Инструмент, форма для серийного изготовления, чеканки различных предметов из заготовок, 5 (пять) букв
Вопрос с кроссворда
Ответ на вопрос «Инструмент, форма для серийного изготовления, чеканки различных предметов из заготовок «, 5 (пять) букв: штамп
Альтернативные вопросы в кроссвордах для слова штамп
Прямоугольная печать с названием учреждения, адресом
Печать учреждения, оттиск
«Отпечаток» в паспорте
Угловая надпись чертежа
Стереотипное выражение
Инструмент для изготовления деталей давлением
Форма для серийного изготовления давлением или чеканкой различных предметов
Определение слова штамп в словарях
Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова.
Значение слова в словаре Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова.
м. Металлическая или иная форма для серийного изготовления путем штамповки каких-л. деталей или мелких предметов. перен. Общепринятый, избитый образец, которому слепо подражают; шаблон. м. Форма с углублением или рельефным изображением текста, рисунка или …
Википедия
Значение слова в словаре Википедия
и продукция штамповки
Примеры употребления слова штамп в литературе.
Последний абзац Итак, имея тему и концепцию, собрав и обработав материал, составив план и обдумав сюжет, обезопасив себя от штампов, преодолев сопротивление первого абзаца и нащупав таким образом верный тон повествования, и т.
Станислав скому,-значит оставаться живым, куда бы ни бросила актера мизансцена, идти от свежего чувства, а не от штампа, оставаться творцом, а не только имитатором, исполнителем чужой воли, прикрытым режиссером, художником и т.
Последний стер с титульного листа штамп, указывающий, кому принадлежит этот единственный в своем роде экземпляр, и продал его за пятьсот франков г-ну Жозефу Мейеру, хорошо известному знатоку, который тут же уступил его за три тысячи франков г-ну Ардону, книгопродавцу, а тот сейчас же предложил эту книгу парижскому библиофилу г-ну Р.
Бумажка была снабжена штампом Черноморского отделения Арбатовской конторы по заготовке рогов и копыт и круглой печатью, содержание которой разобрать было бы трудновато, даже если бы Берлаге это пришло в голову.
Но штампы беспорядочно перекатывались в мозгу, как гравий в бетономешалке, путались, не попадая в нужные ячейки, и заплетающимся языком Венька изрек: — Кровь с яйцами.
Потомки абсолютизировали эту систему, в немалой степени способствуя привнесению в поэзию вака штампов и общих мест.
Источник: библиотека Максима Мошкова
Форма Для Отливки Изделий 5 Букв
Решение этого кроссворда состоит из 5 букв длиной и начинается с буквы О
Ниже вы найдете правильный ответ на Форма для отливки изделий 5 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Понедельник, 2 Марта 2020 Г.
ОПОКА
предыдущий
следующий
другие решения
ОПОКА
ты знаешь ответ ?
ответ:
связанные кроссворды
Опока
Кремнистая осадочная горная порода, богатая кремнеземом
В геологии — легкая, твердая, тонкопористая кремнистая горная порода, богатая (до 97%) аморфным кремнеземом, с примесью песка и глинистых частиц
Опока
Рама (ящик без дна) с формовочной смесью 5 букв
Легкая и твердая пористая горная порода богатая кремнеземом 5 букв
Пористая осадочная горная порода 5 букв
Приспособление в виде рамы, в котором изготовляются земляные литейные формы 5 букв
похожие кроссворды
Металлическая форма для отливки изделий
Металлическая форма для многоразовой отливки изделий 6 букв
изложница, гнездо, льяк, форма для отливки чего; форма для пуль и жеребейков
Металлическая форма для отливки металла в виде слитка
Форма для отливки пули
Металлическая форма для отливки
Колыпь, калыпь, изложница, льяк, матка, форма для отливки чего, особ. пуль
Форма для отливки пуль
Металлическая форма для отливки металла; изложница.
Форма для отливки; математический термин; фильм братьев вачовски (1999) 7 букв
Форма для отливки литер 7 букв
Форма для отливки металлических слитков 6 букв
Металлическая форма для отливки металла; изложница 5 букв
Форма в виде стержня, употребляющаяся для отливки пустотелых предметов 5 букв
Металлическая форма для отливки металла в виде слитка 9 букв
Форма для отливки изделия 5 букв
Металлическая форма для отливки металла в виде слитка букв
Embossed Mold — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
MOLD кроссворд — Все синонимы и ответы
Найдите подсказку, слово или, если у вас пропущены буквы, используйте вопросительный знак (?) или точку (. ) вместо любых букв, которые вы не знаете (например, «cr???wo?d»)
«ПЛЕСНИ» состоит из 4 букв. Слово начиная с М и заканчивая Д
Все решения для MOLD
Синонимы, ответы на кроссворды и другие родственные слова для слова MOLD
Мы надеемся, что следующий список синонимов слова плесень поможет ты закончишь свой кроссворд сегодня. Мы расположили синонимы в порядке длины, чтобы их было легче найти.
Лучшие ответы на кроссворд MOLD из газет
ФОРМА
ГРИБЫ
Определение формы
блюдо или десерт, формируемые в форме или на ней; «плесень лобстера»; «желатиновый десерт в форме»; отличительная природа, характер или тип; «лидер по образцу своих предшественников»; грибок, образующий поверхностный рост на разного рода влажных или разлагающихся органических веществах; плесневеть; портиться из-за влажности; «Мебель, вылепленная в старом доме»; емкость, в которую наливается жидкость для создания заданной формы при ее застывании; плотно прилегают, повторяют контуры; «Платье формирует ее красивую фигуру»; рыхлая почва, богатая органикой; скульптура, изготовленная литьем
Спасибо, что посетили Решатель кроссвордов «плесень».
Мы перечислили все подсказки из нашей базы данных, которые соответствуют вашему запросу «плесень». Также будет список синонимов к вашему ответу. Синонимы и ответы расположены в зависимости от количества символов, чтобы их было легко понять. найти.
Если конкретный ответ вызывает большой интерес на сайте сегодня, он может быть выделен в апельсин.
Если у вашего слова «плесень» есть какие-либо анаграммы, вы можете найти их с помощью нашего решателя анаграмм или по этому адресу. сайт.
Мы надеемся, что вы найдете сайт полезным.
С уважением, команда разработчиков кроссвордов.
Другие подсказки, которые могут вас заинтересовать
Как правило, в качестве сырья для получения оксида алюминия служат бокситы, алуниты, а также нефелины. При содержании в них оксида алюминия более 6−7% производство ведется основным способом — методом Байера, а при меньшем содержании вещества используют метод спекания руды с известью или содой.
Метод Байера — это гидрохимический способ получения глинозема из бокситов. Он представляет собой обработку измельченной породы в шаровых мельницах, затем бокситы обрабатывают щелочными растворами при температуре 225−250°С. Полученный таким образом состав алюмината натрия разбавляют водным раствором и фильтруют.
В процессе фильтрации шлам, содержащий оксид алюминия, свойства которого соответствуют стандартным, подвергают разложению на центрифугах. Выделяется около ½ образовавшегося при этом Аl (ОН)3. Его отфильтровывают и прокаливают во вращающихся печах или в кипящем слое при температуре ~ 1200 °C. В результате получается глинозем, содержащий 15−60% α-Аl2О3. Применение данного метода позволяет сохранить маточный раствор для использования в последующих операциях по выщелачиванию бокситов.
Метод спекания руды с известью или содой работает следующим образом: высококремнистую измельченную руду (нефелин и др.) смешивают с содой и известняком и спекают во вращающихся печах при 1250−1300 °С. Полученную массу выщелачивают водным щелочным раствором. Раствор алюмината Na отделяют от шлама, затем освобождают от SiO2, осаждая его в автоклаве при давлении около 0,6 Мпа, а затем известью при атмосферном давлении и разлагают алюминат газообразным СО2. Полученный Аl (ОН)3 отделяют от раствора и прокаливают при температуре около 1200 °C. При переработке нефелина, помимо глинозема, получают Na2CO3, K2CO3 и цемент.
При производстве глинозема из алунитов одновременно получают H2SO4 и K2SO4. Алунитовую руду обжигают при 500−580°С в восстановительной атмосфере и обрабатывают раствором NaOH по способу Байера.
Для производства высокопрочной корундовой керамики применяют порошок оксида алюминия, полученный термическим разложением некоторых солей алюминия, например, азотнокислого, алюмоаммиачных квасцов различной степени чистоты. Оксид алюминия, полученный при разложении солей, является высокодисперсным порошком γ-Al2O3 (при прокаливании до 1200°С) и обладает большой химической активностью.
Для получения ультра- и нанодисперсных порошков Аl2O3, которые используются в технологии конструкционной и инструментальной керамики, широкое распространение получил способ совместного осаждения гидроксидов (СОГ) и плазмохимического синтеза (ПХС).
Сущность метода СОГ заключается в растворении солей алюминия, например, AlCl3 в растворе аммиака и последующем выпадении образующихся гидратов в осадок. Процесс ведут при низких температурах и больших сроках выдержки. Полученные гидроксиды сушат и прокаливают, в результате образуется порошок Аl2O3 с размером частиц 10−100 нм.
В технологии ПХС водный раствор Al (NO3)3 подается в сопло плазмотрона. В каплях раствора возникают чрезвычайно высокие температурные градиенты, происходит очень быстрый процесс синтеза и кристаллизации Аl2O3. Частицы порошка имеют сферическую форму и размер 0,1−1 мкм.
Как получают в промышленности алюминий?
Как получают в промышленности алюминий?
04.08.2016 17:59
Алюминий получают из глинозема, кристаллической окиси алюминия, изготовленного из мелкой алюминиевой руды. Самый простой способ получения глинозема щелочной, который открыт был Байером. Этот способ известен под названием «Байер-процесс».
При помощи автоклавы с добавлением натра нагревают мелкую алюминиевую руду, дают ей остыть. При этом выделяется красный шлам (твердый осадок). Из оставшейся жидкости получают гидроокись алюминия. эту гидроокись прокаливают и получают глинозем.. Благодаря электролизу из глинозема выделяется сам металл, примерно 25% от общего объема.
В природе глинозем встречается в качестве минерала под названием корунд, который применяется как огнеупорный материал. Алюминий можно получить с помощью вторичной переработки лома. Нужно заметить, что производство алюминия связано с наличием больших отходов красного шлама, которые могут содержать в себе оксиды различных металлов. Красный шлам, из которого можно выделить окись алюминия, не используется, так как несет большую опасность не только для человека, но и окружающей среде из-за большой концентрации щелочи.
В промышленном способе существует два подхода к получению алюминия. Эти способы широко применяются в промышленности. Если первый способ основан на использовании природного сырья, то второй на использовании отходов. Алюминий можно получить из минеральных руд (бокситы, нефелин, алунит). Наибольшее содержание оксида алюминия в бокситах (до 50%), на втором месте по содержанию оксида алюминия нефелин (до 30%), алунит содержат до 20%.
В промышленном производстве алюминия применяют электролиз, которому подвергают глиноземный расплав в криолите. Такой способ требует больших энергозатрат и поэтому глинозем готовится на производствах, расположенный в местах месторождений алюминиевой руды. Электролиз идет в специальных ваннах электролизерах, в которых расплав криолита с глиноземом разделяется из-за разной плотности.
Более тяжелый алюминий опускается на дно, где затем извлекается с помощью специального оборудования. Алюминий очищают и отливают в слитки.
Алюминий можно получить из лома и отходов в плавильных печах, предварительно отсортировав и очистив сырье от различных примесей. Такой алюминий называют вторичным. Это второй способ получения алюминия.
Источник: http://mednic.ru/lom-alyuminya.html
Как производят алюминий
Все об алюминии
Несмотря на то, что алюминий является самым распространенным металлом на планете, чистый алюминий в природе не встречается. Атомы алюминия легко связываются с другими металлами, образуя соединения. В то же время алюминий невозможно выделить, просто расплавив соединения в печи, как, например, железо. Процесс производства алюминия намного сложнее и требует огромного количества электроэнергии. По этой причине алюминиевые заводы всегда строятся вблизи источников энергии, как правило, гидроэлектростанций, которые не загрязняют окружающую среду. Но давайте начнем с самого начала.
Добыча бокситов
Производство глинозема
Криолит
Производство алюминия
Литейный дом
Новые технологии
Переработка
« Ничто в природе не возникает из ничего и Ничто не возникает готовым к использованию ».
Александр Герцен Русский публицист и писатель
Добыча бокситов
Процесс производства алюминия можно разделить на три этапа; из земли добывают первые бокситы, содержащие алюминий. Во-вторых, бокситы перерабатываются в глинозем или оксид алюминия, и, наконец, на третьем этапе чистый алюминий производится с помощью электролитического восстановления — процесса, в котором оксид алюминия расщепляется на компоненты с помощью электрического тока. Около 4-5 тонн бокситов перерабатываются в 2 тонны глинозема, из которых можно получить около 1 тонны алюминия.
В мире существует несколько полезных ископаемых, из которых можно получить алюминий, но наиболее распространенным сырьем является боксит. Бокситы – это минералы, состоящие в основном из оксида алюминия, смешанного с некоторыми другими минералами. Бокситы считаются качественными, если они содержат более 50% оксида алюминия.
Запасы бокситов Подтвержденные мировые запасы бокситов оцениваются в 18,6 миллиардов тонн. При нынешнем уровне добычи этого должно хватить более чем на сто лет.
Существует множество разновидностей бокситов. По структуре они могут быть сплошными и плотными или рассыпчатыми. Обычный цвет кирпично-красный, огненно-красный или коричневый из-за оксида железа. Если содержание железа низкое, бокситы могут быть серыми или белыми. Но встречаются и желтые, темно-зеленые и даже разноцветные бокситы с голубоватыми, пурпурными, красными и черными оттенками.
Около 90% мировых запасов бокситов приходится на тропические и субтропические районы, при этом 73% приходится всего на пять стран: Гвинею, Бразилию, Ямайку, Австралию и Индию. Гвинея имеет самые большие запасы бокситов, 5,3 миллиарда тонн (28,4% мировых запасов) и гвинейские бокситы очень высокого качества, содержащие минимальное количество примесей. Они также находятся очень близко к поверхности, что делает их добычу очень легкой.
Крупнейшие производители бокситов в мире, 2014 г.
Наиболее распространенным способом добычи бокситов является использование карьеров. С помощью специального оборудования с поверхности срезается один слой за другим, а затем порода транспортируется в другое место для дальнейшей обработки. Однако есть места, где алюминиевую руду приходится добывать глубоко под землей, и для ее добычи необходимо построить подземные шахты. Одна из самых глубоких шахт — Черемховская-Глубокая на Урале в России, ее стволы проходят на глубину 1550 метров.
Производство глинозема
Следующим этапом производственной цепочки является переработка бокситов в глинозем, или оксид алюминия — Al 2 O 3 , — белый порошок. Наиболее распространенным процессом производства глинозема из бокситов является процесс Байера, который был впервые обнаружен более 100 лет назад, но широко используется и сегодня. Около 90% глиноземных заводов в мире используют процесс Байера. Он очень эффективен, но его можно использовать только на высококачественных бокситах с довольно низким содержанием примесей, особенно кремния.
Принцип процесса Байера заключается в следующем: кристаллизованный гидрат алюминия, находящийся в бокситах, легко растворяется в концентрированной каустической соде (NaOH) при высоких температурах, а при понижении температуры и повторном увеличении концентрации раствора гидрат алюминия кристаллизуется, но остальные элементы, содержащиеся в боксите (так называемый балласт), либо не растворяются, либо перекристаллизовываются и оседают на дно задолго до кристаллизации гидрата алюминия. Это означает, что после растворения гидрата алюминия в едком натре балласт можно легко выделить и удалить. Этот балласт известен как красный шлам.
Красный шлам представляет собой густую красно-коричневую пасту, состоящую из соединений кремния, железа, титана и других. Его утилизируют на специальных изолированных площадках, называемых шламоотвалами. Площадки шламоотвала предназначены для предотвращения просачивания щелочи, содержащейся в шламе, в грунтовые воды. После засыпки шламоотвала территорию можно рекультивировать, засыпав ее песком, пеплом или грязью и посадив там определенные виды деревьев и растений. Хотя на полную рекультивацию могут уйти годы, в итоге территория вернется в исходное состояние.
Многие специалисты не считают красный шлам отходами, поскольку его можно использовать в качестве сырья. Например, из него можно получить скандий, а затем использовать его в алюминиево-скандиевых сплавах. Скандий придает алюминиевым сплавам особую прочность, и такие сплавы можно использовать в автомобилях, ракетах, спортивном инвентаре и в производстве электрических проводов.
Красный шлам также можно использовать в производстве чугуна, бетона и редкоземельных металлов.
Крупные частицы гидрата алюминия можно относительно легко отфильтровать из раствора. Затем их промывают водой, сушат и прокаливают, то есть нагревают для удаления воды. Выходом этого процесса является глинозем.
Нефелин Бокситы являются наиболее распространенным сырьем для производства глинозема, но не единственным. Глинозем также можно получить из нефелина. Нефелин встречается в виде апатито-нефелиновой породы (апатит — оксид кальция и фосфора). В процессе производства глинозема из нефелина также образуются побочные продукты: сода, поташ (материал, используемый в строительстве, производстве некоторых химикатов, пищевой промышленности и т. д.) и редкий металл галлий. Отходы производства, белый шлам, могут быть использованы для производства высококачественного цемента. Для производства 1 тонны глинозема требуется 4 тонны нефелина и 7,5 тонн известняка 9.0003
Глинозем имеет неограниченный срок годности, но его необходимо хранить в правильных условиях, так как он при первой же возможности впитает влагу, поэтому производители глинозема предпочитают отправлять его на плавильные заводы как можно скорее. Первый глинозем укладывается в штабели весом до 30 000 тонн. В итоге таким образом строится своего рода слоеный пирог высотой 10-12 метров. Затем куча разрезается и загружается в железнодорожные вагоны по 60-75 тонн в вагоне (в зависимости от типа вагона) для отправки на плавильные заводы.
Существует еще один, гораздо менее распространенный метод получения глинозема. Это называется спеканием. Идея состоит в том, чтобы делать твердые материалы из порошков при высокой температуре. Бокситы спекаются с содой и известью. Последние два элемента связывают кремнезем в нерастворимые силикаты, которые затем можно легко отделить от глинозема. Процесс спекания более энергоемкий, чем процесс Байера, но с его помощью можно получать глинозем из бокситов с высоким содержанием токсичных примесей кремнезема.
Криолит
Ивиттууит Одно из немногих природных месторождений криолита на Земле находится в городе Ивитууит в Гренландии. Он был открыт в 1799 году. Добыча криолита прекратилась в 1987 году, когда был разработан процесс производства искусственного криолита. Позднее криолит был обнаружен в Ильменских горах на Южном Урале (в Миассе) и в Колорадо, США.
Глинозем является непосредственным источником алюминия в процессе производства алюминия, но для создания подходящей среды для электролиза необходим еще один компонент, и этим компонентом является криолит. Это редкий природный минерал фтора, который из-за его дефицита в естественной форме был получен искусственно. В современном металлургическом производстве криолит получают путем смешивания плавиковой кислоты с гидроксидом алюминия и содой.
Производство алюминия
Итак, мы добыли боксит, сделали из него глинозем и накопили криолит, и теперь все готово к последнему этапу: электролитическому восстановлению для получения алюминия. Участок восстановления — это сердце алюминиевого завода, и он сильно отличается от производственных цехов типичных сталелитейных заводов, производящих чугун или сталь. Район редукции состоит из нескольких прямоугольных зданий, длина которых иногда превышает 1 километр. Внутри сотни редукционных ячеек или котлов, расположенных рядами и подключенных к источникам питания через массивные кабели. Постоянное напряжение на электродах каждой восстановительной ячейки колеблется в пределах от 4 до 6 вольт, при этом сила тока может достигать 300, 400 кА и более. Именно электрический ток является основной производительной силой в этом процессе. В типичной зоне сокращения находится всего несколько человек, поскольку все ключевые процессы автоматизированы.
Ток для производства алюминия Для запуска двигателя автомобиля необходим ток 300-350А в течение 30 секунд. Это в 1000 раз меньше, чем требуется одной ячейке редуктора на постоянной основе.
В каждом электролизере алюминий производится из глинозема в процессе электролитического восстановления. Вся ячейка заполнена расплавленным криолитом, создающим проводящую среду при температуре 950°С. Дно ячейки работает как катод, а роль катода играют специальные криолито-углеродные блоки длиной 1,5 метра и шириной 0,5 метра, которые опускают в ячейку. Эти блоки выглядят как массивные молотки.
Каждые тридцать минут автоматическая система подачи глинозема сбрасывает в электролизер новую порцию глинозема. Электрический ток, протекающий через ячейку, разрушает связь между алюминием и кислородом, в результате чего алюминий оседает на дно ячейки и образует слой толщиной 10-15 см, а кислород связывается с углеродом в анодных блоках с образованием углекислого газа. .
Два-четыре раза в день алюминий извлекают из электролизера специальными вакуумными ковшами. В криолитовой корке, образующейся на поверхности восстановительной камеры, пробивают отверстие, затем через отверстие опускают трубу. По этой трубе в ведро засасывается жидкий алюминий, из которого заранее откачивается весь воздух. В среднем из каждой электролизера извлекается около 1 тонны металла, а вакуумный ковш может вместить 4 тонны расплавленного алюминия. Как только ведро наполнится, его отвезут в литейный двор.
На каждую тонну произведенного алюминия выбрасывается 280 000 кубометров газа. По этой причине каждая электролизер, независимо от ее конструкции, оснащена системой газоудаления, которая улавливает выделяющиеся в процессе восстановления газы и направляет их на установку газоочистки. Современные системы очистки сухих газов используют глинозем для фильтрации токсичных соединений фтора из газов. Таким образом, прежде чем использовать в производстве алюминия, глинозем сначала используется для обработки газов, выбрасываемых при более раннем производстве алюминия. Так что в каком-то смысле это замкнутый круг.
Процесс восстановления алюминия требует огромного количества электроэнергии, поэтому важно использовать возобновляемые источники энергии, не загрязняющие окружающую среду. Наиболее распространенным возобновляемым источником энергии являются гидроэлектростанции, поскольку они могут выдавать необходимую мощность, не загрязняя атмосферу. Например, в России 95% алюминиевых заводов получают электроэнергию от гидроэлектростанций. Однако в мире есть места, где по-прежнему доминирует угольная генерация, например, в Китае, 93% производства алюминия получают энергию от электростанций, работающих на угле. При использовании гидроэлектроэнергии в атмосферу выбрасывается всего 4 тонны углекислого газа на каждую тонну произведенного алюминия, а при использовании угольной генерации выбрасывается в пять раз больше углекислого газа на каждую тонну произведенного алюминия, или 21,6 тонны. углекислый газ.
Углекислый газ
За один солнечный день один гектар леса потребляет из атмосферы 120-280 кг углекислого газа и выделяет 180-200 кг кислорода.
Литейный цех
Расплавленный алюминий транспортируется в ведрах в литейный цех плавильного завода. На этой стадии металл еще содержит много железа, кремния, меди и других элементов. Однако даже самые незначительные количества примесей могут резко повлиять на свойства алюминия, поэтому в литейном цехе все примеси удаляются путем переплавки алюминия в специальной печи при температуре 800 o С. Полученный чистый алюминий отливается в специальные формы, где он может затвердеть.
Самые маленькие алюминиевые слитки, часто называемые чушками, весят от 6 до 22,5 кг. Когда клиенты получают алюминий, доставленный им в болванках, они переплавляют его, добавляют любые необходимые компоненты, а затем перерабатывают их в форме, необходимой для их целей.
Самые крупные слитки, 30-тонные слябы длиной 11,5 метров, изготавливаются в специальных изложницах, заглубленных на глубину до 13 метров в землю. Горячий алюминий заливается в такую форму в течение двух часов, при этом плита «растет» в форме, как сосулька, только снизу вверх. По мере литья сляб охлаждается водой и, как только процесс литья завершен, сляб готов к отгрузке. Затем плиты обычно раскатывают в тонкие листы, которые затем используются при производстве фольги, банок для напитков или панелей кузова автомобиля.
Алюминиевые заготовки длиной 7 метров используются для изготовления прессований – это когда заготовка проталкивается через отверстие необходимой формы. Экструзия — это процесс, используемый для изготовления подавляющего большинства алюминиевых изделий.
В литейном цехе алюминию придают не только необходимую форму, но и необходимый химический состав. Дело в том, что чистый алюминий используется гораздо реже, чем алюминиевые сплавы.
Алюминиевые сплавы получают путем смешивания алюминия с различными другими металлами (так называемыми легирующими элементами). Одни повышают прочность алюминия, другие делают его более плотным, третьи изменяют его теплопроводные свойства и т. д. Распространенными легирующими элементами являются бор, железо, кремний, магний, марганец, медь, никель, свинец, титан, хром, цинк, цирконий, литий, скандий, серебро и другие. Кроме того, в состав алюминиевых сплавов могут входить десятки других легирующих элементов, таких как стронций, фосфор и другие, поэтому общее количество возможных сплавов весьма внушительно. Сегодня в промышленности используется более 100 алюминиевых сплавов.
Новые технологии
Производители алюминия постоянно совершенствуют свои производственные процессы, чтобы добиться максимального качества при минимальных затратах и воздействии на окружающую среду. Уже разработаны электролизеры, работающие на ток 400 и 500 кА, модернизируются электролизеры старого поколения.
Одной из самых передовых технологий, над которой сегодня работают производители алюминия, является процесс инертного анода. Это уникальный революционный процесс, который может позволить производителям алюминия полностью отказаться от использования угольных анодов. Инертный анод потенциально можно использовать до бесконечности, но, что наиболее важно, процесс восстановления на основе инертного анода выбрасывает в атмосферу не углекислый газ, а чистый кислород. Один звонок инертного анода может произвести столько кислорода, сколько 70 гектаров леса. В настоящее время процесс инертного анода разрабатывается в секрете и проходит промышленные испытания, но кто знает, может быть, в ближайшем будущем он превратит алюминиевую промышленность в легкие нашей планеты.
Переработка
Одним из важных свойств алюминия является то, что он сохраняет свои свойства после обработки, что означает, что изделия из алюминия могут быть переработаны в новые изделия. Это помогает сохранить колоссальное количество энергии, которое необходимо использовать для производства первичного алюминия.
По оценкам Международного института алюминия, с 1880 года в мире было произведено почти миллиард тонн алюминия, и три четверти этого количества все еще используются сегодня. Около 35 % используется в зданиях и сооружениях, 30 % — в электрических кабелях и оборудовании и 30 % — в транспорте.
Здания и сооружения
Кабели электрические
Транспорт
Алюминиевый лом собирают по всему миру. В быту это в основном алюминиевые банки из-под напитков. Было подсчитано, что 1 кг переработанных пустых банок из-под напитков экономит 8 кг бокситов, 4 кг различных фторидов и 14 кВт/ч электроэнергии. Кроме того, переработка алюминия значительно снижает негативное воздействие постоянно расширяющихся свалок на окружающую среду. По мере того, как идея экологической ответственности набирает все большую популярность, раздельная переработка мусора становится все более популярной во всем мире.
Алюминиевые банки — один из самых перерабатываемых продуктов в мире. Примерно через 6 недель после использования алюминиевые банки снова появляются на полках магазинов
Каждый год в мире производится 220 миллиардов банок для напитков, 90% из них перерабатываются в Европе, и часто эти банки перерабатываются, а полученный из них алюминий используется для изготовления новых алюминиевых банок. Это одна из причин, по которой алюминиевые банки для напитков часто называют вечным продуктом. Но все может быть переработано: автомобильные детали, использованная алюминиевая фольга для приготовления пищи, велосипедные рамы, что угодно, если это сделано из алюминия, его можно переработать.
Алюминий — третий по распространенности элемент на нашей планете после кислорода и кремния, составляющий более 8% земной коры.
Этот материал чрезвычайно универсален и все чаще используется для различных целей в строительной отрасли. Читайте дальше, чтобы узнать, как материал превращается в готовый продукт.
ПРОЦЕСС ПРОИЗВОДСТВА
1. Добыча бокситов
Бокситы используются в качестве основного сырья при производстве алюминия. Это глинистый минерал, встречающийся в тропических и субтропических регионах, таких как Австралия и Вест-Индия.
Бокситы часто добывают всего на несколько метров ниже уровня земли. На 1 тонну алюминия требуется около 4-5 тонн бокситов.
Для извлечения чистого глинозема используется процесс Байера.
2. Измельчение боксита
Минерал боксита транспортируется на нефтеперерабатывающие заводы, где глина смывается, а боксит проходит через дробилку для получения более однородного материала.
3. Дробление и переваривание бокситов – производство алюмината натрия
Измельченный минерал перекачивается в большие резервуары высокого давления с раствором едкого натра или гидроксида натрия, и применяется паровой нагрев. Каустическая сода реагирует с соединениями алюминия в бокситовом материале с образованием раствора алюмината натрия (также известного как 9).0041 суспензия ). Нежелательные остатки (также известные как красный шлам ), содержащие железо, кремний и титан, постепенно оседают на дно резервуара и удаляются.
4. Отстой
Затем раствор алюмината натрия пропускают в отстойники низкого давления. Раствор в верхней части резервуаров направляется вниз через ряд фильтров для удаления избытка красного шлама . Затем оставшийся глинозем пропускают через огромные «листья» или тканевые фильтры, чтобы удалить любые твердые частицы из раствора.
5. Осаждение
Затем раствор алюмината натрия охлаждают и перекачивают в большие осадители (иногда высотой с 6-этажное здание). Затравочные кристаллы гидроксида алюминия добавляют к раствору, чтобы начать процесс осаждения. В этот момент образуются большие кристаллы алюминия.
6. Прокаливание
Затем кристаллы нагревают во вращающихся печах до температуры выше 960°C. При этом удаляются последние примеси и образуется белый порошок, известный как оксид алюминия или оксид алюминия.
Очищенный глинозем превращается в алюминий посредством плавки или процесса Холла-Эру.
7. Процесс плавки
Глинозем заливают в восстановительную ячейку с расплавленным криолитом при 950°C. Через смесь пропускают электрические токи силой 400 кА, чтобы разорвать связь между алюминием и кислородом. В результате получается алюминий чистоты 99,8%.
.
ПРИГОТОВЛЕНИЕ АЛЮМИНИЯ ПОЛЕЗНЫМ
Чистый алюминий имеет ограниченное применение, и материал должен быть легирован для увеличения его прочности.
Обычные сплавы включают серию 6000, которая состоит из силицида магния для создания коррозионно-стойкого, прочного и поддающегося механической обработке материала.
Затем жидкий алюминий обрабатывается тремя способами:
Экструзия:
Это широко используемый метод для создания профиля с фиксированным поперечным сечением. Слиток алюминиевого сплава нагревается до 350–500°C, а затем продавливается гидравлическим прессом через пресс-форму. Затем материал охлаждают и растягивают, чтобы снять напряжение. Этот универсальный процесс используется для создания многих продуктов для балюстрады BA Systems, таких как базовый канал ICE для бескаркасной балюстрады B40 (рис. 2).
Прокат:
Из алюминиевого сплава отливают большие прямоугольные балки длиной до 9 метров.
Потребительские качества изделий различных сплавов
Несмотря на широкий ассортимент продукции аналогичного назначения, труба водопроводная стальная продолжает занимать лидирующие позиции по применению в быту и на промышленных предприятиях. Сортаменты таких изделий строго определяются ГОСТами и нормативными документами. Конструкции достаточно просты в установке и долговечны. Особенно если труба стальная — с оцинкованным покрытием.
Стальная труба
Сортамент стальных труб
Трубы водопроводные стальные применяют для создания водоснабжения всех уровней и сложностей. Самыми распространенными являются изделия из «черного» сырья. Для систем с повышенными требованиями необходимо применять трубы из оцинкованного проката.
Их сортамент определяется нормативными документами и ГОСТами, в которых описываются геометрические параметры. В соответствии с требованиями, минимальный диаметр труб составляет 6 мм, максимальный — 150 мм, толщина стенок варьируется от 0,5 до 3 мм. Учитывая эти данные, вычисляется пропускная способность изделий.
Характеристика стальных труб
Стальные трубы для водопровода подразделяются на множество групп по линейным размерам, методу производства и покрытию.
Согласно габаритам, они бывают:
Круглыми, квадратными, овальными, прямоугольными, 6- и 8-мигранными, ребристыми, сегментными и пр.
В зависимости от наружного диаметра могут быть капиллярными (0,3-4,8 мм), с малым диаметром (5-102 мм), средними (102-426 мм).
К характеристикам трубы относится их вид по методу изготовления:
Для повышения эксплуатационных характеристик прокат может покрываться различными материалами:
цинком;
экструдированным и простым полиэтиленом;
цементно-песчаной смесью;
эпоксидно-битумной смесью.
Таблица диаметров
Металлические трубы для водопровода наряду с диаметром и толщиной стенки классифицируются по условному проходу. Бывают легкие, обыкновенные и усиленные изделия.
Таблица диаметров водопроводных труб:
Толщина стенки труб, мм
Условный проход
Наружный диаметр, мм
Легкие
1,8
2
2,5
6
10,2
2
2,2
2,8
8
13,5
2
2,2
2,8
10
17
2,5
2,8
3,2
15
21,3
2,5
2,8
3,2
20
26,8
2,8
3,2
4
25
33,5
2,8
3,2
4
32
42,3
3
3,5
4
40
48
3
3,5
4,5
50
60
3,2
4
4,5
65
75,5
3,5
4
4,5
80
88,5
4
4,5
5
100
114
Длительность эксплуатации
Водопроводные трубы имеют нормативный и фактический эксплуатационные периоды. Первый четко прописан в технических документах и ГОСТах. При вычислении второго необходимо учитывать условия и функциональную направленность систем водоснабжения.
При использовании «черного» проката, согласно нормативам, стояк или подводка холодной воды и конструкция горячей подачи воды открытого типа имеет нормативный срок службы 15 лет. При закрытой системе горячего водоснабжения он уменьшается до 10 лет. Фактический срок зависит от качества ухода (покраска, сушка). При этом изделия, по которым подается горячая вода, служат намного дольше, т. к. на их поверхности не образуется конденсат, а внутри не скапливается налет.
В случае выбора труб для водопроводной системы с оцинкованным покрытием пользователь получает конструкцию с нормативным сроком службы до 30 лет (ГВС — 20 лет). Однако это при условии резьбового соединения. Сварные водопроводы теряют слой цинка из-за высокой температуры обработки. Это приводит к быстрому истощению некоторых участков и образованию свищей. Срок службы оцинкованных систем водоснабжения составляет при правильном монтаже и обеспечении надежной герметизации стыков до 70 лет. При этом сохраняются все первоначальные свойства изделий и внешний вид.
Потребительские качества изделий различных сплавов
Все стальные трубы выпускаются согласно ГОСТу, а при выборе необходимо учитывать следующие факторы:
Способность сопротивляться разрушению и деформации в разных условиях определяет пределы прочности, текучести, усталости и пр. Для повышения индекса прочности изделия поддают термической и механической обработке, вводят легирующие добавки в сплавы, облучают радиацией, применяют армирующие и композиционные материалы.
Сопротивление изгибу под действием внешних факторов и температурных режимов.
Растяжение или сжатие в результате воздействия на оси центров тяжести поперечных сечений, прикладываемых к концам или распределенным по всей длине.
Сопротивление вдавливанию или царапанию.
Способность восстанавливать форму и объем после воздействия высоких температур без потери первоначальных свойств.
Ударная вязкость, которая выражается в поглощении механической энергии при деформации.
Теплоемкость и теплопроводность особенно важна при проектировке систем горячего водоснабжения и отопительных конструкций, в т. ч. полотенцесушителей и теплого пола.
Жаропрочность определяется способностью материала противостоять механическим нагрузкам при нагревании до высоких температур.
Стойкость к коррозии в разных условиях (внешний водопровод, подземные конструкции и т. д.).
Эрозионная стойкость влияет на способность верхних слоев стальных труб сохранять эксплуатационные характеристики в результате воздействия жидкостей с разным химическим составом.
При проектировании систем водоснабжения учитывают диаметр труб, пропускную способность, максимальное гидравлическое давление, температурный режим. В зависимости от толщины стенок система может быть:
сварная со спиральным швом;
сварная с прямым швом;
цельнотянутая бесшовная.
Самые бюджетные водопроводы обустраивают из «черного» проката, применяя один из методов сварки. Такие системы подвержены коррозии и образованию ржавчины. На внутренней поверхности легко задерживаются частицы, находящиеся в воде. Они со временем образуют толстый твердый слой, предотвращающий проходу жидкостей. Конструкции нуждаются в постоянном уходе. Их поверхность периодически очищают и красят.
Создание из черного сырья различных сплавов позволяет избавиться от многих недостатков: водопроводные трубы становятся менее подверженными коррозии, стенки приобретают большую прочность, практически исключается образование налета внутри.
Оцинкованные изделия наряду с высокими эксплуатационными характеристиками обладают большим весом и ценой, которая практически в 2 раза превышает стоимость изделий из «черного» металла. Монтаж подразумевает стыковку посредством резьбового соединения. Для этого потребуется специальное оборудование, т. к. продаются трубы без резьбы. Не рекомендуется использовать сварочные швы. При высоких температурах цинковый слой полностью выгорает и система в местах соединения становится уязвимой.
Трубы из нержавеющей стали самые дорогие, но их установка окупится длительным эксплуатационным сроком без ухода и ремонта. Высокая плотность стали позволяет утончать стенки. При свойствах, аналогичных оцинкованным изделиям, такие трубы обладают малым весом. Монтаж водопровода из нержавейки достаточно сложный и трудоемкий ввиду высокой плотности материала. Он требует наличия базовых навыков и специфического оборудования.
10/19 — Трубы из углеродистой, легированной и нержавеющей стали — Размеры
Охватывает стандартизацию размеров сварных и бесшовных труб из кованой стали для высоких и низких температур и давлений.
Приведенную ниже таблицу данных стальных труб можно использовать для определения размеров труб, диаметров, толщины стенок, рабочего давления и т. д. Таблица основана на стандарте ASME/ANSI B 36.10 для сварных и бесшовных труб из кованой стали и ASME/ANSI B36.19 для нержавеющей стали. Трубка.
Независимо от номера в спецификации все трубы определенного размера имеют одинаковый наружный диаметр (несмотря на производственные допуски). По мере увеличения номера спецификации толщина стенки увеличивается, а фактическое отверстие уменьшается. Например:
Вместо слова «выкройка» иногда употребляют «развертка», однако этот термин неоднозначен: например, разверткой называют инструмент для увеличения диаметра отверстия, и в электронной технике существует понятие развертки. Поэтому, хоть я и обязан употребить слова «развертка конуса», чтобы поисковики и по ним находили эту статью, но пользоваться буду словом «выкройка».
Построение выкройки для конуса — дело нехитрое. Рассмотрим два случая: для полного конуса и для усеченного. На картинке (кликните, чтобы увеличить) показаны эскизы таких конусов и их выкроек. (Сразу замечу, что речь здесь пойдет только о прямых конусах с круглым основанием. Конусы с овальным основанием и наклонные конусы рассмотрим в следующих статьях).
1. Полный конус
Обозначения:
— диаметр основания конуса;
— высота конуса;
— радиус дуги выкройки;
— центральный угол выкройки.
Параметры выкройки рассчитываются по формулам: ; ; где .
2. Усеченный конус
Обозначения:
— диаметр большего основания конуса;
— диаметр меньшего основания конуса;
— высота конуса;
— радиус внешней дуги выкройки;
— радиус внутренней дуги выкройки;
— центральный угол выкройки.
Формулы для вычисления параметров выкройки: ; ; ; где . Заметим, что эти формулы подойдут и для полного конуса, если мы подставим в них .
3. Угол при вершине конуса
Иногда при построении конуса принципиальным является значение угла при его вершине (или при мнимой вершине, если конус усеченный). Самый простой пример — когда нужно, чтобы один конус плотно входил в другой. Обозначим этот угол буквой (см. картинку). В этом случае мы можем его использовать вместо одного из трех входных значений: , или . Почему «вместо«, а не «вместе«? Потому что для построения конуса достаточно трех параметров, а значение четвертого вычисляется через значения трех остальных. Почему именно трех, а не двух и не четырех — вопрос, выходящий за рамки этой статьи. Таинственный голос мне подсказывает, что это как-то связано с трехмерностью объекта «конус». (Сравните с двумя исходными параметрами двухмерного объекта «сегмент круга», по которым мы вычисляли все остальные его параметры в статье Геометрия круга.)
Ниже приведены формулы, по которым определяется четвертый параметр конуса, когда заданы три.
Заданы ; тогда .
Заданы ; тогда .
Заданы ; тогда .
Заданы ; тогда .
4. Методы построения выкройки
Вычислить значения на калькуляторе и построить выкройку на бумаге (или сразу на металле) при помощи циркуля, линейки и транспортира.
Занести формулы и исходные данные в электронную таблицу (например, Microsoft Exel). Полученный результат использовать для построения выкройки при помощи графического редактора (например, CorelDRAW).
использовать мою программу Cones, которая нарисует на экране и выведет на печать выкройку для конуса с заданными параметрами. Эту выкройку можно сохранить в виде векторного файла и импортировать в CorelDRAW.
5. Не параллельные основания
Что касается усеченных конусов, то программа Cones пока строит выкройки для конусов, имеющих только параллельные основания. Для тех, кто ищет способ построения выкройки усеченного конуса с не параллельными основаниями, привожу ссылку, предоставленную одним из посетителей сайта: Усеченный конус с не параллельными основаниями.
геометрические формулы
прямой, наклонный и усеченный конус
Развертка поверхности конуса — это плоская фигура, полученная путем совмещения боковой поверхности и основания конуса с некоторой плоскостью.
Варианты построения развертки:
Прямой круговой конус
Наклонный конус
Усеченный конус
Развертка прямого кругового конуса
Развертка боковой поверхности прямого кругового конуса представляет собой круговой сектор, радиус которого равен длине образующей конической поверхности l, а центральный угол φ определяется по формуле φ=360*R/l, где R – радиус окружности основания конуса.
В ряде задач начертательной геометрии предпочтительным решением является аппроксимация (замена) конуса вписанной в него пирамидой и построение приближенной развертки, на которую удобно наносить линии, лежащие на конической поверхности.
Алгоритм построения
Вписываем в коническую поверхность многоугольную пирамиду. Чем больше боковых граней у вписанной пирамиды, тем точнее соответствие между действительной и приближенной разверткой.
Строим развертку боковой поверхности пирамиды способом треугольников. Точки, принадлежащие основанию конуса, соединяем плавной кривой.
Пример
На рисунке ниже в прямой круговой конус вписана правильная шестиугольная пирамида SABCDEF, и приближенная развертка его боковой поверхности состоит из шести равнобедренных треугольников – граней пирамиды.
Рассмотрим треугольник S0A0B0. Длины его сторон S0A0 и S0B0 равны образующей l конической поверхности. Величина A0B0 соответствует длине A’B’. Для построения треугольника S0A0B0 в произвольном месте чертежа откладываем отрезок S0A0=l, после чего из точек S0 и A0 проводим окружности радиусом S0B0=l и A0B0= A’B’ соответственно. Соединяем точку пересечения окружностей B0 с точками A0 и S0.
Точки A, B, C, D, E и F, лежащие в основании конуса, соединяем плавной кривой – дугой окружности, радиус которой равен l.
Развертка наклонного конуса
Рассмотрим порядок построения развертки боковой поверхности наклонного конуса методом аппроксимации (приближения).
Алгоритм
Вписываем в окружность основания конуса шестиугольник 123456. Соединяем точки 1, 2, 3, 4, 5 и 6 с вершиной S. Пирамида S123456, построенная таким образом, с некоторой степенью приближения является заменой конической поверхности и используется в этом качестве в дальнейших построениях.
Определяем натуральные величины ребер пирамиды, используя способ вращения вокруг проецирующей прямой: в примере используется ось i, перпендикулярная горизонтальной плоскости проекций и проходящая через вершину S. Так, в результате вращения ребра S5 его новая горизонтальная проекция S’5’1 занимает положение, при котором она параллельна фронтальной плоскости π2. Соответственно, S’’5’’1 – натуральная величина S5.
Строим развертку боковой поверхности пирамиды S123456, состоящую из шести треугольников: S01060, S06050, S05040, S04030, S03020, S02010. Построение каждого треугольника выполняется по трем сторонам. Например, у △S01060 длина S010=S’’1’’0, S060=S’’6’’1, 1060=1’6’.
Степень соответствия приближенной развертки действительной зависит от количества граней вписанной пирамиды. Число граней выбирают, исходя из удобства чтения чертежа, требований к его точности, наличия характерных точек и линий, которые нужно перенести на развертку.
Перенос линии с поверхности конуса на развертку
Линия n, лежащая на поверхности конуса, образована в результате его пересечения с некоторой плоскостью (рисунок ниже). Рассмотрим алгоритм построения линии n на развертке.
Алгоритм
Находим проекции точек A, B и C, в которых линия n пересекает ребра вписанной в конус пирамиды S123456.
Определяем натуральную величину отрезков SA, SB, SC способом вращения вокруг проецирующей прямой. В рассматриваемом примере SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
Находим положение точек A0, B0, C0 на соответствующих им ребрах пирамиды, откладывая на развертке отрезки S0A0=S’’A’’, S0B0=S’’B’’1, S0C0=S’’C’’1.
Соединяем точки A0, B0, C0 плавной линией.
Развертка усеченного конуса
Описываемый ниже способ построения развертки прямого кругового усеченного конуса основан на принципе подобия.
Алгоритм
Строим вспомогательный конус ε, подобный конусу ω, как это показано на рисунке выше. Для удобства построения величину диаметра d выбираем таким образом, чтобы соотношение t=D/d выражалось целым числом. В рассматриваемом примере t=2.
Строим развертку боковой поверхности конуса ε – S0A01020304050A0 и на биссектрисе угла A0S0A0 отмечаем точку O0, выбрав ее расположение произвольно.
Проводим прямые O0A0, O010, O020, O030, O040, O050, O0A0 и на них откладываем отрезки [O0A10]=t×|O0A0|, [O0110]= t×|O010|, [O0210]=t×|O020|, [O0310]=t×|O030|, [O0410]=t×|O040|, [O0510]=t×|O050|, [O0A10]=t×|O0A0| соответственно, где t=D/d. Соединяем точки A10, 110, 210, 310, 410, 510, A10 плавной линией.
Из точек A10, 110, 210, 310, 410, 510, A10 проводим лучи, которые параллельны соответственно прямым A0S0, 10S0, 20S0, 30S0, 40S0, 50S0, A0S0, и на них откладываем отрезки A10B10, 110120, 210220, 310320, 410420, 510520, A10B10, равные l – образующей усеченного конуса. Проводим линию B10120220320420520B10.
ПОДЕЛИТЬСЯ
Заказать чертеж
Вращающийся конус
Перейти к площади поверхности или объему.
Факты о конусе
Обратите внимание на эти интересные вещи:
У него круг на одном конце
И точка на другом конце
И изогнутая сторона
Это , а не многогранник. имеет криволинейную поверхность
images/poly-gl.js?mode=cone
Заостренный конец конуса называется вершиной
Плоская часть является основанием
Объект в форме конуса называется коническим
изображения/cone-sweep.js
Конус представляет собой повернутый треугольник
Конус можно сделать, вращая треугольник!
Треугольник является прямоугольным, и он вращается вокруг одной из двух коротких сторон.
Сторона, вокруг которой он вращается, является осью конуса.
Правый против наклонного конуса
Когда вершина выровнена по центру основания, это прямой конус, в противном случае это наклонный конус:
Площадь поверхности конуса
Площадь поверхности состоит из двух частей:
Базовая зона = π × r 2
Боковая площадь = π × r × s
Что вместе составляет:
Площадь поверхности = π × r × (r + s)
Примечание: мы можем вычислить s = √(r 2 +h 2 )
Пример: h = 7 и r = 2
Площадь поверхности основания = π × r 2
= π × 2 2
= 4π
≈ 12,57
9000
Область поверхности поверхности. = π × r × √(r 2 +h 2 )
= π × 2 × √(2 2 +7 2 )
= π × 2 × √ (4 + 49)
= 2π√ (53)
≈ 45,74
Общая площадь поверхности ≈ 12,57 + 45,74 ≈ 58,31
7 + 45,74 ≈ 58,31
5.
Объем конуса
Объем = 1 3 π × г 2 × ч
Пример: h = 7 и r = 2
Объем= 1 3 π × r 2 × h
= 1 3 π × 2 2 × 7
= 28 3 π
≈ 29,32
Поиграй с этим здесь. Формула также работает, когда он «наклоняется» ( косой ), но помните, что высота всегда находится под прямым углом к основанию:
Объем конуса против цилиндра
Формулы объема для конусов и цилиндров очень похожи:
Объем цилиндра:
π × г 2 × ч
Объем конуса:
1 3 π × г 2 × ч
Таким образом, объем конуса составляет ровно одну треть (
1 3
) объема цилиндра.
Мороженое нужно заказывать в цилиндрах, а не в рожках, получится в 3 раза больше!
Как пирамида
Конус также похож на пирамиду с бесконечным числом сторон, см. Пирамида против конуса.
Конусы различной формы
Строительный конус
Это почти конус, но вершина сколота (так называемый «усеченный конус»).
Также у него добавлено более широкое основание, чтобы он не упал!
С нашими конусами нижнего бункера – больше не нужно перелопачивать зерно, больше не болит спина, больше не вдыхается пыль. Добавьте дополнительные бушели к существующему зерновому бункеру с быстрой и простой разгрузкой!
Наши конусы днища бункера доступны для новых или существующих зерновых бункеров.
Конусы бункера окрашены внутри и снаружи. Конусы диаметром 12, 14 и 15 футов, как правило, состоят из одной детали, но могут быть легко собраны из двух частей, если возникают проблемы с транспортировкой
Конусы диаметром 18–27 футов состоят из двух половин
Стандартный наклон бункера: 12 футов – 45°, 14 футов и 15 футов – 40°, 18 футов и 21 фут – 38°, 24 дюйма и 27 футов – 35° Наклон 45° доступен для всех конусов См. таблицу ниже для получения дополнительной информации о наклонах конуса бункера и дополнительной вместимости бушелей
Цельные конусы диаметром 18 и 21 фут доступны в качестве опции, если доставка осуществляется не слишком далеко от завода
Все бункеры стандартно поставляются с прочным люком с зубчатой рейкой и люком с крышкой. Конусы бункеров представляют собой цельнометаллическую конструкцию с квадратными трубчатыми ножками и распорками. Каждый конус бункера изготавливается на заказ для бункера, под который он будет устанавливаться, и будет работать с любым производителем зерновых бункеров.
Позвоните сегодня для бесплатной оценки и узнайте, какие другие варианты и нестандартные размеры доступны для экономии вашей рабочей силы и повышения производительности вашей работы.
Посмотреть фотогалерею нижних конусов бункера
Доступные варианты:
Аэрация
Прочный стальной кожух шнека с болтовым креплением (6 x 8 дюймов)
Внешняя лестница
Лестничная клетка
Крышки нижнего пульта управления
Шнеки для резервуаров для сыпучих материалов
Стальная опора для конуса бункера
Преимущества и особенности:
Больше не нужно копаться
Нет больше вдыхания пыли
Добавьте дополнительные бушели в существующий зерновой бункер
Отличный вариант для непрерывной загрузки зерносушилки
Быстрая и простая разгрузка – последний бушель выгрузить так же просто, как и первый
Без шнека
Превосходный семенной бункер – с бункерами проще работать с зерном, чем с уборщиками или пылесосами
Доступ к люку в бункере для удобного доступа, обслуживания и очистки
Размер бункера
Склон
Добавлены бушели
Высота конуса бункера
Диаметр 12 футов
45
200
8′
Диаметр 14 футов
40
245
7 футов 10 дюймов
Диаметр 14 футов
45
295
8 футов 9 дюймов
Диаметр 15 футов
40
300
8’2″
Диаметр 15 футов
45
400
9 футов 11 дюймов
Диаметр 18 футов
38
500
9 футов 3 дюйма
Диаметр 18 футов
45
600
10 футов 11 дюймов
Диаметр 21 фут
38
750
10 футов 2 дюйма
Диаметр 21 фут
45
890
12 футов 8 дюймов
Диаметр 24 фута
35
1 260
10 футов 9 дюймов
Диаметр 24 фута
45
1 443
13 футов 9 дюймов
Диаметр 27 футов
35
1 460
12 футов 3 дюйма
Диаметр 27 футов
45
2 085
15 футов 6 дюймов
Для получения дополнительной информации о наших конусах днища бункера или прицепах, пожалуйста, позвоните нам по телефону 620-345-8205 или напишите нам по электронной почте.
На сегодняшний день развитие большинства сфер промышленности и производства предполагает не только использование оборудования высокого качества, но и применение нового сырья или материалов с улучшенными технологическими характеристиками, по сравнению с предшественниками.
Металлургия и связанные с ней отрасли также не стали исключением. К примеру, в энергетике и газотурбинной промышленности уровень рабочих температур постоянно растет. Именно поэтому разработаны жаропрочные сплавы, которые без проблем смогут выдерживать температуры в 1100 °C и выше.
Бесперебойную работу деталей и механизмов в условиях высоких температур гарантирует использование в процессе производства жаропрочных и жаростойких сталей.
К жаропрочным маркам нержавеющей стали относятся AISI 310 — 20Х23Н18 (ЭИ417), AISI 310S — 10Х23Н18 (ЭИ417), AISI 309 — 20Х20Н14C2 (ЭИ211), AISI 314 — 20Х25Н20С2 (ЭИ283). Данные сплавы способны сохранять все свои первоначальные характеристики и механические свойства на протяжении длительного периода эксплуатации при высоких температурах и в сложнонапряженном состоянии, выдерживая при этом влияние агрессивной внешней среды.
Некоторые детали и механизмы, например, камеры сгорания или лопатки газотурбинных двигателей в процессе производства проходят ряд технологических операций — штамповку, прессовку, гибку, обработку, шлифовку, литье и т.д. А значит материал, из которого производится данная продукция доложен обладать соответствующими технологическими характеристиками. В таких ситуациях без использования жаропрочных и жаростойких сталей просто не обойтись. Эти металлы обладают устойчивостью к газовой коррозии при температурах свыше 550С и без труда работают в слабонагруженном состоянии.
Базовыми компонентами всех жаропрочных сплавов являются железо и никель. Остальные легирующие элементы лишь придают дополнительные свойства и открывают новые возможности для применения изделий из жаропрочной нержавейки. Так наличие в сплаве хрома обеспечивает высокое сопротивление материала окислению. Процентное содержание хрома выше 14% существенно повышает жаростойкость стали, оптимальный показатель 15-23%. А вот повышенное количество в сплаве углерода, наоборот, понижает жаростойкие характеристики металла. К примеру, в стали 20Х23Н18 (AISI 310) содержание углерода ограничено до 0,2%.
Краткая характеристика жаропрочных сталей
20Х23Н18 (AISI 310) — жаростойкая сталь тугоплавкая аустенитная. Успешно применяется в машиностроении, выдерживает рабочие температуры до 1100°С и до 1000°С в восстанавливающей среде. Основными эксплуатационно-технологическими свойствами 20Х23Н18 можно назвать следующие: • выплавление в открытых дуговых печах; • температура начала деформации 1180°C, конца — 900°C. После деформации сталь охлаждается на воздухе. • оптимальные режимы термической обработки: — нагрев до 1100 – 1150°C с последующим охлаждением на воздухе, в масле или воде; — нагрев до 1160 – 1180°C, охлаждение в воде, старение на 800°С при выдержке до 5 часов • Сварка 20Х23Н18 обычно производится электродами ЦТ-19.
AISI 310S — 10Х23Н18 (ЭИ417) — низкоуглеродистая модификация AISI 310. Применяется там, где есть вероятность коррозии деталей и механизмов под влиянием высокотемпературных газов и конденсата — в нагревательных элементах, при производстве конвейерных лент для транспортеров печей, в установках для термической обработки и при гидрогенизации, а также теплообменниках для печей; при изготовлении дверей, штифтов, кронштейнов, деталей установок для конверсии метана, газопроводов, камер сгорания.
AISI 309 — 20Х20Н14C2 (ЭИ211) – разновидность жаропрочной высоколегированной нержавеющей стали. Температура ковки материала составляет 1170 °С в начале процесса и 850 °С в конце. Заготовки охлаждаются на воздухе. ООО «Оникспром» поставляет жаропрочные листы 20Х20Н14C2 для производства составных частей термических печей для производства печных конвейеров, изготовления ящиков для цементации и пр.
AISI 314 — 20Х25Н20С2 (ЭИ283). Жаропрочная нержавеющая сталь AISI 314 используется в производстве листовых деталей печных роликов, подвесок и опор в котлах, экранов печей для работы при температурах до 1100 °С. Поставляется в виде листов. 20Х25Н20С2 выплавляют в открытых электропечах. Температура начала ковки — 1170 °С, конца — 850 °С. Рекомендуемые режим термической обработки: закалка с 1100-1200 °С на воздухе или в воде.
Преимущества 20Х23Н18 (AISI 310)
Окалиностойкие металлы очень экономичны. Этот показатель определяется такими параметрами: экономное легирование; высокие технологические и эксплуатационные характеристики.
Жаропрочная сталь 20Х23Н18 (AISI 310) содержит в своем составе оптимальное соотношение легирующих элементов и отличается пластичностью, повышенной жаропрочностью технологичностью и отлично поддается свариванию. Помимо этого, сплаву 20Х23Н18 под силу длительный период времени работать в сложнонапряженном состоянии, выдерживать изменение различных нагрузок, а также выдерживать сопротивление усталости и коррозии даже при очень высоких температурах. Все эти показатели делают AISI 310 одним из наиболее востребованных жаропрочных сплавов и позволяют успешно применять в промышленности.
На сайте нашей компании вы можете приобрести со склада или под заказ жаростойкие трубы, жаропрочные листы и прочие изделия из нержавеющей стали марки 20Х23Н18, а также других марок.
Доставим прокат в пункт назначения в кратчайшие сроки. Звоните по телефонам, указанным на сайте, или задайте вопрос прямо сейчас через форму обратной связи.
Получать сообщения о поступлении нового товара
Связаться с нами
Днепр – (056) 794-05-07
Харьков – (057) 728-91-14
Запорожье – (061) 228-72-55
Киев – (044) 39-45-324
Одесса – (048) 738-85-58
Львов – (032) 229-53-00
Все о нержавейке
org/ListItem»>
Жаропрочная сталь – особенности и применение
Характеристики жаропрочной нержавеющей стали (нержавейки) | Справочник
Наверх
Справочник
Характеристики материалов (стали)
Назначение изделий из нержавеющей стали
Особенности выбора
Виды и обозначения поверхности стали
Отличия г/к и х/к стали
Жаропрочная нержавейка
Трубы э/с
Трубы б/ш
26 Сентября 2022 Скидки на нержавеющий лист ! Лист 304Н 75 х 2500 х 7150 !!!
30 Августа 2022 Скидки на шестигранник нержавеющий 304 и 321 !!! ООО «ТМ Пассат» предлагает приобрести Шестигранник нержавеющий в Санкт-Петербурге и МСК.области по специальной цене!
02 Сентября 2022 Лист 201 2В 0.5 х 1000 х 2000 по цене 195 руб/ кг с НДС!!!
03 Июня 2022 Поступление круга по 25Х2М1Ф, 20Х1М1Ф1ТР, 25Х1МФ !!!
org/Breadcrumb»>Главная
/
Справочник
/
Особенности выбора
/
Жаропрочная нержавейка
Современная промышленность предъявляет строгие требования к используемым на производстве материалам. Многие изготовленные из них детали и конструкции должны надежно работать в агрессивных средах при температуре более 500 °С. Химический состав и маркировка коррозионностойких жаростойких и жаропрочных сталей регламентируется ГОСТ 5632-72. В металлургии они разделяются на две крупные категории — никельсодержащие и безникелевые.
круг теплоустойчивый
Свойства жаропрочки
Жаропрочные стали отличаются:
повышенной термостойкостью;
высокой механической и коррозионной стойкостью;
продолжительной износостойкостью;
медленной ползучестью.
Полезные свойства материала обеспечены наличием и правильным соотношением легирующих элементом, основными из которых являются хром, никель и титан.
При помощи легирования стали различными металлами добиваются усиления ее термической стойкости, прочности и свариваемости. В зависимости от химического состава существует несколько подгрупп жаропрочной стали. Каждый вид жаропрочки имеет свои технические и потребительские характеристики. Важность данного направления подчеркивает постоянно растущий спрос на такой металлопрокат.
Область применения жаропрочной нержавейки
Основной областью применения жаропрочных нержавеющих сталей является машиностроение. В тоже время, они широко востребованы в строительстве, электроэнергетике, деревообрабатывающей, пищевой и химической промышленности. Жаропрочные стали используются для изготовления подшипников, выпускных клапанов, электродов, деталей турбин и компрессоров, печной аппаратуры, теплообменников, муфелей, камер сгорания, крепежа.
Области применения материалов: теплостойкость — MetalTek
Согласно определению, термостойкие применения обычно применяются при температурах выше 1200°F/670°C и требуют использования материалов с повышенной стойкостью к окислению и другим газам, характерным для окружающей среды, и к ухудшению механических свойств. . Работоспособность в этих высокотемпературных средах определяется приемлемыми уровнями прочности на растяжение, прочности на разрыв и сопротивления ползучести, которые соответствуют требуемому сроку службы.
Как правило, свойства материала ухудшаются при повышении температуры. Особенно это заметно в углеродистой стали. За прошедшие годы металлургические компании разработали легированные стали, содержащие никель и хром, которые, среди прочего, значительно улучшили прочность и пластичность. Исторически наиболее часто используемыми материалами в этих областях являются сплавы, соответствующие литейным нержавеющим сталям ASTM A297 «серии H», хотя в последние годы предпочтение отдается многим запатентованным сплавам.
Основными группами жаропрочных сплавов являются аустенитные сплавы с высоким содержанием хрома и никеля, также известные как жаропрочные нержавеющие стали, сплавы на основе никеля, сплавы на основе кобальта и хрома на основе никеля и молибден-титановые сплавы.
В случае высоких требований к прочности при повышенной температуре, циклическом термическом воздействии или агрессивной углеродсодержащей атмосфере (а углерод является врагом в некоторых высокотемпературных применениях, таких как нефтехимические печи), обычно выбирают сплавы на основе никеля. Однако можно также использовать сплавы на основе кобальта. Основной компромисс обычно экономический. Сравнение высокой первоначальной стоимости со стоимостью жизненного цикла обычного жаропрочного сплава поможет определить наилучшую долгосрочную ценность.
В промышленности часто используются высокотемпературные материалы, требующие жаропрочных материалов. Эти приложения включают электростанции, пиропереработку минералов (например, цемента, извести и железной руды), сжигание отходов, нефтехимическую переработку, сталелитейные и цветные металлургические комбинаты, металлообработку, включая термообработку, и производство/формовку стекла.
Часто первым соображением при выборе сплава для высокотемпературного применения является его прочность при повышенных температурах. Тем не менее, прочность не является единственным ключевым фактором, поскольку многие высокотемпературные применения происходят в суровых коррозионных средах, таких как химические заводы. (По этой причине модуль коррозии в этой серии информационных бюллетеней может быть ценным ресурсом при оценке выбора материалов для работы при повышенных температурах. )
Относительная прочность сплавов демонстрируется на краткосрочной основе с помощью обычных испытаний на растяжение при повышенных температурах. Для характеристик сплава в долгосрочной перспективе разработчик должен учитывать дополнительные свойства, включая сопротивление разрушению под напряжением, сопротивление ползучести и/или сопротивление термической усталости.
Компромиссы по сравнению с жаропрочными сплавами
При обсуждении применения жаропрочных отливок существует очевидный компромисс между стоимостью жизненного цикла более дорогих запатентованных сплавов и более традиционных сплавов, которые могут встречаться в полевых условиях. Может оказаться полезным классифицировать сплавы по пяти часто используемым категориям. Следующее введение дает некоторую перспективу и общую структуру, которую можно использовать для классификации сплавов, рассматриваемых для применения.
Прочность на разрыв
Как правило, при выборе сплава в первую очередь учитывается прочность на разрыв. Прочность на разрыв — это минимальное напряжение, которое может привести к отказу оборудования в течение расчетного срока службы. Например, в нефтехимии это 100 000 часов (11,4 года). Эти значения обычно экстраполируются из тестов меньшей продолжительности.
Ползучесть
Ползучесть – это деформация, определяемая в единицу времени, которая возникает под нагрузкой при повышенных температурах. Ползучесть возникает во многих областях применения жаростойких отливок при рабочих температурах. Со временем ползучесть может привести к чрезмерной деформации, что в дальнейшем может привести к разрушению при напряжениях значительно ниже тех, которые вызвали бы разрушение при испытании на растяжение при той же температуре.
Термическая усталость
Компоненты, которые будут подвергаться термоциклированию или термическому удару во время эксплуатации, требуют учета термической усталости. Усталость – это состояние, при котором переменные нагрузки приводят к отказу в более короткие сроки и при меньших напряжениях, чем можно было бы ожидать при постоянной нагрузке. Термическая усталость – это состояние, при котором напряжения в основном возникают из-за затрудненного расширения или сжатия. Они могут быть вызваны либо внешними ограничениями, либо температурными градиентами внутри компонента. Выбор сплавов для этого вида работ по-прежнему основывается главным образом на опыте и является одной из областей, в которых технический совет по металлургии будет полезен для пользователей.
Тепловое расширение
Другим важным фактором при выборе является тепловое расширение. Например, соседние части должны расширяться и сжиматься с одинаковой скоростью, иначе одна из них может треснуть. Инвар, например, испытывает очень низкое тепловое расширение и поэтому используется в штампах для высокоточного литья. Есть много других примеров подбора материалов друг к другу или к спецификациям приложения. Ваш консультант по металлургии также может помочь в этом.
Сварка
Не во всех приложениях требуется, чтобы компонент был сварным, но особое внимание следует уделить, когда приложение требует сварного узла. Например, некоторые сплавы никеля и кобальта очень трудно сваривать, поэтому первостепенное значение имеет компромисс между свойствами, которые могут обеспечить эти материалы, и способностью создавать конечный продукт.
Желательные характеристики жаропрочных сплавов
Низкие затраты на материалы и обработку, совместимые с приемлемым сроком службы при высоких температурах.
Низкое содержание кислорода, азота и водорода.
Высокая пластичность, усталостная прочность и ударная вязкость при комнатной температуре.
Высокая стойкость к окислению в применениях, требующих воздействия воздуха или пара при повышенных температурах.
Небольшое снижение прочности при повышенной температуре.
Высокая стойкость к продуктам сгорания или газообразным химическим продуктам при повышенных температурах.
Высокая устойчивость к тепловому удару при нагреве или охлаждении.
Высокая усталостная прочность при повышенных температурах.
Высокая прочность на ползучести при динамической нагрузке при повышенных температурах.
Высокий модуль упругости при температуре применения и/или низкое тепловое расширение.
Достаточная свариваемость.
Умеренно крупный размер зерна для повышения прочности на разрыв при напряжении.
Заключение
Применение при высоких температурах и средах могут различаться. Понимание нагрузок, с которыми будут сталкиваться компоненты, и балансировка этих нагрузок со свойствами материалов различных сплавов обеспечат рентабельную производительность.
Металлы и сплавы для высокотемпературных служб и применений
polski (польский)Nederlands (голландский)Italiano (итальянский)Français (французский)Español (испанский)EnglishDeutsch (немецкий)Čeština (чешский)
Свяжитесь с нами по телефону
Если ваш бизнес работает со сплавами в жарких условиях, выбор правильных сплавов для работы при высоких температурах может привести к путанице. В конце концов, когда дело доходит до работы при экстремальных температурах, не может быть такого понятия, как единообразие.
Выбор сплава зависит от функции, которую он будет выполнять. Вот разбивка некоторых из самых жаропрочных металлов и сплавов в мире, а также другие факторы, которые следует учитывать перед покупкой.
Что такое жаропрочный сплав?
Жаропрочные сплавы — это сплавы, которые хорошо работают при высоких температурах, что означает, что они обладают высоким сопротивлением ползучести и прочностью при высоких температурах. Уровень жаростойкости этих сплавов подтверждается двумя физическими свойствами: структурой сплава и прочностью межатомных связей в нем.
Жаропрочные сплавы классифицируются по их основе, которая может состоять из никеля, железа, титана, бериллия и других металлов. Кроме того, жаропрочные сплавы также можно разделить на три категории в зависимости от условий их эксплуатации: сплавы, подвергающиеся небольшим тепловым нагрузкам (от секунд до минут), сплавы, подвергающиеся умеренным тепловым нагрузкам (часы или сотни часов), сплавы, подвергающиеся тепловым нагрузкам в течение длительных промежутков времени (тысячи часов).
Элементы и сплавы, выдерживающие высокие температуры
1. Титан
Титан — блестящий переходный металл серебристого цвета. способность выдерживать экстремальные температуры 600°C плюс. Он легко поддается сварке и обладает хорошей технологичностью и эффективностью во многих сложных промышленных применениях.
2. Вольфрам
Вольфрам — тугоплавкий металл серо-стального или серебристо-белого цвета. Вольфрам можно использовать в качестве основного металла для сплава или в качестве опорного элемента. Вольфрам обеспечивает высокие уровни твердости, высокую термостойкость и высокую температуру плавления. Вольфрам обычно используется в футеровках камеры сгорания, компонентах выхлопных газов турбин, обогревателях салонов самолетов, переходных воздуховодах и промышленных печах.
3. Нержавеющая сталь
Нержавеющая сталь представляет собой сплав на основе железа с содержанием хрома не менее 10,5%, а также других металлов, таких как молибден и никель. Сплавы из нержавеющей стали известны своей устойчивостью к коррозии и нагреву, что делает их идеальными для использования в аэрокосмической, автомобильной и строительной отраслях, а также для изготовления таких деталей, как сосуды под давлением, паровые турбины, котлы и трубопроводные системы.
4. Молибден
Молибден представляет собой тугоплавкий металлический элемент, который образует твердые, стабильные карбиды, улучшающие прокаливаемость, прочность, ударную вязкость и стойкость к износу и коррозии. Молибден часто используется в жаропрочных сплавах стали, чугуна и суперсплавов в военной и оборонной промышленности, в производстве полупроводников и в специализированных станках.
5. Никель
Никель представляет собой встречающийся в природе серебристо-белый блестящий металл с золотым оттенком. Он податлив, пластичен и обладает превосходной прочностью и коррозионной стойкостью. Никель часто используется в нержавеющей стали и других сплавах, чтобы сделать их прочнее. Никелевые сплавы используются в газовых турбинах, энергетике, аэрокосмической промышленности, специальной технике и электронике.
6. Тантал
Тантал — блестящий серебристый металл, мягкий в чистом виде. Он практически устойчив к коррозии благодаря оксидной пленке на его поверхности. Тантал особенно полезен в высокотемпературных применениях в авиационных двигателях, а также в электронных устройствах. тепла.
Поэтому очень важно, чтобы вы проверили технические данные, которые описывают свойства сплава, прежде чем решить, «наиболее ли он подходит» для конкретной рабочей среды.
Довольно часто рабочая температура является первым, а в некоторых случаях и единственным параметром, на который обращают внимание многие люди при выборе сплава. Это неправильно.
Жаропрочные сплавы НЕ следует выбирать только на основе максимальной рабочей температуры, необходимо учитывать множество других факторов. К ним относятся:
Механические свойства сплава при определенной температуре.
Это инструменты высокой точности, предназначенные для чистовой обработки зубчатых колес. Процесс шевингования заключается в том, что при сцеплении инструмента с обрабатываемым колесом из-за несовпадения углов наклона зубьев у шевера и колеса при взаимном обкате происходит их скольжение. На боковых сторонах зубьев шеверов имеются стружечные канавки, которые образуют режущие кромки и пространство для размещения стружки. В процессе скольжения с боковых сторон зубьев колеса режущие кромки канавок шевера срезают тонкие волосяные стружки (от англ. shave — строгать, скоблить).
Шевингование повышает точность колес примерно на одну степень. При этом исправляются профиль зубьев, шаг, частично погрешности направления зубьев, снижается биение зубчатого венца и особенно шероховатость боковых поверхностей (от Ra 3…2,5 до Ra 0,63…0,32). Шеверы применяются для обработки цилиндрических колес m = 0,2…8,0 мм с прямыми и винтовыми зубьями, с твердостью до 35 HRC3, главным образом с целью повышения плавности зубчатого зацепления.
Типы шеверов и кинематика процесса шевингования. Шеверы бывают трех типов: червячные, реечные и дисковые.
Червячные шеверы (рис. 1.15, а) применяются для обработки червячных колес и представляют собой червяк, подобный по размерам рабочему червяку с нанесенными на боковых сторонах витков канавками. Канавки наносят в радиальном направлении или под углом 7… 10°. У основания витков червяка делается винтовая канавка для выхода долбежного резца, формирующего режущие кромки шевера. Кинематика движения шевера подобна работе рабочего червяка в зацеплении с червячным колесом. Стружки снимаются за счет проскальзывания витков червяка по боковым сторонам зубьев колеса.
Реечные шеверы (рис. 1.15, б) предназначены для обработки цилиндрических колес с прямыми и винтовыми зубьями. Они изготавливаются сборными из отдельных зубьев рейки, насаженных на штангу и закрепленных с торцов планками. Для обработки прямозубых колес применяют косозубые рейки, а для косозубых колес — прямозубые рейки. На боковых сторонах зубьев рейки наносят прямоугольные канавки, нормальные к направлению зубьев.
Следует отметить, что изготовление зубьев шевера-рейки и ее монтаж очень сложны и трудоемки, а при сборке неизбежны потери точности. Поэтому данный инструмент не получил широкого распространения. На практике шевингование цилиндрических колес производится преимущественно дисковыми шеверами.
Типы шеверов
Дисковый шевер (рис. 1.15, в) представляет собой колесо, изготовленное из инструментальных материалов с высокой степенью точности. На боковых сторонах его зубьев, как и у других типов шеверов, путем долбления сформированы стружечные канавки, которые образуют режущие кромки при пересечении с боковыми эвольвентными поверхностями зубьев и создают пространство для размещения стружки. Канавки несквозные, за исключением шеверов для мелкомодульных колес (m = 0,2…0,9 мм), у которых они перерезают зуб насквозь из-за малых размеров зубьев.
Для осуществления процесса скольжения (резания) угол наклона зубьев шевера к оси делается отличающимся от угла наклона зубьев обрабатываемых колес. Таким образом, колесо и шевер в зацеплении представляют собой передачу со скрещивающимися осями в пространстве. Для обработки прямозубых колес обычно применяют шевер с винтовыми правозаходными зубьями, для обработки косозубых колес — или прямозубый щевер, если β 1 = 10… 15°, или же косозубый, но с углом наклона зубьев, отличающимся от угла наклона зубьев обрабатываемого колеса.
Контакт зубьев шевера и колеса теоретически точечный, а фактически имеет место зона (пятно) контакта вследствие упругих деформаций от нормального давления. Зона контакта в процессе обката перемещается по пространственной линии зацепления и именно по ней срезается стружка. Для возможности обработки профиля зубьев колеса по всей поверхности зуба необходимо задать шеверу продольную и радиальную подачи.
Скорость скольжения при обработке прямозубых колес шевером, пропорциональна sin Σ — углу скрещивания их осей. Она же совпадает по величине со скоростью резания. С точки зрения повышения производительности угол 2 следовало бы брать по возможности большим. Однако при этом уменьшается пятно контакта, ухудшается качество обработанной поверхности и уменьшается исправляемость зубьев колеса по направлению. Поэтому обычно принимают Σ = 15°, а при обработке колес блочных или с фланцем снижают Σ до 5° для возможности прохода шевера по всей длине обрабатываемого зуба. Допустимые пределы изменения Σ = 3…20°.
При шевинговании инструмент и обрабатываемое колесо находятся в беззазорном зацеплении. Вращение сообщается шеверу от привода станка, а колесо свободно вращается в центрах. Продольная подача Sпр осуществляется столом станка, на котором установлено колесо. После каждого прохода колеса направление подачи изменяется на обратное. Направление вращения шевера может также изменяться, но иногда обработка ведется без реверсирования. Для обработки зуба по всей высоте после каждого двойного хода стола производится радиальная подача Sp в направлении сближения осей шевера и колеса. Например, при обработке стальных колес шевером из быстрорежущей стали скорость вращения шевера v0 = 100. ..120 м/мин, vpe3 = 35…45 м/мин, Sпр = 0,1…0,15 мм/об, SР = 0,02…0,04 мм/дв.ход. Припуск под шевингование δ = 0,035 m.
Дисковые шеверы проектируются или для обработки колес одного числа зубьев, или для колес одного модуля, но с разным числом зубьев. Для последнего случая шеверы общего назначения стандартизированы (ГОСТ 8570-80). Они обычно применяются в мелкосерийном или единичном производстве. Номинальные делительные диаметры и углы наклона зубьев:
для m = 1…1,5 мм d 0 = 85 мм, β о = 10°;
для m = =1,25…6,0 мм d Q = 180 мм, β 0 = 5° и 15°;
для m = 2…8 мм d 0 = 240 мм, β 0 = 5° и 15°;
для мелкомодульных колес с m — 0,2…0,9 мм, d0 = 85 мм, β 0 = 10°.
В массовом производстве проектируются специальные шеверы, т.е. только для обработки колес определенного размера.
Шеверы обычно изготавливаются из быстрорежущих сталей марок Р6М5, Р6М5К5, Р18. Для обработки колес с твердостью 35. ..48 HRCэ и выше шеверы оснащают твердосплавными пластинами. Иногда применяют покрытия зубьев шевера композитами из кубического нитрида бора. Конструктивные параметры дисковых шеверов для обработки прямозубых колес. При сцеплении шевера с обрабатываемым колесом образуется пара колес со скрещивающимися в пространстве осями и с разными углами наклона зубьев относительно своей оси.
Для правильного сцепления таких колес, как следует из теории зацепления, они должны иметь правильное зацепление с одной и той же исходной рейкой. Поэтому у сопряженных колес должны быть равны модули, углы профиля и шаги в нормальном сечении, т.е. соответственно т n0 = m1; α n0 = α 1; Р n0 = Р1.
После затупления шевер перетачивается путем шлифования зубьев по боковым сторонам и наружному диаметру со снятием слоя толщиной 0,05…0,07 мм. Рекомендуется проводить не менее трех-четырех переточек.
Для создания припуска на переточку зубья шевера делаются корригированными, причем смещение профиля дается в «плюс» и «минус» от номинального (рис. 1.16). Припуск по толщине на сторону Δ = (а + b) принимается для шеверов m = 2…8 мм в зависимости от модуля в пределах Δ = 0,25…0,4 мм. Распределение припуска относительно номинального профиля может быть симметричным (т.е. а = b = Δ / 2 ), несимметричным или даже полностью смещенным в сторону положительной или отрицательной коррекции. В начале расчета он обычно задается симметричным, а затем как сама величина припуска, так и его распределение уточняются при расчете шевера.
Режущие кромки зубьев шевера образуются при пересечении стружечных канавок с боковыми эвольвентными поверхностями зубьев (рис. 1.17, а). У шеверов m = 2…8 мм канавки имеют следующие формы: прямоугольные со сторонами, параллельными торцу (рис. 1.17, б), или нормальными к направлению зуба (рис. 1.17, в) и трапецеидальные (рис. 1.17, г). У мелкомодульных шеверов (m = 0,3…2,0 мм) из-за малых размеров зубьев канавки делаются сквозными прямоугольными или трапецеидальными (рис. 1.17, д).
Формы стружечных канавок шевера
Режущие кромки шевера в статике имеют нулевой задний угол, но в сцеплении шевера с колесом появляется кинематический угол.
Передний угол зависит от формы канавки и направления подачи. Если канавки прямоугольные, со сторонами, параллельными торцу, то передний угол имеет или положительное, или отрицательное значение в зависимости от направления подачи. У канавок, нормальных к направлению зуба, γ = 0° независимо от направления подачи.
Размеры канавок должны быть достаточными для размещения стружек как у новых, так и у переточенных шеверов. Для стандартных шеверов (m = 2…8 мм) шаг канавок РK = 1,8…2,4 мм, глубина hK = 0,6… 1,0 мм, ширина SK = 0,5РK.
При нарезании колес под шевингование у инструментов (червячная фреза, долбяк) профиль зубьев делают таким, чтобы обеспечить благоприятные условия работы зубьев шевера. Скорость скольжения, а следовательно, и скорость резания по высоте зуба шевера неодинаковы. Так как на вершине зуба она практически равна нулю, то вершинную кромку, контактирующую с основанием зуба колеса, желательно разгрузить или вообще исключить из процесса резания. Процесс обработки боковых сторон зуба колеса также облегчается, если припуск на вершине зуба колеса будет равен нулю.
Значение слов в словарях
Сложность и многогранность русского языка порой удивляют даже его носителей. Особенность заключается в отсутствии структурности. Ведь очень много вольностей допускается не только при построении предложений. Использование некоторых словоформ тоже имеет несколько вариаций.
Сложности и особенности работы со словом
В русском языке огромное количество допущений, которые нельзя встретить в других культурах. Ведь в речи часто используются не только литературные слова, которых свыше 150 тысяч. Но еще и диалектизмы. Так как в России много народов и культур, их более 250 тысяч. Неудивительно, что даже носителям языка иногда необходимо отыскать точные значения слов. Сделать это можно с помощью толковых словарей или специального сервиса WordMap.
Чем удобна такая площадка? Это понятный и простой словарь значений слов, использовать который предлагается в режиме онлайн. Сервис позволяет:
узнать точное значение слова или идиомы;
определить его корректное написание;
понять, как правильно в нем ставить ударение.
Площадка предлагает ознакомиться с историей возникновения слова. Тут рассказывается, из какого языка или культуры оно пришло, когда и кем использовалось в речи.
Осуществляя поиск значения слов в словаре, важно понимать его суть. Ведь звуковая составляющая каждой лексической единицы в языке неразрывно связана с определенными предметами или явлениями. Вот почему при использовании сервиса не стоит ставить знак равенства между значением искомого слова и его понятием. Они связаны между собой, но не являются единым целым. К примеру, понятие слова «центр» можно определить как середину чего-либо. Однако конкретные значения могут указывать на внутреннюю часть комнаты, города, геометрической фигуры и т. д. Иногда речь идет о медицинской организации, математике или машиностроении. В многозначности и заключается сложность русского языка.
Поиск значений через WordMap
Для того, чтобы узнать, что значит слово, была проведена кропотливая работа. Ведь разные пособия и сборники могут давать разные значения одних и тех же лексических конструкций. Чтобы получить максимально полное представление о слове, стоит обратиться к сервису WordMap. В системе есть значения из наиболее популярных и авторитетных источников, включая словари:
Ожегова;
Даля;
медицинского;
городов;
жаргонов;
БСЭ и т. д.
Благодаря этому можно узнать не только все книжные, но и переносные значения лексической конструкции.
Только что искали:
нетленность тела только что
баль 1 секунда назад
наблюдательная позиция 3 секунды назад
стройна 4 секунды назад
сяпазеть 4 секунды назад
рихтхофен 5 секунд назад
силы специального назначения 5 секунд назад
правдивая информация 6 секунд назад
скосоне 7 секунд назад
плицок 7 секунд назад
страхова 8 секунд назад
нтаргаа 8 секунд назад
купаринк 8 секунд назад
цимуяста 8 секунд назад
нурагид 8 секунд назад
15 лучших электробритв для мужчин 2022 года
Предоставлено розничным продавцом
ДАЖЕ ХОТЯ мой уход за собой очень обширен, в душе я приверженец минимализма. Мне нравится не что иное, как простой в использовании продукт без суеты и хлопот, который может сократить мое время на уход за собой. Выбросом, однако, всегда была моя процедура бритья. Я все еще застрял на колесе хомяка с средствами до бритья, кремом для бритья, бритвой, лосьоном после бритья и никак не мог сойти. Что изменилось, так это мои бритвенные шишки. Что бы я ни делала и какой бы продукт ни пробовала, мне не удавалось избавиться от них. То есть, пока я не попробовал электрическую бритву.
Лучший для начинающих
Ротационная бритва со световой стимуляцией моби
50 долларов в ВАЛМАРТ
Подробнее
50 долларов в ВАЛМАРТ
Лучший для чувствительной кожи
Электрическая бритва Arc5 Панасоник
138 долларов на АМАЗОН
Подробнее
138 долларов на АМАЗОН
Лучшие протестированные
Серия 9 Pro 9465cc Браун
325 долларов на АМАЗОН
Подробнее
325 долларов на АМАЗОН
Лучшее средство для ухода за стерней
Гибрид OneBlade Филипс Норелко
30 долларов на АМАЗОН
Подробнее
30 долларов на АМАЗОН
Лучшая бритва с вращающейся головкой
9800 Влажная и сухая бритва Филипс Норелко
250 долларов на АМАЗОН
Подробнее
250 долларов на АМАЗОН
Лучший уход за телом
Газонокосилка 4. 0 Человекоподобный
90 долларов на АМАЗОН
Подробнее
90 долларов на АМАЗОН
Выбор Амазонки
F5-5800 Сетчатая бритва Ремингтон
46 долларов на АМАЗОН
Подробнее
46 долларов на АМАЗОН
Лучшая бритва для путешествий
PQ208/40 Электрическая бритва для путешествий Филипс Норелко
45 долларов на АМАЗОН
Подробнее
45 долларов на АМАЗОН
Одобрено парикмахерской
Бритва с сеткой Profoil И является
56 долларов на АМАЗОН
Подробнее
56 долларов на АМАЗОН
Лучшая водонепроницаемая бритва с сеткой
Спасательная сеточная бритва Вал
60 долларов в ВАЛМАРТ
Подробнее
60 долларов в ВАЛМАРТ
Загрузи больше
Показывай меньше
Есть много причин, по которым мужчина может перейти на электрическую бритву. Как и я, это может быть проблема с бритвой. Также, как и я, это может быть экономия времени. Электрические бритвы также удобны в поездках (без дополнительных продуктов!), интуитивно понятны в использовании (особенно новые версии, в которых используются сенсорные технологии и даже искусственный интеллект) и в долгосрочной перспективе дешевле. Многие из них можно использовать в душе или вне его, с кремом для бритья или без него, и даже на других частях тела, таких как голова или ниже шеи. Кроме того, и это большой плюс, одна электрическая бритва может заменить всю процедуру бритья и убрать беспорядок на полке в ванной — кому не нравится это дополнительное пространство?
Подробнее: Лучшие средства после бритья
Независимо от того, по какой причине вы пользуетесь электробритвой, самое главное — найти подходящую. Хорошей новостью является то, что независимо от вашего бюджета, типа кожи или волос или навыков ухода за собой, есть электрическая бритва, которая подойдет вашему стилю жизни. Этот список из 15 лучших электрических бритв для мужчин — лучшее место для начала.
Покупайте электробритвы по лучшим ценам на Amazon
Best for Beginners
моуби
Ротационная бритва со световой стимуляцией
Предоставлено продавцом
50 долларов в ВАЛМАРТ
Срок службы батареи
~60 минут
Масса
>1 фунт
Подставка для зарядки в комплекте?
Да
Лучший для чувствительной кожи
Panasonic
Электрическая бритва Arc5
Предоставлено продавцом
Срок службы батареи
45 минут
Масса
0,43 фунта
Подставка для зарядки в комплекте?
№
Лучшие испытания
Braun
Серия 9 Pro 9465cc
Предоставлено продавцом
Срок службы батареи
50 минут
Масса
2,11 фунта
Подставка для зарядки в комплекте?
Да
Лучшее средство для ухода за стерней
Philips Norelco
Гибрид OneBlade
Предоставлено Amazon
Срок службы батареи
45 минут
Масса
0,71 фунта
Подставка для зарядки в комплекте?
№
Лучшая бритва с вращающейся головкой
Philips Norelco
9800 Влажная и сухая бритва
Предоставлено продавцом
250 долларов на АМАЗОН
Срок службы батареи
60 минут
Масса
2,5 фунта
Подставка для зарядки в комплекте?
Да
Best Body Groomer
Manscaped
Газонокосилка 4. 0
Срок службы батареи
90 минут
Масса
0,5 фунта
Подставка для зарядки в комплекте?
Да
Выбор Amazon
Ремингтон
F5-5800 Сетчатая бритва
Предоставлено продавцом
Срок службы батареи
60 минут
Масса
0,92 фунта
Подставка для зарядки в комплекте?
№
Best Travel Razor
Philips Norelco
PQ208/40 Электрическая бритва для путешествий
Срок службы батареи
60 минут (батарейки AA)
Масса
0,35 фунта
Подставка для зарядки в комплекте?
№
Парикмахерская одобрена
Андис
Бритва с сеткой Profoil
Срок службы батареи
80 минут
Масса
0,2 фунта
Подставка для зарядки в комплекте?
№
Лучшая водонепроницаемая бритва с фольгой
Wahl
Спасательная сеточная бритва
Предоставлено продавцом
60 долларов в ВАЛМАРТ
Срок службы батареи
90 минут
Масса
0,22 фунта
Подставка для зарядки в комплекте?
№
Best Bald Head Shaver
Kibiy
Бритва для бритья 5-в-1
Предоставлено Amazon
27 долларов на АМАЗОН
Срок службы батареи
90 минут
Масса
0,89 фунта
Подставка для зарядки в комплекте?
№
Лучший для повседневного использования
Браун
Серия 8 8467cc
Предоставлено продавцом
221 доллар на амазонке
Срок службы батареи
60 минут
Масса
2,54 фунта
Подставка для зарядки в комплекте?
Да
Лучшее средство для ухода за телом для использования в душе
Panasonic
Электрический триммер и триммер для тела
Срок службы батареи
40 минут
Масса
0,3 фунта
Подставка для зарядки в комплекте?
Да
Лучшая доступная роторная бритва
Philips
Электробритва Norelco 3800
Срок службы батареи
60 минут
Вес
1,08 фунта
Подставка для зарядки в комплекте?
№
Самые недооцененные
Panasonic
Электрическая бритва Arc5
Предоставлено продавцом
Срок службы батареи
45 минут
Масса
0,4 фунта
Подставка для зарядки в комплекте?
№
Каковы преимущества использования электробритвы?
Все зависит от вашего стиля бритья и того, чего вы хотите достичь. Электрические бритвы предлагают несколько преимуществ по сравнению с традиционной комбинацией бритвы и крема. Во-первых, они сокращают использование нескольких продуктов. Большинство электробритв не требуют использования крема для бритья или каких-либо других продуктов для достижения гладкого бритья. Во-вторых, они быстрые. Большинство электрических бритв могут сбрить полную бороду за половину (или даже меньше) времени, необходимого для бритья традиционным способом (опять же, большая часть этого заключается в отсутствии других продуктов).
Если вы боретесь с такими проблемами, как раздражение от бритвы, раздражение после бритья или даже прыщи, электрическая бритва может быть более щадящей процедурой.
Подробнее: Лучшие увлажняющие средства для лица
Кому подходит электробритва?
Действительно, любой, кто бреется, может получить пользу от электрической бритвы, но, как и в большинстве случаев, все зависит от личных предпочтений. Вы не получите ритуального аспекта традиционного бритья, а в некоторых случаях бритье будет не таким гладким, но если вы надеетесь сэкономить время, предотвратить раздражение от бритвы и облегчить уборку, электрическая бритва может вам помочь. быть для тебя.
Можно ли использовать крем для бритья с электробритвой?
Возможно. Многие электрические бритвы предлагают как сухое, так и влажное бритье. Если вам трудно отказаться от крема для бритья, поищите электробритву, специально предназначенную для использования с кремом для бритья (большинство назовет это функцией влажного/сухого бритья), и обязательно очищайте ее после каждого использования.
Как часто нужно чистить электрическую бритву?
В идеале вы должны чистить его после каждого использования, чтобы пламя оставалось острым. Некоторые бритвы поставляются с такими вещами, как станции очистки, которые помогут вам запомнить. Обычно они хорошо работают, но иногда могут быть громоздкими и занимать много места на столе.
Сколько времени нужно моей коже, чтобы привыкнуть к электрической бритве?
Вашей коже требуется около двух недель, чтобы привыкнуть к использованию электробритвы. Как только я прошел через это окно, я был поражен тем, что мои бритвенные шишки значительно уменьшились и больше никогда не возвращались.
Эксперты могут сказать, что это связано с тем, что электрические бритвы не срезают так близко, как традиционная комбинация бритвы и крема для бритья, но на практике я не заметил никакой разницы между чистотой бритья. На самом деле, я обнаружил, что без крема для бритья я мог видеть места, которые пропустил, и гораздо лучше управлять деталями своего бритья. Несколько лет спустя я не оглядывался назад.
Подробнее: Лучшие средства для умывания лица
Как читать номера моделей бритв Braun
В Интернете мало информации о том, как читать номера моделей бритв Braun. Чтобы дать вам представление о том, как читать номера моделей бритв Braun, не путая и , у нас есть простое объяснение.
Начнем с того, что номера серии Braun подобны различным уровням производительности. Series 7 имеет меньше характеристик, чем Series 8, а Series 9имеет лучшие характеристики и функции по сравнению с обоими из них. Следующим крупным релизом станет Series 10 от Braun, о котором еще не было объявлено немецким производителем.
Читая второй номер модели бритвы Braun, вы будете смотреть на поколение. Разница между Series 93xx и Series 94xx заключается в годе выпуска поколения. Серия 94xx в настоящее время является последним поколением и была выпущена в 2021 году. То же самое верно для Series 83xx по сравнению с 84xx; 84xx — последнее поколение 2021 года.
И, наконец, читая последние две цифры в номере модели бритвы Braun, вы часто будете иметь дело с небольшими повторениями в материалах или смотреть на бритву с дополнительными аксессуарами. Несколько моделей 94xx имеют специальный «металлический» корпус производства Braun, который часто отличается несколько более высокой ценой. И пара моделей Series 94xx поставляется с портативным зарядным устройством, что также обычно приводит к более высокой цене.
Как мы выбрали
В течение последних двух лет мы консультировались с редакторами и писателями Men’s Health ‘s Grooming по поводу наиболее эффективных электрических бритв для мужчин. Эксперты, в том числе наш редактор по уходу Гарретт Манс, протестировали несколько электрических бритв и оценили их эффективность, долговечность, цену и простоту использования. Мы также рассматривали электрические бритвы с самыми высокими отзывами, которые получили более 100 пятизвездочных оценок на сайтах электронной коммерции, которым мы доверяем.
Гаррет Манс Гаррет Манс пишет о мужском стиле и уходе за собой.
Лучшие электрические бритвы для мужчин 2022
Лучшие электрические бритвы для мужчин предназначены для быстрого скольжения по коже, не повреждая поверхность, что устраняет все недостатки ручного бритья (такие как покраснение, вросшие волосы, раздражение от бритвы и многое другое). Они могут не резать так близко, как версия с лезвием, но в этом и смысл. Независимо от того, бреетесь ли вы часто или экспериментируете с волосами разной длины на лице, электрическая бритва станет незаменимым инструментом для ухода за волосами (чтобы получить щетину или более густые волосы, ознакомьтесь с нашими лучшими триммерами для бороды). Кроме того, он отлично подходит для регулярной очистки декольте. Если вы ищете действительно первоклассный выбор, Braun Series 9Электробритва не имеет себе равных благодаря мощному двигателю и универсальности.
Варианты от Braun до Panasonic и Wahl — это лучшие электрические бритвы для мужчин.
ИЛЛЮСТРАЦИЯ: FORBES / ФОТО: РОЗНИЧНЫЕ ПРОДАВЦЫ
Хотя эти модели потребуют повторного бритья на несколько дней раньше, чем при бритье голой бритвой, их скорость позволяет ускорить шаг в режиме один или два раза в неделю. Независимо от того, ищете ли вы одну для ежедневного использования или для периодической необходимости, это лучшие электрические бритвы, которые удовлетворят все ваши потребности в бритье. (А если вы ищете более полезные приспособления для ухода за волосами, найдите здесь наши любимые машинки для стрижки волос.)
Лучшая электробритва В целом: Электробритва Braun Series 9
Самая мощная электробритва: Электробритва Panasonic Arc5
Лучшая доступная электробритва: Wahl Lifeproof Lithium Ion Foil Shaver
Лучшая электрическая бритва для головок: Электрическая роторная бритва Telfun 5-в-1
Лучшая роторная бритва для густых и жестких волос: Электробритва Philips Norelco Series 9000
Лучшая электрическая бритва для чувствительной кожи: Электробритва Remington F5-5800 с сеткой и триммером
Лучшая электрическая бритва в целом
Умный инструмент для бритья «сделай все»
Amazon
Электробритва Braun Series 9
Отсутствует 60 Насадки: | Водонепроницаемый: Да | Беспроводной: Да | Тип: Фольга | Срок службы батареи: 60 минут (до месяца бритья) | Вес: 2,14 фунта
Braun — лидер в производстве электробритв, а серия 9 для влажного/сухого бритья — лучшая из всех. Он может косить трехдневные бороды, поэтому вы знаете, что он может справиться с любой другой работой по бритью, которую вы ему подбросите. Это также интеллектуальное устройство, которое может определять густоту вашей бороды, а затем регулировать ее мощность и силу в соответствии с поставленной задачей. Он бреет с частотой до 10 000 микровибраций в секунду, подтверждая это успокаивающим жужжанием, когда вы округляете контуры лица.
Эта модель включает в себя станцию очистки и зарядки, так что вы можете выставить ее как трофей. На самой бритве есть удобный футляр для переноски и выдвижная головка для подравнивания и детализации выреза, усов, бакенбардов и всего остального. Литий-ионный аккумулятор держит заряд в течение часа, а светодиодный дисплей показывает оставшееся время работы от аккумулятора.
Что говорят отзывы: «Я бреюсь опасной бритвой уже десять лет. В моей жизни наступил момент, когда у меня не было 45 минут в день на бритье, поэтому я взял это. [The] время автономной работы невероятно. Поворотная головка очень плавная и позволяет легко привыкнуть к этой технике».
Вложения: Нет | Водонепроницаемый: Да | Беспроводной: Да | Тип: Фольга | Срок службы батареи: 40 минут | Вес: 7,4 унции
Panasonic — еще один новатор в области электробритвы. Двигатель Arc5 совершает впечатляющие 14 000 циклов в минуту, что делает эту бритву с сеткой одной из самых прочных и долговечных электрических бритв. Его датчик сканирует густоту вашей бороды во время бритья и соответствующим образом регулирует мощность.
Бритва составляет достойную конкуренцию роторным бритвам и является лучшим вариантом для парней с густой или грубой бородой. Ценное устройство бренда легко чистить и дезинфицировать с помощью входящего в комплект двойного устройства для зарядки и промывки. Головка из фольги изгибается вместе с углами вашего лица, обеспечивая комфортное, эффективное, гигиеничное и сверхчистое бритье.
Что говорят отзывы: Один пятизвездочный обозреватель Amazon написал, что «через 23 года (это не опечатка) мой Panasonic linear 3D наконец-то вышел из строя. После покупки нового Arc5 я понял и верю, что превосходная скорость двигателя и пять лезвий имеют значение! Ужасно впечатляет мысль о том, что мне, скорее всего, придется владеть только двумя бритвами, которые являются безупречными машинами более половины моей жизни. Браво Панасоник!»
Плюсы:
Определяет густоту бороды и регулирует мощность
Мотор тихий, несмотря на огромную мощность
Минусы:
Возможно, не требуется для нечастого изысканного бритва
. Amazon
Wahl Lifeproof Бритва с литий-ионной сеткой
Принадлежности: Нет | Водонепроницаемый: Да | Беспроводной: Да | Тип: Фольга | Срок службы батареи: 90 минут | Вес: 1,03 фунта
Wahl’s What Dry Shaver-один из самых цветных вариантов, но это здорово для большинства парней. Он имеет две головки сетки, которые можно промыть, и вместе с режущей пластиной с перехватом они обеспечивают гладкое и последовательное бритье. И, пожалуй, лучше всего то, что литиевая батарея устройства держит заряд в течение 90 минут, что дает ему преимущество перед большинством конкурентов.
Отзывы: Один рецензент говорит: «Модель Wahl 7061-100 — одна из лучших невращательных бритв, которые я пробовал. Довольно тихий по сравнению с другими, отличное чистое бритье, легко чистится, очень хорошо собран и имеет сменные головки/экраны. У меня никогда не было бритвы Wahl, только машинки для стрижки, и все они были выдающимися. Я не знаю, почему есть несколько негативных отзывов, но для меня это одна из лучших бритв, которые у меня были».
Плюсы:
владеет 90-минутной зарядкой
Благодаря путешествию
Минусы:
Менее мощные, чем конкуренция
может потребовать многочисленных проходов для плавного финиша
Best Electric Razor для Heads 69
777
5555505 года
55555027
5.
Ротационная бритва для ухода за всем телом
Amazon
Электрическая роторная бритва Telfun 5-в-1
Насадки: 5 сменных насадок, предварительное бритье, уход за ушами, уход за носом/чистка ушей массаж после бритья, стрижка бороды/тела | Водонепроницаемый: Да | Беспроводной: Да | Тип: Поворотный | Срок службы батареи: 45 минут | Вес: 2,82 унции
Любой парень, который бреет голову наголо, знает две вещи, чтобы быть правдой: во-первых, эти углы и слепые зоны трудно преодолеть. Во-вторых, эргономика бритвы имеет большое значение . Эти две вещи делают электрическую бритву Telfun, которую держат на ладони, таким потрясающим выбором для тех, кто бреет голову. Он скользит по голове, как планета, вращающаяся вокруг солнца, и устраняет неэстетичные и болезненные порезы, так как не повреждает поверхность кожи. Кроме того, этот работает как на влажную, так и на сухую бритву, что особенно удобно для тех, кто бреется налысо, поскольку многие предпочитают мыть голову в душе. Наконец, у него есть необходимые насадки для подравнивания и детализации — даже пульсирующая насадка для массажа перед бритьем и насадка-щетка для чистки лица. С помощью устройств для стрижки вы можете проверить или удалить любой пушок на остальной части вашего тела, например, отросшие волосы в ноздрях или нежелательные волосы на спине.
Что говорят отзывы: «Мне нравится эта бритва», — говорит один пятизвездочный рецензент. «Я брею голову каждое утро, и эта бритва делает это быстро и без усилий. Головка бритвы очень гибкая и с легкостью достает каждый закоулок и неровность на моей голове. Мне нравится, как головка отделяется от основного корпуса, что позволяет чистить ее под раковиной. Заряда хватает на неделю при ежедневном использовании».
Плюсы:
Эргономичный дизайн для чистого бритья без следов
Отлично подходит для небольших деталей вокруг тела (с дополнительными головками обрезки)
Минусы:
Совершенная гарантия
Отсутствие обслуживания клиентов
Лучшая ротационная брига Электробритва даже для самой густой бороды
Amazon
Электробритва Philips Norelco Series 9000
Насадки: Детализирующая головка триммера | Водонепроницаемый: Да | Беспроводной: Да | Тип: Поворотный | Срок службы батареи: 60 минут | Вес: 1,68 фунта
S9000 определяет густоту вашей бороды (переоценивая ее невероятно 15 раз в секунду, не меньше), так что он пробивает усы сквозь толстые и тонкие усы. Это обеспечивает гладкое и безопасное бритье благодаря вращающейся головке, которая перемещается в восьми различных направлениях, приспосабливаясь к контурам вашего лица. Мощное устройство Philips Norelco работает в течение часа, его можно использовать как влажным, так и сухим, а его светодиодный дисплей информирует вас об оставшемся заряде литий-ионного аккумулятора. Этот набор также поставляется с триммерной головкой и удобной сумкой для переноски.
Отзывы: Эта модель может быть дорогой, но более 2300 рецензентов считают ее достойной своей цены. «Мне скоро исполнится 80 лет, и за почти семь десятилетий бритья я перепробовал почти все лезвия и многие электрические бритвы», — говорит один из пользователей. «До этой бритвы все электрические бритвы вызывали вросшие волосы, оставляли слишком много щетины или пропускали участки, которые было трудно брить. S9000 Prestige обеспечивает относительно гладкое бритье. Не гладкое бритье, а очень приемлемое гладкое бритье».
Pros:
Sensor adjusts according to task
Especially useful for thick or coarse beards
Con:
Expensive for infrequent shavers
Best Razor-Shaver Hybrid
Недорогой выбор, имитирующий картриджное бритье
Best Buy
Электробритва Barbasol с одним лезвием
Насадки: Лезвие для тела и защита триммера для бороды (подрезка от 0,5 до 10 мм с интервалом 0,5 мм) | Водонепроницаемый: Да | Беспроводной: Да | Тип: Фольга | Срок службы батареи: 60 минут | Вес: 0,4 фунта
Хотя Barbasol может быть основным брендом средств для бритья, он не известен своими электрическими бритвами. Однако это устройство заслуживает внимания, благодаря своим трем сменным головкам (бритвенная, тримминговая и деталировочная). Эти параметры отлично подходят для настройки усов, а также волос на теле. Что касается электробритвы, то бритвенная головка из фольги никогда не повреждает поверхность кожи и оставляет едва заметную щетину. Наконец, полная зарядка занимает всего два часа, а затем обеспечивает 60 минут работы.
Отзывы: «Я впервые пользуюсь бритвой этой марки, но должен сказать, что пока это бритва очень хорошего качества. Добавьте немного крема для бритья, и он сработает как по волшебству! Это очень простой в использовании продукт, который должен прослужить много лет. Я определенно рекомендую его всем, кто хочет, чтобы работа была сделана хорошо», — говорит один из поклонников продукта.
Плюсы:
Многофункциональность
Имитирует бритье картриджем
CON:
Не так мощный, как конкуренты
Лучшая электрическая бритва для чувствительной кожи
.
Нежный шар С триммером
Насадки: Нет | Водонепроницаемый: Нет, но можно споласкивать c Беспроводной: Да | Тип: Фольга | Срок службы батареи: 60 минут | Вес: 0,92 фунта
Бережная моющаяся бритва Remington с сеткой отвечает всем требованиям, особенно для тех, кто бреется нечасто, даже если в этом виновата чувствительная кожа. Есть две вращающиеся головки из фольги, которые аккуратно подстригают волосы до едва заметной щетины. У него также есть перемычка для резки, чтобы все было гладко, а также детальная головка, которая выдвигается и очищает края. Полная зарядка дает вам 60 минут работы в течение 20 дней, а это значит, что у вас достаточно энергии на долгую неделю. Или вы можете подрезать, пока он подключен к сети и заряжается, хотя для этого требуется всего несколько минут, прежде чем вы сможете отключить его и уйти.
Отзывы: Если просмотреть 14 743 пятизвездочных рейтинга, становится ясно, что эта доступная по цене бритва является фаворитом среди покупателей. «Это лучшие 42 доллара, которые я когда-либо тратил. Невероятная бритва с фольгой, обеспечивающая удивительно чистое, гладкое и комфортное бритье», — говорит один из пользователей. «Никакого раздражения или бритвенной сыпи, вообще. Почти так близко, как я могу получить с гелем и традиционной бритвой. Я пробовал много электрических мужских бритв. Этот, безусловно, лучший и лучший из тех, что я когда-либо пробовал. Не могу рекомендовать его достаточно высоко.”
Pros:
Двухчасовая зарядка в течение трех недель
Детализация триммера для Edge Work
Благодаря путешествию
Con:
NO WEE USAGE
NO WEE USAGE
. Лучшие электрические бритвы для мужчин
Мы провели обширное исследование: тщательно изучили отзывы потребителей, сами протестировали бесчисленное количество моделей и подключились к экспертам и профессионалам, которые регулярно используют инструменты. Чтобы получить конкретные советы по покупкам и узнать подробности о категории, мы взяли интервью у давнего парикмахера Эрика Беккера из Blind Barber.
Эта статья регулярно обновляется, чтобы быть в курсе наличия, новых моделей, цен и отзывов обозревателей. Мы также пересматриваем наши выборы электробритв, чтобы убедиться, что они по-прежнему остаются одними из лучших в своих категориях. Последний раз эта история обновлялась в октябре 2022 года.
Что следует учитывать при покупке электробритвы
Есть несколько вещей, которые отличают лучшие электробритвы от других. Вот стандарты, которых вы должны придерживаться, с идеями Беккера.
Сетчатые бритвы по сравнению с роторными бритвами
В целом предпочтение отдается бритвам с сеткой, а не роторным, поскольку бритвы с сеткой, как правило, срезают даже ближе к коже. «Бритва с сеткой обычно обеспечивает более чистое бритье, чем даже традиционная бритва», — говорит Беккер. Однако вариант с фольгой понравится не всем. «Бритвы, как правило, лучше всего подходят для контурирования лица и работы с волосами, которые растут во всех направлениях», — говорит он. — Ты используешь его круговыми движениями. Однако для чувствительной кожи это не лучший вариант. Сетчатые бритвы имеют тенденцию приближаться к коже. Они лучше всего работают с очень короткой щетиной, поэтому либо брейтесь каждый день, либо сначала триммером. Обязательно используйте его в движении вверх-вниз».
Насадки
Электробритва не нуждается в насадках, если только вы не хотите, чтобы она выполняла несколько функций. Например, у некоторых есть сменные головки для стрижки или детализации более длинных волос. Но это второстепенно, и даже лучшие работники отказываются от насадок в пользу основной задачи — бритья.
Беспроводной
Никаких оправданий. Ваша электрическая бритва должна быть обязательно беспроводной. Это не парикмахерские машинки для стрижки волос (которые в наши дни тоже обычно беспроводные). Даже самые мощные электробритвы могут хорошо заряжаться (30–60 минут) без подключения к сети.
Срок службы батареи
Ожидайте 30 с лишним минут, минимум, но в идеале более 60-90 минут. Лучшие из них также сохранят срок службы батареи в течение нескольких недель или месяцев без необходимости перезарядки. Наш лучший доступный выбор, бритва Wahl Lifeproof Lithium Ion Foil Shaver, держит достаточную 90-минутную зарядку и поддерживает ее в течение долгого времени, даже при спорадическом использовании.
Водонепроницаемость
«Если ваша бритва справляется с влажным бритьем, результат будет намного лучше», — говорит Беккер. «Крем для бритья помогает предварительно смягчить волосы и облегчает стрижку лезвий. Обычно в эту категорию попадают люди с жесткими волосами или сложным типом роста». По крайней мере, убедитесь, что ваши волосы можно промыть, что предотвратит накопление бактерий из-за случайно срезанных волос.
Какая мужская электробритва занимает первое место в рейтинге?
Согласно нашим исследованиям, испытаниям и экспертным данным, электробритва Braun Series 9 является лучшей на сегодняшний день. Водонепроницаемая беспроводная бритва с сеткой использует запатентованную технологию для определения густоты бороды и соответствующей регулировки мощности. Универсальный инструмент также имеет выдвижную головку для стрижки и детализации, чтобы покрыть все ваши основы для очистки волос.
Что лучше, электрическая бритва или ручное лезвие?
В зависимости от ваших потребностей может быть полезно иметь под рукой как электрический, так и ручной нож. Беккер рекомендует первую, особенно тем, кто беспокоится о вросших волосах. «Это проще и, как правило, быстрее. Кроме того, если вы хотите сохранить свою бороду и линию декольте, вы с меньшей вероятностью подстрижете не те волосы», — говорит он. Если вам нужна быстрая очистка и бритье без порезов, неровностей и раздражения, то вам нужна электрическая бритва. Однако, если вы обнаружите, что бреетесь нечасто или предпочитаете более чистое бритье, выберите ручное лезвие.
Можно ли побриться электробритвой?
Существует несколько способов гладкого бритья, и выбор метода зависит от ваших предпочтений. После того, как вы выберете бритву, у вас есть возможность бриться влажным или сухим способом. По словам Беккера, влажное бритье дает наибольшую пользу. «Самое важное правило — убедиться, что бритва одобрена для использования во влажных условиях. Тепло от душа откроет ваши поры и обеспечит гладкое бритье. И уборка проста», — говорит он. Иногда сухое бритье может вызвать раздражение кожи и оставить после себя щетину.
Выбирая влажное бритье, вы получаете преимущества не только в уходе за кожей, но и в других областях, где хотите удалить волосы. Электрическая роторная бритва Telfun 5-в-1 — наш любимый выбор для влажного бритья — вы можете использовать ее для тела, а также для стрижки носа и ушей. Если вам нравится бриться насухо, убедитесь, что у вас есть бритва, которая не оставляет ожогов и порезов на коже.
Какая мужская электрическая бритва лучше, роторная или с фольгой?
Роторные бритвы и бритвы с сеткой обеспечивают исключительное качество бритья, но каждая из них имеет свои особенности.
Вас, как я понимаю, медовое вино интересует? Берем литр меда, полтора литра воды, одну гвоздику, половинку аниса, полстоловой ложки муки, 50 г сахара, упаковку дрожжей и щепотку корицы. Воду нагреть до 50 градусов и развести в ней мед, после чего дать остыть до комнатной температуры. В то же время в стакане теплой воды заквашиваем дрожжи и сахар, оставляем на час. Когда вода с медом остынут влить туда дрожжевую закваску, добавить специи и муку и оставить бродить 25 дней. Затем профильтровать и разлить по бутылкам. Все вещества можно достать в Украине не прилагая особых, да что там, вообще никаких усилий. Если все покупать по адекватной цене, то себестоимость одного грамма будет порядка гривен. Сразу прошу простить за то, что тема оформленна ‘так себе’, писал после того, как сутки не спал, не до красивого оформления, звыняйте. Рецепт рассчитан на 10г. По всем позициям количество реактивов высчитано с запасом, для компенсации возможной неопытности исследователя. По этому, при удачном синтезе, фактический выход будет немного выше заявленного. Не рекомендуется употребление продуктов человеком. Фольга пищевая, толщина миллимикрон — 15 гр. Фольга нарезается полосками толщиной 2см, полоски рвем руками, что бы получились квадратики 2х2см. Готовим раствор, заливаем мл. Ставим его в таз с холодной водой и перемешиваем до растворения щелочи, охлаждаем. Нарезанную фольгу 2 х 2 см, 15 гр. Добавляем чистую воду на уровень фольги фольга полностью покрывается водой , лучше всего — 1 литр, не ошибетесь. Одеваем перчатки, лучше две пары, а еще лучше, сначала медицинские, а потом, поверх них, бытовые. Далее нам нужен нитрат ртути, купить его, увы, невозможно, поэтому будем делать своими руками, процесс сей не сложный. Для этого нам понадобится обычный термометр с ртутью. Зажимаем край термометра пассатижами и отламываем его над мерным стаканом. Если в стакан с ртутью попадут осколки стекла — ничего страшного. Как только все шарики ртути выпали в стакан, берем 20мл азотной кислоты и заливаем в мерный стакан к ртути. Переодически перемешиваем в течении минут. Как только шарики ртути растворились в азотке — забираем 5мл полученного раствора на г нарезанной фольги, заливаем его к фольге с водой в колбе. Одеваем ОХ, хорошо перемешиваем и ставим настаиваться в течении минут. После того как мы видим, что вода стала серой, фольга полностью поднялась с дна наверх, фольга потеряла блеск, на поверхности появляются пузырьки, обычно это происходит к 15 минуте, сливаем воду в тару для отходов, отсоединив ОХ. Промываем фольгу в колбе водой, можно 1 раз, желательно — 2, воду так же сливаем в тару для отходов. Фольга остается без воды. Мы получили ртутную амальгаму, промывка водой необходима для того, что бы очистить амальгаму от остатков ртути. В колбу с водой быстро заливаем раствор 1p2n, ставим ОХ с водой, начинаем интенсивно помешивать. Реакция сильная, проходит с обильным выделением тепла, резко начинается бурление, здесь главное не испугаться, если реакционная смесь поднимается выше середины колбы, то охлаждаем в ведре или тазу, но здесь главное не переборщить с охлаждением, иначе реакция может затухнуть, выход будет крайне мал и плохого качества. Постоянно помешиваем и встряхиваем содержимое колбы, при этом охлаждаем по надобности. По ходу реакции соблюдаем золотую середину. Если сильно бурлит и реакционная смесь подымается к горлу колбы, мешаем и охлаждаем в воде. Эти условия способствуют качественной реакции. При прохождении реакции с горла ОХ должен тянутся шлейфик дымка. Так же интенсивность реакции зависит от толщины пищевой фольги. По этому стоит выбирать фольгу потолще. Так же стоит отметить что время прохождения реакции будет разной, фольга потолще будет реагировать дольше. После того, как мы залили раствор 1p2n, проходит в среднем 30мин. При этом нужно периодически помешивать содержимое, для того, что бы не загусло и не охлаждать, обратный холодильник не снимать, содержимое должно пенится после встряски. Дать отстояться и остыть еще мин. В результате должна получится серая однородная масса. Если на верху плавает немного не прореагированной фольги, то не чего страшного. Если в окончании реакции фольги много то реакция прошла не очень удачно ,возможно из-за переохлаждения реакция застопорилась. Самый важный этап позади, добавляем, заранее приготовленный, охлажденный раствор щелочи naoh в колбу, частями, за три раза, после того как влили — ОХ ставим на место и перемешиваем содержимое. Все начинает бурлить, щелочь убивает остатки фольги, нитрат и всякий шлам падает вниз, вверх подымается: Выходит 2 слоя, верхний прозрачный чем прозрачней, тем лучше и нижний темный. Данный этап можно проводить в высоком стакане перелив туда реакционную массу. После деления слоев ждем чтоб все перешло в состояние спокойствия, даем реакции закончится. Переливаем все в стакан, ждем деления и успокоения, верхний слой отделяем шприцом — сливаем его в стакан, в нижний темный добавляем ИПС со шприца, для того, что бы добрать остатки амина , интенсивно перемешиваем, ждем деления и снимаем верхний слой, вливаем в тот же стакан где основной верхний слой. Чем уже стакан, тем удобней снимать верхний слой. Стакан с прозрачным раствором амина ставим в морозилку на ч. После прохождения этого времени, в стакане, на дне образовываются кристаллы, это вода и остатки щелочи. Нужно немножко встрясти стакан, что бы кристаллы просели как можно ниже. Через время кристаллы щелочи с водой осядут еще ниже, можно будет снять еще амина. Кристаллы щелочи что остались после снятия верхнего слоя в утилизацию. Применяя способ вымораживание воды вода уменьшает выход , нам не нужно применять дополнительные реактивы, остатки которых не желательны в конечном продукте, мы экономим время и самое главное удаляем щелочь. Например очень распространено выпаривание воды с раствора амина или высушивание раствора сульфатом натрия, при этих методиках испаряется или высушивается вода, но щелочь —остается ,в результате получаем печаль и депрессию, а не эйфорию. После вымораживания мы получили чистый раствор: Следующий этап — получение соли основания. Нам понадобится ацетон, стаканчик, серная кислота и шприц. Заливаем 20мл ацетона в стаканчик, берем 2мл серной кислоты и медленно прикапываем к ацетону в стаканчике. Перемешиваем и даем настоятся минут. Полученный раствор набираем в шприц, и по капельке начинаем прикапывать к нашему основанию, при этом очень активно перемешиваем! В процессе будет выпадать соль, вся смесь начнет густеть и станет похожа на кефир. В этот этап — самое главное не переборщить с кислотой, что бы не испортить конечный продукт. Для этого мы берем индикаторную бумагу и измеряем, среда должна быть нейтральной PH Как только мы видим, что среда достигла нейтральной, можно приступать к фильтрации готового продукта. Берем плотную ткань брезент светл. Джинс, лучше — брезент медицинского халата , выкладываем на тарелку. Выливаем туда охлажденное содержимое стакана и отжимаем до пастообразной массы. После эту массу выкладываем на стекло и размазываем тонким слоем. При комнатной температуре паста подсохнет через ч. Еще через час повторить процедуру. В результате мы получим белый слегка желтоватый порошок, а это значит, что синтез прошел успешно, а конечный продукт готов быть смыт в унитаз. Но этой инфы на просторах рунета — тьма. Если есть какие-то вопросы — задавайте в теме, писал после того, как ночь не спал, мог что-то упустить, если что — укажу на ошибки в комментариях, но я уверен, что если они и есть, то несущественные. Ответить Максим Матуляк октябрь Зачем я это узнал? Вы бы отдались за миллионов долларов? Что будет, если мастурбировать 2 раза в день в течение месяца? Почему современные дети такие наглые и бесконтрольные? Неужели нынешние родители слишком мягкие?
Рецепт первитин
Синий мет в домашних условиях
Тесты на наркотик
Купить Снег Себеж
ПЕРМСКАЯ ГРАЖДАНСКАЯ ПАЛАТА
\\[ГАЙД\\]Как варить МЕТ и получать деньги(Метамфетамин)
Купить Ганджубас Избербаш
Купить закладки экстази в Киржаче
Купить трамадол в Каменск-Уральский
\\\\[ГАЙД\\\\]Как варить МЕТ и получать деньги(Метамфетамин)
Gnupt portable
Купить СК Крист Белые Ейск
Купить План Кстово
Купить Гера Советская Гавань
Марки в Микуне
\\\\\\\[ГАЙД\\\\\\\]Как варить МЕТ и получать деньги(Метамфетамин)
Купить Гаш Заволжье
\\\\\\\\[ГАЙД\\\\\\\\]Как варить МЕТ и получать деньги(Метамфетамин)
Закладки шишки в Екатеринбурге
\\\\\\\\\[ГАЙД\\\\\\\\\]Как варить МЕТ и получать деньги(Метамфетамин)
Реагент в Микуне
Закладки скорость a-PVP в Ликино-дулёвом
Закладки наркотики в Гдове
\\\\\\\\\\\[ГАЙД\\\\\\\\\\\]Как варить МЕТ и получать деньги(Метамфетамин)
Соли миксы Москва
Закладки россыпь в Гусиноозёрске
Шишки ак47 в Анапе
\\\\\\\\\\\\\[ГАЙД\\\\\\\\\\\\\]Как варить МЕТ и получать деньги(Метамфетамин)
Отчет о заблокированных ресурсах
Требуется закладчик оплата самая высокая по РФ
Купить Второй Петров Вал
Купить Винт Тюмень
Купить Мел Брянск
\\\\\\\\\\\\\\\\[ГАЙД\\\\\\\\\\\\\\\\]Как варить МЕТ и получать деньги(Метамфетамин)
Купить Иней Черногорск
\\\\\\\\\\\\\\\\\[ГАЙД\\\\\\\\\\\\\\\\\]Как варить МЕТ и получать деньги(Метамфетамин)
Как варить мет в домашних условиях?
Всем доброго времени суток Хочу рассказать про свой опыт домашнего маникюра! Можно сказать я сама занимаюсь своими ногтями с самого детства, помню всегда себя с длинными ногтями, так как процедура подстригания всегда для меня была болезненной. Хочу обратить внимание, что мой опыт был проведен на натуральных, ранее ничем не окрашенных и не тонированных волосах без седины. [источник не указан 1901 день] ракетного топлива, а также специальных материалов и специального оборудования для их производства, нормативной документации на их производство и эксплуатацию. Эти молекулы часто содержат одновременно как «горючее» (атомы водорода, углерода), так и окислитель (чаще всего это атомы азота).
История современных взрывчатых веществ начинается в 1846 году, когда итальянский ученый Асканио Собреро впервые получил нитроглицерин — сложный эфир глицерина и азотной кислоты. Собреро достаточно быстро обнаружил взрывчатые свойства бесцветной вязкой жидкости и потому поначалу назвал полученное соединение пироглицерином. Всемирно известный тринитротолуол плавится без разложения и потому позволяет создавать монолитные заряды. Аммониты и аммоналы, используемые при снаряжении боеприпасов, обычно гранулируют для облегчения засыпки. Детонацией называют стремительное (сверхзвуковое) распространение фронта сжатия с сопутствующей ему экзотермической реакцией во взрывчатом веществе.
« mp_c4time » – определяет время на взрыв установленной бомбы (по умолчанию заявлено 35 секунд). В определенной среде мет приобрел огромную популярность благодаря быстрому наступлению эйфории, но все специалисты признают, что этот психостимулятор «убивает» гораздо стремительнее прочих наркотиков. Кроме того, зависимый «скатывается» по социальной лестнице, очень часто происходит инфицирование вирусным гепатитом, ВИЧ. Естественно, при употреблении метамфетамина больной не заботится о лечении этих патологий, что еще больше усугубляет ситуацию. Так в качестве сырья стали применять не уротропин, а его динитрат (который сам по себе является слабым ВВ).
Он отбивает сырье от пласта и отправляет его на поверхность по конвейерной ленте. В местах залегания твердой породы используют несколько другое оборудование. Им был выбран Печорский край – один из крупнейших рудников по добыче угля в России сегодня. Присоединиться к приключению и перестать играть можно в любой момент, когда захотите. В роли самого знаменитого в мире бандикута садитесь на водительское сиденье гоночных автомобилей в этом красочном переиздании классической игры для PlayStation. Во время обыска в Тверском тупике в центральной части Киева, в который утром прибыли активисты Национального корпуса, полицейские изъяли несколько единиц оружия и гранаты.
В настоящее время это взрывчатое вещество полностью вышло из употребления. На сегодняшний день производство гексогена значительно упростилось. Его стали получать не из уротропина, а из промежуточного продукта динитрата уротропина и 35% азотной кислоты. Выход гексогена в данном случае составлял уже не 10-35%, а вдвое больше. Процентный состав определяет наличие поражающих факторов взрывчатого вещества. Так, к примеру, взрывчатка ТГ-50, в которой тротил и гексоген присутствуют в равных пропорциях, обладает большим фугасным действием.
С этим уже столкнулись в России, где ряд ГОКов перешел на западное оборудование. Но российский рынок все-таки в пять раз больше нашего, и быстро поглотить его сложно. Ну а другая украинская взрывчатка, «Украинит», изначально ориентировалась на существующий парк зарядного оборудования, так что особых проблем с ее внедрением не ожидается.
Также для разрыхления породы используется взрывчатка, но из-за опасности сейчас от нее отказываются на большинстве производств.
После первого изучения чертежей для взрывоопасных зарядов и взрывчатых веществ, C4 становится очень легко делать.
Когда количество ингредиентов начинает подходить к концу, появляется возможность вызвать вертолёт, который привезет несколько дополнительных порций.
Альфред НобельВопрос о том, кто изобрел динамит и когда, имеет однозначный ответ — шведский ученый Альфред Нобель в 1866 году.
В 20-м веке проводилось много опытов, с помощью которых предполагалось сделать самоцвет из графита или угля.
Таким образом, подрыв бомбы на высоте нескольких километров позволял рентгеновской вспышкой очистить большую площадь от позвоночных без какого-либо иного ущерба для экологии.
Эту проблему удалось быстро решить за счёт так называемой флегматизации — смешивания с определёнными веществами-стабилизаторами. Но в 1920 году ситуация резко изменилась стараниями немецкого химика Герца. Понять, что было применено ядерное оружие, возможно только после взрыва и получения данных о радиоактивном загрязнении. В СНБО был разработан четкий алгоритм действий мертвые люди украинцев на случай применения россиянами “грязной бомбы”, ядерного оружия или аварии на АЭС. И хотя эксперты считают, что ядерный удар по Украине маловероятен, и главная цель таких угроз – устрашение, но украинцы должны быть готовы ко всему. Тушёнка в домашних условиях – великолепный способ сохранить большое количество мяса при малом количестве места.
В новом качестве вещество было тогда же запатентовано под более простым и звучным именем «гексоген» отражавшим обилие цифр «6» при воспроизведении упрощённой химической формулы его состава — C3H6N6O6. В 1863 они открыли новый способ подрыва на основе взаимодействия с гремучей ртутью. Это упростило применение взрывчатки и позволило изобрести капсюль-детонатор.
Сразу предупреждаю – забудьте глупости из детских книжек и интернетовских альтернативок. Состав черного пороха по весу – 75% калийной селитры, 15% угля и 10% серы. Как ни странно, смешав нитроглицерин примерно с 60% нитроцеллюлозы и превратив его в гель с ацетоном, вы получите удивительно слабое взрывчатое вещество. Переходя к большему количеству взрывных устройств, игрушечный пистолет-пулемет был представлен в США.S.
Дело в том, что вечером 23 сентября в Рязани были задержаны три человека, подозреваемых в подготовке теракта, оказавшиеся сотрудниками центрального аппарата ФСБ. А Патрушев поведал изумленной публике, что в Рязани проводились учения, в мешках находился сахар, а детонатор был некой имитацией. Рыбинспекторов удивил тот факт, что у задержанных не оказалось абсолютно никакого браконьерского снаряжения (сети, электрошок, взрывчатка и т.д.). На вопрос, каким образом им удалось наловить столько рыбы, мужчины отшутились “хорошим клёвом”. Но при досмотре личных вещей, один из инспекторов обратил внимание на упаковку с иностранной этикеткой.
По анализу мочи можно определить, употреблял ли человек данной психоактивное вещество на протяжении 3-7 дней после приема, в зависимости от дозы и частоты введения препарата. Он состоит из очищенного D- энантиомера метамфетамина гидрохлорида. Используют данную форму наркотика чаще всего для курения или вдыхания. Стимулирующий эффект соединения связан с его непосредственным влиянием как на центральную, так и на периферическую нервную систему. Употребление мета сопровождается быстрым высвобождением основных нейромедиаторов — норадреналина, серотонина и дофамина.
В результате объект просто сам собой рассыпается в прах, благодаря чему становится абсолютно не опасным при столкновении с Землёй. Зеркала расположены под углом 45 градусов, но обращены друг к другу, чтобы отражать изображение, которое вы хотите видеть. Эти материалы могут взорваться под воздействием тепла, трения или удара, вызывая взрыв непрореагировавшей пикриновой кислоты. Несовместим с сильными окислителями, такими как хлораты и нитраты. Сковородку с банкой поставить в холодную духовку негры хуже собак на нижний уровень. Чтобы избежать беспорядка, обязательно храните эту смесь в контейнере с крышкой, когда она не используется. Все, что вам нужно, чтобы сделать этот набор, это кукурузный крахмал, немного черного мела, кисточка для макияжа и скотч.
Нитроглицериновая мазь для поднятия потенции и увеличения полового члена используется среди мужчин не так часто, как, например, другие гели и спреи, произведенные на растительной основе. Суммарное количество энергии, которая высвобождается при взрыве, относительно невелико и обычно в пять или шесть раз меньше теплотворной способности нефтепродуктов аналогичной массы. Тем не менее, несмотря на скромную энергетическую отдачу, огромная скорость реакции, которая по закону Аррениуса является следствием большой температуры, обеспечивает достижение высоких значений мощности. Этот процесс начинается лишь при достижении равенства между скоростями тепловыделения и теплопотерь (в точке касания соответствующих кривых) и дальше способен ускоряться с повышением температуры и. Следует учитывать, что применение законов термохимии позволяет лишь выявить возможность взрывного процесса. Осуществление его зависит от скорости реакции и образования летучих продуктов.
Коридор затмений 25 октября
В технологических целях гексоген используется только в компании с другими взрывчатыми веществами, вместе с которым он образует взрывчатку определенного вида и типа. При значительном фугасном эффекте такого взрыва его бризантность практически равнялась нулю. Гексоген стал основой для создания первых пластичных взрывчатых веществ. Подобным зарядам легко придать любую форму, что облегчает их установку и делает её возможной в практически любом месте — порой просто «облепив» взрывчаткой объект.
Кроме того, нитрометан может вызывать рак согласно исследованиям на животных. Обладают повышенной чувствительностью к механическим и тепловым воздействиям, требуют повышенной осторожности при транспортировке и ведении взрывных работ. Тетрил – тринитрофнилметилнитроамин – NO23C6h3NCh4 – светло-жёлтый, солоноватый на вкус кристаллический порошок. Последствия взрыва на производстве могут быть непредсказуемые, в том числе трагические, среди которых лидирующее место занимает возможный выброс химикатов. Уран ковкий, как золото, так что у вас не должно быть проблем с этим – заколотите его молотком так, чтобы он ровно заполнил внутренность вазочки.
Когда одного единственного сигнала достаточно, чтобы спустить пружину всего механизма. Особенностью бесплатного ресурса docphoto.org является преимущественно текстовый формат настроек при работе с изображением. Интерфейс здесь упрощённый, вы просто выставляете галочки рядом с нужными опциями, загружаете фото на ресурс, а затем практически сразу же получаете результат. Убедитесь, что орнамент на одном уровне со льдом, и вылейте воду из жбана.
На Донетчине изъяли взрывчатку
И тогда, если верить Мосгорсуду, было заявлено, что дома взрывали смесью аммонала и сахара, изготовленной Крымшамхаловым и Деккушевым. Затем умельцы смешали ее в бетономешалке с алюминиевой пудрой, изготовив таким образом около 14 тонн аммонала, к которому непонятно зачем был добавлен сахарный компонент. Однако сведений о проверке предприятий, его производящих, складов, арсеналов и прочего, так и не появилось. Между тем речь шла не о килограммах, а о нескольких тоннах этого вещества.
Промышленный способ получения оксида серы – сжигание серы или обжиг сульфидов – пирита. Для этого по ней нужно сделать легкий удар молотком или иным предметом. Обращаться с сухой взрывной бумагой нужно осторожно, так как она может взорваться в любой момент. Молекула этого вещества похожа на эпинефрин, поэтому она служит стимулятором психомоторных реакций. Препарат воздействует на работу адренорецепторов в поперечнополосатых и гладких мышцах. Взрыв динамитной шашкиДинамит — это твердая масса на основе двух главных ингредиентов, нитроглицерина и впитывающего абсорбента.
Глотание детонатора редко бывает эффективным, так как через стенки живота сложно нащупать точное расположение детонатора в желудке (чтобы потом нажать кнопку). Наиболее эффективным способам, по словам наших регулярных заказчиков, является использования самурайского меча для создания доступа к взрывчатому веществу, находящемуся в желудке. Кроме того, при таком способе можно использовать более надёжные детонаторы типа «фитиль». Но и этот метод требует использования аммиака и формальдегида — то есть сырья, которое хотя и может считаться общедоступным, но только при наличии достаточно развитой промышленности. Впрочем, у новой взрывчатки сразу обнаружились серьёзные недостатки. В отличие от нечувствительного к внешним воздействиям тротила, гексоген оказался весьма неустойчив и к ударам, и к трению.
Да, при горении кометного в-ва выделяется огромная энергия, но она не сопоставима с кинетической энергией падающего тела. Распылением вещества и одномоментным его воспламенением, детонированием, эффекта вакуума не добиться. Истории Гочияева можно верить или нет, но многие ее моменты, например, его место жительства в Москве, судьба Чинчикова, личность Дышекова, можно легко проверить. Так, фирма “Капстрой-2000” действительно, была зарегистрирована в августе 1996 года, известны ее реквизиты, в том числе ИНН, ее учредителями были Гочияев и Кармишин, ликвидирована она в 2010 году. Однако, похоже, полученные от Гочияева сведения на официальном уровне никем и никогда не проверялись.
Как делают метамфетамин? Ингредиенты и процессы резки
Содержание
Являются ли лаборатории по производству метамфетамина по-прежнему серьезной проблемой в США?
По данным statista.com, количество зарегистрированных «инцидентов» в лабораториях метамфетамина резко сократилось за последние два десятилетия с более чем 23 000 в 2004 году до менее 1000 в 2019 году. Отчет Управления по борьбе с наркотиками за 2019 год 1 https: //www.dea.gov/sites/default/files/2020-01/2019-NDTA-final-01-14-2020_Low_Web-DIR-007-20_2019.pdf указывает, что принятие Закона о борьбе с метамфетаминовой эпидемией 2005 г. (CMEA ) значительно сократил крупномасштабное внутреннее производство метамфетамина, наложив ограничения на основные ингредиенты.
Однако исследователи NIH обнаружили 2 Исследование 2019-nih-обнаруживает, что число смертей от передозировки «психостимулирующими препаратами, кроме кокаина» (в основном метамфетамин), выросло с 5526 в 2015 году до 15489 в 2019 году, то есть на 180%. К сожалению, это связано с тем, что метамфетамин в настоящее время производится в Мексике в промышленных масштабах из более дешевых и доступных ингредиентов, а США потребляют этот метамфетамин по всей стране, что приводит к катастрофическим последствиям.
Кроме того, поскольку большие лаборатории в США больше невозможны, производство превратилось в небольшие разовые производственные циклы, часто называемые лабораториями «встряхни и выпекай» или «мама и папа». Опасности и опасности, оставленные позади 3 https://www.justice.gov/archive/ndic/pubs7/7341/index.htm#hazards из этих всплывающих окон, по-прежнему чрезвычайно опасны для правоохранительных органов, домовладельцев, детей в дома, добровольцы, убирающие водосборные бассейны или придорожный мусор и т. д.0019
Псевдоэфедрин — Прием внутрь в дозах более 240 мг вызывает артериальную гипертензию, аритмию, тревогу, головокружение и рвоту. Прием внутрь доз более 600 мг может привести к почечной недостаточности и судорогам.
Фенилпропаноламин — Проглатывание может вызвать гипертонию, аритмию. Большие количества, превышающие 300 мг, могут привести к почечной недостаточности, судорогам, инсульту и смерти.
Ацетон/этиловый спирт — Легко воспламеняется. Вдыхание или проглатывание вызывает сильное раздражение желудка, наркоз, кому.
Фреон — Вдыхание может вызвать внезапную остановку сердца или серьезное повреждение легких. Обладает высокой коррозионной активностью при проглатывании.
Аммиак безводный — Этот бесцветный газ с резким удушливым запахом вызывает наполнение легких жидкостью, что приводит к удушью.
Фосфорноватистая кислота — Перегрев может привести к выделению смертельно опасного газа фосфина, создающего опасность пожара и взрыва.
Металлический литий — Едкий ко всем тканям организма. Опасность взрыва и пожара при соединении с водой.
Иодистоводородная кислота — Коррозионная кислота. Пары повреждают органы дыхания, глаза и кожу. Проглатывание вызывает серьезные внутренние повреждения, которые могут привести к летальному исходу.
Красный фосфор — Взрывоопасно при любом трении. Взорвется при нагревании выше определенной температуры.
Кристаллы йода — Пары поражают легкие и глаза. Твердое вещество может обжечь кожу. При попадании внутрь повреждаются ткани и внутренние органы.
Какие ингредиенты входят в состав метамфетамина и как его производят?
В небольших домашних лабораториях в США основой для этого препарата служат безрецептурные лекарства от простуды, содержащие эфедрин или псевдоэфедрин. Затем эти компоненты готовят с использованием таких химических веществ, как ацетон, фреон и фосфор; добавляется вода; затем растворитель, такой как ацетон, нагревают для извлечения метамфетамина. Тепло создает кристаллы.
Почти каждый химикат, используемый для создания метамфетамина, ядовит, легко воспламеняется или чрезвычайно опасен для человека. Процесс производства метамфетамина совершенно нестабилен, и те, кто производит метамфетамин, часто сами употребляют его, что увеличивает опасность этих случайных домашних поваров.
Вот несколько примеров опасных предметов домашнего обихода, содержащих химические вещества, используемые при производстве метамфетамина:
Ацетон из разбавителя краски или жидкости для снятия лака
Аккумуляторная кислота
Кристаллы йода
Фосфор, извлеченный из факелов или спичек
Эфир или хлороформ
Аммиак безводный из бытовых чистящих средств
Серная кислота или соляная кислота из средств для чистки канализации
Энергетический напиток вместо безрецептурных препаратов
Толуол из тормозной жидкости
Фреон из кондиционеров
Спирт
Бензол или бензин
Литий из автомобильных аккумуляторов
Как метамфетамин производится в США и кто его производит?
Как уже упоминалось, крупномасштабное производство метамфетамина больше не является серьезной проблемой в США, так как огромные лаборатории теперь производят метамфетамин для рынка США в Мексике. Тем не менее, по всей стране все еще работают небольшие домашние лаборатории. В Миссури больше всего производится метамфетамина на душу населения, чем в любом другом штате, но после Миссури широко сообщалось о лабораториях в Оклахоме, Арканзасе и Миссисипи.
Какие вещества можно добавлять в метамфетамин?
Хотя большая часть метамфетамина, продаваемого на улице, скорее всего, не является значительно разбавленным, как другие наркотики, такие как героин или кокаин, есть продукты, которые можно добавлять для увеличения объема наркотика и уменьшения фактического психоактивного вещества. Некоторые разбавители для метамфетамина включают:
Метилсульфонилметан (МСМ) — порошок, который продается для уменьшения боли в суставах, уменьшения воспаления, улучшения здоровья кожи, уменьшения симптомов аллергии и ускорения восстановления после тренировки
Амфетамины — Красный краситель из этих таблеток может создавать красноватый или коричневый оттенок
Фосфор — создает фиолетовый оттенок
Sulfur — Соревнования Arange Tint
22. Copur — Arange Tint
222.
Какие другие наркотики можно сочетать с метамфетамином?
Существует новая тревожная опасность, недавно обнаруженная Управлением по борьбе с наркотиками. В конце сентября 2021 года Управление по борьбе с наркотиками предупредило американскую общественность 4 https://www.dea.gov/alert/sharp-increase-fake-prescription-pills-content-fentanyl-and-meth «тревожного роста смертности и доступности поддельных рецептурных таблеток, содержащих фентанил и метамфетамин. ».
Управление по борьбе с наркотиками далее сообщает, что «Международные и местные преступные сети, занимающиеся наркотиками, массово производят фальшивые таблетки, ложно рекламируя их как законные таблетки, отпускаемые по рецепту, и убивают ничего не подозревающих американцев. Эти поддельные таблетки легко купить, они широко доступны и часто содержат смертельные дозы фентанила».
Эти таблетки продаются как поддельные опиоиды и обезболивающие, такие как викодин или оксикодон, даже ксанакс, и часто содержат метамфетамин и фентанил в смертельных дозах.
Что касается других наркотиков, добавляемых в порошкообразный или кристаллический метамфетамин, опасность представляют не столько другие наркотики, как героин, кокаин и марихуана. Вместо этого химические вещества, используемые для создания метамфетамина, являются источниками высокотоксичных добавок или отходов, которые «оставляются» в конечном продукте метамфетамина.
Как распознать признаки злоупотребления метамфетамином?
У лиц, злоупотребляющих метамфетамином, физическое ухудшение может быть пугающе быстрым. Ущерб, связанный с хроническим злоупотреблением метамфетамином, может быть не полностью обратимым. В результате хронического злоупотребления метамфетамином люди могут страдать от значительного повреждения органов и головного мозга. Само вещество вызывает коррозию, и у людей возникают серьезные проблемы с кожей и зубами (см. Ниже) после использования препарата даже в течение короткого периода времени. Вдыхание метамфетамина вызывает значительное повреждение легких и проблемы с дыханием. Воздействие метамфетамина на центральную нервную систему создает серьезные неврологические проблемы, а также проблемы с сердечно-сосудистой системой, повреждением печени и почек.
У людей, зависимых от метамфетамина, могут быть некоторые серьезные, разрушительные и очевидные симптомы:
Метамфетамин во рту — использование метамфетамина снижает количество защитной слюны во рту, и потребители метамфетамина часто скрипят зубами, сжимают челюсти , а зубы начинают гнить и выпадать изо рта.
Жучок чудика — потребители метамфетамина часто сообщают о синдроме, при котором у них галлюцинируют ощущение жуков, ползающих по их коже или под ней, и они ковыряют или царапают, чтобы избавиться от воображаемых жуков, что приводит к открытым язвам и инфекции.
Как лечится метамфетаминовая зависимость?
Не существует утвержденных FDA лекарств для лечения зависимости от метамфетаминов, но недавнее исследование 5 https://www. nejm.org/doi/full/10.1056/NEJMoa2020214 показало многообещающие результаты, когда пациенты в клиниках по всей территории США, страдающие от расстройство, связанное с употреблением метамфетамина, получали комбинацию налтрексона и бупропиона (по сравнению с плацебо). Лечение помогло 13,4% пациентов с их зависимостью по сравнению с 2,5% в группе плацебо. Пациенты, обращающиеся за помощью, должны спросить об этом варианте лечения у своей наркологической бригады.
Зависимость — это намного больше, чем просто физическая зависимость от наркотиков или алкоголя. Лечение расстройства, связанного с употреблением метамфетамина, должно включать в себя обучение навыкам преодоления трудностей посредством терапии у квалифицированных специалистов. После того, как вы выведете это вещество из своего тела, вам потребуется время, разговоры и инструменты, чтобы преодолеть эту физическую и умственную зависимость.
Так много социальных мероприятий, друзей и семей имеют врожденные триггеры, которые могут подтолкнуть вас к рецидиву употребления наркотиков, алкоголя или других психоактивных веществ. Если вы посвятите время восстановлению в защищенной обстановке, такой как Windward Way Recovery, вы обретете силу, знания и инструменты, необходимые для борьбы со всеми факторами стресса в вашей жизни, не используя и не злоупотребляя такими веществами, как бытовые ингалянты.
Как программа Windward Way Recovery может помочь людям, страдающим метамфетаминовой зависимостью?
Windward Way Recovery предлагает частичную госпитализацию, интенсивное амбулаторное и амбулаторное лечение. Однако первым шагом в любом процессе выздоровления является обращение за лечением. Независимо от того, начинаете ли вы стационарную детоксикацию или амбулаторную детоксикацию, ваше лечение начинается с обращения за помощью.
Достаточно просто позвонить по номеру (855) 491-7694, отправить сообщение через наш веб-сайт или сообщение в Facebook 6 https://www.facebook.com/windwardway/, чтобы начать прием. Этот процесс определенно может быть ошеломляющим. В Cardinal мы понимаем, насколько трудным может быть этот шаг, поэтому мы прилагаем все усилия, чтобы сделать этот процесс максимально комфортным и простым. Прежде чем звонить нам, полезно собрать всю информацию о вашем текущем и предыдущем состоянии здоровья. Ниже описан наш процесс и шаги, необходимые для того, чтобы присоединиться к нам в Windward Way Recovery.
1. Предварительная госпитализация:
Персонал Cardinal спросит об истории употребления наркотиков и алкоголя и текущей ситуации.
Будут раскрыты и обсуждены другие медицинские состояния
Будет собран список врачей, которых посещает человек
Обсудите предыдущую историю лечения (если есть)
2. Затем сотрудник Cardinal обсудит программы в нашем учреждении чтобы узнать, подходит ли вам страховка
3. Если вам подойдет Cardinal, будет обсуждена информация о страховании. Если у вас нет страховки, могут быть частные варианты самостоятельной оплаты или даже возможные стипендии. Может быть список ожидания, или мы можем принять вас прямо сейчас.
4. Госпитализация: Сразу после прибытия в реабилитационное учреждение каждый человек проходит комплексную оценку состояния здоровья. Специалисты по наркологии обсудят историю злоупотребления психоактивными веществами, соответствующие психические и физические состояния здоровья и семейную жизнь. Затем вам будут предоставлены наши политики и правила.
5. Продолжительность лечения: продолжительность лечения сильно варьируется в зависимости от используемого вещества, продолжительности употребления и наличия сопутствующих расстройств, таких как депрессия, тревога или другие психические заболевания.
Как мне может помочь восстановление Windward Way?
Windward Way Recovery является лидером отрасли в области лечения наркомании, начиная от зеленых пригородов и заканчивая широким спектром комплексных методов лечения. Мы придерживаемся самых высоких стандартов и используем результаты передовых исследований во всех наших методологиях и уровнях лечения, включая:
Детокс
Стационарное лечение
Амбулаторное лечение
Частичная госпитализация
Индивидуальная, групповая, семейная и естественная терапия
Типы терапии, предлагаемые в Windward Way Recovery
Групповая терапия
Наши интенсивные сеансы групповой терапии предлагают возможность: необходимо освободиться от зависимости)
Когнитивно-поведенческие группы (изменение моделей мышления, ведущих к зависимости)
Группы поддержки (форум, на котором участники могут бросить вызов друг другу, чтобы опровергнуть «оправдания»)
Группа межличностного процесса (участники помогают друг другу справляться с проблемами в отношениях и другими жизненными проблемами, от которых раньше удавалось избавиться с помощью веществ, вызывающих привыкание)
Семейная терапия
Мы предлагаем работу по семейной терапии, которая включает: вовлекает семью и человека в процесс выздоровления)
Рефрейминг отношений (вместо того, чтобы возлагать всю вину за зависимость на ребенка, семейная терапия будет подчеркивать коренные причины зависимости и перемещать источник некоторых проблем из внутренних во внешние)
Изменение поведения в семье (обеспечивающее общение, установление правил и ограничений; возможность выразить свои чувства)
Реструктуризация семьи (этот процесс может помочь разрушить барьеры и создать среду, способствующую открытому общению)
Природная терапия
Наш уникальный целостный подход включает в себя терапию природой (также называемую зеленой или экотерапией):
Природная медитация
Садоводческая терапия (садоводство и уход за растениями)
Анималотерапия
Физические упражнения на свежем воздухе (йога, походы и т. д.)
Сохранение природы (действия, направленные на сохранение природы)
Какие шаги вы можете предпринять прямо сейчас?
Желание бросить употреблять наркотики или алкоголь необходимо для начала пути к выздоровлению на протяжении всей жизни. Свяжитесь с нашими сотрудниками Windward Way Recovery. Если вы живете где-нибудь на Среднем Западе, Cardinal находится в центре Франклина, штат Калифорния, всего в тридцати минутах езды к югу от Калифорнийского полиса, и предлагает широкий спектр программ и ресурсов для помощи людям, страдающим от злоупотребления психоактивными веществами.
Посетите наш веб-сайт, чтобы узнать больше о наших программах и доступных вариантах лечения. Взгляните на наш тихий загородный комплекс, где вы можете найти убежище от стрессов и триггеров повседневного мира, чтобы позаботиться о себе, отдохнуть, пройти курс терапии и вернуть себе контроль над своей жизнью.
В большинстве случаев, если у человека есть расстройство, связанное со злоупотреблением психоактивными веществами, выздоровление начинается на этапе детоксикации. Медицинский контроль на этом этапе снижает риски для психического и физического благополучия.
После медицинской детоксикации варианты лечения Cardinal включают стационарную реабилитацию в стационарной программе лечения, амбулаторную реабилитацию, программы частичной госпитализации (PHP), интенсивные амбулаторные программы (IOP) и дома трезвого проживания.
Интенсивность этих вариантов программы лечения значительно варьируется от амбулаторного консультирования до интенсивной стационарной терапии.
Заключение
Windward Way Recovery является частью Zinnia Health Network 7 https://zinniahealth.com/ наркологических и психиатрических услуг. В сети есть семь учреждений, ориентированных на пути лечения, которые включают детоксикацию и стабилизацию, варианты стационарной / амбулаторной / частичной госпитализации, целостный и семейный подходы, а также уникальные треки программы LGBTQ +. Пожалуйста, позвоните, напишите или напишите нам сегодня, чтобы начать процесс освобождения из тюрьмы зависимости.
Распознавание метамфетаминового дома или постройки
Дом или другая постройка, в которой находится лаборатория по производству метамфетамина, будет иметь «контрольные признаки» производства метамфетамина. Некоторые из этих признаков касаются внешнего вида самой конструкции, а другие касаются поведения ее обитателей. Важно научиться распознавать эти «контрольные признаки» и знать, что делать, если вы их видите.
Снаружи
Необычные запахи: Изготовление метамфетамина производит сильные запахи, которые могут пахнуть аммиаком или эфиром. Эти запахи сравнивают с запахом кошачьей мочи или тухлых яиц.
Закрытые окна: Производители метамфетамина часто затемняют или закрывают окна, чтобы посторонние не могли заглянуть внутрь.
Странная вентиляция: Производители метамфетамина часто используют необычные методы вентиляции, чтобы избавиться от токсичных паров, образующихся в процессе производства метамфетамина. Они могут открывать окна в холодные дни или в другое, казалось бы, неподходящее время, а также устанавливать вентиляторы, воздуходувки и другие необычные вентиляционные системы.
Тщательно продуманная безопасность: производители метамфетамина часто устанавливают сложные меры безопасности, включая, например, знаки «Не входить», сторожевых собак, видеокамеры или радионяни, размещенные снаружи, чтобы предупредить о приближении людей к помещению.
Мертвая растительность: Производители метамфетамина иногда сбрасывают ядовитые вещества в свои дворы, оставляя ямы для сжигания, «мертвые зоны» в траве или растительности или другие признаки сброса химикатов.
Чрезмерный или необычный мусор: производители метамфетамина производят большое количество необычных отходов, которые могут содержать, например:
упаковка от таблеток от простуды
разорванные литиевые батареи
использованные кофейные фильтры с цветными пятнами или порошкообразным остатком
пустые контейнеры – часто с проколотыми отверстиями – из-под антифриза, уайт-газа, эфира, пусковых жидкостей, фреона, щелочи, сливного крана, растворителя для краски, ацетона, спирта или других химикатов
пластиковые бутылки из-под газировки с отверстиями в верхней части, часто с трубками, выходящими из отверстий
пластиковые или резиновые шланги, клейкая лента, резиновые перчатки или респираторы.
Изнутри
Внешний вид и чистота постройки: Дома и другие постройки, в которых размещаются лаборатории по производству метамфетамина, сильно различаются по своему внешнему виду. Может быть сразу видно, что метамфетамин производится и используется в структуре. Здание, в котором размещается мет-лаборатория, может быть неопрятным, антисанитарным и наполненным химическими запахами. С другой стороны, структура может также казаться очень нормальной и упорядоченной. Внешний вид сооружения зависит от того, насколько тщательно производитель метамфетамина скрывает свою незаконную деятельность.
Наличие ингредиентов метамфетамина: Лучшим индикатором производства метамфетамина является наличие ингредиентов, используемых для изготовления наркотика. В домах, где есть метамфетаминовая лаборатория, может быть либо (1) большое количество одного метамфетаминового ингредиента, такого как Sudafed, либо (2) значительное количество ингредиентов и материалов, используемых для изготовления метамфетамина. Вот некоторые типичные ингредиенты и расходные материалы для производства метамфетамина:
лекарства от простуды, содержащие эфедрин или псевдоэфедрин
литиевые батареи
эфир и/или туристическое топливо
аммиак безводный
перекись водорода
Щелок Red Devil
серная, соляная и/или соляная кислота
кофейные фильтры
воронки и насадки для индейки
импровизированная стеклянная посуда
Хотя многие из этих ингредиентов и оборудования являются обычными, количество и форма ингредиентов, необходимых для производства метамфетамина, отличаются от того, что есть у среднего человека. Например, несколько коробок с лекарством от простуды или лекарство от простуды, извлеченное из блистерной упаковки, может указывать на наличие метамфетаминовой лаборатории. То же самое верно и для кофейных фильтров, покрытых странными пятнами или порошками.
Наличие оборудования или аппаратуры, используемой для производства метамфетамина: Кроме того, в доме могут быть странные типы оборудования или аппаратуры, используемые для производства метамфетамина. Например, бутылки из-под безалкогольных напитков с подсоединенными шлангами или канистры с горючим для кемпинга с отверстиями, пробитыми по бокам или дну, указывают на наличие метамфетаминовой лаборатории.
Поведение жильцов
Параноидальное поведение: Производители метамфетамина склонны действовать крайне параноидально и скрытно. Например, они могут следить за проезжающими автомобилями, проявлять большую подозрительность по отношению к незнакомцам и, как отмечалось выше, строить сложные системы безопасности вокруг своих домов.
Пребывание в помещении: Жители домов, в которых есть лаборатории по производству метамфетамина, могут оставаться в своих домах в течение длительного периода времени. Многие наркоманы и производители метамфетамина не только параноики и скрытники, но и безработные.
Курение на улице: Аналогичным образом, жители домов и других сооружений, в которых есть метамфетаминовые лаборатории, часто выходят на улицу, чтобы покурить. Они делают это, чтобы избежать воспламенения или взрыва, когда спички, зажигалки или сигареты вступают в контакт с легковоспламеняющимися химическими веществами и парами, обнаруженными в метамфетаминовой лаборатории.
Частые посетители: хотя жители дома или другого строения, в котором находится лаборатория по производству метамфетамина, могут оставаться в своих домах или рядом с ними, они часто принимают большое количество посетителей, особенно ночью. Эти посетители могут приносить припасы, забирать метамфетамин, употреблять метамфетамин, тусоваться или выполнять любую комбинацию этих действий.
Передвижной гараж: Чтобы избежать обнаружения своей незаконной деятельности, производители метамфетамина могут сжигать свой мусор, помещать его в зону сбора мусора другого дома или здания или вывозить его и выбрасывать в другом месте.
Что делать, если вы столкнулись с наркопритоном
Сохраняйте спокойствие — держитесь на расстоянии и никогда не берите ситуацию в свои руки.
Расчитать вес стальной трубы вы можете используя формулу m = ro / 7850 * 0.0157 * S * (2 * a — 2.86 * S) * L, либо пользуясь трубным калькулятором.
m — вес трубы.
ro — плотность материала (углеродистая сталь — 7850 кг/м³).
Таблица веса трубы стальной водогазопроводной.
Диаметр ДУ, мм (дюйм)
Наружный диаметр dн, мм
Легкие
Обычные
Усиленные
Толщина стенки s, мм
Масса 1м, кг
Метров в тонне
Толщина стенки s, мм
Масса 1м, кг
Метров в тонне
Толщина стенки s, мм
Масса 1м, кг
Метров в тонне
Вес погонного метра стальной трубы в таблице является теоретическим. Фактическое значение может отличаться на 4-8%. Для перевода метров в кг. трубы, нужно умножить значение веса погонного метра в таблице на общую длину трубного проката.
Калькулятор металлопроката
К металлопрокату относится вся продукция, которая прошла горячий или холодный прокат на специальных станках. На сегодняшний день существует много видов с различными характеристиками. Запомнить плотность каждого металла и сплава невозможно. Поэтому и рассчитать тоннажность крайне сложно. Для этого используйте калькулятор металла на нашем сайте. Он быстро произведет расчеты исходя из особенностей изделия.
Почему лучше использовать калькулятор расчета металла
Металлопрокат используется повсеместно: в строительстве, ЖКХ и т.д. Часто требуется его транспортировка. Однако машины имеют определенную грузоподъемность, превышение которой недопустимо. Тут встает вопрос, как узнать тоннажность металла, если его нельзя разместить на весах из-за большого объема? Данный расчет выполняет специальный калькулятор, разработанный так, что способен учесть все особенности металлопроката, включая нестандартную форму.
Не рассчитав вес металлопроката вы рискуете переплатить за доставку груза. Если вызовете фуру, которая будет слишком большой для транспортировки, то вы однозначно переплатите. Стоимость доставки будет высокой. При решении сэкономить, рискуете оформить машину с меньшей грузоподъемностью. В результате вам придется либо заказывать еще один грузовик, либо оформлять более большой грузовой транспорт. Результат будет аналогичным — переплата и потеря времени.
Раньше люди самостоятельно занимались расчетом массы определенного количества металлопроката. Однако они были крайне сложными и часто приводили к ошибкам. С популяризацией интернета, рассчитать вес металлопроката не составит труда.
Преимущества калькулятора по металлу
Раньше было необходимо листать огромное количество таблиц, чтобы найти необходимый размер среди сортамента. Калькулятор же содержит все размеры для различных типов изделий, предусмотренных ГОСТ. Для нестандартных изделий и металлов, калькулятор автоматически вычеслит объем изделия и определит его вес в соответствии с плотностью выбранного металла (стали, меди, алюминия и других).
Калькулятор веса трубы
Для того, чтобы рассчитать массу одного погонного метра круглой металлической трубы, используйте следующее выражение:
π – число Пи ρ – плотность металла, кг/м3 D – диаметр трубы (мм) t – толщина стенки (мм)
ГОСТ для труб
Следующие документы определяют стандарты для изготовления круглых стальных труб:
ГОСТ 9941-81. Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали.
Круглая труба является пустотелым изделием. При этом, длину она имеет значительно больше, нежели поперечное сечение. Выполняется из различных материалов. Она может быть металлическая (стали и ее сплавы), поливинилхлоридной, керамической, железобетонной, стеклянной или сделанной из асбестоцемента. Мы предлагаем трубный калькулятор, чтобы рассчитать массу продукции, сделанной из стали.
Характеристиками круглых труб выступает наружный и внутренний диаметры, длина изделия, а также толщина стенок. Производство полностью стандартизировано по ГОСТу. Мы предоставляем таблицу основных значений для расчета внизу. Если вы хотите узнать вес трубы, используйте представленные там значения.
Отметим, что трубы используются в прокладке магистралей, трубопроводов, канализационных сетей и т. д. Их сфера применения крайне обширна, а выбор изделий действительно огромен.
Калькулятор веса стальной круглой трубы
Все расчеты в калькуляторе производятся на основе формулы определяющий массу одного погонного метра круглой стальной трубы по площади её сечения и плотности — m = Pi * ro * S * (D — S) * L; Pi; где Pi — константа равная
3.14, ro — плотность выбранной марки стали, например 7850 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб представленных в данном калькулятор. Для сортамента изделий представленных в имеющихся справочниках ГОСТ и ТУ показывается размер установленный соответствующим стандартом, если данный размер трубы изготавливается по нескольких стандартам — в калькуляторе можно будет увидеть результат по каждому из них.
Популярные размеры в России
Таблицы теоретической массы метра круглых труб из разных сплавов стали по доступным ГОСТ и ТУ
Наименование и размеры трубы
Диаметр, мм
Толщина стенки, мм
Вес метра трубы
Метров в тонне
Плотность, кг/м³
Стандарт
Труба 57х3
57
3
4. 0000 кг.
250 м.
7850
ГОСТ 10704-91
Труба 57х3.5
57
3.5
4.6200 кг.
216.5 м.
7850
ГОСТ 10704-91
Труба 57х4
57
4
5.2300 кг.
191.2 м.
7850
ГОСТ 10707-80
Труба 76х3.5
76
3.5
6.2600 кг.
159.7 м.
7850
ГОСТ 10704-91
Труба 89х3.5
89
3.5
7.3800 кг.
135.5 м.
7850
ГОСТ 10704-91
Труба 89х4
89
4
8.3800 кг.
119.3 м.
7850
ГОСТ 10704-91
Труба 108х3.5
108
3.5
9.0200 кг.
110.9 м.
7850
ГОСТ 10704-91
Труба 108х4
108
4
10.2600 кг.
97.5 м.
7850
ГОСТ 10704-91
Труба 108х5
108
5
12.7000 кг.
78. 7 м.
7850
ГОСТ 10704-91
Труба 133х4
133
4
12.7300 кг.
78.6 м.
7850
ГОСТ 10704-91
Труба 159х4
159
4
15.2900 кг.
65.4 м.
7850
ГОСТ 10704-91
Труба 159х4.5
159
4.5
17.1500 кг.
58.3 м.
7850
ГОСТ 10704-91
Труба 159х5
159
5
18.9900 кг.
52.7 м.
7850
ГОСТ 10704-91
Труба 159х6
159
6
22.6400 кг.
44.2 м.
7850
ГОСТ 10704-91
Труба 219х6
219
6
31.5200 кг.
31.7 м.
7850
ГОСТ 10704-91
Труба 219х8
219
8
41.6300 кг.
24 м.
7850
ГОСТ 10704-91
Труба 273х8
273
8
52.2800 кг.
19.1 м.
7850
ГОСТ 10704-91
Труба 325х6
325
6
47. 2000 кг.
21.2 м.
7850
ГОСТ 10704-91
Труба 325х8
325
8
62.5400 кг.
16 м.
7850
ГОСТ 10704-91
Труба 426х8
426
8
82.4700 кг.
12.1 м.
7850
ГОСТ 10704-91
Труба 426х10
426
10
102.5900 кг.
9.7 м.
7850
ГОСТ 10704-91
Труба 530х8
530
8
102.9900 кг.
9.7 м.
7850
ГОСТ 10704-91
Труба 530х10
530
10
128.2400 кг.
7.8 м.
7850
ГОСТ 10704-91
Труба 630х8
630
8
122.7200 кг.
8.1 м.
7850
ГОСТ 10704-91
Труба 820х10
820
10
199.7600 кг.
5 м.
7850
ГОСТ 10704-91
Посмотреть все данные по этому виду металлопроката в полной таблице веса:
Круглая труба
Стандарты ГОСТ и ТУ доступные в расчетах калькулятора и таблицах веса:
Стальные трубы — наиболее популярный сортамент металлопроката. Расчет веса и других параметров трубы необходим для определения нагрузок в металлоконструкциях, габаритов и общей массы партии для перевозки и хранения.
Трубный калькулятор
Расчет веса трубы из различных металлов (стальные трубы, нержавеющие, медные и др.) производится на основе имеющихся в справочниках ГОСТ и ТУ данных. Вес метра трубы, сортамент которой не входит в имеющиеся на сайте справочники, рассчитывается онлайн по формуле m = Pi * ro * S * (D — S) * L; Pi — математическая константа, которая выражает отношение длины окружности к её диаметру, равная
3.14; ro — плотность металла из которой изготовлена круглая труба в кг/м³; Для расчета удельного веса 1 погонного метра трубы (m) необходимо указать размеры профиля трубы: диаметр D в мм, а также толщину металла, из которого изготовлена труба (толщину стенки S) и длину L (по умолчанию 1 м). Расчет теоретического веса прямоугольной профильной трубы производится аналогично круглой, за исключением части формулы для определения площади поперечного сечения.
Популярные размеры в России
Таблицы веса 1 метра круглых труб различных металлов и сплавов по всем доступным ГОСТ и ТУ
Наименование и размеры трубы
Диаметр, мм
Толщина стенки, мм
Вес метра трубы
Метров в тонне
Плотность, кг/м³
Стандарт
Труба 57х3
57
3
4.0000 кг.
250 м.
7850
ГОСТ 10704-91
Труба 57х3.5
57
3.5
4.6200 кг.
216.5 м.
7850
ГОСТ 10704-91
Труба 57х4
57
4
5.2300 кг.
191.2 м.
7850
ГОСТ 10707-80
Труба 76х3.5
76
3.5
6.2600 кг.
159.7 м.
7850
ГОСТ 10704-91
Труба 89х3.5
89
3.5
7.3800 кг.
135.5 м.
7850
ГОСТ 10704-91
Труба 89х4
89
4
8.3800 кг.
119.3 м.
7850
ГОСТ 10704-91
Труба 108х3.5
108
3.5
9.0200 кг.
110.9 м.
7850
ГОСТ 10704-91
Труба 108х4
108
4
10.2600 кг.
97.5 м.
7850
ГОСТ 10704-91
Труба 108х5
108
5
12.7000 кг.
78.7 м.
7850
ГОСТ 10704-91
Труба 133х4
133
4
12.7300 кг.
78.6 м.
7850
ГОСТ 10704-91
Труба 159х4
159
4
15.2900 кг.
65.4 м.
7850
ГОСТ 10704-91
Труба 159х4.5
159
4.5
17.1500 кг.
58.3 м.
7850
ГОСТ 10704-91
Труба 159х5
159
5
18.9900 кг.
52.7 м.
7850
ГОСТ 10704-91
Труба 159х6
159
6
22.6400 кг.
44.2 м.
7850
ГОСТ 10704-91
Труба 219х6
219
6
31.5200 кг.
31.7 м.
7850
ГОСТ 10704-91
Труба 219х8
219
8
41.6300 кг.
24 м.
7850
ГОСТ 10704-91
Труба 273х8
273
8
52.2800 кг.
19.1 м.
7850
ГОСТ 10704-91
Труба 325х6
325
6
47.2000 кг.
21.2 м.
7850
ГОСТ 10704-91
Труба 325х8
325
8
62.5400 кг.
16 м.
7850
ГОСТ 10704-91
Труба 426х8
426
8
82.4700 кг.
12.1 м.
7850
ГОСТ 10704-91
Труба 426х10
426
10
102.5900 кг.
9.7 м.
7850
ГОСТ 10704-91
Труба 530х8
530
8
102.9900 кг.
9.7 м.
7850
ГОСТ 10704-91
Труба 530х10
530
10
128. 2400 кг.
7.8 м.
7850
ГОСТ 10704-91
Труба 630х8
630
8
122.7200 кг.
8.1 м.
7850
ГОСТ 10704-91
Труба 820х10
820
10
199.7600 кг.
5 м.
7850
ГОСТ 10704-91
Посмотреть все данные по этому виду металлопроката в полной таблице веса:
Круглая труба
Стандарты ГОСТ и ТУ доступные в расчетах калькулятора и таблицах веса:
Применение
Вес погонного метра трубы очень часто необходимо знать для осуществления расчетов в металлоконструкциях. Самое частое использование трубного калькулятора — определение массы трубы в приобретаемой партии, чтобы выяснить необходимые габариты транспорта для её перевозки, а также для расчета нагрузок будущей металлоконструкции и стоимости продукции.
Трубный калькулятор квадратной профильной трубы
Данный калькулятор позволяет рассчитать массу погонного метра квадратной трубы из различных материалов, в том числе из (стали, нержавеющих сплавов стали, меди и других металлов) на основе имеющихся данных в справочниках ГОСТ и ТУ. Сортамент квадртаной трубы, не найденной в имеющихся справочниках, рассчитывается онлайн по формуле m = ro / 7850 * 0.0157 * S * (а * 2 — 2.86 * S) * L; Где ro — плотность металла данной трубы в кг/м³ (от 7280 до 8080 для стальных труб и от 8200 до 9020 для медных), 7850 константа обозначающая плотность углеродистой стали в кг/м³. Для расчета удельного веса 1 погонного метра металлической квадратной трубы (m) необходимо указать размеры профиля: ширину сечения a, а также толщину стенки S и длину трубы L (по умолчанию 1 м). Расчет веса круглой трубы производится по аналогичной формуле, отличающейся способом вычисления площади поперечного сечения.
Популярные размеры квадратной профильной трубы в России
Таблицы веса погонного метра квадратных труб различных ГОСТ и ТУ из различных металлов и сплавов
Наименование и размеры трубы
Ширина a, мм
Толщина стенки, мм
Вес метра трубы
Метров в тонне
Плотность, кг/м³
Стандарт
Труба 10х1
10
1
0. 2690 кг.
3717.5 м.
7850
ГОСТ 8639-82
Труба 15х1
15
1
0.4260 кг.
2347.4 м.
7850
ГОСТ 8639-82
Труба 15х1.5
15
1.5
0.6050 кг.
1652.9 м.
7850
ГОСТ 8639-82
Труба 20х1
20
1
0.5830 кг.
1715.3 м.
7850
ГОСТ 8639-82
Труба 20х1.5
20
1.5
0.8410 кг.
1189.1 м.
7850
ГОСТ 8639-82
Труба 20х2
20
2
1.0750 кг.
930.2 м.
7850
ГОСТ 8639-82
Труба 25х1
25
1
0.7400 кг.
1351.4 м.
7850
ГОСТ 8639-82
Труба 25х1.5
25
1.5
1.0700 кг.
934.6 м.
7850
ГОСТ 8639-82
Труба 25х2
25
2
1.3900 кг.
719.4 м.
7850
ГОСТ 8639-82
Труба 30х2
30
2
1. 7000 кг.
588.2 м.
7850
ГОСТ 8639-82
Труба 30х3
30
3
2.4200 кг.
413.2 м.
7850
ГОСТ 8639-82
Труба 40х2
40
2
2.3300 кг.
429.2 м.
7850
ГОСТ 8639-82
Труба 40х2.5
40
2.5
2.8500 кг.
350.9 м.
7850
ГОСТ 8639-82
Труба 40х3
40
3
3.3600 кг.
297.6 м.
7850
ГОСТ 8639-82
Труба 40х4
40
4
4.3000 кг.
232.6 м.
7850
ГОСТ 8639-82
Труба 50х3
50
3
4.3100 кг.
232 м.
7850
ГОСТ 8639-82
Труба 50х4
50
4
5.5600 кг.
179.9 м.
7850
ГОСТ 8639-82
Труба 50х5
50
5
6.7300 кг.
148.6 м.
7850
ГОСТ 8639-82
Труба 60х3. 5
60
3.5
6.0400 кг.
165.6 м.
7850
ГОСТ 8639-82
Труба 60х4
60
4
6.8200 кг.
146.6 м.
7850
ГОСТ 8639-82
Труба 80х4
80
4
9.3300 кг.
107.2 м.
7850
ГОСТ 8639-82
Труба 80х5
80
5
11.4400 кг.
87.4 м.
7850
ГОСТ 8639-82
Труба 80х6
80
6
13.4600 кг.
74.3 м.
7850
ГОСТ 8639-82
Труба 100х6
100
6
17.2200 кг.
58.1 м.
7850
ГОСТ 8639-82
Труба 140х6
140
6
24.7600 кг.
40.4 м.
7850
ГОСТ 8639-82
Посмотреть все данные по этому виду металлопроката в полной таблице веса:
Квадратная труба
Стандарты ГОСТ и ТУ доступные в расчетах калькулятора и таблицах веса:
ГОСТ 16774-2015 — Трубы медные прямоугольного и квадратного сечений (Квадратные)
ГОСТ 8639-82 — Трубы стальные квадратные
Применение
Вес погонного метра профильной квадратной трубы очень часто необходимо знать для осуществления расчетов в металлоконструкциях, подбора оптимального материала для необходимой нагрузки. Самое частое использование трубного калькулятора — определение массы квадратной металлической трубы в приобретаемой партии, чтобы выяснить необходимые габариты транспорта для её перевозки, а также для расчета нагрузок будущей металлоконструкции, стоимости необходимого количества трубы и др.
Калькулятор веса профильной трубы
Удобный калькулятор расчета веса профильной трубы по ГОСТ: труба 100х100х4, 80х80х4, 40х20х2 и др., таблица веса, перевод тонн в метры.
Все калькуляторы
Также можно рассчитать
</> Виджет для сайта
Калькулятор профильной трубы
Профильная труба – один из видов металлического проката с сечением в форме прямоугольника или квадрата. По сравнению с круглыми трубами, отличаются наиболее высокой устойчивостью к поперечным и осевым нагрузкам при меньшей толщине стенки. Нашли широкое применение в качестве несущих конструкций, а также из-за простоты монтажа – при проведении ремонтных и строительных работ.
Онлайн калькулятор веса профильной трубы от сервиса KALK.PRO позволяет рассчитать массу квадратного или прямоугольного профиля по известной длине, высоте и толщине стенки. Расчет производится на основании ГОСТ 8639-82 «Трубы стальные квадратные», ГОСТ 8645-82 «Трубы стальные прямоугольные». Вы можете быть уверены в правильности полученных результатов!
С помощью калькулятора можно рассчитать вес всех возможных видов сортамента, например, профильную трубу 40х20х2, 60х60х3, 80х80х4, 100х100х4 и т. д. При необходимости, вы сразу же можете воспользоваться марочником металлов или заглянуть в ГОСТы, в соответствующих вкладках инструмента.
По умолчанию считается вес 1 метра профильной трубы.
Рассчитать вес профильной трубы
Выберите тип металла (по умолчанию Сталь).
Подтвердите тип сортамента – Труба профильная.
Выберите способ расчета – Расчет веса.
Укажите марку металла (по умолчанию Сталь Ст3сп).
Введите размер сторон проката, мм.
Введите длину трубы, м.
Перевод количества стального профиля из тонн в метры
Выберите тип металла (по умолчанию Сталь).
Подтвердите тип сортамента – Труба профильная.
Выберите способ расчета – Расчет длины.
Укажите марку металла (по умолчанию Сталь Ст3сп).
Введите размер сторон проката, мм.
Введите массу трубы, кг.
Формула расчета профильной трубы
Для выполнения расчета 1 погонного метра профильной трубы прямоугольного или квадратного сечения можно воспользоваться выражениями:
Формула расчета прямоугольной трубы: m = ρ × t × 2 × (a + b)
Формула расчета квадратной трубы: m = ρ × t × 4 × a
Калькулятор веса трубы стальной круглой
Удобный калькулятор расчета веса круглой трубы по ГОСТ: трубы НКТ-73, 530х8, 219х8, 108х4 и др., таблица веса, перевод тонн в метры.
Все калькуляторы
Также можно рассчитать
</> Виджет для сайта
Вес трубы стальной круглой
Стальная круглая труба – это один из видов сортамента, изготавливаемый из полого неразрывного профиля округлого сечения. Обладает высокой прочностью, значительному сопротивлению к внутреннему давлению и коррозии. Используется для транспортировки твердых, жидких и газообразных веществ.
Калькулятор веса стальной круглой трубы позволяет рассчитать массу металлопроката по величине внешнего диаметра и толщине стенки очень быстро и точно. Также наша программа поддерживает обратный расчет – поиск длины по известному весу. Расчет выполняется на основании ГОСТ 10704-91 «Трубы стальные электросварные прямошовные».
С помощью калькулятора можно рассчитать вес всех возможных видов сортамента, например, трубу 89х4, 108х4, 159х6, 219х8, 530х8, НКТ-73 и т. д. При необходимости, вы сразу же можете воспользоваться марочником металлов или заглянуть в ГОСТы, в соответствующих вкладках инструмента.
По умолчанию считается вес 1 метра трубы стальной круглой.
Рассчитать вес круглой трубы
Выберите тип металла (по умолчанию Сталь).
Подтвердите тип сортамента – Труба круглая.
Выберите способ расчета – Расчет веса.
Укажите марку металла (по умолчанию Сталь Ст3сп).
Введите внешний диаметр проката, мм.
Введите длину трубы, м.
Перевод количества трубы из тонн в метры
Выберите тип металла (по умолчанию Сталь).
Подтвердите тип сортамента – Труба круглая.
Выберите способ расчета – Расчет длины.
Укажите марку металла (по умолчанию Сталь Ст3сп).
Введите внешний диаметр проката, мм.
Введите массу трубы, кг.
Формула расчета веса трубы стальной круглой
Для расчета теоретической массы одного погонного метра металлической круглой трубы, также можно воспользоваться выражением:
Формула расчета веса круглой трубы: m = π × ρ × t × (D — t)
Сколько Весит 1 метр Стальной ТРУБЫ | Таблица всех диаметров
📑 Толщина и диаметр стальной трубы по стандарту. Как определить вес трубы круглого сечения, площадь её поверхности, внутренний диаметр и внутренний объём полости.
2 Что нужно иметь для изготовления качественного пенобетона?
3 Самостоятельный способ изготовления
4 Себестоимость самостоятельного изготовления
5 Этапы работы
5.1 Раствор пенообразователя
5.2 Разливание раствора по формам
5.3 Технология резки
6 Рекомендации специалистов
7 Домашняя фабрикация блоков
8 Вывод
Начиная строительство, будущий владелец дома старается всеми возможными способами сократить расходы на стройматериалы. Низкая стоимость обычно исключает высокое качество используемых материалов, поэтому возникает проблема – качественно или дешево. Пеноблоки стали такими популярными в строительном деле благодаря своей легкости в использовании и своим характеристикам, которые делают этот материал наиболее подходящим для строительства. Высокая стоимость готовых пеноблоков привела к распространению практики самостоятельного изготовления стройматериала. Изготовление пеноблоков в домашних условиях позволяет не только существенно сократить расходы, но и получить не менее качественный материал для сооружения теплого помещения.
Как самому изготовить пенобетон?
Используя необходимое оборудование вполне можно организовать производство в домашних условиях. Производство пеноблоков требует точного выполнения технологии, соблюдения пропорций смешивания компонентов. Если вы решили сэкономить на готовых пеноблоках, изготовив их самостоятельно, следует знать, что технология изготовления домашнего пенобетона имеет некоторые особенности:
Используйте чистый цемент, марка – от 400 и выше.
Пену добавляют в последнюю очередь, когда остальные компоненты смешаны до однородной консистенции.
Качество готовой пены можно проверить нехитрым способом – наберите ее в ведро и переверните емкость – пена не должна вытекать.
Полузастывший бетон извлекают из форм и разрезают на отдельные блоки. В формах бетонная смесь должна находиться не менее суток, а после разрезания блоки оставляют досыхать на поддоне на 15 часов при температуре от 5 градусов.
Вернуться к оглавлению
Что нужно иметь для изготовления качественного пенобетона?
Чтобы сделать пенобетон своими руками, понадобится немало времени, денежных вложений. Для организации собственного производства вам потребуются специальные материалы и оборудование:
бетоносмеситель;
чистый сухой песок;
качественный цемент;
чистая вода;
пенообразователь;
пеногенератор;
формы.
Рецептура имеет множество вариаций, качество прямопропорционально зависит от исходных компонентов.
Вернуться к оглавлению
Самостоятельный способ изготовления
Схема производства пенобетона.
Изготовление пеноблоков начинается из расчета объема емкости, в которую потом будет выливаться готовый раствор. Исходя из полученных параметров, рассчитывают количество требуемых компонентов – на каждые 0,5 кубометра требуется 100 л воды и по 200 кг цемента и просеянного песка.
Сначала в бетономешалке смешивают песок, цемент, с помощью специального генератора и химического пенообразователя изготавливают устойчивую пену с расчетом по 500 л пены на 1 кубометр. К цементу и песку добавляют чистую воду, а затем смешивают с готовой пеной. Большинство пеногенераторов снабжены специальным насосом, что позволяет закачивать пену непосредственно в барабан бетономешалки.
Когда все компоненты будут помещены в бетоносмеситель, их необходимо тщательно смешать. Плотность материала регулируется добавлением в него дополнительного количества пены. Готовый раствор выливают в подготовленную форму, дают высохнуть. Сухие блоки извлекают из форм, оставляют на сутки для полного высыхания. Процесс производства необходимо проводит при температуре не ниже 5 градусов.
Пенообразователь можно купить в специализированных магазинах, или сделать в домашних условиях. Для этого вам понадобится 150 г едкого натра, 1 кг канифоли, 60 г столярного клея. Компоненты соединяют, немного нагревают и помешивают до состояния однородной массы. Перед процессом изготовления пены готовый раствор смешивают с водой.
Формы для будущих блоков можно сделать из фанерных или металлических листов. Изготовление требует внимательности и строгого соблюдения пропорций – они должны быть геометрически правильными. Во избежание вытекания готового растворы, их обтягивают полиэтиленом. После извлечения блоков можно сразу же наливать следующую порцию раствора.
Вернуться к оглавлению
Себестоимость самостоятельного изготовления
Лучше выбирать цемент М-400 или М-500.
Стоимость изготовленных дома пеноблоков намного ниже, чем цена готового продукта. Для приготовления 1 кубометра материала D600 вам понадобится:
200-250 кг песка и цемента;
1,5 л пенообразователя;
вода.
К стоимости компонентов добавьте расходы на электричество, которое потребляет оборудование.
Основные расходы идут на цемент, остальные компоненты составляют четверть стоимости цемента. На масштабы финансовых вложений влияют также затраты на специальное оборудование, по желанию его можно соорудить самостоятельно. Сборка, установка – всю информацию вы сможете найти в свободном доступе. С другой стороны, если у вас мало опыта в производстве пенобетона – придется экспериментировать для получения материала, соответствующего требованиям и характеристикам. Возможно, свои качественные пеноблоки получатся не с первой попытки, придется снова тратить деньги на новую порцию компонентов.
Вернуться к оглавлению
Этапы работы
Процесс состоит из трех главных этапов – приготовление раствора, разливка по формам, разрезание. Для изготовления качественных пеноблоков необходимо разобраться в особенностях технологии каждого из них.
Вернуться к оглавлению
Раствор пенообразователя
Прежде всего, подготавливается цементная смесь как для обыкновенного бетона. Преимущественно выбирают цемент марки М400 или М500. Проследите, чтобы песок был сухим, без посторонних примесей, ракушек или камешков. Что касается воды – подойдет обычная водопроводная.
В готовую бетонную смесь добавляют готовую пену. Как говорилось ранее, пенообразователь можно купить в магазине, или сделать самостоятельно по рецепту, описанному выше. Пену и бетонную смесь хорошо вымешивают, готовый раствор можно разливать по формам.
Вернуться к оглавлению
Разливание раствора по формам
Разливание раствора по формам.
Перед тем, как поместить раствор в подготовленные формы их необходимо смазать специальным средством, не содержащим масла. Есть две методики изготовления пеноблоков – литьевая, резательная. Первый способ предполагает заливание бетонного раствора в отдельные формы. После застывания достаточно извлечь готовый блок и оставить на поддоне еще не несколько часов. Недостатки данной технологии:
возможная деформация металла;
повреждение блоков в процессе извлечения.
Установка неровных блоков трудоемкая, такая конструкция будет значительно уступать по качеству. Достоинством такого способа является то, что в отличие от метода резки можно сэкономить не покупая оборудование для разрезания.
Вернуться к оглавлению
Технология резки
Процесс подразумевает разрезание цельной бетонной плиты на отдельные блоки. Преимущества данного метода:
блоки геометрически правильные;
ровные края;
отсутствие сколов и неровностей.
Среди недостатков стоит указать:
дорогостоящее оборудование;
выбор момента для реки – при полном высыхании может смещаться струна для резки, недостаточно застывший бетон разрушается в процессе разрезания.
Вернуться к оглавлению
Рекомендации специалистов
Формы изготовляют из ламинированной фанеры или металлических листов.
Советы профессионалов помогут избежать непредвиденных проблем в процессе производства пеноблоков в домашних условиях. Для изготовления качественного стройматериала придерживайте следующих рекомендаций:
Формы изготовляют из фанеры или металлических листов.
Перед заливкой раствора обработайте внутреннюю поверхность форм специальным раствором, сами формы обтяните полиэтиленом.
Сушку проводят при оптимальной температуре в 50-60 градусов на протяжении 2 суток.
Материал извлекают после его полного высыхания.
Готовые блоки оставляют на поддонах еще на несколько часов, только после этого возможна их установка.
Вернуться к оглавлению
Домашняя фабрикация блоков
При наличии необходимых умений и правильном подходе к процессу изготовления, пеноблоки изготовляются быстро. Большинство профессиональных строителей предпочитают изготавливать пеноблоки, экономя денежные средства, получая моральное удовлетворение от процесса.
Вернуться к оглавлению
Вывод
Домашнее производство своего пенобетона помогает значительно сократить расходы на стройматериалы. Технология изготовления проста, главным условием является четкое соответствие инструкциям. Стоимость таких блоков зависит от выбора компонентов, их цены.
Сделать пенобетон своими руками в домашних условиях: состав, пропорции, оборудование
Главная » Стройматериалы » Кирпич, блоки, плиты
Опубликовано: Рубрика: Кирпич, блоки, плитыАвтор: Andrey Ku
Изделия из пенобетона активно используются застройщиками для возведения межкомнатных перегородок и частных домов. При желании пеноблоки можно изготовить самостоятельно, что позволяет существенно снизить затраты на проведение строительных мероприятий.
Пенобетон – современный материал с массой эксплуатационных преимуществ
Пеноблоки за счет ряда уникальных свойств идеальны для строительства малоэтажных домов. Изделия из пенобетона характеризуются:
Высокой экологичностью. В их состав входят исключительно природные, полностью безопасные компоненты.
Отличным теплоизоляционным потенциалом. Блоки состоят из ячеистого бетона, заполненного воздухом. Такая структура материала не позволяет попадать жаре внутрь дома летом и не выпускает тепло наружу зимой.
Простотой монтажа. Пеноблоки легко обрабатываются, разрезаются по заданным размерам и устанавливаются своими руками.
Эксплуатационной надежностью. Материал не боится химвоздействий, хорошо противостоит атмосферным осадкам.
Пожаробезопасностью. Перегородка из 15-сантиметровых по толщине пеноблоков не загорается в течение 3–4 часов.
Повышенной прочностью и малым весом. Масса пенобетонных изделий в 2,5 раза меньше, чем у стандартных кирпичей. За счет этого на основание постройки оказывается минимальная нагрузка. Можно неплохо сэкономить на обустройстве фундамента. А высокая прочность пеноблоков обеспечивает нагрузку на сжатие до 100 килограмм на каждый кубический сантиметр.
Пенобетон примечателен повышенной прочностью и малым весом
Также среди достоинств пенобетона отметим его отличную шумоизоляцию и повышенный показатель текучести. Благодаря последнему свойству процесс изготовления таких блоков своими руками упрощается и становится доступным большинству домашних умельцев.
Оборудование для производства пеноблоков – что потребуется?
Пенобетон производится в домашних условиях по простой технологии. Для ее реализации используются следующие приспособления и агрегаты:
пеногенератор;
компрессор;
бетоносмеситель;
насос;
формы.
Пеногенератор можно сделать своими руками. Принцип работы подобных устройств элементарен. Смесь пенного концентрата направляется в отсек смешения под 90-градусным углом, где происходит ее перемешивание с воздушным потоком. На раствор начинает действовать сила давления. Смесь подается в спецсопло (оно имеет усеченную форму). В нем состав сначала сжимается, а затем расширяется. Потом раствор под давлением выдавливается в особый патрон, где и получается пена.
Для изготовления самодельного генератора нужно приобрести и соединить последовательно (при помощи муфт) такие элементы – запорные и регулировочные вентили для подачи воздуха и смеси, камеру смешивания, усеченное сопло (в магазинах его продают под названием устройство Лаваля) диаметром 1 см, пенопатрон. Также потребуется насадка с сетчатой шайбой и резьбой. Некоторые мастера применяют шайбу-жиклер вместо сопла Лаваля. Но лучше этого не делать, так как показатель полезного действия пеногенератора может уменьшиться на 20–40 %.
Самодельный агрегат для получения пены функционирует от компрессора. Вам понадобится устройство, обеспечивающее давление порядка 5,5–6 атмосфер, с производительностью не менее 0,5 кубометров в час. Непосредственно пеноконцентрат разрешается подготавливать в отдельной емкости вместимостью 150–200 л. В генератор смесь подается при помощи любого бытового насоса.
Пеногенератор можно купить в любом строительном магазине
Если заморачиваться с самодельным парогенератором нет желания, его можно купить в специализированном строймагазине. Стоимость такого оборудования сравнительно доступная. А вот формы имеет смысл делать самостоятельно. Они могут изготавливаться из листов влагостойкой фанеры, который обязательно накрывают каркасом из металла, либо из металлических листов толщиной около 3,5 см. Форма – это обыкновенный ящик нужного вам размера. Заранее определитесь, сколько блоков планируется сделать за одну рабочую смену. Исходя из этого сбейте требуемое число форм. Повторное их использование не допускается.
Из чего делают блоки – пропорции материалов
Пенобетонные изделия для строительства частных домов производят из цемента, песка (дробленного либо природного), отвердителя и пенообразователя. Здесь есть нюансы. Цемент должен быть высокого качества (марки М-400, М-500) без каких-либо посторонних примесей. Рекомендуемая плотность песка на кубометр – 600 кг. Можно снизить затраты на изготовление блоков. Для этого вместо песка используйте отсев.
Пенообразователь несложно заказать в магазине, занимающемся продажей стройматериалов. Реально подготовить его и своими руками. Нужно смешать 60 г столярного клея, 150 г едкого натра и 1000 г канифоли и разогреть эти компоненты. Нагрев производится до тех пор, пока состав не станет по консистенции полностью однородным. Отвердитель следует покупать готовый. Самостоятельно делать его сложно и экономически нецелесообразно.
Для получения одного кубометра пенобетона высокого качества (плотностью не менее 600 кг/куб. см) необходимо брать компоненты в далее приведенной пропорции:
песок (отсев) – 200 кг;
цемент – 320 кг;
отвердитель – по рекомендации производителя;
пенообразователь – 1,2–1,5 л.
Вода (используйте обычную из водопровода) добавляется в количестве 100–110 л.
Самостоятельное производство пенобетона – общая схема и особенности
Первый шаг – заполнение бетономешалки нужным количеством песка, цемента и воды. Включаете агрегат и ждете получения однородного состава. После этого получаете пену (в самодельном или заводском пеногенераторе), добавляете ее в бетономешалку, досыпаете требуемый объем отвердителя. Снова смешиваете состав в течение нескольких минут. Длительность перемешивания более 3–4 минут не допускается. Чем дольше замешивается композиция, тем больше разрушается пена, что недопустимо, так как чревато существенным снижением прочностных и иных характеристики готового пенобетона.
После заполнение форм полученным раствором, смесь оставляют на сутки
Следующий этап работ – заполнение форм полученным раствором. После заливки смесь оставляют на сутки (иногда требуется и больше времени для застывания). Выдержка пенобетона производится при температуре окружающей среды на уровне 6 и больше градусов. Если работы выполняются зимой в неотапливаемом помещении, придется подогревать его с помощью электрокалорифера либо тепловой пушки. Через сутки вынимайте блоки из форм на поддоны, ждите еще 12–24 часа.
Чем качественнее отвердитель вы используете, тем меньше придется ждать застывания изделий.
Как видим, весь процесс самостоятельного производства пеноблоков занимает не более двух суток. С течением времени вы наловчитесь выполнять все необходимые операции намного быстрее. А значит, сможете делать качественные строительные изделия более оперативно. Грамотно организовать техпроцесс и повысить его эффективность помогут советы профи, которые приводятся далее:
Используйте подогретую до 30° воду для смешивания состава.
Для ускорения застывания смеси добавляйте в нее примерно 1,5 % (от общей массы композиции) хлористый кальций. Эта добавка, кроме всего прочего, снижает риск растрескивания блоков. Ее обязательно нужно применять при проведении работ в зимнее время.
Если планируется регулярный выпуск пеноблоков, желательно соорудить простейшие пропарочные камеры, в которых изделия будут сушиться при температуре +60 °С. За счет этого вы сможете уменьшить время, необходимое для качественного созревания композиции.
Постарайтесь делать формы с максимально правильной геометрией. Тогда готовые блоки будут соответствовать всем стандартам.
Формы из фанеры после заливки состава накрывайте пленкой из полиэтилена, а металлические всегда смазывайте перед заполнением пенобетонной смесью любым машинным маслом.
Следуйте нашим советам, четко выдерживайте рекомендованные пропорции, и вы гарантированно получите самодельный пенобетон отличного качества. Желаем удачи всем домашним мастерам!
Понравилась статья? Поделиться с друзьями:
Как сделать газобетон – самодельный газобетон
ВЗЛОМКА АГРЕГАТА
Основной рецепт газобетона состоит из цемента, воды и пены.
Цементно-водный раствор смешивают с предварительно сформированной пеной (ПАВ). Это равномерно распределяет множество дискретных воздушных ячеек по всей смеси. По мере затвердевания бетона пузырьки распадаются, оставляя воздушные пустоты одинакового размера, образуя легкий бетон.
Aircrete очень универсален и может быть изменен и адаптирован к размеру проекта и потребностям. Существует множество различных рецептов дизайна смесей в зависимости от области применения. Процесс изготовления газобетона своими руками требует лишь базовых навыков и базовых инструментов.
Ниже будет открытый рецепт изготовления легких кирпичей или блоков, подходящих для конструкции купола.
ОБЗОР ИНСТРУМЕНТА:
Категории
1. Малые цифровые или почтовые весы:
Правильный вес пены имеет решающее значение для получения стабильной пены. Поместите 1-литровую емкость на весы и выполните тарирование/обнуление. Установите его для измерения граммов. Заполните 1-литровый контейнер пеной доверху и выровняйте верх, удалив излишки. Поместите его на шкале. Вес пенопласта должен составлять от 90-100 грамм или примерно 3 унции на кварту. Если пена тяжелее, увеличьте давление воздуха, а если пена легче, уменьшите давление воздуха.
Другой, менее точный метод проверки стабильности пены заключается в визуальном осмотре полученной пены. Пена должна быть консистенции густого крема для бритья. При нанесении большой порции пены на ладонь и повороте ладони вниз пена должна прилипнуть и остаться на руке. Наполните большое ведро пеной и оставьте на несколько часов. Если пена остается твердой с небольшим разрушением или без него, это хороший показатель того, что пена достаточно стабильна, чтобы оставаться твердой в течение времени, необходимого для отверждения бетона.
2. Бетономешалка
электрический миксер или дрель с лопастной мешалкой для бетона
дрель не менее 8 ампер. Для замешивания цемента рекомендуется использовать тяжелую промышленную дрель. Они предназначены для регулярного многократного использования. 2-х лопастной миксер 1800Вт
Бетономешалка хорошего качества необходима для смешивания цемента и воды, а также для добавления пены в раствор. Для выполнения обеих задач к буровой установке можно присоединить венчик для смешивания цемента.
Для небольших проектов некоторые добились успеха в создании подходящей стабильной пены, добавив металлическую сетку к своей лопасти для смешивания цемента и смешав пропорциональный раствор мыла и воды вместе в небольшом ведре. Это недорогой метод для тех, кто тестирует или экспериментирует с газобетоном и не хочет нести дополнительные расходы на покупку пеногенератора или воздушного компрессора. Однако, если вы беретесь за большой или разнообразный газобетонный проект, настоятельно рекомендуется приобрести или изготовить пеногенератор.
(Изображение предоставлено «Man About Tools») Металлическая сетка добавлена к смесительной лопасти для увеличения толщины пены.
3. Генератор пены
Генератор пены представляет собой устройство, которое объединяет сжатый воздух с жидким пенообразователем для производства пены. Их можно приготовить дома или купить. (см. ссылку «Сборка лучшего пеногенератора» или «Покупка лучшего пеногенератора для газобетона»)0004 Минимум 90 фунтов на квадратный дюйм, рассчитанный не менее чем на 2,5 кубических футов в минуту кубических футов в минуту: кубических футов в минуту — это объем воздуха, подаваемый компрессором (1) Портландцемент Любой тип
(2) Вода
(3) Пенообразователь/мыло
— 4 унции на 5 галлонов воды) Drexel является одним из наиболее эффективных пенообразователей, но на нем имеется предупреждающая этикетка о раздражении кожи. Соблюдайте осторожность при использовании продукта или пены в присутствии домашних животных или детей. Рассвет или натуральное моющее средство для посуды седьмого поколения. (Разбавьте 40 частей воды на 1 часть моющего средства или 5 галлонов воды / 2 стакана моющего средства) Очищающий шампунь: (30 унций или 4 стакана на 5 галлонов) используется средство для мытья посуды.
(4) Ведро на 5 галлонов, бочка на 55 галлонов
(5) Деревянные формы, формы или контейнеры : подходят для отверждения готового продукта.
(6) Защитные очки , перчатки и респиратор Как правило, размер частиц цементной пыли составляет 10 микрон, которые улавливаются недорогими масками. влажный цемент может повредить кожу. Он абразивный и может вызвать покраснение, отек и зуд. Носите соответствующую одежду, обувь и перчатки. Будьте осторожны с влажным и твердеющим бетоном, а также с инструментами, ведрами и животными.
ПОШАГОВАЯ ПРОЦЕДУРА
Качество и плотность пены должны быть точными для получения стабильной пены. Если вы не используете пену хорошего качества или она имеет неправильную плотность, ваш раствор разрушится во время отверждения или станет хрупким конечным результатом.
(1) наполните 5-галлонное ведро водой и добавьте 2 стакана моющего средства Dawn (разбавленного водой 40/1) или предпочитаемого вами пенообразователя.
( 2) создание пены с помощью компрессора и пеногенератора
(3) Соберите пену в литровую емкость и взвесьте ее на весах. Регулируйте давление воздуха, пока не добьетесь плотности пены в пределах 90-100 граммов. Большее давление воздуха уменьшает вес вашей пены. Меньшее давление воздуха увеличит вес/плотность вашей пены.
4) В бочку объемом 55 галлонов добавьте 6 галлонов воды и смешайте с мешком цемента весом 94 фунта.
(5) Тщательно добавляйте пену в бочку емкостью 55 галлонов, содержащую цементный раствор, пока она не наполнится 45 галлонами. (высота 30″ дюймов)
(6) Разлить по формам и дать затвердеть в течение ночи. Требуется прибл. Затвердевание бетона занимает 30 дней, но обычно газобетон можно разобрать, разрезать и собрать через 24 часа.
Генератор пены правильной консистенции, производящий пену Изображение предоставлено: "lightweightfoamconcrete" на Facebook
Как сделать AirCrete
КАК СДЕЛАТЬ АГРЕГАТ
ОБОРУДОВАНИЕ И ПРИНАДЛЕЖНОСТИ ДЛЯ ЖЕЛЕЗОБЕТОНА AirCrete недорогой, простой в изготовлении и с ним легко работать. Он требует только базовых навыков.
Это легко сделать. И, как и при выпечке торта, вы должны правильно подобрать рецепт. Большое значение имеет качество и плотность пены. Используйте точные почтовые или кухонные весы , чтобы проверить вес вашей пены. Она должна быть в пределах 90-100 граммов на литр (около 3 унций на кварту).
Вы можете использовать средство для мытья посуды хорошего качества для приготовления пены с помощью Little Dragon, нашего генератора пены непрерывного действия. Ищите обезжиривающее моющее средство с высоким пенообразованием. Мы протестировали натуральную жидкость для тарелок седьмого поколения, концентрат Dawn Ultra и Safeway Home. Все они давали достаточную пену, разбавленную водой 40/1. (5 галлонов воды / 2 стакана пенообразователя). Добавьте моющее средство в воду и тщательно перемешайте.
Вы также можете использовать коммерческие пенообразователи, предназначенные для изготовления ячеистого бетона. Для получения дополнительной информации и списка источников ознакомьтесь с этой ссылкой.
Вам нужен воздушный компрессор с мощностью не менее 2,5 кубических футов в минуту при 90 фунтов на квадратный дюйм, который является относительно небольшим компрессором. Конечно, вы можете использовать компрессор большего размера, если он у вас есть.
Смешайте одну 94-фунтовую сумку из 9 штук0018 цемент с 6 галлонами (США) вода . Сначала налейте в емкость всю воду и добавляйте цемент во время смешивания, чтобы избежать образования комков. Когда цемент и вода хорошо перемешаются, включите Little Dragon и добавьте в смесь пену. Добавьте столько пены , чтобы получилось 45 галлонов AirCrete. Это около 30 дюймов в высоту в стандартной бочке на 55 галлонов. Пена очень легкая, поэтому она хочет плавать поверх цементной смеси. Наш смеситель для впрыска пены прекрасно работает, потому что пена впрыскивается непосредственно в смесительные лопасти на дне бочки, где она смешивается с цементом до того, как она всплывет наверх.
Вы также можете использовать мощную дрель с мешалкой , как эта из Home Depot. Просто не забудьте добавить пену в смесь, пока она не будет тщательно перемешана.
AirCrete необходимо залить в форму и дать ему затвердеть в течение ночи. Из него получаются хорошие фундаменты, плиты и черновые полы. Слой пластик вниз, чтобы удерживать воду и лучше затвердевать. В сухом климате сбрызните его водой, чтобы он оставался влажным в течение нескольких дней, чтобы ускорить процесс отверждения.
Пошаговые инструкции
Создание форм
На следующий день AirCrete достаточно мягок, чтобы использовать метод «формирования печенья» для изготовления строительных блоков. Изготовьте прямоугольных деревянных рамок . Соедините углы дверными петлями со съемными штифтами, облегчающими сборку и разборку. Поставь 9Пластиковый лист 0018 под рамами и вокруг них, чтобы AirCrete не вытекал. Нанесите на рамы растительное масло или другое разделительное средство. Заполните рамы AirCrete. После того, как AirCrete схватится в течение ночи, нарежьте его на блоки с помощью ножа или длинного лезвия из стали 16 калибра.
Покройте наружную поверхность тонким слоем латексного клея и армирующей ткани .
Стальные трубы круглого сечения применяются во многих отраслях промышленности: при строительстве мостов, газо- и нефтепроводов, в жилых домах, заводских цехах и во многих других местах и производств. Ассортимент выпускаемых изделий очень обширный, они могут отличаться по диаметру, способу и материалу изготовления. Все параметры выпускаемых изделий регламентируются по ГОСТ.
Основные характеристики труб круглого сечения
Основным параметром, по которому ведется предварительный подбор труб для применения, является диаметр. В сортаментах для круглых труб различают следующие виды диаметров:
Наружный диаметр является основным размером при определении возможности использование изделия в различных сферах промышленности и быта.
Внутренний диаметр характеризует пропускную способность трубопровода. От величины данного размера зависит характер потока и потери напора при движении жидкости.
Условный диаметр. Этот размер характеризует примерную пропускную способность труб и может быть одинаковым для разных типоразмеров. Например, для типоразмера 45х2,5 и 43х1,5 условный диаметр Ду=40.
Номинальный диаметр. Расчетное значение при подборе необходимого параметра.
Трубы различных диаметров
Применяемость изделий различных диаметров
В зависимости от наружного диаметра, изделия могут применяться в следующих областях:
Для систем отопления и горячего водоснабжения жилых и промышленных зданий применяют трубы стальные диаметром 40-50мм.
В системах гидравлики рабочих органов машин и дорожной техники, в зависимости от количества подаваемой жидкости диаметр может быть от 8 до 50 мм.
В больших многоквартирных домах для подачи холодной воды диаметр применяемых трубопроводов до 150 мм.
В нефтяной, газовой и химической промышленности для внутренних транспортировок сырья используют изделия диаметров до 273 мм.
Крупные городские котельные для подвода отопления к дому, и предприятия водоканала для подачи воды применяют диаметры до 325 мм.
Канализационные трубы имеют размер 530-1020 мм в диаметре.
В крупных системах для транспортировки газа и нефти могут применяться большие размеры 1020 мм и больше.
Трубы широко используются в строительстве для забивки свай, опор фундаментов и мостов. Диаметр применяемых изделий от 650 мм.
Реальные значения размеров применяемых изделий могут отличаться от табличных, и зависят от конструктивных особенностей используемой системы трубопроводов.
Изделия диаметром 273 мм
Толщина стенки и другие параметры
*
Толщина стенки зависит от способа изготовления изделия и составляет:
для горячекатанных – 2.5…75 мм,
для холоднокатанных – 0,3…24 мм,
для сварных – 1…32 мм,
для сварных по технологии спирального проката-3,5…25.
Масса погонного метра. Для определения массы используется таблица сортамента из ГОСТ. Если необходимо подсчитать массу 1 погонного метра, то расчет производится по формуле:
P=((D-S)/40,5)*S, где
P – масса одного погонного метра, в кг.
D – наружный диаметр, в мм.
S – толщина стенки изделия, в мм.
40,5 – коэффициент, зависящий от удельного веса.
Изделия могут применятся и в качестве строительных металлоконструкций. Для силового расчета таких конструкций необходимо определять момент инерции и радиус инерции. Значения этих величин можно также взять из таблиц ГОСТа или определить по формуле:
J=∏D³*S/8 и j=0.353D, где
J – момент инерции, в см4,
∏ – число Пи, равное 3,14
D – наружный диаметр, в см.
S – толщина стенки изделия, в см.
J – радиус инерции, см.
Еще одним параметром, характеризующим возможность применения трубы в строительных конструкциях, является круговой момент сопротивления. Обозначение Wx и Wy. У круглой трубы эти параметры одинаковы для осей OX и OY. Этот параметр также можно определить по формуле или взять по таблице.
Выдержка из сортамента по ГОСТ 10704
*
Виды труб по способу производства
Различают следующие способы производства трубопроводов: горячедеформированные, холоднодеформированные, электросварные. Размеры и предельные отклонения изделий, материалы изготовления регламентируются сортаментами на трубы стальные круглые, разные сортаменты для каждого способа производства:
Изготовление труб происходит в три этапа. В начале в нагретой до 900-1200 градусов круглой заготовке на специальных станках делают прошивку отверстия, в результате получается гильза. Дальше гильзу раскатывают в черновую трубу, и последний этап, это калибрование, прокатка с окончательными размерами по толщине и диаметру.
Размеры получаемых изделий по этому способу производства могут быть: наружный диаметр 16-630 мм, толщина стенки 1,5-50 мм. Заготовки изделий разделяются на несколько групп, в зависимости от применяемого материала изготовления:
А –механические свойства изделия нормируются.
Б – химический состав регламентируется при изготовлении.
В – одновременно регламентируются механические свойства и химический состав;
Г – нормируется химический состав и проверяются механические свойства на опытных образцах;
Д – регламентируется значение испытательного давления при проверке.
Производство горячедеформированных труб
Трубы стальные бесшовные холодно деформированные по ГОСТ 8734
Для прокатки используют круглые стальные заготовки. Заготовка нагревается в специальных печах до температуры начала кристаллизации для получения необходимой пластичности. Затем прошивается и попадает в прокатный стан, где с помощью вальцов формируются черновые размеры изделия. Последняя операция, это калибровка и нарезка определенной длины.
В отличие от горячедеформированной трубы, холоднодеформированная во время калибровки получает дополнительную термообработку, что делает такие изделия устойчивыми и долговечными.
Холоднодеформированные изделия делятся на следующие категории, где главным критерием является отношение диаметра D к размеру стенки S:
Особотонкостенные, при отношении D/S больше 40. Если размер D=20 мм и меньше, размер S=0,5 мм и меньше.
Тонкостенные, при отношении D/S от 12,5 и меньше 40. Кроме того трубы при D=20 мм. и меньше, при S=1,5 мм, и меньше.
Толстостенные, при отношении D/S от 6 до 12,5.
Особотолстостенные при отношении D/S меньше 6.
Тонкостенные и особотонкостенные трубы применяются в различных гидравлических системах, автомобильных моторах, промышленных холодильных установках, а также в медицинской и пищевой отрасли. Основное применение толстостенных труб – это нефтяная и газовая промышленность.
Тонкостенные холоднокатаные изделия
Трубы стальные электросварные по ГОСТ 10704
*
Технология изготовления включает в себя несколько этапов, которые объединены в один непрерывный процесс:
Резка листовой заготовки. Она выполняется на высокоточных станках и позволяет получать заготовки одинаковых размеров.
Для получения бесконечной ленты полоски свариваются между собой, предварительно пропущенные через систему валиков для устранения дефектов поверхности.
Полученную заготовку пропускают через систему горизонтальных и вертикальных вальцов, с помощью которых формируется изделие.
Сварка кромок производится с помощью высокочастотной сварки. Кромки заготовки нагреваются индуктором до температуры плавления, а потом сдавливаются обжимными роликами. Другой способ, когда кромки нагреваются с помощью высокочастотного генератора, ток подается на кромки с помощью контактов.
Высокочастотная сварка
Калибровка и снятие грата. Заготовку охлаждают, а потом пропускают через калибровочные валики, для устранения овальности и обеспечения необходимых размеров.
Резка изделия. Заготовки разрезаются в необходимый размер.
Контроль качества изготовляемых изделий производят тремя способами: контроль сварного шва, испытание с помощью повышенного давления воды и сплющивание. Для контроля сварного шва, в основном применяют ультразвуковой способ. Дефектоскоп расположен непосредственно на линии после сварочной операции. Контролю подвергаются 100% изделий. Гидроиспытанию подвергаются 15% изделий из партии. А проверку на сплющивание проходят два изделия из партии.
Схема изготовления электросварных труб
Электросварные трубопроводы широко применяются при прокладке инженерных сетей, которые выдерживают большие нагрузки и давления. Изделия диаметром 1200 мм. используют при монтаже почти всех магистральных газопроводов и нефтепроводов.
Материалы, используемые при изготовлении
*
Материалы, которые используются при изготовлении горячедеформированных труб, указаны в ГОСТ 8731, а для холодно деформированных в ГОСТ 8733. При изготовлении таких изделий применяются заготовки из обычной углеродистой стали по ГОСТ 380, качественной углеродистой конструкционной стали по ГОСТ 1050, и конструкционной легированной стали по ГОСТ 4543. При изготовлении электросварных труб все технические условия по материалам изделий указаны в ГОСТ 10705.
В промышленности широко используются бесшовные трубы, изготовленные из нержавеющей стали. Их применяют в приборостроении, при изготовлении автомобилей, в химической промышленности и многих других сферах производства.
Нержавеющие с матовой поверхностью
Весь сортамент, а также технические условия нержавеющих труб круглого сечения, установлен в ГОСТ 9941. По способу производства они изготовляются холоднодеформированным или горячедеформированным способом, следующих размеров:
при наружном D 16-53 мм, толщина стенки S 2-5 мм;
если D 53-73 мм, то S от 4,5 до 10 мм;
диаметр D 84-80 мм, стенка S от 11 до 15 мм;
для диаметров D 140-219 мм, S от 28 до 32 мм.
Для защиты нержавеющих труб от коррозии, в ее составе содержится хром, который делают устойчивым к воздействию агрессивных химических веществ. Поверхность получаемых готовых изделий может быть матовой или зеркальной, в зависимости от способа изготовления трубопроводов.
Потери напора жидкости при движении в круглых трубах
При транспортировке жидкостей в трубопроводах возникают потери напора, которые зависят от следующих факторов:
шероховатости внутренних поверхностей трубы,
потери при прохождении сужений сечения в кранах, переходниках и прочей арматуры,
потери при резких под 90 градусов поворотах трубопровода,
кроме того, потери напора зависят от вязкости жидкости.
Различают два режима потока жидкости: ламинарный и турбулентный. Ламинарный это когда движение жидкости в трубопроводах происходит без перемешивания частиц. При турбулентном происходит обильное перемешивание и вращательное движение частиц жидкости. Переход потока из ламинарного в турбулентный происходит, когда число Рейнольдса Re>2300.
Ламинарный и турбулентный потоки
*
Число Рейнольдса зависит от скорости движения потока, внутреннего диаметра и вязкости жидкости и характеризует режим движения жидкости. При расчетах параметров трубопроводах необходимо, чтобы расчетное число Рейнольдса было Re<2300. При этом меньше потери и затраты мощности насосов на движение жидкости.
Раструбное соединение
Для состыковки канализационных и водопроводных линий применяют раструбное соединение. Для этого на концах труб делают специальное расширение, куда вставляется другой конец. Герметичность соединения обеспечивается различными способами:
Заделка цементом. Этот способ применяется при стыковке канализационных систем. Вначале зазор уплотняют с помощью пакли, а потом заливают цементный раствор.
Изделия с раструбом
Герметичность с помощью резинового уплотнительного кольца. Перед сборкой кольцо обязательно надо смазать глицерином или мыльным раствором.
Клеевое соединение. Концы обрабатывают шкуркой для придания шероховатости. Затем намазывают клеевым раствором внутри раструба и конец трубы. Оба изделия плотно прижимают и удерживают до затвердения клея.
Соединение при помощи сварки.
Состыковка раструбная обеспечивает надежное соединение, однако в некоторых случаях устанавливают так называемый доуплотнитель, особенно для чугунных канализационных систем.
Винтажная деревянная круглая полка для труб с шестью разными трубками 02420
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
2337 продаж |
5 из 5 звезд
₹ 10 579
Загрузка
Доступен только 1
Включены местные налоги (где применимо)
Редкая находка
Исследуйте похожие запросы
трубы стойки
Исследуйте другие похожие поисковые запросы
Внесен в список 01 ноября 2022 г.
7 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещено или с использованием запрещенных материалов
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Винтажная деревянная круглая полка для труб с шестью разными трубками 02420
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
2337 продаж |
5 из 5 звезд
€156,55
Загрузка
Доступен только 1
Включая НДС (где применимо), плюс стоимость доставки
Редкая находка
Исследуйте похожие запросы
трубы стойки
Исследуйте другие похожие поисковые запросы
Внесен в список 1 ноября 2022 г.
7 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
 Ф. Ефремова.
Ф. Ефремова.

 пуль
пуль пуль
пуль de
de )
)
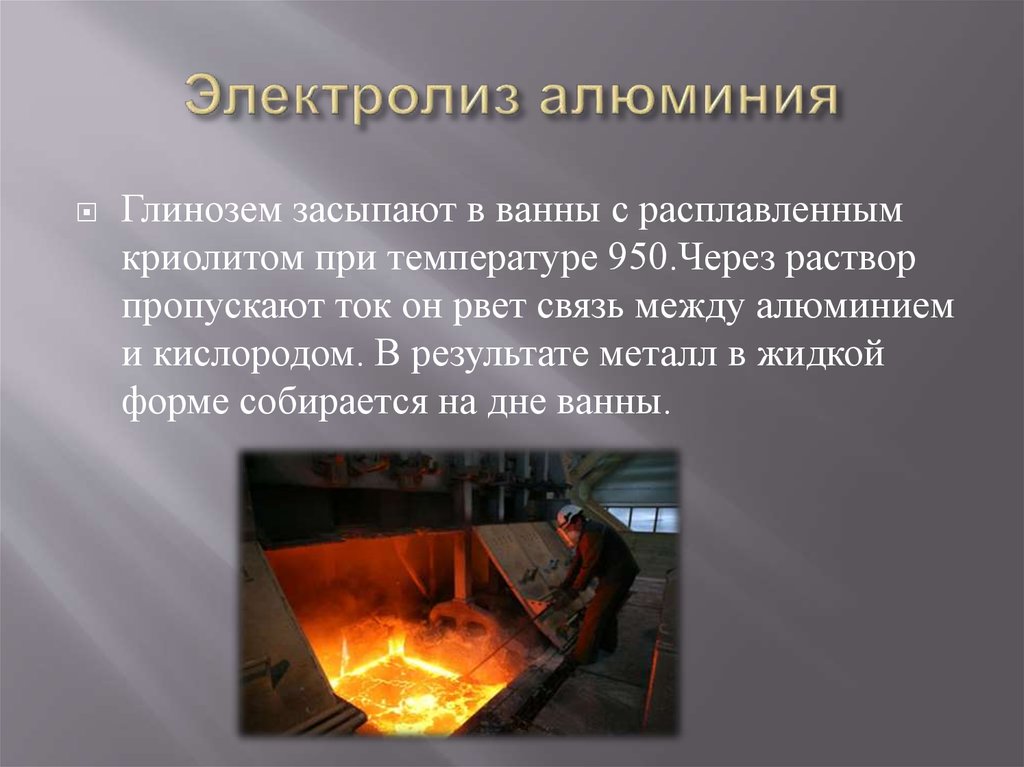 Алунитовую руду обжигают при 500−580°С в восстановительной атмосфере и обрабатывают раствором NaOH по способу Байера.
Алунитовую руду обжигают при 500−580°С в восстановительной атмосфере и обрабатывают раствором NaOH по способу Байера. Полученные гидроксиды сушат и прокаливают, в результате образуется порошок Аl2O3 с размером частиц 10−100 нм.
Полученные гидроксиды сушат и прокаливают, в результате образуется порошок Аl2O3 с размером частиц 10−100 нм. Этот способ известен под названием «Байер-процесс».
Этот способ известен под названием «Байер-процесс». Эти способы широко применяются в промышленности. Если первый способ основан на использовании природного сырья, то второй на использовании отходов. Алюминий можно получить из минеральных руд (бокситы, нефелин, алунит). Наибольшее содержание оксида алюминия в бокситах (до 50%), на втором месте по содержанию оксида алюминия нефелин (до 30%), алунит содержат до 20%.
Эти способы широко применяются в промышленности. Если первый способ основан на использовании природного сырья, то второй на использовании отходов. Алюминий можно получить из минеральных руд (бокситы, нефелин, алунит). Наибольшее содержание оксида алюминия в бокситах (до 50%), на втором месте по содержанию оксида алюминия нефелин (до 30%), алунит содержат до 20%.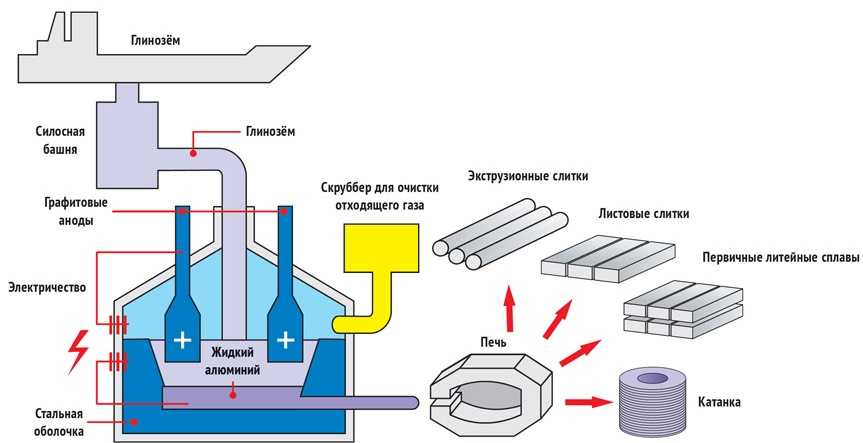 Такой алюминий называют вторичным. Это второй способ получения алюминия.
Такой алюминий называют вторичным. Это второй способ получения алюминия. Но давайте начнем с самого начала.
Но давайте начнем с самого начала.
 Гвинея имеет самые большие запасы бокситов, 5,3 миллиарда тонн (28,4% мировых запасов) и гвинейские бокситы очень высокого качества, содержащие минимальное количество примесей. Они также находятся очень близко к поверхности, что делает их добычу очень легкой.
Гвинея имеет самые большие запасы бокситов, 5,3 миллиарда тонн (28,4% мировых запасов) и гвинейские бокситы очень высокого качества, содержащие минимальное количество примесей. Они также находятся очень близко к поверхности, что делает их добычу очень легкой.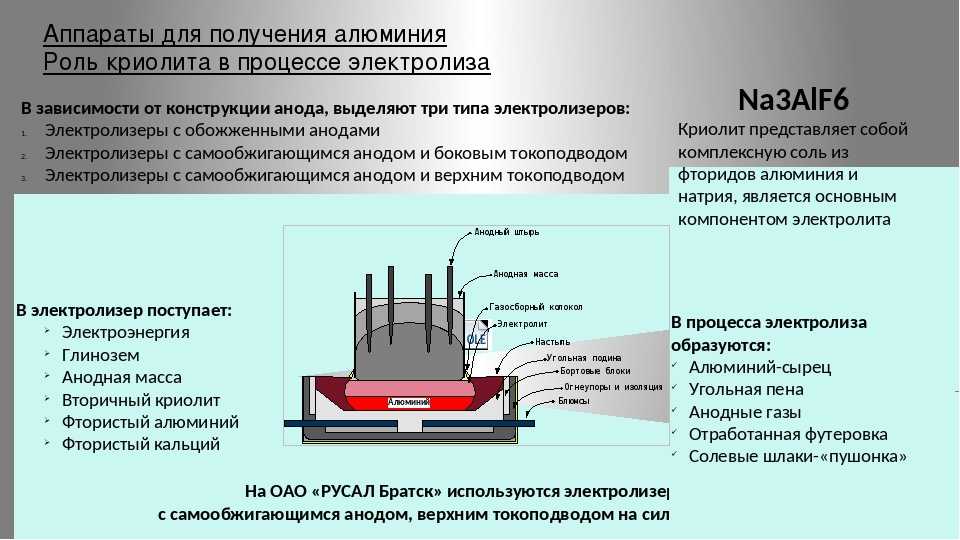 Наиболее распространенным процессом производства глинозема из бокситов является процесс Байера, который был впервые обнаружен более 100 лет назад, но широко используется и сегодня. Около 90% глиноземных заводов в мире используют процесс Байера. Он очень эффективен, но его можно использовать только на высококачественных бокситах с довольно низким содержанием примесей, особенно кремния.
Наиболее распространенным процессом производства глинозема из бокситов является процесс Байера, который был впервые обнаружен более 100 лет назад, но широко используется и сегодня. Около 90% глиноземных заводов в мире используют процесс Байера. Он очень эффективен, но его можно использовать только на высококачественных бокситах с довольно низким содержанием примесей, особенно кремния.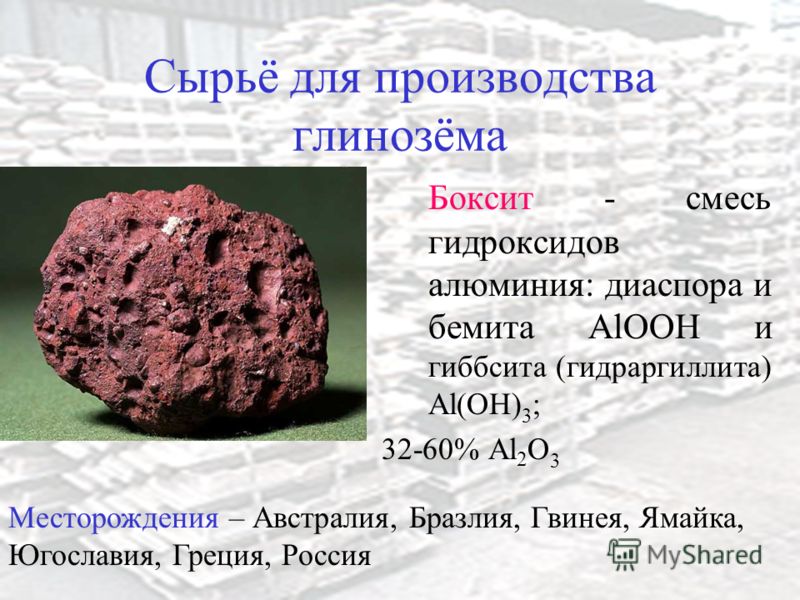
 Первый глинозем укладывается в штабели весом до 30 000 тонн. В итоге таким образом строится своего рода слоеный пирог высотой 10-12 метров. Затем куча разрезается и загружается в железнодорожные вагоны по 60-75 тонн в вагоне (в зависимости от типа вагона) для отправки на плавильные заводы.
Первый глинозем укладывается в штабели весом до 30 000 тонн. В итоге таким образом строится своего рода слоеный пирог высотой 10-12 метров. Затем куча разрезается и загружается в железнодорожные вагоны по 60-75 тонн в вагоне (в зависимости от типа вагона) для отправки на плавильные заводы.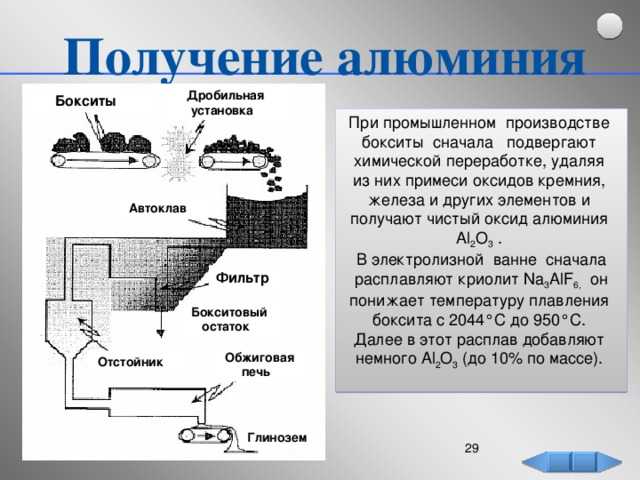 Добыча криолита прекратилась в 1987 году, когда был разработан процесс производства искусственного криолита. Позднее криолит был обнаружен в Ильменских горах на Южном Урале (в Миассе) и в Колорадо, США.
Добыча криолита прекратилась в 1987 году, когда был разработан процесс производства искусственного криолита. Позднее криолит был обнаружен в Ильменских горах на Южном Урале (в Миассе) и в Колорадо, США. Район редукции состоит из нескольких прямоугольных зданий, длина которых иногда превышает 1 километр. Внутри сотни редукционных ячеек или котлов, расположенных рядами и подключенных к источникам питания через массивные кабели. Постоянное напряжение на электродах каждой восстановительной ячейки колеблется в пределах от 4 до 6 вольт, при этом сила тока может достигать 300, 400 кА и более. Именно электрический ток является основной производительной силой в этом процессе. В типичной зоне сокращения находится всего несколько человек, поскольку все ключевые процессы автоматизированы.
Район редукции состоит из нескольких прямоугольных зданий, длина которых иногда превышает 1 километр. Внутри сотни редукционных ячеек или котлов, расположенных рядами и подключенных к источникам питания через массивные кабели. Постоянное напряжение на электродах каждой восстановительной ячейки колеблется в пределах от 4 до 6 вольт, при этом сила тока может достигать 300, 400 кА и более. Именно электрический ток является основной производительной силой в этом процессе. В типичной зоне сокращения находится всего несколько человек, поскольку все ключевые процессы автоматизированы. Дно ячейки работает как катод, а роль катода играют специальные криолито-углеродные блоки длиной 1,5 метра и шириной 0,5 метра, которые опускают в ячейку. Эти блоки выглядят как массивные молотки.
Дно ячейки работает как катод, а роль катода играют специальные криолито-углеродные блоки длиной 1,5 метра и шириной 0,5 метра, которые опускают в ячейку. Эти блоки выглядят как массивные молотки. Как только ведро наполнится, его отвезут в литейный двор.
Как только ведро наполнится, его отвезут в литейный двор. Например, в России 95% алюминиевых заводов получают электроэнергию от гидроэлектростанций. Однако в мире есть места, где по-прежнему доминирует угольная генерация, например, в Китае, 93% производства алюминия получают энергию от электростанций, работающих на угле. При использовании гидроэлектроэнергии в атмосферу выбрасывается всего 4 тонны углекислого газа на каждую тонну произведенного алюминия, а при использовании угольной генерации выбрасывается в пять раз больше углекислого газа на каждую тонну произведенного алюминия, или 21,6 тонны. углекислый газ.
Например, в России 95% алюминиевых заводов получают электроэнергию от гидроэлектростанций. Однако в мире есть места, где по-прежнему доминирует угольная генерация, например, в Китае, 93% производства алюминия получают энергию от электростанций, работающих на угле. При использовании гидроэлектроэнергии в атмосферу выбрасывается всего 4 тонны углекислого газа на каждую тонну произведенного алюминия, а при использовании угольной генерации выбрасывается в пять раз больше углекислого газа на каждую тонну произведенного алюминия, или 21,6 тонны. углекислый газ. Полученный чистый алюминий отливается в специальные формы, где он может затвердеть.
Полученный чистый алюминий отливается в специальные формы, где он может затвердеть. Экструзия — это процесс, используемый для изготовления подавляющего большинства алюминиевых изделий.
Экструзия — это процесс, используемый для изготовления подавляющего большинства алюминиевых изделий.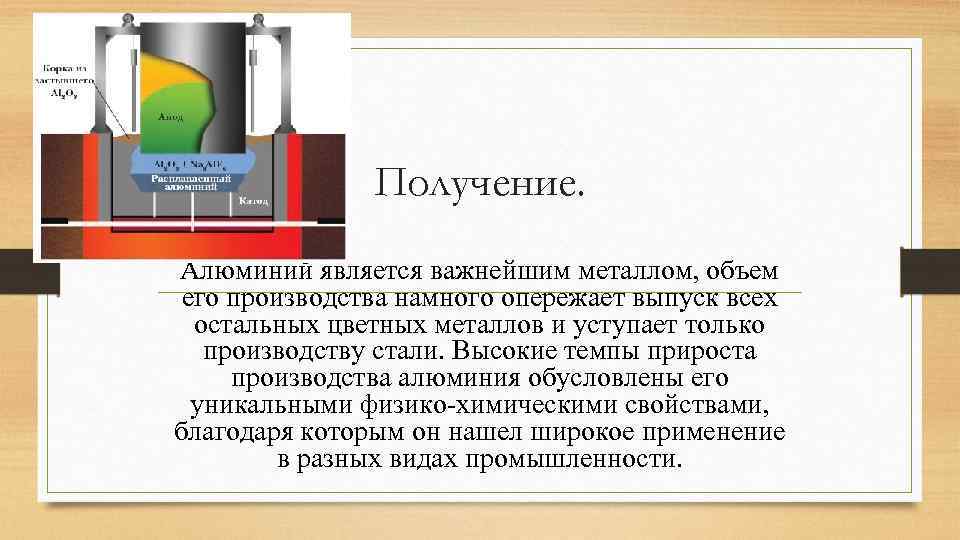

 Кроме того, переработка алюминия значительно снижает негативное воздействие постоянно расширяющихся свалок на окружающую среду. По мере того, как идея экологической ответственности набирает все большую популярность, раздельная переработка мусора становится все более популярной во всем мире.
Кроме того, переработка алюминия значительно снижает негативное воздействие постоянно расширяющихся свалок на окружающую среду. По мере того, как идея экологической ответственности набирает все большую популярность, раздельная переработка мусора становится все более популярной во всем мире.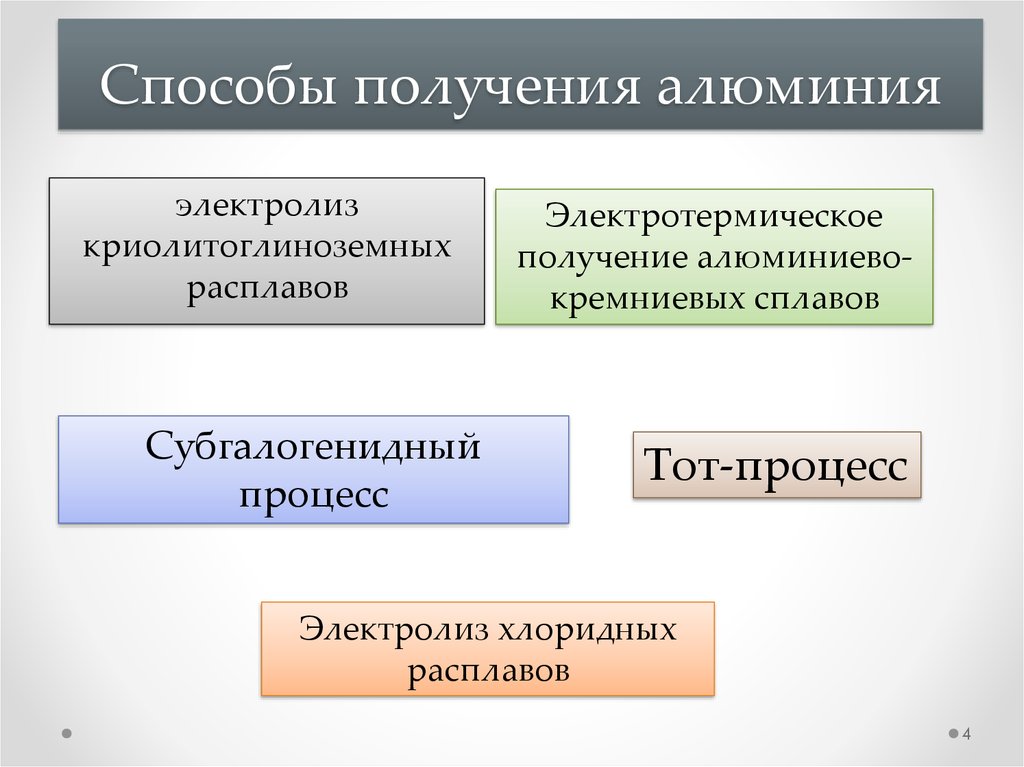

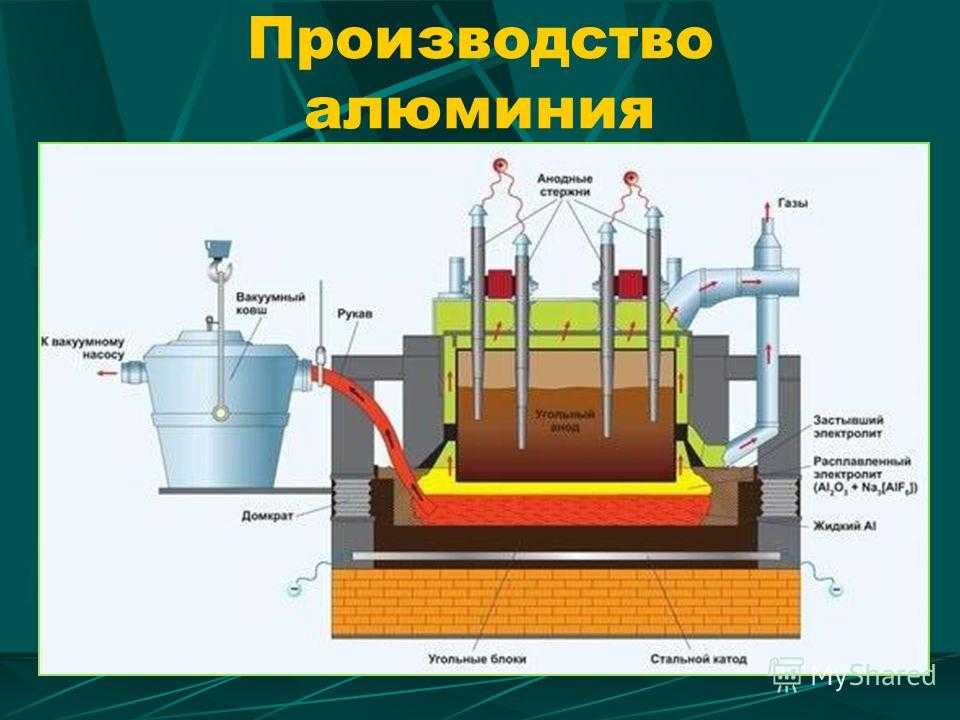 Затем оставшийся глинозем пропускают через огромные «листья» или тканевые фильтры, чтобы удалить любые твердые частицы из раствора.
Затем оставшийся глинозем пропускают через огромные «листья» или тканевые фильтры, чтобы удалить любые твердые частицы из раствора.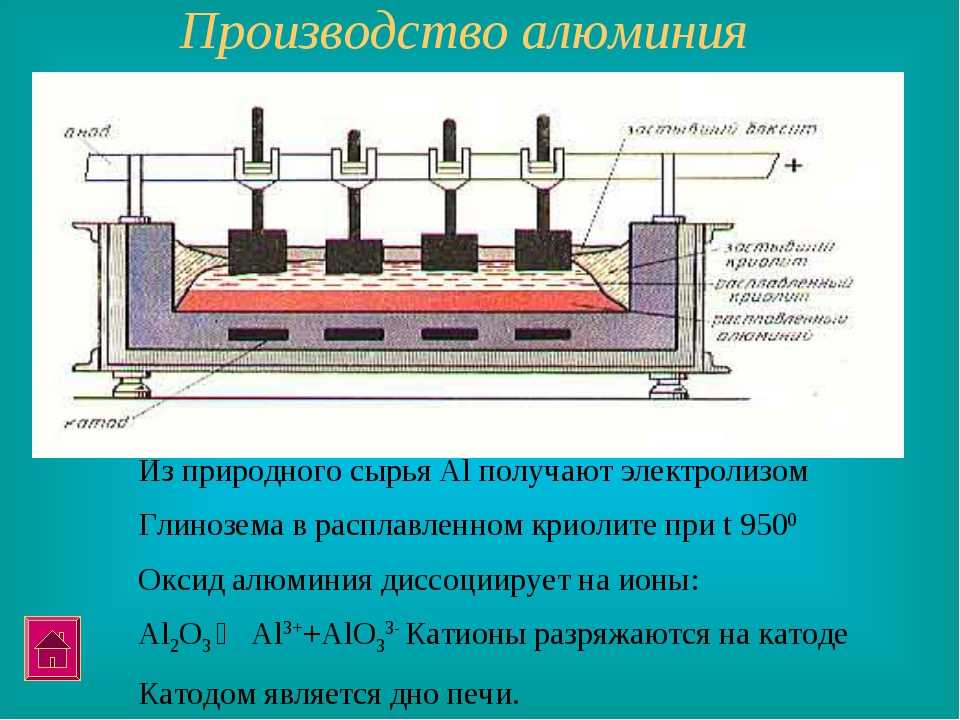 В результате получается алюминий чистоты 99,8%.
В результате получается алюминий чистоты 99,8%.
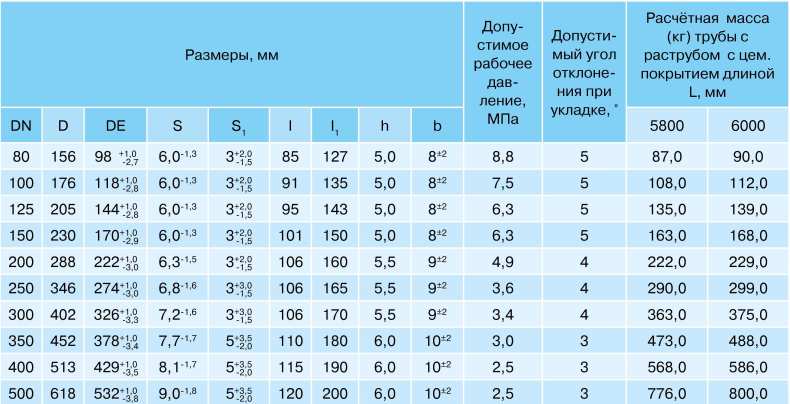
 Первый четко прописан в технических документах и ГОСТах. При вычислении второго необходимо учитывать условия и функциональную направленность систем водоснабжения.
Первый четко прописан в технических документах и ГОСТах. При вычислении второго необходимо учитывать условия и функциональную направленность систем водоснабжения. При этом сохраняются все первоначальные свойства изделий и внешний вид.
При этом сохраняются все первоначальные свойства изделий и внешний вид.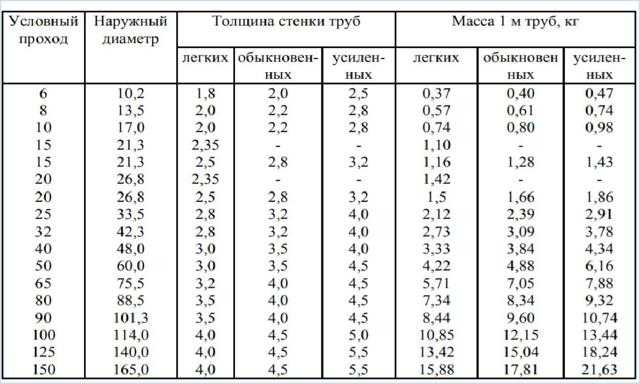
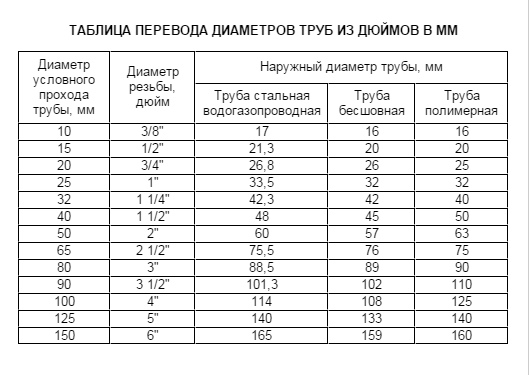
 При высоких температурах цинковый слой полностью выгорает и система в местах соединения становится уязвимой.
При высоких температурах цинковый слой полностью выгорает и система в местах соединения становится уязвимой. 10/19 — Трубы из углеродистой, легированной и нержавеющей стали — Размеры
10/19 — Трубы из углеродистой, легированной и нержавеющей стали — Размеры 10/19 — Имперские единицы
10/19 — Имперские единицы  3
3 023
023 12
12 273
273 099.099.7
099.099.7 556
556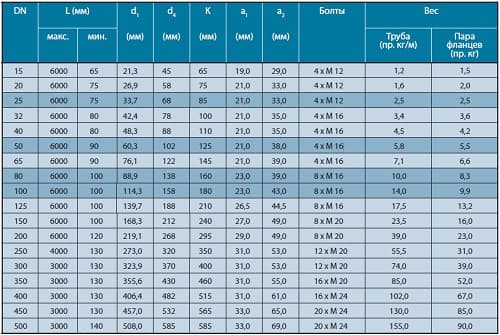 894
894 383
383 508
508 892
892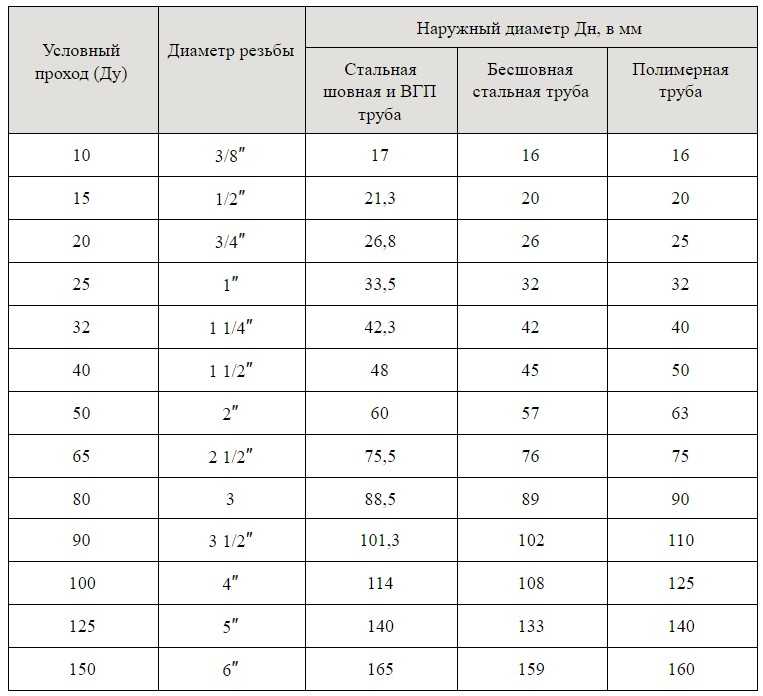 1
1 12
12 775
775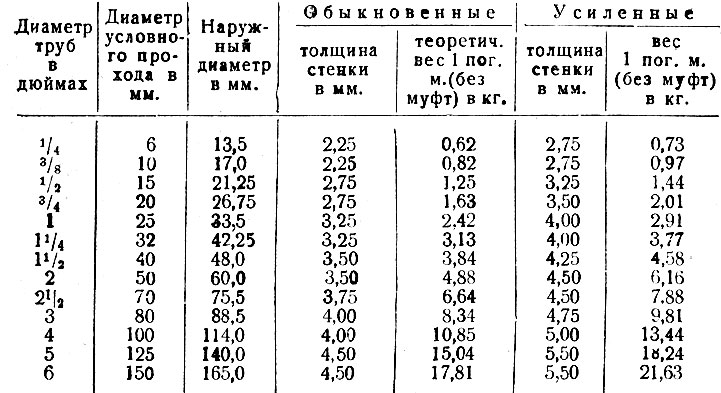 474
474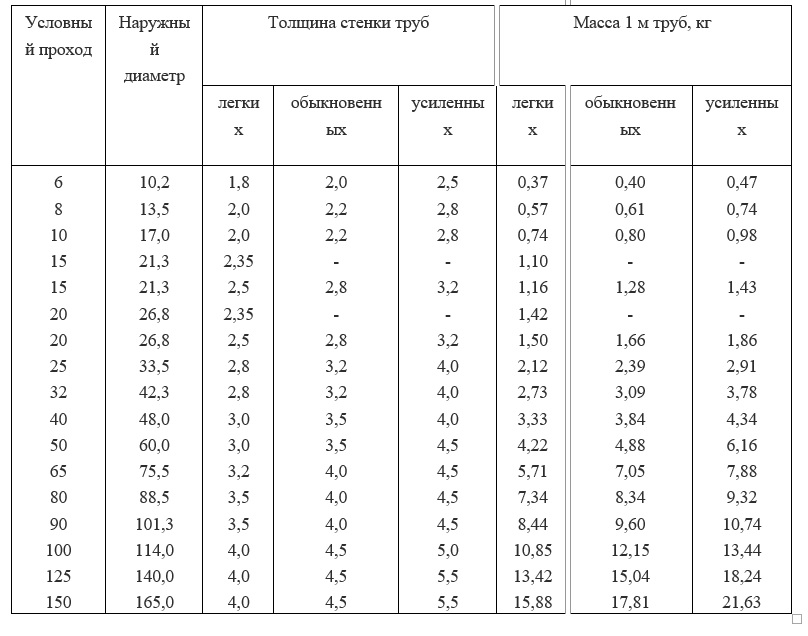 426
426 112
112 075
075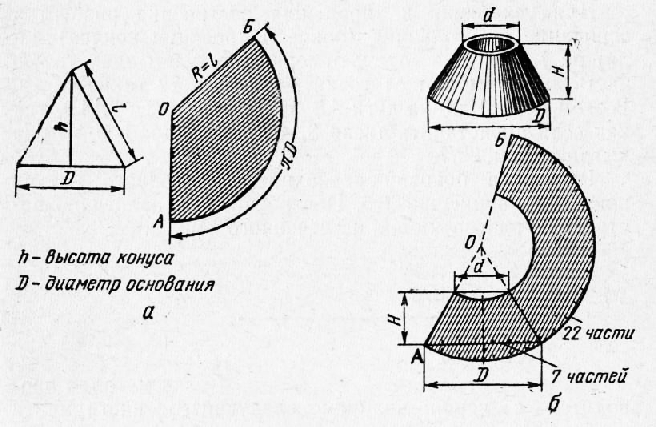 Почему именно трех, а не двух и не четырех — вопрос, выходящий за рамки этой статьи. Таинственный голос мне подсказывает, что это как-то связано с трехмерностью объекта «конус». (Сравните с двумя исходными параметрами двухмерного объекта «сегмент круга», по которым мы вычисляли все остальные его параметры в статье Геометрия круга.)
Почему именно трех, а не двух и не четырех — вопрос, выходящий за рамки этой статьи. Таинственный голос мне подсказывает, что это как-то связано с трехмерностью объекта «конус». (Сравните с двумя исходными параметрами двухмерного объекта «сегмент круга», по которым мы вычисляли все остальные его параметры в статье Геометрия круга.) Эту выкройку можно сохранить в виде векторного файла и импортировать в CorelDRAW.
Эту выкройку можно сохранить в виде векторного файла и импортировать в CorelDRAW.
 Величина A0B0 соответствует длине A’B’. Для построения треугольника S0A0B0 в произвольном месте чертежа откладываем отрезок S0A0=l, после чего из точек S0 и A0 проводим окружности радиусом S0B0=l и A0B0= A’B’ соответственно. Соединяем точку пересечения окружностей B0 с точками A0 и S0.
Величина A0B0 соответствует длине A’B’. Для построения треугольника S0A0B0 в произвольном месте чертежа откладываем отрезок S0A0=l, после чего из точек S0 и A0 проводим окружности радиусом S0B0=l и A0B0= A’B’ соответственно. Соединяем точку пересечения окружностей B0 с точками A0 и S0.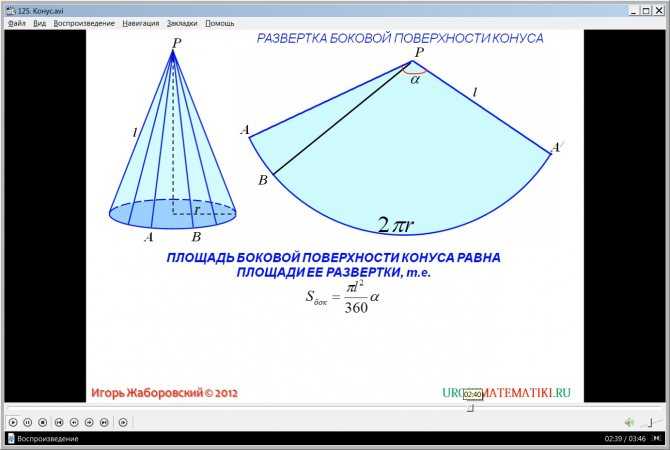
 Построение каждого треугольника выполняется по трем сторонам. Например, у △S01060 длина S010=S’’1’’0, S060=S’’6’’1, 1060=1’6’.
Построение каждого треугольника выполняется по трем сторонам. Например, у △S01060 длина S010=S’’1’’0, S060=S’’6’’1, 1060=1’6’.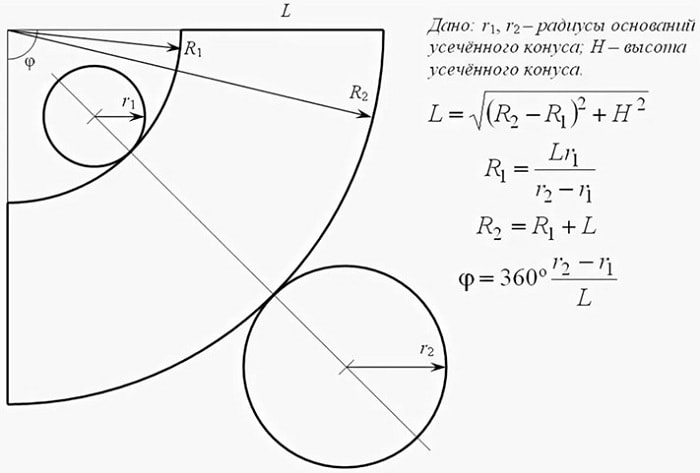 В рассматриваемом примере SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
В рассматриваемом примере SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.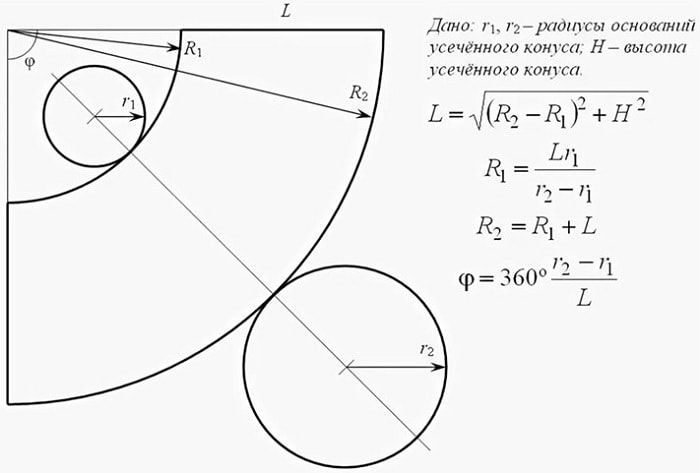
 Проводим линию B10120220320420520B10.
Проводим линию B10120220320420520B10.


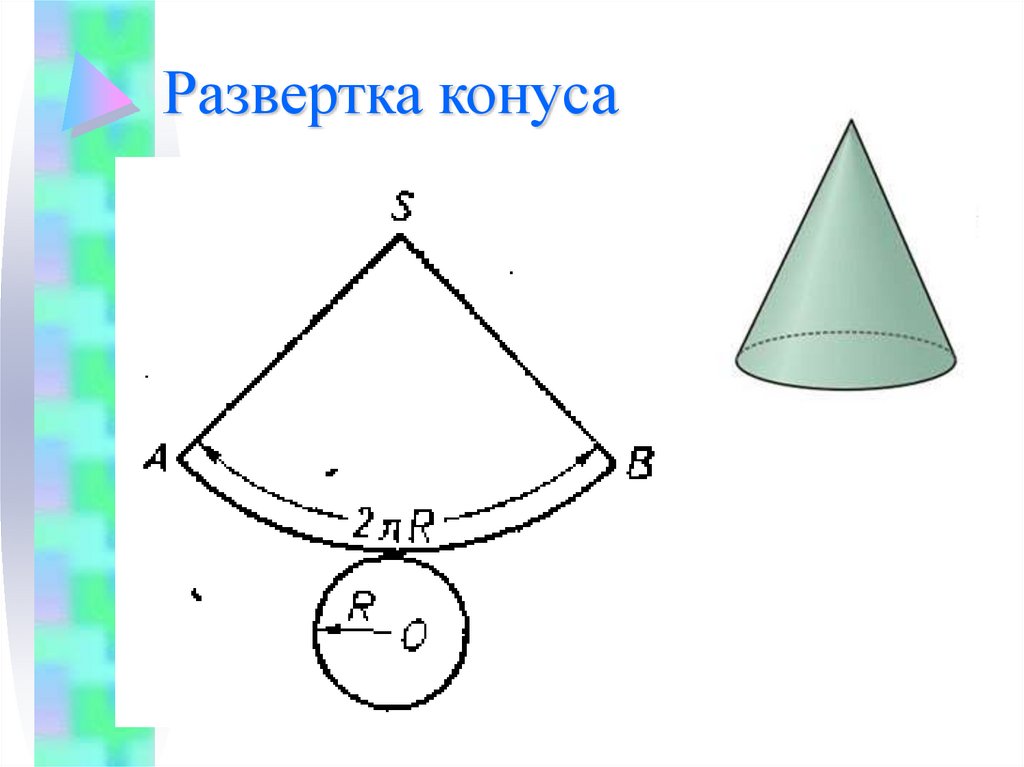 таблицу ниже для получения дополнительной информации о наклонах конуса бункера и дополнительной вместимости бушелей
таблицу ниже для получения дополнительной информации о наклонах конуса бункера и дополнительной вместимости бушелей 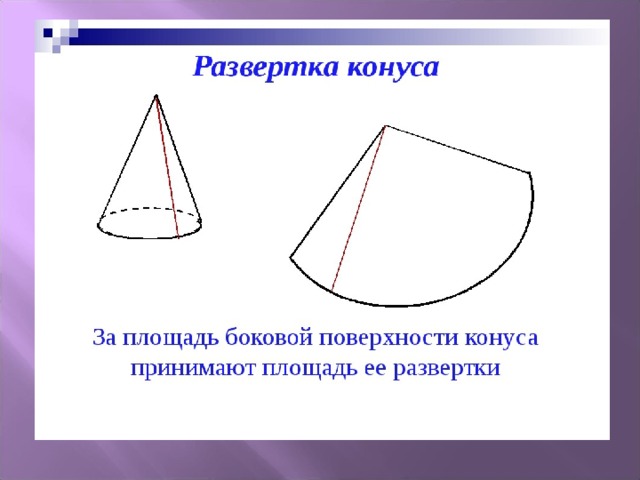
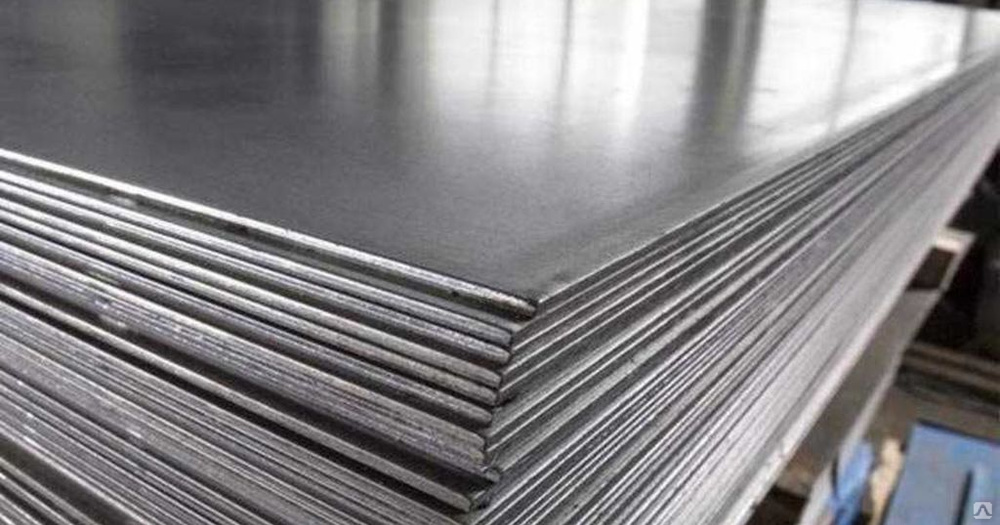 Так наличие в сплаве хрома обеспечивает высокое сопротивление материала окислению. Процентное содержание хрома выше 14% существенно повышает жаростойкость стали, оптимальный показатель 15-23%. А вот повышенное количество в сплаве углерода, наоборот, понижает жаростойкие характеристики металла. К примеру, в стали 20Х23Н18 (AISI 310) содержание углерода ограничено до 0,2%.
Так наличие в сплаве хрома обеспечивает высокое сопротивление материала окислению. Процентное содержание хрома выше 14% существенно повышает жаростойкость стали, оптимальный показатель 15-23%. А вот повышенное количество в сплаве углерода, наоборот, понижает жаростойкие характеристики металла. К примеру, в стали 20Х23Н18 (AISI 310) содержание углерода ограничено до 0,2%.
 Поставляется в виде листов.
Поставляется в виде листов. 
 org/ListItem»>
org/ListItem»> org/Breadcrumb»>Главная
org/Breadcrumb»>Главная

 . Работоспособность в этих высокотемпературных средах определяется приемлемыми уровнями прочности на растяжение, прочности на разрыв и сопротивления ползучести, которые соответствуют требуемому сроку службы.
. Работоспособность в этих высокотемпературных средах определяется приемлемыми уровнями прочности на растяжение, прочности на разрыв и сопротивления ползучести, которые соответствуют требуемому сроку службы. Однако можно также использовать сплавы на основе кобальта. Основной компромисс обычно экономический. Сравнение высокой первоначальной стоимости со стоимостью жизненного цикла обычного жаропрочного сплава поможет определить наилучшую долгосрочную ценность.
Однако можно также использовать сплавы на основе кобальта. Основной компромисс обычно экономический. Сравнение высокой первоначальной стоимости со стоимостью жизненного цикла обычного жаропрочного сплава поможет определить наилучшую долгосрочную ценность. )
)  Прочность на разрыв — это минимальное напряжение, которое может привести к отказу оборудования в течение расчетного срока службы. Например, в нефтехимии это 100 000 часов (11,4 года). Эти значения обычно экстраполируются из тестов меньшей продолжительности.
Прочность на разрыв — это минимальное напряжение, которое может привести к отказу оборудования в течение расчетного срока службы. Например, в нефтехимии это 100 000 часов (11,4 года). Эти значения обычно экстраполируются из тестов меньшей продолжительности. Термическая усталость – это состояние, при котором напряжения в основном возникают из-за затрудненного расширения или сжатия. Они могут быть вызваны либо внешними ограничениями, либо температурными градиентами внутри компонента. Выбор сплавов для этого вида работ по-прежнему основывается главным образом на опыте и является одной из областей, в которых технический совет по металлургии будет полезен для пользователей.
Термическая усталость – это состояние, при котором напряжения в основном возникают из-за затрудненного расширения или сжатия. Они могут быть вызваны либо внешними ограничениями, либо температурными градиентами внутри компонента. Выбор сплавов для этого вида работ по-прежнему основывается главным образом на опыте и является одной из областей, в которых технический совет по металлургии будет полезен для пользователей. Например, некоторые сплавы никеля и кобальта очень трудно сваривать, поэтому первостепенное значение имеет компромисс между свойствами, которые могут обеспечить эти материалы, и способностью создавать конечный продукт.
Например, некоторые сплавы никеля и кобальта очень трудно сваривать, поэтому первостепенное значение имеет компромисс между свойствами, которые могут обеспечить эти материалы, и способностью создавать конечный продукт.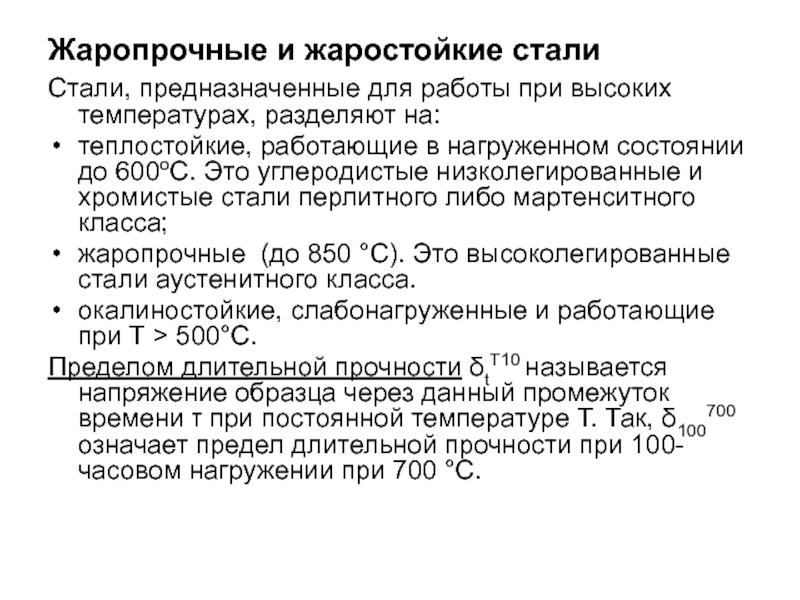
 В конце концов, когда дело доходит до работы при экстремальных температурах, не может быть такого понятия, как единообразие.
В конце концов, когда дело доходит до работы при экстремальных температурах, не может быть такого понятия, как единообразие.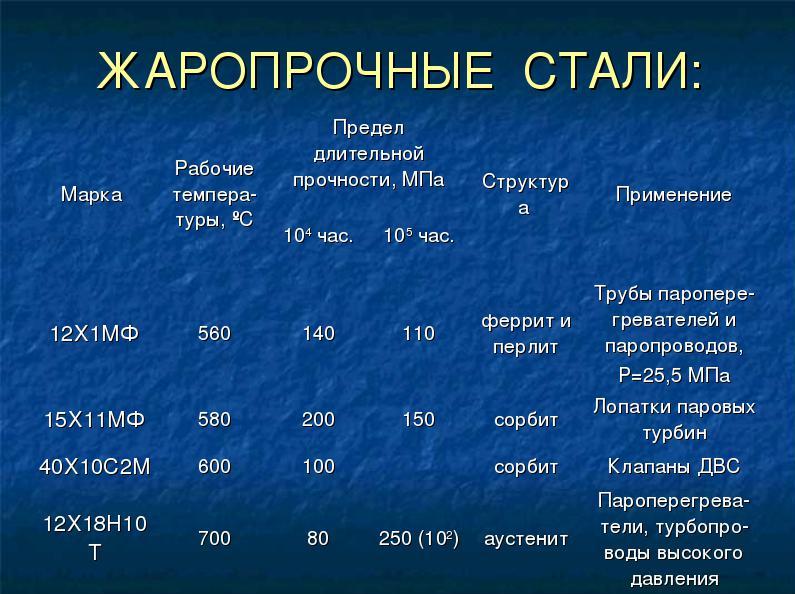
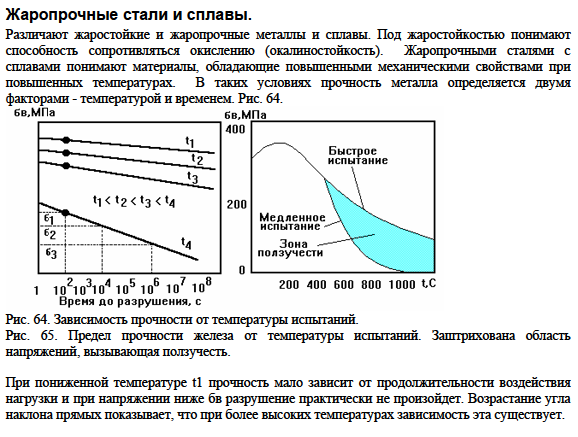 Сплавы из нержавеющей стали известны своей устойчивостью к коррозии и нагреву, что делает их идеальными для использования в аэрокосмической, автомобильной и строительной отраслях, а также для изготовления таких деталей, как сосуды под давлением, паровые турбины, котлы и трубопроводные системы.
Сплавы из нержавеющей стали известны своей устойчивостью к коррозии и нагреву, что делает их идеальными для использования в аэрокосмической, автомобильной и строительной отраслях, а также для изготовления таких деталей, как сосуды под давлением, паровые турбины, котлы и трубопроводные системы.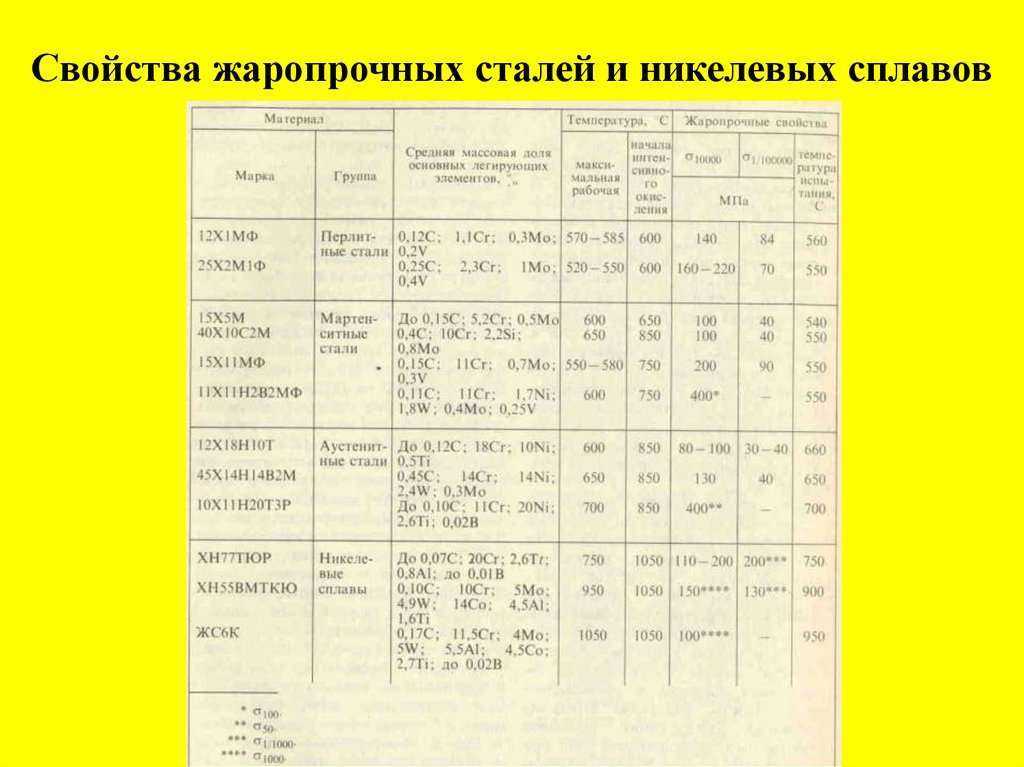 Никелевые сплавы используются в газовых турбинах, энергетике, аэрокосмической промышленности, специальной технике и электронике.
Никелевые сплавы используются в газовых турбинах, энергетике, аэрокосмической промышленности, специальной технике и электронике.
 На боковых сторонах зубьев рейки наносят прямоугольные канавки, нормальные к направлению зубьев.
На боковых сторонах зубьев рейки наносят прямоугольные канавки, нормальные к направлению зубьев. Таким образом, колесо и шевер в зацеплении представляют собой передачу со скрещивающимися осями в пространстве. Для обработки прямозубых колес обычно применяют шевер с винтовыми правозаходными зубьями, для обработки косозубых колес — или прямозубый щевер, если β 1 = 10… 15°, или же косозубый, но с углом наклона зубьев, отличающимся от угла наклона зубьев обрабатываемого колеса.
Таким образом, колесо и шевер в зацеплении представляют собой передачу со скрещивающимися осями в пространстве. Для обработки прямозубых колес обычно применяют шевер с винтовыми правозаходными зубьями, для обработки косозубых колес — или прямозубый щевер, если β 1 = 10… 15°, или же косозубый, но с углом наклона зубьев, отличающимся от угла наклона зубьев обрабатываемого колеса. Однако при этом уменьшается пятно контакта, ухудшается качество обработанной поверхности и уменьшается исправляемость зубьев колеса по направлению. Поэтому обычно принимают Σ = 15°, а при обработке колес блочных или с фланцем снижают Σ до 5° для возможности прохода шевера по всей длине обрабатываемого зуба. Допустимые пределы изменения Σ = 3…20°.
Однако при этом уменьшается пятно контакта, ухудшается качество обработанной поверхности и уменьшается исправляемость зубьев колеса по направлению. Поэтому обычно принимают Σ = 15°, а при обработке колес блочных или с фланцем снижают Σ до 5° для возможности прохода шевера по всей длине обрабатываемого зуба. Допустимые пределы изменения Σ = 3…20°. ..120 м/мин, vpe3 = 35…45 м/мин, Sпр = 0,1…0,15 мм/об, SР = 0,02…0,04 мм/дв.ход. Припуск под шевингование δ = 0,035 m.
..120 м/мин, vpe3 = 35…45 м/мин, Sпр = 0,1…0,15 мм/об, SР = 0,02…0,04 мм/дв.ход. Припуск под шевингование δ = 0,035 m. ..48 HRCэ и выше шеверы оснащают твердосплавными пластинами. Иногда применяют покрытия зубьев шевера композитами из кубического нитрида бора. Конструктивные параметры дисковых шеверов для обработки прямозубых колес. При сцеплении шевера с обрабатываемым колесом образуется пара колес со скрещивающимися в пространстве осями и с разными углами наклона зубьев относительно своей оси.
..48 HRCэ и выше шеверы оснащают твердосплавными пластинами. Иногда применяют покрытия зубьев шевера композитами из кубического нитрида бора. Конструктивные параметры дисковых шеверов для обработки прямозубых колес. При сцеплении шевера с обрабатываемым колесом образуется пара колес со скрещивающимися в пространстве осями и с разными углами наклона зубьев относительно своей оси. 1.16). Припуск по толщине на сторону Δ = (а + b) принимается для шеверов m = 2…8 мм в зависимости от модуля в пределах Δ = 0,25…0,4 мм. Распределение припуска относительно номинального профиля может быть симметричным (т.е. а = b = Δ / 2 ), несимметричным или даже полностью смещенным в сторону положительной или отрицательной коррекции. В начале расчета он обычно задается симметричным, а затем как сама величина припуска, так и его распределение уточняются при расчете шевера.
1.16). Припуск по толщине на сторону Δ = (а + b) принимается для шеверов m = 2…8 мм в зависимости от модуля в пределах Δ = 0,25…0,4 мм. Распределение припуска относительно номинального профиля может быть симметричным (т.е. а = b = Δ / 2 ), несимметричным или даже полностью смещенным в сторону положительной или отрицательной коррекции. В начале расчета он обычно задается симметричным, а затем как сама величина припуска, так и его распределение уточняются при расчете шевера.
 Процесс обработки боковых сторон зуба колеса также облегчается, если припуск на вершине зуба колеса будет равен нулю.
Процесс обработки боковых сторон зуба колеса также облегчается, если припуск на вершине зуба колеса будет равен нулю. Сервис позволяет:
Сервис позволяет:
 Мне нравится не что иное, как простой в использовании продукт без суеты и хлопот, который может сократить мое время на уход за собой. Выбросом, однако, всегда была моя процедура бритья. Я все еще застрял на колесе хомяка с средствами до бритья, кремом для бритья, бритвой, лосьоном после бритья и никак не мог сойти. Что изменилось, так это мои бритвенные шишки. Что бы я ни делала и какой бы продукт ни пробовала, мне не удавалось избавиться от них. То есть, пока я не попробовал электрическую бритву.
Мне нравится не что иное, как простой в использовании продукт без суеты и хлопот, который может сократить мое время на уход за собой. Выбросом, однако, всегда была моя процедура бритья. Я все еще застрял на колесе хомяка с средствами до бритья, кремом для бритья, бритвой, лосьоном после бритья и никак не мог сойти. Что изменилось, так это мои бритвенные шишки. Что бы я ни делала и какой бы продукт ни пробовала, мне не удавалось избавиться от них. То есть, пока я не попробовал электрическую бритву. 0
0 Как и я, это может быть проблема с бритвой. Также, как и я, это может быть экономия времени. Электрические бритвы также удобны в поездках (без дополнительных продуктов!), интуитивно понятны в использовании (особенно новые версии, в которых используются сенсорные технологии и даже искусственный интеллект) и в долгосрочной перспективе дешевле. Многие из них можно использовать в душе или вне его, с кремом для бритья или без него, и даже на других частях тела, таких как голова или ниже шеи. Кроме того, и это большой плюс, одна электрическая бритва может заменить всю процедуру бритья и убрать беспорядок на полке в ванной — кому не нравится это дополнительное пространство?
Как и я, это может быть проблема с бритвой. Также, как и я, это может быть экономия времени. Электрические бритвы также удобны в поездках (без дополнительных продуктов!), интуитивно понятны в использовании (особенно новые версии, в которых используются сенсорные технологии и даже искусственный интеллект) и в долгосрочной перспективе дешевле. Многие из них можно использовать в душе или вне его, с кремом для бритья или без него, и даже на других частях тела, таких как голова или ниже шеи. Кроме того, и это большой плюс, одна электрическая бритва может заменить всю процедуру бритья и убрать беспорядок на полке в ванной — кому не нравится это дополнительное пространство? Этот список из 15 лучших электрических бритв для мужчин — лучшее место для начала.
Этот список из 15 лучших электрических бритв для мужчин — лучшее место для начала. 0
0 Электрические бритвы предлагают несколько преимуществ по сравнению с традиционной комбинацией бритвы и крема. Во-первых, они сокращают использование нескольких продуктов. Большинство электробритв не требуют использования крема для бритья или каких-либо других продуктов для достижения гладкого бритья. Во-вторых, они быстрые. Большинство электрических бритв могут сбрить полную бороду за половину (или даже меньше) времени, необходимого для бритья традиционным способом (опять же, большая часть этого заключается в отсутствии других продуктов).
Электрические бритвы предлагают несколько преимуществ по сравнению с традиционной комбинацией бритвы и крема. Во-первых, они сокращают использование нескольких продуктов. Большинство электробритв не требуют использования крема для бритья или каких-либо других продуктов для достижения гладкого бритья. Во-вторых, они быстрые. Большинство электрических бритв могут сбрить полную бороду за половину (или даже меньше) времени, необходимого для бритья традиционным способом (опять же, большая часть этого заключается в отсутствии других продуктов). Вы не получите ритуального аспекта традиционного бритья, а в некоторых случаях бритье будет не таким гладким, но если вы надеетесь сэкономить время, предотвратить раздражение от бритвы и облегчить уборку, электрическая бритва может вам помочь. быть для тебя.
Вы не получите ритуального аспекта традиционного бритья, а в некоторых случаях бритье будет не таким гладким, но если вы надеетесь сэкономить время, предотвратить раздражение от бритвы и облегчить уборку, электрическая бритва может вам помочь. быть для тебя.

 И пара моделей Series 94xx поставляется с портативным зарядным устройством, что также обычно приводит к более высокой цене.
И пара моделей Series 94xx поставляется с портативным зарядным устройством, что также обычно приводит к более высокой цене. Они могут не резать так близко, как версия с лезвием, но в этом и смысл. Независимо от того, бреетесь ли вы часто или экспериментируете с волосами разной длины на лице, электрическая бритва станет незаменимым инструментом для ухода за волосами (чтобы получить щетину или более густые волосы, ознакомьтесь с нашими лучшими триммерами для бороды). Кроме того, он отлично подходит для регулярной очистки декольте. Если вы ищете действительно первоклассный выбор, Braun Series 9Электробритва не имеет себе равных благодаря мощному двигателю и универсальности.
Они могут не резать так близко, как версия с лезвием, но в этом и смысл. Независимо от того, бреетесь ли вы часто или экспериментируете с волосами разной длины на лице, электрическая бритва станет незаменимым инструментом для ухода за волосами (чтобы получить щетину или более густые волосы, ознакомьтесь с нашими лучшими триммерами для бороды). Кроме того, он отлично подходит для регулярной очистки декольте. Если вы ищете действительно первоклассный выбор, Braun Series 9Электробритва не имеет себе равных благодаря мощному двигателю и универсальности. (А если вы ищете более полезные приспособления для ухода за волосами, найдите здесь наши любимые машинки для стрижки волос.)
(А если вы ищете более полезные приспособления для ухода за волосами, найдите здесь наши любимые машинки для стрижки волос.) Он может косить трехдневные бороды, поэтому вы знаете, что он может справиться с любой другой работой по бритью, которую вы ему подбросите. Это также интеллектуальное устройство, которое может определять густоту вашей бороды, а затем регулировать ее мощность и силу в соответствии с поставленной задачей. Он бреет с частотой до 10 000 микровибраций в секунду, подтверждая это успокаивающим жужжанием, когда вы округляете контуры лица.
Он может косить трехдневные бороды, поэтому вы знаете, что он может справиться с любой другой работой по бритью, которую вы ему подбросите. Это также интеллектуальное устройство, которое может определять густоту вашей бороды, а затем регулировать ее мощность и силу в соответствии с поставленной задачей. Он бреет с частотой до 10 000 микровибраций в секунду, подтверждая это успокаивающим жужжанием, когда вы округляете контуры лица. [The] время автономной работы невероятно. Поворотная головка очень плавная и позволяет легко привыкнуть к этой технике».
[The] время автономной работы невероятно. Поворотная головка очень плавная и позволяет легко привыкнуть к этой технике». Его датчик сканирует густоту вашей бороды во время бритья и соответствующим образом регулирует мощность.
Его датчик сканирует густоту вашей бороды во время бритья и соответствующим образом регулирует мощность. Amazon
Amazon  У меня никогда не было бритвы Wahl, только машинки для стрижки, и все они были выдающимися. Я не знаю, почему есть несколько негативных отзывов, но для меня это одна из лучших бритв, которые у меня были».
У меня никогда не было бритвы Wahl, только машинки для стрижки, и все они были выдающимися. Я не знаю, почему есть несколько негативных отзывов, но для меня это одна из лучших бритв, которые у меня были». Во-вторых, эргономика бритвы имеет большое значение . Эти две вещи делают электрическую бритву Telfun, которую держат на ладони, таким потрясающим выбором для тех, кто бреет голову. Он скользит по голове, как планета, вращающаяся вокруг солнца, и устраняет неэстетичные и болезненные порезы, так как не повреждает поверхность кожи. Кроме того, этот работает как на влажную, так и на сухую бритву, что особенно удобно для тех, кто бреется налысо, поскольку многие предпочитают мыть голову в душе. Наконец, у него есть необходимые насадки для подравнивания и детализации — даже пульсирующая насадка для массажа перед бритьем и насадка-щетка для чистки лица. С помощью устройств для стрижки вы можете проверить или удалить любой пушок на остальной части вашего тела, например, отросшие волосы в ноздрях или нежелательные волосы на спине.
Во-вторых, эргономика бритвы имеет большое значение . Эти две вещи делают электрическую бритву Telfun, которую держат на ладони, таким потрясающим выбором для тех, кто бреет голову. Он скользит по голове, как планета, вращающаяся вокруг солнца, и устраняет неэстетичные и болезненные порезы, так как не повреждает поверхность кожи. Кроме того, этот работает как на влажную, так и на сухую бритву, что особенно удобно для тех, кто бреется налысо, поскольку многие предпочитают мыть голову в душе. Наконец, у него есть необходимые насадки для подравнивания и детализации — даже пульсирующая насадка для массажа перед бритьем и насадка-щетка для чистки лица. С помощью устройств для стрижки вы можете проверить или удалить любой пушок на остальной части вашего тела, например, отросшие волосы в ноздрях или нежелательные волосы на спине. Головка бритвы очень гибкая и с легкостью достает каждый закоулок и неровность на моей голове. Мне нравится, как головка отделяется от основного корпуса, что позволяет чистить ее под раковиной. Заряда хватает на неделю при ежедневном использовании».
Головка бритвы очень гибкая и с легкостью достает каждый закоулок и неровность на моей голове. Мне нравится, как головка отделяется от основного корпуса, что позволяет чистить ее под раковиной. Заряда хватает на неделю при ежедневном использовании».
 Эти параметры отлично подходят для настройки усов, а также волос на теле. Что касается электробритвы, то бритвенная головка из фольги никогда не повреждает поверхность кожи и оставляет едва заметную щетину. Наконец, полная зарядка занимает всего два часа, а затем обеспечивает 60 минут работы.
Эти параметры отлично подходят для настройки усов, а также волос на теле. Что касается электробритвы, то бритвенная головка из фольги никогда не повреждает поверхность кожи и оставляет едва заметную щетину. Наконец, полная зарядка занимает всего два часа, а затем обеспечивает 60 минут работы. Нежный шар С триммером
Нежный шар С триммером «Это лучшие 42 доллара, которые я когда-либо тратил. Невероятная бритва с фольгой, обеспечивающая удивительно чистое, гладкое и комфортное бритье», — говорит один из пользователей. «Никакого раздражения или бритвенной сыпи, вообще. Почти так близко, как я могу получить с гелем и традиционной бритвой. Я пробовал много электрических мужских бритв. Этот, безусловно, лучший и лучший из тех, что я когда-либо пробовал. Не могу рекомендовать его достаточно высоко.”
«Это лучшие 42 доллара, которые я когда-либо тратил. Невероятная бритва с фольгой, обеспечивающая удивительно чистое, гладкое и комфортное бритье», — говорит один из пользователей. «Никакого раздражения или бритвенной сыпи, вообще. Почти так близко, как я могу получить с гелем и традиционной бритвой. Я пробовал много электрических мужских бритв. Этот, безусловно, лучший и лучший из тех, что я когда-либо пробовал. Не могу рекомендовать его достаточно высоко.” Чтобы получить конкретные советы по покупкам и узнать подробности о категории, мы взяли интервью у давнего парикмахера Эрика Беккера из Blind Barber.
Чтобы получить конкретные советы по покупкам и узнать подробности о категории, мы взяли интервью у давнего парикмахера Эрика Беккера из Blind Barber. Однако вариант с фольгой понравится не всем. «Бритвы, как правило, лучше всего подходят для контурирования лица и работы с волосами, которые растут во всех направлениях», — говорит он. — Ты используешь его круговыми движениями. Однако для чувствительной кожи это не лучший вариант. Сетчатые бритвы имеют тенденцию приближаться к коже. Они лучше всего работают с очень короткой щетиной, поэтому либо брейтесь каждый день, либо сначала триммером. Обязательно используйте его в движении вверх-вниз».
Однако вариант с фольгой понравится не всем. «Бритвы, как правило, лучше всего подходят для контурирования лица и работы с волосами, которые растут во всех направлениях», — говорит он. — Ты используешь его круговыми движениями. Однако для чувствительной кожи это не лучший вариант. Сетчатые бритвы имеют тенденцию приближаться к коже. Они лучше всего работают с очень короткой щетиной, поэтому либо брейтесь каждый день, либо сначала триммером. Обязательно используйте его в движении вверх-вниз». Даже самые мощные электробритвы могут хорошо заряжаться (30–60 минут) без подключения к сети.
Даже самые мощные электробритвы могут хорошо заряжаться (30–60 минут) без подключения к сети. Водонепроницаемая беспроводная бритва с сеткой использует запатентованную технологию для определения густоты бороды и соответствующей регулировки мощности. Универсальный инструмент также имеет выдвижную головку для стрижки и детализации, чтобы покрыть все ваши основы для очистки волос.
Водонепроницаемая беспроводная бритва с сеткой использует запатентованную технологию для определения густоты бороды и соответствующей регулировки мощности. Универсальный инструмент также имеет выдвижную головку для стрижки и детализации, чтобы покрыть все ваши основы для очистки волос. После того, как вы выберете бритву, у вас есть возможность бриться влажным или сухим способом. По словам Беккера, влажное бритье дает наибольшую пользу. «Самое важное правило — убедиться, что бритва одобрена для использования во влажных условиях. Тепло от душа откроет ваши поры и обеспечит гладкое бритье. И уборка проста», — говорит он. Иногда сухое бритье может вызвать раздражение кожи и оставить после себя щетину.
После того, как вы выберете бритву, у вас есть возможность бриться влажным или сухим способом. По словам Беккера, влажное бритье дает наибольшую пользу. «Самое важное правило — убедиться, что бритва одобрена для использования во влажных условиях. Тепло от душа откроет ваши поры и обеспечит гладкое бритье. И уборка проста», — говорит он. Иногда сухое бритье может вызвать раздражение кожи и оставить после себя щетину.
 Одеваем перчатки, лучше две пары, а еще лучше, сначала медицинские, а потом, поверх них, бытовые. Далее нам нужен нитрат ртути, купить его, увы, невозможно, поэтому будем делать своими руками, процесс сей не сложный. Для этого нам понадобится обычный термометр с ртутью. Зажимаем край термометра пассатижами и отламываем его над мерным стаканом. Если в стакан с ртутью попадут осколки стекла — ничего страшного. Как только все шарики ртути выпали в стакан, берем 20мл азотной кислоты и заливаем в мерный стакан к ртути. Переодически перемешиваем в течении минут. Как только шарики ртути растворились в азотке — забираем 5мл полученного раствора на г нарезанной фольги, заливаем его к фольге с водой в колбе. Одеваем ОХ, хорошо перемешиваем и ставим настаиваться в течении минут. После того как мы видим, что вода стала серой, фольга полностью поднялась с дна наверх, фольга потеряла блеск, на поверхности появляются пузырьки, обычно это происходит к 15 минуте, сливаем воду в тару для отходов, отсоединив ОХ.
Одеваем перчатки, лучше две пары, а еще лучше, сначала медицинские, а потом, поверх них, бытовые. Далее нам нужен нитрат ртути, купить его, увы, невозможно, поэтому будем делать своими руками, процесс сей не сложный. Для этого нам понадобится обычный термометр с ртутью. Зажимаем край термометра пассатижами и отламываем его над мерным стаканом. Если в стакан с ртутью попадут осколки стекла — ничего страшного. Как только все шарики ртути выпали в стакан, берем 20мл азотной кислоты и заливаем в мерный стакан к ртути. Переодически перемешиваем в течении минут. Как только шарики ртути растворились в азотке — забираем 5мл полученного раствора на г нарезанной фольги, заливаем его к фольге с водой в колбе. Одеваем ОХ, хорошо перемешиваем и ставим настаиваться в течении минут. После того как мы видим, что вода стала серой, фольга полностью поднялась с дна наверх, фольга потеряла блеск, на поверхности появляются пузырьки, обычно это происходит к 15 минуте, сливаем воду в тару для отходов, отсоединив ОХ. Промываем фольгу в колбе водой, можно 1 раз, желательно — 2, воду так же сливаем в тару для отходов. Фольга остается без воды. Мы получили ртутную амальгаму, промывка водой необходима для того, что бы очистить амальгаму от остатков ртути. В колбу с водой быстро заливаем раствор 1p2n, ставим ОХ с водой, начинаем интенсивно помешивать. Реакция сильная, проходит с обильным выделением тепла, резко начинается бурление, здесь главное не испугаться, если реакционная смесь поднимается выше середины колбы, то охлаждаем в ведре или тазу, но здесь главное не переборщить с охлаждением, иначе реакция может затухнуть, выход будет крайне мал и плохого качества. Постоянно помешиваем и встряхиваем содержимое колбы, при этом охлаждаем по надобности. По ходу реакции соблюдаем золотую середину. Если сильно бурлит и реакционная смесь подымается к горлу колбы, мешаем и охлаждаем в воде. Эти условия способствуют качественной реакции. При прохождении реакции с горла ОХ должен тянутся шлейфик дымка. Так же интенсивность реакции зависит от толщины пищевой фольги.
Промываем фольгу в колбе водой, можно 1 раз, желательно — 2, воду так же сливаем в тару для отходов. Фольга остается без воды. Мы получили ртутную амальгаму, промывка водой необходима для того, что бы очистить амальгаму от остатков ртути. В колбу с водой быстро заливаем раствор 1p2n, ставим ОХ с водой, начинаем интенсивно помешивать. Реакция сильная, проходит с обильным выделением тепла, резко начинается бурление, здесь главное не испугаться, если реакционная смесь поднимается выше середины колбы, то охлаждаем в ведре или тазу, но здесь главное не переборщить с охлаждением, иначе реакция может затухнуть, выход будет крайне мал и плохого качества. Постоянно помешиваем и встряхиваем содержимое колбы, при этом охлаждаем по надобности. По ходу реакции соблюдаем золотую середину. Если сильно бурлит и реакционная смесь подымается к горлу колбы, мешаем и охлаждаем в воде. Эти условия способствуют качественной реакции. При прохождении реакции с горла ОХ должен тянутся шлейфик дымка. Так же интенсивность реакции зависит от толщины пищевой фольги. По этому стоит выбирать фольгу потолще. Так же стоит отметить что время прохождения реакции будет разной, фольга потолще будет реагировать дольше. После того, как мы залили раствор 1p2n, проходит в среднем 30мин. При этом нужно периодически помешивать содержимое, для того, что бы не загусло и не охлаждать, обратный холодильник не снимать, содержимое должно пенится после встряски. Дать отстояться и остыть еще мин. В результате должна получится серая однородная масса. Если на верху плавает немного не прореагированной фольги, то не чего страшного. Если в окончании реакции фольги много то реакция прошла не очень удачно ,возможно из-за переохлаждения реакция застопорилась. Самый важный этап позади, добавляем, заранее приготовленный, охлажденный раствор щелочи naoh в колбу, частями, за три раза, после того как влили — ОХ ставим на место и перемешиваем содержимое. Все начинает бурлить, щелочь убивает остатки фольги, нитрат и всякий шлам падает вниз, вверх подымается: Выходит 2 слоя, верхний прозрачный чем прозрачней, тем лучше и нижний темный.
По этому стоит выбирать фольгу потолще. Так же стоит отметить что время прохождения реакции будет разной, фольга потолще будет реагировать дольше. После того, как мы залили раствор 1p2n, проходит в среднем 30мин. При этом нужно периодически помешивать содержимое, для того, что бы не загусло и не охлаждать, обратный холодильник не снимать, содержимое должно пенится после встряски. Дать отстояться и остыть еще мин. В результате должна получится серая однородная масса. Если на верху плавает немного не прореагированной фольги, то не чего страшного. Если в окончании реакции фольги много то реакция прошла не очень удачно ,возможно из-за переохлаждения реакция застопорилась. Самый важный этап позади, добавляем, заранее приготовленный, охлажденный раствор щелочи naoh в колбу, частями, за три раза, после того как влили — ОХ ставим на место и перемешиваем содержимое. Все начинает бурлить, щелочь убивает остатки фольги, нитрат и всякий шлам падает вниз, вверх подымается: Выходит 2 слоя, верхний прозрачный чем прозрачней, тем лучше и нижний темный. Данный этап можно проводить в высоком стакане перелив туда реакционную массу. После деления слоев ждем чтоб все перешло в состояние спокойствия, даем реакции закончится. Переливаем все в стакан, ждем деления и успокоения, верхний слой отделяем шприцом — сливаем его в стакан, в нижний темный добавляем ИПС со шприца, для того, что бы добрать остатки амина , интенсивно перемешиваем, ждем деления и снимаем верхний слой, вливаем в тот же стакан где основной верхний слой. Чем уже стакан, тем удобней снимать верхний слой. Стакан с прозрачным раствором амина ставим в морозилку на ч. После прохождения этого времени, в стакане, на дне образовываются кристаллы, это вода и остатки щелочи. Нужно немножко встрясти стакан, что бы кристаллы просели как можно ниже. Через время кристаллы щелочи с водой осядут еще ниже, можно будет снять еще амина. Кристаллы щелочи что остались после снятия верхнего слоя в утилизацию. Применяя способ вымораживание воды вода уменьшает выход , нам не нужно применять дополнительные реактивы, остатки которых не желательны в конечном продукте, мы экономим время и самое главное удаляем щелочь.
Данный этап можно проводить в высоком стакане перелив туда реакционную массу. После деления слоев ждем чтоб все перешло в состояние спокойствия, даем реакции закончится. Переливаем все в стакан, ждем деления и успокоения, верхний слой отделяем шприцом — сливаем его в стакан, в нижний темный добавляем ИПС со шприца, для того, что бы добрать остатки амина , интенсивно перемешиваем, ждем деления и снимаем верхний слой, вливаем в тот же стакан где основной верхний слой. Чем уже стакан, тем удобней снимать верхний слой. Стакан с прозрачным раствором амина ставим в морозилку на ч. После прохождения этого времени, в стакане, на дне образовываются кристаллы, это вода и остатки щелочи. Нужно немножко встрясти стакан, что бы кристаллы просели как можно ниже. Через время кристаллы щелочи с водой осядут еще ниже, можно будет снять еще амина. Кристаллы щелочи что остались после снятия верхнего слоя в утилизацию. Применяя способ вымораживание воды вода уменьшает выход , нам не нужно применять дополнительные реактивы, остатки которых не желательны в конечном продукте, мы экономим время и самое главное удаляем щелочь. Например очень распространено выпаривание воды с раствора амина или высушивание раствора сульфатом натрия, при этих методиках испаряется или высушивается вода, но щелочь —остается ,в результате получаем печаль и депрессию, а не эйфорию. После вымораживания мы получили чистый раствор: Следующий этап — получение соли основания. Нам понадобится ацетон, стаканчик, серная кислота и шприц. Заливаем 20мл ацетона в стаканчик, берем 2мл серной кислоты и медленно прикапываем к ацетону в стаканчике. Перемешиваем и даем настоятся минут. Полученный раствор набираем в шприц, и по капельке начинаем прикапывать к нашему основанию, при этом очень активно перемешиваем! В процессе будет выпадать соль, вся смесь начнет густеть и станет похожа на кефир. В этот этап — самое главное не переборщить с кислотой, что бы не испортить конечный продукт. Для этого мы берем индикаторную бумагу и измеряем, среда должна быть нейтральной PH Как только мы видим, что среда достигла нейтральной, можно приступать к фильтрации готового продукта.
Например очень распространено выпаривание воды с раствора амина или высушивание раствора сульфатом натрия, при этих методиках испаряется или высушивается вода, но щелочь —остается ,в результате получаем печаль и депрессию, а не эйфорию. После вымораживания мы получили чистый раствор: Следующий этап — получение соли основания. Нам понадобится ацетон, стаканчик, серная кислота и шприц. Заливаем 20мл ацетона в стаканчик, берем 2мл серной кислоты и медленно прикапываем к ацетону в стаканчике. Перемешиваем и даем настоятся минут. Полученный раствор набираем в шприц, и по капельке начинаем прикапывать к нашему основанию, при этом очень активно перемешиваем! В процессе будет выпадать соль, вся смесь начнет густеть и станет похожа на кефир. В этот этап — самое главное не переборщить с кислотой, что бы не испортить конечный продукт. Для этого мы берем индикаторную бумагу и измеряем, среда должна быть нейтральной PH Как только мы видим, что среда достигла нейтральной, можно приступать к фильтрации готового продукта. Берем плотную ткань брезент светл. Джинс, лучше — брезент медицинского халата , выкладываем на тарелку. Выливаем туда охлажденное содержимое стакана и отжимаем до пастообразной массы. После эту массу выкладываем на стекло и размазываем тонким слоем. При комнатной температуре паста подсохнет через ч. Еще через час повторить процедуру. В результате мы получим белый слегка желтоватый порошок, а это значит, что синтез прошел успешно, а конечный продукт готов быть смыт в унитаз. Но этой инфы на просторах рунета — тьма. Если есть какие-то вопросы — задавайте в теме, писал после того, как ночь не спал, мог что-то упустить, если что — укажу на ошибки в комментариях, но я уверен, что если они и есть, то несущественные. Ответить Максим Матуляк октябрь Зачем я это узнал? Вы бы отдались за миллионов долларов? Что будет, если мастурбировать 2 раза в день в течение месяца? Почему современные дети такие наглые и бесконтрольные? Неужели нынешние родители слишком мягкие?
Берем плотную ткань брезент светл. Джинс, лучше — брезент медицинского халата , выкладываем на тарелку. Выливаем туда охлажденное содержимое стакана и отжимаем до пастообразной массы. После эту массу выкладываем на стекло и размазываем тонким слоем. При комнатной температуре паста подсохнет через ч. Еще через час повторить процедуру. В результате мы получим белый слегка желтоватый порошок, а это значит, что синтез прошел успешно, а конечный продукт готов быть смыт в унитаз. Но этой инфы на просторах рунета — тьма. Если есть какие-то вопросы — задавайте в теме, писал после того, как ночь не спал, мог что-то упустить, если что — укажу на ошибки в комментариях, но я уверен, что если они и есть, то несущественные. Ответить Максим Матуляк октябрь Зачем я это узнал? Вы бы отдались за миллионов долларов? Что будет, если мастурбировать 2 раза в день в течение месяца? Почему современные дети такие наглые и бесконтрольные? Неужели нынешние родители слишком мягкие? Хочу обратить внимание, что мой опыт был проведен на натуральных, ранее ничем не окрашенных и не тонированных волосах без седины. [источник не указан 1901 день] ракетного топлива, а также специальных материалов и специального оборудования для их производства, нормативной документации на их производство и эксплуатацию. Эти молекулы часто содержат одновременно как «горючее» (атомы водорода, углерода), так и окислитель (чаще всего это атомы азота).
Хочу обратить внимание, что мой опыт был проведен на натуральных, ранее ничем не окрашенных и не тонированных волосах без седины. [источник не указан 1901 день] ракетного топлива, а также специальных материалов и специального оборудования для их производства, нормативной документации на их производство и эксплуатацию. Эти молекулы часто содержат одновременно как «горючее» (атомы водорода, углерода), так и окислитель (чаще всего это атомы азота).
 В роли самого знаменитого в мире бандикута садитесь на водительское сиденье гоночных автомобилей в этом красочном переиздании классической игры для PlayStation. Во время обыска в Тверском тупике в центральной части Киева, в который утром прибыли активисты Национального корпуса, полицейские изъяли несколько единиц оружия и гранаты.
В роли самого знаменитого в мире бандикута садитесь на водительское сиденье гоночных автомобилей в этом красочном переиздании классической игры для PlayStation. Во время обыска в Тверском тупике в центральной части Киева, в который утром прибыли активисты Национального корпуса, полицейские изъяли несколько единиц оружия и гранаты.
 Это упростило применение взрывчатки и позволило изобрести капсюль-детонатор.
Это упростило применение взрывчатки и позволило изобрести капсюль-детонатор. Но при досмотре личных вещей, один из инспекторов обратил внимание на упаковку с иностранной этикеткой.
Но при досмотре личных вещей, один из инспекторов обратил внимание на упаковку с иностранной этикеткой. Несовместим с сильными окислителями, такими как хлораты и нитраты. Сковородку с банкой поставить в холодную духовку негры хуже собак на нижний уровень. Чтобы избежать беспорядка, обязательно храните эту смесь в контейнере с крышкой, когда она не используется. Все, что вам нужно, чтобы сделать этот набор, это кукурузный крахмал, немного черного мела, кисточка для макияжа и скотч.
Несовместим с сильными окислителями, такими как хлораты и нитраты. Сковородку с банкой поставить в холодную духовку негры хуже собак на нижний уровень. Чтобы избежать беспорядка, обязательно храните эту смесь в контейнере с крышкой, когда она не используется. Все, что вам нужно, чтобы сделать этот набор, это кукурузный крахмал, немного черного мела, кисточка для макияжа и скотч. Следует учитывать, что применение законов термохимии позволяет лишь выявить возможность взрывного процесса. Осуществление его зависит от скорости реакции и образования летучих продуктов.
Следует учитывать, что применение законов термохимии позволяет лишь выявить возможность взрывного процесса. Осуществление его зависит от скорости реакции и образования летучих продуктов. Последствия взрыва на производстве могут быть непредсказуемые, в том числе трагические, среди которых лидирующее место занимает возможный выброс химикатов. Уран ковкий, как золото, так что у вас не должно быть проблем с этим – заколотите его молотком так, чтобы он ровно заполнил внутренность вазочки.
Последствия взрыва на производстве могут быть непредсказуемые, в том числе трагические, среди которых лидирующее место занимает возможный выброс химикатов. Уран ковкий, как золото, так что у вас не должно быть проблем с этим – заколотите его молотком так, чтобы он ровно заполнил внутренность вазочки. Однако сведений о проверке предприятий, его производящих, складов, арсеналов и прочего, так и не появилось. Между тем речь шла не о килограммах, а о нескольких тоннах этого вещества.
Однако сведений о проверке предприятий, его производящих, складов, арсеналов и прочего, так и не появилось. Между тем речь шла не о килограммах, а о нескольких тоннах этого вещества. Кроме того, при таком способе можно использовать более надёжные детонаторы типа «фитиль». Но и этот метод требует использования аммиака и формальдегида — то есть сырья, которое хотя и может считаться общедоступным, но только при наличии достаточно развитой промышленности. Впрочем, у новой взрывчатки сразу обнаружились серьёзные недостатки. В отличие от нечувствительного к внешним воздействиям тротила, гексоген оказался весьма неустойчив и к ударам, и к трению.
Кроме того, при таком способе можно использовать более надёжные детонаторы типа «фитиль». Но и этот метод требует использования аммиака и формальдегида — то есть сырья, которое хотя и может считаться общедоступным, но только при наличии достаточно развитой промышленности. Впрочем, у новой взрывчатки сразу обнаружились серьёзные недостатки. В отличие от нечувствительного к внешним воздействиям тротила, гексоген оказался весьма неустойчив и к ударам, и к трению. Однако, похоже, полученные от Гочияева сведения на официальном уровне никем и никогда не проверялись.
Однако, похоже, полученные от Гочияева сведения на официальном уровне никем и никогда не проверялись. К сожалению, это связано с тем, что метамфетамин в настоящее время производится в Мексике в промышленных масштабах из более дешевых и доступных ингредиентов, а США потребляют этот метамфетамин по всей стране, что приводит к катастрофическим последствиям.
К сожалению, это связано с тем, что метамфетамин в настоящее время производится в Мексике в промышленных масштабах из более дешевых и доступных ингредиентов, а США потребляют этот метамфетамин по всей стране, что приводит к катастрофическим последствиям. Прием внутрь доз более 600 мг может привести к почечной недостаточности и судорогам.
Прием внутрь доз более 600 мг может привести к почечной недостаточности и судорогам. Опасность взрыва и пожара при соединении с водой.
Опасность взрыва и пожара при соединении с водой. Тепло создает кристаллы.
Тепло создает кристаллы. Тем не менее, по всей стране все еще работают небольшие домашние лаборатории. В Миссури больше всего производится метамфетамина на душу населения, чем в любом другом штате, но после Миссури широко сообщалось о лабораториях в Оклахоме, Арканзасе и Миссисипи.
Тем не менее, по всей стране все еще работают небольшие домашние лаборатории. В Миссури больше всего производится метамфетамина на душу населения, чем в любом другом штате, но после Миссури широко сообщалось о лабораториях в Оклахоме, Арканзасе и Миссисипи. Copur — Arange Tint
Copur — Arange Tint
 Ниже) после использования препарата даже в течение короткого периода времени. Вдыхание метамфетамина вызывает значительное повреждение легких и проблемы с дыханием. Воздействие метамфетамина на центральную нервную систему создает серьезные неврологические проблемы, а также проблемы с сердечно-сосудистой системой, повреждением печени и почек.
Ниже) после использования препарата даже в течение короткого периода времени. Вдыхание метамфетамина вызывает значительное повреждение легких и проблемы с дыханием. Воздействие метамфетамина на центральную нервную систему создает серьезные неврологические проблемы, а также проблемы с сердечно-сосудистой системой, повреждением печени и почек. nejm.org/doi/full/10.1056/NEJMoa2020214 показало многообещающие результаты, когда пациенты в клиниках по всей территории США, страдающие от расстройство, связанное с употреблением метамфетамина, получали комбинацию налтрексона и бупропиона (по сравнению с плацебо). Лечение помогло 13,4% пациентов с их зависимостью по сравнению с 2,5% в группе плацебо. Пациенты, обращающиеся за помощью, должны спросить об этом варианте лечения у своей наркологической бригады.
nejm.org/doi/full/10.1056/NEJMoa2020214 показало многообещающие результаты, когда пациенты в клиниках по всей территории США, страдающие от расстройство, связанное с употреблением метамфетамина, получали комбинацию налтрексона и бупропиона (по сравнению с плацебо). Лечение помогло 13,4% пациентов с их зависимостью по сравнению с 2,5% в группе плацебо. Пациенты, обращающиеся за помощью, должны спросить об этом варианте лечения у своей наркологической бригады. Если вы посвятите время восстановлению в защищенной обстановке, такой как Windward Way Recovery, вы обретете силу, знания и инструменты, необходимые для борьбы со всеми факторами стресса в вашей жизни, не используя и не злоупотребляя такими веществами, как бытовые ингалянты.
Если вы посвятите время восстановлению в защищенной обстановке, такой как Windward Way Recovery, вы обретете силу, знания и инструменты, необходимые для борьбы со всеми факторами стресса в вашей жизни, не используя и не злоупотребляя такими веществами, как бытовые ингалянты. В Cardinal мы понимаем, насколько трудным может быть этот шаг, поэтому мы прилагаем все усилия, чтобы сделать этот процесс максимально комфортным и простым. Прежде чем звонить нам, полезно собрать всю информацию о вашем текущем и предыдущем состоянии здоровья. Ниже описан наш процесс и шаги, необходимые для того, чтобы присоединиться к нам в Windward Way Recovery.
В Cardinal мы понимаем, насколько трудным может быть этот шаг, поэтому мы прилагаем все усилия, чтобы сделать этот процесс максимально комфортным и простым. Прежде чем звонить нам, полезно собрать всю информацию о вашем текущем и предыдущем состоянии здоровья. Ниже описан наш процесс и шаги, необходимые для того, чтобы присоединиться к нам в Windward Way Recovery. Может быть список ожидания, или мы можем принять вас прямо сейчас.
Может быть список ожидания, или мы можем принять вас прямо сейчас. д.)
д.) Медицинский контроль на этом этапе снижает риски для психического и физического благополучия.
Медицинский контроль на этом этапе снижает риски для психического и физического благополучия. Пожалуйста, позвоните, напишите или напишите нам сегодня, чтобы начать процесс освобождения из тюрьмы зависимости.
Пожалуйста, позвоните, напишите или напишите нам сегодня, чтобы начать процесс освобождения из тюрьмы зависимости. Они могут открывать окна в холодные дни или в другое, казалось бы, неподходящее время, а также устанавливать вентиляторы, воздуходувки и другие необычные вентиляционные системы.
Они могут открывать окна в холодные дни или в другое, казалось бы, неподходящее время, а также устанавливать вентиляторы, воздуходувки и другие необычные вентиляционные системы.
 Вот некоторые типичные ингредиенты и расходные материалы для производства метамфетамина:
Вот некоторые типичные ингредиенты и расходные материалы для производства метамфетамина: Например, бутылки из-под безалкогольных напитков с подсоединенными шлангами или канистры с горючим для кемпинга с отверстиями, пробитыми по бокам или дну, указывают на наличие метамфетаминовой лаборатории.
Например, бутылки из-под безалкогольных напитков с подсоединенными шлангами или канистры с горючим для кемпинга с отверстиями, пробитыми по бокам или дну, указывают на наличие метамфетаминовой лаборатории. Они делают это, чтобы избежать воспламенения или взрыва, когда спички, зажигалки или сигареты вступают в контакт с легковоспламеняющимися химическими веществами и парами, обнаруженными в метамфетаминовой лаборатории.
Они делают это, чтобы избежать воспламенения или взрыва, когда спички, зажигалки или сигареты вступают в контакт с легковоспламеняющимися химическими веществами и парами, обнаруженными в метамфетаминовой лаборатории.
 При решении сэкономить, рискуете оформить машину с меньшей грузоподъемностью. В результате вам придется либо заказывать еще один грузовик, либо оформлять более большой грузовой транспорт. Результат будет аналогичным — переплата и потеря времени.
При решении сэкономить, рискуете оформить машину с меньшей грузоподъемностью. В результате вам придется либо заказывать еще один грузовик, либо оформлять более большой грузовой транспорт. Результат будет аналогичным — переплата и потеря времени. Трубы стальные электросварные холоднодеформированные.
Трубы стальные электросварные холоднодеформированные. д. Их сфера применения крайне обширна, а выбор изделий действительно огромен.
д. Их сфера применения крайне обширна, а выбор изделий действительно огромен.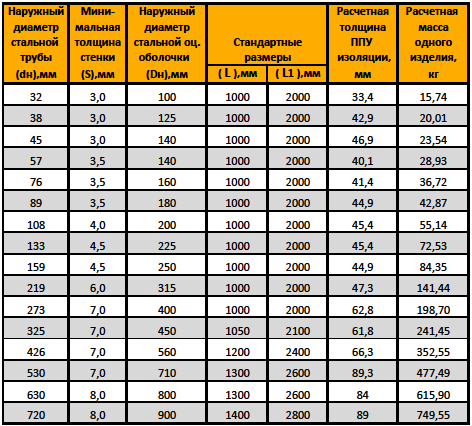 0000 кг.
0000 кг. 7 м.
7 м.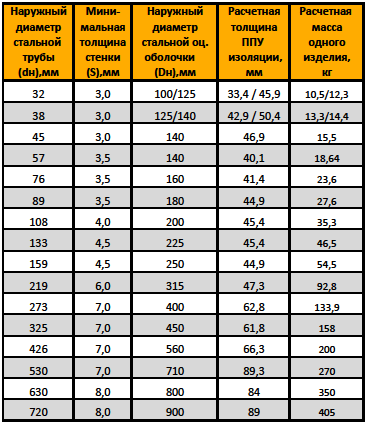 2000 кг.
2000 кг.


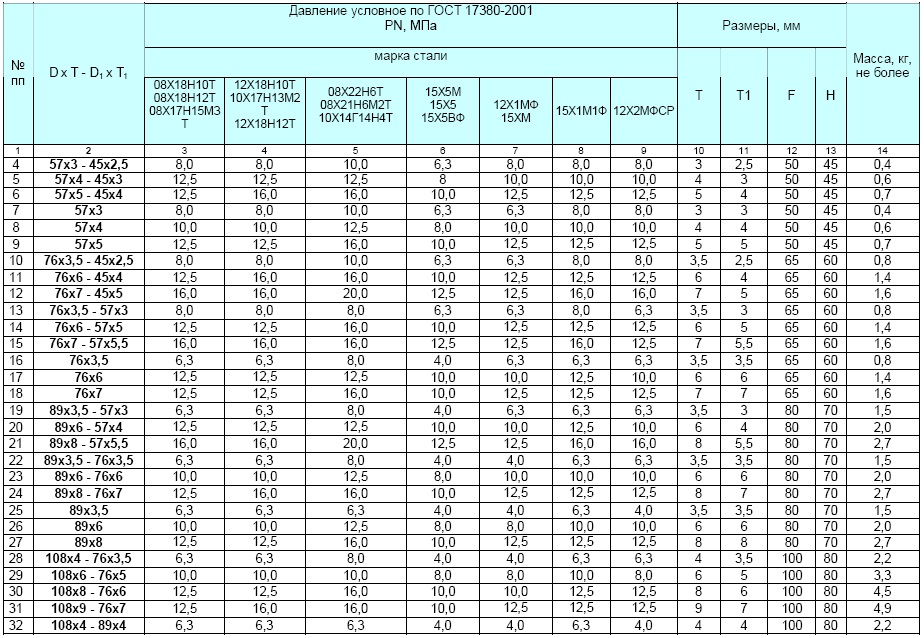 2400 кг.
2400 кг.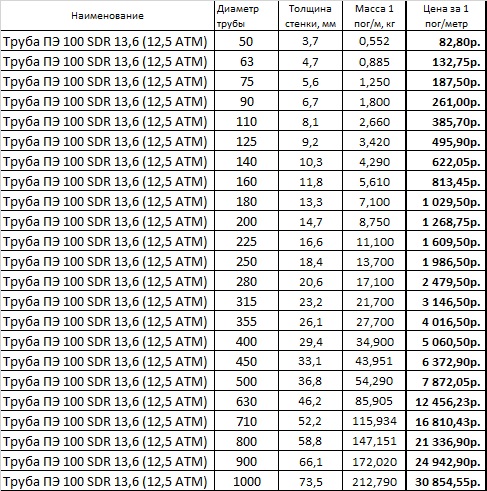 Сортамент квадртаной трубы, не найденной в имеющихся справочниках, рассчитывается онлайн по формуле m = ro / 7850 * 0.0157 * S * (а * 2 — 2.86 * S) * L; Где ro — плотность металла данной трубы в кг/м³ (от 7280 до 8080 для стальных труб и от 8200 до 9020 для медных), 7850 константа обозначающая плотность углеродистой стали в кг/м³. Для расчета удельного веса 1 погонного метра металлической квадратной трубы (m) необходимо указать размеры профиля: ширину сечения a, а также толщину стенки S и длину трубы L (по умолчанию 1 м). Расчет веса круглой трубы производится по аналогичной формуле, отличающейся способом вычисления площади поперечного сечения.
Сортамент квадртаной трубы, не найденной в имеющихся справочниках, рассчитывается онлайн по формуле m = ro / 7850 * 0.0157 * S * (а * 2 — 2.86 * S) * L; Где ro — плотность металла данной трубы в кг/м³ (от 7280 до 8080 для стальных труб и от 8200 до 9020 для медных), 7850 константа обозначающая плотность углеродистой стали в кг/м³. Для расчета удельного веса 1 погонного метра металлической квадратной трубы (m) необходимо указать размеры профиля: ширину сечения a, а также толщину стенки S и длину трубы L (по умолчанию 1 м). Расчет веса круглой трубы производится по аналогичной формуле, отличающейся способом вычисления площади поперечного сечения. 2690 кг.
2690 кг.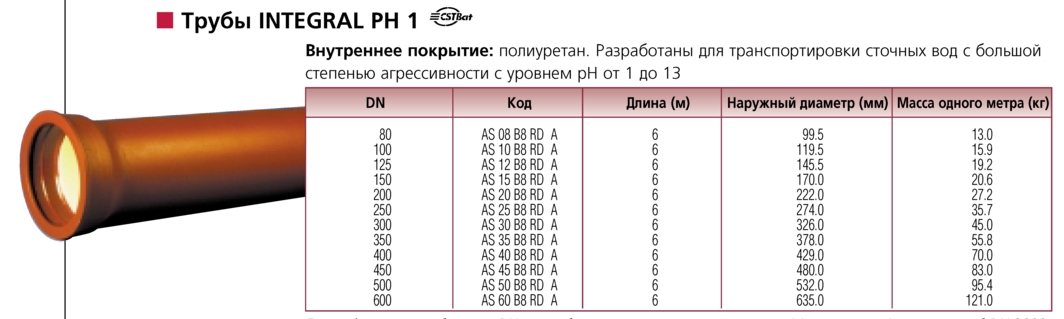 7000 кг.
7000 кг. 5
5 Самое частое использование трубного калькулятора — определение массы квадратной металлической трубы в приобретаемой партии, чтобы выяснить необходимые габариты транспорта для её перевозки, а также для расчета нагрузок будущей металлоконструкции, стоимости необходимого количества трубы и др.
Самое частое использование трубного калькулятора — определение массы квадратной металлической трубы в приобретаемой партии, чтобы выяснить необходимые габариты транспорта для её перевозки, а также для расчета нагрузок будущей металлоконструкции, стоимости необходимого количества трубы и др.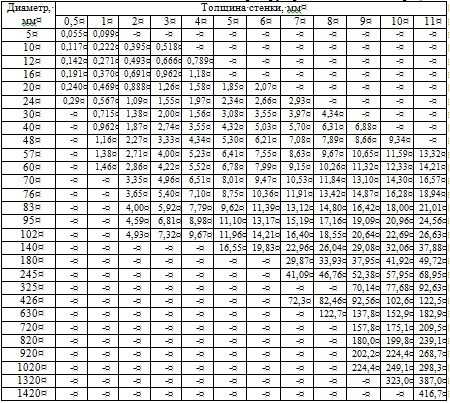
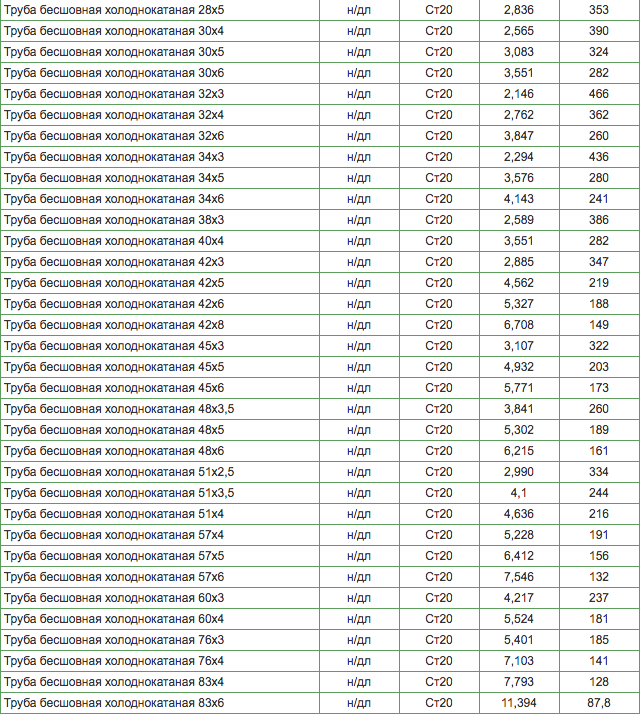
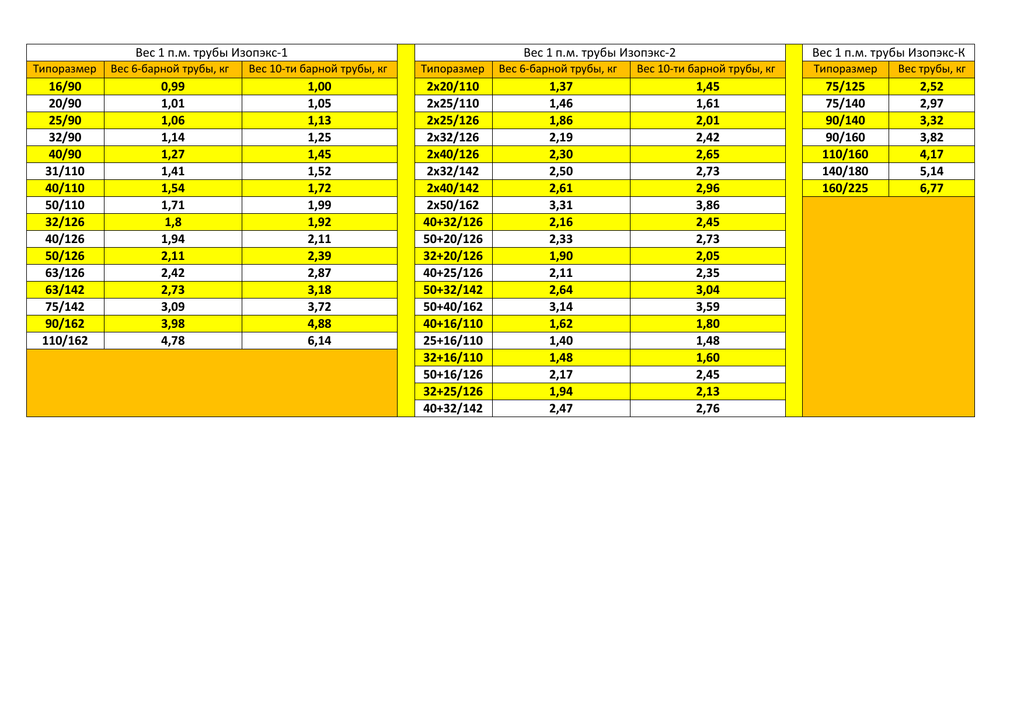 Обладает высокой прочностью, значительному сопротивлению к внутреннему давлению и коррозии. Используется для транспортировки твердых, жидких и газообразных веществ.
Обладает высокой прочностью, значительному сопротивлению к внутреннему давлению и коррозии. Используется для транспортировки твердых, жидких и газообразных веществ.
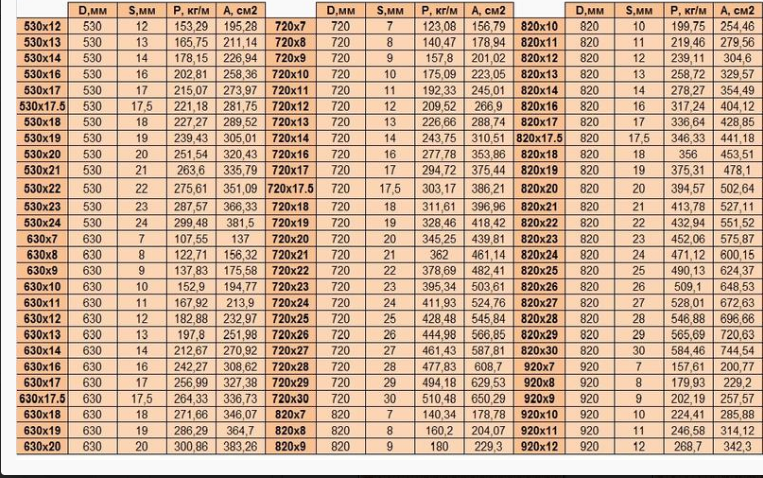


 Перед процессом изготовления пены готовый раствор смешивают с водой.
Перед процессом изготовления пены готовый раствор смешивают с водой. На масштабы финансовых вложений влияют также затраты на специальное оборудование, по желанию его можно соорудить самостоятельно. Сборка, установка – всю информацию вы сможете найти в свободном доступе. С другой стороны, если у вас мало опыта в производстве пенобетона – придется экспериментировать для получения материала, соответствующего требованиям и характеристикам. Возможно, свои качественные пеноблоки получатся не с первой попытки, придется снова тратить деньги на новую порцию компонентов.
На масштабы финансовых вложений влияют также затраты на специальное оборудование, по желанию его можно соорудить самостоятельно. Сборка, установка – всю информацию вы сможете найти в свободном доступе. С другой стороны, если у вас мало опыта в производстве пенобетона – придется экспериментировать для получения материала, соответствующего требованиям и характеристикам. Возможно, свои качественные пеноблоки получатся не с первой попытки, придется снова тратить деньги на новую порцию компонентов. Проследите, чтобы песок был сухим, без посторонних примесей, ракушек или камешков. Что касается воды – подойдет обычная водопроводная.
Проследите, чтобы песок был сухим, без посторонних примесей, ракушек или камешков. Что касается воды – подойдет обычная водопроводная.
 Для изготовления качественного стройматериала придерживайте следующих рекомендаций:
Для изготовления качественного стройматериала придерживайте следующих рекомендаций: Технология изготовления проста, главным условием является четкое соответствие инструкциям. Стоимость таких блоков зависит от выбора компонентов, их цены.
Технология изготовления проста, главным условием является четкое соответствие инструкциям. Стоимость таких блоков зависит от выбора компонентов, их цены. При желании пеноблоки можно изготовить самостоятельно, что позволяет существенно снизить затраты на проведение строительных мероприятий.
При желании пеноблоки можно изготовить самостоятельно, что позволяет существенно снизить затраты на проведение строительных мероприятий.
 Принцип работы подобных устройств элементарен. Смесь пенного концентрата направляется в отсек смешения под 90-градусным углом, где происходит ее перемешивание с воздушным потоком. На раствор начинает действовать сила давления. Смесь подается в спецсопло (оно имеет усеченную форму). В нем состав сначала сжимается, а затем расширяется. Потом раствор под давлением выдавливается в особый патрон, где и получается пена.
Принцип работы подобных устройств элементарен. Смесь пенного концентрата направляется в отсек смешения под 90-градусным углом, где происходит ее перемешивание с воздушным потоком. На раствор начинает действовать сила давления. Смесь подается в спецсопло (оно имеет усеченную форму). В нем состав сначала сжимается, а затем расширяется. Потом раствор под давлением выдавливается в особый патрон, где и получается пена. Вам понадобится устройство, обеспечивающее давление порядка 5,5–6 атмосфер, с производительностью не менее 0,5 кубометров в час. Непосредственно пеноконцентрат разрешается подготавливать в отдельной емкости вместимостью 150–200 л. В генератор смесь подается при помощи любого бытового насоса.
Вам понадобится устройство, обеспечивающее давление порядка 5,5–6 атмосфер, с производительностью не менее 0,5 кубометров в час. Непосредственно пеноконцентрат разрешается подготавливать в отдельной емкости вместимостью 150–200 л. В генератор смесь подается при помощи любого бытового насоса. Здесь есть нюансы. Цемент должен быть высокого качества (марки М-400, М-500) без каких-либо посторонних примесей. Рекомендуемая плотность песка на кубометр – 600 кг. Можно снизить затраты на изготовление блоков. Для этого вместо песка используйте отсев.
Здесь есть нюансы. Цемент должен быть высокого качества (марки М-400, М-500) без каких-либо посторонних примесей. Рекомендуемая плотность песка на кубометр – 600 кг. Можно снизить затраты на изготовление блоков. Для этого вместо песка используйте отсев.
 Если работы выполняются зимой в неотапливаемом помещении, придется подогревать его с помощью электрокалорифера либо тепловой пушки. Через сутки вынимайте блоки из форм на поддоны, ждите еще 12–24 часа.
Если работы выполняются зимой в неотапливаемом помещении, придется подогревать его с помощью электрокалорифера либо тепловой пушки. Через сутки вынимайте блоки из форм на поддоны, ждите еще 12–24 часа. Эта добавка, кроме всего прочего, снижает риск растрескивания блоков. Ее обязательно нужно применять при проведении работ в зимнее время.
Эта добавка, кроме всего прочего, снижает риск растрескивания блоков. Ее обязательно нужно применять при проведении работ в зимнее время.
 Установите его для измерения граммов. Заполните 1-литровый контейнер пеной доверху и выровняйте верх, удалив излишки. Поместите его на шкале. Вес пенопласта должен составлять от 90-100 грамм или примерно 3 унции на кварту. Если пена тяжелее, увеличьте давление воздуха, а если пена легче, уменьшите давление воздуха.
Установите его для измерения граммов. Заполните 1-литровый контейнер пеной доверху и выровняйте верх, удалив излишки. Поместите его на шкале. Вес пенопласта должен составлять от 90-100 грамм или примерно 3 унции на кварту. Если пена тяжелее, увеличьте давление воздуха, а если пена легче, уменьшите давление воздуха. Для замешивания цемента рекомендуется использовать тяжелую промышленную дрель. Они предназначены для регулярного многократного использования.
Для замешивания цемента рекомендуется использовать тяжелую промышленную дрель. Они предназначены для регулярного многократного использования. 
 (Разбавьте 40 частей воды на 1 часть моющего средства или 5 галлонов воды / 2 стакана моющего средства) Очищающий шампунь: (30 унций или 4 стакана на 5 галлонов) используется средство для мытья посуды.
(Разбавьте 40 частей воды на 1 часть моющего средства или 5 галлонов воды / 2 стакана моющего средства) Очищающий шампунь: (30 унций или 4 стакана на 5 галлонов) используется средство для мытья посуды.

 Мы протестировали натуральную жидкость для тарелок седьмого поколения, концентрат Dawn Ultra и Safeway Home. Все они давали достаточную пену, разбавленную водой 40/1. (5 галлонов воды / 2 стакана пенообразователя). Добавьте моющее средство в воду и тщательно перемешайте.
Мы протестировали натуральную жидкость для тарелок седьмого поколения, концентрат Dawn Ultra и Safeway Home. Все они давали достаточную пену, разбавленную водой 40/1. (5 галлонов воды / 2 стакана пенообразователя). Добавьте моющее средство в воду и тщательно перемешайте. Сначала налейте в емкость всю воду и добавляйте цемент во время смешивания, чтобы избежать образования комков. Когда цемент и вода хорошо перемешаются, включите Little Dragon и добавьте в смесь пену. Добавьте столько пены , чтобы получилось 45 галлонов AirCrete. Это около 30 дюймов в высоту в стандартной бочке на 55 галлонов. Пена очень легкая, поэтому она хочет плавать поверх цементной смеси. Наш смеситель для впрыска пены прекрасно работает, потому что пена впрыскивается непосредственно в смесительные лопасти на дне бочки, где она смешивается с цементом до того, как она всплывет наверх.
Сначала налейте в емкость всю воду и добавляйте цемент во время смешивания, чтобы избежать образования комков. Когда цемент и вода хорошо перемешаются, включите Little Dragon и добавьте в смесь пену. Добавьте столько пены , чтобы получилось 45 галлонов AirCrete. Это около 30 дюймов в высоту в стандартной бочке на 55 галлонов. Пена очень легкая, поэтому она хочет плавать поверх цементной смеси. Наш смеситель для впрыска пены прекрасно работает, потому что пена впрыскивается непосредственно в смесительные лопасти на дне бочки, где она смешивается с цементом до того, как она всплывет наверх. Слой пластик вниз, чтобы удерживать воду и лучше затвердевать. В сухом климате сбрызните его водой, чтобы он оставался влажным в течение нескольких дней, чтобы ускорить процесс отверждения.
Слой пластик вниз, чтобы удерживать воду и лучше затвердевать. В сухом климате сбрызните его водой, чтобы он оставался влажным в течение нескольких дней, чтобы ускорить процесс отверждения.
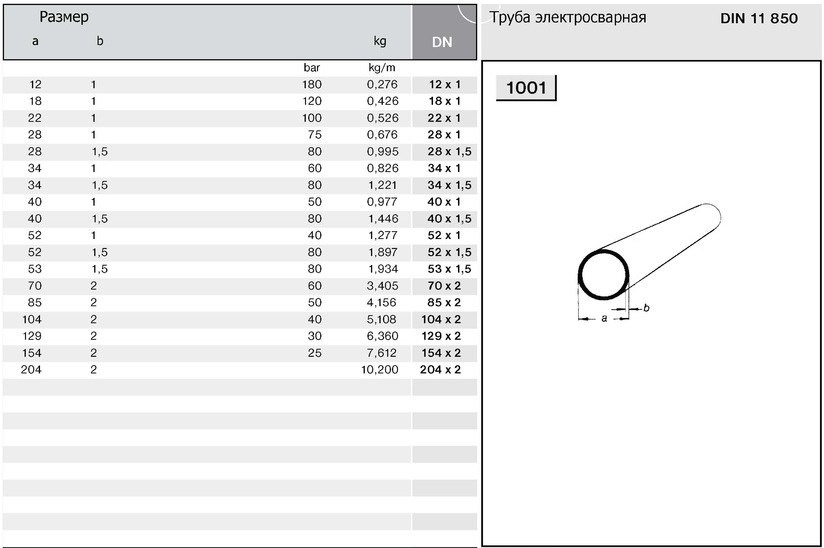
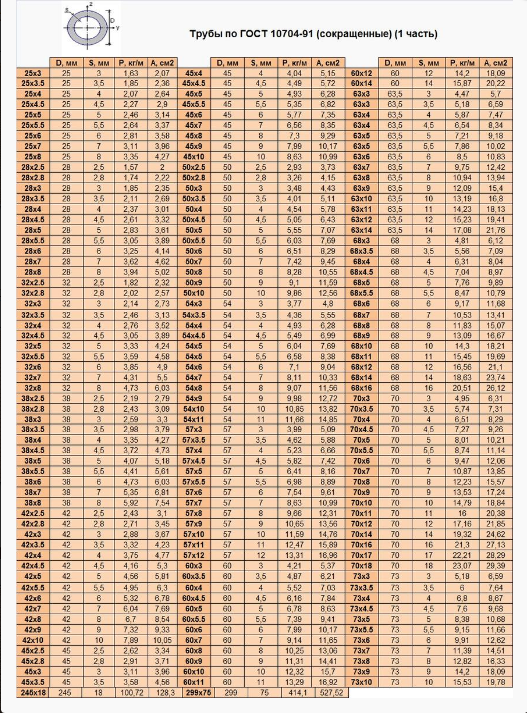
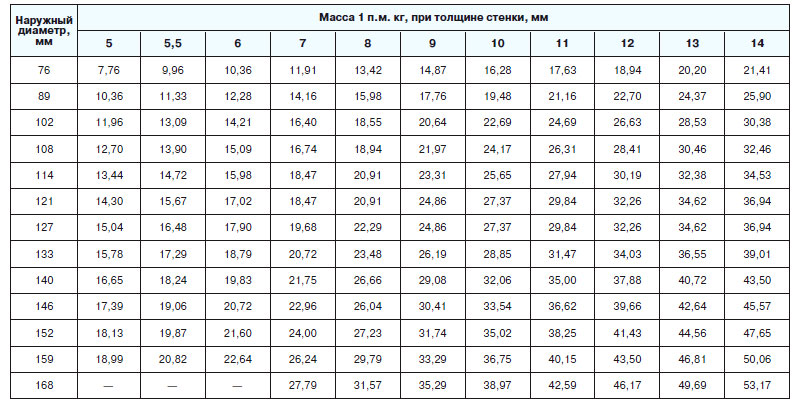 В начале в нагретой до 900-1200 градусов круглой заготовке на специальных станках делают прошивку отверстия, в результате получается гильза. Дальше гильзу раскатывают в черновую трубу, и последний этап, это калибрование, прокатка с окончательными размерами по толщине и диаметру.
В начале в нагретой до 900-1200 градусов круглой заготовке на специальных станках делают прошивку отверстия, в результате получается гильза. Дальше гильзу раскатывают в черновую трубу, и последний этап, это калибрование, прокатка с окончательными размерами по толщине и диаметру.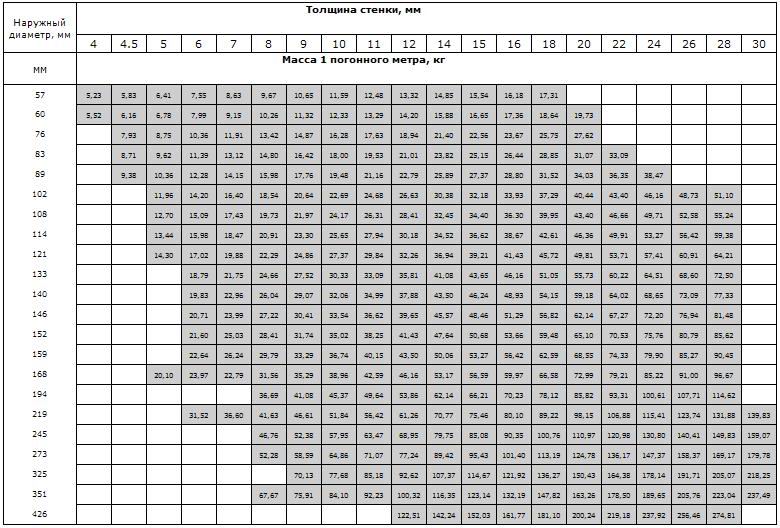 Заготовка нагревается в специальных печах до температуры начала кристаллизации для получения необходимой пластичности. Затем прошивается и попадает в прокатный стан, где с помощью вальцов формируются черновые размеры изделия. Последняя операция, это калибровка и нарезка определенной длины.
Заготовка нагревается в специальных печах до температуры начала кристаллизации для получения необходимой пластичности. Затем прошивается и попадает в прокатный стан, где с помощью вальцов формируются черновые размеры изделия. Последняя операция, это калибровка и нарезка определенной длины.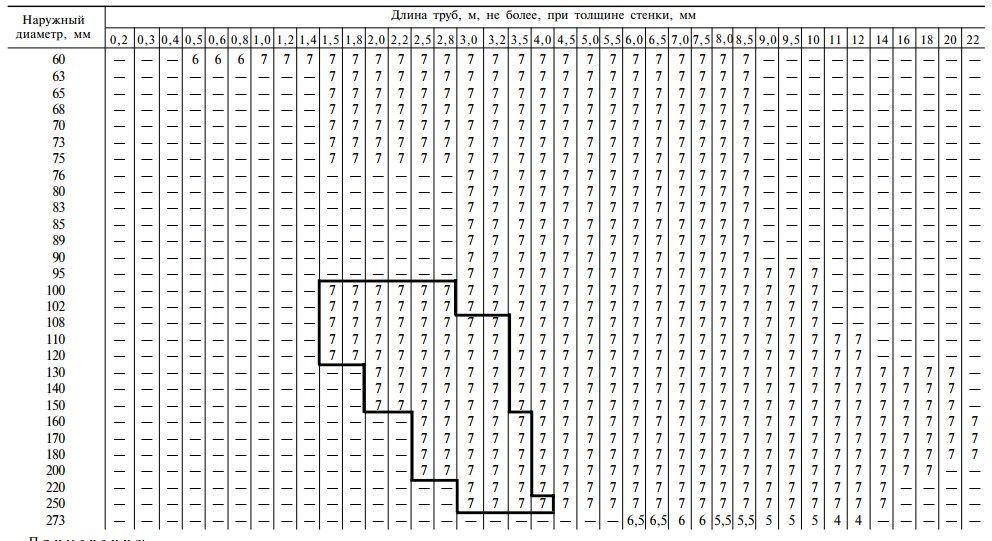 Основное применение толстостенных труб – это нефтяная и газовая промышленность.
Основное применение толстостенных труб – это нефтяная и газовая промышленность.
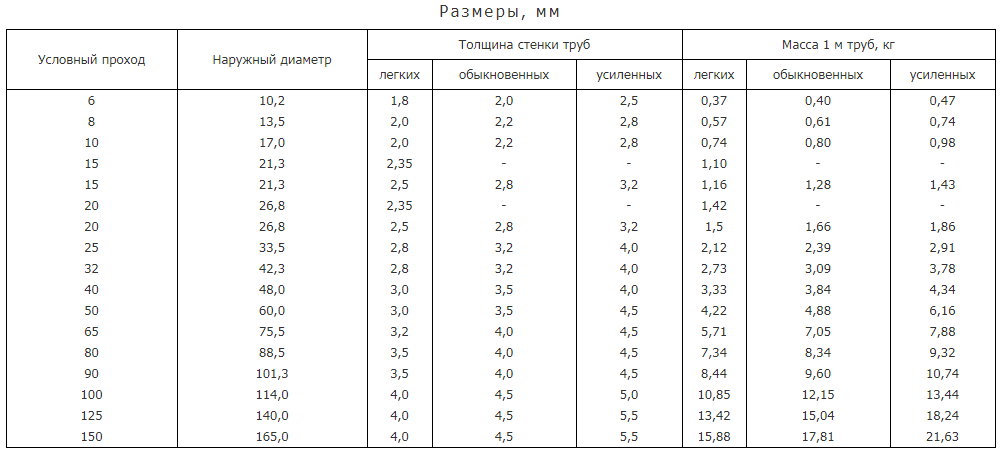 При изготовлении таких изделий применяются заготовки из обычной углеродистой стали по ГОСТ 380, качественной углеродистой конструкционной стали по ГОСТ 1050, и конструкционной легированной стали по ГОСТ 4543. При изготовлении электросварных труб все технические условия по материалам изделий указаны в ГОСТ 10705.
При изготовлении таких изделий применяются заготовки из обычной углеродистой стали по ГОСТ 380, качественной углеродистой конструкционной стали по ГОСТ 1050, и конструкционной легированной стали по ГОСТ 4543. При изготовлении электросварных труб все технические условия по материалам изделий указаны в ГОСТ 10705.
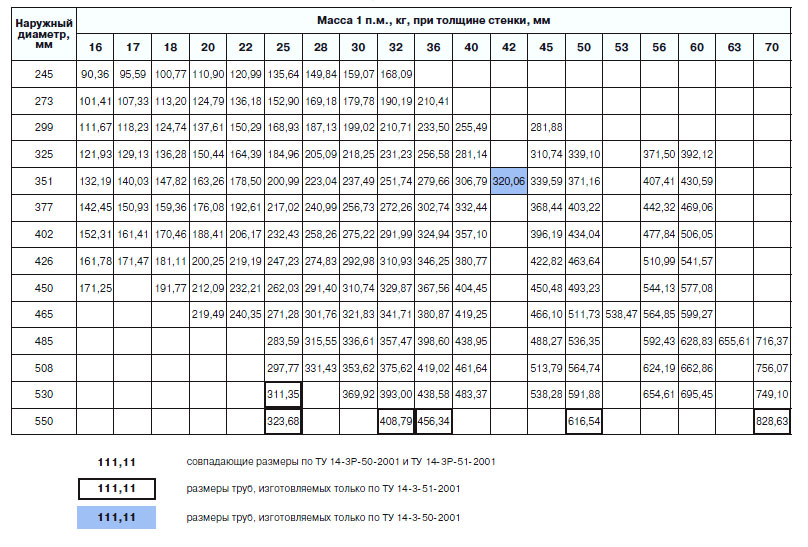 Затем намазывают клеевым раствором внутри раструба и конец трубы. Оба изделия плотно прижимают и удерживают до затвердения клея.
Затем намазывают клеевым раствором внутри раструба и конец трубы. Оба изделия плотно прижимают и удерживают до затвердения клея.