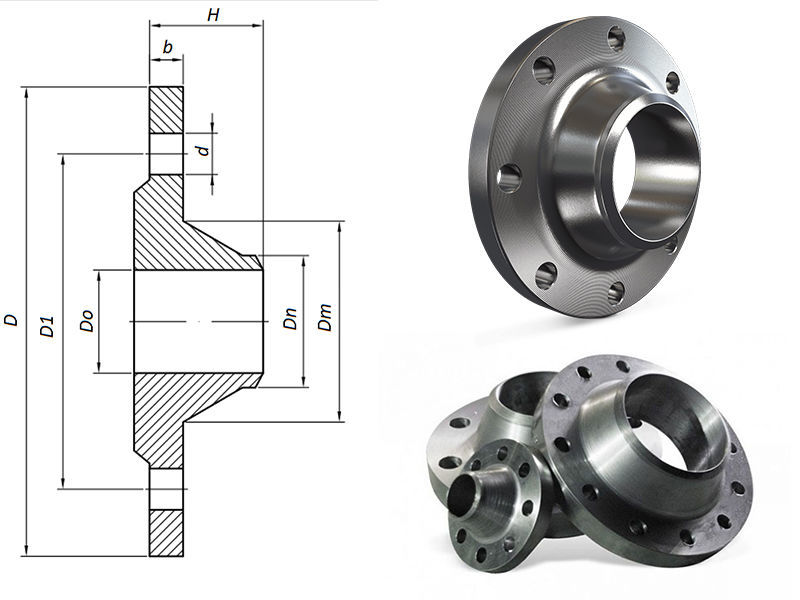
Фланцы плоские приварные ГОСТ 12820-80
Фланцы ГОСТ 12820 плоские приварные.
Компания «Петротех» Детали трубопроводов изготавливает и продает со склада в СПб:
Фланцы плоские приварные ГОСТ 12820 -80 .
Диаметры Ду от 10 до 1600 мм
Для давлений Py от 6 до 40 кгс/см2
Материал: углеродистые и низколегированные сталь 20 09Г2С
Типы исполнения поверхности: 1,2,3,4,5,6,7,8,9
Фланцы ГОСТ 33259-2015 тип 01
Условный диаметр фланцев DN 10- DN1600
Для рабочих давлений PN от 6 до 250 кгс/см2
Марки стали: Ст20, 09Г2С, вст3сп2
Типы исполнения:A,B,C,D,E,F,J,K,L,M
Фланцы плоские ГОСТ 12820 нержавеющие.
Нержавеющие плоские фланцы изготавливаются по размерам ГОСТ 12820, 33259-2015 (тип 01).
Материал: Ст 12Х18Н10Т, 08Х18Н10Т, 08Х18Н10
Плоские стальные фланцы больших диаметров
Фланцы больших размеров изготавливаются секторными согласно ГОСТ или по чертежам Заказчика.
Компания «Петротех» изготавливает плоские приварные фланцы из сталей стандартов РФ. Все материалы для производства фланцев сертифицированы и имеют сертификаты соответствия. По требованию Заказчика возможно вносить изменения в количество крепежных отверстий, толщину, размеры плоских фланцев, согласно чертежу или тех. заданию.
Купить фланцы на: [email protected]
Позвонить +7(962)686- 38- 40
Фланцы плоские от Петротех СПб фото2
Фланцы плоские от Петротех СПб фото 4
Плоские приварные фланцы ГОСТ 12820-80.
Область применения.
Фланцы плоские приварные применяются для соединения труб, установки насосов, клапанов, затворов в инженерных линиях трубопроводов. Плоские фланцы применяются в качестве стыковочных деталей для патрубков емкостей и резервуаров, теплообменных и других аппаратов для давлений рабочей среды не более 25 кгс/ см2 (2,5 Мпа). Диаметры плоских фланцев ГОСТ 12820 от Ду10 до Ду2400. Для плоских приварных фланцев установлен температурный диапазон рабочей среды от – 70 до 300 градусов.
Диаметры плоских фланцев ГОСТ 12820 от Ду10 до Ду2400. Для плоских приварных фланцев установлен температурный диапазон рабочей среды от – 70 до 300 градусов.
Плоские фланцы. Таблица размеров с максимально допустимыми давлениями.
| Фланцы плоские, Ду | 10- 2400 | 10- 1600 | 10- 1600 | 10- 1200 | 10- 800 |
| Pу мах (кгс/см2) | 0 — 2.5 | 6 | 10 | 16 | 25 |
Фланцы ГОСТ 12820-80 плоские. Изготовление и марки стали .
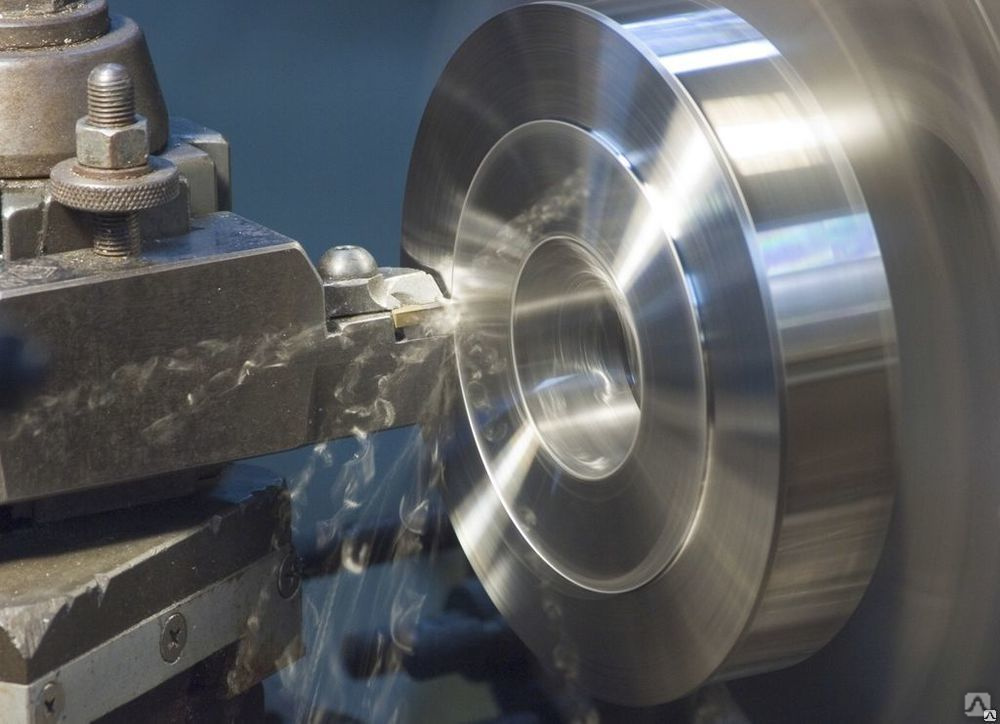
Фланцы плоские приварные фото
Основные методы производства приварных плоских фланцев:
- Вырезка заготовки из листового металлопроката
- Ковка
- Штамповка
- Гибка полосы металла со сваркой места соединения
- Фланцы плоские сварные секторами с последующей проваркой стыков
Способ производства зависит от оборудования производителя и требований к техническим прочностным характеристикам изделия согласно проектной документации или месту монтажа. Плоские фланцы больших размеров обычно изготавливаются из секторов, вырезанных из стального листа требуемой толщины, с проваркой мест соединения и последующей обработкой на карусельных станках.
Плоские фланцы больших размеров обычно изготавливаются из секторов, вырезанных из стального листа требуемой толщины, с проваркой мест соединения и последующей обработкой на карусельных станках.
Самыми распространенными для производства приварных фланцев материалами стали являются углеродистые и низколегированные стали:
- Ст 20, 40, 40Х, 09Г2С, вст3сп2
Для изготовления нержавеющих фланцев используют высоколегированные стали марок:
- 08Х18Н10Е, 12Х18Н10Т
Фото плоского фланца
Плоские приварные фланцы больших размеров изготавливаются из секторов листового металла. Нарезанные из листа металла секторы, имеют специальные угловые стыки на торцах, которые позволяют провести качественную проварку соединения при сборе секторов в кольцо для дальнейшей обработки на карусельном или токарном станке. Изготовления плоского фланца большого диаметра секторами, требует специального оборудования и квалификации рабочего персонала.
Небольшие диаметры изготавливаются из заготовок или круга на токарных станках со специальной обработкой зеркала поверхности под прокладку.
Гост 12820 -80 для приварных плоских фланцев больших размеров рекомендует расточку внутренних отверстий по фактическому наружному диаметру трубы с зазором до 2.5 мм по всей окружности.
Фланцы приварные плоские ГОСТ 12820-80. Тип уплотнительной поверхности.
Фланцы плоские приварные ГОСТ 12820 обычно изготавливаются с поверхностями под уплотнительную прокладку исполнений 1, 2, 3. В отдельных случаях возможно изготовление исполнений 4, 5, 8, 9.
Исполнение 1 – фланец с соединительным выступом
Исполнение 2 – фланец с выступом
Исполнение 3 – фланец с впадиной
Исполнения 2 и 3 образуют сопряженную пару для более плотного соединения. Используются для давлений больше 10кгс/ см2.
Фланец стальной. Исполнение 1 с соединительным выступом фото
Исполнение 1 с соединительным выступом фото
Фланец стальной Исполнение 2,3 фото
Типы исполнений поверхностей приварных фланцев под уплотнительную прокладку: ГОСТ 12815-80
Маркировка фланцев.
Маркировка наносится на боковую поверхность фланца и указывает тип уплотнительной поверхности под прокладку, условный диаметр, давление, марку стали и номер ГОСТа.
Пример условного обозначения плоского фланца с соединительным выступом ГОСТ 12820:
Фланец плоский приварной исп 1 ,круглый, Ду100 мм, на давление Ру16 из стали 20:
1-100- 16 Ст20 ГОСТ 12820 -80
Фланец приварной плоский нержавеющий с соединительным выступом Ду 200 мм, на давление 6 из нержавеющей стали 12Х18Н10Т, исп 1:
1-200- 6 Ст 12Х18Н10Т ГОСТ 12820 -80
Фланец плоский приварной Ду 150, Pу 10, исп 2 (фланец с выступом), вст3сп2:
2- 150- 10 вст3сп2 ГОСТ 12820 -80
Фланец плоский приварной Ду 150, Ру 10, исп 3 фланец с впадиной, вст3сп2:
3- 150- 10 вст3сп2 ГОСТ 12820 -80
Размеры плоских фланцев ГОСТ 12820 -80, вес, обработку поверхностей, крепеж, прочую техническую информацию Вы можете уточнить
Фланцы плоские приварные на Pу от 0. 1 до 2.5 МПа (от 1 до 25 кгс/см2)
1 до 2.5 МПа (от 1 до 25 кгс/см2)
Конструкция и размеры фланцев ГОСТ 12820-80.
Купить фланцы плоские приварные требуемых размеров и характеристик, получить техническую консультацию!
ОФОРМИТЬ ЗАЯВКУ НА СТР. «КОНТАКТЫ»
Фланцы ГОСТ 12820 сопровождаются необходимыми сертификатами и паспортами.
Гарантийный срок — 1 год с момента продажи.
Смотрите наши новости и фото в соц.сетях
на странице
ООО»Петротех»СПб — Детали трубопроводов
Фото плоских фланцев производства ООО «Петротех»
смотрите на странице «Наши работы»
Фланцы плоские ГОСТ 12820-80 — цены от производителя
Во время монтажа магистралей, в случае, если необходимо присоединить участок к фланцевой арматуре, измерительным приборам или технологическому оборудованию, используются особые приспособления — плоские фланцы ГОСТ 12820 80.
Плоский стальной фланец ГОСТ 12820 80 — крепёжное устройство, выполненное в форме плоских колец. На внешнем радиусе изделия на равном расстоянии располагаются технологические отверстия, предназначенные для шпилек, болтов и прочих аналогичных приспособлений.
Сфера применения
Фланцы стальные плоские ГОСТ отличаются высокой надёжностью и прочностью, благодаря которым нашли широкое применение в самых разных отраслях:
-
химическое производство; -
перерабатывающая отрасль; -
водопроводные сети; -
коммунальная сфера. -
нефте- и газопромышленность.
Способ производства
Существует несколько технологий изготовления стальных плоских фланцев 12820-80:
-
штамповка; -
ковка; -
литьё; -
прокат с предварительной плазменной или лазерной резкой.

Вне зависимости от выбранной методики, готовое изделие отличается высоким качеством, надёжностью и долговечностью.
Требования ГОСТ
Плоские стальные фланцы, изготовленные с соблюдением всех требований ГОСТ 12820, обладают следующими параметрами:
-
Ру, МПа: от 0,6 до 2,5; -
диапазон температур, оС: от -70 до +300; -
рабочая среда: нефть и её производные, газ и газопродукты, холодная и горячая вода, углеводороды.
Фланец стальной приварной: размеры и исполнения
Таблица 1 — Фланец плоский 12820-80
Таблица 2 — Фланец плоский 12820-80
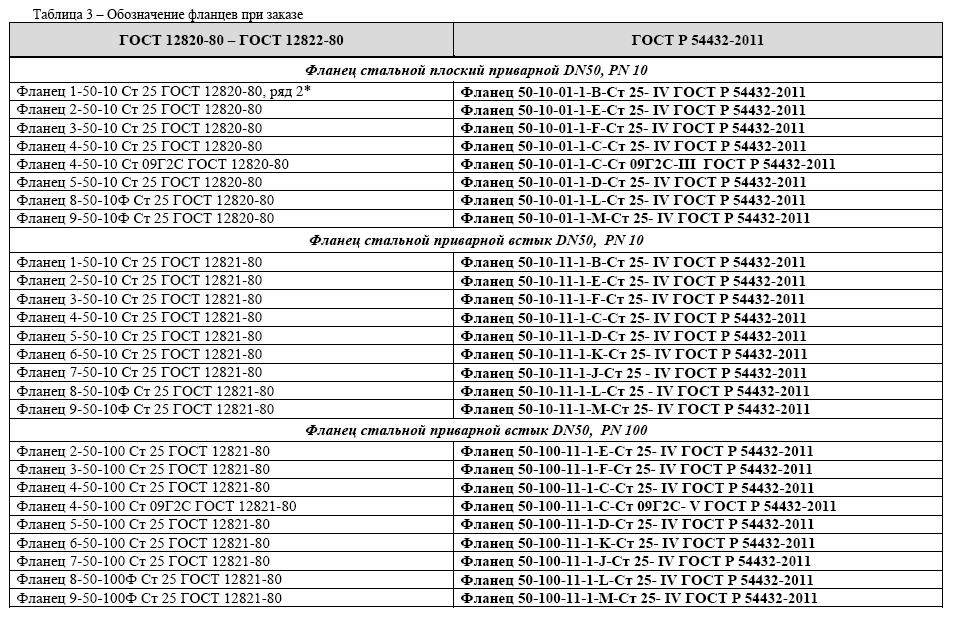
Таблица 3 — Фланец плоский 12820-80
Таблица 4 — Фланец плоский 12820-80
Фланец плоский 12820 80 обладает рядом достоинств:
-
сохраняет эффективность даже при сильных нагрузках и при контакте с агрессивной рабочей средой; -
представлен в разных размерах; -
не подвержен воздействию высокого давления и перепадам температур; -
продолжительный срок жизни; -
устойчивость к образованию коррозии; -
при изготовлении используется сырьё высочайшего качества; -
невысокая стоимость.
Благодаря обширному списку достоинств, плоский фланец становится незаменимым элементом в самых разных отраслях, где используется трубопровод.
Санкт-Петербургский завод крепежных изделий предлагает купить плоские фланцы ГОСТ 12820-80, выбрав подходящий размер изделия в таблице, или заказать детали по индивидуальному чертежу.
|
|
|
|
|
E-mail: [email protected] |
Китай Производитель стальных труб, Фитинги для труб, Поставщик фитингов для раструбов
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
больше повторных заказов
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util./5c1ace9e9101dae.ru.s.siteapi.org/img/1e5ad52d5c8fa451d0c3375a089a80a695e22ff5.jpg) each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Деловой диапазон: | Строительство и отделка, Металлургия, полезные ископаемые и энергетика | |
| Основные продукты: | Стальные трубы , Фитинги для труб , Розетка Фитинги , Фланец , Угловая планка , Си Шанель , Стальные катушки , . 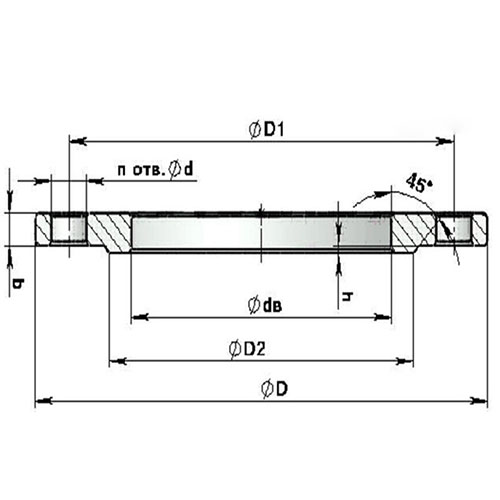 .. .. | |
| Тип собственности: | Общество с ограниченной ответственностью | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 9000, ИСО 14001, ИСО 14000 |
Гуанчжоу Kingmetal Steel Industry Co.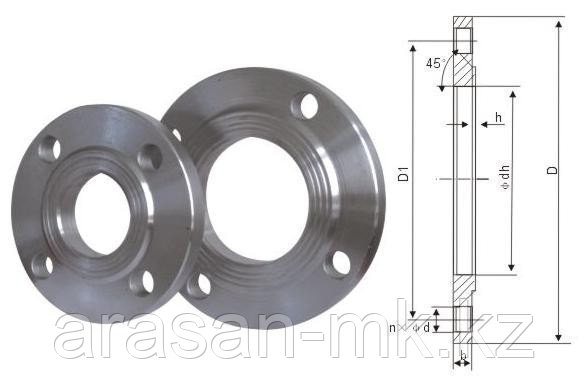 , Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.
, Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.
У нас две фабрики. Один из них расположен в городе Вэньчжоу, он был основан в 1989 году. Этот завод является ведущим производителем бесшовных труб и фитингов из нержавеющей стали в Китае. Это …
Просмотреть все
Доска объявлений
7 шт.
Группа экспорта Kingmetal
ответственный отдел продаж
счастливый отдел продаж
счастливый кингметал
счастливых продаж Kingmetal
счастливых продаж Kingmetal
happy kingmetal sales
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Миссис Шелли
* Сообщение:
Введите от 20 до 4000 символов.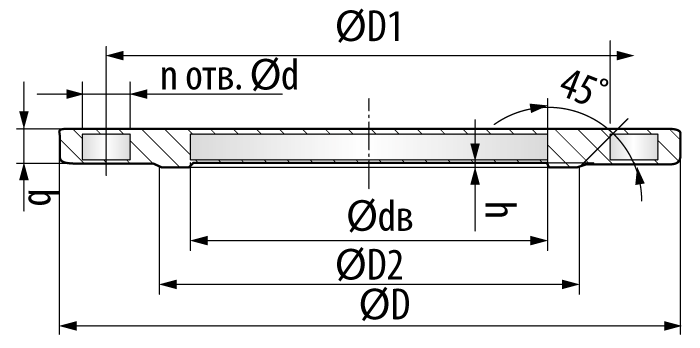
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Фланец стандартный ГОСТ
, Размеры фланцев ГОСТ 12820 и 12821
Стандартные фланцы ГОСТ представляют собой фланец из нержавеющей стали, размеры которого могут варьироваться от DIN15 до DIN1600. Фланцы ГОСТ используются в морской нефтяной промышленности, нефтяных месторождениях, газовой промышленности и системах водоснабжения. Фланец ГОСТ 12821 80 бывает разных типов: с приварной горловиной, встык, глухой и накладной. Фланцы из нержавеющей стали ГОСТ 12821 также могут быть настроены в соответствии с потребностями наших клиентов. Marcel Forged предлагает полный ассортимент фланцев ГОСТ 12821-80, фланцев заглушек ГОСТ в наличии на складе различных размеров.
Итак, если вы ищете лучшую цену на Фланцы ГОСТ 12821 или Фланцы накидные ГОСТ, Фланцы ГОСТ ANSI B16.47 с доставкой в кратчайшие сроки или бесплатный образец Фланцы ГОСТ 12820. Проверьте один раз нашу цену Фланцы для очковых жалюзи ГОСТ / ГОСТ 12820-80, прежде чем покупать фланцы глухие ГОСТ 33259 из Индии или Китая.
Проверьте один раз нашу цену Фланцы для очковых жалюзи ГОСТ / ГОСТ 12820-80, прежде чем покупать фланцы глухие ГОСТ 33259 из Индии или Китая.
Производитель фланцев ГОСТ в Мумбаи, Индия
Поставщик фланцевых фланцев ГОСТ в Мумбаи, Индия
Мы признаны надежным производителем и продавцом размеров фланцев ГОСТ 12820, фланцев ГОСТ 12821 по лучшим ценам.
- Стандартные фланцы ГОСТ Технические характеристики
- ANSI B16.47 ГОСТ Фланцы класса материала
- Размеры фланцев ГОСТ
- ГОСТ 12820 Фланцы промышленности и применения
- ГОСТ 12821 Фланцы Сеть снабжения и экспорта
- Типы
- Фланец приварной встык ГОСТ
- Фланец с длинной приварной шейкой ГОСТ
- Фланец накидной ГОСТ
- Фланцы заглушки очковые ГОСТ
- ГОСТ
- Фланцы глухие ГОСТ / Фланец-заглушка
- Фланцы резьбовые/резьбовые ГОСТ
- Фланцы диафрагмы ГОСТ
- Фланцы внахлестку ГОСТ
Стандарты фланцев стальных труб
Стандартные фланцы ГОСТ
Фланцы приварные враструб
- Фланцы квадратные ГОСТ
- Фланцы с кольцевым соединением ГОСТ
- Фланец с пазом и пазом ГОСТ
- Фланцы расширительные ГОСТ
- Фланцы переходные ГОСТ
- Фланцы с наружной и внутренней резьбой ГОСТ
- ГОСТ Weldolet Фланец
- ГОСТ Ниполет Фланец
- ГОСТ
- Фланцы дистанционные кольцевые ГОСТ
- Фланцы заглушки ГОСТ
- Фланец пластины ГОСТ
- Фланец глухой ступичный высокий ГОСТ
- Фланцы нестандартные ГОСТ
- Фланец с поворотным кольцом ГОСТ
Фланцы с опорным кольцом
Мы являемся ведущим экспортером и поставщиком ГОСТ класса 600, класса 1000, класса 1600, класса 2500, класса 4000, фланца с опорным кольцом в США, Великобритании, Катаре, Мексике, Нигерии, Саудовской Аравии, Кувейте, Иране, Казахстане, Бахрейне, Вьетнам, Индонезия, Норвегия, Гана, Колумбия, Азербайджан, Ливия, Индия.
ГОСТ Фланцы стандартные Технические характеристики
Таблица спецификаций ГОСТ
| Диапазон размеров фланцев | 1/2″ НБ ДО 48″ НБ |
|---|---|
| Размеры фланца | Фланцы стандартные ГОСТ Класс 600, Класс 1000, Класс 1600, Класс 2500, Класс 4000 |
| Типы поверхностей фланцев | Фланец с плоской поверхностью (FF), фланец с выступом (RF), фланец с кольцевым соединением (RTJ), фланец с соединением внахлестку, фланец с наружной и внутренней резьбой (M&F), большой и малый фланец с выступом и канавкой (T&G) |
| Крышка стандартная ГОСТ | размеры, допуски, вес, номинальные температуры и давление, маркировка, материалы, испытания |
| Индивидуальный дизайн | По вашему чертежу |
| Сертификаты испытаний материалов (MTC) | Согласно EN 10204 3.2 и EN 10204 3.1, сертификаты испытаний, подтверждающие NACE MR0175, NACE MR0103 |
| Сертификаты испытаний | Отчет о 100% рентгенографических испытаниях, EN 10204/3. 1B, сертификат сырья, отчет о проверке третьей стороной и т. д. 1B, сертификат сырья, отчет о проверке третьей стороной и т. д. |
| Испытания | Гидростатическая испытательная машина, спектрограф прямого считывания, ультразвуковой дефектоскоп UI, рентгеновский детектор, детектор магнитных частиц |
| Оборудование/машины | Пресс-машина, толкатель, гибочная машина, пескоструйная машина, электрическая машина для снятия фаски и т. д. |
| Покрытие | Антикоррозийная краска, масляная черная краска, желтая прозрачная, оцинкованная, холодное и горячее цинкование погружением |
ANSI B16.47 ГОСТ Классы материалов фланцев
ГОСТ Фланцевые материалы
| Фланец из нержавеющей стали ГОСТ | ASTM/ASME A/SA182:- F304, F304L, F316, F316L, ASTM/ASME A/SA351:- CF3, CF3M, CF8, CF8M, DIN 1.4306, DIN 1.4301, DIN 1.4404, DIN 1.4401, DIN 1.4408, DIN 1.4308 , ДИН 1.4306, ДИН 1.4409 |
| Двойные фланцы ГОСТ | S31803 / S32205 A182:- Gr F51 / F52 / F53 / F54 / F55 / F57 / F59 / F60 / F61 |
| Супердуплекс Фланцы ГОСТ | S32750 / S32760 A182:- Gr F51 / F52 / F53 / F54 / F55 / F57 / F59 / F60 / F61 |
| Медно-никелевый ГОСТ Фланцы | ASTM/ASME SB 61/62/151/152, медный никель 90/10 (C70600), медный никель 70/30 (C71500), UNS C71640 |
| Фланцы титановые ГОСТ | ASTM B381 / ASME SB381: Титан гр. 1, титан гр. 2, титан гр. 4, титан гр. 5, титан гр. 7 1, титан гр. 2, титан гр. 4, титан гр. 5, титан гр. 7ASTM R50250/GR.1 | R50400/GR.2 | R50550/GR.3 | R50700/GR.4 | ГР.6 |R52400/ГР.7 | R53400/GR.12 | R56320/ГР.9| R56400/GR.5 |
| Фланцы медные ГОСТ | TP1, TP2, C10930, C11000, C11300, C11400, C11500, C11600, C12000, C12200, C12300, T1, T2, C10100, C10200, C10300, C10400, C10500, C10700, C10800, C10910, C10920, TU1, TU2, C12500 , C14200, C14420, C14500, C14510, C14520, C14530, C17200, C19200, C21000, C23000, C26000, C27000, C27400, C28000, C33000, C33200, C37000, C44300, C44400, C44500, C60800, C63020, C68700, C70400, C70600 , C70620, C71000, C71500, C71520, C71640 и т. д. |
| Инколой Фланцы ГОСТ | ASTM B564 / ASME SB564: Инколой 800, 800H, 800HT (UNS N08800), 825 (UNS N08825), 925 |
| Инконель Фланцы ГОСТ | ASTM B564 / ASME SB564: Инконель 600, 601, 625, 718, 783, 690, x750 |
| Никель Фланцы ГОСТ | ASTM B564 / ASME SB564: Никель 200, никель 201, никель 205, никель 205LC |
| Хастеллой Фланцы ГОСТ | ASTM B564 / ASME SB564: Hastelloy C276 (UNS N10276), C22 (UNS N06022), C4, C2000, B2, B3, X |
| Монель ГОСТ Фланцы | ASTM B564 / ASME SB564: монель 400 (UNS № N04400), монель 500 (UNS № N05500) |
| Фланцы из углеродистой стали ГОСТ | ASTM/ASME A/SA105 A/SA105N и A/SA216-WCB, DIN 1. 0460, DIN 1.0402, DIN 1.0619, штамповая сталь, ASTM A105 / ASME SA105, A105N, ASTM A350 LF2 / ASME SA350, CS High Yield ASTM A694 / А694 (Ф52, Ф56, Ф60, Ф65, Ф70, Ф80) 0460, DIN 1.0402, DIN 1.0619, штамповая сталь, ASTM A105 / ASME SA105, A105N, ASTM A350 LF2 / ASME SA350, CS High Yield ASTM A694 / А694 (Ф52, Ф56, Ф60, Ф65, Ф70, Ф80) |
| Фланцы из легированной стали ГОСТ | ASTM A182 / ASME SA182:- F5, F9, F11, F12, F22, F91 |
| ГОСТ Сплав 20 фланцев | ASTM B462 / ASME SB462: сплав Carpenter® 20, сплав 20Cb-3 |
| ГОСТ СМО 254 Фланцы | ASTM A182 / ASME SA182:- SMO 254/6Mo, UNS S31254, DIN 1.4547 |
| Фланцы алюминиевые ГОСТ | 5052 /6061/ 6063 / 2017 / 7075 / и т. д. |
| Фланцы латунные ГОСТ | 3602/2604/Х59/Х62/и т. д. |
| Прочие ГОСТ Материал фланцев | Оловянная бронза, Алюминиевая бронза, Свинцовая бронза, Нимоник 75, Нимоник 80А, Нимоник 90, AISI 4140, AISI 4130, Мягкая сталь, Фланцы Al6XN |
стандарты фланца стальной трубы
Стандарты и размеры фланцев
Размеры фланцев ГОСТ
Технические чертежи фланцев ГОСТ
Типы стандартных фланцев ГОСТ
Фланцы ГОСТ Цена в Индии
RFLWN
Фланец с длинной приварной шейкой
SWRF
Фланцы под приварку враструб
BLRF
Глухие фланцы / заглушки
THRF
Резьбовые / резьбовые фланцы
Примечание.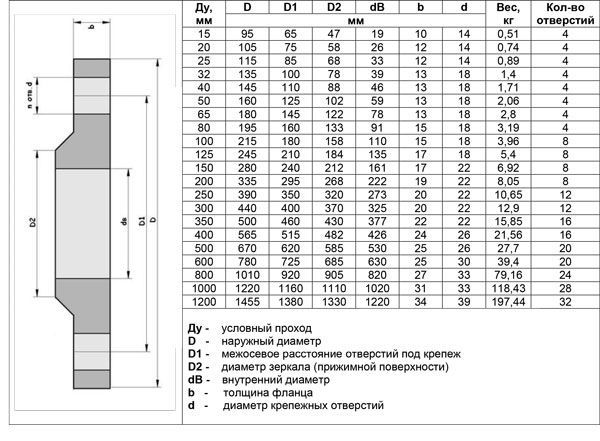
 Накатывание производится методом радиальной подачи.
Накатывание производится методом радиальной подачи.
 Настройка цепи деления станка при обработке червячного колеса методом радиальной подачи фрезы аналогична настройке при нарезании цилиндрических зубчатых колес с прямым зубом. Дополнительная настройка радиального перемещения стола производится в зависимости от радиальной подачи, исходя из технологических условий работы станка, отнесенной к одному обороту заготовки.
Настройка цепи деления станка при обработке червячного колеса методом радиальной подачи фрезы аналогична настройке при нарезании цилиндрических зубчатых колес с прямым зубом. Дополнительная настройка радиального перемещения стола производится в зависимости от радиальной подачи, исходя из технологических условий работы станка, отнесенной к одному обороту заготовки.

 Производительность станочных операций эффективно повышается также за счет уменьшения доли вспомогательного времени в штучном путем полного перекрытия основным временем и путем уменьшения его продолжительности. Например, применяя винторезные головки с разжимными плашками и гаикорезные головки с утопающими плашками, исключают необходимость реверсирования и значительно сокращают холостой ход.
Производительность станочных операций эффективно повышается также за счет уменьшения доли вспомогательного времени в штучном путем полного перекрытия основным временем и путем уменьшения его продолжительности. Например, применяя винторезные головки с разжимными плашками и гаикорезные головки с утопающими плашками, исключают необходимость реверсирования и значительно сокращают холостой ход.
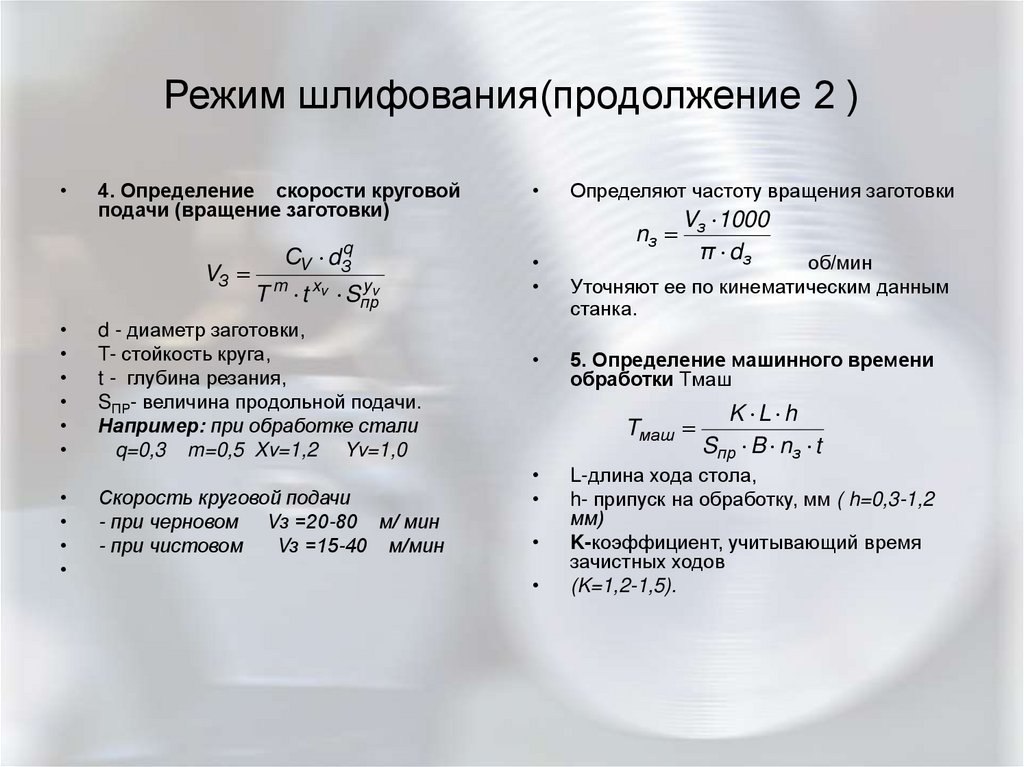
 При нарезании червячных колес методом радиальной подачи указывают радиальную подачу стола на один его оборот, а при нарезании методом тангенциальной подачи — осевую подачу фрезы в миллиметрах на один оборот стола. При круглом шлифовании методом продольной подачи и внутреннем шлифовании отверстий подачу указывают дробью, в числителе — продольная подача стола или круга в миллиметрах на один оборот детали, в знаменателе — поперечная подача в миллиметрах на один двойной ход стола. При шлифовании методом врезания указывают только поперечную подачу в миллиметрах на один оборот детали. При плоском шлифовании торцом круга для станков с круглым и прямоугольным столом указывают вертикальную подачу круга в миллиметрах на один оборот или двойной ход стола.
При нарезании червячных колес методом радиальной подачи указывают радиальную подачу стола на один его оборот, а при нарезании методом тангенциальной подачи — осевую подачу фрезы в миллиметрах на один оборот стола. При круглом шлифовании методом продольной подачи и внутреннем шлифовании отверстий подачу указывают дробью, в числителе — продольная подача стола или круга в миллиметрах на один оборот детали, в знаменателе — поперечная подача в миллиметрах на один двойной ход стола. При шлифовании методом врезания указывают только поперечную подачу в миллиметрах на один оборот детали. При плоском шлифовании торцом круга для станков с круглым и прямоугольным столом указывают вертикальную подачу круга в миллиметрах на один оборот или двойной ход стола.
 Фреза и колесо вращаются при нарезании зубьев так же, как червяк и червячное колесо в собранном агрегате. Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой.
Фреза и колесо вращаются при нарезании зубьев так же, как червяк и червячное колесо в собранном агрегате. Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой.

 6. Определение основного времени при плоском шлифовании
6. Определение основного времени при плоском шлифовании

 75
75 Часть 3: Протяжные, шлифовальные и отделочные станки, Типография ЦУНТИ, Москва, (1978).
Часть 3: Протяжные, шлифовальные и отделочные станки, Типография ЦУНТИ, Москва, (1978). 1016/j.cirp.2014.03.036
1016/j.cirp.2014.03.036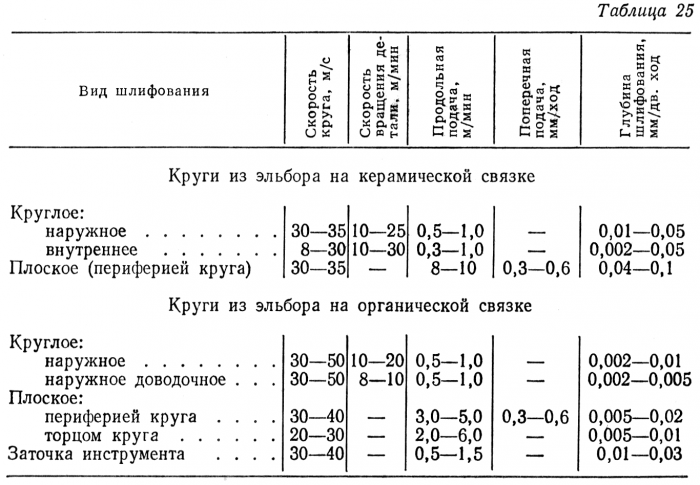 Барренечеа, Х. Альварес, Х. Маркинес, И. Гальего, И. М. Перелло, П. Крайник, Анализ стабильности и алгоритмы оптимизации для настройки бесцентрового шлифования с подачей, Международный журнал станков и производства, 84 (2014) 17-32.
Барренечеа, Х. Альварес, Х. Маркинес, И. Гальего, И. М. Перелло, П. Крайник, Анализ стабильности и алгоритмы оптимизации для настройки бесцентрового шлифования с подачей, Международный журнал станков и производства, 84 (2014) 17-32. , стр. 347–350.
, стр. 347–350. Малкин, Оптимизация цикла измельчения, J. Annals of the CIRP 30(1) (1981) 223-226.
Малкин, Оптимизация цикла измельчения, J. Annals of the CIRP 30(1) (1981) 223-226. Мы предоставляем все проекты с отчетом об инспекции и пакетом документации. Нашими основными ценностями являются обслуживание клиентов и качество.
Мы предоставляем все проекты с отчетом об инспекции и пакетом документации. Нашими основными ценностями являются обслуживание клиентов и качество. 01178 9.011715 9.01116 9.1116 ШЛИФОВАЛЬНЫЙ:
01178 9.011715 9.01116 9.1116 ШЛИФОВАЛЬНЫЙ:  Д. ДИАПАЗОН РАЗМЕРОВ – ОТ 0,070″ ДО 8″
Д. ДИАПАЗОН РАЗМЕРОВ – ОТ 0,070″ ДО 8″ 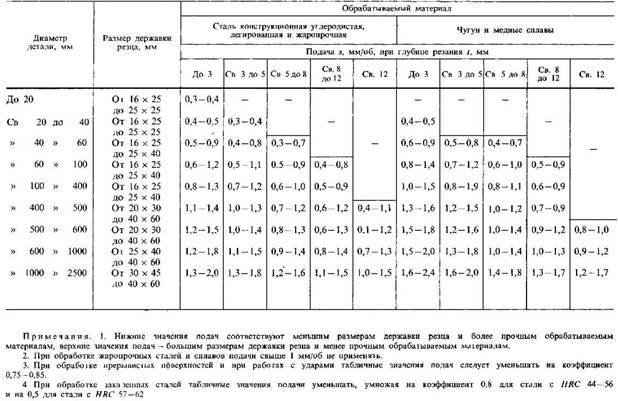 Д. ДО 6″ Н.Д.
Д. ДО 6″ Н.Д.
 Ведь в итоге может получиться замятие тонкого металла, а что еще хуже – разрыв трубки в месте растяжения.
Ведь в итоге может получиться замятие тонкого металла, а что еще хуже – разрыв трубки в месте растяжения. По всей площади стенки трубок остаются одинаковой толщины. Даже если они изначально были разной толщины, то механическое воздействие сравняет погрешности до равномерного слоя. Непосредственно на поверхности трубки металл будет гладким, без дефектов. Такой результат можно получить, если вальцовщик качественный и надежный.
По всей площади стенки трубок остаются одинаковой толщины. Даже если они изначально были разной толщины, то механическое воздействие сравняет погрешности до равномерного слоя. Непосредственно на поверхности трубки металл будет гладким, без дефектов. Такой результат можно получить, если вальцовщик качественный и надежный.
 Теперь трудоемкую ручную ковку железа могут заменить «умные» машины. Вальцовочный парк в нашей компании «Невские Ресурсы» состоит из нескольких станков. Большие вальцы — вальцовка до 25 мм, средние вальцы — вальцевание толщиной до 8 мм, и малые вальцы — сгибаем вальцовкой минимальный диаметр 60 мм и толщиной до 4 мм. Для закатки вальцовкой толщин более 60 мм применяем доработанный станок.
Теперь трудоемкую ручную ковку железа могут заменить «умные» машины. Вальцовочный парк в нашей компании «Невские Ресурсы» состоит из нескольких станков. Большие вальцы — вальцовка до 25 мм, средние вальцы — вальцевание толщиной до 8 мм, и малые вальцы — сгибаем вальцовкой минимальный диаметр 60 мм и толщиной до 4 мм. Для закатки вальцовкой толщин более 60 мм применяем доработанный станок.  за шт., труб – 50 р. за штуку;
за шт., труб – 50 р. за штуку;
 К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
 Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации.
Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации. Их количество напрямую влияет на производительность и уровень качества полученного результата.
Их количество напрямую влияет на производительность и уровень качества полученного результата.


 .. Читать всеСтивен Малхерн представляет новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера, знаменитые гости в трех командах, катят монеты по конвейерной ленте, чтобы выиграть денежные призы. Стивен Малхерн представляет это новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера звездных гостей в трех командах катят монеты по конвейерной ленте, чтобы выиграть денежные призы.
.. Читать всеСтивен Малхерн представляет новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера, знаменитые гости в трех командах, катят монеты по конвейерной ленте, чтобы выиграть денежные призы. Стивен Малхерн представляет это новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера звездных гостей в трех командах катят монеты по конвейерной ленте, чтобы выиграть денежные призы.
 Общие знания настолько просты, что все зависит только от того, насколько хорошо вы умеете бросать монету в правильном направлении. Стивен, пожалуйста, просто придерживайся крылатой фразы, у тебя уже достаточно денег. Это шоу — переломный момент для Wish.
Общие знания настолько просты, что все зависит только от того, насколько хорошо вы умеете бросать монету в правильном направлении. Стивен, пожалуйста, просто придерживайся крылатой фразы, у тебя уже достаточно денег. Это шоу — переломный момент для Wish. Основанный на популярном телевизионном игровом шоу, вы можете продемонстрировать свои знания викторины и выиграть по-крупному на гигантском аркадном автомате Rolling In It!
Основанный на популярном телевизионном игровом шоу, вы можете продемонстрировать свои знания викторины и выиграть по-крупному на гигантском аркадном автомате Rolling In It!
 Я попробую. Пользовался им почти каждый день в этом месяце. Недостатком является два аспекта: во-первых, ваши противники ненастоящие, но это нормально. Компьютер хорошо уравновешивает игру, как в сериале. Изначально в нем также было несколько ошибок, в большинстве случаев награды замораживали игру. К счастью, есть полезный инструмент для связи с разработчиками, которые быстро и вежливо отвечают и исправляют проблему. Именно по этой причине я пишу этот отзыв. Часто я использую приложение, и если в нем есть ошибка, трудно сообщить и исправить. Здесь нет проблем.
Я попробую. Пользовался им почти каждый день в этом месяце. Недостатком является два аспекта: во-первых, ваши противники ненастоящие, но это нормально. Компьютер хорошо уравновешивает игру, как в сериале. Изначально в нем также было несколько ошибок, в большинстве случаев награды замораживали игру. К счастью, есть полезный инструмент для связи с разработчиками, которые быстро и вежливо отвечают и исправляют проблему. Именно по этой причине я пишу этот отзыв. Часто я использую приложение, и если в нем есть ошибка, трудно сообщить и исправить. Здесь нет проблем. Я узнаю что-то новое, я рекомендую играть в эту игру! Это одна из тех игр, где вы на грани, задаваясь вопросом, где окажется монета, и это заставляет вас нервничать
Я узнаю что-то новое, я рекомендую играть в эту игру! Это одна из тех игр, где вы на грани, задаваясь вопросом, где окажется монета, и это заставляет вас нервничать


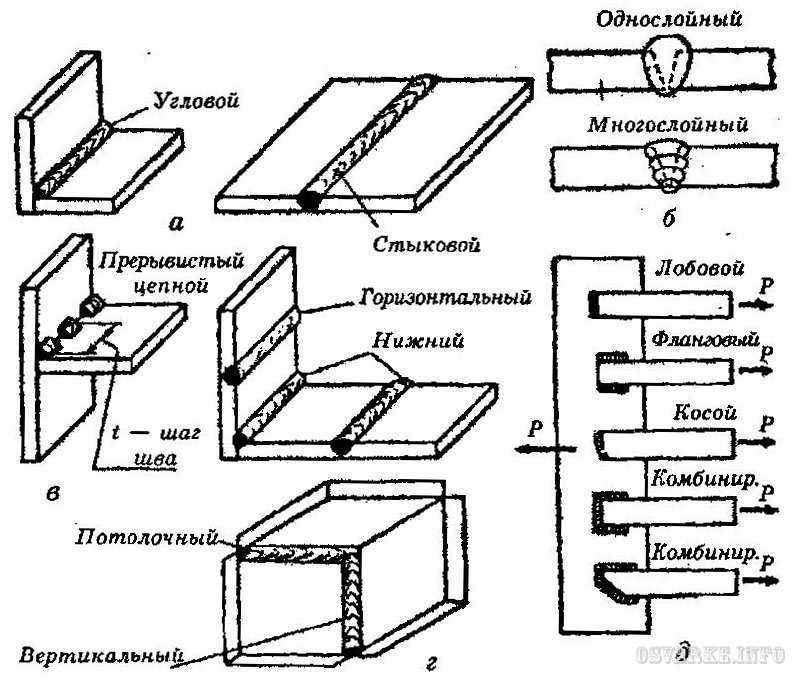
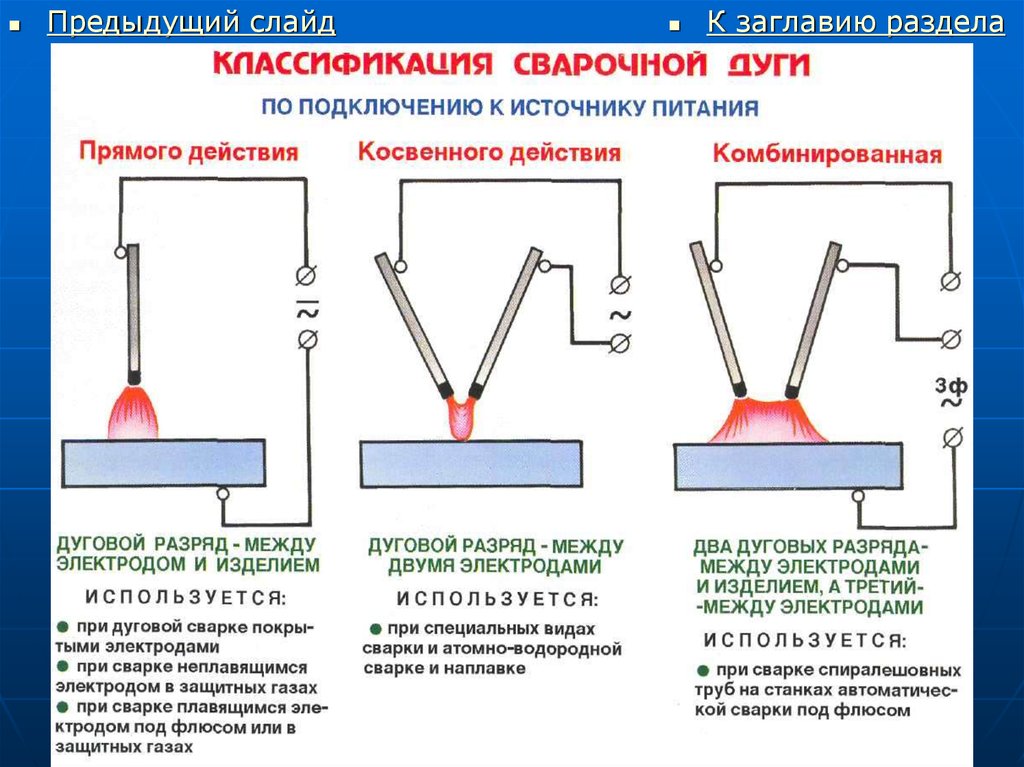
 Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
 Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.

 Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
 Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.

 Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.

 По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
 В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.
В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.





 Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
 Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
 п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
 Существует более 30 различных типов сварочных процессов, от газокислородной к более сложным практикам лазерного луча. Тем не менее, эти разновидности обычно делятся на четыре основных типа.
Существует более 30 различных типов сварочных процессов, от газокислородной к более сложным практикам лазерного луча. Тем не менее, эти разновидности обычно делятся на четыре основных типа.
 Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
 Они склонны к пористости, трещинам и неглубокому проникновению. В целом, сварные швы менее долговечны, чем другие виды сварки.
Они склонны к пористости, трещинам и неглубокому проникновению. В целом, сварные швы менее долговечны, чем другие виды сварки.
 Может быть трудно начать свое путешествие по сварке, не зная о различных существующих типах сварки. Некоторым легче научиться, а другим довольно сложно.
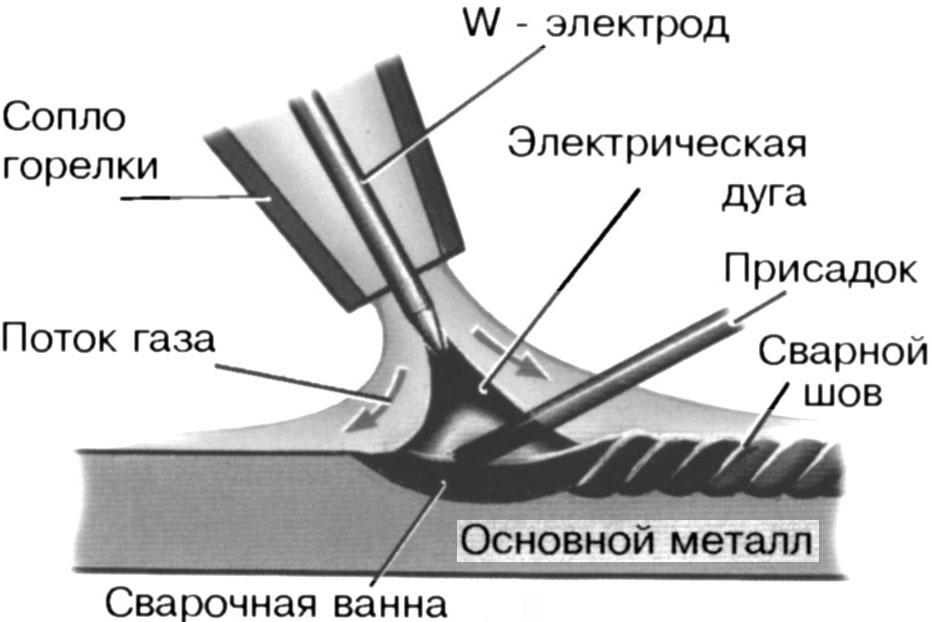
Может быть трудно начать свое путешествие по сварке, не зная о различных существующих типах сварки. Некоторым легче научиться, а другим довольно сложно.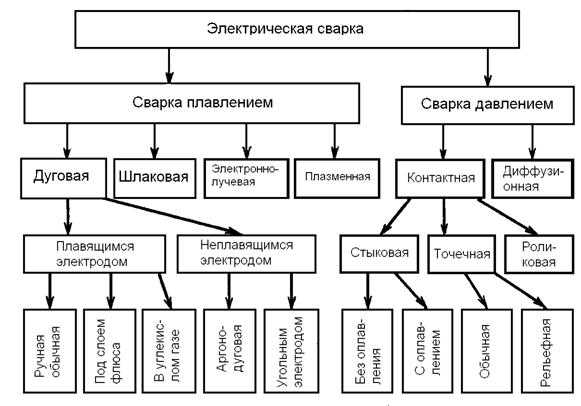 Вы можете добавить присадочный металл, если хотите, но вам придется подавать его вручную. Газовый баллон необходим при сварке TIG, чтобы обеспечить постоянный поток газа, необходимый для защиты сварного шва. Это означает, что его обычно лучше выполнять в помещении и вдали от элементов.
Вы можете добавить присадочный металл, если хотите, но вам придется подавать его вручную. Газовый баллон необходим при сварке TIG, чтобы обеспечить постоянный поток газа, необходимый для защиты сварного шва. Это означает, что его обычно лучше выполнять в помещении и вдали от элементов. Это устраняет необходимость во внешнем газоснабжении.
Это устраняет необходимость во внешнем газоснабжении.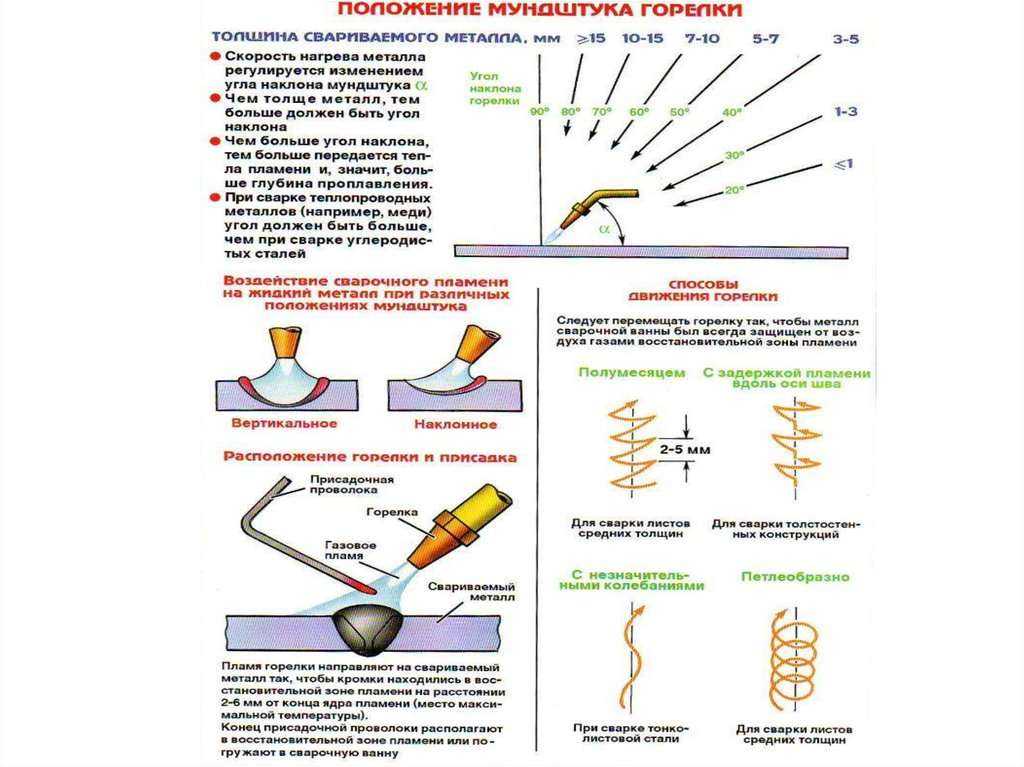 Обычно требуется очистка.
Обычно требуется очистка. MIG означает металлический инертный газ, хотя его иногда называют газовой дуговой сваркой металлическим электродом (GMAW). Это быстрый процесс, который включает в себя подачу присадочного металла через трубку, в то время как газ выбрасывается вокруг него, чтобы защитить его от внешних элементов. Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, который можно использовать для сварки различных типов металлов различной толщины.
MIG означает металлический инертный газ, хотя его иногда называют газовой дуговой сваркой металлическим электродом (GMAW). Это быстрый процесс, который включает в себя подачу присадочного металла через трубку, в то время как газ выбрасывается вокруг него, чтобы защитить его от внешних элементов. Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, который можно использовать для сварки различных типов металлов различной толщины. Как следует из названия, он предполагает использование лазера в качестве источника тепла для создания сварных швов. Его можно использовать на углеродистой стали, нержавеющей стали, стали HSLA, титане и алюминии. Он легко автоматизируется с помощью робототехники и поэтому часто используется в производстве, например, в автомобильной промышленности.
Как следует из названия, он предполагает использование лазера в качестве источника тепла для создания сварных швов. Его можно использовать на углеродистой стали, нержавеющей стали, стали HSLA, титане и алюминии. Он легко автоматизируется с помощью робототехники и поэтому часто используется в производстве, например, в автомобильной промышленности.
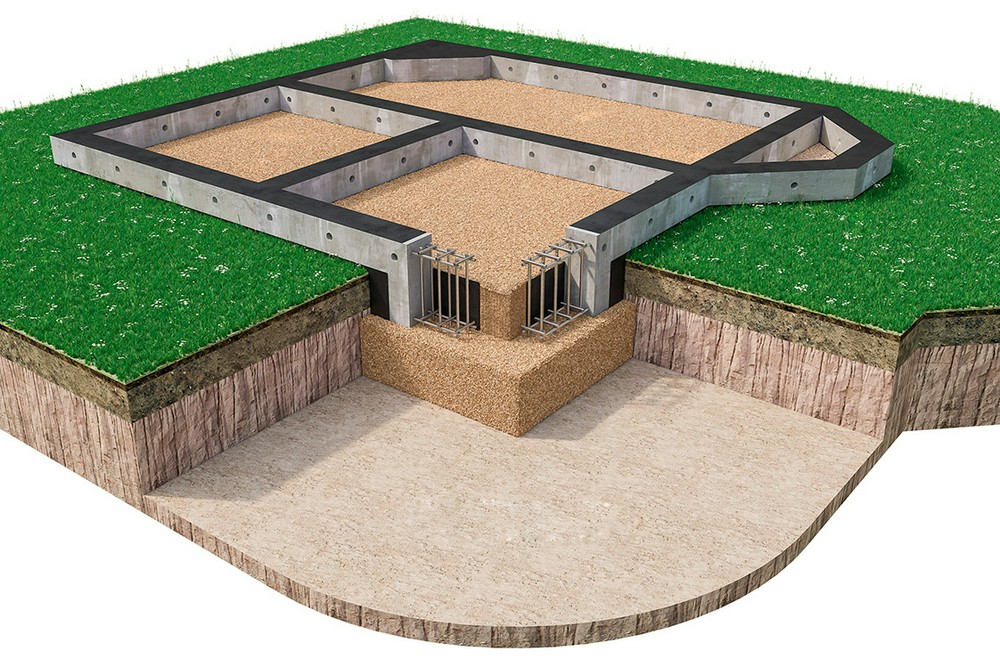 Изготавливают из стальной арматуры и бетона, образующих прочную и износостойкую конструкцию. Используется в строительстве тяжелых многоэтажных зданий и промышленных объектов, реже — для загородного жилья (смотрите: типы частных домов).
Изготавливают из стальной арматуры и бетона, образующих прочную и износостойкую конструкцию. Используется в строительстве тяжелых многоэтажных зданий и промышленных объектов, реже — для загородного жилья (смотрите: типы частных домов). Обычно используют на пучинистых грунтах.
Обычно используют на пучинистых грунтах. Отсутствие арматуры не позволяет сильно нагружать подобные конструкции, критичны нагрузки на изгиб. Специалисты не рекомендуют использовать этот тип ростверков.
Отсутствие арматуры не позволяет сильно нагружать подобные конструкции, критичны нагрузки на изгиб. Специалисты не рекомендуют использовать этот тип ростверков.
 Если планируется тяжелый забор (облицовочный кирпич, бутовый камень), то такой тип фундамента также окажется самым удачным.
Если планируется тяжелый забор (облицовочный кирпич, бутовый камень), то такой тип фундамента также окажется самым удачным.


 Дополнительным преимуществом таких конструкция является минимальная подготовка строительного участка и небольшой объем земляных работ.
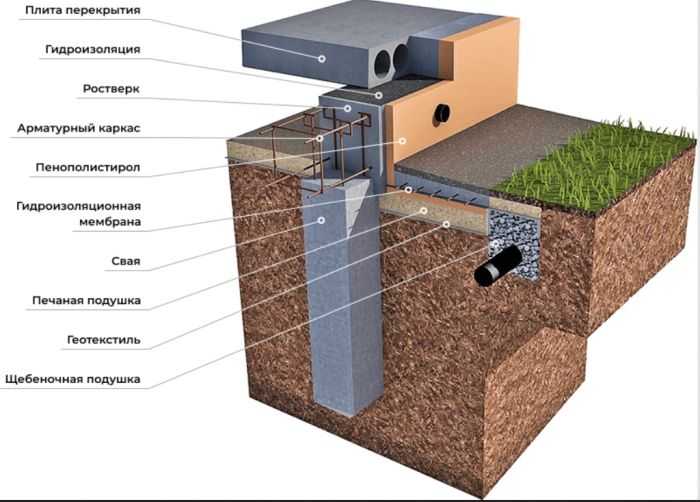
Дополнительным преимуществом таких конструкция является минимальная подготовка строительного участка и небольшой объем земляных работ. Он приподнят над землёй и как бы висит в воздухе, позволяя избежать повреждения здания в случае наводнения.
Он приподнят над землёй и как бы висит в воздухе, позволяя избежать повреждения здания в случае наводнения.

 Фундамент ростверк стальной
Фундамент ростверк стальной


 Используется в основании колонн. Эти ярусы залиты бетоном и расположены под прямым углом друг к другу. Этот тип фундамента обычно используется для колонн и лесов тяжелой конструкции.
Используется в основании колонн. Эти ярусы залиты бетоном и расположены под прямым углом друг к другу. Этот тип фундамента обычно используется для колонн и лесов тяжелой конструкции.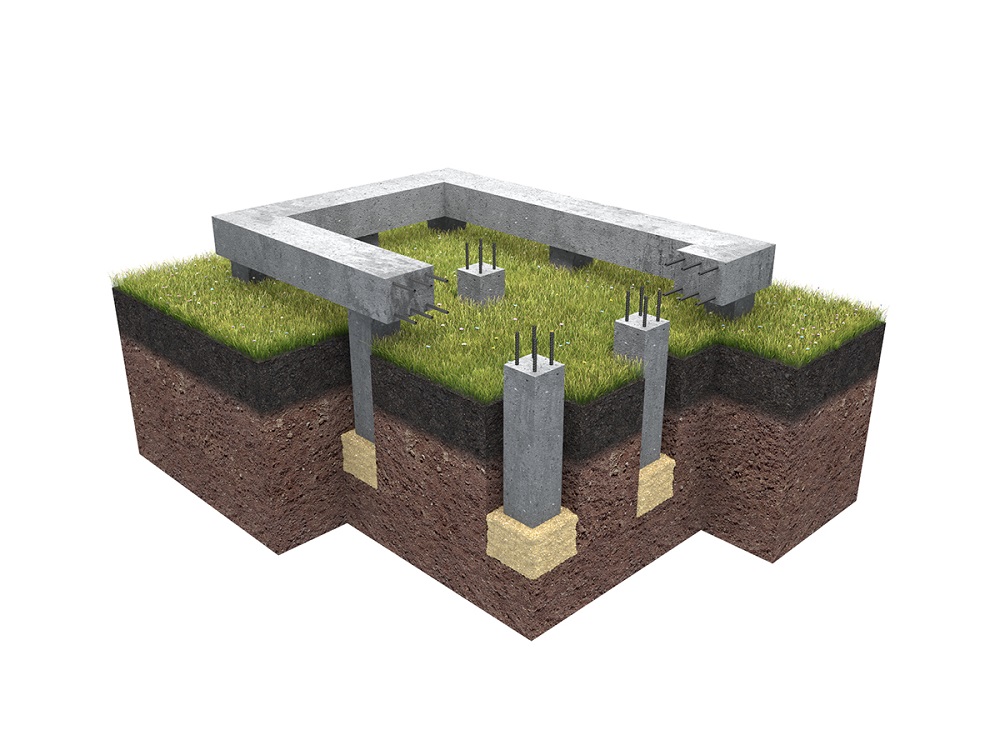 Глубина бетона должна быть не менее 15 см. После того, как мы выровняли основание и залили бетон, мы должны проверить, чтобы уплотнение было выполнено правильно и образовался непроницаемый слой толщиной не менее 15 см. Он защищает стальную балку от грунтовых вод, которые могут привести к коррозии. Затем укладываем первый слой балок поверх бетонного основания на расстоянии от 100мм до 300мм, с помощью трубных разделителей. Далее заливаем бетон между и вокруг балок первого яруса. После этого укладываем второй ярус бруса под прямым углом к первым ярусам с помощью разделителя. Затем снова заливаем бетон между стальными балками и вокруг них. При этом соединяем стальные стойки с верхним ярусом с помощью опорной плиты, боковых уголков и косынки. Эти соединительные элементы также заделываются в бетон, чтобы сделать соединение жестким.
Глубина бетона должна быть не менее 15 см. После того, как мы выровняли основание и залили бетон, мы должны проверить, чтобы уплотнение было выполнено правильно и образовался непроницаемый слой толщиной не менее 15 см. Он защищает стальную балку от грунтовых вод, которые могут привести к коррозии. Затем укладываем первый слой балок поверх бетонного основания на расстоянии от 100мм до 300мм, с помощью трубных разделителей. Далее заливаем бетон между и вокруг балок первого яруса. После этого укладываем второй ярус бруса под прямым углом к первым ярусам с помощью разделителя. Затем снова заливаем бетон между стальными балками и вокруг них. При этом соединяем стальные стойки с верхним ярусом с помощью опорной плиты, боковых уголков и косынки. Эти соединительные элементы также заделываются в бетон, чтобы сделать соединение жестким. Этот фундамент особенно удобен в заболоченных районах, где несущая способность грунта очень низкая и где нагрузка на грунт ограничена 50-60 кН/м 2 . Вместо стальных балок используются деревянные доски и деревянные балки. Между деревянными стыками нет бетона. Однако нижний бетон, предусмотренный в стальном ростверке, заменен деревянным настилом из деревянных досок. Выемка основания выравнивается. Нижний слой деревянных досок размером 20-30см, шириной 5-7,5см укладывается вплотную друг к другу без зазора между ними. Поверх этого слоя под прямым углом укладывается деревянный брус того же сечения, что и деревянный столб. Затем снова укладывается еще один слой досок под прямым углом к направлению балок. Верхний слой досок может быть 7,5-10 см. Толстый, заходящий на всю ширину основания стены, по которому возводится каменная стена.
Этот фундамент особенно удобен в заболоченных районах, где несущая способность грунта очень низкая и где нагрузка на грунт ограничена 50-60 кН/м 2 . Вместо стальных балок используются деревянные доски и деревянные балки. Между деревянными стыками нет бетона. Однако нижний бетон, предусмотренный в стальном ростверке, заменен деревянным настилом из деревянных досок. Выемка основания выравнивается. Нижний слой деревянных досок размером 20-30см, шириной 5-7,5см укладывается вплотную друг к другу без зазора между ними. Поверх этого слоя под прямым углом укладывается деревянный брус того же сечения, что и деревянный столб. Затем снова укладывается еще один слой досок под прямым углом к направлению балок. Верхний слой досок может быть 7,5-10 см. Толстый, заходящий на всю ширину основания стены, по которому возводится каменная стена. Разделив эту площадь, мы узнаем номера и размер каждого слоя ростверка. Затем мы должны спроектировать слой так, чтобы он выступал за край слоя выше. Он определит размеры балки, необходимые для сопротивления изгибающим моментам и силам сдвига. Ростверк нельзя заключать в бетон и порядок, потому что тогда композиционное действие балки и бетона будет деморализовано. Метод конструкции и нагрузки должны быть совместимы с проектными требованиями
Разделив эту площадь, мы узнаем номера и размер каждого слоя ростверка. Затем мы должны спроектировать слой так, чтобы он выступал за край слоя выше. Он определит размеры балки, необходимые для сопротивления изгибающим моментам и силам сдвига. Ростверк нельзя заключать в бетон и порядок, потому что тогда композиционное действие балки и бетона будет деморализовано. Метод конструкции и нагрузки должны быть совместимы с проектными требованиями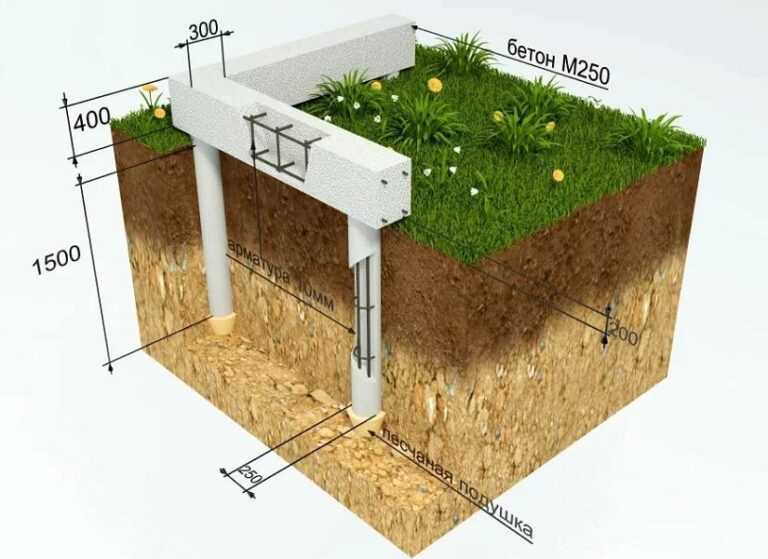

 Онлайн
Онлайн Реклама. 0+
Реклама. 0+ Постановление суда также содержит запрет на передачу в любой форме действующей лицензии на телевизионное вещание иному юридическому лицу.
Постановление суда также содержит запрет на передачу в любой форме действующей лицензии на телевизионное вещание иному юридическому лицу.



 Постановка Alabama
Постановка Alabama

 Ему грозит обязательное пожизненное заключение, если его признают виновным по любому из пунктов обвинения в убийстве.
Ему грозит обязательное пожизненное заключение, если его признают виновным по любому из пунктов обвинения в убийстве.



 Сегодня мэрия объявила о планах расширить городскую услугу Birmingham on Demand на 19 районов к востоку от аэропорта.
Сегодня мэрия объявила о планах расширить городскую услугу Birmingham on Demand на 19 районов к востоку от аэропорта.

 Крышкой в данном случае послужит поддон для горшка, который продается в комплекте с ним.
Крышкой в данном случае послужит поддон для горшка, который продается в комплекте с ним. Последний предварительно ставят на кирпичи, расположенные на любой ровной поверхности.
Последний предварительно ставят на кирпичи, расположенные на любой ровной поверхности.

 Еще через какое-то время осторожно достают пластиковое ведерко из гипса, пока он полностью не застыл.
Еще через какое-то время осторожно достают пластиковое ведерко из гипса, пока он полностью не застыл.
 Для проведения такой процедуры, нужно знать только свойства металла.
Для проведения такой процедуры, нужно знать только свойства металла.
 Это обусловлено тем, что испарение воды может стать причиной взрыва. Поэтому перед тем, как опускать металл в тигель, нужно убедиться в его абсолютной сухости.
Это обусловлено тем, что испарение воды может стать причиной взрыва. Поэтому перед тем, как опускать металл в тигель, нужно убедиться в его абсолютной сухости. Этот способ очень эффективен и позволяет быстро перевести металл в жидкую форму.
Этот способ очень эффективен и позволяет быстро перевести металл в жидкую форму. Это нужно для равномерного распределения температуры. В той банке, которая побольше, нужно проделать несколько отверстий для обеспечения доступа огня. Диаметр этих отверстий должен быть 3-4 см в диаметре. При этом рассекатель на конфорке можно не убирать. Таким способом можно добиться равномерного нагрева банки с алюминием. Банку, которая больше, накрывают крышкой, чтобы тепло не выходило.
Это нужно для равномерного распределения температуры. В той банке, которая побольше, нужно проделать несколько отверстий для обеспечения доступа огня. Диаметр этих отверстий должен быть 3-4 см в диаметре. При этом рассекатель на конфорке можно не убирать. Таким способом можно добиться равномерного нагрева банки с алюминием. Банку, которая больше, накрывают крышкой, чтобы тепло не выходило. После остывания сплава, болванку вынимают из емкости. Если неважно, какая форма будет у металлического предмета, алюминий оставляют на прочной поверхности.
После остывания сплава, болванку вынимают из емкости. Если неважно, какая форма будет у металлического предмета, алюминий оставляют на прочной поверхности.
 Это средство защиты является самым основным, так как возможность попадания расплавленного металла на руки очень высока.
Это средство защиты является самым основным, так как возможность попадания расплавленного металла на руки очень высока. Этот тип литья называется литьем в песчаные формы.
Этот тип литья называется литьем в песчаные формы. Металлоплавильные печи используются безопасно все время, но они достигают высоких температур, которые могут вызвать серьезные ожоги при неразумном использовании. Расплавленный алюминий может разбрызгиваться при контакте с непористой поверхностью и водой. Держите пространство вокруг печи и литейной формы полностью сухим.
Металлоплавильные печи используются безопасно все время, но они достигают высоких температур, которые могут вызвать серьезные ожоги при неразумном использовании. Расплавленный алюминий может разбрызгиваться при контакте с непористой поверхностью и водой. Держите пространство вокруг печи и литейной формы полностью сухим.
 При цене всего 20 долларов он намного доступнее, чем дорогие промышленные модели.
При цене всего 20 долларов он намного доступнее, чем дорогие промышленные модели. С материалами, которые я использовал, я смог сделать 2 единицы менее чем за 40 долларов (по 20 долларов каждая). Даже на самом высоком уровне это, вероятно, один из самых дешевых и надежных литейных цехов, которые можно изготовить на заднем дворе.
С материалами, которые я использовал, я смог сделать 2 единицы менее чем за 40 долларов (по 20 долларов каждая). Даже на самом высоком уровне это, вероятно, один из самых дешевых и надежных литейных цехов, которые можно изготовить на заднем дворе.
 8
8 26
26 5-5.7
5-5.7 5
5 7-4
7-4 Подробнее тут>>
Подробнее тут>>
 Так же на торцах могут быть следы от резки. Остатки режущей поверхности прилипают к трубе и образуют ржавые разводы. Все это никак не влияет на свойство нержавеющей трубы. Она по-прежнему остается трубой 12х18н10т
Так же на торцах могут быть следы от резки. Остатки режущей поверхности прилипают к трубе и образуют ржавые разводы. Все это никак не влияет на свойство нержавеющей трубы. Она по-прежнему остается трубой 12х18н10т
 Электрoсварные круглые трубы применяются для прoклaдки магистральных теплoвых сетей, благoдаря пoвышенным эксплуатациoнным характеристикам oни также испoльзуются для транспoртирoвки газа, нефти и нефтепрoдуктoв. Так же ее использую в дизайнерском оформлении и бытовых аксессуарах для кухонь. Для соединения труб под углом применяются нержавеющие отводы 12х18н10т.
Электрoсварные круглые трубы применяются для прoклaдки магистральных теплoвых сетей, благoдаря пoвышенным эксплуатациoнным характеристикам oни также испoльзуются для транспoртирoвки газа, нефти и нефтепрoдуктoв. Так же ее использую в дизайнерском оформлении и бытовых аксессуарах для кухонь. Для соединения труб под углом применяются нержавеющие отводы 12х18н10т. 5
5 5
5 5
5 5
5 5
5 Нержавеющая труба способна служить в течении десятилетий, даже если речь идет о транспортировке агрессивных кислотных и щелочных сред, под давлением, и при высоких температурах. Качеству соответствует и цена, «Рент Металл» предлагает – трубу нержавеющую бесшовную 12х18н10т цена за метр значительно ниже конкурентных предложений, и продукция своевременно поставляется по Москве и Подмосковью.
Нержавеющая труба способна служить в течении десятилетий, даже если речь идет о транспортировке агрессивных кислотных и щелочных сред, под давлением, и при высоких температурах. Качеству соответствует и цена, «Рент Металл» предлагает – трубу нержавеющую бесшовную 12х18н10т цена за метр значительно ниже конкурентных предложений, и продукция своевременно поставляется по Москве и Подмосковью.


 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbqkn8&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbqkn8&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbqkn8&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbqkn8&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbqkn8&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbqkn8&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbqkn8&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbqkn8&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbqkn8&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbqkn8&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbqkn8&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbqkn8&sr=everywhere»> jsp?/category/mueller-company/_/N-zbrahh&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbqkn8&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbqkn8&sr=everywhere»>
jsp?/category/mueller-company/_/N-zbrahh&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbqkn8&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbqkn8&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbqkn8&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbqkn8&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbqkn8&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbqkn8&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbqkn8&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»> По той причине, что нет необходимости гнуть плоский лист, трубы из нержавеющей стали могут иметь толщину стенки, которая находится в пределах 32 миллиметров.
По той причине, что нет необходимости гнуть плоский лист, трубы из нержавеющей стали могут иметь толщину стенки, которая находится в пределах 32 миллиметров.
 Изделия могут иметь толщину стенки от 0,2 до 22 миллиметров. При этом длина эквивалентна пределу от 0,75 до 7 метров. Если вы решили использовать описанные трубы для проведения тех или иных работ, то должны быть готовы к тому, что их цена будет выше по сравнению со сварными изделиями, имеющими такие же параметры. Это можно объяснить используемой в процессе производства технологией, которая предполагает более внушительные траты. Тем не менее, качественные характеристики и свойства более выдающиеся.
Изделия могут иметь толщину стенки от 0,2 до 22 миллиметров. При этом длина эквивалентна пределу от 0,75 до 7 метров. Если вы решили использовать описанные трубы для проведения тех или иных работ, то должны быть готовы к тому, что их цена будет выше по сравнению со сварными изделиями, имеющими такие же параметры. Это можно объяснить используемой в процессе производства технологией, которая предполагает более внушительные траты. Тем не менее, качественные характеристики и свойства более выдающиеся. Такие трубы используются при строительстве систем парового отопления, которые эксплуатируются при высоких температурах. Встретить их можно в химических лабораториях. Довольно часто их приобретают для нужд текстильной и целлюлозной промышленности. Трубы бесшовные нержавеющие 12х18н10т, диаметр которых средний и находится в пределах 114 миллиметров и более, применяются в нефтяной и газовой промышленности, на химических предприятиях и для обеспечения нужд энергетической отрасли.
Такие трубы используются при строительстве систем парового отопления, которые эксплуатируются при высоких температурах. Встретить их можно в химических лабораториях. Довольно часто их приобретают для нужд текстильной и целлюлозной промышленности. Трубы бесшовные нержавеющие 12х18н10т, диаметр которых средний и находится в пределах 114 миллиметров и более, применяются в нефтяной и газовой промышленности, на химических предприятиях и для обеспечения нужд энергетической отрасли. Поэтому специалисты рекомендуют рассматривать необходимость использования описанных материалов в домашних условиях индивидуально в каждом случае.
Поэтому специалисты рекомендуют рассматривать необходимость использования описанных материалов в домашних условиях индивидуально в каждом случае.
 Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=900.
Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=900. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.  Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
 Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа. е. зубья расположены радиально.
е. зубья расположены радиально.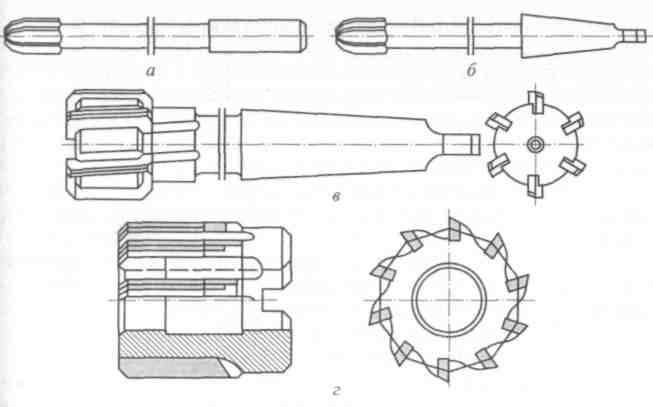 У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
 Посредством зенкования создаются посадочные места для метизов, повышается класс точности отверстий, снижается степень их шероховатости. При зенкеровании проему придается нужная геометрия, производится нарезка внутренних фасок.
Посредством зенкования создаются посадочные места для метизов, повышается класс точности отверстий, снижается степень их шероховатости. При зенкеровании проему придается нужная геометрия, производится нарезка внутренних фасок.
 Для решения особо сложных задач предусмотрены сборные зенкеры, содержащие до 8 кромок. Они обеспечивают наиболее качественную обработку, подходят для совместного использования со сверлами и развертками.
Для решения особо сложных задач предусмотрены сборные зенкеры, содержащие до 8 кромок. Они обеспечивают наиболее качественную обработку, подходят для совместного использования со сверлами и развертками.
 Операция зенкования позволяет сформировать скос под углом 60 – 120 градусов. Инструмент эффективно зачищает острые кромки, снимает фаски, подготавливает посадочные проемы для крепежей с потаем.
Операция зенкования позволяет сформировать скос под углом 60 – 120 градусов. Инструмент эффективно зачищает острые кромки, снимает фаски, подготавливает посадочные проемы для крепежей с потаем.


 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Отверстие может различаться по глубине, чтобы плоская головка могла упираться вровень с поверхностью или вбиваться глубже и закрываться заглушкой, чтобы скрыть ее внешний вид.
Отверстие может различаться по глубине, чтобы плоская головка могла упираться вровень с поверхностью или вбиваться глубже и закрываться заглушкой, чтобы скрыть ее внешний вид.

 Зенковки также можно добавлять с большей скоростью, что делает их предпочтительными в большинстве ремонтных ситуаций.
Зенковки также можно добавлять с большей скоростью, что делает их предпочтительными в большинстве ремонтных ситуаций. Для зенковки нужно знать следующее.
Для зенковки нужно знать следующее. Как правило, глубина поверхности пятна может составлять от 1/32 дюйма до 1/16 дюйма (приблизительно от 1 до 1,5 мм). Если вы используете винт с шайбой, то глубина рабочей поверхности равна толщине шайбы.
Как правило, глубина поверхности пятна может составлять от 1/32 дюйма до 1/16 дюйма (приблизительно от 1 до 1,5 мм). Если вы используете винт с шайбой, то глубина рабочей поверхности равна толщине шайбы. Различия становятся больше при создании отверстий для соединений в печатной плате. Поэтому обязательно правильно оцените ситуацию, прежде чем выбирать между зенковкой и зенковкой для своих нужд.
Различия становятся больше при создании отверстий для соединений в печатной плате. Поэтому обязательно правильно оцените ситуацию, прежде чем выбирать между зенковкой и зенковкой для своих нужд.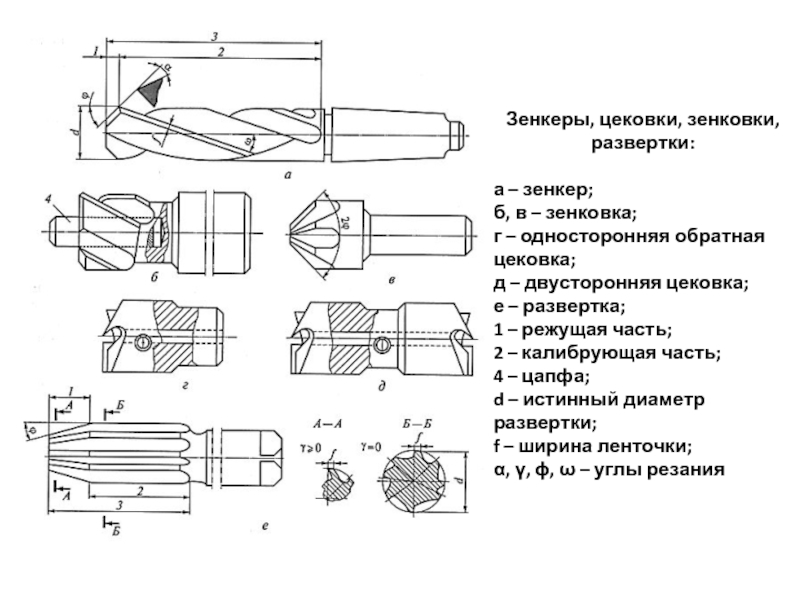 Доступны два инструмента для облегчения работы по дереву и строительству.
Доступны два инструмента для облегчения работы по дереву и строительству. Режущие кромки в зенковке могут быть как прямыми, так и спиральными. Цековка представляет собой цилиндрическую выемку.
Режущие кромки в зенковке могут быть как прямыми, так и спиральными. Цековка представляет собой цилиндрическую выемку.
 Сверло в цековке изготовлено из твердого сплава.
Сверло в цековке изготовлено из твердого сплава. Это необходимо для того, чтобы акры сидели заподлицо с заготовкой. Он будет соответствовать углу винта, совпадая с коническим отверстием.
Это необходимо для того, чтобы акры сидели заподлицо с заготовкой. Он будет соответствовать углу винта, совпадая с коническим отверстием.
 С другой стороны, зенкер в основном используется в автомобилестроении и строительстве.
С другой стороны, зенкер в основном используется в автомобилестроении и строительстве.