ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НАЧАЛЬНИКА ОТДЕЛА ТЕХНИЧЕСКОГО КОНТРОЛЯ
I. Общие положения
II. Должностные обязанности
III. Права
IV. Ответственность
|


 п.
п. , созданию для этих целей специальных средств.
, созданию для этих целей специальных средств.

Должностная инструкция начальника отдела технического контроля
Должностная инструкция начальника отдела технического контроля
- Общие положения
1. 1 Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность начальника отдела технического контроля.
1 Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность начальника отдела технического контроля.
1.2 Начальник отдела технического контроля относится к категории руководителей.
1.3 Начальник отдела технического контроля назначается на должность и освобождается от должности в установленном действующим трудовым законодательством порядке приказом директора предприятия.
1.4 Взаимоотношения по должности:
|
1.4.1
|
Прямое подчинение
|
Директору предприятия
|
|
1.4.2.
|
Дополнительное подчинение
|
‑‑‑
|
|
1.4.3
|
Отдает распоряжения
|
Сотрудникам отдела технического контроля
|
|
1.
|
Работника замещает
|
Заместитель начальника отдела технического контроля
|
|
1.4.5
|
Работник замещает
|
‑‑‑
|
 4.4
4.4- Квалификационные требования начальника отдела технического контроля:
|
2.1
|
образование
|
Высшее профессиональное образование
|
|
2.2
|
опыт работы
|
Не менее 4 лет
|
|
2.3
|
знания
|
Устав автомобильного транспорта;
основы транспортного законодательства;
основы трудового законодательства;
постановления, распоряжения, приказы вышестоящих организаций, нормативные документы по вопросам организации технического контроля в условиях автотранспортных предприятий;
правила дорожного движения;
системы, методы и средства технического контроля;
устройство и конструктивные особенности автомобилей, их агрегатов и узлов; правила технической эксплуатации подвижного состава, организацию и технологию технического обслуживания и ремонта подвижного состава, агрегатов, узлов и деталей автомобилей;
действующие стандарты и технические условия;
порядок предъявления рекламаций по качеству сырья и материалов;
организацию учета, порядок и сроки составления отчетности;
основы экономики, организации производства и управления, организации труда;
правила и нормы охраны труда, техники безопасности, производственной санитарии и противопожарной защиты;
|
|
2.
|
навыки
|
работы по специальности
|
|
2.5
|
дополнительные требования
|
—
|
 4
4- Документы, регламентирующие деятельность начальника отдела технического контроля
3.1 Внешние документы:
Законодательные и нормативные акты, касающиеся выполняемой работы.
3.2 Внутренние документы:
Устав предприятия, Приказы и распоряжения директора предприятия; Положение об отделе технического контроля, Должностная инструкция начальника отдела технического контроля, Правила внутреннего трудового распорядка.
- Должностные обязанности начальника отдела технического контроля
Начальник отдела технического контроля исполняет следующие обязанности:
4. 1. Организует работу по проведению контроля: технического состояния подвижного состава при выезде и по возвращении с линии, качества и полноты выполнения объема работ при производстве всех видов технического обслуживания и текущего ремонта подвижного состава; качества изготавливаемых и восстанавливаемых на предприятии деталей и узлов; качества поступающих на предприятие материалов, запасных частей, а также отремонтированных автомобилей и агрегатов; состояния находящихся в эксплуатации контрольно-измерительных средств, приспособлений, инструмента, технологической оснастки.
1. Организует работу по проведению контроля: технического состояния подвижного состава при выезде и по возвращении с линии, качества и полноты выполнения объема работ при производстве всех видов технического обслуживания и текущего ремонта подвижного состава; качества изготавливаемых и восстанавливаемых на предприятии деталей и узлов; качества поступающих на предприятие материалов, запасных частей, а также отремонтированных автомобилей и агрегатов; состояния находящихся в эксплуатации контрольно-измерительных средств, приспособлений, инструмента, технологической оснастки.
4.2. Обеспечивает контроль соблюдения технологии обслуживания и ремонта подвижного состава.
4.3. Предотвращает выпуск на линию подвижного состава с техническими неисправностями.
4.4. Анализирует причины возникновения неисправностей, а также причины аварий и дорожно-транспортных происшествий по техническим неисправностям.
4.5. Осуществляет контроль за соблюдением графика постановки подвижного состава на техническое обслуживание.
4.6. Участвует в приемке подвижного состава, агрегатов, поступающих с заводов-изготовителей и авторемонтных заводов, списании подвижного состава, агрегатов и шин.
4.7. Составляет рекламационные акты на поставки недоброкачественной продукции, акты повреждения автомобилей на линии.
4.8. Участвует в разработке и осуществлении мероприятий, направленных на повышение качества технического обслуживания и ремонта подвижного состава, увеличение срока службы и надежности агрегатов и узлов автомобилей.
4.9. Контролирует выполнение приказов и распоряжений по вопросам организации технического обслуживания и ремонта подвижного состава.
4.10. Своевременно информирует руководство предприятия о всех случаях выпуска на линию неисправного подвижного состава, нарушениях технологии при производстве всех видов работ и низком качестве выполнения работ участками предприятия.
4.11. Обеспечивает: сочетание экономических и административных методов руководства, единоначалия и коллегиальности в обсуждении и решении вопросов, материальных и моральных стимулов повышения эффективности работы подчиненных; применение принципов материальной заинтересованности и ответственности каждого работника за порученное ему дело и результаты работы отдела.
- Права начальника отдела технического контроля
Начальник отдела технического контроля вправе:
5.1. Знакомиться с проектами решений руководства предприятия, касающимися деятельности отдела технического контроля.
5.2. Вносить на рассмотрение руководства предприятия предложения по улучшению деятельности отдела технического контроля.
5.3. Осуществлять взаимодействие с руководителями всех (отдельных) структурных подразделений предприятия.
5.4. Подписывать и визировать документы в пределах своей компетенции.
5.5. Требовать от руководства предприятия содействия в исполнении своих должностных обязанностей и прав.
- Ответственность начальника отдела технического контроля
Начальник отдела технического контроля несет ответственность:
6.1. За ненадлежащее исполнение или неисполнение своих должностных обязанностей, предусмотренных настоящей должностной инструкцией — в пределах, определенных действующим трудовым законодательством Украины.
6.2. За правонарушения, совершенные в процессе осуществления своей деятельности — в пределах, определенных действующим административным, уголовным и гражданским законодательством Украины.
6.3. За причинение материального ущерба — в пределах, определенных действующим трудовым и гражданским законодательством Украины.
- Условия работы начальника отдела технического контроля
Режим работы начальника отдела технического контроля определяется в соответствии с Правилами внутреннего трудового распорядка, установленными на предприятии.
- Условия оплаты труда
Условия оплаты труда начальника отдела технического контроля определяются в соответствии с Положением об оплате труда персонала.
9 Заключительные положения
9.1 Настоящая Должностная инструкция составлена в двух экземплярах, один из которых хранится у Предприятия, другой — у работника.
9.2 Задачи, Обязанности, Права и Ответственность могут быть уточнены в соответствии с изменением Структуры, Задач и Функций структурного подразделения и рабочего места.
9.3 Изменения и дополнения в настоящую Должностную инструкцию вносятся приказом генерального директора предприятия.
|
Руководитель структурного подразделения
|
|
| |
|
|
(подпись)
|
(фамилия, инициалы)
| |
СОГЛАСОВАНО:
|
| ||
|
Начальник юридического отдела
|
| ||
|
|
|
| |
|
(подпись)
|
(фамилия, инициалы)
|
| |
|
|
|
| |
|
00.
|
|
| |
|
|
|
| |
|
С инструкцией ознакомлен:
|
|
| |
|
|
(подпись)
|
(фамилия, инициалы)
| |
|
|
00.00.00
|
| |
 00.0000
00.0000OTK Media и WePlay Esports объединились, чтобы провести выставку игр, не похожую ни на одну другую
Райан Эппс, Tech Times
Компания One True King, основанная в 2020 году, прошла долгий путь за почти два года своего существования. Известный своей невероятной группой забавных, остроумных и творческих участников, работающих вместе с еще более выдающейся продюсирующей продукцией, бренд OTK Media сам еще раз доказывает, что он останется в авангарде индустрии киберспорта и прямых трансляций, сражаясь с такими называет 100 Thieves, Faze Clan и TSM, даже не вспотев.
Объявлено во вторник, 7 июня, в первоклассном стиле OTK, с, казалось бы, заурядной трансляцией Asmongold, которая превратилась в полноценную презентацию, WePlay Esports и медиа-организация будут объединяться, чтобы донести содержание класса через центр фирмы в Лос-Анджелесе. Как продемонстрировано в своем грандиозном стиле на фоне трансляции Асмонгольда, арена OTK предлагает несколько интересных инструментов для игры, в том числе полностью оборудованную сцену дополненной реальности, экран площадью 200 м2 и камеры под каждым углом, чтобы зрители не пропустили одна унция действия.
Стратегическое партнерство также было позже подробно описано в полном пресс-релизе, в котором более подробно рассказывается о том, как WePlay Esports помогает OTK в предстоящей выставке OTK Games Expo, открытие которой намечено на 8 мая. может вместить всего около 100 человек, пространство площадью 20 000 квадратных футов предназначено больше для мировой аудитории, которая смотрит в прямом эфире на Twitch, которая должна превысить 100 000 человек, если предыдущее количество трансляций отдельных участников OTK является достаточным доказательством.
Статья по теме: Twitch Memes: реакции xQc, эмоции теперь доступны для использования на платформе
OTK стоит за некоторыми из крупнейших шоу на Twitch, включая OTK Schooled, Loot Goblins, Parasocial и многие другие. Известная своим потертым качеством продукции среди предыдущих прямых трансляций событий, OTK направляется в совершенно новую эру благодаря этому новому партнерству и теперь сможет полностью реализовать свой потенциал за счет невероятной интеграции программного обеспечения, как объясняет соучредитель и главный операционный директор. в пресс-релизе:
в пресс-релизе:
«Возможности дополненной и виртуальной реальности в WePlay Esports добавляют совершенно новое измерение совместному контенту. Контент, который обычно требовал, чтобы участники находились в одном физическом пространстве, теперь доступен удаленно».
Зал в Лос-Анджелесе занимает второе место после первоначальной арены WePlay, созданной в Киеве, Украина, где находится штаб-квартира компании. Компания впервые открыла магазин в 2006 году и с тех пор сделала себе имя на живых киберспортивных мероприятиях, используя невероятные студии и талантливые команды для проведения новаторских турниров с использованием высококачественных технологических инноваций. Киберспортивная фирма установила рекорды в прошлом году, обогнав количество зрителей на своем русскоязычном турнире по CS:GO, пик которого составил 865 000 одновременных зрителей.
«Мы работали довольно долго, прежде чем, наконец, запустили нашу WePlay Esports Arena L.
A., и рады, что это произошло с нашими партнерами по ОТК», — сказал главный визионер и генеральный продюсер WePlay Максим Белоногов. «Надеюсь, трансляция от 7 июня 2022 года была только началом серии наших совместных инициатив, проводимых на нашей американской арене и за ее пределами».
 A., и рады, что это произошло с нашими партнерами по ОТК», — сказал главный визионер и генеральный продюсер WePlay Максим Белоногов. «Надеюсь, трансляция от 7 июня 2022 года была только началом серии наших совместных инициатив, проводимых на нашей американской арене и за ее пределами».
A., и рады, что это произошло с нашими партнерами по ОТК», — сказал главный визионер и генеральный продюсер WePlay Максим Белоногов. «Надеюсь, трансляция от 7 июня 2022 года была только началом серии наших совместных инициатив, проводимых на нашей американской арене и за ее пределами».Увидимся завтра 👑 #OTKGamesExpo pic.twitter.com/aMEZ5VXUXn
— OTK (@OTKnetwork) 8 июня 2022 г.
Планируется, что на выставке OTK Games Expo будет представлено около 30 различных игр, а также грант в размере 50 000 долларов США на разработку тех игр, которые, по-видимому, впечатляют команду OTK. Кроме того, и OTK, и WePlay Esports будут вести благотворительную деятельность, пожертвования которой будут направлены на мир и гуманитарную помощь Украине.
Вы можете следить за всеми потрясающими игровыми действиями Games Expo от OTK в прямом эфире на собственном Twitch WePlay Esports, а также Asmongold, начиная с 14:00 по восточному поясному времени.
Читайте также: Twitch «Тихое чтение» Категория: Тысячи смотрели, как стример читает книгу
ⓒ 2022 TECHTIMES.com Все права защищены. Не воспроизводить без разрешения.
Теги:
дергаться
Потоковое вещание
СМИ
Twitch-стримеры
Видеоигры
Семья Робацци выбирает QCapital и BIC Capital для ускорения роста OTK Kart Group
30.06.22 — Новости и анонсы
Пресс-релиз от: OTK Kart Group
Клубная сделка, организованная QCapital и BIC Capital, заключалась в приобретении 70% капитала мирового лидера в производстве гоночных картингов. Роберто Робацци утвержден в качестве председателя и главного исполнительного директора
Многие великие чемпионы Формулы-1 выступали за гоночную команду OTK Kart Group, Tony Kart Racing Team 9. 0005
0005
Милан, 30 июня 2022 г. — OTK Kart Group («OTK») — итальянская компания, мировой лидер в производстве гоночных картингов под престижным брендом Tony Kart — готовится вступить на путь консолидации и дальнейшего расширения в глобальном рынке благодаря вкладу основной группы инвесторов в рамках клубных сделок, организованных QCapital и BIC Capital.
Новые инвесторы приобретут 70% акций Группы и будут поддерживать семью Робацци, которая, помимо владения оставшимися 30%, останется у руля компании, тем самым продолжая играть стратегическую роль в Группе. . Роберто Робацци был утвержден в качестве председателя и главного исполнительного директора, а его дочь Эрика Робацци — в качестве директора по маркетингу.
OTK Kart Group, базирующаяся в Превалье (Брешиа), генерирует более 90% своих доходов за пределами Италии и работает в глобальном масштабе благодаря трем филиалам, расположенным в США, Японии и Сингапуре, а также сети из более чем 130 дистрибьюторов, присутствующих в более чем 70 странах. На промышленном уровне Группа ежегодно производит около шести тысяч шасси и более двух тысяч двигателей марки Vortex.
На промышленном уровне Группа ежегодно производит около шести тысяч шасси и более двух тысяч двигателей марки Vortex.
Группа разрабатывает и производит все компоненты картов на своем заводе площадью более 17 000 квадратных метров, расположенном в провинции Брешиа. Характерной чертой, которая отличает OTK Kart Group на рынке, всегда был тот факт, что все процессы — от проектирования до разработки и производства — выполняются собственными силами и на 100% производятся в Италии. Это позволяет иметь максимальный контроль над всей цепочкой поставок и гарантировать абсолютное качество конечного продукта.
Гоночные карты — это процветающий и быстрорастущий бизнес (основные рынки — США, Австралия и Северная Европа), вдохновленный страстью клиентов-водителей, как профессиональных, так и любителей, активно вовлеченных в этот вид спорта и поэтому готовых вкладывать время и ресурсов для улучшения характеристик своих картов. Растущий интерес, который отмечается на глобальном уровне к Формуле 1 и автогонкам в целом, еще больше подталкивает тенденцию развития гоночных картингов: почти все автогонщики и гонщики Формулы 1 фактически начали свою карьеру в гонках на картах.
OTK Kart Group также имеет в своем портфолио гоночную команду Tony Kart Racing Team — обладателя более двадцати мировых титулов и официального партнера Академии водителей Ferrari. Несколько гонщиков Формулы-1, такие как Михаэль и Мик Шумахеры, Себастьян Феттель, Карлос Сайнс и Ярно Трулли, выступали за Tony Kart.
Кроме того, OTK Kart Group также организует Rok Cup, международный монобрендовый чемпионат, в котором участвуют более 1000 гонщиков со всего мира, а также эксклюзивное использование двигателей OTK.
С этой сделкой OTK Kart Group вступает в новую фазу своей славной истории и благодаря вкладу новых акционеров — во главе с QCapital президентом Стефано Миччинелли и генеральным директором Франческо Ньутта, а с BIC Capital основатель Никола Вольпи и Генеральный директор Антонио Заккео сможет ускорить свой рост за счет выхода на новые рынки и укрепления своего присутствия в таких стратегически важных регионах, как Северная Америка.
Кроме того, благодаря вкладу новых акционеров, OTK Kart Group намерена укрепить свое присутствие в новых сегментах, таких как производство и коммерциализация прокатных картов для любительского использования, используя весь опыт, накопленный в секторе гоночных картингов. в создании новой продуктовой линейки, в которой в основном будут использоваться электродвигатели.
в создании новой продуктовой линейки, в которой в основном будут использоваться электродвигатели.
Финансовые показатели Группы демонстрируют постоянный рост. Фактически, 2021 год завершился с выручкой в размере 35 миллионов евро и EBITDA в размере 6 миллионов евро. Сильная положительная тенденция подтверждается прогнозами на 2022 год, согласно которым ожидаемая выручка составит более 40 млн евро, а EBITDA — более 8 млн евро. В течение следующих нескольких лет, благодаря солидному генерированию денежных средств, семья Робацци и ее новые партнеры будут совместно изучать будущие инвестиции и новые проекты для дальнейшего укрепления лидерства Группы на рынке.
Роберто Робацци, председатель ОТК Карт Груп, прокомментировал: «Сегодня особенный день для нашей компании, которая, благодаря вкладу новых партнеров, вступает в новый захватывающий этап своего пути роста. Мы с нетерпением ждем совместной работы с таким престижным группой профессионалов, с целью принять новые вызовы и продолжать строить будущее OTK Kart Group на благо сотрудников, клиентов и энтузиастов в целом».
Никола Вольпи из BIC Capital и Стефано Миччинелли из QCapital прокомментировали: «Для нас большая честь быть частью семьи OTK Kart Group, важного превосходства предпринимательской ткани нашей страны, которая на протяжении десятилетий была мировым лидером в интересном секторе. .Вместе мы хотим помочь создать новую страницу в ее славной истории.Вызовы будущего заставят нас вместе с семьей Робацци идти по пути дальнейшего роста компании с целью выхода на новые предприятия и новые международные рынки. рынки».
Семье Робацци помогал Паоло Фавилла из KT Finance, а транзакцию с инвесторами организовали: EY по финансовой и фискальной части, ADVANT Nctm и Virtax по юридическим аспектам, Essentia и Pedersoli Studio Legale по финансированию, OC&C/Long Term Partners для коммерческой части и ERM для экологической части.
Для получения дополнительной информации Сообщество
Марко Рубино
Джулиана Пампани [email protected]
OTK Kart Group.
История OTK Kart Group начинается с Tony Kart, бренда шасси, основанного в 1960-х годах в Италии. Поворотный момент для компании произошел в 1980-х годах с новым владельцем, который добавил к ремесленной составляющей технологическую. С этого момента компания приступила к плану развития и инвестиций, который сделал ее сегодня лидером в области картинговых гонок. OTK Kart Group всегда отличалась своей инновационной работой, которая стала результатом 38 лет исследований и разработок; Фактически, OTK является синонимом качества, производительности и технологии: каждый продукт OTK проектируется, разрабатывается и производится собственными силами. Сегодня ОТК производит не только шасси под брендом Tony Kart, но и Kosmic Kart, Exprit Kart, Redspeed Kart, Gillard Kart, Ln Racing Kart и Eos Kart, а также выпускает двигатели под брендами Vortex и Rok. Деятельность OTK находит применение на трассе с ее гоночной командой Tony Kart Racing Team, которая может похвастаться более чем 20 мировыми титулами и многими другими европейскими титулами.
Поворотный момент для компании произошел в 1980-х годах с новым владельцем, который добавил к ремесленной составляющей технологическую. С этого момента компания приступила к плану развития и инвестиций, который сделал ее сегодня лидером в области картинговых гонок. OTK Kart Group всегда отличалась своей инновационной работой, которая стала результатом 38 лет исследований и разработок; Фактически, OTK является синонимом качества, производительности и технологии: каждый продукт OTK проектируется, разрабатывается и производится собственными силами. Сегодня ОТК производит не только шасси под брендом Tony Kart, но и Kosmic Kart, Exprit Kart, Redspeed Kart, Gillard Kart, Ln Racing Kart и Eos Kart, а также выпускает двигатели под брендами Vortex и Rok. Деятельность OTK находит применение на трассе с ее гоночной командой Tony Kart Racing Team, которая может похвастаться более чем 20 мировыми титулами и многими другими европейскими титулами.
QКапитал.
Компания QCapital, основанная Стефано Миччинелли, Франческо Ньутта, Массимо Бузетти, Ренато Перони и Джованни Педерсоли, занимается организацией сделок Private Equity Club для итальянских МСП. В 2021 году QCapital приобрела миноритарный пакет акций Venpa S.p.A., ведущего итальянского оператора в сфере аренды автовышек. Целями сделок, организованных QCapital, являются итальянские компании с отличным положением на рынке и значительными возможностями роста в секторах с хорошей прибыльностью и положительными долгосрочными тенденциями. Партнеры QCapital имеют успешный многолетний опыт работы в сфере прямых инвестиций, в качестве инвесторов, а также в качестве консультантов по вопросам стратегии, слияний и поглощений и юридических консультантов.
В 2021 году QCapital приобрела миноритарный пакет акций Venpa S.p.A., ведущего итальянского оператора в сфере аренды автовышек. Целями сделок, организованных QCapital, являются итальянские компании с отличным положением на рынке и значительными возможностями роста в секторах с хорошей прибыльностью и положительными долгосрочными тенденциями. Партнеры QCapital имеют успешный многолетний опыт работы в сфере прямых инвестиций, в качестве инвесторов, а также в качестве консультантов по вопросам стратегии, слияний и поглощений и юридических консультантов.
БИК Капитал.
Он был основан в 2021 году как консалтинговая компания, занимающаяся поддержкой избранной группы инвесторов в выполнении международных клубных сделок, продвигаемых бывшим Permira Никола Вольпи, Карлосом Малло, Франческо де Мохана и Антонио Заккео. Сеть BIC может похвастаться уникальными навыками и включает в себя генеральных директоров, предпринимателей или бывших партнеров фондов прямых инвестиций на международном уровне, способных понять логику бизнеса и драйверы роста с конечной целью поддержки компаний в достижении их собственных целей.


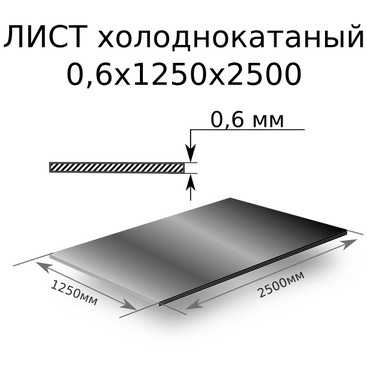
 На практике это означает большую прочность, хорошие механические свойства, минимальное количество внутренних дефектов (пор, полостей). После холодной прокатки получают сталь необходимой толщины, но с определенной глубиной закалки. Если требуется закалка, сталь должна быть отожжена.
На практике это означает большую прочность, хорошие механические свойства, минимальное количество внутренних дефектов (пор, полостей). После холодной прокатки получают сталь необходимой толщины, но с определенной глубиной закалки. Если требуется закалка, сталь должна быть отожжена. Уточнить цены, сортамент и остаток на складе можно по телефону +7 (495) 640-68-58. Эксперт быстро ответит на звонок и подробно проконсультирует по всем интересующим вопросам.
Уточнить цены, сортамент и остаток на складе можно по телефону +7 (495) 640-68-58. Эксперт быстро ответит на звонок и подробно проконсультирует по всем интересующим вопросам. Количество затраченных на шумоизоляцию материалов берем из калькулятора на сайте компании «Стандартпласт». Подсчет массы шумоизоляции ведем исходя из варианта обработки премиум-материалами.
Количество затраченных на шумоизоляцию материалов берем из калькулятора на сайте компании «Стандартпласт». Подсчет массы шумоизоляции ведем исходя из варианта обработки премиум-материалами.










 Здесь в учет больше идут конструктивные особенности, такие как кривизна металлических поверхностей, толщина штатного ковра и обшивок. Кроме того, из исследования можем сделать вывод, что при работе «премиум»-линейкой материалов по технологии завода-производителя масса комплексной шумоизоляции только в одном случае оказалась выше, чем средняя масса человека. Таким образом, после комплексной обработки, автомобиль не прибавит в массе даже на одного пассажира, что способно крайне незначительно повлиять на расход топлива и динамику или не повлиять вовсе.
Здесь в учет больше идут конструктивные особенности, такие как кривизна металлических поверхностей, толщина штатного ковра и обшивок. Кроме того, из исследования можем сделать вывод, что при работе «премиум»-линейкой материалов по технологии завода-производителя масса комплексной шумоизоляции только в одном случае оказалась выше, чем средняя масса человека. Таким образом, после комплексной обработки, автомобиль не прибавит в массе даже на одного пассажира, что способно крайне незначительно повлиять на расход топлива и динамику или не повлиять вовсе.
 за метр:
за метр:  за метр:
за метр:  за метр:
за метр:  за метр:
за метр:  В этой статье вы узнаете, как рассчитать вес MS Plate.
В этой статье вы узнаете, как рассчитать вес MS Plate. Удельный вес плиты MS обычно рассчитывается в килограммах на квадратный метр или в килограммах на квадратный фут.
Удельный вес плиты MS обычно рассчитывается в килограммах на квадратный метр или в килограммах на квадратный фут.

 Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры.
Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры. Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры.
Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры. Вес стальной пластины = 0,07 х 7850 = 549,5 кг. Точно так же можно рассчитать вес стальных листов разной толщины.
Вес стальной пластины = 0,07 х 7850 = 549,5 кг. Точно так же можно рассчитать вес стальных листов разной толщины.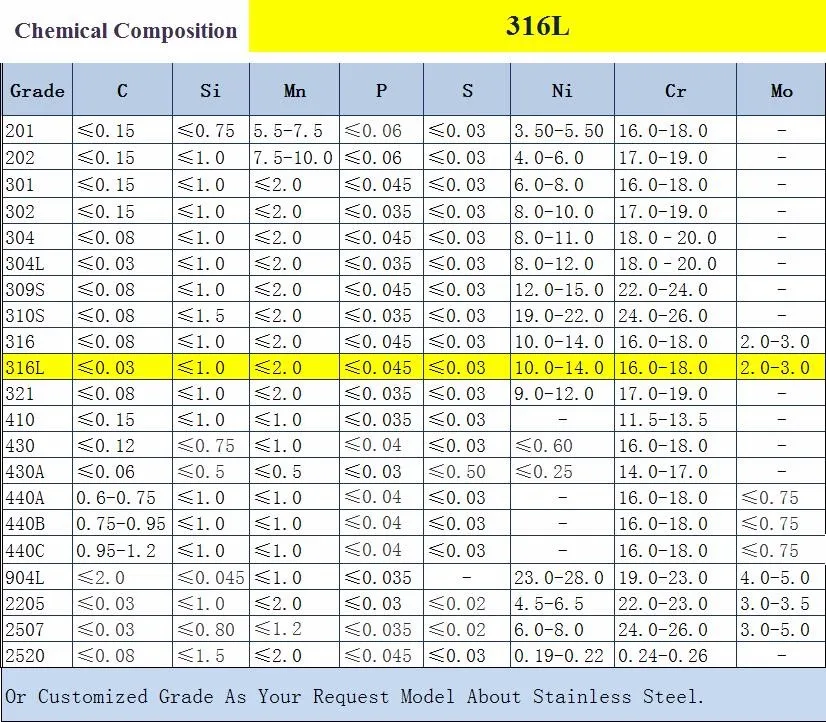 Это ориентировочные значения, основанные на популярных ценах на продукты.
Это ориентировочные значения, основанные на популярных ценах на продукты.

 Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Газ поступает все время: как при активной, так и потухшей электрической дуге. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов. Газовый флюс улетучивается сразу после прекращения подачи смеси.
Газовый флюс улетучивается сразу после прекращения подачи смеси. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов. Самые популярные соединения:
Самые популярные соединения: На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
 При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
 Согласно анализу исследования, прогнозируется, что мировой рынок оборудования для дуговой сварки будет демонстрировать среднегодовой темп роста примерно 6% в течение прогнозируемого периода 2019 и 2029 годов. Растущий спрос на продукцию для дуговой сварки со стороны нескольких отраслей конечного использования, таких как автомобилестроение и Строительство, по оценкам, будет стимулировать рост рынка оборудования для дуговой сварки в прогнозируемый период.
Согласно анализу исследования, прогнозируется, что мировой рынок оборудования для дуговой сварки будет демонстрировать среднегодовой темп роста примерно 6% в течение прогнозируемого периода 2019 и 2029 годов. Растущий спрос на продукцию для дуговой сварки со стороны нескольких отраслей конечного использования, таких как автомобилестроение и Строительство, по оценкам, будет стимулировать рост рынка оборудования для дуговой сварки в прогнозируемый период.
 Другие технологии сварки, следующие за пятками, — это дуговая сварка с флюсовой проволокой (FCAW), плазменная дуговая сварка (PAW) и дуговая сварка металлическим газом (GMAW). Индивидуальные и специфические сварочные операции требуют дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), для которой требуется профессиональный опытный персонал по дуговой сварке, поскольку ее нельзя легко автоматизировать.
Другие технологии сварки, следующие за пятками, — это дуговая сварка с флюсовой проволокой (FCAW), плазменная дуговая сварка (PAW) и дуговая сварка металлическим газом (GMAW). Индивидуальные и специфические сварочные операции требуют дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), для которой требуется профессиональный опытный персонал по дуговой сварке, поскольку ее нельзя легко автоматизировать.
 Гелий и аргон являются двумя наиболее распространенными инертными газами, используемыми в технологии дуговой сварки, но высокая цена гелия вынуждает операторов сварки выбирать аргон для защиты. Его низкая цена в сочетании с выгодными защитными свойствами, вероятно, повлияет на доминирование аргона на рынке оборудования для дуговой сварки и газа в текущем сценарии, а также в будущем.
Гелий и аргон являются двумя наиболее распространенными инертными газами, используемыми в технологии дуговой сварки, но высокая цена гелия вынуждает операторов сварки выбирать аргон для защиты. Его низкая цена в сочетании с выгодными защитными свойствами, вероятно, повлияет на доминирование аргона на рынке оборудования для дуговой сварки и газа в текущем сценарии, а также в будущем. .
.





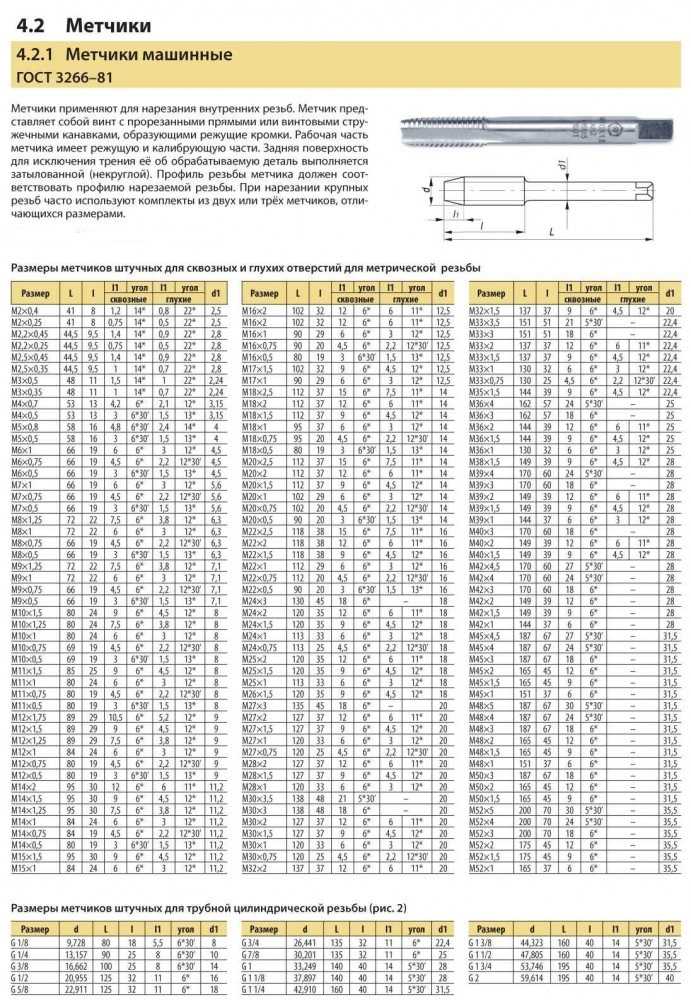
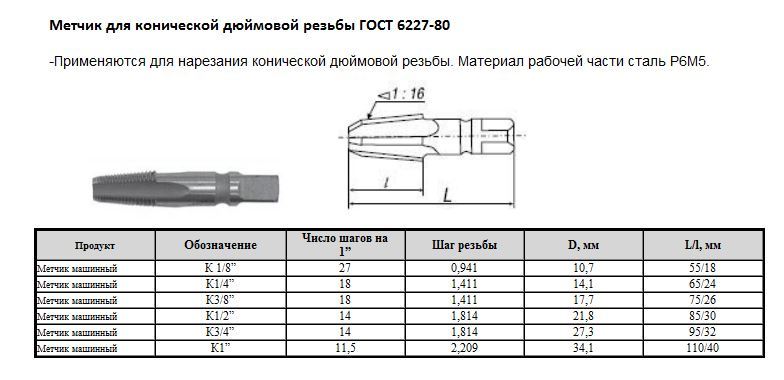 Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
 Введите свой запрос:
Введите свой запрос:

 Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия, Таблица также включает в себя 50% и 75% потоков в десятичном эквиваленте.
Таблица также включает в себя 50% и 75% потоков в десятичном эквиваленте. 20-дюймовый имеет тонкую резьбу и может делать более глубокие направляющие отверстия, чем 13-дюймовый.
20-дюймовый имеет тонкую резьбу и может делать более глубокие направляющие отверстия, чем 13-дюймовый. Ниже приведены некоторые примеры расчета для нарезания метчиков и формирования метчиков.
Ниже приведены некоторые примеры расчета для нарезания метчиков и формирования метчиков.  Длина метчика зависит от количества витков на дюйм.
Длина метчика зависит от количества витков на дюйм.
 2 мм.
2 мм. 0 мм.
0 мм.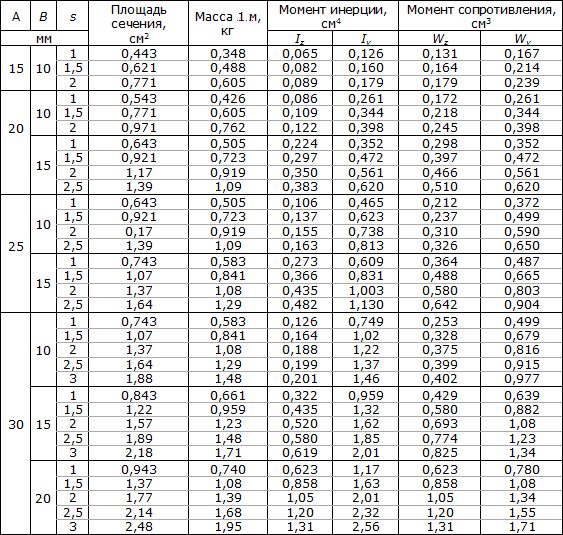 п. (кг.)
п. (кг.)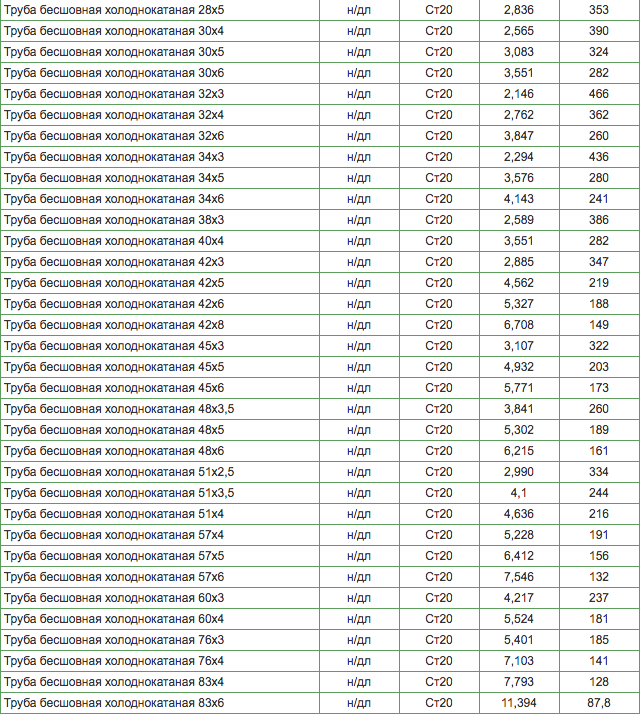 0 мм.
0 мм. п. (кг.)
п. (кг.)
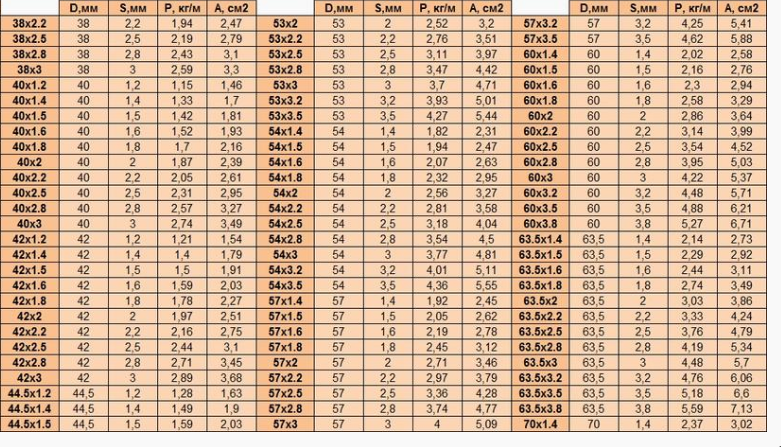
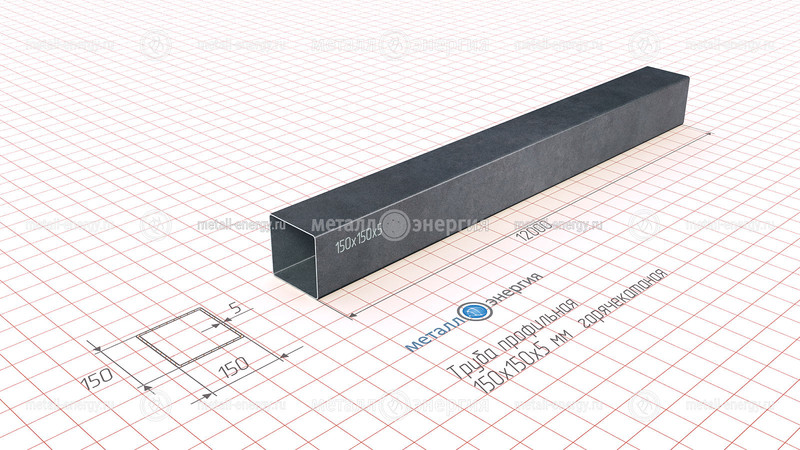
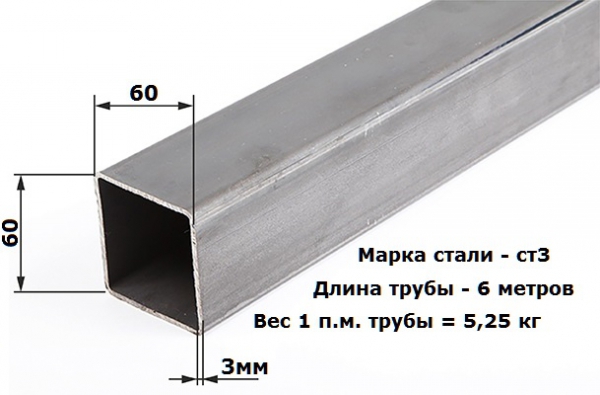
 Для проектирования конструкций и механизмов необходимо знать вес 1 погонного метра профильной трубы. На этот параметр влияют: плотность металла, размеры сечения – ширина, высота, толщина стенки.
Для проектирования конструкций и механизмов необходимо знать вес 1 погонного метра профильной трубы. На этот параметр влияют: плотность металла, размеры сечения – ширина, высота, толщина стенки. В зависимости от способа производства, углы этих металлоизделий могут быть четкими или скругленными. Скругленность мало влияет на массу погонного метра.
В зависимости от способа производства, углы этих металлоизделий могут быть четкими или скругленными. Скругленность мало влияет на массу погонного метра. Для расчета понадобятся следующие данные:
Для расчета понадобятся следующие данные:


 625
625 28125
28125 1875
1875 3125
3125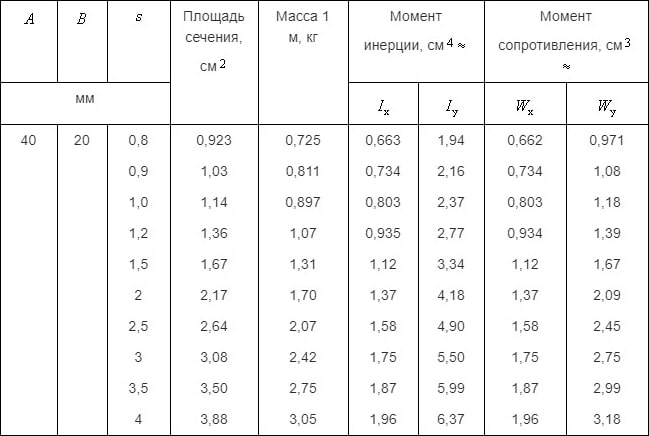 625
625 75
75 00
00 75
75 50
50
 .
.



 Длина стержня уже 2 метра, поэтому нам не нужно это менять, но ширина 40 мм должна быть 0,04 (размер ширины, преобразованный в метры).
Длина стержня уже 2 метра, поэтому нам не нужно это менять, но ширина 40 мм должна быть 0,04 (размер ширины, преобразованный в метры).
 наружный диаметр.
наружный диаметр.
 00 р.
00 р.
 Они способствуют нормальной эксплуатации всей системы и в некоторых случаях, является едва ли не главным стимулирующим фактором для ее нормальной работы.
Они способствуют нормальной эксплуатации всей системы и в некоторых случаях, является едва ли не главным стимулирующим фактором для ее нормальной работы.




 Также дренажный насос может серьезно перегреваться даже в холодной воде. Что уже и говорить о моделях, которые применяются для откачки горячих стоков.
Также дренажный насос может серьезно перегреваться даже в холодной воде. Что уже и говорить о моделях, которые применяются для откачки горячих стоков. Он размещен в отдельной камере и имеет куда более внушительные характеристики.
Он размещен в отдельной камере и имеет куда более внушительные характеристики.

 Рециркуляционный насос горячей воды обеспечивает теплый душ по запросу.
Рециркуляционный насос горячей воды обеспечивает теплый душ по запросу. Оба варианта потребляют меньше энергии, чем непрерывно работающая система.
Оба варианта потребляют меньше энергии, чем непрерывно работающая система. Решить эту проблему может система с датчиком температуры.
Решить эту проблему может система с датчиком температуры.
 Гриччино говорит, что если вы столкнетесь с проблемой, немедленно вызовите сантехника. За исключением каких-либо неисправностей, срок службы насоса должен составлять около 10 лет.
Гриччино говорит, что если вы столкнетесь с проблемой, немедленно вызовите сантехника. За исключением каких-либо неисправностей, срок службы насоса должен составлять около 10 лет. С рециркуляционным насосом для горячей воды холодная вода, находящаяся в ваших трубах, будет возвращаться к водонагревателю, подавая новую горячую воду в кран, чтобы она была готова, когда бы вы ни были.
С рециркуляционным насосом для горячей воды холодная вода, находящаяся в ваших трубах, будет возвращаться к водонагревателю, подавая новую горячую воду в кран, чтобы она была готова, когда бы вы ни были. Итак, почему вы получаете поток холодной воды из горячего крана до того, как вода нагреется? Ответ заключается в том, что оставшаяся в трубах вода со временем остыла.
Итак, почему вы получаете поток холодной воды из горячего крана до того, как вода нагреется? Ответ заключается в том, что оставшаяся в трубах вода со временем остыла. Чем больше расстояние между водонагревателем и краном, тем больше времени потребуется для того, чтобы горячая вода дошла до вас, и тем больше воды вы будете тратить впустую.
Чем больше расстояние между водонагревателем и краном, тем больше времени потребуется для того, чтобы горячая вода дошла до вас, и тем больше воды вы будете тратить впустую. Горячая вода течет через непрерывный контур по всей вашей системе, чтобы обеспечить постоянную подачу горячей воды, сводя к минимуму время ожидания и потери воды.
Горячая вода течет через непрерывный контур по всей вашей системе, чтобы обеспечить постоянную подачу горячей воды, сводя к минимуму время ожидания и потери воды. Вы также можете запрограммировать расписание на отключение системы, когда вы на работе или уезжаете в отпуск за город.
Вы также можете запрограммировать расписание на отключение системы, когда вы на работе или уезжаете в отпуск за город. Этот вариант гораздо более экономичен и прост в установке, что делает этот стиль системы доступным для более широкого круга домовладельцев. Тем не менее, вы все равно получите преимущество быстрой горячей воды, когда вам это нужно.
Этот вариант гораздо более экономичен и прост в установке, что делает этот стиль системы доступным для более широкого круга домовладельцев. Тем не менее, вы все равно получите преимущество быстрой горячей воды, когда вам это нужно. Поскольку в это время года погода теплее, вам не нужно будет запускать насос так часто, чтобы получить горячую воду, так как вода, уже находящаяся в трубах, будет оставаться горячей дольше.
Поскольку в это время года погода теплее, вам не нужно будет запускать насос так часто, чтобы получить горячую воду, так как вода, уже находящаяся в трубах, будет оставаться горячей дольше. Также важно расстояние между водонагревателем и кранами. Если ранее вашей горячей воде приходилось преодолевать большой путь, чтобы добраться до крана, ваша экономия будет выше, чем если бы ваши краны были ближе к водонагревателю.
Также важно расстояние между водонагревателем и кранами. Если ранее вашей горячей воде приходилось преодолевать большой путь, чтобы добраться до крана, ваша экономия будет выше, чем если бы ваши краны были ближе к водонагревателю. Если вы не хотите беспокоиться о программировании вашей системы, датчик может сделать эту работу за вас, контролируя температуру воды в ваших трубах. Однако, чтобы максимизировать эффективность вашей системы, вы должны иметь максимально возможный контроль над тем, когда ваша система работает. Для этого вам понадобится таймер.
Если вы не хотите беспокоиться о программировании вашей системы, датчик может сделать эту работу за вас, контролируя температуру воды в ваших трубах. Однако, чтобы максимизировать эффективность вашей системы, вы должны иметь максимально возможный контроль над тем, когда ваша система работает. Для этого вам понадобится таймер. С надлежащей изоляцией вода будет оставаться горячей гораздо дольше, сводя к минимуму количество включений насоса в течение дня, чтобы поддерживать горячую воду в трубах постоянно. Это может привести к значительной экономии энергии с течением времени.
С надлежащей изоляцией вода будет оставаться горячей гораздо дольше, сводя к минимуму количество включений насоса в течение дня, чтобы поддерживать горячую воду в трубах постоянно. Это может привести к значительной экономии энергии с течением времени.
 Харьков
Харьков 84 грн
84 грн 80 грн
80 грн 000, Длина: 150.000
000, Длина: 150.000 000, Разборная: да
000, Разборная: да 150 Ударного сверления: нет, Алмазная: да, Количество режущих
150 Ударного сверления: нет, Алмазная: да, Количество режущих 000, Длина: 400.000, Хвостовик: 1 1/4 дюйма
000, Длина: 400.000, Хвостовик: 1 1/4 дюйма 000, Длина: 400.000, Посадка: 1 1/4 дюйма
000, Длина: 400.000, Посадка: 1 1/4 дюйма В то время как биты-молоты отлично подходят для пробивки прочного бетона, они могут резко остановиться, когда наткнутся на стальную арматуру, что может привести к потере вашего дорогого комплекта. Именно здесь в дело вступают алмазные коронки, после замены они прорезают арматуру, как масло. Хотя это звучит не так уж плохо, носить с собой дополнительную специализированную алмазную буровую установку для каждого размера долота, которое вы собираетесь использовать, может быть дорого. Это может даже разочаровать, когда вас встречает неожиданное подкрепление, и либо у вас нет под рукой нужного бурового долота, либо вы только что испортили долото для кладки.
В то время как биты-молоты отлично подходят для пробивки прочного бетона, они могут резко остановиться, когда наткнутся на стальную арматуру, что может привести к потере вашего дорогого комплекта. Именно здесь в дело вступают алмазные коронки, после замены они прорезают арматуру, как масло. Хотя это звучит не так уж плохо, носить с собой дополнительную специализированную алмазную буровую установку для каждого размера долота, которое вы собираетесь использовать, может быть дорого. Это может даже разочаровать, когда вас встречает неожиданное подкрепление, и либо у вас нет под рукой нужного бурового долота, либо вы только что испортили долото для кладки.
 Алмазная фреза в настоящее время является более популярной из двух, так как алмазы зарекомендовали себя в износостойких режущих инструментах в течение многих лет, а карбид вольфрама появился относительно недавно. Кроме того, алмазные фрезы доступны в гораздо более разнообразных диаметрах, намного больше по размеру, чем твердосплавные коронки, предлагая большую универсальность, добавляя к этому, что универсальный характер бит позволяет теоретически использовать их с любой дрелью-шуруповертом, поскольку они могут прорезать примерно 80% строительных материалов. Их первым недостатком является тот факт, что они предназначены только для сверления легкой арматуры и не рекомендуются для тяжелых материалов, в дополнение к этому, после износа алмазы выбиваются из сверла, снижая эффективность сверла.
Алмазная фреза в настоящее время является более популярной из двух, так как алмазы зарекомендовали себя в износостойких режущих инструментах в течение многих лет, а карбид вольфрама появился относительно недавно. Кроме того, алмазные фрезы доступны в гораздо более разнообразных диаметрах, намного больше по размеру, чем твердосплавные коронки, предлагая большую универсальность, добавляя к этому, что универсальный характер бит позволяет теоретически использовать их с любой дрелью-шуруповертом, поскольку они могут прорезать примерно 80% строительных материалов. Их первым недостатком является тот факт, что они предназначены только для сверления легкой арматуры и не рекомендуются для тяжелых материалов, в дополнение к этому, после износа алмазы выбиваются из сверла, снижая эффективность сверла. Вы заметите, что как на этих, так и на сверлах SDS MAX 8X имеется выгравированный контрольный знак Совета ассоциации сверл по каменной кладке PGM, гарантирующий соблюдение жестких допусков, точное сверление и надежную фиксацию креплений. Проблема здесь в том, что эти биты доступны только в ограниченном количестве размеров и совместимы только с SDS Plus, что резко снижает универсальность этого фантастического режущего инструмента.
Вы заметите, что как на этих, так и на сверлах SDS MAX 8X имеется выгравированный контрольный знак Совета ассоциации сверл по каменной кладке PGM, гарантирующий соблюдение жестких допусков, точное сверление и надежную фиксацию креплений. Проблема здесь в том, что эти биты доступны только в ограниченном количестве размеров и совместимы только с SDS Plus, что резко снижает универсальность этого фантастического режущего инструмента. Бетон содержит кремнезем и, таким образом, при сверлении образуется пыль кремнезема, вдыхание пыли кремнезема может привести к силикозу — очень серьезному заболеванию легких. Bosch предлагает сверло для сверления легкоармированного бетона, в которое встроено пылеудаление, чтобы свести к минимуму образование опасной пыли. СДС МАКС-9Speed Clean имеет два отверстия для извлечения на головке, которые соединяются с внутренней полостью, ведущей к вакуумному соединителю. Пожалуйста, обратитесь к руководителю участка и в органы по охране труда и технике безопасности за полными исчерпывающими инструкциями по установке средств индивидуальной защиты при сверлении железобетона.
Бетон содержит кремнезем и, таким образом, при сверлении образуется пыль кремнезема, вдыхание пыли кремнезема может привести к силикозу — очень серьезному заболеванию легких. Bosch предлагает сверло для сверления легкоармированного бетона, в которое встроено пылеудаление, чтобы свести к минимуму образование опасной пыли. СДС МАКС-9Speed Clean имеет два отверстия для извлечения на головке, которые соединяются с внутренней полостью, ведущей к вакуумному соединителю. Пожалуйста, обратитесь к руководителю участка и в органы по охране труда и технике безопасности за полными исчерпывающими инструкциями по установке средств индивидуальной защиты при сверлении железобетона. Чтобы повысить прочность этого материала, его часто армируют решетчатой конструкцией из стальных стержней или «арматуры», которую можно залить бетоном и установить вокруг нее. Бетон с явно высоким содержанием арматуры известен как железобетон. Эта арматура, в свою очередь, часто делится на более прочные секции арматуры с тонкой проволокой, которая фиксирует стержни во время заливки бетона, чтобы сохранить твердое положение. Наложение железобетона, используемого снаружи, составляет 3,5–4 см, поэтому отверстия, просверленные до 3,5 см и ниже, обычно не вызывают проблем. Бетонные поверхности можно оставить голыми и необработанными. Однако из эстетических соображений их также можно красить, штукатурить или облицовывать плиткой.
Чтобы повысить прочность этого материала, его часто армируют решетчатой конструкцией из стальных стержней или «арматуры», которую можно залить бетоном и установить вокруг нее. Бетон с явно высоким содержанием арматуры известен как железобетон. Эта арматура, в свою очередь, часто делится на более прочные секции арматуры с тонкой проволокой, которая фиксирует стержни во время заливки бетона, чтобы сохранить твердое положение. Наложение железобетона, используемого снаружи, составляет 3,5–4 см, поэтому отверстия, просверленные до 3,5 см и ниже, обычно не вызывают проблем. Бетонные поверхности можно оставить голыми и необработанными. Однако из эстетических соображений их также можно красить, штукатурить или облицовывать плиткой.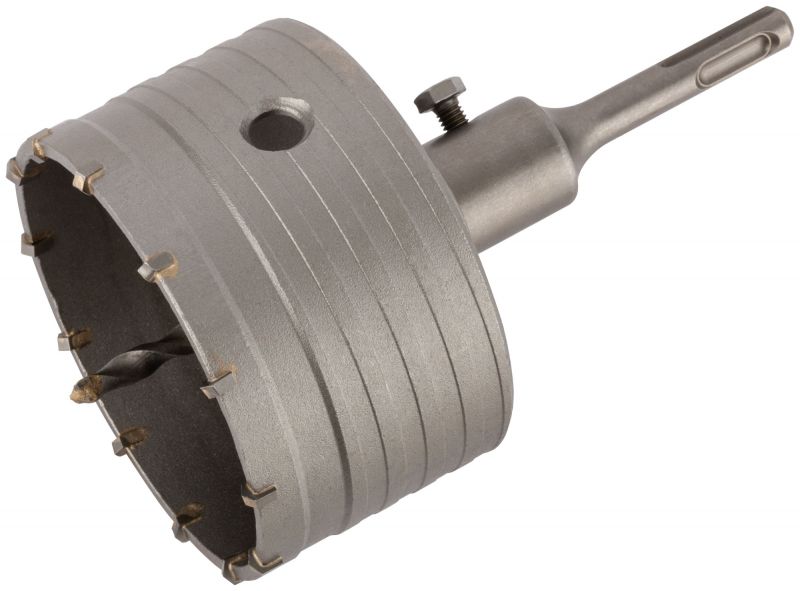 Из-за плотности железобетона обычно требуется перфоратор , для которого мы предоставляем высококачественные сверла. Для небольших отверстий достаточно перфоратора, но стоит отметить, что специальные сверла с режущей геометрией по бетону, например, SB 77777 более подходят, чем универсальные сверла по камню, такие как SB 44444 . Заранее определите точки сверления и сначала просверлите без ударного (ударного) движения перфоратора, чтобы предотвратить скалывание в поверхностном слое, особенно в открытом бетоне. Пожалуйста, обратитесь к нашим общим рекомендациям по сверлению, если вы не уверены.
Из-за плотности железобетона обычно требуется перфоратор , для которого мы предоставляем высококачественные сверла. Для небольших отверстий достаточно перфоратора, но стоит отметить, что специальные сверла с режущей геометрией по бетону, например, SB 77777 более подходят, чем универсальные сверла по камню, такие как SB 44444 . Заранее определите точки сверления и сначала просверлите без ударного (ударного) движения перфоратора, чтобы предотвратить скалывание в поверхностном слое, особенно в открытом бетоне. Пожалуйста, обратитесь к нашим общим рекомендациям по сверлению, если вы не уверены. Будьте настойчивы! Отрезание любых более тонких вспомогательных проводов в бетоне (см. выше) часто остается незамеченным. В случае озеленения торгово-промышленных сооружений любой разрыв внутренней арматуры необходимо уточнять у администрации участка. Прочные стальные стержни не должны быть разорваны — множественные перфорации арматурной стали могут повлиять на устойчивость конструкции. Информацию о специальном случае «предварительно напряженный бетон» см. ниже. Читайте дальше, чтобы узнать, как устранить неполадки, связанные с некачественным сверлением…
Будьте настойчивы! Отрезание любых более тонких вспомогательных проводов в бетоне (см. выше) часто остается незамеченным. В случае озеленения торгово-промышленных сооружений любой разрыв внутренней арматуры необходимо уточнять у администрации участка. Прочные стальные стержни не должны быть разорваны — множественные перфорации арматурной стали могут повлиять на устойчивость конструкции. Информацию о специальном случае «предварительно напряженный бетон» см. ниже. Читайте дальше, чтобы узнать, как устранить неполадки, связанные с некачественным сверлением…
 Если вы не будете сверлить прямо, окружность отверстия будет увеличена и потеряет натяжение, что поставит под угрозу устойчивость крепления. После того, как успешно просверлено отверстие, вставьте резьбовой вал, а затем подходящую латунную заглушку/анкер, которую затем можно соответствующим образом укоротить с помощью циркулярной пилы. Для Medium подходит держатель WM 10081 . Однако, если армированная стена была только оштукатурена, она не будет достаточно прочной, чтобы выдержать вес латунного настенного анкера; после того, как отверстие просверлено, его необходимо закрепить в стене композитным раствором. Та же процедура используется для винтов с резьбой по дереву.
Если вы не будете сверлить прямо, окружность отверстия будет увеличена и потеряет натяжение, что поставит под угрозу устойчивость крепления. После того, как успешно просверлено отверстие, вставьте резьбовой вал, а затем подходящую латунную заглушку/анкер, которую затем можно соответствующим образом укоротить с помощью циркулярной пилы. Для Medium подходит держатель WM 10081 . Однако, если армированная стена была только оштукатурена, она не будет достаточно прочной, чтобы выдержать вес латунного настенного анкера; после того, как отверстие просверлено, его необходимо закрепить в стене композитным раствором. Та же процедура используется для винтов с резьбой по дереву.
 К примеру, в машиностроении это наиболее приемлемый вариант в изготовлении гребных винтов для большегрузных морских судов. Большинство коленвалов автомобильного транспорта сделаны с применением данного метода. На предприятиях, связанных с металлообработкой, термитная сварка применяется в ремонте прокатных станов, роторных валов и целого ряда иного крупногабаритного оборудования и оснастки.
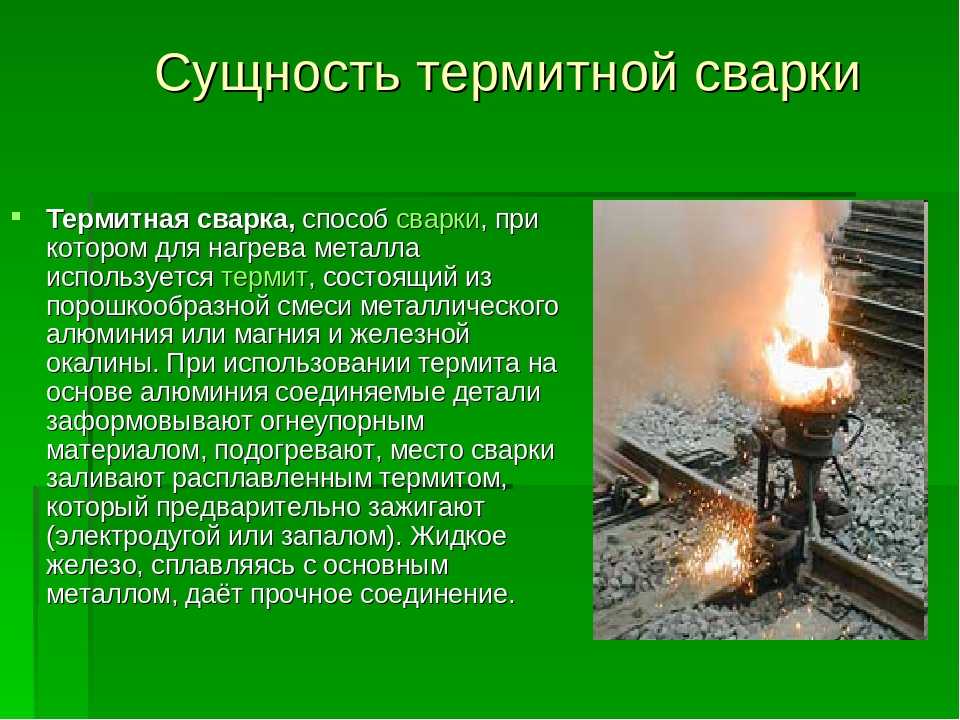
К примеру, в машиностроении это наиболее приемлемый вариант в изготовлении гребных винтов для большегрузных морских судов. Большинство коленвалов автомобильного транспорта сделаны с применением данного метода. На предприятиях, связанных с металлообработкой, термитная сварка применяется в ремонте прокатных станов, роторных валов и целого ряда иного крупногабаритного оборудования и оснастки. Для соединения металлов используются различные порошковые смеси: алюминиевые, железоокисные, магниевые. Их принято называть термитами, поскольку в процессе их горения образуется большое количество тепловой энергии.
Для соединения металлов используются различные порошковые смеси: алюминиевые, железоокисные, магниевые. Их принято называть термитами, поскольку в процессе их горения образуется большое количество тепловой энергии. Поэтому термитное сваривание можно выполнять в инертной среде.
Поэтому термитное сваривание можно выполнять в инертной среде.
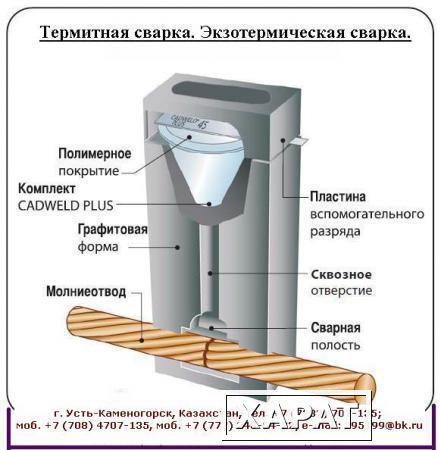 Делается он или из тугоплавкого металла, или из керамики. Резервуар должен обеспечивать безопасность слива расплавленного металла.
Делается он или из тугоплавкого металла, или из керамики. Резервуар должен обеспечивать безопасность слива расплавленного металла. Такой эффект достигается за счет увеличения поперечного сечения. Перед сваркой соединяемые концы следует хорошо очистить и обезжирить. Это необходимое условие для получения качественного стыка.
Такой эффект достигается за счет увеличения поперечного сечения. Перед сваркой соединяемые концы следует хорошо очистить и обезжирить. Это необходимое условие для получения качественного стыка. Предварительно просчитывается количество тепловой энергии, которая будет выделена термитом. В соответствии с полученными вычислениями подбирается состав термитной шихты. Важно, чтобы смесь была однородной и все компоненты равномерно распределены по всему объему. Далее смесь поджигается, температура доводится до 1350 градусов Цельсия.
Предварительно просчитывается количество тепловой энергии, которая будет выделена термитом. В соответствии с полученными вычислениями подбирается состав термитной шихты. Важно, чтобы смесь была однородной и все компоненты равномерно распределены по всему объему. Далее смесь поджигается, температура доводится до 1350 градусов Цельсия. При этом необходимо обеспечить точную соосность расположения элементов. После устанавливается форма и начинаются сварочные работы.
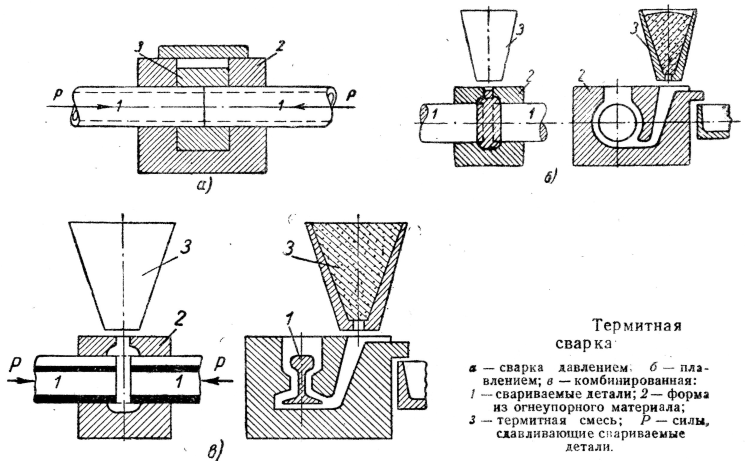
При этом необходимо обеспечить точную соосность расположения элементов. После устанавливается форма и начинаются сварочные работы. Технология идеально подходит для работы в «полевых» условиях.
Технология идеально подходит для работы в «полевых» условиях.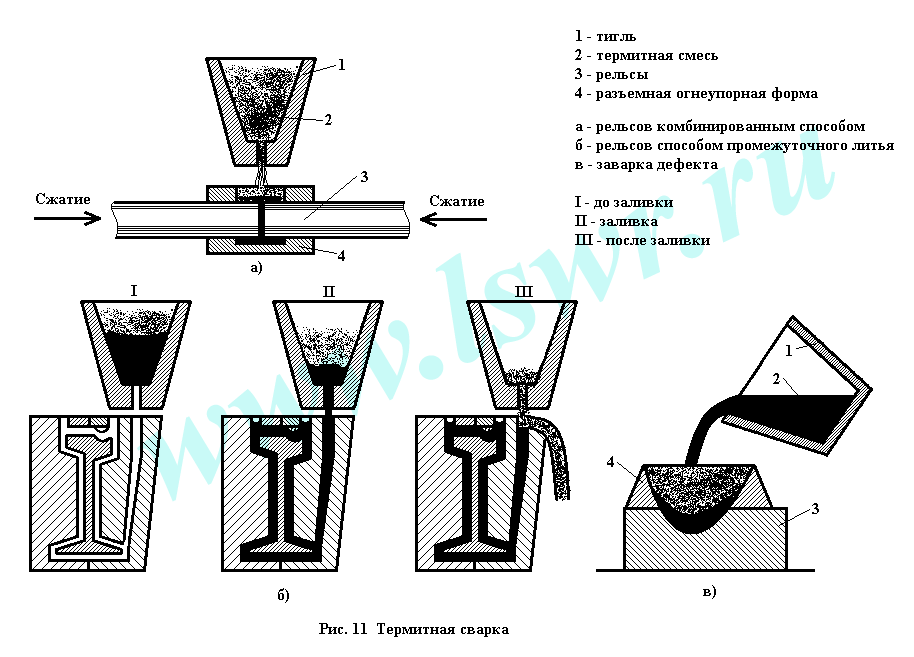 Только не стоит в работе использовать самодельные или сомнительные термитные смеси, поскольку они могут взрываться.
Только не стоит в работе использовать самодельные или сомнительные термитные смеси, поскольку они могут взрываться.
 На подготовительном этапе рельсы укладываются в непосредственной близости от предполагаемого места размещения.
На подготовительном этапе рельсы укладываются в непосредственной близости от предполагаемого места размещения.
 Рабочий процесс ее практического использования выглядит следующим образом:
Рабочий процесс ее практического использования выглядит следующим образом:
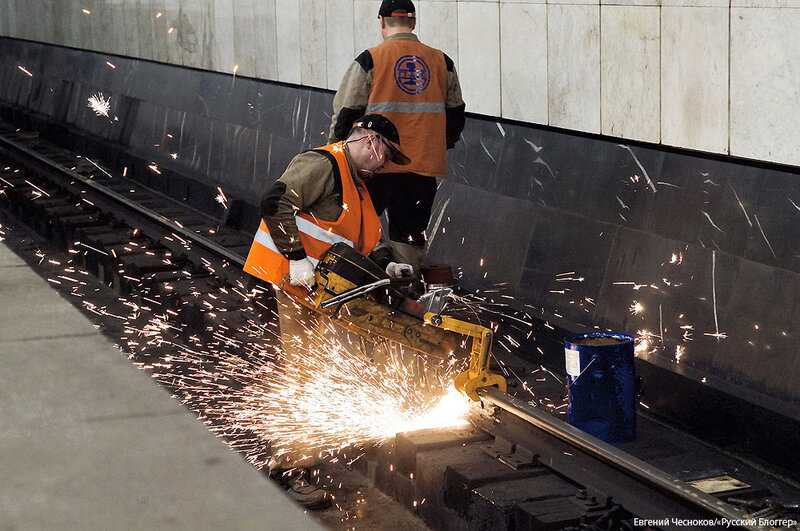
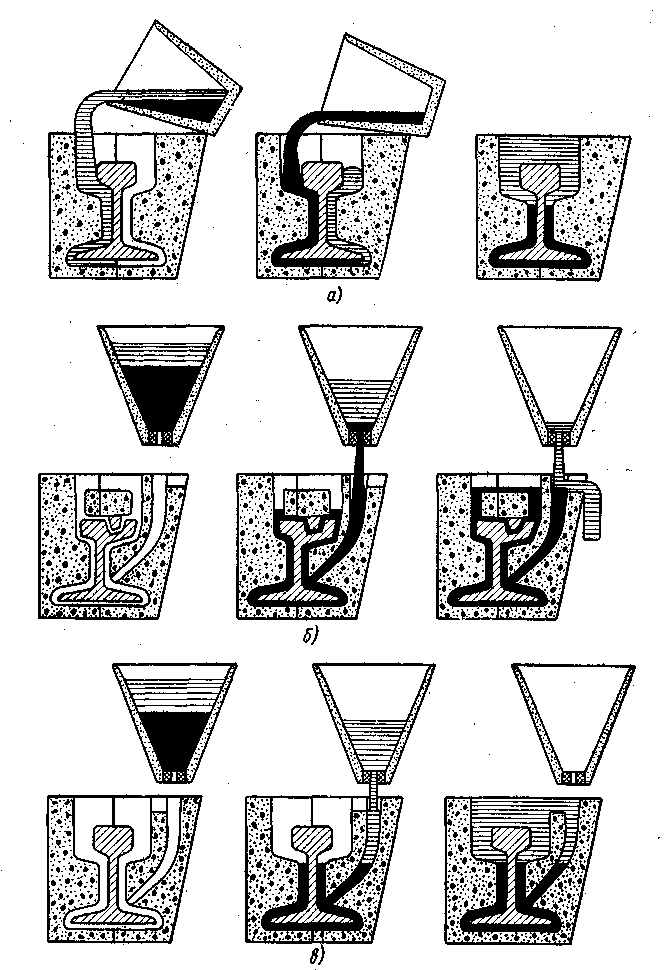
 В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости — ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение. Основным недостатком технологии выступает сравнительно невысокая производительность, которая объясняется серьезным уровнем трудозатрат.
В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости — ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение. Основным недостатком технологии выступает сравнительно невысокая производительность, которая объясняется серьезным уровнем трудозатрат.


 4. Технологическая схема сварки методом промежуточного литья
4. Технологическая схема сварки методом промежуточного литья
 Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
 Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;
Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;


 youtube.com/embed/5uxsFglz2ig?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/5uxsFglz2ig?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Форма должна быть надлежащим образом вентилируема, чтобы обеспечить выход газов и обеспечить надлежащее распределение термитного металла в стыке.
Форма должна быть надлежащим образом вентилируема, чтобы обеспечить выход газов и обеспечить надлежащее распределение термитного металла в стыке.
 Принцип работы термитной сварки был запатентован Эдвардом Г. Ачесоном в 1919 году. В этой статье мы обсудим, как работают термитные сварщики и как они используются в промышленности сегодня!
Принцип работы термитной сварки был запатентован Эдвардом Г. Ачесоном в 1919 году. В этой статье мы обсудим, как работают термитные сварщики и как они используются в промышленности сегодня! Алюминий заключен в защитную бумажную или металлическую оболочку для предотвращения окисления. Куски металла, которые сварщики собираются соединять, обычно нагревают до начала процесса. В частности, термитная сварка включает в себя нагрев обеих поверхностей до температуры, достаточной для того, чтобы произошла реакция.
Алюминий заключен в защитную бумажную или металлическую оболочку для предотвращения окисления. Куски металла, которые сварщики собираются соединять, обычно нагревают до начала процесса. В частности, термитная сварка включает в себя нагрев обеих поверхностей до температуры, достаточной для того, чтобы произошла реакция.
 Первый — это безгазовая сварка, при которой в качестве топлива используется магний, а в качестве оксида металла — порошок алюминия или цинка. Этот тип реакции не требует воздуха или кислорода для поддержания себя.
Первый — это безгазовая сварка, при которой в качестве топлива используется магний, а в качестве оксида металла — порошок алюминия или цинка. Этот тип реакции не требует воздуха или кислорода для поддержания себя.

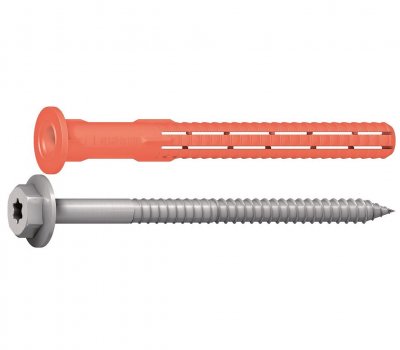
 Однако есть и значительные различия. Дюбель не является самостоятельным крепежным элементом — это лишь распорная часть, в которую нужно ввинчивать шуруп либо саморез. Сообразные конкретному дюбелю метизы подбирают в индивидуальном порядке.
Однако есть и значительные различия. Дюбель не является самостоятельным крепежным элементом — это лишь распорная часть, в которую нужно ввинчивать шуруп либо саморез. Сообразные конкретному дюбелю метизы подбирают в индивидуальном порядке.
 Также нужно отметить, что средняя стоимость дюбеля существенно ниже средней стоимости анкера (однако здесь все зависит от конкретного типа крепежного элемента).
Также нужно отметить, что средняя стоимость дюбеля существенно ниже средней стоимости анкера (однако здесь все зависит от конкретного типа крепежного элемента).
 Существует несколько видов нагрузок, оказывающих влияние на дюбеля и анкеры. Они бывают следующих типов:
Существует несколько видов нагрузок, оказывающих влияние на дюбеля и анкеры. Они бывают следующих типов:
 Например, при монтаже лестницы;
Например, при монтаже лестницы;
 Дюбели бывают металлическими или пластиковыми.
Дюбели бывают металлическими или пластиковыми.
 Крепежи работают по одному принципу: при ввинчивании метиза расширяется анкер и дюбель, обеспечивая силу трения. Два вида крепежей имеют следующие отличия:
Крепежи работают по одному принципу: при ввинчивании метиза расширяется анкер и дюбель, обеспечивая силу трения. Два вида крепежей имеют следующие отличия:
 Анкера устанавливаются только в прочные основания, где исключена пористость. В противном случае метиз вырвет из стены. Даже если поначалу вам будет казаться, что крепление надежное, со временем неправильное применение обернется ослаблением соединения. Анкер – это прочный крепеж, выдерживающий большие нагрузки, но только при правильном использовании и просчете размеров. Анкера стоят на порядок дороже дюбелей.
Анкера устанавливаются только в прочные основания, где исключена пористость. В противном случае метиз вырвет из стены. Даже если поначалу вам будет казаться, что крепление надежное, со временем неправильное применение обернется ослаблением соединения. Анкер – это прочный крепеж, выдерживающий большие нагрузки, но только при правильном использовании и просчете размеров. Анкера стоят на порядок дороже дюбелей.
 Затем лиственных пород цементировали или оштукатуривали в качестве «анкера / пробки». Затем можно было прикрепить винты, втулки или гвозди.
Затем лиственных пород цементировали или оштукатуривали в качестве «анкера / пробки». Затем можно было прикрепить винты, втулки или гвозди.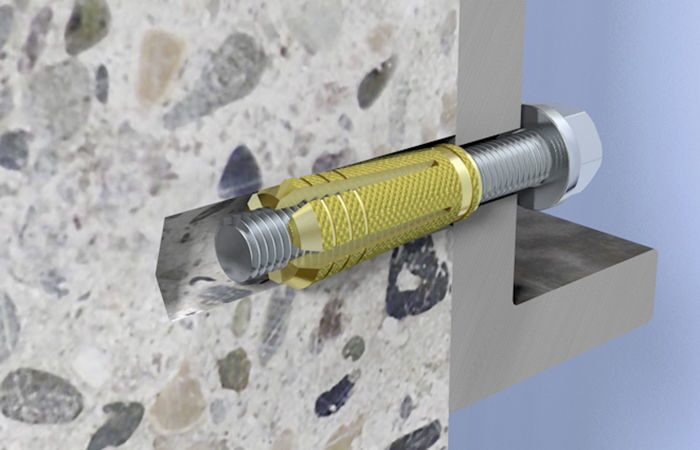 Прочный хомут (с его мощным соединением) предотвращает более глубокое опускание анкера во время сборки, направляет и удерживает ввинченные люверсы (даже при больших нагрузках) и хорошо закрывает отверстие. Благодаря своей прямоугольной геометрии и рядам «когтей» вставка имеет хорошую начальную липкость/сцепление; то есть анкер не будет скручиваться при ввинчивании. Он также доступен в разных размерах для особых случаев.
Прочный хомут (с его мощным соединением) предотвращает более глубокое опускание анкера во время сборки, направляет и удерживает ввинченные люверсы (даже при больших нагрузках) и хорошо закрывает отверстие. Благодаря своей прямоугольной геометрии и рядам «когтей» вставка имеет хорошую начальную липкость/сцепление; то есть анкер не будет скручиваться при ввинчивании. Он также доступен в разных размерах для особых случаев. Для этого якорь DL 12090 — технология необычно длинного анкера (дюбель/дюбель) позволяет создавать высокие анкерные усилия по всей длине анкера.
Для этого якорь DL 12090 — технология необычно длинного анкера (дюбель/дюбель) позволяет создавать высокие анкерные усилия по всей длине анкера.

 pdf
pdf




 Его используют:
Его используют:

 ржавые поверхности. По сравнению с кислородно-водородной резкой плазменная резка более безопасна, экономична и проста в использовании.
ржавые поверхности. По сравнению с кислородно-водородной резкой плазменная резка более безопасна, экономична и проста в использовании.
 5FT Long Trachea (8mm x 12mm)
5FT Long Trachea (8mm x 12mm)

 куб. фут/мин при 65 фунт/кв. дюйм
куб. фут/мин при 65 фунт/кв. дюйм Экономьте место, время и деньги с помощью плазменного резака на 50 А в одном удобном корпусе.
Экономьте место, время и деньги с помощью плазменного резака на 50 А в одном удобном корпусе.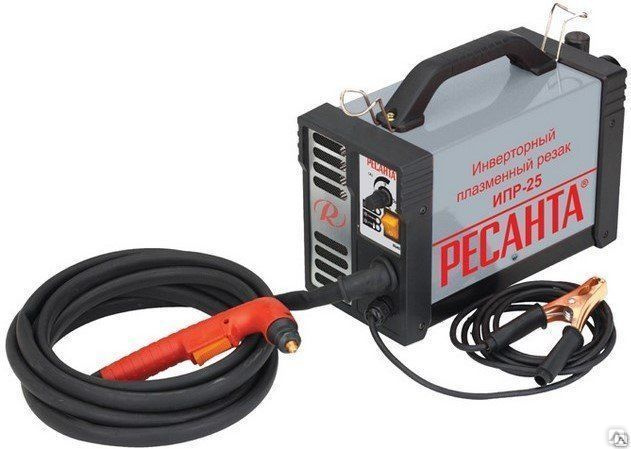 Машины с подъемным стартом хороши для драгстарта и драг-резки. Кратковременно коснитесь резака, чтобы зажечь дугу, затем проведите факелом по поверхности, чтобы сделать разрез. Наконечник резака находится так близко к металлу, что пуск с протягиванием позволяет выполнять более тонкие и точные разрезы
Машины с подъемным стартом хороши для драгстарта и драг-резки. Кратковременно коснитесь резака, чтобы зажечь дугу, затем проведите факелом по поверхности, чтобы сделать разрез. Наконечник резака находится так близко к металлу, что пуск с протягиванием позволяет выполнять более тонкие и точные разрезы 
 номинальном (120/240 В)
номинальном (120/240 В) фут/мин)
фут/мин)