Устройство токарного станка по металлу – схема и основные узлы
Как устроены станина и передняя бабка станка
Назначение задней бабки токарного оборудования
Шпиндель как элемент токарного станка
Строение суппорта
Электрическая часть токарного станка
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
Передняя бабка
Задняя бабка
Суппорт
Приводные валы
Рычаг переключения скоростей
Лимб
youtube.com/embed/SNAKlrlLhR8″/>
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Токарный станок: значение, типы, детали, модели
Содержание
Что такое токарный станок?
История появления и развития оборудования
Принцип работы
Основные параметры токарного станка
Где применяются токарные станки
Разновидности станков
Устройство токарного станка
Станина
Передняя шпиндельная бабка
Задняя бабка
Суппорт
Какой токарный станок по металлу купить: рекомендации по выбору
Наиболее популярные модели станков
Особенности работы на токарном станке по металлу
Металлические изделия используются в различных отраслях промышленности. Детали разных форм устанавливаются в заводском оборудовании, машинах, самолётах, кораблях. Однако вручную сделать похожие изделия крайне сложно. В процессе металлообработки важную роль играет токарный станок. С его помощью мастер может создать из грубой заготовки деталь нужно формы и пустить в дальнейшее производство.
Работа на токарном станке
Что такое токарный станок?
Чтобы понять, что такое токарный станок, необходимо представлять себе из чего состоит это оборудование и как им правильно управлять. При знании технических характеристик проще выбрать подходящую модель.
Токарные станки представляют собой промышленной оборудование, которое может использоваться как для обработки различных видов металла, так и дерева. С помощью таких машин можно изготавливать детали различной формы. Это могут быть металлические кольца, шкивы, втулки, муфты, гайки и валы. Токарное оборудование часто используется для создания специальных канавок на заготовках. С его помощью отрезают части детали, обрабатываются готовые отверстия и создаётся резьба.
История появления и развития оборудования
Считается, что первые токарные станки появились на территории Европы в 16-17 веке. В те времена они изготавливались из деревянных элементов и приводились в движение усилиями человека. Он мог раскручивать подвижное колесо руками или в дальнейшем вращал цепь, закреплённую на звёздочке.
Активного развития токарное производство не получало до 18 века. Только в первой части 18 века, в промышленности начали активно использоваться металлические механизмы. Ко второй половине 19 века, стараниями американских мастеров, оборудование было модернизировано и уже напоминало современный токарный станок. Работал механизм благодаря электродвигателю, появилась возможность выбирать скорость раскрутки шпинделя.
Принцип работы
Токарное производство распространено в различных сферах промышленности. С помощью таких станков изготавливаются различные детали для машин, оборудования, бытовых приборов, строительства. Принцип работы токарного станка прост:
Мастер проверяет исправность всех механизмов и крепёжных элементов.
Закрепляет заготовку на подвижной каретке.
Устанавливает требуемый резец в патрон, который закрепляется на шпинделях.
После запуска двигателя, шпиндель начинает крутиться и передаёт вращательную энергию на резец. Она, в свою очередь, снимает необходимый слой металла с заготовки.
Если нужно сделать отверстие, мастер устанавливает другой резец в патрон и приступает к сверлению.
Основные параметры токарного станка
При выборе токарного станка по металлу нужно учитывать его основные характеристики. Они указываются в техническом паспорте оборудования. Требуется обратить внимание на такие параметры:
Панель управления. В бюджетных моделях может отсутствовать регулятор оборотов шпинделя.
Масса станка. При работе электродвигателя и раскрутке фрезы создаются мощные вибрации. Чем мощнее двигатель, тем тяжелее должен быть станок. На промышленном оборудовании устанавливаются литые станины, которые гасят вибрации и предотвращают движение станка во время работы.
Габариты. Этот параметр требуется выбирать исходя из свободного места в помещении. Промышленное оборудование больше, чем модели для гаражей или мастерских.
Мощность привода. Чем тверже металл будет обрабатываться, тем мощнее оборудование нужно покупать.
Питание. Для маломощных моделей — 220 вольт, для промышленных станков — 380 вольт.
Размер заготовки. Чем больше деталей можно обрабатывать с помощью токарной машины, тем универсальнее она становится.
Также в различных моделях может присутствовать или отсутствовать реверс. Его переключение осуществляется с помощью рычагов или перекидывания ремня.
Токарный станок с панелью управления
Где применяются токарные станки
Значение токарного станка в металлообработке не преувеличивается. Без такого оборудования не обойдётся ни одно серьёзное производство. С его помощью можно выполнять такие операции:
различные виды сверления;
создание резьбы;
обрезка и обтачивание торцов деталей;
создание цилиндрических и конусовидных деталей;
зенкерование;
фрезерование.
Токарные станки используют в металлургии, автомобилестроении, кораблестроении, самолётостроении, изготовлении деталей для промышленного оборудования.
Разновидности станков
На сегодняшний день существует множество типов токарных станков. Каждый из них отличается своими характеристиками, функциональными возможностями, системой управления и конструкцией.
Виды токарного оборудования:
Токарно-винторезные. Считаются самыми распространёнными станками. Используются для изготовления единичных деталей и серийного производства. С их помощью можно изготавливать резьбу с наружной и внутренней стороны заготовок, обтачивать цилиндрические и конусовидные заготовки, обрабатывать торцы. Винторезные модели позволяют мастеру создавать отверстия различного диаметра, проводить зенкеровку и развертку. При наличии копировального устройства появляется возможность создавать сложные контуры без фасонных резцов.
Сверлильные. Большая группа оборудования, к которой относится вертикальный токарный станок, радиальный, одношпиндельный, многошпиндельный и горизонтальный. С помощью таких машин сверлятся отверстия разного диаметра, создаётся резьба. При выборе сверлильных станков требуется уделять внимание ходу шпинделя, мощности электродвигателя, расстоянию от рабочего стола до патрона, максимальному диаметру создаваемых отверстий.
Расточные. Многофункциональное оборудование, которое позволяет создавать отверстия в заготовках, нарезать резьбу мечиками, создавать пазы на поверхности деталей, зенкеровать и растачивать отверстия. Для точной обработки используют алмазные расточные станки.
Шлифовальные. Станки, на которые устанавливаются диски со сменными шлифовальными кругами. С их помощью обрабатываются детали различной формы с наружной и внутренней стороны. Дополнительно можно разрезать заготовки, затачивать режущие инструменты. Качество обработки зависит от зернистости шлифовального круга. Крупной фракцией снимают грубые слои металла с заготовки. Мелкая фракция предназначена дли финишной шлифовки.
Притирочные. На рабочей части устанавливаются специальные притиры, на поверхности которых нанесён абразивный порошок.
Хонинговальные. На шпинделе таких станков закрепляется специальная головка (хонон), которая представляет собой бруски с нанесение абразивного порошка. Рабочая часть вращается и движется в двух направлениях, обрабатывая неподвижное отверстие в заготовке.
Зубообрабатывающие. На таком оборудовании устанавливается множество фасонных резцов.
Также нельзя забывать про резьбообрабатывающее и фрезерное оборудование. Они используются для обработки отверстий, нарезания резьбы, торцевания, создания деталей различной формы. В магазинах можно увидеть универсальные токарные станки с ЧПУ. Это универсальное оборудование, которое может выполнять различные задачи. После настройки программы оператором, система сама начинает работу.
Токарно-сверлильный станок
Устройство токарного станка
Существует несколько основных деталей токарного станка. Каждая из них влияет на работу остальных. Помимо ключевых узлов, на оборудование можно устанавливать различные приспособления для токарных станков.
Станина
Чтобы станок был неподвижен во время работы, все детали закрепляются на тяжёлой станине. Она представляет собой два вертикальных ребра, которые закрепляются на неподвижном основании. В нижней части основания могут располагаться отсеки для хранения инструмента и оснастки. На верхней части закрепляются поперечные рейки, по которым передвигаются суппорта и задняя бабка (каретка).
Передняя шпиндельная бабка
В этой детали располагается шпиндель с патроном, подшипники и система управления станком. Внутри находятся подвижные шестерни, через которые на резец передаётся вращательное усилие.
Задняя бабка
Представляет собой подвижный узел станка. С помощью задней бабки закрепляется заготовка на шпинделе. Состоит из двух частей. Нижняя считается неподвижной и играет роль основания. Верхняя перемещается по валу, который проходит внутри задней бабки.
Суппорт
Какой токарный станок по металлу купить: рекомендации по выбору
Чтобы не зря вложить деньги, нужно знать, как выбрать токарный станок. Для домашней мастерской или гаража подойдёт малогабаритное оборудование с небольшой мощностью. Рекомендации по выбору:
Питание станка. Для домашних условий лучше выбирать модель, которую можно подключить к сети 220 вольт.
Наличие регулировки скоростей вращения шпинделя. Желательно чтобы эта функция присутствовала в выбираемой модели.
Масса до 80 кг. Этого веса будет достаточно для неподвижности станка во время обработки заготовок. Такие машины можно самостоятельно передвигать по мастерской.
Габариты. Размеры оборудования должны быть меньше свободного пространства в помещении. Важно оставить пространство для беспрепятственного доступа к любой части машины.
Наличие гарантии и возможности сдать станок в сервис при поломке.
Литая станина. Она должна изготавливаться из прочных материалов, чтобы выдерживать постоянные нагрузки.
Чтобы узнать устройство оборудования можно посмотреть схему токарного станка. На ней будут указаны ключевые узлы, соединительные элементы и механизмы для настройки.
Маленькие габариты станка
Наиболее популярные модели станков
Особенности работы на токарном станке по металлу
Чтобы создавать качественные изделия на токарном станке, нужно учитывать некоторые особенности и рекомендации опытных мастеров. Советы по использованию и обслуживанию:
Прежде чем начать работу требуется проверить крепления основных деталей, резцов и заготовки. Они не должны двигаться при касаниях. Также важно уделить внимание первичной настройке.
Не рекомендуется класть на станину посторонние предметы или инструменты.
После выключения станка рабочую поверхность и резцы нужно продуть с помощью компрессора.
Подвижные элементы требуется смазывать для предотвращения застреваний.
При работе с заготовками необходимо надевать защитные очки, чтобы избежать попадания стружки в глаза.
Что такое токарный станок? Объясните конфигурацию машины из цели обработки!
Знаете ли вы машину под названием «токарный станок»? Хотя это редко встречается в нашей повседневной жизни, оно играет важную роль в создании всех продуктов вокруг нас. В этой статье мы объясним цель обработки токарного станка и конфигурацию станка.
1. Что такое токарный станок?
Токарный станок — это станок, который обрабатывает металл путем вращения обрабатываемого материала и применения лезвия для придания ему цилиндрической формы. В качестве простого примера представьте себе чистку яблока. Это похоже на тонкую очистку яблока ножом при медленном вращении яблока. Яблоко — это материал, вращающееся устройство — это веретено, а нож — режущий инструмент. Итак, токарный станок — это машина, которая прижимает режущий инструмент к вращающемуся материалу, перемещая его параллельно главной оси, разрезая его, чтобы сформировать цилиндрическую форму.
Изображение очистки яблок и резки на токарном станке.
2. Что он обрабатывает?
Токарный станок — это станок, предназначенный для обработки цилиндрических форм. Он в основном используется для обработки цилиндров и конусов. Кроме того, он также может выполнять сверление и обработку винтов. Чтобы дать вам представление о том, какие детали используются для обработки на токарных станках, скажем, что в большинстве продуктов, с которыми мы знакомы, используются детали, обработанные на токарных станках. Автомобильные детали, детали самолетов, детали строительной техники, медицинские детали, детали, связанные с энергетикой, детали бытовой техники, детали оборудования для производства полупроводников и т. Д. В основном представляют собой сборные изделия с использованием деталей, обработанных на токарных станках. Мы можем обрабатывать все виды материалов, включая железо, алюминий, нержавеющую сталь, латунь, литье и смолу.
3. Какую обработку можно сделать?
Токарный станок вращает материал и прижимает к нему инструмент (вставку) для его обработки. Его можно использовать для различных типов обработки в зависимости от типа используемого режущего инструмента и способа его перемещения. Как правило, можно выполнять обработку внешнего диаметра, обработку внутреннего диаметра, обработку торца, обработку резьбы, обработку канавок, обработку отверстий (сверление), обработку конуса с углом, например конической формы, и обработку по дуге окружности. Комбинация этих различных методов обработки используется для изготовления одной детали.
Технологическая схема должна определить, какие режущие инструменты используются, метод обработки и порядок обработки. Обработка выполняется путем смены инструмента и перемещения его в соответствии с технологическим заданием. Хотя для работы на машине требуются навыки мастера, она полезна для быстрой доставки отдельного продукта или для детальной модификации обработанного продукта.
4. Конфигурация станка
Токарный станок состоит из четырех основных частей: станины, шпинделя, револьверной головки и задней бабки. Вкратце, главный шпиндель удерживает материал и вращает его. Револьверная головка, к которой крепится инструмент, перемещается, формируя обрабатываемую деталь. Задняя бабка поддерживает длинную заготовку. Наконец, кровать — это основа, на которой установлены три платформы.
В случае токарных станков с ЧПУ базовая конфигурация такая же, но также включены устройство ЧПУ и рабочий экран.
Базовая конфигурация токарного станка
4-1. Станина
Станина — это основа станка, поддерживающая шпиндель, револьверную головку и заднюю бабку. Если станина слабая, шпиндель и закрепленная на ней револьверная головка будут деформироваться во время движения, что сделает невозможным выполнение точной обработки. Таким образом, дизайн выполнен с использованием новейших технологических возможностей, таких как выбор материала и проектирование конструкции.
4-2. Передняя бабка (шпиндель)
Наряду со станиной, конфигурация подшипников и балансировка шпинделя, а также жесткость передней бабки также являются важными факторами точности обработки.
4-3. Каретка
Каретка представляет собой стол, на котором смонтирована стойка инструмента и которая может перемещаться в продольном направлении по станине. Он состоит из поперечного суппорта, составного упора, стола подачи и инструментальной стойки.
4-4. Задняя бабка
Задняя бабка представляет собой платформу, установленную на станине напротив передней бабки и имеющую конструкцию, которую можно перемещать в продольном направлении. Он используется для поддержки заготовки, а при смене наконечника его также можно использовать для сверления.
5. Резюме
Станки называются «материнскими машинами» и считаются машинами, которые создают машины. Среди них токарный станок является наиболее используемым станком в процессе обработки. Хотя сами токарные станки редко встречаются в нашей повседневной жизни, во многих продуктах, которые мы используем в повседневной жизни, используются детали, изготовленные на станках. Если вы видите цилиндрическую деталь в своей повседневной жизни, возможно, она была изготовлена на токарном станке.
Какие части токарного станка? — Конструкция токарных станков варьируется от типа к типу 9.0001
Токарная обработка в основном используется для обработки удаления и является распространенным типом станков в станкостроении.
Токарные станки являются одними из самых универсальных станков в промышленности, используемых для выполнения различных операций механической обработки. Токарный станок прикладывается к инструменту и вращается для выполнения различных операций. Его можно использовать для токарной обработки, нарезания резьбы, формообразования, спиральной резки, чистовой обработки, пассивации, расточки, прядения, шлифовки, полировки и т. д. желаемой формы и размера. Во время движения токарного станка заготовка вращается относительно инструмента для удаления материала, и направление движения инструмента становится подачей.
Центровой токарный станок подходит для штучного, мелкосерийного производства и ремонтных мастерских. Это шкив с ременным приводом. Обычный токарный станок — это токарный станок, которым не управляет компьютер. В дополнение к универсальным токарным станкам существуют различные другие версии обычных токарных станков, таких как токарные станки с револьверной головкой, центровые токарные станки, копировальные станки, токарные станки с головкой и токарные станки с поворотным столом.
Каковы основные компоненты токарного станка?
Токарный станок. Определение и детали. Укажите различные детали, установленные на каретке. Основные части токарного станка следующие:
Передняя бабка: Передняя бабка обычно располагается с левой стороны станка и оснащена шестернями, шпинделями, патронами, рычагами управления скоростью шестерни и контроллерами подачи.
Задняя бабка: Обычно располагается с правой стороны станка, заготовка поддерживается на конце.
Станина: Основные части токарного станка, все детали крепятся болтами к станине. Он включает в себя переднюю бабку, заднюю бабку, каретки и другие детали.
Каретка: Каретка расположена между передней и задней бабками и содержит фартук, седло, составную опору, поперечный суппорт и инструментальную стойку.
Ходовой винт Ходовой винт используется для автоматического перемещения каретки во время нарезания резьбы.
Подающий стержень Используется для перемещения каретки слева направо и наоборот.
Поддон для стружки Находится в нижней части станка. Поддон для стружки используется для сбора стружки, образующейся во время работы токарного станка.
Маховик Это колесо, которое приводится в действие вручную для перемещения поперечных салазок, каретки, задней бабки и других частей, имеющих маховик.
Токарный станок обычно делится на три типа: токарный станок с двигателем, револьверный станок и токарный станок специального назначения.
Какова функция токарного станка с ЧПУ?
Токарные станки с ЧПУ и токарные центры представляют собой высокоточные и высокопроизводительные автоматизированные станки. Станок, оснащенный многопозиционной револьверной головкой или револьверной головкой с электроприводом, имеет широкий диапазон производительности обработки. Он может обрабатывать линейные цилиндры, косые цилиндры, дуги и различные резьбы, канавки, червяки и другие сложные детали с линейной интерполяцией, дугами, интерполировать различные функции компенсации и играть хороший экономический эффект при массовом производстве сложных деталей.
«ЧПУ» — это аббревиатура от английского Computerized Numerical Control (станок с ЧПУ предназначен для автоматической обработки обрабатываемых деталей в соответствии с предварительно запрограммированной программой обработки. Маршрут обработки, параметры процесса, траектория движения инструмента и перемещение, резка параметры (обороты шпинделя, подача, обратный захват и т. д.) и вспомогательные функции (смена инструмента, шпиндель вперед, реверс, включение, выключение смазочно-охлаждающей жидкости и т. д.), следуя коду инструкции и программе, заданным станком с ЧПУ Формат компилируется в список программ обработки, а содержимое списка программ записывается на управляющем носителе (таком как перфолента, магнитная лента, магнитный диск и пузырьковая память), а затем вводится в устройство числового управления числового управления станок для управления инструментом Обработанные детали
Весь этот процесс от анализа чертежа детали до подготовки среды управления называется компиляцией программы ЧПУ. Отличие станка с ЧПУ от обычного станка, обрабатывающего детали, заключается в том, что станок с ЧПУ автоматически обрабатывает детали в соответствии с программой, в то время как на обычном станке должен работать человек. Мы можем достичь цели обработки различных деталей, изменив программу, управляющую работой станка. Поэтому станок с ЧПУ особенно подходит для обработки небольших партий деталей сложной формы и с высокими требованиями к точности.
Поскольку станок с ЧПУ должен обрабатывать детали в соответствии с программой, программист вводит программу в устройство с ЧПУ, чтобы заставить станок работать. Ввод программы осуществляется через управляющую среду.
Каковы конструкции токарных станков с ЧПУ?
Основные детали токарного станка:
Какие основные части токарного станка? Токарный станок с ЧПУ состоит из передней бабки, устройств с ЧПУ, станины, передней бабки, системы подачи резцедержателя, задней бабки, гидравлической системы, системы охлаждения, системы смазки, конвейера для стружки и других частей. Токарные станки с ЧПУ делятся на два типа: вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ.
Вертикальные токарные станки с ЧПУ используются для токарной обработки дисковых деталей с большим диаметром обточки.
Горизонтальные токарные станки с ЧПУ используются для токарной обработки деталей с большими осевыми размерами или небольших дисков.
Горизонтальные токарные станки с ЧПУ можно разделить на экономичные токарные станки с ЧПУ, обычные токарные станки с ЧПУ и токарные обрабатывающие центры в зависимости от их функций.
Экономичный токарный станок с ЧПУ: простой токарный станок с ЧПУ, созданный путем реформирования системы токарной подачи обычного станка с шаговым двигателем и однокристальным компьютером. Стоимость низкая, степень автоматизации и функций относительно низкая, а точность токарной обработки невысокая. Он подходит для токарной обработки вращающихся деталей с низкими требованиями.
Обычный токарный станок с ЧПУ: токарный станок с ЧПУ, конструкция которого специально разработана в соответствии с требованиями токарной обработки и оснащена общей системой ЧПУ. Система ЧПУ имеет мощные функции, высокую степень автоматизации и точность обработки и подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью X и осью Z.
Токарный обрабатывающий центр: на основе обычных токарных станков с ЧПУ добавлены ось C и силовая головка. Более совершенные станки также имеют инструментальный магазин, который может управлять тремя координатными осями X, Z и C. Ось управления рычажным механизмом может быть Is (X, Z), (X, C) или (Z, C). Благодаря добавлению оси C и фрезерной головки, функции обработки этого токарного станка с ЧПУ значительно расширены. В дополнение к общей токарной обработке он также может выполнять радиальное и осевое фрезерование, фрезерование поверхностей, а также отверстия и диаметры, осевая линия которых не находится в центре вращения детали. Сверление и другая обработка отверстий.
Токарный станок Ke Детали:
Гидравлический патрон и гидравлическая задняя бабка
Гидравлический патрон является важным аксессуаром для зажима заготовок при токарной обработке с ЧПУ. Для обычных вращающихся деталей можно использовать обычные гидравлические патроны; для деталей, у которых зажимные части не цилиндрические, требуются специальные патроны; использовать прутковые материалы напрямую При обработке деталей требуется пружинный патрон.
Для деталей с большим отношением осевого размера к радиальному необходимо использовать приводной центр, установленный на гидравлической задней бабке для поддержки конца детали, чтобы обеспечить правильную обработку детали. Задняя бабка имеет обычную гидравлическую заднюю бабку и программируемую гидравлическую заднюю бабку.
Держатель инструмента токарного станка с ЧПУ
Токарный станок с ЧПУ может быть оснащен двумя держателями инструмента:
Специальная стойка инструмента разработана производителем токарного станка, и используемый держатель инструмента также является специальным. Преимуществом этого держателя инструмента является его низкая стоимость изготовления, но ему не хватает универсальности.
Общие держатели инструментов производятся в соответствии с определенными общими стандартами (такими как VDI, Немецкая ассоциация инженеров). Производители токарных станков с ЧПУ могут выбирать и настраивать их в соответствии с функциональными требованиями токарных станков с ЧПУ.
Фрезерная головка
После установки фрезерной головки на инструментальный пост токарного станка с ЧПУ производительность обработки токарного станка с ЧПУ может быть значительно увеличена. Такие как: использование фрезерной головки для осевого сверления и фрезерования осевых канавок.
Инструменты для токарных станков с ЧПУ
При точении деталей на токарном станке с ЧПУ или токарном обрабатывающем центре положение инструмента на держателе инструмента должно быть обоснованно и научно организовано в соответствии со структурой держателя инструмента токарного станка и номером инструментов, которые можно установить, и следует обратить внимание на то, чтобы избежать инструмента, когда он неподвижен и работает.
Какие электроды лучше использовать для инверторной сварки?
Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Бытовое использование предполагает выбор подходящего электрода под марку стали и этот подбор должен быть точным!
Что такое сварочный инвертор?
На смену старым трансформаторным сварочным аппаратам пришли небольшие и мобильные сварочные инверторы. Сейчас совсем необязательно, что для сварки ответственных конструкций используются сварочные аппараты больших размеров. Тем более иногда применение громоздких аппаратов невозможно из-за сварки в недоступных или плохо доступных местах. Теперь качественно и оперативно можно сваривать и совсем маленьким сварочным аппаратом, например, IR 200 от бренда Fubag и этим в наши дни уже никого не удивишь.
Сварочные аппараты нужны как основной источник питания при ручной дуговой сварке методом плавления электрода. Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Какими электродами лучше варить инвертором?
Инверторная сварка подразумевает под собой применение для сварки плавящегося электрода по ГОСТ 9467-75. Все электроды можно поделить на:
• Электроды для сварки углеродистых и низколегированных сталей.
• Электроды для сварки серого, высокопрочного и ковкого чугуна.
• Электроды для наплавки.
• Электроды для сварки высоколегированных сталей.
• Электроды для сварки и наплавки цветных металлов и сплавов.
Каждый электрод из этих в своем составе имеет отдельный тип проволоки и покрытия по ГОСТ 9466-75. На поверхность проволоки наносится опрессовкой тонкий слой обмазки и после сложного производственного процесса на выходе получается готовый сварочный электрод.
Чтобы определить какие электроды лучше использовать для инверторной сварки именно в вашем случае нужно учесть ряд рекомендаций:
• Разделяют сварку ответственных конструкций и обычных. Опытные сварщики предлагают при сварке ответственных конструкций выбрать УОНИ, а при сварке обычных – АНО или МР-3.
• УОНИ – используют в работе опытные работники, так как совершать работы такими сварочными электродами сложнее, чем обычными. Необходим опыт в сварочных работах при выборе этой марки.
Остановимся на основных видах и разновидностях сварочных электродах, рассмотренных выше подробно:
• УОНИ-13/55 – применятся опытными специалистами, гарантируют более качественный шов даже при пониженных температурах зимой.
• МР-3С синие электроды применяют для получения качественного шва при постоянном и переменном токе обратной полярности.
• МР-3 – электроды с рутиловым покрытием используются для сварки даже при ржавой и загрязненной поверхности. Имеют ряд выгод от использования – стабильное горение дуги, лучшая производительность, отличное отделение шлака после сварки.
• АНО-36 – самые популярные сварочные электроды рутил-целлюлозным покрытием. Эти электроды можно не прокаливать перед сваркой*, их легко зажигать и производить сварку. Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
• ОЗС-12 — самая широко используемые сварочные электроды. Часто берут при домашнем использовании. Позволяет выполнить сварку на низких токах.
Для каких материалов какие электроды выбрать?
Каждый сварщик должен знать, что для каждого материала нужно подобрать свой электрод. Наши специалисты рекомендуют при сварке инвертором использовать:
• Высоколегированная и нержавеющая сталь (нержавейка) – ОЗЛ-8, ЦЛ-11, НЖ-13, ОЗЛ-6 по ГОСТ 9466-75 и ТУ. Эти марки самые востребованные и популярные.
• Используйте электроды для углеродистых и низкоуглеродистых сталей – ОЗС 12, АНО — 21, МР-3, МР-3С по ГОСТ 9466-75 и ТУ.
• Для низколегированных — УОНИ 13/45, УОНИ 13/55, УОНИ 13/65.
• Сварка чугуна электродом в домашних условиях инвертором можно выполнить электродом ЦЧ 4В (на основе сварочной проволоке СВ-08А), МНЧ-2 (на основе никелевой проволоки).
При выборе любого сварочного электрода производства ООО Ватра вы застрахованы от неудач. Наши сварочные электроды изготовлены на самом передовом оборудовании и отвечают всем требованиям предъявляемом к сварочному процессу и шву.
Проводить все сварочные работы мы рекомендуем только качественными сварочными аппаратами — это застрахует вас от ошибок и значительно упростит работу. Качественное сварочное оборудование прослужит дольше недорогих китайских аналогов.
Мы предлагаем на рынке сварочное оборудование FUBAG – немецкий бренд – зарекомендовавший себя как качественный продукт за разумные деньги. Оборудование Fubag будет радовать Вас долгие годы. Выбирайте профессиональные электроды и качественное сварочное оборудование Fubag у нас в компании!
Какие электроды для сварки инвертором новичку: как подобрать инверторный сварочный инструмент
06Дек
Содержание статьи
Что такое электрод: устройство
Как выбрать сварочные электроды для инвертора: классификация расходников
Классификация электродов по типу покрытия
Как выбрать электроды для сварки инвертором
Какими электродами лучше варить: выбираем по видам металлических изделий
Выбор электродов для сварки инвертором для начинающих: как выбрать по видам металла
Выбираем электроды для резки
Как подобрать лучшие электроды для сварки инвертором
Тем, кто недавно начали осваивать сварочное ремесло, рекомендуется разобраться, что такое электроды, как устроены и какие лучше выбрать для сварки инвертором новичку. Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Будущим специалистам сварного дела, которые постигли эти тонкости, будет проще сделать правильный выбор. Этот аппарат легче всего освоить, поэтому он особенно популярен среди людей, которые только начали свою деятельность.
Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину. Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Классификация расходников
по назначению
обозначение
для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа
э38, э42, э42а, э46, э46а, э50, э50а, э55, э60
у
для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа
э70, э85, э100, э125, э150
л
для теплоустойчивых материалов, прошедших легирование
э09м, э09мх и др.
т
сваривание высоколегированных деталей с особыми свойствами
э12х13, э06х13м, э10х17т и др.
в
наплавка поверхностных покрытий с особенными характеристиками
э10г2, э11гз, э16г2хм и др.
н
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества.
При выборе они обычно учитывают два критерия:
Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода. Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры. В этом случае стоит обратить внимание на стержни с повышенными свойствами.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит. Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение. Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др.
целлюлозное (ц)
всц-4, всц-4м, ома-2, всц-4а и др.
смешанные: карбонатно-рутиловое (рб)
озс-28,ано-3, ано-4 и др.
рутилово-карбонатно-фтористое
озл-9а и др.
ильменитовое
озс-41, мр-3у, мр-3р и др.
рутилово-целлюлозное (рц)
ано-13, фно-29м и др.
кисло-рутиловое (ар)
ано-6, ано-6м, ано-17, озс-23, ано-24 и др.
рутилово-ильменитовое
мр-3м и др.
с железным порошком (ж):
рутиловое с порошковым наполнителем (рж)
озс-6, ано-1, ано-27, уони-13/55тж и др.
прочие (п)
для чугуна, цветных сплавов, солевые.
Как выбрать электроды для сварки инвертором
Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор
Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл
Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы
Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер
Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура
Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Выбираем комплектующие для резки
Их главные характеристики:
высокая окисляемость;
покрытие должно выдерживать высокие температуры;
высокая тепловая мощность дуги.
Поэтому лучше отдавать предпочтение сериям, предназначенным специально для этого процесса. Иначе может потечь из-за высокой температуры и помешать выполнить заказ качественно. Кроме того, удвоится расход электроэнергии. Вместо традиционных металлических прутков берите графитовые и трубчатые.
Как подобрать лучшие электроды для сварки инвертором
Опытные мастера рекомендуют следующие марки:
Фтористо-кальциевое покрытие
ESAB;
УОНИ 13/55.
Рутиловый слой
АHO-4;
МP-3;
ОК 46.00.
Нержавеющая сталь
НЖ-13;
ОЗЛ-8;
ЦЛ-11.
Мы рассказали вам, как начинающему мастеру выбрать подходящие расходники, дали указания, на каких вариантах остановиться, если пока не можешь оценить ситуацию с высоты собственного опыта, и рассказали, как выбирают определенный диаметр электрического проводника. Надеемся, наши рекомендации позволят вам качественно выполнить работу и помогут дальше совершенствовать свое мастерство. Компания «Рокта» занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Лучший сварочный электрод общего назначения
Удобство очень важно. Каждый рабочий мечтает о многоцелевом инструменте, и то же самое относится и к сварочным электродам.
Если у вас есть удочка, которую можно использовать практически для чего угодно, то вы всегда будете готовы к любым задачам.
Конечно, разные типы стержневых электродов были созданы не просто так, и каждый из них имеет свою особенность.
Например, сварочная проволока 7018 чаще всего используется для сварки тяжелых конструкций, поскольку она обеспечивает более однородный сварной шов с высокой ударопрочностью при экстремально низких температурах.
6010 и 6011 чаще всего используются для сварки грязного, ржавого или окрашенного металла. Причина в их глубоком проникновении и агрессивной дуге, прожигающей все на своем пути.
Знакомство с цифрами
Если вас смущают цифры, вот краткое объяснение…
Первые две цифры представляют собой предел прочности сварного шва на растяжение.
Например, «70» в номере 7018 означает, что для разрыва сварного шва потребуется тяговое усилие 70 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
Третья цифра обозначает положения, в которых можно использовать сварочный электрод.
Например, 1 означает, что вы можете использовать этот сварочный пруток для сварки в любом положении. Если третья цифра 2, то этот электрод можно использовать только для плоской или горизонтальной угловой сварки.
Последняя цифра обозначает флюс, который используется в качестве покрытия для сварочного электрода, и тип используемого им тока (AC, DCEP и DCEN).
Цифра 0 означает, что покрытие состоит из натрия с высоким содержанием целлюлозы и работает на токе DCEP.
Число 1 означает, что удилище имеет калиевое покрытие с высоким содержанием целлюлозы и работает при любом токе.
Номер 8 означает, что покрытие представляет собой порошок калия и железа с низким содержанием водорода, а электрод работает на переменном токе, DCEP и DCEN.
Толщина электрода
Сварочные электроды бывают нескольких размеров: 1/16”, 3/32”, 1/8” и 5/32”.
Логично предположить, что с увеличением толщины металла должна увеличиваться и толщина сварочного электрода.
Вот краткая таблица того, как следует использовать стержни разных размеров:
Прутки диаметром 1/16 дюйма следует использовать для сварки металла диаметром до 3/16 дюйма.
Стержни 3/32” следует использовать для сварки металла до 1/4”.
Стержни диаметром 1/8 дюйма следует использовать для сварки металла толщиной более 1/8 дюйма.
Прутки диаметром 5/32 дюйма следует использовать для сварки металла толщиной более 1/4 дюйма.
Прежде чем мы перейдем к моим любимым стержням общего назначения, я расскажу об особенностях каждого из этих трех электродов, о том, из чего они сделаны, для чего используются и т. д.
6010 Электрод
Первые две цифры говорят нам, что этот сварочный пруток может выдерживать тяговое усилие 60 000 фунтов на квадратный дюйм.
«1» означает, что его можно использовать во всех положениях, а «0» означает, что покрытие электрода изготовлено из натрия с высоким содержанием целлюлозы и работает только на DCEP (постоянный ток, положительный электрод).
Как я уже упоминал ранее, сварочная проволока 6010 особенно хороша для ржавого, грязного или окрашенного металла. Причина в том, что 6010 представляет собой глубоко проникающий стержень с мощной дугой, которая прожигает примеси.
Другим фактором, который делает сварочную проволоку 6010 одной из наиболее часто используемых, является плавность хода.
С лужей очень легко обращаться, а шлак, который она оставляет, очень тонкий и легко удаляется. Благодаря быстрому замерзанию сварочной ванны электрод 6010 идеально подходит для вертикальной и потолочной сварки.
Судостроение, строительство, сварка труб и сварка в нерабочем положении — это лишь некоторые из работ, где 6010 является предпочтительным сварочным электродом.
Дуга легко зажигается, стабильна и мощна, поэтому у новичков не возникнет проблем с использованием этого штучного электрода для создания превосходного сварного шва.
Forney 31610 E6010 Сварочный стержень
Распродажа
Сварочный электрод Forney 31610 E6010
(295)
Поскольку компания Forney имеет репутацию надежного бренда, когда речь идет о сварочном оборудовании, вы без колебаний купите и опробуете один из их продуктов. Эти сварочные стержни ничем не отличаются.
Они поставляются в толстой пластиковой коробке, обернутой пластиковой пленкой для обеспечения безопасности во время транспортировки, а также для защиты во время использования. Эта ссылка предназначена для упаковки 1/8”, 10 фунтов, но обычно вы также можете найти разные размеры в коробках по 1 фунту и 5 фунтов.
Электроды Hy-Weld 6010
Электроды Hy-Weld 6010
(104)
Hy-Weld упаковывает электроды в металлическую банку, что очень важно для обеспечения их безопасности во время транспортировки.
Сварочные электроды 6010 от Hy-Weld обеспечивают отличный старт дуги и плавную работу на всем протяжении. Вы можете выбрать удилища размером 1/8”, 3/32” и 5/32” в коробках по 10 и 50 фунтов.
Lincoln Electric 6010 Электрод
Lincoln Electric 6010 Электрод
(28)
Lincoln Electric всегда была любимой маркой многих сварщиков, и на то есть веские причины. Вы всегда можете положиться на их продукцию, и если что не работает , вы можете связаться с производителем, и вы знаете, что они сделают все возможное, чтобы помочь.
Их электроды 6010 имеют быстрый старт дуги и будут работать плавно на протяжении всего процесса сварки. Вы также можете найти штыревой электрод 6010, 1/8 дюйма, 14 л, 5 фунтов и упаковку 3/32 дюйма, 5 фунтов.
Упаковка весом 10 фунтов поставляется в запечатанной жестяной банке, а упаковка весом 5 фунтов — в жесткой пластиковой коробке. Оба отлично справляются с обеспечением безопасности электродов.
6011 Электрод
Как и 6010, сварочная проволока 6011 имеет прочность на разрыв 60 000 фунтов на квадратный дюйм и может использоваться для сварки во всех положениях. Единственная разница заключается в последней цифре, которая относится к покрытию стержня и току, от которого он работает. Покрытие изготовлено из калия с высоким содержанием целлюлозы, а электрод может работать на переменном токе, DCEP и DCEN.
Дуга, создаваемая 6011, также горит очень сильно и способна проникать глубоко. На самом деле, 6011 горит немного горячее, чем 6010, что делает этот электрод немного лучшим вариантом для сварки в тяжелых условиях.
И снова, как и 6010, электрод 6011 обеспечивает очень плавную дугу и создает сварочную ванну, с которой легко работать. Быстрозамерзающая лужа образует тонкий шлак, который легко отделяется. Это очень полезно, когда вам нужно выполнять длинные сварные швы, потому что вам не нужно тратить много времени на соскребание шлака.
Что действительно выделяет 6011 как один из лучших универсальных сварочных электродов, так это то, что он работает как на переменном, так и на постоянном токе. Независимо от того, какой у вас аппарат для ручной сварки, модель 6011 отлично справится со своей задачей. Они чаще всего используются для строительства мостов, дорог, кораблей и других видов работ, требующих чрезвычайно прочных и долговечных сварных швов.
Forney 31205 E6011 Сварочный стержень
Сварочный стержень Forney 31205 E6011
(599)
Еще один отличный продукт от Forney. Их сварочные электроды 6011 отлично работают на переменном токе, постоянном токе и постоянном токе и дают хорошие результаты даже при низкой силе тока.
Запуск дуги никогда не прерывается и будет работать ровно до самого конца. По ссылке выше вы можете выбрать между коробками по 5 и 10 фунтов и размерами 1/8 дюйма, 3/32 дюйма и 5/32 дюйма. Если вы хотите 1-фунтовую коробку, вы можете заказать ее здесь. Коробки, в которых они поставляются, сделаны из толстого пластика, который обеспечит сохранность удилищ.
Электроды Hy-Weld 6011
Электроды Hy-Weld 6011
(32)
Стержни для ручной сварки Hy-Weld Стержни 6011 также прекрасно работают. Дуга запускается немедленно и будет работать плавно, если они правильно хранятся.
Эти стержни 6011 проникают глубоко в основной металл и обеспечивают прочный сварной шов. Вы можете выбрать между металлическими банками на 10 и 50 фунтов и стержнями размером 1/8”, 3/32” и 5/32”.
Lincoln Electric Fleetweld 180 (6011)
Lincoln Electric Fleetweld 180 (6011)
(6)
Это пятифунтовая коробка отличных удилищ Lincoln 6011. Они никогда не перестанут воспламеняться и будут давать ровную дугу, с которой легко обращаться.
Тот факт, что они поставляются в запечатанной жестяной банке, означает, что вы всегда можете рассчитывать на идеально защищенный набор сварочных электродов. Если вам нужна коробка весом 50 фунтов с 1/8-дюймовыми удилищами, вы можете заказать ее прямо здесь.
7018 Электрод
Как видно из названия, прочность электрода 7018 на разрыв составляет 70 000 фунтов на квадратный дюйм, поэтому он немного прочнее, чем 6010 и 6011.
Третья цифра означает, что этот электрод можно использовать для сварки во всех положениях. , но это не совсем так.
Тот факт, что сварочная ванна очень жидкая и не затвердевает быстро, делает 7018 непригодным для вертикальной сварки вниз и потолочной сварки.
«8» в номере 7018 означает, что этот сварочный пруток может работать на переменном токе, DCEP и DCEN, а покрытие изготовлено из порошка калия и железа с низким содержанием водорода. 7018 известен как стержень с низким содержанием водорода или «низкий привет».
Тот факт, что 7018 являются электродами с низким содержанием водорода, делает их очень чувствительными к влаге. Это означает, что вы должны быть особенно осторожны с хранением.
Некоторые сварщики используют специальные стержневые печи, в которых электроды поддерживаются при высокой температуре. Если электроды находились на открытом воздухе менее 4 часов, их необходимо повторно нагреть примерно до 700℉.
Стержень 7018 создает умеренную дугу, а проникновение не такое глубокое, как у 6010 и 6011.
Однако лужа очень жидкая и с ней легко работать. Можно просто волочить стержень по поверхности вместо того, чтобы хлестать или прошивать.
Универсальность – главная особенность сварочной проволоки 7018.
Хотя он чаще всего используется при сварке конструкционной стали для строительства мостов, небоскребов и других крупномасштабных строительных проектов, вы также можете использовать его в автомобильной промышленности и других повседневных проектах.
Штанги E7018 Forge США
Распродажа
Стержни US Forge E7018
(236)
US Forge — американская компания, которая производит высококачественную сварочную продукцию более 40 лет.
Их сварочные электроды 7018 отлично работают на переменном и постоянном токе. Они идеально подходят для сварки низкоуглеродистой, углеродистой и низколегированной стали. Эта ссылка позволит вам заказать коробку на 10 фунтов, но обычно вы можете найти коробку на 5 и 50 фунтов.
То, что они приходят просто в картонной коробке, это не очень хорошо, но жалоб на получение поврежденного товара вроде бы не много.
Forney 30681 E7018 Сварочный стержень
Распродажа
Сварочный стержень Forney 30681 E7018
(1561)
Как я уже говорил о других удилищах Forney из этого списка, вы можете рассчитывать на высококачественный продукт, который никогда вас не подведет. Эти электроды 7018 обеспечивают очень плавную дугу, и их можно без проблем просто перетаскивать по поверхности.
Они прекрасно работают от сети переменного тока, DCEP и DCEN даже при низкой силе тока. Вы всегда получите очень эстетичный шов с легко отделяющимся шлаком. Вы можете выбрать между всеми 3 удилищами разного размера и коробками по 1, 5 или 10 фунтов. Все они поставляются в толстой пластиковой коробке для защиты сварочных стержней.
Линкольн Электрик Экскалибур 7018 MR
Lincoln Electric Excalibur 7018 MR
(69)
Это один из бестселлеров Lincoln Electric, и не зря. MR в названии этих сварочных электродов означает «влагостойкий», поэтому, в отличие от остальных электродов 7018 в этом списке, они не требуют таких строгих мер при хранении.
Они имеют сертификат API 751 для химических составов и превосходят стандарт AWS по ударной вязкости.
Они лучше всего работают с AC и DCEP, но не идеально подходят для DCEN. Обычно вы можете найти банки по 50 фунтов всех размеров.
Лучший сварочный электрод общего назначения: Руководство для покупателя
Прежде чем выбрать лучший универсальный сварочный электрод, необходимо учесть следующие факторы.
Проплавление
Если вы покупаете сварочные электроды, которые не обеспечивают глубокого проплавления, вы не можете использовать их для более толстого металла.
Поэтому для универсальных стержней следует выбирать такие, которые хотя бы обеспечивают умеренное проникновение.
Стержни 7018 обеспечивают умеренное проникновение, а 6010 и 6011 обеспечивают глубокое проникновение.
Положения сварки
Перед выбором стержня очень важно определиться, в каких положениях вы будете выполнять сварку.
Как я уже упоминал выше, 7018 не подходит для сварки над головой или вертикально вниз, в то время как 6010 и 6011 подходят для любого положения.
Размер упаковки
В зависимости от того, сколько вы сварите, вы должны выбрать подходящую коробку. Вы можете найти коробки по 1 фунту, 5 фунтам, 10 фунтам и 50 фунтам.
Если вы не использовали определенный тип сварочного электрода, просто возьмите коробку меньшего размера, а если они вам нравятся, вы можете приобрести коробку на 10 или 50 фунтов.
Текущий
Вы можете оказаться в ситуации, когда вам придется использовать сварочный аппарат, отличный от вашего.
В таком случае вам нужно подготовить сварочные электроды, способные работать на любом токе. Для этой цели лучше подходят стержни 7018 и 6011.
Заключение
Давайте быстро рассмотрим некоторые детали, которые делают эти сварочные электроды лучшими для универсального применения.
Модель 6010 — отличная сварочная проволока для сварки грязных и ржавых металлов. Его можно использовать во всех позициях, но он работает только на DCEP. Все удилища 6010 будут работать безупречно, если они хранятся в соответствии с инструкциями.
Модель 6011 очень похожа на модель 6010 почти во всех аспектах. Они создают агрессивную дугу, которая глубоко проникает в основной металл, всегда создавая прочный и надежный сварной шов.
Что делает 6011 лучшим вариантом, так это то, что он работает на AC, DCEP и DCEN. Опять же, любой из трех предложенных брендов будет безопасной ставкой.
Сварочные электроды 7018 отлично справятся с любой задачей. У них умеренная дуга, с которой очень легко обращаться, и из-за этого они являются лучшими электродами для начинающих.
Образуемый ими шлак очень густой и прекрасно отслаивается. Единственная проблема с ними — хранение.
Если вы решите выбрать модель 7018, эта портативная стержневая печь станет отличным компаньоном.
Часто задаваемые вопросы
В чем разница между сварочными электродами 6011 и 6013?
Покрытие 6013 изготовлено из калия с высоким содержанием титана и работает на переменном токе и DCEP. Однако самая большая разница заключается в способности проникновения. 6013 имеет мелкое проплавление и используется для сварки тонкого металла. Он также создает гладкий плоский валик, который легко удалить.
Какой пруток легче всего сваривать?
Возможно, удилище 7018 является самым простым в использовании, потому что оно работает очень плавно и практически не образует брызг. Среднее проникновение также является полезной функцией, поскольку снижает вероятность пробития металла.
Какой сварочный пруток самый прочный?
Ну, если мы просто посмотрим на цифры, 7018 будет победителем. Это связано с тем, что его прочность на растяжение составляет 70 000 фунтов на квадратный дюйм, по сравнению с 60 000 фунтов на квадратный дюйм, предлагаемыми 6011, который считается вторым по прочности сварочным электродом на рынке.
Что делает сварку электродами хорошей?
Выбор правильного сварочного электрода, правильной толщины, угла, под которым вы выполняете сварку, — это лишь некоторые из факторов, определяющих качество сварного шва. В конце концов, все зависит от типа сварки, которую необходимо выполнить, поэтому для тавровых швов вы должны использовать другие методы, чем для стыковой сварки. Но все это станет вам ясно, когда вы наберетесь опыта и попробуете разные методы.
Как предотвратить прилипание сварочной проволоки?
Опять же, здесь есть несколько факторов. Очистка поверхности, которую необходимо сварить, должна быть первым шагом. Следующим шагом должна стать настройка параметров сварочного аппарата в соответствии с толщиной основного металла. Вы также должны следовать правильной технике зажигания дуги, потому что каждый стержень требует своего способа зажигания дуги. Эта статья может пригодиться, чтобы помочь немного прояснить ситуацию.
5 вещей, которые нужно знать, чтобы выбрать правильный сварочный электрод – WeldingBoss.
com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте по ссылкам и рекламе.
Выбор подходящей сварочной проволоки может стать головной болью, поскольку универсального электрода для сварки на все случаи жизни не существует. Мы избавили вас как минимум от нескольких головных болей, создав подробное руководство по выбору сварочной проволоки. Как правильно выбрать сварочный электрод?
Чтобы правильно выбрать сварочную проволоку, необходимо:
Рассмотрим базовый металл (S) Вы будете сваркой
Знайте о текущем и полярном полярном. с системой нумерации, используемой для описания электродов
В этом руководстве по выбору сварочной проволоки вы найдете упрощенное объяснение системы нумерации, которая используется для описания сварочных электродов. Вы также найдете рекомендации о том, какой сварочный пруток лучше всего подходит для сварки различных металлов, включая чугун, литейную сталь, мягкую сталь.
Рекламные ссылкиКроме того, поскольку вы просматриваете информацию о том, как выбрать правильный сварочный электрод, вам следует уделить время правильному их хранению. Сделайте себе одолжение и ознакомьтесь с нашим рекомендуемым постом для хранения сварочных прутков здесь.
Вы свариваете на машине переменного тока?
Прежде чем приступить к сварке, важно помнить о полярности. Когда вы включаете сварочный аппарат, создается электрическая цепь с отрицательным и положительным полюсом.
Обеспечение правильной полярности — это разница между формированием прочного, однородного сварного шва и формированием некачественного сварного шва, характеризующегося неоднородностью и чрезмерным разбрызгиванием, в соответствии с Школа сварки Талсы .
Сварочные аппараты, использующие переменный ток (AC), работают с током, который последовательно меняет отрицательную и положительную полярность в соответствии с движением синусоиды.
Сварочные аппараты переменного тока предназначены для начинающих , поскольку эти аппараты имеют низкую стоимость.
Существуют также обстоятельства, при которых имеет смысл использовать сварочный аппарат переменного тока, независимо от уровня квалификации оператора.
Сварочные аппараты переменного тока часто используются в:
Судостроении
Сварке алюминия методом ВИГ в связи с более высокими требованиями к температуре
Сварке магнитных деталей
Какие типы сварочных стержней работают с переменным током?
РекламыВыбор сварочного электрода будет зависеть от того, собираетесь ли вы использовать переменный ток . Есть электроды, которые можно использовать как с постоянным, так и с переменным током. Однако 9Электроды 0017, 6010 можно использовать только с постоянным током.
При использовании переменного тока можно использовать один электрод — это электрод 6011. Этот тип сварочной проволоки создает дугу, способную прорезать ржавые или грязные металлы, что делает его популярным выбором для тех, кто занимается техническим обслуживанием/ремонтом.
Вы свариваете на машине постоянного тока?
Сварочные аппараты постоянного тока (DC) работают с током одной полярности на протяжении всего процесса. Результатом сварки постоянным током является более стабильная дуга, характеризующаяся меньшим разбрызгиванием вдоль валика сварного шва. Конечный продукт намного мягче.
Рекламные ссылки Некоторые даже говорят, что легче научиться сварке постоянным током, хотя начинающие сварщики обычно используют переменный ток из-за стоимости оборудования.
Какие типы сварочных электродов подходят для машин постоянного тока? Электроды
6010 исключительно совместимы с постоянным током. Вы часто можете найти электроды, совместимые с постоянным током, просто выполнив поиск в Интернете по запросу «сварочные электроды постоянного тока», поскольку электроды часто продаются таким образом.
Обратите внимание на материал покрытия сварочного стержня. Если электрод изготовлен из натриевой целлюлозы, то его можно использовать только с DCEP (постоянный ток, положительная полярность), как показано в этом руководстве от Miller Electric.
AdvertisementsМежду тем можно использовать электроды с покрытиями, состоящими либо из титана калия, либо из железного порошка титана с переменным током и постоянным током любой полярности. Более подробно о выборе сварочных электродов для конкретных целей я расскажу в следующих разделах этой статьи.
Сварочный электрод какого размера следует использовать?
Обычно толщина сварочного стержня должна соответствовать толщине металла, с которым вы работаете, как это рекомендовано Summit College.
Вы можете найти брелок для измерения толщины металла, например, изготовленный YESWELDER, который поможет определить толщину металла, с которым вы планируете работать.
Сила тока, которую может безопасно выдержать сварочная проволока, зависит от ее диаметра.
Вы можете найти в Интернете таблицы размеров сварочных электродов, которые показывают взаимосвязь между диаметром сварочного электрода и силой тока, в том числе представленную компанией Firepower.
На диаграмме видно, что диаметр сварочных прутков варьируется от 5/64” до 5/32”.
В таблице также указана соответствующая рекомендуемая толщина основного металла, который вы будете сваривать.
Рекламные объявления Имейте в виду, что это всего лишь пример диаграммы от одной компании, чтобы показать вам взаимосвязь между диаметром сварочного электрода и требуемой силой тока.
В этой таблице, опубликованной компанией Island Supply Welding, вы увидите, что существуют сварочные прутки диаметром от 1/16 дюйма до 5/16 дюйма в диаметре. Их график выглядит примерно так:
ELECTRODE DIAMETER (THICKNESS)
AMP RANGE
PLATE
1/16″
20 – 40
UP TO 3/16″
3/32″
40 – 125
UP TO 1/4″
1/8
75 – 185
OVER 1/ 8″
5/32″
105 – 250
OVER 1/4″
3/16″
140 – 305
OVER 3/ 8″
1/4″
210 – 430
OVER 3/8″
5/16″
275 – 450
OVER 1/2″
Диапазоны силы тока на втором графике аналогичны диапазонам на первом. Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока).
Это еще не все. Когда дело доходит до выбора электродов, я расскажу о других факторах, которые необходимо учитывать.
Что означают номера сварочных электродов?
Американское общество сварщиков (AWS) разработало систему нумерации сварочных электродов, чтобы классифицировать сварочные электроды и упростить выбор электрода для прокатки.
Когда вы покупаете сварочные электроды, вы заметите четырех- или пятизначный номер, за которым следует такая буква:
E6013
E означает «электрод для дуговой сварки»
Первые две цифры « 60” показывают, что прочность сварочного прутка на растяжение составляет 60 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
Предпоследняя цифра относится к положению сварки, «1» – сварочный пруток во всех положениях.
Последняя цифра указывает материал покрытия «3» изготовлен из высокооктанового калия
Как выбрать электрод?
Существует множество факторов, влияющих на то, какой электрод лучше всего подходит для работы.
Электрод, с которым вы выбираете сварки, зависит от:
Прочность на растяжение
пластичность
Коррозионная стойкость
Основной металл (сталь, алюминий и т. Д.)
Ток и Полярность
. Положение Weld и т. Д.) Прочность
Прочность на растяжение относится к максимальной величине напряжения, которое может испытать материал при растяжении или растяжении до того, как он сломается или выйдет из строя, как определено младшим колледжем Санта-Роза.
Часто измеряется в фунтах на квадратный дюйм (psi).
Минимальная прочность на растяжение электрода должна соответствовать минимальной прочности на растяжение основного металла во избежание дефектов сварного шва, таких как растрескивание.
В большинстве случаев используются сварочные электроды серии 6000 или 7000. Например, E6011 имеет прочность на растяжение 60 000 фунтов на квадратный дюйм. Сварочный стержень серии E60 соответствует прочности на растяжение низкоуглеродистой стали в соответствии с Miller Welds.
Положение сварки
Вы также должны учитывать положение сварки при выборе используемого электрода. Положение сварки относится к направлению, в котором сверлильщик укладывает сварочный валик.
Наиболее часто используемыми сварочными электродами являются всепозиционные сварочные электроды . Есть 4 основных положения сварки.
Плоский
Горизонтальный
Вертикальный
Вертикальный
Верхнее положение сварки
Большинство продаваемых сварочных прутков являются электродами для всех положений, но при работе с электродом все же стоит смотреть на 4- или 5-значный номер на электроде. оборудование, которое вы не покупали.
Материал покрытия
Существует 8 различных типов покрытий, используемых на сварочных электродах, которые включены в систему классификации Американского общества сварщиков (AWS).
Я коснулся этого немного раньше. Материал покрытия определяет, какой тип тока (AC, DC+ или DC-) вы будете использовать. Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия.
Натрий с высоким содержанием целлюлозы
Натриевые сварочные прутки с высоким содержанием целлюлозы можно использовать только с постоянным током +. Он разработан специально для укладки корневого валика на внутреннюю часть трубы (см. столбик lincoln electric здесь).
Электрод E6010 обеспечивает самую проникающую дугу среди всех электродов и эффективен при сварке сквозь масло, грязь, ржавчину и краску.
Калий с высоким содержанием целлюлозы
Сварочные электроды с высоким содержанием целлюлозы и калия совместимы со всеми типами тока. E6011 — популярный выбор среди тех, кто работает со старым металлом, который также может быть ржавым и грязным. Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту.
Сварочные электроды с высоким содержанием титана и калия
Сварочные электроды с высоким содержанием титана и калия дают дугу, которая легче и мягче, чем сварочные электроды с высоким содержанием целлюлозы натрия и калия. В результате они подходят для использования с тонкими материалами, такими как чистый новый листовой металл . Они также производят меньше брызг, чем другие электроды.
Низководородный
Сварочные прутки с низким содержанием водорода классифицируются AWS как электроды с последней цифрой 5, 6 или 8. Электроды с низким содержанием водорода имеют высокую скорость наплавки в соответствии с 9Журнал 0099 Изготовление и металлообработка .
Причина, по которой вам может понадобиться электрод с низким содержанием водорода, заключается в том, что они содержат меньше влаги в покрытии электрода. Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW).
Электрод E7018 настоятельно рекомендуется компанией Miller Welds для оборудования, которое будет часто использоваться в условиях экстремальных температур и ударных нагрузок.
Электрод E6016, состоящий из калиевого покрытия с низким содержанием водорода, рекомендуется, если вы работаете с углеродистой сталью (см. статью Университета Пердью здесь).
Какой стержень проще всего сваривать?
Если вы только начинаете заниматься дуговой сваркой или хотите научить кого-то дуговой сварке, ищите электрод, который не образует слишком много брызг и совместим как с постоянным, так и с переменным током.
Сварочный пруток E6013 рекомендуется как самый простой в сварке пруток по ряду причин.
Электрод E6013:
Прочность на растяжение 60 000 psi: делает его подходящим для использования с мягкой сталью в горизонтальном, вертикальном и потолочном положениях
Имеет покрытие из оксида титана и калия: совместим с переменным и постоянным током +
Большинство сварочных аппаратов начального уровня работают на переменном токе. Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что они производят мягкую дугу, способную производить меньше шлака, чем электрод E6011.
Дуга E6013 также не проходит через основной металл так же легко, как E6011, оставляя некоторый простор для ошибок оператору, который еще не понял, насколько близко следует держать дугу от основной металл.
Что такое лучший универсальный сварочный электрод?
Сварочный пруток E7018 — самый универсальный электрод. Этот всепозиционный электрод покрыт смесью порошков калия и железа с низким содержанием водорода.
Сварочная проволока E7018 универсальна, потому что она:
Совместима с переменным, постоянным +, постоянным током
Эффективна даже для трудносвариваемых металлов
Сварной шов будет однородным 9018 читать далее
Полученный шов выдерживает экстремальные колебания температуры, в том числе отрицательные температуры
Электрод Э7018 также способен формировать трещиностойкие сварные швы в среднеуглеродистых и высокоуглеродистых сталях и сваривает легированные стали, которые требуют минимальной прочности на растяжение 70 000 фунтов на квадратный дюйм или выше. Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.
В промышленности существует множество норм сварки, которые требуют использования электрода с низким содержанием водорода, чтобы избежать растрескивания под действием водорода.
Какая сварочная проволока самая прочная?
Сварочный электрод, который считается самым прочным сварным швом, на самом деле зависит от вашего определения прочного сварочного электрода. Можно использовать прочный сварочный стержень, который дает самый прочный валик, или это может быть даже самый прочный электрод из всех имеющихся в магазине.
Если вы ищете универсальный сварочный пруток, который производит прочный валик, не ищет ничего, кроме электрода E7018. Этот электрод известен тем, что производит настолько прочные сварные швы, что его даже используют для сварки деталей на электростанциях и морских буровых установках.
Электрод E7018 также часто используется в судостроении. Сварные швы, полученные этим электродом, также устойчивы к повреждениям от влаги и выдерживают сварку при низких температурах. сварка гребного винта
К сожалению, электроды E7018 трудно хранить при хранении, поскольку они содержат мало водорода. Хранить их нужно в теплых и сухих местах, чтобы они не повреждались.
Электроды E6010 и E6011 прочны сами по себе . Сами электроды менее легко повредить, чем электроды с низким содержанием водорода, упомянутые выше.
Они также наиболее часто используются для повседневного ремонта низкоуглеродистой стали. Эти электроды производят глубокую проникающую дугу, которая прорезает ржавые и грязные материалы, как масло. С электродами E6010 и E6011 вам не нужно беспокоиться о чистоте основного металла, который вы собираетесь сваривать.
Какая сварочная проволока лучше всего подходит для чугуна?
Чугуны относятся к семейству железоуглеродистых сплавов с высоким содержанием углерода, обычно в пределах 2-4%.
Их сварка может быть сложной задачей, поскольку они значительно менее податливы, чем сталь и кованое железо. Они также не растягиваются и не деформируются при нагревании, как это делают другие металлы.
При воздействии тепла или напряжения чугун начинает трескаться.
Свариваемость чугуна зависит от того, серый ли это чугун или белый чугун. Серый чугун на самом деле можно сваривать, в то время как белый чугун считается почти не поддающимся сварке.
Электроды из никелевого сплава, в том числе WeldingCity ENiFe-C1 Welding Rod, рекомендуются для сварки основных металлов из чугуна.
Электрод ENIFE-C1:
. Выработает высокие прочностные сварки
-всепозиционный электрод
имеет прочность на растяжение 84 000 пс.
Вышеуказанные электроды из никеля-55 более доступны по цене, чем электроды из никеля-99, и по-прежнему хорошо подходят для сварки деталей из чугуна друг с другом, соединения чугуна с низкоуглеродистой сталью и ремонта отливок.
Сайт pinnaclealloys.com рекомендует предварительно нагревать чугун перед сваркой. В противном случае чугун может треснуть. Предпочтительной процедурой является предварительный нагрев чугуна при температуре от 500 до 1200 градусов по Фаренгейту, если это вообще возможно.
Какая сварочная проволока лучше всего подходит для алюминия?
Алюминий имеет репутацию чрезвычайно трудно свариваемого материала. Это связано с тем, что температура плавления алюминия составляет 1220 градусов по Фаренгейту, а температура плавления стали — 2600 градусов по Фаренгейту.
Алюминий также имеет оксидный слой, защищающий алюминий от коррозии и истирания. Температура плавления оксидного слоя алюминия составляет 3700 градусов по Фаренгейту (подробнее см. на сайте thefabricator.com).
Алюминий плохо поддается сварке, поскольку оксидный слой резервуара действует как изолятор во время процесса сварки, , как описано в журнале The Fabricator . Если вы хотите сварить алюминиевую деталь с помощью дуговой сварки, то рекомендуемым сварочным стержнем является электрод для дуговой сварки с алюминиевым покрытием E4043.
Электрод E4043:
Имеет предел прочности при растяжении 40 000 фунтов на квадратный дюйм, что соответствует предельному пределу прочности алюминия, который составляет 45 000 фунтов на квадратный дюйм
Предназначен для использования только с постоянным током + (постоянный положительный)
4
Алюминий можно сваривать только с помощью мощного сварочного аппарата постоянного тока, как описано здесь. Это оборудование предоставляет операторам-любителям/сделай сам и небольшим мастерским по производству металлоконструкций возможность сваривать алюминиевый основной металл.
Какая сварочная проволока лучше всего подходит для нержавеющей стали?
Для сварки нержавеющей стали рекомендуется использовать электрод E309L-16 для сварки нержавеющей стали.
Электрод E309L-16:
имеет прочность на растяжение 59 500 фунтов на квадратный дюйм
имеет потоковое покрытие, которое обеспечивает плавную дуговую передачу
. Получите SLAG, которое легко удалить
. во всех положениях сварки кроме вертикального вниз
Совместимость с переменным и постоянным током
Электрод E309L-16 обычно используется для соединения нержавеющей стали с мягкой или низколегированной сталью. Эти сварочные электроды, безусловно, являются наиболее часто рекомендуемыми сварочными электродами для нержавеющей стали, но они требуют обучения, как описано в этом видео.
https://youtu.be/0vsg4WpQpMsВидео не может быть загружено, так как JavaScript отключен: 309 Сварка стержнем (https://youtu.be/0vsg4WpQpMs)
НАПОМИНАНИЕ: ПОЖАЛУЙСТА, НАДЕВАЙТЕ РЕСПИРАТОР
При использовании этого сварочного электрода необходимо убедиться, что основной металл чистый. В противном случае влага в зоне сварки может привести к пористости, что может привести к ослаблению сварного шва. Электроды из нержавеющей стали необходимо хранить в теплом и сухом месте. Храните их в оригинальном контейнере, в котором они были доставлены, если можете.
Какая сварочная проволока лучше всего подходит для литой стали?
В то время как чугун часто содержит 2% углерода, литая сталь будет содержать 0,1-0,5% углерода. Сварочный стержень, который вы используете для литой стали, должен иметь высокую прочность на растяжение.
E8018-C3 — рекомендуемый сварочный пруток, если вы свариваете литейную сталь. Этот сварочный пруток подходит для сварки металлов с высокой прочностью на растяжение.
E8018-C3:
совместим с AC и DC-Currents
-всепозиционный электрод
. Высокий Spatter, и это легко удалить Slag
43
. Скорость наплавки
Этот сварочный пруток также предназначен для применений, требующих 1% никеля.
Какая сварочная проволока лучше всего подходит для мягкой стали?
Мягкую сталь часто называют «низкоуглеродистой сталью». Мягкая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.
Мягкая сталь обычно гораздо более ковкая и свариваемая, чем другие типы стали. Он также имеет более низкую прочность на растяжение, чем высокоуглеродистые и легированные стали. Прочность на растяжение мягкой стали составляет около 63 800 фунтов на квадратный дюйм.
Любой сварочный стержень из серии электродов 6000 подходит для сварки низкоуглеродистой стали. В частности, электрод E6011 рекомендуется для сварки низкоуглеродистой стали.
Электрод E6011:
Имеет предел прочности при растяжении 60 000 psi
Совместим с переменным и постоянным током +
Является всепозиционным электродом
Считается быстрозамораживающим электродом
Электрод E 6010521
21
также хороший кандидат для сварки низкоуглеродистой стали, но его можно использовать только с постоянным током +. Многие сварочные аппараты начального уровня используют переменный ток, что делает электрод E6011 более полезным в этом случае.
И E6010, и E6011 классифицируются как сварочные электроды с «глубоким проплавлением», что означает, что расплав на конце сварочного электрода проникает глубже в основной металл, чем у некоторых других сварочных электродов.
Единственным потенциальным недостатком является тот факт, что сварочные электроды E6011 и E6010 также считаются электродами с высоким содержанием водорода. Это означает, что сварной шов, выполненный этими электродами, будет легче подвергаться водородному растрескиванию.
Однако электроды E6011 и E6010 лучше проникают в основной металл, чем электрод E7018. Они также поставляются с менее строгими требованиями к хранению.
Какая сварочная проволока лучше всего подходит для оцинкованной стали?
К сварке оцинкованной стали предъявляются более строгие требования безопасности, чем к сварке других сталей. Это связано с тем, что защитное цинковое покрытие, также известное как «гальванический слой», довольно легко расплавляется в процессе.
Несмотря на то, что пары оксида цинка нетоксичны и не канцерогенны, они могут вызвать у сварщика кратковременное заболевание, известное как «лихорадка металлического дыма» (подробнее об этом читайте здесь). Это кратковременное заболевание характеризуется симптомами, похожими на любой другой желудочный грипп, и звучит не очень весело.
Американская ассоциация гальванистов рекомендует удалить слой цинкования с предполагаемой зоны сварки, прежде чем приступать к сварке. Возможно, таким образом вам будет легче избежать паров.
Электрод E6011 также считается превосходным электродом для сварки оцинкованной стали (подробнее об этом см. здесь). Это связано с его проникающей способностью и совместимостью с переменным током, которыми обладают многие сварочные аппараты начального уровня.
Однако при профессиональной сварке оцинкованных труб вы можете найти электрод E7018 более подходящим , если вы используете электродную сварку.
Онлайн калькулятор расчета веса ПВХ труб поможет узнать итоговый вес напорных клеевых труб из ПВХ и подобрать подходящий транспорт для их перевозки. Укажите длину ПВХ труб каждого диаметра, и программа рассчитает их общую массу.
Калькулятор расчета массы труб из ПВХ
PN 10
Диаметр
кг
Кол-во, м
Общий вес, кг
32
0,24
0,0
40
0,36
0,0
50
0,56
0,0
63
0,87
0,0
75
1,25
0,0
90
1,78
0,0
110
2,18
0,0
125
2,80
0,0
140
3,53
0,0
160
4,63
0,0
180
5,77
0,0
200
7,16
0,0
225
9,00
0,0
250
11,17
0,0
280
13,96
0,0
315
17,82
0,0
355
22,60
0,0
400
28,74
0,0
500
45,21
0,0
630
69,42
0,0
Итого, кг:
0,0
PN 16
Диаметр
кг
Кол-во, м
Общий вес, кг
12
0,06
0,0
16
0,11
0,0
20
0,15
0,0
25
0,21
0,0
32
0,35
0,0
40
0,54
0,0
50
0,83
0,0
63
1,32
0,0
75
1,86
0,0
90
2,66
0,0
110
3,29
0,0
125
4,19
0,0
140
5,27
0,0
160
6,87
0,0
180
8,70
0,0
200
10,74
0,0
225
13,62
0,0
250
16,73
0,0
280
21,07
0,0
315
26,73
0,0
355
34,14
0,0
400
43,26
0,0
500
67,25
0,0
Итого, кг:
0,0
Общая масса, кг: 0,0 кг
Калькулятор расчета веса труб ПВХ основан на данных, предоставленных голландской компанией Alphacan и итальянским производителем Lareter.
Ваше имя*
Ваш телефон*
Защита от автоматических сообщений
Введите слово на картинке*
Нажимая данную кнопку Вы соглашаетесь с Условиями обработки персональных данных
Ваше имя*
Ваш телефон*
Защита от автоматических сообщений
Введите слово на картинке*
Нажимая данную кнопку Вы соглашаетесь с Условиями обработки персональных данных
Калькулятор Металлопроката | НАК
Зачастую, при расчетах требуется вес какой-либо детали из алюминиевого проката. Можно, конечно, воспользоваться и обычным калькулятором, вспомнив нехитрые формулы веса прямоугольника. Но вот формулу расчета шестигранника уже с ходу не вспомнишь, а как рассчитать вес алюминиевых уголков? Наш калькулятор веса алюминиевого проката поможет Вам! Выбирайте интересующий вас вид алюминиевого проката, вводите данные по размерам и длине. Для более точного расчета чуть правее можете выбрать сплав. Также данный калькулятор может рассчитывать вес медных шин!
Также можете воспользоваться спецкалькуляторами для расчета цены погонного метра электротехнической шины:
Будьте внимательны данный калькулятор дает только ориентир по весу!
Расчеты производятся по теоретическим формулам, исходя из того, что геометрическая форма проката — идеальная ! Реальная продукция и изделия могут весить больше или меньше, чем расчет по теории. Например, алюминиевые плиты, при указанной номинальной ширине 1200 мм, в реальности могут иметь необрезную кромку, которая составляет 3-5-7 см!
Справочные материалы по алюминию
Также в нашем разделе «Справочник» Вы можете изучить расчетные таблицы по алюминиевому прокату
Вес рифленых листов квинтет
Вес гладких алюминиевых листов
Вес гладких дюралевых листов
Вес алюминиевых шин
Вес медной шин
Вес гибких изолированных медных шин ШМГИ
Кроме таблиц по весу, в данном разделе собраны таблицы по выбору шин по длительному току:
Расчет по току алюминиевых шин
Расчет по току изолированных медных шин
Расчет по току медных шин
Купить алюминий по выгодной цене
У нас Вы можете купить в розницу алюминиевый рифленый лист. Также в вашем распоряжении в наличии широкий выбор медных и алюминиевых шин, дюралевых кругов и других видов алюминиевого проката:
Квинтет АМг
Листы АМг3
Листы АМг5
Листы 5083
Листы 1561
Дюралевые листы Д16
Алюминиевые плиты АМг6
Алюминиевые плиты 1561
Присылайте ваши заявки на покупку алюминиевого проката на нашу почту Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Перевести ярды в метры | Американская продукция для трубопроводов
Справочная таблица преобразования American Piping Products содержит полезные уравнения и сравнение единиц измерения в удобном для чтения формате. Для быстрого ознакомления со значением одного ярда в метрах или эквивалента одной мили в километрах метрическая справочная таблица описывает только самое необходимое. Приведены формулы для расчета веса труб и трубок на фут, вычисления площади поперечного сечения и использования формулы Барлоу для определения давления разрыва труб и трубок. Формула для измерения углеродного эквивалента в трубопроводах из легированной стали также приводится для быстрого ознакомления.
Обратите внимание, что приведенные ниже диаграммы приведены только для справки, просто чтобы дать приблизительную оценку и обзор. Не рекомендуется использовать эти справочные материалы при расчете окончательного набора данных в проекте стальных труб. Эти справочные таблицы преобразования предоставляют клиентам быстрый и простой способ получить общее представление о стальных трубах, необходимых для производства American Piping Products.
(Только для справки, не для целей проектирования)
Таблица преобразования метрических единиц
1
Миллиметр
=
0,03937
Дюймы
1
Сантиметр
=
0,3937
Дюймы
1
Счетчик
=
3.2808
футов
1
км
=
0,6214
миль
1
Дюйм
=
25,4
Миллиметры
1
Ножка
=
0,3048
Счетчик
1
Двор
=
0,914
Счетчик
1
Миля
=
1. 6093
километров
1
Грамм
=
0,03527
Унция
1
Килограмм
=
2.2046
фунтов
1
Метрическая тонна
=
2 204,6
фунтов
1
Короткая тонна
=
907.184
Килограмм
Расчет веса труб и труб на фут W = C (D – t) t
Где W = вес в фунтах/футах (кг/м)
С =
10,69 (0,0247) для углеродистой стали, 10,93 (0,0248) для аустенитной нержавеющей стали
Формула Барлоу — это простой метод прогнозирования разрывных давлений труб и трубок, находящихся в пределах фактических испытательных разрывных давлений.
Р =
давление внутренних единиц, psi
С =
Единичное напряжение, psi
Д =
Наружный диаметр трубы, дюймы
т =
толщина стенки, дюймы
Калькулятор объема трубы
| Объем, диаметр, вес
Набор инструментов
Инструменты
Калькулятор объема трубы
Закладка
Сантехникам и другим подрядчикам нужны правильные инструменты для решения сложных математических уравнений в полевых условиях, таких как расчет объема трубы, чтобы определить, сколько вода, с которой он может справиться. Калькулятор объема трубы ServiceTitan делает расчет трубы простым и легким. Измерьте объем труб по внутреннему диаметру и длине. Вы также можете использовать этот калькулятор, чтобы подсчитать, сколько весит объем воды в трубах.
Диаметр трубы
Длина трубы
Узнайте, как мы вычислили этот результат, ниже.
Результаты
Объем:
галлонов
литров
Вес:
Слесарям-сантехникам нужны такие инструменты для расчета объема, как
. чтобы определить, сколько воды он может выдержать. Калькулятор объема трубы ServiceTitan делает расчет трубы простым и легким.
Измерение объема труб по внутреннему диаметру и длине. Вы также можете использовать этот калькулятор, чтобы подсчитать, сколько весит объем воды в трубах.
Что такое калькулятор объема трубы?
Сантехники и другие квалифицированные специалисты используют калькулятор объема воды в трубе, чтобы определить точный объем трубы, а также массу жидкости или вес воды, протекающей по ней. Этот супер-полезный инструмент по сути работает как калькулятор объема жидкости.
Кто пользуется калькулятором объема трубы?
Сантехники, подрядчики по ирригации, септические бригады и работники, обслуживающие бассейны, постоянно проводят расчеты труб в полевых условиях, чтобы определить правильный размер трубы для установки, определить расход воды и давление или работать над максимальной эффективностью насоса.
Калькулятор объема трубы ServiceTitan также легко вычисляет:
Объем воды систем отопления в доме.
Расчеты трубопроводов, необходимые для наполнения садового пруда.
Объем трубопровода, необходимый для установки системы полива газонов и садов.
Правильный расчет размера трубопровода, необходимый для наполнения бассейна.
Объем трубопровода Формулы
Объем трубы:
Объем = PI x Радиус A2 x Длина
до DIPING SIZER SUPERCUT внутренний диаметр и длина трубы в дюймах или миллиметрах.
Рассчитайте внутренний диаметр трубы, измерив расстояние от одного внутреннего края через центр и до противоположного внутреннего края.
Используйте одни и те же единицы измерения (дюймы или миллиметры) для измерения длины трубы.
Рассчитайте радиус трубы через ее диаметр. Чтобы получить радиус, разделите диаметр на 2.
Возьмите радиус и возведите его в квадрат или умножьте на себя. Например, 5² = 25,9.0005
Пример расчета объема трубы
Вот конкретный пример применения формулы объема трубы:
Полезный совет: Чтобы возвести число в квадрат, умножьте число само на себя. Чтобы возвести число в куб, умножьте число само на себя три раза.
Калькулятор объема трубы в галлонах
Если вам нужно узнать вместимость воды в галлонах, вам нужно будет преобразовать объем воды в метрической системе калькулятора труб в кубические дюймы.
Кубический дюйм = 1 дюйм x 1 дюйм x 1 дюйм.
Дюйм = единица измерения длины.
Квадратный дюйм = единица измерения площади.
Кубический дюйм = единица измерения объема.
В 1 галлоне США содержится 231 кубический дюйм.
Плотность воды = 997 кг/м³
Пусть калькулятор объема водопроводной трубы ServiceTitan избавит вас от догадок при попытке определить объем воды в трубах, измеренный в галлонах. Чтобы узнать об общих размерах труб, подрядчики могут также обратиться к онлайн-диаграмме общего объема труб.
Калькулятор размера трубы Дополнительный совет
Если вы не знаете, как измерить внутренний диаметр трубы, подумайте о приобретении набора штангенциркулей, которые подходят к внешней стороне трубы. Используйте штангенциркуль для непосредственного измерения наружного диаметра вместо оценки внутреннего диаметра по окружности.
После того, как вы определите внешний диаметр, обратитесь к этой таблице общих размеров труб, чтобы точно определить внутренний диаметр вашей трубы.
Товар Закончился! Можно приобрести только на тех базах, где он «В наличии».
Описание
Дрель мини Hammer Flex MD170A 170Вт 8000-35000об/мин насадки 160шт. В сумке. Мини-дрель идеально подходит для работы в труднодоступных местах. Встроенная регулировка оборотов позволяет оптимальным образом обрабатывать различные типы материалов. Кнопка блокировки вала обеспечивает легкую и быструю смену насадок. Технология цангового зажима позволяет максимально надежно закреплять оснастку, используемую при работе с различными типами материалов. Наличие антискользящих накладок на корпусе инструмента и низкий уровень вибрации обеспечивают комфорт при работе. Металлическая подвеска на корпусе позволяет устанавливать мини-дрель на кронштейн. Входящие в комплект поставки 160 шт. насадок позволяют выполнять различные виды гравировочных работ. Эргономичная форма, дополнительная рукоятка и кронштейн, гибкий вал облегчает работу с инструментом. Набор для работы по кафелю, входящий в базовую комплектацию, расширяет область применения инструмента. Сумка для хранения инструмента обеспечит компактное хранение и удобство при транспортировке всего набора. Мощность: 170 Вт. Кол-во оборотов: 8000-35000 об/мин.
В наличии 7236 ₽
Васкелово (1)
Великий Новгород (2)
Кириши (1)
Характеристики
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Дрель мини Hammer Flex MD170A 170Вт 8000-35000об/мин насадки 160шт на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Дрель мини Hammer Flex MD170A 170Вт 8000-35000об/мин насадки 160шт в магазине Выборг вы можете в интернет-магазине «ВИМОС».
Сертификаты
C-CZ.AЯ46.B.0591019 минидрель2.pdf
Статьи по теме
Выбираем веревку
Граверы и мини-дрели с насадками в категории «Инструмент»
Мини-дрель гравер с насадками и адаптером Dremel Goxawee
На складе
Доставка по Украине
1 100 грн
Купить
Gadgetservice
Прибор для маникюра и педикюра с насадками 100-DM фрезер машинка для ногтей 20000 об/мин. Черный ANS
На складе в г. Киев
Доставка по Украине
462 грн
356 грн
Купить
Ananas SHOP
Прибор для маникюра и педикюра с насадками 100-DM фрезер машинка для ногтей 20000 об/мин. Белый ANS
На складе в г. Киев
Доставка по Украине
462 грн
356 грн
Купить
Ananas SHOP
Прибор для маникюра и педикюра с насадками 100-DM фрезер машинка для ногтей 20000 об/мин. Синий ANS
На складе в г. Киев
Доставка по Украине
462 грн
356 грн
Купить
Ananas SHOP
Блендер погружной с чашей 3в1 TEXET 03THB мини измельчитель и венчик для взбивания, 3 насадки, 800Вт ANS
На складе в г. Киев
Доставка по Украине
1 279 грн
Купить
Ananas SHOP
Блендер погружной с чашей 3в1 TEXET 03THB мини измельчитель и венчик для взбивания, 3 насадки, 800Вт KHK
18 В Двойной комплект аксессуаров Электрический Мини гравер
На складе в г. Киев
Доставка по Украине
2 142 грн
1 713.60 грн
Купить
ZAKYPKA — Интернет магазин
Small Drill Bits — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(129 релевантных результатов)
Электроинструменты
— Как мини-сверла устанавливаются на дрель обычного размера?
У меня нет опыта сверления отверстий, но я сорвал винт с одного из своих электронных устройств, поэтому мне нужно высверлить его, чтобы получить доступ к внутренней части для ремонта.
Из фундаментальных исследований я понял, что «сверлильный патрон» — это отверстие в сверле, в котором находится сверло. Однако большинство сверл подходят для бит «нормального» размера.
Итак, прежде чем я совершу неверную покупку, я хотел бы знать, какая комбинация сверла и биты мне нужна для отверстий от 0,5 до 1 мм?
дрель
электроинструменты
биты
3
Один из возможных вариантов — использовать переходник для патрона мини-дрели или патрон для мини-дрели. Я использовал последний термин в поиске и автозаполнении адаптера, добавленного Google, но результаты были такими же:
Это изображение взято из The Home Depot и принимает размеры от 0,00 до 0,039 дюйма (1 мм) в соответствии со спецификациями. Вы найдете другие патроны для мини-дрелей с большей емкостью.
Мне не нравится четырехкулачковая конфигурация, но она дешевле трехкулачкового патрона. Легко сместить крошечное сверло при закреплении его в конструкции с четырьмя кулачками.
Мой первоначальный поиск сначала показал только дизайн с четырьмя челюстями, но в конце концов я смог найти трехчелюстной:
Его цена аналогична версии Home Depot, но, похоже, это онлайн-ресурс, известный как iOffer.
Если вы просверливаете небольшое отверстие для чувствительной электроники, вам могут понадобиться штифтовые тиски. Они часто доступны в магазинах для хобби.
Вот изображение одного из первых, которое я нашел через Google:
Изображение предоставлено сайтом wonkeedonkeetools.co.uk (с подробным описанием использования), ссылка на продукт не подразумевается.
Верх (некоторых) шарнира, так что вы можете поместить туда палец, чтобы удерживать его, затем вы вращаете его вручную. Вы можете даже вращаться вперед-назад вместо того, чтобы постоянно вращаться в одном направлении (потому что это проще), и вы все равно сделаете дыру.
Как сделать армопояс — виды поясов и способы их заливки (+схемы)
Армопоясом называют железобетонную конструкцию, которая предназначена для укрепления стен дома. Это необходимо для защиты стен от нагрузок, возникающих под воздействием внешних/внутренних факторов. К внешним относится воздействие ветра, наклон местности/холмистость, плавающий грунт и сейсмическая активность земли. В список внутренних факторов относятся все бытовые строительные приспособления, применяемые при внутренней отделке дома. Если неправильно сделать армопояс, то из-за этих явлений стены попросту треснут, а что еще хуже, разъедутся. Ввиду этого очень важно быть осведомленным в том, как сделать армопояс. О видах, назначении и способе установки армопояса и пойдет речь в этой статье.
Содержание
Виды
Инструменты и материалы
Изготовление арматурной сетки/каркаса
Опалубка
Ростверк
Цокольный армопояс
Межэтажный
Под мауэрлат
Крепление мауэрлата
Армопояс для газобетона
Видео
Виды
Существует 4 вида армопояса:
ростверк;
цокольный;
межэтажный;
под мауэрлат.
Инструменты и материалы
Перед началом работ следует подготовить инструменты/материалы:
Арматура.
Цемент.
Песок.
Щебень.
Проволока для перевязки арматуры.
Доски.
Саморезы.
Кирпич.
Лопата.
Бетономешалка.
Фомка/ломик.
Сварочный аппарат.
Чтобы все выполненные вами работы были сделаны качественно, предлагаем вам ознакомиться с техникой изготовления армосетки/каркаса и опалубки.
Изготовление арматурной сетки/каркаса
Чтобы армопояс был качественным, а соответственно дом надежным, нужно знать, как правильно сделать армосетку/каркас. Соединение прутьев арматуры между собой осуществляется вязальной проволокой, а не сварочным швом. Это обусловлено тем, что при сварке место возле изготавливаемого шва перегревается, что приводит к ослаблению прочности арматуры. Но без сварочных швов при изготовлении сетки не обойтись. Середина и концы каркаса свариваются, остальные же соединительные узлы связываются.
Уложенный каркас в армопояс
Прутья скрепляются для фиксации арматуры в необходимом положении при заливке бетоном. Для этих целей используется тонкая проволока, от нее прочность сетки/каркаса не зависит.
Для изготовления армопояса используются только ребристые прутья. Бетон цепляется за ребра, что содействует увеличению несущих способностей конструкции. Такой пояс может работать на растяжение.
Чтобы сделать каркас возьмите 2 жилы толщиной 12 мм и длиной 6 м, при этом для поперечной арматуры вам будет достаточно прутьев толщиной 10 мм. По центру и краям поперечную арматуру следует приварить. Остальные же прутья просто вяжутся. После изготовления двух сеток, подвесьте их так, чтобы образовался зазор. Сварите их с краев и по центру. Таким образом, у вас получится каркас. Для изготовления пояса, каркасы сваривать нет надобности. Их укладывают внахлест на 0,2–0,3 м.
Опалубка
Установка и закрепление опалубки осуществляется несколькими методами. Чтобы установить деревянные щиты, необходимо пропустить через них анкера, монтировать на них заглушки при помощи электросварки. Цель этих действий – зафиксировать опалубку таким образом, чтобы под весом бетона она не выдавливалась.
Для закрепления опалубки при заливке межэтажного армопояса чаще используется более простой способ. На нижней части щита следует закрепить шуруп диаметром 6 мм, длиной 10 см. Расстояние между ними – 0,7 м. Итак, приложите деревянный щит к стене, высверлите сквозь него отверстие, вставьте в него грибок и забейте шуруп.
Отверстие в щите должно быть диаметром чуть больше 6 мм. Это нужно для того, чтобы беспрепятственно установить грибок.
Деревянная опалубка
Верхнюю часть опалубки также закрепляют быстрым монтажом. Но в этом случае следует вкрутить саморез, а не шуруп. Итак, проделайте отверстие в кирпиче лицевой кладки. Затем вбейте в него арматуру. Если кирпич полнотелый, то дело обстоит проще – просто вбейте гвоздь/арматуру в вертикальный шов. Саморез и арматуру стяните вязальной проволокой. Расстояние между элементами крепежа – 1–1,2 м. Такое крепление способно противостоять предстоящим ему нагрузкам.
После того как армопояс затвердеет, снять опалубку можно при помощи ломика/гвоздодера. В теплый сезон бетон схватывается за сутки. В этом случае демонтаж опалубки можно осуществлять на следующий день. В холодный сезон эту процедуру проводят спустя несколько дней.
Ростверк
Первоначально следует определить глубину заложения фундамента. Этот параметр зависит от типа грунта, глубины его промерзания, а также глубины залегания грунтовых вод. Затем следует вырыть траншею по периметру будущего дома. Сделать это можно вручную, что долго и утомительно или при помощи экскаватора, что быстро и эффективно, но влечет за собой дополнительные расходы.
После спецтехники следует выровнять дно и стенки траншеи до твердого грунта. Поверхность должна быть максимально твердой и ровной.
Теперь нужно сформировать песчаную подушку, высота которой должна равняться 50–100 мм. При необходимости засыпки песка больше, чем на 100 мм, его нужно смешать со щебнем. Это мероприятие может понадобиться для выравнивания дна траншеи. Еще один способ выравнивания дна – заливка бетоном.
Изготовление каркаса для ростверка
После засыпки песчаной подушки, ее необходимо утрамбовать. Чтобы справиться с задачей быстрее, полейте песок водой.
Затем следует уложить арматуру. В процессе строительства в нормальных условиях нужно использовать арматуру из 4–5 жил, диаметр каждого прута должен составлять 10–12 мм. Важно, чтобы при заливке ростверка для фундамента арматура не касалась основания. Она должна быть утоплена в бетоне. Таким образом, металл будет защищен от коррозии. Чтобы этого достичь арматурную сетку следует приподнять над песчаной подушкой, уложив под нее половинки кирпича.
Ростверк ленточного фундамента
Если вы строите дом на пучинистом грунте или там, где высокий уровень грунтовых вод, то ростверк следует сделать более прочным. Для этого вместо арматурной сетки следует использовать арматурный каркас. Он представляет себе 2 сетки, состоящие из 4 жил диаметром по 12 мм. Их следует укладывать снизу и сверху армопояса. В качестве основания вместо песчаной подушки используется граншлак. Его преимущество перед песком в том, что со временем граншлак превращается в бетон.
Для изготовления сетки используется вязальная проволока, а не сварочный шов.
Для ростверка следует использовать бетон М200. Чтобы высота заливки соответствовала заданной величине, установите в траншее маячок – металлический колышек равный высоте ростверка по длине. Он будет служить вам ориентиром.
Цокольный армопояс
Перед возведением стен на фундамент следует залить цокольный армопояс. Его необходимо залить по периметру постройки вдоль внешних стен, но нельзя этого делать вдоль внутренних несущих стен. Цокольный армопояс служит в качестве дополнительного укрепления конструкции. Если вы качественно залили ростверк, то цокольный пояс можно сделать менее прочным. Высота армопояса – 20–40 см, используется бетон М200 и выше. Толщина двухжильных арматурных прутьев – 10–12 мм. Укладка арматуры осуществляется в один слой.
Если вам нужно усилить цокольный пояс, то используйте арматуру большей толщины или установите больше жил. Еще вариант – уложить армосетку в 2 слоя.
Опалубка для цокольного армопояса
Толщина цокольной и внешней стены одинаковая. Она составляет от 510 до 610 мм. При осуществлении заливки цокольного армопояса можно обойтись и без опалубки, заменив ее кирпичной кладкой. Для этого необходимо сделать с двух сторон стены кладку в полкирпича. Образующуюся пустоту вы сможете залить бетоном, предварительно уложив в нее арматуру.
При отсутствии ростверка цокольный армопояс делать бесполезно. Некоторые умельцы, решив сэкономить на ростверке, усиливают цокольный пояс, используя при этом арматуру большего диаметра, что якобы улучшает несущую способность дома. На самом деле – такое решение неразумно.
Ростверк – это основа дома, а цокольный пояс – дополнение или усиление несущих способностей армопояса для фундамента. Совместная работа ростверка и цокольного пояса служит гарантией надежного фундамента даже на пучинистых грунтах и с высоким уровнем залегания грунтовых вод.
Межэтажный
Между стеной и плитами перекрытия тоже нужно сделать армопояс. Его заливают вдоль внешних стен высотой от 0,2 до 0,4 м. Межэтажный армопояс позволяет сэкономить на дверных/оконных перемычках. Их можно сделать небольшими и с минимумом арматуры. Таким образом, нагрузка на конструкцию будет распределена равномерно.
Если на стены из плохо воспринимающего нагрузки материала установить армопояс, то нагрузка от плит перекрытия будет распределяться равномерно по всей длине стен, что благотворно скажется на их прочностных характеристиках.
Опалубка для межэтажного армопояса
Армирование межэтажного пояса выполняется сеткой из ребристых арматурных прутьев толщиной 10–12 мм в 2 жилы. Если толщина стен варьируется в пределах 510–610 мм, то в качестве опалубки можно использовать двухстороннюю кирпичную кладку, как и для цокольного пояса. Но при этом для внутренней кладки следует применять забутовочный кирпич, а для наружной лицевой. В таком случае армопояс будет иметь ширину равную 260 мм. При меньшей толщине стен забутовочный кирпич следует уложить на ребро либо использовать вместо него деревянную опалубку, а с внешней стороны так же, как и в предыдущем случае укладывается лицевой кирпич.
Под мауэрлат
Заливать армопояс под мауэрлат можно только после отвердения клея/раствора для кладки стен. Технология, по которой кладется армопояс по газобетону отличается устройством опалубки, но об этом мы поговорим чуть позже. Изготовление деревянной опалубки осуществляется по уже знакомой вам схеме. Бетон же готовится по такой формуле: 2,8 части песка на 1 часть цемента и 4,8 части щебня. Таким образом, у вас получится бетон М400.
После заливки исключите остатки пузырьков воздуха в массе. Чтобы выполнить эти задачи, используйте строительный вибратор или протыкайте жидкую массу прутом.
Крепление мауэрлата
При монолитном устройстве армопояса следует соблюсти правила крепления мауэрлата. Во время монтажа каркаса из арматуры следует вывести из него вертикальные отрезки на определенную в проекте высоту. Прутья арматуры должны возвышаться над армопоясом на толщину мауэрлата + 4 см. В брусе необходимо сделать сквозные отверстия, равные диаметру арматуры, а на ее концах следует нарезать резьбу. Так, у вас получится надежное крепление, что предоставит вам возможность осуществить качественный монтаж крыши любой конфигурации.
Армопояс для газобетона
Газобетон – это альтернатива кирпича, обладающая высокими теплоизоляционными качествами наряду с небольшой стоимостью. Газобетонные блоки уступают кирпичу по прочности. Если при устройстве армопояса на кирпичных стенах заливать бетон не приходится, так как арматура укладывается в процессе кладки, то с газобетоном дела обстоят иначе. О том, как сделать армопояс на деревянной опалубке уже говорилось выше, поэтому в этом подразделе мы рассмотрим, как сделать армированный пояс из U-образных газобетонных блоков D500. Хотя стоит сразу заметить, что эта технология более затратная.
В этом случае все предельно просто. Установите блоки на стену в обычном порядке. Затем проведите армирование центральной их части, а после залейте бетоном. Таким образом, стены вашего дома будут более долговечными и надежными.
Если у вас остались вопросы по теме, то задавайте их работающему на сайте специалисту. При необходимости вы можете проконсультироваться по поводу заливки армопояса с нашим экспертом. Есть личный опыт? Делитесь им с нами и нашими читателями, пишите комментарии к статье.
Видео
О том, как сделать армопояс для дома из газобетона вы можете узнать из видео:
Помогла ли вам статья?
Как сделать армопояс своими руками
Содержание статьи:
1 Устройство армопояса
2 Как сделать армопояс – последовательность
2. 1 Металлический каркас из арматуры
2.2 Опалубка
2.3 Заливка бетоном
2.4 Завершение
Любое без исключения сооружение, выполненное из каких-либо блочных материалов, будет постоянно подвергаться воздействию природных явлений – вспучивание почвы, осадка здания, другое движение грунта. К тому же усиленные ветра, а также дожди тоже могут оказывать влияние на целостность всего здания. Именно для исключения различных подвижек здания поверх стен и выполняется бетонный армопояс. А как сделать армопояс своими руками и поговорим в этой статье.
Устройство армопояса
Армирующий пояс или, как еще иногда он называется сейсмопояс, дает возможность улучшать прочность всего дома, а также позволяет предотвращать растрескивание стен в результате движения грунта с фундаментом и под воздействием атмосферных явлений. Помимо этого, если правильно сделать армопояс, он позволяет равномерно распределить нагрузки от находящейся над ним кровли или бетонных перекрытий.
Обращаем внимание! Даже если в доме перекрытия обустраиваются из дерева необходимость делать армопояс не отпадает. Тип перекрытия не определяет делать ли армопояс или нет. В любом случае пояс должен замыкать все стены.
С назначением армопояса все понятно. Теперь несколько слов о его конструкции. Обычный армопояс обладает двумя стандартными элементами – жесткий объемный каркас из арматуры, а также бетон, в котором она находится. В общем-то все достаточно просто, но сделать армопояс своими руками без изучения своих особенностей, наверное, будет сложно.
Как сделать армопояс – последовательность
Для того, чтобы определить всю сложность работ, а также для более детального разбора того, как изготавливается армированный пояс, проведем разбивку технологии изготовления на несколько этапов. Можно сказать, что приведем определенную инструкцию по изготовлению армопояса.
Металлический каркас из арматуры
Начинать сборку каркаса необходимо с того, что следует установить в верху стены отрезки арматуры. Для этого нужно либо просто вбить отрезки, если это позволяет плотность материала, либо просверлить отверстия и вставить в них куски. Арматура устанавливается точках пересечения стен и по всему периметру сооружения через 1-1,5 мета. Отрезки устанавливаются квадратом по четыре штуки, они будут задавать габариты всего каркаса. После этого нужно закрепить нижний продольный ряд арматуры на высоте в 3-4 см от верхнего края стены. Для этого вязальной проволокой продольные пруты привязываются к вертикально установленным штырям. Таким образом закрепляется два параллельно идущих прута.
После того, как установлена продольная арматура, ее нужно соединить короткими перемычками через 2,5-3 см. Для перемычек нужно использовать отрезки арматуры.
Подобным способом устанавливаются и вертикальные отрезки. На них позже будет крепиться верхний продольный ряд арматуры. Верхний ряд будет крепиться таким же образом и с таким же шагом, как и горизонтальный. Длина отрезков будет зависеть от общей толщины армопояса.Рекомендованная толщина армопояса 200 – 250 мм. Из этих размеров и нужно определять длину вертикальных отрезков. К вертикальным отрезками опять закрепляются продольные пруты арматуры, которые после крепятся поперечными отрезками. В общем, все точно также, как и с нижним уровнем продольный прутов.
Опалубка
На этом этапе можно поступить двумя способами: либо устанавливать несъемную опалубку, либо делать разборную из досок. Самым оптимальным вариантом будет разборная конструкция. Она собирается почти, что из любых досок или листовых материалов. В процессе возведения опалубки необходимо следить за верхним ее краем – перепад не должен быть более 1 см.
Идеальным вариантом будет комбинированная система, в которой с одной стороны она будет несъемной, а вторая – по застыванию залитого раствора будет удалена. Если фасад будет отделываться каким-либо материалом или утепляться, то на лицевой стороне можно ставить несъемную полистирольную опалубку, которая позже станет одним из элементов утепляющего слоя. По внутренней стороне можно выставить обычную доску или OSB, фиксировать которые можно подручными метизами и крепежами. Чего не скажешь про работу с пенобетоном, у которого имеются свои варианты креплений к пеноблоку.
Самым сложным моментом здесь будет соединение двух частей опалубки армопояса. Здесь нужно подойти со всей ответственностью и продумать, как соединить две противоположные части таким образом, чтобы заливаемый бетон не раздавил их по сторонам. Для этого по верхней кромке опалубки нужно закрепить деревянные распорки с шагом 30 – 40 см, а также можно стянуть ее проволокой. Для закрепления проволокой необходимо просверлить отверстия в досках и продеть насквозь проволоку, которая и стянет две части конструкции. После застывания раствора эту проволоку просто откусите бокорезами и она останется внутри армопояса. После стяжки можно приступать к следующей стадии возведения армирующего пояса.
Заливка бетоном
Здесь все достаточно не сложно, за исключением поднятия бетона внутрь опалубки сверху стены. Но с этим вопросом легко можно разобраться при заказе. У фирм, предоставляющих услуги доставки бетона имеется возможность заказа бетононасоса, которым и осуществляется перекачка раствора в любую точку заливаемого армопояса.
Еще скажем несколько слов о качестве бетонной смеси и о способе ее приготовления, если будете готовить ее самостоятельно. При заказе марка должна быть не ниже В15. А вот если будете готовить своими силами, то состав будет следующим: одно ведро цемента и по два ведра щебня и песка. Бетонную смесь лучше всего будет готовить погуще, т.к. она не будет сильно раздавливать опалубку. Однако у такого раствора имеется свой нюанс – смесь в опалубке необходимо тщательно утрамбовывать и уплотнять. В идеальном случае для этого используется глубинный вибратор, но он в бытовом строительстве не часто встречается. Для уплотнения можно использовать либо отрезок арматуры, либо отрезок деревянного бруска, которыми тщательно утрамбовывается весь раствор в опалубке.
Завершение
Завершающий этап изготовления армопояса своими руками – это контролирование застывания бетона. Сразу же после заливки бетонной смеси ее лучше всего накрывать целофанной пленкой. Это необходимо для уменьшения потерь влаги и появления трещин в армопоясе. Через несколько дней, когда будет набрана начальная прочность, опалубка может быть снята (съемная). Кстати, советуем вам почитать вам статью “Трещины в стенах кирпичного дома: причины и устранение“.
Обращаем внимание! Влажность застывающего бетона необходимо постоянно поддерживать увлажнением его поверхности. Здесь нужно знать, что чем медленнее будет проходить высыхание раствора, тем большей прочностью он будет обладать.
Это, в общем, и все. Уточним только одну деталь, которая касается гидроизоляции армопояса. Обычно на армопояс укладывается мауэрлат для дальнейшего монтажа крыши. Для этого на поверхность бетона нужно уложить рубероид или другой современный битумный материал для осуществления гидроизоляции. Подобным образом вы сможете защитить основу своей крыши от поступающей влаги от стен.
Как носить и настроить боевой пояс
Toggle Nav
Меню
Счет
Ваш перевозчик может предоставить не так много MOLLE-недвижимости, прежде чем вы начнете понимать, что управление снаряжением немного сложнее, чем предполагалось изначально. Точно так же некоторые предметы в вашем комплекте лучше подходят для вашей талии, чем для переноски, например, пистолеты и подсумки. Для этих ситуаций и снаряжения следующим решением является боевой пояс.
Что такое боевой пояс?
Боевой ремень — это жесткий и прочный аксессуар, который носится поверх одежды и обычно имеет внешнюю лямку для крепления подсумка. Боевой пояс бывает разных форм, но наиболее распространенный дизайн состоит из трех частей.
Внутренний ремень. Это меньший ремень на липучке, который проходит через шлевки , что отвечает на часто задаваемый вопрос «Проходит ли боевой ремень через шлевки?». Обычно на него ничего не крепится, хотя есть такие предметы, как держатели для ножей, рассчитанные на этот ремень. Вы должны убедиться, что он хорошо и туго затянут, чтобы получить более удобную посадку от дежурного ремня, о котором мы поговорим далее.
Дежурный ремень. Это более широкий и жесткий ремень, который крепится снаружи внутреннего ремня. Внутри у него есть соответствующее крепление на липучке, чтобы прикрепить его к внутреннему ремню.
Внешний ремень. Это рукав, который надевается на ваш рабочий ремень, с лямками системы крепления подсумков (PALS) для подсумков, совместимых с модульным легким грузоподъемным оборудованием (MOLLE). Внешний ремень — это то, что вы будете использовать для защиты большинства ваших аварийных и защитных инструментов. Некоторые производители объединяют детали из детали номер 3 (внешний ремень) в деталь номер 2 (рабочий ремень), в результате чего получается только две детали.
Что можно/нужно носить на боевом поясе?
Вы можете использовать боевой пояс для переноски следующих предметов:
Пистолет и кобура
Магазины для пистолета и
Жгуты
Индивидуальная аптечка первой помощи (ИФАК)
Сумка для мусора
Гранаты
Поводки для удержания вертолета
Ножи
Химические фонари
Другие предметы, такие как радио, GPS, фонарик и устройства промежуточной силы.
Боевые ремни совместимы с подсумками MOLLE. Если есть предметы, которые вы предпочитаете носить на бедре, а не на груди, вы можете переместить их с бронежилетов на пояс. Имейте в виду, что ваше тело предпочитает носить тяжелые предметы на бедрах, и перенос тяжелых подсумков, таких как подсумки типа NODS GP, на бедра может предотвратить ненужную боль в пояснице и напряжение.
Зачем использовать боевой пояс?
Боевой пояс часто является частью профессиональной униформы военнослужащих, сотрудников правоохранительных органов и служб безопасности. Вы можете увидеть, как правоохранительные органы и службы безопасности используют только внутренний и рабочий ремни (детали 1 и 2), если они решат прикрепить свое снаряжение способами, отличными от лямок PALS
радио, дубинка, наручники, спрей от OC или электрошокер. Но вам не нужно быть профессионалом в этом смысле, чтобы использовать боевой пояс.
Вы можете выбрать боевой пояс для EDC (повседневное ношение). Вы можете взять его с собой в машину вместе с баллистическим жилетом и быть готовым защищаться от нападения в общественных местах. Боевой пояс — это то, что вы можете иметь наготове, чтобы быстро надеть его, если что-то пойдет не так.
Еще один популярный вариант — носить боевой пояс для защиты дома. Вы можете поставить его рядом с вашей кроватью с вашими средствами защиты дома, готовыми к работе. В случае вторжения в дом вы не будете шарить в темноте в поисках необходимых инструментов.
Как должен сидеть боевой пояс?
Боевой пояс должен быть плотным и надежным, но не слишком тугим, чтобы ограничивать движения или вызывать дискомфорт. Убедитесь, что ваша установка включает в себя необходимые вам предметы, но не вызывает дискомфорта в спине или туловище из-за веса ваших предметов.
Настройка боевого пояса
Способ настройки боевого пояса зависит от того, что вы хотите с ним делать. Кем вы работаете? Какова ваша цель? При настройке ремня подумайте, где вы хотите разместить предметы, а где нет.
Например, вы можете не захотеть размещать определенные громоздкие предметы перед поясом, если это затрудняет принятие положения лежа. Войдите во все положения, в которых вы можете оказаться, и посмотрите, как они себя чувствуют.
Давайте поговорим о том, где вы хотите разместить свое снаряжение. Для справки, мы будем говорить о позициях боевого пояса в положении «часы» для удобства.
12 часов Позиция: Это пряжка вашего ремня. Некоторые боевые ремни позволяют менять пряжки разных типов для разных целей. Мы рекомендуем пряжки Cobra там, где требуется любое высокопрочное крепление транспортного средства.
11-12 и 12-1: Хранить СВОБОДНЫМ от снаряжения. По крайней мере, снаряжение, которое болтается, как перчатки и химические лампы на паракорде, действительно будет способствовать использованию в этой области. Громоздкое снаряжение может помешать правильному положению лежа, а небольшие сумки и ножи для снаряжения могут ограничить движения туловища, когда вам нужно согнуться в талии, чтобы что-то поднять или завязать шнурки.
2-3 или 9-10: Мы рекомендуем устанавливать кобуру для пистолета в этих местах. Если вы правша, используйте положения со 2 по 3, а если вы левша, то 9.до 10 позиций. Напротив этих позиций (для каждого стрелка-разноручника) вы должны установить подсумки для магазинов. Обратите особое внимание на то, что ваш пистолет можно вытаскивать с переноской. Возможно, вам придется снять и переместить подсумки на поясе, чтобы вы могли беспрепятственно вытаскивать оружие.
4-3 и 7-8: Следующие положения подходят для самых больших и громоздких подсумков. Это связано с тем, что эти положения, как правило, позволяют вам сидеть в транспортном средстве, не мешая спине использовать сиденье.
5-7: В этих позициях рекомендуется не размещать громоздкое снаряжение или использовать что-то более тонкое, например, поясничный IFAK или складной мешок для мусора . Причина в том, что любые громоздкие сумки в этой области не позволят вам сидеть в любом положении, кроме вертикального без поддержки, и, что более опасно, рискуют парализовать вас в случае падения на бок. НЕ устанавливайте большие громоздкие одноразовые предметы в этой области и обратите внимание на то, что предметы в них должны располагаться на уровне или ниже вашей задней части. Обратите внимание на то, какие предметы вы кладете в свой IFAK, поскольку мы рекомендуем хранить только мягкие предметы, такие как нагрудные пломбы и марля, поскольку такие предметы, как иглы для декомпрессии и жгуты, могут привести к травме во время падения.
Полное видео о настройке боевого пояса смотрите в нашем видео «Настройка боевого пояса» .
Заключение
Как бы вы ни решили настроить свой боевой пояс, вы должны тренироваться с этим набором. Чем больше вы тренируетесь со своим снаряжением, тем лучше вы можете настроить свою систему в соответствии с вашими конкретными потребностями.
Не совершайте ошибку, просто копируя чужой дизайн. Они могут быть экспертами и знать все тонкости своего оборудования, но они не вы. Вы должны точно настроить конфигурацию своего боевого пояса так же, как и свой бронежилет, исходя из того, что лучше всего подходит для вас.
Посмотрите наш боевой пояс дополненной реальности
Лавинный пресс
Дефектный Шедевры Дэвид Хьюз Декабрь 2018
Жалко конструктора Вторая мировая Игра War at Sea , когда он размышляет о том, что оборонное значение придать современному линкору. Количество переменных огромно. наиболее очевидным является толщина обоих ремней и палубная броня, но на это влияет покрываемая площадь и качество, тип и наклон используемой стали. Подводный защита не менее важна, но здесь количество вовлеченных факторов резко возрастает, начиная от ширины и заполнения система защиты до того, как далеко вниз основной броневой пояс удлиняется. Добавьте проблему с башней броня, считайте балку корабля (которая влияет ли оболочка, которая проходит через броня дотянется до магазина), решите имеет ли значение капитан или нет охраняется, и один приближается определить значение защиты должно быть.
Новый Юнайтед Штатные линкоры Второй мировой войны имели отличную палубную защиту — толстую и разместили на верхней палубе — вероятно лучше любого европейского линкора, не удивительно, поскольку ВМС США разработали своих кораблей для борьбы с японским флотом в течение долгого времени, очень большие расстояния в чистом воздухе Тихий океан, используя самолеты-корректировщики для контроля стрельба. Обратите внимание на ласковое слово «вероятно», поскольку есть так много переменных, чтобы рассмотреть. Из них наиболее важным является качество брони, а не только ее толщины.
Возможно, к удивлению многих читателей, Соединенные Штаты были не в состоянии производить лучшие тип брони линкора, известный как «лицевая закалка» (Класс А по американской терминологии) в адекватных количествах. То, что он мог произвести, было серьезно уступает, например, британским и итальянским броня. Я постараюсь избежать строки статистики в статье Daily Content (для тех, кто посещает бесчисленные интернет-сайты) но рассмотрим одно очень распространенное сравнение между Айова и Авангард (Король George V имеет практически идентичную систему бронирования, но корабль поменьше).
Проще говоря, американский ремень чуть более 12 дюймов, британцы всего менее 15 дюймов. Однако, если принять во внимание учитывать относительное качество стали, британский пояс «увеличивается» до более 17 дюймов. Кстати, итальянский и наверное французская торцевая закалка тоже была лучше, в то время как японцы незначительно уступает. Также печальная нехватка американских стали с лицевой закалкой означало, что только верхняя половина пояса могла использовать этот тип брони.
Старый и новый. Висконсин связаны рядом с обломками Оклахома , 1944 год.
Всегда предполагается, что наклонный ремень американских линкоров была отличительной чертой преимущество, да и его склонность 19 градусов соответствует толщине 17,3. дюйма вертикальной брони на 25 000 ярдов диапазон, хотя это улучшение было намного уменьшается на ближних дистанциях боя. Однако, это тоже забывается при сравнении современных линкоры которые почти все использовали наклонные броня. Плоский Кинг Джордж V класс кажется исключением, но оно имело более сложная система, вертикальная где корабль имел наибольшую ширину, но наклонен (в до 14 градусов) у башен. В качестве с Bismarck это означало, что ватерлиния броня была бы на большем расстоянии от критические точки, расположенные вдоль центральной линии корабля.
В отличие от класса King George V , ремень всех трех построенных американских линкоров занятия были внутренними. Это удобный способ экономии веса, но означает, что есть это пустое пространство между ремнем и корпус, выполненный из тяжелого (не бронированного) стали. Это создало проблему, показанную, когда Южная Дакота сражался с Киришима . Крейсер и даже снаряды эсминцев оказались вполне дееспособными пробить корпус, чтобы линкор принял более 800 тонн воды. Ей повезло быть спасенным Вашингтоном , позволяющим ей превосходно аварийно-спасательные группы для проверки большинства водный поток.
Одна из причин, по которой некоторые современные комментаторы игнорировать эту проблему является их предположением, что тонкая наружная обшивка «без капсюля» бронебойная раковины (снимая очень твердую внешнюю оболочку). Это всегда было сомнительным предположением, поскольку конструкторы кораблей не заявляли об этом, и это в настоящее время установлено, что корпусная «броня» имела не влияет на британский, немецкий и итальянский снарядов или, можно подозревать, на японских. Проблема с внутренними ремнями была быстро признаются, когда суда, оснащенные ими пошел на службу. Так же, как Королевский флот заменил внутренний ремень Нельсон с внешний вид King George V , США ВМС США внесли такое же изменение только что когда строились первые Iowa класса. Поистине великолепный Montana класса (практически любой расчет лучший проект линкора когда-либо авторизованный) вместо этого использовал толстый внешний наклонный ремень.
Великолепный Montana класса .
американских конструктора сделали большой акцент, больше, чем какие-либо другие, на защите основных башни и диспетчерские вышки. Бывший получил около 19 дюймов брони, почти на 30% больше чем их британские, немецкие и итальянские современники, хотя следует отметить, что это было отчасти из-за отсутствия лицевой закалки стали. Нужна незакаленная (гомогенная) сталь быть толще для достижения того же эффекта.
Гораздо более спорным является массивная защита передан диспетчерской вышке. В то время как у капитана станции Король Георг V пришлось обходиться всего три дюйма брони и итальянский капитан имел девять дюймов брони, американец капитан был в безопасности за высокой колонной из броневого листа толщиной 17 дюймов. Только могучий Ямато снабдил свой командный состав более толстыми защита. По всей вероятности, это было потрачено впустую усилия и, возможно, опасны, так как эта масса из стали был расположен так высоко в корабле. После войны рекомендовалось (но не реализовано), чтобы бронеколонны были уменьшены или удалены, так как станции защищены может быть легко продублировано в других частях корабля.
Ничто из этого не предполагает, что Айова и ее более ранние братья и сестры были плохими проектами. или неполноценные корабли. В нескольких критических отношениях они были выше, чем у других народов. Однако, поскольку они были активны намного позже другие линкоры были списаны приобрели почти мифические свойства. Пока плывет рядом с Жан Барт или Vanguard и Iowa выглядели хорошо, но не выдались; когда они ушли, они стали «самыми лучшими, Когда-либо.»
Рассмотрим современный случай. Сегодня только о каждом американском писателе или телевидении программа будет констатировать, а не просто утверждать, что танк М1 Абрамс — «самый лучший в мире.» Очень понятно и патриотично и, без сомнения, точно так же, как немец заявил бы о Leopard II, Француз из LeClerc или британец о Челленджер 2. Поскольку эти сложные а грамотные танки существуют бок о бок мы можно сравнить и признать, что у всех есть сильные стороны и недостатки, такие как превосходная защита но уступает двигателю Абрамса.
Конечно, когда мы оцениваем ценности, мы поставить на картонные прилавки мы можем узнать что 60 лет назад то же самое относилось и к линкорам. Вот, например, Южная Дакота имел превосходный двигатели, великолепный контроль повреждений, но уступает качественная любовь. Или что тяжелые снаряды в ее орудия лучше пробивали врага брони, а потому что лишний вес их был достигается за счет снижения содержания взрывчатых веществ, могли бы нанести гораздо меньший ущерб, если бы они это сделали.
Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Поделиться:
Основные трубные «дюймовые» резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Мы, в ДПВА, считаем, что существует 2 стандарта трубных резьб: NPT (Американский) и BSP (Британский). Метрические резьбы — это, как правило, крепежные резьбы. Хотя бывает всякое… Манометры могут быть нарезаны метрической резьбой…
BSP- наиболее распространенный стандарт в Европе.По умолчанию, мы в РФ, говоря о трубной резьбе, подразумеваем BSP (в 99% случаев BSPP). Внимание! В «нефтянке»и в авиации, NPT популярен как в РФ, так и в Европе. Это особый мир. Описаниевсех основных мировых типов резьб тут.
BSP конусная (BSPT) определяется стандартом ISO 7/1, цилиндрическая (BSPP) — ISO 228/1.
BSP цилиндрическая (BSPP) = DIN ISO 228/1, BSP PL
, JIS B0202 в общем случае стыкуется с соответствующий цилиндрической.
BSP (BSPT) конусная = DIN 2999 и JIS B0203 стыкуется как с соответствующей цилиндрической, так и ответной конусной резьбой, но помним, что конусные резьбы — одноразовые + они самоуплотняющиеся (!не всегда срабатывает — уплотнение резьбы крайне желательно!).
Обозначения и стандарты на дюймовые и трубные резьбы
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Дюймовая резьба: таблица соответствия размеров в мм, шаг, обозначения, ГОСТ и маркировки
Распечатать
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине 60° , что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг – TPI (количестве ниток на дюйм) и ее тип – UNC или UNF . Для диаметров менее 1/4″ размер обозначается целым числом от 0 до 12 , которое стоит после символа # или № . Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Основные моменты
Небольшая историческая справка, чтобы понять, почему так важны стандарты, и почему весь мир производит продукцию, которая им соответствует. До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
Цилиндрическая
Коническая
И только в 18 веке, который назван индустриальным, крепежные инструменты получили такое распространение и многообразие, что нельзя было допускать разнокалиберного производства, нужно было все унифицировать. Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
Длина болта (шурупа и пр.) и расстояние нанесения витков.
Количество спиралей – устройство может быть однозаходным и многозаходным.
Внутренний диаметр под дюймовую резьбу. Берутся две самые глубокие точки (это дно канавок), которые расположены напротив, например, в гайке или в трубе, других деталях для соединения. Это и будет d (стандартное обозначение в формулах).
Внешний, или D. Он же – наружный. Для его измерения нужно зафиксировать отрезок, который образуется между двумя наиболее выпирающими ступенями, которые расположены параллельно.
Направление – здесь все просто, бывает правосторонняя и левосторонняя нарезка. Правый вариант распространен, используется намного чаще как при машиностроении, так и в быту, например, при обычном завинчивании пробки на горлышко бутылки. К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
Профиль. Это геометрическая форма, которую имеет нарезка. Концы гребней могут быть острые, тогда получается треугольник в сечении, или с усеченным конусом, прямоугольником. Чтобы наиболее наглядно это увидеть, если есть желание, можно взять болт и разрезать его вдоль, затем посмотреть на разрез или сделать его отпечаток. Но так как стандарты дюймовых резьб представлены в маркировках, достаточно найти обозначение в дюймах в сопроводительной документации. А мы покажем это на схематическом изображении.
Шаг. Одна из часто используемых характеристик, объясняет то, на каком расстоянии находятся одинаково удаленные от центра ближайшие точки. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
Ход. Это то, как пройдет один виток при обороте на 360 градусов. Он в формулах представлен как Ph. Полностью зависит от двух параметров: от промежутков и количества заходов. Чаще всего встречаются двухзаходные болты, поэтому в них ход равен двум. Формула для вычисления: Ph = Р*n, где n – это количество заходов.
Посмотрим для наглядности на схематическое изображение:
На схеме видим ось. Это визуальная срединная линия, представляющая собой центр и находящаяся на одинаковом удалении от всех верхних точек гребней и внутренних – от дна канавок. Мы привели основные аргументы и рассказали о происхождении всей системы измерений. Но при маркировке используются дополнительные характеристики. Вот как еще можно определить дюймовую резьбу:
По углу подъема. Это то, насколько круто происходит врезка. Обычно, чем больше шаг и количество заходов, тем острее угол. Также этот показатель влияет на эксплуатационные качества, в том числе на то, насколько сложно спираль сбить, срезать.
По длине свинчивания – это то расстояние, где соприкасаются внутренняя и внешняя нарезка парного крепежного соединения.
По сбегу. Это промежуток с неполным неглубоким профилем, поскольку на этом небольшом участке происходит плавный, постепенный переход к гладкой части метиза.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
Условное обозначение рассматриваемой резьбы G.
Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
Символ L указывает на то, что витки левосторонние.
Следующий символ H указывает на класс точности.
Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
более 68 мм;
до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
Обозначение
Укрупненная спираль, мм
М1
0. 25
М1.2
0.25
М1.4
0.3
М1.6
0.35
m1.8
0.35
m2
0.4
М2.2
0.45
М2.5
0.45
М3
0.5
М3.5
0.6
М4
0.7
М5
0.8
М6
1.0
М8
1.25
М10
1.5
М12
1.75
М14, 16
2.0
М18, 20, 22
2.5
М24, 27
3.0
М30, 33
3.5
М36, 39
4.0
М42, 45
4.5
М48, 52
5.0
М56, 60
5.5
М64, 68
6.0
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления. Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других. Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
профиль;
порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
значение
наружный d, мм
внутренний d, мм
3/16
4,762
3,408
1/4
6,35
4,724
3/8
9,525
7,492
1/2
12,7
9,989
3/5
19,05
15,798
1
22,225
21,334
1; 1/2
38,1
32,679
Хочется отметить, что такая маркировка смотрится лаконичнее.
Технологии нарезки
Есть два распространенных способа:
Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
С помощью токарного или сверлильного станка. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.
Как определить вес трубы
Существует несколько способов, с помощью которых можно узнать массу трубы. Самый простой и быстрый метод – воспользоваться справочником или получить информацию на тематическом сайте. В профильных таблицах указывается расчетная масса 1 п.м. для различных размеров. В Интернете есть сайты, на которых можно вычислить вес трубы, воспользовавшись онлайн-калькулятором. Для этого необходимо знать толщину стенки, внутренний или наружный диаметр. Еще один вариант – рассчитать вес по формуле. Эта формула прописана в документе ГОСТ № 8732. Она подходит для расчета массы труб любого типа. Поэтому данные, полученные в результате таких вычислений, будут только приблизительными. Но в большинстве случаев необходимость в получении максимально точной массы не возникает. Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Цилиндрическая. Более распространенная. Она регулируется в России нормативным документом ГОСТ 6357-81. Их отличие в том, что они имеют более мелкую и, соответственно, частые витки. Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
Коническая. У нее есть два подвида углов профиля – в 55 и 60 градусов, поэтому в два раза больше разновидностей. К тому же напоминает конус, что делает пару самоуплотняемой. Это приводит к тому, что зона крепежа не требует использования герметизирующих средств.
Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если, напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией. Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
диаметр, в дюймах
момент затяжки, в нм
1/4
12± 3
3/8
47± 9
7/16
70± 15
1/2
105± 20
5/8
215± 40
3/4
370 ± 50
7/8
620± 80
1
900 ± 100
1; 1/2
3100 ± 350
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу, разобрали ее размеры, привели таблицы соответствия диаметров в дюймах и миллиметрах (мм), а также рассмотрели перевод метрической системы. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке – мы занимаемся продажей ленточнопильных станков. За это время мы охватили практически все города страны.
Где какая используется?
Метрические резьбы используются по всему миру в разных сферах деятельности. Они применяются при производстве крепежных элементов, бытовых приборов, промышленной техники, автомобилей, сантехнических изделий.
Интересное: Виды резьбы по металлу и их классификация
Дюймовые резьбы активно применяются в США, Канаде, некоторых странах Европы. Единственное направление деятельности, где ими замещают метрические соединения — сантехника.
Дюймовые резьбовые соединения имеют одну важную особенность, которой лишены метрические резьбы. При измерении десятых долей миллиметра могут возникать разные трудности, снижаться точность измерения. В процессе измерения дюймовых соединений используется шаг в ¼ дюйма. Благодаря этому повышается точность измерений, упрощается обозначение.
Все, что вам нужно знать о размерах трубной резьбы
Меню
Счет
Найдите правильный размер трубной резьбы
Размеры трубной резьбы и размеров фитингов относятся к физическим размерам фитингов, но не обязательно указывают размеры трубы. В сантехнической промышленности измерение размера резьбы называется «номинальным» размером трубной резьбы, который указывает внутренний диаметр размера трубы. Это различие может сбивать с толку, поскольку в отрасли существует несколько различных терминов, которые можно использовать, и если вы не уверены, что измерять и где вы можете получить фитинги неправильного размера.
Давайте начнем с пары трубных фитингов с нормальной трубной резьбой. NPT относится к национальной трубной резьбе, термин, определенный ANSI (Американским национальным институтом стандартов). Фитинги с резьбой NPT являются наиболее распространенной резьбой, используемой для общих целей, и имеют коническую резьбу, используемую для соединения и герметизации фитингов для использования с такими жидкостями, как воздух или газ.
Резьба NPT
Измерение A показывает внешний диаметр (или наружный диаметр) фитинга с наружной резьбой, а измерение B показывает верхний диаметр фитинга с внутренней резьбой. Это измерение указывает фактический физический размер фитинга — с помощью этого измерения мы можем соотнести этот размер с его номинальным размером трубы (или NPS), который используется более широко. В приведенной ниже таблице вы можете найти физические размеры размера резьбы (столбец 1 и столбец 2 — одинаковые размеры) и сопоставить его с размером трубной резьбы в столбце 3. Чаще всего, когда мы говорим 1/2 дюйма применительно к размеру трубы или размера фитинга он относится к номинальному размеру, а не к фактическому диаметру, указанному в измерениях A и B.
Информация о размере трубной резьбы США
COL 1 (размер A)
COL 2 (размер A)
COL 3 (Dimension B)
Col 4
44444444444444444444444444444444444444444444444444444444444444444444444444444444444444922н. Inch
OD Decimal Inch
Pipe Thread Size (Nominal Pipe Size)
Threads per Inch
5/16
0.3125
1/16
27
13/32
0.405
1/8
27
35/64
0.540
1/4
18
43/64
0.675
3/8
18
27/32
0.840
1/2
14
1-3/64
1.050
3/4
14
1-5/16
1.315
1
11-1/2
1-21/32
1,660
1-1/4
11-1/2
1-29/32
1,900
1-1/2
11-11-21-21.900
1-1/2
110011-1900
1-1/2
110023
2-3/8
2.375
2
11-1/2
2-7/8
2. 875
2-1/2
8
3- 1/2
3,5
3
8
4
4,0
3-1/2
8
4-1/2
4.5
4
8
5-5/8
5.563
5
8
6-5/8
6.625
6
8
8-5/8
8.625
8
8
10-3/4
10.75
10
8
12-3/4
12,75
12
8
Спецификация труб
То, что вызывает недоумение у многих людей, как в отрасли, так и вне ее, — это толщина трубы, которая может варьироваться, даже если NPS остается неизменным. Толщина трубы, называемая в отрасли спецификацией, указывает, насколько толсты стенки трубы на самом деле, в то время как внутренний диаметр (или внутренний диаметр) по-прежнему является наиболее распространенным различием для соединения двух фитингов.
Число витков на дюйм или шаг резьбы
Измерение С показывает длину самих витков резьбы. При более внимательном рассмотрении этих витков мы можем фактически измерить количество пиков и впадин, чтобы вычислить число витков на дюйм ( TPI) или шаг резьбы. Резьба NPT имеет угол резьбы 60°, основания и гребни плоские, а скорость конусности составляет 1 дюйм 16 дюймов (что означает, что размер трубы уменьшится на 3/4 дюйма по сравнению с 12 дюймами). Слева находится диаграмма, иллюстрирующая наиболее распространенные числа TPI или шаг резьбы — шаг можно измерить с помощью этой диаграммы (распечатайте до фактического размера) или с помощью калибра резьбы для большей ясности.
Другие примечания о размерах резьбы
В дополнение к этим трем основным различиям резьбы в отрасли используется множество сокращений, многие из которых неверны, и ваше свободное владение терминами может помочь избежать путаницы. Как упоминалось ранее, NPT указывает на определенный стандарт ANSI, но многие люди используют MPT/MIP и FPT/FIP взаимозаменяемо. MPT обозначает наружную трубную резьбу, а MIP обозначает наружную железную трубу, что означает наружный фитинг с резьбой NPT. FPT означает внутреннюю трубную резьбу, а FIP означает внутреннюю железную трубу, что означает внутренний фитинг с резьбой NPT. Помните, что не следует путать NPS (опять же номинальный размер трубы) с Национальным размером трубы, который НЕ является реальным обозначением. Кроме того, важно помнить, что если вы не чувствуете себя комфортно при измерении фитингов или труб, вам следует проконсультироваться с профессионалом и всегда помнить о том, что все ваши проекты соответствуют местным нормам и стандартам.
Серии резьб охватывают обозначения комбинаций диаметр/шаг, которые измеряются количеством витков резьбы на дюйм (TPI) для одного диаметра. Серия
с крупной резьбой (UNC/UNRC) является наиболее распространенным обозначением болтов и гаек общего назначения. Крупная резьба выгодна, потому что она реже перекрещивается, более устойчива к неблагоприятным условиям и облегчает быструю сборку.
Серия с мелкой резьбой (UNF/UNRF) обычно используется в точных приложениях. Из-за больших областей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для мелкой резьбы требуется более длительное зацепление, чем для крупносерийной резьбы, чтобы предотвратить зачистку.
Серия с 8 резьбами (8UN) — это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8/B8M и A320. Эта серия используется для диаметров один дюйм и выше.
Уважаемые покупатели, в связи с нестабильным положением курсов валют цены могут отличаться от указанных на сайте. Просим учитывать этот момент при оформлении заказов на нашем сайте. Приносим свои извинения за предоставленные неудобства.
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По рейтингу (убыванию)По рейтингу (возрастанию)По модели (A — Я)По модели (Я — A)
Показывать: 16255075100
В корзину
Насос для горячего и холодного водоснабжения Calpeda MXHM 202E 230/50 (62310021000), производства ко..
Горизонтальные многоступенчатые электрические насосы предназначены для повышения давления жидкости в системе водоснабжения в частном доме и дачи, для полива и орошения в сельском хозяйстве, для подачи питьевой воды в многоэтажные и многоквартирные здания, в системах мойки автомобилей, в пищевой и химической промышленности, в системах автополива. Многоступенчатые водяные насосы широко используют в насосных установках для повышения давления в водопроводе.
Преимущества:
Низкий уровень шума
Энергоэффективные
Продолжительный срок службы
Режим работы продолжительный
Большой выбор по давлению, мощности и объему подачи воды
Поверхностные насосы — Насосы
371 товар
Сортировать по
АкцииОт дешевых к дорогимОт дорогих к дешевымНовинкиПо количеству просмотровТоп продаж
1
2
3
…
24
Насосы поверхностные широко используют для бытовых целей на дачах, в загородных домах для поднятия воды с глубины — колодца или скважины, перекачивания или повышения давления. С помощью водяных насосов осуществляется закачивание воды из колодца, полив садовых и приусадебных участков, наполняются емкости (баки, бассейны, котлованы), обеспечивается бесперебойная работа фонтанов, производится парниковое орошение и откачка жидкостей из резервуаров.
Насосы подразделяются на следующие виды:
Самовсасывающие
Насосы поверхностные самовсасывающие идеально подходят для откачки из водоемов или иных источников с дальнейшим применением для полива растительности и обеспечения системы подачи жидкости в здания.
Вихревые
К преимуществам данного вида следует отнести компактные размеры и низкое потребление электричества, а к ограничениям относится производительность насосов поверхностных вихревых. Как правило, объем перекачиваемой жидкости не превышает 2 м³, поэтому они используются для повышения давления в системах холодного и горячего водоснабжения;
Центробежные
Благодаря своей надежности и простоте в эксплуатации, поверхностные центробежные насосы нашли широкое применение как в быту, так и в коммунальном хозяйстве. В частности, в сочетании с гидроаккумуляторами малых и средних объемов они используются для подачи, перекачивания жидкостей и для орошения садов и огородов;
Многоступенчатые
Поверхностные многоступенчатые насосы предназначены для перекачивания больших объемов жидкости, даже в тех случаях, когда в ней присутствует воздух. Благодаря своей надежности и простоте использования, эти насосы широко используются в бытовых целях, таких как распределение воды в сочетании с небольшими и средними гидроаккумуляторами, для орошения садов и огородов, в противопожарных установках, и т.д.;
Консольно-моноблочные
Этот вид насосов используется в промышленных целях. Высокий КПД, а также возможность использования в режиме длительных и высоких нагрузок, позволяют с успехом применять эти насосы для перекачивания в промышленных масштабах. Они с успехом применяются для водоснабжения, подачи жидкости под давлением, орошения, циркуляции воды в системах климатизации, моечных и противопожарных установках, промышленности и сельском хозяйстве. Благодаря своей надежности и простоте использования, эти насосы получили широкое распространение в промышленности.
Преимущества насосов
Устройства представлены как бытовыми сериями, так и промышленными. Они характеризуются высоким качеством исполнения, благодаря применению высокопрочных материалов. Благодаря новейшим технологиям, используемым инженерами, насосное оборудование — это одно из самых эффективных и надежных в мире.
Эти продукты просты в эксплуатации, и не обременительны в техническом обслуживании. Все элементы насосов продуманы до мелочей.
На поверхностные насосы цена во многом зависит от их производителя, исполнения и рабочих параметров — выбирать подходящую модель необходимо под условия эксплуатации. Если потенциальный владелец не силен в технических вопросах — ничего страшного — наши консультанты оперативно помогут сделать правильный выбор.
Мы предлагаем широко известные модели насосов, уже отлично зарекомендовавшие себя на практике, которые можно приобрести для замены пришедшего в негодность агрегата, а также со сниженным энергопотреблением, повышенным расходом воды или напором.
Купить поверхностный насос можно он-лайн на нашем сайте, Вы получите оригинальный, сертифицированный продукт, с официальной гарантией производителя.
Горизонтальные многоступенчатые поверхностные насосные системы мощностью
л.
с.
Горизонтальные многоступенчатые поверхностные насосные системы HPS | СЛБ
Насосы для нефти и газа, осушения шахт, геотермальной энергии, связывания углерода, удаления соленой воды и опреснения воды.
REDA Compact HPS Pump
Низкие эксплуатационные расходы и быстрая доставка Масляные и водяные насосы низкого давления 58–700 галлонов США/мин [316–3 816 м3/сут] Давление нагнетания до 1800 фунтов на кв. дюйм
Однофазный насос REDA HPS
Надежный насос третьего поколения Нефтегазовое и промышленное применение 40–1 850 галлонов США/мин [218–10 084 м3/сут] Повышение давления нагнетания до 6 650 psi
Многофазный насос HPS REDA
Проверенный на практике насос с высокой GVF Объемная доля газа до 90 % (GVF) + свободный газ 145–1 500 галлонов США/мин [790–8 176 м3/сут] Давление нагнетания до 2000 фунтов на кв. дюйм
Давление нагнетания до 6 650 фунтов на кв. дюйм [45 850 кПа] с многоступенчатой сборкой и герметизацией корпуса
Расход от 40 до 1 850 галлонов США/мин [от 218 до 10 084 м3/сут] в стандартной конфигурации
Мощность двигателя до 2 500 л.с. [1864 кВт] на единицу
До 90 % GVF для многофазного насоса
Характеристики, соответствующие API Std 610
Что такое насосы REDA HPS?
Горизонтальные многоступенчатые поверхностные насосные системы REDA HPS, обычно называемые «насосами высокого давления» или «насосами высокого давления», представляют собой центробежные насосы, установленные горизонтально на жесткой опоре, которую часто называют сварной.
Надежная, проверенная на практике и экономичная альтернатива обычным насосам API Std 610, они повышают эффективность перекачивания и снижают эксплуатационные расходы. Насосная система, разработанная с использованием стойкого к истиранию циркония ARZ для подшипников с высокой износостойкостью, эффективно работает с агрессивными жидкостями и в сложных условиях установки.
Горизонтальные насосы REDA не требуют ежедневного обслуживания. Модульный корпус и гибкая конструкция «включай и работай» обеспечивают простую и быструю реконфигурацию насосов и двигателей, а также быструю замену упорной камеры, сводя к минимуму время простоя. Все основные компоненты можно заменить в течение 2–3 часов, по сравнению с днями или неделями для насоса с разъемным корпусом.
Насосы, рассчитанные на многолетнюю безотказную работу, обеспечивают стабильную производительность, продлевающую срок службы оборудования.
Многофазный насос высокого давления REDA
(вверху), насос высокого давления REDA (в центре) и насос высокого давления REDA Compact (внизу) могут работать с широким диапазоном давления нагнетания, скорости потока и состава жидкости.
Опыт доверия. Доверьтесь насосам REDA.
Насосы REDA имеют проверенную на практике историю, уходящую корнями в 1940-е годы.
После изобретения электрического погружного насоса (ЭЦН) компания Armais Arutunoff использовала насос для наземных работ, создав первую горизонтальную насосную систему. Инновационная горизонтальная многоступенчатая поверхностная насосная система REDA HPS производится в Бартлсвилле, штат Оклахома, с первого дня.
Более 3500 наших насосов установлены и работают по всему миру в различных областях применения. С учетом отзывов клиентов мы постоянно работаем над расширением использования в различных апстримных, промежуточных и промышленных приложениях.
Наши горизонтальные насосы лидируют в отрасли по надежности. Мы никогда не идем на компромисс в отношении качества продукции или услуг и активно инвестируем в исследования и разработки. Хотя на рынке много подражателей, операторы считают нас надежным партнером, способным решать сложные задачи. Наши насосы открыли новые горизонты с CO 2 , ШФЛУ и аминов и остаются продуктом выбора в этих областях. Мы продолжаем разрабатывать новые продукты, такие как горизонтальный поверхностный насос высокого давления REDA Multiphase HPS — решение для приложений с нулевым факельным сжиганием.
В 2020 году, до начала пандемии COVID-19, наш производственный центр в Бартлсвилле (BPC) отметил 90-летие производства насосов REDA.
Насос REDA HPS первого поколения был разработан в Бартлсвилле, штат Оклахома, компанией REDA Pump Company, и до сих пор производится на нашем заводе в Бартлсвилле.
В BPC есть небольшой музей, в котором хранятся тщательно отобранные документы, охватывающие историю насосов REDA, в том числе оригинальные нарисованные от руки инженерные эскизы.
Бывшая площадка Bart Manufacturing, которая позже стала компанией REDA Pump Company, теперь занята BPC — современным производственным предприятием Schlumberger, которое производит и ремонтирует насосы REDA HPS.
Семейство горизонтальных поверхностных насосов REDA используется в различных отраслях промышленности, включая нефть и газ. Эти насосы, перекачивающие сложные жидкости в самых суровых условиях в мире, являются проверенной и экономичной альтернативой насосам с разъемным корпусом, вертикальным турбинным и поршневым насосам.
Водоотведение и закачка
Экономически эффективно справляться с ростом обводненности.
Трубопроводы СПГ
Поддерживайте производительность на протяжении всего срока службы ваших заводов и трубопроводов СПГ.
Удаление геотермальных вод
Закачка воды с геотермальных электростанций обратно в водохранилище.
Обезвоживание шахты
Замена нескольких насосов низкого давления одним насосом высокого давления на дне карьера.
CCUS
Сведите к минимуму воздействие на окружающую среду за счет введения CO 2 для улавливания, утилизации и хранения углерода (CCUS).
Трубопроводы для сырой нефти
Надежно удовлетворите ваши требования по дожиму сырой нефти.
Рециркуляция обедненного амина
Увеличение времени безотказной работы и устранение утечек амина на установках удаления кислых газов.
Нулевое факельное сжигание
Устранение факельного сжигания на буровой площадке за счет эффективного повышения давления и транспортировки многофазных флюидов к центральному объекту. Узнать больше
Агрегаты LACT
Защитите свои арендованные агрегаты автоматического коммерческого учета (LACT) с помощью наших насосов с очень низким уровнем вибрации.
Управление водными ресурсами
Уверенная работа благодаря длительному сроку службы, энергоэффективности и минимальному обслуживанию.
Многофазный форсаж
Увеличить поток от кустовой площадки или вспомогательного объекта к основному объекту, увеличивая депрессию и увеличивая добычу.
Предложения по горизонтальным многоступенчатым поверхностным насосным системам HPS
[[/выбранные-параметры-элементы]]
[[#Ярлык большого пальца]]
[[Метка большого пальца]]
[[/Метка большого пальца]]
[[ThumbTitle]]
[[#Подзаголовок большого пальца]]
[[Подзаголовок большого пальца]]
[[/ThumbSubtitle]]
[[Описание большого пальца]]
[[/большой палец]] [[/полученные результаты]]
Поделись этим
Что они собой представляют и для чего используются
15 июля 2021 г. , 10:12:15
Относительная простота конструкции сделала центробежные насосы наиболее доступными и широко используемыми типами насосов на рынке. По количеству рабочих колес центробежные насосы можно разделить на две категории — одноступенчатые и многоступенчатые.
Одноступенчатые насосы с одним рабочим колесом. Следовательно, давление нагнетания зависит от размера рабочего колеса. Таким образом, такие насосы лучше подходят для установок с более высоким расходом и более низким давлением.
Многоступенчатые насосы способны обеспечить гибкий диапазон подачи и напора и относительно более высокую степень энергоэффективности, что делает их отличным выбором для многих применений.
Что такое многоступенчатый насос?
Многоступенчатый насос — это насос, в котором жидкость проходит через два или более рабочих колеса, установленных последовательно. Следовательно, такой насос будет иметь несколько жидкостных камер или ступеней, соединенных последовательно. Каждая ступень состоит из крыльчатки, комбинации диффузора и направляющих лопаток, размещенных в одном корпусе ступени.
Эти рабочие колеса установлены последовательно и вращаются на одном валу, приводимом в движение источником энергии (обычно двигателем). Конструкция многоступенчатых насосов позволяет жидкости проходить через камеры только линейно.
Как работают многоступенчатые насосы?
После заливки насоса жидкость поступает на вход насоса под давлением всасывающей линии в первую камеру. Затем жидкость проходит через различные рабочие колеса последовательно слева направо (или наоборот, в зависимости от конструкции насоса). Наконец, жидкость выходит при некотором повышенном давлении. Каждое рабочее колесо входит в следующее рабочее колесо, и на каждой ступени давление увеличивается.
Чем больше ступеней или рабочих колес в насосе, тем выше конечное давление нагнетания. Хотя давление жидкости увеличивается с каждой ступенью, диапазон расхода всегда остается постоянным для данного числа оборотов.
Типы многоступенчатых насосов
Многоступенчатые насосы доступны во многих типах, перечисленных ниже, но наиболее часто используются вертикальные и горизонтальные насосы.
Преимущества использования многоступенчатых насосов
Поскольку многоступенчатые центробежные насосы имеют несколько рабочих колес, они способны повышать давление воды последовательно (т. насос.
Напор на ступень меньше, что позволяет использовать крыльчатки относительно меньшего размера с жесткими допусками, что снижает потери на утечку.
Многоступенчатые насосы
также помогают уменьшить занимаемую площадь. Кроме того, из-за меньшего диаметра рабочего колеса и более узких зазоров эти насосы также требуют меньшей мощности двигателя, что обеспечивает более высокую производительность и эффективность.
Для насосов с одинаковым давлением нагнетания увеличение числа ступеней снижает уровень шума по сравнению с одноступенчатым насосом.
Недостатки многоступенчатых насосов
По сравнению с одноступенчатыми насосами конструкция многоступенчатых насосов сложна и состоит из большего количества движущихся компонентов. В результате ремонт и техническое обслуживание этих насосов относительно дороги и требуют более высокой степени технического мастерства.
Кроме того, более жесткие допуски не допускают наличия твердых частиц в потоке жидкости, поэтому многоступенчатые насосы обычно используются для транспортировки воды или других жидкостей с низкой вязкостью.
Из-за многоступенчатости таких насосов наблюдается повышенная чувствительность ротора насоса к внешним или собственным вибрациям.
Применение многоступенчатых насосов
Многоступенчатые насосы находят применение в различных отраслях промышленности, требующих перемещения жидкостей. Например, в высотных зданиях требуется более высокое давление для подачи воды в верхние резервуары. Многоступенчатые насосы широко используются для таких применений. Они также часто используются либо для повышения давления в системе водоснабжения, либо для непрерывной циркуляции воды в системе.
Другие ключевые области применения:
Очистка под высоким давлением
Орошение
Обратный осмос (ОО)
Подача топлива
Добыча нефти и газа
Горнодобывающая промышленность
Питающие насосы котлов на электростанциях
Подача воды под давлением для тушения пожара
Подача воды под давлением для производства снега для использования в спорте и на курортах
Нужна помощь в выборе многоступенчатого насоса для транспортировки жидкости? Позвольте нашим опытным инженерам помочь вам.
Автоматика для циркуляционного насоса отопления, ИБП, терморегуляторы, таймеры
Выбор варианта системы отопления для частного или загородного дома – это довольно серьезный и ответственный момент. Если вы выбрали отопительную систему с естественной циркуляцией, то нужно знать, что потребуется установить котел, зависимый от электроэнергии. Однако для их работы совсем не обязательна бесперебойная подача электричества, которую сможет обеспечить бесперебойник для насоса отопления. В наших условиях внезапное отключение электричества может происходить не так уж и редко, и энергозависимость отопительной системы может быть довольно существенным и важным аргументом. Именно поэтому важным становится такой вопрос, как автоматика для циркуляционного насоса отопления и специальные приспособления для обеспечения его энергией.
Автоматика для циркуляционного насоса отопления
Источник бесперебойного питания
Комплектующие для циркуляционных насосов
Источник бесперебойного питания
Бесперебойное питание для насоса отопления – конечно, важный момент. Однако не стоит спешить с выбором отопительной системы, пока не будут изучены все их преимущества и недостатки. Если ваш выбор остановился на системе отопления с естественной циркуляцией теплоносителя, то необходимо учесть, что у нее тоже есть некоторые минусы. Самый главный недостаток состоит в том, что если будет отсутствовать автоматика или насос, то система может выйти из строя или, по крайней мере, не будет обладать должной эффективностью. Также отсутствие данных компонентов негативно скажется на объеме потребляемого топлива, а значит, такая система принесет вам немалые финансовые потери.
Установка ИБП для насоса отопления будет отличным решением для предотвращения подобных проблем.
Установив ИБП для циркуляционного насоса отопления, можно не волноваться, если вдруг отключится электричество, так как такое оборудование оснащено автоматикой. Такое оборудование имеет аккумулятор для насоса отопления, который обеспечит бесперебойную работу насосов и других энергозависимых компонентов системы отопления, если вдруг отключится электричество.
ИБП для циркуляционного насоса отопления
Есть еще один способ, который создаст все условия для того чтобы компоненты отопительной системы не теряли свою работоспособность. Речь идет о дизельном или бензиновом генераторе. Данный способ более надежный, но в то же время, более дорогостоящий. Тем не менее, даже у генераторов есть свои недостатки: некоторые подобные устройства могут давать на вывод кратковременные броски напряжения. Это может спровоцировать неисправность некоторых автоматических компонентов котла или отопительной системы.
Комплектующие для циркуляционных насосов
Кроме ИПБ для насоса отопления, отметим также другие комплектующие. А именно — реле давления, это своего рода таймер для насоса отопления.
Реле давления
Такой компонент необходим для того чтобы насос в отопительной системе работал автоматическим образом. Реле будет включать насос, если в отопительной системе давление упадет ниже установленной отметки, а если давление достигнет самой верхней отметки, то реле автоматическим образом отключит насос. Так, реле осуществляет управление насосом отопления. Принцип работы такого компонента состоит в следующем. После того, как потребитель перестанет разбирать воду, давление в системе поднимется в один момент до верхней отметки. В этот момент благодаря такому реле насос отключится на время.
Если потребитель включит подачу воды, то она начнет поступать под давлением, тем самым, уровень давления в системе начнет понижаться. Он будет понижаться до тех пор, пока не достигнет до самой нижней отметки. В этот момент реле давления включит циркуляционный насос.
Управление циркуляционным насосом отопления также производит терморегулятор. Это – вентиль и термоэлемент. Терморегулятор для насоса отопления контролирует его температуру. Помимо этого, существуют и такие комплектующие для отопительной системы, как насос рециркуляции воды для автономного отопления.
автоматика и схема терморегулятора, управление
Выбирая вариант автономной схемы отопления для частного дома, хозяева чаще всего отдают предпочтение системам с принудительной циркуляцией. Прибор обеспечивает подачу теплоносителя нужной температуры ко всем приборам, ускоряет циркуляцию и справляется с подачей воды на верхние этажи дома. Рассмотрим, что такое автоматика для циркуляционного насоса отопления и зачем она нужна.
Содержание
Схема и принцип работы циркуляционного насоса отопления
Автоматика для циркуляционного насоса
Термостат
Бесперебойный блок питания
Реле включения и выключения
Схема и принцип работы циркуляционного насоса отопления
Тепловой насос – прибор, в котором есть основные узлы и вспомогательные элементы:
рабочее колесо (крыльчатка) обеспечивает транспортировку, перекачку жидкого носителя по трубам;
электрический двигатель запускает работу оборудования;
перекачивающая камера с патрубками подачи и напора, которые подключаются к магистральным трубопроводам;
корпус, защищающий прибор от механического воздействия;
клеммная коробка для подключений электрических органов и регулирующих приборов.
Лучшие условия, коэффициенты в линиях на спортивные мероприятия и это в приложении от 1xBet, скачать 1хБет на Андроид телефон можно по ссылке бесплатно и получить бонус по промокоду MyAndroid.
Принцип работы прост:
В перекачивающую камеру поступает теплоноситель. Для этого есть впускной патрубок.
Поток захватывается крыльчаткой, которая приводится в действие при запуске электродвигателя.
За счет повышения давления теплоноситель отправляется в патрубок выпуска теплоносителя, присоединенный к магистрали.
Таким образом, схема для насоса для отопления становится предельно понятной, никаких сложностей с функционалом нет. Важно лишь выбрать вид оборудования, предназначенный для типа системы, установленной дома.
Автоматика для циркуляционного насоса
Общее определение включает несколько видов элементов – терморегулятор, реле, блок бесперебойного питания. Все эти узлы необходимы для регулировки температуры теплоносителя, подаваемого в магистраль, а также обеспечения бесперебойной работы насоса.
Теперь раз и навсегда, без каких либо регистраций и СМС можно бесплатно скачать 1хБет на Андроид перейдя по активной ссылке и дальше продолжать кайфовать от игры и делать ставки на любимую команду в удобном мобильном приложении.
Стоит знать, что термостат для циркуляционного насоса может пригодиться и для квартиры – прибор подключается к радиатору и применяется для регулировки циркуляции теплоносителя через батарею. В некоторых квартирах такой вариант управления считается единственно возможным.
Термостат
Соединяет в себе функции вентиля и термоэлемента, контролирует температуру теплоносителя.
Как работает насос циркуляционный с датчиком температуры:
Сначала определяется информация с температурного датчика, на котором выстроен весь принцип работы.
Показатели сравниваются с выставленными настройками. Их нужно вводить в побочном меню устройства. Здесь различается сама температура включения насоса и гистерезис – так называется интервал запаздывания температуры при запуске и отключении оборудования.
Как только пошел процесс нагревания, гистерезис добавляется к показателям температуры запуска насоса в работу, а при остывании теплоносителя гистерезис отнимается.
Получается, что если хозяин задает показатель температуры в +50 С, гистерезис в +5 С, то вода должна сначала прогреться до отметки в +55 С, чтобы блок управления циркуляционным насосом отопления запустил прибор в работу. А для выключения оборудования теплоноситель должен остыть до +45 С.
Прибор, дополненный гистерезисом, считается удобным в работе. Получается, что оборудование не будет постоянно включаться и выключаться для поддержания точности прогрева до одного градуса. Выбирая термостат, лучше отдать предпочтение минимальному показателю гистерезиса в прошивке +/- 1 градус, а максимальному +/- 10 градусов.
Важно! Если термостат для циркуляционного насоса отопления настраивается с учетом данных о внешней температуре в комнате, то и регулировка котла должна предусматривать изменения в температуре теплоносителя. Прибор монтировать рядом с котлом.
Бесперебойный блок питания
Управление циркуляционным насосом без подачи электропитания невозможно, поэтому обеспечение поступления постоянного тока – основная задача хозяина. Самый простой способ – установить блок бесперебойного питания (ИБП) или озаботиться генератором.
Многие хозяева стараются обойтись без дополнительного оборудования, формируя теплосистему с возможностью самотечной циркуляции теплоносителя. Это хороший выход, но при малейшем нарушении технологии выкладки трубопровода, система встанет. К тому же при оборудовании тепломагистрали в 2-х и более этажном доме самотечная схема может дать сбой, поэтому без насоса тут не обойтись.
При установке блока питания можно не беспокоиться за работу системы – оборудование оснащается автоматическим управлением, аккумулятором для теплового насоса. Комплекс поддержки обеспечит работу как самого насоса, так и других энергозависимых компонентов системы.
Важно лишь подобрать ИБП с нужным объемом аккумулятора, для чего следует читать информацию в техпаспорте. Как правило, производители указывают объем накопителя и возможную продолжительность работы приборов. Для выяснения точной информации следует брать в расчет мощность насоса для теплосистемы.
Реле включения и выключения
Устанавливается реле включения насоса отопления для поддержания работы прибора в автоматическом режиме. Принцип простой – при снижении уровня давления в тепломагистрали реле запустит прибор в работу, а при повышении показателя давления – отключит. Получается, что как только потребитель перестает разбирать воду, то уровень давления в системе поднимается до верхнего предела и таймер для насоса отопления отключает агрегат. Как только разбор воды запускается, давление в магистрали снижается до нижнего предельного уровня, насос снова включается в работу.
Как правило, производители оборудования, на котором не установлена автоматика, дают рекомендации по выбору комплектующих, но есть вариант купить тепловой насос с наличием всех дополнительных приборов. Для облегчения регулировки поступления теплоносителя в батареи, специалисты рекомендуют установить терморегуляторы на все радиаторы. Кроме поддержания комфортной температуры в доме, своевременная регулировка поможет снизить расходы на энергоносители.
Важно! Выбирая терморегуляторы следует оценивать шкалу настройки. Чем меньше градации делений (по 1-5 градусам), тем точнее будет выставлена температура жидкости, циркулирующей по магистрали.
Система управления отоплением «умный дом своими руками» — www.DavidHunt.ie
Наконец-то я решился и удалил термостат Nest, который приобрел пару месяцев назад. Меня не устраивала его способность поддерживать в моем доме стабильную температуру. Также была проблема с циркуляционным насосом, подающим нагретую воду к радиаторам (описано в другом месте в этом блоге).
Как только я решил, как будет выглядеть система, я приступил к ее созданию. Только после этого я нарисовал следующую схему. Щелкните для полного размера.
Конструкция с двумя переключателями должна была облегчить требование в доме (от семьи), что любое «умное» устройство, которое я создаю, должно работать так же, как и раньше, тогда умные вещи могут происходить сверху. Например, если я вставляю умный выключатель света, то он должен работать, когда вы переключаете выключатель. Если WiFi не работает, он все равно должен включать/выключать свет. Никаких оправданий. Таким образом, микроконтроллер запрограммирован на выполнение базовых функций, даже если он не может выполнять умные функции. То же самое и в конструкции системы отопления. «Постоянный» переключатель есть, если WiFi не работает. Когда переключатель установлен в положение «постоянно», термостат игнорируется, и любые входящие сообщения MQTT о включении или выключении горелки игнорируются. Работает как старая система, когда была включена константа, тепло отводилось. Внутренний термостат в котле доводит воду до необходимой температуры, а затем отключает пламя. Температуру этой воды по-прежнему можно регулировать с помощью ручки на передней панели котла. Таким образом, систему можно использовать даже при отсутствии WiFi или планшета Kindle Fire для управления термостатом.
Затем, когда переключатель переключается в положение «термостат», происходит умная работа, и «запрос на тепло» управляется алгоритмом, основанным на сравнении текущей температуры в доме с желаемой температурой.
И, конечно же, выключатель системы определяет, включено ли вообще отопление. Если горит, то использует алгоритмы константы или термостата, если нет, то отключается вся система. Ничего не произошло. 🙂
Итак, моя новая конструкция должна была включать более одного устройства независимо, саму горелку, а также циркуляционный насос. Поэтому мне понадобилась установка с несколькими реле. К счастью, у меня были все необходимые запчасти. Я использовал 4-контактную релейную плату для проверки на будущее 🙂
Кроме того, я решил использовать плату NodeMCU, а не меньшую WeMos D1 Mini, так как у нее было много GPIO для экспериментов. Мне понадобилось:
4 для реле 2 для переключателей 1 для 2 датчиков температуры DS18b20
Я, вероятно, сошёл бы с D1 mini, но на NodeMCU доступно больше контактов GND, что делает проводку немного проще. Затем встал вопрос об ограждении. Что ж, учитывая, что через него будет проходить переменное напряжение 240 Вольт, я подумал, что лучше использовать электрический шкаф, поэтому в местном хозяйственном магазине я купил пустую двухсекционную лицевую панель и коробку. Я установил модуль реле и NodeMCU, чтобы проверить размер, а затем добавил несколько 12-миллиметровых стоек, чтобы удерживать их на месте.
Я также нашел два хороших переключателя, приятные на ощупь и хорошего качества. Идеально подходит для включения/выключения и постоянного/автоматического переключения. Я установил переключатели на той стороне коробки, где они были бы вдали от сетевого напряжения, и они хорошо подходили к NodeMCU.
Вот коробка со всеми подключенными GPIO. Пара к выключателям, четыре к релейному модулю и один к двум датчикам температуры DS18b20 для трубы ГВС из котла.
На концах белого многожильного кабеля (сигнализация-6-жильный) стоят датчики температуры DS18B20, которые привяжу к подаче и обратке котла. Это маленькие устройства, которые выглядят как маленькие транзисторы:
Поэтому я припаял их к другому концу кабелей, выходящих из блока управления, с большим количеством термоусадки, оставив само устройство открытым, чтобы я мог применить много термопасты вокруг него, чтобы дать более точные показания с водопроводных труб. Вот установка датчиков температуры, показан термоусадочный кабель и кабельная стяжка, удерживающая его на месте, вместе с термопастой.
Итак, когда вся проводка была сделана на стороне постоянного тока, а затем на стороне переменного тока. Подготовка к этому заключалась в том, чтобы подготовить программное обеспечение для NodeMCU, которое обрабатывало кнопки, включало реле соответствующим образом и позволяло мне повторно прошивать прошивку по беспроводной сети, так как я не хотел этого делать. открывая коробку, если я хотел внести улучшения в программное обеспечение. Основой программного обеспечения на NodeMCU является превосходный эскиз Sonoff Тео Арендса. Я модифицировал его для нас с помощью NodeMCU, чтобы он лучше подходил для случая использования. Например, включение и выключение циркуляционного насоса в зависимости от разницы температур между подающей и обратной трубами котла. А еще у него есть веб-интерфейс! 🙂
Веб-интерфейс редко используется для переключения реле, так как это остается за алгоритмами и программным обеспечением термостата, работающим в другом месте, но основная функция заключается в загрузке в него нового программного обеспечения, что так же просто, как просмотр файла локально и загружая его.
Алгоритм работы циркуляционного насоса примерно такой
если «запрос тепла» ИСТИНА (это может быть постоянное переключение или температура термостата ниже измеренной температуры), включить насос иначе если температура > 30 включить насос если температура < 28 выключить насос
Это одна из двух основных причин, по которой я вывел из эксплуатации термостат Nest. Циркуляционный насос отключался, как только выключалась горелка. Они были связаны вместе. Так что горячая вода оставалась возле котла и циркулировала только при включенной горелке. Мой сантехник сказал, что это не идеально, и что он должен оставаться на основе разницы между температурой воды в подающем и обратном трубопроводе. Возможно, Nest можно было бы подключить для независимого управления насосом, но я предпочел возможность сделать это на основе разницы температур подающей и обратной труб.
Как бы то ни было, после того, как я проверил программное обеспечение на стенде, чтобы убедиться, что оно достаточно близко, чтобы я мог работать с системой отопления (я не хотел замораживать семью), я начал работу по проводке в доме. кабели для горелки и циркуляционного насоса.
Итак, вот изображение электропроводки, завершенной и включенной (в этой конфигурации, когда светодиоды включены, реле разомкнуто) Часть управления постоянного тока коробки и часть переменного тока сетевого напряжения коробки. Для дополнительной изоляции.
И коробка закрыта, готова к использованию.
Мне просто нравится временная этикетка. 🙂
Я планирую принести еще одну пустую пластину в местный FabLab и выгравировать на ней лазером несколько красивых букв. Я должен решить, какие они будут первыми, и, может быть, даже поставить большой причудливый логотип с названием системы или что-то в этом роде. Не стесняйтесь предлагать что-то в комментариях ниже 🙂
Я работал в течение 24 часов и настраивал программное обеспечение по ходу дела. Теперь он довольно стабилен, и, как вы можете видеть на графике ниже, он довольно стабилен в правой части, с последним программным обеспечением и температурой, установленной на 19..5С.
Термостат Nest действительно изо всех сил пытался добиться такой консистенции. И я надеюсь улучшить алгоритм в ближайшие дни, чтобы уменьшить дисперсию. Это очень простое включение/выключение, когда температура ниже/выше заданного значения.
На другом конце системы находится планшет Kindle Fire HD6, закрепленный на стене на кухне, на котором установлено программное обеспечение Imperihome. См. здесь статью о монтировке, которую я спроектировал и распечатал на 3D-принтере, а также файлы STL для бесплатной загрузки!
Виджет термостата идеально подходит для этой системы. Вы можете установить температуру с помощью «+/-», включить и выключить нагрев с помощью «Mode». Кроме того, я добавил значок пламени, который показывает, когда система запрашивает тепло, а также дополнительную информацию о том, что система работает. Датчик температуры в левом нижнем углу — это то, что влияет на то, нужно ли нам тепло или нет, и это исходит от устройства в центре кухни. У меня около дюжины температурных датчиков по всему дому, я мог бы сделать что-то среднее в будущем, это может быть лучше, чем основывать потребность в тепле на температуре одной комнаты, особенно кухни, так как это может стать довольно теплое без подогрева, особенно если идет приготовление пищи.
Одной из действительно приятных особенностей приложения Imperihome является то, что камеру можно настроить так, чтобы она следила за движением, поэтому, если кто-то пройдет или подойдет к планшету, появится панель управления. Очень удобно, одна из лучших функций программного обеспечения. Одним из недостатков планшета является то, что он от Amazon, и по умолчанию на нем нет магазина Google Play, поэтому мне пришлось сначала загрузить его, прежде чем я смог купить Imperihome.
О, и есть еще одна часть системы, о которой стоит упомянуть, и это Node-Red, который на самом деле является мозгом всего этого. Планшет является входом/выходом, как и горелка, циркуляционный насос и датчики температуры подающей трубы, но Node-Red решает, как все это соединить вместе. Node-Red, а также все остальное для моего домашнего мониторинга работает на Up-Board, небольшом одноплатном компьютере от Aaeon.
Вот изображение некоторых потоков, которые в настоящее время запущены в моей системе.
Также есть узел таймер-переключатель (нижний поток), который имеет расписание включения/выключения. Этот узел будет отправлять изменение состояния в определенное время в день, и у него есть предустановленные температуры. Так ночью устанавливается низкая температура (16,5 градусов), а вечером – 19,0 градусов. Конечно, как только кто-то настраивает температуру с помощью виджета термостата, это имеет приоритет. Я планирую добавить более сложный тайминг в ближайшем будущем, но в краткосрочной перспективе это нормально.
Имейте в виду, что там происходит гораздо больше, чем просто система отопления, он также управляет элементами управления Imperihome для рождественских огней, насосом давления воды для бытового водоснабжения, офисными светильниками и т. д. Но это отличный способ подключить кучу Устройства IOT вместе, и легко увидеть, что происходит (если вы разумно изложите это). Я понимаю, почему Node-Red описывается на своем веб-сайте как «визуальный инструмент для , соединяющий Интернет вещей ». Я также почерпнул много полезной информации из Технического блога Пита Скаргилла, в котором полно полезной информации о гаджетах, IOT и т. д.
Только время покажет, стоило ли это усилий, но со стабильностью температуры в доме всего через 24 часа я уже вижу (положительную) разницу.
Примерно так:
Нравится Загрузка…
Как автоматизировать свой пул и сэкономить – PoolPartsToGo
Как правило, упрощений при обслуживании пула очень мало. Вы знаете, что нельзя пропускать помпу каждый день или включать тепловой насос в последнюю минуту, когда на улице холодно. Но что, если бы я сказал вам, что вы можете управлять всем, что связано с вашим бассейном, по щелчку пальцев, даже если вы находитесь на другом конце света?
Ну, щелчок пальцем на самом деле не сработает. Но с системой автоматизации бассейна вы можете использовать приложение на своем телефоне для управления всеми аспектами работы вашего бассейна, включая освещение и сигнализацию.
Это может звучать футуристично, но на самом деле это возможно — и владельцы бассейнов во всем мире принимают участие в этом. Я объясню, как работает автоматизация бассейнов, почему она может пригодиться и как настроить собственную систему автоматизации. Приготовьтесь сэкономить время и кучу денег.
Подождите… Что такое автоматизация бассейнов?
Некоторые владельцы бассейнов неправильно понимают автоматизацию бассейна, думая, что это то же самое, что сделать ваш бассейн энергоэффективным. Но автоматизация бассейна — это не только установка программируемого насоса для бассейна или синхронизация освещения в бассейне на закате.
По сути, система автоматизации бассейна позволяет подключить оборудование вашего бассейна к одному центральному концентратору. Это в конечном итоге позволяет вам управлять своим пулом из приложения на вашем телефоне, независимо от того, где вы находитесь.
Чтобы настроить автоматизацию бассейна, вам понадобится концентратор управления, который подключается к вашему насосу, нагревателю, источникам света и любому другому оборудованию. Этот центр управления называется панелью для пула и должен иметь собственный экран, чтобы вы также могли управлять им лично, даже если Интернет отключился.
Автоматизация пула настолько футуристична, насколько это возможно, — по крайней мере, на данный момент. И независимо от того, считаете ли вы себя технически подкованным или нет, вы можете извлечь выгоду из простых шагов по автоматизации вашего пула.
Заинтересованы в поддержании чистоты дна и стен бассейна, не причиняя при этом вреда себе? Попробуйте запатентованную 360-градусную щетку Black & Decker Pool Brush , разработанную многолетними профессионалами в бассейне, чтобы устранить боли в бедрах и спине, связанные с односторонними щетками.
Когда использовать автоматизацию для вашего бассейна
Возможно, вы уже думаете: «Зарегистрируйтесь!» или вы можете качать головой, задаваясь вопросом, с какой стати вам нужно управлять своим бассейном с телефона. Если это больше похоже на вас, выслушайте меня в нескольких возможных сценариях.
Представьте, что вы возвращаетесь домой с очень тяжелой тренировки. Вы хотите сократить время восстановления, замачиваясь в джакузи, но знаете, что это будет не так эффективно, если ваши мышцы будут остывать слишком долго, прежде чем вы сядете в нее. Вместо того, чтобы вернуться домой, включить джакузи, сполоснуться. , и терпеливо ожидая, пока горячая ванна нагреется, вы можете включить ванну с помощью темы «После тренировки» на своем телефоне прямо в раздевалке.
Или, может быть, вы находитесь в длительном отпуске и заметили, что скоро на ваш родной город обрушится жара. Вместо того, чтобы зацикливаться на настройках, которые вы вручную запрограммировали в своем оборудовании для бассейна, вы можете увеличить продолжительность работы вашего насоса и избежать заражения водорослями, потому что это последнее, с чем вы хотели бы иметь дело, когда вернетесь домой.
Может быть, вы даже устраиваете импровизированную вечеринку или потеряли счет времени, выбирая в магазине новые поплавки, а гости придут с минуты на минуту. Включив тему «Вечеринка у бассейна» на своем телефоне, вы можете включить подсветку бассейна в праздничные цвета, заставить ревущую джакузи и включить тепловой насос, пока стоите в очереди на кассе.
Настройка автоматизации пула может быть не для всех, но ее использование определенно подходит. Как только он настроен, все идет вниз по течению оттуда. Решайте сами, стоит ли установка этого высокотехнологичного удобства. И если вы в игре, читайте дальше.
Как автоматизировать свой бассейн и сэкономить
Готовы автоматизировать свой бассейн? Детали действительно зависят от системы, которую вы выбираете, но с этих шагов должен начать любой владелец пула.
Сначала подключитесь
У вас все еще есть коммутируемый доступ в Интернет? Это придется изменить, если вы серьезно относитесь к автоматизации пула. Первый шаг к управлению пулом с телефона — убедиться, что у вас есть надежное подключение к Интернету. В идеале вам нужна скорость загрузки и выгрузки не менее 3 мегабит в секунду (Мбит/с) рядом с вашим пулом.
Не обращайте внимания на аббревиатуру! Мбит/с нечего бояться, так как это просто название измерения. Вы можете легко узнать свою, проверив скорость интернета бесплатно онлайн.
Настройка насоса с регулируемой скоростью
Ваш насос является сердцем вашей циркуляционной системы, и чем больше у него элементов управления, тем лучше вы можете настроить работу бассейна в соответствии со своими потребностями. Автоматизация бассейна поможет вам в полной мере воспользоваться этими преимуществами, но они будут ограничены, если у вас нет насоса с регулируемой скоростью.
Насосы с регулируемой скоростью позволяют контролировать их число оборотов в минуту (об/мин). Чем медленнее вы направляете их, тем лучше циркулирует вода в вашем бассейне. И вот в чем фишка: чем медленнее вы установите насос с регулируемой скоростью, тем больше вы сэкономите. Более низкая скорость, меньшее потребление энергии, меньший ежемесячный счет.
Это беспроигрышная ситуация, и поэтому я говорю, что все владельцы бассейнов должны иметь насосы с регулируемой скоростью. С 2021 года это также практически федеральный закон. Если вы еще не получили его, пришло время.
Оставайтесь в отличной форме с сверхмощным насосом Black & Decker с регулируемой скоростью 3 л.с. . Он включает гарантию, дает право на скидки на коммунальные услуги и окупается за счет экономии до 80% затрат на электроэнергию на всех этапах эксплуатации.
Получите центр управления
У вас есть помпа. Теперь это самый важный шаг: получение концентратора управления (также называемого смарт-концентратором), который будет действовать как площадка для бассейна в будущем.
И вы уже догадались: у вас есть варианты. Существуют «умные концентраторы», продаваемые пул-компаниями, но вы также можете приобрести такой, как концентратор SmartThings, который позволяет подключать до 200 устройств и настраивать определенные последовательности.
Получив концентратор управления, вы должны следовать инструкциям производителя по установке. И если он кажется выше вашей рулевой рубки, не стесняйтесь вызывать электрика! Безопасность является наиболее важным аспектом этого процесса, а установка занимает всего около двух часов.
Когда ваш хаб правильно настроен, пришло время подключать устройства. Ваш насос для бассейна, тепловой насос для бассейна, освещение, выключатели, звуковые системы, камеры с датчиками движения и важные для безопасности сигналы тревоги в бассейне должны быть синхронизированы путем подключения их к концентратору управления и исправления настроек в приложении для смартфона.
Хотя конкретные инструкции могут различаться в зависимости от производителя, начать работу очень просто.
Технический мозговик? Берите дальше
Если вам не терпится большего, возможно, вы хорошо разбираетесь в технологиях. К счастью, вы можете сделать больше, чтобы настроить свою автоматизированную систему.
Чувствуете себя болтливым? Некоторые из систем автоматизации брендов пулов интегрируют домашних голосовых помощников. Это означает, что вы можете стоять на кухне и приказывать включить свет в бассейне. Довольно круто.
Вы также можете интегрировать программное обеспечение IFTTT, что означает «Если это, то это». Используя это программное обеспечение, вы можете заставить свой бассейн автоматически переключать свою работу в ответ на изменения прогноза погоды. Но это только один пример — варианты безграничны. Автоматизация пула — это уже удобно. Почему бы не сделать его своим?
Отпразднуйте новую автоматическую настройку с новыми аксессуарами.
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом. Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.
Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у нас
Для аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
Особенности, сфера применения, достоинства и недостатки аргонодуговой сварки
Аргонодуговой способ соединения металлов можно назвать своеобразной комбинацией электродуговой и газовой сварки. С первой его связывает использование электрической дуги для нагрева металлов, а со второй – применение газа для защиты сварочной ванны. Такой метод выполнения сварочных работ имеет свои особенности.
Особенности аргонодуговой сварки
Стали, а также большинство цветных металлов и их сплавав, в расплавленном состоянии способны взаимодействовать с газами, содержащимися в воздухе. Это отрицательно сказывается на качестве сварных швов: в них появляются дефекты, ослабляющие соединения. Оптимальное решение этой проблемы — аргонодуговая сварка. Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
Процесс аргонодуговой сварки
Роль защитного газа
Одной из особенностей аргоновой сварки является применение защитного газа (в этом она похожа на полуавтоматическую). Чаще всего для этой цели используется аргон. Являясь инертным газом, он не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. Кроме того, аргон примерно на 35 % тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. В результате расплавленный металл тоже не может вступать в реакции с другими газами (в первую очередь имеются в виду кислород и азот). Таким образом резко уменьшается количество дефектов в швах.
Аргон может заменяться гелием (более дорогой газ). Иногда применяется аргон с примесью кислорода (не более 35 %). Последний приводит к выгоранию примесей в металлах или образованию с ними легких соединений, которые в сварочной ванне перемещаются к поверхности. Такие процессы приводят к предотвращению образования пор.
Защитный газ для аргоновой сварки
Название «аргон» имеет греческие корни и в переводе означает «ленивый» или «неактивный». Это самый распространенный инертный газ. В 1 м3 воздуха содержится более 9 л аргона, а в 1 л морской воды – около 0,3 см3. При высокой концентрации он способен оказывать на человека наркотическое воздействие и даже вызывать отравление.
Электроды
Аргонодуговая сварка может проводиться только неплавящимися электродами. Используются вольфрамовые стержни.
Процесс сварки
Для нагревания и плавления металлов применяется электрическая дуга. Она зажигается между вольфрамовым электродом и поверхностью металла. При этом касания электродом соединяемых поверхностей не происходит. Во-первых, таким образом предохраняется от загрязнения вольфрамовый стержень, во-вторых, зажигание дуги за счет возникновения искры в аргоновой среде затруднено, поскольку этот газ обладает высоким потенциалом ионизации. Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Формирование швов
Образование швов при соединении элементов из тонких металлов возможно только за счет расплавления их кромок. Во всех остальных случаях дополнительно используется присадочная проволока. При этом ее химический состав должен соответствовать химическому составу металла в сварочной ванне.
Применение аргонодуговой сварки
Преимущества и недостатки аргоновой сварки
К преимуществам следует отнести:
Минимизацию количества дефектов в сварных швах в результате действия защитного газа.
Уменьшение деформации металла за счет небольшой зоны нагрева.
Получение аккуратных швов.
Исключение разбрызгивания металла ввиду отсутствия его капельного переноса.
Возможность работы с любыми цветными металлами, включая алюминий.
Отсутствие шлака. Соответственно, нет необходимости в механической доработки швов.
Недостатки:
Для выполнения требуется приобретение дорогостоящего оборудования.
Этот способ соединения металлов не относится к высокопроизводительным.
Применение аргонодуговой сварки на практике требует сложных настроек оборудования и высокой квалификации сварщиков.
Результат применения аргонодуговой сварки
Применение аргоновой сварки
Сфера применения аргонодуговой сварки широка. Этот тип сварки выбирают везде, где к сварочным швам предъявляются повышенные требования. Такой способ особенно востребован для соединения тонкостенных изделий и трудносвариваемых металлов. Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговую сварку используют в автомобиле-, авиа- и ракетостроение. С ее помощью изготавливаются ответственные узлы из алюминия и его сплавов.
Особый интерес аргонодуговая сварка представляет для соединения алюминиевых элементов. Этот металл относится к трудносвариваемым, склонен к образованию трещин, имеет большую усадку, а в расплавленном виде легко окисляется и покрывается тугоплавкой пленкой, препятствующей соединения отдельных капель в шов. Аргонодуговая сварка, несмотря на эти особенности материала, позволяет получить качественные сварочные швы.
Поделитесь с друзьями:
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, аргон является одним из наиболее широко используемых вариантов профессиональными сварщиками. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет процесс сварки, он подвергает металл воздействию высоких температур. Часто эти температуры превышают 5000 градусов и могут быть очень жаркими.
Газ является одним из наиболее важных газов, который часто требуется сварщикам, и может улучшить работу, выполняемую людьми этой профессиональной категории. Газ бесцветный и без запаха. Газ также негорюч и совершенно нетоксичен, поэтому его можно использовать в таких широких масштабах.
Один из самых популярных вопросов, которые люди задают об этом конкретном газе, — почему он используется. Это тип газа, который невероятно полезен для своих конкретных целей, но немногие знакомы с причинами его действия и почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
Подробнее о том, почему сварщики используют аргон
Как я уже говорил выше, аргон часто используется в качестве защитного агента для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами. Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать нужную форму.
Роль аргона в этом процессе заключается в защите расплавляемых металлов. Когда металлы соприкасаются с высокими температурами, они могут вступать в реакцию с некоторыми газами в окружающем воздухе. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. На металлы наносится аргон, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон широко считается одним из лучших защитных агентов в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется применительно к аргону и может быть чрезвычайно полезен для всех, кто выполняет любые сварочные работы. Защитные газы — это классификация инертных или полуинертных газов.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Защитный газ важен потому, что он помогает сварщику защитить металл, с которым он работает. Это предотвращает любые разрушения металла и позволяет сварщику работать без каких-либо беспокойств.
Несмотря на то, что аргон необходим в качестве защитного агента при работе с металлами, это не единственный компонент, который можно использовать при попытке выполнить это. Гелий также часто используют сварщики, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности. Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Чем опасен аргон?
При использовании любого газа обратите внимание на то, какие меры предосторожности необходимо принять и что необходимо сделать для обеспечения максимально безопасного использования. В основном аргон относительно безопасен. Газ негорюч, а также не выделяет ничего токсичного, поэтому сварщики могут его регулярно использовать. Это также означает, что газообразный аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, примите необходимые меры безопасности при использовании этого газа. Газ аргон обычно дается сварщикам в баллоне со сжатым воздухом, для которого предусмотрен свой список мер предосторожности. При использовании этого продукта необходимо соблюдать правила техники безопасности при использовании обычных компрессионных баков.
Одной из самых больших опасностей, возникающих при использовании аргона, является его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в хорошо проветриваемом помещении. Существуют ограничения на количество аргона, которое можно поместить в баллон со сжатым воздухом. Как правило, количество в одном резервуаре достаточно безопасно для использования и не приведет к избыточному количеству в окружающей атмосфере.
Какие виды аргона используют сварщики?
Хотя аргон необходим в любом процессе сварки, разные сварщики используют аргон разной плотности и чистоты при работе. Как правило, сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных тем, что они предлагают аргон. Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, которая обеспечивает гораздо меньшую эффективность по сравнению с чистым аргоном, но является хорошим и недорогим вариантом, который могут использовать сварщики. Еще один существующий тип аргона — это медицинский аргон.
Это считается самой чистой формой Агона и не содержит следов какого-либо другого соединения или элемента. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому он редко используется сварщиками.
Как долго служат аргоновые баллоны?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек. Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется из резервуара, может определить, сколько времени потребуется, чтобы резервуар закончился. Настройки давления в баке также могут повлиять на то, как долго он прослужит. Настройки предварительного и последующего потока в резервуаре могут играть роль в определении того, сколько и как долго продлится.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF. Это одни из самых распространенных размеров, которые используют сварщики при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может рассчитывать на достаточное количество аргона примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют нечто, известное как регулятор аргона. Это важно для тех, кто регулярно использует аргон в своих сварочных процессах. Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Одна из основных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более стабильную подачу аргона, а не все сразу.
Найдите хорошо работающий регулятор, совместимый с используемым баком. Обратите внимание на резервуар, который вы используете, и на регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят для всех типов резервуаров, доступных в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, который люди задают сварщикам, касается давления, при котором они используют свой аргон. Большинство резервуаров с аргоном хорошо работают, если установлено значение 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно эксплуатировать свои машины. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Простота регулировки является огромным преимуществом. Это также позволяет им адаптировать расход аргона в соответствии с тем, что им больше всего подходит и что им нужно в данный момент. Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Если электрод находится дальше, усилие, необходимое сварщику, будет больше. Чем большее давление аргона использует сварщик, тем больший охват он может получить, работая таким образом.
Похожие вопросы
Что такое газ C25?
Газ C25, также известный как Autoweld, представляет собой негорючую, адаптивную, эксклюзивную комбинацию газов, используемую для сварки углеродистых, нержавеющих и стальных металлов с покрытием.
Какой газ лучше всего подходит для сварки МИГ мягкой стали?
Одним из наиболее часто используемых инертных газов для сварки МИГ мягкой стали является аргон. Аргон, без сомнения, является основным защитным газом, используемым при сварке TIG большинства металлов, а также сварке легких сплавов MIG или пайке MIG-пайкой. Наиболее нормальными активными газами являются стопроцентный СО2 и смесь аргона и углекислого газа.
Процессы дуговой сварки в среде защитного газа (TIG/MIG/MAG) — OpenLearn
Наука, математика и технологии
Обновлено в четверг, 8 марта 2018 г.
Сварка начинается с подачи электрической дуги между вольфрамовым электродом и соединяемым металлом. Дуга плавит металл, покрывая его облаком аргона, гелия или углекислого газа, чтобы защитить сварной шов от загрязняющих веществ в атмосфере. Дополнительный присадочный металл может быть добавлен с помощью отдельного присадочного стержня.
Этот контент связан с научными курсами и квалификациями Открытого университета
Принципы работы сварочной горелки TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод, окруженный защитной атмосферой инертного газа, такого как аргон или гелий. Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Принцип работы сварочного пистолета MIG
В процессе металлического инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Производство:
Сварка ВИГ
Используется неплавящийся электрод из вольфрама с добавлением 1% тория (ThO 2 ).
Процесс
особенно полезен при сварке тонколистового металла без необходимости использования присадочного металла.
Газ аргон высокой чистоты обеспечивает сварку без окисления, что позволяет успешно сваривать химически активные металлы, такие как титан и цирконий.
Отсутствие образования шлака исключает операции по доочистке.
Минимальное разбрызгивание при сварке.
Медленнее, чем процессы MMA или MIG.
Хороший контроль сварочного тока, длины дуги и добавок присадочного металла.
Поддается механизации.
Блок питания до 300 А переменного тока или постоянный ток
Сварка MIG
Процесс может быть полуавтоматическим или автоматическим.
Диаметр проволоки подачи варьируется от 0,75 до 2,25 мм.
Провода
обычно покрыты медью для улучшения проводимости.
Смеси аргона и гелия можно использовать для защиты.
Обеспечивает высокое качество сварных швов на высоких скоростях без удаления флюса (скорость наплавки 1,25–7,5 кг ч -1 ).
Источник питания 60–500 А, 16–40 В пост.
Металлоактивный газ (MAG) и CO
2 сварка
Аргон или гелий заменяются в процессе MIG диоксидом углерода (с добавками или без них) по более низкой цене.
CO 2 используется в основном для сварки стали.
Добавление до 10% кислорода в основу CO 2 дает следующие преимущества: обеспечивает более плавный перенос металла шва, увеличивает текучесть сварочной ванны и увеличивает смачиваемость металла шва.
Материалы:
Сварка ВИГ
сварка углеродистых и легированных сталей, жаропрочных и нержавеющих сталей, меди и ее сплавов, никеля и его сплавов.
а.е. сварка TIG требуется для сварки TIG сплавов алюминия, магния и алюминий-бронзы, чтобы разрушить стойкие поверхностные оксиды на поверхности металла.
Использование аргона высокой чистоты позволяет сваривать химически активные металлы, такие как титан и цирконий, с аргоновыми кожухами и электродами постоянного тока. Текущий.
Тонкостенные (1,6 мм и меньше) трубы из нержавеющей стали можно сваривать методом ВИГ, вращая сварочную головку и фиксируя трубу. Это называется орбитальной сваркой труб.
Сварка МИГ
Процесс МИГ подходит для сварки алюминия, магниевых сплавов, простых и низколегированных сталей, нержавеющих и жаропрочных сталей, а также меди и бронзы.
Различия заключаются в составе присадочной проволоки, токе и напряжении, а также в защитном газе.
MAG и CO
2 сварка
CO 2 сварка в основном используется для сварки мягких и низколегированных сталей (дешевле аргона).
CO 2 действительно эффективен в качестве защитного газа, если электродная проволока содержит до 1,8 % марганца, 0,5 % кремния, 0,15 % титана и 0,15 % циркония, которые действуют как раскислители.
Нержавеющая сталь
сваривается в среде аргона с 1% кислорода.
Дизайн:
Сварка ВИГ
Позволяет успешно сваривать тонколистовые материалы с минимальной деформацией (толщиной < 0,5 мм).
Алюминиевые сплавы с толщиной листа от 2 до 6,4 мм можно сваривать в виде плоских стыковых соединений. Пластины толщиной 5–9,5 мм, сваренные одинарными V-образными стыковыми соединениями.
Тонкие трубы из нержавеющей стали могут быть сварены методом TIG методом орбитальной сварки труб.
Сварка MIG
Листы толщиной 6–25 мм можно сваривать встык с алюминиевыми поверхностями 1,6–4,8 мм.
Производительность выше, чем при сварке TIG.
Используется в общестроительном строительстве.
MAG и CO
2 сварка
Автоматическая сварка MAG или CO 2 процессы обеспечивают неизменно высокое качество сварных швов из низкоуглеродистой и низколегированной стали.
Более высокая скорость сварки, чем при сварке TIG или MIG.
Эта статья является частью Manupedia – сборника информации о некоторых процессах, используемых для преобразования материалов в полезные предметы.
Отвод 32х2,5 мм стальной 90 градусовОтвод 32х3 мм стальной 90 градусовОтвод 32х3,5 мм стальной 90 градусовОтвод 32х4 мм стальной 90 градусовОтвод 38х2,5 мм стальной 90 градусовОтвод 38х3 мм стальной 90 градусовОтвод 38х4 мм стальной 90 градусовОтвод 38х5 мм стальной 90 градусовОтвод 45х2,5 мм стальной 90 градусовОтвод 45х3 мм стальной 90 градусовОтвод 45х3,5 мм стальной 90 градусовОтвод 45х4 мм стальной 90 градусовОтвод 45х5 мм стальной 90 градусовОтвод 57х3 мм стальной 90 градусовОтвод 57х3,5 мм стальной 90 градусовОтвод 57х4 мм стальной 90 градусовОтвод 57х5 мм стальной 90 градусовОтвод 57х6 мм стальной 90 градусовОтвод 57х8 мм стальной 90 градусовОтвод 57х9 мм стальной 90 градусовОтвод 57х10 мм стальной 90 градусовОтвод 76х3,5 мм стальной 90 градусовОтвод 76х4 мм стальной 90 градусовОтвод 76х5 мм стальной 90 градусовОтвод 76х6 мм стальной 90 градусовОтвод 76х8 мм стальной 90 градусовОтвод 76х10 мм стальной 90 градусовОтвод 89х3,5 мм стальной 90 градусовОтвод 89х4 мм стальной 90 градусовОтвод 89х4,5 мм стальной 90 градусовОтвод 89х5 мм стальной 90 градусовОтвод 89х6 мм стальной 90 градусовОтвод 89х7 мм стальной 90 градусовОтвод 89х8 мм стальной 90 градусовОтвод 89х9 мм стальной 90 градусовОтвод 89х10 мм стальной 90 градусовОтвод 89х12 мм стальной 90 градусовОтвод 102х4 мм стальной 90 градусовОтвод 102х6 мм стальной 90 градусовОтвод 108х3,5 мм стальной 90 градусовОтвод 108х4 мм стальной 90 градусовОтвод 108х4,5 мм стальной 90 градусовОтвод 108х5 мм стальной 90 градусовОтвод 108х6 мм стальной 90 градусовОтвод 108х7 мм стальной 90 градусовОтвод 108х8 мм стальной 90 градусовОтвод 108х9 мм стальной 90 градусовОтвод 108х10 мм стальной 90 градусовОтвод 114х3,5 мм стальной 90 градусовОтвод 114х4 мм стальной 90 градусовОтвод 114х5 мм стальной 90 градусовОтвод 114х6 мм стальной 90 градусовОтвод 114х8 мм стальной 90 градусовОтвод 114х9 мм стальной 90 градусовОтвод 114х10 мм стальной 90 градусовОтвод 114х11 мм стальной 90 градусовОтвод 114х12 мм стальной 90 градусовОтвод 133х3,5 мм стальной 90 градусовОтвод 133х4 мм стальной 90 градусовОтвод 133х5 мм стальной 90 градусовОтвод 133х6 мм стальной 90 градусовОтвод 133х8 мм стальной 90 градусовОтвод 133х10 мм стальной 90 градусовОтвод 133х14 мм стальной 90 градусовОтвод 159х4 мм стальной 90 градусовОтвод 159х4,5 мм стальной 90 градусовОтвод 159х5 мм стальной 90 градусовОтвод 159х6 мм стальной 90 градусовОтвод 159х7 мм стальной 90 градусовОтвод 159х8 мм стальной 90 градусовОтвод 159х9 мм стальной 90 градусовОтвод 159х10 мм стальной 90 градусовОтвод 159х12 мм стальной 90 градусовОтвод 159х14 мм стальной 90 градусовОтвод 168х8 мм стальной 90 градусовОтвод 168х10 мм стальной 90 градусовОтвод 168х12 мм стальной 90 градусовОтвод 219х6 мм стальной 90 градусовОтвод 219х7 мм стальной 90 градусовОтвод 219х8 мм стальной 90 градусовОтвод 219х9 мм стальной 90 градусовОтвод 219х10 мм стальной 90 градусовОтвод 219х12 мм стальной 90 градусовОтвод 219х14 мм стальной 90 градусовОтвод 273х6 мм стальной 90 градусовОтвод 273х7 мм стальной 90 градусовОтвод 273х8 мм стальной 90 градусовОтвод 273х9 мм стальной 90 градусовОтвод 273х10 мм стальной 90 градусовОтвод 273х11 мм стальной 90 градусовОтвод 273х12 мм стальной 90 градусовОтвод 273х14 мм стальной 90 градусовОтвод 273х16 мм стальной 90 градусовОтвод 325х8 мм стальной 90 градусовОтвод 325х9 мм стальной 90 градусовОтвод 325х10 мм стальной 90 градусовОтвод 325х12 мм стальной 90 градусовОтвод 325х16 мм стальной 90 градусовОтвод 377х8 мм стальной 90 градусовОтвод 377х10 мм стальной 90 градусовОтвод 377х12 мм стальной 90 градусовОтвод 426х8 мм стальной 90 градусовОтвод 426х10 мм стальной 90 градусовОтвод 426х12 мм стальной 90 градусовОтвод 426х16 мм стальной 90 градусовОтвод 530х10 мм стальной 90 градусовОтвод 530х12 мм стальной 90 градусовОтвод 630х10 мм стальной 90 градусовОтвод 630х12 мм стальной 90 градусов
Отвод 180 градусов ГОСТ 17375
Фильтрация по стандартам:
ГОСТ
ISO
DIN
ВЕСЬ КАТАЛОГ
Кроссворд на знание нержавеющей стали
Скачать каталог
Таблица допустимого давления труб
Таблица размерного ряда DIN, ISO, SMS, ГОСТ
Характеристики эластомеров (уплотнений)
Подписаться на рассылку
Заполняя форму, Вы соглашаетесь с правилами обработки персональных данных
В продаже отводы 180 градусов из нержавеющей стали 12х18н10т. Угольник нержавеющий из наличия и под заказ до 273 мм. Из-за своего внешнего вида получил название «калач». Поставляется в бесшовном варианте методом штамповки либо протяжки, и в сварном варианте методом сварки из двух отводов 90°.
Марка стали: 12х18н10т и 10х17н13м2т
Стандарт: ГОСТ 17375-2001
Диаметры: от DN25 (32 мм) до DN250 (273 мм)
Обозначение и маркировка: отвод DN50 (57х3,5 мм) 180* ГОСТ 17375 12Х18Н10Т, где DN50 — условный диаметр; 57х3,5 мм — внешний диаметр и толщина стенки; 180* — угол равен 180 градусам, ГОСТ 17375 — стандарт, 12Х18Н10Т — марка стали.
Минимальный заказ отводов от 1 шт.
Диаметры нержавеющего бесшовного отвода 180° по ГОСТ 17375
DN
D, мм
T, мм
R, мм
C, мм
B, мм
Вес, кг
25
32
2,0
38
76
56
0,2
2,5
0,4
3,0
0,42
3,5
0,44
32
38
2,0
48
96
69
0,40
2,5
0,43
3,0
0,45
3,5
0,6
4,0
0,7
40
45
2,5
60
120
83
0,6
3,0
0,7
3,5
0,8
4,0
0,9
5,0
1,0
50
57
2,5
75
150
104
0,8
3,0
1,0
3,5
1,2
4,0
1,4
4,5
1,5
5,0
1,6
5,5
1,8
6,0
2,0
65
76
3,0
100
200
138
1,8
3,5
2,0
4,0
2,2
4,5
2,6
5,0
2,8
5,5
3,2
6,0
3,4
7,0
4,0
8,0
4,4
80
89
3,0
120
240
165
2,2
3,5
2,8
4,0
3,0
4,5
3,4
5,0
3,8
5,5
4,2
6,0
4,6
7,0
5,4
8,0
6,0
100
102
3,5
150
300
201
4,2
4,0
4,8
4,5
5,2
5,0
5,8
6,0
6,8
7,0
7,8
8,0
9,0
9,0
10,0
10,0
11
108
3,5
204
4,4
4,0
5,0
4,5
5,6
5,0
6,2
6,0
7,2
7,0
8,2
8,0
8,4
9,0
10,6
10,0
11,6
114
3,5
207
4,4
4,0
5,2
4,5
5,8
5,0
6,6
6,0
7,6
7,0
8,8
8,0
10,0
9,0
11,4
10,0
12,2
125
133
3,5
190
380
257
6,6
4,0
7,6
4,5
8,6
5,0
9,6
6,0
11,4
7,0
13,0
8,0
14,8
9,0
16,4
10,0
18,2
11,0
20,0
12,0
22,0
150
159
4,0
225
450
305
10,8
4,5
12,2
5,0
13,4
6,0
16,2
7,0
18,8
8,0
22,0
9,0
24,0
10,0
26,0
11,0
28,0
12,0
32,0
13,0
34,0
14,0
36,0
168
4,0
11,2
4,5
12,4
5,0
14,2
6,0
17,0
7,0
18,0
8,0
22,4
9,0
25,0
10,0
28,0
11,0
30,0
12,0
32,0
13,0
35,0
14,0
38,0
200
219
5,0
300
600
410
26,0
6,0
30,0
7,0
34,0
8,0
40,0
9,0
44,0
10,0
50,0
11,0
54,0
12,0
58,0
13,0
64,0
14,0
68,0
15,0
74,0
16,0
78,0
17,0
84,0
18,0
88,0
250
273
6,0
375
750
512
46,0
7,0
54,0
8,0
62,0
9,0
70,0
10,0
78,0
11,0
86,0
12,0
92,0
13,0
100,0
14,0
108,0
15,0
116,0
16,0
122,0
17,0
132,0
18,0
140,0
20,0
156,0
22,0
170,0
В таблице указаны данные отводов 180° 2-го размерного ряда по ГОСТ 17375-2001 Если у Вас возникли вопросы, свяжитесь с нами удобным для Вас способом
Как рассчитать удельный вес стальных стержней | График гибки стержней
Главная / Гражданское строительство / График гибки стержней / Как рассчитать удельный вес стальных стержней | График гибки стержней
Раджа Джунаид Икбал 25 июня 2020 г. График гибки стержней
Длина резки спирального стержня или спирального стержня | График изгиба стержней, обычно называемый «BBS», представляет собой исчерпывающий список, в котором описываются расположение, маркировка, тип, размер, длина и количество, а также детали изгиба каждого стержня или ткани на чертеже армирования конструкции.
Этот процесс перечисления местоположения, типа и размера, количества и всех других деталей называется «Планирование». В контексте арматурных стержней это называется спецификацией стержней. Короче говоря, график гибки стержней — это способ организации арматурных стержней для каждой структурной единицы с указанием подробных требований к армированию.
Масса стального стержня | График изгиба стержней
После оценки очень важно знать удельный вес стальных стержней, потому что мы оцениваем как 100 метров стержня диаметром 20 мм или 100 футов стержня ø 16 мм и т. Д. (ø — это символ диаметра).
Но поставщики стальных стержней не понимают этих обозначений, они измеряют стальные стержни по весу. Поэтому мы должны заказывать их в кг, центнерах или тоннах. В этой статье мы обсудим, как рассчитать удельный вес стальных стержней разного диаметра.
Формула: Вт = D²L/162
Где
Вт = вес стальных стержней.
D = Диаметр стальных стержней в мм.
L = Длина стержней в метрах.
Пример 1: Рассчитайте вес 60-метрового стержня диаметром 12 мм.
Здесь D = 12 мм.
L= 60 м.
Мы знаем, что W = D²L/162
W = 12² x 60/162 = 53 кг
Вес 60-метрового стержня диаметром 12 мм составляет 53 кг.
Пример 2: Рассчитайте вес 100 м стержня диаметром 16 мм.
Здесь D = 16 мм.
L = 100 м.
Вт = 16² x 100/162 = 158 кг.
Если к каждому диаметру стального стержня в формуле подставить 1 метр длины, то получится удельный вес.
стержень ø 10 мм = 10² x 1/162 = 0,617 кг/м
стержень ø 12 мм = 12² x 1/162 = 0,888 кг/м
Штанга ø 16 мм = 16² x 1/162 = 1,580 кг/м
стержень ø 20 мм = 20² x 1/162 = 2,469 кг/м
Если мы умножим длину стержней на этот удельный вес, мы получим общий вес стальных стержней.
Например, общий вес стального стержня длиной 1000 метров и диаметром 20 мм составляет
1000 x 2,469 = 2469 кг.
Используя тот же метод, мы можем рассчитать удельный вес различных стальных стержней.
Здесь я рассчитал в метрах, но мы можем рассчитать и в футах. Для расчета в футах мы должны использовать следующую формулу:
W = D²L/533
Где D = диаметр стержней в мм.
L = Длина стержней в футах.
Узнать больше
Метод расчета длины перекрытия балки, колонны и плиты
график изгиба
баров для плиты и оценка стальной арматуры в плите
Как рассчитать вес стали по формуле
Как рассчитать длину резки арматурных стержней в круглой железобетонной плите
СПАСИБО.
Теги график изгиба стержней расчет для плиты график гибки стержней для балки pdf формулы графика изгиба стержней pdf график изгиба стержней pdf bar-bender bar-bending-schedule формула длины резки для арматуры детализация арматуры детали арматуры расчет длины хомутов pdf удельный вес стального стержня что график гибки стержней
О Радже Джунаиде Икбале
Здравствуйте, меня зовут Раджа Джунаид Икбал, по профессии я землемер, но я специализируюсь в области Q, S и землеустройства. Как профессиональный сюрвейер, я занимался всем Персидским заливом с 14 лет.
Предыдущая Что такое угол отклонения
Следующая Меры предосторожности при укладке бетона | Что можно и чего нельзя делать при бетонировании
Проверьте также
График изгиба стержней для железобетонных плит График изгибов стержней для железобетонных плит. Эта статья …
Материаловедение — Насколько изгибается стальная пружинная проволока под действием собственного веса?
спросил
Изменено 9 лет, 1 месяц назад
Просмотрено 718 раз
$\begingroup$
Я работаю над художественным проектом, и мне нужно знать, насколько изгибается стальная пружинная проволока в зависимости от ее диаметра.
 При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
При помощи таких рукояток шпинделю станка придается требуемая частота вращения.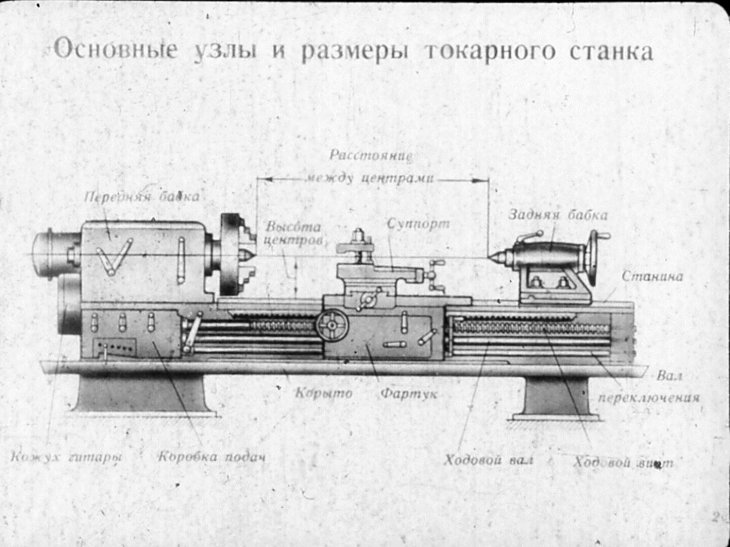

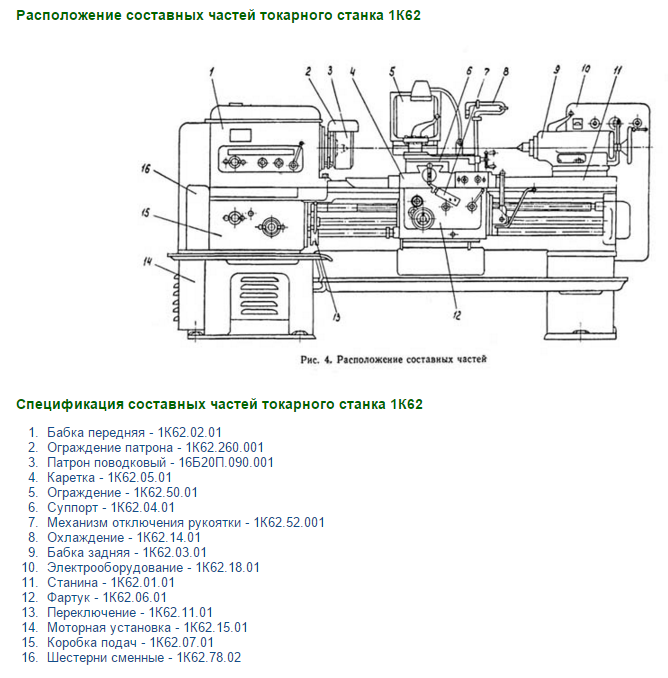
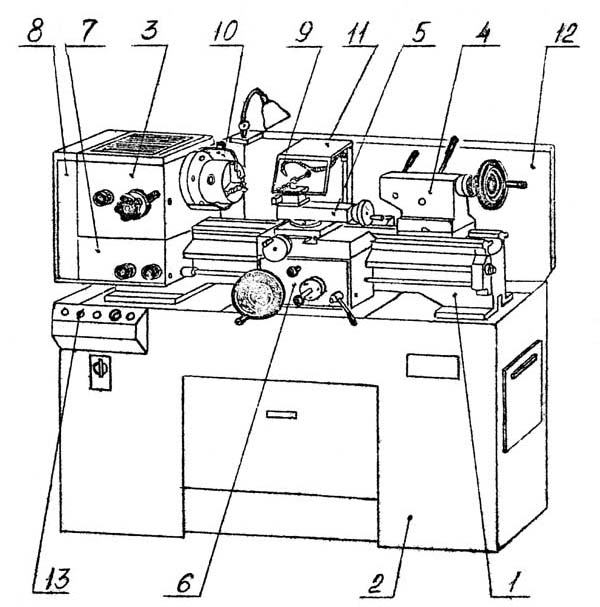 В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.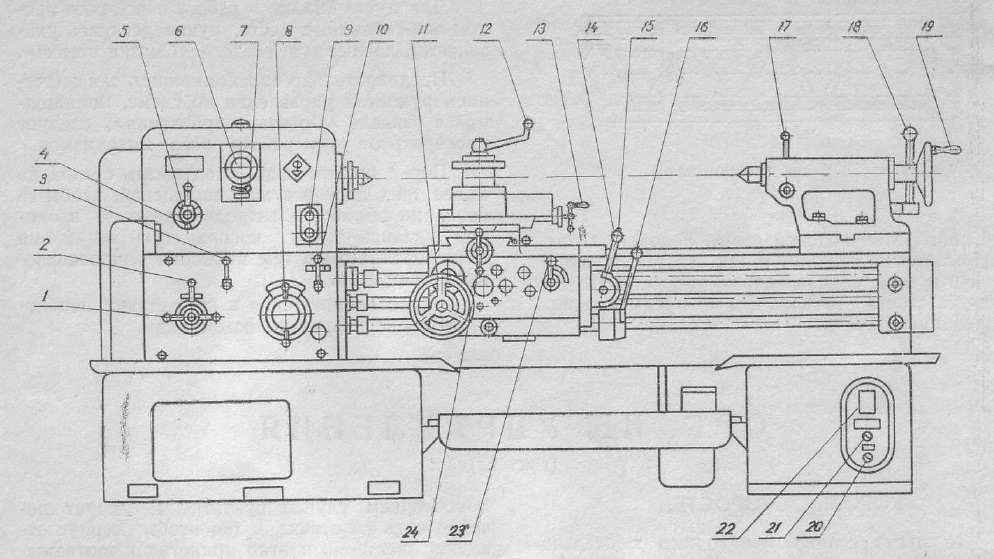 Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
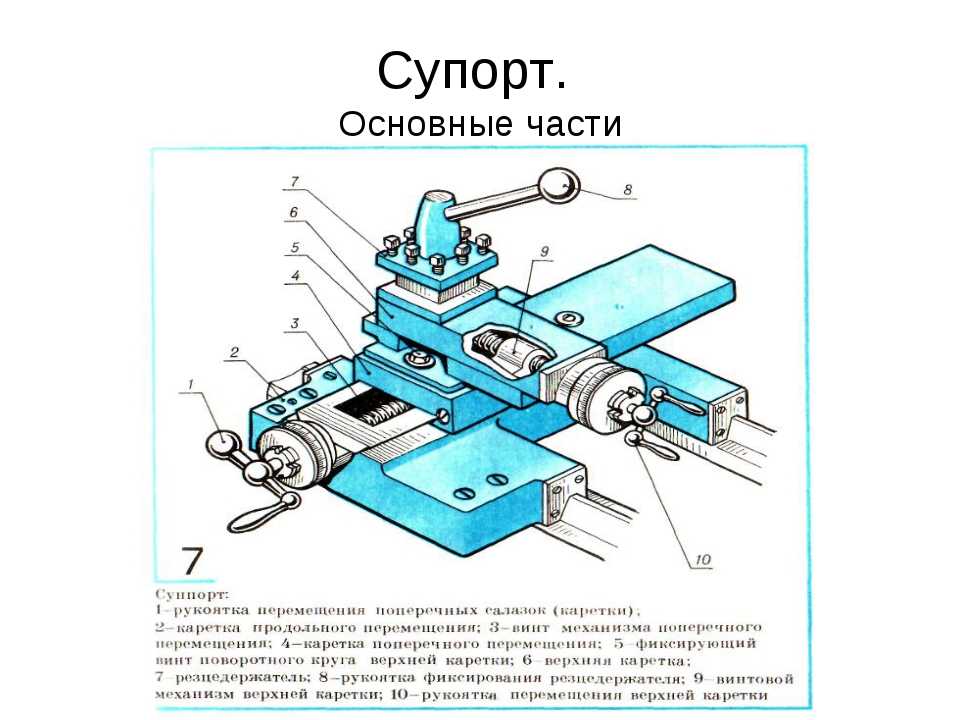 Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала. Детали разных форм устанавливаются в заводском оборудовании, машинах, самолётах, кораблях. Однако вручную сделать похожие изделия крайне сложно. В процессе металлообработки важную роль играет токарный станок. С его помощью мастер может создать из грубой заготовки деталь нужно формы и пустить в дальнейшее производство.
Детали разных форм устанавливаются в заводском оборудовании, машинах, самолётах, кораблях. Однако вручную сделать похожие изделия крайне сложно. В процессе металлообработки важную роль играет токарный станок. С его помощью мастер может создать из грубой заготовки деталь нужно формы и пустить в дальнейшее производство.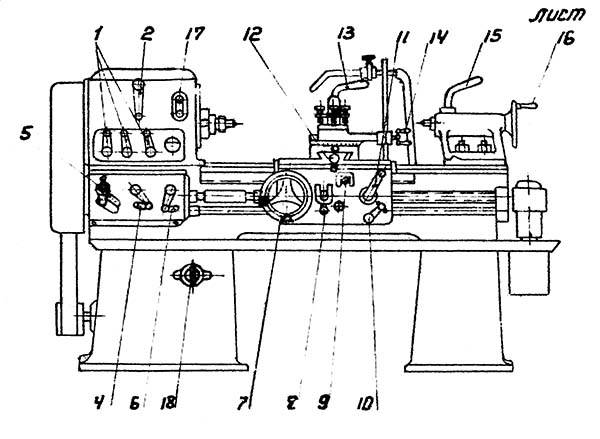

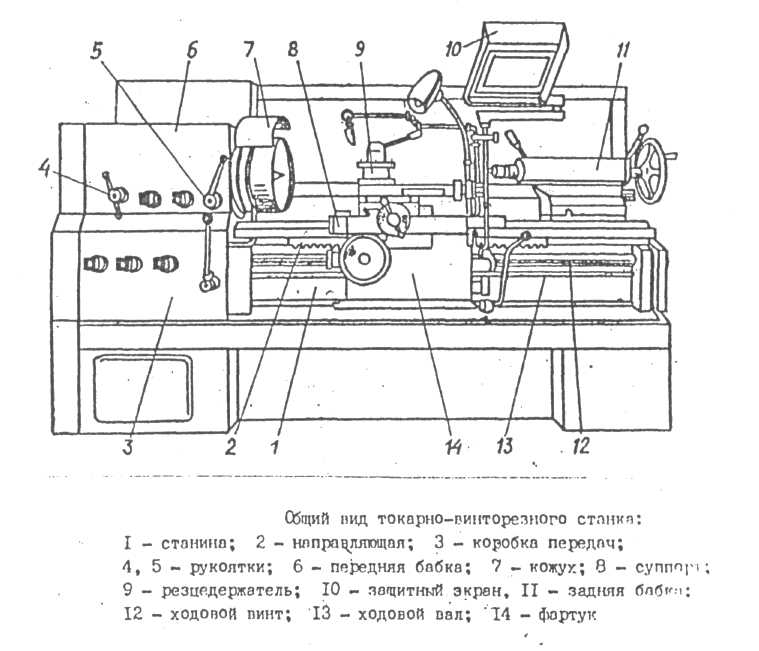


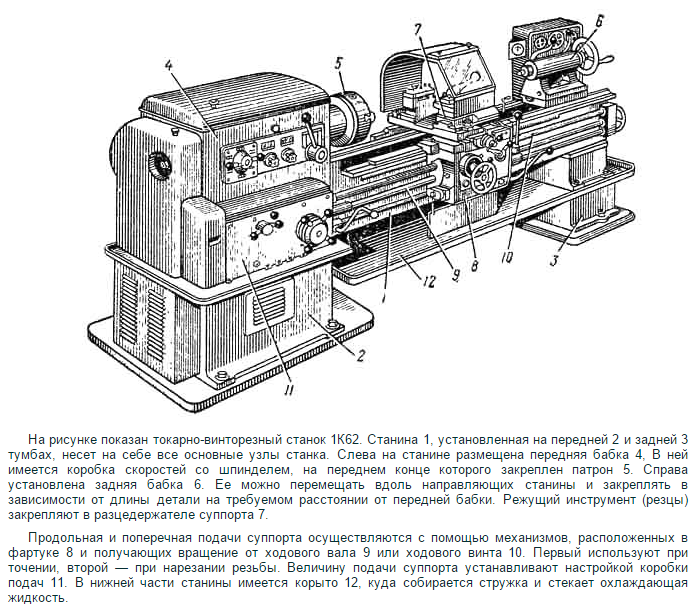 С помощью таких машин сверлятся отверстия разного диаметра, создаётся резьба. При выборе сверлильных станков требуется уделять внимание ходу шпинделя, мощности электродвигателя, расстоянию от рабочего стола до патрона, максимальному диаметру создаваемых отверстий.
С помощью таких машин сверлятся отверстия разного диаметра, создаётся резьба. При выборе сверлильных станков требуется уделять внимание ходу шпинделя, мощности электродвигателя, расстоянию от рабочего стола до патрона, максимальному диаметру создаваемых отверстий.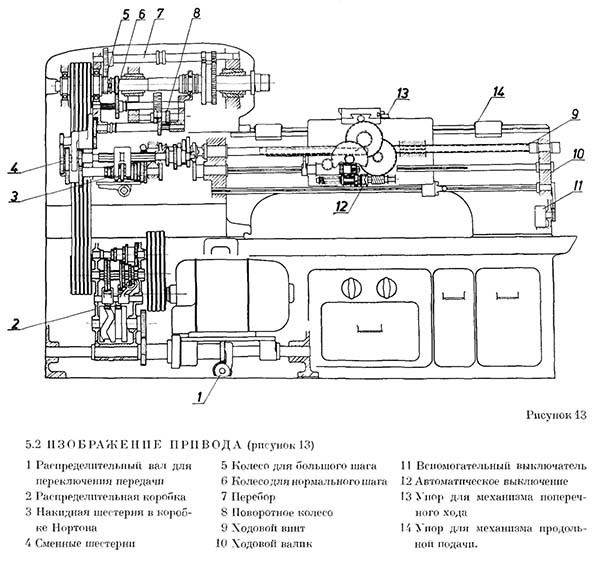

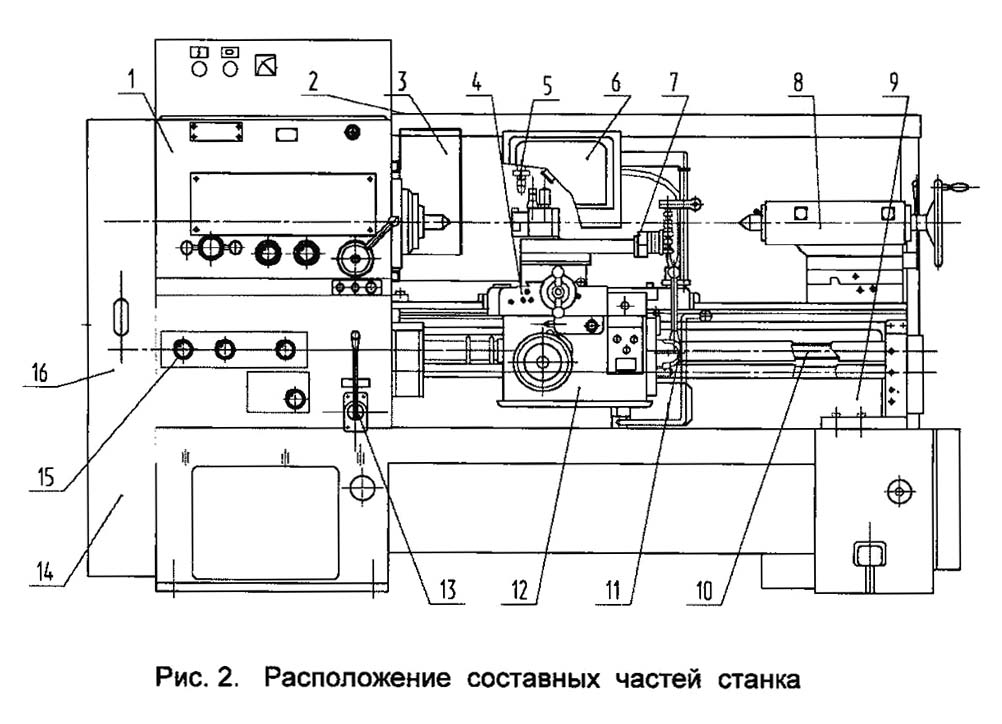 Для домашней мастерской или гаража подойдёт малогабаритное оборудование с небольшой мощностью. Рекомендации по выбору:
Для домашней мастерской или гаража подойдёт малогабаритное оборудование с небольшой мощностью. Рекомендации по выбору: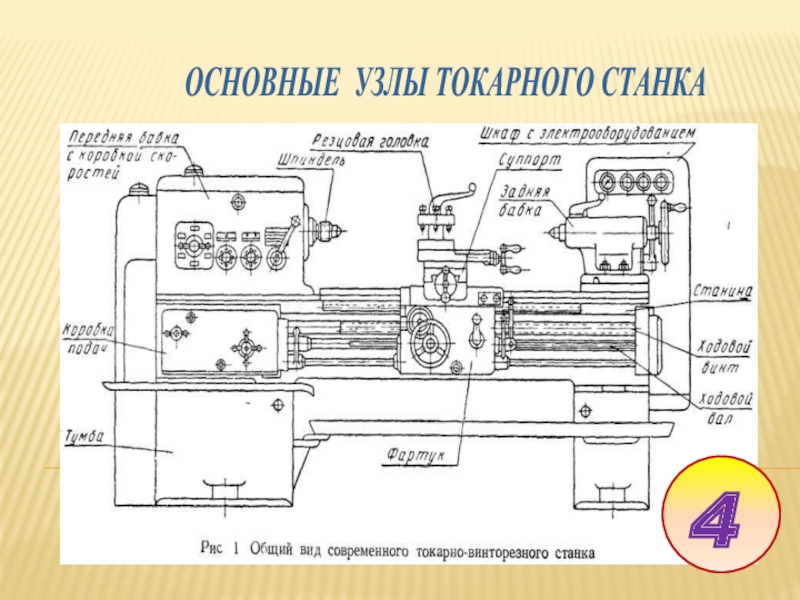
 youtube.com/embed/50nL1UgB3xg» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/50nL1UgB3xg» frameborder=»0″ allowfullscreen=»allowfullscreen»> 
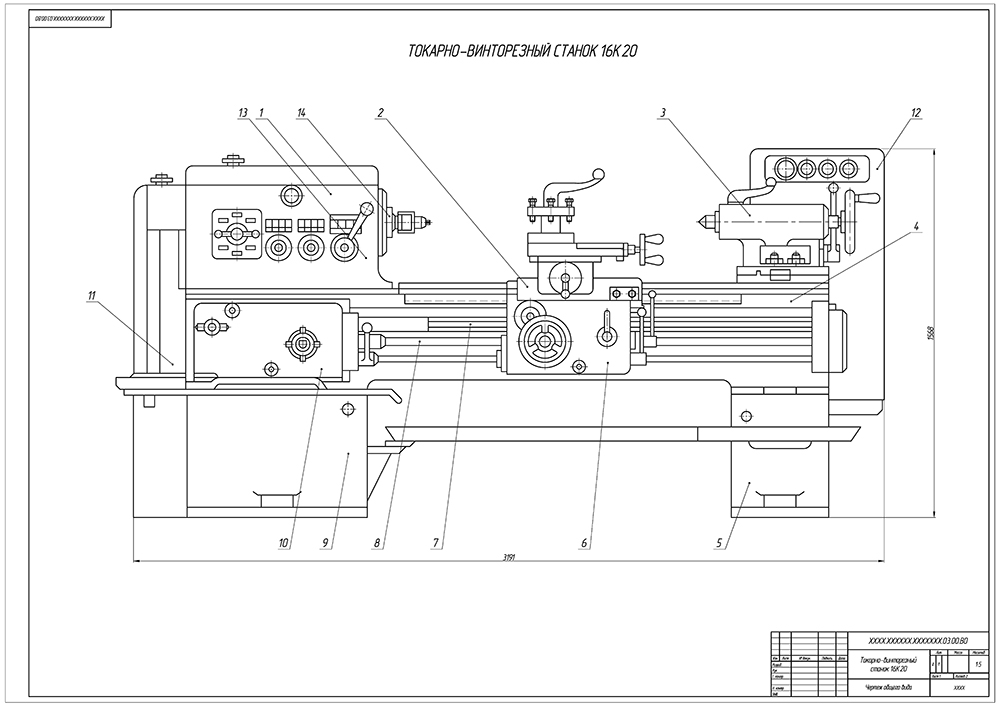 Его можно использовать для различных типов обработки в зависимости от типа используемого режущего инструмента и способа его перемещения. Как правило, можно выполнять обработку внешнего диаметра, обработку внутреннего диаметра, обработку торца, обработку резьбы, обработку канавок, обработку отверстий (сверление), обработку конуса с углом, например конической формы, и обработку по дуге окружности. Комбинация этих различных методов обработки используется для изготовления одной детали.
Его можно использовать для различных типов обработки в зависимости от типа используемого режущего инструмента и способа его перемещения. Как правило, можно выполнять обработку внешнего диаметра, обработку внутреннего диаметра, обработку торца, обработку резьбы, обработку канавок, обработку отверстий (сверление), обработку конуса с углом, например конической формы, и обработку по дуге окружности. Комбинация этих различных методов обработки используется для изготовления одной детали. Вкратце, главный шпиндель удерживает материал и вращает его. Револьверная головка, к которой крепится инструмент, перемещается, формируя обрабатываемую деталь. Задняя бабка поддерживает длинную заготовку. Наконец, кровать — это основа, на которой установлены три платформы.
Вкратце, главный шпиндель удерживает материал и вращает его. Револьверная головка, к которой крепится инструмент, перемещается, формируя обрабатываемую деталь. Задняя бабка поддерживает длинную заготовку. Наконец, кровать — это основа, на которой установлены три платформы.

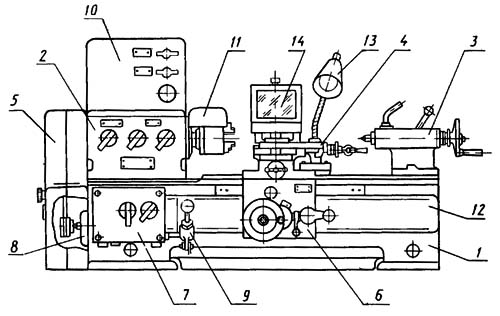 В дополнение к универсальным токарным станкам существуют различные другие версии обычных токарных станков, таких как токарные станки с револьверной головкой, центровые токарные станки, копировальные станки, токарные станки с головкой и токарные станки с поворотным столом.
В дополнение к универсальным токарным станкам существуют различные другие версии обычных токарных станков, таких как токарные станки с револьверной головкой, центровые токарные станки, копировальные станки, токарные станки с головкой и токарные станки с поворотным столом.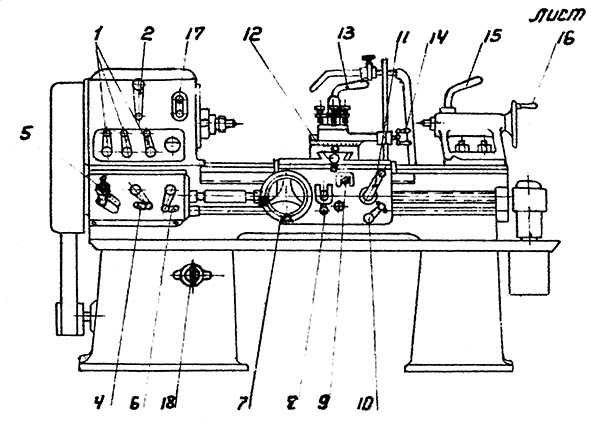
 Станок, оснащенный многопозиционной револьверной головкой или револьверной головкой с электроприводом, имеет широкий диапазон производительности обработки. Он может обрабатывать линейные цилиндры, косые цилиндры, дуги и различные резьбы, канавки, червяки и другие сложные детали с линейной интерполяцией, дугами, интерполировать различные функции компенсации и играть хороший экономический эффект при массовом производстве сложных деталей.
Станок, оснащенный многопозиционной револьверной головкой или револьверной головкой с электроприводом, имеет широкий диапазон производительности обработки. Он может обрабатывать линейные цилиндры, косые цилиндры, дуги и различные резьбы, канавки, червяки и другие сложные детали с линейной интерполяцией, дугами, интерполировать различные функции компенсации и играть хороший экономический эффект при массовом производстве сложных деталей.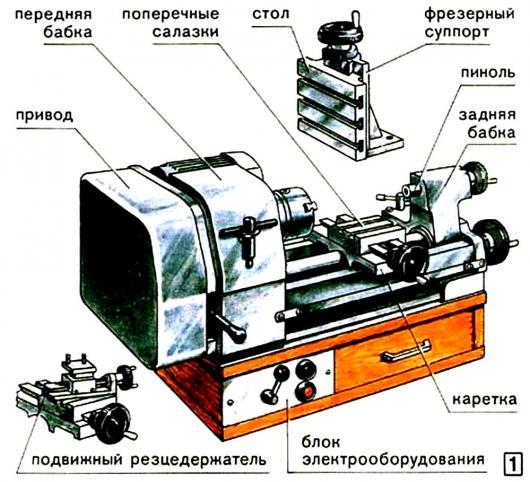 Отличие станка с ЧПУ от обычного станка, обрабатывающего детали, заключается в том, что станок с ЧПУ автоматически обрабатывает детали в соответствии с программой, в то время как на обычном станке должен работать человек. Мы можем достичь цели обработки различных деталей, изменив программу, управляющую работой станка. Поэтому станок с ЧПУ особенно подходит для обработки небольших партий деталей сложной формы и с высокими требованиями к точности.
Отличие станка с ЧПУ от обычного станка, обрабатывающего детали, заключается в том, что станок с ЧПУ автоматически обрабатывает детали в соответствии с программой, в то время как на обычном станке должен работать человек. Мы можем достичь цели обработки различных деталей, изменив программу, управляющую работой станка. Поэтому станок с ЧПУ особенно подходит для обработки небольших партий деталей сложной формы и с высокими требованиями к точности.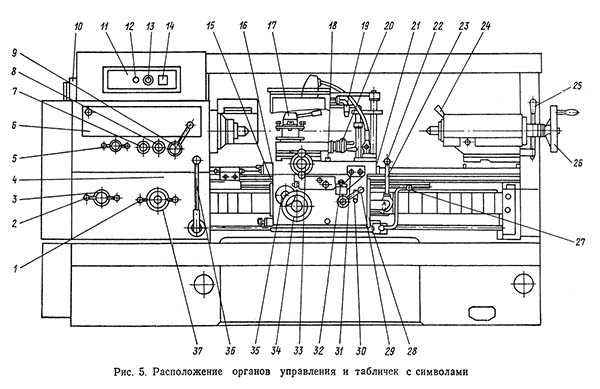 Токарные станки с ЧПУ делятся на два типа: вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ.
Токарные станки с ЧПУ делятся на два типа: вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ. Система ЧПУ имеет мощные функции, высокую степень автоматизации и точность обработки и подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью X и осью Z.
Система ЧПУ имеет мощные функции, высокую степень автоматизации и точность обработки и подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью X и осью Z. Для обычных вращающихся деталей можно использовать обычные гидравлические патроны; для деталей, у которых зажимные части не цилиндрические, требуются специальные патроны; использовать прутковые материалы напрямую При обработке деталей требуется пружинный патрон.
Для обычных вращающихся деталей можно использовать обычные гидравлические патроны; для деталей, у которых зажимные части не цилиндрические, требуются специальные патроны; использовать прутковые материалы напрямую При обработке деталей требуется пружинный патрон.

 Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.

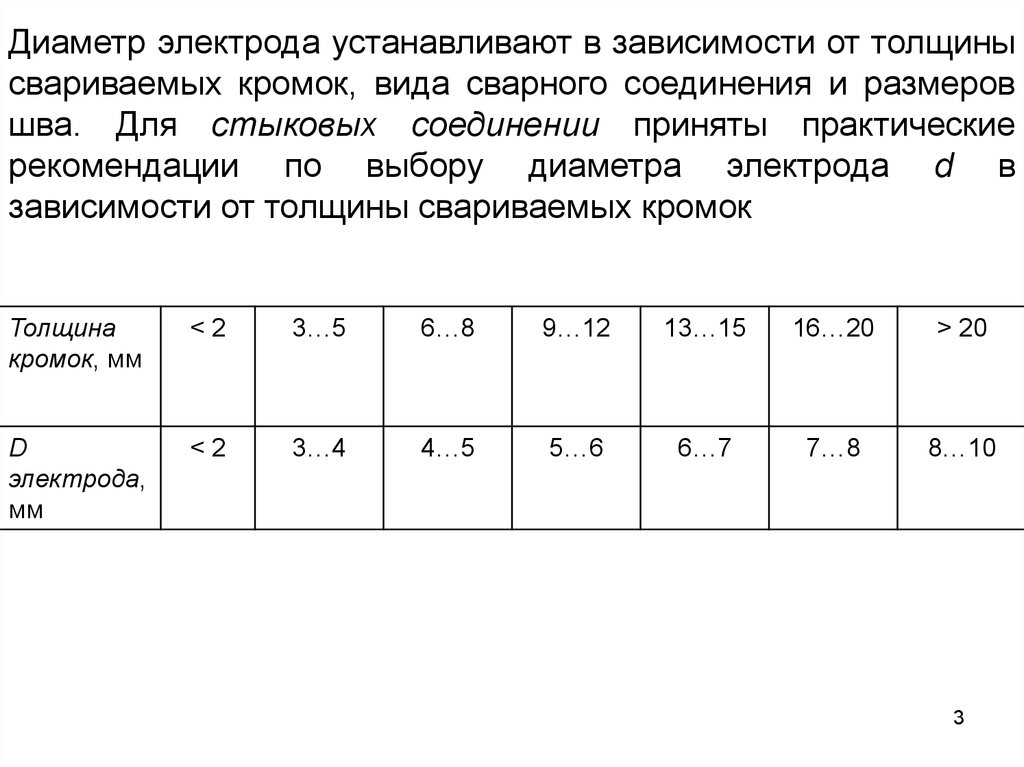
 Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.

 Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
 Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки». Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций. Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
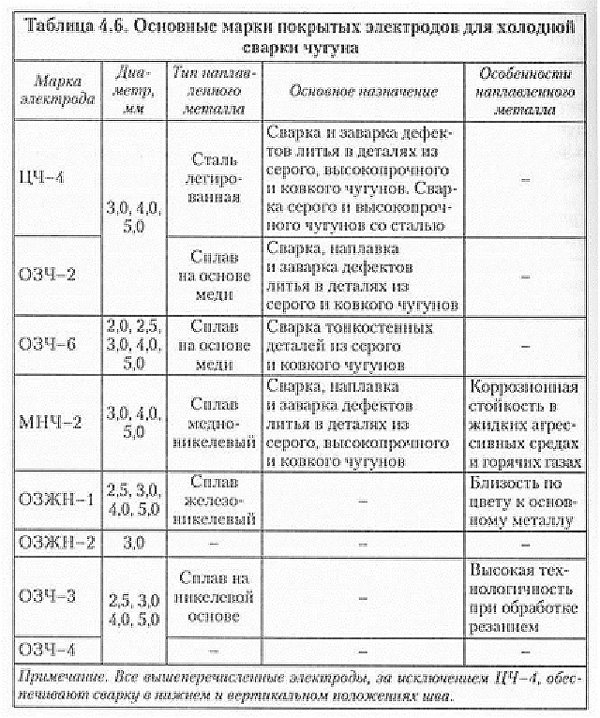 Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.




 Эти сварочные стержни ничем не отличаются.
Эти сварочные стержни ничем не отличаются. Вы всегда можете положиться на их продукцию, и если что не работает , вы можете связаться с производителем, и вы знаете, что они сделают все возможное, чтобы помочь.
Вы всегда можете положиться на их продукцию, и если что не работает , вы можете связаться с производителем, и вы знаете, что они сделают все возможное, чтобы помочь.
 Их сварочные электроды 6011 отлично работают на переменном токе, постоянном токе и постоянном токе и дают хорошие результаты даже при низкой силе тока.
Их сварочные электроды 6011 отлично работают на переменном токе, постоянном токе и постоянном токе и дают хорошие результаты даже при низкой силе тока.

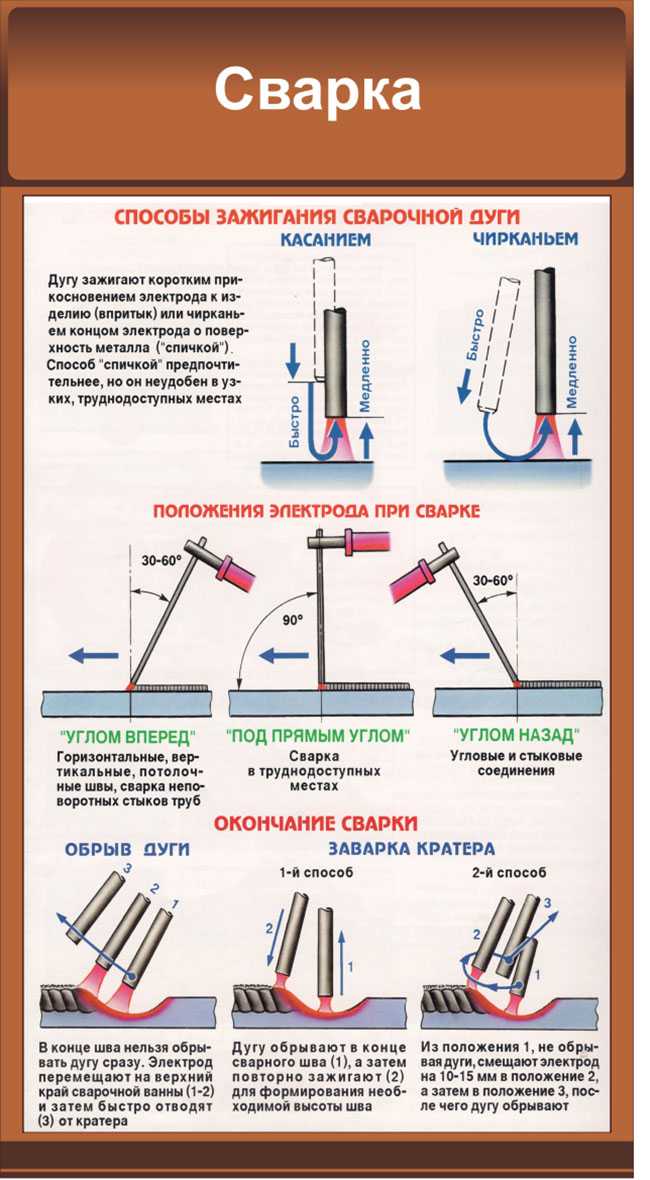

 MR в названии этих сварочных электродов означает «влагостойкий», поэтому, в отличие от остальных электродов 7018 в этом списке, они не требуют таких строгих мер при хранении.
MR в названии этих сварочных электродов означает «влагостойкий», поэтому, в отличие от остальных электродов 7018 в этом списке, они не требуют таких строгих мер при хранении.

 com
com




 Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока).
Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока). 

 Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия.
Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия. Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту.
Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту. Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW).
Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW). Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что они производят мягкую дугу, способную производить меньше шлака, чем электрод E6011.
Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что они производят мягкую дугу, способную производить меньше шлака, чем электрод E6011. Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.
Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.

 Храните их в оригинальном контейнере, в котором они были доставлены, если можете.
Храните их в оригинальном контейнере, в котором они были доставлены, если можете. Мягкая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.
Мягкая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.


 Для более точного расчета чуть правее можете выбрать сплав. Также данный калькулятор может рассчитывать вес медных шин!
Для более точного расчета чуть правее можете выбрать сплав. Также данный калькулятор может рассчитывать вес медных шин! Например, алюминиевые плиты, при указанной номинальной ширине 1200 мм, в реальности могут иметь необрезную кромку, которая составляет 3-5-7 см!
Например, алюминиевые плиты, при указанной номинальной ширине 1200 мм, в реальности могут иметь необрезную кромку, которая составляет 3-5-7 см!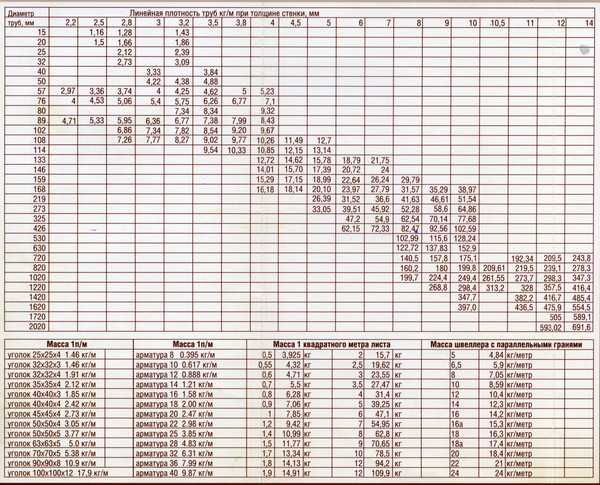 Для просмотра адреса в вашем браузере должен быть включен Javascript.
Для просмотра адреса в вашем браузере должен быть включен Javascript.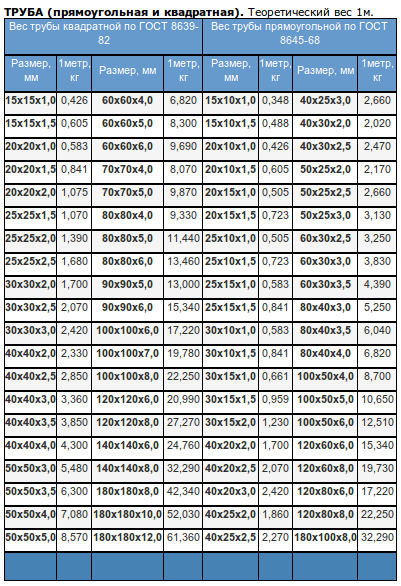 Эти справочные таблицы преобразования предоставляют клиентам быстрый и простой способ получить общее представление о стальных трубах, необходимых для производства American Piping Products.
Эти справочные таблицы преобразования предоставляют клиентам быстрый и простой способ получить общее представление о стальных трубах, необходимых для производства American Piping Products. 6093
6093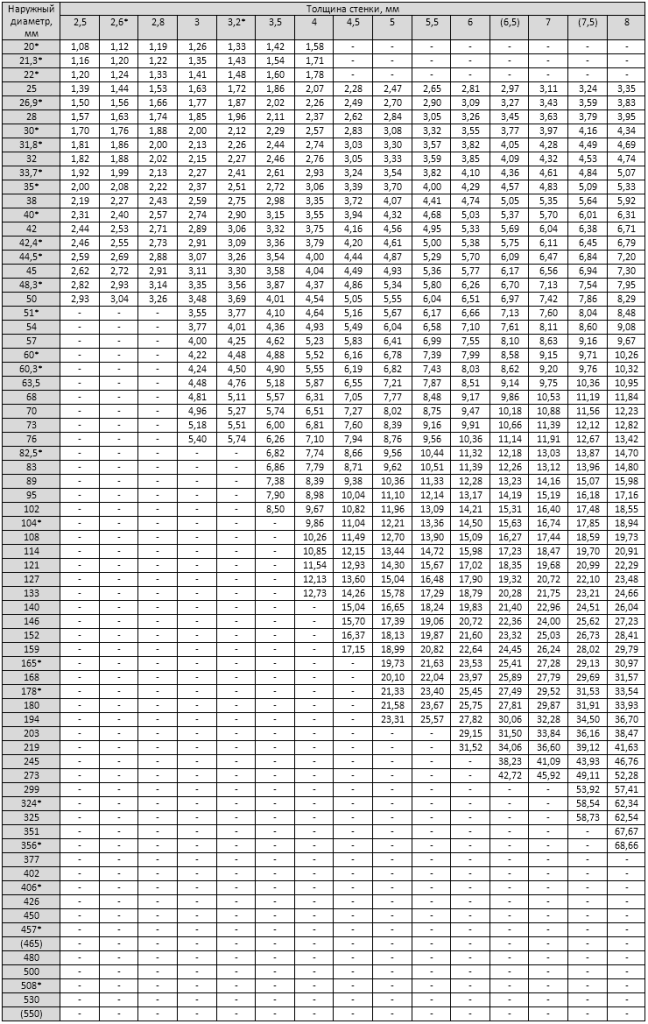

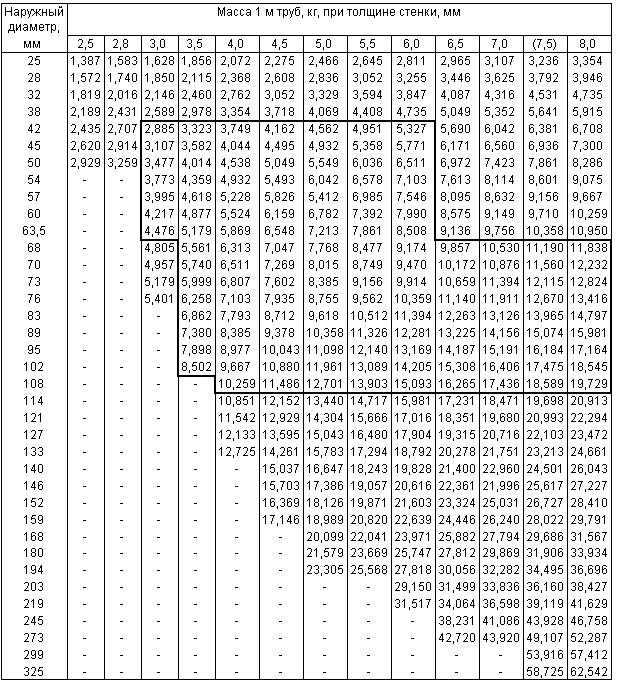 Калькулятор объема трубы ServiceTitan делает расчет трубы простым и легким.
Калькулятор объема трубы ServiceTitan делает расчет трубы простым и легким. Этот супер-полезный инструмент по сути работает как калькулятор объема жидкости.
Этот супер-полезный инструмент по сути работает как калькулятор объема жидкости.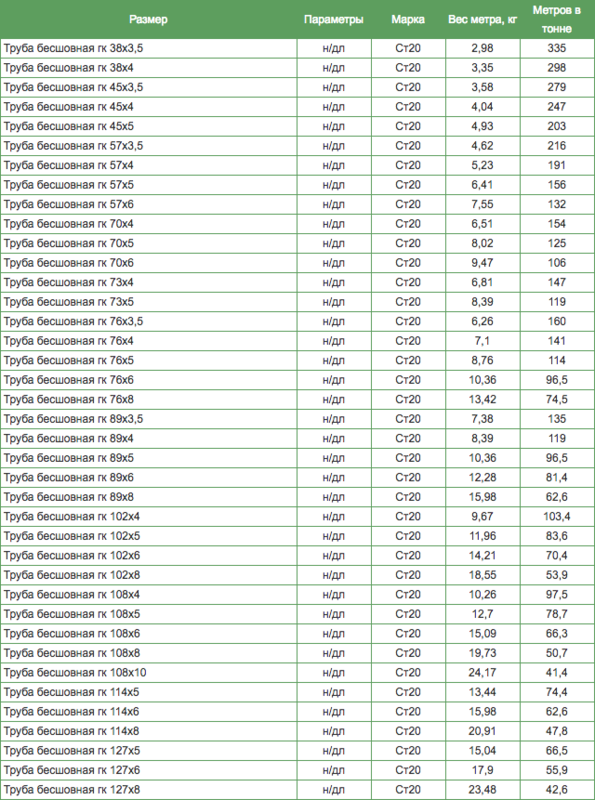

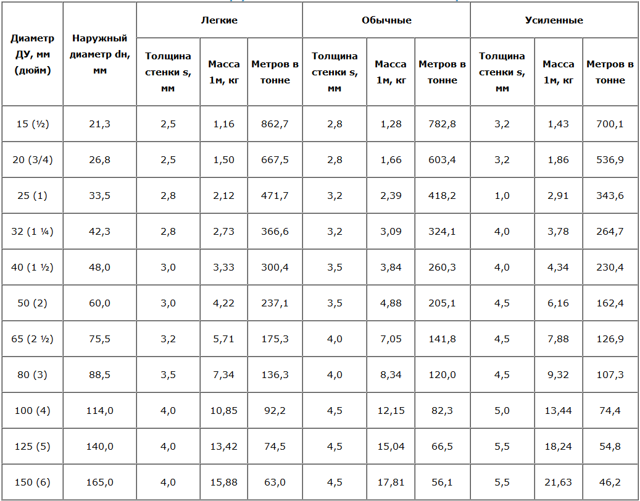
 Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
Наши специалисты смогут быстро и точно рассчитать стоимость доставки с

 Синий ANS
Синий ANS Черный GLD
Черный GLD Синий SVR
Синий SVR Ровно
Ровно 7808)
7808) Ровно
Ровно
 Легко сместить крошечное сверло при закреплении его в конструкции с четырьмя кулачками.
Легко сместить крошечное сверло при закреплении его в конструкции с четырьмя кулачками.

 Чтобы установить деревянные щиты, необходимо пропустить через них анкера, монтировать на них заглушки при помощи электросварки. Цель этих действий – зафиксировать опалубку таким образом, чтобы под весом бетона она не выдавливалась.
Чтобы установить деревянные щиты, необходимо пропустить через них анкера, монтировать на них заглушки при помощи электросварки. Цель этих действий – зафиксировать опалубку таким образом, чтобы под весом бетона она не выдавливалась. Саморез и арматуру стяните вязальной проволокой. Расстояние между элементами крепежа – 1–1,2 м. Такое крепление способно противостоять предстоящим ему нагрузкам.
Саморез и арматуру стяните вязальной проволокой. Расстояние между элементами крепежа – 1–1,2 м. Такое крепление способно противостоять предстоящим ему нагрузкам. При необходимости засыпки песка больше, чем на 100 мм, его нужно смешать со щебнем. Это мероприятие может понадобиться для выравнивания дна траншеи. Еще один способ выравнивания дна – заливка бетоном.
При необходимости засыпки песка больше, чем на 100 мм, его нужно смешать со щебнем. Это мероприятие может понадобиться для выравнивания дна траншеи. Еще один способ выравнивания дна – заливка бетоном. Для этого вместо арматурной сетки следует использовать арматурный каркас. Он представляет себе 2 сетки, состоящие из 4 жил диаметром по 12 мм. Их следует укладывать снизу и сверху армопояса. В качестве основания вместо песчаной подушки используется граншлак. Его преимущество перед песком в том, что со временем граншлак превращается в бетон.
Для этого вместо арматурной сетки следует использовать арматурный каркас. Он представляет себе 2 сетки, состоящие из 4 жил диаметром по 12 мм. Их следует укладывать снизу и сверху армопояса. В качестве основания вместо песчаной подушки используется граншлак. Его преимущество перед песком в том, что со временем граншлак превращается в бетон. Высота армопояса – 20–40 см, используется бетон М200 и выше. Толщина двухжильных арматурных прутьев – 10–12 мм. Укладка арматуры осуществляется в один слой.
Высота армопояса – 20–40 см, используется бетон М200 и выше. Толщина двухжильных арматурных прутьев – 10–12 мм. Укладка арматуры осуществляется в один слой.
 Если толщина стен варьируется в пределах 510–610 мм, то в качестве опалубки можно использовать двухстороннюю кирпичную кладку, как и для цокольного пояса. Но при этом для внутренней кладки следует применять забутовочный кирпич, а для наружной лицевой. В таком случае армопояс будет иметь ширину равную 260 мм. При меньшей толщине стен забутовочный кирпич следует уложить на ребро либо использовать вместо него деревянную опалубку, а с внешней стороны так же, как и в предыдущем случае укладывается лицевой кирпич.
Если толщина стен варьируется в пределах 510–610 мм, то в качестве опалубки можно использовать двухстороннюю кирпичную кладку, как и для цокольного пояса. Но при этом для внутренней кладки следует применять забутовочный кирпич, а для наружной лицевой. В таком случае армопояс будет иметь ширину равную 260 мм. При меньшей толщине стен забутовочный кирпич следует уложить на ребро либо использовать вместо него деревянную опалубку, а с внешней стороны так же, как и в предыдущем случае укладывается лицевой кирпич. Чтобы выполнить эти задачи, используйте строительный вибратор или протыкайте жидкую массу прутом.
Чтобы выполнить эти задачи, используйте строительный вибратор или протыкайте жидкую массу прутом.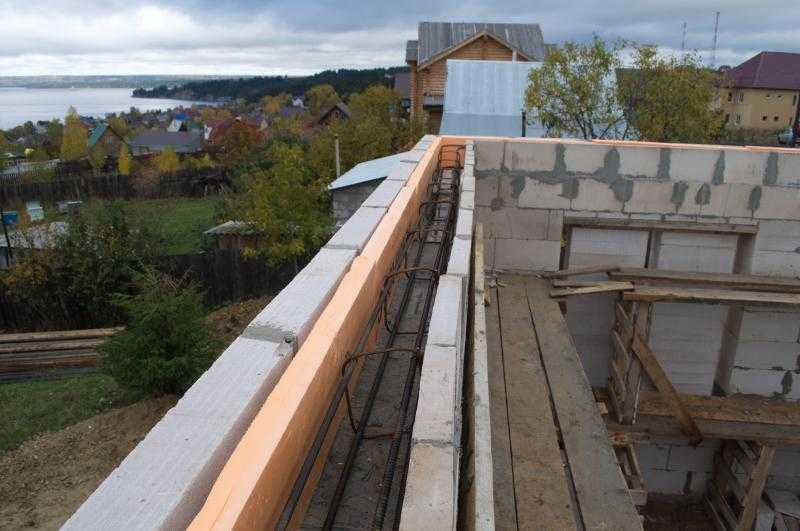 О том, как сделать армопояс на деревянной опалубке уже говорилось выше, поэтому в этом подразделе мы рассмотрим, как сделать армированный пояс из U-образных газобетонных блоков D500. Хотя стоит сразу заметить, что эта технология более затратная.
О том, как сделать армопояс на деревянной опалубке уже говорилось выше, поэтому в этом подразделе мы рассмотрим, как сделать армированный пояс из U-образных газобетонных блоков D500. Хотя стоит сразу заметить, что эта технология более затратная. 1 Металлический каркас из арматуры
1 Металлический каркас из арматуры
 Для этого нужно либо просто вбить отрезки, если это позволяет плотность материала, либо просверлить отверстия и вставить в них куски. Арматура устанавливается точках пересечения стен и по всему периметру сооружения через 1-1,5 мета. Отрезки устанавливаются квадратом по четыре штуки, они будут задавать габариты всего каркаса. После этого нужно закрепить нижний продольный ряд арматуры на высоте в 3-4 см от верхнего края стены. Для этого вязальной проволокой продольные пруты привязываются к вертикально установленным штырям. Таким образом закрепляется два параллельно идущих прута.
Для этого нужно либо просто вбить отрезки, если это позволяет плотность материала, либо просверлить отверстия и вставить в них куски. Арматура устанавливается точках пересечения стен и по всему периметру сооружения через 1-1,5 мета. Отрезки устанавливаются квадратом по четыре штуки, они будут задавать габариты всего каркаса. После этого нужно закрепить нижний продольный ряд арматуры на высоте в 3-4 см от верхнего края стены. Для этого вязальной проволокой продольные пруты привязываются к вертикально установленным штырям. Таким образом закрепляется два параллельно идущих прута.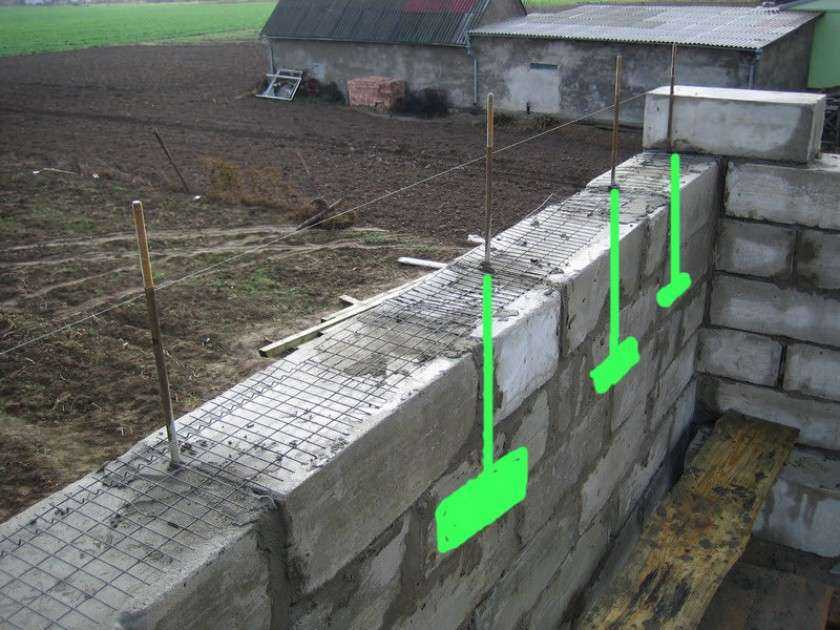 Рекомендованная толщина армопояса 200 – 250 мм. Из этих размеров и нужно определять длину вертикальных отрезков. К вертикальным отрезками опять закрепляются продольные пруты арматуры, которые после крепятся поперечными отрезками. В общем, все точно также, как и с нижним уровнем продольный прутов.
Рекомендованная толщина армопояса 200 – 250 мм. Из этих размеров и нужно определять длину вертикальных отрезков. К вертикальным отрезками опять закрепляются продольные пруты арматуры, которые после крепятся поперечными отрезками. В общем, все точно также, как и с нижним уровнем продольный прутов. По внутренней стороне можно выставить обычную доску или OSB, фиксировать которые можно подручными метизами и крепежами. Чего не скажешь про работу с пенобетоном, у которого имеются свои варианты креплений к пеноблоку.
По внутренней стороне можно выставить обычную доску или OSB, фиксировать которые можно подручными метизами и крепежами. Чего не скажешь про работу с пенобетоном, у которого имеются свои варианты креплений к пеноблоку. Но с этим вопросом легко можно разобраться при заказе. У фирм, предоставляющих услуги доставки бетона имеется возможность заказа бетононасоса, которым и осуществляется перекачка раствора в любую точку заливаемого армопояса.
Но с этим вопросом легко можно разобраться при заказе. У фирм, предоставляющих услуги доставки бетона имеется возможность заказа бетононасоса, которым и осуществляется перекачка раствора в любую точку заливаемого армопояса.
 Подобным образом вы сможете защитить основу своей крыши от поступающей влаги от стен.
Подобным образом вы сможете защитить основу своей крыши от поступающей влаги от стен. Для этих ситуаций и снаряжения следующим решением является боевой пояс.
Для этих ситуаций и снаряжения следующим решением является боевой пояс.

 Вы можете взять его с собой в машину вместе с баллистическим жилетом и быть готовым защищаться от нападения в общественных местах. Боевой пояс — это то, что вы можете иметь наготове, чтобы быстро надеть его, если что-то пойдет не так.
Вы можете взять его с собой в машину вместе с баллистическим жилетом и быть готовым защищаться от нападения в общественных местах. Боевой пояс — это то, что вы можете иметь наготове, чтобы быстро надеть его, если что-то пойдет не так.

 НЕ устанавливайте большие громоздкие одноразовые предметы в этой области и обратите внимание на то, что предметы в них должны располагаться на уровне или ниже вашей задней части. Обратите внимание на то, какие предметы вы кладете в свой IFAK, поскольку мы рекомендуем хранить только мягкие предметы, такие как нагрудные пломбы и марля, поскольку такие предметы, как иглы для декомпрессии и жгуты, могут привести к травме во время падения.
НЕ устанавливайте большие громоздкие одноразовые предметы в этой области и обратите внимание на то, что предметы в них должны располагаться на уровне или ниже вашей задней части. Обратите внимание на то, какие предметы вы кладете в свой IFAK, поскольку мы рекомендуем хранить только мягкие предметы, такие как нагрудные пломбы и марля, поскольку такие предметы, как иглы для декомпрессии и жгуты, могут привести к травме во время падения.
 Добавьте проблему с башней
Добавьте проблему с башней
 Однако, если принять во внимание
Однако, если принять во внимание Однако,
Однако, Это создало проблему, показанную, когда Южная Дакота сражался с Киришима . Крейсер
Это создало проблему, показанную, когда Южная Дакота сражался с Киришима . Крейсер
 Нужна незакаленная (гомогенная) сталь
Нужна незакаленная (гомогенная) сталь
 Поскольку эти сложные
Поскольку эти сложные
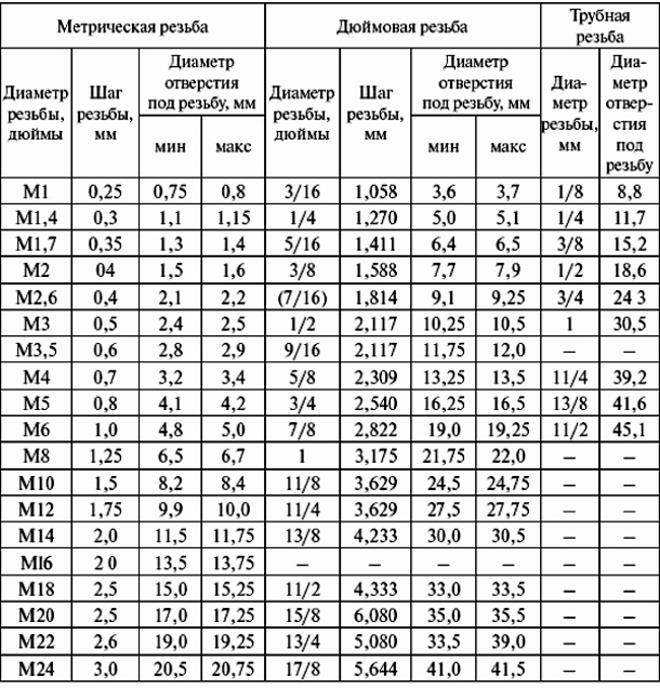
 20.1 (США)
20.1 (США) Введите свой запрос:
Введите свой запрос:
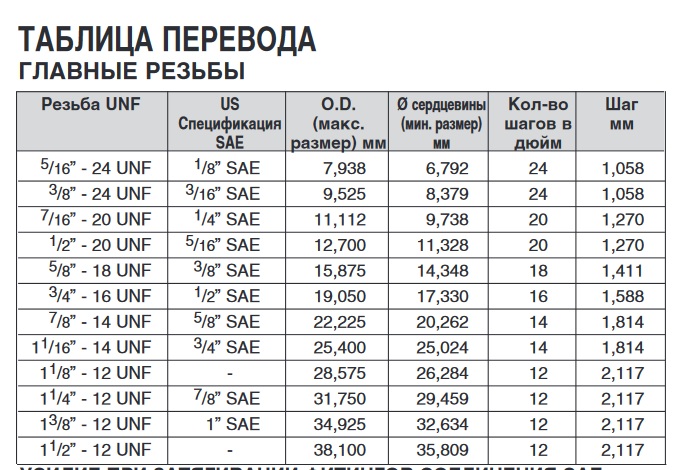 Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм). Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.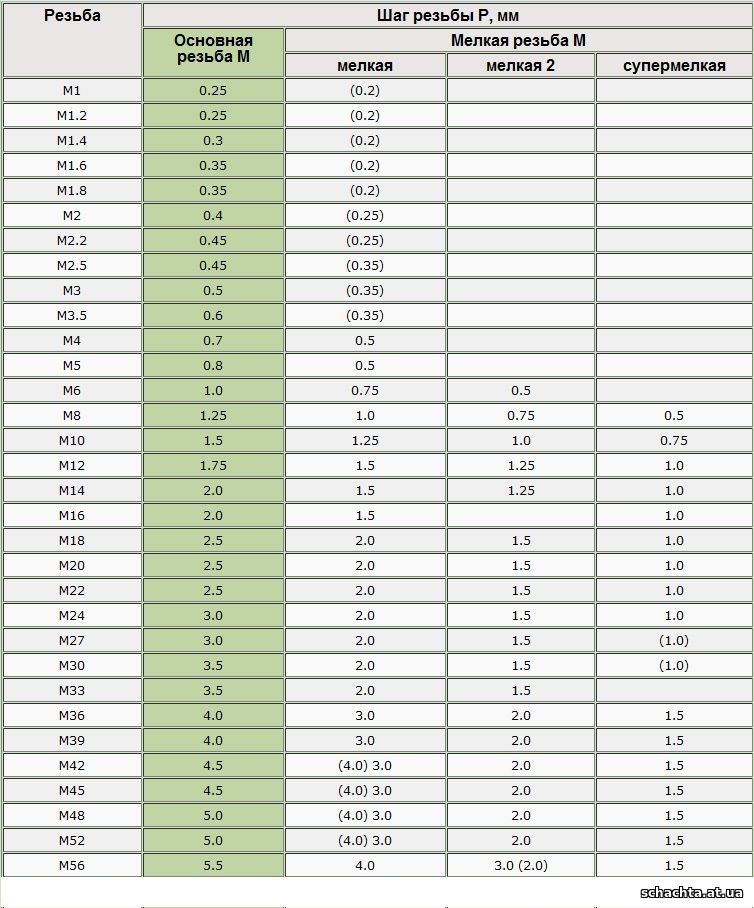 Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это: К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.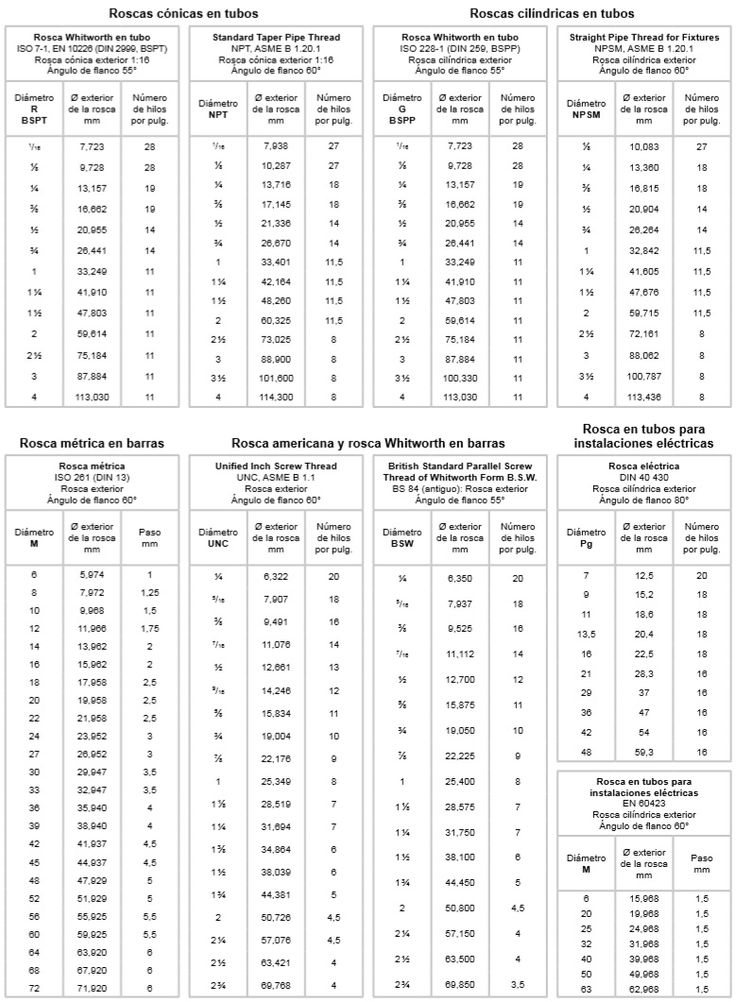

 25
25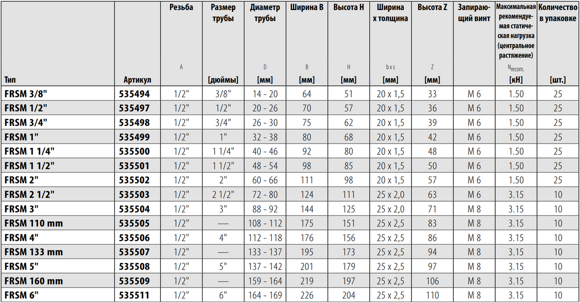 Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами.
Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами.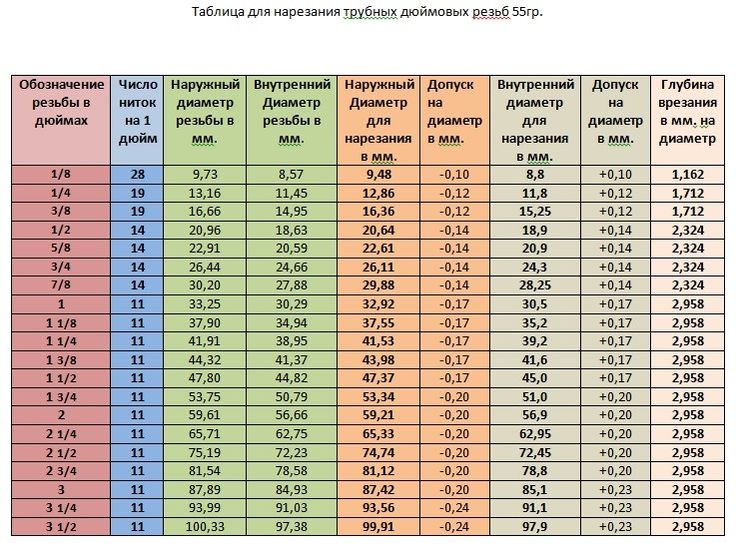 Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других. Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии.
Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других. Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно: Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах: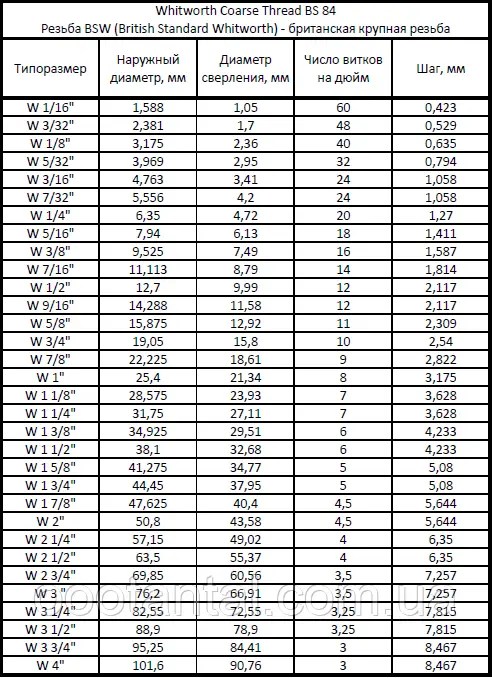
 Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.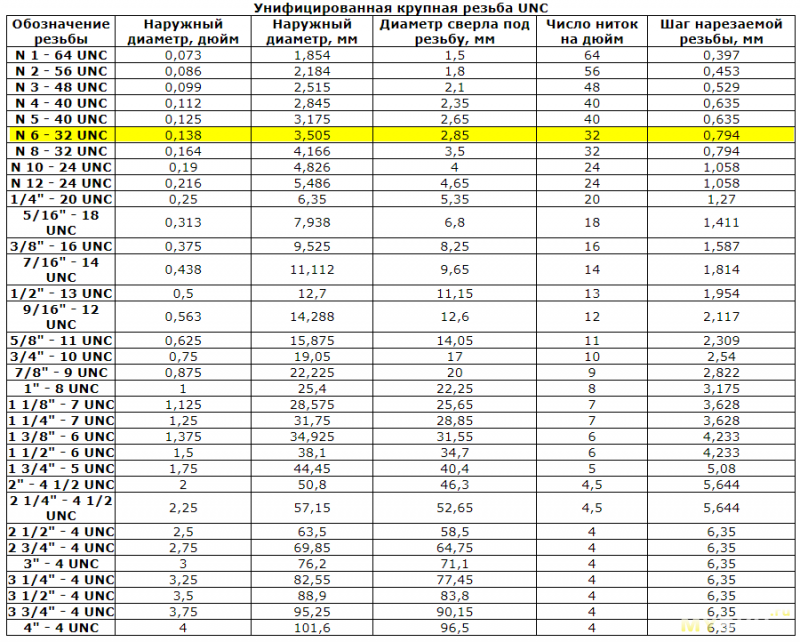 Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов. К слову, 1 Нм приблизительно равен 0,1 кГм.
К слову, 1 Нм приблизительно равен 0,1 кГм. В качестве завершения есть видеозапись:
В качестве завершения есть видеозапись: Благодаря этому повышается точность измерений, упрощается обозначение.
Благодаря этому повышается точность измерений, упрощается обозначение.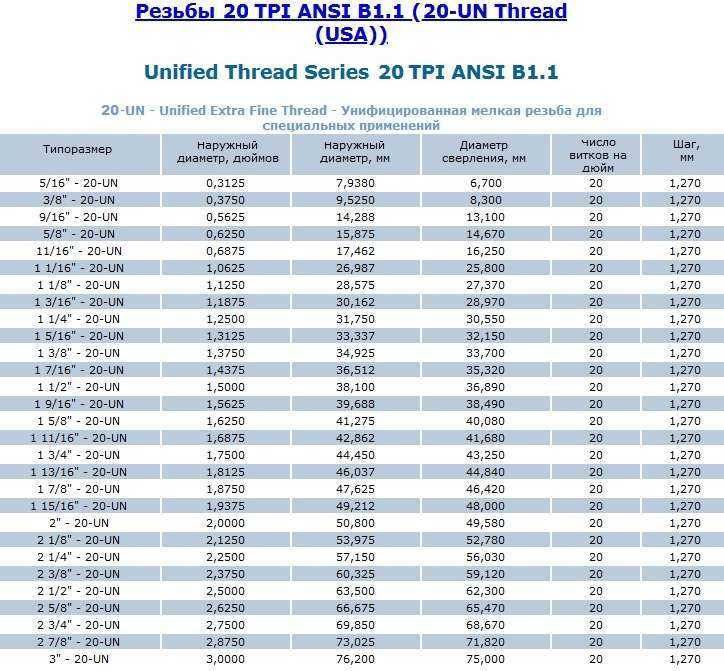
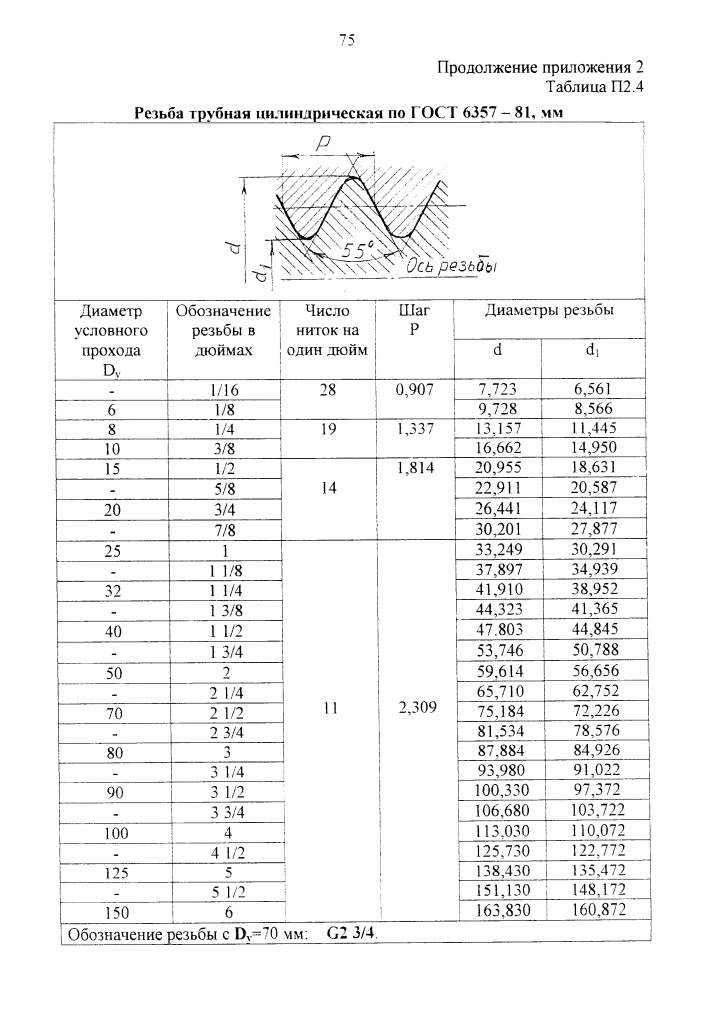 Inch
Inch 875
875
 MPT обозначает наружную трубную резьбу, а MIP обозначает наружную железную трубу, что означает наружный фитинг с резьбой NPT. FPT означает внутреннюю трубную резьбу, а FIP означает внутреннюю железную трубу, что означает внутренний фитинг с резьбой NPT. Помните, что не следует путать NPS (опять же номинальный размер трубы) с Национальным размером трубы, который НЕ является реальным обозначением. Кроме того, важно помнить, что если вы не чувствуете себя комфортно при измерении фитингов или труб, вам следует проконсультироваться с профессионалом и всегда помнить о том, что все ваши проекты соответствуют местным нормам и стандартам.
MPT обозначает наружную трубную резьбу, а MIP обозначает наружную железную трубу, что означает наружный фитинг с резьбой NPT. FPT означает внутреннюю трубную резьбу, а FIP означает внутреннюю железную трубу, что означает внутренний фитинг с резьбой NPT. Помните, что не следует путать NPS (опять же номинальный размер трубы) с Национальным размером трубы, который НЕ является реальным обозначением. Кроме того, важно помнить, что если вы не чувствуете себя комфортно при измерении фитингов или труб, вам следует проконсультироваться с профессионалом и всегда помнить о том, что все ваши проекты соответствуют местным нормам и стандартам.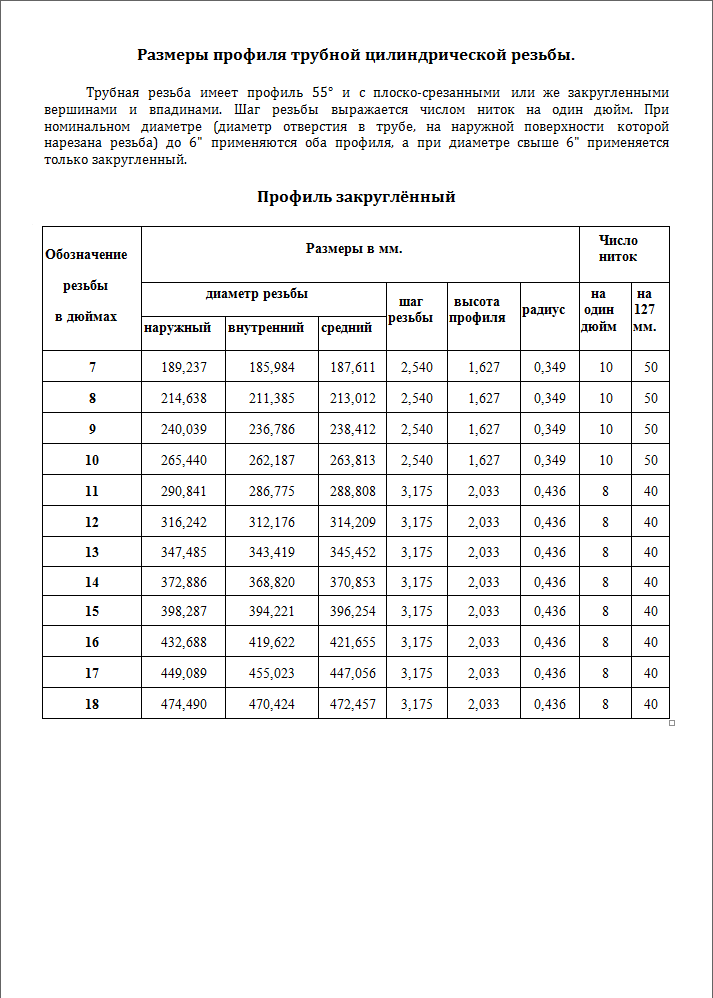 Серия
Серия
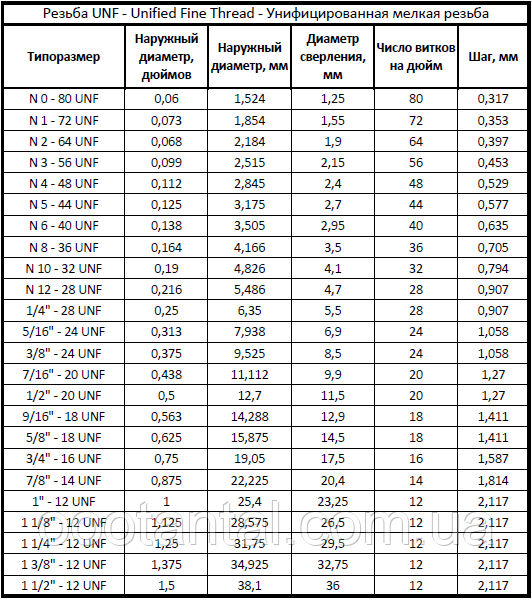 3917
3917

 00 р.
00 р. .
. .
. Многоступенчатые водяные насосы широко используют в насосных установках для повышения давления в водопроводе.
Многоступенчатые водяные насосы широко используют в насосных установках для повышения давления в водопроводе.
 Благодаря своей надежности и простоте использования, эти насосы широко используются в бытовых целях, таких как распределение воды в сочетании с небольшими и средними гидроаккумуляторами, для орошения садов и огородов, в противопожарных установках, и т.д.;
Благодаря своей надежности и простоте использования, эти насосы широко используются в бытовых целях, таких как распределение воды в сочетании с небольшими и средними гидроаккумуляторами, для орошения садов и огородов, в противопожарных установках, и т.д.; Благодаря новейшим технологиям, используемым инженерами, насосное оборудование — это одно из самых эффективных и надежных в мире.
Благодаря новейшим технологиям, используемым инженерами, насосное оборудование — это одно из самых эффективных и надежных в мире. с.
с. дюйм
дюйм
 Инновационная горизонтальная многоступенчатая поверхностная насосная система REDA HPS производится в Бартлсвилле, штат Оклахома, с первого дня.
Инновационная горизонтальная многоступенчатая поверхностная насосная система REDA HPS производится в Бартлсвилле, штат Оклахома, с первого дня.

 Узнать больше
Узнать больше , 10:12:15
, 10:12:15 Каждая ступень состоит из крыльчатки, комбинации диффузора и направляющих лопаток, размещенных в одном корпусе ступени.
Каждая ступень состоит из крыльчатки, комбинации диффузора и направляющих лопаток, размещенных в одном корпусе ступени.
 Кроме того, из-за меньшего диаметра рабочего колеса и более узких зазоров эти насосы также требуют меньшей мощности двигателя, что обеспечивает более высокую производительность и эффективность.
Кроме того, из-за меньшего диаметра рабочего колеса и более узких зазоров эти насосы также требуют меньшей мощности двигателя, что обеспечивает более высокую производительность и эффективность.


 Так, реле осуществляет управление насосом отопления. Принцип работы такого компонента состоит в следующем. После того, как потребитель перестанет разбирать воду, давление в системе поднимется в один момент до верхней отметки. В этот момент благодаря такому реле насос отключится на время.
Так, реле осуществляет управление насосом отопления. Принцип работы такого компонента состоит в следующем. После того, как потребитель перестанет разбирать воду, давление в системе поднимется в один момент до верхней отметки. В этот момент благодаря такому реле насос отключится на время. Прибор обеспечивает подачу теплоносителя нужной температуры ко всем приборам, ускоряет циркуляцию и справляется с подачей воды на верхние этажи дома. Рассмотрим, что такое автоматика для циркуляционного насоса отопления и зачем она нужна.
Прибор обеспечивает подачу теплоносителя нужной температуры ко всем приборам, ускоряет циркуляцию и справляется с подачей воды на верхние этажи дома. Рассмотрим, что такое автоматика для циркуляционного насоса отопления и зачем она нужна.


 Прибор монтировать рядом с котлом.
Прибор монтировать рядом с котлом. Как правило, производители указывают объем накопителя и возможную продолжительность работы приборов. Для выяснения точной информации следует брать в расчет мощность насоса для теплосистемы.
Как правило, производители указывают объем накопителя и возможную продолжительность работы приборов. Для выяснения точной информации следует брать в расчет мощность насоса для теплосистемы. Для облегчения регулировки поступления теплоносителя в батареи, специалисты рекомендуют установить терморегуляторы на все радиаторы. Кроме поддержания комфортной температуры в доме, своевременная регулировка поможет снизить расходы на энергоносители.
Для облегчения регулировки поступления теплоносителя в батареи, специалисты рекомендуют установить терморегуляторы на все радиаторы. Кроме поддержания комфортной температуры в доме, своевременная регулировка поможет снизить расходы на энергоносители. Только после этого я нарисовал следующую схему. Щелкните для полного размера.
Только после этого я нарисовал следующую схему. Щелкните для полного размера. Температуру этой воды по-прежнему можно регулировать с помощью ручки на передней панели котла. Таким образом, систему можно использовать даже при отсутствии WiFi или планшета Kindle Fire для управления термостатом.
Температуру этой воды по-прежнему можно регулировать с помощью ручки на передней панели котла. Таким образом, систему можно использовать даже при отсутствии WiFi или планшета Kindle Fire для управления термостатом. Мне понадобилось:
Мне понадобилось: Пара к выключателям, четыре к релейному модулю и один к двум датчикам температуры DS18b20 для трубы ГВС из котла.
Пара к выключателям, четыре к релейному модулю и один к двум датчикам температуры DS18b20 для трубы ГВС из котла.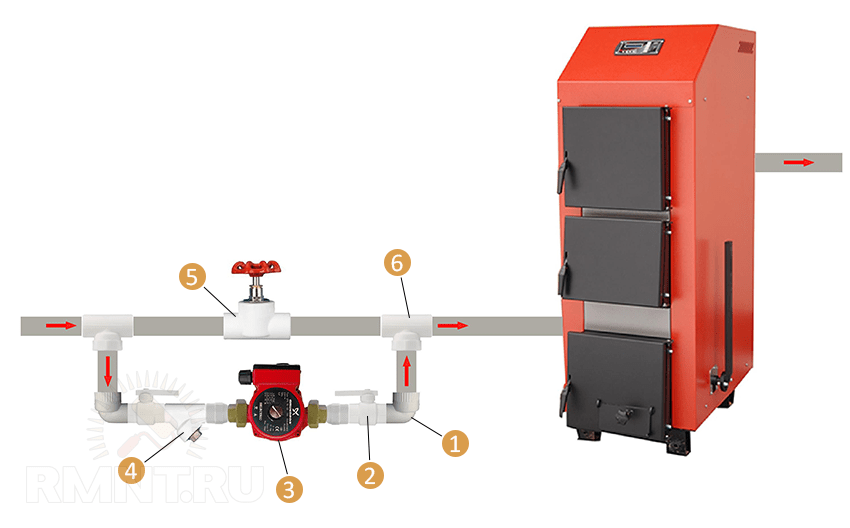 открывая коробку, если я хотел внести улучшения в программное обеспечение. Основой программного обеспечения на NodeMCU является превосходный эскиз Sonoff Тео Арендса. Я модифицировал его для нас с помощью NodeMCU, чтобы он лучше подходил для случая использования. Например, включение и выключение циркуляционного насоса в зависимости от разницы температур между подающей и обратной трубами котла. А еще у него есть веб-интерфейс! 🙂
открывая коробку, если я хотел внести улучшения в программное обеспечение. Основой программного обеспечения на NodeMCU является превосходный эскиз Sonoff Тео Арендса. Я модифицировал его для нас с помощью NodeMCU, чтобы он лучше подходил для случая использования. Например, включение и выключение циркуляционного насоса в зависимости от разницы температур между подающей и обратной трубами котла. А еще у него есть веб-интерфейс! 🙂 Циркуляционный насос отключался, как только выключалась горелка. Они были связаны вместе. Так что горячая вода оставалась возле котла и циркулировала только при включенной горелке. Мой сантехник сказал, что это не идеально, и что он должен оставаться на основе разницы между температурой воды в подающем и обратном трубопроводе. Возможно, Nest можно было бы подключить для независимого управления насосом, но я предпочел возможность сделать это на основе разницы температур подающей и обратной труб.
Циркуляционный насос отключался, как только выключалась горелка. Они были связаны вместе. Так что горячая вода оставалась возле котла и циркулировала только при включенной горелке. Мой сантехник сказал, что это не идеально, и что он должен оставаться на основе разницы между температурой воды в подающем и обратном трубопроводе. Возможно, Nest можно было бы подключить для независимого управления насосом, но я предпочел возможность сделать это на основе разницы температур подающей и обратной труб. Для дополнительной изоляции.
Для дополнительной изоляции. См. здесь статью о монтировке, которую я спроектировал и распечатал на 3D-принтере, а также файлы STL для бесплатной загрузки!
См. здесь статью о монтировке, которую я спроектировал и распечатал на 3D-принтере, а также файлы STL для бесплатной загрузки! Очень удобно, одна из лучших функций программного обеспечения. Одним из недостатков планшета является то, что он от Amazon, и по умолчанию на нем нет магазина Google Play, поэтому мне пришлось сначала загрузить его, прежде чем я смог купить Imperihome.
Очень удобно, одна из лучших функций программного обеспечения. Одним из недостатков планшета является то, что он от Amazon, и по умолчанию на нем нет магазина Google Play, поэтому мне пришлось сначала загрузить его, прежде чем я смог купить Imperihome. Так ночью устанавливается низкая температура (16,5 градусов), а вечером – 19,0 градусов. Конечно, как только кто-то настраивает температуру с помощью виджета термостата, это имеет приоритет. Я планирую добавить более сложный тайминг в ближайшем будущем, но в краткосрочной перспективе это нормально.
Так ночью устанавливается низкая температура (16,5 градусов), а вечером – 19,0 градусов. Конечно, как только кто-то настраивает температуру с помощью виджета термостата, это имеет приоритет. Я планирую добавить более сложный тайминг в ближайшем будущем, но в краткосрочной перспективе это нормально.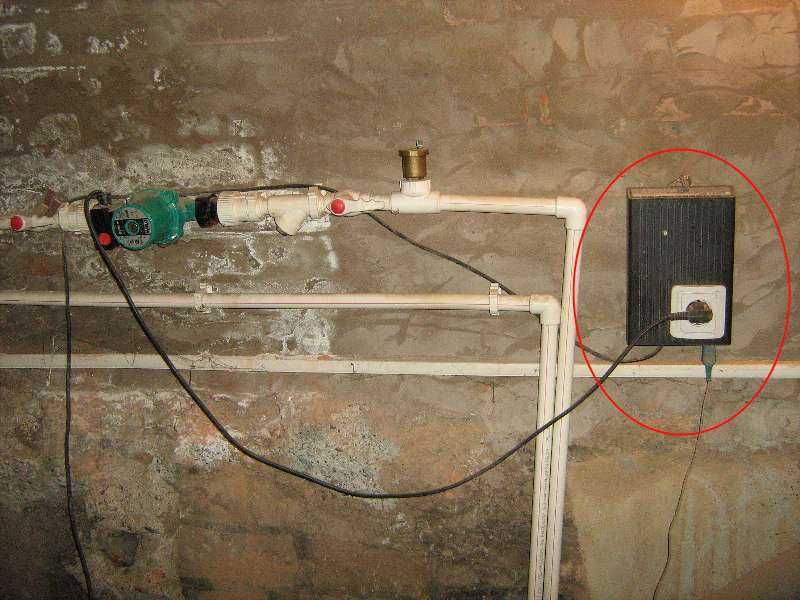

 И независимо от того, считаете ли вы себя технически подкованным или нет, вы можете извлечь выгоду из простых шагов по автоматизации вашего пула.
И независимо от того, считаете ли вы себя технически подкованным или нет, вы можете извлечь выгоду из простых шагов по автоматизации вашего пула. Вместо того, чтобы вернуться домой, включить джакузи, сполоснуться. , и терпеливо ожидая, пока горячая ванна нагреется, вы можете включить ванну с помощью темы «После тренировки» на своем телефоне прямо в раздевалке.
Вместо того, чтобы вернуться домой, включить джакузи, сполоснуться. , и терпеливо ожидая, пока горячая ванна нагреется, вы можете включить ванну с помощью темы «После тренировки» на своем телефоне прямо в раздевалке. Как только он настроен, все идет вниз по течению оттуда. Решайте сами, стоит ли установка этого высокотехнологичного удобства. И если вы в игре, читайте дальше.
Как только он настроен, все идет вниз по течению оттуда. Решайте сами, стоит ли установка этого высокотехнологичного удобства. И если вы в игре, читайте дальше. Автоматизация бассейна поможет вам в полной мере воспользоваться этими преимуществами, но они будут ограничены, если у вас нет насоса с регулируемой скоростью.
Автоматизация бассейна поможет вам в полной мере воспользоваться этими преимуществами, но они будут ограничены, если у вас нет насоса с регулируемой скоростью.


 Вся работа выполняется роботами, запрограммированными на определенные действия.
Вся работа выполняется роботами, запрограммированными на определенные действия.
 Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
 Такие процессы приводят к предотвращению образования пор.
Такие процессы приводят к предотвращению образования пор.
 Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.

 Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
 Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим. В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа. При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным. Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.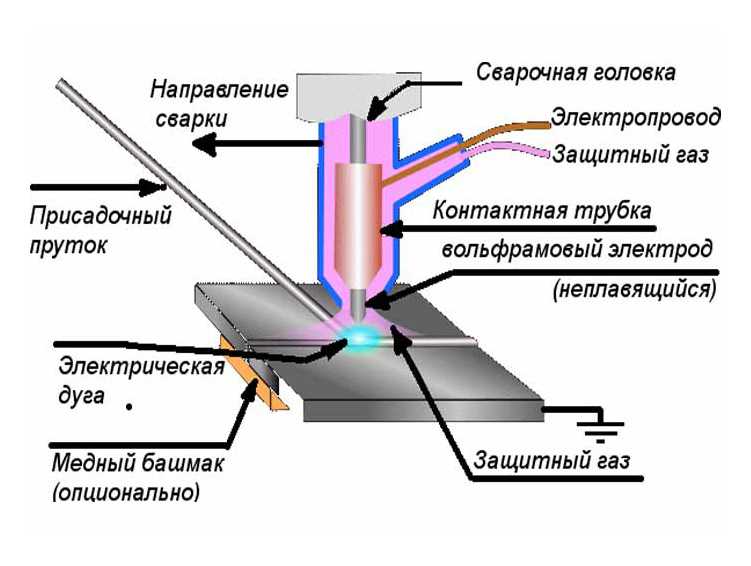 Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона. Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака. Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают. Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.

 Это называется орбитальной сваркой труб.
Это называется орбитальной сваркой труб.
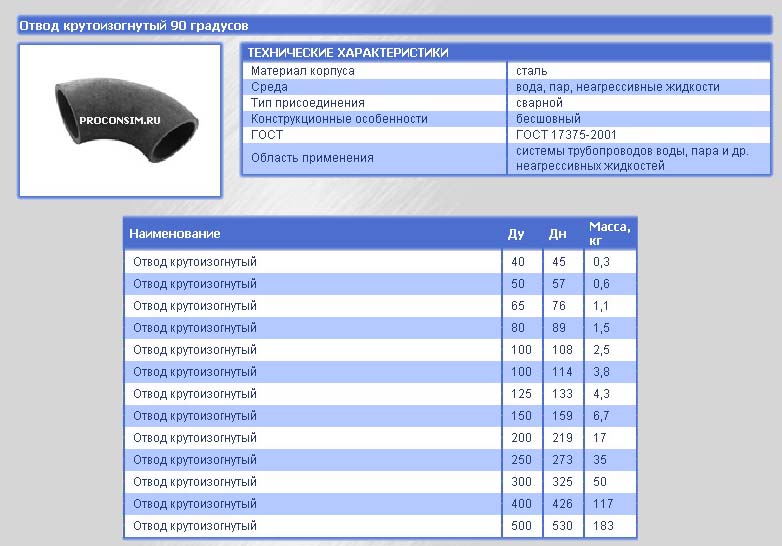
 Поэтому мы должны заказывать их в кг, центнерах или тоннах. В этой статье мы обсудим, как рассчитать удельный вес стальных стержней разного диаметра.
Поэтому мы должны заказывать их в кг, центнерах или тоннах. В этой статье мы обсудим, как рассчитать удельный вес стальных стержней разного диаметра.