Сравнение нержавейки А2, А4 и AISI 304, 316. Отличия и химический состав.
Статья поможет сделать правильный выбор марки нержавеющей стали, подобрать аналоги иностранных сплавов, сравнить химический состав и свойства по таблице и получить ответы на часто задаваемые вопросы.
Нержавеющий крепеж изготавливается из различных марок коррозионно-стойкой стали. Каждая из них обеспечивает разную степень сопротивляемости процессам коррозии, которая значительно выше, чем у обычной стали. Существует несколько стандартов на нержавеющие стали (НЖ), разработанные в России, Америке, Японии и странах Европы.
Какую сталь можно назвать нержавеющей?
Все стали имеют одинаковый базовый состав: железо и углерод. Но нержавеющая сталь должна содержать не менее 10,5% хрома для образования защитной пленки оксида хрома, которая предотвращает дальнейшую поверхностную коррозию и препятствует ее распространению во внутреннюю структуру металла. В зависимости от марки его количество может доходить до 24%, кроме того, в состав могут быть включены дополнительные легирующие компоненты, такие как молибден, никель, титан, алюминий, медь, азот, фосфор или селен.
В зависимости от марки его количество может доходить до 24%, кроме того, в состав могут быть включены дополнительные легирующие компоненты, такие как молибден, никель, титан, алюминий, медь, азот, фосфор или селен.
Существование нескольких марок нержавеющей стали затрудняет выбор, особенно когда названия и составы двух сплавов почти одинаковы. Это относится к наиболее распространенным маркам А2 и А4, где буква «А» указывает на принадлежность нержавейки к аустенитной группе (Austenitic), из которой производится 70% всех нержавеющих изделий. Данная маркировка пришла к нам из Германии.
Нержавеющая сталь А2 или А4 – какая лучше?
Химический состав сплавов А2 и А4 практически одинаков (18% хрома, 8% никеля, 0,08% углерода), за исключением одного легирующего компонента – молибдена, который добавлен в сталь А4 в количестве 2-3%. Что это дает? – Это повышает способность противостоять коррозии при воздействии химикатов, кислот, хлора, солевых растворов. Таким образом, крепеж из стали А4 лучше подходит для экстремальных условий окружающей среды, таких как плавательные бассейны, прибрежная зона, химические производства и т. д.
Таким образом, крепеж из стали А4 лучше подходит для экстремальных условий окружающей среды, таких как плавательные бассейны, прибрежная зона, химические производства и т. д.
Нержавейка А2 и 304 / А4 и 316 – это одно и тоже?
Каждая марка имеет приближенные аналоги в различных системах классификаций:
-
A2 по химическому составу идентична 304 (AISI), 1.4301 (DIN, EN), 12Х18Н10 (ГОСТ). -
A4 по химическому составу идентична 316 (AISI), 1.4401 (DIN, EN), 03Х17Н14М2 (ГОСТ).
Европейские производители часто используют и другую маркировку стали 304 (А2) – 18/8 или 18/10. Цифры обозначают процентное содержание хрома и никеля в составе, что является более понятным для рядового покупателя. Маркировка 316 (А4) выглядит так: 18/8/3, где 3 – легирующая добавка молибдена.
Что означает буква L в 304L, 316L?
L означает «низкоуглеродистый».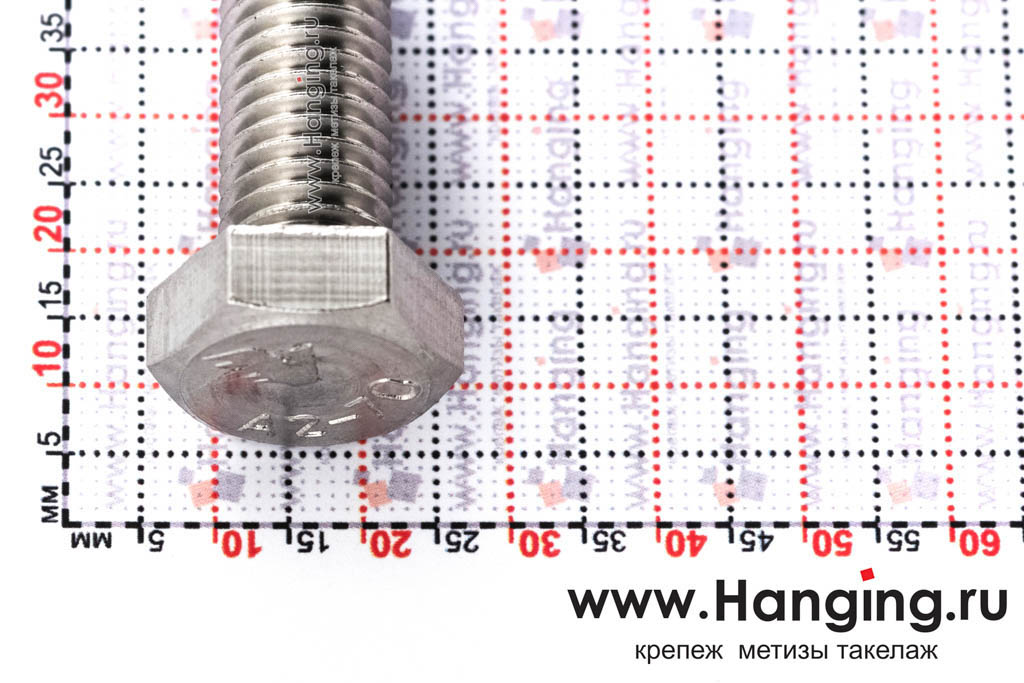 Это вариант нержавеющей стали, содержащий меньше углерода. Сплав состоит из 0,02% углерода вместо 0,05%. Это не влияет на качество стали, но повышает ее стойкость при горячей сварке в среде TIG или MIG. Низкое содержание углерода в сплавах 304L, 316L помогает свести к минимуму/устранить выделение карбида в процессе сварки. Это позволяет использовать нержавеющую сталь 304L в состоянии «после сварки» даже в агрессивных средах.
Это вариант нержавеющей стали, содержащий меньше углерода. Сплав состоит из 0,02% углерода вместо 0,05%. Это не влияет на качество стали, но повышает ее стойкость при горячей сварке в среде TIG или MIG. Низкое содержание углерода в сплавах 304L, 316L помогает свести к минимуму/устранить выделение карбида в процессе сварки. Это позволяет использовать нержавеющую сталь 304L в состоянии «после сварки» даже в агрессивных средах.
Магнитная и немагнитная нержавейка
Нержавеющие стали, проявляющие магнитные свойства в любой состоянии:
-
Ферритные – марки 409, 430 и 439. -
Мартенситные – марки 410, 420, 440.
Группа нержавеющих сталей, которые НЕ являются магнитными в необработанном, отожженном состоянии, но изготовленные из них крепежные изделия методом холодной штамповки могут стать слегка магнитными:
-
Аустенитные – марки 304 и 316.
Фактически весь нержавеющий крепеж, поступающий из Китая и других стран, в той или иной степени является магнитным. Изделия из нержавейки 304 (A2) более магнитны, чем из 316 (A4). Холодное штампование и нарезание резьбы приводят к тому, что болты из нержавеющей стали становятся слабомагнитными, некоторые – в большей степени, некоторые – в меньшей, в зависимости от размера детали и скорости процесса обработки.
Изделия из нержавейки 304 (A2) более магнитны, чем из 316 (A4). Холодное штампование и нарезание резьбы приводят к тому, что болты из нержавеющей стали становятся слабомагнитными, некоторые – в большей степени, некоторые – в меньшей, в зависимости от размера детали и скорости процесса обработки.
Какая нержавеющая сталь пищевая?
Пищевая нержавеющая сталь – это сталь, которая отвечает всем критериям, чтобы считаться термостойкой и безопасной для приготовления, приёма и хранения пищевых продуктов. Наиболее распространенной пищевой нержавейкой является тип А2 и ее эквиваленты AISI 304, 18/8 и 18/10.
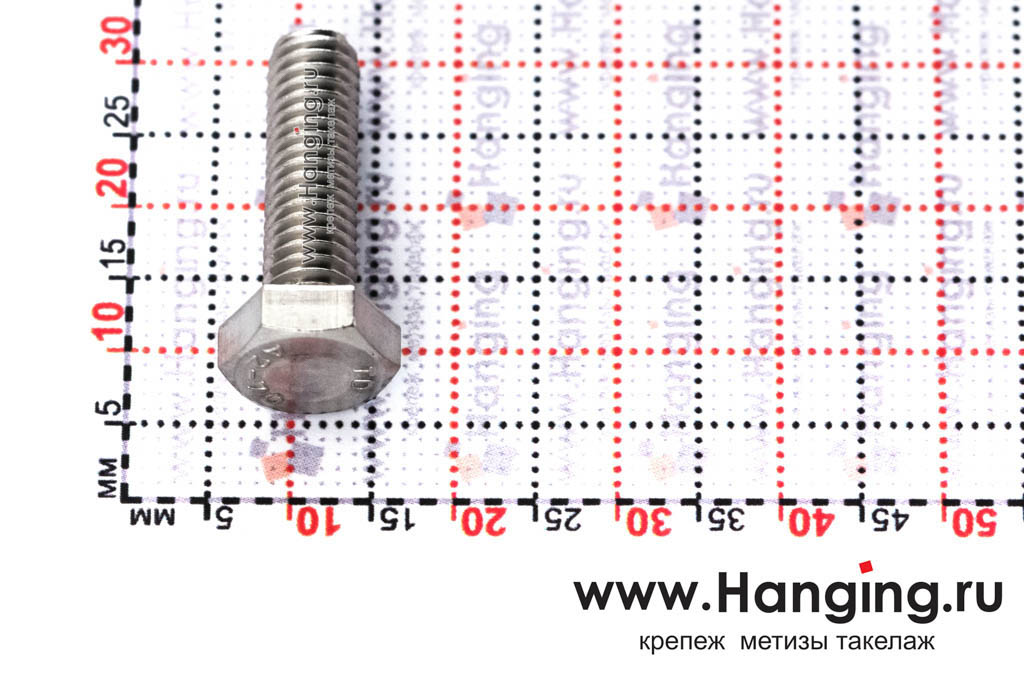
Что означает маркировка А2-70, А2-80?
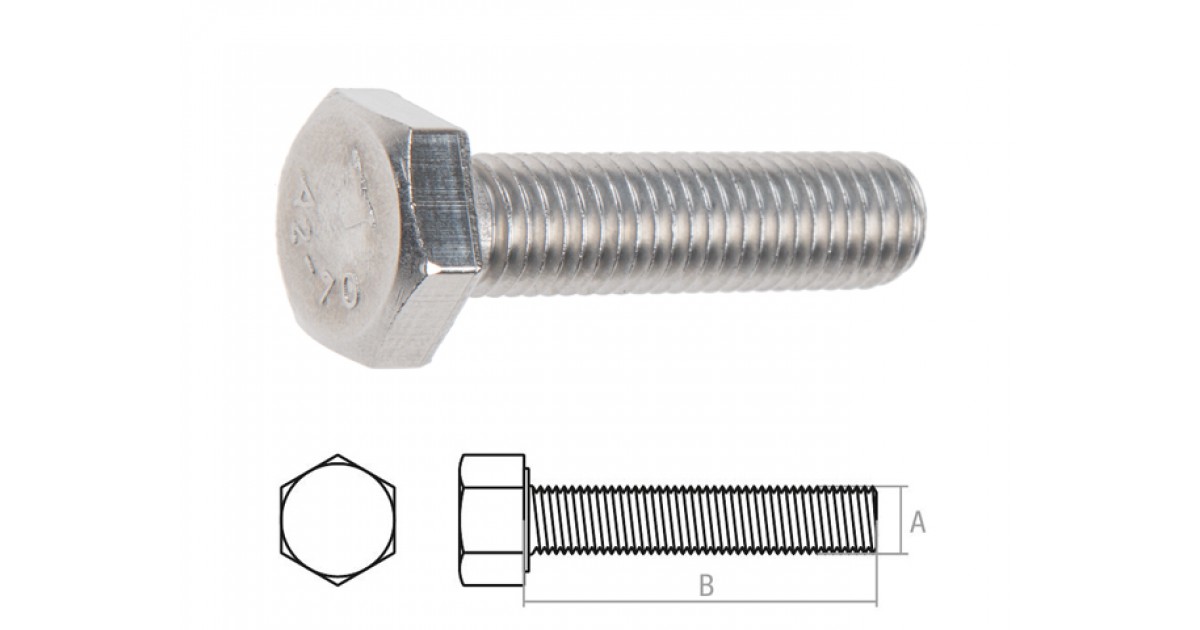
Крепеж, соответствующий маркировке A2-70 и А2-80, представляет собой холодно-обработанную деталь из нержавеющей стали А2 (AISI 304) с минимальной прочностью на разрыв 700 Н/мм² и 800 Н/мм² соответственно. Эта марка устойчива в широком диапазоне атмосферных сред и пресной воде. Аустенитная структура придает превосходную прочность и износостойкость даже при криогенных температурах.
Аустенитная структура придает превосходную прочность и износостойкость даже при криогенных температурах.
Какой болт прочнее: нержавеющий или стальной класса 8.8, 10.9?
Прочность болта измеряется в МПа или Н/мм² и равно временному сопротивлению на разрыв, выше которого происходит его разрушение. Болт из нержавеющей стали класса прочности 80 имеет одинаковую прочность с болтом класса 8.8 из углеродистой стали, а именно 800 Н/мм². Высокопрочные болты 10.9 отличаются большей прочностью, равной 1000 Н/мм².
Примечание: при равных значениях прочности на растяжение, нержавеющие болты имеют меньший предел текучести, а это значит, что уже при меньших нагрузках с ними может произойти пластическая деформация.
Механические свойства болтов винтов и шпилек из нержавеющих сталей задает ГОСТ ISO 3506-1-2014, а из углеродистых – ГОСТ ISO 898-1-2014.
Сталь А1 – это нержавейка?
Нержавеющая сталь А1 (она же 303, 1. 4305) является самой легкообрабатываемой из всех аустенитных марок, что обусловлено увеличенным содержанием серы в составе. Однако добавление серы снижает коррозионную стойкость сплава до уровня ниже, чем у А2, и приводит к небольшому снижению ударной вязкости.
4305) является самой легкообрабатываемой из всех аустенитных марок, что обусловлено увеличенным содержанием серы в составе. Однако добавление серы снижает коррозионную стойкость сплава до уровня ниже, чем у А2, и приводит к небольшому снижению ударной вязкости.
Марка А1 используется в тех областях, где требуется высокоточная механическая обработка деталей, поэтому она является наиболее подходящей для изготовления штифтов DIN 1471, DIN 1472, DIN 1473 со строгими допусками или, например, пломбировочных винтов DIN 404 с отверстиями в головке, которые можно получить только путем высверливания.
Чем отличаются марки AISI304 и SUS304?
Ничем! Основное различие между этими двумя сплавами заключается не в каких-либо физических свойствах или характеристиках, а в том, как они упоминаются в американских и японских источниках. Это близкие аналоги наиболее универсальной и широко используемой нержавеющей стали А2.
-
AISI304 – американский институт чугуна и стали -
SUS304 – японский стандарт JIS
Все нержавеющие стали можно разделить на три группы:
-
Аустенитные -
Мартенситные -
Ферритные
|
Марка стали |
Химический состав, % a) | |||||||||
|
C (углерод) |
Si (кремний) |
Mn (марганец) |
P (фосфор) |
S (сера) |
Cr (хром) |
Mo (молибден) |
Ni (никель) |
Прочие | ||
|
Ферритные стали | ||||||||||
|
F1 |
по ГОСТ ISO 3506 |
0,12 |
1,00 |
1,00 |
0,040 |
0,030 |
15,0 — 18,0 |
—i |
≤ | |
|
430 |
по ASTM A 276–06 |
0,12 |
1,00 |
1,00 |
0,040 |
0,030 |
16,0 — 18,0 |
≤ 0,75 | ||
|
Мартенситные стали | ||||||||||
|
C1 |
по ГОСТ ISO 3506 |
0,09 — 0,15 |
1,00 |
1,00 |
0,050 |
0,03 |
11,5 — 14 |
1 | ||
|
410 |
по ASTM A 276–06 |
0,08 — 0,15 |
1,00 |
1,00 |
0,040 |
0,030 |
11,5 — 13,5 | |||
|
420 |
по ASTM A 276–06 |
≥ 0,15 |
1,00 |
1,00 |
0,040 |
0,030 |
12,0 — 14,0 | |||
|
Аустенитные стали | ||||||||||
|
A2 |
по ГОСТ ISO 3506 |
0,1 |
1,00 |
2,00 |
0,050 |
0,030 |
15,0 — 20,0 |
—i |
8,00 — 19,00 |
Cu ≤ 1,00; k, l |
|
304L |
по ASTM A 276–06 |
0,030 |
1,00 |
2,00 |
0,045 |
0,030 |
18,0 — 20,0 |
8,00 — 12,00 | ||
|
304 |
по ASTM A 276–06 |
0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
18,0 — 20,0 |
8,00 — 11,00 | ||
|
A3 |
по ГОСТ ISO 3506 |
0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0 — 19,0 |
—i |
9,00 — 12,00 |
Cu ≤ 1,00; m |
|
321 |
по ASTM A 276–06 |
0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0 — 19,0 |
9,00 — 12,00 |
Ti: 5 x (C+N) ≤ 0,70 | |
|
A4 |
по ГОСТ ISO 3506 |
0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
16,0 -18,5 |
2,00 — 3,00 |
10,00 -15,00 |
Cu ≤ 4,00 |
|
316L |
по ASTM A 276–06 |
0,03 |
1,00 |
2,00 |
0,045 |
0,030 |
16,0 — 18,0 |
2,00 — 3,00 |
10,00 — 14,00 | |
|
316 |
по ASTM A 276–06 |
0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
16,0 — 18,0 |
2,00 — 3,00 |
10,00 — 14,00 | |
|
А5 |
по ГОСТ ISO 3506 |
0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
16,0 — 18,5 |
2,00 — 3,00 |
10,50 — 14,00 |
Cu ≤ 1,00; Ti: 5 x С ≤ 0,8 |
|
316Ti |
по ASTM A 276–06 |
0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
16,0 — 18,0 |
2,00 — 3,00 |
10,00 — 14,00 |
N ≤ 0,10; Ti: 5 × (С+N) ≤ 0,7 |
Элементы, не указанные в таблице, не могут быть добавлены без согласования с заказчиком, за исключением элементов, предназначенных для завершения плавления. Должны быть предприняты все меры чтобы исключающий попадание таких элементов из отходов и сырья, которые могут изменить механические свойства или применяемость стали.
Должны быть предприняты все меры чтобы исключающий попадание таких элементов из отходов и сырья, которые могут изменить механические свойства или применяемость стали.
a Приведены максимальные значения, если не указано иное.
i Молибден может присутствовать по решению изготовителя стали. В случае если содержание молибдена влияет на условия применения стали, его содержание должно быть согласовано между изготовителем и потребителем стали.
k Если содержание хрома менее 17 %, содержание никеля должно быть не менее 12 %.
l Для аустенитных сталей с минимальным содержанием углерода 0,03 % содержание азота не должно превышать 0,22 %.
В таблице приведены лишь самые распространенные сплавы, используемые для изготовления крепежных изделий, такелажа, цепей, тросов, фурнитуры, замков-защелок, которые можно купить в нашем магазине.
Читайте также:
- Марки стали хомутов — W1, W2, W3, W4, W5 — расшифровка и характеристики
О нержавейке
Обновлено: 14.07.2022 15:34:13
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Нержавеющие стали и стандарты на них.
 Статьи компании «ООО «ТАНТАЛ»»
Статьи компании «ООО «ТАНТАЛ»»
Сталі вуглецеві і нержавіючі
Сталлю називається сплав заліза з вуглецем.
В залежності від процентного вмісту вуглецю «З» в такому сплаві сталі мають різні властивості і характеристики. Додаючи до складу сплаву різні хімічні елементи при виплавці (називають «легуючі елементи») можна отримувати сталі з самими різними властивостями. Сталі зі схожими характеристиками зібрали в групи.
Далі в таблиці наведено класифікацію залізо-вуглецевих сплавів в залежності від кількості вуглецю й інших хімічних елементів, що містяться в складі:
| Чавун | залізо Fe + вуглець C > 2% |
| Вуглецеві сталі | залізо Fe + вуглець C < 2% |
| Спеціальні сталі | залізо Fe + вуглець C < 2% + легуючі елементи (Cr, Ni, Mo, тощо) > 5% |
| Нержавіючі сталі | залізо Fe + вуглець C < 1. 2% + хром Cr > 10.5% + легуючі елементи (можуть бути відсутніми) 2% + хром Cr > 10.5% + легуючі елементи (можуть бути відсутніми) |
Для того, щоб сталь можна було назвати нержавіючої, вміст хрому у складі такої сталі повинно бути більше 10.5 % і при цьому вміст вуглецю низька (не більше 1,2%). Наявність хрому додає сталі корозійну стійкість — звідси і назва «нержавіюча». Крім хрому, як «обов’язкового нержавіючого компонента», у складі нержавіючої сталі можуть бути присутніми також легуючі елементи: нікель (Ni), молібден (Mo), Титан (Ti), Ніобій (Nb), Сірка (S), Фосфор (P) і інші елементи комбінація яких визначає властивості сталі.
Основні марки нержавіючих сталей для кріплення
Історично склалося так, що розробка і виплавка нових нержавіючих сталей і сплавів тісно пов’язані з передовими технологічними галузями: літакобудування та ракетобудування. Провідними державами у світі в цих галузях машинобудування були СРСР та США, вони тривалий час перебували в стані «холодної війни» і кожен ішов своїм шляхом. В Європі технологічним лідером в ХХ столітті була і є Німеччина. Кожен з них розробляв свою класифікацію нержавіючих сталей: у США — система AISI, в Німеччині — DIN, в СРСР — ГОСТ.
В Європі технологічним лідером в ХХ столітті була і є Німеччина. Кожен з них розробляв свою класифікацію нержавіючих сталей: у США — система AISI, в Німеччині — DIN, в СРСР — ГОСТ.
Дуже довго ні про яку кооперації між цими трьома лідерами не було й мови — звідси і велика кількість сьогоднішніх стандартів на нержавіючі сталі, і дуже ускладнена, а іноді відсутня їх взаємозамінність.
США і Німеччини якось простіше: все-таки між цими країнами протягом десятиліть відбувалася взаємна торгівля технічними засобами і технологіями, що неминуче призвело до взаємного пристосування, і в області стандартів на нержавіючі сталі теж. Найважче країнам колишнього СРСР, де стандарти розвивалися в ізоляції від решти світу, і, сьогодні, на багато марки імпортних нержавіючих сталей просто відсутні аналоги — або навпаки: відсутні імпортні аналоги радянських нержавіючих сталей.
Вся ця ситуація вкрай гальмує і ускладнює розвиток вітчизняного машинобудування, яке і так «стоїть на колінах».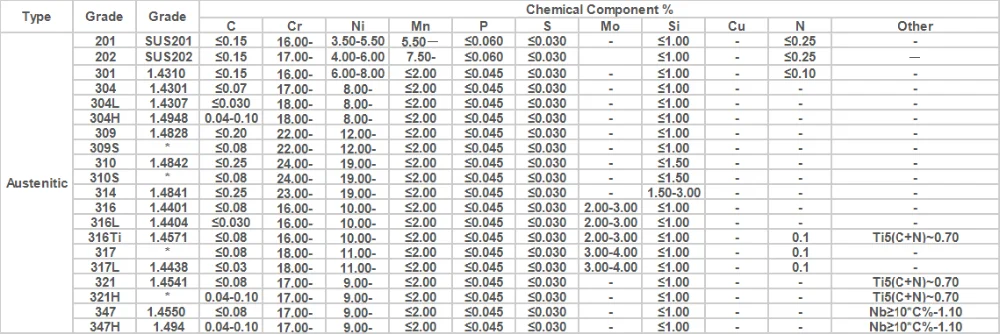
В результаті, маємо наступні світові стандарти на нержавіючі сталі:
- DIN — Deutsche Industrie Norm
- EN — Стандарт Євронорми EN 10027
- DIN EN — Німецьке видання Європейського Стандарту
- ASTM — American Society for Testing and Materials
- AISI — American Iron and Steel Institute
- AFNOR — Association Francaise de Normalisation
- ГОСТ — Державний Стандарт
Масові або серійні виробники нержавіючого кріплення відсутні в Україні, тому всі ми змушені вивчати і пристосовуватися до іноземної класифікації та маркування нержавіючих сталей і кріплення.
В останні роки затверджуються Російські стандарти на нержавіючий кріплення, перенимающие термінологію і маркування із європейських стандартів (наприклад, ГОСТ Р ІСО 3506-2-2009). В Україні, швидше за все, ніяких змін і нововведень в найближчому майбутньому не передбачається. ..
..
І все-таки найбільш застосовувані для виробництва кріплення нержавіючі сталі мають наближені аналоги в різних системах класифікацій — основні приведені в наступній таблиці відповідностей нержавіючих марок сталей для кріплення:
| Стандарти нержавіючих сталей | Вміст легуючих елементів, % | |||||||||
| * | DIN | AISI | ГОСТ | C | Mn | Si | Cr | Ni | Mo | Ti |
| С1 | 1.4021 | 420 | 20Х13 | 0,20 | 1,5 | 1,0 | 12-14 | |||
| F1 | 1.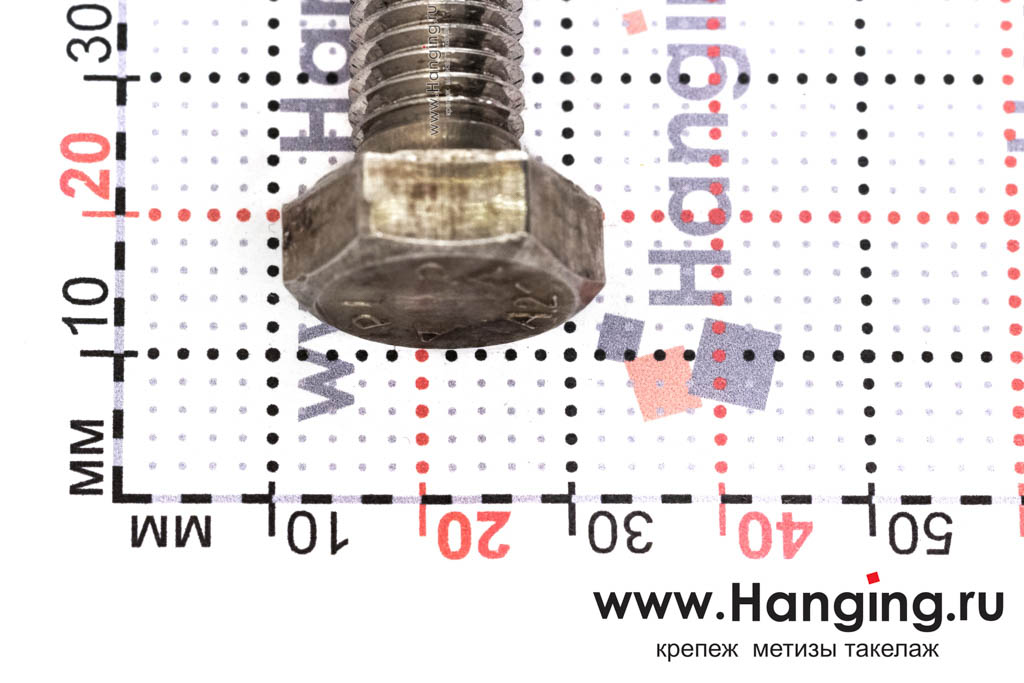 4016 4016 | 430 | 12Х17 | 0,08 | 1,0 | 1,0 | 16-18 | |||
| А1 | 1.4305 | 303 | 12Х18Н10Е | 0,12 | 6,5 | 1,0 | 16-19 | 5-10 | 0,7 | |
| A2 | 1.4301 | 304 | 12Х18Н10 | 0,07 | 2,0 | 0,75 | 18-19 | 8-10 | ||
| 1.4948 | 304H | 08Х18Н10 | 0,08 | 2,0 | 0,75 | 18-20 | 8-10,5 | |||
| 1.4306 | 304L | 03Х18Н11 | 0,03 | 2,0 | 1,0 | 18-20 | 10-12 | |||
| A3 | 1.4541 | 321 | 08Х18Н10Т | 0,08 | 2,0 | 1,0 | 17-19 | 9-12 | 5хС-0,7 | |
| A4 | 1.4401 | 316 | 03Х17Н14М2 | 0,08 | 2,0 | 1,0 | 16-18 | 10-14 | 2-2,5 | |
1. 4435 4435 | 316S | 03Х17Н14М3 | 0,08 | 2,0 | 1,0 | 16-18 | 12-14 | 2,5-3 | ||
| 1.4404 | 316L | 03Х17Н14М3 | 0,03 | 2,0 | 1,0 | 17-19 | 10-14 | 2-3 | ||
| A5 | 1.4571 | 316Ti | 08Х17Н13М2Т | 0,08 | 2,0 | 0,75 | 16-18 | 11-12,5 | 2-3 | 5хС-0,8 |
У свою чергу, в залежності від складу і властивостей, нержавіючі сталі поділяються на кілька підгруп, визначених у першому стовпці:
* — позначення підгруп нержавіючих сталей:
- A1, A2, A3, A4, A5 — Аустенітні нержавіючі сталі — в загальному випадку, немагнітні або слабомагнітні сталі з основними складовими 15-20% хрому і 5-15% нікелю, який збільшує опір корозії. Вони добре піддаються холодної обробки тиском, теплової обробки і зварювання. Позначаються початковою літерою «A«.
 Саме аустенітна група нержавіючих сталей найбільш широко використовується в промисловості і у виробництві кріплення;
Саме аустенітна група нержавіючих сталей найбільш широко використовується в промисловості і у виробництві кріплення; - С1 — Мартенситні нержавіючі сталі — значно більш тверді ніж аустетнитные сталі і володіють магнітними властивостями. Вони зміцнюються загартуванням і відпусткою, подібно простим вуглецевої сталі, і знаходять застосування головним чином у виготовленні деталей насосів, турбін, для столових приладів, ріжучих інструментів і в загальному машинобудуванні. Більше схильні до корозії. Позначаються початковою буквою «З«. Стали марки C3 мають обмежену корозійну стійкість, хоча і кращу, ніж сталі марки C1. Вони в основному застосовуються в клапанах насосів. Стали марки C4 схожі зі сталями марки C1, але мають обмежену корозійну стійкість. Застосовуються в загальному машинобудуванні;
- F1 — Феритні нержавіючі сталі — набагато м’якше, ніж мартенситні внаслідок малого вмісту вуглецю. Вони також володіють магнітними властивостями. Позначаються початковою літерою «F«
 Саме аустенітна група нержавіючих сталей найбільш широко використовується в промисловості і у виробництві кріплення;
Саме аустенітна група нержавіючих сталей найбільш широко використовується в промисловості і у виробництві кріплення; Вони також володіють магнітними властивостями. Позначаються початковою літерою «F«
Вони також володіють магнітними властивостями. Позначаються початковою літерою «F«Аустенітні нержавіючі сталі підгруп А2, А4 та інші
Система маркування аустенітних нержавіючих сталей з літерою «А» розроблена в Німеччині для спрощеної маркування кріплення. Розберемо більш докладно аустенітні сталі по підгрупах:
Підгрупа А1
Стали марки A1 розроблені спеціально для застосування в машинобудуванні. Вони характеризуються високим вмістом сірки і тому більш схильні до корозії. Стали А1 мають високу твердість і зносостійкість.
Застосовуються при виготовленні пружинних шайб, штифтів, деяких видів шплінтів, а також для деталей рухомих з’єднань.
Підгрупа А2
Найбільш поширена при виробництві кріплення підгрупа нержавіючих сталей A2. Це нетоксичні, немагнітні, незакаливаемые, стійкі до корозії сталі. Легко піддаються зварюванні і не стають при цьому крихкими. Спочатку стали цієї підгрупи є немагнітними, але можуть проявляти магнітні властивості в результаті холодної механічної обробки — об’ємної штампування, висадки. Мають хорошу стійкість до корозії в атмосфері і в чистій воді.
Легко піддаються зварюванні і не стають при цьому крихкими. Спочатку стали цієї підгрупи є немагнітними, але можуть проявляти магнітні властивості в результаті холодної механічної обробки — об’ємної штампування, висадки. Мають хорошу стійкість до корозії в атмосфері і в чистій воді.
Кріплення та вироби зі сталі A2 не рекомендуються для використання в кислотах і у хлорвмісних середовищах (наприклад, в басейнах і у солоній воді).
Кріплення із сталей А2 зберігає працездатність аж до температур — 200C.
У німецькій класифікації DIN, виходячи з таблиці, така сталь А2 може відповідати одній з трьох нержавіючих сталей:
- DIN 1.4301 (американський аналог AISI 304, радянський найближчий аналог 12Х18Н10),
- DIN 1.4948 (американський аналог AISI 304Н, радянський найближчий аналог 08Х18Н10),
- DIN 1. 4306 (американський аналог AISI 304L, радянський найближчий аналог 03Х18Н11).
 4306 (американський аналог AISI 304L, радянський найближчий аналог 03Х18Н11).
4306 (американський аналог AISI 304L, радянський найближчий аналог 03Х18Н11).Тому, якщо Ви бачите на болте, гвинта або гайки маркування А2, то, найбільш імовірно, що це кріплення виготовлений з однією з цих трьох сталей. Точніше визначити, як правило, важко з причини того, що виробник вказує тільки маркування А2.
Всі три сталі, які входять у підгрупу А2 не містять у своєму складі Титан (Ti) — це пов’язано з тим, що з сталей А2, в основному, виготовляють вироби методом штампування, а додавання до складу нержавіючої сталі титану значно знижує пластичність такої сталі, і, отже, така сталь з титаном дуже погано піддається штампуванню.
Звертають на себе увагу цифри 18 і 10 в радянському позначенні 12Х18Н10 аналога сталі DIN 1.4301. На нержавіючої посуді імпортного виробництва часто зустрічається позначення 18/10 — це ні що інше, як скорочена позначення нержавійки з відсотковим вмістом хрому 18% і нікелю 10% — тобто DIN 1. 4301.
4301.
Стали А2 часто застосовують для виготовлення посуду та елементів харчового обладнання — тому народна назва таких сталей тісно пов’язано з областю застосування сталей А2 — «харчова неіржавіюча сталь». Тут виникла деяка смислова плутанина. Назва «харчова неіржавіюча сталь» пов’язано з областю застосування, а не з властивостями стали А2, і це не зовсім правильна назва, так як антибактеріальними властивостями володіє саме титан сам по собі — і тільки нержавіюча сталь містить в своєму складі титан може по праву називатися «харчової».
Кріплення з нержавіючих сталей підгрупи А2 може володіти деякими магнітними властивостями у сильних магнітних полях. Самі по собі стали підгрупи А2 немагнитны, деяка магнитность з’являється в болтах, гвинтах, шайбах і гайках як результат напруг, що виникають при холодному деформуванні — штампування.
Завод-виробник, посуду, так і кріплення, може використовувати вищевказані нержавіючі сталі додатково леговані в дуже малих кількостях ще якимись елементами, наприклад Молібденом, для додання своїй продукції особливих споживчих властивостей. Про це можна дізнатися тільки з допомогою спектрального аналізу в лабораторії — сам виробник може вважати склад сталі «комерційною таємницею» і вказує, наприклад, тільки А2.
Про це можна дізнатися тільки з допомогою спектрального аналізу в лабораторії — сам виробник може вважати склад сталі «комерційною таємницею» і вказує, наприклад, тільки А2.
Підгрупа А3
Стали підгрупи А3 мають схожі властивості з сталями A2, але при цьому додатково легированы титаном, ніобієм або танталу. Їх називають стабілізованими. Це підвищує корозійну стійкість сталей при високих температурах і надає пружинні властивості.
Використовуються при виготовленні деталей з високою жорсткістю і пружними властивостями (шайби, кільця і ін)
Підгрупа А4
Друга за поширеністю підгрупа нержавіючих сталей для кріплення — підгрупа A4. Стали А4 за своїми властивостями теж схожі зі сталями A2, але додатково легированы додаванням 2-3% Молібдену. Молібден надає сталі А4 в значній мірі більш високу корозійну стійкість в агресивних середовищах і в кислотах.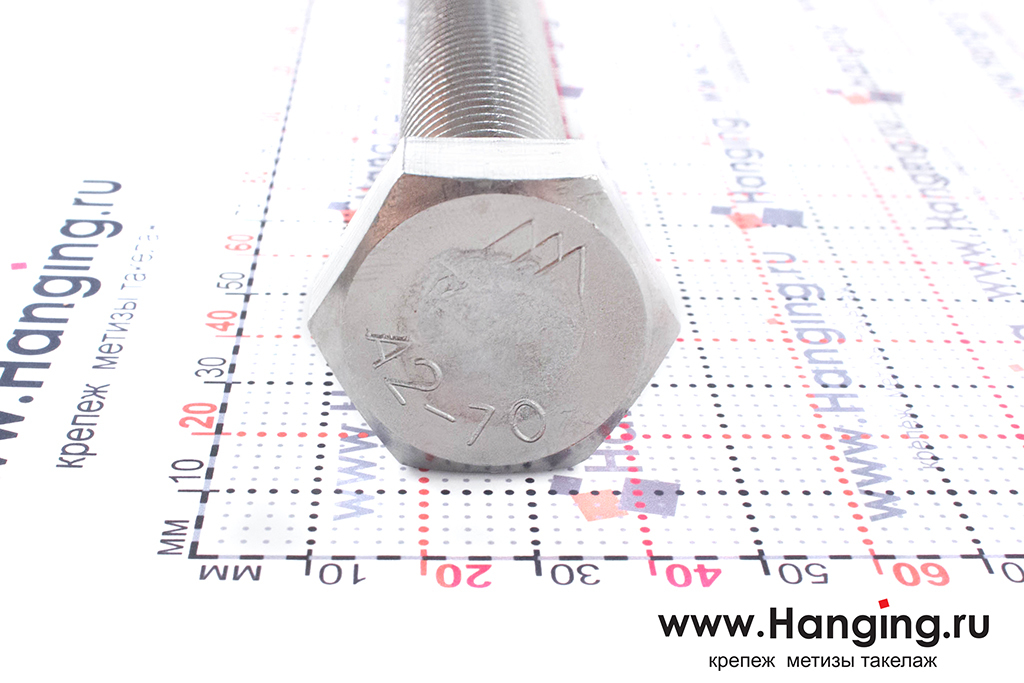
Такелажні кріплення і вироби з сталей A4 добре чинять опір дії хлорвмісних середовищ і солоної води, і тому рекомендуються для використання в суднобудуванні. Стали марки A4 широко застосовуються в хімічній паперової промисловості, так як ця марка розроблена для роботи з сірчаною кислотою (звідси і її назва «кислотоустойчивая»). Стали марки A4 також часто застосовують у харчовій і кораблебудівної промисловості.
Кріплення із сталей А4 зберігає працездатність аж до температур — 60C.
У німецькій класифікації DIN, виходячи з таблиці, така сталь А4 може відповідати одній з трьох нержавіючих сталей:
- DIN 1.4401 (американський аналог AISI 316, радянський найближчий аналог 03Х17Н14М2)
- DIN 1.4404 (американський аналог AISI 316L, радянський найближчий аналог 03Х17Н14М3)
- DIN 1. 4435 (американський аналог AISI 316S, радянський найближчий аналог 03Х17Н14М3)
 4435 (американський аналог AISI 316S, радянський найближчий аналог 03Х17Н14М3)
4435 (американський аналог AISI 316S, радянський найближчий аналог 03Х17Н14М3)Так як підгрупа А4 володіє підвищеною корозійною стійкістю не тільки в атмосфері або у воді, але і в агресивних середовищах — тому народна назва стали А4 «кислотостійка» або ще називають «молибденка» із-за вмісту Молібдену в складі сталі.
Нержавіючі сталі підгрупи А4 практично не володіють магнітними властивостями.
Стійкість до впливу зовнішніх умов різних середовищ на нержавіючий кріплення наведена у статті «Хімічна стійкість кріплення з нержавіючих сталей А2 і А4 «
Підгрупа А5
Сталь підгрупи А5 має властивості подібні одночасно зі сталями A4 і зі сталями А3, так як теж додатково легована титаном, ніобієм або танталом, але з іншим відсотковим вмістом легуючих добавок. Ці особливості надають стали А5 підвищену опірність високих температур.
Ці особливості надають стали А5 підвищену опірність високих температур.
Сталь А5 також, як А3, має пружинні властивості і застосовується для виготовлення різного кріплення з високою жорсткістю і пружними властивостями. При цьому працездатність кріплення із сталі А5 зберігається при високих температурах і в агресивному середовищі.
Застосування нержавіючих сталей для виготовлення кріплення
Наведемо коротку таблицю найбільш поширених видів кріплення та відповідних цим видам нержавіючих сталей:
| Найменування кріплення | Підгрупа сталей | DIN | AISI |
| Болт DIN 931 | A2, А4 | 1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Гайка DIN 934 | А2, А4 | 1. 4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Гвинт DIN 912 | А2, А4 | 1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Кільце стопорне DIN 471, DIN 472 | 1.4122, 1.4310 | 440A, 301 | |
| Шайба швидкознімна DIN 6799 | 1.4122, 1.4310 | 440A, 301 | |
| Пружина тарілчаста DIN 2093 | 1.4122, 1.4310 | 440A, 301 | |
| Шплінт розвідний DIN 94 | А2, А4 | 1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Шайба плоска DIN 125A | А2, А4 | 1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Шайба пружинна DIN 7980 | А1, A5 | 1.4305, 1.4570, 1.4845 | 303, 316Ti, 310S |
| Шайба зубчаста DIN 6798A | 1. 4122, 1.4310 4122, 1.4310 | 440A, 301 | |
| Штифт з різьбленням DIN 7979D | А1, А2 | 1.4301, 1.4306, 1.4948 | 303, 304, 304Н, 304L |
Також наведені види кріплення можуть бути виготовлені виробниками з інших, відмінних від наведених у таблиці, нержавіючих марок сталей з незначними додатковими «секретними» легуючими добавками для надання специфічних властивостей сталі. Для підвищення зносостійкості сталі марок від A1 до A5 виробником може бути додана мідь. Наприклад, кільця стопорні можуть бути виготовлені з такої «спеціальної нержавіючої сталі підгрупи А2, яка є комерційною таємницею виробника.
Найбільш поширені нержавіючі сталі
Нижче вказана більш повна таблиця найбільш поширених видів нержавіючих сталей та їх відповідність різним класифікаціям стандартів.
Позначення хімічних елементів у таблиці: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 4301
4301 4401
4401 4465
4465 4582
4582 4713
4713 4864
4864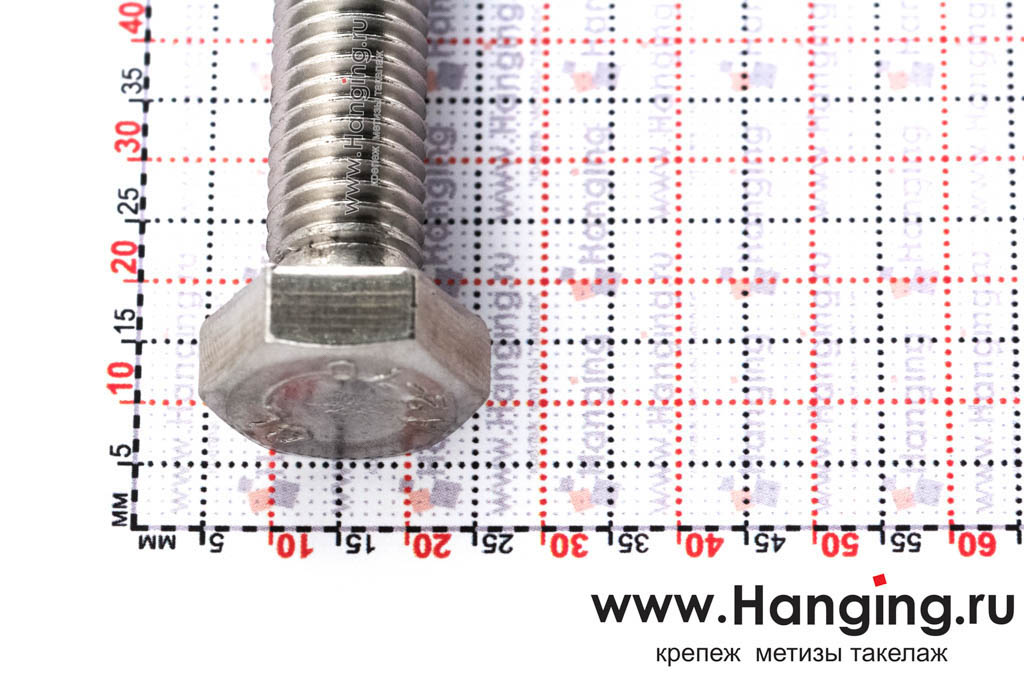 4005
4005 4125
4125Разница между крепежными деталями из нержавеющей стали A2 и A4
chekc Разница между крепежными деталями из нержавеющей стали A4 и A2
Оба эти материала относятся к аустенитной нержавеющей стали. Состав материала является основным отличием, которое влияет на механические свойства и другие аспекты этих материалов.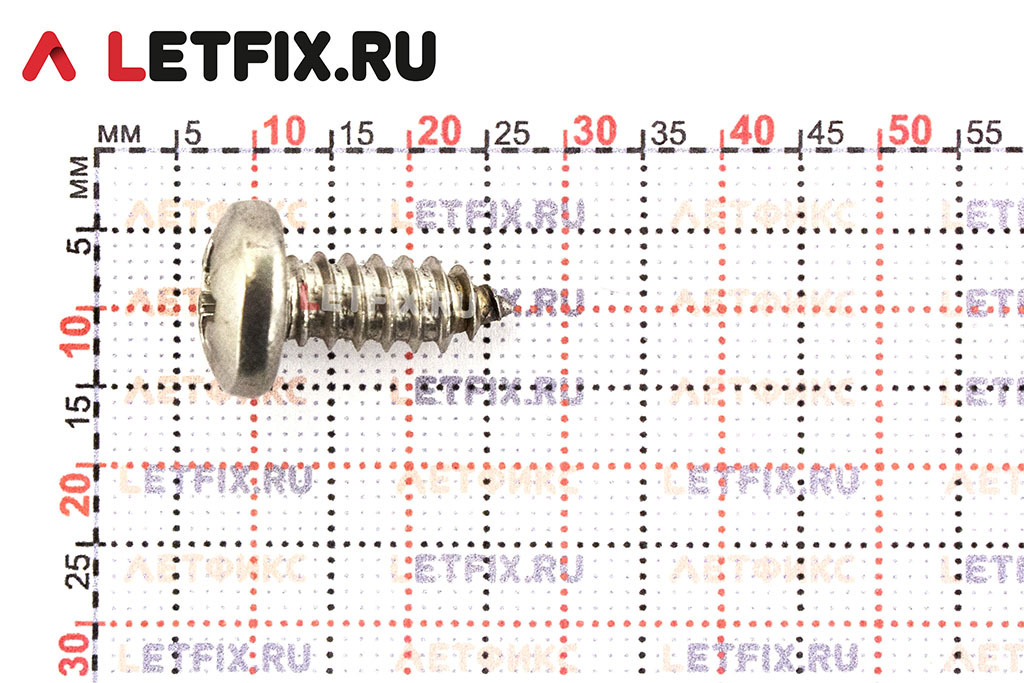 Материал а4 имеет в составе 16% хрома, 2% молибдена и 10,5% никеля. Материал а2 имеет в составе 10,5% хрома. Материал а4 обладает большей коррозионной стойкостью, чем материал а2. Материал класса A4 используется в судостроении в основном из-за более высокой коррозионной стойкости. Материал а4 приобретает высокую коррозионную стойкость за счет добавления в состав молибдена.
Материал а4 имеет в составе 16% хрома, 2% молибдена и 10,5% никеля. Материал а2 имеет в составе 10,5% хрома. Материал а4 обладает большей коррозионной стойкостью, чем материал а2. Материал класса A4 используется в судостроении в основном из-за более высокой коррозионной стойкости. Материал а4 приобретает высокую коррозионную стойкость за счет добавления в состав молибдена.
Материалы изготавливаются из холоднодеформированной аустенитной нержавеющей стали пяти различных категорий от A1 до A5. У каждого сорта А также есть подклассы, такие как А2-70 и А4-80. Обозначенные числа обычно обозначают минимальный предел прочности при растяжении в МПа. A2-70 имеет минимальную прочность на растяжение 700 МПа, а A4-80 также имеет минимальную прочность на растяжение 800 МПа. Оба материала обладают хорошей термостойкостью до 870 градусов Цельсия.
Температуры выше этого диапазона могут вызвать образование осадков карбида хрома и снизить коррозионную стойкость материалов. Однако твердость материалов можно улучшить путем нагревания и охлаждения материала с помощью методов отжига. Отжиг позволяет сохранить прочность, коррозионную стойкость и стать более твердым, чтобы его можно было использовать в таких областях, как производство продуктов питания, транспорт и другие отрасли промышленности.
Однако твердость материалов можно улучшить путем нагревания и охлаждения материала с помощью методов отжига. Отжиг позволяет сохранить прочность, коррозионную стойкость и стать более твердым, чтобы его можно было использовать в таких областях, как производство продуктов питания, транспорт и другие отрасли промышленности.
Когда дело доходит до выбора, класс A2 является более универсальным материалом, который можно использовать в бытовых и общих коррозионно-активных средах. Марка A4 может использоваться в более подверженных коррозии областях применения, таких как судостроение, морская вода, пищевые продукты и медицинские имплантаты.
Визуальная идентификация затруднена, за исключением напечатанных маркеров на продуктах. Стали марок А2 и А4 можно проверить с помощью различных тестов. Простым тестом может быть применение солевых растворов и выдерживание материалов в течение 24 часов, чтобы увидеть образование ржавчины или пятен. Материал A2 быстро образует много пятен, а материал A4 — нет. Кроме того, есть и другие лабораторные исследования, которые можно провести в любой металлургической лаборатории.
Материал A2 быстро образует много пятен, а материал A4 — нет. Кроме того, есть и другие лабораторные исследования, которые можно провести в любой металлургической лаборатории.
Прочность нержавеющей стали A4 и A2
Прочность этих материалов одинакова. Марка A4 имеет минимальный предел прочности при растяжении 800 МПа и минимальный предел текучести 600 МПа. Марка A2 имеет минимальный предел прочности при растяжении 700 МПа и минимальный предел текучести 450 МПа. Ни один из этих материалов не подвергался термической обработке для придания большей прочности.
крепежных деталей нержавеющей стали А2 химический состав
| МАРКА | С | МН | Р | С | СИ | CR | НИ | ТС | |
|---|---|---|---|---|---|---|---|---|---|
| А2-70 | Мин. | — | — | — | — | — | 15,0 | ||
| Макс. | 0,1 | 2,0 | 0,05 | 0,03 | 1,0 | 20,0 | 19,0 | 4,0 | |
| 304 | Мин. | — | — | — | — | — | 18,0 | 8,0 | |
| Максимум | 0,08 | 2,0 | 0,045 | 0,03 | 0,75 | 20,0 | 10,5 | ||
| 304л | Мин. | — | — | — | — | — | 18,0 | 8,0 | |
| Максимум | 0,03 | 2,0 | 0,045 | 0,03 | 0,75 | 20,0 | 12,0 | ||
| 304Х | Мин. | 0,04 | — | — | — | — | 18,0 | 8,0 | |
| Максимум | 0,10 | 2,0 | 0,045 | 0,03 | 0,75 | 20,0 | 10,5 |
Обратите внимание:
- Если содержание хрома (cr) ниже 17%, минимальное содержание никеля (ni) должно быть 12%
- Если содержание углерода составляет не более 0,03%, азот может присутствовать не более 0,2%
Наиболее распространенные типы крепежа из нержавеющей стали классов A2 и A4
Болты A4 из нержавеющей стали
- Фланцевые болты из нержавеющей стали A2
- Болты с шестигранной головкой из нержавеющей стали A4-80
- Болты с шестигранной головкой из нержавеющей стали A2-70
- U-образные болты из нержавеющей стали A2-80
- Болты с потайной головкой из нержавеющей стали A2-70
- Рым-болты A4 из нержавеющей стали
- класс a2-70 IS 1367 Тяжелые болты с шестигранной головкой
Винты из нержавеющей стали класса A2-80
- Винт из нержавеющей стали класса A2-80 с полукруглой головкой под торцевой ключ
- Крепежный винт IS 1367 класса a2-70
- Саморезы из нержавеющей стали A2-70
- Винт с шестигранной головкой из нержавеющей стали A2-70
- Винт с потайной головкой из нержавеющей стали A2
- Винт с внутренним шестигранником A4 из нержавеющей стали
- Шурупы для дерева A4-80 из нержавеющей стали
- Нержавеющая сталь A2-80 Установочные винты
- Винт с головкой под торцевой ключ A4-80 из нержавеющей стали
- Цилиндрические винты A2 из нержавеющей стали
нержавеющая сталь A2-80 Шпильки
- класс A2-70 IS 1367 Стяжка
- Резьбовой стержень из нержавеющей стали A2-70
- Приварные шпильки из нержавеющей стали класса A2-80
- Шпильки из нержавеющей стали A2-80 с полной резьбой
- Двухсторонние шпильки из нержавеющей стали A2
- Шпилька из нержавеющей стали A4-80
- Шпилька Unc из нержавеющей стали A4
Гайки и болты IS 1367 класса a2-70
- Квадратные гайки из нержавеющей стали A2-80
- Панельные гайки из нержавеющей стали класса A2-80
- нержавеющая сталь A4-80 Шестигранные гайки
- Гайки с проушиной из нержавеющей стали A2-70
- Стопорные гайки класса IS 1367 a2-70
- Контргайки из нержавеющей стали A4
- Тяжелые шестигранные гайки из нержавеющей стали A2
Резьбовой стержень A4 и A2 из нержавеющей стали
- Двусторонние резьбовые шпильки A4 из нержавеющей стали
- Резьбовой стержень из нержавеющей стали A4-80 M10
- класс a2-70 IS 1367 Резьбовые шпильки
- Шпильки из нержавеющей стали A2 с полной резьбой
- SS A2-70 Acme Резьбовой стержень
Шайба из нержавеющей стали класса A4
- класс A2-70 IS 1367 Пружинная шайба
- Плоская шайба из нержавеющей стали A2-70
- Потайная шайба формата A4 из нержавеющей стали
- Шайба Belleville A2-80 из нержавеющей стали
- Механически обработанная шайба A2 из нержавеющей стали
- a2-80
- нержавеющая сталь A4-80 Перфорированная шайба
Сферическая шайба из нержавеющей стали марки
Типовой диапазон химических свойств Крепеж из нержавеющей стали A4
| КРЕПЕЖ | СИ | С | Р | МН | С | МО | ЧР | НИ | Н | ТС | |
|---|---|---|---|---|---|---|---|---|---|---|---|
Макс. | ИСО | 1,00 | 0,08 | 0,045 | 2,00 | 0,03 | 3,0 | 18,5 | 14,0 | — | 1,0 |
| Мин. | А4-70 | — | — | — | — | — | 2,0 | 16,0 | 10,5 | — | — |
Макс. | ИСО² | 1,00 | 0,03 | 0,045 | 2,00 | 0,03 | 3,0 | 18,5 | 14,0 | 0,22 | 1,0 |
| Мин. | А4-70 | — | — | — | — | — | 2,0 | 16,0 | 11,5 | 0,12 | — |
Макс. | 0,75 | 0,08 | 0,045 | 2,0 | 0,03 | 3,00 | 18,0 | 14,0 | 0,10 | ||
| Мин. | 316 | — | — | 0 | — | — | 2,00 | 16,0 | 10,0 | — | |
Макс. | 0,75 | 0,03 | 0,045 | 2,0 | 0,03 | 3,00 | 18,0 | 14,0 | 0,10 | ||
| Мин. | 316L | — | — | — | — | — | 2,00 | 16,0 | 10,0 | — | |
Макс. | 0,75 | 0,10 | 0,045 | 0,10 | 0,03 | 3,00 | 18,0 | 14,0 | — | ||
| Мин. | 316H | 0 | 0,04 | — | 0,04 | — | 2,00 | 16,0 | 10,0 | — |
Разница между крепежными элементами из нержавеющей стали A2 и A4
В чем разница между крепежными элементами из нержавеющей стали A2 и A4?
Крепеж классов A2 и A4, как правило, является одним из самых популярных на мировых рынках. Марка A2, или, как ее обычно называют, нержавеющая сталь 304, высоко ценится за ее экономичную стоимость и хорошие эксплуатационные характеристики. Точно так же марка A4, известная как марка 316, относится к морской нержавеющей стали. Благодаря своей устойчивости к морской воде и раствору соляных растворов винты A4 хорошо подходят для применения в морской технике. Эти застежки также устойчивы к соляным туманам, что является обычным явлением в судоходной отрасли. Хотя с точки зрения популярности и доступности на первом месте стоит марка A2, коррозионная стойкость и механическая прочность марки A4 превосходят первую, что делает его ценным ресурсом во времена, когда требуется высокая прочность и устойчивость к коррозии при повышенных температурах.
Марка A2, или, как ее обычно называют, нержавеющая сталь 304, высоко ценится за ее экономичную стоимость и хорошие эксплуатационные характеристики. Точно так же марка A4, известная как марка 316, относится к морской нержавеющей стали. Благодаря своей устойчивости к морской воде и раствору соляных растворов винты A4 хорошо подходят для применения в морской технике. Эти застежки также устойчивы к соляным туманам, что является обычным явлением в судоходной отрасли. Хотя с точки зрения популярности и доступности на первом месте стоит марка A2, коррозионная стойкость и механическая прочность марки A4 превосходят первую, что делает его ценным ресурсом во времена, когда требуется высокая прочность и устойчивость к коррозии при повышенных температурах.
Хотя основной химический состав обеих этих нержавеющих сталей остается одинаковым, сплав A4 относится к молибденовым подшипникам. Добавление молибдена в A4 улучшает его устойчивость к точечной коррозии. Как правило, винты из нержавеющей стали класса A4 легче изготавливать, очищать, отделывать и сваривать. Это связано с тем, что химический состав А4 отличается от А2. Более того, высокое содержание легирующих элементов делает ее более дорогой, чем нержавеющая сталь марки 304. Однако, принимая во внимание более широкую картину, эти винты являются инвестицией. И так много покупателей считают их более экономичным решением по сравнению с маркой 304 в течение более длительного периода времени просто потому, что к ним не предъявляются требования, которые в противном случае были бы необходимы, как в случае с крепежными деталями класса A2, такими как техническое обслуживание или замена, особенно когда они используются снаружи. Использование материала A4 считается жизненно важным в средах, устойчивых к точечной коррозии, или даже в средах, содержащих щелочные растворы, из-за устойчивости материала к ним. Более высокое содержание хрома позволяет сплавам нержавеющей стали образовывать защитный, самопассивирующийся оксидный слой на их поверхности, который защищает их от коррозии, такой как окислительная коррозия или даже точечная коррозия.
Это связано с тем, что химический состав А4 отличается от А2. Более того, высокое содержание легирующих элементов делает ее более дорогой, чем нержавеющая сталь марки 304. Однако, принимая во внимание более широкую картину, эти винты являются инвестицией. И так много покупателей считают их более экономичным решением по сравнению с маркой 304 в течение более длительного периода времени просто потому, что к ним не предъявляются требования, которые в противном случае были бы необходимы, как в случае с крепежными деталями класса A2, такими как техническое обслуживание или замена, особенно когда они используются снаружи. Использование материала A4 считается жизненно важным в средах, устойчивых к точечной коррозии, или даже в средах, содержащих щелочные растворы, из-за устойчивости материала к ним. Более высокое содержание хрома позволяет сплавам нержавеющей стали образовывать защитный, самопассивирующийся оксидный слой на их поверхности, который защищает их от коррозии, такой как окислительная коррозия или даже точечная коррозия. Сопротивление ползучести, сопротивление ползучести, а также свойства коррозионной стойкости нержавеющей стали марки А4 позволяют этим винтам хорошо работать при повышенных температурах без возникновения отказов.
Сопротивление ползучести, сопротивление ползучести, а также свойства коррозионной стойкости нержавеющей стали марки А4 позволяют этим винтам хорошо работать при повышенных температурах без возникновения отказов.
Как определить винты A2 и A4 ?
Винты можно идентифицировать по маркировке на головке. Некоторые спецификации требуют использования маркировки на головках просто потому, что так легче отслеживать материал. Маркировка представлена в виде кода или ссылки. Обычно код или номер должны быть либо выкованы, либо отштампованы, либо даже могут быть выгравированы на головках винтов. Также можно определить эти марки нержавеющей стали, просто проведя испытание материала. Отчет об испытании материала или так называемый отчет о заводских испытаниях подробно описывает химический состав сплава. Этот тест также может предоставить покупателю дополнительную информацию, такую как механическая прочность сплава, а также его физические свойства.
Прочность нержавеющей стали A2 по сравнению с A4
Хотя значения предела прочности при растяжении и пределе текучести для марки A2 или сплава 304, как правило, значительно выше по сравнению с обычными сплавами из низкоуглеродистой стали, они слабее по сравнению с марками легированной стали например 8,8 или даже 10,9. Тогда как марка А4 прочнее марки А2, а ее свойства при растяжении почти аналогичны легированной стали марки 8,8.
Тогда как марка А4 прочнее марки А2, а ее свойства при растяжении почти аналогичны легированной стали марки 8,8.
Типы крепежных изделий из нержавеющей стали класса A4/A2
Гайки и болты IS 1367, класс A2-70
- Гайки с проушиной из нержавеющей стали A2-70
- Шестигранные гайки из нержавеющей стали A4-80
- Тяжелые шестигранные гайки из нержавеющей стали A2
- Стопорные гайки класса IS 1367 a2-70
- Контргайки из нержавеющей стали A4
- Квадратные гайки из нержавеющей стали A2-80
- Панельные гайки из нержавеющей стали класса A2-80
Болты из нержавеющей стали A4
- Болты с шестигранной головкой A2-70 из нержавеющей стали
- Болты с шестигранной головкой из нержавеющей стали A4-80
- Фланцевые болты из нержавеющей стали A2
- Тяжелые болты с шестигранной головкой класса IS 1367 a2-70
- Рым-болты A4 из нержавеющей стали
- U-образные болты из нержавеющей стали A2-80
- Болты с потайной головкой из нержавеющей стали A2-70
A2-80 нержавеющая сталь Шпильки
- A2-70 нержавеющая сталь Резьбовой стержень
- Шпилька из нержавеющей стали A4-80
- Двухсторонние шпильки из нержавеющей стали A2
- IS 1367, класс a2-70, рулевая тяга
- Шпилька Unc из нержавеющей стали A4
- Шпильки из нержавеющей стали A2-80 с полной резьбой
- Приварные шпильки из нержавеющей стали класса A2-80
Винты из нержавеющей стали класса A2-80
- Винт с шестигранной головкой из нержавеющей стали A2-70
- Винт с головкой под торцевой ключ A4-80 из нержавеющей стали
- Винт с потайной головкой из нержавеющей стали A2
- Крепежный винт IS 1367 класс а2-70
- Винт с внутренним шестигранником A4 из нержавеющей стали
- Нержавеющая сталь A2-80 Установочные винты
- Винт из нержавеющей стали класса A2-80 с полукруглой головкой
- Саморезы из нержавеющей стали A2-70
- Шурупы для дерева A4-80 из нержавеющей стали
- Цилиндрические винты A2 из нержавеющей стали
Шайба из нержавеющей стали класса A4
- Плоская шайба из нержавеющей стали A2-70
- Перфорированная шайба из нержавеющей стали A4-80
- Механически обработанная шайба из нержавеющей стали A2
- IS 1367 класс a2-70 Пружинная шайба
- Шайба с потайной головкой из нержавеющей стали A4
- Шайба Belleville из нержавеющей стали A2-80
- Сферическая шайба из нержавеющей стали марки А2-80
A2/A4 Резьбовой стержень из нержавеющей стали
- A2-70 Резьбовой стержень Acme из нержавеющей стали
- Резьбовой стержень из нержавеющей стали M10 A4-80
- Шпильки из нержавеющей стали A2 с полной резьбой
- Резьбовые шпильки класса IS 1367 a2-70
- Двусторонние резьбовые шпильки из нержавеющей стали A4
химический состав
крепежных деталей нержавеющей стали
304 А2
| Марка | С | Мн | Р | С | Си | Кр | Ni | Медь | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| А2-70 | Мин. | — | — | — | — | — | 15,0 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Макс. | 0,1 | 2,0 | 0,05 | 0,03 | 1,0 | 20,0 | 19,0 | 4,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 304 | Мин. | — | — | — | — | — | 18,0 | 8,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Максимум | 0,08 | 2,0 | 0,045 | 0,03 | 0,75 | 20,0 | 10,5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 304л | Мин. | — | — | — | — | — | 18,0 | 8,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Максимум | 0,03 | 2,0 | 0,045 | 0,03 | 0,75 | 20,0 | 12,0 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 304Х | Мин. Труба проф 80х80х4 вес 1 метра: Труба профильная 80х80– Вес 1 метра + КалькуляторТруба профильная стальная 80х80х4 мм: цена за метр
Пожалуйста, заполните форму заказа. Наш менеджер свяжется с вами в ближайшее время. Труба профильная стальная 80х80х4 мм наличие уточняйте по телефону. Профильные квадратные трубы в ассортименте каталога металлобазы. Предлагаем Вам ознакомиться с металлическим калькулятором для расчета метража по весу и веса по метражу. ВНИМАНИЕ! Информация справочная. На практике эти цифры у разных производителей могут незначительно отличаться.
Труба профильная 80х80х4 (id 56479959)Характеристики и описание Труба профильная квадратная – разновидность профильного полого внутри трубопроката квадратного сечения. купить труба квадратная стальная профильная очень популярна и используется во многих областях промышленности и обычной жизнедеятельности:
Изготовление профильной трубы Изготовляется труба профильная квадратная только из углеродистых легированных сталей. Штрипсы используют холодного или горячего катания. Технология производства осуществляется по холоднотянутому методу или электросвариванием торцевых сторон. Труба профильная квадратного сечения соответствует всем нормам ГОСТ 8645-68, ГОСТ 8639-82. Труба профильная квадратная изделия обладают конкурентными преимуществами:
Труба профильная квадратная от «ТОО СТРОЙЭКСПОСНАБ» «СТРОЙЭКСПОСНАБ» имеет широкий сортамент погонного металлопроката, в котором присутствует и сортамент профильной трубы квадратной. Цена метра трубы профильной квадратной ориентировочно рассчитывается по ее весу. Сортамент профильных квадратных труб разнообразный – с профилем от 15х15 до 300х300 см и толщиной стенок от 1,2 до 12 мм. Размеры труб профильных квадратных в погонаже от 6 до 12 метров. Если же необходимо подготовить трубопрокат к монтажу, то мы предоставляем услуги по резке, сварке, цинкованию, покраски, сверлению и гибке. Станция водонапорная для дома: 135 фото оптимальных вариантов выбора135 фото оптимальных вариантов выбораНаличие системы водоснабжения является одним из условий комфортного проживания в загородном доме или на даче. Если на участке есть колодец или скважина, то для обустройства автономного водопровода достаточно будет установить подходящую насосную станцию. Сегодня на рынке представлено большое количество различных моделей водяных насосов. Насос или насосная станция?В зависимости от потребностей наличие воды в системе автономного водоснабжения может обеспечиваться за счет насоса или насосной станции. В чем же принципиальная разница между ними? Насос включается в момент использования какого-либо сантехнического прибора – открытый кран или слив воды в унитазе. Такой вариант подойдет для летнего домика или небольшого участка. Но если уровень воды в скважине существенно понизится, то насос работать не будет. Наличие емкости для резервного запаса воды в насосной станции позволяет избежать таких проблем. Параметры насосных станцийЗадаваясь вопросом «как выбрать насосную станцию» необходимо учесть следующие характеристики:
Высота, на которую станция может поднять воду, является одним из ее важнейших параметров. Она зависит от типа всасывания. Существуют такие виды насосных станций для дома:
Комплексы с центробежным насосом отличаются высоким уровнем шума при работе, поэтому их лучше устанавливать в отдельном помещении. Многоступенчатые работают более тихо, имеют мощный напор и высокую производительность. Но стоить они будут дороже. Производительность насоса должна ненамного превышать потребность. Для семьи из 2-4 человек будет достаточно 4 кубометра в час при максимальном напоре 45 метров. Большая производительность увеличивает стоимость оборудования и расходы на электричество. Также повышенная мощность станции может привести к быстрому иссушению скважины. От размера резервуара зависит частота включения насоса и количество запаса воды на случай отключения электроэнергии. Станция может комплектоваться встроенным гидроаккумулятором либо накопительным баком. Накопительная емкость, как правило, устанавливается на чердаке. Стоимость отдельного резервуара для воды невысока, но в настоящее время наибольшую популярность имеют модели насосных комплексов со встроенным гидроаккумулятором объемом 24-50 литров. Большинство моделей насосных комплексов оборудованы встроенным фильтром грубой очистки, обратным клапаном и защитой от сухого хода. Выбор торговой маркиПроизводители предлагают водяные насосные станции для дома с одинаковыми техническими данными, но стоимость при этом может отличаться в разы. Цена зависит от использованных при производстве материалов, и как следствие надежности и долговечности агрегата. В качестве лучших насосных станций стоит отметить следующие торговые марки: Grundfos – европейский производитель, один из наиболее известных на российском рынке. Надежная автоматика, высокое качество сборки, долговечность, достаточно тихая работа. Среди недостатков можно отметить высокую стоимость такого оборудования.
Wilo – немецкое качество за разумные деньги. Итальянские производители Marina и Ergus также хорошо зарекомендовали себя, отличаются надежностью и удобством в использовании. Джилекс Джамбо — насосные системы отечественного производства. Рассчитаны на высокое загрязнение источников воды и большие перепады напряжения. Минусом этих станций является не всегда хорошее качество сборки и сложность в поиске запчастей. На фото ниже представлены модели насосных станций различных производителей: Фото насосной станции для домаТакже рекомендуем посетить:
все нюансы выбора на vodatyt.
Водяная насосная станция — это один из вариантов оборудования для подачи воды в частный дом. Применяется для водообеспечения домовой системы из автономного источника воды. Люди, не посвящённые в технические особенности оборудования, могут путать насосную станцию и погружной насос. Однако, разница между ними довольно значительная. Содержание
Варианты и назначениеНасосная станция водоснабжения для дома монтируется в подающую систему, вода подаётся из вне под давлением в трубопровод. Однако, самотёчная система имеет значительный минус, заключающийся в необходимости выделения для накопительного бака отдельного тёплого помещения, чтобы вода в нём не замёрзла. Учитывая, что расход воды в благоустроенном доме, заселённом семьёй из 4 человек, может достигать 1-1,5 м2 в день, можно представить объём необходимой накопительной ёмкости. Другой вариант, водонапорный, подразумевает создание напора в сети неким агрегатом, в роли которого часто выступает насос, погружённый в скважину. Подобный вариант часто применяется на дачных участках, где количество водоразборных точек минимально. Достаточно всего лишь включить насос в электросеть, и из шланга потечёт струя воды. Полноценный благоустроенный дом с автономным водоснабжением требует наличия в водопроводе стабильного давления. Показатель его должен соответствовать техническим требованиям подключенного к водоснабжающей сети бытового оборудования и сантехнических устройств. В противном случае автоматические стиралки или проточные водогрейные бойлеры попросту не будут включаться, а из душа будет течь тонкая струйка воды. Решить данную проблему призвана установка насосной станции. В чём выгода собственной станцииВ числе основных положительных моментов, что несёт в себе монтаж подобного оборудования, следует указать:
Насосная станция даёт возможность обеспечивать подачу воды из любого источника – скважины, накопительного кессона, пруда, колодца. Поскольку насосное оборудование устанавливается снаружи, качать воду можно даже из узкой скважины, куда не пройдёт глубинный насос. Для этого достаточно лишь опустить в неё обычный резиновый шланг d 2,5 см, подключив к насосной станции.
Аппарат включается автоматически, когда давление во внутридомовом водопроводе падает. При достижении установленного давления, аппаратура самостоятельно отключает насос.
В комплекте, вместе с насосным оборудованием, идёт демпферный резервуар, позволяющий иметь некоторый объём воды на всякий непредвиденный случай.
Насосная станция менее уязвима, нежели обычный водный насос. Допустим, когда в скважине закончится вода, реле попросту отключит станцию. В этом же ситуации обычный насос может попросту выйти из строя.
Установить показатель необходимого напора можно в индивидуальном порядке, в зависимости от количества потребителей, технических характеристик трубопровода. Водоподающая станция, в отличие от простого насоса, позволяет обеспечить те необходимые параметры, что прописаны в эксплуатационных нормативах для благоустроенного дома. Критерии выбора станции водоснабжения для домаНа современном рынке сантехнического оборудования представлен широчайший ассортимент насосных станций, обладающих различными техническими характеристиками. Высота всасывания и вид станций подачи водыОдним из основных показателей, характеризующих различные виды насосных станций, является высота всасывания воды. Данный показатель во многом зависит от типа работы насоса, которым станция укомплектована. Водяные насосы бывают:
Оба типа насосов также могут быть:
От этих показателей зависит высота всасывания и создаваемый в системе напор. Одноступенчатые и многоступенчатые модели отличаются практически бесшумной работой, и предназначаются для подъёма воды с глубины порядка 7-8 м. Если требуется подать воду с большей глубины, то лучше приобрести эжекторный вариант. Его особенность заключается в отводе части потока подаваемой воды обратно во всасывающий трубопровод. Благодаря такому решению удаётся значительно увеличить высоту подъёма. У моделей со встроенным эжектором этот показатель достигает 10м, а с выносным – до 35м. Минусы эжекторного насоса – повышенный шум при работе, и более высокая цена. Глубина скважины на вашем участке больше 35 м, тогда лучшим вариантом станет совмещение станции с погружным глубинным насосом. Объём накопительного бакаКаждая насосная станция снабжается накопительным баком различного объёма. Он позволяет создать резервный запас воды во внутридомовой сети, а также уменьшить количество циклов включения/отключения насоса. От того, насколько часто включается насос, зависит степень износа его механизмов. Второй фактор выбора – средний показатель расхода воды в доме. Чем больше в доме точек водозабора, и больше жильцов, тем большим по объёму должен быть накопитель. Благодаря своему устройству, демпферный бак позволяет поддерживать необходимое давление в водопроводе даже при выключенном насосе. Внутри его установлена резиновая мембрана, растягиваемая при наполнении бака водой. После отключения насоса она сжимается, выталкивая аккумулированную воду в сеть. Стоимость накопительной ёмкости прямо пропорциональна её объёму, что непосредственно влияет на общую цену станции. Средние размеры гидробаков 30-50л, но в продаже встречаются модификации от 18 до 100, и более литров. (Расчёт объёма — инструкция) Технические характеристикиГлавными эксплуатационно-техническими характеристиками станции для подачи воды, помимо высоты всасывания, являются образуемый напор и максимальная производительность. Эти показатели всегда указываются в техническом паспорте изделия. Поэтому, зная, на какой напор рассчитана ваша водопроводная система, и какую максимальную производительность может обеспечить скважина, подобрать нужную модель насосной станции не составит труда. Некоторые люди считают, что чем мощнее станция, тем лучше. Но это далеко не так. Чересчур мощный аппарат создаст в сети избыточное давление, результатом чего может стать разрыв труб и соединительных швов, преждевременный выход из строя сантехнического оборудования. Если производительность насоса больше дебета скважины, то велика вероятность, что она осушится прежде, чем расход воды будет компенсирован. Необходимый напор можно рассчитать, сложив такие показатели:
В итоге получаем средний необходимый показатель напора для вашего дома. Стандартные бытовые станции обеспечивают напор в пределах 35-70 м. Производительность насоса измеряется в м3 в час. Материалы изготовленияНасосные станции могут изготавливаться из разных материалов. От этого непосредственно зависит прочность и долговечность их функционирования. Поэтому, в магазинах зачастую можно увидеть аппараты с одинаковыми эксплуатационно-техническими показателями, но с разной ценой. К примеру, накопительные ёмкости станции могут изготовляться из обычной или нержавеющей стали. Последняя имеет стойкость к воздействию коррозии, и прослужит намного дольше обычной листовой стали. В то же время, нержавейка в разы дороже своего ржавеющего аналога. Внутренние узлы и агрегаты наиболее дорогих моделей делают из цветных нержавеющих металлов – алюминия, меди, бронзы. Все эти металлы имеют высокую прочность, но и высокую цену, что также влияет на общую себестоимость оборудования. Автоматика станцийКаждая станция систем водоснабжения, в отличие от обычного насоса, снабжается комплектом автоматических приборов. Прежде всего, это реле, связанное с манометром, и отвечающее за поддержание в водопроводе определённого напора. Когда уровень давления опускается ниже выставленной на реле отметки, оно автоматически включает насос. При достижении показателя точки максимума, электрическая цепь размыкается, и насос выключается. Помимо реле и манометра, в состав насосных станций входит датчик «сухой трубы». При исчезновении в трубопроводе воды, он самостоятельно отключит насос во избежание его поломки. Другой датчик предназначается для остановки электродвигателя при его перегреве. Это позволяет обезопасить насос от сгорания при длительной работе. Способ установкиВодяная станция может устанавливаться двумя основными способами:
Первый вариант размещается в утеплённом помещении – цокольном этаже или специальном строении близ скважины. Такой вариант отличается относительной простотой монтажа, и может устанавливаться своими руками. Станция с глубинником предназначается для подъёма воды из глубоких артезианских скважин. Водоподъёмный потенциал такой станции составляет до нескольких сот метров, и монтаж столь сложного оборудования лучше доверить специалистам.
Топ-3 лучших водоподающих станций для частного домаПри подборе водоподающего оборудования нужно в самую последнюю очередь руководствоваться её стоимостью. Поэтому, попробуем составить мини рейтинг насосных станций для бытовых нужд частного дома. В нём учтены их технические характеристики, долговечность эксплуатации и отзывы пользователей. Но, для чистоты сравнения, выберем станции среднего ценового сегмента, вполне доступные для российского среднестатистического домовладельца. «Калибр-СВД/160»Рейтинг станций бытового назначения возглавляет отечественный Калибр-СВД/160. Практичный агрегат, вполне подходящий для обеспечения водой среднего частного дома. «Гардена-3000»В число лучших станций вошел этот образец из Германии, отличающийся простотой в управлении. Данная станция способна запросто обеспечить водой загородный дом, при условии не слишком большого количества одновременно функционирующих точек водозабора. Отличается неплохими техническими данными, поистине немецким качеством сборки и вполне доступной стоимостью. «Марина-САМ-80/22»«Марина-САМ»-80/22 оснащён весьма значительным по объёму накопителем, способен обеспечить подающий напор до 18 м. Изготовлен из нержавеющих материалов, что обеспечивает устойчивость к коррозии. В комплекте имеется вся стандартная электронная начинка – от реле давления до датчика перегрева. Подобные бытовые насосные станции для дачного домика или небольшого частного жилья – один из самых идеальных вариантов. Сравнительные характеристики насосных станцийЧтобы дать читателям более полное представление о некоторых иных модификациях бесшумных насосных станций водоснабжения для частного дома, приведём таблицу с эксплуатационно-техническими данными:
Видео, советы специалистов по выбору станции для дома и дачиВодонапорная станция для дачи или жилого домостроения – немаловажная часть всей водоснабжающей системы. Поэтому изначально следует определиться, какая модель вам лучше всего подойдёт по своим характеристикам.
В представленном ниже видео вы сможете ознакомиться с нюансами выбора водоподающего оборудования для частного жилья.
Насосы для бытового водоснабжения | ПентаирНасосы для подачи воды Доля
Официальное водоснабжение самого красивого дома в квартале Ваш душ будет теплым и готовым, как только вы включите воду. Ваши садовые лакомства будут яркими. Ваш газон будет того великолепного зеленого оттенка, который заставит ваших соседей позеленеть от зависти. Нужна помощь?Наши компетентные представители службы поддержки готовы помочь вам. Свяжитесь с нами Найти дилераСвяжитесь с ближайшим к вам дилером Pentair. Найти дилера Купить на местеВведите местоположение: Кнопка геолокации Дилеры не найдены. Пожалуйста, попробуйте другое место. Местоположение отключено вашим браузером. Пожалуйста, введите адрес. Загрузка… Закрывать  filterModel.filters»> filterModel.filters»>
Фильтр по
Насколько хорошо работают водяные насосы и напорные системы? Знание основ функционирования вашей скважинной системы водоснабжения важно при выборе системы очистки воды, поскольку использование неподходящего типа системы очистки может отрицательно сказаться на давлении и расходе воды в доме. Например, если в колодце используется напорный бак, система очистки воды должна быть установлена после напорного бака, чтобы не повредить скважинный насос. Когда вы открываете дома кран или включаете душ или ванну, вы ожидаете, что вода будет течь с определенной скоростью и с хорошим напором. Давление воды в ваших трубах и напорной системе заставляет вашу воду течь. Если ваш дом подключен к городским коммуникациям, давление воды контролируется местной водопроводной компанией или коммунальным предприятием. Если ваш дом находится на колодце, вам нужен насос и напорный резервуар для создания этого давления, если только у вас нет резервуара для хранения на холме поблизости, достаточного для создания гравитационного давления. Напорный бак в вашей скважинной системе создает давление воды с помощью сжатого воздуха. Из-за этого давления, когда в вашем доме открывается клапан или кран, вода выталкивается из бака через трубы в вашем доме. Когда вода в напорном баке падает ниже заданного уровня, срабатывает реле давления, которое включает насос. Затем насос снова наполняет гидробак. Обратный клапан (односторонний клапан) удерживает давление в напорном баке от обратного потока в скважину. Сочетание напорного бака, реле давления, обратного клапана и насоса — это то, что позволяет воде течь через ваш дом. Напорные баки , которые также служат мини-аккумуляторами для вашего дома, обычно настроены на поддержание давления в пределах 20 фунтов на квадратный дюйм (PSI) от ваших настроек запуска и остановки. Например, во многих домах с колодезной водой установлено давление включения при 40 фунтов на квадратный дюйм и выключения при 60 фунтов на квадратный дюйм. Если давление падает ниже 40 фунтов на квадратный дюйм, насос включается и доводит давление до 60 фунтов на квадратный дюйм, прежде чем отключить и снова отключить насос. Напорный бак действует как резервуар и позволяет забирать воду из бака без включения и выключения насоса каждый раз при включении воды. Защищает насос и продлевает срок его службы. Напорный бак также сокращает случаи «водяного удара», уменьшает количество воздуха в трубах и контролирует давление в вашей системе водоснабжения. Основы водяного насоса и системы давленияВ большинстве случаев колодезная вода выкачивается из-под земли автоматически с помощью погружного насоса или струйного насоса, который устанавливается на поверхность земли и забирает воду из-под земли для создания давления воды в доме. В некоторых системах колодезной воды используется большой накопительный бак для хранения воды перед ее повторной подачей в дом. Другие системы колодезной воды питаются самотеком и используют гравитацию для подачи воды в дом.
Домашняя система водоснабжения, помимо самого колодца, состоит из двух важных компонентов – насоса и напорного бака. Скважинные насосы Существует множество типов и размеров насосов для систем водоснабжения. Некоторые предназначены только для удаления воды из источника. Некоторые насосы предназначены для специальных работ, таких как повышение давления или подача специального выхода. Бустерные насосы устанавливаются после накопительного бака. Напорные бакиНапорные баки обеспечивают хранение вашей системы водоснабжения. Существует три основных типа резервуаров для хранения воды:
Дополнительное хранилище Некоторые владельцы колодцев любят устанавливать дополнительные резервуары для хранения воды. Вообще говоря, дополнительной емкости дневного запаса воды достаточно. Жидкое стекло пропорции: Сколько жидкого стекла добавлять в цементный растворЖидкое стекло и мыло в бетон: пропорцииДобавляют жидкое стекло в бетон для увеличения гидроизоляционных свойств конструкции. Однако применение этого продукта не ограничено строительной сферой. При приготовлении бетонной смеси очень важно соблюдать рекомендованные пропорции основных компонентов и специальных добавок. Жидкое стекло — это экологически чистая антисептическая добавка, состоящая из силикатов натрия и калия. Это бесцветное вещество, имеющее особый специфический запах. По физическим характеристикам похоже на канцелярский клей. Благодаря своему составу применяется во многих областях промышленности: литейной, мыльной, бумажной, текстильной. Без жидкого стекла практически невозможно изготовить мыло, бумагу и различные виды клея. При добавлении жидкого стекла в клей получается универсальное клеящее вещество для металла, дерева или пластика. В быту жидкое стекло или вассерглас может применяться довольно широко. С его помощью можно склеивать декоративную посуду или детали интерьера, замазать трещины и избавиться от мелких дефектов. Повышенная влагоустойчивость бетона достигается благодаря добавления в смесь жидкого стекла. Бетон с жидким стеклом применяется обычно, только когда требуется повышенная влагоустойчивость всей конструкции. Если ввести жидкое стекло в бетон, можно добиться от готового материала следующих положительных качеств:
Жидкий бетон после добавления вассергласа очень быстро застывает, это не всегда положительное качество, поэтому опытные строители рекомендуют делать смеси в небольших количествах и постоянно добавлять воду. Пропорции жидкого стекла в бетонеПеред тем как ввести жидкое стекло в бетон, необходимо приготовить водный раствор на его основе. Жидкое стекло разбавляем водой в пропорциях 1/2 и тщательно перемешиваем, затем полученную смесь соединяем с цементным раствором. Связующее вещество в виде жидкого клея должно составлять не менее 25% от общей массы бетона. Применение раствора силикатов оправдано его экономией и свойствами, благодаря которым это вещество становится незаменимым при повышенных требованиях к гидроизоляции строения. Низкая стоимость жидкого стекла позволяет использовать его при больших объемах строительства. Однако при использовании раствора жидкого стекла следует знать о том, что он изменяет физические характеристики бетонной смеси. После добавления силикатного клея в бетонную смесь исключается любая обработка бетона после застывания, в том числе и покраска. В жидком стекле есть вещества, которые не дадут обычной краске лечь на поверхность бетона гладко и ровно. Жидкое стекло для приготовления бетона часто используется как добавка при штукатурных и шпаклевочных работах. Жидкое стекло также используется в грунтовке, в таком случае пропорции смеси должны составлять один к одному с раствором из цемента. Силикатный клей на пару с цементом применяется при кладке каминов и печей. Для приготовления такого раствора необходимо четко соблюсти пропорции. На 1 кг цемента берем 3 кг песка, добавляем силикатный раствор в количестве 1/5 от общей массы цемента, после чего добавляем воду и замешиваем массу. Жидкое стекло для бетона очень часто используют как добавку при различных штукатурных и шпаклевочных работах. Если немного изменить процент вхождения ингредиентов в смесь, например, взяв цемент и песок из расчета 1 к 2,5, затем добавить 15% силиката, налить воды и хорошенько перемешать, то получится превосходная водозащитная штукатурка. Вернуться к оглавлению Применение жидкого стекла
С помощью жидкого стекла для бетона проводятся работы, улучшающие гидроизоляционные характеристики подвалов, колодцев и различного рода перекрытий. Вассерглас очень часто применяют в строительстве как связующее вещество, позволяя добиваться от растворов, таких качеств, как прочность, долговечность, огнеупорность, стойкость к воздействию атмосферных факторов. Используется при изготовлении особо стойких жидких покрытий. К примеру, краски, в состав которой входит раствор силикатов, обеспечивают огнеупорность окрашенной поверхности. Также, благодаря отсутствию вредных для человеческого организма составляющих, такие покрытия рекомендуются для использования в помещениях с большой проходимостью людей. Грунтовка на основе раствора силикатов натрия обеспечивает защиту от стрессовых атмосферных воздействий, защищает от осадков и влаги. Этот универсальный материал, очень часто используется в качестве дополнительного покрытия кирпичных, бетонных и деревянных поверхностей. Вернуться к оглавлению Правила безопасности при использовании жидкого стекла для бетонаПри использовании этого универсального вещества просто необходимо соблюдать правила безопасности. Старайтесь избегать попадания жидкости на открытую поверхность кожи. Производите работу с силикатными растворами только в защитных перчатках. Вассерглас ни в каком виде нельзя употреблять в пищу. Посуду, в которой производились работы с жидким стеклом, нельзя использовать для приготовления пищи для людей или животных. После работы ее нужно замочить в большом объеме холодной воды на срок от 5 часов. После посуду следует тщательно вымыть с использованием моющего средства. Затем вновь замочить в воде. Эту процедуру следует повторить не менее 3 раз. При попадании раствора силикатов в глаза следует немедленно прекратить работу и промыть пораженный орган большим количеством воды. Жидкое стекло для бетона — применениеГидроизоляция бетона жидким стеклом. При возведении бетонных конструкций необходимо использовать защитные покрытия поверхностей. Чтобы избежать скорого разрушения построек под воздействием природных факторов, применяется жидкое стекло для бетона — цементный раствор на основе силикатного компонента. Содержание
Гидроизоляция фундамента с помощью жидкого стеклаБольше остальных бетонных сооружений риску разрушения подвержено основание любой постройки. Подтопление грунтовыми и талыми водами, атмосферные осадки и резкие перепады температур способствуют ускорению разрушительных процессов. Поэтому фундамент постройки нуждается в обязательной гидроизоляции. Пропитка жидким стеклом способствует защите бетонной конструкции, гидроизолируя не только поверхность, но и ее верхний слой. Особенности жидкого стеклаОсновной компонент материала — силикат натрия, отличающийся влагостойкостью. На вид похож на белые либо прозрачные бесцветные кристаллы, обладает некоторой сыпучестью, однако производители фасуют слегка увлажненный материал. Состав затвердевает в результате химической реакции при взаимодействии с углекислым газом, при застывании образует аморфный оксид кремния. Главной особенностью этого материала является увеличение гидроизоляционных свойств обработанной поверхности. Это связано с тем, что вязкое вещество, попадая в мельчайшие поры конструкции, способно образовать прочную пленку. Закупорка трещин приводит к образованию гидробарьера, благодаря которому влага не может попасть внутрь постройки и разрушить ее. Основная сфера применения жидкого стекла в связи с его качественными характеристиками — устройство фундаментов из бетона и чаш бассейнов. Характеристики жидкого стекла. Плюсы и минусы использованияК достоинствам состава относятся:
Кроме того, бетонная конструкция с применением жидкого стекла становится более износостойкой, жаропрочной и быстрее затвердевает. Несмотря на ряд достоинств, это вещество имеет свои недостатки, в числе которых:
При приготовлении состава необходимо учитывать скорость застывания и стараться не превышать предельно допустимую концентрацию жидкого стекла. В противном случае может сильно снизиться качество бетона. Подготовка силикатного раствора — инструменты и расходные материалыДля приготовления состава понадобятся следующие материалы и инструменты:
Песок желательно просеять, чтобы исключить попадание глинистых примесей, которые снизят качество силикатной смеси. Вода для замеса должна быть чистой, без мусора и илистых примесей. Пропорции компонентов при использовании жидкого стеклаПропорции для гидроизоляции. Сначала разводят силикатный порошок, вмешивая небольшое количество воды и, при необходимости, добавки-пластификаторы, затем — цемент и песок. При приготовлении состава желательно учитывать сферу его применения: в одном случае вещество должно быть густым и пластичным, в другом — вязким, но жидким. Жидкое стекло и цемент — пропорцииДля приготовления необходимо придерживаться точности пропорций, которые будут зависеть от назначения применяемого состава. Такой раствор используется при грунтовании поверхностей. Особенность материала заключается в отсутствии использования песка. Пропорции будут следующими:
Сначала замешивается цементный раствор в пропорции 1:0,5 (цемент-вода), который затем добавляется в увлажненный силикат. Массу необходимо непрерывно помешивать. Для гидроизоляционных работ в чаше бассейна следует приготовить вещество из силиката и цемента в следующих пропорциях:
Если планируется использовать бетон с жидким стеклом в бытовых целях, то добавлять следует вещество с долей до 10% от общего объема бетонной массы. При добавлении силикатного вещества не рекомендуется превышать его объем более чем на 3% от общего количества состава, иначе снизятся прочностные характеристики бетона. Пропорции: цемент — песок — жидкое стекло
При добавлении песка в цементно-силикатную смесь изменяются ее свойства. Поэтому необходимо знать, для каких целей применяется раствор, чтобы регулировать объем компонентов. Для увеличения гидроизоляционных характеристик в бетон добавляется следующее количество компонентов:
В этом случае получается водостойкая штукатурка, которую наносят на бетонную поверхность. При изготовлении защитных покрытий колодцев готовят такой состав:
При правильном соотношении раствор будет напоминать вязкую густую сметану. Пропорции раствора. Для создания огнезащитных составов рекомендуется готовить смесь в такой пропорции:
При заделке швов и трещин состав готовится в такой пропорции:
Марку цемента во всех случаях рекомендуется брать не ниже М400 — чтобы качество состава было лучше. Технология приготовления раствора для гидроизоляции своими рукамиПри самостоятельном приготовлении обмазочного состава пропорции должны быть следующими:
Приготовить смесь легко, нужно лишь соблюдать последовательность действий:
После приготовления материал желательно использовать как можно скорее, поскольку срок схватывания полученной массы может составить от 5 до 40 минут в зависимости от процентного содержания силиката. Если необходимо добавить гидроизоляционный состав непосредственно в бетонную массу, то вышеуказанные пропорции потребуются на расход 2,5 кг/л бетонной массы. Красящие работыКроме гидроизоляции бетона силикатная смесь может быть использована для покраски стен и фундамента. Производители предлагают краски на основе силикатов, однако их можно изготовить самостоятельно, добавив в раствор красящий пигмент. Однако необходимо помнить, что входящий в состав калий вступает в реакцию с краской и образует прочное соединение, в результате которого происходит реакция и щелочные компоненты разрушают пигментный краситель. За счет этого цветовая гамма состава теряет свою насыщенность. Наружные работыЖидкое стекло для наружных работ. К ним относится оштукатуривание поверхностей стен и фундамента постройки. Штукатурка используется в качестве дополнительной защиты наружных ограждений, особенно в зимнее время, когда наблюдается резкий перепад температур. Перед применением смеси можно увеличить адгезионные свойства бетона, нанеся на поверхность тонкий слой силикатного раствора, который сохнет в течение нескольких минут. ГрунтованиеГрунтовка бетонной поверхности необходима в случае проведения облицовочных работ. После нанесения грунтовочного слоя, состоящего из цемента и жидкого стекла, увеличиваются силы сцепления отделочного материала с основной поверхностью. В этом случае цемент должен быть водостойким. Пропитка поверхностейТут используется только раствор жидкого стекла, благодаря которому на обрабатываемой площади образуется прочный пленочный слой. С течением времени пленка застывает, схватываясь с поверхностью, и придает ей огнестойкие свойства. Как пользоваться жидким стеклом при ремонтных работах: замазке трещин, щелей и пустотПоскольку растворенный силикат способен проникать глубоко внутрь конструкции, то его используют при заполнении щелей и пустот бетонной поверхности, нанося массу на образования шпателем или кистью. Для приготовления стяжки необходимо 3 компонента:
Воду добавляют до образования массы густой консистенции. Прежде чем добавить силикат в цементно-песчаную смесь, порошок необходимо растворить в воде. Количество нужного затворителя определяется из инструкции по применению от производителя. Поскольку материал имеет высокую скорость застывания, то состав желательно готовить небольшими порциями, чтобы успеть израсходовать всю массу за отведенное время. Силикатный раствор может заменить жидкое мыло или известковую муку. Жидкое стекло Указания/Часто задаваемые вопросы/Информация — Superclear Epoxy Resin Systems Шаг 1: Идеальная рабочая температура составляет около 77°F. Наилучшие результаты можно получить при температуре от 70°F до 85°F в чистой, сухой и непыльной среде. Шаг 2: Измерьте продукт в соответствии с вашим предполагаемым использованием. Приготовьте 2 части базовой смолы к 1 части отвердителя по объему жидкости. Сначала налейте отвердитель, а затем базовую смолу в чистую емкость с гладкими стенками, достаточно большую, чтобы вместить всю жидкость и оставить место для смешивания. Этап 3: Материал необходимо тщательно перемешивать не менее 6-8 минут. При смешивании обязательно соскребайте стенки, дно и углы контейнера. Следите за тем, чтобы в смесь не попало слишком много воздуха. Если вы смешиваете галлон, используйте миксер, настроенный на «ручную скорость». Для меньшего количества используйте палочки для размешивания. Не смешивайте более 3 галлонов за раз. Перелейте в новую чистую емкость и перемешивайте еще минуту. Шаг 4: Вылейте смешанную смолу на поверхность и равномерно распределите с помощью ракеля или руки в перчатке. Шаг 5: Используйте источник тепла, например, тепловую пушку, чтобы удалить пузырьки, добавив небольшое количество тепла в окружающее пространство. Пузырь поднимется на поверхность и лопнет. Шаг 6: Если вы собираетесь делать вторую заливку, первая заливка должна быть слегка липкой. После того, как будет сделана вторая заливка, возможно, снова потребуется удалить пузыри. Материал станет твердым через 48-72 часа, но для полного отверждения и максимальной твердости может потребоваться до 7 дней, в зависимости от температуры.
В: Как лучше всего смешивать эпоксидную смолу Liquid Glass Deep Pour? A: Убедитесь, что у вас есть 2 части базовой смолы и 1 часть отвердителя, точно отмеренные по объему. Вылейте каждый в ведро для смешивания, и мы рекомендуем смешивать вручную в течение не менее 6 минут и от 6 до 10 минут или до полного смешивания. Будьте осторожны, чтобы не царапать стенки во время смешивания, но не царапайте их при заливке. В: Как долго затвердевает жидкое стекло и при какой температуре его можно заливать? A: Оптимальный диапазон температур окружающей среды составляет 72–84 °F в чистой среде с регулируемой температурой. Наша жидкая стеклянная глубокая заливка представляет собой эпоксидную смолу с медленным отверждением, и в этом температурном диапазоне она начнет превращаться в гель через 6-10 часов и затвердеет в течение 72 часов. Температура ниже 70° может остановить процесс отверждения. При температуре выше 85° он начнет ускорять отверждение, что приведет к растрескиванию, усадке и другим негативным последствиям. В: Соответствует ли ваша эпоксидная смола требованиям FDA? О: Если коротко, то да. После отверждения наша эпоксидная смола становится безопасной в соответствии с кодом FDA 21CFR175. В: Когда я могу извлечь форму? A: Оптимальный диапазон температур окружающей среды составляет 72–84 °F в чистой среде с регулируемой температурой. В этом температурном диапазоне вы можете извлечь из формы примерно через 48 часов, а его оптимальная удобоукладываемость будет между 48 и 72 часами. Через 72 часа он будет шлифоваться и строгаться так же легко, как дерево! В: Могу ли я использовать это на мебели, предназначенной для улицы? A: Хотя наша эпоксидная смола желтеет меньше в течение более длительного периода времени по сравнению со всеми другими эпоксидными смолами, под прямыми солнечными лучами любая эпоксидная смола желтеет намного быстрее. В: Сколько слюды или пигмента можно использовать? A: Мы рекомендуем использовать только цветные пигменты на основе эпоксидной смолы (например, наши жидкие пигменты Supercolor), пигментный порошок слюды, спиртовые чернила и красители. При этом 12% — это предел цвета, который можно добавить до того, как процесс отверждения повлияет. Помните, чем выше процент красителя, который вы добавляете, тем меньше шансов на идеальное отверждение. Если вы подниметесь слишком высоко, ваш проект не вылечится. Наш предел для жидкого стекла составляет 12%, что более чем достаточно для создания непрозрачного покрытия, но также позволяет использовать меньший процент для достижения полупрозрачного покрытия. Жидкая стеклянная эпоксидная смола – текучая пластиковая смола Вы когда-нибудь задумывались, как рестораны получают такие СУПЕРГЛЯНЦЕВЫЕ барные стойки и столешницы? Эти столешницы и столешницы выглядят так, как будто дерево покрыто жидким стеклом. -Лучший выбор- Проверить цену и наличие Popular Epoxy Resin UsesBottle Cap ProjectsBar TopsCountertopsGlitter Epoxy TumblersArt ResinCoffee TableBeer Bottle Столешницы с крышками Projects Они особенно популярны, потому что эпоксидная смола придает крышкам вид, как будто они подвешены в стекле. Неудивительно, что крышки от бутылок могут содержать много песка и грязи. Мастера-любители могут купить эти бейсболки онлайн, спросить в местном баре/ресторане или просто сэкономить сверхурочные. В целях безопасности, независимо от того, откуда были получены бейсболки (и даже если продавец утверждает, что они были выстираны/очищены), бейсболки должны быть тщательно очищены и высушены. Крышки, содержащие песок, грязь и масла, могут вызвать завихрения эпоксидной смолы или загрязненную смесь. После того, как колпачки будут очищены и высушены, их можно прикрепить к изделию. Заглушки должны быть прикреплены к объекту ДО нанесения заливочного слоя эпоксидной смолы. Если колпачки не закреплены и эпоксидная смола залита на колпачки, воздух, попавший под колпачок, заставит колпачок всплывать и двигаться. Барная стойка Проекты из эпоксидной смолыБарные столешницы бывают всех форм, размеров и материалов. Наиболее популярной является деревянная барная стойка, но все большую популярность приобретают окрашенные и инкапсулированные проекты. Каждый тип древесины имеет свой уровень пористости. Некоторые породы дерева более пористые, чем другие. Чтобы быть в безопасности, всегда лучше начинать с заливки очень тонкого герметизирующего слоя. начальный слой должен быть достаточно толстым, чтобы покрыть поверхность. Это позволит эпоксидной смоле заполнить поры дерева и воздух будет легко выходить на поверхность. Это поможет устранить пузыри позже в проекте. Если тонкий герметизирующий слой не наносится и в отвержденном изделии остаются пузырьки, их обычно можно отшлифовать. Проекты с барной стойкой распространены на открытых площадках. Однако большинство эпоксидных смол не предназначены для использования на открытом воздухе или прямого воздействия УФ-излучения. Воздействие ультрафиолета со временем пожелтит эпоксидные смолы. Поэтому, если бар находится на открытом воздухе, он должен быть затенен от воздействия УФ-излучения. Проекты из смолы для столешницыЭпоксидная смола может стать отличным способом украсить старые столешницы. Однако это может оказаться очень большой задачей, особенно для тех, кто не привык работать с эпоксидной смолой. Те, кто хочет покрыть свои кухонные столешницы эпоксидной смолой, должны иметь достаточный опыт работы с эпоксидной смолой. Вертикальные поверхности, такие как фартук, могут быть особенно сложными для правильного покрытия. Самовыравнивающаяся эпоксидная смола чувствительна к силе тяжести и будет стекать по вертикальной поверхности. Многие самодельщики также обеспокоены тем, что отвержденная эпоксидная смола безопасна для пищевых продуктов или одобрена FDA. Хотя существует много эпоксидных смол, которые утверждают, что они соответствуют требованиям FDA, реальность такова, что конечный потребитель в конечном итоге смешивает и заливает эпоксидную смолу; и поэтому каждое приложение должно оцениваться индивидуально. ПРИМЕЧАНИЕ. Как сделать стаканы с блестками с помощью эпоксидной смолыКак и в случае со столешницами, при использовании эпоксидной смолы для изготовления стаканов наиболее важной проблемой является ее безопасность для конечного пользователя. К сожалению, многие эпоксидные смолы рекламируют свой материал как пищевой. Однако каждое приложение должно оцениваться индивидуально . В конечном счете, конечный пользователь смешивает, заливает и отвердевает эпоксидную смолу, что оставляет место для ошибки. Сказав это, многие эпоксидные смолы могут быть одобрены FDA, но это будет зависеть от производителя и правильно выполненных инструкций. Большинство эпоксидных покрытий являются самовыравнивающимися, что может представлять проблему для тех, кто хочет покрыть стаканы. Искусство из эпоксидной смолы Искусство из эпоксидной смолы принимает множество форм и форм. Некоторые художники просто используют эпоксидную смолу для покрытия произведения искусства, а другие используют эпоксидную смолу для создания своих произведений искусства. Быстро завоевывает популярность искусство из цветной смолы. Этот тип искусства использует несколько цветов, блесток, оттенков и т. д. эпоксидной смолы. Часто эпоксидную смолу подкрашивают красителями, слюдяными пигментными порошками или дисперсионными пигментами. Творения бесконечны с этим видом искусства. Как и в случае с проектами из эпоксидной смолы для столешницы, для освоения этого требуется время и острый глаз. Журнальный столик из эпоксидной смолыЖурнальные столики и журнальные столики идеально подходят для проектов из эпоксидной смолы. Однажды унылые и скучные предметы мебели могут снова засиять. Этот тип проектов особенно популярен для тех, кто занимается «шебби-шиком» или распродажами ненужной и выброшенной мебели. Варианты настройки журнального столика или столика безграничны (каламбур). Одним из самых популярных проектов является речной стол. Это можно сделать с помощью нового куска дерева или заполнив пустоты, вмятины и царапины цветной эпоксидной смолой. Поскольку кофейные столики и приставные столики часто находятся в гостиной, где большинство людей развлекаются, они идеально подходят для «разговорных предметов». Для тех, кто ищет более персонализированный предмет мебели, эпоксидная смола может использоваться для герметизации картин, сувениров и других мелких предметов. Как и в случае с крышками от бутылок, при заливке предметов в эпоксидную смолу все, что инкапсулируется, должно быть должным образом подготовлено. Как использовать и смешивать эпоксидные смолыКаждый набор смол немного отличается. Первый и самый важный фактор, который следует учитывать, — это соотношение компонентов смеси. В большинстве эпоксидных смол используется смесь 1:1 по объему. Это соотношение легко измерить, особенно при использовании градуированных контейнеров для смешивания. Литейные смолы часто намного тоньше, чем смолы для покрытий, и часто имеют объемное соотношение 2: 1. Различия в пропорциях смешиванияЭпоксидное покрытие Проверить цену и наличие
Литейные смолы Проверить цену и наличие
Как сделать своими руками трубогиб: Трубогиб своими руками – чертежи, видео и фото самодельного гибочного устройства2 бюджетных вида, чертежи + видеоСодержание:
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку. Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто. Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно. Принцип работы трубогибаПринцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля. Ролики бывают:
Направляющих два, и один прижимной вал.
Виды профилегибочных станков и их устройстваПрофильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше. Станок для гибки профильной трубы Основные виды трубогибов для профильного изделия:
По типу приводаОт угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
По способу изгибаОдну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
По месту расположения подвижного валаПодвижной валик может находится в середине, или по бокам (справа или слева):
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Какие материалы и инструменты нам понадобятсяПред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени. Для изготовления профилегибочного станка нам понадобится:
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов. Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты. Инструкция как сделать профилегиб своими рукамиИтак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства. Самый простой трубогиб без заморочек. Проще некуда! Смотрите это видео на YouTube Трубогиб с ручным приводомНам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины. Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу. Чертёж будущего трубогиба После этого, уже приступили к изготовлению самого трубогиба:
Обрезаем швеллер по размеруОчищаем ржавчину
Счищаем резьбу со шпиля
Слегка изгибаем шайбу
На шпильку одеваем гайкуОдеваем шайбу и подшипники
Гайки подтягиваем ключом
Привариваем краяГотовый ролик
Отмеряем размер направляющихВырезаем заготовки
Свариваем уголки с швеллеромПривариваем снизу
Делаем ведущий ролик
Обвариваем края
Одеваем подшипники
Подготавливаем детали каретки
Свариваем все элементы
Проделываем отверстие снизу
Вставляем шпилькуОдеваем и привариваем гайки
Отрезаем заготовку для упорного механизма
Отмеряем середину для отверстия
Устанавливаем кареткуРазмещаем пластину
Привариваем роликиПривариваете ручку
Приделываем ручной привод Трубогиб для профильной трубы готов, можно переходить к испытанию. Трубогиб с гидравлическим приводомКак сделать трубогиб своими руками | Обустройство мастерской и самодельные станки Смотрите это видео на YouTube Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно. Чертёж гидравлического трубогиба
Свариваем станину
Проделываем отверстия
Размещаем валики
Устанавливаем домкрат
Гидравлический трубогиб Дефекты гибки и как их избежатьДля облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают. Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно. Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения. Как снизить издержки на изготовлениеЧтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра. Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла. Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды. Видео инструкцииЛУЧШИЙ вариант для трубогиба без токарных работ Смотрите это видео на YouTube Самый простейший трубогиб своими руками! Смотрите это видео на YouTube Как сделать трубогиб для профильной трубы своими руками, видео, фото, чертежиНередко случается, что для выполнения некоторых работ в доме или на приусадебном участке может понадобиться согнуть профильную трубу. Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Содержание
НазначениеТрубогиб имеет очень широкий спектр применения. Кованые конструкции, ограждения, решетки, мебель на приусадебном участке – все можно без труда сделать при помощи этого несложного устройства. Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения. КонструкцияВ настоящее время не составляет особого труда приобрести трубогиб в специализированных строительных магазинах. Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения. Трубогиб ручной гидравлический Если вы планируете работать с профилями небольшого диаметра, то лучше выбрать устройство с ручным приводом. Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные. Если в процессе работы вам потребуется точно вымерить угол и радиус будущей заготовки, то стоит обратить внимание на электромеханическое устройство. Его преимущество состоит в том, что заготовка в процессе обработки не ощущает внутреннюю деформацию. Что касается разновидностей этого приспособления, то их классифицируют следующим образом:
Пружинное устройство ручного типа обычно используют для работы с полимерными трубами. Изгиб осуществляется посредством сдавливания пружин. В сегментных приспособлениях – путем растягивания трубы. Электромеханический трубогиб профильной трубы Изготовление трубогиба своими руками: 3 популярных способаТрубогиб – полезный и нужный в хозяйстве инструмент. Проще всего, конечно, будет приобрести его в магазине, но стоимость его нельзя назвать дешевой. Поэтому самым простым и экономичным вариантом станет изготовление устройства своими руками. Можно выделить три основных способа изготовления трубогиба в домашних условиях. Вариант №1. Простой способ. Вам потребуется изготовить полукруг из небольшого куска дерева.
Конструкция трубогиба Трубогиб готов к работе. Но как им пользоваться?
Внимание! Этот вариант прекрасно подойдет для работы с такими металлами, как алюминий и сталь. Если вы работаете с трубами различного диаметра, то есть смысл изготовить несколько шаблонов. Вариант №2. Несложный и экономичный способ.
Из чего состоит трубогиб Принцип работы этого трубогиба схож с вышеуказанным вариантом. На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров. Вариант №3. Принцип его работы состоит в том, что цилиндр и ролики выполняют загиб материала. Цилиндр должен постоянно свободно двигаться. Именно благодаря ему возможно изменить угол требуемого изгиба. Чтобы сделать такой трубогиб самостоятельно вам понадобится:
Также вам потребуется деревянный шаблон. Используйте доски толщиной не более 30 мм. Изготовление деревянного шаблона аналогично предыдущим вариантам. Профильная труба в трубогибе
Благодаря этим трем несложным вариантам изготовления трубогибов, можно значительно сэкономить деньги и время на проведении монтажных работ. Материалы и инструменты, которые понадобятся в процессе изготовления, есть у любого хозяина. Какой именно трубогиб сделать своими руками зависит от ваших возможностей и потребностей. Самодельный трубогиб: видеоТрубогиб своими руками: фотопримеров лучших самоделок Желание обустроить загородный дом и участок диктует потребность в максимуме инструментов. При проведении водопровода, строительстве теплицы, монтаже арочных конструкций не обойтись без хорошего трубогиба. Мы расскажем, как сделать трубогиб своими руками. В представленной нами статье подробно описаны проверенные на практике конструкции, даны пошаговые инструкции по сборке. Основываясь на наших советах, вы сможете собрать отличный инструмент для собственной фермы. Содержание статьи:
Виды трубогибов, представленных на рынке Трубогибы представляют собой механические или гидравлические конструкции, помогающие сгибать металлические трубы, уголки, стержни, профнастил без нарушения внутренней структуры изделия. По принципу работы можно выделить трубогибы следующих типов:
Но основной частью сборки трубогиба остается точный чертеж, без которого не стоит даже начинать сборочные работы. При изготовлении трубогиба не обойтись без общехозяйственных инструментов. Естественно токарный станок и сварочный аппарат покупать не обязательно. Для подрезки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в мастерскую, занимающуюся изготовлением кованых изделий. За небольшую плату вам быстро помогут сделать все необходимое. Как сделать улитку-трубогиб?Самодельный улитковый гибочный станок может показаться сложным. На самом деле это устройство собрать не сложнее, чем роликогиб. Процесс отличается только используемыми деталями и временем сборки. Кохлеогиб позволяет сгибать профиль сразу по всей длине, а не только в одном месте. Необходимые материалы и инструментыТак как описываемый вальцовый станок не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, предлагаемые материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм. Для изготовления трубогиба Вам потребуется: Особое внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звезды можно взять от старых велосипедов, но они должны быть точно такими же по размеру. Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, т. Перед выбором и покупкой всех материалов необходимо нарисовать чертеж со схематическим изображением всех конструктивных элементы, чтобы не приобретать их в процессе изготовления трубогиба. Процесс сборки улиткового гибочного станкаСборка любого оборудования начинается с составления чертежа-схемы. После этого можно приступать к основным рабочим процессам, которые продемонстрированы на фото-инструкции: Несколько полезных советов: Галерея изображений Фото Вместо швеллеров можно приварить трубогиб к существующей металлической раме На вал действует сильное сдвиговое усилие, поэтому внешний сварной шов должен быть прочным В случае обрыва цепи можно сделать слегка ослабленным и поставить на уже приваренные звездочки Направляющие должны быть строго параллельны, иначе пресс будет постоянно заедать В качестве направляющих прижимного ролика можно использовать отрезки оставшегося швеллера Втулка и винт должны иметь широкую и глубокую резьбу, чтобы она не соскочила уже после нескольких нажатий На длине рукоятки рычага лучше не экономить: чем она длиннее, тем больший крутящий момент можно разработан Основание трубогиба должно быть прочно прикручено к опоре, иначе инструмент будет шататься и опрокидываться Сварка двух швеллеров между собой Приварка вала к основанию трубогиба Надевание цепи на звездочки Приварка вертикальной направляющей Сборка напорного вала из швеллера Приварка резьбовой втулки к плите Винтовые и приводные роликовые затворы Трубогиб в работе После его испытаний можно покрасить конструкцию с антикоррозийной краской для лучшей сохранности сварных швов. Изготовление модели ручного роликаИзготовление ручного трубогиба своими руками производится из тех же стальных деталей без применения специальных механических приспособлений. Это приспособление предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом. Далее рассмотрим процесс изготовления двухвалкового трубогиба, крепящегося к опорной раме. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов. Необходимые материалы и инструментыДеформация трубы — процесс трудоемкий, для которого нужны хорошие и прочные материалы, иначе вместо профиля можно гнуть сам рабочий инструмент. Для изготовления механического ручного радиального трубогиба вам потребуется: В процессе работы могут понадобиться другие общехозяйственные инструменты: молоток, напильники, наждачная бумага, линейка и т.д. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключая из них выемку вокруг окружности можно получить универсальный инструмент для гибки металлического профиля. Процесс изготовления трубогибаКогда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба: Важные нюансы изготовления: Фотогалерея Фото Перед работой смазать внутренний канал малого валика машинным маслом или литолом Для усиления крепления центрального болта его можно вкрутить в нить предварительно нарезанная в отверстии Если вы забудете установить ролик в рупор и приварить болт, придется переделывать всю конструкцию Опорный брус необходимо усилить 2-3 уголками, так как он испытывает сильные нагрузки в горизонтальной плоскости Стопорная планка должна быть приварена по всей длине, так как на нее действуют большие радиальные нагрузки При креплении конструкции на центральный винт между роликами необходимо поставить дюймовую трубу для оценки правильности сборки Труба должна прочно удерживаться между роликами. Окраска трубогиба вряд ли будет долговечной, но замедлит коррозию металлических элементов Материалы для ручного трубогиба Центровой болт с резьбой и приваркой Приварка болта к П-образной конструкции Формирование опорной плиты на основе Крепежная планка приваривается снизу к основанию Вдавливание кулачка на центральный винт Вид сбоку на вальцовый станок Окрашенный готовый вальцовый станок Слабым местом во всей получившейся конструкции являются сварные швы, поэтому в процессе изготовления трубы им уделяется особое внимание Бендер. Трубогиб автомобильный ступичныйЕще один уникальный трубогиб от народных умельцев — инструмент, собранный из металлического профиля и автомобильных ступиц. Его конструкция массивна и проста, что позволяет не беспокоиться о поломках в процессе эксплуатации. Процесс изготовления такого трубогиба следующий. Между ступицами имеется направляющий неподвижный швеллер, который можно сварить из двух уголков. Швеллер меньшего размера расположен внутри направляющей конструкции, к одному краю швеллера приварена третья ступица с осью вращения, а ко второму — гайка или резьбовая втулка для нажимного болта. По краям направляющего швеллера привариваются полосы или уголки для ограничения вертикальных перемещений подвижной части конструкции. Край основного паза закрыт листом металла с отверстием для прижимного винта. С другой стороны пластины к винту приварена ручка ворот. В результате получается вальцовый гибочный станок с местным усилием зажима. Если к верхней части подвижной втулки прикрутить ручку для вращения, то с помощью такого инструмента появляется возможность согнуть профиль по всей длине. Фотогалерея Фото Широкий обод автомобильных ступиц может мешать сборке трубогиба, поэтому его лучше сразу срезать болгаркой Направляющий швеллер также можно сварить из листового металла , но предпочтительнее одноканальный канал Для предотвращения бокового смещения внутреннего канала к его сторонам можно приварить дополнительные куски листового металла Втулка прижимного винта должна быть хорошо смазана машинным маслом Вместо обычных металлических пластин в качестве ограничителей можно использовать уголки: они дополнительно уменьшат колебания внутреннего канала в желобе Прижимной винт не должен упираться в подвижные элементы ступицы Ограничительная втулка должна быть приварен к винту, чтобы ограничить его движение наружу. Благодаря высокому качеству ступичных подшипников ручку прижимного вала можно сделать с одной стороны, главное, чтобы она не сломалась Автомобильный концентратор, приваренная к слою Угловой направляющий канал Внутренний подвижный канал с ограниченными ограничениями Стул для зажима Верхний граничный углы Внешний вид заживления . Рассматриваемый трубогиб является мощным и универсальным инструментом, который можно собрать с минимумом затрат, ведь старые ступицы в автосервисах можно сдать по цене металлолома. Изготовление трубогибаТрубогиб — самый простой инструмент для деформации металлического профиля и труб, который вы можете изготовить самостоятельно. Для его изготовления потребуются такие изделия: Если заготовка сырья и процесс сборки кажутся вам излишне трудоемкими, то лучше приобрести готовые. С правилами подбора снаряжения ознакомит наша рекомендуемая статья. Чтобы сделать домкрат, вам потребуется: После сборки конструкции можно положить трубу на дно роликов и прижать ее по центру полукруглой насадкой с помощью домкрата. Галерея изображений Фото Детали ржавого домкрата Установка роликов между швеллерами Установка насадки домкрата Как работает домкрат? Недостатком этого приспособления является его статичность, т. К достоинствам домкрата-гибочного станка можно отнести невысокую стоимость, простоту конструкции и отсутствие необходимости тяжелого физического труда. Желающие сделать станок для работы с профильными трубами найдут много полезной информации, с содержанием которой советуем ознакомиться. Выводы и полезное видео по темеПредставленные видео материалы помогут ознакомиться с приведенными выше рекомендациями по изготовлению самодельных трубогибов в динамике, а также познакомят с дополнительными вариантами сборки этих инструментов из подручных материалов. Видео №1. Роликовый домкрат: Видео №2. Изготовление трубогиба: Видео №3. Сборка ступичного трубогиба: Видео №4. Виды самодельного инструмента для гибки металлопрофиль не ограничиваются предложенными вариантами, ведь трубогиб своими руками можно сделать из любых имеющихся в хозяйстве деталей. Главное соорудить прижимной механизм, который будет проталкивать трубу между двумя стойками или роликовую систему для деформации всего профиля сразу. Хотите поговорить о том, как сделать трубогиб своими руками? Есть ли в вашем арсенале вариант инструмента, не описанный в статье? Пожалуйста, пишите комментарии в блоке ниже, делитесь полезной информацией, фотографиями по теме статьи, задавайте вопросы. Как согнуть трубу с помощью трубогибаWoodward Fab Методы гибки труб и труб с помощью трубогибов достаточно просты. Ниже приведены некоторые советы от специалистов по гибке труб, которые помогут вам добиться идеального изгиба: 1. При использовании гидравлического трубогиба убедитесь, что размеры формирователя и гибочного ролика точно соответствуют размеру трубы. труба. 2. Поскольку трубы обычно крепятся с одного конца, измерьте длину трубы от центра. Это даст вам точное измерение. 3. Потренируйтесь несколько раз, пока не доведете до совершенства сгибание. Быстрое, стремительное движение обеспечит вам более плавный изгиб. 4. Трубы при изгибе имеют тенденцию немного пружинить. Для идеального изгиба вам необходимо перегнуть трубку. Убедитесь, что вы рассчитали величину ожидаемой пружины, и соответственно перегните трубку. Изготовление форм для литья из алюминия: ✅ Формы для литья алюминия — от 3 дней заказ от 3 000 рублей — МосЛИТхарактеристики и способы создания формы для литья алюминияВ производственных цехах литье алюминия выполняется с помощью автоматических установок. Все оборудование от лучших Китайских и Тайваньских производителей. Отличается высокой степенью автоматизации и безупречным качеством. Алюминий — пластичный легкий металл серебристого цвета. Отлично гнется, хорошо поддается штамповке, литью, металлообработке. На воздухе быстро окисляется, образуя тонкую оксидную пленку, защищающую от коррозии. невысокая температура плавления, около 660°С, с точкой кипения 2500°С. В расплавленном состоянии металл хорошо растекается, заполняя пресс-формы для литья алюминия. Высокая пластичность позволяет раскатывать его в тончайшую фольгу, используемую для создания упаковок. Отличные технические и эксплуатационные качества позволяют использовать алюминий в транспортном машиностроении, строительстве, электротехнике, производстве потребительских товаров разного назначения. Технологии домашнего литья алюминия, материалы и оборудованиеБлагодаря относительно невысокой температуре плавления, литые детали из алюминия можно изготовить кустарным способом. Изготовление изделий выполняется в следующем порядке: Для работы понадобятся: печь для разогрева металла бензиновая или газовая горелка; Чтобы подготовить необходимое для заливки количество сырья, нужно определить вес и массу будущего изделия с помощью металлического калькулятора. Самодельные печи и способы расплавления алюминияНа производственных предприятиях и литейных цехах металл плавится в тигельных индукционных печах. Плавка кустарным способом возможна в самодельных печах или устройствах, работающих от бензиновых или газовых горелок. В муфельной печи имеется специальная камера, изолирующая расплавляемую заготовку от контакта с углем или продуктами горения. Нагревательная камера может быть изготовлена из шамотного огнестойкого кирпича, глины или теплоизоляционных панелей ШПГТ-450. Для уменьшения тепловых потерь муфельную печь снаружи можно изолировать минеральной базальтовой ватой. Нагрев в такой печи происходит от угля, газа или электричества. Электрические печи самые популярные и эффективные. Рис.2 Самодельная электрическая муфельная печь Принцип действия угольной печи: Рис.3. Схема печи кустарного изготовления: 1. Крышка с проемом для выхода топочных газов; 2. Стенки печи из шамотного кирпича, глины или плит; 3. Тигель для алюминия; 4. Чугунная решетка; 5. Дверка для удаления золы; 6. Камера зольная; 7. Подача воздуха; 8. Угольная камера. Небольшие заготовки, весом до 150 граммов, можно плавить при помощи газовых или бензиновых горелок, приспособив для этого разные по размеру жестяные банки. Рис.4. Устройство для плавки с газовой горелкой Способы создания форм для литья алюминияДля производства изделий методом плавки нужны соответствующие пресс-формы для литья алюминия. Они могут изготавливаться из гипса, цемента, смеси песка и жидкого стекла. 1. Открытый способ литья Простые изделия изготавливают в открытых формах. Для этого используются приспособленные емкости в виде жестяных банок, коробок, сковородок, самодельные формы из гипса. 2. Закрытая форма Сложные детали и узлы создаются в закрытых разъемных пресс-формах для литья алюминия. Они обычно состоят из основной детали и двух или нескольких боковых, или верхних частей. В верхней части формы делаются воронкообразные проемы для подачи металла. Материалы для литых формМастера, занимающиеся литьем алюминия, чаще всего используют гипсовый или цементный раствор для изготовления форм. Макет детали изготавливается из воска, пенопласта или парафина. Гипсовые формы Восковый шаблон устанавливается в коробку или ящик, выступающий в роли опалубки, фиксируется и заливается раствором из гипса. Для изготовления формы лучше подойдет белый гипс, марки Г-7. В процессе схватывания и сушки формы парафин или воск расплавляется и выливается. В образовавшиеся полости заливается горячий алюминий. Если в качестве макета используется пенопласт, раскаленный алюминий заливается по пенопласту, расплавляя и вытесняя его из формы. Типичные ошибки и советы по правильному литьюЛитье из алюминия — непростой процесс, требующий выполнения сложных операций. Если вы решили, что отливка изделий вам под силу — смело беритесь за дело. Важно трезво оценить свои возможности, запастись необходимыми материалами и прислушаться к советам профессионалов: При выполнении последовательности и технологии работ, литье — доступный процесс создания изделий из алюминия в кустарных условиях. Моисеев Алексей Пресс-формы для литья алюминия. Изготовление пресс-формОставить заявку Пн-Пт. с 9-00 до 18-00, сб.-вс. – выходной +7(495)240-82-98 info@zub-x. ОПИСАНИЕАлюминий является самым распространённым и востребованным материалом в современной промышленности. Все это объясняется такими его качествами, как: дешевизна, доступность и хорошие эксплуатационные параметры. Вот поэтому не удивительно, что из алюминия изготовляются многие современные детали, изделия. Самым популярным методом получения необходимой детали является именно литьё под высоким давлением. Такой метод экономически выгодный и безопасный. Касательно самого процесса литья, то он происходит за счёт специальных пресс-форм и вспомогательного оборудования. Таким образом, пресс-формы для литья алюминия являются ключевыми деталями в общем процессе. Технологические этапы производства пресс-формЭксперты отмечают, что изготовление пресс-форм для литья алюминия – это сложный процесс, который состоит из нескольких важных производственных этапов. При этом здесь важен правильный конструкторский расчёт. Чем выше требования к конечному изделию, тем сложнее процесс.
Последний этап – это доставка пресс-форм заказчику. В течении краткого времени можно изготовить много отливок, используя при этом только одну литьевую форму, что является невозможным при использовании других методик. Почему лучше заказать пресс-формы для литья алюминия у нас?Если вам необходимы качественные пресс-формы для литья алюминия, важно выбрать хорошего производителя. Компания Zubix является именно тем надёжным производителем, который готов выполнить заказ на высшем уровне за счет современного оборудования, штата опытных специалистов. Почему выгодно сотрудничать с компанией Zubix?:
Высока производительность позволяет выполнить разные заказы клиента в большом объеме не в ущерб качеству. У нас Вы можете заказать пресс-формы для литья алюминия с доставкой по РФ и странам ближнего зарубежья. Оформить заказ можно через наших инженеров отдела продаж по тел. +7 (495) 240-82-98 или через электронную почту [email protected] Наши сотрудники оперативно помогут Вам и ответят на все интересующие вопросы. 3 типа метода литья алюминия и методы литья металлических деталей16 апреля 2019 г. Категории: Литье алюминия На всех этапах производства вопрос «Какой метод литья алюминия следует использовать?» можно решить, только задавая и отвечая на дополнительные вопросы о рассматриваемом приложении, требованиях проекта в целом и ваших потребностях как клиента. Это верно как для методов литья алюминия, так и для любого другого процесса. Преимущества и области применения методов литья алюминия для проекта огромны, но есть еще несколько вариантов, которые следует учитывать при принятии решения о том, как отливать алюминиевые детали для вашего приложения. В этой части мы кратко суммируем различия между доступными методами и предоставим простое руководство, которое поможет вам определиться с правильным выбором. Методы литья алюминия: три процессаДля литья алюминия можно использовать три основных метода литья металла: литье под давлением, литье в постоянные формы и литье в песчаные формы. Методология каждого из этих методов литья металлов следующая:
Какой метод литья алюминия выбрать?Хотя компания LeClaire Manufacturing специализируется на методах песка и постоянных формах, в этом разделе рассматриваются некоторые из наиболее распространенных факторов, влияющих на решение о том, какой метод подходит именно вам. Наряду с кратким обзором каждого фактора мы отметим, какой из трех процессов лучше всего отвечает этой потребности:
Если у вас есть дополнительные вопросы о подходящем для вас процессе, LeClaire Manufacturing готова помочь. Чтобы узнать больше о наших комплексных услугах по литью в песчаные формы и литью в постоянные формы, свяжитесь с нами сегодня, чтобы получить предложение. Обучение литью металла [Типы и процессы]перейти к содержанию MetalworkingMetal Кристин Арзт Что такое литье металлов? Литье металла — это процесс, которому уже 7000 лет, и который используется как в производстве, так и в изобразительном искусстве. Во время литья металла расплавленный металл переносится из тигля в форму для создания положительного металлического литого объекта. Металл и форма охлаждаются, а металлический предмет извлекается и обрабатывается. Традиционные методы литья металлов включают литье по выплавляемым моделям, литье в гипсовые формы, литье под давлением и литье в песчаные формы, и это лишь некоторые из них. Эти процессы литья металла могут выполняться в литейном цехе или в ювелирной мастерской. Процессы литья металлов известны уже тысячи лет и широко используются для создания скульптур, украшений, транспорта, оружия и инструментов. Первый известный литой предмет — медная лягушка, датируемая 3200 г. до н. э., найденная на территории современного Ирака. В эпоху бронзы популярность металлического литья резко возросла. Бронза была гораздо более легким и прочным сплавом для работы по сравнению с золотом, и из нее отливали инструменты и оружие с использованием каменных форм. Во времена династии Шан в Китае одноразовые песчаные формы впервые использовались для литья металлов. Около 1000 г. до н.э. Индия была одной из первых древних цивилизаций, отливавших серебряные и медные монеты в качестве валюты. Позже, около 500 г. до н.э., династия Чжоу ввела чугунное литье. На протяжении всей истории Ближний Восток и Западная Африка обычно использовали литье по выплавляемым моделям. Много лет спустя в 20 веке произошел бум технологии литья металлов, разработав процессы, на которых основано большинство современных методов. Для чего используется литье металлов?На протяжении всей истории металлическое литье использовалось для изготовления инструментов, оружия и религиозных предметов. Литье — это недорогой способ создания сложных форм и рисунков, а также легкое создание нескольких одинаковых объектов. Процесс литья металлов широко используется в производстве, особенно в развитии технологий и транспорта. Отливки могут иметь размер от нескольких граммов, как отлитое кольцо, до тысяч фунтов, как дизельный двигатель. Формы литья различаются по сложности от чего-то совсем простого до невероятно замысловатого. В то время как транспорт и тяжелое оборудование составляют большую часть отливок, производимых во всем мире, литье металлов является невероятно универсальным процессом. You will likely find components of metal casting in the following objects:
Типики из металлов 9001.
Литье в одноразовые формыЛитье в одноразовые формы — это метод, в котором используются одноразовые или временные формы. Эти формы обычно изготавливаются из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Изготовление собственной одноразовой формы — недорогой и относительно быстрый процесс. Лучше всего подходит для мелкосерийного производства. Многоразовые формы для литья Многоразовые формы представляют собой многоразовые и постоянные формы для литья металлов. Они прочнее и лучше других выдерживают высокие температуры расплавленного металла. Постоянные формы часто изготавливаются из металлов, таких как сталь или чугун, из-за их высокой прочности, низкой пористости и термостойкости. Основной процесс литья металлаОсновной процесс литья металла включает создание модели и формы, а затем заливку расплавленного металла в форму. Затем вы извлечете твердую металлическую отливку и закончите свою деталь. Этот процесс настраивается для различных типов литья металлов, а также для форм, размеров и многого другого. Шаг 1. Создание шаблона Перед изготовлением формы необходимо создать шаблон для определения формы формы. Выкройка может быть трехмерной моделью вашего окончательного слепка. Он может быть сделан из воска, песка, пластика или даже дерева. Некоторые литейщики используют формы из гипса или силикона, которые представляют собой материалы, которые не выдерживают отливки из расплавленного металла, но позволяют литейщику массово создавать кратные воски для использования в литье одноразовых форм. Когда вы формируете свой шаблон, убедитесь, что вы учитываете любую ожидаемую усадку, когда металл остывает. Шаг 2: Изготовление формыПосле того, как вы создали выкройку, пришло время сделать форму. Как мы упоминали выше, вы можете сделать многоразовую форму, которая обычно изготавливается из металла, или одноразовую форму, которая может быть сделана из песка, гипса или керамической оболочки. Каждый из этих методов изготовления форм оптимизирован для различных литейных металлов и различных уровней сложности модели. Если вы работаете с восковым или пластиковым узором, вы можете выжечь узор в печи. Шаг 3: Выберите металлический сплав Все металлические отливки изготавливаются из сплавов черных или цветных металлов. Сплавы представляют собой смесь элементов, обеспечивающих наилучшие механические свойства для окончательного использования в отливке. Черные сплавы включают сталь, ковкий чугун и серый чугун. Цветные сплавы, которые чаще всего используются в литье, это алюминий, бронза и медь. Этап 4: Расплавление сплаваПроцессы плавления разных сплавов различаются, поскольку каждый сплав имеет разную температуру плавления. По сути, плавка состоит из помещения твердого сплава в тигель и нагревания его над открытым пламенем или внутри печи. Шаг 5: Залить в формуЗалить расплавленный металл в полость формы. Если это небольшая отливка, то можно просто лить из тигля, в котором нагревался металл, прямо в форму. Для более крупного литья может потребоваться небольшая команда для поддержки нагревания металла внутри печи и переноса металла в больший тигель или ковш перед заливкой в форму. Обязательно соблюдайте все рекомендации по технике безопасности при заливке расплавленного металла. Убедитесь, что вы носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, утепленные перчатки и защитные очки. Шаг 6: Извлеките отливку из формы.Когда металл остынет и затвердеет, его можно вынуть из формы. Если вы отливаете в одноразовую форму, вы можете отделить форму от отливки. Если вы использовали гипсовую паковочную массу, вам нужно будет охладить гипс водой после того, как металл затвердеет. Вода поможет избавиться от плесени. Для многоразовых форм вы можете использовать выталкивающие штифты для извлечения отливки. Шаг 7: Финишная обработка Напилите и отполируйте цельнометаллическую отливку! Это может включать в себя очистку отлитого металлического предмета, например, удаление лишнего материала формы в воде, отламывание литейных литников кусачками для мелких предметов или даже угловой шлифовальной машиной для крупных деталей. Обучение литью металлаЕсли вы хотите отлить маленькое кольцо или сложный кусок металла для автомобильного двигателя, возможности литья металла безграничны. Тип металлического литья, который вы выберете, будет зависеть от вашего видения конечного продукта. Если вы заинтересованы в ювелирных изделиях, вы захотите работать с драгоценными металлами, такими как золото, серебро и платина. Если вас заинтересуют другие промышленные проекты, ваша отливка может варьироваться от небольших алюминиевых плиток до чугунной сковороды. После того, как вы определились со своими целями, вы можете изучить варианты самообразования. Местная гильдия художников по металлу предоставляет своим членам сообщество, образовательные ресурсы и многое другое. Мы всегда рекомендуем новичкам начинать с очного занятия, чтобы охватить требования безопасности, получить доступ в студию и научиться литью металла у профессионала. Обучение литью металлов в The Crucible The Crucible предлагает курсы литья металлов как в литейном, так и в ювелирном отделах. Часто задаваемые вопросы по литью металлаМожно ли лить металл дома? Вы можете создать свой собственный литейный цех и литейный цех, уделяя первостепенное внимание безопасности. Убедитесь, что вы носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, утепленные перчатки и защитные очки. Какие бывают виды литья металлов?В основных видах литья металлов используются одноразовые или многоразовые формы. При литье одноразовых форм используется одноразовая форма, изготовленная из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Распространенными типами литья металлов, в которых используются одноразовые формы, являются литье по выплавляемым моделям, литье по выплавляемым моделям и литье в песчаные формы. Многоразовые формы — это многоразовые и постоянные формы, изготовленные из чугуна или стали. Многоразовые формы используются для литья под давлением и литья под давлением. Какие инструменты нужны для литья металла? Для литья металла вам потребуются защитное снаряжение, хорошо проветриваемое рабочее место, форма, тигель, щипцы и печь, горелка или печь для обжига. Какие металлы легче всего отливать?Алюминий — удобный материал для литья металлов, поскольку он недорогой, широко доступный и быстро плавится в пропановой горелке или в электрической печи. Как сделать форму для литья металла?Это разные типы пресс-форм для разных проектов. Во-первых, определите, будете ли вы делать одноразовую или многоразовую форму. Формы для керамических оболочек изготавливаются путем погружения восковой модели в несколько слоев суспензии керамических оболочек перед выжиганием воска и отливкой металла внутрь. Формы для литья из песка встраиваются в деревянную раму и формируются с помощью оттиска или модели, либо рисунок вырезается прямо в песке. В гипсовых формах для выплавки также используется какая-то рама, сделанная из дерева или металла. Восковая модель помещается внутрь рамы, поверх модели заливается паковочная масса, и форма оставляется для застывания. Продолжить изучение руководств по металлу Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. Подробнее → Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру…. Подробнее → Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью…. Подробнее → Узнайте о различных типах литья по выплавляемым моделям, от металла до стекла, и о том, как начать работу, в этом руководстве для начинающих по литью по выплавляемым моделям…. Подробнее → Узнайте, как построить Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства…. Читать далее → Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья…. Читать Подробнее → You Can Learn to Cast MetalВ Горниле еженедельно проводятся новые занятия по литью металлов.
3-часовой дегустатор: Ювелирные изделия3-часовой дегустатор — отличный способ познакомиться с новой формой искусства без более глубокого изучения полного курса. После базового ознакомления с отжигом, текстурированием, штамповкой, опиловкой,… Узнать больше и зарегистрироваться → 3-часовой дегустатор: Foundry3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокая приверженность полному курсу. После базового ознакомления с созданием песчаных форм создайте собственную форму для… Узнать больше и зарегистрироваться → Ювелирная лабораторияПосещение лаборатории — отличный способ попрактиковаться и усовершенствовать навыки, которые вы изучаете на занятиях. В лабораториях вы можете работать над заданиями класса или над своими собственными проектами. Лабораторное время контролируется, но… Узнать больше и зарегистрироваться → Ювелирные изделия и металлы I Изучите основы изготовления ювелирных изделий. Узнать больше и зарегистрироваться → Подвески и серьги из металлической глиныСоздавайте подвески, серьги и носимые скульптуры из медной и серебряной металлической глины, практикуя и совершенствуя различные техники прокатки, текстурирования, аппликации и резьбы… Узнать больше и зарегистрироваться → Литые украшенияСоздавайте праздничные украшения из литого алюминия! Вырежьте свои проекты в песке, связанном смолой, чтобы сделать песчаную форму, а затем наблюдайте, как расплавленный алюминий заливается, чтобы заполнить вашу форму. Когда… Узнать больше и зарегистрироваться → Семейные безделушки и побрякушки Присоединяйтесь к Горнилу, чтобы повеселиться всей семьей и научиться делать украшения! В семейных группах вы научитесь изготавливать индивидуальные подвески с гравировкой, создавая узор-коллаж. Узнать больше и зарегистрироваться → Литейный завод I: Процесс изготовления керамической оболочки метод литья. Изучите основные методы работы с воском и изучите основы обработки металла в этом увлекательном курсе. Вы будете…Узнать больше и зарегистрироваться → Литье воска в сереброИзучите древний процесс литья скульптурных украшений по выплавляемым моделям. Экспериментируя с различными видами воска, вы вырежете, отлиете и закончите как минимум один маленький фетиш, подвеску или… Узнать больше и зарегистрироваться → Foundry LabЧлены Горнила! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется… Узнать больше и зарегистрироваться → Элегантные кольца для сборки Изучите основные методы пайки и металлообработки, чтобы сделать набор колец из стерлингового серебра, меди, латуни и золота. Вы уйдете с несколькими стильными кольцами для. Фото металл никель: Никель. Свойства, применение, химический состав, марки
Никель допрыгался до остановки торгов – Газета Коммерсантъ № 40 (7241) от 10.03.2022Беспрецедентный скачок цен на никель, которые выросли в 2,5 раза, до исторических $100 тыс. за тонну, за один день, привел к остановке торгов металлом на Лондонской бирже. Инвесторы испугались перебоев с поставками из России. Остановка торгов вряд ли скажется на долгосрочных контрактах ГМК «Норильский никель». Но если цена сохранится на этих уровнях, аналитики ждут серьезных негативных последствий для потребления металла.
Фото: Михаил Кичанов, Коммерсантъ Фото: Михаил Кичанов, Коммерсантъ Приостановка торгов никелем на Лондонской бирже металлов (LME) после скачка цены на 150% не окажет существенного влияния на исполнение контрактов «Норникеля» с потребителями, считают источники “Ъ” в отрасли. По их словам, долгосрочные контракты формируются на основе котировок LME за определенный период, тогда как нынешний скачок цен выглядит краткосрочным. Торги на LME были приостановлены во вторник, 8 марта, впервые с 1985 года, когда биржа останавливала операции с контрактами на олово. Никель подорожал более чем в два раза, до $100 тыс. за тонну из-за опасений инвесторов о возможных перебоях поставок из России, хотя пока против «Норникеля» санкций не вводилось. Ситуация усугубилась тем, что один из крупнейших в мире производителей никеля китайский Tsingshan Holding Group Co. столкнулся с маржин-коллом по своей короткой позиции и вынужден был ее закрыть. Китайские СМИ писали о вызванных этим убытках в $8 млрд. Как говорится в сообщении биржи, операции с никелем едва ли возобновятся раньше пятницы. После открытия торги будут осуществляться только в часы работы европейских бирж, плюс будет введен десятипроцентный лимит дневного колебания котировок. «Норникель» официально заявляет, что продолжает производить и реализовывать металлы, несмотря на беспрецедентные новые вызовы. «Мы столкнулись с мировой финансовой нестабильностью, турбулентностью на наших традиционных рынках, серьезными ограничениями в логистике»,— говорилось в заявлении компании. Однако компания может столкнуться с диверсификацией закупок со стороны западных клиентов. Так, ключевой потребитель палладия «Норникеля» германский концерн BASF намерен исполнить действующие контракты, но не будет запускать новые проекты с «Норникелем». Стороны сотрудничают на площадке финского предприятия ГМК Nornickel Harjavalta, которое перерабатывает российское сырье «Норникеля». Затем никелевое и кобальтовое сырье поставляется для производства аккумуляторов на построенный поблизости завод BASF. Альтернативных поставщиков никеля начала искать финская Outokumpu Oyj, которая является одним из крупнейших в мире производителей нержавеющей стали, пишет Wall Street Journal. Никель дорожает на фоне дефицита и безостановочного снижения складских запасов этого металла на крупнейших биржах с марта 2021 года, отмечают в Центре экономического прогнозирования (ЦЭП) Газпромбанка. Текущие запасы никеля находятся на многолетних минимумах, при этом на рынке выросли опасения перебоев поставок из России, которая обеспечивает 5% выплавки никеля в мире и около 10% добычи никелевого сырья, пишут аналитики в своем Telegram-канале. До этого цена никеля поднималась выше $40 тыс. за тонну только в 2007 году. Как отмечает ЦЭП, это событие оказало значительное долгосрочное влияние на рынок: потребители нержавеющей стали начали переходить на сплавы с меньшим содержанием никеля, а высокие цены дали толчок к разработке никелевых месторождений в Китае и Индонезии. В итоге к 2016 году никель подешевел до $9,6 тыс., что сделало убыточным более половины мировой никелевой промышленности. Конъюнктура на рынке никеля улучшилась лишь после ограничения экспорта сырья из Индонезии и развития рынка электромобилей. По мнению ЦЭП, нынешний значительный рост цен может привести к серьезным проблемам в производстве нержавеющей стали и спецсталей, а также в выпуске компонентов для автомобильных аккумуляторов. Евгений Зайнуллин
Nickel Metal — Bilder und stockfotos808Bilder
Durchstöbern Sie 808Durchstöbern Sie 808. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. hervorhebung des chemischen elements никель im periodensystem der elemente. 3D-рендеринг — никель-металл стоковые фотографии и изображения Hervorhebung des chemischen Elements Nickel im Periodensystem… Nickel erzgestein — фото и изображения из никеля Nickel Erzgestein gebürstetes aluminium, stahl plattehintergrund, kopie raum — никель металл, фото и изображения Gebürstetes aluminium, Stahl Platte Hintergrund , Kopie Raum Hintergrund aus gebürstetem Aluminium, Horizontal Vollrahmen mit Kopierraum fokus auf chemisches element никель beleuchtet im periodensystem der elemente. Fokus auf chemisches Element Nickel beleuchtet im Periodensystem… sulfid-nickelerz — фото и изображения никеля и металла Sulfid-Nickelerz verriegelnder türknauf — фото и изображения никеля и металла миниатюрный мастер, металл, цинк и серебро. bergbauunternehmen Oder Департамент минеральных ресурсов. — фото и фото из никелевого металла Abbau von Kobalt, Nickelerzier. Миниатюрный мастер, дер Металл… Nickelbarren auf höchstem niveau — никель-металлические стоковые фотографии и изображения Nickelbarren auf höchstem Niveau литий-батарея-концепт — stromversorgung der wiederaufladbaren quelle — 3d-иллюстрация — никель-металлические стоковые фотографии и изображения Lithium-Batterie-Konzept — Stversept wiederaufladbaren… чистый никель bereich — никель металл стоковые фотографии и изображения чистый никель Bereich muldenkipper — никель металл стоковые фотографии и изображения Muldenkipper leere edelstahlpfanne isoliert auf weißem hintergrund. Leere Edelstahlpfanne isoliert auf weißem Hintergrund. Neue… никель im Periodensystem der Elemente, Metall mit Symbol ni — никель металл фондовая графика, -клипарт, -мультфильмы и -символ Nickel im Periodensystem der Elemente, Metall mit Symbol Ni gold gebürstete oberfläche texturhintergrund metallic — никель металлический сток-график, -клипарт, -мультфильмы и -символ Gold Gebürstete Oberfläche Textur Hintergrund Metallic widmanstätten-muster, auch als thomson-strukturen bekannt, sind figuren von langen никель-eisen-kristallen, die in den octahedrit-eisenmeteoriten und einigen pallasiten gefunden werden. — никель-металлический сток-график, -клипарт, -мультфильмы и -символ Widmanstätten-Muster, auch als Thomson-Strukturen bekannt, sind… Элемент никель, im Periodensystem der Elemente, elementsymbol ni — никель, металл, графика, -клипарт, -мультфильмы и -символ Элемент Nickel, im Periodensystem der Elemente , Elementsymbol Ni Fliegende metallkugeln, материал для elektrofahrzeuge. Fliegende Metallkugeln, Material für Elektrofahrzeuge…. никель. edelmetalle auf höchstem niveau — никель-металл стоковые фотографии и изображения Никель. Edelmetalle auf höchstem Niveau metall textur — никель-металл стоковые фото и изображения Metall Textur 3d-vectorillustration aufzug — никель-металл сток-графика, -клипарт, -мультфильмы и -символ никель-металл стоковые фотографии и изображения Altes, verlassenes eingestürztes Kalksteinbergwerk никель (ni) символ химический элемент периодической системы, 3D-анимация на атом-дизайн-хинтергрунд — никель-металл стоковые фотографии и изображения Никель (Ni) Химические символы Element des Periodensystems, 3D-Animation metall textur — никель-металлические фото и изображения Metall Textur Nickeldampf — никель-металлические стоковые фото и изображения Nickeldampf щелочная батарея. Никель-металлические и металлические электрические батареи с реалистичным вектором — никель-металлические графические изображения, графические изображения, графические изображения и символы Щелочные батареи. wirklich und purechemical elemente-hier abgebildet никель-ни — никель-металл фото и фото Wirklich und pure Chemical Elemente-hier abgebildet Nickel-Ni Sammlung einiger reiner chemischer Elemente mit 99,9% Klarheit. Hier gezeigt никель. metallischer pfosten- und kernaufbau für die molarkroneninfrastruktur. — никель-металлические фотографии и изображения Metallischer Pfosten- und Kernaufbau für die… zwei metallische pfosten- und kernaufbauten für die schneidekrone. — никель-металлические фотографии и изображения Zwei metallische Pfosten- und Kernaufbauten für die Schneidekrone. elektrofahrzeug литиевая батарея NMC. электроавтоаккумулятор. литий-ионный целлпакунг. литий-nmc-акку. Energypeicherung für elektrofahrzeuge. hochvolt-elektrofahrzeugbatterien. автоаккумулятор. — фото и фото из никелевого металла Elektrofahrzeug Lithium-NMC-Batterie. Elektroauto-Batterie. kronleuchter 1 — никель-металлические фото и изображения Kronleuchter 1 «Zeitgenössischer fünfleichter Kronleuchter aus gebürstetem Stahl. Digitales Foto, Tiefenschärfe» walzen aus stahlblechen. metallspulen in der werkstatt der metallbearbeitung — стоковые фотографии и изображения никеля металла Walzen aus Stahlblechen. Metallspulen in der Werkstatt der… сувенирный sammlerstück silber gold dolch cutlass mit scheide, mit metallgravur, auf schwarzemhintergrund. luxuswaffen mit Traditionalellen mustern im mittelalterlichen vintage-stil. — фото и фото из никелевого металла Souvenir Sammlerstück Silber Gold Dolch Cutlass mit Scheide, mit… aa-batterien. verarbeitung фон akkumulatoren, nutzung. akkumulatoren, batterien auf weißemhintergrund. — стоковые фотографии и изображения из никелевого металла AA-Батарейка. Verarbeitung von Akkumulatoren, Nutzung…. никель-символ. химический элемент периоденсистемы. Никель-символ. Chemisches Element des Periodensystems…. никель и периодическая система элементов — никель-металлические фото и изображения никель Ni Periodensystem der Elemente muldenkipper — никель-металлические фото и изображения Muldenkipper bratpfanne aus edelstahl isoliert auf weißem grund. leere pfanne aus 18/10 хром-никель-сталь-ausschnitt. neue inox-bratpfanne zum braten, anbraten und bräunen. Modernes kochgeschirr aus metall. — стоковые фотографии и изображения из никелевого металла Bratpfanne aus Edelstahl isoliert auf weißem Grund. Leere Pfanne… 3d-иллюстрация фон würfeln der elemente des periodensystems, германий, никель, уран и швефель, die das wort genie bilden. wissenschaftlicher, technologischer und ingenieurwissenschaftlicherhintergrund — никель-металлические стоковые фотографии и изображения 3D-иллюстрация фон Würfeln der Elemente des Periodensystems,. Nahaufnahme eines Duschgriffs Wertänderungen von Nickel — фото и фото из никелевого металла Wertänderungen von Nickel аккумуляторная батарея im eiswürfel. 3D-иллюстрация — никель-металлические стоковые фотографии и изображения Батарея в Айсвюрфеле. 3D-иллюстрация , аллергия на никель — фото и изображения на никель-металл , аллергия на никель , переработка батареи, никель-металлгидридная батарея, векторная иллюстрация, рисунок. — никель-металлический сток-график, -клипарт, -мультфильмы и -символ Переработка аккумуляторов, никель-металлгидридные аккумуляторы,… satz sanitärausrüstung auf einem strang schlepptau. — фото и фото из никелевого металла Satz Sanitärausrüstung auf einem Strang Schlepptau. Gibeon Meteor, Намибия — фото и изображения из никелевого металла Gibeon Meteor, Намибия Einer der Meteoriten, die in prähistorischer Zeit in Namibia fielen, in der Nähe der Stadt Гибеон, Намибия. turkiye — земля, металл, никель, машиностроение, товары — никель металл фото и фото Türkiye — Земля, Металл, Никель, Машиностроение, Товары никель-символ. химический элемент периоденсистемы. векториллюстрация. — никель-металлический сток-график, -клипарт, -мультфильмы и -символ Никель-символ. Chemisches Element des Periodensystems…. wiederaufladbare batterien icons — nicel metal stock-grafiken, -clipart, -cartoons und -symbole schalenstructur von Nickel — elektronen pro energieniveau — никелевая металлическая графика, -клипарт, -мультфильмы и -символ Ni Nickel Element Information — Fakten, Eigenschaften, Trends,… tür griff — Straight auf der — Nickel Metal Stock-fotos und Bilder металлические стоковые фотографии и изображения Batterien auf weißem Hintergrund, Ökologie, Energie aus Batterien geschlossener und geöffneter krankenhaus- oder büroaufzug — никель-металлические стоковые графики, -клипарты, -мультфильмы и -символы Geschlossener und geöffneter Krankenhaus0003 Infografik des elements Nickel — Nickel Metal Stock-grafiken, -clipart, -cartoons und -symbole Infografik des Elements Nickel große canyon diablo bügeleisen meteor mit rostfreien — Nickel Metal Stock-fotos und Bilder Große Canyon Diablo Bügeleisen Meteor mit 0rost3freien Дизер-Каньон Дьябло (Аризона) Метеорит ist etwa 10 Zoll lang und wiegt etwa 10 Pfund. ventile für rohrleitungen isoliert auf Weißem Hintergrund. материал — сыровяленая ткань. крупный план — никель-металлические стоковые фотографии и изображения Ventile für Rohrleitungen isoliert auf weißem Hintergrund…. barkeeper-ausrüstung bereit für Cocktails und longdrink-zubereitung — никель-металлические стоковые фотографии и изображения Barkeeper-Ausrüstung bereit für Cocktails und Longdrink- Zubereitun hintertür kaufhauses oder lagers mit griff zum schnellen lösen der tür. evakuierungstürgriff, panikfeuerknopf. in gefährlichem gedränge müssen sie nur horizontal schieben, schieben, schieben, — никель-металлический сток-фото и фото Hintertür des Kaufhauses oder Lagers mit Griff zum schnellen Lösen Periodensystem der Elemente in Nickel — фото и фото из никелевого металла Periodensystem der Elemente in Nickel Detail eines teilweise verschwommenen Periodensystems der Elemente. никель. ein edelmetall auf höchstem niveau — фото и фото из никелевого металла Никель. Ein Edelmetall auf höchstem Niveau фон 14 Nickel Metal Stock-Fotos und Bilder
Alle Zeiträume24 Stunden48 Stunden72 Stunden7 Tage30 Tage12 MonateAngepasster Zeitraum
Lizenzfreie Kollektionen auswählen >Editorial-Kollektionen auswählen > Bilder zum Einbetten Durchstöbern Sie 1.
индонезийская никелевая руда — никель-металлический сток-фотографии и изображениямедно-никелевая руда движется вдоль конвейерной ленты — никель-металлический сток-фотографии и бильярдно-чистый никель-берейх — никель-металлический сток-фотографии и изображенияСан-Диего, Калифорния, июнь, 2021Эндрю К. Свитман, профессор и исследователь руководитель Центра изучения Земли, морских наук и технологий Лайелла в… wirklich und purechemical elemente-hier abgebildet Nickel-ni — Nickel Metal Stock-fotos und BilderЖурналист позирует, глядя на экран компьютера с дисплеем Bloomberg, показывающим единицу — дневной взгляд на рост и падение стоимости… никелевого гарниерита — никель-металлический сток-фотографии и бильярдно-чистый никель хинтергрунд — никель-металлический сток-фотографии и бильдерникелевый очиститель. увеличение: 91x — никель-металлический сток-фотографии и бильярдно-чистый никель-берех — никель-металлический сток-фотографии и изображения Никелевая руда перерабатывается на заводе PT Vale в Индонезии. Размеры отмостка вокруг дома: 5 ошибок, из-за которых получается ненадежная отмостка — ТЕХНОНИКОЛЬ5 ошибок, из-за которых получается ненадежная отмостка — ТЕХНОНИКОЛЬ
Ошибка 1. Слишком узкая отмостка
Ошибка 2. Отсутствие уклона
Ошибка 3. Изготовление бетона с нарушением технологии
Ошибка 4. Отказ от утепления отмостки
Ошибка 5. Отсутствие дренажного и водоотводящего слоя у мягкой отмостки
Ширина отмостки по СНиП | Фундамент для ДомаПосле того как дом построен, необходимо обустроить территорию возле здания. Помимо внешней красоты, необходимо подумать о качественном стоке осадков и удобной дорожке для перемещения вдоль дома. С этими задачами прекрасно справится отмостка. Для того чтобы качественно выполнить работы самостоятельно или нанять специалистов необходимо знать строительные нормы и правила, где указаны стандарты ширины отмостки жилого дома, угол наклона и другие показатели, благодаря которым дорожка возле дома будет долговечной и функциональной. Как правильно выполнить отмосткуВ строительном бизнесе одним из основных факторов выполнения качественных работ является опыт. Чтобы правильно выполнить отмостку, необходимо обязательно соблюдать СНиП из раздела «Благоустройство территорий», которые легко можно найти в интернете.
Для начала вы должны понимать, что отмостка выполняется двумя слоями:
Подложка является основой для выбранного покрытия. Верхний слой делается из бетона, плитки или асфальта. Каким же должна быть толщина, высота и ширина отмостки жилого дома для лучшей функциональности? Кроме этих официальных стандартов, необходимо знать нюансы строительства, которые мы приведем ниже:
Правильная ширина отмостки и другие необходимые показателиЕсли отмостка выполнена правильно, вы можете наблюдать дорожку по периметру здания с наклоном от стены к почве приусадебного участка. Благодаря ей будет отводиться вода, и предотвращаться деформацию фундамента, который в дальнейшем дает разрушение стен здания. Если сделать качественную отмостку, можно не переживать по поводу сырости в доме и ремонта фундамента. Укладка происходит по всему периметру наружных стен дома, ширина отмостки по СНиП должна быть от 60 до 80 см, угол уклона равен 3-10 градусов. Насколько будут уходить осадки, зависит от ширины отмостки.
Укладывая отмостку, нужно обязательно следить, чтобы было очень плотное прилегание к цоколю. Если будет малейшая щель, вода протечет и впитается в фундамент дома. Желательно утеплять отмостку, для того чтобы снизить промерзание грунта. Утепляя, конечно, ширина отмостки увеличится, но вы обеспечите защиту от перепадов температур и предотвратите вспучивание грунта возле дома. Важные нормы СНиП отмостки вокруг домаВсегда и везде опытные строители говорят, что необходимо в обязательном порядке соблюдать нормы и правили при возведении отмостки. Для сооружения дорожки по периметру здания, нужно учесть некоторые нюансы. Возводится отмостка при помощи специального профиля. Минимальная ширина отмостки должна быть 60 см. Щебень используется для нижних слоев фракции 70-120 мм, для верхних 40-79 мм. Экономить средства не стоит, так как отмостка должна выполнять свои функции. Если вы, преследуя цель экономии, купите меньше строительных материалов, тогда ширина отмостки будет не по ГОСТу, и вода будет стекать в грунт, что приведет к негативным последствиям эксплуатации помещения.
Обзор строительной техники — Ручной метод | NIOSHРучной метод NIOSH В 2001 году NIOSH начал оценку многообещающих стратегий предотвращения ударов рабочих строительными машинами и оборудованием, работающим в зонах дорожных работ. Методы оценки требовали использования схем отмостки оборудования, которые были разработаны с использованием двух подходов. Во-первых, NIOSH заключил контракт с Caterpillar, Inc. на использование стандартных методов испытаний (физические измерения и компьютерное моделирование) для создания диаграмм слепых зон. Во-вторых, сотрудники NIOSH разработали ручной метод создания диаграмм слепых зон за относительно короткий период времени. Хотя ни одна из диаграмм слепых зон, показанных на этом веб-сайте, не была создана с использованием ручного метода NIOSH, здесь он объясняется как низкотехнологичная альтернатива. Ручная процедура NIOSH более субъективна, чем методы ISO, используемые Caterpillar, Inc.; тем не менее, процедура NIOSH не требует специального оборудования или программного обеспечения (например, измерение индексной точки сиденья, монтаж световых нитей, чертежи компьютерного дизайна) и не требует определенного места (например, большого закрытого склада, на который можно проецировать световые тени). Для ручного метода NIOSH слепые зоны определяются как зоны, в которых оператор оборудования, сидящий в кабине оборудования, не может видеть объект в прямой видимости или в зеркалах. Интерес представляют три разных объекта: 1) сама земля, 2) бочка для дорожного строительства и 3) рабочий. Эта процедура приводит к трем графикам слепых зон, которые определяют видимость вокруг этих трех объектов интереса, представленных соответственно следующими высотами: земля, 900 мм над землей и 1500 мм над землей. Подготовка испытательной площадки Для размещения испытательной сетки требуется ровная площадка не менее 24 м с каждой стороны, например, гравийная или асфальтовая парковка. Территория должна быть очищена от крупного мусора. Используя транспорт геодезиста, отметьте полярную сетку на испытательном участке, используя вехи, аэрозольную краску, маркеры с краской или любой другой маркер, который будет неподвижен во время испытания. Рисунок A-1. Полярный график с увеличенным контуром самосвала Ford F-800 и отметками концентрических окружностей высотой 2 метра. Группа картографирования слепых зон Бригада картографирования слепых зон состоит из водителя, наблюдателя, регистратора и двух точечных замерщиков. Дополнительный регистратор, помогающий двум точечным измерителям, повышает эффективность картографирования. Подготовка оборудования Для регистрации слепых зон вокруг оборудования водитель среднего роста (1715 мм) дает информацию о том, какие области можно и нельзя видеть. Водитель регулирует зеркала и высоту сиденья техники в соответствии с руководством по эксплуатации техники. Рисунок A-2. Автогрейдер размещен на полярной сетке. Маркировка слепых зон Во время испытаний водитель остается в кабине в обычной позе водителя. Важно, чтобы тело водителя оставалось максимально неподвижным на сиденье. Водитель может поворачивать голову и туловище, но не дальше того, что считается нормальной позой вождения. Водитель может смотреть, но не высовываться, в любые окна. Водитель может использовать любые зеркала, стандартные для данного оборудования. Если к оборудованию были добавлены зеркала сторонних производителей, области, которые видны с помощью этих зеркал, могут быть записаны, но должны быть отмечены как таковые. Видимость земли: Чтобы определить, где водитель не может видеть землю, наблюдатель проходит вдоль радиальных линий сетки и отмечает те области, где водитель указывает, что земля не видна. Наблюдатель начинает с линии 0 градусов как можно ближе к оборудованию. Пока наблюдатель идет вдоль линии и от оборудования, машинист сигнализирует, когда становится виден низ обуви наблюдателя. Затем наблюдатель использует уровень или другое указывающее устройство, чтобы найти точное место, где водитель может видеть землю. На земле ставится отметка в каждой точке, где происходит переход между видимым и невидимым. Отметку можно нанести аэрозольной краской, мелом или съемным маркером, например, небольшим деревянным бруском (см. рис. A-3). Затем наблюдатель продолжает отмечать точки вдоль этой линии там, где это необходимо. При достижении радиуса 12 м самописец возвращается к оборудованию и проходит линию следующего градуса. По мере того, как наблюдатель отмечает точки на земле, точки записываются на полярную диаграмму, например, как показано на рисунке A-1, записывающим устройством (масштабированный контур фактического оборудования, наложенный на график, полезен, но необязателен). Рисунок A-3. Наблюдатель отмечает точки на полярной сетке. По мере того, как наблюдатель проходит каждую градусную линию и продвигается вокруг грузовика, может потребоваться отметить дополнительные точки при оценке промежуточных градусных линий или меток радиуса. Это помогает определить точную природу слепой зоны. Кроме того, некоторые слепые зоны имеют тенденцию расширяться до бесконечности. В этом случае процесс можно сократить, сразу подойдя к самому дальнему кругу и отметив точки перехода на этом круге. Например, на рис. A-4 правый край ветрового стекла создает слепую зону, простирающуюся под углом 60 градусов. Когда наблюдатель прошел линию под углом 60 градусов, на высоте 10,5 м был установлен маркер, обозначающий первую точку, в которой водитель мог видеть землю. Поскольку эта область была распознана как слепое пятно, простирающееся до бесконечности, наблюдатель сразу же вышел к самому дальнему кругу, чтобы определить, где эта слепая зона начинается (61 градус) и заканчивается (65 градусов). Рисунок A-4. Схема слепой зоны для самосвала Ford F-800, показывающая, где оператор не может видеть точку на уровне земли (темно-серый цвет), а где оператор может видеть точку на уровне земли в зеркале бокового обзора (желтая решетка). Первоначальный тест завершен после того, как все линии градусов были протестированы; однако слепые зоны должны быть лучше определены. Для этого наблюдатель проверяет промежуточные точки между маркерами, где это необходимо. Интерполяция между маркерами приводит к более точному контуру. После проверки и уточнения отметок слепых зон два точечных измерителя записывают полярные координаты отметок, сделанных наблюдателем на земле. Каждая отметка находится внутри или в секторе сетки, определяемом двумя кругами и двумя радиальными линиями (окружности отстоят друг от друга на 2 м, линии на 10 градусов). Из четырех углов сектора два ближайших к центру сетки используются для измерения полярных координат каждой метки слепой зоны. Если измерение не может быть выполнено с использованием двух внутренних угловых точек (например, оборудование мешает процессу измерения), можно использовать внешние точки сетки. Рисунок A-5. Образец паспорта, используемый для записи полярных координат точек, определяющих слепые зоны вокруг строительной техники. Строительная бочка и видимость рабочего: Метод определения места, где строительная бочка и рабочий не видны, аналогичен описанной выше процедуре. Вместо использования низа обуви наблюдателя и низа нивелира на нивелир ставится явная отметка на отметке 900 мм (бочка) или 1500 мм (человек). Наблюдатель держит шест в вертикальное положение и помещает его в точки сетки тестовой области. Водитель указывает наблюдателю, виден ли знак. Затем в нижней части рейки уровня помещается маркер, чтобы отметить место на земле, где происходило каждое изменение видимости. Затем отметки записываются, как и раньше. Слепое пятно: восприятие и наука о жизни Вот несколько вариантов этого занятия, которые вы можете попробовать. Заполните слепую зону: Проведите прямую линию через карту от одного края к другому, через центр креста и точку, и повторите попытку. Обратите внимание, что когда точка исчезает, линия кажется непрерывной, без промежутка там, где раньше была точка. Ваш мозг автоматически «заполняет» слепое пятно простой экстраполяцией изображения, окружающего слепое пятно. Вот почему вы не замечаете слепого пятна в своих повседневных наблюдениях за миром. Измерьте размер своего слепого пятна без напарника: возьмите новую карту и отметьте крестиком возле левого края карты 3 × 5. Держите карту примерно в 10 дюймах от лица. (Полезно использовать измерительную линейку или линейку для измерения этого расстояния; она понадобится вам для расчета размера вашей слепой зоны.) Закройте левый глаз и посмотрите прямо на крест правым глазом. Перемещайте ручку по карточке, пока кончик ручки не исчезнет из слепой зоны. Отметьте места, где точка пера исчезает. Измерьте размер вашей слепой зоны с партнером: Держите карту 3 x 5 на расстоянии вытянутой руки. Пусть ваш партнер измерит расстояние от карты до вашего глаза. Медленно перемещайте карточку по горизонтали влево и вправо и отмечайте, где крестик исчезает и появляется снова. Пусть ваш партнер измерит расстояние между двумя точками, где точка исчезает и появляется снова. В нашей простой модели мы предполагаем, что глаз ведет себя как камера-обскура со зрачком в качестве отверстия-обскуры. В такой модели зрачок находится на расстоянии 0,78 дюйма (2 см) от сетчатки. Свет проходит по прямой линии через зрачок к сетчатке. Затем подобные треугольники можно использовать для расчета размера слепого пятна на сетчатке. Простое уравнение для этого расчета: с/2 = д/д где s — размер слепого пятна на вашей сетчатке (в см), d — диаметр слепого пятна на карте, а D — расстояние от вашего глаза до карты (в примерах выше, 10 дюймов [25 см] или длина вашей руки, примерно 2–2,5 фута (60–75 см). Горизонтальный центробежный многоступенчатый насос: Купить Насос горизонтальный, многоступенчатый, центробежный CNP серии CHLF 8-10 по цене 31 356,16 руб. на официальном сайтеГоризонтальные многоступенчатые центробежные насосы GrundfosГоризонтальные многоступенчатые центробежные насосы Grundfos предназначены для различных областей применения, от небольших установок в частных домах до промышленных систем: моечные системы и системы очистки, системы водоподготовки, системы с регулировкой температуры, установки повышения давления. Тип сортировки: Позиции с 1 по 12 из 700 Показать: 12 Загрузка . 1 Горизонтальный многоступенчатый насос CM (= центробежный, модульный) был разработан в качестве компактного и модульного решения, позволяющего задавать различную конфигурацию. Насос в основном состоит из ряда взаимозаменяемых модулей, при этом все из них были спроектированы для бесперебойной совместной работы, независимо от назначения. Данные насосы являются насосами с короткой муфтой. Разница между сериями насосов CM и CME заключается в двигателе. Насосы CM оснащаются двигателями без частотного преобразователя, в то время как двигатели насосов CME имеют встроенный преобразователь частоты. Насосы CM и CME оснащаются различными торцевыми уплотнениями вала. Насосы CM и CME доступны в исполнении из чугуна или нержавеющей стали (нержавеющая сталь AISI 304/DIN 1.4301, которая подходит для воды и некоррозионных жидкостей, и нержавеющая сталь AISI 316/DIN 1.4401, которая обеспечивает высокую степень антикоррозионной защиты от агрессивных жидкостей). НАЗНАЧЕНИЕНасосы CM и CME в основном используются в качестве встроенных насосов в продукции ОЕМ (изготовители комплексного оборудования) и в бытовых нагнетательных системах. Они являются компактными, бесшумными, надёжными и универсальными, что делает их оптимальным решением для установки и взаимодействия с другими элементами крупной системы. Они могут быть установлены в составе систем или использоваться в качестве отдельных насосов. ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА
Больше подробностей можно узнать по телефону +7 (495) 775-77-14 или, написав на наш электронный адрес info@nasos. Первый Насосный предлагает купить горизонтальные многоступенчатые центробежные насосы Grundfos по цене производителя, с возможностью бесплатной доставки по России и СНГ до вашего объекта. Наши специалисты помогут подобрать необходимое насосное оборудование, отталкиваясь от ваших требований. Центробежный насос | Горизонтальный многоступенчатый насос
Назначение Характеристики насоса Характеристики двигателя Технические параметры горизонтального центробежного насоса из нержавеющей стали EDh3
Кривая пропускной способности горизонтальных центробежных насосов из нержавеющей стали EDh3 Технические параметры горизонтального центробежного насоса из нержавеющей стали EDh5
Кривая пропускной способности горизонтальных центробежных насосов из нержавеющей стали EDh20 Технические параметры
Кривая гидравлической характеристики Технические параметры горизонтального центробежного насоса из нержавеющей стали EDG15
Кривая пропускной способности горизонтальных центробежных насосов из нержавеющей стали Технические параметры горизонтального центробежного насоса из нержавеющей стали EDh30
Кривая пропускной способности горизонтальных центробежных насосов из нержавеющей стали EDh30 Таблица материалов
LEO – это зарегистрированная на бирже компания (торговый код 002131), одно из лидирующих предприятий по производству высококачественных насосов. Оставьте здесь ваше сообщение, и мы свяжемся с вами в течение одного рабочего дня Многоступенчатый насос Многоступенчатые центробежные насосы высокого давления Flowserve Ирландия —Многоступенчатый насос — это тип насоса, который содержит 2 или более рабочих колеса, которые могут быть одного или разных типов, т. рабочее колесо ступени и бокового канала. Какие части многоступенчатого насоса? Детали многоступенчатого насоса очень похожи на детали стандартного центробежного насоса, за исключением многоступенчатого центробежного насоса, где дополнительными частями являются диффузоры, которые эффективно направляют жидкость в проушину рабочего колеса или на следующую ступень. В насосе с боковым каналом имеются промежуточные пластины с фестончатым боковым каналом и жидкостными частями. В многоступенчатых центробежных насосах из-за высокой тяги, создаваемой рабочими колесами, обращенными в одном направлении, должно быть устройство выравнивания тяги, т. е. уравновешивающий диск или балансировочный барабан, который снижает тягу до уровня, который можно упорный подшипник стандартного размера. Как работает многоступенчатый насос?В многоступенчатом насосе одно рабочее колесо взаимодействует со следующим рабочим колесом, а необходимое количество рабочих колес зависит от требуемого давления нагнетания. Жидкость поступает в насос и затем проходит через различное количество рабочих колес в последовательности слева направо. Каковы области применения многоступенчатых насосов? Области применения многоступенчатых насосов многочисленны и разнообразны и могут использоваться для подачи воды в высотные здания, обратного осмоса (RO), питательной воды для котлов, опрыскивания, очистки под высоким давлением, водоснабжения, отопления, конденсата, подачи топлива, добыча нефти и газа, производство электроэнергии и добыча полезных ископаемых, а также другие применения при высоких давлениях и температурах. Какие существуют типы многоступенчатых насосов?Типы многоступенчатых насосов включают;
Каковы преимущества использования многоступенчатого насоса? Если бы мы сравнили центробежный многоступенчатый насос с насосом, работающим под высоким давлением – центробежный многоступенчатый насос, несмотря на то, что он более сложный и дорогой, вероятно, имел бы лучшую гидравлическую посадку, лучшую эффективность и был бы более надежным. . Благодаря гидравлическим модулям, возможности установки дополнительных крыльчаток и возможности подгонки этих крыльчаток рабочая точка может быть достигнута точно и без компромиссов. Многоступенчатые насосы могут быть сконфигурированы так, чтобы иметь межступенчатый слив, если требуется несколько рабочих точек. Многоступенчатый насос может работать на более низкой скорости, чем одноступенчатый центробежный насос, что может обеспечить преимущество в эффективности, но он, безусловно, будет работать намного тише, что является важным фактором в современном мире. Увеличение на 3 дБА представляет собой удвоение звука, поскольку шкала звука является логарифмической. В чем разница между одноступенчатым и многоступенчатым насосом?В одноступенчатом насосе используется одно рабочее колесо, тогда как в многоступенчатом насосе используется 2 или более рабочих колеса (некоторые производители используют 80 или более рабочих колес). В многоступенчатом насосе имеются дополнительные компоненты, необходимые для направления жидкости с первой ступени на следующую ступень, т. Многоступенчатые насосы имеют устройство балансировки тяги, а также могут быть промежуточные подшипники (смазываемые перекачиваемой жидкостью) для стабилизации вала, а также другие незначительные отличия. Как прочитать кривую многоступенчатого насоса?Вы читаете кривую многоступенчатого насоса точно так же, как вы читаете кривую любого другого типа насоса, однако некоторые производители публикуют кривые одноступенчатого насоса, что означает, что их необходимо умножить, чтобы установить необходимое количество ступеней, однако имейте в виду что насосы с боковым каналом имеют максимальную мощность при нулевом расходе, а мощность уменьшается с увеличением расхода, что является обратным действием центробежного насоса. В чем разница между вертикальным многоступенчатым насосом и горизонтальным многоступенчатым насосом?Основные различия между вертикальным многоступенчатым насосом и горизонтальным многоступенчатым насосом:
Вертикальные многоступенчатые насосы Горизонтальные многоступенчатые насосы Какой тип многоступенчатого насоса чаще используется в промышленности?В Ирландии наиболее распространенным типом многоступенчатого насоса, используемого в промышленности, являются горизонтальные многоступенчатые насосы и вертикальные многоступенчатые насосы (наземные), установленные центробежные насосы. Однако многоступенчатые насосы с боковым каналом также будут относительно распространены наряду с вертикальными турбинными насосами. Flexachem предлагает полный спектр многоступенчатых насосов Flowserve. Мы обеспечиваем местную техническую поддержку и сервисное обслуживание на месте для удовлетворения ваших эксплуатационных потребностей по всей Ирландии. Хотите обсудить конкретное приложение более подробно? Почему бы не позвонить одному из наших специалистов по насосам. Свяжитесь с нашей командой специалистов по насосам: Фил Солтан (Внешний)-Моб: 086 185 3782 Внутренняя команда Adrian McSweeney-Тел: Тел: 021 461 7212 Paul-Fox Morris-Тел: 021 461 7212 Paulx Morris-Тел: 021 461 7212 Paulx Morris-Тел: 021 461 7212 Paulx Morris-Тел. Una Long (насосы и сервисная поддержка) – тел: 021 431 7200 тел: 021 4617 200 MCH, MCV и MCHZ – Многоступенчатые центробежные насосыАссортимент многоступенчатых насосов включает серию горизонтальных насосов MCH и серию вертикальных насосов MCV. Горизонтальные типы также могут поставляться в самовсасывающем исполнении МЧЗ.
Общие технические данные
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 8
8 132
132 3
3 Инженеры этой области производства конструируют из профильных труб квадратного сечения опорные элементы для теплотрасс, детские и спортивные площадки, автобусные остановки.
Инженеры этой области производства конструируют из профильных труб квадратного сечения опорные элементы для теплотрасс, детские и спортивные площадки, автобусные остановки.
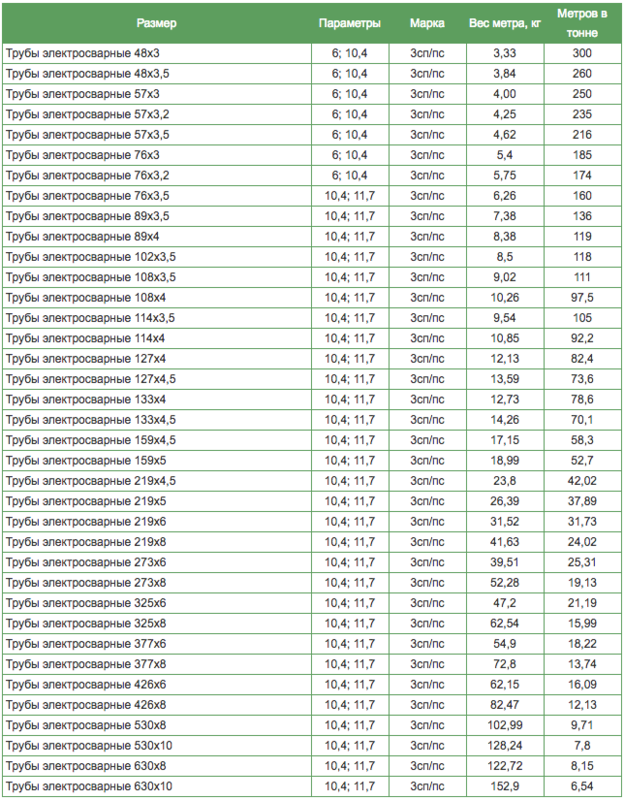


 Рабочие механизмы изготовлены из нержавеющей стали, встроенная защита от сухого хода и обратный клапан.
Рабочие механизмы изготовлены из нержавеющей стали, встроенная защита от сухого хода и обратный клапан. ru
ru Другой вариант устройства водопроводной системы – это самотёчный, он не требует никакого дополнительного оборудования. Вода в этом случае закачивается в некую накопительную ёмкость, устанавливаемую выше уровня самой верхней точки водозабора. Например, в чердачном помещении, откуда она самотёком спускается в сеть, создавая тем самым давление.
Другой вариант устройства водопроводной системы – это самотёчный, он не требует никакого дополнительного оборудования. Вода в этом случае закачивается в некую накопительную ёмкость, устанавливаемую выше уровня самой верхней точки водозабора. Например, в чердачном помещении, откуда она самотёком спускается в сеть, создавая тем самым давление. Однако, для водообеспечения благоустроенного жилища с круглогодично проживающими в нём людьми подобный вариант не годится.
Однако, для водообеспечения благоустроенного жилища с круглогодично проживающими в нём людьми подобный вариант не годится.
 Также предохранительное реле отключит аппаратуру при резких скачках напряжения, обычно приводящих к поломке насосов.
Также предохранительное реле отключит аппаратуру при резких скачках напряжения, обычно приводящих к поломке насосов. Поэтому, у многих домовладельцев, желающих самостоятельно обустроить личную систему водоснабжения, возникает закономерный вопрос – «Как выбрать насосную станцию для частного дома?» При выборе подходящего в конкретной ситуации оборудования, нужно обращать внимание на его эксплуатационно-технические показатели.
Поэтому, у многих домовладельцев, желающих самостоятельно обустроить личную систему водоснабжения, возникает закономерный вопрос – «Как выбрать насосную станцию для частного дома?» При выборе подходящего в конкретной ситуации оборудования, нужно обращать внимание на его эксплуатационно-технические показатели. Многоступенчатые модели имеют улучшенные технические характеристики, позволяя создавать в сети более мощный напор.
Многоступенчатые модели имеют улучшенные технические характеристики, позволяя создавать в сети более мощный напор.

 Выбирать станцию нужно таким образом, чтобы обеспечить водой все точки водоразбора в доме, но она не должна превышать по своей производительности дебетовую производительность питающей скважины.
Выбирать станцию нужно таким образом, чтобы обеспечить водой все точки водоразбора в доме, но она не должна превышать по своей производительности дебетовую производительность питающей скважины. Станции среднего ценового сегмента имеют в своём составе чугунные и стальные детали. Наиболее дешёвые варианты изготавливаются с применением большого количества пластиковых комплектующих. Соответственно, стоимость их самая низкая, но и надёжность тоже, отнюдь не высока.
Станции среднего ценового сегмента имеют в своём составе чугунные и стальные детали. Наиболее дешёвые варианты изготавливаются с применением большого количества пластиковых комплектующих. Соответственно, стоимость их самая низкая, но и надёжность тоже, отнюдь не высока. Как только температура двигателя подымится выше определённой отметки, реле отключает его до тех пор, пока он не остынет.
Как только температура двигателя подымится выше определённой отметки, реле отключает его до тех пор, пока он не остынет. Покупая насосную станцию, вы приобретаете её не на один сезон или пару лет. Поэтому, чем качественнее станции водоснабжения, тем они стоят дороже. Не стоит забывать, что скупой платит дважды, а хорошая вещь по определению не бывает дешёвой.
Покупая насосную станцию, вы приобретаете её не на один сезон или пару лет. Поэтому, чем качественнее станции водоснабжения, тем они стоят дороже. Не стоит забывать, что скупой платит дважды, а хорошая вещь по определению не бывает дешёвой. Его производительности вполне хватит для обеспечения водой дома, населённого тремя-четырьмя людьми. Станция «Калибр» достаточно мощная для создания напора для системы со средним количеством водозаборных точек (туалет, душевая, кухня, стиралка-автомат). Обладает металлическим корпусом с металлическими механизмами, что обуславливает её долговечность.
Его производительности вполне хватит для обеспечения водой дома, населённого тремя-четырьмя людьми. Станция «Калибр» достаточно мощная для создания напора для системы со средним количеством водозаборных точек (туалет, душевая, кухня, стиралка-автомат). Обладает металлическим корпусом с металлическими механизмами, что обуславливает её долговечность.
 м
м Предполагаемое водопотребление, дебит скважины, высота напора и подъёма воды – всё это играет решающую роль при выборе модели.
Предполагаемое водопотребление, дебит скважины, высота напора и подъёма воды – всё это играет решающую роль при выборе модели.
 И все это при идеальном давлении воды. Как будто ваш дом уже недостаточно удивителен.
И все это при идеальном давлении воды. Как будто ваш дом уже недостаточно удивителен.

 Другие не только удаляют воду, но и пропускают ее через остальную часть водной системы.
Другие не только удаляют воду, но и пропускают ее через остальную часть водной системы.



 Жидкое стекло прекрасно хранится. Если емкость, в которой находится вассерглас надежно герметизировать и лишить доступа воздуха, оно не теряет своих свойств в течение года.
Жидкое стекло прекрасно хранится. Если емкость, в которой находится вассерглас надежно герметизировать и лишить доступа воздуха, оно не теряет своих свойств в течение года. После этого пострадавший должен быть немедленно доставлен в больницу для оказания квалифицированной помощи.
После этого пострадавший должен быть немедленно доставлен в больницу для оказания квалифицированной помощи. 3 Грунтование
3 Грунтование



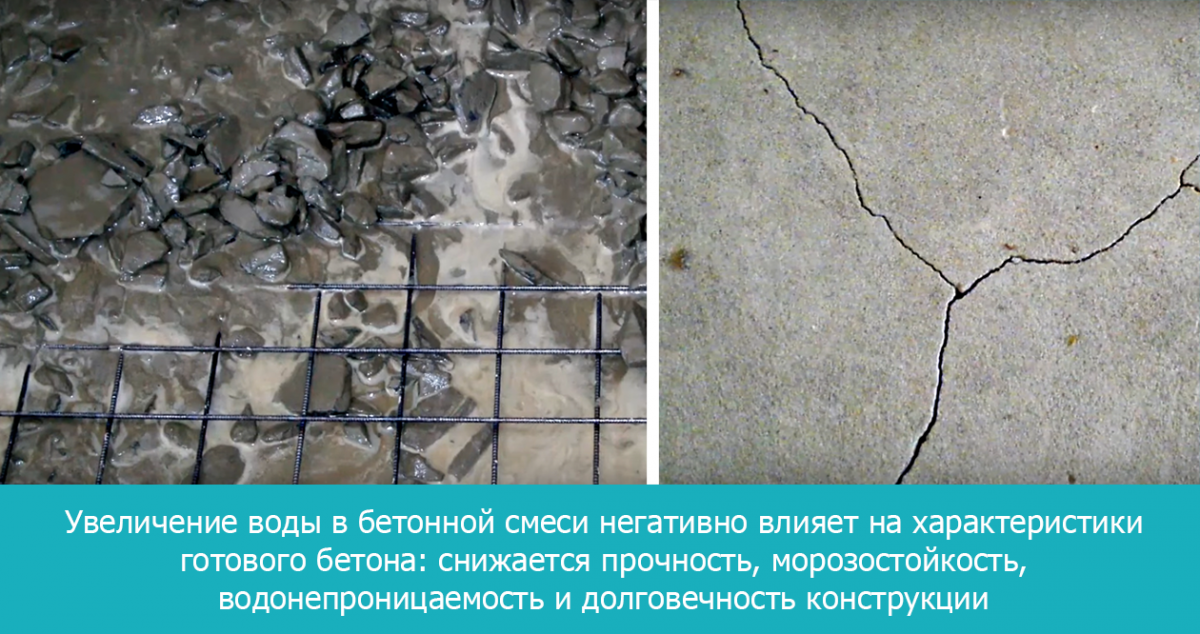 Также рекомендуется соблюдать указанную очередность добавления компонентов.
Также рекомендуется соблюдать указанную очередность добавления компонентов.

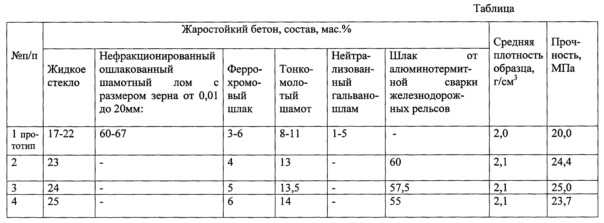

 Получившаяся замазка должна быть настолько вязкой, чтобы при проверке качества она не стекала со шпателя.
Получившаяся замазка должна быть настолько вязкой, чтобы при проверке качества она не стекала со шпателя. Избегайте работы в условиях повышенной влажности. Мы рекомендуем использовать этот продукт на ровной и ровной рабочей поверхности.
Избегайте работы в условиях повышенной влажности. Мы рекомендуем использовать этот продукт на ровной и ровной рабочей поверхности.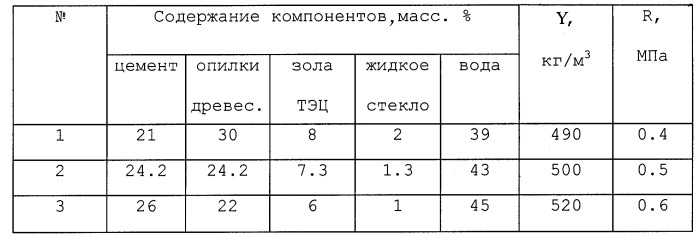 Продолжайте заливать оставшийся материал, чтобы достичь желаемой толщины, позволяя смоле равномерно растекаться по сторонам проекта. Смола может быть залита толщиной до 2 дюймов за заливку и до 4 дюймов в зависимости от объема заливки.
Продолжайте заливать оставшийся материал, чтобы достичь желаемой толщины, позволяя смоле равномерно растекаться по сторонам проекта. Смола может быть залита толщиной до 2 дюймов за заливку и до 4 дюймов в зависимости от объема заливки. Некоторая древесина может хорошо принять материал в один слой; однако для многих типов древесины требуется защитный слой, чтобы пузырьки воздуха не поднимались из древесины и не разрушали поверхность. Старые, более пористые куски дерева могут содержать как воздух, так и влагу, которые могут загрязнить отделку. В этом случае пользователь может сначала нанести очень тонкий слой эпоксидной смолы SuperClear Table Top, дав ему затвердеть перед заливкой нового слоя.
Некоторая древесина может хорошо принять материал в один слой; однако для многих типов древесины требуется защитный слой, чтобы пузырьки воздуха не поднимались из древесины и не разрушали поверхность. Старые, более пористые куски дерева могут содержать как воздух, так и влагу, которые могут загрязнить отделку. В этом случае пользователь может сначала нанести очень тонкий слой эпоксидной смолы SuperClear Table Top, дав ему затвердеть перед заливкой нового слоя.
 Это может привести к несмешанному материалу, который может прилипнуть к стенке и не был включен. Не беспокойтесь о пузырьках в смеси, они уйдут сами собой.
Это может привести к несмешанному материалу, который может прилипнуть к стенке и не был включен. Не беспокойтесь о пузырьках в смеси, они уйдут сами собой. 300, в котором говорится: «Смоляные и полимерные покрытия можно безопасно использовать в качестве контактирующей с пищевыми продуктами поверхности изделий, предназначенных для использования в производстве, упаковке, обработке, подготовке, обработка, упаковка, транспортировка или хранение пищевых продуктов» и может использоваться в качестве «функционального барьера между пищевыми продуктами и субстратом».
300, в котором говорится: «Смоляные и полимерные покрытия можно безопасно использовать в качестве контактирующей с пищевыми продуктами поверхности изделий, предназначенных для использования в производстве, упаковке, обработке, подготовке, обработка, упаковка, транспортировка или хранение пищевых продуктов» и может использоваться в качестве «функционального барьера между пищевыми продуктами и субстратом». Это оставлено на усмотрение пользователя, но должно быть хорошо в сильно затененных местах, защищенных от прямых солнечных лучей.
Это оставлено на усмотрение пользователя, но должно быть хорошо в сильно затененных местах, защищенных от прямых солнечных лучей.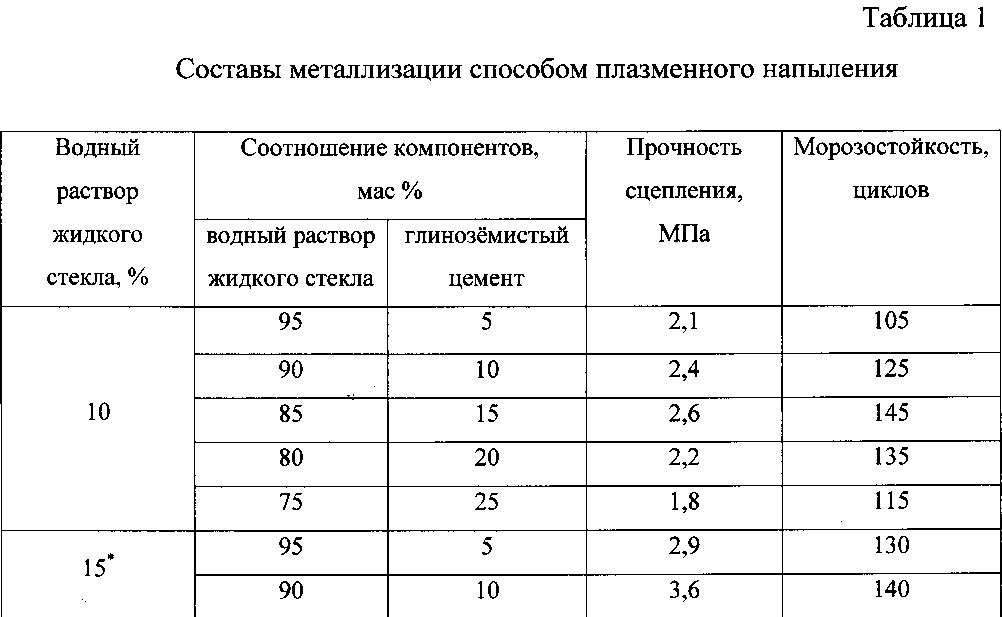 Это именно то, для чего используется эпоксидная смола Liquid Glass. Часто эпоксидная смола состоит из двух частей: основной смолы и отвердителя. При смешивании они образуют жидкую пластиковую формулу, которую можно выливать на мебель, барные стойки, столешницы, столешницы и многое другое. Процесс отверждения варьируется в зависимости от марки, но обычно эпоксидная смола затвердевает в течение двадцати четырех часов и полностью затвердевает в течение семи дней.
Это именно то, для чего используется эпоксидная смола Liquid Glass. Часто эпоксидная смола состоит из двух частей: основной смолы и отвердителя. При смешивании они образуют жидкую пластиковую формулу, которую можно выливать на мебель, барные стойки, столешницы, столешницы и многое другое. Процесс отверждения варьируется в зависимости от марки, но обычно эпоксидная смола затвердевает в течение двадцати четырех часов и полностью затвердевает в течение семи дней. Проекты крышек от бутылок чрезвычайно популярны для барных стоек, досок для кукурузных дыр, пещер для людей и многого другого. Однако есть несколько подводных камней, из-за которых работа над подобными проектами может стать головной болью.
Проекты крышек от бутылок чрезвычайно популярны для барных стоек, досок для кукурузных дыр, пещер для людей и многого другого. Однако есть несколько подводных камней, из-за которых работа над подобными проектами может стать головной болью.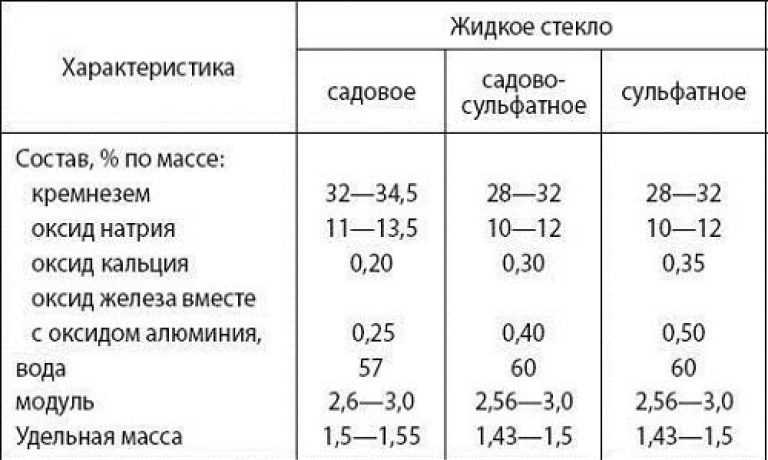 Колпачки можно закрепить клеем или очень тонким слоем эпоксидной смолы. Если вы используете эпоксидную смолу, эпоксидную смолу следует залить первой, дать ей «схватиться», а затем можно впрессовать колпачки в мягкую эпоксидную смолу. Любой из них будет удерживать колпачки на месте для заливки.
Колпачки можно закрепить клеем или очень тонким слоем эпоксидной смолы. Если вы используете эпоксидную смолу, эпоксидную смолу следует залить первой, дать ей «схватиться», а затем можно впрессовать колпачки в мягкую эпоксидную смолу. Любой из них будет удерживать колпачки на месте для заливки.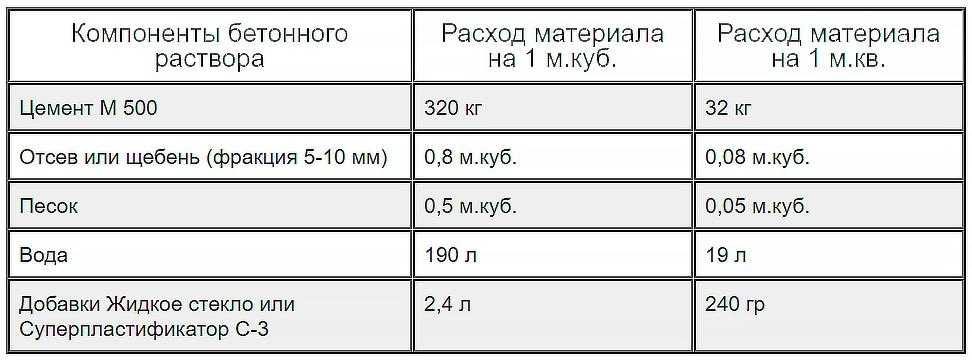 Поскольку большинство эпоксидных смол самовыравниваются, следующий слой должен закрывать потертости от шлифовки. Большие пузыри можно высверлить и заполнить следующим слоем. При каждой заливке обязательно держите под рукой тепловую пушку или горелку, чтобы устранить пузырьки. Не оставляйте источник тепла слишком близко к поверхности или в одном месте слишком долго, так как это часто может привести к БОЛЬШЕМУ количеству пузырьков. Это распространенная проблема, связанная с нагревом дров (если источник тепла находится слишком близко или в одном месте слишком долго) и, в конечном итоге, с выпуском еще большего количества воздуха.
Поскольку большинство эпоксидных смол самовыравниваются, следующий слой должен закрывать потертости от шлифовки. Большие пузыри можно высверлить и заполнить следующим слоем. При каждой заливке обязательно держите под рукой тепловую пушку или горелку, чтобы устранить пузырьки. Не оставляйте источник тепла слишком близко к поверхности или в одном месте слишком долго, так как это часто может привести к БОЛЬШЕМУ количеству пузырьков. Это распространенная проблема, связанная с нагревом дров (если источник тепла находится слишком близко или в одном месте слишком долго) и, в конечном итоге, с выпуском еще большего количества воздуха.
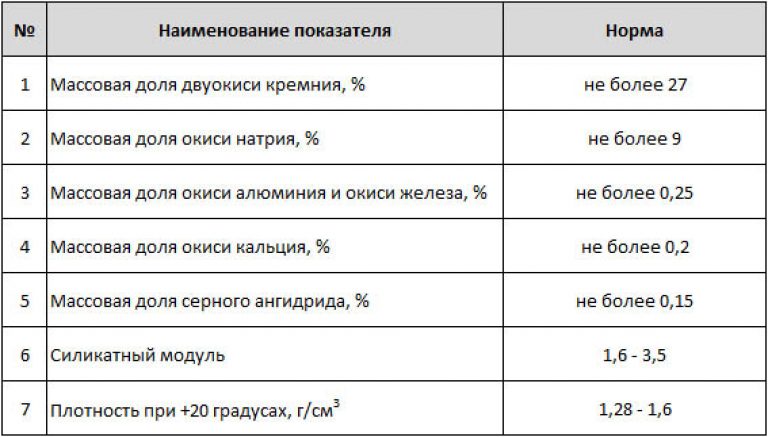 Большинство эпоксидных смол НЕ являются высокотемпературными эпоксидными смолами. Поэтому горячие кастрюли, сковородки, кофейные кружки и т. д. нельзя ставить непосредственно на столешницу с эпоксидным покрытием. Мы рекомендуем всегда использовать подставки под горячее, подставки и т. д.
Большинство эпоксидных смол НЕ являются высокотемпературными эпоксидными смолами. Поэтому горячие кастрюли, сковородки, кофейные кружки и т. д. нельзя ставить непосредственно на столешницу с эпоксидным покрытием. Мы рекомендуем всегда использовать подставки под горячее, подставки и т. д.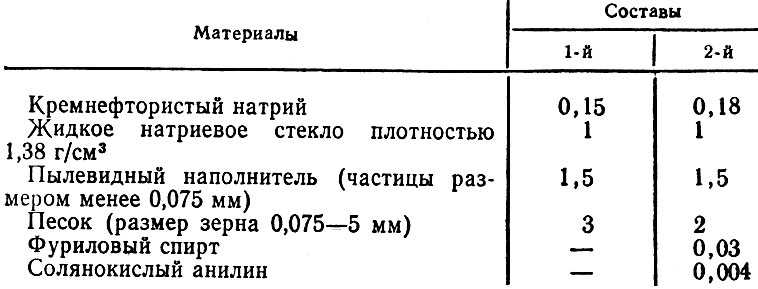 После нанесения эпоксидной смолы незатвердевшая эпоксидная смола будет стекать по чашке и скапливаться на дне. Чтобы компенсировать силу тяжести и самовыравнивание эпоксидной смолы, художники-стаканщики используют вращатель чашек для гриля. Стаканчик для эпоксидной смолы позволяет равномерно распределять эпоксидную смолу по мере ее отверждения.
После нанесения эпоксидной смолы незатвердевшая эпоксидная смола будет стекать по чашке и скапливаться на дне. Чтобы компенсировать силу тяжести и самовыравнивание эпоксидной смолы, художники-стаканщики используют вращатель чашек для гриля. Стаканчик для эпоксидной смолы позволяет равномерно распределять эпоксидную смолу по мере ее отверждения. Тем, кто покрывает свои художественные проекты эпоксидной смолой, необходимо обратить пристальное внимание на материал, который они будут заливать. Эпоксидную смолу нельзя заливать на бумагу. Бумага впитает эпоксидную смолу и по существу испортит бумагу/искусство. Кроме того, холст представляет собой другой набор проблем в зависимости от того, как он установлен. Затвердевшая эпоксидная смола может быть тяжелой, что может привести к провисанию холста. Каждый художник должен протестировать свои материалы, чтобы узнать, как эпоксидная смола будет реагировать на отдельные произведения искусства.
Тем, кто покрывает свои художественные проекты эпоксидной смолой, необходимо обратить пристальное внимание на материал, который они будут заливать. Эпоксидную смолу нельзя заливать на бумагу. Бумага впитает эпоксидную смолу и по существу испортит бумагу/искусство. Кроме того, холст представляет собой другой набор проблем в зависимости от того, как он установлен. Затвердевшая эпоксидная смола может быть тяжелой, что может привести к провисанию холста. Каждый художник должен протестировать свои материалы, чтобы узнать, как эпоксидная смола будет реагировать на отдельные произведения искусства.
 Даже самые маленькие кусочки могут удерживать воздух, который может попасть в эпоксидную смолу.
Даже самые маленькие кусочки могут удерживать воздух, который может попасть в эпоксидную смолу. По объему
По объему  Если использовать слишком много смолы, эпоксидная смола не застынет должным образом.
Если использовать слишком много смолы, эпоксидная смола не застынет должным образом.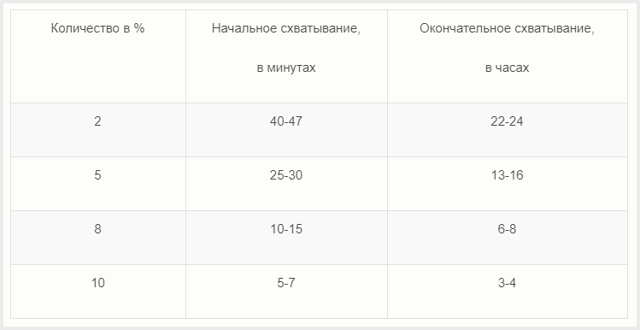 Поскольку литейные смолы тоньше и реагируют медленнее, их часто можно заливать более толстым слоем. Некоторые смолы допускают заливку толщиной до 2 дюймов. Это делает литьевые смолы идеальными для литья фигурок, цветочных композиций, украшений и заполнения больших пустот в дереве, таких как речные столы.
Поскольку литейные смолы тоньше и реагируют медленнее, их часто можно заливать более толстым слоем. Некоторые смолы допускают заливку толщиной до 2 дюймов. Это делает литьевые смолы идеальными для литья фигурок, цветочных композиций, украшений и заполнения больших пустот в дереве, таких как речные столы.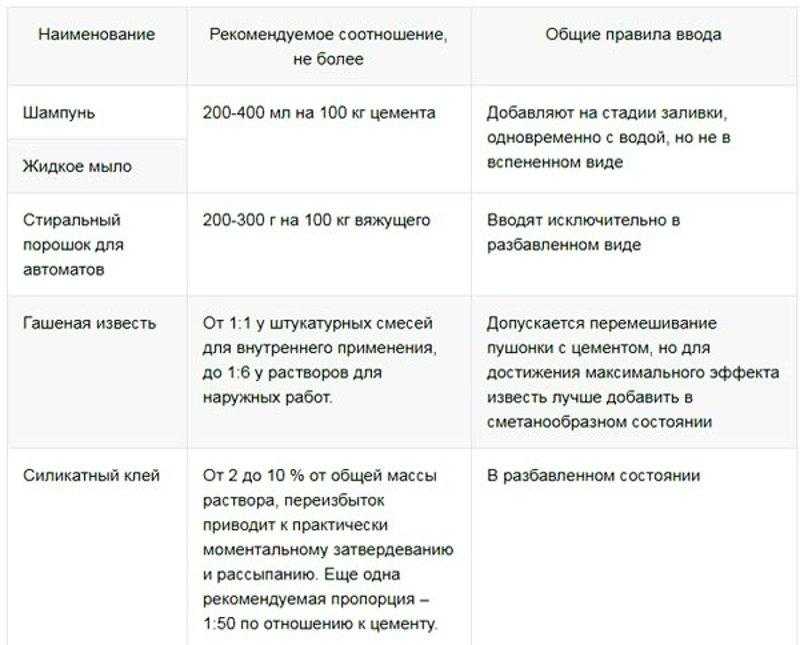 Тестирование образца/детали позволит пользователям понять, как эпоксидная смола будет реагировать на отдельные проекты. Кроме того, различные волокна, срезы, пористые участки могут реагировать по-разному, даже если они являются частью более крупного проекта/деревянного куска.
Тестирование образца/детали позволит пользователям понять, как эпоксидная смола будет реагировать на отдельные проекты. Кроме того, различные волокна, срезы, пористые участки могут реагировать по-разному, даже если они являются частью более крупного проекта/деревянного куска.


 Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью. Ведь размер профильной заготовки и объёмы работ небольшие.
Ведь размер профильной заготовки и объёмы работ небольшие.
 Это необходимо для свободного перемещения подшипников по ней.
Это необходимо для свободного перемещения подшипников по ней.
 Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем. Отрезок трубы прихватываем сваркой к ведущему валику.
Отрезок трубы прихватываем сваркой к ведущему валику.
 Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
 Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
 Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
 Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно. Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.

 За это свойство он снискал популярность среди монтажников.
За это свойство он снискал популярность среди монтажников. к. на них будут действовать высокие нагрузки в процессе эксплуатации
к. на них будут действовать высокие нагрузки в процессе эксплуатации
 Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.


 Его исходное положение должно быть параллельно нижнему стопорному стержню
Его исходное положение должно быть параллельно нижнему стопорному стержню Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.

 к. прокрутить всю длину профиля через трубогиб не получится.
к. прокрутить всю длину профиля через трубогиб не получится. Изготовление улиткового гибочного станка:
Изготовление улиткового гибочного станка: Несмотря на то, что для каждой работы есть кривая обучения, ее можно в значительной степени сократить, получая советы от опытных техников. Упомянутые ниже пункты должны помочь вам в преодолении препятствий и совершенствовании искусства гибки труб.
Несмотря на то, что для каждой работы есть кривая обучения, ее можно в значительной степени сократить, получая советы от опытных техников. Упомянутые ниже пункты должны помочь вам в преодолении препятствий и совершенствовании искусства гибки труб.

 В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.
В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.

 В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры.
В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры. ru
ru Вот поэтому, основные этапы производства – это:
Вот поэтому, основные этапы производства – это:
 Компания долгое время работает по всему Московскому региону и не только.
Компания долгое время работает по всему Московскому региону и не только.
 Затем после охлаждения форму отделяют, а готовую деталь извлекают или извлекают.
Затем после охлаждения форму отделяют, а готовую деталь извлекают или извлекают. Литье под давлением обеспечивает наибольшую скорость производства благодаря процессу впрыска под давлением.
Литье под давлением обеспечивает наибольшую скорость производства благодаря процессу впрыска под давлением.


 процессы с многоразовыми формами и процессы с одноразовыми формами. В обоих процессах литейщик плавит металлический материал в тигле, заливает его в форму, а затем удаляет материал формы или отливку после того, как металл остынет и затвердеет.
процессы с многоразовыми формами и процессы с одноразовыми формами. В обоих процессах литейщик плавит металлический материал в тигле, заливает его в форму, а затем удаляет материал формы или отливку после того, как металл остынет и затвердеет. Многоразовые формы идеально подходят для создания нескольких одинаковых литых металлических объектов.
Многоразовые формы идеально подходят для создания нескольких одинаковых литых металлических объектов. Шаблоны также могут быть закрыты литниками, чтобы расплавленный металл мог затекать в форму.
Шаблоны также могут быть закрыты литниками, чтобы расплавленный металл мог затекать в форму. Если вы работаете с драгоценными металлами в ювелирной мастерской, вы можете работать с серебром, медью, золотом и платиной.
Если вы работаете с драгоценными металлами в ювелирной мастерской, вы можете работать с серебром, медью, золотом и платиной. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
 Наш литейный цех предлагает студентам возможность создавать свои собственные формы для песка и керамических оболочек. Мы предлагаем полностью оборудованную восковую комнату, где вы можете формировать и детализировать свои модели для литья по выплавляемым моделям. На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
Наш литейный цех предлагает студентам возможность создавать свои собственные формы для песка и керамических оболочек. Мы предлагаем полностью оборудованную восковую комнату, где вы можете формировать и детализировать свои модели для литья по выплавляемым моделям. На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым.
Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. …
…
 Мы сосредоточимся на распиловке, опиловке, шлифовке, пайке, текстурировании, отжиге, штамповке, полировке и дизайне. Студенты изучат свойства…
Мы сосредоточимся на распиловке, опиловке, шлифовке, пайке, текстурировании, отжиге, штамповке, полировке и дизайне. Студенты изучат свойства… ..
..
 Возможно, громадные количества никеля — около 17·1019тонн — заключены в ядре Земли, которое, по одной из распространенных гипотез, состоит из железоникелевого сплава. В морской воде содержание никеля составляет примерно 1·10-8-5·10-8%.
Возможно, громадные количества никеля — около 17·1019тонн — заключены в ядре Земли, которое, по одной из распространенных гипотез, состоит из железоникелевого сплава. В морской воде содержание никеля составляет примерно 1·10-8-5·10-8%. е.м
е.м
 Никель этой марки выпускается в виде стержней и листов.
Никель этой марки выпускается в виде стержней и листов. При изготовлении важнейших деталей различных приборов используется сплав никеля с железом (36-38% никеля), обладающий низким коэффициентом термического расширения.
При изготовлении важнейших деталей различных приборов используется сплав никеля с железом (36-38% никеля), обладающий низким коэффициентом термического расширения. Оксиды никеля используют при производстве ферритных материалов и как пигмент для стекла, глазурей и керамики; оксиды и некоторые соли служат катализаторами различных процессов. Производство железо-никелевых, никель-кадмиевых, никель-цинковых, никель-водородных аккумуляторов.
Оксиды никеля используют при производстве ферритных материалов и как пигмент для стекла, глазурей и керамики; оксиды и некоторые соли служат катализаторами различных процессов. Производство железо-никелевых, никель-кадмиевых, никель-цинковых, никель-водородных аккумуляторов.

 Согласно материалам ко дню стратегии «Норникеля», изменение цены на никель на 10% от базового уровня в $17,917 тыс. дает эффект на годовую EBITDA в $352 млн. Таким образом, при цене на никель в $100 тыс. эффект на EBITDA составляет $16,1 млрд.
Согласно материалам ко дню стратегии «Норникеля», изменение цены на никель на 10% от базового уровня в $17,917 тыс. дает эффект на годовую EBITDA в $352 млн. Таким образом, при цене на никель в $100 тыс. эффект на EBITDA составляет $16,1 млрд.

 3D-рендеринг — никель-металл стоковые фотографии и изображения
3D-рендеринг — никель-металл стоковые фотографии и изображения neue bratpfanne aus 18/10 хром-никелевая сталь-ausschnitt. современные инокс-кохгеширр. металлическая сковорода zum braten, anbraten und bräunen. — стоковые фотографии и изображения из никелевого металла
neue bratpfanne aus 18/10 хром-никелевая сталь-ausschnitt. современные инокс-кохгеширр. металлическая сковорода zum braten, anbraten und bräunen. — стоковые фотографии и изображения из никелевого металла wissenschaftlicher hintergrund 3d-иллюстрация — фото и изображения из никелевого металла
wissenschaftlicher hintergrund 3d-иллюстрация — фото и изображения из никелевого металла Ladeflasche Nickel und Metall elektrische…
Ladeflasche Nickel und Metall elektrische… …
… векториллюстрация. — никель-металлический сток-график, -клипарт, -мультфильмы и -символ
векториллюстрация. — никель-металлический сток-график, -клипарт, -мультфильмы и -символ .. металлические стоковые фотографии и изображения
.. металлические стоковые фотографии и изображения Gibeon-Meteoriten bestehen aus einer Eisen-Nickel-Legierung, die erhebliche Mengen an Kobalt und Phosphor enthält.
Gibeon-Meteoriten bestehen aus einer Eisen-Nickel-Legierung, die erhebliche Mengen an Kobalt und Phosphor enthält. Es ist ein Fragment des Meteoroiden, der vor etwa 50.000 Jahren auf die Erde field und den Barringer-Krater in Arizona bildete. Hauptsächlich Eisen, mit Kohlenstoff, Nickel, Magnesium und vielen anderen Eisenmineralien.
Es ist ein Fragment des Meteoroiden, der vor etwa 50.000 Jahren auf die Erde field und den Barringer-Krater in Arizona bildete. Hauptsächlich Eisen, mit Kohlenstoff, Nickel, Magnesium und vielen anderen Eisenmineralien. Konzentrieren Sie sich auf Nickel.
Konzentrieren Sie sich auf Nickel. 445 Металлический никель Stock-Photografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
445 Металлический никель Stock-Photografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Южный Сулавеси,… Фотография Райана Макфаддена Материон в Perry Twp показывает нам металлы меди и никеля с бериллием в нем, который формируется в виде листов и стержней; Сан-Диего, Калифорния, июнь 2019 года. 2021Эндрю К. Свитман, профессор и руководитель Лайелловского центра изучения Земли, морских наук и технологий в… Сан-Диего, Калифорния. этаж, который он планирует… Сотрудник Кольской горно-металлургической компании, подразделения российской горно-металлургической компании «Норникель», работает с никелевыми листами в городе… Связанные штабеля вновь изготовленных никелевых катодных листов в электролизном цехе ОАО «Кольская горно-металлургическая компания», входящего в состав Норильской ГМК… Никелевые монеты нового дизайна на церемонии в штаб-квартире Монетного двора США 4 марта 2004 года в Вашингтоне, округ Колумбия. Монеты из журнала «Запад… Журналист позирует в очках, глядя на экран компьютера с дисплеем Bloomberg, показывающим однодневный обзор взлетов и падений в.
Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Южный Сулавеси,… Фотография Райана Макфаддена Материон в Perry Twp показывает нам металлы меди и никеля с бериллием в нем, который формируется в виде листов и стержней; Сан-Диего, Калифорния, июнь 2019 года. 2021Эндрю К. Свитман, профессор и руководитель Лайелловского центра изучения Земли, морских наук и технологий в… Сан-Диего, Калифорния. этаж, который он планирует… Сотрудник Кольской горно-металлургической компании, подразделения российской горно-металлургической компании «Норникель», работает с никелевыми листами в городе… Связанные штабеля вновь изготовленных никелевых катодных листов в электролизном цехе ОАО «Кольская горно-металлургическая компания», входящего в состав Норильской ГМК… Никелевые монеты нового дизайна на церемонии в штаб-квартире Монетного двора США 4 марта 2004 года в Вашингтоне, округ Колумбия. Монеты из журнала «Запад… Журналист позирует в очках, глядя на экран компьютера с дисплеем Bloomberg, показывающим однодневный обзор взлетов и падений в. .. Сан-Диего, Калифорния, июнь 2021 г. Эндрю К. Свитман, профессор и научный руководитель Лайелловского центра изучения Земли, моря и технологий в… Вид на цех электролиза никеля Кольской горно-металлургической компании, подразделения российской горно-металлургической компании «Норникель», в… Расплавленный металл течет в течение дня в печи, и рабочие должны внимательно следить за тем, чтобы не допустить подпоров на медном заводе 22 июля 2002 г. в Норильске… Металл течет в течение дня в печи на медном заводе 19 июля, 2002 год, Норильск, Россия. Рабочие должны внимательно следить за тем, чтобы не допустить дублирования… Рабочий в пожарном костюме наблюдает за потоком горячего жидкого металла, вытекающего из печи на заводе. Производство матового никеля на подъемнике PT…Folk поднимает мешок с никелем на никелевом заводе PT Vale в Индонезии. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Юг… Рабочий осматривает добытую медную руду на Таймырском медном руднике ПАО «ГМК «Норильский никель» в Норильске, Россия, в среду, 18 октября.
.. Сан-Диего, Калифорния, июнь 2021 г. Эндрю К. Свитман, профессор и научный руководитель Лайелловского центра изучения Земли, моря и технологий в… Вид на цех электролиза никеля Кольской горно-металлургической компании, подразделения российской горно-металлургической компании «Норникель», в… Расплавленный металл течет в течение дня в печи, и рабочие должны внимательно следить за тем, чтобы не допустить подпоров на медном заводе 22 июля 2002 г. в Норильске… Металл течет в течение дня в печи на медном заводе 19 июля, 2002 год, Норильск, Россия. Рабочие должны внимательно следить за тем, чтобы не допустить дублирования… Рабочий в пожарном костюме наблюдает за потоком горячего жидкого металла, вытекающего из печи на заводе. Производство матового никеля на подъемнике PT…Folk поднимает мешок с никелем на никелевом заводе PT Vale в Индонезии. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Юг… Рабочий осматривает добытую медную руду на Таймырском медном руднике ПАО «ГМК «Норильский никель» в Норильске, Россия, в среду, 18 октября. .. На фотографии, сделанной 27 февраля 2022 года, видно офисное здание TSINGSHAN, крупнейшего в Китае лидера в области добычи нержавеющей стали и никеля, в Шанхае, Китай. ….Сан-Диего, Калифорния, 8 июня 2021 г. Конкреции, содержащие никель, кобальт и марганец покрывают эти образцы керна, взятые с глубоководного дна океана. Они…Сан-Диего, Калифорния, 8 июня 2021 г. На этих образцах керна, взятых со дна океана, лежат конкреции, содержащие никель, кобальт и марганец. Они…Сан-Диего, КалифорнияИюнь 2021 г. Джерард Бэррон, председатель и главный исполнительный директор The Metals Company, надеется, что его компания сможет добывать морское дно для…Медные катодные листы извлекаются из электролитического резервуара на заводе KGHM Polska Miedz SA медеплавильный завод в Глогове, Польша, во вторник, 9 марта,…Рабочий в жаростойкой защитной одежде наблюдает за линией по производству литейной формы для жидкой меди на плавильном заводе KGHM Polska Miedz SA в Глогуве,…Вид показывает никелевые листы на Кольской горно-металлургической компании, подразделении российской горно-металлургической компании «Норникель», в городе.
.. На фотографии, сделанной 27 февраля 2022 года, видно офисное здание TSINGSHAN, крупнейшего в Китае лидера в области добычи нержавеющей стали и никеля, в Шанхае, Китай. ….Сан-Диего, Калифорния, 8 июня 2021 г. Конкреции, содержащие никель, кобальт и марганец покрывают эти образцы керна, взятые с глубоководного дна океана. Они…Сан-Диего, Калифорния, 8 июня 2021 г. На этих образцах керна, взятых со дна океана, лежат конкреции, содержащие никель, кобальт и марганец. Они…Сан-Диего, КалифорнияИюнь 2021 г. Джерард Бэррон, председатель и главный исполнительный директор The Metals Company, надеется, что его компания сможет добывать морское дно для…Медные катодные листы извлекаются из электролитического резервуара на заводе KGHM Polska Miedz SA медеплавильный завод в Глогове, Польша, во вторник, 9 марта,…Рабочий в жаростойкой защитной одежде наблюдает за линией по производству литейной формы для жидкой меди на плавильном заводе KGHM Polska Miedz SA в Глогуве,…Вид показывает никелевые листы на Кольской горно-металлургической компании, подразделении российской горно-металлургической компании «Норникель», в городе. .. Вид на цех электролиза никеля Кольской горно-металлургической компании, подразделения российской горно-металлургической компании «Норникель», в… Вид на никелевый лист на Кольской горно-металлургической компании, подразделение горно-металлургической компании «Норникель», в городе… Вид на цех электролиза никеля Кольской горно-металлургической компании, подразделения горно-металлургической компании «Норникель», в городе… Рабочий осматривает свежеотлитую медь анодный лист по мере остывания в кристаллизаторе в металлургическом цехе ОАО «Кольская горно-металлургическая компания», а…Свежеизготовленные никелевые катодные листы в электролизном цехе ОАО «Кольская горно-металлургическая компания», шт. ПАО «ГМК «Норильский никель», в… Фото сделано 30 марта 2019 г.показан рабочий, управляющий печью во время процесса плавки никеля в индонезийской горнодобывающей компании PT Vale’s… Тяжелые грузовики работают в районе добычи никеля. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Южный Сулавеси, Индонезия.
.. Вид на цех электролиза никеля Кольской горно-металлургической компании, подразделения российской горно-металлургической компании «Норникель», в… Вид на никелевый лист на Кольской горно-металлургической компании, подразделение горно-металлургической компании «Норникель», в городе… Вид на цех электролиза никеля Кольской горно-металлургической компании, подразделения горно-металлургической компании «Норникель», в городе… Рабочий осматривает свежеотлитую медь анодный лист по мере остывания в кристаллизаторе в металлургическом цехе ОАО «Кольская горно-металлургическая компания», а…Свежеизготовленные никелевые катодные листы в электролизном цехе ОАО «Кольская горно-металлургическая компания», шт. ПАО «ГМК «Норильский никель», в… Фото сделано 30 марта 2019 г.показан рабочий, управляющий печью во время процесса плавки никеля в индонезийской горнодобывающей компании PT Vale’s… Тяжелые грузовики работают в районе добычи никеля. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Южный Сулавеси, Индонезия. Никелевая руда перерабатывается на заводе PT Vale в Индонезии. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Южный Сулавеси,… Тяжелые грузовики работают на участке добычи никеля PT Vale Indonesia. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Юг…микроструктуры на никеле, фото и изображения никеля. Великобритания, пятница, 26 октября 2007 г. Цена на медь выросла на… Клерки торгуют ведущими акциями в зале Лондонской биржи металлов в Лондоне, Великобритания, в пятницу, 26 октября 2007 г. Стоимость меди выросла на секунду день в Лондоне… Клерки торгуют медными акциями в зале Лондонской биржи металлов, в Лондоне, Великобритания, в пятницу, 26 октября 2007 г. Медь дорожает второй день в… Рабочий осматривает только что отлитую медь анодный лист во время охлаждения в форме на медеплавильном заводе ПАО «ГМК «Норильский никель» в Норильске, Россия, на… Заготовки монет движутся по конвейеру Монетного двора США 23 марта 2004 года в Сан-Франциско, Калифорния.
Никелевая руда перерабатывается на заводе PT Vale в Индонезии. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Южный Сулавеси,… Тяжелые грузовики работают на участке добычи никеля PT Vale Indonesia. Добыча никеля компанией PT Vale Indonesia, никелевым заводом в Сороако, Юг…микроструктуры на никеле, фото и изображения никеля. Великобритания, пятница, 26 октября 2007 г. Цена на медь выросла на… Клерки торгуют ведущими акциями в зале Лондонской биржи металлов в Лондоне, Великобритания, в пятницу, 26 октября 2007 г. Стоимость меди выросла на секунду день в Лондоне… Клерки торгуют медными акциями в зале Лондонской биржи металлов, в Лондоне, Великобритания, в пятницу, 26 октября 2007 г. Медь дорожает второй день в… Рабочий осматривает только что отлитую медь анодный лист во время охлаждения в форме на медеплавильном заводе ПАО «ГМК «Норильский никель» в Норильске, Россия, на… Заготовки монет движутся по конвейеру Монетного двора США 23 марта 2004 года в Сан-Франциско, Калифорния.
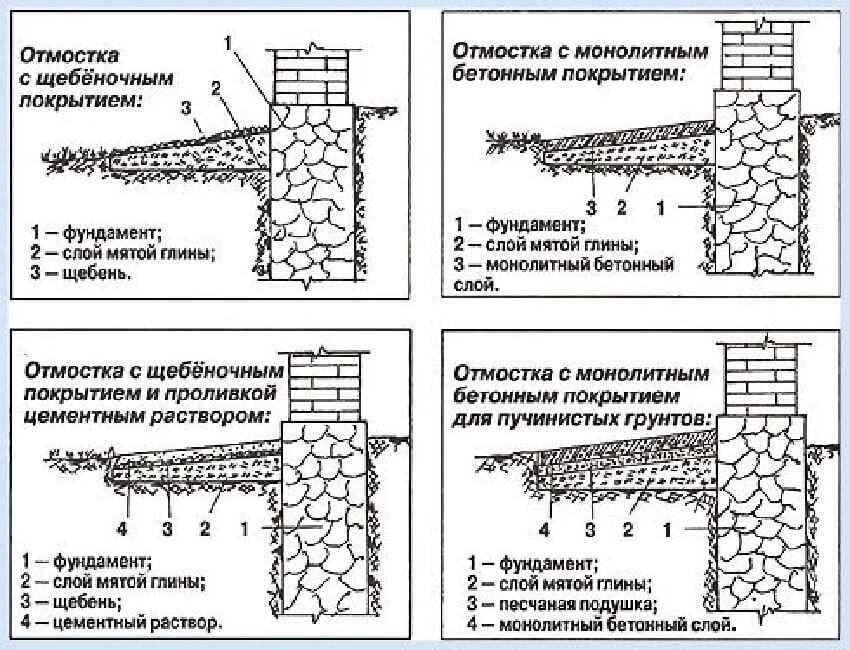

 Так вы застрахуете фундамент от воздействия перепада температур.
Так вы застрахуете фундамент от воздействия перепада температур.
 При этом необходимо обеспечить заведение профилированной мембраны на цоколь на 30-40 см.
При этом необходимо обеспечить заведение профилированной мембраны на цоколь на 30-40 см.
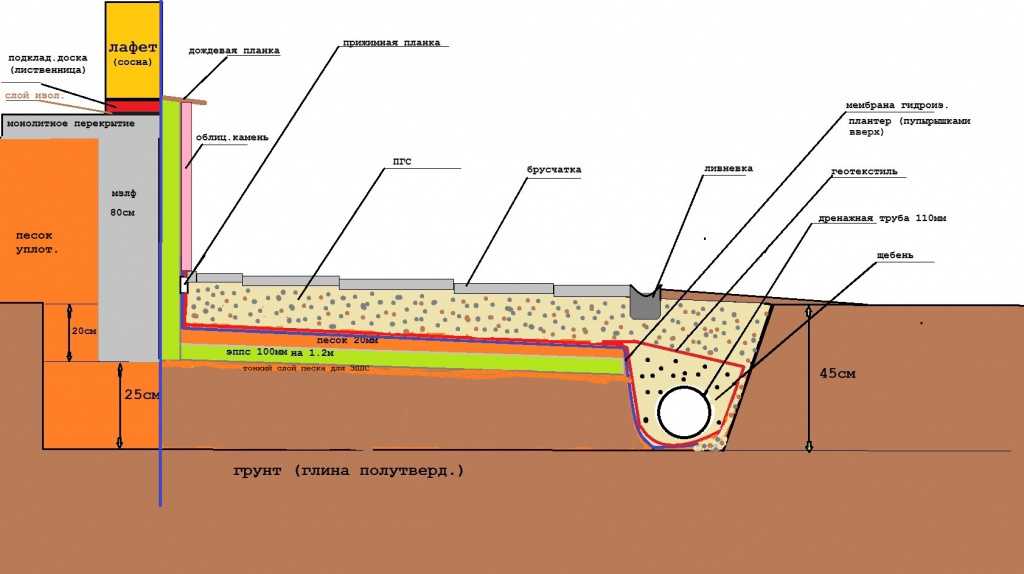 Ведь зная эти данные, вы можете проконтролировать процесс кладки отмостки.
Ведь зная эти данные, вы можете проконтролировать процесс кладки отмостки. Размеры отмостки вокруг дома колеблются от полуметра и выше.
Размеры отмостки вокруг дома колеблются от полуметра и выше.
 С их помощью можно верно рассчитать длину, глубину и ширину отмостки по СНиП. Не обязательно знать все пункты на память, но желательно в общих чертах владеть данной информацией. Ведь именно тогда вы сможете сделать правильную ширину отмостки согласно нормам ГОСТа, под верным наклоном, что облегчит вашу жизнь в доме.
С их помощью можно верно рассчитать длину, глубину и ширину отмостки по СНиП. Не обязательно знать все пункты на память, но желательно в общих чертах владеть данной информацией. Ведь именно тогда вы сможете сделать правильную ширину отмостки согласно нормам ГОСТа, под верным наклоном, что облегчит вашу жизнь в доме.
 сетка). Ручной метод NIOSH может использоваться строительными компаниями, профсоюзами и учебными организациями для лучшего понимания слепых зон вокруг собственного оборудования.
сетка). Ручной метод NIOSH может использоваться строительными компаниями, профсоюзами и учебными организациями для лучшего понимания слепых зон вокруг собственного оборудования.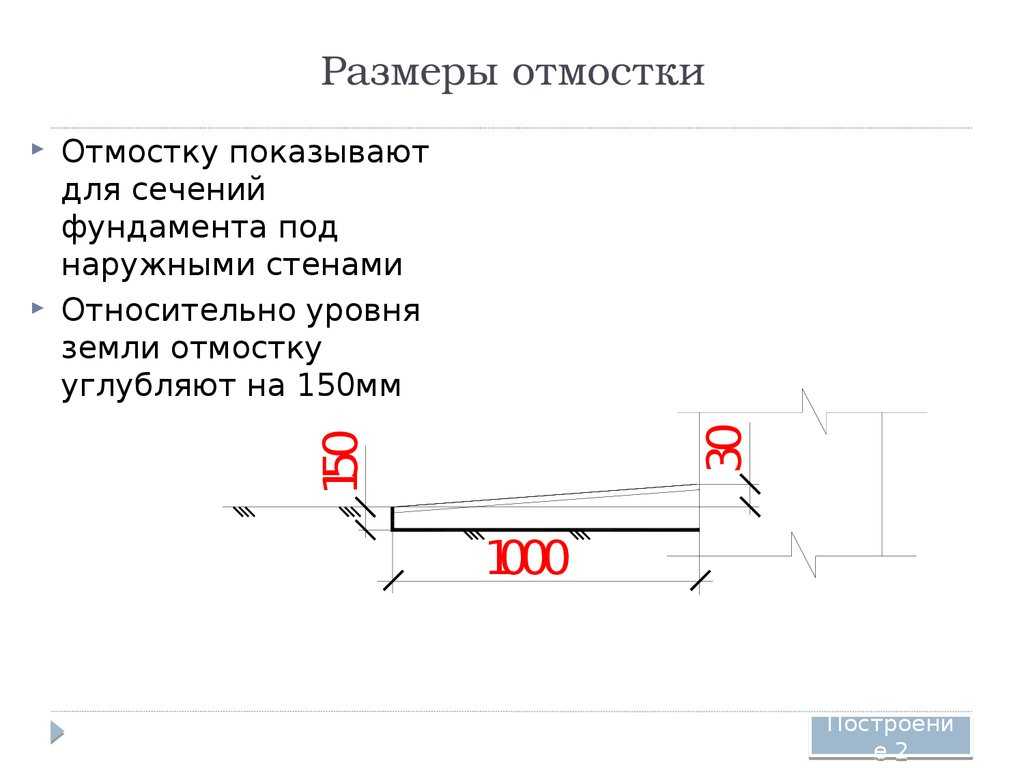 Полярная сетка состоит из линий длиной 16 м, расходящихся от центра сетки с интервалами в 10 градусов, и ряда концентрических окружностей, расположенных в центре сетки с интервалами в 2 метра (см. рис. A-1). Внешний круг имеет радиус 16 м. Для измерения слепых зон для более крупного оборудования могут потребоваться дополнительные круги большего радиуса.
Полярная сетка состоит из линий длиной 16 м, расходящихся от центра сетки с интервалами в 10 градусов, и ряда концентрических окружностей, расположенных в центре сетки с интервалами в 2 метра (см. рис. A-1). Внешний круг имеет радиус 16 м. Для измерения слепых зон для более крупного оборудования могут потребоваться дополнительные круги большего радиуса.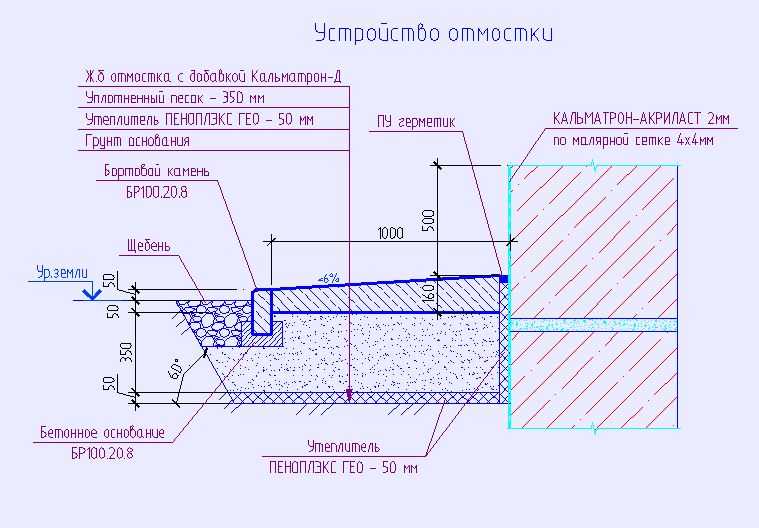 Оборудование перемещается по испытательной сетке так, чтобы сиденье водителя находилось прямо над центром сетки, а линия 0 градусов проходила прямо перед водителем и была параллельна длинной оси оборудования (см. рис. A-1, A). -2). Двигатель выключен, стояночный тормоз затянут, а шины заблокированы. Навесное оборудование (например, ковши, отвалы) устанавливается так, как оно должно быть при перемещении оборудования, и фиксируется на месте.
Оборудование перемещается по испытательной сетке так, чтобы сиденье водителя находилось прямо над центром сетки, а линия 0 градусов проходила прямо перед водителем и была параллельна длинной оси оборудования (см. рис. A-1, A). -2). Двигатель выключен, стояночный тормоз затянут, а шины заблокированы. Навесное оборудование (например, ковши, отвалы) устанавливается так, как оно должно быть при перемещении оборудования, и фиксируется на месте.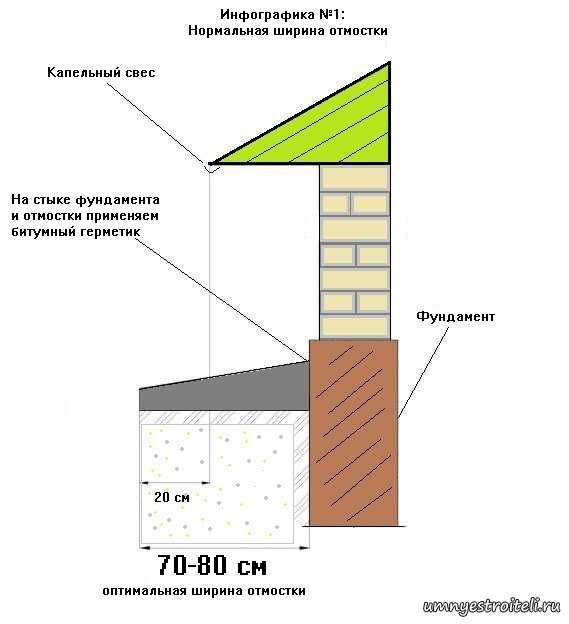


 Координаты записываются в таблицы данных с использованием узлов полярной сетки в качестве ориентиров (см. рис. A-5).
Координаты записываются в таблицы данных с использованием узлов полярной сетки в качестве ориентиров (см. рис. A-5).
 Используйте ручку, чтобы обвести форму и размер вашего слепого пятна на карточке. Затем вы можете измерить диаметр слепого пятна на карте (см. уравнение ниже).
Используйте ручку, чтобы обвести форму и размер вашего слепого пятна на карточке. Затем вы можете измерить диаметр слепого пятна на карте (см. уравнение ниже).

 one
one
 5
5 37
37 2
2 8
8 с.
с. 55
55 1
1 с.
с. 8
8 7
7 9
9 с.
с. 7
7 6
6 с.
с. 2
2 6
6 Наша компания изготовила миллионы насосов, которые используются в более чем 140 странах по всему миру. Наши водяные насосы из нержавеющей стали отвечают всем основным требованиям, предъявляемым к промышленным насосным установкам.
Наша компания изготовила миллионы насосов, которые используются в более чем 140 странах по всему миру. Наши водяные насосы из нержавеющей стали отвечают всем основным требованиям, предъявляемым к промышленным насосным установкам.

 Выбор, скорее всего, будет близок к «BEP» и будет работать эффективно и надежно.
Выбор, скорее всего, будет близок к «BEP» и будет работать эффективно и надежно. е. диффузоры.
е. диффузоры.

 021 461 7231
021 461 7231

 Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
 Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
 Производственные затраты и процент брака минимизируются.
Производственные затраты и процент брака минимизируются.
 Поэтому и существуют такие профессии как оператор ЧПУ и инженер программист ЧПУ. Программист составляет по чертежу конструктора программы, а оператор загружает их в станок, если требуется меняет инструмент, устанавливает материал и следит за правильным исполнением этих программ.
Поэтому и существуют такие профессии как оператор ЧПУ и инженер программист ЧПУ. Программист составляет по чертежу конструктора программы, а оператор загружает их в станок, если требуется меняет инструмент, устанавливает материал и следит за правильным исполнением этих программ.

 Проще всего, если вы переместите свою машину в начальную точку до при попытке выполнить команду G2.
Проще всего, если вы переместите свою машину в начальную точку до при попытке выполнить команду G2. Добавление координат определит промежуточную точку, к которой нужно перейти перед возвратом в исходное положение (во избежание столкновений), например:
Добавление координат определит промежуточную точку, к которой нужно перейти перед возвратом в исходное положение (во избежание столкновений), например: 
 нажал.
нажал.



 Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
 Мы объясним это в следующем разделе.
Мы объясним это в следующем разделе. Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.
Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02. Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой. G90 для абсолютного режима и G91 для относительного режима .
G90 для абсолютного режима и G91 для относительного режима . Вот несколько распространенных команд M-кода:
Вот несколько распространенных команд M-кода:



