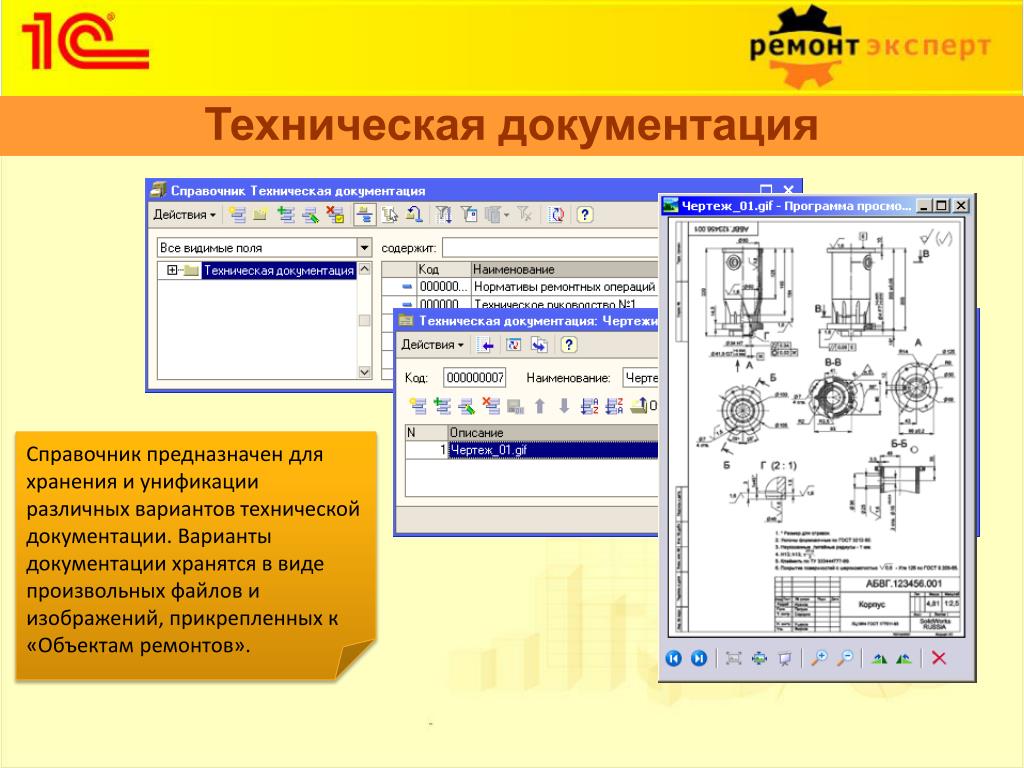
Плазморезы активно используются на металлообрабатывающих предприятиях. Также их иногда применяют в хозяйстве: в частных домах или гаражах. С помощью этого инструмента можно быстро получить металл необходимого размера, а качество среза довольно высокое. Раскаленная плазма режет практически любой металл. Основное преимущество по сравнению с болгаркой заключается в возможности выполнять фигурные пропилы без необходимости выполнения финишной обработки. Стоит рассмотреть ТОП-10 моделей, которые присутствуют сегодня на рынке.
Устройство плазмореза
Современный плазморез, независимо от его размеров, состоит из нескольких элементов, которые используются обязательно:
горелки;
источника питания;
кабеля массы;
компрессора/баллона со сжатым воздухом.
Также возможно дополнять устройство дополнительными комплектующими, чтобы работать было удобнее. К ним относятся дисплей, различные системы защиты и многое другое.
Принцип работы
Инвертор выдает постоянный ток. В зависимости от модели, используется напряжение электросети 220V или 380V. Первые можно использовать в домашних условиях, но последние являются трехфазными и могут применяться только на предприятиях. При использовании дома проводка может не выдержать, что приведет к пожару.
Во время работы устройства происходит натяжение электрической дуги. Сжатый воздух подается в нее, а во время нагрева он трансформируется в плазму. Его температура достигает 20 000 градусов, что позволяет быстро резать практически любой металл.
Вот как происходит резка металла плазморезом:
После включения подается напряжение, что позволяет сформировать специальную дугу для резки металла. Компрессор начинает подавать сжатый воздух в сопло. Под нагревом он превращается в плазму.
Работник подносит инструмент к заготовке. Дуга замыкается на металле, благодаря чему он режется. Параметры плазмы можно отрегулировать самостоятельно.
После выполнения работы сварщику нужно убрать плазморез и выключить его. Воздух будет подаваться какое-то время, чтобы быстрее охладить сопло инструмента.
Видео — Как работает плазморез
Сфера применения
Сегодня плазморезы применяют в следующих сферах:
кораблестроение;
самолетостроение;
строительство;
различные производственные сферы.
Важно! В домашних условиях плазморез тоже может оказаться хорошим помощником, но необходимо учитывать, что инструмент довольно дорогой. Поэтому его целесообразно покупать, если требуется часто резать металл.
Стоит рассмотреть основные достоинства и недостатки этого инструмента.
Плюсы
Минусы
Плюсы
Минусы
высокая скорость обработки металла;
быстрый сквозной прожиг;
соседние участки практически не нагреваются;
качественный срез, который не требует дополнительной обработки;
высокий уровень безопасности;
простота эксплуатации;
возможность автоматизации процесса благодаря станкам ЧПУ;
минимальная подготовка к работе.
небольшая максимальная толщина реза;
жесткие требования к отклонению от перпендикулярности реза;
невозможно использовать сразу 2 резака от одного источника питания;
высокая стоимость техники.
Виды плазморезов
Несмотря на большое количество моделей на рынке, есть несколько способов их разделения по видам.
По типу резки ручные и автоматические. Первые подходят для гаража и занимают мало места. Сфера применения вторых шире. В зависимости от технических характеристик, их могут использовать в небольших мастерских ли на крупных фабриках. Часто производители позволяют автоматизировать работу устройства с помощью станка ЧПУ.
По типу газа. Производители предлагают устройства, работающие на сжатом воздухе, аргоне, кислороде, азоте или различных смесях.
По способу поджига дуги: контактные, пневматические и высокочастотные. Контактный способ применяется в бытовых моделях. Пневматические используются чаще всего, так как этот тип легко использовать, а также можно экономить газ.
По способу охлаждения воздушные и жидкостные. Воздушное охлаждение используется на полупрофессиональных моделях. Скорость остывания значительно ниже, чем при использовании жидкости.
Это основные способы разделения плазморезов.
ТОП-10 лучших плазморезов
Ниже указаны лучшие плазморезы на сегодня. Это рейтинг составляется с учетом характеристик инструментов и реальных отзывов специалистов. Последние довольно подробно описывают работу приборов на различных тематических форумах. Это позволяет создать объективный рейтинг, которому можно доверять.
Фото
Название
Рейтинг
Цена
#1
ESAB CUTMASTER 120
⭐ 5 / 5
1 — голос
Узнать цену
#2
BLUEWELD Best Plasma 100
⭐ 4. 95 / 5
Узнать цену
#3
Telwin SUPERIOR PLASMA 90 HF
⭐ 4.9 / 5
1 — голос
Узнать цену
#4
Grovers CUT 40 kompressor
⭐ 4.85 / 5
1 — голос
Узнать цену
#5
Fubag PLASMA 65 T
⭐ 4.8 / 5
1 — голос
Узнать цену
#6
Сварог REAL CUT 70 (L204)
⭐ 4.75 / 5
Узнать цену
#7
Fubag PLASMA 40
⭐ 4. 7 / 5
1 — голос
Узнать цену
#8
РЕСАНТА ИПР-40
⭐ 4.65 / 5
1 — голос
Узнать цену
#9
Aurora AIRHOLD 42
⭐ 4.6 / 5
1 — голос
Узнать цену
#10
РЕСАНТА ИПР-40К
⭐ 4.55 / 5
1 — голос
Узнать цену
Какой бы вы выбрали плазморез или посоветовали?
Принять участие в опросе
1010. РЕСАНТА ИПР-40К
Отличный инструмент отечественного производства, который несколько уступает устройству РЕСАНТА ИПР-40. Этот прибор больше подходит для бытового использования. Рабочий цикл обладает параметрами ПВ: 35% (40 А), 60% (30 А), 100% (20 А). Максимальная толщина стали 12 мм, алюминия 6 мм. Работа от электросети 220V, однако при работе на максимальной мощности требуется следить за температурой устройства. При достижении предельной величины плазморез автоматически выключается.
Характеристики:
инверторный;
максимальный ток 40 А;
защита от перегрузок;
горелка съемная;
вес 11 кг.
Плюсы
низкая цена;
качественная сборка;
удобно работать с инструментом;
много комплектующих, которые могут понадобиться во время ремонта;
небольшой размер.
Минусы
контактный поджиг.
Инвертор РЕСАНТА ИПР-40К
Видео — Инверторный плазменный резак РЕСАНТА ИПР 40к
99. Aurora AIRHOLD 42
Достаточно мощный инверторный плазморез, который работает от электросети 220V. Здесь используется ток до 40А, поэтому возможно применять изделие в гараже или небольших мастерских. Используется микропроцессорное управление. Встроенная система защиты от перегрузок позволяет продлить срок эксплуатации инструмента.
Характеристики:
сила тока до 40 А;
защита от перегрузок;
защита IP21S, класс изоляции F;
вес 9 кг.
Плюсы
низкая стоимость;
универсальное применение;
долго может работать на максимальной мощности;
качественная сборка.
Минусы
сложно найти расходные материалы в продаже, чтобы осуществить мелкий ремонт;
контактный поджиг.
Инвертор Aurora AIRHOLD 42
Видео — Первый рез AURORA AIRHOLD 42
88. РЕСАНТА ИПР-40
Компактный и популярный в России прибор, который удобен в использовании. Здесь есть ручка для переноски. Менять силу тока можно с помощью специального тумблера. Управление интуитивно понятное. На панели используются индикаторы, которые позволяют понять, в каком режиме работает инструмент. Производитель предусмотрел качественную систему охлаждения, что позволяет экономить расходный материал. Горелка несъемного типа, но работать с ней удобно. Рекомендуется для резки черных и цветных металлов в домашних условиях и мелких мастерских.
Характеристики:
сила тока до 40 А;
защита IP21;
инверторный вид;
горелка несъемная.
Плюсы
адекватная цена;
длительный срок эксплуатации;
высокочастотный поджиг;
рез ровный.
Минусы
сложно найти расходные материалы.
Инвертор РЕСАНТА ИПР-40
Видео — Плазменная резка металла плазморезом Ресанта ИПР40
77. Fubag PLASMA 40
Отличное устройство, которое часто используется сотрудниками ЖКХ. Использовать дома не рекомендуется, потому что может не выдержать проводка из-за повышенной мощности. ПВ достигает 60%. Прибор компактный и весит немного, поэтому переводить его удобно.
Характеристики:
ток до 40 А;
толщина металла до 15 мм;
инверторный;
защита IP21;
вес 10 кг.
Плюсы
отличная мобильность;
высокая производительность;
умеренная цена;
понятный интерфейс.
Минусы
высокое энергопотребление.
Инвертор Fubag PLASMA 40
Видео — Распаковка и обзор плазмореза FUBAG PLASMA 40
66. Сварог REAL CUT 70 (L204)
Этот инструмент стоит использовать для резки тонких металлов: сталь, медь, латунь, алюминий и др. Инверторный механизм работает от трехфазной сети. Потребляемая мощность 7 кВт. Есть фильтр-регулятор, который позволяет задать оптимальное рабочее давление для воздействия на металл. Ширин реза достигает 30 мм, длина кабеля 5 метров.
Характеристики:
ток до 60 А;
ПВ=60%;
вес 17 кг;
инверторный.
Плюсы
неприхотливый прибор;
удобный и понятный интерфейс;
поддерживает работу с разными металлами;
полупрофессиональный инструмент.
Минусы
кнопка включения может заедать;
толщина резки металла немного не доходит до заявленных 30 мм.
Инвертор Сварог REAL CUT 70 (L204)
Видео — Обзор Сварог REAL CUT 70 (L204)
55. Fubag PLASMA 65 T
Это устройство режет металл толщиной до 35 мм. Немецкая разработка позволила обеспечить максимальный уровень ПВ. Он составляет 90%. Несмотря на использование трехфазного тока, эта модель относится к полупрофессиональной.
Характеристики:
ток до 65 А;
высокочастотный поджиг;
полуавтоматическая система управления;
рабочее давление 6 бар.
Плюсы
высокая производительность;
надежный прибор;
качественная сборка;
возможна резка толстых металлов.
Минусы
большие габариты.
Инвертор Fubag PLASMA 65 T
Видео — Тестирование ЧПУ плазмореза с источником Fubag 65
44. Grovers CUT 40 kompressor
Однофазная модель, которая может конкурировать с профессиональными устройствами по своим характеристикам. Производитель предусмотрел силу тока до 40 А. ПВ 60%, что считается отличным показателем. Это значит, что работать на максимальной производительности можно достаточно долго. То есть, удастся обработать большие заготовки толщиной до 15 мм.
Характеристики:
ток до 40 А;
высокочастотный поджиг;
ручное управление;
встроен компрессор;
вес 18 кг.
Плюсы
адекватная цена;
можно использовать во многих сферах;
длительный рок гарантии.
Минусы
не выявлены.
Инвертор Grovers CUT 40 kompressor
Видео — Реальные испытания плазмы GROVERS CUT40 Kompressor
33. Telwin SUPERIOR PLASMA 90 HF
В этой модели итальянского производства используется высокий режущий ток (до 90 А), что позволяет обрабатывать металлы толщиной до 30 мм. Но при максимальной производительности продолжительность работы ограничивается 40%, чего бывает недостаточно при использовании инструмента на профессиональной основе. Вес 30 кг, что больше, чем у многих конкурентов. Зато цена у прибора ниже.
Характеристики:
ток до 90 А;
давление 5 бар;
вес 30 кг;
высокочастотный поджиг;
управление полуавтоматическое.
Плюсы
высокая производительность;
удобство в работе;
умеренная цена;
экономичный расход;
качественная сборка.
Минусы
большой вес.
Инвертор Telwin SUPERIOR PLASMA 90 HF
22. BLUEWELD Best Plasma 100
Это профессиональный плазморез с током до 100 А. с его помощью легко можно разрезать металл до 35 мм. Длительность работы на максимальной мощности небольшая – 30%, поэтому требуются частые перерывы. Управление полуавтоматического типа, работает инструмент от трехфазной электросети.
Характеристики:
ток до 100 А;
резка металла до 35 мм;
давление 5 бар;
высокочастотный поджиг;
полуавтоматическое управление.
Плюсы
удобный и надежный тип поджига;
высокая эффективность;
качество сборки;
адекватная цена.
Минусы
ПВ небольшое, необходимо долго ждать, пока прибор остынет.
Инвертор BLUEWELD Best Plasma 100
11. ESAB CUTMASTER 120
На сегодня это один из лучших плазморезов, который обладает током до 120 А. Толщина металла до 55 мм. Используется трехфазное подключение к электросети. Важным преимуществом является тот факт, что основные параметры для обработки металла задаются автоматически. Но их можно отрегулировать вручную по мере необходимости. Продолжительность работы на максимальной мощности 40%.
Характеристики:
ток до 120 А;
давление 5,2 бар;
трехфазное подключение;
ПВ=40%.
Плюсы
может резать довольно толстые металлы;
удобное и интуитивно понятное управление;
высокая надежность;
экономичный расход воздуха.
Минусы
высокая цена.
Инвертор ESAB CUTMASTER 120
Видео — Наставления по корректной работе ESAB CUTMASTER 120
Это наиболее популярные и надежные плазморезы на сегодня. Они отвечают требованиям специалистов и могут использоваться дома или в производственных помещениях.
Советы и рекомендации при выборе плазморезов
Существует несколько рекомендаций от специалистов, которые могут помочь выбрать оптимальную модель. Вот на что необходимо обращать внимание перед покупкой:
толщина металла. В характеристиках указывают максимальную толщину. Но требуется понимать, что у разных металлов различная плотность, поэтому данные в инструкции являются унифицированными;
продолжительность работы позволяет понять, как долго плазморез может работать без перегрева. Для бытового использования можно использовать модели с показателем 40%, но для производства нужно не менее 60-80%;
мощность устройства должна быть минимум на 20% выше, чем требуется для обработки конкретно взятой заготовки. Это позволит снизить нагрузку на инструмент и повысить скорость обработки металла;
длина шлангпакета. Она варьируется от 1,5 до 8 метров. При работе с большими заготовками лучше покупать максимальную длину, чтобы не тратить время на то, чтобы переставить плазморез.
Видео — Как выбрать плазморез
Важно! Также стоит обратить внимание на комплектацию, если бюджет сильно ограничен. Устройства со встроенным компрессором стоят дороже. Но при его отсутствии в комплекте нужно будет совершить дополнительную покупку, потому что без компрессора не получится использовать плазморез. Дисплей может быть полезной функцией, но он не влияет на рабочие характеристики прибора.
Это основные нюансы, которые стоит помнить при покупке плазмореза. Выбирая из указанных выше инструментов, можно совершить отличную покупку по достойной цене. Но на рынке постоянно появляются новые модели, поэтому важно понимать, на что обращать внимание при выборе. Это позволит купить инструмент, который будет действительно необходим в конкретно взятом случае.
Видео — Как собрать плазморез своими руками и из чего он состоит
автор
Козырев Михаил
принцип работы, что им можно делать и как резать металл
Плазменная резка – одна из наиболее современных эффективных технологий, позволяющая работать с металлом, а также с некоторыми материалами, не проводящими ток, в том числе древесиной, пластиком и камнем.
Неудивительно, что метод пользуется спросом и активно применяется в различных сферах деятельности, в ЖКХ, в строительстве, промышленности. Главным устройством во всем процессе является плазморез, продуцирующий дугу, сформированную плазмой огромной температуры.
Дуга позволяет вести работу с высокой точностью, проводить раскрой не только по прямым линиям, но и формировать сложные фигуры.
Чтобы разобраться в тонкостях всего процесса, рассмотрим подробнее конструкцию устройства, а также основные принципы, на которых построено его функционирование.
Содержание
Конструкция
Рабочий принцип
Области применения
Основные инструкции
Заключение
Плазморезка сформирована следующими элементами:
1. Элемент питания, который отвечает за подачу тока той или иной силы. В качестве элемента применяют либо трансформаторы, либо инверторы.
Первый вариант характеризуется значительной массой, зато почти неуязвим для колебаний напряжения, а также дает возможность осуществлять рез металлических заготовок огромной толщины.
Инвертор – хороший выбор в том случае, если манипуляции ведутся с не слишком толстыми заготовками. Они экономичны в отношении потребления энергии, характеризуются высоким КПД и рекомендуются для использования в частном хозяйстве.
2. Плазмотрон. Основной элемент, посредством которого и ведется рез.
Корпус детали скрывает электрод, отвечающий за формирование мощной дуги. Сделан электрод из тугоплавкого металла, благодаря чему исключены его деформации и разрушения вследствие высокотемпературных нагрузок. Как правило, используется гафний, как наиболее прочный и безопасный материал.
На конце находится сопло, формирующее струю плазмы, с легкостью разрезающую заготовку.
Производительность и мощность устройства, во многом, определяется именно диаметром сопла. Чем шире сопло, тем больше воздуха оно пропускает за единицу времени, а увеличение объемов воздуха непосредственно увеличивает производительность. Наиболее распространенный диаметр – 3 миллиметра.
Точность работы зависит от конфигурации сопла, для проведения наиболее тонкой работы следует подбирать удлиненный элемент.
3. Компрессор. Его главная задача – нагнетание воздуха, без которого плазменный резак по металлу просто не может функционировать. Процесс построен на использовании газа для формирования плазменной струи и защиты.
Если сила тока устройства ограничена 200А, то необходим просто сжатый воздух, его достаточно и для отвода лишнего тепла, и для формирования струи. Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
Установки промышленного типа используют не обычный сжатый воздух, а концентрированные газовые смеси на основе гелия, водорода, азота.
4. Комплекс кабелей и шлангов соединяет все модули между собой. Шланги транспортируют сжатый воздух, кабеля передают электрический ток.
Смотрите полезное видео, устройство и как работает плазменная резка:
Рабочий принцип
Теперь изучим непосредственно принцип работы устройства.
Когда оператор нажимает на клавишу розжига, элемент питания подает ток на плазмотрон. Это приводит к формированию первичной дуги огромной температуры, которая составляет от 6 до 8 тысяч градусов.
Формирование дуги между наконечником электрода и сопла происходит из-за того, что крайне трудно добиться такого результата непосредственно между заготовкой и электродом. Более того, если работа ведется с материалом, характеризующимся изолирующими свойствами, это просто невозможно.
Когда сформирована первичная дуга, к ней подается воздушная смесь. Данный воздух контактирует с ней, его температура растет, а объем – увеличивается, причем увеличение может быть даже стократным. Вдобавок к этому, воздух теряет свои диэлектрические свойства, ионизируется.
За счет того, что сопло имеет сужение к своему окончанию, воздушный поток разгоняется до 2-3 метров в секунду и вырывается наружу, имея температуру почти в 30 тысяч градусов. Из-за высокой степени ионизации и огромной температуры воздух называется плазмой, показатель электрической проводимости которой равняется этому параметру у обрабатываемого металла.
В момент соприкосновения с обрабатываемой поверхностью первичная дуга угасает, а дальнейшая работа ведется уже за счет вновь образованной режущей дуги. Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.
Такое описание того, как работает система, является наиболее простым и распространенным.
Области применения
Теперь рассмотрим, что им можно делать:
Оперативный рез больших объемов материалов.
Изготовление листовых деталей, характеризующихся сложностью геометрии, вплоть до ювелирной и приборостроительной отрасли, где требуется максимальное соответствие исходным чертежам.
Штамповка в такой ситуации не применяется, так как данная технология, хоть и дешево, не обеспечивает достаточной точности. Плазморез же, несмотря на огромную температуру струи, нагревает обрабатываемый элемент точечно, что полностью исключает вероятность температурной деформации.
Монтаж металлических конструкций. Плазморез исключает нужду в применении баллонов со сжатым кислородом и ацетиленом, что повышает степень безопасности и удобства, в особенности, если дело касается осуществления операций на высоте.
Рез сталей высокой степени легирования. Механические способы в данном случае не подходят, так как прочность сталей огромна, инструмент, способный эффективно резать листы на их основе, будет стоить очень дорого, а изнашиваться – очень быстро.
Получается, что сферы использования разнообразны. Выполнение в металлических листах отверстий любой конфигурации, резка труб, уголков и заготовок другого сечения, обработка кромок кованых изделий с целью “спаивания” металла и закрытия его структуры – для всего этого плазморез подходит оптимально.
Основные инструкции
Несколько правил, позволяющие понять, как резать плазморезом эффективно и безопасно:
Необходимо контролировать расположение катодного пятна, оно должно соответствовать центру электрода. Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.
Контроль над воздушным расходом дает возможность корректировать скорость потока плазмы, варьировать производительность.
Скорость реза напрямую влияет на толщину. Чем выше скорость, тем тоньше рез, ее уменьшение увеличивает ширину. Аналогичных результатов, большей ширины, можно достичь и увеличением силы тока.
Смотрите видео-урок работы плазморезом:
Заключение
Итак, мы разобрались, что такое плазморез.
Можно сделать вывод, что в ситуации, когда вам регулярно приходится работать с металлическими элементами, резать арматуру, трубы или другие детали, его помощь окажется полезной. Так что расходы на его покупку будут полностью компенсированы удобством и эффективностью дальнейшей работы.
Как работает плазменный резак
Что такое плазма?
Чтобы правильно объяснить, как работает плазменный резак, мы должны начать с ответа на основной вопрос «Что такое плазма? Проще говоря, плазма — это четвертое состояние вещества. Мы обычно думаем, что материя имеет три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет введения энергии, например тепла. Например, вода переходит из твердого состояния (льда) в жидкое состояние при приложении определенного количества тепла. Если уровень тепла увеличится, он снова превратится из жидкости в газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводными, превратившись в плазму. Плазменная резка будет использовать этот электропроводный газ для передачи энергии от источника питания к любому проводящему материалу, что приведет к более чистому и быстрому процессу резки, чем при кислородном топливе.
Формирование плазменной дуги начинается, когда газ, такой как кислород, азот, аргон или даже воздух из цеха, нагнетается через небольшое отверстие сопла внутри горелки. Затем в этот поток газа под высоким давлением вводится электрическая дуга, генерируемая внешним источником питания, что приводит к тому, что обычно называют «струей плазмы». Плазменная струя сразу же достигает температуры до 40 000°F, быстро прокалывая заготовку и сдувая расплавленный материал.
Компоненты плазменной системы
Источник питания — Плазменный источник питания преобразует однофазное или трехфазное сетевое напряжение переменного тока в плавное постоянное напряжение постоянного тока в диапазоне от 200 до 400 В постоянного тока. Это постоянное напряжение отвечает за поддержание плазменной дуги на протяжении всего разреза. Он также регулирует выходной ток, необходимый в зависимости от типа и толщины обрабатываемого материала.
Консоль запуска дуги — схема ASC создает переменное напряжение приблизительно 5000 В переменного тока на частоте 2 МГц, что создает искру внутри плазменной горелки для создания плазменной дуги.
Плазменный резак. Функция плазменного резака заключается в правильном выравнивании и охлаждении расходных материалов. Основными расходными деталями, необходимыми для создания плазменной дуги, являются электрод, завихритель и сопло. Для дальнейшего улучшения качества резки можно использовать дополнительный защитный колпачок, а все детали удерживаются вместе внутренним и внешним удерживающими колпачками.
Подавляющее большинство современных систем плазменной резки можно разделить на обычные или прецизионные.
В обычных плазменных системах в качестве плазменного газа обычно используется воздух цеха, а форма плазменной дуги в основном определяется отверстием сопла. Приблизительная сила тока плазменной дуги этого типа составляет 12-20К ампер на квадратный дюйм. Во всех портативных системах используется обычная плазма, и она до сих пор используется в некоторых механизированных приложениях, где допуски деталей менее строгие.
Прецизионные плазменные системы (высокая плотность тока) спроектированы и спроектированы для получения самых четких и качественных резов, которые достижимы с помощью плазмы. Конструкция горелки и расходных материалов более сложна, и в комплект входят дополнительные детали для дальнейшего сужения и придания формы дуге. Прецизионная плазменная дуга составляет приблизительно 40-50К ампер на квадратный дюйм. Несколько газов, таких как кислород, воздух высокой чистоты, азот и смесь водорода/аргона/азота, используются в качестве плазменного газа для получения оптимальных результатов на множестве проводящих материалов.
Работа в ручном режиме
В типичной портативной системе плазменной резки, такой как наша воздушно-плазменная система Tomahawk®, расходуемые части электрода и сопла находятся в контакте друг с другом внутри резака, когда он находится в выключенном состоянии. При нажатии на спусковой крючок источник питания вырабатывает постоянный ток, протекающий через это соединение, а также инициирует поток плазмообразующего газа. Как только плазменный газ (сжатый воздух) создает достаточное давление, электрод и сопло расходятся, что вызывает электрическую искру, которая превращает воздух в струю плазмы. Затем поток постоянного тока переключается с электрода на сопло, на путь между электродом и заготовкой. Этот ток и воздушный поток продолжаются до тех пор, пока не будет отпущен курок.
Прецизионный плазменный режим
Внутри прецизионной плазменной горелки электрод и сопло не соприкасаются, а изолированы друг от друга завихряющим кольцом с небольшими вентиляционными отверстиями, которые превращают предварительный поток/плазменный газ в завихряющийся вихрь. Когда на источник питания подается команда пуска, он создает напряжение холостого хода до 400 В постоянного тока и инициирует подачу газа предварительной подачи через шланг, подключенный к горелке. Сопло временно подключается к положительному потенциалу источника питания через цепь дежурной дуги, а электрод — к отрицательному.
Затем из Консоли запуска дуги генерируется высокочастотная искра, которая вызывает ионизацию плазменного газа и его электропроводность, что приводит к прохождению тока от электрода к соплу и созданию вспомогательной плазменной дуги.
Как только вспомогательная дуга соприкасается с заготовкой (которая соединена с заземлением через планки режущего стола), путь тока смещается от электрода к заготовке, высокочастотный сигнал отключается, а цепь вспомогательной дуги выключается. открыт.
Затем источник питания увеличивает постоянный ток до силы тока резки, выбранной оператором, и заменяет газ предварительной подачи оптимальным плазменным газом для разрезаемого материала. Также используется вторичный защитный газ, который выходит за пределы сопла через защитный колпачок.
Форма защитного колпачка и диаметр его отверстия заставляют защитный газ дополнительно сужать плазменную дугу, что приводит к более чистому резу с очень малыми углами скоса и меньшим пропилом.
Как работают плазменные резаки?
Невероятная прочность металла сделала его идеальным материалом для изготовления многих вещей, от которых мы все зависим как в производстве, так и в нашей повседневной жизни. Однако его сила может также удвоиться как слабость, потому что его нелегко формовать, резать или манипулировать. Плазменные резаки призваны помочь в решении этой задачи.
Что такое плазменный резак?
Плазменный резак посылает электрическую дугу через газ, проходя через суженное отверстие. Используя сильное тепло, плазменные резаки повышают температуру газа и переводят его в четвертое состояние материи, называемое плазмой. В сочетании с совместимым плазменным резаком этот инструмент может проходить через такие металлы, как сталь, алюминий, латунь и медь, практически без сопротивления. Этот острый процесс сварки позволяет получить более четкие, четкие линии и более прочную конструкцию.
Совершенствование производственного процесса
Плазменные резаки необходимы в обрабатывающей промышленности, от строительных компаний и автомастерских до слесарей. По мере развития технологий менялись и дизайн, и возможности этого инструмента. Плазменные резаки и горелки обычно делятся на две категории: ручные и машинные.
Ручные резаки универсальны и часто портативны, что делает сварочные работы более удобными. Они обеспечивают высокую силу тока при резке, но обычно используются при обработке легких металлов для обрезки лишнего материала.
С другой стороны, механизированные плазменные резаки используются для крупномасштабных работ. Они включают в себя больше функций и используются вместе с раскройными столами. Эти системы не могут быть легко перемещены, так как для их работы требуется более мощный источник питания. Выбор между механизированным или ручным резаком зависит от размера, формы и толщины материала, который необходимо разрезать.
Столы для резки с ЧПУ включают программное обеспечение, которое можно запрограммировать для выполнения сложных конструкций.
Газокислородная горелка, вариант
Машины для газокислородной резки также используются в механической обработке и производстве для резки твердых материалов. Эти машины работают с использованием пламени кислорода / топливного газа для предварительного нагрева стали до температуры воспламенения. Затем на металл направляется мощная струя кислорода, вызывая химическую реакцию с образованием оксида железа, также известного как шлак. Затем струя удаляет шлак из разреза.
Ручные резаки, также называемые газокислородными резаками, также используются для резки твердых материалов, таких как металл, и используются чаще, чем режущие машины.
Основное направление нашей компании – производство и продажа бетонных смесей. Мы предлагаем строительный, мостовой и тощий бетон. Более подробно о каждом виде Вы можете прочитать в соответствующем разделе.
Бетон строительный
Бетон, прежде всего, различается маркой, классом, а также коэффициентом подвижности, степенью водонепроницаемости и морозостойкости.
Основной показатель, которым характеризуется бетон
— прочность на сжатие. По ней устанавливается класс. Согласно СНиП 2.03.01-84 «Бетонные и железобетонные конструкции», класс обозначается латинской буквой «B» и цифрами, показывающими выдерживаемое давление в мегапаскалях (МПа). Например, обозначение В25 означает, что бетон данного класса в 95 % случаев выдерживает давление 25 МПа. Для расчёта показателя прочности необходимо учитывать и коэффициенты, например, для класса В25 нормативная прочность на сжатие, применяемая в расчетах, — 18,5 МПа. Возраст бетона, отвечающий его классу по прочности на сжатие и осевое растяжение, назначается при проектировании, исходя из возможных реальных сроков загрузки конструкции проектными нагрузками, способа возведения, условий твердения бетона. При отсутствии этих данных класс бетона устанавливается в возрасте 28 суток. Теоретически, существуют следующие классы: В1; B1,5; В2; B2,5; В3,5; B5; В7,5; B10; В12,5; В15; В20; В 22,5; В25; В30; В35; В40; В45; В50; В55; В60; В65; В70; В75; В80.
При нормировании прочности бетона используется характеристика — марка бетона.Она является средним показателем прочности, в отличие от класса, который является показателем гарантированной прочности. Марка обозначается латинской буквой «М» и цифрой, означающей прочность на сжатие, выраженной в кгс/см².
В проектной документации требования к бетону указываются в классах, но при заказе бетонной смеси строительные организации обычно используют характеристику по маркам.
Ниже представлена таблица соответствия марок и классов бетона по прочности на сжатие:
Класс бетона
Средняя прочность данного класса, R (кгс/м²)
Ближайшая марка
B3. 5
46
M50
B5
65
M75
B7.5
98
M100
B10
131
M150
B12.5
164
M150
B15
196
M200
B20
262
M250
B22,5
295
M300
B25
327
M350
B27,5
360
M350
B30
393
M400
B35
458
M450
B40
524
M550
B45
589
M600
B50
655
M700
B55
720
M700
B60
786
M800
B65
851
M900
B70
917
M900
B75
982
M1000
B80
1048
M1000
*Данные указаны при нормативном коэффициенте вариации равном 13,5%
В зависимости от области применения для бетонирования используется бетонные смеси разных марок: чем выше требования к прочности, тем выше должна быть марка.
Чем выше марка по прочности, тем выше и остальные коэффициенты, такие как морозостойкость (F) и водонепроницаемость (W). Ниже представлена таблица соответствия этих характеристик:
Марка бетона (М)
Класс бетона (В)
Морозостойкость (F)
Водонепроницаемость (W)
М100
В 7,5
F50
W2
М150
В 12,5
F50
W2
М200
В 15
F100
W4
М250
В 20
F100
W4
М300
В 22,5
F200
W6
М350
В 25
F200
W8
М400
В 30
F300
W10
М450
В 35
F200-F300
W8-W14
М550
В 40
F200-F300
W10-W16
М600
В 45
F100-F300
W12-W18
Для увеличения морозостойкости и водонепроницаемости могут быть использованы специальные химические добавки в бетон.
Область применения различных марок бетона
М-100
Подготовительные работы, перед заливкой фундамента или монолитной плиты. В дорожном строительстве при установке бордюров и как бетонная подушка.
М-150
Подготовительные работы перед заливкой плиты, фундамент для небольших помещений. Для заливки стяжек, полов, бетонирования дорожек.
М-200
Для изготовления фундамента в частном строительстве. Изготовления бетонной стяжки, полов, отмостки, подпорных стен, лестниц и площадок. Плитный и свайный фундамент.
Для монолитных перекрытий, стен, чаш бассейнов, ригелей и других ответственных конструкций.
М-400
Мостовые конструкции, банковские хранилища, конструкции со спец требованиями.
М-450
Мостовые и гидротехнические сооружения, для создания ЖБИ со специальными требованиями.
М-550
Дамбы, мосты, метро, специальные ЖБИ
М-600
Метрострой, железобетонные конструкции, особой прочности и водонепроницаемости, сооружения, эксплуатируемые в тяжелейших условиях.
Стоимость бетона за 1 м3 можно посмотреть в разделе цены.
Мостовой бетон
Мостовые конструкции и транспортные сооружения эксплуатируются в неблагоприятных условиях, в том числе в условиях агрессивных сред, бетоны для этих конструкций должны обладать повышенной стойкостью и долговечностью по сравнению с традиционными. Для обеспечения высокой долговечности бетонов, которая характеризуется маркой по морозостойкости (не ниже F300 в солях), на РБУ предусмотрено использование щебня двух фракций, цемента нормированного состава (содержание C3A не более 8%), а также использование совместно с пластифицирующими газообразующих и воздухововлекающих добавок.
Более подробно о мостовом бетоне здесь.
Тощий бетон
Это
бетон с малым количеством цемента и с большим количеством щебня. Именно из-за малого количества цемента бетон и назван «тощим». Основное применение тощего бетона — дорожное строительство. Состав тощего бетона позволяет раскатывать смесь катком, из-за чего тощий бетон также называют укатываемый бетон.
О тощем бетоне подробная информация здесь.
Бетон М100
Бетон М150
Бетон М200
Бетон М250
Бетон М300
Бетон М350
Бетон М400
Тощий бетон М100
Тощий бетон М150
Тощий бетон М200
Бетон М350 В25 — характеристики
Бетон М350 – строительный материал, который используется для сооружения крупных объектов как в частном домостроительстве, так и в промышленном.
Благодаря входящим в состав компонентам и их соотношению раствор способен выдерживать немалые нагрузки, разнообразные механические воздействия, серьезный вес. Высокая плотность делает бетон В25 стойким к воде и истиранию.
В сравнении с легкими смесями, данный тип бетона причисляют к классу тяжелых. В его состав входит большой объем цемента, поэтому раствор твердеет быстро. Чаще всего бетон М25 заказывают на заводе, а потом быстро используют в работе. Но возможно и самостоятельное приготовление при наличии всех компонентов и знаний нюансов.
Содержание
1 Свойства и характеристики
2 Состав и пропорции
3 Сфера применения
4 Тяжелый бетон своими руками
4.1 Влияние качества компонентов
4.2 Правила укладки
Свойства и характеристики
Характеристики бетона В25 в общем достаточно высокие, поэтому смесь может использоваться для работы с самыми разными объектами и конструкциями. Основным параметром, на который обращают внимание при выборе марки материала, является его прочность.
Марка бетона В25 демонстрирует показатель прочности, равный 327 кгс/см2. В сравнении со смесью марки М300 этот раствор на 9% крепче. В25 – это класс бетона, гарантированная и постоянная величина при условии соблюдения технологии приготовления.
Материал способен выдерживать без деформаций давление в пределах 250 МПа. Но показатель марки может меняться в соответствии с применяемым типом и объемом заполнителя, методом укладки, количеством воды, окружающей температурой и т.д.
Морозоустойчивость бетон М350 (В25) выдает на уровне W8 – может выдерживать около 200 циклов замораживания/оттаивания, благодаря структуре без пустот и пор воду не пропускает и не впитывает. Даже если вода будет воздействовать на монолит под давлением 0.8 атмосфер, камень ее не пропустит.
Удельный вес бетона В25 указан в пределах 1800-2500 кг/м3. То есть, плотность бетона В25 составляет около 2300-2400 кг/м3 в среднем. Плотность – это показатель отношения веса к объему, напрямую влияющий на качество и прочность монолита. Чем более высокая плотность, тем более прочным считается бетон. На плотность также во многом влияют составляющие смеси, их пропорции, особенности приготовления и укладки.
Подвижность бетон B25 демонстрирует на уровне П2-П4. В случае необходимости повышения данного показателя в раствор вводят разнообразные пластификаторы. Важно знать точный возможный объем, в котором можно ввести добавку, чтобы не ухудшить характеристики прочности, плотности, стойкости к воде смеси.
М350 твердеет в несколько раз быстрее в сравнении с тем же М300, поэтому готовый раствор используют быстро (максимум за 2 часа после замеса). Если смесь была заказана и доставляется спецтранспортом с бетономешалкой, процесс замедляется и раствор свободно переживает транспортировку даже на внушительные расстояния. Это особенно важно, если объект находится за пределами Москвы и больших городов, в небольших населенных пунктах.
Состав и пропорции
Бетон класса В25 готовят из таких компонентов: цемент, песок, щебень, отсев (может частично заменять твердый заполнитель), вода, опционально противоморозные добавки и пластификаторы.
Таким образом, во многом свойства, параметры и характеристики раствора могут зависеть от типа и качества составляющих: песок может быть одной из трех фракций (мелкозернистый, средний, крупный), так же, как и гравий, щебень.
В состав вводится цемент в повышенном объеме, поэтому материал быстро схватывается. Для приготовления раствора берут цемент марок М400 или М500. Ускорить процесс гидратации бетонного раствора могут пластификаторы, повышающие стойкость к воде и удобство работы с материалом.
Заполнителем выступает гравий. С целью повышения прочностных характеристик в смесь марки М350 советуют вводить гранитный щебень. Он может повысить стоимость материала на 7-10%. Если же нет необходимости существенно повышать показатель прочности, подойдет и обычный гравий.
Обратить внимание стоит на плотность наполнителя – у гравия показатель равен 800 кг/м3, гранит демонстрирует 2600 кг/м3: выбор существенно повлияет на прочность (и, соответственно, плотность) бетона М350 и надежность всей конструкции.
Пропорции бетона М350 (объемные) такие: 1 часть цемента М400/М500, 1.5 частей песка, 3.1 частей щебня.
Состав бетона М350 по весу (для приготовления 1м3):
Цемент марок М400 или М500 – 400 килограммов
Песок, очищенный от примесей (особенно от глины) – 752 килограмма
Наполнитель крупный – 1000 килограммов
Вода – 175 литров
Пластификатор – опционально
Подобрав состав бетона В25, очень важно обеспечить максимально качественное перемешивание смеси. Масса должна быть однородной, в противном случае все показатели материала понизятся. Поэтому чаще всего бетон заказывают на предприятиях, если же готовят своими руками, то обязательно с использованием бетономешалки. При работе со смесью в холодное время года обязательно добавляют противоморозные присадки.
Сфера применения
Бетон марки В25 применяется в строительстве достаточно широко – как в частном, так и в промышленном. Обычно его используют там, где нужно обеспечить высокую прочность и хорошие показатели стойкости к различным воздействиям, долговечности.
Где используется бетон марки 350:
Создание фундаментов для многоэтажных и больших домов: свайно-ростверковых, монолитных
Отлив плит для аэродромов, дорог с высокими нагрузками, повышенной эксплуатацией
Формирование колонн, которые планируется использовать для поддержки перекрытий
Создание железобетонных конструкций разного типа
Заливка плит с малым весом за счет пустот, но с повышенными показателями прочности
Формирование чаш бассейнов
Работа с сооружениями, расположенными там, где грунтовые воды поднимаются слишком высоко
Разного типа элементы зданий – подкрановые балки, фермы, ригели, перекрытия и т.д.
Устройство тоннелей, мостов
Обустройство взлетно-посадочных полос аэродромов с серьезными циклическими нагрузками
Технические характеристики бетона М350 позволяют использовать его везде, где нужно добиться стойкости к воде и другим негативным факторам и обеспечить прочность, надежность, длительный срок эксплуатации конструкции.
Тяжелый бетон своими руками
Если планируется готовить смесь самостоятельно, необходимо тщательно изучить пропорции бетона М350, требования к компонентам и запастись бетономешалкой. Самостоятельно замешать раствор данной марки очень трудно, так как из-за щебня он будет тяжелым и добиться однородности будет непросто.
Этапы производства бетона М 350:
Загрузка сухих компонентов (кроме крупного заполнителя) в чашу бетономешалки
Тщательное перемешивание сухих ингредиентов
Добавление воды в чашу с постоянным перемешиванием смеси
Введение в смесь пластификаторов, присадок для придания раствору тех или иных свойств
Засыпка твердого заполнителя с предварительным тщательным смачиванием водой
Перемешивание до тех пор, пока наполнитель не распределится в растворе равномерно
Смесь нужно использовать максимум в течение 2 часов после замеса (момента соединения цемента с водой). Если нет возможности готовить самостоятельно, бетон б 25 можно заказать на заводе.
Правда, в таком случае окончательная стоимость включит не только цену компонентов, но и различные издержки производства, плюс прибыль компании и транспортные расходы.
Влияние качества компонентов
Качество составляющих оказывает прямое влияние на свойства и характеристики итоговой смеси. Цемент, в первую очередь, обязательно должен быть свежим – произведенным максимум за 6 месяцев до работы с ним, правильно хранившимся в оптимальным условиях.
Чтобы проверить качество цемента, достаточно набрать субстанцию в руку, сжать кулак. Цемент должен остаться рассыпчатым и достаточно рыхлым. Если же в нем образуются крупные комки – скорее всего, его неправильно хранили и часть свойств уже утеряна. Стоит помнить также о том, что удельный вес раствора зависит от марки цемента.
Песок для раствора В 25 выбирают только очищенный – в нем вообще не должно быть каких-либо примесей, но особенно глины. До введения в раствор песок тщательно просеивают, при необходимости – даже промывают.
Если любой компонент демонстрирует повышенные показатели влажности, допускается уменьшить объем воды. В приготовлении смеси Б25 советуют использовать питьевую (очищенную) воду – именно так поступают в условиях промышленного производства. Вода низкого качества может ухудшить свойства смеси.
Правила укладки
Как и все тяжелые бетоны, смесь класса В25 состав предполагает достаточно серьезный, поэтому и укладывать ее нужно правильно. Придерживаясь нескольких простых правил, удастся выполнить работу быстро и качественно.
Как укладывать бетон М350 – подготовка:
Тщательная подготовка поверхности – удаление мусора и всего ненужного, очистка от грязи
Монтаж опалубки из деревянных брусков или полированных щитов ДСП (элементы потом могут использоваться неоднократно), использование уже готовой конструкции
Подготовка перемычек и распорок для обеспечения достаточной прочности опалубки
Армирование будущей стяжки специальными стержнями или сетками
Опалубку мастера советуют создавать несъемную, так как в таком случае она сможет выступить еще и в роли утеплителя. Армирование даст возможность сделать бетонный монолит более стойким к разным типам нагрузки и долговечным.
Заливая марку М350, бетон следует распределять максимально равномерно и обязательно вибрировать. Использование вибратора или метода штыкования позволит убрать все полости и пустоты в монолите, обеспечив высокое качество камня и дав гарантию, что раствор с нужными характеристиками сохранит все свои свойства после застывания и полного цикла набора прочности.
При заливке этой и других марок бетона в первые дни необходимо обеспечить оптимальные условия для качественного схватывания раствора. Первые 10-11 суток поверхность брызгают водой, защищают от ультрафиолета, осадков. Через несколько дней можно демонтировать съемную опалубку.
Максимальный показатель прочности и окончательное затвердевание гарантированы по прошествии 28 суток после заливки. Но чем выше температура окружающей среды, тем меньше времени займет процесс. Это же правило работает и в обратную сторону – при низкой температуре воздуха монолит может твердеть дольше.
Бетон марки М350 – качественный и прочный раствор, способный обеспечить элементу, конструкции или объекту надежность и длительный срок эксплуатации. При условии соблюдения технологии производства (верный выбор компонентов с оптимальным их соотношением) и заливки бетона можно гарантировать отличный результат.
ЛАТИКРЕТ | Международный производитель строительных решений
Северная Америка
Северная Америка
Северная Америка
Бразилия
Норвегия
Посмотреть все
3DP МАТЕРИАЛ УТВЕРЖДЕН ICC-ES!
LATICRETE является ПЕРВОЙ компанией, которая производит растворы для 3D-печати, соответствующие положениям IBC/IRC 2021 года и требованиям AC509.
Узнайте больше и загрузите отчет
Присоединяйтесь к нашему сообществу!
Свяжитесь с нами в социальных сетях, чтобы узнавать о продуктах, обучаться и общаться с другими людьми в отрасли.
Следите за нашими социальными страницами
MVIS™ Калькулятор экономии затрат
Воспользуйтесь нашим онлайн-калькулятором, чтобы рассчитать предполагаемую экономию при использовании нашей системы укладки каменной облицовки (MVIS™) по сравнению с традиционной укладкой на рейке и внахлест.
Рассчитайте свои сбережения
Укладка плитки и камня
Уход за плиткой и камнем
Душевые системы
Теплый пол
Подготовка поверхности
Система установки облицовочной кладки
Бетонная строительная химия
Смоляные полы и декоративная отделка
Расширенный поиск
Выбирать Поиск по стране Поиск по линейке продуктов Поиск по названию бренда Поиск по приложению Поиск по гарантии Посмотреть продукты, сертифицированные GREENGUARD Поиск
Дистрибьюторы
Почтовый индекс
Поиск
Скачать каталог продукции
Получите помощь от наших экспертов
Смотреть советы от наших профессионалов!
Здравствуйте Просматривайте советы по установке продуктов, демонстрации, черпайте вдохновение для проектов и многое другое на нашем канале YouTube.
Смотреть видео
Обучение и семинары
Запишитесь на наше бесплатное круглосуточное онлайн-обучение без выходных или посетите наши практические занятия «Прибыль через знания» (PTK).
Узнать больше
Связаться со службой технической поддержки
Есть вопросы о продукции LATICRETE®? Свяжитесь с нами!
1-800-243-4788
Напишите нам по электронной почте
Оставайтесь на связи
ПОЛУЧАЙТЕ ОБНОВЛЕНИЯ ОТ LATICRETE В РЕАЛЬНОМ ВРЕМЕНИ ПРЯМО НА ВАШ ВХОДЯЩИЙ ЯЩИК.
БУДЬТЕ В ИНФОРМАЦИИ
Приверженность принципам экологичности
Компания LATICRETE® стала первым производителем материалов для укладки плитки и камня, получившим и предложившим сертификат Института охраны окружающей среды GREENGUARD (GEI).
Мы стремимся предоставлять инновационные, экологичные и безопасные продукты, чтобы обеспечить лучшее качество жизни для будущих поколений.
Узнать больше
Присоединяйтесь к Зеленому движению
Вы можете вносить свой вклад в устойчивое развитие каждый день!
Фирменный стиль бетона
DDT + веб-сайт Фирменный стиль бетона
DDT + веб-сайт | Январь Креатив ООО
Меню Закрыть меню
Фирменный стиль + Веб-сайт
Майк Уоллес искал новый, обновленный, профессиональный вид для своей бетонной компании DDT Concrete. Работая в бизнесе более 25 лет, он быстро осваивал новые области обслуживания и хотел произвести лучшее первое впечатление на клиентов, которые хотели его нанять. Ему не нравились его нынешний веб-сайт и логотип, и он хотел полностью переделать их, чтобы они производили впечатление на потенциальных клиентов и помогали ему реализовывать больше проектов.
Профессиональный, надежный, опытный
В разговоре с Майком он главным образом хотел показать, насколько он опытен в своей работе. Он ведет свой бизнес уже 25 лет и хотел, чтобы это отразилось в его новом логотипе. Его основное внимание было сосредоточено на том, что, когда потенциальные клиенты видят его веб-сайт или его грузовик с его логотипом, он хотел передать свой опыт и профессионализм.
Итак, я приступил к работе над созданием для него логотипа и фирменного стиля, которые точно передавали бы те водители бренда: профессиональный, надежный, опытный. Майк дал мне почти полную свободу дизайна и свободу делать то, что я считал лучшим для его бизнеса, поэтому я работал с несколькими различными стилями дизайна и цветовыми схемами, прежде чем сузить круг до этих двух вариантов для Майка.
Завершение логотипа
Когда я показал Майку эти два концепта (выше), ему понравилось направление, но он хотел внести несколько незначительных изменений. Ему нравилась золотая и серая цветовая гамма, но он чувствовал, что чего-то не хватает. Поговорив с ним немного, мы решили попробовать несколько разных форм ромба для логотипа.
Почему ромбовидная форма? Оказывается, аббревиатура «ДДТ» расшифровывалась как «Diamond Deluxe Touch» — фраза, которую он использовал в начале своего бизнеса, которую он редко использует сейчас, но по-прежнему имеет для него значение. Услышав это, я понял, что мне нужно отредактировать концепцию логотипа, чтобы включить ромбовидную форму.
Если вы спросите меня, я чувствую, что ромбовидная форма нового логотипа значительно улучшила общий дизайн логотипа. Я представил Майку эти два разных варианта (справа) для ромбовидной версии его логотипа, состаренной версии (слева) и сплошной версии (справа). Он был особенно доволен этой версией и был очень рад продвинуться вперед с этой концепцией.
Разработка руководства по стилю фирменного стиля
После того, как мы завершили работу над новым логотипом Майка, пришло время поработать над руководством по стилю фирменного стиля. Его руководство по стилю фирменного стиля поможет ему лучше понять фирменный стиль и логотип и точно знать, как их использовать в будущем. Одной из основных частей его руководства по дизайну фирменного стиля является цветовая схема. В этой части его руководства по стилю фирменного стиля я изложил для него конкретные цветовые коды, которые ему понадобятся практически для любого типа использования, в котором он может оказаться.
Здесь вы можете увидеть его официальные цвета и цветовые коды, коды, которые особенно важны для таких вещей, как печать (Pantone и CMYK), экран (RGB) и Интернет (CSS). В зависимости от того, где Майк будет использовать свой логотип, эти цветовые коды пригодятся профессионалам, работающим с его логотипом, чтобы убедиться, что его цвета остаются верными, например, используя только правильный оттенок золота, где он не слишком желтый или слишком оранжевый.
Предоставление различных вариантов использования логотипа
Яркая идентичность бренда достигается множеством способов правильного использования логотипа. Поскольку многие из моих клиентов сами не являются дизайнерами, я помогаю им узнать, как использовать их логотипы в любых будущих потребностях, которые у них могут возникнуть. Это ничем не отличается от Майка. Я хотел, чтобы он знал, как он может использовать свой логотип в разных средах и какой логотип лучше всего подходит для этих сред.
В этой части его руководства по стилю фирменного стиля не только описаны все различные надлежащие варианты дизайна логотипа и места их использования, но также указаны все различные варианты логотипа, которые я дал ему для немедленного использования. Вместо того, чтобы менять логотип при каждом использовании, я сэкономил ему часы времени и сотни долларов, предоставив все эти варианты векторного логотипа как часть его пакета дизайна фирменного стиля. У него есть все файлы, которые ему когда-либо понадобятся для его логотипа, включая все варианты, как в векторном, так и в веб-формате.
Как не стоит обращаться с логотипом
Я не только хотел, чтобы Майк точно знал, как использовать его новый логотип в различных средах, я также хотел обрисовать неправильные способы использования его логотипа или способы, из-за которых его логотип мог выглядеть далеко не идеальным. Я считаю, что это важная часть процесса разработки фирменного стиля. Столько времени и усилий ушло на создание идеального фирменного стиля для моих клиентов, поэтому я хочу, чтобы они понимали, как можно и как не использовать свой логотип в будущем.
Поскольку наглядные материалы всегда являются лучшим средством обучения, я предложил клиентам несколько способов понять, как не использовать их логотип, например, не растягивать и не перекашивать логотип, не менять цвета вокруг или иным образом их логотип, который может сделать их логотип менее идеальным. Сильная идентичность бренда может оставаться сильной, только сохраняя логотип таким, каким он был задуман, для различных целей, которым он будет служить. Эта страница, наряду с остальной частью руководства по стилю дизайна фирменного стиля, поможет Майку понять и точно знать, как использовать свой новый логотип всеми способами, которыми он будет пользоваться в своем бизнесе в течение многих лет.
Разработка нового веб-сайта, соответствующего его новому фирменному стилю.
Когда новый бренд Майка завершен, пришло время обновить его старый веб-сайт, используя совершенно новый бренд, который я для него создал. Он был абсолютно не в восторге от своего существующего веб-сайта и даже признал, что чувствовал, что это стоило ему ценного бизнеса (это не было просто догадкой, ему действительно говорили об этом потенциальные клиенты!).
Поскольку большинство его потенциальных клиентов, вероятно, узнают о нем в Интернете или из уст в уста (затем зайдут на его веб-сайт), самым важным для Майка было убедиться, что у него есть впечатляющий веб-сайт, которым он мог бы гордиться. и готовы поделиться с потенциальными клиентами, но, самое главное, не отпугнет их.
Его предыдущий веб-сайт был устаревшим, устаревшим, не очень удобным для пользователя и не был адаптирован для мобильных устройств. Это были основные моменты, которые Майк хотел решить с помощью своего нового веб-сайта. Первое, чего он хотел от своего нового веб-сайта, — это демонстрация его работ.
Марка: 25Л (заменители: 20Л, 30Л) Класс: Сталь для отливок обыкновенная Вид поставки (ГОСТ 25Л): отливки ГОСТ 977-88. Использование в промышленности: станины прокатных станов, шкивы, траверсы, поршни, буксы, крышки цилиндров, плиты настильные, рамы рольгангов и тележек, мульды, корпусы подшипников, детали сварно-литых конструкций и другие детали, работающие при температуре от —40 до 450 °С под давлением.
Химический состав в % стали 25Л
C
0,22 — 0,3
Si
0,2 — 0,52
Mn
0,35 — 0,9
Ni
до 0,3
S
до 0,045
P
до 0,04
Cr
до 0,3
Cu
до 0,3
Fe
~97
Зарубежные аналоги марки стали 25Л
США
2A, A10, GrLCA, GrWCB, N1
Германия
1. 0443, 1.0446, GS-45, GS45
Япония
SC410, SC46
Франция
230-400-M, A48M1, FA-M
Англия
161-430, 161-430A
Италия
FeG45
Швеция
1305
Болгария
25LI, 25LII
Венгрия
Ao450FK
Польша
L450, LII400
Румыния
OT450-3
Чехия
422640
Австрия
GS45
Свойства и характеристики стали 25Л:
Термообработка: Нормализация 880 — 900oC, Отпуск 610 — 630oC. Твердость материала: HB 10-1 = 124 — 207 МПа Температура критических точек: Ac1 = 735 , Ac3(Acm) = 840 , Ar3(Arcm) = 824 , Ar1 = 680 Свариваемость материала: ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендуется подогрев и последующая термообработка. Флокеночувствительность: не чувствительна. Склонность к отпускной хрупкости: не склонна. Обрабатываемость резанием: в термообработанном состоянии при HB 160 К υ тв. спл=1,25 и Кυ б.ст=1 Температура начала затвердевания, °С: 1490-1504 Показатель трещиноустойчивости, Кт.у.: 1,0 Склонность к образованию усадочных раковин, Ку.р.: 1,0 Жидкотекучесть, Кж. т.: 1,0 Линейная усадка, %: 2.2 — 2.3 Склонность к образованию усадочной пористости, Ку.п. 1,0 Дополнительная информация по стали 25Л: Особенности гидроэрозии стали 25Л
Расшифровка марки стали 25Л: цифра 25 в названии говорит о том, что в марке содержиться около 0,25% углерода, а буква Л — что сталь является литейной.
Свойства сварных соединений на отливках из стали 25Л: заварка дефектов в отливках из стали 25Л производилась проволокой Св-10ГС. Химический анализ наплавленного металла, а также электродной проволоки и основного металла приведен в табл. ниже.
Результаты испытаний механических свойств сварного соединения (табл. ниже, рисунок справа) показали, что свойства наплавленного металла и сварного соединения в исходном состоянии и после нормализации удовлетворяют требованиям технических условий на отливки из стали 25Л.
Механические свойства металла, наплавленного проволокой Св-10ГС, удовлетворяют также требованиям технических условий (см. табл. ниже).
Необходимо, однако, отметить, что в приведенных выше опытах использовалась проволока со средним содержанием легирующих элементов. Опыты показали, что при сварке этой стали проволокой Св-10ГС с содержанием кремния и марганца по нижнему пределу заметно снижаются механические свойства швов. Поэтому при сварке в углекислом газе сталей 25Л и 30Л рекомендуется использовать проволоку Св-10ГС с содержанием углерода не более 0,11%, кремния 0,7-0,9% и марганца 0,9-1,1%.
Химический состав металла, наплавленного проволокой Св-10ГС на сталь 25Л:
Механические свойства сварного соединения, выполненного на стали 25Л проволокой Св. -10ГС:
Краткие обозначения:
σв
— временное сопротивление разрыву (предел прочности при растяжении), МПа
ε
— относительная осадка при появлении первой трещины, %
σ0,05
— предел упругости, МПа
Jк
— предел прочности при кручении, максимальное касательное напряжение, МПа
σ0,2
— предел текучести условный, МПа
σизг
— предел прочности при изгибе, МПа
δ5,δ4,δ10
— относительное удлинение после разрыва, %
σ-1
— предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа
σсж0,05 и σсж
— предел текучести при сжатии, МПа
J-1
— предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа
ν
— относительный сдвиг, %
n
— количество циклов нагружения
sв
— предел кратковременной прочности, МПа
R и ρ
— удельное электросопротивление, Ом·м
ψ
— относительное сужение, %
E
— модуль упругости нормальный, ГПа
KCU и KCV
— ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2
T
— температура, при которой получены свойства, Град
sT
— предел пропорциональности (предел текучести для остаточной деформации), МПа
Сталь 25 характеристики, расшифровка, твердость, химический состав, механические и физические свойства, плотность
Содержание
1 Заменители
2 Иностранные аналоги
3 Расшифровка стали 25
4 Химический состав, % (ГОСТ 1050-88)
5 Химический состав, % (ГОСТ 1050-2013)
6 Характеристики и свойства
7 Назначение и применение
8 Применение стали 25 для крепежных деталей (ГОСТ 32569-2013)
9 Условия применения стали 25 для крепежных деталей арматуры (ГОСТ 33260-2015)
10 Коэффициент относительной эрозионной стойкости деталей арматуры из стали 25 (ГОСТ 33260-2015)
11 Стойкость стали 25 против щелевой эрозии (ГОСТ 33260-2015)
12 Термообработка — цементация
13 Термообработка — цианирование
14 Температура критических точек, °С
15 Твердость HB (ГОСТ 1050-2013)
16 Механические свойства металлопродукции для стали 25 (ГОСТ 1050-2013)
17 Механические свойства металлопродукции в нагартованном или термически обработанном состоянии (ГОСТ 1050-2013)
18 Механические свойства металлопродукции из стали 25 в зависимости от размера (ГОСТ 105-2013)
19 Механические свойства проката
20 Механические свойства поковок (ГОСТ 8479-70)
21 Механические свойства стали после ХТО
22 Предел выносливости (n = 107)
23 Ударная вязкость KCU
24 Механические свойства при повышенных температурах
25 Технологические свойства
26 Плотность ρп кг/см3 при температуре испытаний, °С
27 Коэффициент линейного расширения α*106, К-1
28 Коэффициент теплопроводности λ Вт/(м*К)
29 Модуль Юнга (нормальной упругости) Е, ГПа
30 Модуль упругости при сдвиге на кручение G, ГПа
31 Удельная теплоемкость c, Дж/(кг*К)
32 Удельное электросопротивление ρ нОм*м
33 Вид поставки
34 Узнать еще
Заменители
сталь 20
сталь 30
Иностранные аналоги
Европа
Япония
США
Ck25, Ck25(1), Cm25
S25C
M1025
Расшифровка стали 25
Цифра 25 обозначает, что среднее содержание углерода в стали составляет 0,25%.
Химический состав, % (ГОСТ 1050-88)
C
Si
Mn
Cr
S
Р
Cu
Ni
As
не более
0,22-0,30
0,17-0,37
0,50-0,80
0,25
0,04
0,035
0,25
0,25
0,08
Химический состав, % (ГОСТ 1050-2013)
Марка стали
Массовая доля элементов, %
C
Si
Mn
P
S
Cr
Ni
Cu
не более
25
0,22-0,30
0,17-0,37
0,50-0,80
0,030
0,035
0,25
0,30
0,30
Характеристики и свойства
Сталь 25 является нелегированной конструкционной сталью с нормальным содержанием марганца.
Для повышения поверхностной твердости и, следовательно, увеличения стойкости против износа детали, изготовленные из сталь марки 25 в ряде случаев подвергаются цементации или цианированию (например пальцы крейцкопфов, шестерни, оси).
Вместо стали марки 25 для изготовления ответственных деталей нефтепромыслового и нефтезаводского оборудования может быть рекомендована сталь с повышенным содержанием марганца 20Г. Эта сталь обладает большей прочностью при сохранении высоких пластических свойств.
Назначение и применение
Сталь 25 применяется для изготовления деталей требующих большой вязкости и не подвергающихся при эксплуатации высоким напряжениям, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины, например:
оси,
валы,
соединительные муфты,
собачки,
рычаги,
вилки,
шайбы,
валики,
болты,
фланцы,
тройники,
крепежные детали
неответственные детали
Сталь 25 применяется для изготовления неогневой аппаратуры нефтеперерабатывающих заводов, например:
реакционных камер,
эвапораторов,
ректификационных колонн,
газосепараторов,
корпусов теплообменников и других сосудов,
а также для приварных фланцев.
В нефтяном машиностроении из стали этих марок также изготовляют:
сердечники поршней грязевых насосов,
сухари кованых бурильных ключей,
оси,
соединительные муфты,
пальцы крейцкопфов
шестерни привода масляного насоса компрессоров,
различные болты,
гайки,
винты,
шпильки,
вилки,
рычаги,
шайбы и т. д.
Применение стали 25 для крепежных деталей (ГОСТ 32569-2013)
Марка стали
Технические требования
Допустимые параметры эксплуатации
Назначение
Температура стенки, °С
Давление среды, МПа (кгс/см2), не более
сталь 25 ГОСТ 1050, ГОСТ 10702
СТП 26.260.2043
От -40 до +425
2,5 (25)
Шпильки, болты
10 (100)
Гайки
От -40 до +450
Шайбы
Условия применения стали 25 для крепежных деталей арматуры (ГОСТ 33260-2015)
Марка материала, класс или группа по ГОСТ 1759. 0
Стандарт или технические условия на материал
Параметры применения
Болты, шпильки, винты
Гайки
Плоские шайбы
Температура среды, °С
Давление номинальное Pn, МПа(кгс/см2)
Температура среды, °С
Давление номинальное Pn, МПа(кгс/см2)
Температура среды, °С
Давление номинальное Pn, МПа(кгс/см2)
25
ГОСТ 1050
От -40 до 425
2,5 (25)
От -40 до 425
10 (100)
От -40 до 425
10 (100)
Коэффициент относительной эрозионной стойкости деталей арматуры из стали 25 (ГОСТ 33260-2015)
Детали проточной части арматуры
Материал деталей
Коэффициент эрозионной стойкости относительно стали 12X18h20T
Максимальный перепад давления, при котором отсутствует эрозионный износ, МПа
Корпус, патрубки, седло, шибер
25 (25Л)
0,0055
0,022
ПРИМЕЧАНИЕ.
Коэффициент эрозионной стойкости материала представляет собой отношение скорости эрозионного износа материала к скорости эрозионного износа стали 12Х18Н10Т (принятой за 1).
Материалы являются эрозионностойкими, если коэффициент относительной эрозионной стойкости не менее 0,5 и твердость материала HRC 28.
Стойкость стали 25 против щелевой эрозии (ГОСТ 33260-2015)
Группа стойкости
Балл
Эрозионная стойкость по отношению к стали 12X18h20T
Материал
Нестойкие
6
0,005-0,05
сталь марки 25
Термообработка — цементация
Цементация стали 25 производится при температуре 910-930°С; цементованные изделия закаливаются с температуры 780-800°C в воде и отпускаются при 150-180°C.
Термообработка — цианирование
Цианируют, как правило, в ваннах из расплавленных солей, содержащих 20-25% цианистого натрия, при температуре 820-850°C в течении 20-40 мин. При таком режиме цианиривания можно получить цианированный слой глубиной 0,2-0,3 мм. После цианирования и закалки с отпуском при 150-180°C изделия имеют твердость на поверхности HRC 62-64.
Температура критических точек, °С
Ac1
Ас3
Аr3
Аr1
735
835
825
680
Твердость HB (ГОСТ 1050-2013)
Марка стали
Твердость HB, не более
горячекатаной и кованой
калиброванной и со специальной отделкой поверхности
без термической обработки
после отжига или высокого отпуска
нагартованной
после отжига или высокого отпуска
25
170
—
217
170
Механические свойства металлопродукции для стали 25 (ГОСТ 1050-2013)
Марка стали
Механические свойства, не менее
Предел текучести σ0,2, МПа
Временное сопротивление σв, МПа
Относительное удлинение δ5, %
Относительное сужение ψ, %
25
275
450
23
50
ПРИМЕЧАНИЕ. По согласованию изготовителя с заказчиком для металлопродукции из стали марки 25 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на 2 % (абс.).
Механические свойства металлопродукции в нагартованном или термически обработанном состоянии (ГОСТ 1050-2013)
Марка стали
Временное сопротивление σв, Н/мм2
Относительное удлинение δ5, %
Относительное сужение ψ, %
25
нагартованной
540
7
40
отожженной или высокоотпущенной
410
19
50
Механические свойства металлопродукции из стали 25 в зависимости от размера (ГОСТ 105-2013)
Механические свойства металлопродукции размером
Предел текучести σ0,2, МПа не менее
Временное сопротивление σв, МПа
Относительное удлинение δ5, %
Работа удара KU, Дж
не менее
до 16 мм включ.
375
550-700
19
35
св. 16 до 40 мм включ.
315
500-650
21
35
св. 40 до 100 мм включ.
+
+
+
+
ПРИМЕЧАНИЕ.
Механические свойства, определяются на образцах, вырезанных из термически обработанных (закалка с отпуском) заготовок.
Знак «+» означает, что испытания проводят для набора статистических данных, результаты испытаний заносят в документ о качестве.
Значения механических свойств приведены для металлопродукции круглого сечения.
Механические свойства проката
ГОСТ
Состояние поставки
Предел прочности при растяжении σв, МПа
δ5 (δ4), %
ψ %
Твердость HB, не более
не менее
ГОСТ 1050-88
Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации
450
23
50
—
Сталь калиброванная 5-й категории после отжига или высокого отпуска
410
19
50
—
ГОСТ 10702-78
Сталь нагартованная калиброванная и калиброванная со специальной отделкой без термообработки
540
7
40
217
ГОСТ 1577-93
Полоса нормализованная или горячекатаная
450
23
50
—
ГОСТ 4041-71 (образцы поперечные)
Лист термообработанный 1 и 2-й категорий
390-540
26
—
138
ГОСТ 16523-89 (образцы поперечные)
Лист горячекатаный
390-540
(21)(22)
—
—
Лист холоднокатаный
390-540
—
—
Механические свойства поковок (ГОСТ 8479-70)
Термообработка
Сечение, мм
Предел текучести σ0,2, МПа
Предел прочности при растяжении σв, МПа
δ5, %
ψ, %
KCU, Дж/см2
Твердость НВ, не более
не менее
Закалка + отпуск + нормализация
До 100
175
350
28
55
64
101-143
100-300
175
350
24
50
59
101-143
300-500
175
350
22
45
59
101-143
До 100
195
390
26
55
59
111-156
100-300
195
390
23
50
54
111-156
300-500
195
390
20
45
49
111-156
До 100
215
430
24
53
54
123-167
100-300
215
430
20
48
49
123-167
До 100
245
470
22
48
49
143-179
Закалка + отпуск
100-300
275
530
17
38
34
156-197
Механические свойства стали после ХТО
Режим ХТО
Сечение, мм
Предел текучести σ0,2, МПа
Предел прочности при растяжении σв, МПа
δ, %
ψ, %
Твердость, не более
не менее
Цементация при 920- 950 °С; закалка с 820-840 °С в воде; отпуск при 180-200 °С, охл. на воздухе
60
345
550
25
45
HRCэ 170*1; НВ 55-63*2
ПРИМЕЧАНИЕ.
*1 Сердцевины.
*2 Поверхности.
Предел выносливости (n = 10
7)
Состояние стали
σ-1, МПа
Закалка с 870 °С в масле; отпуск при 480 °С, Предел текучести σ0,2 = 330 МПа, Предел прочности при растяжении σв = 460 МПа
203
Отжиг, Предел прочности при растяжении σв = 410 МПа
186
Нормализация, Предел прочности при растяжении σв = 450 МПа
245
Горячая прокатка, Предел прочности при растяжении σв = 400 МПа
225
Ударная вязкость KCU
Термообработка
KCU, Дж/см2, при температуре, °С
+20
-20
-40
-60
Отжиг
136-145
28-68
25-44
7,8
Нормализация
196
97-149
43-115
37-49
Механические свойства при повышенных температурах
tисп., °C
Условия испытания
Предел текучести σ0,2, МПа
Предел прочности при растяжении σв, МПа
δ10 (δ5), %
ψ, %
KCU, Дж/см2
20
После прокатки. Скорость деформирования 0,8 мм/мин
310
490
28
58
78
200
320
560
13
44
97
300
200
540
22
57
88
400
165
465
25
66
69
500
150
330
28
70
49
700
После прокатки. Образец диаметром 6 мм и длиной 30 мм. Скорость деформирования 16 мм/мин; скорость деформации 0,009 1/с
Температура ковки, °С: начала 1280, конца 700. Охлаждение на воздухе. Свариваемость — сваривается без ограничений, кроме деталей после ХТО. Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС. Обрабатываемость резанием — Kv тв.спл = 1,7 и Kv б.ст = 1,6 в горячекатаном состоянии при Предел прочности при растяжении σв = 450-490 МПа. Флокеночувствительность — не чувствительна. Склонность к отпускной хрупкости — не склонна.
Плотность ρ
п кг/см3 при температуре испытаний, °С
Сталь
20°С
25
7820
Коэффициент линейного расширения
α*106, К-1
Марка стали
α*106, К-1 при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
25
12,2
13,0
13,7
14,3
14,7
15,0
15,2
12,7
12,4
13,4
Коэффициент теплопроводности λ Вт/(м*К)
Марка Стали
λ Вт/(м*К), при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
900
25
—
51
49
46
43
40
36
32
26
27
Модуль Юнга (нормальной упругости) Е, ГПа
Марка Стали
При температуре испытаний, °С
20
100
200
300
400
25
198
196
191
186
163
Модуль упругости при сдвиге на кручение G, ГПа
Марка стали
При температуре испытаний, °С
20
100
200
300
400
500
600
25
81
80
76
73
70
66
61
Удельная теплоемкость
c, Дж/(кг*К)
Марка стали
c, Дж/(кг*К), при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
25
470
483
—
521
571
Удельное электросопротивление ρ нОм*м
марка стали
ρ нОм*м, при температуре испытаний, °С
20
100
200
300
400
500
600
700
25
169
219
292
381
488
601
758
925
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 8509-93, ГОСТ 8510-86. ГОСТ 8240-89, ГОСТ 8239-89.
Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 10702-78.
Лист толстый ГОСТ 1577-93. ГОСТ 19903-74.
Лист тонкий ГОСТ 16523-89.
Лента ГОСТ 6009-74, ГОСТ 2284-79.
Полоса ГОСТ 1577-93, ГОСТ 103-76, ГОСТ 82-70.
Проволока ГОСТ 5663-79, ГОСТ 17305-71.
Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1133-71.
т.р. Decode Pro 90 Bright Combo – Дироял
20314
Обычная цена
219,99 евро
/
Доставка может быть бесплатной, проверьте здесь.
Другие версии
4x90_ r0ck3R_ 3x110_ D3c0D3_ 3x110asy_ 2×90/ 2x72_ GR1ND8L0CK.. Декодирование выполнено успешно. Пришло время поприветствовать эту революционную концепцию рамы и подшипников, разорвав цепи, оставив выбор настройки за вами. Лицензированный стандарт крепления TRINITY для превосходного контроля и максимально низкого центра тяжести. Качественные рамы для всех видов городского и уличного катания с максимальным размером колес 3×110 или 4×9.0мм. Просто лезвие. Этот комбинированный комплект поставляется с 16-ю комплектами подходящих подшипников IQON Decode GOLD и всем необходимым оборудованием, готовым к работе. #РАСШИРЕННАЯМОБИЛЬНОСТЬ
В комплекте: 1 пара рам, 16 подшипников IQON GOLD, 6 осей коромысел стали 1 мм, 10 проставок AL 10,25, 10 одинарных алюминиевых осей torx T25, 6 шайб толщиной 1 мм, 6 винтов 10 мм, 6 винтов 12 мм, 6 винтов 15 мм, 1 инструмент IQON
двойная ось, сталь, 8 мм, T25, коромысло 1 мм / одинарная ось T25
Регулируемый из стороны в сторону:
правда
Регулировка спереди назад:
правда
Марка подшипника:
ИКОН
Стандарт:
Расшифровать ЗОЛОТО
Материал:
хромистая сталь
Марка подшипника:
ИКОН
Стандарт подшипника:
Расшифровать ЗОЛОТО
Материал подшипника:
хромистая сталь
Щит подшипника:
RZ сталь с односторонним резиновым покрытием
Смазка подшипников:
смазка
Аксессуары в комплекте:
1 пара рам, 16 подшипников IQON GOLD, 6 осей коромысел стали 1 мм, 10 проставок AL 10,25, 10 одинарных алюминиевых осей Torx T25, 6 шайб толщиной 1 мм, 6 винтов 10 мм, 6 винтов 12 мм, 6 винтов 15 мм, 1 IQON инструмент
Быстрый просмотр
Decode CERAM1K 12set
114,99 EUR
Быстрый просмотр
Decode CERAM1K 16set
149,99
евро
Быстрый просмотр
Decode GOLD 12set
27,50 EUR
Быстрый просмотр
Decode GOLD 16set
34,99 EUR
В настоящее время нет в наличии
Decode Grindblock L
19,99 евро
Посмотреть все товаров
Расшифровка требований к противопожарным рамам
В кодах соответствия не забудьте сопоставить огнестойкие рамы и стекла. Нормы устанавливают требования как к огнестойкому стеклу, так и к каркасу. На самом деле вся сборка должна соответствовать требованиям кода. В этой статье обсуждаются требования к каркасу с классом огнестойкости на основе текущих требований кода IBC и стандартов испытаний NFPA, ASTM и UL.
Несоответствие огнестойких стекол и рам встречается чаще, чем вы думаете. Отсутствие подтверждения того, что протестированные и заявленные эксплуатационные характеристики системы каркаса соответствуют характеристикам остекления, может обернуться финансовым кошмаром для владельца здания, архитектора, генерального подрядчика и их субподрядчика. Проще говоря, вся сборка должна полностью соответствовать требованиям кода.
Противопожарное обрамление разрешено в тех случаях, когда правила допускают огнезащитное остекление, испытанное в соответствии с NFPA 252/257. Если нормы требуют, чтобы огнестойкое остекление соответствовало требованиям ASTM E-119/UL 263, необходимо использовать огнестойкий каркас, а вся сборка должна соответствовать тем же рейтинговым требованиям, что и стена. Так почему же мы видим противопожарные полые металлические рамы, используемые в ограждениях лестничных клеток, противопожарных преградах или других устройствах, где огнестойкие сборки (как стекло, так и рамы) соответствуют стандарту ASTM E119./UL 263 требуются? Вот несколько причин путаницы и способы избежать дорогостоящих ошибок.
1. Несмотря на то, что стандартные полые металлические рамы указаны до 90 минут, они не могут использоваться во многих случаях 60 и 90 минут.
Подобно огнестойкому стеклу, огнестойкие рамы должны быть внесены в список признанной на национальном уровне испытательной лаборатории (например, UL и Intertek/Warnock-Hersey), чтобы подтвердить испытания на соответствие эталонным стандартам. Однако документированное тестирование в соответствии с определенным стандартом, результатом которого является определенный уровень производительности, — это только первый шаг. Например, список полых металлических каркасов может указывать на соответствие стандартам испытаний NFPA 252/257 до 90 минут, но в соответствии с строительными нормами и ограничениями по размерам могут потребоваться испытания противопожарных рам, установленных с огнестойким остеклением, в соответствии со стандартом ASTM E-119. Или вот еще один пример: боковые стенки/фрамуги, окружающие дверь с повышением температуры на 90 минут, должны быть установлены с остеклением с классом огнестойкости, испытанным в сборе в соответствии со стандартом ASTM E119, и должны быть оценены как стена. А поскольку полые металлические рамы соответствуют только требованиям NFPA 252/257, их нельзя использовать в приложениях, требующих ASTM E-119, даже если они соответствуют необходимой огнестойкости. В таблице 716.5 IBC 2012 года изложены кодовые требования для боковых стенок и ригелей, а также приложений, когда ASTM E119требуется для.
2. Многие не понимают, что такое сборка.
Для стен и оконных проемов совершенно очевидно, что полная сборка означает и стекло, и рамы. Тем не менее, многие, кажется, сбиты с толку, когда дело доходит до дверных сборок. NFPA 80 определяет дверные блоки как комбинацию двери, рамы, фурнитуры, боковых стенок и фрамуг. (1) IBC также разъясняет, что боковые панели, фрамуги и коробки являются частью дверной конструкции. (2) Это означает, что и стекло, и рамы должны пройти необходимые испытания для применения. Использование огнестойкого каркаса, такого как пустотелый металл, с огнестойким остеклением аннулирует класс огнестойкости всей сборки. (3)
3. Применение боковых стенок/фрамуг и внутренних окон с использованием полых металлических рам более 45 минут ограничено.
В соответствии с таблицей 716.5 IBC 2012 г. использование противопожарного остекления в дверных панелях обзора ограничено максимальным размером 100 кв. рейтинг защиты листинг. (4) Полые металлические рамы, испытанные в соответствии с NFPA 252, которые включают боковые панели и ригели, ограничены отверстиями, требующими оценки 45 минут или менее. Полые металлические рамы нельзя использовать 60 и 90-минутные дверные узлы, которые включают боковые панели и фрамуги, например, те, которые находятся в ограждениях выхода на 1-2 часа, лестничных клетках и противопожарных стенах, где разрешено остекление с рейтингом огнестойкости ASTM E119 при испытании в качестве сборки, соответствующей ASTM E119.
Как насчет 45-минутных оконных проемов в 1-часовых выходных коридорах или других 1-часовых противопожарных перегородках/барьерах, которые превышают 25% площади стены? Чтобы превысить 25%, остекление должно иметь класс огнестойкости и соответствовать рейтингу стены. (5) Каркас также должен быть огнестойким, что еще раз ограничивает использование полых металлических каркасов в этом случае. Обратите внимание, что в большинстве случаев противопожарной защиты, рассчитанной на 1 час (например, в ограждениях выходов и проходах, рассчитанных на 1 час), противопожарные окна, рассчитанные на 45 минут, не допускаются, но разрешены остекления с рейтингом огнестойкости.
4. Заблуждения при наличии спринклеров.
Какое влияние спринклеры оказывают на требования стандартов для огнестойких конструкций? В частности, что говорят коды о стекле и обрамлении, используемых в 60 и 90 мин. дверные узлы в выходных проходах и выходных ограждениях? Несмотря на то, что двери с повышенной температурой не требуются в тех случаях, когда здание полностью опрыскивается, остекление с классом противопожарной защиты в 60-минутных и 90-минутных панелях обзора двери ограничено 100 кв. Дюймами из-за проблем с лучистым теплом. (6) Превышать 100 кв. дюйм в дверном смотровом стекле, остекление с классом огнестойкости 60 и 9Необходимо использовать 0 минут, равных двери. Однако боковые стенки и фрамуги в выходных проходах и выходных ограждениях должны соответствовать более высокому стандарту и оцениваться как стена. Следовательно, полые металлические боковины и ригели, испытанные только в соответствии с NFPA 252, не допускаются, даже если здание полностью обрызгано.
ССЫЛКИ НА КОДИРОВКИ:
1 – Согласно NFPA 80 дверной узел, противопожарная дверная рама и противопожарная дверная рама для освещения определяются следующим образом:
3.3.50 Противопожарная дверная сборка. Любая комбинация противопожарной двери, рамы, фурнитуры и других аксессуаров, которые вместе обеспечивают определенную степень противопожарной защиты проема.
3.3.51 Противопожарная дверная рама. Компонент, образующий периметр проема противопожарной двери, который поставляется сваренным или сбитым и прикрепленным к окружающей конструкции.
3.3.52* Рама противопожарной двери для освещения. Рама, которая помимо дверного проема содержит проем(а) для использования с материалами остекления.
2 Из определений раздела 202 IBC:
Противопожарная дверь в сборе. Любая комбинация противопожарной двери, рамы, фурнитуры и других аксессуаров, которые вместе обеспечивают определенную степень противопожарной защиты проема.
3 Из приложения NFPA 80 Информация, поясняющая эффект от установки остекления с рейтингом огнестойкости в полых металлических оконных рамах:
D.10 Почасовое обозначение указывает продолжительность огневого испытания и известно как рейтинг огнестойкости. Классы противопожарной защиты окон, соответствующих этому стандарту, должны определяться и сообщаться испытательным агентством в соответствии со стандартом NFPA 257 «Испытание на огнестойкость окон и стеклянных блоков». (См. ANSI/UL 9, Стандарт испытаний оконных блоков на безопасность при возгорании, и CAN4-S106-M80, Стандартный метод испытаний окон и стеклянных блоков на огнестойкость. ) Огнестойкое остекление может быть установлено в окне, испытанном в соответствии с NFPA. 257. Однако огнестойкое остекление, установленное в пустотелой металлической раме, не является узлом с классом огнестойкости. Узлы с номинальной огнестойкостью должны быть испытаны в соответствии с ASTM E119., Стандартные методы испытаний строительных конструкций и материалов на огнестойкость.
4 IBC 2012
716.5.6 Рамы противопожарных дверей с верхним и боковым освещением. Дверные рамы с оконными проемами, боковыми фонарями
или с тем и другим допускаются, если в соответствии с таблицей 716.5 требуется степень огнестойкости 3/4 часа или меньше. Рамы противопожарных дверей с оконными проемами, боковыми фонарями или и тем, и другим, установленные с огнестойким остеклением, испытанные в сборе в соответствии со стандартом ASTM E 119.или UL 263, если в соответствии с таблицей 716.5 требуется класс огнестойкости, превышающий 3/4 часа.
Кроме того, в Комментарии IBC 2012 указано:
Целью данного раздела является рассмотрение использования огнестойкого остекления в противопожарных дверных коробках с фрамугами или боковыми окнами, где класс огнестойкости превышает 3/4 часа. В случаях, когда требуемый рейтинг составляет 3/4 часа или меньше, должно применяться остекление с рейтингом огнестойкости, отвечающее требованиям испытаний NFPA 252. Остекление с классом огнестойкости требуется, если требуемый рейтинг превышает 3/4 часа, и сборка должна быть испытана в соответствии со стандартом ASTM E 119.или UL 263. Испытания сборок по этим критериям подвергают остекление соответствующему повышению температуры, чтобы подтвердить более высокий класс огнестойкости.
5716.6.7.1 Там, где разрешены 3/4-часовые противопожарные оконные конструкции. Противопожарное остекление, требующее 45-минутной защиты от открытия в соответствии с таблицей 716.6, должно быть ограничено противопожарными перегородками, разработанными в соответствии с разделом 708, и противопожарными барьерами, используемыми в приложениях, указанных в разделах 707.3.6 и 707.3.8, где огонь — рейтинг стойкости не превышает 1 часа. Остекление с классом огнестойкости испытано в соответствии со стандартом ASTM E 119. или UL 263 не должны подпадать под ограничения этого раздела.
716.6.7.2 Ограничения площади. Общая площадь остекления в противопожарных оконных конструкциях не должна превышать 25 процентов площади общей стены с любым помещением. Ограничения по площади для внутренних противопожарных окон отличаются от ограничений, указанных в Разделе 707.6 для противопожарных преград. Проемы всех типов в противопожарных преградах ограничиваются 25 процентами длины стены, в то время как этот раздел основывается на ограничении противопожарных окон площадью стены; следовательно, при работе с противопожарным барьером применимы как 25-процентная длина, так и площадь. При работе с противопожарной перегородкой будет применяться только ограничение площади.
6 В соответствии с IBC 2012 716.5.5.1, для смотровых окон площадью более 100 кв. дюймов в 60- и 90-минутных дверях в выходных ограждениях и выходных проходах необходимо использовать огнестойкое остекление:
Остекление В дверях. Остекление с противопожарной защитой площадью более 100 квадратных дюймов (0,065 кв.
Схема установки циркуляционного насоса, советы по установке
Главная » Насосы и насосное оборудование
Автор Монтажник На чтение 3 мин Просмотров 9.8к. Обновлено
Существует схема установки циркуляционного насоса двух видов: однотрубная, двухтрубная. Первая схема установки циркуляционного насоса характеризуется постоянным расходом теплоносителя и небольшим температурным перепадом, а вторая, наоборот, — переменным расходом и высоким температурным перепадом.
Содержание
Однотрубная схема установки циркуляционного насоса:
Двухтрубная схема установки циркуляционного насоса:
Расчет расхода циркуляционного насоса для отопления
Советы по установке циркуляционного насоса
Однотрубная схема установки циркуляционного насоса:
Однотрубная схема установки циркуляционного насоса
Расчет расхода циркуляционного насоса для отопления
Любой циркуляционный насос имеет ряд показателей, за которыми и определяется его производительность. Основными являются напор и расход. Эти параметры отражаются в техническом паспорте.
Расход циркуляционного насоса отопления рассчитывается за формулой:
Q = N/(t2-t1)
где: Q – величина, определяющая расход насосного оборудования; N- мощность котла; t1,t2- температура, выходящая из источника тепла (в большинстве случаев — 90-95 градусов) и находящаяся в оборотном трубопроводе (в основном -60-70 градусов) соответственно.
Таким же образом рассчитывается и напор насоса отопления, согласно европейским стандартам на 1 м.кв площади частного дома необходимо 100 Вт мощности.
Советы по установке циркуляционного насоса
Насосы с мокрым ротором всегда устанавливают так,чтобы вал находился в горизонтальном положении.
Не включайте насос, до заполнения системы водойи полного удаления воздуха из системы. Даже непродолжительные периоды “работы в сухую” могут повредить насос.
Перед пуском насоса, промойте систему чистой водой для удаления инородных частиц.
Насос размещайте как можно ближе к расширительному бачку.
В “закрытых системах”, если возможно, насос размещают на обратном трубопроводе из-за более низкой температуры на данном участке.
Не устанавливайте насос большей производительности, так как это может привести к шуму в системе .
В системах с переменным расходом всегда устанавливают насос с регулятором частоты вращения.
Убедитесь, что возможно стравить воздух из насоса и трубопровода. Если это невозможно, установите насос с воздушным сепаратором.
Устанавливайте насос таким образом, чтобы избежать попадания воды в клеммную коробку через кабельный ввод.
схема установки циркуляционного насоса
Насосы Нормативы Отопление дома и квартиры Проектирование трубопроводов
Оцените автора
Установка циркуляционного насоса: схемы, правила монтажа
В системы отопления с принудительной или естественной циркуляцией ставят циркуляционные насосы. Он нужны для повышения теплоотдачи и для возможности регулировки температуры в помещении. Установка циркуляционного насоса — задача не самая сложная, при наличии минимума навыков справиться можно самостоятельно, своими руками.
Содержание статьи
1 Что такое циркуляционный насос и для чего он нужен
2 Куда ставить
3 Обвязка
3.1 Принудительная циркуляция
3.2 Естественная циркуляция
3.3 Особенности монтажа
4 Подключение к электропитанию
Что такое циркуляционный насос и для чего он нужен
Циркуляционный насос это такое устройств, которое изменяет скорость движения жидкой среды без изменения давления. В системах отопления ставится для более эффективного обогрева. В системах с принудительной циркуляцией он — обязательный элемент, в гравитационных — можно ставить, если требуется увеличить тепловую мощность. Установка циркуляционного насоса с несколькими скоростями дает возможность менять количество переносимого тепла в зависимости от температуры на улице, поддерживая таким образом стабильную температуру в помещении.
Циркуляционный насос с мокрым ротором в разрезе
Есть два типа подобных агрегатов — с сухим и мокрым ротором. Устройства с сухим ротором имеют высокий КПД (порядка 80%), но сильно шумят, требуют регулярного обслуживания. Агрегаты с мокрым ротором работают почти бесшумно, при нормальном качестве теплоносителя могут качать воду без отказов более 10 лет. Они имеют меньший КПД (порядка 50%), но их характеристик более чем достаточно для отопления любого частного дома.
Про выбор циркуляционного насоса для систем отопления читайте тут.
Куда ставить
Устанавливать циркуляционный насос рекомендуют после котла, до первого ответвления, а вот на подающем или обратном трубопроводе — все равно. Современные агрегаты делают из материалов, которые нормально переносят температуры до 100-115°C. Мало найдется систем отопления, которые работают с более горячим теплоносителем, потому соображения более «комфортной» температуры несостоятельны, но если вам так спокойнее, ставьте в обратке.
Можно ставить в обратном или прямом трубопроводе после/перед котлом до первого ответвления
Нет разницы и по гидравлике — котлу, да и остальной системе, абсолютно все равно, в подающей или обратной ветке стоит насос. Что имеет значение — это правильность установки, в смысле обвязки, и правильная ориентация ротора в пространстве. Остальное неважно.
Обвязка
Есть два типа систем отопления — с принудительной и естественной циркуляцией. Системы с принудительной циркуляцией работать без насоса не могут, с естественной — работают, но в таком режиме имеют более низкую теплоотдачу. Тем не менее, меньшее количество тепла, это все-таки намного лучше, чем его полное отсутствие, потому в местностях, где электричество отключают часто, проектируют систему как гидравлическую (с естественной циркуляцией), а затем в нее врезают насос. Это дает высокую эффективность и надежность отопления. Понятное дело, что установка циркуляционного насоса в этих системах имеет отличия.
Все системы отопления с теплым полом принудительные — без насоса через такие большие контура теплоноситель не пройдет
Принудительная циркуляция
Так как система отопления с принудительной циркуляцией без насоса неработоспособна, его устанавливают прямо в разрыв подающей или обратной трубы (по вашему выбору).
Большинство проблем с циркуляционным насосом возникают из-за наличия в теплоносителе механических примесей (песка, других абразивных частиц). Они способны заклинить крыльчатку и остановить мотор. Потому перед агрегатом обязательно ставят сетчатый фильтр-грязевик.
Установка циркуляционного насоса в систему с принудительной циркуляцией
Также желательно с двух сторон установка шаровых кранов. Они дадут возможность заменить или отремонтировать устройство без слива теплоносителя из системы. Перекрываете краны, снимаете агрегат. Сливается только та часть воды, которая была непосредственно в этом куске системы.
Естественная циркуляция
Обвязка циркуляционного насоса в гравитационных системах имеет одно существенное отличие — необходим байпас. Это перемычка, которая делает систему работоспособной при неработающем насосе. На байпасе ставят один шаровый отсечной кран, который закрыт, все время, пока работает перекачка. В таком режиме система работает как принудительная.
Схема установки циркуляционного насоса в системе с естественной циркуляцией
Когда пропадает электричество или агрегат выходит из строя, кран на перемычке открывают, кран, ведущий на насос, перекрывают, система работает как гравитационная.
Особенности монтажа
Есть один важный момент, без которого установка циркуляционного насоса будет требовать переделки: требуется разворачивать ротор так, чтобы он был направлен горизонтально. Второй момент — направление потока. На корпусе есть стрелка, указывающая в какую сторону должен течь теплоноситель. Вот так и разворачивайте агрегат, чтобы направление движения теплоносителя было «по стрелке».
Подключение к электропитанию
Работают циркуляционные насосы от сети 220 в. Подключение — стандартное, желательна отдельная линия электропитания с автоматом защиты. Для подключение требуются три провода — фаза, ноль и заземление.
Само подключение к сети можно организовать при помощи трехконтактных розетки и вилки. Такой способ подключения используется, если насос идет с подключенным питающим проводом. Также можно подключить через клеммную колодку или напрямую кабелем к клеммам.
Клеммы располагаются под пластиковой крышкой. Ее снимаем, открутив несколько болтов, находим три разъема. Они обычно подписаны (нанесены пиктограммы N — нулевой провод, L — фаза, а «земля» имеет интернациональное обозначение), ошибиться трудно.
Куда подключать кабель электропитания
Так как от работоспособности циркуляционного насоса зависит вся система, имеет смысл сделать резервированное питание — поставить стабилизатор с подключенными аккумуляторами. При такой системе электропитания все будет работать и несколько суток, так как сам насос и автоматика котла «тянут» электричества по максимуму 250-300 Вт. Но при организации надо все просчитать и подобрать емкость аккумуляторов. Недостаток такой системы — необходимость следить за тем, чтобы аккумуляторы не разряжались.
Как подключить циркуляционник к электричеству через стабилизатор
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в . htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или ваша учетная запись должна быть создана заново. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где изображение отсутствует. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши на странице, затем выберите «Просмотреть информацию о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра символов PNG и png не совпадают.
404 Ошибки после перехода по ссылкам WordPress
При работе с WordPress часто могут возникать ошибки 404 Page Not Found, когда была активирована новая тема или когда были изменены правила перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1: Исправьте постоянные ссылки
Войдите в WordPress.
В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
Выберите По умолчанию .
Нажмите Сохранить настройки .
Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
Нажмите Сохранить настройки .
Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле . htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess
Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
Использовать режим редактирования программы FTP
Используйте SSH и текстовый редактор
Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
Войдите в cPanel.
В разделе «Файлы» щелкните значок «Диспетчер файлов ».
Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
Убедитесь, что установлен флажок Показать скрытые файлы (точечные файлы) «.
Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Для редактирования файла .htaccess
Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
Может появиться диалоговое окно с вопросом о кодировании. Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
При необходимости отредактируйте файл.
Нажмите Сохранить изменения в правом верхнем углу, когда закончите. Изменения будут сохранены.
Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.
Как работает насос рециркуляции горячей воды? #Диаграмма
Если у вас на кухне или в другом месте есть горячая вода, вы могли заметить, что горячая вода не поступает именно в тот момент, когда вы открываете кран. Вам нужно подождать пару минут, прежде чем вы сможете получить доступ к горячей воде. Во многих случаях это может сильно раздражать. Хотя может показаться, что это не так много в расчете на один экземпляр, это действительно может быть потеря тысяч литров воды, если посмотреть на это с годовой точки зрения.
Циркуляционный насос для горячей воды поможет вам решить эту проблему. Давайте посмотрим, что такое рециркуляционный насос для горячей воды и как он может решить эту проблему для вас.
Содержание
1 Для чего служит рециркуляционный насос?
2 Какова основная причина медленного нагрева воды?
3 Как работает насос рециркуляции горячей воды?
4 Что такое сенсорный клапан?
5 Как работает циркуляционный насос горячей воды «под раковиной»?
6 Как работает «выделенная линия возврата»?
7 Типы рециркуляционных насосов для горячей воды
8 Сколько воды можно сэкономить с помощью рециркуляционного насоса?
9 Каковы затраты на электроэнергию насосов рециркуляции воды?
10 Традиционные водонагреватели и водонагреватели без резервуара – в чем разница?
10.1 Проточные водонагреватели
10.2 Традиционные водонагреватели
11 Итоги
Для чего служит циркуляционный насос?
Рециркуляционный насос для горячей воды позволяет получить горячую воду в тот момент, когда вы открываете кран. По определению, рециркуляционный насос для горячей воды — это водяной насос особого типа, установленный в вашем доме, который обеспечивает мгновенную или почти мгновенную подачу горячей воды в ваш кран или другие приспособления.
Рециркуляционный насос для горячей воды просто сокращает время, необходимое для того, чтобы горячая вода достигла крана. Это существенно повышает уровень удобства в дополнение к экономии миллионов литров воды впустую ежегодно.
Что является основной причиной медленного нагрева воды?
Одной из основных причин медленной подачи горячей воды является расстояние между источником горячей воды и каждым из приборов, где требуется горячая вода. Большинство домов сегодня имеют водопроводные трубы большего диаметра, и для того, чтобы горячая вода достигла места назначения, требуется много времени.
Несколько распространенных и основных причин медленного нагрева воды могут включать несколько из следующих:
Коррозия труб – Если ваша сантехника достаточно старая, то основной причиной медленного нагрева воды могут быть проржавевшие трубы. В большинстве случаев это может быть одним из самых дорогих вопросов. Было бы неплохо заменить водопроводную систему медными или ПВХ трубами.
Температура окружающей среды – Температура также может быть решающим фактором, влияющим на расход горячей воды. В идеале вы будете испытывать более быструю горячую воду летом, чем зимой.
Весы для жесткой воды – Накипь жесткой воды может быть одним из решающих факторов и может определять скорость, с которой горячая вода течет в вашей системе. Жесткая вода может привести к образованию накипи в трубопроводе и вызвать серьезные проблемы. В конечном итоге это может привести к падению потока жесткой воды.
Как работает циркуляционный насос для горячей воды?
Рециркуляционный насос для горячей воды, как следует из названия, создает контур, по которому горячая вода проходит через все приспособления, краны и смесители в вашей системе циркуляции воды. Горячая вода непрерывно циркулирует по всей сантехнике, включая даже самые дальние приборы. Сенсорный клапан на самом дальнем светильнике отключает насос, когда до него доходит горячая вода, и включает его, когда температура горячей воды падает ниже установленного порога. Контур горячей воды постоянно поддерживается, чтобы избежать ожидания горячей воды на каком-либо из приборов.
Водяной насос, используемый в рециркуляционном насосе для горячей воды, в идеале должен иметь размер мяча для софтбола. Обычно он устанавливается над водонагревателем или чуть ниже раковины. В большинстве случаев установка над обогревателем считается одним из лучших вариантов. Однако известно, что даже установка под раковиной имеет свои преимущества.
Рециркуляционный насос горячей воды может быть в основном двух типов:
По запросу
Гравитационный
Система управления по запросу имеет переключатель или датчик движения, расположенный рядом с каждым из светильников. Это используется для активации энергосберегающей системы циркуляции. Насос также оснащен датчиком температуры и обратным клапаном для предотвращения попадания холодной воды в обратку. Датчик используется для определения того, достигла ли горячая вода самого дальнего из приборов, и если это происходит, насос отключается.
Гравитационная система основана на концепции термосифона. Это связано с тем, что горячая вода поднимается вверх, а холодная вода достигает дна. В такой циркуляционной насосной системе горячего водоснабжения водонагреватель требуется размещать под кранами горячей воды, для которых вы планируете его использовать.
Что такое сенсорный клапан?
Вы когда-нибудь задумывались о том, как работает система циркуляции воды? Он использует технику, называемую сенсорным клапаном. Сенсорный клапан сообщает клапану циркуляции горячей воды, когда следует отключить и включить насос.
Что такое сенсорный клапан? Сенсорный клапан — это термостатический клапан, который помогает вам считывать температуру воды, а затем либо открывает, либо закрывает клапан. Как правило, сенсорный клапан устанавливается под раковиной, наиболее удаленной от водонагревателя.
Сенсорный клапан открывается или закрывается в зависимости от температуры воды. Когда температура в линии горячей воды падает до заданного значения, она просто открывается, и, таким образом, начинает работать насос горячей воды. Когда температура воды достигает 95 градусов по Фаренгейту, сенсорный клапан закрывается, и насос горячей воды выключается.
Сенсорные клапаны могут быть оснащены таймерами, чтобы насос горячей воды мог работать только в течение определенного периода времени.
Как работает циркуляционный насос горячей воды «под раковиной»?
Во многих случаях циркуляционный насос горячей воды устанавливается над водонагревателем. Хотя это была стандартная процедура, бывают случаи, когда насос для горячей воды устанавливается под раковиной. Процедура установки остается такой же, как и в случае с системой над водонагревателем, но вы получаете локальную установку.
Одно из огромных преимуществ, связанных с установкой под раковиной, заключается в простоте установки, к которой она обеспечивает доступ. Вам нужно будет просто подключить гибкие соединители воды, чтобы выполнить задачу. Нет необходимости в сложной процедуре установки, такой как пайка и депайка.
По стандарту над установками отопителя необходимо установить сенсорный клапан между насосом и краном. В случае установки насоса горячей воды под раковиной сенсорный клапан устанавливается внутри насоса, что дополнительно устраняет необходимость в отдельном процессе установки. Однако подавать горячую воду он может только к тем приборам, которые установлены между водонагревателем и раковиной, под которыми установлен насос.
Как работает «выделенная линия возврата»?
Выделенная обратная линия, как следует из самого названия, состоит из отдельных обратных линий от каждого из приборов. Это создает выделенную петлю и не использует линию холодной воды в качестве линии возврата. Вместо этого вы получите доступ к выделенной линии возврата воды.
В случае выделенной обратной линии, обратная линия проходит от самого дальнего из светильников и соединяется обратно с водонагревателем. В идеале обратная линия используется в традиционной конструкции рециркуляционного насоса горячей воды.
Преимущество выделенной линии возврата в том, что она создает идеальную петлю для системы циркуляции воды.
Типы рециркуляционных насосов для горячей воды
В основном вы найдете два типа рециркуляционных насосов для горячей воды – Полная поршневая насосная система и Рециркуляционная насосная система Comfort. Каждая из этих двух систем отличается настройками, навыками, трудозатратами и стоимостью.
Полная система поршневых насосов
Полная система поршневых насосов включает монтаж дополнительной трубы для всей водопроводной системы дома. Система предназначена для создания петли от нагревателя к светильникам и обратно к нагревателю. Если в трубе есть неиспользованная горячая вода, она возвращается в нагреватель.
Это означает, что в трубопроводе не осталось воды для охлаждения. У вас есть доступ к мгновенному горячему водоснабжению в тот момент, когда вы открываете кран.
Это, возможно, заставит вас поверить, что система существенно увеличивает затраты на электроэнергию. Поскольку насос и нагреватель должны работать постоянно, это будет связано с затратами на электроэнергию. Однако на практике это не так. Насосы поставляются с датчиками и клапанами. Датчик просто отключает насос, как только горячая вода сможет создать полный контур. Таймер, если он используется, можно настроить на активацию датчика только при необходимости.
Система полного поршневого насоса может быть довольно дорогой, и большая часть этой стоимости связана с необходимостью дополнительного трубопровода. Кроме того, это также будет ограничено в зависимости от того, позволяет ли проект вашего дома установить дополнительный трубопровод.
Система комфорта с циркуляционным насосом
Система комфорта с циркуляционным насосом использует существующую систему трубопроводов холодной воды для возврата неиспользованной воды обратно в водонагреватель. Отсутствие необходимости прокладки какого-либо дополнительного трубопровода значительно снижает стоимость. Это может сделать его отличным вариантом для тех из вас, кто ищет бюджетное решение проблемы с медленной подачей горячей воды.
Эти насосы имеют простую конструкцию и обеспечивают доступ к недорогой системе рециркуляции горячей воды. Если ваша система водоснабжения находится довольно далеко от кухни или душа, система комфорта с рециркуляционным насосом может помочь вам вернуть систему к работе.
Однако в системе есть несколько проблем. Поскольку система использует одну и ту же трубу для горячей и холодной воды, вы можете получить теплую воду из крана. На самом деле, ваш холодный кран, скорее всего, получит немного горячей воды, что иногда может быть нежелательным, особенно летом. Возможно, это объясняет, почему некоторые домовладельцы предпочитают отключать насос летом.
Сколько воды можно сэкономить с помощью насоса рециркуляции воды?
Вопрос о том, экономит ли рециркуляционный насос воду, всегда вызывал споры. Были разные школы мысли об этом. Тем не менее, предполагается, что в среднем 31 галлон воды в день может быть потрачено впустую, пока вы ждете, пока горячая вода будет доступна в кране. Глядя на среднюю стоимость подъема воды, это можно считать огромными потерями.
Исследования показали, что в среднем 11 461 галлонов воды тратится впустую в год во всех Соединенных Штатах в ожидании горячей воды. Исходя из этих статистических данных, может быть целесообразно считать, что это эквивалентно экономии не менее 11000 галлонов воды в год. Фактическая экономия на дом может зависеть от количества человек в домохозяйстве и широкого круга других факторов.
Каковы затраты на электроэнергию насосов рециркуляции воды?
Фактическая стоимость электроэнергии для водяных циркуляционных насосов может зависеть от системы и мощности вашего насоса. Если у вас есть таймер на насосе, средняя стоимость — при условии, что в среднем от трех до четырех часов работы — вы будете нести от 20 до 30 долларов в год на затраты на электроэнергию для вашего насоса рециркуляции воды.
Средняя стоимость электроэнергии для небольшого насоса должна составлять от 0,12 до 0,15 долларов США за кВт.
Удельное сопротивление металлов. Таблица | joyta.ru
Удельное сопротивление металлов является мерой их свойства противодействовать прохождению электрического тока. Эта величина выражается в Ом-метр (Ом⋅м). Символ, обозначающий удельное сопротивление, является греческая буква ρ (ро). Высокое удельное сопротивление означает, что материал плохо проводит электрический заряд.
Удельное сопротивление
Удельное электрическое сопротивление определяется как отношение между напряженностью электрического поля внутри металла к плотности тока в нем:
где: ρ — удельное сопротивление металла (Ом⋅м), Е — напряженность электрического поля (В/м), J — величина плотности электрического тока в металле (А/м2)
Если напряженность электрического поля (Е) в металле очень большая, а плотность тока (J) очень маленькая, это означает, что металл имеет высокое удельное сопротивление.
Обратной величиной удельного сопротивления является удельная электропроводность, указывающая, насколько хорошо материал проводит электрический ток:
где:
σ — проводимость материала, выраженная в сименс на метр (См/м).
Электрическое сопротивление
Электрическое сопротивление, одно из составляющих закона Ома, выражается в омах (Ом). Следует заметить, что электрическое сопротивление и удельное сопротивление — это не одно и то же. Удельное сопротивление является свойством материала, в то время как электрическое сопротивление — это свойство объекта.
Электрическое сопротивление резистора определяется сочетанием формы и удельным сопротивлением материала, из которого он сделан.
Например, проволочный резистор, изготовленный из длинной и тонкой проволоки имеет большее сопротивление, нежели резистор, сделанный из короткой и толстой проволоки того же металла.
В тоже время проволочный резистор, изготовленный из материала с высоким удельным сопротивлением, обладает большим электрическим сопротивлением, чем резистор, сделанный из материала с низким удельным сопротивлением. И все это не смотря на то, что оба резистора сделаны из проволоки одинаковой длины и диаметра.
Тестер транзисторов / ESR-метр / генератор
Многофункциональный прибор для проверки транзисторов, диодов, тиристоров. ..
Подробнее
В качестве наглядности можно провести аналогию с гидравлической системой, где вода прокачивается через трубы.
Чем длиннее и тоньше труба, тем больше будет оказано сопротивление воде.
Труба, заполненная песком, будет больше оказывать сопротивление воде, нежели труба без песка
Сопротивление провода
Величина сопротивления провода зависит от трех параметров: удельного сопротивления металла, длины и диаметра самого провода. Формула для расчета сопротивления провода:
где: R — сопротивление провода (Ом) ρ — удельное сопротивление металла (Ом.m) L — длина провода (м) А — площадь поперечного сечения провода (м2)
В качестве примера рассмотрим проволочный резистор из нихрома с удельным сопротивлением 1.10×10-6 Ом.м. Проволока имеет длину 1500 мм и диаметр 0,5 мм. На основе этих трех параметров рассчитаем сопротивление провода из нихрома:
R=1,1*10-6*(1,5/0,000000196) = 8,4 Ом
Нихром и константан часто используют в качестве материала для сопротивлений. Ниже в таблице вы можете посмотреть удельное сопротивление некоторых наиболее часто используемых металлов.
Поверхностное сопротивление
Величина поверхностного сопротивления рассчитывается таким же образом, как и сопротивление провода. В данном случае площадь сечения можно представить в виде произведения w и t:
Для некоторых материалов, таких как тонкие пленки, соотношение между удельным сопротивлением и толщиной пленки называется поверхностное сопротивление слоя RS:
где RS измеряется в омах. При данном расчете толщина пленки должна быть постоянной.
Часто производители резисторов для увеличения сопротивления вырезают в пленке дорожки, чтобы увеличить путь для электрического тока.
Свойства резистивных материалов
Удельное сопротивление металла зависит от температуры. Их значения приводится, как правило, для комнатной температуры (20°С). Изменение удельного сопротивления в результате изменения температуры характеризуется температурным коэффициентом.
Например, в термисторах (терморезисторах) это свойство используется для измерения температуры. С другой стороны, в точной электронике, это довольно нежелательный эффект. Металлопленочные резисторы имеют отличные свойства температурной стабильности. Это достигается не только за счет низкого удельного сопротивления материала, но и за счет механической конструкции самого резистора.
Много различных материалов и сплавов используются в производстве резисторов. Нихром (сплав никеля и хрома), из-за его высокого удельного сопротивления и устойчивости к окислению при высоких температурах, часто используют в качестве материала для изготовления проволочных резисторов. Недостатком его является то, что его невозможно паять. Константан, еще один популярный материал, легко паяется и имеет более низкий температурный коэффициент.
Блок питания 0…30В/3A
Набор для сборки регулируемого блока питания…
Подробнее
Удельное сопротивление металлов – таблица формул
4. 6
Средняя оценка: 4.6
Всего получено оценок: 216.
4.6
Средняя оценка: 4.6
Всего получено оценок: 216.
Величина удельного сопротивления характеризует способность вещества ограничивать электрический ток (оказывать сопротивление). Металлические проводники имеют самые низкие значения удельных сопротивлений, поэтому они используются и для передачи электроэнергии на большие расстояния, и в качестве соединительных проводов в электронных приборах, и соединительных дорожек на платах микросхем. Разберемся почему металлы обладают этим свойством и какие из них лучше всего подходят для этих целей.
Определение удельного сопротивления
Общая формула для вычисления удельного сопротивления ρ любого вещества выглядит следующим образом:
$ ρ = R * { S \over L } $ (1),
где: R — сопротивление, S — площадь поперечного сечения, L — длина проводника. На основании экспериментальных данных, пользуясь законом Ома и этой формулой, определены удельные сопротивления большого числа материалов, которые приведены в справочниках и на специализированных интернет-ресурсах. 2]}\over [м]} = [Oм]*[м] $ (2).
Для практических расчетов часто используется внесистемная единица Ом*мм2/м. Эта единица равна удельному сопротивлению вещества, из которого сделан проводник длиной 1 м и площадью поперечного сечения 1 мм2. Числовые значения для ρ становятся более комфортны для восприятия. Еще одна причина связана с тем, что величины сечений реальных проводов и кабелей составляют 1-10 мм2, и для вычисления их параметров внесистемная единица удобнее.
Рис. 1. Таблица удельных сопротивлений различных материалов.
Почему у металлов самые низкие удельные сопротивления
Из приведенной таблицы видно, что самыми низкими значениями удельных сопротивлений обладают металлы: серебро, медь, золото, алюминий и др. Такое свойство металлов связано с большой концентрацией свободных электронов, “не привязанных” к конкретному атому, а блуждающих в пространстве кристаллической решетки. Напряжение, приложенное к концам проводника, создает электрическое поле, которое действует на электроны, заставляя их двигаться согласованно, в одном направлении.
Рис. 2. Электрический ток в металлах, свободные электроны.
Самым низким значением ρ обладает серебро — 0,016 Ом*мм2/м. Но для повсеместного, массового, использования в сетях электроснабжения и оборудовании этот металл не используется в виду слишком большой цены. Серебро применяется для создания самых ответственных контактов в специальных электротехнических устройствах. В следующей таблице приведены величины удельных сопротивлений металлов и сплавов, часто используемых металлов в электротехнике:
Таблица
Удельные сопротивления металлов, Ом*мм2/м
(при Т = 200С)
Серебро
0,016
Бронза (сплав)
0,1
Медь
0,017
Олово
0,12
Золото
0,024
Сталь (сплав)
0,12
Алюминий
0,028
Свинец
0,21
Иридий
0,047
Никелин (сплав)
0,42
Молибден
0,054
Манганин (сплав)
0,45
Вольфрам
0,055
Константан (сплав)
0,48
Цинк
0,06
Титан
0,58
Латунь (сплав)
0,071
Ртуть
0,958
Никель
0,087
Нихром (сплав)
1,1
Платина
0,1
Висмут
1,2
Наиболее популярными в электротехнике являются медь и алюминий. Медь и медные сплавы применяются для изготовления кабельной продукции и шунтов — деталей, ограничивающих большие токи через измерительные приборы.
Влияние температуры на удельное сопротивление
В справочниках значения ρ металлов приводятся при комнатной температуре 200С. Но эксперименты показали, что зависимость ρ(Т) имеет линейный характер и описывается формулой:
$ ρ(Т) = ρ0 * (1 + α*T)$ (3),
где: ρ0 — удельное сопротивление проводника при температуре 00С, α— температурный коэффициент сопротивления, который тоже имеет тоже индивидуален для каждого вещества. Значения α, полученные опытным путем, можно узнать из справочников. Ниже приведены значения α для некоторых металлов:
Серебро — 0,0035;
Медь — 0,004;
Алюминий — 0,004;
Железо — 0,0066;
Платина — 0,0032;
Вольфрам — 0,0045.
Таким образом, при повышении температуры сопротивление металлов растет. Это объясняется тем, что с ростом температуры увеличивается число дефектов в кристаллической решетке из-за более интенсивных тепловых колебаний ионов, тормозящих электронный ток.
Рис. 3. Температурная зависимость удельного сопротивления металлов.
При приближении температуры металла к абсолютному нулю удельное сопротивление резко падает до нуля. Это явление называется сверхпроводимостью, а материалы, обнаруживающие такую способность, называются сверхпроводниками. Этот эффект открыл в 1911 г. голландский физик Камерлинг-Оннес. В его эксперименте удельное сопротивление ртути уменьшилось до нуля при 4,10К.
Что мы узнали?
Итак, мы узнали, что металлы обладают самыми низкими значениями удельного сопротивления среди проводников. Это свойство металлов используется для передачи электрической энергии с минимальными потерями. Алюминий, медь, сталь, серебро являются основными материалами для изготовления кабельной продукции. Удельное сопротивление металлов зависит от температуры. Таблица удельных сопротивлений металлов приведена для комнатной температуры — 200С.
Тест по теме
Доска почёта
Чтобы попасть сюда — пройдите тест.
Пока никого нет. Будьте первым!
Оценка доклада
4.6
Средняя оценка: 4.6
Всего получено оценок: 216.
А какая ваша оценка?
Таблица удельного электрического сопротивления и проводимости (Николас Томас)
Это таблица удельного электрического сопротивления и электропроводности нескольких материалов. Включены металлы, элементы, вода и изоляторы.
Удельное электрическое сопротивление, обозначаемое греческой буквой ρ (rho), является мерой того, насколько сильно материал сопротивляется прохождению электрического тока. Чем ниже удельное сопротивление, тем легче материал пропускает электрический заряд. Чем выше удельное сопротивление, тем труднее течь току. Материалы с высоким удельным сопротивлением являются электрическими резисторами.
Электропроводность – величина, обратная удельному сопротивлению. Электропроводность — это мера того, насколько хорошо материал проводит электрический ток. Материалы с высокой электропроводностью являются электрическими проводниками. Электропроводность может быть представлена греческой буквой σ (сигма), κ (каппа) или γ (гамма).
Таблица удельного сопротивления и проводимости при 20°C
Материал
ρ (Ом•м) при 20°C Удельное сопротивление
σ (S/M) при 20 ° C Проводящий. 10 −8
5.96×10 7
Annealed copper
1.72×10 −8
5.80×10 7
Gold
2.44×10 −8
4,10×10 7
Aluminum
2.82×10 −8
3.5×10 7
Calcium
3. 36×10 −8
2.98×10 7
Tungsten
5.60×10 −8
1.79×10 7
Zinc
5.90×10 −8
1.69×10 7
Nickel
6.99× 10 −8
1.43×10 7
Lithium
9.28×10 −8
1.08×10 7
Iron
1.0×10 −7
1.00×10 7
Platinum
1.06×10 −7
9.43×10 6
Tin
1.09×10 −7
9.17×10 6
Углеродистая сталь
(10 10 )
1.43×10 −7
Lead
2.2×10 −7
4.55×10 6
Titanium
4. 20×10 −7
2.38×10 6
Grain oriented electrical steel
4.60×10 −7
2.17×10 6
Manganin
4.82×10 −7
2,07×10 6
Constantan
4.9×10 −7
2.04×10 6
Stainless steel
6.9×10 −7
1.45×10 6
Mercury
9.8×10 −7
1.02×10 6
Nichrome
1.10×10 −6
9.09×10 5
GaAs
5 ×10 −7 to 10×10 −3
5×10 −8 to 10 3
Carbon (amorphous)
5×10 −4 to 8×10 −4
от 1,25 до 2 × 10 3
Углерод (графит)
2,5 × 10 —6 до 5,0 × 10 — 6 /// Базала. плоскость
2 до 3×10 5 //базовая плоскость 3,3×10 2 ⊥базальная плоскость
Carbon (diamond)
1×10 12
~10 −13
Germanium
4.6×10 −1
2.17
Sea water
2× 10 −1
4.8
Drinking water
2×10 1 to 2×10 3
5×10 −4 to 5×10 −2
Кремний
6,40×10 2
1,56 × 10 −3
Дерево (сыро ×10 5
5.5×10 −6
Glass
10×10 10 to 10×10 14
10 −11 to 10 −15
Твердая резина
1×10 13
10 −14
Древесина (сухой духов 15
10 −16
Air
1. 3×10 16 to 3.3×10 16
3×10 −15 to 8×10 −15
Парафиновый воск
1×10 17
10 −18
Fused quartz
7.5×10 17
1.3×10 −18
PET
10×10 20
10 −21
Teflon
10 × 10 22 до 10 × 10 24
10 -25 до 100043 -23
1
. которые влияют на проводимость или удельное сопротивление материала:
Площадь поперечного сечения: Если поперечное сечение материала велико, через него может проходить больший ток. Точно так же тонкое поперечное сечение ограничивает ток. Например, толстая проволока имеет большее сечение, чем тонкая.
Длина проводника: Короткий проводник позволяет току течь с большей скоростью, чем длинный проводник. Это все равно, что пытаться провести много людей через коридор по сравнению с дверью.
Температура: Повышение температуры заставляет частицы вибрировать или больше двигаться. Увеличение этого движения (повышение температуры) снижает проводимость, потому что молекулы с большей вероятностью будут мешать протеканию тока. При экстремально низких температурах некоторые материалы являются сверхпроводниками.
Ссылки
Гленн Элерт (ред.). «Удельное сопротивление стали». Справочник по физике.
Данные о свойствах материала MatWeb.
Оринг, Милтон (1995). Инженерное материаловедение e, том 1 (3-е изд.). п. 561.
Павар, С. Д.; Муругавел, П.; Лал, Д.М. (2009). «Влияние относительной влажности и давления на уровне моря на электропроводность воздуха над Индийским океаном». Журнал геофизических исследований 114: D02205.
Таблица удельного сопротивления для обычных материалов
Таблица удельного электрического сопротивления материалов, которые могут использоваться в электрических и электронных компонентах, включая удельное сопротивление меди, удельное сопротивление латуни и удельное сопротивление алюминия.
Учебное пособие по сопротивлению Включает: Что такое сопротивление Закон Ома Омические и неомические проводники Сопротивление лампы накаливания Удельное сопротивление Таблица удельных сопротивлений для обычных материалов Температурный коэффициент сопротивления Коэффициент сопротивления по напряжению, VCR Электрическая проводимость Последовательные и параллельные резисторы Таблица параллельных резисторов
Приведенная ниже таблица удельного электрического сопротивления содержит значения удельного сопротивления многих веществ, широко используемых в электронике. В частности, сюда входит удельное сопротивление меди, удельное сопротивление алюминия, золота и серебра.
Удельное электрическое сопротивление особенно важно, поскольку оно определяет его электрические характеристики и, следовательно, его пригодность для использования во многих электрических компонентах.
Например, видно, что удельное сопротивление меди, удельное сопротивление алюминия, серебра и золота наряду с другими характеристиками определяют, где используются эти металлы.
Для сравнения способности различных материалов проводить электрический ток используются значения удельного сопротивления.
Что означают цифры удельного сопротивления
Чтобы иметь возможность сравнивать удельное сопротивление различных материалов, от таких предметов, как медь и серебро, до других металлов и веществ, включая висмут, латунь и даже полупроводники, необходимо использовать стандартное измерение.
Определение удельного сопротивления гласит, что удельное сопротивление вещества есть сопротивление куба этого вещества, имеющего ребра единичной длины, при том понимании, что ток течет нормально к противоположным граням и распределяется по ним равномерно.
Удельное сопротивление обычно измеряется в Ом-метрах. Это означает, что удельное сопротивление измеряется для куба материала размером метр в каждом направлении.
Таблица удельного сопротивления для обычных материалов
В таблице ниже приведены значения удельного сопротивления различных материалов, в частности металлов, используемых в качестве электрических проводников, изоляторов и т. д.
Значения удельного сопротивления даны для материалов, включая медь, серебро, золото, алюминий, латунь и т.п.
Таблица удельного электрического сопротивления обычных материалов
Материал
Удельное электрическое сопротивление при 20°C Ом-метры
Алюминий
2,8 x 10 -8
Сурьма
3,9 x 10 -7
Висмут
1,3 х 10 -6
Латунь
~0,6 — 0,9 x 10 -7
Кадмий
6 х 10 -8
Кобальт
5,6 х 10 -8
Медь
1,7 x 10 -8
Золото
2,4 х 10 -8
Углерод (графит)
1 х 10 -5
Германий
4,6 x 10 -1
Железо
1,0 x 10 -7
Свинец
1,9 x 10 -7
Манганин
4,2 х 10 -7
Нихром
1,1 х 10 -6
Никель
7 х 10 -8
Палладий
1,0 x 10 -7
Платина
0,98 х 10 -7
Кварц
7 х 10 17
Кремний
6,4 x 10 2
Серебро
1,6 x 10 -8
Тантал
1,3 x 10 -7
Олово
1,1 x 10 -7
Вольфрам
4,9 х 10 -8
Цинк
5,5 х 10 -8
Удельное сопротивление материалов – что лучше
Можно видеть, что удельное сопротивление меди и удельное сопротивление латуни, как низкое, так и с учетом их стоимости по сравнению с серебром и золотом, делают их экономически выгодными материалами для многих проводов.
Удельное сопротивление меди и простота ее использования означают, что она также используется почти исключительно для изготовления проводников на печатных платах.
Иногда используется алюминий
и особенно медь из-за их низкого удельного сопротивления. Большинство проводов, используемых в наши дни для межсоединений, изготовлены из меди, поскольку она обеспечивает низкий уровень удельного сопротивления по приемлемой цене.
Удельное сопротивление золота также важно, потому что золото используется в некоторых критических областях, несмотря на его стоимость. Часто золотое покрытие встречается на высококачественных слаботочных разъемах, где оно обеспечивает наименьшее контактное сопротивление.
Позолота очень тонкая, но даже при этом она способна обеспечить требуемые характеристики разъемов. Кроме того, поскольку он не окисляется, как многие другие металлы, это также является значительным дополнительным преимуществом.
Серебро
имеет очень низкий уровень удельного сопротивления, но оно не так широко используется из-за своей стоимости и из-за того, что оно тускнеет, что может привести к более высокому контактному сопротивлению. Оксид может действовать как выпрямитель при некоторых обстоятельствах, что может вызвать некоторые неприятные проблемы в радиочастотных цепях, создавая так называемые продукты пассивной интермодуляции.
Однако он использовался в некоторых катушках для радиопередатчиков, где низкое удельное электрическое сопротивление серебра уменьшало потери.
Когда серебро использовалось в этом приложении, оно обычно наносилось только на существующий медный провод — скин-эффект, влияющий на высокочастотные сигналы, означал, что только поверхность провода использовалась для проведения высокочастотных электрических токов. Благодаря покрытию проволоки серебром это значительно снизило затраты по сравнению с цельной серебряной проволокой без какого-либо существенного влияния на производительность.
Другие материалы в таблице удельного электрического сопротивления могут не иметь таких очевидных применений. Тантал указан в таблице, потому что он используется в конденсаторах — никель и палладий используются в концевых соединениях для многих компонентов поверхностного монтажа, таких как конденсаторы.
Кварц
находит свое основное применение в качестве пьезоэлектрического резонансного элемента. Кристаллы кварца используются в качестве элементов, определяющих частоту, во многих генераторах, где их высокое значение добротности позволяет создавать схемы с очень стабильной частотой.
Они также используются в высокопроизводительных фильтрах. Кварц имеет очень высокий уровень удельного сопротивления и не является хорошим проводником электричества, будучи классифицированным как изолятор.
Классификация удельного сопротивления проводников, изоляторов, полупроводников
Существует три широких классификации материалов с точки зрения их удельного сопротивления: проводники, полупроводники и изоляторы.
Сравнение удельного сопротивления проводников, полупроводников и изоляторов
Одним из самых распространенных материалов, с которым всегда предпочитали работать люди, был металл. В каждую эпоху предпочтение отдавалось разным видам этих удивительных веществ. Так, IV-III тысячелетия до нашей эры считаются веком хальколита, или медным. Позже его сменяет бронзовый, а затем в силу вступает тот, что и по сей день является актуальным — железный.
Сегодня вообще сложно представить, что когда-то можно было обходиться без металлических изделий, ведь практически все, начиная от предметов быта, медицинских инструментов и заканчивая тяжелой и легкой техникой, состоит из этого материала или включает в свой состав отдельные части из него. Почему же металлы сумели завоевать такую популярность? В чем проявляются особенности и как это заложено в их строении, попробуем разобраться далее.
Общее понятие о металлах
«Химия. 9 класс» — это учебник, по которому проходят обучение школьники. Именно в нем подробно изучаются металлы. Рассмотрению их физических и химических свойств отведена большая глава, ведь разнообразие их чрезвычайно велико.
Именно с этого возраста рекомендуют давать детям представление о данных атомах и их свойствах, ведь подростки уже вполне могут оценить значение подобных знаний. Они прекрасно видят, что окружающее их разнообразие предметов, машин и прочих вещей имеет в своей основе как раз металлическую природу.
Что же такое металл? С точки зрения химии, к данным атомам принято относить те, что имеют:
малое число электронов на внешнем уровне;
проявляют сильные восстановительные свойства;
имеют большой атомный радиус;
как простые вещества обладают рядом специфических физических свойств.
Основу знаний об этих веществах можно получить, если рассмотреть атомно-кристаллическое строение металлов. Именно оно объясняет все особенности и свойства данных соединений.
В периодической системе для металлов отводится большая часть всей таблицы, ведь они образуют все побочные подгруппы и главные с первой по третью группу. Поэтому их численное превосходство очевидно. Самыми распространенными являются:
кальций;
натрий;
титан;
железо;
магний;
алюминий;
калий.
Все металлы имеют ряд свойств, которые позволяют объединять их в одну большую группу веществ. В свою очередь, эти свойства объясняет именно кристаллическое строение металлов.
Свойства металлов
К специфическим свойствам рассматриваемых веществ относят следующие.
Металлический блеск. Все представители простых веществ им обладают, причем большинство одинаковым серебристо-белым цветом. Лишь некоторые (золото, медь, сплавы) отличаются.
Ковкость и пластичность — способность деформироваться и восстанавливаться достаточно легко. У разных представителей выражена в неодинаковой мере.
Электропроводность и теплопроводность — одно из основных свойств, которое определяет области применения металла и его сплавов.
Кристаллическое строение металлов и сплавов объясняет причину каждого из обозначенных свойств и говорит о выраженности их у каждого конкретного представителя. Если знать особенности такого строения, то можно влиять на свойства образца и подстраивать его под нужные параметры, что и делают люди уже многие десятилетия.
Атомно-кристаллическое строение металлов
В чем же заключается такое строение, чем характеризуется? Само название говорит о том, что все металлы представляют собой кристаллы в твердом состоянии, то есть при обычных условиях (кроме ртути, которая является жидкостью). А что такое кристалл?
Это условное графическое изображение, построенное путем пересечения воображаемых линий через атомы, которые выстраивают тело. Другими словами, каждый металл состоит из атомов. Они располагаются в нем не хаотично, а очень правильно и последовательно. Так вот, если мысленно соединить все эти частицы в одну структуру, то получится красивое изображение в виде правильного геометрического тела какой-либо формы.
Это и принято называть кристаллической решеткой металла. Она очень сложная и пространственно объемная, поэтому для упрощения показывают не всю ее, а лишь часть, элементарную ячейку. Совокупность таких ячеек, собранная вместе и отраженная в трехмерном пространстве, и образует кристаллические решетки. Химия, физика и металловедение — это науки, которые занимаются изучением особенностей строения таких структур.
Сама элементарная ячейка — это набор атомов, которые располагаются на определенном расстоянии друг от друга и координируют вокруг себя строго фиксированное число других частиц. Она характеризуется плотностью упаковки, расстоянием между составными структурами, координационным числом. В целом все эти параметры являются характеристикой и всего кристалла, а значит, отражают и проявляемые металлом свойства.
Существует несколько разновидностей кристаллических решеток. Объединяет их все одна особенность — в узлах находятся атомы, а внутри располагается облако электронного газа, которое формируется путем свободного передвижения электронов внутри кристалла.
Типы кристаллических решеток
Четырнадцать вариантов строения решетки принято объединять в три основных типа. Они следующие:
Объемно-центрированная кубическая.
Гексагональная плотноупакованная.
Гранецентрированная кубическая.
Кристаллическое строение металлов было изучено только благодаря электронной микроскопии, когда стало возможным получать большие увеличения изображений. А классификацию типов решеток впервые привел французский ученый Браве, по фамилии которого их иногда называют.
Объемно-центрированная решетка
Строение кристаллической решетки металлов данного типа представляет собой следующую структуру. Это куб, в узлах которого находится восемь атомов. Еще один располагается в центре свободного внутреннего пространства ячейки, что и объясняет название «объемно-центрированная».
Это один из вариантов наиболее простого строения элементарной ячейки, а значит, и всей решетки в целом. Такой тип имеют следующие металлы:
молибден;
ванадий;
хром;
марганец;
альфа-железо;
бетта-железо и другие.
Основные свойства таких представителей — высокая степень ковкости и пластичности, твердость и прочность.
Гранецентрированная решетка
Кристаллическое строение металлов, имеющих гранецентрированную кубическую решетку, представляет собой следующую структуру. Это куб, который включает в свой состав четырнадцать атомов. Восемь из них формируют узлы решетки, а еще шесть расположены по одному на каждой грани.
Подобную структуру имеют:
алюминий;
никель;
свинец;
гамма-железо;
медь.
Основные отличительные свойства — блеск разного цвета, легкость, прочность, ковкость, повышенная устойчивость к коррозии.
Гексагональная решетка
Кристаллическое строение металлов, обладающих данным типом решетки, следующее. В основе элементарной ячейки лежит шестигранная призма. В ее узлах располагается 12 атомов, еще два по основаниям и три атома свободно лежат внутри пространства в центре структуры. Всего семнадцать атомов.
Подобную сложную конфигурацию имеют такие металлы, как:
альфа-титан;
магний;
альфа-кобальт;
цинк.
Основные свойства — высокая степень прочности, сильный серебристый блеск.
Дефекты кристаллического строения металлов
Однако все рассмотренные типы ячеек могут иметь и естественные недостатки, или так называемые дефекты. Это может быть связано с разными причинами: посторонними атомами и примесями в металлах, внешними воздействиями и прочим.
Поэтому существует классификация, отражающая дефекты, которые могут иметь кристаллические решетки. Химия как наука изучает каждый из них с целью выявления причины и способа устранения, чтобы свойства материала не были изменены. Итак, дефекты следующие.
Точечные. Они бывают трех основных видов: вакансии, примеси или дислоцированные атомы. Приводят к ухудшению магнитных свойств металла, электро- и теплопроводности его.
Линейные, или дислокационные. Выделяют краевые и винтовые. Ухудшают прочность и качество материала.
Поверхностные дефекты. Влияют на внешний вид и структуру металлов.
В настоящее время разработаны методики устранения дефектов и получения чистых кристаллов. Однако совсем искоренить их не удается, идеальной кристаллической решетки не существует.
Значение знаний о кристаллическом строении металлов
Из вышеизложенного материала очевидно, что знания о тонкой структуре и строении позволяют спрогнозировать свойства материала и повлиять на них. И это позволяет делать наука химия. 9 класс общеобразовательной школы делает в процессе обучения упор на то, чтобы сформировать у учащихся четкое понятие о важном значении основополагающей логической цепочки: состав — строение — свойства — применение.
Сведения о кристаллическом строении металлов очень четко иллюстрирует эту зависимость и позволяет учителю наглядно объяснить и показать детям, насколько важно знать тонкую структуру, чтобы правильно и грамотно использовать все свойства.
Особенность — строение — кристаллическая решетка
Cтраница 1
Особенности строения кристаллической решетки играют существенную роль для характеристики качества диоксида марганца как активного вещества источника тока, катализатора, абсорбента, твердого электролита.
[1]
Рентгенограммы двуокиси марганца.
[2]
Особенности строения кристаллической решетки играют — существенную роль для характеристики качества двуокиси марганца как активного вещества источников тока. Строение кристаллов определяют рентгенографическим способом. Расстояние между плоскостями в кристалле ( межплоскостные расстояния), измеряемые в ангстремах А, позволяют отнести образец к той или иной модификации. Расстояния между плоскостями в кристалле соответствуют промежутку между линиями на рентгенограмме.
[3]
Основные типы кристаллических решеток металлов. [4]
Особенность строения кристаллической решетки металлов заключается в том, что одни ее узлы заняты атомами, а другие положительными ионами. В промежутках между узлами перемещаются свободные электроны, образующие как бы электронный газ. Нахождение свободных электронов в металлических кристаллах обусловливают общие свойства металлов, их электро — и теплопроводность. Они же объясняют способность металлов к механической деформации.
[5]
Особенности строения кристаллических решеток графита и алмаза приводят к заметному различию их физических и химических свойств.
[6]
Ионная проводимость некоторых кристаллических тел — твердых электролитов — связана с особенностями строения кристаллической решетки и в отдельных случаях — с присутствием в ней чужеродных ионов.
[7]
Кристаллическая структура графита. а — модель графита. б — взаимное расположение слоев.
[8]
В настоящее время авторы многочисленных работ подтвердили, что все реакции углерода обусловлены особенностями строения кристаллической решетки графита.
[9]
Высокая вязкость рассматриваемых сталей и сплавов и их значительное упрочнение в процессе обработки обусловлены особенностями строения кристаллической решетки жаропрочных материалов. Детали следует обрабатывать на мощных и жестких станках, с жестким закреплением детали и инструмента. Инструмент должен хорошо затачиваться. Нельзя применять чрезмерно малые подачи при обработке, так как из-за наклепа поверхностных слоев стойкость инструмента при малых подачах резко падает. Глубину резания также рекомендуется брать не ниже 0 3 — 0 5 мм.
[10]
В [9] предложен механизм, связывающий изомеризацию АВК и юс реакции обмена с р-дикетонами и АВТ с особенностями строения кристаллической решетки.
[11]
Поэтому можно предположить, что повышенная температура плавления га-хлоранилина но сравнению с температурой плавления тг-бромани-лина связана с особенностью строения кристаллической решетки последнего. [12]
Следует отметить, что наряду с конструкционной анизотропией композита существуют технологическая анизотропия, возникающая при пластической деформации изотропных материалов, и физическая анизотропия, присущая, например, кристаллам и связанная с особенностями строения кристаллической решетки.
[13]
Диэлектрическая проницаемость углей зависит от степени их метаморфизма и имеет минимальное значение, что объясняется ростом электропроводимости у слабометаморфизованных углей за счет наличия в них полярных функциональных групп, а в антрацитах — за счет особенностей строения кристаллической решетки. Диэлектрическая проницаемость возрастает с повышением влажности.
[14]
В минералах группы монтмориллонита связь между кремне-кислородными и гиббситовыми пакетами проходит по кислородным поверхностям и поэтому относительно слаба, она определяется ван-дер-ваальсовыми силами. Такая особенность строения кристаллической решетки позволяет молекулам воды и полярным органическим молекулам легко входить в межпакетное пространство, изменяя его размеры и вызывая набухание породы. Эти минералы характеризуются выраженными катионообменными свойствами, что проявляется в способности глины связывать определенно число катионов, причем одни из них могут быть частично или полностью заменены другими в эквивалентных количествах. Обменная емкость монтмориллонита — более 50Х Х10 — 5 моль / кг. Минералы группы монтмориллонита встречаются в глинистых породах палеогенового, мелового, юрского, пермского и каменноугольного возраста. В более ранних породах не обнаружены.
[15]
Страницы:
1
2
4.2a Металлы и металлические сплавы
Черные металлы содержат железо, ржавчину и обладают магнитными свойствами.
Мягкая сталь – содержание углерода от 0,1 до 0,3% и содержание железа от 99,7 до 99,9%. Используется в машиностроительных целях и вообще не специализированных металлических изделиях.
Нержавеющая сталь – состоит из железа, никеля и хрома. Устойчив к окрашиванию и коррозии и поэтому используется для столовых приборов и хирургических инструментов.
Чугун – углерод 2 – 6% и железо от 94 до 98%. Очень сильный, но ломкий. Используется для изготовления таких изделий, как блоки цилиндров двигателя и крышки люков.
Цветные металлы не содержат железа и не подвержены коррозии.
Алюминий – сплав алюминия, меди и марганца. Очень легкий и удобный в работе. Используется в производстве самолетов, оконных рам и некоторых кухонных принадлежностей. Чистый алюминий можно использовать в банках для напитков.
Медь. Медь является природным веществом. Тот факт, что он проводит тепло и электричество, означает, что он используется для электропроводки, труб и трубопроводов.
Латунь – сочетание меди и цинка, обычно в пропорциях от 65% до 35% соответственно. Используется в декоративных целях и в электроустановках.
Металлы часто описывают как положительно заряженные ядра в море электронов. Внешние электроны ядер атомов металлов свободны и могут проходить через кристаллическую структуру. Связь вызвана притяжением между положительно заряженными ядрами металлических атомов и отрицательно заряженным облаком свободных электронов. Особое расположение атомов металла не требуется.
Металлическая связь предполагает совместное использование внешних электронов, но они более свободны и могут проходить через кристаллическую структуру. Связь вызвана притяжением между положительно заряженными ядрами атомов металла и отрицательно заряженным облаком свободных электронов и распространяется по всей решетке — «положительно заряженные ядра в море электронов».
Чистые и легированные металлы существуют в виде кристаллов. Металлы, многие виды керамики и некоторые полимеры имеют однородное геометрическое расположение атомов или ионов, которое повторяется по всему материалу, и поэтому их называют кристаллическими. Эта регулярная трехмерная структура атомов известна как пространственная решетка, а элементарная ячейка является наименьшей единицей решетки, которая сохраняет общие характеристики решетки. Кристаллическая структура относится к размеру, форме и расположению атомов элементарной ячейки решетки и варьируется от одного вещества к другому. Кристаллы представляют собой регулярное расположение частиц (атомов, ионов или молекул).
Решетчатая структура металлов Решетка представляет собой трехмерный массив регулярно расположенных точек, совпадающих с положениями атомов или молекул в кристалле.
Если взять в качестве примера скрепку. Типичная скрепка состоит из ок. 1 000 000 000 000 000 000 000 атомов железа. Эти атомы плотно упакованы в кристаллическую структуру (регулярное расположение атомов, которое повторяется много раз).
Размер зерна Затвердевание металла достигается в процессе зарождения и роста. Когда чистый расплавленный металл охлаждается чуть ниже температуры замерзания, в жидкости сначала образуются мельчайшие зародыши твердого вещества. Структура атомов железа не является непрерывной на протяжении всей скрепки. Когда металл охлаждается и переходит из жидкого состояния в твердое, его атомы объединяются, образуя крошечные зерна или кристаллы. Хотя кристаллическая структура не продолжается от кристалла к кристаллу, кристаллы связаны друг с другом. Затвердевание металлов состоит в том, что оно не происходит внезапно во всей жидкости. По мере затвердевания расплавленного чистого металла начинают формироваться кристаллы (зародыши), и эти кристаллы растут за счет добавления атомов с образованием дендрита, который, как можно видеть, представляет собой кристаллический скелет с остовом, от которого ветви растут в других направлениях, фиксируемых закономерностью элементарной ячейки.
Рост дерева, начиная с его ствола и растущих ветвей и побегов, часто используется в качестве аналогии для описания роста дендритов. Дендриты растут наружу до контакта с соседними наростами, и эта контактная поверхность становится границей кристалла или зерна.
Кристаллы, обнаруженные во всех коммерческих металлах, обычно называют зернами из-за этого изменения внешней формы. Область, вдоль которой встречаются кристаллы, известная как граница зерна, представляет собой область несоответствия. Границы образованы материалами, которые не являются частью решетки, такими как примеси, которые не имеют определенного рисунка зерен. Это приводит к некристаллической (аморфной) структуре на границе зерен с неравномерно расположенными атомами. Поскольку последняя жидкость затвердевает, как правило, вдоль границ зерен, в этой области наблюдается более высокая концентрация примесных атомов.
Повторный нагрев твердого металла или сплава позволяет материалу диффундировать между соседними зернами и изменять структуру зерен. Медленное охлаждение позволяет формировать более крупные зерна; быстрое охлаждение дает более мелкие зерна. Направленные свойства в структуре могут быть достигнуты за счет избирательного охлаждения одной области твердого тела. Скорость охлаждения расплавленного металла будет определять размер зерна. Постепенное охлаждение приводит к образованию лишь нескольких зародышей и, следовательно, к большому размеру зерна, тогда как быстрое охлаждение приводит к образованию большого количества зародышей и меньшего размера зерна. http://www.ehponline.org/members/2006/114-8/innovations.html
Пластическая деформация: Остаточная деформация твердого тела, подвергаемого напряжению.
Пластическая деформация: материалы остаются деформированными после того, как нагрузка добавлена, а затем удалена.
Упругая деформация металла представляет собой небольшое изменение формы при низком напряжении, которое восстанавливается после снятия напряжения. Этот тип деформации включает растяжение металлических связей, но атомы не скользят друг относительно друга.
Пластическая деформация возникает, когда напряжение достаточно для необратимой деформации металла. Этот тип деформации включает разрыв связей, обычно за счет движения дислокаций.
Пластическая деформация приводит к образованию большего количества дислокаций в металлической решетке. Это может привести к уменьшению подвижности этих дислокаций из-за их склонности к запутыванию или закреплению. Пластическая деформация при температурах, достаточно низких, чтобы атомы не могли перестроиться (холодная обработка) , может упрочнить металл в результате этого эффекта. Одним из побочных эффектов является то, что металл становится более хрупким. По мере использования металла трещины имеют тенденцию образовываться и расти, что в конечном итоге приводит к его поломке или разрушению.
Прочность на растяжение : Способность материала выдерживать растягивающие усилия.
Деформационное упрочнение — увеличение твердости металлов в результате их холодной обработки. Это вызывает необратимое искажение кристаллической структуры и особенно заметно для железа, меди и алюминия и т. д., тогда как для свинца и цинка этого не происходит, поскольку эти металлы способны рекристаллизоваться при комнатной температуре. (мелкий размер зерна).
Холодная обработка: Поскольку пластическая деформация возникает в результате движения дислокаций, металлы можно упрочнить, предотвращая это движение. Когда металл изгибается или формуется, дислокации генерируются и перемещаются. По мере увеличения количества дислокаций в кристалле они запутываются или скрепляются и не могут двигаться. Это укрепит металл, затруднит его деформацию. Этот процесс известен как холодная обработка. При более высоких температурах дислокации могут перестраиваться, поэтому упрочнение происходит незначительно.
Влияние холодной обработки на растяжение и предел текучести меди.
Прочность на растяжение, предел текучести и твердость увеличиваются, а пластичность снижается. Твердость обычно увеличивается наиболее быстро при первых 10 % обжатия (холодная обработка), в то время как предел прочности при растяжении увеличивается более или менее линейно. Предел текучести увеличивается быстрее, чем предел прочности при растяжении, так что по мере увеличения величины пластической деформации разрыв между пределом текучести и пределом прочности при растяжении уменьшается. Это важно при определенных операциях формовки, когда требуется значительная деформация. Например, при рисовании нагрузка должна быть выше предела текучести, чтобы получить заметную деформацию, но ниже предела прочности на растяжение, чтобы избежать разрушения. Если зазор узкий, требуется очень строгий контроль нагрузки.
Сплав: Смесь, содержащая хотя бы один металл. Это может быть смесь металлов или смесь металлов и неметаллов.
Стойкость к окислению металла или сплава в окислительной атмосфере определяется свойствами оксидного слоя — окалины, образующейся на поверхности металла.
Ползучесть — это склонность металла (или материала) к медленному перемещению или постоянной деформации из-за длительного воздействия напряжения ниже предела текучести или предела прочности металла. Ползучесть является более серьезной, когда металлы подвергаются воздействию тепла, близкого к точке плавления, в течение длительных периодов времени. (Википедия 2007)
Отпуск — это метод термической обработки, применяемый к сплавам черных металлов, таким как сталь или чугун, для повышения ударной вязкости за счет снижения твердости сплава. Снижение твердости обычно сопровождается повышением пластичности, вследствие чего снижается хрупкость металла.
Твердость металла | Zahner — Инновации и сотрудничество для достижения невероятного
РЕСУРСЫ
Твердость металла – характеристика, определяющая износостойкость поверхности и стойкость к истиранию. Способность материала сопротивляться вмятинам от удара связана с твердостью, а также с пластичностью материала. Различные степени твердости могут быть достигнуты во многих металлах путем отпуска, процесса термической обработки, используемого в холоднокатаных и холоднодеформированных металлах.
По мере того как зернистая структура металла подвергается холодной штамповке, зерна растягиваются и изменяются. Поверхность становится более твердой, сопротивляясь деформации от контакта. Закалка нагревает обрабатываемый металл до температур, при которых зерна начинают растворяться.
Доступны серии стандартных сплавов. Эти состояния и их доступность в конкретном сплаве варьируются в зависимости от природы зерен при их рекристаллизации. Обозначение отпуска фактически определяется размером зерна, а не пределом текучести металла.
Таблица твердости металлов
Приведенная ниже таблица полезна для определения того, какие металлы будут невосприимчивы к царапинам и вмятинам, поскольку она относится к шкале Роквелла и пластичности. Шкала Роквелла — это шкала твердости, основанная на твердости материала при вдавливании. Испытание Роквелла определяет твердость путем измерения глубины проникновения индентора под большой нагрузкой по сравнению с проникновением, сделанным при предварительном нагружении.
Таблица твердости металла на основе шкалы Роквелла и пластичности.
Существует несколько способов упрочнения архитектурного металла: на заводе или в процессе изготовления. Каждый из механизмов упрочнения вносит неровности кристаллической решетки в кристаллическую структуру металла, что затрудняет дислокацию структуры металла. В результате получается более твердая и менее пластичная металлическая поверхность.
Деформационное упрочнение относится к деформации или холодному упрочнению металлической поверхности. По мере многократного изгиба или деформации металла пластичность металла снижается, он становится нагартованным и менее пластичным. Обычно относится к деформационному упрочнению металла при его обработке при комнатной температуре. Сплавы некоторых металлов, такие как никель-титан , не подвергаются деформационному упрочнению, но на самом деле имеют свойство снимать деформацию, когда возвращаются к исходной форме.
Упрочнение твердым раствором относится к металлу в процессе легирования, при котором легирующий компонент вводится в твердый материал. Один или несколько элементарных компонентов могут входить в нагретый, но твердый раствор. Затем металл быстро охлаждают, чтобы захватить элемент в твердом растворе.
Старение это процесс, который происходит быстро в первые несколько дней после отливки, а затем гораздо медленнее в течение следующих нескольких недель. Этот процесс часто называют «естественным старением». Другой искусственный вариант этого процесса может быть использован путем нагревания металла в течение короткого периода времени при высокой температуре. В результате он стабилизирует свойства, дополнительно укрепляя сплав. Этот процесс известен как «искусственное старение» или дисперсионное твердение.
Анодирование , процесс, специфичный для алюминия, имеет эффект упрочнения. Последним этапом создания анодированного алюминия является затвердевание и герметизация поверхности с помощью деионизированной кипящей воды или герметиков на основе солей металлов. Герметизация необходима для закрытия пор оксидной пленки и обеспечения однородности за исключением легирующих составляющих.
Цементация относится к процессу термической обработки поверхности, используемому для получения твердой износостойкой поверхности металла. Методы цементации включают науглероживание, цианирование, азотирование, закалку пламенем и электроиндукционную закалку.
Отпуск – это процесс термической обработки, используемый для холоднокатаных и холоднодеформированных металлов. Когда зернистая структура металла подвергается холодной штамповке, зерна растягиваются и изменяются. Поверхность становится более твердой, сопротивляясь деформации от контакта. Закалка нагревает холоднодеформированный металл до температуры, при которой зерна начинают растворяться друг в друге. Доступны серии стандартных темпераций. Эти состояния и их доступность в конкретном сплаве варьируются в зависимости от природы зерен при их рекристаллизации. Обозначение отпуска фактически определяется размером зерна, а не пределом текучести металла.
Обратная пескоструйная обработка металлическая поверхность — это способ выравнивания металла, который также значительно повышает твердость поверхности. Рекомендуется подвергнуть материал обратной струйной очистке после операций формования, потому что после пескоструйной обработки поверхности материал станет труднее обрабатывать и формировать.
При изготовлении различных металлических деталей невозможно обойтись без фрезерного станка. Для этого существуют модели как крупногабаритные, которые чаще всего используются в промышленности и на крупном производстве, так и настольные, небольшие агрегаты, применяемые в небольших мастерских и домашних условиях.
Содержание:
1 Общие сведения
2 Разновидности, устройство и особенности конструкции
2.1 Консольные
2.2 Портальные
3 Преимущества портативного (настольного) оборудования
3.1 Как выбрать
3.2 Направляющие
3.3 Мощность электродвигателя
3.4 Уровень шума
3.5 Дополнительные и защитные приспособления
3.6 Система охлаждения
4 Что можно делать дома на универсальном станке?
5 Рекомендации по эксплуатации в домашней мастерской
Общие сведения
При работе с настольным фрезерным станком используется стандартный набор режущих инструментов. Сам агрегат имеет компактные размеры и подходит для работы в домашней мастерской. При этом по функциональности он может не уступать крупногабаритным собратьям.
Нет необходимости подключать к такому оборудованию привод электросети и при установке агрегат занимает совсем небольшое пространство. Единственное ограничение для рассматриваемого оборудования – размеры рабочего стола не могут быть меньше размеров обрабатываемой детали.
Разновидности, устройство и особенности конструкции
Настольные фрезеровальные станки имеют несколько разновидностей, которые отличаются конструкционными особенностями и функциональностью. Настольные станки отличаются компактностью, простотой в эксплуатации, низким уровнем шума, а также доступной ценой.
Компактные модели состоят из тех же основных узлов, что и промышленное оборудование: станина, шпиндель, направляющие и рабочий стол. На станине устанавливаются крепежные элементы, система управления, провода.
Консольные
Консольные станки имеют схожий принцип работы с вертикально-фрезерным станком с ЧПУ. Шпиндель в них передвигается по вертикальным направляющим.
Портальные
В данном случае передвижение происходит по трем осям. Портальный станок закрепляется на специальной направляющей, которая крепится поперечно столу.
Преимущества портативного (настольного) оборудования
Портативное оборудование имеет несколько определенных преимуществ:
Занимает небольшое количество места. Подходит для маленьких помещений с небольшим свободным пространством.
Есть возможность выполнять самые разные технологические операции: гравировку, фрезеровку, сверление отверстий и расточку, обработку торцов и выборку пазов. Функциональность ненамного уступает крупным промышленным моделям.
Компактная модель издает меньше шума и практически не вибрирует.
Для подключения достаточно общую сеть в 220В.
Оборудование небольшой массы можно передвигать по мастерской, по мере необходимости. Несложность в транспортировке и мобильность устройства позволяют использовать его в наиболее удобных местах. При необходимости можно вывезти из одной мастерской в другую с минимальными затратами.
Немаловажным преимуществом настольных станков является и их небольшая стоимость. Сейчас такое оборудование используется даже на крупных производствах. Единственный его минус – ограниченный допустимый размер обрабатываемых заготовок на порядок меньше, чем у промышленных агрегатов.
Как выбрать
Существует несколько основных функциональных особенностей, на которые стоит обращать внимание при выборе станка для работы в домашней мастерской. При этом важно учитывать, какие работы будут на нем производиться, необходимый размер рабочего стола, мощность и частоту вращения шпинделя, допустимую скорость обработки.
Направляющие
От их расположения напрямую зависит направление хода шпинделя. Настольные станки в основном снабжены направляющими скольжения или полированным валом, как наиболее бюджетный вариант.
Мощность электродвигателя
От этого параметра зависит, с какими именно металлами сможет работать мастер. Для заготовок из твердых сплавов и высоколегированной стали используется более мощный электродвигатель, чем для работы с мягкими сплавами.
Уровень шума
Если мастерская находится дома, то важно, чтобы уровень шума от работающего агрегата не сильно беспокоил соседей. Поэтому лучше выбирать оборудование с максимально низким показателем шума.
Дополнительные и защитные приспособления
Несмотря на стандартную конструкцию настольного фрезерного станка по металлу, многие модели снабжены дополнительными устройствами и различными защитными приспособлениями. Особое внимание стоит уделить наличию защитных щитков и системы, улавливающей стружку.
Система охлаждения
Во время рабочего процесса активно нагревается как сама фреза, так и поверхность обрабатываемой заготовки. Системы охлаждения могут быть водные и воздушные. При отсутствии системы охлаждения мастеру придется регулярно останавливать работу оборудования, чтобы дать ему остыть. В противном случае можно сломать инструмент или попортить заготовку.
Что можно делать дома на универсальном станке?
Рассматриваемое оборудование помогает выполнить самые разные технологические процессы. В домашних условиях на фрезеровальном настольном станке можно осуществить обработку вертикальных поверхностей, штампов, горизонтальных плоскостей и поверхностей спирального типа.
Такое оборудование предназначено для работы со всеми основными видами фрез:
цилиндрическая;
фасонная;
концевая;
торцевая.
Также на станке можно проводить сверление различными типами сверл и расточку отверстий до необходимого диаметра. На настольном оборудовании можно делать зубчатые колеса, вырезать пазы, углы, рамочные элементы различных конструкций.
Рекомендации по эксплуатации в домашней мастерской
Чтобы безопасно и эффективно работать на настольном фрезеровальном станке по металлу, необходимо знать все особенности рабочего процесса и выполнять правила техники безопасности.
Фрезы следует менять только при отключении аппарата от сети.
Проверять подключение проводов строго до запуска агрегата.
Регулярно очищать направляющие от стружки и рабочий стол.
Все подвижные конструкции смазывать моторным маслом.
При работе использовать защитные очки, чтобы избегать попадания стружки в глаза.
При отсутствии системы охлаждения на оборудовании, фрезе во время интенсивной работы, необходимо давать отдыхать.
Заготовку или обрабатываемую деталь нужно выставлять еще до запуска двигателя. При этом необходимо проверять надежность зажимов перед началом работы шпинделя.
Также запрещено использовать тупые инструменты. Все фрезы должны быть острыми и регулярно подвергаться заточке. Это снизит нагрузку на оборудование и поможет избежать поломки оснастки и порчи заготовки, подробно узнайте какие бывают фрезы. Если аппарат отличается малой мощностью, то на нем нельзя обрабатывать твердые сплавы. Это может привести к поломке оборудования. Соблюдая все правила эксплуатации аппарата, можно добиться максимальной эффективности и производительности.
Настольный фрезеровальный станок по металлу – универсальное и экономичное оборудование, которое можно использовать как в домашней мастерской, так и в промышленном масштабе. Важно при выборе ориентироваться на необходимую производительность, а во время работы соблюдать все правила техники безопасности. Станок настольного типа не производит много шума, занимает мало места и при этом отличается широким набором возможностей при минимальных затратах электроэнергии.
Поделиться в социальных сетях
Фрезерный станок по металлу: классификация и характеристики
ПОДЕЛИТЕСЬ В СОЦСЕТЯХ
Из этой статьи можно узнать, какими особенностями обладает фрезерный станок по металлу, который может использоваться в домашней мастерской: технические характеристики оборудования, классификация инструмента и его применения. В тексте кратко описаны возможности вертикальных и горизонтальных конструкций, фрезеров настольного и ручного типа, а также сверлильно-фрезерных, гравировально-фрезерных и универсальных станков с ЧПУ.
Фрезерный станок – один из самых распространенных инструментов в сфере обработки металлов
Содержание
1 Виды фрезерных станков: фото и особенности конструкций
1.1 Характеристика вертикальных фрезерных станков
1.2 Особенности горизонтальных фрезерных станков
1.3 Специфичность сверлильно-фрезерных станков по металлу
1.4 Характеристика универсальных фрезерных станков по металлу для домашней мастерской
1.5 Особенности настольных фрезерных станков по металлу
1.6 Специфичность токарно-фрезерных станков с ЧПУ по металлу
1.7 Особенности станков с ЧПУ по металлу: фрезерно-гравировальный инструмент
1.8 Характеристика фрезерных мини-станков по металлу
1.9 Фрезерный станок по металлу: технология изготовления
1.10 Технология изготовления фрезерного станка по металлу своими руками
1.11 Как изготовить лифт для самодельного фрезерного станка по металлу
1.12 Как создать координатный стол своими руками: подбор материалов и комплектующих
Для обработки металлических заготовок используются фрезерные станки. Инструмент этой категории очень популярен и широко применяется в области металлообработки. Причем можно купить фрезерный станок по металлу не только для производственных целей, но и в качестве оборудования для домашней мастерской.
Каждый из типов станков по металлу имеет свои функции, область применения и выбирается для использования в определенном направлении
В продаже представлен обширный ассортимент фрезерных инструментов. Практически все модели станков имеют одинаковое устройство и работают согласно единому принципу. Различия могут затрагивать лишь функциональную сторону, которая зависит от наличия в конструкции дополнительных систем и узловых компонентов.
Потребители могут купить фрезерные станки с ЧПУ по металлу следующих видов:
вертикальные;
горизонтальные;
сверлильно-фрезерные;
настольные токарно-фрезерные станки по металлу;
универсальные;
ручные;
фрезерно-гравировальные.
Перечисленные модификации являются основными. Каждый тип оборудования имеет свои характерные черты и функциональное назначение.
Настольные фрезерные станки с ЧПУ – это достаточно мощные и точные станки, которые идеально подойдут для домашних мастерских и малых предприятий
Характеристика вертикальных фрезерных станков
Вертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
формирование пазов;
обработки рамочных деталей;
изготовление зубчатых колес;
обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.
Существует две категории вертикальных фрезерных станков по металлу:
Консольно-фрезерные.
Бесконсольные.
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Обратите внимание! В тех конструкциях, где отсутствует консоль, перемещение рабочего стола осуществляется за счет направляющих, размещенных на станине инструмента.
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Особенности горизонтальных фрезерных станков
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
фасонные;
угловые;
концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
торцевые;
цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Специфичность сверлильно-фрезерных станков по металлу
Сверлильно-фрезерное оборудование позволяет обрабатывать как вертикальные и горизонтальные, так и наклонные поверхности. С помощью этого инструмента можно формировать пазы любых модификаций на заготовках крупного размера. Станок данного типа укомплектован сверлильно-фрезерной головкой. Она позволяет выполнять обработку поверхностей, размещенных под углом по отношению к горизонтальной оси, и операции сверления под наклоном.
На сверлильно-фрезерных станках можно эффективно и точно выполнять обработку деталей с криволинейными поверхностями, осуществлять калибровку, формировать отверстия
Отличительной особенностью настольного сверлильно-фрезерного станка по металлу является расширенный функционал. Рабочая головка может функционировать в режиме реверса. Благодаря своей универсальности этот агрегат может на высшем уровне выполнять такие востребованные операции, как сверление и фрезеровка.
Обратите внимание! За счет многофункциональности сверлильно-фрезерный станок позволяет сэкономить денежные средства при покупке, поскольку потребитель в одной конструкции получает сразу несколько полезных и эффективных инструментов. Кроме этого универсальное оборудование позволяет экономить рабочую площадь в мастерской.
Характеристика универсальных фрезерных станков по металлу для домашней мастерской
Возможности станков универсального назначения будут полезны для небольших частных производств и мастерских, которые специализируются на механических и ремонтных работах.
Универсальные фрезерные станки по металлу могут выполнять обработку различных объектов:
вертикальные поверхности;
штампы;
Универсальный фрезерный станок предназначен для выполнения металлообрабатывающих работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами, а также сверлами
горизонтальные плоскости;
поверхности спирального типа.
С учетом наличия большого количество функций универсальные фрезеры отличаются от стандартных инструментов некоторыми конструкционными особенностями. Такие важные компоненты, как коробка скоростей, узел шпинделя и другие рабочие элементы размещаются с внутренней стороны станины. В конструкции инструмента предусмотрено наличие горизонтальных и вертикальных направляющих. Они предназначены для перемещения рабочего стола и консоли.
Кроме этого рабочая поверхность может дополнительно настраиваться. Этот элемент можно установить под любым удобным углом по отношению к шпинделю. Благодаря этому у оператора появляется возможность выполнять обработку любых металлических деталей. Не являются исключением заготовки, обладающие очень сложной конфигурацией.
Особенности настольных фрезерных станков по металлу
Конструкции настольного типа обладают компактными размерами. Благодаря чему этот тип оборудования подходит для технического оснащения различных объектов:
Домашние мастерские.
Настольный фрезерный станок, обладающий достаточно высокой функциональностью, может успешно применяться для обработки заготовок из черных и цветных металлов
Цеха небольших производств.
Мастерские в учебных заведениях.
Для выполнения таких операций, как формирование отверстий, создание резьбы и обработка деталей лучше купить настольный фрезерный станок по металлу. Он удобен в обращении и за счет наличия различных фрез позволяет выполнять широкий спектр работ. Результат отличается достаточно высокой точностью, поскольку конструкция инструмента очень жесткая (при условии правильного монтажа).
Настольные фрезерные станки по металлу с ЧПУ имеют высокий уровень производительности, что позволяет использовать этот тип оборудования изготовления изделий небольшими серийными партиями. Несмотря на значительный показатель КПД и обширный спектр функциональных возможностей инструмент потребляет небольшое количество электрической энергии. Кроме этого конструкция имеет компактные габариты, благодаря чему ее с легкостью можно установить в мастерской с ограниченной свободной площадью.
Преимущества настольных конструкций перед стандартными моделями:
небольшой вес и компактные габариты;
простая система эксплуатации;
мобильность;
Заготовки, которые необходимо обработать на настольном станке, фиксируются на его рабочем столе, а сама обработка выполняется вращающимся режущим инструментом – фрезой
невысокий уровень шума;
доступная стоимость.
Обратите внимание! Размер обрабатываемой заготовки не может превышать ширину стола.
Специфичность токарно-фрезерных станков с ЧПУ по металлу
В продаже можно найти токарное оборудование для домашней мастерской, которое способно обеспечить выполнение полного цикла работ для изготовления необходимой детали.
Токарно-фрезерные станки по металлу разделяют по классу точности на следующие категории:
нормальная точность;
повышенное качество;
высокая точность обработки.
Используя чертеж для изготовления определенной детали необходимо указывать все допуски на линейные размеры, а также степень чистоты обработки. Настольные варианты инструмента практически ничем не отличаются от полноразмерных станков.
Токарно-фрезерные станки по металлу имеют понятный пользовательский интерфейс, позволяющий проводить контроль за производством и быстро вносить изменения в настройки оборудования
Самые распространенные виды фрез по металлу для фрезерного станка этого типа:
дисковые;
торцевые;
цилиндрические;
концевые;
фасонные.
Статья по теме:
Самодельный токарный станок по металлу своими руками: изготовление и эксплуатация
Выбор мощности двигателя. Создание станка на основе дрели. Техника безопасности, модификации.
Для выполнения определенных операций подбирается соответствующая режущая насадка. Токарно-фрезерные станки с ЧПУ не способны обрабатывать заготовки, которые являются телами вращения. Если в работе будут использоваться фасонные и плоские поверхности, придется перемещать деталь в необходимом направлении по отношению к режущему инструменту. Сама же фреза способна выполнять исключительно вращательные движения.
Особенности станков с ЧПУ по металлу: фрезерно-гравировальный инструмент
Фрезерно-гравировальное оборудование имеет множество преимуществ, если сравнивать его со стандартным металлообрабатывающим инструментом. Благодаря числовому программному управлению обработка деталей получается очень точной и аккуратной. Это преимущество особенно выгодно в тех случаях, когда металлическая деталь иметь сложную конфигурацию, ведь на ручном фрезерном станке достичь такого же качество крайне сложно.
Фрезерно-гравировальных станков с ЧПУ предназначен для фрезеровки и гравировки металла мелкими граверами и фрезами, ювелирной гравировки изделий
Чаще всего подобное оборудование применяется на предприятиях, занимающихся индивидуальным, а также мелкосерийным выпуском изделий. Возможности инструмента пригодятся в таких отраслях, как ювелирное, мебельное производство и изготовление сувениров. Ассортимент рынка металлообрабатывающего оборудования позволяет подобрать фрезер с необходимыми характеристиками для раскроя листового металла и нанесения надписей на изделия.
Почему выгодно купить фрезерно-гравировальный станок с ЧПУ:
Простая система обслуживания.
Обширный функционал.
Высокое качество обработки металла.
Надежность и долговечность.
Высокий показатель КПД.
По типу конструкции различают следующие разновидности фрезеров:
автоматические конструкции, укомплектованные головкой с тремя шпинделями и пневматическим прижимом;
настольные фрезеры с механическим способом прижима обрабатываемой детали;
автоматические конструкции с пневматическим прижимом заготовки.
Вращаясь с большой скоростью, фрезы обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ
Обратите внимание! Фрезерные работы на станках с ЧПУ позволили снизить почти до нуля количество бракованных изделий на производстве.
Характеристика фрезерных мини-станков по металлу
Мини-модели, предназначенные для домашних мастерских, отличаются от стационарных конструкций промышленного типа техническими характеристиками. Уровень мощности такого инструмента обычно не превышает 400 Вт. Этого достаточно для того, чтобы выполнять качественную обработку деталей из мягких металлов или для создания изделий небольшими партиями. Если же потребуется обработка заготовок, изготовленных из стали или чугуна, мощность инструмента должна превышать 600 Вт.
Отличаются и размеры столешницы. Максимальные габариты стола, которым комплектуются компактные фрезеровочные станки, составляют 65х25 см, минимальный размер – 35х15 см. Параметры подбираются с учетом деталей, которые будут подвергаться обработке.
От вращательной скорости шпинделя зависит уровень производительности фрезера, а также его способность работать с определенными материалами. Чем тверже металл, из которого изготовлена заготовка, тем меньше должна быть вращательная скорость. Для мягких сплавов и алюминия используются более высокие параметры.
Фрезерный станок по металлу: технология изготовления
Конструкции вертикального типа – самые простые в изготовлении. Для сборки потребуется ручная дрель, немного времени и усилий. Для работы потребуются недорогие и доступные детали. К тому же самодельный фрезер можно наделить дополнительными функциями и сделать из него еще и токарный инструмент.
Для изготовления самодельного фрезерного станок по металлу своими руками необходимы следующие материалы и инструменты:
Технология изготовления фрезерного станка по металлу своими руками
Сначала из металлического швеллера методом сварки необходимо соединить колонну и станину. В результате должна получиться конструкция П-образной формы. Нижняя поперечина будет выполнять функцию основания для станка. Направляющие, предназначенные для вертикального передвижения консоли, изготавливаются из уголка. Предварительно его нужно отшлифовать и прикрепить к колонне с помощью болтовых соединений.
Чтобы консоль смогла перемещаться по вертикали, будет использоваться автомобильный домкрат ромбовидного типа. Расстояние в этом случае составит 10 см. Для создания направляющих потребуется в металлическую трубу с квадратным сечением вставить штыри, имеющие навинченную резьбу. В результате столешница сможет перемещаться назад и вперед в пределах отрезка равного 9 см, а боковая амплитуда составит 13 см.
Полезный совет! Перед сборкой самодельной конструкции не помешает ознакомиться с принципом работы и устройством заводского оборудования, изучить чертежи и тщательно подготовить детали, необходимые для работы.
Схематическое изображение фрезерного станка по металлу
Столешница изготавливается из фанерного листа. Для фиксации используются винты, головки которых следует утопить. После этого на столешницу нужно установить тиски. Они могут быть самодельными: конструкция сваривается из трубы с квадратным профилем и металлического уголка, через них необходимо пропустить штырь, имеющий резьбу. В качестве крепежных элементов для фиксации тисков на столешнице можно использовать саморезы.
Далее в станине закрепляется дрель. Делается это так, чтобы шпиндель в итоге смотрел вниз. Фиксация выполняется методом винтового соединения. Предварительно для этого необходимо приварить специальные перемычки. Затем к шпинделю крепится конус Морзе 2 с последующей установкой на него цангового или сверлильного патрона.
На полученном самодельном станке можно выполнять обработку заготовок, изготовленных из мягких металлов, например, алюминия или бронзы. В данном случае во время работы перемещается консоль, в то время как фрезер остается в неподвижном состоянии. Конструкцию можно изготовить и другим способом, чтобы заготовка была фиксированной, а фрезер с кареткой перемещался. Для этого потребуется лифт.
Фрезерный станок по металлу в процессе сборки
Как изготовить лифт для самодельного фрезерного станка по металлу
За счет рычага или воротка лифт будет плавно перемещаться вдоль фрезера. При этом отсутствует непосредственный контакт мастера с оборудованием. По этой причине желательно заранее точно рассчитать все размеры формируемых пазов и быстро выполнять смену резаков.
Технология изготовления лифта:
Из куска текстолита вырезается пластина и закрепляется на столешнице. Она будет использоваться в качестве опоры.
К опорной пластине крепится две стойки. Обязательно нужно проследить, чтобы они были параллельны друг другу.
Стойки будут использоваться для перемещения каретки, на которую монтируется фрезер. Движение будет обеспечиваться за счет толкающего механизма.
Обратите внимание! Конструкция лифта должна получиться устойчивой и жесткой. При наличии даже малейшего люфта может нарушиться операция обработки и появиться брак на детали.
На эффективность обработки металлических деталей влияет не только качество станка, но и координатный стол, на котором фиксируется заготовка. Он представлен в виде плоской плиты и может иметь от 1 до 3 степеней свободы. Если предполагается обработка плоских деталей, достаточно, чтобы стол перемещался в горизонтальном направлении. Работа с объемными изделиями требует еще и вертикального перемещения. То же самое касается конструкций, в которых сверло неподвижно фиксируется.
Лифт позволяет оперативно заменять режущий инструмент на самодельном станке, а также максимально точно выверять геометрические параметры фрезеруемых изделий
Как создать координатный стол своими руками: подбор материалов и комплектующих
Конструкция координатного стола может перемещаться за счет электричества, механики или ЧПУ. В качестве материала для изготовления основы можно взять алюминий, сталь или чугун. Выбор зависит от веса заготовок, которые будут обрабатываться на станке. Основание из алюминиевой рамы собирается и фиксируется за счет резьбовых соединений. В результате получается простая и легкая конструкция, доступная в цене.
Из чугуна изготавливаются литые конструкции. Они получаются очень тяжелыми, зато позволяют выполнять большие производственные объемы. Литая конструкция устанавливается стационарно на фундамент.
Станину лучше изготовить из металла, воспользовавшись сварочным аппаратом. При этом очень важно снизить сварное напряжение материала отпусканием. В противном случае высокая вращательная скорость оборудования станет причиной появления трещин. Стол может быть портальным (для плоских изделий) или крестовым (для трехсторонней обработки объемных заготовок).
При изготовлении координатного стола особое внимание нужно уделить правильному выбору направляющих, а также методу их крепления. Для работы обычно используются элементы цилиндрического или рельсового типа. Они располагают возможностью надстройки каретки и имеют уже установленные подшипниковые узлы.
Конструкция и размеры координатного стола
Подбирая направляющие, следует также учитывать тип привода. Если в работе нужна высокая точность, лучше отдать предпочтение подшипникам скольжения. Чтобы уменьшить трение подойдут подшипники качения, однако они создадут люфт.
С учетом технических особенностей каретки можно выделить два виды направляющих:
С фланцем увеличенного размера – элемент крепится в нижней части стола.
Безфланцевые – фиксируются обычным способом через резьбовые отверстия.
Для самодельного стола может использоваться шарико-винтовая (6-12 мкм), зубчато-реечная (до 10 мкм) или ременная передача (50-100 мкм). Каждая из этих систем имеет как преимущества, так и недостатки, поэтому выбор зависит от типа работ, которые будут выполняться на станке. Чтобы увеличить срок службы всех движущих механизмов, желательно своевременно выполнять чистку узловых элементов от мусора и пыли, а также смазывать их.
Вариант самодельного координатного стола
В целом изготовить домашний фрезер и стол для него очень просто. Главное при этом – учитывать условия работы и соблюдать требования безопасности. Все механизмы, присутствующие в конструкции, должны соответствовать друг другу по параметрам: срок службы, загруженность, время остывания и нагревания. Если эти показатели будут совпадать, в процессе работы инструмент будет давать хорошие результаты. Это требование имеет особое значение, если оборудование для домашней мастерской изготавливается самостоятельно.
Лучший фрезерный станок для вашей домашней мастерской
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: depositphotos.com
В процессе фрезерования металл, дерево или пластик подается через вращающийся многогранный резак на столе, который перемещается влево и вправо, а также вперед и назад. Фрезу можно поднимать или опускать для регулировки глубины резания, аналогично вертикальному перемещению сверлильного станка. Три оси управления инструмента позволяют выполнять точную резку по всей поверхности материала.
Фрезерные станки могут использоваться для различных целей, включая обработку плоских и контурных поверхностей, нарезание наружной и внутренней резьбы, нарезание зубчатых колес и пазов. При поиске фрезерного станка учитывайте ключевые факторы, такие как размер и режущая способность, которые требуются для ваших проектов. Ниже приведен список некоторых лучших опций и подробная информация о функциях фрезерного станка, которые помогут вам найти лучший вариант для вашей мастерской.
ЛУЧШИЙ ОБЩИЙ ОБЪЕМ: Proxxon MICRO Mill MF 70
Второе место: Фрезерно-сверлильный станок JET JMD-15
ЛУЧШИЙ ПОЛНЫЙ РАЗМЕР: Вертикально-фрезерный станок Jet JTM-2 115/230 В
Комплект CNC-PRO0 Genmitrsu Router GRBL Control
Фото: depositphotos.com
На что обратить внимание при выборе фрезерного станка
Прежде чем выбрать фрезерный станок для гаража или мастерской, имейте в виду несколько важных характеристик изделия, в том числе тип фрезерования машина, размер, режущая способность, глубина шпинделя, ход стола и устойчивость рабочего стола.
Тип
Два основных типа фрезерных станков работают с вертикально ориентированным режущим инструментом или горизонтально ориентированным режущим инструментом.
Вертикально-фрезерные станки имеют режущий инструмент, установленный на вертикальном шпинделе, который можно поднимать или опускать. Этот тип фрезерного станка может сверлить или резать глубоко в материале, но он не является хорошим выбором для обработки плоских или контурных поверхностей.
Горизонтально-фрезерные станки используют горизонтально ориентированный режущий инструмент, который может обрабатывать поверхность материалов. Этот тип фрезерного станка не предназначен для сверления, растачивания или изготовления пазов — широкий режущий инструмент не может делать узкие проникающие пропилы.
Размер
Три основных размера фрезерных станков: микро, настольные и полноразмерные. При выборе размера учитывайте доступное пространство в мастерской.
Микрофрезерные станки, уменьшенная версия настольного фрезерного станка, обычно имеют вертикальный режущий инструмент. Хотя обычно они имеют размеры около 6 на 9 дюймов, их все же следует использовать на плоской поверхности, например на верстаке. Используйте микрофрезерный станок для обработки мелких детализированных узоров, нарезки резьбы и сверления отверстий в древесине, пластике и тонком металле.
Настольные фрезерные станки с общей площадью основания около 1 на 2 фута имеют больший рабочий стол, чем микрофрезерные станки. Созданные для работы с более прочными металлами и с вертикальным или горизонтальным режущим инструментом, настольные фрезерные станки можно использовать для самых разных проектов.
Полноразмерные фрезерные станки значительно дороже микро- или настольных станков, и обычно их можно найти только в профессиональных обрабатывающих центрах. Эти фрезерные станки стоят на полу мастерской и могут быть более 6 футов в высоту. Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.
Режущая способность
На фрезерном станке режущая способность относится к общему размеру стола и размерам резания. Емкость зависит от нескольких факторов, включая ход стола, ход пиноли и зазор шпинделя.
Размер стола определяет количество материала, с которым можно безопасно работать. Если материал выступает за края стола, он может прогибаться под консольным весом, в результате чего станок будет выполнять непреднамеренные разрезы под углом. Всегда следите за тем, чтобы размер стола соответствовал размеру всего куска материала. Размеры стола варьируются от 3 на 6 дюймов до 1 на 4 фута.
Ход стола относится к расстоянию, на которое стол может перемещаться влево, вправо, назад или вперед с помощью маховика. Когда у стола небольшой ход, некоторые части материала могут не попасть под фрезу. Большой ход стола облегчает точное позиционирование материала и его перемещение через фрезу.
Ход пиноли — это расстояние, на которое пиноль, часть шпинделя, используемая для обработки труднодоступных мест по оси W, должна выступать от станка.
Ход шпинделя используется для измерения глубины резания на фрезерных станках. При коротком ходе шпинделя режущему инструменту будет трудно полностью прорезать толстые материалы. Это расстояние также называется «перемещением по оси Z».
Для наилучшей режущей способности ищите фрезерный станок с размером стола, способным выдержать материал. Кроме того, инвестиции в инструмент с большим ходом стола и ходом пиноли или шпинделя помогают гарантировать, что проект не ограничен инструментом.
Стабильность
Для фрезерного станка очень важна стабильность. Если материал не стабилен во время процесса резки, обработка шестерен и резьбы или шлифовка, вероятно, будут неуклюжими и неточными. Ищите фрезерный станок с широким и тяжелым основанием, например, из чугуна, который не будет смещаться или вибрировать во время работы.
Для дополнительной устойчивости рассмотрите фрезерный станок со встроенными Т-образными пазами, которые позволяют пользователю закрепить материал на столе. Фрезерный станок с числовым программным управлением (ЧПУ) — хорошая идея для тех, кто планирует выполнить много проектов. Вместо ручных настроек машина движется автоматически по командам с компьютера.
Наши лучшие предложения
Эти лучшие предложения были выбраны на основе качества, цены, удовлетворенности клиентов и упомянутых выше соображений. Прочтите этот список, чтобы узнать о некоторых из лучших фрезерных станков для ваших проектов по металлообработке.
Фото: amazon.com
Проверить последнюю цену
Микрофрезерный станок Proxxon работает тихо и без вибрации и предназначен для оптиков, ювелиров и любителей точной и чистой резки деликатных материалов. Этот фрезерный станок имеет широкое чугунное основание, которое следует размещать на плоском прочном столе или верстаке, чтобы обеспечить устойчивость станка при вращении шпинделя со скоростью от 5000 до 20000 об/мин.
Режущая способность этого фрезерного станка включает перемещение по оси X 5,3 дюйма, перемещение по оси Y 1,8 дюйма и перемещение по оси Z 2,8 дюйма при общей рабочей площади 26,7 кубических дюймов. Стол имеет размеры 8 дюймов на 3 дюйма и имеет три Т-образных паза для закрепления материала во время его резки или сверления.
Фото: amazon.com
Проверить последнюю цену
Двигатель мощностью 1 л.с. на JET JMD-15 обеспечивает достаточную энергию для вращения шпинделя с 12 различными скоростями от 110 до 2580 об/мин. Чугунная колонна и основание обеспечивают устойчивость фрезерного станка и снижают вибрацию во время работы. Поместите его на плоский стол или верстак. Головка фрезерного станка имеет универсальный поворот на 360 градусов для более точной резки, сверления и обработки.
Этот настольный фрезерный станок оснащен большими маховиками, которыми легко управлять, и широким рабочим столом. Режущая способность фрезерного станка определяется перемещением по оси X в 14 дюймов, перемещением по оси Y в 5,5 дюймов и перемещением по оси Z в 3,5 дюйма. Фрезерный станок поставляется с регулируемой рабочей лампой для освещения материала в условиях слабого освещения и защитным кожухом шпинделя, помогающим защитить пользователя от летящих кусков металла, дерева и другого мусора.
Фото: amazon.com
Узнать последнюю цену
Оснастите ремонтную, ремонтную или механическую мастерскую полноразмерным фрезерным станком от Jet высотой более 6 футов. Он имеет силовую подачу по оси X, установленную для точной скорости подачи материала, что упрощает создание дублирующих разрезов в нескольких кусках металла. Фрезерный станок весит более 2000 фунтов и имеет прочное основание, которое не смещается и не вибрирует во время использования.
Двигатель мощностью 2 л.с. обеспечивает скорость вращения шпинделя от 80 до 2720 об/мин, а мощный тормоз шпинделя быстро останавливает инструмент после завершения работы. Рабочий стол мер 9на 42 дюйма и имеет перемещение по оси X 23,9 дюйма, перемещение по оси Y 12,5 дюйма и перемещение по оси Z 5 дюймов. Рабочий стол фрезерного станка также оснащен тремя 2,5-дюймовыми Т-образными пазами для дополнительной устойчивости.
Фото: amazon.com
Проверить последнюю цену
Фрезерный станок с ЧПУ Genmitsu работает в соответствии с командами, которые можно вводить через Arduino и программное обеспечение GRBL. Поддержка, обучение и дополнительные учебные пособия для изучения того, как использовать конкретное программное обеспечение, доступны в Интернете. Хотя фрезерный станок более точен, когда он подключен к компьютеру, его можно использовать с пультом дистанционного управления, чтобы он не был привязан к одному месту.
Этот фрезерный станок имеет общую рабочую площадь 150,8 дюймов в кубе. Он измеряет 11,8 дюйма по оси X, 7,1 дюйма по оси Y и имеет диапазон оси Z 1,8 дюйма. Используйте его с пластмассами, деревом, акрилом, ПВХ, печатными платами и мягкими металлами, такими как алюминий.
Часто задаваемые вопросы о фрезерных станках
Теперь, когда вы знаете больше о фрезерных станках, у вас могут возникнуть дополнительные вопросы. Продолжайте читать, чтобы найти ответы на некоторые из наиболее часто задаваемых вопросов о фрезерных станках и принципах их работы.
В. Как работает фрезерный станок?
Фрезерный станок предназначен для резки твердых металлов с помощью фрезы, которую можно поднимать или опускать с помощью маховика оси Z. В машине также используется подвижная платформа для удержания материала на месте. Эта платформа обычно может двигаться влево или вправо, назад или вперед, используя маховик оси Y и маховик оси X для управления. Благодаря трем осям управления станок может перемещать материал через фрезу для точных и стабильных резов.
В. Мельницы в Бриджпорте все еще производятся?
Да, фрезы Bridgeport все еще производятся, но теперь они производятся компанией Hardinge Inc.
В. Нужна ли мне смазочно-охлаждающая жидкость при фрезеровании?
СОЖ обычно не требуется для фрезерования, хотя ее следует использовать для смазки, охлаждения и удаления пыли при работе с чугуном, чистовой обработке нержавеющей стали или алюминия или фрезеровании других жаропрочных сплавов на низких скоростях резания.
6 лучших настольных фрезерных станков 2022 года
Настольные фрезерные станки — это миниатюрные версии больших промышленных фрезерных станков, которые вы часто видите на крупных заводах. Это делает их идеальными для проектов «сделай сам», когда вам нужна сила и точность, но нет места для полноразмерной машины.
Однако, поскольку эти машины меньше, они, как правило, и менее мощные. Некоторые из них невероятно маломощны, в то время как другие подходят для большинства целей DIY. Покупка высококачественного настольного фрезерного станка имеет важное значение для вашего успеха. Чтобы помочь вам разобраться во всех вариантах, мы рассмотрели некоторые из лучших вариантов на рынке и написали полное руководство для покупателя, которое поможет вам выбрать идеальный вариант.
Настольный фрезерный станок WEN 33013 – лучший в целом
Проверить последнюю цену
Настольный фрезерный станок WEN 33013 с переменной скоростью от 100 до 1000 оборотов в минуту (об/мин) разработан для обеспечения точности и прочности. На высоких настройках он может достигать 2500 об/мин. Скошенная головка и колонна поворачиваются на 45° в любом направлении, что позволяет делать угловые пропилы в различных материалах. Чугунная конструкция создана максимально компактной, но при этом обеспечивает мощность, необходимую большинству энтузиастов-любителей. Стол также немного перемещается. Он может двигаться более чем на 11 дюймов по оси X и более чем на 5 дюймов по оси Y.
Кроме того, этот фрезерный станок имеет множество полезных мелких функций. Предварительно установленный сверлильный патрон высокого качества, и вы можете легко настроить его с помощью маховиков. Кнопка аварийной остановки и прозрачная защита патрона являются важными функциями безопасности, которые помогают снизить количество несчастных случаев. Нам также понравилась 2-летняя гарантия, прилагаемая к этому фрезерному станку.
Единственный минус в том, что эта машина немного дороже других вариантов. Это действительно подходит только для тех, кто планирует использовать эту машину много, так как это довольно дорого. На рынке есть другие, более дешевые варианты, которые могут больше подойти вашему обычному домовладельцу. В целом, это лучший настольный фрезерный станок, который мы рассмотрели в этом году.
Pros
Скос 45°
Переменная скорость
Чугун
Маховички для тонкой настройки
Кнопка аварийной остановки
Минусы
Дорого
2. Мельница Proxxon 37110 MICRO – лучшее соотношение цены и качества
Проверить последнюю цену
Большинство домовладельцев с ограниченным бюджетом могут приобрести мельницу Proxxon 37110 MICRO. Это лучший настольный фрезерный станок за доступные деньги. Он немного меньше, чем другие варианты, что делает его более подходящим для небольших мастерских, таких как те, которые есть у вашего среднего домовладельца. Он довольно тихий и производит небольшую вибрацию. Эти функции делают эту машину более подходящей для домовладельцев, особенно если вы боитесь разбудить соседей.
Небольшой вес и тонкий дизайн позволяют легко разместить его в труднодоступных местах. Тем не менее, это не снижает производительность, как некоторые другие компактные варианты. Он по-прежнему работает достаточно хорошо и очень точно. Основание изготовлено из чугуна, а вертикальная колонна и составной стол изготовлены из обработанного алюминия. Он построен, чтобы продлиться во всех отношениях. Маховики позволяют очень точно регулировать эту машину, что позволяет использовать ее в ситуациях, когда точность имеет первостепенное значение.
Одна из основных проблем с этой машиной заключается в том, что оси не очень точны. Когда вы их настраиваете, они имеют тенденцию немного отклоняться от нуля. По большей части это не должно быть проблемой для всех. Тем не менее, некоторые люди могут найти это чрезвычайно разочаровывающим, особенно если вы делаете вещи, требующие точности.
Профи
Тихий
Компактный и легкий
Использование высококачественных материалов
Маховики для небольших регулировок
Минусы
Регулировка осей неточна
3. Фреза/сверло Grizzly Industrial G0704 – выбор премиум-класса
Узнать последнюю цену
Для тех, у кого есть немного лишних денег, лучшим вариантом может стать фрезерно-сверлильный станок Grizzly Industrial G0704. Это один из лучших вариантов на рынке, но он дорогой. Вы потратите на это намного больше, чем на любой другой вариант в этом списке. Тем не менее, вы получаете то, за что платите. Поскольку вы потратите так много дополнительных средств на это упражнение, вы также получите некоторые дополнительные функции.
Он имеет те же характеристики, что и многие промышленные мельницы. Например, у него есть колонна типа «ласточкин хвост» и двигатель мощностью 1 л.с. с регулируемой скоростью. Эти функции помогают ему работать лучше и выполнять более сложные задачи. Он также имеет множество функций безопасности, таких как защитное отключение. Эти функции безопасности необходимы для предотвращения несчастных случаев и травм.
Единственная серьезная проблема этой машины в том, что она огромна. Если вы ищете машину, которая может конкурировать со своими промышленными аналогами, она должна быть немного больше. Однако, если вы домовладелец с небольшим рабочим пространством, оно может быть слишком большим для ваших нужд.
Профи
Мощный
Защитное отключение
Переменная скорость
Минусы
Дорого
Большой
4. Фрезерно-сверлильный станок JET 350017/JMD-15
Проверить последнюю цену
Фрезерно-сверлильный станок JET 350017/JMD-15 находится примерно в середине пакета по цене. Это не самое дорогое, но средний домовладелец, вероятно, дважды подумает, прежде чем покупать его из-за цены. Он достаточно качественный. Он имеет цельную чугунную колонну для дополнительной поддержки и быстросъемную защелку, позволяющую быстро регулировать ремень. Коническое основание позволяет вам быстро убраться, когда вы закончите. Нам особенно понравились поворот головы на 360° и очень большой рабочий стол. Он даже поставляется с рабочей лампой, поэтому ваша заготовка будет постоянно освещена.
Эта машина довольно большая и весит 450 фунтов. Это довольно много для машин, но не много для машины такого калибра. Тем не менее, вы должны тщательно подумать о том, где вы его поместите, а также о том, как вы его туда доставите. В противном случае вы можете оказаться с большой машиной, которую не сможете сдвинуть!
Единственные недостатки этого инструмента относительно незначительны. Тем не менее, большинство из них являются очевидными недостатками дизайна, которые компания может быстро исправить, поэтому очень жаль, что они не попытались исправить эти проблемы. Когда вы поворачиваете левую сторону, она трется о плечо фонаря. Это перемещает свет, что может раздражать.
Pros
Коническое основание для легкой очистки
Поворотная головка на 360°
Рабочая лампа в комплекте
Минусы
450 фунтов
Множество мелких недостатков конструкции
5.
Мини-фреза LittleMachineShop HiTorque
Проверить последнюю цену
Мы хотели полюбить мини-фрезу LittleMachineShop HiTorque, но нам не понравилось в ней несколько вещей. Во-первых, описание продукта наполнено такими вещами, как «самый большой крутящий момент в своем классе». Однако определить, какой крутящий момент имеет машина, непросто. Он нигде не указан, его легко найти. В описании продукта были небольшие несоответствия, что заставило нас усомниться в общем качестве машины.
При этом эта машина намного легче других вариантов. Согласно описанию продукта, он весит всего 124 фунта и имеет меньшую базу, чем многие другие варианты в этом списке. Это означает, что он может лучше подходить для небольших мастерских. Если вы домовладелец с небольшим рабочим пространством, это может быть надежным вариантом.
Конструкция блокировки шпинделя на этом станке тоже ужасна. Она намного туже, чем должна быть, что приводит к деформации деталей и их практической непригодности. Обслуживание клиентов также кажется очень плохим.
Плюсы
Легче большинства других вариантов
Компактный
Минусы
Плохая конструкция замка шпинделя
Плохое обслуживание клиентов
Неточное описание продукта
6. МАГАЗИН FOX M1110 Mill and Drill
Узнать последнюю цену
МАГАЗИН FOX M1110 Mill and Drill — еще одна фреза среднего класса. Это будет стоить вам немного больше, чем наш лучший вариант, но вы не будете платить столько же, сколько некоторые другие варианты, представленные в настоящее время на рынке. Всего у него 12 различных скоростей токарного станка, что позволяет вам быть более точным при фрезеровании. Двигатель не такой мощный, как некоторые другие варианты, всего ¾ л.с. Тем не менее, он по-прежнему должен подходить для большинства проектов DIY.
В целом, качество этой машины значительно ниже, чем у других доступных в настоящее время вариантов. По крайней мере, кажется, что он не прослужит очень долго, а это значит, что вы, вероятно, скоро купите еще один. Это, вероятно, будет стоить вам немало денег в долгосрочной перспективе из-за высокой цены. Как вы можете себе представить, покупка двух машин по умеренной цене обойдется вам в немалые деньги.
Вам также нужно будет перекрасить эту мельницу вскоре после покупки, так как краска, которая идет с ней, совсем не качественная. Кроме того, вам нужно будет быстро и регулярно все чистить и смазывать.
Pros
12 различных скоростей токарного станка
Минусы
Не прочный
Дорогой
Требуется перекраска и очистка при покупке
Руководство покупателя. Как приобрести лучший настольный фрезерный станок
Как вы, возможно, поняли из наших обзоров, выбор хорошего настольного фрезерного станка зависит от многих аспектов. Хотя все эти машины могут выглядеть одинаково, они могут иметь совершенно разные функции, которые могут серьезно повлиять на производительность инструмента.
Поскольку эти инструменты стоят недешево, для домашней мастерской нужно покупать только самые лучшие. Ниже мы поможем вам разобраться во всех различных функциях и выяснить, какая машина лучше всего подходит для вас.
Часто задаваемые вопросы
Хороши ли настольные фрезерные станки?
Да. Однако важно помнить, что эти машины не такие, как их промышленные собратья. Они значительно слабее, чем более крупные машины, используемые на заводах. Итак, если вам нужно столько же мощности, сколько и промышленному фрезерному станку, вам, вероятно, следует приобрести промышленный фрезерный станок.
При этом обычному человеку не нужен промышленный фрезерный станок, и он, вероятно, может обойтись одним из более дешевых и меньших по размеру станков, которые мы рассмотрели в этой статье. Они по-прежнему подходят для самых разных проектов. Однако они не так хороши для масштабных промышленных проектов, как их промышленные собратья.
Должен ли я получить мельницу или токарный станок?
Использование токарного станка значительно более ограничено, чем фрезерного станка. Однако они очень хороши в производстве цилиндрических деталей. С другой стороны, фрезерный станок более универсален и может использоваться для самых разных проектов, чем токарный станок. Они могут производить те же детали, что и токарный станок, но для этого может потребоваться немного больше времени.
В конце концов, какой из них вы выберете, зависит от того, какими проектами вы планируете заниматься. Если вы делаете в основном круглые детали, то токарный станок, вероятно, будет лучшим вариантом. Тем не менее, вы можете подумать о приобретении мельницы, если вы выполняете самые разные проекты.
Можно ли фрезеровать на сверлильном станке?
Да, с небольшим количеством работы. Вы можете перепрофилировать сверлильный станок в мельницу. Тем не менее, он никогда не будет таким же хорошим, как мельница, и для его преобразования потребуется немало усилий. Во многих случаях лучше приобрести настоящую мельницу.
Нужен ли мне фрезерный станок?
Фрезерные станки довольно дороги, поэтому убедитесь, что они вам нужны, прежде чем идти и покупать их. Существует веская причина, по которой фрезерные станки необходимы для производства — они необходимы при обработке металлических деталей. Если вам нужно придать форму металлическим деталям, вам нужен этот станок.
К счастью, фрезерные станки достаточно универсальны, поэтому их можно использовать в самых разных ситуациях. Хотя они дорогие, вы получаете за них свои деньги.
Можно ли использовать фрезерный станок по дереву?
С небольшой дополнительной настройкой, да. Вам понадобится что-то для сбора пыли, так как древесная пыль легко воспламеняется. Использование фрезерного станка по дереву очень похоже на использование других станков по дереву. Просто убедитесь, что у вас настроена надлежащая система сбора пыли, и вы должны быть золотыми.
Посмотреть этот пост в Instagram
Пост, которым поделился Вин Гриффит (@wyngriffith)
Важные особенности
Есть несколько особенностей, на которые следует обратить внимание при покупке фрезерного станка. Мы обсудим некоторые из этих функций ниже, чтобы вы могли выбрать лучший вариант для своих нужд.
Мощность двигателя
Чем больше мощность у машины, тем лучше она будет работать и с большим разнообразием материалов она будет работать. Вы хотите как можно больше власти. Однако большая мощность обычно обходится дороже. Из-за этого вам нужно учитывать, какую мощность вы нужен при выборе машины. Вы не хотите тратить больше на более мощную машину, когда она вам не нужна.
Если вы занимаетесь легкими проектами, вам, вероятно, подойдет двигатель мощностью ¾ л.с. Однако для регулярного использования вы можете инвестировать в двигатель мощностью 1 л.с. Это зависит только от проектов, которые вы планируете делать, а также от вашего бюджета. Маломощные машины не обязательно некачественные.
Диапазон движения
Вы хотите, чтобы машина немного перемещалась по осям X и Y. Это поможет вам размещать отверстия именно там, где они вам нужны, и с определенным диаметром. Если выбранный вами тренажер не имеет большого диапазона движений, вы можете столкнуться с неспособностью выполнять определенные проекты. В конце концов, если машина не может сделать отверстие там, где вам нужно, вам будет трудно закончить свой проект.
Это важная характеристика, на которую следует обратить внимание при выборе подходящей машины.
Долговечность
Долговечность вашей машины имеет большое значение. Вы же не хотите, чтобы он сломался после нескольких применений. Эти машины должны служить годами, учитывая их высокую стоимость. Ищите в списке высококачественных материалов чугун и обработанный алюминий. Чем из большего количества чугуна изготовлена машина, тем прочнее она будет.
Вы также должны учитывать внутренние компоненты машины. Это может быть сложнее, потому что вы не можете сразу увидеть, из чего сделаны внутренние части машины. Для этого вам придется больше полагаться на отзывы, такие как наш, чтобы принять решение.
Заключение
При выборе настольного фрезерного станка нужно помнить о многих вещах. Надеюсь, наши обзоры и руководство покупателя дали вам хорошее представление о том, какая машина лучше всего подходит для ваших целей.
Большинству людей мы рекомендуем настольный фрезерный станок WEN 33013. Что касается цены, то она примерно средняя. Тем не менее, он имеет переменную скорость и довольно долговечен, что делает его практичным выбором для большинства домовладельцев и профессионалов.
Тем, кто хочет сэкономить, мы рекомендуем мельницу Proxxon 37110 MICRO Mill. Он очень недорогой и компактный. Это лучший вариант для домашних мастеров, у которых небольшая рабочая зона.
Похожие сообщения:
5 лучших мини-заводов по отзывам
Обзор пяти лучших шлифовальных машин для ремонта мебели
Что такое хвостовик и какие виды хвостовиков бывают?
Усім добрий час доби. Сьогодні торкнемося теми витратних матеріалів. А саме таких, як свердла, бури, зубила. А якщо бути ще більш точним, то ми розповімо вам, що таке хвостовик і яких видів вона буває.
Що таке хвостовик?
Хвостовик — це частина свердла або бура на кінці, яка затискається в патроні пристрою, будь то дриль або перфоратор.
Види хвостовиків
Циліндричний хвостовик. Використовується на оснащенні яку використовують для кріплення в дрилі, тобто такий хвостовик ви можете побачити у свердел. Зазвичай діаметр самого хвостовика збігається з діаметром робочої частини, але бувають випадки, коли діаметр робочої частини тонше. Це зроблено для більш надійного і міцного кріплення. У даного виду є недолік — це те, що неможливо при такому кріпленні передати великий крутний момент. Але є і плюс — це те, що такий затискач буде своєрідним захистом інструменту і оператора при виклинюванні свердла в робочому матеріалі.
Шестигранний хвостовик — або як його ще називають гексагональний (hex). Конструкція — правильний шестигранник і така форма кріплення забезпечує високу стійкість до проворачиванию. Можливість використання такої оснастки в трехкулочковом патроні або при вставлянні у тримачі вставок для викруток. Таким хвостовиком обладнані спіральні та перові свердла.
Чотиригранний хвостовик — в експлуатації з 1850 року. Форма випливає з назви — усічена чотиригранна піраміда. У наш час використання така виду — не раціонально, так як сучасні затискачі і патрони — не призначені для них.
Хвостовик SDS — найпоширеніший варіант в наш час. Технологія була вигадана і введена в експлуатацію торговою маркою Bosch. Якщо розшифрувати це з німецької мови, то вийде — Steck – Dreh – Sitzt — «встав», «поверни» і «бур закріплений». Вона призначалася для швидке зміни буров. Чистий SDS — це хвостовик з двома жолобками діаметром 10 мм, що на 40 мм вставляється в патрон перфоратора. Наступні види — це підвиди SDS хвостовика.
SDS-plus — додатково має 4 паза для (два відкритих для направляючих клинів і два закритих для фіксації стопорними кульками), які збільшують площу контакту клинів до 75 мм в квадраті. Застосовуються вони на легких перфораторах. Згадаємо, що даний тип є найпоширенішим хвостовиком. Друге ж місце буде займати циліндричний хвостовик.
SDS-top. Призначається для перфораторів середнього розміру. Являє собою два закритих і два відкритих паза. Площа контакту клинів становить 212 мм2. Даний тип мало поширений. Був введений в експлуатацію в 1996 році для того, щоб вирішити проблему виходу з ладу хвостовиків SDS-plus при свердлінні отворів понад 16 мм.
SDS-max. Призначений тільки для бурів великого діаметру (зазвичай більше 20 мм) використовуються у важких перфораторах. Діаметр хвостовика 18 мм, площа контакту клинів становить 389 мм2, є три відкритих і два закритих паза, хвостовик вставляється в патрон на 90 мм.
SDS-quick. Цікаво, що в даному виді замість пазів використовуються виступи. Використовуються з 2008 року тільки для перфораторів зі специфічним патроном.
SDS-hex — використовуються для пік і доліт в відбійних молотках, в той час як інші SDS можуть використовуватися також і для бурів.
Тригранні хвостовики — переставляють з себе трикутник з округленими кутами. Висока стійкість до проворачиванию. Використовуються для затиску трехкулочковыми патронами.
Ось і всі основні і маловикористовувані види хвостовиків, які зустрічаються на видатковому інструмент і оснащення. Дані інструменти ви можете знайти і придбати у нас на сайті. Сподіваємося, що дана інформація відповість вам — що таке хвостовик і які види їх бувають. Бажаємо вам тільки вигідних і хороших покупок, ваш інтернет магазин «Аксіс-Буд».
Хвостовики свёрл и буров | это… Что такое Хвостовики свёрл и буров?
Хвостовик — часть сверла или бура, зажимаемая в патроне дрели, станка или строительного перфоратора.
Содержание
1 Виды хвостовиков
1.1 Четырёхгранные хвостовики
1.2 Цилиндрические хвостовики
1.3 Шестигранные (гексагональные, hex) хвостовики
1.4 Хвостовики SDS
2 Трёхгранные хвостовики
3 Свёрла с коническим хвостовиком (в том числе конус Морзе)
4 Примечания
5 Ссылки
Виды хвостовиков
Четырёхгранные хвостовики
Хвостовик сверла с четырёхгранным хвостовиком для коловорота
Такой хвостовик вошёл в практику с 1850 года. Первоначально хвостовик в форме усечённой четырёхгранной пирамиды просто вставлялся в отверстие соответствующей формы в шпинделе дрели и фиксировался винтом. Затем появились разного рода патроны, приспособленные для зажима таких хвостовиков. Свёрла с такими хвостовиками широко использовались для коловоротов.
Современные трёхкулачковые патроны, устанавливаемые на большинстве выпускаемых дрелей не могут надёжно зажать такое сверло и не могут его центрировать. Преимуществами такого типа хвостовиков является простота изготовления кузнечным способом, устойчивость к прокручиванию.
Цилиндрические хвостовики
Сверло с цилиндрическим хвостовиком
Наиболее распространённый тип хвостовиков для дрелей в наше время. Как правило, диаметр хвостовика соответствует диаметру сверла, но в некоторых случаях хвостовик толще сверла (для более надёжной фиксации свёрл небольших диаметров) или тоньше сверла (для свёрл больших диаметров, которые надо зажать в стандартный кулачковый патрон). Недостатком такого типа свёрл является возможность передачи относительно небольшого крутящего момента из-за проскальзывания сверла.
Шестигранные (гексагональные, hex) хвостовики
Проверить нейтральность.
На странице обсуждения должны быть подробности.
Шестигранный хвостовик
Хвостовик такого сверла может зажиматься как обычным трёхкулачковым патроном, так и (в случае если размер хвостовика это позволяет) вставляться в обычный держатель для бит 1/4 дюйма (это ускоряет замену сверла). Фирмы Festool и Protool выпускают свёрла с шестигранным хвостовиком особой разновидности — схожие по геометрическим размерам, но со слегка скруглённым гранями (свёрла Centrotec). Такое сверло можно вставить как в держатель Centrotec, так и в обычный держатель, но обычные сверла не входят в держатель Centrotec. Использование свёрл Centrotec уменьшает общий недостаток свёрл с шестигранным хвостовиком — меньшую точность при использовании не кулачкового патрона, а держателя 1/4 дюйма.
С хвостовиком такого типа (хотя не обязательно соответствующим размеру 1/4 дюйма) выпускаются не только спиральные, но и перьевые свёрла, свёрла Фостнера и др.
Хвостовики SDS
Хвостовики SDS (нем. Steck – Dreh – Sitzt — «вставь», «поверни» и «бур закреплён», в англоязычных странах расшифровывается как англ. Special Direct System — «специальная направляющая система») были разработаны фирмой Bosch для быстрой смены буров в строительных перфораторах. Существует пять разновидностей таких хвостовиков[1][2]:
SDS
Хвостовик с двумя желобками диаметром 10 мм, который на 40 мм вставляется в патрон перфоратора. Такой хвостовик на 100 % совместим с хвостовиком SDS-plus.
SDS-plus
Хвостовик SDS-plus
Наиболее распространённый тип хвостовиков диаметром 10 мм, который на 40 мм вставляется в патрон перфоратора. Имеет четыре паза (два открытых для направляющих клиньев и два закрытых для фиксации стопорными шариками). Площадь контакта клиньев составляет 75 мм2. Буры с таким хвостовиком применяются на лёгких строительных перфораторах, минимальная длина буров с таким хвостовиком около 110 мм и максимальная — 1000 мм. Диаметр бура обычно от 4 до 26 мм (наиболее распространены диаметры 6, 8, 10 и 12 мм). Стандарт был введён фирмой Bosch в 1977-м году[3][4] (по другим данным[5] — в 1975-м году). Уже в 1998-м году было продано более 10 миллионов перфораторов этого стандарта[4].
SDS-top
Мало распространённый тип хвостовика для перфораторов среднего размера. Имеется два закрытых и два открытых паза. Диаметр хвостовика 14 мм, он вставляется в патрон на 70 мм, площадь контакта клиньев составляет 212 мм2. Диаметр бура обычно от 16 до 25 мм. Введён фирмой Bosch в 1999-м году[6], чтобы решить проблему выхода из строя хвостовиков SDS-plus при сверлении отверстий свыше 16 мм. Для работы бурами SDS-top используются перфораторы четырёхкилограммового класса со сменным патроном (патрон SDS-plus меняется на патрон SDS-top).
SDS-max
Второй по распространённости тип хвостовика, предназначен для буров большого диаметра (обычно более 20 мм.) используемых в тяжёлых перфораторах. Диаметр хвостовика 18 мм, площадь контакта клиньев составляет 389 мм2, имеется три открытых и два закрытых паза, хвостовик вставляется на 90 мм. Стандарт был представлен фирмой Bosch публике в Кёльне в 1989-м году[7] и начал производиться с 1990-го года[3][4].
SDS-quick
Введённый в 2008 году фирмой Bosch тип хвостовика для буров, вместо пазов применяются выступы. В держатель такого хвостовика также можно вставлять биты и свёрла с шестигранным хвостовиком 1/4 дюйма. На начало 2010 года применяется только для перфоратора Bosch Uneo. В продаже есть буры диаметром от 4 до 10 мм.
Трёхгранные хвостовики
Трёхгранный хвостовик
Свёрла с хвостовиками такого типа могут зажиматься в стандартные трёхкулачковые патроны и имеют то преимущество, что позволяют передавать большие крутящие моменты из-за стойкости к проворачиванию.
Сверла с хвостовиком конус Морзе от 13,5 мм до 30 мм. (конусы Морзе от № 1 до № 4)
Используются главным образом в промышленном ручном инструменте и станках.
Примечания
↑ SDS drill bits explained
↑ SDS-Quick drill bit system
↑ 12 Каталог Bosch 2009/2010/ Раздел «Профессиональные инструменты для сверления и долбления»
↑ 123 75 years of BOSCH Hammer Technology
↑ 1975 — The world greets a new drilling system
↑ 1999 — SDS-top fills a gap in the system
↑ 1989 — New standard bayonet mounting system for large drills
Ссылки
О системе крепления SDS от Bosch, SDS-max, SDS-plus, SDS-top, сверла
SDS drill bits explained
Системы патронов и хвостовики сверл для перфораторов
Выбор правильного типа хвостовика для перфоратора
При работе с перфоратором одним из самых важных моментов, который следует учитывать, является тип патрона, установленного на вашей дрели. . Важно знать систему патрона вашей дрели, поскольку она определяет диаметр хвостовика сверла, а также типы канавок, которые фиксируют сверло в патроне дрели. Доступны три основных типа хвостовиков патронов/сверл: SDS и SDS-Plus, SDS Max и Spline 9.0006 . Типы хвостовиков SDS и SDS-Plus полностью взаимозаменяемы. Диаметр хвостовика и типы канавок останутся одинаковыми для каждого из этих типов хвостовиков независимо от диаметра, длины или других характеристик сверла. Читайте дальше, чтобы узнать больше о каждом из этих различных типов патронов и хвостовиков, доступных для вас.
Хвостовики SDS и SDS-Plus
Патроны SDS были специально разработаны для ударной обработки бетона и кирпичной кладки. Плоский конец сверла — это единственная часть, в которую ударит поршень, что делает его использование энергии более эффективным и действенным. Одной из самых удобных функций системы SDS является возможность замены сверла одной рукой . Патроны SDS имеют подпружиненные шарики, предназначенные для установки и фиксации в канавках хвостовиков SDS. После установки биты в патрон простой поворот позволит этим подпружиненным шарикам встать на место и удерживать биту. На рынках Германии SDS расшифровывается как « Steck, Dreh, Sitz» (вставка, поворот, фиксация). Хвостовик SDS-Plus появился, когда в исходную конструкцию были внесены улучшения. Система SDS-Plus позволяет более надежно удерживать хвостовик на месте . На хвостовиках SDS-Plus есть четыре углубления: два с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона.
Типы хвостовиков SDS и SDS-Plus полностью взаимозаменяемы
Обычно используется с твердосплавными сверлами 5/32” – 1-1/8”
Тонкостенные твердосплавные коронки до 4 дюймов
Системы
SDS-Plus являются наиболее распространенными, поскольку они адаптированы для бурения с относительно небольшими нагрузками
Хвостовики SDS и SDS-Plus имеют диаметр 10 мм
Хвостовики SDS-Max
Система патронов SDS-Max изначально была разработана для замены шлицевого привода для более крупных бит, но улучшила возможность подключения аналогично системам SDS и SDS-Plus. Система SDS Max позволяет поршню перемещаться дальше и, в свою очередь, позволяет поршню сильнее ударять по долоту, а долото режет более эффективно. Система SDS Max была разработана для работы в более тяжелых условиях , чем система SDS-Plus. На хвостовиках бит SDS Max есть пять углублений: три с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона.
Биты SDS Max совместимы только с системами патронов SDS Max
Размеры сверла SDS Max больше склоняются к большему концу сверл по каменной кладке
Обычно используется с твердосплавными сверлами 1/2–2 дюйма
Толстостенные твердосплавные коронки до 4 дюймов (тонкостенные до 6 дюймов)
Система SDS Max — новейшая и в целом лучшая система для бурения самой тяжелой каменной кладки
Хвостовики SDS Max имеют диаметр 18 мм
Шлицевые хвостовики
Системы шлицевых патронов предназначены для самых тяжелых сверлильных работ , как и система SDS Max, но сплайн — это просто более старая система. Хвостовик Spline имеет 12 «зубьев» или шлицев, которые входят в патрон и удерживаются на месте стопорным штифтом. Эти хвостовики выдерживаются с точным допуском, чтобы обеспечить идеальную посадку. Несмотря на преимущества, которые может иметь система SDS Max по сравнению с приводом Spline, многие пользователи по-прежнему предпочитают использовать ее. Основным преимуществом хвостовика Spline является максимальный крутящий момент при сверлении.
Биты с приводом Spline совместимы только с системами патронов с приводом Spline
Обычно используется с твердосплавными сверлами 1/2–2 дюйма
Толстостенные твердосплавные коронки до 4 дюймов (тонкостенные до 6 дюймов)
Также имеется ряд насадок для рубки, долбления, втулок, резцов и копателей
Шлицевые хвостовики имеют диаметр 19 мм
Январь 27, 2016
Все о хвостовиках сверл
Хвостовик сверла — это концевая часть сверла, которая соединяется с патроном вращающейся оправки. По сути, это охватываемый конец сверла, который не сверлит и не фрезерует. Поскольку существует много типов сверл, хвостовики сверл также различаются. Основное различие между хвостовиками заключается в форме, но они также могут иметь функциональные различия.
Стойка скобы
Стержень скобы представляет собой многогранный стержень, который сужается к острию и фиксируется в патроне посредством углового распределения. Стержни скоб были более популярны до того, как современные методы обработки упростили создание более сложных и прочных форм и размеров хвостовика, потому что их несложно изготовить. Допуски по крутящему моменту разумны для хвостовиков скоб, хотя может произойти зачистка, особенно если не используется специальный патрон.
Цилиндрический хвостовик
Очень распространенный тип хвостовика, прямой хвостовик напоминает хвостовик скобы, за исключением того, что его кончик не сужается. Вместо этого цилиндрический наконечник просто вставляется в патрон заподлицо. Некоторые прямые хвостовики представляют собой правильные цилиндры, в то время как другие имеют угловые стороны. Круглые хвостовики имеют низкий крутящий момент, что помогает предотвратить сверление очень твердых материалов прямыми хвостовиками. Некоторые сверла имеют прямой хвостовик меньшего диаметра, чем само сверло, что позволяет использовать различные размеры патрона. Для прямых хвостовиков также не требуются специальные патроны, что обеспечивает их широкое применение.
Шестигранный хвостовик
Шестигранный хвостовик назван в честь шестиугольной формы хвостовика, похожей на биту отвертки. Благодаря такой форме шестигранные хвостовики можно использовать как в специальных патронах для сверлильных оправок, так и в патронах для отверток. Угловая форма хвостовика позволяет долоту выдерживать более высокие передачи крутящего момента, чем раскосные или прямые хвостовики, что означает, что они могут работать с материалами с более высоким сопротивлением, такими как твердые металлы или геологические образования. Однако угол также может вызвать децентрировку, что приведет к менее точному сверлению.
Треугольный хвостовик
Треугольный хвостовик похож на шестигранный в том, что он расположен под углом, но имеет только три угла по сравнению с шестью шестигранниками. Он обладает многими из тех же преимуществ, что и шестигранник, в том числе высоким крутящим моментом и хорошей центровкой. Однако он не может крепиться к такому количеству различных сверлильных патронов, как шестигранник.
Хвостовик SDS
SDS означает немецкое выражение «Steck-Dreh-Sitz» или «Insert-Twist-Stay», хотя английская аббревиатура означает «Special Direct System». Эти хвостовики специально разработаны с функцией установки подпружиненной нагрузки, которая позволяет рабочему вставлять хвостовик в патрон вручную. Во время сверления пружина поддается давлению, поэтому дрель может выполнять ударную или кладочную деятельность. Относительно молодой для хвостовика сверла SDS был впервые выпущен в 1975, и его изготовление сложнее, чем у большинства других хвостовиков.
В нашей ассортиментной линейке представлены как бессурьмянистые припои, имеющие маркировку ПОС, так и сурьмянистые и малосурьмянистые оловянно-свинцовые припои, обозначенные как ПОССу.
Уточнить стоимость и наличие конкретного изделия можно по телефону 8-800-201-54-71, написав на электронную почту [email protected] или через форму на сайте.
Олово О1 – лужение автоклавов для дезинфекции медицинских и хирургических инструментов. Олово О2 – лужение посуды и баков для воды. ПОС90 – пайка внутренних швов никелевой посуды, медицинской аппаратуры. ПОС50 – пайка авиационных радиаторов. ПОС40 – пайка и лужение коллекторов, якорей и соединительных клемм для подводки тока к электродвигателям от силового кабеля. Пайка проводов толщиной 0,1 мм и менее. Пайка серебряных изделий. Пайка нейзильбера, оцинкованного и луженого железа. Для работ общего назначения и тонких работ по жести и меди. Пайка монтажных схем и общая пайка в радиоаппаратуре. ПОС30 – механизированная пайка радиаторных трубок. Лужение чугунных, стальных и бронзовых вкладышей для последующей заливки их свинцовистыми баббитами. Пайка изделий из оцинкованного железа, черного железа, бронзы и латуни. Пайка изделий из цинковых сплавов. Лужение выводных концов проводников и контактов в радиоппаратуре и аппаратах связи. Пайка обмоток якорей, роторов, статоров при электромонтажных работах. Лужение и пайка бензобаков. Пайка химической аппаратуры и посуды. Лужение подшипников и втулок под заливку их свинцовистыми баббитами. Пайка водяных, бензиновых, керосиновых баков. Пайка оцинкованного железа с ковким чугуном, цинковых и оцинкованных листов, железнодорожной арматуры, оцинкованного железа с медью. ПОС18 – пайка свинцовых труб и свинцовых деталей. Пайка листового цинка, меди, латуни и жести. Пайка оцинкованного железа.
Отправьте заявку и получите расчет стоимости
В рабочее время ответим в течение 5 минут.
Телефон
Email
Сообщение
Сайт защищён Google reCAPTCHA с применением Политики конфиденциальности и Правилами пользования.
Отгружаем ежедневно
ООО “НПФ Технология” осуществляет оптовые и розничные поставки металлопроката по территории России и СНГ. Чтобы сделать доставку быстрой и надежной, сотрудничаем только с проверенными транспортными компаниями. Возможна перевозка железнодорожным транспортом.
Для защиты поверхности приобретенного металлопроката во время транспортировки применяется упаковка: упаковка с помощью полиэтиленовой пленки (ПВХ), упаковка с помощью полиэстеровой ленты (ПЭТ), дополнительно: стальные зажимы, поддоны и т.д.
3а время работы мы помогли более чем 2500 заказчиков. Когда это было необходимо – доставляли изделия самолетом в самые удаленные города страны.
Реквизиты
ООО “НПФ ТЕХНОЛОГИЯ” ОГРН 1197746729839 ИНН 7720489571 КПП 772001001
Поставляем литье из бронзовых, латунных, алюминиевых и медных сплавов. Прокат цветных металлов. Втулки, круги, трубы и плиты различных типоразмеров. Указанная на сайте информация не является публичной офертой, размещена в целях ознакомления. Фактические цены на товары могут отличаться, уточняйте у сотрудников компании.
Форма заявки
Свяжемся с Вами через несколько минут в рабочее время.
Телефон
Email
Сообщение
Сайт защищён Google reCAPTCHA с применением Политики конфиденциальности и Правилами пользования.
Заказ обратного звонка
В рабочее время мы перезвоним Вам за несколько минут.
Телефон
Сайт защищён Google reCAPTCHA с применением Политики конфиденциальности и Правилами пользования.
чем отличается ПОС сплав и почему делают на основе олова?
Свинцово-оловянные припои широко используются в радиоэлектронике для спаивания различных микросхем. Достичь качественных результатов с их использованием становится возможным лишь тогда, когда мастер достаточно хорошо разбирается с процессом пайки и понимает основные правила работы и выбора припоев.
Начинающие же радиолюбители достаточно часто задаются вопросом: какой лучше выбрать в данном конкретном случае, и какими свойствами они обладают. Эта статья поможет разобраться с поставленной задачей.
Содержание
Свинцово-оловянные припои
Состав
Назначение
Свойства
Итог
Свинцово-оловянные припои
Свинцово-оловянные припои разделяют на мягкие и твердые. Первые являются легкоплавкими и широко применяются в работе с радиоаппаратурой. Их температура плавления находится в интервале 300–450 градусов.
Составы свинцово-оловянных припоев.
Данный тип сплава характеризуется меньшей твердостью по сравнению с тугоплавкими вариантами, однако в монтаже микросхем именно они используются наиболее часто.
Состав мягких вариантов представляет собой сочетание двух элементов: свинца и олова. Также могут добавляться и легирующие элементы. Содержание подобных примесей незначительно. Их вводят для придания соединению определенных свойств, таких как пластичность, прочность и так далее.
Почему их делают на основе олова? Дело в том, что станум – лучший материал для . Он обладает рядом преимуществ. К ним относится высокая проводимость и отличное смачивание. Тем не менее есть и недостатки, например, оно подвержено явлению оловянной чумы, формированию интерметаллических поверхностей и т.д.
Избежать появления подобных проблем можно путем добавления плюмбума, меди, серебра, золота. Если в составе первый элемент отсутствует, то сплав называют бессвинцовым. Он отличается большей безопасностью для мастера. На практике чаще всего используются припои, содержащие свинец и обозначающиеся буквами «ПОС».
Состав
Как уже было отмечено выше, свинцовый припой обычно содержит Sn и Pb. Количество процентного содержания первого элемента обозначается цифрами, стоящими за буквами. Например, в ПОС-40 содержится сорок процентов станума, а в ПОС-60 – шестьдесят. Стоит отметить, что у ПОС-60 и 61 состав одинаковый, однако маркируются по-разному.
Многие зачастую не обращают должного внимания на состав сплава при занятии пайкой. Тем не менее данный момент очень важен, ведь он определяет характеристики монтажа и качество выполненной работы.
Назначение
В зависимости от содержания того или иного материала имеют разные области применения.
Таблица видов припоев.
ПОС-90 используется в ремонте пищевой посуды и медицинских принадлежностей. В нем содержится незначительное количество плюмбума – токсичного для человека материала.
ПОС-40 наиболее часто применяют в работе с электрическими приборами и деталями из оцинкованного железа. Также служит основой ремонта латунных и медных трубопроводов. Данное соединение может заменить припой ПОС 18, используемый в тех же целях.
Сплавы с 30% содержанием станума отлично подходят для кабельной промышленности, лужения и пайки цинка.
Пайку плат радиоаппаратуры чаще всего осуществляют с помощью ПОС-61. Именно этот вариант служит основным в монтаже деталей радиоэлектроники. Паять микросхемы с этим сплавом можно с применением простого паяльника.
Свойства
Как уже было отмечено ранее существует деление припоев на две категории в зависимости от температуры плавления. Мягкие или легкоплавкие – это сплавы плавящиеся при менее 450 °С. Стоит отметить, что они не обязательно изготавливаются из олова. Тут может использоваться галлий, висмут, кадмий, индий.
Тем не менее зачастую используется не один, а смесь нескольких элементов. Это нужно, чтобы придать сплаву необходимые характеристики и параметры. Наиболее распространёнными являются ПОСы.
Важно знать: отличить одну марку сплава от другого можно и без знания его точного состава, благодаря тому, что от содержания определенных элементов может меняться цвет проволоки, блеск, пластичность, твердость и т.д.
Таблица припоев для пайки алюминия.
Таким образом, взяв в руки проволоку, попробовав погнуть ее и оценив вес, можно с определённой точность определить содержание в ней станума или плюмбума.
В зависимости от концентрации олова выделяют несколько десятков сплавов, производящихся в соответствии с государственным стандартом – ГОСТом.
Когда речь заходит про , то они в основном определяются содержанием олова. Оно имеет две полиморфные модификации. Белое – с тетрагональной кристаллической решеткой, серое – с кубической. Переход от одной модификации к другой сопровождается выделением тепла, то есть реакция является экзотермической.
Данное превращение приводит также и к увеличению объема, сопровождающегося разрушением с образованием серого порошка. Такой процесс называется «оловянной чумой».
Скорость превращения белой модификации в серую – мала. Данный процесс ограничивает применение чистого станума в пайке. В связи с этим добавляются различные химические элементы, препятствующие указанному переходу.
Известно также об увеличении и таких характеристик олова, как прочность и твердость, с помощью добавления никеля, меди, магния, цинка. А вот наличие висмута и цинка повысит смачиваемость и понизит температуру плавления.
ПОСы не поддаются упрочнению посредством наклепа. В отличии от чистого станума, сплавы со свинцом после деформирования обладают меньшей твердостью и прочностью, чем литые.
В результате, комбинируя различные варианты концентрации примесей, можно добиться желанных параметров сплава, которые наилучшим образом подойдут в каждой конкретной задаче.
Итог
Припои являются незаменимыми при осуществлении паяльных работ. Они широко применяются в различных областях человеческой деятельности: от крупных производств, до мелких мастерских.
Монтаж микросхем, ремонт трубопроводов, соединение медных и латунных деталей выполняют с использованием данного материала. Самыми распространенными являются припои на основе олова и свинца, и маркируются, как ПОС.
Товары — Гоночные автомобили оловянных солдатиков
#5 Дзус Таб
Обычная цена
4,49 доллара США
Футболка Cincy Street Nights 2022
Обычная цена
20 долларов США
3/4 x 1/2 хроммолибденовый наконечник стержня
Обычная цена
25 долларов США
3/4 x 3/4 хроммолибденовый наконечник стержня
Обычная цена
25 долларов США
Комплект из 4 звеньев
От 399,00 долларов США
4 и 1 охладитель банок — Americana
Обычная цена
25 долларов США
Охладитель для банок 4 и 1 — розовый/фиолетовый
Обычная цена
25 долларов США
Трос дроссельной заслонки 48 дюймов
Обычная цена
$50. 00
8-32 Алюминиевая черная стопорная гайка с шестигранной головкой
Обычная цена
0,70 доллара США
8-32 x 1/2 Алюминий Черный Плоский Шестигранник
Обычная цена
0,60 доллара США
8-32 x 3/8 Алюминиевая черная головка с круглой головкой
Обычная цена
0,60 доллара США
8,8-дюймовые кронштейны LCA с удвоителями
От $175. 00
9-дюймовые кронштейны LCA с удвоителями
От $185.00
Корпус A/G Chromoly Fab 9 Корпус
От 3095,00 долларов США
Корпус A/G Корпус из мягкой стали Fab 9
Обычная цена
2495,00 долларов США
Комплект для крепления регулируемой листовой рессоры
Проволока для оловянно-сурьмяного припоя — 95/5 проволочный припой
Меню
Счет
5 шт.
Посмотреть как Сетка
Список
Показывать
12 24 36
на страницу
Сортировать по
Должность наименование товара Цена Установить нисходящее направление
5 шт.
Посмотреть как Сетка
Список
Показывать
12 24 36
на страницу
Сортировать по
Должность наименование товара Цена Установить нисходящее направление
KappAnt™ Оловянно-сурьмяный припой соответствует требованиям NSF и не содержит свинца для замены оловянно-свинцового припоя в электрооборудовании, медных трубах и охлаждающих змеевиках для холодильников. Соединения имеют среднюю прочность, когда нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™. KappAnt с более высоким содержанием олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях. Также используется там, где свинец может представлять опасность, например, при контакте с пищевыми продуктами или водопроводными трубами. Припой KappAnt™ подходит для использования при более высоких температурах, чем припои KappLead™.
Спецификация: ASTM B32, класс 95TA.
Этот продукт соответствует стандарту NSF/ANSI 372: Компоненты системы питьевой воды – содержание свинца. Продукт также сертифицирован в соответствии с NSF/ANSI 61, приложение G и соответствует требованиям к содержанию свинца для «бессвинцовой» сантехники, как это определено законами штатов Калифорния, Вермонт, Мэриленд и Луизиана, а также Законом США о безопасной питьевой воде, действующим с 4 января. , 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
Применение
Применение в сантехнике при соединении меди, латуни или нержавеющей стали
Линии горячей воды на медной трубе, аэрозольных баллончиках и ведрах для сока
Соединения средней прочности, где нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™
Используется там, где свинец может представлять опасность – при контакте с пищевыми продуктами или водопроводными трубами. Соответствует NSF.
Припои KappAnt™ , содержащие 5 % сурьмы (Sb), подходят для использования при более высоких температурах, чем припои оловянно-свинцовый
.
В паре с флюсом Kapp Comet™
Преимущества и особенности
Более высокое содержание олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях
Это недорогая альтернатива более дорогим серебряным припоям
.
Широкий рабочий диапазон позволяет регулировать соединение во время пайки
Техническую документацию контроля разделяют на три вида:
Технологическая документация;
Сопроводительная документация;
Накопительная документация.
Под технологической документацией понимают операционные карты и ведомости операций.
Операционные карты (ОК) и ведомости операций (ВОП) используют для описания технологических операций и технологических процессов технического контроля. В составе комплекса ЕСТД разработан ГОСТ 3.1502-85 « ЕСТД. Формы и правила оформления документов на технический контроль».
Выбор технологического документа определяет технолог производства, согласовывая его с ОТК и метрологической службы.
Операционные картыпредназначены для описания технологических операций технического контроля с указанием содержания и последовательности переходов. Под переходом понимают элементарную часть технологической операции. Операционные карты, как правило, разрабатывают для сложных операций с большим числом переходов. Они используются в крупносерийном и массовом производстве. В их указывают контролируемые параметры, данные о применяемых средствах технологического оснащения и норм времени.
Ведомости операцийпредназначены для операционного описания технологических операций технического контроля в технологической последовательности с указанием переходов. Их разрабатывают в том случае, если технологический процесс содержит большое число операций технического контроля, а сами операции состоят из двух – трёх несложных переходов.
Ведомости операций и операционные карты должны применяться совместно с маршрутной картой (МК) или заменяющими ее картами технологического процесса (КТП) или картой типового (группового) технологического процесса (КТТП) в зависимости от того, разрабатывается комплект документов на единичный или типовой (групповой) технологический процесс.
В зависимости от сложности изделия и объема контролируемых параметров операции технического контроля могут входить в самостоятельный технологический процесс технического контроля, так и быть составными частями технологических процессов, специализированных по методам обработки, оформления и сборки.
Наименование операций технического контроля следует применять по классификатору технологических операций машиностроения и приборостроения.
Операции технического контроля могут быть описаны в маршрутном или маршрутно – операционном описании ( в единичном и мелкосерийном производстве) либо в операционном описании ( в крупносерийном и массовом производстве).
Для разработки технологической документации на испытания в составе ЕСТД разработан ГОСТ 3.1507- 84 «ЕСТД. Правила оформления документов на испытания». Их разрабатывают в форме маршрутных карт (МК).
Совместно с ОК, ВОП и МК могут применяться карты эскизов (КЭ), на которых помещаются графическое изображение зоны изделия, подлежащие контроля или испытаниям, таблицы контролируемых параметров, схемы и т. п.
При разработке технологических документов используют унифицированные и машинно – ориентированные формы, обеспечивающие возможность обработки содержащейся в них информации с применением средств вычислительной техники.
Сопроводительная документациясопровождает каждое изделие или партию изделий на протяжении всего технологического процесса. К сопроводительным документам относят технологический паспорт, технологическую бирку и сопроводительный ярлык.
Технологический паспортпредназначен для указания содержания выполняемых при изготовлении изделия операций и проставления подписей исполнителей и контролирующих лиц. Документ используется для учёта и анализа результатов контроля при изготовлении особо ответственных изделий.
Технологический паспорт оформляется также на специфические технологические процессы, например, когда время выполнения отдельных операций или между их выполнением регламентировано. Этот документ после приемки и сдачи изделия хранится в ОТК весь период, рассчитанный на эксплуатацию изделия. В технологический паспорт могут входить вспомогательные документы: карты измерений и испытаний. Их используют для регистрации результатов измерения контролируемых параметров при изготовлении изделий и регистрации условий, режимов и контролируемых параметров при проведении испытаний. На картах проставляются даты выполнения и подписи исполнителей.
Технологическая биркаявляется разновидностью паспорта и оформляется на несколько изделий одного типа.
Сопроводительный ярлыкявляется разновидностью технологической бирки при изготовлении большой партии.
На ряде предприятий к сопроводительным документам относят рабочие карты (рабочие наряды, сменные задания). В этих документах оформляются сведения, указывающие общее количество контролируемых объектов и результаты проверки их качества.
Накопительные документыиспользуются для дальнейшего анализа и обобщения результатов контроля и получения сводных карт (отчётов) по контролю. К таким документам относятся: акты (извещения) о браке, рекламационные карточки и журналы контроля технологического процесса и др.
Акты о браке оформляются контролерами БТК. Он является основным первичным документом для учета и анализа брака. Браком считается продукция, которая по своему качеству не соответствует НТД. На основании актов составляются сменные или ежедневные сводки по браку. Они позволяют более углубленно изучать причины брака с целью разработки эффективных мероприятий по его устранению.
Рекламационные карты заполняются после анализа причин отказов продукции. Она может быть полезной при последующем обобщении и сопоставлении с данными контроля по другим рекламациям. В журналы контроля заносится текущая информация о контроле качества материалов и полуфабрикатов, состоянии технологических операций и процессов и результатах приемочного контроля готовой продукции.
Накопительная документация позволяет получить историю качества по выпуску продукции данного типа с целью управления процессом изготовления продукции и прогнозирования её качества. Для систематизации сведений о браке продукции и автоматизации учёта результатов контроля вводятся классификаторы. Они представляют собой шифры из набора цифр и букв. С помощью шифра фиксируют виды и причины брака, а также их виновников.
При анализе причин брака принимают во внимание следующие принципы:
•Сначала формируются предположение (версия), которая затем уточняется путём проведения определённой исследовательской работы;
•Область поиска причин дефектности сужают, переходя от общего к частному;
•Устанавливаются отрицательно действующие на качество факторы и определяются характеризующие их параметры, которые нужно контролировать;
•Анализ причин дефектности должен быть направлен на выявление причино-следственных связей;
•Определяют наиболее существенные причины брака или отказа и результаты исследования изображают в виде диаграмм или графиков;
•Если трудно выявить отдельные причины брака, которые могут быть зависимы от нескольких факторов, используют методы статистического анализа.
При изучении и анализе брака или отказов сварных изделий можно выявить три группы причин:
КОНСТРУКТИВНЫЕ ПРИЧИНЫ. Они являются следствием несовершенства методов расчёта, недостаточным учётом реальных условий эксплуатации и ошибками в проектировании изделия и технологической подготовке производства.
ПРОИЗВОДСТВЕННЫЕ ПРИЧИНЫ. Они являются следствием отклонений в производственных процессах изготовления изделий. Производственные причины, как и дефекты, можно разделить на металлургические и технологические причины.
Металлургические причины связаны с металлургическими факторами производства отливок и их последующей обработки для получения свариваемых деталей.
Технологические причины связаны с:
• неудовлетворительной подготовкой поверхности;
• низким качеством сборки;
• нарушением технологии сварки;
• низкой квалификацией сварщиков;
• неисправностью оборудования;
• неблагоприятными производственными условиями.
ЭКСПЛУТАЦИОННЫЕ ПРИЧИНЫ. Они связаны с нарушением условий эксплуатации изделий.
КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ
КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ — проверка соответствия качества продукции или процесса, от которого оно зависит, установленным требованиям. Контроль качества продукции включает государственный надзор за качеством продукции, ведомственный контроль качества продукции и технический контроль качества в объединениях, предприятиях и организациях.
Государственный надзор за качеством продукции осуществляют Госстандарт СССР и его органы; он заключается в контроле за соблюдением стандартов, технических условий и метрологических правил, состоянием средств измерений и работой служб стандартизации и метрологии на местах. Ведомственный контроль качества продукции проводится инспекциями по качеству соответствующих министерств или ведомств.
Технический контроль качества продукции осуществляется на всех стадиях производственного процесса, начиная от поступления исходного сырья и кончая отгрузкой готовой продукции. Его основные функции: установление соответствия показателей качества продукции требованиям конструкторской документации, техническим условиям, показателям опытных образцов, получение информации о состоянии производственного процесса, учет, анализ и предупреждение дефектов и брака в производстве, отказов и неисправностей у потребителя и выработка мер по устранению причин их появления.
Основными видами технического контроля являются: входной контроль материалов, полуфабрикатов, покупных комплектующих изделий, поступающих со стороны; операционный контроль, выполняемый в ходе технологического процесса; контроль технологического процесса на соответствие его установленным требованиям; приемочный контроль готовой продукции. По форме все эти виды контроля и измерений могут быть: активными, осуществляемыми техническими средствами, встроенными в технологическое оборудование; плановыми, проводимыми по графику; летучими, организуемыми без заранее определенных сроков; инспекционными, проводимыми в целях проверки качества операционного или приемочного контроля.
При выборе технических средств контроля предпочтительными являются средства неразрушагощего контроля. Особо ответственные и дорогостоящие детали и сборочные единицы охватываются сплошным пооперационным контролем с применением уникальных контрольно-измерительных средств, например голографических, лазерных и т. п.
Контроль качества продукции в объединениях и на предприятиях проводится отделами технического контроля (ОТК). Начальник ОТК имеет право прекращать приемку продукции, запрещать использование в производстве предметов и средств труда, не соответствующих требованиям, останавливать выпуск продукции в подразделениях, не соблюдающих технологическую дисциплину; он несет уголовную и материальную ответственность за выпуск некачественной и некомплектной продукции.
Улучшению контроля качества продукции способствует введение самоконтроля исполнителей, предоставление им права личного клейма.
Эта мера имеет большой воспитательный эффект, способствует развитию чувства рабочей гордости, укреплению дисциплины труда. Эффективность технического контроля многократно возрастает с введением вневедомственного контроля, системы Государственной приемки продукции. Введение Государственной приемки на 1500 предприятиях различных отраслей — новый, принципиально важный шаг в деле кардинального повышения качества продукции, мероприятие большого экономического и политического значения
Технический контроль качества продукции на стадиях ее жизненного цикла
Техническим контролем называется проверка соответствия изделия установленным техническим требованиям.
Объектами технического контроля являются:
продукция;
процессы ее создания, применения, транспортирования, хранения, технического обслуживания и ремонта;
техническая документация.
Технический контроль является составной частью процесса управления качеством продукции и осуществляется на всех стадиях ее жизненного цикла: разработки, изготовления, эксплуатации или потребления продукции.
На стадии разработки целью контроля качества является обеспечение соответствия качества разрабатываемого изделия требованиям технического задания, действующих нормативно-технических документов и современному техническому уровню.
Основными задачами контроля качества при разработке являются:
оценка уровня качества разрабатываемых изделий;
проверка правильности использования в принимаемых технических решениях современных научно-технических достижений и выполнения требований технического задания;
проверка выполнения требований стандартов ЕСКД, ЕСТД, ЕСТПП и других нормативных документов, предъявляемых к процессу разработки и к разрабатываемой документации;
получение полной и достоверной информации о всех отклонениях объектов контроля от заданного качества для принятия соответствующих решений в системе управления качеством.
Объектами контроля качества при разработке изделий являются:
конструкторская документация;
технологическая документация;
опытный образец изделия, макет, модель;
технологический процесс и оснастка, применяемые при изготовлении опытного образца;
метрологическое обеспечение разработки.
При контроле конструкторской документации проверяется соответствие отраженных в ней проектных решений требованиям технического задания или технических условий на изделие; соответствие состава и содержания документации требованиям стандартов ЕСКД и других нормативных документов; технологичность изготовления разработанной конструкции и ее составных частей.
При контроле технологической документации проверяется соответствие технологических процессов и операций изготовления опытного образца требованиям конструкторской документации; рациональность способов изготовления, сборки, регулировки и испытаний образца; правильность оформления документов в соответствии с требованиями стандартов ЕСТД и других НТД; соответствие изготовленного по разработанным технологическим процессам опытного образца требованиям, установленным в техническом задании и в конструкторской документации.
Контроль качества макета, модели, опытного образца включает проверку качества используемых сырья, материалов, полуфабрикатов, комплектующих изделий; операционный контроль соответствия параметров изготавливаемых составных частей макета, модели или опытного образца требованиям конструкторской и технологической документации; проверку соответствия параметров макета, модели, опытного образца установленным требованиям.
Контроль технологического процесса, оборудования и оснастки, используемых при изготовлении опытного образца, осуществляется с целью проверки соответствия перечисленных элементов производства требованиям технологической документации и, в случае выявления отклонений, разработки мероприятий по приведению их в соответствие с предъявляемыми требованиями.
Контроль метрологического обеспечения разработки проводят на соответствие требованиям НТД по метрологическому обеспечению разработки, производства и эксплуатации продукции. Такой контроль включает проверку обеспечения единства и достоверности измерений при контроле и испытаниях опытного образца, макета, модели; правильность определения номенклатуры контролируемых параметров изделия; правильность выбора средств контроля и испытаний.
В процессе производства основными целями контроля качества являются обеспечение выпуска предприятием изделий, соответствующих требованиям конструкторской, технологической и нормативно-технической документации, предупреждение производственного брака, получение информации о качестве готовых изделий и состоянии технологического процесса.
Главная задача контроля качества изготавливаемых изделий заключается в проверке соответствия количественных и (или) качественных характеристик свойств объектов контроля всем требованиям, установленным в конструкторской, технологической и нормативно-технической документации.
Объектами контроля в процессе производства являются:
материалы, полуфабрикаты и комплектующие изделия;
заготовки, составные части изделия (детали, сборочные единицы и комплекты), готовые изделия;
технологические процессы ;
технологическое оборудование (в том числе испытательное) и оснастка;
конструкторская и технологическая документация;
средства контроля.
Контроль качества материалов, полуфабрикатов, комплектующих изделий (входной контроль) призван обеспечить процесс изготовления изделия и его составных частей исходной продукцией, соответствующей требованиям конструкторской документации и нормативно-технических документов на ее поставку. Входной контроль предполагает также периодическую проверку соблюдения правил и сроков хранения исходных продуктов.
Качество заготовок и составных частей изделия проверяется при операционном контроле. Операционный контроль проводят с целью выявления и своевременного предотвращения отступлений от требований конструкторской, технологической и нормативно-технической документации при изготовлении изделий; выявления характера и причин отклонений технологических процессов в ходе производства; разработки мероприятий, направленных на обеспечение стабильности качества выпускаемых изделий.
Качество готовых изделий проверяется в ходе приемочного контроля. При этом устанавливается пригодность изделий к поставке, осуществляется всесторонняя оценка их соответствия требованиям конструкторской, технологической и нормативно-технической документации.
Контроль технологических процессов проводят с целью обеспечения стабильности качества выпускаемых изделий и его соответствия предъявляемым требованиям. Содержание такого контроля соответствует контролю технологических процессов при изготовлении опытного образца. При этом осуществляется текущий операционный, периодический и инспекционный контроль.
В процессе такого контроля проверяются также технологическое оборудование, оснастка, режущий инструмент на соответствие технологическому процессу, установленным режимам работы и правильности наладки.
Целью контроля конструкторской и технологической документации является своевременное обеспечение процесса производства соответствующими качественными документами, содержащими все внесенные изменения.
Контроль средств контроля проводят с целью обеспечения достоверности и бесперебойности процесса контроля качества заготовок, составных частей и готовых изделий, материалов, полуфабрикатов, комплектующих изделий, технологического процесса, технологического оборудования и технологической оснастки. В процессе контроля средств контроля качества проверяется их соответствие требованиям нормативно-технической документации по метрологическому обеспечению, в том числе стандартов государственной системы обеспечения единства измерений.
На стадии эксплуатации оценку уровня качества изделий проводят с целью:
оптимизации режимов применения, технического обслуживания, транспортирования, хранения и ремонта изделий;
установления необходимости замены, переналадки и регулировки систем, узлов, агрегатов и других составных частей изделия;
выработки рекомендаций по совершенствованию изделий или снятия их с эксплуатации и производства.
При этом задачами контроля качества являются:
проверка соответствия показателей качества изделий требованиям НТД при хранении, транспортировании и использовании;
проверка соответствия показателей качества изделий требованиям НТД после их ремонта и технического обслуживания;
проверка правильности эксплуатации изделий.
Объектами контроля являются:
изделия, находящиеся в эксплуатации;
условия и режимы эксплуатации, технического обслуживания, транспортирования, хранения и ремонта изделий.
Технический контроль качества продукции на стадиях ее жизненного цикла
Техническим контролем называется проверка соответствия изделия установленным техническим требованиям.
Объектами технического контроля являются:
продукция;
процессы ее создания, применения, транспортирования, хранения, технического обслуживания и ремонта;
техническая документация.
Технический контроль является составной частью процесса управления качеством продукции и осуществляется на всех стадиях ее жизненного цикла: разработки, изготовления, эксплуатации или потребления продукции.
На стадии разработки целью контроля качества является обеспечение соответствия качества разрабатываемого изделия требованиям технического задания, действующих нормативно-технических документов и современному техническому уровню.
Основными задачами контроля качества при разработке являются:
оценка уровня качества разрабатываемых изделий;
проверка правильности использования в принимаемых технических решениях современных научно-технических достижений и выполнения требований технического задания;
проверка выполнения требований стандартов ЕСКД, ЕСТД, ЕСТПП и других нормативных документов, предъявляемых к процессу разработки и к разрабатываемой документации;
получение полной и достоверной информации о всех отклонениях объектов контроля от заданного качества для принятия соответствующих решений в системе управления качеством.
Объектами контроля качества при разработке изделий являются:
конструкторская документация;
технологическая документация;
опытный образец изделия, макет, модель;
технологический процесс и оснастка, применяемые при изготовлении опытного образца;
метрологическое обеспечение разработки.
При контроле конструкторской документации проверяется соответствие отраженных в ней проектных решений требованиям технического задания или технических условий на изделие; соответствие состава и содержания документации требованиям стандартов ЕСКД и других нормативных документов; технологичность изготовления разработанной конструкции и ее составных частей.
При контроле технологической документации проверяется соответствие технологических процессов и операций изготовления опытного образца требованиям конструкторской документации; рациональность способов изготовления, сборки, регулировки и испытаний образца; правильность оформления документов в соответствии с требованиями стандартов ЕСТД и других НТД; соответствие изготовленного по разработанным технологическим процессам опытного образца требованиям, установленным в техническом задании и в конструкторской документации.
Контроль качества макета, модели, опытного образца включает проверку качества используемых сырья, материалов, полуфабрикатов, комплектующих изделий; операционный контроль соответствия параметров изготавливаемых составных частей макета, модели или опытного образца требованиям конструкторской и технологической документации; проверку соответствия параметров макета, модели, опытного образца установленным требованиям.
Контроль технологического процесса, оборудования и оснастки, используемых при изготовлении опытного образца, осуществляется с целью проверки соответствия перечисленных элементов производства требованиям технологической документации и, в случае выявления отклонений, разработки мероприятий по приведению их в соответствие с предъявляемыми требованиями.
Контроль метрологического обеспечения разработки проводят на соответствие требованиям НТД по метрологическому обеспечению разработки, производства и эксплуатации продукции. Такой контроль включает проверку обеспечения единства и достоверности измерений при контроле и испытаниях опытного образца, макета, модели; правильность определения номенклатуры контролируемых параметров изделия; правильность выбора средств контроля и испытаний.
В процессе производства основными целями контроля качества являются обеспечение выпуска предприятием изделий, соответствующих требованиям конструкторской, технологической и нормативно-технической документации, предупреждение производственного брака, получение информации о качестве готовых изделий и состоянии технологического процесса.
Главная задача контроля качества изготавливаемых изделий заключается в проверке соответствия количественных и (или) качественных характеристик свойств объектов контроля всем требованиям, установленным в конструкторской, технологической и нормативно-технической документации.
Объектами контроля в процессе производства являются:
материалы, полуфабрикаты и комплектующие изделия;
заготовки, составные части изделия (детали, сборочные единицы и комплекты), готовые изделия;
технологические процессы ;
технологическое оборудование (в том числе испытательное) и оснастка;
конструкторская и технологическая документация;
средства контроля.
Контроль качества материалов, полуфабрикатов, комплектующих изделий (входной контроль) призван обеспечить процесс изготовления изделия и его составных частей исходной продукцией, соответствующей требованиям конструкторской документации и нормативно-технических документов на ее поставку. Входной контроль предполагает также периодическую проверку соблюдения правил и сроков хранения исходных продуктов.
Качество заготовок и составных частей изделия проверяется при операционном контроле. Операционный контроль проводят с целью выявления и своевременного предотвращения отступлений от требований конструкторской, технологической и нормативно-технической документации при изготовлении изделий; выявления характера и причин отклонений технологических процессов в ходе производства; разработки мероприятий, направленных на обеспечение стабильности качества выпускаемых изделий.
Качество готовых изделий проверяется в ходе приемочного контроля. При этом устанавливается пригодность изделий к поставке, осуществляется всесторонняя оценка их соответствия требованиям конструкторской, технологической и нормативно-технической документации.
Контроль технологических процессов проводят с целью обеспечения стабильности качества выпускаемых изделий и его соответствия предъявляемым требованиям. Содержание такого контроля соответствует контролю технологических процессов при изготовлении опытного образца. При этом осуществляется текущий операционный, периодический и инспекционный контроль.
В процессе такого контроля проверяются также технологическое оборудование, оснастка, режущий инструмент на соответствие технологическому процессу, установленным режимам работы и правильности наладки.
Целью контроля конструкторской и технологической документации является своевременное обеспечение процесса производства соответствующими качественными документами, содержащими все внесенные изменения.
Контроль средств контроля проводят с целью обеспечения достоверности и бесперебойности процесса контроля качества заготовок, составных частей и готовых изделий, материалов, полуфабрикатов, комплектующих изделий, технологического процесса, технологического оборудования и технологической оснастки. В процессе контроля средств контроля качества проверяется их соответствие требованиям нормативно-технической документации по метрологическому обеспечению, в том числе стандартов государственной системы обеспечения единства измерений.
На стадии эксплуатации оценку уровня качества изделий проводят с целью:
оптимизации режимов применения, технического обслуживания, транспортирования, хранения и ремонта изделий;
установления необходимости замены, переналадки и регулировки систем, узлов, агрегатов и других составных частей изделия;
выработки рекомендаций по совершенствованию изделий или снятия их с эксплуатации и производства.
При этом задачами контроля качества являются:
проверка соответствия показателей качества изделий требованиям НТД при хранении, транспортировании и использовании;
проверка соответствия показателей качества изделий требованиям НТД после их ремонта и технического обслуживания;
проверка правильности эксплуатации изделий.
Объектами контроля являются:
изделия, находящиеся в эксплуатации;
условия и режимы эксплуатации, технического обслуживания, транспортирования, хранения и ремонта изделий.
Контроль качества. Технический контроль. Виды контроля.
Стабильность качества в значительной мере зависит от выбранного вида и метода контроля.
Технический контроль может быть стационарным или подвижным. В первом случае детали после определенной операции или полной обработки доставляются на постоянный контрольный пункт (испытательный стенд, участок лаборатории контроля и т. п.), где они подвергаются проверке (испытанию).
Для контроля громоздких деталей обычно применяется подвижный контроль. При этом деталь проверяется контролером на месте изготовления. Данный метод применяется в том случае, если необходимо использовать специальную или сложную измерительную аппаратуру. Место и условия проверки должны обеспечить ее полноту и надежность.
Контроль качества может быть сплошным — проверка каждой единицы продукции и выборочным — проверка определенной части (выборки) из партии изделий.
Сплошной контроль применяется в тех случаях, когда технологический процесс не обеспечивает достаточной стабильности заданных размеров и других параметров качества продукции; при неоднородности качества материалов или комплектующих изделий; после технологических операций, от которых в значительной мере зависят точность или другие качественные показатели изделия (например, после чистового шлифования направляющих станины прецизионного станка, после растачивания отверстий под подшипники в корпусе редуктора и т. п.) а также при проверке сложной или точной готовой продукции. Следует учесть, что сплошной контроль деталей на рабочем месте самим рабочим не всегда экономически оправдан, так как при этом рабочий будет на значительное время отвлекаться от своих основных обязанностей — непосредственного выполнения операции и наблюдения за ходом технологического процесса.
По иному обстоит дело при использовании выборочного метода контроля. Здесь рабочий-оператор имеет возможность больше уделять внимания вопросу поддержания стабильности технологического процесса, обеспечивая, таким образом, бездефектную работу. При выборочном контроле особое значение имеет определение оптимальной выборки — количества проверяемых деталей из каждой партии.
При обычном выборочном контроле ее размер определяется на основании анализа ряда выборок из различных партий данного наименования детали без расчетного обоснования. Для более точного и обоснованного определения размера выборки (при котором учитывается точность проверяемого параметра, состояние оборудования и оснастки, квалификация рабочего и другие факторы, определяющие качество работы) применяется статистический метод контроля, при котором количество деталей из партии, подлежащих проверке, определяется расчетным путем. Статистический контроль применяется главным образом при проверке крупных партий деталей.
Однако необходимо иметь в виду, что выборочный метод контроля обработанных деталей может обеспечить достаточную информацию об их качестве лишь при хорошо налаженном и стабильном технологическом процессе. Вместе с тем данный метод является наиболее целесообразным при организации контроля на рабочих местах, внедрении бездефектной работы и личных клейм.
Необходимо при внедрении выборочного контроля создать все условия (нормальную работу станка, своевременную заточку инструмента, идентичные припуски и однородность качества материала заготовок и т. п.) для получения максимальной стабильности размеров и других качественных показателей обработанных деталей, иными словами, обеспечить все предпосылки для успешного применения метода выборочного контроля операторами на рабочих местах.
Различают также такие виды контроля, как пооперационный (после каждой операции) и групповой (после группы операций). Пооперационный контроль применяется при выполнении наиболее точных работ, а также в тех случаях, когда качество одной технологической операции существенно влияет на последующую обработку детали. (Например, фрезерование базовой поверхности корпуса редуктора, шлифование точных отверстий во втулках для последующего их хонингования и т. п.).
Если несколько последовательных операций органически связаны между собой, то их проверку целесообразно осуществлять одновременно — групповым методом, сокращающим трудоемкость контроля.
Для выявления продукции, не соответствующей техническим условиям, применяется приемочный контроль. Результаты его (включая испытание изделия) фиксируются клеймением продукции, в актах, протоколах или других документах.
Контроль деталей и изделий может быть произведен визуальным способом (наружным осмотром) или инструментальным измерением геометрических параметров (линейных и угловых размеров, форм, взаимного расположения поверхностей и т. п.), а также проверкой различных физических характеристик (твердости, магнитной проницаемости и др.).
Следует отметить, что контроль качества с разбраковкой после обработки всей партии Деталей, получивший распространение на многих заводах, носит пассивный характер и нередко приводит к существенным материальным потерям. Более эффективным является метод предупредительного контроля качества, особенно при внедрении системы бездефектной работы и самоконтроля.
Качество технической документации | Брилл
Передний вопрос
Бесплатный доступ
Предварительный материал
Страницы:
я – ви
Скачать PDF
Бесплатный доступ
Предисловие
Страницы:
VII
Скачать PDF
Бесплатный доступ
Введение
Страницы:
1–5
Скачать PDF
Ограниченный доступ
Качество или удобство? Качественное письмо провоцирует качественное чтение
Страницы:
7–38
Ограниченный доступ
Концепции дизайна руководств пользователя
Страницы:
39–48
Ограниченный доступ
Гипертекст: письмо и чтение в нелинейной среде
Страницы:
49–66
Ограниченный доступ
Методы минималистской документации и дизайна пользовательского интерфейса
Страницы:
67–75
Ограниченный доступ
Улучшение качества туториалов: всегда ли помогает минимализм?
Страницы:
77–83
Ограниченный доступ
Минималистская документация и эффективный контроль ошибок
Страницы:
85–98
Ограниченный доступ
Преобразование иерархических инструкций в линейный текст: подходы «сначала в глубину» и «сначала в ширину»
Страницы:
99–113
Ограниченный доступ
Процедурная и декларативная информация: более тщательное изучение различия
Страницы:
115–130
Ограниченный доступ
Качество доступа: помощь пользователям в поиске информации в документации
Страницы:
131–143
Ограниченный доступ
Сбор описаний проблем обработки текста для удобного руководства
Страницы:
145–160
Ограниченный доступ
Национальные стандарты — их влияние на производство и качество текстов
Страницы:
161–170
Ограниченный доступ
Вопросы интернационализации документации: Контроль качества
Страницы:
171–184
Ограниченный доступ
Человек — текст — технология: технические руководства как средство коммуникации
Страницы:
185–200
Ограниченный доступ
Поймать пользователя в действии
Страницы:
201–210
Ограниченный доступ
Убийство Гидры: управление качеством многотомного, многотематического, многоавторского, многориторического задания, конкурентного коммерческого предложения
Страницы:
211–227
Ограниченный доступ
К процедуре юзабилити-тестирования технических документов
Страницы:
229–238
Ограниченный доступ
Компьютеризированные средства письма: действительно ли они помогают?
Страницы:
239–248
Ограниченный доступ
Недооцененные писатели: обзор технического письма в Германии
Страницы:
249–257
Назад Материя
Ограниченный доступ
Утрехтские исследования языка и коммуникации
Страницы:
259–261
Ограниченный доступ
Журнал технического письма и коммуникации
Страницы:
262
Введение
«Качество или удобство? Качественное письмо побуждает к качественному чтению», Патриция Райт
«Гипертекст: запись и чтение в нелинейной среде», Тея ван дер Гест
«Методы создания минималистской документации и дизайна пользовательского интерфейса», Джон М. Кэрролл
«Повышение качества учебных пособий: всегда ли помогает минимализм?», Хестер Гласбек
«Минималистская документация и эффективный контроль ошибок», Ard Lazonder
«Перевод иерархических инструкций в линейный текст: подходы, ориентированные на поиск в глубину и поиск в ширину», Hans Hoeken, Marieke Mom & Fons Maes
«Процедурная и декларативная информация: более тщательное изучение различия», Николь Уммелен
«Качество доступа: помощь пользователям в поиске информации в документации», Майкл Стихаудер
«Сбор описаний задач обработки текста для удобного руководства», Gerard Nas
«Национальные стандарты — их влияние на производство и качество текстов», Михаэль Клауке
«Вопросы интернационализации документации: контроль качества», Том Уоррен
«Технология человека-текста: технические руководства как средство коммуникации», Karen Mårdsjö
«Поимка пользователя на месте преступления», Ханс ван дер Мейдж
«Убийство гидры: управление качеством многотомного, многотематического, многоавторского, многориторического задания, конкурсного коммерческого предложения», Пол Мейерс
«На пути к процедуре тестирования технических документов», Menno de Jong & Pieter van der Poort
«Компьютеризированные средства письма: действительно ли они помогают?», Карел Янсен
«Недооцененные писатели: обзор технического письма в Германии», Габриэле Бок
Проще говоря, техническая документация — это часть информации о продукте, которая объясняет продукт и позволяет пользователям реально его использовать. Поэтому речь идет не о рекламе и пресс-релизах, а о «жестких» фактах. Техническая документация может выглядеть очень по-разному, конечно, в зависимости от продукта. Распечатанные инструкции для Airbus займут целые комнаты; инструкции для нового iPhone, с другой стороны, содержатся в крошечной брошюре (с дополнительной информацией о самом устройстве в цифровой форме).
В дополнение к информации о продукте для клиентов, техническая документация также может быть предназначена для штатных сотрудников (внутренняя техническая документация), например, в виде рабочих инструкций. Здесь также цель состоит в том, чтобы сообщить, как сделать продукты пригодными для использования, но часто речь идет также о документировании определенных операций (например, в графике обслуживания, который должен выполняться обслуживающим персоналом).
Какие документы составляют техническую документацию изделия?
Какие документы составляют техническую документацию изделия?
Как вы уже догадались, окончательного списка нет. Техническая документация по существу предназначена для того, чтобы сделать продукт пригодным для использования, поэтому ключевым элементом технической документации является руководство пользователя (или инструкция по эксплуатации, руководство по эксплуатации и т. д.). Он может включать все аспекты жизненного цикла продукта, но также может быть разделен на несколько документов, таких как руководство по ремонту, инструкции по применению, руководство по техническому обслуживанию и инструкции по утилизации.
Кстати, техническая документация не обязательно должна быть печатной; большинство руководств в наши дни приходят в цифровой форме. И техническая документация не обязательно означает письменный текст. Техническая документация также включает видеоуроки, приложения дополненной реальности и многие другие аудиовизуальные форматы.
Структура и содержание: что должна включать в себя техническая документация?
Структура и содержание: что должна включать в себя техническая документация?
Содержание руководства по эксплуатации, конечно же, также зависит от продукта. Но есть некоторые фиксированные константы, применимые ко всем устройствам:
Все руководства должны содержать указания по технике безопасности.
В технической документации также необходимо изображение и/или описание устройства.
И, естественно, объяснение различных действий, которые может выполнять устройство.
В целом техническая документация должна отражать все этапы жизненного цикла продукта, то есть от транспортировки до утилизации, включая использование, очистку, ремонт и техническое обслуживание.
Но это не обязательно должно быть все в одном документе; его можно разделить между рядом документов.
И последнее, но не менее важное: руководство по эксплуатации должно учитывать все целевые группы, такие как обслуживающий персонал, операторы машин и техники по обслуживанию.
Какие требования должны быть соблюдены и что необходимо учитывать?
Какие требования должны быть соблюдены и что необходимо учитывать?
Если вы много знаете о компаниях-производителях, вы знаете, что техническая документация во многом связана со стандартами и директивами. Во-первых, документация должна учитывать все стандарты, применимые к вашей отрасли и вашему продукту (например, Директива по машинному оборудованию 2006/42/EC). Существует также большое количество стандартов, касающихся процессов, управления качеством (например, DIN 9001) и формат текста (например, DIN 1450) в целом.
Наконец, существуют специальные стандарты для руководств пользователя и других технических документов (например, DIN 82079-1). Все становится еще сложнее, когда продукция экспортируется, поскольку разные целевые рынки, естественно, имеют свои собственные стандарты. К этому добавляются стандарты перевода инструкций. И последнее, но не менее важное: у большинства компаний также есть свои собственные внутренние нормы и стандарты для управления качеством своих руководств и инструкций. Всего значительное количество стандартов.
Из чего состоит хорошая техническая документация?
Из чего состоит хорошая техническая документация?
Первое, на что следует обратить внимание, это то, что хорошие инструкции должны быть понятными. Поэтому технические писатели должны очень внимательно следить за целевыми группами, для которых они пишут, то есть за тем, кто будет использовать их продукты. Само собой разумеется, что информация, содержащаяся в документации, должна быть точной. Но документация также должна быть полной, а это значит, что она должна раскрывать весь спектр функций продукта тем, кто использует руководство.
Также особенно важно предупредить обо всех потенциальных опасностях использования продукта, потому что в противном случае существует риск того, что компания может быть привлечена к ответственности, не говоря уже о том, что в худшем случае пользователи могут пострадать. , или даже лишиться жизни.
С точки зрения компании также важно, чтобы руководство было завершено вовремя (т. е. было готово к моменту доставки продукта). В конце концов, поскольку инструкции по эксплуатации являются неотъемлемой частью продукта, продукт не может продаваться без инструкций. И последнее, но не менее важное: руководство по эксплуатации должно быть составлено максимально эффективным и экономичным способом.
Редакционное руководство, руководство по документации, руководство по стилю?
Редакционное руководство, руководство по документации, руководство по стилю?
Редакционное руководство является ключевым компонентом лингвистического качества технического письма. В отличие от руководств по КИ, используемых для маркетингового контента, его основной задачей является регулирование не дизайна и макета, а лингвистического стиля руководств по продукту. Основные цели документации заключаются в том, чтобы тексты были последовательными, хорошо переводились и были легкими для понимания.
► Дополнительная информация
Достижение оптимальной разборчивости текста?
Достижение оптимальной разборчивости текста?
Оптимальная разборчивость технической документации может быть достигнута только в том случае, если у вас есть четкое представление о целевой группе, для которой вы пишете. Инструкции должны быть не только четко сформулированы, но и изложены максимально простым языком. Также здесь применим принцип минимализма, не обременять пользователей лишними деталями, чтобы они могли быстро найти искомую информацию.
► Подробнее
Кто создает техническую документацию?
Кто создает техническую документацию?
Техническая документация создается техническими писателями в отделах технического письма.
Многие другие люди также участвуют в подготовке документов. Разработчики или другие лица, обладающие соответствующим опытом работы с продуктом, обеспечивают техническую поддержку. Специалисты по терминологии следят за тем, чтобы термины использовались последовательно. Инженеры-чертежники и чертежницы создают графику как во время разработки, так и во время создания документации. В компаниях-экспортерах переводчики следят за тем, чтобы документация была переведена на языки, на которых говорят клиенты. В области технического письма также постоянно появляются новые профессиональные области, такие как архитектура контента, редактирование видео, моделирование чат-ботов или мастер схватки в гибких процессах документирования.
Что на самом деле делает хороший технический писатель?
Что на самом деле делает хороший технический писатель?
Технические писатели делают гораздо больше, чем просто пишут инструкции и руководства; они также охватывают такие аспекты, как исследование, концепция текста и управление контентом. В дополнение к этому существует ряд организационных задач, таких как управление печатью или переводом. Технические писатели часто также берут на себя дополнительные задачи, которые имеют мало общего с написанием, например, управление терминологией или управление каталогами запасных частей.
► Подробнее
Английская документация, немецкий технический писатель — как это возможно?
Английская документация, немецкий технический писатель — как это возможно?
Во многих компаниях нормально иметь документацию на английском языке и технического писателя на немецком языке. И даже если эта ситуация не идеальна, можно принять меры, чтобы авторская работа на иностранном языке могла работать. Важно иметь хорошо продуманное редакционное руководство, профессиональное управление переводом и, прежде всего, тщательную корректуру. В этом обзоре должны участвовать как программное обеспечение для автоматизированного тестирования, так и обученные корректоры.
Каков порядок оформления технической документации?
Каков порядок оформления технической документации?
Каждое руководство по эксплуатации начинается с изучения имеющейся информации о (будущем) продукте. Отделы технического письма используют различные источники, такие как предыдущие модели и их документация, документы по разработке, прототипы, интервью с экспертами по продуктам и многое другое. После изучения фактов технические писатели разрабатывают информационную концепцию, чтобы определить, какая информация будет передана какой целевой группе и насколько глубоко. Отделы технического письма часто работают с системами управления контентом. На этом этапе они затем устанавливают, какие информационные модули уже существуют, какие необходимо изменить или создать, и как информационные модули должны быть объединены.
Фактическое написание начинается только после завершения всей этой предварительной работы. Как только тексты (или модули контента) готовы, они проходят процесс утверждения и выпуска, состоящий как минимум из двух этапов. Утверждение требует, чтобы эксперт по продукту проверил правильность того, что указано в руководствах. За этим следует авторская проверка, во время которой технические авторы проверяют лингвистическую правильность содержания и соблюдение авторских стандартов. За этим двухэтапным процессом выпуска часто следует проверка удобства использования с целевой группой для руководства по эксплуатации. Документация публикуется и доставляется только после ее полного утверждения и выпуска, например, в виде печатного руководства или интерактивного руководства пользователя на дисплее машины.
Помимо собственно создания руководства, отделы технического письма должны выполнять ряд междисциплинарных задач. К ним относятся, например, установление стандартов написания в руководстве по стилю, определение метаданных и онтологий для описания продуктов и их функций или управление и мониторинг переводов.
Какие распространенные проблемы возникают при создании технической документации?
Какие распространенные проблемы возникают при создании технической документации?
Одной из основных проблем многих отделов технического письма является нехватка времени. Исследование, написание, рецензирование, перевод и производство — все это требует времени; а в некоторых крайних случаях даже дольше, чем изготовление специальной машины. Поэтому многие отделы технического письма полагаются на мощные и эффективные программные решения, такие как системы управления контентом, которые могут ускорить отдельные этапы процесса, но при этом на них можно положиться при предоставлении правильной информации.
Другая проблема связана с вариантами. Ассортимент продукции современных производителей зачастую сильно кастомизирован: покупатель может выбрать практически любой понравившийся товар. Отделы технического письма также должны уметь отражать эту индивидуальность, чтобы клиентам всегда давали объяснения только по функциональности их конкретной версии продукта. Другие варианты документов производятся для различных целевых групп (базовая и профессиональная версии), а также для различных языковых вариантов и региональных различий (переводы, версии для рынка Великобритании и США). Мощная и эффективная система управления контентом также помогает отслеживать эти проблемы.
Как я могу убедиться, что дизайн удобен для пользователя?
Как я могу убедиться, что дизайн удобен для пользователя?
Давно прошли те времена, когда единственной документацией по продукту была небольшая информационная брошюра. Теперь пользователи ожидают получить нужную документацию в нужное время, в том носителе и в том объеме, который наилучшим образом соответствует их потребностям. Таким образом, современная документация не просто цифровая и интерактивная. Это помогает пользователям продукта быстро и наглядно удовлетворить свою потребность в информации, например, с помощью 3D-анимации или видеороликов о продукте.
Тесты удобства использования обычно проводятся, чтобы установить, какой тип информации наиболее подходит для целевой группы и ситуации использования. Это включает репрезентативные тестовые группы, работающие над задачами, связанными с продуктом, или отвечающие на вопросы о продуктах. Затем можно определить, насколько хорошо работают инструкции.
Что понимается под управлением терминологией в технической документации?
Что понимается под управлением терминологией в технической документации?
Задача обновления терминологии также ложится на плечи многих отделов технического письма. Управление терминологией следит за тем, чтобы обозначения продуктов, технические термины и типичные процессы, например, всегда назывались последовательно. Это гарантирует, что термины-кандидаты определены, термины стандартизированы, а терминология распределена и опубликована. Управление терминологией также упрощает перевод, поскольку ключевые понятия определены и всегда могут быть переведены одним и тем же способом.
Дополнительную информацию см. в следующих статьях:
► Терминология, разработанная собственными силами
► Управление терминологией: призыв к ясности и понятности
Что такое метаданные в технической документации?
Что такое метаданные в технической документации?
Метаданные являются ключом к автоматизации технической документации. Они используются для определения того, как модуль контента можно использовать позже: Какие части продукта он описывает? На каком этапе жизненного цикла товара это актуально? Какова предполагаемая целевая группа? Метаданные могут быть указаны индивидуально для разных компаний, продуктов, приложений и сценариев использования. Они также могут иметь взаимные зависимости, поэтому концепция метаданных для пула контента должна быть тщательно продумана.
Хотите узнать больше?
► Кому вообще нужны метаданные?
Что такое «контролируемый язык»?
Что такое «контролируемый язык»?
Контролируемый язык поначалу может показаться пугающим, но он действительно облегчает повседневную работу. На самом деле здесь контролируется не технический писатель, а язык. Это должно быть максимально последовательно и понятно. Тогда больше нет необходимости принимать так много решений при написании; а инструкции по эксплуатации могут изготавливаться быстрее и с неизменно высоким качеством. Программные комплексы управляемого языка проверяют тексты в процессе их написания в системе управления контентом, предлагают формулировки, указывают на проблемные места.
Хотите узнать больше?
► Меньше значит больше: контролируемый язык для более эффективной документации
Стандарты и нормы технической документации
Стандарты и нормы технической документации
Стандарты и нормы играют важную роль в технической документации. Во-первых, это стандарты самого продукта. Документация должна учитывать их и явно называть. Есть также некоторые стандарты, которые применяются к инструкциям по использованию и работе в отделах технического письма. В центре внимания находятся «Стандарты руководств пользователя» DIN EN 82079.-1 и ISO 20607. Существуют также более общие стандарты, например стандарты управления переводами (например, ISO 17100) или управления качеством (например, ISO 9001). И последнее, но не менее важное: многие отделы технического письма создают свои собственные стандарты, в которых они фиксируют дизайн и формулировку инструкций по эксплуатации.
Хотите узнать больше?
► Нормы и стандарты технической документации – где посмотреть
Что такое БЕЗОПАСНАЯ формула для технической документации?
Что такое БЕЗОПАСНАЯ формула для технической документации?
Одной из наиболее важных функций руководств пользователя является предотвращение материального ущерба и травм. Поэтому отделы технического письма разработали свои собственные стандарты для разделов безопасности и предупреждений. Наиболее важным принципом является так называемая формула БЕЗОПАСНОСТИ, которая описывает, как указывается уровень опасности и как сочетать описание опасности с мерами по ее предотвращению.
Хотите узнать больше?
► Как предупреждать – навык, которому нужно учиться
Как можно оптимизировать процессы рецензирования технической документации?
Как можно оптимизировать процессы рецензирования технической документации?
Качество играет важную роль в технической документации и, соответственно, предъявляет весьма специфические требования к процессу рецензирования. На этапе вычитки должны быть задействованы разные роли. Руководство должно быть не только технически правильным, но и отвечать лингвистическим требованиям, иметь правильную структуру и удобство использования. Поэтому обзор обычно организуется в несколько циклов. Часто для обзора также определяется цель качества, которая применяется на практике, например, с использованием принципа четырех глаз. Контрольные списки дают более четкое представление о задачах, которые необходимо выполнить при каждом обзоре.
► Улучшение процессов рецензирования в техническом письме
Зачем техническим писателям нужны 3D-модели?
Зачем техническим писателям нужны 3D-модели?
3D-модели
имеют много преимуществ для технических писателей. Они понятнее, чем текст или простые иллюстрации. Пользователь может выбрать угол обзора, а также приблизить объект или постепенно разобрать его на составные части. Более того, 3D-модели можно использовать в качестве инструмента навигации: просто щелкнув деталь, вы откроете соответствующую страницу описания. И последнее, но не менее важное: 3D-модели — хорошая отправная точка для анимации в руководствах. Понятно, что 3D-модели могут играть важную роль в документации.
► Узнайте больше о технической документации и 3D
Как программное обеспечение может помочь технической документации?
Как программное обеспечение может помочь технической документации?
Современные авторские системы поддерживают отделы технического письма во всех аспектах документации. Они делают информацию доступной на любом носителе, позволяя публиковать один и тот же контент для широкого круга каналов связи (например, физическое руководство, онлайн-портал, приложение для документации). Они автоматически доставляют макеты обширных руководств одним нажатием кнопки. Они обеспечивают административную поддержку для различных языков и версий продукта. Они автоматизируют процессы и публикуют подходящие руководства, ориентированные на целевые группы и всегда актуальные. И они организуют утверждение и выпуск, чтобы всегда можно было гарантировать, что пользователи всегда получают только правильную информацию.
Что такое компонентная система управления контентом?
Какие преимущества дает CCMS?
Какие преимущества дает CCMS?
Модульность вашего контента
Модульность — ключевой фактор успеха технической документации. Разделяя контент на модули, вы стремитесь создать информационные модули, которые хранятся в центральном месте и могут повторно использоваться в максимально возможном количестве контекстов. Руководства требуют меньше внимания с модульным содержанием, так как изменения могут быть реализованы одновременно во многих точках одним нажатием кнопки, а стоимость перевода снижается.
► Модульность для начинающих
Хорошее сцепление с переводом
Гораздо проще выполнять переводы в системе управления контентом компонентов на основе XML. Например, вам не нужно постоянно переводить все руководство, а только те отрывки, которые были изменены или недоступны на соответствующем целевом языке. Контент также можно легко заменить в режиме реального времени через интерфейс с переводчиками, не предоставляя им доступ к вашей авторской системе. Используя компонентную систему управления контентом, вы значительно снижаете стоимость своих переводов, а также экономите время на управлении переводами и на сотрудничестве с переводчиками.
Простое создание целевого формата
XML разделяет макет, содержимое и структуру. Макет создается автоматически. Если внешний вид изменяется или требуется содержимое в другом формате, изменяется только макет; контент можно просто опубликовать еще раз. Все, что нужно, это нажать кнопку — никаких знаний в области программирования не требуется! С компонентной системой управления контентом компоновка и вывод вашей технической документации становятся детской игрой. Вы экономите свое время, деньги и нервы. Или, другими словами: компоновка и формат вывода в технической документации никогда не были проще!
Простое управление вариантами
Система управления контентом компонентов на основе XML разбивает ваши документы на множество небольших текстовых и графических модулей, которые вы можете повторно использовать в самых разных местах во всей вашей документации. К этим модулям добавлены метаданные, чтобы их было легче искать и находить, они управляются и модифицируются в центральной точке и даже могут предлагать подходящие текстовые модули авторам по мере их написания. Вы всегда можете отслеживать все с помощью системы управления контентом компонентов. Утомительные ручные задачи автоматизированы, а количество ошибок намного ниже.
Сэкономьте время, деньги и нервы
Компонентная система управления контентом предоставляет эффективные решения для различных областей применения. Авторские процессы легко оптимизируются, затраты снижаются, требуется меньше времени, и ситуация для технических писателей становится гораздо менее напряженной. Каждый отдел технического письма может извлечь выгоду из преимуществ использования такой системы управления контентом!
Уменьшить подверженность ошибкам, повысить качество
Компонентная система управления контентом автоматизирует и упрощает процессы в вашем отделе технических текстов. Ваша документация становится гораздо менее подверженной ошибкам, и в то же время ее качество значительно улучшается. Вас интересует компонентная система управления контентом? Тогда взгляните на наши SCHEMA ST4 система авторинга может предложить.
Зачем разделять содержание, структуру и макет в технической документации?
Зачем разделять содержание, структуру и макет в технической документации?
Процесс разделения содержимого, структуры и макета изначально кажется шагом назад. В конце концов, WYSIWYG уже много лет является стандартным подходом к созданию документов. Если вы хотите эффективно использовать большое количество документов, то предпочтительным методом является разделение макета, структуры и содержимого. Вы получаете возможность повторного использования и нейтральность в отношении СМИ. Блоки контента можно повторно использовать в совершенно разных контекстах и размещать для каждого возможного (печатного и онлайн) формата. Одни и те же фрагменты текста могут появляться в самых разных контекстах — в печатном руководстве или как часть интерактивной справки на дисплее машины.
► Зачем разделять контент, структуру и макет?
Что такое СХЕМА ST4?
Что такое СХЕМА ST4?
SCHEMA ST4 — это компонентная система управления контентом (CCMS), или, другими словами, авторская система, в которой контент создается и поддерживается в модулях. Модульная конструкция позволяет гибко комбинировать контент и использовать его во многих различных контекстах, например, в качестве мастер-копии, веб-страницы, базы данных знаний или мобильного приложения. Мощный и настраиваемый механизм макета SCHEMA ST4 автоматически создает правильный макет для каждой публикации.
Техническая документация является ключевой областью, в которой используется SCHEMA ST4, но она также имеет множество других применений, например, для администрирования контрактов или создания учебных материалов. SCHEMA ST4 используется в самых разных отраслях, включая машиностроение, разработку программного обеспечения, технологии производства, производство медицинского оборудования и фармацевтическую промышленность. Это успешный международный продукт и технический лидер на рынке компонентных систем управления контентом.
► Подробнее о SCHEMA ST4
Что такое доставка контента?
Что такое доставка контента?
Доставка контента — это больше, чем просто слоган. В основе лежит идея о том, что пользователи могут получить доступ к нужной им информации в подходящей форме на любой платформе в любое время. Для этого требуется сложная концепция целевой группы и прав, метаданные для управления контентом и, конечно же, сервер для распространения контента. Кстати, мы рекомендуем Quanos InfoCube.
► Узнайте больше о Quanos InfoCube
Какую роль играет техническая документация в программных проектах?
Какую роль играет техническая документация в программных проектах?
Отдел технического письма играет несколько ролей в проектах по программному обеспечению. Первый из них заключается в том, что он отвечает за создание руководств по эксплуатации и контекстно-зависимых текстов справки. Но это также часто первый орган, который анализирует программное обеспечение с точки зрения клиента и, следовательно, выявляет ошибки удобства использования в интерфейсе программного обеспечения или запутанные средства работы. Отдел технического письма также обеспечивает терминологическую согласованность, чтобы функции и элементы интерфейса в программном обеспечении имели одно и то же имя в любом месте.
 К ним относятся дисплей, различные системы защиты и многое другое.
К ним относятся дисплей, различные системы защиты и многое другое. Параметры плазмы можно отрегулировать самостоятельно.
Параметры плазмы можно отрегулировать самостоятельно. Параметры плазмы можно отрегулировать самостоятельно.
Параметры плазмы можно отрегулировать самостоятельно.

 95 / 5
95 / 5 7 / 5
7 / 5 Этот прибор больше подходит для бытового использования. Рабочий цикл обладает параметрами ПВ: 35% (40 А), 60% (30 А), 100% (20 А). Максимальная толщина стали 12 мм, алюминия 6 мм. Работа от электросети 220V, однако при работе на максимальной мощности требуется следить за температурой устройства. При достижении предельной величины плазморез автоматически выключается.
Этот прибор больше подходит для бытового использования. Рабочий цикл обладает параметрами ПВ: 35% (40 А), 60% (30 А), 100% (20 А). Максимальная толщина стали 12 мм, алюминия 6 мм. Работа от электросети 220V, однако при работе на максимальной мощности требуется следить за температурой устройства. При достижении предельной величины плазморез автоматически выключается. Здесь используется ток до 40А, поэтому возможно применять изделие в гараже или небольших мастерских. Используется микропроцессорное управление. Встроенная система защиты от перегрузок позволяет продлить срок эксплуатации инструмента.
Здесь используется ток до 40А, поэтому возможно применять изделие в гараже или небольших мастерских. Используется микропроцессорное управление. Встроенная система защиты от перегрузок позволяет продлить срок эксплуатации инструмента.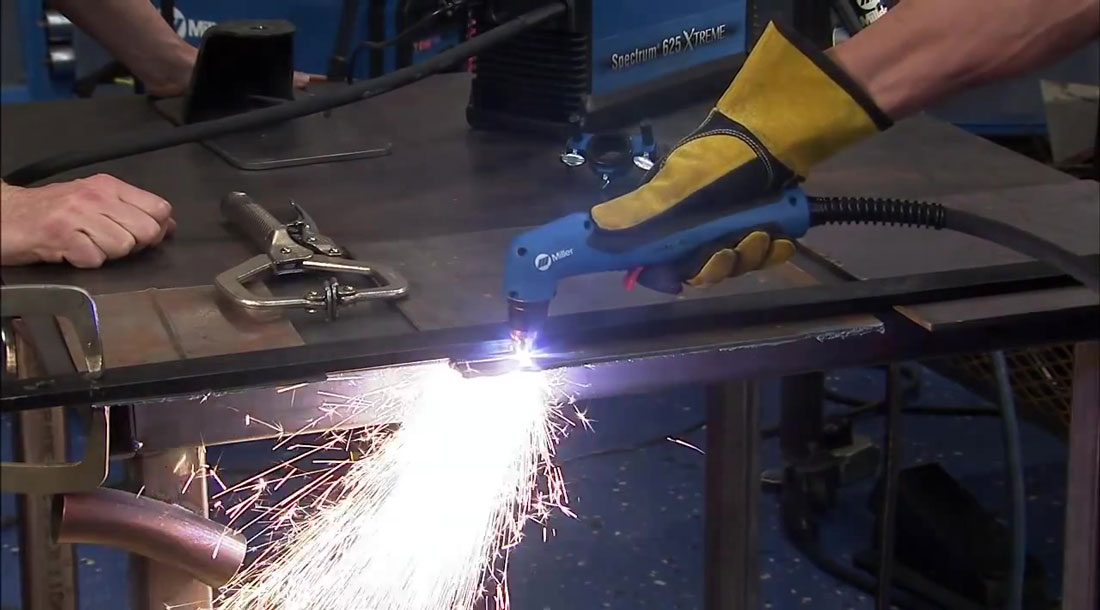 Производитель предусмотрел качественную систему охлаждения, что позволяет экономить расходный материал. Горелка несъемного типа, но работать с ней удобно. Рекомендуется для резки черных и цветных металлов в домашних условиях и мелких мастерских.
Производитель предусмотрел качественную систему охлаждения, что позволяет экономить расходный материал. Горелка несъемного типа, но работать с ней удобно. Рекомендуется для резки черных и цветных металлов в домашних условиях и мелких мастерских.

 ПВ 60%, что считается отличным показателем. Это значит, что работать на максимальной производительности можно достаточно долго. То есть, удастся обработать большие заготовки толщиной до 15 мм.
ПВ 60%, что считается отличным показателем. Это значит, что работать на максимальной производительности можно достаточно долго. То есть, удастся обработать большие заготовки толщиной до 15 мм. Зато цена у прибора ниже.
Зато цена у прибора ниже.
 Они отвечают требованиям специалистов и могут использоваться дома или в производственных помещениях.
Они отвечают требованиям специалистов и могут использоваться дома или в производственных помещениях. Она варьируется от 1,5 до 8 метров. При работе с большими заготовками лучше покупать максимальную длину, чтобы не тратить время на то, чтобы переставить плазморез.
Она варьируется от 1,5 до 8 метров. При работе с большими заготовками лучше покупать максимальную длину, чтобы не тратить время на то, чтобы переставить плазморез.

 Как правило, используется гафний, как наиболее прочный и безопасный материал.
Как правило, используется гафний, как наиболее прочный и безопасный материал. Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
 Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.
Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.

 Мы обычно думаем, что материя имеет три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет введения энергии, например тепла. Например, вода переходит из твердого состояния (льда) в жидкое состояние при приложении определенного количества тепла. Если уровень тепла увеличится, он снова превратится из жидкости в газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводными, превратившись в плазму. Плазменная резка будет использовать этот электропроводный газ для передачи энергии от источника питания к любому проводящему материалу, что приведет к более чистому и быстрому процессу резки, чем при кислородном топливе.
Мы обычно думаем, что материя имеет три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет введения энергии, например тепла. Например, вода переходит из твердого состояния (льда) в жидкое состояние при приложении определенного количества тепла. Если уровень тепла увеличится, он снова превратится из жидкости в газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводными, превратившись в плазму. Плазменная резка будет использовать этот электропроводный газ для передачи энергии от источника питания к любому проводящему материалу, что приведет к более чистому и быстрому процессу резки, чем при кислородном топливе.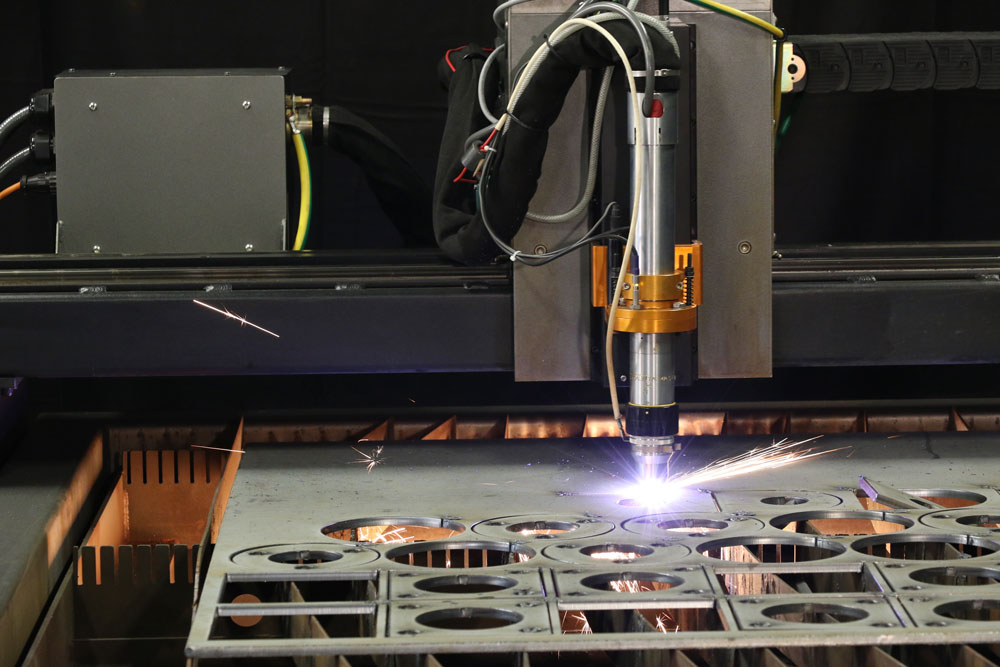 Плазменная струя сразу же достигает температуры до 40 000°F, быстро прокалывая заготовку и сдувая расплавленный материал.
Плазменная струя сразу же достигает температуры до 40 000°F, быстро прокалывая заготовку и сдувая расплавленный материал. Для дальнейшего улучшения качества резки можно использовать дополнительный защитный колпачок, а все детали удерживаются вместе внутренним и внешним удерживающими колпачками.
Для дальнейшего улучшения качества резки можно использовать дополнительный защитный колпачок, а все детали удерживаются вместе внутренним и внешним удерживающими колпачками. 5
5 Чем выше марка по прочности, тем выше и остальные коэффициенты, такие как морозостойкость (F) и водонепроницаемость (W). Ниже представлена таблица соответствия этих характеристик:
Чем выше марка по прочности, тем выше и остальные коэффициенты, такие как морозостойкость (F) и водонепроницаемость (W). Ниже представлена таблица соответствия этих характеристик: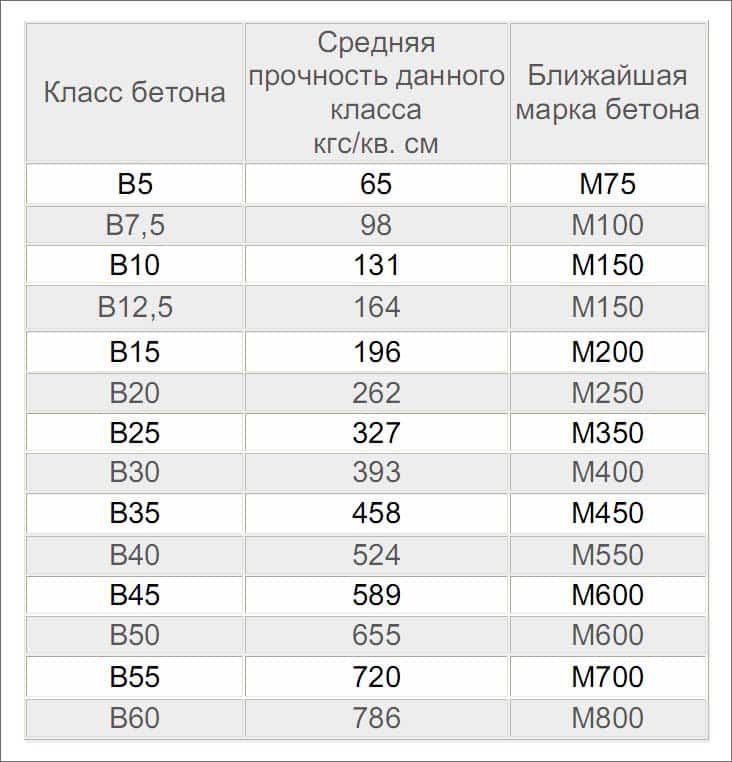
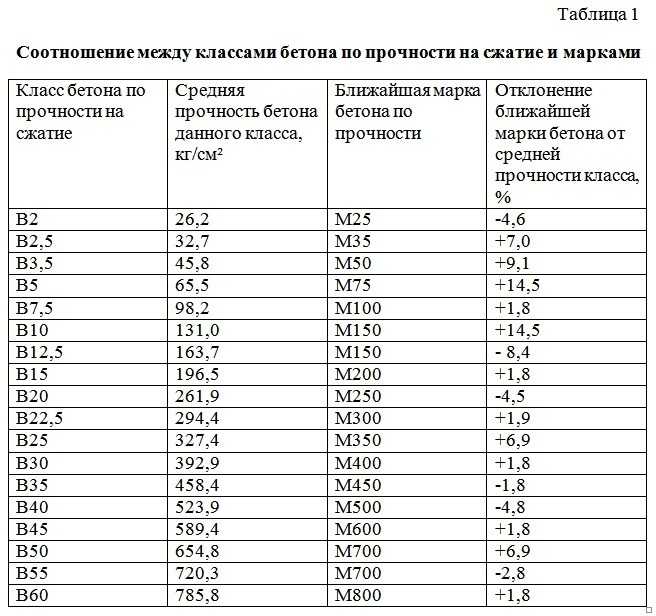


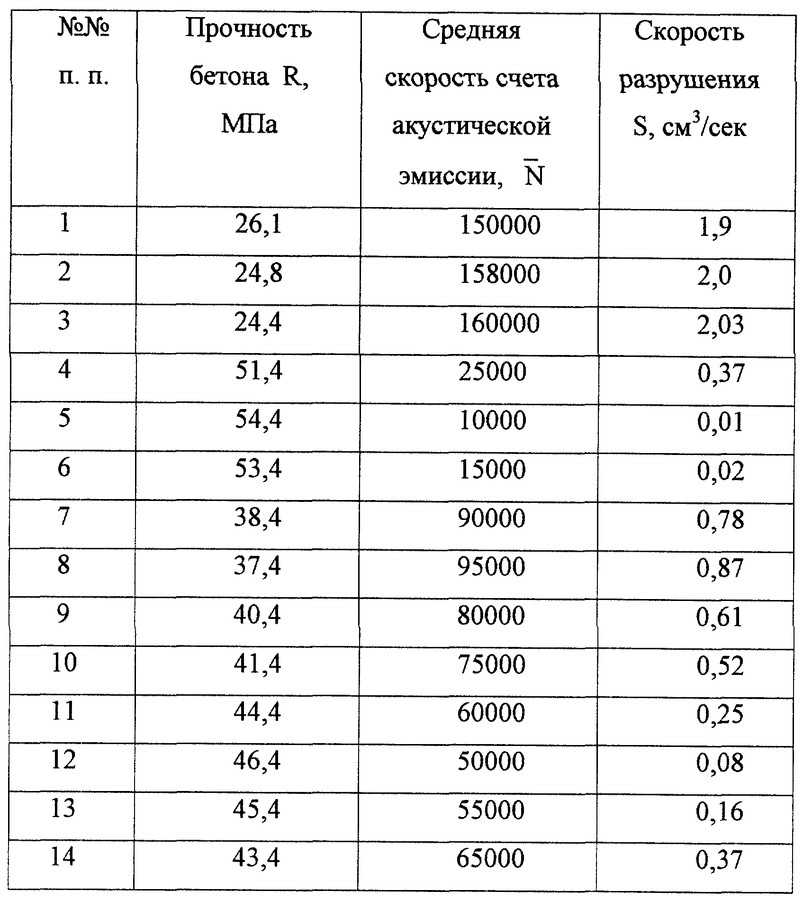 Основным параметром, на который обращают внимание при выборе марки материала, является его прочность.
Основным параметром, на который обращают внимание при выборе марки материала, является его прочность. Плотность – это показатель отношения веса к объему, напрямую влияющий на качество и прочность монолита. Чем более высокая плотность, тем более прочным считается бетон. На плотность также во многом влияют составляющие смеси, их пропорции, особенности приготовления и укладки.
Плотность – это показатель отношения веса к объему, напрямую влияющий на качество и прочность монолита. Чем более высокая плотность, тем более прочным считается бетон. На плотность также во многом влияют составляющие смеси, их пропорции, особенности приготовления и укладки.

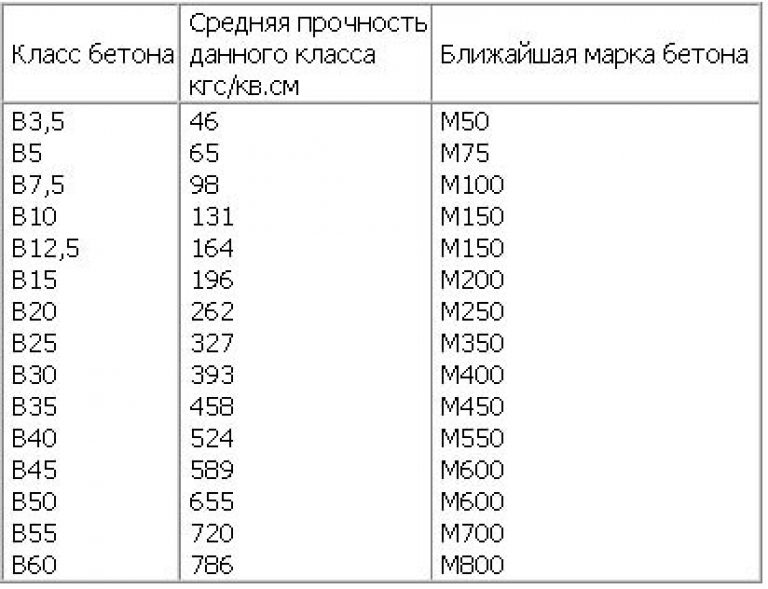
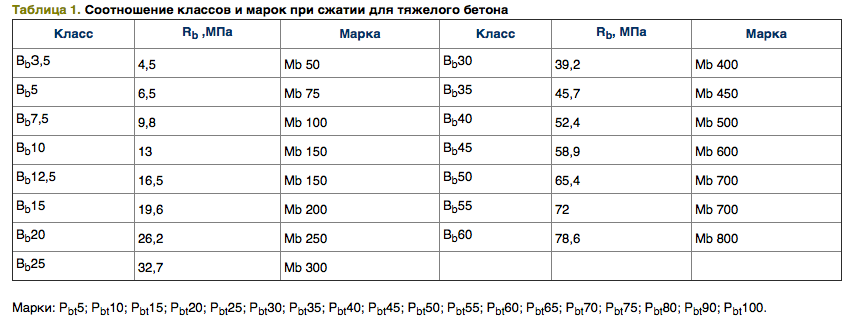
 Если нет возможности готовить самостоятельно, бетон б 25 можно заказать на заводе.
Если нет возможности готовить самостоятельно, бетон б 25 можно заказать на заводе. До введения в раствор песок тщательно просеивают, при необходимости – даже промывают.
До введения в раствор песок тщательно просеивают, при необходимости – даже промывают. Армирование даст возможность сделать бетонный монолит более стойким к разным типам нагрузки и долговечным.
Армирование даст возможность сделать бетонный монолит более стойким к разным типам нагрузки и долговечным.

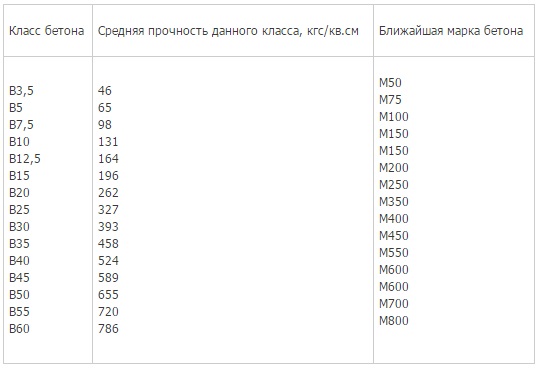
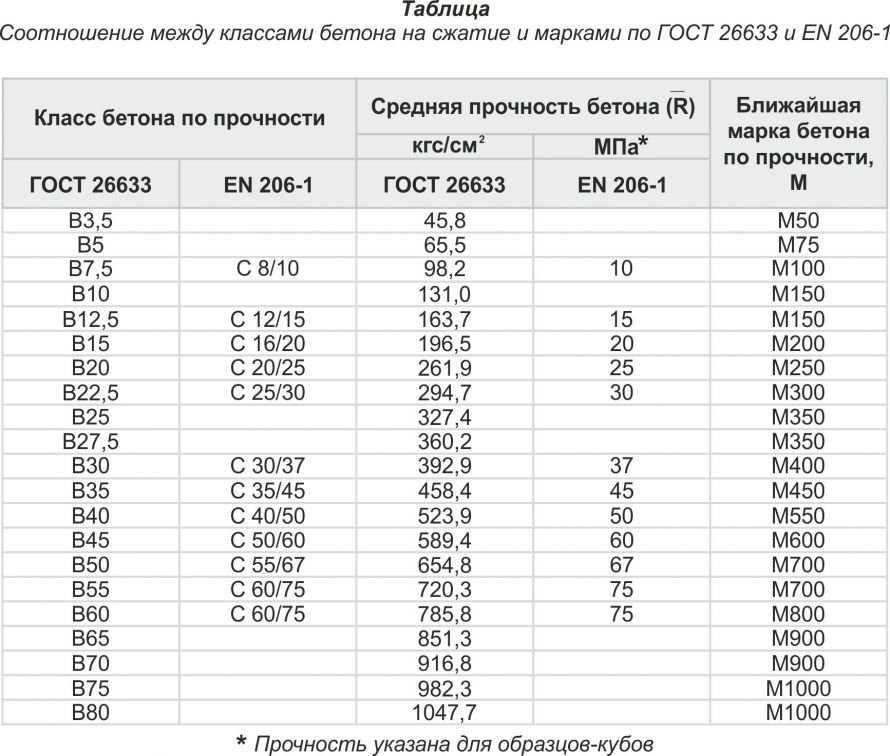

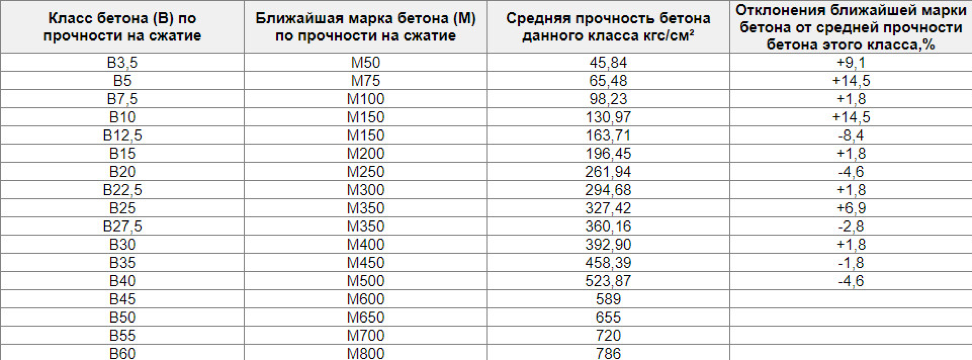 Ему нравилась золотая и серая цветовая гамма, но он чувствовал, что чего-то не хватает. Поговорив с ним немного, мы решили попробовать несколько разных форм ромба для логотипа.
Ему нравилась золотая и серая цветовая гамма, но он чувствовал, что чего-то не хватает. Поговорив с ним немного, мы решили попробовать несколько разных форм ромба для логотипа.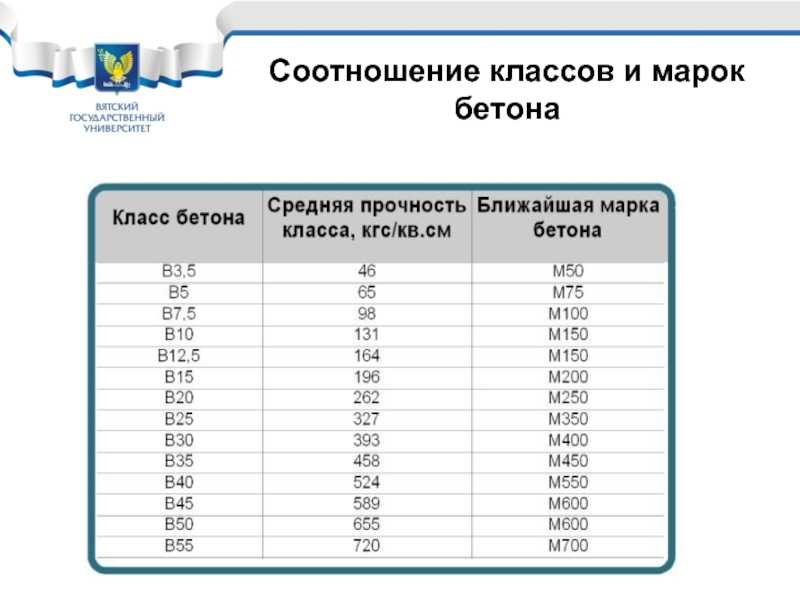 Его руководство по стилю фирменного стиля поможет ему лучше понять фирменный стиль и логотип и точно знать, как их использовать в будущем. Одной из основных частей его руководства по дизайну фирменного стиля является цветовая схема. В этой части его руководства по стилю фирменного стиля я изложил для него конкретные цветовые коды, которые ему понадобятся практически для любого типа использования, в котором он может оказаться.
Его руководство по стилю фирменного стиля поможет ему лучше понять фирменный стиль и логотип и точно знать, как их использовать в будущем. Одной из основных частей его руководства по дизайну фирменного стиля является цветовая схема. В этой части его руководства по стилю фирменного стиля я изложил для него конкретные цветовые коды, которые ему понадобятся практически для любого типа использования, в котором он может оказаться.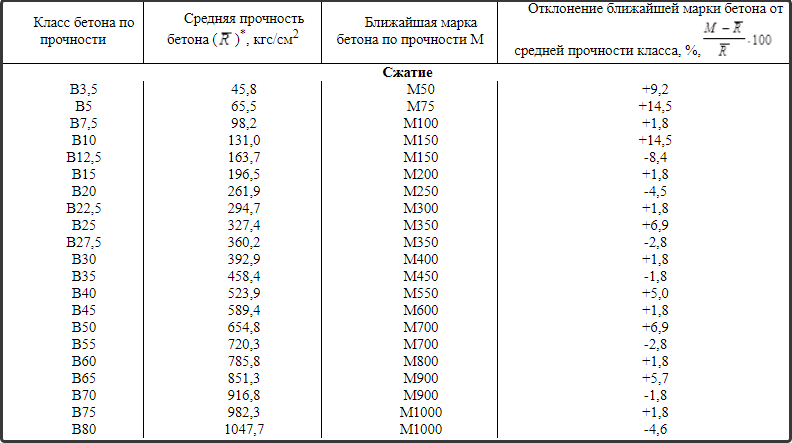 Поскольку многие из моих клиентов сами не являются дизайнерами, я помогаю им узнать, как использовать их логотипы в любых будущих потребностях, которые у них могут возникнуть. Это ничем не отличается от Майка. Я хотел, чтобы он знал, как он может использовать свой логотип в разных средах и какой логотип лучше всего подходит для этих сред.
Поскольку многие из моих клиентов сами не являются дизайнерами, я помогаю им узнать, как использовать их логотипы в любых будущих потребностях, которые у них могут возникнуть. Это ничем не отличается от Майка. Я хотел, чтобы он знал, как он может использовать свой логотип в разных средах и какой логотип лучше всего подходит для этих сред.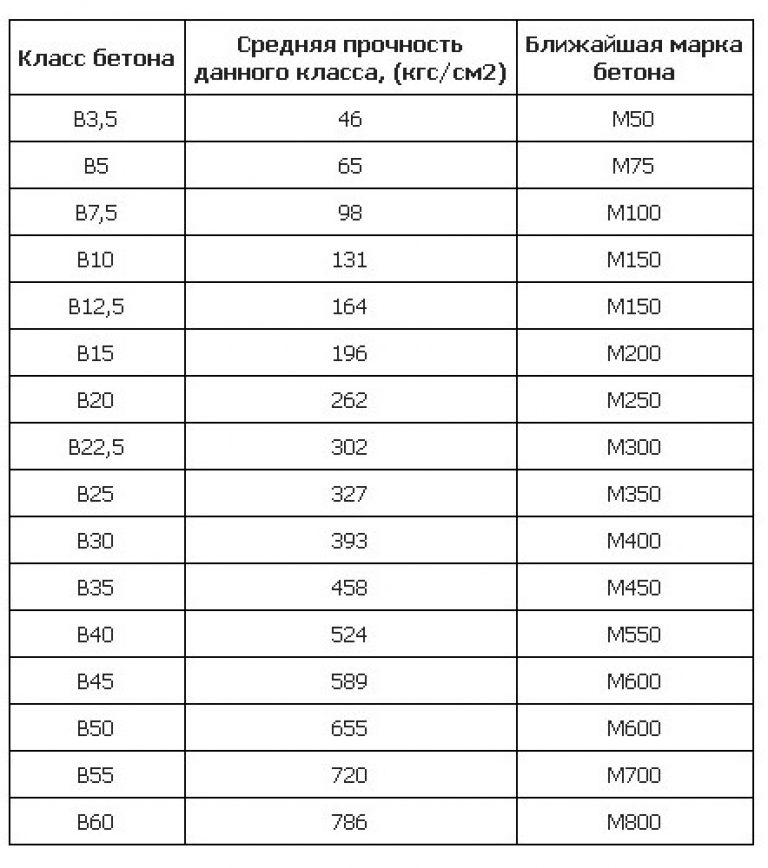 Я считаю, что это важная часть процесса разработки фирменного стиля. Столько времени и усилий ушло на создание идеального фирменного стиля для моих клиентов, поэтому я хочу, чтобы они понимали, как можно и как не использовать свой логотип в будущем.
Я считаю, что это важная часть процесса разработки фирменного стиля. Столько времени и усилий ушло на создание идеального фирменного стиля для моих клиентов, поэтому я хочу, чтобы они понимали, как можно и как не использовать свой логотип в будущем.
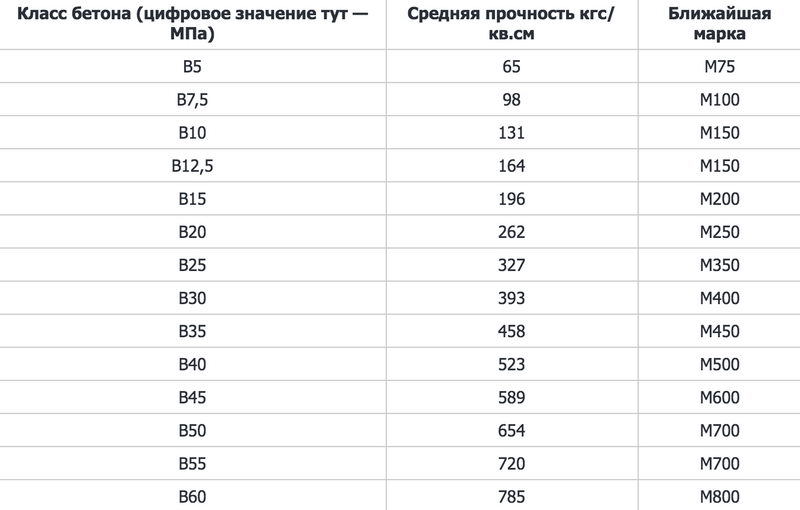
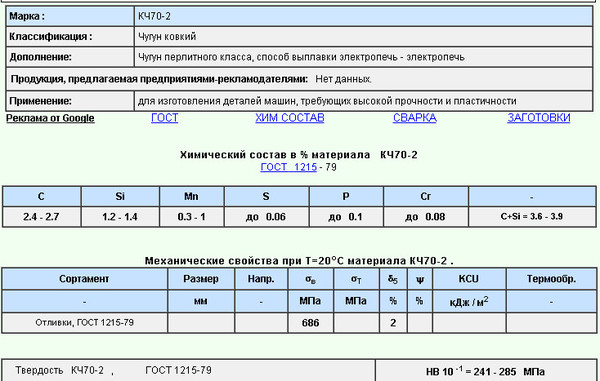
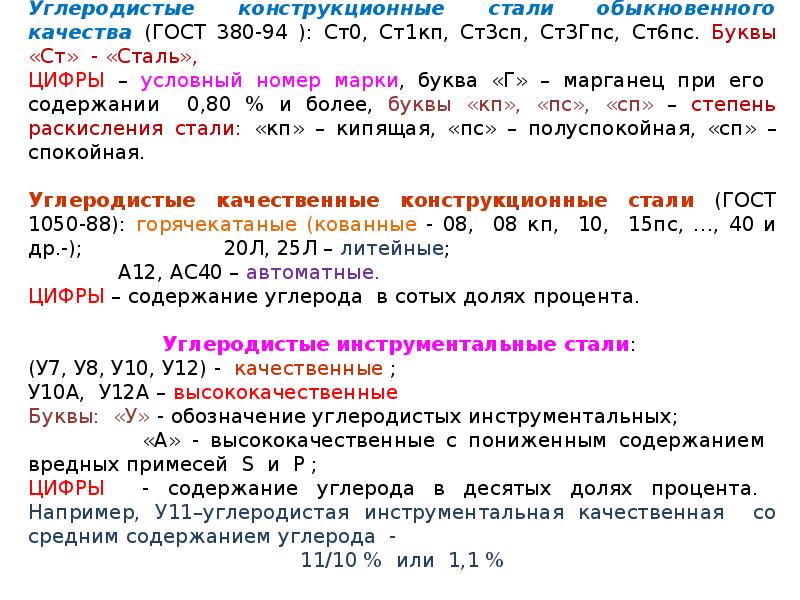 т.: 1,0
т.: 1,0 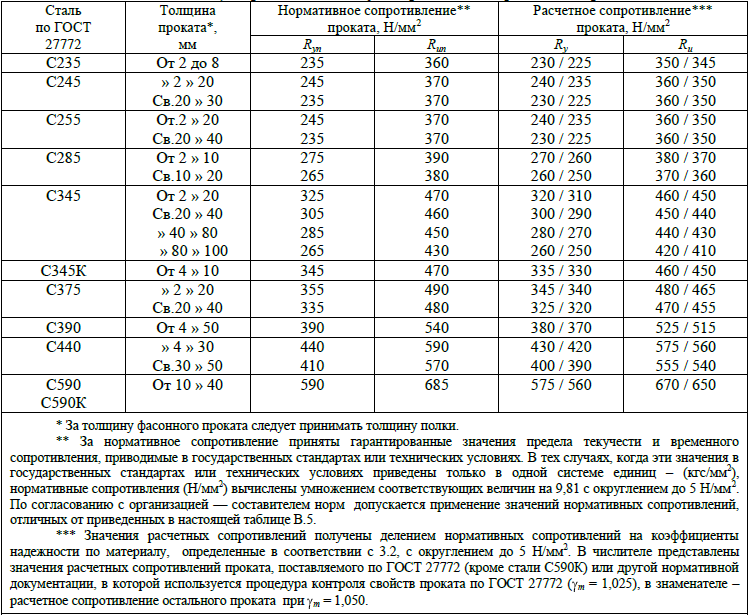 Закалка 880 °С. Отпуск 580 °С
Закалка 880 °С. Отпуск 580 °С Отпуск 620-680 °С, воздух
Отпуск 620-680 °С, воздух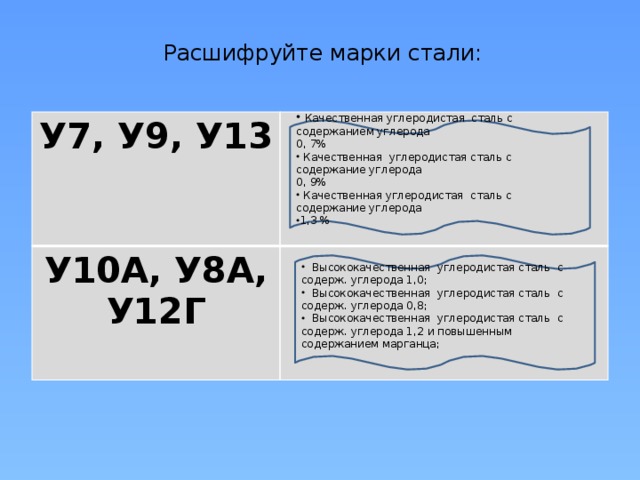 5
5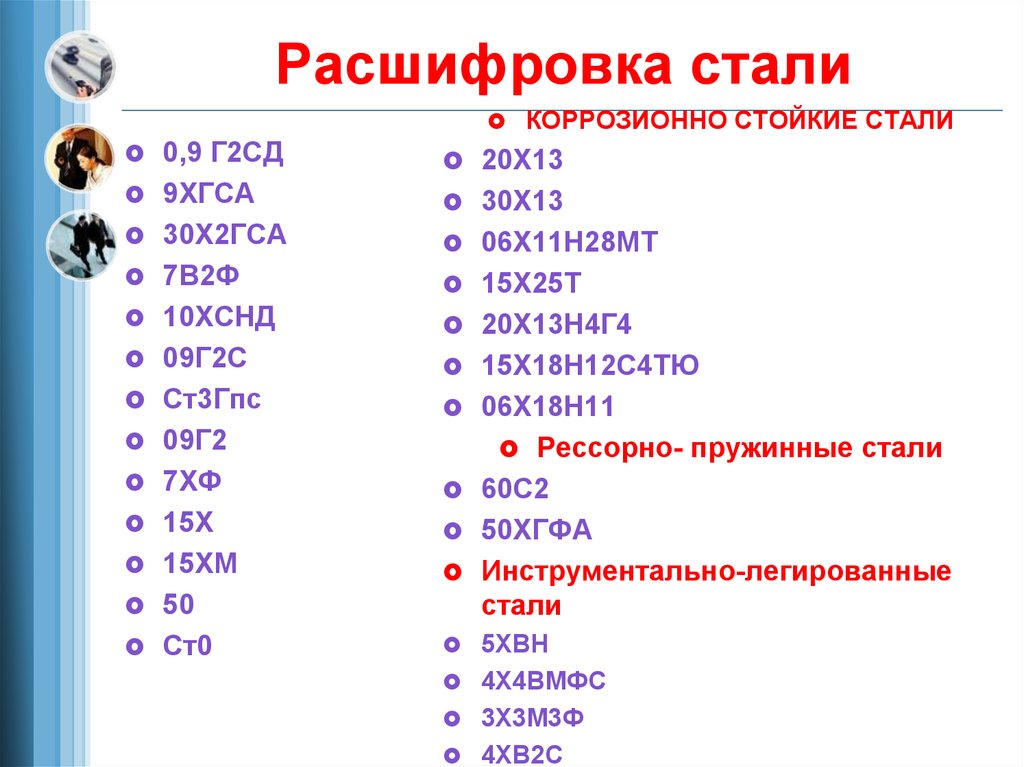 ниже.
ниже.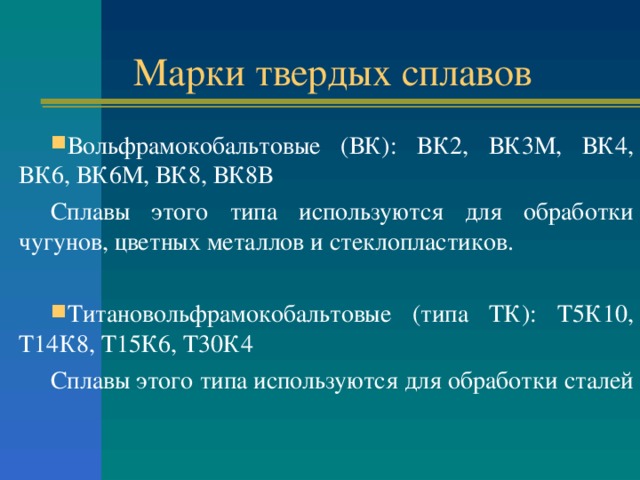 -10ГС:
-10ГС: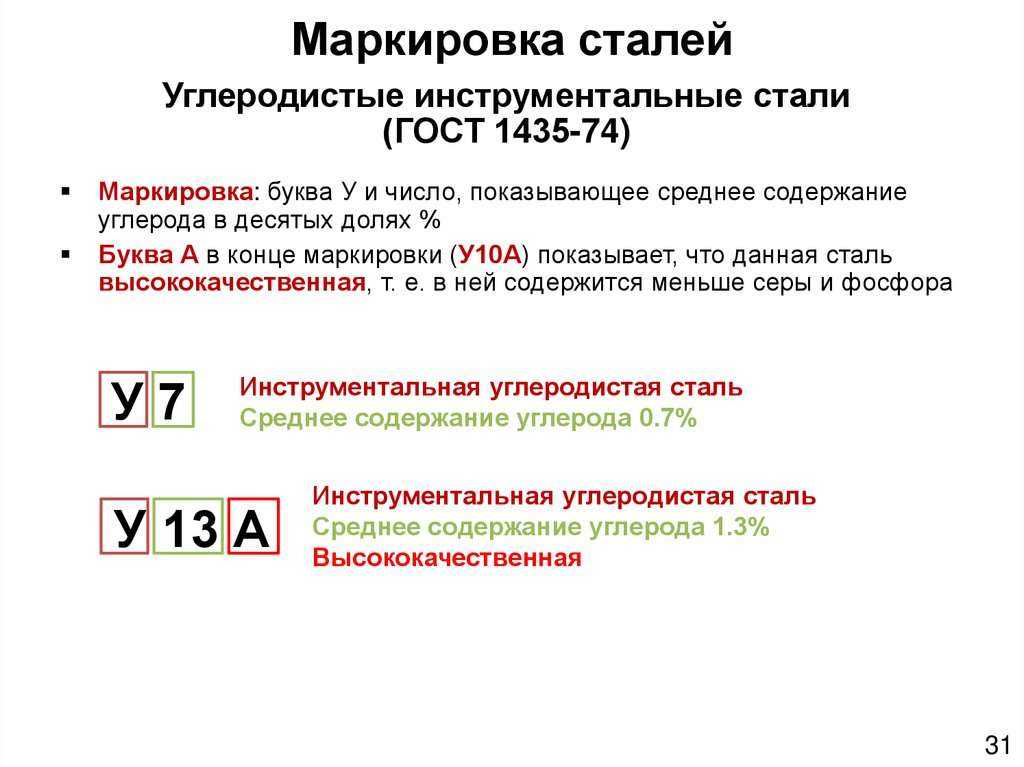
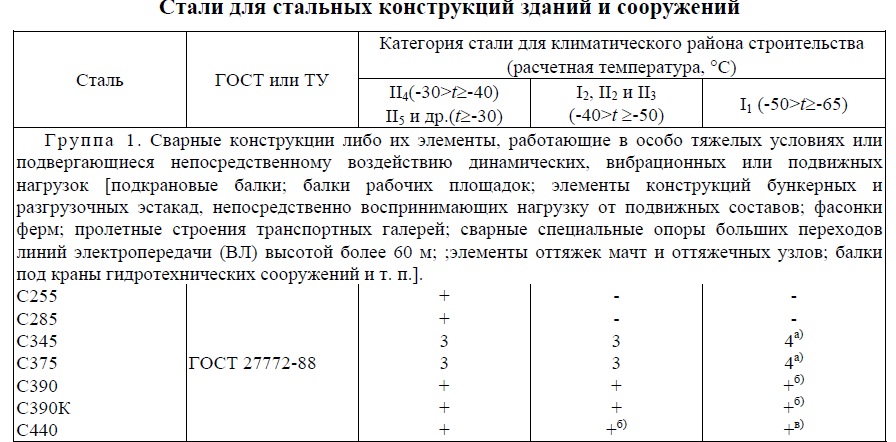

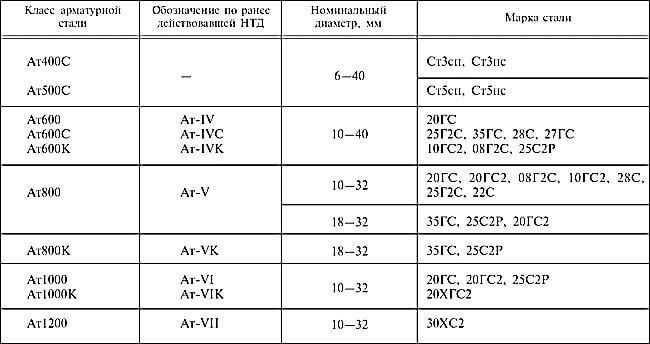 0
0
 При таком режиме
При таком режиме По согласованию изготовителя с заказчиком для металлопродукции из стали марки 25 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на
По согласованию изготовителя с заказчиком для металлопродукции из стали марки 25 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на
 на воздухе
на воздухе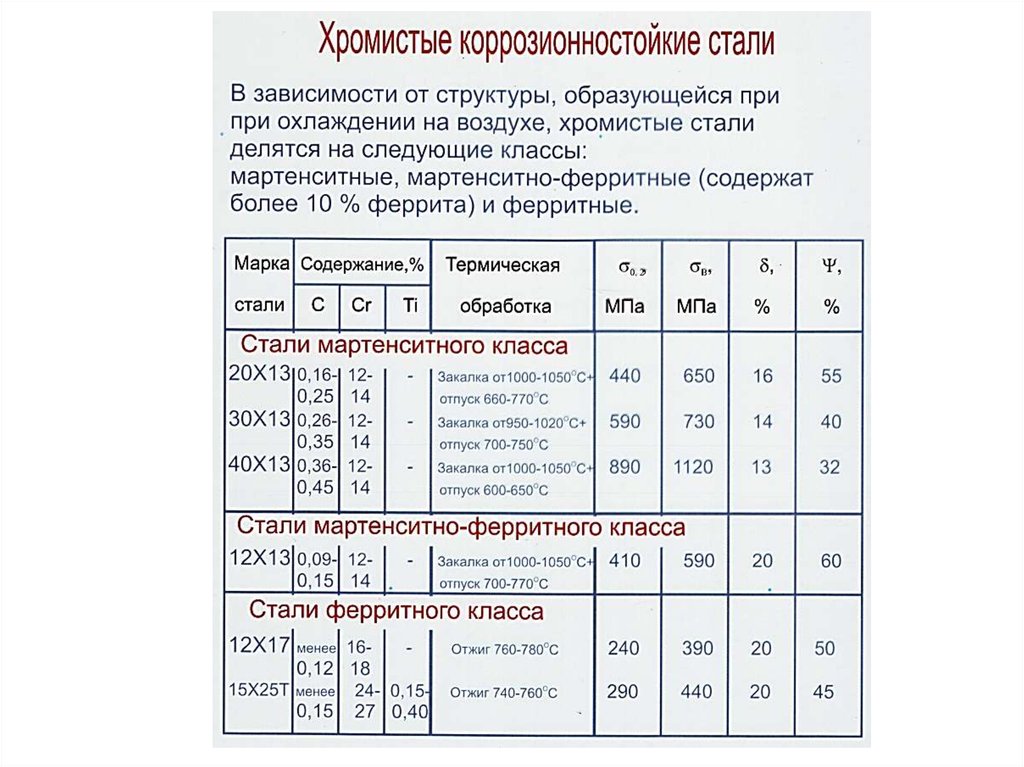 , °C
, °C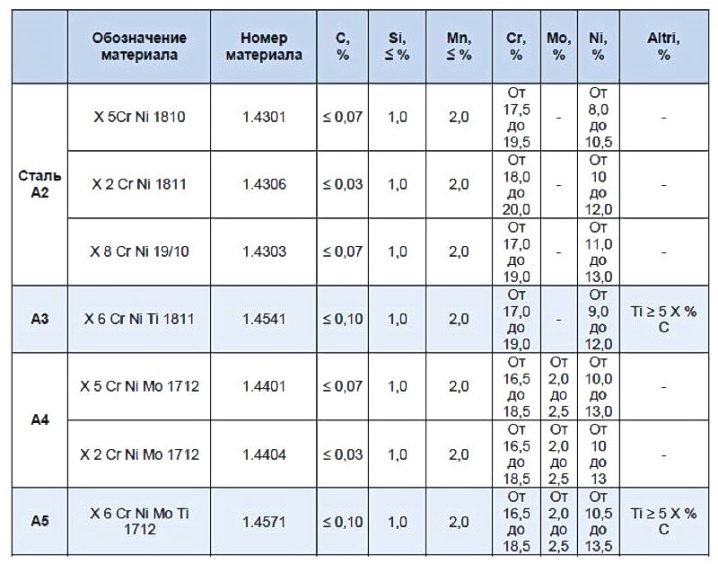 σ4001/10000 = 137 МПа, σ4001/100000 = 103 МПа, σ4501/10000 = 81 МПа, σ4501/100000 = 52 МПа.
σ4001/10000 = 137 МПа, σ4001/100000 = 103 МПа, σ4501/10000 = 81 МПа, σ4501/100000 = 52 МПа.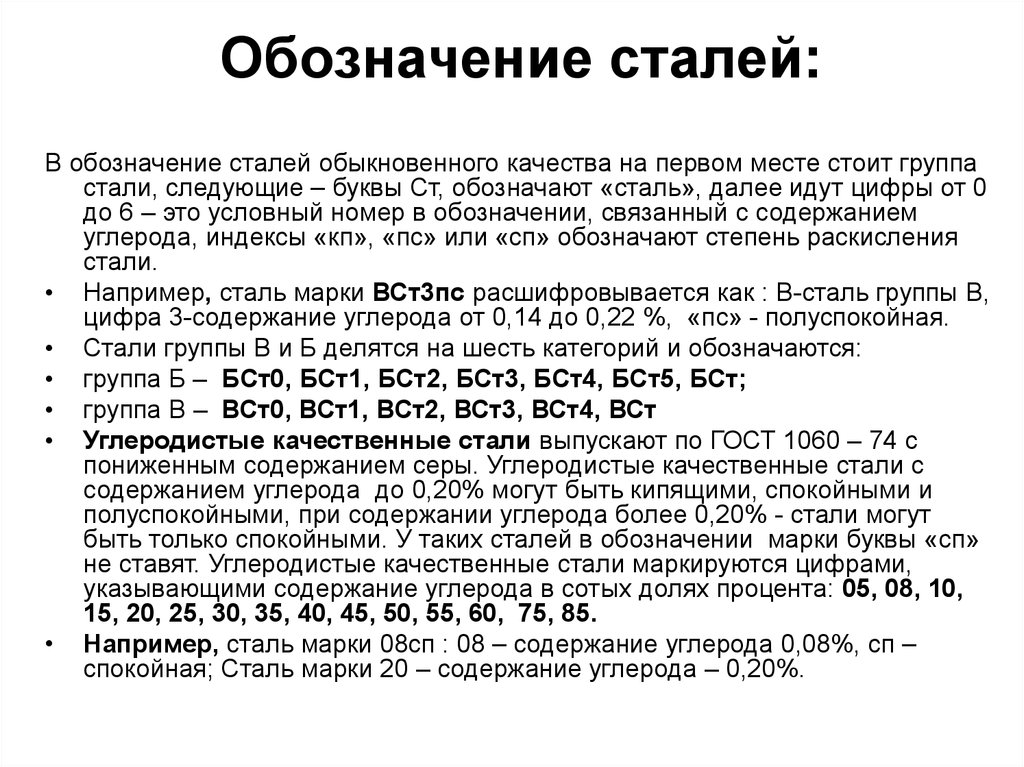 ГОСТ 8240-89, ГОСТ 8239-89.
ГОСТ 8240-89, ГОСТ 8239-89.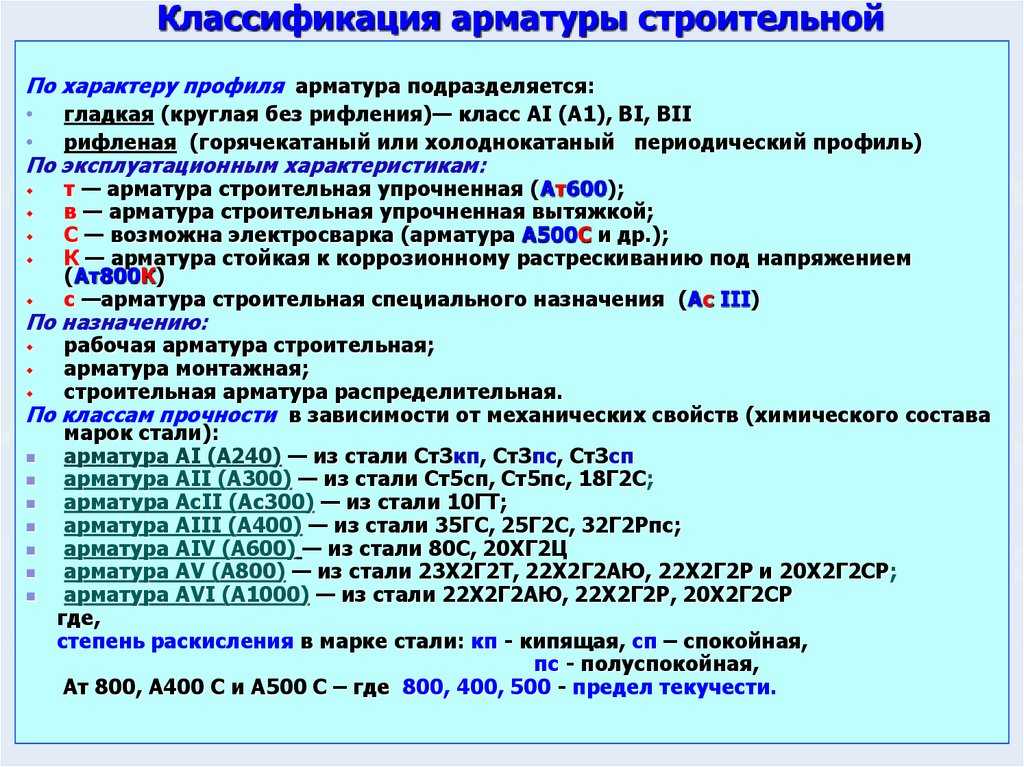 Лицензированный стандарт крепления TRINITY для превосходного контроля и максимально низкого центра тяжести. Качественные рамы для всех видов городского и уличного катания с максимальным размером колес 3×110 или 4×9.0мм. Просто лезвие.
Лицензированный стандарт крепления TRINITY для превосходного контроля и максимально низкого центра тяжести. Качественные рамы для всех видов городского и уличного катания с максимальным размером колес 3×110 или 4×9.0мм. Просто лезвие.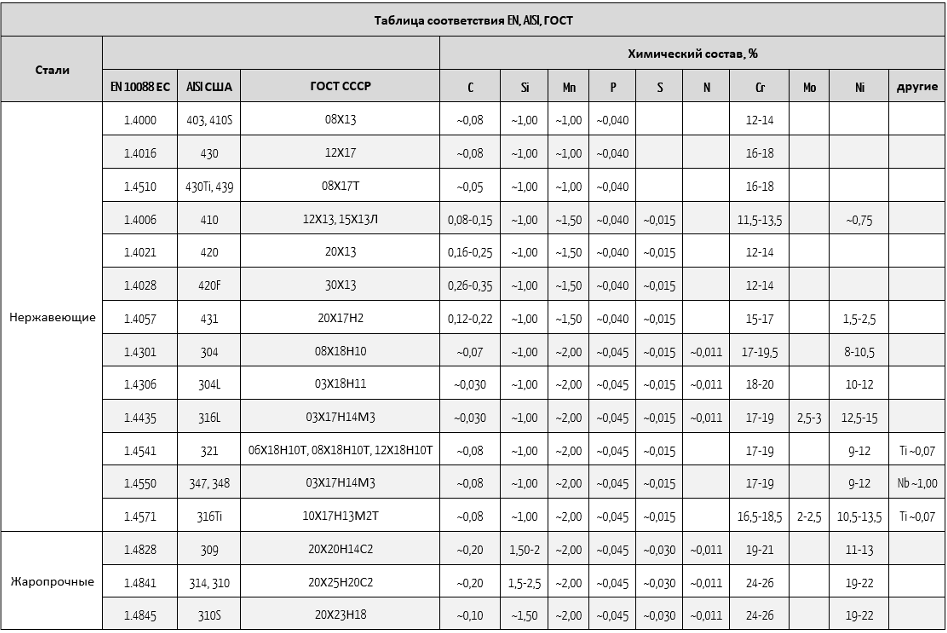 275 мм (4×90)
275 мм (4×90) Нормы устанавливают требования как к огнестойкому стеклу, так и к каркасу. На самом деле вся сборка должна соответствовать требованиям кода. В этой статье обсуждаются требования к каркасу с классом огнестойкости на основе текущих требований кода IBC и стандартов испытаний NFPA, ASTM и UL.
Нормы устанавливают требования как к огнестойкому стеклу, так и к каркасу. На самом деле вся сборка должна соответствовать требованиям кода. В этой статье обсуждаются требования к каркасу с классом огнестойкости на основе текущих требований кода IBC и стандартов испытаний NFPA, ASTM и UL. Так почему же мы видим противопожарные полые металлические рамы, используемые в ограждениях лестничных клеток, противопожарных преградах или других устройствах, где огнестойкие сборки (как стекло, так и рамы) соответствуют стандарту ASTM E119./UL 263 требуются? Вот несколько причин путаницы и способы избежать дорогостоящих ошибок.
Так почему же мы видим противопожарные полые металлические рамы, используемые в ограждениях лестничных клеток, противопожарных преградах или других устройствах, где огнестойкие сборки (как стекло, так и рамы) соответствуют стандарту ASTM E119./UL 263 требуются? Вот несколько причин путаницы и способы избежать дорогостоящих ошибок. Или вот еще один пример: боковые стенки/фрамуги, окружающие дверь с повышением температуры на 90 минут, должны быть установлены с остеклением с классом огнестойкости, испытанным в сборе в соответствии со стандартом ASTM E119, и должны быть оценены как стена. А поскольку полые металлические рамы соответствуют только требованиям NFPA 252/257, их нельзя использовать в приложениях, требующих ASTM E-119, даже если они соответствуют необходимой огнестойкости. В таблице 716.5 IBC 2012 года изложены кодовые требования для боковых стенок и ригелей, а также приложений, когда ASTM E119требуется для.
Или вот еще один пример: боковые стенки/фрамуги, окружающие дверь с повышением температуры на 90 минут, должны быть установлены с остеклением с классом огнестойкости, испытанным в сборе в соответствии со стандартом ASTM E119, и должны быть оценены как стена. А поскольку полые металлические рамы соответствуют только требованиям NFPA 252/257, их нельзя использовать в приложениях, требующих ASTM E-119, даже если они соответствуют необходимой огнестойкости. В таблице 716.5 IBC 2012 года изложены кодовые требования для боковых стенок и ригелей, а также приложений, когда ASTM E119требуется для. (2) Это означает, что и стекло, и рамы должны пройти необходимые испытания для применения. Использование огнестойкого каркаса, такого как пустотелый металл, с огнестойким остеклением аннулирует класс огнестойкости всей сборки. (3)
(2) Это означает, что и стекло, и рамы должны пройти необходимые испытания для применения. Использование огнестойкого каркаса, такого как пустотелый металл, с огнестойким остеклением аннулирует класс огнестойкости всей сборки. (3)
 Дюймами из-за проблем с лучистым теплом. (6) Превышать 100 кв. дюйм в дверном смотровом стекле, остекление с классом огнестойкости 60 и 9Необходимо использовать 0 минут, равных двери. Однако боковые стенки и фрамуги в выходных проходах и выходных ограждениях должны соответствовать более высокому стандарту и оцениваться как стена. Следовательно, полые металлические боковины и ригели, испытанные только в соответствии с NFPA 252, не допускаются, даже если здание полностью обрызгано.
Дюймами из-за проблем с лучистым теплом. (6) Превышать 100 кв. дюйм в дверном смотровом стекле, остекление с классом огнестойкости 60 и 9Необходимо использовать 0 минут, равных двери. Однако боковые стенки и фрамуги в выходных проходах и выходных ограждениях должны соответствовать более высокому стандарту и оцениваться как стена. Следовательно, полые металлические боковины и ригели, испытанные только в соответствии с NFPA 252, не допускаются, даже если здание полностью обрызгано.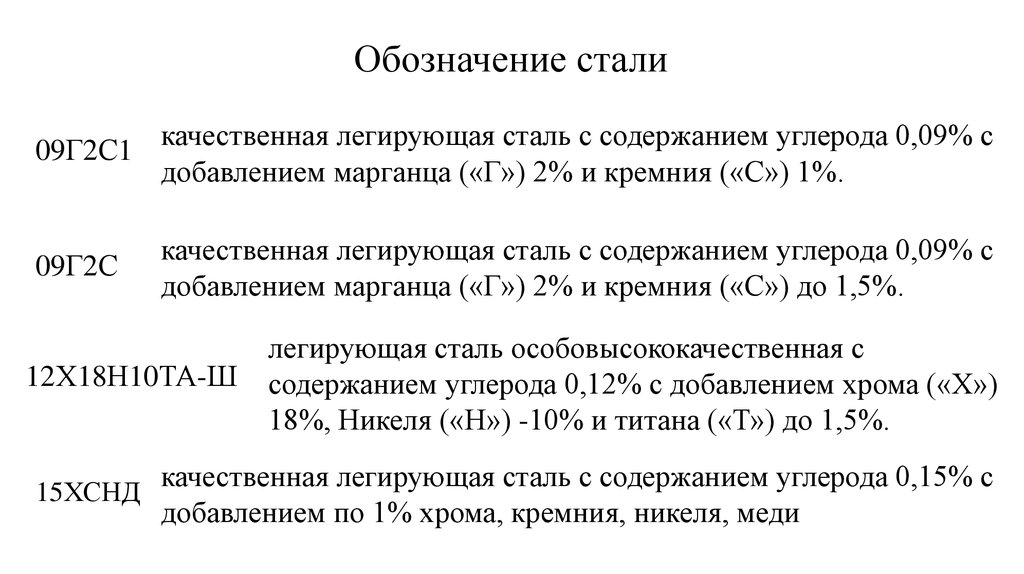
 ) Огнестойкое остекление может быть установлено в окне, испытанном в соответствии с NFPA. 257. Однако огнестойкое остекление, установленное в пустотелой металлической раме, не является узлом с классом огнестойкости. Узлы с номинальной огнестойкостью должны быть испытаны в соответствии с ASTM E119., Стандартные методы испытаний строительных конструкций и материалов на огнестойкость.
) Огнестойкое остекление может быть установлено в окне, испытанном в соответствии с NFPA. 257. Однако огнестойкое остекление, установленное в пустотелой металлической раме, не является узлом с классом огнестойкости. Узлы с номинальной огнестойкостью должны быть испытаны в соответствии с ASTM E119., Стандартные методы испытаний строительных конструкций и материалов на огнестойкость.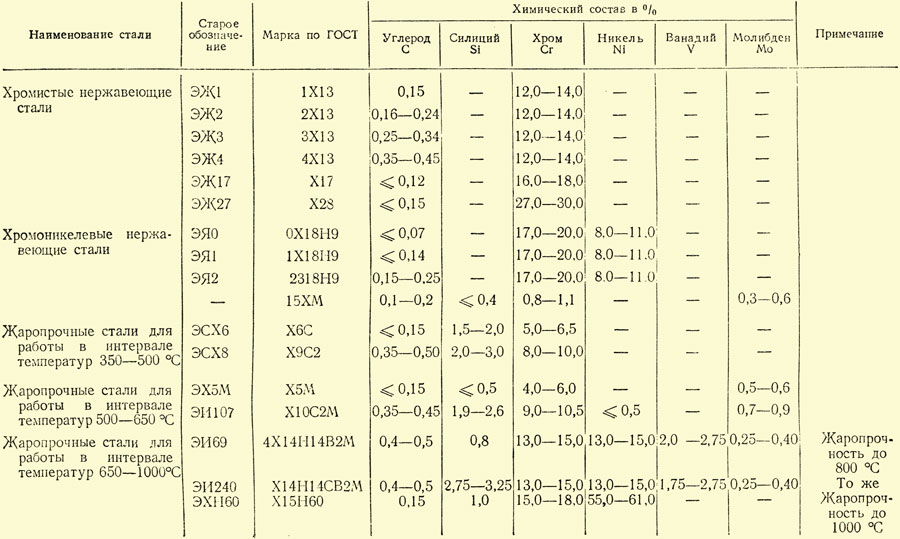 В случаях, когда требуемый рейтинг составляет 3/4 часа или меньше, должно применяться остекление с рейтингом огнестойкости, отвечающее требованиям испытаний NFPA 252. Остекление с классом огнестойкости требуется, если требуемый рейтинг превышает 3/4 часа, и сборка должна быть испытана в соответствии со стандартом ASTM E 119.или UL 263. Испытания сборок по этим критериям подвергают остекление соответствующему повышению температуры, чтобы подтвердить более высокий класс огнестойкости.
В случаях, когда требуемый рейтинг составляет 3/4 часа или меньше, должно применяться остекление с рейтингом огнестойкости, отвечающее требованиям испытаний NFPA 252. Остекление с классом огнестойкости требуется, если требуемый рейтинг превышает 3/4 часа, и сборка должна быть испытана в соответствии со стандартом ASTM E 119.или UL 263. Испытания сборок по этим критериям подвергают остекление соответствующему повышению температуры, чтобы подтвердить более высокий класс огнестойкости.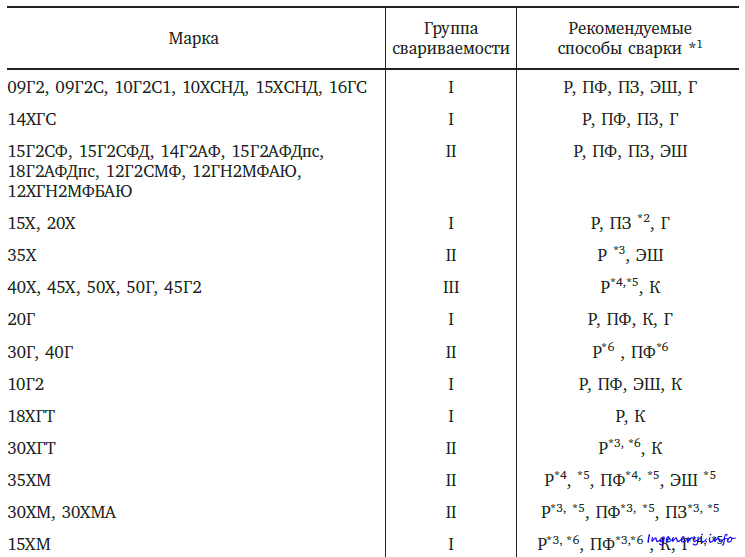 или UL 263 не должны подпадать под ограничения этого раздела.
или UL 263 не должны подпадать под ограничения этого раздела.
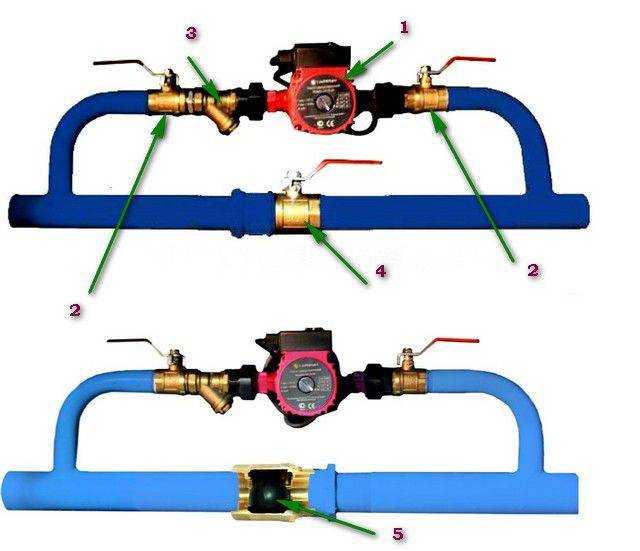
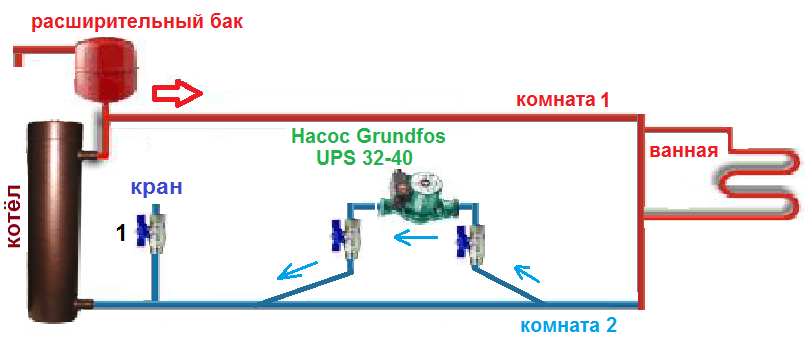 Он нужны для повышения теплоотдачи и для возможности регулировки температуры в помещении. Установка циркуляционного насоса — задача не самая сложная, при наличии минимума навыков справиться можно самостоятельно, своими руками.
Он нужны для повышения теплоотдачи и для возможности регулировки температуры в помещении. Установка циркуляционного насоса — задача не самая сложная, при наличии минимума навыков справиться можно самостоятельно, своими руками. 
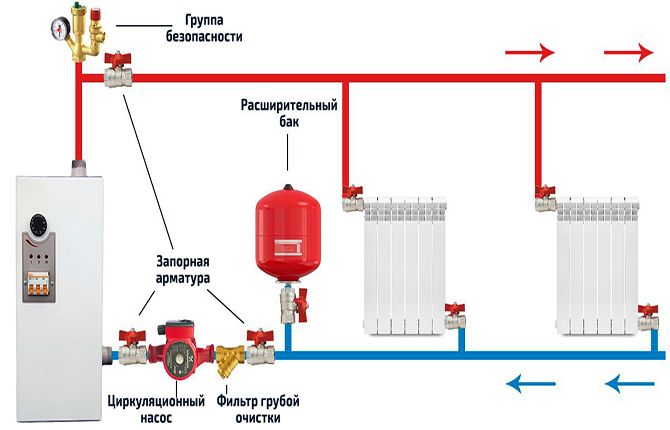
 Понятное дело, что установка циркуляционного насоса в этих системах имеет отличия.
Понятное дело, что установка циркуляционного насоса в этих системах имеет отличия.

 При такой системе электропитания все будет работать и несколько суток, так как сам насос и автоматика котла «тянут» электричества по максимуму 250-300 Вт. Но при организации надо все просчитать и подобрать емкость аккумуляторов. Недостаток такой системы — необходимость следить за тем, чтобы аккумуляторы не разряжались.
При такой системе электропитания все будет работать и несколько суток, так как сам насос и автоматика котла «тянут» электричества по максимуму 250-300 Вт. Но при организации надо все просчитать и подобрать емкость аккумуляторов. Недостаток такой системы — необходимость следить за тем, чтобы аккумуляторы не разряжались.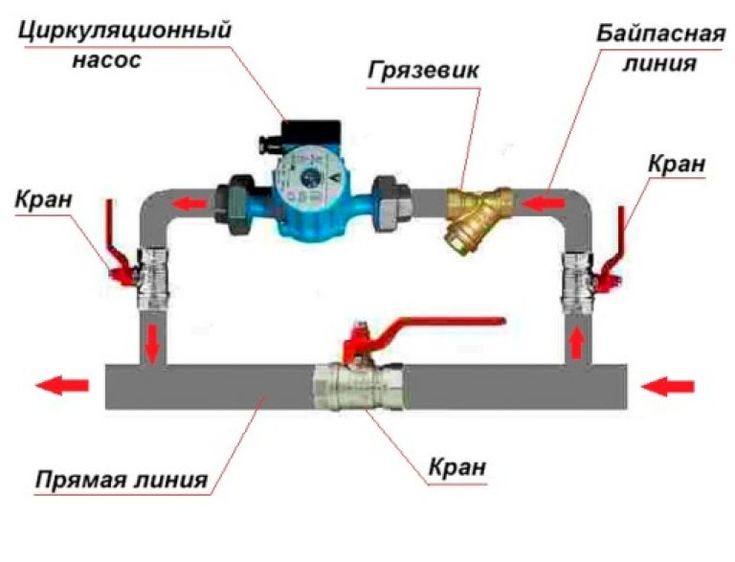 htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.


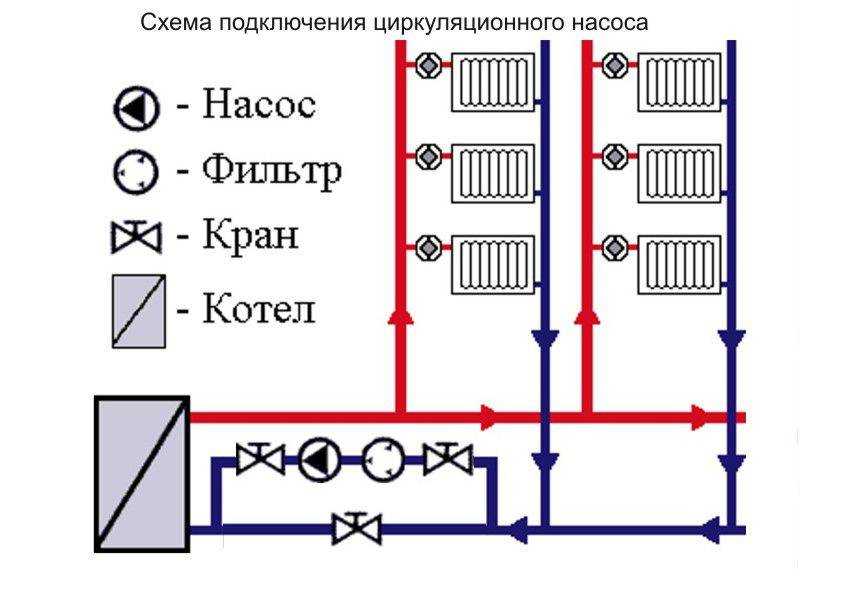 htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.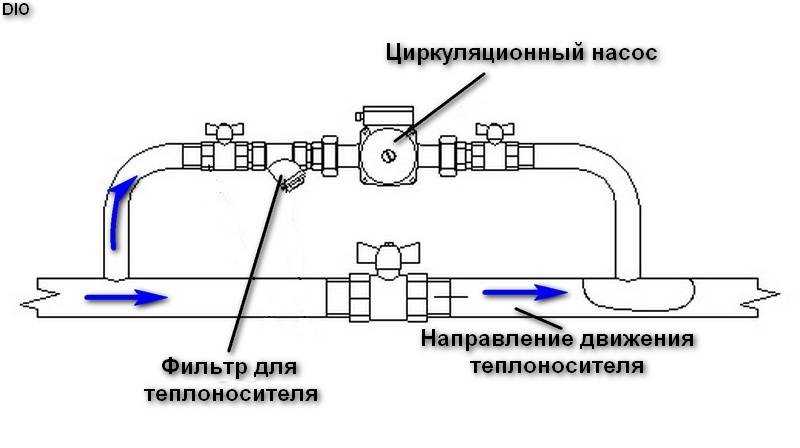
 Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.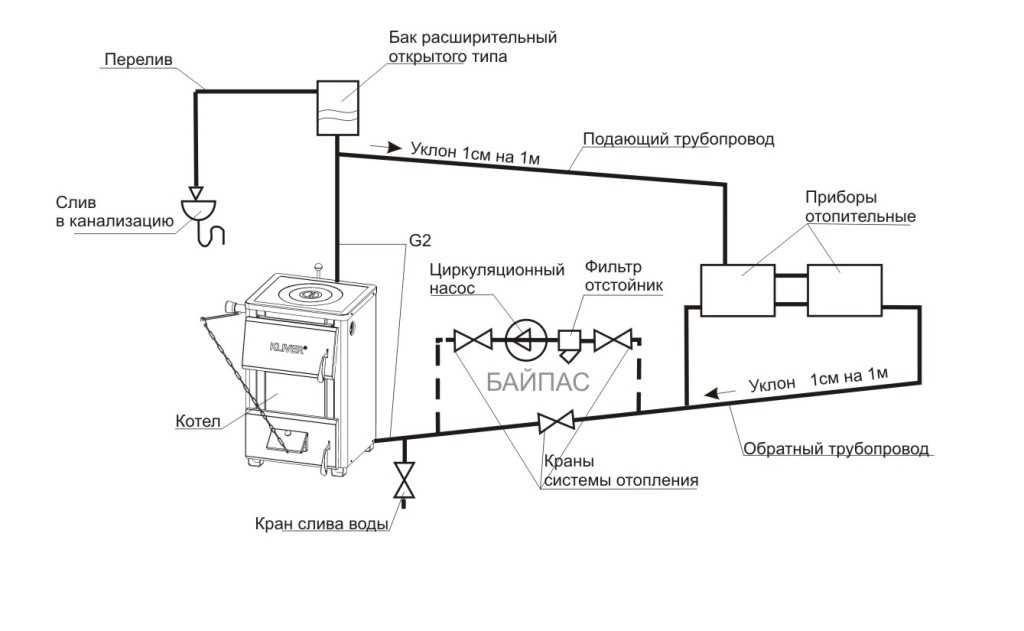
 По определению, рециркуляционный насос для горячей воды — это водяной насос особого типа, установленный в вашем доме, который обеспечивает мгновенную или почти мгновенную подачу горячей воды в ваш кран или другие приспособления.
По определению, рециркуляционный насос для горячей воды — это водяной насос особого типа, установленный в вашем доме, который обеспечивает мгновенную или почти мгновенную подачу горячей воды в ваш кран или другие приспособления. В большинстве случаев это может быть одним из самых дорогих вопросов. Было бы неплохо заменить водопроводную систему медными или ПВХ трубами.
В большинстве случаев это может быть одним из самых дорогих вопросов. Было бы неплохо заменить водопроводную систему медными или ПВХ трубами. ..
.. Ниже в таблице вы можете посмотреть удельное сопротивление некоторых наиболее часто используемых металлов.
Ниже в таблице вы можете посмотреть удельное сопротивление некоторых наиболее часто используемых металлов.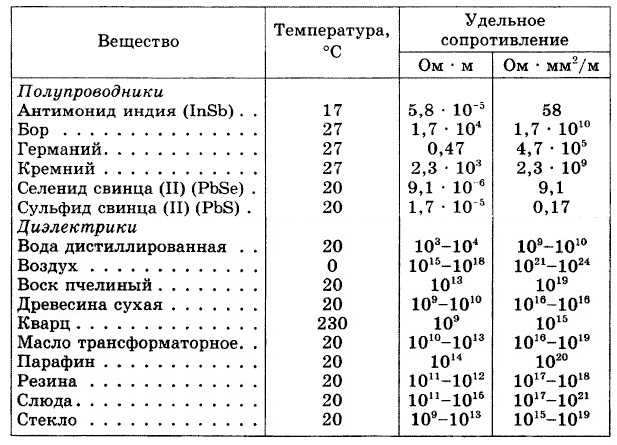
 6
6 2]}\over [м]} = [Oм]*[м] $ (2).
2]}\over [м]} = [Oм]*[м] $ (2).
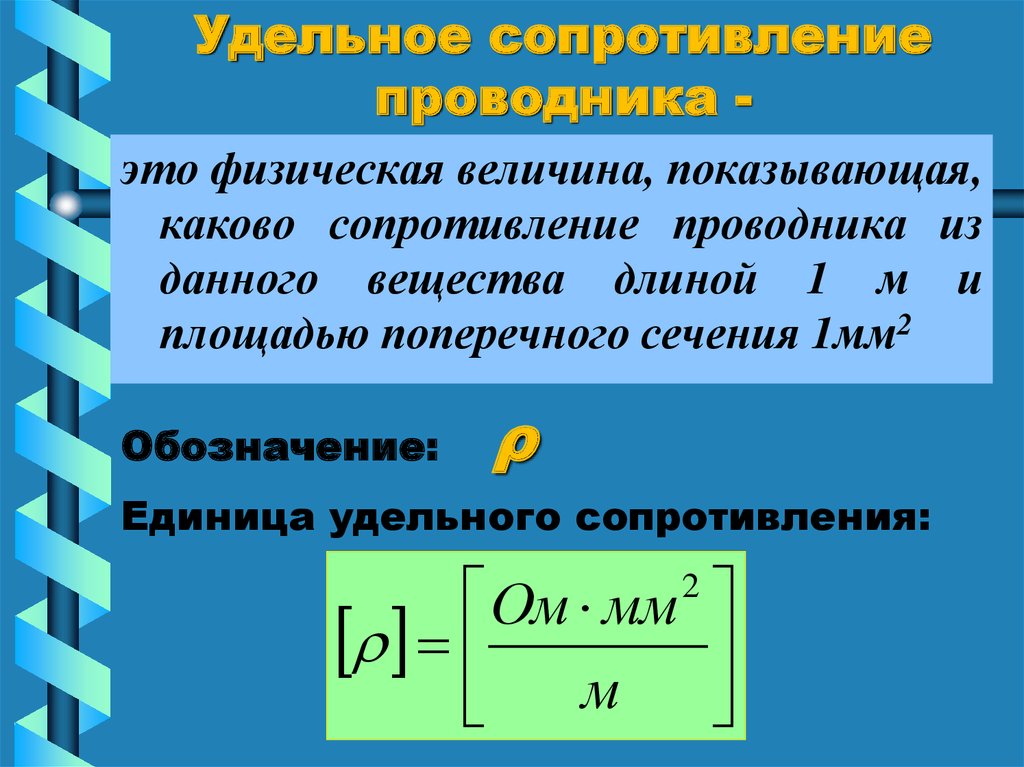 Медь и медные сплавы применяются для изготовления кабельной продукции и шунтов — деталей, ограничивающих большие токи через измерительные приборы.
Медь и медные сплавы применяются для изготовления кабельной продукции и шунтов — деталей, ограничивающих большие токи через измерительные приборы.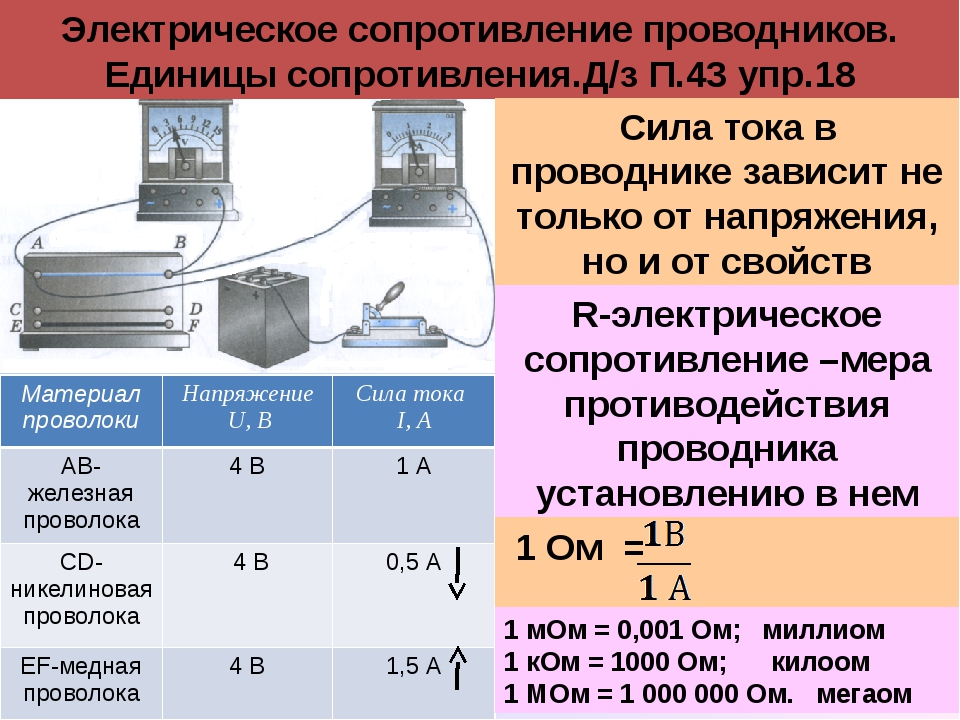 Это объясняется тем, что с ростом температуры увеличивается число дефектов в кристаллической решетке из-за более интенсивных тепловых колебаний ионов, тормозящих электронный ток.
Это объясняется тем, что с ростом температуры увеличивается число дефектов в кристаллической решетке из-за более интенсивных тепловых колебаний ионов, тормозящих электронный ток.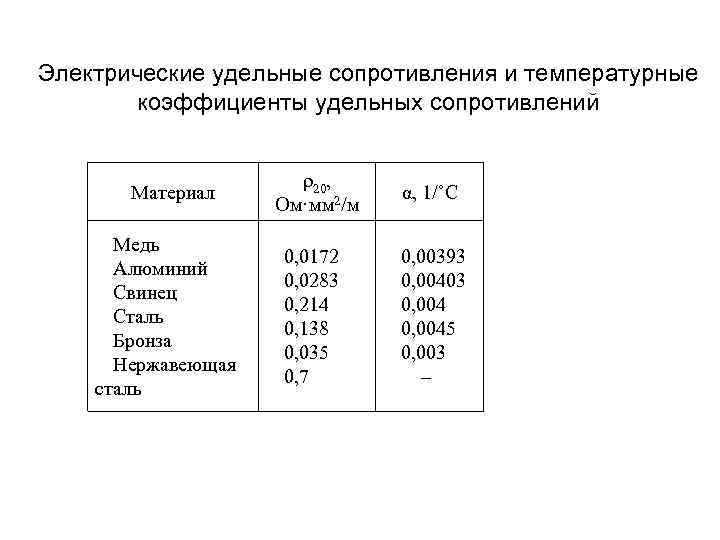 Таблица удельных сопротивлений металлов приведена для комнатной температуры — 200С.
Таблица удельных сопротивлений металлов приведена для комнатной температуры — 200С.
 36×10 −8
36×10 −8 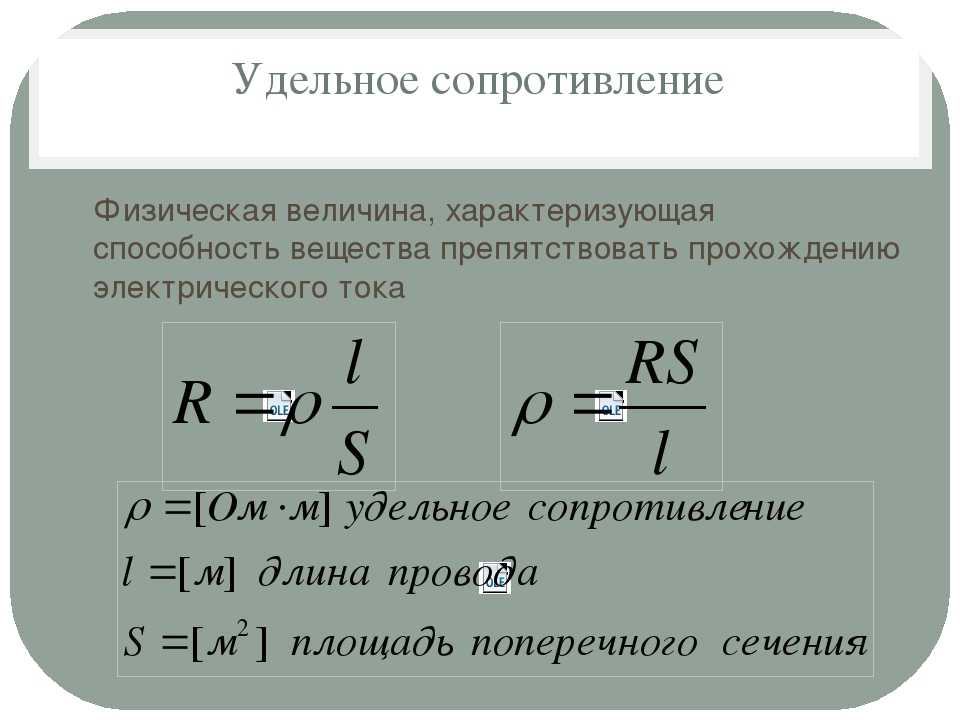 20×10 −7
20×10 −7 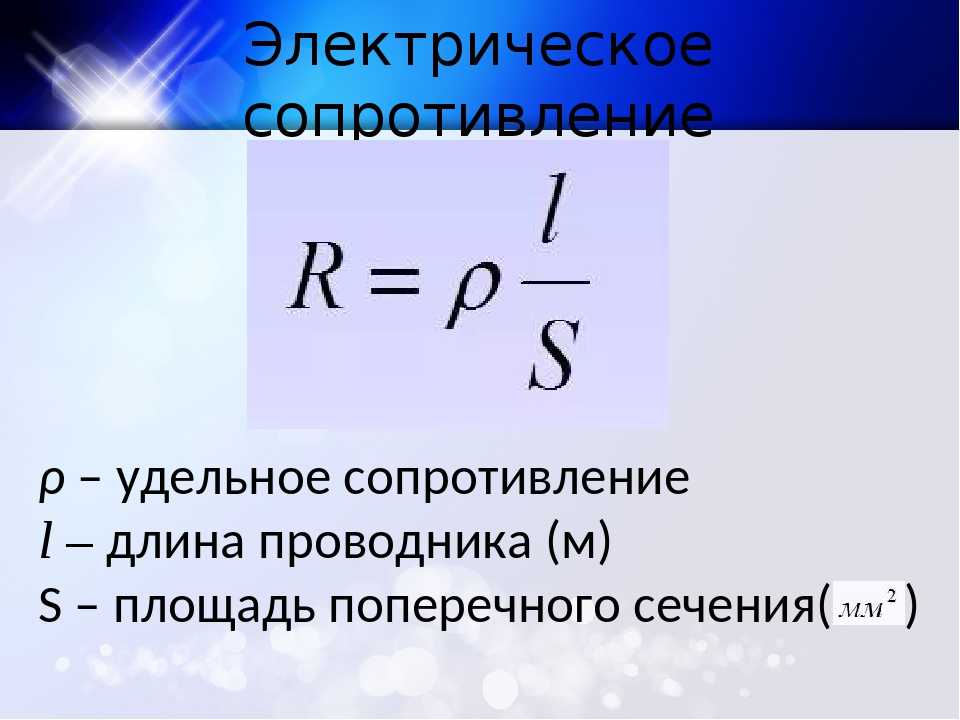 плоскость
плоскость 3×10 16 to 3.3×10 16
3×10 16 to 3.3×10 16 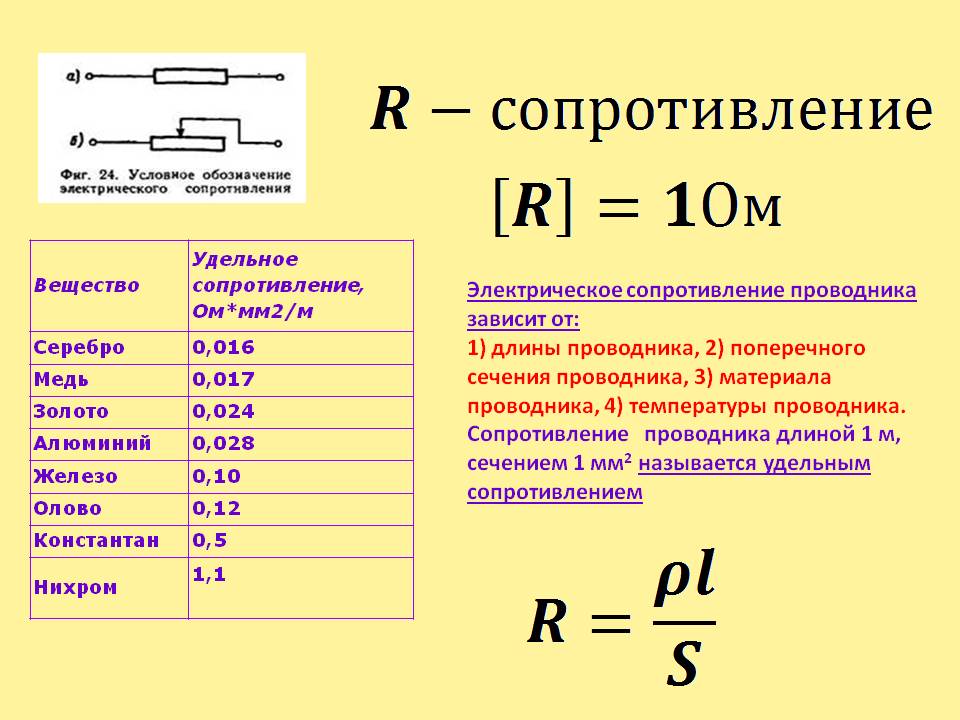




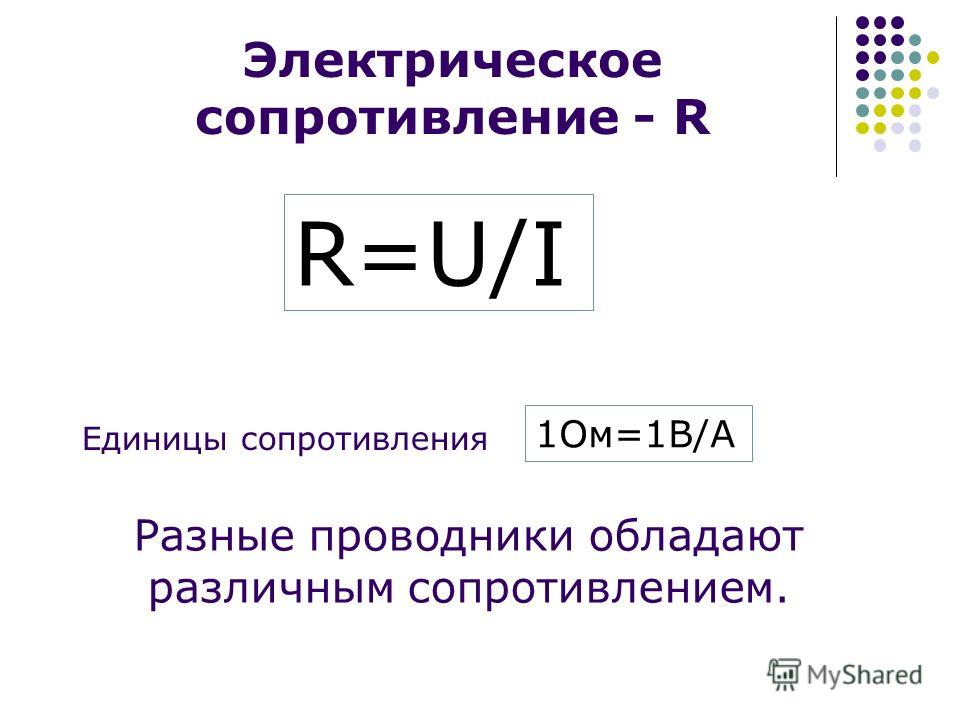 Оксид может действовать как выпрямитель при некоторых обстоятельствах, что может вызвать некоторые неприятные проблемы в радиочастотных цепях, создавая так называемые продукты пассивной интермодуляции.
Оксид может действовать как выпрямитель при некоторых обстоятельствах, что может вызвать некоторые неприятные проблемы в радиочастотных цепях, создавая так называемые продукты пассивной интермодуляции.
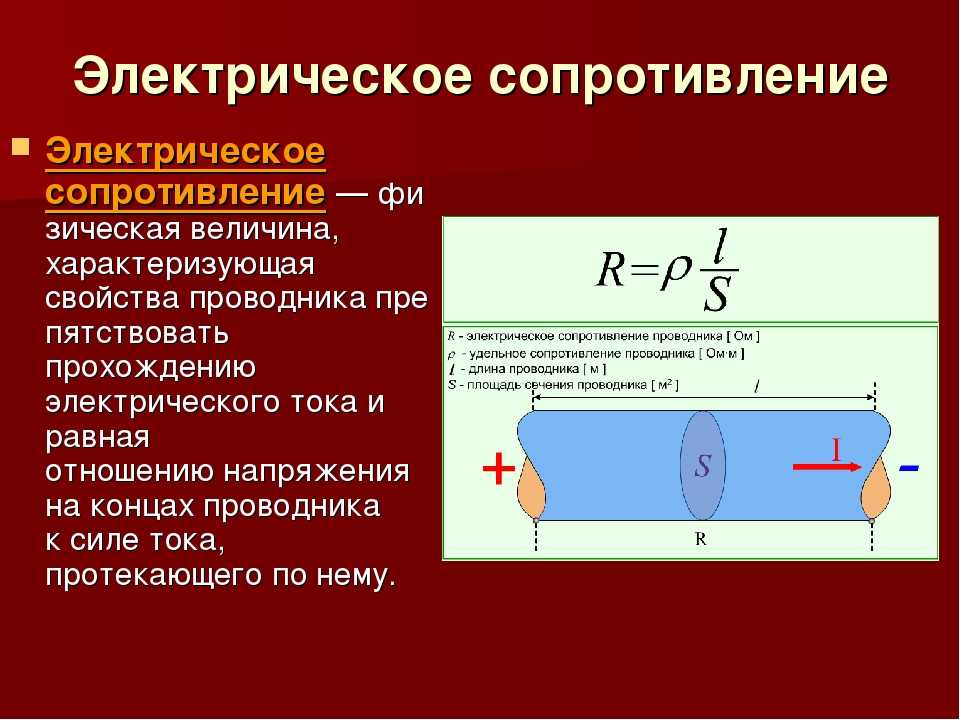
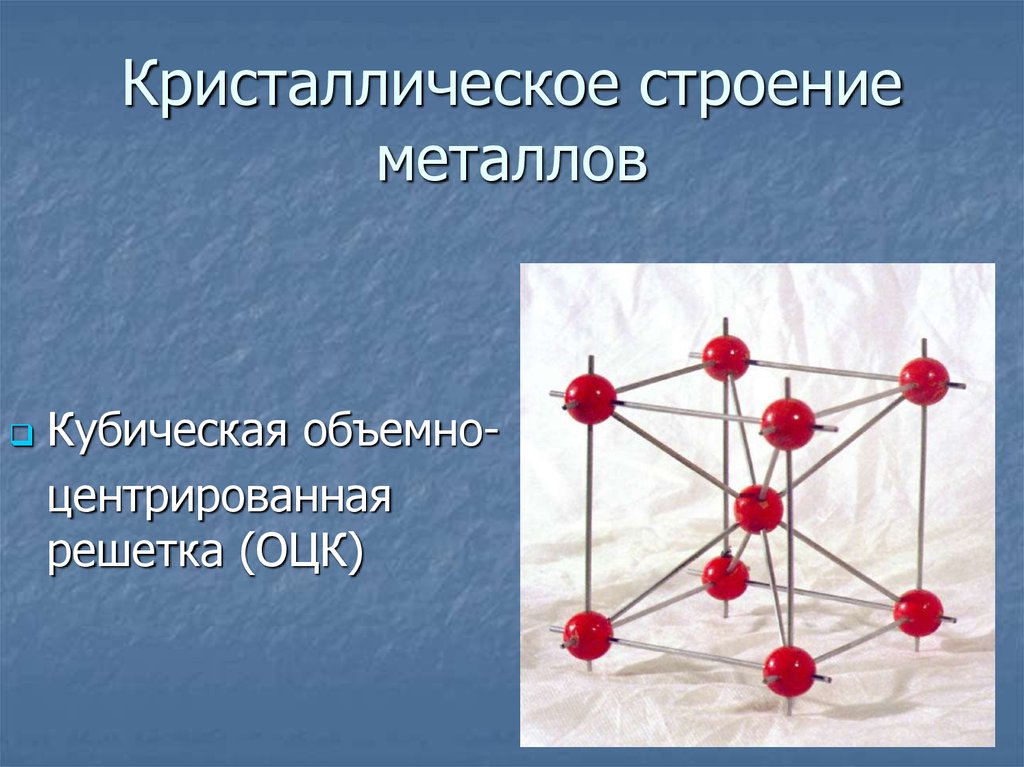 Поэтому их численное превосходство очевидно. Самыми распространенными являются:
Поэтому их численное превосходство очевидно. Самыми распространенными являются: Если знать особенности такого строения, то можно влиять на свойства образца и подстраивать его под нужные параметры, что и делают люди уже многие десятилетия.
Если знать особенности такого строения, то можно влиять на свойства образца и подстраивать его под нужные параметры, что и делают люди уже многие десятилетия. Совокупность таких ячеек, собранная вместе и отраженная в трехмерном пространстве, и образует кристаллические решетки. Химия, физика и металловедение — это науки, которые занимаются изучением особенностей строения таких структур.
Совокупность таких ячеек, собранная вместе и отраженная в трехмерном пространстве, и образует кристаллические решетки. Химия, физика и металловедение — это науки, которые занимаются изучением особенностей строения таких структур.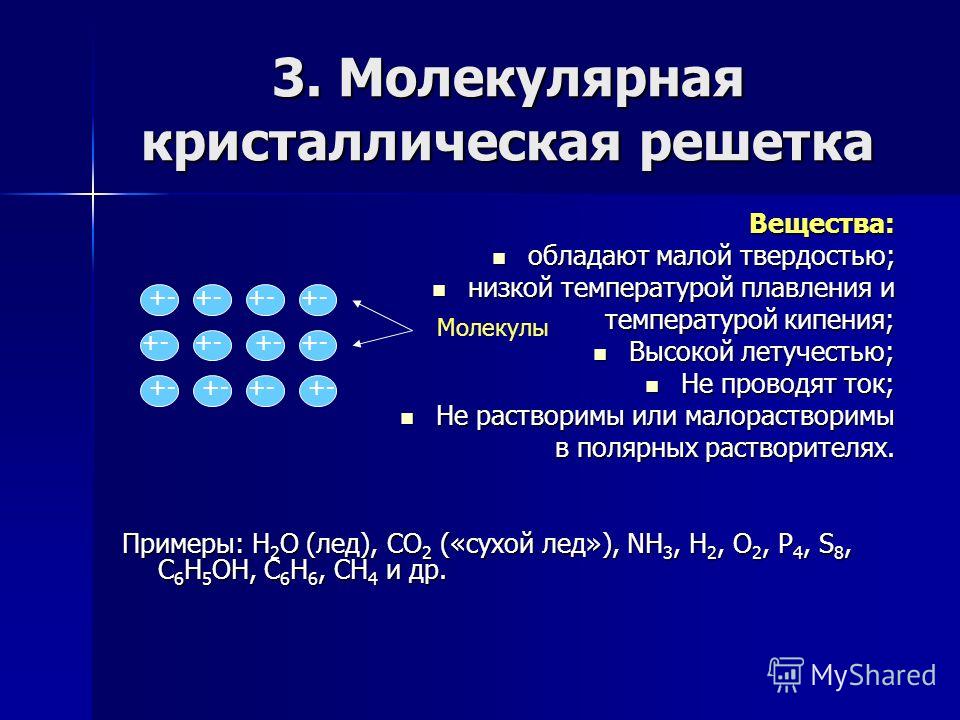 Они следующие:
Они следующие:
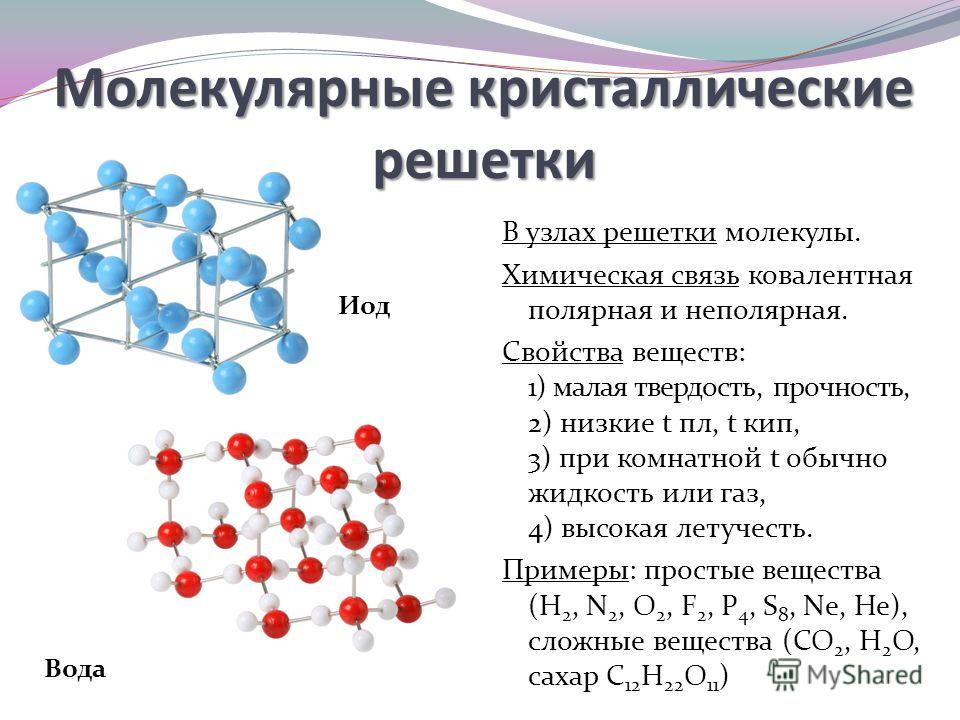
 Ухудшают прочность и качество материала.
Ухудшают прочность и качество материала.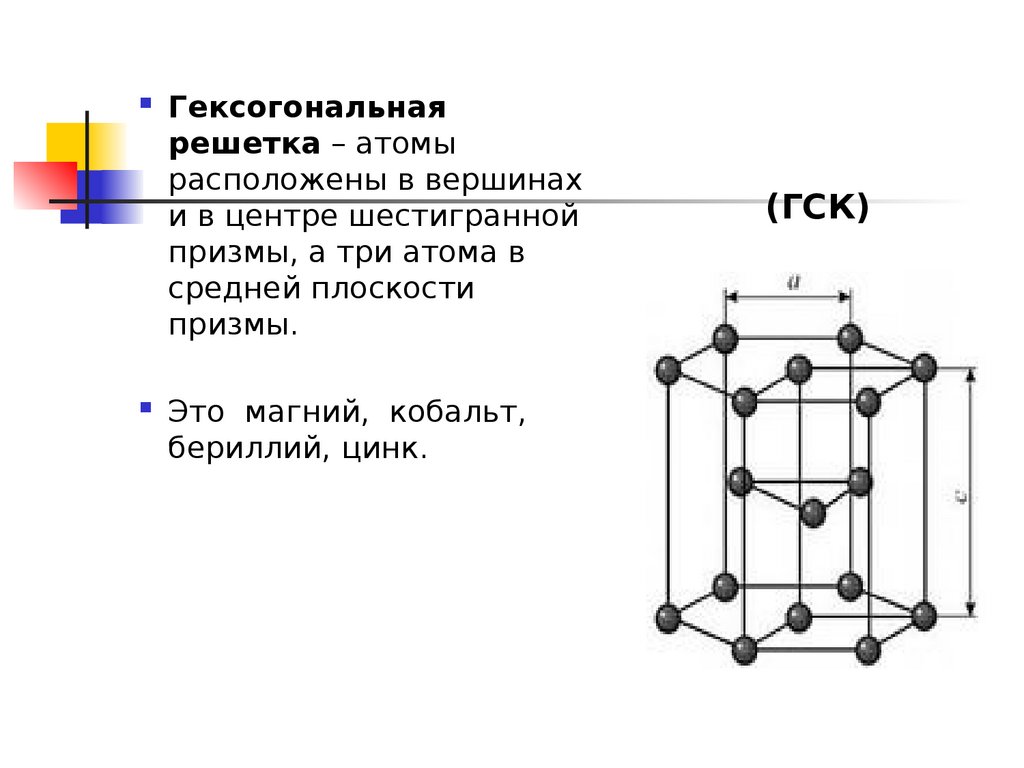
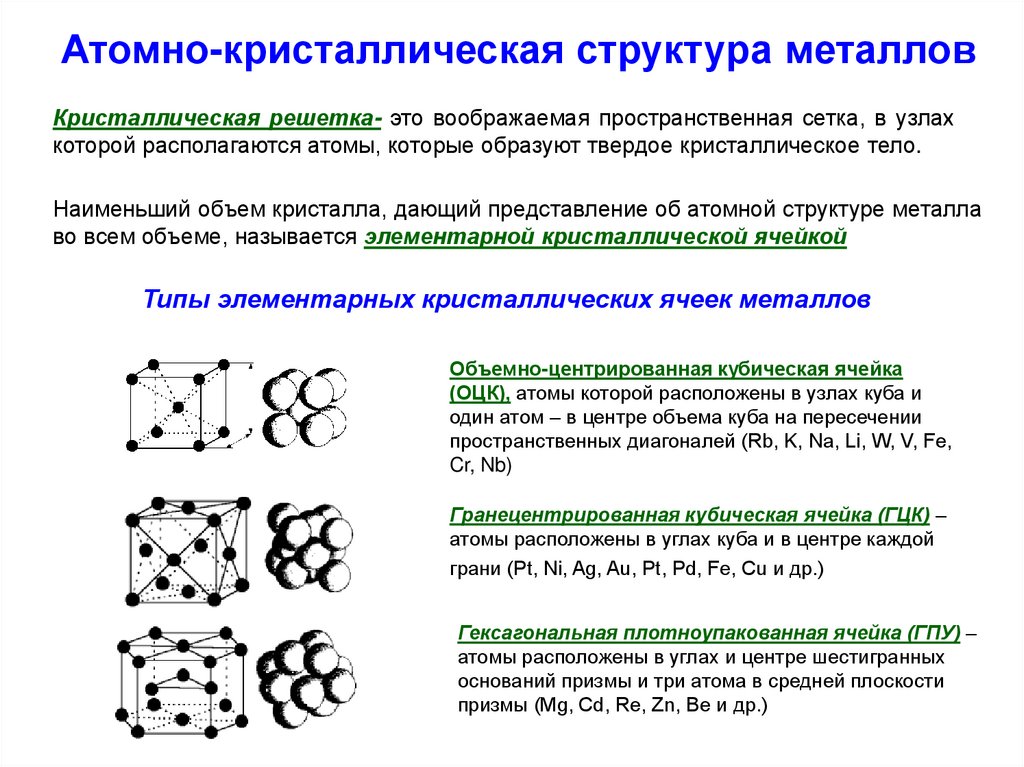
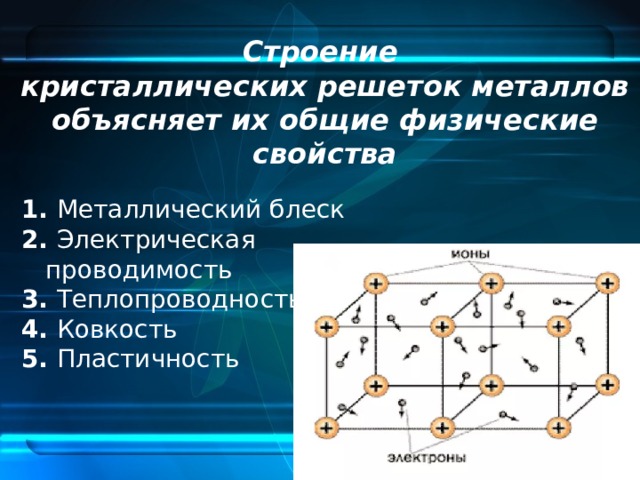 б — взаимное расположение слоев.
б — взаимное расположение слоев.
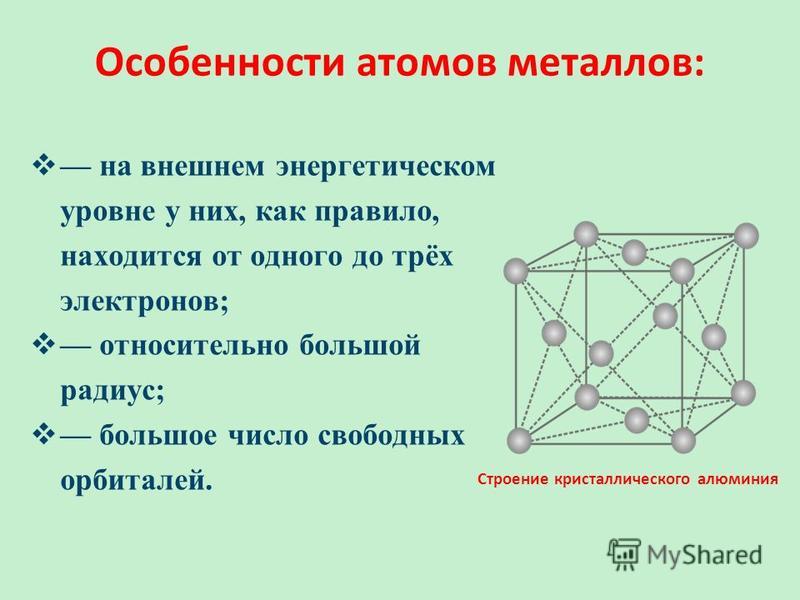
 Эти минералы характеризуются выраженными катионообменными свойствами, что проявляется в способности глины связывать определенно число катионов, причем одни из них могут быть частично или полностью заменены другими в эквивалентных количествах. Обменная емкость монтмориллонита — более 50Х Х10 — 5 моль / кг. Минералы группы монтмориллонита встречаются в глинистых породах палеогенового, мелового, юрского, пермского и каменноугольного возраста. В более ранних породах не обнаружены.
Эти минералы характеризуются выраженными катионообменными свойствами, что проявляется в способности глины связывать определенно число катионов, причем одни из них могут быть частично или полностью заменены другими в эквивалентных количествах. Обменная емкость монтмориллонита — более 50Х Х10 — 5 моль / кг. Минералы группы монтмориллонита встречаются в глинистых породах палеогенового, мелового, юрского, пермского и каменноугольного возраста. В более ранних породах не обнаружены.
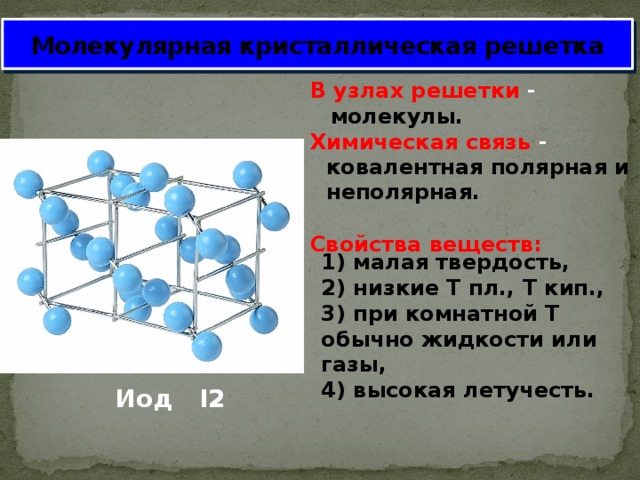 Устойчив к окрашиванию и коррозии и поэтому используется для столовых приборов и хирургических инструментов.
Устойчив к окрашиванию и коррозии и поэтому используется для столовых приборов и хирургических инструментов. Используется в декоративных целях и в электроустановках.
Используется в декоративных целях и в электроустановках.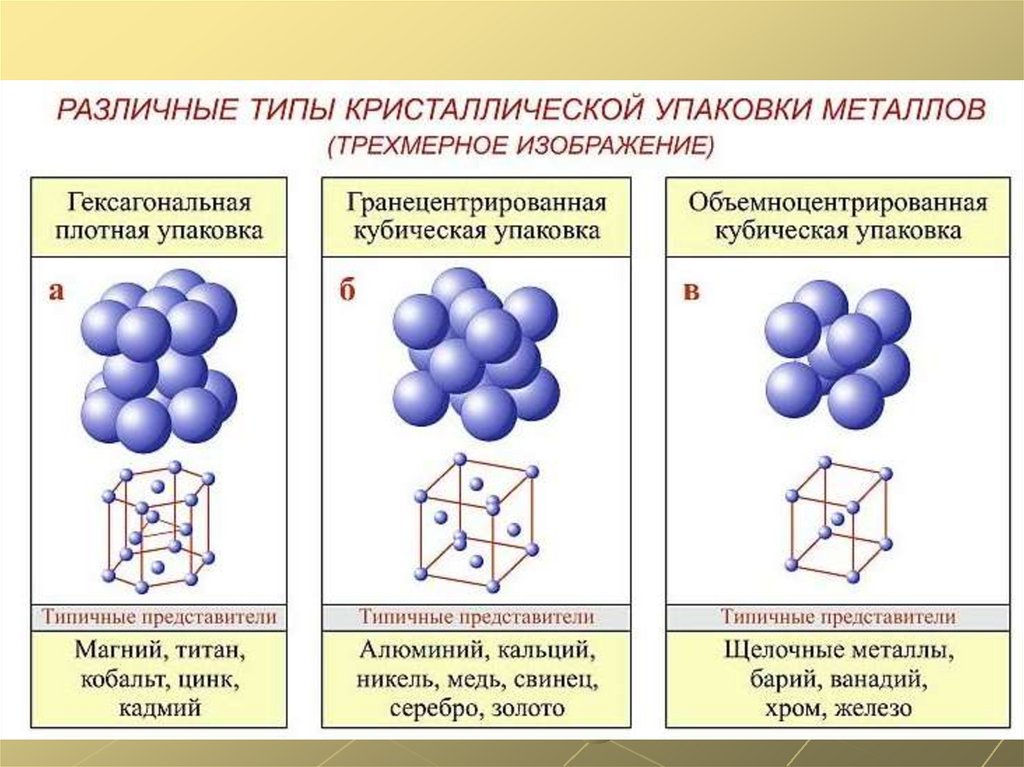 Эта регулярная трехмерная структура атомов известна как пространственная решетка, а элементарная ячейка является наименьшей единицей решетки, которая сохраняет общие характеристики решетки. Кристаллическая структура относится к размеру, форме и расположению атомов элементарной ячейки решетки и варьируется от одного вещества к другому. Кристаллы представляют собой регулярное расположение частиц (атомов, ионов или молекул).
Эта регулярная трехмерная структура атомов известна как пространственная решетка, а элементарная ячейка является наименьшей единицей решетки, которая сохраняет общие характеристики решетки. Кристаллическая структура относится к размеру, форме и расположению атомов элементарной ячейки решетки и варьируется от одного вещества к другому. Кристаллы представляют собой регулярное расположение частиц (атомов, ионов или молекул).
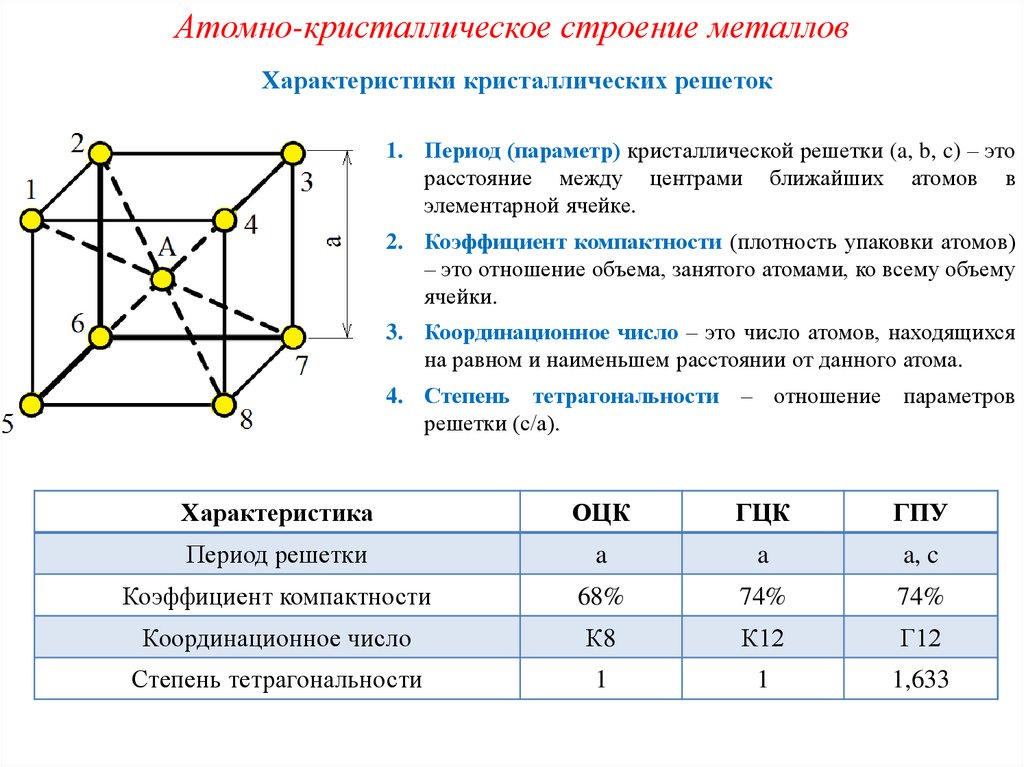
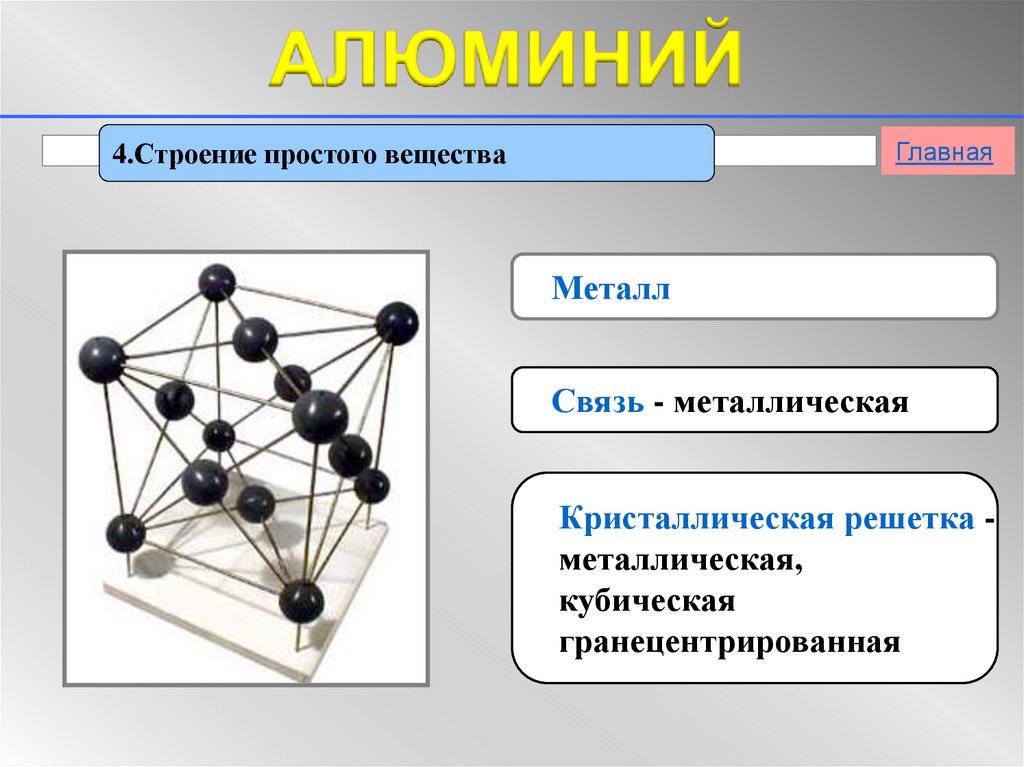 Медленное охлаждение позволяет формировать более крупные зерна; быстрое охлаждение дает более мелкие зерна. Направленные свойства в структуре могут быть достигнуты за счет избирательного охлаждения одной области твердого тела.
Медленное охлаждение позволяет формировать более крупные зерна; быстрое охлаждение дает более мелкие зерна. Направленные свойства в структуре могут быть достигнуты за счет избирательного охлаждения одной области твердого тела. 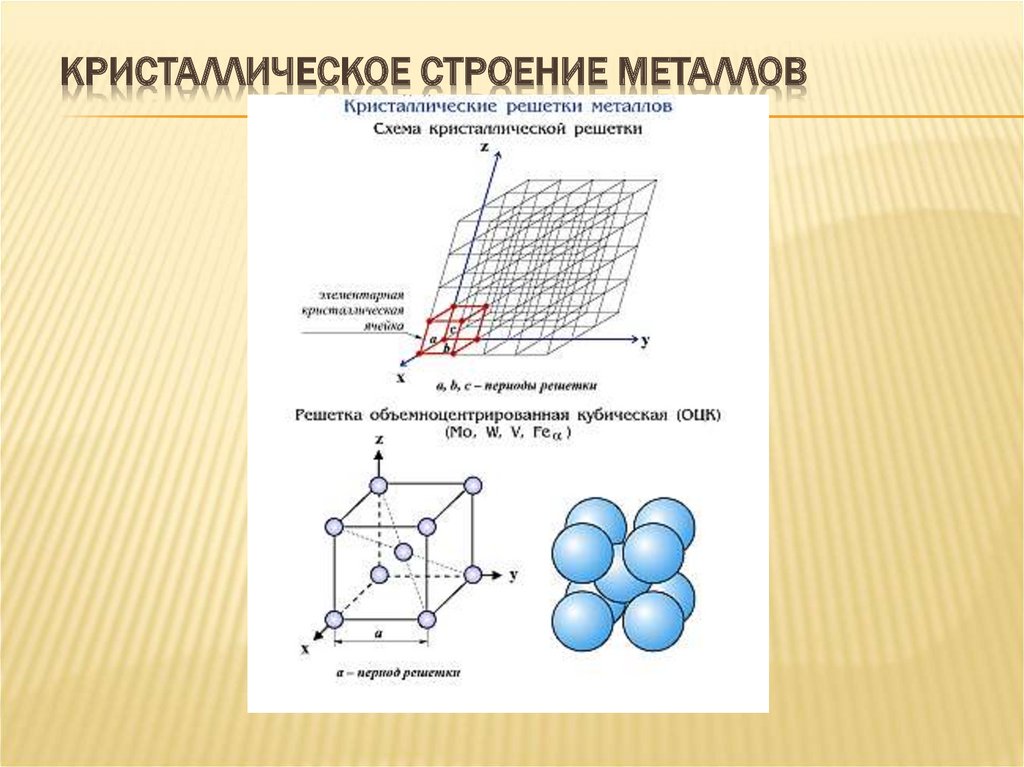 Этот тип деформации включает растяжение металлических связей, но атомы не скользят друг относительно друга.
Этот тип деформации включает растяжение металлических связей, но атомы не скользят друг относительно друга.
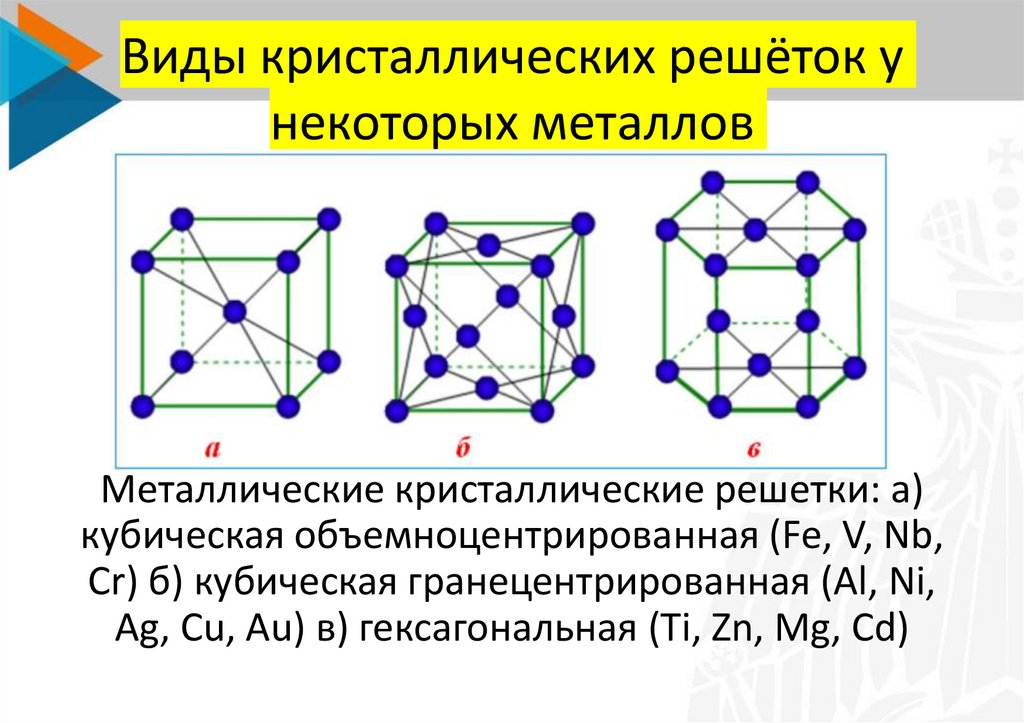
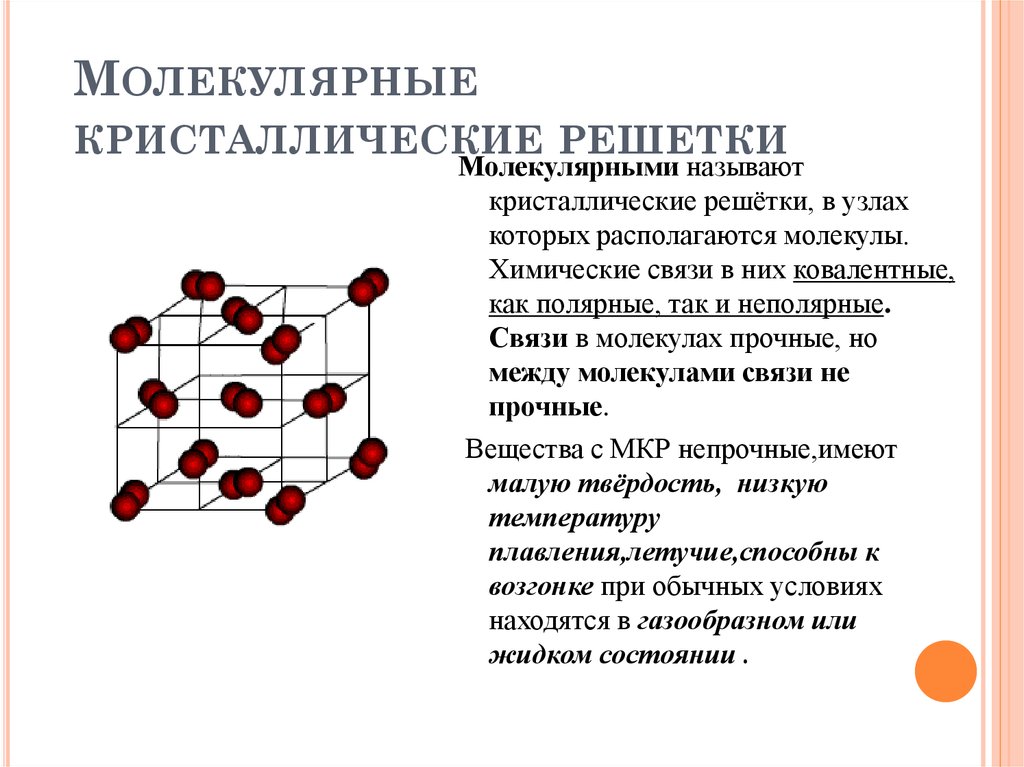 Это может быть смесь металлов или смесь металлов и неметаллов.
Это может быть смесь металлов или смесь металлов и неметаллов. Снижение твердости обычно сопровождается повышением пластичности, вследствие чего снижается хрупкость металла.
Снижение твердости обычно сопровождается повышением пластичности, вследствие чего снижается хрупкость металла.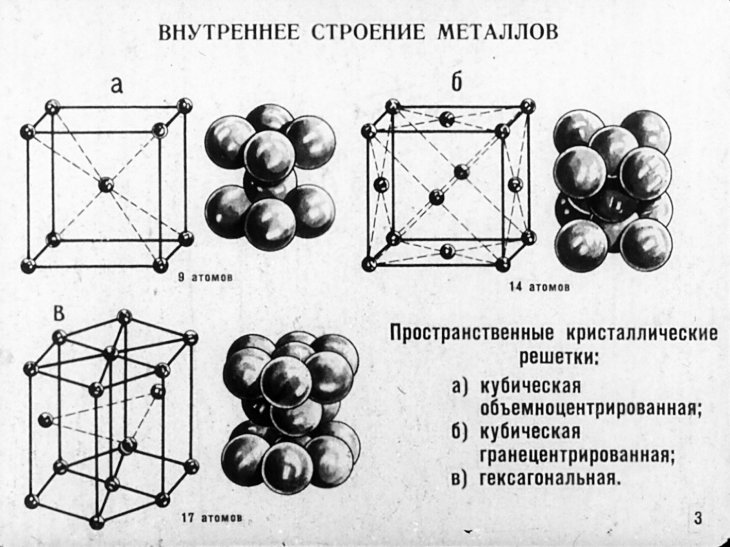 Обозначение отпуска фактически определяется размером зерна, а не пределом текучести металла.
Обозначение отпуска фактически определяется размером зерна, а не пределом текучести металла.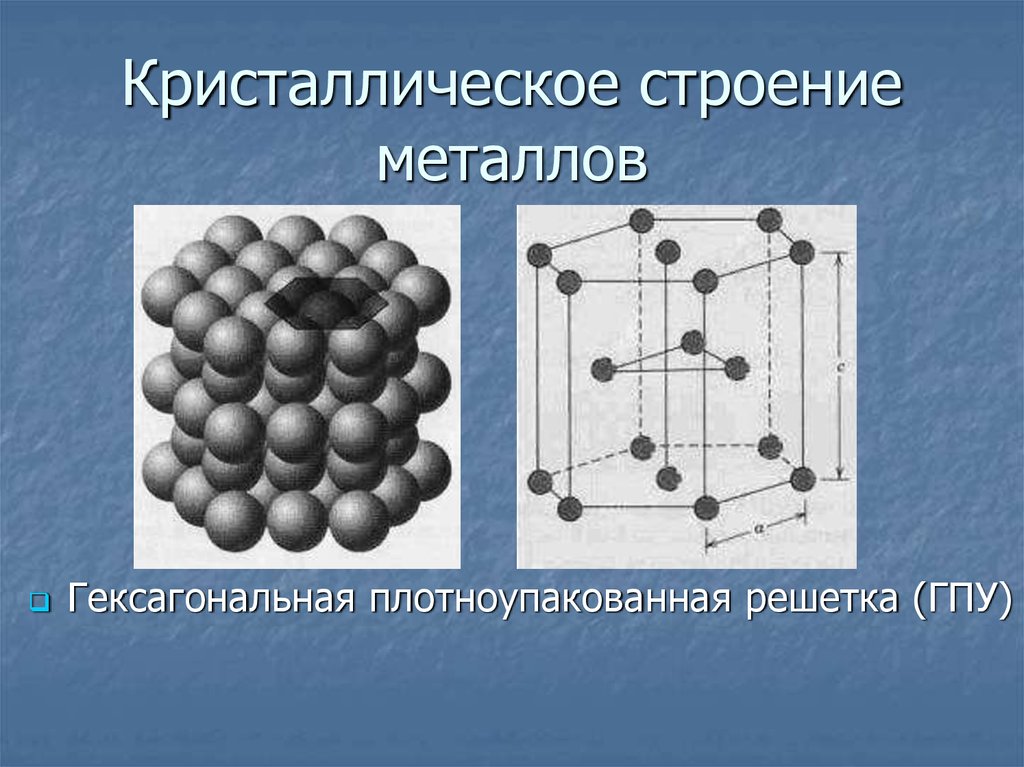 В результате получается более твердая и менее пластичная металлическая поверхность.
В результате получается более твердая и менее пластичная металлическая поверхность. Этот процесс часто называют «естественным старением». Другой искусственный вариант этого процесса может быть использован путем нагревания металла в течение короткого периода времени при высокой температуре. В результате он стабилизирует свойства, дополнительно укрепляя сплав. Этот процесс известен как «искусственное старение» или дисперсионное твердение.
Этот процесс часто называют «естественным старением». Другой искусственный вариант этого процесса может быть использован путем нагревания металла в течение короткого периода времени при высокой температуре. В результате он стабилизирует свойства, дополнительно укрепляя сплав. Этот процесс известен как «искусственное старение» или дисперсионное твердение.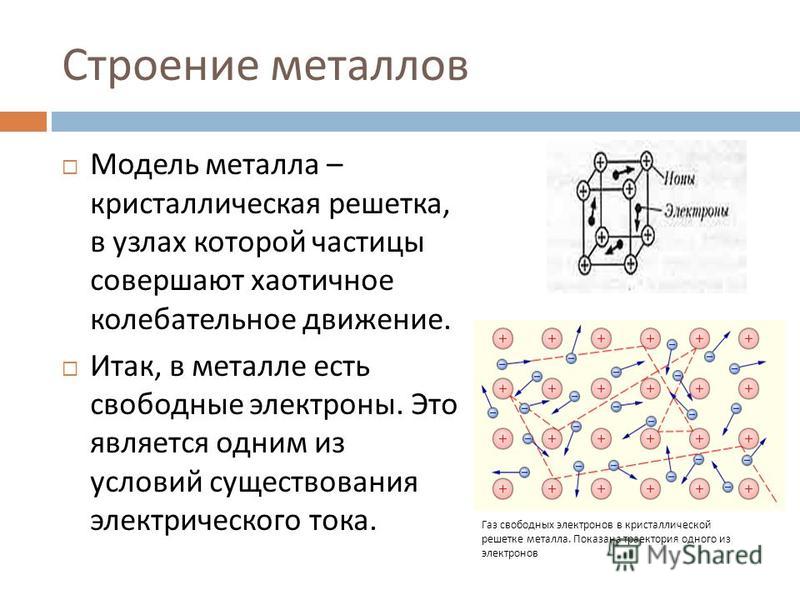
 Шпиндель в них передвигается по вертикальным направляющим.
Шпиндель в них передвигается по вертикальным направляющим.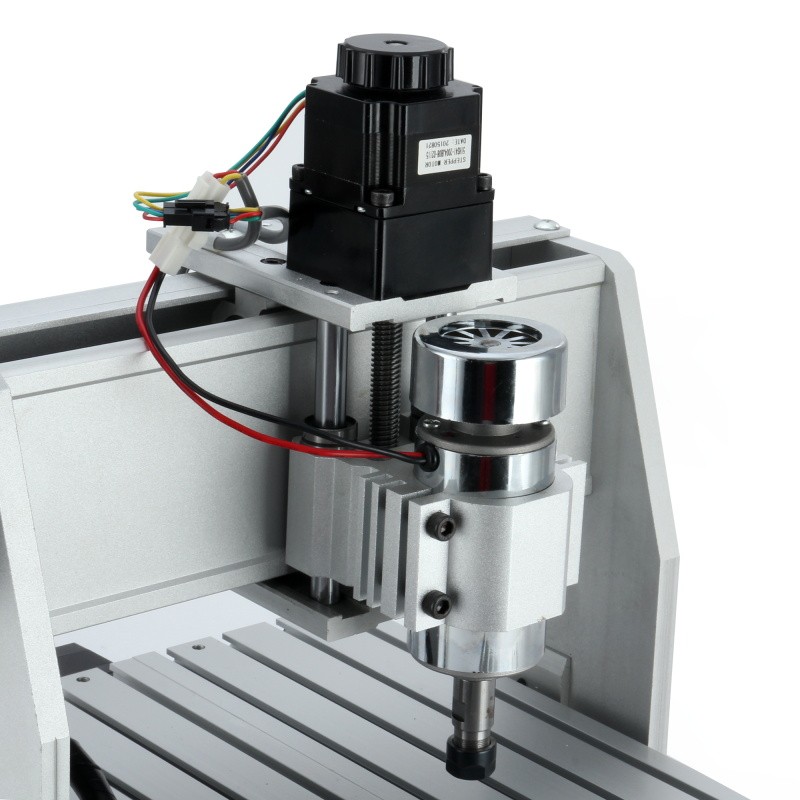 При необходимости можно вывезти из одной мастерской в другую с минимальными затратами.
При необходимости можно вывезти из одной мастерской в другую с минимальными затратами. Для заготовок из твердых сплавов и высоколегированной стали используется более мощный электродвигатель, чем для работы с мягкими сплавами.
Для заготовок из твердых сплавов и высоколегированной стали используется более мощный электродвигатель, чем для работы с мягкими сплавами.



 Инструмент этой категории очень популярен и широко применяется в области металлообработки. Причем можно купить фрезерный станок по металлу не только для производственных целей, но и в качестве оборудования для домашней мастерской.
Инструмент этой категории очень популярен и широко применяется в области металлообработки. Причем можно купить фрезерный станок по металлу не только для производственных целей, но и в качестве оборудования для домашней мастерской. Каждый тип оборудования имеет свои характерные черты и функциональное назначение.
Каждый тип оборудования имеет свои характерные черты и функциональное назначение. Коробка скоростей установлена на головке шпинделя.
Коробка скоростей установлена на головке шпинделя.
 Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка. Благодаря своей универсальности этот агрегат может на высшем уровне выполнять такие востребованные операции, как сверление и фрезеровка.
Благодаря своей универсальности этот агрегат может на высшем уровне выполнять такие востребованные операции, как сверление и фрезеровка.

 Настольные варианты инструмента практически ничем не отличаются от полноразмерных станков.
Настольные варианты инструмента практически ничем не отличаются от полноразмерных станков. Сама же фреза способна выполнять исключительно вращательные движения.
Сама же фреза способна выполнять исключительно вращательные движения.
 Уровень мощности такого инструмента обычно не превышает 400 Вт. Этого достаточно для того, чтобы выполнять качественную обработку деталей из мягких металлов или для создания изделий небольшими партиями. Если же потребуется обработка заготовок, изготовленных из стали или чугуна, мощность инструмента должна превышать 600 Вт.
Уровень мощности такого инструмента обычно не превышает 400 Вт. Этого достаточно для того, чтобы выполнять качественную обработку деталей из мягких металлов или для создания изделий небольшими партиями. Если же потребуется обработка заготовок, изготовленных из стали или чугуна, мощность инструмента должна превышать 600 Вт. Для сборки потребуется ручная дрель, немного времени и усилий. Для работы потребуются недорогие и доступные детали. К тому же самодельный фрезер можно наделить дополнительными функциями и сделать из него еще и токарный инструмент.
Для сборки потребуется ручная дрель, немного времени и усилий. Для работы потребуются недорогие и доступные детали. К тому же самодельный фрезер можно наделить дополнительными функциями и сделать из него еще и токарный инструмент. В результате должна получиться конструкция П-образной формы. Нижняя поперечина будет выполнять функцию основания для станка. Направляющие, предназначенные для вертикального передвижения консоли, изготавливаются из уголка. Предварительно его нужно отшлифовать и прикрепить к колонне с помощью болтовых соединений.
В результате должна получиться конструкция П-образной формы. Нижняя поперечина будет выполнять функцию основания для станка. Направляющие, предназначенные для вертикального передвижения консоли, изготавливаются из уголка. Предварительно его нужно отшлифовать и прикрепить к колонне с помощью болтовых соединений. Для фиксации используются винты, головки которых следует утопить. После этого на столешницу нужно установить тиски. Они могут быть самодельными: конструкция сваривается из трубы с квадратным профилем и металлического уголка, через них необходимо пропустить штырь, имеющий резьбу. В качестве крепежных элементов для фиксации тисков на столешнице можно использовать саморезы.
Для фиксации используются винты, головки которых следует утопить. После этого на столешницу нужно установить тиски. Они могут быть самодельными: конструкция сваривается из трубы с квадратным профилем и металлического уголка, через них необходимо пропустить штырь, имеющий резьбу. В качестве крепежных элементов для фиксации тисков на столешнице можно использовать саморезы. Для этого потребуется лифт.
Для этого потребуется лифт.
 Основание из алюминиевой рамы собирается и фиксируется за счет резьбовых соединений. В результате получается простая и легкая конструкция, доступная в цене.
Основание из алюминиевой рамы собирается и фиксируется за счет резьбовых соединений. В результате получается простая и легкая конструкция, доступная в цене.
 Главное при этом – учитывать условия работы и соблюдать требования безопасности. Все механизмы, присутствующие в конструкции, должны соответствовать друг другу по параметрам: срок службы, загруженность, время остывания и нагревания. Если эти показатели будут совпадать, в процессе работы инструмент будет давать хорошие результаты. Это требование имеет особое значение, если оборудование для домашней мастерской изготавливается самостоятельно.
Главное при этом – учитывать условия работы и соблюдать требования безопасности. Все механизмы, присутствующие в конструкции, должны соответствовать друг другу по параметрам: срок службы, загруженность, время остывания и нагревания. Если эти показатели будут совпадать, в процессе работы инструмент будет давать хорошие результаты. Это требование имеет особое значение, если оборудование для домашней мастерской изготавливается самостоятельно. youtube.com/embed/ZyqCmfg8aBQ?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/ZyqCmfg8aBQ?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>  При поиске фрезерного станка учитывайте ключевые факторы, такие как размер и режущая способность, которые требуются для ваших проектов. Ниже приведен список некоторых лучших опций и подробная информация о функциях фрезерного станка, которые помогут вам найти лучший вариант для вашей мастерской.
При поиске фрезерного станка учитывайте ключевые факторы, такие как размер и режущая способность, которые требуются для ваших проектов. Ниже приведен список некоторых лучших опций и подробная информация о функциях фрезерного станка, которые помогут вам найти лучший вариант для вашей мастерской.

 Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.
Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.


 Фрезерный станок поставляется с регулируемой рабочей лампой для освещения материала в условиях слабого освещения и защитным кожухом шпинделя, помогающим защитить пользователя от летящих кусков металла, дерева и другого мусора.
Фрезерный станок поставляется с регулируемой рабочей лампой для освещения материала в условиях слабого освещения и защитным кожухом шпинделя, помогающим защитить пользователя от летящих кусков металла, дерева и другого мусора. Рабочий стол фрезерного станка также оснащен тремя 2,5-дюймовыми Т-образными пазами для дополнительной устойчивости.
Рабочий стол фрезерного станка также оснащен тремя 2,5-дюймовыми Т-образными пазами для дополнительной устойчивости. Продолжайте читать, чтобы найти ответы на некоторые из наиболее часто задаваемых вопросов о фрезерных станках и принципах их работы.
Продолжайте читать, чтобы найти ответы на некоторые из наиболее часто задаваемых вопросов о фрезерных станках и принципах их работы.
 Настольный фрезерный станок WEN 33013 – лучший в целом
Настольный фрезерный станок WEN 33013 – лучший в целом Нам также понравилась 2-летняя гарантия, прилагаемая к этому фрезерному станку.
Нам также понравилась 2-летняя гарантия, прилагаемая к этому фрезерному станку. Он довольно тихий и производит небольшую вибрацию. Эти функции делают эту машину более подходящей для домовладельцев, особенно если вы боитесь разбудить соседей.
Он довольно тихий и производит небольшую вибрацию. Эти функции делают эту машину более подходящей для домовладельцев, особенно если вы боитесь разбудить соседей.
 Он также имеет множество функций безопасности, таких как защитное отключение. Эти функции безопасности необходимы для предотвращения несчастных случаев и травм.
Он также имеет множество функций безопасности, таких как защитное отключение. Эти функции безопасности необходимы для предотвращения несчастных случаев и травм. Коническое основание позволяет вам быстро убраться, когда вы закончите. Нам особенно понравились поворот головы на 360° и очень большой рабочий стол. Он даже поставляется с рабочей лампой, поэтому ваша заготовка будет постоянно освещена.
Коническое основание позволяет вам быстро убраться, когда вы закончите. Нам особенно понравились поворот головы на 360° и очень большой рабочий стол. Он даже поставляется с рабочей лампой, поэтому ваша заготовка будет постоянно освещена. Мини-фреза LittleMachineShop HiTorque
Мини-фреза LittleMachineShop HiTorque Обслуживание клиентов также кажется очень плохим.
Обслуживание клиентов также кажется очень плохим. По крайней мере, кажется, что он не прослужит очень долго, а это значит, что вы, вероятно, скоро купите еще один. Это, вероятно, будет стоить вам немало денег в долгосрочной перспективе из-за высокой цены. Как вы можете себе представить, покупка двух машин по умеренной цене обойдется вам в немалые деньги.
По крайней мере, кажется, что он не прослужит очень долго, а это значит, что вы, вероятно, скоро купите еще один. Это, вероятно, будет стоить вам немало денег в долгосрочной перспективе из-за высокой цены. Как вы можете себе представить, покупка двух машин по умеренной цене обойдется вам в немалые деньги.
 Однако они очень хороши в производстве цилиндрических деталей. С другой стороны, фрезерный станок более универсален и может использоваться для самых разных проектов, чем токарный станок. Они могут производить те же детали, что и токарный станок, но для этого может потребоваться немного больше времени.
Однако они очень хороши в производстве цилиндрических деталей. С другой стороны, фрезерный станок более универсален и может использоваться для самых разных проектов, чем токарный станок. Они могут производить те же детали, что и токарный станок, но для этого может потребоваться немного больше времени. Существует веская причина, по которой фрезерные станки необходимы для производства — они необходимы при обработке металлических деталей. Если вам нужно придать форму металлическим деталям, вам нужен этот станок.
Существует веская причина, по которой фрезерные станки необходимы для производства — они необходимы при обработке металлических деталей. Если вам нужно придать форму металлическим деталям, вам нужен этот станок. Мы обсудим некоторые из этих функций ниже, чтобы вы могли выбрать лучший вариант для своих нужд.
Мы обсудим некоторые из этих функций ниже, чтобы вы могли выбрать лучший вариант для своих нужд.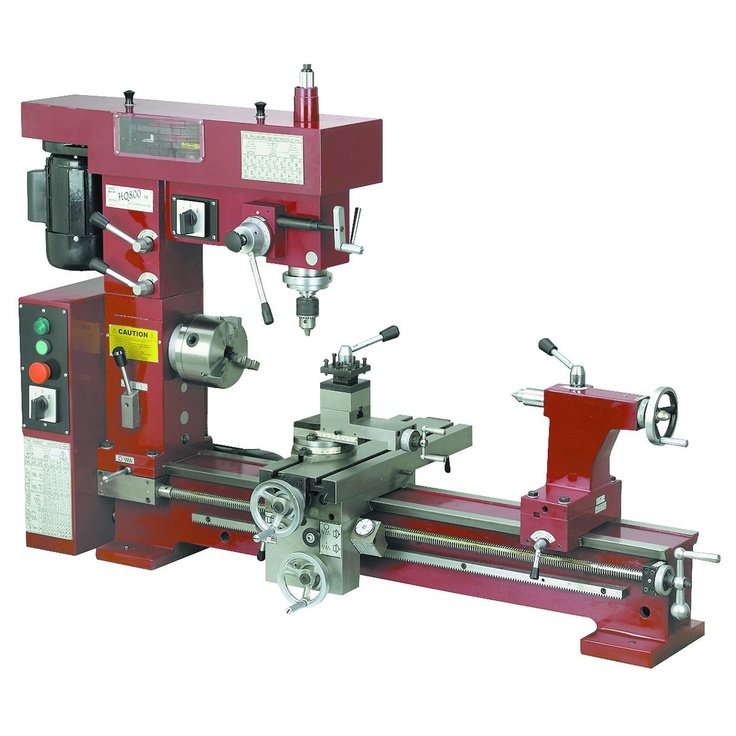 Если выбранный вами тренажер не имеет большого диапазона движений, вы можете столкнуться с неспособностью выполнять определенные проекты. В конце концов, если машина не может сделать отверстие там, где вам нужно, вам будет трудно закончить свой проект.
Если выбранный вами тренажер не имеет большого диапазона движений, вы можете столкнуться с неспособностью выполнять определенные проекты. В конце концов, если машина не может сделать отверстие там, где вам нужно, вам будет трудно закончить свой проект.
 Наступні види — це підвиди SDS хвостовика.
Наступні види — це підвиди SDS хвостовика.

 Преимуществами такого типа хвостовиков является простота изготовления кузнечным способом, устойчивость к прокручиванию.
Преимуществами такого типа хвостовиков является простота изготовления кузнечным способом, устойчивость к прокручиванию. Фирмы Festool и Protool выпускают свёрла с шестигранным хвостовиком особой разновидности — схожие по геометрическим размерам, но со слегка скруглённым гранями (свёрла Centrotec). Такое сверло можно вставить как в держатель Centrotec, так и в обычный держатель, но обычные сверла не входят в держатель Centrotec. Использование свёрл Centrotec уменьшает общий недостаток свёрл с шестигранным хвостовиком — меньшую точность при использовании не кулачкового патрона, а держателя 1/4 дюйма.
Фирмы Festool и Protool выпускают свёрла с шестигранным хвостовиком особой разновидности — схожие по геометрическим размерам, но со слегка скруглённым гранями (свёрла Centrotec). Такое сверло можно вставить как в держатель Centrotec, так и в обычный держатель, но обычные сверла не входят в держатель Centrotec. Использование свёрл Centrotec уменьшает общий недостаток свёрл с шестигранным хвостовиком — меньшую точность при использовании не кулачкового патрона, а держателя 1/4 дюйма. Такой хвостовик на 100 % совместим с хвостовиком SDS-plus.
Такой хвостовик на 100 % совместим с хвостовиком SDS-plus. Диаметр хвостовика 14 мм, он вставляется в патрон на 70 мм, площадь контакта клиньев составляет 212 мм2. Диаметр бура обычно от 16 до 25 мм. Введён фирмой Bosch в 1999-м году[6], чтобы решить проблему выхода из строя хвостовиков SDS-plus при сверлении отверстий свыше 16 мм. Для работы бурами SDS-top используются перфораторы четырёхкилограммового класса со сменным патроном (патрон SDS-plus меняется на патрон SDS-top).
Диаметр хвостовика 14 мм, он вставляется в патрон на 70 мм, площадь контакта клиньев составляет 212 мм2. Диаметр бура обычно от 16 до 25 мм. Введён фирмой Bosch в 1999-м году[6], чтобы решить проблему выхода из строя хвостовиков SDS-plus при сверлении отверстий свыше 16 мм. Для работы бурами SDS-top используются перфораторы четырёхкилограммового класса со сменным патроном (патрон SDS-plus меняется на патрон SDS-top). В держатель такого хвостовика также можно вставлять биты и свёрла с шестигранным хвостовиком 1/4 дюйма. На начало 2010 года применяется только для перфоратора Bosch Uneo. В продаже есть буры диаметром от 4 до 10 мм.
В держатель такого хвостовика также можно вставлять биты и свёрла с шестигранным хвостовиком 1/4 дюйма. На начало 2010 года применяется только для перфоратора Bosch Uneo. В продаже есть буры диаметром от 4 до 10 мм. . Важно знать систему патрона вашей дрели, поскольку она определяет диаметр хвостовика сверла, а также типы канавок, которые фиксируют сверло в патроне дрели. Доступны три основных типа хвостовиков патронов/сверл: SDS и SDS-Plus, SDS Max и Spline 9.0006 . Типы хвостовиков SDS и SDS-Plus полностью взаимозаменяемы. Диаметр хвостовика и типы канавок останутся одинаковыми для каждого из этих типов хвостовиков независимо от диаметра, длины или других характеристик сверла. Читайте дальше, чтобы узнать больше о каждом из этих различных типов патронов и хвостовиков, доступных для вас.
. Важно знать систему патрона вашей дрели, поскольку она определяет диаметр хвостовика сверла, а также типы канавок, которые фиксируют сверло в патроне дрели. Доступны три основных типа хвостовиков патронов/сверл: SDS и SDS-Plus, SDS Max и Spline 9.0006 . Типы хвостовиков SDS и SDS-Plus полностью взаимозаменяемы. Диаметр хвостовика и типы канавок останутся одинаковыми для каждого из этих типов хвостовиков независимо от диаметра, длины или других характеристик сверла. Читайте дальше, чтобы узнать больше о каждом из этих различных типов патронов и хвостовиков, доступных для вас. После установки биты в патрон простой поворот позволит этим подпружиненным шарикам встать на место и удерживать биту. На рынках Германии SDS расшифровывается как « Steck, Dreh, Sitz» (вставка, поворот, фиксация). Хвостовик SDS-Plus появился, когда в исходную конструкцию были внесены улучшения. Система SDS-Plus позволяет более надежно удерживать хвостовик на месте . На хвостовиках SDS-Plus есть четыре углубления: два с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона.
После установки биты в патрон простой поворот позволит этим подпружиненным шарикам встать на место и удерживать биту. На рынках Германии SDS расшифровывается как « Steck, Dreh, Sitz» (вставка, поворот, фиксация). Хвостовик SDS-Plus появился, когда в исходную конструкцию были внесены улучшения. Система SDS-Plus позволяет более надежно удерживать хвостовик на месте . На хвостовиках SDS-Plus есть четыре углубления: два с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона. Система SDS Max позволяет поршню перемещаться дальше и, в свою очередь, позволяет поршню сильнее ударять по долоту, а долото режет более эффективно. Система SDS Max была разработана для работы в более тяжелых условиях , чем система SDS-Plus. На хвостовиках бит SDS Max есть пять углублений: три с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона.
Система SDS Max позволяет поршню перемещаться дальше и, в свою очередь, позволяет поршню сильнее ударять по долоту, а долото режет более эффективно. Система SDS Max была разработана для работы в более тяжелых условиях , чем система SDS-Plus. На хвостовиках бит SDS Max есть пять углублений: три с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона. Хвостовик Spline имеет 12 «зубьев» или шлицев, которые входят в патрон и удерживаются на месте стопорным штифтом. Эти хвостовики выдерживаются с точным допуском, чтобы обеспечить идеальную посадку. Несмотря на преимущества, которые может иметь система SDS Max по сравнению с приводом Spline, многие пользователи по-прежнему предпочитают использовать ее. Основным преимуществом хвостовика Spline является максимальный крутящий момент при сверлении.
Хвостовик Spline имеет 12 «зубьев» или шлицев, которые входят в патрон и удерживаются на месте стопорным штифтом. Эти хвостовики выдерживаются с точным допуском, чтобы обеспечить идеальную посадку. Несмотря на преимущества, которые может иметь система SDS Max по сравнению с приводом Spline, многие пользователи по-прежнему предпочитают использовать ее. Основным преимуществом хвостовика Spline является максимальный крутящий момент при сверлении.  По сути, это охватываемый конец сверла, который не сверлит и не фрезерует. Поскольку существует много типов сверл, хвостовики сверл также различаются. Основное различие между хвостовиками заключается в форме, но они также могут иметь функциональные различия.
По сути, это охватываемый конец сверла, который не сверлит и не фрезерует. Поскольку существует много типов сверл, хвостовики сверл также различаются. Основное различие между хвостовиками заключается в форме, но они также могут иметь функциональные различия. Некоторые прямые хвостовики представляют собой правильные цилиндры, в то время как другие имеют угловые стороны. Круглые хвостовики имеют низкий крутящий момент, что помогает предотвратить сверление очень твердых материалов прямыми хвостовиками. Некоторые сверла имеют прямой хвостовик меньшего диаметра, чем само сверло, что позволяет использовать различные размеры патрона. Для прямых хвостовиков также не требуются специальные патроны, что обеспечивает их широкое применение.
Некоторые прямые хвостовики представляют собой правильные цилиндры, в то время как другие имеют угловые стороны. Круглые хвостовики имеют низкий крутящий момент, что помогает предотвратить сверление очень твердых материалов прямыми хвостовиками. Некоторые сверла имеют прямой хвостовик меньшего диаметра, чем само сверло, что позволяет использовать различные размеры патрона. Для прямых хвостовиков также не требуются специальные патроны, что обеспечивает их широкое применение. Однако угол также может вызвать децентрировку, что приведет к менее точному сверлению.
Однако угол также может вызвать децентрировку, что приведет к менее точному сверлению.
 Пайка проводов толщиной 0,1 мм и менее. Пайка серебряных изделий. Пайка нейзильбера, оцинкованного и луженого железа. Для работ общего назначения и тонких работ по жести и меди. Пайка монтажных схем и общая пайка в радиоаппаратуре.
Пайка проводов толщиной 0,1 мм и менее. Пайка серебряных изделий. Пайка нейзильбера, оцинкованного и луженого железа. Для работ общего назначения и тонких работ по жести и меди. Пайка монтажных схем и общая пайка в радиоаппаратуре. Пайка листового цинка, меди, латуни и жести. Пайка оцинкованного железа.
Пайка листового цинка, меди, латуни и жести. Пайка оцинкованного железа.

 Первые являются легкоплавкими и широко применяются в работе с радиоаппаратурой. Их температура плавления находится в интервале 300–450 градусов.
Первые являются легкоплавкими и широко применяются в работе с радиоаппаратурой. Их температура плавления находится в интервале 300–450 градусов. Если в составе первый элемент отсутствует, то сплав называют бессвинцовым. Он отличается большей безопасностью для мастера. На практике чаще всего используются припои, содержащие свинец и обозначающиеся буквами «ПОС».
Если в составе первый элемент отсутствует, то сплав называют бессвинцовым. Он отличается большей безопасностью для мастера. На практике чаще всего используются припои, содержащие свинец и обозначающиеся буквами «ПОС».
 Мягкие или легкоплавкие – это сплавы плавящиеся при менее 450 °С. Стоит отметить, что они не обязательно изготавливаются из олова. Тут может использоваться галлий, висмут, кадмий, индий.
Мягкие или легкоплавкие – это сплавы плавящиеся при менее 450 °С. Стоит отметить, что они не обязательно изготавливаются из олова. Тут может использоваться галлий, висмут, кадмий, индий. Оно имеет две полиморфные модификации. Белое – с тетрагональной кристаллической решеткой, серое – с кубической. Переход от одной модификации к другой сопровождается выделением тепла, то есть реакция является экзотермической.
Оно имеет две полиморфные модификации. Белое – с тетрагональной кристаллической решеткой, серое – с кубической. Переход от одной модификации к другой сопровождается выделением тепла, то есть реакция является экзотермической.
 00
00 00
00 00
00
 Соединения имеют среднюю прочность, когда нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™. KappAnt с более высоким содержанием олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях. Также используется там, где свинец может представлять опасность, например, при контакте с пищевыми продуктами или водопроводными трубами. Припой KappAnt™ подходит для использования при более высоких температурах, чем припои KappLead™.
Соединения имеют среднюю прочность, когда нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™. KappAnt с более высоким содержанием олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях. Также используется там, где свинец может представлять опасность, например, при контакте с пищевыми продуктами или водопроводными трубами. Припой KappAnt™ подходит для использования при более высоких температурах, чем припои KappLead™. , 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
, 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.


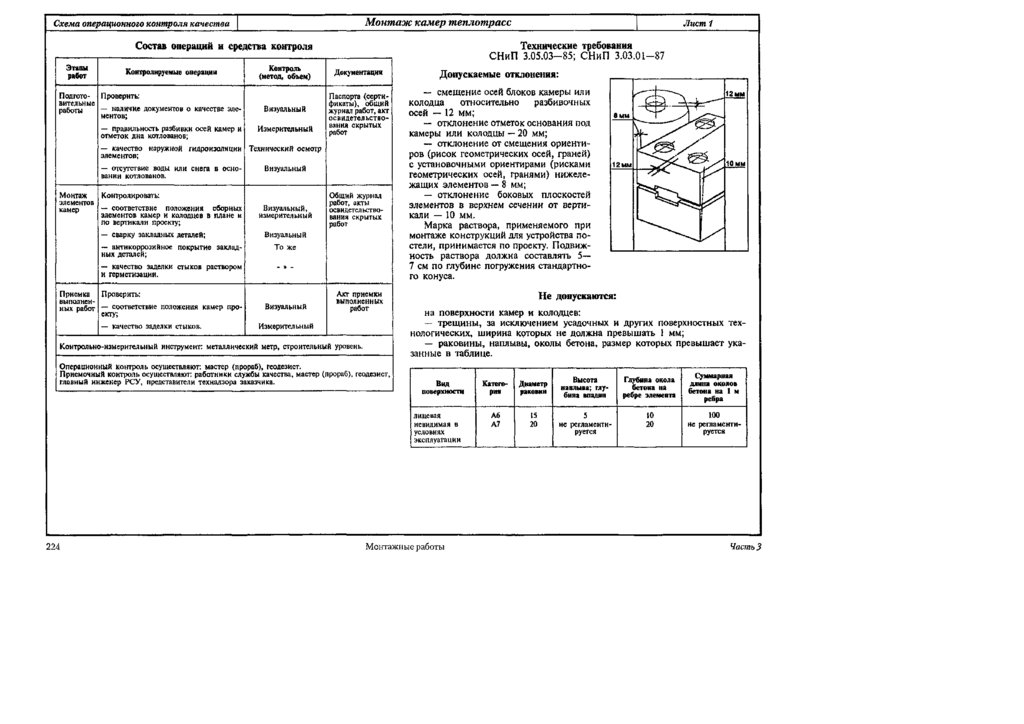 п.
п. Этот документ после
Этот документ после К таким
К таким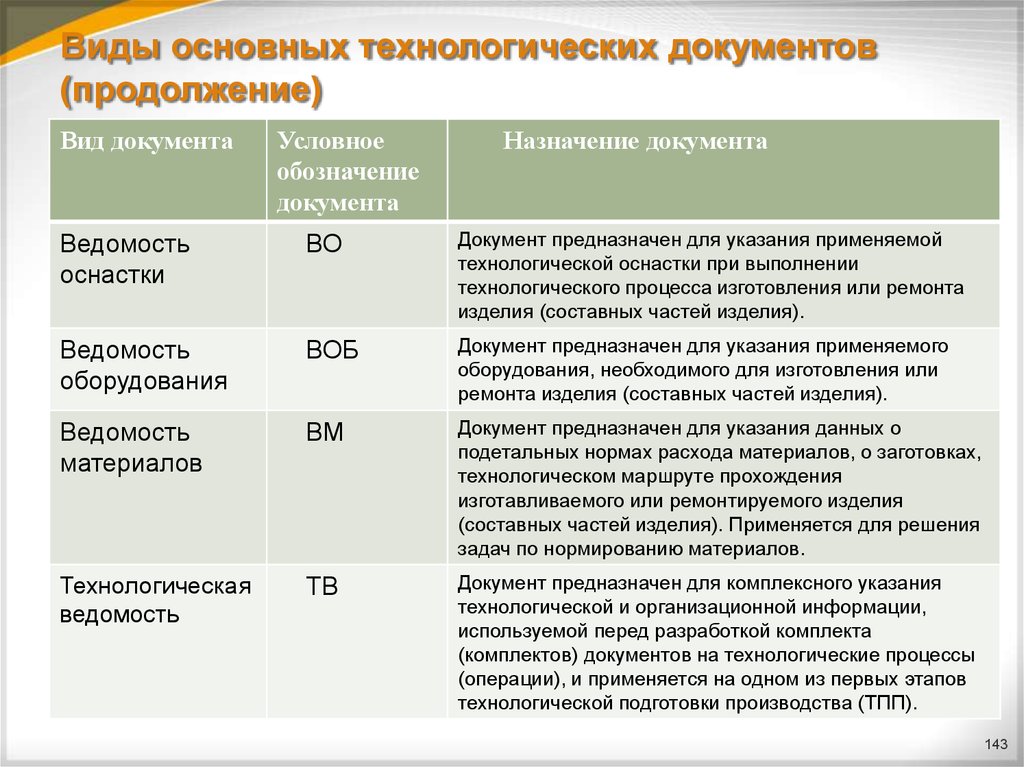 Для систематизации сведений
Для систематизации сведений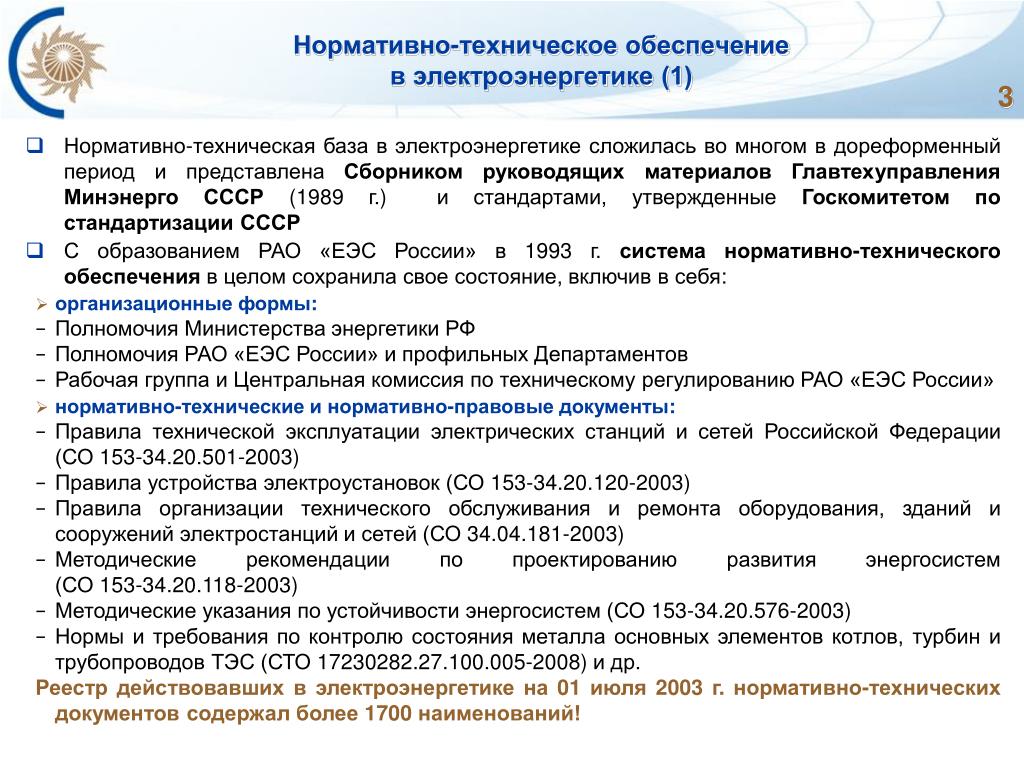
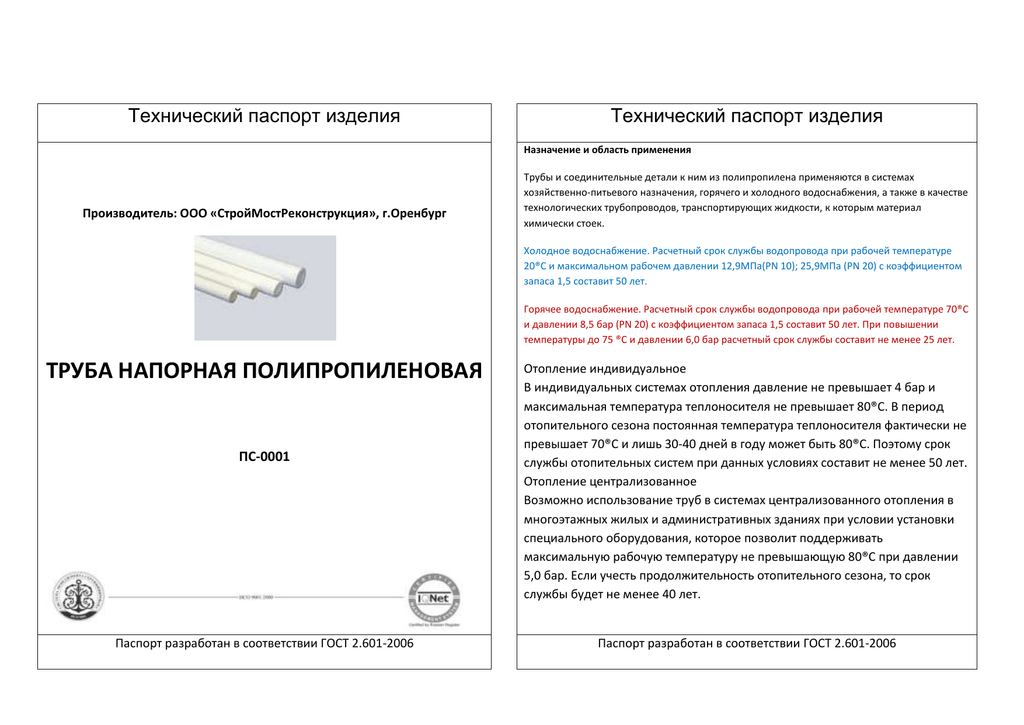
 Его основные функции:
Его основные функции: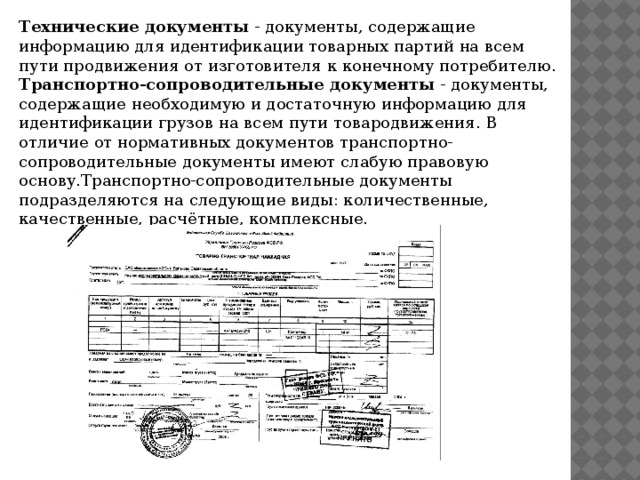
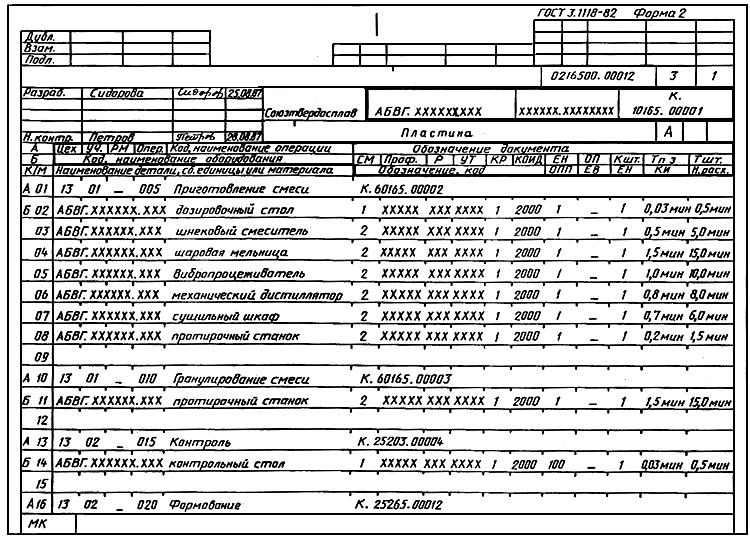 Эффективность технического
Эффективность технического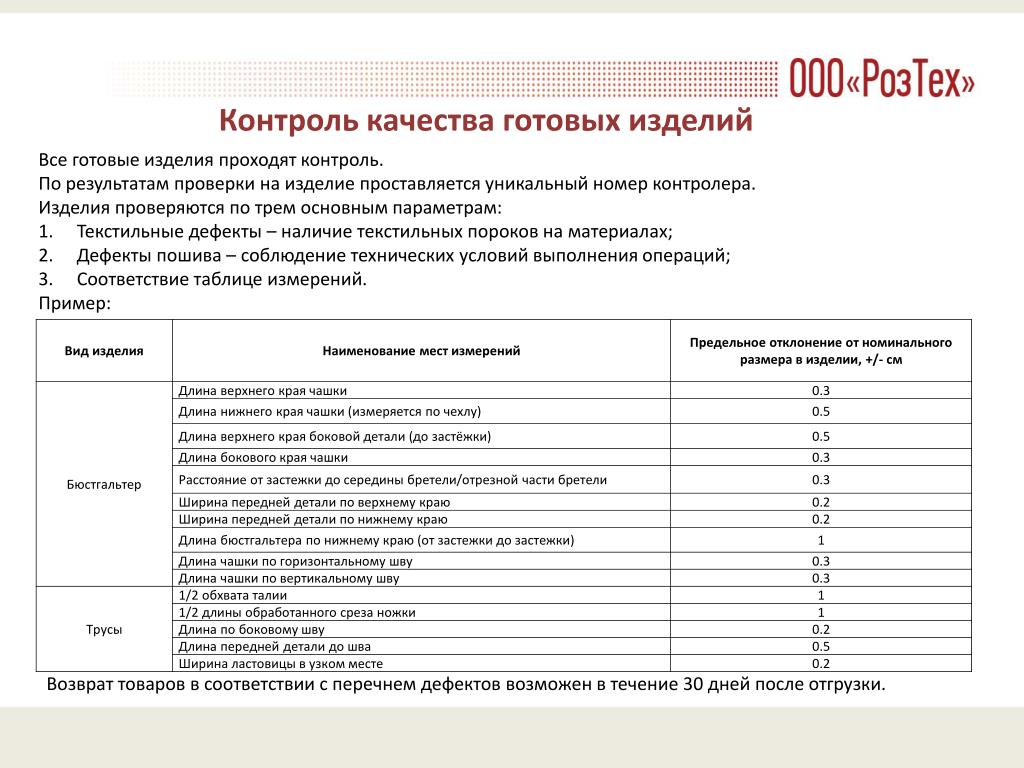
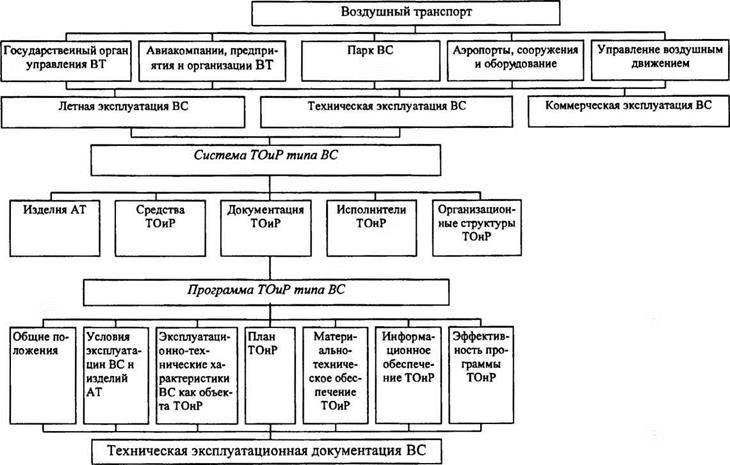 Такой контроль включает
Такой контроль включает
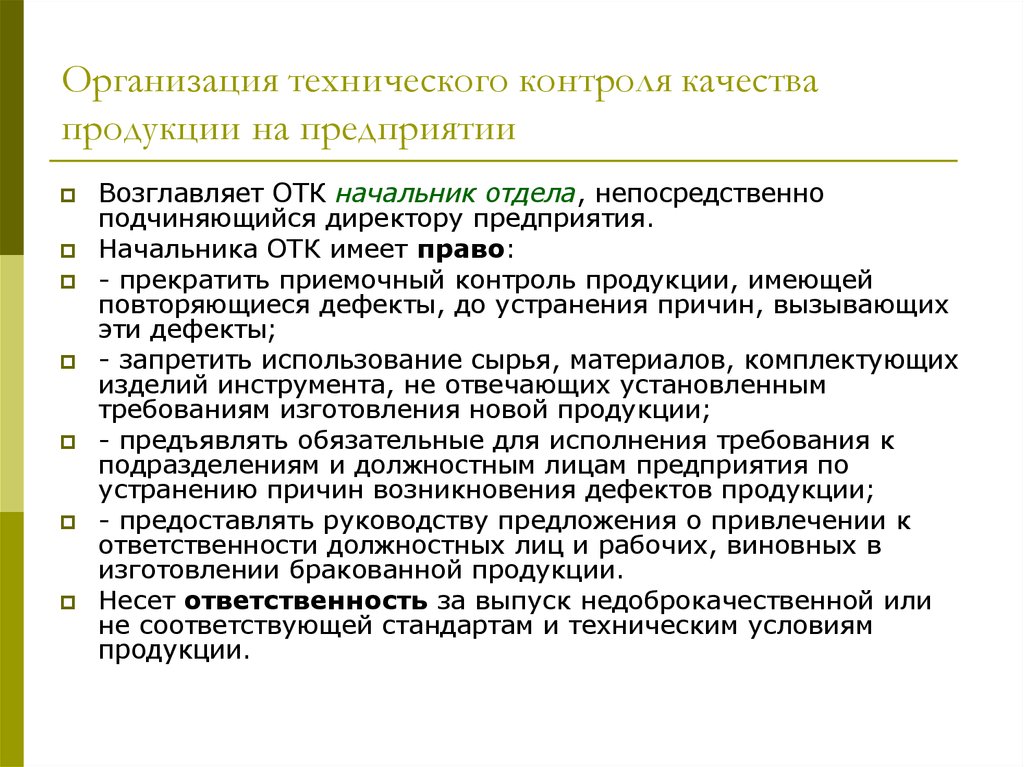 При этом
При этом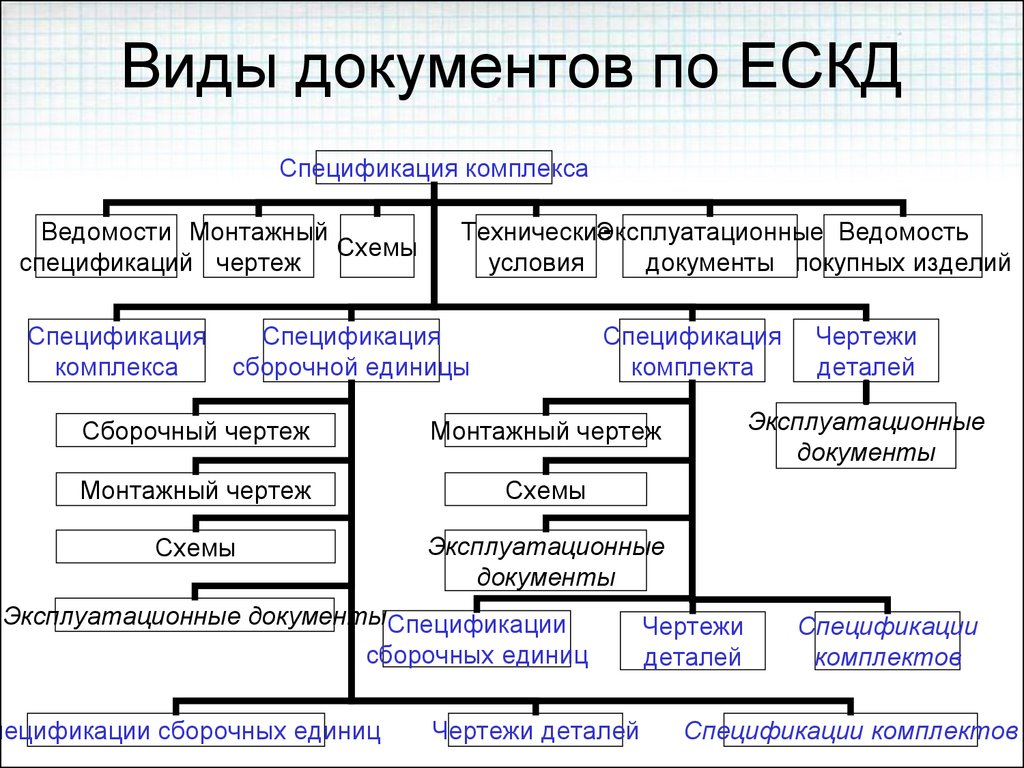

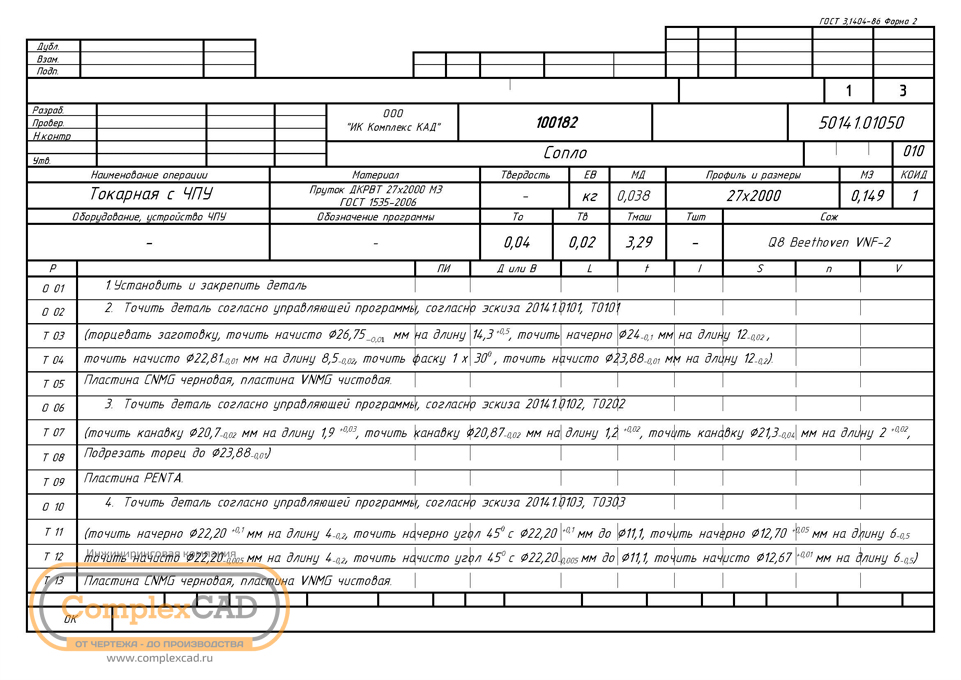 Такой контроль включает
Такой контроль включает
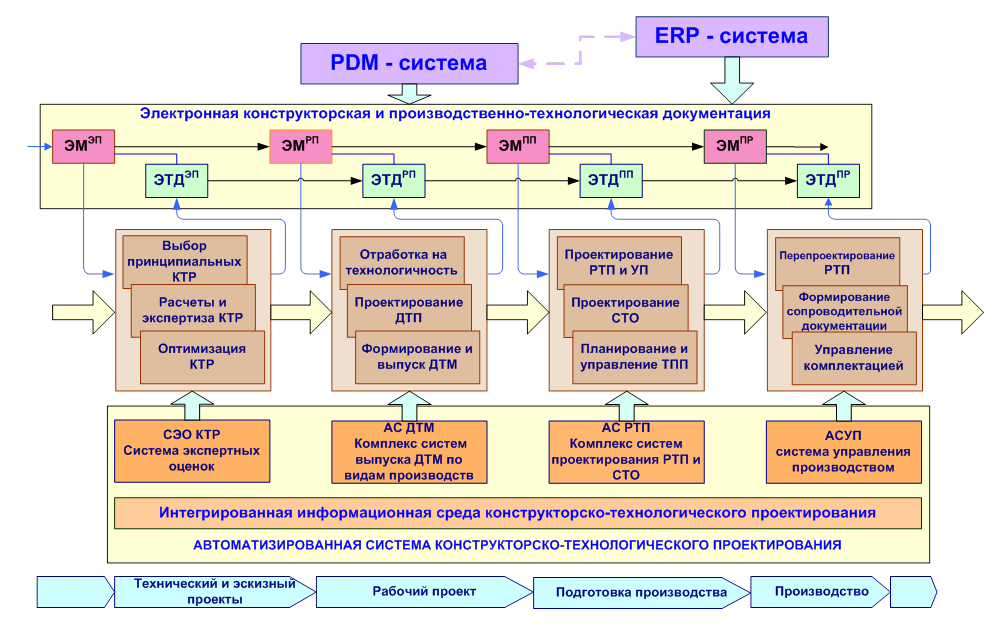 При этом
При этом
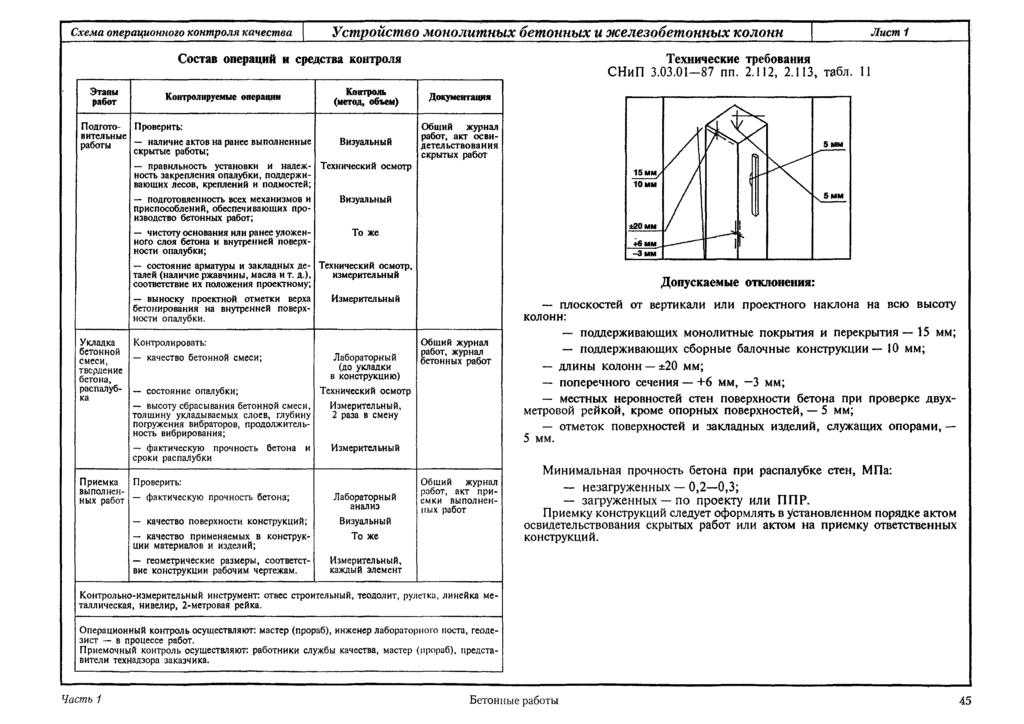
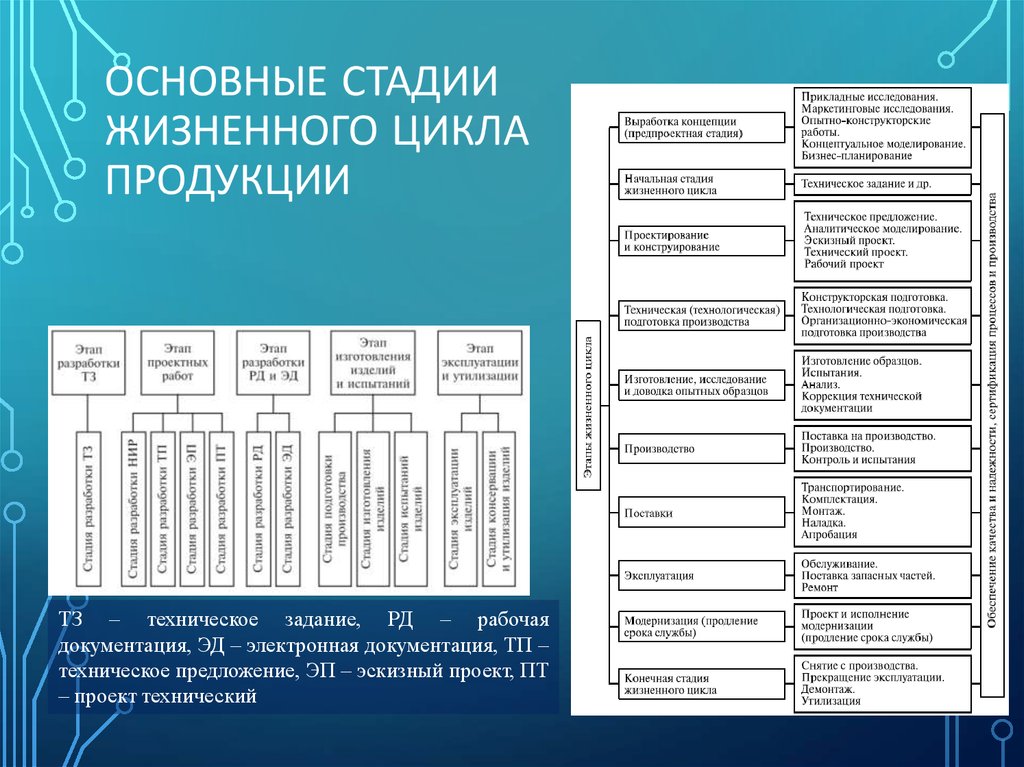 В
В п.) а также при проверке
п.) а также при проверке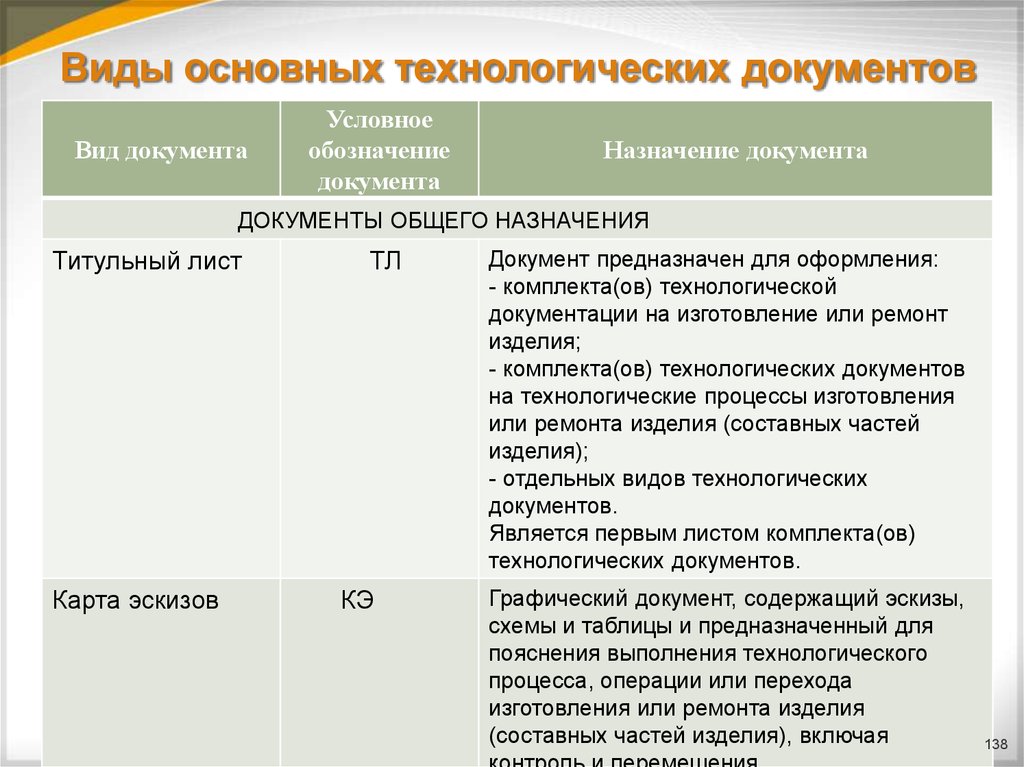
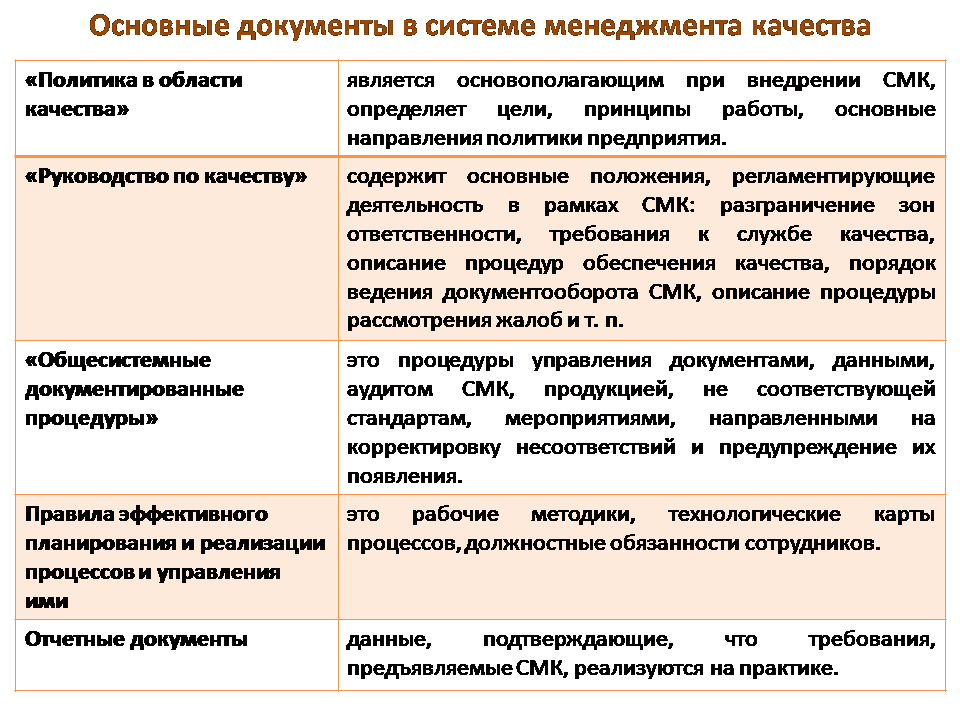 Пооперационный контроль
Пооперационный контроль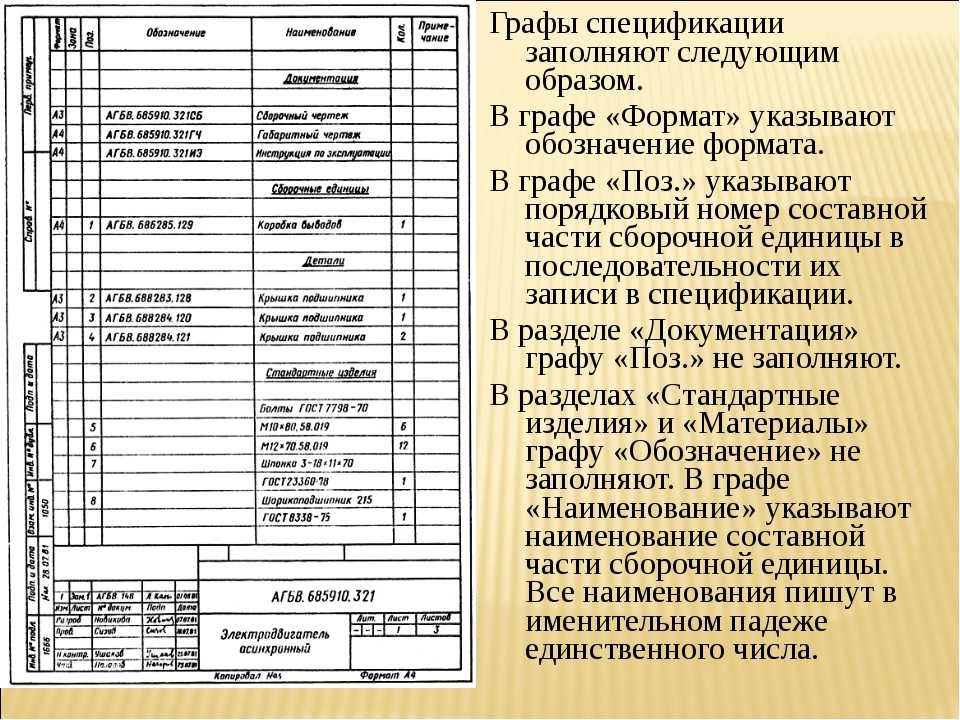 п.), а
п.), а Кэрролл
Кэрролл 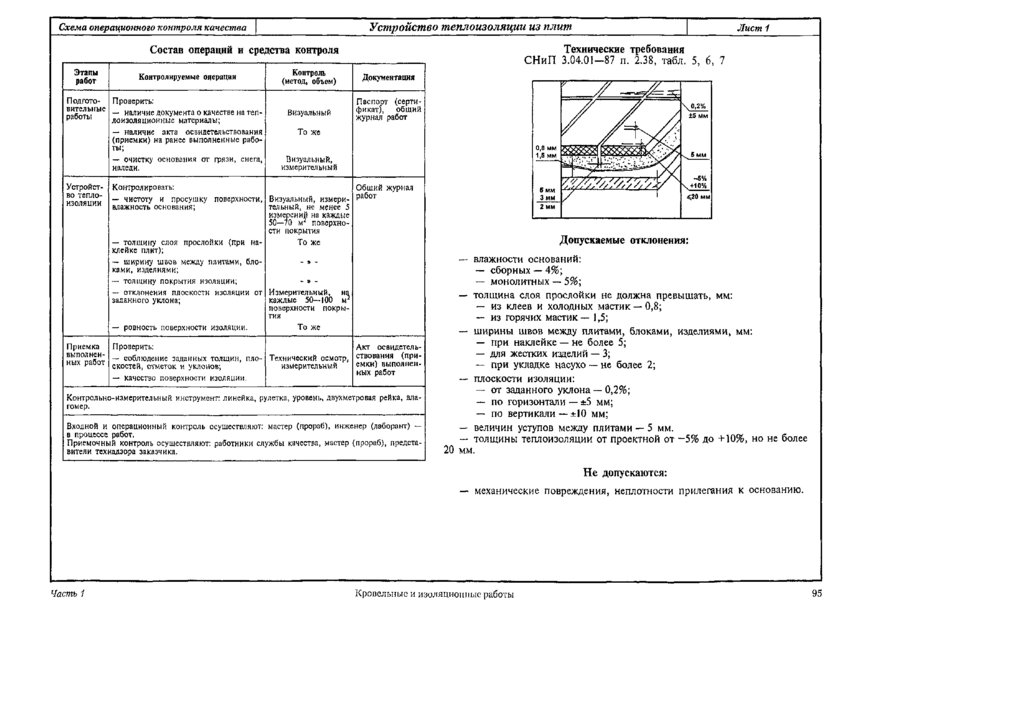 Поэтому речь идет не о рекламе и пресс-релизах, а о «жестких» фактах. Техническая документация может выглядеть очень по-разному, конечно, в зависимости от продукта. Распечатанные инструкции для Airbus займут целые комнаты; инструкции для нового iPhone, с другой стороны, содержатся в крошечной брошюре (с дополнительной информацией о самом устройстве в цифровой форме).
Поэтому речь идет не о рекламе и пресс-релизах, а о «жестких» фактах. Техническая документация может выглядеть очень по-разному, конечно, в зависимости от продукта. Распечатанные инструкции для Airbus займут целые комнаты; инструкции для нового iPhone, с другой стороны, содержатся в крошечной брошюре (с дополнительной информацией о самом устройстве в цифровой форме). Техническая документация по существу предназначена для того, чтобы сделать продукт пригодным для использования, поэтому ключевым элементом технической документации является руководство пользователя (или инструкция по эксплуатации, руководство по эксплуатации и т. д.). Он может включать все аспекты жизненного цикла продукта, но также может быть разделен на несколько документов, таких как руководство по ремонту, инструкции по применению, руководство по техническому обслуживанию и инструкции по утилизации.
Техническая документация по существу предназначена для того, чтобы сделать продукт пригодным для использования, поэтому ключевым элементом технической документации является руководство пользователя (или инструкция по эксплуатации, руководство по эксплуатации и т. д.). Он может включать все аспекты жизненного цикла продукта, но также может быть разделен на несколько документов, таких как руководство по ремонту, инструкции по применению, руководство по техническому обслуживанию и инструкции по утилизации. Но есть некоторые фиксированные константы, применимые ко всем устройствам:
Но есть некоторые фиксированные константы, применимые ко всем устройствам: Во-первых, документация должна учитывать все стандарты, применимые к вашей отрасли и вашему продукту (например, Директива по машинному оборудованию 2006/42/EC). Существует также большое количество стандартов, касающихся процессов, управления качеством (например, DIN 9001) и формат текста (например, DIN 1450) в целом.
Во-первых, документация должна учитывать все стандарты, применимые к вашей отрасли и вашему продукту (например, Директива по машинному оборудованию 2006/42/EC). Существует также большое количество стандартов, касающихся процессов, управления качеством (например, DIN 9001) и формат текста (например, DIN 1450) в целом. Поэтому технические писатели должны очень внимательно следить за целевыми группами, для которых они пишут, то есть за тем, кто будет использовать их продукты. Само собой разумеется, что информация, содержащаяся в документации, должна быть точной. Но документация также должна быть полной, а это значит, что она должна раскрывать весь спектр функций продукта тем, кто использует руководство.
Поэтому технические писатели должны очень внимательно следить за целевыми группами, для которых они пишут, то есть за тем, кто будет использовать их продукты. Само собой разумеется, что информация, содержащаяся в документации, должна быть точной. Но документация также должна быть полной, а это значит, что она должна раскрывать весь спектр функций продукта тем, кто использует руководство.
 Инструкции должны быть не только четко сформулированы, но и изложены максимально простым языком. Также здесь применим принцип минимализма, не обременять пользователей лишними деталями, чтобы они могли быстро найти искомую информацию.
Инструкции должны быть не только четко сформулированы, но и изложены максимально простым языком. Также здесь применим принцип минимализма, не обременять пользователей лишними деталями, чтобы они могли быстро найти искомую информацию. В области технического письма также постоянно появляются новые профессиональные области, такие как архитектура контента, редактирование видео, моделирование чат-ботов или мастер схватки в гибких процессах документирования.
В области технического письма также постоянно появляются новые профессиональные области, такие как архитектура контента, редактирование видео, моделирование чат-ботов или мастер схватки в гибких процессах документирования. И даже если эта ситуация не идеальна, можно принять меры, чтобы авторская работа на иностранном языке могла работать. Важно иметь хорошо продуманное редакционное руководство, профессиональное управление переводом и, прежде всего, тщательную корректуру. В этом обзоре должны участвовать как программное обеспечение для автоматизированного тестирования, так и обученные корректоры.
И даже если эта ситуация не идеальна, можно принять меры, чтобы авторская работа на иностранном языке могла работать. Важно иметь хорошо продуманное редакционное руководство, профессиональное управление переводом и, прежде всего, тщательную корректуру. В этом обзоре должны участвовать как программное обеспечение для автоматизированного тестирования, так и обученные корректоры. Отделы технического письма часто работают с системами управления контентом. На этом этапе они затем устанавливают, какие информационные модули уже существуют, какие необходимо изменить или создать, и как информационные модули должны быть объединены.
Отделы технического письма часто работают с системами управления контентом. На этом этапе они затем устанавливают, какие информационные модули уже существуют, какие необходимо изменить или создать, и как информационные модули должны быть объединены.
 Теперь пользователи ожидают получить нужную документацию в нужное время, в том носителе и в том объеме, который наилучшим образом соответствует их потребностям. Таким образом, современная документация не просто цифровая и интерактивная. Это помогает пользователям продукта быстро и наглядно удовлетворить свою потребность в информации, например, с помощью 3D-анимации или видеороликов о продукте.
Теперь пользователи ожидают получить нужную документацию в нужное время, в том носителе и в том объеме, который наилучшим образом соответствует их потребностям. Таким образом, современная документация не просто цифровая и интерактивная. Это помогает пользователям продукта быстро и наглядно удовлетворить свою потребность в информации, например, с помощью 3D-анимации или видеороликов о продукте.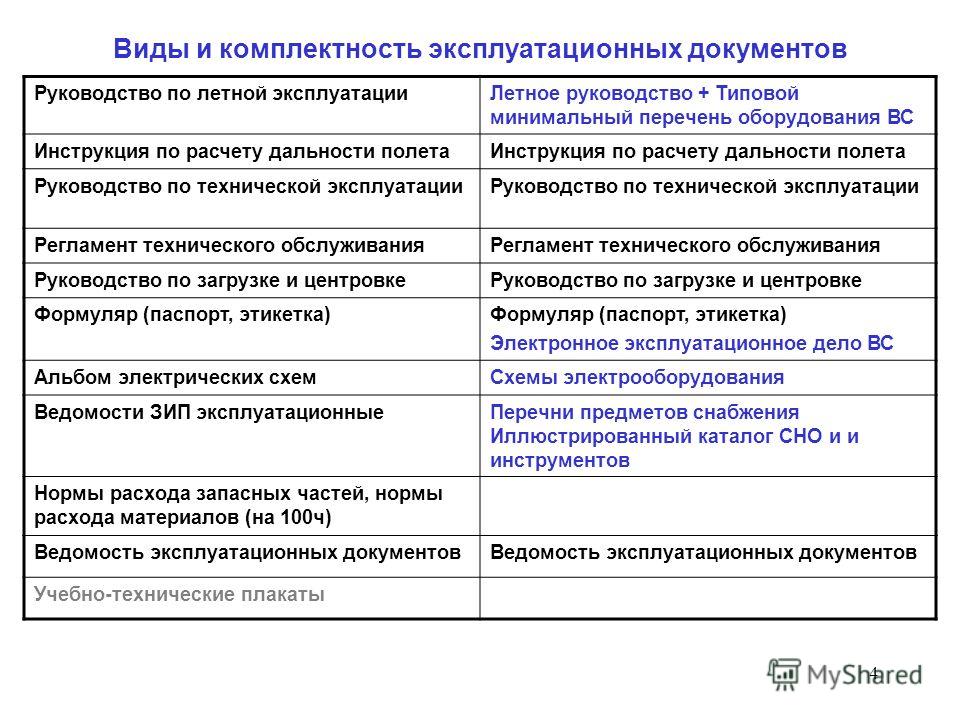 Управление терминологией следит за тем, чтобы обозначения продуктов, технические термины и типичные процессы, например, всегда назывались последовательно. Это гарантирует, что термины-кандидаты определены, термины стандартизированы, а терминология распределена и опубликована. Управление терминологией также упрощает перевод, поскольку ключевые понятия определены и всегда могут быть переведены одним и тем же способом.
Управление терминологией следит за тем, чтобы обозначения продуктов, технические термины и типичные процессы, например, всегда назывались последовательно. Это гарантирует, что термины-кандидаты определены, термины стандартизированы, а терминология распределена и опубликована. Управление терминологией также упрощает перевод, поскольку ключевые понятия определены и всегда могут быть переведены одним и тем же способом. Они также могут иметь взаимные зависимости, поэтому концепция метаданных для пула контента должна быть тщательно продумана.
Они также могут иметь взаимные зависимости, поэтому концепция метаданных для пула контента должна быть тщательно продумана.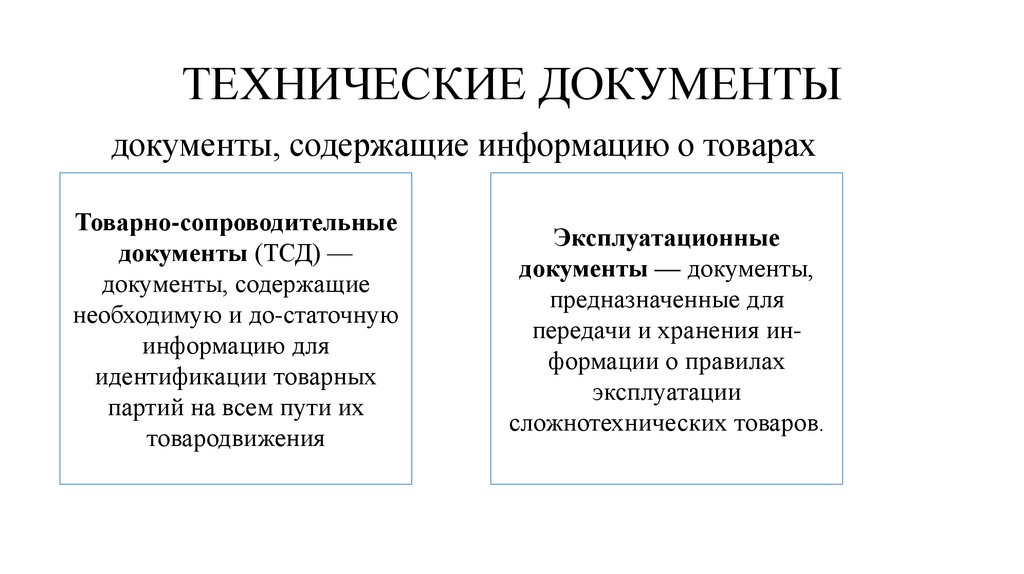 Во-первых, это стандарты самого продукта. Документация должна учитывать их и явно называть. Есть также некоторые стандарты, которые применяются к инструкциям по использованию и работе в отделах технического письма. В центре внимания находятся «Стандарты руководств пользователя» DIN EN 82079.-1 и ISO 20607. Существуют также более общие стандарты, например стандарты управления переводами (например, ISO 17100) или управления качеством (например, ISO 9001). И последнее, но не менее важное: многие отделы технического письма создают свои собственные стандарты, в которых они фиксируют дизайн и формулировку инструкций по эксплуатации.
Во-первых, это стандарты самого продукта. Документация должна учитывать их и явно называть. Есть также некоторые стандарты, которые применяются к инструкциям по использованию и работе в отделах технического письма. В центре внимания находятся «Стандарты руководств пользователя» DIN EN 82079.-1 и ISO 20607. Существуют также более общие стандарты, например стандарты управления переводами (например, ISO 17100) или управления качеством (например, ISO 9001). И последнее, но не менее важное: многие отделы технического письма создают свои собственные стандарты, в которых они фиксируют дизайн и формулировку инструкций по эксплуатации.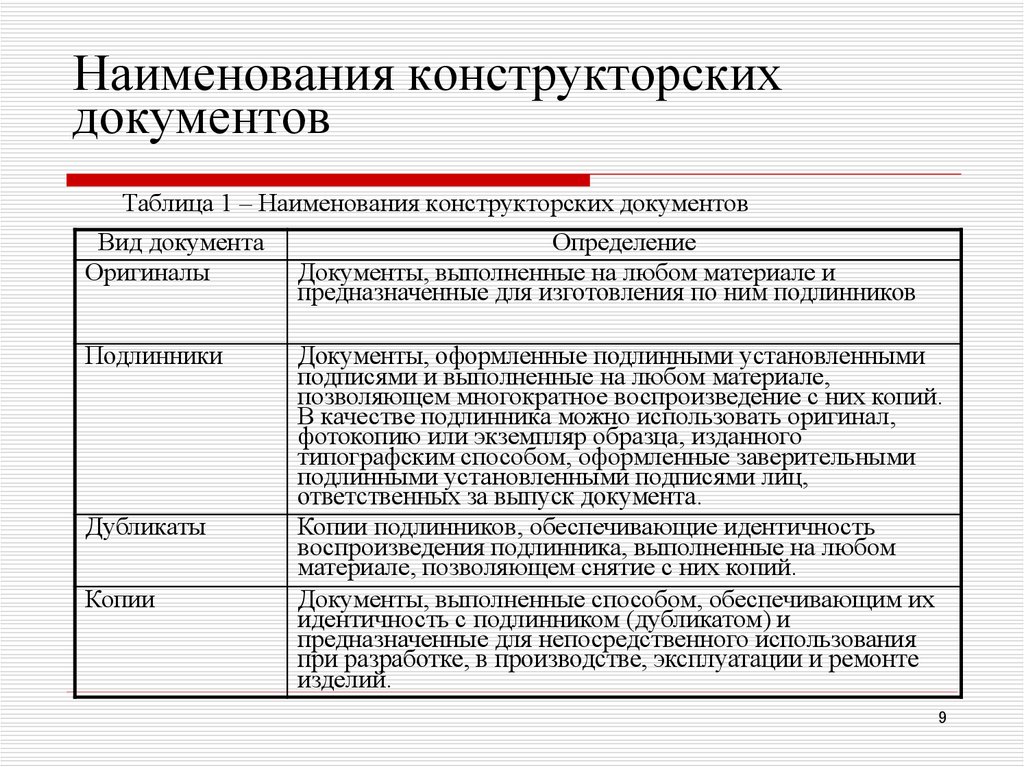 Поэтому отделы технического письма разработали свои собственные стандарты для разделов безопасности и предупреждений. Наиболее важным принципом является так называемая формула БЕЗОПАСНОСТИ, которая описывает, как указывается уровень опасности и как сочетать описание опасности с мерами по ее предотвращению.
Поэтому отделы технического письма разработали свои собственные стандарты для разделов безопасности и предупреждений. Наиболее важным принципом является так называемая формула БЕЗОПАСНОСТИ, которая описывает, как указывается уровень опасности и как сочетать описание опасности с мерами по ее предотвращению.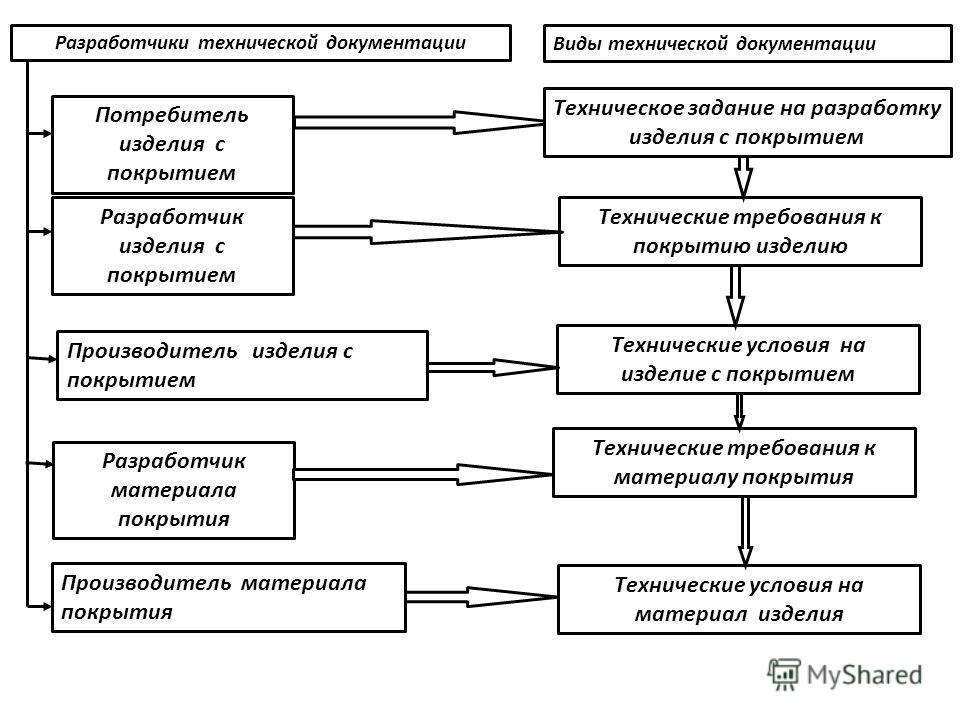 Поэтому обзор обычно организуется в несколько циклов. Часто для обзора также определяется цель качества, которая применяется на практике, например, с использованием принципа четырех глаз. Контрольные списки дают более четкое представление о задачах, которые необходимо выполнить при каждом обзоре.
Поэтому обзор обычно организуется в несколько циклов. Часто для обзора также определяется цель качества, которая применяется на практике, например, с использованием принципа четырех глаз. Контрольные списки дают более четкое представление о задачах, которые необходимо выполнить при каждом обзоре. Понятно, что 3D-модели могут играть важную роль в документации.
Понятно, что 3D-модели могут играть важную роль в документации. 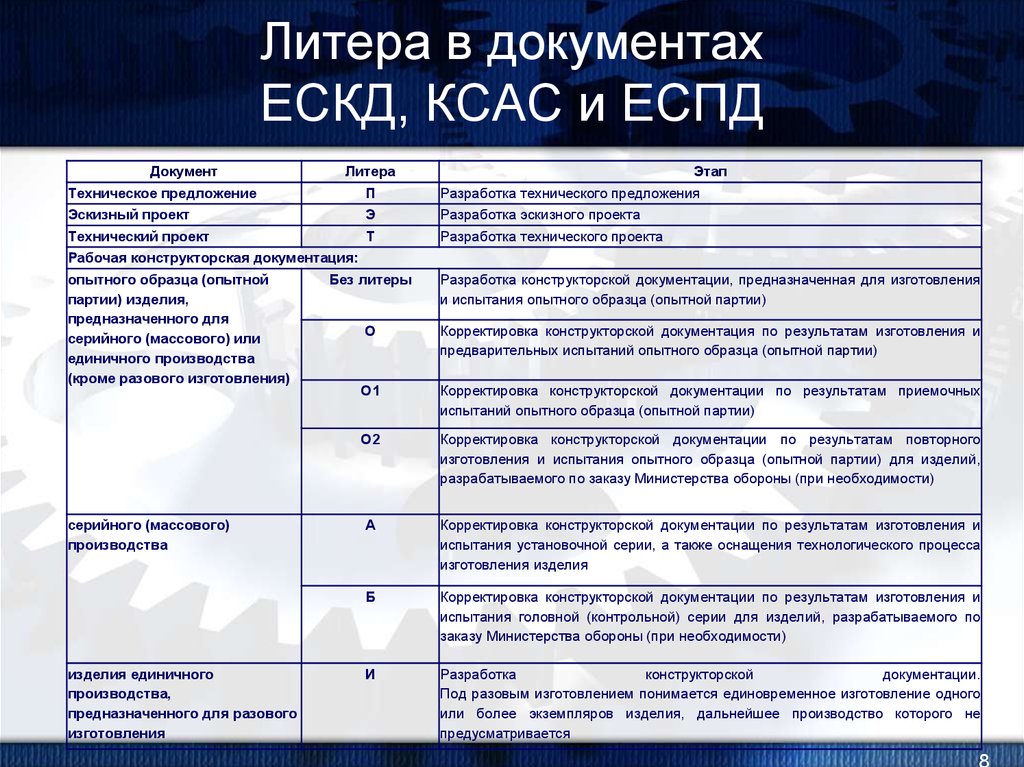
 Например, вам не нужно постоянно переводить все руководство, а только те отрывки, которые были изменены или недоступны на соответствующем целевом языке. Контент также можно легко заменить в режиме реального времени через интерфейс с переводчиками, не предоставляя им доступ к вашей авторской системе. Используя компонентную систему управления контентом, вы значительно снижаете стоимость своих переводов, а также экономите время на управлении переводами и на сотрудничестве с переводчиками.
Например, вам не нужно постоянно переводить все руководство, а только те отрывки, которые были изменены или недоступны на соответствующем целевом языке. Контент также можно легко заменить в режиме реального времени через интерфейс с переводчиками, не предоставляя им доступ к вашей авторской системе. Используя компонентную систему управления контентом, вы значительно снижаете стоимость своих переводов, а также экономите время на управлении переводами и на сотрудничестве с переводчиками. Вы экономите свое время, деньги и нервы. Или, другими словами: компоновка и формат вывода в технической документации никогда не были проще!
Вы экономите свое время, деньги и нервы. Или, другими словами: компоновка и формат вывода в технической документации никогда не были проще! Авторские процессы легко оптимизируются, затраты снижаются, требуется меньше времени, и ситуация для технических писателей становится гораздо менее напряженной. Каждый отдел технического письма может извлечь выгоду из преимуществ использования такой системы управления контентом!
Авторские процессы легко оптимизируются, затраты снижаются, требуется меньше времени, и ситуация для технических писателей становится гораздо менее напряженной. Каждый отдел технического письма может извлечь выгоду из преимуществ использования такой системы управления контентом!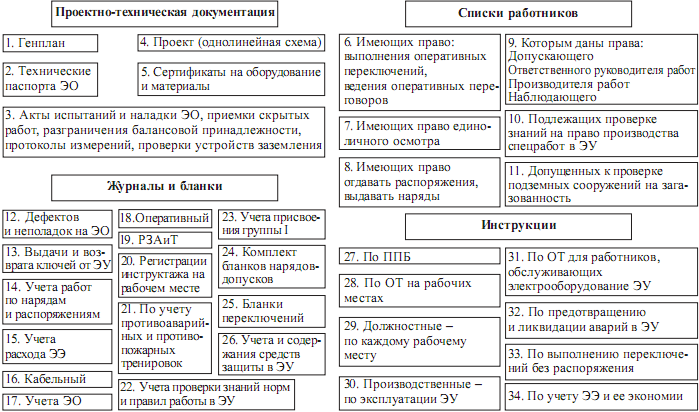 В конце концов, WYSIWYG уже много лет является стандартным подходом к созданию документов. Если вы хотите эффективно использовать большое количество документов, то предпочтительным методом является разделение макета, структуры и содержимого. Вы получаете возможность повторного использования и нейтральность в отношении СМИ. Блоки контента можно повторно использовать в совершенно разных контекстах и размещать для каждого возможного (печатного и онлайн) формата. Одни и те же фрагменты текста могут появляться в самых разных контекстах — в печатном руководстве или как часть интерактивной справки на дисплее машины.
В конце концов, WYSIWYG уже много лет является стандартным подходом к созданию документов. Если вы хотите эффективно использовать большое количество документов, то предпочтительным методом является разделение макета, структуры и содержимого. Вы получаете возможность повторного использования и нейтральность в отношении СМИ. Блоки контента можно повторно использовать в совершенно разных контекстах и размещать для каждого возможного (печатного и онлайн) формата. Одни и те же фрагменты текста могут появляться в самых разных контекстах — в печатном руководстве или как часть интерактивной справки на дисплее машины. Мощный и настраиваемый механизм макета SCHEMA ST4 автоматически создает правильный макет для каждой публикации.
Мощный и настраиваемый механизм макета SCHEMA ST4 автоматически создает правильный макет для каждой публикации.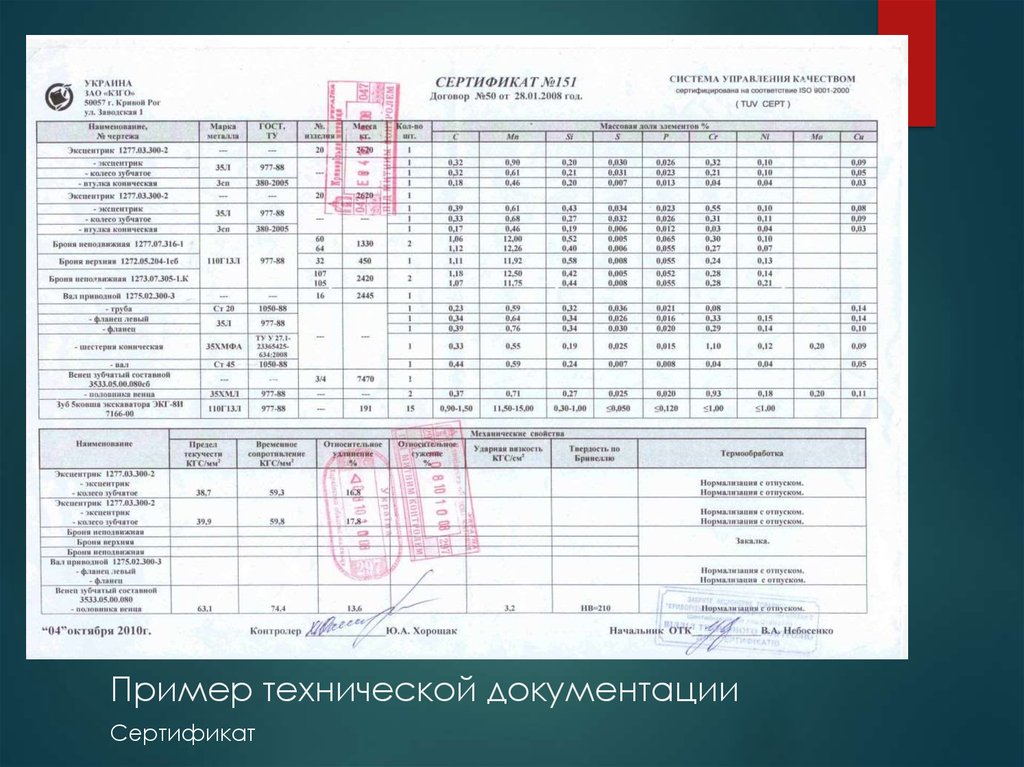 Для этого требуется сложная концепция целевой группы и прав, метаданные для управления контентом и, конечно же, сервер для распространения контента. Кстати, мы рекомендуем Quanos InfoCube.
Для этого требуется сложная концепция целевой группы и прав, метаданные для управления контентом и, конечно же, сервер для распространения контента. Кстати, мы рекомендуем Quanos InfoCube.