В нынешнее время продажа труб осуществляется не метражом, а тоннами. Но как же все-таки рассчитать нужное количество труб с необходимым диаметром? Об этом мы расскажем вам в этой статье, которую дочитав до конца, все сразу станет понятно.
Размеры труб указаны а ГОСТе
Содержание
Удельная плотность: таблица соответствия веса
Диаметры и толщина стенок
Электросварные профильные трубы ГОСТ 11068-81
Бесшовные горячедеформированные ГОСТ 9940-81
Как вычислить с помощью формул вес нержавеющей трубы 12 х 18н 10т: погонный метр материала размером 1 метр
Чтобы рассчитать тоннаж и количество материала, нужно обращать внимание на такие величины:
Удельную плотность тех или иных марок стальных заготовок;
Диаметры изделий;
Толщину стенки;
Погонные метры.
Удельная плотность: таблица соответствия веса
Для того, чтобы вам было все понятно приводим к примеру таблицу с популярными марками нержавеющих стальных изделий с характеристиками.
Название изделия, тип
Маркировка, или что оно означает
Вес (г/см3)
Нержавеющие конструкционные криогенные стальные
12 на 18
8
Нержавеющая стальная конструкция, стойкая к коррозиям и прочная к высоким температурам
Совет: чтобы удельный вес нержавеющей стали был точным, обратитесь за помощью к специалистам, которые быстро решат за вас все вопросы.
Диаметры и толщина стенок
Чтобы определить плотность нержавеющей стали, нужно обратить внимание на толщину стенки и ее вес.
Электросварные профильные трубы ГОСТ 11068-81
Разделяют 6 видов стальных электросварных труб:
Подают жидкости, газы, отопление, для работ на стройке.
В нефтевом и газовом производстве, для насоса химических производств. Для таких производств еще используют конструкции оцинкованные и стальные электросварные согласно ГОСТу 10704 91.
В производствах, где необходима устойчивость к перепадам давлений и высоких температурных режимов. Применяют и оцинкованные овальные трубы с широкой плотностью и не большим диаметром.
В области геологических разведок на месте нефтяных скважин.
Строение вагонов, машин, в изготовлении оборудования для стройки и ремонта. Здесь широко применяют изделия с тонкими стенками и длиной не более 1 метра.
Для машиностроения.
Бесшовные горячедеформированные ГОСТ 9940-81
Чтобы рассчитать вес стальной трубы, нужно знать общие параметры каждой из них.
ГОСТ 11068 81- это не только выше перечисленные параметры и характеристики, чтобы вычислить плотность стали, и вес нержавеющей трубы найдите в книгах или на страницах интернет-сайтов полный список стандартных и нестандартных изделий.
Что касается длины, то они бывают немерными, но не выше чем в предоставленной таблице ГОСТов, допустимое отклонение 1,5 см. Если заказчик договаривается с производителями, предусматривается превышение длины изготовленной трубы по размерам больше, чем указано.
Каждая труба горячего деформирования изготавливается согласно ГОСТам и стандартам, соблюдаются все требования, которые прописаны в техническом регламенте, и утверждены установленным порядком. Для производственных целей берет только те марки сталей, которые указаны в таблице, не используют металлы с химическими добавками.
Наружная и внешняя поверхность бесшовного горячедеформированного изделия проходит испытание температурой, выдерживает больше 350 С, и только после этого отправляется на продажу. Если на поверхности заметна плена, закат, трещина или рваное место с дефектами, она идет на повторную переработку с устранением всех повреждений. Диаметры и толщина стенок труб должна соответствовать ГОСТ 11068 81.
Как вычислить с помощью формул вес нержавеющей трубы 12 х 18н 10т: погонный метр материала размером 1 метр
Имея необходимое количество данных, мы сможем быстро и без затруднений вычислить вес нержавеющей стали.
Он равняется объемному весу стали и плотности. Для выяснения приблизительного объема умножьте площадь нержавеющей трубы на поверхности, равной диаметру и толщине стенок. Например:
Берем трубы из стали, диаметр стенки которых равен 100 миллиметрам;
Длина их 10 000 миллиметров;
Удельная плотность стали 7900
7900*100 мм*число П 3,14* 10 000 мм=24,8 кг.
Все параметры труб прописаны в ГОСТе
Как показывают практические измерения, такой расчет веса трубы не является точным на 100%, так, как на круглой поверхности могут быть корректировки. Используют формулу расчета веса немного проще:
Вес внешнего диаметра – толщину стены* толщину стены*25 г=1, что является весом, или же еще проще:
(Диаметр-толщина)*толщину стенки*25 г=вес 1 метр трубы. Совет: вычисляя по разным формулам, вы можете столкнуться с разными величинами, но разница в них будет маленькая, которой вполне можно пренебрегать. Лучше, чтобы вес нержавейки покупался с запасом, который потеряется на обработке или обрежется.
Популярные размеры профильных труб бывают:
Длиной стороны 1,5 на 1,5 см, толщиной стенки 0,01, 0,015 и 0,02 см – вес 0,48 до0,91 кг/мм
ДС 2 на 1,5 см – ТС 0,015 и 0,02 см, вес 0,9-1 кг/мм.
ДС 2 на 2 см – ТС 0,01, 0,015 и 0,02 см – В 0,63-1,22 кг/мм.
ДС 2,5 на 1,5 –ТС 0,01, 0,015 и 0,02 см – В 0,6-1,22 кг/мм.
ДС 2,5 на 2,5 –ТС 0,01, 0,015 и 0,02 см – В 0,78-1,5 гк/мм.
ДС 3 на 2 см – ТС 0,015 и 0,02 см – В 1,2-1,49 кг/мм.
Для более широкого понятия размерной сетки, где указывают длину каждой стороны, толщину стенок, рекомендуем ознакомиться на сайтах в интернете, где есть полный перечень величин.
ПОСМОТРЕТЬ ВИДЕО
Надеемся, статья была для вас полезной и перед покупкой вы высчитаете правильное количество, которое не составит вам хлопот и незапланированных растрат. Плотность нержавеющей стали всегда необходима для расчета вес нержавеющей трубы.
AISI 430: плотность материала и её влияние на свойства
Справочная литература указывает для AISI 430 плотность в семь целых восемь десятых тонн на кубический метр, что является типовым значением для стали. Эту величину задает железо, являющееся основным ингредиентом, на который приходится около восьмидесяти процентов.
Влияние
Плотность – это показатель того, какая масса материала занимает определенный объем. В метрической системе принято оперировать килограммами и кубометрами. Сравнительный анализ показывает, что нержавеющий металлопрокат (как и любой другой) обладает весьма впечатляющими 7800 кг на м3 (или 7,8г/мм3). От этого зависит вес, и, косвенно, механические свойства нержавейки. Эту сталь можно описать следующим образом:
Прочная. Сопротивление всем видам нагрузок делает её востребованной в различных конструкциях.
Износостойкая. Благодаря этому качеству даже при постоянном трении срок службы продукцции может исчисляться долгими годами.
Достаточно твердая для того, чтобы не зависеть от случайных внешних повреждений. Стальную поверхность поцарапать сложно, если не пытаться делать это преднамеренно.
Тяжелая. Вес её располагает к поиску различных технических решений для уменьшения нагрузок без снижения эксплуатационных возможностей. Наиболее частый путь – это ввод в конструкцию упрочняющих элементов и ребер жесткости. В любом случае, давление на основание необходимо рассчитывать и принимать во внимание.
Кроме физических категорий, AISI 430 выгодно отличается коррозионной стойкостью и способностью работать, как при естественной температуре, так и при большом нагреве – до нескольких сотен градусов. Это несколько снижает ряд механических показателей, но все равно находит свое применение. Критичной величиной для краткосрочного воздействия определяются восемьсот градусов.
Хромистые безникелевые стали широко распространены в машиностроении, химической, пищевой, медицинской и легкой промышленности. Подобное сочетание свойств является уникальным – когда прочное изделие способно переносить одновременно химическое и термическое воздействие.
Прикладные расчеты
Зная плотность и габариты проката можно рассчитать его массу (на которую, обычно, и формируется стоимость). Расчет тут прост: необходимо 7800 умножить на произведение длины, ширины и толщины (для листов), или на протяженность круглой заготовки, число Пи и квадрат разности внешнего и внутреннего радиуса.
Конструктора используют эти формулы для определения основных параметров будущего изделия.
Автоматическими вычислениями обладают большинство современных средств проектирования, в которых заложены и базовые значения для конструкционных материалов.
Исходя из полученного результата, возможно подобрать оптимальный по грузоподъемности транспорт и убедиться, что для разгрузки и перекладываний подойдет имеющееся грузоподъемное оборудование. Кроме того, это важно и для планирования. Прежде чем купить нержавейку, нужно представлять, сколько она будет стоить. В случае с сортовым профилем можно достаточно точно рассчитать нужную партию, не переплачивая за дополнительные запасы, которые не будут использованы. Свои тонкости у подобных методик есть, но они просты для понимания и хорошо раскрыты в специализированной литературе. Представлены даже типовые формулы с заданной последовательностью.
За счет изменения соотношения легирующих элементов (что допускается, как американским, так и отечественным стандартами) у AISI 430 плотность меняется незначительно, и на вычислениях не сказывается.
Какова плотность нержавеющей стали?
В материальном мире плотность имеет значение.
Возможно, мы не тратим много времени на размышления о плотности вещества, но металлурги и инженеры, вероятно, думают о плотности больше, чем думает большинство потребителей.
Плотность объекта определяет, будет ли он плавать или тонет. Знаете ли вы, почему крошечный камешек падает на дно стакана с водой, а гигантское бревно плавает на поверхности реки? Плотность. Галька более плотная, чем вода, а дерево менее плотное.
Загрузить нашу спецификацию на нержавеющую сталь
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Загрузите нашу спецификацию нержавеющей стали, чтобы узнать, что Kloeckner Metals регулярно поставляет на склад.
Спецификация из нержавеющей стали
Как и галька, сталь плотнее воды, но корабли, сделанные из тонн стали, постоянно перевозят грузы и пассажиров по поверхности океана. Как плотность объясняет это? И почему мы вообще обсуждаем плотность?
По мере того, как исследователи узнавали больше о плотности, они также обнаружили, как использовать эту концепцию для развития технологий. Возвращаясь к примеру с кораблем, мы знаем, что воздух внутри камер плавучести корабля менее плотный, чем вода под ним. Вот почему стальной корабль плавает, а стальная подводная лодка тонет.
Плотность важна для производителей, поскольку она связана с массой и объемом продукта. Вместе эти факторы определяют размер и плавучесть, которые влияют на транспортировку, вес и полезность металлического изделия в данной среде.
Что такое плотность?
В общих чертах слово плотность относится к количеству чего-то в пределах определенного пространства. Когда мы говорим, что Манхэттен густонаселен , мы имеем в виду, что многие люди живут в пределах района.
С научной точки зрения плотность определяется как массы на единицу объема . В алгебраическом выражении формула выглядит так:
p=m/V
В этом расчете плотность (p) равна массе (m), деленной на объем (V).
Плотность также является интенсивным свойством, что означает, что плотность объекта никогда не меняется независимо от того, сколько его присутствует.
Рассмотрим старый вопрос: Что весит больше, тонна кирпичей или тонна перьев? Ответ, конечно же, в том, что оба весят одинаково — одну тонну. Сила шутки заключается в концепции плотности, а не веса. Плотность кирпича составляет 1,992 грамма на кубический сантиметр, а плотность пера — около 0,0025 грамма на кубический сантиметр. Вот почему один квадратный дюйм кирпича весит больше, чем один квадратный дюйм перьев, фактически примерно в 800 раз больше.
Говоря о единицах измерения, плотность может быть измерена в килограммах на кубический метр (кг/м 3 ), граммах на кубический сантиметр (г/см 3 ), граммах на кубический метр (г/м 3 ), или фунтов на дюйм в кубе (lb/in 3 ). Чтобы рассчитать плотность объекта из нержавеющей стали или перевести плотность из одной единицы измерения в другую, вы можете воспользоваться нашим металлокалькулятором для расчета веса и плотности нержавеющей стали.
Почему важна плотность?
Промышленные дизайнеры учитывают несколько факторов, связанных с металлом, когда разрабатывают свои концепции. Плотность является одним из таких факторов. Один металл может быть намного плотнее другого. Например, если вы проектируете лампу для размещения на столе, плотность используемого материала может не иметь большого значения. Если вы проектируете самолет, который должен отрываться от земли и оставаться в воздухе, плотность вдруг становится действительно очень важной.
Плотность также имеет значение, когда металлурги смешивают один металл с другим для получения сплава. Сталь представляет собой сплав железа, углерода и других химических веществ. Различные типы стали состоят из различных смесей химических элементов. Нержавеющая сталь, например, содержит не менее 10,5% хрома, тогда как углеродистая сталь имеет более низкое содержание хрома. Следовательно, плотность простой стали немного отличается от плотности нержавеющей стали.
При создании новой марки стали или сварке одного вида стали с другим плотность влияет на прочность, твердость и пластичность получаемого материала.
По сравнению со многими другими металлами сталь является чрезвычайно плотным материалом. Титан, например, имеет плотность примерно в два раза меньше плотности стали, а алюминий — примерно одну треть плотности.
Плотность обычной стали составляет около 490 фунтов на кубический фут, что также может быть выражено как 7,85 г/см 3 . Плотность углеродистой стали около 7,84 г/см 3 , плотность чистого железа составляет около 7,86 г/см 3 , а плотность нержавеющей стали — около 8,03 г/см 3 . Из-за конкретной марки и химического состава стали ее плотность немного различается.
Нержавеющая сталь является самой плотной разновидностью стали, но как зависит плотность различных типов нержавеющей стали?
Давайте рассмотрим две наиболее часто используемые марки нержавеющей стали — нержавеющую сталь 304 и нержавеющую сталь 316. Плотность марки 304 составляет 79.30 кг/м 3 , тогда как плотность марки 316 составляет около 7980 кг/м 3 . Различный химический состав и содержание этих двух сортов определяют разницу в их плотности. Нержавеющая сталь 304 менее плотная, чем 316, но имеет несколько более высокую плотность, чем нержавеющая сталь 430: 7750 г/м 3 .
Плотность влияет на вес. (Помните пример с кирпичами и перьями?) Таким образом, изделие из нержавеющей стали весит больше, чем изделие из углеродистой стали того же размера, а изделие из нержавеющей стали марки 316 весит больше, чем такое же изделие, изготовленное из нержавеющей стали марки 304.
В целом, однако, один кубический фут нержавеющей стали весит около 490 фунтов.
Как использовать свои знания о плотности при выборе материалов
Что следует помнить о плотности при выборе материала для производства или строительства?
При выборе металла, подходящего для вашего проекта, учитывайте несколько факторов. Вы должны думать как о физических свойствах металла — его температуре плавления, проводимости, так и (да) о его плотности. Вы также должны учитывать его механические свойства, такие как прочность, пластичность и сопротивление.
Создавая свои изобретения, инженеры взвешивают относительные преимущества каждого свойства, определяя, из каких материалов должен состоять их новый продукт.
Плотность особенно важна для проектов, где вес имеет решающее значение. Инженеры попытаются найти продукт с низкой плотностью, если им нужно контролировать вес объекта. Тем не менее, они также должны учитывать соотношение прочности к весу, чтобы материал продукта был достаточно прочным, чтобы выполнять свою работу.
Высокоплотный сплав, такой как сталь, намного прочнее многих других металлов. А поскольку нержавеющая сталь также устойчива к коррозии и привлекательна для глаз, она является популярным выбором для всего, от кухонной утвари до хирургических принадлежностей.
Благодаря высокому коэффициенту относительной прочности нержавеющей стали инженеры могут использовать более тонкие варианты материала для изготовления различных изделий. Вот почему хирургическое лезвие может быть микротонким и одновременно очень прочным.
Чтобы узнать больше о составе и использовании нержавеющей стали, посетите другие статьи на нашем сайте.
Свяжитесь с нашей квалифицированной командой сегодня
Kloeckner Metals является поставщиком полного ассортимента нержавеющей стали и сервисным центром. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
Вес и плотность нержавеющей стали 304, 316, 316L и 303 фунт/дюйм3, г/см3, фунт/фут3, кг/м3
Плотность нержавеющей стали составляет около 7,93 г/см3 (0,286 фунта/дюйм3). Вес нержавеющей стали на кубический дюйм составляет 0,286 фунта, на кубический фут — 495 фунтов.
Плотность, также известная как удельная масса или удельный вес, является мерой массы в определенном объеме. Плотность (ρ) равна массе (M) объекта, деленной на объем (V), формула ρ = м/В . Международная единица плотности – кг/см3, кг/дм3, кг/м3.
Таблица удельного веса и плотности
В следующей таблице указаны удельный вес (плотность) и плотность нержавеющей стали 304, 316, 303, 304L, 316L и другой нержавеющей стали типа AISI.
Примечание:
1 г/см3 = 1 кг/дм3
Значение удельного веса в следующей таблице равно значению плотности (г/см3, метрическая система).
Плотность нержавеющей стали
Нержавеющая сталь
Плотность (г/см3) или удельный вес
Плотность (кг/м3)
Плотность (фунт/дюйм3)
Плотность (фунт/фут3)
304, 304Л, 304Н
7,93
7930
0,286
495
316, 316L, 316N
8,0
8000
0,29
499
201
7,8
7800
0,28
487
202
7,8
7800
0,28
487
205
7,8
7800
0,28
487
301
7,93
7930
0,286
495
302, 302B, 302Cu
7,93
7930
0,286
495
303
7,93
7930
0,286
495
305
8,0
8000
0,29
499
308
8,0
8000
0,29
499
309
7,93
7930
0,286
495
310
7,93
7930
0,286
495
314
7,72
7720
0,279
482
317, 317л
8,0
8000
0,29
499
321
7,93
7930
0,286
495
329
7,8
7800
0,28
487
330
8,0
8000
0,29
499
347
8,0
8000
0,29
499
384
8,0
8000
0,29
499
403
7,7
7700
0,28
481
405
7,7
7700
0,28
481
409
7,8
7800
0,28
487
410
7,7
7700
0,28
481
414
7,8
7800
0,28
487
416
7,7
7700
0,28
481
420
7,7
7700
0,28
481
422
7,8
7800
0,28
487
429
7,8
7800
0,28
487
430, 430F
7,7
7700
0,28
481
431
7,7
7700
0,28
481
434
7,8
7800
0,28
487
436
7,8
7800
0,28
487
439
7,7
7700
0,28
481
440 (440А, 440В, 440С)
7,7
7700
0,28
481
444
7,8
7800
0,28
487
446
7,6
7600
0,27
474
501
7,7
7700
0,28
481
502
7,8
7800
0,28
487
904Л
7,9
7900
0,285
493
2205
7,83
7830
0,283
489
Калькулятор веса листа из нержавеющей стали
Калькулятор веса листа из нержавеющей стали доступен как в метрической, так и в британской системе мер.
Метрическая система
Загрузка…
Длина (мм) *
Ширина (мм) *
Толщина (мм) *
Выберите материал * Select201202205301302302B302Cu303304304L304N305308309310314316316L316N317317L321329330347384403405409410414416420422429430430F4364394440 (440A444446501502904L2205другие
Количество (шт)
Вес (кг)
Вес (фунты)
* Требуется
Британские единицы
Загрузка…
Длина (дюймы) *
Ширина (дюймы) *
Толщина (дюймы) *
Выберите материал * Select201202205301302302B302Cu303304304L304N305308309310314316316L316N317317L321329330347384403405409410414416420422429430430F431434436439440 (440A444446501502904L2205other
Quantity (pcs)
Вес (фунты)
Вес (кг)
* Требуется
Метки: плотность SS304, плотность нерж. стали 316 (плотность SS316), плотность нерж. стали 303, плотность нерж. стали 316l.
Статья по теме: Плотность различных металлов, Плотность алюминия, Температура плавления нержавеющей стали
x Гайка стальная М16 (0,038 кг/шт) шестигранная штучная DIN 934 (5915/5927)
— 15 ₽
x Прокладка ПОН-Б Ду100 Ру10-16 плоская ГОСТ 15180-86
— 17 ₽
x Болт стальной М16х80 ГОСТ 7798-70
— 45 ₽
x Фланец ст. плоский Промдеталь Ду100 Ру16 тип 01 ряд 1 исп.В ГОСТ 33259-2015
— 1 065 ₽
Итого за комплект
3 130
₽
Характеристики
Характеристики
Обратный шаровой клапан Dendor 012F Ду100 Ру10 также иначе называют «обратным клапаном для канализации». Необходим для защиты системы трубопровода от возможных потоков рабочей среды в обратном направлении. Ограничителем обратного потока здесь выступает стальной шар, который покрыт защитным слоем.
Рабочая среда: вода, сточные воды, водоочистка.
Максимальное рабочее давление: 10 бар.
Температура рабочей среды: от — 10°C до + 70°C.
Присоединительные размеры фланцев: по ГОСТу 12815-80.
Класс герметичности: «А» по ГОСТ 9544-2005.
Вес: 18,0 кг.
Размеры:
L= 300 мм (строительная длина)
∅D= 220 мм
∅ D1= 180 мм
∅D2= 158 мм
H= 194 мм
Материалы:
1
Болт
Оцинкованная сталь
2
Шар
Сталь с покрытием EPDM
3
Корпус
Чугун с термообработанным эпоксидным покрытием
4
Крышка
Чугун с термообработанным эпоксидным покрытием
5
Уплотнение
EPDM
Описание:
Данные шаровые клапаны используются в различных отраслях промышленности, однако наибольшее распространение он получил при установке в канализационных системах. Он устанавливается в горизонтальном и вертикальном положениях. В случае, если положение вертикальное, рабочий поток должен быть направлен только снизу вверх и должно совпадать с указанным на клапане направлением. К трубопроводу шаровой клапан 012F крепится при помощи фланцев.
Клапан обратный шаровой фланцевый
Главная \ КАТАЛОГ ПРОДУКЦИИ \ Запорная арматура \ Обратные клапаны фланцевые и межфланцевые \ Клапан обратный шаровой фланцевый
Применение шарового обратного клапана
Шаровый обратный клапан, как и другие разновидности обратных клапанов, применяется для предотвращения обратного хода рабочей среды в трубопроводах. Однако, в отличии от других разновидностей клапанов, шаровые получили наибольшее распространение на канализационных и сточных сетях, и в сетях, транспортирующих техническую воду.
Конструкция обратного клапана шарового
Корпус такого клапана изготовлен из высокопрочного чугуна с эпоксидным покрытием. Внутри в качестве запирающего элемента служит стальной шар, покрытый защитным слоем из EPDM. Рассчитан шаровой клапан на применение при температуре от -25 до +70 градусов (допустимо кратковременное повышение до +110 градусов) и на давление до 16 бар. Производят фланцевые шаровые клапана диаметрами Dn40-Dn500. Данный клапан имеет фланцевое соединение и может устанавливаться как в горизонтальном, так и в вертикальном положении.
Размеры фланцевых обратных шаровых клапанов
Диаметр DN, мм
Длина L, мм
H, мм
Диаметр D, мм
Диаметр D1, мм
Диаметр D2, мм
b, мм
Вес, кг
40
180
90
1150
110
84
19
5. 3
50
200
100
165
125
99
19
7.6
65
240
125
185
145
118
19
10
80
260
136
200
160
132
19
12.4
100
300
185
220
180
156
19
18
125
350
196
250
210
184
19
26
150
400
265
285
240
211
19
39
200
500
340
340
295
266
20
67
250
600
420
405
350
319
22
115
300
700
480
460
400
370
25
144
400
900
680
580
515
480
28
310
500
1100
866
715
320
609
30
380
Другие виды обратных клапанов смотрите в разделе ОБРАТНЫЕ КЛАПАНЫ ТРУБОПРОВОДОВ
Вы можете купить обратный клапан шаровой фланцевый, обратившись в нашу компанию. Так же всю интересущую информацию о технических характеристиках, стоимости и наличию клапанов вы можете получить у наших специалистов по телефону 8 (812) 600-33-09 или
Купить шаровые фланцевые обратные клапаны вы можете в компании ГидроСпецКом. Шаровые обратные клапаны с доставкой по РФ.
Шаровые обратные клапаны | Что такое шаровой обратный клапан
Главная /
Инсайты /
Информация о продукте /
Обратные клапаны /
Шаровые обратные клапаны
AVK предлагает шаровые обратные клапаны DN 32-600 с шаром, футерованным NBR, в стандартной комплектации и с шарами из полиуретана для абразивных сред или в случаях, когда требуется различный вес шара для предотвращения шума и гидравлического удара. Их можно устанавливать как в горизонтальном, так и в вертикальном положении.
Что такое шаровой обратный клапан?
Шаровой обратный клапан функционирует посредством шара, который перемещается вверх и вниз внутри клапана. Седло обработано так, чтобы соответствовать шару, а камера имеет коническую форму, чтобы направлять шар в седло, чтобы герметизировать и остановить обратный поток.
Если производительности насоса недостаточно, можно выбрать более легкий шар, а если возникает гидравлический удар при остановке насоса, проблему можно решить выбором более тяжелого шара.
Шаровые обратные клапаны часто предпочтительнее использовать на насосных станциях, которые редко посещаются, поскольку они требуют лишь ограниченного обслуживания, как правило, если шар издает шум из-за недостаточной производительности насоса или гидравлического удара.
Конструкция шаровых обратных клапанов AVK обеспечивает минимальное техническое обслуживание
Шаровые обратные клапаны AVK самоочищаются, так как шар вращается во время работы, что исключает риск застревания загрязнений на шаре. Стандартный мяч имеет металлический сердечник с покрытием из резины NBR, а жесткость резины оптимизирована для предотвращения застревания мяча в седле. Шарики из полиуретана подходят для абразивных сред, а также в случаях, когда требуется разный вес шариков для предотвращения шума и гидравлического удара. Полный и гладкий канал обеспечивает полный поток с низкой потерей давления и устраняет риск отложений на дне, которые могут препятствовать плотному закрытию.
Шаровые обратные клапаны AVK изготавливаются из ковкого чугуна с эпоксидным покрытием внутри и снаружи, с фланцами DN50-600 и внутренней резьбой BSP DN32-50. Кроме того, они доступны из нержавеющей стали AISI 316 для установки в агрессивных средах с фланцами DN80, 100 и 150 и с внутренней резьбой BSP DN32-80.
Основные характеристики шаровых обратных клапанов AVK
Самоочищающаяся конструкция
Полный и гладкий проход обеспечивает низкую потерю напора
Герметичность при минимальном противодавлении
Доступны полиуретановые шарики для абразивных сред
Доступны мячи разного веса
Из ковкого чугуна или кислотостойкой нержавеющей стали
Доступно до DN 600
Типичные проблемы решаются с помощью другого шара
Типичные проблемы – и как их избежать с помощью правильных шаровых обратных клапанов:
Эффект гидравлического удара: используйте + 20 % веса шара
Вибрации и резонанс от клапана: используйте — 20 % веса шара
Шар застревает в седле: используйте мин. резина Shore 60 на мяче или используйте металлический сердечник в мяче
Анимация
Шаровые обратные клапаны
Анимация об особенностях и установке наших шаровых обратных клапанов серии 53
Канал AVK Youtube
Шаровые обратные клапаны — Клапаны TVI
Просмотрите наши клапаны
TVI уже более 30 лет является ведущим поставщиком высококачественных клапанов и аксессуаров. Наш многолетний опыт работы в отрасли, преданность нашим клиентам и партнерские отношения со всемирно известными производителями клапанов позволяют нам предлагать решения высокого уровня для различных отраслей промышленности.
Каждый член команды TVI работает в тандеме, чтобы обеспечить быстрое выполнение заказов и превосходное обслуживание клиентов. Мы предлагаем широкий ассортимент качественной арматуры, включая шаровые обратные клапаны.
Шаровые обратные клапаны от TVI Valves
Шаровые обратные клапаны обеспечивают контроль обратного потока внутри трубопроводной системы. Давление поднимает клапан в корпусе клапана конической формы, позволяя потоку течь в заданном направлении и используя силу тяжести, чтобы закрыть клапан, когда давление потока уменьшается. TVI предлагает нашим клиентам шаровые обратные клапаны двух различных категорий.
Эксплуатация и техническое обслуживание шарового обратного клапана
Шаровые обратные клапаны открываются, пропуская поток в заданном направлении. Противодавление жидкости переустанавливает клапан под действием силы тяжести, когда давление потока падает, предотвращая обратный поток. Основным преимуществом этих клапанов является нечастое техническое обслуживание. Замена компонентов необходима почти во всех клапанах из-за износа деталей. В этих случаях замена компонентов обычно требует отключения давления в линии и снятия клапана.
Для доступа к нашим шаровым обратным клапанам достаточно ослабить накидную гайку. Это обеспечивает легкий доступ ко всем компонентам клапана, что позволяет производить замену на линии и способствует минимальному времени простоя для проведения технического обслуживания и ремонта.
Какие существуют типы обратных клапанов?
Обратные клапаны необходимы для обеспечения потока только в одном направлении и предотвращения обратного потока при различных обстоятельствах, условиях окружающей среды и протекающих материалах. Таким образом, TVI предлагает широкий выбор обратных клапанов для удовлетворения потребностей различных отраслей промышленности и областей применения. Наш ассортимент включает различные размеры обратных клапанов каждого типа, в том числе:
Шаровые обратные клапаны открываются из-за давления потока в направлении потока и закрываются из-за противодавления потока. Эти клапаны довольно распространены, и их использование включает, среди прочего, аквариумы, химическую обработку, свалки, добычу полезных ископаемых, электростанции, плавательные бассейны и очистку воды 9.0004
Поворотные обратные клапаны открываются под действием давления потока в направлении потока и закрываются при уменьшении давления потока. Общие области применения поворотных обратных клапанов включают предотвращение обратного потока насоса, впускные и выпускные отверстия резервуаров, смягчение гидравлического удара, одностороннее смешивание, выравнивание давления и технологические впуски.
Бесфланцевые обратные клапаны работают аналогично поворотным обратным клапанам, но они не имеют корпуса клапана и помещаются между двумя фланцами, что экономит место. Типичные примеры межфланцевых обратных клапанов включают смягчение гидравлического удара, впускные / выпускные отверстия резервуаров, предотвращение обратного потока насоса, одностороннее смешивание, выравнивание давления или технологические впускные отверстия в ограниченном пространстве.
Свяжитесь с TVI для получения информации о ваших потребностях в шаровом обратном клапане
Обратные клапаны являются важным компонентом для управления однонаправленным потоком в системе трубопроводов. Шаровые обратные клапаны обеспечивают решение с минимальными затратами на техническое обслуживание в случаях, когда надзор нечастый.
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Пайка алюминиевых проводов
Спаиваемость алюминиевых проводов
Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
После этого нужно дать остыть металлу и проверить прочность соединения.
Таблица режимов пайки
Диаметр провода, мм
Расход материала, граммы
Продолжительность пайки, сек
припой
бензин
2,5-4
1
5,5
25
6
1,5
7
30
10
2
11
55
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Пайка алюминиевых проводов с помощью флюса
Валерий Карпин
В закладки ↑
Многие считают, что пайка алюминия производится только в условиях производственного цеха. Из-за этого ложного мнения даже не берутся делать это в домашних условиях. На самом деле это всего лишь заблуждение. Данная статья призвана помочь произвести пайку алюминиевых проводов с помощью флюса.
Материалы и инструменты, используемые при пайке алюминия ↓
Выбор припоя ↓
Выбор флюса ↓
Инструкция по пайке алюминия ↓
Блиц-советы ↓
Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
Паяльник. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
Флюс. Применяется только в том случае, если его нет в составе припоя;
Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.
Припои и флюсы для пайки паяльником медных проводов
Выбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т. д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
Припой ПОС-61 0,8 мм
Выбор флюса
Для пайки алюминия дома лучше выбрать жидкий флюс, так как он более удобен в использовании, хорошо подходит для этих целей и его можно купить в любом магазине электроники. Для алюминия, металла, который покрывается защитной плёнкой, нужно выбрать особый флюс, потому что обычный не растворит окись. Среди них можно выделить такие вещества, как: Ф-61А, Ф-59А, Ф-64.
Также хорошим вариантом будет изготовление специального состава, подходящего именно для этого металла.
Флюс ФДА для пайки алюминия
Инструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой. В таком случае очень важно не расплавить основной материал;
Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей. Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
Оловянный припой легко покрывается ржавчиной, поэтому при его использовании нелишним будет нанести лакокрасочное покрытие.
Помимо обычного припоя, температура плавления которого относительно невысока, можно использовать высокотемпературный, например, «Aluminium-13» который состоит из: алюминия — 87%, кремния — 13%. Чтобы его было возможно использовать, нужно иметь возможность нагреть скрепляемые детали до температуры 600 °С.
Статья была полезна?
0,00 (оценок: 0)
Загрузка…
Понравилась статья? Поделиться с друзьями:
Автор: Валерий Карпин
С 2007 года интернет-журналист в сфере ремонта, дизайна интерьера и частного строительства. Постоянный участник выставок и конференций по новым технологиям в материаловедении и строительстве. Имею опыт собственной дизайн-студии и строительной фирмы. Люблю живо писать о собственном опыте.
Adblock detector
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для самостоятельной пайки. Именно поэтому я решил поделиться несколькими советами и рекомендациями по пайке алюминия .
Обо всем по порядку – любой обычный припой или флюс не подходит для пайки алюминия , рекомендуется использовать специализированные марки. Кроме того, я хотел бы объяснить, что такое пайка алюминия .
Пайка алюминиевая применяется при необходимости ремонта некоторых деталей, изготовленных из этой шрота или из сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Вещи, необходимые для пайки алюминия
Горелка газовая для нагрева концов проводов;
Мощный паяльник или станция;
Специальный припой и флюс;
Стальная щетка для очистки верхних слоев припаиваемых деталей;
Необходимо использовать маску, респиратор и защитные очки;
Защитные перчатки;
Содержание
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, нужен паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Припой и флюс, необходимые для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина. Но лучше все сделать правильно и использовать материалы, рассчитанные на пайка алюминия , а именно флюс. Чем лучше флюс, тем легче будет проходить весь процесс.
При выполнении пайки алюминия оловянно-свинцовые припои подбирают вместе с высокоактивными флюсами. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы сделать такие соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественные, надежные и коррозионностойкие припои изготавливаются на основе припоев, содержащих цинк, медь, кремний и алюминий.
Оловянно-свинцовые припои имеют самую низкую температуру плавления из всех вышеперечисленных типов припоев – около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты дает пайка алюминия такими сплавами:
2 части цинка и 8 частей олова;
1 часть меди и 99 частей олова;
1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
В состав большинства припоев входят химические элементы, практически не растворяющиеся с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавких кадмия, олова или цинка.
Плавкие составы более удобны в использовании, так как процесс пайки можно проводить при низких температурах, чтобы избежать резкого изменения свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала. Учитывайте это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои на основе алюминия. Также в их состав могут входить:
кремний;
цинк;
медь;
Лучше всего использовать сплав на основе алюминия с кремнием. Наиболее надежный результат можно получить после применения композиции из алюминия, меди и цинка.
Важное примечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F. В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Простейшие виды припоев можно приготовить дома, если знать, что делаешь. Впрочем, купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод необходимо правильно подготовить к очистке соединения. Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или подойдет любой другой растворитель.
Поверхность можно обрабатывать наждачной бумагой. Оксидная пленка восстановится практически сразу – это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Покрытые флюсом проволоки необходимо прогреть паяльником. Делать это нужно аккуратно, не перегревая металл. Рекомендуется использовать нагревательное устройство с контролем температуры. В целом этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и равномерно распределяется по поверхности алюминия при соединении необходимых элементов. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Соединение будет очень прочным.
Канифольные припои для пайки алюминиевых деталей
Для пайки двух алюминиевых проводов их необходимо предварительно залудить. Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Алюминиевые провода лужятся отлично, но все действия необходимо повторять несколько раз. После этого паять алюминий можно легко в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев взять минеральное/щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место стыка необходимо прогреть паяльником. После пайки необходимо выполнить следующие действия:
Промыть специальными щетками в горячей воде (150–1800F) в течение 15–20 минут;
Промыть холодной проточной водой еще 20-30 минут;
Обработать раствором хромового ангидрида;
Промыть холодной водой;
Просушите соединение при температуре около 1750F в течение 30 минут;
Полезные советы по пайке алюминия
Для упрощения процесса соединения 2-х алюминиевых деталей можно использовать паяльную горелку, нагревая ею детали. Припой после такого нагрева быстрее покроет детали. Главное, не допускать перегрева металлов. При нагреве любых алюминиевых деталей лучше держать плоскогубцами, а не голыми руками;
Важно работать в хорошо проветриваемом помещении, так как пары флюса и припоя токсичны и вредны для организма человека. Также важно именно в этом случае использовать находящийся поблизости огнетушитель;
Заключительные мысли
Для пайки этого металла необходимо купить специальное оборудование для пайки алюминия и выбрать один из методов пайки: с механическим разрушением оксида или химическим разрушением пленки. Оба метода пайки достаточно эффективны для соединения алюминиевых деталей.
Как паять алюминий. Полное руководство
Пайка — распространенный способ соединения металлов. Алюминий можно паять, но это может быть намного сложнее, чем с другими металлами. Существуют советы, которые можно применить для облегчения пайки алюминия, включая использование правильной смеси припоя и удаление оксида алюминия.
Алюминий – это настоящая проблема для соединения без специального сварочного оборудования. Вам нужно будет найти специальный припой или припой, предназначенный для использования на алюминии или для соединения алюминия с другим металлом в зависимости от вашего проекта.
После того, как вы приобрели припой в Интернете или в хозяйственном магазине с необычайно богатым ассортиментом, основная проблема заключается в том, чтобы работать достаточно быстро, чтобы соединить алюминий сразу после того, как слой оксида алюминия будет соскоблен с поверхности.
Что такое пайка?
Пайка — это метод соединения двух кусков металла вместе. Любой более мягкий металл, как правило, припаивается, чтобы скрепить его. Более твердые металлы, такие как сталь и железо, необходимо скреплять сваркой. Паяльник плавит металл, называемый припоем, до 200 градусов.
Когда металл становится жидким, его можно использовать в качестве клея для удержания других металлов на месте. После удаления источника тепла припой очень быстро остывает, образуя твердое тело и удерживая металлы на месте.
ДОПОЛНИТЕЛЬНО: Что такое пайка?
Какой металл используется для пайки?
Металл, используемый для пайки, в просторечии называется припоем, но он состоит из смеси различных металлов. В прошлом это обычно было олово и свинец, но сегодня гораздо чаще используются бессвинцовые варианты. Они сделаны из смеси металлов, обычно содержащей комбинацию олова, меди, серебра, висмута, цинка и кремния.
Припой должен иметь низкую температуру плавления и быстро затвердевать. Также важно то, что припой проводит электричество, что делает пайку важным аспектом создания схем. Пайка также может быть использована для исправления эстетических дефектов, например, в ювелирных изделиях.
Как паять алюминий – Пошаговый процесс
1. Если возможно, определите сплав.
Чистый алюминий можно паять, хотя с ним нелегко работать. Многие алюминиевые предметы на самом деле являются алюминиевыми сплавами. Большинство из них можно паять одним и тем же способом, но с некоторыми из них очень сложно работать, и, возможно, потребуется обратиться к профессиональному сварщику.
Если алюминиевый сплав помечен буквой или цифрой, посмотрите, есть ли особые требования. К сожалению, немаркированные алюминиевые сплавы бывает трудно отличить друг от друга, и профессиональные руководства по идентификации, вероятно, будут полезны только в том случае, если вы занимаетесь бизнесом. Возможно, вам нужно просто погрузиться и проверить свою удачу.
Если вы соединяете алюминий с другим металлом, свойства алюминия обычно являются ограничивающим фактором, поэтому точная идентификация состава другого сплава может не потребоваться. Обратите внимание, что некоторые комбинации, такие как алюминий-сталь, чрезвычайно сложны или могут потребовать специальных методов сварки вместо пайки.
2. Выберите низкотемпературный припой.
Алюминий плавится при относительно низкой температуре 1220ºF (660ºC), что в сочетании с его высокой теплоемкостью делает практически невозможной пайку с использованием припоев общего назначения. Вам понадобится специальный припой со значительно более низкой температурой плавления, который вам, возможно, придется заказать через Интернет.
Как правило, для этой цели используется сплав, изготовленный из некоторого сочетания алюминия, кремния и/или цинка, но проверьте этикетку, чтобы убедиться, что он предназначен для вашего типа соединения, например, алюминий-алюминий или алюминий-медь. .
Технически присадочные металлы, плавящиеся при температуре выше 840ºF (450ºC), соединяются не пайкой, а пайкой. На практике они часто продаются как припои, и процесс аналогичен. Пайка создает более прочное соединение, но пайка предпочтительнее для деталей с электрическими цепями или других хрупких материалов.
По возможности избегайте припоев, содержащих свинец.
3. Выберите флюс.
Подобно припою, флюс должен быть специально предназначен для алюминия или комбинации металлов, которые вы планируете соединять. Самый простой вариант — купить флюс у того же производителя, что и ваш припой, так как они, скорее всего, предназначены для совместной работы.
Рекомендуемая температура выбранного флюса должна быть аналогична температуре плавления вашего припоя. Выберите флюс для пайки, если выбранный вами припой плавится при температуре выше 840ºF (450ºC).
Некоторые флюсы для пайки не предназначены для использования на тонких алюминиевых листах или проволоке. Вместо этого ищите флюс для пайки погружением.
4. Выберите источник тепла.
Для соединения алюминиевых проводов можно использовать паяльник, но для других работ потребуется горелка. Как правило, используется низкотемпературная горелка с факелом пламени, температура которого достигает 600–800ºF (315–425ºC).
Если на вашем рабочем месте невозможно использовать фонарик, попробуйте паяльник мощностью 150 Вт.
5. Соберите дополнительные материалы.
Вам понадобится зажим, если вы соединяете более одного куска металла, а не выполняете мелкий ремонт одного предмета. Также рекомендуется травильный раствор или специальное вещество для очистки от оксидов после пайки. Некоторые флюсы на основе смол необходимо очищать ацетоном.
6. Обеспечьте безопасную рабочую зону.
Защитите себя от токсичных паров, надевая респиратор и работая в хорошо проветриваемом помещении. Маска для лица или очки настоятельно рекомендуются, а также плотные кожаные перчатки и несинтетическая одежда. Держите поблизости огнетушитель и работайте только над негорючими поверхностями.
Как соединить алюминий
1. Предварительно припаяйте каждую часть сложных соединений (необязательно).
Большие соединения или сложные комбинации, такие как алюминий-сталь, могут значительно выиграть от «лужения» или нанесения небольшого слоя припоя на каждую деталь компонента. Следуйте приведенным ниже инструкциям для каждой детали, которую вы планируете соединить, затем повторите то же самое, скрепив детали вместе.
Пропустите этот шаг, если вы используете припой для ремонта трещины или отверстия в одном объекте.
2. Очистите алюминий щеткой из нержавеющей стали.
Алюминий быстро образует оксид алюминия при контакте с воздухом, и этот тонкий слой оксида не может быть соединен. Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться.
Старый алюминий с сильным окислением или другим поверхностным мусором может потребовать шлифовки или шлифовки или протирания изопропиловым спиртом и ацетоном.
3. Сожмите вместе основные металлы.
Если вы соединяете две детали, а не ремонтируете один объект, зажмите две детали вместе в том положении, в котором вы хотите их соединить. Между ними должен быть небольшой зазор для протекания припоя, но не более 1/25″ (1 мм) или меньше.
Если детали не подходят друг к другу плавно, необходимо сделать стыки гладкими путем шлифовки или сгибания.
Поскольку алюминий должен иметь как можно меньше шансов на окисление, вы можете неплотно зажать детали, очистить их, пока они зажаты, а затем затянуть зажим.
4. Нанесите флюс. №
Сразу после очистки металла нанесите флюс на место соединения с помощью стержня припоя или небольшого металлического инструмента. Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения.
При пайке проводов окуните их в жидкий флюс.
Если ваш флюс поставляется в виде порошка, см. инструкции по смешиванию на этикетке.
5. Нагрейте металл.
С помощью горелки или паяльника нагрейте металлический предмет рядом с соединением, начиная с нижнего конца заготовки. Прямое пламя на ремонтируемом участке может привести к перегреву припоя и флюса. При использовании горелки держите наконечник горелки на расстоянии не менее 4–6 дюймов (10,2–15,2 см) от основного металла. Постоянно перемещайте источник тепла небольшими медленными кругами, чтобы равномерно нагреть помещение.
Паяльники могут нагреваться до десяти минут, прежде чем их можно будет использовать.
Если флюс станет черным, дайте области остыть, очистите ее и начните заново.
6. Нанесите припой
Большинство флюсов будут пузыриться и приобретать светло-коричневый цвет при достижении нужной температуры. Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
Она должна быть проведена уже вдоль зазора, но необходимы постоянные, медленные движения с вашей стороны, чтобы создать ровный валик. Для создания привлекательного и прочного ровного соединения может потребоваться практика, если вы раньше не занимались пайкой.
Если припой не соединяется с алюминием, возможно, на поверхности образовалось больше оксида алюминия, и в этом случае ее необходимо очистить и немедленно припаять снова. Также может быть, что у вас неправильный тип припоя, или ваш алюминий на самом деле является трудносвариваемым сплавом.
7. Удалите излишки флюса и оксида.
Если вы используете флюс на водной основе, флюс можно смыть водой после того, как готовая деталь остынет. Если вы используете флюс на основе смолы, используйте вместо него ацетон. После того, как флюс будет удален, вы можете поместить готовую деталь в «раствор для травления», чтобы удалить любые оксиды, которые могли образоваться под воздействием высокой температуры.
ᐅ Сварочный аппарат Fubag IQ 200 (MMA) отзывы — 10 честных отзыва покупателей о сварочном аппарате Сварочный аппарат Fubag IQ 200 (MMA)
Достоинства
Недостатки
Комментарий
Оценка
Принимаю условия
предоставления данных.
Сертификат НАКС:нет
сварочный инвертор
ручная дуговая сварка MMA
макс. сварочный ток: 220 А (MMA)
мощность: 7.70 кВт
диаметр электрода: 1.60-5 мм
антиприлипание
горячий старт
Средний рейтинг Сварочный аппарат Fubag IQ 200 (MMA) — 4,1
Всего известно о 10 отзывах о Сварочный аппарат Fubag IQ 200 (MMA)
Ищете положительные и негативные отзывы о Сварочный аппарат Fubag IQ 200 (MMA)?
Из 11 источников мы собрали 10 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Сварочный аппарат Fubag IQ 200 (MMA) выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Сварочный аппарат Fubag IQ 200 (MMA), а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Сварочный аппарат Fubag IQ 200 (MMA)
Информация об отзывах обновлена на 06.11.2022
Написать отзыв
павел с. , 02.08.2020
Достоинства: габариты
Недостатки: плохо сваривает хорошими электродами
Евгений Тауснев, 30.04.2020
Достоинства: Хороший аппарат, в пользовании больше 5 лет выдерживал разные климатические условия. Покупал его ещё по приличной цене. Варит отлично, провар хороший, нареканий нет. Рекомендую.
Недостатки: Недостатков нет, за такую цену лучший аппарат.
Сергей Кузин, 01.03.2020
Достоинства: Хорошо варит при низком напряжении рутиловыми и с основным покрытием электродами на обратной полярности.
Недостатки: Очень короткие кабели. Нет ручки для переноски изделия.
Имя скрыто, 15.02.2020
Достоинства: Жаль, что у вас дорого, пришлось на плеере купить.
cuba c., 05.01.2020
Достоинства: Качество сборки всего аппарата Размер Вес
Недостатки: В инструкции не нашел про варку обратной полярностью
Комментарий: Я купил за 4410р, за эти деньги аппарат вообще супер ибо это цена на китайские безымянные аппараты с алиэкспресс, которые продаются в наших магазинах. Качество сборки и «отделки» несравнимо лучше. Аппарат легкий и компактный. Единственное, инструкция всего в пару страничек. Например, не указано, можно ли варить обратной полярностью.
ВВП ВВП, 30. 12.2019
Достоинства: Не обнаружил
Недостатки: Работать еще то удовольствие. Либо прилипание либо пережог. Настроить невозможно. Неудобно расположена ручка настройки тока
Комментарий: Когда вышла из строя старая добрая IN 130 — купил эту. Мучился целый год. потом плюнул, не стал смотреть на стоимость — восстановил свою старую сварку и… вот он счастье! Годится только для малоквалифицированных недолгих работ. Не советую
Андрей С., 24.12.2019
Достоинства: маленький, но мощный
Недостатки: Нет цифрового табло (сила тока, А)
Комментарий: Фирма Фубаг известная, маска сварочная у меня тоже от Фубаг — просто класс!
Пользователь удален, 16. 12.2019
Достоинства: Лёгкий, компактный,
Недостатки: Сетевой кабель деревянный на морозе,в месте присоединения к инвертору трескается и оголяются провода. На пониженном напряжении 190-200в варит нестабильно дуга постоянно тухнет
Комментарий: В целом аппарат хороший покупкой доволен был приобретен на стройку так как лёгкий, дуга мягкая работали на удлинители 120м ,шов ровный, качественный ,электродами 4 мм варит спокойно, сколько отработал тепловая защита несработала ниразу
Имя скрыто, 06.05.2019
Достоинства: Дизайн. Размер. Удобство переноски.
Недостатки: Не обнаружил.
Комментарий: Использую уже 1,5 года. Пока без нареканий. Самое удобное, что аппарат мне умещается в руку и переносить очень удобно и быстро. Весит мало. Пробовал варить электродом 5 мм и в принципе получилось. Шов был хорошим. По ходу реальные данные сварочного тока.
Vladimir U., 12.04.2019
Достоинства: Легкий, компактный
Недостатки: Сложность подстройки требуемого тока. Сваривал электродами 2,5; 3. Либо залипает (должна быть защита, но поведение неадекватное. Здесь недостаточно создать дугу, в любой момент электроника её может разорвать), либо жрет электроды (горы накала). Регулировать ток в перчатках неудобно- близко козырек. Аппарат не является миниатюрным, поэтому не хватает рукоятки. Есть зацеты по краям, но вероятность выскальзывая очень высока. Покупал дорого в деревенском магазине (выход из строя любимого аппарата)!
Комментарий: Аппарат не советую: Удовольствие от работы 3 балла (из 5). Сам не профессионал, но опыт сварки 15 лет (ворота, лестницы, заборы, и др. мелкий ремонт)
Подробные характеристики
Сертификат НАКС
нет
Основные характеристики
Тип аппарата
сварочный инвертор
Ручная дуговая сварка MMA
есть
Сварочный ток (MMA)
20-220 А
Количество фаз питания
1
Напряжение холостого хода
65 В
Тип выходного тока
постоянный
Мощность
7.70 кВт
Продолжительность включения при максимальном токе
40 %
Диаметр электрода
1.60-5 мм
Особенности
Антиприлипание
есть
Горячий старт
есть
Форсаж дуги
есть
Габариты, ДхШхВ
292х112х162 мм
Масса
3 кг
Комплектация
кабель с клеммой заземления; кабель с электрододержаталем
Дополнительно
Срок службы
2 г.
Гарантийный срок
730 дн.
Производители
Показать еще
FUBAG IQ 200. Честные отзывы. Лучшие цены.
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о сварочном инверторе FUBAG IQ 200. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Напряжение, В
220
Max мощность, кВт
7,7
Min ток, А
20
Max ток, А
200
Диаметр электр/провол, мм
1.6-5/-
ПВ на максимальном токе, %
40
Степень защиты
IP21S
Наличие сетевой вилки
да
Класс товара
Полупрофессиональный
Min входное напряжение, В
150
Кейс
нет
TIG сварка
нет
Сварочный провод
DX25
Дисплей
нет
Антизалипание
да
Горячий старт
да
Форсаж дуги
да
Длина проводов, м
1. 8+1.2
Вес, кг
3
Габариты, мм
292х112х162
Напряжение холостого хода, В
65
Особенности модели
Сварочный инвертор FUBAG IQ 200 Назначение Аппарат предназначен для ручной дуговой сварки ММА. Устройство работает электродами диаметром до 5 мм и позволяет соединять изделия толщиной до 8 мм. Сфера применения Строительство; Сфера ЖКХ; Частное хозяйство; Монтажно-ремонтные работы. Эффективность в работе Современная инверторная технология позволяет сохранить высокую мощность при небольших габаритах и весе. Специальный индикатор сигнализирует об угрозе перегрева, а функция термозащиты своевременно отключает оборудование, чтобы избежать поломку.
Быстрое подключение кабелей Конструкция разъемов позволяет без потери времени подключать силовые кабели к FUBAG IQ 200.
Широкая сфера применения;
Плечевой ремень для работы на высоте и удобства переноски;
Качественное исполнение;
Индикация питания;
Функции Антизалипание, Горячий старт, Форсаж дуги;
Защита от перегрева;
Небольшие габариты;
Долгий срок службы.
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Сварочный инвертор;
Кабель с электрододержателем, 1.8 м;
Кабель заземления с зажимом, 1.2 м;
Упаковка.
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Алексей
Хороший инвертор. Отличное соотношение цена-качество. Держит дугу, электрод не липнет. Активно использую аппарат месяцев 10 и остался доволен.
Главная ? Каталог ? ручные цилиндрические, ГОСТ 7722-77
Стоимость может меняться в зависимости курса $ согласно ЦБ РФ. Действующие цены и наличие уточняйте по телефону +7 (812) 321-32-94
Артикул
Название товара
Ед. изм.
Цена (руб)
Заказать
5108
Развертка ручная ф 0,37 мм
По запросу
5109
Развертка ручная ф 0,57 мм
По запросу
5110
Развертка ручная ф 0,6 мм
По запросу
5111
Развертка ручная ф 0,76 мм
По запросу
5112
Развертка ручная ф 0,8 мм
По запросу
5113
Развертка ручная ф 0,9 мм
По запросу
5114
Развертка ручная ф 1,0 мм, №2
По запросу
5115
Развертка ручная ф 1,0 мм,
По запросу
5116
Развертка ручная ф 1,0 мм А
По запросу
5117
Развертка ручная ф 1,0 мм А3
По запросу
5118
Развертка ручная ф 1,03 мм,
По запросу
5119
Развертка ручная ф 1,15 мм,
По запросу
5120
Развертка ручная ф 1,2 мм,
По запросу
5121
Развертка ручная ф 1,25 мм,
По запросу
5122
Развертка ручная ф 1,3 мм,
По запросу
5123
Развертка ручная ф 1,35 мм
По запросу
5124
Развертка ручная ф 1,4 мм Н7
По запросу
5125
Развертка ручная ф 1,4 мм
По запросу
5126
Развертка ручная ф 1,41 мм
По запросу
5127
Развертка ручная ф 1,5 мм А
По запросу
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Развертка ручная позволяет достичь обработки 2 и 3 класса точности. Такими развертками легко обрабатывается углеродистая, легированная, конструкционная сталь и серый чугун. Развертки цельные просты по конструкции, а значит и надежны. Во вращение инструмент приводится воротком.
Среди ручных разверток этот тип самый известный. Их диаметр определен от 1 до 62 мм, общая длина — 38-387 мм, а рабочей зоны — от 18 до 194 мм. Число зубьев равно 4, 5, 6, 8, 10 и 12. Режущие свойства определяют: задний угол α=8°, передний угол γ = 0° и угол в плане φ=1°. Материал – легированная сталь 9ХС. Рабочая часть имеет твердость HRC 61 – 64, квадрат – HRC 30-45.
цены, характеристики, ГОСТы на сайте Instrland.ru
Ручные развертки
Машинные развертки
Регулируемые развертки
Конические развертки
Специальные развертки
Разжимные развертки
Сортировка
По цене
По названию
Порядок
По возрастанию
По убыванию
Цена
+
от
до
р
Бренд
+
Blacksmith
Диаметр, мм
+
Зубья, Z
+
Допуск
+
Размер
+
6,25- 6,75
6,75- 7,25
7 — 7,5
7,25- 7,75
7,75- 8,5
8,5 — 9
8,5 — 9,25
9,25- 10
9,5 — 10
10 — 10,75
10,5 — 11,5
10,75- 11,75
11,75- 12,75
12 — 13,5
12,75- 13,75
13 — 15,5
13,5 — 15,5
13,75- 15,25
15,25- 17
15,25- 17,25
17 — 19
17,25- 19
19 — 21
21 — 23
22,028
23 — 26
26 — 29,5
29,5 — 33,5
32 — 35
33,5 — 38
35 — 40
37,775
38 — 44
40 — 43
41 — 44
43 — 45
44 — 54
45 — 47
47 — 50
50 — 53
53 — 56
54 — 64
56 — 59
62 — 65
64 — 74
65 — 68
68 — 71
71 — 74
74 — 77
74 — 84
77 — 80
80 — 83
83 — 86
84 — 94
86 — 89
89 — 92
94 -104
94,946
95,026
50,0x55x22
Марка сплава
+
HSS-Co5
Р6М5К3
Р6М5К5
Тип
+
машинная
машинная насадная
ручная
Вид
+
насадная
Конус морзе
+
Тип хвостовика
+
Очистить фильтры
показывать по: 40 80 120
288748
Развертка машинная ц/х 1,04 цельная
12. 15 руб
14.58 руб
39
Купить
345479
Развертка d 5,5 А2А ц/х машинная цельная Р6М5
22.28 руб
26.74 руб
86
Купить
253868
Развертка ручная ц/х 1,07 цилиндрическая
31.05 руб
37.26 руб
230
Купить
254028
Развертка ручная ц/х 1,14 цилиндрическая
31.05 руб
37.26 руб
126
Купить
275351
Развертка ручная ц/х 1,06 цилиндрическая
32.40 руб
38.88 руб
575
Купить
266627
Развертка машинная ц/х 3,0 цельная б/марк.
33.75 руб
40.50 руб
1271
Купить
281831
Развертка ручная ц/х 1,09 цилиндрическая
34.43 руб
41.32 руб
159
Купить
264715
Развертка ручная ц/х 1,13 цилиндрическая
36.45 руб
43.74 руб
56
Купить
276404
Развертка d 4,0 №3 ручная цилиндр. с припуском под доводку (поле допуска:+0.034/+0.026)
36.45 руб
43.74 руб
286
Купить
264928
Развертка d 4,5 №1 ручная цилиндр. с припуском под доводку (поле допуска:+0.019/+0.012)
38.48 руб
46.18 руб
401
Купить
263859
Развертка машинная ц/х 5,5 H9 цельная
39. 83 руб
47.80 руб
54
Купить
256619
Развертка d 5,5 №3 ц/х машинная цельная с припуском под доводку (поле допуска:+0.034/+0.026)
42.53 руб
51.04 руб
9
Купить
280539
Развертка машинная ц/х 6,0x30x85 цельная б/марк.
42.53 руб
51.04 руб
318
Купить
282770
Развертка машинная ц/х 6,0 цельная с винтовой канавкой б/марк.
42.53 руб
51.04 руб
839
Купить
289307
Развертка d 5,5 А3 ц/х машинная цельная
42.53 руб
51.04 руб
21
Купить
262545
Развертка d 4,8 №2 ручная цилиндр. с припуском под доводку (поле допуска:+0.026/+0.019)
44.55 руб
53.46 руб
278
Купить
267541
Развертка d 4,5 №2 ручная цилиндр. с припуском под доводку (поле допуска:+0.026/+0.019)
44.55 руб
53.46 руб
292
Купить
279077
Развертка d 5,5 №1 ц/х машинная цельная с припуском под доводку (поле допуска:+0.019/+0.012)
46.58 руб
55.90 руб
152
Купить
286551
Развертка d 5,0 №2 ц/х машинная цельная с припуском под доводку (поле допуска:+0.026/+0.019)
46.58 руб
55.90 руб
485
Купить
262370
Развертка машинная ц/х 4,5 H7 цельная
47. 25 руб
56.70 руб
659
Купить
275404
Развертка d 3,0х30х80 ц/х машинная цельная (без маркировки марки стали)
48.60 руб
58.32 руб
100
Купить
252922
Развертка ручная ц/х 1,08 цилиндрическая
49.28 руб
59.14 руб
12
Купить
264344
Развертка d 4,0 №2 ц/х машинная цельная с припуском под доводку (поле допуска:+0.026/+0.019)
49.28 руб
59.14 руб
44
Купить
285592
Развертка d 5,0 №1 ц/х машинная цельная с припуском под доводку (поле допуска:+0.019/+0.012)
49.95 руб
59.94 руб
34
Купить
260360
Развертка ручная ц/х 3,5 H8 цилиндрическая
51. 30 руб
61.56 руб
75
Купить
266077
Развертка d 4,8 №3 ручная цилиндр. с припуском под доводку (поле допуска:+0.034/+0.026)
54.68 руб
65.62 руб
19
Купить
280849
Развертка d 5,0 А3 ц/х машинная цельная
54.68 руб
65.62 руб
3
Купить
270652
Развертка d 4,0 №2 ручная цилиндр. с припуском под доводку (поле допуска:+0.026/+0.019)
56.03 руб
67.24 руб
121
Купить
258346
Развертка d 4,5 №3 ручная цилиндр. с припуском под доводку (поле допуска:+0.034/+0.026)
57.38 руб
68.86 руб
6
Купить
276207
Развертка машинная ц/х 5,5 H8 цельная
58. 05 руб
69.66 руб
37
Купить
287582
Развертка d 4,8 Н8 ручная цилиндр.
58.05 руб
69.66 руб
21
Купить
254710
Развертка машинная ц/х 1,0 цельная
60.75 руб
72.90 руб
41
Купить
275865
Развертка d 3,5 №1 ручная цилиндр. с припуском под доводку (поле допуска:+0.019/+0.012)
61.43 руб
73.72 руб
139
Купить
264286
Развертка d 4,8 №1 ручная цилиндр. с припуском под доводку (поле допуска:+0.019/+0.012)
62.78 руб
75.34 руб
64
Купить
281710
Развертка ручная ц/х 1,15 цилиндрическая
63. 45 руб
76.14 руб
14
Купить
260403
Развертка d 4,0 №3 ц/х машинная цельная с припуском под доводку (поле допуска:+0.034/+0.026)
66.15 руб
79.38 руб
26
Купить
282083
Развертка d 5,0 №2 ручная цилиндр. с припуском под доводку (поле допуска:+0.026/+0.019)
67.50 руб
81.00 руб
291
Купить
288411
Развертка d 4,5 №2 ц/х машинная цельная Р9 с припуском под доводку (поле допуска:+0.026/+0.019)
Развертка d 5,5 №2 ц/х машинная цельная с припуском под доводку (поле допуска:+0.026/+0.019)
70.20 руб
84.24 руб
148
Купить
Производители:
CNIC
Развертка по металлу – это металлорежущий инструмент, используемый для конечной обработки просверленных отверстий. При работе сверлом могут оставаться геометрические неточности, с помощью развертывающего приспособления достигается нужный диаметр отверстия и шероховатость поверхностей.
Для чего нужны развертки по металлу и их разновидности
Развертывание – это технологический процесс, который применяют для растачивания отверстий. Поскольку точность развертки намного выше, чем у сверл, это позволяет добиться чистой поверхности 7-го или 8-го класса с точностью 2-3. Инструментом обрабатывают поверхности несколько раз, пока не получат требуемую гладкость и четкость.
Развертка состоит из двух частей: рабочей и зажимной. Рабочая, в свою очередь, делится на две зоны – режущую с угловыми заточенными зубьями и калибрующую с плоскими зубцами.
В машиностроении применяются различные типы разверток по металлу, которые классифицируются по нескольким признакам. По форме технического зазора, который подвергается улучшению:
цилиндрическая;
коническая.
В зависимости от способа применения разделяют на:
ручные используются при работе с отверстиями от 3 до 50 мм ручным способом;
машинные применяют для отшлифовки отверстий от 0,3 до 10 см на слесарных станках.
Исходя из конструктивных особенностей, выделяют:
цельные – производят из легированных и быстрорежущих сталей, невозможно регулировать размер по мере износа рабочей части;
насадные – применяют для очищения технических зазоров с сечением от 25 до 300 мм, хвостовик выполнен с профилем, который позволяет зафиксировать инструментарий в специальной оправе в шпинделе токарной установки;
регулируемые – используют тогда, когда нужно достигнуть максимальной прецизионности в размерах, конструкционные особенности позволяют менять размер приспособления от 1 до 3 мм.
Также различают винтовые и прямые виды.
Все товары на складе
Высокая скорость обработки заказов
Удобная система заказов
Доставка по всей РФ
Информация
Новости Партнерам Контакты О нас
Помощь
Доставка Оплата
Условия использования
Правовая информация Политика конфиденциальности
Лучшие ручные соковыжималки и развертки для цитрусовых 2022 года
Прямо к делу
Лучшей ручной соковыжималкой для лимонов и лаймов является соковыжималка Chef’n FreshForce Citrus Juicer, а OXO Good Grips Wooden Reamer заняла первое место среди ручных соковыжималок.
Примечание редактора
Тестируемая нами соковыжималка для цитрусовых OXO Good Grips больше не продается и, похоже, снята с производства. Мы планируем обновить это тестирование, но пока ссылка в обзоре указывает на модель аналогичного дизайна (и цены), также от OXO.
Электрические соковыжималки для цитрусовых великолепны, особенно если вы любите делать большие партии лимонада или свежевыжатого апельсинового сока, но они непрактичны для рецептов, требующих всего пару лимонов или лаймов. Тогда на помощь приходит простая ручная соковыжималка для цитрусовых. Это своего рода скромный кухонный инструмент, к которому вы будете обращаться снова и снова, для заправки салатов, коктейлей, выпечки или добавления критического количества кислоты во все, что вы готовите на ужин.
17 освежающих рецептов лимонада и лаймада
Но есть хорошие ручные соковыжималки и плохие ручные соковыжималки. Хорошие быстро выжмут больше сока, чем вы можете вручную, и автоматически процеживают мякоть и семена. Плохие могут занять столько же или больше времени, чтобы получить сок из кусочка фрукта, как ваши голые руки, и они такие же грязные. Мы протестировали целую кучу соковыжималок для цитрусовых с самым высоким рейтингом. Спустя много часов, несколько сотен фруктов, несколько галлонов сока и два усталых запястья мы остановились на наших любимых моделях.
Краткий обзор победителей
Лучшая соковыжималка для лимонов и лаймов: соковыжималка для цитрусовых Chef’n FreshForce
Купить на Амазоне Купить на Волмарт Купить на кровати Bath & Beyond
Для приготовления сока из лимонов и лаймов эта соковыжималка от Chef’n как нельзя лучше подходит. Он имеет разумную цену и его легче хранить в ящике стола, когда он не используется.
Лучшая ручная развертка для цитрусовых: деревянная развертка OXO Good Grips
Купить на Амазоне Купить в постели Ванна и не только Купить на Оксо
Если вы ищете простую развертку для периодического приготовления сока, эта деревянная модель от OXO стоит менее 10 долларов, ее легко хранить, и она хорошо справляется с приготовлением сока из цитрусовых.
Лучшая соковыжималка для цитрусовых для апельсинового сока: OXO Good Grips Citrus Juicer
Купить на Амазоне Купить в постели Ванна и не только Купить на Оксо
Наша любимая соковыжималка для апельсинов от OXO работала хорошо и стоила около 16 долларов. Однако протестированной нами модели больше нет в наличии и, похоже, она снята с производства. Мы планируем обновить это тестирование, но на данный момент ссылка выше ведет на другую модель аналогичного дизайна (и по цене) от OXO.
Категории
Ручные соковыжималки для цитрусовых делятся на несколько категорий. Самым простым является ручной расширитель, который вы держите в одном кулаке и вонзаете прямо в половинку цитруса. Есть также шарнирная соковыжималка, пресс, который сжимает один цитрус пополам, так же, как щелкунчик щелкает орехи. Кроме того, есть настольная соковыжималка, у которой есть расширитель, прикрепленный к контейнеру, и более крупный настольный пресс с рычажным приводом (вы, возможно, видели их за барной стойкой), а также несколько необычных вещей.
Для начала нам пришлось сузить игровое поле, которое заполнено вариантами от классики до новинки и бутика. За годы тестирования оборудования мы ни разу не сталкивались с новым инструментом, который работал бы лучше оригинала (классика есть классика по какой-то причине), поэтому мы их пропустили. Мы также пропустили все, что превышает 25 долларов — разумный потолок цен для домашнего повара. Это исключило настольные прессы, которые не только дороги (большинство из них стоит от 50 до более 100 долларов), но и занимают много места. Если вы собираетесь потратить столько денег и стол на соковыжималку, вы можете купить хорошую электрическую.
Оттуда мы сузили список до девяти соковыжималок, основываясь на обзорах и обсуждениях из таких источников, как Cook’s Illustrated , Amazon, Chowhound и Williams-Sonoma. Мы остановились на трех соковыжималках, двух расширителях и трех настольных соковыжималках, а также, в довершение всего, носике, который ввинчивается прямо в фрукт. Это граничит с новинкой, но это также достаточно распространено, и мы подумали, что по крайней мере посмотрим, как это будет сравниваться.
Критерии: на что обращать внимание при выборе ручной соковыжималки для цитрусовых
В общем, отличная ручная соковыжималка для цитрусовых должна легко выжимать сок — и делать это намного быстрее, чем вы могли бы делать это руками. Однако не следует делать это слишком агрессивно, иначе из сердцевины может вырваться горьковатый привкус. Он также должен автоматически процеживать семена и мякоть.
Хорошая соковыжималка для цитрусовых также должна легко чиститься. Каким бы кислым ни был цитрусовый сок, он всегда содержит немного сахара. Это может привести к тому, что липкие остатки (а также кусочки мякоти) застрянут в щелях. Хорошие соковыжималки для цитрусовых должны иметь минимум углов и закоулков, что впоследствии сэкономит вам время на очистку.
Одна из наших любимых ручных соковыжималок от Chef’n за работой.
Serious Eats / Вики Васик
Тестирование
Чтобы протестировать эти продукты, мы выдавили из каждого сока 10 лимонов, 10 лаймов и 10 апельсинов (за одним исключением, для которого это оказалось невозможным — мы доберемся до этого). Мы также сжали по 10 штук каждого цитруса (разрезанного пополам) голыми руками, чтобы обеспечить основу для сравнения. Всего 300 кусочков фруктов, и около полутора дней потрачено на приготовление сока.
Тест 1: Выход
Возможно, самым важным качеством соковыжималки является ее производительность: сколько сока она может получить из одного фрукта и сколько она оставляет после себя? Чтобы измерить это, мы взвешивали каждую партию фруктов перед отжимом, а затем взвешивали извлеченный из них сок — процеженный через мелкое сито, потому что сок, наполненный большим количеством мякоти, — это не то же самое, что больше сока, — чтобы определить, какой процент фруктов был выжат. превратился в сок.
Ручное выжимание дало 34% лаймов, но только 26% лимонов и 23% апельсинов (плюс кто знает, сколько всего на прилавке). Большинство, но не все, соковыжималки работали лучше и были на удивление одинаковыми для разных типов фруктов, хотя лаймы с их тонкой кожурой, как правило, выделяли немного больше сока по весу, чем лимоны или апельсины. Тем не менее, выход сока будет зависеть от конкретных фруктов, которые вы используете, и сезона.
Мы протестировали 24 мерных стакана для жидкостей, чтобы выбрать лучший
Тест 2: простота использования
Затраченные усилия также важны. Приготовление апельсинового сока не должно быть трудоемкой задачей, отнимающей много времени. Выжатие нескольких лимонов не должно привести к возникновению запястного канала. Таким образом, мы не только обращали внимание на то, насколько сложно было использовать каждый инструмент, но и замеряли время, необходимое для приготовления сока из каждого отдельного фрукта как с соковыжималкой, так и без нее. Большинство соковыжималок выжимали сок примерно вдвое быстрее, чем вручную.
Тест 3: Вкус
Мы также провели слепую дегустацию каждого сока с участием пяти дегустаторов. Соковыжималки, как правило, выжимают больше масла из кожуры, в то время как ример потенциально может извлечь некоторую горечь из белой сердцевины, поэтому мы попросили каждого дегустатора оценить горечь, цветочное или ароматное качество и общий вкус каждого сока на по шкале от 1 до 10, с возможностью дополнительных комментариев. Чтобы свести на нет последствия утомления вкуса, мы давали соки каждому дегустатору в разном порядке.
Другие критерии
Другие учитываемые факторы включали в себя то, сколько беспорядка наделала соковыжималка. Сколько сока оказалось на прилавке (или выплеснулось дальше)? Сколько оказалось на наших руках? Насколько сложно было целиться в узкое отверстие стакана? Насколько легко было чистить соковыжималку? И потом, есть цена. Действительно ли шарнирная соковыжималка за 23 доллара стоила на 14 долларов больше, чем самая дешевая соковыжималка? А как насчет пластиковой и стальной развертки за 22 доллара по сравнению с деревянной разверткой за 6 долларов?
Лучшая соковыжималка для лимонов и лаймов: Chef’n FreshForce Citrus Juicer
Купить на Амазоне Купить на Волмарт Купить на кровати Bath & Beyond
Что нам понравилось: Если вам нужны вкус и скорость, соковыжималка — отличный выбор, а соковыжималка для цитрусовых Chef’n FreshForce оказалась лучшей из трех, которые мы пробовали. Соковыжималки хороши тем, что они могут выжать сок из половинки цитруса одним быстрым движением — без перетирания взад-вперед, без сока на руках — плюс они извлекают больше цитрусового масла из кожуры, чтобы получить более ароматный сок.
Чтобы выжать каждый лимон или лайм с помощью соковыжималки Chef’n, потребовалось менее 30 секунд. (Апельсины — это отдельная история, но мы к этому еще вернемся.) Кроме того, имея лишь небольшую группу дренажных отверстий в центре чашки, у соковыжималки была отличная цель, и она могла легко направлять сок прямо в рот. даже узкое стекло. Он также производил минимальное количество мякоти и семян.
У стандартного соковыжималки есть несколько подводных камней, которые Chef’n удается исправить. Во-первых, соковыжималки не всегда так просты и удобны в использовании, как кажутся. Они работают, по сути, выворачивая половинку цитруса наизнанку, а также прижимая ее. (Это может сбить с толку начинающего пользователя, так как фрукт должен ложиться срезом вниз, но похоже, что он идеально поместится в чашке наоборот. ) С жестким лаймом или лимоном с толстой кожурой, это может потребовать много сил. Но механизм зубчатого шарнира соковыжималки Chef’n дает вам больше рычагов, чем простые шарниры на стандартных соковыжималках. В результате Chef’n чувствует себя заметно более гладким и легче сжимается. Грубые, прочные нейлоновые ручки также удобны и не скользят.
Мы быстро разочаровались в скользкой внутренней части некоторых соковыжималок. Лимоны, в частности, продолжали соскальзывать в сторону, как только на них оказывалось какое-либо давление, из-за чего их было труднее выжимать и давать меньше сока. Внутренняя часть чаши соковыжималки Chef’n не только шероховатая, но и покрыта концентрическими выступами, из-за чего фруктам гораздо труднее соскальзывать со своего места. Эти гребни также помогают предотвратить попадание случайных капель сока из верхней части чашки, что является общей проблемой для других соковыжималок.
Поскольку он не выкапывает всю мякоть, соковыжималка может выглядеть так, как будто она не получает столько сока, сколько могла бы развертка. Но, судя по тому, что мы измерили, выход был в основном таким же, как и у соковыжималок с разверткой, по крайней мере, после процеживания. Соковыжималка Chef’n дала 38% лаймов и апельсинов по весу и 32% лимонов.
Что нам не понравилось: Все соковыжималки выжимают из кожуры фруктов больше масла, чем развертка, и Chef’n не исключение. Тестеры дали соку высокие оценки за аромат и вкус в целом, особенно за лаймы и лимоны. Добавленное масло придавало соку яркий, чистый, настоящий вкус лайма или лимона, но было менее привлекательным в апельсиновом соке, который имел мыльный вкус. Итак, если вам обычно нужен шот со вкусом лимона или лайма, соковыжималка Chef’n, вероятно, является отличным выбором, но, вероятно, не так хороша, если вы в основном хотите приготовить апельсиновый сок.
В качестве примечания: если вы хотите выжимать апельсины с помощью навесной соковыжималки, обязательно покупайте большую разновидность размером с апельсин, а не одну из протестированных нами средних, размером с лимон. Чтобы вообще поместить в них апельсин, нам пришлось разрезать его на восьмые части, а процесс выдавливания каждого по отдельности был даже медленнее, чем выдавливание вручную — в среднем мы занимали от 30 до 2 минут на каждый фрукт. три соковыжималки, которые мы тестировали. Соковыжималка большего размера должна работать достаточно хорошо для более мелких фруктов, поэтому это лучший универсальный выбор, но просто имейте в виду, что большая соковыжималка Chef’n стоит более 30 долларов.
Serious Eats / Вики Васик
Лучшая ручная развертка для цитрусовых: OXO Good Grips Wooden Reamer
Купить на Амазоне Купить в постели Ванна и не только Купить на Оксо
Что нам понравилось: Помимо основных вариантов, перечисленных выше, ручные развертки являются гораздо более простыми инструментами. Это имеет некоторые преимущества. Ручная развертка занимает меньше места, чем любая другая соковыжималка, и ее легко убрать в ящик или кувшин для посуды. Он также не имеет движущихся частей, которые можно сломать, и дополнительных частей, которые нужно чистить. И развертка может быть весьма эффективной: деревянная развертка OXO, которую мы тестировали, давала в соке не менее трети веса каждого фрукта.
Что нам не понравилось: Развертка так же грязна, как выдавливание фруктов вручную. Сок неизбежно стекает по запястью, а фрукт быстро становится скользким и его трудно схватить. Кроме того, все семена и мякоть попадают прямо в сок, если только вы не процедите его через сито (или не профильтруете все через сито после этого), поэтому развертка не такая минималистичная, как кажется. Это действительно требует, чтобы у вас были другие кухонные инструменты.
Нам нравится простая деревянная развертка для периодического использования, потому что она доступна по цене (та, которую мы тестировали, стоит 6 долларов), а древесина обеспечивает хороший нескользящий захват. Но древесина будет изнашиваться при регулярном использовании, и как только гребни развертки затупятся, это не очень хорошо. Так что, если вам нужна ручная развертка, но вы планируете использовать ее чаще, чем время от времени, заплатите немного больше за версию из металла или твердого пластика, которая прослужит гораздо дольше. Ищите тот, у которого есть какая-то ручка на ручке, с каплевидным телом и хорошими, глубокими выступами, чтобы выжать весь этот сок.
Что касается протестированного нами ввинчивающегося носика, то мы его не рекомендуем. Это сработало очень хорошо для сока лаймов, но акт пальпации плода, чтобы выпустить сок внутри, также вытащил много горечи из сердцевины. На полпути к выжатию лимона носик расшатывался, так что столько же сока выливалось вокруг основания носика, сколько вытекало через него. А когда мы добрались до апельсинов, кожура была такой толстой, а плод таким большим, что при сжатии весь фрукт просто раскалывался пополам, прежде чем выделялось много сока.
Serious Eats / Вики Васик
Лучшая соковыжималка для апельсинового сока: OXO Good Grips Citrus Juicer
Купить на Амазоне Купить в постели Ванна и не только Купить на Оксо
Примечание. Модель, которую мы тестировали, больше не имеется в наличии и, по-видимому, снята с производства. Мы планируем обновить это тестирование, но на данный момент ссылка выше указывает на модель с аналогичным дизайном (и ценой), также от OXO.
Что нам понравилось: Двусторонняя соковыжималка для цитрусовых OXO в целом показала отличные результаты, и при цене 16 долларов она находится прямо посередине ценового диапазона соковыжималок.
Во-первых, у него отличный дизайн: широкий край позволяет легко держать его, а большое основание гарантирует, что он не соскользнет со стола. Двусторонняя развертка — это не уловка; большой конец действительно работал лучше для больших половинок апельсина (у нас был около 3,5 дюймов в диаметре), чем меньшие соковыжималки или любой из ручных расширителей, которые заставляли нас работать с половинками апельсина вперед и назад, а также по кругу, чтобы получить все сок. Разница составляла не менее 10 секунд в каждом случае: на OXO для выжимания сока из целого апельсина уходило в среднем 35 секунд, в то время как на других моделях для выжимания сока из одного апельсина требовалось более 45 секунд.
Ребра на развертке OXO также красивые и острые, они легко выделяют сок, что, несомненно, помогло увеличить скорость. Они не обязательно увеличивали производительность, но OXO производил по крайней мере столько же сока, сколько и любой другой расширитель, то есть примерно столько же сока, сколько любой другой инструмент в целом. OXO также требовала меньшего давления для использования, чем другие протестированные нами настольные соковыжималки.
Одна особенность, которая действительно выделялась: вместо сплошного расширителя, окруженного перфорированным рвом для стекания сока (стандартный дизайн), соковыжималка OXO имеет открытую форму клетки, поэтому даже поверхность под ней работает как сито. Любая соковыжималка в какой-то момент забивается мякотью, но OXO может обрабатывать два, три, а иногда и четыре кусочка фруктов, прежде чем их нужно будет очистить, — по крайней мере вдвое больше, чем другие развертки. Также было довольно легко вытащить насадку-расширитель прямо из OXO и выгрузить пульпу. Недостатком было то, что, поскольку развертка отделена от наклонной внутрь крышки, часть мякоти имела тенденцию падать с краев развертки в сок, но ничего такого, что не могло бы исправить быстрое выливание через ситечко.
Чашка на OXO вмещает около 300 миллилитров жидкости, или около 1 1/3 чашки, и имеет размеры, отмеченные как в унциях, так и в миллилитрах по бокам, до 8 унций или 250 миллилитров. С фруктами, которые мы использовали, получилось удержать сок примерно из восьми лаймов, пяти лимонов или двух апельсинов. Он не такой большой, как у некоторых других моделей, но достаточно большой, чтобы справиться с задачей в большинстве случаев. Хотя нам понравились его размеры, было бы неплохо, если бы одна из них была чашечкой, учитывая, что это американский стандарт.
Если вы настроены на измерение чашки, вы можете попробовать соковыжималку RSVP, которая надевается на стандартную мерную чашку для жидкости на две чашки (например, Pyrex) с силиконовым краем, чтобы она не скользила. Он также идеально подходит для круглого пластикового контейнера на пинту или кварту, но, к сожалению, не более того. Например, вы не можете использовать его для приготовления сока прямо в стакан или шейкер для коктейлей, чего вы хотели бы от любой соковыжималки, которая поставляется без собственной чашки.
Что нам не понравилось: У OXO есть некоторые недостатки: довольно большие отверстия в сите пропускают немного мякоти и случайных семян. У него три отдельных элемента для очистки вместо одного. А острые гребни развертки, кажется, извлекают больше горечи из сердцевины, особенно с лимонами. Ряд дегустаторов оценили лимонный сок OXO как самый горький (где-то между 8 и 10, где 10 — самый горький). Это было меньшей проблемой с апельсиновым соком, и мы обнаружили, что разрыхлитель измельчает мякоть более тщательно, чем другие, поэтому сок, даже после процеживания, имел более насыщенный вкус.
Serious Eats / Вики Васик
Часто задаваемые вопросы
В чем разница между соковыжималкой для цитрусовых и соковыжималкой?
Целые цитрусовые нельзя выжимать, как другие фрукты (например, яблоки, груши и виноград). Это из-за горького вкуса белой мякоти или сердцевины цитрусовых. Соковыжималки для цитрусовых специально разработаны для извлечения сока только из мякоти, оставляя кожуру и сердцевину. Однако соковыжималка нарежет или раздавит целые фрукты или овощи и процедит мякоть и сок.
Можно ли мыть соковыжималки для цитрусовых в посудомоечной машине?
Некоторые соковыжималки для цитрусовых можно мыть в посудомоечной машине, а некоторые нет. Как правило, дерево и деревянные предметы (например, многие развертки для цитрусовых) никогда не следует мыть в посудомоечной машине. Однако одну из наших любимых соковыжималок от Chef’n можно мыть в посудомоечной машине. Мы всегда рекомендуем ознакомиться с инструкциями производителя по уходу, чтобы быть уверенным, прежде чем мыть что-либо в посудомоечной машине.
Стоит ли покупать электрическую соковыжималку для цитрусовых?
Решение о том, стоит ли инвестировать в электрическую соковыжималку для цитрусовых, зависит от личных предпочтений и зависит от частоты, с которой вы ожидаете выжимать сок. Если вы любите свежевыжатый апельсиновый сок каждое утро, электрическая соковыжималка для цитрусовых сэкономит вам массу времени и энергии. С другой стороны, если вы изредка выжимаете сок из лимона или лайма, ручные соковыжималки для цитрусовых намного дешевле и их проще хранить.
Мы протестировали соковыжималки, чтобы найти лучшие из них, достойные выжимания
Зубила, метчики, плашки, резьбонарезные станки, ручные развертки и сверла в Мексике от Editorial DataGroup Americas | электронная книга
Электронная книга «Долота, метчики, плашки, резьбонарезные станки, ручные развертки и сверла в Мексике» содержит исторические и прогнозные данные за 14 лет по каждому из 43 продуктов и рынков. Охватываемые продукты и рынки (зубила, метчики, штампы, резьбонарезные станки, ручные развертки, сверла и другие инструменты) классифицируются по основным продуктам, а затем определяются и анализируются по каждому дочернему продукту или сектору рынка. Кроме того, предоставляются полные финансовые данные (188 позиций: исторический и прогнозный баланс, финансовая маржа и коэффициенты), а также отраслевые данные (59 позиций).предметы) для Мексики.
Охватывается 43 продукта/услуги, в том числе:
ДОЛОТА — МЕТЧИКИ — МАТРИЦЫ — НАРЕЗЧИКИ — РУЧНЫЕ РАЗВЕРТКИ + СВЕРЛА гравировка медалей 3. Конопатки 4. Чеканки, штамповки 5. Долота слесарные 6. Ломы и отбойные брусья 7. Ломы электроизолированные 8. Плашки и пуансоны, штамповки, слесарно-обработка 9. Плашки чеканные 10. Плашки слесарные 11. Плашки прецизионные 12. Плашки резьбонакатные 13. Плашки 14. Оправки, инженеры 15. Долота буровые и буровые 16. Долота буровые , слесарные 17. Сверла ступенчатые, слесарные 18. Сверла архимедовы 19. Сверла ручные, нагрудные 20. Сверла храповые 21. Пробойники люверсы для этикеток и упаковок 22. Выемки для выкройки 23 , Дыроколы и штампы, ручной 24. Микродрели 25. Пробойники для ногтей 26. Пробойники и плоскогубцы ручные, для мечения животных 27. Пробойники и защелки, заклепки 28. Пробойники для кожи 29. Пробойники центральные автоматические 30. Пробойники центральные, ручные 31. Пробойники холодные 32. Пробойники прокладочные 33. Развертки ручные 34. Скребки металлические (ручные инструменты) 35. Скребки металлические для наружной очистки труб ручные 36. Разметчики и разметочные пробойники 37 Штампы, цифры и буквы, металл 38. Метчики и метчики-дезинтеграторы 39. Метчики для винтовых вставок 40. Метчики резьбонарезные 41. Резьбонарезные ручные 42. Наборы инструментов, ложи и матрицы 43. Зубила, метчики, плашки, резьбонарезные станки, ручные развертки , сверла и другие инструменты, NSK
Охватывается 188 финансовых статей, в том числе: Общий объем продаж, прибыль до налогообложения, проценты, выплаченные, некоммерческие доходы, операционная прибыль, амортизация: конструкции, амортизация: P + E, амортизация: Разное, общая амортизация, торговая прибыль, нематериальные активы, промежуточные активы, основные средства: конструкции, основные средства: P + E, основные средства: разное, общие основные средства, капитальные затраты: конструкции, капитальные затраты: P + E, капитал Расходы: Транспортные средства, Капитальные затраты: Обработка данных, Капитальные затраты: Разное, Общие капитальные затраты, Выбытия: Строения, Выбытия: P + E, Выбытия: Разное, Всего выбытий, Всего основных средств, Запасы готовой продукции, Незавершенное производство как Запасы, материалы как Запасы, общие запасы / инвентарь, должники, общие затраты на обслуживание, приобретенные услуги, разное. Текущие активы, общие текущие активы, общие активы, кредиторы, краткосрочные кредиты, разное. Текущие обязательства, общие текущие обязательства, чистые активы / задействованный капитал, фонды акционеров, долгосрочные кредиты, разное. Долгосрочные обязательства, рабочие, отработанные часы, общее количество сотрудников, стоимость сырья, стоимость готовых материалов, стоимость топлива, стоимость электроэнергии, общие затраты на входные материалы / материалы + затраты на энергию, расходы на заработную плату, заработная плата, вознаграждения директоров, вознаграждения работникам, комиссионные работникам, всего Вознаграждение сотрудников, субподрядчики, аренда и лизинг: сооружения, аренда и лизинг: P + E, общие расходы на аренду и лизинг, техническое обслуживание: строения, техническое обслуживание: P + E, расходы на связь, разное. Расходы, Переменные затраты на торговый персонал, Расходы на продажу + затраты, Затраты на материалы для продажи, Общие затраты на продажу, Фиксированные и переменные затраты на распространение, Постоянные затраты на помещения, Переменные затраты на помещения, Фиксированные + переменные затраты на физическую обработку, Фиксированные + переменные затраты на физический процесс, Общее распределение Затраты, Затраты на переписку, Затраты на рекламу в СМИ, Затраты на рекламные материалы, Затраты на POS и показ, Затраты на мероприятия, Общие затраты на рекламу, Затраты на обработку продукта, Затраты на поддержку продукта, Затраты на обслуживание продукта, Затраты на решение проблем клиентов, Общие послепродажные расходы, Общий маркетинг Затраты, расходы на новые технологии, расходы на новые производственные технологии, общие расходы на исследования и разработки, общие операционные и технологические затраты, дебиторы + согласованные условия, безнадежные долги.
Отличие резьбы метрической от трубной: талицы размеров резьб
Автор Монтажник На чтение 9 мин Просмотров 18.1к. Обновлено
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
Рис.1 Профильные размеры конусной резьбы
Содержание
Почему в дюймах
Параметры резьбы
Трубные резьбы, применяемые в быту
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
Отличие резьбы метрической от трубной
Нарезка трубной резьбы своими руками
Определение размеров резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм. Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
Профильный угол. Измеренный в градусах угол конусного гребня.
Глубина. Высота гребня от верха до его основания.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Рис.4 Трубная цилиндрическая дюймовая резьба
Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
Применяют дюймовые резьбы цилиндрической формы для состыковки металлических трубопроводов водопроводных и газовых систем, внутренняя накатка согласуется с наружной конической по ГОСТ 6211-81. При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
Как и в конической, максимальный размер окружности заготовок, на которые нарезается резьба, составляет 6 трубных дюймов.
Шаг имеет 4 типоразмера с количеством нитей 11, 14, 19, 29 на стандартный дюйм, он привязан к наружному диаметру.
Наружные диаметры разбиты на два ряда, которые при измерении принято обозначать номерами, при выборе размеров предпочтение отдается первому ряду. В отличие от конической, для цилиндрической длина не регламентируется.
Обозначение цилиндрической резьбы состоит из символа G, размера и класса точности, левое исполнение дополняется символами LH, в обозначении могут быть приведены данные о длине свинчивания L в миллиметрах, которые добавляются в конце. Например обозначение G1 1/2 LH — B — 50 указывает на цилиндрическую левостороннюю резьбу класса точности В диаметром 1/2″ и длиной 50 мм.
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой — детали не совпадут по ходу и диаметру.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов — это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Рис. 7 Таблица метрической конической резьбы
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Определение размеров резьбы
Определение диаметра и хода дюймовой резьбы может понадобиться в случае подбора деталей по своим параметрам, аналогичным используемым.
Для установления данных значений используется инструменты, аналогичные метрическим — калибры, гребенчатые резьбомеры, штангенциркули. Еще одним бытовым вариантом получения необходимой информации является использование изделий, с известными характеристиками. В этом случае накручивание гайки с известным диаметром и шагом на болт или наоборот, если процесс прошел без затруднений и соединение плотно зафиксировано, помогает в определении искомых размеров.
Процесс определения диаметра при помощи штангенциркуля не вызовет затруднений даже у школьника, как и замер хода с помощью гребенчатого резьбомера. Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для точного определения внутреннего диаметра, шага и проверки качества выполнения изделия в промышленности используются специальные калибры. Определить резьбу на трубе с их помощью можно вкручиванием во внутренние или на внешние стенки изделия.
Рис.10 Инструмент для определения резьбового шага и диаметра
Параметров, по которым трубная резьба отличается метрической, довольно много: помимо того, что угол витка первой составляет 55 градусов, ее размерные показатели взаимосвязаны между собой (каждый диаметр имеет соответствующее количество витков) и привязаны к дюймам. При этом в ГОСТ для измерения диаметра указаны специальные трубные дюймы (соответствуют 33,24 мм.), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
Дюймовая и трубная резьба: таблица, перевод в метрическую
В таблице приведены наружные диаметры, которые можно узнать замеряв метчик/болт по пику вершины.
Таблица трубных резьб, G
Диаметр, дюйм
Диаметр, мм
Шаг, ниток/дюйм
Шаг, мм
1/8
9.728
28
0.907
1/4
13.157
19
1.337
3/8
16.662
19
1.337
1/2
20.955
14
1.814
5/8
22.911
14
1.814
3/4
26. 441
14
1.814
7/8
30.201
14
1.814
1
33.249
11
2.309
1.1/4
41.910
11
2.309
1.1/2
47.803
11
2.309
1.3/4
53.746
11
2.309
2
59.614
11
2.309
3
87.884
11
2. 309
Дюймовая и трубная резьба — это два разных стандарта резьбовых соединений.
Трубная цилиндрическая резьба (BSPP — British Standard Pipe Parallel) используется в области сантехники. Отопительные батареи, радиаторы, подвод воды, фитинги — это все про нее.
Профиль зуба — 55°, ГОСТ 6357-81. Имеет только основной шаг.
Что обозначает диаметр трубной резьбы?
Номинальный размер в дюймах обозначает внутренний диаметр трубы (условный проход), что вполне логично для расчета расхода воды, но сбивает с толку при подборе инструмента.
Именно поэтому метчик с обозначением G 1 нарежет резьбу в трубе с наружным диаметром 32 мм, ведь внутренний у нее как раз 1 дюйм (25.4 мм).
Таблица дюймовых резьб
Диаметр, дюйм
Диаметр, мм
Шаг, ниток/дюйм
Шаг, мм
#1
1. 854
64
0.397
#2
2.184
56
0.454
#3
2.515
48
0.529
#4
2.845
40
0.635
#5
3.175
36
0.706
#6
3.505
32
0.794
#8
4.166
28
0.907
#10
4.826
24
1. 058
#12
5.486
22
1.155
1/4
6.350
20
1.270
5/16
7.938
18
1.411
3/8
9.525
16
1.588
7/16
11.112
14
1.814
1/2
12.700
13
1.954
9/16
14.288
12
2.117
5/8
15. 875
11
2.309
3/4
19.050
10
2.540
7/8
22.225
9
2.822
1
25.400
8
3.175
1.1/8
28.575
7
3.629
1.1/4
31.750
6
4.233
1.3/8
34.925
5
5.080
1.1/2
38.100
4
6. 350
1.3/4
44.450
3
8.467
2
50.800
2
12.700
Дюймовую резьбу еще называют «американской», так как именно в США она распространена больше всего.
Профиль зуба — 60°, но в отличии от метрической, все размеры в дюймах, из-за чего получаются «странные» для европейцев цифры.
Буквенное обозначение сразу показывает к какому шагу принадлежит резьба:
UNC (Unified National Coarse thread — Унифицированная Государственная Крупная резьба)
UNF (Unified National Fine thread — Унифицированная Государственная Мелкая резьба)
UNEF (Unified National Extra Fine thread — Унифицированная Государственная Особо Мелкая резьба)
UNS (Unified National Special thread — Унифицированная Государственная Специальная резьба)
Один и тот же диаметр может иметь несколько разных шагов, например:
UNC 1/4×20
UNF 1/4×28
UNEF 1/4×32
UNS 1/4×36
Именно поэтому крайне важно учитывать/замерять шаг дюймовой резьбы.
Как перевести UNC 1/4×20 ниток в мм?
Смотрим таблицу:
1/4 = 6.35 мм
20 ниток на дюйм = 1.27 мм
В метрическом формате резьба обозначалась бы так: М6.35х1.27
Другой пример, мелкая резьба UNEF 5/8×24:
5/8 = 15.875 мм
24 нитки на дюйм = 1.058 мм
Итого примерно аналог М16х1.
На практике данные обозначения дюймовой резьбы используют в обратном направлении — сначала замеряют штангециркулем/резьбомером неизвестную резьбу, после чего методом подбора определяют ее параметры, чтобы приобрести необходимый инструмент.
Трубная резьба не равна трубной резьбе. Руководство по инструментам для нарезания резьбы
Обычно 1 дюйм/дюйм соответствует 25,4 мм для дюймовой резьбы. Однако основным исключением из этого правила является дюймовая трубная резьба. Примерами дюймовой резьбы для трубной арматуры являются NPT, NPTF, BSP и BSPT. Почему дюймовая трубная резьба соответствует не 25,4 мм, а ок. 33 мм, мы подробнее рассмотрим в этой статье. Кроме того, вы найдете сравнительную таблицу трубной резьбы.
Это, наконец, положило конец путанице с заказной резьбой для резьбовых и трубных соединений!
Краткое отступление: Типы трубной резьбы
Среди типов трубной резьбы различают американскую (NPT и NPTF) и британскую трубную резьбу Уитворта (BSP/G и BSPT/R). Кроме того, трубная резьба может быть цилиндрической или конической, а также самоуплотняющейся или несамоуплотняющейся.
Подробную запись в блоге об определениях и различиях трубной резьбы можно найти в этой записи в блоге: Краткий обзор важных типов трубной резьбы (NPT | NPTF | BSP | BSPT)
Важно: Никогда не смешивайте и не комбинируйте резьбу NPT с резьбой BSP!
Отличия дюймовых резьбовых соединений от трубных
Как уже упоминалось во введении, 1 дюйм не соответствует 25,4 мм для трубной резьбы. Преобразование относится исключительно к дюймовой резьбе.
Однако для трубной резьбы есть, по общему признанию, сбивающая с толку «особенность».
Спецификации на трубную резьбу являются фиктивными размерами, исторически обусловленными и не имеющими никакого отношения к наружному диаметру резьбы.
1 дюйм соответствует прибл. 33 мм для трубной резьбы.
Согласно DIN EN ISO 228-1 и DIN 2999 внешний диаметр: 1″ = мин. от 32,89 мм до макс. 33,25 мм
В соответствии с DIN EN ISO 6708 и EN 10255 внешний диаметр: 1″ = 33,7 мм
Если вы не знаете разницу между винтовой и трубной резьбой, вы можете прочитать это здесь:
Основные различия между американскими и британскими типами трубной резьбы:
Шаг
1-й боковой угол
Американские и британские соединения труб не следует смешивать, так как они имеют разные диаметры боковых сторон. NPT имеет угол наклона 60 градусов. Принимая во внимание, что BSP имеет угол фланга 55 градусов.
2-й шаг
Для дюймовой резьбы шаг рассчитывается в витках на дюйм/дюйм. NPT и BSP имеют разный шаг. Например: 1/4″ NPT имеет 18 резьб, а 1/4″ BSP — 19.потоки.
Сравнительная таблица NPT и BSP
Трубная резьба
Резьба NPT на дюйм
Резьба BSP на дюйм
1/16″
27
—
1/8″
27
28
1/4″
18
19
3/8″
18
19
1/2″
14
14
5/8″
—
14
3/4″
14
14
1″
11 1/2
11
1 1/4″
11 1/2
11
1 1/2″
11 1/2
11
2″
11 1/2
11
2 1/2″
8
11
3″
3″
8
3 1/2″
3 1/2″
8
4″
4″
8
5″
5″
8
6″
6″
8
8″
8″
8
РАЗМЕРЫ ТРУБНОЙ РЕЗЬБЫ – ПОНИМАНИЕ ТРУБНОЙ РЕЗЬБЫ
866-515-5481
com»>
Продолжить покупки
Ваша корзина пуста
Далее →
Главная / Блог о быстрых фитингах / РАЗМЕРЫ ТРУБНОЙ РЕЗЬБЫ – ПОНИМАНИЕ ТРУБНОЙ РЕЗЬБЫ
Резьба NPT — Коническая трубная резьба американского стандарта — FastFitings.com
Как изготавливаются кованые и экструдированные латунные фитинги?
РАЗМЕРЫ ТРУБНОЙ РЕЗЬБЫ – ПОНИМАНИЕ ТРУБНОЙ РЕЗЬБЫ
РАЗМЕРЫ ТРУБНОЙ РЕЗЬБЫ – ОПИСАНИЕ ТРУБНОЙ РЕЗЬБЫ
Наиболее распространенные формы трубной резьбы:
Коническая трубная резьба американского стандарта NPT
NPSC Прямой соединительный патрубок по американскому стандарту
NPTR Коническая трубная резьба по американскому стандарту
NPSM Американский стандарт, прямая механическая трубная резьба
NPSL Трубная резьба с прямой контргайкой по американскому стандарту
NPTF Коническая трубная резьба американского стандарта (Dryseal)
BSPP Параллельная трубная резьба Британского стандарта
BSPT Коническая трубная резьба Британского стандарта Пластиковые литые формы резьбы производятся в соответствии со стандартами ANSI B2. 1 и SAE J476.
Размеры трубной резьбы Размеры трубной резьбы основаны на внутреннем диаметре (ID) или расходе. Например, «1/2–14 NPT» обозначает трубную резьбу с номинальным внутренним диаметром 1/2 дюйма и 14 витками резьбы на дюйм, выполненную в соответствии со стандартом NPT. Если добавлено «LH», труба имеет левую резьбу.
Слово «коническая» в некоторых из приведенных выше названий указывает на большую разницу между резьбой многих труб и резьбой на болтах и винтах. Многие трубные резьбы должны образовывать не только механическое соединение, но и герметичное гидравлическое уплотнение. Это достигается за счет того, что форма конической резьбы охватываемой части соответствует форме резьбы внутренней конической резьбы, а также с помощью трубного герметика для заполнения любых пустот между двумя резьбами, которые могут вызвать спиральную утечку. Основания нитей не на цилиндре, а на конусе; они сужаются. Конусность составляет 1/16 дюйма на дюйм, что соответствует 3/4 дюйма на фут. Из-за конусности трубная резьба может ввинчиваться в фитинг только на определенное расстояние, прежде чем она заклинит.
Стандарт определяет это расстояние как длину затяжки вручную, расстояние, на которое трубная резьба может быть закручена вручную. Также указывается еще одно расстояние – эффективная резьба, это длина резьбы, которая делает уплотнение на обычной резьбе на трубе с механической обработкой. Для рабочих вместо этих расстояний удобнее знать, сколько оборотов сделать руками, а сколько ключом. Простое эмпирическое правило для установки конической трубной резьбы, как металлической, так и пластиковой, заключается в затягивании от руки плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого применения, но из-за различий, связанных с соединениями труб, таких как разные материалы наружной и внутренней резьбы, типы используемых уплотнений и внутренние различия в толщине стенки изделия, стандартные характеристики крутящего момента не могут быть применимы в целом.
В следующей таблице показаны расстояния и количество витков, предусмотренные стандартом. Допускается допуск плюс или минус один оборот, и на практике резьбу часто обычно нарезают короче, чем указано в стандарте. Все размеры указаны в дюймах.
Конические/параллельные резьбовые соединения Несмотря на стандарты, созданные для обеспечения единообразия фитингов, коническая трубная резьба является неточной, и в процессе эксплуатации и ремонта резьба может быть повреждена и подвержена протечкам. В области, где встречаются вершина и основание резьбы, может образовываться спиральный путь утечки, который не устранит никакое затягивание. Герметичное соединение достигается за счет сжатия резьбы в результате затяжки. Это сжатие и уплотнение происходит в первые несколько витков внутренней резьбы. Когда происходит выкручивание, материал как наружной, так и внутренней резьбы деформируется друг в друга. Это обеспечивает полный контакт резьбы, что сводит к минимуму спиральные утечки.
Различия между формами пластиковой резьбы, полученной литьем под давлением, и формой резьбы, обработанной металлом, могут возникать из-за различных производственных процессов. Трубная резьба изначально была спроектирована как обработанная форма резьбы. При использовании термопластов и литья пластмасс под давлением при изготовлении резьбовых форм пластиковых труб усадка пресс-формы и усадка пластика затрудняют обеспечение герметичности соединений. По этой причине рекомендуется использовать герметик на основе тефлона для резьбы всех пластиковых труб. Наиболее распространенным герметиком является тефлоновая лента, намотанная на 2–3 витка вокруг наружной резьбы перед сборкой. Герметики на основе жидкого тефлона также успешно используются для обеспечения герметичности. Всегда важно соблюдать осторожность при нанесении герметиков, чтобы избежать попадания материала герметика в канал системы.
В следующих разделах показаны примеры использования различных потоков и проблемы, которые могут возникнуть при попытке создать соединение без утечек.
Когда коническая наружная резьба BSPT затягивается в прямую внутреннюю резьбу (BSPP), уплотнение может быть выполнено только у основания гнезда с внутренней резьбой с 1 или 2 витками. Герметичность ухудшается из-за отсутствия контроля формы резьбы в спецификациях BSP. Различия в гребнях и корнях могут вызвать несоответствие резьбы и создать спиральную утечку. Для герметизации этой комбинации требуется резьбовой герметик. Использование как конической наружной, так и внутренней резьбы BSPT даст больше шансов на герметичность, поскольку теперь вы совмещаете конусность наружной и внутренней резьбы. Это дает большему количеству резьбы возможность герметизации от спиральной утечки. Контроль гребня и корня по-прежнему отсутствует, но с герметиком для резьбы было бы легче выполнить герметичное соединение. Ряд вариантов резьбы NPT был введен для решения проблемы спиральной утечки и известен как резьба Dryseal (см. стандарт SAE J476).
Наиболее известным является NPTF (F для топлива). При такой конструкции резьбы на гребнях и впадинах как охватываемой, так и охватывающей резьбы предусмотрены элементы управления, чтобы убедиться, что гребень раздавливает или смещает материал в основание сопрягаемой резьбы. Посадка с натягом между вершиной одной резьбы и основанием другой, а также совмещение боковых сторон резьбы герметизирует спиральную утечку.
Разновидностью резьбы Dryseal является NPSF (National Pipe Straight Fuel). Он используется для внутренней резьбы, а наружная резьба NPTF может быть навинчена. ГЛОБАЛЬНАЯ РЕЗЬБА Работает с дюймовой или метрической резьбой Фитинги «Глобальная резьба» могут быть собраны с внутренней резьбой, изготовленной в соответствии со следующими стандартами: Коническая NPTF Параллельная (BSPP, BSP, ISO 7) Коническая (BSPT, PT, ISO7, ISO 228).
Многие отрасли промышленности, такие как химическая, нефтегазовая, машиностроительная и другие, также нашли применение этому трубному прокату. Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 114х6 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 114х6 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения.
Конструкционная углеродистая сталь марки 20 имеет широкий спектр производства для изготовления различных бесшовных труб по ГОСТ 8732-78, имеет незаменимое потребление в российской промышленности. Сегодня можно часто встретить в номенклатуре стальной прокат в виде бесшовной трубы 114х6 горячедеформированной. Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 114х6 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 114 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 114 с стенкой 6 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 114 с стенкой 6 мм сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 114х6 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.
Параметры
Тип
бесшовные, горячедеформированные
Стандарт:
8732-78
Наружный диаметр D:
114 мм
Толщина стенки Т:
6 мм
Вес:
15,98 кг
Материал:
конструкционная сталь 20
Страна производитель:
Россия
Технические характеристики трубы 114х6 ГОСТ 8732
Бесшовная труба диаметром 114 миллиметров по внешнему диаметру с толщиной стенки 6 мм — это вид бесшовного трубного стального проката, главное отличие от электросварной трубы заключается в отсутствии сварного шва. Производят горячедеформированные бесшовные трубы горячекатанным методом путем проката на специализированных катках, на которые поступает разогретая стальная заготовка. Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 114 х 6 мм немерной длинны — это обусловлено технологией производства.
Бесшовные трубы диаметром 114 и стенкой 6 мм регламентируются в производстве ГОСТ 8732-78, согласно которому длина труб изготовления составляет от 4 до 12 метров. Вес отгруженной пачки варьируется от 2 до 8 тонн в зависимости от производителя. Масса трубы б/ш 114×6 определяется по теоретическому весу и не взвешивается на весах.
Вес трубы 114х6 ГОСТ 8732
Вес погонного метра бесшовной трубы 114х6 составляет 15.98 кг. Все расчеты бесшовных горячедеформированных труб осуществляются согласно формулы определяющий массу одного погонного метра стальной горячедеформированной трубы по площади её сечения и плотности стали: М = пи * плотность металла * толщину стенки * (диаметр наружный — толщина стенки) * длину трубы, где пи константа равная ~ 3,1415926535, плотность марки стали, по умолчанию Ст. 20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.
Цена на трубу 114х6 бесшовную
Цена на трубу 114х6 зависит от объема заказа и производителя. Цена на сайте не включает в себя стоимость доставки, резки и ручной погрузки в крытый автотранспорт, является условной и может превышать допустимую стоимость при заказе менее одной тонны. Склад отгружает трубу 114 х 6 от одной штуки, резка куска трубы определяется с менеджером и может отгружаться как готовая заготовка, цена которой оговаривается отдельно.
Благодаря прямым поставкам с заводов производителей наши цены на бесшовные горячедеформированные трубы диаметром 114мм стенка 6мм ст.20 остаются одними из самых низких на отечественном рынке. Заказать стальную бесшовную трубу 114 мм толщиной 6мм из стали 20 можно на сайте, или по электронной почте. Компания Ресурс готова помочь с транспортировкой, разгрузкой и резкой металлопроката. Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 114х6 ст.20 приятно удивит.
Купить трубу 114×6 ГОСТ 8732
Купить бесшовную трубу 114х6 горячедеформированную ГОСТ 8732-78 в компании «Ресурс» можно позвонив по единому многоканальному телефону +7 (495) 215-50-72. Отгрузка горячедеформированных труб ст.20 ведется круглосуточно, цена на бесшовные трубы представленная на сайте действует на объем от пяти тонн (пачки), вес 114х6 ст.20 определяется по теории указанной в ГОСТе 8732-78, в случае доставки на объект заказчика — приемка производится по теории. Купить бесшовную трубу 114х6 так же можно позвонив по бесплатному номеру 8 (800) 333-17-35, или заполнив форму обратной связи на сайте. Бесшовная труба диамтром 114 мм сталь 20 поставляется на многие производственные объекты, нам доверяют многие строительные и промышленные компании. Для вашего удобства мы предлагаем услуги резки в размер на складе. Скидка на доставку стальной трубы б/ш 114*6 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.
Расчет трубы 114х6 на прочность
Расчет на прочность трубы 114х6 нужен для того, чтобы магистральный трубопровод был надежным и качественным, отслужил расчетный период без аварийных ситуаций. Это также позволит избежать перерасхода денежных средств, так как излишняя прочность приведет к удорожанию строительства. Проектирование перед монтажем является одним из важных этапов строительства трубопровода. На расчет производится на основании:
Расчет внутреннего диаметра
Определить оптимальный внутренний диаметр трубы при заданной скорости протекания жидкости в трубопроводе и ее расходе можно своими руками по формуле: D=4Q3600vπy м, где:
Q — расход жидкости, измеряется в мг/ч.
v — скорость протекания жидкости в трубопроводе, измеряется в м/сек.
y — удельный вес жидкости при заданных параметрах, измеряется в кг/м3. Данное значение принимается по справочникам.
Для воды и маловязких жидкостей (ацетон, спирт, слабые растворы щелочей и кислот, бензин и пр.): 15 — 30 м/сек
Для газов высокого давления и пара: 30 — 60 м/сек
Для сжатого воздуха: 20 — 40 м/сек
Диаметр сечения трубопровода зависит от скорости протекания жидкости. Чем она выше, тем проходное сечение должно быть меньше, соответственно, ниже будут и затраты на строительство конструкции.
Гидравлическое сопротивление трубы 114*6
При движении жидкости или газа по трубопроводу возникает сопротивление в результате трения транспортируемой среды о стенки, изменений маршрута в системе. Это сопротивление называется гидравлическим. Чем выше скорость протекания жидкости и ее плотность, тем больше гидравлическое сопротивление.
Диаметр трубопровода можно определить по заданной потере напора.
Инструкция по выполнению данного расчета выглядит следующим образом: D=ξL∆p∙y∙v2g кгс/см2, где:
∆p = P1-Р2 — заданная либо допускаемая потеря давления между начальной и конечной точкой трубопровода, измеряется в кгс/см2.
L — длина магистрали.
ξ — коэффициент гидравлического сопротивления, может составлять 0,02—0,04.
g — ускорение силы тяжести, которое равняется 9,81 м/сек.
Данный расчет позволяет определить потерю давления в прямой трубе. Что касается определения этого показателя арматуры и фасонных частей, то его находят по потере давления на прямом участке трубы соответствующего диаметра и с эквивалентной длиной.
Эквивалентной длиной называют прямой участок трубы, гидравлическое сопротивление которого равняется сопротивлению фасонной части при равных прочих условиях.
Доставка металлопроката
Калькулятор металла
Выгодная стоимость на бесшовную трубу 114х6 сталь 20 в компании «Ресурс»
Купить стальную бесшовную трубу 114х6 сталь 20 горячедеформированную ГОСТ 8732-78 по выгодной цене в компании Ресурс, в Москве и Московской области со склада в г.Электросталь оптом и розницу из наличия и под заказ. Резка в размер, доставка на объект в удобное время
Труба бесшовная 114х6 горячедеформированная, цена за метр в Минске
Время работы офиса: Пн-Чт: 9:00-17:00 Пт: 9:00-16:00 Время работы склада: Пн-Чт: 8:30-16:00 Пт: 8:30-15:00
посмотреть на карте
Регистрация Вход
ООО «АйронТрейдПлюс»
220141 г. Минск, ул. Руссиянова 3/1, комната 518В
IBAN: BY 14 ALFA 3012 2444 7800 2027 0000
ЗАО «Альфа-Банк», г. Минск, ул. Сурганова, 43-47, БИК ALFABY2X
УНП: 191691049
__________________
Свидетельство о государственной регистрации №191691049, выдан 15 ноября 2011 года Минским городским исполнительным комитетом.
Согласно постановлению Совета Министров РБ от 29.04.2010 №649, интернет- магазин irontrade.by зарегистрирован в Торговом реестре Республики Беларусь 18.09.2014
Новости все новости
2022-11-01 13:35:31
Снижение цены на все трубы профильные на складе
Подробее
2022-11-01 10:29:49
Снижение цены на всю арматуру на складе
Подробее
2022-10-21 09:58:29
Огромное поступление пластиковых заглушек на склад !!!
Подробее
2022-10-04 15:33:55
Внимание! Повышение цены на Профнастил МП-20
Подробее
2022-07-12 14:41:14
ЗНАЧИТЕЛЬНОЕ СНИЖЕНИЕ ЦЕН НА АРМАТУРУ И ПРОФИЛЬНУЮ ТРУБУ !!!
Подробее
Главная \ Трубы \ Бесшовные \ Трубы бесшовные г/д 114х6
Описание
Отзывы
Внешний диаметр: 114 мм
Внутренний диаметр: 102 мм Толщина стенки: 6 мм Вес 1 метра: 15,98 кг
Труба горячедеформированная бесшовная 114х6 – это разновидность сплошной трубы, у которой отсутствует сварочный шов. Изделие производится путем горячего деформирования на специальных станах. Материалом для ее производства служит легированная или углеродистая сталь различных марок. Диаметр готового изделия обычно составляет от 20 до 550 мм. Его длина варьируется от 4 до 11,7 метров и зависит от толщины и диаметра стенок. Главными отличиями трубы данного типа являются надежность, сверхвысокая прочность, устойчивость к окружающим воздействиям. Благодаря данным свойствам продукция активно используется в строительной области, машиностроении, нефтяной, химической и иных отраслях промышленности. Их применяют при сооружении разнообразных заборов и ограждений, временных лесов, систем ирригации, для обеспечения безопасности электрических кабелей. Также продукция может быть использована в местах эксплуатации с высоким давлением: при подаче газа, топлива, нефти и нефтехимических продуктов, для поиска новых и эксплуатации существующих месторождений нефти. Кроме того, она применяется в котлах, печах, ядерном оборудовании, для изготовления конструкций из стали, механизмов, агрегатов, деталей и мебельных элементов.
114,3 x 6,0 мм S235JRH CF BLU — круглый полый профиль
Главная / Мягкая сталь / Холодногнутый полый профиль / Круглый полый профиль / 114,3 x 6,0 мм S235JRH CF BLU
Посмотреть альтернативный сорт — 114,3 x 6,0 мм S355J2H CF BLU — Круглое полое сечение
Размеры
Технические характеристики
Описание
d
114,3
Outside Diameter mm
t
6
Thickness t mm
21.4
Area of Section cm²
59.6
Approx. Метров на тонну
16,8
кг/м
Круглые полые секции (CHS), также известные как холодноформованные полые секции, круглые полые из мягкой стали, полые круглые в наличии на складе с доставкой на следующий день.
Купите стандартный запас или отрежьте нужный материал онлайн по низким ценам. Выберите размер и длину круглой полой секции, используя таблицу размеров ниже. Возможна дробеструйная очистка и грунтовка.
ParkerSteel — Steel Stockholders поставляет широкий ассортимент толстолистового проката и полых профилей холодной штамповки для промышленности юга Англии.
Стандартные заготовочные размеры
Обрезка под углом или под углом
ДОСТУП1 + 10 + 20 + 30 + 40 + 50 +
ВРЕМЯ ВЫПОЛНЕНИЯ1 день2 дня
Применить фильтр
Сбросить фильтр
Размер | Номер запаса
— Пожалуйста, выберите — 7,5 — 7,65 м | 27-50-73
Дробемет НетShotblast
Краска НетRedGrey
Специальная упаковка Нет 1 тонна груза на поддоне 2 тонны груза на поддоне 1 тонна поддонов в термоусадочной пленке 2 тонны поддонов в термоусадочной пленке 1 тонна в связках 2 тонны в пачках 1 тонна в термоусадочной пленке в пачках 2 тонны в термоусадочной пленке в пачках 1 тонна металлической ленты отдельно 2 тонны металлической ленты отдельно 1 тонна в пачках, 3 ленты 2 тонны жгуты, 3 ленты Проволока каждого размера связана отдельно Пучки по 5 тонн
Доступный запас
Время выполнения
Номер детали
Количество
Добавить в корзину
Z5
Длина реза a
мм
Угол б
°
Угол с
°
Дробемет НетShotblast
Краска НетRedGrey
Специальная упаковка Нет 1 тонна груза на поддоне 2 тонны груза на поддоне 1 тонна поддонов в термоусадочной пленке 2 тонны поддонов в термоусадочной пленке 1 тонна в связках 2 тонны в пачках 1 тонна в термоусадочной пленке в пачках 2 тонны в термоусадочной пленке в пачках 1 тонна металлической ленты отдельно 2 тонны металлической ленты отдельно 1 тонна в пачках, 3 ленты 2 тонны жгуты, 3 ленты Проволока каждого размера связана отдельно Пучки по 5 тонн
Номер детали
Маркировка стержня ОтсутствуетМаркерная ручка Деталь IDScribe Деталь ID
Количество
Добавить в корзину
Товар не найден.
Касса
Выберите список
Создать новый список
Создать список
Перейти к другому списку
CHS 33,7×2,6 | ЧСН 42 5715.01 | Ферона | Свойства поперечного сечения и анализ
Нарезка резьбы клуппом: способы, преимущества и приспособления
Главная » Обработка металла » Резьба » Особенности нарезки резьбы клуппом
На чтение 5 мин
Содержание
Основные способы нарезки
Что такое клупп?
Преимущества клуппа перед простой плашкой
Разновидности
С трещоткой и одной ручкой
С регулируемой головкой
С электроприводом
Критерии выбора трубного клуппа
Как нарезать резьбу на трубе?
Резьбовые соединения ослабляют позиции последние годы. Связано это с появлением пластиковых труб, которые соединяются спайкой. Однако определённая часть трубопроводов собирается по старым технологиями. Чтобы сделать качественное соединение металлических труб, можно провести нарезку резьбы клуппом.
Нарезка резьбы клуппом
Основные способы нарезки
Чтобы сделать резьбу на металлических трубах, применяются три способа, которые подразумевают под собой применение разных инструментов:
С помощью токарного станка. Возможно обрабатывать изделия разных диаметров.
Плашка (второе название — лерка).
Клупп — ручной или электрический инструмент.
Метчики применяются для обработки внутренней части изделий.
Что такое клупп?
Трубный клупп можно сравнивать с плашками. Они представляют собой монолитную оснастку, которая позволяет нарезать точные канавки на металле нужной формы. Однако монолитность конструкции создаёт серьёзное напряжение при обработке элементов трубопроводов большого диаметра. Снять напряжение можно, сделав корпус плашки менее прочным. Но это снизит твердость резцов, от чего они быстро затупятся. Чтобы продлить срок эксплуатации лерки до заточки, оснастка оборудуют пружинным механизмом.
Клупп мало чем отличается от привычной сантехникам плашки. Он состоит из цилиндрического корпуса, изготовленного из металла, имеющего отверстия для вывода стружки. По периметру металлического кольца есть отдельные зажимы для надёжного удержания оснастки на трубе. На внутренней части закрепляют резцы, расположенные в определённом порядке.
Преимущества клуппа перед простой плашкой
Сравнивая плашку с клуппом, человек без опыта не найдёт серьёзных отличий. Однако второй вариант оснастки обладает определёнными преимуществами:
Оснастка имеет меньше нефункциональных частей, цена снижается.
Резцы съёмные. Это даёт возможность менять рабочие части, когда каждая из них выходит из строя, не покупая инструмент целиком.
Позволяют обрабатывать заготовки больших размеров, задействуя меньшие усилия.
Нельзя объективно сказать, дешевле лерки клуппов или нет. Второй вариант оснастки можно найти в магазинах за сотни долларов. Главное преимущество этих инструментов — удобство при работе, применение меньших усилий. Благодаря этому улучшается качество проводимых работ, увеличивается эффективность.
Разновидности
Перед покупкой инструмента для создания резьбовых соединений нужно рассмотреть разные модели, которые представляют перед покупателями строительные магазины. Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Клупп с ручкой
С трещоткой и одной ручкой
Оснастка с трещоткой напоминает ключ со сменными головками, который используется при починке машин. Механизм позволяет быстрее нарезать резьбу, затрачивая меньше усилий, времени. Однако у трещоток есть некоторые недостатки:
Попадание грязи, пыли, мусора, жидкостей в механизм ухудшают его характеристики. Со временем он выходит из строя. Требуется соблюдать правила хранения, ухода за трещоткой, чтобы она прослужила дольше.
Низкое качество материалов, используемых при изготовлении большинства трещоточных моделей.
Прочные виды сплавов могут вывести из строя подвижный механизм. Приспособление придётся заменить.
Дешёвым, более надёжным аналогом может стать газовый ключ.
С регулируемой головкой
Сантехники часто носят с собой набор сменных головок, держатель, дополнительные приспособления. Весит сборка не мало, что затрудняет переноску. Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
С электроприводом
Профессиональные модели оборудуются электрическим приводом. У электрического оборудования есть ряд сильных и слабых сторон. Преимущества:
Возможность работать с элементами трубопроводов разного диаметра.
Затрачивается минимум усилий при работе.
Увеличение скорости создания нарезки.
Недостатки:
Весит больше чем ручной инструмент, занимает много места.
Нужно подключение к сети.
Клупп с электроприводом
Критерии выбора трубного клуппа
Модели клуппов для нарезки резьбы многообразны. Они отличаются разными параметрами, конструкцией, размерами. При выборе нужно учитывать следующие особенности:
Не покупать дорогих моделей для домашних мастерских.
Самые дешёвые инструменты быстро выйдут из строя. Они подойдут для проведения разовых работ.
Обращать внимание на размер, форму съёмных резцов. Они не всегда подходят к оснастке других производителей.
Желательно выбирать наборы рабочих головок с различными диаметрами.
При выборе материала рабочей части отдавать предпочтение легированной стали.
При расчёте мощности электрических моделей нужно учитывать вид обрабатываемого металла, сплава.
Как нарезать резьбу на трубе?
Использованием ручного инструмента подразумевает соблюдение определённой последовательности действий. Нарезка резьбы на трубах:
Очистить рабочие поверхности от грязи, декоративных покрытий. Для этого можно воспользоваться шлифовальной машинкой, наждачной бумагой.
Зажать трубу с помощью тисков, чтобы она находилась неподвижно.
Смазать оливой рабочую поверхность.
Выкрутить зажимные болты из оснастки.
Надеть насадку на трубу. Медленно вкрутить прижимные болты.
Направляющие закрепить на месте.
Установить режущие части.
Под лёгким нажимом начать крутить инструмент по часовой стрелке.
Проводить нарезку нужно плавными движениями, без рывков, чтобы не испортить резьбу. Снимается оснастка после откручивания стопорных болтов.
Существует несколько особенностей, которые нужно изучить до создания резьбового соединения:
Трубы, которые соединены с общей системой трубопровода, должны удерживаться газовым ключом при создании соединения. Это нужно для предотвращения вращения изделия.
Легче нарезать смазанное солидолом место. Резцы меньше тупятся после добавления смазки.
Резцы желательно покупать той же фирмы, что и держатель. Если фирмы различаются, рабочие части могут не подойти к общей конструкции.
Перед началом работ проверять заточку резцов. Тупые грани могут испортить поверхность металла.
При работе можно изменять положение рабочих частей, что позволяет не снимать конструкцию до окончания работ.
Использовать специальную охлаждающую смазку, которая не будет позволять резцам перегреваться.
После создания соединения на двух элементах трубопровода, необходимо проверить насколько подходят отдельные части друг к другу. Если произошёл перекос, трубы не смогут соединиться.
( 2 оценки, среднее 3 из 5 )
Поделиться
Как нарезать резьбу на трубе |Строительство и ремонт своими руками
Если Вы решили заняться заменой водопроводных труб у себя в квартире, то совсем не лишним будет знать, как правильно нарезать на трубе резьбу, для того, чтобы затем накрутить на нее водопроводный кран или муфту. От того, как правильно будет нарезана резьба на трубе будет зависеть качество ремонта в вашей квартире, так как неправильно нарезав резьбу или доверив работу горе-мастерам, есть большой риск затопить свою квартиру, а так же соседей живущих снизу.
Резьбу на трубах нарезают при помощи плашек или клуппов. Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
При первом варианте прежде всего закрепляют трубу в тисках (можно в прижиме). Сама труба должна выступать из зажимного приспособления на минимальную длину для обеспечения необходимой жесткости при нарезании резьбы. Если труба короткая, то можно снять фаску на наждаке или если такового не имеется при помощи напильника. Далее нарезаемое место смазывают машинным маслом. Нужную плашку закрепляют болтами в специальное устройство, которое называется вороток.
После чего приступают к нарезанию резьбы вращая вороток по часовой стрелке. Проворачивают вороток полоборота вперед, ¼ — назад. Самой трудной всегда является начальная фаза нарезания резьбы. Требуется с усилием нажимать на плашку, пока она не сделает 2-3 оборота на трубе. Если на трубе сделана заходная фаска, то врезка плашки пойдет легче. Можно не снимать фаску, а сделать проще — закруглить ударами молотка торец заготовки.
Итак, как нарезать резьбу на трубе разобрались, теперь рассмотрим другой вариант, когда нет возможности снять трубу и зажать ее в тисках.
Например вам необходимо нарезать резьбу на трубе врезки в квартиру, стояке холодной, горячей воды или отопления. Обрезав трубу болгаркой убедитесь обязательно, что труба в хорошем состоянии. Если будете нарезать резьбу на гнилой трубе, то можете обломить ее. После того, как отрезали по размеру трубу, снимите фаску, можно это сделать болгаркой, можно напильником. Если на трубе осталась старая краска также можно немного зачистить место под резьбу. Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
Следите, чтобы плашка шла ровно, без перекосов. Сделав один-два оборота, почувствуете как вращать стало труднее, прокрутите назад на пол оборота, благодаря этому стружка отломается — нарезать далее будет легче. Нарежьте не менее пяти витков резьбы или 15 мм. Нарезайте обязательно полную резьбу, так как со временем начало резьбы отгнивает и если будет нарезано мало резьбы кран может оторваться и произойдет затопление квартиры!!!
Если нарезаете резьбу на трубе трещоточным клуппом, то здесь будет проще. У клуппов имеется впереди направляющая, которую вставляют на отрезок трубы, устанавливают собачку в положение при котором клупп будет вращаться по часовой стрелке и прижимая основания клуппа начинают движения рукояткой нарезая резьбу. Нарезав резьбу необходимо вывернуть клупп с нарезанной резьбы. Для этого переключаете собачку в обратную сторону и выкручиваете клупп.
Большое преимущество трещоточного клуппа от обыкновенной плашки — это возможность нарезания на трубе резьбы без полного поворота клуппа вокруг трубы, благодаря чему его удобно применять при больших объемах ремонтных работ или когда требуется нарезать резьбу на трубе большого диаметра, например Ø 25 мм, Ø 32 мм или даже Ø 40 мм.
Также небольшой нюанс: если нарезаете резьбу на трубе отходящей от стояка, а он далеко не в лучшем состоянии, то рекомендую в этом случае действовать вдвоем с помощником: один человек держит газовым ключом (2-й номер) за трубу у стояка, ключ зажимается снизу в противоход плашке или клуппу, другой аккуратно и не торопясь нарезает резьбу. Если действовать неосторожно и не зажимать трубу, то есть риск обломить трубу у стояка, а это уже лишняя головная боль. Знал несколько горе-сантехников у которых именно так и произошло. А в этом случае устранить проблему можно только газовой сваркой.
Вот таким способом можно нарезать резьбу на трубе своими руками. Надеемся, что данная статья вам будет полезна.
Понравилась статья?!Поделись ею со своими друзьями:
Нарезание резьбы — Appropedia
Рис. 1 — Стандартная форма резьбы Arnerican. P — шаг резьбы, d — глубина резьбы, f — ширина лыски вверху и внизу резьбы.
Хотя резьба может различаться, американский стандарт является наиболее часто используемым в этой стране (США) для всех общих работ. Форма резьбы – треугольник с углом 60 градусов между сторонами. Верх и низ сглажены до ширины одной восьмой шага; глубина 0,649519 поля. Шаг или подъем любой резьбы — это расстояние, которое проходит гайка за один полный оборот. Американская стандартная резьба показана на рис. 1.
Резьба может быть левой или правой; правая резьба — это резьба, при которой гайка навинчивается на болт, поворачивая его вправо или по часовой стрелке; обратное относится к левой резьбе. Следует помнить об этой разнице в направлении резьбы, так как очень часто случается, что причина, по которой гайку или болт нельзя ослабить гаечным ключом, заключается не в ржавчине, а в том, что гайка или болт вращаются не в том направлении, а скорее затянуты. чем расслабился.
Одинарная и двойная резьба показаны на рис. 2. Многозаходная резьба необходима, когда гайка должна пройти большее расстояние за один оборот, чем это было бы возможно при одинарной резьбе.
Рис. 2 – Одинарная и двойная резьба. Двойная резьба используется, когда гайка должна проходить большее расстояние за один оборот, чем это возможно при одинарной резьбе.
Детали, подлежащие резьбовому соединению, состоят из наружной и внутренней резьбы, причем наружная резьба выполнена на болте, а внутренняя — в гайке.
Резьба V-образного типа диаметром до одного дюйма может быть нарезана вручную, но все, что больше этого или других типов резьбы, обычно нарезается на токарном станке.
Наиболее удовлетворительный ручной процесс состоит из нарезания внутренней резьбы набором метчиков и наружной резьбы плашкой, удерживаемой на ложе. Принимая во внимание прежде всего использование метчиков, становится очевидным, что если необходимо нарезать резьбу внутри объекта, например гайки, то сначала необходимо просверлить отверстие; так как диаметр всех резьб измеряется наружу, то отсюда следует, что для, скажем, 1-дюймовой резьбы диаметр отверстия должен быть 1 дюйм за вычетом глубины резьбы с каждой стороны. Этот момент показан на рис. 3.
Рис. 3. Из приведенной выше диаграммы читатель может получить четкое представление о разнице между размером резьбы, размером зазора и диаметром в отношении резьбы.
Диаметр просверливаемого отверстия называется размером резьбы. Набор метчиков того типа, который используется для нарезания внутренней резьбы, показан на рис. 4. Следует отметить, что в наборе три метчика одинакового максимального диаметра. Конический метчик используется первым, и будет видно, что на некотором расстоянии от его конца резьбы нет. Это позволяет метчику войти в отверстие и помогает рабочему удерживать метчик на одной линии с отверстием, что очень важно для выполнения точных резов. Ключ подходит к квадратному концу метчика и образует ручку, с помощью которой метчик можно постепенно поворачивать в отверстие. Если коснитесь. через отверстие нарезается цельная резьба; но если отверстие не проходит через металл, то у дна отверстия не нарезается резьба. Чтобы сделать чистую резьбу в таком глухом отверстии, необходимо следовать вторым метчиком, у которого, как видно, на нижнем конце стачено всего несколько ниток. Наконец, пробка или донный метчик используются для завершения резьбы до дна глухого отверстия.
При нарезании резьбы в тонком металле часто трудно удерживать метчик в вертикальном положении. Простой способ решить эту проблему состоит в том, чтобы поместить гайку того же размера и формы, что и нарезаемая резьба, поверх отверстия и плотно прижать ее к поверхности металла. Метчик проходит через гайку перед входом в отверстие и тем самым поддерживается.
Рис.4 — Набор из трех метчиков наиболее распространенного типа. Хотя каждый из этих метчиков имеет одинаковый максимальный диаметр, следует отметить, что концы как конуса, так и второго метчика сужаются.
Метчики должны быть очень твердыми, чтобы их резьба прослужила как можно дольше. Как следствие, они чрезвычайно хрупкие и легко ломаются неопытным пользователем. При использовании требуется большая осторожность, особенно с меньшим диаметром. К воротку нужно прикладывать одинаковое давление обеими руками; обычно правой рукой нажимают сильнее, но этого следует избегать. Между прочим, чрезмерно длинный вороток повышает опасность неравномерного давления и приложения чрезмерной силы.
Не поворачивайте кран постоянно; в противном случае стружка не удаляется и метчик намертво заклинивает в отверстии. Его следует повернуть вперед примерно на четверть оборота, назад на четверть оборота, вперед на пол-оборота и так далее. Скорость нарезания резьбы может быть увеличена, когда оператор привыкнет к ощущениям от работы и сможет судить по прошлому опыту, какое усилие нужно приложить, прежде чем метчик заклинит.
В случае поломки метчика его можно извлечь, открутив плоскогубцами, если какая-либо часть метчика выступает, или изготовив кусок стали с пальцами, чтобы соответствовать канавкам, если метчик сломается ниже поверхности. В некоторых случаях может потребоваться нагреть и размягчить метчик, а затем высверлить его (как описано для извлечения сломанных сверл в разделе «Сверление металла»).
Во избежание перегрева метчика и потери необходимой степени жесткости масло во время метчика должно свободно наноситься.
Приклады и плашки используются для нарезания наружной резьбы. Существует множество различных конструкций, наиболее распространенная форма показана на рис.5. Матрица имеет форму гайки из закаленной стали, разрезанной на две половины. Обе детали имеют V-образные канавки по краям, которые надеваются на соответствующий выступ со стороны прямоугольного отверстия в ложе. Таким образом, две половинки могут скользить и регулируются до нужного размера с помощью установочного винта. Матрицы точно подогнаны к направляющим на ложе и отмечены цифрами 1 и 2, чтобы обеспечить правильное положение при каждом использовании.
Рис. 5 — Матрица, используемая для нарезания наружной резьбы.
Приклад обычно рассчитан на три размера штампов (например, 1/4 дюйма, 3/8 дюйма и ½ дюйма). Для следующих трех размеров штампов используется больший запас. В центре каждой половины штампа вырезается выемка, позволяющая утилизировать отрезанный металл. Это также обеспечивает дополнительные режущие кромки и в то же время снижает трение и предотвращает заедание. Чем меньше поверхность винта, тем быстрее будет резать матрица. С другой стороны, большая поверхность резьбы помогает сохранить точность матрицы и формирует лучшую резьбу.
Перед тем, как начать нарезать резьбу ложем и плашкой, очень важно, чтобы стержень был правильного диаметра. Идеальная нить. можно нарезать стержень, который либо слишком мал, либо слишком велик, но в первом случае гайка будет ослаблена, во втором случае она не подойдет.
Наилучший план, когда необходимо выполнить и нарезку резьбы, и нарезание резьбы, состоит в том, чтобы сначала нарезать резьбу в отверстии, так как оно имеет фиксированный размер, а затем нарезать резьбу для болта, чтобы она подходила. Стержень должен быть слегка сужен ближе к концу, чтобы дать матрице начало, а затем плашки можно отрегулировать, чтобы они подходили к стержню, и две половины затянуть достаточно, чтобы удерживать ложу и плашки на месте. Обязательно держите ложу под прямым углом к стержню, на который навинчивается резьба.
Поворачивайте ложу до тех пор, пока не будет нарезана неглубокая резьба необходимой длины. Далее выверните обратно до конца и еще немного затяните плашки; повторяйте процесс до тех пор, пока нить не будет нарезана на нужную глубину. Проверьте, используя ранее нарезанную гайку. Если гайка не завинчивается, когда резьба на стержне полностью нарезана, стержень имеет слишком большой диаметр, и часть резьбы необходимо спилить перед повторным спуском плашек. Неразумно следовать практике некоторых слесарей по использованию штампов для уменьшения диаметра стержня. Это не только повредит матрицу, но и почти наверняка повредит резьбу или полностью сорвет ее. Если стержень небольшого диаметра, он, вероятно, будет скручен.
Использование штампов. При использовании матрицы для нарезания резьбы в железе или стали стержень должен быть хорошо смазан светлым машинным маслом, чтобы предотвратить перегрев матрицы. Кроме того, важно, чтобы в зазорах не было отходов металла.
После того, как плашки были спущены на необходимую длину резьбы, их необходимо снова повернуть назад, не затягивая, так как они предназначены для нарезания резьбы только в одном направлении.
На рис. 5 показан другой распространенный тип ложи и матрицы, пригодные для нарезания резьбы меньшего размера. Приклад рассчитан на большее количество штампов, чем более крупный тип. Круглая разъемная матрица удерживается в прикладе тремя маленькими установочными винтами, и можно немного отрегулировать диаметр матрицы, сначала затянув центральный винт. Это открывает разрез и, таким образом, увеличивает эффективный диаметр. Этот тип ложи и штампов очень часто продается в наборах и является чрезвычайно полезным дополнением к домашней мастерской.
Железная труба. Наиболее распространенная работа по нарезанию резьбы, с точки зрения домашнего механика, связана с трубами для использования в водопроводной системе. Резьба на трубах и фитингах соответствует американскому стандарту. трубная резьба, имеющая угол 60 градусов. Трубная резьба выполнена с небольшим конусом, диаметр передней части меньше диаметра конца. Это делается для того, чтобы, когда два куска трубы свинчиваются вместе, полученное соединение было водонепроницаемым. Фактом остается то, что получить абсолютно водонепроницаемое соединение зачастую невозможно даже при умелом нарезании резьбы и соответственно намазывании наружной резьбы трубной пастой или компаундом перед соединением. Этот состав обеспечит герметичность соединения.
Приклад и матрицы, используемые для нарезания резьбы на трубах, аналогичны по конструкции тем, которые используются для других работ по нарезанию резьбы на станке. Невозможно правильно отрезать и нарезать трубу, если она не будет надежно зажата в тисках. Либо используйте тиски для труб, либо тиски с параллельными губками, снабженными губками для труб (см. Тиски).
Перед тем, как нарезать резьбу, трубу, конечно же, нужно обрезать по размеру. При измерении трубы необходимо сделать некоторый припуск на резьбовую часть на каждом конце, которая будет ввинчиваться в фитинг. Это количество зависит от диаметра трубы. Хороший план состоит в том, чтобы обрезать трубу и нарезать резьбу так, чтобы ее можно было провести прямо до утопленного буртика фитинга.
Железная труба обычно режется труборезом. Можно использовать ножовку, но с ее помощью практически невозможно сделать идеально ровный разрез, а если конец трубы неровный, резьба будет выбиваться из строя.
Труборез имеет маленькие стальные ролики и отрезной диск. Пространство между роликами и режущим диском можно регулировать, поворачивая ручку резака.
Рис. 6. Приклад рассчитан на большой набор штампов. Разрезной штамп, используемый с этим прикладом, показан вместе с методом, используемым для его закрепления в прикладе. Ложа этого типа с набором матриц отлично подходит для работы с малым диаметром.
Поместите трубу, которую нужно отрезать, в тиски и дайте ей выступить за пределы стола, чтобы можно было вращать труборез вокруг трубы в точке, отмеченной для резки. Наденьте резак на трубу и отрегулируйте его положение так, чтобы режущий диск находился точно над точкой, которую необходимо разрезать. Поверните ручку резака так, чтобы отрезной диск чуть-чуть врезался в трубу, затем вращайте резак вокруг трубы. Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как сделан первый разрез, затяните ручку резака и снова поверните его вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезной круг облегчат работу. Излишне говорить, что успех этой операции зависит от наличия на фрезе острого и точного режущего диска.
После того, как труба обрезана, она готова к нарезанию резьбы, и это делается так же, как нарезание резьбы на стержне. Чтобы матрица начала работать прямо на трубе, используется втулка. Медленно поворачивайте ложу и время от времени наносите масло на штамп. Если резьба не прямая или не сформирована должным образом, при сборке трубы будет невозможно получить герметичное соединение. Теперь необходимо удалить заусенцы на внутренней стороне трубы, иначе поток воды через трубу значительно уменьшится. Эта работа выполняется с помощью развертки для труб, как описано ранее в разделе «Развертка металла».
Опубликовано
2006
Лицензия
CC-BY-SA-4.0
Указывать как
«Нарезание резьбы». Appropedia. 2006. Проверено 4 ноября 2022 г.
.
Файлы cookie помогают нам предоставлять наши услуги. Используя наши услуги, вы соглашаетесь на использование нами файлов cookie.
Винты для нарезания резьбы / Винты для накатывания резьбы
Винты для нарезки резьбы считаются саморезами и предназначены для ввинчивания в существующее отверстие. При применении винты для нарезки резьбы создают резьбу в материале, к которому они применяются, обычно это металл, дерево или пластик. Резьбонарезные винты MW Components обеспечивают большую мощность сверления, меньшее кольцевое напряжение и меньшее количество разрывных бобышек.
Наши саморезы с трехлопастной резьбой были разработаны специально для использования в пластике. Эти крепежные детали накручивают точную резьбу без сколов в различных термопластах и некоторых термореактивных смесях.
Винты для нарезки резьбы имеют множество вариантов головок и корпусов и могут быть изготовлены в нескольких различных размерах в зависимости от области применения. Существует также много типов резьбонарезных винтовых валов, некоторые из которых включают Тип-1, Тип-23, Тип-25 и Тип-F. Эти «типы» относятся к конфигурациям конечной точки вала шнека и имеют разные цели применения.
Изготовление на заказ
Нестандартные резьбонарезные винты
Определение типа резьбонарезного винта для желаемого применения может показаться сложным из-за большого количества доступных конфигураций валов и типов головок. К счастью для вас, MW Components специализируется на производстве крепежа на заказ. Наша команда дизайнеров и инженеров готова помочь вам найти стандартный вариант крепежа, соответствующий вашим потребностям, или создать индивидуальный вариант, специально предназначенный для вашего предполагаемого применения.
Список вариантов индивидуальной настройки, которую мы можем выполнить, огромен, включая различные стили головок, стили резьбы (в том числе высокие-низкие, трехлопастные и с широким шагом), различные стандартные и метрические размеры и длины в диапазоне от 0,250 дюйма до 4 дюймов (6 мм). — 100 мм).
Свяжитесь с нами для индивидуального предложения для получения дополнительной информации.
Запросить индивидуальное предложение
Производство винтов для нарезки резьбы
Резьба Режущие винты обычно изготавливаются из стали или нержавеющей стали и могут производятся в различных размерах и конфигурациях головки или вала. Дополнительные отделки также могут применяться для обеспечения производительности и долговечности в сложных условиях.
С несколькими производственные мощности по всему миру, предлагающие стандартные и специальные материалы, отделки и производственных процессов, у MW Components есть все необходимое для создайте именно ту деталь, которая вам нужна, независимо от требований к производительности.
Прокат листовой горячеоцинкованный производится в соответствии с ГОСТ 14918-80 и ГОСТ Р 52246-2004. ГОСТ 14918-80 разработан и введен в 1981 году. Настоящий стандарт разработан для Союза ССР и действовал на всей территории. ГОСТ Р 52246-2004 разработан как национальный стандарт Российской Федерации и введен с 2005 года. Оба стандарта являются действующими по настоящий момент. Однако, ГОСТ Р 52246-2004 является значительно более современным, предъявляющим более четкие и строгие требования к оцинкованному прокату. В зависимости от типа и возраста оборудования, установленного на металлургическом комбинате или заводе, оцинкованный лист может быть произведен по любому из указанных стандартов.
Наша компания поставляет оцинкованный лист различных производителей, поэтому в наличии имеется лист, изготовленный как по ГОСТ 14918-80, так и по ГОСТ 52246-2004.
Листы оцинкованные холоднокатаные
Размер
Параметры
Марка
Вес 1-го листа, кг
Листов в тонне
Лист оцинкованный 0,45 х 1250 х 2500
ОН кл2
08-2пс
11,67
85
Лист оцинкованный 0,50 х 1000 х 2000
ОН кл2
08-2пс
8,26
121
Лист оцинкованный 0,50 х 1250 х 2500
ОН кл2
08-2пс
12,9
75
Лист оцинкованный 0,55 х 1000 х 2000
ОН кл2
08-2пс
9,1
110
Лист оцинкованный 0,55 х 1250 х 2500
ОН кл2
08-2пс
14,1
71
Лист оцинкованный 0,7 х 1000 х 2000
ОН кл2
08-2пс
11,4
88
Лист оцинкованный 0,7 х 1250 х 2500
ОН кл2
08-2пс
17,8
56
Лист оцинкованный 0,8 х 1250 х 2500
ОН кл2
08-2пс
20,3
49
Лист оцинкованный 0,9 х 1250 х 2500
ОН кл2
08-2пс
22,7
44
Лист оцинкованный 1,0 х 1000 х 2000
ОН кл2
08-2пс
16,1
62
Лист оцинкованный 1,0 х 1250 х 2500
ОН кл2
08-2пс
25,2
39
Лист оцинкованный 1,2 х 1000 х 2000
ОН кл2
08-2пс
19,3
52
Лист оцинкованный 1,2 х 1250 х 2500
ОН кл2
08-2пс
30,1
33
Лист оцинкованный 1,4 х 1250 х 2500
ОН кл2
08-2пс
35
28
Лист оцинкованный 1,5 х 1000 х 2000
ОН кл2
08-2пс
24
41
Лист оцинкованный 1,5 х 1250 х 2500
ОН кл2
08-2пс
37,4
27
Лист оцинкованный 1,8 х 1250 х 2500
ОН кл2
08-2пс
44,8
22
Лист оцинкованный 2,0 х 1250 х 2500
ОН кл2
08-2пс
49,7
20
Лист оцинкованный 2,5 х 1250 х 2500
ОН кл2
08-2пс
62
16
Лист оцинкованный 3,0 х 1250 х 2500
ОН кл2
08-2пс
74,3
13
Технические характеристики и полезные сведения
По типу покрытия оцинкованный прокат подразделяют на:
ГЦ – прокат с цинковым покрытием
ГЖЦ – прокат с железоцинковым покрытием.
Железоцинковое покрытие – покрытие, полученное в результате специальной термической обработки проката с цинковым покрытием, при котором происходит диффузия цинкового покрытия и стальную основу. Такой прокат отличается серым цветом, отсутствием узора кристаллизации и блеска.
Оцинкованный лист изготавливается в нескольких вариантах исполнения — по назначению делится на группы, а по способности к вытяжке делится на категории. Группы и категории в ГОСТ–ах сформированы по разному, но в настоящий момент по ГОСТ 14918-80 поставляется только лист общего назначения (ОН), нормальной вытяжки (Н) с узором кристаллизации (КР). Различия между требованиями ГОСТ 14918-80 и ГОСТ 52246-2004 в нашем обзоре.
Оцинкованный прокат для штамповки или профилирования в настоящий момент Российские производители изготавливают по ГОСТ 52246-2004, который соответствует маркам европейских стандартов EN10142:2000, EN10147:1991 и международным стандартам ИСО.
Производство оцинкованного листа
Основой для производства оцинкованного листа или оцинкованного рулона является холоднокатаный рулон, который пропускают через специальное оборудование, которое его очищает, покрывает цинком и сушит, после чего снова скручивает в рулон. Затем по необходимости рулон разматывают и режут в листы. Иногда, могут покрывать цинком непосредственно холоднокатаный лист, но такая технология обладает низкой производительностью, поэтому почти не применяется.
Оцинкованную сталь выпускают 2-х форм – в листах и рулонах:
Оцинкованный рулон удобен при серийном производстве оцинкованных изделий, например профилированного листа (профнастил), так как повышает скорость производства, увеличивает гибкость производства к изменению размеров готовой продукции, при минимальном коэффициенте отходов.
Оцинкованный лист всеми этими удобствами не обладает, зато с ним удобно работать на малых мобильных производствах потому, что не требуется наличие громоздкого оборудования по порезке рулонов.
Толщина покрытия
Очевидно, что с увеличением толщины покрытия, способность защищать от коррозии увеличивается, но возрастает риск «осыпания цинка» при холодном профилировании и холодной штамповке. Чаще всего повышенный класс покрытия применяют для оцинкованных листов, применяющихся без дополнительного лако–красочного покрытия, наружного применения. Наша компания предлагает поставку со склада лист оцинкованный класс 2 или Z100 и Z140. Другие классы покрытия мы поставляем под заказ.
Продажа оцинкованного листа
Мы предлагаем из наличия оцинкованный лист общего назначения (ОН), нормальной (Н) или глубокой вытяжки (Г), марок 01 и 02 по ГОСТ 52246-2004. Под заказ может быть поставлен лист для холодной штамповки (ХШ) и для холодного профилирования (ХП), а так же весьма глубокой вытяжки (ВГ). Срок выполнения заказа зависит от наличия сырья, объема заказа и графика производства и варьируется от 5 до 30 дней.
Расчет теоретического веса листа приведен для 2 класса покрытия (Z140). Точный вес листа оцинкованного можно определить только взвешиванием, т.к. он варьируется от фактической толщины покрытия.
Цены
В последние годы цена на оцинкованный лист меняется довольно часто, кроме того, для каждого покупателя мы определяем цену индивидуально, в зависимости от объема заказа и других параметров поставки.
Просим Вас уточнять текущие цены на оцинкованный лист и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Сталь листовая непрерывно оцинкованная. Технические условия
ИСС 77.140.50 ГСТ 11 1110
Дата введения 1981−07−01
Постановлением Госстандарта СССР от 31 марта 1980 г. N 1465 Дата введения 20 3 Ограничение установлено 01.07 01.07. действия, предпринятые Протоколом № 3−93 Межгосударственный совет по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 14918-69
Редакция (август 2007 г.) с Изменениями № 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81) , 9−86).
Настоящий стандарт распространяется на листы и рулоны из холоднокатаной стали, горячеоцинкованные в непрерывном цинковании, предназначенные для холодной штамповки, для окраски, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категорий качества.
по способности к вытяжке (группа сталей XIII) по категории
нормальная вытяжка — Н,
глубокая вытяжка — Г,
очень глубокая вытяжка — ВГ;
для однородности толщины цинкового покрытия
с нормальным разбросом толщины — HP
с уменьшенным разбросом толщины — UR.
(Измененная редакция, Ред. № 1).
1.2. По согласованию между потребителем и изготовителем оцинкованная сталь может изготавливаться:
с рисунком кристаллизации — ТС,
без рисунка кристаллизации — МП.
1.3. В зависимости от толщины покрытия оцинкованная сталь подразделяется на три класса в соответствии с указанными в табл.1.
Таблица 1
Класс толщины
Масса 1 м слоя покрытия с обеих сторон, г
Толщина покрытия, мкм
П (высокая)
СВ. от 570 до 855 вкл.
СВ. от 40 до 60 вкл.
1
«258» 570 «
«18» 40 «
2
От 142,5 «258»
10 «18»
При изготовлении стали с различной толщиной покрытия лист с одной стороны должен соответствовать 2 классу, а с другой стороны классу Р (для листов) или классу 1.
(Измененная редакция, ред. N 2).
2. НАБОР
2.1. Сталь оцинкованная изготавливается шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к маркам должны соответствовать требованиям ГОСТ 19.904−90.
Сталь оцинкованная высшего качества производства:
с выпуклостью проката не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам высокоточной прокатки;
с телескопической опорой из рулонной стали шириной до 1000 мм 30 мм.
Примеры условных обозначений
Сталь оцинкованная толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, фрезерная кромка А НЕ, с узором кристаллизации CU, первый сорт цинка покрытие по ГОСТ 14918−80:
Сталь рулонная оцинкованная толщиной 1,2 м, шириной 1000 мм, высокой точности прокатки А, с обрезной кромкой О, марки 08КП, очень глубокой вытяжки ВГ, без рисунка кристаллизации МТ, с уменьшенной толщиной вариант УР, второго класса покрытия по ГОСТ 14918-80:
Прокат стальной оцинкованный различной толщины покрытия 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, для окраски ПК без рисунка кристаллизации МТ с уменьшенным разбросом по толщине УР, с покрытием с одной стороны первого, а с другой второго класса по ГОСТ 14918−80:
Примечание. Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).
Раздел 2. (Измененная редакция, Ред. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь изготавливается в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованная сталь изготавливается из углеродистой холоднокатаной стали с качеством поверхности по ГОСТ 16523-9.7. Марка стали должна соответствовать таблице 1А.
Таблица 1A
Оцинкованная сталь
Марка холоднокатаной стали для производства оцинкованной стали
Группа
Категория капота
первая категория качества
высшее качество
XIII
Н, Г
Марка стали с химическим составом по ГОСТ 380-2005,ГОСТ 9045-93, ГОСТ 1050-88
Марка стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88 также с содержанием серы не более 0,035% и фосфора не более 0,020% и ГОСТ 380-2005 с массовой долей серы не более 0,035 % и фосфора не более 0,025%
08пс, 08КП, 08Ю по ГОСТ 9045-93 08пс, 08КП, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030% и фосфора не более 0,020%
ХП ПК
—
08пс по ГОСТ 9045-93 08, 08пс по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления погост 380-2005
08пс по ГОСТ 9045-93 08, 08па по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04%, фосфора — не более 0,035%
ИТ
—
Марка стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93, ГОСТ 1050-88
Марка стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 с массовой долей серы не более 0,045% и фосфора не более 0,040%
(Измененная редакция, ред. N 2).
3.3. Для цинкования применяют цинк марок С0 и С1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки С2.
3.4. Поверхность из оцинкованной стали должна быть чистой с твердыми полами.
3.4.1. Не допускается несплошность покрытия в виде трещин в виде мелких конкреций, расположенных на дефектах металлокаркаса, классификацию и размеры которых предусматривают ГОСТ 16523-9.7.
3.4.2. На листах и полосах с фрезерованной кромкой не допускаются дефекты глубины кромки, превышающие предельные отклонения по ширине.
3.4−3.4.2. (Измененная редакция, ред. N 2).
3.5. Для оцинкованной стали групп XIII, ХП и ОН допускаются небольшие наплывы (наплывы, расслоения), зерна и неравномерная кристаллизация цинка, следы перегибов, полос и регулируемых валиков, локальная шероховатость покрытия (сыпь), легкие царапины и выцветание , не нарушать сплошность цинкового покрытия, яркие и матовые пятна, неравномерность окрашивания пассивной пленки.
3.6. Для стальной оцинкованной ленты ПК допустил темную точку и след (след) деформированных мелких конкреций (наплывы, расслоения), зерна и локальные шероховатости (высыпания), матовость и размытость рисунка кристаллизации цинка, следы изломов, полосы, легкие царапины и потертости, не нарушающие сплошности цинкового покрытия, яркие и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна быть однородной по цвету.
(Измененная редакция, ред. N 2).
3.8. Уменьшенная переменная толщина цинкового покрытия СД должна быть для класса П — 16, класса 1 — 10, класса 2 — не более 4 мкм. Оцинкованная сталь нормальной толщины НР должна иметь толщину покрытия в пределах, указанных в табл.1.
Сталь оцинкованная высшего качества изготовления переменной толщины цинкового покрытия для сталей группы XIII, ХП и ПК класса Р — не более 12, класса 1 — 8 и класса 2 — не более 3 мкм.
(Измененная редакция, ред. № 1, 2).
3.9. В изгибе оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслаивания цинкового покрытия, оголяющего стальную поверхность. Допускается сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл.1Б.
Таблица 1B
Оцинкованная сталь
Прочность на разрыв, МПа
Предел текучести, МПа, не менее
Удлинение, %, не менее при =80 мм для толщины стали, мм
группа
категория капот
от
до 0,7
Св. 0,7 до 1,5
Ст 1,5 до 2,0
Ст 2,0
XIII
Н
300−490
—
21
22
23
24
Г
275−430
—
23
24
25
26
ВГ
255−410
—
26
28
29
30
ПК HP
—
—
230
20
22
—
—
ИТ
—
—
—
—
—
—
—
Примечание. Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. не являлись обязательными.
При расчете прочности и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферических лунок стальной оцинкованной ленты XIII должна соответствовать нормам, приведенным в табл.1Б.
Таблица 1B
мм
Толщина оцинкованной стали
Глубина сферических лунок для извлечения, не менее
ВГ
Г
Н
0,5
8,5
8,0
6,9
0,6
8,9
8,5
7,2
0,7
9,2
8,9
7,5
0,8
9,5
9,3
7,8
0,9
9,9
9,6
8,2
1,0
10. 1
9,9
8,6
1,1
10,3
10.1
8,7
1,2
10,5
10,3
8,8
1,3
10,7
10,5
8,9
1,4
10,8
10,6
9,0
1,5
11,0
10,8
9,1
1,6
11,3
11,0
9,5
1,7
11,4
11,1 В
9,6
1,8
11,5
11,2
9,7
1,9
11,6
11,3
9,8
2,0
11,7
11,4
9,9
Примечания:
1. Для оцинкованной стали промежуточной толщины значения глубины сферических отверстий должны соответствовать нормам, установленным для ближайшей меньшей толщины.
2. Значения глубины сферических отверстий для оцинкованной стали толщиной более 1,5 мм не обязательны до 01.07.89.
3. При испытании на приборах типа МТЛ-10г нормы глубины сферических отверстий уменьшены на 0,3 мм.
3.10.2. Для оцинкованной стали XIII группы высшего качества величина удлинения должна быть на 1 единицу больше нормы табл.1Б, а глубина сферических отверстий на 0,2 мм больше нормы табл.1Б.
3.10−3.10.2. (Измененная редакция, ред. N 2).
3.11. Сталь оцинкованная группы XIII изготавливается с зернистостью ферритных баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категории чертежа ВГ и не ниже балла 6 для категории чертежа Г.
Для стали оцинкованной профессиональная вытяжка Ш допускается при неравномерности зерна в двух смежных помещениях, категория Г — в пределах трех сообщающихся помещений.
3.12. Для стальной оцинкованной ленты XIII категории чертежа ВГ допускается структурно-свободный цементит в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется.
3.13. Количество гибов без разрушения оцинкованной стали групп ХП, ПК, ИТ должно соответствовать нормам, установленным в табл.1Г.
Таблица 1G
Толщина оцинкованной стали мм
Количество перегибов
До 0,8 вкл.
8
СВ. 0,8 «1,2»
5
«До 1.2» до 2.0 «
3
«2.0
2
Примечание. Норма гибки оцинкованной стали толщиной более 1,5 мм была необязательной до 01.07.89.
(Измененная редакция, Ред. N 2).
3.14. (Исключено, ред. N 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованная сталь принята сторонами. Партия должна состоять из листов или рулонов из оцинкованной стали одной группы, одного типоразмера, одного вида и класса толщины покрытия, вида консервации, одной марки и выплавки (стали групп XIII, X и ПК) и категории вытяжки (сталь группы XIII). , должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
Вес партии не должен превышать замену единицы продукции.
(Измененная редакция, ред. № 2).
4.2. В документе о качестве результаты испытаний и данные о химическом составе указываются потребителем.
На оцинкованную сталь, имеющую государственный Знак качества, в документе о качестве должно быть обозначение государственного Знака качества.
4.3. Для контроля размера и поверхности выберите 6% листов или один рулон из партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры от партии отбирают один лист или один рулон.
4.5. При неудовлетворительных результатах проверки хотя бы по одному из показателей проводится повторная проверка по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют визуальным осмотром без применения увеличительных приборов.
5.2. Для испытаний от каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл.2.
Схема резки образцов для тестирования
Схема резки образцов для тестирования ( Ширина листа)
Таблица 2
Образец номер
Размер образца, мм
Метод испытаний
ширина
длина
1, 2
50
150
На прочность сцепления цинкового покрытия с основным металлом
3, 4, 5
50
50
Для определения массы цинкового покрытия и изменения толщины
6
20
150
Перегиб
7
90
—
На крышке сферического отверстия (место испытаний)
8
30
180−300
Растяжение
9, 10
30
40
Оценка микроструктуры
Примечание. Образцы нарезаны с предельной разницей в размерах ±3 мм.
(Измененная редакция, ред. № 1).
5.3. Для определения массы цинкового покрытия образец для испытаний обезжиривают, взвешивают, погружают в раствор оксида сурьмы () или хлорида сурьмы () в соляной кислоте и выдерживают до прекращения быстрого газовыделения, после чего образец извлекают из раствор, тщательно промывают холодной, а затем горячей водой, просушивают фильтровальной бумагой и взвешивают. Обезжиривание – технический синтетический этиловый спирт.
Раствор закиси сурьмы или хлорида сурьмы готовят по следующей методике: 20 г закиси сурьмы (или 32 г хлорида сурьмы) растворяют в 1000 мл кислоты соляной концентрированной (ГОСТ 3118-77) для первого и второго сорта или 50 г оксидов сурьмы класса Р.
Масса цинкового покрытия, нанесенного на две стороны листа в граммах (а) на 1 м рассчитывают по формуле
, (1)
где — масса три образца ( 3, 4 и 5 ) для растворения цинкового покрытия, с точностью до 0,01 г, г;
— масса трех образцов ( 3, 4 и 5 ) после растворения цинкового покрытия, с точностью до 0,01 г, г;
— фактическая площадь поверхности образца с точностью до 1·10 м, м. кв.
Для определения массы цинкового покрытия допускается использование других методов, обеспечивающих требуемую точность.
Метод, указанный в настоящем стандарте, применяется при возникновении спора в оценке.
(Измененная редакция, ред. № 1, 2).
5.4. Разброс толщины покрытия в поперечном направлении листа определяют как абсолютную разницу между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
, ( 2)
сначала рассчитать толщину цинкового покрытия на каждом из образцов по формуле
, (3)
где толщина покрытия соответствующего образца, мм;
— масса пробы до удаления цинка, г;
— масса образца после удаления цинка, г;
— плотность цинка, г/см;
— площадь поверхности цинкового покрытия, см.
(Измененная редакция, Ред. № 1).
5.4.1. Определяют и рассчитывают среднюю толщину и переменную толщину цинкового покрытия поверхности листа с градуированным покрытием для каждой из сторон. Для этого после обезжиривания образец с одной стороны покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытательный изгиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферического отверстия проводят по ГОСТ 10510-80. Сделайте два измерения в тестовой зоне и определите среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение крупности феррита проводят по ГОСТ 5639-82, а цементита структурно-свободного — по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно под углом 180° проводят по ГОСТ 14019.−2003 г. Образец оцинкованной стали испытывают на оправке равной толщине проката.
Сталь оцинкованная высшей категории качества должна выдерживать испытание на изгиб на 180° без оправки до контакта.
По согласованию между потребителем и изготовителем испытание на изгиб может быть заменено испытанием на замковую двойную кровлю по ОСТ 1411-196-86, а для полос стальных оцинкованных ПК на испытание — прибором-1А по ГОСТ 4765-73.
Сталь оцинкованная толщиной более 1,0 мм испытывают по требованию потребителя в порядке, согласованном в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, ред. № 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии проводится консервация: пассивация, промасливание или пассивация и промасливание.
По требованию заказчика сталь оцинкованная неконсервированная.
При отправке в районы Крайнего Севера и приравненные к ним местности требуется консервация.
6.3. Оцинкованный стальной лист, сформированный в стопку, с укладкой один лист на другой. У листов с градуированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцевая сторона пучка драпированных каналов изготавливается из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
Кромки снизу должны быть прикреплены к деревяшкам по ГОСТ 2695-83 и ГОСТ 8486-86 сечением 80х80 мм или металлические прутки по нормативно-технической документации. Количество брусьев деревянных и металлических шириной до 1200 мм в связке — 2 шт.; свыше 1200 мм соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием раскатывают таким образом, чтобы сторона со 2-м классом толщины цинкового покрытия находилась внутри рулона.
6.5. Пакеты и рулоны должны быть плотно связаны. Количество шпилек должно соответствовать требованиям ГОСТ 7566-9.4.
При отправке в районы Крайнего Севера и труднодоступные районы минимальное количество лямок должно быть на одну больше норм, установленных ГОСТ 7566-94.
Обвязочная лента металлическая, имеющая толщину 1,2-2,0 мм, ширину от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пакетов соответственно 6,2 и 1 м.
6.6. Масса упаковки должна быть не менее 3 м и не превышать 10 т.
01.01.88 по требованию заказчика масса пачки стального оцинкованного листа не должна превышать 5 тонн.
6.7. Транспортная маркировка пакетов должна наноситься по ГОСТ 14192-96 краской темного цвета на торцевую поверхность пачки и боковую поверхность рулона и содержать основные, дополнительные и информационные надписи.
6.8. Перевозку стальных оцинкованных рельсов осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными МП.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
сек. 6. (Измененная редакция, ред. N 2).
Листовой металл | Металлопрокат по низкой цене ⟦ БПМ ⟧
Листовой металл | Металлопрокат по низкой цене ⟦ BPM ⟧
Проволока из вольфрамовых сплавов ВР-27ВП и ОЧВ по оптовым ценам со склада в Красноярске
Вольфрамовая проволока – самый востребованный вид продукции из тугоплавких металлов. Служит для производства термопар, в нагревательных печах для сопротивления, подогревателей, пружин, катодов, сеток, ламп накаливания и даже игл для фонографа.
В продаже чаще всего встречается именно проволока вольфрамовая, а не листовой металл. Это объясняется особенностями получения вольфрама, который слишком тугоплавок для использования литья, а так же тем, что из всех применений вольфрама, проволока является наиболее востребованной для производства электродов. Чаще всего такая проволока бывает толщиной от 1 до 10 мм.
Вольфрамовая проволока бывает и очень тонкой, ее еще называют вольфрамовой нитью – толщиной в десятые и сотые доли мм. В таком виде она используется для изготовления ламп накаливания.
При необходимости вольфрам смешивают с кобальтом и хромом, а иногда с углеродом. В этом случае вольфрамовая проволока становится еще более твердой, приблизительно в 1,3 раза, и твердость сохраняется при температурах свыше 1000°С. Несмотря на то, что сейчас ширится применения ламп нового образца без использования нитей накаливания, вольфрам до сих пор используют в производстве осветительных ламп.
Еще одно преимущество вольфрамовой проволоки в сравнительно невысокой цене. Достаточно часто выпускается проволока из вольфрамовых солей, самая распространенная это ангидрид вольфрама. В промышленности также используют вольфрамовую кислоту.
Разные виды вольфрамовой проволоки используются в различных сферах хозяйства и производства.
Марка вольфрама
Группа
Состояние поверхности и металла
Диаметр, мкм
Назначение
ВА
А
Черная
10 — 1500
Спирали ламп накаливания и других источников света. Спиралеобразные катоды и подогреватели электронных приборов, пружины полупроводниковых приборов.
ВМ
11 — 1500
Спирали специальных ламп накаливания и другие детали приборов, работающих при температуре не выше 2100°С в условиях повышенной механических нагрузок (ударов, вибраций)
ВРН
800 — 1500
Вводы, траверсы и другие детали приборов, не требующие применения вольфрама со специальными присадками.
ВТ-7
20 — 1500
Крючки, пружины, а также катоды некоторых электронных и газоразрядных приборов
ВТ-10
25 — 1500
Катоды электронных и газоразрядных приборов
ВТ-15
150 — 1500
ВА
АП
10 — 200
Петлевые подогреватели, неспиралеобразные катоды, сетки и пружины электронных приборов
Б
Очищенная
11 — 500
Крючки, поддержки, некоторые типы спиралей ламп накаливания, спиралеобразные подогреватели и катоды некоторых электронных и газоразрядных приборов, пружины
Г
Очищенная и отожженная
11 — 500
Петлевые подогреватели, неспиралевидные катоды, сетки. Спирали некоторых типов специальных ламп накаливания
Т
Травления
5 — 12
Подогреватели катодов и прямонакальные катоды спиральной и неспиральной конструкции. Сетки электронных приборов
АД
Черная повышенной технологичности
50 — 1500
Подогреватели катодов и прямонакальные катоды спиральной конструкции с фактором керна 1-2,2.
АЕ
Черная повышенной жаропрочности
500 — 1200
Подогреватели катодов и прямонакальные катоды спиральной конструкции рабочей температурой или температурой термообработки 1900°С и выше
ТО
Травления и отожженная
5 — 12
Подогреватели катодов и прямонакальные катоды неспиральной конструкции. Сетки электронных приборов
Вся вольфрамовая проволока в продаже ООО «ЦветМетСнаб» соответствует ГОСТам и ТУ. Маркировка и диаметр проволоки может быть разной – от 10 до 1500 мкм. Кроме самой распространенной марки проволоки ВА в наличии и другие разновидности. Например, вольфрам-молибденовая или вольфрам-рениевая проволока, применяемая при изготовлении траверсов, термопар и других деталей.
Чтобы заказать и уточнить цены на продукцию, можете воспользоваться формой обратной связи или позвонить менеджерам по телефонам (391) 2181-333, (391) 2181-555.
Проволока вольфрамовая для источников света тянутая группы А (черная)
ВА, ВМ, ВРН, ВТ-7, ВТ-10, ВТ-15, ОЧВ-А
ГОСТ 19671-91
Проволока вольфрамо-молибденовая
ВАМ-5
ГОСТ 5. 1619-72
Проволока вольфрамовая
ВА-Зл, ВА-Зл-Пл, ВА-М
ЯеО.021.050
Проволока вольфрамовая
ВИ-10
ЯеО.021.116ТУ.ТУ11-76
Проволока вольфрамовая для подогревателей катодов и прямонакальных катодов спиральной конструкции
ВА
ЯеО.021.118
Проволока вольфрамовая для подогревателей катодов и прямонакальных катодов спиральной конструкции
ВА
ЯеО.021.119
Проволока вольфрамовая для сеток
ВА
ЯеО.021.120
Проволока вольфрамовая для деталей разного применения
ВА
ЯеО. 021.121
Проволока из сплавов вольфрама с рением для подогревателей катодов и прямонакальных катодов не спиральной конструкции
ВАР-5, ВР-20
ЯеО.021.124
Проволока из сплавов вольфрама с рением для подогревателей катодов и прямонакальных катодов спиральной конструкции
ВАР-5, ВР-20
ЯеО.021.125
Проволока из сплавов вольфрама с рением для сеток
ВР-20
ЯеО.021.126
Проволока вольфрамовая ВР-20
ВР-20
ЯеО.0.021.127
Проволока вольфрамо-молибденовая
МВ50
ЯеО.021.131
Проволока вольфрам-рениевая для подогревателей серии «ОС»
ВР-20
ЯеО. 021.093-75. ТУ11-82
Проволока из сплава вольфрама с рением отожженная
Термопара ВАР-5(ВР-5)/ВР-20, ВАР-5(ВР-5), ВР-20
СУО.021.142 ТУ
Проволока вольфрамовая Cв-08А
Cв-08А
ГОСТ 2246-70
Вольфрамовая проволока марки ВА «А» I
Вольфрамовая проволока марки ВА «А» I
Каталог
Информация
Доставка по России
Мы доставим ваш заказ курьером по Москве или службой экспресс-доставки по всей России.
Теги
ftp
utp
витая пара
диэлектрик
долговечное жало
изоляционный
изоляционный материал
изоляция трансформаторов
кабель витая пара
кабель контрольный
Описание
Характеристики
Отзывы
Вольфрам – это металл, которому характерны особая тяжесть, твердость и тугоплавкость. Его температура плавления составляет 3380°C, а кипения – 5900°C, при этом скорость испарения остается малой, даже при нагреве до2000°C.
Вольфрам обладает высоким приделом прочности на разрыв и отличной коррозионной стойкостью. Чаще всего, его применяют в качестве легирующей добавки при создании высокопрочных сплавов. Удельное электрическое сопротивление вольфрама в нормальных условиях составляет 55×10-9 Ом×м. Металл устойчив к воздействию кислот. В нагретом состоянии (до 1600°C) поддается обработке.
Вольфрамовые проволоки|A.L.M.T. Corp.
Используется для изготовления нити накала для осветительных приборов, электронных ламп, электродов, деталей высокотемпературных печей, штифтов зондов
Вольфрамовая проволока используется в качестве нитей накала для освещения, электронных ламп, электродов, деталей высокотемпературных печей, большинство его характеристик: самая высокая температура плавления среди металлов. Клиенты могут выбрать проволоку различных диаметров, материалов и методов отделки для различных применений. Мы также предлагаем высокочистую вольфрамовую проволоку самого высокого уровня благодаря нашему интегрированному производству и строго контролируемому сырью и процессам.
Руководство по выбору продукции
AW
Отличается отличной стойкостью к высокотемпературной деформации, устойчивостью к почернению, ударопрочностью, меньшим содержанием примесных газов и длительным сроком службы.
ТОПОР
По сравнению с обычными материалами температура рекристаллизации выше (на 50–200 °C), отверстие для присадки меньше, кристаллическая структура после рекристаллизации в 3–4 раза дольше, а характеристики отсутствия провисания значительно улучшены.
ЕХ
Материал нити №1 в мире. Он содержит меньше примесного газа, отличается высокой устойчивостью к деформации при высоких температурах и коррозионной стойкостью к испаряемым металлам, включая Al, Ni, Cr. Кроме того, у него долгий срок службы.
ДВ
Вольфрамовый материал с длительным сроком службы, который облегчает эмиссию термоэлектронов и предотвращает рост зерен и целостное разрушение при температуре термоэлектронной эмиссии. Мы отвечаем за обработку катушки, обработку наконечника и сборку по вашему запросу.
КИ(ПФВ)
Самый распространенный чистый вольфрамовый материал с хорошей обрабатываемостью, отличной коррозионной стойкостью и меньшим содержанием примесного газа.
ЭП,КТ
Значительно снижает сопротивление потреблению разряда за счет мелкого рассеивания кристаллических зерен.
4СЗ
5СЗ
Высокочистый вольфрамовый материал высочайшего качества в мире. Чистота 4N-W ≧99,99% 5N-W ≧99,999%
Чтобы увидеть всю таблицу, прокрутите ее вбок.
Приложение
Без провисания
ударопрочность сопротивление
Обрабатываемость
Разрядка Способность
Разряд Расход Сопротивление
Износ сопротивление
Коррозия Стойкость (ВМ)
AW
Нить накала для галогенных ламп (тоньше), Сетки, опоры, нагреватели и коронирующие провода
◎
○
○
△
○
○
△
ТОПОР
Нити накаливания для сверхвысокотемпературных галогенных ламп (более толстые)
◎
◎
◎
△
○
○
△
ЕХ
Вакуумное испарение, Нагреватели для высокотемпературных печей , Печатные провода для принтеров, Опоры, Разгрузочные электроды и Штифты зондов
○
○
◎
△
◎
◎
◎
ДВ
Электроды, электроэрозионная проволока и нити накала для термоэлектронной эмиссии
○
◎
◎
◎
◎
○
△
СЦ (PFW)
Конструкционные материалы и нагреватели для печей
△
△
◎
△
△
○
◎
ЕР
Разрядные электроды, конструкционные материалы, электрод для сварки давлением
○
△
◎
△
◎
◎
△
КТ
Разрядные электроды, конструкционные материалы
○
△
◎
△
◎
◎
△
4СЗ 5СЗ
Электроды, нагреватели
△
△
◎
△
○
◎
○
Стандартные характеристики вольфрамовой проволоки
Чтобы увидеть всю таблицу, прокрутите ее вбок.
Диапазон диаметров (мм)
материал
Представитель спецификации
AW
ТОПОР
КИ ЕХ
4N-W 5N-З
Отделка
Допуск Диаметр
Допуск МГ
Черный
СС
Электролитический
Прямой
до 0,0129
○
±0,005 мм
±4%
от 0,013 до 0,029
○
○
○
±0,005 мм
±3%
от 0,03 до 0,14
○
○
○
○
±0,005 мм
±2%
от 0,15 до 0,39
○
○
○
○
○
○
±0,005 мм
±2%
от 0,40 до 0,49
○
○
○
○
○
○
±0,01 мм
±2%
от 0,50 до 0,59
○
○
○
○
○
○
±0,02 мм
от 0,60 до 0,79
○
○
○
○
○
○
○
±0,03 мм
от 0,80 до 0,99
○
○
○
○
○
±0,03 мм
от 1,0 до 1,2
○
○
○
○
±0,04 мм
от 1,3 до 2,0
±0,04 мм
от 2,1 до 3,2
±0,05 мм
Чистота вольфрамовой проволоки
Тип
Вт %
AW, AX, EX, CY, EP, КТ
99,95 мин.
ДВ
99,20 мин.
4N-W
99,99 мин.
5С-З
99,999 мин.
Вольфрамовая проволока | AMERICAN ELEMENTS®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Название продукта: Вольфрамовая проволока
Номер продукта: Все применимые коды продуктов American Elements, например. W-M-02-W , W-M-03-W , W-M-04-W , W-M-05-W
Номер CAS: 7440-33-7
Соответствующие установленные области применения вещества: Научные исследования и разработки
Сведения о поставщике: American Elements 4 Анхелес, Калифорния
Тел.: +1 310-208-0551 Факс: +1 310-208-0351
Телефон службы экстренной помощи: Внутренний, Северная Америка: +1 800-424-9300 Международный: +1 703-527-3887
РАЗДЕЛ 2.
ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси Классификация в соответствии с Регламентом (ЕС) № 1272 /2008 Вещество не классифицируется как опасное для здоровья или окружающей среды согласно регламенту CLP. Классификация в соответствии с Директивой 67/548/ЕЭС или Директивой 1999/45/ЕС N/A Информация об особых опасностях для человека и окружающей среды: Нет данных Опасности, не классифицированные иначе Нет данных Элементы маркировки Маркировка согласно Регламенту (ЕС) № 1272/2008 N/A Классификация WHMIS Не контролируется Система классификации Рейтинги HMIS (шкала 0–4) (Система идентификации опасных материалов) ЗДОРОВЬЕ ПОЖАР РЕАКТИВНОСТЬ 0 0 0 900 последствия0005 Пятежеспособность = 0 Физическая опасность = 0 Другие опасности Результаты PBT и VPVB Оценка PBT: N/A VPVB: N/A
Раздел 3.
Состав/Информация о инженсах
SUPAITS CAS NO. ./ Название вещества: 7440-33-7 Вольфрам Идентификационный номер(а): Номер ЕС: 231-143-9
РАЗДЕЛ 4. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи Общая информация № требуются специальные меры. При вдыхании: В случае жалоб обратиться за медицинской помощью. При попадании на кожу: Обычно продукт не раздражает кожу. При попадании в глаза: Промыть открытые глаза в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу. При проглатывании: Если симптомы сохраняются, обратитесь к врачу. Информация для врача Наиболее важные симптомы и эффекты, как острые, так и замедленные Данные отсутствуют Указание на необходимость немедленной медицинской помощи и специального лечения Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения Подходящие средства тушения Специальный порошок для пожаров металлов. Не используйте воду. Неподходящие по соображениям безопасности огнетушащие вещества Вода Особые опасности, исходящие от вещества или смеси Если этот продукт вовлечен в пожар, могут выделяться следующие вещества: Пары оксидов металлов Рекомендации для пожарных Защитное оборудование: Никаких специальных мер требуется.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Индивидуальные меры предосторожности, защитное снаряжение и чрезвычайные меры Не требуется. Меры предосторожности по охране окружающей среды: Не допускать попадания материала в окружающую среду без официального разрешения. Не допускайте попадания продукта в канализацию, канализационные системы или другие водотоки. Не допускайте проникновения материала в землю или почву. Методы и материалы для локализации и очистки: Собрать механически Предотвращение вторичных опасностей: Никаких специальных мер не требуется. Ссылка на другие разделы См. Раздел 7 для информации о безопасном обращении См. Раздел 8 для информации о средствах индивидуальной защиты. Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение Меры предосторожности для безопасного обращения Держите контейнер плотно закрытым. Хранить в прохладном, сухом месте в плотно закрытой таре. Сведения о защите от взрывов и пожаров: Никаких специальных мер не требуется. Условия безопасного хранения, включая любые несовместимости Требования, которым должны соответствовать складские помещения и емкости: Особых требований нет. Информация о хранении в одном общем хранилище: Не хранить вместе с кислотами. Дополнительная информация об условиях хранения: Хранить контейнер плотно закрытым. Хранить в прохладном сухом месте в хорошо закрытых контейнерах. Особое конечное использование Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем: Нет дополнительных данных; см. раздел 7. Параметры контроля Компоненты с предельными значениями, требующими контроля на рабочем месте: 7440-33-7 Вольфрам (100,0%) PEL (США) и нерастворимые соединения, такие как We REL (США) Кратковременное значение : 10 мг/м 3 Долговременное значение: 5 мг/м 3 as W TLV (США) Краткосрочное значение: 10 мг/м 3 Долгосрочное значение: 5 мг/м 3 as W EL (Канада) Краткосрочное значение: 10 мг/м 3 Долгосрочное значение: 5 мг/м 3 как W EV (Канада) Краткосрочное значение: 10* 3** мг/м 3 Долгосрочное значение: 5* 1** мг/м 3 (в виде вольфрама; сост.:*вода -инсол.;**водорастворимый Дополнительная информация: Нет данных Контроль воздействия Средства индивидуальной защиты Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами Поддерживать эргономически подходящую рабочую среду. Дыхательное оборудование: Не требуется. Защита рук: Не требуется. Время проницаемости материала перчаток (в минутах) Данные отсутствуют Защита глаз: Защитные очки Защита тела: Защитная рабочая одежда
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах Внешний вид : Форма: твердая в различных формах Цвет: серебристо-серый Запах: данные отсутствуют Порог восприятия запаха: данные отсутствуют. pH: неприменимо Точка плавления/диапазон плавления: 3410 °C (6170 °F) Точка/диапазон кипения: 5900 °C (10652 °F) газ) Нет данных. Температура воспламенения: Данные отсутствуют. Температура разложения: Данные отсутствуют. Самовоспламенение: Данные отсутствуют. Опасность взрыва: Данные отсутствуют. Пределы взрываемости: Нижний: Данные отсутствуют Верхний: Данные отсутствуют Давление пара: неприменимо Плотность при 20 °C (68 °F): 19,3 г/см 3 (161,059 фунта/гал) Объем плотность при 20 °C (68 °F): 4000 кг/м 3 Относительная плотность Данные отсутствуют. Плотность паров Н/Д Скорость испарения Н/Д Растворимость в воде (H 2 O): Нерастворим Коэффициент распределения (н-октанол/вода): Данные отсутствуют. Вязкость: Динамика: Н/Д Кинематика: N/A Другая информация Данные отсутствуют
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность Нет данных Химическая стабильность Стабилен при соблюдении рекомендуемых условий хранения. Термическое разложение / условия, которых следует избегать: Разложение не происходит, если используется и хранится в соответствии со спецификациями. Возможность опасных реакций Опасные реакции неизвестны Условия, которых следует избегать Нет доступных данных Несовместимые материалы: Кислоты Опасные продукты разложения: Пары оксидов металлов
РАЗДЕЛ 11. ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологическом воздействии Острая токсичность: компонентов в этом продукте. Значения LD/LC50, важные для классификации: Нет данных Раздражение или коррозия кожи: Нет раздражающего действия. Раздражение или коррозия глаз: Нет раздражающего действия. Повышение чувствительности: Сенсибилизирующие эффекты неизвестны. Мутагенность зародышевых клеток: Эффекты неизвестны. Канцерогенность: Данные по классификации канцерогенных свойств этого материала от EPA, IARC, NTP, OSHA или ACGIH отсутствуют. Репродуктивная токсичность: Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества. Специфическая токсичность для системы органов-мишеней — повторное воздействие: Неизвестно никаких эффектов. Специфическая системная токсичность для органов-мишеней — однократное воздействие: Эффекты неизвестны. Опасность при вдыхании: Воздействие неизвестно. От подострой до хронической токсичности: Эффекты неизвестны. Дополнительная токсикологическая информация: Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность Водная токсичность: Нет данных Стойкость и способность к разложению Нет данных Биоаккумулятивный потенциал Нет данных Мобильность в почве Нет данных Дополнительная экологическая информация: Не допускать попадания материала в окружающую среду без официальных разрешений. Не допускайте попадания неразбавленного продукта или больших количеств в грунтовые воды, водотоки или канализационные системы. Избегайте попадания в окружающую среду. Результаты оценки PBT и vPvB PBT: Н/Д vPvB: Н/Д Другие побочные эффекты Нет данных
РАЗДЕЛ 13. СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов Рекомендация Для обеспечения надлежащей утилизации см. официальные правила. Неочищенная упаковка: Рекомендация: Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН DOT, ADN, IMDG, IATA N/A Надлежащее отгрузочное наименование ООН DOT, ADN, IMDG, IATA N/A Класс(ы) опасности при транспортировке DOT, ADR, ADN, IMDG, IATA Class N/A Группа упаковки DOT, IMDG, IATA N/A Опасности для окружающей среды: N/A Особые меры предосторожности для пользователя N/A Транспортировка навалом согласно Приложению II к MARPOL73/78 и IBC Code N/A Транспорт/Дополнительная информация: DOT Загрязнитель морской среды (DOT): №
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила техники безопасности, охраны здоровья и окружающей среды/ законодательство, относящееся к данному веществу или смеси Национальные правила Все компоненты этого продукта перечислены в Перечне химических веществ Агентства по охране окружающей среды США. Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL). Раздел 313 SARA (списки конкретных токсичных химических веществ) Вещество не указано. California Proposition 65 Proposition 65 — Химические вещества, вызывающие рак Вещество не указано. Prop 65 — Токсичность развития Вещество не указано. Prop 65 — Токсичность для развития, женщины Вещество не указано. Prop 65 — Токсичность для развития, мужчины Вещество не указано. Информация об ограничении использования: Только для использования технически квалифицированными лицами. Другие правила, ограничения и запретительные положения Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006. Вещество не указано. Условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) в отношении производства, размещения на рынке и использования.


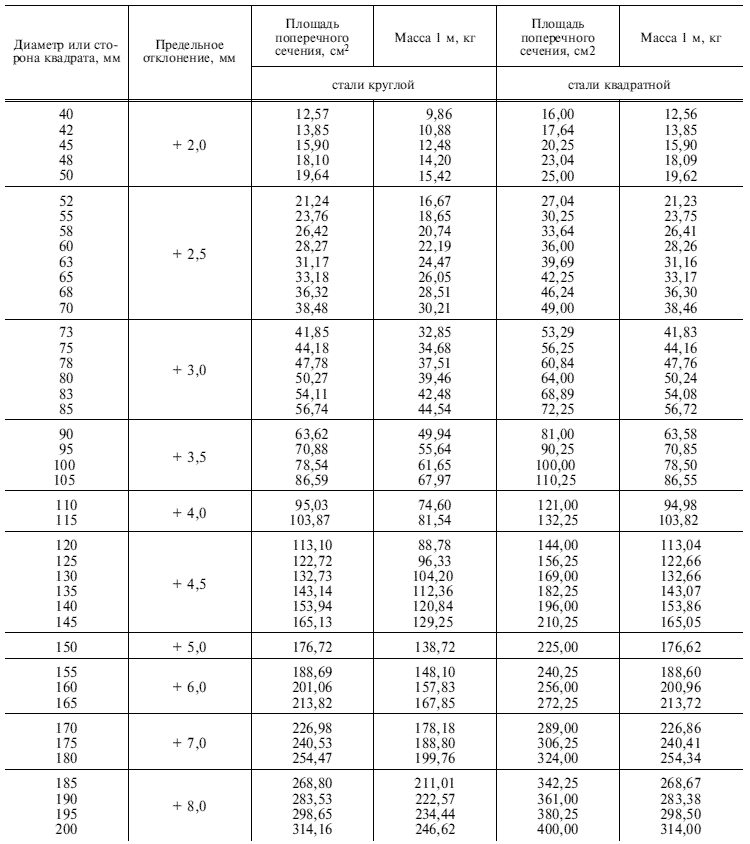
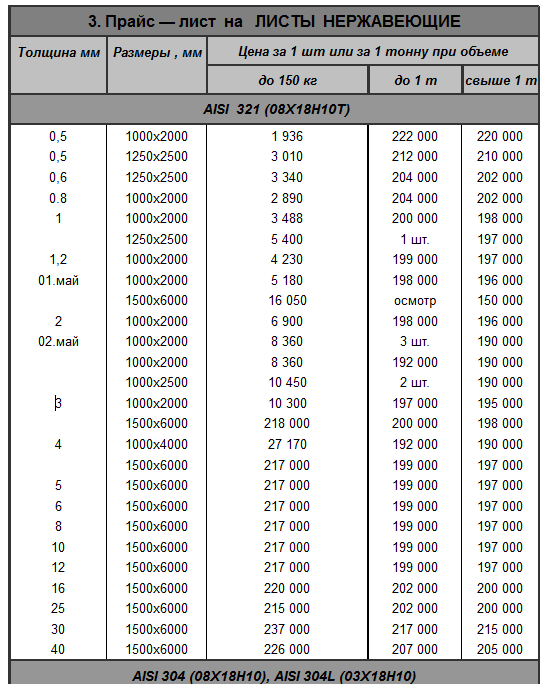 Если на поверхности заметна плена, закат, трещина или рваное место с дефектами, она идет на повторную переработку с устранением всех повреждений. Диаметры и толщина стенок труб должна соответствовать ГОСТ 11068 81.
Если на поверхности заметна плена, закат, трещина или рваное место с дефектами, она идет на повторную переработку с устранением всех повреждений. Диаметры и толщина стенок труб должна соответствовать ГОСТ 11068 81. Используют формулу расчета веса немного проще:
Используют формулу расчета веса немного проще: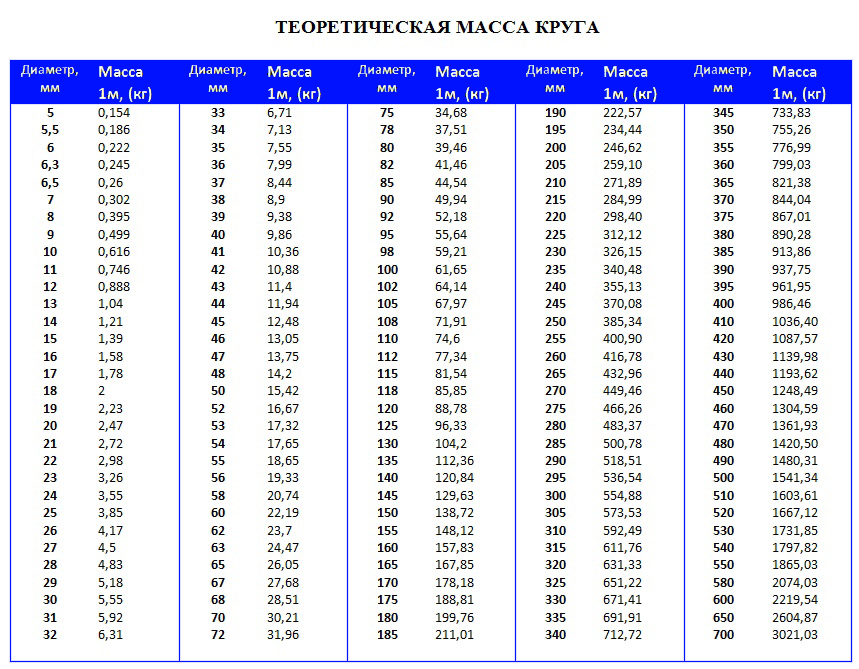
 Сравнительный анализ показывает, что нержавеющий металлопрокат (как и любой другой) обладает весьма впечатляющими 7800 кг на м3 (или 7,8г/мм3). От этого зависит вес, и, косвенно, механические свойства нержавейки. Эту сталь можно описать следующим образом:
Сравнительный анализ показывает, что нержавеющий металлопрокат (как и любой другой) обладает весьма впечатляющими 7800 кг на м3 (или 7,8г/мм3). От этого зависит вес, и, косвенно, механические свойства нержавейки. Эту сталь можно описать следующим образом:


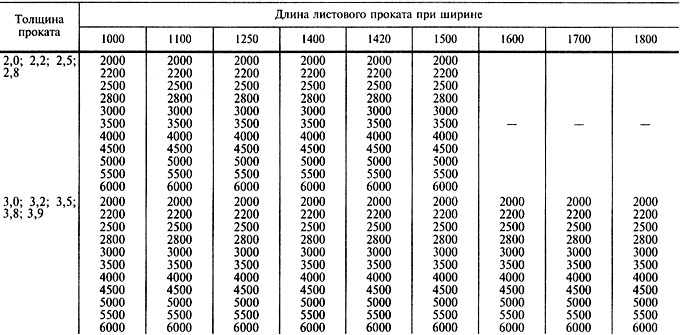
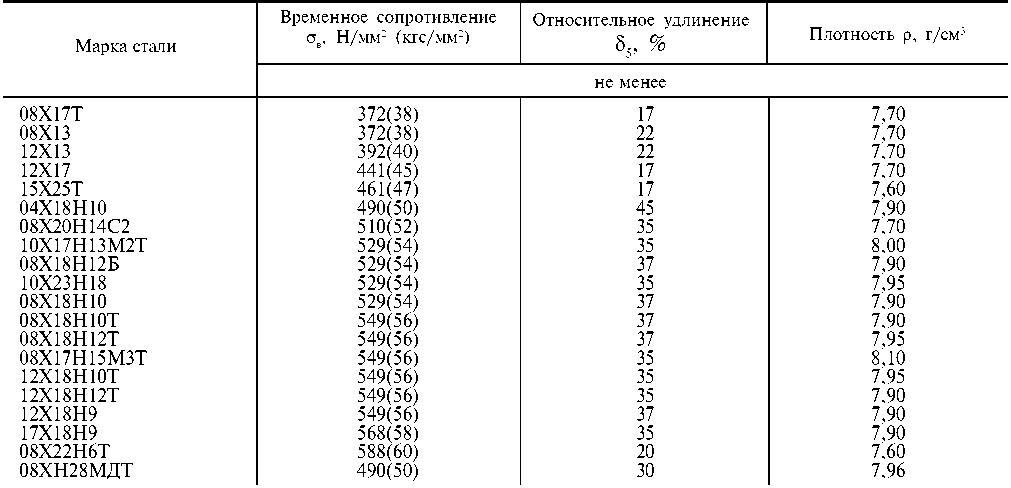 Как плотность объясняет это? И почему мы вообще обсуждаем плотность?
Как плотность объясняет это? И почему мы вообще обсуждаем плотность? В алгебраическом выражении формула выглядит так:
В алгебраическом выражении формула выглядит так: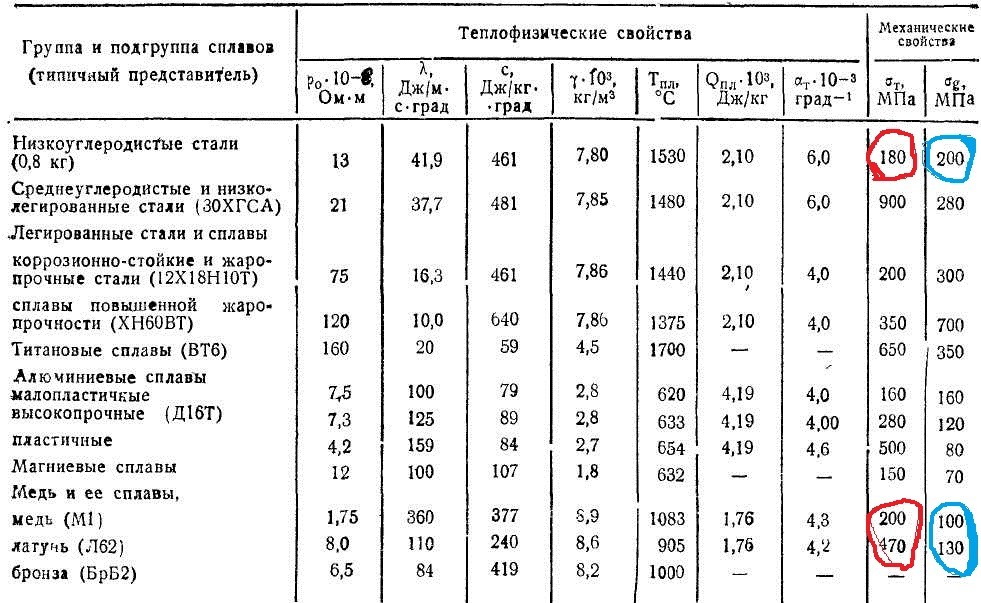 Чтобы рассчитать плотность объекта из нержавеющей стали или перевести плотность из одной единицы измерения в другую, вы можете воспользоваться нашим металлокалькулятором для расчета веса и плотности нержавеющей стали.
Чтобы рассчитать плотность объекта из нержавеющей стали или перевести плотность из одной единицы измерения в другую, вы можете воспользоваться нашим металлокалькулятором для расчета веса и плотности нержавеющей стали. Следовательно, плотность простой стали немного отличается от плотности нержавеющей стали.
Следовательно, плотность простой стали немного отличается от плотности нержавеющей стали. Плотность марки 304 составляет 79.30 кг/м 3 , тогда как плотность марки 316 составляет около 7980 кг/м 3 . Различный химический состав и содержание этих двух сортов определяют разницу в их плотности. Нержавеющая сталь 304 менее плотная, чем 316, но имеет несколько более высокую плотность, чем нержавеющая сталь 430: 7750 г/м 3 .
Плотность марки 304 составляет 79.30 кг/м 3 , тогда как плотность марки 316 составляет около 7980 кг/м 3 . Различный химический состав и содержание этих двух сортов определяют разницу в их плотности. Нержавеющая сталь 304 менее плотная, чем 316, но имеет несколько более высокую плотность, чем нержавеющая сталь 430: 7750 г/м 3 . Вы должны думать как о физических свойствах металла — его температуре плавления, проводимости, так и (да) о его плотности. Вы также должны учитывать его механические свойства, такие как прочность, пластичность и сопротивление.
Вы должны думать как о физических свойствах металла — его температуре плавления, проводимости, так и (да) о его плотности. Вы также должны учитывать его механические свойства, такие как прочность, пластичность и сопротивление.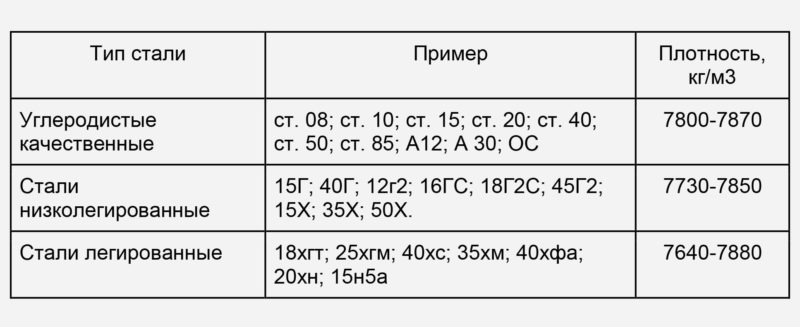 Вот почему хирургическое лезвие может быть микротонким и одновременно очень прочным.
Вот почему хирургическое лезвие может быть микротонким и одновременно очень прочным. Плотность (ρ) равна массе (M) объекта, деленной на объем (V), формула ρ = м/В . Международная единица плотности – кг/см3, кг/дм3, кг/м3.
Плотность (ρ) равна массе (M) объекта, деленной на объем (V), формула ρ = м/В . Международная единица плотности – кг/см3, кг/дм3, кг/м3.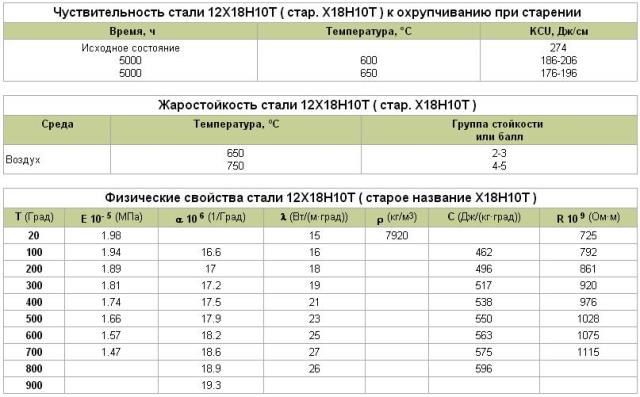

 Ограничителем обратного потока здесь выступает стальной шар, который покрыт защитным слоем.
Ограничителем обратного потока здесь выступает стальной шар, который покрыт защитным слоем. Он устанавливается в горизонтальном и вертикальном положениях. В случае, если положение вертикальное, рабочий поток должен быть направлен только снизу вверх и должно совпадать с указанным на клапане направлением. К трубопроводу шаровой клапан 012F крепится при помощи фланцев.
Он устанавливается в горизонтальном и вертикальном положениях. В случае, если положение вертикальное, рабочий поток должен быть направлен только снизу вверх и должно совпадать с указанным на клапане направлением. К трубопроводу шаровой клапан 012F крепится при помощи фланцев. Внутри в качестве запирающего элемента служит стальной шар, покрытый защитным слоем из EPDM. Рассчитан шаровой клапан на применение при температуре от -25 до +70 градусов (допустимо кратковременное повышение до +110 градусов) и на давление до 16 бар. Производят фланцевые шаровые клапана диаметрами Dn40-Dn500. Данный клапан имеет фланцевое соединение и может устанавливаться как в горизонтальном, так и в вертикальном положении.
Внутри в качестве запирающего элемента служит стальной шар, покрытый защитным слоем из EPDM. Рассчитан шаровой клапан на применение при температуре от -25 до +70 градусов (допустимо кратковременное повышение до +110 градусов) и на давление до 16 бар. Производят фланцевые шаровые клапана диаметрами Dn40-Dn500. Данный клапан имеет фланцевое соединение и может устанавливаться как в горизонтальном, так и в вертикальном положении. 3
3 Так же всю интересущую информацию о технических характеристиках, стоимости и наличию клапанов вы можете получить у наших специалистов по телефону 8 (812) 600-33-09 или
Так же всю интересущую информацию о технических характеристиках, стоимости и наличию клапанов вы можете получить у наших специалистов по телефону 8 (812) 600-33-09 или
 Стандартный мяч имеет металлический сердечник с покрытием из резины NBR, а жесткость резины оптимизирована для предотвращения застревания мяча в седле. Шарики из полиуретана подходят для абразивных сред, а также в случаях, когда требуется разный вес шариков для предотвращения шума и гидравлического удара. Полный и гладкий канал обеспечивает полный поток с низкой потерей давления и устраняет риск отложений на дне, которые могут препятствовать плотному закрытию.
Стандартный мяч имеет металлический сердечник с покрытием из резины NBR, а жесткость резины оптимизирована для предотвращения застревания мяча в седле. Шарики из полиуретана подходят для абразивных сред, а также в случаях, когда требуется разный вес шариков для предотвращения шума и гидравлического удара. Полный и гладкий канал обеспечивает полный поток с низкой потерей давления и устраняет риск отложений на дне, которые могут препятствовать плотному закрытию. резина Shore 60 на мяче или используйте металлический сердечник в мяче
резина Shore 60 на мяче или используйте металлический сердечник в мяче Давление поднимает клапан в корпусе клапана конической формы, позволяя потоку течь в заданном направлении и используя силу тяжести, чтобы закрыть клапан, когда давление потока уменьшается. TVI предлагает нашим клиентам шаровые обратные клапаны двух различных категорий.
Давление поднимает клапан в корпусе клапана конической формы, позволяя потоку течь в заданном направлении и используя силу тяжести, чтобы закрыть клапан, когда давление потока уменьшается. TVI предлагает нашим клиентам шаровые обратные клапаны двух различных категорий.
 Общие области применения поворотных обратных клапанов включают предотвращение обратного потока насоса, впускные и выпускные отверстия резервуаров, смягчение гидравлического удара, одностороннее смешивание, выравнивание давления и технологические впуски.
Общие области применения поворотных обратных клапанов включают предотвращение обратного потока насоса, впускные и выпускные отверстия резервуаров, смягчение гидравлического удара, одностороннее смешивание, выравнивание давления и технологические впуски.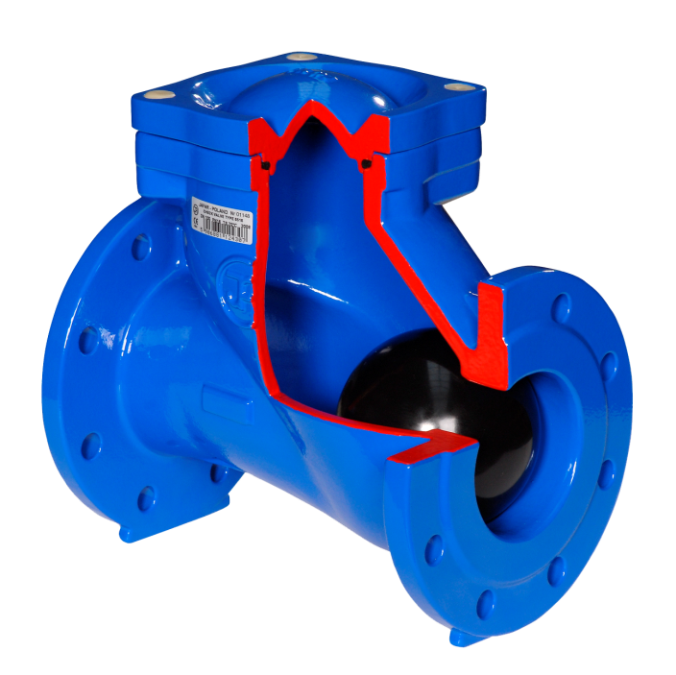
 youtube.com/embed/dKfu29OZnwo» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/dKfu29OZnwo» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
 Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;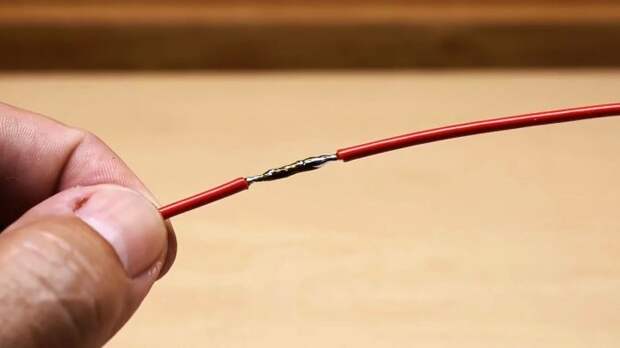 д.).
д.). Он состоит из:
Он состоит из: com/embed/RCXV8lrZf7A» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/RCXV8lrZf7A» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Люблю живо писать о собственном опыте.
Люблю живо писать о собственном опыте. Кроме того, пайка не деформирует материал из-за перегрева.
Кроме того, пайка не деформирует материал из-за перегрева.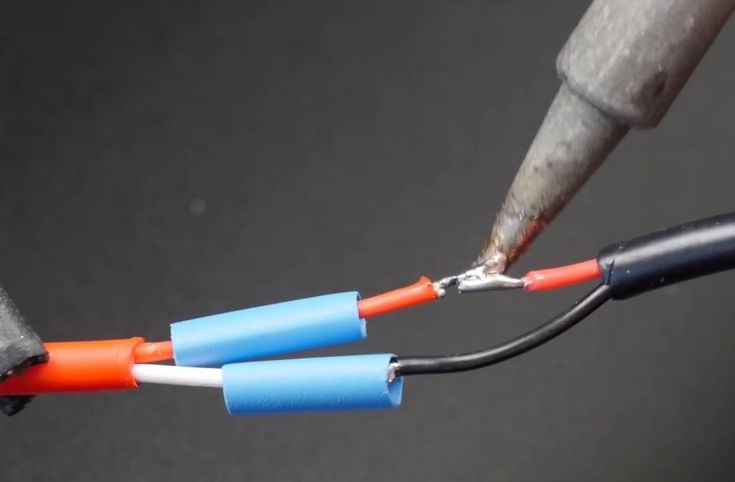 Главное как припаять алюминий .
Главное как припаять алюминий .
 Также в их состав могут входить:
Также в их состав могут входить: Оксидная пленка восстановится практически сразу – это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Оксидная пленка восстановится практически сразу – это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.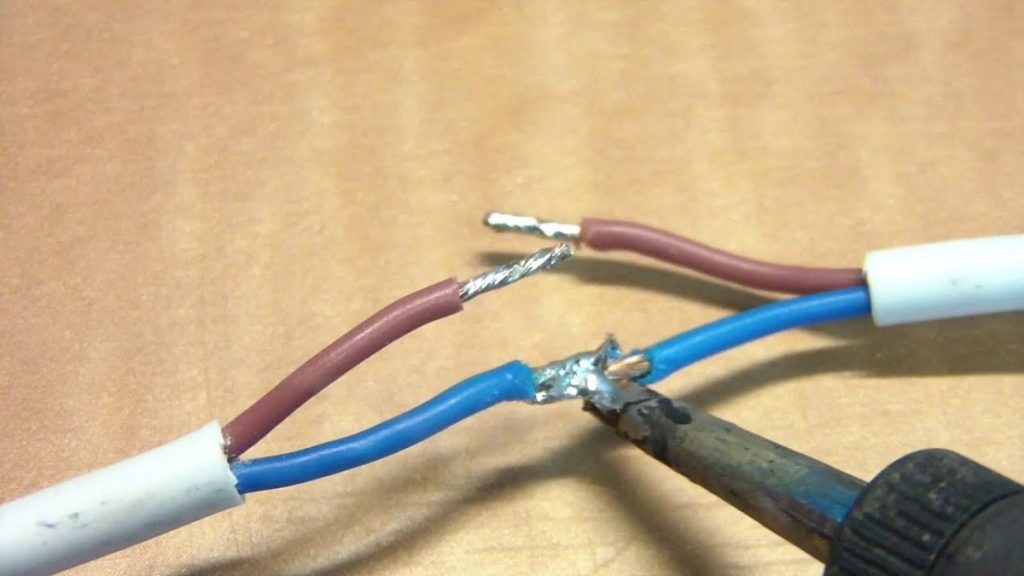 Главное, не допускать перегрева металлов. При нагреве любых алюминиевых деталей лучше держать плоскогубцами, а не голыми руками;
Главное, не допускать перегрева металлов. При нагреве любых алюминиевых деталей лучше держать плоскогубцами, а не голыми руками;




 Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться.
Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться. Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения.
Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения. Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
 , 02.08.2020
, 02.08.2020
 Нет ручки для переноски изделия.
Нет ручки для переноски изделия.
 12.2019
12.2019
 12.2019
12.2019
 Весит мало. Пробовал варить электродом 5 мм и в принципе получилось. Шов был хорошим. По ходу реальные данные сварочного тока.
Весит мало. Пробовал варить электродом 5 мм и в принципе получилось. Шов был хорошим. По ходу реальные данные сварочного тока.
 мелкий ремонт)
мелкий ремонт)

 8+1.2
8+1.2

 15
15
 83
83 с припуском под доводку (поле допуска:+0.026/+0.019)
с припуском под доводку (поле допуска:+0.026/+0.019) 25
25 30
30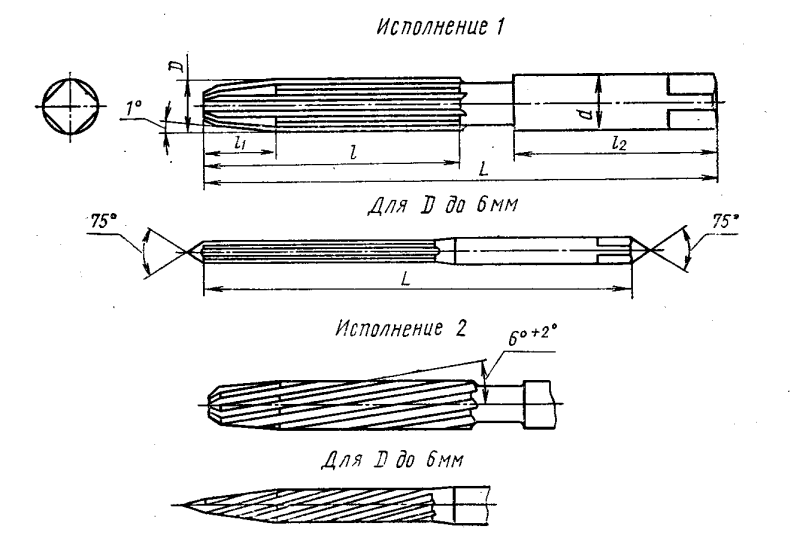 05
05 45
45 18
18 Поскольку точность развертки намного выше, чем у сверл, это позволяет добиться чистой поверхности 7-го или 8-го класса с точностью 2-3. Инструментом обрабатывают поверхности несколько раз, пока не получат требуемую гладкость и четкость.
Поскольку точность развертки намного выше, чем у сверл, это позволяет добиться чистой поверхности 7-го или 8-го класса с точностью 2-3. Инструментом обрабатывают поверхности несколько раз, пока не получат требуемую гладкость и четкость.

 Плохие могут занять столько же или больше времени, чтобы получить сок из кусочка фрукта, как ваши голые руки, и они такие же грязные. Мы протестировали целую кучу соковыжималок для цитрусовых с самым высоким рейтингом. Спустя много часов, несколько сотен фруктов, несколько галлонов сока и два усталых запястья мы остановились на наших любимых моделях.
Плохие могут занять столько же или больше времени, чтобы получить сок из кусочка фрукта, как ваши голые руки, и они такие же грязные. Мы протестировали целую кучу соковыжималок для цитрусовых с самым высоким рейтингом. Спустя много часов, несколько сотен фруктов, несколько галлонов сока и два усталых запястья мы остановились на наших любимых моделях.

 Это граничит с новинкой, но это также достаточно распространено, и мы подумали, что по крайней мере посмотрим, как это будет сравниваться.
Это граничит с новинкой, но это также достаточно распространено, и мы подумали, что по крайней мере посмотрим, как это будет сравниваться. Мы также сжали по 10 штук каждого цитруса (разрезанного пополам) голыми руками, чтобы обеспечить основу для сравнения. Всего 300 кусочков фруктов, и около полутора дней потрачено на приготовление сока.
Мы также сжали по 10 штук каждого цитруса (разрезанного пополам) голыми руками, чтобы обеспечить основу для сравнения. Всего 300 кусочков фруктов, и около полутора дней потрачено на приготовление сока. Тем не менее, выход сока будет зависеть от конкретных фруктов, которые вы используете, и сезона.
Тем не менее, выход сока будет зависеть от конкретных фруктов, которые вы используете, и сезона. Чтобы свести на нет последствия утомления вкуса, мы давали соки каждому дегустатору в разном порядке.
Чтобы свести на нет последствия утомления вкуса, мы давали соки каждому дегустатору в разном порядке. Соковыжималки хороши тем, что они могут выжать сок из половинки цитруса одним быстрым движением — без перетирания взад-вперед, без сока на руках — плюс они извлекают больше цитрусового масла из кожуры, чтобы получить более ароматный сок.
Соковыжималки хороши тем, что они могут выжать сок из половинки цитруса одним быстрым движением — без перетирания взад-вперед, без сока на руках — плюс они извлекают больше цитрусового масла из кожуры, чтобы получить более ароматный сок. ) С жестким лаймом или лимоном с толстой кожурой, это может потребовать много сил. Но механизм зубчатого шарнира соковыжималки Chef’n дает вам больше рычагов, чем простые шарниры на стандартных соковыжималках. В результате Chef’n чувствует себя заметно более гладким и легче сжимается. Грубые, прочные нейлоновые ручки также удобны и не скользят.
) С жестким лаймом или лимоном с толстой кожурой, это может потребовать много сил. Но механизм зубчатого шарнира соковыжималки Chef’n дает вам больше рычагов, чем простые шарниры на стандартных соковыжималках. В результате Chef’n чувствует себя заметно более гладким и легче сжимается. Грубые, прочные нейлоновые ручки также удобны и не скользят. Но, судя по тому, что мы измерили, выход был в основном таким же, как и у соковыжималок с разверткой, по крайней мере, после процеживания. Соковыжималка Chef’n дала 38% лаймов и апельсинов по весу и 32% лимонов.
Но, судя по тому, что мы измерили, выход был в основном таким же, как и у соковыжималок с разверткой, по крайней мере, после процеживания. Соковыжималка Chef’n дала 38% лаймов и апельсинов по весу и 32% лимонов. Чтобы вообще поместить в них апельсин, нам пришлось разрезать его на восьмые части, а процесс выдавливания каждого по отдельности был даже медленнее, чем выдавливание вручную — в среднем мы занимали от 30 до 2 минут на каждый фрукт. три соковыжималки, которые мы тестировали. Соковыжималка большего размера должна работать достаточно хорошо для более мелких фруктов, поэтому это лучший универсальный выбор, но просто имейте в виду, что большая соковыжималка Chef’n стоит более 30 долларов.
Чтобы вообще поместить в них апельсин, нам пришлось разрезать его на восьмые части, а процесс выдавливания каждого по отдельности был даже медленнее, чем выдавливание вручную — в среднем мы занимали от 30 до 2 минут на каждый фрукт. три соковыжималки, которые мы тестировали. Соковыжималка большего размера должна работать достаточно хорошо для более мелких фруктов, поэтому это лучший универсальный выбор, но просто имейте в виду, что большая соковыжималка Chef’n стоит более 30 долларов. Он также не имеет движущихся частей, которые можно сломать, и дополнительных частей, которые нужно чистить. И развертка может быть весьма эффективной: деревянная развертка OXO, которую мы тестировали, давала в соке не менее трети веса каждого фрукта.
Он также не имеет движущихся частей, которые можно сломать, и дополнительных частей, которые нужно чистить. И развертка может быть весьма эффективной: деревянная развертка OXO, которую мы тестировали, давала в соке не менее трети веса каждого фрукта. Так что, если вам нужна ручная развертка, но вы планируете использовать ее чаще, чем время от времени, заплатите немного больше за версию из металла или твердого пластика, которая прослужит гораздо дольше. Ищите тот, у которого есть какая-то ручка на ручке, с каплевидным телом и хорошими, глубокими выступами, чтобы выжать весь этот сок.
Так что, если вам нужна ручная развертка, но вы планируете использовать ее чаще, чем время от времени, заплатите немного больше за версию из металла или твердого пластика, которая прослужит гораздо дольше. Ищите тот, у которого есть какая-то ручка на ручке, с каплевидным телом и хорошими, глубокими выступами, чтобы выжать весь этот сок. Модель, которую мы тестировали, больше не имеется в наличии и, по-видимому, снята с производства. Мы планируем обновить это тестирование, но на данный момент ссылка выше указывает на модель с аналогичным дизайном (и ценой), также от OXO.
Модель, которую мы тестировали, больше не имеется в наличии и, по-видимому, снята с производства. Мы планируем обновить это тестирование, но на данный момент ссылка выше указывает на модель с аналогичным дизайном (и ценой), также от OXO. 
 Недостатком было то, что, поскольку развертка отделена от наклонной внутрь крышки, часть мякоти имела тенденцию падать с краев развертки в сок, но ничего такого, что не могло бы исправить быстрое выливание через ситечко.
Недостатком было то, что, поскольку развертка отделена от наклонной внутрь крышки, часть мякоти имела тенденцию падать с краев развертки в сок, но ничего такого, что не могло бы исправить быстрое выливание через ситечко. Он также идеально подходит для круглого пластикового контейнера на пинту или кварту, но, к сожалению, не более того. Например, вы не можете использовать его для приготовления сока прямо в стакан или шейкер для коктейлей, чего вы хотели бы от любой соковыжималки, которая поставляется без собственной чашки.
Он также идеально подходит для круглого пластикового контейнера на пинту или кварту, но, к сожалению, не более того. Например, вы не можете использовать его для приготовления сока прямо в стакан или шейкер для коктейлей, чего вы хотели бы от любой соковыжималки, которая поставляется без собственной чашки. Это из-за горького вкуса белой мякоти или сердцевины цитрусовых. Соковыжималки для цитрусовых специально разработаны для извлечения сока только из мякоти, оставляя кожуру и сердцевину. Однако соковыжималка нарежет или раздавит целые фрукты или овощи и процедит мякоть и сок.
Это из-за горького вкуса белой мякоти или сердцевины цитрусовых. Соковыжималки для цитрусовых специально разработаны для извлечения сока только из мякоти, оставляя кожуру и сердцевину. Однако соковыжималка нарежет или раздавит целые фрукты или овощи и процедит мякоть и сок. Если вы любите свежевыжатый апельсиновый сок каждое утро, электрическая соковыжималка для цитрусовых сэкономит вам массу времени и энергии. С другой стороны, если вы изредка выжимаете сок из лимона или лайма, ручные соковыжималки для цитрусовых намного дешевле и их проще хранить.
Если вы любите свежевыжатый апельсиновый сок каждое утро, электрическая соковыжималка для цитрусовых сэкономит вам массу времени и энергии. С другой стороны, если вы изредка выжимаете сок из лимона или лайма, ручные соковыжималки для цитрусовых намного дешевле и их проще хранить. Кроме того, предоставляются полные финансовые данные (188 позиций: исторический и прогнозный баланс, финансовая маржа и коэффициенты), а также отраслевые данные (59 позиций).предметы) для Мексики.
Кроме того, предоставляются полные финансовые данные (188 позиций: исторический и прогнозный баланс, финансовая маржа и коэффициенты), а также отраслевые данные (59 позиций).предметы) для Мексики. Микродрели
Микродрели  Текущие активы, общие текущие активы, общие активы, кредиторы, краткосрочные кредиты, разное. Текущие обязательства, общие текущие обязательства, чистые активы / задействованный капитал, фонды акционеров, долгосрочные кредиты, разное. Долгосрочные обязательства, рабочие, отработанные часы, общее количество сотрудников, стоимость сырья, стоимость готовых материалов, стоимость топлива, стоимость электроэнергии, общие затраты на входные материалы / материалы + затраты на энергию, расходы на заработную плату, заработная плата, вознаграждения директоров, вознаграждения работникам, комиссионные работникам, всего Вознаграждение сотрудников, субподрядчики, аренда и лизинг: сооружения, аренда и лизинг: P + E, общие расходы на аренду и лизинг, техническое обслуживание: строения, техническое обслуживание: P + E, расходы на связь, разное. Расходы, Переменные затраты на торговый персонал, Расходы на продажу + затраты, Затраты на материалы для продажи, Общие затраты на продажу, Фиксированные и переменные затраты на распространение, Постоянные затраты на помещения, Переменные затраты на помещения, Фиксированные + переменные затраты на физическую обработку, Фиксированные + переменные затраты на физический процесс, Общее распределение Затраты, Затраты на переписку, Затраты на рекламу в СМИ, Затраты на рекламные материалы, Затраты на POS и показ, Затраты на мероприятия, Общие затраты на рекламу, Затраты на обработку продукта, Затраты на поддержку продукта, Затраты на обслуживание продукта, Затраты на решение проблем клиентов, Общие послепродажные расходы, Общий маркетинг Затраты, расходы на новые технологии, расходы на новые производственные технологии, общие расходы на исследования и разработки, общие операционные и технологические затраты, дебиторы + согласованные условия, безнадежные долги.
Текущие активы, общие текущие активы, общие активы, кредиторы, краткосрочные кредиты, разное. Текущие обязательства, общие текущие обязательства, чистые активы / задействованный капитал, фонды акционеров, долгосрочные кредиты, разное. Долгосрочные обязательства, рабочие, отработанные часы, общее количество сотрудников, стоимость сырья, стоимость готовых материалов, стоимость топлива, стоимость электроэнергии, общие затраты на входные материалы / материалы + затраты на энергию, расходы на заработную плату, заработная плата, вознаграждения директоров, вознаграждения работникам, комиссионные работникам, всего Вознаграждение сотрудников, субподрядчики, аренда и лизинг: сооружения, аренда и лизинг: P + E, общие расходы на аренду и лизинг, техническое обслуживание: строения, техническое обслуживание: P + E, расходы на связь, разное. Расходы, Переменные затраты на торговый персонал, Расходы на продажу + затраты, Затраты на материалы для продажи, Общие затраты на продажу, Фиксированные и переменные затраты на распространение, Постоянные затраты на помещения, Переменные затраты на помещения, Фиксированные + переменные затраты на физическую обработку, Фиксированные + переменные затраты на физический процесс, Общее распределение Затраты, Затраты на переписку, Затраты на рекламу в СМИ, Затраты на рекламные материалы, Затраты на POS и показ, Затраты на мероприятия, Общие затраты на рекламу, Затраты на обработку продукта, Затраты на поддержку продукта, Затраты на обслуживание продукта, Затраты на решение проблем клиентов, Общие послепродажные расходы, Общий маркетинг Затраты, расходы на новые технологии, расходы на новые производственные технологии, общие расходы на исследования и разработки, общие операционные и технологические затраты, дебиторы + согласованные условия, безнадежные долги.

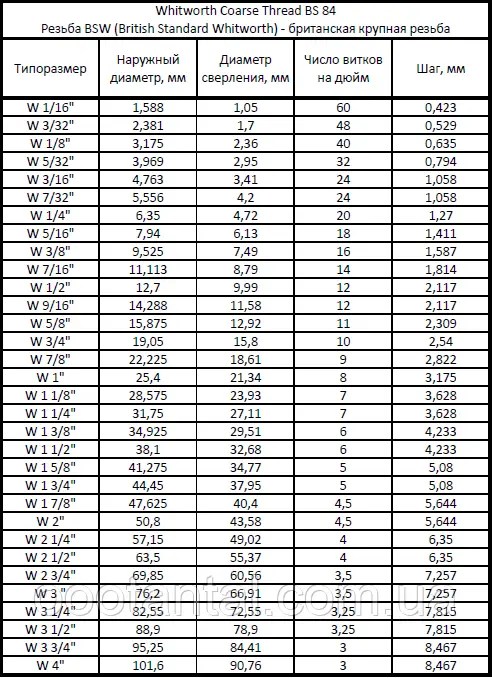
 Данный вид резьбового соединения имеет следующие особенности:
Данный вид резьбового соединения имеет следующие особенности: При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:

 Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.

 Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
 441
441 309
309 854
854 058
058 875
875 350
350 33 мм, мы подробнее рассмотрим в этой статье. Кроме того, вы найдете сравнительную таблицу трубной резьбы.
33 мм, мы подробнее рассмотрим в этой статье. Кроме того, вы найдете сравнительную таблицу трубной резьбы.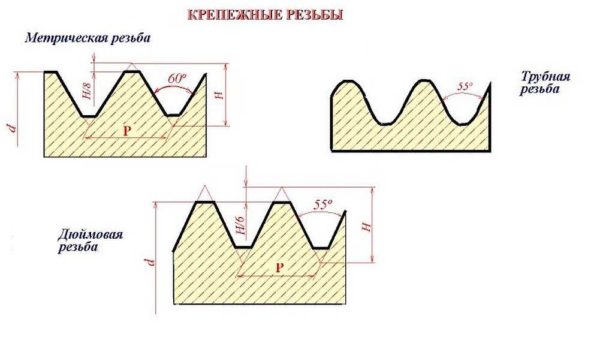
 NPT имеет угол наклона 60 градусов. Принимая во внимание, что BSP имеет угол фланга 55 градусов.
NPT имеет угол наклона 60 градусов. Принимая во внимание, что BSP имеет угол фланга 55 градусов. com»>
com»>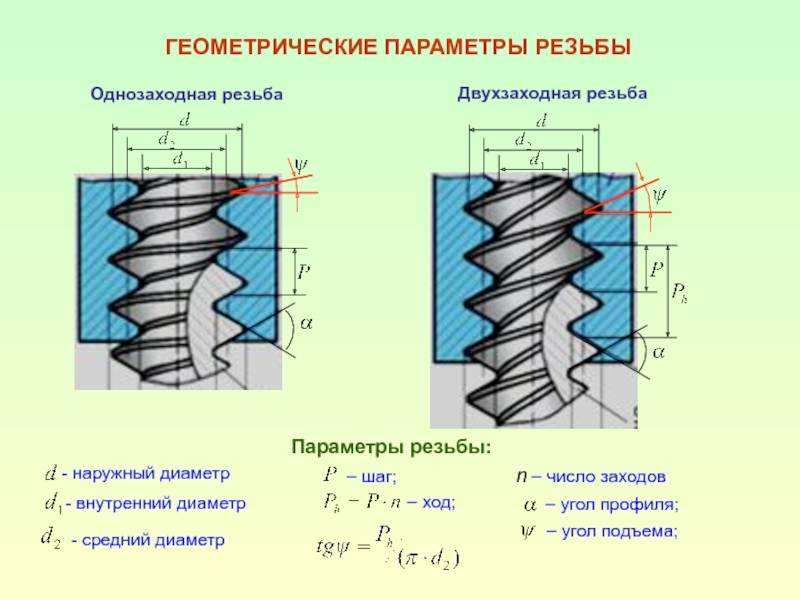 1 и SAE J476.
1 и SAE J476.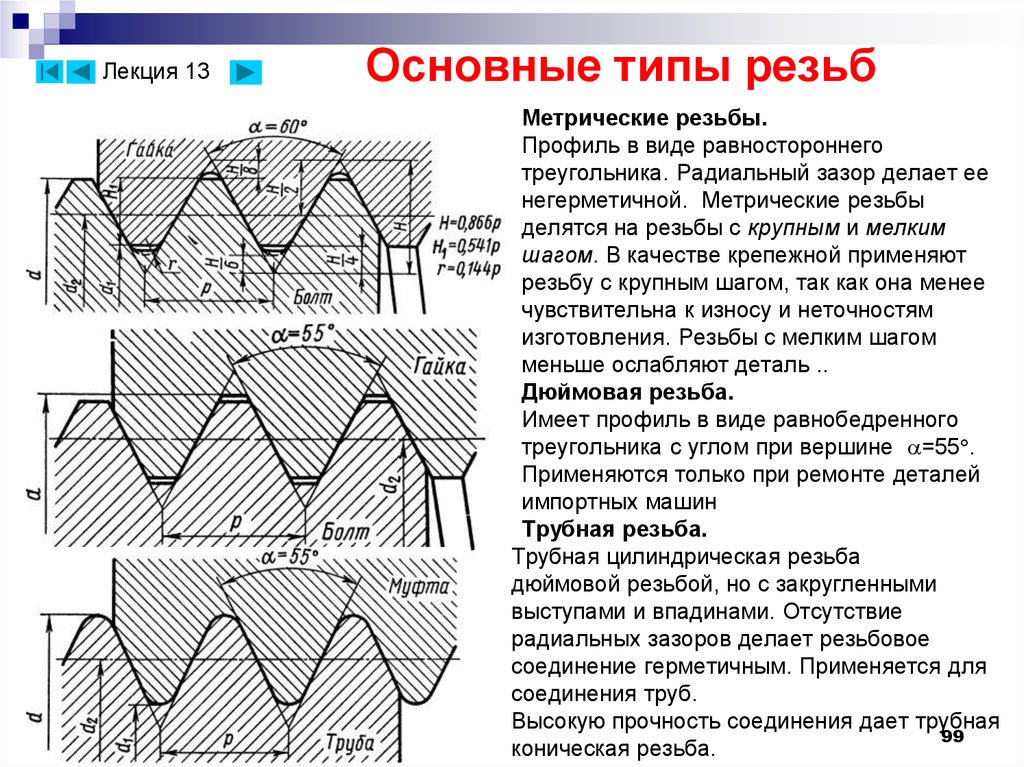 Из-за конусности трубная резьба может ввинчиваться в фитинг только на определенное расстояние, прежде чем она заклинит.
Из-за конусности трубная резьба может ввинчиваться в фитинг только на определенное расстояние, прежде чем она заклинит.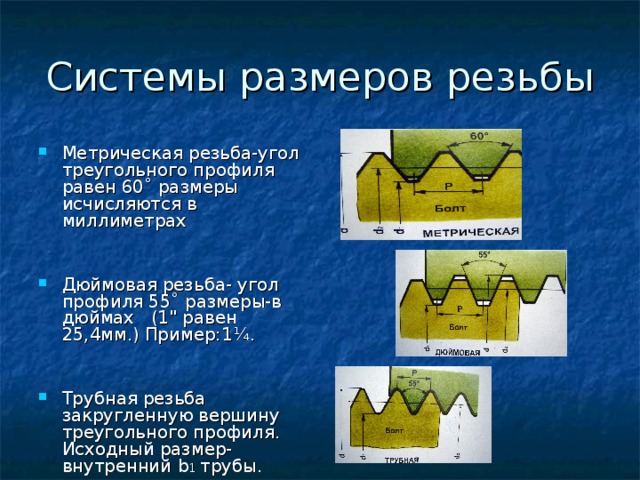
 В области, где встречаются вершина и основание резьбы, может образовываться спиральный путь утечки, который не устранит никакое затягивание. Герметичное соединение достигается за счет сжатия резьбы в результате затяжки. Это сжатие и уплотнение происходит в первые несколько витков внутренней резьбы. Когда происходит выкручивание, материал как наружной, так и внутренней резьбы деформируется друг в друга. Это обеспечивает полный контакт резьбы, что сводит к минимуму спиральные утечки.
В области, где встречаются вершина и основание резьбы, может образовываться спиральный путь утечки, который не устранит никакое затягивание. Герметичное соединение достигается за счет сжатия резьбы в результате затяжки. Это сжатие и уплотнение происходит в первые несколько витков внутренней резьбы. Когда происходит выкручивание, материал как наружной, так и внутренней резьбы деформируется друг в друга. Это обеспечивает полный контакт резьбы, что сводит к минимуму спиральные утечки. Наиболее распространенным герметиком является тефлоновая лента, намотанная на 2–3 витка вокруг наружной резьбы перед сборкой. Герметики на основе жидкого тефлона также успешно используются для обеспечения герметичности. Всегда важно соблюдать осторожность при нанесении герметиков, чтобы избежать попадания материала герметика в канал системы.
Наиболее распространенным герметиком является тефлоновая лента, намотанная на 2–3 витка вокруг наружной резьбы перед сборкой. Герметики на основе жидкого тефлона также успешно используются для обеспечения герметичности. Всегда важно соблюдать осторожность при нанесении герметиков, чтобы избежать попадания материала герметика в канал системы. Это дает большему количеству резьбы возможность герметизации от спиральной утечки. Контроль гребня и корня по-прежнему отсутствует, но с герметиком для резьбы было бы легче выполнить герметичное соединение. Ряд вариантов резьбы NPT был введен для решения проблемы спиральной утечки и известен как резьба Dryseal (см. стандарт SAE J476).
Это дает большему количеству резьбы возможность герметизации от спиральной утечки. Контроль гребня и корня по-прежнему отсутствует, но с герметиком для резьбы было бы легче выполнить герметичное соединение. Ряд вариантов резьбы NPT был введен для решения проблемы спиральной утечки и известен как резьба Dryseal (см. стандарт SAE J476).
 Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 114х6 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.
Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 114х6 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей. Производят горячедеформированные бесшовные трубы горячекатанным методом путем проката на специализированных катках, на которые поступает разогретая стальная заготовка. Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 114 х 6 мм немерной длинны — это обусловлено технологией производства.
Производят горячедеформированные бесшовные трубы горячекатанным методом путем проката на специализированных катках, на которые поступает разогретая стальная заготовка. Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 114 х 6 мм немерной длинны — это обусловлено технологией производства.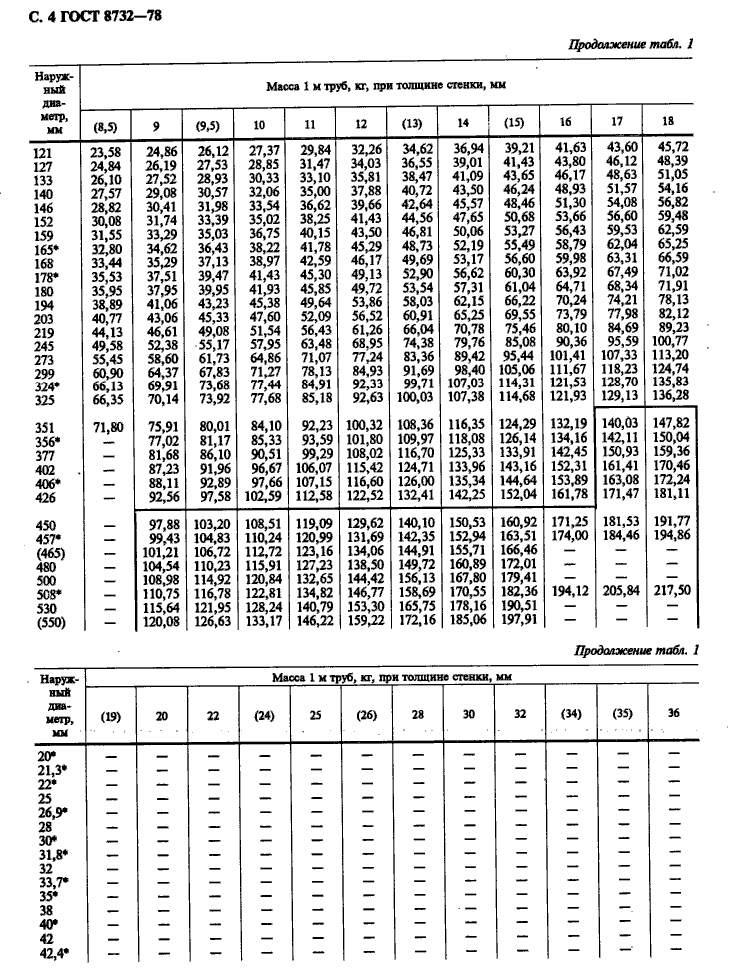 20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.
20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.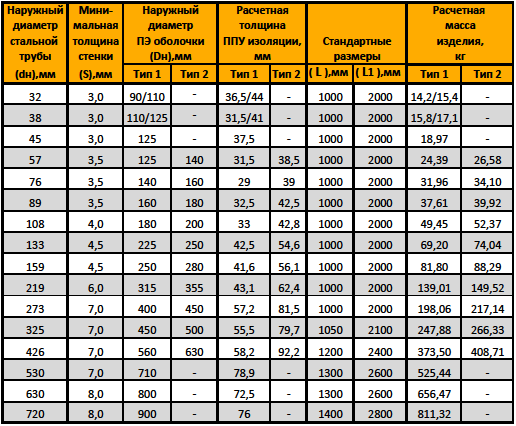 Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 114х6 ст.20 приятно удивит.
Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 114х6 ст.20 приятно удивит. Скидка на доставку стальной трубы б/ш 114*6 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.
Скидка на доставку стальной трубы б/ш 114*6 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.

 Минск, ул. Руссиянова 3/1, комната 518В
Минск, ул. Руссиянова 3/1, комната 518В Изделие производится путем горячего деформирования на специальных станах. Материалом для ее производства служит легированная или углеродистая сталь различных марок. Диаметр готового изделия обычно составляет от 20 до 550 мм. Его длина варьируется от 4 до 11,7 метров и зависит от толщины и диаметра стенок. Главными отличиями трубы данного типа являются надежность, сверхвысокая прочность, устойчивость к окружающим воздействиям. Благодаря данным свойствам продукция активно используется в строительной области, машиностроении, нефтяной, химической и иных отраслях промышленности. Их применяют при сооружении разнообразных заборов и ограждений, временных лесов, систем ирригации, для обеспечения безопасности электрических кабелей. Также продукция может быть использована в местах эксплуатации с высоким давлением: при подаче газа, топлива, нефти и нефтехимических продуктов, для поиска новых и эксплуатации существующих месторождений нефти. Кроме того, она применяется в котлах, печах, ядерном оборудовании, для изготовления конструкций из стали, механизмов, агрегатов, деталей и мебельных элементов.
Изделие производится путем горячего деформирования на специальных станах. Материалом для ее производства служит легированная или углеродистая сталь различных марок. Диаметр готового изделия обычно составляет от 20 до 550 мм. Его длина варьируется от 4 до 11,7 метров и зависит от толщины и диаметра стенок. Главными отличиями трубы данного типа являются надежность, сверхвысокая прочность, устойчивость к окружающим воздействиям. Благодаря данным свойствам продукция активно используется в строительной области, машиностроении, нефтяной, химической и иных отраслях промышленности. Их применяют при сооружении разнообразных заборов и ограждений, временных лесов, систем ирригации, для обеспечения безопасности электрических кабелей. Также продукция может быть использована в местах эксплуатации с высоким давлением: при подаче газа, топлива, нефти и нефтехимических продуктов, для поиска новых и эксплуатации существующих месторождений нефти. Кроме того, она применяется в котлах, печах, ядерном оборудовании, для изготовления конструкций из стали, механизмов, агрегатов, деталей и мебельных элементов.
 by: создание сайтов в Минске
by: создание сайтов в Минске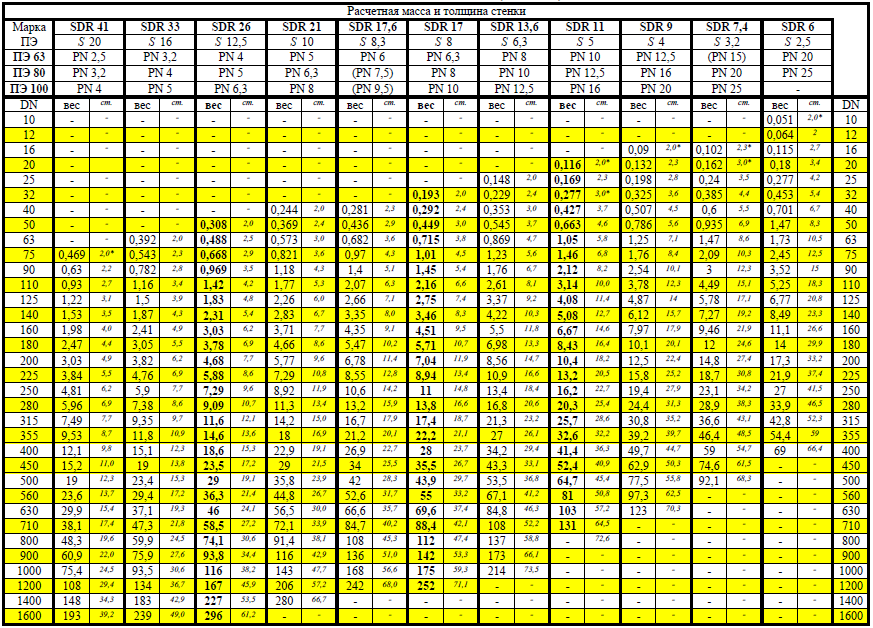
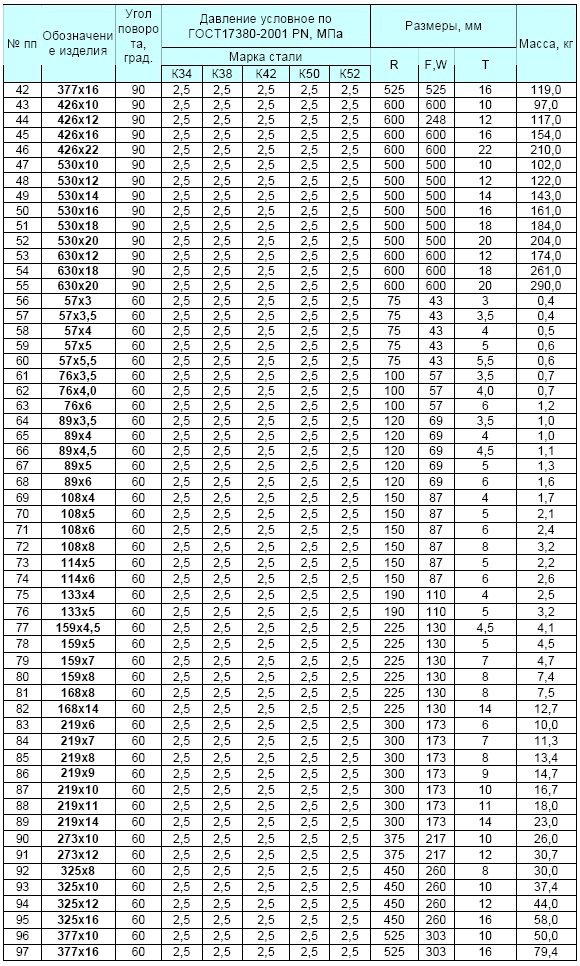
 10М
10М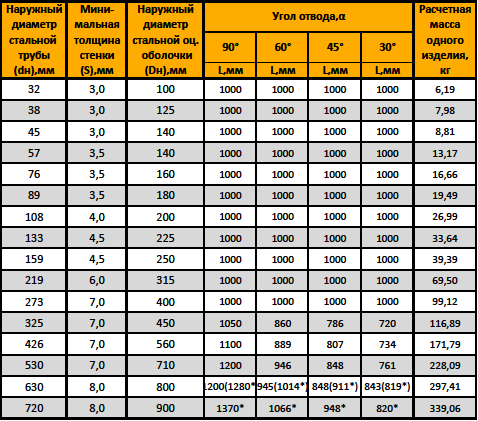 01
01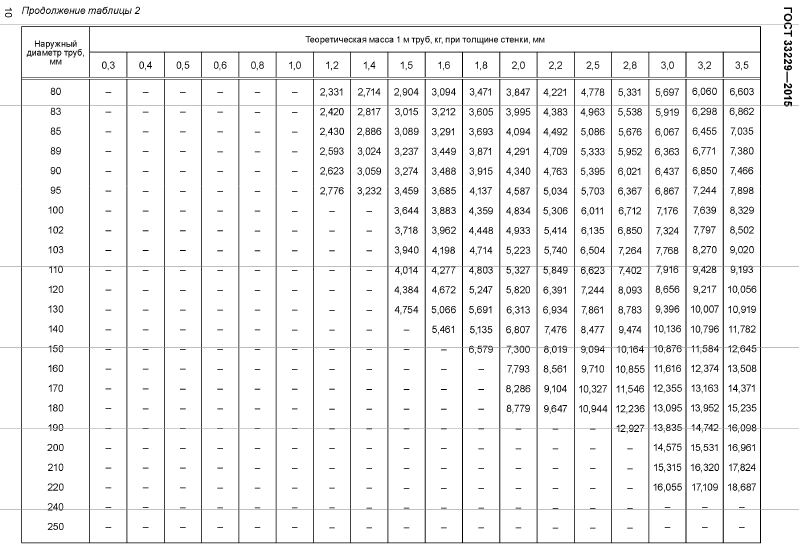 9:2003
9:2003 9:2003
9:2003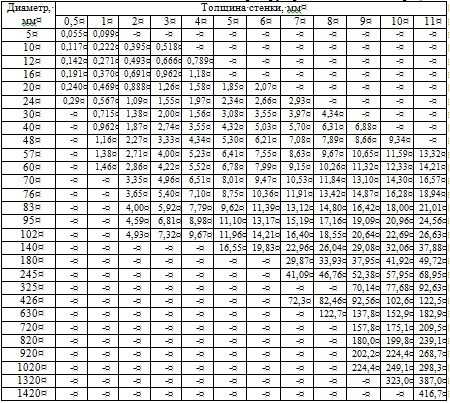 20
20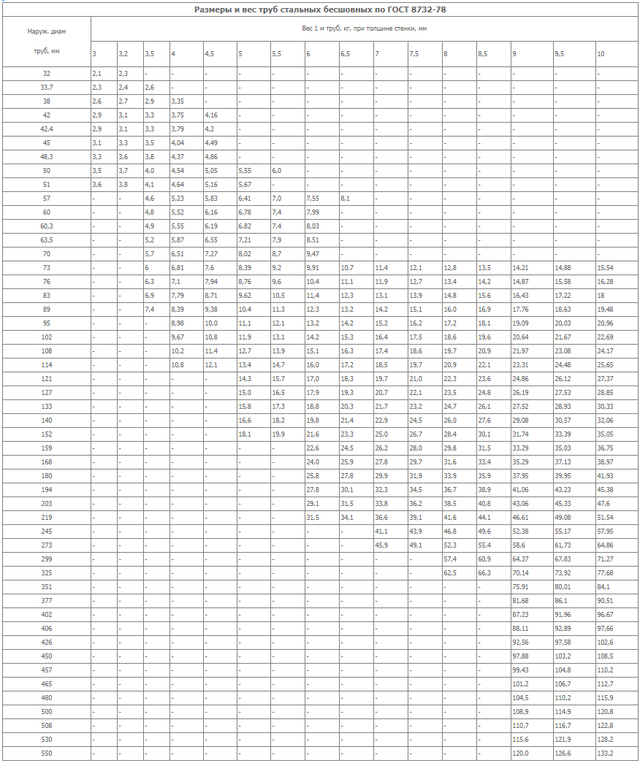
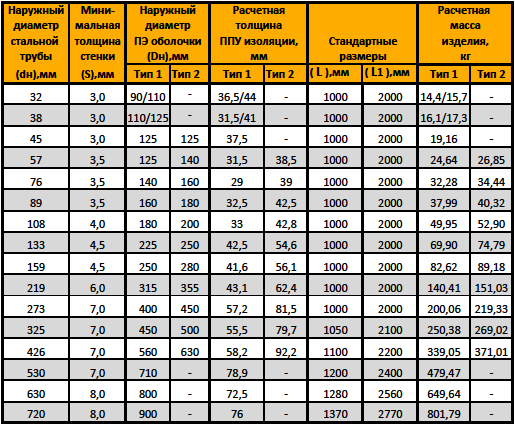
 На внутренней части закрепляют резцы, расположенные в определённом порядке.
На внутренней части закрепляют резцы, расположенные в определённом порядке. Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Можно выделить три типа оснастки, которая отличается по конструкции, управлению. Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы. Они подойдут для проведения разовых работ.
Они подойдут для проведения разовых работ.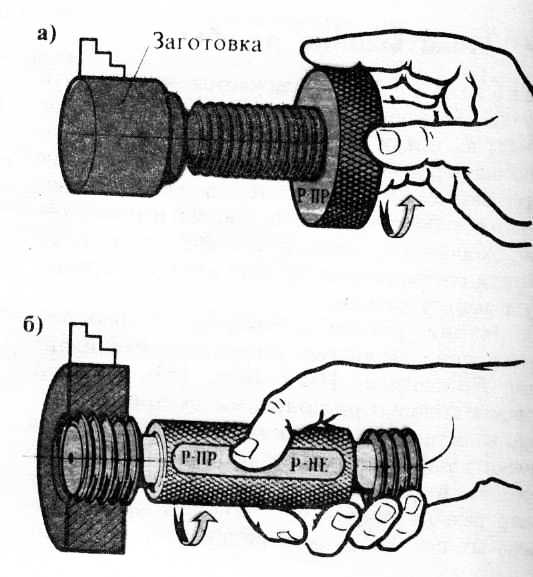

 Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
 Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
 Надеемся, что данная статья вам будет полезна.
Надеемся, что данная статья вам будет полезна. чем расслабился.
чем расслабился. Этот момент показан на рис. 3.
Этот момент показан на рис. 3. Наконец, пробка или донный метчик используются для завершения резьбы до дна глухого отверстия.
Наконец, пробка или донный метчик используются для завершения резьбы до дна глухого отверстия. Между прочим, чрезмерно длинный вороток повышает опасность неравномерного давления и приложения чрезмерной силы.
Между прочим, чрезмерно длинный вороток повышает опасность неравномерного давления и приложения чрезмерной силы.
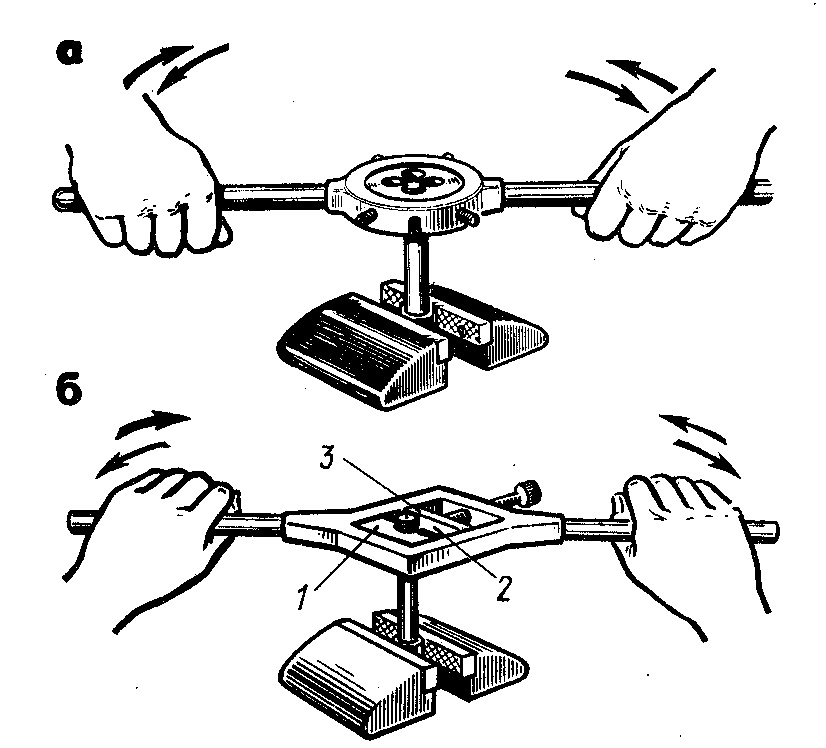 Чем меньше поверхность винта, тем быстрее будет резать матрица. С другой стороны, большая поверхность резьбы помогает сохранить точность матрицы и формирует лучшую резьбу.
Чем меньше поверхность винта, тем быстрее будет резать матрица. С другой стороны, большая поверхность резьбы помогает сохранить точность матрицы и формирует лучшую резьбу.

 Фактом остается то, что получить абсолютно водонепроницаемое соединение зачастую невозможно даже при умелом нарезании резьбы и соответственно намазывании наружной резьбы трубной пастой или компаундом перед соединением. Этот состав обеспечит герметичность соединения.
Фактом остается то, что получить абсолютно водонепроницаемое соединение зачастую невозможно даже при умелом нарезании резьбы и соответственно намазывании наружной резьбы трубной пастой или компаундом перед соединением. Этот состав обеспечит герметичность соединения.
 Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как сделан первый разрез, затяните ручку резака и снова поверните его вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезной круг облегчат работу. Излишне говорить, что успех этой операции зависит от наличия на фрезе острого и точного режущего диска.
Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как сделан первый разрез, затяните ручку резака и снова поверните его вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезной круг облегчат работу. Излишне говорить, что успех этой операции зависит от наличия на фрезе острого и точного режущего диска.



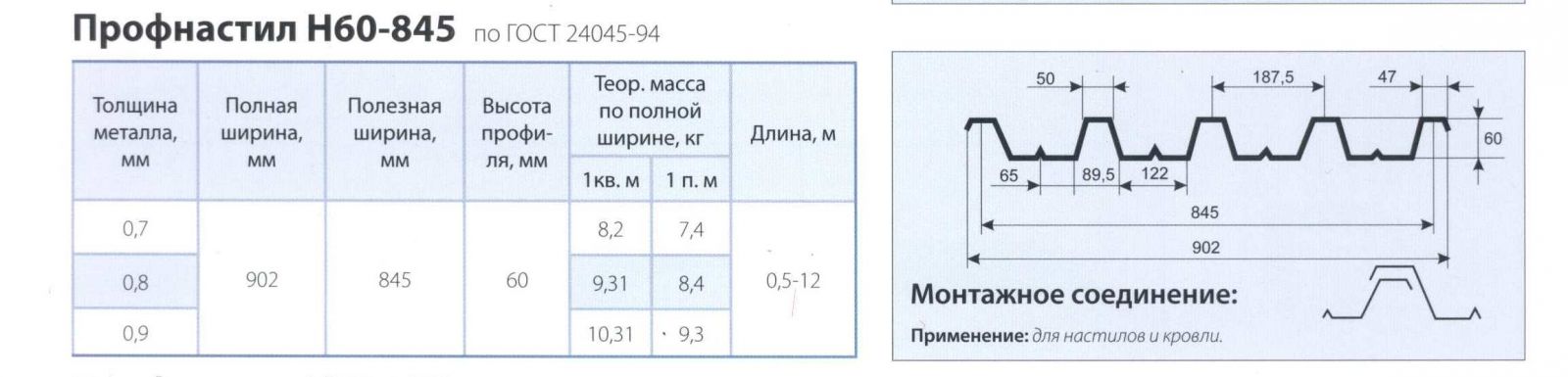 Затем по необходимости рулон разматывают и режут в листы. Иногда, могут покрывать цинком непосредственно холоднокатаный лист, но такая технология обладает низкой производительностью, поэтому почти не применяется.
Затем по необходимости рулон разматывают и режут в листы. Иногда, могут покрывать цинком непосредственно холоднокатаный лист, но такая технология обладает низкой производительностью, поэтому почти не применяется. Наша компания предлагает поставку со склада лист оцинкованный класс 2 или Z100 и Z140. Другие классы покрытия мы поставляем под заказ.
Наша компания предлагает поставку со склада лист оцинкованный класс 2 или Z100 и Z140. Другие классы покрытия мы поставляем под заказ.
 , кг
, кг , кг
, кг , кг
, кг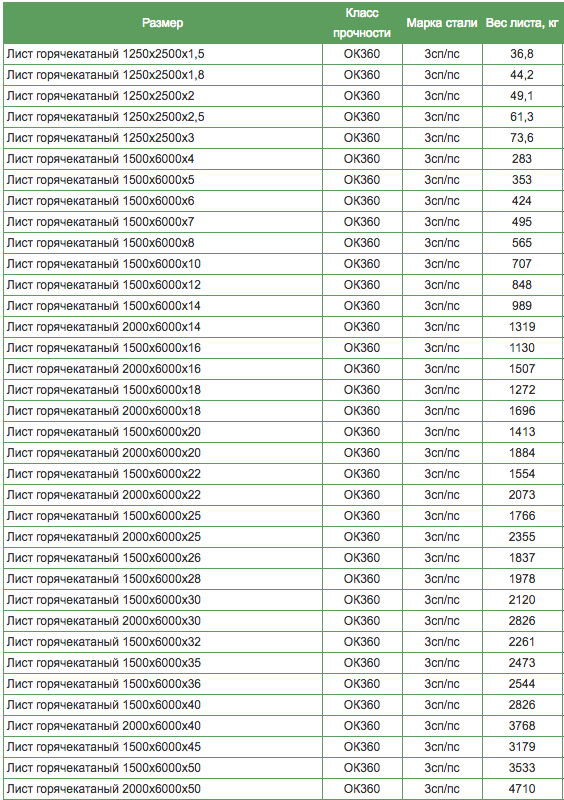 , кг
, кг 4-78
4-78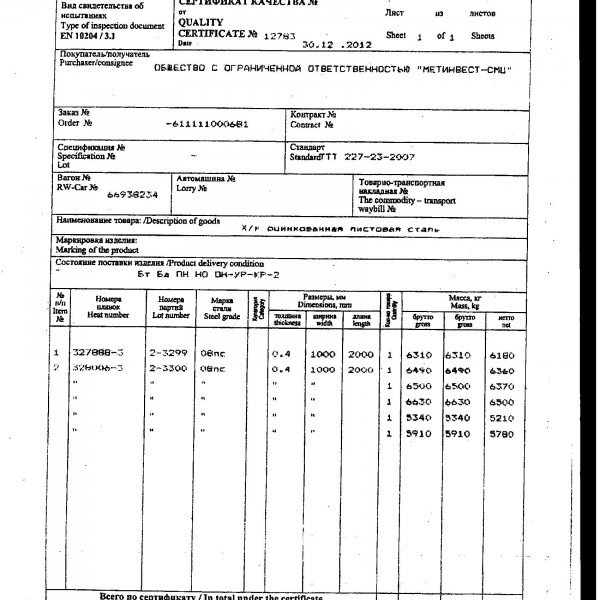 N 1465 Дата введения 20 3 Ограничение установлено 01.07 01.07. действия, предпринятые Протоколом № 3−93 Межгосударственный совет по стандартизации, метрологии и сертификации (ИУС 5-6-93)
N 1465 Дата введения 20 3 Ограничение установлено 01.07 01.07. действия, предпринятые Протоколом № 3−93 Межгосударственный совет по стандартизации, метрологии и сертификации (ИУС 5-6-93)
 N 2).
N 2). Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).
Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).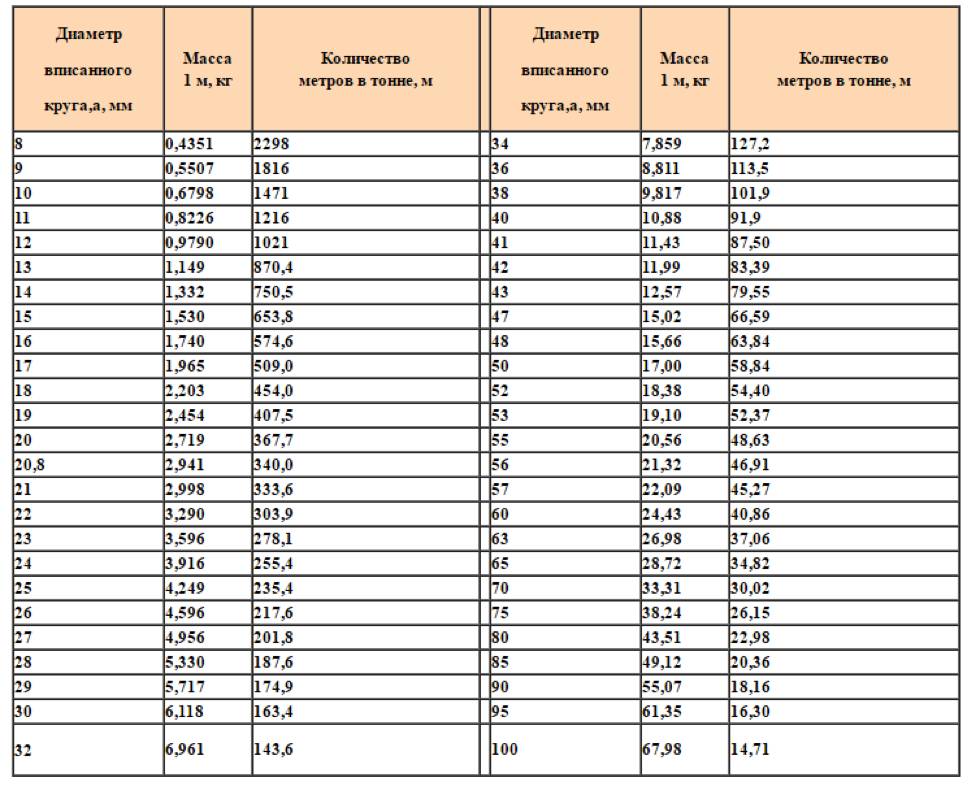 N 2).
N 2).
 № 1, 2).
№ 1, 2). Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. не являлись обязательными.
Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. не являлись обязательными. 1
1
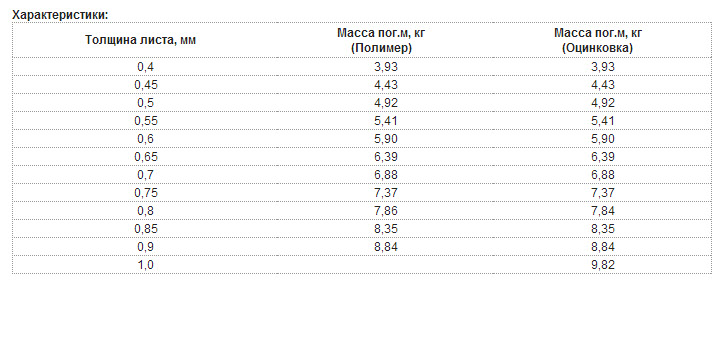 Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется.
Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется. , должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
, должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
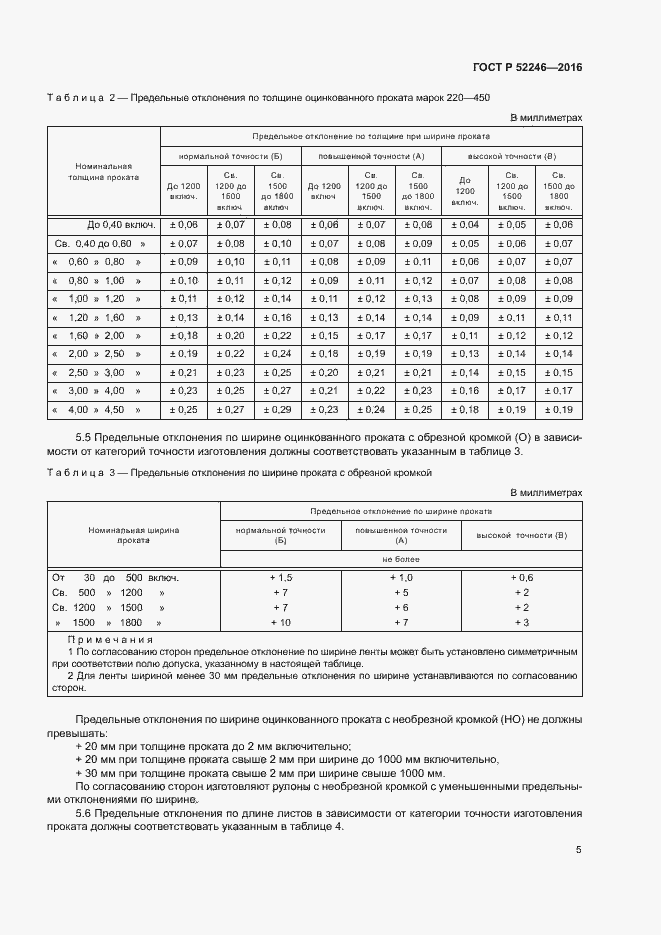 Образцы нарезаны с предельной разницей в размерах ±3 мм.
Образцы нарезаны с предельной разницей в размерах ±3 мм.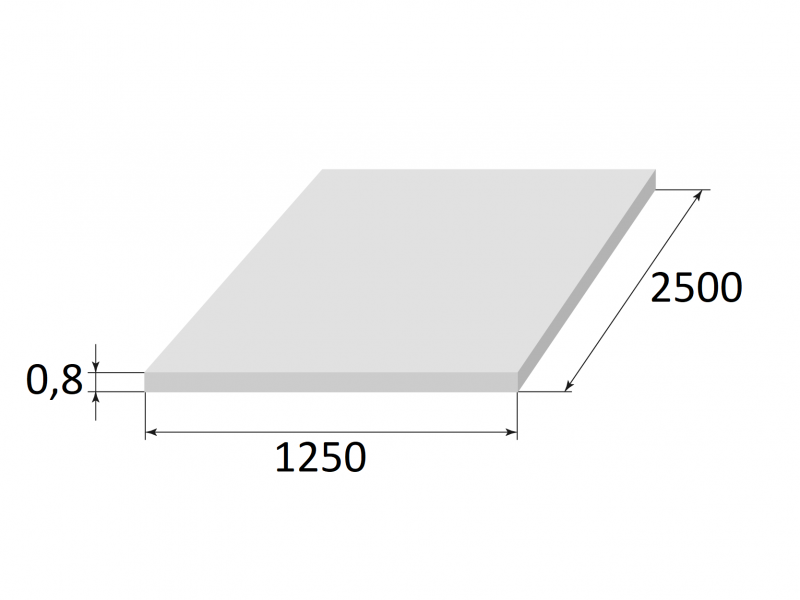 кв.
кв. Для этого после обезжиривания образец с одной стороны покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
Для этого после обезжиривания образец с одной стороны покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.



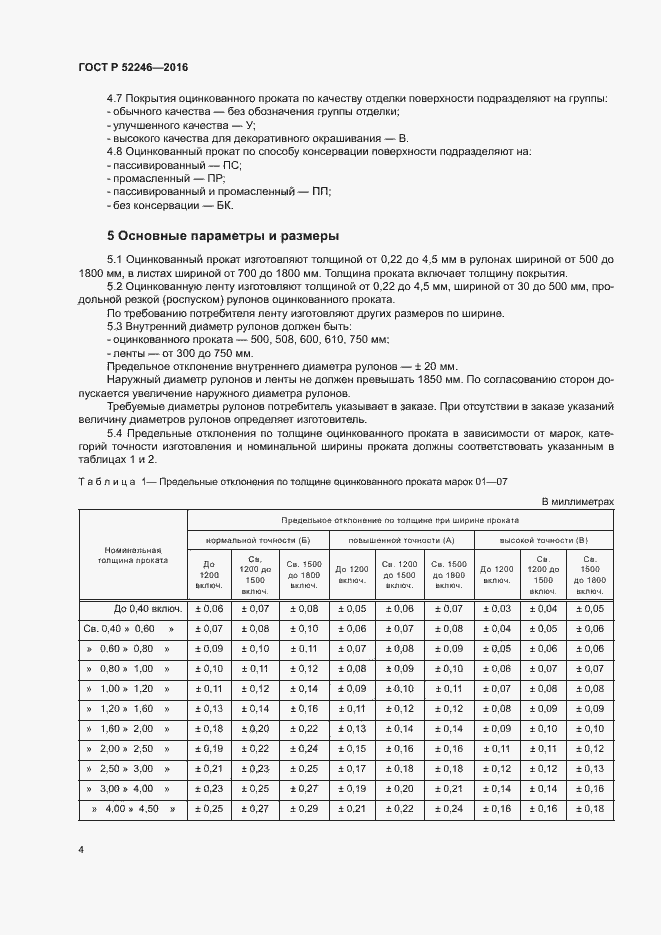 0037
0037
 Спиралеобразные катоды и подогреватели электронных приборов, пружины полупроводниковых приборов.
Спиралеобразные катоды и подогреватели электронных приборов, пружины полупроводниковых приборов.
 Спирали некоторых типов специальных ламп накаливания
Спирали некоторых типов специальных ламп накаливания
 Сетки электронных приборов
Сетки электронных приборов
 1619-72
1619-72
 021.121
021.121
 021.093-75. ТУ11-82
021.093-75. ТУ11-82

 Клиенты могут выбрать проволоку различных диаметров, материалов и методов отделки для различных применений.
Клиенты могут выбрать проволоку различных диаметров, материалов и методов отделки для различных применений.  Кроме того, у него долгий срок службы.
Кроме того, у него долгий срок службы.

 ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
ИДЕНТИФИКАЦИЯ ОПАСНОСТИ Состав/Информация о инженсах
Состав/Информация о инженсах Не используйте воду.
Не используйте воду.  Раздел 7 для информации о безопасном обращении
Раздел 7 для информации о безопасном обращении  раздел 7.
раздел 7. 



 официальные правила.
официальные правила. 
