Чем и как сверлить глубокие и большие отверстия в металлических деталях
Содержание
- 1 Особенности создания
- 2 Приспособления для дрелей
- 3 Особенность глубоких отверстий
- 4 Особенность отверстий большого диаметра
- 5 Сверление без лишних хлопот
- 5.1 Конусное сверло
- 5.2 Коронка по металлу
- 6 Пресс для отверстий
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Содержание
- Особенности создания
- Приспособления для дрелей
- Особенность глубоких отверстий
- Особенность отверстий большого диаметра
- Сверление без лишних хлопот
- Конусное сверло
- Коронка по металлу
- Пресс для отверстий
Особенности создания
Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие.
При использовании различных инструментов также необходимо учитывать их особенности. Например, при рассверливании конусными изделиями получаются ровные кромки.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.

- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.

Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Особенность глубоких отверстий
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.
Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.
При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Пресс для отверстий
Одним из распространенных способов является пробивка при помощи специального пресса. Это происходит следующим образом:
- Сначала заготовка укладывается на стол пресса и захватывается несколькими зажимами.
- Затем металл перемещается под пробивной инструмент. На данном этапе происходит дополнительное закрепление материала при помощи прижимного кольца.
- На последнем этапе и происходит пробитие при помощи пуансона.

В револьвере может быть несколько насадок различного диаметра, что позволяет быстро создавать пробоины разного диаметра. Такое оборудование обычно не применяется для работы с металлом в бытовых условиях.
Если работы планируется производить в домашних условиях, следует выбрать универсальный инструмент. Это позволит легко обрабатывать металл, не заботясь о приобретении дополнительных деталей. Подробно с технологией процесса познакомит представленное видео.
Сверление отверстий в металле большого и малого диаметра: как правильно делать?
Главная » Инструменты и оборудование » Механизированные » Шуруповерты, дрели и перфораторы
Опубликовано: Рубрика: Шуруповерты, дрели и перфораторыАвтор: Andrey Ku
Обработка металла относится к числу достаточно сложных операций. Сверление может потребоваться при выполнении ремонта помещений или собственного автомобиля, а также изготовления различных конструкций на дачном участке. Как и в случае с любыми другими отверстиями нам потребуется ручная дрель, которая может быть дополнена различными дополнительными устройствами. Хотя дрель и является очень популярным и востребованным инструментом, имеющийся практически в каждом доме, требуется обладать немалым опытом именно в плане обработки металла. В нашей статье мы расскажем о сверлении металла, сверлах и некоторых особенностях этого трудоемкого процесса.
Инструменты и сверла – что нам потребуется для сверления
Сверление отверстий в металле представляет собой особую технологию, которая заключается в снятия определенного слоя материала за счет одновременного вращательного и поступательного движения сверла. Необходимо зафиксировать дрель в одном положении, чтобы сверло не шевелилось при работе. Именно это является главным условием правильного и безопасного выполнения работ. Чтобы ось дрели оказалась в фиксированном положении, можно воспользоваться одним из многочисленных приспособлений, речь о которых пойдет ниже.
Необходимо зафиксировать дрель в одном положении, чтобы сверло не шевелилось при работе. Именно это является главным условием правильного и безопасного выполнения работ. Чтобы ось дрели оказалась в фиксированном положении, можно воспользоваться одним из многочисленных приспособлений, речь о которых пойдет ниже.
При работе с металлом используются сверла, изготовленные из стали марки Р6М5
Нам потребуются следующие инструменты для работы с металлом:
- Дрель ручная или электрическая
- Спиральное сверло
- Молоток
- Кернер
- Защитные очки и перчатки
Достичь успеха в планируемом мероприятии будет невозможно без соответствующего сверла. Выбор данного элемента – очень важный момент, ведь различные сверла подбираются исхода из свойств металла, а также диаметра будущего отверстия. Свёрла обычно производятся из быстрорежущей стали. Самыми распространенными считаются изделия, изготовленные из стали марки Р6М5. В некоторых случаях используются кобальтовые добавки, которые способствуют увеличению долговечности и износостойкости сверла. В таком случае в маркировке товара появляется литера К. Для очень твердых металлов применяются сверла, оборудованные небольшой напайкой на кончике, что обеспечивает необходимый уровень сверления материала.
В таком случае в маркировке товара появляется литера К. Для очень твердых металлов применяются сверла, оборудованные небольшой напайкой на кончике, что обеспечивает необходимый уровень сверления материала.
Следует знать, что далеко не все дрели способны проделать именно те отверстия, которые вам требуются. Так, производителя обычно указывают соответствующую информацию в руководстве по эксплуатации. К примеру, просверлить отверстие большого диаметра дрелью, мощность которой составляет 700 Вт, не получится. Ведь данное оборудование предназначено для создания отверстия максимального размера 13 мм в поперечнике.
Приспособления для дрелей – как облегчить себе жизнь
Сверление металла вызывает трудности у многих людей, даже опытных мастеров. Одна из причин заключается в физической сложности самого процесса. Ведь необходимо в течение длительного времени держать тяжелую дрель под прямым углом в четко зафиксированном положении. Однако всегда можно воспользоваться дополнительными приспособлениями, призванными облегчить весь процесс.
Кондукторы для сверления позволяют надежно зафиксировать сверло дрели
В строительных магазинах можно приобрести следующие механизмы для перпендикулярного сверления отверстия в металлических изделиях:
- Кондукторы для сверления
- Направляющие для дрели
- Стойки для дрели
Огромной популярностью пользуются кондукторы, именно с их помощью специалисты делают отверстия в изделиях. Сам механизм представляет собой своеобразный бокс, удобный для удержания, в котором расположены направляющие втулки. Подходит для работы со сверлами различных диаметров. Втулки выполняются из очень твердых сортов металла, гораздо более твердого, нежели само сверло. Поэтому не стоит волноваться, что при работе с дрелью они повредятся.
Вам требуется всего лишь расположить кондуктор над местом будущего отверстия, предварительного отмеченного кернером, после чего включить дрель. Сверло будет прочно зафиксировано втулками, поэтому от заданного направления оно не уйдет. Особенно полезным кондуктор считается при сверлении цилиндрической формы, к примеру, труб, поскольку наконечник сверла постоянно соскальзывает с округлой формы трубы.
Также можно приобрести направляющие для ручной дрели – это полезный опорный механизм, где дрель фиксируется за шейку для достижения неподвижности во время работы. Подошва, удерживаемая свободной рукой, устанавливается на самой заготовке. При таком положении дел инструмент перемещается исключительно вертикально, без малейших отклонений или перекосов.
На сегодняшний день выпускаются универсальные конструкции, оборудованные угловым держателем. Благодаря этому вы сможете сверлить отверстия дрелью даже под углом. Правда, в случае с металлом сверлить под углом при помощи направляющих очень сложно, поскольку боковые перегрузки практически сразу же ломают сверло. Поэтому необходимо позаботиться о покупке изделия из твердого металла.
Еще одно приспособление, которое упрощает процесс изготовления отверстий, называется стационарная стойка. По своей сути, данное оборудование представляет собой несколько упрощенный сверлильный станок, правда, с меньшим функционалом, но и существенно меньшей стоимостью. Дрель двигается по штанге при помощи рычага. Для фиксации заготовки используются струбцины или тиски. По качеству сверления данный агрегат находится на порядок выше прочих своих конкурентов. Однако его цена также выше по сравнению с кондукторами или направляющими.
Дрель двигается по штанге при помощи рычага. Для фиксации заготовки используются струбцины или тиски. По качеству сверления данный агрегат находится на порядок выше прочих своих конкурентов. Однако его цена также выше по сравнению с кондукторами или направляющими.
Глубокие отверстия – в чем их особенность
Процесс сверления отверстий в изделиях из металла существенно отличается в зависимости от толщины заготовки. Глубокие отверстия сделать гораздо сложнее по сравнению с обычными. Специалисты для таких случаев используют токарные станки, причем вращаться должна именно заготовка, а не само сверло на станке. Важным моментом является отвод отходов и стружки из детали, а также охлаждение сверла.
При сверлении глубоких отверстий важным является своевременный отвод стружки
Естественно, в домашних условиях воспользоваться токарным станком вряд ли получится. Единственный выход из положения – это приобретение направляющих для дрели, которые были описаны выше. Длина сверла имеет большое значение, поскольку сверло может делать отверстия лишь на две трети своей длины. Так что требуется приобрести длинное сверло, но достаточно прочное, которое не сломается под воздействием огромных перегрузок.
Так что требуется приобрести длинное сверло, но достаточно прочное, которое не сломается под воздействием огромных перегрузок.
При отсутствии направляющих можно постараться сверлить и без данного оборудования, если вы уверены в своих силах. Однако угол сверления менять категорически запрещено, поскольку это может полностью испортить как сверло, так и заготовку.
Про охлаждение и отвод стружки также забывать ни в коем случае нельзя. Проще всего воспользоваться мыльной водой, в которую предварительно следует обмакнуть наконечник сверла. Некоторые специалисты рекомендуют обмазать сверло растительным маслом или свиным салом. Это существенно уменьшит трение изделия о металл и, как следствие, самым положительным образом скажется на охлаждении сверла.
Если же говорить об извлечении стружки, то этим необходимо заниматься с регулярной частотой, периодически извлекая отходы от бурения. Проще всего перевернуть заготовку, чтобы стружка под действием гравитации, освободила отверстие. Если же изделие очень тяжелое, то в ход идут подручные приспособления, в том числе крючки или магниты. В противном случае стружка способна закупорить канавки, имеющиеся на сверле, что в дальнейшем приведет к блокировке вращения, а также к поломке сверла.
Если же изделие очень тяжелое, то в ход идут подручные приспособления, в том числе крючки или магниты. В противном случае стружка способна закупорить канавки, имеющиеся на сверле, что в дальнейшем приведет к блокировке вращения, а также к поломке сверла.
Отверстия большого диаметра – самая сложная операция
Просверлить большое отверстие в металле еще сложнее, чем сделать отверстие большой глубины. Здесь есть несколько подходов: либо конусным сверлом делать отверстие большого диаметра в металле за несколько подходов, либо воспользоваться специальной коронкой. Стоимость конусных сверл очень велика, тогда как эффективность ниже, чем у коронки.
Именно поэтому специалисты утверждают, что правильнее сверлить металл именно при помощи коронки. В центральной части расположено сверло, тогда как по краям находится режущая поверхность с остро заточенными зубьями. Благодаря сверлу, коронка фиксируется в одном положении и не двигается во время работы. Сверление осуществляется на низких оборотах дрели, причем все делать надо очень аккуратно и внимательно, чтобы не повредить коронку.
Благодаря сверлу, коронка фиксируется в одном положении и не двигается во время работы. Сверление осуществляется на низких оборотах дрели, причем все делать надо очень аккуратно и внимательно, чтобы не повредить коронку.
Понравилась статья? Поделиться с друзьями:
Wie bohrt man ein großes Loch in Metall?
Das Bohren durch Metall kann in den besten Zeiten eine Herausforderung sein, aber der Versuch, ein Loch mit großem Durchmesser zu schaffen, kann ein noch größeres Dilemma darstellen, insbesondere bei einem massn Stahlträger oder einer Platte.
Wie kann es also gemacht werden?
Traditionelle Methoden пал в drei Kategorien.
Aber wie bohrt man am besten große Löcher in dickes Metall schnell und ohne Bohrer durchzubrennen?
Ответ: с VersaDrive HoleCutter.
Der VersaDrive HoleCutter ist eine Mischung aus Räumwerkzeug und herkömmlicher Lochsäge und bietet das Beste aus beiden Werkzeugen in einer flexiblen und tragbaren Lösung.
Der VersaDrive HoleCutter ähnelt im Design einem Räumwerkzeug und verfügt über hochwertige, einzeln gelötete Sandvik-Wolframkarbidzähne, die unglaubliche Stärke, höchste Leistung und eine 10-mal längere Lebensdauer als herkömmliche Bimetall-Lochsägen bieten.
Sie arbeiten wie ein Räumwerkzeug, indem sie Metall am Rand des Lochs und nicht über dessen gesamten Bereich entfernen, was zu schnellen Schnitten und minimalem Verschleiß des Werkzeugs führt, was wiederum die Lebensdauer weit verchängängängsängauber die eiderum herköngerts
Im Gegensatz zu einem Räumwerkzeug hat der VersaDrive HoleCutter jedoch die Flexibilität, in leichten, tragbaren Antriebswerkzeugen wie kabellosen Pistolenbohrern verwendet zu werden.
Dies ersetzt die Notwendigkeit schwerer, umständlicher Magnetbohrer und bietet eine leistungsstarke Lösung zum Bohren, die sich perfekt für den Einsatz vor Ort, an abgelegenen Orten oder an Orten mit eingeschränktem Zugang eignet und Werkstücke nicht entfernt und in eine Werkstatt zurückgebracht werden können.
Отверстие VersaDrive HoleCutter состоит из двух шнитленгенов, 55 мм и 100 мм, стержней и шляпы Fähigkeit, Löcher durch dicke Bleche, Kastenprofile undere Tiefbohranwendungen zu erzeugen.
Ultimative Flexibilität
Als Teil des einzigartigen VersaDrive-Systems profitiert der VersaDrive HoleCutter von einer Reihe zusätzlicher Funktionen, die bei herkömmlichen Schneidlösungen für große Löcher unübertroffen sind.
Erstens Passt Sein Patentierter Sechskantschaft auf all 1/2 «-bohrfutter und sorgt für einen festen sitz und rutschfesten einsatz. Er is auch mit alenrive-schnellvershlussdaptern und-werlergererger wodrive-schnellvershlushnaptern und-werlemerlershererlardershererlershlersherersherersherershlersherlersherersherersherersherlerr das Bohren außerhalb der Reichweite oder den Schnellwechseleinsatz für mehrere Antriebswerkzeuge.
Влажные штампы, исключающие HMT-Designs, kann der VersaDrive HoleCutter mit handgeführten Rotationsbohrern, SDS+-Bohrern (nur im Rotationsmodus), Säulenbohrern verwendet oder sogar für den Einsatz in Magnetbohrern als Räumderwerkzeug and. Dies bietet die größte Flexibilität aller verfügbaren Schneidlösungen für große Löcher.
Dies bietet die größte Flexibilität aller verfügbaren Schneidlösungen für große Löcher.
Ein einteiliger, austauschbarer, federbelasteter Pilotbohrer dient auch dazu, das Werkzeug während des Gebrauchs zu zentrieren, um sicherzustellen, dass es während des Schnitts nicht „wandert“, während er auch den Ferwinesenti Loft achinerenti Lofts ung achinerenti Metallrest nach.
Альтернативный вариант сверла VersaDrive HoleCutter с узким шлицем, эффективным и экономичным креплением, а также дополнительными опциями на рынке übertrifft und überdauert.
Für weitere Informationen und Antworten auf häufig gestellte Fragen klicken Sie hier
Почта Альтерер
Нойерер Пост
Как увеличить или выровнять отверстие в металле
Увеличение отверстий или выравнивание несоответствующих отверстий в металле — это работа инструмента, известного как развертка.
Процесс, с помощью которого это делается, называется развертыванием и отличается от традиционного сверления тем, что в качестве отправной точки требуется существующее отверстие или несколько отверстий. Развертка не может создать отверстие с нуля, только увеличивает размер текущего отверстия.
Ниже вы найдете пошаговое руководство по развёртыванию вместе с техническими рекомендациями, практическими рекомендациями и информацией о доступных развёртках HMT и примерах, в которых их лучше всего использовать.
Как увеличить или выровнять (развернуть) отверстие в металле:
- Во-первых, убедитесь, что заготовка надежно закреплена и не собирается двигаться.
- Во-вторых, если у вас уже есть отверстие, которое вы хотите увеличить или выровнять, выберите наиболее подходящий развертку для нужного вам размера отверстия. Например, если вы хотите перейти от отверстия диаметром 8 мм к отверстию диаметром 16 мм, не рекомендуется делать это за одну операцию. Для достижения наилучших результатов и во избежание поломки инструмента увеличивайте отверстие небольшими приращениями по 2–3 мм за раз, используя для этого развертку соответствующего размера.
- Установите развертку на приводной инструмент.
- При использовании развертки VersaDrive с технологией Holemaker Technology в ударном гайковерте, магнитной дрели или дрели SDS выберите правильный адаптер, установите его на приводной инструмент и вставьте развертку.
- При установке развертки ImpactaMag на магнитную дрель просто вставьте ее в оправку и затяните установочные винты.
- Вставьте расширитель в расширяемое отверстие. Развертки VersaDrive и ImpactaMag представляют собой конические развертки, также известные как мостовые развертки, которые самоцентрируются благодаря своим наклонным коническим сторонам. (Развертки, используемые в магнитной дрели, могут самоцентрироваться только при выключенном магните, чтобы сверло могло двигаться в правильное положение. )
- Когда все будет готово, слегка отведите расширитель, чтобы он не касался стенок отверстия, и запустите его вращение.
- Начните резку, применяя постоянное давление подачи на протяжении всей операции.
- Когда развертка достигает своего самого широкого места, резка завершена, и развертку можно остановить и извлечь.
 Для достижения наилучших результатов и во избежание поломки инструмента увеличивайте отверстие небольшими приращениями по 2–3 мм за раз, используя для этого развертку соответствующего размера.
Для достижения наилучших результатов и во избежание поломки инструмента увеличивайте отверстие небольшими приращениями по 2–3 мм за раз, используя для этого развертку соответствующего размера. )
)Практические рекомендации:
- Проверьте требования к минимальному крутящему моменту для используемого инструмента.
- Прилагайте сильное, постоянное давление подачи на протяжении всего резания, применяя подачу очень медленно и осторожно в течение первого 1 мм резания.
- Чтобы максимально увеличить срок службы инструмента, не пытайтесь увеличить существующий диаметр отверстия более чем на 2–3 мм. Если требуется больший размер готового отверстия, то следует использовать развертку следующего размера для «шага вперед», пока не будет достигнут диаметр готового отверстия.
- Избегайте бокового перемещения или наклона, которые могут привести к повреждению инструмента
- Обеспечьте регулярное применение качественной смазочно-охлаждающей жидкости, особенно при сверлении толстых или закаленных материалов.
- Резка пламенем, лазерная резка или пробивка отверстий с помощью ударного гайковерта могут оказаться невозможными. В этой ситуации отверстие можно рассверлить низкоскоростной магнитной дрелью с разверткой ImpactaMag или VersaDrive.
- Следуйте указаниям, чтобы установить правильную скорость вращения. Неверное число оборотов может привести к сокращению срока службы или поломке инструмента.
- Обеспечьте отсутствие мусора на поверхности стали достаточной толщины для надежного удержания магнита при сверлении магнитом.
- Регулярно проверяйте, чтобы направляющие, рукоятки, оправки и подвижные части магнитной дрели не расшатались со временем.
- Для максимальной производительности при использовании ударных гайковертов и ударных винтовертов.

Подробную техническую информацию о рекомендуемых скоростях и подачах см. в конце статьи.
Теперь вы знаете как, зачем вам рассверливать отверстие?
Существует множество причин, по которым необходимо модифицировать отверстия после их создания. Чаще всего это могут быть изменения спецификации, изменение типа используемых креплений или даже просто ошибка измерения на каком-либо этапе процесса.
Чаще всего это могут быть изменения спецификации, изменение типа используемых креплений или даже просто ошибка измерения на каком-либо этапе процесса.
Какова бы ни была причина увеличения отверстия, его традиционно трудно выполнить точно на месте и вдали от стационарных прецизионных фрезерных и сверлильных станков, особенно в твердых материалах, таких как сталь.
Вопрос «как это сделать быстро и правильно» тогда стал настоящим вызовом.
Желание найти решение этих проблем привело нас к созданию двух совершенно новых продуктов – линейки разверток VersaDrive и ImpactaMag для строительства и производства.
Ударные развертки VersaDrive
Развертки VersaDrive — это идеальный инструмент для выравнивания и расширения отверстий, предназначенный для слесарей и монтажников металлоконструкций, позволяющий продолжать работу, когда отверстие смещено или имеет неправильный размер для крепления.
Обладая специально разработанной геометрией режущей кромки с 6 зубьями и титановым покрытием, развертки VersaDrive™ полностью рассчитаны на ударную вязкость и работают быстрее всего при использовании с ударным гайковертом, обеспечивая максимальную производительность резания практически без отдачи электроинструмента.
Развертки VersaDrive имеют запатентованный нескользящий шестигранный хвостовик, подходящий для использования в любом стандартном сверлильном патроне 1/2 дюйма для аккумуляторных или пистолетных дрелей или для использования с адаптером VersaDrive Rapid Lock для использования с широким спектром электроинструментов, таких как магнитные дрели. .
- Прецизионная конструкция с 6 зубьями для гладкой резки
- Безопасное развертывание с минимальной отдачей
- Специально закалены для использования с ударным гайковертом
- Высококачественная инструментальная сталь для высокой точности и длительного срока службы
- Титановое покрытие Goldmax с низким коэффициентом трения для предотвращения выгорания
- Высокопрочная, нескользящая конструкция хвостовика
- Использование на ударных или вращающихся
Краткое техническое руководство
- Для максимальной производительности при использовании ударных гайковертов и ударных винтовертов
- Развертки с ударным приводом не рекомендуются для отверстий, прорезанных пламенем или плазмой. Используйте с магнитной дрелью
- Развертка должна вращаться перед началом резки, и через разрез следует использовать постоянное давление подачи
- Для материалов толще 20 мм рекомендуется использовать развертки ImpactaMag
 Используйте с магнитной дрелью
Используйте с магнитной дрелью
Развертка HMT ImpactaMag
Развертка ImpactaMag™ HSS — это уникальная развертка двойного назначения для расширения и выравнивания отверстий в металлах и твердых материалах.
Специально разработанная геометрия режущей кромки позволяет использовать инструмент в ударном гайковерте или магнитной дрели. При использовании в ударном гайковерте он закрепляется в специальном адаптере, что упрощает управление инструментом, применение правильной скорости подачи и извлечение из готового отверстия, что увеличивает срок службы инструмента. Эта развертка также подходит для стандартной магнитной оправки Weldon.
Коническая форма позволяет вводить узкий конец развертки ImpactaCut в существующее отверстие и точно центрировать его.
Вращательный/ударный удар точно срезает стружку с каждой стороны отверстия, вплоть до самого широкого размера расширителя.
- Идеально подходит для монтажа металлоконструкций и мостовых работ
- Идеально подходит для модификации и увеличения отверстий
- Крепится непосредственно к ударному гайковерту
- Может использоваться с любой стандартной магнитной дрелью
- Доступны промежуточные размеры
- Уникальная конструкция с 6 зубьями для более быстрой и плавной резки
- Подготовьте отверстия для установки TCB и болтов фрикционной рукоятки
Так как же узнать, какой из них вам подходит?
Правильный инструмент для работы зависит от используемого приводного инструмента, размера требуемого окончательного отверстия и материала, который вы расширяете.
Когда развертки VersaDrive являются лучшим вариантом:
При использовании переносного электроинструмента, такого как ударный шуруповерт или ударный гайковерт, и требуемый окончательный размер отверстия меньше 26 мм, рекомендуется использовать ударную развертку VersaDrive. Этот инструмент быстро и легко совместим с ассортиментом быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
Этот инструмент быстро и легко совместим с ассортиментом быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
Развертки VersaDrive также можно использовать с аккумуляторными дрелями, магнитными дрелями или сверлами на столбах, поэтому для операций, требующих отверстий диаметром до 26 мм в материалах толщиной до 20 мм, развертки VersaDrive по-прежнему идеально подходят для этой задачи.
Если лучше использовать развертку ImpactaMag:
Если вы используете магнитную дрель без адаптера, размер отверстия должен составлять 26–39 мм или материал имеет толщину более 20 мм, то рекомендуется использовать развертку ImpactaMag.
Имея хвостовик Weldon, развертка ImpactaMag помещается непосредственно в стандартную оправку 19,05 мм, а ее конструкция идеально подходит для обработки более толстых материалов глубиной более 20 мм.
Многие специалисты в области строительства дадут показания.
 sOtZJOEpKiNeS0BxPuBhKeXCKVC3CUxF0cm-01qoQpQ» data-advtracking-product-id=»730277036″ data-tg-chain=»{"view_type": "preview"}»>
sOtZJOEpKiNeS0BxPuBhKeXCKVC3CUxF0cm-01qoQpQ» data-advtracking-product-id=»730277036″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3NzAzOCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTc5NzQ5MywicGFnZUlkIjoiNzZhZDA5OGQtYTBmZC00ZDg1LTk3OWUtZmIzNmU1ZjMzYmMwIiwicG93IjoidjIifQ.CreZHgd4fcZzEFhtBTUMF8B2qMLpWoko77C1DWgYuVU» data-advtracking-product-id=»730277038″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3NzAzOCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTc5NzQ5MywicGFnZUlkIjoiNzZhZDA5OGQtYTBmZC00ZDg1LTk3OWUtZmIzNmU1ZjMzYmMwIiwicG93IjoidjIifQ.CreZHgd4fcZzEFhtBTUMF8B2qMLpWoko77C1DWgYuVU» data-advtracking-product-id=»730277038″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjkyNDUyNjg2MCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgxMDYyOCwicGFnZUlkIjoiYWRkNjI4ZDEtMTg0Yi00NzE2LTk2MjItN2Q3Yjg5OGZmYTk4IiwicG93IjoidjIifQ.Z6NGmtPEprvYhatr-CJFrya3M4QRZXR8nXxMG31CGDw» data-advtracking-product-id=»924526860″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjkyNDUyNjg2MCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgxMDYyOCwicGFnZUlkIjoiYWRkNjI4ZDEtMTg0Yi00NzE2LTk2MjItN2Q3Yjg5OGZmYTk4IiwicG93IjoidjIifQ.Z6NGmtPEprvYhatr-CJFrya3M4QRZXR8nXxMG31CGDw» data-advtracking-product-id=»924526860″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc3NSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgyMjM2OCwicGFnZUlkIjoiMmNiOTlmMjYtZTlkYi00NjhhLWExMmYtM2U4NGY0OGFlZTc2IiwicG93IjoidjIifQ.ipS4MHhsLDalZ72Dsr46_ZN3yG8J9EPWMlQ9Y85jyC4″ data-advtracking-product-id=»730277775″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc3NSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgyMjM2OCwicGFnZUlkIjoiMmNiOTlmMjYtZTlkYi00NjhhLWExMmYtM2U4NGY0OGFlZTc2IiwicG93IjoidjIifQ.ipS4MHhsLDalZ72Dsr46_ZN3yG8J9EPWMlQ9Y85jyC4″ data-advtracking-product-id=»730277775″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc3NywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgzNDg1NCwicGFnZUlkIjoiODQyYTE3OTItZjFjMi00MzQ4LWExNTctZTEyZjU2OThmNzRiIiwicG93IjoidjIifQ.EIU-_3LH6mMa9EM5AZHpsgmjFaSGtSlOqww7Je40fG0″ data-advtracking-product-id=»730277777″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc3NywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgzNDg1NCwicGFnZUlkIjoiODQyYTE3OTItZjFjMi00MzQ4LWExNTctZTEyZjU2OThmNzRiIiwicG93IjoidjIifQ.EIU-_3LH6mMa9EM5AZHpsgmjFaSGtSlOqww7Je40fG0″ data-advtracking-product-id=»730277777″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc3OSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg0NjM3LCJwYWdlSWQiOiJiZGZiYWM1Zi1hYzAyLTRlODItYTM3MC04MzEzNTgzMzliODYiLCJwb3ciOiJ2MiJ9.J2Y97YkVe4AQzl1STw0g5A5U3AlHr8jjpngM_UouFmI» data-advtracking-product-id=»730277779″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc3OSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg0NjM3LCJwYWdlSWQiOiJiZGZiYWM1Zi1hYzAyLTRlODItYTM3MC04MzEzNTgzMzliODYiLCJwb3ciOiJ2MiJ9.J2Y97YkVe4AQzl1STw0g5A5U3AlHr8jjpngM_UouFmI» data-advtracking-product-id=»730277779″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4MSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg1OTEyLCJwYWdlSWQiOiJhMjYwMGUzZS0yNzRlLTRkZmMtODViYy1iMThiODE3ZmUxNzAiLCJwb3ciOiJ2MiJ9.WS6agedOE5HtmgrmOTKGy5tB5arLnnU21ExiVrGgNjA» data-advtracking-product-id=»730277781″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4MSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg1OTEyLCJwYWdlSWQiOiJhMjYwMGUzZS0yNzRlLTRkZmMtODViYy1iMThiODE3ZmUxNzAiLCJwb3ciOiJ2MiJ9.WS6agedOE5HtmgrmOTKGy5tB5arLnnU21ExiVrGgNjA» data-advtracking-product-id=»730277781″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4MywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg3MDU4LCJwYWdlSWQiOiI4OGM3ZmE4My0wZjY1LTQ1NDEtYjU2MC05NDJjOWJkZmJhYTgiLCJwb3ciOiJ2MiJ9.ekpfcq8JZEXAkOwbBueyGh24SFBUoecWUN2m2cs1ZdM» data-advtracking-product-id=»730277783″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4MywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg3MDU4LCJwYWdlSWQiOiI4OGM3ZmE4My0wZjY1LTQ1NDEtYjU2MC05NDJjOWJkZmJhYTgiLCJwb3ciOiJ2MiJ9.ekpfcq8JZEXAkOwbBueyGh24SFBUoecWUN2m2cs1ZdM» data-advtracking-product-id=»730277783″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4NSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg4MTkxMywicGFnZUlkIjoiNDQ3NjQ3MTItOTU4NS00Y2ZiLTg0ZGMtZTQ5YzQyMzBiODU1IiwicG93IjoidjIifQ._9em0LD5U_8TLspsGYmJPJVYA5gMYOdW0rnQ42FTBvA» data-advtracking-product-id=»730277785″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4NSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg4MTkxMywicGFnZUlkIjoiNDQ3NjQ3MTItOTU4NS00Y2ZiLTg0ZGMtZTQ5YzQyMzBiODU1IiwicG93IjoidjIifQ._9em0LD5U_8TLspsGYmJPJVYA5gMYOdW0rnQ42FTBvA» data-advtracking-product-id=»730277785″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4NywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg5NDE5OCwicGFnZUlkIjoiZWQyOGVmMDktZDRiMi00ZTgyLTlmNGEtZTEyNTEyNGNiMWI2IiwicG93IjoidjIifQ.Tia25Ma3odebYbO50MHGsjhDkg18fg-fGbhymVSrVPA» data-advtracking-product-id=»730277787″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4NywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg5NDE5OCwicGFnZUlkIjoiZWQyOGVmMDktZDRiMi00ZTgyLTlmNGEtZTEyNTEyNGNiMWI2IiwicG93IjoidjIifQ.Tia25Ma3odebYbO50MHGsjhDkg18fg-fGbhymVSrVPA» data-advtracking-product-id=»730277787″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4OSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTkwNTU3OCwicGFnZUlkIjoiMTg1OGI0YTUtMjM4Ny00YzA2LWEzMWQtYTc5YWRmNmQxNmNjIiwicG93IjoidjIifQ.oVA05VJrXb4Zk1b6nrJasZgt4NggWOLDdRj2Gb0rJ-I» data-advtracking-product-id=»730277789″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4OSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTkwNTU3OCwicGFnZUlkIjoiMTg1OGI0YTUtMjM4Ny00YzA2LWEzMWQtYTc5YWRmNmQxNmNjIiwicG93IjoidjIifQ.oVA05VJrXb4Zk1b6nrJasZgt4NggWOLDdRj2Gb0rJ-I» data-advtracking-product-id=»730277789″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3NzIwMywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTkxNjgzNiwicGFnZUlkIjoiNTE5OTNjNGQtMGRmYS00ZjE2LWI0YjQtYWRjNGJkOWFiZjQzIiwicG93IjoidjIifQ.iW66zPDJmswoNNpml4SiGUzi56-GMcySmz1ES2RUfss» data-advtracking-product-id=»730277203″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3NzIwMywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTkxNjgzNiwicGFnZUlkIjoiNTE5OTNjNGQtMGRmYS00ZjE2LWI0YjQtYWRjNGJkOWFiZjQzIiwicG93IjoidjIifQ.iW66zPDJmswoNNpml4SiGUzi56-GMcySmz1ES2RUfss» data-advtracking-product-id=»730277203″ data-tg-chain=»{"view_type": "preview"}»> A.C.C. 100 000 фунтов. Сила @ 9058 фунтов на квадратный дюйм (Максимальное давление). Одностороннего действия с пружинным возвратом (выдвижение-втягивание). 6,25″ Ход/ход. Резьба воротника…
A.C.C. 100 000 фунтов. Сила @ 9058 фунтов на квадратный дюйм (Максимальное давление). Одностороннего действия с пружинным возвратом (выдвижение-втягивание). 6,25″ Ход/ход. Резьба воротника… 00-SPL 115 В переменного тока, 1 фаза, 60 Гц. 20 000 фунтов. Усилие @ 8 929 фунтов на квадратный дюйм. (Максимальное давление). Одностороннего действия (выдвижение-втягивание). 12.00″ Ход/ход. 4-стоечный, резьба на воротнике…
00-SPL 115 В переменного тока, 1 фаза, 60 Гц. 20 000 фунтов. Усилие @ 8 929 фунтов на квадратный дюйм. (Максимальное давление). Одностороннего действия (выдвижение-втягивание). 12.00″ Ход/ход. 4-стоечный, резьба на воротнике… 00-SPL Гидравлический пресс 20 000 фунтов. Усилие @ 8 969 фунтов на квадратный дюйм (Максимальное давление). Двойного действия (выдвижение-втягивание). 10.00″ Ход/ход. Фланцевое крепление с буртиковой резьбой. 22.00″ Горизонтальное открытие. 12.00″ Вертикальное отверстие. Исправлено…
00-SPL Гидравлический пресс 20 000 фунтов. Усилие @ 8 969 фунтов на квадратный дюйм (Максимальное давление). Двойного действия (выдвижение-втягивание). 10.00″ Ход/ход. Фланцевое крепление с буртиковой резьбой. 22.00″ Горизонтальное открытие. 12.00″ Вертикальное отверстие. Исправлено… 00-SPL Гидравлический пресс 30 000 фунтов. Усилие @ 9 554 фунтов на квадратный дюйм (Максимальное давление). Одностороннего действия — пружинный возврат (выдвижение-втягивание). 8.00″ Ход/ход. Фланцевое крепление с буртиковой резьбой. 28.00″ Горизонтальное открытие. 5…
00-SPL Гидравлический пресс 30 000 фунтов. Усилие @ 9 554 фунтов на квадратный дюйм (Максимальное давление). Одностороннего действия — пружинный возврат (выдвижение-втягивание). 8.00″ Ход/ход. Фланцевое крепление с буртиковой резьбой. 28.00″ Горизонтальное открытие. 5…
 с., 460 В, 3 фазы
с., 460 В, 3 фазы
 США/MO
США/MO

 0004
0004
 Однако между стойками в участках размещения окон расстояние должно составлять не меньше 1,2м.
Однако между стойками в участках размещения окон расстояние должно составлять не меньше 1,2м. Здесь все определяется тем, какого рода утеплитель вы будете использовать. Кроме того, на полученный результат расчетов влияет толщина утеплителя, его габаритные размеры. Зная параметры утеплителя каркасного дома, данные вычисления легко выполняются самостоятельно.
Здесь все определяется тем, какого рода утеплитель вы будете использовать. Кроме того, на полученный результат расчетов влияет толщина утеплителя, его габаритные размеры. Зная параметры утеплителя каркасного дома, данные вычисления легко выполняются самостоятельно.
 Недобросовестные подрядчики часто пользуются «приписками» к сметам в надежде на неграмотного заказчика. В итоге по смете вы платите не только за свой дом, но и за материал для какого-то другого объекта. Поэтому важно уметь проверять расчеты строительной компании, чтобы не быть обманутым. Необязательно проверять всю сметы. Вы можете пересчитать лишь некоторые ее элементы.
Недобросовестные подрядчики часто пользуются «приписками» к сметам в надежде на неграмотного заказчика. В итоге по смете вы платите не только за свой дом, но и за материал для какого-то другого объекта. Поэтому важно уметь проверять расчеты строительной компании, чтобы не быть обманутым. Необязательно проверять всю сметы. Вы можете пересчитать лишь некоторые ее элементы. 65%
65% Именно с составления таких чертежей и необходимо начинать расчет.
Именно с составления таких чертежей и необходимо начинать расчет. Для каркасного дома используют столбчатый, ленточный или фундамент на винтовых сваях. Также может использоваться фундамент на основе монолитной плиты, но этот вариант встречается слишком редко. При необходимости его применения (плывучие грунты) весьма сомнительно строительство дома без привлечения профессионалов.
Для каркасного дома используют столбчатый, ленточный или фундамент на винтовых сваях. Также может использоваться фундамент на основе монолитной плиты, но этот вариант встречается слишком редко. При необходимости его применения (плывучие грунты) весьма сомнительно строительство дома без привлечения профессионалов.

 Общую протяженность лаг умножаем на 2, получаем общую протяженность черепного бруса.
Общую протяженность лаг умножаем на 2, получаем общую протяженность черепного бруса. Для точного расчета необходимо площадь пола разделить на площадь одной доски или площадь одного листа используемого материала. Рекомендуем добавить к полученной цифре 10% запаса (потери на раскрой, бракованный материал).
Для точного расчета необходимо площадь пола разделить на площадь одной доски или площадь одного листа используемого материала. Рекомендуем добавить к полученной цифре 10% запаса (потери на раскрой, бракованный материал). Тогда для вас не составит труда просто пересчитать каждый из брусьев и умножить на их длину. При отсутствии такого чертежа можно воспользоваться правилами расчета наплольных лаг (стойки устанавливаются с таким же шагом, а по углам получаем сдвоенные опоры). Не стоит вычитать из расчетов проемы, ведь там также устанавливаются сдвоенные стойки. Необходим лишь расчет хидеров. Для этого нужно сложить периметр всех оконных и дверных проемов и полученное число умножить на 2.
Тогда для вас не составит труда просто пересчитать каждый из брусьев и умножить на их длину. При отсутствии такого чертежа можно воспользоваться правилами расчета наплольных лаг (стойки устанавливаются с таким же шагом, а по углам получаем сдвоенные опоры). Не стоит вычитать из расчетов проемы, ведь там также устанавливаются сдвоенные стойки. Необходим лишь расчет хидеров. Для этого нужно сложить периметр всех оконных и дверных проемов и полученное число умножить на 2.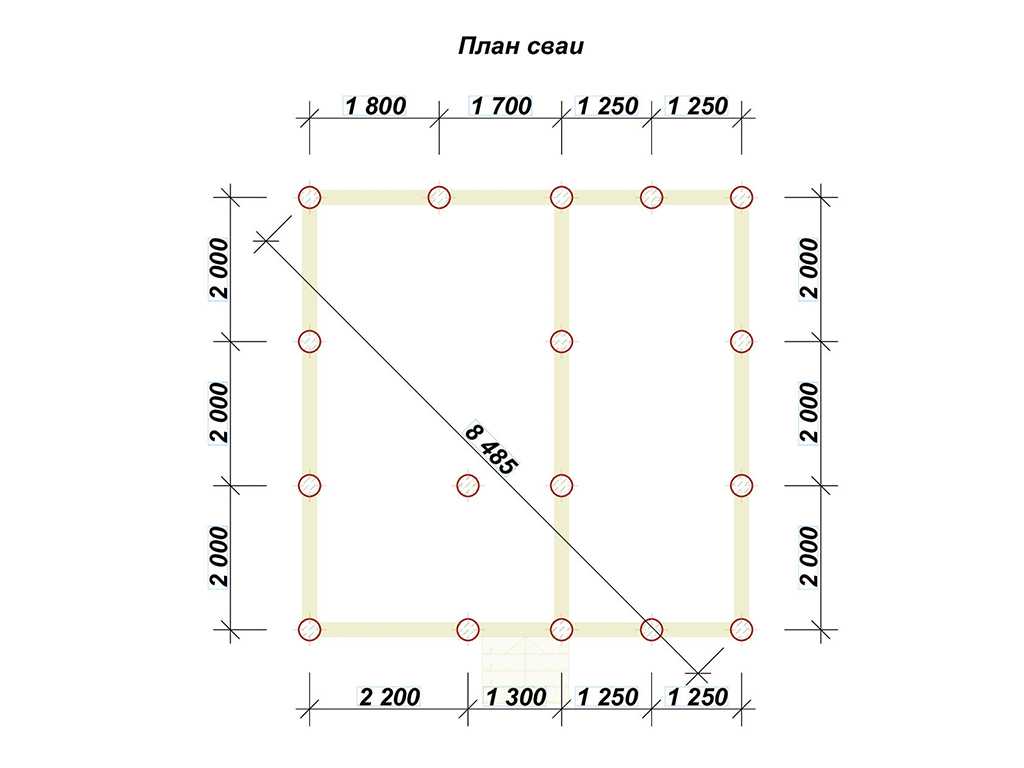 Обшивку каркасных стен можно производить специальными досками – это вагонка, имитация бруса, блокхаус, планкен или доска пола; или листовыми материалами – ОСБ, фанерой, гипсокартоном, ДСП. Расчет ничем не отличается от расчетов финишных напольных покрытий. Рекомендуем не вычитать площадь проемов, так как для обшивочных материалов также необходим небольшой запас.
Обшивку каркасных стен можно производить специальными досками – это вагонка, имитация бруса, блокхаус, планкен или доска пола; или листовыми материалами – ОСБ, фанерой, гипсокартоном, ДСП. Расчет ничем не отличается от расчетов финишных напольных покрытий. Рекомендуем не вычитать площадь проемов, так как для обшивочных материалов также необходим небольшой запас. 5 = 80 кв. м – общая площадь несущих стен.
5 = 80 кв. м – общая площадь несущих стен. Здесь мы можем дать вам лишь один совет: правильно рассчитайте нагрузку на стропильную систему, составьте подробный чертеж кровли со спецификацией необходимого пиломатериала.
Здесь мы можем дать вам лишь один совет: правильно рассчитайте нагрузку на стропильную систему, составьте подробный чертеж кровли со спецификацией необходимого пиломатериала. Обратитесь в соответствующие организации для составления плана и расчета необходимых материалов.
Обратитесь в соответствующие организации для составления плана и расчета необходимых материалов. Средний размер дома составляет 2687 квадратных футов по состоянию на 2019 год, что стоило бы 5374–32 244 долларов 3 в каркасе. С ростом цен на строительные материалы стоимость, вероятно, сегодня выше.
Средний размер дома составляет 2687 квадратных футов по состоянию на 2019 год, что стоило бы 5374–32 244 долларов 3 в каркасе. С ростом цен на строительные материалы стоимость, вероятно, сегодня выше. Для нового дома это включает в себя строительство каркасов из палочек для стен с пустыми пространствами, очерчивающими окна и двери. Этот каркас обеспечивает основу для вашего дома, которая будет поддерживать ваши стены, двери, окна и крышу. Кадров обычно
Для нового дома это включает в себя строительство каркасов из палочек для стен с пустыми пространствами, очерчивающими окна и двери. Этот каркас обеспечивает основу для вашего дома, которая будет поддерживать ваши стены, двери, окна и крышу. Кадров обычно Например, если вы используете сталь для создания рамы вместо пиломатериалов, это будет дороже. Если ваш дом больше, то труд, необходимый для возведения каркаса, будет стоить дороже.
Например, если вы используете сталь для создания рамы вместо пиломатериалов, это будет дороже. Если ваш дом больше, то труд, необходимый для возведения каркаса, будет стоить дороже. Это приводит к тому, что коммерческие проекты стоят дороже.
Это приводит к тому, что коммерческие проекты стоят дороже.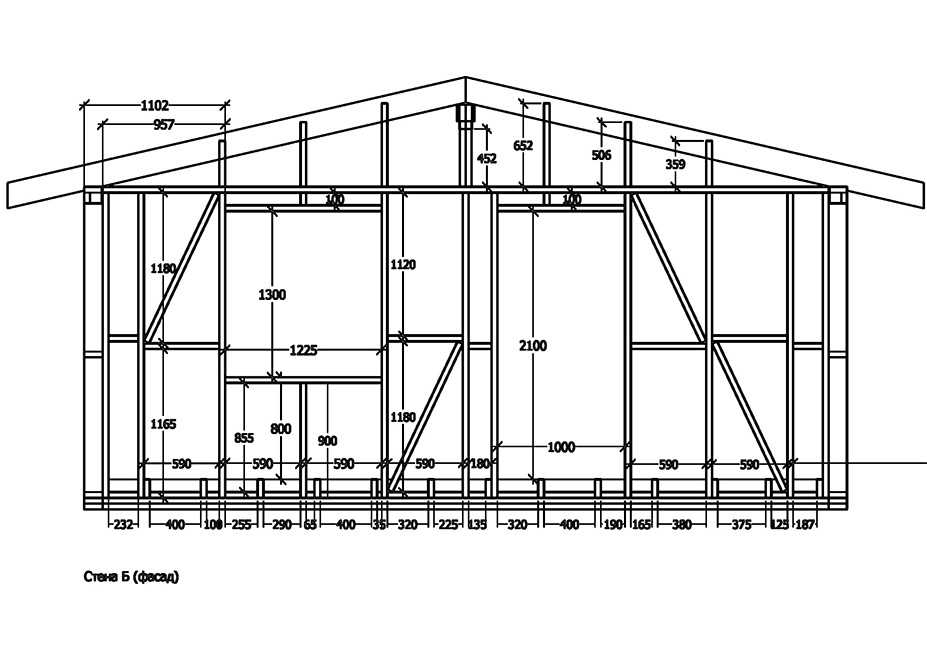 д.)
д.) В зависимости от сложности проекта каркас крыши может стоить от 6 до 9 долларов за квадратный фут. 1 Дополнительные долины, уклоны и углы приводят к увеличению затрат.
В зависимости от сложности проекта каркас крыши может стоить от 6 до 9 долларов за квадратный фут. 1 Дополнительные долины, уклоны и углы приводят к увеличению затрат. Таким образом, важно найти надежного плотника с квалификацией, соответствующей вашему проекту.
Таким образом, важно найти надежного плотника с квалификацией, соответствующей вашему проекту.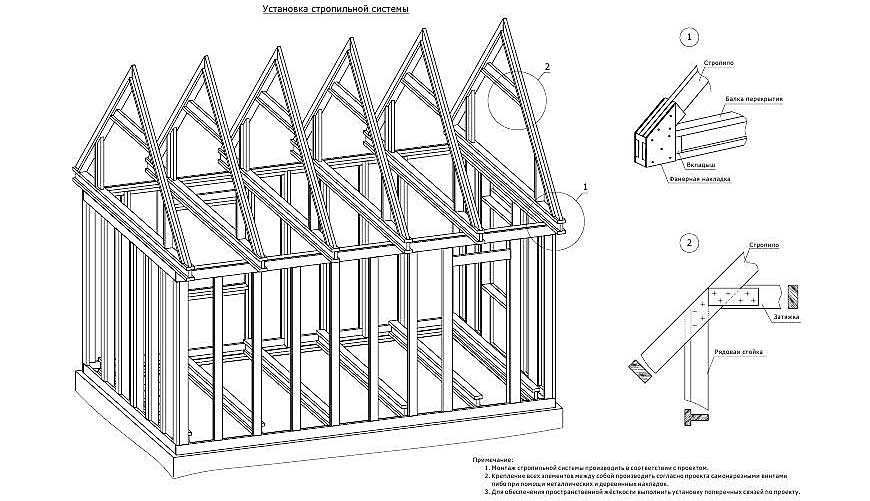 Поскольку они находятся в вашем сообществе, с ними должно быть легко связаться, и они, вероятно, будут больше заботиться о своей работе, чтобы поддерживать свою репутацию в вашем регионе.
Поскольку они находятся в вашем сообществе, с ними должно быть легко связаться, и они, вероятно, будут больше заботиться о своей работе, чтобы поддерживать свою репутацию в вашем регионе. Это означает, что стоимость пиломатериалов для каркаса дома площадью 2000 квадратных футов может стоить от 6000 до 16000 долларов.
Это означает, что стоимость пиломатериалов для каркаса дома площадью 2000 квадратных футов может стоить от 6000 до 16000 долларов.

 Помните, не измеряйте OC с конца каждой шпильки!
Помните, не измеряйте OC с конца каждой шпильки!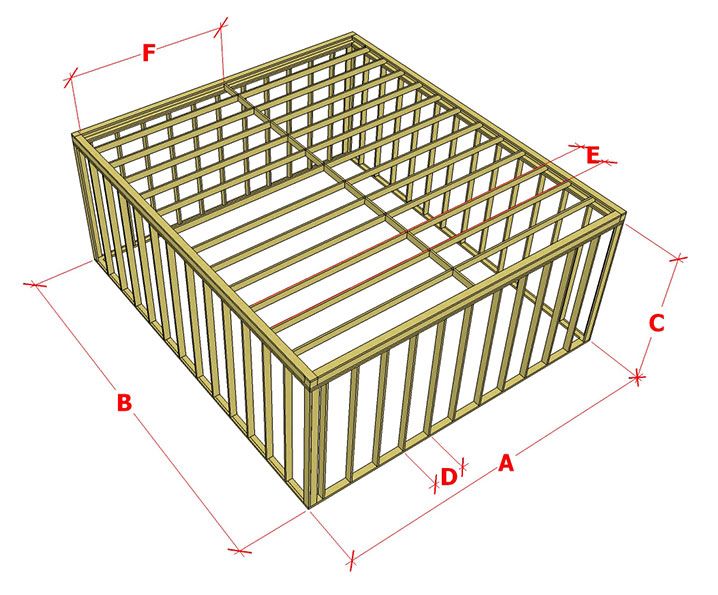
 ru или по телефону +7 (812) 346-80-60, оснакомиться со стомостью продукции и проверить наличие на складе вы можете на странице трубы нержавеющие бесшовные.
ru или по телефону +7 (812) 346-80-60, оснакомиться со стомостью продукции и проверить наличие на складе вы можете на странице трубы нержавеющие бесшовные. , предоставляются скидки, крупный опт проходит по индивидуальной цене. Труба х/т 32,0х1,0 цельнотянутая из марки стали с титаном 12Х18Н10Т в наличии на складе. Доставка по России от 2 до 7 рабочих дней после оплаты счета. Сроки поставки зависят от вашего региона и объема груза.
, предоставляются скидки, крупный опт проходит по индивидуальной цене. Труба х/т 32,0х1,0 цельнотянутая из марки стали с титаном 12Х18Н10Т в наличии на складе. Доставка по России от 2 до 7 рабочих дней после оплаты счета. Сроки поставки зависят от вашего региона и объема груза. Бесшовная нержавеющая труба 32х1 имеет сертификаты завода производителя, отвечает нормам химического состава и механических свойств. Вы можете заказать дополнительную проверку нержавеющей трубы 32х1 ГОСТ 9941-81: соответствие требованиям ГУП «ТЭК СПб», проверка химического состава, УЗК (ультразвуковой контроль) и т.д.
Бесшовная нержавеющая труба 32х1 имеет сертификаты завода производителя, отвечает нормам химического состава и механических свойств. Вы можете заказать дополнительную проверку нержавеющей трубы 32х1 ГОСТ 9941-81: соответствие требованиям ГУП «ТЭК СПб», проверка химического состава, УЗК (ультразвуковой контроль) и т.д. Он имеет горячую прокатку, может производить все виды тонкой, разумной формы и сложного поперечного сечения.
Он имеет горячую прокатку, может производить все виды тонкой, разумной формы и сложного поперечного сечения. Основными отличиями холодногнутой стали от сварной стали являются: сварные стальные трубы в основном используются для транспортировки жидкостей, таких как газ, вода. Нефть, газ, пар и так далее. К стали предъявляются требования выдерживать определенное давление, а холодногнутая сталь используется для изготовления конструкций, выдерживающих внешнее усилие, к форме поперечного сечения балки, размерам и механическим свойствам предъявляются определенные требования.
Основными отличиями холодногнутой стали от сварной стали являются: сварные стальные трубы в основном используются для транспортировки жидкостей, таких как газ, вода. Нефть, газ, пар и так далее. К стали предъявляются требования выдерживать определенное давление, а холодногнутая сталь используется для изготовления конструкций, выдерживающих внешнее усилие, к форме поперечного сечения балки, размерам и механическим свойствам предъявляются определенные требования.


 Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763 Totten Tubes — ваш первоклассный поставщик высококачественных труб из конструкционной углеродистой стали A 500.
Totten Tubes — ваш первоклассный поставщик высококачественных труб из конструкционной углеродистой стали A 500.

 Прочность на растяжение является важным показателем способности A500 работать в приложениях. Прочность на растяжение углеродистой стали A500 описана в таблице ниже.
Прочность на растяжение является важным показателем способности A500 работать в приложениях. Прочность на растяжение углеродистой стали A500 описана в таблице ниже.
 Максимальная толщина стенки без учета сварных швов не должна превышать 110 % от указанной номинальной толщины стенки. Толщина стенки квадратных конструкционных труб и прямоугольных конструкционных труб должна измеряться в центре квартиры.
Максимальная толщина стенки без учета сварных швов не должна превышать 110 % от указанной номинальной толщины стенки. Толщина стенки квадратных конструкционных труб и прямоугольных конструкционных труб должна измеряться в центре квартиры.

 п;
п; Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели). Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
 7
7 08.2018
08.2018 org/Rating»>
org/Rating»> 5 метра, из-за этого заклинило воздуховодную решётку, но поправил её руками и всё стало нормально. Поэтому агрегат очень надёжный и прочный, ударов не боится. Рады такому помощнику в хозяйстве, от него только одна радость.
5 метра, из-за этого заклинило воздуховодную решётку, но поправил её руками и всё стало нормально. Поэтому агрегат очень надёжный и прочный, ударов не боится. Рады такому помощнику в хозяйстве, от него только одна радость. org/Review»>
org/Review»> Аппарат крутой! Твёрдая 5+ с плюсом от меня.
Аппарат крутой! Твёрдая 5+ с плюсом от меня. Советую всем!
Советую всем! Сейчас сам хочу что-нибудь соорудить для его хранения и спать спокойно
Сейчас сам хочу что-нибудь соорудить для его хранения и спать спокойно Это вот кстати один раз пригодилось, когда из-за моей криворукости на него грохнулись ворота)) И отмечу входной автомат, но со временем как-то стал приходить к такому мнению, что он по-сути ему и не нужен. Но для защиты проводки от замыкания пригождается, прям лучше всех.
Это вот кстати один раз пригодилось, когда из-за моей криворукости на него грохнулись ворота)) И отмечу входной автомат, но со временем как-то стал приходить к такому мнению, что он по-сути ему и не нужен. Но для защиты проводки от замыкания пригождается, прям лучше всех. ..
..


 А любые ремонтно — восстановительные работы без сварочного аппарата невозможны. Требовалось установить забор с воротами, и материал был в наличии, не было только сварки. А согласитесь, нанимать профессионального сварщика дело затратное, тем более, что были ограничения по финансам. Вот и решился на приобретение сварочного аппарата, но бюджет на покупку заведомо ограничил. Так как я не сварщик по профессии и неясно потребуется аппарат в будущем или нет, а выкинуть кучу денег на оборудование, которое возможно, будет пылиться в гараже, не хотелось. Но и было желание приобрести качественный и надежный агрегат по низкой стоимости, который отработает свое, без ремонта. Конечно, как и у большинства желающих приобрести сварку первый мой выбор пал на старую проверенную классику – сварочный трансформатор. Уже практически был готов купить, но останавливало понимание неудобства его транспортировки. Я не мог решить, как таскать за собой этот огроменный и тяжелый ящик при любом желании поработать. И вот в один из вечеров при изучении информации о сварочных аппаратах наткнулся на огромное количество положительных отзывов в сторону сварочных инверторов.
А любые ремонтно — восстановительные работы без сварочного аппарата невозможны. Требовалось установить забор с воротами, и материал был в наличии, не было только сварки. А согласитесь, нанимать профессионального сварщика дело затратное, тем более, что были ограничения по финансам. Вот и решился на приобретение сварочного аппарата, но бюджет на покупку заведомо ограничил. Так как я не сварщик по профессии и неясно потребуется аппарат в будущем или нет, а выкинуть кучу денег на оборудование, которое возможно, будет пылиться в гараже, не хотелось. Но и было желание приобрести качественный и надежный агрегат по низкой стоимости, который отработает свое, без ремонта. Конечно, как и у большинства желающих приобрести сварку первый мой выбор пал на старую проверенную классику – сварочный трансформатор. Уже практически был готов купить, но останавливало понимание неудобства его транспортировки. Я не мог решить, как таскать за собой этот огроменный и тяжелый ящик при любом желании поработать. И вот в один из вечеров при изучении информации о сварочных аппаратах наткнулся на огромное количество положительных отзывов в сторону сварочных инверторов. Присмотрелся к этому чуду техники и был удивлен, маленькие и легкие инверторы обещали технические характеристики не хуже чем у трансформаторов. Выходные токи бытовых моделей колебались в диапазоне от 120-240А, да и вес они имели детский, в сравнении с классикой! Решение было очевидно, и чаша весов склонилась в сторону покупки сварочного инвертора. Теперь следовало изучить представленные торговые марки, модели и цены. На одном из форумов, во время беседы со старожилами, мне посоветовали конкретную модель инвертора САИ 220 от «Ресанты». Причем, почти все отзывы в сторону этой модели были положительные. Асы в области сварки делали акцент на проверенную временем схемотехнику, функциональность и эргономичность. Продавцы утверждали, что это самая продаваемая модель из всей линейки «Ресанта». После долгих раздумий, решился на покупку именно этой модели, нашел самый дешевый ценник в интернет магазине «Ресанта-Урал». Это моя первая покупка сварочного аппарата, но все равно я остался под впечатлением.
Присмотрелся к этому чуду техники и был удивлен, маленькие и легкие инверторы обещали технические характеристики не хуже чем у трансформаторов. Выходные токи бытовых моделей колебались в диапазоне от 120-240А, да и вес они имели детский, в сравнении с классикой! Решение было очевидно, и чаша весов склонилась в сторону покупки сварочного инвертора. Теперь следовало изучить представленные торговые марки, модели и цены. На одном из форумов, во время беседы со старожилами, мне посоветовали конкретную модель инвертора САИ 220 от «Ресанты». Причем, почти все отзывы в сторону этой модели были положительные. Асы в области сварки делали акцент на проверенную временем схемотехнику, функциональность и эргономичность. Продавцы утверждали, что это самая продаваемая модель из всей линейки «Ресанта». После долгих раздумий, решился на покупку именно этой модели, нашел самый дешевый ценник в интернет магазине «Ресанта-Урал». Это моя первая покупка сварочного аппарата, но все равно я остался под впечатлением. Даже не мог подумать, что сварочник может быть таким компактным и легким и при этом выдавать рабочий ток до 220А. Поразило так же малое энергопотребление, которое приблизительно сравнимо с работой двух электрочайников. Уже после некоторого срока эксплуатации я смог оценить широту регулирования тока, от 10-220А, которая позволяла уверенно работать с разными диаметрами электрода. После двух лет использования инвертора, я уже не могу назвать себя новичком в области сварки и вполне обоснованно говорю, что сделал правильный выбор. Для дачи, гаража или мастерской эта модель наиболее актуальная и востребованная. Для этих целей, можно конечно выбрать и менее мощный инвертор, например на 160-180А, но я считаю, что лучше иметь запас мощности, да и напряжение в наших сетях часто не в норме.
Даже не мог подумать, что сварочник может быть таким компактным и легким и при этом выдавать рабочий ток до 220А. Поразило так же малое энергопотребление, которое приблизительно сравнимо с работой двух электрочайников. Уже после некоторого срока эксплуатации я смог оценить широту регулирования тока, от 10-220А, которая позволяла уверенно работать с разными диаметрами электрода. После двух лет использования инвертора, я уже не могу назвать себя новичком в области сварки и вполне обоснованно говорю, что сделал правильный выбор. Для дачи, гаража или мастерской эта модель наиболее актуальная и востребованная. Для этих целей, можно конечно выбрать и менее мощный инвертор, например на 160-180А, но я считаю, что лучше иметь запас мощности, да и напряжение в наших сетях часто не в норме. При покупке переживал, что будет проблематично работать с нержавейкой без добавления аргона. Но опасения были напрасны, варю с нержавеющим электродом на 3мм и все отлично. Единственный недостаток инвертора — короткие провода, но вопрос решаем с помощью переноски.
При покупке переживал, что будет проблематично работать с нержавейкой без добавления аргона. Но опасения были напрасны, варю с нержавеющим электродом на 3мм и все отлично. Единственный недостаток инвертора — короткие провода, но вопрос решаем с помощью переноски. Однажды пришел к знакомому, который как раз пользовал Ресанта САИ 220. С помощью этого аппарата были сварены забор и печь для бани, вот и уговорил меня попробовать, убеждая, что ничего сложного в этом нет. Вручил мне два 3мм уголка и показал, как сваривать. На удивление все получилось с первого раза, хоть и кривовато, но факт на лицо, все держалось. Через неделю я уже имел свою Ресанта САИ 220 и с успехом тренировался на приваривании навесов к дверям. В последующем отремонтировал бак из нержавейки и забор. В планах сделать печь для бани. Вообщем, покупкой доволен, и потихоньку набираюсь опыта.
Однажды пришел к знакомому, который как раз пользовал Ресанта САИ 220. С помощью этого аппарата были сварены забор и печь для бани, вот и уговорил меня попробовать, убеждая, что ничего сложного в этом нет. Вручил мне два 3мм уголка и показал, как сваривать. На удивление все получилось с первого раза, хоть и кривовато, но факт на лицо, все держалось. Через неделю я уже имел свою Ресанта САИ 220 и с успехом тренировался на приваривании навесов к дверям. В последующем отремонтировал бак из нержавейки и забор. В планах сделать печь для бани. Вообщем, покупкой доволен, и потихоньку набираюсь опыта.  Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя. 
 Имейте в виду, что мы не можем нести ответственность за ущерб из-за неправильного диагноза……
Имейте в виду, что мы не можем нести ответственность за ущерб из-за неправильного диагноза…… В некоторых случаях производители продают запчасти «как есть» или не будут……
В некоторых случаях производители продают запчасти «как есть» или не будут…… Если вы не уверены в своей способности диагностировать неисправность вашего товара;……
Если вы не уверены в своей способности диагностировать неисправность вашего товара;…… Если вы нашли деталь, которая подходит для вашего товара, но вашей модели нет в списке, свяжитесь с нами, чтобы мы могли подтвердить совместимость. Вполне возможно, что деталь подходит для большего количества моделей, чем мы перечислили.
Если вы нашли деталь, которая подходит для вашего товара, но вашей модели нет в списке, свяжитесь с нами, чтобы мы могли подтвердить совместимость. Вполне возможно, что деталь подходит для большего количества моделей, чем мы перечислили. Todas лас devoluciones дефективного сына соло де intercambio, не се reembolsará эль dinero.
Todas лас devoluciones дефективного сына соло де intercambio, не се reembolsará эль dinero.
 Эти данные могут не совпадать с общедоступными записями. Учить больше.
Эти данные могут не совпадать с общедоступными записями. Учить больше. Сборы
Сборы
 г/г | Сентябрь 2022 г.
г/г | Сентябрь 2022 г.
 футов
футов м. футов
м. футов футов
футов за 119 900 долларов
за 119 900 долларов
 ;
; Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
 В дальнейшем были созданы особые легкоплавкие сплавы для заполнения соединительных твои и наряду с литейной сваркой
В дальнейшем были созданы особые легкоплавкие сплавы для заполнения соединительных твои и наряду с литейной сваркой

 Г. Славянов, разработавший его в
Г. Славянов, разработавший его в Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла.
Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла. , многие из которых были разработаны в Институте электросварки имени Е.О. Патона, который в последние годы возглавлял сын основателя института — академик Борис Евгеньевич Патон.
, многие из которых были разработаны в Институте электросварки имени Е.О. Патона, который в последние годы возглавлял сын основателя института — академик Борис Евгеньевич Патон.
 Махачева будет
Махачева будет Лэдд недавно расстался с UFC после того, как несколько раз пропустил вес в легчайшем весе. Бадд появится впервые после того, как в июле она была вынуждена отказаться от участия в сезонном матче против Кайлы Харрисон.
Лэдд недавно расстался с UFC после того, как несколько раз пропустил вес в легчайшем весе. Бадд появится впервые после того, как в июле она была вынуждена отказаться от участия в сезонном матче против Кайлы Харрисон.
 Аскаров должен был сразиться с Брэндоном Ройвалом 15 октября, но этот бой был отменен из-за проблем со здоровьем во время сгонки веса. Он подписал контракт с UFC в 2019 году.и пошел 3-1-1, с его единственным поражением от Кая Кара-Франса в его недавнем появлении.
Аскаров должен был сразиться с Брэндоном Ройвалом 15 октября, но этот бой был отменен из-за проблем со здоровьем во время сгонки веса. Он подписал контракт с UFC в 2019 году.и пошел 3-1-1, с его единственным поражением от Кая Кара-Франса в его недавнем появлении.



 Пример: Tr16x4. Для многозаходной трапециевидной рези в определении фигурируют: сочетание Tr, внешний поперечник, а также шаг и ход. Пример: Tr16x8(P4)LH.
Пример: Tr16x4. Для многозаходной трапециевидной рези в определении фигурируют: сочетание Tr, внешний поперечник, а также шаг и ход. Пример: Tr16x8(P4)LH. Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH.
Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH. Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования.
Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования. Без них невозможно было бы представить работу многих машин и механизмов.
Без них невозможно было бы представить работу многих машин и механизмов.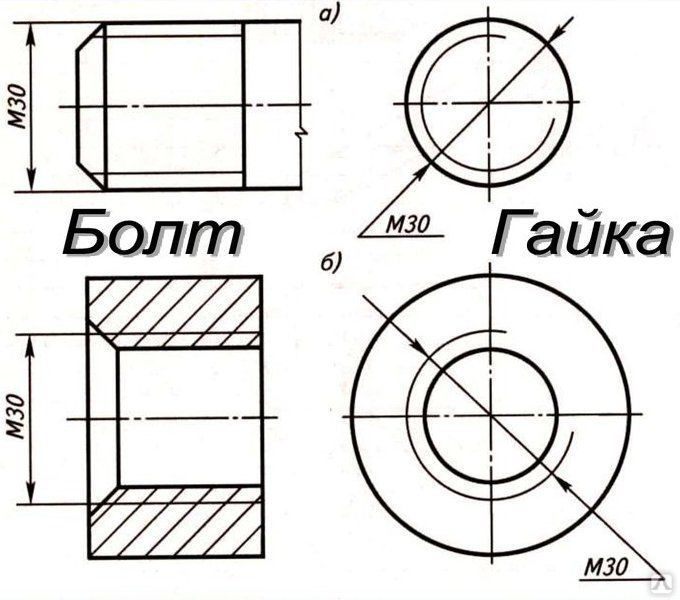 20.1 (США)
20.1 (США) 20.1 (США)
20.1 (США) Это совершенно ошибочная практика. Я бы дважды подумал о покупке у любой компании, которая использует это обозначение в своей литературе по продажам. Если они не потратили время на то, чтобы изучить и правильно обозначить резьбу в своей торговой литературе, сколько времени, по вашему мнению, они потратили на то, чтобы научиться правильно изготавливать резьбу продукта.
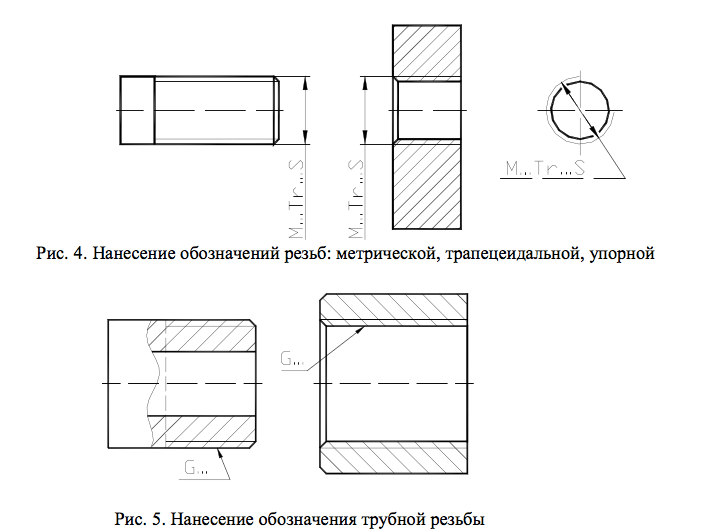
Это совершенно ошибочная практика. Я бы дважды подумал о покупке у любой компании, которая использует это обозначение в своей литературе по продажам. Если они не потратили время на то, чтобы изучить и правильно обозначить резьбу в своей торговой литературе, сколько времени, по вашему мнению, они потратили на то, чтобы научиться правильно изготавливать резьбу продукта. Без четвертой буквы требуется минимальный и максимальный диаметры шага в сочетании с обозначением NPS, размером трубы и числом витков резьбы на дюйм, чтобы полностью определить размер резьбы.
Без четвертой буквы требуется минимальный и максимальный диаметры шага в сочетании с обозначением NPS, размером трубы и числом витков резьбы на дюйм, чтобы полностью определить размер резьбы.
 Если они не потратили время на то, чтобы изучить и правильно обозначить резьбу в своей торговой литературе, сколько времени, по вашему мнению, они потратили на то, чтобы научиться правильно изготавливать резьбу продукта.
Если они не потратили время на то, чтобы изучить и правильно обозначить резьбу в своей торговой литературе, сколько времени, по вашему мнению, они потратили на то, чтобы научиться правильно изготавливать резьбу продукта. 20.3. Короткие калибры PTF SAE определены в ANSI/ASME.
20.3. Короткие калибры PTF SAE определены в ANSI/ASME.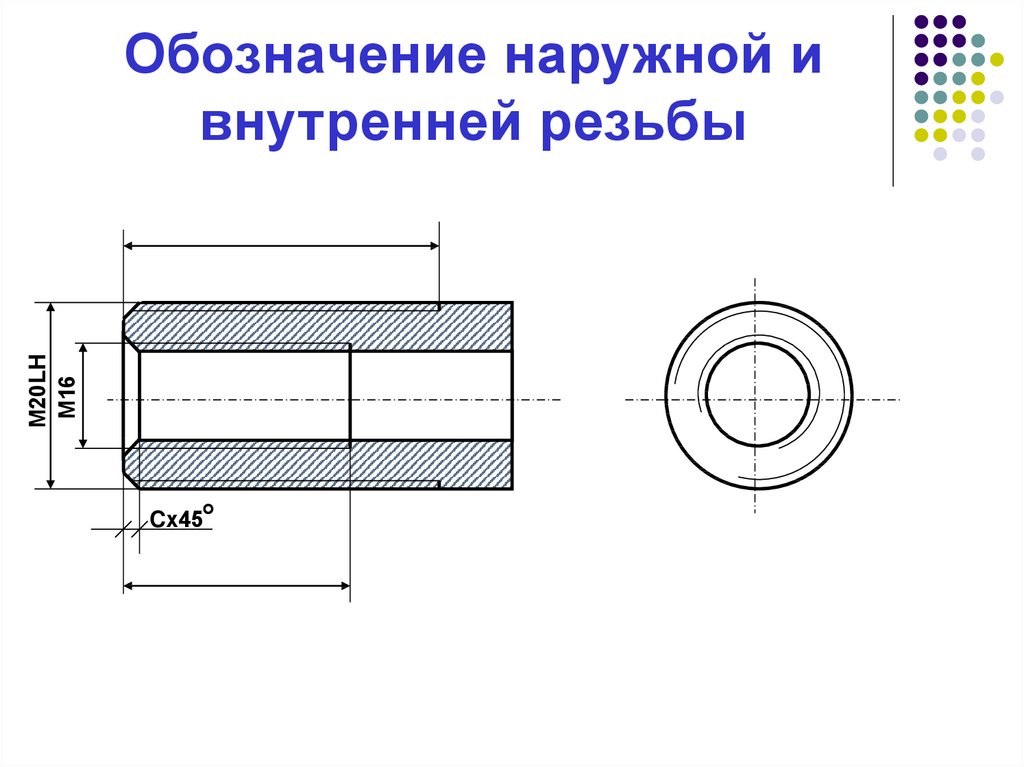 Чтобы купить копию, посетите
Чтобы купить копию, посетите Зазоры должны применяться к базовому профилю
Зазоры должны применяться к базовому профилю После покрытия фактический профиль резьбы
После покрытия фактический профиль резьбы
 (Положительное основное отклонение указывает на то, что
(Положительное основное отклонение указывает на то, что
 ..1400 (2000, 4000)*
..1400 (2000, 4000)* шкафу;
шкафу; , М14÷М24)
, М14÷М24)
 /мин.
/мин. Наверх
Наверх




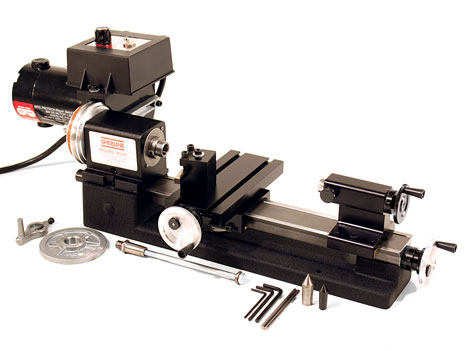 5 кВт, металлообрабатывающий настольный токарно-винторезный станок (К1)
5 кВт, металлообрабатывающий настольный токарно-винторезный станок (К1)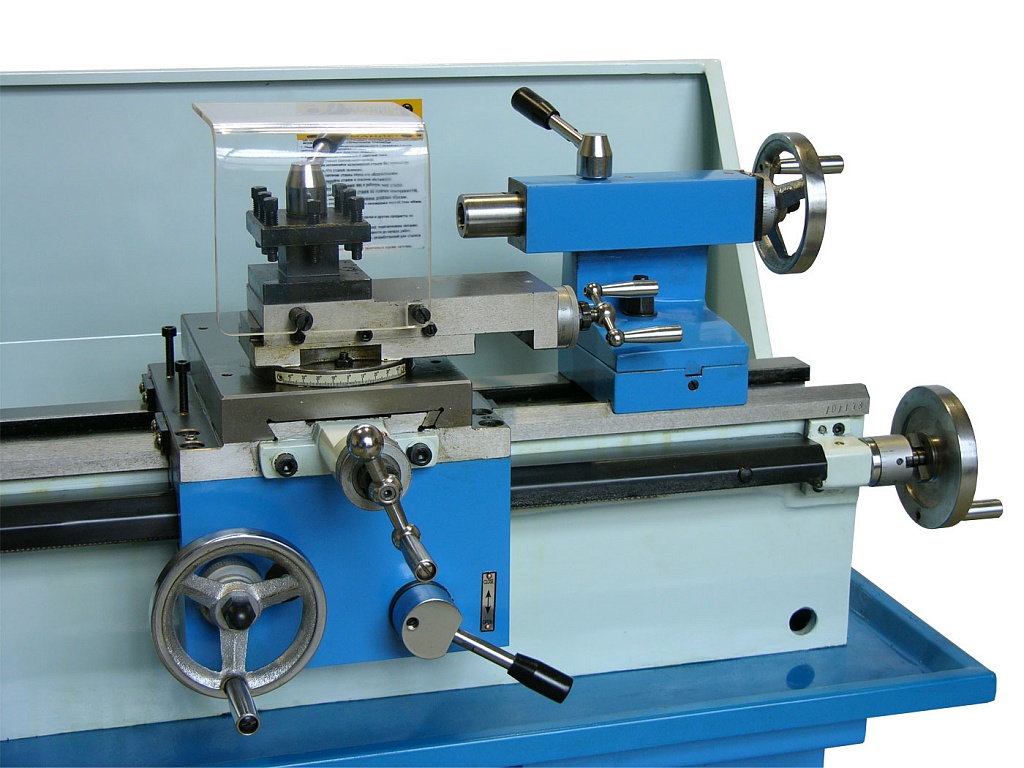 Главное движение резания имеет вращательный характер. В качестве режущего инструмента используются резцы, а также сверла, развертки, метчики, плашки, зенкера и мелкоабразивные шлифовальные материалы (наждачная бумага). Главным рабочим органом является вращательный шпиндель, в котором фиксируется заготовка. В качестве заготовок используются геометрически правильные тела цилиндрической формы, а также с квадратным и шестигранным сечением.
Главное движение резания имеет вращательный характер. В качестве режущего инструмента используются резцы, а также сверла, развертки, метчики, плашки, зенкера и мелкоабразивные шлифовальные материалы (наждачная бумага). Главным рабочим органом является вращательный шпиндель, в котором фиксируется заготовка. В качестве заготовок используются геометрически правильные тела цилиндрической формы, а также с квадратным и шестигранным сечением. Металлорежущие токарные станки оснащаются мощной приводной системой и коробкой скоростей со сложной кинематической схемой. На металлорежущем оборудовании можно проводить обработку чугунов, сталей, цветных металлов, а также тугоплавких и жаростойких сплавов.
Металлорежущие токарные станки оснащаются мощной приводной системой и коробкой скоростей со сложной кинематической схемой. На металлорежущем оборудовании можно проводить обработку чугунов, сталей, цветных металлов, а также тугоплавких и жаростойких сплавов.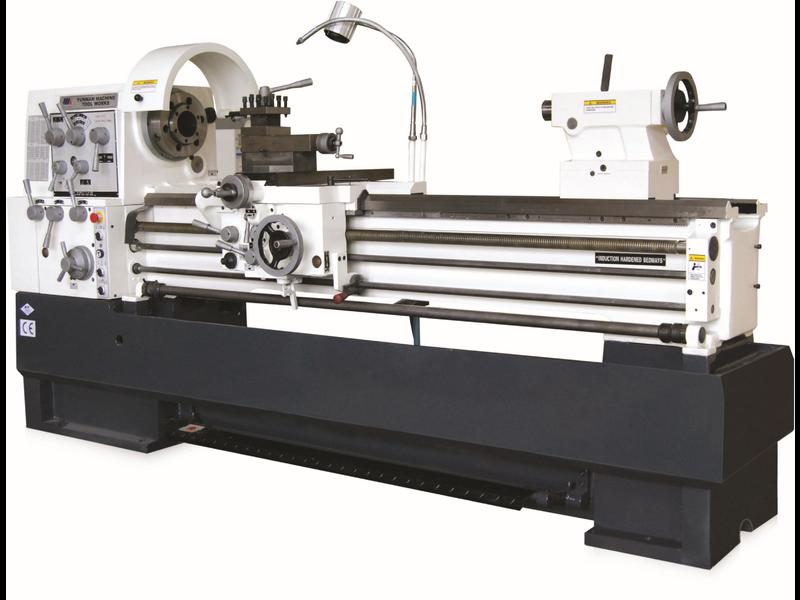



 За время своего существования они были существенно усовершенствованны. От ручного и ножного привода шпинделя — до контролируемого вращения с сервоприводом. От ручной подачи резца до автоматического позиционирования и перемещения при помощи ЧПУ. Вместе с развитием конструкции классического станка, разработано большое число узкоспециализированных и многофункциональных, систем автоматизации.
За время своего существования они были существенно усовершенствованны. От ручного и ножного привода шпинделя — до контролируемого вращения с сервоприводом. От ручной подачи резца до автоматического позиционирования и перемещения при помощи ЧПУ. Вместе с развитием конструкции классического станка, разработано большое число узкоспециализированных и многофункциональных, систем автоматизации.




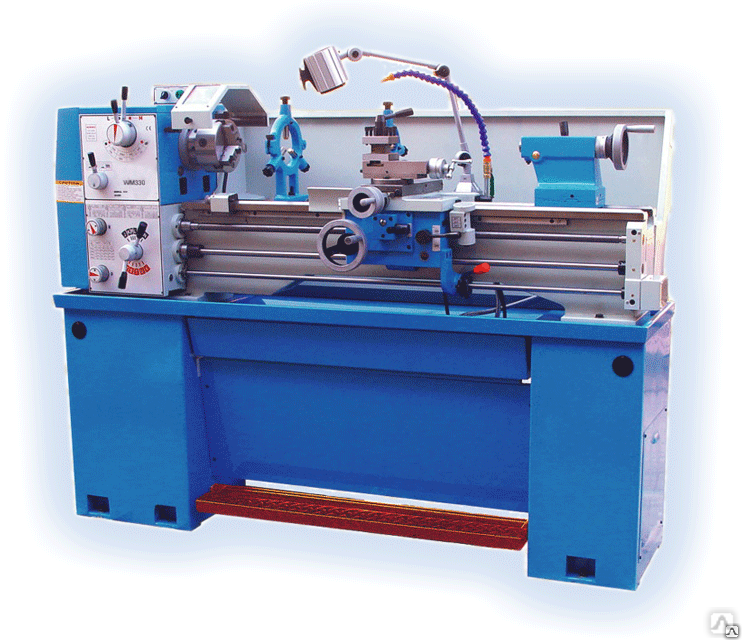
 С их помощью можно высверливать отверстия, зенковать и развертывать существующие отверстия в дереве и металле.
С их помощью можно высверливать отверстия, зенковать и развертывать существующие отверстия в дереве и металле.
 Он имеет обычно чугунную станину, на которой размещены все детали. В нашем магазине можно сделать заказ и вам быстро доставят нужный товар.
Он имеет обычно чугунную станину, на которой размещены все детали. В нашем магазине можно сделать заказ и вам быстро доставят нужный товар. Изготовленный из высококачественного стального металла, фрезерованного по цене, он разработан для защиты от ржавчины и долговечны для высокой точности.
Изготовленный из высококачественного стального металла, фрезерованного по цене, он разработан для защиты от ржавчины и долговечны для высокой точности.
 Втулочная конструкция намного удобнее в установке и разборке.
Втулочная конструкция намного удобнее в установке и разборке. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.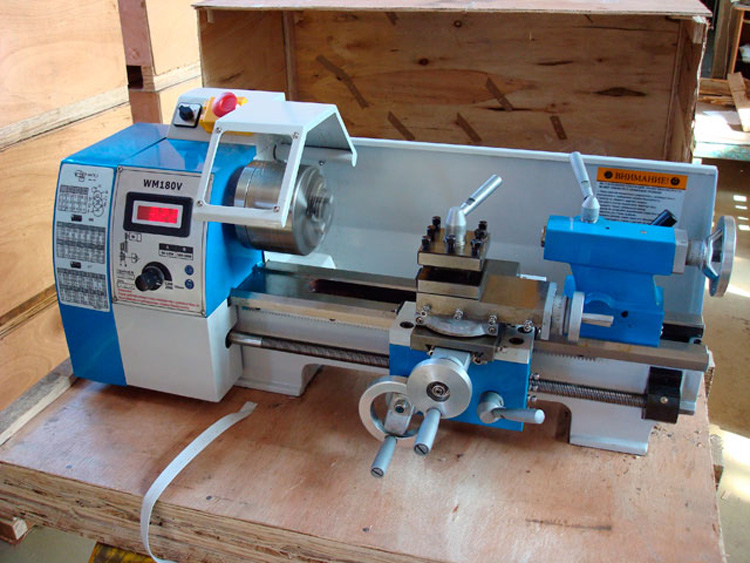
 Компания Monarch со штаб-квартирой в Сиднее, штат Огайо, продолжает традицию поставлять только высококачественные ручные станки, а также услуги по восстановлению и поддержке, соответствующие превосходят наши собственные спецификации OEM.
Компания Monarch со штаб-квартирой в Сиднее, штат Огайо, продолжает традицию поставлять только высококачественные ручные станки, а также услуги по восстановлению и поддержке, соответствующие превосходят наши собственные спецификации OEM. Наши инновационные программы предназначены для восстановления первоначальной точности вашего существующего токарного станка при выравнивании и биениях шпинделя.
Наши инновационные программы предназначены для восстановления первоначальной точности вашего существующего токарного станка при выравнивании и биениях шпинделя. Компания Monarch со штаб-квартирой в Сиднее, штат Огайо, продолжает традицию поставлять только высококачественные ручные станки, а также услуги по восстановлению и поддержке, соответствующие превосходят наши собственные спецификации OEM.
Компания Monarch со штаб-квартирой в Сиднее, штат Огайо, продолжает традицию поставлять только высококачественные ручные станки, а также услуги по восстановлению и поддержке, соответствующие превосходят наши собственные спецификации OEM.
 Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм. Зачастую начинающие сварщики пренебрегают или не знают, что такое прямая и обратная полярность, и как её можно использовать.
Зачастую начинающие сварщики пренебрегают или не знают, что такое прямая и обратная полярность, и как её можно использовать. При сварке на прямой полярности наибольшая часть тепла будет приходиться на металл, а не на кончик электрода. Такое обильное тепловыделение поспособствует лучшему провару и углублению корня сварочного шва.
При сварке на прямой полярности наибольшая часть тепла будет приходиться на металл, а не на кончик электрода. Такое обильное тепловыделение поспособствует лучшему провару и углублению корня сварочного шва. При сварке постоянным током металл не так сильно разбрызгивается, сварной шов получается ровный и аккуратный;
При сварке постоянным током металл не так сильно разбрызгивается, сварной шов получается ровный и аккуратный;
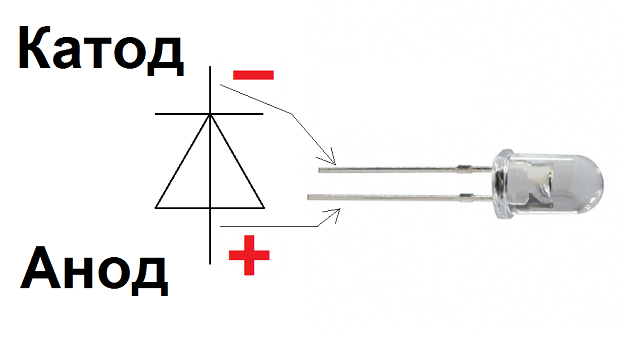
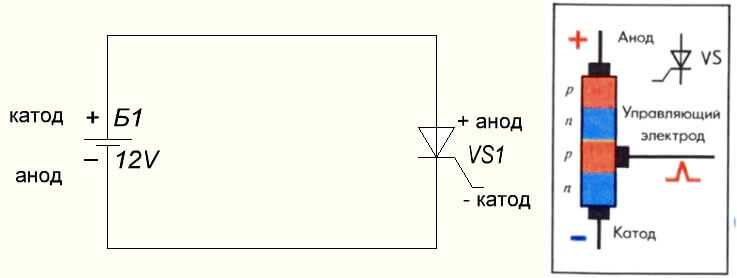 Редукция — это приобретение электронов.
Редукция — это приобретение электронов.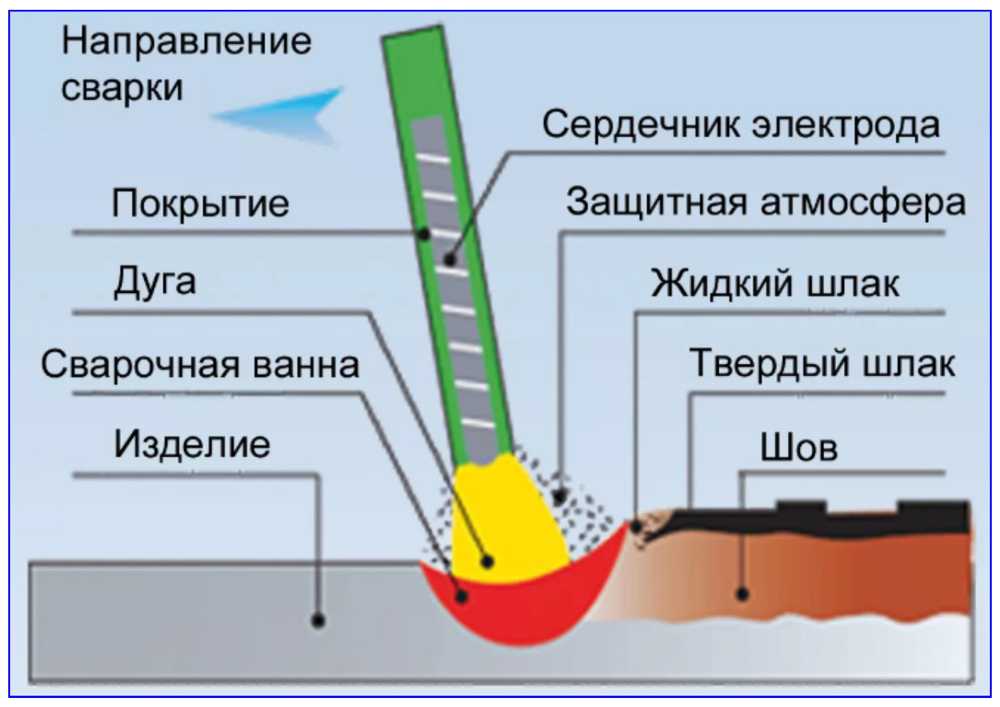 +$ → положительный электрод является анодом. 9-$ → отрицательный электрод является катодом.
+$ → положительный электрод является анодом. 9-$ → отрицательный электрод является катодом.
 Состоящие из трех основных продуктов (BCS-805, 810 и 815), эти передовые аккумуляторные циклеры предлагают 8 независимых каналов с максимальным током ±150 мА, ±1,5 А и ±15 А соответственно на канал.
Состоящие из трех основных продуктов (BCS-805, 810 и 815), эти передовые аккумуляторные циклеры предлагают 8 независимых каналов с максимальным током ±150 мА, ±1,5 А и ±15 А соответственно на канал. Однако реакция все еще похожа, в результате чего электроны от анода текут к положительному выводу батареи, а электроны от батареи текут к катоду.
Однако реакция все еще похожа, в результате чего электроны от анода текут к положительному выводу батареи, а электроны от батареи текут к катоду. Таким образом, анод отрицательный.
Таким образом, анод отрицательный.
 столб. Электроды будут похожи на точки реки незадолго до или после водопадов на этой картинке: катод подобен краю водопада, где вода падает, а анод — точке, куда вода падает.
столб. Электроды будут похожи на точки реки незадолго до или после водопадов на этой картинке: катод подобен краю водопада, где вода падает, а анод — точке, куда вода падает. И источник напряжения (источник реки) не может исчерпать электроны, потому что он получает свои электроны из розетки.
И источник напряжения (источник реки) не может исчерпать электроны, потому что он получает свои электроны из розетки. -} $, а в 9- \длинная правая стрелка\; Бык }$.
-} $, а в 9- \длинная правая стрелка\; Бык }$. .. по крайней мере, для меня… что, как мне кажется, может прояснить полярность переключение между гальваническим элементом и электролитическим элементом для этого пользователя.
.. по крайней мере, для меня… что, как мне кажется, может прояснить полярность переключение между гальваническим элементом и электролитическим элементом для этого пользователя.
 .. заставляя объект ток играет против, несмотря на их полюса и из-за направления потока.
.. заставляя объект ток играет против, несмотря на их полюса и из-за направления потока. аккумулятор дальше разряжаться не может, так что экспериментально не скажешь). Метки анода и катода относятся к конкретной ситуации. Поэтому, если вы подключите источник питания с более высоким напряжением к заряженной батарее вместо разряженной батареи, вы будете заряжать ее дальше. Это обратит химическую реакцию в этой батарее, и метки анода и катода придется поменять местами.
аккумулятор дальше разряжаться не может, так что экспериментально не скажешь). Метки анода и катода относятся к конкретной ситуации. Поэтому, если вы подключите источник питания с более высоким напряжением к заряженной батарее вместо разряженной батареи, вы будете заряжать ее дальше. Это обратит химическую реакцию в этой батарее, и метки анода и катода придется поменять местами.