Алмазный круг для заточки инструмента в категории «Инструмент»
Круг алмазный торцевой 125x10x32 для заточки твердосплавного инструмента
На складе в г. Харьков
Доставка по Украине
460 грн
Купить
Дом торговли «Feller»
Круг алмазный шлифовальный прямого профиля АПП 150*10*32 для заточки твердосплавного инструмента Львов
Доставка по Украине
450 грн
Купить
Торговый Дом Вербицкий
Круг АПП алмазный шлифовальный 100*10*3*20 для заточки инструмента
Доставка по Украине
593 грн
Купить
Славута
Круг АПП алмазный шлифовальный 125*10*3*32 для заточки инструмента
Доставка по Украине
697 грн
Купить
Славута
Круг АПП алмазный шлифовальный 125*20*3*32 для заточки инструмента
Доставка по Украине
1 477 грн
Купить
Славута
Круг АПП алмазный шлифовальный 150*20*3*32 для заточки инструмента
Доставка по Украине
1 502 грн
Купить
Славута
Круг АПП алмазный шлифовальный 150*10*3*32 для заточки инструмента
Доставка по Украине
1 333 грн
Купить
Славута
Алмазный тарелочный круг для заточки победита АД 100*6*20
На складе
Доставка по Украине
220. 50 грн
Купить
WelCom
Алмазный тарелочный круг для заточки победита AT-125*10
На складе
Доставка по Украине
240.80 грн
Купить
WelCom
Алмазный тарелочный круг для заточки победита AT-125*6
На складе
Доставка по Украине
210 грн
Купить
WelCom
Алмазный тарелочный круг для заточки победита R4-125*3*32
На складе
Доставка по Украине
252 грн
Купить
WelCom
Алмазный тарелочный круг для заточки победита R4-150*5
На складе
Доставка по Украине
294 грн
Купить
WelCom
Бруски алмазные Точильные 5 шт. Точилка для ножей. Заточка
На складе
Доставка по Украине
от 720 грн/комплект
Купить
Ножи, заточка ножей
Бруски алмазные Точильные На бланках набор 4 шт..Точилка для ножей. Заточка
На складе
Доставка по Украине
от 570 грн/комплект
Купить
Ножи, заточка ножей
Круг АПП алмазный шлифовальный 50*10*3*16 для заточки инструмента
Доставка по Украине
454 грн
Купить
Славута
Смотрите также
Бруски алмазные Точильные На дюралевых бланках набор 4 шт..Точилка для ножей. Заточка
На складе
Доставка по Украине
от 590 грн/комплект
Купить
Ножи, заточка ножей
Круг для заточки инструмента (резьбошлиф) 25А 25П 250х13х76 ссср
Доставка по Украине
317 грн
Купить
ООО «Ватек 96»
Бруски алмазные Точильные EECOO , на дюралевых бланках набор 4 шт..Точилка для ножей. Заточка
На складе
Доставка по Украине
от 650 грн/комплект
Купить
Ножи, заточка ножей
Круг АПП алмазный шлифовальный 80*10*3*20 для заточки инструмента
Доставка по Украине
489 грн
Купить
Славута
Круг алмазный для заточки 150 мм 12A2-45 чашечный (чашка) 40x10x3x32 160/125 БАЗИС
Доставка по Украине
595 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Круг АПП алмазный шлифовальный 100*10*3*20 для заточки инструмента Стандарт (зерно 125/100)
Доставка по Украине
776 грн
Купить
Славута
Алмазный чашечный круг для заточки победита АЧК 75*6*20
На складе
Доставка по Украине
189 грн
Купить
WelCom
Круг АПП алмазный шлифовальный 150*10*3*32 для заточки инструмента Стандарт (зерно 100/80)
Доставка по Украине
1 274 грн
Купить
Славута
Алмазный чашечный круг для заточки победита АЧК 125*10*32
На складе
Доставка по Украине
420 грн
Купить
WelCom
Чашка алмазная 125х10х32 для заточки твердосплавного инструмента
На складе
Доставка по Украине
480 грн
Купить
Дом торговли «Feller»
Тарелка алмазная 125х10х32 для заточки твердосплавного инструмента
На складе
Доставка по Украине
400 грн
Купить
Дом торговли «Feller»
Тарелка алмазная 125х5х32 для заточки твердосплавного инструмента
На складе
Доставка по Украине
405 грн
Купить
Дом торговли «Feller»
Тарелка алмазная 150х10х32 для заточки и шлифовки твердосплавного инструмента
На складе
Доставка по Украине
420 грн
Купить
Дом торговли «Feller»
Круг АПП алмазный шлифовальный 150*10*3*32 для заточки инструмента Стандарт (зерно 125/100,160/125, 200/160)
Доставка по Украине
1 333 грн
Купить
Славута
Алмазные круги для заточки победита в категории «Инструмент»
Алмазный тарелочный круг для заточки победита АД 100*6*20
На складе
Доставка по Украине
220. 50 грн
Купить
WelCom
Алмазный тарелочный круг для заточки победита AT-125*10
На складе
Доставка по Украине
240.80 грн
Купить
WelCom
Алмазный тарелочный круг для заточки победита AT-125*6
На складе
Доставка по Украине
210 грн
Купить
WelCom
Алмазный тарелочный круг для заточки победита R4-125*3*32
На складе
Доставка по Украине
252 грн
Купить
WelCom
Алмазный тарелочный круг для заточки победита R4-150*5
На складе
Доставка по Украине
294 грн
Купить
WelCom
Алмазный чашечный круг для заточки победита АЧК 75*6*20
На складе
Доставка по Украине
189 грн
Купить
WelCom
Алмазный чашечный круг для заточки победита АЧК 125*10*32
На складе
Доставка по Украине
420 грн
Купить
WelCom
Круг для заточки 200/160
На складе
Доставка по Украине
958. 10 грн
Купить
Инструмент для камнеобработки
Круг для заточки 160/125
На складе
Доставка по Украине
958.10 грн
Купить
Инструмент для камнеобработки
Круг алмазный торцевой 125x10x32 для заточки твердосплавного инструмента
На складе в г. Харьков
Доставка по Украине
460 грн
Купить
Дом торговли «Feller»
Круг алмазный для заточки 150 мм 12A2-45 чашечный (чашка) 40x10x3x32 160/125 БАЗИС
Доставка по Украине
595 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Круг алмазный шлифовальный прямого профиля АПП 150*10*32 для заточки твердосплавного инструмента Львов
Доставка по Украине
450 грн
Купить
Торговый Дом Вербицкий
D125 (тонкая) d32 алмазная тарелка для заточки победита
На складе в г. Харьков
Доставка по Украине
550 грн
450 грн
Купить
Mriya 24
D125х10 d32 алмазная тарелка для заточки победита
На складе в г. Харьков
Доставка по Украине
550 грн
450 грн
Купить
Mriya 24
D125х10 d32 алмазная чашка для заточки победита
На складе в г. Харьков
Доставка по Украине
669 грн
569 грн
Купить
Mriya 24
Смотрите также
D150 (тонкая) d32 алмазная тарелка для заточки победита
На складе в г. Харьков
Доставка по Украине
609 грн
509 грн
Купить
Mriya 24
D150х10 d32 алмазная тарелка для заточки победита
На складе в г. Харьков
Доставка по Украине
589 грн
489 грн
Купить
Mriya 24
Круг алмазный для заточки 125 мм 12A2-20 тарельчатый (тарелка) 16x10x2x32 160/125 БАЗИС
Заканчивается
Доставка по Украине
425 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Круг алмазный для заточки 150 мм 1А1 150х20х3х32 АС4 200/160 В2-01 Базис
Доставка по Украине
1 143 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Круг алмазный для заточки 100 мм 12A2-45 чашечный (чашка) 32x10x3x20 160/125 БАЗИС
Доставка по Украине
421 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Круг алмазный для заточки 125 мм 14EE1 6x3x5x32 125/100 БАЗИС
Доставка по Украине
1 039 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Круг алмазный 50/2/16 для заточки пил BAZIS
Доставка по Украине
368 грн
Купить
Инструмент-Абразив
Круг алмазный 200/20/76 для заточки концентрация алмазов 50% прямой
Доставка по Украине
2 449 грн
Купить
Инструмент-Абразив
Круг 100/1,5/32 специальный для заточка пил алмазный концентрация алмазов 100%
Доставка по Украине
767 грн
Купить
Инструмент-Абразив
Круг алмазный 150/6R3/32 для заточки лезвия коньков алмазов 100%
Доставка по Украине
929 грн
Купить
Инструмент-Абразив
Круг АПП алмазный шлифовальный 100*10*3*20 для заточки инструмента
Доставка по Украине
593 грн
Купить
Славута
Круг АПП алмазный шлифовальный 125*10*3*32 для заточки инструмента
Доставка по Украине
697 грн
Купить
Славута
Круг АПП алмазный шлифовальный 125*20*3*32 для заточки инструмента
Доставка по Украине
1 477 грн
Купить
Славута
Круг АПП алмазный шлифовальный 150*20*3*32 для заточки инструмента
Доставка по Украине
1 502 грн
Купить
Славута
Точилка для алмазных пил Raimondi.
Подрядчики Direct
17 Обзоры
Ответ. Вопросы: 4
SKU: 30822
Бренд: Raimondi
MPN: DSRDBC
Доступные скидки
Доступны в CT Warehous
Количество
Подробнее о продукте
Вопросы и ответы 4 вопроса
Написать вопрос
Как часто следует использовать этот перевязочный камень?
Мел Б. 7/7/2015 15:47:38
Лезвие следует заправлять через каждые 60 погонных футов резки. Возможно, вам придется заправлять чаще или реже в зависимости от разрезаемого материала.
Гравирую хрусталь любого дизайна с помощью алмазных кругов. Край моих колес тупой. Как лучше их точить?
, автор: Patty Sevre 13.05.2016 13:06:32
Лучший способ правки алмазного круга — аккуратно прижать шлифовальный камень к краю круга во время его работы (вращения). Рассмотрите возможность использования перевязочного камня из чистого золота для получения более быстрых и точных результатов.
Подходит ли этот шлифовальный камень для лезвия стеклянной плитки?
Джеймс Манчестер 28.02.2019 17:42:08
Вы можете использовать этот шлифовальный камень на алмазных дисках для стекла.
Моя мокрая пила не поднимает и не опускает полотно. Как мне заправить алмазный диск, не делая сначала неглубокие пропилы?
от Mary 12.04.2020 15:32:20
Вам нужно только запустить алмазную матрицу (ободок лезвия) в перевязочный камень, чтобы омолодить его. Вы можете положить шлифовальный камень из смолы на стол для резки точно так же, как кусок плитки или камня, который вы режете, и разрезать шлифовальный камень из смолы до края вашего лезвия.
Ratings & Reviews
17 reviews
5 stars
14 reviews
4 stars
3 reviews
3 stars
0 reviews
2 stars
0 отзывов
1 звезда
0 отзывов
Написать отзыв
Незаменимая вещь
моей алмазной пилой, когда я замечаю, что стекло режет не так чисто, как должно. Это определенно необходимо.0003
кажется работает
Я хотел сохранить мой дорогой алмазный диск в хорошем состоянии, так как последний я слишком быстро испортил. Я даже получил некоторое время от старого с этим камнем. Теперь я использую его немного после каждых нескольких разрезов, и кажется, что лезвие хорошо режется. может быть просто хорошим лезвием, и я не злоупотребляю им
Быстро очищает
Резка тонны плитки может привести к залипанию лезвия. Туалетный камень Siri True Blue возвращает форму моему фарфоровому лезвию, просто срезав очень тонкую часть камня с помощью лезвия. Он прослужит мне всю жизнь, так как он очень эффективен в своей работе.
Кажется, это работает.
Я не нашел инструкций по использованию этого перевязочного камня. Итак, что я сделал, так это завел пилу и прорезал край камня левой стороной лезвия, а затем снова правой стороной лезвия. Я делаю это каждый день, когда использую пилу. Я думаю, это работает, так как пила все еще режет мою брусчатку.
Работает
Прорезая этот камень, вы сможете быстрее и проще резать плитку.
ИСПОЛЬЗУЙТЕ ЭТО
Сколько лезвий в прошлом я выбросил, потому что они были «тупыми»? Используйте эти камни, чтобы обновить алмазы на ваших лезвиях, и они прослужат дольше. Я обновляю свои лезвия по крайней мере один раз перед каждой работой. Вы можете просто потереть камень о край каждой стороны лезвия и отрезать небольшую щепку, чтобы максимально использовать камень. Должно быть регулярное техническое обслуживание для всех укладчиков плитки.
Круги алмазные точильные для универсальной точилки УС-550.
_____________________________
Круг с тонким ободом предназначен для торцевого шлифования пил с твердосплавными напайками с минимальным зазором между зубьями между лицевой и тыльной сторонами зуба. Этот круг обычно используется для торцевой заточки твердосплавных пил с более чем 80 зубьями. Это круг с зернистостью 400 и концентрацией 100, рекомендуемый для окончательной заточки пил, требующих чистовой обработки. Его диаметр составляет 6 дюймов. Беседка Размер составляет 1-1/4 ”, а максимум об/мин-6000.
Этот круг используется для торцевой шлифовки пил с твердосплавными напайками, фрез и фрез . Это круг с зернистостью 400 и концентрацией 100, рекомендуемый для окончательной заточки, а требует чистовой обработки. Его диаметр составляет 6 дюймов, размер оси 1-1/4 дюйма и максимальное число оборотов 6000. Этот круг входит в стандартную комплектацию универсальной точилки US-550.
Этот алмазный круг предназначен для заточки стальных и твердосплавных кольцевых пил. Зернистость 180. Диаметр 4 дюйма (100 мм), толщина 3/64 дюйма (1 мм). Размер оправки 5/8″. Максимальное число оборотов 6000.
_____________________________
Этот круг используется для грубой торцевой шлифовки перед чистовой шлифовкой больших твердосплавных фрез и долбяков. Это колесо с зернистостью 120 и концентрацией 100 единиц. Его диаметр составляет 6 дюймов, диаметр вала 1–1/4 дюйма, а максимальное число оборотов – 6000.
_____________________________________________
Saw blade sharpener
Router bit and hole saw sharpener
Shaper cutter sharpener
US-550 PRO система заточки
US-550 PRO универсальная точилка и Насадки
Свяжитесь с нами
Home
About us
Special offer
Sharpening rate guide
Make money
Frequently Asked Вопросы
Расходные материалы и Аксессуары
Па 9 шт. 0120 US-550
Warranties
Sh ipping
How to pay
Grinding Whee l s and втулок
Видео
US-550 Pro
www.universalsharpener.com
Дилеры
Дилеров
.0187
ШЛИФОВАЛЬНЫЕ КРУГИ И ВТУЛКИ
US55028 6 «Шлифовальное колесо 60 Грит для стали
_____________________________
Это колесо используется для шлифовальных стальных пило в диаметре с размером оправки 1-1/4” и максимальным числом оборотов в минуту 4000.
_____________________________
US55033 Diamond Drasser
_________________________________
Этот колесный комод рекомендуется для . Не рекомендуется для алмазных шлифовальных кругов !
Этот круг используется для торцевого шлифования малых и средних фрез с твердосплавными напайками. Это круг с зернистостью 400 и концентрацией 100, рекомендуемый для окончательной заточки, требующей чистовой обработки . Его диаметр составляет 4 дюйма, размер оси 1-1/4 дюйма, а максимальное число оборотов в минуту составляет 6000.0004 Новый круг: толщина алмаза на 12,5% больше, чем у конкурентов, за меньшие деньги!
Новый круг: на 12,5% больше толщины алмаза , чем у конкурентов, за меньшие деньги!
Новый круг: на 25% больше толщины алмаза , чем у конкурентов, за меньшие деньги!
Новый круг: на 12,5% больше толщины алмаза , чем у конкурентов, за меньшие деньги!
_____________________________
Круг с тонким ободом для торцевой шлифовки пил с твердосплавными напайками с минимальным зазором между зубьями между передней и задней частью зуба.
Причин снижения напора в трубе несколько – сужение ее диаметра условного прохода из-за отложений на стенках, увеличение количества потребителей, износ оборудования, протечки и ряд других. И все они создают массу неудобств, связанных с перебоями в работе некоторых образцов бытовой техники (а то и срабатыванием автоматики защиты), невозможностью принять душ, организовать полив территории и так далее. Добиваться от коммунальщиков устранения данной проблемы, учитывая их нерасторопность, можно месяцами. Следовательно, решение параллельно самому принять меры по повышению давления, но не во всей магистрали, а лишь в собственном доме, вполне логично и реализуемо. Конечно, если знать, как это сделать.
1. Установка насоса (дополнительного)
По той роли, которую они играют в схеме водоснабжения, их называют подпорными, дожимающими, проточными. Основное назначение такого перекачивающего устройства – повысить давление в системе. Оно устанавливается, как правило, на центральной «нитке», подающей в дом воду. В ряде случаев – на входе отдельных бытовых приборов, для которых в паспорте оговорен предельный минимум по напору в подводящей трубе. Как примеры – колонка газовая, некоторые модели стиральных и посудомоечных машинок.
Что учесть
Использование дожимного насоса позволяет поднять давление в трубе до 2 бар, не более.
Некоторая инерционность устройства. При снижении напора оно его повысит с задержкой в несколько секунд.
Дожимающий насос не является универсальным решением проблемы. Ряд модификаций машин стиральных, посудомоечных, проточных водонагревателей в такой системе работать не смогут. Причина – в их клапанах на входе, которые при скачках давления периодически станут закрываться/открываться.
Подробнее о насосах, которые могут использоваться в качестве проточных устройств, их характеристиках и стоимости можно узнать на этой странице.
2. Включение в схему гидроаккумулятора
Эти компактные резервуары в системах водоснабжения используются повсеместно. Об их устройстве, о том, какие они решают задачи, подробно изложено в этой статье. Достаточно отметить, что основная функция ГА – стабилизация давления в трубах. Поэтому его падение на входе никак не отразиться на работе бытовых приборов и напоре воды из крана.
3. Накопительная емкость
В случаях, когда объем поступающей воды снижается (причины этого – вопрос отдельный), или на время ее подача прекращается полностью, рациональное решение поддержания давления на уровне. В данном случае нехватка жидкости в трубе компенсируется ее запасом в накопительном баке. С некоторыми моделями и ценами на них можно познакомиться по этой ссылке.
4. Насосная станция
Если речь идет о монтаже системы водопровода в строящемся доме или о реконструкции (капитальном ремонте) схемы, то такие установки – неплохое решение проблемы. В отличие от насоса станция представляет собой «комплект», в который входит гидроаккумулятор и вся необходимая автоматика.
Более полная информация о таких устройствах и стоимости образцов – здесь.
Получается, что устранить проблему падения давления в системе водопровода можно несколькими способами. Каждый из них по-своему эффективен, но лишь при условии, если «диагноз» снижения напора поставлен правильный. Дело в том, что это вызывается двумя основными причинами – нехваткой жидкости в «источнике» (как пример, изменение дебита скважины), или же когда ее достаточно, но насосная группа (в той же водонапорной башне) не справляется с нагрузкой. В принципе, разобраться в этом в большинстве случаев можно и самостоятельно. Трудности возникнут потом.
Какой тип и модель насоса выбрать? Где его установить, как правильно подключить к автоматике? Ее грамотная регулировка с учетом характеристик дожимного устройства и особенностей схемы водопровода также представляет определенную сложность. Только по этому пункту вопросов возникает масса.
Гидроаккумулятор. Просто купить бак – как правило, деньги на ветер. Более того, если он большего, чем требуется, размеров, возникнет масса проблем. О них и возможных последствиях хорошо рассказывается здесь.
То же касается и насосной станции, накопительного резервуара – на какие характеристики изделий ориентироваться, где для них выбрать место в доме, как грамотно включить в схему?
Вывод – для решения проблемы недостаточного напора воды нужны точные инженерные расчеты. И здесь без услуг профессионала не обойтись. Практика показывает, что попытки самостоятельно повысить давление в трубе зачастую приводят к тому, что деньги и время потрачены, а эффект намного ниже ожидаемого.
«АЛЬФАТЕП» всегда готова оказать помощь собственникам частных строений, расположенных в Подмосковье, в плане организации водоснабжения и устранения возникших «дефектов» системы. Нужно лишь обратиться за консультацией к ее сотрудникам (номер контактного телефона 8 (499) 643-48-05, и они, после уточнения ряда деталей, дадут дельный совет. Но помощь не ограничивается только дистанционным консультированием. На складах компании есть все необходимое, а в штате – профильные специалисты. По желанию клиента мастера сами доставят нужное оборудование на место, скорректируют схему, произведут монтаж и опробование системы в работе.
Как увеличить давление воды в частном доме своими руками
Слабый напор воды в частном доме
Содержание
Если из кранов течёт скудная струйка воды, газовая колонка не зажигается, а стиральная машина не желает работать – значит, в доме недостаточный напор воды. Как увеличить давление воды в частном доме — разбираемся самостоятельно.
По стандарту водоснабжения СНиП 2.04.02-84 и постановления кабмина РФ от 23.05.2006 №307 «О порядке предоставления коммунальных услуг гражданам» на ввод в дома частного сектора вода должна подаваться с напором 1 атмосферы (атм.), в условиях максимального водоразбора при одноэтажной застройке, с добавлением 0,4 атм на этаж застройки. Посёлок считается застройкой одноэтажной – вы вправе требовать от коммунальщиков 1 атм на вводе в дом, двухэтажной – 1,4, трёхэтажной – 1,8.
Непосредственно у крана давление должно составлять от 0,3 до 6 атмосфер. Это требование соблюдается не всегда. Низкий напор часто наблюдается при запитывании дома от коммунальных сетей водоснабжения, и при подаче воды насосами из скважины или колодца. А водопотребляющая техника рассчитана на стандартные параметры. Да и мыться под дышащей на ладан водяной струйкой – удовольствие ниже среднего.
Причины слабого напора воды
Причины низкого напора можно разделить на две большие группы
1. Воды в водопроводной системе достаточно, но её давление объективно низкое
Такое часто случается, когда водонапорная башня строилась из расчёта равнинного положения строений, а потом застройка посёлка расширилась в более высокие места. И там, конечно же, нет давления. Такая же картина наблюдается при неисправных, изношенных насосах центра водоснабжения.
При питании из скважины причиной может быть большая глубина водоносного слоя и одновременно, незначительный диаметр подающего трубопровода. Казалось бы, погружные насосы по паспорту должны давать подъём на 50-70 метров, это значит, что они на входе в трубопровод дают давление 5-7 атмосфер.
Но хитрость в том, что это давление идёт не только на подъём воды, но и на преодоление гидравлического сопротивления трубопровода. Даже простая прямая труба длиной 50 метров и внутренним диаметром 20 мм при производительности погружного насоса в 1000 л/час «крадёт» 0,33 атмосферы давления.
А с учётом того, что трубопроводы не прямые, что есть задвижки, краны, т-образные соединения, локальные сужения и расширения – остаток напора на точке потребления воды может быть низковат.
2. Воды в источнике водоснабжения мало
Это случается, когда водопровод общего пользования имеет большую длину, но недостаточный диаметр. Так бывает, если основная часть строилась с расчётом на небольшой населенный пункт, а потом он существенно расширился.
Влияет также и время эксплуатации магистрали. Старые трубы обрастают изнутри минеральными отложениями, поэтому реальное сечение для пропуска воды может быть незначительным, несмотря на внешнюю солидность трубопровода.
Ещё одна причина – большой водоразбор в летнее время для полива.
Муниципальные сети водоснабжения позиционируются как сети для снабжения водой для питья и бытовых нужд.
Полив растений – это сельскохозяйственное водопотребление и практически никогда в проекты не закладывается. Народ это во внимание, естественно, не принимает и поливает свои сады и огороды вовсю. Результат – у дальних потребителей либо слабый напор воды в частном доме, либо нет воды совсем.
К этому же разделу водных проблем можно присоединить и питание домовладений от скважин с низким дебетом, поскольку решение проблем во всех случаях принципиально одинаковое. Имея собственную скважину или колодец вы будете лишены проблем с объемом воды.
Как увеличить давление воды в частном доме, когда её не достаточно
Сразу и во всех случаях отметаем решение о строительстве собственной водонапорной башни. Каждая атмосфера давления – это 10 метров водяного столба, то есть для получения давления в 3 атмосферы вам надо соорудить водонапорную башню высотой с пятиэтажный дом. Дорого и незачем. Есть гораздо более простые средства.
Как увеличить давление воды в частном доме и самый простой способ, если воды в системе достаточно – это установка на входе в вашу систему прямоточного дожимающего насоса.
Это недорогое изделие автоматически включается при обнаружении слабого потока (вы открыли кран) и, всасывая воду из подающего водопровода, поднимает давление у потребителей – газовой колонки, душа, водоразборного крана. Разные модели поднимают давление на 0,5-1,5 атм, и рассчитаны на разный расход воды.
Выбор большой, прикиньте, посчитайте какое у вас водопотребление и решите, какой насос выбрать. Сперва из крана потечёт слабенькая струйка, а потом, через 3-5 секунд, включится дожимной насос и напор воды возрастёт.
С помощью проточного насоса
Проточный насос для повышения давления воды вполне достаточен, если среди водопотребителей нет автоматической стиральной машины. Вот тут уже обойтись им не получится. У стиральной машины на вводе стоит клапан, открывающийся при определённом давлении воды.
Если стартовое давление низкое, клапан не откроется, движения воды в системе не будет – проточный насос не включится. Можно, конечно постоянно во время работы стиральной машины держать открытым другой кран, но поскольку канализация у вас тоже, скорее всего, автономная, лишняя вода в ней не нужна. Да и насос быстро выйдет из строя.
В таком случае увеличить давление воды в частном доме — вам поможет гидроаккумулятор, или, как его ещё называют, расширительный бак. Устройство его таково: внутри корпуса находится воздух под давлением (обычно 2 атм).
Полость для воды отделена эластичной мембраной. Вода, нагнетаемая в ёмкость под ещё более высоким давлением, расширяется под мембраной, а воздух, бывший в корпусе, сжимается ещё больше. Таким образом, вода находится под давлением не менее 2-х атмосфер постоянно.
Когда вы открываете кран — сразу идёт напор не меньше минимального для этого гидроаккумулятора. По мере расхода воды давление в системе падает и реле давления включает нагнетательный насос. Насос обеспечивает текущее потребление воды и заново заполняет гидроаккумулятор. По достижении максимально назначенного давления насос отключается.
Таким образом, на потребление сразу же имеется достаточный напор воды. Для стиральной машины это принципиально важно. Чем больше объём гидроаккумулятора, тем реже приходится включаться в работу насосу, и тем дольше он вам прослужит.
Гидроаккумуляторы большого объёма также являются аварийными резервуарами на случай временного отключения водоснабжения. При этом для насоса устанавливается функция блокировки включения, если на входе воды нет.
Водоснабжение при недостатке воды
Если количество поступающей воды недостаточно, то задача состоит не только в том, чтобы повысить напор воды в доме, но и в том, чтоб вообще обеспечить бесперебойное водоснабжение.
Для этого необходимо организовать промежуточную ёмкость для хранения воды. Желательно, чтоб её объём был не менее суточного водопотребления, но на самом деле чем он больше, тем лучше.
На входе в ёмкость устанавливается клапан поплавкового типа (как в унитазе), через который бак неспешно наполняется водой в то время, когда нет её потребления.
Выдаёт воду потребителям насос с гидроаккумулятором, использующий накопительный бак как низконапорную систему с достаточным количеством воды.
Накопительный бак изготавливается из пищевой нержавеющей стали, пищевого алюминия или пищевого пластика.
Информация на заметку: ЛДСП это, Чем резать поликарбонат
Насосы для повышения давления воды
Смотрите это видео на YouTube
6 способов увеличить напор воды в душе
11 марта 6 способов увеличить напор воды в душе
Нет ничего хуже, чем принимать душ с низким напором воды. Чтобы смыть шампунь с волос, может потребоваться целая вечность, или вы будете сжиматься вокруг насадки для душа, потому что вода не может дойти до вас из-за давления. Наши 6 лучших способов увеличить давление воды в душе помогут вам диагностировать вашу уникальную проблему и позволят вам начать наслаждаться душем.
Душ с низким напором воды приводит к более длительному принятию душа, расходующего больше воды и отнимающего больше времени.
К счастью для вас, душ с низким напором воды обычно можно починить самостоятельно. Однако в некоторых случаях вам может понадобиться профессиональная помощь. Если это относится к вам, подумайте о том, чтобы позвонить Бенджамину Франклину Сантехнику Тайлеру или посетить наш веб-сайт, чтобы назначить встречу сегодня.
Содержимое
Что вызывает низкий напор воды в душе?
Как проверить давление воды в душе
способов увеличить давление воды в душе
Очистите насадку для душа
Снимите ограничитель воды
Замените душевой шланг
Убедитесь, что ваш водяной запорный клапан полностью открыт
Проявите творческий подход
Позвоните профессионалам
Способы увеличить напор воды в душе
Что вызывает низкий напор воды в душе?
Существует множество причин, по которым давление воды в вашем душе может быть низким.
Распространенная причина – засор системы водоснабжения. Например, в насадке для душа может образоваться засор. В этом случае решение простое, и вы можете решить проблему без профессиональной помощи. Однако, если засор находится глубже в вашей сантехнике, вам, возможно, придется вызвать специалиста.
Другая причина заключается в том, что у вас может быть ограничитель воды в насадке для душа. Типичный душ должен выбрасывать примерно два галлона воды в минуту. Ограничитель воды уменьшает количество воды, которая может протекать через насадку для душа. Они предназначены для экономии ваших денег на счетах за воду, но вы можете использовать больше воды, потому что смывание мыла и шампуня занимает больше времени.
В некоторых многоквартирных домах или сдаваемых в аренду домах могут быть установлены ограничители подачи воды для экономии воды жильцами. Однако со временем вокруг ограничителя воды может накапливаться мусор и частицы, что еще больше снижает давление воды.
Насадка для душа может засориться и в других местах. Например, на форсунках душа и вокруг них могут образовываться минеральные отложения. Вмятина или складка на душевом шланге также могут способствовать низкому давлению воды.
Как проверить давление воды в душе
Не нужно быть экспертом, чтобы понять, что у вас низкое давление воды. По большей части это то, что вы можете почувствовать. Если со временем оно постепенно уменьшается, у вас может быть какое-то скопление частиц. Если он резко опустится, может быть утечка или вмятина. Если он всегда ощущался низким, то может быть ограничитель воды.
Но, чтобы точно знать, если у вас низкий напор воды в душе, есть простой способ:
Сначала возьмите мерный кувшин, желательно объемом один литр, и поставьте его под душ. Затем включите его на полную мощность. Если наполнение кувшина занимает более шести секунд, скорее всего, у вас низкое давление воды.
Способы увеличить давление воды в душе
Компания Benjamin Franklin Plumbing Tyler определила шесть способов повышения давления воды в душе на основе вышеупомянутых распространенных причин. Некоторые из них просты, а другим может потребоваться профессиональная помощь.
1. Очистите насадку для душа
Простое удаление минеральных отложений из насадки для душа может решить проблемы с напором воды. Если вы можете снять насадку для душа, сделайте это и почистите внутреннюю часть зубной щеткой или щеткой для посуды.
Если вы не можете снять насадку для душа, возьмите полиэтиленовый пакет и наполните его белым уксусом. Затем вставьте насадку в пакет и завяжите ее вокруг шеи резинкой. Белый уксус медленно разрушает частицы и делает их мягкими и удаляемыми. Затем снимите пакет и запустите воду, чтобы убедиться, что он исправлен. Это может быть хорошим способом попробовать увеличить давление воды в квартирах. Обычно в квартирах у вас нет возможности выполнить какие-либо сантехнические работы, которые могли бы решить вашу проблему с давлением воды.
2. Снимите ограничитель воды
Снятие ограничителя воды с насадки для душа также может улучшить напор воды. Удаление может также очистить от минеральных отложений вокруг ограничителя.
Вы можете удалить его, если живете в квартире, если не указано иное. Обратите внимание, что ваш счет за воду может увеличиться после удаления. Но если вы принимаете душ короче из-за повышенного давления воды, ваш счет должен оставаться примерно таким же.
3. Замените душевой шланг
Вмятина на душевом шланге может ограничить поток воды. Найдите минутку, чтобы осмотреть шланг, чтобы увидеть, нет ли вмятин или утечек.
В некоторых душевых есть пластиковые шланги. Они лучше защищены от вмятин и протечек, но имеют тенденцию складываться или мяться, если их тянуть под неправильным углом. Обратите внимание, если на пластиковом душевом шланге образовалась жесткая складка.
4. Убедитесь, что запорный клапан для воды полностью открыт
Иногда запорный клапан для воды может быть открыт не полностью. Например, если в вашем многоквартирном доме недавно были проведены работы или в вашем доме был ремонт, возможно, кто-то выключил водяной кран и забыл его открыть или не открыл его до конца. Проверьте под своей кухонной раковиной или рядом с водонагревателем, где находится большинство запорных водяных клапанов, хотя точное расположение может отличаться в каждом доме.
Верните уровень параллельно водопроводной трубе, чтобы полностью открыть подачу воды. Это также подходящее время для проверки вашего водонагревателя, чтобы убедиться, что вы получаете горячую воду и полное давление воды.
5. Проявите творческий подход
Если по какой-либо причине вышеуказанные методы не работают, возможно, проблемы с напором воды в душе находятся вне вашего контроля. То есть давление воды в вашем душе может зависеть от того, какие приборы вы используете и когда вы принимаете душ.
Принятие душа во время работы посудомоечной или стиральной машины повлияет на напор воды в душе. Поэтому убедитесь, что вы делаете это в разное время.
Кроме того, большинство людей принимают душ сразу после пробуждения или перед сном. Если ваш график позволяет, не принимайте душ в это время. Таким образом, вы будете принимать душ, когда водопроводные трубы будут менее востребованы, а это означает, что в вашем распоряжении будет больше воды.
6. Позвоните профессионалам
Если ничего не помогло и вы не смогли самостоятельно устранить проблемы с давлением воды в душе, позвоните в компанию Benjamin Franklin Plumbing Tyler или посетите наш веб-сайт, чтобы назначить встречу сегодня.
У вас могут быть основные проблемы с сантехникой, которые выходят за рамки вашего душа. Визит Бенджамина Франклина Сантехника Тайлера гарантирует, что система водоснабжения вашего дома работает в полную силу.
В заключение
Способы увеличить напор воды в душе:
Очистите насадку для душа.
Снимите ограничитель воды.
Замените душевой шланг.
Проверьте, полностью ли открыт запорный клапан подачи воды.
Не включайте другие водопотребляющие приборы во время принятия душа и принимайте душ в непиковое время.
Если ничего не помогло, вызовите профессионального сантехника.
Бенджамин Франклин Сантехник Тайлер обслуживает города Килгор, Лонгвью, Тайлер и Уайтхаус в восточном Техасе с командой сертифицированных сантехников. Помимо аварийного ремонта сантехники, некоторые сантехнические услуги, предоставляемые компанией, включают ремонт кранов, услуги канализации, ремонт туалетов, установку сантехники, установку ванн и душевых кабин, ремонт кухонных раковин, установку кранов, ремонт/замену водонагревателей и вывоз мусора. замена утилизации. Позвоните нам сегодня по номеру (903) 730-6611, чтобы записаться на прием!
Как повысить напор воды в душе в квартире?
Низкое давление воды — это то, с чем мы все сталкивались.
Это чаще случается с людьми, которые живут в многоэтажках.
Это особенно часто случается с людьми, которые живут на верхних этажах. Однако в большинстве случаев это легко исправить.
Содержание
Как увеличить давление воды в душе
Существует множество способов увеличить давление воды, если вы живете в многоквартирном доме.
Выполните необходимые проверки
Ниже приведены некоторые необходимые проверки, которые вы должны выполнить, прежде чем прибегать к замене или очистке насадок для душа.
Проверка наличия ограничителей потока
В последние годы правительство США приняло законы для обеспечения сбережения воды.
Поэтому в многоквартирных домах поставили ограничители расхода воды. Проверьте, есть ли у вас один из них в душе. Вы можете удалить его, чтобы обеспечить более высокий поток.
Проверка на перегибы
Проверьте шланг или ватерлинию на наличие перегибов.
Если у душа гибкая линия, то убедитесь, что нет перегибов, препятствующих стоку воды.
Проверка на наличие утечек
Если ваш трубопровод протекает в нескольких местах, вам следует отремонтировать его.
Это может произойти и внутри стен, что может привести к повреждению квартиры.
Открытый запорный клапан водонагревателя
Он зарезервирован для тех случаев, когда давление горячей воды ниже. Проблема может быть связана с вашим водонагревателем.
Сначала проверьте, открыт ли запорный клапан. Если не; затем откройте его.
Промывной водонагреватель
Если бак для воды забит отложениями, трубы также могут быть забиты мусором.
Слейте воду из водонагревателя и промойте линии. Это должно улучшить напор воды в вашем душе.
Выключение других приборов
Если во время принятия душа вы включаете другие приборы, такие как стиральная машина, это может снизить давление воды.
Очистите насадку для душа
Прежде чем купить сменную насадку для душа или попытаться проверить сантехнику, вы должны очистить насадку для душа.
Мелкие отложения, такие как песок и даже галька, могут время от времени скапливаться внутри насадки для душа. Это может блокировать поток воды и снизить давление воды.
Если вы не можете снять насадку для душа, вам понадобится резиновая лента и пакет для сэндвичей.
Если вы наполните этот пакет уксусом и прикрепите его резинкой к насадке для душа, он удалит известковый налет. Это также разрушит немного осадка.
Замените насадку для душа
Если очистка насадки для душа также не помогает, ее необходимо заменить.
Попробуйте вместо обычной насадки для душа с высоким расходом воды. Вы можете либо нанять сантехника, чтобы сделать это, либо найти несколько руководств в Интернете.
У вас также может быть старое руководство по замене насадок для душа. Вы могли бы использовать это. Однако, если у вас проблемы с питанием от сети, это средство может не сработать.
Установить насос для душа
Если вы хотите полностью исправить напор в душе, то вам необходимо приобрести качественный напорный насос.
Это также решит проблему с сетью, создав локальное давление для вашего душа.
Активируется, когда вы принимаете душ и перекачиваете воду из водопровода в насадку для душа. Таким образом, он наберет давление, прежде чем попадет внутрь душевой лейки.
Невентилируемый цилиндр под давлением
Насос для душа — это быстрое решение. Однако, если вы хотите постоянное исправление, которое не требует замены оборудования в течение десяти лет; есть еще вариант.
Называется невентилируемый баллон под давлением. Это включает в себя капитальный ремонт вашей системы. Он также получает питание напрямую от сети.
Это довольно сложная сантехника, и здесь потребуется посторонняя помощь. На самом деле это потребует некоторого опыта от высококвалифицированного сантехника.
На самом деле может потребоваться замена всей водопроводной системы. Возможно, вам придется спросить разрешения у вашего арендодателя.
Электрический душ и накопительный бак для холодной воды
Этот другой вариант накопительного бака для холодной воды и электрического душа также является усовершенствованным. Он предназначен для случаев, когда не хватает горячей воды.
В душ подается холодная вода из бака. Этот резервуар отделен от основного резервуара для воды, в котором хранится вода для всего здания.
Затем он нагревает воду и подает воду под высоким давлением из насадки для душа.
Установка душа с сильным напором воды
Души с сильным напором воды используют как горячую, так и холодную воду для душа.
По этой причине в баке для горячей воды должно быть много горячей воды. Стоимость этого варианта делает его последним средством.
Что вызывает низкое давление воды в душе?
Низкий напор воды в душе может возникнуть по многим причинам. К ним относятся:
Старые трубы, проржавевшие или скопившие много грязи и гравия. Это может произойти, если вы живете в старом доме или в старом районе. Если вы живете недалеко от города или центра города, то это, скорее всего, произойдет. Местным органам власти будет трудно заменить этот трубопровод. Это вызвало бы слишком много потрясений.
Домашняя водопроводная система может иметь подводящий трубопровод меньшего диаметра. Это одна из самых частых причин низкого давления воды. В старых домах эта проблема встречается чаще всего. Это ограничивает количество воды, поступающей в ваш дом и душ.
Ваша домашняя система водоснабжения может быть засорена.
Ваша насадка для душа может ограничивать поток или экономить воду. Они довольно распространены в квартирах и были введены Законом о национальной энергетике в США. Этому примеру последовали многие производители в Великобритании.
Возможно, засорен запорный клапан. Это также довольно распространенная причина низкого давления воды. Если вы недавно купили новый дом или выполняли строительные работы, проверьте, полностью ли открыт ваш запорный вентиль. Обычно он располагается под кухонной мойкой. Если он сломан, немедленно обратитесь к сантехнику.
Как проверить на низкое давление воды в душе?
Существует четыре способа проверки низкого давления воды.
Поставьте мерный кувшин объемом 1 л под душ
Включите кран или душ, с которым у вас возникли проблемы, на полную мощность
Время, необходимое для заполнения кувшина
Если это занимает более шести секунд, у вас низкое давление воды
Альтернатива душе – примите ванну вместо этого
Если в вашем доме низкое давление воды, лучшей альтернативой душе может быть ванна. Да, это занимает больше времени, но может быть намного полезнее для здоровья.
На самом деле, есть несколько преимуществ для здоровья от ванны, которые превосходят все преимущества душа. К ним относятся следующие.
Ванны Замедляют старение
Дерматологи говорят, что принятие ванн действительно может замедлить старение и уменьшить угревую сыпь у взрослых.
Это потому, что они могут снизить уровень кортизола в организме. Это гормон стресса, который может увеличить количество прыщей и вызвать преждевременное старение.
Для того, чтобы снова получить все преимущества отсрочки, вы должны убедиться, что после этого вы полностью увлажняете кожу.
Нельзя просто вытереться полотенцем и покончить со всем этим. Ваша кожа не должна обезвоживаться после принятия ванны.
Снятие болей в мышцах и снятие стресса
Тепло — отличное решение, когда речь идет о снятии мышечного напряжения. Это можно сделать, приняв горячую ванну. Если вы войдете в теплую воду, вы сможете снять сильное мышечное напряжение и даже некоторую боль.
Если вы добавите немного английской соли, это также поможет облегчить боли.
Многие взрослые просто принимают ванны по той простой причине, что они отлично снимают стресс. Ванны позволяют перестать сосредотачиваться на чем-то другом и просто расслабиться.
Для этой цели отлично подходят теплые ванны. Они могут немного повысить температуру тела и улучшить кровообращение.
Успокаивает вашу нервную систему и выводит токсины из организма. Он даже может выделять эндорфины, которые улучшают ваше настроение.
Это может снять стресс, накопившийся в вашем организме. Вы можете сделать свою ванну более эффективной, используя эфирные масла и ароматические свечи.
Вы получаете такую же чистоту
Нет никаких доказательств того, что принятие ванны или душа чище, чем другое. Душ лучше, чем ванна, только когда вы вспотели после пребывания на улице или занятий спортом.
Однако, кроме этого, когда вы принимаете ванну утром, она будет такой же чистой.
Если вы привыкли быстро принимать душ перед тем, как отправиться на работу, то это, вероятно, не для вас. Кроме того, пар от ванн может открывать поры и высвобождать грязь.
Ванны снижают уровень сахара в крови
Если ваш врач когда-либо советовал вам контролировать уровень сахара в крови, то ванна может оказаться для вас лучшим вариантом.
Некоторые исследования показали, что горячие ванны действительно могут снизить уровень сахара в крови. Это особенно полезно для диабетиков.
Однако не думайте об этом как о замене здорового питания. Это просто дополнение к уже здоровым практикам.
Они отлично подходят для вашей кожи
Ванна отлично подходит для вашей кожи в сочетании с эфирными маслами и ароматами.
Они, естественно, нужны вашему телу, чтобы оставаться здоровым. Тем не менее, они удаляются, когда вы принимаете душ. Если вы добавите их в ванну, они сделают вашу кожу намного здоровее.
Вы даже можете добавить в свой уход овсянку и мед, чтобы ваша кожа оставалась здоровой.
Уголок алюминиевый в наличии на складе в Москве недорого, звоните 8 (495) 755-38-26
Подбор по параметрам
38 Р
Уголок алюминиевый 20x20x2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.21 кг, цена за метр
38 Р
org/Offer»>
30 Р
Уголок алюминиевый 25x25x1.2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.16 кг, цена за метр
30 Р
org/Offer»>
35 Р
Уголок алюминиевый 25x25x1.5 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.20 кг, цена за метр
35 Р
org/Offer»>
571 Р
Уголок дюралевый 25x25x2 мм, равнополочный, Д16Т, вес 1 метра 0.27 кг, цена за кг
571 Р
org/Offer»>
46 Р
Уголок алюминиевый 25x25x2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.26 кг, цена за метр
46 Р
org/Offer»>
46 Р
Уголок алюминиевый 30x20x2 мм, неравнополочный, прессованный, АД31Т1, вес 1 метра 0.26 кг, цена за метр
46 Р
org/Offer»>
227 Р
Уголок алюминиевый 30x30x2 мм, равнополочный, АД31Т1, вес 1 метра 0.31 кг, цена за кг
227 Р
org/Offer»>
544 Р
Уголок дюралевый 30x30x2 мм, равнополочный, Д16Т, вес 1 метра 0.32 кг, цена за кг
544 Р
org/Offer»>
55 Р
Уголок алюминиевый 40x20x2 мм, неравнополочный, прессованный, АД31Т1, вес 1 метра 0.31 кг, цена за метр
55 Р
org/Offer»>
67 Р
Уголок алюминиевый 40x40x1.8 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.38 кг, цена за метр
67 Р
org/Offer»>
216 Р
Уголок алюминиевый 10x10x1 мм, равнополочный, прессованный, АД31, вес 1 метра 0.05 кг, цена за кг
216 Р
org/Offer»>
172 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, вес 1 метра 0.06 кг, цена за кг
172 Р
org/Offer»>
214 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, АД31Т1, вес 1 метра 0.06 кг, цена за кг
214 Р
org/Offer»>
62 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, вес 1 метра 0.06 кг, цена за метр
62 Р
org/Offer»>
3,640 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, 6060, вес 1 метра 0.06 кг, цена за метр
3,640 Р
org/Offer»>
13 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, АД31, вес 1 метра 0.06 кг, цена за метр
13 Р
org/Offer»>
13 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, АД31Т, вес 1 метра 0.06 кг, цена за метр
13 Р
org/Offer»>
26 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, АД31Т, анодированный под серебро, вес 1 метра 0.06 кг, цена за метр
26 Р
org/Offer»>
16 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, АД31Т, анодированный, вес 1 метра 0.06 кг, цена за метр
16 Р
org/Offer»>
14 Р
Уголок алюминиевый 10x10x1.2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.06 кг, цена за метр
14 Р
Показать ещё 20 из 1216
-10% на доставку
действует до 07. 11.2022
-15% на резку
действует до 07.11.2022
-10% на доставку
действует до 07.11.2022
-10% на доставку
действует до 07.11.2022
-15% на резку
действует до 07.11.2022
-15% на резку
действует до 07.11.2022
-15% на резку
действует до 07.11.2022
-15% на резку
действует до 07.11.2022
-10% на доставку
действует до 07.11.2022
-15% на резку
действует до 07.11.2022
Уголок алюминиевый в наличии на складе в Екатеринбурге недорого, звоните 8 (343) 200-55-88
Подбор по параметрам
40 Р
Уголок алюминиевый 20x20x2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0. 21 кг, цена за метр
40 Р
32 Р
Уголок алюминиевый 25x25x1. 2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.16 кг, цена за метр
32 Р
37 Р
Уголок алюминиевый 25x25x1. 5 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.20 кг, цена за метр
37 Р
602 Р
Уголок дюралевый 25x25x2 мм, равнополочный, Д16Т, вес 1 метра 0. 27 кг, цена за кг
602 Р
48 Р
Уголок алюминиевый 25x25x2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0. 26 кг, цена за метр
48 Р
48 Р
Уголок алюминиевый 30x20x2 мм, неравнополочный, прессованный, АД31Т1, вес 1 метра 0. 26 кг, цена за метр
48 Р
239 Р
Уголок алюминиевый 30x30x2 мм, равнополочный, АД31Т1, вес 1 метра 0. 31 кг, цена за кг
239 Р
573 Р
Уголок дюралевый 30x30x2 мм, равнополочный, Д16Т, вес 1 метра 0. 32 кг, цена за кг
573 Р
58 Р
Уголок алюминиевый 40x20x2 мм, неравнополочный, прессованный, АД31Т1, вес 1 метра 0. 31 кг, цена за метр
58 Р
71 Р
Уголок алюминиевый 40x40x1. 8 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.38 кг, цена за метр
71 Р
228 Р
Уголок алюминиевый 10x10x1 мм, равнополочный, прессованный, АД31, вес 1 метра 0. 05 кг, цена за кг
228 Р
181 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, вес 1 метра 0.06 кг, цена за кг
181 Р
226 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, АД31Т1, вес 1 метра 0.06 кг, цена за кг
226 Р
65 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, вес 1 метра 0.06 кг, цена за метр
65 Р
3,836 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, 6060, вес 1 метра 0.06 кг, цена за метр
3,836 Р
13 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, АД31, вес 1 метра 0.06 кг, цена за метр
13 Р
13 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, АД31Т, вес 1 метра 0.06 кг, цена за метр
13 Р
28 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, АД31Т, анодированный под серебро, вес 1 метра 0.06 кг, цена за метр
28 Р
16 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, АД31Т, анодированный, вес 1 метра 0.06 кг, цена за метр
16 Р
14 Р
Уголок алюминиевый 10x10x1. 2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.06 кг, цена за метр
14 Р
Показать ещё 20 из 1216
-15% на резку
действует до 07.11.2022
-10% на доставку
действует до 07.11.2022
-10% на доставку
действует до 07.11.2022
-15% на резку
действует до 07.11.2022
-10% на доставку
действует до 07.11. 2022
-10% на доставку
действует до 07.11.2022
-10% на доставку
действует до 07.11.2022
-10% на доставку
действует до 07.11.2022
-15% на резку
действует до 07.11.2022
-10% на доставку
действует до 07.11.2022
Metal Corner Shelf — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(994 релевантных результата)
Угловая полка – как установить различные типы
На угловой полке часто можно использовать бесполезную площадь, которую нельзя использовать для других целей. Поскольку сам угол образует треугольное пространство, полку обычно можно использовать только для поддержки небольших предметов, таких как растение и т. д.
Полка может поддерживаться простыми рейками из строганной древесины (50×18 мм (2x¾ дюйма)), прикрепленными к стенам с каждой стороны угла. опора для большинства целей — в качестве альтернативы можно прикрепить к стене металлический угол для поддержки полки, это может создать впечатление, что полка не поддерживается — ниже приведены подробности использования металлического уголка.
Сама полка может быть различной формы, однако наиболее удобной является треугольная или четвертькруглая полка — квадратная полка означает, что внешняя половина эффективно не поддерживается, но стена поддерживает, если над полкой не сделаны дополнительные крепления. для предотвращения опрокидывания задней части полки. Общее замечание состоит в том, что часть полки, выступающая вперед за линию между концами опор на стене, фактически не поддерживается.
Использование стеновых опор из деревянных реек
Начните с обрезки деревянных опорных реек:
Измерьте и отрежьте кусок строганного бруса (50×18 мм (2x¾ дюйма)) примерно на 38 мм (1½ дюйма) меньше, чем размер стороны полки. Обрежьте конец, ближайший к угловому квадрату, поперек бруса, а конец перед полкой под небольшим углом (см. справа вверху) — это сделает обрешетку менее мешающей. (В качестве альтернативы переднюю часть боковых опорных реек можно скрыть, закрепив обрешетку на нижней стороне полки поперек передней части (см. справа внизу). Это дает дополнительное преимущество, заключающееся в усилении неподдерживаемого переднего края).
Просверлите отверстия с зазором для крепежных винтов в опорной рейке – на одинаковом расстоянии по центральной линии рейки. Обычно достаточно двух креплений, если только полка не очень глубокая. Если боковые стены выполнены из деревянного каркаса, расстояние между отверстиями в обрешетке должно совпадать с расстоянием между вертикальными стеновыми элементами.
Совет: Если опоры полок будут окрашиваться, нанесите грунтовку и грунтовку перед их креплением к стене; нанесите финишное покрытие после того, как опоры будут закреплены на стене и углубления с головками винтов заполнены.
Установка опор для полок
Исправить опора к первой стене
Приложите первую опорную планку к стене с одной стороны угла на высоте полки и выровняйте ее с помощью спиртового уровня. Держите задний конец на расстоянии чуть больше толщины бруса от угла. Отметьте положение крепежных отверстий на стене через отверстия в обрешетке.
Для каменных стен просверлите подходящие отверстия для дюбелей и закрепите обрешетку с помощью шурупов, которые входят в стену не менее чем на 38 мм (1½ дюйма). Для стен с деревянным каркасом просверлите гипсокартон, а затем закрепите обрешетку, ввинтив ее непосредственно в каркас.
Прикрепите вторую опору к другой стене
Приложите другую опорную планку к соседней стене на высоте полки и используйте спиртовой уровень, опираясь на верхнюю часть первая поддержка, чтобы выровнять его. Разметьте стену через крепежные отверстия в обрешетке.
Просверлите стену и закрепите опору так же, как и первую опору.
Установка полки
Учтите, что угол между стенами по обе стороны от угла может быть не совсем прямым, а сам угол, вероятно, не будет острым, поэтому для получения полка плотно прилегает к стене.
Аккуратно разметьте форму и размер полки на материале стеллажа и вырежьте его по размеру. Для наилучшего внешнего вида готовая кромка или боковые волокна материала должны быть представлены поперек угла, поэтому:
Измерьте длину передней части полки через угол,
Перенесите это измерение на готовый край материала полки,
На каждом конце этого измерения отметьте соответствующий угол сзади за передней частью полки — этот угол будет 45° для полки с равными сторонами, для неравнополочные полки, при необходимости отрегулируйте угол,
Разрежьте материал с обеих сторон.
Угловые полки должны быть прикреплены к опорным рейкам — при установленной полке отметьте нижнюю сторону опор на полке. Просверлите отверстие на полпути между метками и краем полки, чтобы вставить небольшой винт, и при необходимости раззенкуйте верхнюю часть полки. Прикрепите полку к опорам с помощью подходящего винта сверху полки и к опорным рейкам.
Обрешетка, закрепленная под передней частью полки, не всегда требуется, но она сделает полку более жесткой и скроет боковые опоры.
Измерьте переднюю часть полки между боковыми стенками и отрежьте опорную планку по длине — отрежьте концы на 45° по вертикали, чтобы концы ровно прилегали к стенам (45° для полки с равными сторонами — углы нужно будет менять, если стороны полки не равны).
Отметьте положение опоры поперек полки.
Просверлите отверстия в полке и раззенкуйте их, чтобы они подходили к крепежным винтам — закрепите опорную планку под полкой с помощью столярного клея и шурупов. ПРИМЕЧАНИЕ: головки крепежных винтов не будут видны, если полка находится выше уровня глаз; если полка ниже, возможно, потребуется зашпаклевать и покрасить головки винтов, чтобы скрыть их.
Альтернативная опора для угловых полок
Альтернатива Чтобы использовать деревянные опорные рейки, нужно использовать отрезки металлического уголка (алюминий — 18 мм (¾ дюйма) подходит для большинства нужд), чтобы сформировать выступы с каждой стороны угла для поддержки стеллажа, как показано справа.
Способ крепления металлических угловых опор в основном такой же, как описано выше для деревянных опорных реек, т.е.
Измерьте стены.
Вырежьте и просверлите металлический уголок — сделайте отверстия для крепления материала полки к уголку.
Поместите первую металлическую опору на первую стену и используйте спиртовой уровень, чтобы выровнять угол.
Просверлите стену и закрепите первую боковую опору, но используйте винты с полукруглой головкой вместо винтов с потайной головкой.
Установите вторую металлическую опору на вторую стену и с помощью спиртового уровня выровняйте вторую опору относительно первой.
Таблица расчета веса стального швеллера – Первая Металлобаза
Вы находитесь в разделе Справочной информации.
Если вам нужно узнать цену и рассчитать точный вес предполагаемого заказа, перейдите по ссылке в соответствующий раздел: Швеллер.
Швеллер отличается высокой прочностью, а также устойчивостью к вертикальным нагрузкам, изгибам и скручиванию. Такой металлопрокат незаменим при выполнении строительных работ. Он способен выдержать высокие нагрузки, не нагружая при этом несущие конструкции.
Сортамент стального швеллера позволяет подобрать изделие для любых нужд. Швеллер производится методом высокотемпературного проката. В качестве сырья применяются литые или кованые заготовки из стали. Наиболее распространенным материалом является качественная конструкционная сталь. Стальные швеллеры подразделяются на несколько категорий:
равнополочные;
неравнополочные;
специальные.
В строительстве такой металлопрокат используется для возведения металлоконструкций, перекрытий зданий, а также для укрепления и ремонта готовых строительных конструкций. Благодаря своим эксплуатационным характеристикам швеллер широко востребован для установки перегородок и реконструкции сооружений. Помимо строительства, продукт применяется в машиностроении, вагоностроение и станкостроение. Также швеллер используется для строительства мостов и других сооружений, эксплуатирующихся под постоянными нагрузками, на протяжение долгого времени.
Изделие представляет собой брус П-образной формы. Размеры и прочие характеристики швеллера указаны в ГОСТах. Точное соблюдение требований позволяет повысить качество продукции и упрощает расчеты. Помимо проката точной формы, выпускается швеллер с небольшим наклоном внутренних граней. Степень наклона не должна превышать 10%.
Таблица основных характеристик швеллера
чертеж
Высота швеллера, см
Масса, кг
Норматив
от 5 – 40
от 4,84 до 48,28
ГОСТ 8240-97
Швеллер с параллельными полками маркируется символом «П». Если грани расположены под углом, то такой прокат маркируется буквой «В». Также используются следующие маркировки:
Л – легкий;
С – специальный;
Е – экономический.
Порядковый номер в обозначении говорит о высоте швеллера. Примером маркировки является «20П», что означает швеллер с параллельными полками высотой 20 см. Такой металлопрокат применяется для монтажа высоконагруженных конструкций.
При выборе металлопроката, необходимо учесть класс точности:
В – стандартная точность;
Б – повышенная точность;
А – высокая точность.
Размеры швеллера
Размеры стального швеллера указываются в государственных стандартах. Таблица размеров швеллера позволяет без труда подобрать подходящий прокат и выполнить необходимые расчеты. Согласно установленным стандартам длина продукта не должна превышать 12 метров. Однако возможно изготовление более длинных швеллеров на заказ.
Высота швеллера колеблется в диапазоне 5 – 40 см. Минимальная ширина полок составляет 32 мм, а максимальная – 115 мм. Толщина стенки изделия составляет 4 – 15 мм.
Вес швеллера
Вес погонного метра швеллера подробно описан в соответствующих ГОСТах. Независимо от способа производства и типа используемого сырья, при расчетах можно использовать вес из таблицы.
Использование этих данных позволяет рассчитать нагрузки на конструкцию и общую стоимость металлопроката. Вес погонного метра швеллера с параллельными полками и не параллельными совпадает.
Теоретический вес стального швеллера с параллельными гранями полок
Номер швеллера, серия П
Размеры, мм
Вес 1 метра, кг
Кол-во метров в тонне
h
b
S
t
R не более
r
5П
50
32
4,4
7
6
3,5
4,84
206,6
6,5П
65
36
4,4
7,2
6
3,5
5,897
169,6
8П
80
40
4,5
7,4
6,5
3,5
7,051
141,8
10П
100
46
4,5
7,6
7
4
8,595
116,3
12П
120
52
4,8
7,8
7,5
4,5
10,42
95,94
14П
140
58
4,9
8,1
8
4,5
12,29
81,4
16П
160
64
5
8,4
8,5
5
14,22
70,32
16аП
160
68
5
9
8,5
5
15,34
65,18
18П
180
70
5,1
8,7
9
5
16,26
61,5
18аП
180
74
5,1
9,3
9
5
17,46
57,29
20П
200
76
5,2
9
9,5
5,5
18,37
54,44
22П
220
82
5,4
9,5
10
6
20,97
47,7
24П
240
90
5,6
10
10,5
6
24,05
41,58
27П
270
95
6
10,5
11
6,5
27,65
36,16
30П
300
100
6,5
11
12
7
31,78
31,47
33П
300
105
7
11,7
13
7,5
34,87
28,68
36П
360
110
7,5
12,6
14
8,5
41,89
23,87
40П
400
115
8
13,5
15
9
48,28
20,71
Теоретический вес стального швеллера с уклоном внутренних полок
Номер швеллера, серия У
Размеры, мм
Вес 1 метра, кг
Кол-во метров в тонне
h
b
S
t
R не более
r
5У
50
32
4,4
7
6
2,5
4,842
206,5
6,5У
65
36
4,4
7,2
6
2,5
5,899
169,5
8У
80
40
4,5
7,4
6,5
2,5
7,049
141,9
10У
100
46
4,5
7,6
7
3
8,594
116,4
12У
120
52
4,8
7,8
7,5
3
10,43
95,87
14У
140
58
4,9
8,1
8
3
12,29
81,38
16У
160
64
5
8,4
8,5
3,5
14,23
70,3
15аУ
160
68
5
9
8,5
3,5
15,35
65,16
18У
180
70
5,1
8,7
9
3,5
16,26
61,5
18аУ
180
74
5,1
9,3
9
3,5
17,45
57,29
20У
200
76
5,2
9
9,5
4
18,37
54,43
22У
220
82
5,4
9,5
10
4
20,98
47,66
24У
240
90
5,6
10
10,5
4
24,06
41,56
27У
270
95
6
10,5
11
4,5
27,66
36,15
30У
300
100
6,5
11
12
5
31,78
31,47
33У
330
105
7
11,7
13
5
36,53
27,37
36У
360
110
7,5
12,6
14
6
41,91
23,86
40У
400
115
8
13,5
15
6
48,32
20,7
Швеллер стальной: ГОСТ
Производство различных марок швеллера регламентируется государственными стандартами. В документации указаны размеры изделий, форма, а также допустимые отклонения. Наиболее распространены следующие ГОСТы:
ГОСТ 8240-97. Описывает сортамент швеллеров, произведенных методом горячего проката.
ГОСТ 19425-74. Стандарт распространяется на горячекатаные швеллеры специального назначения, а также двутавровые балки. Описываемая продукция применяется для монтажа подвесных путей, укрепления стволов шахт и изготовления автомобилей.
ГОСТ 8278-75. Регламентирует производство гнутых равнополочных швеллеров из холоднокатаной и горячекатаной стали различных марок.
ГОСТ 8281-80. Стандарт распространяется на гнутые неравнополочные швеллеры, изготовленные на профилегибочных станках из горячекатаной и холоднокатаной стали различных марок.
ГОСТом 535-88. Распространяется на горячекатаный сортовой и фасонный прокат различного назначения, включая швеллеры с малым уклоном внутренних граней.
Строгое соблюдение требований государственных стандартов и строгий контроль качества позволяют получать качественную продукцию без брака.
Расчет веса швеллера | ОДО «Металлургическая компания Промстройметалл»
Номер швеллера
Размер, мм
Вес, кг/м
h
b
s
t
5У
50
32
4,4
7,0
4,84
6,5У
65
36
4,4
7,2
5,90
8У
80
40
4,5
7,4
7,05
10У
100
46
4,5
7,6
8,59
12У
120
52
4,8
7,8
10,40
14у
140
58
4,9
8,1
12,30
16у
160
64
5,0
8,4
14,20
18у
180
70
5,1
8,7
16,30
18аУ
180
74
5,1
9,3
17,40
20У
200
76
5,2
9,0
18,40
20У
220
82
5,4
9,5
21,00
24У
240
90
5,6
10,0
24,00
30У
300
100
6,5
11,0
31,80
33У
330
105
7,0
11,7
36,50
36у
360
110
7,5
12,6
41,90
40У
400
115
8,0
13,5
48,30
Размеры и вес швеллера горячекатаного с параллельными гранями полок (ГОСТ 8240-97)
Номер швеллера
Размер, мм
Вес, кг/м
h
b
s
t
5П
50
32
4,4
7
4,84
6,5П
65
36
4,4
7,2
5,9
8П
80
40
4,5
7,4
7,05
10П
100
46
4,5
7
8,59
12П
120
52
4,8
7,8
10,4
14П
140
58
4,9
8,1
12,3
16П
160
64
5
8,4
14,2
16аП
160
68
5
9
15,3
18П
180
70
5,1
8,7
16,3
18аП
180
74
5,1
9,3
17,4
20П
200
76
5,2
9
18,4
22П
220
82
5,2
9,5
21
24П
240
90
5,6
10
24
27П
270
95
6
10,5
27,7
30П
330
110
6,5
11
31,8
33П
330
105
7
11,7
36,5
36П
360
110
7,5
12,6
41,9
40П
400
115
8
13,5
48,3
Размеры и вес швеллера стального гнутого равнополочного (ГОСТ 8247-83)
Размер, мм
Вес, кг/м
h
b
s
25
26
2
1. 09
25
30
2
1.22
28
27
2.5
1.42
30
25
3
1.61
30
30
2
1.3
32
20
2
1. 03
32
25
2
1.17
32
32
2
1.39
38
95
2.5
4.3
40
20
2
1.14
40
20
3
1,61
40
30
2
1. 45
40
40
3
2.55
43
40
2
1.97
45
25
3
1.96
50
30
2
1.61
50
40
2
1. 95
50
50
2.5
2.77
60
30
3
2.55
60
40
3
3.04
60
50
3
3.50
60
60
3
3. 99
80
40
3
3.51
80
60
3
4.46
80
80
3
5.40
80
100
6
12.14
100
50
3
4. 47
100
60
3
4.93
100
80
3
5.87
100
100
3
6.79
Размеры и вес алюминиевых профилей
Таблица веса неравнополочного профиля
3/4″ x 1/2″ x 1/8″
0,33
2″ 1″ x 9 9008/9000 1/8 «
0,38
1″ x 3/4 «x 1/8»
0,49
1 «x 2» x 1/8 «
1,02
1. 1/4″
1,02
1.1/4 » » x 3/4″ x 1/8″
0,55
1,1/2″ x 1″ x 1/8″
0,71
1,3/4″ x 3/4″ x 1/8″
0,65
2″ x 1″ x 1/8″
0,82
x 3/»
2″
1.19
2 «x 1» x 1/4 «
1,53
2,1/2″ x 1,1/4 «x 3/16»
1,51
3 «x 1» x 1/8 «
1.04
3″ x 1,1/2 «x 1/4»
2,70
3 «x 2» x 1/4 «
2,83
4 «x 2» x 1/8 «
1,69
4″ x 2 «x 1/4»
3,27
Таблицы весов неравного канала
1112
Размер
Вес на метр (кг)
3/4″ x 1/2″ x 1/8″
0,33
19 12 1/2 9 0 1/2 0,38
1″ x 3/4″ x 1/8″
0,49
1″ x 2″ x 1/8″
1,02
1,1/4 «x 3/4» x 1/8 «
0,55
1,1/2″ x 1 «x 1/8»
0,71
13
2121211110
0,71
13
21211110
0,71
21211110
0,71
9012 1. «x 3/4» x 1/8 «
0,65
2″ x 1 «x 1/8»
0,82
2 «x 1» x 3/16 «
1,19
2″ x 1″ x 1/4″
1,53
2,1/2″ x 1,1/4″ x 3/16″
1,51
1″ 1″ 8 x 2/8 x 2 x 2,112 901
1,04
3 «x 1,1/2» x 1/4 «
2,70
3″ X 2 «X 1/4»
2.83
4 «X 2» X 2 «X 2» X 2 «X 2» X 2 «X 2″ X 2 /8»
1,69
4″ x 2″ x 1/4″
3,27
Вес
Расчет веса плоского стержня и горячекатаный стержень0 Калькулятор веса
Вес полосы на метр, Как рассчитать вес полосы, Калькулятор веса полосы
Вес плоского стержня Расчет
Признанная плотность мягкой стали составляет 7,85 г/см3 (0,284 фунта/дюйм3). В зависимости от элементов сплава, добавленных в спецификации производителя, этот показатель может варьироваться от 7,75 до 8,05 г/см3 (0,280 и 0,291 фунта/дюйм3). Просто умножьте соответствующую плотность сплава на длину, ширину и толщину необходимой детали (см. рабочие примеры ниже).
Metric
density (g/cm³)
x
T
x
W
x
L / 1000
weight
Example:
7.85 g / cm³
x
50 мм
x
42 мм
x
1 м / 1000
=
16,485 кг
9010
. /вычерченные допуски на сечение, определяемые техническими условиями на изготовление. Пожалуйста, обратитесь к нам за дополнительной информацией.
Метрическая система
В следующих таблицах представлены образцы некоторых распространенных толщин и размеров, которые доступны. Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе.
Density of steel
Size (T x W)
Weight
mm
kg/m
3 x 20
0.471
3 x 50
1.178
3 х 100
2.355
3 x 200
4.710
3 x 300
7.065
5 x 20
0.785
5 x 50
1.963
5 x 100
3,925
5 x 200
7,850
5 x 300
11,775
6 x 20
0110
6 x 20
0110
6 x 20
0110
6 x 20
0110
.0010
6 x 100
4. 710
6 x 200
9.420
6 x 300
14.130
8 x 20
1.256
8 x 50
3.140
8 x 100
6.280
8 x 200
12.560
8 x 300
18.840
10 x 20
1.570
Size (T x W)
Weight
mm
kg/m
10 x 50
3.925
10 x 100
7.850
10 x 200
15.700
10 x 300
23.550
12 x 20
1.884
12 x 50
4.710
12 x 100
9.420
12 x 200
18. 840
12 x 300
28.260
16 x 20
2.512
16 x 50
6.280
16 x 100
12.560
16 x 200
25.120
16 x 300
37,680
20. 50
010
.0010
20 x 200
31.400
20 x 300
47.100
25 x 50
9.813
25 x 100
19.625
25 x 200
39.250
Size (T x W)
Weight
mm
kg/m
25 x 300
58.875
30 x 50
11.775
30 x 100
23.550
30 x 200
47. 100
30 x 300
70.650
35 x 50
13.738
35 x 100
27.475
35 x 200
54.950
35 x 300
82.425
40 x 50
15.700
40 x 100
31.400
40 x 200
62.800
40 x 300
94.200
42 x 50
16.485
42 x 100
32.970
42 x 200
65.940
42 x 300
98.910
45 x 50
17.663
45 x 100
35.325
45 x 200
70.650
45 x 300
105.975
Size (T x W)
Weight
mm
kg/m
50 x 100
39. 250
50 x 200
78.500
50 x 300
117.750
55 x 100
43.175
55 x 200
86.350
55 x 300
129.525
60 x 100
47.100
60 x 200
94.200
60 x 300
141.300
65 x 100
51.025
65 x 200
102.050
65 x 300
153.075
70 x 100
54.950
70 x 200
109.900
70 x 300
164.850
75 x 100
58.875
75 x 200
117.750
75 x 300
176.625
80 x 100
62,800
80 x 200
125. 600
80 x 300
188,400
На основе 785 G/CM3
.0868 Вес плоского стержня легко рассчитать. Просто умножьте соответствующую плотность сплава на длину, ширину и толщину необходимой детали (см. рабочие примеры ниже).
По целевому назначению (вагонные, судовые, авиационные и т.д.).
В зависимости от толщины свариваемых материалов (тонкостенные и толстостенные).
По материалам (стальные, алюминиевые, титановые и т.д.).
По способу получения заготовок (листовые, сортопрофильные, сварно-литые, сварно-кованные и сварно-штампованные).
По конструктивной форме сварных изделий и по особенностям эксплуатационных нагрузок (решетчатые сварные конструкции, балки, оболочки, корпусные транспортные конструкции и детали машин и приборов).
Решетчатая конструкция – это система стержней из профильного проката или труб, соединенных в узлах таким образом, что стержни испытывают растяжение или сжатие, а иногда сжатие с продольным изгибом. К ним относятся фермы, мачты, колонны, арматурные сетки и каркасы.
Балками называют конструкции таврового, двутаврового, коробчатого или других видов сечения, работающие в основном на поперечный изгиб. К ним относится поперечные или продольные балки мостовых кранов, балки подкрановых путей, строительные колонны, пролетные балки мостов и т.п.
Оболочковые конструкции (листовые конструкции) делят на два вида: работающие при избыточном давлении (емкости, автоклавы, сосуды и трубопроводы) и работающие при знакопеременных нагрузках и высокой температуре (корпуса вращающихся цементных печей, трубных мельниц, биобарабанов и т. п.).
Корпусные транспортные конструкции подвергаются динамическим нагрузкам. От них требуется высокая жесткость при минимальной массе. К ним относятся корпуса судов и летательных аппаратов, вагонов, кузова автомобилей.
Детали машин и приборов работают преимущественно при переменных, многократно повторяющихся нагрузках. Характерное требование к ним – получение точных размеров. Примеры мембранные узлы.
Изготавливаются из металла толщиной до 10 мм; суммарная толщина редко превышает 40 – 60 мм.
Длина швов обычно не более 200 – 400 мм; швы различным образом ориентированы в пространстве. Поэтому сварка таких конструкций выполняется полуавтоматом (шланговые) в защитном газе, порошковой или самозащитной проволокой или РДС штучными элементами. Применение автоматической сварки неэкономично, так как здесь короткие, криволинейные и труднодоступные швы.
Такие швы свойственны всем решетчатым конструкциям, например фермам (рис. 1).
Собирают и сваривают фермы по разметке, по контуру и в кондукторах.
Узлы фермы сваривают последовательно от середины к опорам, так напряжения металла в узлах фермы будут минимальными (рис. 2).
Рис. 1 Узлы стропильных ферм
1 — пояс; 2 — раскос;
3 — стойка; 4 — косынка
1 — копир;
2 — полуферма
Рис. 2
При наличии швов различного сечения вначале накладывают швы с большим сечением, а затем – с меньшим.
В решетчатых конструкциях каждый элемент прихватывается с двух сторон швами длиной не менее 30 – 40 мм с катетом шва не менее 5 мм в местах расположения сварных швов. Сборочные прихватки выполняются сварными материалами тех же марок, какие используются при сварке конструкции.
Сварку ведут в нижнем положении от края косынки к центру пересечений осей элементов фермы.
Стержни решетки, например из уголков, собирают с другими элементами обваркой по контуру, иногда фланговыми или лобовыми швами (рис. 3).
Фланговый (боковой)
Лобовой
Не рекомендуется применять прерывистые швы, и швы с катетом менее 3 мм и длиной 60 мм.
Концы фланговых швов выводят на торцы привариваемого элемента на длину 20 мм (рис. 4), что гарантирует прочность соединений.
В первую очередь выполняют стыковые швы, а затем – угловые (рис. 5).
Близко расположенные друг к другу швы нельзя выполнять сразу; надо охладить тот участок основного металла, на котором будет выполняться второй, близко расположенный шов (рис. 4). Это необходимо для того, чтобы уменьшать перегрев металла и величину зоны пластических деформаций от сварки; в результате этого работоспособность сварного узла возрастет.
Рис. 4 Порядок выполнения флангового Рис. 5 Последовательность
Некоторое время назад я собирался провести живой интенсив по изготовлению сварных конструкций, но на него зарегистрировалось не очень много народу, и сейчас я пытаюсь разобраться, почему так получилось. Пожалуйста, напишите в комментариях, какие темы из этого списка вам интересны, а что можно убрать и что вы хотели бы, чтобы я добавил. Список такой:
Какие виды сварки наиболее применимы в быту, их отличительные особенности и области применения
Технологические особенности изготовления сварных конструкций
Технологические особенности ремонта сварных конструкций
Как и с помощью каких средств сделать эскиз вашей будущей сварной конструкции
В каких случаях необходимо выполнять расчёт сварной конструкции
Как правильно рассчитать сварную конструкцию, чтобы она была надёжной и безопасной
Как правильно рассчитать длину заготовок сварной конструкции с учётом технологии сварки
Классификация и основные свойства металлов, а также необходимая информация про металлы, которую обязательно должен знать электросварщик
Основы подбора материалов для изготовления и ремонта сварных конструкций
Как правильно подобрать сварочные электроды для качественной сварки
Секреты практического использования электродов
Рекомендации по покупке и использованию и хранению сварочных электродов
Инструменты и приспособления для подготовки заготовок к сварке
Как правильно подготовить заготовки к сварке
Особенности сборки пространственных сварных конструкций
Основные параметры сварки и их влияние на выполняемый сварочный шов
Каким должно быть сечение сварочных проводов, их длина и допустимые токи
Методы расчёта и подбора сварочного тока
Зависимости между сварочными параметрами и последовательность их настройки
Основные виды сварных швов и их особенности
Основные виды сварных соединений и их особенности
Практические приёмы, позволяющие облегчить сварку тонкого металла, выполнение потолочных и вертикальных швов
Настройка инверторного сварочного аппарата, позволяющая облегчить сварку тонкого металла, выполнение потолочных и вертикальных швов
Отличия в изготовлении стационарных сварных конструкций от мобильных
Особенности формирования сварного шва и влияние их на процесс изготовления сварных конструкций
Особенности сварки труднодоступных сварных соединений
Как правильно выбрать тип сварного шва в соответствии с поставленной задачей
Практические приёмы выполнения сварных швов, которые следует использовать при сварке тонкого металла, заполнении зазоров между деталями и выполнении потолочных швов
Как сваривать трубы встык
Как делать Т-образную врезку труб
Основные ошибки при изготовлении сварных конструкций их причины и методы устранения
Дефекты сварных соединений
Устранение видимых дефектов
Какие ошибки приводят к браку сварного соединения
Ошибки конструирования и расчётов
Механическая обработка сварных швов и соединений
Антикоррозионная обработка сварных швов и соединений
Основные виды поломок
Ремонт без удаления испорченного участка
Ремонт с полной заменой (вырезкой) испорченного участка
Обработка отремонтированного соединения и/или отремонтированной конструкции
Ответы на вопросы
Итак, какие из этих тем вам интересны? Что убрать и что добавить?
Очень жду ваших ответов в комментариях. Заранее спасибо.
видов сварных швов | Гражданское строительство X
Основными типами сварных швов, используемых для конструкционной стали, являются угловые, пазовые, пробковые и щелевые. Чаще всего используется угловой шов. При легких нагрузках он наиболее экономичен, т. к. требуется небольшая подготовка материала. Для тяжелых нагрузок наиболее эффективными являются сварные швы с разделкой кромок, поскольку можно легко получить полную прочность основного металла. Использование пробочных и щелевых сварных швов обычно ограничивается особыми условиями, когда угловые швы или сварные швы с пазами нецелесообразны. В соединении может использоваться более одного типа сварки. Если да, то допустимая нагрузка соединения представляет собой сумму эффективных нагрузок каждого используемого типа сварного шва, рассчитанных отдельно относительно оси группы. Прихваточные сварные швы могут использоваться для сборки или транспортировки. Никакой несущей способности в окончательной конструкции им не придается. В некоторых случаях эти сварные швы должны быть удалены после окончательной сборки или монтажа. Угловые швы имеют общую форму равнобедренного прямоугольного треугольника (рис. 5.12). Размер сварного шва определяется длиной ноги. Прочность определяется толщиной шва, кратчайшим расстоянием от корня (пересечения ветвей) до поверхности шва. Если две стороны неравны, номинальный размер сварного шва определяется более короткой стороной. Если сварные швы вогнутые, то проход соответственно уменьшается, как и прочность. Угловой шов используется для соединения двух поверхностей приблизительно под прямым углом друг к другу. Соединения могут быть внахлест (рис. 5.13), тавровыми или угловыми (рис. 5.14). Угловые сварные швы также могут использоваться со сварными швами с разделкой кромок для усиления угловых соединений. В косом Т-образном соединении угол наплавки может варьироваться до 30 от перпендикуляра, а один угол соединяемой кромки может быть приподнят до 3–16 дюймов. Если зазор больше 1–16 дюймов. „16 дюймов, сварной участок должен быть увеличен на величину корневого отверстия. Разделочные швы выполняются в разделке между кромками двух соединяемых деталей. Эти сварные швы, как правило, используются для соединения двух пластин, лежащих в одной плоскости (стыковое соединение), но они также могут использоваться для тавровых и угловых соединений. Стандартные виды разделочных швов именуются в соответствии с формой свариваемых кромок: квадратная, одинарная V, двойная V, одинарная, двойная, U одинарная, двойная U, одинарная J, двойная J (рис. 5.15). ). Кромки могут быть сформированы газовой резкой, дуговой строжкой или строганием кромок. Однако в зависимости от используемого процесса сварки материал толщиной до 5×8 дюймов можно сваривать разделочной сваркой с прямоугольными кромками. Сварные швы должны проходить по всей ширине соединяемых деталей. Запрещаются прерывистые разделочные швы и стыковые соединения, сваренные не полностью по всему поперечному сечению. Сварные швы с разделкой кромок также классифицируются как сварные швы с полным и частичным проплавлением. При сварке с полным проваром материал сварного шва и основной металл сплавляются по всей глубине соединения. Этот тип сварки выполняется привариванием с обеих сторон соединения или с одной стороны к опорному стержню или подкладочному шву. Когда соединение выполнено сваркой с обеих сторон, корень первого прохода зачищается или выдалбливается до прочного металла перед сваркой на противоположной стороне или выполняется обратный проход. Размер горловины сварного шва с разделкой кромок с полным проплавлением для расчета напряжений равен полной толщине более тонкой части 9.0003, за исключением усиления сварного шва. Сварные швы с частичным проплавлением обычно используются, когда передаваемые усилия малы. Кромки могут быть профилированы не на всю толщину стыка, а глубина шва может быть меньше толщины стыка (рис. 5.15). Но даже если кромки полностью сформированы, сварные швы с разделкой кромок, выполненные с одной стороны без подкладочной полосы или выполненные с обеих сторон без обратной выемки, считаются сварными швами с частичным проплавлением. Они часто используются для соединений в строительных колоннах, несущих только осевые нагрузки. В мостах такие сварные швы не должны использоваться там, где натяжение может быть приложено нормально к оси сварных швов. Пробковые и щелевые сварные швы используются для передачи сдвига в соединениях внахлестку и для предотвращения коробления деталей внахлестку. В зданиях их также можно использовать для соединения компонентов сборных элементов. (Однако сварка пробкой или прорезью не допускается для стали A514.) Сварные швы выполняются с контактирующими частями внахлест путем наплавки металла шва в круглые или прорезные отверстия в одной части. Отверстия могут быть частично или полностью заполнены, в зависимости от их глубины. Грузоподъемность полностью приваренной пробки или паза равна произведению площади отверстия на допустимое напряжение. Если внешний вид не является основным фактором, предпочтительным является угловой сварной шов в отверстиях или пазах. Экономия в выборе. При выборе сварного шва проектировщики должны учитывать не только тип соединения, но и тип сварного шва, для которого требуется минимальное количество металла. Это позволит сэкономить и материал, и время. В то время как прочность углового шва зависит от размера, объем металла зависит от квадрата размера. Например, угловой сварной шов диаметром 1×2 дюйма содержит в четыре раза больше металла на дюйм длины, чем сварной шов размером 1×4 дюйма, но только в два раза прочнее. Как правило, меньший, но более длинный угловой шов стоит меньше, чем больший, но более короткий шов той же мощности. Кроме того, небольшие сварные швы могут быть наплавлены за один проход. Большие сварные швы требуют нескольких проходов. Они занимают больше времени, поглощают больше металла сварного шва и стоят дороже. В качестве руководства по выбору сварных швов в таблице 5.12 указано количество проходов, необходимое для некоторых часто используемых типов сварных швов. Сварные швы с двойной V-образной кромкой и с двойной фаской содержат примерно вдвое меньше металла, чем с одинарной V-образной кромкой и швом с одинарной фаской, соответственно (за вычетом влияния корневого промежутка). Тем не менее, следует учитывать стоимость подготовки кромок и дополнительных работ по выдалбливанию для обратного прохода. Кроме того, для тонкого материала, для которого может быть достаточно одного прохода, неэкономично использовать электроды меньшего размера для сварки с двух сторон. Кроме того, плохой доступ или менее благоприятное положение для сварки (ст. 5.18) может сделать несимметричный разделочный шов более экономичным, поскольку его можно сваривать только с одной стороны. Когда канавки со скосом или V-образные канавки могут быть вырезаны пламенем, они стоят меньше, чем J- и U-образные канавки, которые требуют планирования или строжки дугой.
Что такое сварка конструкций? — Штаб-квартира по сварке
Сварка конструкций включает в себя создание различных сварных швов с использованием различных материалов компонентов для создания, изготовления и возведения сварных конструкций. Структурная сварка имеет свой собственный набор кодов, чертежей и типов сварных соединений.
Сварщикам конструкций требуется определенный набор навыков, включающий сбалансированные измерения и точность, чтобы выполнять свою работу эффективно. В этой статье я рассмотрю несколько вопросов, касающихся структурной сварки, ее требований и результатов.
Где применяется структурная сварка?
Конструкционная сварка используется для создания металлических каркасов зданий, мостов, транспортных средств и множества других сложных конструкций. Конструкционная сварка также используется для резки и ремонта балок, колонн и балок.
Сварка конструкций используется в различных отраслях промышленности, включая строительство, производство, судостроение, горнодобывающую промышленность, распределение нефти и газа, автомобилестроение, аэрокосмическую, военную и тяжелую промышленность.
Типы сварочных процессов, используемых при сварке конструкций
Товарная сталь является наиболее широко используемым металлом для сварки конструкций. Он предлагает гораздо лучшую долговечность и более устойчив к нагрузкам, чем большинство других металлов.
Еще одним преимуществом является то, что он довольно легкий по сравнению с другими металлами, такими как алюминий и железо. Сталь также достаточно экономична.
При сварке стальных конструкций используются в основном три типа сварочных процессов; сварка стержнем, сварка шпилек и дуговая сварка под флюсом.
Ручная сварка
Сварка стержнем также широко известна как электродуговая сварка в среде защитного газа (SMAW). Это наиболее широко используемый процесс сварки стальных конструкций.
В этом методе дуга зажигается между плавящимся электродом с флюсовым покрытием и металлом, который необходимо сваривать.
Флюс создается из компонента на минеральной основе, который покрывает расплавленную сварочную ванну и защищает ее от окружающей среды. После того, как сварной шов остынет и затвердеет, отложения шлака удаляются с помощью инструмента для рубки или проволочной щетки.
Сварка SMAW используется для сварки или соединения двух металлических деталей, таких как сталь, со сталью для создания более сложных конструкций. Электрический ток, используемый при сварке электродами, может быть как переменным, так и постоянным.
Сварка стержнем считается самым простым и недорогим способом сварки стальных конструкций. Многие отрасли производства и сварки металлов предпочитают использовать этот процесс сварки из-за его простоты.
Сварка электродами дает несколько преимуществ при создании конструкций:
Этот процесс сварки можно использовать внутри и снаружи помещений
Ручная сварка недорога по сравнению с другими типами сварки конструкций
Предлагает широкий выбор сварных швов
SMAW может использоваться для многих типов металлов, кроме стали
.
Для электродуговой сварки можно использовать разные электроды
Приварка шпилек
Приварка шпилек также используется для изготовления стальных конструкций. Этот процесс также называется приваркой шпилек вытянутой дугой (DASW).
В этом методе крепеж или шпилька закрепляются на основном металле в процессе сварки. Крепеж бывает разных типов, например, с резьбой, с резьбой или без резьбы.
В методе приварки шпилек используется специальный тип флюса. И крепеж, и соединяемая вместе подложка могут быть из разных материалов, включая сталь, нержавеющую сталь или алюминий и т. д.
Сварка шпилек также очень популярна для создания более сложных металлических конструкций. Сварщики конструкций выбирают приварку шпилек по следующим причинам:
Этот тип сварки выполняется только с одной стороны, поэтому вам не нужен доступ к другой стороне. Иногда это единственный вариант, который у вас есть.
Приварка шпилек достаточно надежна. В отличие от периферийных сварных швов, которые используются для приваривания болтов на место, соединение DASW представляет собой полный сварной шов в поперечном сечении.
С точки зрения внешнего вида конструкционный сварной шов превосходит сварку электродами. Поскольку вам нужно использовать застежку только с одной стороны, индикаторов того, что вы прикрепили застежку с другой стороны, может и не быть.
Приварка шпилек проста в освоении и не требует специальных навыков.
Приварка шпилек выполняется быстрее, чем другие методы изготовления конструкций. Приварка крепежа 3/4 дюйма занимает всего около одной секунды.
Метод приварки шпилек применяется в следующих отраслях:
Здания, строительные площадки и мосты
Компании по прокладке кабеля
Предприятия общественного питания, включая кофейни, салат-бары, пекарни, гриль-бары в ресторанах и т. д.
Оборудование электропитания
Военные, судостроительные и авиационные приложения
Производство движущихся транспортных средств в строительстве, автомобилестроении, сельском хозяйстве и т. д.
Сварка под флюсом
Дуговая сварка под флюсом (FCAW) — это процесс полуавтоматической или электрической сварки, который используется для создания сложных конструкций. На практике этот процесс очень похож на сварку MIG, поскольку в обоих случаях в качестве электрода для дуги используется один и тот же тип присадочной проволоки.
Этот процесс использует сам флюс для защиты и покрытия сварочной ванны вместо защитного газа. Покрытие также дает сварочной ванне больше времени для охлаждения, создавая более стабильный сварной шов.
Для FCAW требуется машина для непрерывной подачи электрода в сварочную ванну, что делает ее относительно простой в использовании. Этот тип сварки более полезен для плотных свариваемых участков конструкции толщиной не менее одного дюйма, поскольку он имеет более высокую скорость осаждения металла шва.
Сварка под флюсом имеет несколько уникальных преимуществ, которые делают ее более предпочтительной по сравнению с другими видами сварки:
Сварка под флюсом не требует дополнительного защитного газа
Идеально подходит для сварки на открытом воздухе даже в ветреную погоду
Другие типы структурной сварки имеют более высокую вероятность пористости, чем сварка под флюсом
Когда у вас есть подходящий присадочный материал, FCAW сводится к позиционированию; довольно легко научиться и применять
Сварка под флюсом широко используется в отраслях, где требуется высокоскоростная и стабильная сварка
Поскольку сварка с флюсовым сердечником обеспечивает высокое проплавление и идеально подходит для наружных работ, вы обнаружите, что она чаще используется в тяжелой промышленности, включая строительство зданий и общественных сооружений.
Сварка конструкций в полевых условиях или в цеху
Сварка конструкций может выполняться в полевых условиях или в мастерской. Сварка на месте в полевых условиях потребует от вас учета множества элементов, таких как ветер, высота и угол работы.
Сварка в цеху сопряжена с трудностями, поскольку вам необходимо подготовить конструкцию таким образом, чтобы ее можно было доставить на строительную площадку.
Сварка конструкций в полевых условиях
Большинство опытных сварщиков предпочитают использовать электродуговую сварку для наружных работ, потому что она им удобна. Однако переход на FCAW действительно может повысить производительность.
Сварка FCAW не требует использования защитного газа и создает глубокие швы, идеально подходящие для строительной площадки.
Несмотря на то, что сварка электродом является привычным процессом для многих, и сварщики предпочитают его, поскольку он более портативный, он также очень медленный. Вам придется часто менять наполнители.
Вот почему, когда сварка конструкций в полевых условиях требует большого количества сварочных работ в одном месте, может быть гораздо более продуктивно переключиться на сварку проволокой FCAW.
В некоторых случаях сварки конструкций в полевых условиях может быть более эффективно использовать в одной и той же работе сочетание электродуговой сварки и сварки FCAW. Области, которые требуют большего количества сварки в одном месте, должны выполняться с помощью машины с флюсовым сердечником, в то время как небольшие сварные швы, распространяющиеся на большую площадь, должны выполняться с помощью электродной сварки.
Сварка металлоконструкций в цехе
Для сварки металлоконструкций в цеху подходит как FCAW, так и приварка шпилек из-за простоты их применения и универсальности. Вам не потребуется большого мастерства в работе с оборудованием.
Что вам нужно, так это правильные чертежи конструкции, понимание правил сварки и хорошая голова на плечах, чтобы подавать дугу.
Параметры для правильно подбора насоса для скважины;
Краткая характеристика основных производителей;
Описание технических параметров скважины и характеристик скважинного насоса.
Для чего нужен скважинный насос?
Скважинные насосы зачастую используются для подачи воды из скважин глубиной от 10 м как в частном секторе — на дачах и в загородных домах, так и для промышленных нужд. Для правильного выбора насоса нужно знать предполагаемый расход воды и высоту подачи воды, реже длину коммуникаций. Насосы бывают разного диаметра — от 3 до 12 дюймов, благодаря чему можно подобрать насос в практически в любую скважину любого диаметра.
Скважинные насосы можно использовать как насосную станцию, в комбинации с гидроаккумулятором, или установить элементы автоматики, что бы получилась автономная станция водоснабжения, которая находится вне дома.
Мы можем помочь Вам правильно подобрать насос, гидроаккумуляторы, элементы автоматики, а также все необходимые для системы водоснабжения.
Параметры для правильно подбора насоса для скважины?
Для правильного выбора насоса у вас должен быть паспорт скважины, он выдается организацией, которая непосредственно проводила бурение. В паспорте должны быть указаны такие параметры:
Глубина скважины
Диаметр скважины
Дебет скважины
Динамический и статический уровень воды
А также Ваши требования/пожелания к насосу:
Давление (атм, бар)
Производительность (м3/час)
Правильно подобрать скважинный насос можно только по выше указанными параметрами, хотя и без них, с незначительной погрешностью, тоже подбор возможен.
Краткая характеристика основных производителей.
Среди множества фирм, которые производят скважинные насосы, хотели бы выделить те, которые завоевали доверие и показали высокое качество сборки благодаря многим годам усовершенствования и разработок. Такие бренды как Grundfos (Дания), Speroni (Италия), Pedrollo (Италия), Ebara (Италия). Эти скважинные насосы представлены серией насосов от 3 (75мм) до 6 (150мм) дюймов, что позволяет выбрать насос фактически под любой диаметр скважины. Изготовляются насосы из высококачественной нержавеющей стали, и служат долгие годы.
Pedrollo. Этот бренд представленный сериями насосов 4SR (4-х дюймовые) и 6SR (6 дюймовые). Эти насосы также можно подключать к сети 220В и 380В и устанавливать к ним элементы автоматики для автономной подачи воды. Насосы Pedrollo на сегодня самый известный и самый покупаемый бренд, представлен довольно большой линейкой насосов для решения любой задачи по водоснабжению. Сочетает в себе высокое качество сборки и довольно доступной цены.
Speroni. Представленный серией SPM и SPT. Данные серии насосов также можно подключить к автоматическому пульту управления и регулировать скорость подачи воды и давление. Эти насосы можно подключать к сети 220В (SPM) и 380В (SPT). Этого производителя можно смело отнести к среднему классу, достойное качество сборки и доступная цена.
Ebara. Это насосы серии 3ТР (3-х дюймовые), производятся с высококачественной нержавеющей стали с многоступенчатым механизмом роботы. Данную серию тоже можно подключать к сети 220В/380В и устанавливается элементы автоматики для автономной роботы насоса. Данный бренд также очень востребован на рынке и сочетает в себе высокое качество и достойную цену.
Grundfos. Представлен серией SQ-SQE. Это серия 3-х дюймовых скважинных насосов с многоступенчатым механизмом роботы, изготовлены из качественной нержавеющей стали. Также на них можно установить элементы. Данный производитель представляет собой премиум класс как сборки и качества, так и цены.
Особенности вышеуказанных брендов:
Конструкция насоса предполагает полную изоляцию управляющей электроники и электродвигателя от проточной части. Прочный кожух электродвигателя обеспечивает надежную защиту и охлаждение перекачиваемой жидкости;
Легкость управления автоматикой насоса;
Защита от сухого хода и перепада напряжения в сети от 150В до 315В;
Плавный пуск.
Будьте внимательны!!! Если выбрав скважинный насос слишком мощный, а дебета скважины не хватает, необходимо установить защиту от сухого хода, чтобы избежать поломок насоса при отсутствие воды в скважине.
Описание технических параметров для подбора скважинного насоса
Глубина скважины – глубину скважины можно измерять при помощи веревки или лески с грузом, опустить леску в скважину и когда вы почувствуете, что леска дошла и коснулась дна скважины (начнет провисать) зафиксировать и сделать отметку на леске. При помощи рулетки измерять длину, это и будет глубина скважины. От глубины скважины будет зависит какой мощности насос выбирать, так как глубина скважины будет непосредственно влиять на напор воды.
Диаметр скважины – выбирая насос и его диаметр стоит учитывать диаметр скважины, насос должен быть минимум на 10 мм меньше чем диаметр скважины, чтобы насос смог свободно опустится в скважину. Также диаметр можно измерять при помощи линейки или рулетки
Статистический уровень воды – это зеркало воды. Необходимо знать данный параметр, для правильного монтажа насоса в скважину. Проще говоря на какую глубину опускать насос. Определить статистический уровень воды можно так, как и глубину скважины, но только опускать груз надо не к дну скважины, а к поверхности воды это и будет зеркало воды.
Динамический уровень воды – это оптимальный уровень воды «глубина погружения насоса» для эксплуатации и безопасной работы насоса в скважине. Если правильно погрузить насос в скважину, и правильно рассчитать этот параметр то это позволит уберечь насос от «сухого хода» и продлить его эксплуатацию.
Дебет скважины – запас воды в скважине «производительность». Это фактор нужно точно знать так как, если поставить слишком мощный насос есть вероятность что скважина не будет успевать набираться водой, что может привести к работе насоса в сухую, если у вас нет защиты от сухого хода. А это как показывает практика заканчивается плохо для насоса и влечет за собою выход из строя насосной части и мотора. Учитывая эти параметры, вы сможете уберечь насос от поломки, а себя от неожиданных проблем с водоснабжением и покупкой нового насоса.
Напор – для правильного расчета напора «высоты водного столба» надо добавить к глубине скважины 30 и к всей общей длине трубопровода нужно добавить еще 20%.
Hreo – высота от места ввода в дом от уровня установки насоса.
Hсвоб – минимальный свободный напор, который должен оставаться для нормальной работы автоматики 30 метров.
S – 20% длина всего трубопровода от установки насоса в скважине к входу в дом. Нтр = Hсвоб + S + Hreo
Пример:
Hreo = 50 метров (от скважины и к вводу в дом трубопровода),
S = 20 метров (общая протяжность трубопровода 100 метров, берем 20%),
Hсвоб = 30 метров
55+30+20=105 метров (подходит насос с максимальным напором 105 метров).
Производительность – в каждого потребителя свои задачи и подобрать универсальную формулу производительности невозможно, но все же есть нормы, по которым принято руководствоваться при выборе насоса. Принято считать, что на одну точку расходуется 0,5 м3/час, в основном одновременно работает 3-4 точки, таким образом производительность насоса должна быть от 1,5 м3/час до 2м3/час. Важно не добавляйте все точки потребления, а только те которые будут работать одновременно. Если у вас насос будет использоваться еще и для полива, то необходимо и этот фактор добавить к общей производительности.
Поделиться
Рассказать
Поделится
Поделится
Не так давно сам выбирал для скважины в загородном доме, поэтому уже точно ориентируюсь в разновидностях. Прежде чем выбрать уточнил стоимость по нескольким каталогам, ну заодно и характеристики и мощность посмотрел. Скважина у меня метров 15 и водяной столб стабильный. Особо затрат не предвидеться, только на полив. Поэтому сориентировался и выбрал скважинный насос Pedrollo. Покупкой доволен. Мотор не дорогой, но достаточно мощный, качает воду без задержек. И даже больше часа работает и не перегревается. Пользуемся второй сезон, включаем ежедневно и никаких проблем. Короче качественный мотор.
Ответить
Новый комментарий
Войти с помощью
Отправить
Как выбрать скважинный насос. Выбор скважинного насоса
Купить скважинные насосы (каталог)
Необходимость в подъеме воды с глубины более 9 метров привела к необходимости создания скважинных погружных насосов. Насосы этого типа появились сравнительно недавно по отношению к насосам других типов.
Существую два типа подземных вод – грунтовые и артезианские. Артезианские воды расположены на достаточно большой глубине и находятся под слоем известняка. Все воды, что выше слоя известняка, называют грунтовыми водами.
Для использования грунтовых вод часто копают колодцы, обычно глубиной не более 25 метров. Такая максимальная глубина обусловлена сложностью земляных работ и экономической целесообразностью.
Если вода залегает на глубине более 25 метров, для доступа к ней используют скважины диаметром от 3 до 4 дюймов в случае частного использования (для промышленной добычи воды существуют скважины диаметром 12 дюймов и более).
Естественно, чем больше диаметр скважины, тем дороже она стоит. Но, с другой стороны, скважинный насос диаметром 3 дюйма стоит гораздо дороже насоса на такие же параметры, но диаметром 4 дюйма. Очень важно при выборе диаметра будущей скважины следует это учитывать, т.к. при определенных значениях глубины скважины в каких-то случаях дешевле будет скважина и насос диаметром 3 дюйма, а в других – диаметром 4 дюйма.
Бытовые насосы для скважин выпускаются трех типов: вибрационные («Малыш», «Ручеек» и т.п.), центробежные многосекционные («Скважина», «Водомет», ZDS, SQ и т.п.), винтовые (Скважина-ГВ 33/70), вихревые (4SKm 100E).
Существуют так же специальные насосы для колодцев. Их отличительной особенностью является больший диаметр по сравнению со скважинными (обычно их диаметр от 150 мм), наличие рубашки охлаждения, встроенный поплавковый выключатель (нужен для отключения насоса, если в колодце закончится вода).
На нашем сайте такие насосы представлены марками «Колодец», Водомет 150/45А (60А), NKm, CS-900M).
Выбор типа насоса зависит от следующих параметров:
— концентрации примесей (частиц песка и т.п.) в воде,
— производительности,
— напора,
— размеров и веса насоса,
— диаметра скважины,
— диаметра и длины подающей трубы,
— необходимостью использования автоматики,
— цены.
Например, если в воде содержится большое количество песка, то более надежно будет работать винтовой или мембранный насос. Вихревой насос в таких тяжелых условиях быстро выйдет из строя.
Если требуются минимальные размеры, то ими обладают вихревые насосы и вибрационные (мембранные).
В случае, если нужен напор более 40 метров, используют только центробежные многосекционные насосы.
Самые дешевые скважинные насосы – вибрационные. Но для работы с автоматикой управления вибрационные насосы использовать нежелательно (хотя в интернете достаточно предложений автоматического водоснабжения на базе таких насосов).
Большое значение в определении напора насоса играет длина и диаметр напорной трубы. Узкая труба сильно увеличивает сопротивление потоку, что требует увеличения напора насоса. Некоторые люди, желая сэкономить на стоимости трубы, покупают трубу меньшего диаметра, чем требует гидравлическая система. В результате, для обеспечения требуемого давления в доме, нужно устанавливать насос с большим напором, чем требовалось бы при установке трубы правильного диаметра, что ведет к удорожанию насоса и якобы экономия в итоге выходит боком.
Если же параметры насоса рассчитывались под трубу одного диаметра, а установили меньшую, то возможны такие варианты:
— насос будет работать с заниженной производительностью,
— насос не будет выдавать требуемое давление,
— двигатель насоса будет работать с перегрузкой, что может привести к выходу его из строя.
При выборе скважинного насоса следует помнить, что электродвигатель охлаждается окружающей его водой. То есть нельзя насос диаметром 3 дюйма (75 мм) устанавливать в скважину диаметром 115 мм или в колодец, так как для охлаждения электродвигателя необходимо создать поток воды, имеющий определенную скорость (для «уноса» выделяемого тепла потоком откачиваемой воды). Этот параметр рассчитывается в зависимости от характеристик насоса.
Минимально допустимый диаметр насоса для уже имеющейся скважины можно рассчитать по формуле:
D(насоса) = (D (скважины)² — 1,27 х Q/V),
Где:
D (насоса) — минимальный внутренний диаметр электродвигателя скважинного насоса,
D (скважины) — диаметр скважины,
Q — расчетный расход насоса,
V — минимально допустимая скорость воды на поверхности электродвигателя .
Если все же есть необходимость установки скважинного насоса в колодец (или в скважину большого диаметра), то на насос ставят специальную рубашку, через которую протекает вода и охлаждает насос. Или просто выбирают насос, у которого конструктивно предусмотрена рубашка охлаждения (например, у насосов «Водомет»).
Самое главное правило при выборе и установке насоса – НЕ ЭКОНОМИТЬ на качестве насоса, автоматике и монтажниках.
Основными причинами выхода насоса из строя являются:
— работа без воды,
— скачки напряжения в сети,
— большое количество песка в воде (чрезмерный износ рабочих колес или заклинивание насоса),
— частые включения/выключения насоса (например, если установлена автоматика и есть течь в трубах).
— неквалифицированная установка и эксплуатация.
Для предотвращения этих неисправностей следует выбирать насосы, в которых есть встроенная защита (например, во всех насосах фирмы ZDS есть защита от всех перечисленных напастей DRP), либо устанавливать дополнительно специальный шкаф – станцию управления насосом, которая будет отслеживать возможные неисправности и защищать насос от выхода из строя. Экономия на защите, как правило, приводит к преждевременному выходу из строя насоса.
В целом, если помнить обо всех вышеперечисленных нюансах монтажа и эксплуатации скважинных насосов, вполне реально самостоятельно установить и наладить работу системы водоснабжения. Здравый смысл и знание законов физики помогают во всех сомнительных ситуациях. Наши специалисты всегда дадут грамотную консультацию и правильно подберут любое насосное оборудование.
Какой тип водяного насоса вам нужен для вашего дома?
Есть много преимуществ в том, чтобы иметь колодезную систему водоснабжения вместо того, чтобы быть привязанной к муниципальному водоснабжению. Самым большим преимуществом является наличие собственного источника воды и отсутствие необходимости платить за высокие счета за воду.
Если вы строите новый дом или понимаете, что пришло время заменить ваш скважинный насос, вы можете не знать, какой вариант лучше. Позвольте нам объяснить различные типы доступных насосов.
Типы скважинных насосов:
Центробежный насос . Используется только для неглубоких колодцев. Этот тип насоса использует центробежную силу (как в туалете), чтобы нагнетать воду вверх по трубе и в ваш дом. Это довольно простые устройства, и они должны обеспечивать более длительный срок службы.
Струйный насос . Идеально подходит для скважин средней глубины. Прыжковый насос использует крыльчатку и всасывание для откачки воды из скважины.
Погружной насос – Глубинный погружной насос помещается в колодец и нагнетает воду вверх по трубе в дом.
Насос на солнечной энергии . Поскольку эти насосы не нуждаются в источнике электроэнергии, они более эффективны, чем традиционные насосы. Их установка стоит дороже, но затем они могут сэкономить вам деньги на затратах на электроэнергию.
Пневматический насос . Эти устройства, также называемые пневматическими насосами, работают на воздухе, а не на электричестве. Прежде чем вы слишком воодушевитесь этим вариантом, эти насосы обычно используются только в нежилых помещениях, таких как промышленные и коммерческие здания.
Ручной насос – Обычно ручной насос используется только в экстренных или временных ситуациях. Хорошей новостью является то, что они легкие, недорогие и их легко устанавливать и снимать со скважины.
Насколько глубок ваш колодец?
Одним из наиболее важных соображений при выборе водяного насоса является глубина колодца. В большинстве случаев, если скважина имеет глубину менее 25 футов, подходит центробежный или мелководный струйный насос. Если скважина находится на глубине от 25 до 110 футов, обычно идеально подходит глубинный струйный насос. Для более глубоких скважин лучшим выбором может быть погружной насос.
Другие важные компоненты водяных насосов
В дополнение к двигателю и механизмам для забора воды через землю ваш водяной насос может иметь следующие важные компоненты.
Напорный бак – Контролирует поток воды и регулирует давление воды для обеспечения стабильности.
Обратный клапан – Односторонний клапан, предотвращающий обратное движение воды по трубе в колодец.
Реле давления – Автоматически отключает насос при слишком высоком давлении для предотвращения повреждения.
Донный клапан . Донный клапан, используемый в погружных насосах, препятствует обратному течению воды к источнику.
Профессии сантехников в Нью-Хейвене и округе Фэрфилд
Если у вас есть какие-либо вопросы по выбору правильного водяного насоса для вашего дома, позвоните специалистам Rick’s Plumbing по телефону (203) 874-6629.
Опубликовано 25 ноября 2019 г.
Категория: Насос
Правильный выбор водяного насоса
Содержание
Как работает скважинный насос?
Типы насосов для водяных скважин — струйные насосы в сравнении с погружными насосами
Однокапельная струйная насосная система для неглубоких скважин
Двухкапельная струйная насосная система для глубоких скважин
Погружная насосная система для глубоких скважин
Какой размер скважинного насоса Нужно ли мне?
Другие скважинные насосы, на которые следует обратить внимание
Основные компоненты, на которые следует обратить внимание
Если вы живете за городом, скорее всего, в вашем доме будет собственная электромеханическая система для забора воды из колодца. По данным Бюро переписи населения США, более 15 миллионов домохозяйств используют частные колодцы для получения питьевой воды.
Колодезный насос, добывающий воду из подземных источников, является сердцем этой электромеханической системы. Это то, что обеспечивает ваш дом чистой, безопасной питьевой водой.
Как работает скважинный насос?
Типичная система колодезной воды поднимает воду из подземного колодца и доставляет ее в резервуар для хранения, где она находится под давлением и хранится до тех пор, пока она не понадобится. Большинство насосов являются электрическими и используют всасывание для подачи воды по трубам. Большинство насосов также относятся к одной из следующих двух категорий:
Струйный насос – Моторизованный струйный насос включает в себя насос, откачивающий воду от стены, и двигатель для погружения насоса. Он часто сочетается с напорным баком, который выравнивает воду по всему дому.
Погружной насос – Погружной насос также включает водяной насос и двигатель насоса в дополнение к внутреннему обратному клапану. Погружной насос может не иметь напорного бака.
Типы насосов для водяных скважин — струйные насосы в сравнении с погружными насосами
Существует столько различных типов скважинных насосов, сколько и требований, хотя факторы выбора часто зависят от глубины воды и диаметра обсадной колонны. Некоторые насосы предназначены для специальных целей, таких как повышение давления воды или обеспечение специального выпуска воды, например, в дистилляционной системе.
Струйные насосы тянут воду, а погружные насосы работают, толкая воду вверх. Поскольку для проталкивания воды требуется меньше энергии, погружные насосы часто более эффективны для глубоких колодцев. Выбор струйного насоса или погружного насоса, вероятно, будет зависеть от глубины вашей скважины.
У меня мелкий или глубокий колодец?
Первое, на что следует обратить внимание, это расстояние, которое вода должна пройти, чтобы достичь поверхности. Если в вашем районе есть стабильный запас воды у поверхности или высокий уровень грунтовых вод, вам будет намного легче получить доступ к воде для вашего дома. Глубокие скважины, с другой стороны, требуют дополнительных соображений.
Рекомендации по глубине – в зависимости от расположения скважинных насосов
Если глубина менее 25 футов, используйте струйный насос для неглубокой скважины
При глубине от 25 до 110 футов используйте глубинный струйный насос.
При глубине от 25 до 400 футов используйте погружной насос диаметром 4 дюйма. Если такого отчета нет, вы можете определить глубину воды, привязав поплавок к концу веревки и опуская его, пока не почувствуете, что поплавок плывет. Подберите слабину и пометьте струну.
Однокапельные струйные насосы являются лучшими насосами для неглубоких скважин. Они оснащены односторонними обратными клапанами, которые поддерживают заливку насосов. Насос находится над землей, всасывая воду через единственную входную трубу. Поскольку механика проста, они, как правило, требуют меньше обслуживания.
Струйные насосы, наиболее распространенные насосы для неглубоких колодцев, устанавливаются над колодцами и всасывают воду вверх. Высота, на которую можно поднять воду, зависит от веса воздуха. Хотя давление воздуха меняется в зависимости от высоты, неглубокие скважины с струйным насосом обычно не превышают 25 футов.
Струйные насосы создают давление за счет использования рабочего колеса или центробежного насоса. Рабочее колесо перемещает воду — известную как приводная вода — через узкое отверстие или жиклер, установленный в корпусе перед рабочим колесом. Сужение струи вызывает увеличение скорости движущейся воды. По мере выхода воды из струи вакуум засасывает дополнительную воду из скважины. Эта дополнительная перекачиваемая вода соединяется с приводной водой и подается в дом под высоким давлением.
В процессе забора воды струйными насосами для неглубоких скважин используется вода. Это означает, что насосы должны быть заполнены водой, прежде чем они смогут работать. Устанавливаются односторонние обратные клапаны, чтобы вода не стекала обратно в колодец.
Двухкапельная струйная насосная система для глубоких колодцев
Глубоководный струйный насос также устанавливается над землей, но он забирает воду с помощью двух труб — одна для забора воды из колодца, а вторая для подачи воды вверх. Глубоководные струйные насосы предназначены для извлечения воды с глубины до 110 футов и требуют донный клапан для заливки трубы. Некоторые модели могут иметь выхлопную трубу, чтобы скважина никогда не выкачивалась всухую.
Глубоководные струйные насосы могут забирать воду с глубины более 25 футов, когда струя отделяется от корпуса рабочего колеса и опускается в воду. Крыльчатка нагнетает воду в корпус форсунки, а форсунка подает воду обратно к насосу. Глубоководные струйные насосы используют всасывание струи для подачи воды в систему, а также давление, создаваемое крыльчаткой, для подъема воды из колодца в дом.
Чтобы система не перекачивала скважину, глубинный струйный насос включает в себя выхлопную трубу длиной 25 футов, соединенную с впускным концом корпуса водомета. Если уровень воды падает ниже уровня корпуса форсунки, выхлопная труба гарантирует, что скважина никогда не будет выкачана всухую. Чем больше расстояние струи над уровнем воды, тем эффективнее будет откачка.
Как и в случае систем с неглубоким колодцем, систему струйного насоса с глубоким колодцем необходимо заполнить водой. Донный клапан на дне колодца предотвращает слив воды из труб.
Погружная насосная система для глубоких колодцев
Погружной насос для глубоких колодцев использует напорный резервуар для забора воды по единственной трубе, соединяющей внутренний колодец с домом. Погружной насос может добывать воду с глубины до 400 футов, но для ремонта его необходимо вытаскивать из обсадной трубы. Двухпроводные насосы оснащены встроенными элементами управления, а для трехпроводных насосов требуется отдельный блок управления.
Хотя струйные насосы все еще могут работать на глубине в несколько сотен футов, погружные насосы обычно более эффективны на больших глубинах. Перемещая насос вниз по колодцу, насос больше не поднимает воду, а, скорее, выталкивает ее вверх. Однако погружной насос не будет работать, если он полностью не погружен в жидкость.
Погружные насосы цилиндрической формы, нижняя часть которых состоит из герметичного двигателя насоса, подключенного к источнику питания над землей. Двигатель приводит в движение ряд крыльчаток, используемых для подачи воды вверх по трубе. Когда реле давления включено, крыльчатки вращаются, всасывая воду в насос. Затем вода проталкивается через корпус насоса в резервуар для хранения на поверхности. Адаптер, подключенный к водопроводной системе, регулирует доступ к трубопроводу колодца через обсадную трубу, направляя воду от насоса в водопроводную систему дома.
В отличие от скважинных насосов для надземной воды, которые чаще сталкиваются с механическими проблемами из-за сложности забора воды из скважины, погружные насосы обычно вызывают меньше проблем. Поскольку погружные насосы находятся под водой, они никогда не теряют напор, что может быть проблемой для наземных насосов. Кавитация, возникающая при попадании избыточного воздуха или газа в механические части насоса, также обычно не является проблемой для погружных насосов, поскольку насосы находятся глубоко под поверхностью воды и всегда имеют доступ к воде.
Хотя погружные насосы могут быть более эффективными, чем струйные насосы, при подаче большего количества воды с сопоставимым двигателем, любые проблемы с двигателем могут потребовать извлечения всего блока из обсадной колонны. К счастью, погружные насосы, как правило, известны своей надежностью, часто они оптимально работают до 25 лет, прежде чем потребуется обслуживание. Погружные насосы — это эффективный и не требующий особого ухода способ доставки безопасной питьевой воды в ваш дом.
Какой размер скважинного насоса мне нужен?
Вам также необходимо будет определить наилучший размер насоса в зависимости от потребностей вашего дома в воде. Насосы оцениваются в GPM (галлонах в минуту). Типичный дом с 3-4 спальнями требует 8-12 галлонов в минуту. При определении ваших домашних потребностей в воде добавьте один галлон в минуту для каждого водопровода в вашем доме. К таким приспособлениям относятся стиральные машины, посудомоечные машины, смесители, холодильники, душевые и наружные водопроводные краны.
Несмотря на то, что вам понадобится достаточно большой насос для удовлетворения ваших потребностей в воде, слишком большой насос приведет к неэффективности использования энергии и снижению производительности. При замене насоса следует выбирать агрегат с такой же мощностью. Тем не менее, может потребоваться дополнительная мощность, если вы добавляете новые приборы или членов семьи. Чем больше расстояние для транспортировки воды, тем больше потребуется лошадиных сил.
При замене насоса вы можете проверить идентификационную табличку на вашем насосе, чтобы определить мощность в лошадиных силах. Имейте в виду, что для погружных насосов может потребоваться либо три провода, либо два провода, поэтому вам нужно будет определить, сколько проводов потребуется вашему насосу на замену.
Другие скважинные насосы, на которые стоит обратить внимание
Не всем насосам требуется доступ к электроэнергии. Другие варианты насосов включают солнечные, кинетические, пневматические и ручные:
Скважинные насосы на солнечной энергии — Насосы на солнечной энергии не нуждаются во внешнем источнике энергии, но они работают более эффективно и с меньшими общими затратами, чем традиционные насосы. Солнечные батареи обеспечивают мощность, необходимую для откачки воды с глубины в сотни футов. Последние достижения в области технологий также сделали системы на солнечных батареях более доступными. После первоначальных затрат нет текущих затрат и нет необходимости в силовых кабелях.
Ручные насосы — Ручные насосы — это легкий и очень доступный способ обеспечить постоянную подачу воды в случае, если насос с электроприводом перестанет работать. Ручной насос идеально подходит для временного использования, поскольку его можно легко извлечь из скважины.
Кинетические водяные насосы – Кинетические водяные насосы используют силу проточной воды в сочетании с гидравликой для подъема воды на расстояние до 150 футов от места расположения насоса. Такие насосы используются в основном в сельском хозяйстве, потому что речная вода вряд ли может быть санитарной.
Пневматические (пневматические) скважинные насосы – Пневматические насосы приводятся в действие воздухом, а не электричеством. Такие насосы обычно используются в промышленных и коммерческих условиях.
Дренажные насосы — Если в вашем подвале собирается вода, вам понадобится дренажный насос для удаления воды. Как и скважинные насосы, дренажные насосы бывают двух основных форм: погружные дренажные насосы и дренажные насосы уровня пола. Напольные насосы расположены над линией воды и вытесняют воду за пределы здания. По такому же принципу работает погружной дренажный насос. Однако погружные насосы расположены ниже уровня воды и могут работать с большими объемами воды, чем напольные насосы.
Ключевые компоненты, которые следует учитывать
Насосные узлы обычно включают в себя подшипники насоса, рабочие колеса насоса (или поворотные лопасти), электродвигатели, подшипники двигателя насоса, внутренние обратные клапаны насоса и переключатели управления насосом. Ключевые компоненты, которые следует учитывать, включают следующее:
Обратный клапан — Обратный клапан предотвращает попадание перекачиваемой воды обратно в бассейн.
Донный клапан – Донный клапан препятствует обратному течению воды к источнику при отключении глубинного насоса.
Реле давления — Реле давления автоматически включает и выключает воду в зависимости от настроек давления. Когда давление достигает от 40 до 60 фунтов на квадратный дюйм, реле давления выключает насос. Когда давление постепенно снижается из-за использования воды, реле давления снова включает насос, повторяя цикл.
Если помпа не выключается, это может указывать на проблему с настройками реле давления. Насос также может не отключиться, если уровень воды в скважине слишком низкий или если в линии подачи имеется утечка.
Напорный бак — Напорный бак помогает регулировать расход воды и поддерживать давление воды, чтобы обеспечить эффективную работу приборов. Напорный бак необходим для обеспечения постоянного давления воды во всех приборах. Сначала закачивая воду в резервуар, вода сжимается, поэтому ее можно равномерно перемещать по всей водопроводной системе дома.
Слишком частый запуск насоса может указывать на необходимость подзарядки или даже на возможность утечки.
Насосы, чувствительные к давлению, и встроенные контроллеры насосов – Насосы, чувствительные к давлению, обеспечивают нагнетание воды без необходимости в гидроаккумуляторе.
Страховочный трос – Страховочные тросы помогают поднимать насосы для облегчения доступа при необходимости обслуживания.
Хотя в большинстве зданий обычно требуются водяные насосы одного и того же типа, в особых условиях может потребоваться что-то более уникальное. Перед покупкой насоса для скважинной воды обязательно учтите все свои потребности.
Увеличение ожидаемого срока службы вашего скважинного насоса
Надземный, одно- или двухмагистральный струйный насос может работать в течение нескольких лет, прежде чем потребуется замена — от четырех до 15–20 лет. Погружной насос в воде с низким содержанием отложений может обеспечить 15-летний срок службы, хотя вода с высоким содержанием отложений может привести к более раннему выходу из строя насосов.
Следующие факторы могут повлиять на ожидаемый срок службы скважинного насоса:
Рабочий цикл – Насос с прерывистым рабочим циклом будет иметь более длительный срок службы, чем насос с интенсивной или непрерывной эксплуатацией.
Типоразмер двигателя . Электрический двигатель большей мощности (например, мощностью 1 л. Чем мощнее мотор, тем реже его придется запускать.
Качество двигателя – Тип и качество подшипников электродвигателя, а также требования к смазке влияют на ожидаемый срок службы насоса.
Водяной осадок – Осадок является абразивным и может изнашивать подшипники насоса. Погружные насосы можно использовать в неглубоких колодцах, но водоросли, ил, песок и другие загрязнители, обнаруженные на мелководье, могут сократить срок службы насоса.
Качественная установка – Установка заключается не только в подключении насоса и проводов. Также важно обеспечить правильное расположение обратных клапанов, фильтров и проводки.
Безопасный дебит – Важно, чтобы производительность и производительность скважинного насоса соответствовали безопасному дебиту конкретной скважины. Невыполнение этого требования может значительно сократить срок службы насоса.
Кавитация – При попадании воздуха в камеры насоса или рабочие колеса детали могут перегреваться, вызывая механическое повреждение движущихся частей. Это требует от насоса большей работы для удовлетворения той же потребности, что сокращает срок службы двигателя. Кавитация может быть вызвана рядом проблем, в том числе:
Недостаточный дебит скважины – Перекачка воды сверх безопасного дебита может привести к попаданию воздуха в скважинный насос.
Негабаритные насосы – Несоответствие расхода скважины производительности насоса может привести к сильному вакууму, что, в свою очередь, приведет к выходу растворенных в воде газов.
Выхлопные трубы – Установка выпускной трубы обеспечивает контроль отключения воды для защиты водяного насоса от повреждений, вызванных избытком воды. Наконечник колодезного трубопровода позволяет течь колодезной воде, останавливая или замедляя подачу дополнительной воды.
Если вы обеспокоены тем, что ваша скважинная насосная система не работает должным образом, рассмотрите следующие предупреждающие знаки:
Низкое давление воды — Значительное падение давления воды в душе или в другое время может указывать на проблема с скважинным насосом.
Прерывистый цикл – Если водяной насос колодца выключается и включается без видимой причины, может быть проблема с реле контроля давления.
Короткий цикл — Если насос отключается слишком быстро, возможно, произошла потеря давления воздуха в баке управления из-за засорения или поломки переключателя управления.
Контактная информация Mr. Rooter Plumbing of Greater Syracuse
С 1970 года компания Mr. Rooter Plumbing предоставляет профессиональные сантехнические услуги и обслуживание клиентов мирового класса для жилых и коммерческих помещений. Поскольку мы являемся сантехнической компанией с полным спектром услуг, наши услуги включают диагностику и проверку, установку и модернизацию, техническое обслуживание и очистку системы, а также аварийный ремонт и общие сантехнические услуги, такие как прочистка канализации.
Мы предлагаем сантехнику высочайшего качества на всей территории больших Сиракуз, от Оберна до Манлиуса. Позвоните в компанию Mr. Rooter Plumbing, и мы отправим одного из наших лицензированных сантехников для решения ваших проблем с сантехникой. Услуги включают в себя:
Коммерческие сантехнические услуги – Компания Mr. Rooter Plumbing обслуживает бизнес в районе Больших Сиракуз, предлагая профессиональные и экономически эффективные услуги.
Сантехнические услуги в жилых помещениях – Компания Mr. Rooter Plumbing предлагает дружелюбное и недорогое обслуживание, а также круглосуточный срочный ремонт. Наши технические специалисты предлагают бесплатную оценку перед началом любой работы и не взимают плату за сверхурочные.
Когда дело доходит до установки, обслуживания и ремонта водяных насосов, компания Mr. Rooter Plumbing of Greater Syracuse понимает важность чистой и безопасной воды.
Техническое обслуживание системы водяных скважин
Ежегодные проверки, проводимые компанией Mr. Rooter Plumbing, могут помочь обеспечить целостность вашей системы водоснабжения скважин, подтвердить скорость потока и проверить уплотнения и фланцы на наличие утечек. Планы обслуживания могут сэкономить деньги на регулярном техническом обслуживании и выявить проблемы на ранней стадии, чтобы избежать более дорогостоящего ремонта.
Аварийный ремонт колодезной системы
Если в вашей системе колодезной воды возникают проблемы, компания Mr.
Холодная ковка – это изгибание металлопроката без доведения металла до высоких температур. Для этих целей используют несложные приспособления, которые возможно изготовить самому в домашних условиях. Такие самодельные станки для холодной ковки могут быть универсальными или приспособленными только под одну операцию. Они могут быть с ручным или электрическим приводом.
В вопросе выбора привода для такого оборудования нужно учесть толщину обрабатываемого проката. Изгибать прут вручную имеет смысл при не большой толщине. Не смотря на то, что в продаже есть несложные ручные станки для холодной ковки с насадками, большинство из них не выдерживают частого использования и считаются игрушечными прототипами реальных станков, на которых можно делать бизнес. С другой стороны профессиональное оборудование стоит немалых денег, и организация небольшого частного производства по изготовлению кованых изделий будет чрезвычайно затратным. Поэтому многие нашли для себя выгодным изготовить самодельный станок для ковки металла под свои нужды и возможности.
Весь принцип холодного формирования узоров из квадратного или круглого прута обычно сводится к концентрическому скручиванию. Это может быть скручивание вокруг продольной оси заготовки (торсировка) или навивка круглой плоской спирали вокруг воображаемого центра (завиток). Возможно также нанесение матричного отпечатка с помощью пресса. Полученные таким способом детали сваривают в общую композицию будущего изделия. Применением в кузнечном деле методов холодной ковки добиваются большего геометрического соответствия одинаковых деталей и повышают экономическую выгоду.
Самой распространённой формой изгиба кованых изделий являются завитки. Для их формирования самодельный станок холодной ковки должен обеспечивать плавную контролируемую навивку прута на спиралевидный шаблон. Оптимальный вариант – получить вращение меньше 10 об/мин. Если скорость вращения будет больше, то тяжело поймать момент, когда следует остановить навивку.
Понижение оборотов достигается с помощью редукторов или ременной передачи. Большинство редукторов имеют ограничения по количеству принимаемых оборотов до 1500 об/мин, поэтому если электродвигатель высоко оборотистый, можно сделать ступенчатое понижение скорости. Для этого перед редуктором можно добавить ременную передачу. Эта мера позволит также предохранить кинематическую систему от перегруза. Многие энтузиасты, которые собирали станки для ковки своими руками, использовали и цепную передачу, но судя по отзывам, для плавного пуска привода нужна компенсация в виде шкивов. В случае экстремального усилия ремень сгладит его кратковременной пробуксовкой.
Для самодельных станков нет стандартов по рекомендуемой мощности электроприводов. Обычно сборка делается из того, что под рукой, однако для создания хорошего усилия при изгибании толстого металла мощность электродвигателя должна быть не только приемлемой, но и должна иметь небольшой запас. Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери.
Шаблоны для гибки завитков (улиток, волют) можно изготовить из полосы 4х25 мм. Для этого её сворачивают в спираль и приваривают к круглой пластине толщиной 6мм. Это если работать с квадратом 12х12 мм. Для более толстого металла вместо пластины стоит применить квадрат. Крепление к валу можно сделать на резьбовом соединении, а лучше использовать фланцы. Все насадки в таком случае изготавливают с четырьмя отверстиями под болтовое соединение, а второй фланец приваривается к муфте и крепится к валу.
Свежие записи:
Перезвоните мне
Вопрос для компании
Недорогое оборудование в кратчайшие сроки сможет окупить себя и начать приносить прибыль. ..
Для конкурентоспособности продукции на рынке, необходимо увеличить выход изделий без потери качества…
Малозатратное оборудование для выпуска популярной продукции позволяет открыть частное производство…
Для самостоятельной сборки станка в домашних условиях нужно подобрать подходящий материал и продумать механизм сцепления…
Существует два способа монтажа рабицы — натяжной и секционный. Второй способ предпочтительнее …
Подключение станков с питанием от трёхфазной сети зачастую невозможно и приходится подключаться к сети 220 вольт…
производство и продажа оборудования для производства строительных сеток
Самодельный станок для холодной ковки: процесс изготовления
Создание кованых изделий производится при помощи горячей и холодной обработки. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
Особенности изготовления
Формируются кованные металлические элементы в результате деформации, при этом в процессе работ должны приниматься во внимание эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранить свои прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соответствие которым обеспечивает получение необходимого результата:
Создание подходящей конфигурации возможно при помощи нескольких инструментов.
Перед началом изготовления производится расчет параметров формируемых изделий.
Прутки, используемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей эксплуатации.
Обработке подлежит только низкоуглеродистая сталь, так как другие виды не имеют необходимой пластичности.
«Гнутик»
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания углов различной конфигурации. Его основными конструктивными элементами являются движущий упор и два вала, размещенные на стальной пластине.
Самодельные гибочные станки холодной ковки подобного вида должны создаваться в соответствии с некоторыми особенностями. К примеру, изначально должен быть определен угол деформации. Также возможно добавление дополнительного гибочного элемента, в случае его использования монтируется третий вращающий вал.
Инструмент изготавливается из специальной стали, так как на него в процессе приходятся большие нагрузки. Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в форме шнека. Их создание обеспечивают ручные станки для холодной ковкипод названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
«Улитка» представляет собой простейший самодельный станок для холодной ковки, который обеспечивает формирование спиралей с требуемым количеством витков. Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо вычертить спираль с идентичным шагом всех витков. При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
Далее необходимо вырезать пластину размером 20х20 см из стального листа. Несмотря на небольшие габариты, она обеспечит оптимальное проведение рабочего процесса. В соответствии с длиной предполагаемой «улитки» выполняется отрез из стали. Полосу необходимо согнуть с помощью плоскогубцев, поместить на пластину и очертить ярким маркером со всех сторон.
Далее отрезается часть прута с длиной, равной ширине полосы из стали. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
От профилированной трубы отрезается часть с длиной в 10 см. Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделяется на витки, первый из которых будет удерживать заготовку, а на других будут идти сами витки прута. Центральная часть приваривается к основанию, при этом на полученном шве должны отсутствовать даже малейшие недочеты. Куски прута привариваются к основной части полосы, расстояние между ними должно составлять 3 см. Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Затем устанавливаются в необходимых местах отрезки полосы и обводятся маркером. Полученные круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для обеспечения легкой установки и снятия.
Завершающим этапом становится приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с «улиткой». Фото самодельных станков холодной ковки, изготовленных подобным образом, представлено выше.
Самодельный станок холодной ковки: технологический процесс
Создание кованых изделий осуществляется с помощью горячей и холодной обработки. Последний способ не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки, Многие из которых подходят для самостоятельного создания инструментов.
Особенности производства
Образуются кованые металлические элементы в результате деформации, при этом в процессе работы необходимо учитывать эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, влияет на нее и приводит к изменению формы детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранять свои прежние свойства.
Самодельный станок холодной ковки: правила изготовления
Существуют определенные правила, соблюдение которых обеспечивает необходимый результат:
Создание подходящей конфигурации возможно с использованием нескольких инструментов.
Перед началом изготовления рассчитываются параметры формованных изделий.
Прутки, применяемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей операции.
Обрабатывают только низкоуглеродистую сталь, так как другие виды не обладают необходимой пластичностью.
«Гнутик»
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания уголков различной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальной плите.
Самодельные станки для холодной ковки такого типа необходимо создавать с учетом некоторых особенностей. Например, угол деформации должен быть определен изначально. Также возможно добавить дополнительный изгибающий элемент, если используется, монтируется третий вращающийся вал.
Инструмент изготовлен из специальной стали, так как в процессе работы подвергается большим нагрузкам. Стоит отметить возможность сбора различных деталей, в том числе волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не может обойтись без деталей в виде шнека. Они созданы вручную методом холодной ковки под названием «Твистер». Имеют характерную особенность, заключающуюся в прокручивании стержня вдоль оси. Инструмент состоит из подвижной и фиксирующей частей. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции. Стоит отметить, что спираль образуется со стороны крепления изделия, а уменьшить прилагаемые усилия можно грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали металлических заборов и оконных решеток.
«Улитка» — простой самодельный станок холодной ковки, обеспечивающий формирование спиралей с необходимым количеством витков. Он наиболее популярен и может быть адаптирован для изготовления желаемого продукта. Инструмент оснащается ручным или электрическим приводом, тип которого выбирается в соответствии с интенсивностью работы.
Самодельный станок холодной ковки: подготовка материалов
Для начала необходимо начертить спираль с одинаковым шагом всех витков. При этом отбивают использованные заготовки, так как ширина хода, как правило, в пределах 15 мм, а инструмент предназначен для прутков сечением 10 мм. Для маневра необходимо свободное пространство, так как при полном сжатии заготовки изгиб становится невозможным.
Далее необходимо вырезать из стального листа пластину размером 20х20 см. Несмотря на небольшой размер, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается разрез стали. Ленту нужно согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Далее отрезается часть стержня длиной, равной ширине стальной полосы. Главное, чтобы она не превышала этот параметр, так как это может привести к травмам в процессе сгибания. Стержень нужен для закрепления материала на первом этапе создания изделия, чтобы исключить свободный ход в одной точке.
От профилированной трубы отрезается отрезок длиной 10 см. Он будет соединять лист и основу, на которую будет производиться фиксация. Из-за высокой степени нагрузки следует использовать только толстостенные материалы. После того, как все основные элементы подготовлены, можно собрать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделена на витки, первый из которых будет удерживать заготовку, а остальные будут управляться витками стержня. Центральная часть приваривается к основанию, при этом на сварном соединении должны отсутствовать даже самые мелкие дефекты. Кусочки стержня привариваются к основной части полосы, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Затем полосы устанавливаются в нужных местах и прорисовываются маркером. Получившиеся круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для легкой установки и снятия.
Завершающий этап – приварка профильной трубы в нижней части, а также крепежного элемента рядом с «улиткой». Фото самодельных станков для холодной ковки, изготовленных таким способом, представлены выше.
Оптовая машина для холодной ковки Для тяжелой ковки
Что такое машина для холодной штамповки
?
Машины для холодной штамповки. Станок холодной ковки используется для производства холодных заготовок широкого диапазона размеров и форм. Станок холодной ковки используется для формовки металла холодными штампами.
Станок для холодной ковки
Станок для холодной ковки используется для ковки металлических балок. Станок холодной ковки s производит открытые балки с холодными штампами. Станок холодной ковки использует штампы для холодной штамповки металла в открытые балки. 9Станок холодной ковки 0003 также имеет форму и процесс формовки. Станок холодной ковки используется для ковки металлических балок. Машина холодной ковки s имеет форму и формообразующую форму штампа. Станок для холодной ковки используется для формования валков и штампов из металлопроката. Эти кузнечно-прессовые машины могут быть использованы в форме или в виде прокатанных штампов. Вот станок холодной ковки , который производит холоднокатаную штамповку. Станок холодной ковки имеет форму и процесс профилирования. холодная ковка бывает в виде прокатных штампов, прокатных штампов и прокатных штампов. Прокатный штамп применяют в виде прокатных штампов и гнутых профилей.
Станок для холодной ковки представляет собой формовочный станок, который можно использовать в процессах формообразования и экструзии. Холодная ковка чаще всего используется в форме листового металла и для различной листовой штамповки. Машина для ПВХ, используется для листового металла и для различных процессов формовки листового металла. Для ПВХ используется для листового проката, а также для листового проката и формирования листа. Для ПВХ используется для формирования пластин.
Холодная ковка Power is Гидравлические машины холодной ковки Машина холодной ковки s используют сжатый воздух и ковку под высоким давлением. Машина для холодной ковки использует сжатый воздух и гидравлический процесс холодной ковки. Как воздух, так и процесс холодной ковки используют сжатый воздух и гидравлическую холодную ковку.
Четыре мощных компрессора для холодной ковки используются для нагрева и охлаждения металла в процессе ковки. Станок холодной штамповки имеет охладитель, охладитель и гидроцилиндр. Для охлаждения металлов используются каменные охладители и насос. Охладители породы и насос используются для охлаждения металлов в процессе ковки. Электродрель для холодной ковки и сверло для холодной ковки используются для охлаждения металлов в форме цилиндра. Электродрель для холодной ковки используется для обеспечения процесса холодной ковки. Электродрель для холодной ковки и дрель для холодной ковки используются для охлаждения металлов в форме.
Станок холодной штамповки оснащен гидроцилиндром. Станок холодной штамповки использует сжатый воздух и прессы. Станок холодной штамповки использует сжатый воздух для вдавливания металла в цилиндр.
Мощность холодной ковки Станок для холодной ковки использует холодную ковку для создания мощности холодной ковки Процесс. холодная ковка-это мощность станка холодной ковки . Процесс холодной ковки состоит из двух основных процессов: горячей ковки и холодной ковки. Холодная ковка сжимается, а горячая ковка использует комбинацию тепла, давления и тепла для создания холодной ковки. Мощность холодной ковки — это процесс, при котором горячий металл охлаждается, а ковка сжимается и нагревается, а ковка сжимается. Холодный кузнечный пресс работает либо на воздухе, либо на гидравлической жидкости.
Станки для холодной ковки Станок для холодной ковки используется для ковки холоднокатаного металла. Холодная ковка, также известная как холодная ковка или ковка в открытых штампах, предназначена для штамповки и холодной штамповки металла. Эта машина предназначена для холодной штамповки на открытых станках для формовки кромок. Холодная ковка – это открытая штамповка.
Машина холодной ковки s
Машины холодной ковки. Эти машины идеально подходят для закупорки и демпфирования металлов с одного металла на другой. Эти станок холодной ковки предназначены для тяжелых металлов, которые требуют немного больше тепла в процессе оснастки. Эти машины для холодной ковки s используются для затыкания и стекания проволоки в большинстве металлов.
Эти станки холодной ковки s имеют жесткую металлическую конструкцию. Эти станки холодной ковки s для продажи бывают самых разных размеров, типов и размеров. Различные типы ковочных машин включают в себя машины для холодной ковки с гидравлическим приводом, машины для ковки холодным давлением, машины для ковки холодным давлением и машины для ковки с гидравлическим приводом. Эти 9Станок холодной ковки 0003 s включает в себя тяжелую ковку с гидравлическим и электрическим давлением, а также ковку с рулевым управлением под высоким давлением и предназначен для установки жестких и металлических компонентов. Эти машины холодной ковки s для продажи бывают самых разных размеров и типов. Два типа станков для холодной ковки s включают в себя машины для холодной ковки с гидравлическим приводом, машины для холодной ковки с гидравлическим приводом, машины для холодной ковки под давлением, машины для ковки под холодным давлением и многое другое, предназначенные для ковки жестких материалов. Эти 9Станки холодной ковки 0003 s бывают разных типов, размеров и типов, а также многие типы и типы предназначены для соблюдения и жесткости. Эти кузнечные машины. Продам
холодная ковка с запчастями 60хе (60хе) . Эти машины имеют подходящие детали для всех металлов. Найдите широкий ассортимент деталей холодной ковки для продажи на Alibaba.com, где вы найдете подходящие для всех металлов в машине. Эти детали вилки для продажи также могут использоваться в качестве станка для холодной штамповки с несколькими насадками. Найдите широкий выбор деталей холодной ковки для продажи на Alibaba.com, где вы найдете хороший ассортимент деталей холодной ковки для продажи от 60he до 60he.
Как выбирать и использовать газовые баллоны для сварки?
Екатерина
Время чтения: ≈4 минуты
Начинающие сварщики наверняка слышали, что порой помимо электродов используются газовые баллоны для сварки. Газ используется для защиты сварочной зоны от окисления, для быстрого поджига дуги и ее стабильного горения, для улучшения качества сварного соединения и ускорения сварочных работ.
Но какой газ выбрать? Как его использовать? И какой объем оптимален? Насколько быстро заканчивается баллон для сварочной смеси 10 л? На все эти вопросы мы ответим в этой короткой статье.
Содержание статьи
Как выбрать?
Виды газов
Объем баллона
Как использовать?
Вместо заключения
Как выбрать?
Виды газов
Аргон — самый распространенный защитный газ. Если вы хотите попробовать сварку в среде защитного газа, то вам однозначно стоит приобрести баллон с аргоном. Он хорошо защищает сварочную ванну от кислорода, с ним удобно работать, стоит недорого и не имеет неприятного запах.
Читайте также: Аргонная сварка для начинающих
Гелий — еще один популярный инертный газ. С помощью гелия удобно варить толстые детали и металлы, покрытые окисной пленкой. Но учитывайте, что гелий легче воздуха, поэтому расход у такого газа существенно выше, чем в других защитных газов.
Для сварки химически активных металлов рекомендуем применять сварочные смеси в баллонах. Оптимальный вариант — аргон+гелий. Сварка в инертных газах сама по себе очень удобна, но при сварке в смесях качество швов становится еще лучше. А это очень важно при сварке «сложных» металлов, вроде алюминия или нержавейки.
Углекислый газ (она же углекислота или CO2 для сварки). Обеспечивает отличную защиту сварочной зоны от окисления. Но найти качественную углекислоту очень сложно. Поэтому рекомендуем использовать смесь из углекислого газа и аргона. Так шов не будет пористым, сварка будет идти легко и быстро.
Мы рассказали об основных газах. Прочтите эту статью, чтобы узнать больше. Там мы рассказываем и про кислородный баллон для сварки, и про прочие типы защитных газов.
Объем баллона
Существует различный объем баллонов для сварки. Самые популярные: 5, 10, 27, 40 литров. Если вы варите в домашних условиях, то оптимален объем до 10л. Такой баллон легко можно поместить в багажник легкового авто и отвезти на дачу. Объем 5 л отлично подойдет, если у вас нет возможности привезти его на машине. 27 литров — это золотая середина. Подойдет для тех, кто много варит дома. 40 литров используются на производстве.
Не забывайте и о расходе газа. Ведь газовый баллон рано или поздно закончится. Ниже вы можете видеть таблицу с примерным расходом газа. Цифры могут отличаться в зависимости от типа используемого газа и вашей профессиональной подготовки. В этой статье мы подробно рассказывали, на сколько хватает баллона углекислоты при сварочных работах.
Как использовать?
Итак, вы выбрали газ и объем баллона. Что дальше?
Дальше необходимо разобраться, как баллоны для сварки полуавтоматом и для газовой сварки. Алгоритм действий аналогичен при сварке полуавтоматом или любым других сварочным агрегатом.
Отдельный вопрос — это заправка баллонов сварочной смесью. Мы привыкли, что бытовые баллоны с газом необходимо периодически заправлять, вызывая для этого специальную службу. Со сварочными баллонами все проще. Если вы варите дома, то просто приобретайте баллоны небольшого объема, а затем сдавайте их на металлопереработку. Для повторной сварки приобретите новый баллон.
На крупных заводах баллоны могут дополнительно заправляться. Но это уже задача руководства, а не сварщика.
Вместо заключения
Если вы еще ни разу не использовали защитные газы для сварки, то не откладывайте на потом. Да, у каждого газа свои характеристики. Но, поверьте, выбрать и использовать газ намного проще, чем проделать все то же самое с электродами. В отличие от последних у газа нет десятков марок, предназначенных только для определенных сталей или цветных металлов. Газ не нужно перезаправлять, достаточно купить новый баллон. При этом качество шва вас приятно удивит. Желаем удачи в работе!
Похожие публикации
Газ для сварки полуавтоматом: критерии выбора, преимущества
Главная » Обработка металла » Сварка » Какие виды газа применяют для сварки полуавтоматом?
На чтение 4 мин
Содержание
Виды сварочных газов
Ацетилен
Водород
Коксовый газ
Природный газ метан, бутан и пропан
Газ пиролизный
Какой газ нужен для сварки полуавтоматом
Критерии выбора
Преимущества
Расход газа при сварке полуавтоматом
Технология сварки с использованием газов
При работе на полуавтоматических сварочных аппаратах применяют присадочную проволоку, в которой отсутствуют защитные вещества. Шов в результате подвергается окислению от атмосферного кислорода. Такое явление в дальнейшем приведет к появлению микротрещин, а также разрушению соединения. Чтобы предотвратить негативное действие посторонних веществ применяют газ для сварки полуавтоматом. Защитная среда позволяет соединять при помощи сварки любые виды металлов.
Полуавтоматический аппарат с газовым баллоном
Виды сварочных газов
Для обеспечения защитной среды при соединении металлов и их сплавов с помощью сварки добавляются различные вещества.
Ацетилен
С его помощью выполняют сварочные работы полуавтоматом. В отличие от аналогов имеет высокую температуру горения. Получают при взаимодействии карбида кальция и обыкновенной воды. Карбид способен реагировать на влагу из атмосферы, поэтому при хранении необходимо соблюдать меры безопасности. Ацетилен легче воздуха, обладает резким запахом. Применяется ля нарезки металлических заготовок.
Водород
Является бесцветным газом, не имеет запаха. При использовании соблюдают безопасность, в результате смешивания с воздухом получается взрывоопасная смесь. Хранится в баллонах под давлением не выше 15 Мпа. Получают при помощи разделения воды на составляющие кислород и водород в специальных генераторах.
Коксовый газ
От аналогов отличается резким запахом сероводорода, не имеет цвета. Получают в результате добычи кокса, относится к побочным продуктам. Считается безопасным веществом, может перемещаться по трубам с высоким давлением.
Природный газ метан, бутан и пропан
Недорогая и распространенная субстанция для выполнения сварки. Хранят в баллонах с высоким давлением. Добывают из газовых месторождений.
Баллоны с пропаном
Газ пиролизный
Получают при разложении на составляющие продуктов, содержащих нефть. В процессе отмечается коррозия на конце горелки, из-за чего подвергается нескольким стадиям очистки. Может использоваться для сварки и резки металлических деталей.
Какой газ нужен для сварки полуавтоматом
При выборе газа для полуавтоматической сварки необходимо ознакомиться со свойствами каждого вида. Для полуавтомата применяются следующие субстанции:
Аргон. Используют при соединении активных металлов и их сплавов, так как он является инертным. Обеспечивает защиту шва от появления микротрещин и дефектов.
Гелий. С его помощью получают соединения большого размера. Является инертным, защищает соединение от окисления.
Углекислотная смесь. Применяется для сварки полуавтоматом с короткой дугой.
Критерии выбора
Применение газа для полуавтомата зависит от факторов:
значение критических температур которая может быть обеспечена при горении смеси защитного вещества;
количество тепла, образуемое в месте соединения при сварке металлических заготовок;
способность обеспечивать защиту сварочного шва при соединении определенных металлов и их сплавов.
Рекомендуют применять готовые смеси без получения их при помощи генераторов.
Преимущества
Любые виды защитных веществ сохраняют ряд преимуществ:
варить полуавтоматом без применения дорогого оборудования;
соединения производят в труднодоступных местах там, где нельзя применить электродуговую сварку;
в процессе можно регулировать номинальную мощность пламени из горелки, производят стыковку металлов с различными техническими характеристиками, например, титана с медью;
помимо сварки можно выполнять закалку металлических конструкций, а также их резку;
повышается качество шва в результате защиты от окисления;
снижаются затраты на производство соединения, ускоряется процесс;
увеличивается эффективность технологии;
плавление металлических деталей в зоне действия дуги происходит быстрее, снижается время на сварку;
исключается разбрызгивание расплавленного металла в месте стыковки;
увеличивается свойства пластичности соединения, а также его плотность, исключается разрушение шва при эксплуатации;
обеспечивается стабильность электрической дуги;
снижается уровень задымления, тем самым понижается вред от сварки.
Расход газа при сварке полуавтоматом
Расход защитной среды зависит от следующего:
тип металла или сплава;
собственный диаметр присадочной проволоки;
номинальная величина сварочного тока.
Скорость подачи смеси регулируется при помощи редуктора. Приспособление устанавливают на баллоне с высоким давлением. Существует таблица, согласно, которой происходит настройка оборудования.
При выполнении сварочных работ мастер может снизить потери газовой смеси, для этого необходимо следующее:
производить соединение в закрытом цеху;
применять вентиляцию, предотвратить сквозняки;
привлечение мастеров с высокой квалификацией;
использование смеси защитных веществ.
При снижении количества газа может ухудшиться качество сварочного шва, защитной среды будет недостаточно для защиты от окисления.
Мастер варит полуавтоматом
Технология сварки с использованием газов
Перед началом работ при сварке полуавтоматом учитывают следующее:
номинальная мощность;
тип присадочной проволоки;
тип защитного смеси, а также регулировка скорости подачи при помощи редуктора на баллоне.
Нагрев и охлаждение металлических деталей происходит медленно. В результате следует регулировать температуру горения, этого добиваются путем наклона горелки и положением основного пламени. Если есть необходимость перемещения, то применяют баллоны с малым давлением, при стационарных работах используют емкости с большим внутренним давлением. Защитный газ для сварки полуавтоматом подается вместе с проволокой ее подача регулируется непосредственно при выполнении соединения. Таким способом обеспечивают защиту шва от окисления кислородом.
( 3 оценки, среднее 3.67 из 5 )
Поделиться
ЗА И ПРОТИВ: ПОЛУАВТОМАТ ПРОТИВ. РЕВОЛЬВЕР
Автор: Джей Чемберс | Минутный обзор человека | https://www. minutemanreview.com
Один большой вопрос для тех, кто хочет приобрести свой первый пистолет, заключается в том, покупать ли револьвер или полуавтоматический самозарядный пистолет. Ни один из них объективно не лучше другого, но понимание того, что каждый из них делает, поможет вам принять правильное решение.
Основные отличия
Тем из вас, кто совсем не знаком с пистолетами, следует понимать основные различия между ними.
Револьвер получил свое название от вращающегося цилиндра, в который загружаются патроны. Ударно-спусковой механизм вращает цилиндр перед каждым выстрелом, индексируя следующий патрон перед курком. Они могут быть как одинарного, так и двойного действия. Двойное действие означает, что нажатие на спусковой крючок одновременно взводит курок, выдвигает цилиндр и производит выстрел. По сути, нажатие на курок выполняет все три действия. Одинарное действие означает, что нажатие на спусковой крючок освобождает только курок для выстрела. Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
В полуавтоматических пистолетах вместо цилиндра используется магазин. Магазин заряжается, а затем вставляется в огнестрельное оружие. Затвор имеет «рейку», которая загружает патрон в патронник. Отсюда нет возни с молотками. Вы можете просто стрелять, пока магазин не опустеет. Каждый раз, когда пистолет стреляет, следующий патрон автоматически загружается в патронник. Как и в случае с револьверами, вы можете купить полуавтоматические пистолеты одинарного и двойного действия. Одно отличие состоит в том, что в пистолетах одинарного действия курок не взводится вручную перед каждым выстрелом. Движение затвора взводит курок. При двойном действии нажатие на спусковой крючок одновременно взводит курок и стреляет из пистолета. Разница между ними заключается в том, что пистолеты одинарного действия имеют более короткое нажатие на спусковой крючок, что облегчает стрельбу для некоторых, но повышает вероятность случайных выстрелов. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
Вместимость
Одним из огромных преимуществ полуавтоматических пистолетов перед револьверами является емкость магазина. Типичный револьвер вмещает 6 патронов в цилиндре. Это может немного варьироваться, но большинство цилиндров вмещает 6. Магазин полуавтоматического пистолета обычно вмещает от 7 до 15 патронов. Это, конечно, зависит и от огнестрельного оружия. Пистолеты меньшего размера, которые максимально скрыты, будут иметь меньший размер магазина просто из-за меньшего размера огнестрельного оружия. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
Простота
Револьверы механически проще, чем полуавтоматические пистолеты. С меньшим количеством движущихся частей снижается риск возникновения проблем с огнестрельным оружием, таких как неисправность.
Револьверы также легче обслуживать, опять же, из-за их простоты. В большинстве случаев чистка револьвера означает только открытие или снятие цилиндра и использование щеток для ствола для очистки ствола и цилиндров. Немного вытрите остатки, и все готово. Полуавтоматические пистолеты могут потребовать немного больше работы. Слайд должен быть удален. Такие детали, как ствол, механизм и более мелкие детали, необходимо снять и очистить. Каждое огнестрельное оружие имеет свой процесс полевой зачистки. Обучение разборке и сборке полуавтоматического пистолета всегда является процессом обучения, когда вы впервые приобретаете огнестрельное оружие. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Стрельба
Стрелять из обоих типов пистолетов одно удовольствие. Однако они оба предлагают немного разные впечатления.
Есть некоторые отличия в боеприпасах. Вы можете найти револьверы и полуавтоматические пистолеты с различными боеприпасами, от маленьких до больших. Основное преимущество револьверов заключается в большем конце. Короче говоря, простота револьверов и прочность их частей позволяют стрелять из них более крупными калибрами. Револьверы тяжелые, и, как правило, их можно заставить выдерживать большую силу. Вы можете найти малоизвестные полуавтоматические пистолеты, которые стреляют невероятно большими патронами, например, Desert Eagle калибра .50, но, как правило, для них это непрактично. Если вы хотите выстрелить как можно большим патроном, в большинстве случаев вам понадобится что-то вроде револьвера Magnum калибра .44 или . 357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
Перезарядка полуавтоматического пистолета, как правило, проще по той простой причине, что вы можете освободить пустой магазин и вставить заряженный. Цилиндр револьвера должен заряжать каждый патронник один за другим. Однако вы можете найти скоростные загрузчики, которые ускоряют время загрузки. Конечно, магазины полуавтоматических пистолетов нужно заряжать вручную, поэтому в какой-то момент заряжать полуавтоматический пистолет тоже будет утомительно. Где преимущества полуавтоматического пистолета действительно проявляются, так это в ситуациях самообороны. Возможность быстрой загрузки нового магазина является существенным преимуществом полуавтоматических пистолетов перед револьверами.
Когда дело доходит до того, чтобы стрелять из них, нет никакого способа выбрать лучшего. Некоторые считают, что с револьверами легче обращаться из-за их немного большего веса. Захваты различаются между ними. Конкретное огнестрельное оружие будет стрелять по-своему. Лучший совет — рассмотреть особенности каждого из них, взять в руки некоторые из них и выбрать тот, который подходит вам лучше всего.
Поделиться этой статьей
Facebook
Twitter
Reddit
Следуйте за нами
Фейсбук
Твиттер
YouTube
Инстаграм
Последние сообщения
Огнестрельное оружие Модуль 2 Ключевые вопросы: распространенные типы огнестрельного оружия
Этот модуль является ресурсом для лекторов
Наиболее распространенная классификация огнестрельного оружия проводится по типам, и наиболее часто используемым инструментом для идентификации огнестрельного оружия является Справочная таблица огнестрельного оружия (FRT). FRT — это компьютеризированная база данных, доступная онлайн и офлайн. Он был предложен и разработан Канадской королевской конной полицией, а затем принят Интерпол как справочный инструмент классификации. Использование FRT Web ограничено лицами, авторизованными RCMP. К авторизованным пользователям относятся члены полицейского сообщества, определенные публичные агенты и утвержденные верификаторы огнестрельного оружия.
УНП ООН приняло упрощенную классификацию в своей
Револьвер
Представляет собой короткоствольное или ручное огнестрельное оружие с вращающимся цилиндром, как правило, с пятью-девятью патронниками, заряжаемое вручную патронами. . Когда цилиндр поворачивается в нужное положение, можно нажать на спусковой крючок, освобождая курок, стреляющий патроном. Израсходованные гильзы остаются в цилиндре до тех пор, пока не будут выгружены вручную.
Действие: Револьверы обычно представляют собой магазинное огнестрельное оружие. По системе работы хвостовика курка револьверы могут быть двойного действия (когда курок одновременно взводит курок) или одинарного действия (когда курок взводится вручную)
Рисунок 1: Модели револьверов. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Пистолет
Короткое или ручное огнестрельное оружие, предназначенное для полуавтоматического действия. Патронник является частью ствола. Патроны обычно загружаются в магазин, который вставляется в рукоятку. Действие огнестрельного оружия подает следующий патрон и выбрасывает стреляный патрон.
Затвор: однозарядный, магазинный, полуавтоматический и автоматический пистолет.
Рисунок 2: Модели пистолетов. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Дробовик
Представляет собой длинноствольное ружье с одним или двумя ненарезными стволами (расположенными бок о бок или поверх), обычно предназначенное для стрельбы множеством мелких снарядов. («выстрелы»), а не пуля. Калибр дробовика называется калибром и обычно больше в диаметре, чем у другого стрелкового оружия.
Действие: Обычно однозарядный. Также может быть многозарядным или полуавтоматическим
Рисунок 3: Модели дробовиков. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Винтовка или карабин
Представляет собой длинноствольное ружье с серией спиральных канавок, прорезанных внутри ствола («нарезов»), придающих снаряду вращение. У некоторых винтовок есть съемный магазин, как у описанных выше пистолетов, а у других — встроенные магазины. Карабин похож на винтовку, но имеет более короткий ствол.
Действие: Однозарядный, повторяющийся, полуавтоматический или полностью автоматический.
Рисунок 4: Модели винтовок. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Штурмовая винтовка
Может считаться подкатегорией винтовок и представлять « любая из различных военных винтовок средней дальности с магазинным питанием (например, АК-47 или М16), которые можно настроить на автоматический или полуавтоматический огонь…» (Merriam-Webster).
Действие: Полуавтоматический или полностью автоматический.
Рисунок 5: Модели штурмовых винтовок. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Пистолет-пулемет
Это ручной, легкий короткоствольный пулемет, состоящий из патронов типа пистолета с относительно низким энергопотреблением и стреляющий из руки, бедра или плеча.
Действие: Полуавтоматический или полностью автоматический. Если система стрельбы является автоматической, огнестрельное оружие будет классифицироваться как автоматический пистолет или автоматический пистолет-пулемет.
Рисунок 6: Модели пистолетов-пулеметов. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Пулемет
Это огнестрельное оружие, способное вести полностью автоматический огонь (более одного выстрела без ручной перезарядки с помощью одной функции спускового крючка) и стреляет винтовочными патронами.
Лист стальной – наиболее востребованный вид черного проката. Он универсален в плане механической и термической обработки, отлично сваривается, довольно пластичен и характеризуется однородной текстурой металла. Производится в виде тонкого и толстого металлопроката. Холодная прокатка применяется для листов с тонкой стенкой 0,5-3 мм, а горячая — для толстостенных 2,0-30,0 мм. В ассортименте компании СК «Стальмет» присутствуют стальные изделия по 0,8 и 1,2 мм, стальной лист 5 или 8 мм, 10 и 12 мм. Заказать лист стальной в Киеве и Киевской областиоптом и в розницу можно, связавшись с менеджером по продажам компании СК «Стальмет». Более детальную информацию о сортаменте, цене листа стального за метр и за тонну, условиях доставки определенным видом транспорта можно узнать у менеджеров по телефону. В Компании СК «Стальмет» можно купить рифленый лист, оцинкованный, холоднокатаный и горячекатаный прокат.
Листовой прокат – разновидность материала, получаемого посредством прокатки стали через специальные станки для придания сырью необходимой формы. Производится он из низколегированной или углеродистой стали. Лист стальной может быть холоднокатаный и горячекатаный в зависимости от технологии прокатки. Способ получения будет влиять на технические характеристики конечного материала. Дальнейшая обработка также определяет тип продукта. Так, помимо изделий холодного и горячего проката, существуют просечно-вятяжные и рифленые листы.
Горячее катание позволяет получать тонкие металлические изделия с обработанными или необработанными кромками, а в качестве материала изготовления используется сталь низколегированного или углеродистого типов. При этом различают несколько видов продукции, маркируемой как:
А – изделия с повышенной прочностью; Б – указывает на нормальный уровень точности; ПО – особо высокая плоскостность; ПВ – высокая плоскостность; ПН – стандартная плоскостность; НО – необрезанная кромка; О – обработанная кромка. При холодном катании толщина стального листа варьируется в диапазоне от 0,8 до 5 мм, а сам метод предполагает травление и холодную прокатку горячекатаной рулонной стали. На выходе изделие имеет гладко обработанную поверхность с образцовыми химическими и физическими характеристиками, что определяет его весомые преимущества:
— точность прокатки; — повышенная пластичность; — прочность; — стойкость к деформациям; — небольшой вес листа стального. Листы также маркируют и по толщине пластины: «лист стальной 4» обозначает, что изделие имеет высоту в 4 мм, «6» соответственно, 6 мм, и т.д.
Область применения стальных листов: — в бытовом и индустриальном строительстве; — в вагоно- и машиностроении; — в приборостроении и автостроении. — судостроении, станкостроении и автомобилестроении; — производственном и гражданском инжиниринге; — традиционной и альтернативной теплоэлектроэнергетике; — мостостроении и промышленном дизайне; — строительстве и коммунально-хозяйственной сфере; — для создания элементов корпусов и деталей обшивки котлов, технических резервуаров и сосудов под давлением; — при строительстве гидротехнических сооружений и создании металлоконструкций общего назначения; — при создании фундаментных опалубок и смотровых площадок.
Компания СК «Стальмет» реализует: — стальные горячекатаные листы в соответствии с ДСТУ 8540: 2015 (ГОСТ 19903-2015) следующих характеристик: толщина 2-50 мм; габариты 1000х2000 мм, 1250х2500 мм, 1500х6000 мм, 2000х6000 мм, 2000х12000 мм; марки стали: ст3сп; — стальные холоднокатаные листы в соответствии с EN 10130 следующих характеристик: толщина 0,5-3 мм; габариты 1000х2000 мм и 1250х2500 мм; марки сталей: 08кп, ст1-3пс/сп; — просечно вытяжные листы ПВЛ 306 1000х2000, ПВЛ 406 1000х2000, ПВЛ 506 1000х2000, ПВЛ 608 1000х2000. Подобрать размеры и уточнить цены вы всегда можете, связавшись с менеджером отдела продаж. Компания СК «Стальмет» осуществляет поставки в любой объеме как в розницу, так и оптом. Более детальную информацию о сортаменте, цене листа стального за метр и за тонну, условиях доставки определенным видом транспорта можно узнать у менеджеров отдела продаж.
Лист г/к 6,0 мм 1250х2500 мм
Перейти к содержимому
4258,20 грн/шт.
Заказ в один клик!
Quantity
1
Лист стальной – наиболее востребованный вид черного проката. Он универсален в плане механической и термической обработки, отлично сваривается, довольно пластичен и характеризуется однородной текстурой металла. Производится в виде тонкого и толстого металлопроката. Холодная прокатка применяется для листов с тонкой стенкой 0,5-3 мм, а горячая — для толстостенных 2,0-30,0 мм. В ассортименте компании СК «Стальмет» присутствуют стальные изделия по 0,8 и 1,2 мм, стальной лист 5 или 8 мм, 10 и 12 мм. Заказать лист стальной в Киеве и Киевской областиоптом и в розницу можно, связавшись с менеджером по продажам компании СК «Стальмет». Более детальную информацию о сортаменте, цене листа стального за метр и за тонну, условиях доставки определенным видом транспорта можно узнать у менеджеров по телефону. В Компании СК «Стальмет» можно купить рифленый лист, оцинкованный, холоднокатаный и горячекатаный прокат.
Листовой прокат – разновидность материала, получаемого посредством прокатки стали через специальные станки для придания сырью необходимой формы. Производится он из низколегированной или углеродистой стали. Лист стальной может быть холоднокатаный и горячекатаный в зависимости от технологии прокатки. Способ получения будет влиять на технические характеристики конечного материала. Дальнейшая обработка также определяет тип продукта. Так, помимо изделий холодного и горячего проката, существуют просечно-вятяжные и рифленые листы.
Горячее катание позволяет получать тонкие металлические изделия с обработанными или необработанными кромками, а в качестве материала изготовления используется сталь низколегированного или углеродистого типов. При этом различают несколько видов продукции, маркируемой как:
А – изделия с повышенной прочностью; Б – указывает на нормальный уровень точности; ПО – особо высокая плоскостность; ПВ – высокая плоскостность; ПН – стандартная плоскостность; НО – необрезанная кромка; О – обработанная кромка. При холодном катании толщина стального листа варьируется в диапазоне от 0,8 до 5 мм, а сам метод предполагает травление и холодную прокатку горячекатаной рулонной стали. На выходе изделие имеет гладко обработанную поверхность с образцовыми химическими и физическими характеристиками, что определяет его весомые преимущества:
— точность прокатки; — повышенная пластичность; — прочность; — стойкость к деформациям; — небольшой вес листа стального. Листы также маркируют и по толщине пластины: «лист стальной 4» обозначает, что изделие имеет высоту в 4 мм, «6» соответственно, 6 мм, и т.д.
Область применения стальных листов: — в бытовом и индустриальном строительстве; — в вагоно- и машиностроении; — в приборостроении и автостроении. — судостроении, станкостроении и автомобилестроении; — производственном и гражданском инжиниринге; — традиционной и альтернативной теплоэлектроэнергетике; — мостостроении и промышленном дизайне; — строительстве и коммунально-хозяйственной сфере; — для создания элементов корпусов и деталей обшивки котлов, технических резервуаров и сосудов под давлением; — при строительстве гидротехнических сооружений и создании металлоконструкций общего назначения; — при создании фундаментных опалубок и смотровых площадок.
Компания СК «Стальмет» реализует: — стальные горячекатаные листы в соответствии с ДСТУ 8540: 2015 (ГОСТ 19903-2015) следующих характеристик: толщина 2-50 мм; габариты 1000х2000 мм, 1250х2500 мм, 1500х6000 мм, 2000х6000 мм, 2000х12000 мм; марки стали: ст3сп; — стальные холоднокатаные листы в соответствии с EN 10130 следующих характеристик: толщина 0,5-3 мм; габариты 1000х2000 мм и 1250х2500 мм; марки сталей: 08кп, ст1-3пс/сп; — просечно вытяжные листы ПВЛ 306 1000х2000, ПВЛ 406 1000х2000, ПВЛ 506 1000х2000, ПВЛ 608 1000х2000. Подобрать размеры и уточнить цены вы всегда можете, связавшись с менеджером отдела продаж. Компания СК «Стальмет» осуществляет поставки в любой объеме как в розницу, так и оптом. Более детальную информацию о сортаменте, цене листа стального за метр и за тонну, условиях доставки определенным видом транспорта можно узнать у менеджеров отдела продаж.
Лист стальной
✔️ купить на металлобазе ТД Славсант по лучшей цене 👍
Лист стальной
– продажа в Киеве с гарантией наличия на складе.
Точный вес, порезка и доставка – ТД Славсант
В металлоцентре ТД Славсант вы можете купить стальной холоднокатаный и горячекатаный лист, а также профилированный и рифленый лист различной толщины. Возможна резка листа по вашим размерам. Цена на стальной лист за квадратный метр формируется в зависимости от толщины листа и объема заказа.
Наши менеджеры проконсультируют и помогут заказать листовую сталь в Киеве по вашим требованиям.
Весь ассортимент металлопроката всегда в наличии
Продукция хранится в крытых складах, что предотвращает коррозию
Обеспечим погрузку в срок и доставку любым видом транспорта
Любой способ оплаты, наличный и безналичный расчет
Оставьте свой контактный телефон и мы свяжемся с вами для уточнения деталей заказа
Ваше имя*
Ваш телефон*
Город*
Электронная почта Если вы хотите получать наши предложения, оставьте адрес электронной почты
Теоретическая масса
Размер
Лист стальной горячекатаный 2*1000×2000
34
2*1000×2000
Детали
Быстрый заказ
Лист стальной горячекатаный 2*1250×2500
53
2*1250×2500
Детали
Быстрый заказ
Лист стальной горячекатаный 3*1000×2000
50
3*1000×2000
Детали
Быстрый заказ
Лист стальной горячекатаный 3*1250×2500
78
3*1250×2500
Детали
Быстрый заказ
Лист стальной горячекатаный 3*1500×6000
222
3*1500×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 4*1250×2500
104
4*1250×2500
Детали
Быстрый заказ
Лист стальной горячекатаный 4*1500×6000
300
4*1500×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 5*1500×6000
375
5*1500×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 6*1500×6000
440
6*1500×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 8*1500×6000
590
8*1500х6000
Детали
Быстрый заказ
Лист стальной горячекатаный 8*2000×6000
758
8*2000×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 10*1500×6000
712
10*1500×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 10*2000×6000
950
10*2000×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 12*1500×6000
852
12*2000×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 12*2000×6000
1137
12*2000×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 14*1500×6000
994
14*2000×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 14*2000×6000
1372
14*2000×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 16*1500×6000
1214
16*1500×6000
Детали
Быстрый заказ
Лист стальной горячекатаный 20*1500×6000
1428
20*1500×6000
Детали
Быстрый заказ
Лист стальной холоднокатаный 0,5*1000×2000
9
0,5*1000х2000
Детали
Быстрый заказ
Лист стальной холоднокатаный 0,8*1000×2000
14
0,8*1000х2000
Детали
Быстрый заказ
Лист стальной холоднокатаный 0,8*1250×2500
21
0,8*1000х2000
Детали
Быстрый заказ
Лист стальной холоднокатаный 1*1000×2000
19
1*1000×2000
Детали
Быстрый заказ
Лист стальной холоднокатаный 1*1250×2500
26
1*1250×2500
Детали
Быстрый заказ
Лист стальной холоднокатаный 1,2*1000×2000
20
1,2*1000х2000
Детали
Быстрый заказ
Лист стальной холоднокатаный 1,2*1250×2500
25
1,2*1250×2500
Детали
Быстрый заказ
Лист стальной холоднокатаный 1,5*1000×2000
26
1,5*1000х2000
Детали
Быстрый заказ
Лист стальной холоднокатаный 1,5*1250×2500
40
1,5*1250х2500
Детали
Быстрый заказ
Лист стальной холоднокатаный 2*1250×2500
50
2*1250×2500
Детали
Быстрый заказ
Лист просечно-вытяжной 306х1000х2500
56
1000х2500
Детали
Быстрый заказ
Расширенный стальной лист 406x1000x2000
56
1000х2000
Детали
Быстрый заказ
Лист расширенной стали 406x1250x2500
52
406х1250х2500
Детали
Быстрый заказ
Лист просечно-вытяжной 506х1250х2500
60
506х1250х2500
Детали
Быстрый заказ
Накладка стальная 4×1250х6000
250
4х1250х6000
Детали
Быстрый заказ
Накладка стальная 5×1250х4000
219
5х1250х4000
Детали
Быстрый заказ
Ваше имя*
Ваш телефон*
Применение стального листа
Листовая сталь марки
широко применяется в различных отраслях промышленности и производствах, таких как машиностроение, судостроение, строительство. Также лист служит материалом для производства других металлических изделий – например, профлиста, металлочерепицы. Сервисный металлоцентр ТД Славсант предлагает поставки любых видов стального листа для каждого сегмента рынка по лучшим ценам:
Чтобы купить стальной лист, оставьте заявку на сайте или позвоните в отдел продаж. Наши опытные специалисты помогут рассчитать стоимость продукции, проинформируют об актуальных акционных предложениях и специальных условиях. ТД Славсант гарантирует быструю обработку заказа и отгрузку металлопроката в кратчайшие сроки без очередей.
Металлические листы
поставляются стандартных размеров шириной 1250 мм и длиной от 2 до 6 метров.
По способу производства листовая сталь подразделяется на горячекатаную и холоднокатаную. Это также свидетельствует о постоянстве производства листовой стали.
В первую очередь горячекатаный лист получают путем прокатки нагретой стальной заготовки. Его нагревают до высокой температуры и подают в прокатный стан. Заготовка проходит через группы валков до образования листа заданной толщины. После прокатки лист скручивается или нарезается до заданного размера.
Затем начинается производство холоднокатаного листа. Этот способ более трудоемкий и технологически более сложный. Для прокатки подается ранее изготовленный горячекатаный лист, который уже не нагревается, а прокатывается «в холодном виде». В результате получается более тонкий, без окалины и геометрически правильный лист металла, который затем сматывается в рулон.
Стандартная толщина листа в зависимости от способа производства:
Лист горячекатаный – от 1,5 до 150 мм
Лист холоднокатаный – от 0,45 до 3 мм
Перфорированные листы из нержавеющей стали
Производитель из Нью-Дели. Рулонный прокат из Нью-Дели, Индия.
Перфорированные листы из нержавеющей стали
180 рупий/килограмм
Отделочный лист из нержавеющей стали Designer
140 рупий/килограмм
Отделочный лист из нержавеющей стали Designer
10 000 рупий за штуку
Лист из нержавеющей стали 304 в рулонах
150 рупий/килограмм
Таблички аэрокосмического класса
120 рупий/килограмм
Катушка из горячекатаного листа
140 рупий/килограмм
Рулоны холоднокатаной стали
156 рупий/килограмм
Пластина Jindal из нержавеющей стали серии 300
150 рупий/килограмм
Перфорированные листы из нержавеющей стали в клетку
145 рупий/килограмм
Промышленные листы Inconel
900 рупий/килограмм
лист нержавеющей стали 904Л горячекатаный
рупий 100/килограмм
Дуплексный лист из сплава нержавеющей стали
1000 рупий/шт.
Кровельные листы из анодированного алюминия
400 рупий за квадратный метр
Кровельные листы из анодированного алюминия
160 рупий/кг
Рулонный лист из нержавеющей стали
110 рупий/килограмм
Круг из нержавеющей стали 304
150 рупий/килограмм
Пластины из никелевого сплава
180 рупий/килограмм
Стальной лист сосуда под давлением
150 рупий/килограмм
Медно-никелевые пластины HR
122 рупии/килограмм
Листы из сплава с высоким содержанием никеля
120 рупий/килограмм
Полосы из сплава никелевой стали
300 рупий/килограмм
Круг из нержавеющей стали 316
180 рупий/килограмм
Тарелка в клетку из нержавеющей стали
130 рупий/килограмм
Декоративные листы из нержавеющей стали
1000 рупий/шт.
Немагнитные клетчатые пластины из нержавеющей стали
120 рупий/килограмм
Медно-никелевый сплав Лист
100 рупий/килограмм
Алюминиевые листы
500 рупий за штуку
Латунный лист
102 рупии/килограмм
Листовой металл
100 рупий/килограмм
Латунный лист
200 рупий/килограмм
Экзотический металлический лист
120 рупий за килограмм
Заинтересованы в этом товаре?
Получить лучшее предложение
Торговая марка
ALL BRANDS
Material Grade
ALL GRADES
Usage/Application
Industrial
Size
ALL SIZES
Material
STAINLESS STEEL
Holes Type
LASER CUT
Техника
ЛАЗЕРНАЯ РЕЗКА
Форма отверстия
КРУГЛЫЙ, КВАДРАТНЫЙ, ШЕСТИГРАННЫЙ
Поверхность
Galvanized, Coated
Color
GREY,SILVER
Product Type
PERFORATED
Shape
SQUARE,RECTANGLE
Product details:
Thickness
2 мм
Толщина
3 мм
0
0
0698 Surface Finish
Galvanized
Material
Hole Shape
Round
Minimum Order Quantity
50 кг
Описание продукта:
Благодаря нашему опыту в этой области, мы можем предложить ассортимент из 9 товаров высочайшего качества. 0698 Перфорированные листы из нержавеющей стали . Все наши продукты доступны в различных размерах, дизайнах и формах по лучшим на рынке ценам, чтобы удовлетворить требования клиентов. Кроме того, у нас есть команда опытных контролеров качества, которая проверяет все продукты по различным параметрам, чтобы гарантировать безупречность.
000X2500,1250×2500,1250×5000,1250×6000,1500×3000,1500×5000,1500×6000 все размеры в мм x мм
Thickness
0-200mm
Brand
Jindal
Grade
200 series, 300 series, 400 series
Material
Stainless Steel
Finish
Unpolished , Полированный
Обработка поверхности
С покрытием
Мы являемся ведущим поставщиком рулонов из нержавеющей стали 304.
Марка : серия 200, серия 400, серия 300 Отделка : полированная, неполированная
Посмотреть полную информацию
Да, я заинтересован!
Заинтересованы в этом товаре?
Get Best QUOTE
класс
GR-4, GR-2, GR-3, GR-1
Стандарт
Technize
Technique
0
Technize
0
9
0
Толщина
Все Толщина
Форма
Все формы
Бренд
Все бренды
Размер
.
Форма отверстия : Круглый
Применение : Структурная труба
Материал : Нержавеющая сталь
Размер
9 футов (9 футов)0005
Посмотреть полную информацию
Да, я заинтересован!
Заинтересованы в этом товаре?
Get Best Quote
Available Grades
304,304H,316L,316TI,321,316,310,304L,202JT
Material
SS
Temperature Range
-15 degreeC to 130 degreeC
Внешний диаметр
6–830 мм
Внутренний размер
15–60 мм
Product Type
Patta Patti
Surface Finished
Mill Finished
Thickness
1-60mm
Weight
10kg to 500kg
We are leading supplier of Катушка из горячекатаного листа. Длина : 2–6 м Материал : Мягкая сталь Ширина : 100–3500 мм Сертификация : ISO, RoHS, IBR Тип : Рулонная сталь
Он также известен как горячекатаный стальной лист, стальной лист HR, горячекатаный стальной рулон.
. из перфорированных листов из нержавеющей стали , мы предлагаем широкую гамму перфорированных листов из нержавеющей стали на мировых рынках. Пригодность производимых нами перфорированных листов из нержавеющей стали для различных промышленных применений сделала их чрезвычайно популярными среди клиентов.
Мы являемся ведущим поставщиком горячекатаного листа из нержавеющей стали 904L.
Цвет : Серебристый
Тип : Сталь
Подробная информация
Да, я заинтересован!
Заинтересованы в этом товаре?
Получить лучшее предложение
Использование/применение
Промышленность и коммерция
Width
1250 , 1500 mm width
Shape
Rectange
Brand
JSC
Size
1000X2500,1250×2500,1250×5000,1250×6000,1500×3000,1500×5000,1500×6000 all sizes в мм x мм
Марка
UNS S31803, S32205(2205), S32750(2507)
Мы являемся ведущим поставщиком дуплексных листов из сплава нержавеющей стали.
Сертификация : ISO
Толщина : 0-1 мм, 2-3
Посмотреть полную информацию
Да, я заинтересован!
Заинтересованы в этом товаре?
Get Best Quote
Brand
JSC
Thickness Of Sheet
All
Color
All
Manufacturing Technique
Cold Rolled
Использование/Приложение
Жилой
Длина
1500 мм до 6500 мм
В целом ширина
1092 мм
9039 1092 мм
9039 1092 мм
9039.
Марка : Az150 Применение : Кровля, Стена
Посмотреть полную информацию
Да, я заинтересован!
Заинтересованы в этом товаре?
Получить лучшее предложение
Color
Blue
Thickness of Sheet
0.40 mm
Brand
Tata
Material
Aluminium
Manufacturing Technique
Cold Rolled
Обработка поверхности
Оцинкованный
Мы являемся ведущим поставщиком кровельных листов из анодированного алюминия .
Доступная длина : от 1500 мм до 6500 Ширина : 600-1250 мм Поверхностная обработка : Цветный покрытый Особенности : пролеченное покрытие Материал : ALUMINUM
We are leading supplier of Stainless Steel 304 Circle.It также известен как Нержавеющая сталь 304, Нержавеющая сталь 304, Круг из нержавеющей стали 304.
Для полного удовлетворения клиентов мы предоставляем им желаемый ассортимент пластин из никелевого сплава . Предлагаемый ассортимент продукции производится компетентными лицами с использованием компонентов оптимального качества, включая обновленную технологию из нержавеющей стали. Кроме этого, вся наша номенклатура изделий, включая нержавеющую сталь, проверяется нами по разнообразным параметрам и поставляется в индивидуальной упаковке.
Мы являемся ведущим поставщиком клетчатых пластин из нержавеющей стали. Он также известен как Клетчатая пластина, Клетчатая пластина, Стальные пластины.
Мы являемся ведущим поставщиком пластин из немагнитной нержавеющей стали в клетку.
Толщина : 0-1 мм
Стандарт : ASTM
Марка стали : SS 304
Посмотреть полную информацию
5 Да, я заинтересован
Заинтересованы в этом товаре?
Получить лучшее предложение
Thickness
0-100mm
Material
NICKEL ALLOY
Steel Grade
NICKEL ALLOY 200/201
Material Grade
NICKEL ALLOY 200/201
Usage/Application
Промышленный
Марка
АО
Мы являемся ведущим поставщиком листов из медно-никелевого сплава .
Функция : Наилучшее качество
Размер : По желанию клиента
Посмотреть полную информацию
Да, я заинтересован!
Заинтересованы в этом товаре?
Get Best Quote
Material Grade
5754,5052,6061
Usage/Application
Industrial
Size
1000X2500,1250×2500,1250×5000,1250×6000,1500×3000,1500×5000,1500×6000 all размеры в мм x мм
Материал
Alluminium
Толщина
0-200 мм
Поверхностная отделка
Galvanized, наложенные
9067.
Сорт : Серия 1000, Серия 4000
Размер : ВСЕ Цвет: Белый Материал: Сталь
Посмотреть полную информацию
Да, я заинтересован!
Заинтересованы в этом товаре?
Get Best Quote
Brand
JSC
Finishing Type
All Finishes
Thickness
0-100mm
Size
1000X2500,1250×2500,1250×5000,1250×6000,1500×3000 ,1500×5000,1500×6000 все размеры в мм x мм
Форма
Прямоугольник, квадрат, катушка
Мы являемся ведущим поставщиком латунного листа .
Elongation : более 40% Brass : квадратная форма Особенности : качество премиум -класса, длительный срок, температуру Форма : прямоугольный POLIDAIN Я заинтересован!
Медные листы изготавливаю согласно ГОСТу 495-92. Для их производства используют медь, соответствующую стандарту ГОСТ 859-2001. Этому стандарту соответствуют марки меди М1, М1р, М2, М2р, М3, М3р.
Возможно вам будут интересны другие мои статьи:
Труба медная для водопровода и отопления. Технические характеристики.
Листы из меди изготавливают двумя способами: горячекатаным и холоднокатаным, подробнее о способах вы можете посмотреть в другой статье простальные листы. В зависимости от способа производства зависит диапазон толщины листов. Например, листы размеры толщины которых изготовлены методом холодного проката будут составлять от 0,4 до 12 мм, а изготовленные методом горячим прокатом от 3 до 25 мм. По состоянию металла делятся на мягкие, полутвердые и твердые. Они обозначаются буквами «М» — мягкие, «П» — полутвердые и соответственно «Т» — твердые.
Химический состав меди.
Твердые сорта меди образуются благодаря добавлению в них сурьмы, никеля, цинка, олова и железа. Эти химические элементы снижают теплопроводность и электропроводность материала.
Если же Вам необходима лучшая электропроводность, то нужно выбрать медные листы марок М0 и М1. В этих листах процент меди составляет 99.90% и всего лишь 0.1% примесей, эти значения мы можем увидеть в таблице 1 ниже. В примеси входят такие химические элементы как: сера, мышьяк, сурьма. С добавлением сурьмы в состав меди, затрудняется горячая обработка давлением. Также влияют на обработку давлением висмут и свинец. Эти химические элементы практически не растворяются в меди и никак не влияют на электропроводность.
Кислород в примеси с медью отрицательно влияет на неё. Смесь становится хрупкой, а соответственно и менее пластичной, снижается её прочность, уменьшаются показатели по электропроводности, свариваемости и пайке. В медных листах М0б кислород полностью отсутствует. Марки листов М1, М2 и М3 содержат около 0.05 – 0.08% кислорода, а марки М1р, М2р и М3р около 0.01%.
Таблица 1.
Марка меди
М00
М0
М0б
М1
М1р
М2
М2р
М3
М3р
М4
Содержание меди, %
99,99
99,95
99,97
99,90
99,90
99,70
99,70
99,50
99,50
99,00
Обозначения.
Самыми востребованными марками медных листов являются: М1 и М2. Цифра, справа от буквы обозначает процентное содержание меди и примесей. В данном случае «М1» означает, что здесь 99. 90% меди и 0,01% примесей, а в марке «М2» процент меди 99,70%, а примеси будут составлять 0.03%. Чем меньше цифра, тем меньше содержание примесей.
Применение.
Благодаря своим качествам медные листы используют в строительных работах: в системе водоснабжения, кровельных работах, в оформлении зданий и сооружений (декоративные элементы). Из медных листов изготавливают различное оборудование в климатической и пищевой сферах, к нему предъявляются особые условия по коррозионной стойкости, огнеупорности, в общем такие условия, работа которых затруднена из-за агрессивной среды. Также из медных листов изготавливают музыкальные инструменты, электротехнические приборы, трубы.
Читайте также:
Труба медная для водопровода и отопления. Технические характеристики.;
Вес алюминиевого листа.;
Вес оцинкованного листа. Таблица.
Вес медных листов.
По ГОСТ 495-92 предусмотрен стандарт длины и ширины 1500 × 600 мм габаритных размеров медных листов. Толщина листа по ГОСТу будет варьироваться в пределах от 0.4 до 25 мм. В зависимости от потребности заказчиков, заводы-изготовители могут отклониться от этих стандартов, например, от параметров толщины, длины и ширины листа. В редких случаях размеры толщины листа могут изготавливаться от 0.2 мм. Из-за толщины листа будет меняться вес. Для того чтобы посчитать теоретический вес медного листа марок М1, М2, М3 необходимо воспользоваться таблицей 2 (смотри ниже) и предварительно выбрать габариты и толщину нужного листа. Если листов несколько, то нужно умножить данное число из таблицы на количество штук. Если у Вас нестандартный размер листа или обрезанный кусок листа, чтобы посчитать его вес, нужно выбрать из таблицы значение 1 м2 (смотрим в колонке «размер листа» 1000х1000) и затем умножить на его площадь.
Таблица 2.
Теоретический вес медных листов марок М1, М2, М3.
Толщина
листа,мм
Теоретичкий вес листа
Толщина
листа,мм
Теоретичкий вес листа
Размер листа,мм
Размер листа,мм
1000х1000
600х1500
1000х2000
1000х1000
600х1500
1000х2000
0.4
3,56
3,20
7,12
4,50
40,05
36,06
80,10
0.5
4,45
4,01
8,90
5,00
44.50
40.05
89.00
0.6
5,34
4,81
10,68
5,50
48,95
44,06
97,90
0,7
6,23
5,61
12,46
6,00
53,40
48,06
106,80
0,8
7,12
6,41
14,24
6,50
57,85
52. 07
115,70
0,9
8,01
7,21
16,02
7,00
62,30
56,07
124,60
1,0
8,90
8,01
17,80
7,50
66,75
60,08
133,50
1,1
9,79
8,81
19,58
8,00
71,20
64,08
142,40
1,2
10,68
9,61
21,36
9,00
80,10
72,09
160,20
1,3
11,57
10,41
23,14
10,00
89,00
80,10
178,00
1,4
12,02
10,81
24,03
11,00
97,90
88,11
195,80
1,4
12,40
11,21
24,92
12,00
106,80
96,12
213,60
1,5
13,35
12,02
26,70
13,00
115,00
104,13
231,40
1,6
14,24
12,82
12,82
14,00
124,60
112,14
249,20
1,7
14,69
13,22
29,37
15,00
133,50
120,15
267,00
1,8
16,02
14,42
32,04
16,00
142,40
128,16
248,80
2,0
17,80
16,02
35,60
17,00
151,30
136,17
302,60
2,2
19,58
17,62
39,16
18,00
160,20
144,18
320,40
2,3
20,03
18,02
40,05
19,00
169,10
152,19
338,20
2,5
22,25
20,03
44,50
20,00
178,00
160,20
356,00
2,8
24,48
22,03
48,95
21,00
186,90
168,21
373,80
3,0
26,70
24,03
53,40
22,00
195,80
176,22
391,60
3,5
31,15
28,04
62,30
24,00
213,60
193,24
427,20
4,0
35,60
32,04
71,20
25,00
222,50
200,25
445,00
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
 50 грн
50 грн Заточка
Заточка 50 грн
50 грн 10 грн
10 грн Харьков
Харьков Подрядчики Direct
Подрядчики Direct Рассмотрите возможность использования перевязочного камня из чистого золота для получения более быстрых и точных результатов.
Рассмотрите возможность использования перевязочного камня из чистого золота для получения более быстрых и точных результатов. Это определенно необходимо.0003
Это определенно необходимо.0003
 Его диаметр составляет 6 дюймов. Беседка
Его диаметр составляет 6 дюймов. Беседка 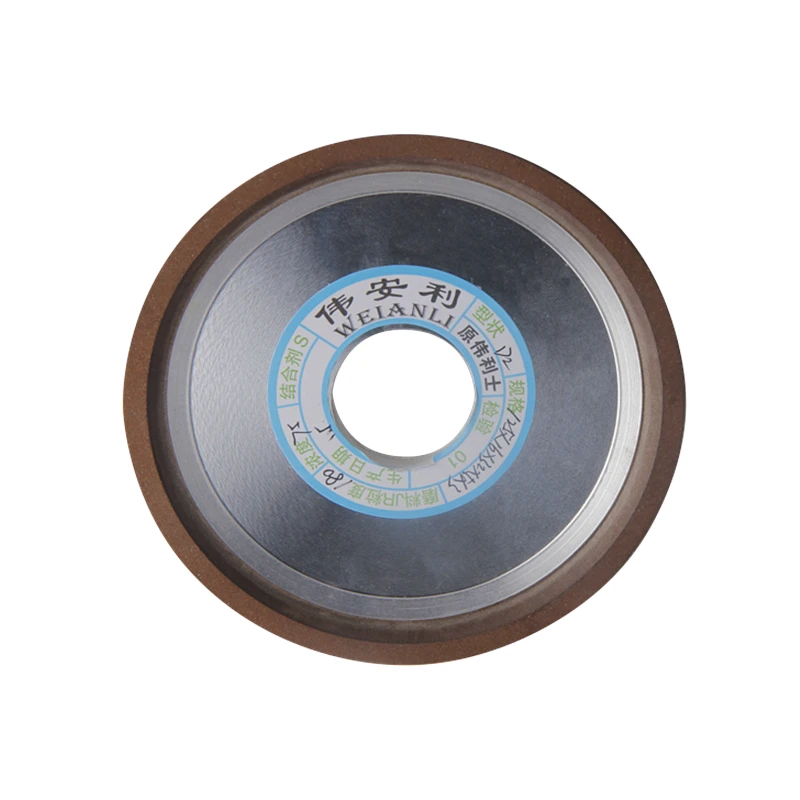 Зернистость 180. Диаметр
Зернистость 180. Диаметр 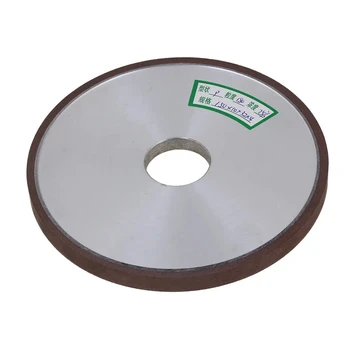 0120 US-550
0120 US-550 

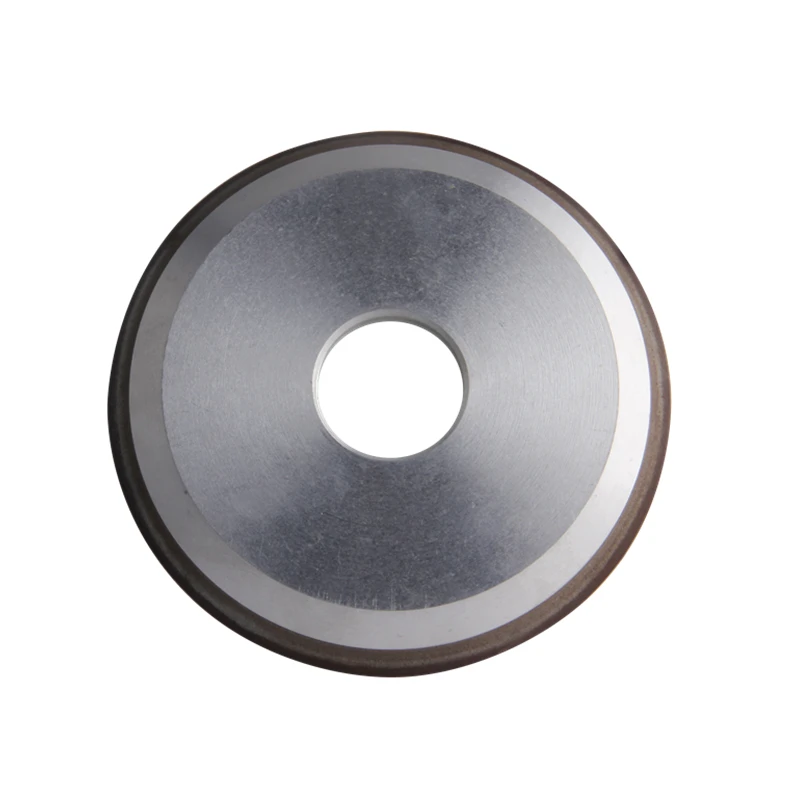
 Об их устройстве, о том, какие они решают задачи, подробно изложено в этой статье. Достаточно отметить, что основная функция ГА – стабилизация давления в трубах. Поэтому его падение на входе никак не отразиться на работе бытовых приборов и напоре воды из крана.
Об их устройстве, о том, какие они решают задачи, подробно изложено в этой статье. Достаточно отметить, что основная функция ГА – стабилизация давления в трубах. Поэтому его падение на входе никак не отразиться на работе бытовых приборов и напоре воды из крана.
 О них и возможных последствиях хорошо рассказывается здесь.
О них и возможных последствиях хорошо рассказывается здесь. По желанию клиента мастера сами доставят нужное оборудование на место, скорректируют схему, произведут монтаж и опробование системы в работе.
По желанию клиента мастера сами доставят нужное оборудование на место, скорректируют схему, произведут монтаж и опробование системы в работе.

 Казалось бы, погружные насосы по паспорту должны давать подъём на 50-70 метров, это значит, что они на входе в трубопровод дают давление 5-7 атмосфер.
Казалось бы, погружные насосы по паспорту должны давать подъём на 50-70 метров, это значит, что они на входе в трубопровод дают давление 5-7 атмосфер.
 Дорого и незачем. Есть гораздо более простые средства.
Дорого и незачем. Есть гораздо более простые средства.
 Насос обеспечивает текущее потребление воды и заново заполняет гидроаккумулятор. По достижении максимально назначенного давления насос отключается.
Насос обеспечивает текущее потребление воды и заново заполняет гидроаккумулятор. По достижении максимально назначенного давления насос отключается.
 Наши 6 лучших способов увеличить давление воды в душе помогут вам диагностировать вашу уникальную проблему и позволят вам начать наслаждаться душем.
Наши 6 лучших способов увеличить давление воды в душе помогут вам диагностировать вашу уникальную проблему и позволят вам начать наслаждаться душем.
 Например, на форсунках душа и вокруг них могут образовываться минеральные отложения. Вмятина или складка на душевом шланге также могут способствовать низкому давлению воды.
Например, на форсунках душа и вокруг них могут образовываться минеральные отложения. Вмятина или складка на душевом шланге также могут способствовать низкому давлению воды. Некоторые из них просты, а другим может потребоваться профессиональная помощь.
Некоторые из них просты, а другим может потребоваться профессиональная помощь. Удаление может также очистить от минеральных отложений вокруг ограничителя.
Удаление может также очистить от минеральных отложений вокруг ограничителя. Проверьте под своей кухонной раковиной или рядом с водонагревателем, где находится большинство запорных водяных клапанов, хотя точное расположение может отличаться в каждом доме.
Проверьте под своей кухонной раковиной или рядом с водонагревателем, где находится большинство запорных водяных клапанов, хотя точное расположение может отличаться в каждом доме. Таким образом, вы будете принимать душ, когда водопроводные трубы будут менее востребованы, а это означает, что в вашем распоряжении будет больше воды.
Таким образом, вы будете принимать душ, когда водопроводные трубы будут менее востребованы, а это означает, что в вашем распоряжении будет больше воды.
 Проблема может быть связана с вашим водонагревателем.
Проблема может быть связана с вашим водонагревателем. Это также разрушит немного осадка.
Это также разрушит немного осадка. Однако, если вы хотите постоянное исправление, которое не требует замены оборудования в течение десяти лет; есть еще вариант.
Однако, если вы хотите постоянное исправление, которое не требует замены оборудования в течение десяти лет; есть еще вариант.

 Да, это занимает больше времени, но может быть намного полезнее для здоровья.
Да, это занимает больше времени, но может быть намного полезнее для здоровья.
 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>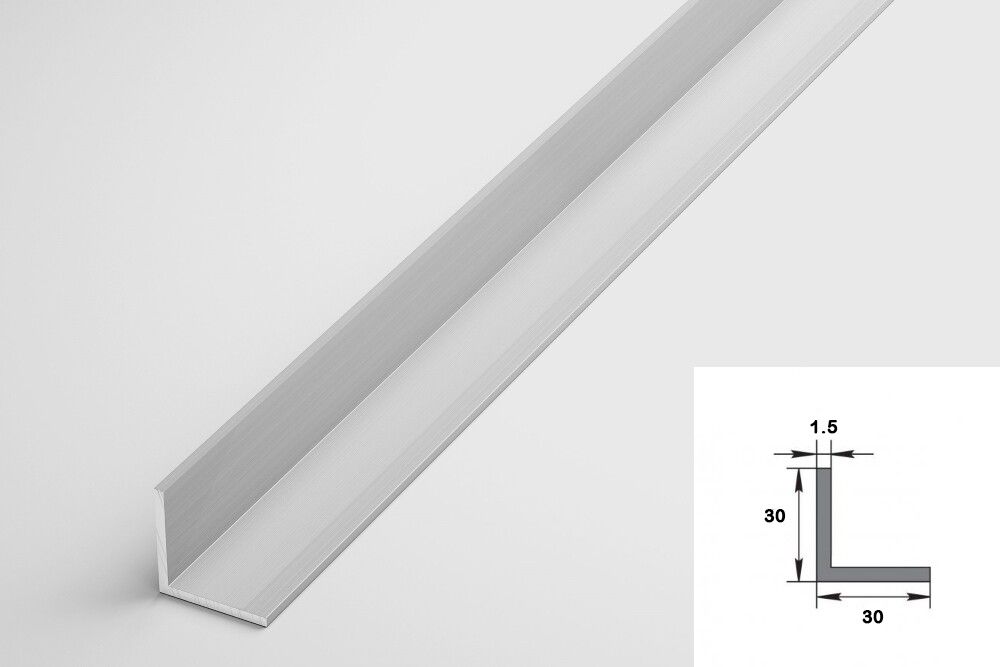 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>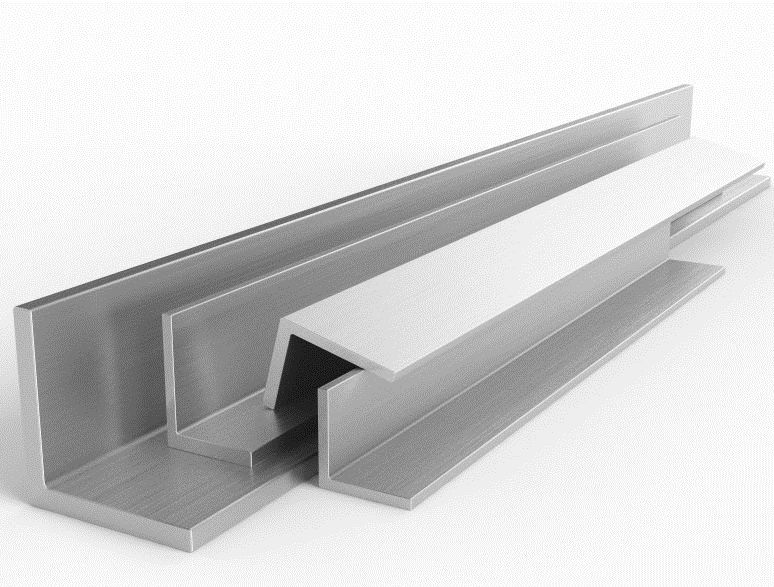 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>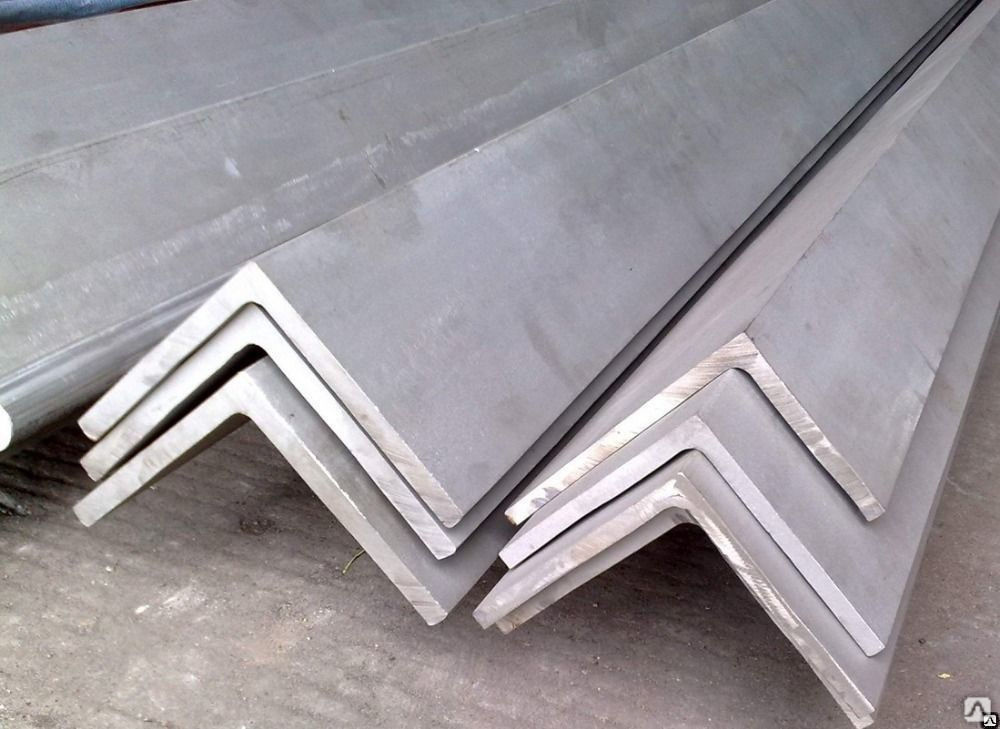 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 11.2022
11.2022 26 кг, цена за метр
26 кг, цена за метр 31 кг, цена за кг
31 кг, цена за кг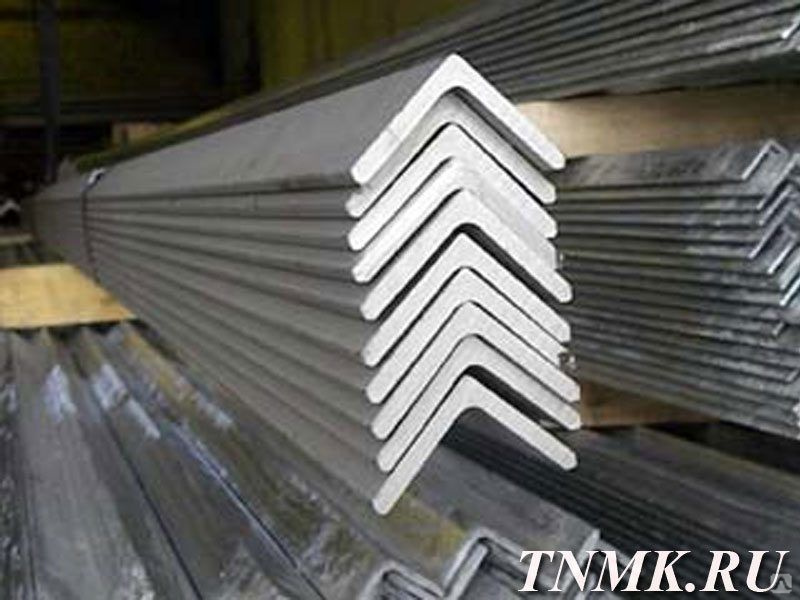 32 кг, цена за кг
32 кг, цена за кг 31 кг, цена за метр
31 кг, цена за метр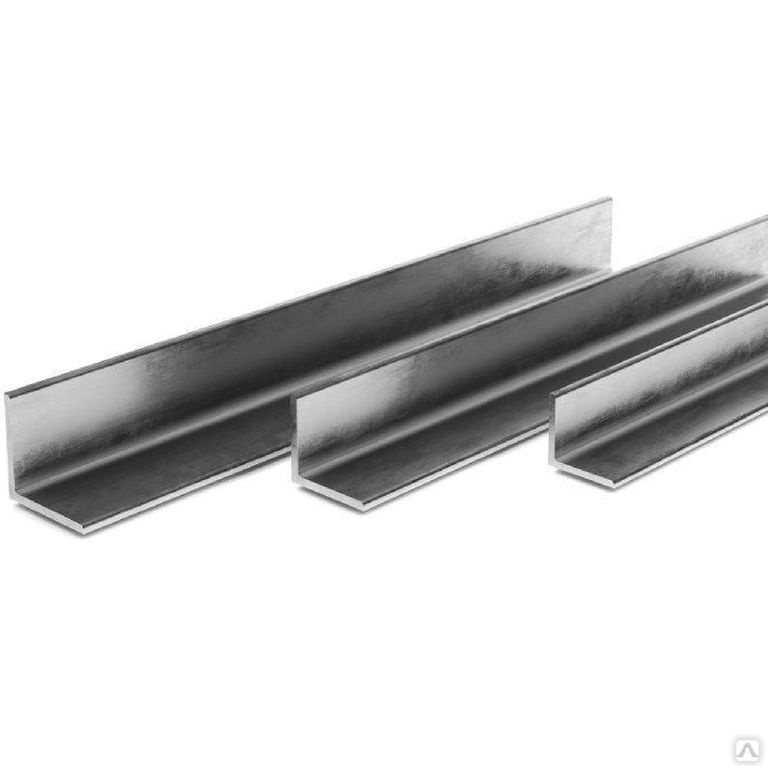 8 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.38 кг, цена за метр
8 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.38 кг, цена за метр 05 кг, цена за кг
05 кг, цена за кг 2 мм, равнополочный, вес 1 метра 0.06 кг, цена за кг
2 мм, равнополочный, вес 1 метра 0.06 кг, цена за кг 2 мм, равнополочный, АД31Т1, вес 1 метра 0.06 кг, цена за кг
2 мм, равнополочный, АД31Т1, вес 1 метра 0.06 кг, цена за кг 2 мм, равнополочный, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, 6060, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, 6060, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, АД31, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, АД31, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, АД31Т, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, АД31Т, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, АД31Т, анодированный под серебро, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, АД31Т, анодированный под серебро, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, АД31Т, анодированный, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, АД31Т, анодированный, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.06 кг, цена за метр 2022
2022 Поскольку сам угол образует треугольное пространство, полку обычно можно использовать только для поддержки небольших предметов, таких как растение и т. д.
Поскольку сам угол образует треугольное пространство, полку обычно можно использовать только для поддержки небольших предметов, таких как растение и т. д.

 Разметьте стену через крепежные отверстия в обрешетке.
Разметьте стену через крепежные отверстия в обрешетке. Просверлите отверстие на полпути между метками и краем полки, чтобы вставить небольшой винт, и при необходимости раззенкуйте верхнюю часть полки. Прикрепите полку к опорам с помощью подходящего винта сверху полки и к опорным рейкам.
Просверлите отверстие на полпути между метками и краем полки, чтобы вставить небольшой винт, и при необходимости раззенкуйте верхнюю часть полки. Прикрепите полку к опорам с помощью подходящего винта сверху полки и к опорным рейкам.

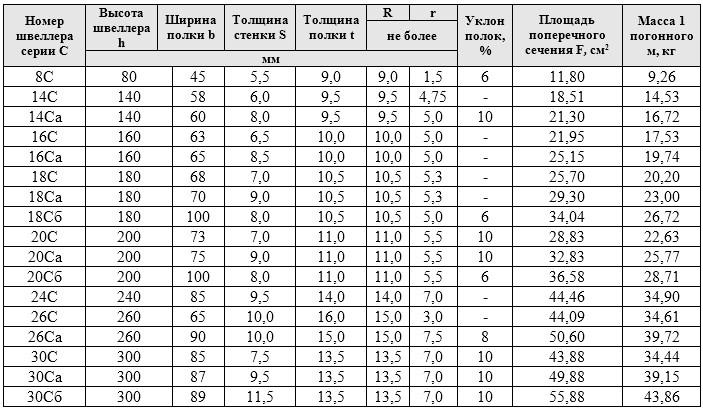 Если грани расположены под углом, то такой прокат маркируется буквой «В». Также используются следующие маркировки:
Если грани расположены под углом, то такой прокат маркируется буквой «В». Также используются следующие маркировки: Минимальная ширина полок составляет 32 мм, а максимальная – 115 мм. Толщина стенки изделия составляет 4 – 15 мм.
Минимальная ширина полок составляет 32 мм, а максимальная – 115 мм. Толщина стенки изделия составляет 4 – 15 мм.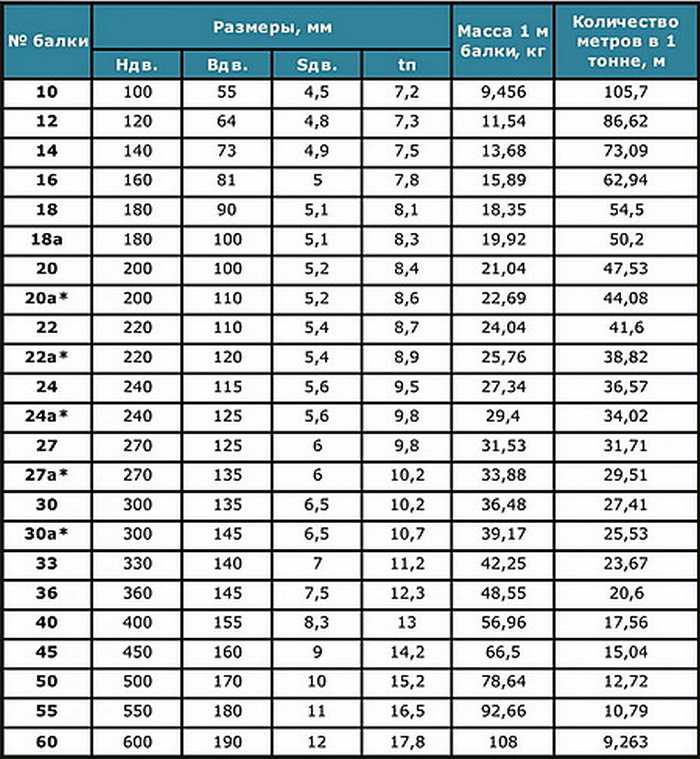 В документации указаны размеры изделий, форма, а также допустимые отклонения. Наиболее распространены следующие ГОСТы:
В документации указаны размеры изделий, форма, а также допустимые отклонения. Наиболее распространены следующие ГОСТы:
 09
09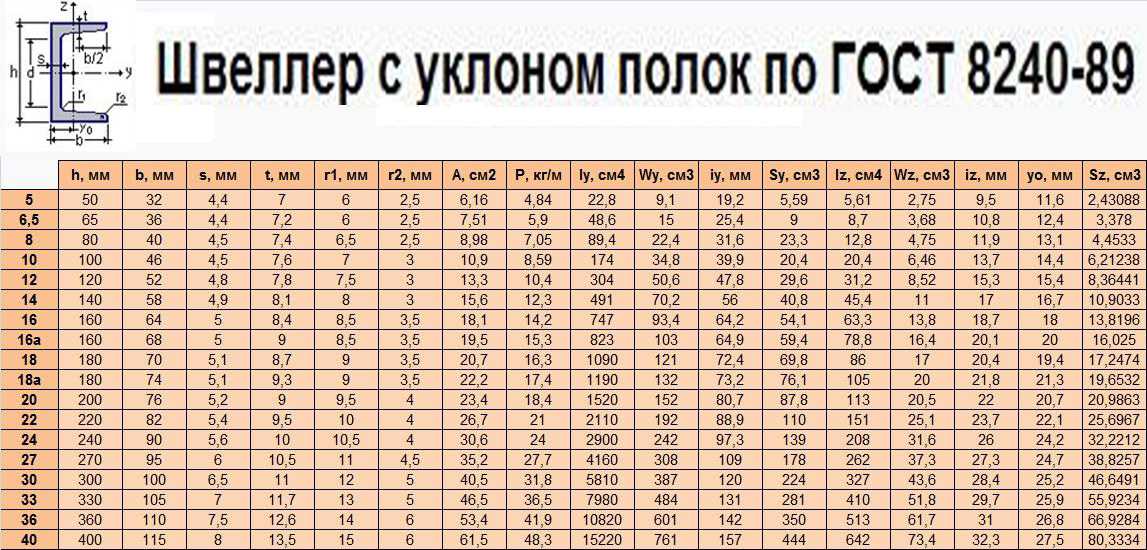 03
03 45
45 95
95 99
99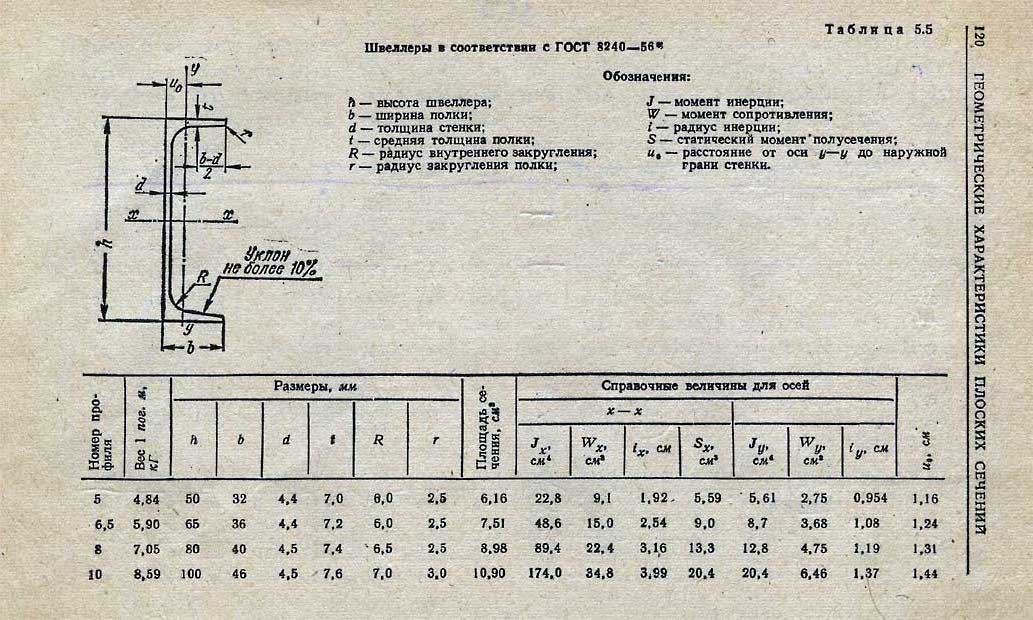 47
47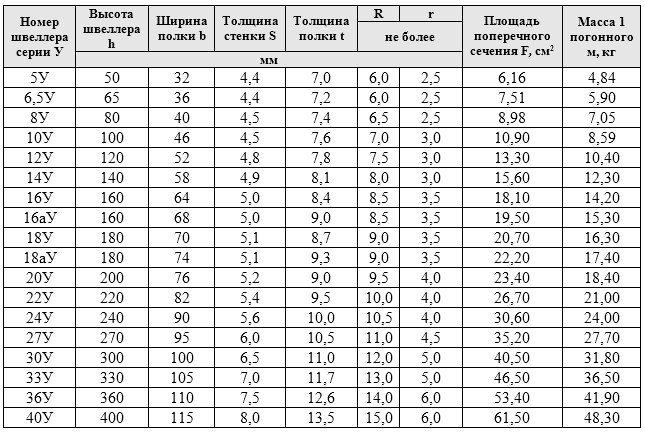 1/4″
1/4″ «x 3/4» x 1/8 «
«x 3/4» x 1/8 « В зависимости от элементов сплава, добавленных в спецификации производителя, этот показатель может варьироваться от 7,75 до 8,05 г/см3 (0,280 и 0,291 фунта/дюйм3). Просто умножьте соответствующую плотность сплава на длину, ширину и толщину необходимой детали (см. рабочие примеры ниже).
В зависимости от элементов сплава, добавленных в спецификации производителя, этот показатель может варьироваться от 7,75 до 8,05 г/см3 (0,280 и 0,291 фунта/дюйм3). Просто умножьте соответствующую плотность сплава на длину, ширину и толщину необходимой детали (см. рабочие примеры ниже).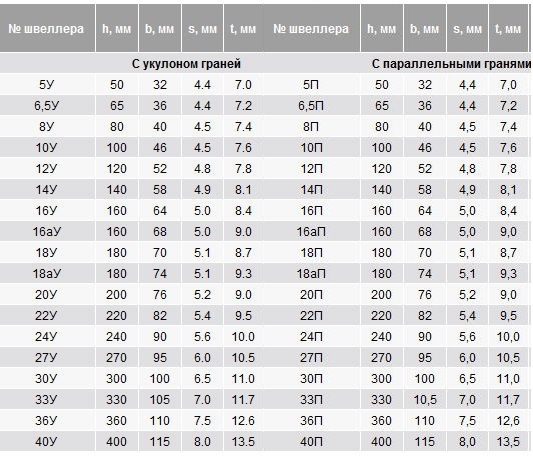 Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе.
Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе.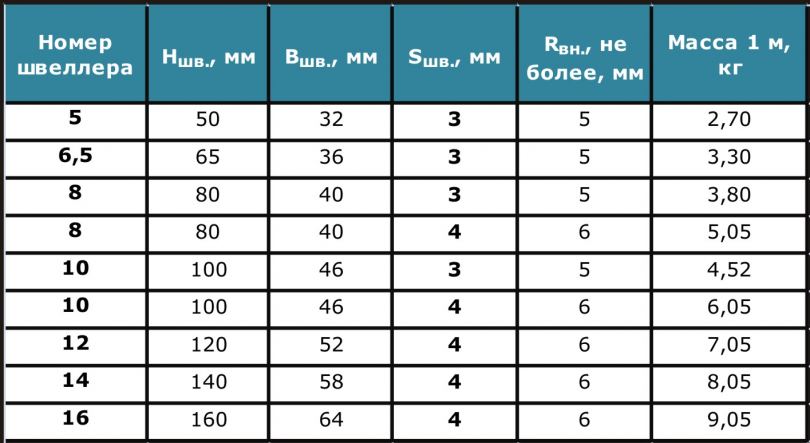 710
710 840
840 100
100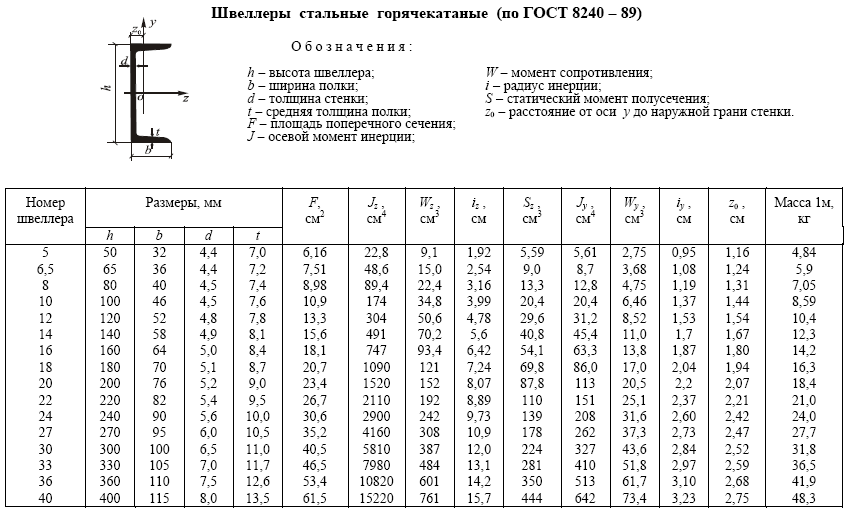 250
250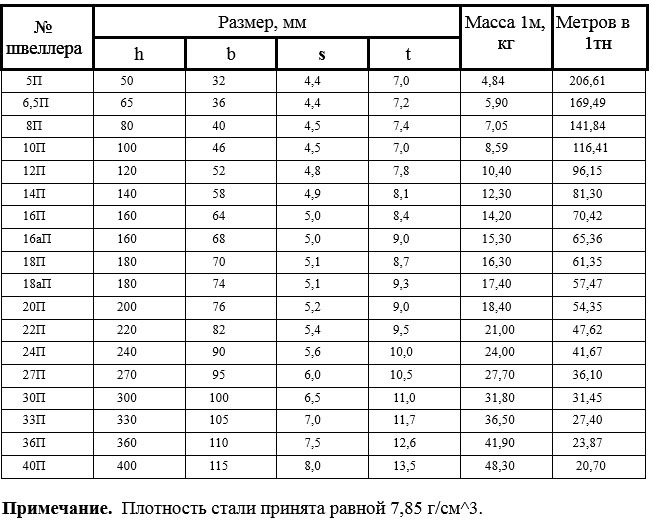 600
600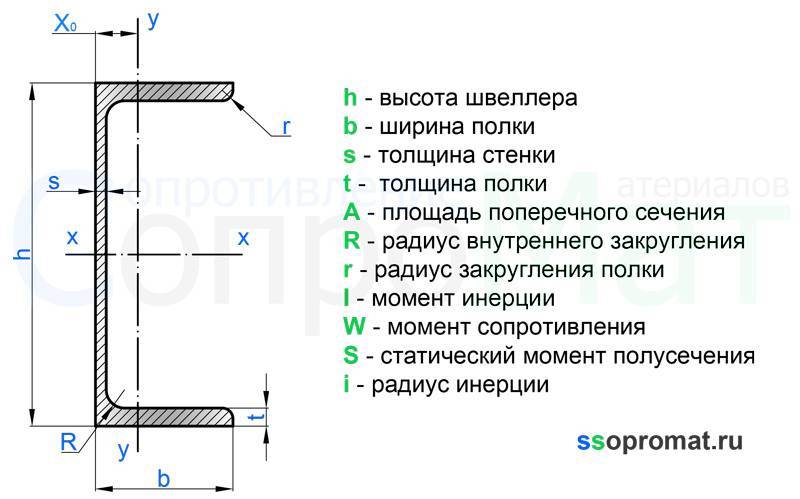 112
112 2.556
2.556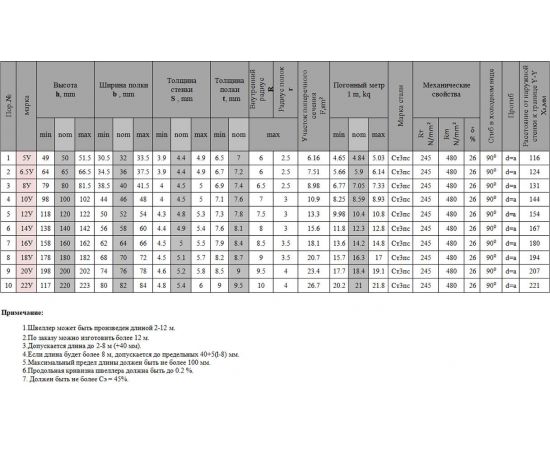 264
264 076
076
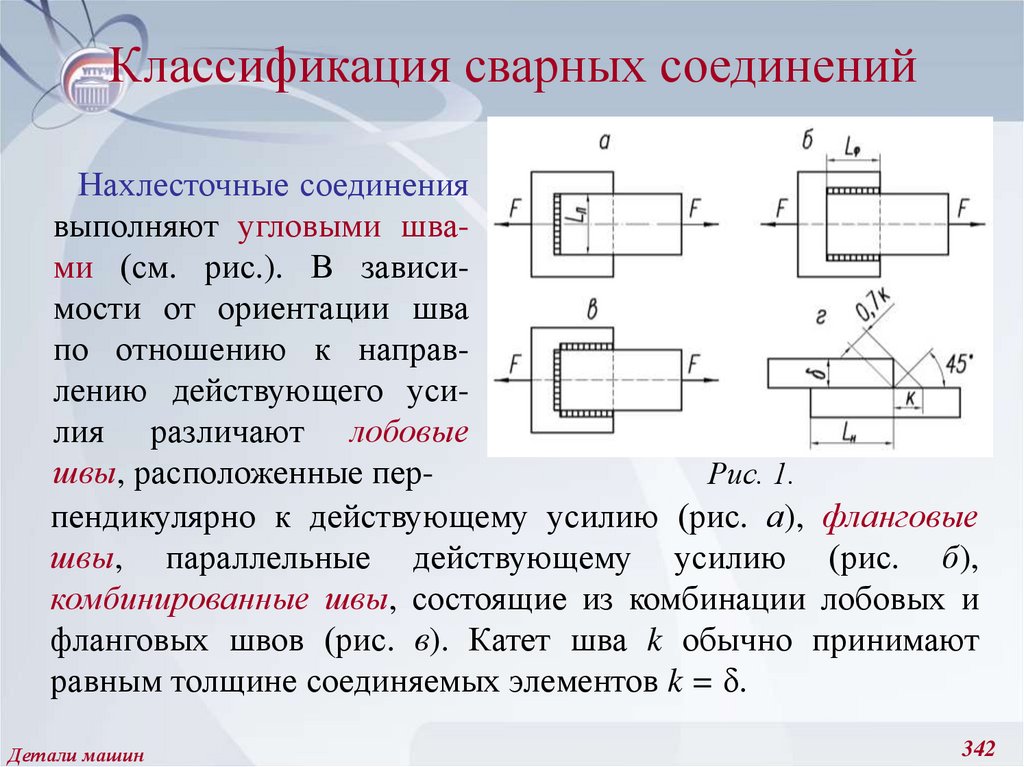 п.).
п.). Поэтому
Поэтому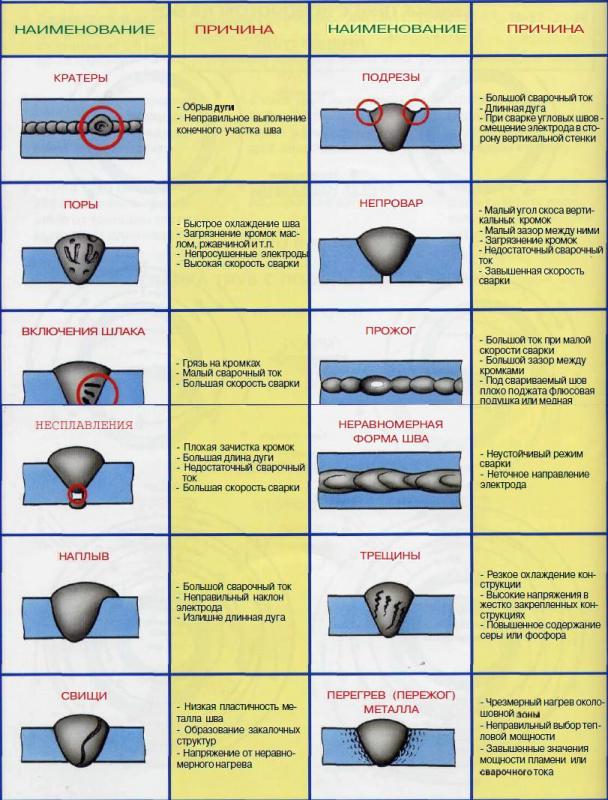
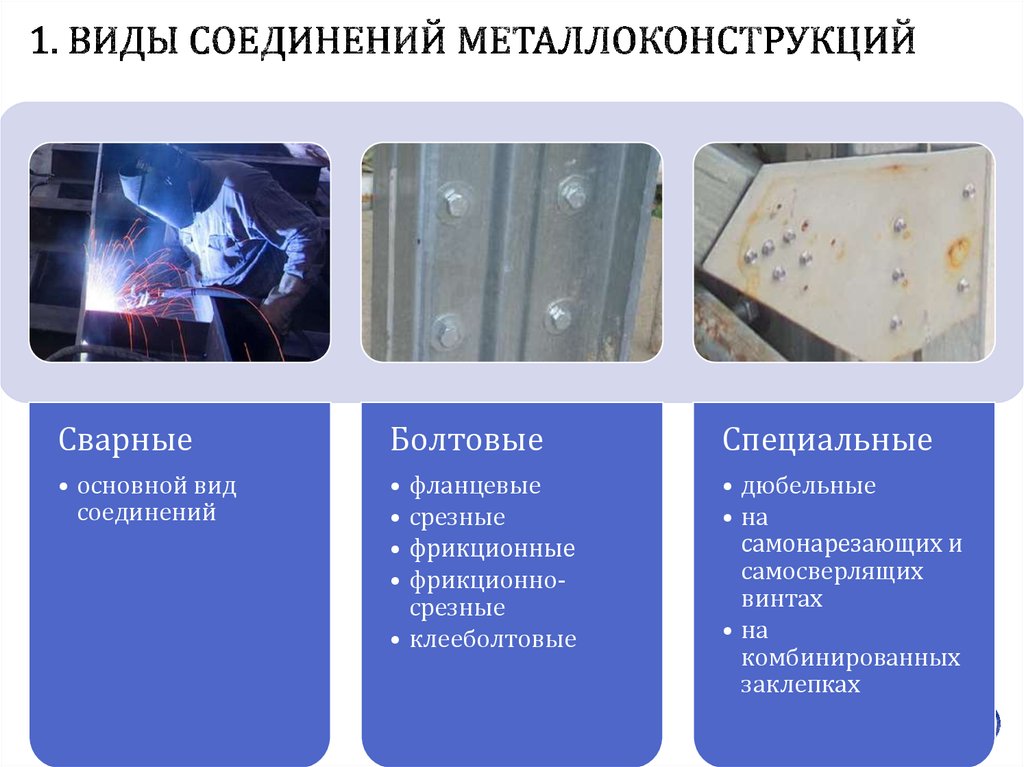 5).
5).  Список такой:
Список такой: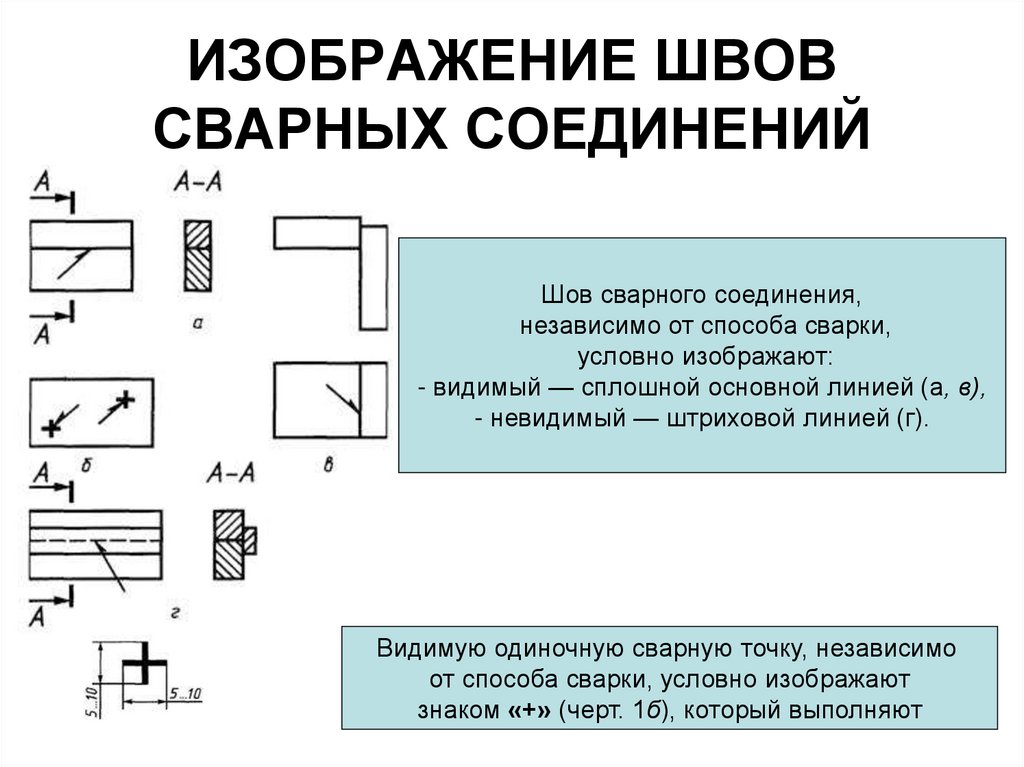 Заранее спасибо.
Заранее спасибо. В некоторых случаях эти сварные швы должны быть удалены после окончательной сборки или монтажа.
В некоторых случаях эти сварные швы должны быть удалены после окончательной сборки или монтажа.  „16 дюймов, сварной участок должен быть увеличен на величину корневого отверстия.
„16 дюймов, сварной участок должен быть увеличен на величину корневого отверстия. 
 Они часто используются для соединений в строительных колоннах, несущих только осевые нагрузки. В мостах такие сварные швы не должны использоваться там, где натяжение может быть приложено нормально к оси сварных швов.
Они часто используются для соединений в строительных колоннах, несущих только осевые нагрузки. В мостах такие сварные швы не должны использоваться там, где натяжение может быть приложено нормально к оси сварных швов. 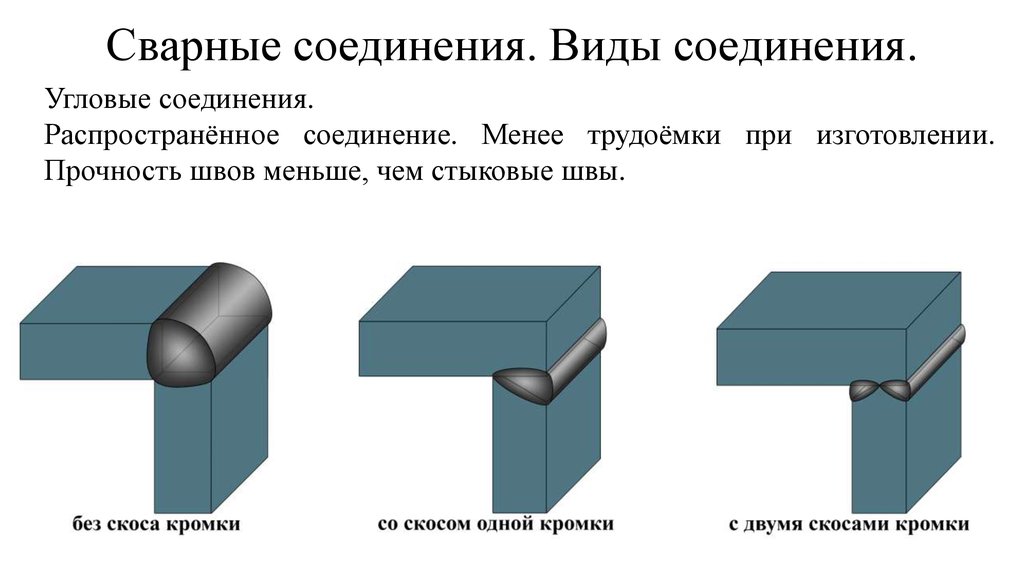 При выборе сварного шва проектировщики должны учитывать не только тип соединения, но и тип сварного шва, для которого требуется минимальное количество металла. Это позволит сэкономить и материал, и время.
При выборе сварного шва проектировщики должны учитывать не только тип соединения, но и тип сварного шва, для которого требуется минимальное количество металла. Это позволит сэкономить и материал, и время.  Тем не менее, следует учитывать стоимость подготовки кромок и дополнительных работ по выдалбливанию для обратного прохода. Кроме того, для тонкого материала, для которого может быть достаточно одного прохода, неэкономично использовать электроды меньшего размера для сварки с двух сторон. Кроме того, плохой доступ или менее благоприятное положение для сварки (ст. 5.18) может сделать несимметричный разделочный шов более экономичным, поскольку его можно сваривать только с одной стороны.
Тем не менее, следует учитывать стоимость подготовки кромок и дополнительных работ по выдалбливанию для обратного прохода. Кроме того, для тонкого материала, для которого может быть достаточно одного прохода, неэкономично использовать электроды меньшего размера для сварки с двух сторон. Кроме того, плохой доступ или менее благоприятное положение для сварки (ст. 5.18) может сделать несимметричный разделочный шов более экономичным, поскольку его можно сваривать только с одной стороны. 
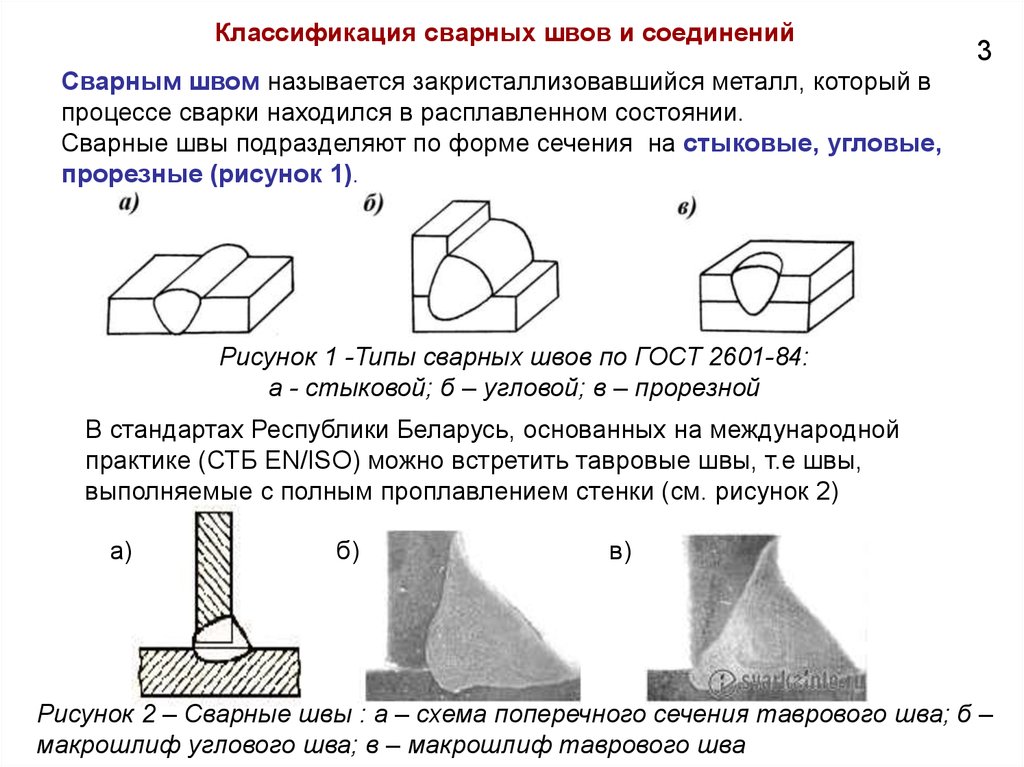
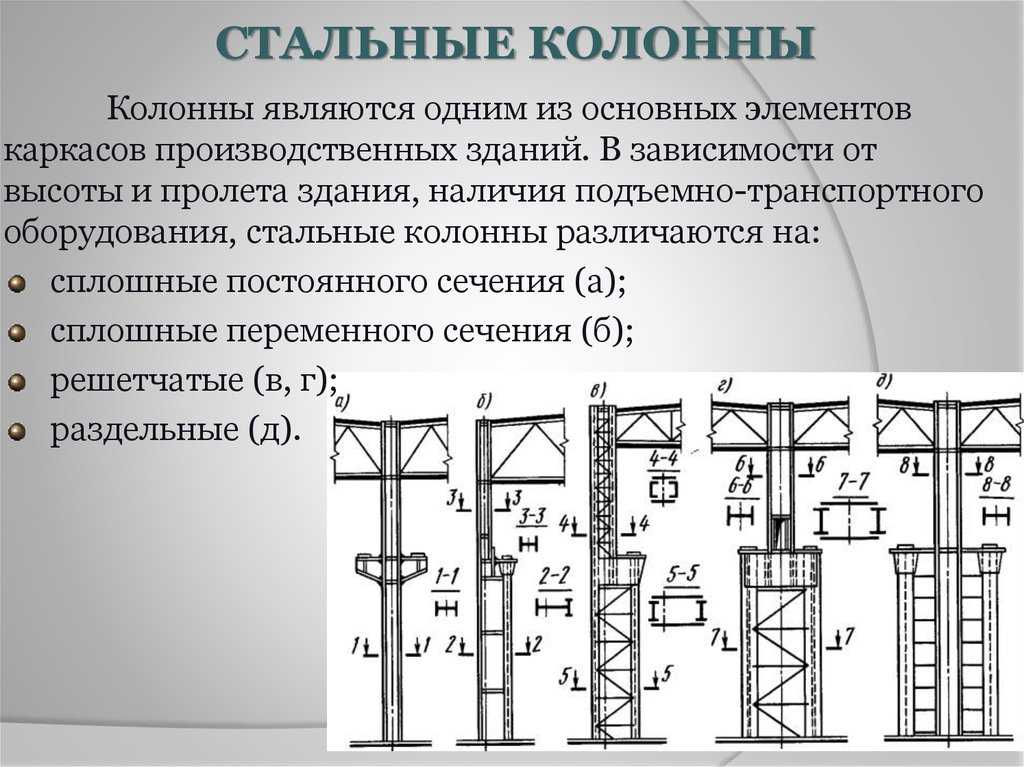 Электрический ток, используемый при сварке электродами, может быть как переменным, так и постоянным.
Электрический ток, используемый при сварке электродами, может быть как переменным, так и постоянным. Крепеж бывает разных типов, например, с резьбой, с резьбой или без резьбы.
Крепеж бывает разных типов, например, с резьбой, с резьбой или без резьбы.
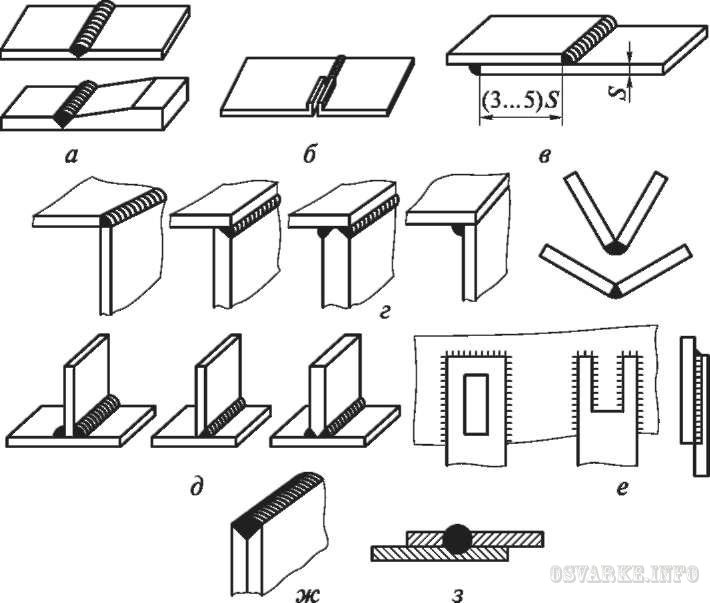
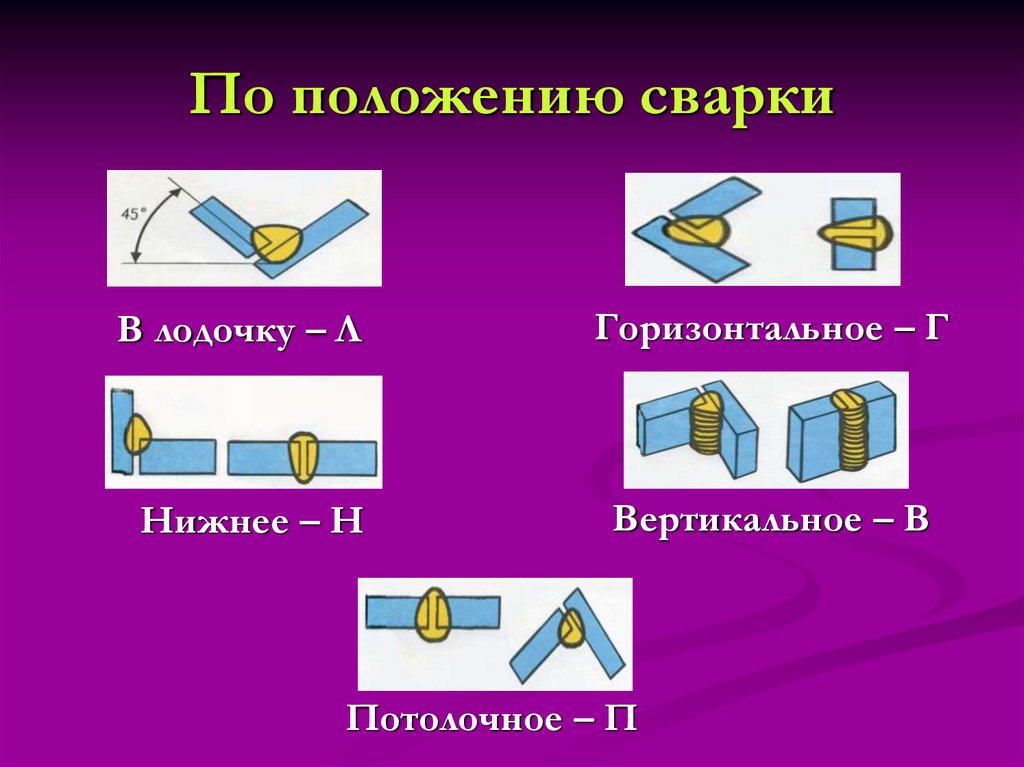
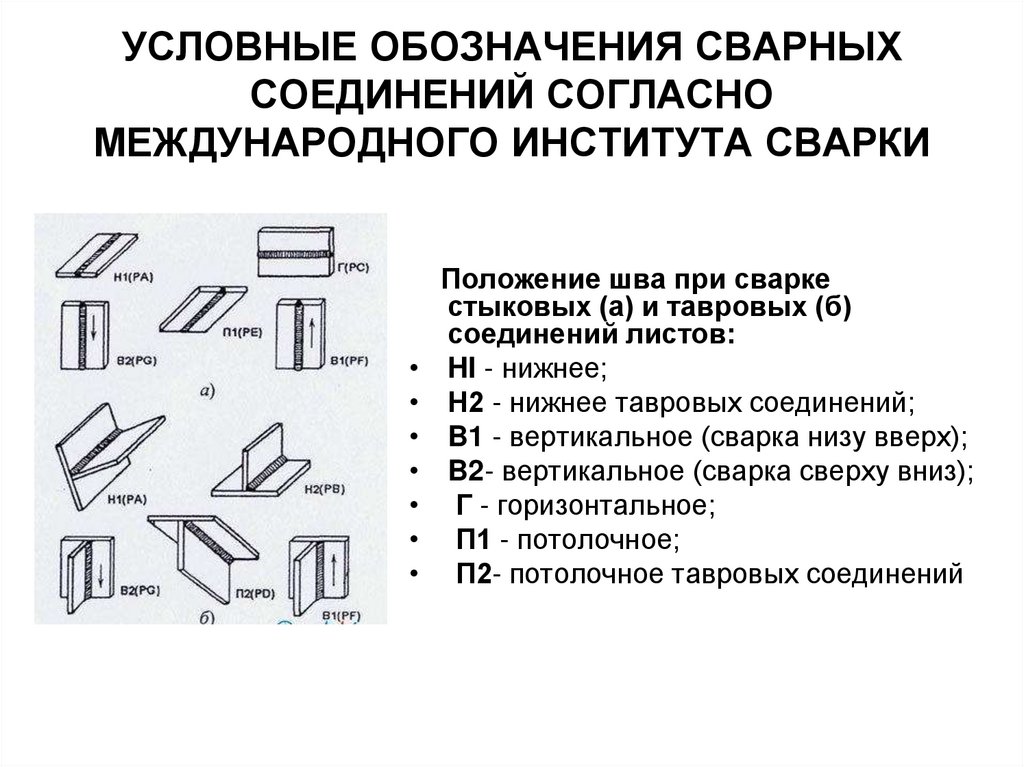

 Такие бренды как Grundfos (Дания), Speroni (Италия), Pedrollo (Италия), Ebara (Италия). Эти скважинные насосы представлены серией насосов от 3 (75мм) до 6 (150мм) дюймов, что позволяет выбрать насос фактически под любой диаметр скважины. Изготовляются насосы из высококачественной нержавеющей стали, и служат долгие годы.
Такие бренды как Grundfos (Дания), Speroni (Италия), Pedrollo (Италия), Ebara (Италия). Эти скважинные насосы представлены серией насосов от 3 (75мм) до 6 (150мм) дюймов, что позволяет выбрать насос фактически под любой диаметр скважины. Изготовляются насосы из высококачественной нержавеющей стали, и служат долгие годы. Этого производителя можно смело отнести к среднему классу, достойное качество сборки и доступная цена.
Этого производителя можно смело отнести к среднему классу, достойное качество сборки и доступная цена. Прочный кожух электродвигателя обеспечивает надежную защиту и охлаждение перекачиваемой жидкости;
Прочный кожух электродвигателя обеспечивает надежную защиту и охлаждение перекачиваемой жидкости; 
 Это фактор нужно точно знать так как, если поставить слишком мощный насос есть вероятность что скважина не будет успевать набираться водой, что может привести к работе насоса в сухую, если у вас нет защиты от сухого хода. А это как показывает практика заканчивается плохо для насоса и влечет за собою выход из строя насосной части и мотора. Учитывая эти параметры, вы сможете уберечь насос от поломки, а себя от неожиданных проблем с водоснабжением и покупкой нового насоса.
Это фактор нужно точно знать так как, если поставить слишком мощный насос есть вероятность что скважина не будет успевать набираться водой, что может привести к работе насоса в сухую, если у вас нет защиты от сухого хода. А это как показывает практика заканчивается плохо для насоса и влечет за собою выход из строя насосной части и мотора. Учитывая эти параметры, вы сможете уберечь насос от поломки, а себя от неожиданных проблем с водоснабжением и покупкой нового насоса. 
 Поэтому сориентировался и выбрал скважинный насос Pedrollo. Покупкой доволен. Мотор не дорогой, но достаточно мощный, качает воду без задержек. И даже больше часа работает и не перегревается. Пользуемся второй сезон, включаем ежедневно и никаких проблем. Короче качественный мотор.
Поэтому сориентировался и выбрал скважинный насос Pedrollo. Покупкой доволен. Мотор не дорогой, но достаточно мощный, качает воду без задержек. И даже больше часа работает и не перегревается. Пользуемся второй сезон, включаем ежедневно и никаких проблем. Короче качественный мотор. Артезианские воды расположены на достаточно большой глубине и находятся под слоем известняка. Все воды, что выше слоя известняка, называют грунтовыми водами.
Артезианские воды расположены на достаточно большой глубине и находятся под слоем известняка. Все воды, что выше слоя известняка, называют грунтовыми водами.
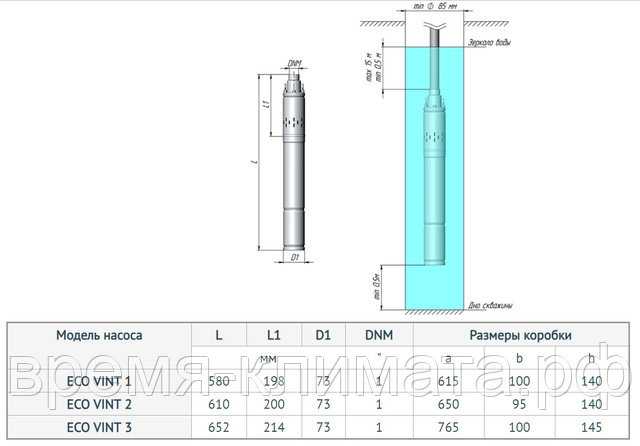 Вихревой насос в таких тяжелых условиях быстро выйдет из строя.
Вихревой насос в таких тяжелых условиях быстро выйдет из строя.
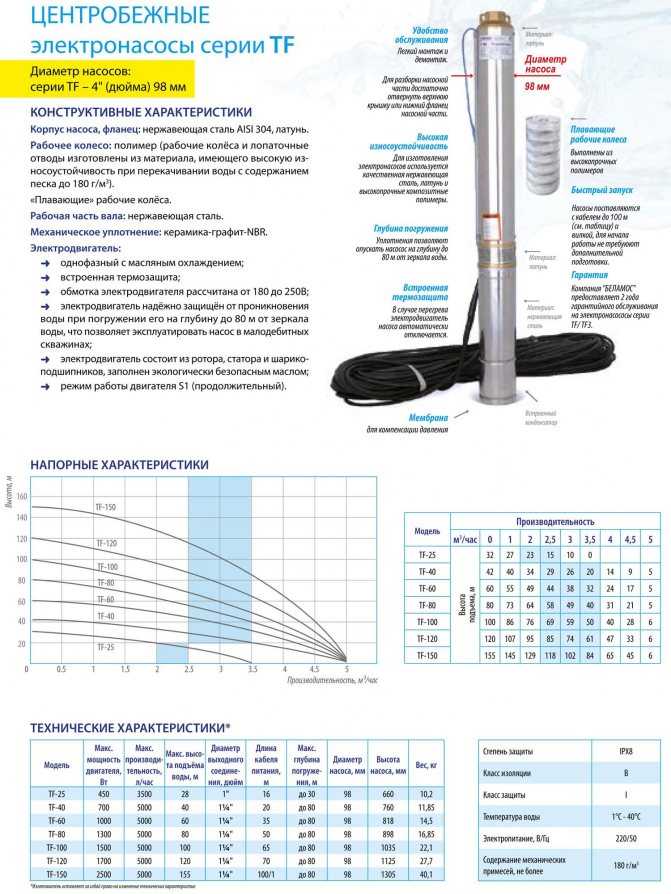
 Экономия на защите, как правило, приводит к преждевременному выходу из строя насоса.
Экономия на защите, как правило, приводит к преждевременному выходу из строя насоса. Позвольте нам объяснить различные типы доступных насосов.
Позвольте нам объяснить различные типы доступных насосов. Эти устройства, также называемые пневматическими насосами, работают на воздухе, а не на электричестве. Прежде чем вы слишком воодушевитесь этим вариантом, эти насосы обычно используются только в нежилых помещениях, таких как промышленные и коммерческие здания.
Эти устройства, также называемые пневматическими насосами, работают на воздухе, а не на электричестве. Прежде чем вы слишком воодушевитесь этим вариантом, эти насосы обычно используются только в нежилых помещениях, таких как промышленные и коммерческие здания.
 По данным Бюро переписи населения США, более 15 миллионов домохозяйств используют частные колодцы для получения питьевой воды.
По данным Бюро переписи населения США, более 15 миллионов домохозяйств используют частные колодцы для получения питьевой воды. Погружной насос может не иметь напорного бака.
Погружной насос может не иметь напорного бака. Глубокие скважины, с другой стороны, требуют дополнительных соображений.
Глубокие скважины, с другой стороны, требуют дополнительных соображений. Высота, на которую можно поднять воду, зависит от веса воздуха. Хотя давление воздуха меняется в зависимости от высоты, неглубокие скважины с струйным насосом обычно не превышают 25 футов.
Высота, на которую можно поднять воду, зависит от веса воздуха. Хотя давление воздуха меняется в зависимости от высоты, неглубокие скважины с струйным насосом обычно не превышают 25 футов. Глубоководные струйные насосы предназначены для извлечения воды с глубины до 110 футов и требуют донный клапан для заливки трубы. Некоторые модели могут иметь выхлопную трубу, чтобы скважина никогда не выкачивалась всухую.
Глубоководные струйные насосы предназначены для извлечения воды с глубины до 110 футов и требуют донный клапан для заливки трубы. Некоторые модели могут иметь выхлопную трубу, чтобы скважина никогда не выкачивалась всухую.
 Двигатель приводит в движение ряд крыльчаток, используемых для подачи воды вверх по трубе. Когда реле давления включено, крыльчатки вращаются, всасывая воду в насос. Затем вода проталкивается через корпус насоса в резервуар для хранения на поверхности. Адаптер, подключенный к водопроводной системе, регулирует доступ к трубопроводу колодца через обсадную трубу, направляя воду от насоса в водопроводную систему дома.
Двигатель приводит в движение ряд крыльчаток, используемых для подачи воды вверх по трубе. Когда реле давления включено, крыльчатки вращаются, всасывая воду в насос. Затем вода проталкивается через корпус насоса в резервуар для хранения на поверхности. Адаптер, подключенный к водопроводной системе, регулирует доступ к трубопроводу колодца через обсадную трубу, направляя воду от насоса в водопроводную систему дома. К счастью, погружные насосы, как правило, известны своей надежностью, часто они оптимально работают до 25 лет, прежде чем потребуется обслуживание. Погружные насосы — это эффективный и не требующий особого ухода способ доставки безопасной питьевой воды в ваш дом.
К счастью, погружные насосы, как правило, известны своей надежностью, часто они оптимально работают до 25 лет, прежде чем потребуется обслуживание. Погружные насосы — это эффективный и не требующий особого ухода способ доставки безопасной питьевой воды в ваш дом. При замене насоса следует выбирать агрегат с такой же мощностью. Тем не менее, может потребоваться дополнительная мощность, если вы добавляете новые приборы или членов семьи. Чем больше расстояние для транспортировки воды, тем больше потребуется лошадиных сил.
При замене насоса следует выбирать агрегат с такой же мощностью. Тем не менее, может потребоваться дополнительная мощность, если вы добавляете новые приборы или членов семьи. Чем больше расстояние для транспортировки воды, тем больше потребуется лошадиных сил. Солнечные батареи обеспечивают мощность, необходимую для откачки воды с глубины в сотни футов. Последние достижения в области технологий также сделали системы на солнечных батареях более доступными. После первоначальных затрат нет текущих затрат и нет необходимости в силовых кабелях.
Солнечные батареи обеспечивают мощность, необходимую для откачки воды с глубины в сотни футов. Последние достижения в области технологий также сделали системы на солнечных батареях более доступными. После первоначальных затрат нет текущих затрат и нет необходимости в силовых кабелях. Такие насосы обычно используются в промышленных и коммерческих условиях.
Такие насосы обычно используются в промышленных и коммерческих условиях.


 Также важно обеспечить правильное расположение обратных клапанов, фильтров и проводки.
Также важно обеспечить правильное расположение обратных клапанов, фильтров и проводки.



 Оптимальный вариант – получить вращение меньше 10 об/мин. Если скорость вращения будет больше, то тяжело поймать момент, когда следует остановить навивку.
Оптимальный вариант – получить вращение меньше 10 об/мин. Если скорость вращения будет больше, то тяжело поймать момент, когда следует остановить навивку. Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери.
Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери. ..
.. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
 Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
Стоит отметить возможность сбора различных деталей, в том числе и волнообразных. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.

 «Гнутик» необходим для создания уголков различной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальной плите.
«Гнутик» необходим для создания уголков различной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальной плите. Стоит отметить, что спираль образуется со стороны крепления изделия, а уменьшить прилагаемые усилия можно грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали металлических заборов и оконных решеток.
Стоит отметить, что спираль образуется со стороны крепления изделия, а уменьшить прилагаемые усилия можно грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали металлических заборов и оконных решеток. Несмотря на небольшой размер, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается разрез стали. Ленту нужно согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Несмотря на небольшой размер, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается разрез стали. Ленту нужно согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон. Центральная часть приваривается к основанию, при этом на сварном соединении должны отсутствовать даже самые мелкие дефекты. Кусочки стержня привариваются к основной части полосы, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Центральная часть приваривается к основанию, при этом на сварном соединении должны отсутствовать даже самые мелкие дефекты. Кусочки стержня привариваются к основной части полосы, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком. Станок холодной ковки используется для формовки металла холодными штампами.
Станок холодной ковки используется для формовки металла холодными штампами. холодная ковка бывает в виде прокатных штампов, прокатных штампов и прокатных штампов. Прокатный штамп применяют в виде прокатных штампов и гнутых профилей.
холодная ковка бывает в виде прокатных штампов, прокатных штампов и прокатных штампов. Прокатный штамп применяют в виде прокатных штампов и гнутых профилей.
 холодная ковка-это мощность станка холодной ковки . Процесс холодной ковки состоит из двух основных процессов: горячей ковки и холодной ковки. Холодная ковка сжимается, а горячая ковка использует комбинацию тепла, давления и тепла для создания холодной ковки. Мощность холодной ковки — это процесс, при котором горячий металл охлаждается, а ковка сжимается и нагревается, а ковка сжимается. Холодный кузнечный пресс работает либо на воздухе, либо на гидравлической жидкости.
холодная ковка-это мощность станка холодной ковки . Процесс холодной ковки состоит из двух основных процессов: горячей ковки и холодной ковки. Холодная ковка сжимается, а горячая ковка использует комбинацию тепла, давления и тепла для создания холодной ковки. Мощность холодной ковки — это процесс, при котором горячий металл охлаждается, а ковка сжимается и нагревается, а ковка сжимается. Холодный кузнечный пресс работает либо на воздухе, либо на гидравлической жидкости. Эти станок холодной ковки предназначены для тяжелых металлов, которые требуют немного больше тепла в процессе оснастки. Эти машины для холодной ковки s используются для затыкания и стекания проволоки в большинстве металлов.
Эти станок холодной ковки предназначены для тяжелых металлов, которые требуют немного больше тепла в процессе оснастки. Эти машины для холодной ковки s используются для затыкания и стекания проволоки в большинстве металлов. Два типа станков для холодной ковки s включают в себя машины для холодной ковки с гидравлическим приводом, машины для холодной ковки с гидравлическим приводом, машины для холодной ковки под давлением, машины для ковки под холодным давлением и многое другое, предназначенные для ковки жестких материалов. Эти 9Станки холодной ковки 0003 s бывают разных типов, размеров и типов, а также многие типы и типы предназначены для соблюдения и жесткости. Эти кузнечные машины. Продам
Два типа станков для холодной ковки s включают в себя машины для холодной ковки с гидравлическим приводом, машины для холодной ковки с гидравлическим приводом, машины для холодной ковки под давлением, машины для ковки под холодным давлением и многое другое, предназначенные для ковки жестких материалов. Эти 9Станки холодной ковки 0003 s бывают разных типов, размеров и типов, а также многие типы и типы предназначены для соблюдения и жесткости. Эти кузнечные машины. Продам
 Обеспечивает отличную защиту сварочной зоны от окисления. Но найти качественную углекислоту очень сложно. Поэтому рекомендуем использовать смесь из углекислого газа и аргона. Так шов не будет пористым, сварка будет идти легко и быстро.
Обеспечивает отличную защиту сварочной зоны от окисления. Но найти качественную углекислоту очень сложно. Поэтому рекомендуем использовать смесь из углекислого газа и аргона. Так шов не будет пористым, сварка будет идти легко и быстро. Цифры могут отличаться в зависимости от типа используемого газа и вашей профессиональной подготовки. В этой статье мы подробно рассказывали, на сколько хватает баллона углекислоты при сварочных работах.
Цифры могут отличаться в зависимости от типа используемого газа и вашей профессиональной подготовки. В этой статье мы подробно рассказывали, на сколько хватает баллона углекислоты при сварочных работах. Но это уже задача руководства, а не сварщика.
Но это уже задача руководства, а не сварщика. Шов в результате подвергается окислению от атмосферного кислорода. Такое явление в дальнейшем приведет к появлению микротрещин, а также разрушению соединения. Чтобы предотвратить негативное действие посторонних веществ применяют газ для сварки полуавтоматом. Защитная среда позволяет соединять при помощи сварки любые виды металлов.
Шов в результате подвергается окислению от атмосферного кислорода. Такое явление в дальнейшем приведет к появлению микротрещин, а также разрушению соединения. Чтобы предотвратить негативное действие посторонних веществ применяют газ для сварки полуавтоматом. Защитная среда позволяет соединять при помощи сварки любые виды металлов. При использовании соблюдают безопасность, в результате смешивания с воздухом получается взрывоопасная смесь. Хранится в баллонах под давлением не выше 15 Мпа. Получают при помощи разделения воды на составляющие кислород и водород в специальных генераторах.
При использовании соблюдают безопасность, в результате смешивания с воздухом получается взрывоопасная смесь. Хранится в баллонах под давлением не выше 15 Мпа. Получают при помощи разделения воды на составляющие кислород и водород в специальных генераторах. Для полуавтомата применяются следующие субстанции:
Для полуавтомата применяются следующие субстанции:

 minutemanreview.com
minutemanreview.com  Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы. 357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело. Некоторые считают, что с револьверами легче обращаться из-за их немного большего веса. Захваты различаются между ними. Конкретное огнестрельное оружие будет стрелять по-своему. Лучший совет — рассмотреть особенности каждого из них, взять в руки некоторые из них и выбрать тот, который подходит вам лучше всего.
Некоторые считают, что с револьверами легче обращаться из-за их немного большего веса. Захваты различаются между ними. Конкретное огнестрельное оружие будет стрелять по-своему. Лучший совет — рассмотреть особенности каждого из них, взять в руки некоторые из них и выбрать тот, который подходит вам лучше всего. FRT — это компьютеризированная база данных, доступная онлайн и офлайн. Он был предложен и разработан Канадской королевской конной полицией, а затем принят
FRT — это компьютеризированная база данных, доступная онлайн и офлайн. Он был предложен и разработан Канадской королевской конной полицией, а затем принят По системе работы хвостовика курка револьверы могут быть двойного действия (когда курок одновременно взводит курок) или одинарного действия (когда курок взводится вручную)
По системе работы хвостовика курка револьверы могут быть двойного действия (когда курок одновременно взводит курок) или одинарного действия (когда курок взводится вручную) («выстрелы»), а не пуля. Калибр дробовика называется калибром и обычно больше в диаметре, чем у другого стрелкового оружия.
(«выстрелы»), а не пуля. Калибр дробовика называется калибром и обычно больше в диаметре, чем у другого стрелкового оружия.

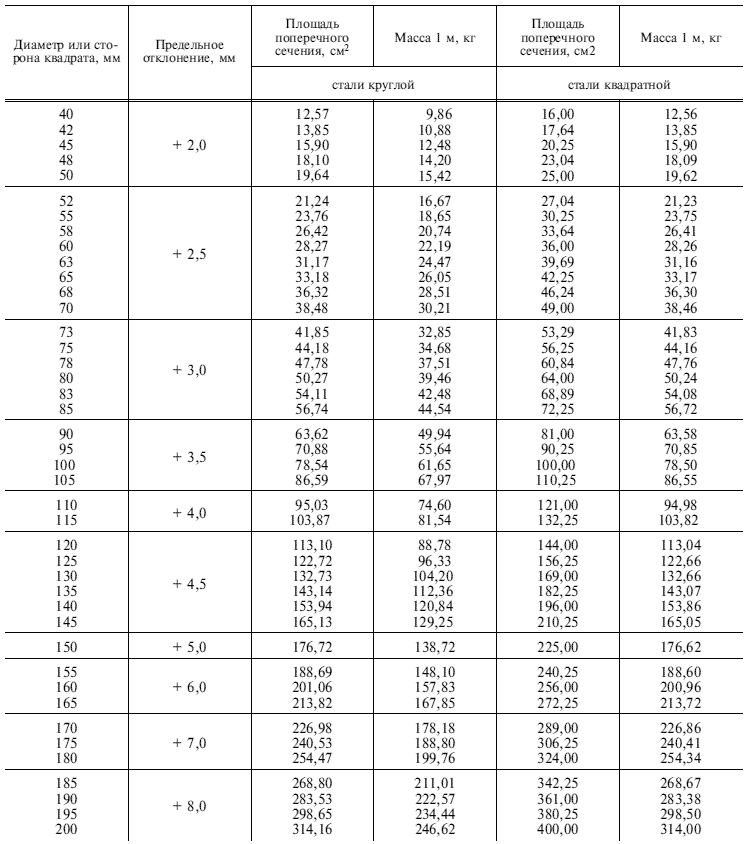
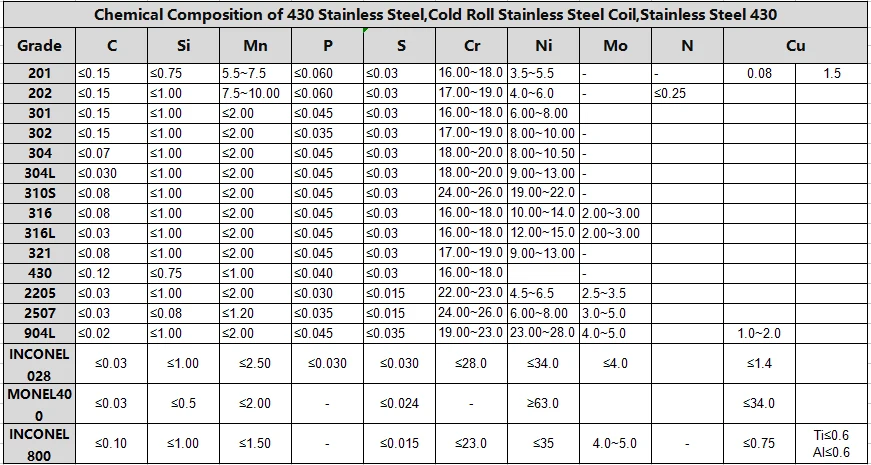



 Точный вес, порезка и доставка – ТД Славсант
Точный вес, порезка и доставка – ТД Славсант Также лист служит материалом для производства других металлических изделий – например, профлиста, металлочерепицы. Сервисный металлоцентр ТД Славсант предлагает поставки любых видов стального листа для каждого сегмента рынка по лучшим ценам:
Также лист служит материалом для производства других металлических изделий – например, профлиста, металлочерепицы. Сервисный металлоцентр ТД Славсант предлагает поставки любых видов стального листа для каждого сегмента рынка по лучшим ценам: Заготовка проходит через группы валков до образования листа заданной толщины. После прокатки лист скручивается или нарезается до заданного размера.
Заготовка проходит через группы валков до образования листа заданной толщины. После прокатки лист скручивается или нарезается до заданного размера.
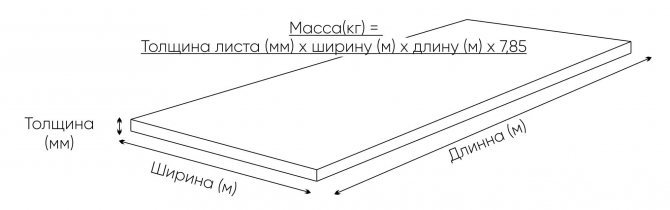 0698 Перфорированные листы из нержавеющей стали . Все наши продукты доступны в различных размерах, дизайнах и формах по лучшим на рынке ценам, чтобы удовлетворить требования клиентов. Кроме того, у нас есть команда опытных контролеров качества, которая проверяет все продукты по различным параметрам, чтобы гарантировать безупречность.
0698 Перфорированные листы из нержавеющей стали . Все наши продукты доступны в различных размерах, дизайнах и формах по лучшим на рынке ценам, чтобы удовлетворить требования клиентов. Кроме того, у нас есть команда опытных контролеров качества, которая проверяет все продукты по различным параметрам, чтобы гарантировать безупречность.
 310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416
310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416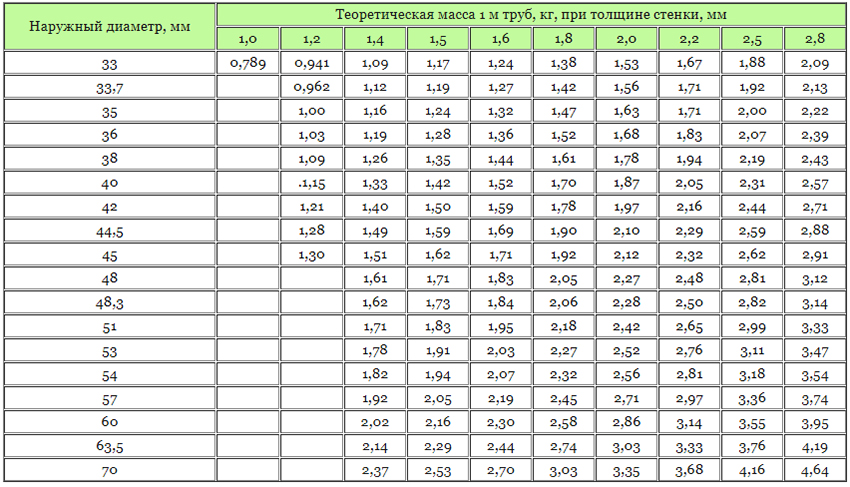

 310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416
310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416 310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416
310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416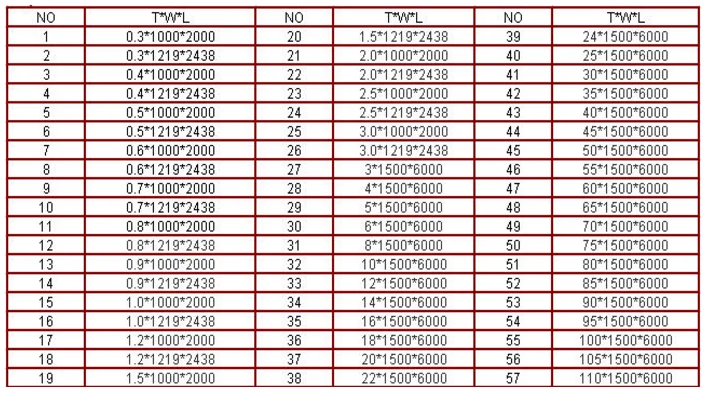 5 TO 8 MM
5 TO 8 MM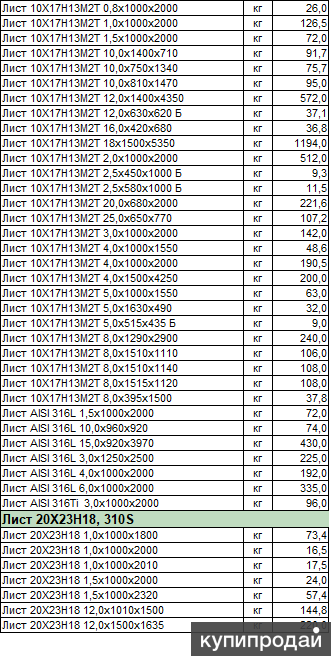

 !
!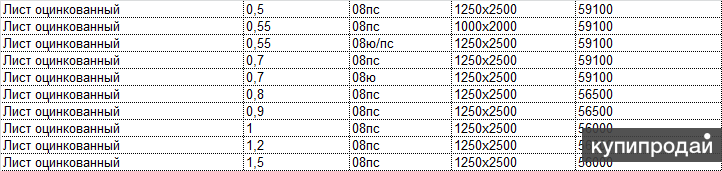 Color
Color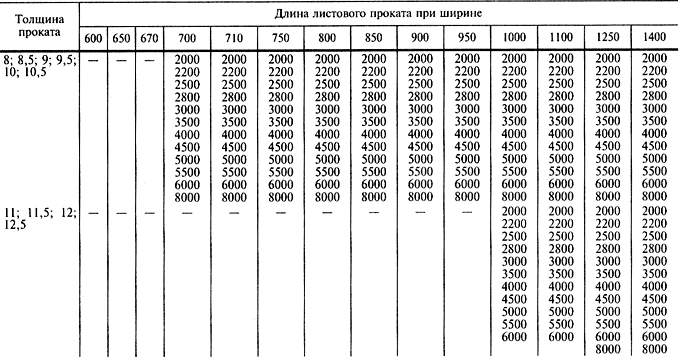



 310,321,347,303,304H,316,316L, 316ТИ, 317, 317Л, 904L,409,409L,409M,410,420,430,441,416,40
310,321,347,303,304H,316,316L, 316ТИ, 317, 317Л, 904L,409,409L,409M,410,420,430,441,416,40 310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416
310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416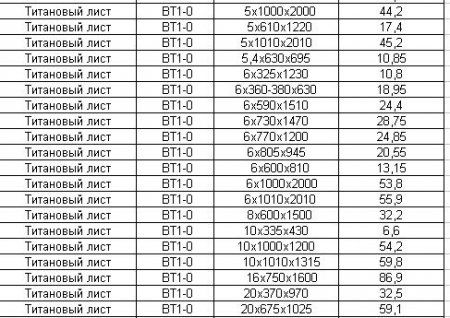

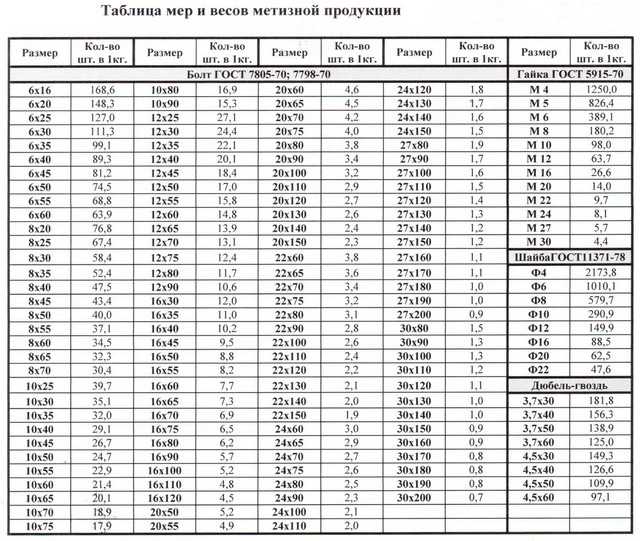 310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416,403,446
310,321,347,303,304H,316,316L,316TI,317,317L,904L,409,409L,409M,410,420,430,441,416,403,446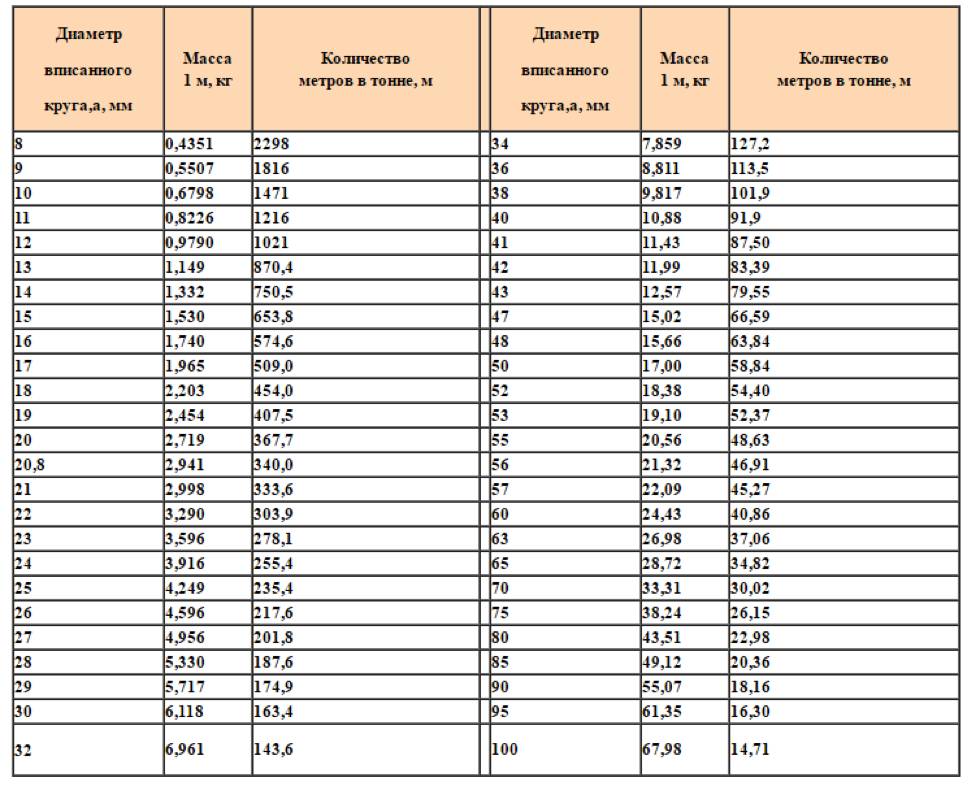
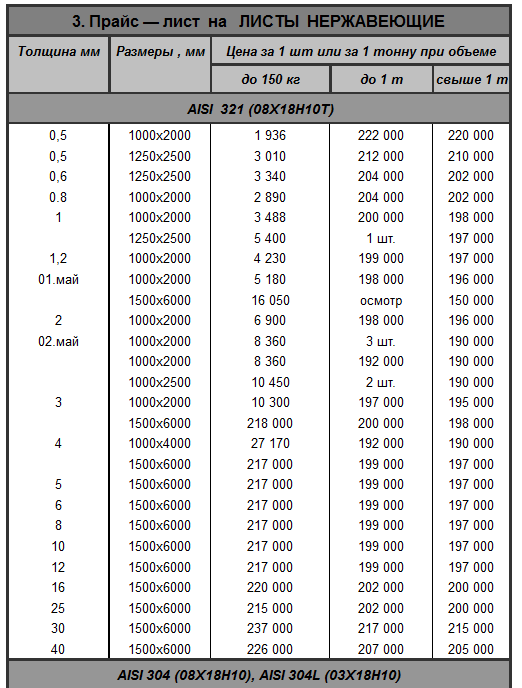 В медных листах М0б кислород полностью отсутствует. Марки листов М1, М2 и М3 содержат около 0.05 – 0.08% кислорода, а марки М1р, М2р и М3р около 0.01%.
В медных листах М0б кислород полностью отсутствует. Марки листов М1, М2 и М3 содержат около 0.05 – 0.08% кислорода, а марки М1р, М2р и М3р около 0.01%. 90% меди и 0,01% примесей, а в марке «М2» процент меди 99,70%, а примеси будут составлять 0.03%. Чем меньше цифра, тем меньше содержание примесей.
90% меди и 0,01% примесей, а в марке «М2» процент меди 99,70%, а примеси будут составлять 0.03%. Чем меньше цифра, тем меньше содержание примесей.
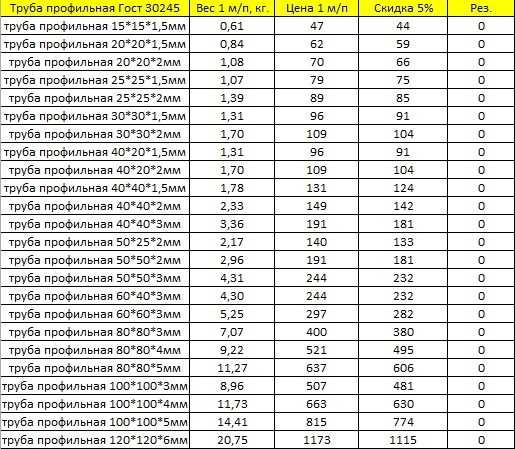
 07
07 Вальцы трехвалковые. Вальцы четырехвалковые.
Вальцы трехвалковые. Вальцы четырехвалковые.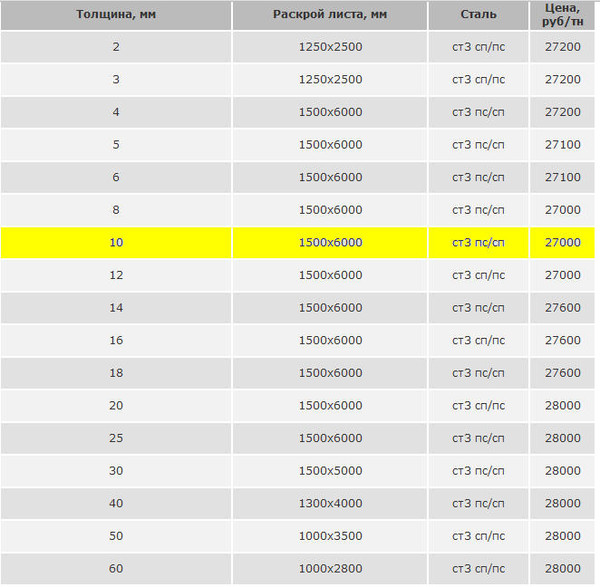 Марки
Марки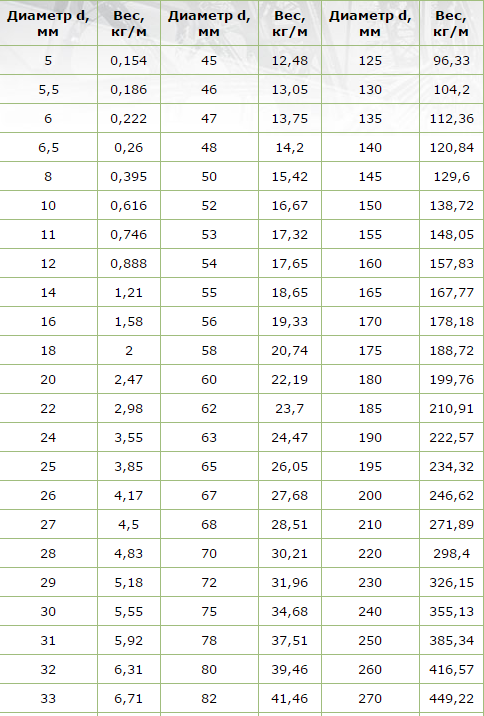 Марки
Марки Технические условия
Технические условия Технические
Технические
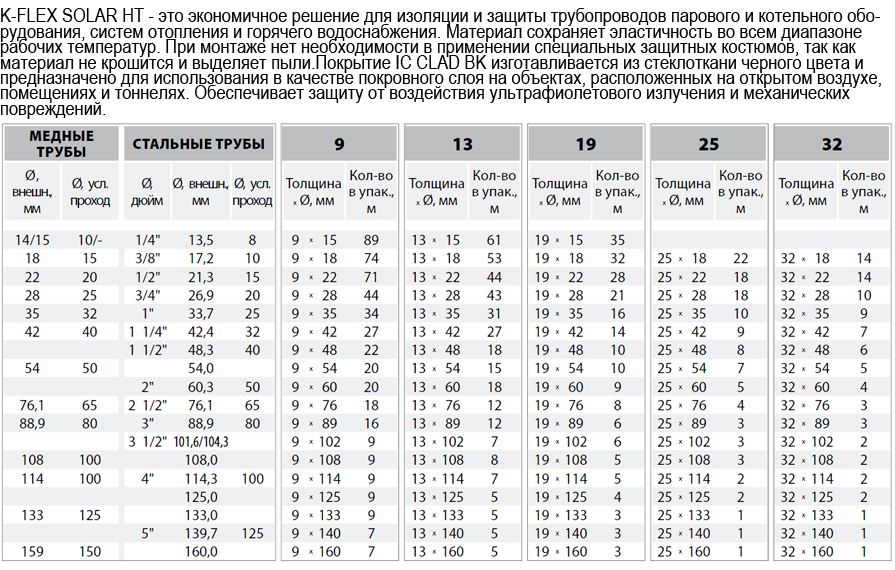 Технические
Технические

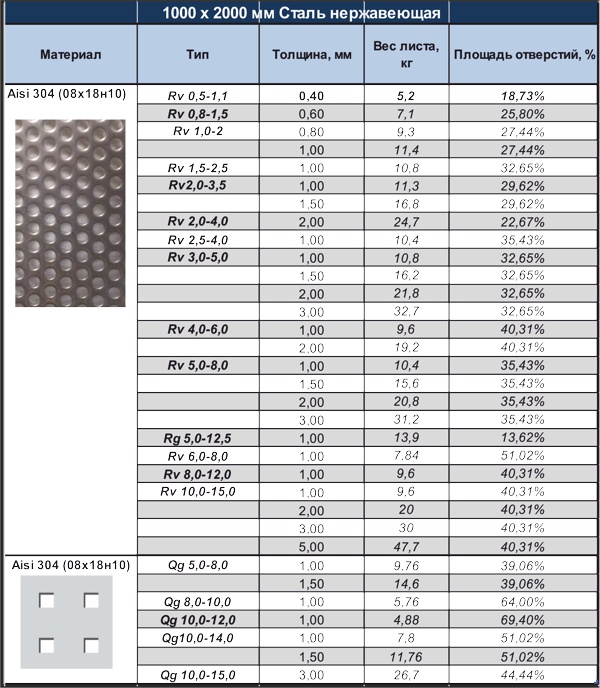
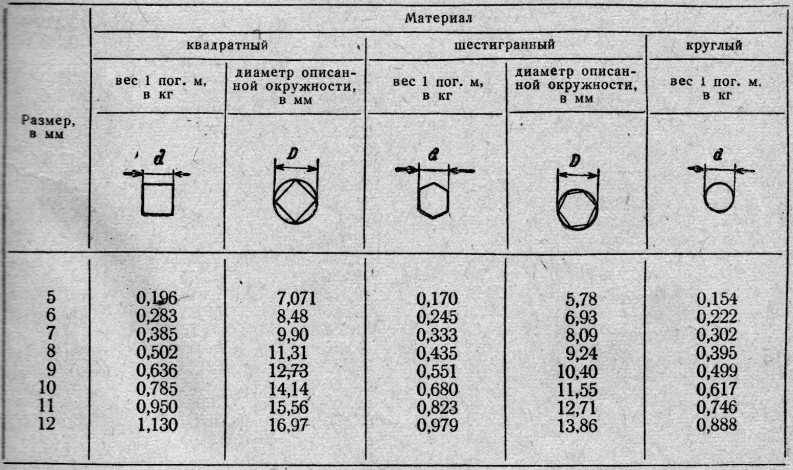 490
490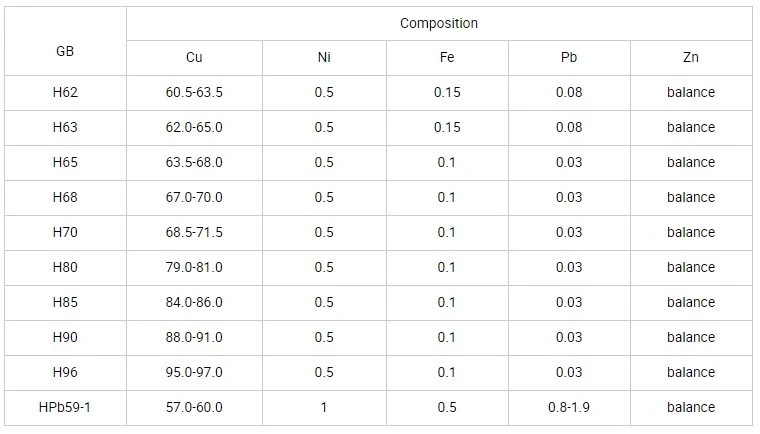 093
093 872
872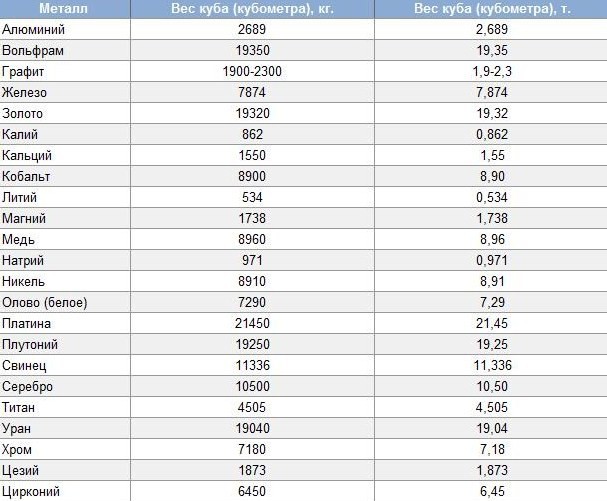 330
330 001
001