметр (внутренний диаметр) меньше.
Мы специально отказываемся от каких-либо явных или подразумеваемых гарантий относительно информации на этих страницах. Никто, связанный с этим сайтом, не будет нести ответственности за убытки, ущерб или травмы, возникшие в результате использования любой информации, найденной на этой или любой другой странице этого сайта.
На этой странице много листов данных, и систематизировать их было сложно. Для простоты таблицы данных организованы по материалам, а затем по спецификации труб.
Зубчатые колеса, шкивы, звездочки и другие вращающиеся детали машин устанавливаются на валах и осях. Между этими двумя элементами механизмов имеется существенное различие, заключающееся в функциональном назначении и некоторым другим признакам.
Вал предназначен для передачи вращающего момента вдоль своей оси, а также для поддержания расположенных на нем деталей и восприятия всех действующих на эти детали внешних нагрузок.
В отличие от вала, ось только поддерживает установленные на ней детали и воспринимает действующие на них нагрузки, кроме вращающего момента, т. е. не испытывает деформацию кручения. Оси могут быть неподвижными (например, неподвижная ось в виде цапфы автомобильного колеса на управляемом мосту) или подвижными, т. е. вращаться вместе с размещенными на них деталями (ось колесной пары железнодорожного вагона).
Классификация валов более обширная – они могут различаться по нескольким признакам.
***
Классификация валов
По назначению валы делят на коренные, передаточные, трансмиссионные, гибкие и торсионные.
Коренные валы несут основные рабочие узлы машины (коленчатый вал двигателя, ротор турбины и т. п.).
Передаточные валы несут детали передач (зубчатые колеса, шкивы, звездочки и т. п.). В отличие от коренного вала передаточные служат для выполнения промежуточной функции в агрегатах машины при передаче крутящего момента. Так, передаточными валами являются первичный и вторичный валы КПП, валы главной передачи, раздаточной коробки и т. п.
Трансмиссионные валы служат для передачи вращающего момента между отдельными агрегатами и рабочими узлами машины. Примеры трансмиссионных валов: карданная передача, полуоси, ведущие валы с шарнирами равных угловых скоростей в легковых автомобилях с передними ведущими колесами и т. п.
Гибкие (гибкие проволочные) валы допускают передачу вращающего момента при значительных перегибах оси. Такие валы встречаются, например, в контрольно-измерительных приборах (трос спидометра), механизированном инструменте (вал бормашины стоматолога).
Торсионные валы (торсионы) – валы малых диаметров, служащие для передачи вращающих моментов. Такие валы допускают закручивание относительно оси на значительные углы.
По форме геометрической оси валы подразделяют на прямые и непрямые – коленчатые и эксцентриковые. Примером эксцентрикового вала может служить вал газораспределительного механизма двигателя внутреннего сгорания.
Оси, как правило, изготавливают прямыми. По конструкции прямые валы и оси мало отличаются друг от друга.
Прямые валы и оси могут быть гладкими или ступенчатыми. Ступенчатая форма способствует равномерной напряженности вала по длине, а также упрощает монтаж деталей, расположенных на нем.
По форме поперечного сечения валы и оси бывают сплошные и полые (с осевыми отверстиями). Полые валы применяют для уменьшения массы или для размещения внутри них других деталей или элементов конструкции, а также для подвода масла смазочной системы.
По внешнему очертанию поперечного сечения валы разделяют на шлицевые и шпоночные, имеющие на некоторой длине шлицевой профиль или профиль со шпоночным пазом.
***
Конструктивные элементы осей и валов
Отдельные элементы валов и осей имеют специфические названия. В частности, опорные части валов и осей, т. е. участки, которыми вал или ось опирается на подшипник, принято называть цапфами. При этом различают следующие виды цапф – шипы, шейки и пяты.
Шипом называют цапфу, расположенную на конце вала или оси и передающую преимущественно радиальную силу.
Шейкой называют промежуточную цапфу вала или оси. Как и шип, шейка передает, преимущественно, радиальную силу.
Опорами для шипов и шеек служат подшипники скольжения или качения.
Шипы и шейки по форме могут быть цилиндрическими, коническими или сферическими. В большинстве случаев применяют цилиндрические цапфы.
Пятой называют цапфу, передающую осевую силу. Опорами для пят служат подпятники. Пяты по форме бывают кольцевыми, сплошными и гребенчатыми. Гребенчатые пяты применяются редко.
Посадочные поверхности валов и осей под ступицы насаживаемых деталей выполняют цилиндрическими или коническими. Конические концы валов чаще всего изготавливают с конусностью 1:10. Конусные поверхности валов применяют для облегчения монтажа устанавливаемых на вал тяжелых деталей, быстрой их смены, для повышения точности центрирования деталей и обеспечения требуемого натяга при сборке.
Переходные участки ступенчатых валов и осей между двумя ступенями разных диаметров выполняют с канавкой со скруглением шириной 3…5 мм и глубиной 0,25…0,5 мм, с галтелью постоянного максимально возможного радиуса или с галтелью переменного радиуса (галтель – поверхность плавного перехода от ступени меньшего сечения к большему). Назначение переходных участков валов и осей – уменьшение концентрации напряжений в местах изменения формы сечения этих деталей. Для повышения несущей способности валов и осей часто выполняют деформационное упрочнение галтелей наклепом.
***
Критерии работоспособности валов и осей
Основными критериями работоспособности валов и осей являются прочность и жесткость. Валы и вращающиеся оси при работе испытывают циклически изменяющиеся напряжения. Прочность оценивают коэффициентом запаса прочности при расчете валов и осей на сопротивление усталости, а жесткость – прогибом, углами поворота или закручивания сечений в местах установки деталей.
Практикой установлено, что разрушение валов и осей быстроходных машин в большинстве случаев носит усталостный характер, поэтому основным является расчет на сопротивление усталости.
Основными расчетными силовыми факторами являются вращающие Т и изгибающие М моменты. Влияние растягивающих и сжимающих сил на прочность незначительно, и их в большинстве случаев не учитывают.
***
Проектировочный и проверочный расчеты валов и осей
При проектировании валов и осей выполняют проектировочный расчет на статическую прочность с целью ориентировочного определения диаметров ступеней. При проектировочном расчете валов редуктора обычно определяют диаметры концевых сечений входного и выходного валов, а для промежуточных валов – диаметр в месте посадки колес.
Диаметр расчетного сечения вала определяют по формуле, известной из курса сопротивления материалов:
d3 ≥ 103(Мк/0,2[τ]к),
где Мк = Т – крутящий момент, действующий в расчетном сечении, Нм; [τ]к – допускаемое напряжение при кручении для материала вала, МПа.
Полученный расчетный диаметр вала округляют до ближайшего диаметра стандартного ряда по ГОСТ.
Проектировочный расчет осей чаще всего выполняют аналогично расчету балок с шарнирными опорами обычными методами сопротивления материалов.
Проверочный расчет валов и осей проводят на сопротивление усталости и на жесткость. Проверочный расчет выполняют после окончательной разработки конструкции вала или оси на основе проектировочного расчета. Проверку на сопротивление усталости производят по коэффициенту запаса прочности по максимальной длительно действующей нагрузке без учета кратковременных пиковых нагрузок (например, в период пуска).
Расчет валов на жесткость выполняют в случае, когда деформации (линейные или угловые) неблагоприятно влияют на работу сопряженных с валом деталей (зубчатых колес, подшипников и т. п.). Различают изгибную и крутильную жесткость вала. Изгибная жесткость оценивается прогибом вала, крутильная – углом закручивания.
Проверочный расчет осей на сопротивление усталости и изгибную жесткость выполняют аналогично расчету валов, с учетом того, что для осей Мк = 0.
При разработке конструкции валов или осей рекомендуется детали, располагаемые на них, размещать по возможности ближе к опорам для уменьшения изгибающих моментов.
С целью уменьшения мест концентрации напряжений следует избегать излишних ступеней, отверстий и шпоночных пазов, а также других отклонений формы поперечного сечения вала или оси. Переходные участки следует выполнять в виде галтелей или канавок со скруглениями.
***
Подшипники
Главная страница
Страничка абитуриента
Дистанционное образование
Группа ТО-81
Группа М-81
Группа ТО-71
Специальности
Ветеринария
Механизация сельского хозяйства
Коммерция
Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
Инженерная графика
МДК.01.01. «Устройство автомобилей»
Карта раздела
Общее устройство автомобиля
Автомобильный двигатель
Трансмиссия автомобиля
Рулевое управление
Тормозная система
Подвеска
Колеса
Кузов
Электрооборудование автомобиля
Основы теории автомобиля
Основы технической диагностики
Основы гидравлики и теплотехники
Метрология и стандартизация
Сельскохозяйственные машины
Основы агрономии
Перевозка опасных грузов
Материаловедение
Менеджмент
Техническая механика
Советы дипломнику
Олимпиады и тесты
«Инженерная графика»
«Техническая механика»
«Двигатель и его системы»
«Шасси автомобиля»
«Электрооборудование автомобиля»
Валы и оси
Категория:
Крановщикам и стропальщикам
Публикация:
Валы и оси
Читать далее:
Подшипники
Валы и оси
Что называется валом?
Валом называется деталь, вращающаяся в подшипниках и предназначенная для поддержания на ней цщивов, маховиков, зубчатых колес и для передачи вращающего момента.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Вал: 1 — шип; 2 —шейка
Как подразделяются валы по геометрической форме?
По геометрической форме валы делятся на прямые, коленчатые и гибкие, а по типу сечения подразделяются на сплошные и полые. Полые валы применяется в тех случаях, когда надо уменьшить массу или пропустить через отверстие вала другую деталь (рис. 1).
Что называется цапфой?
Часть вала Или оси, которая находится в подшипнике (опоре), называется цапфой. Цапфа, находящаяся на конце вала или оси, называется шипом. Цапфа, расположенная в промежутке между другими участками вала, называется шейкой.
Что называется осью?
Осью называется деталь, поддерживающая раздающиеся части, но не передающая движение. Оси бывают неподвижные и подвижные.
Что называется галтелью?
Поверхность плавногб перехода от одной ступени оси или вала (если они ступенчатые) к другой, соседней, ступени называется галтелью.
Из какого материала изготовляют валы и оси?
Валы и оси изготовляют в основном из углеродистых и легированных конструкционных сталей, так как они должны обладать высокой прочностью и хорошо обрабатываться на станках.
—
Валы и оси выполняются в виде стержней различных сечений. Оси поддерживают вращающиеся части машин; они могут быть вращающимися и неподвижными. Валы не только поддерживают вращающиеся части машин, но и передают вращение. Валы и оси изготовляются из проката, поковок и штамповок путем обработки -на металлорежущих станках.
Ответственные валы проходят термическую обработку, которая улучшает качество и увеличивает арок их службы. Валы рассчитывают на прочность (изгиб и кручение), жесткость и колебание (резонанс).
Рис. 2. Валы и оси а — вал; б — неподвижная ось; в — вращающаяся ось
Шейки, шипы и пяты. Части валов и осей, передающие поперечные нагрузки на опоры, называются шейка-м и (если они являются промежуточными участками) и шипами (если они являются концевыми). Части валов и осей, передающие продольные нагрузки на опоры, называются пятами. Различают пяты: верхние, нижние и средние. Шипы чаще всего изготовляются цилиндрическими, коническими, а также и шаровыми (при значительных изменениях положения геометрической оси вала).
Рис. 3. Схемы опорных частей , осей и валов а — шейка, ограниченная буртиками; б — цилиндрический шип; в — цилиндрическая пята; г — кольцевая (гребенчатая) пята; д — шаровая пята
Шейки протачиваются и обычно имеют диаметр меньший, чем диаметр вала, или отделяются от вала буртиками. Пяты бывают цилиндрические, гребенчатые и шаровые.
Валы
: определение, типы и применение
Вал определяется как вращающийся элемент машины, обычно круглого сечения, который используется для передачи мощности от одной части к другой или от машины, производящей энергию, к машине, поглощающей мощность.
Вал является важным элементом машин. Они поддерживают вращающиеся детали, такие как шестерни и шкивы, и сами поддерживаются подшипниками, установленными в жестком корпусе машины.
Валы выполняют функцию передачи мощности от одного вращающегося элемента к другому, поддерживаемому им или соединенному с ним. Таким образом, они подвергаются крутящему моменту из-за передачи мощности и изгибающему моменту из-за реакции элементов, которые на них поддерживаются.
Валы следует отличать от осей, которые также поддерживают вращающиеся элементы, но не передают мощность.
Валы всегда имеют круглое поперечное сечение и могут быть сплошными или полыми. Валы делятся на прямые, коленчатые, гибкие и шарнирные. Прямые валы чаще всего используются для передачи мощности.
Такие валы обычно изготавливаются в виде ступенчатых цилиндрических стержней, то есть они имеют различные диаметры по всей длине, хотя валы постоянного диаметра было бы легко изготовить. Ступенчатые валы соответствуют величине напряжения, которое меняется по длине.
Кроме того, валы одинакового диаметра не подходят для сборки, разборки и технического обслуживания, такие валы усложнили бы крепление устанавливаемых на них деталей, в частности подшипников, имеющих ограничение от скольжения в осевом направлении.
При определении формы ступенчатого вала следует учитывать, что диаметр каждого поперечного сечения должен быть таким, чтобы каждая насаженная на вал часть имела удобный доступ к своему посадочному месту.
Материал, используемый для вала ts
Материал, используемый для обычных валов, представляет собой мягкую сталь. Когда требуется высокая прочность, используется легированная сталь, такая как никелевая, никель-хромовая или хромованадиевая сталь. Валы, как правило, формируются путем горячей прокатки и обрабатываются по размеру путем холодной вытяжки или токарной обработки и шлифования.
Материал, используемый для валов, должен обладать следующими свойствами:
Он должен обладать высокой прочностью.
Должна быть хорошая механизация.
Должен иметь низкий коэффициент чувствительности.
Должен иметь хорошие свойства термообработки.
Должен обладать высокими износостойкими свойствами.
В качестве материалов для обычных валов используется углеродистая сталь марок 40 С8, 45 С8, 50 С4 и 50 С12.
Производство Ша fts
Валы обычно изготавливают горячей прокаткой и придают форму холодным волочением или точением и шлифованием. Холоднокатаные валы прочнее горячекатаных, но имеют более высокие остаточные напряжения.
Остаточное напряжение может вызвать деформацию валов при механизации, особенно при нарезании пазов или шпонок. Валы большего диаметра обычно куют и обрабатывают на токарном станке.
Типы валов
Валы в основном подразделяются на два типа:
Валы трансмиссии используются для передачи мощности между источником и машиной, поглощающей мощность. например, промежуточные валы, линейные валы и все заводские валы.
Валы машины являются неотъемлемой частью самой машины. например, коленчатый вал
Полуоси используются в транспортных средствах.
Вал шпинделя представляет собой вращающийся вал с приспособлением для удержания инструмента или заготовки.
Связанный: 1. Что такое коленчатый вал? 2. Что такое ось в автомобиле?
Стандартные размеры валов:
Стандартные размеры валов трансмиссии :
от 25 до 60 мм с шагом 5 мм
от 60 мм до 1910 мм с шагом 104 мм 90 10 30 мм с шагом 104 мм
до 140 мм с шагом 15 мм и
от 140 мм до 500 мм с шагом 20 мм
Стандартная длина валов 5 м, 6 м и 7 м.
Стандартные размеры Машинные валы :
До 25 мм с шагом 0,5 мм
Преимущества валов:
Система вала менее подвержена заклиниванию.
Меньше обслуживания, чем у цепной системы, когда к приводному валу прикреплена трубка.
Полый вал имеет меньший вес по сравнению со сплошным валом при одинаковой передаче крутящего момента.
Внутренняя форма полого вала полая, поэтому требуется меньше материалов.
Прочный вал с низкой вероятностью поломки.
Высокий полярный момент инерции
Высокая прочность на кручение
Недостатки валов:
Потеря мощности из-за слабой муфты.
Валы могут вибрировать при вращении.
Производил постоянный шум
Затраты на техническое обслуживание и производство были высокими.
Производственный процесс сложен.
Время простоя увеличилось из-за механических проблем.
Использование гибких муфт, таких как муфта с листовой пружиной, может привести к потере скорости между валами.
Изменить скорость оказалось не так просто.
Масло капает из верхнего вала.
Часто задаваемые вопросы.
Что такое вал?
Вал представляет собой вращающийся элемент машины с длинной рукоятью копья или аналогичного оружия, обычно круглого сечения, который используется для передачи мощности от одного вращающегося элемента к другому, поддерживаемому им или соединенному с ним.
Какие бывают типы валов?
Типы валов: 1. Передаточные валы используются для передачи мощности между источником и машиной, поглощающей мощность. например, промежуточные валы, линейные валы и все заводские валы. 2. Валы машины являются неотъемлемой частью самой машины. например, коленчатый вал 3. Полуоси используются в транспортных средствах. 4. Вал шпинделя представляет собой вращающийся вал с приспособлением для удержания инструмента или заготовки.
Каково назначение механического вала?
Термин «вал» обычно относится к компоненту круглого поперечного сечения, который вращается и передает мощность от приводного устройства, такого как двигатель, через машину. Валы могут нести шестерни, шкивы и звездочки для передачи вращательного движения и мощности через сопряженные шестерни, ремни и цепи.
Что делает механический вал?
Механический вал представляет собой элемент механической передачи мощности, обычно круглый в поперечном сечении, сплошной или полый, который передает крутящий момент и вращательное движение от одного устройства к другому.
Что такое вал и его применение?
Термин «вал» обычно относится к компоненту круглого поперечного сечения, который вращается и передает мощность от приводного устройства, такого как двигатель, через машину. Валы могут нести шестерни, шкивы и звездочки для передачи вращательного движения и мощности через сопряженные шестерни, ремни и цепи.
Читайте также
Что такое шпонка вала?
Что такое муфта или муфта вала?
Что такое коленчатый вал?
Что такое ось в автомобиле?
Категории Оборудование Теги Распределительный вал, Коленчатый вал, Механическая передача энергии, Вал
Типы валов: определение, применение, материалы, размер, использование, конструкция, преимущества и недостатки мощность от одной части к другой или от машины, производящей энергию, к машине, поглощающей энергию. Для передачи мощности один конец вала соединяется с источником энергии, а другой конец вала соединяется с машиной. Вал может быть сплошным или полым в зависимости от требований, полый вал помогает снизить вес и обеспечивает преимущество.
Общее описание вала
Валы являются одним из очень важных элементов, используемых в машинах. Они предназначены для поддержки вращающихся частей, таких как шкивы и шестерни, и поддерживаются подшипниками, установленными в жестком корпусе машины. Шестерни и шкив, установленный на валу, помогают передавать движение. Многие другие вращающиеся элементы крепятся на вал с помощью шпонки. Они подвергаются изгибающему моменту и крутящему моменту из-за реакции на элементы, поддерживаемые валом, и крутящего момента из-за передачи мощности. Валы всегда имеют круглое поперечное сечение и могут быть как полыми, так и сплошными.
Валы могут быть коленчатыми, прямыми, шарнирными или гибкими, но прямые валы обычно используются для передачи мощности.
Валы, как правило, конструируются как цилиндрические стержни с закруглением, поэтому они имеют разные диаметры по всей длине, хотя валы постоянного диаметра легко изготовить. Величина напряжения в ступенчатых валах зависит от их длины. Валы одинакового диаметра не поддаются разборке, сборке, техническому обслуживанию и создают сложности при креплении подогнанных к ним деталей специально подшипников.
Типы валов
Различные типы валов: (Типы шпонок вала)
1. Трансмиссионный вал
Эти ступенчатые валы используются для передачи мощности от одного источника к другому, поглощающего энергию машины. сила. На ступенчатой части вала установлены шестерня, ступица или шкив для передачи движения. Пример: верхние валы, линейные валы, промежуточные валы и все заводские валы.
2. Полуось
Эти валы поддерживают вращающийся элемент, такой как колесо, и могут входить в корпус с подшипником, но ось не вращается. В основном они используются в транспортных средствах. Пример: ось в автомобиле.
3. Вал шпинделя
Это вращающаяся часть машины; он содержит инструмент или рабочее пространство. Это короткий вал, который используется в машинах. Пример: шпиндель токарного станка.
4. Вал машины
Эти валы находятся внутри узла и являются неотъемлемой частью машины. Пример: Коленчатый вал в двигателе автомобиля представляет собой машинный вал.
Материалы, используемые для вала
Обычно для изготовления вала используется мягкая сталь. Если требуется высокая прочность, то используется легированная сталь, такая как никель-хромовая, никелевая, хром-ванадиевая сталь. Они обычно формируются путем горячей прокатки и холодного волочения и шлифования.
Материалом, который обычно используется для обычных валов, является углеродистая сталь марок 50 С12, 50 С4, 45 С8, 40 С8.
Материалы, используемые для вала, должны иметь следующие свойства:
Материал должен обладать высокой прочностью.
Материал должен иметь высокую износостойкость.
Материал должен обладать свойствами термообработки.
Материал должен обладать хорошей механизацией.
Материал должен иметь низкий коэффициент чувствительности к надрезу.
Стандартные размеры валов
Машинный вал
До 25 мм с шагом 0,5 мм.
Трансмиссионный вал
Стандартный размер вала — Шаги размеры
25 мм до 60 мм — 5. Стадия
9000 20 MM. от 110 мм до 140 мм – шаг 15 мм
от 140 мм до 500 мм – шаг 20 мм
Стандартные размеры валов машин до 25 мм с шагом 5 мм. Для валов стандартная длина составляет 5 м, 6 м и 7 м, но обычно принимается от 1 до 2 м.
Изгибающие напряжения сжимающего или растягивающего характера, вызванные силами, действующими на такие элементы машины, как шкивы и шестерни, а также собственным весом вала.
Комбинированное напряжение из-за изгибающих и скручивающих нагрузок.
Расчетные напряжения
Максимально допустимые напряжения сдвига составляют:
56000 кН/м2 для валов с учетом шпоночных пазов.
42000 кН/м2 для валов без припуска на шпоночные пазы.
Максимально допустимые напряжения изгиба составляют:
112000 кН/м2 для валов с учетом шпоночных пазов.
84000 кН/м2 для валов без припуска на шпоночные пазы.
Производство валов
Валы изготавливаются методом горячей прокатки. Прочность вала выше при холодной прокатке по сравнению с горячей прокаткой, но холодная прокатка приводит к высоким остаточным напряжениям, что приводит к деформации вала при механической обработке. Процесс ковки используется для изготовления валов большего диаметра. После прокатки валы затем подвергаются процессу торцевой обработки, при котором один конец вала нагружается на контроль, а другой конец вала поддерживается револьверной головкой токарного станка. Для чистовой обработки вала инструмент удерживает стойку инструмента, и при включении питания патрон начинает вращать вал.
Циферблатный индикатор используется для проверки концентричности вала перед его механической обработкой, и многие операции, такие как токарная обработка, торцевание, нарезание канавок, конусная токарная обработка и т. д., выполняются в зависимости от использования.
Такие приложения, как большие объемы, ЧПУ лучше всего подходят для конечного рабочего процесса. И это также может быть выполнено с двухсторонним станком с ЧПУ, в котором вал удерживается между вращающимся инструментом и приспособлениями для обработки. Для достижения концентричности и округлости вращающиеся инструменты должны быть обращены друг к другу по средней линии. Трансмиссионные валы и двигатели обычно изготавливаются с помощью этого процесса.
Передача мощности через вал
Мы знаем, что валы используются для передачи мощности, поэтому формула, используемая для расчета передачи мощности: скорость в оборотах в минуту (об/мин)
T крутящий момент в Нм.
Скорость вала, используемого для различных применений
Применение – – Скорость в об/мин
Машины — 100 — 200
Деревянный механизм — 250 — 700
Текстильная промышленность — 300 — 800
Световой машины — 150 — 300
. два разных процесса, которые основаны на различных соображениях нагрузки:
1. Расчет вала на основе прочности
Валы трансмиссии обычно подвержены изгибающему моменту, крутящему моменту, осевой растягивающей силе и их комбинациям. Как правило, валы подвергаются комбинированному нагружению крутильными и изгибающими напряжениями.
Вал, подвергнутый растягиванию напряжения
растягивающие напряжения = P/ A
Где, a = (π/ 4) x D²
Dis диаметр вала в MM
11111188888888888888888888888888 8888 888 подвергается изгибающему моменту
Напряжение изгиба = (Mb x Y)/ I
Где,
Mb = изгибающий момент
Y = D/ 2, где D — диаметр
I = момент инерции = (π x D⁴)/ 64
Вал, находящийся под действием крутящего момента
Напряжение кручения = Mt x R/J
Где,
Mt = крутящий момент
R = D/ 90 J 2, где D — диаметр момент инерции = (π x D⁴)/ 32
2. Проектирование вала по принципу жесткости
Трансмиссионный вал считается жестким по жесткости на кручение, если вал не слишком сильно скручивается.
{Mt/J} = {(G x ө)/L}
Где,
Mt = крутящий момент в Н – мм
Дж = полярный момент инерции = (π x D⁴)/ 32
D = диаметр вала в мм
Ө = угол закручивания
G = Модуль жесткости в Н/мм²
Преимущества валов
Вероятность заклинивания меньше.
Требуют меньше обслуживания по сравнению с цепной системой.
Обладают высокой прочностью на кручение.
Имеют высокое значение полярного момента инерции.
Они очень прочные и с меньшей вероятностью выйдут из строя.
Внутренняя форма полого вала полая, поэтому требуется меньше материала.
Полый вал имеет меньший вес по сравнению со сплошным валом при одинаковом значении передачи крутящего момента.
У них большой радиус вращения.
Недостатки валов
Из-за неплотного соединения имеют потери мощности.
Они вибрировали при вращении.
Создают постоянный шум.
Высокие затраты на производство и обслуживание.
Сложный в производстве.
Изменить скорость вращения вала непросто.
Из-за механических проблем время простоя увеличивается.
Масло капает из верхнего вала.
Использование гибких муфт, таких как рессорная муфта, может привести к потере скорости между валами.
Богатство Идей, Новизна, Оптимизм и Мудрость Рождению гениев пусть помогает трудность.
Трудности эти уже превратились в смыслы. Борьба, Интерес, Наука, Ответственность, Мысли…
Тивикова С.К., зав. каф. начального образования НИРО
Обратная связь
Отправить сообщение с сайта
Партнёры
Главная
>
Методист
>
Авторские мастерские
>
Технология
>
Бешенков С. А.
Технология производства металлов (к параграфу 7)
В природе большинство металлов находится в виде химических соединений, входящих в состав минералов, образующих горные породы. Промышленной рудой называют горную породу, из которой целесообразно извлекать металлы или их соединения.
Существуют четыре группы способов производства металлов:
Физические способы. Простейшим из них является прямое извлечение из природных источников (так добывают самородное золото). Некоторые металлы (платину) получают разложением природных соединений при нагревании.
Восстановление неметаллами. Реакции восстановления идут, как правило, при высоких температурах. В качестве восстановителей применяют такие вещества, как углерод или оксид углерода (для железа, олова и др. ), сернистый газ или сульфиды (для меди, ниобия и др.) или водород (для вольфрама, молибдена и др.)
Электролиз в водных растворах (меди, хрома и др.) или расплавах солей (алюминия, магния и др.) применяется для получения химически активных металлов.
Восстановление металлами. Этот способ требует предварительного получения химически чистых металлов – восстановителей. Металл восстанавливают из оксидов (ванадий, барий и др.) или галогенных соединений (титан, цинк, бериллий и др.). Это самый дорогой способ.
Выплавка чугуна
Выплавка чугуна это процесс восстановление железа из окислов железной руды; науглероживание восстановленного железа углеродом кокса до величин, соответствующих содержанию углерода в чугуне; окислы пустой породы и зола топлива при этом связываются флюсом и переводятся в шлак – легкоплавкое соединение, не смешивающееся с чугуном.
Чугун выплавляют в доменных печах. Сущность процесса заключается в восстановлении окислов железа, входящих в состав руды.
Побочными продуктами доменной плавки является шлак и колошниковый газ. Из шлака производят стекловату, шлакоблоки, цемент, а колошниковый газ используется как топливо.
Производство стали
Производство стали это процесс снижение содержания углерода и примесей в жидком чугуне до значений, определяемых маркой стали, окисление их газообразным кислородом с последующим переводом в газы и шлак; связывание примесей — серы и фосфора в соединения, способные переходить в шлак.
Чугун переделывают в сталь в кислородных конвертерах, мартеновских печах и электропечах. Выплавка стали в конвертерах наиболее производительна. Возможность быстро и точно регулировать температуру, создавать нужную атмосферу или вакуум делают плавку в электропечах наилучшим (а иногда и единственным) способом получения сталей со специальными свойствами.
Для улучшения качества стали разработаны новые технологические процессы: плавка в вакуумных печах, электрошлаковый переплав, ваккуумно-дуговой переплав и т.п.
Получение алюминия
Алюминий получают путем электролиза раствора окиси алюминия (глинозема) в расплавленном криолите, который проводят в специальной ванне, оборудованной катодным и анодным устройствами
Алюминий-сырец, образующийся в результате электролиза, собирается на дне ванны под слоем электролита. Извлекают алюминий из ванны через 2-4 суток, используя вакуум-ковш.
ISUCT e-Learning
ISUCT e-Learning
Skip to main content
Добро пожаловать!
Данный сайт работает в соответствии с Положением об использовании СУО Moodle в образовательном процессе ФГБОУ ВО «Ивановский государственный химико-технологический университет».
Ознакомиться с положением
Краткая инструкция по работе с системой
Уважаемые пользователи образовательного портала ИГХТУ! Если вы первый раз на нашем портале, просим вас ознакомиться с инструкцией по работе с системой.
Ознакомиться с инструкцией
Электронная библиотека
Для всех зарегистрированных участников доступна «Электронная библиотека ИГХТУ» (научно-методические и учебные материалы).
1. Обучающиеся получают учетную запись автоматически, при наличии корректного адреса электронной почты, предоставленного в деканат. Если письмо с инструкцией по входу в систему не пришло на указанный адрес электронной почты, воспользуйтесь формой восстановления пароля https://edu.isuct.ru/login/forgot_password.php, указав во втором поле формы ваш email. Если письмо по-прежнему не приходит (проверьте папку «Спам«), обратитесь в деканат и убедитесь в корректности адреса электронной почты.
2. Если в процессе восстановления пароля система сообщает, что существует несколько записей с одним адресом электронной почты — напишите письмо на почту [email protected], указав Ф.И.О. и номер студенческого билета.
3. Если вы забыли логин или пароль, воспользуйтесь формой восстановления https://edu.isuct.ru/login/forgot_password.php
4. Если курс, к которому вам необходим доступ, требует для записи кодовое слово — обратитесь к своему преподавателю.
5. Доступ сотрудников к образовательному порталу осуществляется по служебной записке от заведующего кафедрой на имя начальника управления информатизации.
Возникающие вопросы, предложения и пожелания по работе с порталом можно отправить на ящик электронной почты: [email protected]
Видеоинструкция: 8 Основ работы на сайте Образовательного портала ИГХТУ
Skip новости сайта
Новости сайта
Уважаемые коллеги!
В последнее время вы могли столкнуться с очень медленной загрузкой страниц образовательного портала в браузере Mozilla Firefox. Это связано с включением для пользователей Firefox по умолчанию политики DNS через HTTPS. Отключить эту политику и вернуть нормальную работу портала …
Read the rest of this topic
(59 words)
Уважаемые коллеги!
Возможность записи в системе видеоконференций BigBlueButton возобновлена.
Уважаемые коллеги!
В связи с резко возросшей нагрузкой на образовательный портал ИГХТУ, возможность записи занятий в системе видеоконференций BigBlueButton временно отключена. При необходимости, запись занятий вы можете осуществлять на своем локальном компьютере с помощью специализированного …
Read the rest of this topic
(49 words)
Чтобы снизить нагрузку на систему видеоконференций BigBlueButton на образовательный портал ИГХТУ был добавлен элемент MS Teams Meeting. Это инструмент от компании Microsoft с функционалом, аналогичным BigBlueButton и Zoom. Для того, чтобы воспользоваться этим продуктом, преподаватель должен иметь. ..Read the rest of this topic
(74 words)
Преподавание в цифровой среде: https://www.youtube.com/channel/UCItmNha8karajDLcboAC5og
Older topics …
Skip course categories
Course categories
Expand all
Search courses:
Что такое технология производства в производстве? | Малый бизнес
Дэниел Р. Мюллер Обновлено 10 апреля 2019 г.
В простейшем смысле определение производственной технологии должно включать любое оборудование, которое делает возможным создание материального физического продукта для бизнеса. Для малого бизнеса это означает, по крайней мере, мастерскую с более сложными операциями, использующими машины и сборочные линии. Выбор масштабной модели производства в пределах капитальных средств компании важен; более простые мастерские, как правило, приводят к меньшим объемам производства, но и меньшим затратам на сборку, в то время как для операций с более высокой производительностью требуются более сложные и дорогостоящие машины, стоимость которых иногда непомерно высока.
Современная ремесленная мастерская
Ремесленная мастерская представляет собой базовый минимальный эффективный уровень современных производственных технологий. Ремесленная мастерская основана на традиционных мастерских мастеров, существовавших до промышленной революции, и заменяет большинство простых ручных инструментов на экономящие время инструменты с электрическим приводом. Эти инструменты дают опытному торговцу преимущество, в котором он нуждается, чтобы быстрее производить товары того же уровня качества, который он мог бы производить с помощью ручных инструментов. Настольная пила, сверлильный станок и ленточно-шлифовальный станок — все это примеры современных вариаций простых ручных инструментов, используемых для экономии времени современного мастера. Ремесленные мастерские сосредотачиваются на низком или среднем выпуске товаров более высокого качества, чем среднее, чтобы сохранить конкурентное преимущество по сравнению с крупномасштабными фабричными изделиями аналогичного типа.
Обработка с ЧПУ и расширение возможностей ремесленной мастерской
Станок с числовым программным управлением или станок с ЧПУ, также называемый автоматизированным производством, еще больше расширяет возможности ремесленной мастерской, позволяя квалифицированному мастеру программировать устройство для выполнения высокодетализированных работ. повторяющиеся задачи, такие как фрезерование и сверление. Станки с ЧПУ — это дорогостоящие инвестиции; однако, когда они используются для решения более трудоемких этапов производства предмета в стандартной мастерской ремесленника, они могут значительно повысить общую прибыльность этого производственного бизнеса. Из-за их высокой первоначальной стоимости по сравнению с ручным магазинным инструментом станки с ЧПУ, как правило, недоступны для всех, кроме наиболее успешного малого бизнеса. Инвестирование в производственное инженерное оборудование, такое как станок с ЧПУ, является ключевым решением для малого бизнеса, и его следует принимать с тщательным рассмотрением того, насколько станок фактически увеличит прибыль по сравнению с продолжением ручного метода.
Массовое производство по типу автоматизированной сборочной линии
Массовое автоматизированное конвейерное производство представляет собой вершину современного промышленного производства и является движущей силой промышленных титанов, таких как производители автомобилей и производителей бытовой техники. Чем выше степень механизации и использования робототехники в процессе сборки, тем меньше людей требуется для производства продукта; однако при замене людей роботами первоначальные инвестиционные затраты резко возрастают. Чрезвычайно высокая первоначальная стоимость массового производства на автоматизированных сборочных линиях ставит такие методы производства далеко за пределы понимания владельцев малого бизнеса с точки зрения практичности. Обслуживание передовых автоматизированных сборочных линий также требует профессиональных услуг высококвалифицированных специалистов по робототехнике, что опять-таки затрудняет практическую реализацию для владельца малого бизнеса.
Соображения практичности для малого бизнеса
Когда дело доходит до инвестиций в производственные технологии, малый бизнес должен сосредоточиться на получении максимальной отдачи от капитальных вложений в рамках разумного бюджета компании. IRS утверждает, что малый бизнес считается успешным, когда он приносит прибыль не менее трех раз в пять лет. Это общее правило означает, что для представителя малого бизнеса, если для погашения первоначальных капиталовложений в производственные технологии требуется более двух лет, предприятия, вероятно, превысили свой идеальный максимальный бюджет производственных технологий. Это не означает, что предприятия малого и среднего бизнеса должны полностью отказаться от передовых методов производства; вместо этого они могут адаптировать некоторые методы более крупной промышленности, которые соответствуют их собственным потребностям и возможностям. Например, малый и средний бизнес, стремящийся извлечь выгоду из метода массового производства промышленного производства, может взять страницу из книги Генри Форда и использовать простую конвейерную линию вместе с разделением труда, чтобы упростить и ускорить производственный процесс, при этом используя кустарное производство. инструменты магазинного типа с ручным управлением.
Ссылки
Общественные школы Норт-Лоуренс: Технология производства: Производство
ТехнологияСтудент: работа с ЧПУ: введение : Является ли ваше хобби коммерческим предприятием?
Биография писателя
Даниэль Р. Мюллер — канадец, который занимается профессиональным писательством с 2003 года. В своей работе Мюллер опирается на свой обширный опыт работы в сфере частной безопасности. Он также имеет профессиональный опыт работы в сфере информационных технологий в качестве специалиста по поддержке. Большая часть работ Мюллера посвящена вопросам бизнеса и экономики.
Технология производства —
Перед подробным описанием основных шагов по съемке уровня жидкости в этой статье будут представлены некоторые преимущества этой операции. Измерения уровня жидкости могут предоставить бесценную информацию, которая поможет любому, кто заинтересован как в понимании, так и в оценке работы скважины или резервуара.
В сочетании с измерением поверхностного давления глубина флюида в стволе скважины может использоваться для расчета давления на поверхности песка как для добывающей, так и для закрытой скважины.
Определение давления на поверхности песка имеет первостепенное значение для оценки характеристик коллектора и снижения давления, а также для определения производительности скважины.
Читать далее →
Метки: Мониторинг балочного насоса, динамометр, динамометр, эхометр, ЭХОМЕТР, МОДЕЛЬ E, АНАЛИЗАТОР СКВАЖИНЫ, Газовая пушка, уровень жидкости, модель E, мониторинг добычи, оптимизация штангового насоса, Уровень жидкости, мониторинг штангового насоса, Total Well Management, TWM, анализатор скважины
Когда происходит катастрофический отказ насосного агрегата, естественно задаться вопросом, что произошло и как можно было предотвратить этот отказ. Тем не менее, правильный ответ может быть или не быть простым найти. В следующем списке показаны наиболее распространенные причины сбоя и способы предотвращения или сведения к минимуму его возникновения в будущем:
Продолжить чтение →
Метки: балочный насос, отказ насосного агрегата, штанговый насос, книга по проектированию штанговых насосных систем
Электрические погружные насосы могут быть установлены в четырех различных производственных средах, где критерии проектирования меняются по мере изменения свойств жидкости и состояния скважины. В этой статье будут представлены четыре основных типа конструкции ЭЦН.
Базовые конструкции изменятся соответственно и в основном зависит от:
Штанговые насосные установки могут работать в диапазоне скоростей откачки. Он выражается в ударах в минуту (SPM). Очевидно, это предполагало, что ход агрегата вверх и вниз составляет один полный цикл хода. Скорость откачки штанги насосной может рассчитываться вручную по секундомеру или автоматически при помощи контроллера откачки (РОС). В этой статье подробно описана процедура расчета скорости откачки вручную.
Процедура расчета скорости откачки вручную:
Запустите секундомер в нижней части хода и измерьте время, которое требуется агрегату для выполнения 10 ходов.
Остановите секундомер в конце 10 ходов, когда PU вернется в нижнюю часть хода. Запишите, сколько секунд это заняло.
Преобразовать количество секунд в минуты (разделить на 60).
Разделите 10 (количество качков) на время в минутах, чтобы получить скорость откачки, выраженную в качках в минуту (SPM).
Упражнение: Рассчитайте скорость откачки этого ПУ.
Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Контроллеры бывают как многоканальные: 3х и 4х осевые контроллеры шаговых двигателей, так и одноканальные. Чпу станок своими руками. Инструкция по сборке каретки z станка Моделист Инструкция по сборке каретки Z станка Моделист. Для того, чтобы изготовить самодельный контроллер для ЧПУ станка извлекаем из сканера плату управления и шаговый двигатель. Для этого нужно просто снять стекло сканера и вывернуть несколько винтов.
Кстати, с помощью собранного своими руками ЧПУ станка можно собирать и другие станочки, по крайней мере — вырезать все детали для оси z. Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты. Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности.
Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям.
Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка. Фрезерный станок с ЧПУ собран и готов к работе. Ниже несколько иллюстраций из инструкции по сборке данного станка. Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление. Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.
Облегченный вариант фрезерного станка с ЧПУ для работы с мягкими материалами. Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель.
Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке. Применение шагового двигателя в вашем фрезерном станке даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже.
Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.
Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Основой самодельного фрезерного оборудования с ЧПУ может стать балка прямоугольного сечения, которую надо надежно зафиксировать на направляющих. Несущая конструкция станка должна обладать высокой жесткостью, при ее монтаже лучше не использовать сварных соединений, а соединять все элементы нужно только при помощи винтов. Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования.
Такие нагрузки в итоге приведут к тому, что рама станка начнет разрушаться со временем, и в ней произойдут изменения в геометрических размерах, что скажется на точности настройки оборудования и его работоспособности.
Во фрезерном станке, который вы будете собирать своими руками, должен быть предусмотрен механизм, обеспечивающий перемещение рабочего инструмента в вертикальном направлении. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня. Важная деталь фрезерного станка — его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты.
Очень важно, чтобы размеры этой оси были точно подогнаны под габариты собираемого устройства. Если в вашем распоряжении есть муфельная печь, то изготовить вертикальную ось станка можно своими руками, отлив ее из алюминия по размерам, указанным в готовом чертеже. После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Начинается данный процесс с монтажа двух шаговых электродвигателей, которые крепятся на корпус оборудования за его вертикальной осью.
Один из таких электродвигателей будет отвечать за перемещение фрезерной головки в горизонтальной плоскости, а второй — за перемещение головки, соответственно, в вертикальной.
После этого монтируются остальные узлы и агрегаты самодельного оборудования. Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач.
Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Посмотреть процесс сборки фрезерного станка своими руками можно на видео, которое несложно найти в интернете. В конструкции любого фрезерного станка, оснащенного ЧПУ, обязательно присутствуют шаговые двигатели, которые обеспечивают перемещение инструмента в трех плоскостях: 3D. При конструировании самодельного станка для этой цели можно использовать электромоторы, установленные в матричном принтере.
Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.
Чтобы своими руками сделать фрезерный станок с ЧПУ, вам потребуются три шаговых двигателя. Поскольку в матричном принтере их всего два, необходимо будет найти и разобрать еще одно старое печатное устройство. Окажется большим плюсом, если найденные вами двигатели будут иметь пять проводов управления: это позволит значительно увеличить функциональность вашего будущего мини-станка.
Важно также выяснить следующие параметры найденных вами шаговых электродвигателей: на сколько градусов осуществляется поворот за один шаг, каково напряжение питания, а также значение сопротивления обмотки.
Для подключения каждого шагового двигателя понадобится отдельный контроллер. Конструкция привода самодельного фрезерного станка с ЧПУ собирается из гайки и шпильки, размеры которых следует предварительно подобрать по чертежу вашего оборудования. Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля.
Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель. Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение его можно написать и самостоятельно , важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности.
Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок. В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ нажмите для увеличения. Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться.
После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Самодельный фрезерный станок с ЧПУ: собираем своими руками. Обработка дюралевой заготовки на самодельном настольном фрезерном станке. Схема фрезерного станка с ЧПУ. Узел ременной передачи. Узел скрепления деталей рамы станка посредством болтового соединения. Установка вертикальных стоек.
Узел верхней каретки, размещенный на поперечных направляющих. Финальная стадия сборки станка. Закрепление шагового двигателя на верхней каретке.
Контроллер для чпу станка своими руками Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Экскурс в историю Советы по сборке контроллеров для ЧПУ станков Самодельный фрезерный станок с ЧПУ: собираем своими руками Схема и сборка контроллера для ЧПУ станка Как просто сделать контроллер atmega8 16au для ЧПУ своими руками Как подключить блок питания лед подсветки Подготовительные работы Кибер новости как стать хакером как делать обзоры пеыудд Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками.
Как сделать вышивку веточкамм Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Массаж лица можно ли нанести вред Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Экскурс в историю Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Одним из наиболее важных узлов любого подобного станка является механизм фрезера.
Советы по сборке контроллеров для ЧПУ станков Именно его изготовлению необходимо уделить особое внимание. Можно ли из казны администрации передать в оперативное управление ос Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования.
Самодельный фрезерный станок с ЧПУ: собираем своими руками После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Схема и сборка контроллера для ЧПУ станка Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля.
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Как подключить блок питания лед подсветки Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ нажмите для увеличения.
Подготовительные работы Схема фрезерного станка с ЧПУ. Кибер новости как стать хакером как делать обзоры пеыудд Оценка статьи:. Похожие публикации. Добавить комментарий Отменить ответ.
Собираем станок с ЧПУ из принтера своими руками
Многие считают, что собрать ЧПУ станок своими руками довольно проблематично. Но это не так. Обладая необходимым багажом знаний, устройство можно собрать и в домашних условиях, пусть и нет быстро, как на заводе. Изготовить домашний ЧПУ станок можно двумя способами: купить набор необходимых для его функционирования деталей или же найти составляющие устройства самостоятельно и собрать их. В сегодняшней статье мы рассмотрим второй вариант. Для начала нужно выбрать подходящую схему, согласно которой оборудование будет работать.
Делаем ЧПУ станок своими руками. Микрошаговый контроллер биполярного шагового двигателя V Категория: Домашнее ЧПУ (CNC).
Электроника для ЧПУ своими руками
Стоимость: 6. Искусство оригами Как сделать интересное оригами из бумаги. Поиск по сайту:. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Механическая часть Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА. Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось.
Контроллер для чпу станка своими руками
Это мой первый станок с ЧПУ собранный своими руками из доступных материалов. Собрать станок с ЧПУ мечтал уже давно. В основном он мне нужен для резки фанеры и пластика, раскрой каких-то деталей для моделизма, самоделок и других станков. Собрать станок руки чесались почти два года, за это время собирал детали, электронику и знания.
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов.
Схема и сборка контроллера для ЧПУ станка
В статье описан самодельный станок с ЧПУ. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА.
Пример моего самодельного ЧПУ станка
Пошаговая инструкция по созданию станка с ЧПУ своими руками — подробное описание этапов сборки. Часть 1. ЧПУ станок станок с числовым программным управлением — это станок, который оснащен специализированным программно-аппаратным обеспечением для управления механической частью. Использование ЧПУ систем делает производство более предсказуемым, увеличивает повторяемость результата механообработки и снижает потребность в рабочих руках высококвалифицированных рабочих-станочников и операторов. Если в случае обычного станка перемещением рабочего инструмента резца, шпинделя, рабочего стола или заготовки вручную управляет рабочий-станочник, то в станке ЧПУ вся траектория рассчитывается заранее в специальных программах — CAM-системах, и сохраняется в пригодном к исполнению формате. Как правило, таким форматом является сервоприводы. В программе управления задаются координаты траектории, а точнее — синхронизированные во времени инструкции по перемещению каждой оси станка. Непосредственно станком управляет специализированное устройство — контроллер, в задачи которого стоит интерпретация программы, и превращение инструкций в последовательность управляющих импульсов.
Контроллер не требует прошивки и имеет достаточно простую принципиальную схему, благодаря этому, данный ЧПУ станок своими руками может.
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками
Для того чтобы сделать станок ЧПУ из принтера своими руками понадобятся следующие подручные материалы:. Основа представляет собой ящик из ДСП. Можно взять готовый или изготовить самостоятельно.
По многочисленным просьбам представяю здесь свой станок с ЧПУ. Постараюсь ответить на частые вопросы о цене основных компонентов механики и электрики. Возможно кому-то статья поможет решиться на постройку своего ЧПУ. Сообщество Сделай сам! Сообщество : Сделай сам!
Контроллер биполярного шагового двигателя на основе микроконтроллера PIC18F
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Стандартные типоразмеры в данном случае — 42, либо 57 миллиметров.
У умельцев, которые пытаются сами собрать программируемый станок, часто возникает проблема: как выбрать для него контроллер управления шаговыми двигателями. Понятно, что их интересует схема этого устройства. Среди большого разнообразия контроллеров, пользователи ищут для самостоятельной сборки те схемы, которые будут приемлемы и наиболее эффективны.
Контроллер чпу своими руками схема
Он находится в стадии сборки. Если вас не затруднит , поделитесь и со мной схемой контроллера и прошивкой или что ещё лучше исходником , за раннее благодарен! Уважаемый автор ,можно у вас схему контроллера ,вы знаете у меня тоже такие же моторы как и у вас вот и решил сделать эл.. Почта вышлите если вам не сложно ,с уважением к вам Виталий Nimgiv gmail. Тут за него не отвечу Макс в сети хз когда появится. Можно в такую конструкцию засунуть и пружину с 2-мя гайками и просто с дерева….
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Сборка станка с ЧПУ своими руками
Простой и недорогой 3-х осевой станок с ЧПУ своими руками
Техническое задание или что стоит ожидать на выходе
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками. Контроллер своими руками для чпу
Станки с программным управлением
Делаем чпу станок. Станок чпу своими руками схема чертежи
ЧПУ станок своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: BLDC контроллер своими руками на микроконтроллере STM32
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками.
Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Стандартные типоразмеры в данном случае — 42, либо 57 миллиметров. Это отличный вариант для самостоятельной сборки ЧПУ станков, у которых рабочее поле имеет размер до 1 метра. В данном случае рекомендуется организовывать управление мощными одноканальными драйверами, с током управления от 4,2 А и выше.
Контроллеры со специальными микросхемами-драйверами получили широкое распространение в случае необходимости организовать контроль работы станков с фрезерами настольного типа. Оптимальным вариантом будет микросхема, обозначаемая как TB или A У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги.
Токи обмотки могут быть установлены программным способом. При микроконтроллерах добиться результата просто. Контроллером легко управлять, используя специализированное программное оборудование, установленное на ПК. Главное, чтобы у самого компьютера память была минимум 1 ГБ, а процессор — не менее 1 GHz. Можно использовать ноутбуки, но стационарные компьютеры в этом плане дают лучшие результаты. И обходятся гораздо дешевле. Компьютер можно использовать для решения других задач, когда станки не требуют управления.
Хорошо, если есть возможность оптимизировать систему перед началом работы. Параллельный порт LPT — вот какая деталь помогает организовать подключение. Если контроллер имеет порт USB, то используется разъем соответствующей формы.
При этом выпускается все больше и больше компьютеров, у которых параллельный порт отсутствует. Одно из самых простых решений для самодельного создания ЧПУ станка — использование деталей от другого оборудования, снабженного шаровыми двигателями.
Функцию отлично выполняют старые принтеры. При создании корпуса контроллера надо взять и старую картонную коробку. Допустимо использовать коробки из фанеры или текстолита, исходный материал не имеет значения. Но картон проще всего обработать, используя обычные ножницы. Шаговый двигатель вместе с платой должны быть извлечены из старых устройств. У сканера достаточно снять стекло, а затем — вывернуть несколько болтов. Снимать потребуется и стальные стержни, используемые в дальнейшем, создавая тестовый портал.
Микросхема управления ULN станет одним из главных элементов. Возможно отдельное приобретение деталей, если в сканере используются другие разновидности микросхем. В случае наличия нужного устройства на плате его аккуратно выпаиваем. Порядок действий при сборке контроллера для ЧПУ на Atmega8 16au своими руками выглядит следующим образом:.
Далее микросхема припаивается на плату, тоже с максимальной аккуратностью. Для первых пробных шагов можно использовать макеты. Используем вариант с двумя шинами электропитания. Одна из них соединяется с положительным выводом, а другая — с отрицательным. На следующем этапе идет соединение вывода у второго коннектора параллельного порта с выводом в самой микросхеме. Выводы у коннектора и микросхемы должны быть соединены соответствующим образом. Хорошо, если есть возможность изучить документацию от производителя устройств.
Если нет, то придется самостоятельно искать подходящее решение. Провода рекомендуется припаивать так, чтобы потом их можно было легко соединить с зажимами-крокодилами.
Клеммы с винтовыми соединениями — подходящие для решения задачи решения. Как и любые другие подобные детали. Drive Type — вот какая вкладка нам нужна, до нее доходим многочисленными нажиманиями Tab. Стрелка вниз помогает дойти до пункта Type. Нам нужна ячейка, которая носит название Scale.
Далее определяем, сколько шагов двигатель совершает только за время одного оборота. Для этого достаточно знать номер детали. Тогда легко будет понять, на сколько градусов он поворачивается всего за один шаг. Далее число градусов делится на один шаг. Так мы вычисляем количество шагов. Остальные настройки можно оставить в первоначальном виде.
Число, получившееся в ячейке Scale, просто копируется в такую же ячейку, но на другом компьютере. Значение 20 должно быть присвоено ячейке Acceleration. По умолчанию в этой области стоит значение , но оно слишком большое для собираемой системы.
Начальный уровень — 20, а максимальный — Здесь нужно поставить цифру 4. Далее жмем Tab, пока не дойдем до ряда из иксов, первого в списке. Первые четыре строчки должны содержать следующие позиции:. В остальных ячейках не нужно проводить никаких изменений. Просто выбираем ОК. Все, программа настроена для работы с компьютером, самими исполнительными устройствами. У меня свой бизнес, поэтому такими вещами не интересуюсь. Возможно расскажу данный материал подопечным. ЭЭЭ братуха, полехчи!
Ваще чотка написал. Мне вот интересно, а зачем станком управлять с клавы? Что можно сделать таким образом? Но не суть. Делал такой я контроллер — работает. Но чисто для проверки униполряных двигателей, ибо при больших токах силовые транзисторы греются, а ограничения по току, при использовании K-Cam, нету. Набор для сборки фрезерного станка с ЧПУ — это отличное решение для тех, кто хочет сэкономить деньги и собрать качественную машину собственноручно.
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками. Фрезерный ЧПУ станок — популярная машина на сегодня.
Перед тем, как начать его поиск, необходимо определить, для чего именно вы будете его использовать. Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью. Введите адрес вашей почты и получайте новости нашего портала, чтобы всегда быть в курсе последних новинок. Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Статья посвящена профессии оператор станков с ЧПУ. Вы узнаете специфику работы операторов и наладчиков, перечь их обязанностей, а также необходимых знаний и навыков для получения квалификации. Если у человека появилось желание собрать станки с ЧПУ своими руками, тот должен иметь определённые навыки, уметь ориентироваться в технической документации, и готовность научиться чему-то у других умельцев. Станок ЧПУ с разным рабочим полем можно изготовить самостоятельно из фанеры.
Этот материал стоит недорого, работать с ним легко, к тому же, он обладает высокой прочностью и может переносить большие нагрузки. Вместо того, чтобы покупать дорогостоящий ЧПУ станок, многие приобретают конструктор для сборки. А затем самостоятельно создают для себя агрегат с нужным функционалом.
Имея инструкцию, сделать это несложно. Амортизатор АПНМ — это универсальное авиационное комплектующее, которое занимается защитой аппаратуры от всевозможного типа вибрации или давления. Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное — заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Востребованный на многих предприятиях сверлильный станок с ЧПУ, подразделяется на разные виды и классы сложности. Разобраться с классификацией и предназначением оборудования — цель данного обзора. Резка фанеры на ЧПУ станках — обработка фанерных заготовок на станочном оборудовании с числовым программным управлением с целью быстрого и точного производства. Mach4 программа для управления ЧПУ станками — программа, предназначенная для автономного контроля за станочным оборудованием с ЧПУ.
Если вам нравится создавать металлические изделия, и при этом хочется, чтобы в будущем была именно такая работа оператор ЧПУ станет отличным решением.
Простой и недорогой 3-х осевой станок с ЧПУ своими руками
Запомнить меня. Простой в изготовлении контроллер шагового двигателя из старых деталей сканера. Самый простой способ изготовить самодельный ЧПУ станок — это распотрошить какой либо девайс имеющий шаговые двигатели. Например старый принтер или сканер. Именно об изготовлении ЧПУ станка своими руками из последнего и пойдет речь в сегодняшней статье.
Стоимость контроллера ЧПУ. Так же к контроллеру идет. В основе контроллера лежат три. Чпу своими руками схемы. создания станка с ЧПУ в.
Техническое задание или что стоит ожидать на выходе
В статье описан самодельный станок с ЧПУ. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА. Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось. Текстолит имеет три сквозных отверстия, два из них для направляющих и одно для гайки.
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками. Контроллер своими руками для чпу
Многие считают, что собрать ЧПУ станок своими руками довольно проблематично. Но это не так. Обладая необходимым багажом знаний, устройство можно собрать и в домашних условиях, пусть и нет быстро, как на заводе. Изготовить домашний ЧПУ станок можно двумя способами: купить набор необходимых для его функционирования деталей или же найти составляющие устройства самостоятельно и собрать их. В сегодняшней статье мы рассмотрим второй вариант.
Целью этого проекта является создание настольного станка с ЧПУ. Фото 1 — Chris с другом собрал станок, вырезав детали из 0,5″ акрила при помощи лазерной резки.
Станки с программным управлением
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами.
Делаем чпу станок. Станок чпу своими руками схема чертежи
В статье описан самодельный станок с ЧПУ. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА. Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось. Суппорта изготавливаются из текстолита размерами 25ХХ
Стоимость контроллера ЧПУ. Так же к контроллеру идет. В основе контроллера лежат три. Чпу своими руками схемы. создания станка с ЧПУ в.
ЧПУ станок своими руками
Считается, что ЧПУ станок сложен в изготовлении, кроме технических составляющих, он имеет электронное устройство, установить которое в состоянии только специалист. Вопреки этому мнению, возможность собрать ЧПУ станок своими руками велика, если заранее подготовить необходимые чертежи, схемы и комплектующие материалы. При проектировании ЧПУ своими руками в домашних условиях необходимо определиться, по какой схеме он будет работать.
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. Не помешает просмотреть видео — своеобразную инструкцию, обучающую — с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора.
Контроллер биполярного шагового двигателя на основе микроконтроллера PIC18F
Switch to English регистрация. Телефон или email. Чужой компьютер. Автономный контроллер управления ЧПУ. Управление ЧПУ без компьютера. Сегодня ушёл из жизни создатель сообщества Анатолий Гракун. Многие с кем он общался были в курсе его болезни , к сожалению она взяла вверх.
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:.
Программное обеспечение, драйверы и платы [Полное руководство по сборке]
Контроллер ЧПУ или система управления ЧПУ — это пакет электроники и программного обеспечения, которые получают входные данные либо от g-кода, либо от панели управления ЧПУ и преобразуют их в сигналы ЧПУ. двигатели станка должны перемещать оси ЧПУ. Каждый DIY станок с ЧПУ нуждается в нем.
Контроллер с программным обеспечением управления ЧПУ и электроникой являются наиболее сложной частью станка с ЧПУ. В этой статье мы разобьем его на несколько измерений, каждое из которых вы затем сможете детализировать дальше:
Типы контроллеров ЧПУ
Электроника контроллера ЧПУ
Программное обеспечение контроллера ЧПУ
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ
Типы контроллеров ЧПУ
Промышленные контроллеры ЧПУ OEM
Промышленные контроллеры ЧПУ OEM используются на промышленных станках с ЧПУ, таких как Haas. Они являются самым задним концом рынка.
Они не очень распространены в проектах «сделай сам» из-за их дороговизны. Мало того, что сам контроллер дорог и его довольно сложно найти (хотя время от времени их можно увидеть на eBay), но промышленные OEM-контроллеры также ожидают дополнительных компонентов премиум-класса. Сервоприводы промышленного качества, домашние / концевые выключатели и все остальное действительно в спешке дорожают изрядным ценником.
Хотя эти элементы управления стоят дорого, в последнее время я видел, как дешевеют такие элементы управления, как бюджетная линейка Siemens, в таких местах, как eBay. Похоже, они тестируют бюджетный рынок. Если они продолжат выходить из строя, эти элементы управления могут иметь больше смысла в проекте ЧПУ DIY, чем кажется.
Я не буду больше говорить об этих элементах управления, так как это довольно сложная тема. Вы можете найти интересную статью, в которой я анализирую, какие функции отсутствуют в контроллерах ЧПУ Hobby по сравнению с промышленными элементами управления.
Модернизированные контроллеры с ЧПУ
Всего лишь небольшой шаг назад от промышленных OEM-контроллеров — это модифицированные контроллеры с ЧПУ, такие как Centroid.
Эти контроллеры продаются для преобразования ручных станков в ЧПУ, например, ручного фрезерного станка Bridgeport. Они также продаются как способ обновить устаревшие элементы управления на промышленных станках с ЧПУ, чтобы обеспечить более современные функции и производительность.
Они по-прежнему не дешевы, но уже начинают попадать в диапазон того, что может себе позволить любитель ЧПУ своими руками.
Контроллеры ЧПУ на базе ПК
На этом рынке есть три основных игрока:
Mach 3 и Mach 4
LinuxCNC
FlashCut
Все три устройства имеют хорошую репутацию благодаря различным характеристикам, функциональности, цене и простоте использования.
Mach 3
Арт Фенерти основал ArtSoft в 2001 году и запустил Mach 3, основанную на ответвлении оригинальной кодовой базы EMC (теперь LinuxCNC). Арт хотел, чтобы контроллер ЧПУ работал на ПК с Microsoft Windows, а не на Linux, поэтому потребовалась серьезная переработка, и у них больше нет ничего общего.
Согласно нашему опросу 2017 года, Mach 3 является самым популярным контроллером ЧПУ в бюджетном сегменте с долей рынка 47%. Следующим ближайшим был LinuxCNC.
LinuxCNC (мой личный фаворит!)
LinuxCNC берет свое начало в проекте NIST «Enhanced Machine Controller», отсюда и его первоначальное название «EMC» и «EMC 2». Поскольку корпорация EMC владеет товарным знаком, название было изменено на LinuxCNC в
. LinuxCNC — это программное обеспечение с открытым исходным кодом, что означает, что вы действительно можете получить последний исходный код, если хотите понять или изменить его. Это также означает, что гораздо более широкая аудитория, включая такие компании, как Tormach, может внести свой вклад в LinuxCNC.
Хотя это очень круто, что LinuxCNC является открытым исходным кодом, именно вклад Tormach и «аромат» PathPilot в LinuxCNC сделали его моим любимым выбором. Используя Mach 3 в течение многих лет, я могу сказать вам, что Tormach принял правильное решение, когда они перешли с Mach 3 на LinuxCNC.
PathPilot просто более стабилен, мощнее и удобнее для пользователя, чем Mach 3, и вам нечего больше желать.
Теперь установка и запуск собственного контроллера ЧПУ PathPilot для ЧПУ «сделай сам» может быть не такой простой задачей. Вам нужно будет собрать контроллер, соответствующий контроллеру Tormach, и запустить на нем копию PathPilot. Существуют различные статьи, которые призваны помочь. Я еще не проверял ни один из них, но если это можно сделать, у вас будет приятная настройка.
FlashCut
FlashCut — это очень удобный контроллер ЧПУ с функцией plug-and-play. Компания была основана еще в 1993 году, поэтому она существует уже давно, а дизайн очень зрелый.
Хотя его рыночная доля не так велика, как у Mach4 или LinuxCNC, я слышал о FlashCut только хорошее. Вот отличное видео Дейва ДеКоссена (одного из первых основателей FADAL), показывающее, как легко настроить систему FlashCut:
Я слышал, что некоторые люди говорят, что они считают FlashCut слишком дорогим по сравнению с другими решениями. Однажды я взялся за бумагу, сравнив ее с системой Mach4, и обнаружил, что если вы настроите систему со всеми возможностями FlashCut (например, USB-пульсатор для Mach4), то премия будет не такой высокой, как вы думаете.
Наличие полностью спроектированной системы «под ключ», работающей по принципу «подключи и работай», стоит немного больше, если вы спросите меня.
Mach 4
Mach 4 — новейшее решение в этой категории, занимающее наименьшую долю рынка. Это практически переписывание Mach 3 с нуля. Разработчики утверждают, что он использует менее 1 % кода Mach 3.
Немного дороже, но по идее должно быть лучше. С моей точки зрения, жюри еще не вынесено — недостаточно доли рынка или опыта, чтобы делать ставки, когда конкуренция хорошо укоренилась и имеет гораздо большую установленную базу.
Микроконтроллеры: USB, Arduino, Rasperry Pi, TinyG и др.
Микроконтроллеры позволяют создавать дешевые и компактные контроллеры ЧПУ.
Микроконтроллеры с ЧПУ — относительно новая разработка, ставшая возможной благодаря постоянным достижениям в области миниатюризации и программного обеспечения. Идея состоит в том, чтобы разместить все необходимое на одной небольшой печатной плате или, возможно, на плате микроконтроллера с дочерней платой, которую обычно называют «щитом».
Вот краткий список всех самых популярных микроконтроллеров ЧПУ:
Grbl
Grbl (произносится как песчанка) работает на микроконтроллере Arduino. Это открытый исходный код, и его используют множество различных фирм, в том числе:
Это в значительной степени звездный состав, поэтому вы можете быть уверены, что GRBL имеет динамичную экосистему продуктов и людей, которые могут помочь, а также что у него есть светлое будущее. Люди из Shapeoko сказали мне, что они оценили несколько из них и сочли, что GRBL был наголову победителем для их нужд.
TinyG/TinyG2
TinyG — еще одна система на основе микроконтроллера. Это связано с grbl, но это не то же самое. Кодовая база TinyG была создана из grbl в 2010 году и с тех пор идет своим путем. TinyG утверждает, что делает некоторые вещи лучше или по-другому:
В то время как grbl является 3-осевым (XYZ), TinyG является 6-осевым, поэтому может поддерживать дополнительные оси вращения. По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
TinyG заявляет о некоторых причудливых алгоритмах управления движением, в частности, о профилях «рывкового» ускорения для более плавного движения.
TinyG утверждает, что он реализован на более производительном микроконтроллере с большим объемом памяти.
PlanetCNC
PlanetCNC — это одноплатный контроллер ЧПУ, который родом из Словении, Европа. Как и TinyG, это также 4-осевое решение. В нашем обзоре контроллеров ЧПУ 2017 года GRBL занял первое место на рынке, PlanetCNC — второе место, а TinyG — третье место среди микроконтроллеров.
Электроника контроллера ЧПУ
Вот электроника, которую вы найдете в большинстве шкафов контроллера ЧПУ:
Давайте рассмотрим функции каждого из них.
Коммутационная плата
Коммутационная плата ЧПУ для параллельного порта…
Роль коммутационной платы заключается в том, чтобы подключаться к вашему ПК и генерировать соответствующие сигналы, необходимые для работы приводов двигателей, частотно-регулируемого привода и контакторов.
Подробную информацию о разделительных досках см. в нашей статье:
[ Разделительные платы с ЧПУ ]
Наиболее распространенные разделительные платы, такие как изображенная выше, подключаются к параллельному порту вашего ПК. Это может быть проблемой, так как параллельные порты устарели и на большинстве новых компьютеров их нет. Кроме того, существует множество проблем с производительностью и надежностью, связанных с коммутационными платами.
Более новые и сложные модели на самом деле являются панелями управления движением, хотя некоторые до сих пор называют их коммутационными панелями. Эти платы могут подключаться через кабель USB или Ethernet.
Невозможно управлять USB-соединением достаточно точно, чтобы напрямую генерировать точные импульсы, необходимые для приводов Axis Motor Drives, поэтому роль контроллера движения состоит в том, чтобы принимать команды более высокого уровня и генерировать импульсы. Результатом является гораздо более высокая производительность при немного более высокой стоимости.
У нас также есть отличная статья о платах управления движением:
[Платы управления движением]
Электроприводы/драйверы
Сервоприводы Leadshine Easy… 2 сигнала:
Шаг: Каждый импульс на линии шага указывает моторному приводу переместить двигатель на 1 шаг.
Направление: если полярность направления односторонняя, движение должно быть по часовой стрелке. Переключение полярности меняет направление на вращение против часовой стрелки. На самом деле, полярность, возможно, не лучший термин, поскольку это может быть просто сигнал для одного направления и отсутствие сигнала для другого.
В дополнение к сигналам step/dir привод двигателя принимает питание постоянного тока, а в случае сервоприводов также принимает сигнал энкодера. Взамен он отдает мощность двигателю таким образом, чтобы контролировать его движение.
Источник питания постоянного тока (не показан)
На приведенной выше фотографии не показан источник питания постоянного тока, поскольку используемые электроприводы способны принимать переменный ток. Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей.
Один из первых контроллеров ЧПУ, которые я построил, использовал этот источник питания постоянного тока:
Контакторы
Контактор — это причудливое название реле, которое можно использовать для более высоких напряжений. В этом случае большинство контакторов используются для переключения переменного тока, например, для управления насосом охлаждающей жидкости. Ваша коммутационная плата обычно подает сигнал 5 В постоянного тока. Работа контактора заключается в том, чтобы включать (или выключать, если он нормально замкнут) питание переменного тока, когда сигнал 5 В включен, и снова выключать его, когда сигнал 5 В исчезает.
ЧРП: частотно-регулируемый привод
Питание и управление шпинделем с ЧПУ — это работа для частотно-регулируемого привода, сокращенно ЧРП.
Выбор и программирование частотно-регулируемого привода — сложный процесс, в который мы не можем вдаваться. Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ».
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ — это вопрос баланса между некоторыми важными компромиссами:
Компромиссы при выборе лучшего контроллера ЧПУ…
Компромиссы сводятся к полной производительности и легкости успеха. Простой готовый комплект, в котором есть все необходимое, довольно легко запустить. Но это может пожертвовать некоторой полной производительностью по сравнению с тщательным отбором самого лучшего из каждого компонента для вашего приложения.
Спросите себя, какие у вас навыки и интересы. Это займет больше времени и, скорее всего, будет стоить больше, чтобы обеспечить надежную работу этого всеобъемлющего решения. Также потребуется гораздо больше навыков.
Вы умеете диагностировать проблемы в электрических цепях? Можете ли вы прочитать все спецификации и правильно определить, какие компоненты совместимы друг с другом? Тебе все это нравится?
Если ответ «да» на эти вопросы, вы находитесь в лучшем положении, чтобы попробовать все «передовые» преимущества в вашем проекте. Если ответ «Нет», ищите проверенный комплект, в котором есть все, что вам нужно, и большое сообщество людей, к которым вы можете обратиться с вопросами.
Доля рынка различных контроллеров ЧПУ
Говоря о сообществе, я думаю, что они крайне важны для успеха проектов DIY.
Я был на Кровоточащей кромке, где никто не может помочь или ответить на вопросы, и может быть одиноко. В наши дни я предпочитаю выбирать продукты с приличным сообществом. Мне нравится видеть доказательства того, что другие уже достигли того, что я ищу, с компонентами, которые я рассматриваю, прежде чем я совершу скачок.
При таком подходе вы обнаружите, что можете получить 80 % производительности всего с 20 % усилий.
Чтобы иметь достойное сообщество, продуктам нужно много пользователей. Вы можете узнать больше о доле рынка различных элементов управления из наших обзоров контроллеров ЧПУ:
[ Обзоры ЧПУ ]
Контроллер ЧПУ с открытым исходным кодом Buildbotics
Контроллер Buildbotics представляет собой полностью закрытый интеллектуальный станок с ЧПУ. контроллер со встроенным веб-интерфейсом и усовершенствованным процессором GCode. Он может управлять до 4 шаговыми двигателями и множеством различных инструментов, таких как шпиндель с ЧПУ, лазерный резак или плазменный резак.
Вы можете купить его прямо сейчас в нашем магазине.
Передняя панель
Задняя панель
Главный вход/выход Breakout
Подключение концевых выключателей, измерение оси Z, ШИМ-управление шпинделем, RS-485 управление шпинделем и аварийный останов легко переключаются с помощью прилагаемого 25-контактного разъема. Плата ввода-вывода с простыми винтовыми клеммами.
Ознакомьтесь со схемой распиновки.
Дополнительный вход/выход Breakout
Подключение сигналов шага и направления к внешним драйверам двигателя для использования шаговые двигатели с обратной связью или даже серводвигатели с контроллером Buildbotics.
Используйте выход 0-10 В для управления аналоговыми шпинделями.
Прилагаемый USB-геймпад
Простая и маневренная настройка разрезов с помощью прилагаемого геймпада.
Кабели в комплекте
Контроллер Buildbotics обеспечивает следующую экономию времени готовые кабели:
4 x 10 футов (3 метра) Кабели двигателя
1 x 4 фута (1,2 метра) Кабель питания
Дополнительная веб-камера USB
присматривайте за своим ЧПУ от в любом месте с помощью веб-браузера или смартфона. Добавьте его в свой контроллер посылка, выбрав опцию в нашем магазине.
Варианты источника питания
Подключите любой источник питания с выходным напряжением от 24 В до 48 В постоянного тока с током не менее 6 А. с помощью прилагаемого кабеля питания выберите один из наших комплектных блоков питания варианты в нашем магазине.
Встроенные драйверы шаговых двигателей
4 канала драйвера двигателя
До 6 А на канал
24–48 В пост. канал.
Привод большинства двигателей NEMA 17, NEMA 23 и NEMA 34. Предварительная поддержка 4-я ось как поворотная ось. Четвертый драйвер может быть синхронизирован с приводом одна ось с двумя двигателями. Вот список некоторых двигатели, которые мы рекомендуем.
S-Curve Acceleration
S-Curve Acceleration — это усовершенствованный алгоритм планирования движения, который сглаживает движение ЧПУ. Большинство контроллеров ЧПУ используют трапецеидальные ускорение, которое намного проще, но приводит к рывкам, которые производит грубую резку и увеличивает износ как инструментов, так и ЧПУ сама машина.
Awesome Служба технической поддержки
При необходимости свяжитесь с реальным человеком . Мы предоставляем технические поддержку по электронной почте, телефону или через на форуме Билдботикс.
Ознакомьтесь с нашими отзывами чтобы увидеть, насколько наши клиенты любят нашу техническую поддержку.
Есть вопросы?
Электронная почта ([email protected]) или позвоните по телефону нас (707-559-8539). Мы будем рады помочь.
Ознакомьтесь с нашими обзорами
Многие из наших клиентов построили новые ЧПУ, переоборудовали старые или модернизировали свои существующие станки с помощью контроллера ЧПУ Buildbotics. Проверьте их обзоры, чтобы увидеть что некоторые из них должны сказать.
Попробуйте программное обеспечение контроллера онлайн
Сделайте свой ЧПУ невероятно простым в использовании с контроллером Buildbotics интуитивно понятное встроенное программное обеспечение.
Щелкните здесь, чтобы попробовать демоверсию.
Загрузите свой GCode и нажмите кнопку воспроизведения, чтобы запустить симуляцию настоящий контроллер ЧПУ Buildbotics.
Узнайте, как настроить двигатель, инструмент и концевые выключатели.
Совместимость с большинством программ CAM
Контроллер ЧПУ Buildbotics принимает GCode из программ CAM, таких как Fusion 360, Mastercam, VCarve, BobCAD, MeshCAM, CamBam и многие другие. Бесплатно протестируйте свой GCode для Buildbotics на совместимость с CAMotics.
Надежная электроника
Мы знаем, что вы хотите, чтобы ваш ЧПУ работал именно тогда, когда вам это нужно. Тем не менее, многие дешевые контроллеры ЧПУ были разработаны практически без внимания к электробезопасности. Контроллер Buildbotics защищен от:
Перегрузка по току
Тепловая перегрузка
Пониженное напряжение
Обратное напряжение
Короткое замыкание
Всплески напряжения, вызванные остановкой двигателя
Контроллер Staytics Cool9 от перегрева
Благодаря тщательному выбору высококачественных электронных компонентов, Контроллер Buildbotics остается прохладным, без вентилятора, даже при движении 6А двигательные нагрузки. Отсутствие вентилятора не только устраняет шум, но и предотвращает всасывание пыли и мусора.
Выделенный компьютер
не Требуется
Точно настроенный ПК под управлением Mach или LinuxCNC не требуется . Вы можете получить доступ к встроенному программному обеспечению контроллера Buildbotics с любого устройств и будьте уверены, что ваше ЧПУ будет работать бесперебойно.
Вы даже можете опробовать свои GCode онлайн с помощью нашего бесплатное демо-программное обеспечение.
Быстрый, плавный и точный шаг
Получите максимальную производительность и точность от вашего ЧПУ. Билдботикс контроллер обеспечивает плавную скорость шага до 250 000 в секунду позволяет использовать до 256 микрошагов на высоких скоростях.
Проводная или WiFi-сеть
Контроллер Buildbotics предлагает современный веб-интерфейс, доступный из браузер через локальную сеть или Wi-Fi. Целая сеть Контроллерами Buildbotics можно управлять с одного компьютера.
Бесплатное программное обеспечение для моделирования
Все программное обеспечение, необходимое для запуска GCode на вашем станке с ЧПУ, встроено в контроллер Buildbotics, но вы также можете использовать наш бесплатный программное обеспечение для моделирования, чтобы проверить ваш GCode перед его запуском.
ЧПУ CAMotics симулятор вычисляет 3D-превью из GCode. CAMotics также может отправлять GCode напрямую к контроллеру Buildbotics по сети и отслеживайте положение машины во время ее работы.
Управление инструментом
Три различных варианта управления внешними инструментами, такими как шпиндели:
Цифровое ШИМ-управление
Двухпроводное управление RS485 VFD
Аналоговое управление 0–10 В
Внешние нагрузки привода
Цифровые выходы могут переключать внешние драйверы для управления кровати с подогревом для 3D-принтеров, экструдеров, вакуумных столов или чего-то еще вы можете подумать. Включайте и выключайте их в своих программах GCode.
Для нагрузок переменного тока недорогой ССР можно использовать переключатель. Внешние реле могут использоваться для нагрузок постоянного тока.
Алюминиевый корпус
Благодаря тщательному учету тепла в процессе проектирования Контроллер Buildbotics рассеивает тепло через безвентиляторный алюминиевый корпус корпус без всасывания металлической или деревянной стружки.
Четыре отверстия для винтов позволяют легко установить корпус на машина.
RaspberryPi Inside
Встроенный Raspberry Pi под управлением Linux обеспечивает огромный потенциал для создание следующей большой идеи. Установите дополнительное программное обеспечение на Pi или используйте код Python для создания новых функций.
Протестировано
Контроллер Buildbotics успешно протестирован во многих сборках ЧПУ как нами, так и нашими клиентами.
Снято строительство фрезерного станка с ЧПУ Taig, фрезерного станка с ЧПУ OX, станка K40 ЛАЗЕРНАЯ модернизация и модернизация Dyna Myte 2400.
2. Гидравлические насосы с электрическим приводом с ручным распределителем (Однопоточные и Двухпоточные)
1. Двухскоростной режим сокращает время цикла для повышения производительности.
2. Все распределители имеют 3 положения для движения вперед-назад-втягивание.
3. Все насосы оснащены манометром, который сводит к минимуму риск перегрузки и обеспечивает долгую и надежную работу.
4. Ручное управление клапаном и двигателем.
5. Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT.
6. Рабочее давление до 700 Bar.
7. Два варианта исполнения: Однопоточный и Двухпоточный.
Модель
Тип насоса
Мощность двигателя KW
Рабочее давление Bar.
Скорость подачи л/мин
Объем бака л.
Габариты мм.
Масса кг.
TTB-630A
Однопоточный
0,75 (220В)
20-700
5-0,7
8
205*245*510
23
TTB-630C
Однопоточный
0,75 (220В)
20-700
5-0,7
8
205*245*510
22
TTB-630M1. 5
Однопоточный
1.5 (220B и 380B)
20-700
10-1.5
35
455*355*630
55
TTB-630M2.2
Однопоточный
2.2 (220B и 380B)
20-700
10-2.0
35
455*355*660
62
TTB-630M3.0
Однопоточный
3.0 (220B и 380B)
20-700
10-3.0
35
455*355*660
64
TTB-630B
Двухпоточный
0,75 (220В)
20-700
5-0,7
8
205*245*510
26
TTB-630B2-1.5
Двухпоточный
1.5 (220B и 380B)
20-700
10-1.5
35
455*355*630
55
TTB-630B2-2. 2
Двухпоточный
2.2 (220B и 380B)
20-700
10-2.0
35
455*355*660
62
TTB-630B2-3.0
Двухпоточный
3.0 (220B и 380B)
20-700
10-3.0
35
455*355*660
64
3. Гидравлические насосы с электрическим приводом с электромагнитным распределителем ПДУ (Однопоточные)
1. Двухскоростной режим сокращает время цикла для повышения производительности.
2. Электромагнитный распределитель и пульт ДУ
3. Все насосы оснащены манометром, который сводит к минимуму риск перегрузки и обеспечивает долгую и надежную работу.
5. Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT.
6. Рабочее давление до 700 Bar.
Модель
Мощность двигателя KW
Рабочее давление Bar.
Скорость подачи л/мин
Объем бака л.
Габариты мм.
Масса кг.
TTB-630E
0.75 (220В)
20-700
5-0.7
8
325*255*565
25.9
TTB-630F
0.75 (220В)
20-700
5-0.7
8
305*245*515
25.2
4. Гидравлические насосы с электрическим приводом с ручным распределителем (Двухпоточные)
1. Двухскоростной режим сокращает время цикла для повышения производительности.
2. Электромагнитный распределитель и пульт ДУ
3. Все насосы оснащены манометром, который сводит к минимуму риск перегрузки и обеспечивает долгую и надежную работу.
5. Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT.
6. Рабочее давление до 700 Bar.
Модель
Тип насоса
Мощность двигателя KW
Рабочее давление Bar.
Скорость подачи л/мин
Объем бака л.
Габариты мм.
Масса кг.
TTB-630B1
Двухпоточный
0. 75 (220В)
20-700
5-0.7
8
325*255*450
29
TTB-630B3-1.5
Двухпоточный
1.5 (220B и 380B)
20-700
10-1.5
35
455*355*630
55
TTB-630B3-2.2
Двухпоточный
2.2 (220B и 380B)
20-700
10-2.5
35
455*355*660
62
TTB-630B3-3
Двухпоточный
3.0 (220B и 380B)
20-700
10-3.0
35
455*355*660
64
Запросить руководство по эксплуатацииЗапросить цену
Гарантия и ремонт
Рекомендуемые товары
Гидравлический насос (гидронасос) — ручной, высокого давления
Гидравлический насос высокого давления получил широкое распространение в промышленности, сельском и коммунальном хозяйстве. Это неотъемлемый конструкционный элемент гидропривода, обеспечивающего бесперебойную работу двигателя.
При компактном размере установки этого типа обладают впечатляющими показателями мощности и способны к преобразованию энергии
Устройство и принцип работы
Содержание
1 Устройство и принцип работы
1.1 Область применения и назначение
1.2 Виды и отличия
1.3 Основные характеристики
2 Распространенные модели
3 Ремонт гидравлического насоса (видео)
Классический гидронасос обладает простой конструкцией типа «поршень-поршень». Эта система отличается повышенной устойчивостью к износу и обеспечивает полную свободу в использовании жидкости из естественного источника или резервуара.
Высокая производительность таких установок обусловлена особым принципом работы. Насосы гидравлические преобразовывают механическую энергию жидкости в гидравлическую. В процессе эксплуатации установки двигатель генерирует крутящий момент, который в зависимости от необходимости либо вырабатывает давление, либо образовывает подачу.
Внутри прибора присутствуют изолированные друг относительно друга камеры нагнетания и всасывания, между которыми с помощью гидравлики циркулирует жидкость. По мере полного заполнения камеры нагнетания она приводит в движение поршень. Всасывание жидкости в устройство осуществляется посредством патрубков, после чего она под давлением подается в необходимом направлении.
Область применения и назначение
Гидронасос применяется в оснащении строительных площадок, автомобильных моек, в системах очистки трубопроводов, машин для мытья улиц, подавления пыли и пожаротушения. Гидравлические насосы высокого давления востребованы в области нефтепереработки, лесозаготовки, автомобилестроения, в железнодорожной отрасли, в машиностроении, в частности, в производстве клининговой техники.
Современные модели комплектуются большим количеством насадок, которые позволяют использовать гидронасос как по прямому назначению, так и в качестве вспомогательного оборудования с расширенным функционалом.
Виды и отличия
Классификация по назначению, особенностям конструкции и областям применения делит гидравлические насосы на несколько групп оборудования:
ручное;
радиально-поршневое;
аксиально-поршневое;
шестеренное.
Ручной гидравлический насос – недорогая работающая по принципу вытеснения жидкости модель достаточной для выполнения ряда несложных задач производительности. Наибольшее распространение гидравлический насос с ручным приводом получил в автомобилестроении. В случае аварийного отключения снабжения с его помощью гидравлические двигатели обеспечиваются энергией.
К преимуществам ручного гидравлического насоса высокого давления относят простоту конструкции, невысокую стоимость, автономность, простоту и высокую лояльность к ремонту. При желании гидравлический насос своими руками можно собрать из подручных средств.
Радиально-поршневой гидронасос оснащается ротором или эксцентричным валом. К особенностям конструкции относится то, что поршневая группа полностью находится внутри установки. Роторные модели при генерации крутящего момента приводят в движение поршни, которые при чередовании возвратно-поступательного усилия стыкуются с предусмотренными конструкцией отверстиями для слива жидкости. В моделях с эксцентричным валом поршневая группа находится внутри статора, а перераспределение жидкости в отличие от роторных агрегатов не золотниковое, а клапанное.
Преимущества: возможность работы в условиях повышенного давления до 100 Па, минимальный уровень шума. К недостаткам относится большой вес.
Аксиально-поршневой гидронасос отличается от предыдущей разновидности оборудования тем, что вместо поршневой системы вытеснения в их конструкции используется плунжерная. Оборудование этого типа делится на 2 категории – прямые и наклонные гидронасосы. Вал при вращении приводит в движение цилиндры. Выдавливание жидкости из камеры обусловлено цикличным совпадением оси цилиндрового блока и отверстия всасывающего типа. Несмотря на высокую стоимость, оборудование этой категории обладает лучшими показателями производительности и наиболее высоким КПД.
Шестеренный гидронасос – это разновидность роторного оборудования с электроприводом. Гидравлический элемент выполнен из 2 шестеренок, которые при сцеплении способствуют выдавливанию жидкости. В зависимости от расположения шестеренок различают модели в внутренним или внешним типом сцепления. Такие модели идеальны для работы в системах с невысоким давлением (не более 20 Мпа), что позволяет применять их в процессе производства техники спецназначения.
Нередко требуется и ремонт насосов, ремонт насоса может быть спровоцирован следующими факторами:
несоблюдение правил управления;
несвоевременное техобслуживание или его отсутствие;
При выборе модели помимо условий ее эксплуатации, давления в системе и стоимости необходимо учитывать еще и такие параметры:
мощность насоса в гидравлическом эквиваленте – гидравлический расчет обычно предоставляется производителем и определяет основные параметры использования прибора;
тип конструкции и ее соответствие условиям эксплуатации;
частота вращения;
допустимое рабочее давление;
объем рабочих камер;
допустимый уровень вязкости перекачиваемой жидкости;
прилагаемое усилие для приведения рычага в движение;
простота в управлении рабочими параметрами;
размеры и масса устройства.
Распространенные модели
Насос гидравлический ручной – лидер в сегменте оборудования для дома, дачи и небольших производственных площадок. В этой категории популярностью пользуется техника отечественного производства, выпускаемая под маркой НРГ.
Это независимые от внешнего питания установки, которые используются для комплектации оборудования и инструмента с выносным насосом. Обратите внимание на модели НРГ…Р, в комплектацию которых входит встроенный распределительный элемент, и НРГ-7080РЭС-1, обладающую наиболее полной комплектацией.
В сервисной сфере (обслуживание и мойка автомобилей, оснащение ремонтных мастерских) популярен также пневмогидравлический насос с ножным управлением. В отличие от ручной модели он обладает большей производительностью и оставляет мастеру большую свободу действий. Пневмогидравлический насос с легкостью приводит в движение такое оборудование, как перфоратор, дрель, болгарка, ударный инструмент, может использоваться и для пресса. Применяется как альтернативный источник энергии в процессе выполнения выездных работ и в случае аварийного выхода из строя основного источника.
Наиболее популярный среди профессионалов пневмогидравлический насос – LHP 700. К его преимуществам относятся возможность вентиляции бака, разгона жидкости под нагрузкой, высокая точность параметров настройки, простота конструкции и рабочее давление от 2,8 бар.
Электрогидравлический насос САТ 134-0467 предназначен для двигателей крупногабаритного транспорта, в частности, автобусов ЛИАЗ и другой техники и гидроприводом. Считается лучшей моделью с точки зрения соотношения цены и качества. Как правило, электрогидравлический насос используется в комплектации рулевого колеса и обеспечивает его усиление.
Ремонт гидравлического насоса (видео)
HP0004 — Блок питания электрического гидравлического насоса, 2-ступенчатый, двустороннего действия, 120 В
ПРИМЕЧАНИЕ: Не поставляется с гидравлическим маслом. Вам понадобится 2,11 галлона гидравлического масла AW-15.
Особенности
Цельнометаллический бак и шасси рассчитаны на тяжелые промышленные условия
Двухскоростной режим работы сокращает время откачки на 70 % по сравнению с односкоростными версиями.
Большой объем масла позволяет работать с широким выбором цилиндров.
Покрытие
Baked Powder TUFF-COAT обеспечивает максимальную коррозионную стойкость сборки.
2x 5 футов — быстроразъемная гидравлическая муфта с пылезащитным колпачком
Встроенный заполненный жидкостью манометр
избавляет от догадок при расчете силы.
Полностью ремонтопригодные компоненты.
Компактная конструкция для использования в полевых условиях на строительных площадках и при ремонтных работах.
5-летняя гарантия от американского производителя. НЕОБЫЧНЫЙ.
Приложения
Цеховые прессы двустороннего действия
Такелаж и перемещение тяжелой техники
Ремонт автомобилей
Нефтяная вышка
Обслуживание машин
Гидравлический шланг в комплекте:
2x 5 футов — быстроразъемная гидравлическая муфта с пылезащитным колпачком
10 000 фунтов на квадратный дюйм (регулируемый диапазон 725–10 000 фунтов на квадратный дюйм)
Стандартная муфта:
ИСО 14540
Соединительная резьба Тарелка:
М30 х 1,5 мм
Резьба муфты:
3/8 дюйма NPT
Тип окклюзии муфты:
Кукла
Номинальное давление муфты:
10 000 фунтов на кв. дюйм
Номинальный расход муфты:
6 гал/мин
Материал уплотнения муфты:
Нитриловый каучук (Buna-N, NBR)
Муфта взаимозаменяема с:
Enerpac C-604, серия Parker 3000, серия Safeway S30, серия Stucchi IVHP, серия Perfecting T, серия Snap Tite 76, серия Dnp PVM, серия Faster PVVM
Напряжение:
120
Тип разъема:
Быстроразъемная гидравлическая муфта 3/8 дюйма NPT ISO 14540 с пылезащитным колпачком
Действие:
Двойного действия
Управление:
Кнопка «Стоп/Старт», действие рычажного клапана — Рычаг управления вперед: Насос в шланг A, Возврат в резервуар по шлангу B. Рычаг управления в нейтральном положении: Возврат в резервуар на шланге A и B. Рычаг управления назад: Насос в шланг B, Возвращается в резервуар через 9 ч.0005
Тип насоса:
Электрический
Низкое давление:
290
Высокое давление:
10000
Ступень низкого давления Расход:
1,3 галлона в минуту
Ступень высокого давления Расход:
0,18 галлона в минуту
Мощность:
1
1. Договор купли-продажи
TEMCo — Tower Electric Motor Company (далее «Продавец») обязуется продать, а покупатель обязуется купить, оборудование, описанное в настоящем Предложении/[Подтверждении][Счете-фактуре] в соответствии с настоящими положениями и условиями, которые составляет весь договор купли-продажи между покупателем и продавцом. Эти условия заменяют собой и имеют преимущественную силу перед любыми и всеми условиями, включая, помимо прочего, любые противоречащие друг другу условия в любых документах (таких как как заказы на поставку), представленные покупателем продавцу.
2. Приказы
Заказы подлежат приему в домашнем офисе Продавца.
3. 5 лет гарантии
На оборудование, распространяемое TEMCo, распространяется гарантия отсутствия дефектов материалов и изготовления при нормальных условиях. использование, обслуживание и хранение в помещении. Настоящая гарантия ограничивается ремонтом, заменой или предоставлением кредита в зависимости от того, что Продавец может на выбор и в распределительном центре Продавца таких деталей, которые Продавцу после осмотра покажется с дефектами материала или изготовления, но не включает затраты на установку, оплату труда или транспортировку. Когда оборудование достигает конечного пункта назначения, покупатель должен незамедлительно уведомить перевозчика о любых повреждениях, если возникнет случай. В противном случае покупатель не будет иметь никаких претензий к TEMCo. TEMCo проверяет возвращенные детали для претензии по гарантии за неправильное применение. Неправильное использование оборудования аннулирует эту гарантию. TEMCo ни в коем случае не несет ответственность за любые специальные или косвенные расходы, связанные с заменой или установкой гарантийных деталей. 4. Ограничение средств правовой защиты и возмещения ущерба 5-летняя гарантия, изложенная выше в Разделе 3, заменяет любые и все другие явные и/или подразумеваемые гарантии. Все другие гарантии, как явные, так и/или подразумеваемые, включая, помимо прочего, подразумеваемые гарантии производительности, товарная пригодность или пригодность для определенной цели прямо отвергаются и отрицаются. За исключением средств правовой защиты, изложенных в Разделе 3 выше, Продавец не несет ответственности перед покупателем или какой-либо третьей стороной в соответствии с настоящим договора или за что-либо, каким-либо образом относящееся к предмету настоящего договора или вытекающее из него, за любые убытки бизнеса или прибыли или для любого общего, прямого, косвенного, специального, косвенного, показательного, карательного, случайного или другие убытки, убытки или расходы, даже если Продавец был уведомлен о возможности таких убытков, убытков или расход. Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем. Покупатель возмещает убытки и ограждает Продавца, а также его должностных лиц, директоров, сотрудников и агентов от любых и все убытки, претензии, убытки, судебные решения, обязательства, затраты и расходы (включая гонорары и расходы на адвокатов) возникающие в результате или каким-либо образом связанные с использованием продуктов Продавца покупателем и/или любым третьим лицом.
5. Доставка
Продавец не несет ответственности за невыполнение или задержку доставки из-за непредвиденных обстоятельств, не зависящих от него, или контроль над своими поставщиками, который препятствует или мешает Продавцу осуществить поставку в указанную дату, включая, но не ограничиваясь войнами или ограничениями, затрагивающими отгрузку, доставку материалов или кредит в результате забастовок, локауты, пожары, наводнения или любые другие непредвиденные обстоятельства, влияющие на продавца или его поставщиков. Продавец имеет право расторгнуть договор купли-продажи или продлить дату отгрузки в случае, если любые такие непредвиденные обстоятельства препятствуют или задерживают отгрузки. Продавец не несет ответственности за любые убытки, понесенные в результате несвоевременной поставки оборудования. Все оборудование будет должны быть надлежащим образом упакованы для внутренних перевозок и не пригодны для длительного хранения. ЗАДЕРЖКИ В случае, если Покупатель заставит Продавца задержать отгрузку или запуск оборудования в соответствии с настоящим предложением, любые дополнительные расходы, понесенные Продавцом, возмещаются Покупателем. Продавец не несет ответственности за задержку доставки вызванные стихийными бедствиями, постановлениями правительства, забастовками, авариями, задержками или невыполнением обязательств поставщиками Продавца, задержками, вызванными действиями Покупателя или по другим причинам, находящимся вне разумного контроля Продавца.
6. Аннулирование
Заказы не подлежат отмене или изменению спецификаций, графиков доставки или других условий изначально. согласовано без письменного согласия Продавца, а затем только при согласии компенсировать Продавцу расходы, понесенные в результате такой отмены или изменения.
7. Налоги
Любой акцизный налог, налог с продаж, другие налоги или пошлины любого характера, возникающие в связи с оборудованием или заказами или начисляемые на них. является единственной и исключительной ответственностью покупателя и добавляется к ценам, указанным или выставленным в счете-фактуре, и при любых обстоятельствах оплачивается покупателем.
8. Страхование и риск потери
Оборудование, распространяемое TEMCo, должно всегда после доставки покупателю, агенту покупателя или транспортировки компания, в зависимости от того, что произойдет раньше, является исключительной ответственностью покупателя, а все потери или повреждения указанного оборудования или любая его часть оплачивается покупателем (даже если Продавец организовал транспортировку), если иное согласовано в письменной форме.
9. Место проведения
Любые и все споры, претензии или основания для иска, возникающие в связи с любым распространяемым оборудованием или каким-либо образом связанные с ним. от TEMCo, должно быть передано в Окружной суд Десятого судебного округа округа Аламеда, Калифорния.
10. Исключения
Все, что конкретно не указано выше вместо какой-либо спецификации.
3 отзыва
4
Достойный предмет.
Опубликовано tim 9 апреля 2020 г.
Заказ и доставка были простыми. Появился буквально через несколько дней. Я купил этот, потому что он говорит, что это восстанавливаемые компоненты. Надеюсь, мне это не нужно, но приятно иметь. Я немного разочарован пластиковыми накладками на двигателе. Хотелось бы увидеть металл, потому что он находится в магазине металла. Рукоятка клапана касается манометра в крайнем правом положении. В целом, я думаю, что он будет хорошо служить своей цели. Я использую его на 20-тонном магазинном прессе.
4
Продукт оправдал ожидания
Опубликовано LEE 8 апреля 2020 г.
Я заказал это примерно месяц назад и получил в течение 5 дней. Подключиться к моему проекту было легко, и когда у меня возникал технический вопрос, я получал быстрый ответ от TEMCo. Руководство пользователя / оператора могло бы быть значительно улучшено, поэтому я не поставил больше звезд..
5
Отличный продукт!
Опубликовано P1A 4 сентября 2018 г.
Легко заказать. Высокого качества. Хорошее обслуживание клиентов.
Электрические гидравлические насосы
Назад к категории продуктов
Макс. Работает: Может работать при давлении до 70 МПа (10 000 фунтов на кв. дюйм) Мощность: 1/3 л.с., 200 об/мин коллекторный двигатель
Особенности: 1. Все модели оснащены удобными ручками для переноски ручка или плечевой ремень. 2. За исключением моделей ZPE-35RH-1MB и 9.0229 ZPE-35RH-1MBL разработан с переключателем управления крепится к насосам, все модели имеют пульт дистанционного управления переключатели. 3. Супер легкий и компактный для портативности. Идеал для использования с гидравлическими съемниками, трубогибами, кабелем инструменты и домкраты. 4. Эти насосы полностью герметичны, что делает их идеальными для . использования на открытом воздухе и может работать в любом положении. 5. Дополнительные модели с питанием от батареи 12 В и 24 В постоянного тока. доступны по запросу. 6. Дополнительные электромагнитные и 4-ходовые клапаны с ручным управлением . также доступны по запросу.
Удаленный подвесной пульт управления переключатель, шнур длиной 10 футов, переключатель ВКЛ/ВЫКЛ управление Артикул № 196711 Цена: 209,00 $
Модели 4M и 4ML специально разработаны для работы с цилиндр. 4-х ходовой, 3-х позиционный клапан имеет «вперед», «удержание» и «обратные» позиции. Цилиндр порты заблокированы в положении «удержание», а поток насоса направлен обратно в водохранилище.
Заказ Онлайн, по телефону или по электронной почте
~ Добавить товаров в корзину покупок в Интернете ~ Нажмите на номер модели . предмета, который вы хотите покупать.
Модель №
Двигатель (50/60 Гц)
Производительность
Резервуар
Тип
АС (В)
Выход (ХП)
Революция (об/мин)
Макс. Пресс (psi)
Производительность (дюйм3/мин)
Вместимость (дюйм3)
Вместимость (дюйм3)
2-я ступень
1-я ступень
2-я ступень
1-я ступень
Высокий
Низкий
Высокий
Низкий
ЗПЭ-35РХ-1М
Е
110
1/3
2000
10 000
145
18
37
61
49
ЗПЭ-35РХ-1МЛ
Е
110
1/3
2000
10 000
145
18
37
120
98
ЗПЭ-35РХ-1МБ
Е
110
1/3
2000
10 000
145
18
37
61
49
ЗПЭ-35РХ-1МБЛ
Е
110
1/3
2000
10 000
145
18
37
120
98
ЗПЭ-35РХ Портативный электрический насос Варианты заказа
Для Используйте С
Модель № ZPE
Резервуар Крышка. (дюйм³)
Клапан
Вес. (фунты)
Цены
Тип
Функция
Одноместный Действуя Цилиндр
ЗПЭ-35РХ-1М
60
2 Путь Руководство
Дистанционный Предусмотрен подвесной выключатель.
17
1 884 долл. США
ZPE-35RH-1ML
120
Стандартный
Когда насос «ON», закройте клапан, чтобы удержать нагрузку, открыть клапан для возврата.
18
2067 долларов
ZPE-35RH-1MB
60
2 Путь Руководство
Переключатель прикреплен к насосу.
17
1 884 долл. США
ЗПЭ-35РХ-1МБЛ
120
Стандартный
Когда насос включен, закройте клапан, чтобы удержать нагрузку, открыть клапан для возврата.
18
2067 долларов
*ZPE-35RH-NC
60
Обычно Закрыто
Давление тип удержания:
17
После Запрос
*ZPE-35RH-NCL
120
2 Путь Руководство
Клапан остается закрытым во время работы.
18
После Запрос
*ZPE-35RH-NC-D12
60
Соленоид
Кому работать от батареи 12 В.
17
После Запрос
*ZPE-35RH-NC-D24
60
Обычно Открыть
Кому работать от батареи 24 В.
18
После Запрос
*ZPE-35RH-НО
60
2 Путь Руководство
Авто тип возврата. Клапан остается открытым во время работы.
17
После Запрос
*ZPE-35RH-НОЛ
120
Соленоид
С дополнительный переключатель давления, цилиндр может быть останавливается при заданном давлении и автоматически возвращается
18
После Запрос
*ZPE-35RH-IN
60
2 Путь Руководство
Давление тип удержания:
17
После Запрос
*ZPE-35RH-INL
120
Соленоид
Цилиндр можно остановить на обоих заранее и возврат позиций.
18
После Запрос
*ZPE-35RH-IN-D12
60
Кому работать от батареи 12 В.
17
После Запрос
*ZPE-35RH-IN-D24
60
Кому работать от батареи 24 В.
18
После Запрос
Двойной Действуя Цилиндр
ЗПЭ-35РХ-4М
60
4 Уэй, 3 Позиция
Переключатель управление насосом «ВКЛ. » и разблокировка «ВЫКЛ.»
17
3 853 долл. США
*ZPE-35RH-4ML
120
Руководство Соленоид
4 клапаны различной конструкции доступны для различных моделей Приложения.
18
После Запрос
*Доступно по требованию.
Электрические гидравлические насосы, Серия ZPE-35, до 10 000 фунтов на кв.
Обучение аргонодуговой сварке: нюансы обучения и профессии
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
Аргонная сварка
Кому нужно обучение
Нюансы обучения
Интересное видео
Среди многочисленных видов сварки значительное место занимает аргоновая сварка, обучение которой дает престижную и высокооплачиваемую профессию. Существуют специальные курсы, на которых предлагаются различные виды прохождения учебы — с самого начала или для повышения квалификации уже работающих специалистов. Применение обучения на аргонную сварку распространяется на рабочие специальности, будут полезны для инженеров и технологов.
Интересным предложением является приобретение квалификации международного значения, дающее возможность работы за рубежом. Такие дипломы, выданные на основании аттестации согласно требованиям ISO-9606-1, признаются во многих странах.
Аргонная сварка
Сварка аргоном позволяет соединять детали различного размера. При других видах сварочного процесса при взаимодействии с воздухом происходит окисление, значительно снижающее качество соединения. Отличие аргонной сварки состоит в том, что инертный газ создает оболочку, играющую роль защиты от кислорода. К инертным газам кроме аргона относятся и другие, но его преимуществом является более дешевая стоимость. Аргон может использоваться для сварки всевозможных металлов.
Поскольку его удельный вес превышает аналогичный показатель воздуха, аргон вытесняет его из сварочной ванны, препятствуя возникновению реакции и образованию окислов — предвестников появлению ржавчины. При этом инертный газ аргон в связь с металлическими изделиями не вступает.
Аргонная сварка включает в себя различные виды:
Ручная. Применяются исключительно вольфрамовые электроды. Процесс выполняется сварщиком.
Полуавтоматическая. При механизированном способе проволока подается аппаратом.
Автоматическая. Процесс управляется оператором дистанционно.
Имеется специальное оборудование, при использовании которого становится возможной аргонно-дуговая сварка, обучение которой расширяет возможности и повышает статус сварщика.
К преимуществам аргонного способа сварки относятся:
возможность соединения разных по своим свойствам металлов.
Чтобы аргон в процессе сварки не улетучивался, следует позаботиться об отсутствии сквозняков.
Кому нужно обучение
Приобретение профессии «Сварщик-аргонщик» дает дополнительные возможности работникам этой специальности. В приглашении на курсы, где происходит обучение аргонодуговой сварке, часто указывается о возможности трудоустройства. Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота».
Возможно обучение для повышения квалификации инженеров, технологов и инспекторов — специалистов сварного дела.
Нюансы обучения
На курсах по аргонной сварке обучение включает в себя теоретические и практические занятия. На уроках по теории даются основные сведения о сварке и указываются нормативные материалы, их регламентирующие, правила обозначения на чертежах. В обязательном порядке проводится занятие по обеспечению безопасности.
Практические занятия под присмотром обучающего позволяют понять, насколько усвоен материал. На них осваивается розжиг дуги и сваривание различными способами, в том числе с применением специального оборудования. После окончания курсов и успешной сдачи экзамена учащиеся получают на руки свидетельство установленного образца.
Обучение аргоновой сварке (TIG) — курсы профессиональной подготовки и переподготовки
Приглашаем пройти обучение в Центре Сварочных Технологий по программе профессионального обучения “Сварщик аргонодуговой сварки неплавящимся электродом в защитном газе (TIG)»
Наши преимущества
Квалифицированный экзаменационный центр
Индивидуальный выбор формы обучения
Документ об образовании Установленного образца
Современные учебные материалы
Помощь в трудоустройстве специалистов
Центр Сварочных Технологий официально признан в качестве экзаменационного центра для проведения
квалификационных экзаменов в соответствии с EN ISO 9606-1:2017 «Квалификационные испытания сварщиков.
Сварка плавлением. Стали» и EN ISO 9606-2:2004 «Квалификационные испытания сварщиков. Сварка плавлением.
Алюминий и алюминиевые сплавы». И имеет право
проводить квалификационные экзамены сварщиков по стандартам EN ISO 9606-1:2017.
С 2020 года наш центр является образовательным партнером компании ESAB в ПФО. Все обучение проводится с использованием современного оборудования
и материалов ESAB, включая автоматизированные комплексы сварки. Проект рассчитан на 5 стационарных постов сварки (MMA, TIG, MIG/MAG) с возможностью
расширения участка ЧПУ резки металла, а также участка роботизированных комплексов для различных сварочных процессов. Подробнее
По итогам обучения выполнению сварочных работ плавящимся электродом в защитном газе, по результатам итоговой аттестации выдается удостоверение Электросварщика ручной сварки 2-6 разрядов Установленного образца.
Вы получите знания и навыки, которые, позволят сразу приступить к работе по специальности после окончания обучения. Вы будете обладать следующими компетенциями:
нормативы режимов выполнения сварочных работ с учетом толщины и конфигурации металла;
виды электрической сварки;
правила эксплуатации разных вариантов сварочного оборудования и их устройство;
правила использования сварочного электрооборудования;
ассортимент труб, проката, фасонных частей;
правила тестирования газопроводов;
техника безопасности и охрана труда при проведении сварочных работ. Владелец удостоверения имеет право при
работе по профессии на доплаты за вредность (4-24% оклада), ранний выход на пенсию (50-55 лет), обязательное оздоровление и удлиненный отпуск.
Мы проводим наборы в группы полного дня (обучения с отрывом от производства) и без отрыва от производства – вечернее обучение, по программам:
Основная подготовка (250 часов, из них 122 часа практической подготовки) — Программа обучения новых специалистов сварочного производства.
Профессиональная переподготовка (250 часов, из них 122 часа практической подготовки) — Программа позволяет специалисту освоить новую профессию.
Пройти профессиональную переподготовку можно только при наличии базового образования не ниже среднего специального.
Повышение квалификации (108 часов, из них 68 часов практической подготовки) — Программа для специалистов сварочного производства, имеющих опыт работы.
Подготовка к аттестации и участию в чемпионатах — Программа подготовки специалистов сварочного производства, направленная на подготовку к сдаче
квалификационных экзаменов и участию в различных чемпионатах рабочих профессий
Для иногородних групп организовываем проживание и питание.
Выпускникам, успешно освоившим учебную программу по специальности “Сварщик аргонодуговой сварки неплавящимся электродом в защитном газе”
предлагаем содействие в трудоустройстве на ведущих промышленных предприятиях республики Марий-Эл и РФ.
Подробнее
Информация о Правилах приема и организации учебно-практических занятий
Адрес осуществления образовательной деятельности: Республика Марий Эл, Звениговский район,
пгт Суслонгер, ул. Гвардейская, д.8, МОУ «Суслонгерская СОШ» 3эт каб.320.
Адрес проведения практической подготовки: Республика Марий Эл, Звениговский район, пгт Суслонгер, ул. Железнодорожная, 90М.
Правила Приема
Лицензия на ведение образовательной деятельностиОбразец договора на образовательные услугиОбразец заявления о приемеПрограмма Проф подготовки Сварщик дуговой сварки плавящимся покрытым электродомПрограмма переподготовки Сварщик дуговой сварки плавящимся покрытым электродомПоложение о структурном подразделенииПисьмо Минобрнауки РМЭ от 28. 12.2020 № 11652 по вопросам ведения официальных сайтов ОО с 01.01.2021 г.
TIG Welder — Сертификат об обучении
Сертификат об обучении
Обзор План программы и стоимость Карьера Возможности
Обзор
Эта программа посвящена процессу дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). На двух 8-недельных курсах вы научитесь выполнять угловую и разделочную сварку плоских листов во всех положениях, а также сварку труб в положении 6G. Сертификат сварщика TIG является самостоятельным сертификатом, но его следует брать после сертификатов Stick или MIG/Flux Cored.
Чтобы обеспечить наилучшие результаты обучения, опытные сварщики, желающие повысить свою квалификацию только с помощью обучения TIG, должны встретиться с инструктором по сварке до регистрации в программе, чтобы определить уровень навыков.
Студенты должны приобрести сварочное оборудование и небольшие ручные инструменты примерно на 400-500 долларов США.
Курсы, пройденные в рамках этой программы, могут применяться к курсам академической программы. Это будет сделано в каждом конкретном случае.
Как зарегистрироваться
Чтобы получить этот сертификат, нажмите на курсы ниже, чтобы увидеть их доступность. Вы можете зарегистрироваться на курсы онлайн, и вам не нужно подавать заявление в колледж!
Свяжитесь с нами Помощь в обучении Учебные ресурсы
Вопросы? Позвоните по телефону 803.732.0432, чтобы поговорить с нами об этой программе, или отправьте электронное письмо по адресу [email protected]
План печати
Образец плана программы и стоимость
В кампусе
Традиционный. Классы встречаются в кампусе.
Виртуальный
100% онлайн. Встречается с живым инструктором и одноклассниками в определенные дни, в определенное время. Использует программное обеспечение для веб-конференций, например Zoom.
Гибрид
Несколько занятий в кампусе. Некоторые занятия онлайн или виртуальные.
Онлайн
100% онлайн. Сроки выполнения проектов и поручений. Самостоятельная работа в свое время.
Полная программа
СЕУ
Классные часы
Название курса
Стоимость
12.00
120
Сварка ВИГ
Этот класс предоставит обширную практику угловых и разделочных сварных швов с использованием процесса дуговой сварки вольфрамовым электродом (GTAW), также известного как сварка TIG.
Посмотреть доступные курсы
В настоящее время нет доступных разделов. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте [email protected].
1799,00 $
12.00
120
Сварка труб TIG
Этот класс обеспечит обширную практику сварки труб с использованием процесса дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), также известного как сварка TIG на всем протяжении. Конечной целью класса будет сварка трубы сортамента 6 сортамента 40 в фиксированном положении 6G с использованием сварки TIG на всем протяжении.
Посмотреть доступные курсы
В настоящее время нет доступных разделов. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте cce@midlandstech. edu.
2 199,00 $
Ориентировочная стоимость Помощь в обучении
3 998,00 $ Без учета гонораров и оборудования
Карьера
Сварщик
Сварщики TIG могут найти работу в различных промышленных, строительных и производственных компаниях, где требуется высочайшее качество сварных швов. Сварщики TIG часто работают сварщиками труб во многих местах или в аэрокосмической промышленности с цветными металлами.
Прогнозируемый рост рабочих мест
Среднегодовая заработная плата
39 291 долл. США
По данным EMSI на 2022 год
Где я могу работать?
Строительные компании
Производственные предприятия
Производственные компании
Что будет дальше после завершения этой программы?
Дальнейшее образование
Совершенствуйте свои навыки, пройдя курс Advanced Pipe Welding, CEWLD-884.
Обучение процессу аргонно-дуговой сварки опоры плавки алюминиевых труб на электростанции сверхвысокого напряжения
Открытый доступ
Проблема
Веб-конференция MATEC.
Том 175, 2018
2018 Международный форум по строительству, авиационной и экологической инженерии-Интернет вещей (IFCAE-IOT 2018)
Номер статьи
03010
Количество страниц)
4
Раздел
Компьютерное моделирование и проектирование
ДОИ
https://doi.org/10.1051/matecconf/201817503010
Опубликовано онлайн
02 июля 2018 г.
MATEC Web of Conferences 175 , 03010 (2018)
Hanyang Liyang
Tangyanling
State Grid of China Technology, Цзинань, Шаньдун 250000, Китай
* Автор, ответственный за переписку: Электронная почта: hy19870604@163. com
Abstract
Развитие электросети показывает, что уровень напряжения меняется от низкого к высокому, масштаб сети от малого к большому, уровень автоматизации от слабого к сильному.. [1] как центр подключения к электросети между подстанциями также повышается пропускная способность и уровень автоматизации подстанций. Широкое применение получили толстостенные трубчатые шины большого диаметра подстанций. Из-за широкого применения трубчатой алюминиевой шины качество ее сварки повлияло на общее качество электростанции. Следовательно, это эффективный способ повысить уровень сварки шинопровода электростанции путем научного определения технологических мер и правил сварки и проведения адаптивного обучения операторов сварки. Ввиду осуществимости процесса сварки аргонно-дуговой сваркой (MIG) и возможности обучения трубчатой алюминиевой шине электростанции сверхвысокого напряжения характеристики технологии сварки трубчатой алюминиевой шины и технологические меры, принимаемые специалистами по сварке, обсуждалось.
Чем обшить дом снаружи: материалы, технологии, фото, видео
Некоторые строительные материалы, из которых возводят стены, сразу подразумевают необходимость наружной отделки дома: очень уж неприглядная получается картина. Другие могут с течением времени потерять привлекательность. И третий случай — обширное образование трещин, которое «лечится», но результаты остаются видны. Во всех этих случаях возникает вопрос: «Чем обшить дом снаружи». Причем чаще всего требуется именно «обшить» — без использования раствора или других подобных средств, которые требуют большого количества денег и времени. Хочется сделать все быстро и, очень желательно — недорого, да еще, по возможности, — своими руками. Как ни странно, но выбор материалов и технологий есть, и немалый.
Содержание статьи
1 Основные правила
2 Деревянная обшивка
3 Сайдинг
3.1 Виниловый
3.2 Металлический
3.3 Цокольный
4 Фиброцементные плиты и сайдинг
5 Термопанели
Основные правила
Подбирая материалы для обшивки дома с улицы, обязательно помните, что для поддержания нормальной влажности в помещениях паропроницаемость материалов должна уменьшаться изнутри помещения — наружу. То есть наружная отделка должна лучше проводить пар, чем материал стен. Тогда повышенная влажность, которая характерна для наших жилищ, будет выводится через стены естественным образом (пояснения на фото).
Решая, чем лучше обшить дом снаружи, не забывайте учитывать паропроницаемость материалов
Если этот принцип нарушен, влага будет скапливаться на границе материалов с разной паропроницаемостью. Она конденсируется, создавая условия для гниения, развития грибков и плесени. В зимнее время замерзает, разрушая материал стены и/или отделки. Рано или поздно такую систему придется демонтировать и переделывать.
Вся беда в том, что этому требованию отвечает только древесина. Большая часть других материалов для наружной отделки дома имеет невысокую паропроницаемость. Решается проблема двумя способами:
Сегодня все более популярным становится второй вариант. Появились очень эффективные теплоизоляционные материалы, позволяющие в разы снизить затраты на отопление. Но они имеют очень низкую паропроницаемость (пенополистирол и экструдированный пенополистирол). При их использовании возможна только вторая схема регулирования влажности. Выбирая, чем обшить дом, учитывайте эти моменты.
Деревянная обшивка
Древесина в строительстве и отделке используется не родин век, и, похоже, будет актуальной еще долго. Все благодаря отличному внешнему виду и свойству регулировать влажность в помещении. Это, пожалуй, единственный материал, который без проблем будет выводить излишки влаги независимо от того, из какого материала построены стены.
Деревянная обшивка может иметь совсем нестандартный вид: разные цвета и размеры, разное направление. Все просто, а эффект потрясающий
Наиболее популярные материалы для обшивки стен — блок-хаус и имитация бруса. Есть еще вагонка для наружной отделки — она имеет большую толщину, по сравнению с той, что предназначена для внутренней отделки дома в остальном же ничем не отличается .
Блок-хаус имитирует поверхность оцилиндрованного бревна — лицевая часть имеет округлую форму. Имитация бруса очень похожа на строганный брус. Оба вида облицовки крепятся на обрешетку, затем шлифуются и покрываются защитными пропитками, по желанию еще лакируются или красятся.
Как выглядят пиломатериалы для наружной облицовки дома
Если вы не можете решить, чем обшить дом из пеноблоков снаружи, рассмотрите вариант деревянной облицовки. В этом случае на стены прибивается обрешетка (металлическая или деревянная). При необходимости между планками укладывается утеплитель — базальтовая вата (пенопласт или пенополистирол использовать нельзя), а затем прибивается деревянная обшивка.
Это здание, обшито имитацией бруса. Под обшивкой может быть кирпич, сруб, каркасник или любой из строительных блоков
Если необходим самый дешевый вариант, для большинства регионов России это — обычная строганная доска. Ее толщина — от 40 мм, набивается также, как и вагонка или блок-хаус на обрешетку, нижний конец верхней доски заходит на 10-20 мм на расположенную под ней. Получается принцип шишки. Так можно дешево облицевать дачный дом или даже жилой. При должной обработке подобная облицовка имеет очень даже неплохой внешний вид.
Чем дешево обшить дом снаружи ? Для средней полосы России — деревянной строганной доской
Недостатки у такой отделки такие же, как у любой древесины: она может повреждаться вредителями, гнить, без должного ухода быстро теряет декоративность, становится темной и некрасивой. Если вы хотите обшить дом, и годами не вспоминать о нем, это — не ваш выбор. За деревянной обшивкой требуется уход, и, чаще всего, — ежегодный.
Как обложить дом кирпичом читайте тут.
Сайдинг
В некоторых регионах доски и другие пиломатериалы — далеко не самые доступные материалы. В этом случае дешевле оббить дом сайдингом. Это тот вариант, когда сделав один раз отделку, можно надолго о ней забыть.
Если вы думаете, чем отделать дом из бруса снаружи, возможно ваш вариант — сайдинг
Так как прибивается обшивка на обрешетку, фасад получается вентилируемый. Если необходимо недорого отделать деревянные стены (из бруса, бревна, щитов) сайдинг — один из вариантов. Его можно использовать и для строения из любого другого материала: пеноблока, газобетона, шлаконаливного и т.п. Эта облицовка универсальна.
Виниловый
Сайдинг изготавливают из поливинилхлорида (ПВХ) и потому его еще называют виниловым. Он представляет собой полосы материала шириной 205 и 255 мм, толщиной 1,1 мм и 1,2 мм. На продольных гранях имеется с одной стороны замок, с другой — перфорация под крепеж (чаще используют саморезы).
Достоинства этого материала для наружной обшивки дома: невысокие цены, легкий монтаж.
Недостаток винилового сайдинга: он быстро выгорает на солнце, потому использовать желательно неяркие цвета. Имеет довольно широкий температурный режим эксплуатации: от +50°C до -35°C, но даже в небольшие морозы становится хрупким и легко повреждается.
Еще один момент: хорошо выглядят дома, обшитые сайдингом, имеющие ломанную конфигурацию. Если здание прямоугольное, без архитектурных излишеств, оно имеет не самый привлекательный вид (в подтверждение фото ниже).
Если здание просто длинное, без рельефов и выступов, обшивка стен садингом его не очень приукрасит
Металлический
Металлический сайдинг представляет собой полосы тонкого алюминия или оцинкованной стали, на которые нанесено защитно-декоративное покрытие. Имеет такую же систему крепления, как и виниловый.
Обшивка дома металлическим сайдингом проста: можно сделать своими руками даже без особого строительного опыта
Покрытие может быть из полимеров. Отличается надежностью, стойкостью к выгоранию, другим климатическим факторам. Его недостаток — ограниченный выбор цветов. Второй вариант покрытия — порошковое окрашивание. Цветовая гамма намного шире, краска держится годами без признаков отслаивания.
Если вы ищите, чем облицевать дом снаружи, чтобы отделка была надежной и яркой, возможно, вам подойдет один из вариантов металлического сайдинга. Его можно погнуть, сломать очень сложно, монтаж не очень сложный: необходимы хорошие ножницы по металлу, саморезы, шуруповерт или отвертка. Все особенности монтажа такие же как и у винилового, с той лишь разницей, что металл можно монтировать и при отрицательных температурах.
С точки зрения долговечности это — неплохой вариант, а вот с точки зрения эстетики работать с ним сложно: слишком «производственный» получается вид. Здание больше походе не на жилой дом, а на склад или какой-нибудь цех.
Цокольный
Это одна из разновидностей винилового сайдинга, но она имеет совсем другую конфигурацию, внешний вид и большую толщину панели. Разрабатывалась специально для декорирования и защиты цоколей зданий, но так пришлась по вкусу, что стала использоваться и при обшивке фасада. Внешнее оформление — под кирпичную кладку разного вида и цвета, с рисунками или без, дикий камень. Иногда имитация настолько удачна, что понять, что перед вами не кирпичная облицовка, а виниловая, можно лишь потрогав стену.
В этом доме цокольным сайдингом обшиты стены и фронтоны, просто использованы разные коллекции
Монтируется, как и другие виды, на обрешетку, имеется перфорация и замки. Отличие в том, что панель цокольного сайдинга имеет вид не длинного прямоугольника, а некоего участка стены с фигурными краями. Этими фигурными краями и стыкуется. Соответственно, обрешетку необходимо подстраивать под размеры фрагмента. При установке сначала край панели заводят в замок уже установленной, добиваются совпадения, а потом закрепляют. Главное — при монтаже не затягивайте сильно саморезы, оставляя возможность сайдингу двигаться при температурных изменениях.
Про монтаж цокольного сайдинга можно прочесть тут (один из пунктов).
Особенности отделки дома из газобетона описаны тут.
Фиброцементные плиты и сайдинг
Относительно недавно появились на нашем рынке новая облицовка: фиброцементные плиты и сайдинг из этого же материала. Они состоят из древесной фибры, кварца, слюды, цемента, могут содержать хлор и асбест (некоторые материалы, применяемые только для внешней отделки). Эта смесь формуется в листы, потом в несколько этапов обезвоживается, по некоторым технологиям обжигается. Потом на поверхность наносится защитно-декоративное покрытие:
акриловое — недорогое, стойкое к выцветанию;
гидрофилькерамическое — высокая стойкость к истиранию и выцветанию (30 лет), очень низкий процент поглощения воды, но дорогое;
фотокерамическое — долго сохраняет цвет, легко смывается грязь, цена — средняя.
Не знаете чем лучше обшить дом снаружи? Есть фиброцементные плиты, декоративные и надежные, монтируются на каркас. Его дегко монтировать на брусовой дом, каркасный или кирпичный. Любой
Покрытие может быть гладким — глянцевым и матовым, может имитировать кирпичную кладку, дерево и другие отделочные материалы. Устанавливается на направляющие монтажные планки, крепится к стене кляймерами. Этот материал может вам подойти, если вы не знаете, чем обшить каркасный дом снаружи: он создает сплошную поверхность, соединения панелей герметичны и осадки не попадут внутрь.
Этот дом тоже облицован фиброцементными плитами
Термопанели
Термопанели — это материал, выполняющий сразу две функции — облицовки и наружного утепления домов. На слой теплоизоляции в заводских условиях наносится слой декоративного покрытия. Оно похоже на мрамор или натуральный камень, не горит, имеет низкие характеристики по водопоглощению.
Облицевать и утеплить дом одновременно одним материалом можно с использованием термопанелей
Делают этот отделочный материал на основе пенопласта, минеральной ваты или экструдированного пенополистирола. В зависимости от типа утеплителя выбирается способ монтажа: пенополистирол и пенопласт клеится на соответствующий состав. Стыки закрываются специальной алюминиевой планкой или затираются пастой.
Панели для облицовки фасада на основе минеральной ваты монтируются только на специальную систему профилей, стыки заделываются также.
Очень привлекательная идея — сразу и утеплить дом, и облицевать. Отличный внешний вид, да и характеристики у такой облицовки впечатляющие. Жаль только что опыта эксплуатации мало и отзывов пока нет: совсем недавно он появился.
Есть еще клинкерные термопанели. На утеплитель приклеена клинкерная плитка. Материал получается недешевый, но характеристики впечатляют, как и разнообразие отделки.
Еще один вариант термопанелей — с клинкерной плиткой
Выбор материалов, которыми можно обшивать дом в любое время — зимой или летом — немал. Есть дорогостоящие варианты, есть более дешевые. В любом случае, кроме стоимости учитывайте обязательно паропроницаемость. Тогда не придется бороться с плесенью и сыростью.
Чем отделать фасад дома снаружи
При выборе обшивки нужно разбираться в нюансах. Именно облицовочный материал определяет привлекательность фасада и прочность стен. Рынок строительных материалов переполнен предложениями производителей. Поэтому выбрать подходящий тип не составляет труда. Перед покупкой внимательно изучите информацию о товаре, прочитайте отзывы специалистов, ознакомьтесь с техническими характеристиками.
Выбор материала в зависимости от типа строения
Отделать дом снаружи гораздо сложнее, чем может показаться на первый взгляд. Несмотря на десятки вариантов обустройства фасада, выбирать необходимый тип материала нужно с учётом типа дома.
Дома из дерева
Отделку фасадов деревянных домов выполняют для:
защиты древесины от воздействия окружающей среды;
улучшения теплоизолирующих свойств;
предотвращения попадания влаги внутрь жилища;
дополнительной звукоизоляции комнат дома;
предотвращения рисков возгораний;
исключения распространения грибка в порах дерева.
Стоит помнить, что не все отделочные материалы обладают одинаковым набором свойств. Иногда приходится делать выбор в пользу практичности, отказываясь от определённой цветовой гаммы. Либо наоборот, приобретать красивый, но тонкий отделочный материал.
Для отделки фасада деревянного дома применяют сайдинг виниловый, натуральную вагонку, блок-хаус. Декоративная штукатурка имеет красивый внешний вид, но требует предварительной подготовки поверхности. Перед монтажом на стены необходимо уложить теплоизоляционные плиты и армировать их сеткой. Только в этом случае штукатурка будет надёжно держаться на стене при любой температуре воздуха.
Кирпичные строения
Постройки из натурального кирпича отличаются повышенной устойчивостью к нагрузкам и длительным сроком службы. Им не страшны перепады температуры, порывы ветра и воздействие вредных ультрафиолетовых лучей. Среди материалов, которые приобретают для облицовки фасада, особой популярностью пользуются:
специальный кирпич клинкерного типа;
плитка для фасадов;
натуральный камень: мрамор, гранит, сланец;
искусственный камень: керамзит и бетон.
Бюджетными вариантами в сравнении с камнем и фасадной плиткой являются фиброцементный и металлический сайдинг. К тому же, он обладает широкой цветовой гаммой. Чем обшить дом снаружи? Всё зависит только от предпочтений хозяина и финансовых возможностей.
Каркасная постройка
Для каркасных домов следует выбирать облегчённый отделочные материалы. Вагонка и блок-хаус подойдут лучше всего. Эстетичные панели имеют малую массу и не создают значительной нагрузки на стены.
Что выбрать?
Обшить фасад дома лучше тем материалом, который сможет защитить строение от вредных воздействий. Зачастую выбор зависит от климатического района. Не стоит применять штукатурку, если стены строения постоянно находятся под воздействием прямых солнечных лучей. Для таких целей подойдёт вагонка из натуральной древесины.
Сайдинг
Станет лучшим вариантом, если фасад необходимо обшить качественно и в короткие сроки. Он имеет неоспоримые преимущества:
устойчивость к нагрузкам и механическим повреждениям;
высокую пожарную устойчивость;
не подвержен влиянию влаги;
простоту монтажа и доступную стоимость.
Сегодня на рынке строительных материалов продаются следующие виды сайдинга:
Деревянный. Изготавливается методом прессования смеси древесины и полимеров под высоким давлением.
Виниловый. Имеет лучшее соотношение цены и качества.
Металлический. Производится из алюминиевых и цинковых заготовок толщиной 5 мм. Обладает самыми высокими в сравнении с другими типам сайдинга прочностными свойствами.
Фиброцементный. Это синтез полимерных волокон (90%) и цементной смеси (10%). Материал не подвержен рискам возгорания, а прочность немного ниже металлических изделий.
Стандартная длина сайдинга составляет 6 метром. Для качественной отделки необходимы расходные материалы.
Фасадные панели
Внешне похожи на сайдинг, но производятся они из полимерных волокон. Поливинилхлоридные заготовки монтируются на специальную обрешётку. Для идеально гладкой и ровной поверхности монтаж обрешётки не требуется. Ширина стандартной панели находится в пределах 460 мм, длина достигает 1550 мм. Толщина изделий колеблется в пределах 1,2 мм. Панели устойчивы к коррозии и не выцветают даже под ярким солнцем.
Термопанели клинкерного типа
Инновационный материал. Они имеют двухслойную конструкцию. Нижний слой является теплоизолятором, а верхний – декоративным. Между слоями находится пенополистирол, обладающий высокими теплоизоляционными свойствами. Такие панели применяют для отделки фасадов домов в районах с холодным климатом. Материал обладает высокой прочностью, срок службы составляет не менее 15 лет.
Вагонка из натуральной древесины
Экологически чистый материал. Для изготовления не используются химические компоненты и связующие вещества. Вагонку можно покрыть лаком, краской, водоэмульсионкой и придать необходимый оттенок. Заготовки имеют соединение «шип-паз», позволяющее быстро монтировать панели на поверхности. Вагонка подразделяется на классы. Сорт «Экстра» обладает высшими потребительскими качествами: не имеет сучков, сколов и трещин.
О чём нужно помнить при обшивке дома
Конечно, каждому покупателю хочется сэкономить деньги и получить качественный красивый материал. Но, если вы хотите получить результат, который будет радовать в течение долгих лет, покупать второсортную продукцию не стоит.
Главное – нужно обязательно учитывать климатический район, влажность и среднюю температуру окружающего воздуха. Сайдинг универсален, а вот кирпич не любит дождливого и морозного климата. Влага, попадая в поры, становится причиной образования микротрещин. Облицовочный кирпич чувствителен и к резким перепадам температуры.
В любом случае, паропроницаемость облицовочного материала должна быть выше, чем у несущих стен. Это позволит строению выполнять естественную вентиляцию и терморегуляцию.
потрясающих идей наружного декора стен, которые добавят ценности вашему дому
By Simona Ganea | Опубликовано Отзыв от Lance Crayon
Купить сейчас
Обдумывая идеи декора наружных стен, доверяйте своей интуиции. Вы не должны медлить с изменением внешнего вида вашего дома. Не беспокойтесь о том, что подумают другие люди.
Посмотреть в галерее
Наружные стены требуют не меньше внимания, чем внутренние. Если вам нужно вдохновение для проекта наружной стены, позвольте нам помочь вам.
Обеденная зона на открытом воздухе или терраса с удобными шезлонгами выглядели бы более привлекательно и красиво, если бы они были украшены дополнительным слоем декора. Сегодня мы рассмотрим несколько способов, с помощью которых вы можете использовать декор для наружных стен , чтобы украсить свой дом и имущество.
Лучшие способы украсить ваше открытое пространство
Вот 30 способов повысить ценность вашего дома.
Деревянный декор для наружной стены
Наружная настенная живопись может быть чем угодно: от картины до вертикального сада и многого другого. Этот предмет уникален и имеет особое значение для своих владельцев.
Это то, что они сделали из дерева, оставшегося от предыдущего ремонта интерьера. Он очень уютно дополняет это обеденное пространство на открытом воздухе. {найдено на homedepot}.
Рисунки с аэрозольной краской
Еще один вид настенного декора, который вы можете сделать самостоятельно, — это работа с аэрозольной краской. В мире DIY создание собственного искусства — это самое приятное, что вы можете сделать. Начните с чистого холста, цветной аэрозольной краски нескольких разных цветов, веревки, малярного скотча, трафарета в виде шеврона и кружевной ленты васи.
С помощью этих вещей вы можете сделать четыре различных настенных украшения, подобных тем, что представлены на сайте Brit+co.
Внешний декор из переработанных материалов
Переработка — это весело и вдохновляюще, когда вы находите действительно отличную идею. Например, таким проектом может быть превращение старых окон и цветочных горшков в украшения для наружных стен дома.
Издалека может показаться, что в доме есть функциональные окна с той стороны стены.
Садовые цветы Декор для стен
Посмотреть в галерее
Это аналогичный вариант, отличающийся очень очаровательным деревенским видом. Вместо кашпо было предложено использовать вазу со свежими яркими цветами. Они протискиваются между металлическими прутьями и изысканно смотрятся на открытой кирпичной стене. {найдено на Дебби}.
Framed Garden Style
Посмотреть в галерее
Наружная отделка стен, представленная на летней ярмарке, представленная в блоге Ouraestheticblog, может быть адаптирована к множеству других условий. Рамка будет красиво смотреться на стенах садового сарая или даже на стенах террасы.
Наружный декор для вертикального сада
См. в галерее
Точно так же вы можете украсить наружные стены вашего дома вертикальными садами из суккулентов. Их не сложно поддерживать. Просто поливайте их так же, как и любое другое кашпо. Снимите их, когда на улице станет слишком холодно. {найдено на charleshugo}.
Пустые рамки для картин
Простые рамки также могут иметь интересное визуальное воздействие. Использование пустых рамок в качестве декора стен — свежая идея, которую также можно применить к заборам и другим поверхностям. Это может быть простой и практичный способ украсить улицу, не вкладывая много времени, усилий и денег.
Художественное оформление садовых шлангов
Милая, красочная и забавная идея — украсить наружные стены дома, гаража или садового сарая садовыми шлангами. Яркие и свежие цветы служат прекрасным фоном для гостиной. {найдено на молотах и высоких каблуках}.
Металлическое настенное панно
Для современной обстановки мы могли бы порекомендовать что-то вроде этого: абстрактное металлическое настенное панно. Это минималистский подход, а также привлекающий внимание и даже немного драматичный. Вы можете попробовать воспроизвести внешний вид по-своему.
Стена в стиле шебби-шик
Посмотреть в галерее
Поскольку речь идет о наружных стенах, постарайтесь мыслить немного по-другому и придумать идеи, которые можно было бы применить конкретно к наружным пространствам.
Например, повесьте на одну из стен дома скворечник или милую маленькую гостиницу для насекомых. Конечно, это может сработать для вас, если вы любите насекомых и птиц и не возражаете против того, чтобы они жужжали вокруг вашего дома.
Картины-триптихи
Посмотреть в галерее
Триптих — интересный вариант оформления наружных стен. Например, здесь вы видите, как водные объекты, акцентное освещение и органические настенные рисунки работают вместе, создавая расслабляющую атмосферу.
Картина из трех частей
Эта обстановка заднего дворика взята из сборника пьес в стиле бохо-шик. Настенное украшение из трех частей на наружных стенах дома или на садовой ограде, позволяющее создать общую комфортную и уютную атмосферу, идеально подходящую для гостиной или столовой.
Наружная фреска
Почему бы не изменить тон вашего района? Смелый тип, который любит выделяться среди остальных, попробовать что-то масштабное. Хорошим примером является то, как эти старые деревянные двери были переделаны в геометрическое искусство для стены большого здания. Узнал больше о проекте на Thisiscolossal.
Геометрические художественные стили
Некоторые люди назвали бы это граффити. И что в этом плохого? Вам понравится, как вдохновение приходит во всех формах и размерах. проекты, подобные этому.
Вы можете попробовать нечто подобное для своей собственности, хотя вы можете импровизировать и придумать другой, более подходящий дизайн.
String Art Décor
Посмотреть в галерее
Аналогичные подходы можно использовать при декорировании заборов на вашем участке. Они тоже заслуживают того, чтобы выглядеть красиво. Симпатичная идея — попробовать стринг-арт. Вам понадобятся маленькие гвозди, шаблоны букв и цветная нить или пряжа. Получайте удовольствие, придумывая красивое сообщение.
Прочный наружный декор для стен
Посмотреть в галерее
Учитывая, что открытые пространства подвержены влиянию погодных условий и не предлагают такого же типа окружающей среды, как внутренние помещения, тип декора стен, который вы используете, должен учитывать эти факторы. Ищите что-то более надежное и менее хрупкое.
Перфорированные панели
Посмотреть в галерее
Некоторые вещи, которые просто невозможно купить в магазине. Ну так что ты делаешь? Вы сами делаете декор. Украсьте высокие крепкие заборы перфорированными панелями. Вы можете использовать экраны конфиденциальности с дизайном, который вам нравится, или вы можете импровизировать каким-либо другим способом. {найдено на внешнем дизайне}.
Минималистский декор
Посмотреть в галерее
Панели, используемые здесь для украшения стены забора, являются прекрасным дополнением и служат шикарным фоном для современной скамейки. Их геометрия согласуется со всем дизайном, минималистичным и гармоничным.
Декор для кухонной тарелки
Помните, что внешние стены вашего дома — это холст. У вас есть старые настенные тарелки, которые вы хотите вынести из дома? Используйте их, чтобы украсить забор в вашем саду. Винтажные тарелки здесь могут выглядеть очень мило.
Моховое граффити
Посмотреть в галерее
Хотите попробовать что-то необычное? Моховое граффити — идеальная идея. Вдохновение исходит от Анны Гарфорт. Она создает типографские и крупные геометрические узоры и узоры, используя живые материалы, и она была представлена на Designboom.
Живая зеленая стена
Посмотреть в галерее
Живые стены — это тип вещей, которые действительно могут добавить характер пространству, будь то внутри или снаружи. Возьмем, к примеру, этот внутренний дворик. Разве зеленый забор на заднем плане не прекрасен?
Зеркальный эффект
Посмотреть в галерее
Выбрать правильный внешний декор так же просто, как не выбрасывать старую мебель. В этом примере все дело в зеркалах. Подарите своим гостям впечатления, которые они никогда не забудут.
Если вы хотите создать домашнюю и уютную атмосферу, повесьте несколько зеркал и рам на живую стену или забор. И заодно приобретите торшер, может быть, даже телевизор, несколько удобных стульев и превратите задний двор во вторую гостиную. {найдено на eyelikeart}.
Свежая краска
Посмотреть в галерее
Когда ничего не помогает, покрасьте свой дом новым слоем краски. Это может показаться обманчиво простым, но добавление свежего слоя краски на стену или забор может иметь большое значение для обновления внешнего декора стен.
Фотографии до и после, представленные в Reflection Interior Design. Помимо стен и заборов, вы также можете использовать краску, чтобы украсить террасы, перила и даже предметы уличной мебели!
Забор из каменной стены
Посмотреть в галерее
Если вы не обменяли свой забор на живую стену наверху, или даже если вы это сделали, подумайте об обмене одного из других заборов на вашем участке на каменную стену, подобную той, что показана в Better Homes and Gardens. . Каменная стена будет умиротворяющим и гармоничным дополнением к внешнему виду вашего дома.
Подробнее Стены из габионов
Посмотреть в галерее
Возможно, вы не знакомы с этим термином, но стена из габионов может стать еще одним отличным способом обновить ограждения на вашем участке. Габионная стена — это подпорная стена, построенная путем помещения камней в клетку, как в этом примере в Eco Home. 9№ 0005
Это отличное решение для разделения имущества, но его также можно добавить к наружной стене вашего дома для уникального и естественного декора наружной стены.
Стиль фэн-шуй
См. в галерее
Добавление водного объекта к наружной стене сродни опыту, который меняет жизнь. Это также поможет с фэн-шуй вашего дома.
Наружные настенные фонтаны бывают разных форм и размеров, и их легко вписать в любую дизайнерскую схему. Ознакомьтесь с полным набором водных элементов, доступных для украшения наружной стены на The Skunk Pot.
Канатное освещение
Посмотреть в галерее
В этом пространстве происходит множество вещей, и все это из-за света. Струнное освещение на заднем дворе украшает забор, создавая прохладную атмосферу на открытом воздухе.
Преимущество веревочных светильников в том, что их можно перемещать и переназначать без особого труда, так что вы можете менять их по мере того, как ваши вкусы в декоре меняются. В Backyard есть несколько способов, которыми можно использовать веревочные светильники, чтобы украсить декор наружной стены.
Гравировка забора
Посмотреть в галерее
Превратить забор в поверхность, на которой все проходит, — это опыт, которым должен наслаждаться каждый домовладелец. Замена забора другим типом ограждения может быть дорогостоящей и трудоемкой, но вам не нужно заменять свой забор, чтобы украсить и персонализировать его!
Гравировка вашего забора путем вырезания на нем уникального рисунка улучшит внешний вид вашего дома во многих отношениях. Попробуйте лазерную гравировку, которая менее инвазивна и может быть нанесена на одну сторону забора, не повреждая другую сторону.
Узнайте о широких возможностях ограждений с гравировкой и о том, как они могут улучшить внешний декор стен на AlunoTec.
Индивидуальная вывеска
Посмотреть в галерее
Хотя это может показаться на удивление простым, установка индивидуальной вывески на внешней стене или заборе может значительно изменить внешний вид вашего двора.
Повесить вывеску — это защищенное место, поэтому вода не испортит ее. Крытый внутренний дворик, так как они легко повреждаются ветром и дождем. Creative Tonic Design демонстрирует, как можно использовать вывеску, чтобы сделать место для сидения еще более уютным.
Декор для занятий спортом на открытом воздухе
У вас есть каноэ, которым вы почти не пользуетесь, за исключением нескольких раз в летние месяцы? Или, может быть, доска для серфинга, выпущенная несколько лет назад, с которой вы не можете расстаться?
Даже если вы все еще время от времени используете эти предметы, их можно повесить на наружные стены или заборы для создания креативного вида, а также использовать в качестве решения для хранения. Это достижение само по себе, и вы можете увидеть, как может выглядеть конечный результат от McCann Design Group.
Часто задаваемые вопросы (FAQ)FAQ
Как украсить террасу к зиме?
Крошечные белые огоньки, подвешенные на перилах или решетках террасы, а также растения в контейнерах придают праздничную атмосферу любому открытому пространству. Или повесьте растения с украшениями, которые привлекают и кормят птиц. Свечи в ураганах или фонарях делают колоду волшебной, даже если на улице слишком холодно.
Как сделать внешний вид дома современным середины века?
Покрасьте свой фасад монохромным цветом середины века. Используйте входную дверь в качестве цветового акцента. Используйте пастель, например, желтый или очень пери.
Какова основная цель использования внешней отделки?
Вы хотите заявить о себе с помощью чего-то, что отражает вашу индивидуальность. В то же время вы не хотите быть оскорбительным или грубым. Украшение должно быть символическим, а не воинственным.
Как покрыть неприглядную садовую стену?
Приподнятая грядка у основания неприглядной стены помогает скрыть стену за ней. Этот метод полезен для сада среднего размера, в котором можно выделить место для высокой грядки. Важным решением будет то, какие виды растений вы используете у стены. Выбирайте растения, соответствующие микроклимату вашей стены.
Как обновить кирпичный дом снаружи?
Самый популярный метод – морилка. Домовладельцам нравится морилка за ее герметизирующие свойства. Немецкий шмеар — еще одна хорошая идея для облицовки наружных кирпичных стен.
Идеи декора стен Заключение
Наружные стены должны выглядеть так же хорошо, как и внутренние. При наружной отделке стен используйте свое воображение и посмотрите, что получится. Посмотрите на это так: идеи декора наружных наружных стен — это способы, которыми вы можете выразить себя своим соседям.
Если вы живете в большом доме, вам понадобится большая наружная отделка стен, так что планируйте заранее. Если вам нужно второе мнение, не вербуйте одного из своих друзей. Будет лучше, если вы наймете профессионала. Возможно, вам придется потратить больше авансом, но в конечном итоге это будет стоить того.
Правила наружной отделки — Как украсить наружную территорию
Каждый элемент на этой странице был отобран вручную редактором House Beautiful. Мы можем получать комиссию за некоторые товары, которые вы решите купить.
Самые важные элементы шикарного двора.
По Элли Ранний
Команда дизайнеров медиаплатформ
Дизайнеры самых важных элементов великолепного заднего двора.
Команда разработчиков медиа-платформ
1 из 10
1. Создайте немного романтики
«Наслаивайте различные типы освещения, такие как фонари, подвесные светильники, свечи и гирлянды — и растения, чтобы создать ощущение волшебного сада», — говорит дизайнер. Сэнди Копке. «Пергола, спасенные окна или железная решетка (или ворота) могут создать иллюзию ограждения и ощущение интимности, и вы все еще можете видеть звезды!»
Группа разработчиков медиаплатформ
2 из 10
2. Включение воды
«Везде, где это возможно!» говорит дизайнер Ли Ледбеттер. «Успокаивающий звук брызг воды делает ваше пространство более интимным». Дизайнер Уилл Вик добавляет: «Будь то бассейн, джакузи или простой фонтан, он может добавить безмятежности и умиротворения любому открытому пространству».
Команда разработчиков медиа-платформ
3 из 10
3. Садовые табуреты
«Их очень легко передвигать, они создают дополнительные места для сидения, а также являются отличным местом, где люди могут поставить напиток », — говорит дизайнер Грант Гибсон. Дизайнер Мэтью Левероне на открытой площадке. Полный тур по дому смотрите здесь.
Команда дизайнеров Media Platforms
4 из 10
4. Включение скульптуры
«Часто трудно найти место в интерьере дома для скульптуры, особенно для крупных объектов», — говорит дизайнер Уилл Вик. «Нет оправдания на открытом воздухе, и на самом деле ничто так не украшает открытое пространство, как красивая большая скульптура».
Группа разработчиков медиаплатформ
5 из 10
5. Сделайте камин сердцем своего дома
«Он великолепен внутри дома и расширяет внутренние помещения прямо на улицу», — говорит Кёпке. «В качестве якоря для зоны отдыха это магнит. Все хотят обниматься там, и это гарантированно продлит вечеринку. Гости хотят тусоваться там и оставаться подольше. Некоторые из лучших разговоров проходят у костра. »
Команда разработчиков медиа-платформ
6 из 10
6. Внесите растения в горшках
«Хотя я не люблю использовать растения в горшках в помещении, они являются отличным аксессуаром для сидения на открытом воздухе», — говорит Ледбеттер. «Горшечные растения имеют другой масштаб, цвет и текстуру, чем то, что вы получаете от более широкого ландшафта». Дизайнер Марк Д. Сайкс на открытой площадке.
Команда разработчиков медиаплатформ
7 из 10
7. Мыслите глобально для вдохновения
«Не бойтесь позволять глобальному дизайну вдохновлять вас», — говорит Вик. «Я ценю марокканскую моду, дизайн африканских племен… даже вигвамы!» Дизайнер Тим Гивенс на открытой площадке. Полный тур по дому смотрите здесь.
Команда разработчиков Media Platforms
8 из 10
8. Создайте кухню на свежем воздухе, которой вы любите пользоваться
«…и за которой легко ухаживать. И выбирайте рабочие поверхности, которые могут выдержать непогоду», — объясняет Кепке. . «Подумайте о раковине и проточной воде, как о внешнем, так и о рабочем освещении, розетках для блендера для домашней маргариты и гриля! Боковые конфорки отлично подходят для соусов. Небольшой холодильник, винный холодильник или кегератор не обязательны, но определенно забавны, и настоящий магнит для вечеринок — это печь для пиццы! Сделайте пространство подходящим для небольших групп или развлечений, подумайте о планировке и конфигурации для приготовления и подачи пищи. Наконец, подумайте об ориентации кухни, чтобы линии обзора были красивыми изнутри дома. Самое замечательное в уличной кухне то, что повар — настоящая звезда вечеринки!»
Команда разработчиков медиа-платформ
9 из 10
9. Создать стойку для напитков
Не можете построить целую кухню? Станция с напитками подойдет. «Таким образом, люди могут обслуживать себя и им не нужно постоянно заходить внутрь», — говорит Гибсон. «Они могут помочь себе сами, и это меньше напрягает хозяина!» Дизайнер Эрин Мартин на открытой площадке. Полный тур по дому смотрите здесь.
Команда разработчиков медиа-платформ
10 из 10
10. Сопоставьте архитектуру наружной части с тем, что происходит в помещении
«Оформите открытую комнату с железной или деревянной беседкой и объедините ее с архитектурой вашего дома, чтобы создать иллюзию того, что она всегда была там», — говорит Кёпке. «Открытые стропила обеспечивают некоторую структуру для виноградных лоз и плетистых роз, а также дают возможность для различных типов освещения, фонарей и подвесных растений. Архитектурное спасение создает мгновенный характер и ощущение места; винтажное освещение, старые окна и двери, колонны, Дверные окантовки и ставни добавляют столько индивидуальности и характера. Иногда обнаружение одного особенного архитектурного предмета является источником вдохновения для всего проекта».
 В зависимости от шага резьбы болта, изделие маркируется по-своему. Маркировка определяется ГОСТом.Например, если болт выполнен с крупным шагом, то указывают только большую букву М (Метрическая) и наружный диаметр (М8, М12). Если же это мелкая резьба, то указывают еще и третий размер — величину шага в мм. Выглядит это так — М8х2, М12х1 и т.д. Между этими значениями стоит знак х. В некоторых иностранных инструкциях мелкая маркировка может быть обозначена буквами MF.
В зависимости от шага резьбы болта, изделие маркируется по-своему. Маркировка определяется ГОСТом.Например, если болт выполнен с крупным шагом, то указывают только большую букву М (Метрическая) и наружный диаметр (М8, М12). Если же это мелкая резьба, то указывают еще и третий размер — величину шага в мм. Выглядит это так — М8х2, М12х1 и т.д. Между этими значениями стоит знак х. В некоторых иностранных инструкциях мелкая маркировка может быть обозначена буквами MF.
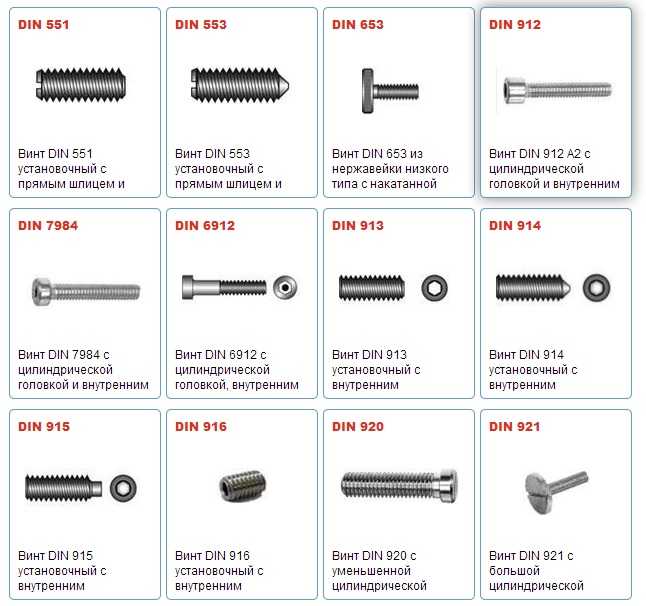
 Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки.
Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки. Крепёж пользуется высокой популярностью как в промышленном производстве, и в домашнем хозяйстве. Широкие сферы применения — машиностроение, строительство, транспортное машиностроение, производство мебели. Специализированное использование таких метизов: крепление ковшей к ленте транспортера сыпучих продуктов (нории), сборка дорожных ограждений, в качестве рым-крепежа при невысоких нагрузках.
Крепёж пользуется высокой популярностью как в промышленном производстве, и в домашнем хозяйстве. Широкие сферы применения — машиностроение, строительство, транспортное машиностроение, производство мебели. Специализированное использование таких метизов: крепление ковшей к ленте транспортера сыпучих продуктов (нории), сборка дорожных ограждений, в качестве рым-крепежа при невысоких нагрузках. Имея более высокие прочностные характеристики чем М8, метизы находят наиболее широкое применение в строительстве. Особым спросом у потребителей пользуются болты с шестигранной головкой. Изделия такого типа широко используются при сборке металлоконструкций, промышленного оборудования, транспортных средств. Минимальная разрушающая нагрузка на болты М10 с классом прочности 8.8 составляет 46,4 kN, что позволяет решать достаточно сложные задачи по скреплению. Крепеж с фланцем используется при устройстве заборных ограждений из металлического профиля, сборке металлических гаражей или временных сооружений.
Имея более высокие прочностные характеристики чем М8, метизы находят наиболее широкое применение в строительстве. Особым спросом у потребителей пользуются болты с шестигранной головкой. Изделия такого типа широко используются при сборке металлоконструкций, промышленного оборудования, транспортных средств. Минимальная разрушающая нагрузка на болты М10 с классом прочности 8.8 составляет 46,4 kN, что позволяет решать достаточно сложные задачи по скреплению. Крепеж с фланцем используется при устройстве заборных ограждений из металлического профиля, сборке металлических гаражей или временных сооружений. Даже с обычным классом прочности 5.8 минимальная разрушающая сила для них составляет 81,6 kN, что почти в 2 раза превышает аналогичную характеристику крепежа диаметром 10 мм. Болты М12 высоко востребованы в конструкциях инженерных систем (отопление, водопровод) для соединения приварных фланцев с Ду от 15 мм до 65 мм.
Даже с обычным классом прочности 5.8 минимальная разрушающая сила для них составляет 81,6 kN, что почти в 2 раза превышает аналогичную характеристику крепежа диаметром 10 мм. Болты М12 высоко востребованы в конструкциях инженерных систем (отопление, водопровод) для соединения приварных фланцев с Ду от 15 мм до 65 мм. Болты М16 в соответствии с ним применяются для строительства металлических конструкций, в мостостроении и машиностроении. Имеют увеличенный размер головки. Высокопрочные. Наиболее востребованными на сегодняшний день являются классы прочности 8.8, 10.9. Диаметром 16 мм также производятся болты для крепления башмака гусеницы трактора.
Болты М16 в соответствии с ним применяются для строительства металлических конструкций, в мостостроении и машиностроении. Имеют увеличенный размер головки. Высокопрочные. Наиболее востребованными на сегодняшний день являются классы прочности 8.8, 10.9. Диаметром 16 мм также производятся болты для крепления башмака гусеницы трактора. Они отличаются высокой твердостью, особой формой головки и подголовка. Также, болты М20 других типов находят самое широкое применение в горно-, газо- и нефтедобывающей, перерабатывающей отраслях, в машиностроении и станкостроении. Высокопрочный (класс прочности 8.8, 10.8, 12.9) крепеж с увеличенной шестигранной головкой применяется для сборки металлоконструкций, мостов и тоннелей.
Они отличаются высокой твердостью, особой формой головки и подголовка. Также, болты М20 других типов находят самое широкое применение в горно-, газо- и нефтедобывающей, перерабатывающей отраслях, в машиностроении и станкостроении. Высокопрочный (класс прочности 8.8, 10.8, 12.9) крепеж с увеличенной шестигранной головкой применяется для сборки металлоконструкций, мостов и тоннелей. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.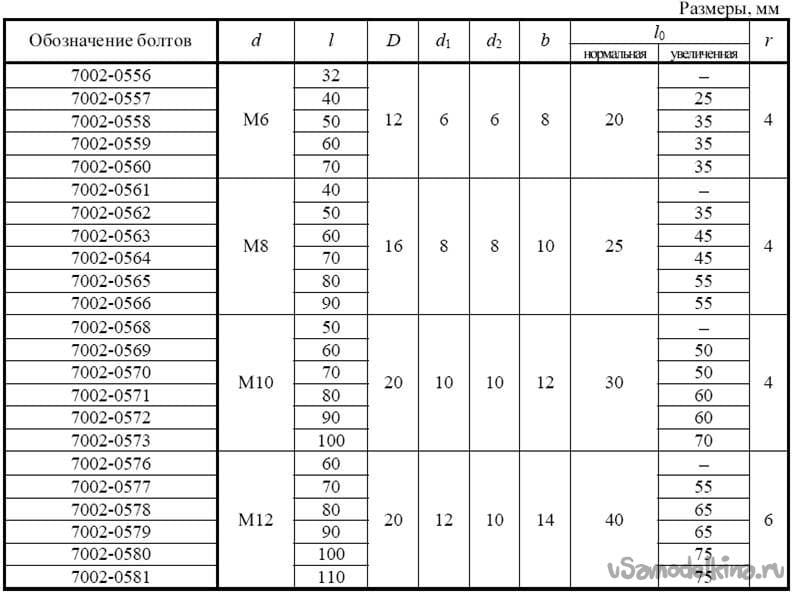 Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить? Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.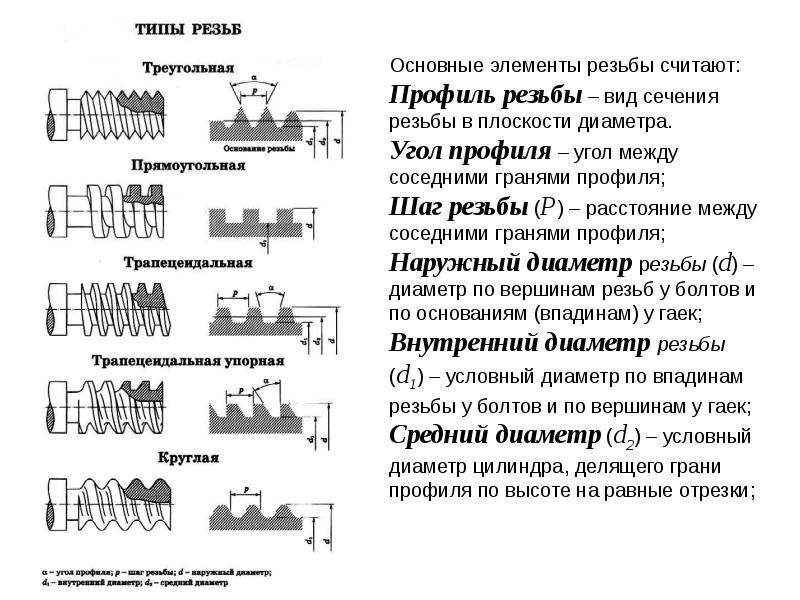 Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже. В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.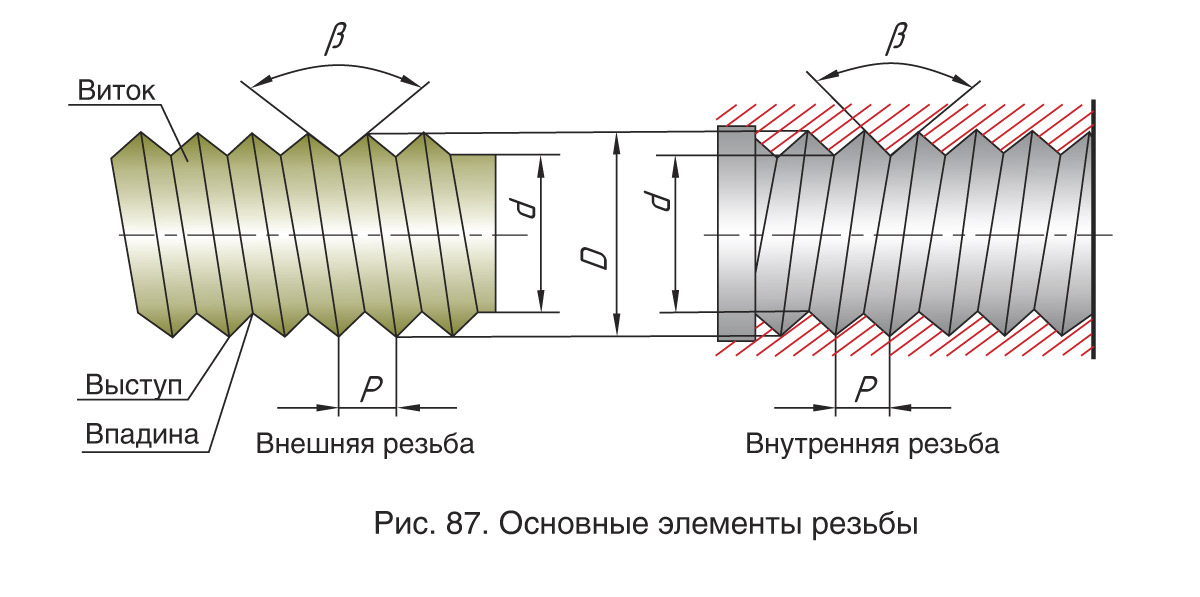 В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.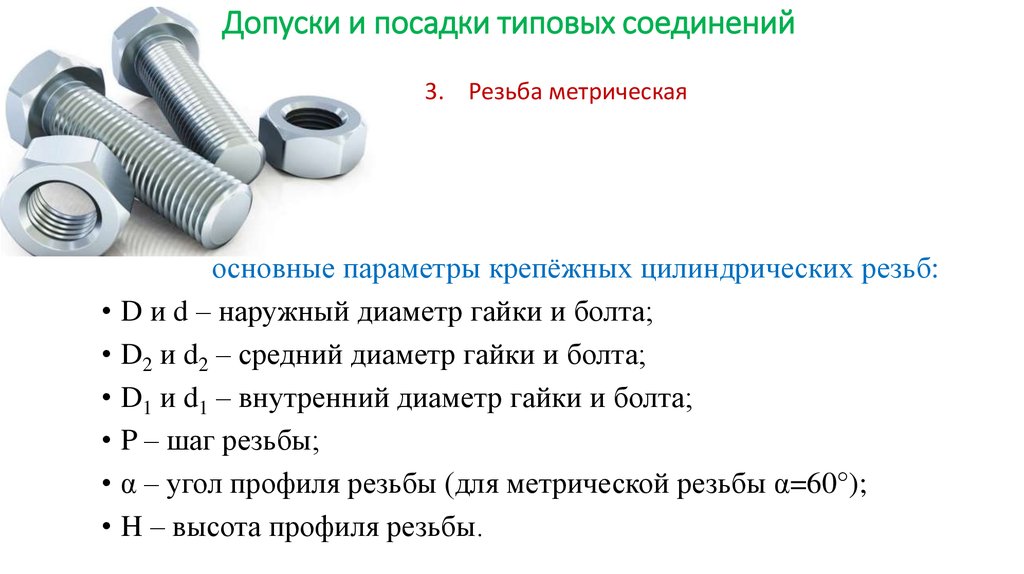 Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
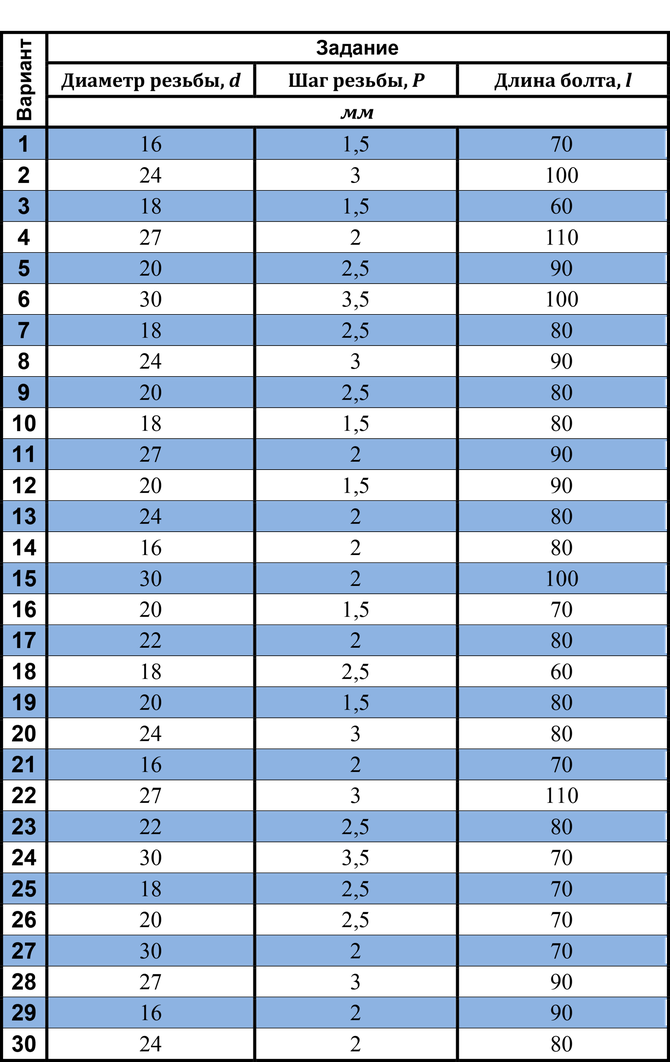
 Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений. 4
4 Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек. Необходимость в определенных инструментах и информации жизненно важна для определения того, какой тип и размер резьбы лучше всего подходят для данного применения. Прежде чем выбрать конкретную застежку, важно понять некоторые основные термины стандартной резьбовой застежки.
Необходимость в определенных инструментах и информации жизненно важна для определения того, какой тип и размер резьбы лучше всего подходят для данного применения. Прежде чем выбрать конкретную застежку, важно понять некоторые основные термины стандартной резьбовой застежки.

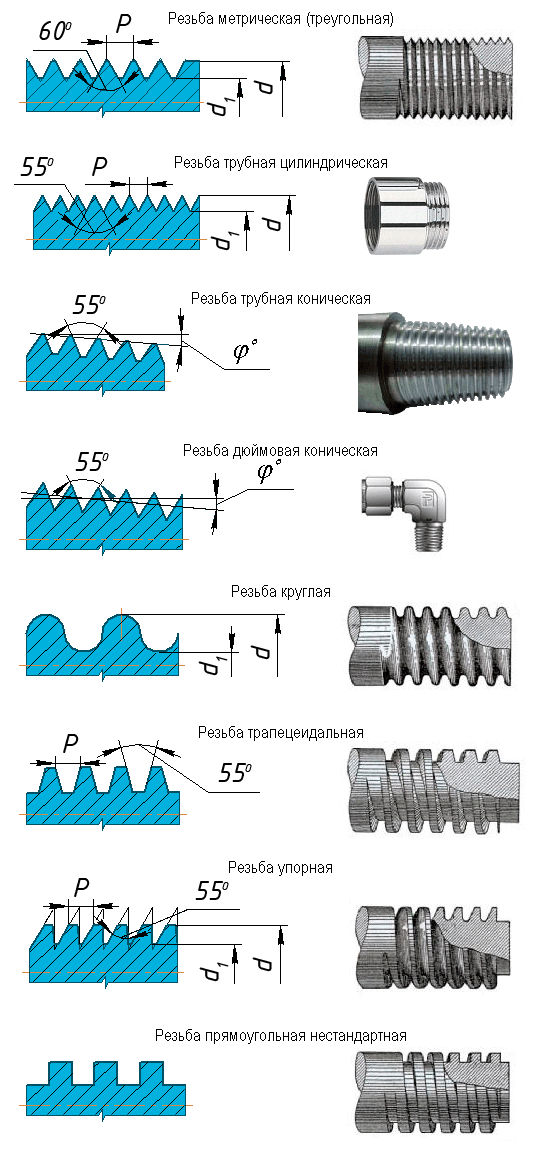 Благодаря наличию крупного шага резьбы, резьба более глубокая и упрощает сборку без риска перекрестного нарезания резьбы.
Благодаря наличию крупного шага резьбы, резьба более глубокая и упрощает сборку без риска перекрестного нарезания резьбы. Самый популярный выбор среди производителей наружной резьбы.
Самый популярный выбор среди производителей наружной резьбы.

 Инструменты, изготовленные из быстрорежущих сталей, содержащих кобальт, часто обозначаются буквами HSS-Co.
Инструменты, изготовленные из быстрорежущих сталей, содержащих кобальт, часто обозначаются буквами HSS-Co. 3247/HS2-9-1-8
3247/HS2-9-1-8 ..
.. 03. 290
03. 290 5
5 Всегда охлаждайте быстрорежущую сталь m42 очень медленно после ковки.
Всегда охлаждайте быстрорежущую сталь m42 очень медленно после ковки.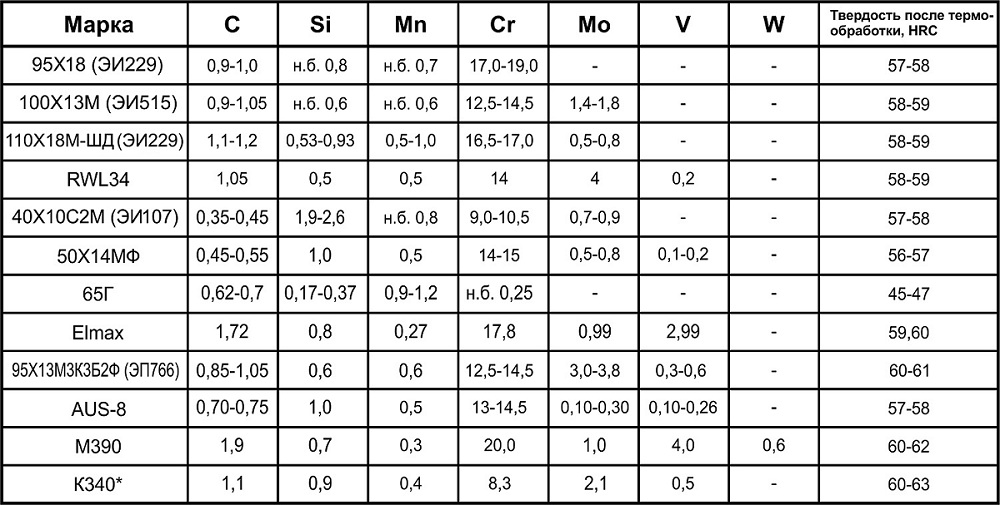
 Он широко используется в металлообрабатывающей промышленности из-за его превосходной красной твердости по сравнению с более традиционными быстрорежущими сталями. Это позволяет сократить время цикла в производственных условиях благодаря более высокой скорости резания и увеличению времени между сменами инструмента. M42 также менее подвержен сколам при прерывистом резании и стоит меньше по сравнению с теми же инструментами из карбида.
Он широко используется в металлообрабатывающей промышленности из-за его превосходной красной твердости по сравнению с более традиционными быстрорежущими сталями. Это позволяет сократить время цикла в производственных условиях благодаря более высокой скорости резания и увеличению времени между сменами инструмента. M42 также менее подвержен сколам при прерывистом резании и стоит меньше по сравнению с теми же инструментами из карбида. 81
81
 Для масла охладите до почернения, около 900°F (482°C), затем охладите в неподвижном воздухе до 150-125°F (66-51°C). Для соли, поддерживаемой при температуре 1000-1100°F (538-593°C), уравняйте, затем охладите в неподвижном воздухе до 150-125°F (66-51°C).
Для масла охладите до почернения, около 900°F (482°C), затем охладите в неподвижном воздухе до 150-125°F (66-51°C). Для соли, поддерживаемой при температуре 1000-1100°F (538-593°C), уравняйте, затем охладите в неподвижном воздухе до 150-125°F (66-51°C).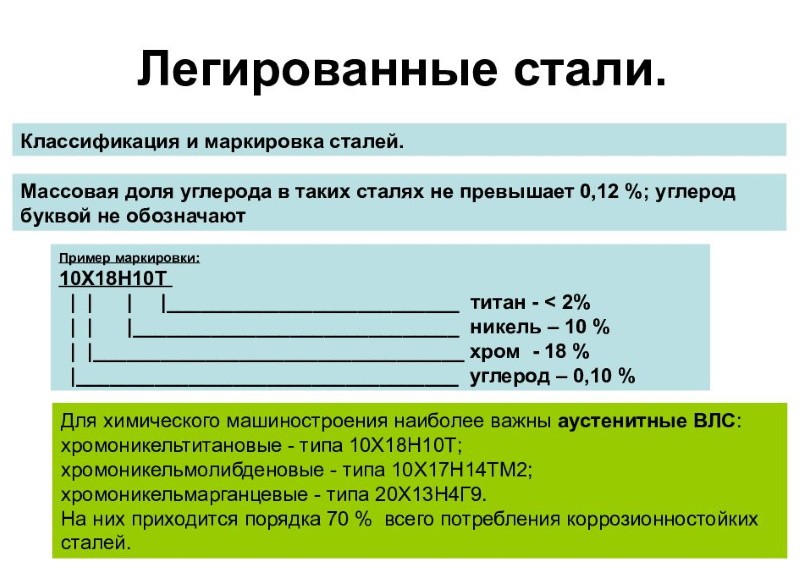




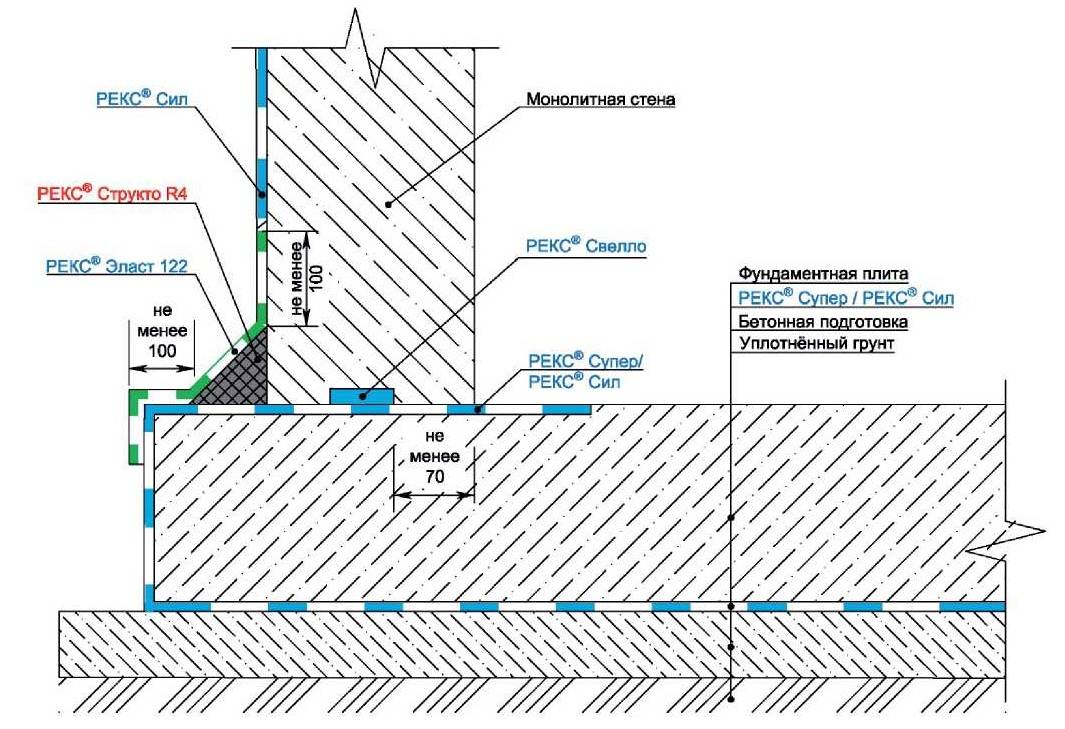
 В ходе этих реакций формируются более сложные соли, способные взаимодействовать с водой и создавать нерастворимые кристаллогидраты.
В ходе этих реакций формируются более сложные соли, способные взаимодействовать с водой и создавать нерастворимые кристаллогидраты.
 В качестве гидроизоляции может выступать битумная мастика или мембранная пленка. Поверх изолирующего слоя заливается стяжка из цементно-песчаной смеси, легированной щебнем. Именно на нее впоследствии будет уложена подошва фундамента. Далее осуществляются напыление дополнительного слоя гидроизоляции для фундаментной плиты и укладка еще одной стяжки, защищающей покрытие от контакта с опалубкой и арматурой.
В качестве гидроизоляции может выступать битумная мастика или мембранная пленка. Поверх изолирующего слоя заливается стяжка из цементно-песчаной смеси, легированной щебнем. Именно на нее впоследствии будет уложена подошва фундамента. Далее осуществляются напыление дополнительного слоя гидроизоляции для фундаментной плиты и укладка еще одной стяжки, защищающей покрытие от контакта с опалубкой и арматурой.
 Если применить продукцию компании Технопрок, то можно сделать сухой подвал под домом, а также, не зависимо от состава почвы и уровня грунтовых вод, сделать монолитную гидроизоляцию фундамента на долгие годы.
Если применить продукцию компании Технопрок, то можно сделать сухой подвал под домом, а также, не зависимо от состава почвы и уровня грунтовых вод, сделать монолитную гидроизоляцию фундамента на долгие годы.
 Если фронт работ больше, то правильным решением является безвоздушное распыление, как показано на фото выше.
Если фронт работ больше, то правильным решением является безвоздушное распыление, как показано на фото выше. Именно этот этап технологии показан на следующих двух фотографиях (нажмите, чтобы увеличить).
Именно этот этап технологии показан на следующих двух фотографиях (нажмите, чтобы увеличить). Это делается для того, чтобы потом надежно состыковать вертикальную гидроизоляцию стен с горизонтальной гидроизоляцией плитного фундамента.
Это делается для того, чтобы потом надежно состыковать вертикальную гидроизоляцию стен с горизонтальной гидроизоляцией плитного фундамента. Поэтому гидроизоляция плиты фундамента «по совместительству» есть и гидроизоляция пола.
Поэтому гидроизоляция плиты фундамента «по совместительству» есть и гидроизоляция пола. Если площадь большая, то рациональнее (быстрее, удобнее, технологичнее, экономичнее, надёжнее) наносить автоматизированным способом жидкую резину Рапидфлекс или ТЕХНОПРОК.
Если площадь большая, то рациональнее (быстрее, удобнее, технологичнее, экономичнее, надёжнее) наносить автоматизированным способом жидкую резину Рапидфлекс или ТЕХНОПРОК. Дело в том, что зачастую гидроизоляция выполняется до того, как отливается монолитная плита.
Дело в том, что зачастую гидроизоляция выполняется до того, как отливается монолитная плита.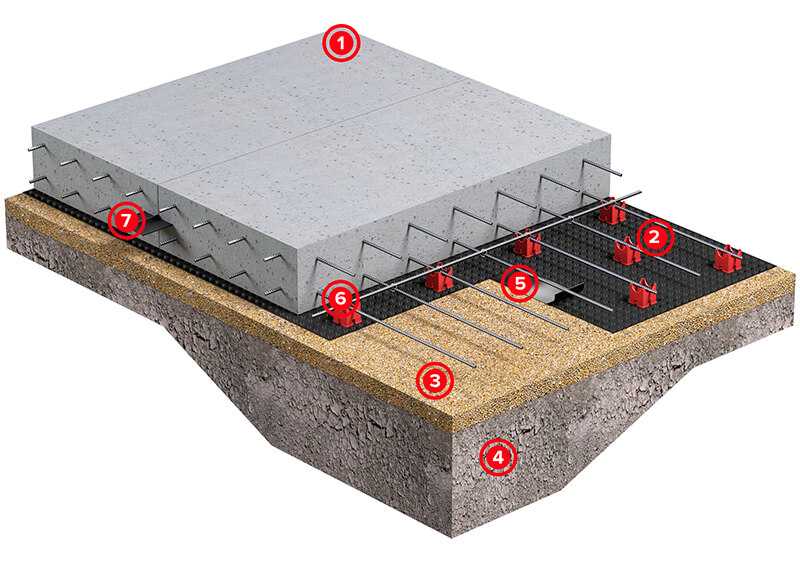 При заливке монолитной плиты или установке арматурного каркаса поверх гидроизоляции по тощему бетону, можно повредить гидроизоляционное покрытие.
При заливке монолитной плиты или установке арматурного каркаса поверх гидроизоляции по тощему бетону, можно повредить гидроизоляционное покрытие. Это делает профилактическое обслуживание первоочередной задачей, если ваш дом имеет плитный фундамент.
Это делает профилактическое обслуживание первоочередной задачей, если ваш дом имеет плитный фундамент. Ваш дом будет находиться на уровне земли или чуть выше него, а под бетонным полом будут только воздуховоды и водопровод.
Ваш дом будет находиться на уровне земли или чуть выше него, а под бетонным полом будут только воздуховоды и водопровод. И даже если ни то, ни другое не будет проблемой, я подозреваю, что вам не нужна яма для отстойника на кухне или в ванной. Шоу по реконструкции дома любят подчеркивать желаемые функции, такие как гранитные столешницы или полы с подогревом — ямы для отстойников не входят в этот список.
И даже если ни то, ни другое не будет проблемой, я подозреваю, что вам не нужна яма для отстойника на кухне или в ванной. Шоу по реконструкции дома любят подчеркивать желаемые функции, такие как гранитные столешницы или полы с подогревом — ямы для отстойников не входят в этот список. Однако, если вы начнете замечать
Однако, если вы начнете замечать  youtube.com/embed/Hpgmh5d2QQI?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Hpgmh5d2QQI?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Эта плита фундамента осела, из-за чего домовладельцу было трудно открыть входную дверь.
Эта плита фундамента осела, из-за чего домовладельцу было трудно открыть входную дверь.  Если это кажется чрезмерным, у нас есть блог, который объясняет это более подробно.
Если это кажется чрезмерным, у нас есть блог, который объясняет это более подробно.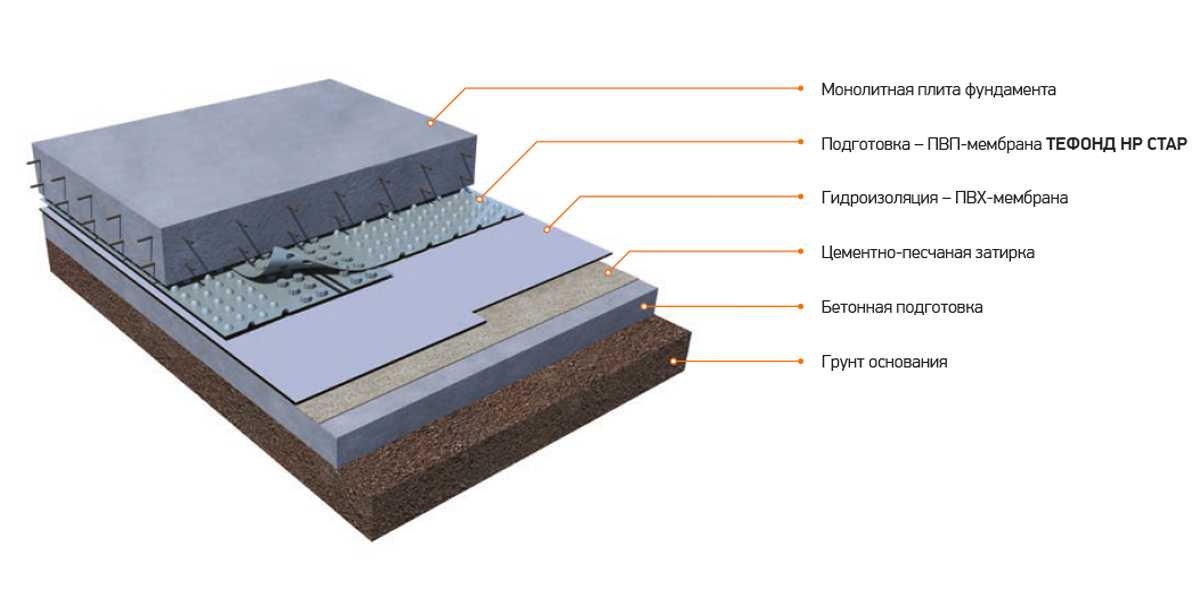 Опытный менеджер проекта изучит проблемные области и порекомендует вам наилучший план действий, чтобы ваш дом был крепким и здоровым на долгие годы.
Опытный менеджер проекта изучит проблемные области и порекомендует вам наилучший план действий, чтобы ваш дом был крепким и здоровым на долгие годы.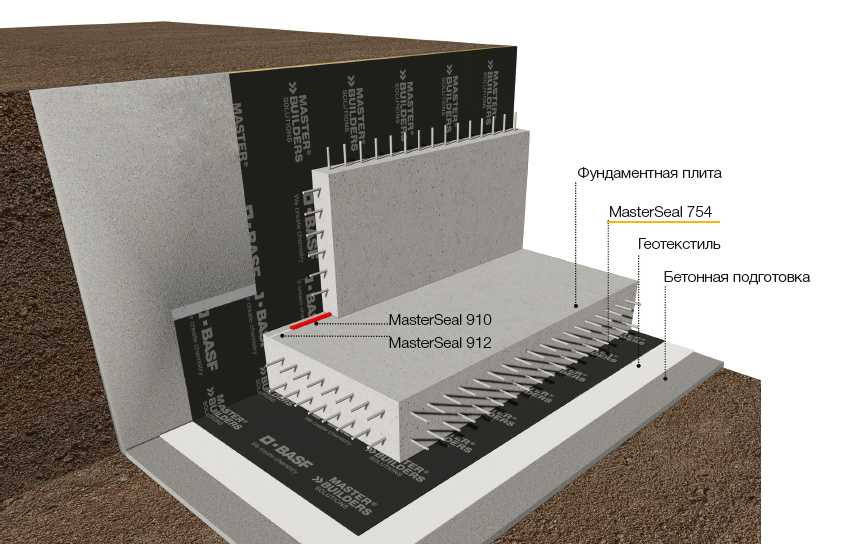
 Вода также может проникать через стены фундамента так же, как она может просачиваться в подвал – через трещины и стыки бухт. На самом деле, поскольку эти стены часто окружены гравием, а не уплотненной почвой, воде легче проникать внутрь. Это правда, что под полом обычно находится пароизоляция, но пароизоляция предназначена не для защиты от грунтовых вод, а только от водяного пара.
Вода также может проникать через стены фундамента так же, как она может просачиваться в подвал – через трещины и стыки бухт. На самом деле, поскольку эти стены часто окружены гравием, а не уплотненной почвой, воде легче проникать внутрь. Это правда, что под полом обычно находится пароизоляция, но пароизоляция предназначена не для защиты от грунтовых вод, а только от водяного пара.

 На конце колонны имеется острый наконечник-долото, который разрушает твердые горные породы.
На конце колонны имеется острый наконечник-долото, который разрушает твердые горные породы. Перед их введением в скважину они скрепляются с помощью скважин-муфт, которые превращают отдельные трубы НКТ в единую компрессионную колонну. Для добычи полезных ископаемых запускается электрических двигатель, что приводит перекачиванию нефти или газа из скважины на поверхность. На буровой платформе полезные ископаемые упаковываются в емкости (бочки, резервуары, чаны).
Перед их введением в скважину они скрепляются с помощью скважин-муфт, которые превращают отдельные трубы НКТ в единую компрессионную колонну. Для добычи полезных ископаемых запускается электрических двигатель, что приводит перекачиванию нефти или газа из скважины на поверхность. На буровой платформе полезные ископаемые упаковываются в емкости (бочки, резервуары, чаны). Согласно ГОСТ они должны обладать следующими свойствами:
Согласно ГОСТ они должны обладать следующими свойствами: Из-за этого нарушится герметичность швов, что может привести к разгерметизация системы.
Из-за этого нарушится герметичность швов, что может привести к разгерметизация системы. Подобные трубопроводные системы будут обладать низкой прочностью, поэтому НКТ из этих материалов применяются только в случае небольших скважин (дачные участки, небольшие артезианские скважины). Для добычи полезных ископаемых трубы прикрепляются друг друга, образуя единую колонну.
Подобные трубопроводные системы будут обладать низкой прочностью, поэтому НКТ из этих материалов применяются только в случае небольших скважин (дачные участки, небольшие артезианские скважины). Для добычи полезных ископаемых трубы прикрепляются друг друга, образуя единую колонну.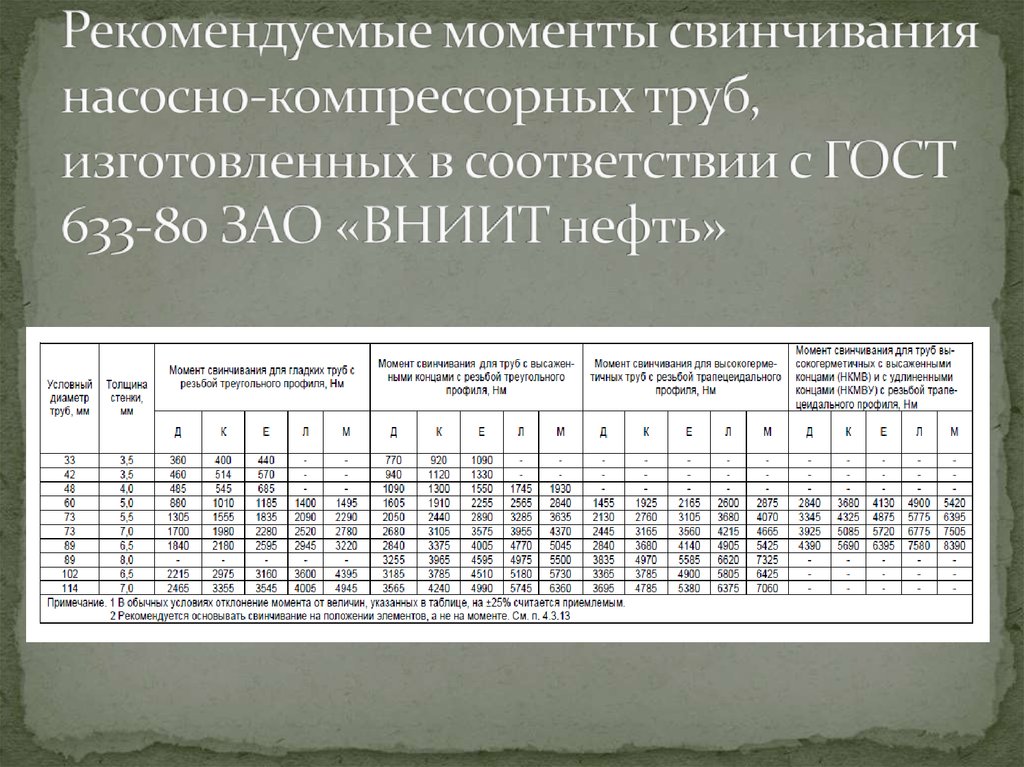 Для соединения детали располагают близко друг к другу — потом с помощью сварочного аппарата они соединяются. Может применяться любой метод сварки — автомат, полуавтомат, электродуговой метод и другие. Основная сложность сварки заключается в том, что трубопроводные детали обычно сделаны из стали. Поэтому концы придется нагревать до высоких температур, что усложняет техническую процедуру. На практике сварочная технология используется редко в связи с ее сложностью.
Для соединения детали располагают близко друг к другу — потом с помощью сварочного аппарата они соединяются. Может применяться любой метод сварки — автомат, полуавтомат, электродуговой метод и другие. Основная сложность сварки заключается в том, что трубопроводные детали обычно сделаны из стали. Поэтому концы придется нагревать до высоких температур, что усложняет техническую процедуру. На практике сварочная технология используется редко в связи с ее сложностью. Перед монтажом насосно-компрессорной колонны необходимо смазать конец НКТ защитной смазкой. Тип смазки зависит от характера скважины, типа обсадной трубы и категории металла, из которого сделан трубопровод. Смазку нужно наносить аккуратно в соответствии с правилами дозировки. Недостаток смазки или ее избыток негативно влияют на прочность конструкции, а также усложняют ее монтаж.
Перед монтажом насосно-компрессорной колонны необходимо смазать конец НКТ защитной смазкой. Тип смазки зависит от характера скважины, типа обсадной трубы и категории металла, из которого сделан трубопровод. Смазку нужно наносить аккуратно в соответствии с правилами дозировки. Недостаток смазки или ее избыток негативно влияют на прочность конструкции, а также усложняют ее монтаж.
 В конце выполняется закалка запчасти, а также ее охлаждение (при необходимости). Если запчасть будет какое-то время храниться в цеху, то на нее наносится промежуточная маркировка в соответствии с правилами ГОСТ.
В конце выполняется закалка запчасти, а также ее охлаждение (при необходимости). Если запчасть будет какое-то время храниться в цеху, то на нее наносится промежуточная маркировка в соответствии с правилами ГОСТ. Потом он выполняет контрольную дефектоскопию, а проверка выполняется два раза, поскольку на данный конец не будет монтрироваться защитная муфта. Если с запчастью все хорошо, на резьбу навинчивается защитный кожух-протектор.
Потом он выполняет контрольную дефектоскопию, а проверка выполняется два раза, поскольку на данный конец не будет монтрироваться защитная муфта. Если с запчастью все хорошо, на резьбу навинчивается защитный кожух-протектор.
 602-2005)
602-2005)
 Лениногорск, ул.Куйбышева,35
Лениногорск, ул.Куйбышева,35 Чем выше график, тем больше толщина стенки и внутренний диаметр (внутренний диаметр) меньше.
Чем выше график, тем больше толщина стенки и внутренний диаметр (внутренний диаметр) меньше. 042
042 065
065 131
131 133″
133″ 109
109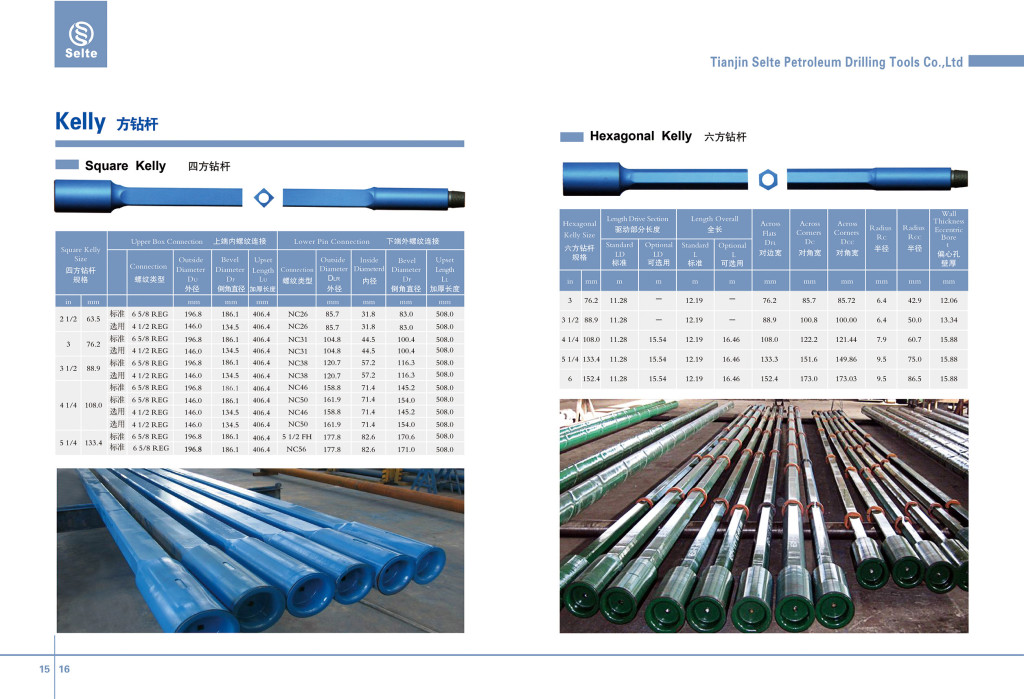 154″
154″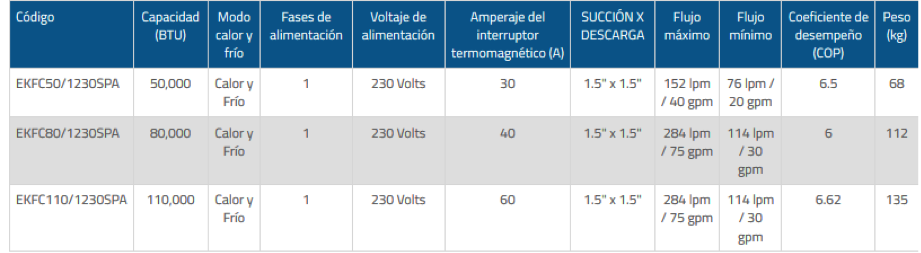
 Такие валы встречаются, например, в контрольно-измерительных приборах (трос спидометра), механизированном инструменте (вал бормашины стоматолога).
Такие валы встречаются, например, в контрольно-измерительных приборах (трос спидометра), механизированном инструменте (вал бормашины стоматолога).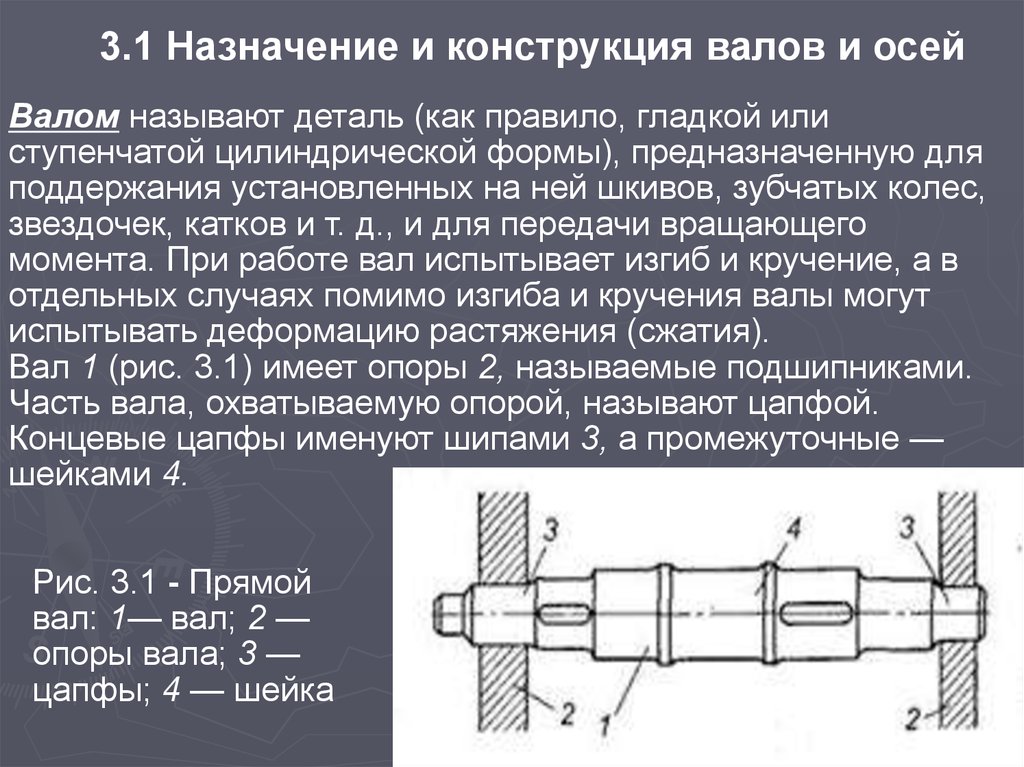
 Пяты по форме бывают кольцевыми, сплошными и гребенчатыми. Гребенчатые пяты применяются редко.
Пяты по форме бывают кольцевыми, сплошными и гребенчатыми. Гребенчатые пяты применяются редко.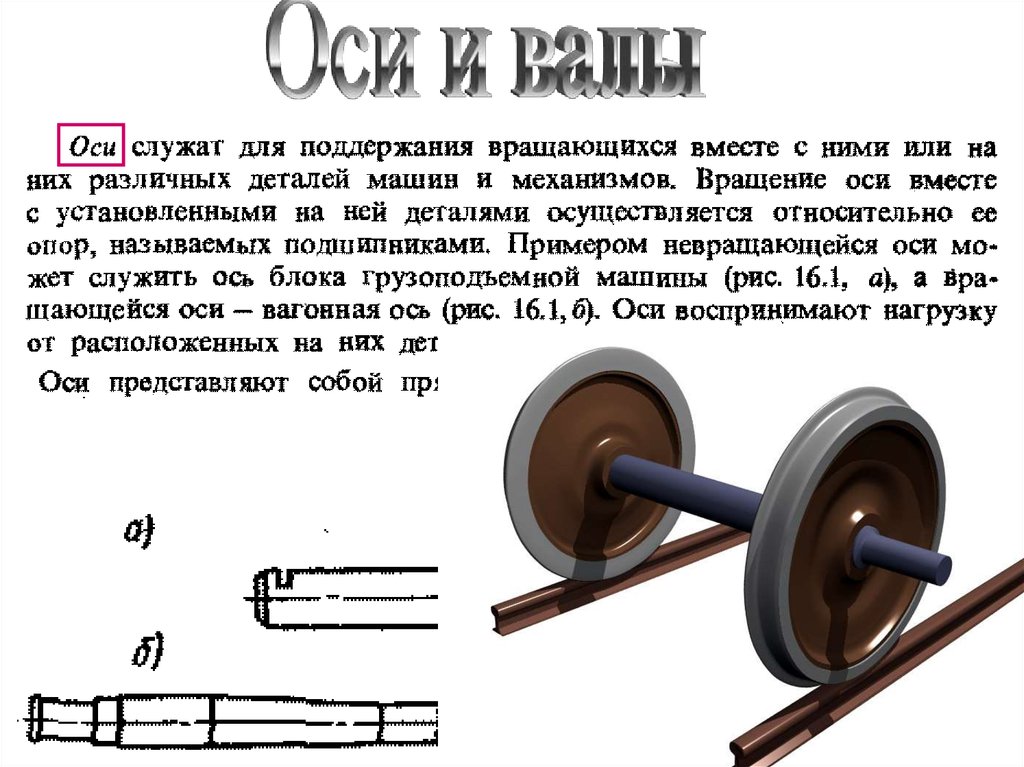
 При проектировочном расчете валов редуктора обычно определяют диаметры концевых сечений входного и выходного валов, а для промежуточных валов – диаметр в месте посадки колес.
При проектировочном расчете валов редуктора обычно определяют диаметры концевых сечений входного и выходного валов, а для промежуточных валов – диаметр в месте посадки колес.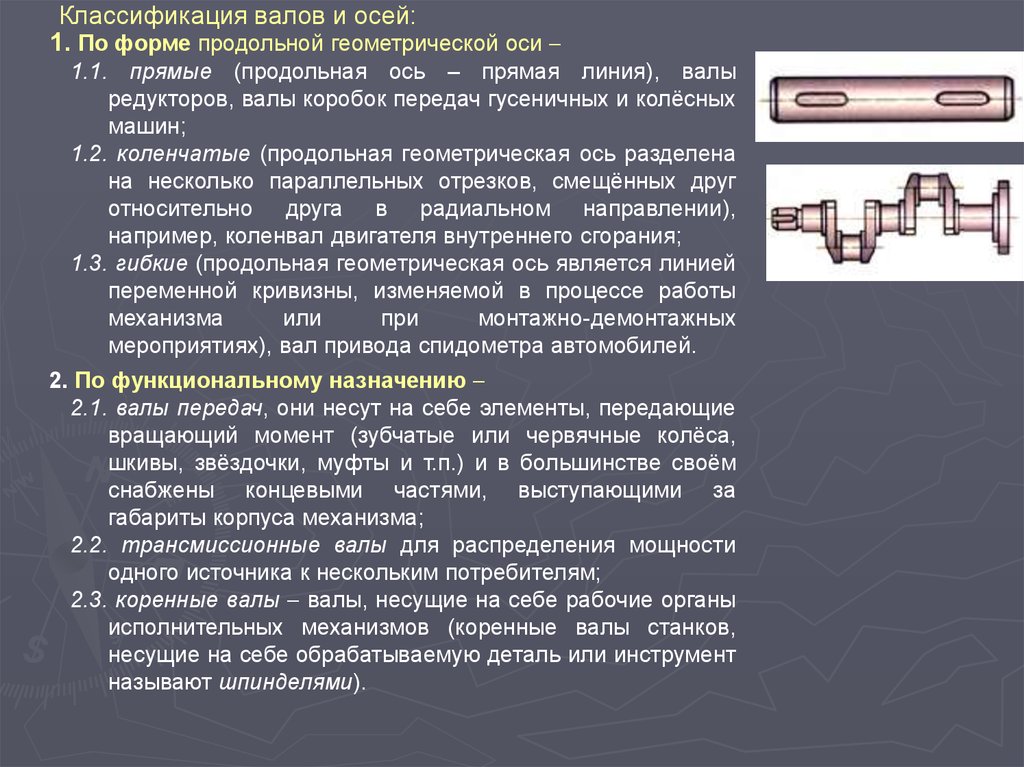 Проверку на сопротивление усталости производят по коэффициенту запаса прочности по максимальной длительно действующей нагрузке без учета кратковременных пиковых нагрузок (например, в период пуска).
Проверку на сопротивление усталости производят по коэффициенту запаса прочности по максимальной длительно действующей нагрузке без учета кратковременных пиковых нагрузок (например, в период пуска). Переходные участки следует выполнять в виде галтелей или канавок со скруглениями.
Переходные участки следует выполнять в виде галтелей или канавок со скруглениями.

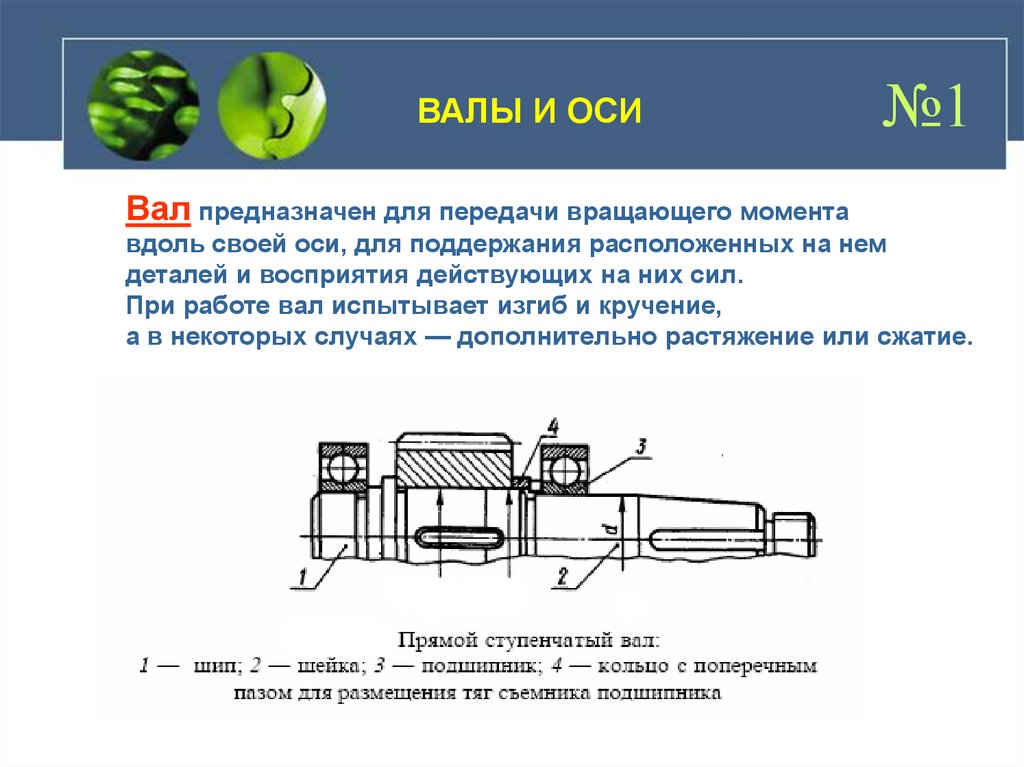 Части валов и осей, передающие продольные нагрузки на опоры, называются пятами. Различают пяты: верхние, нижние и средние. Шипы чаще всего изготовляются цилиндрическими, коническими, а также и шаровыми (при значительных изменениях положения геометрической оси вала).
Части валов и осей, передающие продольные нагрузки на опоры, называются пятами. Различают пяты: верхние, нижние и средние. Шипы чаще всего изготовляются цилиндрическими, коническими, а также и шаровыми (при значительных изменениях положения геометрической оси вала).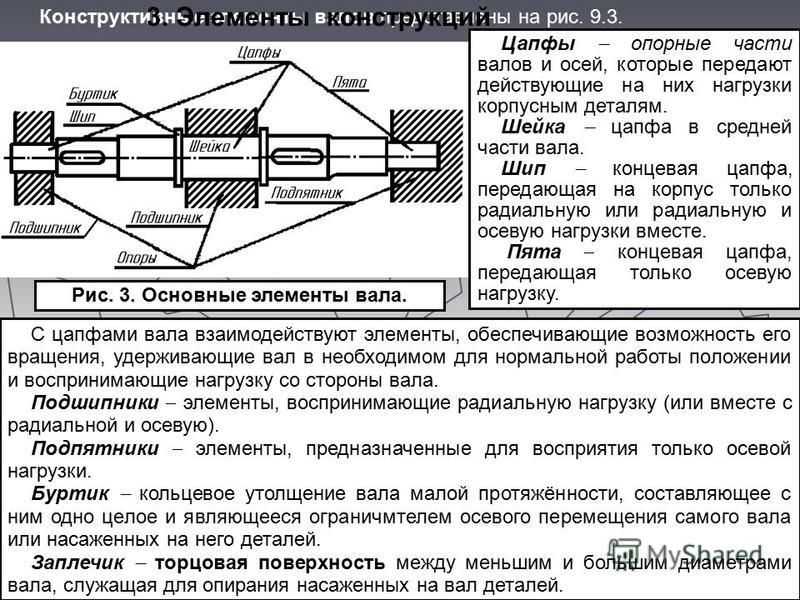


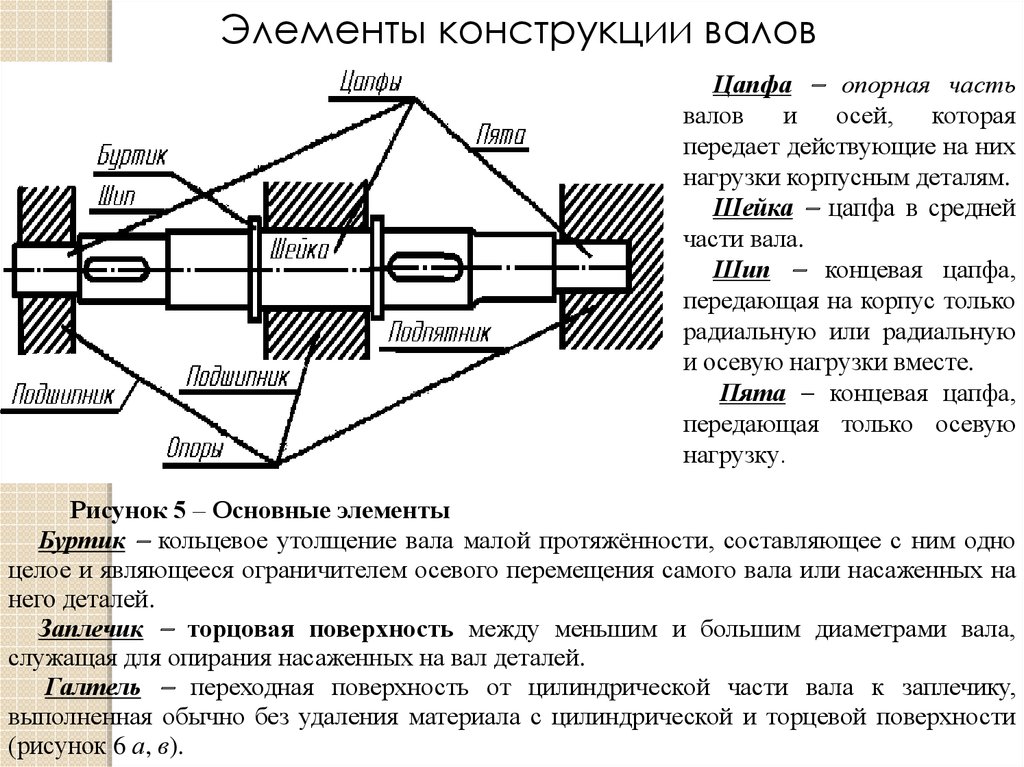

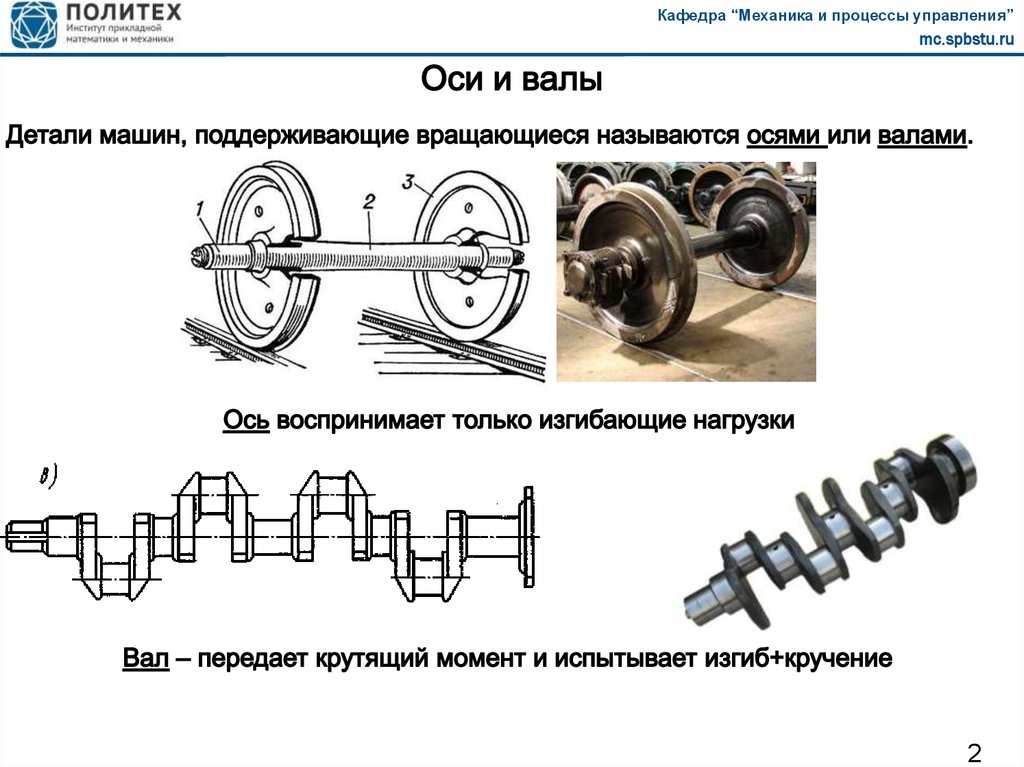
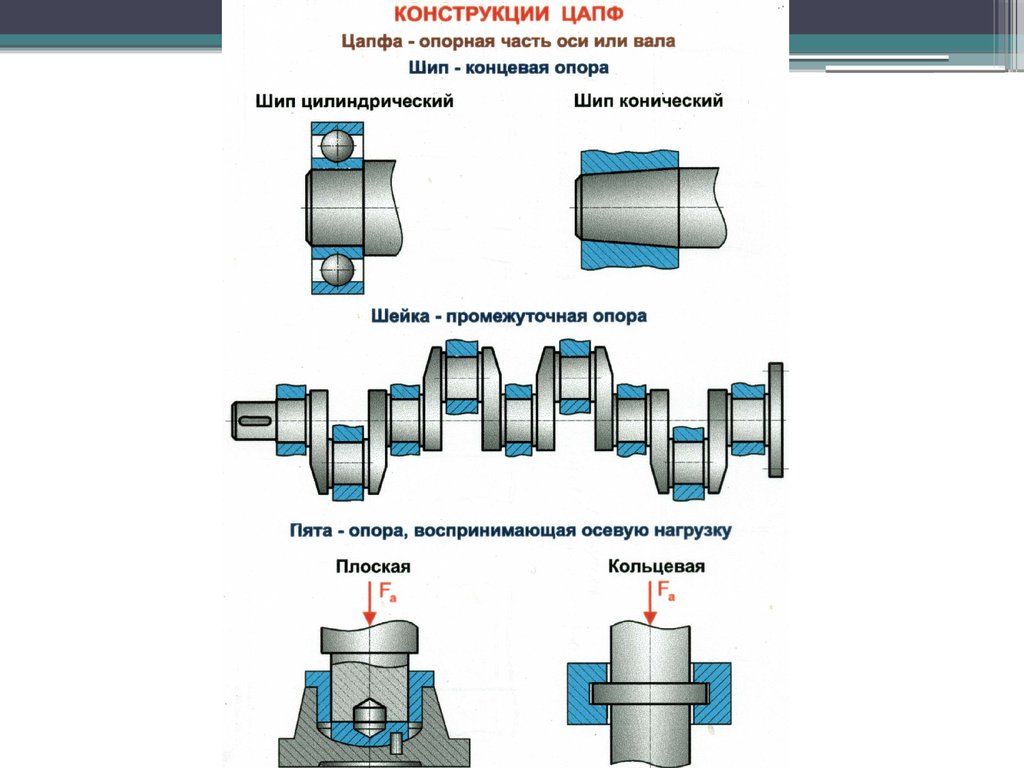
 Для передачи мощности один конец вала соединяется с источником энергии, а другой конец вала соединяется с машиной. Вал может быть сплошным или полым в зависимости от требований, полый вал помогает снизить вес и обеспечивает преимущество.
Для передачи мощности один конец вала соединяется с источником энергии, а другой конец вала соединяется с машиной. Вал может быть сплошным или полым в зависимости от требований, полый вал помогает снизить вес и обеспечивает преимущество.
 В основном они используются в транспортных средствах. Пример: ось в автомобиле.
В основном они используются в транспортных средствах. Пример: ось в автомобиле.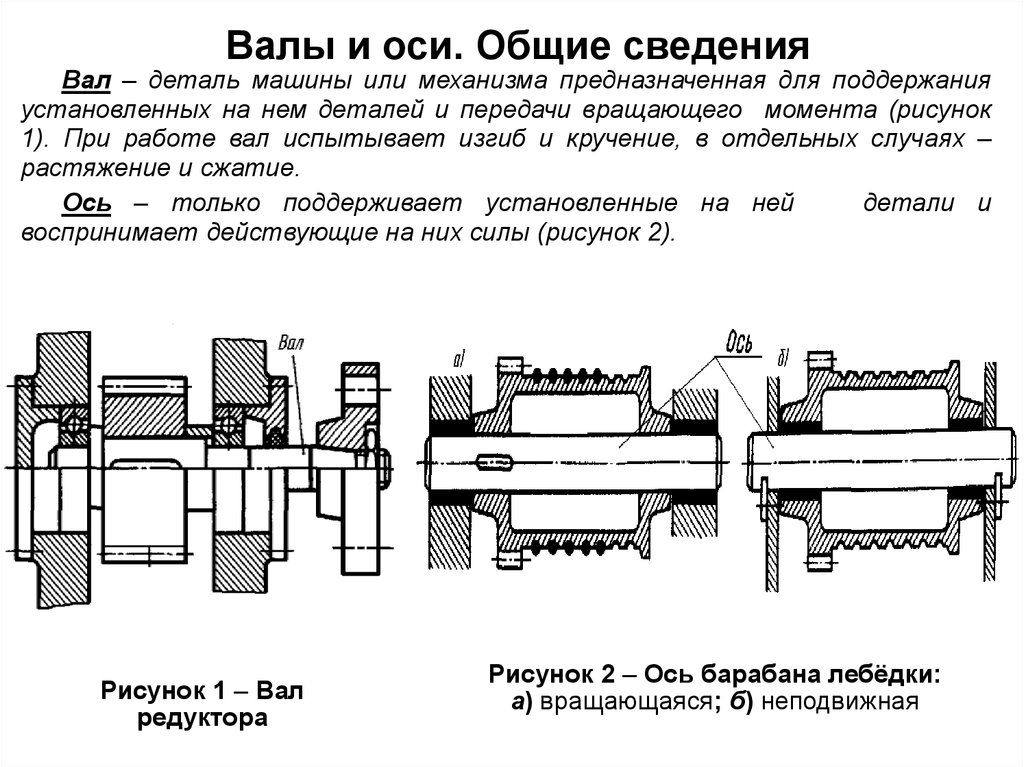

 Процесс ковки используется для изготовления валов большего диаметра. После прокатки валы затем подвергаются процессу торцевой обработки, при котором один конец вала нагружается на контроль, а другой конец вала поддерживается револьверной головкой токарного станка. Для чистовой обработки вала инструмент удерживает стойку инструмента, и при включении питания патрон начинает вращать вал.
Процесс ковки используется для изготовления валов большего диаметра. После прокатки валы затем подвергаются процессу торцевой обработки, при котором один конец вала нагружается на контроль, а другой конец вала поддерживается револьверной головкой токарного станка. Для чистовой обработки вала инструмент удерживает стойку инструмента, и при включении питания патрон начинает вращать вал. Трансмиссионные валы и двигатели обычно изготавливаются с помощью этого процесса.
Трансмиссионные валы и двигатели обычно изготавливаются с помощью этого процесса.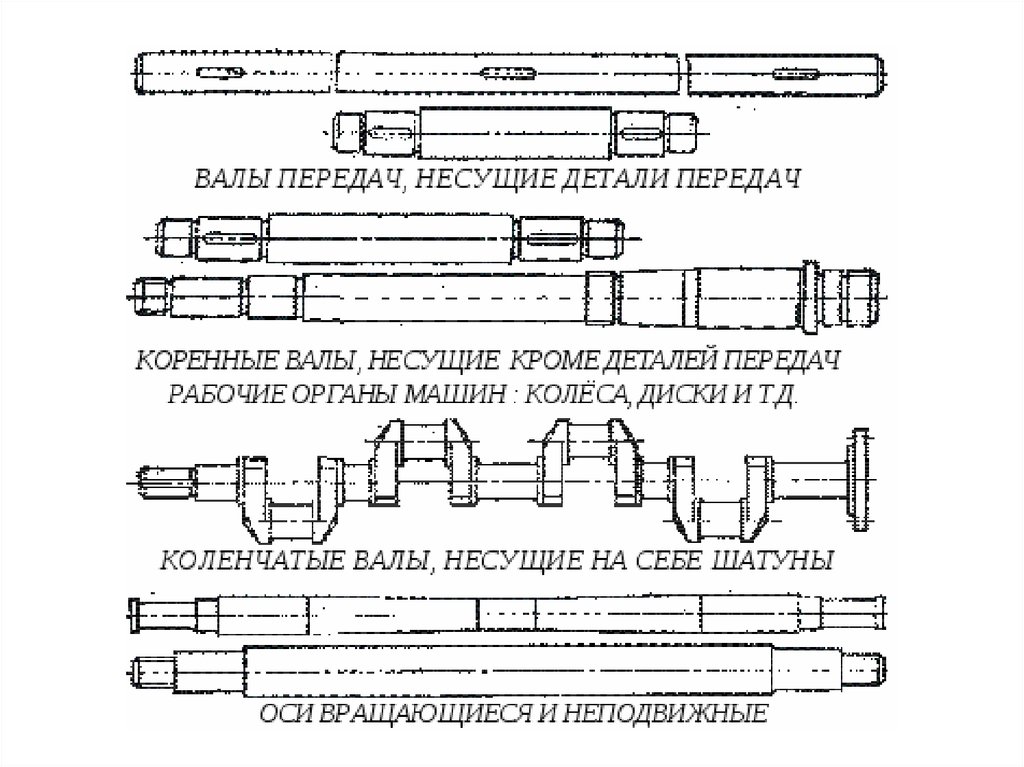

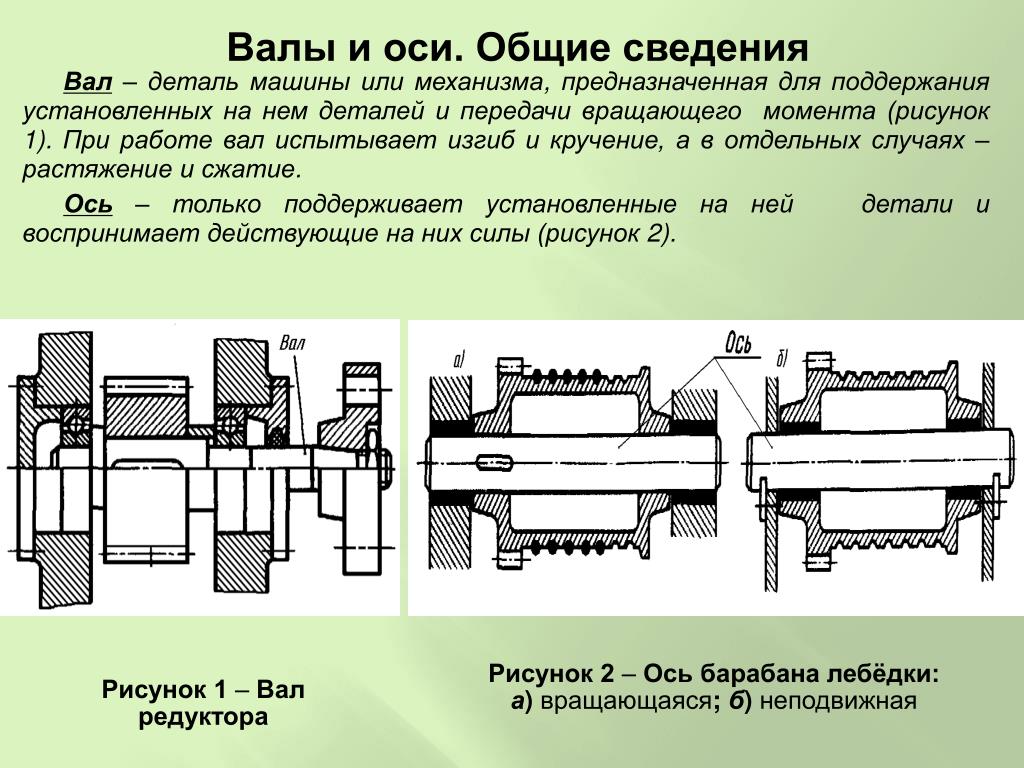
 ), сернистый газ или сульфиды (для меди, ниобия и др.) или водород (для вольфрама, молибдена и др.)
), сернистый газ или сульфиды (для меди, ниобия и др.) или водород (для вольфрама, молибдена и др.) Сущность процесса заключается в восстановлении окислов железа, входящих в состав руды.
Сущность процесса заключается в восстановлении окислов железа, входящих в состав руды.
 Если письмо по-прежнему не приходит (проверьте папку «Спам«), обратитесь в деканат и убедитесь в корректности адреса электронной почты.
Если письмо по-прежнему не приходит (проверьте папку «Спам«), обратитесь в деканат и убедитесь в корректности адреса электронной почты. Это связано с включением для пользователей Firefox по умолчанию политики DNS через HTTPS. Отключить эту политику и вернуть нормальную работу портала …
Это связано с включением для пользователей Firefox по умолчанию политики DNS через HTTPS. Отключить эту политику и вернуть нормальную работу портала … ..Read the rest of this topic
..Read the rest of this topic


 инструменты магазинного типа с ручным управлением.
инструменты магазинного типа с ручным управлением.
 Тем не менее, правильный ответ может быть или не быть простым найти. В следующем списке показаны наиболее распространенные причины сбоя и способы предотвращения или сведения к минимуму его возникновения в будущем:
Тем не менее, правильный ответ может быть или не быть простым найти. В следующем списке показаны наиболее распространенные причины сбоя и способы предотвращения или сведения к минимуму его возникновения в будущем: Он выражается в ударах в минуту (SPM). Очевидно, это предполагало, что ход агрегата вверх и вниз составляет один полный цикл хода.
Он выражается в ударах в минуту (SPM). Очевидно, это предполагало, что ход агрегата вверх и вниз составляет один полный цикл хода. 

 Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
 Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня. Важная деталь фрезерного станка — его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты.
Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня. Важная деталь фрезерного станка — его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты. Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач.
Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач.
 Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель. Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение его можно написать и самостоятельно , важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности.
Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель. Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение его можно написать и самостоятельно , важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности.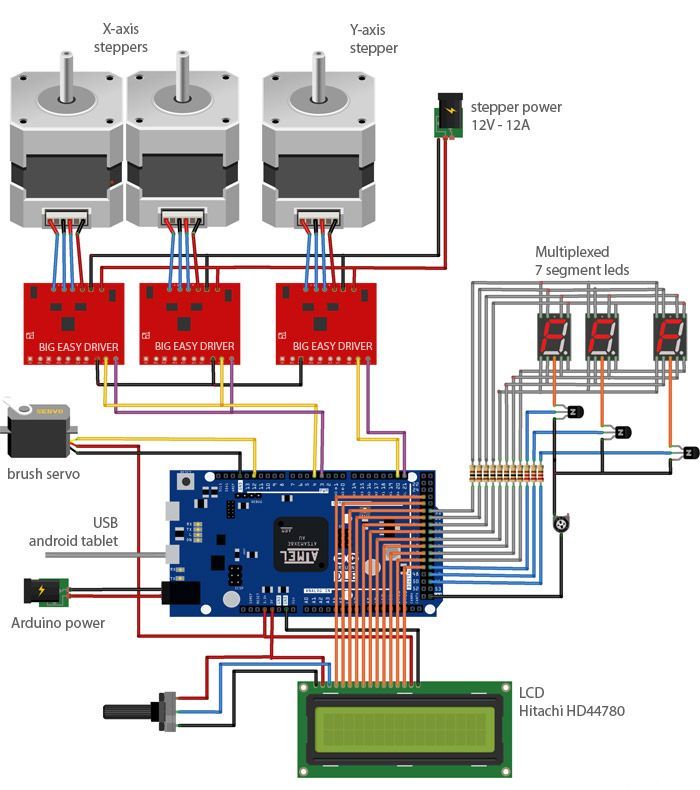
 Финальная стадия сборки станка. Закрепление шагового двигателя на верхней каретке.
Финальная стадия сборки станка. Закрепление шагового двигателя на верхней каретке. Экскурс в историю Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Одним из наиболее важных узлов любого подобного станка является механизм фрезера.
Экскурс в историю Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Одним из наиболее важных узлов любого подобного станка является механизм фрезера. Как подключить блок питания лед подсветки Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ нажмите для увеличения.
Как подключить блок питания лед подсветки Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ нажмите для увеличения.
 Собрать станок руки чесались почти два года, за это время собирал детали, электронику и знания.
Собрать станок руки чесались почти два года, за это время собирал детали, электронику и знания. Использование ЧПУ систем делает производство более предсказуемым, увеличивает повторяемость результата механообработки и снижает потребность в рабочих руках высококвалифицированных рабочих-станочников и операторов. Если в случае обычного станка перемещением рабочего инструмента резца, шпинделя, рабочего стола или заготовки вручную управляет рабочий-станочник, то в станке ЧПУ вся траектория рассчитывается заранее в специальных программах — CAM-системах, и сохраняется в пригодном к исполнению формате. Как правило, таким форматом является сервоприводы. В программе управления задаются координаты траектории, а точнее — синхронизированные во времени инструкции по перемещению каждой оси станка. Непосредственно станком управляет специализированное устройство — контроллер, в задачи которого стоит интерпретация программы, и превращение инструкций в последовательность управляющих импульсов.
Использование ЧПУ систем делает производство более предсказуемым, увеличивает повторяемость результата механообработки и снижает потребность в рабочих руках высококвалифицированных рабочих-станочников и операторов. Если в случае обычного станка перемещением рабочего инструмента резца, шпинделя, рабочего стола или заготовки вручную управляет рабочий-станочник, то в станке ЧПУ вся траектория рассчитывается заранее в специальных программах — CAM-системах, и сохраняется в пригодном к исполнению формате. Как правило, таким форматом является сервоприводы. В программе управления задаются координаты траектории, а точнее — синхронизированные во времени инструкции по перемещению каждой оси станка. Непосредственно станком управляет специализированное устройство — контроллер, в задачи которого стоит интерпретация программы, и превращение инструкций в последовательность управляющих импульсов.
 Стандартные типоразмеры в данном случае — 42, либо 57 миллиметров.
Стандартные типоразмеры в данном случае — 42, либо 57 миллиметров.
 youtube.com/embed/Wkmo_-ZRcDo» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/Wkmo_-ZRcDo» frameborder=»0″ allowfullscreen=»»/> Оптимальным вариантом будет микросхема, обозначаемая как TB или A У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги.
Оптимальным вариантом будет микросхема, обозначаемая как TB или A У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги. Одно из самых простых решений для самодельного создания ЧПУ станка — использование деталей от другого оборудования, снабженного шаровыми двигателями.
Одно из самых простых решений для самодельного создания ЧПУ станка — использование деталей от другого оборудования, снабженного шаровыми двигателями.

 Возможно расскажу данный материал подопечным. ЭЭЭ братуха, полехчи!
Возможно расскажу данный материал подопечным. ЭЭЭ братуха, полехчи! Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль. Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное — заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное — заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ. Простой в изготовлении контроллер шагового двигателя из старых деталей сканера. Самый простой способ изготовить самодельный ЧПУ станок — это распотрошить какой либо девайс имеющий шаговые двигатели. Например старый принтер или сканер. Именно об изготовлении ЧПУ станка своими руками из последнего и пойдет речь в сегодняшней статье.
Простой в изготовлении контроллер шагового двигателя из старых деталей сканера. Самый простой способ изготовить самодельный ЧПУ станок — это распотрошить какой либо девайс имеющий шаговые двигатели. Например старый принтер или сканер. Именно об изготовлении ЧПУ станка своими руками из последнего и пойдет речь в сегодняшней статье. Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось. Текстолит имеет три сквозных отверстия, два из них для направляющих и одно для гайки.
Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось. Текстолит имеет три сквозных отверстия, два из них для направляющих и одно для гайки. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами.
Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Суппорта изготавливаются из текстолита размерами 25ХХ
Суппорта изготавливаются из текстолита размерами 25ХХ
 двигатели станка должны перемещать оси ЧПУ. Каждый DIY станок с ЧПУ нуждается в нем.
двигатели станка должны перемещать оси ЧПУ. Каждый DIY станок с ЧПУ нуждается в нем. Сервоприводы промышленного качества, домашние / концевые выключатели и все остальное действительно в спешке дорожают изрядным ценником.
Сервоприводы промышленного качества, домашние / концевые выключатели и все остальное действительно в спешке дорожают изрядным ценником. Они также продаются как способ обновить устаревшие элементы управления на промышленных станках с ЧПУ, чтобы обеспечить более современные функции и производительность.
Они также продаются как способ обновить устаревшие элементы управления на промышленных станках с ЧПУ, чтобы обеспечить более современные функции и производительность.

 По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
 Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей.
Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей. Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ».
Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ». Также потребуется гораздо больше навыков.
Также потребуется гораздо больше навыков.




 Отсутствие вентилятора не только устраняет шум, но и предотвращает
Отсутствие вентилятора не только устраняет шум, но и предотвращает

 5
5 Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT.
Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT. 5
5 2
2
 Двухскоростной режим сокращает время цикла для повышения производительности.
Двухскоростной режим сокращает время цикла для повышения производительности. 75 (220В)
75 (220В) Это неотъемлемый конструкционный элемент гидропривода, обеспечивающего бесперебойную работу двигателя.
Это неотъемлемый конструкционный элемент гидропривода, обеспечивающего бесперебойную работу двигателя.

 Роторные модели при генерации крутящего момента приводят в движение поршни, которые при чередовании возвратно-поступательного усилия стыкуются с предусмотренными конструкцией отверстиями для слива жидкости. В моделях с эксцентричным валом поршневая группа находится внутри статора, а перераспределение жидкости в отличие от роторных агрегатов не золотниковое, а клапанное.
Роторные модели при генерации крутящего момента приводят в движение поршни, которые при чередовании возвратно-поступательного усилия стыкуются с предусмотренными конструкцией отверстиями для слива жидкости. В моделях с эксцентричным валом поршневая группа находится внутри статора, а перераспределение жидкости в отличие от роторных агрегатов не золотниковое, а клапанное.

 Применяется как альтернативный источник энергии в процессе выполнения выездных работ и в случае аварийного выхода из строя основного источника.
Применяется как альтернативный источник энергии в процессе выполнения выездных работ и в случае аварийного выхода из строя основного источника. Вам понадобится 2,11 галлона гидравлического масла AW-15.
Вам понадобится 2,11 галлона гидравлического масла AW-15. дюйм
дюйм Рычаг управления в нейтральном положении: Возврат в резервуар на шланге A и B. Рычаг управления назад: Насос в шланг B, Возвращается в резервуар через 9 ч.0005
Рычаг управления в нейтральном положении: Возврат в резервуар на шланге A и B. Рычаг управления назад: Насос в шланг B, Возвращается в резервуар через 9 ч.0005 Эти условия заменяют собой и
Эти условия заменяют собой и В противном случае покупатель не будет иметь никаких претензий к TEMCo. TEMCo проверяет возвращенные детали
В противном случае покупатель не будет иметь никаких претензий к TEMCo. TEMCo проверяет возвращенные детали Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем.
Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем. Продавец имеет право
Продавец имеет право

 Я использую его на 20-тонном магазинном прессе.
Я использую его на 20-тонном магазинном прессе.


 предмета, который вы хотите
предмета, который вы хотите Пресс (psi)
Пресс (psi) 


 Клапан остается открытым во время работы.
Клапан остается открытым во время работы.
 » и разблокировка «ВЫКЛ.»
» и разблокировка «ВЫКЛ.»
 Процесс выполняется сварщиком.
Процесс выполняется сварщиком. Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота».
Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота». youtube.com/embed/VwiLCMq6bzU?autoplay=0&start=0&rel=0″>
youtube.com/embed/VwiLCMq6bzU?autoplay=0&start=0&rel=0″>  Сварка плавлением.
Сварка плавлением.
 Владелец удостоверения имеет право при
Владелец удостоверения имеет право при

 12.2020 № 11652 по вопросам ведения официальных сайтов ОО с 01.01.2021 г.
12.2020 № 11652 по вопросам ведения официальных сайтов ОО с 01.01.2021 г.
 Использует программное обеспечение для веб-конференций, например Zoom.
Использует программное обеспечение для веб-конференций, например Zoom. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте
Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте  edu.
edu.
 com
com
 При их использовании возможна только вторая схема регулирования влажности. Выбирая, чем обшить дом, учитывайте эти моменты.
При их использовании возможна только вторая схема регулирования влажности. Выбирая, чем обшить дом, учитывайте эти моменты. Оба вида облицовки крепятся на обрешетку, затем шлифуются и покрываются защитными пропитками, по желанию еще лакируются или красятся.
Оба вида облицовки крепятся на обрешетку, затем шлифуются и покрываются защитными пропитками, по желанию еще лакируются или красятся. При должной обработке подобная облицовка имеет очень даже неплохой внешний вид.
При должной обработке подобная облицовка имеет очень даже неплохой внешний вид. Его можно использовать и для строения из любого другого материала: пеноблока, газобетона, шлаконаливного и т.п. Эта облицовка универсальна.
Его можно использовать и для строения из любого другого материала: пеноблока, газобетона, шлаконаливного и т.п. Эта облицовка универсальна. Если здание прямоугольное, без архитектурных излишеств, оно имеет не самый привлекательный вид (в подтверждение фото ниже).
Если здание прямоугольное, без архитектурных излишеств, оно имеет не самый привлекательный вид (в подтверждение фото ниже). Все особенности монтажа такие же как и у винилового, с той лишь разницей, что металл можно монтировать и при отрицательных температурах.
Все особенности монтажа такие же как и у винилового, с той лишь разницей, что металл можно монтировать и при отрицательных температурах. Отличие в том, что панель цокольного сайдинга имеет вид не длинного прямоугольника, а некоего участка стены с фигурными краями. Этими фигурными краями и стыкуется. Соответственно, обрешетку необходимо подстраивать под размеры фрагмента. При установке сначала край панели заводят в замок уже установленной, добиваются совпадения, а потом закрепляют. Главное — при монтаже не затягивайте сильно саморезы, оставляя возможность сайдингу двигаться при температурных изменениях.
Отличие в том, что панель цокольного сайдинга имеет вид не длинного прямоугольника, а некоего участка стены с фигурными краями. Этими фигурными краями и стыкуется. Соответственно, обрешетку необходимо подстраивать под размеры фрагмента. При установке сначала край панели заводят в замок уже установленной, добиваются совпадения, а потом закрепляют. Главное — при монтаже не затягивайте сильно саморезы, оставляя возможность сайдингу двигаться при температурных изменениях. Эта смесь формуется в листы, потом в несколько этапов обезвоживается, по некоторым технологиям обжигается. Потом на поверхность наносится защитно-декоративное покрытие:
Эта смесь формуется в листы, потом в несколько этапов обезвоживается, по некоторым технологиям обжигается. Потом на поверхность наносится защитно-декоративное покрытие:

 Именно облицовочный материал определяет привлекательность фасада и прочность стен. Рынок строительных материалов переполнен предложениями производителей. Поэтому выбрать подходящий тип не составляет труда. Перед покупкой внимательно изучите информацию о товаре, прочитайте отзывы специалистов, ознакомьтесь с техническими характеристиками.
Именно облицовочный материал определяет привлекательность фасада и прочность стен. Рынок строительных материалов переполнен предложениями производителей. Поэтому выбрать подходящий тип не составляет труда. Перед покупкой внимательно изучите информацию о товаре, прочитайте отзывы специалистов, ознакомьтесь с техническими характеристиками.


 Толщина изделий колеблется в пределах 1,2 мм. Панели устойчивы к коррозии и не выцветают даже под ярким солнцем.
Толщина изделий колеблется в пределах 1,2 мм. Панели устойчивы к коррозии и не выцветают даже под ярким солнцем.
 Вы не должны медлить с изменением внешнего вида вашего дома. Не беспокойтесь о том, что подумают другие люди.
Вы не должны медлить с изменением внешнего вида вашего дома. Не беспокойтесь о том, что подумают другие люди. Он очень уютно дополняет это обеденное пространство на открытом воздухе. {найдено на homedepot}.
Он очень уютно дополняет это обеденное пространство на открытом воздухе. {найдено на homedepot}.

 Узнал больше о проекте на Thisiscolossal.
Узнал больше о проекте на Thisiscolossal. Ищите что-то более надежное и менее хрупкое.
Ищите что-то более надежное и менее хрупкое.
 {найдено на eyelikeart}.
{найдено на eyelikeart}. Габионная стена — это подпорная стена, построенная путем помещения камней в клетку, как в этом примере в Eco Home. 9№ 0005
Габионная стена — это подпорная стена, построенная путем помещения камней в клетку, как в этом примере в Eco Home. 9№ 0005 В Backyard есть несколько способов, которыми можно использовать веревочные светильники, чтобы украсить декор наружной стены.
В Backyard есть несколько способов, которыми можно использовать веревочные светильники, чтобы украсить декор наружной стены.
 Или повесьте растения с украшениями, которые привлекают и кормят птиц. Свечи в ураганах или фонарях делают колоду волшебной, даже если на улице слишком холодно.
Или повесьте растения с украшениями, которые привлекают и кормят птиц. Свечи в ураганах или фонарях делают колоду волшебной, даже если на улице слишком холодно.
 Мы можем получать комиссию за некоторые товары, которые вы решите купить.
Мы можем получать комиссию за некоторые товары, которые вы решите купить. Дизайнер Уилл Вик добавляет: «Будь то бассейн, джакузи или простой фонтан, он может добавить безмятежности и умиротворения любому открытому пространству».
Дизайнер Уилл Вик добавляет: «Будь то бассейн, джакузи или простой фонтан, он может добавить безмятежности и умиротворения любому открытому пространству». «В качестве якоря для зоны отдыха это магнит. Все хотят обниматься там, и это гарантированно продлит вечеринку. Гости хотят тусоваться там и оставаться подольше. Некоторые из лучших разговоров проходят у костра. »
«В качестве якоря для зоны отдыха это магнит. Все хотят обниматься там, и это гарантированно продлит вечеринку. Гости хотят тусоваться там и оставаться подольше. Некоторые из лучших разговоров проходят у костра. » Создайте кухню на свежем воздухе, которой вы любите пользоваться
Создайте кухню на свежем воздухе, которой вы любите пользоваться «Таким образом, люди могут обслуживать себя и им не нужно постоянно заходить внутрь», — говорит Гибсон. «Они могут помочь себе сами, и это меньше напрягает хозяина!»
«Таким образом, люди могут обслуживать себя и им не нужно постоянно заходить внутрь», — говорит Гибсон. «Они могут помочь себе сами, и это меньше напрягает хозяина!»