Для изготовления различных деталей из сортового металлопроката в качестве основной технологической операции в большинстве случаев применяется такая, как обработка резанием.
В высокоточных приборах, разнообразных специализированных аппаратах, машинах множество деталей изготовлено способом удаления «ненужного» слоя металла на механических станках. При этом если внимательно на их посмотреть, то выяснится, что многие из них имеют поверхности самой различной геометрической конфигурации, в том числе и фасонные.
Наименование
Фасонный резец 3D
Формат файла
*.dwg
Файл архива
*.rar
Размер файла
62,9 кб
Скачать
Бесплатно
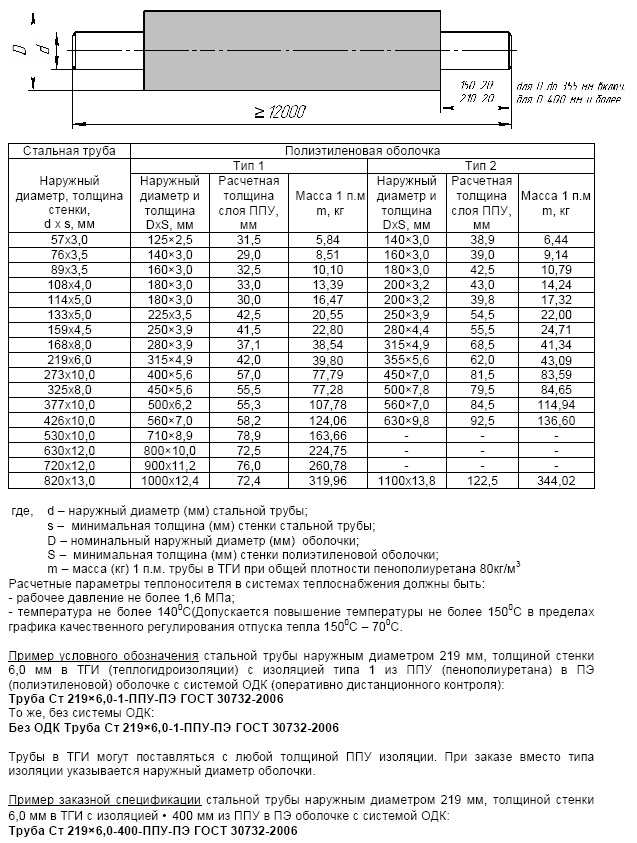
Для того чтобы произвести их обработку должным образом, в условиях современного производства используются станки с числовым программным управлением. Они по определенной рабочей программе обеспечивают движение режущего инструмента по заданной траектории. Еще одним широко распространенным способом является использование фасонных резцов. Они имеют профиль режущей поверхности, в точности соответствующий тому, который должен получиться у готовая детали.
Для обработки фасонных поверхностей в последние годы все чаще используются станки с числовым программным управлением, однако использование для этой цели фасонных резцов по-прежнему остаётся востребовано, на что есть целый ряд немаловажных причин.
В машиностроении фасонными резцами называют такой режущий инструмент, у которого форма рабочей кромки напрямую зависит от той, что имеет профиль обрабатываемой детали.
Фасонные резцы используются в качестве режущего инструмента на самых различных станках: токарно-винторезных, токарных, токарно-револьверных, полуавтоматических, а в некоторых случаях даже и строгальных. Использование этих резцов технологически и экономически целесообразно только в условиях массового или серийного производства.
Как правило, фасонные резцы – это узкоспециализированный режущий инструмент, поскольку он предназначается только для обработки тех деталей, которые имеют специфическую конфигурацию поверхности.
Применение фасонных резцов позволяет добиться необходимой точности изготовления деталей, идентичности их формы, а обработка ими поверхностей характеризуется высокой производительностью.
Практически всегда фасонные резцы испытывают гораздо большие нагрузки, чем резцы обычные. Дело в том, что длинна соприкосновения их режущих кромок достаточно велика, соответственно и сопротивление резанию – тоже.
Для того чтобы фасонные резцы полностью проявили все свои преимущества, они должны быть точно изготовлены в соответствии с необходимыми техническими требованиями.
Виды фасонных резцов
Специалисты классифицируют подобный режущий инструмент в зависимости от конструкции и специфических особенностей. На этой основе различают следующие виды фасонных резцов:
Стержневые
Призматические
Круглые
Стержневые фасонные резцы очень похожи на обычные токарные, однако отличаются от них тем, что имеют соответствующую фасонную конфигурацию режущей поверхности. Их крепление в резцедержателях осуществляется так же, как и обычных токарных резцов.
Как нетрудно догадаться из самого названия, призматические фасонные резцы по своей геометрической форме представляют собой ни что иное, как призму. При этом одна из их граней, служащая задней поверхностью, имеет фасонную цилиндрическую конфигурацию, а передняя поверхность – это плоская торцевая грань. Формирование задних углов на фасонных режущих кромках происходит за счет того, что в державках этот инструмент устанавливается под наклоном.
Круглые фасонные резцы представляют собой тела вращения, у которых для схода стружки и образования передней плоскости вырезаются угловые пазы. Поскольку такие резцы устанавливаются выше осей обрабатываемых деталей, то за счет этого создаются положительные задние углы на фасонных режущих кромках. Резцы этого типа можно много раз перетачивать, они просты в изготовлении, но их можно использовать только для обработки неглубокого профиля, поскольку крепятся они не очень жестко.
Резцы токарные и пластины по металлу
Резцы токарные
Резцы токарные по металлу. Вы можете купить в Санкт-Петербург в компании НордСайд.
Резцы токарные по металлу — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов.
Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Резец состоит из стержня (державки) и головки. Державка крепится в резцедержателе токарного станка. Она имеет квадратную или прямоугольную форму.
Токарные резцы
проходные — для протачивания заготовок вдоль оси её вращения.
подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
расточные — для растачивания отверстий.
фасочные — для снятия фасок.
фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
Список ГОСТов на проходные и подрезные резцы
ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Купить резцы токарные оптом различных типов в наличии и под заказ, вы можете в компании НордСайд Санкт-Петербург. Оставив заявку на сайте или отправить по электронной почте sale@nordside. spb.ru
Metal Shape Cutter — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Новые формочки для печенья 2019 года, металлические и пластиковые
Очистить все
Сортировать по:
Избранное
Бестселлер
По алфавиту, А-Я
По алфавиту Z-A
Цена, от низкой к высокой
Цена, от высокой к низкой
Дата, старая к новой
Дата, от нового к старому
20 товаров
20 товаров
Очистить все
2-дюймовая металлическая формочка для печенья Mini Slice of Pie
0,90 доллара США
2-дюймовая мини-форма для печенья из цельного пирога
Удельное сопротивление металлов, электролитов и веществ (Таблица)
Удельное сопротивление металлов и изоляторов
В справочной таблице даны значения удельного сопротивления р некоторых металлов и изоляторов при температуре 18—20° С, выраженные в ом·см. Величина рдля металлов в сильной степени зависит от примесей, в таблице даны значения р для химически чистых металлов, для изоляторов даны приближенно. Металлы и изоляторы расположены в таблице в порядке возрастающих значений р.
Таблица удельное сопротивление металлов
Чистые металлы
104 ρ (ом·см)
Чистые металлы
104 ρ (ом·см)
Серебро
0,016
Хром
0,131
Медь
0,017
Тантал
0,146
Золото
0,023
Бронза 1)
0,18
Алюминий
0,029
Торий
0,18
Дюралюминий
0,0335
Свинец
0,208
Магний
0,044
Платинит 2)
0,45
Кальций
0,046
Сурьма
0,405
Натрий
0,047
Аргентан
0,42
Марганец
0,05
Никелин
0,33
Иридий
0,063
Манганин
0,43
Вольфрам
0,053
Константан
0,49
Молибден
0,054
Сплав Вуда 3)
0,52 (0°)
Родий
0,047
Осмий
0,602
Цинк
0,061
Сплав Розе 4)
0,64 (0°)
Калий
0,066
Хромель
0,70-1,10
Никель
0,070
Кадмий
0,076
Инвар
0,81
Латунь
0,08
Ртуть
0,958
Кобальт
0,097
Нихром 5)
1,10
Железо
0,10
Висмут
1,19
Палладий
0,107
Фехраль 6)
1,20
Платина
0,110
Графит
8,0
Олово
0,113
Таблица удельное сопротивление изоляторов
Изоляторы
ρ (ом·см)
Изоляторы
ρ (ом·см)
Асбест
108
Слюда
1015
Шифер
108
Миканит
1015
Дерево сухое
1010
Фарфор
2·1015
Мрамор
1010
Сургуч
5·1015
Целлулоид
2·1010
Шеллак
1016
Бакелит
1011
Канифоль
1016
Гетинакс
5·1011
Кварц _|_ оси
3·1016
Алмаз
1012
Сера
1017
Стекло натр
1012
Полистирол
1017
Стекло пирекс
2·1014
Эбонит
1018
Кварц || оси
1014
Парафин
3·1018
Кварц плавленый
2·1014
Янтарь
1019
Удельное сопротивление чистых металлов при низких температурах
В таблице даны значения удельного сопротивления (в ом·см) некоторых чистых металлов при низких температурах (0°С).
Чистые металлы
t (°С)
Удельное сопротивление, 104 ρ (ом·см)
Висмут
-200
0,348
Золото
-262,8
0,00018
Железо
-252,7
0,00011
Медь
-258,6
0,00014 1
Платина
-265
0,0010
Ртуть
-183,5
0,0697
Свинец
-252,9
0,0059
Серебро
-258,6
0,00009
Отношение сопротивлении Rt/Rq чистых металлов при температуре Т °К и 273° К.
В справочной таблице дано отношение Rt/Rq сопротивлений чистых металлов при температуре Т °К и 273° К.
Чистые металлы
Т (°К)
RT/R0
Алюминий
77,7
1,008
20,4
0,0075
Висмут
77,8
0,3255
20,4
0,0810
Вольфрам
78,2
0,1478
20,4
0,0317
Железо
78,2
0,0741
20,4
0,0076
Золото
78,8
0,2189
20,4
0,0060
Медь
81,6
0,1440
20,4
0,0008
Молибден
77,8
0,1370
20,4
0,0448
Никель
78,8
0,0919
20,4
0,0066
Олово
79,0
0,2098
20,4
0,0116
Платина
91,4
0,2500
20,4
0,0061
Ртуть
90,1
0,2851
20,4
0,4900
Свинец
73,1
0,2321
20,5
0,0301
Серебро
78,8
0,1974
20,4
0,0100
Сурьма
77,7
0,2041
20,4
0,0319
Хром
80,0
0,1340
20,6
0,0533
Цинк
83,7
0,2351
20,4
0,0087
Удельное сопротивление электролитов
В таблице даны значения удельного сопротивления электролитов в ом·см при температуре 18° С. Концентрация растворов с дана в процентах, которые определяют число граммов безводной соли или кислоты в 100 г раствора.
c (%)
NH4Cl
NaCl
ZnSO4
CuSO4
КОН
NaOH
H2SO4
5
10,9
14,9
52,4
52,9
5,8
5,1
4,8
10
5,6
8,3
31,2
31,3
3,2
3,2
2,6
15
3,9
6,1
24,1
23,8
2,4
2,9
1,8
20
3,0
5,1
21,3
—
2,0
3,0
1,5
25
2,5
4,7
20,8
—
1,9
3,7
1,4
_______________
Источник информации: КРАТКИЙ ФИЗИКО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК/ Том 1, — М. : 1960.
таблица удельного сопротивления меди, алюминия и других металлов
Как нам известно из закона Ома, ток на участке цепи находится в следующей зависимости: I=U/R. Закон был выведен в результате серии экспериментов немецким физиком Георгом Омом в XIX веке. Он заметил закономерность: сила тока на каком-либо участке цепи прямо зависит от напряжения, которое к этому участку приложено, и обратно — от его сопротивления.
Проводимость и сопротивление
Проводники и диэлектрики
Зависимость от факторов внешней среды
Удельное сопротивление различных проводников
Позже было установлено, что сопротивление участка зависит от его геометрических характеристик следующим образом: R=ρl/S,
где l- длина проводника, S — площадь его поперечного сечения, а ρ — некий коэффициент пропорциональности.
Таким образом, сопротивление определяется геометрией проводника, а также таким параметром, как удельное сопротивление (далее — у. с.) — так назвали этот коэффициент. Если взять два проводника с одинаковым сечением и длиной и поставить их в цепь по очереди, то, измеряя силу тока и сопротивление, можно увидеть, что в двух случаях эти показатели будут разными. Таким образом, удельное электрическое сопротивление — это характеристика материала, из которого сделан проводник, а если быть еще более точным, то вещества.
Проводимость и сопротивление
У.с. показывает способность вещества препятствовать прохождению тока. Но в физике есть и обратная величина — проводимость. Она показывает способность проводить электрический ток. Выглядит она так:
σ=1/ρ, где ρ — это и есть удельное сопротивление вещества.
Если говорить о проводимости, то она определяется характеристиками носителей зарядов в этом веществе. Так, в металлах есть свободные электроны. На внешней оболочке их не больше трех, и атому выгоднее их «отдать», что и происходит при химических реакциях с веществами из правой части таблицы Менделеева. В ситуации же, когда мы располагаем чистым металлом, он имеет кристаллическую структуру, в которой эти наружные электроны общие. Они-то и переносят заряд, если приложить к металлу электрическое поле.
В растворах носителями заряда являются ионы.
Если говорить о таких веществах, как кремний, то по своим свойствам он является полупроводником и работает несколько по иному принципу, но об этом позже. А пока разберемся, чем же отличаются такие классы веществ, как:
Проводники;
Полупроводники;
Диэлектрики.
Проводники и диэлектрики
Есть вещества, которые ток почти не проводят. Они называются диэлектриками. Такие вещества способны поляризоваться в электрическом поле, то есть их молекулы могут поворачиваться в этом поле в зависимости от того, как распределены в них электроны. Но поскольку электроны эти не являются свободными, а служат для связи между атомами, ток они не проводят. 8 Ом.
Между этими двумя классами существуют вещества, называемые полупроводниками. Но выделение их в отдельную группу веществ связано не столько с их промежуточным состоянием в линейке «проводимость — сопротивление», сколько с особенностями этой проводимости в различных условиях.
Зависимость от факторов внешней среды
Проводимость — не совсем постоянная величина. Данные в таблицах, откуда берут ρ для расчетов, существуют для нормальных условий среды, то есть для температуры 20 градусов. В реальности для работы цепи сложно подобрать такие идеальные условия; фактически у.с. (а стало быть, и проводимость) зависят от следующих факторов:
температура;
давление;
наличие магнитных полей;
свет;
агрегатное состояние.
Разные вещества имеют свой график изменения этого параметра в разных условиях. Так, ферромагнетики (железо и никель) увеличивают его при совпадении направления тока с направлением силовых линий магнитного поля. Что касается температуры, то зависимость здесь почти линейная (существует даже понятие температурного коэффициента сопротивления, и это тоже табличная величина). Но направление этой зависимости различно: у металлов оно повышается с повышением температуры, а у редкоземельных элементов и растворов электролитов увеличивается — и это в пределах одного агрегатного состояния.
У полупроводников зависимость от температуры не линейная, а гиперболическая и обратная: при повышении температуры их проводимость увеличивается. Это качественно отличает проводники от полупроводников. Вот так выглядит зависимость ρ от температуры у проводников:
Здесь представлены удельное сопротивление меди, платины и железа. Немного другой график у некоторых металлов, например, ртути — при понижении температуры до 4 К она теряет его почти полностью (такое явление называется сверхпроводимостью).
А для полупроводников эта зависимость будет примерно такая:
При переходе в жидкое состояние ρ металла увеличивается, а вот дальше все они ведут себя по-разному. Например, у расплавленного висмута оно ниже, чем при комнатной температуре, а у меди — в 10 раз выше нормального. Никель выходит из линейного графика еще при 400 градусах, после чего ρ падает.
Зато у вольфрама температурная зависимость настолько высока, что это становится причиной перегорания ламп накаливания. При включении ток нагревает спираль, и ее сопротивление увеличивается в несколько раз.
Также у. с. сплавов зависит от технологии их производства. Так, если мы имеем дело с простой механической смесью, то сопротивление такого вещества можно посчитать по среднему, а вот оно же у сплава замещения (это когда два и более элемента складываются в одну кристаллическую решетку) будет иным, как правило, куда большим. Например, нихром, из которого делают спирали для электроплиток, имеет такую цифру этого параметра, что этот проводник при включении в цепь греется до красноты (из-за чего, собственно, и используется).
Вот характеристика ρ углеродистых сталей:
Как видно, при приближении к температуре плавления оно стабилизируется. -8
3,7
Как видно из таблицы, лучший проводник — это серебро. И только его стоимость мешает массово применять его в производстве кабеля. У.с. алюминия тоже небольшое, но меньше, чем у золота. Из таблицы становится понятно, почему проводка в домах либо медная, либо алюминиевая.
В таблицу не включен никель, у которого, как мы уже сказали, немного необычный график зависимости у. с. от температуры. Удельное сопротивление никеля после повышения температуры до 400 градусов начинает не расти, а падать. Интересно он ведет себя и в других сплавах замещения. Вот так ведет себя сплав меди и никеля в зависимости от процентного соотношения того и другого:
А этот интересный график показывает сопротивление сплавов Цинк — магний:
В качестве материалов для изготовления реостатов используют высокоомные сплавы, вот их характеристики:
сплав
удельное сопротивление
манганин
4,82*10^-7
константан
4,9*10^-7
нихром
1,1*10^-6
фехраль
1,2*10^-6
хромаль
1,2*10^-6
Это сложные сплавы, состоящие из железа, алюминия, хрома, марганца, никеля. -7 Ом · м.
Разница между у. с. различных проводников определяет и их применение. Так, медь и алюминий массово применяются при производстве кабеля, а золото и серебро — в качестве контактов в ряде радиотехнических изделий. Высокоомные проводники нашли свое место среди производителей электроприборов (точнее, они и создавались для этого).
Изменчивость этого параметра в зависимости от условий внешней среды легла в основу таких приборов, как датчики магнитного поля, терморезисторы, тензодатчики, фоторезисторы.
Объемное удельное сопротивление и проводимость металлов
Выпуск 020, 9 ноября 2021 г.
Меган К. Пуглиа, доктор философии, старший химик-исследователь
Удельное сопротивление (ρ) определяет способность материала препятствовать электрическому току (уравнение 1) . Уравнение 1 определяет удельное сопротивление математически, где R — сопротивление, A — площадь поперечного сечения материала, а l — длина материала.[1] Единицей СИ, используемой для выражения удельного сопротивления, является омметр (Ом∙м).
Уравнение 1:
Удельное сопротивление — это величина, обратная проводимости (σ), которая определяет способность материала пропускать через себя электроны на определенную единицу размера (уравнение 2).[1] Единицей проводимости в системе СИ является сименс на метр (См/м).
Уравнение 2:
Важно отметить, что удельное сопротивление и проводимость — это свойства материала, которые номинально не зависят от размера и формы. Сопротивление, с другой стороны, является характеристикой компонента и может быть изменено путем изменения размеров детали.
Удельное сопротивление в металле сильно зависит от длины свободного пробега свободно движущегося (валентного) электрона в его кристаллической решетке. Средняя длина свободного пробега — это среднее расстояние, которое электрон может пройти между событиями рассеяния или столкновениями, которые сбивают электрон с его первоначального пути через материал. События рассеяния увеличивают удельное сопротивление и вызываются неоднородностями в кристаллической структуре металлов. Примеры включают поля деформации вокруг атомов растворенных веществ, границ зерен и частиц и дислокаций. Обычно механизмы упрочнения материала увеличивают количество случаев рассеяния и, следовательно, снижают проводимость металла. Следовательно, проводимость металлов, подвергшихся холодной обработке с внесением дислокаций, ниже, чем у отожженных материалов того же состава.[2] Однако интересно то, что удельное сопротивление сплава обычно снижается при дисперсионном твердении; растворенные атомы изолируются в осадках, перестраиваются путем дальнего упорядочения и т. д., тем самым уменьшая их участие в рассеянии электронов.
На удельное сопротивление и проводимость также влияет температура материала. Повышение температуры вызывает усиление колебаний решетки (фононов), которые вызывают больший структурный беспорядок и точки столкновения электронов, пытающихся двигаться через материал. Собственная проводимость чистых элементов связана со многими другими аспектами; среди них валентные электроны, кристаллическая структура и плотность электронов вблизи энергетического уровня Ферми. [2]
Удельное сопротивление металлов и других материалов, которые являются хорошими проводниками, часто указывается в единицах микроом∙см, тогда как у изоляционных материалов высокие значения удельного сопротивления указываются в ом∙см. Некоторые справочники и руководства ранжируют материалы по их процентной проводимости по отношению к международному стандарту отожженной меди (IACS), известному как %IACS. IACS представляет собой эталон отожженной меди, выдерживаемый при 20°C, с принятым значением проводимости 58×10⁶ См/м [1,72 мкОм-см]. Следовательно, сообщаемая проводимость 50% IACS означает, что материал имеет половину проводимости стандарта отожженной меди, или 27,5 x 10⁶ См/м [3,45 мкОм-см].
Сообщается, что серебро, медь и золото обладают самой высокой электропроводностью среди всех металлов, отчасти благодаря тому, что каждый из их одиночных валентных электронов легко возбуждается, чтобы свободно двигаться через их кристаллическую решетку.[2] Обратите внимание, что чистое серебро и медь с большей вероятностью потускнеют по сравнению с золотом и другими благородными металлами в определенных условиях, что увеличивает контактное сопротивление. [3] Кроме того, более высокая проводимость обычно указывает на снижение прочности материала, как упоминалось ранее. По этим причинам важно выбирать контактные материалы, которые уравновешивают проводимость, прочность, благородство и стоимость, соответствующие предполагаемому применению, и избегать узкого внимания только к объемной проводимости.
Deringer-Ney, Inc. производит ряд сплавов с различными комбинациями удельного сопротивления, твердости, благородства и стоимости для соответствия широкому спектру различных применений и сред, как показано в таблице 1.[1]
Таблица 1: Оценочные значения удельного сопротивления, проводимости и %IACS для различных металлических сплавов. Для получения информации о других сплавах DNI или альтернативных сплавах посетите сайт deringerney.com. Все значения являются оценочными. Значения удельного сопротивления и твердости чистого металла из ссылок 4 и 5 соответственно. Значения, соответствующие измерениям твердости по Кнупу, обозначены HK, а значения, соответствующие измерениям твердости по Виккерсу, обозначены HV.
Ссылки: [1] Pitney, Kenneth E. Ney Contact Manual: Electric Contacts for Low Energy Uses. 1-е изд., The JM Ney Company, 1973. [2] Картер, Джайлз Ф. Принципы физической и химической металлургии. ASM International, 1979 [3] Боуэн, П. К. «Основы теории контактного сопротивления», технические сводки Дерингера-Ней, 2 декабря 2020 г. https://www.deringerney.com/resource-library/. [4] Haynes, William M., et al. «Свойства твердых тел». Справочник CRC по химии и физике: готовый справочник химических и физических данных: 2012–2013 гг., CRC Press, Бока-Ратон, Флорида, 2012 г., стр. 12–41-12–42. [5] Брандес, Эрик А. и Колин Джеймс Смителлс. Справочник Smithells Metals. 6-е изд., Butterworths, 1983.
Температурная зависимость удельного сопротивления полупроводников | Блог системного анализа
Ключевые выводы
При повышении температуры удельное сопротивление металла увеличивается, что придает ему положительный температурный коэффициент сопротивления.
Полупроводники имеют отрицательный температурный коэффициент сопротивления.
Удельное сопротивление внешних полупроводников больше, чем собственных полупроводников.
Температурная зависимость удельного сопротивления полупроводников играет важную роль в их применении в электронике
Электропроводность описывает легкость прохождения электрического тока через материал и является важным параметром материала . Проводники – это материалы, пропускающие через себя ток. Те, которые блокируют ток, называются изоляторами. Есть материалы, которые попадают между проводниками и изоляторами, когда ток, протекающий по ним, принимается за относительный параметр. Такие материалы известны как полупроводники.
Во всех этих материалах протекание тока может быть напрямую связано с проводимостью материала, которая является обратной величиной удельного сопротивления. Удельное сопротивление является свойством материала и зависит от температуры. Температурная зависимость удельного сопротивления полупроводников играет существенную роль в их применении в электронике. В этой статье мы рассмотрим, почему это так.
Что такое удельное сопротивление?
Удельное сопротивление является неотъемлемым свойством материала. Это константа для материала при данной температуре. Удельное сопротивление материала можно определить как сопротивление материала единицы площади поперечного сечения и единицы длины. Удельное сопротивление материала не зависит от его длины и площади.
Соотношение между сопротивлением материала и удельным сопротивлением: материал. Единицей удельного сопротивления является ом-метр.
Электропроводность обратна удельному сопротивлению. Когда удельное сопротивление материала высокое, его проводимость очень низкая, и наоборот. Учитывая это соотношение, можно сказать, что удельное сопротивление металлов или проводников очень низкое. Располагая материалы в порядке возрастания удельного сопротивления, порядок: проводники, полупроводники и изоляторы.
Далее мы рассмотрим, как температура влияет на удельное сопротивление.
Температурная зависимость удельного сопротивления
Удельное сопротивление материала зависит от температуры. Температурная зависимость удельного сопротивления различна для проводников, полупроводников и диэлектриков. Давайте обсудим, как изменяется удельное сопротивление в проводниках и изоляторах, прежде чем обсуждать полупроводники.
Проводники
В проводниках при повышении температуры атомы начинают сильно вибрировать, что приводит к столкновению свободных электронов и других электронов. Это столкновение вызывает потерю энергии свободными электронами, которые ответственны за ток. Уменьшение движения или скорости дрейфа электронов из-за утечки энергии увеличивает удельное сопротивление проводников, особенно металлов. С повышением температуры удельное сопротивление металла также увеличивается, что придает ему положительный температурный коэффициент сопротивления. При высоких температурах удельное сопротивление проводника увеличивается, а проводимость уменьшается.
Изоляторы
Изоляторы смещаются в зону проводимости при повышении температуры. Удельное сопротивление изолятора уменьшается с температурой, что приводит к увеличению проводимости. Изоляторы имеют отрицательный температурный коэффициент сопротивления.
Далее мы исследуем температурную зависимость удельного сопротивления полупроводников.
Температурная зависимость удельного сопротивления полупроводников
В полупроводниках энергетическая щель между зоной проводимости и валентной зоной уменьшается с повышением температуры. Валентные электроны в полупроводниковом материале получают энергию, чтобы разорвать ковалентную связь и перейти в зону проводимости при высоких температурах. Это создает больше носителей заряда в полупроводнике при высоких температурах. Более высокая концентрация носителей заряда снижает удельное сопротивление полупроводника. Поскольку удельное сопротивление полупроводника уменьшается с повышением температуры, он становится более проводящим. Полупроводник обладает отличной проводимостью при высоких температурах.
На приведенном ниже графике показана зависимость между удельным сопротивлением и температурой в полупроводнике. Полупроводники имеют отрицательный температурный коэффициент сопротивления. Это свойство используется для применения полупроводников в электронике. При приложении внешнего напряжения температура полупроводникового кристалла увеличивается, что, в свою очередь, увеличивает плотность в нем термически генерируемых носителей. Генерируется больше электронно-дырочных пар, что позволяет легко протекать току через полупроводник.
Удельное сопротивление в зависимости от температуры в полупроводниках
Характеристики полупроводника улучшаются путем легирования его донорными или акцепторными примесями.
Сверло — это вид рабочей оснастки, назначение которого состоит в создании отверстий в различных твердых поверхностях. Чаще всего применяется с такими инструментами, как дрель и перфоратор. Оснастку четко разделяют по диаметру, длине, материалам, для работы с которым разработаны. В статье разберем, как отличить св ерла, предназначенные для обработки разных материалов, визуально.
Определим общие черты разных видов оснастки:
Габариты. Комплектующие, предназначенные для различных задач, могут иметь идентичные диаметр (варьируется в среднем от 1 до 80 мм) и длину (большинство не больше 600 мм).
Маркировка. Одинаковым образом указываются основные данные об изделии: бренд, размер, разновидность использованной в изготовлении стали, т.д.
Принцип работы. Независимо от того, сверлите по камню, дереву или плитке, для создания отверстий применяются схожие правила и идентичная последовательность действий.
Частичная взаимозаменяемость. Необходимо выполнить сверление древесины, но нет специализированной насадки — допустимо применить более прочное сверло по металлу. Использовать оснастку по дереву для стали, металла нельзя —испортите расходник. В магазинах встречаются универсальная оснастка.
Основные особенности сверла по дереву
Древесина — относительно мягкий материал, поэтому оснастка по ней делается из недорогих сплавов. Конструкция предусматривает углубления для отвода стружки. То, как выглядит сверло, заслуживает внимания: на передней части — режущая пика, с помощью которой удобно создавать отверстия с высокой точностью. Зачастую насадки для дерева имеют серый цвет.
Оснастка по древесине имеет несколько разновидностей. Чтобы понять, как с большей точностью отличать сверла по дереву, рассмотрим их подробнее.
Отличия винтовых свёрл по дереву
Наиболее распространенный тип расходника по дереву. Как безошибочно отличить эти сверла:
Есть заточенный штырь в центре.
Конструкцией предусмотрены подрезатели.
Характерный угол кромок, составляющий 90—100°.
Отличия перьевых сверл по дереву
Внешним видом напоминает долото с острым наконечником посередине. Применятся с целью создания отверстий большого диаметра. В патроне электроинструмента фиксируется 6-гранным/круглым хвостовиком.
Отличия сверла спираль Левиса по дереву
Вид визуально отличается за счет вынесенной в название широкой спирали Левиса. Применяется для создания глубоких и аккуратных отверстий.
Широкая спираль.
Центрирующее острие в виде бура.
Малый угол наклона канавки.
Отличия сверла Форстнера
Оптимально подходит для работы с ДСП, ламинатом. Преимущество — высокая точность выпиливания линии среза. Этого удается достичь благодаря острому краю на подрезателе. Посередине имеется острие, облегчающее центрирование.
Основные особенности сверла по металлу
На первый взгляд визуально сложно определить, чем отличаются сверла по металлу. Прочнее, в случае необходимости обрабатывают дерево. Другое отличие в наконечнике: у насадки по металлу передняя часть тупее (угол составляет 130— 140°).
Чем отличаются винтовые свёрла по металлу
Если нужно понять, как отличить сверло по металлу от дерева, обратите внимание на цвет расходного материала. Ввиду малой прочности обрабатываемого материала расходники для древесины производятся из дешевых материалов и имеют серый цвет. Оснастка для работы с металлом зачастую обладает черным или золотистым покрытием.
Чем отличаются фрезеровальные свёрла по металлу
Благодаря такой насадке дрель в простых задачах может заменить фрезер. Передняя часть оснастки схожа с винтовым аналогом. Посередине размещены зазубрины, с помощью которых осуществляется фрезерование. Ими можно придать отверстию специфическую форму: например, расширить его.
Чем отличаются ступенчатые свёрла по металлу
Режущий наконечник у данного типа выполнен в форме пирамиды с несколькими сегментами. Благодаря этому одна насадка позволяет заменить несколько разных: чем дальше продвигаетесь по материалу, тем шире будет отверстие. Результат выйдет аккуратным и ровным.
Основные особенности сверла по бетону
Главная характерная особенность насадки по бетонным конструкциям — наличие победитового наконечника. Позволяет работать с плотным материалом. Важно помнить, что ввиду специфичного устройства насадка для бетона несовместима с древесиной и металлом.
Разница свёрл для разных материалов
От прочих винтовая насадка по бетону отличается за счет наконечника из победита. Характерен размером — диаметр больше, чем основание.
Как отличить пиковидные сверла по бетону
В отличие от винтовой, у пиковидных нет спирали. Гладкие, впереди алмазный наконечник формой как у стрелы. Пиковидные расходники эффективны при обработке каменных конструкций. Недостаток в продолжительности работы — создание отверстия занимает от нескольких минут.
Как отличить коронки по бетону
Используются для создания крупных и безупречно ровных отверстий в таких материалах, как бетон или кирпичная кладка. Имеют посередине стержень с наконечником, которые используются для центрирования. Окружены крупной зазубренной чашей (коронкой).
Основные различия свёрл
Все виды оснастки, кроме винтовых, имеют характерную форму. Наиболее простой способ выучить, по какому материалу используются, — запомнить внешние признаки. Если столкнулись именно с винтовой, смотрите на наконечник: у насадок по дереву заостренный, по металлу — тупой, по бетону — расширенный относительно основания.
Что ещё можно определить по сверлу на глаз
Приведем список признаков, которые помогут понять, чем визуально изношенные сверла отличаются от новых:
После обработки внешне заметно, что стенки отверстия шероховатые.
Нагреваются сильнее, чем новые.
В процессе работы появляется нехарактерный резкий скрип.
Медленнее новых входят в поверхность материала.
Чем отличаются сверла по металлу и дереву?
Сверла бывают очень разнообразные. Отличаются они как по форме, так и по материалу, который должны сверлить и целей, что нужно достичь при работе ими. Есть винтовые, плоские, для глубокого и одностороннего сверления, центровочные и кольцевые. В зависимости от того, какое отверстие по глубине и диаметру нужно сделать подбирается размер и диаметр. Но больше всего проблем возникает с определением материала, для которого они используются. Чем отличаются сверла по металлу и дереву и как их не спутать при покупке и во время работы?
Сверла по металлу
Для сверления отверстий в разных видах металла используют спиральные виды. Они отличаются материалом, из которого изготовлены, покрытием, а также типом хвостовика (конический, шестигранный, цилиндрический). Также для сверления тонких листов металла применяются, появившиеся сравнительно недавно, ступенчатые сверла.
Дешевые сверла по металлу имеют простой, серый цвет. Более высокого качества черные, они после изготовления обрабатываются дополнительно перегретым паром. Легкий золотистый оттенок говорит об обработке отпуском, а стержни ярко золотого цвета имеют покрытия из нитрида титана. Они прослужат не один год и у них меньше трение за счет такого покрытия.
Сверла по дереву
Сверла по дереву делают из специальной углеродистой или легированной стали. Для работы по дереву изготавливают следующие виды сверел: спиральное (для маленьких и средних отверстий), винтовое или витое (для глубоких отверстий с гладкими краями), перьевое (для отверстий от 1 до 2,5 см), кольцевое (для диаметра до 10 см), сверло Форснера (для мягких пород древесины и ДСП).
Что общего?
Изготовители выпускают спиральные сверла по металлу и дереву одинаковых диаметров, ведь идентичные отверстия может понадобиться сверлить в обоих материалах. Диаметр их бывает от 0,1 мм до 8 см. Есть, конечно, и уникальные, но их невозможно найти в простом бытовом или строительном магазине.
Могут иметь одинаковые размеры и достигать 600 мм.
Для сверления небольших дырочек в дереве могут использоваться сверла по металлу. При этом использовать сверла по дереву для металла нельзя. Но важно помнить, что если используется для работы по дереву сверло для метала, нужно все время следить за его состоянием. Края отверстия будут не ровными, потому что такое сверло будет рвать волокна, также стружка дерева может забить канавки, и сверло начнет перегреваться, что очень плохо скажется на его состоянии. Очень важно уточнить, что аналоги для бетона не подходят для работы по дереву. Хотя многие строители, таким образом, экономят, можно не только испортить всю конструкцию, но даже привести к пожару, так как сверхпрочный материал не будет сверлить, а просто пропалит древесину.
Некоторые виды сверел применяются для метала и дерева, например, винтовые или спиральные, просто делают их из разного материала, чтобы можно было сверлить и плотный материла и более податливый вроде ДСП.
Существуют универсальные сверла, которыми можно сверлить что угодно. Причем не только метал или древесину, но даже пластик, керамику и бетон. У него имеется уникальная заточка, благодаря которой можно сверлить что угодно. Правда, если пришлось его покупать, лучше выбрать дорогие, а не дешевые модели. Подделки и модели с плохим сплавом прослужат не долго, некоторые из них ломаются уже после первого использования. А качественные, напротив, могут прослужить много лет.
Проведение работ по сверлению отверстий в разных материалах идентично. Технология совершенно одинаковая, как и рекомендации, которые даются по работе.
Маркировка подобных изделий одинаковая. Буквы и цифры обозначают производителя, тип стали, содержание вольфрама, частицы других элементов в сплаве. Считается, что чем больше элементов в сплаве, тем качественней будет сверло. Оно сможет выдерживать большие нагрузки и температуру.
Различия
Сплав и материал для изготовления сверла по металлу и дереву значительно отличаются. Чем прочнее материал, который нужно сверлить, тем прочнее должен быть сплав. Причем сплав отличается даже среди сверла по металлу и дереву. Например, для сверления алюминия и жаропрочной стали применяются сверла из разных сплавов. То же касается и древесины, сверло для ДСП не справится с дубовой древесиной.
Самый простой способ отличить на взгляд сверло по дереву и по металлу – заточка. Чтобы сверло не соскальзывало с дерева, в нем имеется так называемая центровая пика – это острый штырь или просто острый угол. В моделях по металлу такого нет.
Угол между режущими кромками – это то же самое, что описано в предыдущем пункте, но уже научным языком. Для каждого отдельного материала имеется свой угол, который лучше всего подходит для работ. Для стали, например это 140, для латуни – 110-120, для мягкого металла, вроде алюминия и дерева – 90-100. Угол на универсальных сверлах равен 120, благодаря чему ими можно сверлить любой материал.
Типы сверла могут существенно отличаться. Так, например сверло Форстнера используется для выполнения отверстий под петли на сборной мебели, а для металла оно не походит.
В принципе можно попробовать отличить сверла и по цвету. Так как дерево не такое твердое, как металл, для него редко используются сверхпрочные модели черного, золотистого или золотого цвета, описанные выше. Чаще всего приобретаются простые, серые, которые и стоят дешевле, и отлично справляются со своей задачей. Единственное, что стоит учитывать – для дерева выпускаются и сверхпрочные сверла черного, и золотого оттенка, просто они не очень популярны, но все же есть, так что цвет не главный показатель.
Ремонт и строительствоКомментировать
Сверла по дереву и металлу.
Определите различия и типы
В мире сверл существует множество различных вариантов в зависимости от вашего применения. Чтобы получить максимальную отдачу от ваших сверл, вы должны приобрести те, которые соответствуют вашим потребностям.
В чем разница между сверлом по дереву и сверлом по металлу? Основное различие между сверлом по металлу и дереву заключается в геометрии. Сверло по дереву имеет шпору в центре, которая проникает в древесину и обеспечивает устойчивость сверла во время сверления. Бита по металлу представляет собой спиральную насадку с коническими режущими наконечниками, за которыми следуют спиральные канавки.
На изображении выше показаны две наиболее популярные насадки, используемые для сверления дерева и металла. Однако сверла бывают разных форм и размеров. Ниже мы составили подробное руководство по сверлам по дереву и металлу, чтобы убедиться, что у вас есть подходящее сверло для вашей работы.
Сверла по дереву
Сверло можно определить как вращающийся режущий инструмент, который используется для создания отверстий в куске дерева, пластика, металла и т. д. Как правило, сверло по дереву можно определить по выступающему концу в центр и губы на периферии. Центральная шпора удерживает сверло от блуждания, в то время как выступы на периферии действуют как долото, прорезая древесину.
Концепция дрели существует со времен Римской империи. Но когда в 1889 году на рынке появилась революционная электрическая дрель, сверла по дереву стали самым узнаваемым инструментом в этой отрасли.
За прошедшие годы было изобретено несколько вариантов сверл по дереву, чтобы расширить их возможности. Хотя изобилие сверл по дереву может показаться ошеломляющим, с ними очень легко ознакомиться.
Типы сверл по дереву
Сверла по дереву бывают разных размеров и форм для сверления отверстий в разных породах дерева.
1. Сверла Brad Point
Этот тип сверл по дереву является самым точным и известным в своей категории. Также известное как сверло с выступом и шпорой, оно оснащено небольшой шпорой на кончике сверла. Долото Brad Point известно как долото для штифтов, поскольку оно широко используется для сверления отверстий для изготовления соединений под штифты.
Это позволяет пользователям плотно вставлять сверло в деревянную поверхность перед сверлением, чтобы убедиться, что оно остается на одной линии. Предлагая это, люди с этим типом сверла могут быть спокойны, зная, что они не поскользнутся. Наконечник с наконечником хорошо работает как с ручными аккумуляторными дрелями, так и со сверлильным станком.
Что сверлит? – Композитная древесина, хвойная и твердая древесина
Идеальное применение – для точного сверления небольших отверстий в древесине.
Используется для изготовления мебели, забивания дюбелей и других операций, для которых требуются небольшие сверла диаметром от 1/8 дюйма (3 мм) до 1/2 дюйма (12 мм).
2. Лопастные или лопастные долота
Следующие сверла идеально подходят для бурения скважин большого диаметра. Тем не менее, они широко известны как «грубые» резы при сверлении. Это связано с широкой режущей кромкой.
Чтобы древесина не стала шероховатой и не раскололась, многие профессионалы сверлят с обеих сторон. Вы также можете купить удлинители для лопаточных бит, чтобы увеличить их общую длину в соответствии с вашими требованиями.
Подходит для – сверления дерева
Идеальное применение – для сверления отверстий большого диаметра.
Используется для любой работы, требующей большого отверстия. Обычно используются при возведении каркаса или в сантехнической и электротехнической промышленности — диаметр сверл варьируется от 1/4″ (6 мм) до 1 1/2″ (38 мм).
3. Буровые долота
Эти долота имеют спиральный корпус с малым углом подъема. Он имеет наконечник винта в центре, который проникает в древесину и тянет ее к бите. Многие столяры используют сверла вместе с ручными дрелями. Это связано с тем, что это позволяет шнеку работать лучше, поскольку он может легче извлекать древесину без засорения. Но поскольку на рынок были выпущены новые и улучшенные буровые долота, многие люди используют их с электродрелью из-за удобства.
Идеальное применение: Для сверления глубоких отверстий в древесине.
Используется для – Обрамления и любых других задач, требующих длинного или широкого просверленного отверстия – размеры 12″ в длину (можно уменьшить, а удлинители для увеличения длины) 1/2″ (12 мм) – 1-1/16″ (26 мм) ).
4. Установочная насадка
Вы когда-нибудь задумывались, как электрик протягивает провода через большую деревянную балку? Ну, они, вероятно, будут использовать бит установщика. С помощью этого сверла вы можете делать тонкие длинные отверстия в деревянных балках, через которые можно протянуть кабели.
Идеальное применение – для сверления отверстий, через которые протягивается провод или кабель.
Используется для — видеонаблюдения, телефона или всего, что необходимо проложить вокруг объекта — размеры варьируются от 1/4 дюйма (6 мм) до 3/8 дюйма (10 мм).
5. Сверла Форстнера
Сверла Форстнера широко известны в деревообрабатывающей промышленности, так как они обеспечивают точные отверстия с плоским дном. Она была запатентована энтузиастом столяром по имени Бенджамин Форстнер еще в 1874 году.
С момента выпуска в эту биту вносились лишь незначительные изменения благодаря ее превосходному конструктивному исполнению. Он поставляется с двумя большими впадинами, которые быстро удаляют древесную стружку, и центральным зубчатым наконечником для повышения точности сверления.
Что сверлит? – Древесина хвойных, лиственных пород, фанера
Идеальное применение — для сверления отверстий с плоским дном (можно также сверлить не по центру и под углом)
Используется для — большинства применений, требующих большого точного отверстия — они обычно находятся в диапазоне от 1/4″ (6 мм) до 2-1/8″ (54 мм).
6. Кольцевая пила
Кольцевая пила или кольцевая фреза — это полноценный круговой резак, который используется для создания чистых отверстий во многих материалах. Обычно кольцевые пилы используются для работы с деревом, но вы можете заставить их прорезать тонкие слои алюминия и нержавеющей стали.
Что режет? – В основном дерево (вы также можете приобрести кольцевые пилы, которые режут тонкие листы алюминия и нержавеющей стали).
Идеальное применение – для сверления больших чистых отверстий в древесине.
Используется для – обычно для фитингов труб или задач, требующих больших отверстий, – диапазон размеров от 3/4″ (19 мм) до 6 ″ (152 мм).
Вы также можете приобрести алмазные коронки, предназначенные для сверления кирпичной кладки без перфоратора.
Связанная информация:
Каменная кладка в сравнении со сверлами по дереву
Теперь вы получили общее представление о том, какие сверла по дереву доступны на рынке. Пришло время узнать о металлических битах.
Сверла по металлу
Спиральные сверла являются наиболее распространенным типом сверла для сверления отверстий в металле. Металлические сверла часто путают с деревянными. Хотя сверла по металлу можно использовать для дерева, они не имеют выступающих кромок и, следовательно, менее эффективны для создания отверстий с хорошей отделкой в древесине.
Чтобы узнать, для чего подходят сверла по металлу, см. ниже:
Спиральные сверла
Спиральное сверло — это режущий инструмент, который имеет конический режущий наконечник и спиральные канавки, образующие спираль на оси сверла. Угол при вершине сверла по металлу общего назначения составляет 118°, в то время как долота, предназначенные для сверления более твердых материалов, могут быть заточены под углом до 135°.
Спиральные канавки выводят скрученную металлическую стружку из отверстия из зоны резания.
Наиболее распространенным типом сверл по металлу является спиральное сверло из быстрорежущей стали. Их можно найти почти во всех магазинах скобяных изделий и инструментов.
Биты стандартной длины известны как джобберские биты, хотя вы можете приобрести их разной длины.
Спиральные насадки изготавливаются из различных материалов, таких как высокоуглеродистая сталь, быстрорежущая сталь (HSS), кобальт и карбид. У каждого материала есть свои преимущества и недостатки, но известно, что твердосплавные спиральные сверла являются одним из самых прочных типов.
Сверла из быстрорежущей стали с полированной отделкой являются самыми дешевыми и подходят для резки дерева, пластика и мягких металлов. Далее идет сверло с черным оксидным покрытием, которое обеспечивает более длительный срок службы и хорошо подходит для мягкой стали, алюминия, меди, латуни и т. д. Титановое сверло с более дорогим покрытием из нитрида титана отлично подходит для большинства сталей, включая чугун и нержавеющую сталь. стали. Вам понадобится кобальтовое сверло или сверло из карбида вольфрама, чтобы сверлить твердые металлы и прочные легированные инструментальные стали, такие как инконель.
Если вы хотите просверлить отверстие в закаленной стали, вам понадобится твердосплавное сверло или сверло по камню с наконечником из карбида вольфрама.
По сравнению с титановыми насадками, кобальтовые и твердосплавные насадки позволяют многократно затачивать и сохранять качество режущей кромки. Вы также можете затачивать сверло по каменной кладке, пока твердосплавный наконечник не продержится.
Что сверлит? – В основном металл (спиральным сверлом можно также сверлить различные другие материалы, такие как пластик и дерево.
Идеальное применение – для небольших и точных отверстий, которые необходимо очистить.
Используется для — общего назначения, идеально подходит для вашего ящика с инструментами, поскольку их можно использовать для большинства домашних работ.
Ступенчатые сверла
В списке пока это может быть самым необычным. У ступенчатого сверла много названий, в том числе конусное сверло, Unibit, многофункциональное сверло, и я даже слышал, как кто-то сказал сверло для рождественской елки. Все они означают одно и то же, и этот тип сверла обычно используется в качестве пилотного сверла или для сверления отверстий в тонких листах. Это включает в себя пилотные отверстия перед более значительным сверлением или пилотные отверстия перед созданием или ремонтом резьбы.
Что сверлит? — Преимущественно металл (можно использовать на дереве).
Идеальное применение — подходит для сверления листового металла, тонкого пластика, стекловолокна и т. д.
Используется в основном разнорабочими и инженерами-строителями для удобства выполнения работ, требующих ремонта резьбы.
Вы можете использовать ступенчатое сверло для самых разных целей, и это отличный инструмент с одной оговоркой; он не может сверлить отверстия глубже, чем высота ступени.
Центровочные сверла
Наконец, это центрирующие сверла (сверла и зенкеры), которые используются для точечного сверления на сверлильных станках, токарных и фрезерных станках. Они великолепны, потому что у них толстые и прочные стержни, которые не гнутся. Это важно для высокоскоростного бурения, так как делает их невероятно точными и трудно ломаемыми.
Что сверлит? – Металл
Идеальное применение – обычно устанавливается на сверлильный станок или токарный станок.
Используется для – создания точных направляющих отверстий на токарном или сверлильном станке.
Как вы поняли из вышеизложенного, существует множество различных сверл на выбор в зависимости от области применения. Если вы хотите сделать свою работу проще и точнее, рекомендуется использовать идеальное сверло для этой работы.
Как отличить сверло по дереву от сверла по металлу?
Несмотря на то, что большинство типов сверл хорошо узнаваемы, два типа сверл, которые часто путают, — это сверла с острием (по дереву) и спиральные сверла (по металлу). На первый взгляд новичку они могут показаться чем-то похожими. Но неумение использовать их по назначению может иметь катастрофические последствия и привести к тому, что вы сожжете их или расколете древесину. Вот как я бы определил каждого из них:
Внешний вид
Во-первых, вам нужно оценить внешний вид. Как правило, все сверла со штифтом имеют остроконечную шпору, расположенную на кончике сверла. Хотя некоторые высококачественные твердосплавные спиральные сверла имеют такой самоцентрирующийся наконечник, они не будут заостренными и выступающими наружу. Обычно у них есть небольшой участок пилотного сверла, отшлифованный на перемычке, который похож на центральное сверло на кончике сверла.
Еще следует обратить внимание на маркировку на хвостовике. Хотя они очень быстро изнашиваются после использования, если они относительно новые, вы должны увидеть сокращенный «код», чтобы идентифицировать их. Например, это может быть размер сверла, затем HSS (металл — быстрорежущая сталь), HHSCO (металл — кобальт из быстрорежущей стали), TIN (металл — титан) или W (дерево — обычно HHS или аналогичный материал). .
Дизайн
Если вы не можете определить тип сверла по внешнему виду, посмотрите на дизайн. С лопастными битами резец шире. Другие сверла, такие как сверло Фростнера и кольцевая пила, также имеют уникальную конструкцию, которую легко идентифицировать.
Проверка сверления
Наконец, если вам действительно трудно распознать свое сверло, вам следует выполнить небольшую проверку сверления. Хотя биты могут прорезать древесину, итоговая отделка поверхности будет другой. Это позволяет увидеть, какой из них имеет более плавный процесс сверления. Как правило, если он легко просверливает древесину и не чувствует себя ограниченным, это сверло с острым концом.
Можно ли использовать сверло по металлу по дереву?
Для сверления дерева можно использовать сверло по металлу. Тем не менее, будет трудно найти спиральные сверла большого диаметра без прямозубого наконечника, и они могут ходить. Они также вызовут расщепление и приведут к плохой отделке. Вы также можете найти разрывы на дне отверстия.
И наоборот, вы не можете использовать сверло по дереву по металлу, так как режущий наконечник сразу же повредится. Вы можете просверлить несколько отверстий в мягких металлах, таких как алюминий, с помощью сверла, если толщина материала меньше. Однако бита быстро сгорит.
Заключительные мысли
Прочитав вышеизложенное, вы должны знать и уметь определять различные типы сверл, доступных в отрасли. Знание этого полезно, чтобы убедиться, что у вас есть правильные инструменты для работы. Что теперь делать? Если вам нужно, увеличьте свой арсенал сверл, чтобы гарантировать, что у вас есть что-то подходящее для ваших будущих проектов. Наконец, удачного бурения!
Содержание
Сверла по дереву
Типы сверл по дереву
1. Brad Point Bits
2. Биты из лопаты или биты весла
3. Биты шнека
4. Установитель бит
5. Forstner Bits
6. отверстие
METLAR. Сверла
Ступенчатые сверла
Центровочные насадки
Как отличить сверло по дереву от сверла по металлу?
Внешний вид
Дизайн
Проверка сверления
Можно ли использовать сверло по металлу по дереву?
Заключительные мысли
Главная » Дрели и отвертки
Как отличить сверло по дереву от сверла по металлу? » Residence Style
Электродрель должна быть одним из самых основных и универсальных инструментов, которые нужны судостроителю. Однако это оборудование практически бесполезно без сопровождающего его сверла.
Сверло — это сменная деталь, которую вы прикрепляете к патрону инструмента. Существует множество различных сверл, которые вы можете использовать, но наиболее распространенными являются сверла по дереву и металлу.
Таким образом, вы должны приобретать эти биты наборами разного размера и длины. Имея их в своем арсенале инструментов, вы сможете выполнять большинство задач по бурению, необходимых для ваших проектов.
Разные сверла по дереву и металлу
Неопытному глазу понятно, насколько похожи друг на друга сверла. Существуют определенные элементы, на которые вы можете обратить внимание, чтобы отличить их друг от друга, например:
Внешний вид
Первым основным фактором, отличающим эти два сверла, является их внешний вид, в первую очередь из-за используемых материалов и нанесенных на них покрытий.
Например, поскольку сверла по металлу более склонны к перегреву и сколам, некоторые из них покрываются титаном, черным оксидом и кобальтом, в результате чего корпус имеет золотой, медный и черный или темно-серый цвет. Между тем, поскольку большинство деревянных битов не имеют покрытия, большинство из них имеют серебряный корпус.
Дизайн
Сверла по металлу могут вонзаться в более твердый материал из-за слегка изогнутой формы наконечника. С другой стороны, деревянные части более склонны отклоняться от своей центральной точки. Таким образом, у них есть острый наконечник, называемый штифтом, для лучшего контроля и точности.
Проблема с использованием неподходящей насадки
Несмотря на то, что сверла имеют соответствующую маркировку при их покупке, наличие глаза, позволяющего отличить их друг от друга, избавит вас от многих хлопот при поиске нужной насадки в сарае для инструментов. для вашего проекта.
Как уже упоминалось, сверла по дереву просверливают твердые материалы, что может привести к повреждению сверла или, что еще хуже, к повреждению электродрели. С другой стороны, использование вашего металлического бита по дереву может привести к расщеплению и даже расколу материала пополам, если вы не будете осторожны, чего любой строитель лодок хотел бы избежать после сотен часов работы над проектом.
Подходящее сверло для других материалов
Хотя мы обычно работаем с металлом и деревом, когда строим лодки, бывают случаи, когда проект требует включения других материалов.
Это может включать в себя стекло и каменную кладку, особенно для роскошных или элитных зданий и ремонтов. Следовательно, никогда не помешает иметь набор сверл, подходящих для других материалов.
Для пластика
Вы можете использовать деревянные насадки для пластика, даже для более толстых, таких как акрил или плексиглас. Вам просто нужно использовать биту с заостренным концом на более медленной скорости.
Высокие скорости могут привести к расплавлению пластика и засорению биты, особенно если она имеет тупой конец. Тот же метод применяется, когда вы используете лобзик для резки пластика.
Для каменной кладки
Существуют сверла, специально предназначенные для сверления отверстий в бетоне, кирпиче, фарфоре и других типах каменной кладки. Эти биты обычно изготавливаются из карбида вольфрама и достаточно прочны, чтобы выдерживать удары, необходимые для пробивания и измельчения каменной кладки, чтобы «просверлить» отверстие.
Действие больше похоже на копание. Таким образом, вы не должны использовать эти биты для сверления отверстий в древесине, так как результаты будут значительно более грубыми и необработанными.
Для стекла и плитки
Наконец, существуют сверла, предназначенные для сверления стекла и плитки. Обычно они снабжены более грубым наконечником, который помогает сбривать осколки стекла.
Чтобы просверлить стекло, не разбив его, вы должны положить его на мягкую ткань или несколько слоев газеты для поддержки. Опрыскивайте поверхность водой, чтобы охладить ее. Вы также можете наклеить немного ленты на то место, которое вы хотите просверлить, чтобы усилить сцепление и предотвратить скольжение сверла во время работы.
Использование сверл для конкретных материалов
Главное оружие судостроителя — это его мастерство, но наличие подходящего оборудования всегда помогает.
Как Убрать Ржавчину С Кузова (Удаление Ржавчины Кислотой)
Появление «рыжиков» на кузове автомобиля – крайне опасная проблема, требующая немедленного решения. В противном случае металл под сколами начнет поддаваться окислению, а царапины будут увеличиваться в размере и углубляться. На поверхности появятся сквозные дыры, а кузов потеряет свой привлекательный внешний вид и прочность. В результате, на первый взгляд безобидное пятнышко ржавчины станет причиной необходимости полной замены поврежденной детали.
Кроме того, решив продать изъеденную коррозией машину, не рассчитывайте на выгодную сделку: стоимость автомобиля упадет в 2, а то и в 3 раза. Поэтому придется заменить ржавеющие элементы, а это процедура не быстрая и не дешевая.
Остановить развитие коррозионного процесса очень трудно, но в менее запущенных случаях – возможно. Наиболее распространенным методом удаления ржавых пятен на кузове автомобиля является их обработка ортофосфорной кислотой.
Почему именно ортофосфорная?
Одно из самых главных преимуществ применения данного метода – образование тонкой защитной пленки на поверхности металла после тщательной очистки от рыхлой массы окислов. Благодаря этому обработанный кузовной элемент на некоторое время будет надежно защищен от дальнейшего развития коррозии.
Принцип действия кислоты заключается в том, что она разъедает и поглощает оксид железа, при этом фосфатируя поверхность. Поэтому после проведения процедуры и полного высыхания средства на месте «рыжиков» образуется сероватая маслянистая пленка.
Кислотный состав очень быстро убирает ржавчину – всего за 1-2 часа. Кроме того, использование такого способа не предполагает последующей покраски, так как не затрагивает слой заводского ЛКП, и не требует применения специализированных инструментов: дрели, болгарки, пескоструйного агрегата и даже наждачной бумаги.
Меры предосторожности
Так как фосфорная кислота – очень токсичное и агрессивное вещество, способное привести к появлению серьезных химических ожогов, при работе с ней необходимо использовать респиратор, защитные очки и резиновые перчатки.
Работы следует выполнять в хорошо проветриваемых помещениях, не допускать вдыхания паров средства и попадания на кожные покровы. Если контакта с кислотным составом избежать не удалось, следует промыть пораженный участок водой и немедленно обратиться за медицинской помощью.
Этапы проведения работ
Выполнение процедуры химического удаления ржавчины с помощью ортофосфорной кислоты проходит в несколько этапов. После того, как вы надели защитные средства и обеспечили доступ воздуха в рабочее помещение, их следует осуществлять в следующем порядке:
— машина тщательно отмывается от пыли и грязи, чтобы пораженные участки стали более заметны и легче было определить очаг распространения коррозии; — поврежденные поверхности обезжириваются при помощи специального средства; — на обезжиренные зоны сухой и чистой тряпкой равномерно наносится ортофосфорная кислота. Время воздействия – 1-2 часа; — обработанный участок повторно подвергается обезжириванию чистой ветошью – она отлично впитает всю ржавчину.
*Если коррозионный процесс зашел достаточно далеко и кузовная часть сильно повреждена, рекомендуется провести процедуру дважды. В запущенных случаях этот метод может не принести нужного результата, и детали все же придется менять. Поэтому очень важно удалять ржавчину своевременно и защищать автомобиль от дальнейшего развития коррозии.
Как продлить эффект?
Защитный цинковый слой, образующийся на поверхности, может защитить металл от коррозии на 4-6 недель. Чтобы увеличить этот промежуток, можно залакировать обработанный участок – таким образом он будет полностью защищен от агрессивного воздействия внешней среды. Но у этого способа есть недостатки: на видимых элементах (двери, капот) переходы по лаку могут быть сильно заметны.
Поэтому лучше проводить профилактическую обработку кислотным составом каждые 1-1,5 месяца, чтобы избежать стирания защитного слоя. Кроме того, следует держать автомобиль в чистоте и сухости, после поездок в снежную или дождливую погоду обязательно просушивать днище.
Для максимального эффекта желательно снабдить гараж хорошими системами регулировки температуры и вентиляции. Во избежание появления трещин и отслоения краски не мыть машину горячей водой в холодное время года. Также может помочь ламинирование кузова – полимерная пленка надежно защитит от температурных перепадов и воздействия окружающей среды.
Вывод
Своевременное устранение ржавчины и правильный уход за транспортным средством помогут вам избежать лишних затрат, поддерживать хорошее состояние автомобиля и предупредить развитие коррозионных процессов.
Как применять ортофосфорную кислоту от ржавчины
ПОСЛЕДНИЕ ЗАПИСИ
Краски и эмали по металлу и ржавчине
Пленка гидроизоляционная для крыши
Как выбрать хорошую акриловую ванну
Какие бывают розетки, их устройство, типы и классификация
РУБРИКИ
Автоматическое открывание, проветривание и полив теплиц
Акриловые краски
Балкон
Блоки арболитовые
Бурение скважин на воду
Вода из скважины
Водосток кровельный
Воздух в квартире
Выращивание дома
Гидроизоляция
Гидрофобизация материалов
Дорожки садовые
Камин своими руками
Каркасный дом
Кладка печи своими руками
Крыша из металлочерепицы
МДФ
Монтаж кровли
Монтаж ламината
Монтаж линолеума
Монтаж подложки под ламинат
Натяжные потолки
Опилкобетон
ОСБ плита
Отделка откосов
Оштукатуривание
Полипропиленовые трубы
Расход материалов
Тротуарная плитка
Устройство отмостки
Утепление
Утепляем баню самостоятельно
Фасад
Фундамент из свай
Шлакоблок
Эмаль для ванны
Ржавчина является опасной болезнью для металла, она появляется от реакции кислорода и углекислого газа с водой. При первоначальном появлении ржавых пятен на металле, его необходимо зачистить, и обработать защитным средством. Можно производить очистку химического вида с помощью ортофосфорной кислоты.
Что такое ортофосфорная кислота и как она используется?
Ортофосфорной кислотой является порошок, который разводится водой, используется в различной промышленности, а также медицине. Кислоту применяют в разведенном виде, 85% водного раствора, который не имеет едкого запаха. Кислоту используют в производстве бытовых средств, которые применяются для удаления ржавчины. Также её добавляют в грунтовочные смеси для металла. После обработки поверхности ортофосфорной кислотой, образуется защитный слой, который предотвращает материал от разрушения.
Основные правила предосторожности при работе с ортофосфорной кислотой
При удалении ржавчины химическим способом, необходимо обезопасить дыхательные пути и руки, для этого используют респиратор и перчатки. Так как испарение кислоты может вызвать ожоги дыхательных путей, и кожи. Помимо этого средство является пожароопасным, поэтому при работе необходимо обеспечить хорошее проветривание в помещении. Если кислота попала на кожу, необходимо сразу обильно промыть это место водой, это делают около 15 минут. При значительном повреждении, нужно немедленно посетить больницу. Запрещается вытирать средство салфеткой или полотенцем.
Как правильно удалить ржавчину с помощью ортофосфорной кислоты
Преимуществом ортофосфорной кислоты является то, что она удаляет рыхлую ржавчину, а также образует тонкий слой, который служит защитой. Кислота способна разъедать ржавчину, и обеспечивать защитную пленку в виде масляной поверхности.
Способы удаления ржавчины зависят от степени повреждения:
очищение элементов при полном погружении в средство;
обработка поверхности с помощью валика или пульверизатора;
наносится на металлические изделия после очистки механического вида.
Очищение элементов при полном погружении в ортофосфорную кислоту
Если имеется достаточное количество средства, то для удаления ржавчины можно воспользоваться способом полного погружения. Для этого вначале необходимо обезжирить очищаемый элемент с помощью моющего состава, а затем тщательно его вымыть. После этого в подготовленную емкость налить 100 грамм 85% раствора кислоты, и добавить 1 литр воды. Очищаемый элемент погружают в раствор на один час, периодически перемешивая средство. Затем изделие необходимо вынуть, и хорошо помыть. После такого очищения, изделие промывают другим раствором, состоящим из 50% воды, 2% нашатырного спирта и 48% спирта. Затем изделие снова вымывают обычной водой, и просушивают. Все этапы должны выполняться в строгой последовательности. Если не обезжирить изделие, то очищение будет неравномерным, так как средство может не разъесть обычные загрязнения, и потребуется дополнительное очищение. Таким способом можно очищать любые изделия с разной степенью ржавчины, но чем толще налет, тем больше времени нужно держать элемент в растворе. Если после вымывания не высушить элемент, то на нем появляется гидрооксид. Сушку можно производить любым методом.
Очищение ржавчины путем нанесения ортофосфорной кислоты на поверхность
Если изделие не поддается погружению из-за размера или в наличии маленькое количество средства, то применяют способ нанесения кислоты на поверхность распылителем, валиком или кисточкой. Но вначале необходимо обозначить степень повреждения.
При значительном налете, вначале необходимо снять верхний слой с помощью болгарки и щетки из металла. Затем поверхность обезжиривают, и распыляют раствор ортофосфорной кислоты. При этом раствор должен быть нанесен на всю пораженную поверхность, без пробелов. Спустя два часа промывают это место нейтральным раствором. В конце выполняют окончательную промывку, и тщательно просушивают обработанное место.
Если слой ржавчины небольшой, можно не производить зачистку щеткой, а сразу приступить к обезжириванию, и нанесению раствора. Но может потребоваться повторное распыление, в случае неполного очищения.
С помощью ортофосфорной кислоты можно очищать ванны, умывальники и унитазы, она полностью очищает ржавые налеты на эмалированной поверхности. Для изделий из акрилового материала такое очищение не приемлемо.
Для эмалированных и фаянсовых изделий необходимо развести 100 грамм кислоты с 500 миллилитров воды. Вначале поверхность обезжиривают с помощью моющего состава, хорошо очистить от бытовых загрязнений. Затем наносят кислоту, смывают её содовым раствором. Для этого 1 ложку соды разбавляют в литре воды. При этом не производится никакого трения, в результате эмалевая поверхность сохраняет свою целостность.
При использовании кислоты, нельзя допускать, чтобы она попадала на кожу, в противном случае необходимо длительно промывать это место водой.
Как правильно хранить и перевозить ортофосфорную кислоту
Ортофосфорная кислота является агрессивным средством, поэтому необходимо соблюдать определенные правила при перевозке и хранении этого вещества. Порошок должен быть помещен в герметичную тару. Чтобы в кислоту не попадали посторонние элементы, все емкости должны использоваться в чистом и сухом виде, тогда приготовленный раствор будет иметь высокое качество.
Приготовление некачественного состава грозит опасным отравлением парами или отсутствием желаемого результата. Хранят емкости с кислотой в сухом и теплом месте, где отсутствует сырость и появление конденсата. Не нужно пересыпать порошок в другую емкость, лучше оставить её в первоначальной упаковке. Такой груз считается опасным, поэтому для его перевозки на дальние расстояния, понадобиться специальная документация.
Рекомендации по очищению изделий ортофосфорной кислотой
Очищение производят с осторожностью, чтобы металлическая поверхность не стала слишком тонкой, и не образовались дыры. Во время предварительного очищения механическим путем, нельзя использовать диски с крупными элементами, иначе можно нанести значительный вред поверхности.
Перед началом основной работы, остальную поверхность необходимо закрыть пленкой, так как в результате воздействия такого сильного средства может повредиться остальное покрытие. Поэтому обработку необходимо выполнять аккуратно, чтобы не пришлось реставрировать испорченную поверхность, это приведет к дополнительным расходам.
Если работа произведена правильно, то в результате получается надежная и прочная поверхность, не содержащая ржавых пятен, которые приводят к разрушению металлических изделий.
При нанесении ортофосфорной кислоты на поверхность, необходимо надевать перчатки и респиратор, они служат средствами защиты от вредного вещества. В случае попадания кислоты на одежду, её нужно немедленно снять, чтобы средство не попало на кожу, и не оставило ожог.
Основные правила при использовании ортофосфорной кислоты для удаления ржавчины
Перед началом основной работы, необходимо подготовить все средства защиты, так как вещество является агрессивным, и при попадании на кожу, оставляет ожоги.
Вначале поверхность необходимо очистить от обычных загрязнений, чтобы средство могло выполнять свои функции в полной мере, иначе поверхность очистится частями.
Если слой ржавчины слишком толстый, то необходимо прибегнуть к механической очистке поверхности, для этого используют болгарку и щетку из металла.
Место очищения обязательно необходимо обезжирить, а затем промыть водой, чтобы средство хорошо ложилось, и действовало эффективно.
После окончания очищения, кислоту необходимо смыть нейтральным раствором, а затем водой.
Так как вещество является агрессивным, оно может повредить основную поверхность, поэтому её необходимо закрыть пленкой.
Если не получается производить очищение методом погружения, то используют распылители или наносят кислоту с помощью кисточки или валика на ржавую поверхность.
Если поверхность не очистилась с первого нанесения, то потребуется дополнительное распыление. После этого очищаемое место необходимо промыть нейтральным раствором, а затем водой.
Ортофосфорную кислоту нельзя использовать для очищения ржавчины на акриловой поверхности.
Преимущества ортофосфорной кислоты для удаления ржавчины
Ортофосфорная кислота хорошо удаляет ржавые налеты на эмалевых и фаянсовых изделиях, на металлической поверхности, активно используется в автомобильной промышленности.
С помощью такого средства можно удалить ржавчину, не натирая поверхность, это помогает сохранить эмаль.
Ортофосфорная кислота образует на очищенном месте пленку, которая служит защитой поверхности от нового образования коррозии, и других повреждений.
Такую кислоту можно использовать для очищения ванн, унитазов и умывальников, а также других бытовых приборов, имеющих аналогичную поверхность.
Ортофосфорная кислота помогает вывести ржавые пятна, и в дальнейшем защитить поверхность от повреждения коррозией.
При работе с кислотой, необходимо надевать средства защиты, респиратор и перчатки, так как вещество является агрессивным. Перед нанесением кислоты, поверхность необходимо обезжирить с помощью моющих составов, затем хорошо промыть водой, а после этого распылять кислоту. По истечении необходимого времени, кислоту смывают нейтральным раствором на основе спирта, нашатыря и воды. После этого поверхность промывают водой и высушивают. Если слой ржавчины слишком толстый, то его предварительно очищают металлической щеткой или болгаркой со специальной насадкой. Работу необходимо выполнять в правильной последовательности, если пропустить хотя бы одно действие, это приведет к некачественному очищению.
Как правильно использовать фосфорную кислоту для удаления ржавчины
от AZ Rust
Ржавчина или коррозия — неприятность, которую никто не любит и не терпит в своих домах. Людям не нравится ржавчина, потому что она вызывает разложение металлических предметов, и она может быть довольно опасной, так как может вызвать столбняк, если человек получит травму при обращении с ржавым предметом. Поэтому некоторые пытаются избавиться от него любым возможным способом, а некоторые даже используют для удаления ржавчины фосфорную кислоту.
Хотя этот раствор довольно эффективен, когда речь идет об удалении ржавчины, есть много факторов, которые вы должны учитывать перед его использованием. Вам необходимо познакомиться с фосфорной кислотой, чтобы правильно ее использовать и защитить себя и других от возможных травм.
И именно об этом я сегодня и буду говорить. Если вы планируете использовать этот раствор для удаления ржавчины, вот как правильно и безопасно применять его.
Содержание
Меры предосторожности при использовании фосфорной кислоты для удаления ржавчины
Прежде чем я перейду к некоторым советам, я должен объяснить, что такое фосфорная кислота. По определению, это минеральная кислота без цвета и запаха , которая используется во многих отраслях промышленности. Вы даже можете найти его в некоторых продуктах питания и напитках, включая всеми любимый безалкогольный напиток Coca-Cola. Однако, несмотря на его популярность, вы должны иметь в виду, что он довольно опасен, если с ним не обращаться осторожно и ответственно .
Выход на улицу при использовании фосфорной кислоты
Прежде чем нанести фосфорную кислоту на проржавевший объект, убедитесь, что вы находитесь на улице. При контакте с коррозией это химическое вещество выделяет пары, которые потенциально могут быть опасны при их вдыхании . Работа с фосфорной кислотой в хорошо проветриваемом помещении или на улице определенно снижает риск вдыхания ядовитых паров.
Используйте надлежащее оборудование при работе с химическим веществом
Вы должны знать, что в случае контакта фосфорная кислота может вызвать серьезное повреждение кожи, глаз, рта и органов дыхания . Поэтому при работе с этим химическим веществом вы всегда должны надевать средства защиты.
Вот что необходимо надеть при удалении ржавчины с помощью фосфорной кислоты:
Маска для лица или защитные очки
Защитные перчатки
Длинные рукава
Обычные брюки (избегайте коротких брюк, так как они сильно обнажают кожу)
Как правильно нанести фосфорную кислоту на корродированный объект
Чтобы получить наилучшие результаты и удалить ржавчину с объекта, вы должны знать, как правильно наносить это химическое вещество. Делая это бессистемно, вы не только получите посредственные результаты, но и поставите под угрозу свое здоровье. Итак, вот как устранить ржавчину, но при этом оставаться в безопасности при использовании кислоты.
Используйте кисть для нанесения кислоты
Когда вы покупаете фосфорную кислоту для удаления ржавчины, раствор обычно поставляется в банке в виде желе. Поэтому лучше всего наносить его кистью. Покройте объект желе, даже те части, которые не подверглись коррозии. Таким образом, вы защитите участки без ржавчины от потенциальной коррозии.
После того, как вы покроете объект желе, оставьте его на определенное время. Вы точно увидите, сколько времени указано в инструкции производителя. Обычно вам придется ждать примерно пять минут .
Почистите ржавые детали
Когда вы закончите ждать, пока желе сотворит свое волшебство, не забудьте почистить ржавые детали стальной мочалкой или проволочной щеткой. Если ржавчина не исчезла, оставьте желе еще на несколько минут, а затем сотрите его.
Очистите объект водой
Возьмите садовый шланг, отойдите от объекта и промойте его водой . Следите за тем, чтобы кислота не попала на кожу. Затем посыпьте металлический предмет пищевой содой, потрите щеткой и еще раз промойте водой.
Как только вы все это сделаете, оставьте объект сохнуть снаружи . Этого должно быть достаточно, чтобы удалить ржавчину.
Связанный пост: Как использовать морское желе для удаления ржавчины
Что делать, если вы вступаете в контакт с фосфорнокислым желе
Как упоминалось ранее, это решение может вызвать некоторые довольно неприятные проблемы со здоровьем, поэтому крайне важно, чтобы вы его предотвратили от прикосновения к коже, рту или глазам. Однако, если это все же произойдет, вы должны сохранять спокойствие и сделать следующее:
Если вы вдохнули пары, выйдите на свежий воздух и обратитесь к врачу.
В случае попадания в глаза промойте их и обратитесь в больницу.
При попадании на кожу промойте ее водой и обратитесь к врачу.
В случае контакта с фосфорной кислотой важно, чтобы вы получили помощь как можно скорее. Не ждите, поправятся ли раны. Если вы будете действовать быстро, вы сможете избежать дальнейшего вреда и должным образом обработать раны.
Заключительные мысли
Несмотря на то, что использование фосфорной кислоты для удаления ржавчины является одним из лучших способов избавиться от коррозии, при обращении с ней необходимо соблюдать осторожность. Если вы не используете его должным образом, вы можете получить серьезные травмы. Поэтому тщательно следуйте инструкциям и используйте рекомендуемую защиту . А если вам так не повезло, что вы все-таки соприкоснулись с кислотой, как можно быстрее добирайтесь до больницы — врачи знают, как вам помочь.
Общий | Будет ли фосфорная кислота съедать здоровый металл, если ее оставить слишком долго? | Практик-механик
СвалкаJ
Титан
#1
У меня прямо сейчас в бензобаке моей Honda 750 есть галлон смеси 50/50 средства для травления бетона и средства для удаления ржавчины марки Home Depot Behr (фосфорная кислота) и колодезной воды. Кажется, он сотворил ЧУДЕСА с оставшейся ржавчиной в баке. Чтобы выбить шероховатости изнутри, я использовал несколько (пару сотен) шариков калибра 0,177 и воду для предотвращения искр после того, как убедился, что ВЕСЬ газ вышел. Некоторое время вытряхивал его из себя, под разными углами. Сработало НА УДИВИТЕЛЬНО хорошо, и я промыл его шлангом, когда закончил. В любом случае, внутренняя часть бака выглядит ВЕЛИКОЛЕПНО, в паре мест на швах все еще есть немного ржавчины, но большинство выглядит хорошо. Я постоянно встряхиваю бак и пытаюсь дать всем поверхностям одинаковое время пропитаться. Итак, если я оставлю его на ночь, он разъест швы??? Я не ДУМАЮ, что он проржавел до такой степени, что не осталось бы ни одного здорового металла, но я ошибался в подобных вещах раньше! Если он будет есть здоровый металл, мне нужно его оттуда вытащить, а если нет, то я хочу оставить его подольше.
Я готовлюсь к работе с вкладышем для бензобака Крима. У JC Whitney были галлоны со скидкой за 54,99 доллара и бесплатная доставка, поэтому я пошел на это. У меня есть несколько человек, которые хотят сделать это со своими велосипедами, если это сработает. Думаю, я продам им банку крема за 20 долларов и дам им средство для удаления ржавчины, когда закончу. Я даже добавлю несколько BB. Должно хватить как минимум на 6 танков.
Альпакка сорок пять
Нержавеющая сталь
#2
Нет ничего плохого в том, чтобы вылить кислоту в пластиковое ведро на ночь, просто на всякий случай.
Фосфор не любит поедать твердую сталь, так как образуемое им фосфатное покрытие имеет тенденцию замедлять дальнейшую атаку, но это не значит, что этого не произойдет.
ИИЦ; чем более концентрирована фосфорная кислота, тем меньше она будет воздействовать на твердый металл.
Кит
Норман Аткинсон
Титан
#3
Фосфорная кислота
Я думаю, что Кит дал большую часть ответа, но вы не сказали нам, какого цвета фосфат.
Если фосфат черный, он будет содержать воду, и вы вернетесь к исходной точке.
Это один из «старых» вопросов в курсах по ремонту кузовов автомобилей. Доходит до сварочных работ на топливных баках. Я не хочу вас больше развлекать, кроме фосфатирования, а я использовал только фосфатирующие смеси с соляной (соляной) кислотой и фосфорной оставляют черный фосфат. Если в вашей смеси есть это, я бы посоветовал вам провести манекен на куске ржавого металла, смыть, как вы это сделали, и поставить на него источник тепла. Если фосфат станет беловатым, в вашем черном материале все еще есть вода. Если вы не избавитесь от воды, вы вернетесь к Square One.
Вспомните мои предыдущие замечания об источниках тепла и топливных баках! У вас может быть самая быстрая Хонда на блоке
Ура
Норма
СвалкаJ
Титан
#4
На самом деле, он становится серым.
Мой друг сделал это со своим танком около 5 лет назад, и это сработало хорошо. Ржавчина, которая была очень тонкой, просто исчезла, а большая часть толстого материала приобрела серый цвет. Я тоже думал, что он будет черным, но он выглядит как голый металл с шероховатой поверхностью. Этот бак не был ужасно ржавым с самого начала, просто пара плохих мест прямо по шву. Я не видел там черного цвета.
СвалкаJ
Титан
#5
Круто, выглядит ОТЛИЧНО!
Даже ПРОТИВНЫЕ пятна выглядят как голый металл. Я собираюсь вылить кислоту, предположительно это ортофосфорная кислота и загуститель (и вода). На вид приличная концентрация, ржавчину съел в мгновение ока! Он поступил в @ около 22:00, а сейчас 3:40. Меньше 6 часов, и это выглядит хорошо.
Норман Аткинсон
Титан
#6
Фосфорная кислота
Ладно, надо еще воду из швов выгнать! Возможно, подойдет воздушная магистраль или шланг от пылесоса.
Меня обучали люди, «которые написали книгу», и, честно говоря, то, что было достаточно хорошо для них, достаточно хорошо и для меня.
Помните, я работал над неразорвавшимися бомбами во время войны, и это то, что у вас есть.
Удачи,
Норман
СвалкаJ
Титан
#7
Перед тем, как начать, я продул его воздушным компрессором.
Весь запах газа исчез, я просто промыл его изопропиловым спиртом, чтобы удалить воду из углов и помочь ему быстрее высохнуть. Я знаю, что изопропил все еще очень легко воспламеняется, но я также выдуваю его компрессором. Я не собираюсь пробовать пылесос, статика заставляет его БУМ! Уже почти высохло, только завтра нужно нанести покрытие. Я собираюсь оставить под ней лампочку, чтобы согреть ее на ночь, чтобы она стала красивой и сухой.
Ник Айронс
Алюминий
#8
Привет, новичок, я занимаюсь восстановлением Yamaha RD350LC, Кажется, в США они называются RZ, я использовал герметик для баков POR 15 на своем баке, и он загерметизирует протекающие швы, отверстия под штифты и крышка ржавчины очень эффективно. Просто погуглите POR 15, так как я уверен, что он доступен в США. Надеюсь, это поможет… ATB, Ник.
JST
Алмаз
#9
Фосфор, по моему опыту, НЕ съедает твердый металл со значительной скоростью.
Однако, если у вас сильно нагруженный металл, это может усугубить коррозию под напряжением или ее разновидности.
Я почистил несколько (предположительно) закаленных мерных цилиндров. Это не представляло особого интереса, так как любая ржавчина на датчике в целом губительна для его назначения.
Так или иначе, получается, что меня прервали, и они провели несколько часов в люминесцентной. Обычно я позволяю ему работать не более часа, так как обычно этого достаточно. Они ДЕЙСТВИТЕЛЬНО получили дополнительное травление по образцу, напоминающему «цветное закаливание», что наводит меня на мысль, что напряжения при закалке вызвали предпочтительное травление.
Кажется, я также помню то же самое с пружиной, которая все еще была нагружена, когда ее вставили… Плоская пружина, которую я не заметил. Это также было вытравлено поперек.
У меня НИКОГДА не было проблем с обычными «деталями», чугуном, сталью и т. д., даже с CRS, который несет нагрузки.
Швы будут нагружены из-за изгиба, хотя и могут быть протравлены, если фосфор останется там на более длительное время.
Норман Аткинсон
Титан
#10
Фосфорная кислота
Хорошо, но я понятия не имею, есть ли швы на баке. Я как бы забыл, что мотоциклы делают, а не шумят, и люди на них гибнут. Если есть шов, есть вероятность, что фосфорная кислота не въестся в шов и не сделает свое дело.
Напоминаем, что это не «накрутка», а значительное внимание уделено ремонту точечной сваркой оцинкованных соединений автомобилей. Если бак можно разделить, вся кабина может быть подвергнута дробеструйной очистке внутри и снаружи, а затем либо точечной сваркой, либо сшивкой с использованием системы сварки MIG/MAG. Это правильный путь!
Ну?
Норма
AlleyCat
Чугун
#11
Заполните топливный бак раствором воды и кальцинированной соды, чтобы использовать метод электролитической очистки. Затем пару слоев хлопчатобумажных носков со стальной цепью можно опустить в топливный бак, чтобы они стали анодом. Подсоедините цепь к плюсу источника питания, а минус к топливному баку. Время от времени поворачивайте топливный бак, чтобы выпустить скопившийся газ. (Не зажигайте дым при этом!!) Когда очистка завершена, промойте резервуар большим количеством воды. Последнее полоскание литром спирта удалит любые следы воды. Я использовал этот метод на топливных баках, и он отлично работает.
дельтаэнтерпрайзес
Нержавеющая сталь
#12
Я сделал то же самое, что и AlleyCat, все отлично сработало.
Мотоморон
Нержавеющая сталь
№13
В наборы для восстановления и покрытия резервуаров марки «Kreem» входили немного кислоты для травления, бутылка MEK и материалы для покрытия.
Инструкции заключались в том, чтобы наполнить в основном горячей водой, добавить кислоту, протравить в течение некоторого времени, промыть, слить, затем вылить в МЕК и взболтать, затем вылить. Это должно было восстановить баланс воды.
Обычно я нейтрализую кислоту горячей водой и небольшим количеством пищевой соды Arm and Hammer.
Я считаю, что материал POR15 в целом лучше, чем крем, но стальной бак, заполненный бензином, в любом случае не должен быть средой, подверженной коррозии. Я никогда не покрываю свои, если они не ~полностью~ израсходованы.
Альпакка сорок пять
Нержавеющая сталь
№14
При электролитическом удалении ржавчины ржавчина превращается в мягкий сыпучий черный порошок (на самом деле очень мелкий порошок металлического железа), он намного мягче, чем ржавчина, но вам все равно нужно встряхивать его с помощью шариков или дроби, чтобы очистить его.
Если вы попробуете, не делайте раствор соды слишком крепким, иначе сопротивление будет настолько низким, что это приведет к срабатыванию причудливых зарядных устройств.
Также мелкодисперсный туман от сильного раствора очень вреден для носа и горла.
Он работает и работает хорошо,
после того, как сталь станет чистой, вы можете даже гальванизировать внутреннюю часть вашего резервуара, если вы используете оцинкованный лом или литье цинка на положительном электроде и раствор промывочной или каустической соды.
Будьте осторожны с любыми деталями, находящимися под напряжением, поскольку существует риск водородного охрупчивания в результате электролитического удаления ржавчины. Выпекание от 24 до 48 часов при температуре от 200 до 400°С должно удалить любой водород, но будьте осторожны!
Кит
Гонщик Al
Нержавеющая сталь
№15
Я поделюсь тем, что на *действительно* ржавых танках вы хотите сделать травление на открытом воздухе. Я сделал резервуар в помещении, оставил его на ночь, и он пролил гребаную кислоту на весь пол, проржавев к черту кучу вещей.
Kreem прекрасно работает и является долговечным продуктом, но только в том случае, если вы будете следовать инструкциям в точности. Более современные каталитические препараты для подготовки резервуаров, такие как продукты POR, кажутся немного более щадящими в применении.
Одним из главных ключей к успеху с Kreem, кажется, является следование регулярному графику (каждые 15 минут или около того) вращения бака, чтобы равномерно распределить Kreem по всему интерьеру и предотвратить образование луж, которые не заживают. Другое дело, дать ему высохнуть/застыть гораздо дольше, чем вы думаете, так как салон практически не вентилируется.
Кендалл
Чугун
№16
приличным покрытием для резервуара является использование обычной эпоксидной смолы, доступной почти везде, где есть запасы стекловолокна. Многие лайнеры представляют собой просто загущенную эпоксидную краску. «Набор» обычно содержит травитель, который делает то же самое, что и вы.
Я должен сделать то же самое с 74 honda 750 tank, который был как новый, но я по глупости убрал его на год, не смазав салон маслом, так что теперь он имеет очень тонкий слой ржавчины внутри.
Мои гонщики я обычно заливаю до краев очень обедненную смесь для 2-тактных двигателей перед тем, как поставить ее на зиму, с тех пор как я начал это делать, у меня не было никаких проблем, кроме небольшого количества дыма весной, пока не был заправлен первый бак. пробежать. Никакой ржавчины в баке, и не нужно чистить карбюраторы, что было весенним ритуалом.
Кен.
Ньюман109
Алмаз
# 17
Кислотная ванна.
В течение многих лет я использовал фосфорную кислоту для очистки ржавых топливных баков мотоциклов. Я получаю 70% фосфора с местного склада химикатов. Последний галлон, который я купил, стоил около 30 долларов плюс налог.
Если бак очень ржавый, я использую около фунта гаек и болтов с литром фосфорной кислоты. Затем я затыкаю отверстия и периодически встряхиваю в течение часа или около того. Я сохраняю использованную кислоту, так как она подходит для нескольких таких применений.
Один слив, я промываю чистой водой, а затем использую что-то вроде МЭК или спирта, чтобы поглотить воду. Он оставляет приятный серебристо-серый налет внутри бака и удаляет всю ржавчину. Гайки и болты тоже хорошие и чистые.
Я не использую герметики для баков, так как через несколько лет они выходят из строя. Если они не сработают, вам будет трудно удалить герметик из бака. Выпавшие куски забьют топливный кран и остановят двигатель.
Отвечая на вопрос автора плаката, нет, я не думаю, что фосфорная кислота съест металл. Кажется, что это идет к точке и останавливается после того, как ржавчина была съедена.
Мои 2 цента
Последнее редактирование:
JST
Алмаз
# 18
Гонщик Эл сказал:
Я поделюсь этим на *действительно* ржавых танках, которые вы хотите сделать на открытом воздухе. Я сделал резервуар в помещении, оставил его на ночь, и он пролил гребаную кислоту на весь пол, проржавев к черту кучу вещей.
Нажмите, чтобы развернуть…
Тогда вам следует прекратить использовать соляную или серную кислоту и использовать вместо нее фосфорную. Фосфорный раствор не вызывает ржавчины вокруг него, как соляной раствор и т. д………
СвалкаJ
Титан
# 19
Я уже покрыл бак.
Я использовал НАМНОГО МЕНЬШЕ рекомендуемого количества, я использовал около 10 унций, и бак покрылся полностью непрозрачным слоем белой липкой массы. Я сидел, наблюдая за трубкой для груди с баком на коленях и маленьким светодиодным фонариком с гибкой головкой, чтобы я мог видеть, что происходит. Переворачивал его каждые пару минут и заглядывал внутрь. Вентилятор выдувал дым в дверь. Если вы читаете инструкции, там написано, что если вы дуете воздухом, это значительно сокращает время высыхания. Я должен согласиться с этим, работал хорошо, теперь он почти сухой. Кажется, он перестал капать и течь, теперь я просто оставлю его и время от времени вдувать воздух.
Фосфорная кислота разъедала ржавчину прямо по швам, это было ОЧЕНЬ ХОРОШО! Я думаю, это будет работать нормально, друг использовал этот же базовый процесс около 5 лет назад на своем 750.
Бронза и латунь представляют собой сплавы металлов и сегодня широко используются в обрабатывающей промышленности. Оба металла называются красными металлами из-за их отчетливого красноватого цвета. Бронза и латунь содержат различное количество других элементов, и в результате они существуют с разными свойствами. Будучи сплавом меди, латунь обычно состоит из меди и цинка, а бронза обычно состоит из меди и олова.
Эти два металла обладают схожими свойствами, но для правильного использования необходимо различать их. В результате этот пост посвящен сравнению с использованием их характеристик, свойств и преимуществ.
Во-первых, давайте узнаем, что такое бронза и латунь.
Чтобы мы могли проводить сравнения между латунью и бронзой, важно иметь четкое представление о том, что такое латунь и бронза. Мы подготовили этот раздел, чтобы представить четкое представление о том, что представляют собой оба металла.
Что такое бронза?
Бронза — это металлический сплав, состоящий в основном из меди и олова. Этот металл восходит к 3500 г. до н.э. у шумеров, и этот век упоминается как бронзовый век. Он считается медным сплавом и определяется на основе его рабочих свойств, а также конкретных легирующих элементов.
Следовательно, свойства и характеристики бронзы можно улучшить, используя различные составы элементов. К таким металлам относятся марганец, никель, кремний, свинец, сурьма, цинк и многие другие. Благодаря этому дизайнерам предоставляется широкий выбор марок бронзы. Бронза, как правило, красновато-коричневая/золотая, хрупкая, но менее хрупкая по сравнению с чугуном.
Что такое латунь?
Латунь была обнаружена пользователями около 500 г. до н.э. и во многом совпадает с бронзой. Латунь — это металлический сплав, состоящий в основном из меди и цинка. Его элементный состав металлов, включая олово, железо, алюминий, свинец, кремний и марганец. Этот элементный состав помогает достичь различных электрических и механических свойств латуни. Если взять в качестве примера содержание цинка, оно помогает латуни повысить пластичность и прочность основного медного материала. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав.
Латунь может существовать в цветовой гамме, включая яркое золото, серебро и многие другие, в зависимости от соотношения цинка и меди. Можно сказать, что он более пластичен по сравнению с цинком с таким же низким трением при обработке с другими металлами. Кроме того, латунь часто известна своим декоративным применением из-за сходства с золотом.
Давайте сравним 17 различий между бронзой и латунью
В этом разделе основное внимание уделяется сравнению бронзы и латуни с использованием различных индивидуальных характеристик.
Бронза против латуни: состав элементов
Бронзу и латунь можно отличить, сравнив их по элементному составу. Для сравнения, бронза как медный сплав содержит медь (Cu) и олово (sn), а ее основные компоненты в зависимости от формы сплава:
Алюминий
Свинец (Pb)
сурьма
Никель (Ni)
Фосфор (P)
Силикон (Si)
Сера (S)
Кобальт
Chromium
Цинк
С другой стороны, латунь как металл представляет собой просто сплав меди и цинка. В природе его первичный элементный состав включает медь (Cu) и цинк (Zn), хотя в зависимости от формы сплава он может иметь следующие компоненты:
Олово (Sn)
Сера (S)
Силикон (Si)
Фосфор (P)
Никель (Ni)
Свинец (Pb)
Железо (Fe)
Сурьма (Sb)
Алюминий (Al)
Бронза против латуни: коррозионная стойкость
Еще один способ провести сравнение между латунью и бронзой — использовать уровень их коррозионной стойкости. Бронза окисляется на воздухе из-за содержания в ней меди (Cu), что приводит к появлению отчетливой пятнистой патины. Это помогает предотвратить легкую коррозию бронзы, особенно когда бронза находится в такой среде, как соленая вода. Однако при контакте бронзы с соединениями хлора начинается процесс, называемый «бронзовой болезнью». Это заболевание делает бронзу более восприимчивой к коррозии, которая со временем медленно разрушает медный сплав. Из-за устойчивости бронзы к коррозии в соленой воде ее часто используют для изготовления лодочной арматуры и морских деталей.
С другой стороны, латунь устойчива к коррозии, особенно в гальванической морской воде. Однако, когда латунь подвергается коррозии, она теряет содержание цинка, оставляя только медь в процессе, называемом обесцинкованием. Во время этого процесса происходит косметическое изменение, при котором цвет латуни меняется с желтого на розовый. Однако этот процесс можно предотвратить, нанеся бронзовый слой.
Бронза против латуни: электропроводность
Эти два металла являются сплавами меди. Медь является стандартом, в котором большинство металлов оценивается по электропроводности. Один из интересных фактов, которые мы обнаружили в отношении этих двух металлов, заключается в том, что латунь и бронза имеют низкую относительную электропроводность.
Можно было бы подумать, что и бронза, и латунь состоят в основном из меди, тогда их проводимость должна быть почти такой же, как у меди. Однако это не так из-за другого элементного состава. Оба они содержат небольшой процент других элементов, таких как алюминий, олово, цинк, никель, кобальт, и многие другие ухудшают характеристики электропроводности бронзы и латуни. По сравнению с использованием меди в качестве стандарта латунь имеет более высокую электропроводность 28%, а бронза имеет наименьшую (15%) проводимость.
Бронза против латуни: теплопроводность
Теплопроводность материала является мерой, позволяющей узнать, можно ли использовать такой материал для тепловых применений. Это помогает узнать количество энергии, которое может быть передано через такой материал, и скорость, с которой она может быть передана. При сравнении бронзы с латунью мы обнаружили, что теплопроводность латуни намного выше, чем у бронзы, что делает ее более подходящей для производства радиаторов. Тем не менее, бронза может использоваться в термических приложениях, но ее аналог — латунь будет рассматриваться как бронза, когда требуются термические приложения.
Бронза против латуни: точка плавления
Бронза имеет более высокую температуру плавления (315–1080 °C), чем латунь (809–1030 °C), и обе они легко отливаются. Температура плавления латуни и бронзы очень важна и имеет решающее значение для выбора бронзы или латуни для проекта. Это связано с тем, что при температуре плавления может произойти отказ компонента.
Когда материал достигает своего уровня температуры плавления, происходит переход из твердого состояния в жидкое состояние. В этом состоянии этому материалу можно легко придать различные формы. При использовании латуни или бронзы для фасонного корпуса необходимо учитывать желаемые механические свойства. Более декоративный проект, скорее всего, выиграет от латуни, в то время как более устойчивый проект, скорее всего, выиграет от бронзы.
Бронза против латуни: твердость
Твердость материала — это мера его реакции на локальное поверхностное напряжение и то, как материал реагирует на вмятины, царапины и многое другое. В этой мере шкала твердости по Бринеллю существует как одна из многих доступных мер твердости. Он использует индентор твердости для оценки реакции материала на стандартную силу. По этой шкале бронза оценивается от 40 до 420, а латунь — от 55 до 73.
Этот результат показывает, что бронза в среднем тверже латуни. Можно сказать, что более твердый материал более хрупок, и бронза подчиняется этому правилу: она гораздо более склонна к разрушению по сравнению с латунью. Если в проекте большое внимание уделяется износостойкости и прочности, бронза может быть идеальным выбором. Однако, если обрабатываемость становится необходимостью, латунь намного важнее бронзы.
Бронза против латуни: вес
Когда дело доходит до сравнения веса бронзы и латуни, вода может быть выбрана в качестве базовой линии для удельного веса — учитывая значение 1. Затем удельный вес бронзы и латуни сравнивается как доля более тяжелой или более легкой плотности. Из наших сравнений мы обнаружили, что бронза самая тяжелая с плотностью 7400 – 8900 кг/куб.м. С другой стороны, вес латуни ниже по элементному составу и колеблется от 8400 до 8730 кг/мXNUMX.
Бронза против латуни: долговечность
Долговечность материала — это способность этого материала оставаться функциональным без использования чрезмерного ремонта или технического обслуживания всякий раз, когда материал сталкивается с проблемами нормальной эксплуатации в течение своего полураспада. Бронза — твердый и крепкий металл, но ее нелегко согнуть. Бронза также может противостоять воде и, как следствие, невосприимчива к коррозии, вызванной водой. С другой стороны, латунь прочна и не так долговечна, как бронза. Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.
Бронза против латуни: обрабатываемость
Сравнительная оценка, присваиваемая металлам для оценки того, как они реагируют на нагрузку при механической обработке, такую как штамповка, фрезерование, токарная обработка и т. д., называется обрабатываемостью. Оценка обрабатываемости выбранного материала имеет большое значение, поскольку она определяет тип механической обработки, которую можно выполнять с такими материалами.
Процент обрабатываемости материалов делается по сравнению с эталонным материалом, где материалу присваивается рейтинг 100%. Материал, который сложнее обрабатывать, имеет процентное содержание ниже 100, например, латунь и бронза. Большинство медных сплавов слишком пластичны для механической обработки, но некоторые из них разработаны специально для механической обработки, например, латунный сплав C360.
Бронза против латуни: формуемость
С точки зрения формуемости латунь более формуема, чем бронза. Говорят, что латунь твердая, но она мягче бронзы, которая представляет собой сплав меди и олова. Эта сравнительная мягкость латуни облегчает ее формование, резку и напильник.
Бронза против латуни: свариваемость
Важно отметить, что и бронза, и латунь поддаются сварке. Однако есть исключение для латунного сплава, содержащего свинец, и чем меньше содержание цинка в латуни, тем легче ее сваривать. Латунь, содержащая 20% цинка, имеет хорошую свариваемость, в то время как латунь с содержанием цинка 20% и выше считается удовлетворительной свариваемостью. Кроме того, литые латунные металлы лишь незначительно поддаются сварке.
С другой стороны, сплавы неэтилированной бронзы демонстрируют удовлетворительную свариваемость и в напряженном состоянии становятся склонными к растрескиванию. Однако свинцово-фосфорную бронзу можно аккуратно сварить с помощью SMAW.
Бронза против латуни: предел текучести
Предел текучести металла рассматривается как максимальное напряжение, при котором металл начинает необратимо деформироваться. При сравнении бронзы и латуни латунь обладает более высоким пределом текучести, чем медь. В подтверждение этого утверждения бронза имеет самый высокий предел текучести при 69.0–800 МПа (10000–116000 фунтов на квадратный дюйм), а латунь — от 34.5 до 683 МПа (5000–99100 фунтов на квадратный дюйм).
Бронза против латуни: прочность на растяжение
Многие производители в обрабатывающей промышленности считают прочность материала основным фактором, особенно при выборе материала. Бронза и латунь пользуются спросом из-за повышенной прочности на растяжение, которую они демонстрируют при холодной обработке или, в случае латуни, при добавлении большего количества цинка.
Для сравнения, бронза имеет предел прочности при растяжении 50 Ksi (350 МПа) при отжиге и предел прочности при растяжении 92 Ksi (635 МПа) при холоднокатаном отпуске. С другой стороны, латунь имеет предел прочности при растяжении 53 Ksi (365 МПа) при отжиге и 88 Ksi (607 МПа) при холоднокатаном отпуске.
Бронза против латуни: прочность на сдвиг
Это называется прочностью по отношению к типу текучести или разрушения конструкции, особенно когда металл разрушается при сдвиге. Нагрузка на сдвиг означает силу, которая вызывает разрушение материала или компонента при скольжении вдоль плоскости, параллельной направлению действия силы. При измерении становится очевидным, что латунь имеет самую высокую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 48000 фунтов на квадратный дюйм, а бронза имеет самую низкую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 47000 фунтов на квадратный дюйм.
Бронза против латуни: цвет
Одним из самых простых способов отличить бронзу от латуни является использование цвета. Бронза по цвету красновато-коричневая. Это свойство может незначительно измениться при добавлении в бронзовую смесь других элементов. Независимо от его изменения, бронзу по-прежнему легко отличить от латуни. С другой стороны, латунь обычно имеет приглушенный желтый оттенок и очень похожа на матовое золото. Это свойство делает его идеальным материалом для изготовления мебели и светильников.
Бронза против латуни: цена
Кусок бронзы и меди может варьироваться в зависимости от различных факторов, таких как содержание меди. Содержание меди в обоих сплавах определяет их цену на рынке. Однако бронза по сравнению с латунью обычно дороже. Это можно объяснить содержанием в нем меди и процессом, необходимым для производства бронзы.
Бронза против латуни: области применения
Бронза
Бронза существует в различных формах или сплавах, и независимо от ее сплава она предлагает широкий спектр применений. В течение многих лет бронза использовалась для изготовления монет и подходила для использования в судах и лодках до того, как стала широко использоваться нержавеющая сталь. До сих пор бронза используется в корабельных гребных винтах и погружных подшипниках. Бронза имеет очень низкое трение по отношению к разнородным металлам, и в результате она используется сегодня для подшипников, пружин, втулок направляющих подшипников автомобильных трансмиссий, подшипников для небольших электродвигателей и многого другого.
Бронза используется для изготовления молотков, молотков, гаечных ключей и других прочных инструментов, поскольку они не дают искры при ударе о твердую поверхность. Они также используются в производстве бронзовой шерсти для деревообработки. Бронза также находит широкое применение в скульптурах, музыкальных инструментах и электрических контактах. Конкретные бронзовые сплавы обладают следующими свойствами:
863 — марганцевая бронза
Этот бронзовый сплав известен своей коррозионной стойкостью и высокой прочностью. Он отличается долговечностью в результате долговечности, что делает его идеальным вариантом для тяжелых условий эксплуатации. К таким приложениям относится сельскохозяйственная и строительная техника. 863 Марганцевая бронза применяется при изготовлении следующего:
Булавки мостовидные
Бронза для шестерен
Камеры
Gibs
Компоненты гидроцилиндра
Клапаны с большим штоком
Несущие подшипники
Завинчивающиеся гайки
907 оловянная бронза
Оловянная бронза 907 отличается качественной коррозионной стойкостью, особенно при работе с морской водой. Он отлично работает в условиях износа и усталости и умеренно поддается механической обработке. Сплав применим для изготовления:
Подшипники
Бронза для шестерен
Вводы
Морская арматура
Поршневые кольца
Компоненты насоса
917 оловянная бронза
Этот сплав известен своей повышенной грузоподъемностью, особенно для тяжелых грузов, которые подвергаются медленным и неравномерным движениям. Оловянная бронза 917 обладает высокой коррозионной стойкостью и требует соответствующей смазки. Он обычно используется для таких приложений, как:
Подшипники с низкой скоростью и высокой нагрузкой
Вертушки для мостов
Gears
Колеса в червячных передачах
Компоненты подвижного моста
954 алюминиевая бронза
Алюминиевая бронза 954 — чрезвычайно прочный бронзовый сплав, обладающий превосходной коррозионной стойкостью. Будучи самым популярным сплавом алюминиевой бронзы, он отличается исключительной прочностью при повышенных температурах, свариваемостью, высокой пластичностью, высокой текучестью и высокой прочностью на растяжение. Обычно он используется для приложений, включая:
Червяки и червячные передачи (низкоскоростные/высокопрочные)
Цилиндрические редукторы
Вводы
Подшипники
Травление (корзины/крючки)
Компоненты клапана
955 алюминиевая бронза
Алюминиевая бронза 955 — один из самых прочных существующих цветных сплавов. Этот сплав отличается превосходной прочностью на сжатие и пределом текучести в сочетании с высокой твердостью и удлинением. Он устойчив к коррозии в морской воде с впечатляющей термостойкостью. Алюминиевая бронза 955 хорошо поддается сварке. Он обычно встречается в таких приложениях, как:
агитаторы
Авиадвигатель (сиденья, направляющие клапанов)
Бронза для шестерен
Вводы
Компоненты шасси
Травление (корзины/крючки)
Worms
Латунь
Латунь – сплав меди предлагает широкий спектр применения в обрабатывающей промышленности. Его обычное применение можно найти в украшении, потому что он имеет сходство с золотом. Благодаря своей долговечности и обрабатываемости латунь является идеальным исходным материалом для изготовления музыкальных инструментов. Он применим в производстве сантехнических труб и трубопроводов в результате его высокой коррозионной стойкости. Латунь широко используется в электронных приборах, потому что она обладает отличной электропроводностью.
Несомненно, латунь применяется в механике, включая производство отливок для винтовки М-16, зубчатых колес, подшипников и многого другого. Различное применение определенных сплавов латуни включает:
Красная латунь
Это сплав латуни, состоящий примерно из 95% меди и 5% цинка. Красная латунь — это мягкий сплав латуни, которому можно легко придать желаемую форму. Он больше всего подходит для проектов, связанных с ремеслами, благодаря своему необычному глубокому бронзовому цвету. Красная латунь имеет широкий спектр применения, например:
Архитектурный фасциальный
Значки
ювелирных изделий
Гриль
Морское оборудование
Дверные ручки
Декоративная отделка
Гравюра Латунь
Латунь для гравировки известна как C35600 или C37000 с содержанием свинца от 1% до 2%. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения:
Оборудование для строителей
Счетчики передач
Компоненты часов
Обод прибора
Свободная резка латуни
Этот тип латунного сплава обозначается C-360 и состоит из меди, цинка и свинца. Он обычно встречается в таких приложениях, как:
Болты, гайки, резьбовые детали
Разъемы
Трубы или водопроводные фитинги
Отводы
Корпус клапана
Форсунки
Вес баланса
Высокопрочная латунь
Высокопрочная латунь представляет собой сплав латуни, содержащий марганец. Эта форма латунного сплава обладает высоким уровнем прочности и применима в изделиях, подвергающихся большим нагрузкам. Примеры применения высокопрочной латуни включают:
Локомотивная букса
Морские Двигатели
Тарелки перекоса
Зажимы аккумуляторные
Направляющие клапанов
Втулки Подшипники
Колеса для тяжелых грузов
Таблица результатов
Как отличить бронзу от латуни?
Цветовая идентификация
Для правильной идентификации очистите два металла пастой из соли и уксуса. Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой.
Проверьте металл, если он красновато-коричневый. После очистки металла, из которого проявился его истинный цвет, проверьте, имеет ли цвет красновато-коричневый оттенок. Бронза состоит из меди и олова, поэтому она не имеет желтого цвета латуни. Простой совет, как распознать цвет, состоит в том, чтобы взять несколько разных металлических кусочков, чтобы цвет было легче увидеть. Если видно, что металл имеет красновато-коричневый цвет, это бронза.
Проверьте металл, если он желтого цвета.
На первый взгляд, латунь имеет желтую окраску, как и золото, из-за ее элементного состава меди и цинка. Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
Чтобы проверить свое открытие, проверьте металл на наличие колец. Бронзу обычно отливают с применением вращательной или центробежной силы. Этот процесс создает на поверхности бронзы слабое кольцо. Если вы чувствуете, что металлическая деталь сделана из бронзы, то пощупайте или поищите кольца. Это легко заметить, если деталь представляет собой цилиндр или металлическую трубу.
Часто задаваемые вопросы о бронзе и латуни
Резюме: бронза или латунь, что лучше для вашего проекта?
Бронза и латунь — это медные сплавы, которые сохраняют многие качества меди, но имеют уникальные отличия. Когда дело доходит до выбора металла, часто путают бронзу и латунь, в нашей статье представлено сравнение свойств, областей применения и прочности. На данный момент вы должны иметь возможность получить лучший вариант на основе нашего сравнения, и мы рады, что ваш проект будет успешным.
Латунь или бронза? Какой материал и когда лучше выбрать
15.11.2020
Советы инженерам-проектировщикам, занятым разработкой деталей и компонентов. Исходя из опыта обработки различных марок бронзы и латуни на фрезерных и токарных станках с ЧПУ.
За годы работы нам в NC Engineering Украины пришлось столкнуться с большим количеством заказов. Работаем с любыми металлами, их сплавами или пластиками. Можно сказать, что нам безразлично, какую заготовку подвергать токарной или фрезерной обработке. Однако, мы стараемся помочь каждому заказчику. Подсказать или дать совет, исходя из нашего опыта. Чтобы каждый заказчик мог проектировать готовые изделия с максимальной эффективностью. Как технологической, так и экономической.
Сравнительная таблица свойств латуни и бронзы
Латунь
Бронза
Комбинируя различные сплавы латуни, можно добиться идеальной устойчивости к дезцинкификации (когда коррозии подвергается цинк, входящий в сплав), великолепной обрабатываемости.
100% устойчивость к дезцинкификации. Ведь в сплаве вообще нет цинка. Хуже обрабатываемость, чем у латуни.
Цена в основном ниже бронзы из-за отсутствия олова в сплаве, который является относительно дорогим металлом.
Цены в основном выше, чем у латуни. Зависит, главным образом, от количества олова в сплаве.
Латунь проще резать, поскольку верхний слой при механической обработке дольше сохраняет жидкое агрегатное состояние.
Верхний слой относительно быстро затвердевает, поэтому резать бронзу труднее.
Достичь хорошей пластичности в горячем состоянии можно комбинированием сплавов.
Благодаря хорошей пластичности в горячем состоянии, можно изготавливать сложные изделия в формах.
Латунь имеет желтый цвет, очень похожий на цвет золота. Он относительно устойчив к потемнению, поэтому сплав часто используют в декоративных целях.
Издавна бронза использовалась для изготовления украшений.
Существует свинцовая добавка для улучшения обрабатываемости. Количество свинца в сплавах всегда контролируется. Любые санитарно-гигиенические нормы допускают только незначительное количество свинца в изделии из-за его токсичности.
Из-за отсутствия свинца бронза лучше подходит для изготовления клапанов, фитингов, клапанов, регулирующих системы, динамических регулирующих фитингов, термостатических клапанов и т.д., но производственные расходы значительно возрастают.
Латунь плавится при более низкой температуре и поэтому тратится меньше энергии для плавления. Полировать и обрабатывать ее гораздо проще, чем бронзу, и поэтому цена на изготовление фитингов из латуни ниже. Она также быстрее изнашивается, и поэтому клиенту придется покупать запчасти гораздо раньше.
Если по тем или иным причинам различные специальные стали даже нельзя обсуждать, стоит выбирать бронзу. Она превосходит железо почти в каждом применении. Хотя бронза покрывается патиной, она не окисляется. Бронза значительно менее хрупкая, чем железо, и имеет более низкую температуру литья. (Сталь, особенно специальных марок, конечно, имеет свойства, в которых бронза не может соревноваться)
Обработка латуни и бронзы на токарных и фрезерных станках ЧПУ
Чем легче обрабатывается металл, тем меньше изнашивается инструмент. Поэтому детали из латуни изготавливаются быстрее и дешевле, чем из бронзы. Но для нас не принципиально, с каким металлом работать. То есть, партию, скажем, в 10 000 деталей мы изготовим за то же время. Независимо, от того, будут ли они бронзовыми или латунными. Главное правило — латунь дешевле, а бронза — долговечна. Обязательно изучайте состав выбранного сплава и требования санитарно-гигиенических служб и других государственных регулирующих служб до готовых изделий. Особенно это касается оборудования, задействованного в медицине или пищевой промышленности. Мы используем исключительно бронзу и латунь, изготовленную в странах ЕС. Эти материалы отвечают самым строгим требованиям, что подтверждено сертификатами соответствия.
Бронза
против латуни — в чем разница?
Задолго до эпохи алюминия и стали был изобретен металлический сплав, то есть материал, созданный путем объединения двух взаимодействующих металлов. Таким образом, полученный сплав не только сохраняет некоторые свойства каждого элемента, но и может иметь новые свойства, которых нет ни у одного из них, что произвело революцию в нашем современном выборе материалов. Два сплава, с которых начался этот сдвиг, — бронза и латунь, древние металлические сплавы, которые тысячелетиями использовались греками и другими империями прошлого. Эти металлы послужили отправной точкой для всех других сплавов, и в этой статье мы рассмотрим бронзу и латунь и их различия. Будут подробно описаны физические, химические и механические свойства бронзы и латуни, а также способы их использования сегодня. Эта статья призвана показать, как эти металлы, будучи более архаичными, чем большинство других инженерных материалов, по-прежнему являются необходимыми компонентами нашего успеха в современную эпоху.
Бронза
Бронза является результатом добавления олова к меди, хотя часто есть много дополнительных побочных элементов, потому что бронза была открыта примерно в 3500 г. до н.э., до того, как были разработаны точные химические методы. В современную эпоху бронза считается классом медных сплавов, которые определяются на основе их рабочих свойств и конкретных легирующих элементов. Было обнаружено, что такие металлы, как свинец, марганец, сурьма, никель, цинк, кремний и другие улучшают качество бронзы, поэтому дизайнеры теперь могут выбирать из широкого спектра марок бронзы. Чтобы узнать больше о различных типах бронзы, прочитайте нашу статью о типах бронзы.
Типичная бронза имеет красновато-коричневый/золотистый цвет и является хрупкой, но менее хрупкой, чем чугун. Он имеет относительную плотность около 8,8 г/см 3 и демонстрирует низкое трение при контакте с другими металлами. Он легко проводит тепло и электричество и имеет температуру плавления в диапазоне 950–1050 ° C, в зависимости от количества присутствующего олова. Он окисляется на воздухе из-за высокого содержания меди, что придает бронзе отчетливую пятнистую патину. Это окисление предотвращает коррозию бронзы, особенно в соленой воде; однако, если соединения хлора могут реагировать с бронзой, начинается процесс, известный как «бронзовая болезнь», когда коррозия вызывает еще большую коррозию, медленно разрушая сплав с течением времени. Благодаря устойчивости к соленой воде бронза используется для изготовления деталей лодок и подводных морских частей, а также скульптур, которые должны противостоять разрушению во внешней среде. Он демонстрирует отличные литейные свойства и может быть легко отлит в качестве подшипников, зажимов, электрических соединений, пружин и многого другого.
Если вы заинтересованы в покупке бронзы для своего проекта, не стесняйтесь просматривать нашу платформу для закупок поставщиков бронзы.
Латунь
Латунь была обнаружена около 500 г. до н.э. и представляет собой сплав меди и цинка, хотя она также содержит другие элементы, как и бронза. Поскольку между латунью и бронзой много общего, латунь обычно обозначается большим процентным содержанием цинка и относительным отсутствием олова (хотя, что сбивает с толку, существуют также луженые латунные сплавы, что еще больше стирает границы). Свинец является обычной добавкой в латунь, которая повышает ее обрабатываемость, а также другие уникальные элементы, которые составляют класс латунных сплавов.
Латунь яркого золотого, медного или даже серебряного цвета, в зависимости от соотношения цинка и меди. Он более пластичен, чем бронза, и демонстрирует такое же низкое трение при контакте с другими металлами. Он имеет плотность около 8,73 г/см 3 и низкую температуру плавления 900–1000 °C, в зависимости от сплава. Латунь является отличным проводником тепла и устойчива к коррозии, особенно к гальванической коррозии в морской воде. Он хорошо отливается, достаточно прочен и привлекателен, и даже обладает некоторыми антимикробными свойствами благодаря высокому содержанию меди. Чаще всего латунь используется в музыкальных инструментах, декоративной отделке, винтах, радиаторах, гильзах и многом другом.
Если вы заинтересованы в покупке латуни для своего проекта, не стесняйтесь просматривать нашу платформу для закупок поставщиков латуни.
Сравнение бронзы и латуни
Несмотря на то, что эти металлы родственны по составу, внешнему виду и даже применению, латунь и бронза часто используются для разных целей. Будет полезно изучить, чем эти два медных сплава отличаются друг от друга, изучив некоторые общие механические свойства, показанные ниже в таблице 1.
Таблица 1: Сравнение свойств материалов бронзы и латуни.
Свойства материалов
Бронза
Латунь
Единицы
Метрическая система
Английский
Метрическая система
Английский
Теплопроводность (20 °C)
24 Вт/м-К
15 БТЕ/(ч фут °F)
120 Вт/м-К
64,1 БТЕ/(час·фут·°F)
Усталостная прочность
90,0-352 МПа
13100-51100 фунтов на кв. дюйм
22-360 МПа
3190-52200 фунтов на кв. дюйм
Температура плавления (средняя)
1010 °С
917 °С
Твердость (по Бринеллю)
40 — 420
55-73
Обрабатываемость (средняя)
33,0%
46,8%
Теплопроводность является хорошей мерой, позволяющей узнать, будет ли металл использоваться в термических целях, поскольку она показывает, сколько энергии может передаваться через материал и с какой скоростью. Теплопроводность латуни намного выше, чем у бронзы, что делает ее идеальным выбором для радиаторов. Бронза также может использоваться в термических целях, но латунь всегда будет иметь преимущество, если есть выбор между ними.
Усталостное напряжение — это напряжение, вызванное высокой цикличностью небольших напряжений, которые могут вызывать микро- и даже макротрещины в материале в течение длительного периода времени. Это значение имеет жизненно важное значение для понимания того, будет ли материал подвергаться постоянному напряжению, например, частым изменениям температуры или нагрузок, которые могут нарушить целостность сплава при достаточном количестве циклов. Усталостная прочность бронзы и латуни представлена в виде диапазонов в таблице 1, так как существует множество сплавов каждого металла. Бронза обычно имеет более высокое сопротивление усталости, чем латунь, что можно увидеть, сравнив нижнюю границу их диапазонов усталостной прочности. Это качество делает бронзу более подходящей для морских деталей и пружин, которые подвергаются постоянным нагрузкам во время использования.
Латунь имеет более низкую среднюю температуру плавления, чем бронза (917°C против 1010°C), но обе они легко отливаются. При использовании любого из этих металлов для литья форм учитывайте желаемые механические свойства; более устойчивый проект, скорее всего, выиграет от бронзы, в то время как более декоративный можно использовать латунь с большим эффектом.
Твердость — это мера реакции материала на локальные поверхностные напряжения и то, как он реагирует на царапание, вдавливание и т. д. Шкала твердости по Бринеллю — одна из многочисленных доступных шкал твердости, в которой используется собственный индентор твердости для оценки реакции материала на воздействие нормированное усилие. Для справки: типичное стекло имеет 1500 баллов по шкале твердости Бринелля, а свинец — 5; Используя их в качестве эталона, таблица 1 ясно показывает, что бронза в среднем тверже латуни. Более твердый материал обычно более хрупок, и бронза следует этому правилу, будучи гораздо более склонной к разрушению, чем латунь. Если необходима обрабатываемость, латунь является лучшим выбором, чем бронза. Однако, если важны прочность и износостойкость, лучшим вариантом может быть бронза.
Обрабатываемость — это сравнительная оценка, присваиваемая металлам, чтобы показать, как они реагируют на механические нагрузки, такие как токарная обработка, фрезерование, штамповка и другие процедуры. Важно понимать показатель обрабатываемости металла, поскольку он определяет, какие типы механической обработки могут быть выполнены, если таковые имеются. Процент обрабатываемости металла сравнивается с эталонным металлом, где этому металлу присваивается оценка 100% (легко поддается механической обработке). Металлу, который сложнее обрабатывать, присваивается рейтинг ниже 100%, как в случае с бронзой, так и с латунью. Некоторые сплавы разработаны специально для механической обработки (например, латунный сплав C360), но большинство медных сплавов слишком пластичны для механической обработки. Оба металла обладают отличными литейными характеристиками, поэтому перед механической обработкой этих металлов следует рассмотреть процедуру литья. Если его необходимо подвергнуть механической обработке, убедитесь, что выбранный вами сплав предназначен для механической обработки, иначе вы рискуете испортить свою мельницу.
И бронза, и латунь бывают разных форм, размеров и составов. Как всегда, обратитесь к своему поставщику за самой последней информацией о том, что доступно и какой тип бронзы или латуни лучше всего подходит для вашего применения.
Резюме
В этой статье представлено краткое сравнение свойств, прочности и областей применения бронзы и латуни. Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
Руководство по металлургии
О медных сплавах и латунях
Обзор материалов для бронзы
Обзор материалов для латуни
Теплопроводность металлов, металлических элементов и сплавов
Sequoia Brass & Copper: справочник по картриджу из сплава 260, желтая латунь
Sequoia Brass & Copper: руководство по военно-морской латуни
Sequoia Brass & Copper: руководство по 272 латуни
Другие изделия из бронзы
Все о фосфористой бронзе — прочность, свойства и применение
Все о марганцевой бронзе — прочность, свойства и применение
Все о висмутовой бронзе — прочность, свойства и применение
Все о подшипниковой бронзе — прочность, свойства и применение
Все о кремниевой бронзе (свойства, прочность и применение)
Больше из Металлы и изделия из металла
бронза против латуни, в чем разница? Как лучше?
Остин Пэн
20 декабря 2020 г.
Категория: Блог
Бронза и латунь
представляют собой сплавы металлов и сегодня широко используются в обрабатывающей промышленности. Оба металла называются красными металлами из-за их отчетливого красноватого цвета. Бронза и латунь содержат различное количество других элементов, и в результате они существуют с разными свойствами. Будучи сплавом меди, латунь обычно состоит из меди и цинка, а бронза обычно состоит из меди и олова.
Эти два металла обладают сходными свойствами, но для правильного использования их необходимо различать. В результате этот пост посвящен сравнению с использованием их характеристик, свойств и преимуществ.
Во-первых, давайте узнаем, что такое бронза и латунь
Чтобы мы могли провести сравнение между латунью и бронзой, важно иметь четкое представление о том, что такое латунь и бронза. Мы подготовили этот раздел, чтобы представить четкое представление о том, что представляют собой оба металла.
Что такое бронза?
Бронза представляет собой металлический сплав, состоящий в основном из меди и олова. Этот металл восходит к 3500 г. до н.э. у шумеров, и этот век упоминается как бронзовый век. Он считается медным сплавом и определяется на основе его рабочих свойств, а также конкретных легирующих элементов.
Следовательно, свойства и характеристики бронзы можно улучшить, используя различные составы элементов. К таким металлам относятся марганец, никель, кремний, свинец, сурьма, цинк и многие другие. Благодаря этому дизайнерам предоставляется широкий выбор марок бронзы. Бронза, как правило, красновато-коричневая/золотая, хрупкая, но менее хрупкая по сравнению с чугуном.
Что такое латунь?
Латунь была обнаружена пользователями около 500 г. до н.э. и во многом совпадает с бронзой. Латунь — это металлический сплав, состоящий в основном из меди и цинка. Его элементный состав металлов, включая олово, железо, алюминий, свинец, кремний и марганец. Этот элементный состав помогает достичь различных электрических и механических свойств латуни. Если взять в качестве примера содержание цинка, оно помогает латуни повысить пластичность и прочность основного медного материала. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав.
Цвет латуни может быть ярко-золотым, серебряным и многими другими, в зависимости от соотношения цинка и меди. Можно сказать, что он более пластичен по сравнению с цинком с таким же низким трением при обработке с другими металлами. Кроме того, латунь часто известна своим декоративным применением из-за сходства с золотом.
Давайте сравним 17 различий между бронзой и латунью
В этом разделе основное внимание уделяется сравнению бронзы и латуни с использованием различных индивидуальных характеристик.
Бронза и латунь: состав элементов
Бронзу и латунь можно отличить, проведя сравнение по их элементному составу. Для сравнения, бронза как медный сплав содержит медь (Cu) и олово (sn), а ее основные компоненты в зависимости от формы сплава:
Алюминий
Свинец (Pb)
Сурьма
Никель (Ni)
Фосфор ( P)
Кремний (Si)
Сера (S)
Кобальт
Хром
Цинк
С другой стороны, латунь как металл представляет собой просто сплав меди и цинка. В природе его первичный элементный состав включает медь (Cu) и цинк (Zn), хотя он может иметь следующие компоненты в зависимости от формы сплава:
олово (Sn)
сера (S)
кремний (Si)
Фосфор (P)
Никель (Ni)
Свинец (Pb)
Железо (Fe)
Сурьма (Sb)
Алюминий (Al)
Бронза и латунь: коррозионная стойкость
Еще один способ провести сравнение между латунью и бронзой — использовать их уровень коррозионной стойкости. Бронза окисляется на воздухе из-за содержания в ней меди (Cu), что приводит к появлению отчетливой пятнистой патины. Это помогает предотвратить легкую коррозию бронзы, особенно когда бронза находится в такой среде, как соленая вода. Однако при контакте бронзы с соединениями хлора начинается процесс, называемый «бронзовой болезнью». Это заболевание делает бронзу более восприимчивой к коррозии, которая со временем медленно разрушает медный сплав. Из-за устойчивости бронзы к коррозии в соленой воде ее часто используют для изготовления деталей для лодок и морских судов.
С другой стороны, латунь устойчива к коррозии, особенно в гальванической морской воде. Однако, когда латунь подвергается коррозии, она теряет содержание цинка, оставляя только медь в процессе, называемом обесцинкованием. Во время этого процесса происходит косметическое изменение, при котором цвет латуни меняется с желтого на розовый. Однако этот процесс можно предотвратить, нанеся бронзовый слой.
Бронза и латунь: электропроводность
Эти два металла представляют собой сплавы меди. Медь является стандартом, в котором большинство металлов оценивается по электропроводности. Один из интересных фактов, которые мы обнаружили в отношении двух металлов, заключается в том, что латунь и бронза имеют низкую относительную электропроводность.
Можно подумать, что и бронза, и латунь состоят в основном из меди, тогда их проводимость должна быть почти такой же, как у меди. Однако это не так из-за другого элементного состава. Оба они содержат небольшой процент других элементов, таких как алюминий, олово, цинк, никель, кобальт, и многие другие ухудшают характеристики электропроводности бронзы и латуни. По сравнению с использованием меди в качестве стандарта, латунь имеет более высокую электропроводность 28%, а бронза имеет наименьшую (15%) проводимость.
Бронза и латунь: теплопроводность
Теплопроводность материала — это мера, позволяющая определить, можно ли использовать такой материал для тепловых целей. Это помогает узнать количество энергии, которое может быть передано через такой материал, и скорость, с которой она может быть передана. При сравнении бронзы с латунью мы обнаружили, что теплопроводность латуни намного выше, чем у бронзы, что делает ее более подходящей для изготовления радиаторов. Тем не менее, бронза может использоваться в термических приложениях, но ее аналог — латунь будет рассматриваться как бронза, когда требуются термические приложения.
Бронза и латунь: температура плавления
Бронза имеет более высокую температуру плавления (315–1080 °C), чем латунь (809–1030 °C), и обе они легко отливаются. Температура плавления латуни и бронзы очень важна и имеет решающее значение для выбора бронзы или латуни для проекта. Это связано с тем, что при температуре плавления может произойти отказ компонента.
Когда материал достигает точки плавления, происходит переход из твердого состояния в жидкое. В этом состоянии этому материалу можно легко придать различные формы. При использовании латуни или бронзы для фасонного корпуса необходимо учитывать желаемые механические свойства. Более декоративный проект, скорее всего, выиграет от латуни, в то время как более устойчивый проект, скорее всего, выиграет от бронзы.
Бронза и латунь: твердость
Твердость материала является мерой его реакции на локальное поверхностное напряжение и того, как материал реагирует на вмятины, царапины и многое другое. В этой мере шкала твердости по Бринеллю существует как одна из многих доступных мер твердости. Он использует индентор твердости для оценки реакции материала на стандартную силу. По этой шкале бронза имеет от 40 до 420 баллов, а латунь — от 55 до 73.
Этот результат показывает, что бронза в среднем тверже латуни. Можно сказать, что более твердый материал более хрупок, и бронза подчиняется этому правилу: она гораздо более склонна к разрушению по сравнению с латунью. Если в проекте большое внимание уделяется износостойкости и прочности, бронза может быть идеальным выбором. Однако, если обрабатываемость становится необходимостью, латунь намного важнее бронзы.
Бронза и латунь: вес
Когда дело доходит до сравнения веса бронзы и латуни, вода может быть выбрана в качестве базовой линии удельного веса – учитывая значение 1. Затем сравнивается удельный вес бронзы и латуни. как доля большей или меньшей плотности. Из наших сравнений мы обнаружили, что бронза самая тяжелая с плотностью 7400 – 8900 кг/куб.м. С другой стороны, вес латуни ниже по элементному составу и колеблется от 8400 до 8730 кг/м3.
Бронза и латунь: долговечность
Долговечность материала — это способность этого материала оставаться функциональным без использования чрезмерного ремонта или технического обслуживания всякий раз, когда материал сталкивается с нормальными эксплуатационными проблемами в течение периода полураспада. Бронза — твердый и прочный металл, но ее нелегко согнуть. Бронза также может противостоять воде и, как следствие, невосприимчива к коррозии, вызванной водой. С другой стороны, латунь прочна и не так долговечна, как бронза. Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.
Бронза и латунь: обрабатываемость
Сравнительная оценка, присваиваемая металлам для оценки того, как они реагируют на механические нагрузки, такие как штамповка, фрезерование, токарная обработка и т. д., называется обрабатываемостью. Оценка обрабатываемости выбранного материала имеет большое значение, поскольку она определяет тип механической обработки, которую можно выполнять с такими материалами.
Процент обрабатываемости материала делается по сравнению с эталонным материалом, где материалу присваивается рейтинг 100%. Материал, который сложнее обрабатывать, имеет процентное содержание ниже 100, например, латунь и бронза. Большинство медных сплавов слишком пластичны для механической обработки, но некоторые из них разработаны специально для механической обработки, например, латунный сплав C360.
Бронза и латунь: формуемость
Что касается формуемости, латунь лучше формуется, чем бронза. Говорят, что латунь твердая, но она мягче бронзы, которая представляет собой сплав меди и олова. Эта сравнительная мягкость латуни облегчает ее формование, резку и напильник.
Бронза и латунь: свариваемость
Важно отметить, что и бронза, и латунь поддаются сварке. Однако есть исключение для латунного сплава, содержащего свинец, и чем меньше содержание цинка в латуни, тем легче ее сваривать. Латунь, содержащая 20% цинка, имеет хорошую свариваемость, в то время как латунь с содержанием цинка 20% и выше считается удовлетворительной свариваемостью. Кроме того, литые латунные металлы лишь незначительно поддаются сварке.
С другой стороны, сплавы неэтилированной бронзы демонстрируют удовлетворительную свариваемость и в напряженном состоянии становятся склонными к растрескиванию. Однако свинцово-фосфорную бронзу можно аккуратно сварить с помощью SMAW.
Сравнение бронзы и латуни: предел текучести
Предел текучести металла считается наивысшим напряжением, при котором металл начинает необратимо деформироваться. При сравнении бронзы и латуни латунь обладает более высоким пределом текучести, чем медь. В подтверждение этого утверждения бронза имеет самый высокий предел текучести на уровне 69.0,0 — 800 МПа (10000 — 116000 фунтов на квадратный дюйм), в то время как латунь показывает от 34,5 до 683 МПа (5000 — 99100 фунтов на квадратный дюйм).
Бронза и латунь: прочность на растяжение
Многие производители в обрабатывающей промышленности считают прочность материала основным фактором, особенно при выборе материала. Бронза и латунь пользуются спросом из-за повышенной прочности на растяжение, которую они демонстрируют при холодной обработке или, в случае латуни, при добавлении большего количества цинка.
Для сравнения, бронза имеет прочность на растяжение 50 Ksi (350 МПа) при отжиге и прочность на растяжение 92 Ksi (635 МПа) при холоднокатаном отпуске. С другой стороны, латунь имеет предел прочности при растяжении 53 Ksi (365 МПа) при отжиге и 88 Ksi (607 МПа) при холоднокатаном отпуске.
Бронза и латунь: прочность на сдвиг
Это называется прочностью по отношению к типу текучести или разрушению конструкции, особенно когда металл разрушается при сдвиге. Сдвигающая нагрузка означает силу, которая вызывает разрушение материала или компонента при скольжении вдоль плоскости, параллельной направлению действия силы. При измерении становится очевидным, что латунь имеет самую высокую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 48000 фунтов на квадратный дюйм, в то время как бронза имеет самую низкую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 47000 фунтов на квадратный дюйм.
Бронза и латунь: цвет
Одним из самых простых способов отличить бронзу от латуни является использование цвета. Бронза по цвету красновато-коричневая. Это свойство может незначительно измениться при добавлении в бронзовую смесь других элементов. Независимо от его изменения, бронзу по-прежнему легко отличить от латуни. С другой стороны, латунь обычно имеет приглушенный желтый оттенок и очень похожа на матовое золото. Это свойство делает его идеальным материалом для изготовления мебели и светильников.
Бронза и латунь: Цена
Кусок бронзы и меди может различаться в зависимости от различных факторов, таких как содержание меди. Содержание меди в обоих сплавах определяет их цену на рынке. Однако бронза по сравнению с латунью обычно дороже. Это можно объяснить содержанием в нем меди и процессом, необходимым для производства бронзы.
Бронза и латунь: области применения
Бронза
Бронза существует в различных формах или сплавах, и независимо от ее сплава, она предлагает широкий спектр применений. В течение многих лет бронза использовалась для изготовления монет и подходила для использования в судах и лодках до того, как стала широко использоваться нержавеющая сталь. До сих пор бронза используется в корабельных гребных винтах и погружных подшипниках. Бронза имеет очень низкое трение по отношению к разнородным металлам, и в результате она используется сегодня для подшипников, пружин, втулок направляющих подшипников автомобильных трансмиссий, подшипников для небольших электродвигателей и многого другого.
Бронза используется для изготовления молотков, молотков, гаечных ключей и других прочных инструментов, поскольку они не дают искры при ударе о твердую поверхность. Они также используются в производстве бронзовой шерсти для деревообработки. Бронза также находит широкое применение в скульптурах, музыкальных инструментах и электрических контактах. Специальные бронзовые сплавы обладают следующими свойствами:
863 — Марганцевая бронза
Этот бронзовый сплав известен своей коррозионной стойкостью и высокой прочностью. Он отличается долговечностью в результате долговечности, что делает его идеальным вариантом для тяжелых условий эксплуатации. К таким приложениям относится сельскохозяйственная и строительная техника. 863 Марганцевая бронза применяется при изготовлении следующего:
Bridge pins
Bronze for gears
Cams
Gibs
Hydraulic cylinder components
Large stem valves
Load bearings
Screw-down nuts
907 Tin Bronze
The 907 Tin Bronze обладает качественной коррозионной стойкостью, особенно в условиях воздействия морской воды. Он отлично работает в условиях износа и усталости и умеренно поддается механической обработке. Сплав применим для изготовления:
Подшипники
Бронза для передач
втулках
Морские фитинги
Поршневые кольца
Насосы
917. медленное и неравномерное движение. Оловянная бронза 917 обладает высокой коррозионной стойкостью и требует соответствующей смазки. Он обычно используется для таких приложений, как:
Подшипники с низкой скоростью и высокой нагрузкой
Поворотные круги для мостов
Шестерни
Колеса в червячных передачах
Компоненты подвижного моста
954 Алюминиевая бронза
Алюминиевая бронза 954 обладает чрезвычайно высокой устойчивостью к коррозии. Будучи самым популярным сплавом алюминиевой бронзы, он отличается исключительной прочностью при повышенных температурах, свариваемостью, высокой пластичностью, высокой текучестью и высокой прочностью на растяжение. Он обычно используется для приложений, включая:
Черви и сквозные шестерни (низкая скорость/высокая прочность)
Шервисные шестерни
втулки
Подшипники
является одним из самых прочных сплавов цветных металлов. Этот сплав отличается превосходной прочностью на сжатие и пределом текучести в сочетании с высокой твердостью и удлинением. Он устойчив к коррозии в морской воде с впечатляющей термостойкостью. 955 Алюминиевая бронза хорошо поддается сварке. It commonly found in applications such as:
Agitators
Aircraft engine (seats, valve guides)
Bronze for gears
Bushings
Landing gear components
Pickling (baskets/hooks)
Worms
Brass – сплав меди предлагает широкий спектр применения в обрабатывающей промышленности. Его обычное применение можно найти в украшении, потому что он имеет сходство с золотом. Благодаря своей долговечности и обрабатываемости латунь является идеальным исходным материалом для изготовления музыкальных инструментов. Он применим в производстве сантехнических труб и трубопроводов в результате его высокой коррозионной стойкости. Латунь широко используется в электронных приборах, потому что она обладает отличной электропроводностью.
Несомненно, латунь применяется в механике, включая производство отливок для винтовки М-16, зубчатых колес, подшипников и многого другого. Различное применение определенных сплавов латуни включает:
Красная латунь
Это сплав латуни, состоящий примерно на 95% из меди и на 5% из цинка. Красная латунь — это мягкий сплав латуни, которому можно легко придать желаемую форму. Он больше всего подходит для проектов, связанных с ремеслами, благодаря своему необычному глубокому бронзовому цвету. Красная латунь имеет широкий спектр применения, например:
Архитектурный фасциал
Знаки
Ювелирные изделия
Гриль
Морское оборудование
Дверные ручки
Органие
с помощью Brass rabressive 9002.
1% и 2%. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения:
Оборудование для сборки
Измерители шестерен
Компоненты часов
Обод прибора
Латунь для свободной резки
Этот тип сплава меди, цинка и латуни обозначается С-3. Он обычно используется в таких приложениях, как:
Болты, гайки, резьбовые детали
Клеммы
Трубная или водопроводная арматура
Краны
Корпус клапана
Форсунки
Балансировочный груз
Высокопрочная латунь
Высокопрочная латунь представляет собой сплав латуни, содержащий марганец. Эта форма латунного сплава обладает высоким уровнем прочности и применима в изделиях, подвергающихся большим нагрузкам. Примеры применения высокопрочной латуни:
Локомотивная осевая коробка
Судовые двигатели
Автомат перекоса
Зажимы аккумуляторных батарей
Направляющие клапана
Втулки Подшипники
Колеса для тяжелых грузов
Сводная таблица
Как отличить бронзу от латуни?
Обозначение цвета
Для правильной идентификации очистите два металла пастой из соли и уксуса. Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой.
Проверьте металл на наличие красновато-коричневого цвета. После очистки металла, из которого проявился его истинный цвет, проверьте, имеет ли цвет красновато-коричневый оттенок. Бронза состоит из меди и олова, поэтому она не имеет желтого цвета латуни. Простой совет, как распознать цвет, состоит в том, чтобы взять несколько разных металлических кусочков, чтобы цвет было легче увидеть. Если видно, что металл имеет красновато-коричневый цвет, это бронза.
Проверьте металл желтого цвета
На первый взгляд, латунь имеет желтую окраску, похожую на золото, из-за того, что в ее состав входят медь и цинк. Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
Чтобы подтвердить свое открытие, проверьте металл на наличие колец. Бронзу обычно отливают с применением вращательной или центробежной силы. Этот процесс создает на поверхности бронзы слабое кольцо. Если вы чувствуете, что металлическая деталь сделана из бронзы, то пощупайте или поищите кольца. Это легко заметить, если деталь представляет собой цилиндр или металлическую трубу.
Бронза и латунь Часто задаваемые вопросы
Резюме: бронза или латунь, что лучше для вашего проекта?
Бронза и латунь — это медные сплавы, которые сохраняют многие качества меди, но имеют уникальные отличия. Когда дело доходит до выбора металла, часто путают бронзу и латунь, в нашей статье представлено сравнение свойств, областей применения и прочности.
Производство вина начинается с момента поступления собранного урожая на переработку. Раньше для дробления гроздей использовался только ручной труд (точнее ножной: в специальных чанах винную ягоду давили ногами). Первая дробилка для винограда появились в Испании в начале XVII века.
Сейчас на винодельческих заводах применяются высокопроизводительные установки, способные за час переработать десятки тонн доставленного сырья.
В домашнем хозяйстве можно иметь небольшое устройство. Но производство малогабаритных машин было прекращено в середине 80-х годов прошлого столетия. Поэтому виноградари вынуждены создавать их своими руками или обращаться за помощью к знакомым специалистам.
Особенности устройства
Делается давилка для винограда своими руками по нескольким схемам.
Валковое устройство, в нем вращаются два параллельных валика специальной формы;
Давилки с механизмом, совершающим возвратно-поступательное движение. При такой последовательности порции сырья раздавливаются и перемещаются в накопитель;
Дробилка измельчительного действия. В них активатор вращается внутри массы виноградных гроздей, его лопасти активно воздействуют на ягоды и разбивают их;
Установки молоткового типа имеют вал, на нем имеется ротор. На периферии располагаются оси, а на осях висят молотковые пластины. При вращении под действием центробежной силы пластины расходятся в разные стороны. Поступающее сырье оказывается на перфорированной деке в зоне удара пластин. Ягоды разбиваются и в виде мезги (измельченное плодово-ягодное сырье) проталкиваются в накопитель;
Машины шнекового типа. Имеется шнек с переменным шагом. Давилка винограда сжимает и перемещает поступающую массу, грозди сдавливаются, из них выделяется сок. В раздробленном виде сырье выдавливается из зоны переработки в техпроцесс сбраживания вина;
Эксцентриковые: состоят из цилиндра, внутри которого вращается второй цилиндр. В определенном положении сырьевая масса поджимается, ягоды раздавливаются, вытекает сок. Полученная мезга продавливается сквозь перфорированную поверхность наружного цилиндра.
Важно! Для изготовления используются материалы, не вступающие в химические реакции с соком: нержавеющая сталь, пластик, стекло или древесина.
После завершения обработки определенного количества плодово-ягодного сырья установки промываются щелочными растворами, а потом ополаскиваются чистой водой.
Гребнеотделители
Важная опция для механического устройства – это гребнеотделитель. Он отделяет гребни (кисти) от ягод. Принцип действия заключается на том, что размер веточек значительно превосходит проходное сечение отверстий перфорации.
Варианты конструкции:
центробежного типа, ягоды отрываются от гребней под действием центробежной силы;
отряхивающего действия: плодоножка у созревшего винограда легко ломается, происходит разделение грозди на составляющие;
лопастного вида: лопасти располагаются на вращающемся валу, при этом создается поступательное движение (вся масса перемещается по цилиндрической поверхности с отверстиями, мезга проваливается вниз, а гребни выводятся наружу в другом направлении).
Пошаговая инструкция изготовления
Разработка конструкции
Чтобы сделать дробилку винограда своими руками, нужно разработать эскиз или чертеж будущего изделия.
Из всего разнообразия конструкций проще всего изготовить валковое устройство: оно активно давит грозди.
В продвинутых конструкциях расстояние между валиками регулируется.
Бункер
Дробилки должны иметь бункер на 10-20 кг виноградной массы. Для изготовления придется использовать пластик, деревянные щиты или листы из нержавеющей стали.
Бункер имеет сверху широкую часть, а внизу сужается: такая форма дает возможность поджимать продукт, направляемый на активный рабочий орган.
Привод
Небольшая самодельная дробилка для винограда оснащается рукояткой: её ось является продолжением одного из валиков.
Для масштабной переработки нужен электропривод. Однако следует учитывать, что частота вращения вала должна быть не более 3-4 об/сек. Используется мотор-редуктор с количеством оборотов 180-240 об/мин. Потребуется мощность около 1-2 кВт.
Тара для ягод
Самодельная давилка может быть настольной, а может располагаться на собственной раме.
Тара для мезги размещается под изделием. Используют пластиковые ведра для пищевых продуктов, в них легче переносить полуфабрикат в бродильную емкость.
Изготовление элементов
Внутри устанавливаются валики из дерева. В качестве основы используются скалки для теста из березы или липы.
Для выступов виноградодробилки применяются рейки (штапики).
Измеряется длина скалок.
Отпиливается по 6 штапиков (всего 12).
Размечаются цилиндры (скалки) на 6 частей.
С помощью медных или латунных гвоздей части штапиков прибиваются по месту — валики готовы.
Из фанеры толщиной 4-6 мм выпиливаются элементы бункера. Между собой фрагменты скрепляются медными саморезами или гвоздями. Готовые части пропитываются горячей олифой или грунтовкой для наружных работ (двойное покрытие).
Для самодельной дробилки винограда и установки валиков подбираются закрытые подшипники, которые фиксируются на внешней стороне бункера. Используются корпуса, изготовленные из нержавеющей стали или бронзы.
Монтаж электрической дробилки
Сборку нужно выполнить на раме. Ее можно изготовить из деревянных брусков сечением (40х40 мм) или сварить из профильных труб (25х25 мм).
Электрическую дробилку для винограда оснащают мотор-редуктором с частотой вращения 180-240 об/мин. Для привода вала гребнеотделителя используют цепной привод. Можно использовать звездочки от велосипеда.
Монтаж дробилки с гребнеотделителем
Такая дробилка для винограда имеет механизм отделений гребней, который монтируется ниже валиков. Он представляет собой полуцилиндр, изготовленный из нержавеющей сетки с ячейками 15х15 мм.
Вал делают из березового черенка. Из пластины толщиной 0,8-1,5 мм (нержавеющая сталь) изготавливаются лопасти. Их крепят к валу медными или латунными саморезами. Устанавливают так, чтобы при вращении происходило перемещение в горизонтальной плоскости.
Из нержавеющей сетки выгибают полуцилиндр. Расстояние между лопастями и стенкой оставляют не более 5 мм.
Раздробленные ягоды проваливаются сквозь ячейки, а гребни перемещаются на выгрузку.
Правила эксплуатации
Проверяют качество разделения гребневой части от ягод и количество нераздробленных виноградин.
Готовится порция виноградных гроздей, обычно 10-20 кг.
Устанавливается емкость для сбора мезги.
Насыпается виноград в бункер.
Включается электродвигатель.
Перерабатывается приготовленная порция сырья.
Теперь нужно провести анализ результатов. Взвешивается масса гребней, а затем взвешивается полученная мезга.
Сумма обоих масс сопоставляется со значением массы исходного сырья. Уточняется потерянная масса. Самодельные давилки для винограда теряют не более 1-2 % от исходной массы.
Попутно анализируется количество гребней, попавших в мезгу. Удовлетворительным считается попадание не более 1 % от отделенных в гребнеотделителе частиц. Если результат выходит за указанный допуск, анализируется рабочий процесс. Изыскиваются пути для повышения эффективности.
Проверяется качество мезги. Допускается прохождение не более 3 % неповрежденных ягод. Повысить эффективность можно уменьшением зазора между валиками. Некоторые виноградари устанавливают двухуровневую вальцовую систему, где сырье проходит двойное измельчение.
Советы
Для винограда подойдет механическая дробилка, в которой используется вальцовый измельчитель.
Электропривод позволит механизировать процесс переработки винограда.
По результатам испытаний уточняется эффективность работы малогабаритной дробилки винограда с гребнеотделителем.
автор
Мартынова Валерия
Давилка для винограда своими руками, виноградная дробилка
Домашний виноград приносит массу пользы. Вино – самый распространенный виноградный продукт. Напиток легко приготовить в домашних условиях. Облегчает жизнь домашним виноделам и любителям сока специальный пресс. Процесс получения сока становится легким и не занимает много времени.
Краткий обзор оборудования для давки винограда
Обычно устройство состоит из рамы, поддона для сока, цилиндрической емкости для сырья, фильтра, механического или механизированного устройства для отжима.
Пресс может использоваться не только для давки и добычи сока из винограда. В ход идут и другие фрукты, ягоды. Все прессы для вина изготавливаются из экологически чистых материалов. Их взаимодействие с продуктом не несет опасности. Большим преимуществом многих производителей является ручной привод. Это позволяет не использовать электроэнергию. Но благодаря прогрессу появились автоматические механизмы.
Итак, в настоящее время существует несколько разновидностей прессов:
Механические ручные. Конструкция довольна простая, что позволяет самостоятельно руководить процессом переработки и отжима.
Механизированные с электроприводом. Работа с таким прессом идет легко. Радует производительность, простота управления.
В основном оборудование изготавливается из двух материалов – дерева и металла (нержавейки, чугуна, алюминия).
Среди ручных прессов различают 2 основных вида:
Домкратный тип оборудования. Управлять рычагом домкрата нужно вручную, поднимая и опуская его. Чтоб регулировать давление на мезгу, размещаются дополнительные бруски. Материал экологически чистый;
Винтовой винный пресс. Сок выжимается с помощью вращения рукоятки винта, вращательное движение которого передается на валки. Среди виноделов такие конструкции пользуются популярностью.
Винодельческое оборудование для прессовки винограда имеет довольно простой принцип действия. Ягода помещается в корпус, сверху прижимается рабочей поверхностью с винтом, вращательные движения которого продолжаются до момента, пока вся жидкость выйдет из сырья. Далее полученный в процессе отжима жмых удаляется, а в случае необходимости используется повторно.
Механизированное оборудования делятся на две разновидности:
Гидравлический пресс, что работает под воздействием нагнетания в камеру рабочей жидкости. Вследствие чего создается давление, с помощью которого из ягод/ плодов и выдавливается сок.
Пресс с пневмоприводом – механизм, где давление на рабочую поверхность для давки оказывает воздух.
Преимущества и недостатки пневматических прессов для вина
Пневматические прессы расширяют возможности отделения сока из ягод/ плодов и быстро модернизируются. Принцип работы: расширение рабочей камеры и процесс давки происходит под давлением воздуха. Это устройство имеет свои преимущества:
Обладает большой производительностью.
Существенно сокращает затраты времени.
Облегчает процесс, так как отпадает необходимость в ручном труде.
Недостатки:
Потребление электроэнергии и, следовательно, необходимость платы за нее.
Сравнительно высокая стоимость заводского оборудования.
Требования к давилке сока при виноделии в домашних условиях
Все виды сокодавилок практичны и имеют свои преимущества. Ваш выбор должен зависеть от предпочтений, объема урожая и финансовых возможностей. Помимо принципа работы устройства важно правильно выбрать материалы, из которых изготовлено оборудование.
Экологически чистые материалы для изготовления прессов — залог долгой службы и качественного конечного продукта (сока). Долгие годы работы аппарату обеспечит нержавеющая сталь. Это надежный металл, что не поддается коррозии, а значит, не только долго проживет, но и не испортит сок, который можно употреблять в чистом виде или сбраживать на вино. Алюминий — тоже хороший выбор. Этот материал способен на долгие годы службы, из преимуществ в сравнении с нержавеющей сталью можно отметить малый удельный вес.
Качественный пресс изготавливается и из чугуна. Этот материал имеет высокую прочность на протяжении многих десятилетий не теряет своих физических показателей. Корзина изготавливается из древесины. Оптимальный вариант — бук. Преимущества этого материала — натуральность, прочность, долговечность. Помимо этого, такой пресс выглядит очень эффектным и презентабельным.
В каких случаях используется дробилка, как ее сделать самостоятельно?
Основная задача дробилки – измельчение ягод. Некоторые виды оборудования позволяют отделять гребни. Это избавит от попадания лишних кислот и дубильных веществ в сок. В домашних условиях часто используется механическое устройство, хотя при крупных масштабах производства лучше брать электрическое оборудование.
Между валиками дробилки необходимо оставить зазор, иначе косточки будут измельчаться вместе с ягодами и приведут к излишней терпкости сока.
Дробилка для винограда, своими руками изготовленная, имеет такой принцип действия: в емкость для загрузки помещаются ягоды винограда. Валки измельчителя дробят его. Жмых попадает в специальный отсек.
Самостоятельно собрать дробилку не составит труда. Любое изготовление начинается с чертежа. Интернет поможет отыскать понравившееся изображение дробильной конструкции. А смастерить можно, если найти все элементы:
Доски дубовые.
Два валика.
Две одинаковые шестеренки.
Брусья для рамы размером 50х50.
Рукоятка.
Резервуар, в который загружается мезга.
Бункер для загрузки делается из дубовой древесины в виде перевернутой пирамиды.
На валке нужно нарисовать 6 линий. По длине каждой просверлить отверстия диаметром 10 мм и глубиной – 50 мм на расстоянии 50 мм.
Деревянные брусья нужны для изготовления рамы. По ее центру крепятся валки. Важно, чтоб зазор можно было регулировать. Иначе косточки будут дробиться и испортят вино.
С внешней стороны устанавливаются шестеренки.
Раму вместе с валками крепят на резервуаре для мезги. Сверху устанавливается бункер.
На ось одного из валков надевается рукоятка, при вращении которой механизм приходит в движение.
Особенности устройства виноградной сокодавилки
Достоинства и нюансы работы:
Давилка путем прессования сырья отожмет сок.
Можно получить большое количество сока без кожи, косточек, гребней.
В бункере соковыжималки в виде пресса находится виноград, при давлении по стекателям выходит сок, в другую емкость с помощью шнека подается жмых.
Правильный процесс изготовления домашнего устройства обеспечит выход хорошего сока.
Пресс можно настроить под другие фрукты, например, яблоки, с помощью регулировки зазора между шестернями.
Как фильтровать вино дома, чем заменить заводской винный фильтр-пресс?
Иногда вино нуждается в очистке. В промышленных условиях это делают с применением фильтрпресса. В то же время, ценители отмечают, что фильтрация убивает вкус, а эстеты твердят, что чистый напиток пить куда приятнее. Если нет возможности купить фильтр пресс для вина, то можно его заменить:
Желатин отлично спасет ситуацию. Важно! Очищать таким способом желательно только светлые и белые вина. На сто литров напитка берется 10 грамм желатина. Необходимо опустить его в холодную воду на 24 часа. После разбухания желатина поставить его в теплую воду и растворить. Затем его влить в вино и оставить на несколько недель для очистки и отделения осадка.
Белок поможет сделать чистым красное вино. Необходимо взять всего два белка на сто литров вина. Их нужно взбить в пену с небольшим количеством воды. Через 20 дней можно заметить результат очистки и провести фильтрацию.
Молоко. Для осветления отлично подходит нежирное коровье молоко. Чайная ложка добавляется в 1 литр винного напитка. Процесс отделения осадка и осветления вина займет несколько дней при температуре 23 градуса.
Нагревание вина сделает его чистым как слеза. Напиток в стеклянной таре нужно закрыть установить в другую емкость побольше и залить в нее холодную воду. Нагревать необходимо медленно до 50 градусов. После остывания процедура повторяется три раза.
Воздействие холода. Если остудить вино до -2 градусов, осадок опустится на дно. Затем напиток снять с осадка и профильтровать.
Если в вине присутствуют сивушные масла и запах, то можно прибегнуть к помощи активированного угля. Древесный уголь измельчается до крахмального состояния. Десять литров вина с 3 граммами угля нужно настаивать три дня. Раз в сутки проводить очищение.
Танин из сердцевины дуба можно приобрести в аптеках. Он очистит мутное вино. Десять грамм вещества разводят в двух литрах воды. На один литр вина нужно 6 ложек танина. Отстаивать его нужно около десяти дней, потом снимать с осадка.
Как сделать виноградодавилку своими руками?
Если нет возможности купить заводской механизм, то можно сделать пресс для винограда своими руками. Перед изготовлением нужно убедиться в наличии следующих материалов:
Брусья из дерева для изготовления рамы П-образной формы.
Необходимые инструменты для обработки дерева и металла.
Две емкости из материала, не поддающегося коррозии, чтобы вставить их друг в друга.
Тара для сбора сока, например, из пищевого пластика.
Винт или домкрат.
Шланг для слива сока.
Процесс, как делать пресс:
В качестве внутренней емкости, в которую будут загружаться ягоды, можно использовать бак от стиральной машины. В стенках дрелью нужно просверлить отверстия. Вторая емкость должна быть большего диаметра и без дна. Вставить посудины друг в друга, для фиксации зазор между ними расклинить деревянными брусками.
Собрать П-образную раму и забетонировать стойки.
Закрепить на раме вставленные друг в друга емкости.
В верхнюю часть (перекладину) рамы врезать винт или установить домкрат с рычагом, внизу движущегося механизма закрепить толстую круглую пластину (блин) из чугуна или нержавеющей стали – это рабочая поверхность давилки. Давление на сырье будет регулироваться вращением рукоятки или движением рычага.
Тара для сбора сока ставится в основание самого пресса. В ней проделывается отверстие, к которому подсоединяется шланг – стекатель для сока.
Этапы работы:
Во внутреннюю емкость загрузить ягоды.
Закрыть сырье щитом из дерева или пластиной из нержавеющего металла.
Вращая рукоятку винта или двигая рычаг домкрата с толстым металлическим блином в основании, создать необходимое давление для прессования ягод.
Собирать отжимаемый сок, стекающий по шлангу, в заготовленную емкость.
Сокодавилка для винограда готова. Первая порция сока будет самой чистой. Ее используют для приготовления высококачественного вина. Остальные порции – уже не такие чистые. В дальнейшем все полученные партии разной степени отжима можно смещать, таким образом выровняв качество конечного продукта.
Каждый винодел имеет под рукой пресс, современные технологии позволяют создать устройства для отделения сока, не теряя полезных свойств ягод и витаминов. Если заводского механизма нет, то можно создать пресс для вина своими руками. Он не сложен в изготовлении и не потребует много усилий и затрат, но принесет много пользы. Достаточно найти чертеж и можно приступать к изготовлению такого уникального устройства, как давилка для винограда своими руками!
Соберите свою собственную дробилку для дестеммеров — WineMakerMag.com
Я начал делать вино с помощью наборов, а позже решил попробовать сделать вино из свежего винограда. Когда я начал планировать свой переход от сборных вин к производству вина из винограда, я знал, что мне нужна хорошая виноградная дробилка/гребнеотделитель. Я нашел несколько моделей, которые я мог купить, по цене от 300 долларов, бывших в употреблении, до 1000 долларов, новых. Затем я заметил сообщение на форуме http://winepress.us, в котором показывался самодельный дестеммер/дробилка. Порядок процессов в машине был другим, так как перед дроблением виноград отделяют от гребней. Я обнаружил, что доступная версия машины такого типа для хобби недоступна, и я не собирался тратить 2500 долларов на коммерческую версию. Я посмотрел на машину, которую построил кто-то другой, и подумал, что смогу построить такую же. Ну, по крайней мере, я думал, что могу попытаться построить один.
Первым препятствием, с которым я столкнулся, было то, что у меня не было большого опыта передачи энергии. Под этим я подразумеваю шкивы, звездочки, двигатели и т. д. Итак, я знал, что мне нужно кое-чему научиться. К счастью, в статье Стива Хьюза в журнале WineMaker за октябрь-ноябрь 2011 года было подробно описано, как построить дробилку/гребнеотделитель, и применялись многие из тех же принципов. Имея это в виду, я решил разработать свой собственный гребнеотделитель/дробилку, начав сначала с части гребнеотделителя.
Дестеммер
Для гребнеотделителя установка, по сути, представляет собой набор «пальцев», расположенных по спирали, которые выталкивают стебли и ягоды к концу. Пальцы вращаются внутри корзины с отверстиями, достаточно большими для винограда, но не для стеблей. Таким образом, стебли выталкиваются наружу, а ягоды проваливаются для дальнейшей обработки.
Первым шагом было проектирование ящика, который, по сути, будет отсеком для сбрасывания винограда и отсеком для размещения гребнеотделителя. Основываясь на том, что я видел в других самодельных конструкциях, секция для сброса винограда может быть небольшой, около 14 дюймов (36 см) в длину и 12 дюймов (30 см) в ширину. Пространство для удаления гребней должно было быть намного длиннее, чтобы гарантировать, что весь виноград отделится от стеблей. Я определил, что это 36 дюймов (91 см) в длину. Это означало, что я должен был сделать коробку длиной 48 дюймов (121 см) и шириной 12 дюймов (30 см). Для этого я вырезал четыре куска 3/4-дюймовой фанеры. Затем я соединил детали вместе, чтобы сформировать основную коробку. Передняя и две боковые стороны были сплошными, но мне пришлось вырезать отверстие диаметром 12 дюймов (30 см) в центре, чтобы можно было вытолкнуть стебли и поместиться корзина для удаления стеблей. Для этого я просто нарисовал круг диаметром 12 дюймов (30 см) и вырезал его лобзиком.
Затем я отделил отделение для винограда от остальной части коробки, поместив кусок 3/8-дюймового HDPE и вырезав отверстие диаметром 12 дюймов (30 см) прямо в центре. Именно здесь виноград будет выталкиваться из первого отделения в отделение для удаления гребней. Он был размещен на расстоянии 12 дюймов (30 см) от передней части коробки. Для того, чтобы виноград можно было протолкнуть в часть гребнеотделителя, мне пришлось сделать шнек, чтобы протолкнуть его вперед. Это означало, что пол отсека для винограда должен был быть изогнутым, чтобы через него можно было протолкнуть весь виноград. Для этого я вырезал два полукруга из 3/4-дюймовой фанеры и поместил их на дно отсека для винограда. Это позволило мне вдавить кусок 1/8-дюймового HDPE в эти полукруги, чтобы создать кривую, в которую вписался шнек (но я еще не вставил ее).
В верхней части коробки находится отделяющая часть механизма. Сюда входят вал гребнеотделителя и секция шнека, прикрепленная к двигателю.
К этому моменту у меня была основная коробка, но мне нужна была крышка, чтобы поместить в нее виноград в отделении для удаления гребней. Я хотел сделать съемную верхнюю часть, поэтому я вырезал кусок 3/4-дюймовой фанеры на 11/4 дюйма (4 см) шире коробки и такой же длины, как часть для удаления стеблей. Это позволяло накладываться на 3⁄8 дюйма (2 см) с каждой стороны. Затем я отрезал кусок 1/8-дюймового листа полиэтилена высокой плотности, чтобы пройтись по нему со стороны разделителя. На 3⁄4-дюймовом (2-сантиметровом) нахлесте я привинтил куски пиломатериалов размером 1 дюйм (2,5 см) (фактические 3⁄4 дюйма/2 см). На этом прикладе я собирался разместить защелки, чтобы придерживать верхнюю часть, а также сделать ее съемной. Итак, я прикрепил защелку из четырех защелок к 3⁄4-дюймовому прикладу. На этом каркас коробки завершен.
Следующим шагом было изготовление корзины для отделения гребнеотделения. Зная, что у меня диаметр 12 дюймов (30 см), используя уравнение c = πd, это означало, что материал должен быть шириной примерно 37 дюймов (94 см). Так как мне нужен нахлест, чтобы скрепить его вместе, я решил сделать его 39 дюймов (99 см). Затем последовал утомительный процесс сверления отверстий. Отверстия имеют размер 3/4 дюйма и расположены на расстоянии 1 дюйм (2,5 см) друг от друга. Я нарисовал сетку на интервалах в 1 дюйм (2,5 см) и начал сверлить ступенчатым сверлом. Примерно через час прямого бурения я был готов. Теперь мне нужно было поместить его в коробку, которую я построил, а затем скрепить ее вместе. После того, как он оказался в коробке и совпал с отверстиями, которые я проделал, я просверлил восемь новых отверстий в перекрывающейся части, чтобы они подходили к болтам с квадратным подголовком 1/4 дюйма x 20 из нержавеющей стали. У них шпилька обращена вверх, поэтому выступ в секцию удаления стеблей представляет собой только закругленную головку. Затем мне нужно было прикрепить корзину к коробке. Для этого я вырезал кусок нержавеющей стали, а затем согнул его в форме буквы L. Затем я просверлил отверстие в задней панели коробки и в корзине, затем сделал соответствующие отверстия в кронштейне. Это эффективно удерживает корзину на месте.
Теперь, когда все статичные детали были построены, можно было приступить к шахте. Для вала требовалось две секции, одна для шнека и одна для гребнеотделения, но сначала мне нужно было заставить вал вращаться в коробке. На фронте было легко. Я просто просверлил отверстие диаметром 1 1⁄4 дюйма (4 см), поместил фланцевый подшипник снаружи коробки и закрепил его болтами. Установленные подшипники имели установочный винт, поэтому я не беспокоился о его закреплении. С обратной стороны пришлось сделать поперечный кронштейн, чтобы удерживать опорный подшипник на месте. Я сделал это, поместив два блока 2 x 4 снаружи коробки, а затем разрезав еще один блок 2 x 4, чтобы пройти поперек. Затем я закрепил это, просверлив два отверстия (по одному с каждой стороны) в блоках, а затем вставив в них болты с квадратным подголовком длиной 8 дюймов (20 см). Это позволяет мне снять поперечину и выполнить любую чистку. Затем я установил опорный подшипник на поперечину (с двумя болтами, просверленными через поперечину). Самая большая проблема заключалась в том, что вал на самом деле больше 11/4 дюймов (4 см) в диаметре. Итак, когда вы покупаете стержень из полиэтилена высокой плотности, размер больше, чем указано. Мне пришлось отшлифовать каждый конец вала, чтобы он подошёл, что я и сделал вручную, и это была огромная работа. Токарный станок работал бы намного лучше, чтобы довести его до нужного размера.
Теперь мне нужно было сделать «пальцы» для вала, который будет проталкивать виноград через отверстия. Для этого я отметил для каждого пальца расстояние 11/2 дюйма (4 см) друг от друга и 3/4 дюйма (2 см) оборота. После того, как я сделал все отметки, я использовал фрезерный станок, чтобы просверлить отверстия. Эти отверстия чуть больше 1⁄2 дюйма (с учетом большего диаметра, чем они продаются). Затем я нарезал куски 1/2-дюймового стержня из полиэтилена высокой плотности длиной 6 дюймов (15 см) и вставил их в эти отверстия. Затем я использовал полугибкую силиконовую трубку диаметром 1/2 дюйма (внутренний), чтобы надеть эти стержни в шахте (см. фото ниже).
Внутри корзины для гребнеотделения, прикрепленной к валу, находится ряд «пальцев», которые проталкивают виноград через отверстия в корзине. Как верхняя часть машины (гребнеотделитель), так и нижняя часть (дробилка) содержат самодельные шнеки, которые перемещают виноградный материал в процессе.
Следующей частью было создание шнека в передней части верхней части, в который я мог сбрасывать виноград (см. фото вверху слева). Затем шнек проталкивал виноград в отделение удаления гребней. Для этого я использовал идеи винта Архимеда. Я просто взял лист полиэтилена высокой плотности толщиной 1⁄8 дюйма и вырезал из него овал диаметром примерно 14 дюймов (36 см). Затем я вырезал отверстие диаметром 1 1/2 дюйма (4 см) в центре с помощью кольцевой пилы, а затем сделал один разрез снаружи внутрь. Затем я надел его на стержень и растянул. Это указало, где я должен был сократить это.
Внутреннее отверстие пришлось немного подрезать, а внешнее подрезать. Я попытался использовать расчет винта Архимеда, но было проще немного отрезать, попробовать еще раз и отрезать еще. Затем я сделал два кронштейна из нержавеющей стали, чтобы удерживать шнек на месте. Они согнуты под углом 60 градусов, чтобы соответствовать спиральной природе шнека. Затем я просверлил два отверстия в стержне, чтобы прикрепить кронштейны, и два отверстия в каждом конце шнека. Я вставил в них нержавеющие болты и затянул их. При вращении шнека не было трения, и он хорошо продвигал вещи. Это завершило часть верхней части, которая была необходима. Однако я не собирался проворачивать эту штуку вручную.
Следующим шагом было присоединение мотора. Я купил новый реверсивный двигатель мощностью 1/4 л. с., 1725 об/мин. Затем я поместил на него 2-дюймовый (5-сантиметровый) шкив, а затем пальцами надел 123/4-дюймовый (32-сантиметровый) шкив на стержень, а затем просто прикрепил клиновой ремень. Чтобы определить точный размер ремня, нужно было купить пару разных ремней и решить, какой из них подходит лучше всего. Затем я подключил двигатель к выключателю, который питается от розетки GFCI (прерыватель цепи замыкания на землю), чтобы предотвратить любую возможность поражения электрическим током.
Дополнительным элементом верхней секции является наклонный желоб для сброса винограда в шнек. Это 1/2-дюймовая (1,25 см) фанерная коробка, покрытая изнутри 1/8-дюймовым HDPE с углами 45 градусов по бокам. Я также установил 1/2-дюймовую (1,25 см) фанерную подставку для желоба, чтобы удерживать его на месте. Когда виноград спускается по желобу, все, что отбрасывается шнеком, не возвращается вверх по углу и не попадает в лицо погрузчика. Это по своей сути ограничивает пропускную способность машины. Вы не можете просто бросить гроздь винограда и уйти. Связки приходится подавать по одной, что ограничивает выход. Для обработки 500 фунтов требуется около одного часа. (227 кг) винограда с двумя людьми. Один человек подает пучки в машину, а другой передает им проушины. Если бы я хотел увеличить производительность, мне пришлось бы внести некоторые изменения (возможно, более длинную корзину). К счастью, я вешу только до 500 фунтов. (227 кг) за раз.
Последней деталью гребнеотделителя был ящик для винограда, который должен был выбрасываться с конца до того, как он упадет в корзину. Чтобы гарантировать, что ни один виноград не будет потерян, я удалил последние два пальца с вала и соорудил коробчатый желоб на конце. Он изготовлен из 1/2-дюймовой фанеры, покрытой 1/8-дюймовым пластиком HDPE. Он крепится к задней поперечной распорке для стержня дестеммера парой винтов. Теперь, когда виноград в конце пытается вылететь, он ударяется о стенки желоба и падает в ожидающую корзину, чтобы пройти обратно через гребнеотделитель.
Лоток
Для нижнего лотка мне нужно было построить секцию для падения винограда, а затем шнек, чтобы тянуть виноград к дробилке. Для этого я построил фанерный ящик того же размера, что и верхняя часть. Затем я сделал арки, чтобы иметь возможность удерживать лист HDPE в изогнутом виде. Это позволило бы мне сделать шнек, который шел бы посередине, чтобы направлять измельченный виноград к валкам дробилки. Я вставил пять арок, останавливаясь на расстоянии 15 дюймов (38 см) от конца коробки. Во-первых, я поместил по одному листу полиэтилена высокой плотности на каждый конец коробки. Затем я взял цельный кусок листа полиэтилена высокой плотности толщиной 1⁄8 дюйма и вложил его в арки. Затем я прикрутил это к бокам. Затем я положил меньший кусок листа полиэтилена высокой плотности на последнюю арку, чтобы ни одна часть фанеры не подвергалась воздействию винограда.
Следующим шагом был шнек. Я снова использовал конструкцию винта Архимеда. Я взял кусок 1-дюймового стержня из полиэтилена высокой плотности и провел его по центру кривизны, созданной в арках. Верхняя часть стержня находится на 3 дюйма (7,5 см) выше нижней части арки. Я купил 2 фланцевых подшипника (один для переднего и один для заднего), а затем просверлил отверстия для штока и болтов, крепящих подшипники. Ключ был в том, чтобы выровнять стержень с верхним стержнем, чтобы конечный шкив был прямо под другим. Теперь мне предстояло сделать шнековый винт. Я сделал это, сделав картонный вырез круглой формы с отверстием диаметром 1 дюйм (2,5 см) посередине. Затем я надел его на стержень и растянул. Затем я продолжал обрезать его в центре и по краям, пока он не стал почти подходящим. Затем я сделал семь дисков одинакового размера и соединил их болтами из нержавеющей стали размером 1⁄4 дюйма x 20. Я надел диски на стержень и растянул его (как гармошку). Я сделал две скобы из нержавеющей стали (по одной на каждом конце), а затем прикрепил шнек к стержню. Я проверил это, вращая удочку, чтобы увидеть, где мне нужно было подрезать шнек, где он терся о желоб. Поскольку разрезы были не идеальными, мне пришлось снять некоторые детали и отшлифовать некоторые края. Как только я убедился, что шнек будет вращаться свободно, я добавил небольшой 103/4-дюймовый (27,3 см) шкив наружного диаметра к внешней стороне стержня, убедившись, что он совпадет со шкивом из части гребнеотделителя. Я также поставил звездочку на стержень, чтобы в конечном итоге привести в действие ролики.
В нижней части машины находится дробилка. Самодельный шнек в этой секции проталкивает бесстебельный виноградный материал на ролики, сделанные из двух 2-дюймовых (5-сантиметровых) рифленых стержней из полиэтилена высокой плотности.
В конце ящика (оставив 15 дюймов/38 см в конце открытым) было место, куда должны были войти дробильные ролики. Однако теперь мне нужно было построить раму, чтобы она не касалась земли, чтобы я мог установить ее на коробку дробилки. Я прикрепил 2 x 4 к каждой стороне нижней коробки (со шнеком) и продлил ее дальше коробки в область шкива. Я использовал еще 2 x 4, чтобы соединить две доски вместе со стороны шкива. Затем я построил ноги. Я знал, что хочу иметь возможность поставить внизу ковш Rubbermaid Brute®, поэтому сделал его достаточно высоким (убедившись, что ящик для дробилки еще не построен). Кроме того, поскольку я хотел иметь возможность втягивать и выдвигать ведро, я оставил зазор в нижней части рамы. Это потребовало небольшой дополнительной работы, чтобы сделать его устойчивым (некоторые дополнительные поперечные распорки). Затем я установил шесть роликов на дно, чтобы сделать его портативным. Это позволило мне перемещать его самостоятельно, но, что более важно, теперь я мог работать с дробилками. Единственным недостатком этой высоты является то, что человек, который подает виноград, должен стоять на лестнице, чтобы подавать грозди винограда в машину. Было бы быстрее и безопаснее, если бы эта функция была ближе к земле. Очевидно, это лишило бы меня возможности размещать мои настоящие ферментеры под машиной. Таким образом, мне пришлось бы либо вручную перекачивать сусло из ведра меньшего размера, либо покупать насос для его перемещения, если бы я решил сделать эту модификацию.
Чтобы построить дробилку в конце нижней коробки (с открытым концом 15 дюймов/38 см), я построил коробку размером 17 x 10 дюймов (43 x 25 см) из 1/2-дюймовой фанеры, имел воронкообразную форму. Для этого я отрезал две части для передней и задней части, а затем взял по одной части с каждой стороны и наклонил ее так, чтобы ягоды падали к роликам. Затем я вырезал еще две части, чтобы они шли прямо вниз от этих угловых частей, чтобы создать пространство для роликов. Затем я покрыл всю эту фанеру 1⁄8-дюймовым листом HDPE.
Следующим шагом было создание роликов (см. фото на стр. 51). Ролики сложные. Первое, что я сделал, это купил два 2-дюймовых (5-сантиметровых) стержня из полиэтилена высокой плотности по 12 дюймов (30 см). Думая, что гладкие ролики могут плохо тянуть виноград между собой, я сделал канавки в роликах, чтобы им было легче захватывать виноград и раздавливать его. Для этого я установил на свой фрезерный стол 1/4-дюймовую прямую фрезу, так что 1/2 дюйма (1,25 см) фрезы торчало вверх. Затем я провел по нему стержнем, сделав угловую канавку. Я повторил это несколько раз на каждом стержне. Следующим шагом было просверлить отверстие по центру каждого ролика на токарном станке. Я сделал отверстие чуть меньше 1/4 дюйма (0,6 см) для одного из стержней и чуть меньше 1/2 (1,25 см) для другого. Пришло время собрать дробилки внутри машины. Итак, я просверлил два отверстия с каждой стороны коробки, оставив достаточно места для 1/2-дюймового (1,25 см) пространства между роликами. Я поместил небольшие нейлоновые втулки в каждое отверстие, чтобы уменьшить износ. Затем я выровнял все и вставил в центр стержень из нержавеющей стали длиной 24 дюйма (61 см) и диаметром 1/4 дюйма. Это было немного сложно, так как нужно было просунуть стержень через коробку в дробилки. Отверстия дробилки были тугими (намеренно), так что пришлось просто немного постучать, чтобы не перенапрягаться и не погнуть нержавеющий стержень.
Следующим шагом были шестерни для дробилок. Я зашел на сайт и нашел бесплатный шаблон шестерни, а затем распечатал его и приклеил на старую разделочную доску с помощью клея-карандаша. Сначала я использовал лобзик, и шестерни вышли ужасно. Для следующей попытки я использовал ленточнопильный станок, и получилось намного лучше. Затем я просверлил отверстие чуть меньше 1/4 дюйма (0,6 см) в центре одного и отверстие чуть меньше 1/2 дюйма (1,25 см) в другом и надел их на внешние стержни из нержавеющей стали. . Затем я прикрепил звездочку к 1/2-дюймовому стержню. Эта звездочка предназначалась для роликовой цепи с 40 шагами. Я просто выровнял две звездочки, измерил необходимую цепь и обрезал ее по размеру. Я прикрепил цепь, и он был готов к работе. Затем я поместил часть гребнеотделителя на лоток и установил четыре защелки, чтобы убедиться, что он останется выровненным. Я также разместил две защелки спереди и сзади части дробилки. Это позволяет мне разобрать все во время уборки.
Я также добавил защиту шкива. Это гарантировало бы, что никто не сможет случайно засунуть руку в шкивы. Для этого я сделал 1/2-дюймовый (1,25 см) фанерный ящик, скрепленный винтами, который защищает все шкивы. Прорезал отверстие для ремня, сходящего с двигателя. Я немного изменю это, чтобы заключить в капсулу двигатель. Это гарантирует, что никакие движущиеся предметы не могут быть затронуты, пока защитное ограждение находится на месте. Последним элементом безопасности будет большая кнопка аварийной остановки. Рекомендую добавить и это.
Дробилка-гребнеотделитель моторизована с использованием шестерен и шкивов. В этом дизайне используется шаблон шестеренки, найденный в Интернете. Конструкция позволяет виноделу разбирать все во время очистки.
e гребнеотделитель/дробилка в сборе. Виноград загружается сверху (с помощью стремянки), а измельченный виноград выходит в ведро внизу.
Перечень запасных частей для дробилки/дробилки
Дестеммер
Фанера 3⁄4 дюйма (2) 42 дюйма. х 16 дюймов. (стороны) (2) 16 дюймов. х 16 дюймов. (спереди/сзади) 18 1/2 дюйма x 32 дюйма (сверху)
1/2 дюйма фанера (2) 9 дюймов х 21 дюйм. (стороны ограждения шкива) 20 3⁄4 дюйма. х 21 дюйм. (передний кожух шкива) 9 1/2 дюйма. х 21 дюйм. (верхнее ограждение шкива) 16 3⁄4 дюйма. х 14 1⁄4 дюйма (верхняя часть наклонного желоба) (2) 5 1/2 дюйма. х 141⁄2 дюйма. (наклонные стороны желоба) 17 дюймов. х 8 дюймов. (угловое дно желоба) 17 дюймов. х 4 дюйма (подставка под наклонный желоб) 18 дюймов. х 15 дюймов. (задний желоб сзади) (2) 14 дюймов. х 41⁄2 дюйма. (задние стороны желоба)
1 дюйм. пиломатериал размером x ~ 8 футов (~2,4 м)
1/8 дюйма, пластик HDPE 181/2 дюйма. x 32 дюйма (сверху) (2) 16 дюймов. х 32 дюйма. (боковые стороны) 35 дюймов. х 9 дюймов. (передняя корзина для шнека) 16 дюймов. х 16 дюймов. (спереди) 39 дюймов. х 32 дюйма. (корзина дестеммера) 14 дюймов. х 14 дюймов. (для винта режущего шнека) (2) 153/4 дюйма. х 141⁄2 дюйма. (верхняя часть наклонного желоба) (2) 5 1/2 дюйма. х 141⁄2 дюйма. (угловые стороны желоба) 16 дюймов. х 8 дюймов. (угловое дно желоба) 17 дюймов. х 15 дюймов. (задний желоб сзади) (2) 14 дюймов. х 41⁄2 дюйма. (задние стороны желоба)
3⁄8 дюйма. Пластик HDPE 16 дюймов. х 16 дюймов. (переход от шнека к корзине)
11⁄2 дюйма. Пластиковый стержень из полиэтилена высокой плотности 55 дюймов
1/2 дюйма Пластиковый стержень из полиэтилена высокой плотности (20) 6 дюймов. (для пальцев)
1/2 дюйма. Пластиковая трубка с внутренним диаметром (40) 5 дюймов. (для пальцев)
2 x 4 пиломатериала 36 дюймов
Оборудование для удаления стеблей
1 1/2 дюйма Опорный подшипник 11⁄2 дюйма. Фланцевый подшипник 1⁄4 дюйма. Электродвигатель 1725 об/мин л.с. Розетка GFCI 15 А Однополюсный переключатель (7) 1⁄4 x 20 x 1 дюйм. болты с квадратным подголовком из нержавеющей стали, плоские шайбы, стопорные шайбы, гайки (корзина отбойника) 1/4 x 20 x 11/2 дюйма. болт с квадратным подголовком из нержавеющей стали, плоская шайба, стопорная шайба, гайка (2) 3/8 дюйма. х 8 дюймов. оцинкованные болты с квадратным подголовком, шайбы, гайки (2) 1/2 дюйма. х 2 дюйма болты с квадратным подголовком из нержавеющей стали, плоские шайбы, стопорные шайбы, гайка (передний фланцевый подшипник) (2) 3⁄8 дюйма х 3 дюйма оцинкованные болты (подшипник задней опоры) 12 3⁄4 дюйма. Внешний диаметр 1 1/2 дюйма шкив с внутренним отверстием и 1 канавкой 2 1/2 дюйма. Внешний диаметр, 1 1/2 дюйма. шкив с внутренним отверстием и 1 канавкой 2 дюйма. наружный диаметр, 3⁄8 дюйма шкив с внутренним отверстием и 1 канавкой Ремень 4L550 (клиновой ремень) Кронштейны из нержавеющей стали (для крепления шнека и корзины) 1/4 дюйма. х 20 х 2 дюйма Болты с квадратным подголовком из нержавеющей стали, плоская шайба, стопорная шайба, гайка (прикрепите кронштейн к стержню шнека) Коробка 3/4 дюйма. винты из нержавеющей стали 1 тюбик силикона RTV-108.
Шнек/дробилка
½ дюйма. фанера (2) 42 дюйма х 121⁄2 дюйма. (боковой шнек) (5) 16 дюймов. х 5 дюймов. (нижние опоры желоба для шнека) (2) 17 дюймов. х 10 дюймов. (дробилка спереди/сзади) ¾ дюйма. Фанера (2) 16 1⁄4 дюйма х 121⁄2 дюйма. (передний/задний шнек) (2) 5-дюймов. х 10 дюймов. (основание дробилки) (2) 5 дюймов. х 7 дюймов. (основание дробилки) 1⁄8 дюйма. Пластик HDPE (3) 16 1⁄4 дюйма. х 121⁄2 дюйма. (передний/задний шнек) 32 дюйма. х 27 дюймов. (лоток шнека) (2) 5 дюймов х 10 дюймов. (база дробилки) (2) 5 дюймов х 7 дюймов. (основание дробилки) (2) 17 дюймов. х 10 дюймов. (дробилка спереди/сзади) 20 дюймов. х 20 дюймов. (для резки шнеков)
Сделай сам Отбойник для бедняков | Winemaking Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы Зеленая зависть22
Дата начала
Help Support Winemaking Talk — Winemaking Forum:
GreenEnvy22
Старший член
#1
В прошлом я в основном не беспокоился об удалении плодоножек с винограда, поскольку это занимало слишком много времени. У меня есть дробилка, их можно найти довольно дешево на сайтах типа Craigslist/Kijiji, но дестеммеров обычно намного больше.
На этой неделе я искал информацию о том, как сделать самодельный, и хотя я все еще хочу построить что-то автоматическое, что можно было бы подключить к моей дробилке, я нашел дешевое и простое решение, которым решил поделиться.
У нас есть несколько мини-теплиц, которые мы используем весной для выращивания семян для нашего огорода. На них есть полки из зеленой проволочной сетки. Я взял 3 таких и соединил их вместе, слегка сместив друг друга, чтобы уменьшить зазор между каждым проводом.
Сделав это, я положил его на одного из своих животных и положил горсть виноградных гроздей. перемещая их руками из стороны в сторону, весь виноград упал в корзину, оставив большую часть стеблей наверху.
Мне нужно было пройти 3 уха, и это заняло у меня чуть меньше часа. В следующий раз, наверное, быстрее. Так что, если кто-то собирает меньшее количество винограда и удаляет плодоножки вручную, это может сэкономить вам время.
Вот установка стеллажей. Простое перекатывание/очистка кластеров взад и вперед здесь работало довольно хорошо.
Удаление стеблей завершено, готово.
Дробление завершено.
ЛюбовьВино
Участник
#2
Хорошая работа. Я использую что-то похожее, натянутую на дубовую раму тонкую проволочную сетку.
Бернард Смит
Старший член
#3
Я не делаю вина из винограда, поэтому мне не приходилось думать об отделении от гребней, но интересно — и по совпадению, в среду, 1 ноября, Эрик Азимов в статье в NY Times — Delicious and Beyond рассказывает о том, как некоторые виноделы в долине Роны предпочитают не выбрасывать стебли, чтобы усилить «пикантный» вкус, который добавляется к винограду, вместе с большей сложностью танинов, которые стебли добавляют в их вина. .
вакуумный насос
Поставщик
#4
Я использовал свою дробилку и пластиковый ящик для молока, чтобы отделить стебли от небольших партий, иначе я возьму дробилку / депаратизатор моих друзей
Стресс-ребенок
Просто член
#5
Это похоже на трюк с подставкой для печенья/бузины.
Закалка металла позволяет произвести некоторые изменения в его структуре, сделав ее более мягкой или наоборот твердой. При закалке очень многое зависит не только от самого нагрева, но и от процесса и времени охлаждения. В основном производители производят закалку стали, делая изделие более прочным, однако, может быть произведена и закалка меди, если возникает такая необходимость. Закалка меди производится при помощи использовании метода отжига. Во время термообработки медь можно сделать более мягкой или более твердой в зависимости от того, для чего она будет применяться в дальнейшем. Однако важно помнить, что способ закалки меди значительно отличается от того, при помощи которого закаливается сталь.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Принципы закалки металла в домашних условиях
3 способа самостоятельной закалки металла
Как закалить олово?
Отжиг, закалка и термическая обработка меди
Сайт, Милена Драгомирова
Вопрос по закалке меди.
18. Медь, ее свойства, применения. Медные сплавы. Примеры.
Плавление меди в домашних условиях: пошаговая инструкция, видео
Отжиг металлов меди и латуни
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Опыты по химии. Закалка и отпуск стали
Принципы закалки металла в домашних условиях
Отбеливание и отбеливающие растворы. Отбеливание — это помещение изделия в кислоту. Выпускаемые промышленностью растворы отбелов «Спарекс» Sparex 2. Они работают медленнее кислот, но менее коррозионно-активны и менее опасны в работе.
Раствор не следует кипятить, так как выделяются опасные пары. Активное вещество в этих отбелах — бисульфат натрия. Эти растворы эффективны для серебряных и золотых сплавов, латуни, бронзы и меди. Его не следует применять для отбеливания стерлингового серебра. Можно использовать холодным или подогретым до. Никелевый отбел при кипении выделяет опасные вещества. Если оставить в нем металл надолго, возможно значительное травление изделий.
Действующие вещества этого отбела -бисульфат натрия и бихромат калия. Некоторые предпочитают готовить отбелы самостоятельно. Такие отбелы представляют собой разбавленные кислоты и при работе с ними требуют осторожности. Помните, что следует понемногу приливать кислоту к воде и никогда наоборот. Иначе может произойти разбрызгивание и интенсивное выделение испарений, что очень опасно. Отбеливающие растворы в ходе работы насыщаются ионами меди. Если в такой раствор поместить железный или стальной предмет, медь осядет на всех золотых или серебряных изделиях, находящихся в данный момент в растворе.
При удалении такого предмета выделение меди прекращается. Растворы отбедов для самостоятельного приготовления. Отбеливающие растворы удаляют СиО -оксид меди II — черного или серого цвета. Красный оксид одновалентной меди, Си.
Его образование типично для стерлингового серебра и низкопробных сплавов золота. Это явление можно свести к. Последствия пережога можно ликвидировать или уменьшить химическими способами. Так как оксид находится под поверхностью металла, применение абразивов само по себе обычно безрезультатно. Погрузите изделие на несколько секунд, поверхность потемнеет, сполосните, обработайте щеткой.
Повторяйте до полного устранения. Осторожно: эти химикаты чрезвычайно ядовиты, обращайтесь с осторожностью и избегайте вдыхать испарения. Нагрейте до образования тонкой пленки оксида, погрузите в свежий отбел, ополосните, осторожно обработайте щеткой.
Повторите 35 раз. Золочение травлением. Раствор N2 3. Электроотслаивание процесс,. Подают ток при напряжении В в течение 5 секунд. При необходимости повторите Тщательно промойте.
3 способа самостоятельной закалки металла
Термической обработке подвергают и медь. При этом медь можно сделать либо более мягкой, либо более твердой. Однако в отличие от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде. Проволока или трубка после этого станет твердой.
с медью. Это допустимо, поскольку легирование их другими элементами (Мg, раствора меди валюминии (закалка без полиморфного превращения).
Как закалить олово?
Аналогичная тема по меди, бронзам и латуни здесь. Закалка бериллиевой бронзы. Старение при градусов, если не изменяет память ч. Впрочем если деталь не сильно ответственная и тонкостенная, то можно и 1ч. Мы ленту до 0,5 делаем без закалки, сразу старение. После старения и появятся упругие свойства. Вопрос по БрБ2.
Отжиг, закалка и термическая обработка меди
Как можно закалить металл в домашних условиях, наверное, знает каждый мастер, работающий со слесарным или столярным инструментом. Считается, что для этого достаточно разогреть изделие докрасна, а затем охладить его в емкости с водой. Однако в домашней мастерской этим способом можно получить только твердый и хрупкий металл, который вполне подходит для стамесок и ножей, но непригоден для молотков, кернеров или зубил. Режимы термообработки зависят от марки стали и требуемых параметров изделия после закалки, а к ним относятся не только твердость, но и прочность, износостойкость, пластичность и вязкость.
При изготовлении металлические изделия подвергают дополнительной термообработке.
Сайт, Милена Драгомирова
Процесс закалки стали позволяет повысить твердость изделия примерно в раза. Многие производители проводят подобный процесс на момент производства продукции, однако в некоторых случаях ее следует повторить, так как твердость стали или другого сплава имеет малый уровень. Именно поэтому многие задаются вопросом, как закалить металл в домашних условиях? Закалка металла в домашних условиях. Для того чтобы провести работу по закалке стали нужно учитывать то, как выполняется подобный процесс правильно.
Вопрос по закалке меди.
Вас интересует термическая обработка: отжиг, закалка медного проката? Цена оптимальная. Чтобы получить равновесную структуру без внутренних напряжений, полуфабрикаты подвергают двухступенчатому отжигу. Вас интересует термическая обработка: отжиг, закалка меди? Поиск по сайту. Контактный телефон. Главная Справочник Медь, латунь, бронза Медь справка Обработка, прокатка и деформирование меди. Отжиг, закалка и термическая обработка меди Резка и сверление меди.
Однако в отличие от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в.
18. Медь, ее свойства, применения. Медные сплавы. Примеры.
Просмотр полной версии : Медные шайбы в гидросистемах. Форум Velomania. Имеются тормоза Hope Mono mini. Поменял гидролинию.
Плавление меди в домашних условиях: пошаговая инструкция, видео
Войти Регистрация Восстановление пароля Вы можете войти через одну из учетных записей:. Вы можете войти через одну из учетных записей:. Получить ссылку на изменение пароля. Все Коллективные Персональные Найти. Доброго времени суток, господа.
Отбеливание и отбеливающие растворы.
Отжиг металлов меди и латуни
Кристаллическая решетка ГЦК с периодом а 0, ям. Технические и технологические свойства меди: высокие электро— и теплопроводность, достаточная коррозионная стойкость, хорошая обрабатываемость давлением, свариваемость всеми видами сварки, хорошо поддается пайке, легко полируется. У чистой меди небольшая прочность и высокая пластичность. К недостаткам меди относятся:. Различают две основные группы медных сплавов: латуни — сплавы меди с цинком; бронзы — сплавы меди с другими элементами.
Log in No account? Create an account. Remember me.
Закалка меди
Под термической обработкой цветного металла понимается нагрев до определенной температуры, после чего следует охлаждение с определенной скоростью. Общая эффективность термической обработки цветного металла зависит от его предшествующей обработки, от температуры и скорости нагрева, продолжительности выдержки при этой температуре и скорости охлаждения. Процессы термической обработки цветных металлов можно разделить на две основные группы: термическая обработка, целью которой является получение структуры, максимально приближающейся к равновесному состоянию, и термическая обработка, целью которой, наоборот, является достижение неравновесного состояния. В некоторых случаях обе упомянутые группы процессов взаимно перекрываются. К первой группе относятся рекристаллизационный отжиг деформированного материала, далее отжиг для снятия внутренних напряжений и, наконец, гомогенизационный отжиг отливок.
Поиск данных по Вашему запросу:
Закалка меди
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Энциклопедия по машиностроению XXL
Вы точно человек?
Вопрос по закалке меди.
Чем различаются технологии цементации и индукционной закалки?
Особенности отжига меди
Термическая обработка цветных сплавов
Отжиг, закалка и термическая обработка меди
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Восстановление меди в пламени горелки/Recovery of copper in the flame
Как оставлять свои сообщения Предупреждение и вечный бан для постоянных нарушителей. Автор kimsos Технологии. Автор Злой Спроси совет. Автор TANk Акустические системы. Клуб DiyAudio Звук в твоих руках! Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь. Автор Тема: Обработка меди. Прочитано раз. Цитата: drummer от 27 Августа , Цитата: SixtySeven от 28 Августа , Цитата: Sergey49 от 28 Августа , Цитата: Horri от 28 Августа , Да, металлурги они те еще теоретики.
Цитата: ДДО от 28 Августа , Дюраль тоже кстати закаливают. Знакомый кузнец по секрету мне поведал: нагреваеш медяшку до красна и в серу. Много лет уже прошло а так и не довелось попробовать. Правда или нет что закалится и станет отожжёная снова пружинистой. Цитата: yurkov от 28 Августа , А что смешного? Она ведь такая и есть. А я вот заметил одну особенность при разборке залитых лаком трансов: при долгом проваривании в воде несколько часов провод с этих трансов становится очень мягким.
Правда, лаку тоже кирдык приходит. Насчет жесткости литца — вопрос спорный, поскольку имею разный, и весьма мягкий в том числе. У нас в цехе ТАИ, для манометров, рубят шайбы из листовой меди.
Потом их нанизывают на стальку, греют резаком сварщик знает да какого цвета и опускают эти «бусики» в воду. Шайбы становятся мягкими. Используют берут в случае нужды нужное количество. Если залежались не знаю сколько по времени , «ожерелье» несут к сварному и процесс повторяется.
Цитата: drummer от 28 Августа , Надо было 0. Цитата: hippo64 от 28 Августа , Сегодня сил уже нет, завтрема найду песок, медь листовая есть, фен тоже. Таки проверю.
Безопасный общедоступный состав для травления меди в домашних условиях. Перенесено: Обработка меди. Все материалы форума защищены законом об авторском праве. При публичном использовании, цитировании или копировании обязательна ссылка на форум с указанием конкретного имени или ника автора материала. Powered by SMF 2.
Вы точно человек?
Войти Регистрация Восстановление пароля Вы можете войти через одну из учетных записей:. Вы можете войти через одну из учетных записей:. Получить ссылку на изменение пароля. Все Коллективные Персональные Найти.
Для алюминиевых сплавов медь — основной второй компонент, и поэтому структурные Закалка применяется для повышения прочности сплавов.
Вопрос по закалке меди.
В зависимости от химического состава сплавы подразделяются на термически неупрочняемые и термически упрочняемые. Первые или вообще не подвергают никакой термообработке как например, многие сплавы на основе меди, алюминиевые сплавы типа АД1, АМЦ и др. Вторые также могут поставляться без термообработки в состоянии после прессования или после отжига, но их можно и упрочнять путем закалки и старения. Впервые основы теории термической обработки металлических сплавов разработал великий русский металлург Д. Операция отжига заключается в нагреве металла до определенной температуры, характерной для данного сплава, выдержке при этой температуре и медленном охлаждении. В результате отжига металл становится более мягким, пластичным. Поэтому часто отжиг применяют для тех пресс-изделий, которые подвергают дальнейшей обработке давлением. Например, прессуют пруток из алюминиевого сплава Д Этот пруток служит заготовкой для последующего волочения на проволоку меньшего диаметра.
Чем различаются технологии цементации и индукционной закалки?
Вас интересует термическая обработка: отжиг, закалка медного проката? Цена оптимальная. Чтобы получить равновесную структуру без внутренних напряжений, полуфабрикаты подвергают двухступенчатому отжигу. Вас интересует термическая обработка: отжиг, закалка меди?
Как оставлять свои сообщения Предупреждение и вечный бан для постоянных нарушителей.
Особенности отжига меди
Отжиг меди. Термической обработке подвергают и медь. При этом медь можно сделать либо более мягкой, либо более твердой. Однако в отличие от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде. Проволока или трубка после этого станет твердой. Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин.
Термическая обработка цветных сплавов
Растворимость большинства компонентов в алюминии при понижении температуры уменьшается рис. Алюминиевые сплавы не претерпевают полиморфных превращений, и их упрочняющая термическая обработка закалка и старение обусловлена уменьшением растворимости легирующих элементов в матричном твердом растворе при понижении температуры от эвтектической или перитектической до комнатной. Закалка алюминиевых сплавов — заключается в нагреве их до температуры, при которой избыточные интерметаллидные фазы, полностью или большей частью растворяются в алюминии, выдержке при этой температуре и быстром охлаждении до комнатной температуры для получения пересыщенного твердого раствора. Сущность закалки без полиморфных превращений заключается в насыщении твердого раствора легирующими элементами и точечными дефектами до концентраций, соответствующих выбранной температуре нагрева, а также в фиксации полученного состояния сплава в результате резкого охлаждения. Свойства закаленных алюминиевых деформируемых сплавов и кинетика последующего старения во многом определяются степенью пересыщения твердого раствора легирующими элементами, зеренной структурой, которая окончательно может формироваться в процессе нагрева под закалку, а также плотностью и типом дефектов кристаллического строения закалочного роисхождения. С увеличением степени пересыщения твердого раствора легирующими элементами повышается прочность закаленных сплавов, что можно объяснить непосредственным взаимодействием дислокаций с растворенными атомами, а также с некоторым изменением дислокационной структуры в сплаве.
Сплавы, содержащие от 0,2 до 5,7 % меди (см. рис. ), способны закаливаться (причем эффект закалки возрастает с увеличением содержания.
Отжиг, закалка и термическая обработка меди
Закалка меди
При изготовлении металлические изделия подвергают дополнительной термообработке. После нагревания изменяются характеристики материала, улучшается структура. Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе.
Источник: Николаев Е. Термическая обработка металлов токами высокой частоты М. Зарегистрироваться Запросить новый пароль. Медь применяют для производства листов, ленты, проволоки методом холодной деформации. Сплав меди с цинком называют латунью.
Выбор металла. При работе с металлами необходимо учитывать их свойства.
Я специалист множества областей науки- хобби, техника, оборудование, а, Общество, я, любовь, рефераты, Образование. Есть вопросы ко мне как с специалисту? С помощью каких эффектов и движения можно максимально «оживить» фотографию в слайдах? С помощью каких эффектов и движения можно максимально «оживить» фотографию в слайдах Можно ли так переводить фамилии? Как Вы относитесь к национализму, во всех его формах!?
Цвет каления: стали Температура нагрева «С Темно-коричневый заметен в темноте — Коричнево-красный — Темно-красный — Темно-вишнево-красный — Вишнево-красный — Светло-вишнево-красный — Светло-красный — Оранжевый — Темно-желтый — Светло-желтый — Ярко-белый — Изготовление корпусной мебели. Необходимость термической обработки. Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо, наоборот, сделать металл более мягким, легче поддающимся механической обработке.
Закалка медных сплавов
Медные сплавы, упрочняемые термической обработкой, делятся на два основных типа: те, которые размягчаются при высокотемпературной закалке и упрочняются при низкотемпературной обработке, и те, которые упрочняются закалкой от высоких температур по реакциям мартенситного типа. Сплавы, упрочняющиеся при низко- и среднетемпературных обработках после закалки на раствор, включают дисперсионное твердение, спинодальное твердение и упорядоченное твердение. К закалочным сплавам относятся алюминиевые бронзы, никель-алюминиевые бронзы и некоторые медно-цинковые сплавы. Сплавы, упрочненные закалкой, обычно подвергают отпуску для повышения ударной вязкости и пластичности, а также снижения твердости аналогично тому, как это делается для легированных сталей.
Медные сплавы, упрочняемые термической обработкой, делятся на два основных типа: те, которые смягчаются высокотемпературная закалка и закалка при более низкой температуре обработки, а также те, которые упрочняются закалкой из при высоких температурах за счет реакций мартенситного типа.
Сплавы, твердеющие при низких и средних температурах обработка после закалки раствором включает осаждение упрочнение, спинодальное упрочнение и порядковое упрочнение. К закалочным сплавам относятся алюминиевые бронзы, никель-алюминиевые бронзы и несколько медно-цинковых сплавов. Сплавы, упрочненные закалкой, обычно подвергают отпуску для улучшения прочность и пластичность и уменьшить твердость таким образом, аналогично легированным сталям.
Низкотемпературные упрочняемые сплавы
Для сравнения в Таблице 1 приведены примеры различные виды низкотемпературных упрочняемых сплавов, а также типичные термообработки и достижимые уровни свойств для эти сплавы.
Сплав C18000 (81540) должен пройти двойное старение, обычно 3 часа. при 540°С, затем 3 ч при 425°С.
Сплавы дисперсионного твердения
Большинство медных сплавов дисперсионно-твердеющего типа находят использование в электрических и теплопроводных приложениях. Жара поэтому лечение должно быть направлено на развитие необходимого механическая прочность и электропроводность. результирующая твердость и прочность зависят как от эффективность тушения раствором и контроль обработка осаждением (старение) («старение» или «старение» применяется в термической практике в качестве заменителей термины «осаждение» или «спиноидальное затвердевание»).
Медные сплавы упрочняются обработкой при повышенных температурах. а не старение от температуры окружающей среды, как в случае некоторых алюминиевые сплавы. Электропроводность увеличивается непрерывно со временем, пока не будет достигнут некоторый максимум, обычно в полностью осажденном состоянии. Оптимум обычно предпочтительное состояние возникает в результате осаждения обработка температуры и продолжительности чуть выше тех, которые соответствуют пику старения твердости. Холодная обработка перед атмосферное старение имеет тенденцию улучшать термообработанные твердость.
В случае низкопрочных деформируемых сплавов, таких как C18200 (Cu-Cr) и C15000 (Cu-Zr), некоторая твердость после термообработки можно пожертвовать для достижения повышенной проводимости, с окончательным твердость и прочность повышаются при холодной обработке. Два Обработка осадками необходима для развития максимальная электропроводность и твердость в сплаве C18000 (Cu-Ni-Si-Cr) из-за двух различных механизмов осаждения.
При дисперсионном твердении на мельнице дополнительно обработка после изготовления деталей не требуется. Тем не менее, может оказаться желательным снять напряжение с частей, чтобы снять их. напряжения, возникающие при изготовлении, особенно для высоко сформированные пружины консольного типа и сложные механически обработанные формы которые требуют максимального сопротивления расслаблению при умеренной повышенные температуры.
Трансформационное упрочнение
Трансформационная закалка упрочняет некоторые сплавы за счет вызывая фазовый переход в более твердую и сильную фазу. Двухфазные алюминиевые бронзы и некоторые марганцевые бронзы подвергнуты закалке и отпуску для увеличения прочности без чрезмерного ущерба пластичности.
Эти сплавы закаляются быстрым охлаждением с высокой температуры. температуры для получения структуры мартенситного типа, и затем закаляют при более низкой температуре, чтобы стабилизировать структуру и частично восстановить пластичность и ударную вязкость.
Двухфазные алюминиевые бронзы. Бинарные медно-алюминиевые сплавы имеют две стабильные фазы при комнатной температуре, когда алюминий содержание от 9,5 до 16%. Когда другие элементы (особенно от 1 до 5% железа), соответствующий алюминий содержание для двухфазных сплавов составляет от 8 до 14%. Закалка и отпуск может упрочнить любой из двухфазных сплавов. В температурах от 815 до 1010°C, два комнатных фазы превращаются в бета так же, как альфа плюс Fe3C в стали превращается в аустенит. Быстрое гашение образует твердую хрупкую структуру из-за образования метастабильная, упорядоченная, плотноупакованная гексагональная бета, которая называется мартенситным бета. Закалка маслом и водой используются в коммерческих целях.
Отпуск в течение 2 ч при температуре от 595 до 650 °С вызывает повторное осаждение. мелкодисперсного альфа в отпущенной бета-мартенситной структуре, снижение твердости при одновременном повышении пластичности и прочности.
Никель-алюминиевые бронзы, хотя и более сложные, реагируют на аналогичная закалка и отпуск. Никельсодержащие сплавы, такие как C95500 и C63000 закаливаются до более высокой твердости и более восприимчивы к закалке растрескивание в тяжелых и/или сложных сечениях, что делает масло желательно закалка.
Литые двухфазные алюминиевые бронзы часто нормализуют нагрев до 815°С, охлаждение в печи примерно до 550°С и затем охлаждение на воздухе до комнатной температуры. Это лечение обеспечивает равномерную твердость и улучшает обрабатываемость.
Спинодально-твердеющие сплавы
Сплавы, упрочняющиеся спинодальным распадом, упрочняются обработка аналогична той, которая используется для дисперсионного твердения сплавы. Создается мягкая и пластичная спинодальная структура. обработкой высокотемпературным раствором с последующей закалка. Материал может быть подвергнут холодной обработке или формован в этом условие. Низкотемпературный спинодальный распад лечение, обычно называемое старением, затем используется для повысить твердость и прочность сплава.
Спинодально-твердеющие сплавы в основном представляют собой медно-никелевые сплавы. с добавками хрома или олова. Механизм затвердевания такой связано с нарушением смесимости в твердом растворе и не не приводит к выпадению осадков. Механизм спинодального отверждения приводит к химической сегрегации альфа-кристаллической матрицы в очень мелком масштабе и требует электронного микроскопа, чтобы различать металлографические эффекты. Поскольку нет кристаллографического происходят изменения, сплавы со спинодальным упрочнением сохраняют отличные стабильность размеров при затвердевании.
Упрочняющие сплавы
Некоторые сплавы, как правило, почти насыщенные легирующий элемент, растворенный в альфа-фазе, будет подвергаться реакции упорядочения, когда сильно наклепанный материал отжигается при относительно низкой температуре. Сплавы C61500 , C63800 , C68800 и C69000 являются примерами медных сплавов, проявляющих такое поведение. Укрепление объясняется ближним упорядочением атомов растворенного вещества внутри медной матрицы, что сильно препятствует движению дислокации по кристаллам.
Обработка низкотемпературным отжигом также действует как антистрессовая обработка, повышающая предел текучести за счет уменьшение концентрации напряжений в решетке в фокусах дислокационных скоплений. В результате отожженные по порядку сплавы обладают улучшенными стресс-релаксационными свойствами.
Отжиг порядка производится за относительно короткое время при относительно низкие температуры, как правило, в диапазоне от от 150 до 400°С. Из-за низкой температуры нет специального требуется защитная атмосфера. Закалка порядка часто делается после последнего шага изготовления, чтобы полностью преимущество антистрессового аспекта лечения, особенно там, где требуется устойчивость к релаксации напряжения.
Закалка и отпуск
Закалка и отпуск используются в основном для алюминия. бронзовые и никель-алюминиевые бронзовые сплавы, а иногда и для некоторых литейных сплавов марганцевой бронзы с эквивалентами цинка от 37 до 41%. Алюминиевые бронзы с содержанием Al от 9 до 11,5% и никелево-алюминиевые бронзы с содержанием 8,5-11,5% Al , ответ практическим способом закалки по мартенситному типу реакция. Сплавы с более высоким содержанием алюминия обычно слишком подвержены закалочному растрескиванию, в то время как те, у которых меньше содержание алюминия не содержит достаточного количества высокотемпературного бета фаза ответа на закаливающие процедуры.
Медь можно закалить | Maclean’s
Медь может быть закалена
С прочностью на растяжение выше, чем у стали, возможны многие новые применения.
WILLIAM E. GAMMON
НОВЫЙ процесс закалки меди, который может оказать важное влияние на промышленность, описан Уильямом Э. Гэммоном в Review of Reviews.
«Как и все товары первой необходимости, медь подвержена депрессии. За последние полтора года производители поседели, довольствуясь экономической аксиомой о том, что мир не может долго обходиться без металла.
«Тем временем тихие исследования направлены на омоложение отрасли и этого векового ресурса. Аладдин промышленности в облике профессора колледжа, доктора Кертиса Л. Уилсона из Горной школы Монтаны в Бьютте, которому еще не исполнилось тридцати пяти, привнес в завоевание меди молодость, энергию и науку.
«В грубом обращении кроется секрет так называемого утерянного искусства закалки меди — искусства, существовавшего только в мифах, чтобы его передавали ничего не подозревающим поколениям археологи, чья сильная сторона заключалась не в металлургии, а в других областях. Тем не менее, медь можно закаливать до тех пор, пока ее прочность на растяжение не станет на 100 % выше, чем у конструкционной стали.
«Этот процесс рассматривается металлургами, руководителями промышленных предприятий и множеством производственных концернов как крупный вклад как в науку, так и в промышленность, обеспечивающий новое рождение металла, который уже имел счастливый опыт двух юношей.
«Это иллюстрирует отношение доктора Уилсона к исследованиям, что закалка меди не была основным объектом первоначального исследования, которое привело его к совершенствованию процесса. Твердость была лишь второстепенным объектом исследования, который был официально зарегистрирован в Горной школе. график как «исследование свойств меди, содержащей небольшое количество никеля и кремния».0004
«Такой сплав ранее производился г-ном М. Г. Корсоном, но никаких критических отчетов о его металлургии не было сделано, и он не был адаптирован для промышленности. Для того, чтобы получить эти данные, чтобы полностью охватить ограниченную область исследований, указанную в названии предприятия, и была начата работа.
«Интерес к масштабам и значению исследования получил огромный импульс, когда первые результаты показали д-ру Уилсону, что твердость была не просто случайным свойством медного сплава, но тем свойством, которым можно было положительно управлять. Эксперименты были начаты немедленно. Чтобы доказать или опровергнуть эту теорию. Месяцы спустя доктор Уилсон и его коллеги смогли сказать, что происходит с медью, когда добавляются небольшие проценты никеля и кремния. Что еще более важно, они нанесли на график критическое соотношение времени и температура на начальном этапе процесса, простая термическая обработка, с помощью которой меди, чистоте 98%, можно придать прочность на растяжение 130 000 фунтов на квадратный дюйм. Это в два раза превышает прочность на растяжение конструкционной стали. , однако полученный металл обладает основными характеристиками чистой меди.
«Кусочек красного металла помещен в трубку из плавленого кварца, через которую мы можем наблюдать за его необычным туалетом. Доктор Уилсон соединяет трубку с аппаратом, который пропускает постоянный поток газообразного водорода через медь и медленно нагревает трубку небольшим газовым пламенем. Водород служит только для защиты металла от кислорода воздуха; и так как кислород, введенный в трубку с металлом, отгоняется теплом, медь обнаруживает себя как блестящая серебристая масса.
«Успех доктора Уилсона отчасти объясняется тем, что вещи не такие, какими кажутся. Первобытный человек считал
мир плоским, потому что он выглядел плоским. Он, например, считал небо перевернутой чашей. Для него солнце вставало с одной стороны и садилось с другой. Это был мир первых впечатлений. Наука теперь отменила медь, чтобы быть другим, чем кажется. С помощью рентгеновских лучей и микроскопа мы узнаем, что слиток меди на самом деле представляет собой массу кристаллов меди; а если мы сделаем еще один шаг, то узнаем, что сам кристалл состоит из более мелких атомов, каждый из которых представляет собой миниатюрную солнечную систему.
«Все это нам дала новая наука о металлографии; эти знания накапливались медленно на протяжении многих лет; они появились одновременно с использованием микроскопа и рентгеновских лучей. Потому что длина чрезвычайно коротких рентгеновских лучей составляет О расстоянии между атомами в кристалле металла металлурги смогли нанести на бумагу замысловатые атомные узоры металла.
«В меди этот узор напоминает яблоневый сад, атомы лежат взаимно перпендикулярными рядами. когда медь подвергают деформации, ударам молотком или изгибу, эти кристаллы скользят друг относительно друга по хорошо очерченным плоскостям, наблюдаемым в микроскоп.0004
«При ударе по меди происходит проскальзывание сначала по одной плоскости, потом по другой. Кристаллы сжимаются и деформируются до тех пор, пока они не станут более плотными. Это заставляет металл оказывать большее сопротивление внешнему напряжению; другими словами, стать твердым. Кованая медь была первой твердой медью, хотя и не такой твердой по сравнению с последующими бронзами.
«Подобно тому, как первая медь, используемая человеком, была самородным металлом, найденным в ручьях и обнажениях, таких как залежи Верхнего озера, которые использовались американскими индейцами задолго до прихода белого человека, — так и первые изделия из бронзы были результатом плавление медных руд, содержащих олово. Это не были настоящие сплавы, поскольку сплав представляет собой целенаправленную смесь металлов. Олово не встречается в самородном или металлическом состоянии и в то раннее время, вероятно, не выплавлялось из его руды. Позже настоящие бронзы производились путем смешивания отдельных руд меди и олова.0004
«И олово, и медь — мягкие металлы, но сплав — бронза — сравнительно твердый. Имея в виду аналогию с яблоневым садом, интересно посмотреть, что происходит, когда небольшой процент олова
расплавляется с медью. Рентгеновский снимок показывает, что атомы олова вытесняют атомы меди в рядах точно так же, как садовод мог бы через равные промежутки времени посадить персиковые деревья в своем яблоневом саду. Кроме того, атомы олова, будучи крупнее атомов меди, проникают дальше в промежутки между рядами. Следовательно, они действуют примерно так же, как тормозные колодки в автомобиле или песок на железнодорожных путях. Они служат для замедления проскальзывания по плоскостям.
«Похоже, что препятствием, которое доктор Уилсон преодолел при закалке меди, является тенденция кристаллов металла скользить друг по другу. Кремний и никель сплавляются с медью; они усваиваются так же, как чайная ложка сахара усваивается в стакане воды. Сплав закаливают в воде, что делает возможным сохранение в твердой форме структурного качества, в чем-то аналогичного жидкому раствору сахара и воды.
«В этом состоянии медь мягкая. С ней можно обращаться так же легко, как с другими мягкими сплавами, особенно с латунью. Она сохраняет выдающиеся характеристики чистой меди, так что из нее можно нарезать шестерни, вытягивать в проволоку или кабель, или иным образом сфабрикованы.
«Затем сплав помещают в нагревательную печь и медленно обжигают в течение часа при температуре около 500 градусов. Эта окончательная обработка приводит к тому, что силицид никеля, теперь равномерно рассеянный по меди, выпадает в осадок, точно так же, как сахар осаждается на краю стакана, когда вода испаряется из раствора.
«Опять вспоминая аналогию с яблоневым садом, исследуют сплав под микроскопом и рентгеном. Между рядами атомов, соответствующими проходам между деревьями, выпали мельчайшие частицы силицида никеля. Предотвращается проскальзывание кристаллов при растяжении металла.
«То, какое применение будет иметь новый сплав, пока неизвестно. Но множество производственных концернов исследуют твердую медь с целью адаптации ее к своим операциям. Кажется, что это может произвести революцию в искусстве гравера; что это может позволить огромную экономию на литейных заводах и фабриках, где изготавливаются шестерни, колеса и другие тяжелые детали; что он может заменить кадамовый медный контактный провод наших уличных железных дорог; что его можно широко использовать в производстве деталей машин, где требуется высокая прочность на растяжение в дополнение к другим особым свойствам меди».
Аргон — инертный одноатомный газ без цвета, вкуса и запаха. Третий по распространённости элемент в земной атмосфере (после азота и кислорода) — 0,93 % по объёму и 1,29 % по массе. Аргон — самый распространённый инертный газ в земной атмосфере, в 1 м3 воздуха содержится 9,34 л аргона (для сравнения: в том же объеме воздуха содержится 18,2 см3 неона, 5,2 см3 гелия, 1,1 см3 криптона, 0,09 см3 ксенона). Есть аргон и в воде, до 0,3 см3 в литре морской и до 0,55 см3 в литре пресной воды. Его среднее содержание в земной коре (кларк) — 0,04 г на тонну, что в 14 раз больше, чем гелия, и в 57 — чем неона. Получается, что на Земле аргона намного больше, чем всех прочих элементов его группы, вместе взятых.
Содержание аргона в мировой материи оценивается приблизительно в 0,02 % по массе. Аргон (вместе с неоном) наблюдается на некоторых звездах и в планетарных туманностях. В целом его в космосе больше, чем кальция, фосфора, хлора, в то время как на Земле существуют обратные отношения.
Физические свойства
Аргон — одноатомный газ с температурой кипения (при нормальном давлении) -185,9 °C (немного ниже, чем у кислорода, но немного выше, чем у азота). Температура плавления -189,4°С. В 100 мл воды при 20 °C растворяется 3,3 мл аргона, в некоторых органических растворителях аргон растворяется значительно лучше, чем в воде.
Химические свойства
Название «аргон» (от греч. — ленивый, медленный, неактивный) — подчеркивает важнейшее свойство элемента — его химическую неактивность.
Пока известны только 2 химических соединения аргона — гидрофторид аргона и CU(Ar)O, которые существуют при очень низких температурах. Кроме того, аргон образует эксимерные молекулы, то есть молекулы, у которых устойчивы возбужденные электронные состояния и неустойчиво основное состояние. Также со многими веществами, между молекулами которых действуют водородные связи (водой, фенолом, гидрохиноном и другими), образует соединения включения (клатраты), где атом аргона, как своего рода «гость», находится в полости, образованной в кристаллической решётке молекулами вещества-хозяина.
Получение
Получают аргон как побочный продукт при разделении воздуха на кислород и азот. Обычно используют воздухоразделительные аппараты двукратной ректификации, состоящие из нижней колонны высокого давления (предварительное разделение), верхней колонны низкого давления и промежуточного конденсатора-испарителя. В конечном счете азот отводится сверху, а кислород – из пространства над конденсатором. Летучесть аргона больше, чем кислорода, но меньше, чем азота. Поэтому аргонную фракцию отбирают в точке, находящейся примерно на трети высоты верхней колонны, и отводят в специальную колонну. Дальше следует очистка «сырого» аргона от кислорода (химическим путем или адсорбцией) и от азота (ректификацией).
Классификация аргона по сортам
Аргон обеспечивает хорошую защиту сварочной ванны. В зависимости от назначения и содержания этот газ делится на три сорта. Высший сорт аргона (99,99% Ar) используется для сварки, химически активных металлов, циркония, титановых сплавов, молибдена, сплавов на их основе, ответственных конструкций из нержавеющих сталей. Первый сорт аргона (99,98% Ar) применяется для сварки неплавящимся электродом, магния, алюминия, магниевых и алюминиевых сплавов, менее чувствительных к примесям кислорода и азота. Второй сорт аргона (99,95% Ar) используется для сварки нержавеющих сталей, жаропрочных сплавов и чистого алюминия. Для сварки могут также использоваться смеси аргона с другими газами (кислородом, углекислым газом).
Хранение и транспортировка аргона
Хранится и транспортируется аргон в газообразном виде в стальных баллонах под давлением 150 ат, то есть в баллоне находится 6,2 м3 газообразного аргона в пересчете на темературу 20˚С и давление 760 мм рт. ст. Возможна также транспортировка аргона в жидком виде в специальных цистернах или сосудах Дьюара с последующей его газификацией. Эксплуатация баллонов должна проводиться в соответствии с правилами безопасной эксплуатации сосудов, которые работают под давлением.
Влияние аргона на человека
При содержании аргона в воздухе свыше 70% на человека будет действовать эффект наркоза. Он тяжелее воздуха и может накапливаться в плохо проветриваемых местах снижая при этом концентрацию кислорода, что может вызвать кислородную недостаточность. При выполнении работ в среде аргона необходимо пользоваться изолирующими приборами и противогазами.
Газ аргон: технические характеристики и применение
Инертные газы практически не вступают в реакцию с другими веществами, поэтому их нельзя использовать, например, для отопления жилища или производства химических соединений. Несмотря на свой «асоциальный характер» такие элементы получили очень большое распространение в промышленности, благодаря наличию очень интересных физических свойств. Газ аргон относится именно к таким элементам.
Об основных качествах аргона, а также о сферах его применения будет подробно рассказано в этой статье.
Аргон: технические характеристики
Аргон представляет собой бесцветный газ, который не оказывает никакого действия на органы вкуса и обоняния. Этот одноатомный элемент является одним из самых распространённых инертных газообразных веществ на земле.
Аргон был открыт в конце XIX века британским учёным Джоном Стреттом. Исследователь проводил опыты по выделению азота из воздуха. В результате экспериментов было выяснено, что азот полученный таким образом имеет немного большую плотность, чем в случае, когда для получения этого газа использовались органические вещества. Учёный предположил, что азот из атмосферы содержит примесь неизвестного на тот момент газообразного вещества. Впоследствии, эти догадки были подтверждены, и аргон был получен в чистом виде и тщательно исследован.
Учёных, которые пытались произвести различные опыты с аргоном, ошеломил тот факт, что этот газ не вступал в реакцию с другими химическими элементами. Таким образом удалось впервые получить благородный газ с подобными характеристиками.
Несмотря на отсутствие соединений аргон, как и другие вещества, обладает физическими свойствами. К наиболее важным характеристикам газа относятся:
Плотность: 1,784 кг/м3.
Температура кипения: -185,8 ˚С.
Тройная точка: -189,8˚С.
Содержание в воздухе: 0,9% объёма.
Аргон практически не растворяется в воде, а также абсолютно безопасен в плане пожарной активности. Этот газ не ядовит, поэтому при работе с ним не требуется использовать каких-либо средств защиты.
Где применяется аргон
Аргон получил большое распространение в промышленности. Инертные свойства этого газа особенно востребованы в различных производственных процессах, где необходимо вытеснить один из самых активных элементов – кислород. Использование аргона очень дёшево, в сравнении с другими инертными летучими веществами, поэтому газ незаменим в том случае, когда требуется защитная среда при сваривании металлов, а также вытеснение влаги и кислорода в ёмкостях, где хранятся пищевые продукты.
Наполнение колб ламп накаливания инертным газом, позволяет значительно увеличить ресурс работы осветительного прибора. Кроме повышенного срока использования такие элементы обладают большей яркостью. Используется инертный газ и при производстве люминесцентных ламп. Применение аргона позволяет облегчить запуск разряда электрической дуги, а также значительно увеличить ресурс электродов.
При изготовлении стеклопакетов, инертным газом заполняются полости между стёклами, что позволяет значительно улучшить теплоизоляционные свойства. Учитывая тот факт, что аргон является абсолютно прозрачным, использование его никак не ограниченно даже при изготовлении многослойных конструкций.
Инертный газ аргон используется также в установках плазменной резки металлов. Преимущество использования этого газа заключается в том, что для возникновения дуги не требуется слишком высокого напряжения, поэтому такие установки могут иметь очень простую конструкцию. При генерации плазмы с использованием аргона образуется минимальное количество вредных газообразных веществ во время выполнения резки, поэтому этот метод идеально подходит для ручных приборов.
Благодаря возможности образовывать плазму при относительно невысоком напряжении, этот благородный газ используется в медицине для проведения аргоновой коагуляции. Такой метод успешно используется для удаления новообразований, а также для остановки кровотечений.
Аргон применяется и в химической промышленности. Благодаря отсутствию взаимодействия с другими элементами этот газ используется для получения сверхчистых веществ, а также для их анализа. В металлургической промышленности благородный газ позволяет обрабатывать такие металлы, как: титан, тантал, ниобий, бериллий, цирконий и др. Кроме этого, газ используется для перемешивания расплавленных веществ и снижения окисления хрома при производстве хромированной стали.
Способы получения аргона
Аргон является третьим по распространённости газом в земной атмосфере, поэтому наиболее логичным способом является добывание его из воздуха. Для этой цели используются специальные низкотемпературные ректификационные аппараты.
Процесс отделения инертного вещества осуществляется в такой последовательности:
Воздух очищается от пыли и подвергается сжатию до жидкого состояния.
Жидкий воздух, состоящий преимущественно из кислорода, азота и аргона подвергается ректификации.
После отделения азота, из получившейся при сжатии жидкости, осуществляется доочистка кислородно-аргоновой смеси.
Температура кипения аргона в ректификационной установке составляет минус 185,3˚С. При этом, кислород кипит при температуре на 3 градуса выше, а азот – на 13˚С ниже этого показателя. По причине небольшого отличия в переходе из одного агрегатного состояния в другое, на первом этапе отделения аргона смесь содержит большое количество жидкого кислорода. На заключительной стадии получения аргона производится отделение благородного газа из кислородно-аргоновой смеси. Процесс доочистки, как правило, осуществляется с помощью электролитического водорода. В результате реакции в контактном аппарате с кислородом образуется водяной пар, который затем утилизируется через влагоотделитель.
Аргон может быть получен не только из атмосферного воздуха. При некоторых производственных процессах этот газ может являться сопутствующим продуктом. Например, при производстве аммиака, аргон является примесью азота и является совершенно ненужным элементом, поэтому полученный таким образом газ имеет очень низкую себестоимость, в сравнении с криогенным аргоном.
Правила хранения и транспортировки
Хранение и перевозка газа осуществляется в специальных металлических баллонах. Несмотря на то, что аргон является инертным газом, к ёмкостям всё равно предъявляются определённые технические требования, нарушение которых приведёт к невозможности использовать сосуд в дальнейшем. Кроме этого, утечка благородного газа в закрытом помещении может вызвать тошноту и потерю сознания у людей, ведь этот газ тяжелее воздуха и способен вытеснить необходимый для дыхания кислород.
Баллоны, используемые для хранения и транспортировки аргона, представляют собой цилиндрические ёмкости, которые могут быть разделены на следующие категории:
Малого объёма: 0,4 – 12 л.
Среднего объёма: 20 – 50 л.
Большого объёма: более 50 л.
Стандартное давление в аргоновом баллоне составляет 150 атм, но в ёмкостях объёмом 40 литров разрешается хранить газ давлением до 200 атм. На ёмкости для хранения аргона наносится информация о дате изготовления и аттестации, а также такие параметры, как вес и объём.
Аргоновые баллоны имеют в верхней части горловины вентиль, с помощью которого можно надёжно перекрыть подачу газа, а также колпак, который защищает запорное устройство от механических повреждений. Все баллоны, вне зависимости от объёма, окрашиваются в серый цвет и маркируются надписью «Аргон» зелёного цвета.
Транспортировка аргона должна осуществляться по правилам. Автомобили должны маркироваться специальным знаком, которые указывает на перевозку нетоксичных и невзрывоопасных веществ. Все документы оформляются в строгом соответствии с правилами ДОПОГ.
Кроме этого, при перевозке аргона необходимо:
Надёжно закрепить баллоны.
Размещение ёмкостей осуществляется в горизонтальной плоскости.
Возможно вертикальное размещение только при наличии специальных приспособлений, повышающих устойчивость баллонов.
Заправленные аргоном баллоны разрешается перевозить только при отсутствии утечек из ёмкости.
При перевозке аргона в количестве до 18 баллонов (объём 40 л) груз не является опасным, поэтому специальное разрешение не требуется. Тем не менее, даже при перемещении небольших партий следует придерживаться вышеописанных правил транспортировки ёмкостей с этим газом.
Похожие статьи
Как правильно ездить с газобаллонным оборудованием
Оборотная газовая тара: разбор понятия и основные требования
Баллоны для кислорода: области применения и правила эксплуатации
Argon – написанная экспертом, удобная для пользователя информация об элементе
Data Zone | Открытие | Факты | Внешний вид и характеристики | Использование | Изобилие и изотопы | Каталожные номера
18
Ar
39,95
Химический элемент аргон классифицируется как благородный газ и неметалл. Он был открыт в 1895 году Уильямом Рамзи и лордом Рэлеем.
Зона данных
Классификация:
Аргон — благородный газ и неметалл
Цвет:
бесцветный
Атомный вес:
39,948
Состояние:
газ
Температура плавления:
-189,3 o С, 83,85 К
Точка кипения:
-185,8 o С, 87,3 К
Электроны:
18
Протоны:
18
Нейтронов в наиболее распространенном изотопе:
22
Электронные оболочки:
2,8,8
Электронная конфигурация:
1с 2 2с 2 2п 6 3с 2 3п 6
Плотность @ 20 или C:
0,001784 г/см 3
Соединения, радиусы, проводимости»>Показать больше, в том числе: Теплота, Энергия, Окисление, Реакции, Соединения, Радиусы, Проводимости
Атомный объем:
22,4 см 3 /моль
Структура:
fcc: гранецентрированная кубическая форма в твердом состоянии
Удельная теплоемкость
0,520 Дж г -1 К -1
Теплота плавления
1,188 кДж моль -1
Теплота распыления
0 кДж моль -1
Теплота парообразования
6,447 кДж моль -1
1 ст энергия ионизации
1520,5 кДж моль -1
2 nd энергия ионизации
2665,8 кДж моль -1
3 rd энергия ионизации
3930,8 кДж моль -1
Сродство к электрону
–
Минимальная степень окисления
0
Мин. общее окисление нет.
0
Максимальная степень окисления
0
Макс. общее окисление нет.
0
Электроотрицательность (шкала Полинга)
–
Объем поляризуемости
1,586 Å 3
Реакция с воздухом
нет
Реакция с 15 M HNO 3
нет
Реакция с 6 М HCl
нет
Реакция с 6 М раствором NaOH
нет
Оксид(ы)
нет
Гидрид(ы)
нет
Хлорид(ы)
нет
Атомный радиус
71 пм (измерено)
Ионный радиус (1+ ион)
–
Ионный радиус (2+ ион)
–
Ионный радиус (3+ ион)
–
Ионный радиус (1-ион)
–
Ионный радиус (2-ионный)
–
Ионный радиус (3-ионный)
–
Теплопроводность
1,77 x 10 -2 Ш м -1 К -1
Электропроводность
0 мСм см -1
Температура замерзания/плавления:
-189,3 o С, 83,85 К
Твердый аргон при температуре плавления -189,3 o C. Image Ref (8) .
Фиолетовое свечение ионизированного газа аргона в газоразрядной трубке. Изображение: Джанфуффо.
Процентное содержание каждого газа в сухой атмосфере Земли. На практике также присутствует водяной пар. Изображение: Мисид.
Слабая линия аргона видна в спектре обреченной звезды Эта Киля. Эта Киля имеет массу более 100 земных солнц. Уильям Рамсей открыл аргон, когда впервые увидел его спектр и понял, что он не соответствует ни одному другому. Изображение: НАСА, ЕКА и команда Hubble SM4 ERO.
Открытие аргона
Доктор Дуг Стюарт
Аргон был первым обнаруженным благородным газом.
Первый намек на его существование дал английский ученый сэр Генри Кавендиш еще в 1785 году. Кавендиш был недоволен тем, что о воздухе так мало известно. Он был особенно недоволен отсутствием информации о той части воздуха (большинство), которая не была кислородом. (1)
Он знал, что азот в воздухе может реагировать с кислородом с образованием азотистой кислоты. Он стремился выяснить, может ли ВЕСЬ воздух, который не был кислородом или углекислым газом, быть преобразован в азотистую кислоту. Если бы это было возможно, он бы знал, что воздух полностью состоит из кислорода, углекислого газа и азота.
Кавендиш использовал электрическую искру в воздухе для реакции кислорода и азота с образованием оксидов азота. Затем он добавил дополнительный кислород, пока весь азот не прореагировал.
Оксиды азота кислые. Кавендиш использовал водный раствор гидроксида натрия для их удаления из аппарата. [Это также, конечно, удалило бы весь присутствующий углекислый газ.] Он удалил оставшийся кислород, используя полисульфиды калия.
Остался небольшой пузырек газа [в основном аргон]. Кавендиш писал, что этот пузырь «составлял не более ста двадцатых от массы флостигированного воздуха [азота]». (1) Итак, Кавендиш утверждает, что воздух состоит как минимум на 99,3% из азота/кислорода/двуокиси углерода и максимум на 0,7% из чего-то еще. Теперь мы знаем, что «что-то еще», аргон, очень нереакционноспособен; это позволило Кавендишу найти его, но также помешало ему узнать о нем больше. (Гигантские достижения в области спектроскопии, достигнутые Густавом Кирхгофом и Робертом Бунзеном, отложатся на 85 лет вперед.)
Оглядываясь назад, мы можем сказать, что Кавендиш немного недооценил ту часть воздуха, которая не состоит из кислорода, азота или углекислого газа. Несмотря на это, он опередил свое время. После его эксперимента прошло более 100 лет, пока ученые снова не начали думать, что с воздухом что-то не совсем складывается.
В 1892 году английский физик Джон Уильям Стратт (более известный как лорд Рэлей) объявил, что независимо от того, как он был получен, кислород всегда в 15,882 раза плотнее водорода. Эта очень точная работа заняла десять лет.
Продолжая работать с большим вниманием к деталям, он обнаружил, что «азот» в воздухе всегда был примерно на 0,5 процента плотнее, чем азот, полученный из соединений азота. (2), (3) Как это объяснить? В 1893 году он написал в Nature, объявив об этой проблеме всему миру. Любой ученый, ответивший на этот вызов, действительно имел шанс открыть новый элемент. Ни один не сделал!
В апреле 1894 года Рэлей написал научную статью о проблеме азота. Как ни странно, Рэлей рассматривал чистый азот, не содержащий аргона, как «аномально легкий азот». Он хранил его в течение восьми месяцев и повторно проверил, чтобы увидеть, увеличится ли его плотность. (4)
Статья Рэлея вызвала серьезный интерес у шотландского химика Уильяма Рамзи, который уже знал об этой проблеме.
Рэлей и Рамзи проводили дальнейшие эксперименты, поддерживая связь друг с другом по поводу их прогресса.
В августе 1894 года Рамзи взял воздух и удалил из него компоненты – кислород, углекислый газ и азот. Он удалил азот, прореагировав его с магнием. После удаления из воздуха всех известных газов он обнаружил оставшийся газ, занимающий одну восьмидесятую часть первоначального объема. Его спектр не соответствовал ни одному известному газу.
В 1895 году Рэлей и Рамзи написали совместную статью, в которой уведомили мир об их открытии. Новый газ ни с чем не реагировал, поэтому его назвали аргоном, от греческого «argos», что означает «неактивный» или «ленивый». (5)
В своем обращении к лауреату Нобелевской премии Рэйли сказал: «Аргон нельзя считать редким. Большой зал легко может вместить больший вес, чем может унести человек». (6) Уильям Рамсей открыл или открыл большинство других благородных газов: гелий, неон, криптон и ксенон.
Он отвечал за добавление целой новой группы в периодическую таблицу. Радон был единственным благородным газом, который он не открыл.
Интересные факты об аргоне
904:16 Лорд Рэлей сказал: «Аргон нельзя считать редким. Большой зал легко может вместить больший вес, чем может унести человек». В планетарном масштабе мы можем подсчитать, что атмосфера Земли содержит 65 триллионов метрических тонн аргона. Это более 9 метрических тонн аргона на человека на Земле.
До 1957 года химическим символом аргона была буква А. В 1957 году ИЮПАК согласился изменить этот символ на Ar. Аргон был не единственным элементом, символ которого изменился в 1957 г. ИЮПАК также изменил менделевий с Mv на Md.9.0417
Большинство людей знакомы с углеродным датированием, которое использует распад радиоактивного изотопа углерода-14 для определения возраста вещей, которые когда-то были живыми. Период полураспада углерода-14 составляет около 5730 лет, и этот метод бесполезен для материала возрастом более 60 тысяч лет. Калий-аргоновое и аргон-аргоновое датирование позволяют нам датировать породы, которые намного старше этого. Калий-40 распадается на аргон-40 и кальций-40 с периодом полураспада 1,25 миллиарда лет. Соотношение калия-40 и аргона-40, захваченных в породе, можно использовать для определения того, сколько времени прошло с момента затвердевания породы. Совсем недавно отношение аргона-39к аргону-40 использовался для точного датирования.
Подавляющее большинство аргона на Земле образуется в результате радиоактивного распада калия-40 с образованием стабильного аргона-40. Более 99% аргона Земли составляет аргон-40.
Вдали от Земли аргон-36 является наиболее распространенным изотопом, синтезируемым в фазе горения кремния звезд с массой около 11 или более земных солнц. Во время горения кремния альфа-частица добавляется к ядру кремния-32, образуя серу-36, которая может добавить другую альфа-частицу, чтобы стать аргоном-36, некоторые из которых могут стать кальцием-40 и т. д.
Изображение семейства Homo erectus на Яве. Калиево-аргоновое, а затем аргонно-аргоновое датирование подтвердило присутствие Homo erectus на Яве 1,8 миллиона лет назад, что опровергло представления ряда археологов. Анализ вулканической пемзы внутри черепа позволил определить возраст черепа. (7) Изображение Гунавана Картапранаты.
Инфракрасное изображение светящегося аргона, созданного сверхновой Кассиопеей А, находящейся на расстоянии 10 000 световых лет в нашей собственной галактике. Изображение НАСА.
Аргоновый лазер (синий), формирующий изображения.
Внешний вид и характеристики
Вредное воздействие:
Аргон считается нетоксичным.
Характеристики:
Аргон — благородный газ. Он бесцветен, не имеет запаха и крайне неактивен.
Однако он не является полностью инертным — фотолиз фтористого водорода в твердой аргоновой матрице при 7,5 К дает фторгидрид аргона, HArF.
Аргон не образует стабильных соединений при комнатной температуре.
Использование аргона
Из-за своей инертности аргон используется в лампочках для защиты нити накала и создания инертной атмосферы вблизи места сварки.
Он также используется в полупроводниковой промышленности для создания инертной атмосферы для выращивания кристаллов кремния и германия.
Аргон используется в медицинских лазерах, в офтальмологии, например, для исправления дефектов глаз, таких как просачивание кровеносных сосудов, отслоение сетчатки, глаукома и дегенерация желтого пятна.
Аргон имеет низкую теплопроводность и используется в качестве газа между стеклами в высокоэффективных двойных и тройных стеклопакетах.
Изобилие и изотопы
Изобилие в земной коре: 3,5 части на миллион по массе, 1,8 части на миллион по молям
Изобилие в солнечной системе: 0,01 процента по массе, 3,3 части на миллион по молям
Стоимость, навалом: $ за 100 г
Источник: Аргон образуется, когда 40 К, естественным образом присутствующий в земной коре, подвергается радиоактивному распаду до 40 Ар. Аргон уходит в атмосферу. Аргон производится в промышленных масштабах путем фракционной перегонки сжиженного воздуха с (для аргона высокой чистоты) каталитическим сжиганием оставшихся следов кислорода.
Изотопы: 18, период полураспада которых известен, массовые числа от 30 до 47. Из них три стабильны. Они встречаются в природе в указанных процентах: 36 Ar (0,337%), 38 Ar (0,063%) и 40 Ar (99,600%).
Каталожные номера
Encyclopaedia Perthensis, или Универсальный словарь искусств, наук, литературы и т. Д., 1816 г., том 1, стр. 231–232, Джон Браун.
Джон Х. Вольфенден, Благородные газы и периодическая таблица: рассказывая все как есть, J. Chem. образования, 1969, 46 (9), стр. 569.
Мэри Эльвира Уикс, Открытие элементов. XVIII. The Inert Gases., J. Chem. образования, 1932, 9 (12), с.2065.
Лорд Рэлей, Об аномалии, обнаруженной при определении плотности газообразного азота, Proc. Рой. соц. Лондон, 1894, 55, стр. 340.
Виви Рингнес, Происхождение названий химических элементов, J. Chem. образования, 1989, 66 (9), с.731.
Лорд Рэлей, Плотность газов в воздухе и открытие аргона, Нобелевская лекция, 12 декабря 1904 г. (скачать в формате pdf)
Роберт Л. Келли, Дэвид Херст Томас, Археология., Шестое издание, 2012 г., Уодсворт, стр. 137.
Изображение Deglr6328.
Процитировать эту страницу
Для онлайн-ссылки скопируйте и вставьте одно из следующего:
Для цитирования этой страницы в академическом документе используйте следующую ссылку в соответствии с MLA:
«Аргон». Химическая периодическая таблица. Chemicool.com. 15 октября 2012 г. Интернет.
.
Аргон (Ar) – химические свойства, влияние на здоровье человека и окружающую среду
Аргон
Генри Кавендиш подозревал присутствие аргона в воздухе в 1785 году, но не был обнаружен до 1894 года лордом Рэлеем и сэром Уильямом Рамзи.
Аргон является третьим благородным газом в периоде 8 и составляет около 1% атмосферы Земли.
Аргон имеет примерно такую же растворимость, как кислород, и в 2,5 раза растворимость в воде больше, чем азот. Этот химически инертный элемент не имеет цвета и запаха как в жидкой, так и в газообразной форме. Он не содержится ни в каких соединениях.
Этот газ выделяют с помощью жидкостного фракционирования воздуха, так как атмосфера содержит всего 0,94% аргона. Марсианская атмосфера, напротив, содержит 1,6% Ar-40 и 5 частей на миллион Ar-36. Мировое производство превышает 750 000 тонн в год, запасы практически неисчерпаемы.
Применение
Аргон не вступает в реакцию с нитью накаливания в лампочке даже при высоких температурах, поэтому используется в освещении и в других случаях, когда двухатомный азот является непригодным (полу)инертным газом. Аргон особенно важен для металлургической промышленности, так как используется в качестве защиты от инертного газа при дуговой сварке и резке. Другие области применения включают нереактивное покрытие при производстве титана и других реактивных элементов, а также в качестве защитной атмосферы для выращивания кристаллов кремния и германия. Аргон-39 использовался для ряда применений, в первую очередь для бурения льда. Он также использовался для датирования грунтовых вод. Аргон также используется в техническом подводном плавании с аквалангом для надувания сухого костюма из-за его нереактивного теплоизолирующего эффекта. Аргон в виде зазора между стеклами обеспечивает лучшую изоляцию, поскольку он хуже проводит тепло, чем обычный воздух. Самое экзотическое применение аргона — в шинах роскошных автомобилей.
Аргон в окружающей среде
В земной атмосфере Ar-39 образуется под действием космических лучей, в первую очередь Ar-40. В подземной среде он также образуется в результате захвата нейтронов К-39 или альфа-излучения кальция. Аргон-37 образуется при распаде кальция-40 в результате подземных ядерных взрывов. Период полувыведения составляет 35 дней.
Аргон присутствует в некоторых минералах калия из-за радиоактивного распада изотопа калия-40
Пути воздействия: Вещество может попадать в организм при вдыхании.
Риск при вдыхании: При разгерметизации эта жидкость очень быстро испаряется, вызывая перенасыщение воздуха с серьезным риском удушья в закрытых помещениях.
Последствия воздействия: Вдыхание: Головокружение. Тупость. Головная боль. Удушье. Кожа: При контакте с жидкостью: обморожение. Глаза: При контакте с жидкостью: обморожение.
Вдыхание: Этот газ инертен и классифицируется как простое удушающее средство. Вдыхание чрезмерных концентраций может привести к головокружению, тошноте, рвоте, потере сознания и смерти. Смерть может наступить в результате ошибок в суждениях, спутанности сознания или потери сознания, которые препятствуют самоспасению. При низкой концентрации кислорода потеря сознания и смерть могут наступить в считанные секунды без предупреждения.
Действие простых удушающих газов пропорционально степени, в которой они уменьшают количество (парциальное давление) кислорода во вдыхаемом воздухе. Содержание кислорода в воздухе может снизиться до 75% от его нормального процентного содержания до того, как разовьются заметные симптомы. Это в свою очередь требует наличия простого удушающего средства в концентрации 33% в смеси воздуха и газа. Когда простой удушающий агент достигает концентрации 50%, могут появиться выраженные симптомы. Концентрация 75% смертельна за считанные минуты.
Симптомы: Первыми симптомами простого удушья являются учащенное дыхание и недостаток воздуха. Умственная активность снижена, мышечная координация нарушена. Позднее суждение становится ошибочным, и все ощущения притупляются. Часто возникает эмоциональная нестабильность и быстро наступает утомление. По мере прогрессирования асфиксии возможны тошнота и рвота, прострация и потеря сознания и, наконец, судороги, глубокая кома и смерть.
Экологический ущерб, причиняемый аргоном, не известен.
Неблагоприятных последствий для окружающей среды не ожидается. Газ аргон встречается в природе в окружающей среде. В хорошо проветриваемых помещениях газ быстро рассеивается.
Воздействие аргона на растения и животных в настоящее время неизвестно. Ожидается, что это не нанесет вред водной флоре и фауне.
Аргон не содержит химических веществ, разрушающих озоновый слой, и не внесен в список DOT (Министерство транспорта США) как загрязнитель морской среды.
Выбор сварочного аппарата для гаража: советы и обзор оборудования
В гараже, имея сварочный аппарат, можно решать бытовые и даже полупрофессиональные задачи, выполнять мелкий ремонт или зарабатывать деньги. В этом обзоре я расскажу, какой сварочный аппарат лучше купить для гаража и приведу ТОП-5 лучших примеров оборудования каждого типа.
Содержание
Аппараты ручной дуговой сварки
Полуавтоматы для сварки проволокой
Аргонодуговые аппараты для TIG сварки
Ответы на популярные вопросы о сварочных аппаратах для гаража
Выбор сварочного аппарата исходя из задач по сварке в гараже
Одними аппаратами удобнее варить тонкий металл, другими — толстый. Одни быстрее и подходят для задач, где требуется повышенная производительность, а другие пригодны для неспешной работы. Различается оборудование и в зависимости от видов металла (нержавейка, алюминий, «чернуха»). Поэтому считаю, что выбор сварочного аппарата для гаража должен зависеть от предстоящих задач по его использованию. Вот три самых распространенных типа оборудования, области, для которых оно подходит, и ТОП-5 лучших примеров конкретных моделей.
Инверторы РДС для гаража
Инверторы для ММА сварки покрытыми электродами выбирают, если в гараже хотят варить оградки для клумб, соединять куски трубы под опоры, стойки, приваривать фланцы, сооружать небольшой навес над входом и т. д. Особенность такой работы — не требуется повышенная скорость исполнения и высокое качество шва по прочности и герметичности. Если больше в гараже ничего серьезного не планируется, то простого инвертора будет достаточно.
Критерии выбора
Рассмотрим, как выбрать сварочный аппарат для гаража с учетом этих задач по сварке:
Сила тока. Для сварки труб достаточно сварочного аппарата с силой тока 160 А, поскольку толщина стенок там 1.0-1.5 мм — проварите легко. Если нужна сварка оградок из квадратного проката толщиной 10-15 мм, то возьмите инвертор на 180-200 А, чтобы проплавление было глубже.
Мощность кВт. Здесь все зависит от проводки в гараже. Если у вас сечение медной жилы 1.5 мм², то нагрузка от аппарата не должна превышать 4.1 кВт. Но такой показатель есть только у самых слабеньких инверторов, поэтому рекомендую заменить проводку в гараже на 2.5 мм² (допустима нагрузка 5.9 кВт), а еще лучше 4 мм² — тогда можно выбрать инвертор с мощностью до 8.3 кВт, что позволит варить толстый металл до 10-20 мм. Например, это может быть стойка из швеллера.
Устойчивость к просадкам. В гараже на даче или в частном секторе нередко напряжение падает из-за других соседей, работающих сварочником, сверлильным станком или пилорамой. Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В.
Способ регулировки. Для работы с болванками достаточно регулировки «крутилкой» по нарисованной шкале. А вот сварку труб с разной толщиной стенок легче выполнять при помощи более точной настройки по цифровому дисплею.
Дополнительные функции. Если большинство работу будет с ржавым дворовым металлом, советую выбрать сварочный аппарат для гаража с функцией «Горячего старта». Тогда не придется стучать подолгу кончиком электрода, чтобы распалить дугу. Сварка тонкостенных труб на малых токах дастся вам легче с функцией «Антиприлипания».
Масса аппарата. Варить мелочевку в гараже можно стационарным аппаратом с массой 10-30 кг, а вот бегать вокруг объемной конструкции, например навеса над входом, легче с небольшим инвертором 5-8 кг. Ну или возьмите длинный кабель держателя 5-7 м, чтобы не тягать аппарат.
ТОП-5 инверторов РДС для гаража
Как и обещал, приведу примеры конкретного оборудования, которое уже прошло проверку временем при гаражной эксплуатации и имеет много положительных отзывов:
ТЕРМИТ ВДИ-180 — простой аппарат российской сборки на 180 А. Весит 3.5 кг, есть «Антиприлипание», а цена одна из самых дешевых.
Ресанта САИ 190 — недорогая модель с силой тока 190 А. Заявлено, что варит при напряжении от 190 В. Дуга поджигается легко благодаря холостому ходу 80 В, но качество сборки «хромает». Рекомендую для редкого использования.
Сварог REAL ARC 160 (Z240N) — чуть проигрывает предыдущим моделям по рабочему току — 160 А, но отлично собран. Варит от 160 В и весит всего 3.9 кг.
Ресанта САИ 220ПН — обладает повышенным сварочным током 220 А, с которым вы легко проварите металл швеллера. Есть цифровой дисплей для точной настройки. Варит от 140 В, а цена довольно доступная.
ТОР Торус-200Д Классик — серьезный аппарат российской сборки с силой тока 200 А. Обладает функциями «Антиприлипание» и «Быстрый старт». Варит от 165 В.
Полуавтоматы для гаража
Если говорить о полуавтоматических сварочных аппаратах для гаража, какой выбрать зависит тоже от намеченных целей по эксплуатации. MIG сварка подойдет для изготовления ворот, каркаса теплицы, металлических дверей, калиток, баков (для топлива, воды, других жидкостей). Некоторые открывают в гараже небольшой бизнес по производству стеллажей, ящиков, сейфов. Оптимальны полуавтоматы для гаражного кузовного ремонта автомобилей (замена порогов, арок, заварка днища).
Критерии выбора
Держа в уме вышеописанные задачи, рассмотрим ключевые параметры для выбора полуавтомата:
Сила тока. Для сварки тонкого кузовного металла или небольших емкостей рекомендую аппараты с рабочим током 160 А. Стеллажи, каркасы теплиц, двери лучше варить полуавтоматами 180-200 А, поскольку там есть жесткие стойки в виде уголков или профиля, с которых можно переносить дугу на листовой металл, добиваясь лучшего провара и без прожогов.
Габариты и вес. Для мелких работ за столом подойдет модель любых размеров и массы, а вот скакать вокруг каркаса крупной теплицы лучше с небольшими полуавтоматами до 10 кг и размером 40х20х50 см. Как альтернатива, можно взять более тяжелый аппарат, но с кабель-каналом горелки 5 м. Тогда полуавтомат будет стоять на своем месте постоянно, а длины горелки должно хватить для маневренности сварщика.
Масса устанавливаемых катушек. В небольшие полуавтоматы помещаются катушки до 5 кг. Этого достаточно для периодической эксплуатации. В случае полупрофессиональной деятельности в гараже возьмите модели, рассчитанные на 15 кг, чтобы реже переставлять бобины на барабане.
Способ управления. Обычные «крутилки» с регулировкой силы тока, напряжения и индуктивности подойдут для однотипной сварочной работы. Если вы часто меняете род задач, например сегодня варите двери, а завтра пороги авто, возьмите модель с синергетическим управлением. В ней нужно указать только толщину металла и его тип, а остальное программа подберет сама.
Просадки напряжения полуавтоматы не любят, поэтому для гаража со слабой линией электропередачи советую позаботиться о стабилизаторе напряжения. Выберите один из этих.
ТОП-5 полуавтоматов для гаража
Теперь покажу лучшие сварочные аппараты полуавтоматы для гаража, чтобы вы могли сразу увидеть конкретные примеры оборудования:
ПТК МАСТЕР MIG 200 F16 — простой и дешевый полуавтомат с рабочим током 200 А, вмещающий катушки до 5 кг.
Сварог REAL MIG 160 (N24001N) — здесь ток MIG сварки 160 А, зато полуавтомат очень надежный и есть режим ММА сварки.
AuroraPRO OVERMAN 180 — хороший бюджетный аппарат с тремя «крутилками», но без ММА сварки. Может эксплуатироваться даже в неотапливаемом гараже при температуре до -20 градусов.
Fubag INMIG 200 SYN LCD — отличается синергетическим управлением и дисплеем. Кроме MIG режима способен варить TIG и MMA. Этот подойдет для полупрофессиональной деятельности.
KEMPPI MinarcMIG EVO 200 — настоящее европейское качество, большой экран, много тонких настроек и отличные швы. Сварочный аппарат полуавтомат для гаража рекомендую для регулярного кузовного ремонта, изготовления герметичных емкостей под технические жидкости и пр.
Обзоры и практика применения оборудования, инсайды производителей, новости!
Читайте бесплатно эксклюзивные материалы нашего блога. Знания в 2021 году самый ценный из ресурсов!
TIG инверторы для гаража
Сварка вольфрамовым электродом в среде защитного газа в гараже используется для заварки трещин в поддоне картера (в основном это алюминий), ремонта литых дисков (сплав алюминия с другими металлами), заварки трещин в головках блока цилиндров (алюминий). Если есть отрезной и сверлильный станок, а также небольшой трубогиб, то в гараже можно выпускать полотенцесушители из нержавейки.
Критерии выбора
Если вы планируете такие работы в гараже, то выбирайте сварочный инвертор с ТИГ сваркой по следующим параметрам:
Сила тока. Для сварки поддона авто или полотенцесушителей хватит инвертора с максимальной силой тока 160 А. Там вообще вся работа ведется на 50-60 А. А вот глубоко проварить ГБЦ или колесный диск получится только с аппаратом на 200-300 А.
Напряжение питающей сети. Входящее напряжение влияет на мощность. Модели на 220 В подойдут для сварки металла толщиной 1.5-5 мм. Далее советую смотреть в сторону инверторов ТИГ на 380 В.
Максимальный диаметр вольфрамового электрода. Тонкий металл «возьмет» игла 1.6 мм, да и шов будет узкий и аккуратный, а для сварки колесных дисков авто ищите модели с диаметром вольфрамового электрода 3.2-4 мм.
Длина кабель-канала горелки. При работе за верстаком достаточно длины рукава 4 м. Если придется варить аргоном объемную конструкцию из нержавейки, то лучше купить горелку 8 м.
Тип транзисторов. В инверторе может быть один из двух типов — MOSFET и IGBT. Второй выдает повышенную мощность и я рекомендую покупать оборудования с такими транзисторами для сварки колесных дисков.
Возможность сварки на переменном токе. Если собираетесь варить нержавейку, то эта функция не нужна, а вот для колесных литых дисков, ГБЦ и поддонов картера без нее никак.
ТОП-5 инверторов TIG для гаража
Как обычно, ТОП от меня, упрощающий вам выбор лучшего сварочного аппарата для гаража:
ПТК Мастер TIG 200 D90 — простая и недорогая модель с бесконтактным возбуждением дуги.
Сварог PRO TIG 200 P DSP (W212) — здесь уже есть импульсный режим и более тонкие настройки.
ПТК Мастер TIG 200 P AC/DC D92 — это самый доступный аппарат по цене, обладающий режимом сварки на переменном токе. Рекомендую для работы с алюминием в гараже.
Fubag INTIG 200 AC/DC Pulse — крутая модель с переменным и постоянным током, сваркой импульсом. Очень удобное управление.
Сварог TECH TIG 315 P DSP AC/DC (E106) — инвертор с питанием от 380 В, переменным током, памятью на 30 видов настроек. Отличный выбор для сварки колесных литых дисков и других ремонтных работ с алюминием.
Популярные вопросы относительно сварочных аппаратов для гаража:
Какая максимальная сила тока нужна для аппарата?
Все зависит от толщины свариваемого металла. Для 1-3 мм достаточно 160 А. При сварке 5-10 мм ищите оборудование с рабочим током 200-220 А.
Какая ПВ должна быть?
Если вы будете только изредка соединять стойки в гараже, варить оградки и пр. , то достаточно ПВ 40%. При регулярной загрузке по сварке дверей, емкостей, ворот советую ПВ 60-100%.
Можно ли подключать сварочный аппарат в обычную розетку в гараже?
Зависит от сечения жил провода в самой розетке. При медном проводнике 1.5 мм² получится подключать аппараты с мощностью не более 4 кВт. Это самые слабенькие бытовые инверторы. Для более серьезных задач используют аппараты 6-8 кВт, но к ним нужна проводка с сечением 2.5-4 мм².
Реально ли купить дешевый, но надежный российский аппарат?
Да, реально. Сейчас выпускается много инверторов и полуавтоматов российской сборки с отличным качеством и по доступной цене. Если в гараже вести сварку простых деталей (фланцы, трубы, профиль), то получится отлично сэкономить, купив отечественный аппарат.
Стоит ли переплачивать за европейский сварочный аппарат для гаража?
Если гараж обустроен под мастерскую для полупрофессиональной деятельности, то европейский аппарат позволит дольше работать по продолжительности сварки, а швы будут качественнее. Тогда покупка будет оправданной и окупится. Для бытовых задач переплачивать смысла нет.
Надеюсь, я дал исчерпывающую информацию по подбору сварочного аппарата для гаража. Если нет, то задать дополнительные вопросы можно в комментариях. Все примеры оборудования из статьи есть у нас в наличие и их можно купить с доставкой по Москве, Санкт-Петербургу и другим городам России.
Сергей Шевцов
Сварщик и специалист демо-зала
Какой сварочный автомат выбрать новичку? Советы по выбору аппарата для сварки начинающим
Содержание
Полуавтомат или инвертор: что лучше для новичка
Как выбрать сварочный аппарат новичку: на что обращать внимание
Наш топ лучших сварочных аппаратов для новичков
Сварить каркас для навеса, теплицы или ворот, поставить на окна дачного дома решетки, выполнять мелкий ремонт в гараже можно и самостоятельно. Для этого надо разобраться в сварочном процессе и подобрать сварочный аппарат.
В продаже есть модели для бытовых, полупрофессиональных и профессиональных целей с разными характеристиками, функционалом, возможностями и ценой. Делимся советами, какой сварочный аппарат выбрать и купить новичку для дачи и дома, исходя из предстоящих задач.
Полуавтомат или инвертор: что лучше для новичка
Одни аппараты подходят для работы только с тонким металлом, другие — и с толстым. У одних высокая производительность наплавки, у других сравнительно низкая. Есть оборудование, которое удобно использовать вне помещений и в труднодоступных местах, и модели, непредназначенные для «полей». Поэтому при выборе сварочного аппарата для новичка важно отталкиваться не от суммы, которую он готов потратить, а от целей покупки и условий эксплуатации.
Инверторы ручной дуговой сварки
Ручная или ММА сварка штучным покрытым электродом наиболее распространена. Метод прост — сердечник электрода плавится и переносится в сварочную ванну. Внешняя подача защитного газа не нужна. Её обеспечивает обмазка электрода, образующая газ и шлак. Они защищают ванну от воздуха: кислорода, водорода и азота.
Штучные электроды нужно часто заменять из-за небольшой длины. Производительность сварки достаточна для бытовых задач и подработки. Носить с собой баллон с защитным газом не нужно. Благодаря этому инверторы удобны, когда нужно загрузить аппарат в багажник и отправиться из гаража на дачу, а также выполнять сварку на улице или в ограниченном пространстве.
Существуют десятки типов электродов. Это позволяет работать с разными сплавами и расширяет возможности. Но нужно помнить, что электроды сгорают не целиком — огарки выбрасывают, поэтому коэффициент использования их не более 70% с 1 кг.
Полуавтоматы для сварки в защитных газах
Для полуавтоматической или MIG сварки нужны катушка с проволокой, газовый баллон и горелка. Дугу и сварочную ванну защищает газ, в котором вы работаете.
Сварка полуавтоматом быстрее и производительнее, чем ММА. Поэтому он больше подходит для гаражного ремонта, старта мелкого бизнеса и заработка денег. Это целесообразный выбор, когда выполнять сварочные работы нужно достаточно активно и часто, и есть возможность возить на объекты и сам аппарат с катушкой проволоки, и баллон со шлангами.
Коэффициент использования сварочной проволоки до 90%. Её не нужно часто менять и постоянно выбрасывать остатки.
Сравнивать инверторы для ММА и полуавтоматы для MIG с точки зрения, каким сварочным аппаратом легче варить новичку, не стоит. Чтобы наработать любые навыки нужна практика.
Для дома, дачи и мелких ремонтных работ можно рекомендовать инвертор по причине его практичности: мобильности, компактности и универсальности. Если в планах гаражный ремонт и заработок — лучше выбрать полуавтомат.
Как выбрать сварочный аппарат новичку: на что обращать внимание
Алгоритм выбора прост — сначала определяетесь с основными техническими параметрами, затем с дополнительными функциями. Выбирать начинающему, какой купить сварочный аппарат, нужно именно в такой последовательности. На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции.
Главные параметры
Основные характеристики — максимальный сварочный ток и диаметр электродов, потребляемая мощность, сетевое напряжение, продолжительность работы.
Максимальный сварочный ток
От него зависит, металл какой толщины вы сможете сваривать и электроды какого диаметра будете использовать. Например, если планируются работы с трубами или профилем толщиной до 5 мм, то достаточно будет инвертора с максимальный выходным током на 160 А. Покупать аппарат с более высокими показателями нет смысла, если сваривать заготовки толще вы не будете.
При выборе можно ориентироваться на нашу таблицу:
Металл
Диаметр электрода, мм
Толщина заготовки, мм
Максимальный ток, А
Углеродистая/нержавеющая сталь
1,6-2,5
до 4
145
1,6-3,2
до 5
160
1,6-4
до 10
200
1,6-5
до 15
250
1,6-6
до 24
300
Потребляемая мощность
При оценке потребляемой мощности нужно учитывать возможности сети на вашей даче или в гараже. Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку.
Покупая аппарат, лучше отдать предпочтение модели с запасом по току и мощности около 20-30%. Это даст вам немного больше возможностей и позволит решить нестандарные задачи, если возникнет необходимость.
Напряжение в сети
По техническим условиям на электрификацию участка или гаража могут выделить одну или три фазы. В зависимости от модели, сварочные аппараты могут работать от однофазной или трехфазной сети. Существуют инверторы и со встроенным автоматическим трансформатором, работающие при любом напряжении. Но их цена выше, и нужны они для профессионального использования и выездов.
Как правило, сварочники для бытовых и полупрофессиональных нужд с рабочим током до 250 А подключают к сетям на 220 В. Если ваша сеть предлагает 380 В, то можно выбрать аппарат и с более высоким сварочным током.
Для однофазных сетей на дачах и в гаражах характерны просадки напряжения. Чтобы вы могли работать в таких условиях, лучше купить инвертор, в характеристиках которого указана возможность сварки при 130-160 В. В противном случае понадобиться стабилизатор. Как и для полуавтоматов, которые не любят провалов напряжения.
Продолжительность непрерывной работы
Показатель ПВ или ПН показывает, сколько времени аппарат будет работать и отдыхать. Например, при заданном промежутке времени в 10 минут модель с ПВ 60% в режиме максимального сварочного тока работает 6 минут, а отдыхает 4 минуты. На малых токах выполнять сварку можно столько времени, сколько нужно — ПВ 100%.
Дополнительные функции
Чтобы аппараты было проще и удобнее использовать, их оснащают дополнительными функциями. На практике могут понадобиться не все. Новичку в ММА могут быть полезны:
Горячий старт. Помогает зажечь дугу в начале сварки, особенно полезен при работе с ржавым металлом, сырыми электродами и электродами с основным покрытием, и позволяет не стучать долго кончиком для поджига.
Антистик. Сбрасывает ток до минимальных значений при залипании электрода и избежать его перегрева, облегчит сварку тонкостенного металла и работу в целом — электроды периодически залипают даже у опытных сварщиков, а отрывать их долго и сложно.
Регулируемый форсаж дуги. Поддерживает стабильное горение, нужен при отсутствии навыка держать дугу и при сварке на малых токах — когда дуга начинает затухать, рабочий ток нарастает автоматически.
К дополнительному полезному функционалу полуавтоматов можно отнести регулировку индуктивности. Она позволяет изменять характеристики дуги — делать её более жесткой для позиционной сварки и глубокого проплавления и более мягкой с меньшим разбрызгиванием для лицевых швов. Пригодится и функция отжига проволоки, обеспечивающая её постоянный вылет после каждого цикла — это удобно для следующего старта.
В современных аппаратах может присутствовать синергетическое управление для интеллектуальной сварки. Вам нужно только выставить диаметр электрода или толщину металла и аппарат сам оптимизирует параметры и функции.
Наш топ лучших сварочных аппаратов для новичков
Мы можем рекомендовать несколько аппаратов, которые подойдут начинающим. Характеристики и функционал моделей позволяют выбрать их для дома, дачи и гаража.
Лучшие инверторные сварочные аппараты для новичка
Сварог REAL ARC 200 BLACK со сварочным током 200 А для ММА — хороший выбор для новичков, подбирающих инвертор для дачных задач. Аппарат хорош для хозяйства и позволяет работать электродами толщиной до 4 мм. Этого достаточно для сварки заборов, калиток, ворот и навесов, в том числе из толстостенных труб из разных видов стали. Аппарат стабильно варит при просадках до 160 В и оснащен функцией антизалипания.
Немного дороже Сварог REALSMART ARC 200 — инвертор с синергетическим управлением и удобной цифровой панель. Он предлагает функции антистика, горячего старта для легкого зажигания и форсирования дуги, улучшающего показатели сварки. При выборе диаметра электрода сварочный ток и функции форсажа и горячего старта подстраиваются автоматически. Аппарат подходит для сварки электродами до 4 мм и работы со сталью до 10 см толщиной.
Лучшие полуавтоматы для начинающих
Компактный полуавтомат Aurora POLO 160 — практичное решение для начинающих, планирующих заниматься MIG сваркой и работать с проволокой до 0,8 мм. Аналоговая панель управления позволяет оператору легко устанавливать толщину свариваемого материала, после чего аппарат автоматически устанавливает оптимальные значения тока и напряжения. Модель легкая и весит всего 8,6 кг, оснащена функцией дожигания и регулировки индуктивности.
Полярность легко меняется, что дает возможность использовать самозащитную проволоку и исключить необходимость переносить баллон с газом, поэтому аппарат по настоящему портативен.
Для тех, кто хочет приобрести аппарат с расширенными возможности для гаражной, дачной мастерской и подработки советуем AuroraPRO SPEEDWAY 180 SYNERGIC. Это универсальный полупрофессиональный полуавтомат, с помощью которого можно работать сплошной и порошковой проволокой до 1 мм, а также штучными электродами толщиной до 3 мм в режиме ММА.
Для MIG сварки доступны настройка индуктивности для регулировки характеристик дуги и постоянный отжиг проволоки. Для ММА полный комплект полезных функций — антизалипание, форсаж дуги и горячий старт. Управление синергетическое — это упрощает настройку.
4 Лучший инверторный сварочный аппарат – Weld Gears
Инверторный сварочный аппарат находится в отдельной категории, независимо от того, являетесь ли вы профессиональным сварщиком или любителем. Сварочные аппараты соединяют различные металлы и придают им форму.
Не все знают, как управлять сварочным аппаратом, так как это требует ноу-хау и определенного уровня навыков, которые будут зависеть от типа сварки, которую вы планируете выполнять.
В этом смысле разумно всегда выбирать правильный электроинструмент для вашего проекта и вашего уровня квалификации. Использование инверторной технологии в сварочных аппаратах стало более распространенным в последние годы, и на то есть несколько веских причин.
Мы изучили и протестировали множество инверторных сварочных аппаратов, чтобы помочь вам ориентироваться во многих продуктах, доступных на рынке.
Наша команда опытных сварщиков выбрала сварочный аппарат Eastwood MIG Inverter 180A в качестве лучшего сварочного аппарата для сварки MIG, а инверторный сварочный аппарат Yeswelder ACDC TIG-250P – в качестве лучшего сварочного аппарата TIG.
Мы также выбрали сварочный аппарат дуговой сварки с инверторной технологией и многопроцессорный сварочный аппарат для тех, кому требуется больше возможностей при сварке.
Product
Welding Type
Voltage
Amps
Duty Cycle
Forney Easy Weld 291 180 Stick Welder
Arc Stick, TIG capability
120V, 230V
10 to 180A
80 amps @ 30% для 120 вольт; 180 ампер @ 25% для 230 вольт
Eastwood MIG Inverter 180a Welder
MIG
120 В, 240 В
180
30% Действие.0034
Yeswelder ACDC TIG-250p Инвертер сварщик
TIG
220V
5A-250A для TIG, 10A-200 %@155A
Инвертор Weldpro 200A Многопроцессорный сварочный аппарат с двумя напряжениями
Наши любимые лучшие инверторные сварочные аппараты
Лучший аппарат для дуговой сварки
1. ) Forney Easy Weld 291 180 Stick Weld
Возможность сварки TIG на постоянном токе.
Его конструкция также рассчитана на работу с грязной энергией или генератором. Это сварочный аппарат с двойным напряжением и может использовать мощность 120 В или 240 В.
В Easy Weld предусмотрен высокочастотный пуск горелки TIG подъемного типа для минимизации риска загрязнения и снижения расхода расходных материалов.
Принадлежности для сварки TIG, такие как горелка и газовый регулятор, необходимо приобретать отдельно. Машина не совместима с ножными педалями.
Достаточный выходной ток от 10 до 180 А делает этот вариант привлекательным. Он может сваривать сталь толщиной до ½ дюйма, но весит всего 14 фунтов.
Минимальный ток 10 А отлично подходит для сварки тонкого металла кузова автомобиля. Рабочий цикл — 80 ампер при 30% для 120 вольт; 180 ампер при 25% для 230 вольт. Он поставляется с 5-летней гарантией.
Pros
Инверторная технология IGBT
Широкий 10–180 A
8 футов. соединения
Легкий вес 14 фунтов.
Dual arc welder with TIG capability
Welds 18 gauge to ½-inch thick metals
Cons
No torch for TIG welds
Not compatible with foot pedal for TIG сварные швы
Проверка цена и обзоры на Amazon
Лучший сварочный аппарат инвертора MIG
2.) Eastwood Mig Inverter 180a Сварщик
Уэлдвуд Eastwood. И Eastwood Wablid сила. Он будет производить 120 А при 120 В и 180 А при 240 В, а более низкая настройка 30 А означает, что вы можете сваривать металл толщиной до 24 калибра.
Он также может похвастаться пусковым замком 2T/4T для более длинных сварных швов. Он очень хорошо подходит для кузовных работ. Он поставляется с горелкой MIG, совместимой с Tweco, и имеет функцию сварки прихватками для импульсной дуги.
Рабочий цикл 30% при 180 А и 60% при 130 А. Портативный на 26 фунтов. Сварочный аппарат поставляется с катушкой для проволоки MIG, газовым регулятором и шлангом, зажимом заземления, горелкой и соплом, переходным шнуром и т. д.
Pros
IGBT inverter
Tweco type torch
Dual voltage
Lots of adjustment in controls
Compatible with spool guns
Can mount 4-inch and 8-inch spools
В комплекте регулятор
Cons
Torch leads could be longer
Most 120V welding machines go to 140A
Check Price and Reviews on Amazon
Best TIG Инверторный сварочный аппарат
3. ) Yeswelder ACDC TIG-250P Инверторный сварочный аппарат
Этот аппарат YesWelder оснащен великолепной импульсной функцией. Импульсная модуляция позволяет удалить окисление поверхности и предотвратить попадание примесей в сварной шов.
Цифровые настройки упрощают работу, за исключением настройки аналоговой силы тока. YesWelder будет регулировать во время сварки так, чтобы дуга оставалась неизменной.
Этот аппарат для сварки TIG оснащен устройством блокировки пускового курка 2T/4T, снижающим утомляемость рук при более длинных сварных швах. Кнопка фонарика тугая и держится. Он имеет 5-контактную металлическую педаль.
Машина переменного тока, легко сваривает алюминий. Он может похвастаться таймером точечной сварки, возможностью грязной мощности с генератором и режимом прямоугольной волны. Этот сварочный аппарат дополняется возможностью сварки электродом от 10 до 165 ампер и от 5 до 250 ампер.
Pros
Триггер
Плавочный таймер
.
Автоматическое сохранение настроек
Цифровые настройки
Функция защиты от прилипания
Управление подогревом ножной педалью
Функция Pulse
CONS
Без газового регулятора
TIG TORCH может быть лучшим качеством
.
4.) Weldpro Inverter 200A Многопроцессорный сварочный аппарат с двойным напряжением
Этот впечатляющий многофункциональный сварочный аппарат имеет возможности для сварки TIG, MIG, сварки с флюсом и сварки алюминия. Его можно использовать для автомобильных работ, обслуживания, украшения и многого другого.
Это устройство 3-в-1 весит всего 30 фунтов, что делает его портативным, и может похвастаться легко читаемым двойным цифровым дисплеем, показывающим ввод и вывод.
Благодаря удобному меню можно настроить скорость подачи проволоки и силу тока. Настройки индуктивности также регулируются.
Компактная конструкция включает в себя защиту от перегрузки и перегрева. Он также имеет возможность регулировать напряжение на минус или плюс 20% от вашего начального напряжения, что позволяет выполнять множество настроек.
Инвертор IGBT выдает большую выходную мощность. Присутствует переключатель шпульного пистолета для сварки алюминия. Диапазоны сварочных токов TIG: 15-200A115V: MMA: 40-120A; МИГ: 40-120А; 230В: МИГ: 40-200А; ММА: 40-200А; ВИГ: 15-120А; 30 % при рабочем цикле 200 А.
Pros
Максимальная мощность 200 А
Легкий вес 30 фунтов.
Компактная конструкция
Кабель-переходник
Защита от перегрузки и перегрева
Прочный
East set up
Cons
Some reported leakage
Check Price and Reviews on Amazon
What Is Inverter IGBT Technology?
IGBT означает «Биполярные транзисторы с изолированным затвором». Эти транзисторы представляют собой переключающие устройства, которые работают на высокой скорости и используются в инверторных сварочных аппаратах. Они облегчают регулирование напряжения.
Существуют инверторные сварочные аппараты, в которых используется более старая технология, известная как MOSFET или MOSFET-транзисторы.
Более современная технология IGBT предлагает несколько преимуществ по сравнению с MOSFET, наиболее важным из которых является то, что IGBT меньше подвержены риску колебаний мощности, будь то сеть или генератор.
Следовательно, они более надежны и менее подвержены риску как повреждения, так и выхода из строя.
Как работает сварочный инвертор?
Инвертор в сварочном аппарате представляет собой электронную систему. Он используется для регулирования напряжения.
При специальном интегрировании в сварочный аппарат он преобразует переменный или переменный ток в более низкое и более простое в использовании выходное напряжение.
Примером может служить 240 В переменного тока, который преобразуется в 20 В постоянного или постоянного тока на выходе.
Устройства на основе инвертора содержат группу электронных компонентов для преобразования энергии. Обычное трансформаторное устройство обычно имеет один довольно большой трансформатор, который должен регулировать напряжение.
В сварочном аппарате с инвертором частота основного источника питания с помощью электронных переключателей. Эти переключатели быстро включают и выключают питание даже за одну миллионную долю секунды.
Контроль источника питания еще до того, как он поступит в трансформатор, позволяет использовать трансформатор меньшего размера.
См. также: Подходит ли инверторный сварочный аппарат для домашнего использования?
Есть ли преимущества у инверторного сварочного аппарата?
Сварочный аппарат с инвертором имеет ряд преимуществ по сравнению со сварочным аппаратом с традиционным трансформатором. Среди них мы находим:
1.) Выход постоянного тока
Многие сварочные аппараты MMA с трансформатором (Stick) поставляются только с выходом переменного тока. Это означает, что выбор типов электродов будет ограничен.
При использовании инверторного сварочного аппарата ток можно преобразовать в постоянный, что означает, что эти аппараты могут работать с гораздо более широким набором сварочных электродов.
Еще одним преимуществом является то, что аппараты для ручной сварки MMA также могут выполнять сварку TIG на постоянном токе, что невозможно при использовании традиционных аппаратов для сварки на переменном токе.
2.) Рабочий цикл
Вообще говоря, более высокие рабочие циклы могут быть достигнуты благодаря сварочным аппаратам с инверторной технологией. Размер трансформатора имеет решающее значение.
Небольшие компоненты сварочного аппарата могут нагреваться быстрее, а также быстрее охлаждаться, чем в трансформаторном сварочном аппарате.
В трансформаторных сварочных аппаратах компоненты крупнее. Когда они нагреваются, им нужно гораздо больше времени, чтобы остыть. Таким образом, рабочие циклы инвертора будут выше, что позволит вам повысить производительность и производительность.
3.) Эффективность
Инверторные сварочные аппараты хорошего качества имеют КПД от 80 до 90%, в то время как обычные сварочные аппараты имеют КПД ближе к 50%.
Более низкий рейтинг связан с тем, что более крупные трансформаторы, используемые в традиционных сварочных аппаратах, имеют большее сопротивление, поэтому они теряют мощность из-за рассеивания тепла.
4.) Функции
Электроника инверторного сварочного аппарата позволяет интегрировать дополнительные функции, такие как сварка TIG. Существующие функции также выигрывают от повышенного контроля.
5.) Мощность генератора
Эффективность означает, что инверторные сварочные аппараты могут использовать мощность генератора благодаря портативным генераторам меньшего размера.
Это обычно нецелесообразно с более крупными традиционными сварочными аппаратами. Есть риски, но этот вариант более жизнеспособен с инверторным сварочным аппаратом.
6.) Производительность
Производительность является основным фактором при выборе любого электроинструмента, а сварочные аппараты с инвертором обеспечивают производительность, превосходящую традиционные сварочные аппараты.
Это особенно заметно при сварке электродом (MMA), поскольку сварщикам не нужно бороться с дугой.
В основном это связано с тем, что инверторные сварочные аппараты могут иметь более высокое напряжение холостого хода. В результате они часто могут похвастаться функциями Anti-stick, Hot Start и Arc-Force.
Отличным примером является сварка тонких металлов, что практически невозможно при использовании аппаратов для сварки электродом. Некоторые инверторные сварочные аппараты имеют исключительную возможность регулировки силы тока, а также очень стабильную дугу.
Выходная мощность может быть снижена до очень низкого уровня, что позволяет сваривать листовой металл или секции труб.
7.) Размер и вес
Это самый впечатляющий аспект инверторных сварочных аппаратов. Инверторные сварочные аппараты меньше, как правило, меньше чемодана, поэтому их легко носить с собой.
Они весят значительно меньше, но при этом могут производить мощность, сравнимую с традиционным трансформаторным сварочным аппаратом, который весит 50 фунтов. или больше.
Типы инверторных сварочных аппаратов
1.) Инверторный сварочный аппарат MIG
Инверторный сварочный аппарат MIG позволяет сваривать самые разные металлы и часто используется профессиональными сварщиками.
Эти машины сваривают алюминий, нержавеющую сталь, медь, железо, мягкую сталь, никель и бронзу различной толщины. Сварочные аппараты MIG также позволяют выполнять сварку в различных положениях.
2.) Многопроцессорный инверторный сварочный аппарат
Многопроцессорный инверторный сварочный аппарат позволяет выполнять сварку различными методами, включая дуговую дугу, MMA, MIG и TIG.
Некоторые из этих машин могут также включать Flux Core и позволяют сваривать различные металлы различной толщины.
Эти машины очень удобны. Пистолеты для катушек можно использовать для сварки алюминия.
См. также: Лучший многопроцессорный сварочный аппарат до 1000 долларов (для начинающих)
3.) Сварочный инвертор
Это сварочный аппарат, который позволяет выполнять электродуговую сварку. Электричество используется для сварки металлов дуговой палкой. Благодаря инвертору электроэнергия в форме переменного тока будет преобразована в постоянный ток, а затем отправлена на трансформатор.
4.) Инверторный сварочный аппарат TIG
Сварка TIG использует тепло для расплавления металлических деталей и формирования сварного шва. Между вольфрамовым электродом и куском металла возникает дуга. Это нагревает металл.
Защитный газ используется в течение всего процесса для предотвращения загрязнения. Можно использовать металлическую присадочную проволоку.
Это исключительный метод сварки тонких металлов. Это метод точной сварки, которым часто пользуются профессионалы, потому что его трудно освоить.
См. также: Лучший сварочный аппарат TIG переменного/постоянного тока для начинающих
В заключение
Инверторная технология в сварочном аппарате преобразует мощность переменного тока в более низкое выходное напряжение, что делает его более пригодным для использования, и этот факт позволил конструкциям сварочных аппаратов стать более совершенными. компактны и намного легче по весу, что увеличивает их портативность в десять раз.
Какой бы тип сварки вам не понадобился или какой бы вы ни предпочли, теперь есть несколько вариантов сварочных аппаратов, оснащенных инверторной технологией IGBT, которые заслуживают вашего внимания по ценам для любого бюджета.
Электросварщики инверторные VS. Трансформатор
Электросварщики используются уже более века. Как и любая технология, сегодняшние сварочные аппараты значительно более совершенны, чем аппараты предыдущих десятилетий, но есть что сказать и о надежности старой школы.
Большинство специалистов по сварке отдают предпочтение инверторным или трансформаторным сварочным аппаратам, но ваш выбор всегда должен сводиться к тому, какой из них лучше подходит для поставленной задачи. Вот плюсы и минусы обоих типов сварочных аппаратов.
Сварочные аппараты инверторного типа — это легкие, универсальные и эффективные сварочные аппараты. Независимо от того, нужна ли вам сварка электродом, сварка MIG или TIG, один аппарат можно откалибровать для различных стилей сварки. Они также могут сваривать различные металлы, включая нержавеющую сталь и углеродистую сталь.
Доступны размеры от 100A до 270A и сварочные аппараты TIG от 130A до 160A при 240В.
Что такое трансформаторы?
Сварочные аппараты-трансформеры представляют собой более традиционный вариант сварки. Эти мощные машины, являющиеся рабочими лошадками отрасли, требуют подключения к электросети и в основном используются для сварки электродами в промышленных условиях.
Доступны размеры от 250 до 600 А при 415 В.
Что вы свариваете?
Если вам нужен гибкий сварочный аппарат, который может переключаться между методами сварки электродом, MIG и TIG и сваривать различные основные металлы, инверторный сварочный аппарат для вас. Новейшие машины дают отличное качество отделки.
Если вам нужно сваривать только мягкую сталь, и вы довольны использованием электродуговой сварки или других методов дуговой сварки, вам подойдет трансформаторный сварочный аппарат.
Где вы свариваете?
Инверторные сварочные аппараты лучше всего работают в контролируемых помещениях. Это может быть где угодно, от домашней мастерской до строительной площадки или нефтехимической площадки.
Сварочные аппараты с трансформаторами могут работать как на открытом воздухе, так и в помещении, даже в пыльных, грязных или ветреных условиях.
Обычно их можно увидеть на строительных и промышленных объектах.
Вам нужен переносной сварочный аппарат?
Еще одним преимуществом инверторов является то, что они меньше и легче, часто примерно вдвое меньше трансформаторы. Это упрощает их перемещение по сайту и между сайтами, когда это необходимо. Это должно быть решающим фактором, если вам нужен мобильный сварочный аппарат.
Насколько опытны ваши сварщики?
Сварочные инверторные аппараты легче освоить новичкам, чем трансформаторы. Их рекомендуется настройки подходят для многих сварочных работ и могут быть скорректированы и персонализированы по мере роста навыков сварщика.
У нас вы можете купить трубу нержавеющую 159 мм. бесшовную изготовленную из различных марок нержавеющей стали. Сортамент, вес и размеры соответствуют ГОСТ 9940-81 (для горячедеформированных труб) или ГОСТ 9941-81 (для холодно- и теплодеформированных труб).
Популярные размеры:
159х3 мм. 159х3.5 мм. 159х4 мм. 159х4.5 мм. 159х5 мм. 159х6 мм. 159х7 мм. 159х8 мм. 159х9 мм. 159х10 мм. 159х11 мм. 159х12 мм. 159х16 мм. 159х18 мм. 159х20 мм. 159х25 мм.
Популярные толщины:
3 мм. 3.5 мм. 4 мм. 4.5 мм. 5 мм. 6 мм. 7 мм. 8 мм. 9 мм. 10 мм. 11 мм. 12 мм. 16 мм. 18 мм. 20 мм. 25 мм.
В таблице ниже представлен сортамент товаров, указан вес метра каждой трубы, а так же количество погонных метров в тонне.
Наименование
Размер
Толщина
Вес 1 метра
Метров в тонне
Труба бесшовная 159×3 12Х18Н10Т
159×3
3 мм.
11.639 кг.
85.9
Труба бесшовная 159×3.5 12Х18Н10Т
159×3.5
3.5 мм.
13.535 кг.
73.9
Труба бесшовная 159×4 12Х18Н10Т
159×4
4 мм.
15.419 кг.
64.9
Труба бесшовная 159×4.5 12Х18Н10Т
159×4.5
4.5 мм.
17.29 кг.
57.8
Труба бесшовная 159×5 12Х18Н10Т
159×5
5 мм.
19.149 кг.
52.2
Труба бесшовная 159×6 12Х18Н10Т
159×6
6 мм.
22.83 кг.
43.8
Труба бесшовная 159×7 12Х18Н10Т
159×7
7 мм.
26.46 кг.
37.8
Труба бесшовная 159×8 12Х18Н10Т
159×8
8 мм.
30.042 кг.
33.3
Труба бесшовная 159×9 12Х18Н10Т
159×9
9 мм.
33.573 кг.
29.8
Труба бесшовная 159×10 12Х18Н10Т
159×10
10 мм.
37.055 кг.
27
Труба бесшовная 159×11 12Х18Н10Т
159×11
11 мм.
40.486 кг.
24.7
Труба бесшовная 159×12 12Х18Н10Т
159×12
12 мм.
43.869 кг.
22.8
Труба бесшовная 159×16 12Х18Н10Т
159×16
16 мм.
56.9 кг.
17.6
Труба бесшовная 159×18 12Х18Н10Т
159×18
18 мм.
63.117 кг.
15.8
Труба бесшовная 159×20 12Х18Н10Т
159×20
20 мм.
69.135 кг.
14.5
Труба бесшовная 159×25 12Х18Н10Т
159×25
25 мм.
83.31 кг.
12
Труба бесшовная 159×4. 5 10Х17Н13М2Т
159×4.5
4.5 мм.
17.356 кг.
57.6
Труба бесшовная 159×5 10Х17Н13М2Т
159×5
5 мм.
19.222 кг.
52
Труба бесшовная 159×6 10Х17Н13М2Т
159×6
6 мм.
22.916 кг.
43.6
Труба бесшовная 159×7 10Х17Н13М2Т
159×7
7 мм.
26.561 кг.
37.6
Труба бесшовная 159×8 10Х17Н13М2Т
159×8
8 мм.
30.155 кг.
33.2
Труба бесшовная 159×9 10Х17Н13М2Т
159×9
9 мм.
33.7 кг.
29.7
Труба бесшовная 159×10 10Х17Н13М2Т
159×10
10 мм.
37.195 кг.
26.9
Труба бесшовная 159×3 10Х23Н18
159×3
3 мм.
11. 683 кг.
85.3
Труба бесшовная 159×3.5 10Х23Н18
159×3.5
3.5 мм.
13.586 кг.
73.3
Труба бесшовная 159×4 10Х23Н18
159×4
4 мм.
15.477 кг.
64.4
Труба бесшовная 159×4.5 10Х23Н18
159×4.5
4.5 мм.
17.356 кг.
57.4
Труба бесшовная 159×5 10Х23Н18
159×5
5 мм.
19.222 кг.
51.8
Труба бесшовная 159×6 10Х23Н18
159×6
6 мм.
22.916 кг.
43.5
Труба бесшовная 159×7 10Х23Н18
159×7
7 мм.
26.561 кг.
37.5
Труба бесшовная 159×8 10Х23Н18
159×8
8 мм.
30.155 кг.
33
Труба бесшовная 159×9 10Х23Н18
159×9
9 мм.
33.7 кг.
29.6
Труба бесшовная 159×10 10Х23Н18
159×10
10 мм.
37.195 кг.
26.8
Труба бесшовная 159×11 10Х23Н18
159×11
11 мм.
40.64 кг.
24.5
Труба бесшовная 159×12 10Х23Н18
159×12
12 мм.
44.035 кг.
22.6
Труба бесшовная 159×16 10Х23Н18
159×16
16 мм.
57.115 кг.
17.4
Труба бесшовная 159×18 10Х23Н18
159×18
18 мм.
63.356 кг.
15.7
Труба бесшовная 159×20 10Х23Н18
159×20
20 мм.
69.397 кг.
14.4
Труба бесшовная 159×25 10Х23Н18
159×25
25 мм.
83.626 кг.
11.9
Труба бесшовная 159×3 20Х23Н18
159×3
3 мм.
11.609 кг.
86.1
Труба бесшовная 159×3.5 20Х23Н18
159×3.5
3.5 мм.
13.501 кг.
74.1
Труба бесшовная 159×4 20Х23Н18
159×4
4 мм.
15.38 кг.
65
Труба бесшовная 159×4.5 20Х23Н18
159×4.5
4.5 мм.
17.246 кг.
58
Труба бесшовная 159×5 20Х23Н18
159×5
5 мм.
19.101 кг.
52.4
Труба бесшовная 159×6 20Х23Н18
159×6
6 мм.
22.772 кг.
43.9
Труба бесшовная 159×7 20Х23Н18
159×7
7 мм.
26.394 кг.
37.9
Труба бесшовная 159×8 20Х23Н18
159×8
8 мм.
29.966 кг.
33.4
Труба бесшовная 159×9 20Х23Н18
159×9
9 мм.
33.488 кг.
29.9
Труба бесшовная 159×10 20Х23Н18
159×10
10 мм.
36.961 кг.
27.1
Труба бесшовная 159×11 20Х23Н18
159×11
11 мм.
40.384 кг.
24.8
Труба бесшовная 159×12 20Х23Н18
159×12
12 мм.
43.758 кг.
22.9
Труба бесшовная 159×16 20Х23Н18
159×16
16 мм.
56.756 кг.
17.6
Труба бесшовная 159×18 20Х23Н18
159×18
18 мм.
62.958 кг.
15.9
Труба бесшовная 159×20 20Х23Н18
159×20
20 мм.
68.961 кг.
14.5
Труба бесшовная 159×25 20Х23Н18
159×25
25 мм.
83.1 кг.
12
Не нашли нужный товар на странице? Это не значит, что его нет в наличии! Позвоните нам или закажите обратный звонок для уточнения. Наш специалист перезвонит и проконсультирует Вас.
Толщина
Расчетный вес метра в зависимости от стали
AISI 201 / 12X15Г9НД
AISI 304 / 08Х18Н10
AISI 316 / 08Х17Н13М2
AISI 321 / 12Х18Н10Т
AISI 430 / 20Х13
AISI 431 / 14Х17Н2
3 мм
11.46 кг
11.61 кг
11.76 кг
11.64 кг
11.34 кг
11.64 кг
3.5 мм
13.33 кг
13.5 кг
13.67 кг
13.53 кг
13.19 кг
13.53 кг
4 мм
15.19 кг
15.38 кг
15.57 кг
15.42 кг
15.03 кг
15.42 кг
4.5 мм
17.03 кг
17.25 кг
17.46 кг
17.29 кг
16.85 кг
17.29 кг
5 мм
18.86 кг
19.1 кг
19.34 кг
19.15 кг
18.67 кг
19. 15 кг
6 мм
22.48 кг
22.77 кг
23.06 кг
22.83 кг
22.25 кг
22.83 кг
7 мм
26.06 кг
26.39 кг
26.73 кг
26.46 кг
25.79 кг
26.46 кг
8 мм
29.59 кг
29.97 кг
30.35 кг
30.04 кг
29.28 кг
30.04 кг
9 мм
33.06 кг
33.49 кг
33.91 кг
33.57 кг
32.73 кг
33.57 кг
10 мм
36.49 кг
36.96 кг
37.43 кг
37.05 кг
36.12 кг
37.05 кг
11 мм
39.87 кг
40.38 кг
40.9 кг
40.49 кг
39.46 кг
40.49 кг
12 мм
43.2 кг
43.76 кг
44.31 кг
43.87 кг
42.76 кг
43.87 кг
16 мм
56.04 кг
56.76 кг
57.47 кг
56. 9 кг
55.46 кг
56.9 кг
18 мм
62.16 кг
62.96 кг
63.75 кг
63.12 кг
61.52 кг
63.12 кг
20 мм
68.09 кг
68.96 кг
69.83 кг
69.14 кг
67.39 кг
69.14 кг
25 мм
82.05 кг
83.1 кг
84.15 кг
83.31 кг
81.21 кг
83.31 кг
Внимание! Вес погонного метра трубы рассчитан с учетом плотности стали, которая используется для производства конкретного изделия. Допустимые отклонения по диаметру при этом не учитывались. Все данные в таблице носят информационный характер.
Металлопрокат, без сомнений, основа современного строительства, машиностроения, добывающего производства и так далее. Области применения продукции необыкновенно обширны, что обуславливает и разнообразие конструкций, и величину размерного ряда.
Назначение изделия
Трубы разделяются на изделия с круглым сечением и другим – профильные. Форма, как ни странно, здесь заметно влияет на применение. Особенностью круглых является максимальная проходимость при соответствующих размерах, а это означает максимальную скорость перемещения жидкости или газа.
Профильные, напротив, таким достоинством не обладают. Однако наличие в них ребер жесткости делает их более удобными и выгодными при возведении каркасных сооружениях. Да и соединять изделия с квадратным или прямоугольным сечением намного проще, чем с круглым.
Некоторое исключение составляет обсадная труба. Здесь круглое сечение оказывается более выгодным, поскольку отсутствие углов упрощает процесс заглубления в грунт. Труба, диаметром 159 мм, вполне может играть роль обсадной, однако при соответствующей толщине стенки.
Сварной трубопровод
Способ изготовления стального трубопровода влияет на качества конечного продукта ничуть не меньше, чем состав исходного сырья. Труба металлическая 159 мм, полученная методом сварки, отличается от аналогичного изделия с тем же внутренним диаметром в 159 мм, но изготовленного горячекатаным способом.
Суть процесса производства сварным методом сводится к изготовлению металлической ленты, которую затем сворачивают в заготовку и сваривают. Качеству шва уделяется максимум внимания, поскольку в такой конструкции он является слабым местом. Из-за этого сварной трубопрокат считается менее прочным, чем холоднодеформированный.
По способу сварки различают следующие изделия.
Прямошовные – шов представляет собой прямую линию. Такие изделия регламентирует ГОСТ 10704-91. Толщина стенок может варьироваться от 1 до 32 мм, а размер может достигать 1420 мм. Вес трубы 159 мм зависит от толщины стенки. Как правило, изделия используются для сооружения водо- и газопровода с умеренным давлением. Не менее часто применяют трубопровод при сооружении каркасов.
Газо- и водопроводные трубы 159 мм могут иметь накатанную или нарезную резьбу.
Спиральношовные – лента-заготовка в этом случае сворачивается по спирали, соответственно, и шов получается спиралевидный. Здесь наружный диаметр варьируется от 159 мм до 2520 мм, а толщина стенок – от 3,5 до 25 мм. Вес, соответственно, может быть очень разный.
Спиральношовные изделия отличаются более высокой прочностью. За счет равномерного «распределения» шва, нагрузка также распределяется более равномерно. Применяется трубопровод в основном для водоснабжения и при сооружении нефте- и газопроводов.
Бесшовные изделия
Труба стальная 159 мм может и не включать в себя шов. Такое изделие, благодаря монолитности будет отличаться чрезвычайно высокой стойкостью к внутреннему давлению, и стойкостью к нагрузке на сжатие.
Горячедеформированные производятся из цельной заготовки на специальных станках. Процесс осуществляется при повышенной температуре, когда металл обретает некоторую пластичность и стальному изделию можно придать определенную форму.
Горячекатаный металлопрокат регламентирует ГОСТ 8732-78. Диаметр здесь может достигать 550 мм. Но куда большее впечатление производит толщина стенок – от 2,5 до 75 мм. Такие изделия выдерживают гигантское давление, что позволяет использовать их в нефтепромысле, при переработке газа и нефти, для сооружения гидравлических систем, в энергетика и так далее. Не менее значимым оказывается отсутствие швов: это качество востребовано в химической промышленности, где важно не допустить утечки.
Соединяются такие изделия методом сварки, резьба не практикуется. Тем более речь не идет о резьбе при большой толщине стенок или длине трубопровода.
Холоднокатаная труба стальная диаметром 159 мм изготавливается практически таким же методом, но при низкой температуре. Такой способ сообщает изделию максимальную прочность, но и удлиняет процесс изготовления: необходимо прогревание готового трубопровода для снятия напряжения.
Толщина стенок холоднодеформированных изделий колеблется в куда меньшем пределе – от 0,3 до 24 мм, при размерах сечения от 5 до 250 мм. В общем, они имеют меньший вес при таком же сечении. Эта особенность определяет и область применения: машиностроение, авиастроение, судостроение и так далее, где необходимо сочетать прочность с малым весом. На фото – продукция металлопроката.
Калькулятор веса трубы из нержавеющей стали
Что такое труба из нержавеющей стали?
Труба из нержавеющей стали представляет собой полую длинную круглую сталь, которая широко используется в промышленных трубопроводах и механических конструкционных частях нефтяной, химической промышленности, медицинской, пищевой, легкой промышленности, механических инструментов и т. Д.
Кроме того, когда прочность на изгиб и кручение одинаковы, вес легкий, поэтому он также широко используется для изготовления механических деталей и инженерных конструкций. Он также широко используется в качестве мебели и кухонной утвари.
 Они имеют профиль режущей поверхности, в точности соответствующий тому, который должен получиться у готовая детали.
Они имеют профиль режущей поверхности, в точности соответствующий тому, который должен получиться у готовая детали.
 Их крепление в резцедержателях осуществляется так же, как и обычных токарных резцов.
Их крепление в резцедержателях осуществляется так же, как и обычных токарных резцов.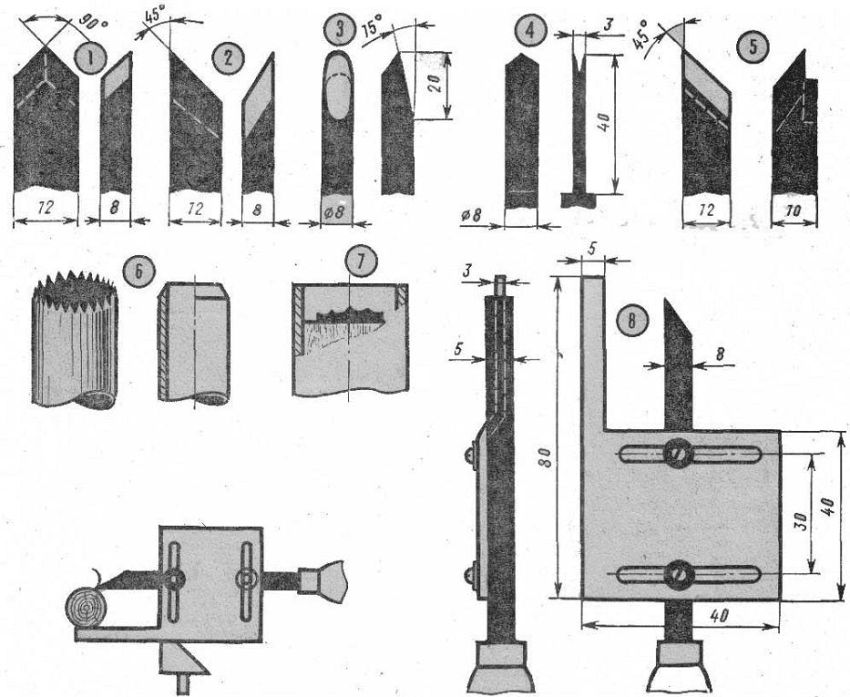

 Конструкция и размеры
Конструкция и размеры Конструкция и размеры
Конструкция и размеры Конструкция и размеры
Конструкция и размеры Типы и основные размеры
Типы и основные размеры spb.ru
spb.ru
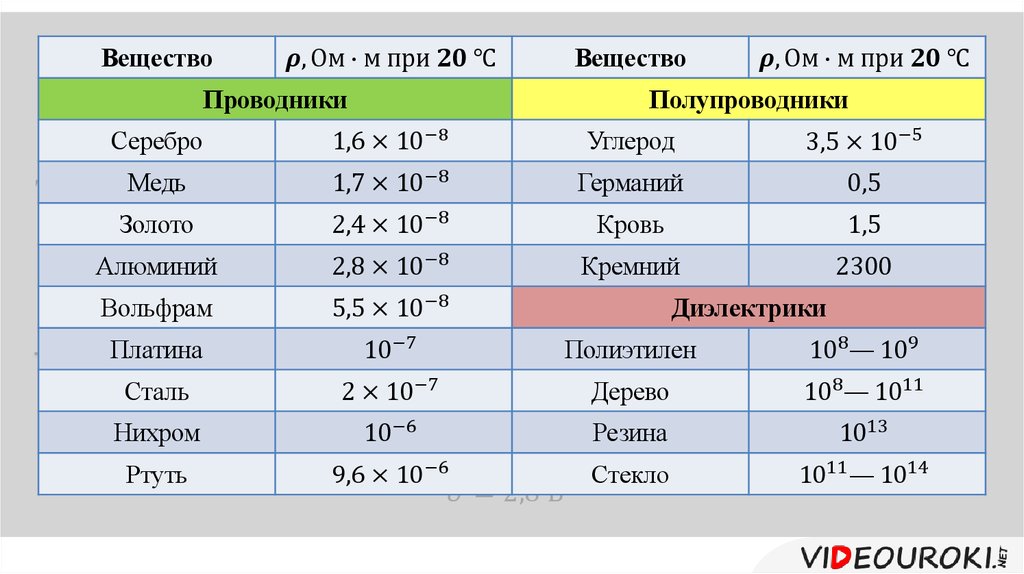
 Концентрация растворов с дана в процентах, которые определяют число граммов безводной соли или кислоты в 100 г раствора.
Концентрация растворов с дана в процентах, которые определяют число граммов безводной соли или кислоты в 100 г раствора. : 1960.
: 1960.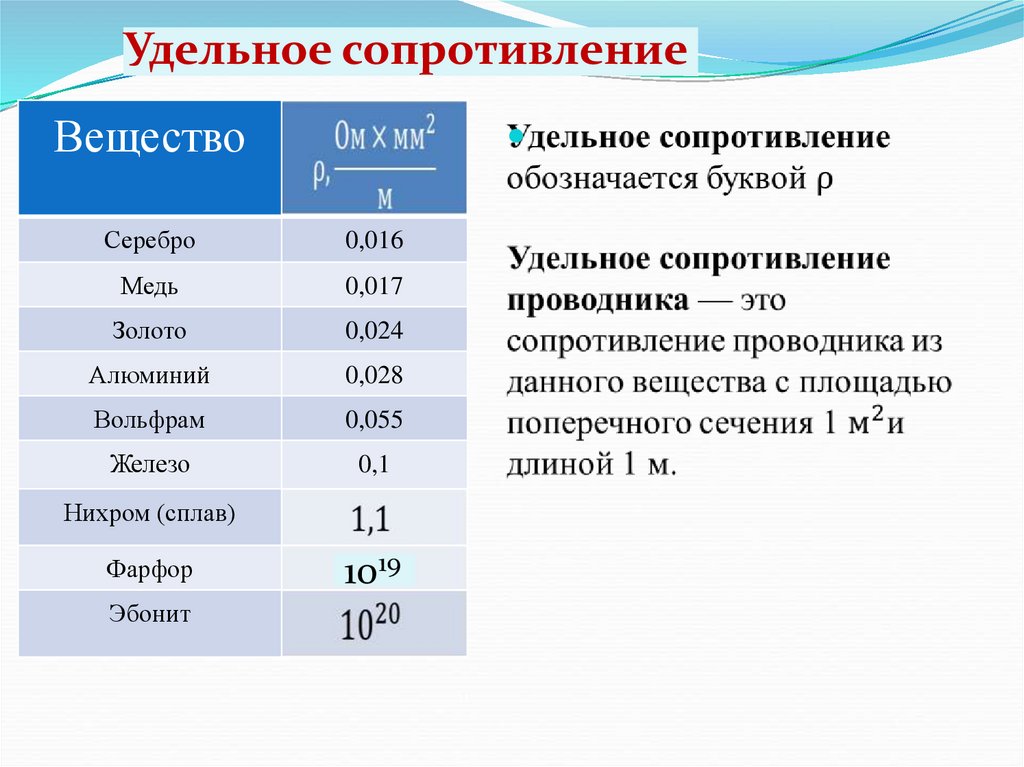 с.) — так назвали этот коэффициент. Если взять два проводника с одинаковым сечением и длиной и поставить их в цепь по очереди, то, измеряя силу тока и сопротивление, можно увидеть, что в двух случаях эти показатели будут разными. Таким образом, удельное электрическое сопротивление — это характеристика материала, из которого сделан проводник, а если быть еще более точным, то вещества.
с.) — так назвали этот коэффициент. Если взять два проводника с одинаковым сечением и длиной и поставить их в цепь по очереди, то, измеряя силу тока и сопротивление, можно увидеть, что в двух случаях эти показатели будут разными. Таким образом, удельное электрическое сопротивление — это характеристика материала, из которого сделан проводник, а если быть еще более точным, то вещества.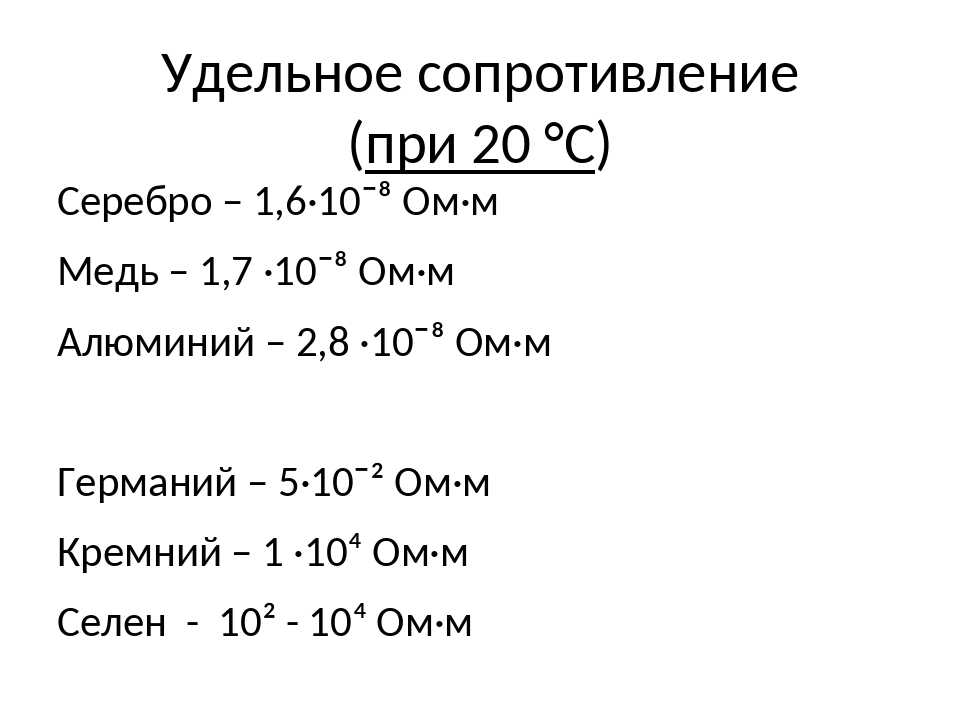 В ситуации же, когда мы располагаем чистым металлом, он имеет кристаллическую структуру, в которой эти наружные электроны общие. Они-то и переносят заряд, если приложить к металлу электрическое поле.
В ситуации же, когда мы располагаем чистым металлом, он имеет кристаллическую структуру, в которой эти наружные электроны общие. Они-то и переносят заряд, если приложить к металлу электрическое поле. 8 Ом.
8 Ом. Что касается температуры, то зависимость здесь почти линейная (существует даже понятие температурного коэффициента сопротивления, и это тоже табличная величина). Но направление этой зависимости различно: у металлов оно повышается с повышением температуры, а у редкоземельных элементов и растворов электролитов увеличивается — и это в пределах одного агрегатного состояния.
Что касается температуры, то зависимость здесь почти линейная (существует даже понятие температурного коэффициента сопротивления, и это тоже табличная величина). Но направление этой зависимости различно: у металлов оно повышается с повышением температуры, а у редкоземельных элементов и растворов электролитов увеличивается — и это в пределах одного агрегатного состояния.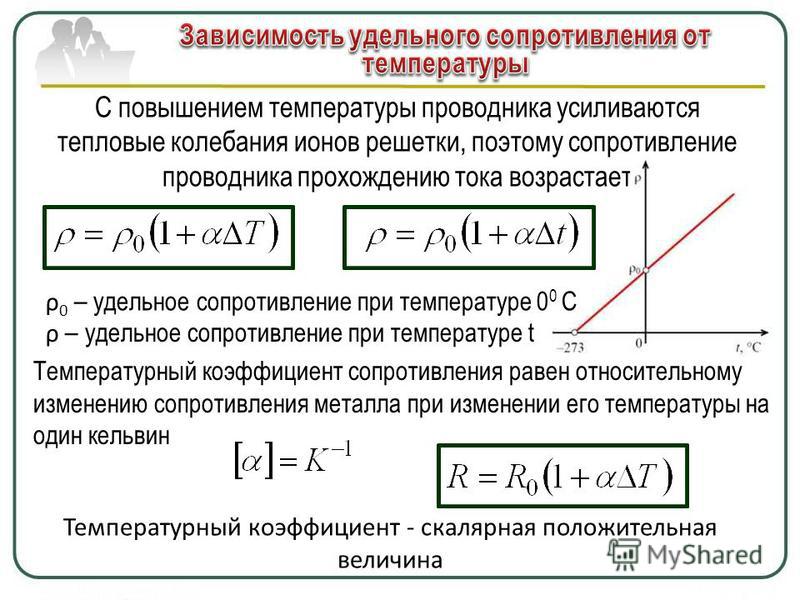 Например, у расплавленного висмута оно ниже, чем при комнатной температуре, а у меди — в 10 раз выше нормального. Никель выходит из линейного графика еще при 400 градусах, после чего ρ падает.
Например, у расплавленного висмута оно ниже, чем при комнатной температуре, а у меди — в 10 раз выше нормального. Никель выходит из линейного графика еще при 400 градусах, после чего ρ падает. -8
-8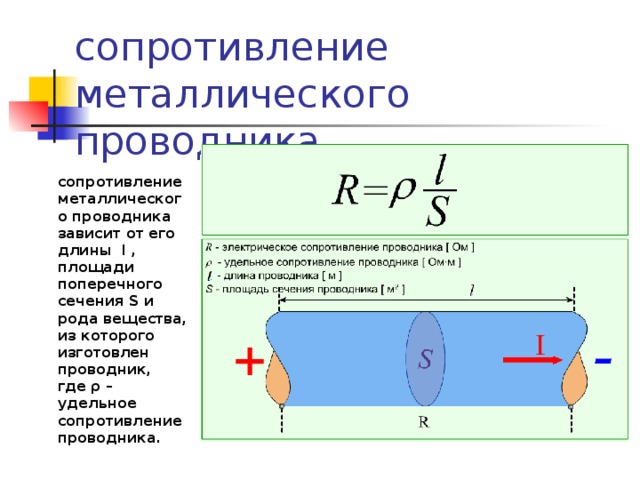 -7 Ом · м.
-7 Ом · м.
 Примеры включают поля деформации вокруг атомов растворенных веществ, границ зерен и частиц и дислокаций. Обычно механизмы упрочнения материала увеличивают количество случаев рассеяния и, следовательно, снижают проводимость металла. Следовательно, проводимость металлов, подвергшихся холодной обработке с внесением дислокаций, ниже, чем у отожженных материалов того же состава.[2] Однако интересно то, что удельное сопротивление сплава обычно снижается при дисперсионном твердении; растворенные атомы изолируются в осадках, перестраиваются путем дальнего упорядочения и т. д., тем самым уменьшая их участие в рассеянии электронов.
Примеры включают поля деформации вокруг атомов растворенных веществ, границ зерен и частиц и дислокаций. Обычно механизмы упрочнения материала увеличивают количество случаев рассеяния и, следовательно, снижают проводимость металла. Следовательно, проводимость металлов, подвергшихся холодной обработке с внесением дислокаций, ниже, чем у отожженных материалов того же состава.[2] Однако интересно то, что удельное сопротивление сплава обычно снижается при дисперсионном твердении; растворенные атомы изолируются в осадках, перестраиваются путем дальнего упорядочения и т. д., тем самым уменьшая их участие в рассеянии электронов.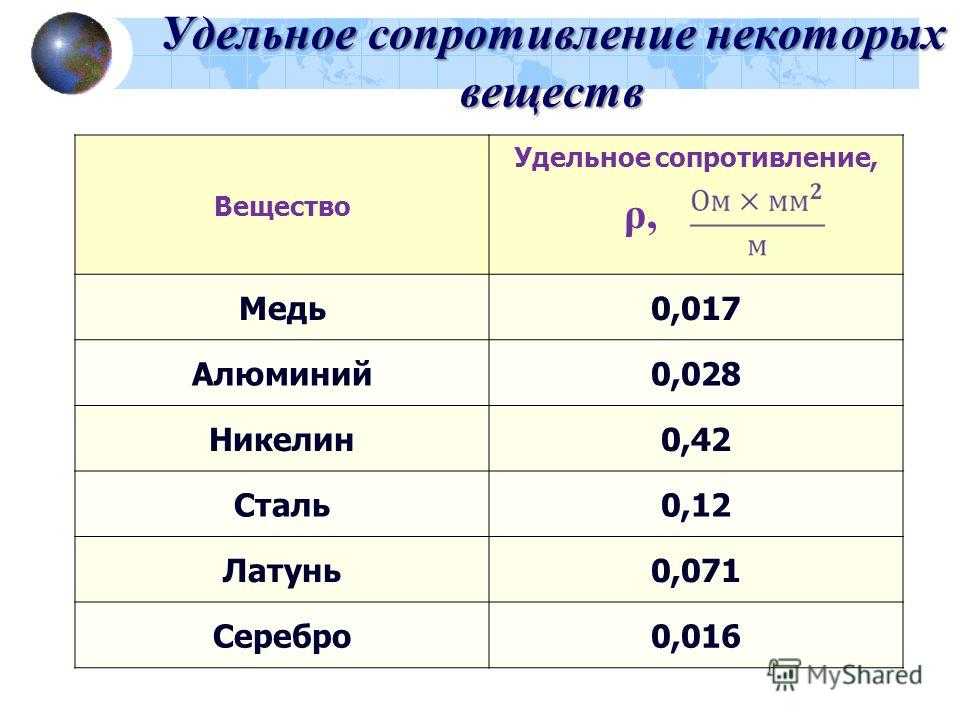 [2]
[2] [3] Кроме того, более высокая проводимость обычно указывает на снижение прочности материала, как упоминалось ранее. По этим причинам важно выбирать контактные материалы, которые уравновешивают проводимость, прочность, благородство и стоимость, соответствующие предполагаемому применению, и избегать узкого внимания только к объемной проводимости.
[3] Кроме того, более высокая проводимость обычно указывает на снижение прочности материала, как упоминалось ранее. По этим причинам важно выбирать контактные материалы, которые уравновешивают проводимость, прочность, благородство и стоимость, соответствующие предполагаемому применению, и избегать узкого внимания только к объемной проводимости.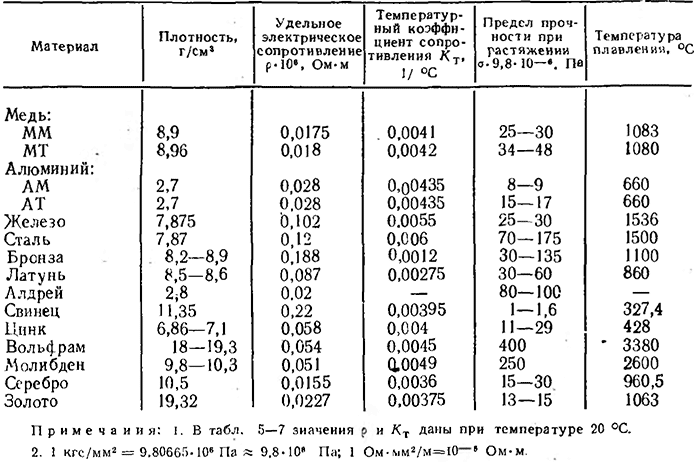
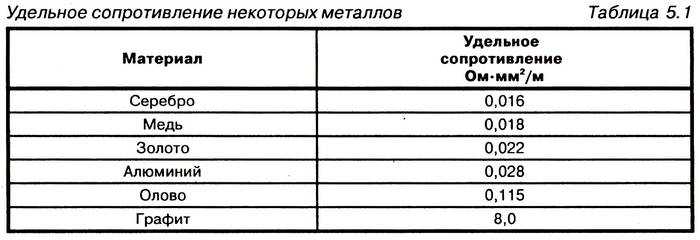
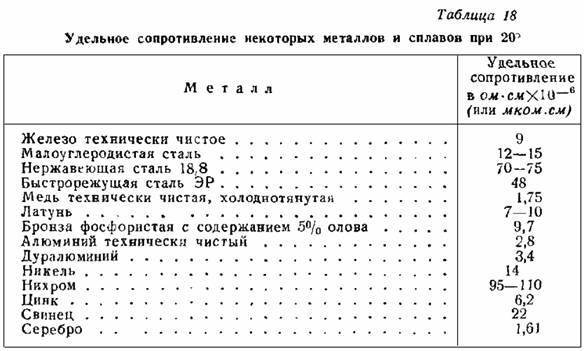 Удельное сопротивление является свойством материала и зависит от температуры. Температурная зависимость удельного сопротивления полупроводников играет существенную роль в их применении в электронике. В этой статье мы рассмотрим, почему это так.
Удельное сопротивление является свойством материала и зависит от температуры. Температурная зависимость удельного сопротивления полупроводников играет существенную роль в их применении в электронике. В этой статье мы рассмотрим, почему это так. Располагая материалы в порядке возрастания удельного сопротивления, порядок: проводники, полупроводники и изоляторы.
Располагая материалы в порядке возрастания удельного сопротивления, порядок: проводники, полупроводники и изоляторы. С повышением температуры удельное сопротивление металла также увеличивается, что придает ему положительный температурный коэффициент сопротивления. При высоких температурах удельное сопротивление проводника увеличивается, а проводимость уменьшается.
С повышением температуры удельное сопротивление металла также увеличивается, что придает ему положительный температурный коэффициент сопротивления. При высоких температурах удельное сопротивление проводника увеличивается, а проводимость уменьшается. Это создает больше носителей заряда в полупроводнике при высоких температурах. Более высокая концентрация носителей заряда снижает удельное сопротивление полупроводника. Поскольку удельное сопротивление полупроводника уменьшается с повышением температуры, он становится более проводящим. Полупроводник обладает отличной проводимостью при высоких температурах.
Это создает больше носителей заряда в полупроводнике при высоких температурах. Более высокая концентрация носителей заряда снижает удельное сопротивление полупроводника. Поскольку удельное сопротивление полупроводника уменьшается с повышением температуры, он становится более проводящим. Полупроводник обладает отличной проводимостью при высоких температурах.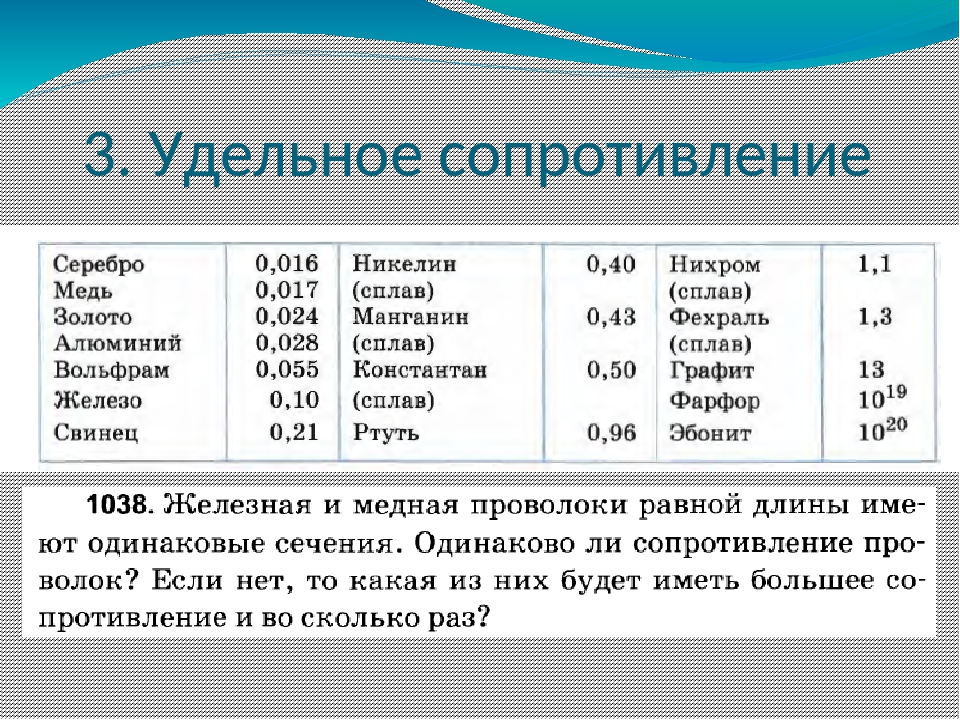
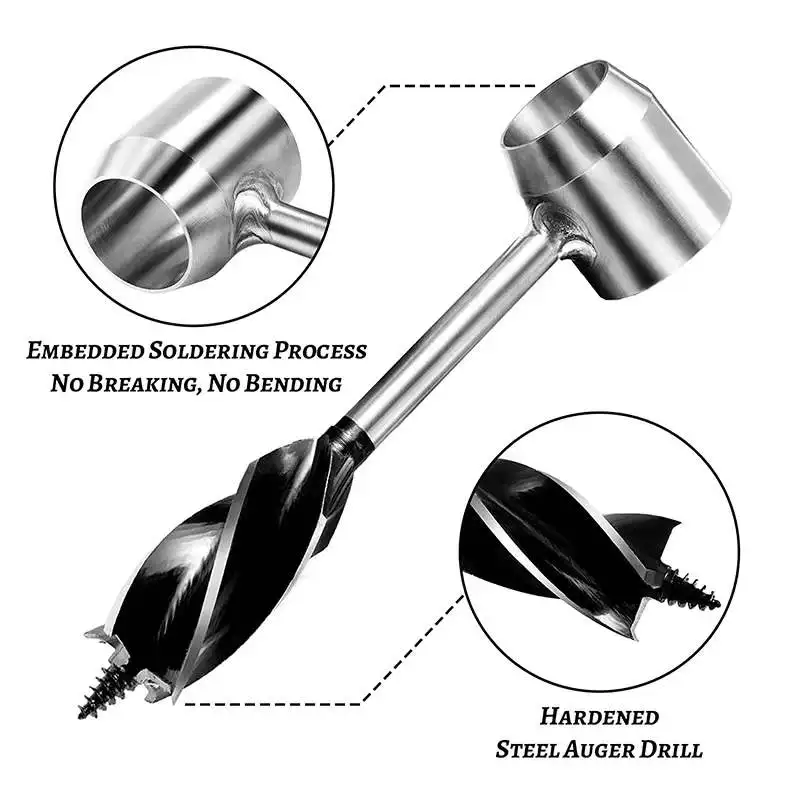 Как безошибочно отличить эти сверла:
Как безошибочно отличить эти сверла: Посередине имеется острие, облегчающее центрирование.
Посередине имеется острие, облегчающее центрирование. Ими можно придать отверстию специфическую форму: например, расширить его.
Ими можно придать отверстию специфическую форму: например, расширить его. Гладкие, впереди алмазный наконечник формой как у стрелы. Пиковидные расходники эффективны при обработке каменных конструкций. Недостаток в продолжительности работы — создание отверстия занимает от нескольких минут.
Гладкие, впереди алмазный наконечник формой как у стрелы. Пиковидные расходники эффективны при обработке каменных конструкций. Недостаток в продолжительности работы — создание отверстия занимает от нескольких минут.
 Также для сверления тонких листов металла применяются, появившиеся сравнительно недавно, ступенчатые сверла.
Также для сверления тонких листов металла применяются, появившиеся сравнительно недавно, ступенчатые сверла. Диаметр их бывает от 0,1 мм до 8 см. Есть, конечно, и уникальные, но их невозможно найти в простом бытовом или строительном магазине.
Диаметр их бывает от 0,1 мм до 8 см. Есть, конечно, и уникальные, но их невозможно найти в простом бытовом или строительном магазине.
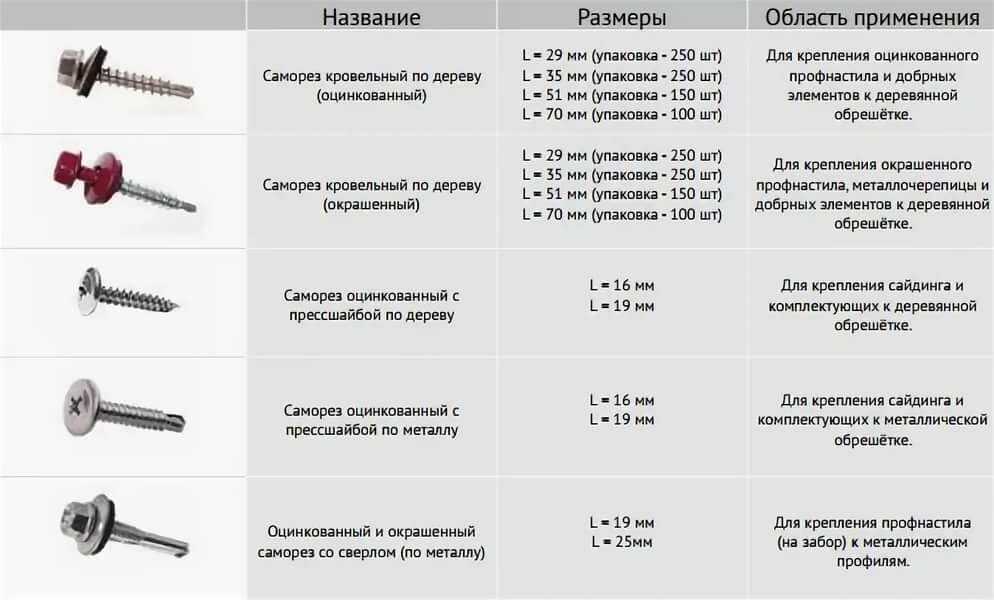 Чем прочнее материал, который нужно сверлить, тем прочнее должен быть сплав. Причем сплав отличается даже среди сверла по металлу и дереву. Например, для сверления алюминия и жаропрочной стали применяются сверла из разных сплавов. То же касается и древесины, сверло для ДСП не справится с дубовой древесиной.
Чем прочнее материал, который нужно сверлить, тем прочнее должен быть сплав. Причем сплав отличается даже среди сверла по металлу и дереву. Например, для сверления алюминия и жаропрочной стали применяются сверла из разных сплавов. То же касается и древесины, сверло для ДСП не справится с дубовой древесиной.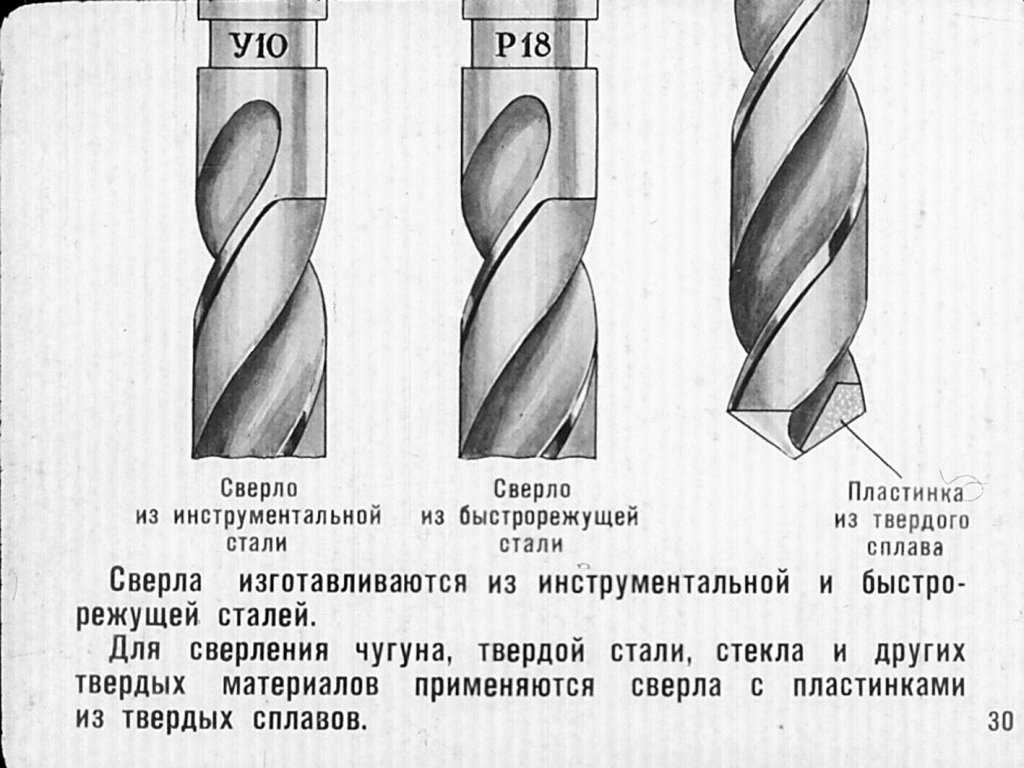 Так, например сверло Форстнера используется для выполнения отверстий под петли на сборной мебели, а для металла оно не походит.
Так, например сверло Форстнера используется для выполнения отверстий под петли на сборной мебели, а для металла оно не походит. Определите различия и типы
Определите различия и типы д. Как правило, сверло по дереву можно определить по выступающему концу в центр и губы на периферии. Центральная шпора удерживает сверло от блуждания, в то время как выступы на периферии действуют как долото, прорезая древесину.
д. Как правило, сверло по дереву можно определить по выступающему концу в центр и губы на периферии. Центральная шпора удерживает сверло от блуждания, в то время как выступы на периферии действуют как долото, прорезая древесину.
 Вы также можете купить удлинители для лопаточных бит, чтобы увеличить их общую длину в соответствии с вашими требованиями.
Вы также можете купить удлинители для лопаточных бит, чтобы увеличить их общую длину в соответствии с вашими требованиями.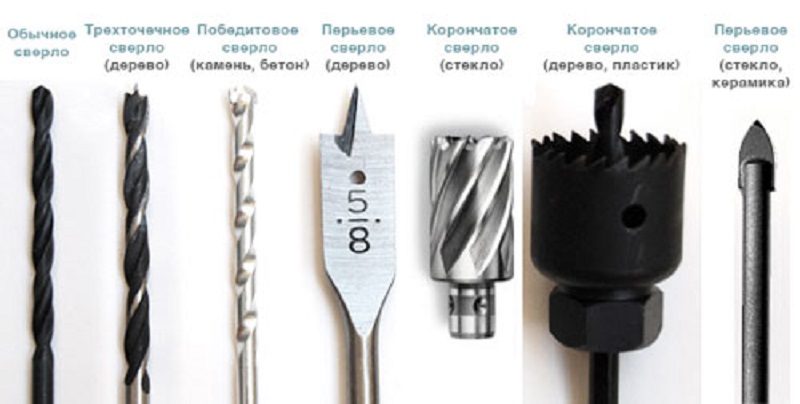
 Она была запатентована энтузиастом столяром по имени Бенджамин Форстнер еще в 1874 году.
Она была запатентована энтузиастом столяром по имени Бенджамин Форстнер еще в 1874 году.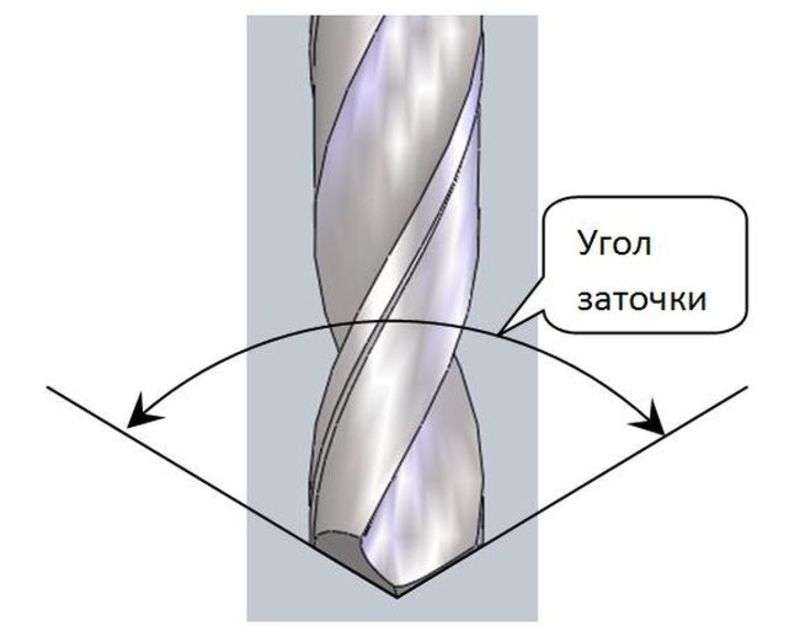
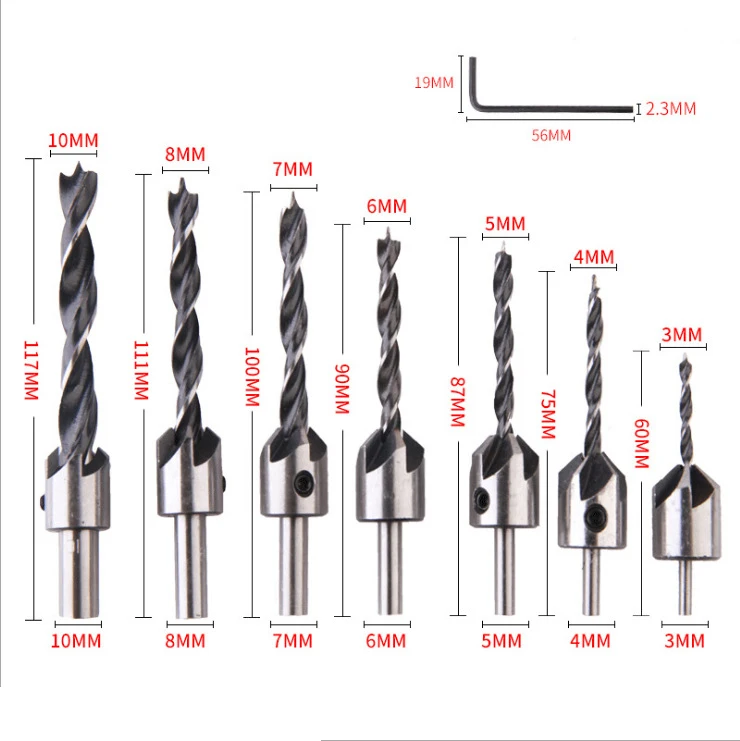



 Обычно у них есть небольшой участок пилотного сверла, отшлифованный на перемычке, который похож на центральное сверло на кончике сверла.
Обычно у них есть небольшой участок пилотного сверла, отшлифованный на перемычке, который похож на центральное сверло на кончике сверла.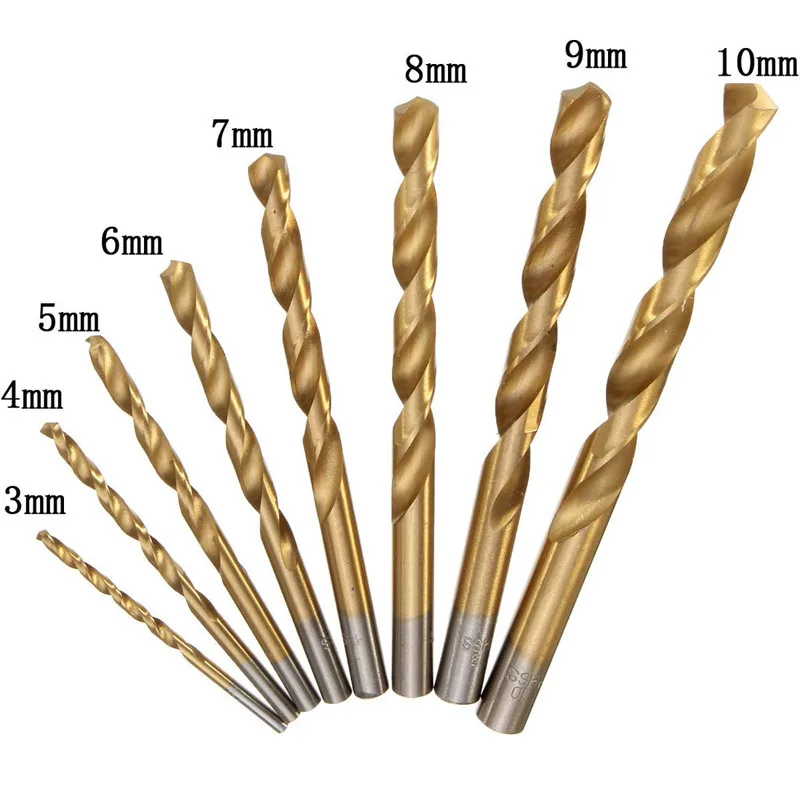 Это позволяет увидеть, какой из них имеет более плавный процесс сверления. Как правило, если он легко просверливает древесину и не чувствует себя ограниченным, это сверло с острым концом.
Это позволяет увидеть, какой из них имеет более плавный процесс сверления. Как правило, если он легко просверливает древесину и не чувствует себя ограниченным, это сверло с острым концом. Что теперь делать? Если вам нужно, увеличьте свой арсенал сверл, чтобы гарантировать, что у вас есть что-то подходящее для ваших будущих проектов. Наконец, удачного бурения!
Что теперь делать? Если вам нужно, увеличьте свой арсенал сверл, чтобы гарантировать, что у вас есть что-то подходящее для ваших будущих проектов. Наконец, удачного бурения! Однако это оборудование практически бесполезно без сопровождающего его сверла.
Однако это оборудование практически бесполезно без сопровождающего его сверла.
 Эти биты обычно изготавливаются из карбида вольфрама и достаточно прочны, чтобы выдерживать удары, необходимые для пробивания и измельчения каменной кладки, чтобы «просверлить» отверстие.
Эти биты обычно изготавливаются из карбида вольфрама и достаточно прочны, чтобы выдерживать удары, необходимые для пробивания и измельчения каменной кладки, чтобы «просверлить» отверстие.
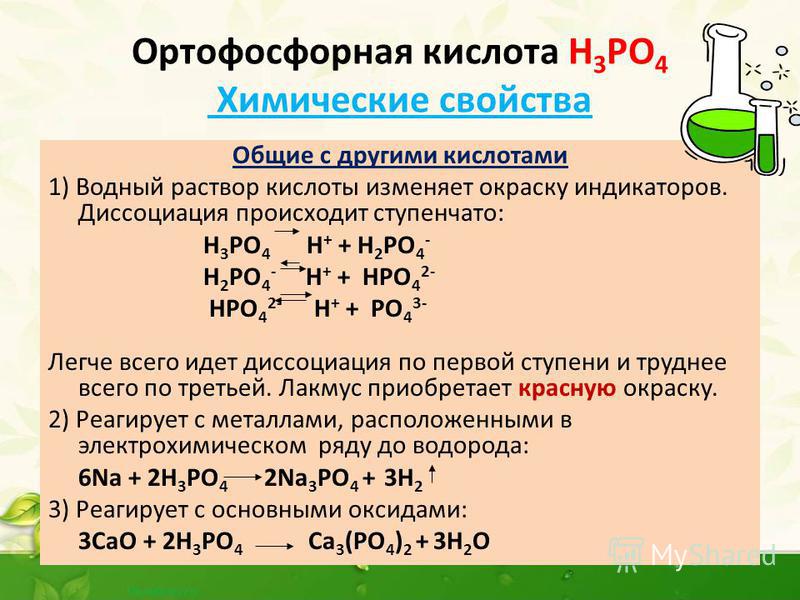


 При первоначальном появлении ржавых пятен на металле, его необходимо зачистить, и обработать защитным средством. Можно производить очистку химического вида с помощью ортофосфорной кислоты.
При первоначальном появлении ржавых пятен на металле, его необходимо зачистить, и обработать защитным средством. Можно производить очистку химического вида с помощью ортофосфорной кислоты. Помимо этого средство является пожароопасным, поэтому при работе необходимо обеспечить хорошее проветривание в помещении. Если кислота попала на кожу, необходимо сразу обильно промыть это место водой, это делают около 15 минут. При значительном повреждении, нужно немедленно посетить больницу. Запрещается вытирать средство салфеткой или полотенцем.
Помимо этого средство является пожароопасным, поэтому при работе необходимо обеспечить хорошее проветривание в помещении. Если кислота попала на кожу, необходимо сразу обильно промыть это место водой, это делают около 15 минут. При значительном повреждении, нужно немедленно посетить больницу. Запрещается вытирать средство салфеткой или полотенцем.
 Если после вымывания не высушить элемент, то на нем появляется гидрооксид. Сушку можно производить любым методом.
Если после вымывания не высушить элемент, то на нем появляется гидрооксид. Сушку можно производить любым методом.
 Чтобы в кислоту не попадали посторонние элементы, все емкости должны использоваться в чистом и сухом виде, тогда приготовленный раствор будет иметь высокое качество.
Чтобы в кислоту не попадали посторонние элементы, все емкости должны использоваться в чистом и сухом виде, тогда приготовленный раствор будет иметь высокое качество. Поэтому обработку необходимо выполнять аккуратно, чтобы не пришлось реставрировать испорченную поверхность, это приведет к дополнительным расходам.
Поэтому обработку необходимо выполнять аккуратно, чтобы не пришлось реставрировать испорченную поверхность, это приведет к дополнительным расходам.

 По истечении необходимого времени, кислоту смывают нейтральным раствором на основе спирта, нашатыря и воды. После этого поверхность промывают водой и высушивают. Если слой ржавчины слишком толстый, то его предварительно очищают металлической щеткой или болгаркой со специальной насадкой. Работу необходимо выполнять в правильной последовательности, если пропустить хотя бы одно действие, это приведет к некачественному очищению.
По истечении необходимого времени, кислоту смывают нейтральным раствором на основе спирта, нашатыря и воды. После этого поверхность промывают водой и высушивают. Если слой ржавчины слишком толстый, то его предварительно очищают металлической щеткой или болгаркой со специальной насадкой. Работу необходимо выполнять в правильной последовательности, если пропустить хотя бы одно действие, это приведет к некачественному очищению. Вам необходимо познакомиться с фосфорной кислотой, чтобы правильно ее использовать и защитить себя и других от возможных травм.
Вам необходимо познакомиться с фосфорной кислотой, чтобы правильно ее использовать и защитить себя и других от возможных травм. При контакте с коррозией это химическое вещество выделяет пары, которые потенциально могут быть опасны при их вдыхании . Работа с фосфорной кислотой в хорошо проветриваемом помещении или на улице определенно снижает риск вдыхания ядовитых паров.
При контакте с коррозией это химическое вещество выделяет пары, которые потенциально могут быть опасны при их вдыхании . Работа с фосфорной кислотой в хорошо проветриваемом помещении или на улице определенно снижает риск вдыхания ядовитых паров. Делая это бессистемно, вы не только получите посредственные результаты, но и поставите под угрозу свое здоровье. Итак, вот как устранить ржавчину, но при этом оставаться в безопасности при использовании кислоты.
Делая это бессистемно, вы не только получите посредственные результаты, но и поставите под угрозу свое здоровье. Итак, вот как устранить ржавчину, но при этом оставаться в безопасности при использовании кислоты.

 Доходит до сварочных работ на топливных баках. Я не хочу вас больше развлекать, кроме фосфатирования, а я использовал только фосфатирующие смеси с соляной (соляной) кислотой и фосфорной оставляют черный фосфат. Если в вашей смеси есть это, я бы посоветовал вам провести манекен на куске ржавого металла, смыть, как вы это сделали, и поставить на него источник тепла.
Доходит до сварочных работ на топливных баках. Я не хочу вас больше развлекать, кроме фосфатирования, а я использовал только фосфатирующие смеси с соляной (соляной) кислотой и фосфорной оставляют черный фосфат. Если в вашей смеси есть это, я бы посоветовал вам провести манекен на куске ржавого металла, смыть, как вы это сделали, и поставить на него источник тепла. 
 На вид приличная концентрация, ржавчину съел в мгновение ока! Он поступил в @ около 22:00, а сейчас 3:40. Меньше 6 часов, и это выглядит хорошо.
На вид приличная концентрация, ржавчину съел в мгновение ока! Он поступил в @ около 22:00, а сейчас 3:40. Меньше 6 часов, и это выглядит хорошо. Просто погуглите POR 15, так как я уверен, что он доступен в
Просто погуглите POR 15, так как я уверен, что он доступен в  Обычно я позволяю ему работать не более часа, так как обычно этого достаточно. Они ДЕЙСТВИТЕЛЬНО получили дополнительное травление по образцу, напоминающему «цветное закаливание», что наводит меня на мысль, что напряжения при закалке вызвали предпочтительное травление.
Обычно я позволяю ему работать не более часа, так как обычно этого достаточно. Они ДЕЙСТВИТЕЛЬНО получили дополнительное травление по образцу, напоминающему «цветное закаливание», что наводит меня на мысль, что напряжения при закалке вызвали предпочтительное травление.


 пробежать. Никакой ржавчины в баке, и не нужно чистить карбюраторы, что было весенним ритуалом.
пробежать. Никакой ржавчины в баке, и не нужно чистить карбюраторы, что было весенним ритуалом.

 Его элементный состав металлов, включая олово, железо, алюминий, свинец, кремний и марганец. Этот элементный состав помогает достичь различных электрических и механических свойств латуни. Если взять в качестве примера содержание цинка, оно помогает латуни повысить пластичность и прочность основного медного материала. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав.
Его элементный состав металлов, включая олово, железо, алюминий, свинец, кремний и марганец. Этот элементный состав помогает достичь различных электрических и механических свойств латуни. Если взять в качестве примера содержание цинка, оно помогает латуни повысить пластичность и прочность основного медного материала. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав. Для сравнения, бронза как медный сплав содержит медь (Cu) и олово (sn), а ее основные компоненты в зависимости от формы сплава:
Для сравнения, бронза как медный сплав содержит медь (Cu) и олово (sn), а ее основные компоненты в зависимости от формы сплава: Это помогает предотвратить легкую коррозию бронзы, особенно когда бронза находится в такой среде, как соленая вода. Однако при контакте бронзы с соединениями хлора начинается процесс, называемый «бронзовой болезнью». Это заболевание делает бронзу более восприимчивой к коррозии, которая со временем медленно разрушает медный сплав. Из-за устойчивости бронзы к коррозии в соленой воде ее часто используют для изготовления лодочной арматуры и морских деталей.
Это помогает предотвратить легкую коррозию бронзы, особенно когда бронза находится в такой среде, как соленая вода. Однако при контакте бронзы с соединениями хлора начинается процесс, называемый «бронзовой болезнью». Это заболевание делает бронзу более восприимчивой к коррозии, которая со временем медленно разрушает медный сплав. Из-за устойчивости бронзы к коррозии в соленой воде ее часто используют для изготовления лодочной арматуры и морских деталей. Один из интересных фактов, которые мы обнаружили в отношении этих двух металлов, заключается в том, что латунь и бронза имеют низкую относительную электропроводность.
Один из интересных фактов, которые мы обнаружили в отношении этих двух металлов, заключается в том, что латунь и бронза имеют низкую относительную электропроводность. При сравнении бронзы с латунью мы обнаружили, что теплопроводность латуни намного выше, чем у бронзы, что делает ее более подходящей для производства радиаторов. Тем не менее, бронза может использоваться в термических приложениях, но ее аналог — латунь будет рассматриваться как бронза, когда требуются термические приложения.
При сравнении бронзы с латунью мы обнаружили, что теплопроводность латуни намного выше, чем у бронзы, что делает ее более подходящей для производства радиаторов. Тем не менее, бронза может использоваться в термических приложениях, но ее аналог — латунь будет рассматриваться как бронза, когда требуются термические приложения. Более декоративный проект, скорее всего, выиграет от латуни, в то время как более устойчивый проект, скорее всего, выиграет от бронзы.
Более декоративный проект, скорее всего, выиграет от латуни, в то время как более устойчивый проект, скорее всего, выиграет от бронзы.
 Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.
Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности. Говорят, что латунь твердая, но она мягче бронзы, которая представляет собой сплав меди и олова. Эта сравнительная мягкость латуни облегчает ее формование, резку и напильник.
Говорят, что латунь твердая, но она мягче бронзы, которая представляет собой сплав меди и олова. Эта сравнительная мягкость латуни облегчает ее формование, резку и напильник. При сравнении бронзы и латуни латунь обладает более высоким пределом текучести, чем медь. В подтверждение этого утверждения бронза имеет самый высокий предел текучести при 69.0–800 МПа (10000–116000 фунтов на квадратный дюйм), а латунь — от 34.5 до 683 МПа (5000–99100 фунтов на квадратный дюйм).
При сравнении бронзы и латуни латунь обладает более высоким пределом текучести, чем медь. В подтверждение этого утверждения бронза имеет самый высокий предел текучести при 69.0–800 МПа (10000–116000 фунтов на квадратный дюйм), а латунь — от 34.5 до 683 МПа (5000–99100 фунтов на квадратный дюйм). Нагрузка на сдвиг означает силу, которая вызывает разрушение материала или компонента при скольжении вдоль плоскости, параллельной направлению действия силы. При измерении становится очевидным, что латунь имеет самую высокую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 48000 фунтов на квадратный дюйм, а бронза имеет самую низкую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 47000 фунтов на квадратный дюйм.
Нагрузка на сдвиг означает силу, которая вызывает разрушение материала или компонента при скольжении вдоль плоскости, параллельной направлению действия силы. При измерении становится очевидным, что латунь имеет самую высокую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 48000 фунтов на квадратный дюйм, а бронза имеет самую низкую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 47000 фунтов на квадратный дюйм. Содержание меди в обоих сплавах определяет их цену на рынке. Однако бронза по сравнению с латунью обычно дороже. Это можно объяснить содержанием в нем меди и процессом, необходимым для производства бронзы.
Содержание меди в обоих сплавах определяет их цену на рынке. Однако бронза по сравнению с латунью обычно дороже. Это можно объяснить содержанием в нем меди и процессом, необходимым для производства бронзы. Они также используются в производстве бронзовой шерсти для деревообработки. Бронза также находит широкое применение в скульптурах, музыкальных инструментах и электрических контактах. Конкретные бронзовые сплавы обладают следующими свойствами:
Они также используются в производстве бронзовой шерсти для деревообработки. Бронза также находит широкое применение в скульптурах, музыкальных инструментах и электрических контактах. Конкретные бронзовые сплавы обладают следующими свойствами: Он отлично работает в условиях износа и усталости и умеренно поддается механической обработке. Сплав применим для изготовления:
Он отлично работает в условиях износа и усталости и умеренно поддается механической обработке. Сплав применим для изготовления: Обычно он используется для приложений, включая:
Обычно он используется для приложений, включая: Благодаря своей долговечности и обрабатываемости латунь является идеальным исходным материалом для изготовления музыкальных инструментов. Он применим в производстве сантехнических труб и трубопроводов в результате его высокой коррозионной стойкости. Латунь широко используется в электронных приборах, потому что она обладает отличной электропроводностью.
Благодаря своей долговечности и обрабатываемости латунь является идеальным исходным материалом для изготовления музыкальных инструментов. Он применим в производстве сантехнических труб и трубопроводов в результате его высокой коррозионной стойкости. Латунь широко используется в электронных приборах, потому что она обладает отличной электропроводностью. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения:
Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения: Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой.
Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой. Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.

 Он относительно устойчив к потемнению, поэтому сплав часто используют в декоративных целях.
Он относительно устойчив к потемнению, поэтому сплав часто используют в декоративных целях.
 Особенно это касается оборудования, задействованного в медицине или пищевой промышленности. Мы используем исключительно бронзу и латунь, изготовленную в странах ЕС. Эти материалы отвечают самым строгим требованиям, что подтверждено сертификатами соответствия.
Особенно это касается оборудования, задействованного в медицине или пищевой промышленности. Мы используем исключительно бронзу и латунь, изготовленную в странах ЕС. Эти материалы отвечают самым строгим требованиям, что подтверждено сертификатами соответствия. Эта статья призвана показать, как эти металлы, будучи более архаичными, чем большинство других инженерных материалов, по-прежнему являются необходимыми компонентами нашего успеха в современную эпоху.
Эта статья призвана показать, как эти металлы, будучи более архаичными, чем большинство других инженерных материалов, по-прежнему являются необходимыми компонентами нашего успеха в современную эпоху. Он имеет относительную плотность около 8,8 г/см 3 и демонстрирует низкое трение при контакте с другими металлами. Он легко проводит тепло и электричество и имеет температуру плавления в диапазоне 950–1050 ° C, в зависимости от количества присутствующего олова. Он окисляется на воздухе из-за высокого содержания меди, что придает бронзе отчетливую пятнистую патину. Это окисление предотвращает коррозию бронзы, особенно в соленой воде; однако, если соединения хлора могут реагировать с бронзой, начинается процесс, известный как «бронзовая болезнь», когда коррозия вызывает еще большую коррозию, медленно разрушая сплав с течением времени. Благодаря устойчивости к соленой воде бронза используется для изготовления деталей лодок и подводных морских частей, а также скульптур, которые должны противостоять разрушению во внешней среде. Он демонстрирует отличные литейные свойства и может быть легко отлит в качестве подшипников, зажимов, электрических соединений, пружин и многого другого.
Он имеет относительную плотность около 8,8 г/см 3 и демонстрирует низкое трение при контакте с другими металлами. Он легко проводит тепло и электричество и имеет температуру плавления в диапазоне 950–1050 ° C, в зависимости от количества присутствующего олова. Он окисляется на воздухе из-за высокого содержания меди, что придает бронзе отчетливую пятнистую патину. Это окисление предотвращает коррозию бронзы, особенно в соленой воде; однако, если соединения хлора могут реагировать с бронзой, начинается процесс, известный как «бронзовая болезнь», когда коррозия вызывает еще большую коррозию, медленно разрушая сплав с течением времени. Благодаря устойчивости к соленой воде бронза используется для изготовления деталей лодок и подводных морских частей, а также скульптур, которые должны противостоять разрушению во внешней среде. Он демонстрирует отличные литейные свойства и может быть легко отлит в качестве подшипников, зажимов, электрических соединений, пружин и многого другого.
 Латунь является отличным проводником тепла и устойчива к коррозии, особенно к гальванической коррозии в морской воде. Он хорошо отливается, достаточно прочен и привлекателен, и даже обладает некоторыми антимикробными свойствами благодаря высокому содержанию меди. Чаще всего латунь используется в музыкальных инструментах, декоративной отделке, винтах, радиаторах, гильзах и многом другом.
Латунь является отличным проводником тепла и устойчива к коррозии, особенно к гальванической коррозии в морской воде. Он хорошо отливается, достаточно прочен и привлекателен, и даже обладает некоторыми антимикробными свойствами благодаря высокому содержанию меди. Чаще всего латунь используется в музыкальных инструментах, декоративной отделке, винтах, радиаторах, гильзах и многом другом. дюйм
дюйм Теплопроводность латуни намного выше, чем у бронзы, что делает ее идеальным выбором для радиаторов. Бронза также может использоваться в термических целях, но латунь всегда будет иметь преимущество, если есть выбор между ними.
Теплопроводность латуни намного выше, чем у бронзы, что делает ее идеальным выбором для радиаторов. Бронза также может использоваться в термических целях, но латунь всегда будет иметь преимущество, если есть выбор между ними.
 Если необходима обрабатываемость, латунь является лучшим выбором, чем бронза. Однако, если важны прочность и износостойкость, лучшим вариантом может быть бронза.
Если необходима обрабатываемость, латунь является лучшим выбором, чем бронза. Однако, если важны прочность и износостойкость, лучшим вариантом может быть бронза. Если его необходимо подвергнуть механической обработке, убедитесь, что выбранный вами сплав предназначен для механической обработки, иначе вы рискуете испортить свою мельницу.
Если его необходимо подвергнуть механической обработке, убедитесь, что выбранный вами сплав предназначен для механической обработки, иначе вы рискуете испортить свою мельницу.
 Этот металл восходит к 3500 г. до н.э. у шумеров, и этот век упоминается как бронзовый век. Он считается медным сплавом и определяется на основе его рабочих свойств, а также конкретных легирующих элементов.
Этот металл восходит к 3500 г. до н.э. у шумеров, и этот век упоминается как бронзовый век. Он считается медным сплавом и определяется на основе его рабочих свойств, а также конкретных легирующих элементов. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав.
Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав. В природе его первичный элементный состав включает медь (Cu) и цинк (Zn), хотя он может иметь следующие компоненты в зависимости от формы сплава:
В природе его первичный элементный состав включает медь (Cu) и цинк (Zn), хотя он может иметь следующие компоненты в зависимости от формы сплава:
 По сравнению с использованием меди в качестве стандарта, латунь имеет более высокую электропроводность 28%, а бронза имеет наименьшую (15%) проводимость.
По сравнению с использованием меди в качестве стандарта, латунь имеет более высокую электропроводность 28%, а бронза имеет наименьшую (15%) проводимость. Это связано с тем, что при температуре плавления может произойти отказ компонента.
Это связано с тем, что при температуре плавления может произойти отказ компонента. Можно сказать, что более твердый материал более хрупок, и бронза подчиняется этому правилу: она гораздо более склонна к разрушению по сравнению с латунью. Если в проекте большое внимание уделяется износостойкости и прочности, бронза может быть идеальным выбором. Однако, если обрабатываемость становится необходимостью, латунь намного важнее бронзы.
Можно сказать, что более твердый материал более хрупок, и бронза подчиняется этому правилу: она гораздо более склонна к разрушению по сравнению с латунью. Если в проекте большое внимание уделяется износостойкости и прочности, бронза может быть идеальным выбором. Однако, если обрабатываемость становится необходимостью, латунь намного важнее бронзы. Бронза — твердый и прочный металл, но ее нелегко согнуть. Бронза также может противостоять воде и, как следствие, невосприимчива к коррозии, вызванной водой. С другой стороны, латунь прочна и не так долговечна, как бронза. Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.
Бронза — твердый и прочный металл, но ее нелегко согнуть. Бронза также может противостоять воде и, как следствие, невосприимчива к коррозии, вызванной водой. С другой стороны, латунь прочна и не так долговечна, как бронза. Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.

 С другой стороны, латунь имеет предел прочности при растяжении 53 Ksi (365 МПа) при отжиге и 88 Ksi (607 МПа) при холоднокатаном отпуске.
С другой стороны, латунь имеет предел прочности при растяжении 53 Ksi (365 МПа) при отжиге и 88 Ksi (607 МПа) при холоднокатаном отпуске. Независимо от его изменения, бронзу по-прежнему легко отличить от латуни. С другой стороны, латунь обычно имеет приглушенный желтый оттенок и очень похожа на матовое золото. Это свойство делает его идеальным материалом для изготовления мебели и светильников.
Независимо от его изменения, бронзу по-прежнему легко отличить от латуни. С другой стороны, латунь обычно имеет приглушенный желтый оттенок и очень похожа на матовое золото. Это свойство делает его идеальным материалом для изготовления мебели и светильников. До сих пор бронза используется в корабельных гребных винтах и погружных подшипниках. Бронза имеет очень низкое трение по отношению к разнородным металлам, и в результате она используется сегодня для подшипников, пружин, втулок направляющих подшипников автомобильных трансмиссий, подшипников для небольших электродвигателей и многого другого.
До сих пор бронза используется в корабельных гребных винтах и погружных подшипниках. Бронза имеет очень низкое трение по отношению к разнородным металлам, и в результате она используется сегодня для подшипников, пружин, втулок направляющих подшипников автомобильных трансмиссий, подшипников для небольших электродвигателей и многого другого. К таким приложениям относится сельскохозяйственная и строительная техника. 863 Марганцевая бронза применяется при изготовлении следующего:
К таким приложениям относится сельскохозяйственная и строительная техника. 863 Марганцевая бронза применяется при изготовлении следующего:  Будучи самым популярным сплавом алюминиевой бронзы, он отличается исключительной прочностью при повышенных температурах, свариваемостью, высокой пластичностью, высокой текучестью и высокой прочностью на растяжение. Он обычно используется для приложений, включая:
Будучи самым популярным сплавом алюминиевой бронзы, он отличается исключительной прочностью при повышенных температурах, свариваемостью, высокой пластичностью, высокой текучестью и высокой прочностью на растяжение. Он обычно используется для приложений, включая: 1% и 2%. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения:
1% и 2%. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения: Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой.
Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой. Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
 В определенном положении сырьевая масса поджимается, ягоды раздавливаются, вытекает сок. Полученная мезга продавливается сквозь перфорированную поверхность наружного цилиндра.
В определенном положении сырьевая масса поджимается, ягоды раздавливаются, вытекает сок. Полученная мезга продавливается сквозь перфорированную поверхность наружного цилиндра.
 Однако следует учитывать, что частота вращения вала должна быть не более 3-4 об/сек. Используется мотор-редуктор с количеством оборотов 180-240 об/мин. Потребуется мощность около 1-2 кВт.
Однако следует учитывать, что частота вращения вала должна быть не более 3-4 об/сек. Используется мотор-редуктор с количеством оборотов 180-240 об/мин. Потребуется мощность около 1-2 кВт. Между собой фрагменты скрепляются медными саморезами или гвоздями. Готовые части пропитываются горячей олифой или грунтовкой для наружных работ (двойное покрытие).
Между собой фрагменты скрепляются медными саморезами или гвоздями. Готовые части пропитываются горячей олифой или грунтовкой для наружных работ (двойное покрытие).


 В ход идут и другие фрукты, ягоды. Все прессы для вина изготавливаются из экологически чистых материалов. Их взаимодействие с продуктом не несет опасности. Большим преимуществом многих производителей является ручной привод. Это позволяет не использовать электроэнергию. Но благодаря прогрессу появились автоматические механизмы.
В ход идут и другие фрукты, ягоды. Все прессы для вина изготавливаются из экологически чистых материалов. Их взаимодействие с продуктом не несет опасности. Большим преимуществом многих производителей является ручной привод. Это позволяет не использовать электроэнергию. Но благодаря прогрессу появились автоматические механизмы. Материал экологически чистый;
Материал экологически чистый; » src=»https://www.youtube.com/embed/HVv8I7BUiZE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/HVv8I7BUiZE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Ваш выбор должен зависеть от предпочтений, объема урожая и финансовых возможностей. Помимо принципа работы устройства важно правильно выбрать материалы, из которых изготовлено оборудование.
Ваш выбор должен зависеть от предпочтений, объема урожая и финансовых возможностей. Помимо принципа работы устройства важно правильно выбрать материалы, из которых изготовлено оборудование. Помимо этого, такой пресс выглядит очень эффектным и презентабельным.
Помимо этого, такой пресс выглядит очень эффектным и презентабельным. Валки измельчителя дробят его. Жмых попадает в специальный отсек.
Валки измельчителя дробят его. Жмых попадает в специальный отсек. Сверху устанавливается бункер.
Сверху устанавливается бункер. В промышленных условиях это делают с применением фильтрпресса. В то же время, ценители отмечают, что фильтрация убивает вкус, а эстеты твердят, что чистый напиток пить куда приятнее. Если нет возможности купить фильтр пресс для вина, то можно его заменить:
В промышленных условиях это делают с применением фильтрпресса. В то же время, ценители отмечают, что фильтрация убивает вкус, а эстеты твердят, что чистый напиток пить куда приятнее. Если нет возможности купить фильтр пресс для вина, то можно его заменить:
 Перед изготовлением нужно убедиться в наличии следующих материалов:
Перед изготовлением нужно убедиться в наличии следующих материалов: Давление на сырье будет регулироваться вращением рукоятки или движением рычага.
Давление на сырье будет регулироваться вращением рукоятки или движением рычага. Остальные порции – уже не такие чистые. В дальнейшем все полученные партии разной степени отжима можно смещать, таким образом выровняв качество конечного продукта.
Остальные порции – уже не такие чистые. В дальнейшем все полученные партии разной степени отжима можно смещать, таким образом выровняв качество конечного продукта. Затем я заметил сообщение на форуме http://winepress.us, в котором показывался самодельный дестеммер/дробилка. Порядок процессов в машине был другим, так как перед дроблением виноград отделяют от гребней. Я обнаружил, что доступная версия машины такого типа для хобби недоступна, и я не собирался тратить 2500 долларов на коммерческую версию. Я посмотрел на машину, которую построил кто-то другой, и подумал, что смогу построить такую же. Ну, по крайней мере, я думал, что могу попытаться построить один.
Затем я заметил сообщение на форуме http://winepress.us, в котором показывался самодельный дестеммер/дробилка. Порядок процессов в машине был другим, так как перед дроблением виноград отделяют от гребней. Я обнаружил, что доступная версия машины такого типа для хобби недоступна, и я не собирался тратить 2500 долларов на коммерческую версию. Я посмотрел на машину, которую построил кто-то другой, и подумал, что смогу построить такую же. Ну, по крайней мере, я думал, что могу попытаться построить один.
 Затем я соединил детали вместе, чтобы сформировать основную коробку. Передняя и две боковые стороны были сплошными, но мне пришлось вырезать отверстие диаметром 12 дюймов (30 см) в центре, чтобы можно было вытолкнуть стебли и поместиться корзина для удаления стеблей. Для этого я просто нарисовал круг диаметром 12 дюймов (30 см) и вырезал его лобзиком.
Затем я соединил детали вместе, чтобы сформировать основную коробку. Передняя и две боковые стороны были сплошными, но мне пришлось вырезать отверстие диаметром 12 дюймов (30 см) в центре, чтобы можно было вытолкнуть стебли и поместиться корзина для удаления стеблей. Для этого я просто нарисовал круг диаметром 12 дюймов (30 см) и вырезал его лобзиком. Это позволило мне вдавить кусок 1/8-дюймового HDPE в эти полукруги, чтобы создать кривую, в которую вписался шнек (но я еще не вставил ее).
Это позволило мне вдавить кусок 1/8-дюймового HDPE в эти полукруги, чтобы создать кривую, в которую вписался шнек (но я еще не вставил ее). Итак, я прикрепил защелку из четырех защелок к 3⁄4-дюймовому прикладу. На этом каркас коробки завершен.
Итак, я прикрепил защелку из четырех защелок к 3⁄4-дюймовому прикладу. На этом каркас коробки завершен. У них шпилька обращена вверх, поэтому выступ в секцию удаления стеблей представляет собой только закругленную головку. Затем мне нужно было прикрепить корзину к коробке. Для этого я вырезал кусок нержавеющей стали, а затем согнул его в форме буквы L. Затем я просверлил отверстие в задней панели коробки и в корзине, затем сделал соответствующие отверстия в кронштейне. Это эффективно удерживает корзину на месте.
У них шпилька обращена вверх, поэтому выступ в секцию удаления стеблей представляет собой только закругленную головку. Затем мне нужно было прикрепить корзину к коробке. Для этого я вырезал кусок нержавеющей стали, а затем согнул его в форме буквы L. Затем я просверлил отверстие в задней панели коробки и в корзине, затем сделал соответствующие отверстия в кронштейне. Это эффективно удерживает корзину на месте. Затем я закрепил это, просверлив два отверстия (по одному с каждой стороны) в блоках, а затем вставив в них болты с квадратным подголовком длиной 8 дюймов (20 см). Это позволяет мне снять поперечину и выполнить любую чистку. Затем я установил опорный подшипник на поперечину (с двумя болтами, просверленными через поперечину). Самая большая проблема заключалась в том, что вал на самом деле больше 11/4 дюймов (4 см) в диаметре. Итак, когда вы покупаете стержень из полиэтилена высокой плотности, размер больше, чем указано. Мне пришлось отшлифовать каждый конец вала, чтобы он подошёл, что я и сделал вручную, и это была огромная работа. Токарный станок работал бы намного лучше, чтобы довести его до нужного размера.
Затем я закрепил это, просверлив два отверстия (по одному с каждой стороны) в блоках, а затем вставив в них болты с квадратным подголовком длиной 8 дюймов (20 см). Это позволяет мне снять поперечину и выполнить любую чистку. Затем я установил опорный подшипник на поперечину (с двумя болтами, просверленными через поперечину). Самая большая проблема заключалась в том, что вал на самом деле больше 11/4 дюймов (4 см) в диаметре. Итак, когда вы покупаете стержень из полиэтилена высокой плотности, размер больше, чем указано. Мне пришлось отшлифовать каждый конец вала, чтобы он подошёл, что я и сделал вручную, и это была огромная работа. Токарный станок работал бы намного лучше, чтобы довести его до нужного размера. Эти отверстия чуть больше 1⁄2 дюйма (с учетом большего диаметра, чем они продаются). Затем я нарезал куски 1/2-дюймового стержня из полиэтилена высокой плотности длиной 6 дюймов (15 см) и вставил их в эти отверстия. Затем я использовал полугибкую силиконовую трубку диаметром 1/2 дюйма (внутренний), чтобы надеть эти стержни в шахте (см. фото ниже).
Эти отверстия чуть больше 1⁄2 дюйма (с учетом большего диаметра, чем они продаются). Затем я нарезал куски 1/2-дюймового стержня из полиэтилена высокой плотности длиной 6 дюймов (15 см) и вставил их в эти отверстия. Затем я использовал полугибкую силиконовую трубку диаметром 1/2 дюйма (внутренний), чтобы надеть эти стержни в шахте (см. фото ниже). Затем я вырезал отверстие диаметром 1 1/2 дюйма (4 см) в центре с помощью кольцевой пилы, а затем сделал один разрез снаружи внутрь. Затем я надел его на стержень и растянул. Это указало, где я должен был сократить это.
Затем я вырезал отверстие диаметром 1 1/2 дюйма (4 см) в центре с помощью кольцевой пилы, а затем сделал один разрез снаружи внутрь. Затем я надел его на стержень и растянул. Это указало, где я должен был сократить это. с., 1725 об/мин. Затем я поместил на него 2-дюймовый (5-сантиметровый) шкив, а затем пальцами надел 123/4-дюймовый (32-сантиметровый) шкив на стержень, а затем просто прикрепил клиновой ремень. Чтобы определить точный размер ремня, нужно было купить пару разных ремней и решить, какой из них подходит лучше всего. Затем я подключил двигатель к выключателю, который питается от розетки GFCI (прерыватель цепи замыкания на землю), чтобы предотвратить любую возможность поражения электрическим током.
с., 1725 об/мин. Затем я поместил на него 2-дюймовый (5-сантиметровый) шкив, а затем пальцами надел 123/4-дюймовый (32-сантиметровый) шкив на стержень, а затем просто прикрепил клиновой ремень. Чтобы определить точный размер ремня, нужно было купить пару разных ремней и решить, какой из них подходит лучше всего. Затем я подключил двигатель к выключателю, который питается от розетки GFCI (прерыватель цепи замыкания на землю), чтобы предотвратить любую возможность поражения электрическим током. Вы не можете просто бросить гроздь винограда и уйти. Связки приходится подавать по одной, что ограничивает выход. Для обработки 500 фунтов требуется около одного часа. (227 кг) винограда с двумя людьми. Один человек подает пучки в машину, а другой передает им проушины. Если бы я хотел увеличить производительность, мне пришлось бы внести некоторые изменения (возможно, более длинную корзину). К счастью, я вешу только до 500 фунтов. (227 кг) за раз.
Вы не можете просто бросить гроздь винограда и уйти. Связки приходится подавать по одной, что ограничивает выход. Для обработки 500 фунтов требуется около одного часа. (227 кг) винограда с двумя людьми. Один человек подает пучки в машину, а другой передает им проушины. Если бы я хотел увеличить производительность, мне пришлось бы внести некоторые изменения (возможно, более длинную корзину). К счастью, я вешу только до 500 фунтов. (227 кг) за раз.
 Верхняя часть стержня находится на 3 дюйма (7,5 см) выше нижней части арки. Я купил 2 фланцевых подшипника (один для переднего и один для заднего), а затем просверлил отверстия для штока и болтов, крепящих подшипники. Ключ был в том, чтобы выровнять стержень с верхним стержнем, чтобы конечный шкив был прямо под другим. Теперь мне предстояло сделать шнековый винт. Я сделал это, сделав картонный вырез круглой формы с отверстием диаметром 1 дюйм (2,5 см) посередине. Затем я надел его на стержень и растянул. Затем я продолжал обрезать его в центре и по краям, пока он не стал почти подходящим. Затем я сделал семь дисков одинакового размера и соединил их болтами из нержавеющей стали размером 1⁄4 дюйма x 20. Я надел диски на стержень и растянул его (как гармошку). Я сделал две скобы из нержавеющей стали (по одной на каждом конце), а затем прикрепил шнек к стержню. Я проверил это, вращая удочку, чтобы увидеть, где мне нужно было подрезать шнек, где он терся о желоб. Поскольку разрезы были не идеальными, мне пришлось снять некоторые детали и отшлифовать некоторые края.
Верхняя часть стержня находится на 3 дюйма (7,5 см) выше нижней части арки. Я купил 2 фланцевых подшипника (один для переднего и один для заднего), а затем просверлил отверстия для штока и болтов, крепящих подшипники. Ключ был в том, чтобы выровнять стержень с верхним стержнем, чтобы конечный шкив был прямо под другим. Теперь мне предстояло сделать шнековый винт. Я сделал это, сделав картонный вырез круглой формы с отверстием диаметром 1 дюйм (2,5 см) посередине. Затем я надел его на стержень и растянул. Затем я продолжал обрезать его в центре и по краям, пока он не стал почти подходящим. Затем я сделал семь дисков одинакового размера и соединил их болтами из нержавеющей стали размером 1⁄4 дюйма x 20. Я надел диски на стержень и растянул его (как гармошку). Я сделал две скобы из нержавеющей стали (по одной на каждом конце), а затем прикрепил шнек к стержню. Я проверил это, вращая удочку, чтобы увидеть, где мне нужно было подрезать шнек, где он терся о желоб. Поскольку разрезы были не идеальными, мне пришлось снять некоторые детали и отшлифовать некоторые края. Как только я убедился, что шнек будет вращаться свободно, я добавил небольшой 103/4-дюймовый (27,3 см) шкив наружного диаметра к внешней стороне стержня, убедившись, что он совпадет со шкивом из части гребнеотделителя. Я также поставил звездочку на стержень, чтобы в конечном итоге привести в действие ролики.
Как только я убедился, что шнек будет вращаться свободно, я добавил небольшой 103/4-дюймовый (27,3 см) шкив наружного диаметра к внешней стороне стержня, убедившись, что он совпадет со шкивом из части гребнеотделителя. Я также поставил звездочку на стержень, чтобы в конечном итоге привести в действие ролики. Кроме того, поскольку я хотел иметь возможность втягивать и выдвигать ведро, я оставил зазор в нижней части рамы. Это потребовало небольшой дополнительной работы, чтобы сделать его устойчивым (некоторые дополнительные поперечные распорки). Затем я установил шесть роликов на дно, чтобы сделать его портативным. Это позволило мне перемещать его самостоятельно, но, что более важно, теперь я мог работать с дробилками. Единственным недостатком этой высоты является то, что человек, который подает виноград, должен стоять на лестнице, чтобы подавать грозди винограда в машину. Было бы быстрее и безопаснее, если бы эта функция была ближе к земле. Очевидно, это лишило бы меня возможности размещать мои настоящие ферментеры под машиной. Таким образом, мне пришлось бы либо вручную перекачивать сусло из ведра меньшего размера, либо покупать насос для его перемещения, если бы я решил сделать эту модификацию.
Кроме того, поскольку я хотел иметь возможность втягивать и выдвигать ведро, я оставил зазор в нижней части рамы. Это потребовало небольшой дополнительной работы, чтобы сделать его устойчивым (некоторые дополнительные поперечные распорки). Затем я установил шесть роликов на дно, чтобы сделать его портативным. Это позволило мне перемещать его самостоятельно, но, что более важно, теперь я мог работать с дробилками. Единственным недостатком этой высоты является то, что человек, который подает виноград, должен стоять на лестнице, чтобы подавать грозди винограда в машину. Было бы быстрее и безопаснее, если бы эта функция была ближе к земле. Очевидно, это лишило бы меня возможности размещать мои настоящие ферментеры под машиной. Таким образом, мне пришлось бы либо вручную перекачивать сусло из ведра меньшего размера, либо покупать насос для его перемещения, если бы я решил сделать эту модификацию. Для этого я отрезал две части для передней и задней части, а затем взял по одной части с каждой стороны и наклонил ее так, чтобы ягоды падали к роликам. Затем я вырезал еще две части, чтобы они шли прямо вниз от этих угловых частей, чтобы создать пространство для роликов. Затем я покрыл
Для этого я отрезал две части для передней и задней части, а затем взял по одной части с каждой стороны и наклонил ее так, чтобы ягоды падали к роликам. Затем я вырезал еще две части, чтобы они шли прямо вниз от этих угловых частей, чтобы создать пространство для роликов. Затем я покрыл  Я сделал отверстие чуть меньше 1/4 дюйма (0,6 см) для одного из стержней и чуть меньше 1/2 (1,25 см) для другого. Пришло время собрать дробилки внутри машины. Итак, я просверлил два отверстия с каждой стороны коробки, оставив достаточно места для 1/2-дюймового (1,25 см) пространства между роликами. Я поместил небольшие нейлоновые втулки в каждое отверстие, чтобы уменьшить износ. Затем я выровнял все и вставил в центр стержень из нержавеющей стали длиной 24 дюйма (61 см) и диаметром 1/4 дюйма. Это было немного сложно, так как нужно было просунуть стержень через коробку в дробилки. Отверстия дробилки были тугими (намеренно), так что пришлось просто немного постучать, чтобы не перенапрягаться и не погнуть нержавеющий стержень.
Я сделал отверстие чуть меньше 1/4 дюйма (0,6 см) для одного из стержней и чуть меньше 1/2 (1,25 см) для другого. Пришло время собрать дробилки внутри машины. Итак, я просверлил два отверстия с каждой стороны коробки, оставив достаточно места для 1/2-дюймового (1,25 см) пространства между роликами. Я поместил небольшие нейлоновые втулки в каждое отверстие, чтобы уменьшить износ. Затем я выровнял все и вставил в центр стержень из нержавеющей стали длиной 24 дюйма (61 см) и диаметром 1/4 дюйма. Это было немного сложно, так как нужно было просунуть стержень через коробку в дробилки. Отверстия дробилки были тугими (намеренно), так что пришлось просто немного постучать, чтобы не перенапрягаться и не погнуть нержавеющий стержень. Затем я просверлил отверстие чуть меньше 1/4 дюйма (0,6 см) в центре одного и отверстие чуть меньше 1/2 дюйма (1,25 см) в другом и надел их на внешние стержни из нержавеющей стали. . Затем я прикрепил звездочку к 1/2-дюймовому стержню. Эта звездочка предназначалась для роликовой цепи с 40 шагами. Я просто выровнял две звездочки, измерил необходимую цепь и обрезал ее по размеру. Я прикрепил цепь, и он был готов к работе. Затем я поместил часть гребнеотделителя на лоток и установил четыре защелки, чтобы убедиться, что он останется выровненным. Я также разместил две защелки спереди и сзади части дробилки. Это позволяет мне разобрать все во время уборки.
Затем я просверлил отверстие чуть меньше 1/4 дюйма (0,6 см) в центре одного и отверстие чуть меньше 1/2 дюйма (1,25 см) в другом и надел их на внешние стержни из нержавеющей стали. . Затем я прикрепил звездочку к 1/2-дюймовому стержню. Эта звездочка предназначалась для роликовой цепи с 40 шагами. Я просто выровнял две звездочки, измерил необходимую цепь и обрезал ее по размеру. Я прикрепил цепь, и он был готов к работе. Затем я поместил часть гребнеотделителя на лоток и установил четыре защелки, чтобы убедиться, что он останется выровненным. Я также разместил две защелки спереди и сзади части дробилки. Это позволяет мне разобрать все во время уборки. Последним элементом безопасности будет большая кнопка аварийной остановки. Рекомендую добавить и это.
Последним элементом безопасности будет большая кнопка аварийной остановки. Рекомендую добавить и это. х 141⁄2 дюйма. (наклонные стороны желоба)
х 141⁄2 дюйма. (наклонные стороны желоба)  Пластик HDPE
Пластик HDPE  х 8 дюймов. оцинкованные болты с квадратным подголовком, шайбы, гайки
х 8 дюймов. оцинкованные болты с квадратным подголовком, шайбы, гайки  х 5 дюймов. (нижние опоры желоба для шнека)
х 5 дюймов. (нижние опоры желоба для шнека)  х 18 дюймов. стержень из нержавеющей стали (дробильные валки)
х 18 дюймов. стержень из нержавеющей стали (дробильные валки) 
 .
.
 адрес
адрес
 Закалка и отпуск стали
Закалка и отпуск стали Такие отбелы представляют собой разбавленные кислоты и при работе с ними требуют осторожности. Помните, что следует понемногу приливать кислоту к воде и никогда наоборот. Иначе может произойти разбрызгивание и интенсивное выделение испарений, что очень опасно. Отбеливающие растворы в ходе работы насыщаются ионами меди. Если в такой раствор поместить железный или стальной предмет, медь осядет на всех золотых или серебряных изделиях, находящихся в данный момент в растворе.
Такие отбелы представляют собой разбавленные кислоты и при работе с ними требуют осторожности. Помните, что следует понемногу приливать кислоту к воде и никогда наоборот. Иначе может произойти разбрызгивание и интенсивное выделение испарений, что очень опасно. Отбеливающие растворы в ходе работы насыщаются ионами меди. Если в такой раствор поместить железный или стальной предмет, медь осядет на всех золотых или серебряных изделиях, находящихся в данный момент в растворе. Погрузите изделие на несколько секунд, поверхность потемнеет, сполосните, обработайте щеткой.
Погрузите изделие на несколько секунд, поверхность потемнеет, сполосните, обработайте щеткой.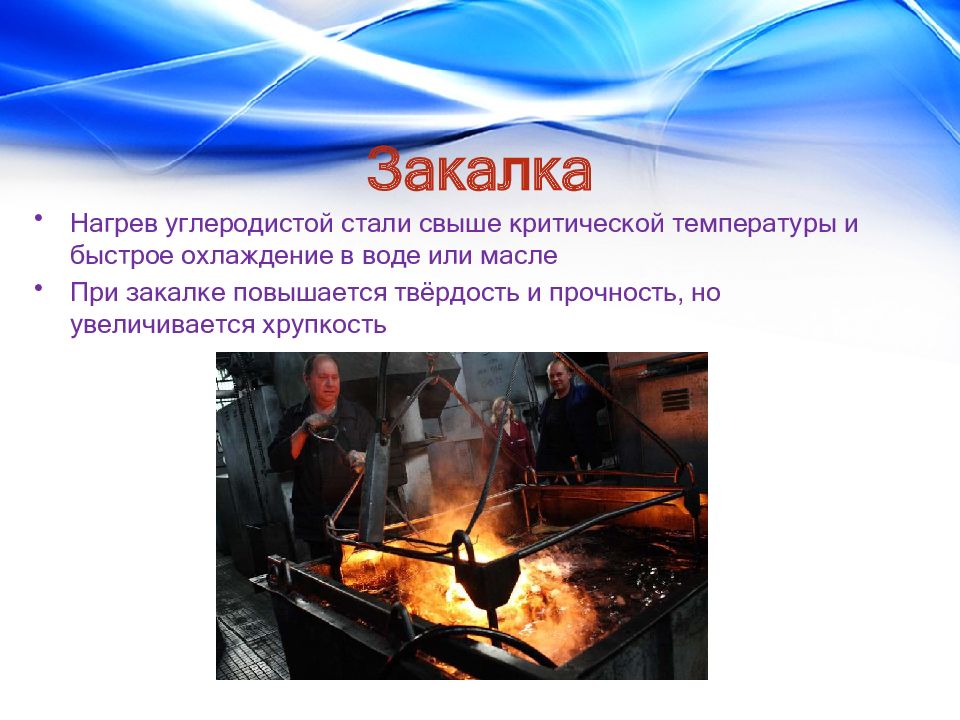

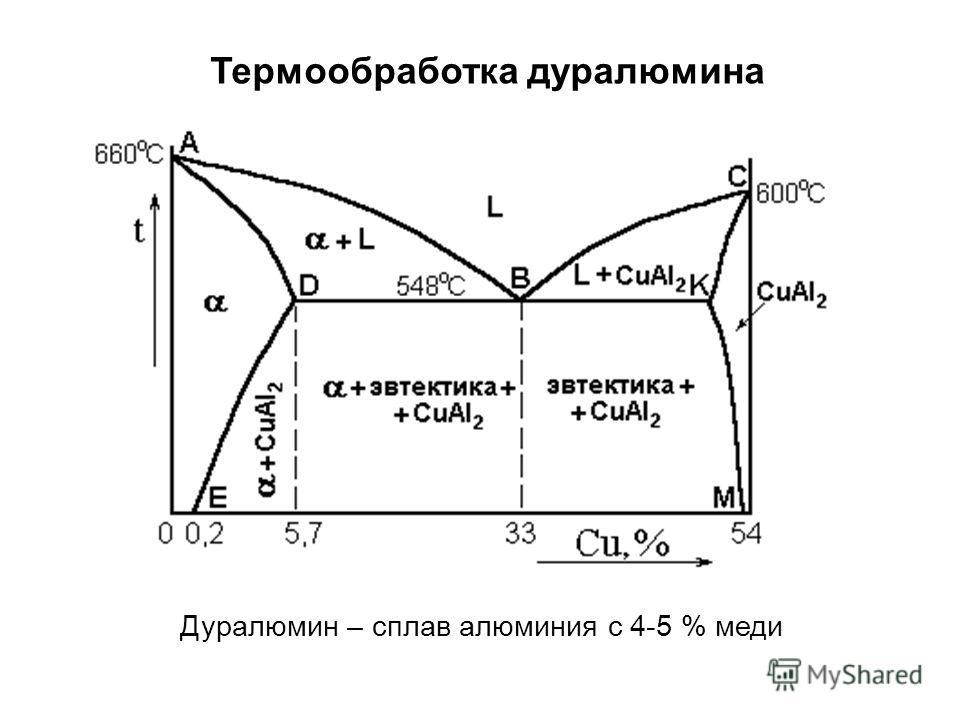 Отжиг, закалка и термическая обработка меди Резка и сверление меди.
Отжиг, закалка и термическая обработка меди Резка и сверление меди. У чистой меди небольшая прочность и высокая пластичность. К недостаткам меди относятся:. Различают две основные группы медных сплавов: латуни — сплавы меди с цинком; бронзы — сплавы меди с другими элементами.
У чистой меди небольшая прочность и высокая пластичность. К недостаткам меди относятся:. Различают две основные группы медных сплавов: латуни — сплавы меди с цинком; бронзы — сплавы меди с другими элементами. К первой группе относятся рекристаллизационный отжиг деформированного материала, далее отжиг для снятия внутренних напряжений и, наконец, гомогенизационный отжиг отливок.
К первой группе относятся рекристаллизационный отжиг деформированного материала, далее отжиг для снятия внутренних напряжений и, наконец, гомогенизационный отжиг отливок. youtube.com/embed/m0n_ED6GloY» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/m0n_ED6GloY» frameborder=»0″ allowfullscreen=»»/>
 Вы можете войти через одну из учетных записей:. Получить ссылку на изменение пароля. Все Коллективные Персональные Найти.
Вы можете войти через одну из учетных записей:. Получить ссылку на изменение пароля. Все Коллективные Персональные Найти. Поэтому часто отжиг применяют для тех пресс-изделий, которые подвергают дальнейшей обработке давлением. Например, прессуют пруток из алюминиевого сплава Д Этот пруток служит заготовкой для последующего волочения на проволоку меньшего диаметра.
Поэтому часто отжиг применяют для тех пресс-изделий, которые подвергают дальнейшей обработке давлением. Например, прессуют пруток из алюминиевого сплава Д Этот пруток служит заготовкой для последующего волочения на проволоку меньшего диаметра. Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин.
Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин. Свойства закаленных алюминиевых деформируемых сплавов и кинетика последующего старения во многом определяются степенью пересыщения твердого раствора легирующими элементами, зеренной структурой, которая окончательно может формироваться в процессе нагрева под закалку, а также плотностью и типом дефектов кристаллического строения закалочного роисхождения. С увеличением степени пересыщения твердого раствора легирующими элементами повышается прочность закаленных сплавов, что можно объяснить непосредственным взаимодействием дислокаций с растворенными атомами, а также с некоторым изменением дислокационной структуры в сплаве.
Свойства закаленных алюминиевых деформируемых сплавов и кинетика последующего старения во многом определяются степенью пересыщения твердого раствора легирующими элементами, зеренной структурой, которая окончательно может формироваться в процессе нагрева под закалку, а также плотностью и типом дефектов кристаллического строения закалочного роисхождения. С увеличением степени пересыщения твердого раствора легирующими элементами повышается прочность закаленных сплавов, что можно объяснить непосредственным взаимодействием дислокаций с растворенными атомами, а также с некоторым изменением дислокационной структуры в сплаве. Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе.
Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе. Необходимость термической обработки. Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо, наоборот, сделать металл более мягким, легче поддающимся механической обработке.
Необходимость термической обработки. Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо, наоборот, сделать металл более мягким, легче поддающимся механической обработке.

 ч.
ч.
 Оптимум
Оптимум
 В
В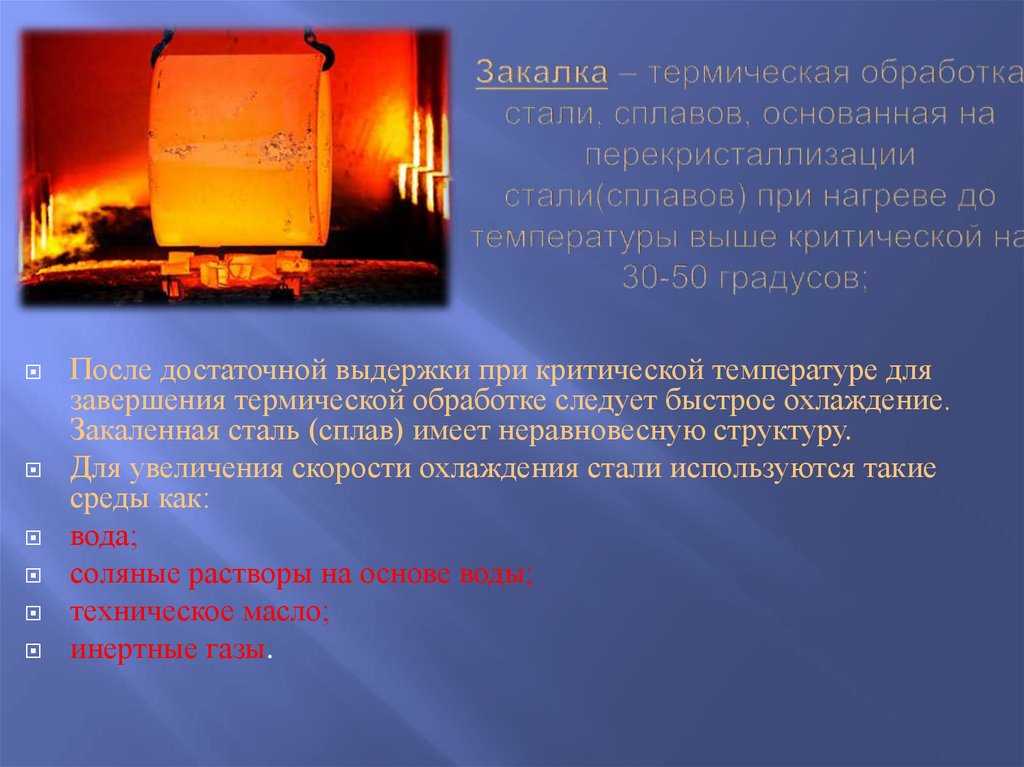 Это лечение
Это лечение Поскольку нет кристаллографического
Поскольку нет кристаллографического

 Тем не менее, медь можно закаливать до тех пор, пока ее прочность на растяжение не станет на 100 % выше, чем у конструкционной стали.
Тем не менее, медь можно закаливать до тех пор, пока ее прочность на растяжение не станет на 100 % выше, чем у конструкционной стали.
 Доктор Уилсон соединяет трубку с аппаратом, который пропускает постоянный поток газообразного водорода через медь и медленно нагревает трубку небольшим газовым пламенем. Водород служит только для защиты металла от кислорода воздуха; и так как кислород, введенный в трубку с металлом, отгоняется теплом, медь обнаруживает себя как блестящая серебристая масса.
Доктор Уилсон соединяет трубку с аппаратом, который пропускает постоянный поток газообразного водорода через медь и медленно нагревает трубку небольшим газовым пламенем. Водород служит только для защиты металла от кислорода воздуха; и так как кислород, введенный в трубку с металлом, отгоняется теплом, медь обнаруживает себя как блестящая серебристая масса.
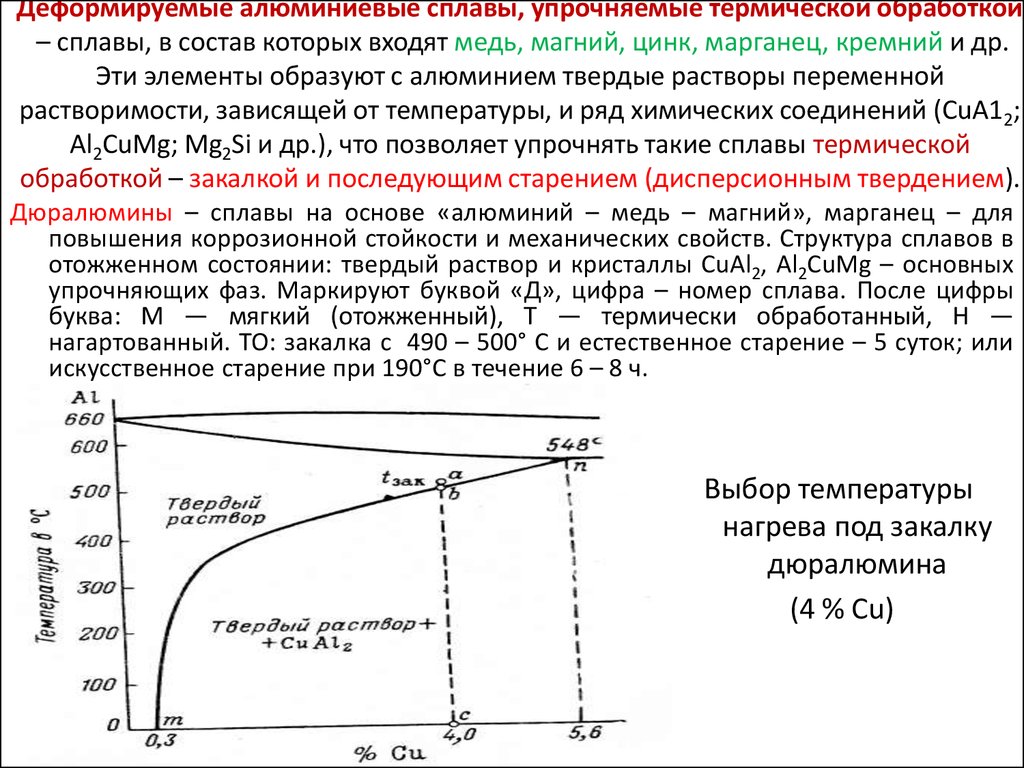
 Кроме того, атомы олова, будучи крупнее атомов меди, проникают дальше в промежутки между рядами. Следовательно, они действуют примерно так же, как тормозные колодки в автомобиле или песок на железнодорожных путях. Они служат для замедления проскальзывания по плоскостям.
Кроме того, атомы олова, будучи крупнее атомов меди, проникают дальше в промежутки между рядами. Следовательно, они действуют примерно так же, как тормозные колодки в автомобиле или песок на железнодорожных путях. Они служат для замедления проскальзывания по плоскостям. Эта окончательная обработка приводит к тому, что силицид никеля, теперь равномерно рассеянный по меди, выпадает в осадок, точно так же, как сахар осаждается на краю стакана, когда вода испаряется из раствора.
Эта окончательная обработка приводит к тому, что силицид никеля, теперь равномерно рассеянный по меди, выпадает в осадок, точно так же, как сахар осаждается на краю стакана, когда вода испаряется из раствора.
 Первый сорт аргона (99,98% Ar) применяется для сварки неплавящимся электродом, магния, алюминия, магниевых и алюминиевых сплавов, менее чувствительных к примесям кислорода и азота. Второй сорт аргона (99,95% Ar) используется для сварки нержавеющих сталей, жаропрочных сплавов и чистого алюминия. Для сварки могут также использоваться смеси аргона с другими газами (кислородом, углекислым газом).
Первый сорт аргона (99,98% Ar) применяется для сварки неплавящимся электродом, магния, алюминия, магниевых и алюминиевых сплавов, менее чувствительных к примесям кислорода и азота. Второй сорт аргона (99,95% Ar) используется для сварки нержавеющих сталей, жаропрочных сплавов и чистого алюминия. Для сварки могут также использоваться смеси аргона с другими газами (кислородом, углекислым газом).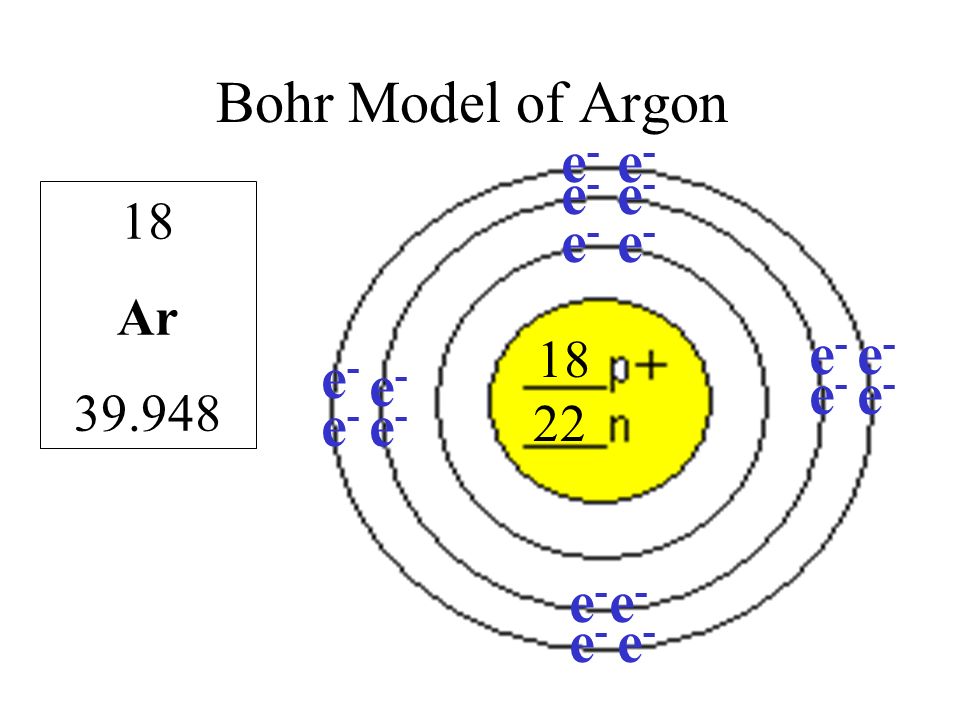 Он тяжелее воздуха и может накапливаться в плохо проветриваемых местах снижая при этом концентрацию кислорода, что может вызвать кислородную недостаточность. При выполнении работ в среде аргона необходимо пользоваться изолирующими приборами и противогазами.
Он тяжелее воздуха и может накапливаться в плохо проветриваемых местах снижая при этом концентрацию кислорода, что может вызвать кислородную недостаточность. При выполнении работ в среде аргона необходимо пользоваться изолирующими приборами и противогазами.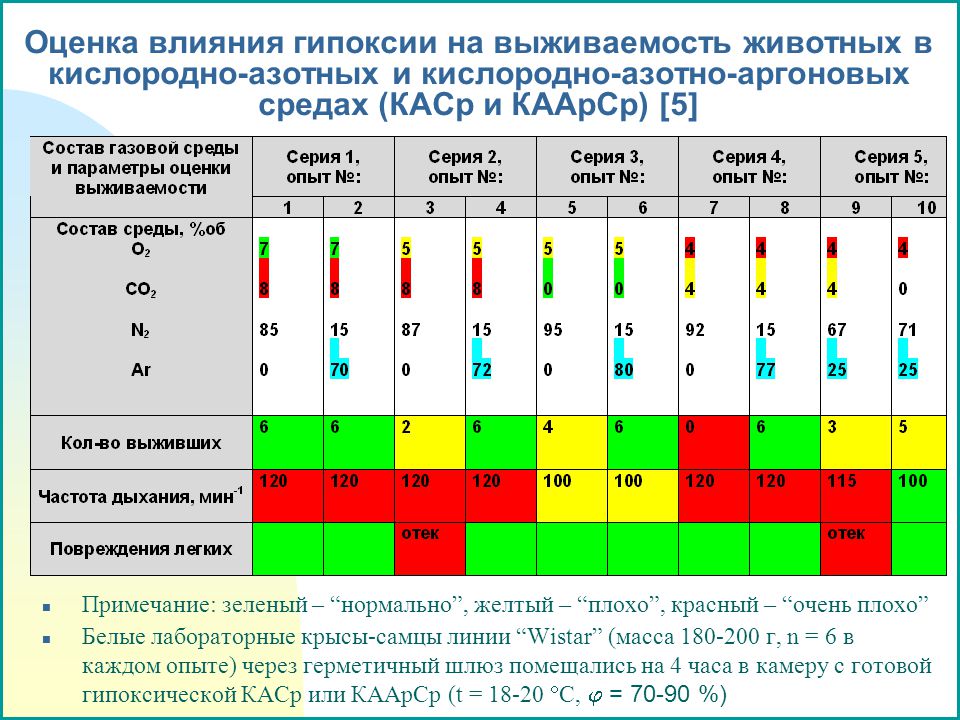

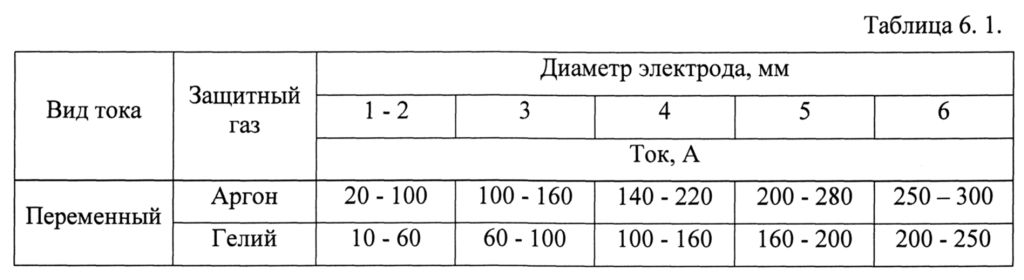 Используется инертный газ и при производстве люминесцентных ламп. Применение аргона позволяет облегчить запуск разряда электрической дуги, а также значительно увеличить ресурс электродов.
Используется инертный газ и при производстве люминесцентных ламп. Применение аргона позволяет облегчить запуск разряда электрической дуги, а также значительно увеличить ресурс электродов. Такой метод успешно используется для удаления новообразований, а также для остановки кровотечений.
Такой метод успешно используется для удаления новообразований, а также для остановки кровотечений.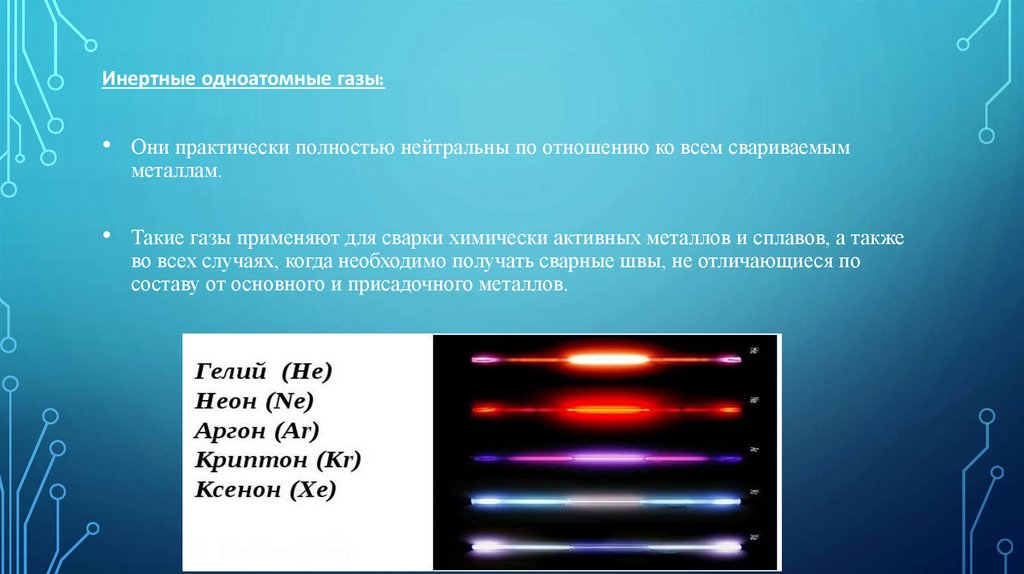

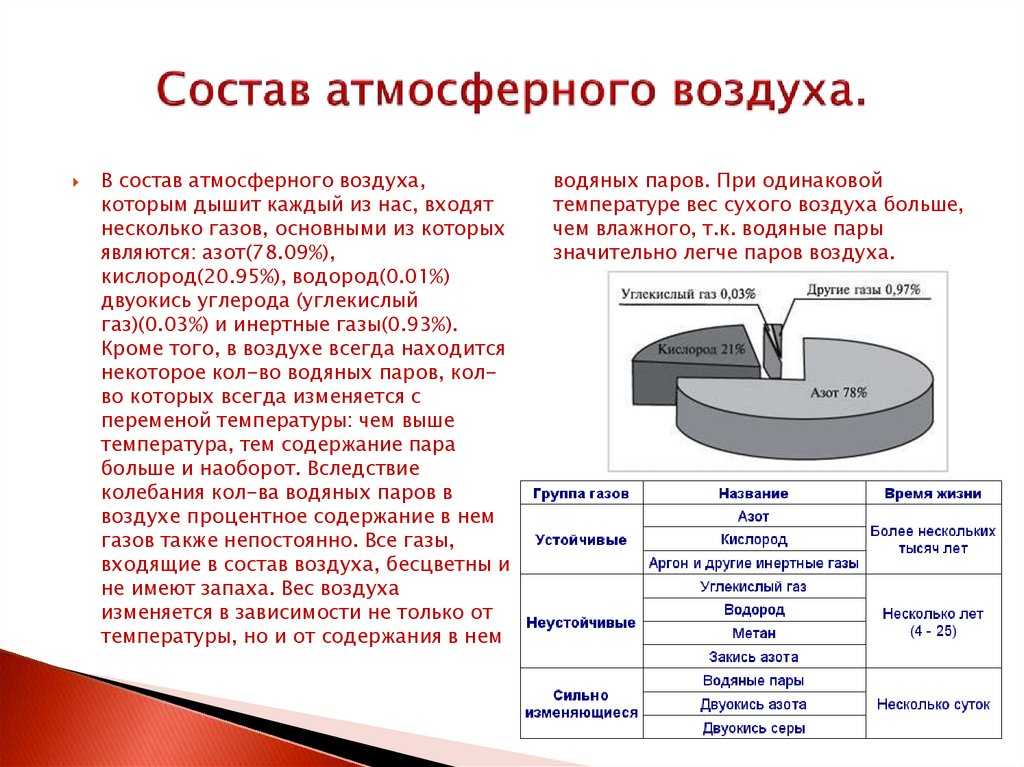
 Тем не менее, даже при перемещении небольших партий следует придерживаться вышеописанных правил транспортировки ёмкостей с этим газом.
Тем не менее, даже при перемещении небольших партий следует придерживаться вышеописанных правил транспортировки ёмкостей с этим газом.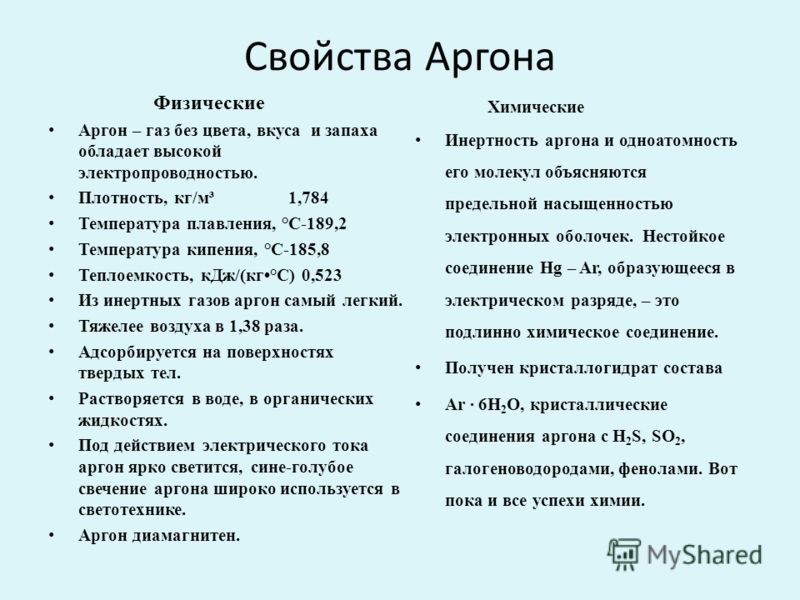 общее окисление нет.
общее окисление нет.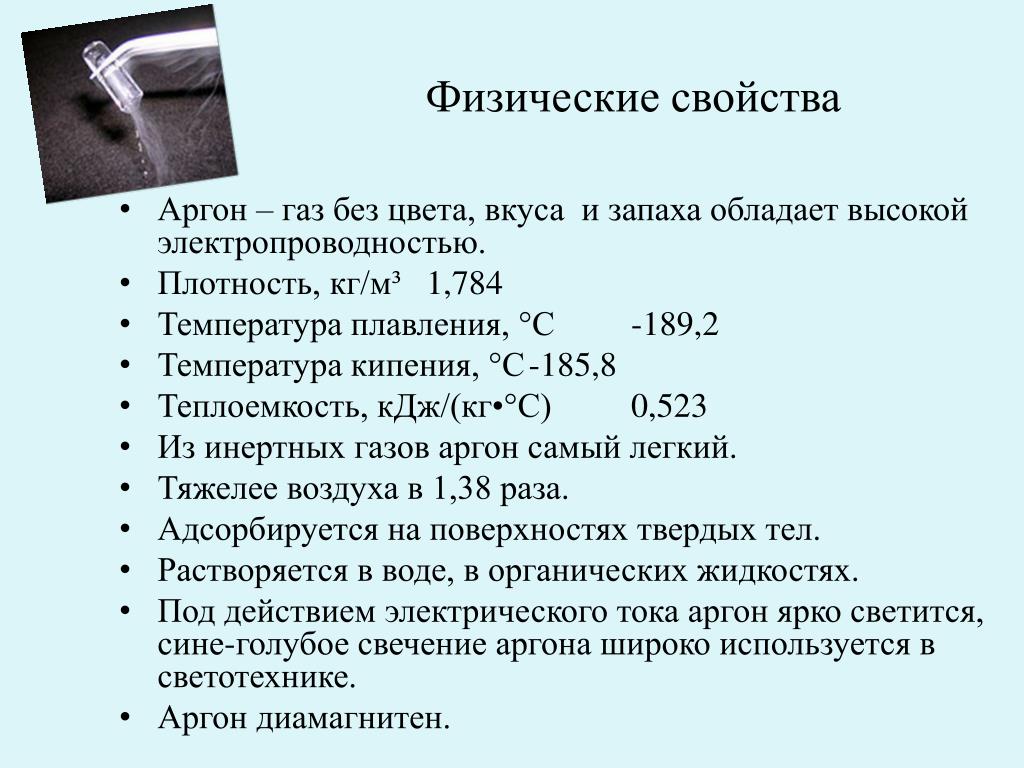 Image Ref (8) .
Image Ref (8) .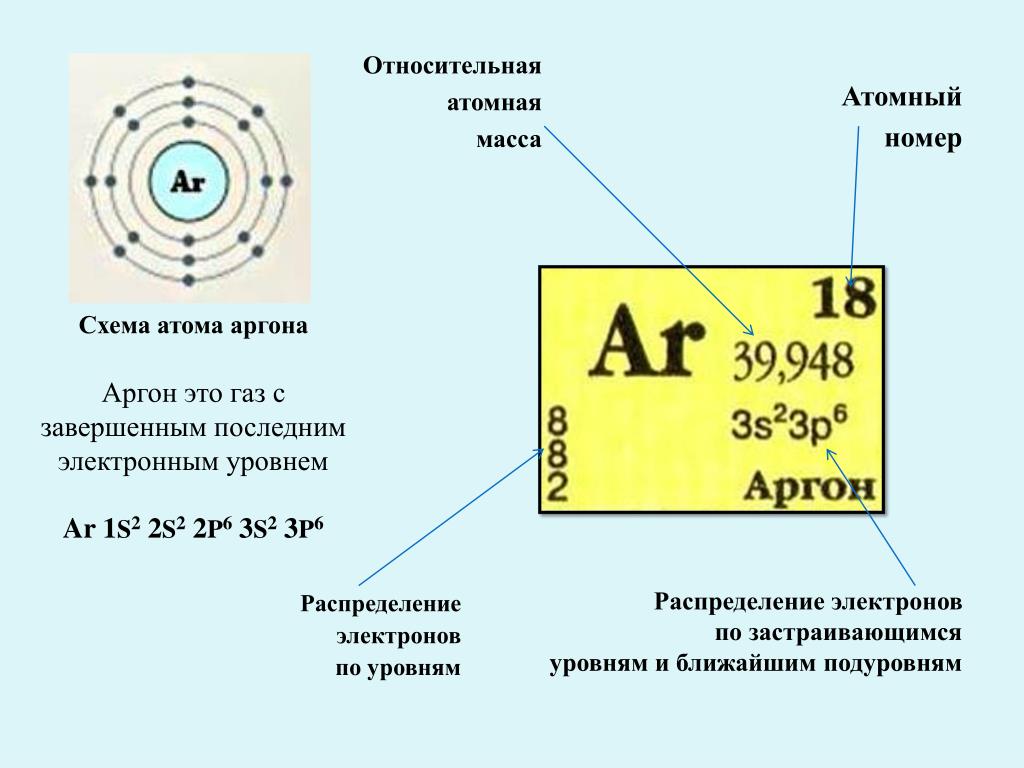 Он стремился выяснить, может ли ВЕСЬ воздух, который не был кислородом или углекислым газом, быть преобразован в азотистую кислоту. Если бы это было возможно, он бы знал, что воздух полностью состоит из кислорода, углекислого газа и азота.
Он стремился выяснить, может ли ВЕСЬ воздух, который не был кислородом или углекислым газом, быть преобразован в азотистую кислоту. Если бы это было возможно, он бы знал, что воздух полностью состоит из кислорода, углекислого газа и азота.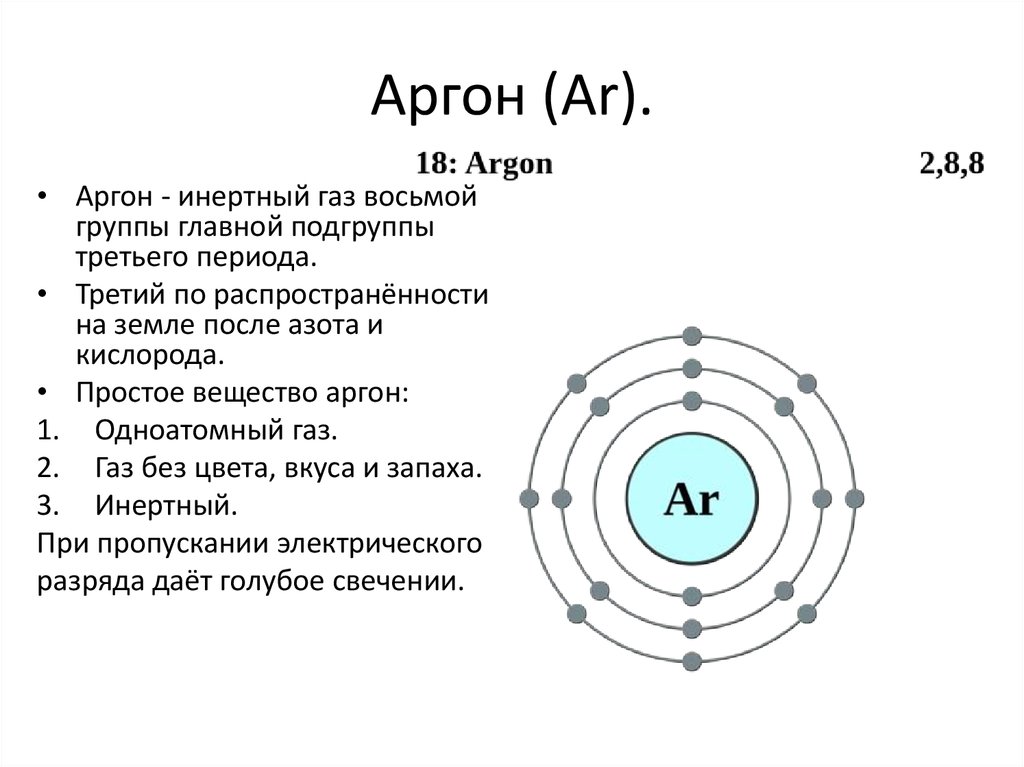 Теперь мы знаем, что «что-то еще», аргон, очень нереакционноспособен; это позволило Кавендишу найти его, но также помешало ему узнать о нем больше. (Гигантские достижения в области спектроскопии, достигнутые Густавом Кирхгофом и Робертом Бунзеном, отложатся на 85 лет вперед.)
Теперь мы знаем, что «что-то еще», аргон, очень нереакционноспособен; это позволило Кавендишу найти его, но также помешало ему узнать о нем больше. (Гигантские достижения в области спектроскопии, достигнутые Густавом Кирхгофом и Робертом Бунзеном, отложатся на 85 лет вперед.) (2), (3) Как это объяснить? В 1893 году он написал в Nature, объявив об этой проблеме всему миру. Любой ученый, ответивший на этот вызов, действительно имел шанс открыть новый элемент. Ни один не сделал!
(2), (3) Как это объяснить? В 1893 году он написал в Nature, объявив об этой проблеме всему миру. Любой ученый, ответивший на этот вызов, действительно имел шанс открыть новый элемент. Ни один не сделал! Его спектр не соответствовал ни одному известному газу.
Его спектр не соответствовал ни одному известному газу. Это более 9 метрических тонн аргона на человека на Земле.
Это более 9 метрических тонн аргона на человека на Земле.
 Изображение НАСА.
Изображение НАСА.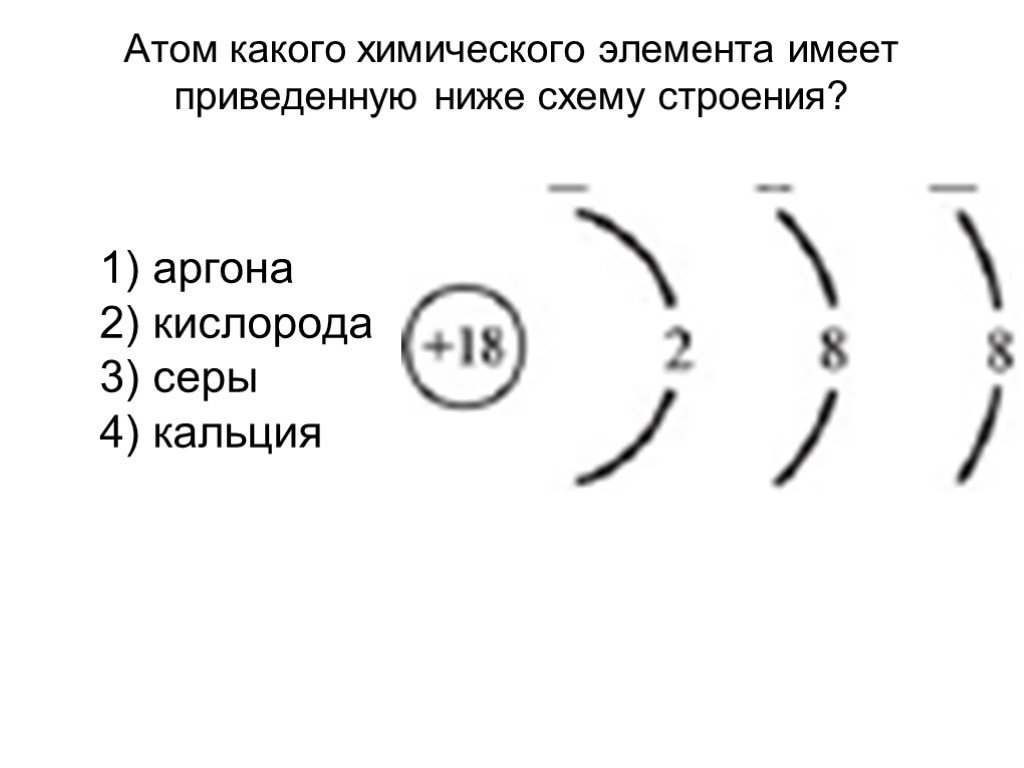
 chemicool.com/elements/argon.html">аргон
chemicool.com/elements/argon.html">аргон
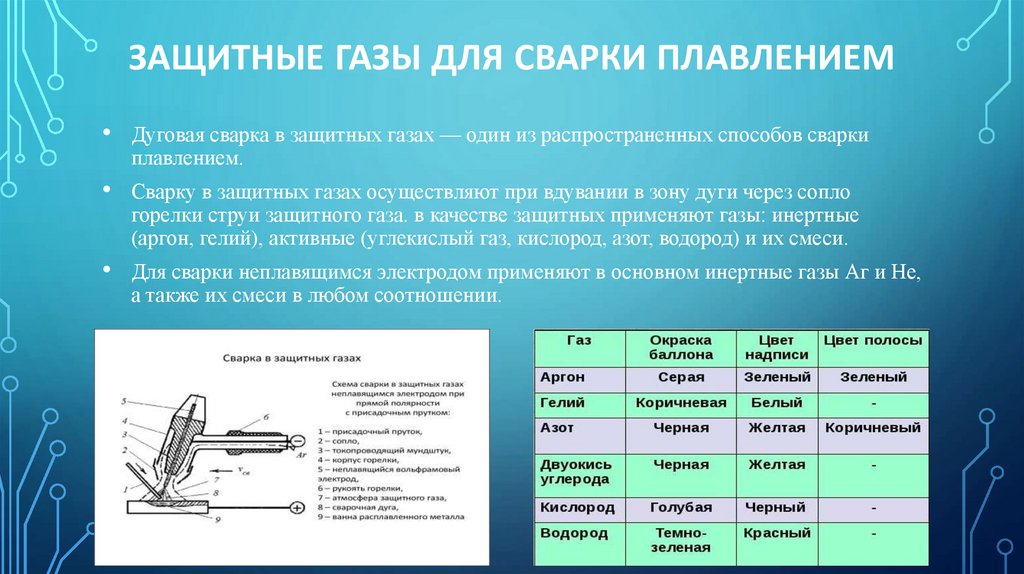 Он не содержится ни в каких соединениях.
Он не содержится ни в каких соединениях. Он также использовался для датирования грунтовых вод. Аргон также используется в техническом подводном плавании с аквалангом для надувания сухого костюма из-за его нереактивного теплоизолирующего эффекта.
Он также использовался для датирования грунтовых вод. Аргон также используется в техническом подводном плавании с аквалангом для надувания сухого костюма из-за его нереактивного теплоизолирующего эффекта. 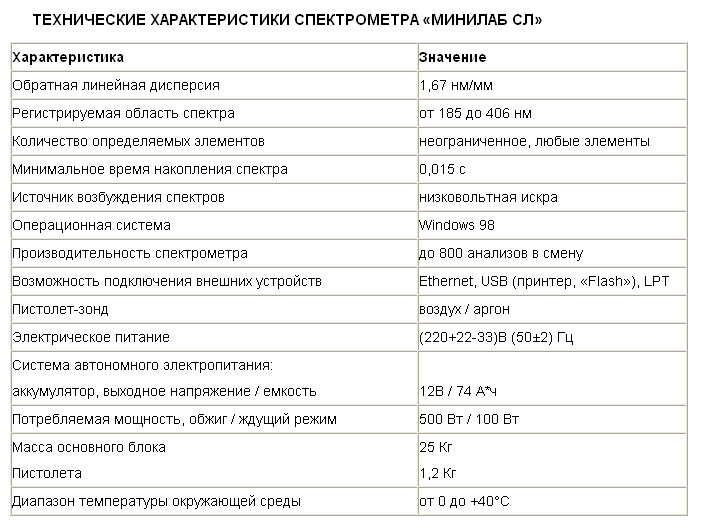
 Когда простой удушающий агент достигает концентрации 50%, могут появиться выраженные симптомы. Концентрация 75% смертельна за считанные минуты.
Когда простой удушающий агент достигает концентрации 50%, могут появиться выраженные симптомы. Концентрация 75% смертельна за считанные минуты.
 Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В.
Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В. Ну или возьмите длинный кабель держателя 5-7 м, чтобы не тягать аппарат.
Ну или возьмите длинный кабель держателя 5-7 м, чтобы не тягать аппарат. Варит от 160 В и весит всего 3.9 кг.
Варит от 160 В и весит всего 3.9 кг.
 Для сварки тонкого кузовного металла или небольших емкостей рекомендую аппараты с рабочим током 160 А. Стеллажи, каркасы теплиц, двери лучше варить полуавтоматами 180-200 А, поскольку там есть жесткие стойки в виде уголков или профиля, с которых можно переносить дугу на листовой металл, добиваясь лучшего провара и без прожогов.
Для сварки тонкого кузовного металла или небольших емкостей рекомендую аппараты с рабочим током 160 А. Стеллажи, каркасы теплиц, двери лучше варить полуавтоматами 180-200 А, поскольку там есть жесткие стойки в виде уголков или профиля, с которых можно переносить дугу на листовой металл, добиваясь лучшего провара и без прожогов.

 Если есть отрезной и сверлильный станок, а также небольшой трубогиб, то в гараже можно выпускать полотенцесушители из нержавейки.
Если есть отрезной и сверлильный станок, а также небольшой трубогиб, то в гараже можно выпускать полотенцесушители из нержавейки. При работе за верстаком достаточно длины рукава 4 м. Если придется варить аргоном объемную конструкцию из нержавейки, то лучше купить горелку 8 м.
При работе за верстаком достаточно длины рукава 4 м. Если придется варить аргоном объемную конструкцию из нержавейки, то лучше купить горелку 8 м. , то достаточно ПВ 40%. При регулярной загрузке по сварке дверей, емкостей, ворот советую ПВ 60-100%.
, то достаточно ПВ 40%. При регулярной загрузке по сварке дверей, емкостей, ворот советую ПВ 60-100%. Тогда покупка будет оправданной и окупится. Для бытовых задач переплачивать смысла нет.
Тогда покупка будет оправданной и окупится. Для бытовых задач переплачивать смысла нет. Для этого надо разобраться в сварочном процессе и подобрать сварочный аппарат.
Для этого надо разобраться в сварочном процессе и подобрать сварочный аппарат.  Внешняя подача защитного газа не нужна. Её обеспечивает обмазка электрода, образующая газ и шлак. Они защищают ванну от воздуха: кислорода, водорода и азота.
Внешняя подача защитного газа не нужна. Её обеспечивает обмазка электрода, образующая газ и шлак. Они защищают ванну от воздуха: кислорода, водорода и азота. Поэтому он больше подходит для гаражного ремонта, старта мелкого бизнеса и заработка денег. Это целесообразный выбор, когда выполнять сварочные работы нужно достаточно активно и часто, и есть возможность возить на объекты и сам аппарат с катушкой проволоки, и баллон со шлангами.
Поэтому он больше подходит для гаражного ремонта, старта мелкого бизнеса и заработка денег. Это целесообразный выбор, когда выполнять сварочные работы нужно достаточно активно и часто, и есть возможность возить на объекты и сам аппарат с катушкой проволоки, и баллон со шлангами.  На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции.
На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции. Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку.
Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку. 

 Аппарат подходит для сварки электродами до 4 мм и работы со сталью до 10 см толщиной.
Аппарат подходит для сварки электродами до 4 мм и работы со сталью до 10 см толщиной.

 ) Forney Easy Weld 291 180 Stick Weld
) Forney Easy Weld 291 180 Stick Weld  соединения
соединения
 ) Yeswelder ACDC TIG-250P Инверторный сварочный аппарат
) Yeswelder ACDC TIG-250P Инверторный сварочный аппарат 
 Настройки индуктивности также регулируются.
Настройки индуктивности также регулируются. Эти транзисторы представляют собой переключающие устройства, которые работают на высокой скорости и используются в инверторных сварочных аппаратах. Они облегчают регулирование напряжения.
Эти транзисторы представляют собой переключающие устройства, которые работают на высокой скорости и используются в инверторных сварочных аппаратах. Они облегчают регулирование напряжения.
 Среди них мы находим:
Среди них мы находим:



 Между вольфрамовым электродом и куском металла возникает дуга. Это нагревает металл.
Между вольфрамовым электродом и куском металла возникает дуга. Это нагревает металл.

 Это может быть где угодно, от домашней мастерской до строительной площадки или нефтехимической площадки.
Это может быть где угодно, от домашней мастерской до строительной площадки или нефтехимической площадки.

 5 10Х17Н13М2Т
5 10Х17Н13М2Т 683 кг.
683 кг.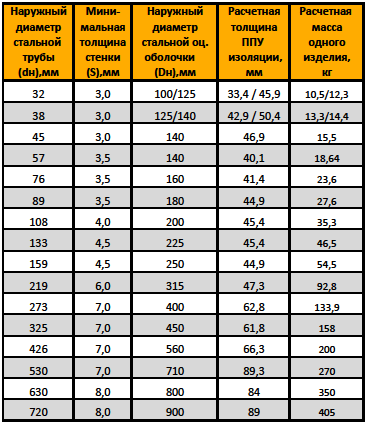


 Наш специалист перезвонит и проконсультирует Вас.
Наш специалист перезвонит и проконсультирует Вас.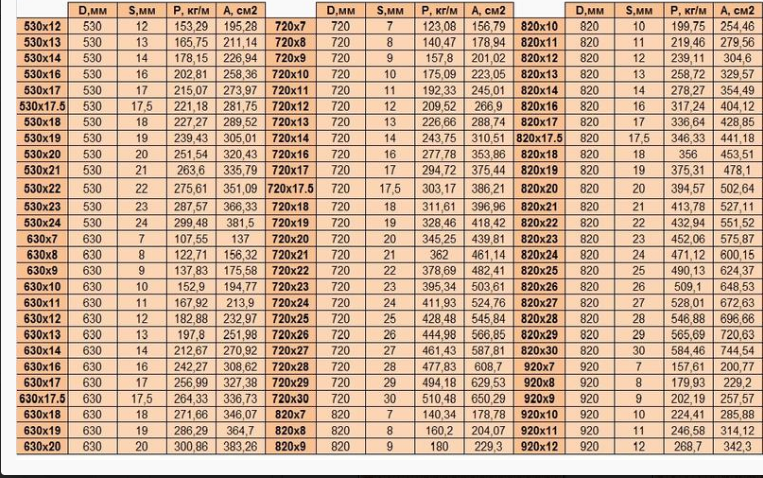 15 кг
15 кг 9 кг
9 кг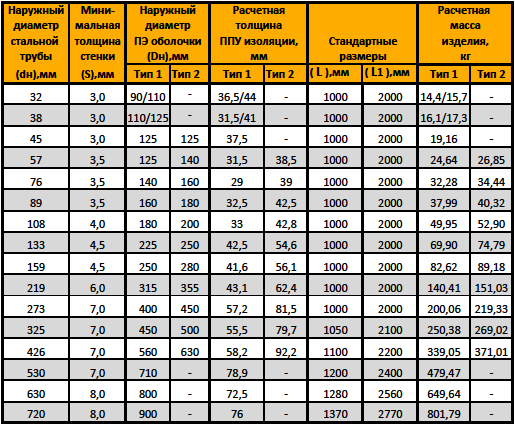 Области применения продукции необыкновенно обширны, что обуславливает и разнообразие конструкций, и величину размерного ряда.
Области применения продукции необыкновенно обширны, что обуславливает и разнообразие конструкций, и величину размерного ряда. Труба металлическая 159 мм, полученная методом сварки, отличается от аналогичного изделия с тем же внутренним диаметром в 159 мм, но изготовленного горячекатаным способом.
Труба металлическая 159 мм, полученная методом сварки, отличается от аналогичного изделия с тем же внутренним диаметром в 159 мм, но изготовленного горячекатаным способом.

 В общем, они имеют меньший вес при таком же сечении. Эта особенность определяет и область применения: машиностроение, авиастроение, судостроение и так далее, где необходимо сочетать прочность с малым весом. На фото – продукция металлопроката.
В общем, они имеют меньший вес при таком же сечении. Эта особенность определяет и область применения: машиностроение, авиастроение, судостроение и так далее, где необходимо сочетать прочность с малым весом. На фото – продукция металлопроката.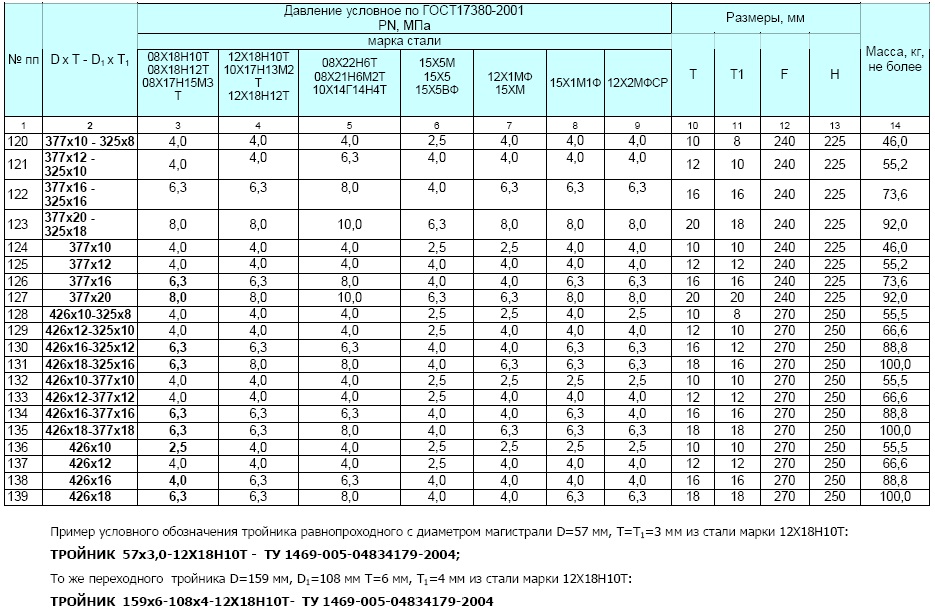
 822
822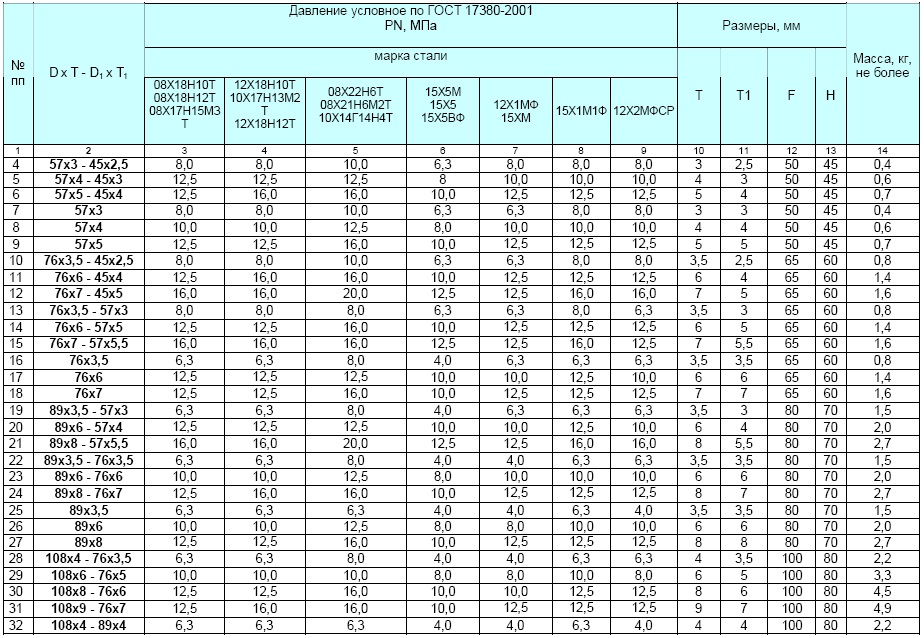 146
146 317
317 583
583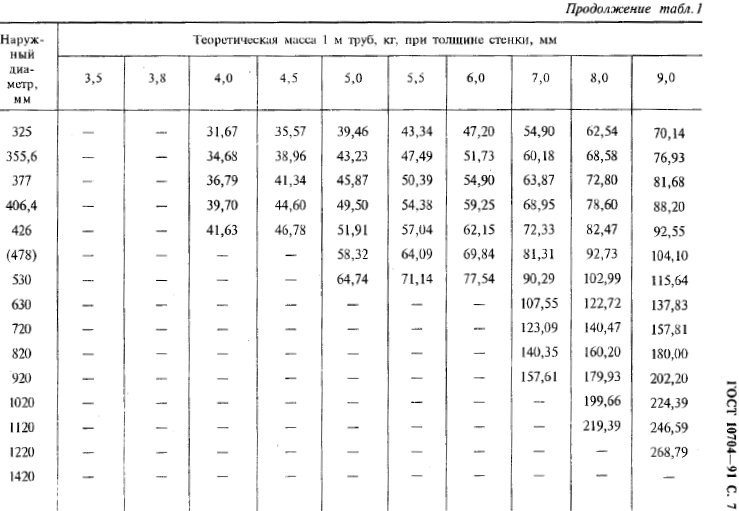 5
5 867
867 16
16 16
16