Чем отличается фрезерный станок от токарного
- О компании
- Документация
- Сертификаты
- Отзывы о компании
- Новости
- Лизинг
- Наши хобби
- Производители
- Сервис
- Шефмонтажные и пусконаладочные работы
- Модернизация, реновация и капремонт
- Справочник
- Библиотека станочника
- Станки советские, российские, импортные — справочная информация
- КПО советское, российское, импортное — справочная информация
- ГОСТы станков и КПО
- Каталог станков производства СССР, РОССИЯ и стран СНГ
- Каталог КПО производства СССР, РОССИЯ и стран СНГ
- Инструкции по охране труда при работе на станках
- Доставка
- Контакты
- Главная /
- FAQ/Вопросы-ответы
- Чем отличается фрезерный станок от токарного
Чем отличается фрезерный станок от токарного
Ответ:
Отличие заключается в способе обработки деталей — на токарных станках вращается заготовка, а слой металла с нее снимает поступательно движущийся резец, закрепленный в резцедержке на суппорте; а на фрезерных станках заготовка закреплена жестко на рабочем столе, совершающем возвратно-поступательные движения, а слой металла снимает вращающаяся фреза, на перефирии которой имеются режущие кромки.
Таким образом, выражаясь техническим языком, главным движением на токарном станке будет вращательное движение заготовки, получаемое от шпинделя через патрон или центр,
а вспомогательным — движение резца, закрепленного на суппорте;
на фрезерных станках главным движением является вращательное движение фрезы,
а вспомогательным (движением подачи) — заготовки или, реже, самой фрезы.
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
- ОАО «СтанкоГомель» — лучшие фрезерные станки для производства
- Назначение и классификация фрезерных станков
- Токарные станки и работа на них Т. И. Тишенина, В. Б. Федоров
- Фрезерные станки А. Г. Ничков
- Мини токарные станки Универсал — сделано в СССР
- В чем отличия мини-станков по металлу для производства от «домашних»
- Маленькие фрезерные станки по металлу
- Маленькие резцы для мини токарных станков
- Микромодели токарных и фрезерных станков
- Необычные маленькие токарные станки из дерева, алюминия и стали
Популярные модели
-
-
-
В наличии
-
-
-
-
-
-
-
Производители
Отличие токарного станка от фрезерного, чем отличается техника
Токарная обработка и фрезеровка принципиально отличаются способами придания заготовке нужной формы.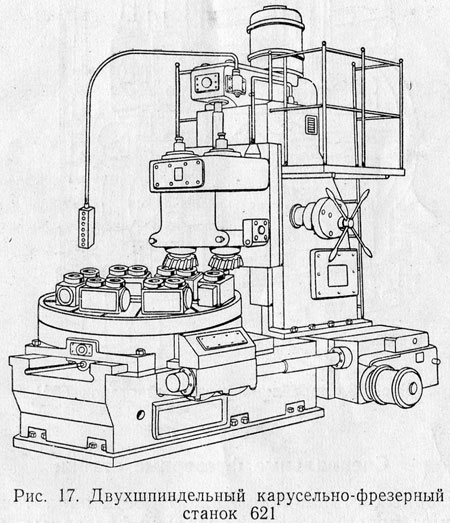 В токарном станке вместе со шпинделем вращается деталь. Резец зажат неподвижно и перемещается вдоль оси вращения шпинделя, снимая с поверхности стружку.
В токарном станке вместе со шпинделем вращается деталь. Резец зажат неподвижно и перемещается вдоль оси вращения шпинделя, снимая с поверхности стружку.
При фрезеровке заготовка закреплена на столе и перемещается вместе с ним. К шпинделю крепится фреза. Быстро вращаясь, она снимает слой металла сразу несколькими режущими кромками.
Содержание:
- 1 Особенности токарного дела
- 2 Тонкости фрезерования
- 3 Принципиальная разница между станками
- 4 Популярные модели
- 5 Классификация оборудования для токарных работ
Особенности токарного дела
На токарных станках изготавливают детали с цилиндрической поверхностью. Это достигается обработкой поверхности вращающейся заготовки неподвижным резцом. На заднюю бабку устанавливается сверло и другие инструменты, производящие обработку вдоль оси вращения со стороны торца. На них выполняют операции:
- обточка цилиндра;
- изготовление конуса;
- вырезание канавок;
- отрезка;
- торцовка;
- центровка;
- зенкерование;
- расточка;
- нарезка резьбы разного профиля.

Чтобы просверлить отверстия на боковой поверхности и сделать шпоночный паз, используют другое оборудование, или комбинированный токарный станок с фрезерной головкой.
Тонкости фрезерования
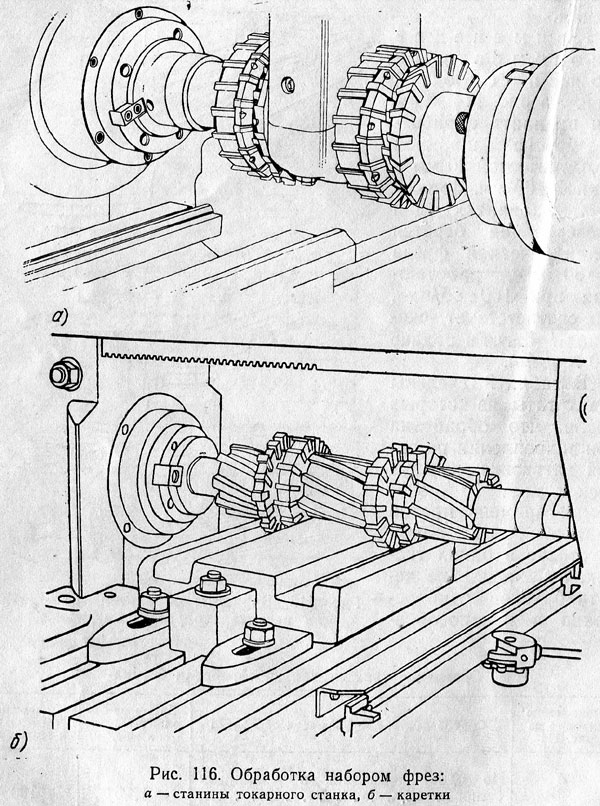
При фрезеровании заготовка вместе со столом перемещается линейно относительно вращающейся фрезы. В результате обработки получается ровная плоскость. Производительность металлообработки при фрезеровке высокая. В работе одновременно находится несколько резцов. Сразу захватывается широкая полоса, не тратится время на холостой обратный ход.
Вертикально-горизонтальные агрегаты с несколькими суппортами, обрабатывают одновременно верхнюю и боковые плоскости. Угловые и расточные головки обеспечивают сверловку и расточку отверстий в разных положениях.
На станке проводят операции:
- фрезеровка;
- торцовка;
- вырезка пазов и канавок;
- сверловка;
- расточка.
Важно!
Для радиальной обработки – создания цилиндрической поверхности, на столе устанавливают вращающиеся центра.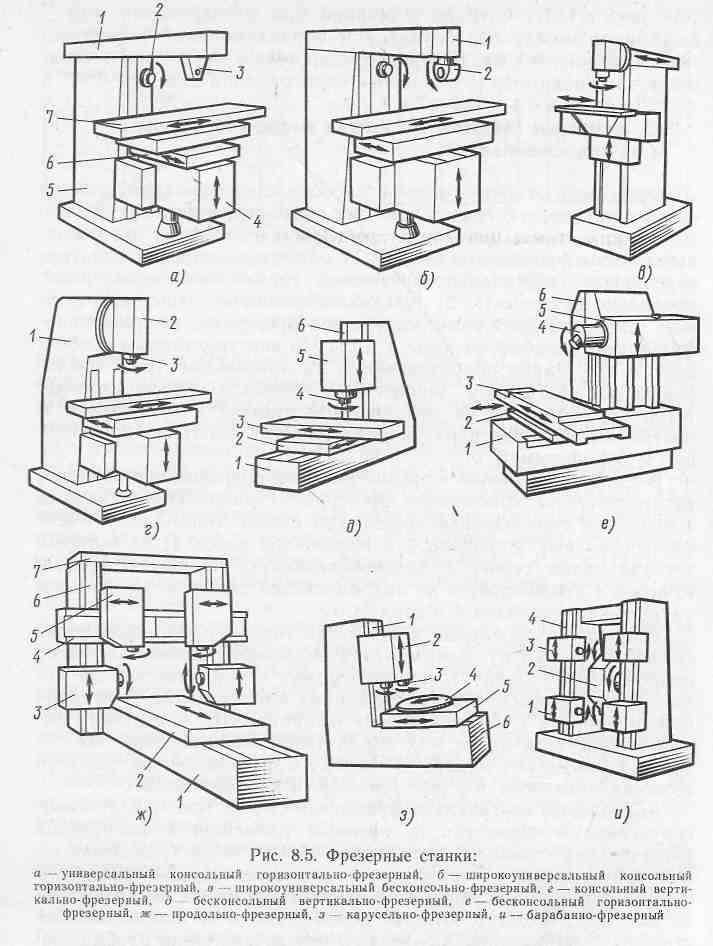
Принципиальная разница между станками
Перечень узлов токарных и фрезерных станков во многом совпадает. Основное отличие:
- на токарном станке в шпиндели крепится деталь, инструмент закреплен на суппорте и перемещается вместе с ним по направляющим станины, обрабатываются тела вращения;
- на фрезерном станке шпиндель вращает режущий инструмент – фрезу, деталь находится на столе и перемещается вместе с ним линейно, обрабатываются прямоугольные изделия.
Одновременная обработка и создание сложных рельефов с круглыми и плоскими формами, возможно на комбинированном оборудовании и станках с ЧПУ.
Популярные модели
Группа фрезерного оборудования имеет первую цифру в маркировке «6». В нее входят все станки, у которых заготовка неподвижно крепится к столу, режущий инструмент устанавливается в шпиндель.
Справка! Зубофрезерные станки, у которых при обработке деталь также вращается, выделены в отдельную группу, имеют цифровое обозначение «5».
- В единичном и массовом производстве широко используются типы фрезерных станков:
- горизонтальный консольный – универсальный;
- вертикально консольный;
- широкоуниверсальный консольный с дополнительной шпиндельной головкой, поворачивающейся вокруг 2 осей;
- бесконсольно-фрезерные с продольно-поперечным перемещением стола и опускающимся шпинделем;
- продольно-фрезерные – стол перемещается только вдоль станины.
Справка! Станки с подвижной консолью используют для изготовления небольших деталей длиной до 1200 мм. Крупногабаритные заготовки фрезеруют на двухстоечных продольно-фрезерных станках, имеющих одновременно горизонтальные и вертикальные суппорта.
Популярностью пользуются универсальные станки с ЧПУ. Они по программе выполняют за один рабочий цикл несколько операций, обрабатывая все плоскости заготовки.
Классификация оборудования для токарных работ
Первая цифра 1 в маркировке станка говорит, что он относится к токарной группе металлорежущего оборудования. Вторая цифра указывает на тип станка.
Вторая цифра указывает на тип станка.
Токарно-винторезные. Ось вращения расположена горизонтально. Длина заготовки меньше диаметра и в несколько раз больше него. Модели предназначены для точения деталей типа вал, гайка, кольцо. На них одновременным перемещением суппорта и поперечных салазок вытачиваются конусы, производится обработка торцов. Вдоль оси вращения сверлятся с торца, растачиваются. Агрегаты приспособлены для нарезки резьбы разных профилей – винтов.
- Токарно-карусельные. Деталь вращается вокруг вертикальной оси. Длина заготовки меньше 2 диаметров. Резец с суппортом поднимается по направляющим станины.
- Лоботокарные – шпиндель расположен горизонтально. Суппорт установлен на отдельной станине. Высота детали меньше диаметра. Станки предназначены для изготовления колес железнодорожных составов, маховиков, шкивов.
- Токарно-револьверные. Вместо одного резца, в револьверной головке устанавливается несколько инструментов разного вида. Сложная обработка со сверловкой, расточкой, торцовкой и нарезкой резьбы выполняется с одной установки.
- Автоматы продольного точения предназначены для обработки больших партий изделий из прутка.
- Многошпиндельные автоматы предназначены для крупносерийного и массового производства. Сложное, крупногабаритное оборудование с несколькими шпинделями и резцедержателями.
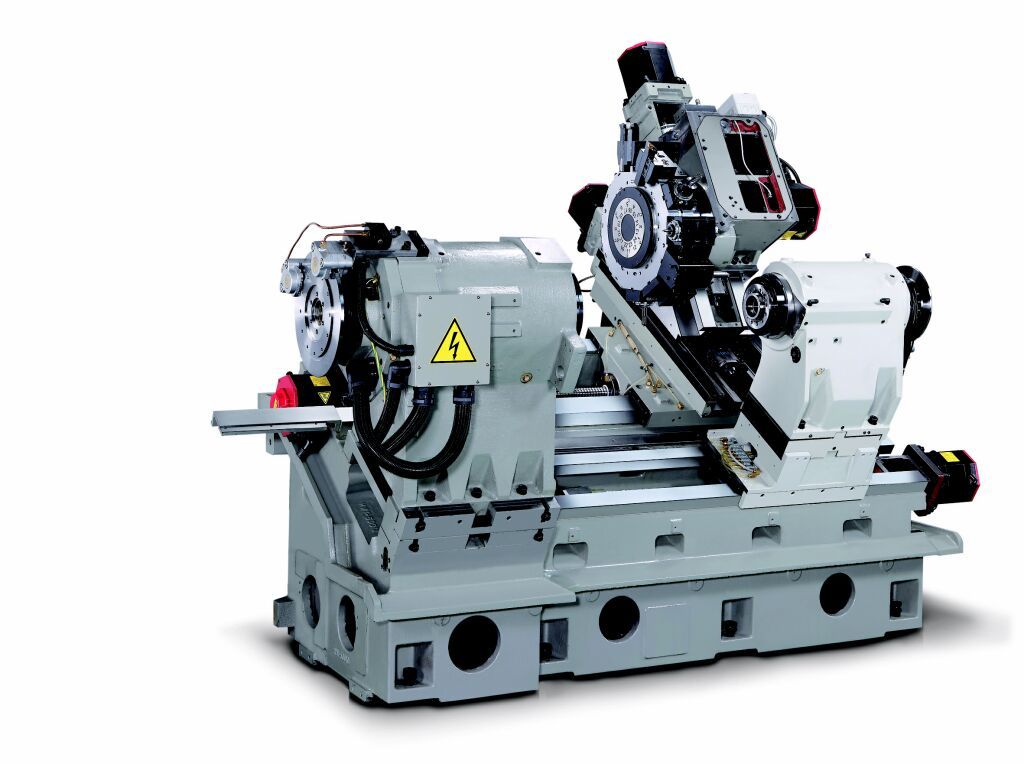
- Токарно-фрезерный центр – имеет дополнительно шпиндель под многолезвийный инструмент, установленный под углом относительно оси вращения детали.
 Сложная обработка со сверловкой, расточкой, торцовкой и нарезкой резьбы выполняется с одной установки.
Сложная обработка со сверловкой, расточкой, торцовкой и нарезкой резьбы выполняется с одной установки.Читайте также: токарно-фрезерный станок по металлу, настольный для дома
Важно!
Токарно-фрезерный центр с ЧПУ представляет собой соединение воедино двух типов станков. Он производит обработку точением и фрезеровкой, сверление, расточку. Производит полный цикл изготовления сложных изделий.
Производит полный цикл изготовления сложных изделий.
Отличие токарных и фрезерных станков в принципе крепления детали и шпинделя, способе их взаимного перемещения. В результате получаются разные поверхности. Все узлы расположены на станине, перечень их совпадает, за исключением стола у фрезерного оборудования и задней бабки на токарных агрегатах.
Поделиться в социальных сетях
Поворот против. Фрезерование: в чем отличие прецизионной обработки?
перейти к содержанию
Предыдущий Следующий
Посмотреть увеличенное изображение
Мы сталкивались с этим вопросом со многими нашими клиентами. Они говорят что-то вроде: «Помогите мне понять, что такое точение и что такое фрезерование, потому что для меня все это обработка». Токарная и фрезерная обработка с ЧПУ — это два типа прецизионной обработки, но в чем разница, когда речь идет о прецизионной обработке?
Короткий ответ:
- Токарная обработка вращает заготовку относительно режущего инструмента. Он использует в основном круглый прутковый прокат для обработки компонентов.
- Фрезерование вращает режущий инструмент относительно неподвижной заготовки. Для производства компонентов в основном используется прутковый прокат квадратного или прямоугольного сечения.
 Он использует в основном круглый прутковый прокат для обработки компонентов.
Он использует в основном круглый прутковый прокат для обработки компонентов.>>По любым вопросам, касающимся наших услуг по прецизионной обработке, свяжитесь с нами!
Токарно-фрезерные аналоги
Оба используют контролируемую обработку для удаления нежелательного материала из исходного материала: субтрактивное производство. Оба процесса производят стружку отходов материала, поскольку инструменты обрабатывают требуемые элементы. Однако материал заготовки, методы обработки и инструменты отличаются друг от друга.
Оба используют новейшую технологию компьютерного числового управления (ЧПУ) , в которой инженеры программируют станки с помощью программного обеспечения для автоматизированного проектирования (САПР). Это требует меньшего контроля во время работы и сводит к минимуму человеческие ошибки, предоставляя производителям более быстрый и надежный способ обеспечения стабильного качества.
Это требует меньшего контроля во время работы и сводит к минимуму человеческие ошибки, предоставляя производителям более быстрый и надежный способ обеспечения стабильного качества.
Как и многие другие виды обработки с ЧПУ, токарная и фрезерная обработка подходят для таких металлов, как алюминий, сталь, латунь, медь и титан, а также для ряда термопластов. К неподходящим материалам относятся резина и силикон (слишком мягкие) и керамика (слишком твердые).
Как и большинство субтрактивных производственных технологий, токарная и фрезерная обработка генерируют тепло и часто используют смазочно-охлаждающую жидкость для смягчения этой проблемы.
Токарные станки с ЧПУ Различия
На токарных станках с ЧПУ (токарных станках) патрон (механизм захвата) удерживает круглый пруток, а шпиндель вращает патрон (и пруток) с заданной частотой вращения по мере его прохождения через станок. Скорость этого движения зависит от машины, используемого материала и характеристик компонента.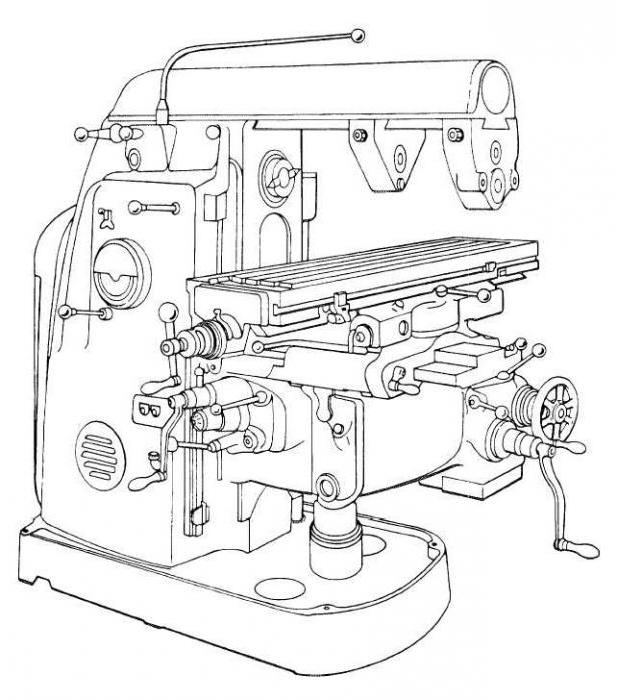
Стационарный режущий инструмент непрерывно воздействует на поверхность вращающегося (токарного) прутка, срезая ненужный материал. Несколько режущих инструментов перемещаются внутри прутка и вокруг него, чтобы создать необходимые элементы на компоненте.
Существует множество видов токарных станков с ЧПУ с различными типами инструментов, вариантами шпинделя и ограничениями по внешнему диаметру. Токарные станки с ЧПУ обычно производят круглые формы, хотя некоторые прутки шестигранной формы также могут быть обточены.
Некоторые токарные центры с ЧПУ имеют один шпиндель, что позволяет выполнять всю работу с одной стороны, в то время как другие токарные центры имеют основной и вспомогательный шпиндель. В этой настройке деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и добавлены дополнительные элементы на другой конец компонента. Это позволяет сбрасывать деталь «полностью» со станка без дополнительного оборудования, необходимого для обработки всех элементов.
Некоторые токарные станки с ЧПУ Swiss используют «подвижные» инструменты, которые могут останавливать вращение для добавления дополнительных элементов, таких как просверленные отверстия, пазы и мелкие фрезерованные элементы. Этот метод позволяет использовать более широкий диапазон форм, размеров и типов материалов.
Токарные детали обычно изготавливаются быстрее и эффективнее, чем фрезерованные. Они также часто меньше, чем фрезерованные детали.
Отличительные особенности фрезерных станков с ЧПУ
Фрезерное оборудование с ЧПУ быстро вращает режущий инструмент относительно поверхности неподвижной заготовки. Шпиндель удерживает режущий инструмент (фрезу), который вращается на высоких оборотах и удаляет материал. У фрезы может быть от 2 до 150 режущих поверхностей, а у некоторых и того больше.
Операции фрезерования обычно зарезервированы для плоских или рельефных поверхностей квадратных или прямоугольных блоков.
Обзор точения и фрезерования
| Токарная обработка | Фрезерование | |
| Метод | Вращает заготовку с заданной скоростью | Вращает режущий инструмент с заданной скоростью вращения |
| Результат | Цилиндрический или конический | Плоский или рельефный |
| Машина | Токарный станок | Фрезерный станок |
| Инструмент | Одноточечный токарный инструмент (SPTT) | Многоточечный режущий инструмент (фреза) |
| Контакт | Режущий инструмент остается в постоянном контакте с заготовкой во время работы | Режущий инструмент периодически режет во время работы |
| Движение (движение подачи) | Режущий инструмент перемещается | Перемещение заготовки |
| Отходы | Производит фрагментированную, прерывистую или непрерывную стружку | Производит прерывистую стружку |
Дополнительное примечание о фрезерованных элементах на токарной детали:
Мелкие фрезерованные элементы (такие как плоские поверхности и пазы) часто можно обрабатывать на детали, изготовленной на токарном оборудовании. Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована.
Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована.
Собираем все вместе
В конечном счете, решение об использовании фрезерной или токарной обработки зависит от конструкции и характеристик детали. Фрезеруются самые большие, квадратные или плоские детали с элементами. Большинство цилиндрических деталей с элементами будут точены.
Pioneer Services предлагает услуги прецизионной обработки на токарных станках с ЧПУ Swiss и токарных станках с ЧПУ. Диаметр деталей варьируется от 0,145 дюйма (5 мм) до 3,25 дюйма (82,55 мм). Наши станки с ЧПУ Swiss могут обрабатывать детали размером до 1,5 дюйма (38 мм), а наши токарные центры с ЧПУ могут обрабатывать детали размером до 3,25 дюйма (82,55 мм).
Чтобы ознакомиться с широким ассортиментом компонентов, изготовленных компанией Pioneer Service на нашем токарном и швейцарском станках с ЧПУ, пожалуйста, просмотрите нашу галерею продукции..jpg)
Мы можем фрезеровать элементы на токарной детали как для наших токарных станков с ЧПУ swiss, так и для токарных станков с ЧПУ. Однако у нас нет собственных мощностей для производства полностью фрезерованных компонентов.
У вас есть проект, который вы хотите, чтобы мы рассмотрели или процитировали? Свяжитесь с нашей командой сегодня!
Ссылка для загрузки страницы
Разница между точением и фрезерованием
Пинту
Обработка
Обычная механическая обработка — это один из видов производственного процесса, при котором лишний материал удаляется из предварительно сформированной заготовки путем срезания в виде стружки с помощью клиновидного режущего инструмента для получения желаемой формы, отделки и допуска. Существует несколько процессов обработки для эффективной обработки самых разных материалов бесчисленными способами.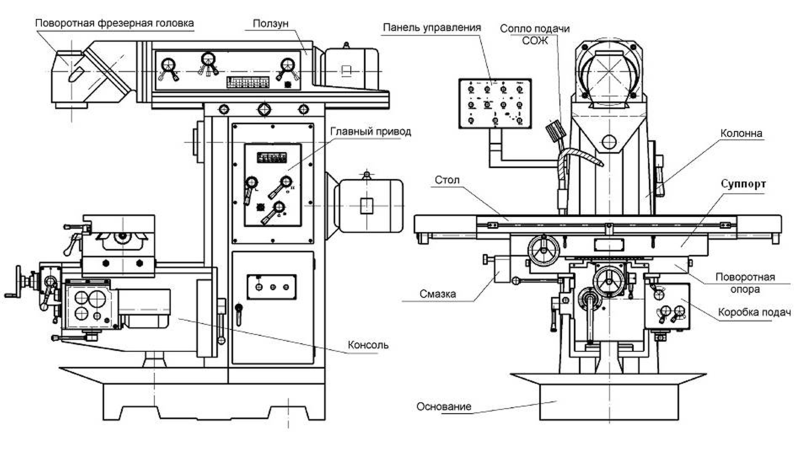 Токарная и фрезерная обработка — это всего лишь два примера таких процессов обработки. Другими являются сужение, сверление, формование, строгание, прорезание пазов, накатка, растачивание, развертывание, пиление, снятие фаски и т. д. Каждый из этих процессов имеет уникальные преимущества и ограничения и, таким образом, подходит для конкретных требований.
Токарная и фрезерная обработка — это всего лишь два примера таких процессов обработки. Другими являются сужение, сверление, формование, строгание, прорезание пазов, накатка, растачивание, развертывание, пиление, снятие фаски и т. д. Каждый из этих процессов имеет уникальные преимущества и ограничения и, таким образом, подходит для конкретных требований.
Хотя и токарная, и фрезерная обработка следуют принципам субтрактивного производства, их области применения различны, поскольку они создают различные геометрические поверхности. Токарная обработка используется для уменьшения диаметра обрабатываемой детали и, таким образом, обеспечивает цилиндрическую поверхность. Это осуществляется на токарном станке с помощью одноточечного режущего инструмента (так называемого токарного инструмента). Здесь заготовка вращается с фиксированной скоростью, чтобы обеспечить необходимую скорость резания, в то время как инструмент перемещается, чтобы обеспечить требуемую подачу. С другой стороны, фрезерование позволяет получить плоскую или ступенчатую поверхность. Осуществляется на фрезерном станке с использованием многоточечной фрезы (фрезы). Здесь фреза вращается с фиксированной скоростью, чтобы обеспечить скорость резания, в то время как заготовка перемещается относительно неподвижной фрезы, чтобы обеспечить подачу. Важные сходства и различия между токарной и фрезерной обработкой приведены в следующих разделах.
Осуществляется на фрезерном станке с использованием многоточечной фрезы (фрезы). Здесь фреза вращается с фиксированной скоростью, чтобы обеспечить скорость резания, в то время как заготовка перемещается относительно неподвижной фрезы, чтобы обеспечить подачу. Важные сходства и различия между токарной и фрезерной обработкой приведены в следующих разделах.
- Как точение, так и фрезерование являются традиционными процессами механической обработки. В таких процессах используется специально разработанный режущий инструмент, который физически сжимает тонкий слой материала заготовки, постепенно срезая его в виде твердой стружки.
- И токарная, и фрезерная обработка основаны на субтрактивном производственном подходе. Здесь материал слой за слоем удаляется из твердого трехмерного блока для получения целевого продукта. Напротив, подход аддитивного производства следует концепции добавления тонких слоев материала один поверх другого для создания твердого трехмерного блока.
- Как в токарных, так и в фрезерных процессах используется цельный режущий инструмент для срезания материала с заготовки; однако форма и характеристики фрез для этих двух процессов сильно различаются.
- Стружкообразование характерно для обоих случаев. На самом деле, это основа любого обычного процесса обработки.
- Оба процесса могут обеспечить достаточно хорошее качество поверхности; однако это зависит от нескольких других факторов, включая скорость резания, скорость подачи, глубину резания, геометрию инструмента, среду резания и т. д.
- Выделение тепла присуще обоим процессам. Последующие эффекты высокой температуры резания также одинаковы для обеих операций.
- может применяться в обоих процессах.

Смазочно-охлаждающая жидкость
| Токарная обработка | Фрезерование | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Точение выполняется для получения цилиндрической или конической поверхности. | Фрезерование выполняется в первую очередь для получения плоской поверхности. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Станок, используемый для токарной обработки, называется токарный станок. | Фрезерование осуществляется на фрезерном станке.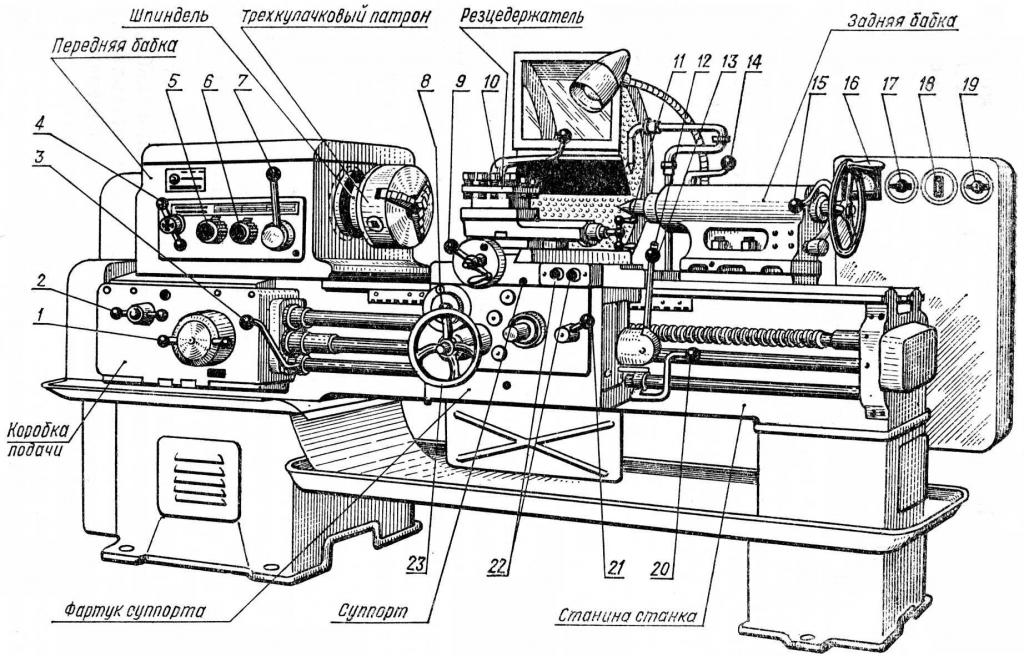 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| В процессе токарной обработки используется одноточечный режущий инструмент, называемый SPTT (Single Point Turning Tool). | В процессе фрезерования используется многоточечный режущий инструмент, называемый фрезой. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| При точении режущий инструмент постоянно находится в контакте с заготовкой во время операции. | При фрезеровании зуб постоянно входит в зацепление и выходит из зацепления во время работы (прерывистое резание). | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Здесь заготовка вращается с фиксированной скоростью вращения в минуту (об/мин). Это вращение обеспечивает необходимую скорость резания. | Здесь фреза вращается с фиксированной скоростью вращения в минуту (об/мин). Вращающийся резец обеспечивает необходимую скорость резания. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| При токарной обработке движение подачи происходит за счет перемещения режущего инструмента (инструментальной каретки). | При фрезеровании движение подачи происходит за счет перемещения заготовки (рабочего стола). Сортамент швеллер 18: Сортамент швеллеров таблица 10, 12, 14 16, 18, 24 с параллельными гранямиШвеллер 18ПСэндвич-панели
Швеллер 18П ГОСТ 8240-97
Швеллер 18П – наверное опять единственный из наиболее популярных вариантов черного металлопроката, применяемых на нынешнем строительстве,
Швеллер 16аП Швеллер 18 сортамент в Бийске: 16-товаров: бесплатная доставка [перейти]Партнерская программаПомощь Бийск Каталог Каталог Товаров Одежда и обувь Одежда и обувь Стройматериалы Стройматериалы Текстиль и кожа Текстиль и кожа Здоровье и красота Здоровье и красота Детские товары Детские товары Продукты и напитки Продукты и напитки Электротехника Электротехника Дом и сад Дом и сад Мебель и интерьер Мебель и интерьер Сельское хозяйство Сельское хозяйство Вода, газ и тепло Вода, газ и тепло Все категории ВходИзбранное Швеллер 18 сортамент 39 000 Швеллер 18 В МАГАЗИНЕще цены и похожие товары Швеллер № 18 (м. ПОДРОБНЕЕЕще цены и похожие товары Швеллер №18 дл. 12м (цена за метр) Тип: швеллер, Номер швеллера: 18, Номер двутавра: 16 ПОДРОБНЕЕЕще цены и похожие товары ПВХ-швеллер металлизированный 18 мм 2700 серебро глянец Цвет: серебристый, Тип профиля: ПОДРОБНЕЕЕще цены и похожие товары Швеллер размер 18 мм стальной горячекатаный (г к) металлический равнополочный гост 8240-97 L=12 м ПОДРОБНЕЕЕще цены и похожие товары Швеллер № 18 (цена за метр) Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 У стальной горячекатаный (цена за метр погонный) Тип: швеллер, Производитель: ПОДРОБНЕЕЕще цены и похожие товары 82 000 Швеллер стальной горячекатаный 18 3СП/3СП ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 Тип: швеллер, Номер двутавра: 18 ПОДРОБНЕЕЕще цены и похожие товары 38 500 Швеллер 18 П Тип: швеллер, Номер двутавра: 18 ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 П Тип: швеллер, Номер двутавра: 18 ПОДРОБНЕЕЕще цены и похожие товары 75 390 Швеллер 18 У ст. ПОДРОБНЕЕЕще цены и похожие товары Швеллер № 18 Тип: швеллер, Номер швеллера: 16, Номер двутавра: 12 ПОДРОБНЕЕЕще цены и похожие товары Швеллер № 18 Тип: швеллер, Номер двутавра: 18 ПОДРОБНЕЕЕще цены и похожие товары Швеллер стальной 18 П Тип: швеллер, Высота сечения: 70мм, Ширина сечения: 180мм ПОДРОБНЕЕЕще цены и похожие товары Северсталь Швеллер № 18 Россия (цена за м.п.) Тип: швеллер, Производитель: Северсталь, Номер ПОДРОБНЕЕЕще цены и похожие товары Швеллер алюминиевый 20х36х20х2 АД31Т1 ГОСТ 8617-18, ГОСТ 13623-90 Тип: швеллер, Номер швеллера: 20, ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 П Тип: швеллер, Номер швеллера: 5, Номер двутавра: 12 ПОДРОБНЕЕЕще цены и похожие товары 77 590 Швеллер 18 П ст. ПОДРОБНЕЕЕще цены и похожие товары 84 590 Швеллер 18 П ст. 09Г2С Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 П Тип: швеллер, Номер швеллера: 16, Номер двутавра: 12 ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 Тип: швеллер, Номер двутавра: 18 ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 П Тип: швеллер, Высота сечения: 180мм, Ширина сечения: 500мм ПОДРОБНЕЕЕще цены и похожие товары 69 200 Швеллер горячекатаный 18 П(У) Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный ПОДРОБНЕЕЕще цены и похожие товары 79 903 Швеллер 18П ст. ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 Тип: швеллер, Высота сечения: 70мм, Ширина сечения: 180мм ПОДРОБНЕЕЕще цены и похожие товары Швеллер 18 П Тип: швеллер, Номер швеллера: 12, Номер двутавра: 18 ПОДРОБНЕЕЕще цены и похожие товары Поставщики беспроводных радиочастот и ресурсы Веб-сайт RF Wireless World является домом для поставщиков и ресурсов RF и Wireless. Сайт RF Wireless World охватывает ресурсы по различным темам, таким как RF, беспроводная связь, vsat, спутник, радар, оптоволокно, микроволновая печь, wimax, wlan, zigbee, Статьи о системах на основе IoT Система обнаружения падений для пожилых людей на основе IoT : В статье рассматривается архитектура системы обнаружения падений, используемой для пожилых людей. Радиочастотные беспроводные изделия Этот раздел статей охватывает статьи о физическом уровне (PHY), уровне MAC, стеке протоколов и сетевой архитектуре на основе WLAN, WiMAX, zigbee, GSM, GPRS, TD-SCDMA, LTE, 5G NR, VSAT, Gigabit Ethernet на основе IEEE/3GPP и т. Физический уровень 5G NR : Обработка физического уровня для канала 5G NR PDSCH и канала 5G NR PUSCH была рассмотрена поэтапно. Основные сведения о повторителях и типы повторителей : Основы и типы замираний : В этой статье рассматриваются мелкомасштабные замирания, крупномасштабные замирания, медленные замирания, быстрые замирания и т. д., используемые в беспроводной связи. Архитектура сотового телефона 5G : В этой статье рассматривается блок-схема сотового телефона 5G с внутренними модулями 5G. Основы помех и типы помех: В этой статье рассматриваются помехи по соседнему каналу, помехи в одном канале, Раздел 5G NR В этом разделе рассматриваются функции 5G NR (новое радио), нумерология, диапазоны, архитектура, развертывание, стек протоколов (PHY, MAC, RLC, PDCP, RRC) и т. д. Учебники по беспроводным технологиям В этом разделе рассматриваются учебные пособия по радиочастотам и беспроводным сетям. Учебное пособие по 5G — В этом учебном пособии по 5G также рассматриваются следующие подтемы, посвященные технологии 5G: В этом учебнике GSM рассматриваются основы GSM, сетевая архитектура, сетевые элементы, системные спецификации, приложения, LTE Tutorial , описывающий архитектуру системы LTE, включая основы LTE EUTRAN и LTE Evolved Packet Core (EPC). Радиочастотные технологии Материал На этой странице мира беспроводных радиочастот описывается пошаговое проектирование преобразователя частоты на примере повышающего преобразователя частоты 70 МГц в диапазон C. Секция испытаний и измерений В этом разделе рассматриваются ресурсы по контролю и измерению, контрольно-измерительное оборудование для тестирования тестируемых устройств на основе Волоконно-оптические технологии Волоконно-оптический компонент основы, включая детектор, оптический соединитель, изолятор, циркулятор, переключатели, усилитель, Поставщики беспроводных радиочастот, производители Сайт RF Wireless World охватывает производителей и поставщиков различных радиочастотных компонентов, систем и подсистем для ярких приложений, Поставщики ВЧ-компонентов, включая ВЧ-изолятор, ВЧ-циркулятор, ВЧ-смеситель, ВЧ-усилитель, ВЧ-адаптер, ВЧ-разъем, ВЧ-модулятор, ВЧ-трансивер, PLL, VCO, синтезатор, антенну, осциллятор, делитель мощности, сумматор мощности, фильтр, аттенюатор, диплексер, дуплексер, чип-резистор, чип-конденсатор, чип-индуктор, ответвитель, ЭМС, программное обеспечение RF Design, диэлектрический материал, диод и т. д. MATLAB, Labview, Embedded Исходные коды Раздел исходного кода RF Wireless World охватывает коды, связанные с языками программирования MATLAB, VHDL, VERILOG и LABVIEW. *Общая медицинская информация* Сделайте эти пять простых вещей, чтобы помочь остановить коронавирус (COVID-19). Используйте технологию отслеживания контактов >> , следуйте рекомендациям по социальному дистанцированию >> и Радиочастотные калькуляторы и преобразователи Раздел «Калькуляторы и преобразователи» охватывает ВЧ-калькуляторы, беспроводные калькуляторы, а также преобразователи единиц измерения. IoT-Интернет вещей Беспроводные технологии В разделе, посвященном IoT, рассматриваются беспроводные технологии Интернета вещей, такие как WLAN, WiMAX, Zigbee, Z-wave, UMTS, LTE, GSM, GPRS, THREAD, EnOcean, LoRa, SIGFOX, WHDI, Ethernet, СВЯЗАННЫЕ ПОСТЫУчебники по беспроводным радиочастотам GSM Различные типы датчиков Датчик приближения Поделиться этой страницейПеревести эту страницу СТАТЬИ Радиочастоты и каналы CBСпектр CB Radio разбит на 40 каналов с частотами CB в диапазоне от 26,965 до 27,405 МГц. Каналы обычно разнесены на 10 кГц. Хотя эти каналы открыты для всех, некоторые из них имеют общепринятые цели, которые указаны в таблице ниже. Примеры включают Канал 9(зарезервирован для экстренной связи) и канал 19, который в основном используется дальнобойщиками. Если вам нужна конкретная информация или вы хотите поделиться сообщениями на этих каналах, вы можете сделать это или просто переключиться для прослушивания. Справедливое предупреждение: у дальнобойщиков есть свои клички и сленг, а болтливым посетителям не всегда рады. Так что будьте готовы и знайте, что вас ждет, если вы прыгнете на 19 в качестве аутсайдера.
Почему только эти 40 каналов для радио CB?Просто другие частоты принадлежат другим видам операторов. Выше этих частот CB Radio (27,430, 27,450, 27,470, 27,490, 27,510 и 27,530 МГц) находятся каналы для службы Business Radio, которая является частью диапазонов двусторонней радиосвязи VHF и UHF. Федеральное правительство контролирует от 27 540 до 28 000 частот и от 26 480 до 26,9.60 принадлежат вооруженным силам США. Гражданскому воздушному патрулю, входящему в состав ВВС США, присвоена частота 26,620 МГц, хотя теперь CAP чаще использует частоты УКВ. 10-метровый диапазон радиолюбителей (Ham) работает от 28 000 до 29 700 МГц. Использование частот или каналов за пределами диапазона CB или в пределах 11-метровой (выше или ниже 10 кГц) частоты является незаконным, что называется свободным диапазоном.
Чтобы избежать болезненных и раздражающих суровых мер FCC, мы советуем вам оставаться в пределах наших 40 каналов CB Radio. Если эта информация действительно вызвала у вас интерес к правительственным постановлениям, вы можете узнать больше о законах, касающихся использования CB Radio, на веб-сайте FCC. Для получения дополнительной технической информации и ресурсов по установке CB Radio посетите наш учебный центр. Рекомендуемые товары
Была ли эта статья полезной? Пожалуйста, поставьте лайк / поделитесь этим! Рекомендуемые продукты Униден Про 510 XL49,95 долларов США Наш лучший выбор для невероятно прочной, компактной (и удивительно доступной) радиостанции CB Комплект антенны Firestik FS CB$64,95 Наш комплект антенны CB №1 по продажам включает компоненты премиум-класса, произведенные в США. 45 сталь применение: Сталь 45: особенности применения и характеристикаСталь 45: характеристики, свойства, аналогиМарка стали 45 — одна из самых востребованных и популярных марок конструкционных углеродистых сталей, соответствует требованиям ГОСТ 1050-2013, ДСТУ 7809 Классификация: Сталь конструкционная углеродистая качественная. Продукция: Листовой и сортовой прокат, в том числе фасонный.
Химический состав стали 45 в соответствии с ДСТУ 7809, %
Механические свойства стали 45 после нормализации
Аналоги стали 45
Применение
СвариваниеМарка стали 45 — трудносвариваемая. Для достижения качественных сварных соединений необходимы дополнительные операции: подогрев до +200-300°С при сварке, а также термообработка стали 45 после сварки, то есть её отжиг. Применение Стали 45 при производстве редукторов.Сталь 45. Применение в производстве.Сталь 45 относится к конструкционным углеродистым качественным сталям. Благодаря высокой выносливости и терпимости к значительным перепадам температуры, сталь 45 применяется при производстве редукторов. Из данной стали изготавливают валы-шестерни и зубчатые колёса для таких массовых изделий из нашего каталога, как редукторы РМ-250, РМ-350, РМ-400, РМ-500 и РМ-850. Сталь 45 является относительно дешёвым металлом, что позволяет производить из неё и цепные приводные звёздочки. После соответствующей термообработки звездочки для цепей ПР-25,4, ПР-31,75, ПР-38,1, ПР-44,45 и ПР-50,8 обеспечивают долгую работоспособность цепного привода. Химический состав стали.Хотя основной долей в составе Стали 45 обладает железо (Fe) – до 97%, но определяющим показателем марки является углерод (C), его доля составляет 0,42 – 0,5%. Именно это число обозначается в маркировке стали. Приведём полный химический состав:
Малое процентное содержание хрома и никеля определяет подверженность изделий из Стали 45 коррозии, что необходимо учитывать при техническом обслуживании и смазке редукторов и цепных звёздочек. Сталь 45 ГОСТ.Сталь 45 применяется в качестве заготовки для самых разнообразных изделий. В зависимости от формы, весь металлопрокат регламентируется ГОСТами.
Сталь 45. Механические свойства.Механические характеристики при повышенных температурах
Механические свойства проката
Механические свойства поковок
Механические свойства в зависимости от температуры отпуска
Механические свойства в зависимости от сечения
Технологические свойства стали.Температура ковки:
Свариваемость – трудно свариваемая, способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка. Обрабатываемость резанием — в горячекатаном состоянии при НВ 170-179 и sB = 640 МПа Ku тв. Склонность к отпускной способности — не склонна. Флокеночувствительность – малочувствительна. Температура критических точек
Ударная вязкостьУдарная вязкость, KCU, Дж/см2
Предел выносливости Стали 45
Прокаливаемость сталиТвердость для полос прокаливаемости HRCэ (HRB).
Физические свойства
Сталь 45: характеристики, свойства, аналоги Сталь45 относится к наиболее востребованным и популярным видам конструкционной углеродистой стали. Соответствует стандартам ГОСТ 1050-2013 и ДСТУ 7809 Классификация: Сталь конструкционная углеродистая высшая марок. Товар: Прокат, в том числе фасонный. Химический состав стали 45 по ДСТУ 7809%
Механические свойства стали 45 после нормализации
Аналоги стали 45
Применение 45 сталь применяется в горячекатаном и холоднокатаном плоском и прокатном прокате и поковках, которые затем используются в металлоконструкциях и деталях машиностроения различных форм и размеров. Сварка45 сталь плохо поддается сварке. Для получения качественного сварного шва перед сваркой изделие необходимо нагреть до +200-300°С, а затем подвергнуть термообработке (отжигу). Среднеуглеродистая сталь C45 РангЧто такое материал C45? Сталь марки C45 определяется как среднеуглеродистая сталь, обеспечивающая прочность на растяжение в умеренном диапазоне. Материал можно маневрировать с упрочнением посредством закалки и отпуска на целевых и ограниченных участках. С45 также может подвергаться индукционной закалке до уровня твердости HRC 55. Этот сорт в большинстве случаев поставляется в состоянии термообработки без присмотра, т. Обрабатываемость С45 эквивалентна обрабатываемости низкоуглеродистой стали, например марки CR1, с другой стороны, способность к сварке ниже, чем у низкоуглеродистой стали. Что такое BS EN ISO 683-1:2018? Стандарт ISO 683-1:2018 заменяет стандарт BS EN 10083-2:2006, в котором также указывается C45. Это британский стандарт, заимствованный из ISO, который определяет термически обрабатываемые стали, легированные стали и стали для автоматической резки, а также нелегированные стали для закалки и отпуска. Он опубликован в 2018 году. Стандарт заменяет BS EN 10083-2: 2006, в котором также указан C45. Почему C45 называется 1.1191? Сталь европейского класса 1.1191 представляет собой нелегированную углеродистую сталь, изготавливаемую для объективной формовки в кованые изделия. Доступные формы на рынке : Ниже приведены доступные формы стали C45 на мировом рынке:
Поверхностная обработка точеная, черновая и хромированная. Это должно быть подтверждено поставщиками. Размерные характеристики сталей C45 : допустимая толщина этого материала C45, согласно онлайн-статистике на рынке, составляет от 10 мм до 1 500 мм в зависимости от процессов. Однако ширина этого материала варьируется и доступна в диапазоне от 200 до 3000 мм. Поскольку он доступен в различных формах, размеры должны быть подтверждены поставщиками, производителями и дилерами. Диаметр круглого проката C45 начинается от 8 до 300 миллиметров. Химический состав этого сорта указан следующим образом:
Остальной процент железа (Fe) с небольшим количеством незначительных примесей. Механические свойства стали C45 : Ниже приведены некоторые механические свойства материала C45 в закаленном и отпущенном состоянии:
Блоки C45 Инфографика Ниже приведены некоторые механические свойства материала C45 в нормализованном виде.0 Н/мм2 (МПа). Эквивалентные марки материалов по другим международным стандартам : Узнайте больше о
Глаза нахватались сварки: Что делать если болят глаза от сварки когда нахватался зайчиковОжог глаз сваркой или «нахвататься зайчиков» глаз от сваркиГлавнаяСтатьи Ожог глаз сваркой или «нахвататься зайчиков» глаз от сварки Электроофтальмия — это кератопатия (поражение роговицы глаза) вызванная тепловым или ультрафиолетовым облучением. Часто электроофтальмия возникает при сварке без защитных средств. В народе имеет обозначение «нахвататься зайчиков«. Жалобы при электроофтальмии Симптомы электроофтальмии От чего следует отличать электроофтальмию {module Реклама|showtitle=0} Обследование при электроофтальмии Если Вы нахватались зайчиков глаз при сварке не стоит без разрешения врача применять местные анестезирующие средства, такие как лидокаин, алкаин и другие. Во-первых они при частых закапываниях только ухудшают состояние роговицы, а во-вторых они могут скрывать более серьезные поражения глаз. Что следует применять обязательно если Вы «нахватались зайчиков» Обязательно в следующий раз пользуйтесь защитой для глаз: спец.масками при сварке и очками в солярии.Если Вы не будете придерживаться техники безопасности то нахватаетесь зайчиков в следующий же раз. Наблюдение за больным при электроофтальмии Поделитесь ссылкой на эту страницу в социальных сетях и блогах: Зайчики от сварки, или почему от сварки болят глазаСварочные работы, в частности с использованием электросварки, предполагают соблюдение правил техники безопасности. И совершенно не важно где происходит процесс — на производстве или в домашних условиях. Зайчики от сварки, или почему от сварки болят глаза Достаточно часто, даже у профессионалов, глаза болят от сварки . Кстати, зачастую не только сами проводящие сварочные работы получают такие ожоги. Достаточно часто страдают неопытные помощники, даже если они прикрывают глаза во время сварочного процесса. Если рассматривать вопрос почему глаза болят от сварки с точки зрения медицины, то можно сказать, что сетчатка не только получает ультрафиолетовый ожог, но и световой шок. Кстати, именно поэтому некоторым везет, если работа проводилась с солнечный яркий день, а ее продолжительность была очень короткой — буквально «прихватил пару деталей». В этом случае глаз уже адаптировался к яркому свету — зрачок сужен, а сетчатка просто-напросто не успела получить ожог ультрафиолетом. Световой шок сам по себе очень опасная штука. Кстати, именно светошумовые гранаты очень популярны среди спецподразделений мира — не причиняя физического вреда могут надолго вывести человека из формы, причем так, что временное ослепление буквально деморализует противника. Итак, что же делать в случаях, когда глаза болят от сварки? Помимо народных средств, врачи рекомендуют использовать альбуцид или визин. Оба этих препарата значительно снижают воспаление, однако не предотвращают его.
Купить ПВЛ просечно-вытяжной лист в АлматыИсточник: nanolife.info Что такое Arc-Eye? | Руководство по технике безопасности при сваркеСо сваркой связано множество опасностей. Одной из них является опасность, связанная с интенсивным светом, возникающим при сварке. Глядя на сварочную дугу без принятия соответствующих мер предосторожности, таких как использование соответствующих средств индивидуальной защиты или сварочных штор, вы можете стать восприимчивыми к дуговому ожогу. Что такое Arc-Eye?Глазная дуга, также известная как вспышка сварщика, представляет собой воспаление роговицы и является результатом ультрафиолетового (УФ) излучения, выделяемого сварочной дугой. Другие причины аркоглаза прямо смотрят на:
Часто симптомы аркоглаза проявляются не сразу. Требуется обучение технике безопасности при сварке?Наш учебный курс по охране труда и технике безопасности повышает осведомленность о рисках, связанных со сварочными операциями, включая газовую и электродуговую сварку. Это поможет вам понять риски, которых следует избегать, и даст вам знания о том, как безопасно выполнять сварочные работы. «Я случайно посмотрел на сварочную дугу»Если вы смотрели на сварочную дугу, не надев соответствующие средства индивидуальной защиты (СИЗ), вы, вероятно, будете страдать от некоторых или всех следующих симптомов:
Существует множество факторов, которые могут повлиять на тяжесть ожоговой травмы, включая расстояние, продолжительность и угол, под которым излучение проникает в глаз. Кроме того, длительное воздействие иногда может привести к катаракте, что приводит к потере зрения. При появлении симптомов следует обратиться к врачу. Это важно, так как в глазу могут быть инородные тела, которые вызывают дискомфорт, и, следовательно, вам может потребоваться лечение антибиотиками для предотвращения инфекций. Если вы страдаете от аркоглаза, врач, скорее всего, назначит вам средства для лечения глаз, такие как расширяющие капли и мягкие повязки, чтобы ваши глаза могли отдохнуть и восстановиться. Ваша роговица должна восстановиться через один-два дня. Однако, если вы не лечитесь от аркоглаза, вы остаетесь восприимчивыми к инфекциям. В серьезных случаях это может привести к различной степени потери зрения. Средства индивидуальной защиты СИЗ включает в себя все оборудование, используемое для защиты работников от рисков для здоровья и безопасности, которые могут возникнуть на работе. После того, как все остальные меры безопасности выполнены, риски при проведении сварочных работ все равно остаются. Таким образом, адекватные средства индивидуальной защиты глаз важны для обеспечения вашей защиты от вспышки дуги. При выборе СИЗ для глаз важно выбрать сварочные каски или защитные очки с правильной шкалой фильтра для излучения, создаваемого сварщиком. Однако риск повреждения глаз — не единственная опасность, связанная со сваркой, и защита глаз — не единственное СИЗ, которое необходимо носить . После тщательной оценки рисков компетентным лицом необходимо использовать соответствующие СИЗ для защиты от всех опасностей, с которыми можно столкнуться на работе. Вы должны носить соответствующие средства индивидуальной защиты каждый раз, выполняя любые сварочные работы; даже если вы выполняете только быструю задачу. Хотите узнать больше о средствах индивидуальной защиты? Взгляните на наш тренинг по СИЗ. Безопасное расстояние от вспышки сварочной дуги Может быть трудно понять, когда вы подвергаетесь риску дугового разряда. Интенсивность излучения и продолжительность воздействия могут влиять на вероятность травмы. Вам не обязательно быть человеком, использующим сварочный аппарат, чтобы испытать дугу, достаточно просто находиться рядом с работающим сварочным аппаратом. Интенсивность излучения сильно зависит от расстояния до сварочной дуги. Поэтому, если вы находитесь на небольшом расстоянии от дуги, даже очень короткое воздействие вспышки дуги может привести к травме. В результате персонал должен быть обеспечен адекватной защитой, если он находится на расстоянии менее 10 метров от вспышки дуги. Например, вы должны находиться за сварочным занавесом или носить средства индивидуальной защиты глаз. Несмотря на то, что интенсивность излучения уменьшается по мере удаления от источника, все же не рекомендуется активно смотреть на вспышку сварочной дуги, поскольку длительное воздействие на большом расстоянии может привести к ожогу вспышкой. Что читать дальше:
Сварка портит глаза?Как ультрафиолетовые и инфракрасные лучи вредят глазам? Несмотря на неприятные ощущения, фотокератит может пройти сам по себе. Интенсивное незащищенное воздействие УФ-излучения может вызвать ряд кратковременных заболеваний глаз, подобных ожогу кожи после нескольких часов нахождения на солнце. Повреждение глаз ультрафиолетовым светом может быть временным, но длительное воздействие может вызвать пожелтение роговицы и хрусталика, из-за чего становится труднее видеть контраст. Какие еще проблемы с глазами вызывают УФ- и ИК-лучи? Состояние, известное как «глаз серфера» или птеригиум, может развиться в результате воздействия УФ-лучей. Это доброкачественная опухоль, которая образуется на поверхности глаза, часто во внешнем уголке, ближайшем к носу. Это может раздражать роговицу и вызывать отек, оба из которых могут ухудшить зрение. Операция может временно облегчить симптомы, но состояние может вернуться. Большинство людей старше 40 лет теряют зрение из-за катаракты. Постепенное помутнение хрусталика глаза врачи называют катарактой. Они являются основной причиной предотвратимой слепоты в мире, если не принять меры. По данным Всемирной организации здравоохранения (ВОЗ), катаракта, вызванная УФ-излучением, составляет до 20% всех случаев. Каждый год штаты могут проводить до трех миллионов процедур по удалению катаракты. По данным Prevent Blindness, более 20 миллионов американцев страдают катарактой. Также одной из главных причин слепоты у людей в возрасте 60 лет и старше является возрастная дегенерация желтого пятна (AMD). Существует сильная корреляция между высокими уровнями воздействия УФ-излучения в молодом возрасте и развитием ВМД. Исследователи показали, что воздействие солнца в раннем возрасте играет важную роль в возникновении AMD. Фотоокислительный стресс в сетчатке от УФ-излучения является известным фактором риска возрастной дегенерации желтого пятна. Нарушение зрения, вызванное AMD, не может быть восстановлено. Согласно исследованиям, проведенным Исследовательским институтом безопасности Liberty Mutual, травмы глаз являются наиболее распространенным видом повреждений, получаемых сварщиками. Рабочие в производстве промышленного и коммерческого оборудования, компьютерного оборудования и готовых металлических изделий имеют более высокий риск травм глаз, связанных со сваркой, чем работники других областей. Наиболее эффективным и простым методом предотвращения травм глаз является ношение защитных очков или очков, когда это необходимо. Простого ношения шлема недостаточно для защиты головы. При газовой сварке или кислородной резке сварщики всегда должны использовать защитные очки или другие средства защиты глаз, например защитные очки с боковыми щитками, соответствующие стандарту ANSI Z87.1. Когда дело доходит до защиты ваших глаз от таких вещей, как пыль и радиация, защитные очки — гораздо лучший вариант, чем стандартные защитные очки. К сожалению, сотрудники не всегда используют очки или защитные очки из-за низкого восприятия риска, плохого ухода за линзами, дискомфорта, необходимости носить линзы по рецепту ниже или просто из тщеславия. Следует напомнить рабочим, что существует несколько потенциальных причин повреждения глаз при сварке, например:
Рабочие могут быть защищены от повреждения глаз путем реализации программы безопасности, в которой подчеркивается необходимость ношения защитных очков и соблюдения других правил безопасной сварки. Каковы возможные риски повреждения? Сварка испускает излучение в ультрафиолетовом, инфракрасном и видимом спектрах, и все три наиболее часто используемых метода (дуговая сварка в защитных газах или электродуговая сварка, газовая дуговая сварка металлическим электродом и кислородно-ацетиленовая сварка) представляют опасность для здоровья. Яркие ожогиСварка часто приводит к мгновенным ожогам глаз, которые являются наиболее распространенным видом повреждений. По сути, так же, как и солнечные ожоги на любом другом участке тела, роговица глаза может быть сожжена мгновенно. Роговица — это прозрачный внешний слой глаза, расположенный перед радужной оболочкой и зрачком (цветное кольцо и черный кружок в центре глаза). Острые признаки внезапного ожога часто включают:
Солнцезащитные очки могут уменьшить дискомфорт, вызванный снятием контактных линз (поскольку они помогают противодействовать яркому свету). Если у вас проблемы со зрением, обратитесь к врачу. Офтальмолог – это врач-офтальмолог, получивший дополнительную подготовку по диагностике и лечению заболеваний и травм глаз. Проверьте Austgens LOGISTICS & DISTRIBUTION В дополнение к мерам самопомощи, которые вы принимаете, врач может также порекомендовать:
Само собой разумеется, вам не следует ехать в больницу, если у вас есть какие-либо из перечисленных выше симптомов (пятна, нарушение зрения, чувствительность к свету или сильная боль). Как обращаться со сварщиками, пострадавшими от вспышки?Однако бывают обстоятельства, когда вред неизбежен. Вспышка сварщика — это состояние, которое может затронуть любого, кто много занимается сваркой и не принимает мер предосторожности для защиты своих глаз. К счастью, есть меры, которые вы можете предпринять, чтобы облегчить возникший дискомфорт и боль. Где купить глазные капли или расширяющие глазные капли? Одним из таких вариантов является использование глазных капель. Они, которые доступны как без рецепта, так и по рецепту, снимают дискомфорт и воспаление в глазах, сохраняя их хорошо смазанными. Глазные капли, отпускаемые по рецепту, не только расширяют зрачки; они также успокаивают мышцы вокруг глаз. Вы должны поговорить со своим врачом о получении рецепта на эти глазные капли, так как они являются лучшим средством для лечения травм такого рода. Каковы возможные домашние средства для сварщиков Flash?Вместо глазных капель, имеющихся в продаже, вы можете попробовать некоторые из проверенных домашних средств от этого заболевания. Мы, как и все опытные сварщики, пробовали использовать чайные пакетики или даже алоэ вера, чтобы уменьшить покраснение. Это помогает, и если у вас есть под рукой нужные ингредиенты, вы можете использовать домашнее средство, чтобы сразу почувствовать себя лучше за очень небольшие деньги. Чайные пакетики для сварщиков Flash Мы считаем, что чай в пакетиках — лучший вариант домашнего лечения. Вы можете сделать это с черным или зеленым чаем, взяв пакетик, лягте и положите чайные пакетики на глаза, как ломтики огурца. Ваши глаза будут чувствовать себя лучше после употребления чая из-за содержащихся в нем минералов. В течение следующих семи ночей вам нужно делать это непосредственно перед сном. Через день-два вы не почувствуете такого дискомфорта в глазах, если последуете этому совету. Как сварщику лучше защитить глаза от вредных лучей?Однако некоторые травмы глаз, вызванные сваркой, необратимы и приводят к необратимому ухудшению зрения; хотя более половины травмированных сотрудников возвращаются на работу менее чем через два дня, а 95% — менее чем через семь дней, некоторые травмы являются непоправимыми и вызывают пожизненное ухудшение зрения. Инфракрасный и видимый (или сильный) спектры света являются наиболее заметными исключениями из этого правила. Повреждения сетчатки, такие как катаракта, снижение остроты зрения и повышенная чувствительность к свету и яркому свету, могут возникать при любом из них, но это редко. Рабочие в целом, не только сварщики, в опасности. Несмотря на то, что сварочная дуга генерирует большую часть ультрафиолетового излучения, работники на расстоянии до 50 футов могут получить травмы от излучения из-за его отражения от глянцевых поверхностей, бетона или неокрашенных металлов. Если вы не можете найти подходящее решение проблемы отражения, вам следует обязать использовать средства защиты глаз для всего персонала в регионе. Сварщики подвергаются как непосредственному воздействию радиации, так и кумулятивным негативным эффектам, проявляющимся со временем. Датское исследование 217 сварщиков показало, что у 57% сварщиков были желтые пятна на белках глаз, а у 24% была дегенерация тонкой мембраны, окружающей глазное яблоко. Около половины участников также имели рубцы на роговице, которые обнаружили исследователи. Несмотря на то, что радиация может причинить незначительный вред, основной причиной повреждения глаз по-прежнему остаются частицы расплавленного или холодного металла, попадающие в глаз. Решение этой проблемы простое. Всегда используйте сварочную маску, одобренную ANSI, чтобы защитить глаза от потенциально опасного ультрафиолетового (УФ) и инфракрасного (ИК) излучения во время сварки. Если шлемы с автоматическим затемнением не находятся в режиме затемнения, они должны обеспечивать полную защиту от УФ- и ИК-излучения в соответствии со стандартом ANSI Z87.1. Перед покупкой покупатели должны убедиться, что шлем соответствует стандарту ANSI Z87. Имейте в виду, что даже вторичный контакт со сварочной дугой может привести к повреждению. Таким образом, ваши глаза все равно будут подвергаться воздействию УФ-излучения сварщика, даже если вы будете находиться на безопасном расстоянии. Защитные очки от ультрафиолетового излучения — один из самых недооцененных сварочных инструментов. Затененные области уменьшают блики и повышают контрастность. Однако, если на них есть соответствующая маркировка, даже прозрачные защитные очки могут блокировать 100% УФ-лучей. Во время работы в сварочном цеху необходимы защитные очки. Ознакомьтесь с разделом Металлообработка Сварка алюминия Одним из основных преимуществ защитных очков с УФ-защитой является защита глаз как от непосредственного, так и от длительного воздействия ультрафиолетового (УФ) излучения. Вспышка сварщика представляет собой опасность в сварочной промышленности, хотя ее можно избежать, руководствуясь здравым смыслом. Вспышки сварщика и других потенциально разрушительных травм глаз можно избежать, надев защитное снаряжение, такое как каски, защитные очки и одежду. Не попадите в статистику из-за того, что на мгновение потеряли очки и играли без них. Даже если это означает потратить несколько минут на поиск защитного снаряжения, вы всегда должны носить его. Как каска сварщика защищает ваши глаза?Наденьте защитное снаряжение, включая шлемы и одежду. защищают глаза сварщиков от «вспышек сварщика» и «солнечных ожогов», но, поскольку они проводят большую часть своего времени в надетых касках, им также необходимо носить очки или защитные очки с боковыми щитками. Они защитят их от любого мусора, который проходит через переднюю часть их шлемов, когда они шлифуют, долбят или рубят, готовясь к своей работе. Очки , соответствующие стандарту ANSI Z87.1, подходят для большинства рабочих мест. Однако для газовой сварки требуются щитки или защитные очки с затемнением 3-8. Дуговая сварка требует использования защитных очков в дополнение к щиткам. Как защитить глаза при сварке? Для начала приобретите шлем, соответствующий стандарту ANSI. Однако этого недостаточно для защиты глаз во время сварки, так как большая часть работ выполняется с поднятой каской. Носите защитные очки, которые блокируют 100% УФ-излучения. Вы можете выбрать между прозрачными стеклами и тонированными, как вам нравится. Темный цвет очков не влияет на их способность защищать глаза от УФ-излучения. Темные очки без защиты от ультрафиолета так же плохи, как и без них. Когда темно, ваши зрачки расширяются, позволяя вредному ультрафиолетовому излучению напрямую попадать на сетчатку. Не экономьте и покупайте самую дешевую пару очков, какую сможете найти; вместо этого выбирайте те, которые обеспечивают 100-процентную защиту от ультрафиолета. Защита глаз необходима, даже если вы находитесь всего в 50 футах от сварщика, так как вы все равно можете подвергнуться косвенному воздействию. При дуговой сварке рекомендуется надевать поверх очков защитную маску. При газовой сварке рекомендуется использовать сварочный щиток и очки затемнения 3-8. Средства индивидуальной защитыСредства индивидуальной защиты (СИЗ) включают в себя все, что человек носит или носит с собой для защиты от потенциальных опасностей для своего здоровья и безопасности на работе. Даже при соблюдении наилучших мер предосторожности сварка не лишена опасностей. Чтобы предотвратить повреждение глаз вспышкой дуги, необходимо носить соответствующие средства индивидуальной защиты (СИЗ). Выбор сварочных шлемов или защитных очков с соответствующей шкалой фильтра для излучения, излучаемого сварщиком, имеет решающее значение, когда речь идет о средствах индивидуальной защиты глаз. Однако повреждение глаз — не единственная проблема во время сварки, и защитные очки — не единственные средства индивидуальной защиты, которые необходимо носить. После полной оценки риска, проведенной квалифицированным специалистом, рабочие должны по возможности защищать себя соответствующими средствами индивидуальной защиты (СИЗ). Каково безопасное расстояние от вспышки сварочной дуги?Не всегда очевидно, когда вы рискуете заболеть аркоглазом. Риск причинения вреда пропорционален как дозе, так и времени облучения. Нахождения рядом с работающим сварщиком часто бывает достаточно, чтобы вызвать дуговой разряд, поэтому важно носить защитные очки, даже если вы не занимаетесь сваркой. Поэтому очень важно, чтобы вы хорошо разбирались в мерах безопасности, которые вы можете предпринять, чтобы уменьшить вероятность причинения вам вреда. Эмиссия сварочной дуги резко уменьшается с увеличением расстояния. Поскольку даже кратковременное воздействие вспышки дуги на слишком близком расстоянии может причинить вред, важно по возможности соблюдать безопасное расстояние. Таким образом, если сотрудник будет находиться ближе 10 метров к дуговой вспышке, он должен быть подвергнут соответствующей защите. Проводится ли обучение сварщиков?Необходимо обсудить использование и техническое обслуживание средств индивидуальной защиты. Все товары должны быть проверены перед использованием. Линзы необходимо менять, если они имеют значительные повреждения, такие как царапины, ямки или трещины. Замена очков часто требуется, если ремешки перекручены, завязаны узлами или слишком натянуты. Крайне важно, чтобы любые контрольные списки или другие материалы, используемые при обучении, четко описывали связанный с этим риск. Должны быть изложены последствия несоблюдения стандарта и пути их смягчения. Чтобы быть лучше подготовленными к чрезвычайным ситуациям и более открытыми для помощи другим, сварщики должны изучить основы оказания первой помощи при травмах глаз. Сварщики, например, должны дождаться медицинской помощи, прежде чем удалять что-либо, застрявшее в одном из глаз. Однако, если раздражителем является частица пыли или химический брызг, лучше сразу смыть его в унитаз. Использование соответствующих СИЗ должно снизить вероятность несчастных случаев, но понимание того, что делать в различных типах чрезвычайных ситуаций, может быть разницей между сохранением зрения работника и его потерей. Помните об этих основных принципах и применяйте их на практике, чтобы повысить безопасность сварщика и рабочего места и снизить вероятность несчастного случая. Только радиация может повредить глаза при сварке? Несмотря на то, что радиация является фактором риска, ожоги вспышкой гораздо чаще вызывают необратимое повреждение глаз и должны рассматриваться как основная причина травм глаз у сварщиков. Сварщик — не единственная профессия в сварочном цехе, которая может привести к повреждению глаз, если вы не носите защитные очки; многие задачи в сварочном цехе связаны с выбросом частиц в воздух. Сварочные швы фото виды: виды швов сварки и ГОСТ, красивые горизонтальные и угловые швы для начинающих. Как их правильно варить? ДефектыКлассификация сварных соединений: прерывистые, нахлесточные и другиеПозиции, по которым осуществляется классификацияСогласно нормативным документам классификация сварочных швов имеет подразделения в зависимости от их положений, необходимой длине, направленности усилий, числу проходов, особенностям выполнения, в частности количеству слоев. Существуют различные виды сварных узлов в связи с условиями работы. Готовые швы классифицируется по их ширине и наружной форме. Положение в пространствеКлассификация сварных швов по месту выполнения предлагает всего четыре варианта расположения сварных швов:
При возможности опытные сварщики сами выбрали бы нижнее положение и посоветовали то же самое новичкам. Преимущества этого положения очевидны, зато каждый из оставшихся вариантов имеет свои особенности при выполнении. Всех их объединяет главная проблема — сила тяжести, под действием которой металл начинает стекать вниз. Верхнее положение иначе называется потолочным. В этой подгруппе оно считается самым сложным. Начать с него обучение профессии сварщика не стоит — здесь потребуется настоящее мастерство. Электрод может быть только в одном положении — вертикально вверх, что трудно и без того в неудобном положении исполнителя. Сварку следует выполнять круговыми движениями с постоянной скоростью. Дуга не должна быть длинной. Несмотря на выполнение всех рекомендаций, такой шов не всегда может получиться очень качественным. При горизонтальном положении варить допускается как направо, так и налево. Угол наклона электрода должен быть достаточно большим с учетом величины тока. При значительном стекании металла проблему можно частично решить, увеличив скорость движения, что даст уменьшение нагрева. Еще один вариант — периодически отрывать дугу, давая время на остывание металла. В отличие от горизонтального положения при вертикальном вниз будет стремиться не вся сварочная ванна, а только капли металла. ПротяженностьОсновная градация по протяженности заключается в разделении на два вида: сплошной и прерывистый. Если с определением сплошного все понятно, то прерывистым называется шов, технология применения которого предусматривает наличие постоянного интервала. Прерывистый сварной шов в свою очередь делится на цепной, шахматный и точечный. Сварные швы могут выполняться на одной или обеих сторонах. Соединения на цепных дорожках находятся друг против друга. Сварной шов шахматный предполагает сварку, произведенную в шахматном порядке. ГОСТ 5264 регламентирует правила обозначение сварного шва. В чертежах должно быть указано, имеет ли он цепное или шахматное расположение. Обозначение содержит сведения о размерах. Так, прерывистый сварной шов 50/100 означает, что его длина составляет 50 мм, а шаг — 100 мм. Шаг сварного шва 100/100 имеет такой же размер, как и длина. Прерывистый сварной шов с шагом, длина которого составляет 40 мм, а шаг — 120 будет обозначаться 40/120. Если требуется указать данные нестандартного сварного шва, то его конструктивные размеры устанавливаются таким образом, чтобы они соответствовали поставленной задаче. Точечный способ не требует наличия сварочной ванны. Элементы металлических изделий при таком способе скрепляются, применяя нахлесточное сварное соединение. Направление усилийЕще одной группой квалификации является разделение по направлению прилагаемых усилий. Дифференциации подвергаются сварные швы вдоль сечения:
Форма поверхностиКлассификация сварных соединений включает в себя разделение по внешнему виду формы поверхности сварных швов. Существует три вида:
Преимущества каждый вид имеет в зависимости от условий работы. Выпуклые швы являются многослойными. Они находят применение, когда скрепляемое соединение предстоит использовать под статическими нагрузками. Однако, следует учитывать, что увеличенный наплыв приведет к дополнительному расходу электродов, что повышает себестоимость процесса. Вогнутые применяются, когда скреплять предстоит листы из тонкого металла. При динамических нагрузках лучше использовать швы плоские или вогнутые, поскольку в этом случае отсутствует большой перепад между основным материалом и швом. Условия, в которых предстоит работать узлу, имеющему сваренные поверхностиРазделение зависит исключительно от условий эксплуатации узла изделия. К рабочим относятся сварные швы, которым предстоит принимать на себя нагрузки, иногда значительные. Нерабочие швы являются просто соединительными или связующими. Сварной шов, являющийся нерабочим, но находящийся в неблагоприятных погодных условиях, должен быть избавлен от пустот и трещин. По ширинеСогласно этому критерию сварочные швы бывают двух видов:
При работах наплавочного характера применяют уширенный вариант. Если предстоит сваривать листы тонкого металла, выбирают ниточные швы. Число слоевСлои иначе называют проходами. Классификация по этому признаку насчитывает два варианта
Многослойный сварочный шов имеет свою особенность — это такой шов, в котором число слоев совпадает с количеством проходов. Если же какие-то слои были выполнены за несколько проходов, то они получат название многопроходных. Сфера применения многослойных швов — стыковое сварное соединение. При многопроходном методе наложение последующего слоя происходит на неостывший предыдущий. Перед этим необходимо успеть быстро удалить сварочный шлак. Если сварка производится на участке длиной от 200 мм, то ее ведут в разных направлениях. При наложении следующего слоя в предыдущем происходит отжиг, что положительно влияет на структуру и механические характеристики сварного шва. Характер выполненияПо характеру выполнения сварные швы делятся на односторонние и двусторонние. Односторонний шов располагается с одной стороны, а двусторонний — по обе стороны. Расчет катетаЧтобы избежать ошибок и изготовить действительно качественную, способную выдерживать высокие нагрузки металлоконструкцию необходимо предварительно рассчитать какой должен быть катет сварного шва. От этого показателя непосредственно зависят прочностные характеристики создаваемых изделий, в частности:
Расчет катета сварного шва позволяет еще до начала сварочных работ определить какими прочностными свойствами будет обладать металлоконструкция. Кроме этого и с финансовой точки зрения наличие таких показателей необходимо. Вплоть до копейки можно рассчитать себестоимость работ, обеспечивая экономию на расходе электроэнергии и комплектующих. Дополнительные технологииСоединение сваркой может производиться с применением различных дополнительных технологий.
Дополнительные технологии облегчают проведение основного процесса и увеличивают положительные характеристики сварных швов. Влияние катета на геометрические параметры углового шваКроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода. Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции. Виды сварокКачество сварных швов во многом зависит от применяемого оборудования. Основные сварочные виды:
Вид сварки выбирают, исходя из требованиям к сварному шву. ВыполнениеПосле того как вся конструкция соединена, узлы и детали соединяются прихватками. Расположение зависит от того:
Техника наложения зависит от желаемой глубины провара, но, в общем, не отличается от техники наложения сварочного шва. По сути, прихватка – это короткий сварочный шов, выполненный в один проход. В случае, когда предполагается автоматическая сварка, прихватка накладывается с противоположной от первого прохода стороны, если не предъявлены обратные требования. Вид сварных соединенийК основным типам соединений, произведенных с помощью сварки, относятся:
Сварка стыковых соединений находит широкое применение для соединения деталей в конструкциях из листового металла, труб и резервуаров. Технология сварки стыковых соединений состоит в том, что две свариваемые детали соединяют между собой торцовыми поверхностями. Детали при этом должны располагаться на одной плоскости. Сварка встык, как иначе называют стыковой вид сварки, является соединением простым и надежным. Рекомендуется применять ее в конструкциях, подвергающихся действию переменного напряжения. Имеются различные способы сварки стыковых швов:
Сваркой на весу получить хороший провар основания шва достаточно трудно. Более предпочтительными являются методы с использованием медной или стальной подкладки. Они должны быть сильно прижаты к сварным кромкам. Это уменьшит вероятность вытекание из ванны жидкого металла. Подварочный шов выполняется с другой стороны, если имеется такая возможность. Небольшие детали свариваются без разделки кромок. В зависимости от толщины деталей сварка может быть с одной стороны или с двух. Электродом совершают колебательные движения. Преимуществами сварки встык перед другими способами являются уменьшение расхода электродов и электрических ресурсов, простота контроля процесса сварки. Толщина свариваемых деталей не обязательно должна быть одинаковой. Усилить шов в этом случае поможет замковое соединение. Угловые сварные швы могут применяться для сварки емкостей и различных резервуаров. Они имеют ограничение — толщина металла должна быть не более 3 мм. Не используются в конструкциях, которые испытывают внутреннее давление большой величины. Угловые соединения кажутся простыми, но и в этом виде имеются сложности. Металл может стекать вниз на горизонтальную плоскость. Чтобы этого избежать, необходим постоянный контроль за движениями электрода и выдержка правильного угла его наклона. Качественную угловую сварку получают в случае применения «лодочки». Если свариваются металлические листы неодинаковой толщины, то электрод следует располагать к утолщенной детали, чтобы обеспечить ей более сильный нагрев. Нахлесточное соединение применяется для сварки конструкций из металлических листов толщиной до 12 мм. Нахлесточный сварной шов является распространенным видом соединения сваркой. Его использование возможно, когда поверхности соединяемых деталей прилегают друг к другу плотно и без зазоров. Это обеспечивает перекрытие частей соединяемых элементов. Нахлесточное сварное соединение является достаточно простым и подойдет для начинающих без большого опыта в сварном деле. Его применение оправдано в местах, где необходимо достичь большого значения прочности на растяжения. Швы при этом методе расположены на некотором расстоянии, что обеспечивает дополнительную прочность. Нежелательно применение, если существует нагрузка на излом. Расчет нагрузки соединения внахлест учитывает все виды существующих нагрузок для обеспечения необходимой прочности. Тавровое соединение напоминает перевернутую букву «Т». Свариваются торец одной детали и поверхность второй под углом, который является прямым. Отклонения от значения угла должны быть минимальными. Применяется в сварке несущих конструкций. Необходима тщательная обработка поверхностей. Тавровые соединения удобно осуществлять в вертикальных и горизонтальных положениях. Наиболее удобно сварку осуществлять в наклонном положении, используя принцип «лодочки». При этом процесс можно проводить в нижнем положении, что является неоценимым преимуществом. Скорость сварки увеличивается, уменьшается вероятность подрезов. Такой вид сварки является одним из наиболее прочных. Расположение элементов обеспечивает дополнительную жесткость. Соединения тавровым способом позволяют осуществлять сварку в труднодоступных местах. При торцовом виде соединения свариваются торцы двух деталей, а боковые стороны плотно друг к другу прилегают. Могут применяться как для тонких, так и для толстых материалов и деталей. Вероятность появления прожогов невелика, деформации и напряжения небольшие. К достоинствам относится высокая теплопроводность. Особые требования к поверхности торцов не предъявляются. Исполнение является несложным. Критерии выбора катета сварочного стыкаДлина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам. Как провести расчеты катета сварочного стыкаЧто такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние. Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы. В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям. Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью. Другие способы визуального вычисления катетаСуществует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ. Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура. Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели.
Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом. Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию. Сварочные швы: виды швов и соединенийВ процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков. Зоны сварочного соединенияСоединение, полученное в процессе сварки, разбивают на такие зоны:
Типы сварочных соединенийВ зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам. Показатели сварного шваСуществует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
Виды швов по способу выполнения
Виды сварочных швов по пространственному положению и протяженностиРазличают такие положения сварки:
Разбивка по протяженности:
Разделка кромокЭта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине. Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
Особенности разделки кромокДля малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам.
Стандарты и ГОСТы
Обозначение сварочного шваСогласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
○ – замкнутый шов; ┐ – сварка шва производится при монтаже.
Вспомогательные обозначенияЭти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации. 5 типов сварочных швовДля разных работ требуются разные типы сварных швов. Сварные соединения сделаны так, чтобы соответствовать потребностям и усилиям каждого отдельного приложения. Давайте погрузимся в 5 типов сварочных швов ниже. Угловые сварные швы Угловые сварные швы — это еще один термин для обозначения угловых, нахлесточных и тавровых соединений. Угловые сварные швы являются наиболее распространенным типом сварного соединения и составляют почти 75% соединений, выполненных дуговой сваркой. Утверждения о сварке в скалах, сварные швы могут быть выполнены различными способами, включая:
Угловые наружные швы Угловые наружные швы являются одним из самых популярных сварных швов в производстве листового металла. Угловой сварной шов используется на внешней кромке детали. Этот сварной шов представляет собой тип соединения, которое сходится под прямым углом между двумя металлическими деталями, образуя букву L. Стили сварки, используемые для создания угловых соединений:
X-образный шов Двойной V-образный шов также известен как X-образный шов и двойной V-образный шов. Это разновидность стыковой сварки, состоящая из комбинации двух V-образных швов на каждой из двух сторон Одиночные стыковые сварные швы аналогичны соединению со скосом, но вместо того, чтобы иметь скошенную кромку только с одной стороны, скошены обе стороны сварного соединения. В толстых металлах, когда сварку можно выполнять с обеих сторон заготовки, применяют двойное V-образное соединение. V-образные швы Для получения V-образного угла, характерного для V-образного шва, заготовки либо скошены, либо расположены под соответствующим углом Швы внахлест Шов внахлест — это когда один шов накладывается на другой, образуя непрерывный сварной и герметичный шов. Этот шов выглядит чистым и собранным. Идеально подходит для сварки полов и крыш. Проблема с утечкой? Вот видео о том, как можно исправить течь шва. Мы надеемся, что эти 5 сварочных швов дадут вам лучшее понимание и помогут вам в вашем следующем проекте. Магазинные сварочные комплекты и инструменты:
Если у вас есть инструмент и вам требуется обслуживание ваших термофенов Leister, позвоните нам 800.694.1472! Welding Seam Stock-Fotos und Bilder
Alle Zeiträume24 Stunden48 Stunden72 Stunden7 Tage30 Tage12 MonateAngepasster Zeitraum
Lizenzfreie Kollektionen auswählen >Editorial-Kollektionen auswählen > Bilder zum Einbetten Durchstöbern Sie 64 welding seam Stock-Fotografie und Bilder. hot arbeiter — сварной шов сток-графика, -клипарт, -мультфильмы и -символы в трубе — сварочный шов сток-фотографии и изображениякрупный план инженерной детали сварки — сварочный шов сток-фотографии и бильярдсварочный шов на асфальтосмесительном барабане — сварочный шов сток -фотографии и изображение сварного шва на окрашенной листовой стали — изображение сварного шва и изображения сжатия эффекта двух резервуаров для хранения химикатов, один на переднем плане, другой на заднем плане, два тонированных изображения. блеф, дурбан, квазулу-наталь, южная африка — сварка шва стоковые фото и фотографии рабочие в масках и кожаных перчатках для безопасности, аргонная сварка на промышленных предприятиях. — фото и изображения сварных швов. Крупный план деталей сварки металла. — Фото и изображения сварочных швов. недалеко от Лос-Анджелеса сидеть на форпике корабля и слушать… человек, работающий на снегу — сварка шва сток-фото и фотографииСотрудник Hyundai Heavy Industry Co. Осциллятор для плазмореза своими руками: Осциллятор для инвертора своими руками: схема, видео, устройствоОсциллятор для инвертора своими руками: схема, видео, устройствоPlazmen.ru » Своими руками Автор Валерий Шилков На чтение 4 мин Просмотров 3.1к.
Содержание Самодельный осциллятор для плазмореза: немного теорииВнешний вид электронного блока осциллятора заводского изготовления представлен на рисунке. Сварочный осциллятор марки ВСД-02, используемый для стабилизации горения дуги. Современные осцилляторы делятся на два класса действия:
Примеры электрических схем указаны на рисунке. Параллельное и последовательное подключение осциллятора. Большую эффективность имеет устройства, которые подключены к электрической цепи плазмореза последовательно. Объясняется это тем, что в их схеме не применяется, за ненадобностью, защита от высокого напряжения. Применение осциллятора, кроме того, позволяет расширить опции плазмореза и обрабатывать «проблемные» металлы или сплавы:
Осциллятор для плазмореза своими рукамиОсциллятор, который при желании нетрудно изготовить своими руками, чаще всего, относится к устройствам непрерывного действия. В общем случае осциллятор состоит из следующих основных узлов:
Если у вас есть необходимый инструмент, навыки работы с электронной техникой и желание собрать осциллятор для плазмореза своими руками, то вам предстоит собрать и настроить указанные выше узлы. Схема для самодельного осциллятораЧтобы было понятно, что вы будете создавать, расскажем, в общих чертах, о принципе действия осциллятора. Внешний вид самодельного разрядника приведён на рисунке. Самодельный одноискровый разрядник. Импульс, возникший в этот момент на разряднике, возбуждает колебания в колебательном контуре (колебания представляют собой обмен энергией между ёмкостью конденсатора и индуктивностью обмотки высокочастотного трансформатора). В колебательном контуре возникают затухающие высокочастотные электрические колебания, соответствующие его резонансной частоте. В момент резонанса на обкладках конденсатора колебательного контура образуется высокое напряжение (величина зависит от добротности «Q» колебательного контура), которое через разделительный конденсатор и обмотку катушки поступает на резак и производит поджиг. Параметры разделительного конденсатора подбираются таким образом, чтобы его реактивное сопротивление препятствовало прохождению тока низкой (сетевой) частоты и не препятствовало высокой частоте. Вот один из вариантов принципиальной электрической схемы самодельного осциллятора. Принципиальная электрическая схема осциллятора, который можно собрать своими руками. Пояснения к схеме:
Следует учесть, что осциллятор в процессе работы, благодаря разряднику, создаёт большие электропомехи. Для их нейтрализации, необходимо осуществлять монтаж всех компонентов в «глухом» металлическом корпусе. Пример монтажа осциллятора в «глухом» корпусе. Настройка осциллятора должна осуществляться с тем плазморезом, с которым он будет в дальнейшем работать. Заключается она в подборе опытным путём тиристоров. Ориентироваться следует на устойчивость сварочной дуги.
Видео о сборке осциллятора своими рукамиПосмотрите небольшой ролик с описанием одного из вариантов осциллятора своими руками: Оцените автора Самодельный осциллятор для плазмореза | Все своими рукамиЗдравствуйте. Три года собирал запчасти для самодельного плазмореза и он уже почти готов, осталось собрать управление и опробовать плазму в деле. Сегодня расскажу про осциллятор для самодельного плазмореза. Для розжига плазмы в плазмотроне необходим осциллятор. Осциллятор это устройство, которое в нужный момент создает высоковольтный импульс, который пробивает воздушный зазор и дает дуге возбуждение. Для моего плазмореза стараюсь все делать дубовей, без электроники, поэтому осциллятор будет такой же. Схема осциллятора распространенная и проверенная многими самодельщиками, я только немного изменю ее под свои запчасти. Конденсатор 0.5мкФ последовательно соединенные конденсаторы из микроволновки по 0.93мкФ 2Кв, 0,05мкФ использовал последовательно соединенные пленки 0.1мкФ 2кВ. По конденсаторам достаточный запас прочности по напряжению пробоя. Думаю лучше из зашунтировать керамикой на пару нанофарад Разрядник изготовил на скорую из уголков,винтов и гаек. Развязывающий трансформатор изготовил из феррита с кинескопа, обмотанный ХБ изолентой. Намотал 7 витков вторички и один виток первички. Закрепил на самодельный хомут обтянутый термоусадкой. Для индикации работы установил медный разрядник на выходные клемы вторички с зазором где то 1,5-2мм.
Осциллятор к силовой части положу, осталось то мелочь, собрать управление. Три года собирал запчасти, еще немного подожду. На этом пока все как соберу весь плазморез напишу отзыв о работе осциллятора. Че сказать, осциллятор рабочий, но все равно отказался от него. Во первых в целях безопасности, во вторых что бы место сохранить и массу плазмореза уменьшить. Вот статья про самодельный плазморез, где я применял осциллятор из трансформатора микроволновки. А вот статья про плазморез своими руками вполне рабочий аппарат до 5мм режет сталь. Поддержать мои проекты вы можете через форму ниже. Каждая копеечка пойдет на все новые и увлекательные проекты Как выбрать плазменный резак PERFECT POWER — Сварщики, сварочная проволока, сварочное оборудование, аксессуары и снаряжение Плазменный резак режет металл, пропуская воздух или инертный газ через плазменную горелку, зажигая электрическую дугу, а затем пропуская плазму наконечник горелки для резки металла. Плазменные резаки имеют переключатель включения/выключения и настройку силы тока, которая определяет, сколько энергии необходимо для резки. При условии, что мощность плазменного резака достаточна для разрезания металлической заготовки, плазма часто является очень безопасным, эффективным и чистым способом резки металла. Хотя многие упоминают о преимуществах плазменной резки по сравнению с газокислородной резкой, плазменная резка требует значительных предварительных инвестиций. Хотя плазменный резак, безусловно, окупится в долгосрочной перспективе благодаря своей скорости и низким эксплуатационным расходам, если вам нужно резать много металла, выбор правильного плазменного резака для нужд вашего бизнеса или домашней мастерской может быть сложной задачей. В следующем руководстве представлены некоторые основные факторы, которые следует учитывать при покупке плазменной резки, а также некоторые полезные ссылки на Веб-сайт Perfect Power , где вы можете узнать больше о плазменных резаках и связанных с ними продуктах. Подберите плазменный резак для своей работыКак и при покупке сварочного аппарата, тип плазменного резака, который вы выберете, будет определяться видом выполняемой вами работы. В отличие от газокислородной резки, плазменная резка способна резать практически любой металл. Поэтому при выборе плазменного резака основное внимание уделяется толщине и количеству металла, который вы планируете резать. Ниже приведены некоторые ключевые вопросы, которые следует задать, пытаясь подобрать плазменный резак для своей работы:
Когда вы просматриваете варианты плазменного резака, эти вопросы сужают ваш выбор. Хотя определенные устройства будут выделяться для ваших конкретных потребностей, вполне вероятно, что выбор между брендами будет сводиться к тому, к чему вы привыкли или что вам рекомендуют. Существуют также комбинированные устройства, включающие плазменный резак с стержнем и сварочный аппарат TIG. Если вам просто нужен плазменный резак для нерегулярной работы, это может быть отличным вариантом, если вы сможете найти устройство, которое соответствует вашим потребностям в сварке TIG или дуговой сварке. Если вы решите присмотреться к легкому портативному устройству, работающему от генератора, ищите устройство, способное справиться с колебаниями мощности генератора. Обзор плазменных резаков Выбор выходной мощности плазменного резака Выходная мощность плазменного резака определяет, что он может резать. Например, выходная мощность 12 ампер станка на 120 В сможет разрезать большую часть металла толщиной 1/8 дюйма, а выходная мощность 60 ампер станка на 230 В сможет разрезать большинство металлов толщиной 7/8 дюйма. Также доступны инверторные плазменные резаки, которые обеспечивают высокую мощность резки, но при этом весят намного меньше, чем обычные резаки с такой же производительностью. Выбор скорости резки плазменной резкиСкорость резки для плазменных резаков обычно указывается в дюймах в минуту (IPM). Ваш рабочий процесс и приоритеты будут определять, что вам нужно, но имейте в виду, что, хотя два плазменных резака могут разрезать металл толщиной 1/2 дюйма, один может разрезать металл за минуту, а другой может занять столько же времени. до четырех или пяти, если у него медленная скорость резки. Выбор машины с правильной скоростью резки может стать решающим фактором между разумными инвестициями и снижением производительности. Выбор рабочего цикла плазменного резака Рабочий цикл плазменного резака — это количество времени, в течение которого он может непрерывно работать в течение десяти минут, прежде чем ему потребуется охлаждение. Пятиминутный рабочий цикл означает, что плазменный резак может работать в течение пяти минут, прежде чем ему потребуется пять минут для охлаждения. Более длительный рабочий цикл идеально подходит для выполнения длинных или глубоких резов на больших кусках металла, а более короткий рабочий цикл идеален для домашней мастерской, где регулярно выполняется серия мелких резов. Правильный выбор резака для плазменной резки Существует два распространенных типа плазменных резаков. Наиболее распространены факелы высокочастотных пусковых систем, создающих искру с помощью высоковольтного трансформатора, конденсаторов и искрового разрядника. Преимущество высокочастотных горелок состоит в том, что в них не используются движущиеся части, и поэтому они достаточно надежны. Тем не менее, они требуют периодического обслуживания и могут создавать электрические помехи, которые могут мешать компьютерам и другому находящемуся поблизости электрическому оборудованию в вашем офисе, магазине или дома. Другим вариантом является контактная пусковая горелка, в которой используется подвижный электрод или сопло для получения искры, которая зажигает вспомогательную дугу. Этот тип горелки не создает помех другим электрическим элементам и включается мгновенно без цикла предварительной подачи. Отличным свойством резака, которое можно исследовать, является защитный экран, который крепится к чаше резака и удерживает наконечник на идеальном расстоянии от 1/16 до 1/8 дюйма от разрезаемого металла — это расстояние известно как «стоять в стороне». Горелка может работать на полную мощность с постоянным зазором. Расстояние зазора зависит от толщины металла и силы тока, используемой для его резки, при этом при резке с низкой силой тока требуется минимальное расстояние зазора или его отсутствие. Если вы планируете работать с тонким металлом, вам, скорее всего, понадобится только горелка с одним потоком, которая работает с ограниченной силой тока и не требует дополнительного потока защитного газа для охлаждения горелки. Независимо от того, как горелка зажигает плазменную дугу или использует защитный экран, выберите конструкцию горелки, которая хорошо ложится в вашу руку, особенно если вы планируете использовать ее в течение длительного периода времени. Выбор расходных материалов для плазменного резака После первоначальной покупки плазменного резака наиболее важными текущими расходами будут режущие наконечники и электроды. Поэтому, прежде чем брать в руки плазменный резак, узнайте как можно больше о том, насколько быстро ваш станок будет использовать эти предметы. Поврежденный наконечник из-за неправильной техники или изношенный электрод либо снизят скорость резки, либо снизят качество разрезов, и часто рекомендуется менять наконечник и электрод вместе, чтобы достичь наилучших результатов резки. Предлагает следующую формулу для определения текущей стоимости блоков плазменной резки: «Стоимость расходных материалов или общая стоимость расходных материалов, деленная на срок службы расходных материалов в часах дуги в час, является наиболее полезным измерением. Например, если стоимость сопла составляет 4 доллара, стоимость электрода — 6 долларов, а вместе комплект длится 2,5 дуговых часа, то стоимость часа, или CPH, составляет (4 доллара + 6 долларов)/2,5 = 4 доллара». На что еще обратить внимание при выборе плазменного резакаКак и в случае любого крупного оборудования, важно протестировать плазменный резак или, по крайней мере, убедиться, что продавец предлагает правильную политику возврата, если резак не соответствует заявленным характеристикам. обещания. Кроме того, надежная гарантия гарантирует, что ваши инвестиции в новую режущую систему будут надежными в долгосрочной перспективе. Что такое плазменный резак и как он работает? Металлообработка сегодня является одной из важнейших отраслей промышленности. Эти сварщики, в свою очередь, полагаются на свои инструменты. Для выполнения любой задачи нужны правильные инструменты, и так же, как маляру нужна кисть, лесорубу нужен топор, а строителю нужен молоток, сварщику нужен плазменный резак. Тем не менее, эти другие инструменты были с нами на протяжении веков и являются одними из наших самых распространенных инструментов. Плазменные резаки, напротив, довольно новы и остаются загадкой для многих людей, не занимающихся металлообработкой. Что такое плазменный резак и как он работает? плазменный резак — это режущий агент, использующий плазму для резки металлических поверхностей. Плазменные резаки работают при очень высоких температурах. Это означает, что вам необходимо убедиться, что у вас есть защитные газы, чтобы держать их под контролем, а также достаточное оборудование для обеспечения безопасности, чтобы защитить себя. Содержание Что такое плазма? Однако, имея это в виду, давайте сделаем шаг назад и ответим на еще более насущный вопрос — что такое плазма? Кажется, это очень важно знать, учитывая, насколько это важно для работы этого инструмента, а также тот факт, что это целое состояние материи. Тем не менее, хотя вы знаете, что такое твердое тело, жидкость и газ, есть вероятность, что даже если вы узнали о плазме как о четвертом состоянии материи в школе, ее описание будет для вас более неуловимым, чем другие состояния материи. Частично это связано с тем, что плазма сама по себе является более сложным и менее определенным состоянием, чем другие. Проще говоря, плазма — это перегретый газ, который при достаточно высокой температуре состоит из атомов, потерявших часть или все свои электроны и, таким образом, заряженных положительно, что заставляет их вести себя иначе, чем другие состояния материи. Узнайте больше о температуре плазменного резака – Здесь вы можете найти статью с нашего веб-сайта : Насколько сильно нагревается плазменный резак? Реальные факты -2020 Для наших целей это означает, что плазма может быть выдавлена и использована в качестве сверхгорячего вещества, которое, хотя и похоже на газ, может быть лучше использовано для целей сварки из-за того, как его можно использовать. В то время как газ может быть немного ненаправленным и трудноуправляемым, для сравнения, плазма может быть нагрета и направлена в определенном направлении, что делает ее идеальной для резки толстых поверхностей, таких как различные металлы. Таким образом, он может достигать большего проплавления и выполнять свою задачу по резке лучше, чем другие варианты сварки. Как работают плазменные резаки? Вся эта теория хороша, но как насчет того, как работают плазменные резаки на практике? Как было сказано выше, плазменные резаки работают, нагревая газ, превращая его в плазму, которую затем можно использовать для резки металлов, и они делают это частично, проталкивая плазму через узкое сопло с высокой скоростью. Подумайте о мощном аэрозольном очистителе. Вода выходит из форсунки с такой высокой скоростью и с такой огромной силой, что буквально сметает мусор. Тот же принцип работает с плазменными резаками, которые выбрасывают газовую плазму. Кроме того, плазменные резаки работают, посылая электричество по дуге через газ и узкое сопло. Газ может меняться и меняется в зависимости от работы, и мы скоро займемся этим. А пока знайте, что какой бы тип газа вы ни использовали, сочетание электричества и перегретого газа под давлением делает и без того горячее вещество еще более горячим и готовым для резки толстого алюминия, нержавеющей стали или других металлов. Различные металлы и толщины требуют различных газов и конфигураций. Многие современные плазменные резаки используют вспомогательную дугу. Обычно он расположен между соплом и электродом, пропускающим электричество через него. Это используется для ионизации газа, что важно для облегчения переноса дуги, а также для общего качества и характера плазмы. Плазменная резка для начинающих >> Посмотрите видео ниже.0003
Какой газ вам подходит? Ответ на вопрос о том, какой газ для плазменной резки подходит для данной работы, во многом определяется характером самой работы.
Первое, на что вы должны обратить внимание при выборе среди различных типов газов для плазменной резки, это металл, который вы хотите резать. Здесь важно отметить, что большинство этих газов обеспечивают, по крайней мере, некоторые возможности резки большинства различных типов металлов. Вы редко столкнетесь со случаем, когда газ не будет работать. Скорее, все дело в контроле качества и доступности. Например, сжатый воздух вполне доступен по цене, тогда как аргон-водород дороже. Тем не менее, последний гораздо более эффективен при резке более крупных и толстых материалов, а также может обеспечить более гладкий рез на многих из перечисленных здесь поверхностей. Таким образом, вопрос доступности не является односторонним. Для небольших, более быстрых и простых работ сжатый воздух может быть более доступным вариантом. Однако для больших и толстых металлических поверхностей инвестиции в аргон-водород могут быть лучшим выбором в долгосрочной перспективе. Инвестиции в более качественные газы и форсунки по сравнению с менее дорогими также могут окупиться в долгосрочной перспективе. Наконец, некоторые комбинации, такие как кислород на нержавеющей или низкоуглеродистой стали, категорически не рекомендуются, поэтому убедитесь, что вы не нарушаете ни одно из этих ограничений. Тем не менее, при плазменной резке единственными ограничениями, кроме этих, являются ограничения вашего воображения. Пока у вас есть правильные комбинации газа и металла и правильные инструменты для работы, нет предела тому, что вы можете сделать. Что насчет пилотной арки? Мы уже упоминали пилотную дугу, но теперь давайте подробнее. Они играют важную роль в современных плазменных резаках, повышая их эффективность — но как? Пилотные дуги помогают выполнять более чистый рез с помощью плазменного резака, помогая избежать прямого касания кончиком резака металла. Когда приходится прижимать сопло близко к металлу, это может вызвать серьезные проблемы. Это также увеличивает срок службы расходных материалов, используемых плазменным резаком, как описано ниже. Что насчет расходных материалов? Как и следовало ожидать, сварка требует много энергии и может довольно быстро изнашивать используемые в процессе детали. Детали, израсходованные в процессе сварки, называются расходными материалами, и, поскольку они «расходуются», их необходимо со временем заменять. Тем не менее, «расходные материалы» — это общий термин для широкого спектра различных деталей, от удерживающих колпачков и электродов до форсунок и генераторов защитного газа. Срок службы каждой из этих частей разный, и действительно, разные детали от разных брендов также имеют разный срок службы. Срок службы также зависит от того, как используются детали. К счастью, вы можете приобрести запасные комплекты расходных материалов, которые позволят вам продолжать резку. Все, что вам нужно сделать, это отсоединить форсунку, заменить изношенные детали и снова приступить к работе. Преимущества дуговой резки Учитывая все это, что делает плазменный резак таким полезным? Мы знаем, что он может генерировать невероятно горячий луч, который можно использовать для резки, но как насчет этого? Во-первых, плазменные резаки невероятно полезны для резки различных металлических поверхностей, что невозможно сделать с помощью других инструментов. Любой, кто когда-либо видел, как лезвия пилят твердый металл, знает, что этот процесс может быть шумным, искровым и невероятно опасным. Таким образом, теоретически плазменная резка может обеспечить более гладкую и безопасную резку. Похожие чтения: Может ли плазменный резак резать алюминий? | Полное руководство – 2020 Это также может привести к более чистому разрезу. Одна из больших проблем резки металла заключается в том, что это может привести к тому, что останется много мусора или окалины. Дуговые резаки в своих лучших проявлениях могут помочь избежать этой проблемы, удерживая сопло от касания металла, что упрощает получение гладких, чистых резов с ограничением образования окалины. Более того, из-за огромного количества тепла лучшая дуговая резка позволяет использовать устройства, которые могут резать металл, как масло. Еще вопрос точности. Если вы выполняете резку, требующую большой точности и аккуратности, дуговая резка может оказаться чрезвычайно полезной, особенно по сравнению с пильным полотном и другими подходами. Вопросы для размышления Если вы зашли так далеко и все еще заинтересованы в приобретении плазменного резака, вам следует рассмотреть следующие дополнительные вопросы:
Как уже упоминалось выше, аргон-водород может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма, и это всего лишь один пример того, как сочетание газовой и плазменной резки может повлиять на то, насколько хорошо вы сможете нарезать на определенную толщину. Чем быстрее вы выполняете разрезы, тем менее точными они могут быть. Тем не менее, вы также можете инвестировать в технологии, которые помогут вам выполнять автоматизированную резку на более высоких скоростях. Проблема с напряжением. Различные плазменные резаки питаются от разного напряжения и выдают разную силу тока. Эти суммы определяются тем, сколько энергии они могут получить, что может повлиять на то, где и как вы можете их использовать. Например, напряжение около 120 В, как правило, совместимо с розетками, которые есть в вашем доме . Это делает их идеальными для любителей и тех, кто хочет использовать плазменные резаки в домашних условиях, так как вы можете просто подключить их и работать. Однако более высокие напряжения, такие как 250 В, вероятно, будут слишком высокими для домашней розетки. Таким образом, вам нужно будет купить специальный адаптер или генератор, чтобы использовать их безопасным образом. На что обращать внимание при выборе плазменного резака Все это подводит нас к последнему вопросу – на что следует обращать внимание при выборе плазменного резака? Это, естественно, будет варьироваться в зависимости от множества факторов, не последним из которых является то, чего вы хотите достичь. Например, , если вы ищете плазменный резак для хобби, например, для лепки металлических деталей , вам нужно найти что-то доступное по цене, с низким напряжением и полезное. доступных газов, таких как сжатый воздух. Для тех, кто хочет использовать плазменный резак в профессиональных целях, вероятно, желательны более высокие напряжения. Если вам нужно резать особенно толстый металл, вам нужно найти плазменный резак, который хорошо работает с водородом, аргоном или азотом. Вам также может понадобиться плазменный резак, который предлагает пилотную дугу для точности и простоты использования. Кроме того, устройство с легко заменяемыми расходными материалами может впоследствии избавить от головной боли. Заключение Плазменные резаки — это сложные машины, но их основная идея проста — они очень горячие и режут очень гладко и чисто. При правильном использовании они могут стать тем инструментом, который вам нужен, чтобы с легкостью выполнить следующий проект по сварке металлов. Жидкое стекло для гидроизоляции бетона инструкция по применению: Руководство по применению жидкого стекла в строительствевиды, инструкция по нанесению, применение для гидроизоляцииОбработка жидким стеклом изделий из бетона и дерева применяется довольно давно. Это вещество добавляют в цемент, что позволяет ускорить процесс вставания смеси, его используют для гидроизоляции подвалов, для обработки бассейнов и прочих гидротехнических сооружений. Жидкое стекло в изначальном состоянии напоминает прозрачные или беловатые кристаллы, получаемые в процессе плавки соды и диоксида кремния в определенных пропорциях под давлением. Этот материал был изобретен в XIX веке и по настоящее время активно используется в строительстве и ремонтных работах, благодаря своим уникальным свойствам. Содержание
Для выполнения строительных работ кристаллы разводят водой, но чаще всего материал поставляется в промышленной упаковке. ВидыСуществует несколько видов жидкого стекла. Их подразделяют в зависимости от основного вещества, используемого в смеси. НатриевоеОбразование на основе солей натрия характеризуется вязкой структурой, высокой прочностью и проникающей способностью. Отлично сопротивляется открытому огню, высоким температурам, также состав способен сохранять форму даже при деформации основания, на которое он был нанесен. КалиевоеДанный материал содержит в своем составе соли калия. Структура смеси рыхлая, состав обладает повышенной гигроскопичностью, образует матовую поверхность. Калиевые составы хорошо сопротивляются чрезмерному воздействию тепла и деформациям. ЛитиевоеПрименяется для придания обрабатываемой поверхности защиты от термического воздействия. СоставИзготовление стекла происходит при смешивании мелкозернистого кремниевого сырья и гидроксидом натрия под давлением с применением высоких температур, либо растворение песка в щелочной среде. Также для производства используют силикат калия и мелкий песок. Несмотря на длительную жизнь этого материала, ничего нового в процесс изготовления за многие годы привнесено не было. ХарактеристикиЖС представляет собой материал тягучей, вязкой консистенции, который на воздухе быстро сохнет и образует монолитное, прочное, не пропускающее воду, основание. Жидкое стекло, натриевое и калиевое, обладают следующими характеристиками:
Плюсы и минусыПри работе с ЖС в строительстве или при проведении ремонтов, выявляются следующие плюсы:
Существуют и отрицательные особенности у ЖС. К минусам относят:
Области применения жидкого стеклаЖС задействуют в общестроительных работах и для решения задач бытового порядка. Обычно его применяют для обеспечения следующих видов работ:
Приготовление растворов с жидким стекломЖелательно приобретать уже готовые пропитки и смеси, которые предназначены для конкретных задач, но самостоятельное замешивание компонентов обойдется дешевле, поэтому часто необходимые растворы готовят на строительной площадке. ПропорцииДля подготовки специального раствора с использованием данного вещества в различных целях требуется соблюдение определенных пропорций. Сколько добавлять каждого вещества в тот или иной раствор, зависит области применения смеси. Составы для окраскиОсобенность воздействия силикатных составов на пигменты ограничивает количество вариантов расцветок. Для приготовления красок используют силикат калия, который, в отличие от силиката натрия, позволяет получить более равномерную смесь. Подобные составы продаются в готовом виде (необходимо только смешать два компонента). Составы для грунтованияДля получения качественной грунтовки по бетону нужно соединить цемент и стекло в соотношении 1 к 1, что позволяет значительно укрепить основание. Пропитка поверхностейДля повышения срока службы конструкций и отдельных изделий, применяют водный раствор жидкого стекла в соотношении 1:5. Наносят пропитку с помощью кисти, валика или краскопульта. Отдельные небольшие элементы можно полностью погружать в готовый раствор. Состав для гидроизоляцииДля защиты бетонных поверхностей от влаги, готовят раствор из равных частей песка, цемента и стекла. Добавление воды производится до получения пластичной консистенции. Данная смесь может использоваться для обработки гидротехнических конструкций. Состав для огнезащитыУсиление ЖС кладочного раствора помогает повысить эффект огнезащиты. Рекомендуемый состав кладочного раствора: цемент и песок 1:3, вода добавляется до формирования пластичного образования, стекло – 20% от общей массы смеси. ЖС добавляют после приготовления ЦПР. Состав антисептическийЧтобы избежать поражения конструкций плесенью, грибками и гниением, рекомендуется обрабатывать поверхности пропиткой, состоящей из равных долей воды и ЖС. Состав ремонтныйДля устранения трещин, заделки стыков между плитами и при заливке стяжки, необходимо соединить следующие ингредиенты: 1 часть ЖС, 1 цемента и 3 части песка. Смесь необходимо готовить до достаточно густой консистенции, чтобы при производстве работ она не стекала из трещин. Инструкция по замешиваниюЧтобы правильно подготовить смесь с добавлением ЖС, следует придерживаться рекомендаций, разработанных для составов, используемых для выполнения определенных видов обработки и ремонта поверхностей. Смешивание сухих компонентов раствора производят отдельно, также отдельно разбавляют ЖС водой. Добавляют сухие компоненты в водный раствор постепенно, перемешивая слои. Если требуется сделать смесь более пластичной, увеличивают объем воды. Последующее нанесение жидкого стекла на обрабатываемые участки следует выполнять с учетом технологий отделочных работ. Способы нанесения материалаПри производстве работ с ЖС необходимо использовать средства физической защиты работника, для чего используют защитные костюмы и защитные маски. Попадание раствора в глаза может нанести существенный вред здоровью. Наносить жидкое стекло своими руками рекомендуется валиком или кисточками. Окончательное вставание раствора наступает примерно в течение получаса, далее наносится следующий слой. Ремонтные растворы с содержанием цемента наносят шпателем, но при выполнении работ нельзя забывать о моментальном схватывании смеси (обычно в пределах получаса), поэтому надо точно рассчитывать объем разового замеса. Гидроизоляция жидким стекломГидроизоляционные смеси с применением ЖС позволяют провести обработку любых сооружений их бетона и древесины, установленных районах с влажностью, превышающей норму. ФундаментаЧтобы защитить фундамент от разрушения во влажной среде, необходимо нанести жидкое стекло для бетона. Для устранения трещин и маскировки стыковочных швов приготавливают ремонтный состав в соотношении: цемент – 1 кг, вода 750 мл, ЖС – 50 грамм. Для обеспечения лучшей защиты бетонного основания рекомендуется использовать ЖС в виде присадки в объеме 5% от общей массы смеси. БассейнаЧтобы устранить протечки ванны сооружения, необходимо обработать поверхность ЖС для бетона. Раствором равномерно обрабатывают стены и пол конструкции. После высыхания одного слоя, наносят следующий. Для надежной защиты сооружения рекомендуется выполнить пропитку трижды. От воздействия грунтовых водОграничить поступление грунтовых вод может специальный бетон, в состав которого входит ЖС. ПодвалаЭто ответственное сооружение в доме и ограждение его от протечек является главным условием для сохранения благоприятного климата в квартире и во внутренних помещениях.
При выполнении гидроизоляционных работ необходимо помнить о химических реакциях, происходящих со смесями в которых присутствует ЖС. Ввиду быстрого затвердевания раствора, в целях экономии материала, рекомендуется готовить небольшие объемы для работ. Видео по теме
Жидкое стекло для бетона: пропорции, инструкция, преимуществаИспользование жидкого стекла при приготовлении строительных смесей или пропиток позволяет улучшить стойкость возводимых или обрабатываемых конструкций к влаге, повышенным температурам, биологическим угрозам и другим внешним воздействиям. Водные щелочные растворы силикатов кальция или калия относятся к дешевым и эффективным добавкам и составляют неизменную конкуренцию современным полимерным модификаторам. Преимущества ввода жидкого стекла при замесе бетонов Данное вещество относится к растворимым в воде щелочам, в зависимости от концентрации его pH варьируется в пределах 10-13. К основным преимуществам относят:
К учитываемым ограничениям применения относят высокую скорость застывания, приготовление крупных порций является нецелесообразным. Процесс ввода не отличается особой сложностью, но при нарушении пропорций качество резко снижается. На момент замеса следует четко знать, сколько материала потребуется для заливки, и порционно рассчитать все вводимые дозы, отличия на несколько процентов приводят к резким изменениям условий гидратации цемента. Взаимосвязь между соотношением жидкого стекла для бетона к остальным компонентам и сроками схватывания:
Жидкие составы стекла являются доступными, но требуют осторожности и опыта, при малом процентном соотношении они малоэффективны, при превышении 10 % строители просто не успевают расходовать. Существует два способа – ввод в растворенном виде на стадии замеса ЦПС или изготовление грунтовок и пропиток для гидроизоляции уже застывших поверхностей. Главным правилом является незамедлительное использование вне зависимости от целевого назначения, как правило, они не пригодны к повторному размешиванию, превышение дозы воды крайне нежелательно. Стоит учесть следующие рекомендации:
Вне зависимости от назначения для разбавления силикатов необходима чистая водопроводная вода с минимальным содержанием солей и примесей. Жидкое стекло требует осторожности при комбинировании с другими добавками, изменение состава воды на несколько процентов ускоряет химическую реакцию регидролиза и делает ее неконтролируемой. Расход затворяемой жидкости при приготовлении бетонов стандартный (В/Ц соотношение менять нельзя), в остальных случаях его подбирают из учета разбавления клея в пропорции как минимум 1:2. Рекомендуемая последовательность при изготовлении ЦПС включает следующие этапы:
При приготовлении составов для гидроизоляции порядок соединения компонентов в целом остается неизменным, меняется лишь консистенция. Такие грунты наносятся широкими кистями, щетками, валиками или краскопультами, при необходимости – в несколько слоев. Подготовка рабочих плоскостей обязательна: стены или полы очищаются от старых материалов, масел и пыли, выравниваются шпатлевкой и просушиваются.
Окончательный результат зависит от правильности рецепта, однородности смесей и качества обработки. Обращается внимание на дату выпуска и условия хранения клея, продукция не должна перемораживаться. В ходе работ избегают прямого попадания жидкого стекла на кожу или слизистую, при риске брызг стоит использовать перчатки. По их окончании руки, инструмент и емкости тщательно промывают водой. Гидроизоляция жидким стеклом: ручнаяЖидкое стекло сегодня широко используется в строительстве, это обусловлено множеством положительных свойств этого материала, среди которых:
Почему именно жидкое стеклоКроме того, жидкое стекло обладает отличной адгезией к большинству поверхностей. Материал обладает антисептическими свойствами и проявляет стойкость к истиранию в процессе эксплуатации. Данному составу свойственны антикоррозийные характеристики и даже ветроустойчивость. Гидроизоляция жидким стеклом чаще всего используется в качестве ингредиента. В чистом виде материал используется реже. В процессе производства смесь кварцевого песка прокаливают с содой и измельчают, что позволяет получить продукт, который после растворяется в воде. Гидроизоляция подвала Для создания надежного барьера от воды поверхность покрывается жидким стеклом в два слоя, каждый из которых должен быть хорошо высушен. Этот прием называется обмазкой и предполагает дальнейшую укладку гидроизоляционных материалов. Гидроизоляция жидким стеклом довольно часто применяется, когда нужно заделать швы и трещины в бетонных блоках и фундаментах. Состав гидроизоляционный применяют из расчета 50 г на 1000 г цемента. На каждые 10 г стекла следует добавить около 150 г воды. Смесь следует готовить в небольшом количестве, чтобы израсходовать ее получилось за короткое время, так как она достаточно быстро затвердевает. Рекомендуемая Наиболее эффективные методы проращивания семян Несмотря на то, что рассадный метод в овощеводстве является очень трудоемким процессом, его использует большинство огородников. Посев семян в открытый грунт — простой и удобный способ, но эффективен он только в определенных климатических зонах. я… Светоотражающая краска. Область применения Когда автомобили стали заполнять дороги, их популярность стала набирать светоотражающая краска. Благодаря этой краске, как водителям, так и пешеходам становится намного легче избежать ДТП в тёмное время суток. Как сделать икону своими руками — варианты изготовления (простые и сложные) В советское время многие коллекционировали значки, эмблемы, вымпелы. Достать их было непросто. А сегодня, благодаря технологиям, их можно изготовить самостоятельно. Зная, как сделать икону своими руками, можно и друзьям сделать оригинальные подарки, и сделать… Гидроизоляция жидким стеклом может быть основана на другой технологии, которая заключается в добавлении смеси в бетон для дальнейшей заливки фундамента. Для этого нужно подготовить следующие ингредиенты:
Консультация специалиста Жидкое стекло добавляется в количестве 5% от общей массы. Необходимо подготовиться к заливке фундамента, для этого проводятся земляные работы, устанавливается опалубка и ставится арматурный каркас. Гидроизоляция колодцев и бассейновГидроизоляция жидким стеклом может предусматривать проведение работ в районе колодцев и бассейнов. Состав подходит для внутренней и внешней гидроизоляции. В последнем случае смесь наносится в несколько слоев на стены и дно бассейна. Предварительно нужно обработать все полости и стыки. Такой подход позволяет добиться отличной герметизации. При проведении наружных работ жидкое стекло выступает составной частью бетона и защищает бассейн от воздействия грунтовых вод, обеспечивая прочность фундаментов. Гидроизоляция колодцев жидким стеклом заключается в приготовлении смеси жидкого стекла, цемента и песка, которые смешиваются в равных частях. Полученным раствором следует обработать стыки и швы, а затем и остальную поверхность. Для достижения лучшего эффекта стенки колодца предварительно промазываются жидким стеклом. Гидроизоляция подвалаВладельцы частных домов с подвалами сталкиваются с проблемой попадания воды через швы в подвале. Идеальным решением этой проблемы является применение раствора жидкого стекла для гидроизоляции. Если швы негерметичны, то их в первую очередь необходимо очистить от пыли и мусора. Далее готовят ремонтный состав из жидкого стекла и портландцемента в соотношении 1 к 20. Состав добавляют в воду в таком количестве, чтобы получилась консистенция густой сметаны. Заливается в швы и трещины, поверхность смазывается водой с помощью кисти. Через 24 часа обработку необходимо проводить жидким стеклом. Если бетонные стены влажные, их обрабатывают по той же технологии, но слой должен быть более толстым и плотным. Важно помнить, что состав готовится в небольшом количестве, чтобы иметь возможность использовать его в кратчайшие сроки. Дополнительные указания по применению жидкого стекла Гидроизоляция бетона жидким стеклом может выполняться кистью или валиком. На следующем этапе поверхность покрывается смесью. Сегодня достаточно распространено применение жидкого стекла, инструкцию по его применению вам непременно стоит изучить. Итак, раствор, как добавка к стеклу, которое неоднократно применялось, разводить не имеет смысла, так как материал теряет свои свойства. Нанесение раствора обычно проводят шпателем тонким слоем. Завершающим этапом является утепление, обычно для этого используется базальтовая вата или пенопласт. Отзыв о свойствах жидкого стекла Перед тем, как начать использовать этот материал, необходимо более подробно ознакомиться с его характеристиками. Но если состав в процессе эксплуатации будет взаимодействовать с минералами, то лучше выбрать смесь на основе силикатов натрия. Последнее будет способствовать равномерному и быстрому затвердеванию цемента. Взаимодействуя, эти материалы вступают в химическую реакцию в процессе, в результате которого образуется алюминат натрия. Он действует как катализатор процесса закаливания. Потребители подчеркивают, что жидкое стекло, применение, инструкция по применению которого описаны в статье, приобрели такую популярность из-за высокой адгезионной способности. Таким образом, можно применять стекло для решения широкого круга задач. Соприкасаясь с другими материалами, стекло проникает и заполняет поры. Вещество имеет характеристики возгорания, не выделяет вредных веществ и обладает антисептическими свойствами. Информационный потокПеред тем, как приступить к нанесению материала на поверхность, его следует разбавить водой в соотношении 1 к 2. При использовании данной консистенции ориентировочный расход жидкого стекла для герметизации составляет 300 г на метр квадратный. Применяя смесь «Стеклоизол», вы сможете обрабатывать участки с обветренной штукатуркой или неровным бетоном. Это позволит создать антисептическую защиту и укрепить слой. Воздействовать на бетонную поверхность различными способами, используя определенные способы нанесения состава. Перед нанесением жидкого стекла нужно подготовить поверхность, очистить ее, выровнять и обезжирить. ЗаключениеПримечательно, что с жидким стеклом сделать пол, который будет иметь эффективный гидроизоляционный слой. Достичь таких целей можно при выполнении бетонных и цементно-песчаных стяжек на полах и в подвалах. В раствор нужно будет только добавить стекла, а использовать полученный состав можно будет еще и для антикоррозионной обработки. Особенно актуальна гидроизоляция в случае с бассейнами, где защитить от протечек поверхность полностью. БЫТЬ: https://tostpost.com/be/hatn-tul-nasc/18898-g-dra-zalyacyya-vadk-m-shklom-nstrukcyya.html Германия: https://tostpost.com/de/gem-tlichkeit/18912-abdichtung-mit-fl-ssigem-glas-anleitung.html ES: https://tostpost.com/es/la-comodidad-del-hogar/18925-impermeabilizaci-n-l-quida-de-cristal-la-instrucci-n. КК: https://tostpost.com/kk/domashniy-uyut/18891-sudan-s-yy-ynekpen-n-s-auly.html PL: https://tostpost.com/pl/komfort-domu/18859-hydroizolacja-p-ynnym-szk-em-instrukcja.html PT: https://tostpost.com/pt/o-aconchego-do-lar/18860-impermeabiliza-o-de-l-quido-de-vidro-instru-o.html ТР: https://tostpost.com/tr/domashniy-uyut/18905-su-yal-t-m-s-v-cam-deyim.html Великобритания: https://tostpost.com/uk/domashn-y-zatishok/18882-g-dro-zolyac-ya-r-dkim-sklom-nstrukc-ya.html технология применения цементных изделий, способ применения раствора, пропорции цемента и стекла Клей силикатный привлекателен для потребителей не только своей относительно низкой стоимостью, но и высокой прочностью и влагостойкостью. Кроме того, он способен противостоять химическим и механическим воздействиям. Жидкое стекло можно использовать для гидроизоляции, например, ванной комнаты, ведь оно имеет в основном только положительные отзывы. СвойстваПрежде чем применять жидкое стекло в ремонтных работах, необходимо узнать о его характеристиках. Жидкое стекло (проще говоря, силикатный клей) – это неорганическое соединение, химическими элементами которого являются калий и натрий. В качестве исключения в производстве может использоваться силикат лития. Характеристики приготовленного раствора сильно зависят от используемых компонентов и пропорций. По отзывам многих потребителей, жидкое стекло на основе силиката калия обладает более высокой степенью устойчивости к химическим и атмосферным воздействиям. Следует знать, что если изделие, обработанное жидким стеклом, взаимодействует с минеральным веществом, то лучше отдать предпочтение раствору на основе силиката натрия – он будет способствовать моментальному затвердеванию конструкции. Расход материалаПеред началом гидроизоляционных работ силикатный клей необходимо развести водой, интенсивно перемешивая. Необходимо соблюдать пропорцию: на одну часть воды две части жидкого стекла. При использовании этой смеси примерный расход раствора составляет всего 300 г на 1 кв.м. м При работе с жидким стеклом «Стеклоизол» можно безопасно обрабатывать места с обветренной штукатурной поверхностью и неровными бетонными основаниями – это создаст защитную пленку от грибка и плесени, закрепит имеющиеся слои. Почему выбирают жидкое стекло?На сегодняшний день производителями разработано немалое количество гидроизоляционных составов. Они необходимы для борьбы с разрушающим воздействием воды на материалы. Силикатный клей имеет множество преимуществ, например, устойчивость к влаге, химическую инертность, пожаробезопасность, отсутствие токсичных веществ и низкую теплопроводность. Благодаря этому такое вещество стало неотъемлемым помощником в строительных работах. Применяется для улучшения гидроизоляционных характеристик полов, стен, пола подвала и чердака. Им обрабатывают деревянный пол и потолок, обустраивают бассейны и защищают основание фундамента от грунтовых вод. Стоит отметить, что силикатный клей способен сцепляться со многими поверхностями. Производство стекла осуществляется следующим образом: кварцевый песок обжигают с содой и измельчают. Эта процедура необходима для того, чтобы получить состав, способный растворяться в воде. Приготовление раствора В первую очередь необходимо смешать все сухие ингредиенты. Тщательно перемешать, нужно добавить силикатный клей или его раствор. Затем снова перемешайте. Через 3-5 минут свежеприготовленная смесь должна быть похожа на однородную пластичную массу. Категорически запрещается добавлять в него жидкость или дополнительные добавки. В зависимости от целей и рекомендаций по упаковке пропорции могут меняться. Но есть соотношение универсального гидроизоляционного раствора: десять литров цементного раствора нужно соединить с одним литром силикатного клея. Силикатный клей ТехнологияОсновой гидроизоляционных работ силикатным клеем является соблюдение определенного алгоритма действий, который играет огромную роль в получении качественной работы.
Клей силикатный область применения Основными требованиями к доброкачественной гидроизоляции является обеспечение прочной изоляции влаги от поверхности и выдерживание высоких динамических и гидростатических нагрузок. Гидроизоляция силикатным клеем бетонных поверхностей необходима для внутренней и внешней отделки. По завершении поверхностной обработки изделие теряет способность проникать во влагу – его можно эксплуатировать даже под водой. Бассейн без преувеличения является объектом с высокими требованиями к обработке и последующему обслуживанию. Он должен справляться с огромной нагрузкой от воздействия воды, поскольку за короткий промежуток времени может разрушить строительный материал, а в последующем – всю конструкцию бассейна. Утепление силикатным клеем цоколя или чердака аналогично процедуре закрепления грунта на бетонной конструкции. Обе процедуры обладают высокими показателями изоляции бетонной конструкции от вредного воздействия воды и могут применяться для наружной и внутренней отделки. Гидроизоляция не занимает много времени, а срок службы изолирующей функции жидкого стекла очень велик. Химические элементы, содержащиеся в жидком стекле, позволяют проникать даже в самые мелкие поры и трещинки изделия, защищая его от действия влаги. Если вы планируете строить дом на мягком и зыбком грунте, который может просадиться через два года, рекомендуется добавлять в цементную смесь силикатный клей и применять «инъекционный» метод – его вводят в верхний слой грунта . Малярные кисти, валики или краскопульты прекрасно справляются с однородным покрытием. По завершении нанесения первого слоя необходимо дать ему время высохнуть. Обычно это занимает не более тридцати минут в обычных условиях: допустимая влажность и температура не должны быть ниже 20 градусов. Затем следует перейти к защитному слою. Для этого приготовьте цементный раствор, используемый для штукатурки стен. В приготовленный раствор необходимо добавить силикатный клей и тщательно перемешать. Следует помнить, что раствор, в который в качестве добавки был добавлен силикатный клей, повторно не разбавляют, так как клей может потерять свои защитные свойства. Нанесите раствор шпателем очень тонким слоем. Последующие работы с бетонной поверхностью (монтаж гидроизоляционных работ) можно производить только на следующий день. Финишные гидроизоляционные работы с утеплением базальтовой ватой или листами пенопласта.
Для гидроизоляционных работ снаружи помещения необходимо приобрести цементную смесь с песком и жидким стеклом. Многофункциональная смесь для наружной отделки состоит из 1,5 кг цемента, 1,5 кг песка и 4 литров жидкого стекла. Воды рекомендуется добавлять не более одной четверти от общей массы смеси. При соблюдении всех пропорций можно получить прочный утеплитель, который защитит не только от влаги, но и от огня. Часто жидкое стекло используют в качестве клея для соединения различных строительных материалов, например, при ремонтных работах с изделиями из бумаги, картона, дерева и фарфора. Гидроизоляционная отделка колодца происходит в два простых этапа. Первый этап – нанесение жидкого стекла на всю поверхность стенок колодца, второй этап – нанесение разведенной цементной смеси, в состав которой входит цемент, песок и силикатный клей. Гидроизоляция стен силикатным клеем применяется крайне редко в связи с тем, что вода попадает на боковые поверхности в исключительных случаях. Но при желании вы можете выполнить эту отделочную работу, купив необходимое количество жидкого стекла.
Вопреки широкому ассортименту производимого силикатного клея, различий в его компонентах нет. В результате покупка материала определенной марки является личными предпочтениями потребителя. Не заблуждайтесь, что чем выше стоимость материала, тем он качественнее – по большому счету все производимые смеси для гидроизоляционных работ имеют одинаковые характеристики. Сварочные самодельные полуавтоматы: Самодельный полуавтомат сварочный своими руками: схема, как правильно использоватьСамодельный полуавтомат сварочный своими руками: схема, как правильно использоватьСварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтоматДля работы понадобится:
Схема сварочного полуавтомата Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать. При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм. Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их. Переделываем инверторный трансформаторПолуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться. Вторичная обмотка тоже переделывается. Для этого нужно:
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата. НастройкаПри изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах. По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход. Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства. После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически. ИспользованиеПосле запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Контроль правильности работыЧтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C . Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. Когда используется полуавтомат сварочныйПолуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео. схема самодельного аппарата из инвертораИзготовить своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов. Давайте рассмотрим процесс создания подобного аппарата более подробно. Содержание
Принцип работы сварочного полуавтоматаСуть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше. Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен. Полуавтомат для сварочных работ. Если было принято решение сделать своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов. Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством. Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки. Как видно, существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея. Особенности изготовления сварочного полуавтоматаЧтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний. Что потребуется?Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата. К основным элементам, которые должны быть в наличии, следует отнести:
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера. Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата. Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля. Схема полуавтоматаСхема электрическая и устройство полуавтомата. Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай. Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор. Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев. Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод. Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона. Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют. Особенности подготовки трансформатораСварочный полуавтомат из инвертора требует главным образом его силовую часть. В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет. Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе. Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины. Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий. Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети. Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная. Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством. Схема горелки полуавтомата. Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов. В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек. Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено. После изготовления , в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства. Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке. Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда. Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства. Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах. Выбор корпусаСогласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы. В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Устройство подачи проволоки. После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме. Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного . Именно эта составляющая прибора подвержена сильному нагреву. Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу. Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение? Плата управленияВажной составляющей самодельного сварочного агрегата является плата управления. Принципиальная схема сварочного полуавтомата. Она включает в себя:
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам. Совмещение катушекИтак, в корпус полуавтомата, сделанного , устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки. Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно. В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту. Система охлажденияНемного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка. Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков. Ремонт или доработка устройства скорости подачи электродной проволокиПрактически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата. Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе. Особенности устройства полуавтоматического сварочника. В первом случае можно обойтись банальной заменой проволоки. Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма. Если же было принято решение сделать полуавтомат самостоятельно своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно. В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов. На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель. Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой. В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго. ИтогСварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора. Китай Металлоупаковочное оборудование; Производитель оборудования для производства банок, Оборудование для производства банок, Поставщик упаковочных машин для металлаГорячие продуктыВидео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Популярные продуктыВидео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Рекомендация столбцаВидео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Профиль компании {{ util. {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}
Информация отмечена Qingdao Zonida Shematec Engineering & Equipment Co. С момента основания мы вели бизнес в духе ответственности, эффективности и клиентоориентированности. Мы предоставили… Посмотреть все Пошлите Ваше сообщение этому продавцу* От: * Кому: Мистер Эдвард * Сообщение: Введите от 20 до 4000 символов. Это не то, что вы ищете? Опубликовать запрос на поставку сейчас Полуавтоматическая горелка MIG с воздушным охлаждением BTBОптимизация для повышения производительности.
Создайте свою идеальную полуавтоматическую горелку для сварки MIG с воздушным охлаждением Bernard® BTB. Выбирайте из множества насадок, ручек и спусковых крючков, чтобы оптимизировать эргономику сварочного аппарата и доступ к сварке ‒ плюс стандартизация с одной линейкой расходных материалов для упрощение обслуживания и снижение затрат . Вы можете рассчитывать на полуавтоматические горелки MIG с воздушным охлаждением Bernard BTB , которые обеспечивают производительность и надежность промышленного уровня в самых сложных и неблагоприятных условиях.
подробнее… Настроить мое оружие
Несколько вариантов рукояток и спусковых крючков
Высокопроизводительные расходные материалы
4, выберите полимерный кабель Hydustrel® 4 Варианты вкладышей
Процессы
5 2 3 3 Номинальный рабочий цикл Номинальный рабочий цикл 9000 модель – 100%: 200 А с CO2 , 60%: 200 А со смесью газов Варианты длины кабеля
Размер проволоки
Насос водяной погружной: Насосы погружные бытовые, купить водяной погружной насос для дачине качает воду, греется, гудит, шумитНасосы являются элементами систем водоснабжения, водоотведения, орошения. Даже при правильной эксплуатации качественного насосного оборудования оно со временем выходит из строя. Сложность самостоятельного ремонта заключается в том, что на современном рынке представлен огромный ассортимент насосов разного конструктивного исполнения. Для каждого типа агрегатов существуют особенности и порядок проведения ремонтных работ. В случае поломки двигателя насосного агрегата ремонт однозначно необходимо доверить специалистам сервис-центра. Водяные насосы, применяемые в быту и ЖКХ, разделяют на 2 большие группы – погружные и поверхностные. Почему не работает скважинный погружной насос: причиныПогружные насосы, предназначенные для забора воды с глубины, имеют удлиненный корпус, в котором трубопроводная часть располагается вверху, а двигатель может находиться, в зависимости от модели, вверху или внизу.
При повреждении обмотки двигателя ее заменяют. Проверяют контакты соединения кабеля с двигателем, целостность кабеля. Другие причины, по которым погружной агрегат не включается:
Почему насос работает, но не качает воду или качает плохо?Существует несколько причин этой проблемы. Одна из них – повышенное содержание песка в скважинной воде. Следствия:
Причинами, почему насос не создает требуемое давление или качает рывками, могут быть: перекрытие запорного вентиля, расположение насоса выше уровня воды, залипание обратного клапана. Уменьшение эффективности работы агрегата происходит из-за снижения напряжения в сети, частичного засорения клапанов и вентилей в трубопроводной системе, разгерметизации трубопровода. Причины некорректной работы погружных насосовПричинами того, почему насос гудит, но не качает воду, являются:
Почему насос издает посторонние звуки – шумит, стучит, трещит?Часто причиной треска и стука становится попадание инородного предмета в рабочую камеру насоса. В современных моделях насосов и насосных станций может предусматриваться звуковой эффект, сообщающий о запуске оборудования «всухую». Почему не качает поверхностный насос?Причины поломки и некорректной работы поверхностных насосов:
Привести к повреждению гидравлической части может замерзшая вода, которая осталась в корпусе агрегата, отправленного на хранение. Насосы – достаточно сложные агрегаты, поэтому перед тем как их отрегулировать или отремонтировать, необходимо правильно установить существующие проблемы. Насос погружной в категории «Материалы для ремонта»Дренажный погружной насос 1,6 кВт Kenle QDX P-210 с дополнительной защитной сеткой Польша На складе Доставка по Украине 2 200 грн 1 980 грн Купить Topove Погружной насос фекальный (дренажный) Euro craft 2,5 кВт с измельчителем для грязной воды, фекалий, сливных ям На складе в г. Черкассы Доставка по Украине 2 700 грн Купить Topove Глубинный насос погружной центробежный Vodomet 4 SKM 100 0.75 КВТ скважинный насос На складе Доставка по Украине 4 160 грн 3 450 грн Купить Topove Насос водяной погружной мини помпа 2.5-6В, до 1.5Вт, 2л/мин WL Доставка по Украине 249. 124.76 грн Купить WebLine Насос водяной мини погружной бесщеточный 12В 4.2Вт 4л/м помпа WL Доставка по Украине 750.90 грн 375.45 грн Купить WebLine Насос водяной погружной мини помпа 2.5-6В, до 1.5Вт, 2л/мин VN Доставка по Украине 265.85 грн 132.92 грн Купить V-Nalichii Насос водяной мини погружной бесщеточный 12В 4.2Вт 4л/м помпа VN Доставка по Украине 767.23 грн 383.61 грн Купить V-Nalichii Насос погружной для перекачки дизельного топлива 12V 50 мм На складе в г. Харьков Доставка по Украине по 579 грн от 2 продавцов 579 грн Купить AvtoFormat Бытовой насос фекальный погружной с измельчителем 1100 Вт для выкачки выгребной, сливной ямы дома WQD 10 На складе Доставка по Украине по 2 340 грн от 2 продавцов 2 350 грн 2 340 грн Купить Topove Погружной насос для перекачки топлива 12V 38мм На складе в г. Доставка по Украине по 445 грн от 2 продавцов 445 грн Купить АвтоБутик Погружной насос Lider 4 QGD TR, КОД: 6632519 На складе Доставка по Украине 6 700 грн 4 702.98 грн Купить Интернет-каталог скидок «TRIVIA» Насос погружной фекальный дренажный 2,6 кВт с ножами для грязной воды фекалий сливных ям с поплавком На складе Доставка по Украине 3 050 грн Купить Интернет-магазин Vkoshyku Насос погружной DELTA 4 QGD 2.5 — 100 0.75 кВт На складе Доставка по Украине 3 200 грн Купить AquaShop Насос погружной LIDER 4QGD 1.2-50 0.37кВт На складе Доставка по Украине 2 800 грн Купить AquaShop Насос погружной для воды 12 В, 1.2 А, 600 л/час помпа На складе в г. Доставка по Украине 490 грн Купить Смотрите также Погружной насос фекальный с режущим ножом 2,6 кВт с измельчителем фекалий бытовой для выкачки выгребных ям дом На складе Доставка по Украине по 3 349 грн от 2 продавцов 3 350 грн 3 349 грн Купить Topove Погружной насос Lider HQB-3503 ES, КОД: 6633465 На складе Доставка по Украине 4 250 грн 2 970.98 грн Купить Интернет-каталог скидок «ElenaShop» Насос погружной центробежный Taifu 4STM6-6 0.55 кВт SD00022943 ES, КОД: 6834870 На складе Доставка по Украине 6 550 грн 4 597.98 грн Купить Интернет-каталог скидок «ElenaShop» Погружной насос Lider 3 QGD ES, КОД: 6632566 На складе Доставка по Украине 6 000 грн 4 207. Купить Интернет-каталог скидок «ElenaShop» Насос погружной центробежный Taifu 4STM10-7 1.1 кВт SD00022948 ES, КОД: 6834868 На складе Доставка по Украине 7 750 грн 5 418.98 грн Купить Интернет-каталог скидок «ElenaShop» Насос погружной центробежный Taifu 4STM4-18 1.5 кВт SD00022941 ES, КОД: 6834864 На складе Доставка по Украине 9 300 грн 6 512.98 грн Купить Интернет-каталог скидок «ElenaShop» Насос погружной Водолей БЦПЕ-0,5-32 На складе в г. Львов Доставка по Украине 5 765 грн Купить Sanpid Насос погружной дренажно-фекальный Vitals aqua KSG 1722f PRO На складе Доставка по Украине по 11 999 грн от 2 продавцов 11 999 грн Купить EXTRAOPT Насос погружной дренажно-фекальный Vitals aqua KC 1120f На складе Доставка по Украине по 6 068 грн от 2 продавцов 6 068 грн Купить EXTRAOPT Насос погружной дренажно-фекальный Vitals aqua KCG 913o На складе Доставка по Украине по 6 407 грн от 2 продавцов 6 407 грн Купить EXTRAOPT Насос погружной дренажно-фекальный Vitals aqua KS 1723f На складе Доставка по Украине по 7 026 грн от 2 продавцов 7 026 грн Купить EXTRAOPT Насос погружной дренажно-фекальный Vitals aqua KSG 1621f На складе Доставка по Украине по 9 900 грн от 2 продавцов 9 900 грн Купить EXTRAOPT Погружной насос для грязной воды AL-KO Drain 7000 Classic (112821) Доставка по Украине 2 198 грн 1 979 грн Купить ООО «Аксис-Буд» Погружной насос для грязной воды AL-KO Drain 10000 Comfort (112825) Доставка по Украине 3 298 грн 2 969 грн Купить ООО «Аксис-Буд» Топ-5 вещей, которые нужно знать о погружных водяных насосах и электричестве Несмотря на свою готовую к земле, прочную и изолированную конструкцию, погружные водяные насосы по-прежнему представляют серьезную опасность для домовладельцев и никогда не должны использоваться в прудах, предназначенных для купания или погружения людей.
Производители разрабатывают погружные насосы с учетом требований безопасности. Например, их заключают в чугунный корпус, предназначенный для изоляции электрических и рабочих частей агрегата. Все кабели экранированы и герметизированы стандартной резиной. Однако ни корпус, ни резиновое покрытие не гарантируют, что погружной водяной насос никогда не соприкоснется с водой.
1. Водяные уплотненияРезиновые уплотнители погружного насоса не содержат клея. Вместо этого они образуют уплотнение благодаря методу обжатия, который сжимает компоненты внутри насоса. Уплотнение изолирует внутреннюю часть насоса от воды, влаги и наружного воздуха.
Несмотря на то, что это обеспечивает высокий уровень изоляции, иногда могут возникать нарушения герметичности.
2. КабелиКак и в случае с основными компонентами насоса, производители прилагают все усилия для надлежащей герметизации кабелей. Например, они заполнят щели эпоксидной смолой, чтобы предотвратить попадание воды в устройство. Они также оборачивают кабели в неопрен, который является воздухонепроницаемым и водонепроницаемым.
Эпоксидная смола невероятно эффективна для создания водонепроницаемого уплотнения. Это уплотнение не выйдет из строя, если оно не подвергнется какой-либо форме удара, который может привести к его растрескиванию. Если уплотнение треснет, в кабель может попасть вода. То же самое верно и для неопрена.
3. Обычные розетки и розетки GFCI И Национальный электротехнический кодекс (NEC), и OSHA требуют, чтобы во всех домах теперь были установлены розетки GFCI в местах, где есть или потенциально может быть вода.
К сожалению, во многих старых домах нет розеток GFCI. В результате подключение электрического водяного насоса к обычной розетке может сделать его уязвимым для скачков напряжения. Это также может увеличить риск поражения электрическим током. Поэтому, если вы используете электрический насос, вы должны убедиться, что вы подключили его к розетке GFCI или заменили старую розетку.
4. Температура замерзания зимой Зимой рекомендуется вынуть водяной насос из водного сада или природного пруда. Зимы в Иллинойсе производят холодные температуры, которые могут упасть ниже нуля. В результате вода в естественном пруду или водном саду может оставаться замороженной в течение всего сезона.
Замерзшая вода может повредить погружной водяной насос. Всего одно замораживание может привести к тому, что корпус или кабели треснут, обнажив электрические части. Вы можете не заметить трещин из-за многослойности кожуха. Поэтому, когда вы включаете насос весной, вы можете быть уязвимы для поражения электрическим током.
5. Абразивные материалы и тяжелые предметыПоскольку в большинстве природных прудов или водных садов есть камни, растения, песок и другие предметы, важно следить за тем, чтобы они не соприкасались с водяным насосом.
При размещении помпы обязательно изолируйте ее от тяжелых камней, острых или металлических предметов. Кроме того, если вы используете песок, расположите насос так, чтобы он фильтровал как можно меньше песка. Поскольку песок является абразивным материалом, со временем он может повредить внутренние детали насоса.
6. Никогда не плавайте и не ходите вброд в пруду с погружным водяным насосом Никогда не плавайте и не ходите вброд в пруду или бассейне с погружным водяным насосом. Нужна помощь с водным садом? Свяжитесь с нами сегодня!Если вы готовитесь построить свой проект водного сада, вам могут помочь Reflections. Мы предлагаем широкий спектр функций и опций, которые помогут вам создать идеальный безмятежный водный сад на вашем заднем дворе.
Чтобы узнать больше о наших продуктах и услугах, позвоните нам сегодня по телефону (815) 955-4911 для консультации. 4 л.с. Погружной насос для глубокой скважины 32 гал/мин – 230 В – 3P – SS316 – 4″ – 640 футов – Pumpsupermarket.com
Предупреждение: это предупреждение! 5/5 5/5 Написать отзыв 5/5 БЕСПЛАТНАЯ ДОСТАВКА Артикул: 7060215 Категории: 4-дюймовые погружные насосы и двигатели, Погружной насос и двигатель Теги: 1920 галлонов в час, 230 вольт, 4 лошадиные силы, нержавеющая сталь 316, трехфазный SKU 7060215 Категории 4-дюймовые погружные насосы и двигатели, Погружной насос и двигатель Теги 1920 галлонов в час, 230 вольт, 4 лошадиные силы, нержавеющая сталь 316, трехфазный Артикул: 7060215 Категории: 4-дюймовые погружные насосы и двигатели, Погружной насос и двигатель Теги: 1920 галлонов в час, 230 вольт, 4 лошадиных силы, нержавеющая сталь 316, три фазы Только цена за единицу 2 589,00 долл. Погружной насос для глубокой скважины, 4 л.с., 32 галлона в минуту — 230 В — 3P — SS316 — 4 дюйма — 640 футов количество Расчетное время прибытия: от 3 до 5 рабочих дней.
Двигатель GolPumps, заполненный смолой, разработан в соответствии с ожиданиями рынка, чтобы соответствовать прочной конструкции и жестким требованиям, предъявляемым к скважинам диаметром 4 дюйма и более. Перед отправкой двигатель проходит 100% тестирование. Преимущества продукта
Технические характеристики
ХАРАКТЕРИСТИКИ НАСОСА:
Сделано в Тайване Расчетное время доставки: 3–5 рабочих дней
Доставка ДОСТАВКА
Получение в течение 3-5 рабочих дней
БЕСПЛАТНО Премиальная доставка Премиальная доставка
Пикап склада Собственный пикап Get It Today (рабочие дни)
Зажимной патрон для токарного станка: Токарный патрон — купить зажимной патрон для токарного станка в МосквеТокарные патроны для станков — виды, нюансы выбора различных токарных патронов. Кулачки для токарных патронов.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 пог.)
пог.) 3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм
3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм 3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм
3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм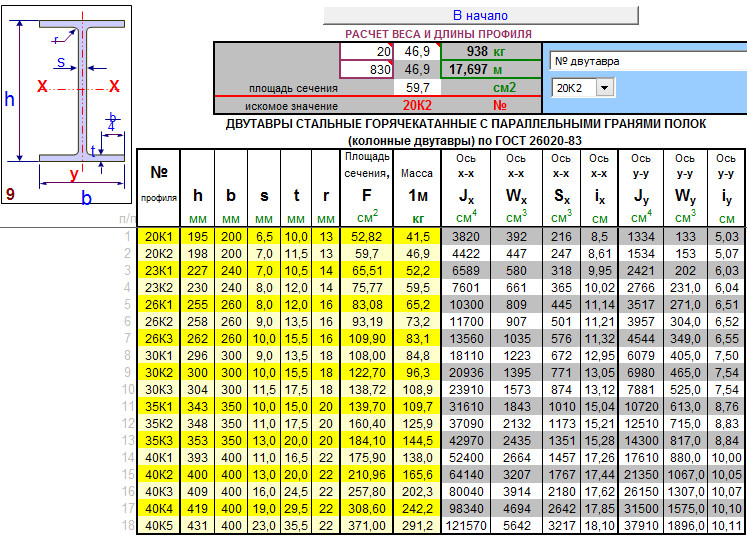 3 Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный
3 Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный д.
д. д. , стандарты.
д. , стандарты.
 Он охватывает учебные пособия по таким темам, как
Он охватывает учебные пособия по таким темам, как


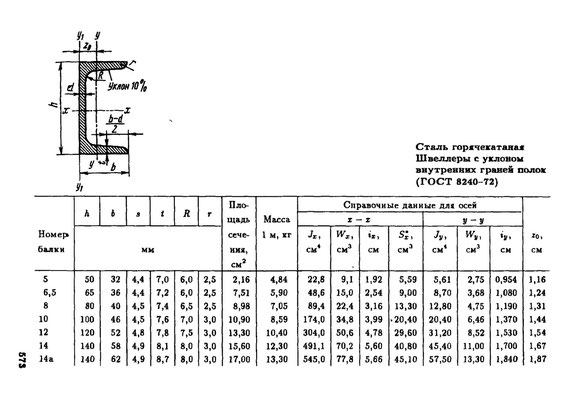

 ЗАМЕТКИ
ЗАМЕТКИ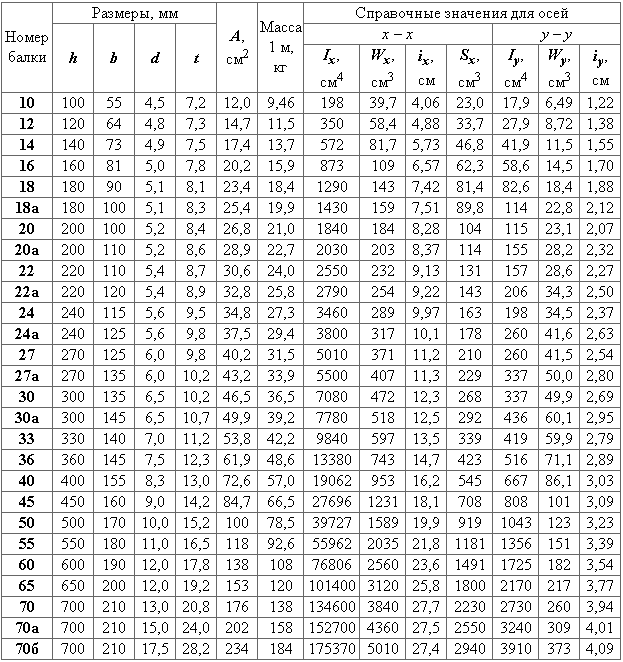 975
975 085
085 185
185 285
285 385
385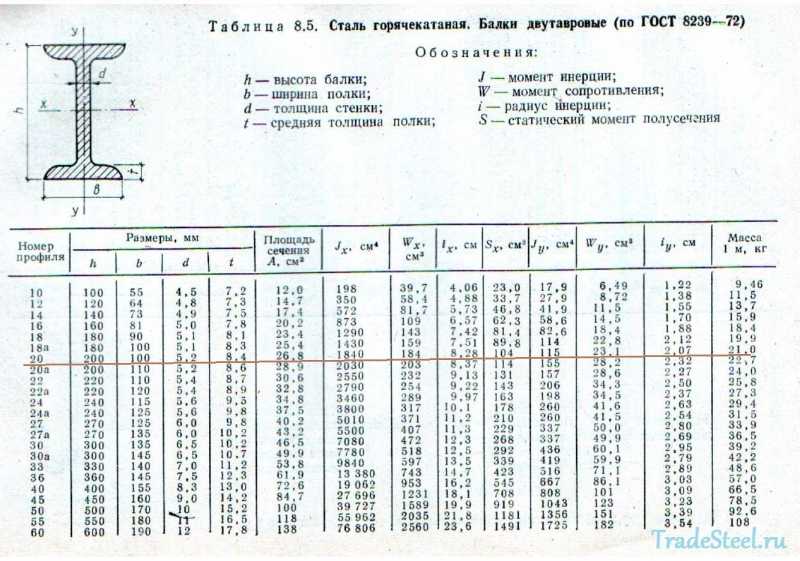 Freebanding может быть заманчивым, особенно когда наши частоты кажутся немного переполненными, а те, что чуть выше или ниже, приятны и тихи. И как сообщество, которое часто характеризуют как мятежное, я понимаю волнующий призыв сделать то, чего мне сказали не делать. Тем не менее, я рекомендую бороться с желанием и держаться подальше. Поскольку эти частоты принадлежат другим операторам, некоторые из которых являются федеральным правительством, их использование является рискованной территорией, поскольку легальные операторы на этих каналах очень хотят сообщить вам, и Федеральная комиссия по связи (FCC) расправляется с таким поведением с помощью одного из более из следующих:
Freebanding может быть заманчивым, особенно когда наши частоты кажутся немного переполненными, а те, что чуть выше или ниже, приятны и тихи. И как сообщество, которое часто характеризуют как мятежное, я понимаю волнующий призыв сделать то, чего мне сказали не делать. Тем не менее, я рекомендую бороться с желанием и держаться подальше. Поскольку эти частоты принадлежат другим операторам, некоторые из которых являются федеральным правительством, их использование является рискованной территорией, поскольку легальные операторы на этих каналах очень хотят сообщить вам, и Федеральная комиссия по связи (FCC) расправляется с таким поведением с помощью одного из более из следующих: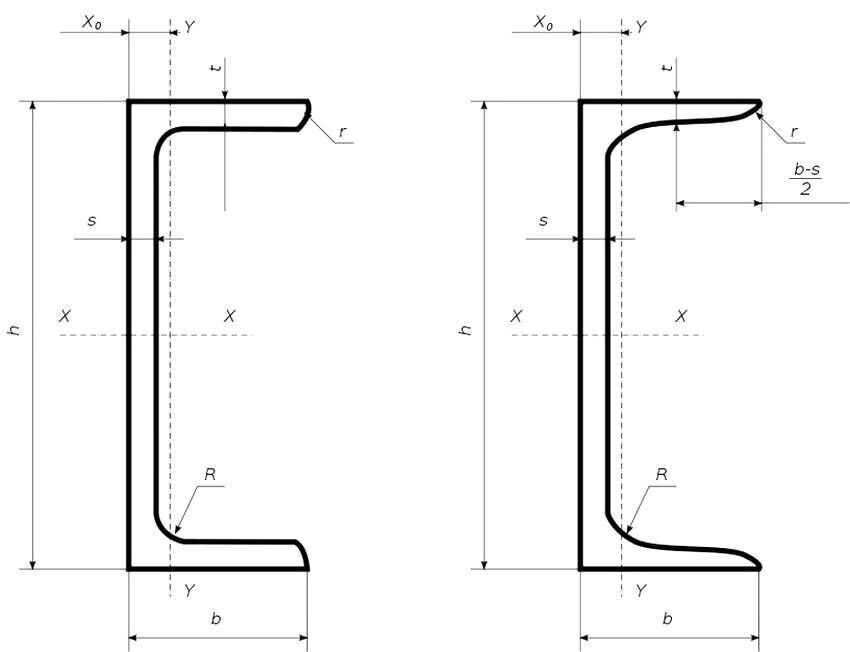

 1191, 2C45, C45, C45E, C45EC, C46
1191, 2C45, C45, C45E, C45EC, C46 114, F.1140, F.1142
114, F.1140, F.1142 ), от которых требуется повышенная прочность после термической обработки.
), от которых требуется повышенная прочность после термической обработки.

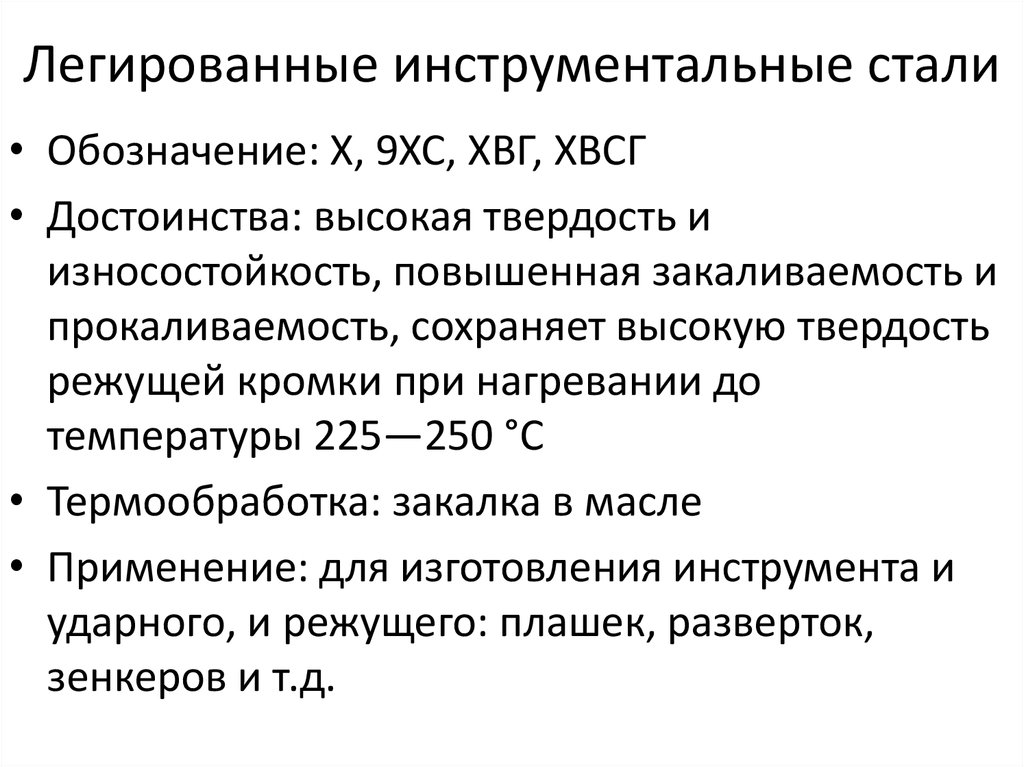 Подробнее:
Подробнее: Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с.
Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. Отпуск
Отпуск Образцы диаметром 15 мм
Образцы диаметром 15 мм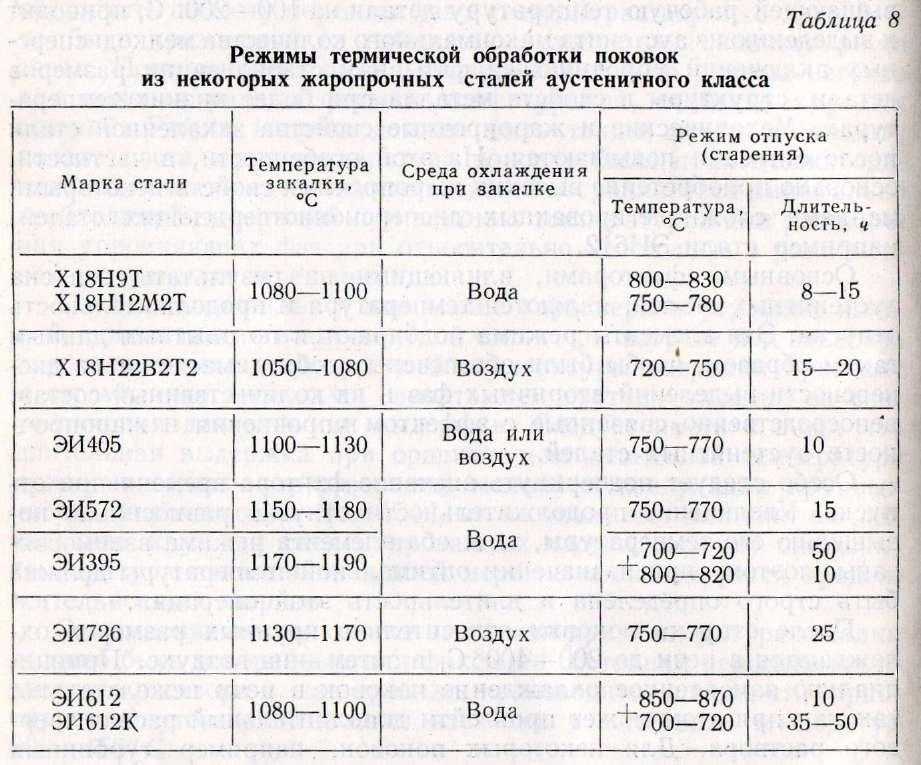 Образцы вырезались из центра заготовок.
Образцы вырезались из центра заготовок. спл. = 1, Ku б.ст. = 1.
спл. = 1, Ku б.ст. = 1. Нормализация
Нормализация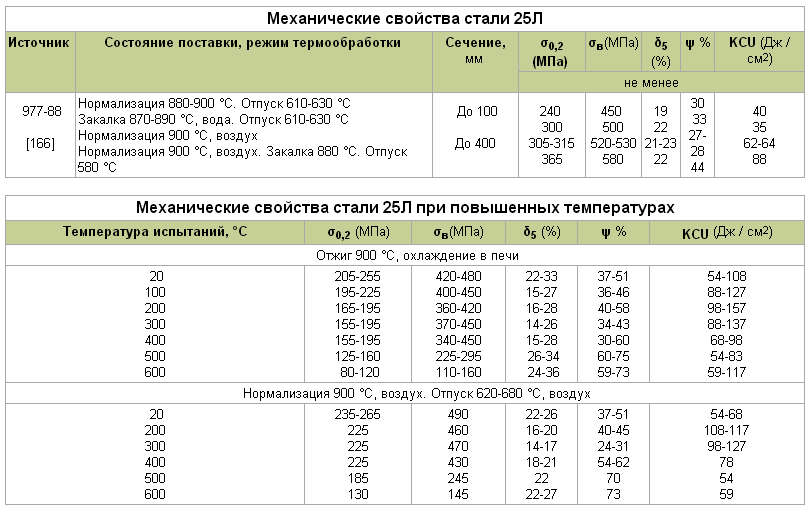
 9
9 0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45
0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45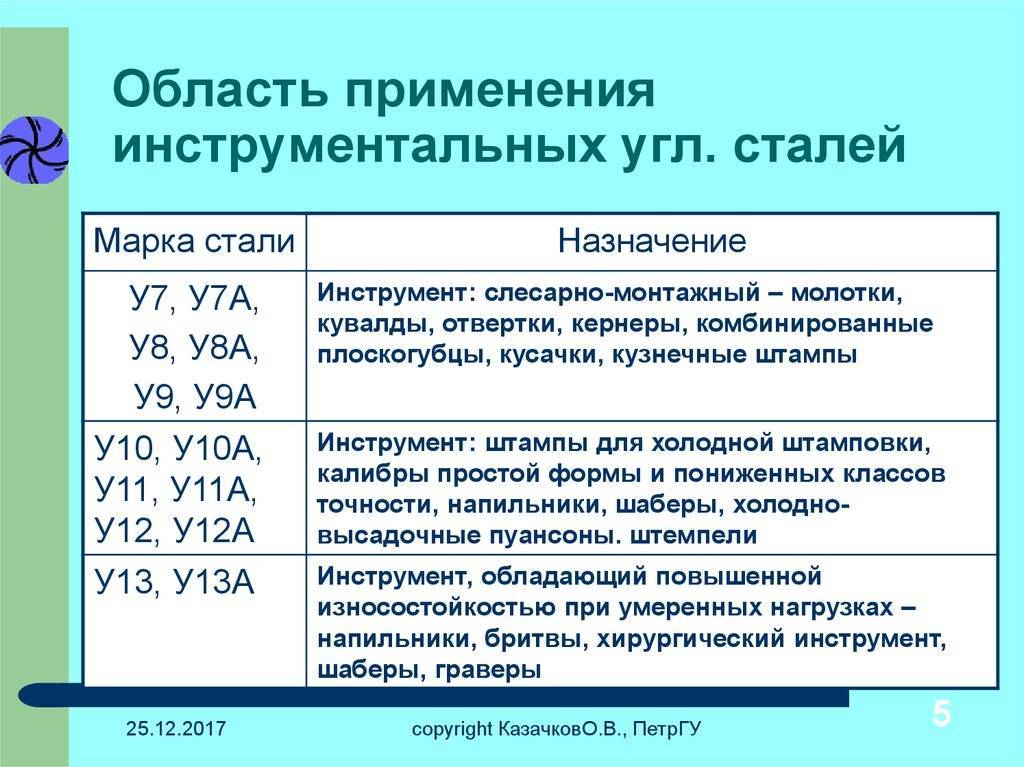 Конструкционная сталь 45 имеет широкий спектр применения в шпинделях, направляющих кулачках, зубчатых колесах, креплениях и различных типах осей. Из этой стали изготавливаются ответственные детали (консольные конструкции, валы, стержни, балки, плунжеры и т. д.), которые подвергаются термообработке для повышения прочности.
Конструкционная сталь 45 имеет широкий спектр применения в шпинделях, направляющих кулачках, зубчатых колесах, креплениях и различных типах осей. Из этой стали изготавливаются ответственные детали (консольные конструкции, валы, стержни, балки, плунжеры и т. д.), которые подвергаются термообработке для повышения прочности.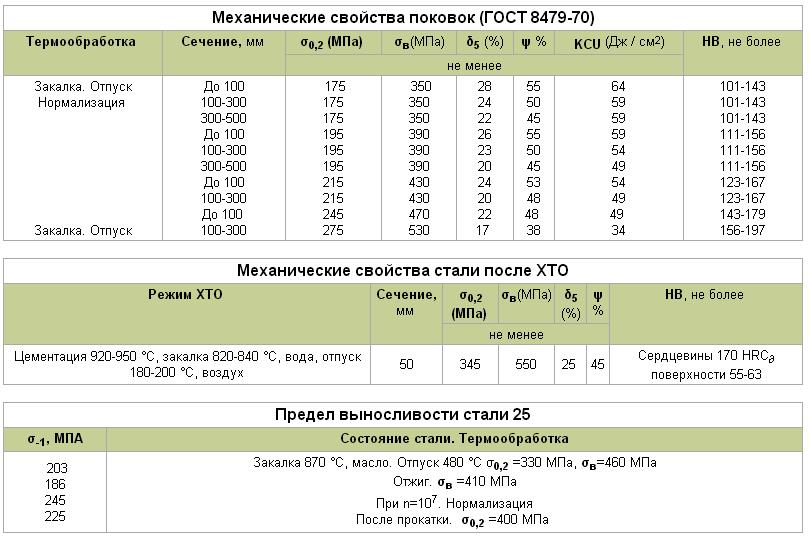 е. в нормализованном состоянии. Однако по запросу может быть выполнен в многочисленных вариациях термообработки, на что указывают дополнительные буквы в названии марки. Это может быть обеспечено незначительными изменениями в химическом составе.
е. в нормализованном состоянии. Однако по запросу может быть выполнен в многочисленных вариациях термообработки, на что указывают дополнительные буквы в названии марки. Это может быть обеспечено незначительными изменениями в химическом составе. 1,1191 — это европейское числовое обозначение этого материала C45.
1,1191 — это европейское числовое обозначение этого материала C45. 50 процентов.
50 процентов.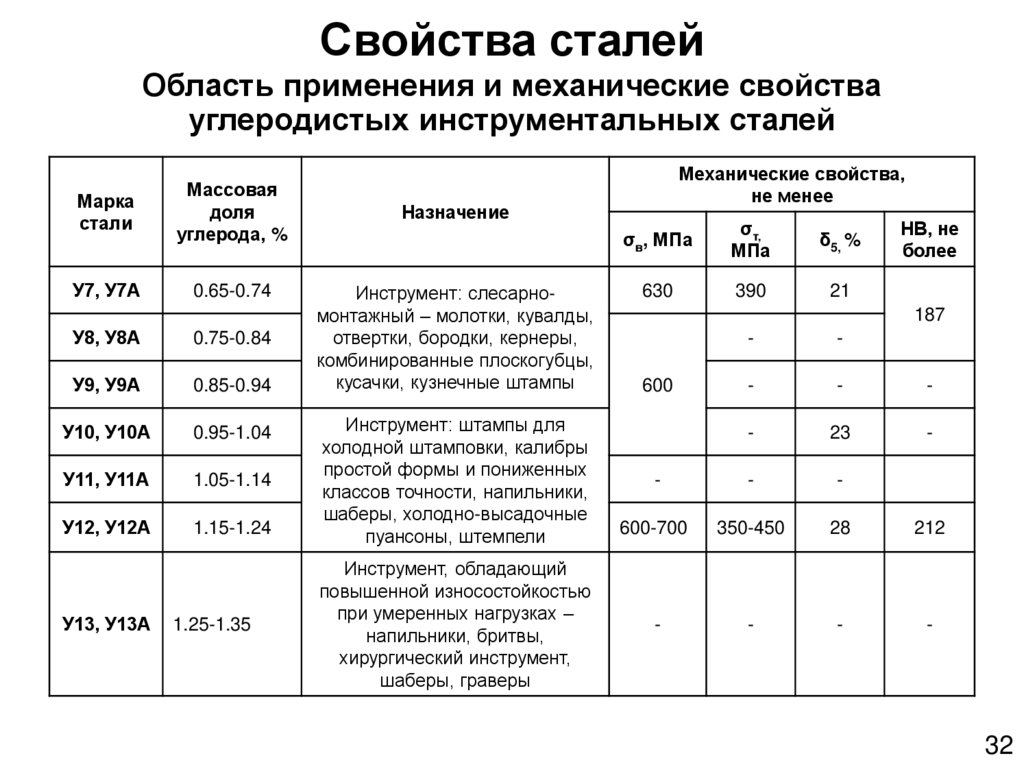

 Офтальмолог проведет обследование для того чтобы отличить электроофтальмию от других заболеваний глаза, которые могут возникнуть не от сварки.
Офтальмолог проведет обследование для того чтобы отличить электроофтальмию от других заболеваний глаза, которые могут возникнуть не от сварки. Циклоплегический препарат в каплях (например, 1% раствор циклопентанола, 1% раствор тропикамида).
Циклоплегический препарат в каплях (например, 1% раствор циклопентанола, 1% раствор тропикамида).
 Если в течение рабочего дня никаких симптомов не наблюдается, то ближе к ночи появляются рези, ощущение такое, что в глаза насыпали песок. Это так называемые « зайчики от сварки ». Происходит это в том случае, если работы проводились без применения сварочной маски. Суть самого явления заключается в том, что сетчатка глаза получает ожог ультрафиолетом, так называемая «электроофтальмия».
Если в течение рабочего дня никаких симптомов не наблюдается, то ближе к ночи появляются рези, ощущение такое, что в глаза насыпали песок. Это так называемые « зайчики от сварки ». Происходит это в том случае, если работы проводились без применения сварочной маски. Суть самого явления заключается в том, что сетчатка глаза получает ожог ультрафиолетом, так называемая «электроофтальмия».
 Прохладные компрессы также несколько уменьшать воспаление, однако стоит приготовиться к тому, что абсолютно безболезненно этот процесс не пройдет. Из других медикаментозных средств неплохо помогает, по отзывам сварщиков, тауфон. Даже врачи рекомендуют его использовать совместно с тетрациклиновой мазью, которая закладывается под нижнее веко. Процедуру необходимо повторять до 3 раз в сутки.
Прохладные компрессы также несколько уменьшать воспаление, однако стоит приготовиться к тому, что абсолютно безболезненно этот процесс не пройдет. Из других медикаментозных средств неплохо помогает, по отзывам сварщиков, тауфон. Даже врачи рекомендуют его использовать совместно с тетрациклиновой мазью, которая закладывается под нижнее веко. Процедуру необходимо повторять до 3 раз в сутки.
 Вместо этого они будут развиваться в течение нескольких часов. Поэтому вы можете не осознавать, что страдаете от аркоглаза в течение нескольких часов после облучения. Так как это наиболее распространенный источник ожогов глаз, важно принять адекватные меры предосторожности, чтобы защитить себя, если вы работаете со сварщиками или поблизости от них.
Вместо этого они будут развиваться в течение нескольких часов. Поэтому вы можете не осознавать, что страдаете от аркоглаза в течение нескольких часов после облучения. Так как это наиболее распространенный источник ожогов глаз, важно принять адекватные меры предосторожности, чтобы защитить себя, если вы работаете со сварщиками или поблизости от них.
 Через двадцать четыре-сорок восемь часов после начала лечения вам необходимо будет пройти осмотр у врача, чтобы убедиться, что ваши глаза заживают и не возникла инфекция. Если у вас возникнут проблемы с лечением, вас направят к специалисту.
Через двадцать четыре-сорок восемь часов после начала лечения вам необходимо будет пройти осмотр у врача, чтобы убедиться, что ваши глаза заживают и не возникла инфекция. Если у вас возникнут проблемы с лечением, вас направят к специалисту.
 Поэтому важно убедиться, что вы знаете о мерах предосторожности, которые вы должны предпринять, чтобы снизить риск.
Поэтому важно убедиться, что вы знаете о мерах предосторожности, которые вы должны предпринять, чтобы снизить риск. Однако, если вы подверглись воздействию УФ-лучей на уровне, который вызвал ожог роговицы, вы теперь подвергли свои глаза еще большей кумулятивной дозе УФ-лучей, чем они подвергались ранее.
Однако, если вы подверглись воздействию УФ-лучей на уровне, который вызвал ожог роговицы, вы теперь подвергли свои глаза еще большей кумулятивной дозе УФ-лучей, чем они подвергались ранее.
 Тем не менее, потерю можно уменьшить, если ее обнаружить и лечить на ранней стадии.
Тем не менее, потерю можно уменьшить, если ее обнаружить и лечить на ранней стадии.
 Ультрафиолетовые лучи могут вызвать быстрое повреждение. Глазная дуга, также известная как вспышка дуги, представляет собой болезненное состояние, характеризующееся покраснением, отеком и слезотечением глаз, вызванное ультрафиолетовым излучением (УФИ), которое обычно поглощается роговицей и хрусталиком глаза.
Ультрафиолетовые лучи могут вызвать быстрое повреждение. Глазная дуга, также известная как вспышка дуги, представляет собой болезненное состояние, характеризующееся покраснением, отеком и слезотечением глаз, вызванное ультрафиолетовым излучением (УФИ), которое обычно поглощается роговицей и хрусталиком глаза. Может помочь закрыть глаза или надеть повязку, а также использовать увлажняющие глазные капли или лекарства, отпускаемые без рецепта. У некоторых людей симптомы могут сохраняться до двух дней. Не пользуйтесь контактными линзами и старайтесь защитить глаза от дальнейшего воздействия УФ-излучения в этот период.
Может помочь закрыть глаза или надеть повязку, а также использовать увлажняющие глазные капли или лекарства, отпускаемые без рецепта. У некоторых людей симптомы могут сохраняться до двух дней. Не пользуйтесь контактными линзами и старайтесь защитить глаза от дальнейшего воздействия УФ-излучения в этот период.



 1.
1.
 Чтобы обеспечить максимальную защиту от УФ- и ИК-излучения, все шлемы с автоматическим затемнением, соответствующие стандарту ANSI Z87.1, обеспечивают полное покрытие.
Чтобы обеспечить максимальную защиту от УФ- и ИК-излучения, все шлемы с автоматическим затемнением, соответствующие стандарту ANSI Z87.1, обеспечивают полное покрытие.
 Даже если вы просто выполняете быструю работу, связанную со сваркой, вы всегда должны носить соответствующие средства индивидуальной защиты. Проверьте, что такое процедура обработки листового металла?
Даже если вы просто выполняете быструю работу, связанную со сваркой, вы всегда должны носить соответствующие средства индивидуальной защиты. Проверьте, что такое процедура обработки листового металла? Вам необходимо принять меры предосторожности для защиты глаз, например, выполнять сварку за занавеской или всегда использовать защитные очки. Смотреть прямо на вспышку сварочной дуги опасно, потому что даже на больших расстояниях длительное воздействие может вызвать ожог от вспышки, даже если сила излучения уменьшается с расстоянием.
Вам необходимо принять меры предосторожности для защиты глаз, например, выполнять сварку за занавеской или всегда использовать защитные очки. Смотреть прямо на вспышку сварочной дуги опасно, потому что даже на больших расстояниях длительное воздействие может вызвать ожог от вспышки, даже если сила излучения уменьшается с расстоянием.

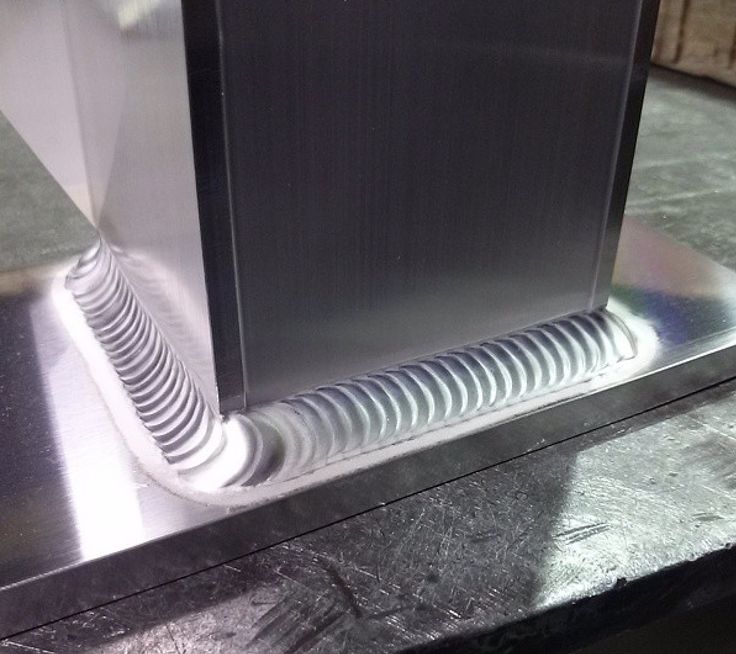 Шов сваривается в любых направлениях, а дуга делается короткой.
Шов сваривается в любых направлениях, а дуга делается короткой.
 Название говорит само за себя.
Название говорит само за себя. Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами. Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
Многопроходный вариант используется для угловых швов и с тавровой конфигурацией. В результате это становится причиной деформации всей конструкции;
В результате это становится причиной деформации всей конструкции; К основным видам относятся следующие:
К основным видам относятся следующие: Дефекты такого характера возникают из-за смещения дуги вправо или влево;
Дефекты такого характера возникают из-за смещения дуги вправо или влево; Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла. Шов осуществляется под действием температуры горения газа из горелки.
Шов осуществляется под действием температуры горения газа из горелки. Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости. Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов. Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.
Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину. Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости. К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка. Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
 К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:


 Они выполняются с полным проплавлением металла по всей длине.
Они выполняются с полным проплавлением металла по всей длине.
 Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
 На пересечении выноски с полкой может стоять значок:
На пересечении выноски с полкой может стоять значок: Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые сварные швы дороже, чем угловые. Угловые сварные швы в основном используются в трубопроводных системах для соединения труб с раструбными соединениями.
Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые сварные швы дороже, чем угловые. Угловые сварные швы в основном используются в трубопроводных системах для соединения труб с раструбными соединениями. Это часто встречается при изготовлении ящиков, рам ящиков и подобных изделий.
Это часто встречается при изготовлении ящиков, рам ящиков и подобных изделий. При сварке более толстых металлов для двойного V-образного соединения требуется меньше присадочного материала, поскольку здесь два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Кроме того, двойной V-образный шарнир помогает компенсировать силы деформации. При одинарном V-образном стыке напряжение имеет тенденцию деформировать деталь в одном направлении, когда V-образный стык заполнен, но при двойном V-образном стыке с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
При сварке более толстых металлов для двойного V-образного соединения требуется меньше присадочного материала, поскольку здесь два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Кроме того, двойной V-образный шарнир помогает компенсировать силы деформации. При одинарном V-образном стыке напряжение имеет тенденцию деформировать деталь в одном направлении, когда V-образный стык заполнен, но при двойном V-образном стыке с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
 Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
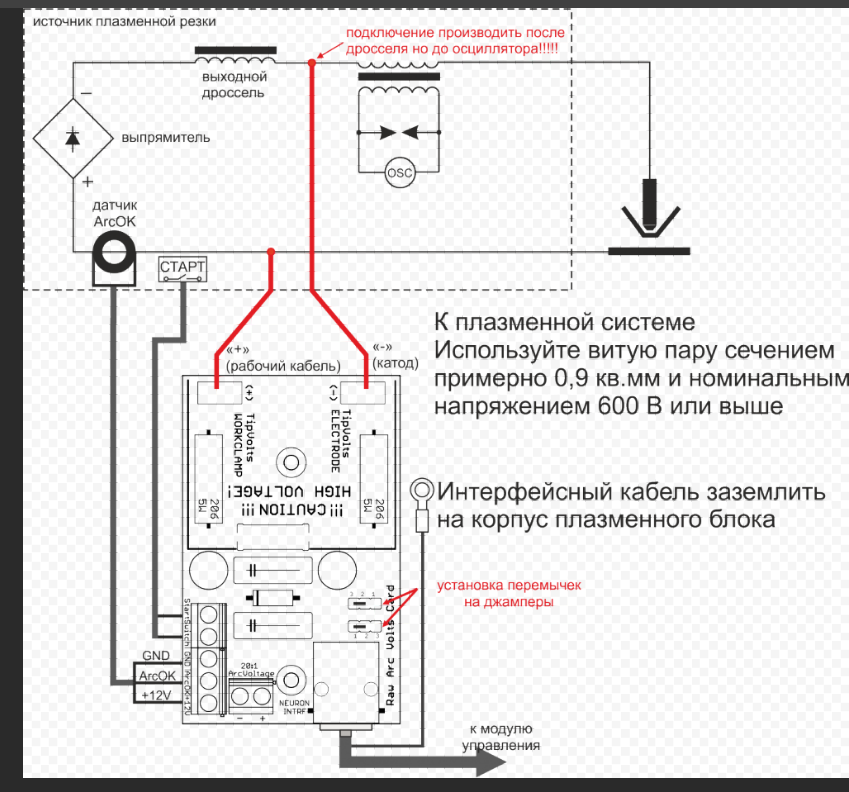 Рассмотрим конструкцию гаджета.
Рассмотрим конструкцию гаджета. Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).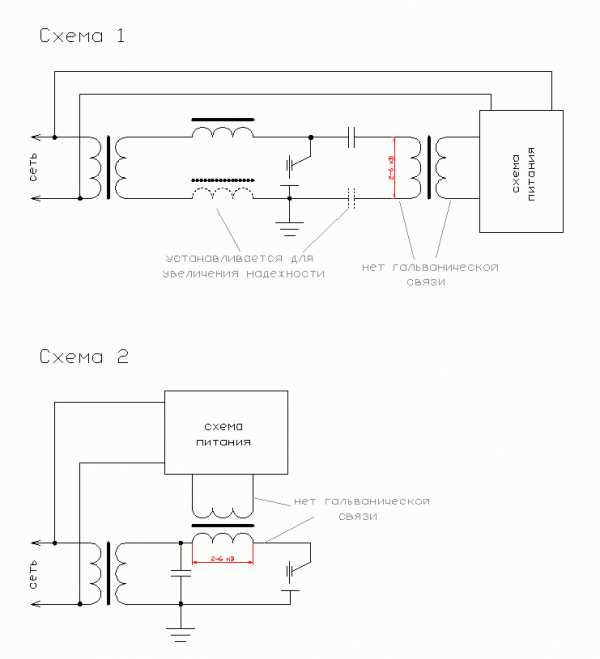
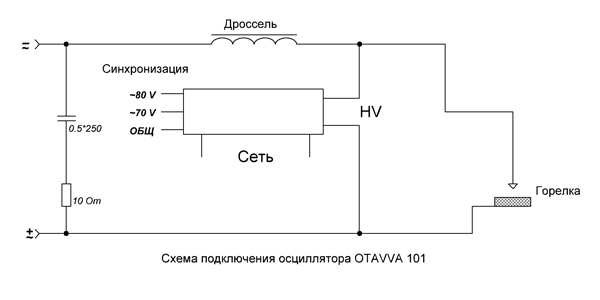
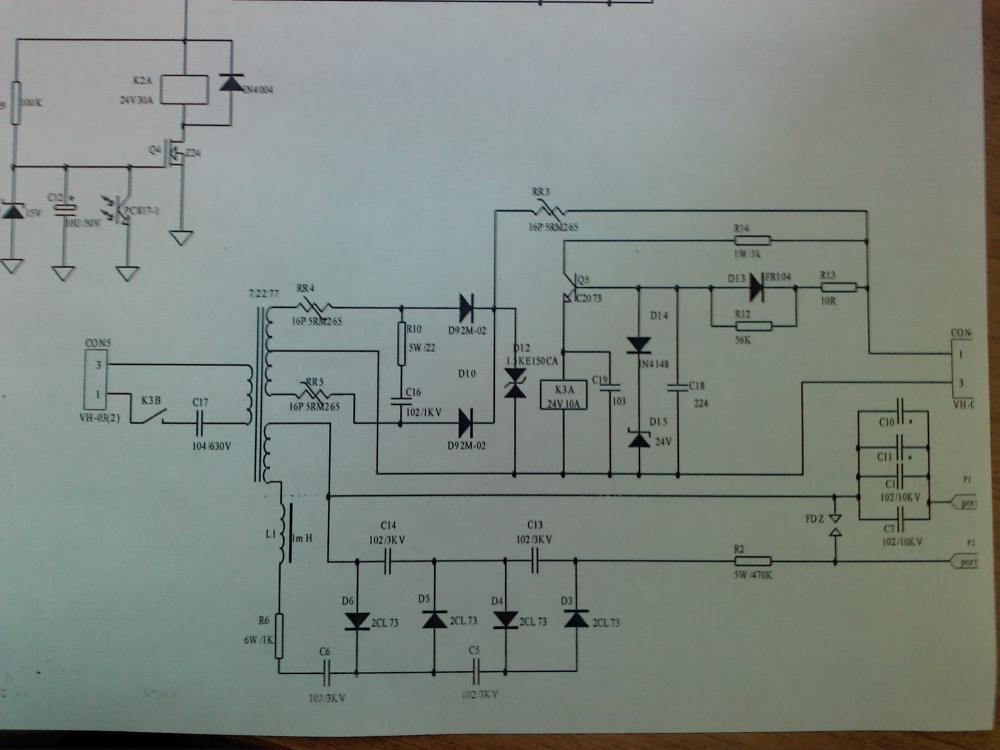 Из многих вариантов схем осцилляторов, выбрал простейшую схему с трансформатором 50Гц и разрядником.
Из многих вариантов схем осцилляторов, выбрал простейшую схему с трансформатором 50Гц и разрядником.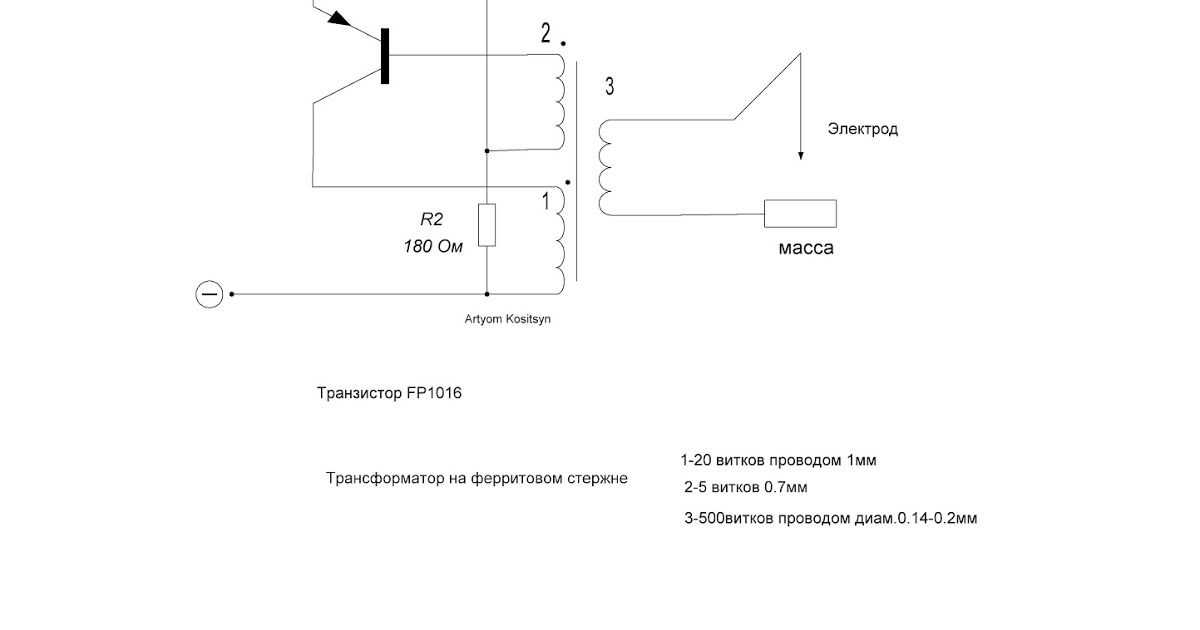 Для натяжки электрода пружина. Электрод разрядника не хило раскаляется и думаю, что нужны сплавы вольфрама, как указанно в оригинальной схеме. Буду использовать этот разрядник с постоянной подстройкой, пока не найду вольфрам
Для натяжки электрода пружина. Электрод разрядника не хило раскаляется и думаю, что нужны сплавы вольфрама, как указанно в оригинальной схеме. Буду использовать этот разрядник с постоянной подстройкой, пока не найду вольфрам youtube.com/embed/bxgua6kgoQA?ecver=1″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/bxgua6kgoQA?ecver=1″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Дуга плазменной резки может достигать температуры 45 000 градусов по Фаренгейту и обеспечивает один из самых быстрых способов резки металла.
Дуга плазменной резки может достигать температуры 45 000 градусов по Фаренгейту и обеспечивает один из самых быстрых способов резки металла.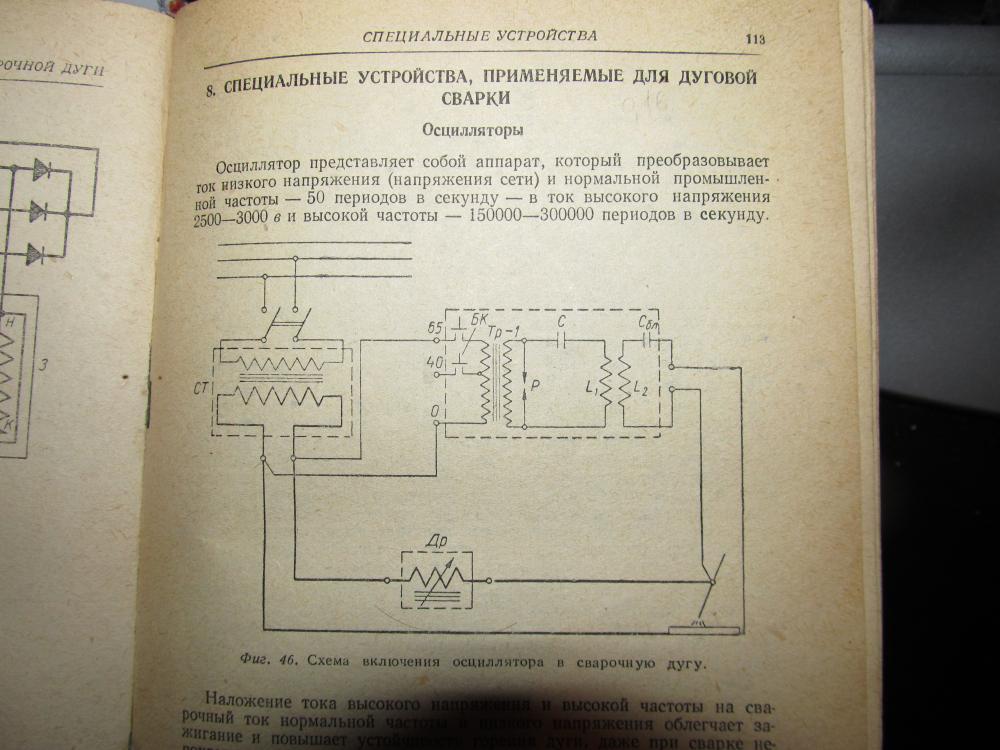
 Основное различие между брендами заключается в том, что стандартная функция одного производителя может быть дополнительной на машине другого бренда.
Основное различие между брендами заключается в том, что стандартная функция одного производителя может быть дополнительной на машине другого бренда.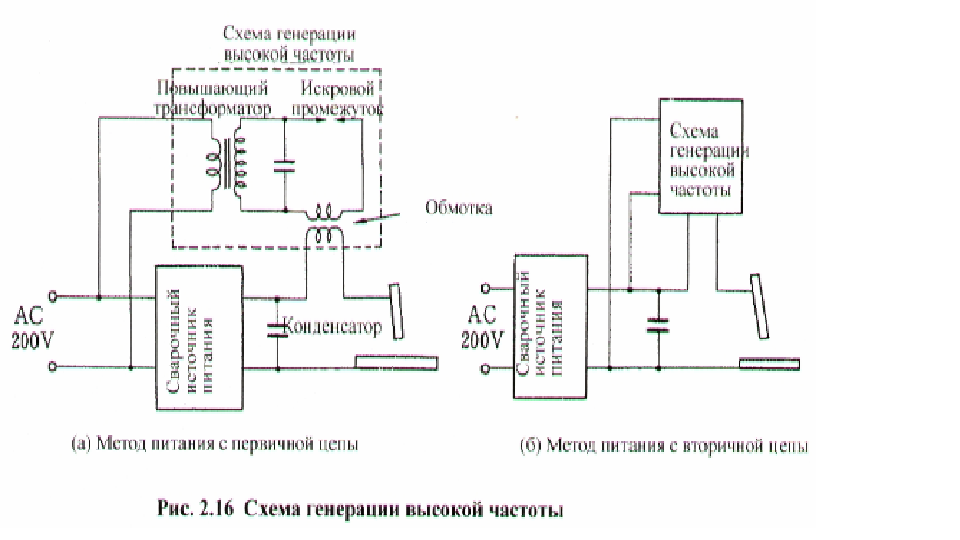 .
. Если машина работает с меньшей мощностью, рабочий цикл может увеличиться, хотя чрезмерно жаркие условия эксплуатации могут сократить его. Использование машины за пределами ее рабочего цикла приведет к ее перегреву.
Если машина работает с меньшей мощностью, рабочий цикл может увеличиться, хотя чрезмерно жаркие условия эксплуатации могут сократить его. Использование машины за пределами ее рабочего цикла приведет к ее перегреву.
 Для крупных операций по резке или пользователей, планирующих резку толстого металла, двухпоточная горелка с защитным газом позволит резать более толстый металл при высокой силе тока.
Для крупных операций по резке или пользователей, планирующих резку толстого металла, двухпоточная горелка с защитным газом позволит резать более толстый металл при высокой силе тока.
 Тем не менее, он также может использоваться профессионалами, обеспечивая хороший и чистый рез мягкой и нержавеющей стали.
Тем не менее, он также может использоваться профессионалами, обеспечивая хороший и чистый рез мягкой и нержавеющей стали.  Вода — еще один вариант, который может помочь ему лучше работать с определенными поверхностями, поэтому вам следует проверять все в каждом конкретном случае.
Вода — еще один вариант, который может помочь ему лучше работать с определенными поверхностями, поэтому вам следует проверять все в каждом конкретном случае.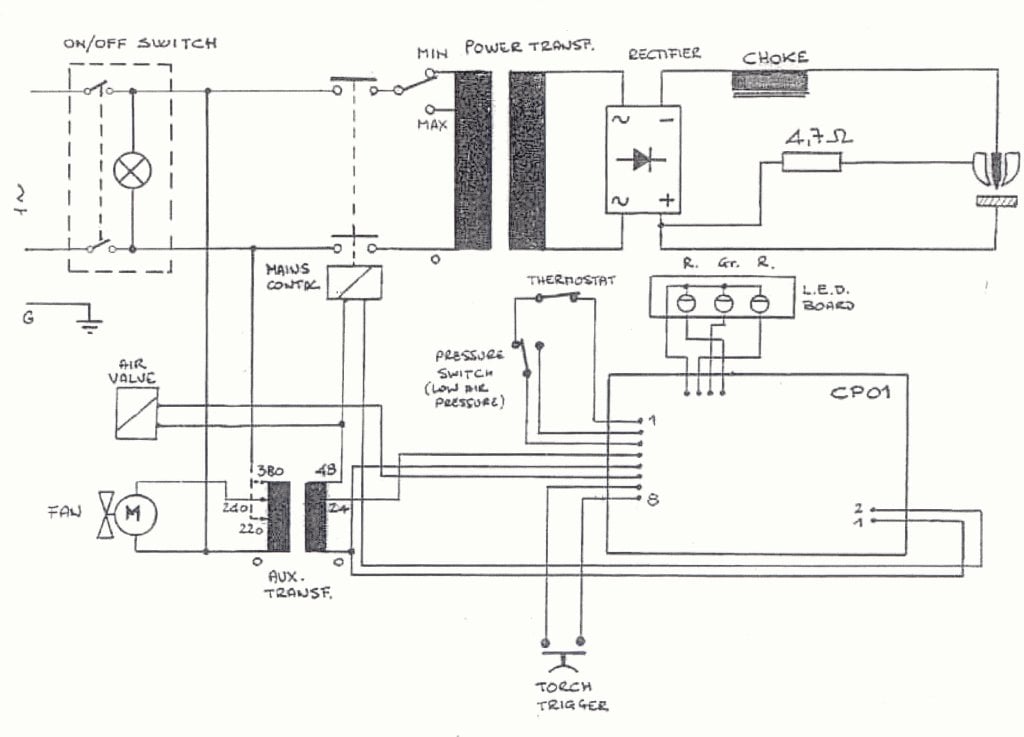 Особые сильные и слабые стороны каждого газа отмечены выше. Например, кислород и воздух хорошо сочетаются с мягкой сталью, а азот — с нержавеющей сталью и алюминием.
Особые сильные и слабые стороны каждого газа отмечены выше. Например, кислород и воздух хорошо сочетаются с мягкой сталью, а азот — с нержавеющей сталью и алюминием.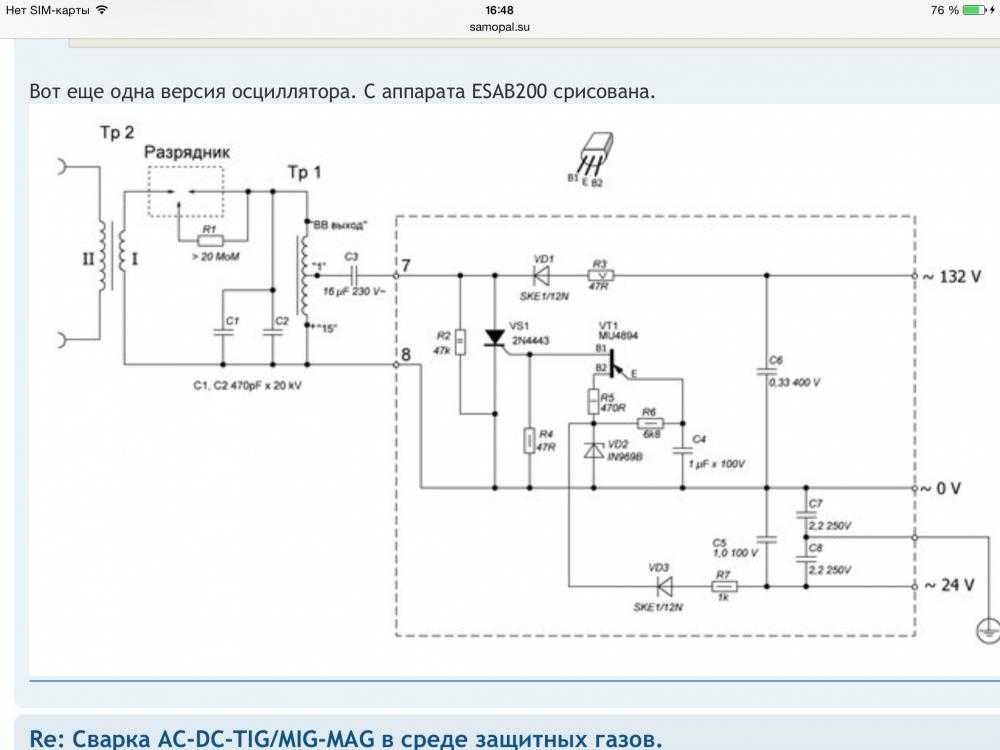
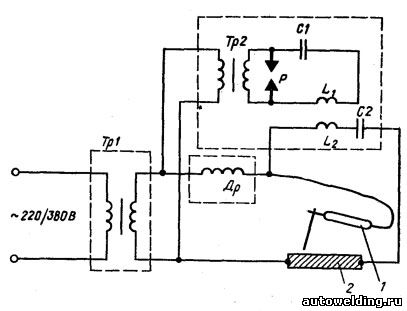 Это может не только загрязнить сопло, но и привести к образованию большего количества остаточного шлака. Помогая устранить это, вспомогательные дуги обеспечивают более гладкий и чистый рез.
Это может не только загрязнить сопло, но и привести к образованию большего количества остаточного шлака. Помогая устранить это, вспомогательные дуги обеспечивают более гладкий и чистый рез.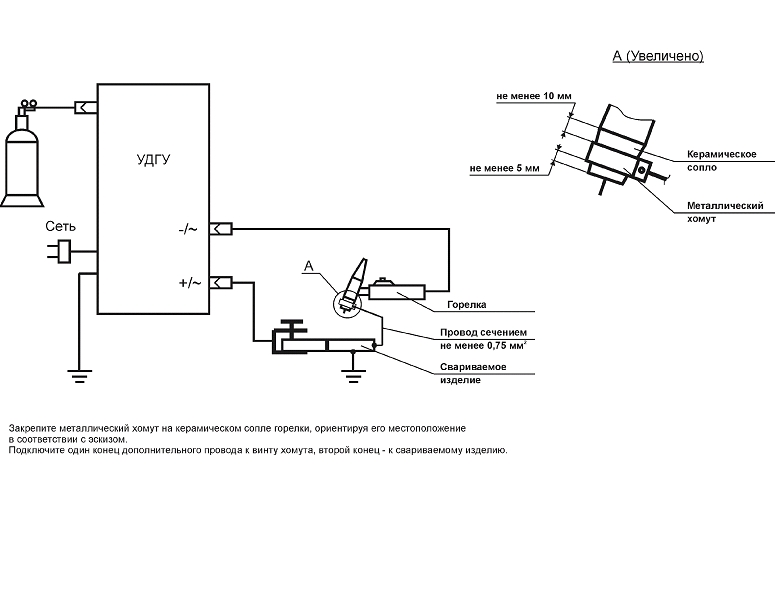 Точно так же, как мы говорим, что «сжигание свечи с обоих концов» быстро израсходует ее, использование плазменных резаков при более высоких температурах или более интенсивных режимах может быстрее сжечь расходные материалы.
Точно так же, как мы говорим, что «сжигание свечи с обоих концов» быстро израсходует ее, использование плазменных резаков при более высоких температурах или более интенсивных режимах может быстрее сжечь расходные материалы.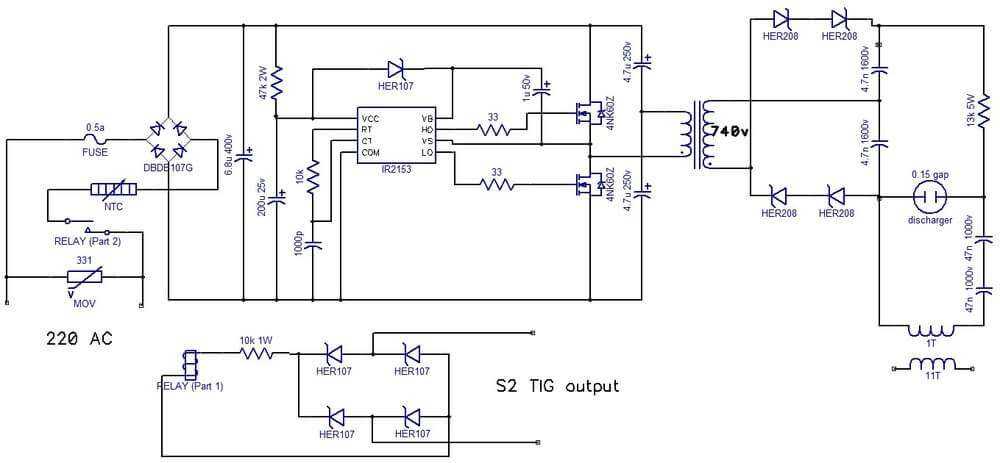


 Выпускается небольшими партиями. Для некоторых работ применяют комбинированные смеси.
Выпускается небольшими партиями. Для некоторых работ применяют комбинированные смеси.

 Если поверхность стяжки планируют закрывать плиткой, раствор делают более легким.
Если поверхность стяжки планируют закрывать плиткой, раствор делают более легким. Обрабатывают данной пропиткой как железобетонные, так и деревянные конструкции.
Обрабатывают данной пропиткой как железобетонные, так и деревянные конструкции.
 Инструкция по применению указывает, что для максимальной защиты эту операцию следует провести дважды. После нанесения слой должен полностью высохнуть, затем наносят следующий. После пропитки бетонного основания стеклом, изоляцию усиливают прочими техническими материалами.
Инструкция по применению указывает, что для максимальной защиты эту операцию следует провести дважды. После нанесения слой должен полностью высохнуть, затем наносят следующий. После пропитки бетонного основания стеклом, изоляцию усиливают прочими техническими материалами. Обычно хозяева сталкиваются с проблемой трещин и плохой гидроизоляции стыков. Чтобы избавиться от проблемы потребуется:
Обычно хозяева сталкиваются с проблемой трещин и плохой гидроизоляции стыков. Чтобы избавиться от проблемы потребуется: youtube.com/embed/hn5GFKtdfBw?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/hn5GFKtdfBw?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> При контакте с ингредиентами цемента оно образует труднорастворимые силикаты, устойчивые к большинству внешних воздействий. Эту добавку рекомендуют при приготовлении жаростойких, кислото- и гидроупорных бетонов, гидроизоляции поверхностей. Область применения включает возведение фундаментов под тепловые агрегаты (от печей и каминов в частных домах до промышленных котлов), гидротехнических сооружений, заливку стенок бассейнов, колодцев, септиков или оснований домов и бань на участках с подтапливаемыми грунтами и других аналогичных объектов.
При контакте с ингредиентами цемента оно образует труднорастворимые силикаты, устойчивые к большинству внешних воздействий. Эту добавку рекомендуют при приготовлении жаростойких, кислото- и гидроупорных бетонов, гидроизоляции поверхностей. Область применения включает возведение фундаментов под тепловые агрегаты (от печей и каминов в частных домах до промышленных котлов), гидротехнических сооружений, заливку стенок бассейнов, колодцев, септиков или оснований домов и бань на участках с подтапливаемыми грунтами и других аналогичных объектов.
 Исключения – случаи изготовления в домашних условиях так называемых аварийных смесей – временных, на цементной основе для замазки течей.
Исключения – случаи изготовления в домашних условиях так называемых аварийных смесей – временных, на цементной основе для замазки течей.

 Грунтовка проникает в бетон на 1-2 см: чем глубже будут расчищены выходящие на поверхность капилляры, тем лучше.
Грунтовка проникает в бетон на 1-2 см: чем глубже будут расчищены выходящие на поверхность капилляры, тем лучше.
 При этом в цементную смесь добавляют силикат натрия, для ее приготовления дополнительно используют воду и цемент.
При этом в цементную смесь добавляют силикат натрия, для ее приготовления дополнительно используют воду и цемент. Назначение краски Светоотражающая краска – лакокрасочный материал,…
Назначение краски Светоотражающая краска – лакокрасочный материал,… Песок смешивают с цементом, жидкое стекло растворяют в воде, а затем ингредиенты соединяют и перемешивают. После добавления щебня следует сразу приступить к заливке фундамента.
Песок смешивают с цементом, жидкое стекло растворяют в воде, а затем ингредиенты соединяют и перемешивают. После добавления щебня следует сразу приступить к заливке фундамента.
 Первый слой оставляют сохнуть примерно на 30 минут. Затем можно приступать к формированию следующего слоя. Важно обеспечить однородность покрытия – разрывов быть не должно. После можно приступать к нанесению защитного слоя. Для этого приготовьте смесь цемента, используемую для штукатурки стен. Как только раствор будет готов, необходимо добавить стакан и хорошо перемешать.
Первый слой оставляют сохнуть примерно на 30 минут. Затем можно приступать к формированию следующего слоя. Важно обеспечить однородность покрытия – разрывов быть не должно. После можно приступать к нанесению защитного слоя. Для этого приготовьте смесь цемента, используемую для штукатурки стен. Как только раствор будет готов, необходимо добавить стакан и хорошо перемешать. Это силикат калия или натрия. Иногда применяют и силикаты лития, однако это можно считать исключением. Характеристики конечного продукта будут зависеть от состава. По отзывам потребителей растворы калия обладают качеством устойчивости к химическим и атмосферным воздействиям.
Это силикат калия или натрия. Иногда применяют и силикаты лития, однако это можно считать исключением. Характеристики конечного продукта будут зависеть от состава. По отзывам потребителей растворы калия обладают качеством устойчивости к химическим и атмосферным воздействиям. Однако покупатели подчеркивают, что все же важно избегать контакта с кожей, ведь в его состав входят щелочи. Если вы решили использовать в процессе, описанном в статье, важно прочитать отзывы о гидроизоляции жидким стеклом. Из них вы сможете узнать, что смесь имеет низкую теплопроводность. Эта функция чрезвычайно полезна для теплоизоляции в промышленных условиях.
Однако покупатели подчеркивают, что все же важно избегать контакта с кожей, ведь в его состав входят щелочи. Если вы решили использовать в процессе, описанном в статье, важно прочитать отзывы о гидроизоляции жидким стеклом. Из них вы сможете узнать, что смесь имеет низкую теплопроводность. Эта функция чрезвычайно полезна для теплоизоляции в промышленных условиях. Для пропитки бетона на глубину в пределах 2 мм следует использовать распылитель или кисть. Но если вы планируете обеспечить глубокоэшелонированную защиту, то нанесение стекла выполняется в несколько слоев, в этом случае удастся добиться пропитки до 20 мм.
Для пропитки бетона на глубину в пределах 2 мм следует использовать распылитель или кисть. Но если вы планируете обеспечить глубокоэшелонированную защиту, то нанесение стекла выполняется в несколько слоев, в этом случае удастся добиться пропитки до 20 мм. html
html
 При соединении эти вещества провоцируют начало химической реакции, в ходе которой образуется алюминат натрия. Этот элемент катализирует начало процесса твердения структуры цемента. Кроме того, основным преимуществом жидкого стекла на основе натрия является огнестойкость и защита от проникновения влаги, плесени и грибка.
При соединении эти вещества провоцируют начало химической реакции, в ходе которой образуется алюминат натрия. Этот элемент катализирует начало процесса твердения структуры цемента. Кроме того, основным преимуществом жидкого стекла на основе натрия является огнестойкость и защита от проникновения влаги, плесени и грибка.
 Обладает антисептическим действием и устойчива к образованию коррозии. В процессе эксплуатации дает минимальные показатели по износу. В процессе гидроизоляции жидкое стекло выступает ингредиентом теплоизоляционного состава, в чистом виде не используется.
Обладает антисептическим действием и устойчива к образованию коррозии. В процессе эксплуатации дает минимальные показатели по износу. В процессе гидроизоляции жидкое стекло выступает ингредиентом теплоизоляционного состава, в чистом виде не используется.

 Необходимо помнить, что при гидроизоляции поверхности необходимо получить пластичные и тонкие слои, обмазываемый раствор должен заполнять поры и все возможные трещины. Материал, используемый в качестве гидроизоляционного материала, должен быть устойчив к возникновению плесени и грибка, иметь высокие показатели адгезии.
Необходимо помнить, что при гидроизоляции поверхности необходимо получить пластичные и тонкие слои, обмазываемый раствор должен заполнять поры и все возможные трещины. Материал, используемый в качестве гидроизоляционного материала, должен быть устойчив к возникновению плесени и грибка, иметь высокие показатели адгезии. Гидроизоляционные работы в бассейне производятся изнутри и снаружи. Внутри основания, как правило, от разрушения и протечек защищает силикатный клей, а снаружи – от пагубного воздействия грунтовых вод. Правильно подобрав состав, можно значительно увеличить срок службы бассейна.
Гидроизоляционные работы в бассейне производятся изнутри и снаружи. Внутри основания, как правило, от разрушения и протечек защищает силикатный клей, а снаружи – от пагубного воздействия грунтовых вод. Правильно подобрав состав, можно значительно увеличить срок службы бассейна. Несмотря на то, что при обработке жидким стеклом продукт приобретает гидроизоляционные свойства, он не теряет паропроницаемости, так как клей имеет монокристаллическую структуру. В то же время гидроизоляционный слой допускает нанесение другого гидроизоляционного раствора, например, битума и мастики.
Несмотря на то, что при обработке жидким стеклом продукт приобретает гидроизоляционные свойства, он не теряет паропроницаемости, так как клей имеет монокристаллическую структуру. В то же время гидроизоляционный слой допускает нанесение другого гидроизоляционного раствора, например, битума и мастики. После этого рекомендуется сразу приступить к нанесению второго слоя. Покрывать поверхность необходимо максимально ровно, не допуская образования щелей.
После этого рекомендуется сразу приступить к нанесению второго слоя. Покрывать поверхность необходимо максимально ровно, не допуская образования щелей.

 Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
 Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Если проверяемые параметры такие как должны быть, подключите инвертор к электросети. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора. В результате указанных процессов на выходе получается постоянный ток.
В результате указанных процессов на выходе получается постоянный ток.
 В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
 Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.
Естественно, данный случай полностью исключает возможность получения качественного и надежного шва. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
В обмотках индуцируется ЭДС, зависящая от количества витков провода.
 Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.
Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
Данный элемент можно сделать самостоятельно на схеме из транзисторов.
 Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} Ltd. занимается проектированием, производством и продажей всех видов металлического упаковочного оборудования. Мы поставляем комплексное оборудование для производства консервных банок для банок DRD, пищевых банок, аэрозольных баллончиков, банок с краской, ведер, декоративных банок и банок, таких как резак, пресс, индукционная печь, сварочный аппарат, комбайнер, укладчик на поддоны/де-паллетизатор, картонажная машина и т.д. на.
Ltd. занимается проектированием, производством и продажей всех видов металлического упаковочного оборудования. Мы поставляем комплексное оборудование для производства консервных банок для банок DRD, пищевых банок, аэрозольных баллончиков, банок с краской, ведер, декоративных банок и банок, таких как резак, пресс, индукционная печь, сварочный аппарат, комбайнер, укладчик на поддоны/де-паллетизатор, картонажная машина и т.д. на. Стандартизируйте для простоты.
Стандартизируйте для простоты. ). 3,2 мм)
). 3,2 мм)

 Шум при включении агрегата может свидетельствовать о не исправности рабочего колеса или смещении вала электродвигателя.
Шум при включении агрегата может свидетельствовать о не исправности рабочего колеса или смещении вала электродвигателя. Сделать это могут специалисты сервис-центра, имеющие диагностическое оборудование и специальные инструменты. Самостоятельно рекомендуется устранять только мелкие поломки.
Сделать это могут специалисты сервис-центра, имеющие диагностическое оборудование и специальные инструменты. Самостоятельно рекомендуется устранять только мелкие поломки. 52 грн
52 грн Харьков
Харьков Киев
Киев 98 грн
98 грн Проблема проста: электричество и вода несовместимы. Таким образом, установка электрического погружного водяного насоса для водных садов, природных прудов или бассейнов требует больших навыков и опыта, чтобы избежать поражения электрическим током.
Проблема проста: электричество и вода несовместимы. Таким образом, установка электрического погружного водяного насоса для водных садов, природных прудов или бассейнов требует больших навыков и опыта, чтобы избежать поражения электрическим током. Малейшая неисправность может привести к контакту внутренней части насоса с водой из водного сада или естественного пруда. Результатом этой неисправности будет наэлектризованная вода внутри пруда.
Малейшая неисправность может привести к контакту внутренней части насоса с водой из водного сада или естественного пруда. Результатом этой неисправности будет наэлектризованная вода внутри пруда. К таким областям относятся ванные комнаты, кухни, подсобные помещения, гаражи и все, что находится снаружи. Розетки GFCI предотвращают поражение электрическим током, отключая источник питания при обнаружении необычного увеличения или «утечки» мощности, например, при контакте воды с электричеством.
К таким областям относятся ванные комнаты, кухни, подсобные помещения, гаражи и все, что находится снаружи. Розетки GFCI предотвращают поражение электрическим током, отключая источник питания при обнаружении необычного увеличения или «утечки» мощности, например, при контакте воды с электричеством.
 Несмотря на то, что эти насосы разработаны со многими функциями безопасности, они не стоят риска. Существуют специальные насосы, предназначенные для бассейнов и прудов, которые не несут такой опасности. Если вам нужно войти в ваш пруд или бассейны с погружным водяным насосом, чтобы что-то достать или выполнить плановое техническое обслуживание, очень важно, чтобы вы отключили электричество для погружного насоса и вошли с осторожностью.
Несмотря на то, что эти насосы разработаны со многими функциями безопасности, они не стоят риска. Существуют специальные насосы, предназначенные для бассейнов и прудов, которые не несут такой опасности. Если вам нужно войти в ваш пруд или бассейны с погружным водяным насосом, чтобы что-то достать или выполнить плановое техническое обслуживание, очень важно, чтобы вы отключили электричество для погружного насоса и вошли с осторожностью. США
США 

 Перед отправкой двигатель проходит 100% тестирование.
Перед отправкой двигатель проходит 100% тестирование.
 Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
 Через 5 месяцев его все еще нельзя пить.
Через 5 месяцев его все еще нельзя пить.
 Шестикулачковые патроны используются реже всего.
Шестикулачковые патроны используются реже всего.|
Токарный патрон с механическим управлением |
Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны
Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Главный недостаток двухкулачковых патронов — при перекосе кулачков в направляющих из-за боковых зазоров происходит смещение центра заготовки. Поэтому направляющие тщательно шлифуют, а кулачки подгоняют под них с минимальным зазором.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
Дата внесения последних изменений 16.06.2020
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Гидравлические токарные патроны для станков с ЧПУ
С фланцем DIN 55026 ISO702-1 ГОСТ 12595-2003
|
|
|
|
|
| |||
|
2х
|
3х
|
4х
|
Диаметр
|
Отверстие
|
Конус
|
Кулачки каленые
|
Кулачки сырые
|
|
NT205A4
|
N205A4
|
NIT205A4
|
135 мм
|
33 мм
|
А4
|
HJ05
|
HC05
|
|
NT206A5
|
N206A5
|
NIT206A5
|
169 мм
|
45 мм
|
A5
|
HJ06
|
HC06
|
|
|
NB306А5
|
|
52 мм
|
А5
| |||
|
NT208A5
|
N208A5
|
NIT208A5
|
210 мм
|
52 мм
|
A5
|
HJ08
|
HC08
|
|
NT208A6
|
N208A6
|
NIT208A6
|
A6
| ||||
|
|
NB208A6
|
|
66 мм
|
A6
| |||
|
NT210A6
|
N210A6
|
NIT210A6
|
254 мм
|
75 мм
|
A6
|
HJ10
|
HC10
|
|
NT210A8
|
N210A8
|
NIT210A8
|
A8
| ||||
|
|
NB210A8
|
|
78 мм
|
A8
| |||
|
NT212A6
|
N212A6
|
NIT212A6
|
304 мм
|
91 мм
|
A6
|
HJ12
|
HC12
|
|
NT212A8
|
N212A8
|
NIT212A8
|
A8
| ||||
|
|
NB212A8
|
|
122 мм
|
A8
| |||
|
NT215A8
|
N215A8
|
NT215A8
|
384 мм
|
117,5 мм
|
А8
|
HJ15
|
HC15
|
Силовые патроны применяются для закрепления заготовок на токарных станках с ЧПУ. Гидравлический механизм позволяет надежно и быстро зажать деталь для дальнейшей обработки.
Гидравлический механизм позволяет надежно и быстро зажать деталь для дальнейшей обработки.
Обзор комплектации токарного гидравлического патрона для ЧПУ станка
shars.com — Токарные патроны
shars.com — Токарные патроны
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Каталог
Поиск
Shars Tool предлагает полный ассортимент токарных патронов для ваших задач. Предлагая широкий выбор токарных регулируемых патронов, самоцентрирующихся патронов, независимых патронов, цанговых патронов 5c и многого другого, компания Shars гарантирует, что вы останетесь довольны качеством и возможностями наших патронов.