г) Соединяем полученные на П1 проекции точек с учетом видимости, используя порядок движения по плоскостям выреза. На плоскости П1 (вид сверху) все грани пирамиды видимы, поэтому и линии пересечения будут видимы. Движение осуществляем следующим образом: от точки 1 к точке 3 (прямая 1131), от точки 3 к точке 2 (прямая 3121), далее к точке 4 (прямая 2141), затем к точке 5 (прямая 4151) и, наконец, к точке 1 (прямая 5111). На задней грани получим прямые 11$21$ , 21$41$ и 11$41$ .
3.Строим профильные проекции полученных прямых, для этого сначала строим профильные проекции точек 1, 1′, 2, 2′, 3, 4, 4′, 5. Соединяем полученные проекции точек прямыми с учетом видимости, используя порядок движения по
плоскостям выреза: от точки 1 к точке 3 (1333 видима), к точке 2 по невидимой
грани (3323 невидима), к точке 4 (2343 невидима), к точке 5 (4353 невидима), к точке 1 (1353 видима). Проекции 1$32$3 , 2$34$3 и 1$34$3 совпадают с проекцией грани.
4.Строим проекции линий пересечения плоскостей призматического отверстия: 11′ – проекция линии пересечения плоскостей α и γ, 22′ – проекция линии пересечения плоскостей α и β, 44′ – проекция линии пересечения плоскостей β и γ. Эти прямые находятся внутри пирамиды, поэтому на П1 и П3 они невидимы.
5.Удаляем те участки пирамиды, которые оказались вырезанными отверстием; это часть ребра между точками 3 и 5, а также части граней, заключенные между плоскостями выреза. Часть прямой 2343 становится видимой.
6.Обводим проекции пирамиды и полученные линии выреза.
2.2. Поверхности вращения
Поверхности, которые образуются вращением образующей вокруг неподвижной оси, называются поверхностями вращения (рис. 15 а).
Рис. 15. Образование поверхности вращения
Линейчатые поверхности вращения – те поверхности, образующая которых прямая (цилиндрическая, коническая поверхности вращения).
20
Нелинейчатые поверхности вращения – те поверхности, образующая которых кривая линия (сфера, тор).
Каждая точка образующей при вращении вокруг оси описывает окружность в плоскости, перпендикулярной оси вращения (рис. 15 а). Эта окружность называется параллелью. Параллель наибольшего диаметра называется экватором, наименьшего диаметра – горлом (рис. 15 б). Если через ось вращения i провести плоскость, то она пересечет поверхность вращения по образующей – меридиану. Главные меридианы поверхности – фронтальный (в плоскости, параллельной фронтальной плоскости проекций) и профильный (в плоскости, параллельной профильной плоскости проекций) (рис. 15 б). Меридианы и параллели часто используются при построении комплексных чертежей.
2.2.1. Цилиндр
Цилиндрическая поверхность вращения образуется вращением прямолинейной образующей вокруг оси, параллельной образующей (рис. 16 а и б).
Рис. 16. Образование цилиндрической поверхности и цилиндра
Цилиндр – геометрическое тело, ограниченное цилиндрической поверхностью и двумя перпендикулярными к оси вращения плоскостями (рис. 16 в). Отсеченная часть цилиндрической поверхности – это боковая поверхность цилиндра, а круги, расположенные в секущих плоскостях, – основания цилиндра. Полученное таким обра-
зом тело называется прямым круго- Рис. 17. Прямой круговой цилиндр
вым цилиндром (рис. 17).
21
Условие принадлежности точки поверхности цилиндра
Если точка А принадлежит поверхности цилиндра (рис. 18), то она принадлежит:
!» образующей lА, параллельной оси вращения i; !» окружности nA в плоскости, перпендикуляр-
ной оси вращения.
Следовательно, точку на поверхности цилиндра можно построить по двум простым линиям: либо образующей (прямой), либо окружности, центр которой лежит на оси вращения.
Рис. 18. Принадлежность точки поверхности цилиндра
Рассмотрим изображения цилиндра вращения на комплексном чертеже
1. Ось вращения i перпендикулярна горизонтальной плоскости проекций и на П1 изобразится в виде точки (центр окружности основания).
2.Основания цилиндра – круги, расположенные в горизонтальных плоскостях уровня, поэтому на П1 они изобразятся в виде окружностей в натуральную величину,
ана П2 – в виде отрезков, длина которых равна диаметру окружностей основания.
3.Образующие перпендикулярны П1.
4.Боковая поверхность цилиндра занимает проецирующее положение по
отношению к плоскости П1 и спроецируется в окружность, совпадающую с проекцией оснований.
6.Фронтальный очерк – прямоугольник, образованный проекциями оснований в виде отрезков и фронтальными очерковыми образующими (прямыми) 11′ и 33′ – фронтальными меридианами.
7.Видимость поверхности. На плоскости П1 видимо верхнее основание цилиндра. При проецировании на П2 граница видимости проходит через фронтальный меридиан 11′ и 33′, поэтому видимой на П2 является ближняя к наблюдателю половина боковой поверхности цилиндра.
Построение профильной проекции цилиндра по двум известным
1. Построение профильной проекции оси вращения i3.
2.Проецирование окружностей оснований по горизонтальным линиям связи. Центры окружностей основания лежат на оси вращения, окружности оснований изобразятся в виде отрезков, длина которых равна диаметрам окружностей оснований.
3.Через крайние точки окружностей оснований проходят профильные очерковые образующие (прямые).
ввиде отрезков и крайними образующими (профильными меридианами) 22′ и 44′.
5.Видимой на П3 является левая половина боковой поверхности цилиндра.
Построение точки на поверхности цилиндра
1. Пусть точка А задана своей фронтальной проекцией А2. Для построения горизонтальной проекции точки А1 не требуется проведения вспомогательных линий, так как цилиндрическая поверхность проецирующая на П1. Следовательно, А1 находим на окружности, являющейся горизонтальным очерком цилиндра. Вертикальная линия связи пересекает эту окружность в двух точках. Выбираем ту из них, которая ближе к наблюдателю, так как А2 задана видимой. А3 строим по двум известным проекциям. Определяем видимость А3. При взгляде на цилиндр слева точка А лежит на ближней к наблюдателю половине цилиндра, значит А3 видима.
23
2.Точка В задана фронтальной невидимой проекцией. В1 лежит на дальней от наблюдателя половине цилиндра. В3 строим по двум известным проекциям (ВzВ3 = ВxВ1 = yB). Определим видимость: В3 невидима, так как лежит на дальней от наблюдателя половине цилиндра.
3.Точка С (С2) лежит на самой ближней к наблюдателю образующей 22′.
Находим горизонтальную проекцию С1 (она совпадает с 21) и профильную С3 на профильной очерковой образующей 232$3 .
Линия на цилиндрической поверхности
При пересечении поверхности цилиндра плоскостью можно получить следующие линии:
1) две прямые (образующие), лежащие в плоскости α, параллельной оси вращения цилиндра (рис. 20 а). α || i % α ∩ цилиндр ═ m, m′ – образующие.
Образующая цилиндра – прямая, параллельная оси вращения i. Для ее построения необходимо знать две точки на поверхности цилиндра;
2) окружность, лежащую в плоскости β, перпендикулярной оси вращения цилиндра (рис. 20 б). β & i % β ∩ цилиндр ═ n – окружность.
Окружность на поверхности цилиндра имеет радиус Rn и центр О, лежащий на оси вращения i;
à
Рис. 20. Линии на поверхности цилиндра
24
á
â
Рис. 20. (Продолжение)
3) эллипс, лежащий в плоскости γ, наклоненной к оси вращения цилиндра (рис. 20 в). γ !, &’ i % β ∩ цилиндр ═ l – эллипс.
25
Эллипс – кривая второго порядка, для точного
построения которой необходимо множество точек.
Строят количество точек, достаточное для построения
кривой, а затем обводят кривую с помощью лекал. Из
этого множества точек выделяют характерные точки
кривой, без которых точное построение эллипса невоз-
1. Опорные точки: АВ – большая ось эллипса; СD – малая ось эллипса; С и D – точки видимости на П3.
2. Промежуточные точки строятся по условию принадлежности точки поверхности цилиндра (см. «Построение точки на поверхности цилиндра», стр. 22).
Соединяем полученные точки плавной кривой по лекалам тонкой линией, следя за тем, чтобы проекция эллипса была симметрична относительно большой и малой оси эллипса.
26
3. Видимость эллипса. На П1 эллипс совпадает с проекцией поверхности цилиндра. На П3 видима часть эллипса ближе границы видимости до точек видимости C3 и D3. К точке В3 уходит невидимая часть эллипса.
Пример построения выреза в цилиндре
Рис. 23. Задание для построения выреза в цилиндре
Анализ условия (чтение исходного чертежа) (рис. 23)
Дано: 1. Цилиндр, боковая поверхность которого занимает проецирующее положение по отношению к П1 (собирательное свойство горизонтальной проекции).
2.Сквозное призматическое отверстие, образованное тремя плоскостями, занимающими проецирующее положение по отношению
к П2 (собирательное свойство фронтальной проекции отверстия).
Вывод: горизонтальные и фронтальные проекции линий пересечения известны, необходимо построить их профильные проекции.
Порядок решения:
1. Строим изображение цилиндра (рис. 24) без учета отверстия, пользуясь введенными внутренними координатными осями и линиями проекционной связи.
2. Строим проекции линий пересечения каждой плоскости, ограничивающей отверстие, с цилиндрической поверхностью.
а) Нижняя плоскость отверстия лежит в плоскости α, которая является горизонтальной плоскостью уровня. Плоскость α перпендикулярна оси i и пересекает цилиндрическую поверхность по окружности, горизонтальная проекция которой совпадает с горизонтальным очерком цилиндра. Но в вырез попадает не вся окружность, а две дуги окружности, ограниченные прямыми 11′ и 22′. Поэтому на передней половине цилиндра получаем дугу 12, а на задней половине – дугу 1′2′.
б) Плоскость выреза β параллельна оси вращения цилиндра i, поэтому на цилиндрической поверхности в плоскости β лежат две образующие (прямые), для построения которых необходимы две точки: точки 2 и 3 (на ближ-
27
ней половине цилиндра) и точки 2′ и 3′ (на задней половине цилиндра). Прямые 23 и 2′3′ – проецирующие по отношению к П1.
Рис. 24. Построение выреза в цилиндре
в) Плоскость выреза γ располагается под углом к оси вращения цилиндра i, поэтому на цилиндрической поверхности образуется эллипс. Построение эллипса на цилиндрической поверхности рассмотрено на стр. 25.
Опорные точки: АВ – большая ось эллипса; СD – малая ось эллипса;
5 и 6 – точки видимости на П3.
Промежуточные точки строятся из условия принадлежности цилиндрической поверхности.
Эллипс строится полностью, а затем выделяются участки, попадающие в вырез, с учетом видимости.
3.Строим проекции линий пересечения плоскостей призматического отверстия: прямая 11′ – пересечение плоскостей α и γ, прямая 22′ – пересечение плоскостей α и β, прямая 33′ – пересечение плоскостей β и γ. Эти прямые находятся внутри цилиндра, поэтому на П1 и П3 они невидимы.
4.Удаляем те участки цилиндра, которые вырезаны отверстием. Это части
образующих между точками 4, С и точками 4′, D, а также части цилиндра, заключенные между плоскостями выреза. Части прямых 2333 и 2$33$3 до эллипса ничем
не закрыты, а значит, видимы на П3.
5. Обводим проекции цилиндра и полученные линии выреза.
28
2.2.2. Конус
Коническая поверхность вращения образуется вращением вокруг оси прямолинейной образующей, пересекающей эту ось (рис. 25 а и б). Точка пересечения образующей с осью вращения называется вершиной конической поверхности.
Рис. 25. Образование конической поверхности и конуса
Конус – геометрическое тело, ограниченное конической поверхностью и плоскостью, перпендикулярной оси вращения (рис. 25 в). Отсеченная часть конической поверхности – это боковая поверхность конуса, а круг, расположенный в секущей плоскости, – основание конуса. Полученное таким образом тело называ-
ется прямым круговым конусом (рис. 26).
Условие принадлежности точки поверхности конуса
Если точка А принадлежит поверхности конуса (рис. 27), то она принадлежит: 1) образующей lA , проходящей через вершину S;
2) окружности nA в плоскости, перпендикулярной оси вращения.
Поэтому точку на поверхности конуса можно построить по двум простым линиям: либо образующей (прямой), либо окружности (Оn # i, Rn).
Степакова В. В. § 9-11 [3] Вышнепольский И.С. § 7, 19 [8]
Куб
Ромбокубоктаэдр
Преобразование ромбокубооктаэдра в «левый» и «правый» курносые кубы
Ромбоикосододекаэдр
Трансформация из ромбоикосидодекаэдра в плосконосый додекаэдр
Это интересно!
pdf Прочитай чертёж
pdf Кто автор?
pdf Что означают слова
pdf Видео «1D-2D-3D-4D — Что это такое?»
pdf Лента Мёбиуса
pdf
Многообразие геометрических форм
На уроках математики вы уже познакомились с некоторыми геометрическими фигурами. Под фигурой понимают любую совокупность (множество) точек. Всякую сложную фигуру можно разделить на более простые.
Если все точки фигуры лежат в одной плоскости, фигуру называют плоской: треугольник, квадрат и др. Совокупность точек, расположенных в пространстве, образует пространственную фигуру: куб, цилиндр и др. Фигуры в пространстве называют геометрическими телами.
Предметы, которые нас окружают, детали машин имеют, как правило, сложную реальную геометрическую форму. Однако, присмотревшись к ним внимательно, можно заметить, что некоторые из них состоят из одного или нескольких простых геометрических тел или их видоизмененных частей. Такими геометрическими телами, образующими форму предметов, являются призмы, пирамиды, цилиндры, конусы, шары и др. (рис. 1)
Рис. 1. Геометрические тела
По форме простые геометрические тела делятся на многогранники и тела вращения. Плоскость является частным случаем поверхности.
Многогранники– геометрические тела, поверхность которых состоит из плоских многоугольников. Это куб, призма, параллелепипед, пирамида и др.
Тела вращения– геометрические тела, поверхность которых описывается какой-либо прямой или кривой (образующей) при её вращении вокруг неподвижной оси (например, конус, цилиндр, шар и т. п.).
Форма каждого геометрического тела имеет свои характерные признаки. По ним мы отличаем призму от цилиндра, пирамиду от конуса и т. п. Эти признаки используются и при построении чертежей геометрических тел или состоящих из них предметов и деталей. Однако прежде чем выполнять такие чертежи, выясним, какие правила положены в основу способов их построения.
Поскольку форма большинства предметов представляет собой сочетание различных геометрических тел или их частей, для построения чертежей этих предметов необходимо знать, как изображается каждое геометрическое тело. Поэтому рассмотрим сначала построение чертежей и аксонометрических проекций простых тел. Это тем более необходимо, так как в сложной форме любого предмета всегда можно выделить простые геометрические тела, которые помогают представить форму предмета по его чертежу.
Изображение многогранников
Рассмотрим построение прямоугольных проекций призмы. Для примера возьмем треугольную призму (рис. 2) и шестиугольную призму (рис. 3). Их основания, параллельные горизонтальной плоскости проекций, изображаются на ней в натуральную величину, а на фронтальной и профильной плоскостях — отрезками прямых. Боковые грани изображаются без искажения на тех плоскостях проекций, которым они параллельны, и в виде отрезков прямых — на тех, которым перпендикулярны. Грани, наклонные к плоскостям, изображаются на них искаженными.
Рис. 2. Треугольная призма
Рис. 3. Шестиугольная призма.
Размеры призм определяются их высотами и размерами фигур основания. Штрихпунктирными линиями на чертеже изображаются оси симметрии.
Рассмотрим, как изображают на чертеже правильную четырехугольную пирамиду (рис. 4). Основание пирамиды проецируется на горизонтальную плоскость проекций в натуральную величину. На нём диагоналями изображаются проекции боковых ребер, идущих от вершин основания к вершине пирамиды.
Рис. 4. Четырехугольная пирамида
Фронтальная и профильная проекции пирамиды — равнобедренные треугольники. Размеры пирамиды определяются длиной b двух сторон ее основания и высотой h.
Изображение тел вращения
Если круги, лежащие в основаниях цилиндра (рис. 5) и конуса 6), расположены параллельно горизонтальной плоскости проекций, их проекции на эту плоскость будут также кругами.
Рис. 5. Цилиндр
Рис. 6. Конус
Фронтальная и профильная проекции цилиндра в данном случае – прямоугольники, а конуса – равнобедренные треугольники.
На всех проекциях следует наносить оси симметрии, с проведения которых и начинают выполнение чертежей цилиндра и конуса.
Фронтальная и профильная проекции цилиндра одинаковы. То же можно сказать о проекциях конуса. Поэтому в данном случае профильные проекции на чертеже лишние. Кроме того, благодаря знаку диаметра Ø можно представить форму цилиндра и конуса даже по одной проекции (рис. 7, a и б). Отсюда следует, что в подобных случаях нет необходимости в трех проекциях. Размеры цилиндра и конуса определяются их высотой h и диаметром основания d.
Рис. 7. Чертежи цилиндра, конуса и шара
Все проекции шара – круги, диаметр которых равен диаметру шара. На каждой проекции проводят центровые линии.
Благодаря знаку Ø, шар можно изображать в одной проекции (рис. 7, в). Но если по чертежу трудно отличить сферу от других поверхностей, то на чертеже добавляют слово «сфера», например: «Сфера Ø40».
Анализ геометрической формы
Вы знаете, что форма большинства предметов представляет собой сочетание различных геометрических тел или их частей. Следовательно, для чтения и выполнения чертежей нужно знать, как они изображаются.
Форма каждого геометрического тела имеет свои характерные признаки. В основе формы деталей машин и механизмов также находятся геометрические тела. Чтобы понять по чертежу форму сложного предмета, его мысленно разделяют на части, представляющие собой геометрические тела, т. е. анализируют форму (рис. 8). Затем мысленно объединив эти части, воссоздают общую форму предмета.
Рис. 8. Кофейник и его элементы
Геометрической формой называется внешний облик предмета, характеризующийся совокупностью его геометрических свойств. К геометрическим свойствам предметов относятся: размеры, пропорции, взаимное расположение составляющих элементов формы.
Предметы бывают простой и сложной формы. К предметам простой формы относятся те, которые представляют собой геометрические тела: цилиндр, конус, шар, призма, пирамида (рис. 9, а). К предметам сложной (составной) формы относятся такие, которые образованы сочетанием различных геометрических тел (рис. 9, б).
Рис. 9. Предметы простой (а) и сложной (б) формы
Основные геометрические тела можно выявить в любой детали или предмете. Так, на рисунке 10, а в прямоугольной проекции изображена деталь, называемая валиком (от слова «вал»). В ней можно выделить такие геометрические тела, как усеченный конус 1, цилиндр 2, параллелепипед 3 и еще один цилиндр, большего диаметра – 4 (рис. 10, б).
Рис. 10. Анализ геометрической формы детали
Чтобы представить по чертежу общую форму любой детали, необходимо выявить форму всех ее элементов. Для этой цели сложную по форме деталь мысленно разделяют на отдельные конструктивные части, имеющие форму различных геометрических тел. Мысленное разделение предмета на основные геометрические тела называют анализом геометрической формы предмета. Используя изображение детали, размерные числа, условные знаки и надписи, можно воссоздать образ детали, т. е. представить по чертежу ее пространственную форму.
Ещё проанализируем форму детали (рис. 11), состоящей из трех геометрических тел: конусов (прямого кругового и усеченного) и цилиндра.
Рис. 11. Анализ геометрической формы детали «Конус» на основе расчленения ее на геометрические тела: 1 – конус; 2 – усеченный конус; 3 – цилиндр
Все части, составляющие форму рассматриваемого изделия, расположены на одной оси (т. е. соосны). К основанию конуса примыкает равновеликое основание усеченного конуса. Другое основание усеченного конуса совмещается с основанием цилиндра, диаметр которого меньше диаметра конуса.
Попробуйте выполнить чертеж детали, представленной на рисунке 12.
Рис. 12. Геометрическая разборка формы детали
Практические задания, тесты и домашние работы
Графическая работа
Вопросы для повторения
pdf
Тест
Домашняя работа
Черчение с увлечением!
pdf Третий лишний
pdf Отгадай форму
pdf Согни бумагу по чертежу
pdf Крыша дома
pdf Чайники
pdf В чём отличие?
pdf Изобрази пробку
pdf Модели из проволоки
pdf Эвристическая задача
табурет средней высоты разделяет сверхмощный газовый баллон замены пневматический 8″ ход
5
Просто работает
Опубликовано TaT 9th Jul 2020
Прибыл быстро. Немного нервное биение по моему нынешнему стулу, чтобы сместить старый, и мне пришлось искать сторонние инструкции по этому процессу, но в целом довольно просто. Абсолютно твердый.
5
Превосходный и сверхмощный
Опубликовано Роуз 8th Mar 2018
Мне нужно было увеличить высоту новых офисных стульев, а табурет для черчения GC-8 Запчасти для тяжелых условий эксплуатации Пневматический газовый баллон 8 дюймов Ход идеально подходит, очень прочный и очень простой в установке
5
Легко заменить!
Опубликовано Неизвестный 31 января 2018 г.
Он отлично подходил для того, чтобы починить мое прогибающееся кресло и в то же время поднять его, чтобы он лучше подходил для домашнего офиса. У меня был короткий стул и высокая офисная стойка. Я использовал этот продукт, чтобы исправить оба! Легко исправить! Я использовал трубный ключ, чтобы снять старый с кронштейна на дне сиденья. Стучать не получается. Молоток позаботился об удалении нижнего конца с роликами. Лучше купить новый стул!!
5
Деталь высокого качества
Опубликовано ДЖОН ЛОМНИЦКИ 2 июня 2017 г.
Это именно то, что мы искали. Вместо того, чтобы заменить наш стул, это здорово, я сейчас сижу в кресле, и это действительно немного дает, когда я сажусь и восстанавливаюсь — действительно приятно — отличный продукт и немного выше — мы более высокие люди
5
Отличный продукт, цена и обслуживание
Опубликовано Офис-менеджером 10 октября 2016 г.
Нужен новый газовый баллон для нашего офисного стула, и после некоторых исследований мы выбрали echairparts.com. Я не был уверен, какая именно часть мне нужна, написал по электронной почте представителю службы поддержки и получил быстрый ответ на все мои технические вопросы, которые мне нужны для совершения осознанной покупки. Деталь прибыла через 2 дня и была точной подгонкой и заменой!! Эта компания стала нашим постоянным поставщиком запчастей. У них отличная техподдержка!
Как рисовать цилиндры из жизни
Мы получили следующий вопрос от нашего ученика: » Как найти точку схода (или горизонтальную линию), чтобы правильно нарисовать цилиндр? »
Ответ от Владимир Лондон, репетитор Академии натурного рисунка
Когда вы рисуете с натуры, линия горизонта всегда будет на уровне ваших глаз. Не нужно гадать. Все объекты и элементы над этой линией будут видны снизу; и мы видим сверху все предметы, находящиеся ниже линии горизонта.
Горизонтально расположенные круги в перспективе выглядят как овалы. Однако, когда круг находится на уровне горизонта, он воспринимается как прямая линия. Точка схода стоячего цилиндра будет лежать на линии горизонта. Поскольку стоящий цилиндр можно изобразить в одноточечной перспективе, эта точка схода будет там, где горизонт пересекает вертикальную ось симметрии цилиндра.
Эта точка не нужна для рисования цилиндра. Расположение горизонта и пропорции цилиндра, которые вы измеряете с натуры, достаточны для изображения реалистично выглядящего цилиндрического объекта.
Точку схода можно использовать, если по какой-то причине вы хотите нарисовать прямоугольный параллелепипед, содержащий цилиндр. Это помогает рисовать более сложные архитектурные конструкции, такие как купола зданий, классические капители колонн или урны с кубовидными постаментами.
Возвращаясь к вопросу «Как правильно нарисовать цилиндр» . Есть много способов рисования цилиндров. Я дам вам метод, который я использую.
Рисуя стоячий цилиндр с натуры, первый вопрос, который вам нужно решить, — это высота и ширина цилиндра, путем измерения основной пропорции цилиндра — отношения ширины к высоте. Вы можете использовать карандаш, чтобы измерить эту пропорцию или сделать это на глаз. Есть видео Академии рисования, где я показываю, как измерять карандашом.
Итак, первый шаг — найти основную пропорцию «А-В» и отметить ее на бумаге.
Следующий шаг прост — разделите ширину «А» пополам и проведите главную ось симметрии цилиндра посередине.
Если мы увидим цилиндр сверху, его верхняя круговая плоскость будет выглядеть как эллипс. Измерьте его высоту как относительную пропорцию к ширине или высоте цилиндра. Отметьте на чертеже высоту этой верхней плоскости «С».
Нарисуйте главную ось овала. Он идет по горизонтали немного не по центру, поэтому размер «E» немного больше, чем «D». Это происходит потому, что все объекты, находящиеся ближе к зрителю, в перспективе кажутся больше, чем объекты, расположенные дальше. Одна часть овала ближе к нам, чем другая, поэтому E > D.
5. Нарисуйте верхнюю плоскость. Это будет эллипс, когда мы увидим перед собой цилиндр. Это может быть овал, если учесть другие искажения перспективы. Использование терминов «эллипс» и «овал» — тема для отдельного разговора. Термин «овал» включает в себя определение «эллипс» и не требует каких-либо оговорок об искажении, поэтому я буду использовать это слово в целях данного объяснения. 6. Следующий шаг – сравнить в жизни, насколько верхний овал больше нижнего. Если объект не сделан из стекла и не прозрачен, вы не увидите всю высоту нижнего овала и должны будете угадать. 7. Отметьте эту высоту на чертеже и разделите ее на две части, следя за тем, чтобы часть «Н», которая ближе к нам, была немного больше, чем «I». 8. Нарисуйте еще один овал, изображающий нижнюю плоскость цилиндра. Делайте это так, как будто вы можете видеть сквозь объект, а также изображать невидимую часть овала.
Рисование всех объектов прозрачными помогает избежать младших ошибок при построении.
Говоря об ошибках, вот четыре типичных ошибки начинающих художников:
1. Не сглаживайте нижний овал. В нашем примере он самый полный.
2. Не рисуйте острые углы овала. Овалы — это круги в ракурсе. Круги не имеют острых краев, как и овалы.
3. Не рисуйте квадратные или слишком заостренные овалы. Их кривизна должна быть плавной во всех местах.
4. Убедитесь, что овал полностью симметричен относительно своей вторичной (более короткой) оси.
Не забудьте применить правила воздушной перспективы. Те объекты, которые находятся ближе к зрителю, будут казаться более четкими и четкими, чем те, которые находятся дальше и должны быть изображены с меньшим нажимом карандаша и контрастом. В таком неглубоком предмете, как цилиндр, в жизни не увидишь воздушной перспективы.
Стальной рифленый лист: стандарты, виды, размеры, вес, использование
Черный металл
Статьи
Отправить заявку 24/7
Рифленый лист – разновидность листового металлопроката, отличающаяся специфичной фактурой поверхности. Этого, казалось бы, небольшого отличия вполне достаточно для того, чтобы повлиять на его использование и появление отдельных стандартов. Об этом, а также о его весе, допустимых размерах и ряде других аспектов мы и расскажем.
Используемые стандарты и основы производства
Рифленый лист производится согласно ГОСТ 8568-77, содержащего все необходимые технические условия:
требования к форме,
допустимые размеры,
массу 1 м2,
параметры рифления,
правила маркировки.
В качестве сырья могут использоваться стали следующих углеродистых сталей: ст0, ст1, ст2 и ст3, в том числе полуспокойных. Изделия из сталей других марок могут быть выпущены по согласованию с заказчиком.
Производится прокат в рулонах или листах – в зависимости от толщины основания. Допустимая ширина рулонного проката и другие требования берутся из ГОСТ 19903-2015, использующегося для контроля сортамента всего горячекатаного листового проката.
При полистовом производстве каждое изделие обрезается с четырех сторон для удаления неровностей и зазаубрин на кромках. При непрерывном (рулонном) производстве катаные кромки могут быть оставлены.
Виды стального рифленого листа, основные размеры
По стандарту стальной рифленый лист выпускается в двух видах, различающихся формой сечения, нанесенного на одну сторону и требованиям к нему.
С ромбическим
Диагонали ромба могут иметь размер:
от 25 до 30 мм – малая,
от 60 до 70 мм – большая.
Непосредственно конфигурация ромбовидных рифлей и их расположение (вдоль или поперек листа) не регламентированы – эти параметры устанавливает сам производитель.
С чечевичным
Расстояние между рифлями задается стандартом и может быть 20, 25 и 30 мм.
Производители могут выпускать листы с чечевичным рисунком разных видов:
«даймонд» – с одиночным перпендикулярным расположением рифлей,
«дуэт», «трио», «квартет», «квинтет» – группами по 2, 3, 4 и 5 рифлей соответственно.
Общие параметры
Основные параметры и их допустимые размеры для обеих разновидностей общие.
Ширина листов может быть от 600 до 2200 мм.
Ширина рулонов: 500, 530, 600, 630, 1000, 1100 или 1250 мм.
Толщина основания и масса 1 м2 указаны в следующей таблице:
Использование
Листовой стальной прокат с рифленой поверхностью обладает отличной свариваемостью, и за счет простоты монтажа широко применяется в промышленном и бытовом строительстве. В частности, его используют для:
монтажа покрытий ступеней и пролетов металлических лестниц, расположенных на улице или в местах с повышенной влажностью – рифление уменьшает скольжение обуви и делает подъем менее травмоопасным,
оснащения пандусов, переходов, смотровых площадок, складов – с аналогичной целью,
отделки стен и перегородок внутри и снаружи зданий – в этом случае фактура играет исключительно декоративную роль,
при прокладке дорог – в сооружении мостиков и переходов через системы коммуникаций,
производства дизайнерских архитектурных композиций.
Для установки на открытом воздухе и увеличения срока службы листы могут предварительно оцинковываться.
Популярные статьи
Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в. ..
ЧИТАТЬ ДАЛЕЕ
Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «…
ЧИТАТЬ ДАЛЕЕ
Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич. ..
ЧИТАТЬ ДАЛЕЕ
Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого…
ЧИТАТЬ ДАЛЕЕ
Профнастил для всех
Профнастил…
ЧИТАТЬ ДАЛЕЕ
Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо. ..
ЧИТАТЬ ДАЛЕЕ
Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
Стальной рифленый лист: стандарты, виды, размеры, вес, использование
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
Назад
Вперёд
Недостаточно прав для комментирования
Спасибо за обращение! Заявка отправлена.
ГОСТ 8568-77 на рифленую сталь
Методы производства рифленой листовой продукции
Характеристики металлических листов с рифленым профилем
Преимущества использования
Сферы применения
Рифленый лист, для изготовления которого может быть использован различный металл, относится к категории облицовочного материала. За последние несколько лет металлические листы с нанесенным на поверхность рифлением различного типа находят все большее применение во многих сферах деятельности. Так, из таких изделий производят напольные покрытия, обладающие противоскользящим эффектом, используют их в качестве отделочного материала, а листы с рифлением, изготовленные из алюминия, кроме этого, находят широкое применение в мебельной и автомобильной промышленности.
Рифленный нержавеющий лист на полу
Методы производства рифленой листовой продукции
Рифленый лист представляет собой разновидность листового металлопроката, особенность которого заключается в том, что одна сторона такого листа имеет обычную плоскую поверхность, а на вторую нанесено рифление — выпуклости, имеющие различную конфигурацию. Технологией изготовления таких изделий является горячая прокатка, предполагающая прохождение нагретого металлического листа через формообразующие валки прокатного стана, один из которых имеет плоскую, а другой — рифленую поверхность. Таким образом, подвергаясь пластической деформации в горячем состоянии, обычный листовой металлопрокат превращается в изделие, называемое лист рифленый.
Нормативным документом, по которому регламентируются технические условия производства подобных изделий из черного металла, а также их сортамент, является ГОСТ 8568-77.
Согласно требованиям ГОСТ 8568-77 лист стальной рифленый может изготавливаться из следующих категорий стальных сплавов:
спокойные, полуспокойные и кипящие углеродистые стали марок Ст0, Ст1, Ст2 и Ст3;
нержавеющие стали марок AISI 321, 201, 304, 316, 409, 430 и др.
Также допускается изготавливать лист рифленый стальной и из других марок стальных сплавов.
В соответствии с положениями ГОСТ 8568-77, рифление на металлических листах по форме выпуклостей может быть двух типов:
ромбовидное;
чечевичное.
Типы рифления стальных листов
Форма выпуклостей оказывает влияние на вес рифленого листа. Так, листы с ромбовидным рифлением, имеющие одинаковые размеры с изделиями с выпуклостями чечевичной формы, будут отличаться от них и своим весом.
Толщина металлических листов, на которые нанесено рифление, измеряется по их нижнему и верхнему основанию, высота рифлей при этом не учитывается. Толщина рифленого металлопроката, который может поставляться заказчику в листах или рулонах, находится в интервале 2,5–12 мм. ГОСТ 8568-77 оговаривает два класса точности рифленых листов по их толщине:
А — рифленые листы высокой точности;
В — листы, соответствующие нормальной точности.
youtube.com/embed/10IBotqnVkQ»/>
Положениями ГОСТ 8568-77 оговариваются и допуски на геометрические параметры листового металлопроката с рифленым профилем. Так, рифленые листы, которые произведены по технологии полистной прокатки, могут быть на 0,2 мм толще, чем толщина листа с учетом максимального допустимого отклонения. Такая технология изготовления листового металлопроката предполагает, что готовые изделия обрезаются с 4-х сторон. Металлические листы с рифлением, которые производятся по технологии непрерывной прокатки и поставляются заказчику в рулонах, могут иметь продольные кромки, образующиеся в процессе их изготовления. Ширина формируемого листа с учетом зазубрин на таких кромках не должна превышать допустимых нормативным документом параметров.
Нормативным документом оговариваются не только технические характеристики рифленого листового металлопроката и его сортамент, но и требования к качеству его поверхности. Так, согласно ГОСТ на поверхности рифленки не должно присутствовать раковин от окалин и вдавливания, прокатных плен, раскатанных пузырей, трещин, различных загрязнений. Кромки металлических листов, на поверхности которых нанесено рифление, не должны иметь расслоений. При этом стандарт допускает, что лист железа с нанесенным на него рифлением может иметь на своей поверхности следы окалины и коррозии, различные отпечатки, рябину, а также отдельные плены, глубина залегания которых не уменьшает толщину металла на величину, меньшую оговоренной в стандарте.
Характеристики металлических листов с рифленым профилем
Листовой металлопрокат, на поверхность которого нанесено рифление, может выпускаться в следующих типоразмерах:
ширина листов — 600–2200 мм;
длина листов с шагом 50 мм — 1400–8000 мм.
Нормативным документом допускается, что по предварительной договоренности заказчика и производителя рифленый металлопрокат может выпускаться в других размерах.
Стандартное изделие с рифлением из обычной стали, а также лист нержавеющий рифленый и лист оцинкованный рифленый могут отпускаться заказчику:
мерной длины;
немерной длины;
длины, кратной мерной.
Параметры и допустимые отклонения стального листа с ромбическим рифлением
Параметры и допустимые отклонения стального листа с чечевичным рифлением
Заказчик может предварительно оговорить с производителем рифленого металлопроката следующие отклонения геометрических параметров отпускаемой продукции:
листы, длина которых находится в интервале 2000–6000 мм и выше, а толщина основания составляет 4 и 5 мм, могут иметь отклонения по своей длине +15 мм;
рифленый металлопрокат шириной более 1000 мм, поставляемый в рулонах и имеющий катаную кромку, может иметь отклонения по своей ширине +20 мм;
рифленые изделия, толщина основания которых составляет 6, 8, 10 и 12 мм, могут иметь отклонения по своей ширине и длине +25 мм.
Регламентирует ГОСТ 8568-77 и высоту рифлей, которая должна находиться в пределах 0–0,3 от толщины основания, но не быть меньше, чем 0,5 мм. По договоренности с производителем потребитель может заказать изделия, высота рифлей на которых будет составлять 1 мм.
Кроме того что существует определение лист рифленый чечевица или ромб, на рынке представлен рифленый металлопрокат и с другими названиями, которые характеризуют количественный состав рифлей:
изделия с одной насечкой — «Даймонд»;
листы с двумя насечками — «Дуэт»;
с четырьмя насечками — «Квартет»;
с пятью насечками — «Квинтет».
Коробы из алюминиевого рифленого листа «Квинтет»
Большими сцепляющими способностями отличаются листы с рифлением «Квинтет», что можно определить даже по их фото. На 1 м2 листа с рифлением категории «Квинтет» располагается большее количество рифлей, что и позволяет использовать такие изделия в тех ситуациях, когда необходимо создать покрытие, отличающееся максимальным противоскользящим эффектом.
Стандартом также оговаривается и ширина основания рифлей, которая может составлять:
для ромбовидного рифления — 5 мм, при этом допускается отклонение данной величины ±0,15 мм;
для чечевичных рифлей — 3,6–6 мм, допускаемое отклонение — ±0,15 мм.
Для листов любой толщины с чечевичным рифлением ГОСТ строго оговаривает следующие их параметры:
длина каждого рифля должна соответствовать величине 24 мм;
радиус закругления рифлей — 30 мм;
расположение рифлей на плоскости листа — 450;
расстояние между ближайшими рифлями — 20, 25 и 30 мм.
К элементам ромбовидного рифления, которое может располагаться как вдоль, так и поперек листа железа (если ориентироваться на большую диагональ каждого рифля), стандартом предъявляются более мягкие требования. Так, большие и малые диагонали элементов ромбовидного рифления должны находиться в следующих диапазонах: 60–70 мм, 25–30 мм. Если заказчик продукции желает изменить количество рифлей на 1 м2 металлического листа, а также их расположение на нем, то вышеобозначенные параметры по договоренности с производителем могут быть изменены.
Основные геометрические и весовые параметры рифленых листов
ГОСТ 8568-77 также оговаривает такой важный показатель, как масса рифленого листа, приходящаяся на единицу его площади. Так, листы с различным типом рифления должны соответствовать следующим параметрам:
ромбовидное рифление — 21–99,3 кг/м2;
отклонения по данному параметру могут составлять: для листов минимальной толщины — ±10%, для изделий с максимальной толщиной — ±3%;
чечевичное рифление — 20,1–96,8 кг/м2; допускаемые отклонения по массе — аналогичные параметрам для листов с ромбовидным рифлением.
Преимущества использования
Рифление, наносимое на поверхность металлического листа, делает из него износоустойчивое противоскользящее покрытие, которое за счет своей способности прекрасно сцепляться с подошвами обуви снижает травматизм и значительно повышает производительность труда.
За счет того что рифление наносится на стальной лист, такое покрытие обладает высокой прочностью и отлично выдерживает даже значительные механические нагрузки. А если рассматривать подобное изделие как лист нержавеющий рифленый, то покрытие из него плюс ко всему будет отличаться высокой устойчивостью к воздействию повышенной влажности и более агрессивных сред. При использовании в таких условиях любых других материалов, включая обычный и полимерный бетон, пришлось бы столкнуться с тем, что покрытия из них оказались бы негодными уже после непродолжительного применения.
Лист рифленый в строительстве
Стальной лист кроме высокой прочности отличается и исключительной гибкостью, что также относится и к рифленым изделиям. Такие качества, которыми не обладает ни один другой современный материал, позволяют успешно использовать рифленый металлопрокат для обустройства надежных и долговечных покрытий в производственных цехах различных промышленных объектов. Отличает металлические листы с рифлением и простота ухода за ними, а также внешняя привлекательность, о чем можно судить даже по их фото. Такие качества важны, не только исходя из простоты эксплуатации покрытия из таких изделий, но и с точки зрения соблюдения гигиены в помещениях, где они используются.
Сферы применения
Металлические листы, на поверхность которых нанесено рифление, преимущественно применяются для обустройства напольных покрытий, обладающих исключительным противоскользящим эффектом. Наиболее распространенными сферами и объектами, где используется металлическая рифленка, являются:
помещения электростанций;
предприятия нефтехимической и газовой промышленности;
производство различных типов железнодорожного транспорта: локомотивы, вагоны, поезда, предназначенные для метро и др.;
производство автомобильного и водного транспорта;
производственные цеха промышленных предприятий;
помещения бытового, административного и медицинского назначения;
предприятия химической и пищевой промышленности;
строительство жилых объектов.
Обшивка багажника пикапа рифленым листом
В качестве противоскользящего покрытия рифленка из различных марок стали используется для обустройства следующих объектов:
полы производственных цехов, технических площадок, складских помещений;
мостики и переходы на производственных и строительных объектах;
лестничные пролеты и марши;
бани, сауны, площадки, расположенные возле бассейнов;
ступени эскалаторов, а также сходы и подходы к ним;
пожарные лестницы и выходы;
ступени общественного транспорта и большегрузных автомобилей.
Применение рифленого листа при изготовлении лестницы
Металлические листы с рифлением также используются для:
монтажа несущих конструкций и несущих элементов;
заделки проемов различного назначения в помещениях, на оборудовании и конструкциях;
изготовления перегородок, ограждений и облицовочных панелей;
изготовления форм для железобетонных конструкций, поверхность которых должна быть также рифленой;
изготовления ворот, дверей, кожухов для различных устройств, отделки балконных конструкций;
изготовления светорассеивающих конструкций на автомобильных трассах;
производства тары различного назначения.
Если на открытом воздухе используется лист с рифлением из стали, которая не обладает антикоррозионными свойствами, то на его поверхность нужно нанести защитное покрытие, как и на любую другую металлическую конструкцию. Необходимости в использовании такой меры можно избежать, если применять в подобных случаях рифленые изделия, изготовленные из нержавеющей стали.
Гофрированный металл > Гофрированные металлические панели |
Corrugated Metal .com предлагает гофрированные металлические панели для кровли, полов и сайдинга. Эти гофрированные панели изготовлены из волнистых металлических листов, которые являются одними из наиболее часто используемых панелей в промышленности. Гофрированный листовой металл — это прочный материал, легкий, устойчивый к атмосферным воздействиям и практичный для различных целей. Мы специализируемся на производстве высококачественных гофрированных материалов для металлической кровли, металлического сайдинга, гофрированного металлического настила и гофрированного металлического пола практически для любого применения.
Являясь лидером в производстве лучших гофрированных металлических панелей, мы можем обеспечить удовлетворенность клиентов, производя металлические панели практически из любого материала и размера. Имея множество различных вариантов отделки, у нас обязательно найдется что-то по вашему вкусу.
Гофрированная панель 1-1/4″ x 1/4″
Гофрированные панели 1-1/4″ в основном поставляются с гальваническим покрытием и имеют меньшую толщину. (26-28-29 калибр). Эта панель имеет наименьший из профилей и используется как в декоративных, так и в промышленных целях. Мы можем изготовить этот профиль панели практически из любого материала. Пожалуйста, спрашивайте о других вариантах отделки, таких как алюминий и нержавеющая сталь. Стандартный оцинкованный лист имеет стандартную ширину 26 дюймов и длину 8 футов, 10 футов и 12 футов.
Гофрированный лист 2-1/2″ x 1/2″
Гофрированный лист 2-1/2″ x 1/2″, вероятно, является наиболее распространенной гофрированной панелью на современном рынке и используется в качестве стандартного »уже много лет. Гофра 2-1/2 дюйма обычно используется для «стойки-амбара» и почти простой гофрированной конструкции. Размер 2-1/2 дюйма обозначает расстояние от вершины одной выпуклости до вершины следующей и имеет общую высоту ½ дюйма. Обычно мы храним и продаем это оцинкованное покрытие (G-90) как наш стандартный чулок, но мы можем предоставить любой материал, который вам нужен, например, обычная сталь, стекловолокно, алюминий (гладкий и тисненый), а также окрашенная отделка и нержавеющая сталь, как в (T-304), так и в (T316). ) материалы. Все наши чулочные листы оцинкованы ::
18 – 20 – 22 – 24 – 26 – КОНТРОЛЛЕРЫ Оцинкованные
27-1/2” Ширина x 8′ Д
27-1/2” Ширина x 10′ Д
27-1/2” Ширина x 12 футов
Ширина 27-1/2 дюйма x длина 20 футов
(Ширина 41-1/4 дюйма, нержавеющая сталь / алюминий, ширина 42 дюйма / ширина стекловолокна, ширина 45 дюймов) (Доступна нестандартная ширина и длина) По запросу)
Другие варианты отделки могут иметь различную ширину, поэтому, пожалуйста, уточняйте, какая ширина является стандартной для каждого типа материала. Мы также начали предлагать 2-1/2” x ½” в гофрированной и перфорированной панели, которая очень уникальна, с которой мы можем сделать практически любой рисунок отверстий. Профиль гофрированной панели размером 2-1/2” x ½”, безусловно, является наиболее распространенным и универсальным профилем на рынке сегодня и может использоваться в любых приложениях, которые могут вам понадобиться. Пожалуйста, позвоните в отдел гофрированного металла (215-860-3600) с запросом любого размера, 1-2 листа или от 1000 до 2000 листов, и мы можем отправить листы прямо со склада. Кроме того, спросите о том, какая отделка или материал вам могут понадобиться, и наши сотрудники отдела продаж будут более чем рады настроить ваше предложение и материал в соответствии с вашими потребностями.
Гофрированный профиль 2,67 x 7/8 дюйма :
Гофрированный профиль размером 2,67 x 7/8 дюйма имеет глубокие канавки для более выраженного гофрированного стиля. Эта более глубокая канавка обеспечивает более прочную панель в целом при любой толщине и позволяет увеличить пролет. Гофрированный профиль 7/8″ предлагается как из алюминиевого сплава, так и из алюминия стандартной длины 8 футов, 10 футов и 12 футов. Типичная толщина предлагаемого материала составляет 18-20-22 или 24 калибра. Гофрированный профиль с шагом 2,67 дюйма очень широко используется во многих кровельных работах, поскольку его глубокие канавки обеспечивают больший отвод воды и придают общий S-стиль, который нравится многим людям. Мы можем предложить эту панель из нержавеющей стали, но, как правило, мы предлагаем либо простой гальванический материал, либо алюминиевую отделку с гладкой или тисненой отделкой. Мы также спец. эта панель с большим количеством наших перфорированных и панельных запросов. Мы также можем указать этот материал в окрашенной отделке. Пожалуйста, позвоните в компанию Corrugated Metal с вашим запросом, и наши квалифицированные сотрудники будут более чем рады помочь вам с вашим заказом или предложением материалов.
Гофрированный профиль 2-6/7″x3/4″
Гофрированный профиль 2,67′x3/4″ предлагает глубокие канавки для более выраженного гофрированного стиля. Эта более глубокая канавка обеспечивает более прочную панель в целом при любой толщине и позволяет увеличить пролет. Гофра 3/4″ предлагается как из алюминиевого сплава, так и из алюминия стандартной длины 8 футов, 10 футов и 12 футов. Типичная толщина предлагаемого материала составляет 18-20-22 или 24 калибра. Гофрированный профиль с шагом 2,67 дюйма очень широко используется во многих кровельных работах, поскольку его глубокие канавки обеспечивают больший отвод воды и придают общий S-стиль, который нравится многим людям. Мы можем предложить эту панель из нержавеющей стали, но обычно мы поставляем ее либо из простого гальванического материала, либо из алюминиевого проката с гладкой или тисненой отделкой. Мы также спец. эта панель с большим количеством наших запросов на перфорированные и гофрированные панели. Мы также можем указать этот материал в окрашенной отделке. Пожалуйста, позвоните в компанию Corrugated Metal с вашим запросом, и наши квалифицированные сотрудники будут более чем рады помочь вам с вашим заказом или предложением материалов.
Metal
Overall Widths
Finish
Net Coverage
Edges
Availability
Siding
Roofing
Steel & Aluminum
31″0
SE/MF
29 1/3″
29 1/3″
2 Down
Standard
41 3/4″
SE/MF
40″
37 1/3″
1 U /Д
Стандартный
4,2″ Гофрированный
(показана панель 4,2, сверху вниз, оцинкованная, окрашенная под бронзу, алюминий (тисненая штукатурка) и окрашенная в бежевый цвет Kynar) agru high
профиль, панель волнистого стиля, которая используется и может использоваться практически в любой кровле, сайдинге или декоративном применении. Паз панели (4.2) похож на стандартный гофрированный 2-1/2″ и основан на той же предпосылке, но имеет более крупный и более выраженный вид. Первоначально этот профиль был сделан в бетонной версии и использовался в качестве заменителя асбестовой панели, теперь он используется в промышленности для многих других применений, где требуется гофрированный вид. 4,2 дюйма обозначают расстояние от одного пика до следующего пика и имеют общую высоту 1-1/16″, если лежать на земле, это самый глубокий «волнистый» стиль гофра, доступный где угодно.
Профиль 4.2 является предпочтительным выбором во многих случаях, когда традиционная «гофрированная» панель будет работать, но не так хорошо выглядит или не обладает такой прочностью, как эта панель. Немногие компании в стране даже предлагают гофрированный стиль 4.2, так что не ищите дальше, поскольку мы также храним его и можем сделать практически из любого материала, который могут себе представить наши клиенты. Ниже приведены стандартные размеры, но почти все можно сделать из обычной стали или стандартного оцинкованного. Мы также можем предложить это в окрашенной версии или из нержавеющей стали (как T304 и T316, так и в отделках 2-B и #4), а также из алюминия с фрезерованной (гладкой) отделкой или Stucco-Embossed (отделка галькой). ). Теперь предлагается панель 4.2 длиной до 40 футов. Мы также первыми предлагаем это в перфорированной и гофрированной панели, которая является одним из лучших вариантов для архитекторов и дизайнеров. Пожалуйста, позвоните в компанию Corrugated Metal и изучите все возможности использования панели (4.2) Corrugated Roofing/Siding.
СТАНДАРТНЫЕ РАЗМЕРЫ – Оцинкованная сталь
Калибр 18 / Калибр 20 / Калибр 22 / Калибр 24
Все 42 дюйма в ширину — 8 футов в длину / 10 футов в длину / 12 футов в длину 902 (макс. 1)
Гофрированные металлические панели 1,25″ x 1/4″
Гофрированные металлические панели 2,5″ x 1/2″
Гофрированные металлические панели 2,67″ x 3/4″
Гофрированные металлические панели 2,67″ x 7/8″
4,2-дюймовые гофрированные металлические панели
Кровельные изделия из гофрированного металла Отделка кровли и сайдинга из гофрированного металла |
Гофрированный металл > Аксессуары > Гофрированная металлическая кровля и отделка сайдинга |
Таблица цветов
Ниже приведен список наших стандартных цветов, используемых для отделки всех типов и стилей гофрированных и кровельных/сайдинговых панелей.
Методов защиты металла довольно много: гальванический способ, диффузионное, газодинамическое, холодное и горячее цинкование. Несмотря на разнообразие способов защиты металла, самыми распространенными являются методы холодного и горячего цинкования. И так, давайте рассмотрим, какой же из этих методов лучше?
Для начала, давайте разберем, что такое цинкование?
Цинкование – это покрытие металла слоем цинка для защиты от коррозии. Цинковое покрытие всегда обеспечивает активную (катодную) и пассивную (барьерную) защиты.
При контакте металла и цинка возникает электрохимическая реакция. Цинк утрачивает свои электроны и расходуется первым, не давай коррозии образовываться на металле, до тех пор пока не истощится. Уже начавшийся процесс ржавления останавливается. Этот способ назван катодной или активной защитой.
Кроме этого, цинковое покрытие дает еще пассивную (барьерную) защиту, образовывает на поверхности плотную пленку. Пленка не пропускает влагу и кислород к защищенному железу. Все виды цинкования (нанесения цинка) дают металлу активную и пассивную защиту.
Технологические процессы методов
Горячее цинкование — покрытие металла слоем цинка путём окунания изделия в ванну с расплавленным цинком при температуре около 460 °C. Далее, конструкцию подвешивают и ждут до полного высыхания. По мере высыхания, цинком заполняются все труднодоступные места, поры и микротрещенки изделия и покрытие получается ровным и не имеет пропусков.
Данный метод изобрели более 100 лет назад, поэтому его называют самым проверенным способом защиты металлов от коррозии. С возникновения метода в его технологическом процессе практически ничего не изменилось.
Холодное цинкование – нанесение на подготовленную поверхность металла состава с содержанием цинка 92-96%. Применяется холодное цинкование как обычные краски – наносится кистью, валиком, краскопультом и окунанием.
Метод холодного цинкования разработан относительно недавно, в восьмидесятых годах 20-го столетия. Изобрел его один из ученых УрО РАН (Уральского Отделения Российской Академии Наук). С тех пор его популярность растет с каждым годом из-за удобства и практичности.
Само покрытие может иметь небольшие механические повреждения, царапины, поры, но во время периода эксплуатации эти недостатки «забиваются» (тем самым уплотняя покрытие) продуктами растворения цинка. Метод холодного цинкования наиболее легок в исполнении, дешевый и доступный. Холодное цинкование можно осуществить на месте эксплуатации металлоконструкции без ее демонтажа. Каких либо ограничений по размерам и формам конструкции при этом не существует. Подготовку поверхности перед холодным цинкованием также производят на месте.
Само покрытие может иметь небольшие механические повреждения, царапины, поры, но во время периода эксплуатации эти недостатки «забиваются» (тем самым уплотняя покрытие) продуктами растворения цинка. Холодное цинкование можно осуществить на месте эксплуатации металлоконструкции без ее демонтажа. Каких либо ограничений по размерам и формам конструкции при этом не существует. Подготовку поверхности перед холодным цинкованием также производят на месте.
Процесс нанесения цинкнаполненного состава довольно легок в исполнении, т.к. можно применять окунание, покраску кистью (валиком) либо распыление. Оцинковку проводят при температурах от -10 до +40 °С.
Покрытие абсолютно пожаробезопасно и электропроводно.
Преимущества и недостатки методов
Холодное цинкование
Горячее цинкование
Преимущества
— Быстрое высыхание (точное время зависит от толщины покрытия).
— Совместимость с многими ЛКМ.
— Подходит обычный растворитель.
— Под покрытием не образуется коррозия.
— Допускается сварка после нанесения.
— Конструкции не нужно перевозить – нет расходов на транспортировку.
— Адгезия – 1 балл.
— Не ржавеет в местах повреждения.
— Легко восстановить поврежденные участки.
— Маленькие изделия окунаются легко и быстро.
— 100% проникновение в труднодоступные места.
— Цена рассчитывается исходя из веса конструкции.
— Качество покрытия не зависит от того, кто наносит.
— Образует сплошное покрытие, без стыков и границ.
— Придает металлам внешнюю привлекательность.
— Все за вас сделают специалисты– меньше вашего времени и усилий.
Недостатки
— Качество покрытия зависит от того, кто его наносит.
— Соблюдение условий при нанесении и высыхании покрытия.
— Требуется тщательная подготовка поверхности.
— Сложно покрыть внутренние полости и труднодоступные места.
— Ванны для окунания ограниченных размеров – не подходит для очень крупных конструкций.
— Не работает с некоторыми марками металлов.
— Деформация тонких конструкций при нагреве.
— Сварка деталей после «горячего» цинкования разрушает защиту.
— Поврежденное покрытие нельзя отремонтировать, только оцинковывать заново всю конструкцию.
— При сборке конструкции после цинкования стыки и места сборки необходимо дополнительно защищать от коррозии.
— Необходимо привезти конструкции в место цинкования и обратно – дополнительные расходы на транспортировку.
— При транспортировке разрушаются участки, которые потом нуждаются в дополнительной защите.
— После цинкования могут остаться некрасивые подтеки «жидкого» цинка.
Вывод:
Определиться однозначно с выбором метода цинкования довольно непросто. Однако, несмотря на надежность и результат, проверенный столетиями, метод горячего цинкования связан с определенными расходами, это и расходы на транспортировку, покупка ванн нужных размеров и саму процедуру. Холодное цинкование выходит несколько дешевле, ничуть не теряя в качестве. К тому же, холодное цинкование проще наносится, более устойчиво к внешней среде и воздействиям, а при повреждениях, быстро ремонтируется.
Холодное цинкование даст Вам уверенность в качестве выпускаемой продукции, ведь после нанесения можно не вспоминать о коррозии на срок до 25 лет.
Читайте также на эту тему:
Холодное цинкование — что это?
Холодное и горячее цинкование — отличия
Цинкование — защита от коррозии
Ремонтопригодность цинковых покрытий
Как оставить заявку или получить консультацию от наших специалистов?
Наша организация всегда готова предложить качественное покрытие по демократичным ценам. А технические специалисты просчитают и составят самую оптимальную систему покрытия, опираясь на необходимый срок эксплуатации, что в дальнейшем, сэкономит Вам время и деньги.
Не знаете, как составить заявку или остались вопросы?
Позвоните нам 8 (800) 777-28-99, или напишите [email protected] и мы с радостью ответим на все Ваши вопросы. Мы находимся в Екатеринбурге.
Горячий цинк (техническая статья) | ЦКИ
Самыми распространенными способами защиты стали от коррозии являются гальваническое цинкование и горячее цинкование. Цинк подвергается коррозии гораздо медленнее стали (примерно в 10-40 раз), он «жертвует» собой, чтобы защитить сталь, на которую он нанесен.
Независимо от метода оцинковки , цинк изнашивается одинаково под одним и тем же коррозионным воздействием. Таким образом долговечность крепежной детали определяется толщиной цинкового покрытия. При электрооцинковке толщина покрытия составляет в лучшем случае около 10 микрон, а обычно – около 5 мкм. При горячей оцинковке толщина слоя как минимум 40 мкм, обычно от 45 до 65 мкм.
Горячеоцинкованная обработка обеспечивает долговечную защиту от коррозии — в отличии от электрооцинковки, которая предназначена для использования в сухих условиях в закрытом помещении. При горячей оцинковки, в отличие от диффузирования и холодных методик, жидкий цинк равномерно заполняет все внутренние полости изделий самой сложной формы.
Коротко о технологии: детали обезжиривают, промывают, травят, повторно промывают, в барабане окунают в ванну (обычно керамическую) с расплавленным цинком температурой около 460° С. Вращением барабана обеспечивают поток цинковой массы относительно деталей для заполнения всех пор и микротрещин. Затем барабан вынимают из ванны и раскручивают для удаления излишков цинка центрифугированием. Однако на внутренней резьбе (на гайках) все же остаются излишки цинка, поэтому внутреннюю резьбу после цинкования протачивают. Отсутствие покрытия на внутренней резьбе не влияет на коррозионную устойчивость соединения, если гайка применяется с горячеоцинкованным болтом или шпилькой. Благодаря высокой анодности цинка по отношению к железу при температурах до 70°, цинк сам покрывает непокрытые и поврежденные участки детали со скоростью около 2 мм в год. В данном случае цинк с наружной резьбы болта, благодаря разности потенциалов цинка и железа в естественной влажной и кислой среде переносится на участки внутренней резьбы гайки, оставшиеся при проточке резьбы без покрытия.
Благодаря этому, горячая оцинковка хорошо подходит для подготовки изделий, предназначенных для ответственных целей, обладающих высокими антикоррозийными свойствами и продолжительным сроком эксплуатации. Примером использования горячеоцинкованного крепежа могут служить:
— конструкции башен и мачт (вышки мобильной связи, ЛЭП, теплоэлектроцентрали)
— мосты, автодорожные и железнодорожные конструкции
— сельскохозяйственные конструкции
Основной ассортимент горячеоцинкованного крепежа включает в себя:
— Болты DIN 931, DIN 933
— Гайки DIN 934;
— Шайбы DIN 125, DIN 126, DIN 127, DIN 434, DIN 436, DIN 440, DIN 9021, DIN 7989;
— Резьбовая шпилька DIN 975;
— Шурупы DIN 571;
Отдельная можно выделить крепёж для высоконагруженных, предварительно напряжённых (HV) резьбовых соединений стальных конструкций:
— Болты с увеличенным размером под ключ DIN 6914 (EN14399-4) кл. пр. 10.9;
— Гайки с увеличенным размером под ключ DIN 6915 (EN14399-4) кл.пр. 10;
— Шайба усиленная DIN 6916 (EN14399-6).
Преимущества использования горячеоцинкованного крепежа:
Катодная защита
Благодаря высокой анодности цинка по отношению к железу при температурах до 70° С покрытие само себя восстанавливает на поврежденных участках, создавая при этом защиту от коррозии.
Возможность окрашивания
Серебристо-серая матовая поверхность горячеоцинкованного крепежа сочетается по своей окраске со стальными конструкциями. При желании горячеоцинкованный крепеж, благодаря шероховатой поверхности, хорошо окрашивается.
Хорошее соотношение цены и качества
Длительный срок службы горячеоцинкованного крепежа делает выгодным его использование. Применение нержавеющего крепежа в конструкциях из углеродистой стали нецелесообразно с экономической точки зрения.
Экологичность
Горячая оцинковка – экологически более чистый вариант обработки крепежа для окружающей среды. В отличие от электрооцинковки, в горячей оцинковке не применяются химические добавки. Горячеоцинкованное покрытие не содержит, к примеру, летучих органических соединений «VOC».
Не подвержен риску водородной хрупкости
В крепеже класса прочности 10.9 не рекомендуется использовать электрооцинковку из-за возможности появления водородной хрупкости. Чтобы предотвратить это явление, рекомендуется использовать горячеоцинкованный крепеж в случаях, когда требуется крепеж класса прочности 10.9 (HV).
Совместимость
Крепежные изделия, предназначенные для горячеоцинкованной обработки, изготавливаются специально уменьшенного диаметра с учетом последующего нанесения на них цинкового покрытия. Размеры и допуски обработанных изделий соответствуют необходимым стандартам.
Понравился материал?
comments powered by HyperComments
Процесс горячего напыления цинка
Объяснение процессов, используемых при работе с природным минералом цинком.
Добытый цинк
Превосходная коррозионная стойкость цинка
позволила использовать его в качестве защитного покрытия на многих продуктах, способного выдержать битву с любыми погодными катаклизмами. Цинк обладает замечательной способностью образовывать густые, липкие побочные продукты коррозии. Эта сверхустойчивость приводит к тому, что скорость коррозии значительно ниже, чем у аналогичных металлов — она может быть в 10–100 раз медленнее, в зависимости от суровых условий окружающей среды.
Горячее цинкование погружением, метод покрытия стали, железа или алюминия цинком для защиты от непогоды, используется различными способами уже более 100 лет и часто является предпочтительным методом. Однако горячее напыление цинка все чаще используется в качестве альтернативы процессу горячего цинкования погружением, поскольку оно часто дешевле и проще в использовании. Это процесс нанесения расплавленного цинка с помощью пистолета-аппликатора, который эффективно приваривает цинк к поверхности изделия.
Процесс напыления цинка состоит из нескольких стадий. В первую очередь очистка поверхности от масла и другого мусора, который мог стать причиной загрязнения. Абразивоструйная очистка выполняется для придания шероховатости поверхности, что облегчает сцепление покрытия. Когда цинк распыляется, металл ударяется, а затем связывается с шероховатой сталью и становится твердым. Для увеличения толщины покрытия можно использовать большее количество слоев распыления. Например, 300 микрон, хотя покрытия толщиной 80 микрон популярны и часто используются. Затем покрытие должно быть герметизировано, если оно не подлежит окраске. Это даст дополнительную защиту стали. Стадия подготовки означает, что дефекты поверхности, такие как оксиды железа, могут быть удалены. Это создало профиль поверхности стальной мишени с пиками и впадинами, вызванными использованием абразива.
Наиболее широко используемыми процессами цинкового напыления являются процесс двухпроводного электродугового напыления и процесс пламенного напыления. Для обоих процессов обычно расстояние распыления от 15 до 30 см между наконечником пистолета-распылителя и сталью, на которую наносится напыляемое покрытие. После того, как капли металла распыляются из пистолета в жидкой форме, они могут покрыться небольшим количеством оксида, в зависимости от газа, и начать затвердевать, прежде чем попасть на подложку. Обычно капли в основном все еще жидкие, когда они ударяются о цель, и сплющиваются. Затем покрытие строится из слоев этих сплющенных капель, которые затвердевают. Благодаря этому основная связь между покрытием и мишенью создается так называемым механическим сцеплением. Полученное покрытие является пористым (около 10-15%), но, поскольку цинк гальванически взаимодействует со сталью, он все же предотвращает коррозию. Можно добавить краску или герметик, так как это немного продлит срок службы и предотвратит образование белой ржавчины (немного похожей на тальк).
Одним из основных преимуществ напыления цинка по сравнению с горячим цинкованием погружением является отсутствие тепловой деформации. Вот почему его иногда предпочитают на заборах или воротах, особенно на заборах с довольно тонким сечением, которые могут деформироваться при погружении в ванну с расплавленным цинком. Если есть герметичные секции, им потребуется вентиляция для горячего цинкования, но не для напыления цинка. Другое применение для баллонов, используемых для подводного плавания.
Оцинкованные перила
Вы также можете наносить более толстые покрытия, чем при горячем погружении. В самых суровых условиях можно нанести более плотное покрытие (скажем, 250 микрон) для увеличения срока службы. Поскольку покрытие является пористым, оно также является хорошей основой для лакокрасочных покрытий без протравливающего грунта, который обычно требуется при окраске поверх горячего цинкования погружением.
Крупные проекты, такие как ветроэнергетические башни, могут быть слишком большими, чтобы их можно было погрузить в ванну для цинкования. Затем термическое напыление цинка используется для защиты от коррозии больших или громоздких стальных изделий. Кроме того, термическое напыление цинка также может покрывать сталь, которая уже используется и труднодоступна, и обрабатывать ее гораздо легче, чем с помощью процесса горячего погружения.
Что такое напыление горячим цинком и почему оно используется в производстве металлов?
Коррозия является постоянным врагом стальных конструкций, используемых в архитектурных или конструкционных целях. Действие ветра, мороза и влаги может постепенно разъедать металл, нарушая его структурную целостность.
Вот почему большинство промышленных металлоконструкций перед использованием в строительстве проходят горячее цинкование погружением. Это испытанный метод, который используется в различных формах уже более века. Однако в последние годы все большее число компаний по производству металлоконструкций обращаются к горячему напылению цинка как к экономически эффективной альтернативе.
Мы являемся одним из тех предприятий, которые с энтузиазмом внесли изменения и обнаружили, что они обеспечивают как экономию средств, так и повышение прочности конструкционной и архитектурной стали. В этой статье объясняется, как работает напыление горячего цинкования и почему оно представляет собой лучшую альтернативу цинкованию погружением.
Цинкование и горячее напыление: сходство
Начнем с сходства между напылением и цинкованием погружением. Во-первых, в обоих процессах используется цинк. Сталь и железо особенно подвержены воздействию коррозии, тогда как цинк является одним из наиболее устойчивых к коррозии металлических элементов. Таким образом, цель как цинкования, так и распыления состоит в том, чтобы нанести расплавленный цинк на сталь в качестве покрытия, устойчивого к атмосферным воздействиям. Таким образом, используемые материалы одинаковы, а желаемый конечный результат одинаков. Помимо этого, между этими двумя процессами есть некоторые существенные различия, как мы увидим ниже.
О гальванизации: Мы более подробно рассмотрели процесс гальванизации и его недостатки в предыдущем сообщении в блоге. Кратко напомним, что гальванизация включает в себя физическое погружение металлического компонента в чан с расплавленным цинком. Для этого требуется специальное оборудование, которое занимает много места, поэтому большинству компаний по производству металлоконструкций приходится передавать этот процесс специализированным компаниям. Это включает в себя транспортировку в мастерскую производителя и обратно, что неизменно увеличивает время и затраты на проект. Общие недостатки, с которыми сталкивается оцинкованная сталь, включают риск коробления, изменение несущей способности и склонность цинкового покрытия к хрупкости и отслаиванию при некоторых условиях.
Как работает напыление горячим способом
По сравнению с цинкованием напыление горячим металлом требует сравнительно небольшого пространства и специального оборудования. Процесс включает три этапа:
1) Подготовка поверхности: Чтобы цинковое покрытие приклеилось к стали, поверхность должна быть очищена от любых потенциальных загрязнений. Наиболее распространенным средством для этого является пескоструйная обработка, при которой компонент распыляется струей высокоскоростного песка. Это уберет пыль и мусор с поверхности, а также сделает поверхность стали шероховатой. Это позволяет покрытию более равномерно прилипать к поверхности и снижает риск стекания: распыляемые капли с большей вероятностью сплющиваются и рассеиваются на неровной поверхности, а не скапливаются в капли, как на гладкой поверхности.
2) Напыление: Сам спрей наносится с помощью ручного пистолета-аппликатора. Встроенный нагревательный элемент превращает цинк в жидкость и распыляет его из аппликатора в виде мелких частиц. Операторы могут использовать процесс пламенного или дугового распыления для нанесения покрытия и получения необходимого покрытия. Каждое покрытие будет иметь толщину от 80 мкм до 300 мкм. Для обеспечения достаточного покрытия обычно требуется два или более покрытия, так как некоторые частицы цинка неизбежно окисляются и затвердевают, прежде чем достичь стальной подложки. Это благотворно сказывается на конечном результате, так как покрытие сохраняет уровень пористости от 10 до 15%. Это фактически повышает уровень коррозионной стойкости, предотвращая потенциально опасное удержание влаги и позволяя основной стали «дышать».
3) Окраска или герметизация: Для предотвращения накопления белой ржавчины на покрытой поверхности потребуется последний слой краски или герметика. Это действует как дополнительная линия защиты от коррозии и продлевает срок службы компонента.
Преимущества горячего напыления цинка
Горячее напыление цинка имеет несколько важных преимуществ по сравнению с традиционным цинкованием:
Идеально подходит для крупных деталей или деталей неправильной формы, которые трудно перемещать в ванну для погружения.
Гибкость: детали можно оцинковывать напылением в мастерской по изготовлению металла или на месте.
Отсутствие риска теплового коробления (распространенная проблема при погружении).
Нет необходимости отправлять детали специалисту по цинкованию: никаких затрат на субподрядчика и дополнительного времени в пути.
Вы можете наносить более толстые и равномерные слои цинковым напылением. Это идеально подходит для компонентов, которые используются снаружи круглый год, таких как балюстрады и навесы для велосипедов.
Нет необходимости в специальном оборудовании и вентиляционных помещениях.
Процесс выполняется быстрее и стоит в несколько раз дешевле цинкования погружением.
Гибкость и экономия средств
Обработка распылением горячего металла имеет много преимуществ, но конечной причиной ее применения в металлообрабатывающей промышленности является гибкость и экономия затрат, предоставляемых конечным пользователям.
ЧТО РАССКАЖЕТ О НОЖЕ ПОКАЗАТЕЛЬ HRC? @ Японские кухонные ножи
В мире японских ножей, в числе прочих параметров изделия, принято указывать и показатель HRC. Уже несколько клиентов поинтересовались у нас, что же обозначает этот показатель. Постараемся внести в дело немного ясности.
HRC (HardnessRockwellC—scale) отображает твердость материала. Если речь идет о ножах, то в этом случае HRC говорит о твердости стали после термообработки. Однако этот показатель связан не только с миром ножей. На самом деле HRC можно использовать для отображения твердости любого материала. И все же данный показатель чаще всего применяется относительно изделий из стали. Твердость материала важна, например, при изготовлении инструментов, подшипников, пружин, болтов-гаек и т.д. Чем выше показатель HRC, тем тверже сталь.
Немного истории
Тесты и прибор для их проведения (пресс Роквелла), используемые для определения твердости стали, разработали в 1914 году в Америке братья Хью и Стэнли Роквеллы, которые работали на предприятии NewDepartureManufacturing: оно производило подшипники. В 1919 году братья запатентовали пресс. Использование метода и шкалы Роквелла и по сей деньявляется наиболее применяемым (наряду, например, с методами Бринелля и Виккерса) способом определения твердости стали. Безусловно, механический испытательный пресс, бывший в ходу изначально, сменился автоматическими и цифровыми приборами. В Эстонии испытания по методу Роквелла проводит, например, ответственная испытательная лаборатория Taltech.
Как определяется твердость стали?
Измерение твердости осуществляется путем вдавливания наконечника в тестируемый материал. После вдавливания наконечника на поверхности материала остается след. Чем ниже твердость, тем глубже проникает наконечник и тем заметнее след.
В ходе теста Роквелла в тестируемый материал вдавливают твердосплавный конус с углом при вершине 120°. С помощью пресса в течение определенного времени на материал воздействуют силой 1470 Н. Измерительная шкала, присоединенная к прибору, показывает глубину следа, оставшегося на поверхности стали. Чем мягче сталь, тем сильнее след и ниже показатель на шкале Роквелла. Высокий показатель HRC, соответственно, означает, что на стали остался небольшой след, а сама сталь – крепкая.
Почему показатель HRC часто указывается в виде интервала?
В описании японских ножей можно нередко увидеть варьирущийся показатель HRC, например, HRC 60-61 и т.д. Это обусловлено тем обстоятельством, что тесты Роквелла обязательно проводят производители сырья, поставляющие изготовителям ножей незакаленную сталь или заготовки. Известными японскими производителями ножевой стали являются, например, HitachiMetals, DaidoSteel, TakefuSpecialSteel и т.д.
Конечный показатель HRC зависит от горячей обработки и закалки, осуществляемых изготовителем ножей, и может несколько отличаться от представленных производетелем стали показателей. Случается и так, что у ножей, произведенных из одной и той же стали, но прошедших разную обработку, отличается и показатель HRC. Это касается, например, предлагаемой нашим магазином популярнейшей серии ножей Kanetsune Hon-Warikomi.
Трехслойные сердцевины лезвий этих ножей изготовлены из углеродистой стали TakefuShiro 2, однако показатели твердости разных моделей варьируются в промежутке между 59 и 63. Вариативность показателей твердости часто также наблюдается у изделий небольших японских производителей и мастеров, которые точно не проводят тесты Роквелла для своей конечной продукции (маленьких партий товаров и ножей ручной работы).
Что показатель HRC обозначает на практике?
Показатель HRC (то есть твердость стали) невероятно важен для японских ножей. Как правило, можно сказать, что высоким показателем HRC обозначают дорогое, качественное сырье с высоким содержанием углерода. Нож, умело изготовленный из такой стали, сохраняет остроту на протяжении длительного времени и долго не изнашивается.
Однако HRC является далеко не единственным показателем, на основании которого можно оценить качество режущего инструмента. Важны также особенности, связанные с упругостью, эластичностью и устойчивостью перед крошением. Одновременно при выборе ножа, помимо качества материала, следует также оценить десятки других факторов. К ним, например, относятся размеры и вес ножа, качество сборки, геометрия лезвия и рукояти и зависящий от этих показателей баланс ножа, материал рукояти, тип крепежа лезвия, а также эргономическая, эстетическая и визуальная составляющие и т.д. По этой причине выбор подходящего ножа является сложным, но невероятно увлекательным занятием.
Примеры показателей HRC различных изделий
Рабочие инструменты (например, молотки, топоры, зубила и т.д.) – 45-55 HRC
ПоварскиеножиFiskarsFunctionalForm – HRC 52-53
ПоварскиеножиJ.A. Henckels – HRC 54
ПоварскиеножиFiskarsNorden – HRC 56
ПоварскиеножиVictrinoxFibrox — HRC 56
ПоварскиеножиWüsthof– HRC 58
Однослойныеножи Samura – HRC 58
Поварские ножи SakaiTakayuki из дамасской стали – HRC 60-61
Поварскиеножи KanetsuneHonWarikomi — HRC 59-63
Метчикии напильники – HRC 62-64
Нержавеющая порошковая сталь R2/SG2 — 63-64
Нержавеющая порошковая сталь ZDP 189 – HRC 65-67
Сталь, из которой изготовлены ножи, представленные в нашем интернет-магазине
Нержавеющая сталь
Нержавеющая сталь AUS 8 – HRC 58-59
Нержавеющая сталь VG-1 – HRC 58-59
Нержавеющая сталь AUS-10 – HRC 59-60
Нержавеющаясталь Silver 3 (Ginsan) – HRC 59-60
Нержавеющая сталь VG-10 – HRC 60-61
Углеродистая сталь
Белая углеродистая сталь #2 (Shirogami) – HRC 60-61
Белая углеродистая сталь TakefuShiro-2 – HRC 59-63
Синяя углеродистая сталь #2 (Aogami) – HRC 61-62
Синяя углеродистая сталь SuperAogami – HRC 64-65
Эллиптический эргометр OXYGEN EX-45 HRC
Описание
Эллиптический эргометр OXYGEN EX-45 HRC
EX-45 HRC относится к эллиптическим тренажерам серии “X” OXYGEN FITNESS с переднерасположенным маховиком. Такая конструкция признана самой современной и перспективной разработкой в биомеханике эллипсоидов. Расположенный спереди маховик позволяет значительно лучше настроить общую траекторию движения, уменьшить расстояние между педалями и проще добиться увеличения длины шага. В конечном счете, пользователь получает действительно эффективную и щадящую для суставов тренировку, в то время как эллипсы с заднерасположенным маховиком грешат недостаточной расфокусированной нагрузкой на мышцы бедер и ног и, наоборот, излишним давлением на колени. По своим остальным характеристикам тренажер вплотную приближается к эллипсоидам премиального уровня — запатентованная приводная система высшего класса (EMS) с технологическим блоком magicFLOW™ FRONT PLUS, состоящим из утяжеленного сбалансированного маховика весом 11 кг. и инерционной нагрузкой 24.2 кг., трехкомпонентного дискового педального узла с реверсивным ходом, многожильного кевларового ремня и преднатяжителя, а также трех внутренних высококачественных впрессованных подшипников. Каркасная часть тренажера спроектирована известным тайваньским бюро Sportech E.L., разрабатывающим эллиптические рамные конструкции для ряда ведущих мировых брендов профессионального уровня. Длина шага составляет внушительные 452 мм. — эта величина вплотную приближается к параметрам профессиональных эллипсоидов и гарантирует самую эффективную тренировку. Благодаря заимствованию различных запатентованных решений от тренажеров клубного уровня, OXYGEN EX-45 HRC выдерживает пользователя весом до 150 кг. Кроме того, здесь есть функция складывания — она позволяет существенно уменьшить площадь хранения. Тренировочный компьютер представлен многофункциональным черно-голубым LCD дисплеем размером 5.5 дюйма (14 см.) высокой четкости. В программный пакет входят 12 предустановленных программ, направленных на тренировку скоростных качеств, выносливости, укрепления сердечно-сосудистой системы и похудания. Помимо предустановленных программ, можно воспользоваться самостоятельно регулируемым ручным режимом, а также создать собственную программу. Для тренировок с контролем пульса существуют 4 пульсозависимые программы с предустановленными значениями 55%, 75%, 90% и 100% от целевого максимального пульса. Для точного определения пульса и просто комфортной тренировки в компьютер встроен беспроводной приемник (нагрудный ремень-передатчик приобретается отдельно). Эргонометрическая функция (Ватты) позволяет зафиксировать необходимый уровень нагрузки – он останется постоянным вне зависимости от скорости вращения педалей. По завершении тренировки функция Recovery оценит способность сердечно-сосудистой системы к восстановлению. Жироанализатор (Body Fat) предоставит дополнительную информацию o состоянии организма.
Во всех моделях OXYGEN FITNESS используются только самые высококачественные материалы. Электронные и электрические компоненты производятся на таких известных японских и тайваньских заводах, как Fuji Electric, AIT Japan, Edison-Opto и других. Металлический профиль проходит пескоструйную и 4-ех ступенчатую химическую очистку, затем окрашивается в два слоя с добавлением «металлика» красками американской компании DuPont и лакируется. Для производства пластика используются только чистые «свежие» пластмассы (акрилонитрил-бутадиен-стирен ABS, поливинилхлорид RAU-PVC 1202), в то время как подавляющее большинство других производителей применяют более дешевые переработанные пластмассы, вредные для здоровья из-за повышенного выделения таких веществ как фосген и различных диоксинов (группа канцерогенов). Качество, безопасность и соответствие самым жестким экологическим стандартам продукции OXYGEN FITNESS подтверждено следующими сертификатами: международный стандарт в области управления производством ISO 9001, европейский стандарт безопасности потребителей и окружающей среды CE, немецкий стандарт качества и безопасности GS TÜV, японский стандарт безопасности SG. Покупая оборудование OXYGEN FITNESS, Вы не только получаете высококачественный продукт, но и проявляете заботу о собственном здоровье и окружающей среде.
Оригинальная идея – Neotren GmbH, Германия. Проектирование – конструкторское бюро Sportech E.L., Тайвань. Дизайн – дизайнерская студия Skrekkøgle, Норвегия.
Характеристики:
Рама
высокопрочная с двухслойной покраской «металлик» и лакировкой
Непрерывное обучение онлайн-недвижимости для лицензии штата Калифорния
Непрерывное обучение онлайн-недвижимости для лицензии штата Калифорния
Непрерывное обучение для владельцев лицензий на недвижимость в Калифорнии…
Спонсор DRE № 4295
¡Внимание всем, у кого срок действия лицензии истекает после этого года (2022)! : Выполните следующие действия, чтобы зарегистрироваться для продолжения обучения, необходимого для продления лицензии: (1) сначала зарегистрируйтесь для нашего текущего 45-часового пакета, а затем для нашего бесплатного пакета SB 263, (2) пройдите все курсы в 45-часовом пакете. кроме Fair Housing и оба курса в вашем пакете SB 263 и (3) продлить вашу лицензию, используя номера сертификатов из обоих пакетов (всего будет девять номеров). Позвоните нам (818/716-1028), если у вас есть вопросы. Нажмите эта ссылка для полного объяснения этого требования.
●
Мы предоставляем один пакет , который гарантированно содержит все необходимое для продления ЛЮБАЯ лицензия!
●
По состоянию на 18 августа th , 2022, ни один другой провайдер не предлагает более низкой цены! ( Детали )
●
№ рабочее время ; нет таймер . Читайте наши книги офлайн или онлайн; принять участие в наших викторинах и финалах онлайн.( Подробнее )
●
Доступен демонстрационный курс. Сдать свой экзамен до вы зарегистрируетесь на 10% скидку. ( Подробнее )
●
Учебники отформатированы как электронные книги (как файлы PDF), и их можно просматривать, загружать, распечатывать и выполнять поиск. ( Подробнее )
●
Учебники цитируют только законы штата Калифорния и учреждения штата Калифорния.
●
Наш 27-часовой курс «Читатель по защите прав потребителей » обновляется каждый год; наши шесть трехчасовых курсов, каждые два года.
●
Неограниченное количество пересдач курса без каких-либо дополнительных «плат за перерегистрацию».
●
Выдающиеся учебники (ссылки на образцы см. на страницах продуктов); ( одобрения ).
●
Поддержка обычно доступна по телефону, но всегда по электронной почте.
●
Все курсы одобрены Департаментом недвижимости (DRE). ( Детали )
●
Учебники и экзамены имеют минимальную длину, разрешенную DRE.
●
Безопасный платеж с помощью Authorize. Net TM . ( Подробнее )
●
Если к нам обратился один из наших клиентов (при условии, что клиент прошел хотя бы один курс), мы предоставляем вам скидку 25%.
●
Мы никогда не отказывали в полном возврате средств. ( Подробнее )
●
Принимаются все основные кредитные карты и PayPal.
●
Мы предлагаем тесты для каждого курса, чтобы помочь вам подготовиться к финалу каждого курса.
●
Крупный шрифт, понятный каждому.
●
Мы предоставляем лицензиатам Калифорнии сертификаты CE с 2006 года.
Преобразование 45 часов в дни
Сколько времени составляет 45 часов? Что такое 45 часов в сутках? Преобразование 45 часов в d.
От СтолетияДниДесятилетияЧасыЧасы:Минуты:СекундыМикросекундыМилленияМиллисекундыМинутыМесяцыНаносекундыСекундыНеделиРабочие неделиГоды
По конструкции и назначению сверла разделяются на перовые, спиральные, с прямыми канавками, для глубокого сверления, пушечные, ружейные, кольцевые, центровочные и специальные комбинированные. Наиболее часто в работе используется спиральное сверло (рисунок 8), обеспечивающее лучший выход стружки.
Рисунок 8 Элементы спирального сверла
Сверло состоит из рабочей части, хвостовика и шейки между ними.
Рабочая часть подразделяется на режущий и направляющий участки.
Режущий участок имеет два режущих зуба, образованных двумя канавками для отвода стружки и соединенных поперечной кромкой.
На направляющем участке имеется две ленточки для направления и центрирования сверла в отверстии.
Шейка обеспечивает выход шлифовального круга в процессе шлифования сверла.
Хвостовик служит для закрепления сверла на станке, имеет цилиндрическую или коническую форму. Лапка хвостовика входит в прорезь переходной втулки и предотвращает прокручивание сверла.
Зенкерование — это процесс обработки зенкерами отверстий, полученных сверлением, литьем, ковкой или штамповкой с целью улучшения чистоты их поверхности и повышения точности. Зенкерование также применяется для обработки торцовых поверхностей, приливов и бобышек и обработки конических и цилиндрических углублений под головки винтов.
Цельный зенкер с коническим хвостовиком (рисунок 9) применяют для более чистой обработки отверстий диаметром до 25 мм. Рабочая часть зенкера имеет три винтовые канавки, которые образуют три режущие лезвия с ленточками. Это отличает зенкер от сверла и обеспечивает лучшее направление при обработке. Отличие от сверла еще в отсутствии поперечной кромки (перемычки) между зубьями. Рабочая часть зенкера состоит из режущей (заборной) части l1 и калибрующей части l3.
Зенкеры-зенковки (рисунок 10 а,б) служат для изготовления цилиндрических и конических углублений под головки винтов.
Зенкер-цековка (в) применяется для обработки торцовых поверхностей бобышек.
Развертывание — это операция окончательной (чистовой) обработки отверстий после чистовой расточки или зенкерования. Развертка отличается от зенкера тем, что она снимает значительно меньший припуск и имеет большее число зубьев (от 6 до 12) и тем самым обеспечивает высокие классы чистоты поверхности и точности. Развертки бывают ручные и машинные (рисунок 11). Калибрующая часть развертки состоит из двух участков: цилиндрического D и конического Е (обратного конуса). Обратный конус делают для уменьшения трения инструмента об обработанную поверхность.
Рисунок 10 Схемы обработки
а — цилиндрической зенковкой; б — конической зенковкой; в – цековкой
Виды сверл по металлу и их назначение, характеристики спиральных сверл — РИНКОМ
Виды сверл по металлу и их назначение, характеристики спиральных сверл — РИНКОМ
Главная
Статьи
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Виды сверл по металлу и их назначение, характеристики спиральных сверл
15 мая 2018
Гирин Кирилл
Прочитав эту статью, вы узнаете: какие существуют виды сверл по металлу, где найти их маркировку, какие важные характеристики есть у этих инструментов, на что они влияют, на какое оборудование устанавливают сверла по металлу.
Содержание
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Виды сверл по металлу и их назначение
Спиральные цилиндрические сверла
Корончатые сверла по металлу
Конические сверла по металлу
Перовые сверла по металлу
Центровочные сверла по металлу
Специальные виды сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Типы хвостовиков
Классы точности сверл по металлу
Углы заточки спиральных сверл и их влияние на применение инструментов
Виды заточки спиральных сверл
Полезные советы по выбору сверл
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Фотография №1: сверла по металлу
Начнем с основ.
Виды сверл по металлу и их назначение
Опишем чаще всего встречающиеся виды сверл по металлу и расскажем об их назначении.
Спиральные цилиндрические сверла
Встречаются чаще всего и знакомы каждому. По конструкции такие сверла представляют собой цилиндрические стержни, на рабочих частях которых имеются:
спиральные канавки (одна или две), предназначенные для отвода стружки;
зубья;
и режущие кромки.
Изображение №1: конструкция спирального сверла по металлу
Выделяют пять категорий спиральных сверл по металлу.
Общего назначения. Эти самые распространенные сверла по металлу находят применение в быту и на производстве. Диметр может достигать 80 мм.
Левые сверла по металлу. У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
Повышенной точности. Сверла по металлу этого типа используют в быту и на производстве, если нужно получить отверстия с высокоточными диаметрами. Такие инструменты имеют класс А. Погрешность работы — доли миллиметра.
Твердосплавные. Такие сверла могут быть цельнолитыми или иметь специальные пластины или напайки. Предназначены для обработки заготовок из материалов с высокой твердостью. Существуют также специальные модели, которые используют при изготовлении печатных плат.
Глубокого сверления. Эти удлиненные спиральные сверла имеют 2 винтовых канала.
Корончатые сверла по металлу
Рабочие части таких сверл представляют собой полые цилиндрические стаканы с канавками для отвода стружки. На торцах имеются режущие зубья.
Фотография №2: корончатые сверла по металлу
Корончатые сверла по металлу используют для проделывания отверстий больших диаметров (до 150 мм). Инструменты применяют при обработке заготовок на фрезерных, токарных и сверлильных станках.
Принцип работы таких сверл основан на технологии корончатого фрезерования. Отверстия вырезаются по контурам. Эта технология отличается высокой производительностью, возможностью использования оборудования небольшой мощности и высокой точностью.
Конические сверла по металлу
Рабочие части таких сверл имеют форму конусов. Инструменты применяют при сверлении заготовок небольшой толщины (2–6 мм) из стали и цветных металлов. Существуют две основные разновидности конических сверл.
Стандартные. Требуют от мастера внимательности при высверливании отверстий определенных диаметров.
Фотография №3: стандартное коническое сверло по металлу
Ступенчатые. Наличие ступеней значительно облегчает обработку заготовок.
Фотография №4: ступенчатые конические сверла по металлу
Выделяют следующие главные достоинства конусных сверл.
В тонком металле можно проделывать отверстия различных диаметров без необходимости смены сверла.
Инструменты очень легко центрируются.
Перовые сверла по металлу
Существуют две разновидности таких сверл.
Стандартные. Рабочие части таких перьевых сверл имеют форму лопаток. На торцах имеются центрирующие наконечники.
Фотография №5: стандартные перовые сверла по металлу
Сборные. В настоящее время применяются чаще всего. Состоят из державок и сменных пластин, фиксируемых при помощи винтов.
Фотография №6: сборное перовое сверло со сменными пластинами
Предназначение перовых сверл — проделывание глубоких отверстий небольших диаметров. Инструменты имеют следующие преимущества.
Низкая стоимость.
Нечувствительность к перекосам.
Простота и высокая скорость смены режущих пластин.
Недостаток — трудности с отводом стружки.
Центровочные сверла
Их применяют для высверливания в заготовках центровочных отверстий.
Фотография №7: центровочные сверла
Существуют 4 типа таких сверл.
A. Формируют центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 60°.
B. Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
C. С их помощью проделывают центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 75°.
R. Предназначены для высверливания центровочных отверстий дугообразной конфигурации.
Изображение №2: виды центровочных отверстий
Специальные виды сверл по металлу
Кроме вышеперечисленных основных видов сверл по металлу, существуют и специальные. К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.
Изображение №3: виды однокромочных сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.
Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Сверла классифицируют по различным особенностям конструкции и техническим характеристикам.
Типы хвостовиков
По конструкции хвостовой части сверла классифицируют на следующие разновидности.
С цилиндрическими хвостовиками. Встречаются чаще всего. Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
Фотография №8: спиральное сверло с цилиндрическим хвостовиком
С коническими хвостовиками. Ими оснащают сверла, предназначенные для обработки заготовок на специализированных станках и при помощи промышленных дрелей.
Фотография №9: сверла с коническими хвостовиками
С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.
Фотография №10: перовое сверло с цилиндрическим хвостовиком
Классы точности сверл по металлу
Существуют три основных класса точности сверл по металлу.
B и B1. Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
А. Это шлифованные сверла по металлу высокой точности. Применяются для высверливания отверстий с квалитетами точности от 10 до 13.
Углы заточки спиральных сверл и их влияние на применение инструментов
Спиральные сверла по металлу имеют два важных геометрических параметра, которые оказывают влияние на применение инструментов.
Изображение №5: геометрические параметры спиральных сверл
Угол наклона винтовой канавки сверла (ω). Возрастает с увеличением диаметра инструмента. Варьируется в пределах от 18 до 45°. Выбор сверла с определенным углом наклона канавки зависит от материала обрабатываемой заготовки.
Электрон, алюминий и дюралюминий — 45°.
Вязкие и легкие металлы — 40–45°.
Хрупкие металлы — 22–25°.
Различные виды стали — 26–30°.
Угол между режущими кромками (2ϕ). С его увеличением прочность сверла повышается, но при этом возрастает усилие подачи. С уменьшением — наоборот, сверление облегчается, но рабочая часть ослабляется. Выбор сверла с определенным углом между режущими кромками также зависит от материала обрабатываемой заготовки.
Пластмассы — 50–60°.
Мрамор и иные хрупкие материалы — 80°.
Целлулоид и эбонит — 85–90°.
Сплавы на основе магния — 110–120°.
Силумин — 90–100°.
Электрон, баббит, алюминий — 130–140°.
Красная медь — 125°.
Бронза и латунь — 130–140°.
Закаленная сталь и стальные поковки — 125°.
Сталь и чугун средней твердости — 116–118°.
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.
Изображение №6: виды заточки спиральных сверл
Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
Полезные советы по выбору сверл
При покупке инструментов не экономьте. Высокие цены на сверла по металлу — это гарантия качества и медленного износа.
Приобретайте инструменты, подходящие к имеющемуся в наличии оборудованию.
Обращайте внимание на марку стали. От нее напрямую зависит возможность обработки заготовок из различных по прочности материалов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
23 сентября 2022
Как пользоваться мультиметром
31 августа 2022
Автомобильная резьба: разновидности и способы определения
20 июня 2022
Полировка металла
27 апреля 2022
Как выбрать сверло
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
DRILL DESIGN была основана в 2001 году Юсуке Хаяши и Йоко Ясуниси в Токио, Япония. Студия предоставляет клиентам и обществу индивидуальные решения и концепции с гибкими творениями между продуктом и графическим дизайном. Студия разработала несколько брендов для своих клиентов и представила их миру. С партнерами в Японии, которые используют оригинальные технологии при использовании высококачественных материалов, Drill Design имеет ценную сеть знающих профессионалов. Студия также предлагает проекты для таких компаний, как MUJI, CANON, Mercedes, Camper и т. д. DRILL DESIGN выставляла свои работы в Токио, Сингапуре, Милане, Париже и Стокгольме. Они были удостоены многих национальных и международных наград, таких как Red Dot Design Award, German Design Award, The Good Design Award в Японии, The Design For Asia Award и The Wallpaper* Design Award.
ПОДУМАЙТЕ НА ШАГ, ЧТОБЫ ДОСТИЧЬ НЕОЖИДАННОГО. [method inc. / 2014] Бумага[Музей искусств Мегуро / 2013] Виндзор Департамент 02[галерея 5610 / 2013] ДИЗАЙН ТОКИО ТАЙД фокус[Токио Мидтаун / 2012] география глобус сад[Галерея Windor P5610 / 2012] 2011] Комната с AOI HUBER[gallery5610 / 2011] Maison & Objet[paris / 2010,2011,2012,2014,2015,2016] Изделия из бумаги и дерева в продаже[по воскресеньям / 2010] MILANO Salone Satellite[milano/2010] DESIGNERS BLOCK in MILANO[milano / 2009] 100% design TOKYO[2005 / 2007] Colorful Cord Products[Living Design Center / 2003] Design Commons
90 Elements – Band Director Media Group
Общие элементы дизайна – часть 3
К этому моменту мы получили всю предварительную информацию, которая нам потребуется для запуска успешного продукта в полевых условиях.
· Мы знаем, что наша группа имеет богатую историю музыкального мастерства, и мы хотим распространить это мастерство на поле марша.
У нас есть концепция шоу и первоначальные наброски партитуры.
У нас есть четкое представление о сильных и слабых сторонах нашей группы.
Мы знаем, что наша группа хочет сделать цветовую защиту более неотъемлемой частью своего визуального пакета.
Мы знаем, что наша группа любит энергичную, доступную музыку, которая понравится как студентам, так и зрителям.
Мы знаем, что наша группа хочет добиться успеха во время своего ограниченного графика выступлений.
Теперь мы готовы начать расставлять точки на бумаге (или, в нашем случае, на компьютере). На этом этапе, возможно, настало время рассмотреть несколько важных деталей, которые следует учитывать при построении графиков.
Общие композиционные устройства
Линейные – узоры прямых линий по вертикали, по бокам или по диагоналям.
2. Криволинейные – криволинейные узоры представляют собой комбинации дуг (части кругов) или кривых (части овалов).
3. Манипуляции с одной линией. Упражнение с одной линией помещает элементы в одну линию, которая сгибается и растягивается для создания узоров. Кадеты больше всего известны тем, что используют это упражнение с одной леской для своих фирменных «хлыстовых» движений.
4. Следуйте за Лидером – вытягивание элементов вокруг установленной формы из одной точки.
5. Дуги – использование частей окружностей.
6. Массовая форма (блоб) – вытягивание элементов в твердую форму без установления какой-либо линейной связи.
7. Твердая форма – Стягивание элементов в тесные вертикальные и боковые линии. Могут быть разных форм, но наиболее распространенными являются блоки и клинья.
8. Рассеянная/Случайная постановка. Подобно массовой форме, но расстояние между элементами намного больше. Рассеянный набор
, также известный как точечное упражнение, не создает узнаваемых паттернов или форм
Важность постановки
При написании для оркестра визуальные элементы, которые вы предлагаете, важны, но не забывайте, что оркестр сначала музыкальная деятельность, и что части ансамбля должны быть поставлены таким образом, чтобы оказывать наибольшее визуальное воздействие, не препятствуя музыкальному представлению.
Зона силы – Зона поля между 35-ярдовыми линиями и от передней боковой линии до переднего хэша обычно называется зоной силы. Конструктор сверл поместит свои самые сильные голоса (духовые) в это пространство, чтобы получить максимальное объемное воздействие в определенный момент шоу. Во многих случаях дизайнер упражнений для небольшого ансамбля будет держать всю группу в этом пространстве на время выступления.
The Winds
· В общем, старайтесь, чтобы похожие по звучанию инструменты и похожие музыкальные партии были вместе. Это делает музыкальный ансамбль более плотным, а также обеспечивает более четкую линию для глаз при просмотре форм.
· Постановка духовых для марширующего оркестра обычно противоположна тому, как создается концертный оркестр. Если только деревянные духовые не используются непосредственно в музыкальном плане, я предпочитаю, чтобы они ставились позади духовых. Поскольку они выступают меньше, чем другие духовые инструменты, мне также нравится держать басы ближе к фронту ансамбля, когда это возможно. Это сохраняет пирамиду звука более неповрежденной.
Ударная батарея – Как мы все знаем, барабанная партия работает как метрический импульс, который скрепляет марширующий ансамбль. Важно, чтобы требования к постановке, предъявляемые к партии ударных, соответствовали силе и зрелости их игры. Сильная барабанная линия, которая играла вместе в течение некоторого времени, может справиться со многими предъявляемыми к ним визуальными требованиями высокого уровня и суметь хорошо вести шоу из любой точки поля. С более молодыми, менее опытными партиями ударных нужно обращаться с большей осторожностью, чтобы обеспечить хороший ансамбль не только в партии, но и для группы в целом. Ниже приведены несколько простых советов, о которых следует помнить, когда вы пишете для молодой партии барабанщиков.
· Всегда держите аккумулятор вместе. Молодые барабанщики часто в значительной степени полагаются на нескольких сильных игроков в секции, чтобы держать все вместе. В том же духе попробуйте
o Установите центральный и крайний малый барабанщики и держите их в одном и том же порядке, когда это возможно. Многие барабанные секции настроены так, чтобы их самые сильные игроки находились в этих позициях, чтобы они оставались на месте. Кроме того, многие партии барабанов учат смотреть или слушать центральный малый барабан.
o Линии большого барабана могут быть инвертированы, но их порядок никогда не меняется. Партии бас-барабана обычно пишутся так, чтобы ходить вверх и вниз по секции. Изменение их порядка может вызвать слишком много проблем с ансамблем в строке.
· Хотя вам больше не нужно писать базовое «лифтовое» упражнение, в котором барабанная линия просто марширует вверх и вниз по 50-ярдовой линии, постарайтесь, чтобы батарея находилась между 30-м и ближе к задней части ансамбля, когда это возможно. Это помогает извлечь уроки из возможности фазирования из стороны в сторону в ансамбле, а также позволяет духовым секциям чувствовать себя более комфортно, слыша сильный ритмичный пульс за спиной.
· Если у группы, для которой вы пишете, есть второстепенная перкуссия, старайтесь держать батарею впереди бэк-хеша. Отодвигание барабанной линии слишком далеко назад может вызвать серьезные проблемы с синхронизацией с ямой и заставит маршевую батарею играть впереди доли, чтобы исправить проблему.
Расстояние между исполнителями
Расстояние между исполнителями диктует ясность развития вашей формы, а также музыкальное воздействие. Хотя их можно изменить в шоу, ниже приведены несколько практических правил, которым я стараюсь следовать при написании.
Главная
>Электрооборудование
>Арматура кабельная, крепеж и аксессуары для кабеля
>Термоусаживаемые и изоляционные материалы для кабеля
>Трубка усаживаемая (термоусадочная, холодной усадки)
>IEK (ИЭК)
>Термоусадочная трубка ТТУ 1/0,5 черная 1 м | UDRS-D1-1-K02 IEK (ИЭК) (#558202)
Условия поставки термоусадочной трубки ТТУ 1/0,5 черной 1 м | UDRS-D1-1-K02 IEK (ИЭК)
Купить термоусадочные трубки ТТУ 1/0,5 черные 1 м | UDRS-D1-1-K02 IEK (ИЭК) могут физические и юридические лица, по безналичному и наличному расчету,
отгрузка производится с пункта выдачи на следующий день после поступления оплаты.
Цена термоусадочной трубки ТТУ 1/0,5 черной 1 м | UDRS-D1-1-K02 IEK (ИЭК) 1м зависит от общей суммы заказа, на сайте указана оптовая цена.
Доставим термоусадочную трубку ТТУ 1/0,5 черную 1 м | UDRS-D1-1-K02 IEK (ИЭК) на следующий день после оплаты, по Москве и в радиусе 200 км от МКАД, в другие регионы РФ отгружаем транспортными компаниями.
Термоусадочная трубка ТТУ 1,5/0,75 белая 1 м | UDRS-D15-1-K01 IEK (ИЭК)
1398
5. 59 р.
Сопутствующие товары
Изолента 0,13х15 мм зеленая 10 метров | UIZ-13-10-10M-K06 IEK (ИЭК)
100
18.04 р.
Изолента 0,13х15 мм синяя 10 метров | UIZ-13-10-10M-K07 IEK (ИЭК)
1742
18.04 р.
Линокром РЕМ ТКП 5,0 сланец серый, 8х1 м (Рулонные кровельные материалы)
Линокром РЕМ ТКП 5,0 сланец серый, 8х1 м
ЛИНОКРОМ РЕМ ТКП — наплавляемый кровельный гидроизоляционный материал, производится из смеси битума с добавкой полимеров и наполнителя.
Основа материала – прочная каркасная стеклоткань.
В качестве верхнего защитного слоя материала используется крупнозернистая сланцевая посыпка серого цвета. Лещадная форма посыпки служит защитой от механических повреждений и дополнительно препятствует разогреву под солнцем.
С нижней стороны материал закрывается легкоплавкой защитной пленкой с индикаторным рисунком, которую необходимо нагреть на этапе монтажа.
Особенности материала
ЛИНОКРОМ РЕМ ТКП предназначен для восстановления гидроизоляционных свойств верхнего слоя старого кровельного ковра.
Материал является одним из самых толстых материалов «стандарт» класса. Увеличенная толщина ЛИНОКРОМ РЕМ ТКП позволяет без проблем наплавить его на защитную посыпку старого кровельного ковра. Пленка с нижней стороны материала имеет индикаторный рисунок (логотип ТЕХНОНИКОЛЬ), с помощью которого можно контролировать величину боковых нахлестов.
Масса рулонного материла на 1 м2 составляет 5 кг.
Максимальная сила при растяжении в продольном направлении – не менее 800 Н.
Максимальная сила при растяжении в поперечном направлении – не менее 800 Н.
Более подробную информацию о технических характеристиках материала и его применению можно узнать на данной странице в соответствующих разделах.
Основные преимущества ЛИНОКРОМ РЕМ ТКП
Удачное решение для малобюджетных проектов;
Гибкость на брусе 0 С;
Позволяет увеличить срок эксплуатации ремонтного решения до 10 лет.
Логистические характеристики
Кровельная гидроизоляция ЛИНОКРОМ РЕМ ТКП производится в виде рулонов размером 8х1 м, поставляется на поддоне (25 рулона), упакованном в белый термоусадочный пакет. Площадь покрытия 1 рулона составляет 8 квадратных метров (1 поддона – 200 кв.м.).
Продается гидроизоляция ЛИНОКРОМ РЕМ ТКП рулонами (объем 0,06 м3, вес 39,2 кг.), которые удобно транспортировать, хранить и переносить по строительной площадке или помещению.
Для оптовых покупателей есть вариант приобретения рулонного кровельного гидроизоляционного материала ЛИНОКРОМ РЕМ ТКП на поддонах (объем 1,38 м3, вес 1011,5 кг, количество рулонов на поддоне 25 шт. ).
Купить и узнать цены на гидроизоляцию ЛИНОКРОМ РЕМ ТКП ТЕХНОНИКОЛЬ просто: добавьте товар в корзину, указав количество, или позвоните по телефону 8 (800) 737-77-44.
ЛИНОКРОМ РЕМ ТКП — наплавляемый кровельный гидроизоляционный материал, производится из смеси битума с добавкой полимеров и наполнителя.
Основа материала – прочная каркасная стеклоткань.
В качестве верхнего защитного слоя материала используется крупнозернистая сланцевая посыпка серого цвета. Лещадная форма посыпки служит защитой от механических повреждений и дополнительно препятствует разогреву под солнцем.
С нижней стороны материал закрывается легкоплавкой защитной пленкой с индикаторным рисунком, которую необходимо нагреть на этапе монтажа.
Особенности материала
ЛИНОКРОМ РЕМ ТКП предназначен для восстановления гидроизоляционных свойств верхнего слоя старого кровельного ковра.
Материал является одним из самых толстых материалов «стандарт» класса. Увеличенная толщина ЛИНОКРОМ РЕМ ТКП позволяет без проблем наплавить его на защитную посыпку старого кровельного ковра. Пленка с нижней стороны материала имеет индикаторный рисунок (логотип ТЕХНОНИКОЛЬ), с помощью которого можно контролировать величину боковых нахлестов.
Масса рулонного материла на 1 м2 составляет 5 кг.
Максимальная сила при растяжении в продольном направлении – не менее 800 Н.
Максимальная сила при растяжении в поперечном направлении – не менее 800 Н.
Более подробную информацию о технических характеристиках материала и его применению можно узнать на данной странице в соответствующих разделах.
Основные преимущества ЛИНОКРОМ РЕМ ТКП
Удачное решение для малобюджетных проектов;
Гибкость на брусе 0 С;
Позволяет увеличить срок эксплуатации ремонтного решения до 10 лет.
Логистические характеристики
Кровельная гидроизоляция ЛИНОКРОМ РЕМ ТКП производится в виде рулонов размером 8х1 м, поставляется на поддоне (25 рулона), упакованном в белый термоусадочный пакет. Площадь покрытия 1 рулона составляет 8 квадратных метров (1 поддона – 200 кв. м.).
Продается гидроизоляция ЛИНОКРОМ РЕМ ТКП рулонами (объем 0,06 м3, вес 39,2 кг.), которые удобно транспортировать, хранить и переносить по строительной площадке или помещению.
Для оптовых покупателей есть вариант приобретения рулонного кровельного гидроизоляционного материала ЛИНОКРОМ РЕМ ТКП на поддонах (объем 1,38 м3, вес 1011,5 кг, количество рулонов на поддоне 25 шт.).
Купить и узнать цены на гидроизоляцию ЛИНОКРОМ РЕМ ТКП ТЕХНОНИКОЛЬ просто: добавьте товар в корзину, указав количество, или позвоните по телефону 8 (800) 737-77-44.
Читать все
Скрыть
Страна происхождения
Россия
Высота, мм.
1200
Водопоглощение по объему, % не более
1
Верхняя сторона
Сланец
Размер
8 х 1 м
Разрывная сила в продольном/поперечном направлении, Н/50 мм, не менее
800/800
Температура гибкости на брусе R=25 мм, не выше, С
0
Длина, м
8
Все характеристики
Показатель
Значение
Бренд
ТехноНИКОЛЬ
Материал
Битумные и битумно-полимерные материалы
Страна происхождения
Россия
Способ монтажа
Наплавление
Высота, мм.
1200
Вид кровли
Плоская
Водопоглощение по объему, % не более
1
Ширина, мм.
1200
Длина, мм.
1000
Срок службы
10-15 лет
Верхняя сторона
Сланец
Размер
8 х 1 м
Основа
Стеклоткань
Гарантийный срок хранения, месяцев
12
Вес материала
5 кг/кв. м.
Вид материала
Битумный
Вид вяжущего
Битумное
Разрывная сила в продольном/поперечном направлении, Н/50 мм, не менее
800/800
Температура гибкости на брусе R=25 мм, не выше, С
0
Теплостойкость, °С
120
Длина, м
8
Скачать PDF
Распечатать
Применяется при текущем ремонте кровель. Укладка производится наплавлением в один слой по старой кровле без удаления старого кровельного ковра. Материал может использоваться и при устройстве новых кровель в сочетании с материалами нижнего слоя марок Линокром, Бикрост, Линокром Тропик на стеклотканной основе.
Скачать все
Все документы 1
Прочее 1
Об этом товаре отзывов пока нет. Оставьте первым!
Квантовые числа для атомов — Химия LibreTexts
Последнее обновление
Сохранить как PDF
Идентификатор страницы
1709
В общей сложности четыре квантовых числа используются для полного описания движения и траекторий каждого электрона внутри атома. Комбинация всех квантовых чисел всех электронов в атоме описывается волновой функцией, удовлетворяющей уравнению Шрёдингера. Каждый электрон в атоме имеет уникальный набор квантовых чисел; Согласно принципу запрета Паули никакие два электрона не могут иметь одну и ту же комбинацию четырех квантовых чисел. Квантовые числа важны, потому что их можно использовать для определения электронной конфигурации атома и вероятного местоположения электронов атома. Квантовые числа также используются для понимания других характеристик атомов, таких как энергия ионизации и атомный радиус.
В атомах существует четыре квантовых числа: главное квантовое число ( n ), квантовое число орбитального углового момента ( l ), магнитное квантовое число ( m l ) и квантовое число спина электрона ( м с ). Главное квантовое число \(n\) описывает энергию электрона и наиболее вероятное расстояние электрона от ядра. Другими словами, это относится к размеру орбитали и энергетическому уровню, на котором находится электрон. Количество подоболочек, или \(l\), описывает форму орбитали. Его также можно использовать для определения количества угловых узлов. Магнитное квантовое число, m l описывает энергетические уровни в подоболочке, а m s относится к спину электрона, который может быть направлен вверх или вниз.
Главное квантовое число (\(n\))
Главное квантовое число, \(n\), обозначает основную электронную оболочку. Поскольку n описывает наиболее вероятное расстояние электронов от ядра, чем больше число n , тем дальше от ядра находится электрон, тем больше размер орбитали и тем больше размер атома. n может быть любым положительным целым числом, начиная с 1, так как \(n=1\) обозначает первую основную оболочку (самую внутреннюю оболочку). Первая основная оболочка также называется основным состоянием или состоянием с наименьшей энергией. Это объясняет, почему \(n\) не может быть 0 или любым отрицательным целым числом, потому что не существует атомов с нулевым или отрицательным количеством энергетических уровней/основных оболочек. Когда электрон находится в возбужденном состоянии или получает энергию, он может перейти на вторую основную оболочку, где \(n=2\). Это называется поглощением, потому что электрон «поглощает» фотоны или энергию. Известная как эмиссия, электроны также могут «излучать» энергию, когда они прыгают на более низкие основные оболочки, где n уменьшается на целые числа. С увеличением энергии электрона увеличивается и главное квантовое число, например, 9.0026 n = 3 указывает на третью основную оболочку, n = 4 указывает на четвертую основную оболочку и так далее.
\[n=1,2,3,4…\]
Пример \(\PageIndex{1}\)
Если n = 7, то какова главная электронная оболочка?
Пример \(\PageIndex{2}\)
Если электрон перепрыгнул с уровня энергии n = 5 на уровень энергии n = 3, произошло ли поглощение или испускание фотона?
Ответить
Излучение, потому что энергия теряется при испускании фотона.
Квантовое число орбитального углового момента (\(l\))
Квантовое число орбитального углового момента \(l\) определяет форму орбитали и, следовательно, угловое распределение. Количество угловых узлов равно значению квантового числа углового момента \(l\). (Для получения дополнительной информации об угловых узлах см. Электронные орбитали.) Каждое значение \(l\) указывает на конкретную подоболочку s, p, d, f (каждая уникальна по форме). Значение \(l\) зависит от главное квантовое число \(n\). В отличие от \(n\), значение \(l\) может быть равно нулю. Это также может быть положительное целое число, но оно не может быть больше, чем на единицу меньше главного квантового числа (\(n-1\)):
\[l=0, 1, 2, 3, 4…, (n-1)\]
Пример \(\PageIndex{3}\)
Если \(n = 7\), какие возможные значения \(l\)?
Ответить
Поскольку \(l\) может быть нулем или целым положительным числом меньше (\(n-1\)), оно может принимать значения 0, 1, 2, 3, 4, 5 или 6.
Пример \(\PageIndex{4}\)
Если \(l = 4\), сколько угловых узлов имеет атом?
Ответить
Количество угловых узлов равно значению l , поэтому количество узлов также равно 4.
Магнитное квантовое число (\(m_l\))
Магнитное квантовое число \(m_l\) определяет количество орбиталей и их ориентацию внутри подоболочки. Следовательно, его значение зависит от квантового числа орбитального углового момента \(l\). При заданном \(l\) \(m_l\) представляет собой интервал от \(–l\) до \(+l\), поэтому он может быть нулем, отрицательным целым числом или положительным целым числом.
Пример: Если \(n=3\) и \(l=2\), то каковы возможные значения \(m_l\) ?
Ответить
Поскольку \(m_l\) должен находиться в диапазоне от \(–l\) до \(+l\), тогда \(m_l\) может быть: -2, -1, 0, 1 или 2.
Квантовое число спина электрона (\(m_s\))
В отличие от \(n\), \(l\) и \(m_l\), квантовое число спина электрона \(m_s\) не зависит от другое квантовое число. Он обозначает направление вращения электрона и может иметь спин +1/2, представленный ↑, или -1/2, представленный ↓. Это означает, что когда \(m_s\) положителен, электрон имеет восходящий спин, который можно назвать «спин вверх». Когда он отрицательный, электрон имеет нисходящий спин, поэтому он «спин нисходящий». Значение квантового числа спина электрона состоит в том, что оно определяет способность атома генерировать магнитное поле или нет. (Электронный спин.)
\[m_s= \pm \dfrac{1}{2}\]
Пример \(\PageIndex{5}\)
Перечислите возможные комбинации всех четырех квантовых чисел, когда \(n=2\), \(l=1\) и \(m_l=0\).
Ответить
Четвертое квантовое число не зависит от первых трех, что позволяет совпадать первым трем квантовым числам двух электронов. Так как спин может быть +1/2 или =1/2, есть две комбинации:
\(n=2\), \(l=1\), \(m_l =0\), \(m_s=+1/2\)
\(n=2\), \(l=1\), \(m_l=0\), \(m_s=-1/2\)
Пример \(\PageIndex{6}\)
Может ли электрон с \(m_s=1/2\) иметь направленный вниз спин?
Ответить
Нет, если значение \(m_s\) положительное, электрон «раскручивается».
Пристальный взгляд на оболочки, подоболочки и орбитали
Основные оболочки
Значение главного квантового числа n — это уровень главной электронной оболочки (главный уровень). Все орбитали с одинаковым значением n находятся на одном главном уровне. Например, все орбитали на втором главном уровне имеют главное квантовое число n=2. Чем выше значение n, тем больше количество основных электронных оболочек. Это приводит к большему расстоянию между самым дальним электроном и ядром. В результате увеличивается размер атома и его атомный радиус.
Поскольку радиус атома увеличивается, электроны удаляются от ядра. Таким образом, атому легче вытолкнуть электрон, потому что ядро не оказывает на него такого сильного притяжения, и энергия ионизации уменьшается.
Пример \(\PageIndex{7}\)
Какая орбиталь имеет более высокую энергию ионизации: \(n=3\) или \(n=2\)?
Ответить
Орбиталь с n=2, потому что чем ближе электрон к ядру или чем меньше атомный радиус, тем больше энергии требуется, чтобы вытолкнуть электрон.
Подоболочки
Количество значений орбитального углового числа l также можно использовать для определения количества подоболочек в главной электронной оболочке:
Когда n = 1, l = 0 (l принимает одно значение и, таким образом подоболочка может быть только одна)
Когда n = 2, l = 0, 1 (l принимает два значения и, таким образом, возможны две подоболочки)
Когда n = 3, l = 0, 1, 2 (l принимает три значения и, следовательно, существует три возможных подоболочки)
После рассмотрения приведенных выше примеров мы видим, что значение n равно количеству подоболочек в основной электронной оболочке:
Основная оболочка с n = 1 имеет одну подоболочку
Основная оболочка с n = 2 имеет две подоболочки
Основная оболочка с n = 3 имеет три подоболочки
Чтобы определить тип возможных подоболочек n, этим подоболочкам были присвоены буквенные имена. Значение l определяет имя подоболочки:
Название подоболочки
Значение \(л\)
подоболочка
0
р подоболочка
1
d подоболочка
2
f подоболочка
3
Следовательно:
Главная оболочка с n = 1 имеет одну s подоболочку (l = 0)
Основная оболочка с n = 2 имеет одну подоболочку s и одну подоболочку p (l = 0, 1)
Основная оболочка с n = 3 имеет одну подоболочку s, одну подоболочку p и одну подоболочку d (l = 0, 1, 2)
Мы можем обозначить главное квантовое число n и определенную подоболочку, комбинируя значение n и имя подоболочки (которое можно найти с помощью l). Например, 3p относится к третьему главному квантовому числу (n=3) и подоболочке p (l=1).
Пример \(\PageIndex{8}\)
Как называется орбиталь с квантовыми числами n=4 и l=1?
Ответить
Зная, что главное квантовое число n равно 4, и используя приведенную выше таблицу, мы можем заключить, что оно равно 4p.
Пример \(\PageIndex{9}\)
Как называются орбитали с квантовым числом n=3?
Ответить
3s, 3p и 3d. Поскольку n=3, возможные значения l = 0, 1, 2, что указывает на формы каждой подоболочки.
Орбитали
Количество орбиталей в подоболочке эквивалентно количеству значений, которые принимает магнитное квантовое число ml. Полезным уравнением для определения количества орбиталей в подоболочке является 2l +1. Это уравнение даст вам не значение ml, а число возможных значений, которые может принимать ml на конкретной орбитали. Например, если l=1 и ml может принимать значения -1, 0 или +1, значение 2l+1 будет равно трем и будет три различных орбитали. Названия орбиталей названы в честь подоболочек, в которых они находятся:
s-орбитали
р-орбитали
d-орбитали
f орбитали
л
0
1
2
3
м л
0
-1, 0, +1
-2, -1, 0, +1, +2
-3, -2, -1, 0, +1, +2, +3
Количество орбиталей в указанной подоболочке
1
3
5
7
На рисунке ниже мы видим примеры двух орбиталей: p-орбиталь (синяя) и s-орбиталь (красная). Красная s-орбиталь — это 1s-орбиталь. Чтобы изобразить 2s-орбиталь, представьте слой, похожий на поперечное сечение челюсти, вокруг круга. Слои изображают угловые узлы атомов. Чтобы изобразить 3s-орбиталь, представьте еще один слой вокруг круга и так далее и тому подобное. Орбиталь p похожа на форму гантели, ее ориентация внутри подоболочки зависит от m л . Форма и ориентация орбитали зависят от l и m l .
Чтобы визуализировать и систематизировать первые три квантовых числа, мы можем думать о них как о составных частях дома. На следующем изображении крыша представляет главное квантовое число n, каждый уровень представляет подоболочку l, а каждая комната представляет различные орбитали ml в каждой подоболочке. Орбиталь s, поскольку значение ml может быть только 0, может существовать только в одной плоскости. Однако p-орбиталь имеет три возможных значения ml и, следовательно, три возможные ориентации орбиталей, показанные Px, Py и Pz. Паттерн продолжается: орбиталь d содержит 5 возможных орбитальных ориентаций, а f имеет 7:9. 0024
Еще одним полезным наглядным пособием для рассмотрения возможных орбиталей и подоболочек с набором квантовых чисел будет диаграмма электронной орбиты. (Дополнительные диаграммы электронных орбит см. в разделе « Конфигурации электронов» .) Характеристики каждого квантового числа изображены в разных областях этой диаграммы.
Ограничения
Принцип исключения Паули: В 1926 году Вольфганг Паули обнаружил, что набор квантовых чисел специфичен для определенного электрона. То есть никакие два электрона не могут иметь одинаковые значения n, l, ml и ms. Хотя первые три квантовых числа определяют конкретную орбиталь и могут иметь одинаковые значения, четвертое имеет значение и должно иметь противоположные спины.
Правило Хунда: орбитали могут иметь одинаковые энергетические уровни, если они находятся в одной и той же основной оболочке. Эти орбитали называются вырожденными или «равноэнергетическими». Согласно правилу Хунда, электроны заполняют орбитали по одному. Это означает, что при рисовании электронных конфигураций с помощью модели со стрелками вы должны заполнить каждую оболочку одним электроном, прежде чем начинать их спаривание. Помните, что заряд электрона отрицательный и электроны отталкиваются друг от друга. Электроны будут пытаться создать расстояние между ним и другими электронами, оставаясь неспаренными. Это также объясняет, почему спины электронов на орбитали противоположны (то есть +1/2 и -1/2).
Принцип неопределенности Гейзенберга: Согласно принципу неопределенности Гейзенберга, мы не можем одновременно точно измерить импульс и положение электрона. По мере того, как импульс электрона становится все более и более определенным, положение электрона становится менее определенным, и наоборот. Это помогает объяснить целые квантовые числа и почему n=2,5 не может существовать как главное квантовое число. Должно быть целое число длин волн (n), чтобы электрон мог поддерживать стоячую волну. Если бы существовали парциальные волны, то целые волны и парциальные волны компенсировали бы друг друга, и частица не двигалась бы. Если бы частица покоилась, то ее положение и импульс были бы определенными. Поскольку это не так, n должно иметь целочисленное значение. Дело не в том, что главное квантовое число может быть измерено только целыми числами, а в том, что гребень одной волны будет накладываться на впадину другой, и волна гаснет.
Ссылки
Чанг, Рэймонд. Физическая химия для биологических наук. 2005, Университетские научные книги. стр. 427-428.
Гиллеспи, Рональд. Демистификация вводной химии. Форум: вклад Целевой группы по общей химии. 1996: 73; 617-622.
Петруччи, Ральф. Общая химия: принципы и современные приложения, десятое издание.
Проблемы
Предположим, что все, что вы знаете об определенном электроне, это то, что его главное квантовое число равно 3. Каковы возможные значения остальных четырех квантовых чисел?
Возможно ли иметь электрон с такими квантовыми числами: \(n=2\), \(l=1\), \(m_l=3\), \(m_s=1/2\)? Почему или почему нет?
Возможно ли иметь два электрона с одинаковыми \(n\), \(l\) и \(m_l\)?
Сколько подоболочек находится на главном квантовом уровне \(n=3\)?
Какой тип орбитали обозначается квантовыми числами \(n=4\), \(l=3\) и \(m_l=0\)?
Решения
Когда \(n=3\), \(l=0\), \(m_l = 0\) и \(m_s=+1/2 \text{ или } -1/2\)
\(l=1\), \(m_l = -1, 0 или +1\) и \(m_s=+1/2 \text{ или } -1/2\)
\(l=2\), \(m_l = -2, -1, 0, 1, \text{ или }+2\) и \(m_s=+1/2 \text{ или } -1/ 2\)
Нет, это невозможно. \(m_l=3\) не находится в диапазоне от \(-l\) до \(+l\). Значение должно быть равно -1, 0 или +1.
Да, возможно иметь два электрона с одинаковыми \(n\), \(l\) и \(m_l\). Спин одного электрона должен быть +1/2, а спин другого электрона должен быть -1/2.
На главном квантовом уровне \(n=3\) есть три подоболочки.
Поскольку \(l=3\) относится к подоболочке f, тип представленной орбитали — 4f (комбинация главного квантового числа n и имени подоболочки).
Авторы и авторство
Quantum Numbers for Atoms распространяется по незаявленной лицензии и был создан, изменен и/или курирован LibreTexts.
Как правильно подобрать саморез к дюбелю? – KrepShop
18.08.2021
Конструкция дюбеля и его назначение
Так только кажется, что подобрать саморез к дюбелю просто, как оказалось, некоторые даже не знают, что саморез нельзя просто так вкрутить в бетон или кирпич, поскольку он не вкрутится в такой твердый и плотный материал. Просто просверлить отверстие и вкрутить туда саморез тоже не получится – он просто не будет держаться. Так что в любом случае для бетонных или кирпичных стен саморезы придется закручивать с использованием дюбелей.
Самые популярные дюбели сейчас делают из пропилена, но есть еще металлическое дюбели – самые надежные, и дюбели из дерева – простейшие и устаревшие, но все еще пригодные для работы, если ничего более современного под рукой нет.
Каждый дюбель, кроме деревянного, имеет усы, ребра или специальные пластинки, которые не дают дюбелю выскочить через просверленное отверстие. В металлических дюбелях (анкерах) роль распорки выполняет конусообразные гайки, которые при затягивании расширяют дюбель.
Как подобрать так, чтобы саморез держался крепко?
При подборе инструментов нужно ориентироваться на предполагаемую нагрузку на дюбель. Чем больше нагрузка, тем дюбель должен быть большей длины и диаметра. Материал стены, пола или потолка, в котором будет сверлиться отверстие, тоже играет роль – чем плотнее материал, тем большую нагрузку выдержит дюбель.
Именно под диаметр дюбеля подбирается диаметр сверла. Некоторые засверливаются буром в 10 мм для дюбелей 8 мм, утверждая, что так дюбели проще вставлять в отверстие, а их все равно разопрет при закручивании самореза. Так делать нельзя – потом дюбель может выпасть из стены при большой нагрузке, и, если его резко дернуть на себя. Глубина отверстия должна быть чуть больше, чем длина дюбеля.
Обычно, диаметр самореза или шурупа в среднем подбирается на 4 мм меньше, чем диаметр дюбеля, но все индивидуально, лучше ориентироваться по специальной таблице ниже. Чем меньше диаметр дюбеля, тем меньше от условных 4 мм будет разница в диаметре самореза.
Кроме диаметра самореза, очень важно подобрать и правильную длину для самореза. Прикрепляемый материал может иметь разную толщину, поэтому и длина самореза должна соответствовать. Саморез должен быть достаточно длинным, чтобы дюбель раскрылся плотно и зафиксировался, при этом длина самореза должна быть достаточна для толщины прикрепляемого материала.
Определяется необходимая длина самореза просто – к дюбелю прибавляем толщину поверхности, и получаем минимально необходимую нам длину дюбеля.
Не забываем, что использование слишком коротких дюбелей неприемлемо при высоких предполагаемых нагрузках! Длина дюбеля должна подбираться не только в соответствии с нагрузкой, но и с толщиной прикрепляемого материала. Лучше взять дюбель длиннее, зато будет запас прочности.
Для справки, толщина материала, который предполагается прикрепить саморезом, не должна превышать 60% длины дюбеля в стенах из плотных материалов, вроде бетона, и 35% в рыхлых материалах.
Таблица соответствия саморезов и дюбелей
Диаметр дюбеля (мм)
Длина дюбеля (мм)
Толщина прикрепляемого материала (мм)
Размер самореза (мм)
5
25
5
3х30
5
25
10
3х35
6
25
5
4х30
6
30
5
4х35
6
30
10
4х40
6
35
10
4х45
6
35
15
4х50
6
40
10
4х50
6
40
15
4х60
6
40
20
4х60
6
50
10
4×60
6
50
15
4х70
6
50
20
4х70
8
30
5
5х35
8
30
10
5х40
8
40
10
5х50
8
40
15
5х60
8
50
10
5х60
8
50
20
5х70
8
60
10
5х70
8
60
20
5х80
8
60
30
5х90
8
80
10
5х90
8
80
20
5х100
8
80
30
5х120
10
50
10
6х60
10
50
20
6х70
10
60
20
6х80
10
60
30
6х90
10
80
20
6х100
10
80
40
6х120
10
80
60
6х140
10
100
40
6х140
10
100
50
6х150
10
100
60
6х160
12
70
10
8х80
12
70
20
8х90
12
70
30
8х100
12
100
20
8х120
12
100
40
8х140
12
100
60
8х160
12
120
40
8х160
12
120
60
8х180
12
120
80
8х200
14
75
25
10х100
14
75
35
10х120
14
100
20
10х120
14
100
40
10х140
14
100
60
10х160
14
135
25
10х160
14
135
35
10х180
14
135
45
10х180
Подбор самореза к дюбелю
Многие сталкиваются с проблемой подбора дюбеля к саморезу, когда необходимо какую либо конструкцию закрепить к бетону, кирпичу, газобетону или гипсокартону при помощи самореза, но без дюбеля в данном случае не обойтись.
Нужно учитывать диаметр и длину самореза, и диаметр и длину дюбеля, и толщину прикрепляемого материала. Если дюбель будет диаметром меньше положенного, то саморез его разорвет, если больше, то саморез не разопрет его как следует и не будет надежного монтажа, тоже самое будет, если саморез дойдет не до конца дюбеля. Та как же, всё-таки правильно подобрать саморез и дюбель?
Начинать подбор нужно с дюбеля, с его размера (диаметр, длина). Чем больше размер дюбеля, тем большую нагрузку он сможет выдержать. Самый маленький диаметр 4 мм и 5 мм, рассчитаны на малую нагрузку, 6 мм и 8 мм на среднюю, 10 мм и 12 мм на большую нагрузку, 14 мм и 16 мм для очень больших нагрузок, для крепления строительных лесов и т.д. Еще следует учитывать плотность материала в котором будет находиться дюбель. Чем более плотный материал, тем большую нагрузку сможет выдержать дюбель, одного и того же размера.
После того как мы подобрали нужный размер дюбеля, можно к нему подобрать саморез.
Для дюбеля диаметром 4 мм, подойдет саморез диаметром 2 мм.
Для дюбеля диаметром 5 мм, подойдет саморез диаметром 2,5 мм. (от 2 мм до 3 мм.)
Для дюбеля диаметром 6 мм, подойдет саморез диаметром 4 мм. (от 3,5 мм до 4,5 мм)
Для дюбеля диаметром 8 мм, подойдет саморез диаметром 5 мм. (от 4,5 мм до 5,5 мм)
Для дюбеля диаметром 10 мм, подойдет саморез диаметром 6 мм. (от 5,5 мм до 6,5 мм)
Для дюбеля диаметром 12 мм, подойдет саморез диаметром 8 мм. (от 6,5 мм до 8,5 мм)
Для дюбеля диаметром 14 мм, подойдет саморез диаметром 10 мм. (от 8,5 мм до 10,5 мм)
Для дюбеля диаметром 16 мм, подойдет саморез диаметром 12 мм. (от 10,5 мм до 12,5 мм)
Ну вот, мы подобрали нужный размер дюбеля, подобрали к нему нужный диаметр самореза, теперь только осталось подобрать нужную длину самореза.
Для этого берется длина нашего дюбеля, добавляется толщина прикрепляемого материала и у нас получается нужная минимальная длина самореза. Толщина скрепляемого материала не должна быть больше чем на 35 % в рыхлых основаниях, и не больше 60 % в плотных основаниях от длины дюбеля.
Саморез может немного выходить из дюбеля, это не страшно, главное чтобы он обязательно прошел до конца дюбеля и полностью раскрыл его, для надежного монтажа, если он вкрутится не до конца, то дюбель может проворачиваться, и монтаж будет не надежным. Сверлить отверстие под дюбель нужно чуть больше его длины и такого же диаметра.
Например: нам нужно закрепить фанеру толщиной 20 мм к бетонному полу. Для этого мы берем дюбель 8х50 (8 мм диаметр дюбеля, 50 мм его длина), и к нему саморез 5х70 (5 мм диаметр саморезы, 70 мм его длина). Для сверления нам понадобится бур 8х110 (8 мм диаметр, 110 мм общая длина бура, 80 мм длина рабочей части). Сверлить нужно на глубину не менее 60 мм. После сверления, отверстие очищается от пыли, вставляется дюбель, потом в него вкручивается саморез через фанеру.
Таблица соответствия саморезов и дюбелей
Диаметр дюбеля (мм. )
Длина дюбеля (мм.)
Толщина прикрепляемого материала (мм.)
Размер самореза (мм.)
5
25
5
3х30
5
25
10
3х35
6
25
5
4х30
6
30
5
4х35
6
30
10
4х40
6
35
10
4х45
6
35
15
4х50
6
40
10
4х50
6
40
15
4х60
6
40
20
4х60
6
50
10
4×60
6
50
15
4х70
6
50
20
4х70
8
30
5
5х35
8
30
10
5х40
8
40
10
5х50
8
40
15
5х60
8
50
10
5х60
8
50
20
5х70
8
60
10
5х70
8
60
20
5х80
8
60
30
5х90
8
80
10
5х90
8
80
20
5х100
8
80
30
5х120
10
50
10
6х60
10
50
20
6х70
10
60
20
6х80
10
60
30
6х90
10
80
20
6х100
10
80
40
6х120
10
80
60
6х140
10
100
40
6х140
10
100
50
6х150
10
100
60
6х160
12
70
10
8х80
12
70
20
8х90
12
70
30
8х100
12
100
20
8х120
12
100
40
8х140
12
100
60
8х160
12
120
40
8х160
12
120
60
8х180
12
120
80
8х200
14
75
25
10х100
14
75
35
10х120
14
100
20
10х120
14
100
40
10х140
14
100
60
10х160
14
135
25
10х160
14
135
35
10х180
14
135
45
10х180
Таблица саморезов и дюбелей
В этой статье мы показали Вам как правильно подобрать саморезы под дюбель. Если у вас еще остались вопросы, обращайтесь в наш интернет-магазин KREP-KOMP, по телефону, электронной почте, скайпу. Наши менеджеры с радостью проконсультируют Вас по всем вопросам!
дюбель-шурупы | Двусторонние винты
Запрос цен Свяжитесь с нами
Нажмите на картинку, чтобы увеличить
Шурупы с дюбелями представляют собой безголовый крепеж с запаздывающей резьбой на обоих концах. Шурупы-дюбеля предназначены для вставки в предварительно просверленное направляющее отверстие. Конец деревянной резьбы выполнен в виде конуса с резьбой до самого тупого конца. Шурупы с дюбелями используются в качестве крепежных элементов для соединения двух деревянных частей. Это помогает постоянно удерживать их в правильном относительном положении, которое обычно отделено друг от друга.
Как пользоваться дюбелями
Существует множество способов использования дюбелей в столярных изделиях. Приведенные ниже рекомендации не являются исчерпывающими для использования дюбелей, это просто один пример, демонстрирующий, как используются дюбели.
Отверстия для сверления – Просверлите начальные отверстия на 1/4 дюйма в древесине и дайте дюбелям сделать все остальное. Найдите сверло немного уже, чем дюбель. Если вы не сделаете отверстие более узким, у дюбельного шурупа не будет дерева, за которое он мог бы зацепиться, когда он опустится в материал.
Зажим для ножки — Для ножки обеденного стола или барного стула закрепите ножку в прямом положении вверх-вниз к переносному рабочему столу. Для этого поместите ногу в зажим и затяните ее. Возьмите уровень против ноги, чтобы определить, является ли деревянная часть вертикальной. Установите уровень поверх ножки, чтобы убедиться, что ножка ровная. Просверлите ножку, чтобы сделать отверстие и вытрите лишние опилки.
Закрепляющие дюбели . Нанесите немного клея для дерева в только что сделанное направляющее отверстие. Вставьте головку отвертки с дюбелем в беспроводную отвертку. Продолжайте поворачивать дюбель, пока последний край резьбы не исчезнет в дереве. Дайте клею полностью схватиться.
Готово — Просверлите отверстие в предмете мебели, который идет с ножкой. Поверните ножку по часовой стрелке или вправо, чтобы затянуть дюбель в большую часть мебели. Когда все ножки будут на месте, установите стол или стул вертикально в нормальное положение.
Столярные изделия с дюбелями
Шурупы с дюбелями — это шурупы с двумя концами, которые используются для крепления двух деревянных частей. Как и типичные крепежные детали для дерева, они представляют собой двусторонние винты без головки с резьбой по дереву на обоих концах. Типичные области применения, в том числе:
Изготовление мебели
Крепление для балясин
Напольное покрытие
Строительство швов встык
Прочие виды работ по дереву
Сочетание ценности и стремления к совершенству Для этого мы предлагаем высококачественный крепеж по конкурентоспособным ценам.
Наши крепления прослужат долго, будут работать оптимально и добавят небольшую сумму в ваш бюджет.
Мы располагаем широким ассортиментом экономичных крепежных решений, подходящих для различных промышленных и бытовых применений.
Мы стремимся предоставлять самые высокие стандарты услуг и продуктов, при этом вся наша практика соответствует строгой системе управления качеством, аккредитованной в соответствии со стандартом ISO 9001:2015.
У нас есть преданная команда экспертов, каждый из которых готов предоставить квалифицированную техническую поддержку.
Мы являемся веб-службой, которая поставляет как коммерческие, так и военные крепежные детали.
Контактная информация Fastener Today
Свяжитесь с нами для получения дополнительной информации о нашем большом ассортименте дюбелей и других крепежных изделий типа «дерево-к-дереву» или запросите предложение сегодня.
САМОРЕЗНОЙ ДЮБЕЛЬ | СБД
СБД
Видео
Описание
Документы
Коды и размеры
Технические данные
Состав
Сопутствующие товары
Видео
cookies. consent_necessary
Откройте для себя эффективность SBD, самонарезающего дюбеля для скрытых соединений дерева и металла .
Дюбель SBD идеально подходит для соединения головных балок и создания неразрезных балок, восстанавливающих силы сдвига и импульс.
Специальная геометрия самооткрывающегося деревянно-металлического наконечника снижает вероятность поломки на этапе завинчивания.
Диаметр 7,5 мм обеспечивает сопротивление сдвигу более 15 % и позволяет оптимизировать количество креплений.
Резьба на кончике облегчает завинчивание; увеличенная длина резьбы под головкой обеспечивает быстрое и точное закрытие соединения.
Малый диаметр дюбеля гарантирует соединений с высокой жесткостью . Может использоваться с шуруповертами, работающими на скорости 600-1500 об/мин.
Из углеродистой стали с блестящим цинковым покрытием, может использоваться на стали и алюминии. Классы обслуживания 1 и 2.
Вы можете очень быстро сравнить цены 3D фрезера по дереву с ЧПУ и подобрать оптимальные варианты из более чем 15726 предложений
Реклама
Фрезерно-гравировальный станок с ЧПУ WoodTec HR 1325T
Надежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбе по дереву, различных отраслях промышленности, бизнесе…
Подробное описание и цена >>>
Реклама
Фрезерно-гравировальный станок с ЧПУ LTT-1530A
Рабочая поверхность (оси Х и Y), 1500х3000 мм. Максимальная высота обработки (по оси Z), 250 мм. Частота вращения шпинделя, 0-18000 об/мин.
Подробное описание и цена >>>
Реклама
4-х координатный фрезерный станок M5024G с ЧПУ (Диаметр изделий — до 500 мм)
Подробное описание и цена >>>
3D фрезер AMAN 4060 800W
Состояние: Б/У
Модель: 3D фрезер AMAN 4060 800WРазмер рабочего поля: 600 x 400 x 80 ммМощность шпинделя: 800 Вт, 24000 об/минКоличество осей: 4В комплекте большой набор фрез, гравюр, цанг.
14.03.2017
Москва (Россия)
140 000
Токарный фрезерный станок по дереву с ЧПУ
Состояние: Новый Производитель: Китай
Токарный фрезерный станок по дереву с ЧПУТокарный фрезерный станок по дереву с ЧПУ специально используется для токарной обработки дерева и гравировки деревянных цилиндров(балясины), для ножек…
14.02.2021
Москва (Россия)
950 000
Фрезерный станок по металлу и дереву с ЧПУ CM-AR0609
Состояние: Новый Производитель: Россия
В наличии
Станок с ЧПУ CM-AR0609 представляет собой профессиональный 3-х осный фрезерно-гравировальный станок с ЧПУ портального типа с вертикальным расположением шпинделя.Предназначен для 2D/3D обработки. ..
10.12.2021
Москва (Россия)
Лазерный станок по дереву с ЧПУ LM 1318 PRO
Состояние: Новый
Станок предназначен для высококачественной резки и гравирования поверхностей деталей и заготовок по плоскости. Область применения Станки широко применяются для производства рекламной,…
25.10.2022
Казань (Россия)
Лазерно-гравировальный станок по дереву с ЧПУ LM 1625 PRO OPEN 180W
Состояние: Новый
В наличии
Большое рабочее поле позволяет обрабатывать негабаритные и крупные изделия с высокой точностью и скоростью. При резке фанеры, листового пластика, рулонной ткани за счет оптимизации обработки с…
25.10.2022
Казань (Россия)
872 000
Фрезерные станки по дереву с чпу в наличии
Состояние: Новый Производитель: Китай
В наличии
⭐️ Предоставляемые условия:Доставка оборудования включена в стоимостьСрок доставки готовых станков со склада 25-35 к. днейСрок доставки малогабаритных станков 5-10 днейПусконаладка по…
24.10.2022
Екатеринбург (Россия)
Фрезер-гравировальный станок с ЧПУ МН 1212
Состояние: Б/У Год выпуска: 2018 Производитель: Китай (Китай)
Фрезерно гравировальный станок подходит для дерева,оргстекла, акрила и других материалов.Рабочая зона 1200*1200мм.Высота: 1200мм.Максимальная скорость работы 25000мм/мин.Передача шестерня с косым…
25.04.2020
Улан-Удэ (Россия)
260 000
3D гравировально — фрезерный станок с чпу. Halk 1325AY.
Состояние: Новый
В наличии
Поле обработки, XYZ
1300х2500х200мм
В комплектность входят:
Шпиндель 4,5КВт, водяное охлаждение
Вакуумный стол, вакуумная помпа 5,5КВт
Система аспирации (пылеудаление) 2. 2КВт с насадкой для…
20.06.2013
Казань (Россия)
610 000
Фрезерный станок по дереву с ЧПУ STM1325-R3
Состояние: Новый
В наличии
Модель STM1325-R3Рабочая область 1300 мм * 2500 мм * 200 ммРазмер стола 1450 × 2940mmТочность позиционирования ± 0.03 / 300ммТочность позиционирования ± 0.03ммПоверхность стола Вакуум и Т-образные…
24.10.2019
Благовещенск (Амурская обл.) (Россия)
Двухосевой автоматический токарный станок по дереву с ЧПУ STL1516-2
Состояние: Новый
В наличии
Модель STL1516-2Максимальная длина поворота 100 — 1500 ммМаксимальная диаметр поворота 20 мм — 160 ммДвойная осьМаксимальная скорость подачи 200 см / минМинимальная единица настройки 0.01cmИсточник…
24.10.2019
Благовещенск (Амурская обл. ) (Россия)
Токарный станок по дереву с ЧПУ STL2030-S
Состояние: Новый
В наличии
Модель STL2030-SМаксимальная длина поворота 2000ммМаксимальный диаметр поворота 300ммМаксимальная скорость подачи 200см / минСкорость вращения шпинделя 0-3000r / минМинимальная единица настройки…
24.10.2019
Благовещенск (Амурская обл.) (Россия)
4-осевой токарный станок по дереву с ЧПУ STL2530-S4
Состояние: Новый
В наличии
Модель STL2530-S4Максимальная длина поворота 100мм-2500ммМаксимальный диаметр поворота 20мм-300ммМаксимальная скорость подачи 200см / минСкорость вращения шпинделя 0-3000r / минМинимальная единица…
24.10.2019
Благовещенск (Амурская обл.) (Россия)
Фрезерный ЧПУ 3D станок. Фрезер (Ракета-1). Обрабатывающий центр ЧПУ (2600х1250х500x 360°)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный ЧПУ 3D станок. Фрезер (Ракета-1). Обрабатывающий центр ЧПУ (2600х1250х500x 360°)Фрезерный ЧПУ 3D станок. Фрезер серии ‘Ракета’. Обрабатывающий центр ЧПУ 3D фрезерные станки ЧПУ серии…
29.06.2020
Москва (Россия)
39 000
Фрезерный ЧПУ 3D станок. Фрезер (Ракета-2). Обрабатывающий центр ЧПУ (2600х1650х600x 360°)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный ЧПУ 3D станок. Фрезер (Ракета-2). Обрабатывающий центр ЧПУ (2600х1650х600x 360°)Фрезерный ЧПУ 3D станок. Фрезер серии ‘Ракета’. Обрабатывающий центр ЧПУ 3D фрезерные станки ЧПУ серии. ..
29.06.2020
Москва (Россия)
42 000
Фрезерный ЧПУ 3D станок. Фрезер (Ракета-3). Обрабатывающий центр ЧПУ (3100х2100х700x 360°)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный ЧПУ 3D станок. Фрезер (Ракета-3). Обрабатывающий центр ЧПУ (3100х2100х700x 360°)Фрезерный ЧПУ 3D станок. Фрезер серии ‘Ракета’. Обрабатывающий центр ЧПУ 3D фрезерные станки ЧПУ серии…
29.06.2020
Москва (Россия)
50 000
Фрезерный ЧПУ 3D станок. Фрезер (Ракета-4). Обрабатывающий центр ЧПУ (4600х2100х1000x 360°)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный ЧПУ 3D станок. Фрезер (Ракета-4). Обрабатывающий центр ЧПУ (4600х2100х1000x 360°)Фрезерный ЧПУ 3D станок. Фрезер серии ‘Ракета’. Обрабатывающий центр ЧПУ 3D фрезерные станки ЧПУ серии…
29.06.2020
Москва (Россия)
57 000
Фрезерный станок с ЧПУ CUTIT М1530
Состояние: Новый Год выпуска: 2014
В наличии
Вид оборудования: Промышленное
Рабочее поле: 1550х3080 мм.
Мощность шпинделя: 4.5 кВт HSD (Возможно увеличение до 9 кВт).
Цанговый патрон: ER-32.
Высота портала: 200 мм.
Привода:…
30.12.2014
Иркутск (Россия)
1 200 000
Фрезерный станок с ЧПУ DirTec 1325B
Состояние: Новый Год выпуска: 2016 Производитель: DirTec (Китай)
В наличии
Рабочее поле: 1300х2500х300 мм
Шпиндель: 3 кВт водяного охлаждения
Преимущества: профильные направляющие, косая зубчатая рейка, высокая жесткость конструкции, базовый клиренс портала в 300. ..
27.09.2018
Воронеж (Россия)
650 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по 3D фрезеру по дереву с ЧПУ почти как на Авито и TIU
Видео 3D фрезера по дереву с ЧПУ
3D ЧПУ станок по дереву BIGSTOL 1600х1600
`
При необходимости создания макетов деталей или различных предметов декора, украшений — лучшим решением станет покупка 3D станка с ЧПУ по дереву от компании Steepline. Он имеет оптимальную производительность, высокую надёжность, простоту эксплуатации и обслуживания. Его отличные динамические характеристики позволят создавать детали с высокой производительностью и непревзойдённым качеством.
Технические особенности 3D станка с ЧПУ серии BIGSTOL
Станок для 3d резьбы по дереву с ЧПУ можно адаптировать для различных производственных нужд в том числе и узкоспециализированных благодаря тому, что они универсальны в применении и обладают следующими техническими характеристиками:
Данная модель может быть использована как станок для производства МДФ фасадов
Станки для производства МДФ фасадов серии BIGSTOL поддерживают программирование в среде ArtCam в основных и дополнительных кодах. Благодаря этому предоставляются широкие возможности для обработки деталей со сложной конструкцией.
Основные преимущества использования настольных станков SteepLine серии BIGSTOL
3D станок c ЧПУ по дереву BIGSTOL 1600х1600 является идеальным решением для промышленного изготовления деревянных деталей, макетов и различных предметов украшений. Теперь купить 3D станки с ЧПУ по дереву может каждый! Серия станков BIGSTOL от компании SteepLine — это простота в использовании, надежность и непревзойдённое качество по доступной цене.
Готовые работы
Ваши прямые выгоды:
Особенности 3D станка с ЧПУ по дереву 1600х1600
Запчасти на этом станке обладают целым рядом технических особенностей, благодаря которым они более эффективные, надежные и удобные по сравнению с другими инструментами, использующимися для работы с деревом:
Процедура приобретения станка
Уважаемые клиенты, заказать у нас станок Вы можете, очень просто, если интересует конкретная модель в базовой комплектации, то просто сообщаете нам любым из удобных для Вас способом:
1. По бесплатному телефону 8 800 707-95-92 2. По E-mail: [email protected] 3. Через сайт на странице модели станка «ЗАКАЗАТЬ СТАНОК»
Если данная модель имеется в наличии, то Вы подписываете договор, оплачиваете 100% и получаете свой заказ. Если же такой модели в наличии нет, то производите оплату в размере 50% от стоимости станка, подписываете договор, оставшуюся сумму оплачиваете при готовности вашего заказа. Срок изготовления станка от 50 до 80 рабочих дней. Сроки изготовления обсуждаются с Вашим менеджером и могут быть уменьшены до 30-45 рабочих дней.
Если же Вам необходима конфигурация станка с Вашими предпочтениями, то процедура заказа, следующая:
1. Формируете свой заказ и отправляете нам электронное письмо на почту [email protected]
2. После того, как мы получим от вас письмо, наш менеджер рассмотрит его в кратчайшие сроки, обязательно свяжется с Вами, уточнит необходимые детали для того, чтобы качественно, а главное учитывая Ваши предпочтения составить коммерческое предложение и сообщить цену на данную комплектацию.
3. Подготовленное коммерческое предложение высылается на указанный Вами адрес, Вы внимательно проверяете, все ли Ваши пожелания учтены, в случае разночтений, сообщаете их нашему менеджеру, мы корректируем, и отправляем Вам на утверждение.
4. Вы подписываете договор, оплачиваете заказ — 100% или 50% от стоимости, и ожидаете его исполнения.
Ваш заказ можете получить транспортной компанией, либо самостоятельно приехать к нам.
Готовые работы
Остались вопросы? Звоните!
У вас вопросы по подбору, комплектации или обслуживанию станков? Мы не просто продаём станки, а прежде всего, их производим, поэтому знаем все технические особенности. Оставьте сообщение, и мы обязательно с вами свяжемся и расскажем обо всём подробно.
Советуем прочитать:
Обработка деталей на ЧПУ Сложно ли обучиться работе на станке?l Как собираются станки компании SteepLine
Наименование
Характеристики
Размеры зоны обработки Y и X, наибольшие, мм
1600 х 1600
Перемещение шпинделя по оси Z, мм
200
Тип передачи по осям X, Y
Зубчатая рейка
Тип передачи по осям Z
швп винты 16 с шагом 5
Тип направляющих
Цилиндрические SBR20
Стол
Механический прижим (МДФ стол)
Тип электродвигателей перемещения
Шаговые двигателя BYG450B
Система смены инструмента
Ручная, фиксация гайкой
Система управления станком
Mach4 (подключения ПК через LPT)
Тип драйверов
DM556
Тип блоков питания
NES-360-36 10А
Датчик длины инструмента
Есть
Датчики для определения начала нулевых точек станка
Датчик индуктивный LJ12A3-4-Z/BX
Датчик длины инструмента
Есть
Максимальная скорость рабочего хода, м/мин
0 — 3
Максимальная скорость холостого хода, м/мин
0 — 6
Рабочие ускорения
До 300 мм/с2
Частота вращения шпинделя, об/мин
0 – 24 000
Мощность шпинделя, кВт
1. 5
Тип цанги
ER11
Посадочный диаметр инструмента, наибольший, мм
7
Напряжение, В
220
Частота тока, Гц
50
Потребление энергии (кВт/ч)
1.6
Вес (кг)
260
Габаритный размер станка (мм) ДхШхВ
2100 х 2280 х 1000
Гарантия
12 месяцев
Базовая комплектация:
1 Станок. 2 Блок управления. 3 Цифровой носитель с инструкциями. 4 Кабель соединительный. 5 Помпа для охлаждения шпинделя. 6 Ключи для шпинделя. 7 Ссылка на скачивание бесплатных 3D моделей — 2000 шт. 8 В комплекте цанга под хвостовик 6 мм.
Опции, представленные ниже можно установить на данный станок. Цена, которая указана ниже в опциях плюсуется к базовой цене станка.
Опция
Характеристики
Цена
4-я поворотная ось D100 мм
4я ось с задней бабкой для фрезерных и гравировальных станков (для изготовления балясин, шахмат, статуэток, ножки столов) Укомплектовывается 3х кулачковым патроном, диаметр заготовки до 100 мм.
Цена по запросу
4-я поворотная ось D200 мм
4я ось с задней бабкой для фрезерных и гравировальных станков (для изготовления балясин, шахмат, статуэток, ножки столов) Заготовка крепится на шипы, диаметр заготовки до 200 мм.
Цена по запросу
Увеличения хода по оси Z
Z – 200 мм
Цена по запросу
Алюминиевый стол
Алюминиевый пазовый стол обеспечивает удобное крепление заготовки, а также высокую точность обработки.
Цена по запросу
Шпиндель+Инвертор 2200 Вт, цанга ER20
Данный шпиндель уже позволяет производить фрезеровку цветных металлов (если позволяет конструктивность данного станка), так же при установке данного шпинделя можно увеличить слой съема дерева за проход.
Цена по запросу
Шпиндель+Инвертор 3000 Вт, цанга ER20
Данный шпиндель уже позволяет производить фрезеровку цветных металлов (если позволяет конструктивность данного станка), так же при установке данного шпинделя можно увеличить слой съема дерева за проход.
Цена по запросу
Дополнительные цанги ER11 под фрезы
Позволяют устанавливать фрезы разных диаметров, в комплекте 13 штук, (1 мм, 1.5 мм, 2 мм, 2.5 мм, 3 мм, 3.5 мм, 4 мм, 4.5 мм, 5 мм, 5.5 мм, 6 мм, 6.5 мм, 7 мм)
Цена по запросу
Дополнительные цанги ER20 под фрезы
Позволяют устанавливать фрезы разных диаметров, в комплекте 13 штук, (3.175 мм, 1 мм, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 9 мм, 10 мм, 11 мм, 12 мм, 13 мм)
Цена по запросу
Набор фрез
ВВ данный набор входят фрезы: 5 шт. фрез для изготовления 3D изделий (R0.25, R0.5, R0.75, R1.0, R1.5),4 шт. фрез для раскроя дерева и выполнения черновой обработки (D6 мм пальчиковая фреза)
Цена по запросу
DSP 0501
3-х осевая система управления, не требует подключения компьютера, автономный контроллер
Цена по запросу
RichAuto DSP A18
4-х осевая система управления, необходимо устанавливать при установке 4-ой поворотной оси.
Цена по запросу
Пылесос для сбора стружки 750 Вт.
Пылеулавливающий агрегат, в комплект входит: сам пылесос и шланг 1000 мм.
Цена по запросу
Пылесос для сбора стружки 1500 Вт.
Пылеулавливающий агрегат, в комплект входит: сам пылесос и шланг 1000 мм.
Цена по запросу
Пылесос для сбора стружки 2200 Вт.
Пылеулавливающий агрегат, в комплект входит: сам пылесос и шланг 1000 мм.
Цена по запросу
Как заказать станок
Уважаемые клиенты, заказать у нас станок Вы можете, очень просто, если интересует конкретная модель в базовой комплектации, то просто сообщаете нам любым из удобных для Вас способом:
Если данная модель имеется в наличии, то Вы подписываете договор, оплачиваете 100% и получаете свой заказ. Если же такой модели в наличии нет, то производите оплату в размере 50% от стоимости станка, подписываете договор, оставшуюся сумму оплачиваете при готовности вашего заказа.
Срок изготовления станка от 50 до 80 рабочих дней. Сроки изготовления обсуждаются с Вашим менеджером и могут быть уменьшены до 30-45 рабочих дней.
Если же Вам необходима конфигурация станка с Вашими предпочтениями, то процедура заказа, следующая:
Оплата
Вы можете выбрать любой удобный для Вас способ оплаты: банковский перевод, оплата банковской картой или наличные деньги в офисе компании.
Доставка по России
Доставка и отгрузка товара осуществляется транспортными компаниями, после оплаты заказа. Стоимость доставки будет рассчитана менеджером после оплаты заказа. Доставка оплачивается полностью заказчиком при получении груза.
Самовывоз
Вы можете самостоятельно забрать Ваш заказ на складе по адресу Россия, Ростовская область, г. Каменск-Шахтинский, пер. Полевой 43 (координаты для навигатора 48.292474, 40.275522). Для крупногабаритных заказов воспользуйтесь транспортным средством.
3D моделей станков
3D моделей станков
Каждый станок может быть описан его математической моделью , которая называется кинематической моделью станка. Эта модель содержит информацию, используемую постпроцессором Delcam для преобразования координат, полученных из файла CLDATA. (Координаты модели) в координаты станка (Координаты станка) . Это преобразование называется обратной кинематической задачей . Файлы
MTD (для PowerMILL) или MD (для FeatureCAM) можно использовать для понимания того, как станки будут двигаться во время резки детали. Вы можете смоделировать рассчитанные траектории движения инструмента, используя модель станка в PowerMILL. Это помогает избежать столкновений между различными частями станка и предотвратить опасные ситуации.
Доступны для заказа следующие модели CAD станков. Модели представлены в форматах: stl, step, x_t, iges . Для всех представленных станков создаются файлы .mtd (PowerMILL) и .md (FeatureCAM). Для коммерческого предложения, пожалуйста, напишите [email protected].
Модель станка фото
Название станка
Бретон MX800
Бретон 1000 Орел
CB Феррари А15
CB Феррари А17
CB Феррари А18
CB Феррари B17
CB Феррари D21
CB Феррари А15 2
CB Феррари D230
Daewoo PUMA1500 SY
DMG DMU50eVo линейный
DMG DMU50eVo Linear (2-я модель)
ДМГ ДМС60Х
ДМГ ДМС64В
ДМГ ДМС75В
ДМГ ДМС100У2 А
ДМГ ДМС105В
ДМГ ДМФ180
ДМГ ДМФ250
ДМГ ДМФ 360
ДМГ ДМУ40моноБЛОК
ДМГ ДМУ40эВо
ДМГ ДМУ50В
DMG DMU50V (2-я модель)
ДМГ ДМУ50
ДМГ ДМУ50 Эколайн
DMG DMU60 HSK40 DMG DMU60 SK63 DMG DMU60T SK40
ДМГ ДМУ60эВо
DMG DMU 60 P (оси A-C)
DMG DMU 65 моноБЛОК
ДМГ ДМУ70
DMG DMU 70H duoBLOCK
DMG DMU75 моноБЛОК
DMG DMU75 HSC линейный
ДМГ ДМУ80Т
DMG DMU80 моноБЛОК
DMG DMU80 моноБЛОК
DMG DMU80 duoBLOCK
DMG DMU 80P duoBLOCK
ДМГ ДМУ80 эво
DMG DMU80FD duoBLOCK
DMG DMU 85 моноБЛОК
Моноблок DMG DMU100
Моноблок DMG DMU105
ДМГ ДМУ125П
DMG DMU125P (2-я модель)
ДМГ ДМУ160П
DMG DMU160P (с осью А)
ДМГ ДМУ200П
станок DMG CTX 1250 Beta
машина DMG 2000 GAMMA
машина DMG Ultrasonic 20
Doosan Puma 1500 Y
Doosan Puma 240 MSB
Doosan Puma MX2500
Фамуп ВВ 2000 Х5
Фамуп MF560 X5
Рободрель Fanuc
Фидия K197
Фидия К199 КРВ
Фидия K211
Фидия G996 BSH
ФПТ Дино
Гроб G350
ХААС СТ-10
Мини-завод HAAS
HAAS VF2
(версия с 3 осями)
HAAS VF2
(с поворотными осями)
ХААС ВФ4
ХААС ВФ5
ХААС ВФ6
ХААС ВФ8
ХААС ВФ9
Хеллер МСА h250
Гермле C20
Hermle C30 STR280 Hermle C30 STR630
Гермле C40
Гермле C42
Гермле C40T
Гермле C50
Гермле C600U
Гермле C800U
Гермле C1200U
Гермле U740
Гермле U1130
Гурон K2X8
Гурон KX8
Гурон KX100
Испер С3
Изель 4030
Робот Кука
Робот Кука 125
Робот Кука 150
Робот Кука 210
Робот Кука 240
Станок Mazak HyperQuadrex 150 MSY
Машина Мазак Интегрекс 200-IV ST
Станок Mazak Integrex 300-IV S
Станок Mazak Integrex 400-IV S
Машина Мазак 1060в
Мазак 1060В Р90
Мазак МФ640М
Мазак Вариаксис 550
Мазак Вариаксис 630
Мазак ВТК 800
Микрон HSM200U LP
Микрон HSM400U
Микрон HSM600U
Микрон UCP710
Микрон UCP1350
Мори Сейки NMV5000
Мори Сейки NMV8000
ДЖМХ 500
Томе Накамура TW20
Томе Накамура TW20 SY
Томе Накамура NTX
Окума Генос 460 ВЭ
Окума Генос М560 В
Окума MM300 ТБ
Окума МУ400 ВА
Окума МУ500 ВА
Окума MA600 H
Окума Миллак 33 ТУ
Окума Миллак 761 В
Окума Миллак 852 В
Окума Миллак 1052 В
Окума МБ 56 В
Окума MCR-BIII
Павента Плюс1200
Рамбауди Рамфаст RF105
Родерс RXP 500
Родерс 600 DS
Родерс RXP 601
Родерс RFM 1000 S
Родерс RXP 1201
Спиннер U5-620
Старраг ZT800
Стерлитамак 500 ВБ
Станок DMG 2000 GAMMA
Станок Такисава TS4000 YS
Станок YCM
Вернуться на главную
3D-печать HP
ПРЕДСТАВЛЯЕМ: HP MULTIJET FUSION
Для получения дополнительной информации, пожалуйста, просмотрите эти видеоролики, чтобы получить полное представление о мире 3D-печати HP Multi Jet Fusion:
Нажмите, чтобы увидеть больше видео
Превосходное стабильное качество деталей
Производите функциональные детали с высочайшей точностью размеров и оптимальными механическими свойствами.
HP напечатала звено цепи за 30 минут с использованием технологии HP Multi Jet Fusion. Звено весит 0,25 фунта и может поднимать до 10 000 фунтов:
Невероятная производительность
Невероятная скорость до 10 раз выше благодаря 30 миллионам капель в секунду на каждый дюйм рабочей зоны.
Технология HP Multi Jet Fusion обеспечивает новый уровень качества деталей при рекордных скоростях:
Самая низкая себестоимость детали
Сократите расходы, открыв двери для мелкосерийного производства.
3D-печать HP может обеспечить прорыв в экономике, что делает 3D-печать жизнеспособной альтернативой традиционному производству.
Опыт, которому можно доверять
С 1984 года компания XYZ разрабатывает, тестирует и совершенствует свой ассортимент станков. Благодаря нашим беспроигрышным принципам сочетания выдающегося качества сборки с лучшими в мире системами управления, а именно ProtoTRAK® и Siemens, ассортимент продукции стал лучшим выбором в стране для прототипов и мелкосерийного производства.
3D-модель
Фьюзинг и детализация впрыскиваются для выборочного расплавления частиц порошка и улучшения разрешения
Лампы постоянно проходят над поверхностью, выбрасываемый материал улавливает и распределяет тепло
4 Процесс продолжается наращивание детали слой за слоем
Рассыпчатая пудра удалена
Деталь готова
Разработанные для технологии HP Multi Jet Fusion, эти материалы проверяют пределы создания функциональных деталей, оптимизируя стоимость и качество деталей, а также обеспечивая высокую и во многих случаях лучшую в отрасли возможность повторного использования при самой низкой стоимости за деталь.
Термопластичный материал, обеспечивающий оптимальные механические свойства с превосходной ударопрочностью и удлинением при разрыве, идеально подходит для изготовления защелок, стелек, спортивных товаров, живых петель и многого другого.
Загрузить техпаспорт
Идеально подходит для производства прочных и качественных деталей с наименьшими затратами на каждую деталь.
Загрузить техпаспорт
Термопластический материал, наполненный 40% стеклянными шариками, обеспечивает жесткие функциональные детали с превосходной размерной стабильностью. Идеально подходит для приложений, требующих высокой жесткости, таких как корпуса, корпуса, приспособления и инструменты.
Загрузить техническое описание
Нажмите, чтобы просмотреть в полном размере Обзор производительности
Максимальная сквозная эффективность
HP SmartStream 3D Build Manager
Интуитивное, мощное программное обеспечение для подготовки и отправки деталей на печать.
Центр управления HP SmartStream 3D
Отслеживайте состояние сборки, проверяйте расходные материалы и получайте оповещения в режиме реального времени.
Autodesk® Netfabb® с HP Engine
Содержит передовое программное обеспечение для аддитивного производства деталей производственного качества. Функции контроля качества предотвращают ошибки оборудования и повышают общую надежность и эффективность процесса.
Подробнее
Процессор Materialise Build для HP Multi Jet Fusion
Подключитесь к Materialise Magics с процессором Materialize Build для HP Multi Jet Fusion, стандартным программным обеспечением для профессиональной 3D-печати, чтобы раскрыть весь потенциал вашего 3D-принтера HP и управлять каждым этапом производственного процесса.
Подробнее
Член-учредитель консорциума 3MF
HP является членом-основателем консорциума 3MF — отраслевого консорциума, работающего над определением нового формата 3D-печати, который позволит приложениям для проектирования отправлять полноценные 3D-модели в различные другие приложения, платформы, сервисы и принтеры.
При любых работах с бетоном стоит уделить особое внимание расчёту арматуры. Нехватка арматуры снижает прочность всей конструкции, а её перерасход влечет за собой лишнюю трату денег. В этой статье мы подробно рассмотрим вопрос сколько надо арматуры на куб бетона.
От чего зависит норма расхода арматуры на 1 куб бетона
При различных типах строения используется разное количество арматуры. Сама арматура разнится по классу и весу. По площади сечения арматуры можно узнать вес 1 метра. Более подробно о классах и видах арматуры можно прочитать в специальной статье: арматура, виды, характеристики, выбор, вязка, гибка арматуры.
Для вычисления количества связки и арматуры в 1 м³ объема бетона потребуется такая информация:
Тип фундамента.
Площадь сечения прутьев и их класс.
Общий вес здания.
Тип почвы.
Различают несколько основных типов бетонных фундаментов: ленточный, плитный и столбчатый. Более подробно о выборе типа фундамента и характеристках каждого из них можно прочитать в статье: выбор типа фундамента, его расчёт, технологии строительства фундамента. В этой же статье можно узнать о расчёте веса здания и как учитывать тип грунта при выборе типа и размеров фундамента.
Арматурная конструкция для фундамента.
Не смотря на большие различия в возможных конфигураций фундамента, есть общие рекомендации. Так для строительства небольшого деревянного домика потребуется арматура с сечением не больше 10 мм. Для создания фундамента большого кирпичного дома потребуется уже не меньше 14 мм в толщину. Прутья устанавливаются в фундаменте всреднем через 20 см от друг друга. В связке находятся 2 пояса: верхний и нижний. Измерив общую длину и глубину фундамента можно с точностью определиться, сколько метров арматуры и уже исходя из этих чисел посчитать их суммарный вес. При этом стоит учитывать, что арматуру не надо сильно заглублять, так как основное растяжение создается на поверхности.
Согласно строительным нормам на 1 кубический метр бетона расходуется не менее 8 килограмм арматуры.
Расчёт расхода арматуры на 1 куб.м. для ленточного фундамента
Для примера рассмотрим ленточный фундамент размерами: 9 на 6 метров, шириной ленты 40 см и высотой 1 метр. Сделаем усредненный типовой расчёт, который вполне подойдет для грунта не подверженного сильному пучению. Каркас состоит из рядов: горизонтальных, вертикальных и поперечных.
Сначала рассчитаем горизонтальную арматуру. Между горизонтальными рядами арматуры расстояние в 30 см, и сами ряды должны быть в бетоне на глубине 5 см от поверхности. Значит для фундамента высотой 1 метр требуется 4 ряда арматуры. Если фундамент шириной до 40 см то в каждом ряду ставятся по 2 арматурных прута. Периметр нашего фундамента равен 30 метров. По всему периметру фундамента проходит 4 ряда, и в каждом 2 прута. Значит всего 8 прутов по периметру фундамента. Находим общую длину горизонтальной арматуры 30*8=240 м. Что при её диаметре в 12 мм (0. 888 кг за метр прута) получится 240*0.888=213 килограмм.
Расчёт расхода арматуры на куб бетона. На данной схеме арматура уложена в два ряда по три прута в каждом.
Отступы арматуры от края бетона на 5 см служат для создания защитного слоя бетона вокруг арматуры. Для фиксации арматуры на нужно расстоянии от опалубки до и во время заливки бетона используются специальные подставки или фиксаторы для арматуры. Более подробно о том, что такое защитный слой бетона и о видах фиксаторов Вы можете прочитать в специальной статье: фиксаторы для арматуры, их виды, характеристики, правильное использование.
Поперечная арматура нужна для связи горизонтальных и вертикальных рядов. Для этих целей применяется арматура диаметром в 6 мм (0.222 кг за кг) при шаге в 30 см. Длинна каждого поперечного прутка в горизонтальной плоскости равна 30 см. В вертикальной — 90 см. От ширины и высоты фундамента мы отняли по 5 см с каждой стороны для создания защитного слоя бетона. В одном сечении получаем 4 прутка по 30 см и 2 прутка по 90 см. Получается, что в одном сечении 4*30+2*90= 300 см или 3 метра арматуры. Шаг сечений 0.3 метра, зная длину ленточного фундамента, находим общее количество поперечных сечений: 30/0.3=100 шт. Тогда общая длина поперечной арматуры 3*100=300 м. А вес 300*0,222=66,6кг.
Суммарный вес армированной системы выйдет 213+66,6=279,6 кг для ленточного фундамента 6 на 9 м то есть объемом 12 куб м.
Таким образом, для рассматриваемого ленточного фундамента на 1 кубический метр бетонного раствора расход арматуры:
диаметром 12 мм: 213/12=17,8 кг на 1 м куб бетона,
диаметром 6 мм: 66,6/12=5,6 кг на 1 м куб бетона.
Композитная арматура в среднем в 4 раза легче, чем сталь, потому для вычисления её расхода можно делить вес арматуры в четыре раза.
Ориентировочные показатели расхода арматуры на 1 кубический метр бетона для разных типов фундамента:
для столбчатого фундамента — 10 кг на 1 куб м бетона;
для ленточного фундамента — 20 кг на 1 куб м бетона;
для плиточного фундамента — 50 кг на 1 куб м бетона.
Для того чтобы посчитать сколько арматуры нужно на 1 кубический метр бетона более точно, следует сделать точный расчёт арматуры для фундамента. Для этого можно воспользоваться более подробными материалами на странице: расчёт арматуры.
Определяемся с расходом арматуры на куб
В частности, при постройке фундаментов – от дальнейшей несущей нагрузки и устойчивости грунта, на котором будет происходить процесс строительства.
Норма по стандартам
Стандартные нормы рассчитаны для различных случаев. При составлении проекта, они указываются в технической документации, и должны точно выдерживаться. При этом архитекторы учитывают все тонкости, включая нагрузку на конструкцию из армированного бетона, состояние грунта, климатические условия и прочие необходимые условия. Поэтому указать точное количество для абстрактного случая невозможно.
Если же нужно рассчитать для частного строительства мелких бытовых построек, можно использовать приблизительные величины и пользоваться поправкой на возможные усложнения.
Учитывается:
Тип фундамента.
Размер возводимого здания и его вес.
Особенности грунта.
Технические характеристики арматуры.
Если для высотных зданий часто используется центнер арматуры, для небольших сооружений расход арматуры на 1 м3 бетона будет в 2-4 раза меньше, и использовать диаметр 1 см с ребристым профилем.
Тогда приблизительно на ленточный фундамент длиной 9 м. и шириной 6 м. должно использоваться сечение 0.4х1 м., арматуры диаметром 12 мм надо всего 18.7кг. на куб бетонной смеси, а диаметра 6 мм. – 5.9 кг. В общем это составляет 24.6 кг. арматуры.
Причины отклонений
В некоторых случаях расход арматуры может быть больше, чем это обычно используется.
Причинами таких изменений могут стать:
1. Сложные для строительства грунты – плавуны, песочные грунты. Кроме того, возможность землетрясений, чрезмерная влажность, резкие перепады температур может стать причиной дополнительной страховки по безопасности конструкции.
2. Дальнейшее использование зданий. Промышленные корпуса с тяжелым оборудованием, постоянным движением значительного количества ресурсов, детонацией поверхностей требуют особого внимания конструкторов, в том числе по рассмотрению расхода арматуры на 1 м3 бетона.
3. Если материалы, которые уходят на дальнейшую постройку, заменяются на более тяжелые.
Соответственно, если легкие здания строят на плотных грунтах, арматуры уйдет меньше, поскольку ее диаметр будет применяться меньшим.
Столбчатые и плоские
1. Для постройки столбчатых фундаментов используются армированные бетонные столбы, диаметр которых начинается от 15 см. Форма – прямоугольная, круглая или квадратная. Такие столбы обеспечивают фундаменту прочность на растяжение и сжатие, а также оберегают от воздействия сильных морозов.
Есть две технологии, по которым заливаются столбы. По первой в вырытую яму (около 30 см больше нужного размера) устанавливается опалубка, в которую закрепляется арматура и там заливается бетоном. По окончанию застывания бетона опалубка удаляется, и столб окончательно засыпается. По другой технологии отверстие проделывает специальный бур, который внизу проделывает уширение.
Ростверк лента из монолитного железобетона, которая соединяет столбы в единую конструкцию. Он делает фундамент более устойчивым, но не обязателен.
Армирование необходимо вертикальное, с использованием соответствующего диаметра и вертикальной насечки. Соединение толстых прутов ложится на более тонкую, диаметров 6 мм и гладкую. Перевязываются пруты с шагом 70-100 см.
Для ростверка используется поперечное сечение, диаметр 10-12 мм. с поперечными гладкими связками, не несущими на себе нагрузки.
2. Плоский фундамент строится из монолитных железобетонных плит. Чаще всего выбор на нем останавливается, когда грунты пучистые, а стены планируются из неэластичных материалов- кирпича, керамзита и прочего.
Плиты могут быть ребристыми, что делает их более устойчивыми к нагрузкам и изменениям грунта. Изготовление таких плит более сложно, чем аналогичных плоских. Между ребрами засыпается песок или смесь песка и гравия.
Основа плит – металлические решетки, которые располагаются в верхней и нижней ее частях, связаны между собой. Могут использоваться и стандартные пруты с шагом 20-40 см., в зависимости от веса здания. Диаметр и сечения 10-15 см. Специалисты рекомендуют использовать одновременно продольное и поперечные сечения.
Алгоритм расчета и требуемые данные
При расходе арматуры на 1 м3 бетона во внимание берутся следующие параметры: нагрузка на фундамент, диаметр арматуры, длина прутов.
Для определения нагрузки на основание дома вычисляется площадь стен, кровли, цокольного, междуэтажного и чердачного перекрытия, а далее по таблице вычисляется приблизительный их вес.
Сума найденных результатов – точная нагрузка на фундамент.
Средний вес кровли по материалам, в кг /м. кв.
Средний удельный вес стены толщиной 15 см по материалам, в кг/м. кв.
Средний вес перекрытий по материалам, в кг /м. кв.
Чем больше нагрузка, тем меньше шаг, с которым используются железные пруты, а, значит, и ее конечное количество.
По стандарту диаметр железных стержней зависит от общего сечения всего фундамента, определяется в отношении как 1 к 0.001, то есть не меньше 1%. Для точных расчетов используется следующая таблица:
Для дальнейшего вычисления расхода арматуры на 1 м3 бетона необходимо воспользоваться ГОСТами 5781-82 и 10884-94. Однако есть значения, которые встречаются чаще всего. При диаметре сечения арматуры 8-14 мм ее ребристой поверхности чаще всего нужно 150-200 кг прутов.
В случае постройки колонн — это значение достигает 200-250 кг.
Для того, чтобы узнать, сколько железа необходимо на все здание, вычисляется сумма периметра здания и дины всех простенков.
Умножив данные на количество арматуры в 1 метре кубическом, получается ее общее количество, необходимое для строительства фундамента данного здания.
Методы расчета количества арматуры в бетонной конструкции
🕑 Время чтения: 1 минута
Оценка количества стальной арматуры является необходимым шагом в расчете стоимости железобетонной конструкции наряду с другими строительными материалами согласно строительному чертежу. Точный расчет арматуры в здании играет важную роль в общей стоимости проекта. Расчет арматуры производится по чертежам и графику гибки стержней. В случаях отсутствия чертежей и графиков количество обычно описывается в соответствии с требованиями Стандартный метод измерения строительных работ .
Состав:
Методы оценки количества арматуры:
Метод-1: Оценка арматуры (метод большого пальца)
Метод-2: Оценка арматуры (точный метод):
Количество стержней
Для хомутов:
Расчетное количество арматуры в кг:
Методы армирования Расчетное количество:
Существуют разные методы оценки количества армирования; три метода различной точности:
Метод-1: оценка армирования (метод большого пальца)
Этот простейший метод основан на типе конструкции и объеме железобетонных элементов.
Средние значения для типовых бетонных рам:
Тяжелая промышленность = 130 кг/м 3 Коммерческий = 100 кг/м 3 Институциональный = 90 кг/м 3 Жилой = 85 кг/м 3 Однако, несмотря на то, что это самый простой метод проверки общего расчетного количества арматуры, в то же время он является наименее точным и требует значительного опыта для разбивки тоннажа до требований стандартного метода измерения. Разбивка некоторых элементов приведена ниже,
Стандартный метод измерения
Метод-2: оценка армирования (точный метод):
Это наиболее точный метод количественной оценки арматуры. Этот метод требует чертежей и графиков. Чертежи, используемые в этой оценке, являются репрезентативными для реальной конструкции. Эскизы включают предполагаемую форму детализации и распределения основного и вспомогательного армирования. Допуск на дополнительную сталь для отклонений и отверстий может быть сделан путем осмотра. Возьмем пример и оценим количество арматуры в методе,
Детали армирования типовой балки
Поперечное сечение типовой балки
Расчет: Стержень 1 : б = 4000 + (2 х 230) – (2 х 40) = 4380 Никаких изгибов, следовательно, никаких отчислений Длина резки = 4380 мм Бар 2 : а = 200 б = 4000 + (2 х 230) – (2 х 40) = 4380 Вычет : (2 x диаметр x количество изгибов) = 2 x 20 x 2 Длина резки = (2×200) + (4380) – (2x20x2) = 4700 мм Бар 3: а = 230 – (2х40) = 140 с = 375 – (2х40) = 285 Длина резки: (2А + 2С) + 24d = (2x 140 + 2x 285) + 24×8 = 1042 мм Кол-во хомутов: (4000/180) + 1 = 23,22 = 24
Таблица гибки стержней для балки
Количество стержней:
Предположим, что шаг хомутов равен 150 ц/с, а длина, по которой они расположены, составляет 6800 мм, мы можем найти количество стержней по формуле ниже [Длина / Интервал] + 1 = количество стержней [ 6800 / 150] + 1 = 46,33 В этом случае мы всегда округляем. Следовательно, нам потребуется 47 стремян.
Длина резки:
Мы должны помнить, что сталь пластична по своей природе и подвержена удлинению. Следовательно, длина стержня увеличивается при введении изгибов или крючков. Следовательно, необходимы определенные вычеты, чтобы компенсировать это увеличение длины. Длина резки = истинная длина стержня – вычеты Для 45 градусов Длина резки = общая длина – 1 x диаметр стержня x количество изгибов Для 90 градусов Длина резки = общая длина – 2 x диаметр стержня x количество изгибов
Для стремян:
Крюк 90 градусов: Длина стремени = (2А + 2В) + 20 х диаметр Крюк 135 градусов: Длина стремени = (2А + 2В) + 24 х диаметр
Оценка количества арматуры в кг:
Оценка количества арматуры в кг
**Удельный вес в кг/м рассчитывается по формуле = D 2 /162 Для стержня 8 мм = 8 2 /162 = 64/162 = 0,395 кг/м
Анализ количества и норм для железобетонных конструкций
🕑 Время прочтения: 1 минута
Сегодня мы увидим, как подготовить анализ скорости для работы с железобетоном (RCC). Первым шагом к анализу скорости является оценка труда, материалов, оборудования и прочих предметов для определенного количества железобетона. Вторым шагом является определение компонента конструкции, для которого требуется анализ скорости RCC, поскольку количество арматурной стали варьируется в зависимости от плит, балок, колонн, фундамента, дорог RCC и т. д., хотя количество других материалов, таких как песок, крупнозернистый заполнитель и цемент остаются прежними с тем же составом смеси (пропорция смеси) бетона. Стоимость работ по армированию меняется в зависимости от типа конструктивного элемента по мере изменения количества арматурной стали. Количество таких материалов, как песок, цемент и крупные заполнители, зависит от состава смеси, например M15 (1:2:4), M20 (1:1,5:3), M25, M30 и т. д.
Здесь мы увидим анализ скорости за 1м 3 из железобетона.
Содержимое:
Данные, необходимые для анализа скорости RCC:
1. Оценка материалов:
a) Требуемые мешки цемента:
c) Объем необходимого крупного заполнителя
d) Оценка арматурной стали:
2. Потребность в рабочей силе на 1 м3 ЖБК:
3. Оборудование и инвентарь:
4. Прибыль подрядчика:
1. Смета материалов:
Оценка материала включает песок, цемент, крупный заполнитель и сталь для конкретного состава смеси. Давайте рассмотрим смешанный дизайн 1:1,5:3 для нашей практики оценки. Сухой объем всех необходимых материалов считается в 1,54 раза больше влажного объема бетона из-за пустот, присутствующих в песке и заполнителях на сухой стадии. Поэтому для нашего расчета мы будем считать общий объем необходимых материалов равным 1,54 м 3 на 1 м 3 влажного бетона.
а) Требуются мешки с цементом:
Объем цемента, необходимый для 1 м 3 бетона = =0,28 м 3 Тогда количество мешков цемента (объем одного мешка цемента = 0,0347 м 3 ) == 8,07 мешка цемента. b) Требуемый объем песка: Требуемый объем песка = = 0,42 м 3 песка.
c) Требуемый объем крупного заполнителя
Объем крупного заполнителя == 0,84 м 3 крупных заполнителей.
г) Оценка арматурной стали:
Требуемое количество стали зависит от компонентов конструкции, т. е. плит, балок, колонн, фундаментов, дорог и т. д. Существует два метода оценки требуемой стали. Первый метод заключается в том, что когда у нас есть чертеж, мы можем рассчитать общий вес требуемой стали, разделенный на общий объем бетона для различных компонентов. Это даст нам вес арматурной стали на кубический метр бетона. Второй метод предполагает процент армирования для разных компонентов. Ниже приведены проценты арматурной стали, обычно требуемые для различных компонентов. Его значения могут варьироваться от структуры к структуре и могут быть приняты на основе прошлого опыта подобной структуры.
Для плит = 1,0 % от объема бетона.
Для балки = 2 % объема бетона.
Для колонны = 2,5 % объема бетона.
Для железобетонных дорог, 0,6% объема бетона.
Возьмем пример железобетонной колонны, где требуется армирование 2,5% от объема бетона, требуемый вес стали будет: =196,25 кг.
2. Потребность в рабочей силе на 1м 3 RCC:
Требуемые трудозатраты представлены в виде количества дней, необходимых конкретному работнику для выполнения своей работы с заданным количеством бетона. Требуются следующие виды работ: а) Каменщик: Согласно Стандартной таблице ставок и анализу ставок, требуется один каменщик на 0,37 дня. б) Рабочие: требуется один неквалифицированный рабочий на 3,5 дня. в) Водовоз: требуется один водовоз для 1.39дней. d) Устройство для гибки стержней: Требования к устройству для гибки стержней зависят от веса арматуры. Предположим, что на 100 кг стали требуется один гибочный станок за 1 день. д) Оператор смесителя: требуется один оператор смесителя на 0,0714 дня. f) Оператор вибратора: требуется один оператор вибратора на 0,0714 дня.
3. Оборудование и принадлежности:
Расходы на оборудование и другие расходы, такие как плата за воду, различные предметы, инструменты и приспособления и т. д., можно принять как некоторый процент от общей стоимости материалов и труда. Допустим, это 7,5%.
4. Прибыль Подрядчика:
Прибыль подрядчика зависит от места к месту, от организации к организации и от работы к работе. Она варьируется от 10 до 20%. Для нашего случая примем его равным 15% от общей стоимости материалов, работ и оборудования. Мы рассчитали количество каждого товара в вышеперечисленных 1-3 шагах. Для анализа ставок RCC нам нужно умножить каждое количество на их ставки, чтобы получить сумму за каждую единицу работы. Цены варьируются от места к месту и время от времени.
Шлифовальные круги — это абразивные инструменты, которые состоят из зерен, сцементированных между собой определенным вяжущим веществом. Они широко применяются в промышленных и бытовых целях для шлифования различных поверхностей. Такая процедура позволяет достичь презентабельного внешнего вида изделия и придания ему необходимых технических характеристик. Как правильно выбрать шлифовальный круг для домашних и производственных работ, и что нужно знать о шлифкругах перед их покупкой — об этом читайте в нашей статье.
Сфера применения шлифовальных кругов
Виды шлифкругов
Характеристики шлифовальных кругов и их маркировка
Зернистость
Виды абразивных композиций
Связующие компоненты
Показатели твердости
Как правильно выбрать и купить шлифовальный круг?
Сфера применения зачистных шлифовальных кругов
Абразивный инструмент находит свое применение как в бытовых условиях, так и в промышленном производстве. В процессе проведения ремонтных работ не обойтись без зачистных шлифовальных кругов: они используются для удаления старой краски и ржавчины с металлических конструкций, подготовительной очистки бетонных стен для последующей укладки кафельной плитки.
Шлифовальные круги применяются и в промышленности: для обработки брусковых и щитовых деталей в станкостроении и машиностроении. Шлифовке может подвергаться широкий перечень материалов, в том числе:
черные и цветные металлы, мягкие сплавы;
камень;
пластик;
древесина.
Шлифкруги применяются для удаления ржавчины с металлических деталей, а также для заточки ножей и других режущих предметов на точильных станках. Ювелиры используют шлифовальные круги для полировки драгоценных металлов, финишной обработки поверхности полудрагоценных камней и поделочных минералов.
Виды шлифкругов
Согласно непрофессиональной классификации шлифовальных кругов выделяют следующие разновидности:
Диски на липучке изготавливаются из шлифовальной шкурки на велкро-основе, которая крепится на опору при помощи самоклеящейся подложки. Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы.
Лепестковый шлифкруг выполнен в форме веера, обладает хорошей эластичностью и легко адаптируется под любую поверхность. Используется в основном для шлифовки труб, фасонины, изделий из дерева.
Фибровый шлифовальный круг – это оснастка болгарки для обработки поверхностей из черных и цветных металлов, стали. Применяется для зачистки сварочных швов и удаления брызг. Фибровая основа для таких дисков изготовлена путем обработки целлюлозы.
Алмазный шлифкруг используется для чистовой шлифовки твердосплавных материалов, стекла, керамики, драгоценных и поделочных камней. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Характеристики шлифовальных кругов и их маркировка
Качественные характеристики шлифкругов регламентируются ГОСТ, техническими условиями и обозначаются на маркировке изделия. К базовым параметрам относят:
класс, профиль и размер;
зернистость;
абразивный материал;
связующий материал;
твердость.
Точность и качество шлифования напрямую зависит от класса абразивного инструмента. Шлифкруги класса Б используются для менее ответственных операций и обладают наименьшей точностью. Абразивный инструмент класса, А является более точным и качественным. Шлифовальный круг класса АА обычно применяется для работы на прецизионных шлифовальных станках, отличается наивысшей точностью геометрических параметров, однородностью зернового состава и уравновешенностью абразивной массы.
Профиль круга определяет возможность выполнения тех или иных работ. Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения.
Маркировка
Область применения
ПП – с прямым профилем
черновое шлифование металла
2П – конические двухсторонние Т – тарельчатые
обработка резьбы и шестеренок, заточка инструментов с несколькими лезвиями
Помимо формы профиля, шлифовальные круги отличаются по размерам — наружному диаметру, диаметру отверстия и высоте (DxTxH). Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.
Зернистость
Выбор зернистости шлифовального круга обуславливается требованиями, предъявляемыми к чистоте обрабатываемой поверхности, и типом шлифовальных операций. Величина зерна обозначает толщину слоя, снимаемого за один проход. Так, шлифовальные круги по металлу для черновых работ имеют более крупное зерно, а для обеспечения гладкости и точности обработки применяются мелкозернистые круги. Для торцевого шлифования, а также для обработки деталей из меди или латуни лучше использовать крупнозернистые круги, чтобы избежать засаливания.
Зернистость шлифкругов характеризуется размером абразивных зерен и обозначается определенным числом (чем больше число, тем меньше степень зернистости). В таблице ниже приведены рекомендации по выбору зернистости инструмента для выполнения того или иного вида работ.
Вид шлифования
Рекомендованный номер зернистости круга
Резьбошлифование
100-280
Отделочное
180-320
Заточка инструмента
170-220
Круглое чистовое
600-100
Круглое обдирочное
24-40
Плоское, торцевое
16-36
Виды абразивных композиций
Согласно ГОСТ 28818 материалы для производства шлифкругов должны иметь значительную твердость, низкую теплопроводность и устойчивость к фрикционному износу. Допускается применение следующих абразивных композиций:
Электрокорунд на бокситовой основе — отличается повышенным уровнем твердости и термостойкости. Такие круги маркируются буквенно‑цифровым индексом (12А — 15А, 22А — 25А), с увеличением которого возрастает показатель твердости базового вещества и прочность круга.
Электрокорунд на базе карбида — используется для снятия поверхностных слоев с деталей, которые уже подвергались термической обработке. Код маркировки начинается от 38А (карбид циркония) и заканчивается 95А (карбид хрома или титана). Шлифовальные круги, изготовленные на основе карбида кремния (52С‑65С) имеют отличную устойчивость к температурным перепадам и применяются для работы по чугуну, цветному металлу и сплавам.
Сферокорунд — материал на базе расплавленного оксида алюминия с зерном сферической формы. Такой состав отличается высокими показателями твердости, что дает возможность использовать его для обработки твердых сплавов. Шлифкруги из сферокорунда маркируются буквенным обозначением «ЭС».
Монокорунд — это материал с зерном, имеющим монокристаллическую структуру (43А‑45А). Такая абразивная композиция долговечна и используется для обработки инструментальных и жаропрочных сплавов.
Связующие компоненты
Наряду с режущим веществом, из которого изготовлен шлифовальный круг, немаловажную роль играет способ связки: именно благодаря ей абразивная масса не разрушается. Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах.
Керамическая связка на основе глины или кварца делает шлифовальный круг более легким, и как следствие, достигается высокая скорость его вращения на шлифовальном станке. При этом стойкость и твердость такого инструмента значительно ниже. Смесь искусственного каучука и серы дает вулканитовую связку. Такие диски отличаются повышенной износостойкостью и хорошей упругостью, но стоят значительно дороже модификаций с керамическим абразивом.
Показатели твердости
Твердость шлифовального круга — это свойство, которое позволяет сохранять зерна под внешним воздействием. Чем меньше показатель твердости, тем быстрее происходит разрушение абразива. Наиболее распространенными являются шлифкруги со средними значениями твердости, так как они обладают оптимальным балансом производительности и долговечности. Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
Для обработки резьбы или маленьких по размеру деталей используются шлифкруги с высокой твердостью. С плоской или черновой шлифовкой прекрасно справляются мягкие инструменты. Чем тверже и больше заготовка, тем более мягкий абразивный диск используется для ее обработки.
Как правильно выбрать и купить шлифовальный круг?
Чтобы купить шлифовальный круг, который будет максимально эффективен и прослужит длительное время, необходимо тщательно подойти к вопросу выбора. Для этого следуйте рекомендациям специалистов:
Учитывайте специфику используемого инструмента: для работы на шлифовальном станке вам потребуется круг, выдерживающий высокое давление. Для болгарки нужен шлифовальный диск с повышенной устойчивостью к скорости вращения.
Внимательно изучайте маркировку изделия, на которой имеются все необходимые условные обозначения: размер, класс, профиль, зернистость, абразивная композиция.
Подбирайте инструмент в зависимости от материала обрабатываемой поверхности, площади шлифования.
Не используйте абразивы с истекшим сроком годности во избежание поломок и риска для здоровья.
Выбирайте продукцию проверенных производителей, которые руководствуются требованиями ТУ и ГОСТ.
ООО «Броксталь» реализует абразивный инструмент от надежных отечественных заводов‑изготовителей. У нас вы можете купить шлифовальные круги различных размеров по демократичным ценам. Если вам потребуется помощь с выбором продукции, свяжитесь с нами по телефону 7 (8362) 32‑15‑15 или используйте кнопку «Сделать заказ». Ознакомиться с ассортиментом шлифовальных кругов и ценами можно в «Прайсе», а продаже также имеются бу трубы
Шлифовальные Круги И Диски По Металлу коды ТН ВЭД 2022: 6804221200, 6804221800, 6804210000
🔥 Поставщики Шлифовальных кругов и диски по металлу
Если вы ищите проверенных поставщиков: то можете их посмотреть на крупнейшем портале: b2b-postavki. ru. Страны импортеры: ИТАЛИЯ, ИСПАНИЯ, КИТАЙ, СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ, ГЕРМАНИЯ, ТУРЦИЯ, ГОНКОНГ
Примеры компаний производящих продукцию
«CHINA XINHONG GROUP LIMITED»
«BULUT CO.LIMITED»
Yangquan Zhongjia Abrasives Co., Ltd
fischerwerke GmbH & Co. KG
Forum Ede gmbh
💁 Логистические компании и таможенные брокеры
Вы можете позвонить или отправить запрос на просчет вашего груза (Шлифовальных кругов и диски по металлу) в следующие компании:
Компания «ПрофиВЭД»: Таможенное оформление, Аутсорсинг ВЭД, Логистика, Сертификация товара Консультирует: Устинова Ульяна, специалист ВЭД, опыт более 7 лет Консультация в офисе в Москве: Рязанский проспект, 8А, стр.14, БЦ Рязанский email: [email protected] тел: +7 (495) 926-79-66
Если вы сами брокер или у вас хорошие цены по логистики. Присылайте ваши условия, отзывы, рекомендации и мы вас добавим: [email protected]
🇷🇺Шлифовальные Круги И Диски По Металлу экспорт
Вы можете прочитать статью или заказать консультацию по экспорту вашего товара через крупнейшую компанию, которая позволяет находить покупателей на вашу продукцию — каталог по покупателя ЭкспортВ — Шлифовальные круги и диски по металлу покупатели
Примеры соответствия товара коду товарная номенклатура внешнеэкономической деятельности (2022)
Инструмент абразивный: Шлифовальные и отрезные диски по металлу и по нержавеющему металлу, артикулы: A36T4BF T41-125X2. 0X22.2 -3000 штук, A30T4BF T41-180X2.5X22.2 — 1500 штук, A30T4BF T41-230X2.5X22.2 — 3000 штук, A24T4BF
6804221800
Инструмент абразивный: диски отрезные и шлифовальные по металлу
6804221800
инструмент абразивный торговая марка «FORUM» : Диск шлифовальный по металлу, артикулы 504233303150, 504233303109; диск пластинчатый, артикул 504233901016
6804210000
Инструмент абразивный: диски шлифовальные для металла
6804221200
Жернова, камни точильные, круги шлифовальные: 230Х3.0Х22.23 металл -1000 ШТ Режущий диск 180Х2.5Х22.23 металл -500 ШТ Режущий диск 180Х2.5Х22.23 нерж.сталь -500 ШТ Режущий диск 230Х3.2Х22.23 нерж.сталь -1000 Ш
6804229000
Инструменты абразивные: диски отрезные, шлифовальные по камню, металлу
680422
Искусственный абразивный порошок на резиновой основе: диски шлифовальные по обработке дерева, пластика, металла, артикул AF 581. (стандарт: Директива 2006/42/ЕС Машины и механизмы)
6805300000
Изделия из агломерированных искусственных или природных алмазов: жернова, камни точильные, шлифовальные круги, головки, наконечники, диски отрезные для камня, металлов, керамики, стекла, резины, пластмасс, торговой марки «
6804210000
Инструмент абразивный, материалы абразивные: диски отрезные, шлифовальные по металлу, круги торцевые,
6804
Диск шлифовальный из агломерированного абразива, для шлифования заготовок из металла,
6804229000
Инструмент абразивный: абразивные диски различных размеров для электроинструмента: круги отрезные, круги отрезные по металлу, круги шлифовальные, круги заточные, марки «RedVerg»
6804
Инструмент из природных или агломерированных искусственных алмазов, металла или искусственных абразивов со связующим веществом: диск отрезной, диск шлифовально-отрезной, круг шлифовальный
680422
Диск по металлу, диск абразивный, диск алмазный, шлифовальный алмазный диск,
6804210000
Инструмент абразивный: Алмазные отрезные диски; Алмазные чашечные шлифовальные круги; Круги отрезные, зачистные по металлу, нержавеющей стали; Круги отрезные по бетону; Круги отрезные по камню, асфальту; Круги лепестковые;
6805300000
Инструмент абразивный, материалы абразивные: Шлифовальные диски по металлу,
6804225000
круги шлифовальные и отрезные по металлу из агломерированных абразивов армированные; диск отрезной по металлу
9603500009
КРУГИ (ДИСКИ) ШЛИФОВАЛЬНЫЕ С АБРАЗИВНЫМ СЛОЕМ, ДЛЯ ШЛИФОВАНИЯ И ОБРАБОТКИ, МЕТАЛЛОВ И ДРУГИХ МАТЕРИАЛОВ, ОТДЕЛЬНЫМИ ПРЕДМЕТАМИ И В НАБОРАХ,
Пожалуйста, выберите опции для всех выбранных продуктов
Товар Описание
4,5-дюймовый шлифовальный круг, предназначенный для БЫСТРОГО удаления материала и ДОЛГОГО срока службы
Тип 27 (вдавленный центр)
ПРОДАЕТСЯ УПАКОВКАМИ ПО 1 (ОТДЕЛЬНО)
Ищете шлифовальный круг, который никогда не выйдет из строя? Black Hawk 4,5-дюймовый шлифовальный круг устанавливает стандарт съема материала и долговечности.
Шлифовальные круги Black Hawk созданы для эффективной работы! Эти шлифовальные круги, изготовленные с использованием первоклассного оксида алюминия, нескольких слоев стекловолокна и армированной смолы, предназначены для БЫСТРОГО съема материала при уменьшении потерь круга. Шлифовальные круги Black Hawk идеально подходят для стали и других черных металлов. Эти шлифовальные круги сочетают в себе надежность и непревзойденную цену, что делает их лучшим выбором для вашего следующего проекта. (Наиболее эффективен при использовании под углом 0–15°.) Лучший выбор для работ по подготовке поверхности, требующих съема материала от среднего до тяжелого.
Характеристики продукта:
Диаметр 4,5 дюйма
Толщина 1/4 дюйма
Оправка 7/8″
Армированный стекловолокном
Увеличенный срок службы
Быстрое удаление материала
Большое значение
Хорошо работает со следующими материалами:
Все черные металлы
Железо
Сталь
Нержавеющая сталь
Использовать на:
Угловая шлифовальная машина
Спецификации:
Тип 27 — вдавленный центр
Размеры = 4,5″ x 1/4″ x 7/8″
Максимальное число оборотов в минуту = 13 300
Материал = оксид алюминия A24 Premium
Связка = (BF) Армированный резиноид
Твердость = (Т) Твердый
Товар Отзывы
Связанный Товары
Клиенты также Просмотрено
Шлифовальные круги | Форни Индастриз
Предложения
Предложения (3)
Подкатегория
металлические шлифовальные круги
шлифовальные круги по каменной кладке/бетону
Товар
колеса с вогнутым центром тип 27
настольное шлифование типа 1 и принадлежности
вогнутые колеса типа 28
чашечки типа 11
Удалить все фильтры
Карбид кремния и двойное армирование стекловолокном. Используется в основном на керамике, кирпичной кладке, пластике и других цветных материалах.
Товар №: 71888
Добавить к сравнению
$6,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Идеально подходит для шлифовки алюминия, кузовных работ, изготовления и общего ремонта. Используется на цветных материалах.
Товар №: 71890
Добавить к сравнению
$12,59
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Резцы из термообработанной углеродистой стали. Для повторной правки и очистки поверхности абразивного круга. Размер: 10-1/2″.
Товар №: 72390
Добавить к сравнению
$33,49
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Сменные фрезы для Forney Industries ПУНКТ № 72390, устройство для правки шлифовального круга 10-1/2 дюйма. Резцы из термообработанной углеродистой стали.
Товар №: 72391
Добавить к сравнению
$7,59
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Уменьшает оправку до нескольких размеров: 1/2 дюйма или 5/8 дюйма. Для настольных шлифовальных кругов толщиной 3/4 дюйма.
Товар №: 72395
Добавить к сравнению
$5,49
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Уменьшает оправку до нескольких размеров: 1/2″, 5/8″ или 3/4″. Для настольных шлифовальных кругов толщиной 1″.
Товар №: 72396
Добавить к сравнению
$5,49
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Идеально подходит для шлифовки металла, абразивного износа металла, кузовных работ, металлообработки и общих ремонтных работ. Используется на черных материалах.
Товар №: 71818
Добавить к сравнению
$6,59
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Идеально подходит для шлифовки металла, абразивного износа металла, кузовных работ, металлообработки и общих ремонтных работ. Используется на черных материалах.
Товар №: 71819
Добавить к сравнению
$7,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Идеально подходит для шлифовки металла, абразивного износа металла, кузовных работ, металлообработки и общих ремонтных работ. Используется на черных материалах.
Товар №: 71825
Добавить к сравнению
$6,19
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Идеально подходит для шлифовки металла, абразивного износа металла, кузовных работ, металлообработки и общих ремонтных работ. Используется на черных материалах.
Товар №: 71826
Добавить к сравнению
$13,59
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.


 16 в). Отсеченная часть цилиндрической поверхности – это боковая поверхность цилиндра, а круги, расположенные в секущих плоскостях, – основания цилиндра. Полученное таким обра-
16 в). Отсеченная часть цилиндрической поверхности – это боковая поверхность цилиндра, а круги, расположенные в секущих плоскостях, – основания цилиндра. Полученное таким обра-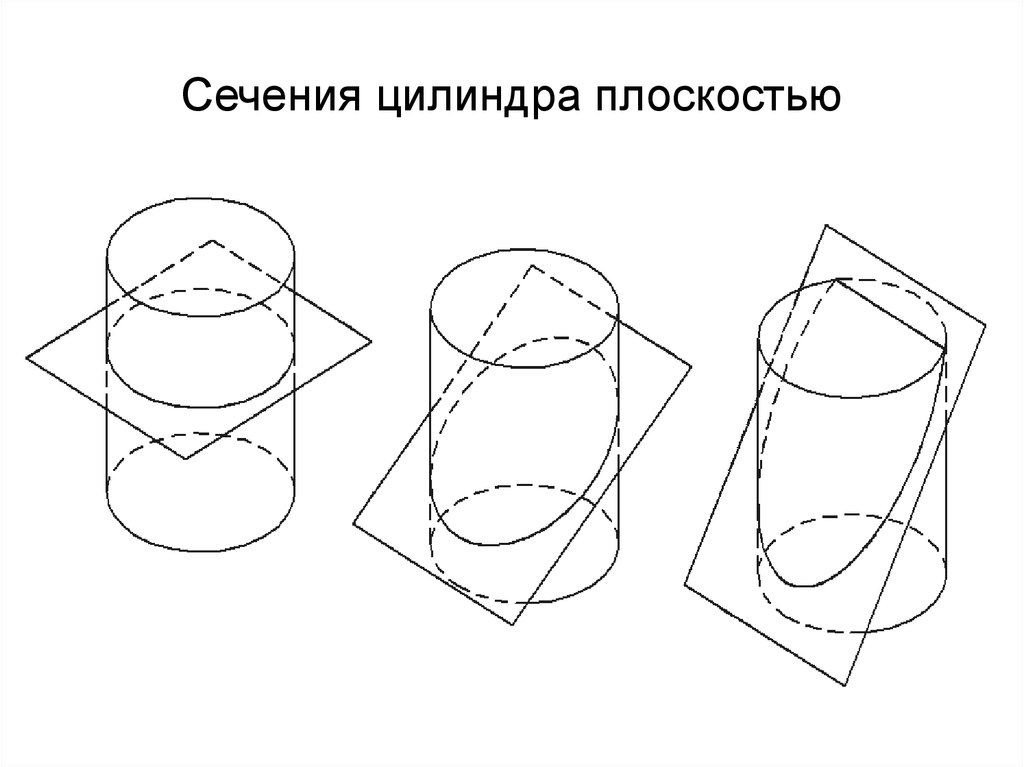
 Построение профильной проекции оси вращения i3.
Построение профильной проекции оси вращения i3. Выбираем ту из них, которая ближе к наблюдателю, так как А2 задана видимой. А3 строим по двум известным проекциям. Определяем видимость А3. При взгляде на цилиндр слева точка А лежит на ближней к наблюдателю половине цилиндра, значит А3 видима.
Выбираем ту из них, которая ближе к наблюдателю, так как А2 задана видимой. А3 строим по двум известным проекциям. Определяем видимость А3. При взгляде на цилиндр слева точка А лежит на ближней к наблюдателю половине цилиндра, значит А3 видима. Для ее построения необходимо знать две точки на поверхности цилиндра;
Для ее построения необходимо знать две точки на поверхности цилиндра; Это концы большой и малой осей эллипса
Это концы большой и малой осей эллипса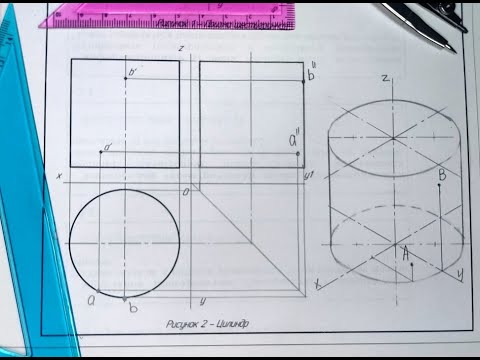 22)
22) Опорные точки: АВ – большая ось эллипса; СD – малая ось эллипса; С и D – точки видимости на П3.
Опорные точки: АВ – большая ось эллипса; СD – малая ось эллипса; С и D – точки видимости на П3.
 Прямые 23 и 2′3′ – проецирующие по отношению к П1.
Прямые 23 и 2′3′ – проецирующие по отношению к П1.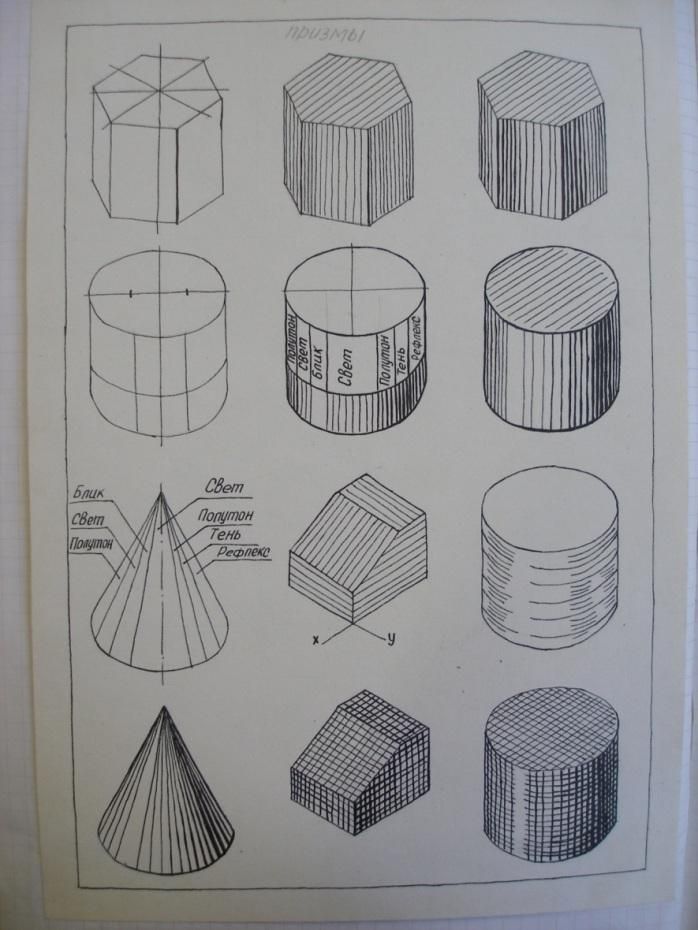 Части прямых 2333 и 2$33$3 до эллипса ничем
Части прямых 2333 и 2$33$3 до эллипса ничем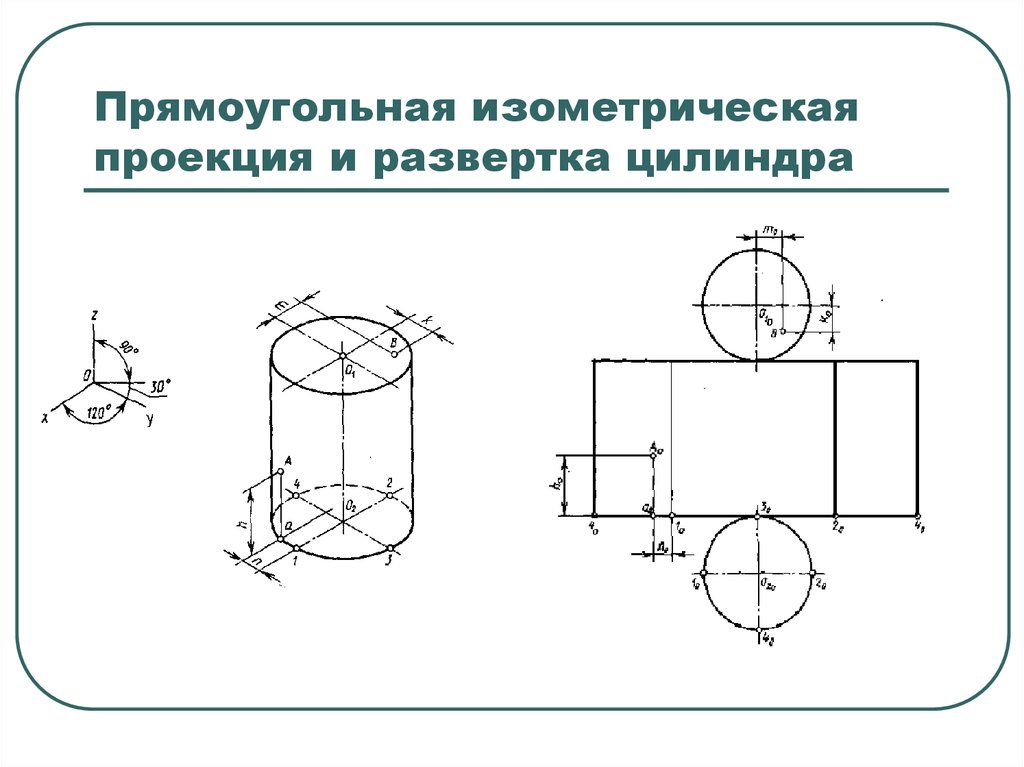
 Под фигурой понимают любую совокупность (множество) точек. Всякую сложную фигуру можно разделить на более простые.
Под фигурой понимают любую совокупность (множество) точек. Всякую сложную фигуру можно разделить на более простые. Плоскость является частным случаем поверхности.
Плоскость является частным случаем поверхности.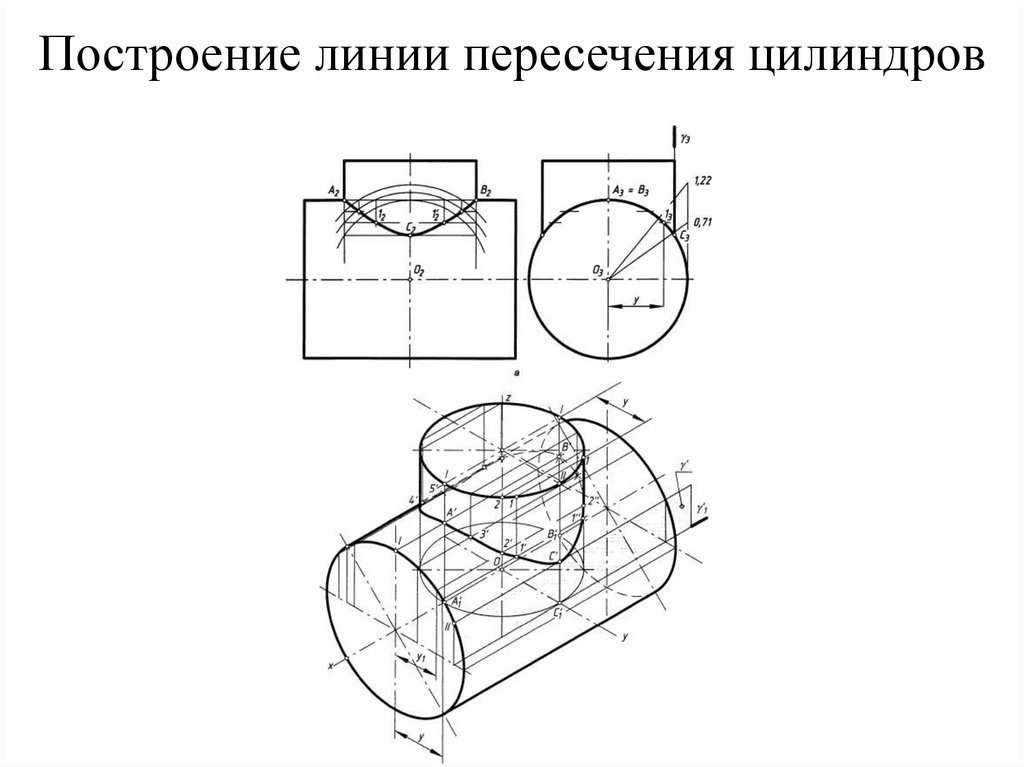 Поэтому рассмотрим сначала построение чертежей и аксонометрических проекций простых тел. Это тем более необходимо, так как в сложной форме любого предмета всегда можно выделить простые геометрические тела, которые помогают представить форму предмета по его чертежу.
Поэтому рассмотрим сначала построение чертежей и аксонометрических проекций простых тел. Это тем более необходимо, так как в сложной форме любого предмета всегда можно выделить простые геометрические тела, которые помогают представить форму предмета по его чертежу. 3. Шестиугольная призма.
3. Шестиугольная призма. 5. Цилиндр
5. Цилиндр
 К геометрическим свойствам предметов относятся: размеры, пропорции, взаимное расположение составляющих элементов формы.
К геометрическим свойствам предметов относятся: размеры, пропорции, взаимное расположение составляющих элементов формы.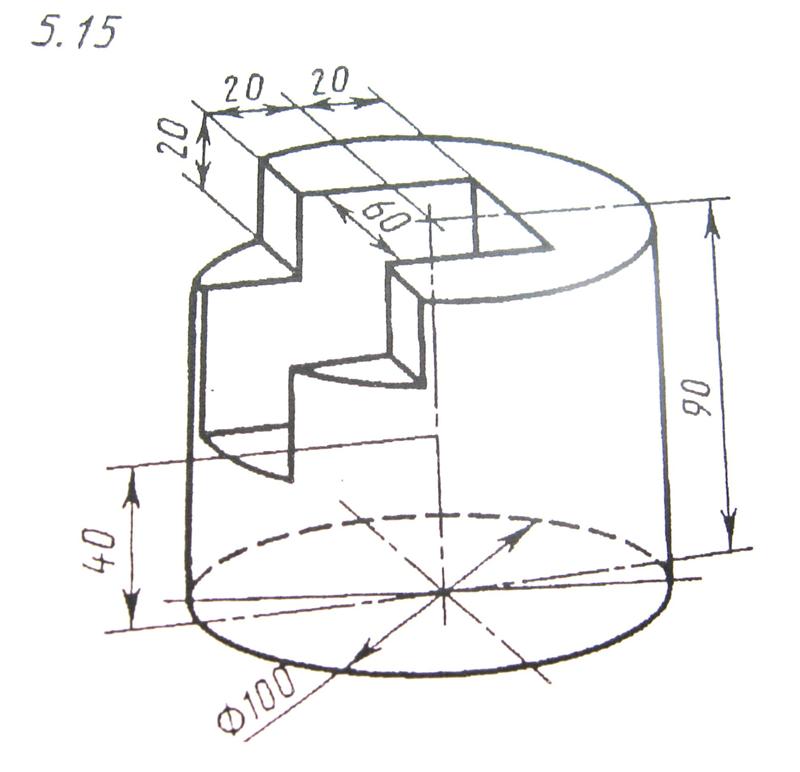 Для этой цели сложную по форме деталь мысленно разделяют на отдельные конструктивные части, имеющие форму различных геометрических тел. Мысленное разделение предмета на основные геометрические тела называют анализом геометрической формы предмета. Используя изображение детали, размерные числа, условные знаки и надписи, можно воссоздать образ детали, т. е. представить по чертежу ее пространственную форму.
Для этой цели сложную по форме деталь мысленно разделяют на отдельные конструктивные части, имеющие форму различных геометрических тел. Мысленное разделение предмета на основные геометрические тела называют анализом геометрической формы предмета. Используя изображение детали, размерные числа, условные знаки и надписи, можно воссоздать образ детали, т. е. представить по чертежу ее пространственную форму.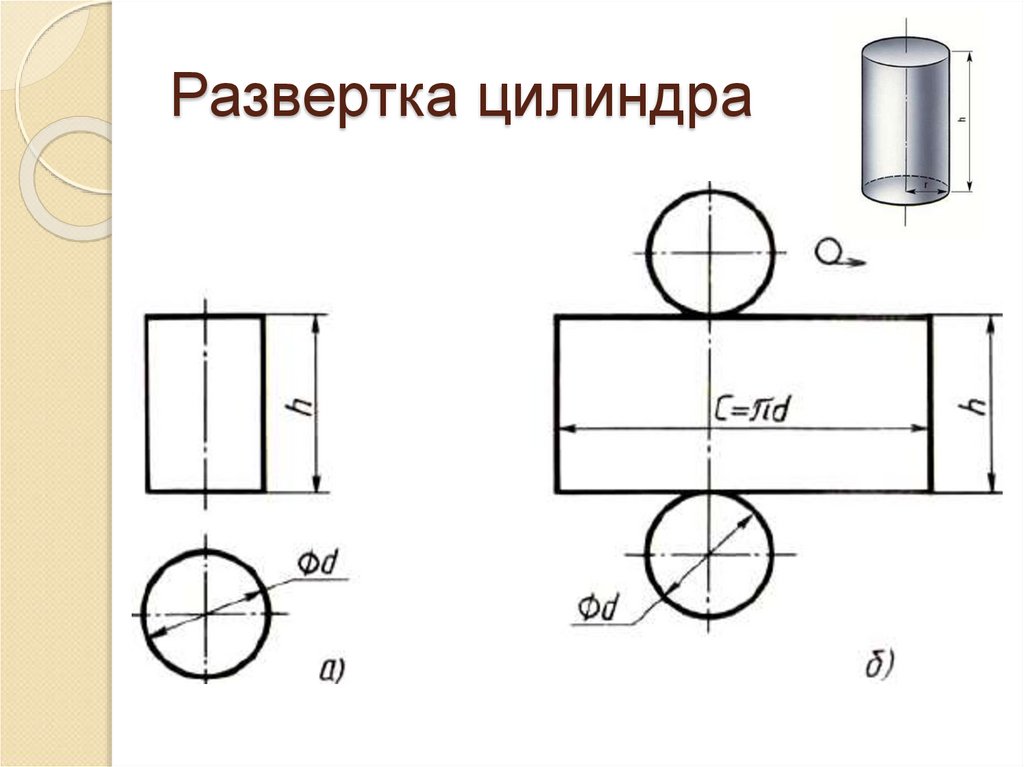
 Немного нервное биение по моему нынешнему стулу, чтобы сместить старый, и мне пришлось искать сторонние инструкции по этому процессу, но в целом довольно просто. Абсолютно твердый.
Немного нервное биение по моему нынешнему стулу, чтобы сместить старый, и мне пришлось искать сторонние инструкции по этому процессу, но в целом довольно просто. Абсолютно твердый. Немного нервное биение по моему нынешнему стулу, чтобы сместить старый, и мне пришлось искать сторонние инструкции по этому процессу, но в целом довольно просто. Абсолютно твердый.
Немного нервное биение по моему нынешнему стулу, чтобы сместить старый, и мне пришлось искать сторонние инструкции по этому процессу, но в целом довольно просто. Абсолютно твердый.

 Все объекты и элементы над этой линией будут видны снизу; и мы видим сверху все предметы, находящиеся ниже линии горизонта.
Все объекты и элементы над этой линией будут видны снизу; и мы видим сверху все предметы, находящиеся ниже линии горизонта.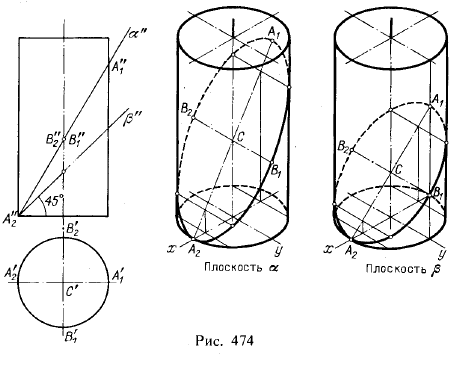
 Это происходит потому, что все объекты, находящиеся ближе к зрителю, в перспективе кажутся больше, чем объекты, расположенные дальше. Одна часть овала ближе к нам, чем другая, поэтому E > D.
Это происходит потому, что все объекты, находящиеся ближе к зрителю, в перспективе кажутся больше, чем объекты, расположенные дальше. Одна часть овала ближе к нам, чем другая, поэтому E > D. Делайте это так, как будто вы можете видеть сквозь объект, а также изображать невидимую часть овала.
Делайте это так, как будто вы можете видеть сквозь объект, а также изображать невидимую часть овала.


 ..
.. ..
..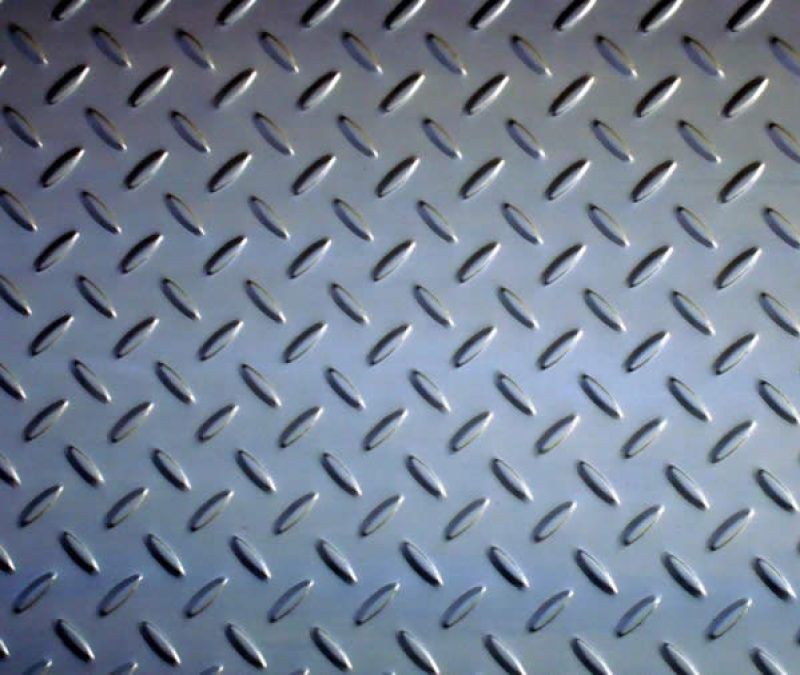 ..
.. ..
.. ..
.. ..
..
 Технологией изготовления таких изделий является горячая прокатка, предполагающая прохождение нагретого металлического листа через формообразующие валки прокатного стана, один из которых имеет плоскую, а другой — рифленую поверхность. Таким образом, подвергаясь пластической деформации в горячем состоянии, обычный листовой металлопрокат превращается в изделие, называемое лист рифленый.
Технологией изготовления таких изделий является горячая прокатка, предполагающая прохождение нагретого металлического листа через формообразующие валки прокатного стана, один из которых имеет плоскую, а другой — рифленую поверхность. Таким образом, подвергаясь пластической деформации в горячем состоянии, обычный листовой металлопрокат превращается в изделие, называемое лист рифленый.
 youtube.com/embed/10IBotqnVkQ»/>
youtube.com/embed/10IBotqnVkQ»/>
 Кромки металлических листов, на поверхности которых нанесено рифление, не должны иметь расслоений. При этом стандарт допускает, что лист железа с нанесенным на него рифлением может иметь на своей поверхности следы окалины и коррозии, различные отпечатки, рябину, а также отдельные плены, глубина залегания которых не уменьшает толщину металла на величину, меньшую оговоренной в стандарте.
Кромки металлических листов, на поверхности которых нанесено рифление, не должны иметь расслоений. При этом стандарт допускает, что лист железа с нанесенным на него рифлением может иметь на своей поверхности следы окалины и коррозии, различные отпечатки, рябину, а также отдельные плены, глубина залегания которых не уменьшает толщину металла на величину, меньшую оговоренной в стандарте.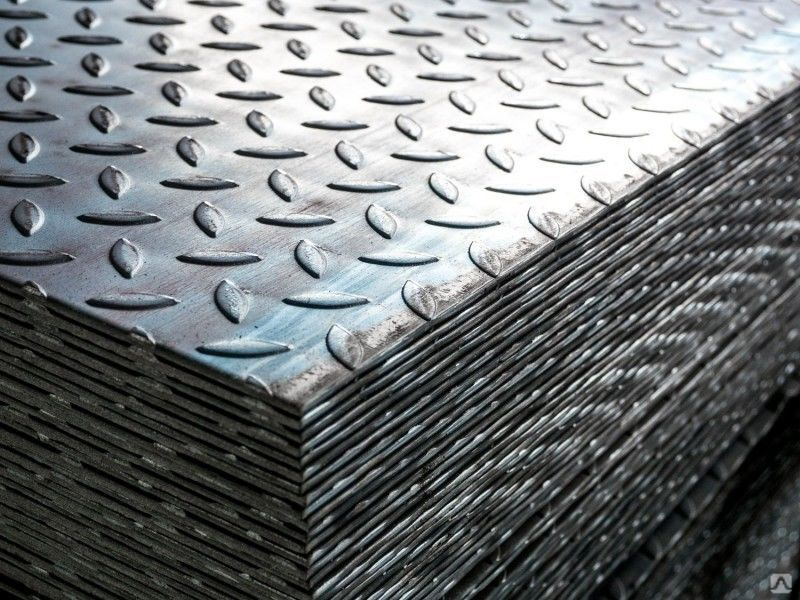


 Если заказчик продукции желает изменить количество рифлей на 1 м2 металлического листа, а также их расположение на нем, то вышеобозначенные параметры по договоренности с производителем могут быть изменены.
Если заказчик продукции желает изменить количество рифлей на 1 м2 металлического листа, а также их расположение на нем, то вышеобозначенные параметры по договоренности с производителем могут быть изменены.
 Отличает металлические листы с рифлением и простота ухода за ними, а также внешняя привлекательность, о чем можно судить даже по их фото. Такие качества важны, не только исходя из простоты эксплуатации покрытия из таких изделий, но и с точки зрения соблюдения гигиены в помещениях, где они используются.
Отличает металлические листы с рифлением и простота ухода за ними, а также внешняя привлекательность, о чем можно судить даже по их фото. Такие качества важны, не только исходя из простоты эксплуатации покрытия из таких изделий, но и с точки зрения соблюдения гигиены в помещениях, где они используются.

 Мы специализируемся на производстве высококачественных гофрированных материалов для металлической кровли, металлического сайдинга, гофрированного металлического настила и гофрированного металлического пола практически для любого применения.
Мы специализируемся на производстве высококачественных гофрированных материалов для металлической кровли, металлического сайдинга, гофрированного металлического настила и гофрированного металлического пола практически для любого применения.
 Мы также начали предлагать 2-1/2” x ½” в гофрированной и перфорированной панели, которая очень уникальна, с которой мы можем сделать практически любой рисунок отверстий. Профиль гофрированной панели размером 2-1/2” x ½”, безусловно, является наиболее распространенным и универсальным профилем на рынке сегодня и может использоваться в любых приложениях, которые могут вам понадобиться. Пожалуйста, позвоните в отдел гофрированного металла (215-860-3600) с запросом любого размера, 1-2 листа или от 1000 до 2000 листов, и мы можем отправить листы прямо со склада. Кроме того, спросите о том, какая отделка или материал вам могут понадобиться, и наши сотрудники отдела продаж будут более чем рады настроить ваше предложение и материал в соответствии с вашими потребностями.
Мы также начали предлагать 2-1/2” x ½” в гофрированной и перфорированной панели, которая очень уникальна, с которой мы можем сделать практически любой рисунок отверстий. Профиль гофрированной панели размером 2-1/2” x ½”, безусловно, является наиболее распространенным и универсальным профилем на рынке сегодня и может использоваться в любых приложениях, которые могут вам понадобиться. Пожалуйста, позвоните в отдел гофрированного металла (215-860-3600) с запросом любого размера, 1-2 листа или от 1000 до 2000 листов, и мы можем отправить листы прямо со склада. Кроме того, спросите о том, какая отделка или материал вам могут понадобиться, и наши сотрудники отдела продаж будут более чем рады настроить ваше предложение и материал в соответствии с вашими потребностями. Гофрированный профиль 7/8″ предлагается как из алюминиевого сплава, так и из алюминия стандартной длины 8 футов, 10 футов и 12 футов. Типичная толщина предлагаемого материала составляет 18-20-22 или 24 калибра. Гофрированный профиль с шагом 2,67 дюйма очень широко используется во многих кровельных работах, поскольку его глубокие канавки обеспечивают больший отвод воды и придают общий S-стиль, который нравится многим людям. Мы можем предложить эту панель из нержавеющей стали, но, как правило, мы предлагаем либо простой гальванический материал, либо алюминиевую отделку с гладкой или тисненой отделкой. Мы также спец. эта панель с большим количеством наших перфорированных и панельных запросов. Мы также можем указать этот материал в окрашенной отделке. Пожалуйста, позвоните в компанию Corrugated Metal с вашим запросом, и наши квалифицированные сотрудники будут более чем рады помочь вам с вашим заказом или предложением материалов.
Гофрированный профиль 7/8″ предлагается как из алюминиевого сплава, так и из алюминия стандартной длины 8 футов, 10 футов и 12 футов. Типичная толщина предлагаемого материала составляет 18-20-22 или 24 калибра. Гофрированный профиль с шагом 2,67 дюйма очень широко используется во многих кровельных работах, поскольку его глубокие канавки обеспечивают больший отвод воды и придают общий S-стиль, который нравится многим людям. Мы можем предложить эту панель из нержавеющей стали, но, как правило, мы предлагаем либо простой гальванический материал, либо алюминиевую отделку с гладкой или тисненой отделкой. Мы также спец. эта панель с большим количеством наших перфорированных и панельных запросов. Мы также можем указать этот материал в окрашенной отделке. Пожалуйста, позвоните в компанию Corrugated Metal с вашим запросом, и наши квалифицированные сотрудники будут более чем рады помочь вам с вашим заказом или предложением материалов. Эта более глубокая канавка обеспечивает более прочную панель в целом при любой толщине и позволяет увеличить пролет. Гофра 3/4″ предлагается как из алюминиевого сплава, так и из алюминия стандартной длины 8 футов, 10 футов и 12 футов. Типичная толщина предлагаемого материала составляет 18-20-22 или 24 калибра. Гофрированный профиль с шагом 2,67 дюйма очень широко используется во многих кровельных работах, поскольку его глубокие канавки обеспечивают больший отвод воды и придают общий S-стиль, который нравится многим людям. Мы можем предложить эту панель из нержавеющей стали, но обычно мы поставляем ее либо из простого гальванического материала, либо из алюминиевого проката с гладкой или тисненой отделкой. Мы также спец. эта панель с большим количеством наших запросов на перфорированные и гофрированные панели. Мы также можем указать этот материал в окрашенной отделке. Пожалуйста, позвоните в компанию Corrugated Metal с вашим запросом, и наши квалифицированные сотрудники будут более чем рады помочь вам с вашим заказом или предложением материалов.
Эта более глубокая канавка обеспечивает более прочную панель в целом при любой толщине и позволяет увеличить пролет. Гофра 3/4″ предлагается как из алюминиевого сплава, так и из алюминия стандартной длины 8 футов, 10 футов и 12 футов. Типичная толщина предлагаемого материала составляет 18-20-22 или 24 калибра. Гофрированный профиль с шагом 2,67 дюйма очень широко используется во многих кровельных работах, поскольку его глубокие канавки обеспечивают больший отвод воды и придают общий S-стиль, который нравится многим людям. Мы можем предложить эту панель из нержавеющей стали, но обычно мы поставляем ее либо из простого гальванического материала, либо из алюминиевого проката с гладкой или тисненой отделкой. Мы также спец. эта панель с большим количеством наших запросов на перфорированные и гофрированные панели. Мы также можем указать этот материал в окрашенной отделке. Пожалуйста, позвоните в компанию Corrugated Metal с вашим запросом, и наши квалифицированные сотрудники будут более чем рады помочь вам с вашим заказом или предложением материалов.
 Первоначально этот профиль был сделан в бетонной версии и использовался в качестве заменителя асбестовой панели, теперь он используется в промышленности для многих других применений, где требуется гофрированный вид. 4,2 дюйма обозначают расстояние от одного пика до следующего пика и имеют общую высоту 1-1/16″, если лежать на земле, это самый глубокий «волнистый» стиль гофра, доступный где угодно.
Первоначально этот профиль был сделан в бетонной версии и использовался в качестве заменителя асбестовой панели, теперь он используется в промышленности для многих других применений, где требуется гофрированный вид. 4,2 дюйма обозначают расстояние от одного пика до следующего пика и имеют общую высоту 1-1/16″, если лежать на земле, это самый глубокий «волнистый» стиль гофра, доступный где угодно. ). Теперь предлагается панель 4.2 длиной до 40 футов. Мы также первыми предлагаем это в перфорированной и гофрированной панели, которая является одним из лучших вариантов для архитекторов и дизайнеров. Пожалуйста, позвоните в компанию Corrugated Metal и изучите все возможности использования панели (4.2) Corrugated Roofing/Siding.
). Теперь предлагается панель 4.2 длиной до 40 футов. Мы также первыми предлагаем это в перфорированной и гофрированной панели, которая является одним из лучших вариантов для архитекторов и дизайнеров. Пожалуйста, позвоните в компанию Corrugated Metal и изучите все возможности использования панели (4.2) Corrugated Roofing/Siding.





 А технические специалисты просчитают и составят самую оптимальную систему покрытия, опираясь на необходимый срок эксплуатации, что в дальнейшем, сэкономит Вам время и деньги.
А технические специалисты просчитают и составят самую оптимальную систему покрытия, опираясь на необходимый срок эксплуатации, что в дальнейшем, сэкономит Вам время и деньги. При горячей оцинковке толщина слоя как минимум 40 мкм, обычно от 45 до 65 мкм.
При горячей оцинковке толщина слоя как минимум 40 мкм, обычно от 45 до 65 мкм.
 Благодаря высокой анодности цинка по отношению к железу при температурах до 70°, цинк сам покрывает непокрытые и поврежденные участки детали со скоростью около 2 мм в год. В данном случае цинк с наружной резьбы болта, благодаря разности потенциалов цинка и железа в естественной влажной и кислой среде переносится на участки внутренней резьбы гайки, оставшиеся при проточке резьбы без покрытия.
Благодаря высокой анодности цинка по отношению к железу при температурах до 70°, цинк сам покрывает непокрытые и поврежденные участки детали со скоростью около 2 мм в год. В данном случае цинк с наружной резьбы болта, благодаря разности потенциалов цинка и железа в естественной влажной и кислой среде переносится на участки внутренней резьбы гайки, оставшиеся при проточке резьбы без покрытия.
 пр. 10.9;
пр. 10.9;
 Применение нержавеющего крепежа в конструкциях из углеродистой стали нецелесообразно с экономической точки зрения.
Применение нержавеющего крепежа в конструкциях из углеродистой стали нецелесообразно с экономической точки зрения.
 Размеры и допуски обработанных изделий соответствуют необходимым стандартам.
Размеры и допуски обработанных изделий соответствуют необходимым стандартам.

 Затем покрытие должно быть герметизировано, если оно не подлежит окраске. Это даст дополнительную защиту стали. Стадия подготовки означает, что дефекты поверхности, такие как оксиды железа, могут быть удалены. Это создало профиль поверхности стальной мишени с пиками и впадинами, вызванными использованием абразива.
Затем покрытие должно быть герметизировано, если оно не подлежит окраске. Это даст дополнительную защиту стали. Стадия подготовки означает, что дефекты поверхности, такие как оксиды железа, могут быть удалены. Это создало профиль поверхности стальной мишени с пиками и впадинами, вызванными использованием абразива. Полученное покрытие является пористым (около 10-15%), но, поскольку цинк гальванически взаимодействует со сталью, он все же предотвращает коррозию. Можно добавить краску или герметик, так как это немного продлит срок службы и предотвратит образование белой ржавчины (немного похожей на тальк).
Полученное покрытие является пористым (около 10-15%), но, поскольку цинк гальванически взаимодействует со сталью, он все же предотвращает коррозию. Можно добавить краску или герметик, так как это немного продлит срок службы и предотвратит образование белой ржавчины (немного похожей на тальк). Поскольку покрытие является пористым, оно также является хорошей основой для лакокрасочных покрытий без протравливающего грунта, который обычно требуется при окраске поверх горячего цинкования погружением.
Поскольку покрытие является пористым, оно также является хорошей основой для лакокрасочных покрытий без протравливающего грунта, который обычно требуется при окраске поверх горячего цинкования погружением..jpg) Это испытанный метод, который используется в различных формах уже более века. Однако в последние годы все большее число компаний по производству металлоконструкций обращаются к горячему напылению цинка как к экономически эффективной альтернативе.
Это испытанный метод, который используется в различных формах уже более века. Однако в последние годы все большее число компаний по производству металлоконструкций обращаются к горячему напылению цинка как к экономически эффективной альтернативе. Таким образом, используемые материалы одинаковы, а желаемый конечный результат одинаков. Помимо этого, между этими двумя процессами есть некоторые существенные различия, как мы увидим ниже.
Таким образом, используемые материалы одинаковы, а желаемый конечный результат одинаков. Помимо этого, между этими двумя процессами есть некоторые существенные различия, как мы увидим ниже.
 Операторы могут использовать процесс пламенного или дугового распыления для нанесения покрытия и получения необходимого покрытия. Каждое покрытие будет иметь толщину от 80 мкм до 300 мкм. Для обеспечения достаточного покрытия обычно требуется два или более покрытия, так как некоторые частицы цинка неизбежно окисляются и затвердевают, прежде чем достичь стальной подложки. Это благотворно сказывается на конечном результате, так как покрытие сохраняет уровень пористости от 10 до 15%. Это фактически повышает уровень коррозионной стойкости, предотвращая потенциально опасное удержание влаги и позволяя основной стали «дышать».
Операторы могут использовать процесс пламенного или дугового распыления для нанесения покрытия и получения необходимого покрытия. Каждое покрытие будет иметь толщину от 80 мкм до 300 мкм. Для обеспечения достаточного покрытия обычно требуется два или более покрытия, так как некоторые частицы цинка неизбежно окисляются и затвердевают, прежде чем достичь стальной подложки. Это благотворно сказывается на конечном результате, так как покрытие сохраняет уровень пористости от 10 до 15%. Это фактически повышает уровень коррозионной стойкости, предотвращая потенциально опасное удержание влаги и позволяя основной стали «дышать».

 Чем мягче сталь, тем сильнее след и ниже показатель на шкале Роквелла. Высокий показатель HRC, соответственно, означает, что на стали остался небольшой след, а сама сталь – крепкая.
Чем мягче сталь, тем сильнее след и ниже показатель на шкале Роквелла. Высокий показатель HRC, соответственно, означает, что на стали остался небольшой след, а сама сталь – крепкая.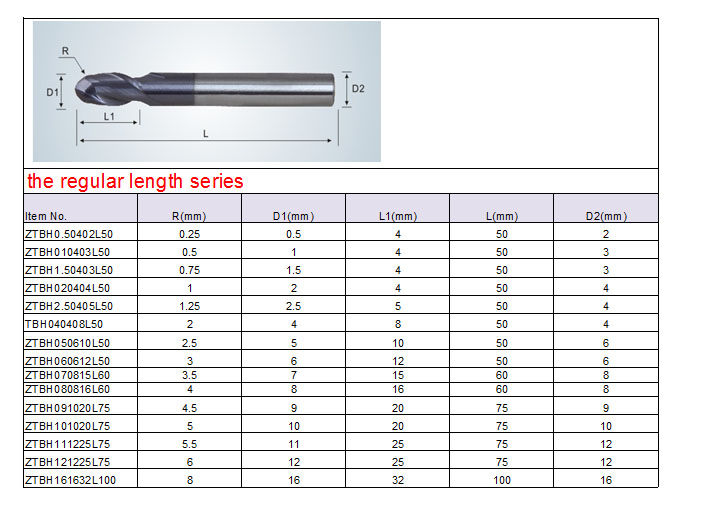 Это касается, например, предлагаемой нашим магазином популярнейшей серии ножей Kanetsune Hon-Warikomi.
Это касается, например, предлагаемой нашим магазином популярнейшей серии ножей Kanetsune Hon-Warikomi.  Важны также особенности, связанные с упругостью, эластичностью и устойчивостью перед крошением. Одновременно при выборе ножа, помимо качества материала, следует также оценить десятки других факторов. К ним, например, относятся размеры и вес ножа, качество сборки, геометрия лезвия и рукояти и зависящий от этих показателей баланс ножа, материал рукояти, тип крепежа лезвия, а также эргономическая, эстетическая и визуальная составляющие и т.д. По этой причине выбор подходящего ножа является сложным, но невероятно увлекательным занятием.
Важны также особенности, связанные с упругостью, эластичностью и устойчивостью перед крошением. Одновременно при выборе ножа, помимо качества материала, следует также оценить десятки других факторов. К ним, например, относятся размеры и вес ножа, качество сборки, геометрия лезвия и рукояти и зависящий от этих показателей баланс ножа, материал рукояти, тип крепежа лезвия, а также эргономическая, эстетическая и визуальная составляющие и т.д. По этой причине выбор подходящего ножа является сложным, но невероятно увлекательным занятием. Такая конструкция признана самой современной и перспективной разработкой в биомеханике эллипсоидов. Расположенный спереди маховик позволяет значительно лучше настроить общую траекторию движения, уменьшить расстояние между педалями и проще добиться увеличения длины шага. В конечном счете, пользователь получает действительно эффективную и щадящую для суставов тренировку, в то время как эллипсы с заднерасположенным маховиком грешат недостаточной расфокусированной нагрузкой на мышцы бедер и ног и, наоборот, излишним давлением на колени.
Такая конструкция признана самой современной и перспективной разработкой в биомеханике эллипсоидов. Расположенный спереди маховик позволяет значительно лучше настроить общую траекторию движения, уменьшить расстояние между педалями и проще добиться увеличения длины шага. В конечном счете, пользователь получает действительно эффективную и щадящую для суставов тренировку, в то время как эллипсы с заднерасположенным маховиком грешат недостаточной расфокусированной нагрузкой на мышцы бедер и ног и, наоборот, излишним давлением на колени. 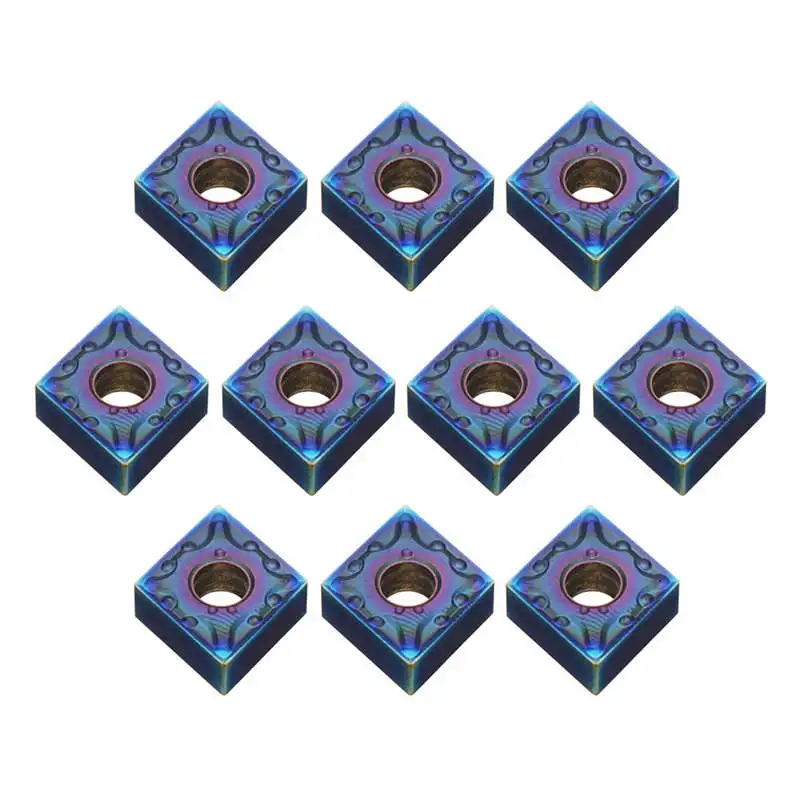 Каркасная часть тренажера спроектирована известным тайваньским бюро Sportech E.L., разрабатывающим эллиптические рамные конструкции для ряда ведущих мировых брендов профессионального уровня. Длина шага составляет внушительные 452 мм. — эта величина вплотную приближается к параметрам профессиональных эллипсоидов и гарантирует самую эффективную тренировку. Благодаря заимствованию различных запатентованных решений от тренажеров клубного уровня, OXYGEN EX-45 HRC выдерживает пользователя весом до 150 кг. Кроме того, здесь есть функция складывания — она позволяет существенно уменьшить площадь хранения.
Каркасная часть тренажера спроектирована известным тайваньским бюро Sportech E.L., разрабатывающим эллиптические рамные конструкции для ряда ведущих мировых брендов профессионального уровня. Длина шага составляет внушительные 452 мм. — эта величина вплотную приближается к параметрам профессиональных эллипсоидов и гарантирует самую эффективную тренировку. Благодаря заимствованию различных запатентованных решений от тренажеров клубного уровня, OXYGEN EX-45 HRC выдерживает пользователя весом до 150 кг. Кроме того, здесь есть функция складывания — она позволяет существенно уменьшить площадь хранения. Для тренировок с контролем пульса существуют 4 пульсозависимые программы с предустановленными значениями 55%, 75%, 90% и 100% от целевого максимального пульса. Для точного определения пульса и просто комфортной тренировки в компьютер встроен беспроводной приемник (нагрудный ремень-передатчик приобретается отдельно). Эргонометрическая функция (Ватты) позволяет зафиксировать необходимый уровень нагрузки – он останется постоянным вне зависимости от скорости вращения педалей. По завершении тренировки функция Recovery оценит способность сердечно-сосудистой системы к восстановлению. Жироанализатор (Body Fat) предоставит дополнительную информацию o состоянии организма.
Для тренировок с контролем пульса существуют 4 пульсозависимые программы с предустановленными значениями 55%, 75%, 90% и 100% от целевого максимального пульса. Для точного определения пульса и просто комфортной тренировки в компьютер встроен беспроводной приемник (нагрудный ремень-передатчик приобретается отдельно). Эргонометрическая функция (Ватты) позволяет зафиксировать необходимый уровень нагрузки – он останется постоянным вне зависимости от скорости вращения педалей. По завершении тренировки функция Recovery оценит способность сердечно-сосудистой системы к восстановлению. Жироанализатор (Body Fat) предоставит дополнительную информацию o состоянии организма. Для производства пластика используются только чистые «свежие» пластмассы (акрилонитрил-бутадиен-стирен ABS, поливинилхлорид RAU-PVC 1202), в то время как подавляющее большинство других производителей применяют более дешевые переработанные пластмассы, вредные для здоровья из-за повышенного выделения таких веществ как фосген и различных диоксинов (группа канцерогенов). Качество, безопасность и соответствие самым жестким экологическим стандартам продукции OXYGEN FITNESS подтверждено следующими сертификатами: международный стандарт в области управления производством ISO 9001, европейский стандарт безопасности потребителей и окружающей среды CE, немецкий стандарт качества и безопасности GS TÜV, японский стандарт безопасности SG. Покупая оборудование OXYGEN FITNESS, Вы не только получаете высококачественный продукт, но и проявляете заботу о собственном здоровье и окружающей среде.
Для производства пластика используются только чистые «свежие» пластмассы (акрилонитрил-бутадиен-стирен ABS, поливинилхлорид RAU-PVC 1202), в то время как подавляющее большинство других производителей применяют более дешевые переработанные пластмассы, вредные для здоровья из-за повышенного выделения таких веществ как фосген и различных диоксинов (группа канцерогенов). Качество, безопасность и соответствие самым жестким экологическим стандартам продукции OXYGEN FITNESS подтверждено следующими сертификатами: международный стандарт в области управления производством ISO 9001, европейский стандарт безопасности потребителей и окружающей среды CE, немецкий стандарт качества и безопасности GS TÜV, японский стандарт безопасности SG. Покупая оборудование OXYGEN FITNESS, Вы не только получаете высококачественный продукт, но и проявляете заботу о собственном здоровье и окружающей среде.
 ч. пульсозависимые)
ч. пульсозависимые) 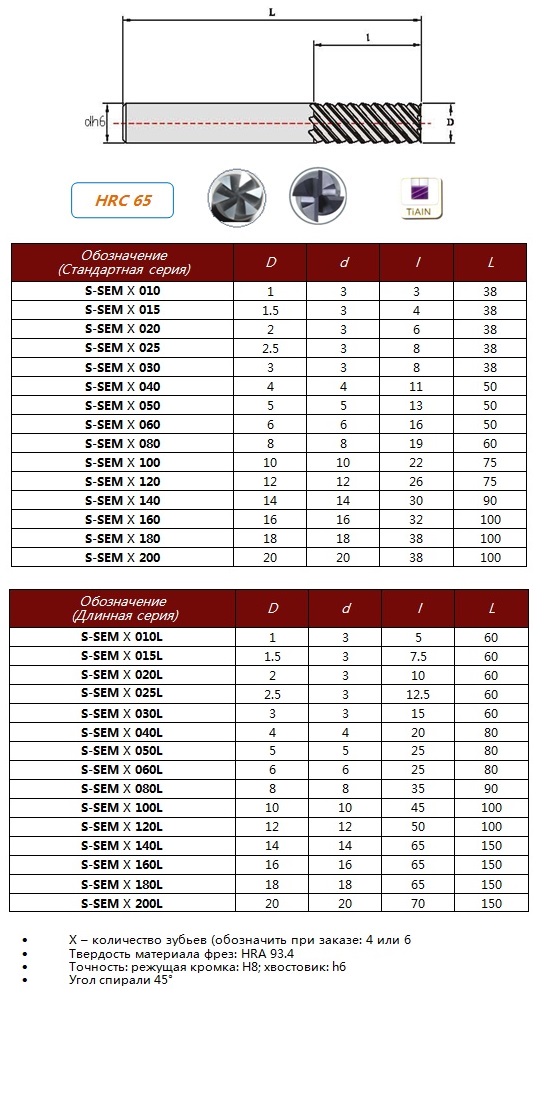 кроме Fair Housing и оба курса в вашем пакете SB 263 и (3) продлить вашу лицензию, используя номера сертификатов из обоих пакетов (всего будет девять номеров). Позвоните нам (818/716-1028), если у вас есть вопросы. Нажмите
кроме Fair Housing и оба курса в вашем пакете SB 263 и (3) продлить вашу лицензию, используя номера сертификатов из обоих пакетов (всего будет девять номеров). Позвоните нам (818/716-1028), если у вас есть вопросы. Нажмите Читайте наши книги офлайн или онлайн; принять участие в наших викторинах и финалах онлайн.( Подробнее )
Читайте наши книги офлайн или онлайн; принять участие в наших викторинах и финалах онлайн.( Подробнее )
 Net TM . ( Подробнее )
Net TM . ( Подробнее )
 8771
8771 8904
8904 9004
9004
 Это отличает зенкер
Это отличает зенкер Обратный конус делают для
Обратный конус делают для

 У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
 На торцах имеются режущие зубья.
На торцах имеются режущие зубья.
 Наличие ступеней значительно облегчает обработку заготовок.
Наличие ступеней значительно облегчает обработку заготовок.
 Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
 Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
 Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
 Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.
Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.



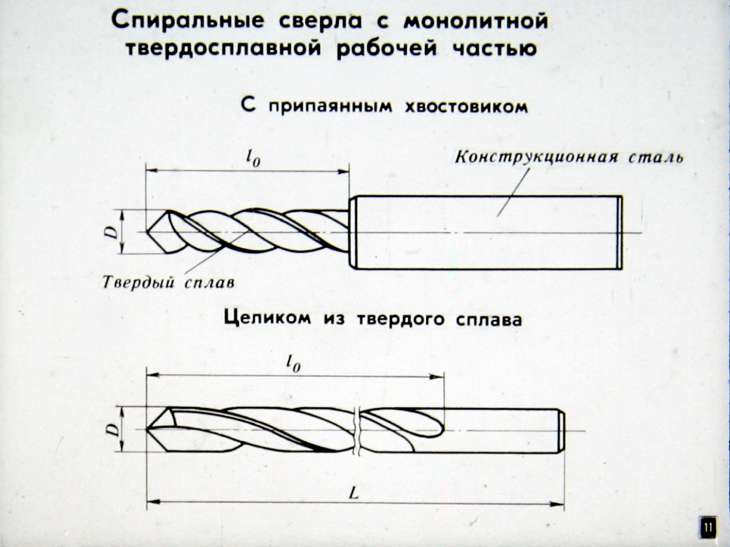 При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Студия разработала несколько брендов для своих клиентов и представила их миру. С партнерами в Японии, которые используют оригинальные технологии при использовании высококачественных материалов, Drill Design имеет ценную сеть знающих профессионалов. Студия также предлагает проекты для таких компаний, как MUJI, CANON, Mercedes, Camper и т. д. DRILL DESIGN выставляла свои работы в Токио, Сингапуре, Милане, Париже и Стокгольме. Они были удостоены многих национальных и международных наград, таких как Red Dot Design Award, German Design Award, The Good Design Award в Японии, The Design For Asia Award и The Wallpaper* Design Award.
Студия разработала несколько брендов для своих клиентов и представила их миру. С партнерами в Японии, которые используют оригинальные технологии при использовании высококачественных материалов, Drill Design имеет ценную сеть знающих профессионалов. Студия также предлагает проекты для таких компаний, как MUJI, CANON, Mercedes, Camper и т. д. DRILL DESIGN выставляла свои работы в Токио, Сингапуре, Милане, Париже и Стокгольме. Они были удостоены многих национальных и международных наград, таких как Red Dot Design Award, German Design Award, The Good Design Award в Японии, The Design For Asia Award и The Wallpaper* Design Award. Изучал социологию в Университете Васэда.
Изучал социологию в Университете Васэда.
 [method inc. / 2014]
[method inc. / 2014] 


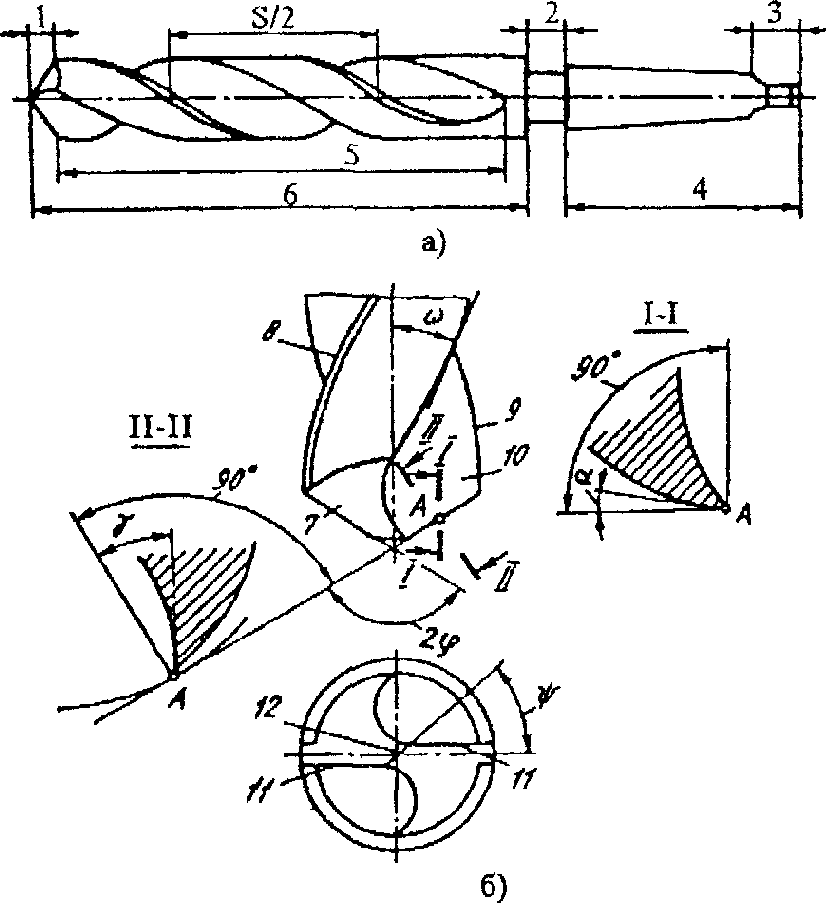 Это сохраняет пирамиду звука более неповрежденной.
Это сохраняет пирамиду звука более неповрежденной.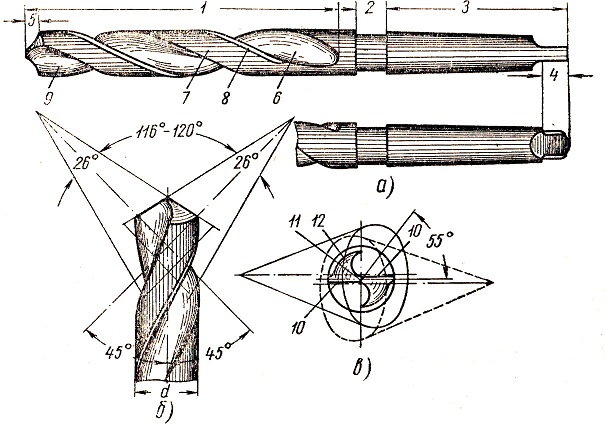 В том же духе попробуйте
В том же духе попробуйте


 59 р.
59 р. 59 р.
59 р.
 ).
).
 м.).
м.).
 м.
м. Укладка производится наплавлением в один слой по старой кровле без удаления старого кровельного ковра. Материал может использоваться и при устройстве новых кровель в сочетании с материалами нижнего слоя марок Линокром, Бикрост, Линокром Тропик на стеклотканной основе.
Укладка производится наплавлением в один слой по старой кровле без удаления старого кровельного ковра. Материал может использоваться и при устройстве новых кровель в сочетании с материалами нижнего слоя марок Линокром, Бикрост, Линокром Тропик на стеклотканной основе. Комбинация всех квантовых чисел всех электронов в атоме описывается волновой функцией, удовлетворяющей уравнению Шрёдингера. Каждый электрон в атоме имеет уникальный набор квантовых чисел; Согласно принципу запрета Паули никакие два электрона не могут иметь одну и ту же комбинацию четырех квантовых чисел. Квантовые числа важны, потому что их можно использовать для определения электронной конфигурации атома и вероятного местоположения электронов атома. Квантовые числа также используются для понимания других характеристик атомов, таких как энергия ионизации и атомный радиус.
Комбинация всех квантовых чисел всех электронов в атоме описывается волновой функцией, удовлетворяющей уравнению Шрёдингера. Каждый электрон в атоме имеет уникальный набор квантовых чисел; Согласно принципу запрета Паули никакие два электрона не могут иметь одну и ту же комбинацию четырех квантовых чисел. Квантовые числа важны, потому что их можно использовать для определения электронной конфигурации атома и вероятного местоположения электронов атома. Квантовые числа также используются для понимания других характеристик атомов, таких как энергия ионизации и атомный радиус. Количество подоболочек, или \(l\), описывает форму орбитали. Его также можно использовать для определения количества угловых узлов. Магнитное квантовое число, m l описывает энергетические уровни в подоболочке, а m s относится к спину электрона, который может быть направлен вверх или вниз.
Количество подоболочек, или \(l\), описывает форму орбитали. Его также можно использовать для определения количества угловых узлов. Магнитное квантовое число, m l описывает энергетические уровни в подоболочке, а m s относится к спину электрона, который может быть направлен вверх или вниз. Когда электрон находится в возбужденном состоянии или получает энергию, он может перейти на вторую основную оболочку, где \(n=2\). Это называется поглощением, потому что электрон «поглощает» фотоны или энергию. Известная как эмиссия, электроны также могут «излучать» энергию, когда они прыгают на более низкие основные оболочки, где n уменьшается на целые числа. С увеличением энергии электрона увеличивается и главное квантовое число, например, 9.0026 n = 3 указывает на третью основную оболочку, n = 4 указывает на четвертую основную оболочку и так далее.
Когда электрон находится в возбужденном состоянии или получает энергию, он может перейти на вторую основную оболочку, где \(n=2\). Это называется поглощением, потому что электрон «поглощает» фотоны или энергию. Известная как эмиссия, электроны также могут «излучать» энергию, когда они прыгают на более низкие основные оболочки, где n уменьшается на целые числа. С увеличением энергии электрона увеличивается и главное квантовое число, например, 9.0026 n = 3 указывает на третью основную оболочку, n = 4 указывает на четвертую основную оболочку и так далее.
 Так как спин может быть +1/2 или =1/2, есть две комбинации:
Так как спин может быть +1/2 или =1/2, есть две комбинации:
 Значение l определяет имя подоболочки:
Значение l определяет имя подоболочки: Например, 3p относится к третьему главному квантовому числу (n=3) и подоболочке p (l=1).
Например, 3p относится к третьему главному квантовому числу (n=3) и подоболочке p (l=1). Например, если l=1 и ml может принимать значения -1, 0 или +1, значение 2l+1 будет равно трем и будет три различных орбитали. Названия орбиталей названы в честь подоболочек, в которых они находятся:
Например, если l=1 и ml может принимать значения -1, 0 или +1, значение 2l+1 будет равно трем и будет три различных орбитали. Названия орбиталей названы в честь подоболочек, в которых они находятся: Красная s-орбиталь — это 1s-орбиталь. Чтобы изобразить 2s-орбиталь, представьте слой, похожий на поперечное сечение челюсти, вокруг круга. Слои изображают угловые узлы атомов. Чтобы изобразить 3s-орбиталь, представьте еще один слой вокруг круга и так далее и тому подобное. Орбиталь p похожа на форму гантели, ее ориентация внутри подоболочки зависит от m л . Форма и ориентация орбитали зависят от l и m l .
Красная s-орбиталь — это 1s-орбиталь. Чтобы изобразить 2s-орбиталь, представьте слой, похожий на поперечное сечение челюсти, вокруг круга. Слои изображают угловые узлы атомов. Чтобы изобразить 3s-орбиталь, представьте еще один слой вокруг круга и так далее и тому подобное. Орбиталь p похожа на форму гантели, ее ориентация внутри подоболочки зависит от m л . Форма и ориентация орбитали зависят от l и m l . 0024
0024 Это означает, что при рисовании электронных конфигураций с помощью модели со стрелками вы должны заполнить каждую оболочку одним электроном, прежде чем начинать их спаривание. Помните, что заряд электрона отрицательный и электроны отталкиваются друг от друга. Электроны будут пытаться создать расстояние между ним и другими электронами, оставаясь неспаренными. Это также объясняет, почему спины электронов на орбитали противоположны (то есть +1/2 и -1/2).
Это означает, что при рисовании электронных конфигураций с помощью модели со стрелками вы должны заполнить каждую оболочку одним электроном, прежде чем начинать их спаривание. Помните, что заряд электрона отрицательный и электроны отталкиваются друг от друга. Электроны будут пытаться создать расстояние между ним и другими электронами, оставаясь неспаренными. Это также объясняет, почему спины электронов на орбитали противоположны (то есть +1/2 и -1/2). Если бы частица покоилась, то ее положение и импульс были бы определенными. Поскольку это не так, n должно иметь целочисленное значение. Дело не в том, что главное квантовое число может быть измерено только целыми числами, а в том, что гребень одной волны будет накладываться на впадину другой, и волна гаснет.
Если бы частица покоилась, то ее положение и импульс были бы определенными. Поскольку это не так, n должно иметь целочисленное значение. Дело не в том, что главное квантовое число может быть измерено только целыми числами, а в том, что гребень одной волны будет накладываться на впадину другой, и волна гаснет. \(m_l=3\) не находится в диапазоне от \(-l\) до \(+l\). Значение должно быть равно -1, 0 или +1.
\(m_l=3\) не находится в диапазоне от \(-l\) до \(+l\). Значение должно быть равно -1, 0 или +1.



 Толщина скрепляемого материала не должна быть больше чем на 35 % в рыхлых основаниях, и не больше 60 % в плотных основаниях от длины дюбеля.
Толщина скрепляемого материала не должна быть больше чем на 35 % в рыхлых основаниях, и не больше 60 % в плотных основаниях от длины дюбеля.
 )
)
 Если у вас еще остались вопросы, обращайтесь в наш интернет-магазин KREP-KOMP, по телефону, электронной почте, скайпу. Наши менеджеры с радостью проконсультируют Вас по всем вопросам!
Если у вас еще остались вопросы, обращайтесь в наш интернет-магазин KREP-KOMP, по телефону, электронной почте, скайпу. Наши менеджеры с радостью проконсультируют Вас по всем вопросам!
 Приведенные ниже рекомендации не являются исчерпывающими для использования дюбелей, это просто один пример, демонстрирующий, как используются дюбели.
Приведенные ниже рекомендации не являются исчерпывающими для использования дюбелей, это просто один пример, демонстрирующий, как используются дюбели. Вставьте головку отвертки с дюбелем в беспроводную отвертку. Продолжайте поворачивать дюбель, пока последний край резьбы не исчезнет в дереве. Дайте клею полностью схватиться.
Вставьте головку отвертки с дюбелем в беспроводную отвертку. Продолжайте поворачивать дюбель, пока последний край резьбы не исчезнет в дереве. Дайте клею полностью схватиться. Наши крепления прослужат долго, будут работать оптимально и добавят небольшую сумму в ваш бюджет.
Наши крепления прослужат долго, будут работать оптимально и добавят небольшую сумму в ваш бюджет. consent_necessary
consent_necessary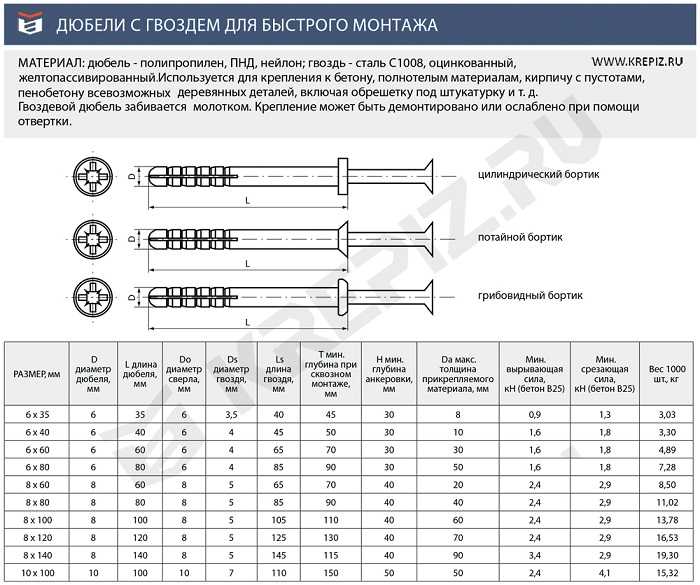
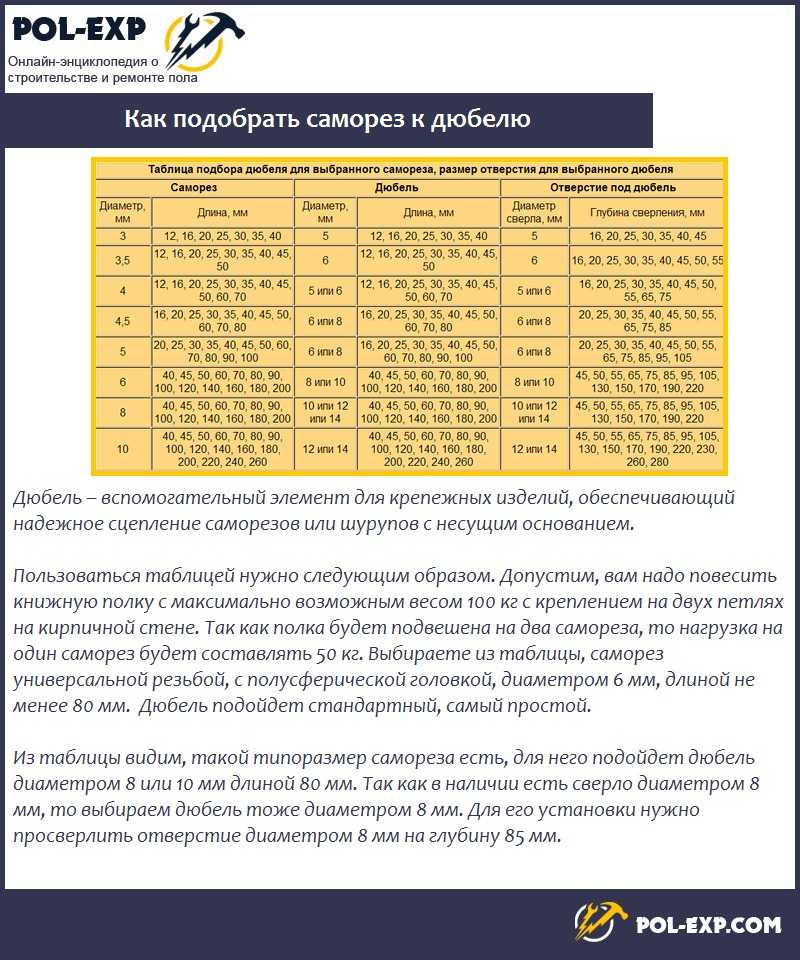 ifc
ifc
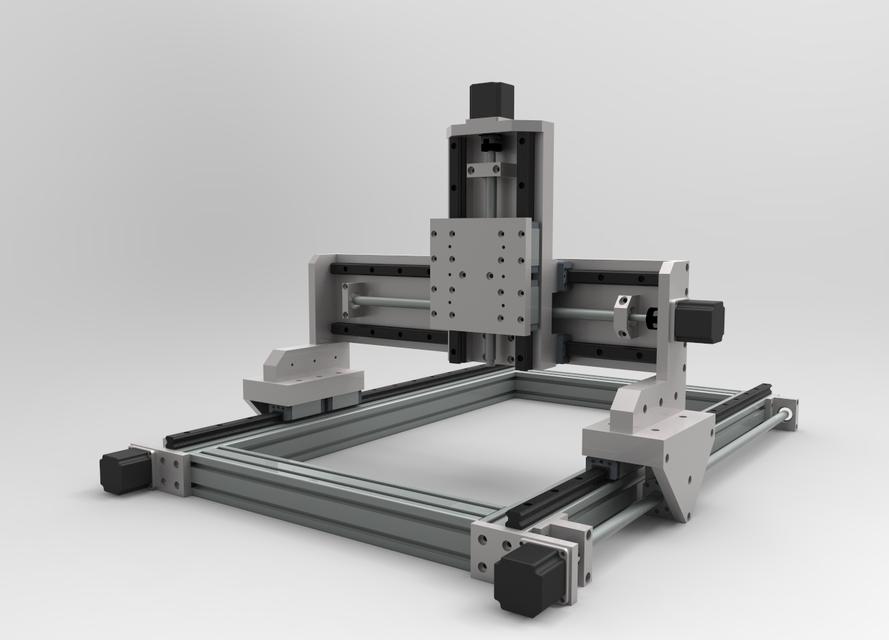 ..
.. днейСрок доставки малогабаритных станков 5-10 днейПусконаладка по…
днейСрок доставки малогабаритных станков 5-10 днейПусконаладка по… 2КВт с насадкой для…
2КВт с насадкой для…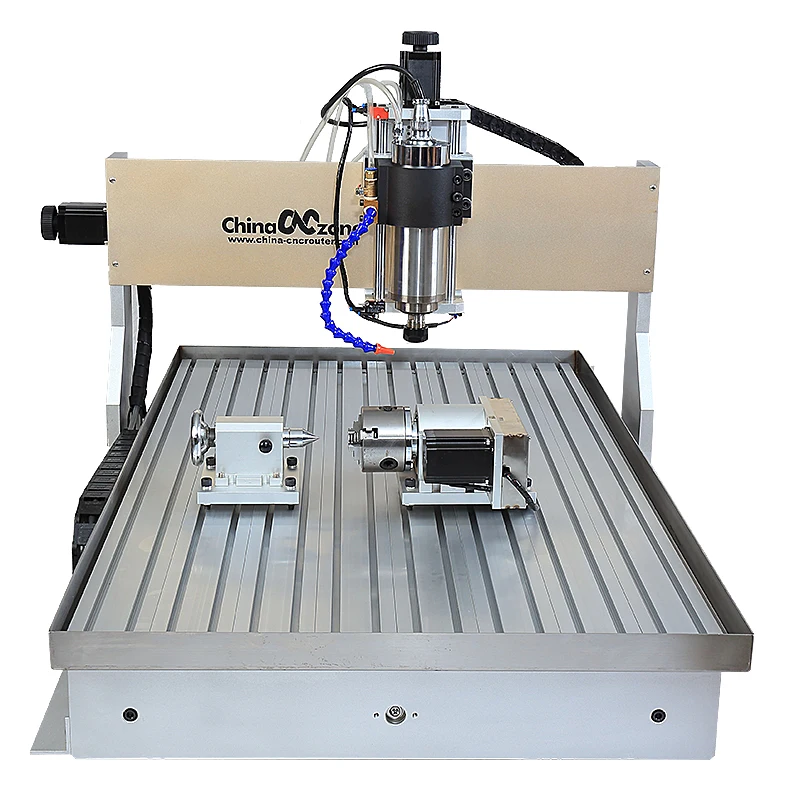 ) (Россия)
) (Россия) Фрезер (Ракета-1). Обрабатывающий центр ЧПУ (2600х1250х500x 360°)
Фрезер (Ракета-1). Обрабатывающий центр ЧПУ (2600х1250х500x 360°) ..
.. Фрезер (Ракета-4). Обрабатывающий центр ЧПУ (4600х2100х1000x 360°)Фрезерный ЧПУ 3D станок. Фрезер серии ‘Ракета’. Обрабатывающий центр ЧПУ
Фрезер (Ракета-4). Обрабатывающий центр ЧПУ (4600х2100х1000x 360°)Фрезерный ЧПУ 3D станок. Фрезер серии ‘Ракета’. Обрабатывающий центр ЧПУ ..
.. Благодаря этому предоставляются широкие возможности для обработки деталей со сложной конструкцией.
Благодаря этому предоставляются широкие возможности для обработки деталей со сложной конструкцией. По бесплатному телефону 8 800 707-95-92
По бесплатному телефону 8 800 707-95-92
 5
5


 Благодаря нашим беспроигрышным принципам сочетания выдающегося качества сборки с лучшими в мире системами управления, а именно ProtoTRAK® и Siemens, ассортимент продукции стал лучшим выбором в стране для прототипов и мелкосерийного производства.
Благодаря нашим беспроигрышным принципам сочетания выдающегося качества сборки с лучшими в мире системами управления, а именно ProtoTRAK® и Siemens, ассортимент продукции стал лучшим выбором в стране для прототипов и мелкосерийного производства.


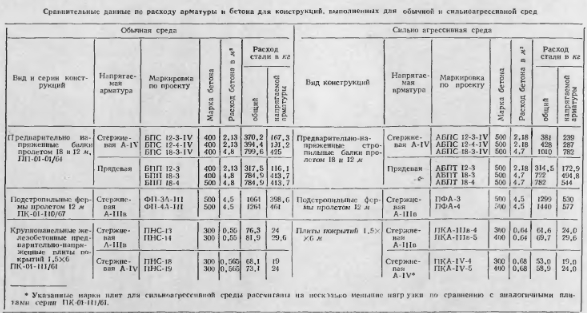
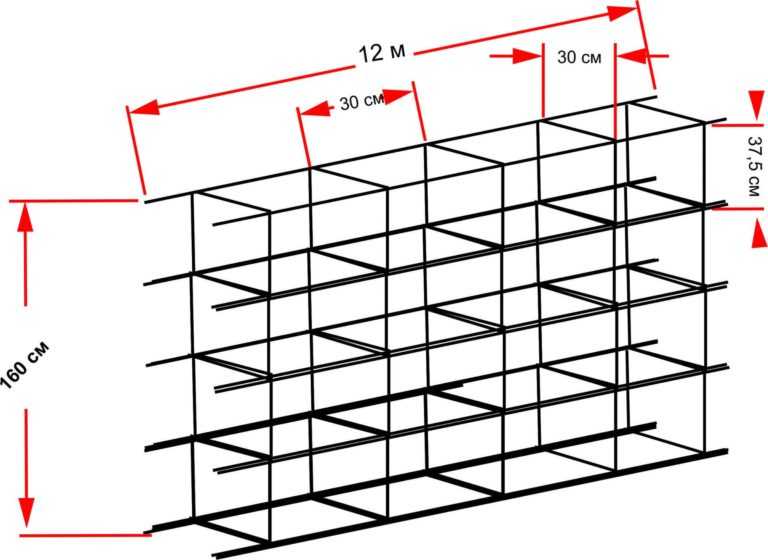 888 кг за метр прута) получится 240*0.888=213 килограмм.
888 кг за метр прута) получится 240*0.888=213 килограмм.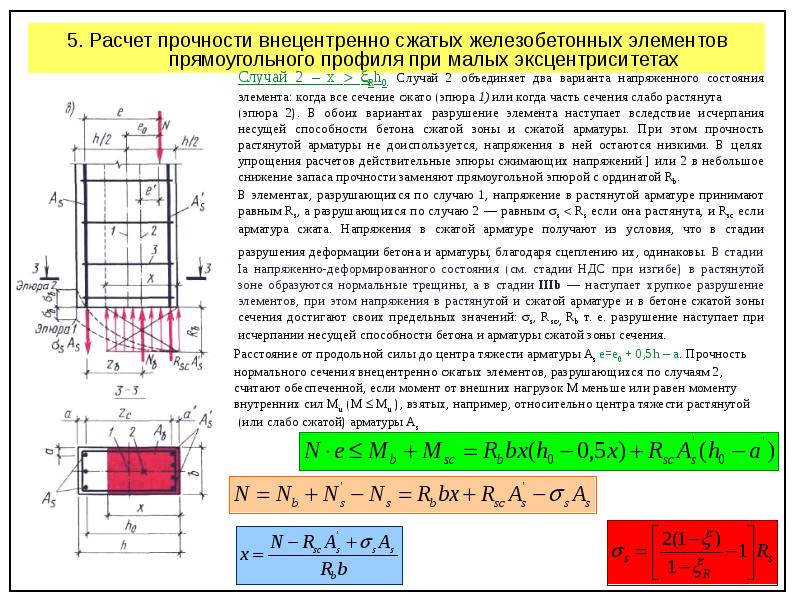 Получается, что в одном сечении 4*30+2*90= 300 см или 3 метра арматуры. Шаг сечений 0.3 метра, зная длину ленточного фундамента, находим общее количество поперечных сечений: 30/0.3=100 шт. Тогда общая длина поперечной арматуры 3*100=300 м. А вес 300*0,222=66,6кг.
Получается, что в одном сечении 4*30+2*90= 300 см или 3 метра арматуры. Шаг сечений 0.3 метра, зная длину ленточного фундамента, находим общее количество поперечных сечений: 30/0.3=100 шт. Тогда общая длина поперечной арматуры 3*100=300 м. А вес 300*0,222=66,6кг.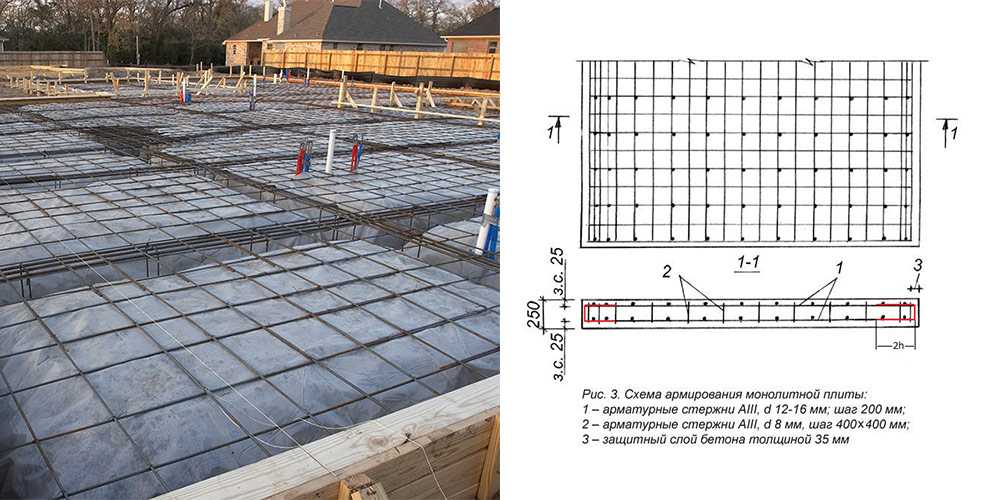


 По окончанию застывания бетона опалубка удаляется, и столб окончательно засыпается. По другой технологии отверстие проделывает специальный бур, который внизу проделывает уширение.
По окончанию застывания бетона опалубка удаляется, и столб окончательно засыпается. По другой технологии отверстие проделывает специальный бур, который внизу проделывает уширение.
 Изготовление таких плит более сложно, чем аналогичных плоских. Между ребрами засыпается песок или смесь песка и гравия.
Изготовление таких плит более сложно, чем аналогичных плоских. Между ребрами засыпается песок или смесь песка и гравия.
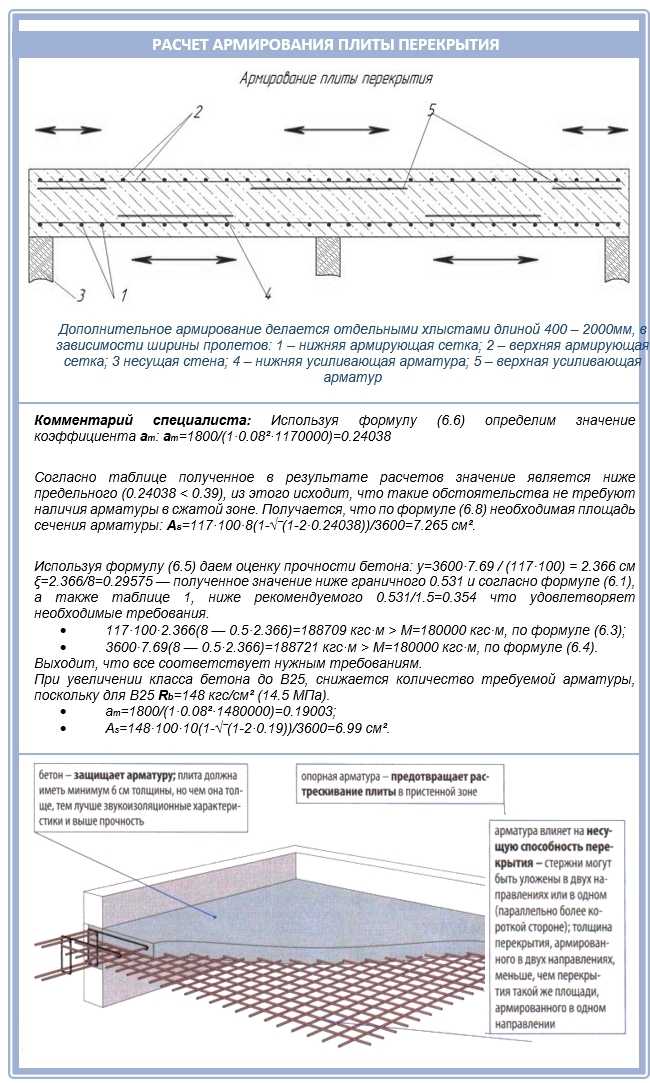 кв.
кв.
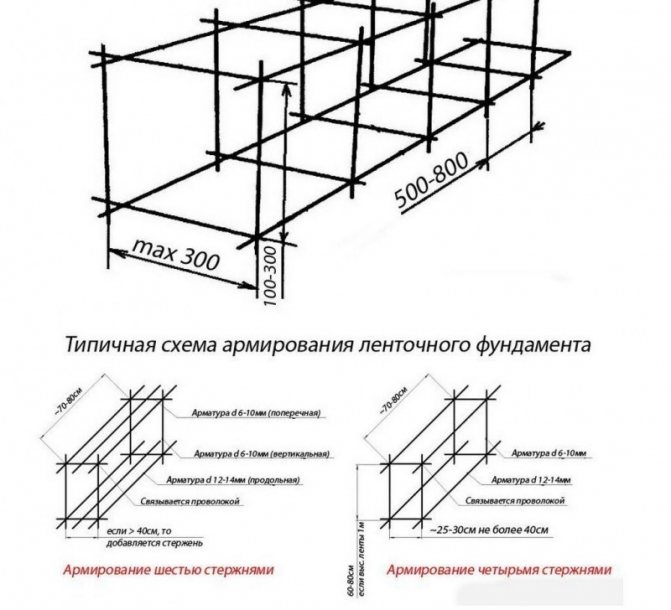

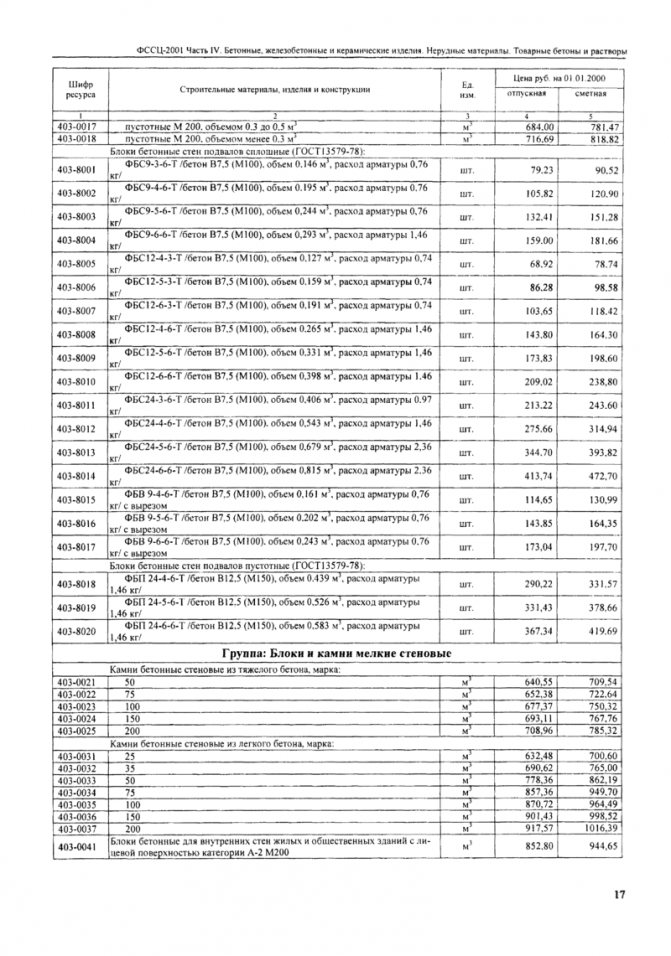 Допуск на дополнительную сталь для отклонений и отверстий может быть сделан путем осмотра.
Допуск на дополнительную сталь для отклонений и отверстий может быть сделан путем осмотра. Следовательно, нам потребуется 47 стремян.
Следовательно, нам потребуется 47 стремян. Первым шагом к анализу скорости является оценка труда, материалов, оборудования и прочих предметов для определенного количества железобетона.
Первым шагом к анализу скорости является оценка труда, материалов, оборудования и прочих предметов для определенного количества железобетона. Потребность в рабочей силе на 1 м3 ЖБК:
Потребность в рабочей силе на 1 м3 ЖБК:



 Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы.
Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас. Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения.
Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения. Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.
Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.

 Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах.
Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах. Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
 ru. Страны импортеры: ИТАЛИЯ, ИСПАНИЯ, КИТАЙ, СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ, ГЕРМАНИЯ, ТУРЦИЯ, ГОНКОНГ
ru. Страны импортеры: ИТАЛИЯ, ИСПАНИЯ, КИТАЙ, СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ, ГЕРМАНИЯ, ТУРЦИЯ, ГОНКОНГ ru
ru 0X22.2 -3000 штук, A30T4BF T41-180X2.5X22.2 — 1500 штук, A30T4BF T41-230X2.5X22.2 — 3000 штук, A24T4BF
0X22.2 -3000 штук, A30T4BF T41-180X2.5X22.2 — 1500 штук, A30T4BF T41-230X2.5X22.2 — 3000 штук, A24T4BF (стандарт: Директива 2006/42/ЕС Машины и механизмы)
(стандарт: Директива 2006/42/ЕС Машины и механизмы)
 Используется в основном на керамике, кирпичной кладке, пластике и других цветных материалах.
Используется в основном на керамике, кирпичной кладке, пластике и других цветных материалах.



