Для работ по дому хороший хозяин должен иметь большое количество инструментов. При частом использовании отдельные элементы агрегатов подвергаются износу и перестают работать. В этой статье поговорим о том, как открутить патрон на шуруповёрте — относительно новом инструменте на нашем рынке. В нем именно эта деталь подвергается наибольшим рабочим нагрузкам и быстрому износу.
Виды патронов
Виды крепления
Определение крепления
Снятие патрона с вала шуруповёрта
Снятие патрона с шуруповёрта «Макита»
Правила пользования шуруповёртом
Эта деталь представляет собой пустотелый стальной цилиндр, укомплектованный кольцом и гильзой. Внутри размещены кулачки, они фиксируют съёмные биты и насадки. Деталь надевается на вал агрегата. Поэтому он имеет коническую поверхность или резьбу. Отверстие в нём предназначается для закрепления съёмного инструментария.
youtube.com/embed/CkfA9ET_BJ8″>
Виды патронов
Сейчас существует два вида этой детали:
быстрозажимные;
кулачковые.
Первый вид имеет дополнительные категории:
двухмуфтовые — возможно откручивание и закручивание двумя руками, одна муфта придерживается, вторая прокручивается для снятия насадки;
одномуфтовые — все описанные выше операции выполняются с помощью одной руки, этому способствует система блокировки вала во время снятия насадки.
Общей характеристикой быстрозажимных разновидностей является смена оснастки без помощи специальных инструментов.
Материал, из которого сделан патрон:
металл;
пластмасса.
Пластмассовые изделия лёгкие, но не имеют устойчивости к ударам. Быстрозажимные вариации используются как в быту, так и на производстве.
Кулачковые разновидности более надёжны, в них заложен больший противоударный потенциал, они прочны, из минусов — относительная тяжесть детали.
Виды крепления
Крепление происходит с помощью:
конуса Морзе;
резьбы;
фиксирующего винта.
Первое крепление названо по фамилии С. А. Морзе в XIX веке. Соединение происходит благодаря сцепке поверхностей вала и конуса с отверстием за счёт идентичной конусности. Крепление получило широкое распространение благодаря простоте и надёжности.
Во втором виде соединения на валу и патроне нарезана резьба. Совмещение происходит путём накручивания патрона на вал.
Третий вид является модификацией резьбового крепления — для надёжности соединение фиксируется с помощью винта. У него в основном головка под крестовую отвёртку и левосторонняя нарезка. Увидеть винт можно, лишь полностью раскрыв кулачки.
Определение крепления
Крепление патрона определяется при его визуальный осмотре. Конус Морзе маркируется следующим образом — 1−6 В22. Первые цифры — диаметр хвостовика используемой насадки, а В22 — собственно величина конуса.
Резьбовое соединение также обозначается цифрами и буквами, для примера: 1,0 — 11 М12×1,25. Первая часть маркировки означает опять-таки диаметр хвостовика используемой насадки, вторая — метрическую величину резьбы. В импортируемых шуруповёртах величина указывается в дюймах.
Снятие патрона с вала шуруповёрта
Демонтаж детали выполняется шестигранным ключом Г-образной формы на 10 мм. Короткая часть ключа фиксируется в патроне. Далее агрегат включается, свободный конец ключа должен ударить по поверхности стола или верстака. Снимается он поворотами ключа и потом должен без усилий соскользнуть по резьбе.
Опишем ещё один способ замены патрона на шуруповёрте. Первым делом разжимаются кулачки. На дне может размещаться винт, это дополнительное крепление вала. Крутим его по часовой стрелке. Потом зажимаем шестигранник и с усилием проворачиваем в обратную сторону — он должен сняться с вала. Если деталь не поддаётся, надо ударить молотком по оконечности ключа.
youtube.com/embed/BLOPyzJD_g8″>
Если данные методы не сработали, придётся проводить полный демонтаж, доставать редуктор и фиксатор вместе со шпинделем. Вытянутый механизм фиксируется в тисках, патрон откручивается от него трубным ключом. Бывают фиксаторы с выточкой под обыкновенный гаечный ключ, она облегчает демонтаж, но попадаются данные экземпляры нечасто.
На конусе Морзе деталь выбивается с корпуса молотком.
Чтобы иметь более полную картину, как разобрать патрон шуруповёрта, видео для ознакомления представлено ниже.
Снятие патрона с шуруповёрта «Макита»
Шуруповёрты компании «Макита» оснащены нарезным креплением и вспомогательным фиксирующим винтом с левой нарезкой.
Выполняем поочерёдно действия:
выкрутить винт в правую сторону;
нажать кнопку, стопорящую шпиндель;
завернуть агрегат в плотную ткань и вставить в тиски;
зафиксировать шестигранник в кулачках;
ударами молотка по концу ключа прокрутить патрон и вынуть его с вала.
Если знать описанные выше принципы демонтажа, то вопрос, как снять патрон с шуруповёрта «Интерскол», «Бош», другого популярного бренда, отпадёт сам собой.
Правила пользования шуруповёртом
Обеспечить долгое функционирование инструмента возможно, если придерживаться простых правил эксплуатации:
оберегать агрегат от влаги;
перед использованием обязательно отрегулировать инструмент;
отключать аккумулятор во время смены насадок;
при длительном неиспользовании периодически запускать шуруповёрт для разрядки аккумулятора;
иметь несколько запасных аккумуляторов.
Замена патрона в шуруповёрте в домашней мастерской по плечу любому мужчине. Использовав описанные выше методы, вы гарантированно проделаете данную операцию быстро и с минимумом усилий.
Как снять патрон с шуруповерта: способы крепления
Патрон (головка) является важнейшим элементом устройства шуруповерта, так как обеспечивает надежную фиксацию оснастки в инструменте. По причине постоянного вращения деталь быстро изнашивается, также пользователи сталкиваются с люфтами или механическими повреждениями, что приводит к необходимости замены запчасти. Знать, как снять патрон с шуруповерта, необходимо для его обслуживания и ремонта. Своевременная чистка продлевает срок службы данного элемента конструкции.
Содержание
Конструкция и виды патронов
Способы крепежа патрона
Оборудование для демонтажа патрона
Способы снятия патрона
Что делать, если заклинило патрон
Как прикрутить патрон после замены
Выводы
Конструкция и виды патронов
Чтобы понять, как разобрать патрон на шуруповерте, нужно ознакомиться с его устройством. Деталь представляет собой полый металлический предмет, который крепится на вал с помощью внутренней резьбы или специального конуса. Элемент оборудован кольцом с регулировочной гильзой.
Разновидности патронов
По типу конструкции головки классифицируют на следующие виды:
Быстрозажимной. Считается наиболее распространенным вариантом. Отличается простым устройством – на стальном шпинделе расположена гильза с рифленой поверхностью. Хвостовик зажимается путем ее ручного вращения без использования специального ключа. К преимуществам относят быструю фиксацию крепежей, легкое вращение цилиндра, износоустойчивость, надежность, безопасность применения. Единственный минус заключается в высокой цене.
Шестигранный. Название пошло от формы держателя, которым оснащены данные модели. Отличается коротким временем фиксации насадки. Изготавливаются из высокопрочной стали, поэтому в сравнении с быстрозажимными не стачиваются даже при активной эксплуатации.
Самозажимной. Также не требует применения специального ключа. Чтобы его затянуть, достаточно лишь немного провернуть подвижную муфту. Корпус головки выполнен из пластика, а механизм и кулачки – стальные. Используют элементы с 1 или 2 поворотными муфтами. Последний вариант рекомендуют, если приходится часто менять биты на сверла или наоборот.
Зубчато-венцовые (ключевые). Фиксация таких моделей осуществляется Г-образным ключом. К плюсам также относят способность выдерживать большие ударные нагрузки. Такая особенность важна для ударных шуруповертов.
Первые 3 варианта считаются самыми удобными в эксплуатации, но уступают ключевым по надежности соединения.
Цены в интернет-магазинах
Способы крепежа патрона
Вариант фиксации головки отмечен специальной меткой на шуруповерте. Элемент крепится к инструменту с помощью:
резьбы;
винта;
конуса Морзе.
О первом способе свидетельствует маркировка 1.0-11 М12*1.25. Начальные цифры указывают на диаметр хвостовика сверла, а после буквы – величину резьбы. На импортных моделях данные показатели обычно указаны в дюймах, поэтому отличаются от вышеуказанных. Резьба расположена на двух соприкасающихся деталях, поэтому цилиндр накручивают на вал.
Второй способ заключается в соединении гильзы и вала с помощью винта, который дополнительно закрепляют. Головка фиксирующего элемента выполнена в форме креста, резьба – левого типа.
О третьем варианте свидетельствует надпись 1-6 В10 на электрическом инструменте. Первые цифры – диаметр хвостовика, 10 – конуса. Такой способ подходит, если у вала конусообразная форма. Держатель оснастки надежно и быстро совмещается с валом, но сниматься он должен с помощью шестигранного ключа.
Оборудование для демонтажа патрона
Держатель оснастки выкрутить без использования каких-либо инструментов не получится. Чтобы снять головку шуруповерта, необходимо подготовить отвертку, молоток и шестигранный ключ соответствующего размера.
Снимать патрон с аккумуляторного шуруповерта нужно при полной разрядке последнего. Сетевые модели предварительно отключают от источника питания.
Способы снятия патрона
По причине разных способов крепления элемента существуют соответствующие варианты его снятия:
Патроны, фиксирующиеся с помощью резьбы, нужно откручивать шестигранником на 10 в виде буквы Г. Короткую часть ключа вставляют в цилиндр, надежно зажав кулачками. Включают инструмент на малые обороты и быстро выключают. При этом свободная часть шестигранника должна стукнуться об опору, что приведет к ослаблению фиксации. Зажимной цилиндр легко откручивается со шпинделя.
При винтовом креплении по максимуму нужно разжать кулачки, а затем скрутить фиксирующий элемент по часовой стрелке. В кулачки вставляется ключ и проворачивается в противоположную сторону. Головка шуруповерта после этого будет легко откручиваться.
При фиксации по типу конуса Морзе придется использовать молоток. Данным инструментом выбивают хвостовик из корпусного гнезда. При отсутствии результата придется разобрать шуруповерт. После извлечения вала с редуктором и патроном выкручивают зажимной цилиндр, используя трубный ключ.
В инструкции к каждой модели присутствует схема, по правилам которой следует снимать держатель оснастки. Если перечисленные способы не принесли должного результата, то приступают к разборке электроинструмента.
В моделях шуруповертов, производители которых используют пластиковые патроны, во избежание механических повреждений выкручивать держатели оснастки нужно аккуратно.
Что делать, если заклинило патрон
Заклинивание головки обычно происходит по причине пренебрежений правил обслуживания и профилактики, неграмотной эксплуатации инструмента. Вопрос решается путем разборки корпуса шуруповерта. Из агрегата нужно вытащить шпиндель с редуктором и патроном, зажать его в тисках, а последний открутить трубным ключом. При использовании специальных выборок процесс проходит проще, но они предусмотрены не для каждой модели.
Независимо от причины заклинивания первой манипуляцией проводят смазку внутренней полости патрона. Отличным вариантом считается универсальный смазочный состав WD-40. После его нанесения выдерживают 10-15 мин., а затем аккуратно постукивают по патрону и кулачкам. При использовании обычного молотка удары производят через тканевую прокладку. Оптимальным вариантом будет применение резинового молотка. Если перечисленные действия не помогают, то основание узла зажимают разводным ключом, а другим крутят верхнюю часть.
Патрон нередко заклинивает, если в фигурную часть кулачков попадает металлическая стружка или другие частицы мусора. Для устранения проблемы нужно выполнить действия по очистке элемента. Патрон прогревают строительным феном или держат над огнем, после чего наносят обильный слой смазки.
Как прикрутить патрон после замены
Вставить элемент в дрель-шуруповерт после того, как пришлось заменить оснастку, не составит труда даже для новичка. Процедура включает следующие действия:
головка накручивается на вал и удерживается рукой;
на короткий период включается шуруповерт, что обеспечивает надежное крепление;
фиксирующий винт закручивается против часовой стрелки.
Если предварительно осуществлялся разбор патрона, то его внутреннюю и наружную часть обязательно прочищают щеткой, смазывают. Головку собирают в обратном порядке.
Цены в интернет-магазинах
Выводы
Раскрутить или разбирать съемный держатель оснастки электроинструмента приходится по разным причинам. Перед процедурой эксперты рекомендуют ознакомиться с инструкцией, в которой указаны важные моменты обслуживания конкретной модели. Представленная информация поможет пользователю понять, как снять головку с шуруповерта правильно с учетом типа ее фиксации.
Как снять сверлильный патрон: eReplacementParts.com
Патроны сверла необходимо снимать для снятия патрона и других ремонтных работ, требующих доступа к внутренним компонентам сверла. Эта статья и сопровождающее ее видео демонстрируют несколько простых шагов по снятию патронов электродрели.
Во-первых, важно отметить, что сверлильные патроны бывают двух основных типов: 1. патроны с резьбой и 2. патроны с конической посадкой. Сверьтесь с руководствами по дрели или схемами, чтобы узнать, что это за патрон, потому что шагов для удаления различных для каждого типа патрона.
Снятие резьбовых сверлильных патронов Большинство ручных дрелей и шуруповертов имеют патроны с резьбой, хотя это не всегда так. Но вы можете быть уверены, что все быстрозажимные патроны являются резьбовыми. Опять же, лучше проверить руководство пользователя, если есть какие-либо сомнения. Резьбовые патроны плотно привинчены к шпинделю дрели и удерживаются на месте с помощью винта глубокая внутренняя кулачки патрона . Этот винт помогает удерживать патрон на шпинделе во время работы, предотвращая его раскручивание. Первым шагом для удаления резьбового патрона является удаление этого винта в кулачках, для чего может потребоваться шестигранный ключ, отвертка Torx или отвертка с плоской головкой, в зависимости от модели дрели.
1. Снимите стопорный винт.
Самое важное, что нужно помнить на этом шаге, это то, что винты патрона имеют размер 9.0005 обратная резьба и нужно повернуть по часовой стрелке . Эта обратная резьба противодействует крутящему моменту сверла, удерживая патрон в плотном соединении.
Поскольку эти патроны навинчены очень туго, они не могут просто открутиться от шпинделя после удаления винта зажимного патрона. Патроны часто закручиваются настолько хорошо, что дрель может нормально работать, если выпадет винт патрона (хотя это не рекомендуется).
2. Возьмите большой шестигранный ключ.
С этого момента потребуется тяжелая артиллерия, чтобы вытащить патрон. Вам понадобится шестигранный ключ на 90 градусов, например этот:
Лучше всего использовать самый большой шестигранный ключ, который может вместить патрон. Это будет ключ на 1/2 дюйма, как показано на рисунке выше, для большинства инструментов, но некоторые дрели подходят только для ключа на 3/8 дюйма.
Наверх]
3. Установите шестигранный ключ.
Вставьте короткий конец шестигранного ключа в патрон так, чтобы длинный конец торчал наружу, и полностью затяните патрон.
4. Молотком поверните шестигранный ключ.
Да, тебе придется ударить по шестигранному ключу молотком.
Плоской стороной молотка ударьте по шестигранному ключу так, чтобы при ударе патрон вращался против часовой стрелки (как показано на рисунке выше). Иногда это может занять очень сильное качание, поэтому плавное качание помогает.
После успешного поворота патрон, вероятно, несколько раз прокрутится и остановится на шпинделе, как показано на рисунке ниже.
Удачи!
[Вернуться к началу]
Снятие конусных сверлильных патронов Сверлильные патроны с конусной посадкой требуют метода снятия, отличного от метода снятия резьбовых патронов. Снятие патронов с конической посадкой проще , чем снятие патронов с резьбой, , но для этого также требуется специальный инструмент для снятия патрона . Этот инструмент (на фото ниже) имеет два рычага, предназначенных для обхода шпинделя между патроном и корпусом шпинделя. Он увеличивается в толщине от открытого конца к закрытому концу, так что он может отделить патрон от шпинделя.
1. Установите съемник.
Поместите инструмент для снятия патрона между задней частью патрона и корпусом шпинделя.
2. Примените молоток.
Ударьте молотком по инструменту для снятия патрона, пока патрон не выйдет из шпинделя.
Вот и все! Это очень легко сделать с помощью инструмента для снятия патрона и практически невозможно без него. Без инструмента для снятия патрона , патрон 9Шпиндель 0015 и , вероятно, придется снять с дрели. [Вернуться к началу]
Извлечение шпинделя из сверлильного патрона Без инструмента для снятия патрона патрон с конусной посадкой должен будет выйти со шпинделем . Некоторые патроны имеют открытый центр , где крепится шпиндель, что позволяет выбивать шпиндель отсюда. ( Примечание: Выбивание шпинделя только подходят для патронов с открытым центром. Обратите внимание на рисунок ниже, что центр патрона открыт . Используйте вместо эту технику на патронах с закрытыми центрами .)
1. Установите патрон/шпиндель в тиски.
Поместите патрон над губками тисков так, чтобы шпиндель свободно свисал между губками. Полностью откройте патрон.
2. Выбейте шпиндель металлическим пробойником.
Поместите металлический пробойник в центральное отверстие патрона, где сидит конец шпинделя. Вбивайте перфоратор в отверстие до тех пор, пока шпиндель не выйдет из патрона.
Информацию о патронах для дрелей и других деталях для электродрелей см. на нашей странице «Запчасти для дрелей», где можно найти необходимые запасные части.
[Вернуться к началу] О чем мы.
Как установить быстрозажимной сверлильный патрон (сделай сам)
Обновлено: 01 октября 2018 г.
Сделайте эту древнюю дрель новой с помощью быстрозажимного патрона
Следующий проект›
Семейный мастер на все руки
Если вы потеряли ключ для патрона спустя столько лет или просто не можете выбросить хорошую дрель, для большинства дрелей по-прежнему доступны бесключевые патроны, которые легко заменить.
Авторы журнала «Сделай сам» из журнала «Семейный мастер на все руки»
Снимите старый сверлильный патрон
Фото 1: Извлеките винт патрона
С помощью ключа патрона полностью зафиксируйте кулачки имеющегося патрона дрели, затем выверните винт с обратной резьбой, повернув его по часовой стрелке.
Фото 2: Отвинтите сверлильный патрон
Крепко удерживайте дрель на прочном верстаке, затем вставьте ключ патрона и резко ударьте по нему молотком (поворачивая его против часовой стрелки ), чтобы отсоединить сверлильный патрон от резьбового шпинделя. Возможно, вам придется повторить это несколько раз, чтобы ослабить упрямые патроны. Открутите старый патрон дрели.
Фото 3: Установите быстрозажимной патрон
Наверните новый сверлильный патрон на шпиндель (поворачивая его по часовой стрелке) и затяните вручную. Полностью откройте кулачки нового бесключевого патрона, вставьте старый винт патрона (повернув его против часовой стрелки ) и затяните его. Установите биту, просверлите тестовое отверстие, затем снимите биту и проверьте быстрозажимной патрон на предмет ослабления или биения и при необходимости подтяните его.
Почти каждые 3/8 дюйма. Продаваемая сегодня дрель поставляется с быстрозажимным патроном. Как профессионалы, так и мастера-любители ценят скорость смены сверл и удобство, заключающееся в том, что им не нужно постоянно искать ключ для патрона. К счастью, все меньшее количество старых реверсивных дрелей (сетевых или аккумуляторных) все еще можно переоборудовать в бесключевой патрон. Установку можно выполнить самостоятельно примерно за 20 минут.
Ознакомьтесь с руководством пользователя или обратитесь к производителю, чтобы узнать, как правильно снять патрон дрели; большинство шоу техники, подобные нашей. Закажите подходящий быстрозажимной патрон через Интернет или у производителя или купите универсальный патрон в хозяйственных центрах и хозяйственных магазинах. Либо возьмите с собой сверло, либо запишите номер, выбитый на существующем патроне сверла (см. Фото 1), который указывает количество резьбы для винта патрона сверла. Наш штампованный код «THD 3/8-32» указывает на количество витков резьбы 32 на дюйм для нашего 3/8 дюйма. сверлить.
Начните замену патрона, отключив инструмент от сети или вынув аккумулятор. Чтобы снять старый патрон, открутите винт патрона (Фото 1). Это всегда с обратной резьбой и довольно тугие, и для их удаления может потребоваться мышечная сила.
В этой статье даем подробную пошаговую инструкцию по армированию фундамента своими руками. Рассказываем про создание фундаментов различных видов: ленточных, монолитных и столбчатых. А также показываем, как правильно рассчитать нужное количество арматуры для строительства.
Виды арматуры
Традиционно для возведения бетонных фундаментов используется стальная рифленая арматура (для основного каркаса) и стальная гладкая арматура (для организации перемычек). Однако на рынке можно найти также новый вид прутков – стеклопластиковую арматуру, которая по своим качествам отличается большей прочностью и повышенной долговечностью.
Тем не менее, профессиональные строители рекомендуют брать привычную стальную арматуру для создания классических железобетонных фундаментов. Связано это с новизной прутков из стеклопластика – еще не до конца изучено, как именно они поведут себя в связке с бетоном при различных весовых нагрузках на фундамент.
Армирование ленточного фундамента
Ленточный тип фундамента – один из самых распространенных и популярных, если дело касается постройки частных домов на дачных участках. Ниже показываем, как правильно сделать каркас из прутков для армирования ленточного фундамента.
Такой фундамент – не сплошной, а состоит из длинных железобетонных лент с прямоугольным сечением. Первоначально по местам заливки бетона устанавливается деревянная опалубка. Самые распространенные габариты для нее: высота деревянных бортов до 100 см и ширина между ними до 50 см. В результате получится прочный среднезаглубленный фундамент.
Далее нужно собрать арматурный каркас. Он состоит из нескольких видов прутков:
Продольных – они играют роль основания каркаса и берут на себя основную нагрузку. Для них лучше всего использовать рифленую арматуру класса А3 толщиной от 10 до 22 мм.
Вертикальных опор и горизонтальных перемычек – они укрепляют каркас из продольных прутков и обеспечивают более прочное и надежное схватывание бетона. Для их создания допускается использовать гладкую арматуру класса А1 диаметров 6-8 мм.
При высоте ленты до 100 мм традиционно создается каркас из двух поясов продольной арматуры: верхнего и нижнего, которые соединяются вертикальными и горизонтальными перемычками. Такая конструкция одновременно компенсирует и пучение земли снизу, и давление дома сверху. Гораздо реже строятся фундаменты большей высоты, и они требуют установки трех и более поясов.
Итак, рассмотрим подробную схему армирования фундамента с ленточной конструкцией. Сначала укладывается пара нижних продольных прутков: таким образом, чтобы расстояние от земли и бортов опалубки было не меньше 5 мм с каждой стороны (для подъема арматуры над землей используют специальные ножки или подпорки из кирпичей).
Далее устанавливаются вертикальные столбы нужной высоты – на расстоянии не меньше 30 см друг от друга. К ним крепится верхний пояс продольной арматуры, после чего оба пояса дополняются горизонтальными перемычками для усиления жесткости – они устанавливаются на расстоянии не более 40 см друг от друга. Все стыки продольных, вертикальных и горизонтальных прутков фиксируются вязальной проволокой: можно использовать или обычную гладкую, или более надежную стальную проволоку ВР-1 с рельефной поверхностью толщиной 3-4 мм.
Особое внимание нужно уделить примыкающим простенкам и углам фундамента, так как на них приходится самая большая нагрузка. Эти участки дополнительно укрепляются либо при помощи нахлеста продольных прутков друг на друга, либо с использованием отдельного Г-образного хомута из рифленой арматуры того же диаметра. Длина захлеста или хомута с каждой стороны угла должна быть не меньше 50 см. Подробная схема укрепления углов фундамента показана на нижнем чертеже.
Есть еще один способ установки вертикальных столбов: для надежности их вбивают в землю на 1,5-2,0 метра. Это делает фундамент наиболее прочным и жестким. После сборки всего каркаса производится заливка бетона в опалубку.
Армирование монолитного фундамента
Монолитный фундамент – это цельная железобетонная плита, которая способна выдержать самые высокие нагрузки. Он может служить как «черновым» полом для будущего дома, так и прочным основанием для создания другого вида фундамента – ленточного или столбчатого. Главное требование при его возведении: поверхность земли должна быть пологой, без малейших уклонов и скатов.
Перед проведением работ нужно подготовить участок: выкопать котлован, уложить на его дно ровную песчаную подушку и залить тонким слоем бетона. Далее производится двухслойная гидроизоляция дна при помощи рулонных гидроизоляционных материалов.
Дальнейшее армирование монолитного фундамента своими руками заключается в создании сеток из прутков арматуры. Как и в случае с ленточными конструкциями, лучше всего использовать рифленую арматуру класса А3 толщиной не менее 12 мм. Она укладывается в двух направлениях, образуя ячейки размером не меньше 20 см по каждой стороне – как на фото ниже. Пересечения прутков укрепляются при помощи перевязки проволокой.
Однако существует более удобный аналог отдельным пруткам — в виде готовой сварной сетки из рифленых прутков ВР-1 с шагом ячейки от 200 мм. Ее использование избавит от необходимости самостоятельно укладывать и скреплять арматуру, поможет сэкономить силы и время.
Оптимальная высота плиты монолитного фундамента для жилого дома – 25-30 см. Такая толщина бетонного основания требуется двух поясов арматурной сетки – верхнего и нижнего, которые соединяются и укрепляются вертикальными гладкими прутками А1 толщиной 6 мм. Расставляются такие прутки на всех пересечениях сеток и фиксируются либо проволокой, либо сваркой. Далее производится заливка бетона.
Армирование столбчатого фундамента
Столбчатый фундамент состоит из нескольких железобетонных столбов с верхним ленточным ростверком, который используется как основание для будущего дома. Он рассчитан на легкие постройки: например, сараи или каркасные дома.
Армирование столбчатого фундамента своими руками производится с использованием вертикальных рельефных и горизонтальных гладких прутков тех же моделей и габаритов, как и в случае с предыдущими видами фундаментов. Перед установкой столбов выкапывается яма глубиной 2 метра, на дно которой укладывается подушка из песка и щебня. Ее также можно дополнительно армировать при помощи арматурной сварной сетки (тех же размеров, как и для монолитного фундамента). Вокруг ямы устанавливается деревянная опалубка, по высоте равная части столба над уровнем земли.
Каждый столб состоит из четырех вертикальных прутков арматуры по углам, которые ставятся на расстоянии минимум 20 см друг от друга. Скрепляются они горизонтальными перемычками – по одной с каждой стороны. Для надежности лучше сделать четыре ряда горизонтальных перемычек по всей высоте столба, на одинаковом расстоянии друг от друга. Пересечения арматуры перевязываются проволокой длиной 300 мм.
Армирование верхнего ростверка происходит по той же технологии, что и закладка ленточного фундамента. Однако при легком весе будущей постройки ростверк можно заменить на обычные деревянные брусы.
Расчет размеров и количества прутков
Очень важный момент при армировании фундамента – расчет арматуры, количество которой необходимо для укрепления бетонной конструкции. Ниже мы подробно рассказываем, как сделать точный и безошибочный расчет количества арматуры и ее размеров для каждого вида фундамента.
Расчет для армирования ленточного фундамента
Сначала высчитывается общая площадь фундамента – для этого перемножается его высота и ширина (например, фундамент высотой 80 см и шириной 30 см имеет площадь 2400 см2). Далее высчитывается общая площадь арматуры, которая должна равняться не менее 0,1% от общей площади фундамента (то есть 2,4 см2 для фундамента 2400 см2).
Получившаяся площадь 2,4 см2 – это площадь для четырех продольных прутков, двух верхних и двух нижних. Поэтому с ее помощью высчитываем диаметр нужной арматуры. Для этого по формуле площади окружности вычисляем поперечное сечение прутка (например, для арматуры диаметром 10 мм это 0,79 см2), а потом умножаем его на количество прутков (0,79 х 4 = 3,16 см2). Этого с запасом хватит, чтобы покрыть требуемую площадь 2,4 см2.
Длина одного продольного прутка высчитывается по длине всей бетонной ленты и умножается на общее количество прутков (4 штуки). Затем к этому числу прибавляется 20% на стыки и угловые нахлесты.
Длина арматуры для вертикальных и горизонтальных перемычек считается так:
Сначала считаем число необходимых перемычек: общая длина ленты делится на шаг их установки (300 мм)
Затем вычисляем длину одной перемычки: путем сложения высоты и ширины каркаса и умножением на 2
Перемножаем обе полученных цифры (число и длину перемычек) и прибавляем запас 20%
Расчет для армирования монолитного фундамента
Расчет количества и диаметра арматуры для армирования под фундамент монолитного типа происходит практически так же, как и в случае с ленточным. Только общая площадь используемых продольных прутков должна равняться не менее 0,3% от общей площади фундамента.
Количество горизонтальных перемычек здесь считать не нужно, нужны только вертикальные: их число равняется количеству пересечений в одной арматурной сетке.
Расчет для армирования столбчатого фундамента
Количество арматуры для одного столба высчитывается с учетом их размеров. Например, при использовании четырех вертикальных прутков длиной по 3 метра для постройки фундамента своими руками понадобится 12,8 метров рифленой арматуры с учетом припуска 0,2 метра на привязку ростверка: (3 + 0,2) х 4 = 12,8 метров.
Pier Foundation with his own hands.» src=»https://www.youtube.com/embed/sit3r_rAbRo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Расчет горизонтальных перемычек происходит так: их количество на одном участке столба (4) умножаем на количество всех горизонтальных рядов на столбе (4), а после умножаем на диаметр столба (например, 0,2 метра). В результате получится длина арматуры для перемычек: 4 х 4 х 0,2 = 3,2 метра.
Как армировать ленточный фундамент своими руками: инструкция
Заливка фундамента 8 комментариев
Материалы и инструмент
Подготовительный этап
Инструкция по армированию фундамента
Армирование фундамента по углам
Видео — инструкция
Армирование ленточного фундамента – процедура обязательная, без выполнения которой невозможно гарантировать качественное возведение будущей постройки. Работа по армированию фундамента очень важна, но в исполнении не очень сложна и если разобраться во всех тонкостях и нюансах, то сделать ее можно без проблем своими руками.
Материалы и инструмент
Для армирования ленточного фундамента используют, как стальные пруты, так и стеклопластиковую арматуру, мы остановимся на стальных прутах (как выбрать стальную арматуру читайте тут), потому как стеклопластик во – первых дорогое удовольствие, во – вторых его очень редко применяют для загородного домостроения по ряду причин.
Итак, с этим разобрались идем дальше, для работы нам нужно приобрести:
Материал
Параметры
Рабочая арматура
Диаметром 12мм.
Конструктивная арматура
Диаметром 8мм.
Вязальная проволока
Предназначенная для армирования
Цемент
Марки М – 250, 300.
Песок
Средней фракции
Из инструментов подготовим:
Емкость для замешивания бетона или бетономешалку;
Строительный миксер;
Болгарку;
Лопату;
Плоскогубцы;
Перчатки.
Подготовительные работы
Первое: Нужно рассчитать и приобрести арматуру и вязальную проволоку. В расчете необходимого количества арматуры нет ничего сложного. Горизонтальные направляющие, для которых используется арматура 12мм, обычно укладывается с шагом 30 — 60 см. Поперечные и вертикальные секций формируются арматурой 8мм, с шагом 40 – 70см. Зная эти данные очень легко прикинуть сколько погонных метров арматуры необходимо купить именно для ваших целей, плюс берите небольшой задел и приобретайте на 10% больше чем вам надо.
Важно: Для ленты высотой меньше 90 см обычно используется двухрядный каркас, при высоте более 90 см вяжется трех и более ярусный каркас.
Насчет вязальной проволоки все еще проще, ее на каждое соединение уходит примерно 25 – 30см.
Второе: После того, как материал доставили на место строительства, его нужно тщательно осмотреть и очистить от грязи и ржавчины. Многие данной операцией пренебрегают, но нужно помнить, что посторонние «включения» могут хоть несущественно, а все же ухудшить рабочие характеристики бетона.
Пошаговая инструкция по армированию ленточного фундамента
Шаг 1: Формируем бетонное основание. Для этого на дно траншеи, толщиной 20 -30 см насыпаем песок, трамбуем его и заливаем бетоном слоем 5 – 10см. Так мы защитим нижнюю арматуру от появления коррозии.
Совет: в целях экономии можно не «заморачиваться» с заливкой «подошвы», а гидроизолировать траншею обыкновенной плотной полиэтиленовой пленкой.
Шаг 2: Устанавливаем опалубку. На этом этапе останавливаться не будем потому, как у нас есть статья на тему «как поставить опалубку для фундамента», где все подробнейше расписано.
Шаг 3: Начинаем вязать арматуру. Проделать данную работу можно, как непосредственно в траншее, так и рядом с ней. Удобнее конечно же связать отдельные секции недалеко от места монтажа, а потом установить их в положенное место. Общая схема будет следующей.
Важно: Сварку для соединения арматуры между собой применять крайне не рекомендуется, при таком способе крепления места стыков очень быстро начнут ржаветь.
Сборку конструкции следует начинать с нижних поперечных прутов (8мм), их выкладываем с шагом не более 80см друг от друга. Затем на них продольно укладываем рабочую арматуру (12мм), расстояние между продольными прутами не должно превышать 40 см, если же оно больше 40 см, то добавляем в конструкцию еще один стержень. Места соединений поперечных и продольных прутьев закрепляем вязальной проволокой.
Итак, ранее мы сформировали нижний уровень каркаса, далее следует закрепить вертикальные перемычки (8мм). Делается это так – в местах соприкосновения продольных и поперечных прутьев арматуры устанавливаем вертикально еще один прут и связываем его проволокой с основной конструкцией, таким образом производим монтаж всех необходимых вертикальных элементов.
Важно: Будьте внимательны и при установке следите чтобы вертикальная арматура была закреплена по отношению к продольной четко под 90 градусов.
Следующим этапом сборки каркаса будет установка верхних поперечных и продольных прутьев. Все действия те – же, к вертикально закрепленной арматуре с помощью вязальной проволоки с перехлестом по краям не менее 20см, крепим сначала поперечные, а затем продольные элементы арматуры.
Способом, описанным выше собираем необходимое количество секций, устанавливаем их в траншею если сборка проводилась не в ней и с помощью дистансеров жестко закрепляем каркас по отношению к опалубке, зазор между ними оставляем в 3 -5 см.
Основная часть работ на этом закончена, но остался самый важный этап, армирование ленточного фундамента по углам.
Шаг 4: Крепление арматуры по углам. Здесь нужно быть предельно внимательными и сделать работу максимально качественно, потому как углы фундамента принимают на себя наибольшее концентрированное напряжение. Для армирования фундамента по углам применяют П или Г- образные техники усиления. Как правильно сделать данную работу смотрите ниже.
Для прямых углов:
Для углов больше 160 градусов:
Ну и перекрестия армируются так:
Все на этом работа закончена, удачного вам строительства.
Видео:
Пять способов закрепить положительное поведение вашего ребенка
Родители играют важную роль в развитии личности своих детей. Как показывает фильм Pixar «Головоломка», родители формируют самые большие «острова» (аспекты личности) для своих детей. Будучи основными агентами социализации своих детей, родители имеют в своем распоряжении широкий спектр ресурсов для формирования поведения своих детей.
«Ты сегодня ел? Вы закончили домашнюю работу вовремя? Ты сделал свои упражнения Smartick, когда пришел домой из школы?» Как родители могут поощрять позитивное поведение?
Вот пять способов поощрения позитивного поведения:
Положительное внимание — лучшая награда. Игнорирование усилий ребенка — это одна из ошибок, которую совершают некоторые родители, и когда вы возвращаетесь с работы домой, пытаясь накрыть стол обедом, эту ошибку легко пропустить. Засекайте время — минуты может хватить, чтобы просмотреть рабочий лист, полюбоваться картинкой или задать вопрос о викторине.
Хвалите процесс, а не результат. Если ребенок показывает вам башню из кубиков, на строительство которой у него ушло некоторое время, родитель должен похвалить ребенка, например: «Посмотрите, сколько усилий вы приложили для этого!» «Хорошая работа», а не «Какая красивая башня». То же самое должно применяться, когда ребенок приносит домой школьные задания.
Ищите награды, которые подкрепляют хорошее поведение. Прежде чем обещать поездку в зоопарк в качестве особой награды, родитель должен убедиться, что ребенок действительно заинтересован в посещении зоопарка. Чтобы закрепить хорошее поведение, награды всегда должны быть персонализированными и значимыми для ребенка. Значение, которое ребенок придает стимулу, более важно, чем значение, которое придает ему родитель.
Меняйте частоту поощрений с течением времени. Исследования показывают, что если родители постепенно увеличивают частоту поощрения за хорошее поведение (скажем, от каждых двух случаев поведения до каждых четырех раз, затем каждые шесть раз и т. д.), ребенок с большей вероятностью в конечном итоге повторит поведение без вообще получать подкрепление. Цель – самомотивация.
Разделите амбициозные цели на более мелкие задачи. Разделение больших целей на более мелкие задачи и вознаграждение за выполнение более мелких задач — эффективный метод поощрения хорошего поведения. Например: научиться одеваться самостоятельно может быть сложной задачей для некоторых маленьких детей. Начните с того, что наденьте нижнее белье и дайте им освоить этот новый навык. Через несколько дней займитесь брюками. А потом рубашка. Хвалите после каждого шага, и вскоре они сами будут одеваться. (Никаких обещаний о том, что они выберут, чтобы носить, чтобы соответствовать!)
Постепенно дети будут вести себя хорошо независимо от подкрепления.
Две последние мысли:
Возложить ответственность. Когда ребенок начинает брать на себя ответственность, личные ресурсы, которые до этого были бездействующими, становятся активными. Когда ребенку даются обязанности, например, присматривать за младшим братом или сестрой или включать двоюродного брата в группу друзей, он получает сообщение: «Ты мне нужен. Вы несете ответственность. Я доверяю тебе. Ты можешь это сделать.»
Научите детей вознаграждать себя. Родительское поощрение исчезнет по мере взросления ребенка, поэтому важно научить детей вознаграждать себя. Точно так же, как родитель делает перерыв на кофе или прогулку после тяжелой работы, детей следует учить вознаграждать себя за хорошее поведение и усилия.
Метод Smartick предлагает короткие практические занятия, предназначенные для изучения математических понятий, не более 2-3 за раз. Дети получают мгновенную обратную связь от системы, и система приспосабливается к их темпу обучения, помогая им бросить вызов и дать им практику, необходимую им для лучшего обучения.
Вы можете сразу начать использовать Smartick для своего ребенка, воспользовавшись нашей бесплатной пробной версией.
Узнать больше:
Автор
Последние публикации
Кончи Руис Кабельо
Кончи провела последнее десятилетие, работая в сфере детских цифровых технологий и внимательно следя за всеми последними тенденциями в области образовательных приложений. По выходным она любит исследовать Бостон со своей трехлетней дочерью и фотографировать их вместе.
Последние сообщения от Conchi Ruiz Cabello (посмотреть все)
Cookies позволяют нам предлагать наши услуги. Если вы продолжите просмотр, вы соглашаетесь на использование нами файлов cookie. Дополнительная информация в Политике использования файлов cookie Я принимаю
Как правильно использовать подкрепление
К настоящему моменту вы, вероятно, уже поняли, что положительное подкрепление является основой любой успешной программы ABA. Это тоже кажется таким простым! Все дело в поощрении положительного поведения, верно?
Однако на практике концепция подкрепления может быть сложной, поскольку на нее влияет очень много факторов. Как лучше всего подкрепить ребенка? Что вы делаете, когда игрушка или занятие теряет свою привлекательность? Я хочу, чтобы мой ребенок научился так многому… какие навыки и поведение я укрепляю? Я успешно заставил своего ребенка одеться, чтобы заработать на его любимую закуску, но как долго мне нужно вознаграждать его едой?
Многие родители, учителя и терапевты застревают на подобных вопросах, поэтому вот несколько рекомендаций, которые помогут вам эффективно использовать подкрепление:
Ставьте небольшие, легко достижимые цели
Огромной и очень распространенной ошибкой является установка слишком высоких критериев для подкрепления. Опекун будет иметь в виду цель, но не сможет разбить ее на легко достижимые этапы. В результате ребенок разочаруется и перестанет пытаться. Таким образом, правило номер один — ставить небольшие цели (сначала), чтобы ребенок мог быстро понять, каково это — зарабатывать что-то в результате хорошего поведения или приобретения навыков. Таким образом, если ваша цель состоит в том, чтобы ваш ребенок самостоятельно выполнил домашнюю работу по математике, хорошей первой целью было бы, чтобы он решил только одну задачу самостоятельно, а затем вы поощрили бы его за это.
Поощрения должно быть достаточно, чтобы мотивировать ребенка
Почему-то мы думаем, что дети должны делать то, что мы просим, просто потому, что мы им сказали. И когда мы признаем, что ощутимое подкрепление действительно необходимо, мы даем ребенку то, что, по нашему мнению, он должен хотеть. Неправильный! Надеюсь, со временем у вашего ребенка появится внутренняя мотивация, и он будет поступать правильно просто потому, что это правильно, но сейчас вам нужно дать ему некоторую внешнюю мотивацию. Выбирая поощрение, выберите то, что, как вы знаете, мотивирует вашего ребенка. Это может быть что угодно! Но это должно быть что-то, что мотивирует вашего ребенка. Некоторые дети будут вести себя хорошо весь день в школе из-за наклейки с надписью хорошая работа . А некоторым детям нужно играть в видеоигры в качестве награды за что-то, казалось бы, простое, например, за чистку зубов. Наша работа заключается в том, чтобы выяснить, что необходимо для подкрепления желаемого поведения. А если не работает, меняй.
Используйте разные подкрепляющие добавки
Мороженое может работать как талисман, чтобы заставить вашего ребенка есть свой горох, но даже мороженое через некоторое время надоедает. Не говоря уже о нездоровье! Смешивайте вещи и используйте разные подкрепления для одного и того же целевого поведения. Кроме того, предмет становится гораздо более подкрепляющим, когда он не 9.0071 всегда доступен .
Поощрение постепенно ослабевает
В начале программы АВА может возникнуть необходимость поощрять каждую мелочь, которую делает ваш ребенок… каждый раз, когда он это делает! Скажем, ваш ребенок поставил перед собой цель научиться называть части своего тела. Каждый раз, когда вы говорите: «Что это?» а он говорит: «Нос!» вам нужно будет укрепить его. Может быть, с доступом к игрушке или с щекоткой; может быть, с мармеладным мишкой. Но со временем нужно стирать это армирование. Вы можете начать с подкрепления каждой второй реакции, затем каждых нескольких ответов и так далее. Этот шаг важен, потому что в «реальном мире» ваш ребенок не будет получать награду за каждый правильный ответ, а поощрение в реальном мире часто задерживается. Также важно, по возможности, свести использование грандиозных поощрений к более мелким вещам или потребовать больше работы, чтобы получить главный приз.
Используйте естественное подкрепление, когда это возможно
Что из этого имеет больше смысла? Говорите своему ребенку обуться, а затем отпускаете его играть на улице? Или сказать ей надеть туфли, а затем дать ей горсть мармеладных мишек? Когда вы включаете естественные подкрепления в программу ABA, это делает переход навыков, полученных во время терапии, к реальному миру намного более плавным.
Всегда сочетайте подкрепление с похвалой
Знаете ли вы, что если сочетать что-то потрясающее с чем-то нейтральным достаточно часто, то нейтральное тоже может стать подкрепляющим? Мы хотим помочь нашим детям стать более общительными, но одна вещь, которая отличает детей с аутизмом от других детей, заключается в том, что они часто не получают такого удовольствия от социального взаимодействия или социальной похвалы, как другие дети. Где простое «Отличная работа!» может служить подкреплением для типичного ребенка, для ребенка с аутизмом это может не иметь большого значения. Помимо социальных последствий этой проблемы, невозможно произвольно поощрять вашего ребенка каждый раз, когда он делает что-то правильно. Мы можем помочь нашим детям научиться мотивироваться социальной похвалой, сочетая ее с произвольным подкреплением. Конечно, вам, возможно, придется подарить Сьюзи мармеладного мишку за то, что она хорошо сидела во время рассказа, но не забудьте также сказать ей, как вы ею гордитесь! Со временем социальная похвала должна работать сама по себе, чтобы мотивировать вашего ребенка делать многие вещи.
Бронза марки БрАЖ9-4 и бронза БрА9ЖЗЛ изготавливается из медного сплава, содержащего присадки алюминия и до 2-4% примесей железа. Химический состав регулируется двумя ГОСТами:
ГОСТ 18175-78 на безоловянные бронзы, обрабатываемые давлением
ГОСТ 493-79 на бронзы безоловянные литейные
Сравнение химического состава бронзы БрАЖ9-4 (ГОСТ 18175-78) и БрА9Ж3Л (ГОСТ 493-79)
химсостав БрАЖ9-4
Fe
Si
Mn
P
Al
Cu
Pb
Zn
Sn
Примесей
2 — 4
до 0.1
до 0.5
до 0.01
8 — 10
84.3 — 90
до 0.01
до 1
до 0.1
всего 1.7
химсостав БрАЖ9-3Л
Fe
Si
Mn
Ni
P
Al
Cu
As
Pb
Zn
Sb
Sn
Примесей
2 — 4
до; 0. 2
до 0.5
до 1
до 0.1
8 — 10.5
82.8 — 90
до 0.05
до 0.1
до 1
до 0.05
до 0.2
всего 2.7
Химический состав БрАЖ по ГОСТ613-79 и ГОСТ1875-78 в сертификатах на бронзовые прутки
Как видим из приведённых таблиц процент железа (Fe) в сплаве может быть от 2 до 4. Соответственно составители ГОСТа на литейные бронзы взяли среднее значение процентного содержания железа, а составители ГОСТа на бронзу, обрабатываемую давлением — верхнее значение. Сравните, также с химсоставом очень похожей и взаимозаменяемой с рассматриваемыми бронзы марки БрАЖМЦ (химсостав и св-ва БрАЖМц 10-3-1,5) для удобства приведённом на отдельной страницце.
Отличие БрАЖ9-4 и БрАЖ9-3 (или БрА9Ж3Л, БрА9ЖЗЛ) в долях процента на примесные элементы, а фактически — только в способе производства (прокат или литьё). Определить как маркировался сплав из которого изготовлена деталь по химическому составу практически невозможно. Круглые прутки больших диаметров всегда производятся из слитков, а марка бронзы указывается БрАЖ9-4.
Цифры 9, 4 и 3 в маркировке бронз указывают процент А — алюминия и Ж — железа, соответственно.Остальная часть сплава приходится на долю меди, но по действующим стандартам ГОСТ 493-79 и ГОСТ 18175 в нем допускается незначительное содержание других примесей.
Свойства БрАЖ 9-4 и БрА9ЖЗЛ
Физические свойства БрА9Ж3Л
Температура
E 10— 5 — Модуль упругости первого рода
a 10 6 — Коэффициент температурного расширения
l — Коэффициент теплопроводности
r — Плотность
C — Удельная теплоемкость
R 10 9 — Удельное электрическое сопротивление
Град
МПа
1/Град
Вт/(м·град)
кг/м3
Дж/(кг·град)
Ом·м
20
1. 2
16
58.6
7600
110
Физические свойства БрАЖ9-4
20
1.16
58
7500
120
100
16.2
423
Из сравнения физических свойств мы видим, что эти марки бронзы — фактически абсолютно взаимозаменяемы.
Заготовки и полуфабрикаты из алюминиевых бронз используются в автомобильной, тракторной, авиационной, приборостроительной, станкостроительной, оборонной, нефтяной и химической промышленности, так как алюминиевые сплавы обладают высокими механическими и антифрикционными свойствами.
Бронзовые прутки БрАЖ9-4 изготовляются методом прессования и имеют диаметр 16-160 мм согласно ГОСТ 1628-78. Прутки БрАЖ9-4 применяется для изготовления деталей, подвергающихся трению и истиранию: клапаны, винты, кольца, поршневые колеса, клапаны насосов высокого давления. Востребована такая бронза и при изготовлении массивных деталей: ободьев, винтов, арматуры.
Области применения бронзы БРАЖ9-4
Благодаря своей доступности и отличным антифрикционным качествам, алюминиево-железистая бронза БРАЖ9-4 преимущественно применяется при изготовлении деталей, подвергающихся интенсивному трению и истиранию во время эксплуатации. В частности, из нее производят:
крышки подшипников
клапаны насосов высокого давления
винты для торпедных катеров
червячные колеса
поршневые колеса
контактные кольца
направляющие и резьбовые втулки
сухари муфт
арматура
Бронзовые червячные колеса превосходно работают при средних скоростях скольжения – до 8 м/с. Их зубья обладают необходимой стойкостью к истиранию и заеданию, позволяя увеличивать срок службы червячных передач. Небольшие по габаритам червячные колеса изготавливают целиком из бронзы, а большие по диаметру делают сборными – бронзовый венец, насаженный на чугунную или стальную ступицу. Не менее востребована алюминиево-железистая бронза БрАЖ9-4 при производстве массивных деталей – ободьев, втулок и гаек нажимных винтов. Их отливают в песчано-глинистые формы, что позволяет получать заготовки массой свыше 2 тонн и диаметром более 2 метров. Поскольку бронза БрАЖ9-4 отличается повышенной хрупкостью, отливки, которые в дальнейшем будут испытывать ударные нагрузки, подвергают полному отжигу. В результате этого снимается внутреннее напряжение сплава и увеличивается прочность готовых литых деталей.
Прутки из коррозионностойкой бронзы БрАЖ9-4 обладают высокими механическими и антифрикционными свойствами. Добавление алюминия в бронзу БрАЖ9-4 позволяет получать высокопрочный и жаропрочный сплав с кавитационной и коррозионной устойчивостью. Прутки из бронзы БрАЖ9-4 изготавливаются прессованием. Буква А в названии БрАЖ9-4 означает, что в состав входит алюминий, а Ж – железо, цифр 9 и 4 показывают процент содержания этих легирующих компонентов соответственно.
Добавление алюминия дает возможность не использовать оловянные легирующие добавки, являющиеся дефицитными. При этом алюминиевые бронзы значительно легче по весу, дешевле, а эксплуатационные характеристики этого сплава заметно выше. За счет добавления в сплав алюминиевой бронзы железа, она становится менее пластичной, но более прочной.
Единственные недостаток алюминиевой бронзы – трудность пайки мягкими и твердыми припоями. При воздействии перегретым паром на БрАЖ9-4 устойчивость сплава также снижается. Для устранения этой особенности бронзы с алюминием в нее вводят другие добавки, а именно: свинец, никель, марганец и железо.
Бронза БраЖ9-4, обладающая повышенными антикоррозионными свойствами, идет на производство арматуры и различных изделий, которые СаНПиН разрешает использовать в пищевом производстве. В ее составе не содержится вредных примесей, плюс ко всему она великолепно противостоит различным агрессивным средам при нормальных и повышенных температурах. Кроме этого, бронза БрАЖ9-4 востребована при изготовлении полуфабрикатов: прутков, труб, поковок. Готовые изделия отлично обрабатываются механическим способам – режутся и фрезеруются, позволяя получать износоустойчивые детали сложнейших форм.
Устойчивость сплава к коррозии позволяет использовать детали из алюминиевой бронзы в солёной морской воде, поэтому они нашли широкое применение в судостроении, а отличные антифрикционные свойства сплава позволяют использовать его вместо оловянных бронз, удешевляя стоимость деталей и, кстати говоря, их вес. Например, алюминиевые бронзы хорошо показывают себя в узлах трения различного технологического оборудования для нефтехимической промышленности.
Материал для подшипников скольжения Бронза марки БрАЖ9-4 зарекомендовала себя как отличный материал для подшипников скольжения, которым предстоит работать на высоких скоростях и с высокими ударными нагрузками. Для подшипников используются круги и полые заготовки из алюминиевой бронзы.
Из бронзы марки БрАЖ9-4 изготавливают: поковки, прессованные трубы, трубные заготовки и прутки; гайки нажимных винтов, шестерни, втулки и седла клапанов для авиационной промышленности; в машиностроении бронзу алюминиевую используют для изготовления отливок массивных деталей в землю.
Бронза марки БрА9Ж3Л используется для изготовления арматуры и антифрикционных деталей.
характеристики и расшифовка, применение и свойства стали
Стали
Стандарты
Всего сталей
Страна
Стандарт
Описание
Россия
ГОСТ 1628-78
Прутки бронзовые. Технические условия
Россия
ГОСТ 18175-78
Бронзы безоловянные, обрабатываемые давлением. Марки
Механические свойства стали БрАЖ9-4
Сортамент
Предел кратковременной прочности,sв, МПа
Относительное удлинение при разрыве,d5, %
Сплав мягкий
400 — 500
35 — 45
Сплав твердый
500 — 700
4 — 6
Свойства по стандарту ГОСТ 1628-78
Сортамент*
Диаметр, мм
Временное сопротивление
разрыву, σв, МПа (кгс/мм2)
Относительное удлинение
при разрыве, δ, %
Твердость по Бринеллю, НВ
Прутки
16 — 160
> 540 (55)
> 15
110 -180
* по способу изготовления: прутки прессованные
Свойства по стандарту ГОСТ 18175-78
Сортамент
Временное сопротивление
разрыву, σв, МПа
Предел текучести,
σ0,2, МПа
Относительное удлинение
при разрыве, δ, %
Предел выносливости при испытании
на изгиб с симметричным циклом нагружения, σ-1,МПа
Ударная вязкость,
KCU, МДж/м2
Твердость по Бринеллю, НВ
Состояние прессованное до т/о
Прутки
600
300
40
-
0,8
140
Состояние прессованное после т/о
Прутки
850
-
5
-
-
-
Состояние твердое
Прутки
500 — 700
350
4 — 6
-
0,8
100 — 200
Состояние мягкое
Прутки
400 — 500
220
35 — 45
210*
-
100 — 120
* на базе (40-50)⋅106 циклов
Технологические свойства марки БрАЖ9-4
Твердость БрАЖ9-4, Пруток прессован
HB 10 -1 = 110 — 180 МПа
Твердость БрАЖ9-4, Сплав мягкий
HB 10 -1 = 100 — 120 МПа
Твердость БрАЖ9-4, Сплав твердый
HB 10 -1 = 160 — 200 МПа
Температура плавления
1040 °С
Свойства по стандарту ГОСТ 18175-78
Литьё, °C
Горячая обработка
давлением, °C
Отжиг, °C
Отжиг для уменьшения
остаточных напряжений, °C
Обрабатываемость
резанием, %*
Жидкотекучесть, м
Линейная усадка, %
1120 — 1140
750 — 850
650 — 750
300 — 350
20
0,85
2,49
* по отношению к обрабатываемости латуни ЛС63-3
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
Название
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Директивы MassDOT по дорожному строительству | Mass.
gov
E-21-001
26.01.2021
Стандартные технические условия
для автомагистралей и мостов – издание 2021 г.
Официально выпущено издание 2021 года Стандартных спецификаций MassDOT для автомобильных дорог и мостов. Издание 2021 г. заменило Издание 2020 г. и включает все Дополнительные спецификации, выпущенные в 2020 г. Издание 2021 г. упоминалось во всех контрактных документах для проектов, рекламируемых 30 января 2021 г. или после этой даты. Заменено E-20-002.
Е-20-005
11.05.2020
Руководство по данным подсчета трафика
Предоставляет руководство о том, как оценивать существующие и будущие показатели трафика вместо новых показателей трафика после 13 марта 2020 г., когда были введены ограничения на пандемию COVID-19. Представляет новое руководство MassDOT по данным подсчета трафика от апреля 2020 года, которое заменяет предыдущее руководство, содержащееся в Руководстве по проектированию 25% для проектирования дорожного движения и безопасности. Заменено технической директивой E-22-003.
Е-20-002
31.01.2020
Стандартные технические условия
для автомагистралей и мостов – издание 2020 г.
Официально выпускает Стандартные спецификации MassDOT 2020 года для автомобильных дорог и мостов. Издание 2020 г. заменяет и заменяет собой все действующие в настоящее время издания Стандартных спецификаций, и на него должны быть ссылки во всех контрактных документах для проектов, объявленных 1 февраля 2020 г. или после этой даты.
Е-19-003
24.06.2019
MASH-совместимые глушители постоянного удара
Требуется, чтобы новые установки постоянных глушителей ударов в проектах MassDOT или на объектах, принадлежащих MassDOT, соответствовали требованиям MASH. В проектах, объявленных до 1 января 2019 г., может быть продолжена установка постоянных шумоглушителей согласно соответствующим контрактным документам для каждого контракта. Заменено технической директивой E-20-004.
E-17-001
19.10.2017
Обновленные стандарты для ограждений и концевых клемм ограждений
Официально выпущены новые стандартные подробные чертежи для ограждения с W-образной балкой и концевых наконечников ограждения, которые соответствуют требованиям к характеристикам MASH. Заменены предыдущие стандартные подробные чертежи для систем ограждений с W-образными и трехбалочными балками. Также заменил E-95-008, E-02-001 и E-05-002. Заменено Директивой по техническим вопросам E-20-004
Е-16-005
29.12.2016
Декабрь 2016 г. Детали строительных стандартов
Официально выпущена версия Стандарта строительства за декабрь 2016 года для использования во всех проектах, объявленных после 22 января 2017 года. Заменил июньское издание 2014 года Деталей строительных стандартов, выпущенное под номером E-14-003. Заменено E-17-002.
Е-16-004
29.12.2016
Временное бетонное ограждение, переоснащенное на МАШ ТЛ-3
Официально выпущены новые стандартные подробные чертежи для модернизации временного бетонного барьера в соответствии с эксплуатационными требованиями MASH TL-3. Также пересмотрены существующие стандартные подробные чертежи временного бетонного барьера, чтобы их можно было использовать в соответствующих местах MASH TL-2. Заменено технической директивой E-20-004.
Е-14-006
19.12.2014
Критерии проектирования для проектов MassDOT Highway Division
Обновлен и заменен E-14-001, удален статус «Временный» этой директивы. Поддерживается Директива о здоровой транспортной политике P-13-0001. Заменено E-20-001.
Е-14-005
30.09.2014
Обработка концов ограждений системы ET-Plus
Введен мораторий на новые установки системы обработки концов ограждений ET-Plus и требуется немедленное удаление этой системы из списков сертифицированных аттенюаторов дорожного движения MassDOT. Разрешено сохранение существующих неповрежденных установок системы ET-Plus. Заменено технической директивой E-20-004.
Е-14-004
21.07.2014
Меры по повышению безопасности дорожного движения
Определены физические меры, которые будут использоваться при строительстве дорог и мостов для повышения безопасности пользователей дорог и рабочих бригад. Включено руководство по правильному размещению фрезерованных полос Rumble. Заменена директива политики MassHighway P-04-001 от 18.10.04. Заменено E-20-007.
Е-14-003
11.07.2014
Июнь 2014 г. Детали строительных стандартов
Официально выпущено издание «Сведения о строительных стандартах» от июня 2014 г. для использования во всех проектах, объявленных после 31 июля 2014 г. Заменил издание «Сведения о строительных стандартах» от марта 2012 г., выпущенное под номером E-12-006. Заменено E-16-005.
Е-14-001
04.02.2014
Критерии проектирования для проектов MassDOT Highway Division
Введены новые критерии контроля для пешеходов и велосипедистов, которые будут использоваться с 13 критериями контроля FHWA для дорог и мостов. Поддерживается Директива о здоровой транспортной политике P-13-0001. Заменен E-09-005. Заменено E-14-006.
П-13-004
15.03.2013
Протокол проверки и испытаний туннелей для дорог, охватываемых Air Rights Developments
Предоставлен единый протокол для осмотра и тестирования участков I-90 и Центральной артерии, охваченных застройками по воздуху, в соответствии с P-13-003. Заменено P-18-003.
П-13-003
15.03.2013
Программа проверки и тестирования тоннелей
Приведена единая политика проверки туннелей и испытаний систем безопасности жизнедеятельности для всех туннелей, находящихся под юрисдикцией MassDOT. Заменено P-18-002.
П-13-002
15.03.2013
Стандарты и процедуры осмотра мостов и туннелей
Определены стандарты и процедуры осмотра мостов и туннелей Департамента шоссейных дорог MassDOT. Заменено P-18-001.
Е-14-006
19.12.2014
Критерии проектирования для проектов MassDOT Highway Division
Обновляет и заменяет E-14-001 от 04.02.14. Удаляет статус «Временный» этой директивы. Поддерживает Директиву о здоровой транспортной политике P-13-0001.
E-12-008
25.07.2012
Дополнительные технические характеристики — 15 июня 2012 г.
Официально выпущено издание Дополнительных спецификаций к Стандартным спецификациям для автомобильных дорог и мостов от 15. 06.12 для использования во всех проектах, объявленных после 01.07.12. Заменено последующими изданиями того же.
E-12-006
27.03.2012
Март 2012 г. Детали строительных стандартов
Официально выпущено издание «Сведения о строительных стандартах» от марта 2012 г. для использования во всех проектах, объявленных после 31 марта 2012 г. Заменил Детали строительного стандарта издания 2010 г. и включил чертежи, выпущенные в соответствии с E-12-004 и E-12-005. Заменено E-14-003.
Е-12-004
27.03.2012
Пересмотренные и обновленные детали строительных стандартов
Выпущено 9 переработанных чертежей стандартных строительных деталей для немедленного использования. В этих чертежах исправлены мелкие графические и терминологические ошибки, обнаруженные в предыдущих версиях этих чертежей. Включено в более поздние версии Стандартных деталей конструкции.
E-11-007
07.10.2011
Детали мачты и фундамента Стандартные чертежи
Заменено E-11-002. Весь текст был идентичен, за исключением исправленной ссылки на схемы фундамента Span Wire Assembly от 19 ноября.94. Предыдущая версия этой директивы ссылалась на более раннюю версию этих диаграмм. Заменено E-16-001.
E-11-003
04.08.2011
Представление электронного плана коммунальных услуг
Заменено E-10-003. Изменена процедура представления проектировщиками планов инженерных сетей в MassDOT в электронном формате. Предоставлены обновленные рекомендации по подготовке слоев чертежей AutoCAD и по отправке материалов на рассмотрение. Заменено E-19-004.
E-11-002
03.03.2011
Детали мачты и фундамента Стандартные чертежи
Введены новые стандартные чертежи от 24.02.11, которые заменили различные чертежи от 02.01.85. Включено дополнительное руководство по дизайну. Должен использоваться во всех проектах, которые не были отправлены на рассмотрение на стадии проектирования 75% по состоянию на 01. 03.11. Заменено E-11-007.
E-11-001
03.03.2011
Техника дорожного движения и техники безопасности 25% Руководство по представлению проекта
Вводит и принимает новые правила подачи проектов, которые заменяют версию от 06.01.04. Включает руководство по подготовке отчета о функциональном дизайне. Должен использоваться во всех проектах, которые не были отправлены на рассмотрение на стадии проектирования 25% по состоянию на 01.03.11. Заменено технической директивой E-22-003.
E-10-007
08.09.2010
Детали строительного стандарта 2010 г.
Официально выпущены детали строительных стандартов 2010 года для использования в проектах MassDOT Highway Division, рекламируемых после 9/30/10. Заменил Строительные стандарты DPW 1997 г., Детали строительных стандартов MassHighway 1996 г., Дополнительные чертежи MassHighway 2003 г. и различные инженерные директивы, полностью или частично. Заменено E-12-006.
E-10-003
05.05.2010
Представление электронного плана коммунальных услуг
Установлена процедура для проектировщиков, чтобы представить планы инженерных сетей в MassDOT в электронном формате. Предоставлены рекомендации по подготовке слоев чертежей AutoCAD и по отправке материалов на рассмотрение. Заменено E-11-003.
E-09-005
21.08.2009
Критерии проектирования для проектов MassHighway и требования к размещению велосипедов и пешеходов
Заменено E-97-007, дополнено P/E-06-001 и обновлены критерии размещения велосипедов и пешеходов и процедура проверки. Уточнены критерии проектирования, которые должны применяться к проектам MassHighway, особенно к проектам Национальной системы автомобильных дорог. Заменено E-14-001.
Е-09-004
21.08.2009
Утверждения подписантов для эскизных планов мостов и строительных чертежей
Заменено E-08-004. Определены подписи, необходимые для всех чертежей моста. Предоставил группы лиц, уполномоченных подписывать чертежи каждого типа, и признал офис Программы ускоренного перехода в качестве отдельного органа по утверждению. Заменено E-11-004.
E-09-002
16.01.2009
Решетки с крючковым замком для водосборных бассейнов
Требуются решетки с крюковым замком для использования в качестве стандартных решеток водосборника на дорогах MassHighway. Введены новые стандартные чертежи, связанные с этой инициативой. Заменено E-09-003.
E-08-004
19.12.2008
Консультант по проектированию титульного блока для планов моста
Измененный номер чертежа Руководства по мосту 1.1.4, требующий от консультанта-проектировщика подписать и запечатать планы моста в качестве зарегистрированного инженера, вступает в силу с 1 января 2009 года.. От директора по мостам и сооружениям и главного инженера не требовалось подписывать планы мостов, разработанные фирмами-консультантами. Заменено E-09-004.
E-08-001
15.08.2008
Утверждение рабочих чертежей
Изменены процедуры утверждения заводских чертежей в Руководстве по мостику, позволив чертежам быть «утвержденными, как указано». Включено в более поздние издания Руководства по мостику.
E-07-001
27.07.2007
MassHighway Bridge Manual, части I и II, издание 2005 г., редакции 2007 г.
Внесены поправки в Руководство по мостику, части I и II, издание 2005 г. С 1 августа 2007 г. Руководство MassHighway Bridge, части I и II, издание 2005 г., пересмотренное в 2007 г., стало стандартом для проектов, рекламируемых MassHighway. Заменено Руководством по мосту LRFD 2013 года.
E-06-005
13.10.2006
Полная реализация для использования сборного переносного бетонного барьера
Заменено E-06-004. Изменена дата вступления в силу для использования Сборного Переносного Бетонного Барьера. Применяется только к контрактам на строительство, объявленным после 01.01.07.
E-06-004
21.08.2006
Полная реализация для использования сборного переносного бетонного барьера
Требуется, чтобы все сборные переносные бетонные барьеры соответствовали чертежам строительных стандартов M/E 403.1, M/E 403.2 и M/E 403.3, вступившим в силу с 01.01.07. Заменен E-96-003 и Е-02-004. Заменено E-06-005.
E-06-003
01.08.2006
Средства индивидуальной защиты персонала подрядчика
В контрактную документацию для всех проектов, выставленных на торги 01.08.06 или после этой даты, добавлена новая формулировка, требующая от персонала подрядчика носить каски, защитные жилеты и другие средства индивидуальной защиты при работе в рамках проекта.
E-06-001
13.02.2006
Руководство по разработке и проектированию проектов Департамента автомобильных дорог штата Массачусетс, издание 2006 г.
Устанавливает Руководство по разработке и проектированию проектов 2006 г. в качестве стандарта для использования во всех проектах, заменяя Руководство по проектированию автомобильных дорог 1997 г. , вступившее в силу 30 января 2006 г. Включает и делает устаревшими технические директивы E-93-007, E-93. -011, Е-98-003, Е-99-004 и Е-02-005.
E-05-005
17.11.2005
Руководство по мосту MassHighway, части I и II, издание 2005 г., общепринятые единицы измерения США
Установлено Руководство по мостам 2005 года в качестве стандарта для проектов проектирования мостов, вступившее в силу 1 декабря 2005 года. Заменено Руководством по мосту LRFD 2013 года.
E-05-002
02.03.2005
Новые строительные чертежи ограждения, заглубленного в откос
Представлено 5 новых чертежей для строительных стандартов, касающихся непатентованной обработки концов ограждения. Включает условия использования и особые требования к предоставлению. Заменено E-10-007 и E-17-001.
E-04-006
03.12.2004
Новые строительные чертежи для установки отбойников
Добавлено 2 новых чертежа для строительных стандартов, касающихся правильной установки решетчатых полос. Новые чертежи соответствовали Р-04-001 и ТУ. Заменено E-10-007.
P-04-001
18.10.2004
Меры по борьбе с утомляемостью водителей и повышению безопасности — Заменено E-14-004
Определены физические меры, которые будут использоваться при строительстве дорог и мостов для повышения безопасности пользователей дорог и рабочих бригад. Заменено E-14-004.
E-04-004
16.04.2004
Пересмотренные строительные чертежи
Представлено 4 пересмотренных чертежа M/E для строительных стандартов — 1 чертеж бермы и 3 чертежа ограждения. Заменено E-10-007.
E-04-003
16.04.2004
Обнаруживаемые предупреждающие панели
Представлено 2 новых стандартных чертежа, касающихся размещения обнаруживаемых предупреждающих панелей на пандусах для инвалидных колясок, как того требует FHWA. Позже модифицированы E-04-007 и E-10-007.
E-03-001
15.05.2003
Регулировка осадки бетона на строительной площадке
Установлена альтернативная процедура регулирования осадки бетона на строительной площадке, позволяющая использовать удерживающую воду. Заменено E-05-001.
E-02-005
17.12.2002
Раннее экологическое согласование проектных проектов
Установлены стандартные процедуры для определения проектных параметров, инициирования раннего согласования с населением и определения важной информации, необходимой для раннего экологического анализа. Включено в Руководство по разработке и проектированию проектов 2006 г. 13.02.06.
Представлены 3 новых чертежа M/E для строительных стандартных деталей и установлен график реализации для использования нового сборного переносного бетонного барьера. Относительно платежной позиции 853.2. Заменено E-06-004.
E-02-003
26.06.2002
Средства контроля безопасности строительных работ
Распоряжение о том, что пункт 851. Контроль безопасности строительных работ должен быть включен в большинство проектов, объявленных после 01.07.02. Эта работа должна была измеряться и оплачиваться на основе единичных дней. Заменено E-12-009.
E-02-001
21.05.2002
Обработка концов ограждений и устранение опорных пластин
Усилена существующая политика в отношении надлежащей обработки концов ограждения и введена новая политика в отношении надлежащего использования опорных пластин ограждения. Заменено E-17-001.
Е-00-002
29.09.2000
Новые и пересмотренные чертежи для «Стандартных деталей конструкции и дорожного движения»
Введено 8 новых, пересмотренных или устаревших чертежей для стандартных деталей строительства и дорожного движения. Все изменения касались чертежей ограждений в соответствии с требованиями к испытаниям NCHRP 350. Заменено версией 12/01 Стандартных деталей конструкции.
Е-00-001
13.03.2000
Исправления к руководству MassHighway Bridge
Внесены изменения в Руководство по мосту MassHighway, части I и II, метрическое издание 1995 года. Включено в последующие издания Руководства по мостику.
E-99-004
12.05.1999
Стандартные размеры майлара для проектов MassHighway
Стандартный размер листа майлара для всех проектов MassHighway изменен на 24 x 36 дюймов. Включены пересмотренные чертежи Руководства по проектированию автомобильных дорог и Руководства по мостам. Включено в Руководство по разработке и дизайну проекта.
E-99-003
10.02.1999
Новые и пересмотренные чертежи для «Стандартных деталей конструкции и дорожного движения»
Представлено 10 новых или пересмотренных чертежей для стандартных деталей строительства и дорожного движения 1996 года. Включены новые чертежи ограждения в соответствии с требованиями к испытаниям NCHRP 350. Заменено версией 12/01 Стандартных деталей конструкции.
E-99-002
10.02.1999
Сертификация отчетов об исключениях проекта
Предписано, что все отчеты о проектных отклонениях должны быть проштампованы и подписаны проектировщиком до того, как они будут представлены на рассмотрение и утверждение Главному инженеру. Устарело из-за использования Рабочей книги по обоснованию проекта, выпущенной под номером E-20-001.
E-98-003
05.05.1998
Ответ на MGL CH 87 Acts 1996 — Велосипеды и пешеходы
Заменен E-98-002. Отмечено, что проекты технического обслуживания, финансируемые в рамках Главы 90 (местная помощь) Программа была исключена из положений настоящей Директивы. Включено в Руководство по разработке и проектированию проектов 2006 года.
E-98-002
07.04.1998
Ответ на MGL CH 87 Acts 1996 — Велосипеды и пешеходы
Заменен E-97-005. Подчеркнуто, что Директива должна была применяться ко всем проектам на уровне проектирования 25% и что она применялась ко всем проектам, финансируемым за счет государственных средств, включая Главу 9.0 (местная помощь) фонды. Заменено E-98-003.
E-98-001
13.03.1998
Оценка эффективности консультанта
Внедрена улучшенная система оценки эффективности работы консультантов в масштабах всего Департамента. Допускается ввод данных из нескольких дисциплин и периодическая обратная связь с консультантами по дизайну в процессе проектирования. Заменено E-10-005.
E-97-008
9.10.1997
Совет по архитектурному доступу и требования Закона об американцах-инвалидах
Определены требования AAB и ADA. Заменено более поздними инструкциями и стандартными чертежами деталей.
E-97-007
9.10.1997
Проекты, освобожденные от критериев контроля
Выявленные типы проектов, объем которых был настолько ограничен, что применение обычных стандартов проектирования, изложенных в Руководстве по проектированию автомобильных дорог и AASHTO, нецелесообразно. Эти проекты не требовали официального утверждения проектных исключений. Заменено E-09-005.
E-97-005
07.07.1997
Ответ на MGL CH 87 Acts 1996 — Велосипеды и пешеходы
Заменен E-97-004. Содержит тот же язык, что и E-97-004, за исключением правильной замены слова «следует» на «плечо» во втором абзаце. Заменено E-98-002.
E-97-004
01.07.1997
Ответ на MGL CH 87 Acts 1996 — Размещение велосипедов и пешеходов
Определены эталонные показатели MassHighway для приспособления для велосипедистов и пешеходов, а также предоставлено руководство для проектировщиков по документированию случаев, когда такое приспособление в разумных пределах не достижимо. Заменено E-97-005.
E-97-003
12.06.1997
Геотехнический отдел
Объявлено о слиянии Отдела грунтов и фундаментов Отдела исследований и материалов с Геотехническим отделом Отдела дорожного строительства. Объединенный участок входил в состав Дорожно-строительного отдела.
Е-97-002
27.02.1997
Пересмотренные таблички для Стандарта строительства и дорожного движения 1996 г. Детали
Пересмотренные пластины бермы и ограждения 106.1.0R, 401.1.0R и 401.3.0R. Заменено версией 12/01 Стандартных деталей конструкции.
E-97-001
27.01.1997
Строительные контракты Раздел
Объявлено о создании и обязанностях Секции строительных контрактов. Объединение бывшей Секции спецификаций с бывшей Секцией контрактов и предварительной квалификации. Новая секция находилась в Отделе дорожного строительства.
E-96-003
17.04.1996
Политика приемки временных сборных ограждений
Требуемое временное сборное железобетонное срединное ограждение, которое должно быть изготовлено в соответствии с разделом 850.49 Стандартных спецификаций. Определен порядок замены ограждений, изготовленных в соответствии с другими государственными спецификациями DOT. Заменено E-06-004.
E-95-008
04.12.1995
Клеммы демпфера
Прекращено использование MELBCT во всех проектах MassHighway. Терминалы шумоподавления должны быть спроектированы, предложены и построены в соответствии с Разделом 628 Стандартных спецификаций для автомобильных дорог и мостов. Заменено E-17-001.
E-95-007
29.11.1995
Стандарты проектирования и процесс отказа от проектирования для муниципальных проектов
Предоставлено временное руководство по инициированию и утверждению проекта, стандартам проектирования и процессу отказа от проекта для муниципальных проектов. Включена минимальная ширина полосы движения и ширины плеч. Устарело с момента публикации 1997 Руководство по проектированию автомобильных дорог (июнь 1997 г.).
E-95-006
18.09.1995
Временные сборные железобетонные перегородки
Введена политика, запрещающая использование «постоянных» бетонных разделительных ограждений для контроля дорожного движения и защиты рабочих зон во время строительных работ. Для этих целей можно использовать только «временные» бетонные разделительные барьеры. Заменено технической директивой E-20-004.
Е-95-005
09.08.1995
Использование метрической системы
Дополненный E-95-004. Дал дальнейшие указания по проектированию автомагистралей и мостов в метрических или английских единицах измерения. Определены конкретные крайние сроки для разработки проектов в любой системе измерения. Заменено E-04-001.
Е-95-004
12.06.1995
Использование метрической системы для всех проектов и документов отдела
Определена метрическая система измерения в качестве метода измерения для Департамента, вступившего в силу 18.06.9.5. Предоставлено направление по отказам. Выявлены руководства Департамента, которые были переизданы в метрических единицах. Заменено E-04-001.
E-95-003
17.05.1995
Затраты на железнодорожную маркировку
Дано указание о возмещении подрядчикам затрат на железнодорожную маркировку. Обратитесь к стандартным спецификациям для текущего направления.
E-94-005
28.12.1994
Изменения к схемам фундамента — чертежи сборки пролетного провода
Заменен лист 4 из 4 (английский и метрический) стандартных чертежей сборки пролетного провода. Устарел по E-16-001.
E-94-004
9.12.1994
Правила AAB и заявки на получение разрешения на доступ к государственной автомагистрали
Уполномочено, чтобы все заявки на получение разрешений, выдаваемые окружными офисами, содержали заявление, подтверждающее, что все разрешения регулируются правилами и положениями Совета по доступу к архитектуре 521 CMR 1.00 и след. Сделано устаревшим S.O.P. HMD-60-02-3-000 выдан 12.12.08.
E-94-003
26.10.1994
Исправления к строительным чертежам сборных разделительных ограждений
Изменены чертежи строительного стандарта №№ 401.15.1 и 401.15.2, чтобы показать, что соединительный штифт должен полностью помещаться в поперечном сечении барьера. Включено в более поздние версии рисунков.
E-93-011
29.12.1993
Политика восстановления ландшафта
Предоставлена основа для надлежащего восстановления ландшафта после воздействия, вызванного проектами строительства дорог. Включено в Руководство по разработке и проектированию проектов 2006 года.
E-93-010
30.11.1993
Окончательные проверки контрактов на строительство и техническое обслуживание
Определен порядок сокращения отставания по договорам на строительство и техническое обслуживание, ожидающих окончательного рассмотрения. Этот процесс был завершен.
Е-93-008
03.11.1993
Пересмотренный титульный лист и блок федеральной помощи
Определен новый титульный лист и блок федеральной помощи для использования во всех проектах. Включено в руководство по разработке и проектированию проектов и стандарты САПР.
E-93-007
26. 10.1993
Пересмотренное расписание R.O.W. и служебные заявки
Определено, когда в ходе разработки проекта следует подавать план в Управление по полосе отчуждения и инженеру по коммунальным предприятиям. Большая часть этой информации была включена в 1997 Руководство по проектированию автомобильных дорог, и все это было включено в Руководство по разработке и проектированию проектов 2006 года.
E-93-006
21.10.1993
Использование наполнителя контролируемой плотности
Требуется, чтобы засыпка контролируемой плотности (CDF) использовалась в качестве обратной засыпки во всех выемках траншей всякий раз, когда Департамент выдает разрешение на такие работы. Заменено E-98-004.
E-93-005
21.10.1993
Задержки движения и строительные работы
Подчеркнуто, что инженеры-резиденты должны принять все необходимые меры для сведения к минимуму задержек автомобилистов. Определено «Правило 12-минутной задержки» для приостановки операций и отмечено, что для информирования автомобилистов о задержках должны использоваться доски с переменными сообщениями. Заменено E-03-002.
E-93-003
22.09.1993
Рекомендации Комитету по спецификациям
Утверждается, что рекомендации Комитету по спецификациям должны быть полными и хорошо организованными. Неконкретные рекомендации не будут рассматриваться Комитетом.
E-93-002
07.07.1993
Политика MassHighway CADD
Установлена и определена политика CADD (автоматизированного черчения и проектирования) для всех файлов, созданных 19.07.93 или позже. Больше не является требованием.
E-93-001
23.06.1993
Правила использования модифицированных кабельных наконечников с эксцентричной нагрузкой
Предоставлено руководство по использованию модифицированных кабельных наконечников с эксцентричной нагрузкой (MELBCT) на различных типах дорог. Включены пересмотренные или новые таблички строительных стандартов. Заменено E-95-008.
Н-92-018
24. 08.1992
Проектирование с учетом доступности для людей с ограниченными возможностями
Предоставлено руководство по проектированию и строительству тротуаров и пандусов для инвалидных колясок в соответствии с правилами и положениями Совета по архитектурному доступу (AAB). Заменено более актуальными рекомендациями ADA/AAB.
Н-92-017
10.08.1992
Требования Закона об американцах-инвалидах
к поперечному уклону тротуара
Указано, что стандартный поперечный уклон тротуаров должен составлять 3/16 дюйма на фут в соответствии с рекомендациями ADA, согласно которым поперечный уклон доступного маршрута не может превышать 1:50. Заменено более актуальными рекомендациями ADA.
Н-92-014
22.06.1992
Опасные материалы и водно-болотные угодья
Ответственность за отдел опасных материалов и отдел водно-болотных угодий передана из отдела дорожного строительства в отдел разработки проектов.
Визуализация системы подачи магмы от зоны MASH к магматическому резервуару
Перейти к навигации
Авторы
Делф, Джонатан Р.
Уорд, Кевин М.
Зандт, Джордж
Дучеа, Михай Н.
Бек, Сьюзан Л.
Плато Пуна в Центральных Андах является подходящим местом для изучения процессов, связанных с тектоно-магматическим развитием Кордильерской системы. Эти процессы включают длительную субдукцию (в том числе поверхностную и крутую фазы), существенное утолщение земной коры, размещение больших объемов магматических пород и, возможно, расслоение. Чтобы прояснить процессы, связанные с развитием кордильерской системы, мы объединили функции приемника, полученные на основе общей точки преобразования, с данными дисперсии волн Рэлея из томографии окружающего шума. Полученная в результате модель скорости поперечных волн с высоким разрешением на юге плато Пуна раскрывает детали магматической системы в литосферном масштабе. Низкие скорости вблизи перехода кора-мантия интерпретируются как зона MASH (частично расплавленная зона, где мантийные расплавы взаимодействуют с литосферой и претерпевают дифференциацию по плотности) с ∼4–9%~4–9% расплава. После дифференциации менее плотные и предположительно более кислые расплавы распространяются на меньшие глубины в пределах земной коры (∼20 км от поверхности) и включают вертикально (∼10 км) и латерально (∼75 км) обширные низкоскоростные тела, охватывающие фронтальную дугу и плато. интерьер. Эти большие медленно движущиеся тела представляют собой частично расплавленную среднюю кору (до 22%), где магма может далее эволюционировать до более высоких концентраций кремнезема. Периодический приток расплава из нижележащей зоны MASH в эти среднекоровые тела может служить триггером для извержения объемистых игнимбритов, наблюдаемых на юге плато Пуна. Считается, что многие активные тектонические процессы, протекающие вдоль южной части плато Пуна, аналогичны процессам, сформировавшим Североамериканские Кордильеры.
Кастрюля – предмет настолько привычный и простой, что задумывать о ее плюсах и минусах даже не приходится. По крайней мере, до той поры, пока не наступает время приобретать новую. Вот тогда и возникают вопросы: какую кастрюлю лучше купить – эмалированную или из нержавейки, большую или маленькую, светлую или темную.
Основные параметры
На самом деле, объем и цвет на использование влияют не сильно. Точнее, с объемом можно определиться самостоятельно исходя из количества человек в семье. С цветом тоже все просто – чем темнее, тем меньше на кастрюльке будут заметны потемнения от открытого огня (актуально для домов и квартир с газовыми плитами) и жирные пятна, неизбежно появляющиеся при готовке на соседних конфорках.
Таким образом, фактически, единственный важный аспект при выборе – материал, из которого изготовлена кастрюля. Но и здесь есть свои «подводные камни».
Нержавеющая сталь
Нержавеющая сталь достаточно широко используется при производстве кухонной утвари и посуды. Это легко объяснимо, так как она обладает целым списком положительных качеств:
кастрюли из нержавеющей стали долговечны,
не подвержены коррозии под действием воды, пара и высоких температур,
хорошо переносит перепады температуры – посуду можно ставить на плиту сразу из холодильника,
не имеет собственного запаха и вкуса – не портит вкус блюд,
легко моется – не боится чистящих средств,
хорошо проводит тепло и за счет зеркальной поверхности долго не остывает,
гигиенична – гладкая поверхность не имеет пор и трещин и устойчива к царапинам, а значит, не поддерживает развития бактерий,
имеет современный дизайн, который хорошо вписывается в любой интерьер.
Но все мы хорошо понимаем, что идеальных материалов не существует, поэтому и у нержавейки находятся свои минусы.
Из-за высокой теплопроводности блюда могут подгорать к дну и нижним частям стенок, поэтому кастрюли оснащаются многослойным дном. Оно препятствует подгоранию, но и существенно замедляет процесс нагрева.
Во время готовки на дне и стенках могут появиться пятна: черные точки и радужные разводы. Удалить их с поверхности, не повредив металл, практически невозможно.
Кастрюли из качественной нержавеющей стали с многослойным дном, как правило, стоят дороже, чем эмалированные.
На данный момент товары в данной категории отсутствуют
Эмалированные кастрюли
Кастрюли с покрытием эмалью пользовались заслуженным спросом еще несколько десятилетий назад, причем не только потому, что выбор тогда был гораздо меньше, чем сейчас, но и из-за простоты и удобства их использования.
На самом деле, в основе такой посуды также лежит сталь, но не нержавеющая. Именно поэтому вся поверхность изделий покрывается тонким, но равномерным слоем эмали, защищающей металл от коррозии.
Плюсы:
Посуда не подвержена ржавлению.
Эмаль способствует быстрому и равномерному распределению тепла по всей поверхности.
Она не дает продуктам подгорать.
Не впитывает запахи и не пахнет сама.
Не поддерживает развитие бактерий.
Эмаль препятствует прямому контакту пищи с металлом.
Посуда неприхотлива и может использоваться на любых плитах, а также подходит для мытья вручную и в посудомоечной машине.
Огромное разнообразие дизайнов позволяет подобрать изделие под общий стиль интерьера.
Широкий диапазон цен.
Есть у эмалированных кастрюль и очевидные недостатки:
Они боятся механических повреждений, сильных ударов и падений – эмаль может отколоться и в месте повреждения быстро образуется ржавчина. Использовать такую посуду для готовки нежелательно.
При использовании на газовых плитах дно и нижняя часть боковин может покрыться копотью. Очистить ее очень сложно или даже невозможно. Особенно этому подвержены изделия светлых цветов.
Несмотря на то, что эмаль устойчива к царапинам, чистить ее металлическими мочалками и абразивными моющими средствами нежелательно.
***
Какой же вывод можно сделать из всего вышесказанного? Однозначно ясно одно: у каждой разновидности кастрюль есть как свои преимущества, так и недостатки, и, в то же время, и эмалированные модели, и кастрюли из нержавейки прекрасно справляются со своими задачами. Именно поэтому окончательный выбор мы оставляем за вами, тем более что «слабые места» обеих разновидностей теперь вам прекрасно известны, и вы сможете легко избежать досрочного повреждения посуды.
Виды и функции варочных поверхностей Hansa
Как выбрать
Варочная поверхность — один из наиболее часто используемых предметов на кухне. Внешне модели варочных поверхностей мало чем отличаются друг от друга, но функциональные особенности у всех разные. Данная статья поможет вам разобраться в тонкостях незаменимого кухонного прибора — варочной панели — и сделает ее выбор простым и понятным.
Тип нагрева
Для начала стоит разобраться с коммуникациями, которые подведены в Ваш дом: газ или электричество. В зависимости от этого необходимо подбирать тип варочной поверхности.
Газовые варочные поверхности
Каждую современную газовую поверхность можно использовать как в квартирах при проведенных газовых коммуникациях, так и в частных домах. Даже если газовые коммуникации не подведены — к поверхности можно подключить баллон с газом. В таком случае необходимо поменять «жиклеры», предназначенные для изменения давления при подключении баллонного (сжиженного) газа. Изначально, как правило, на варочных поверхностях установлены жиклеры для магистрального газа, а запасные (для баллонов) — поставляются в комплекте с поверхностью.
Газовые поверхности имеют несколько очень важных отличий друг от друга, исходя из которых необходимо сделать свой выбор в пользу той или иной модели.
Первой из них является тип панели. К примеру газ на эмали. Это самый недорогой вариант из нижепредставленных. Обладает средней долговечностью в силу обгорания эмали с течением времени. А вот ухаживать за такой поверхностью довольно просто, используя средства для очистки эмали. Следующим видом является газ на нержавеющей стали. Такая поверхность довольно практична и с точки зрения удобства ухода за ней, и с точки зрения ударопрочности, т. е. если случайно на нее упадет кастрюля нержавеющая сталь не пострадает. Однако металлизированный дизайн подходит не всем, да и поцарапать нержавейку довольно просто, к примеру во время очистки жесткой губкой. Поэтому некоторые из потребителей склоняются к выбору иного материала панели. Например к газу на стекле. Закаленное стекло — очень легко чистить: намного легче, чем нержавеющую сталь. С точки зрения дизайна, поверхности с технологией «газ на стекле» выглядят очень эстетично. Однако и такая технология имеет недостаток: ударопрочность. Если кастрюля весом в 2–3 кг упадет на поверхность ребром с высоты 30-40 см — стекло может разбиться. В аналогичном случае на эмалированной поверхности образуется скол, а на металле может образоваться вмятина. Самым же практичным видом газовых поверхностей со всех точек зрения является газ на стеклокерамике. Красиво и надежно, ударопрочность выше по сравнению с закаленным стеклом. Самый главный недостаток — высокая стоимость.
Также необходимо обращать внимание на решетку варочной поверхности. Решетки могут быть чугунными и стальными: плюс чугуна состоит прежде всего в долговечности, ибо этот материал не обгорит и не потеряет свой внешний вид даже после многих лет использования. Однако чугун может расколоться, если посуда будет слишком тяжелой. В свою очередь эмалированная сталь превосходно выдерживает точечные попадания, а значит — обладает большей ударопрочностью по сравнению с чугуном. Да и чистить такую решетку намного легче, чем чугунную. Однако эмаль на стальной решетке со временем обгорает и теряет свой внешний вид.
Есть и иные технологии, влияющие на выбор газовой поверхности. Газ-контроль -технология, перекрывающая подачу газа в случае его затухания. Очень важная и полезная функция, в особенности, если форточка на кухне часто открыта или поверхность используется в загородном доме. Технология автоматический электроподжиг снимает необходимость поджигать газ спичками. Достаточно нажать на ручку регулирования газа и повернуть ее: в этот момент подается искры с интервалом в доли секунды на зону нагрева и газ мгновенно превращается в пламя. Существует «механическая» система поджига пламени или система «пьезо», при этой системе нужно повернуть ручку регулирования газа и одновременно нажать на специальную кнопку, при нажатии которой подается искра.
Электрические варочные поверхности
Как правило, в силу своей высокой мощности (7,4–7,8 кВт) такие поверхности устанавливаются в электрифицированные дома и квартиры. Однако есть и очень экономичные модели стандартных размеров мощностью 3,5 — 3,7 кВт. Обычно в комплекте с электрической варочной поверхностью нет шнура и вилки для подключения. Дело в том, что современную поверхность можно подключить как к однофазному, так и к трехфазному току. Для каждого типа подключения необходим кабель с определенным сечением. Поэтому зачастую, производитель не включает кабель в себестоимость продукта и предлагает приобрести его отдельно в зависимости от технических требований по подключению в вашем доме.
Категории электрических варочных поверхностей с точки зрения типов нагрева. Чугунные электрические варочные поверхности(их еще называют «блинами») обладают довольно низкой ценой, однако разогреваются они довольно долго, долго остывают, а при попадании чего-либо на раскаленный чугун — начинают «шипеть». Все загрязнения остаются в итоге по периметру зоны нагрева и нередко — на ней, в пригоревшем состоянии. Чистить перфорированный чугун довольно сложно и затратно по времени. Стеклокерамические электрические поверхности Hi-Light устроены сложнее: нагревательный элемент находится не снаружи, а внутри поверхности — под стеклокерамикой. Не следует путать стеклокерамику с закаленным стеклом: это два абсолютно разных материала. Сам нагревательный элемент представляет спираль, которая нагревает стеклокерамику до температуры 450 — 500 С. Из минусов можно отметить слишком высокую температуру стеклокерамики в момент приготовления: во-первых это небезопасно, а во-вторых при выкипании, к примеру, молока, оно моментально пригорит. Стеклокерамические поверхности индукционного типа (индукционные), в таких поверхностях под стеклокерамикой находится электромагнитная катушка, а не нагревательный элемент. Когда кастрюля устанавливается на зону нагрева, образуется магнитное поле, под действием которого и происходит нагрев посуды. Если Вы попробуете убрать кастрюлю с зоны нагрева — электромагнитное поле пропадет и нагрев осуществляться не будет. В отличие от технологии Hi-Light стеклокерамика на индукционной поверхности нагревается примерно до 85–95 С, а это значит — пища не будет пригорать. Поверхность можно очистить с помощью салфеток и воды. Кроме того, стоит отметить высочайший КПД — 90% и отличную скорость нагрева.
Обратите внимание на функции самой поверхности: мост — это функция объединения зон нагрева. Доступна только для индукционных панелей. На стандартных стеклокерамических варочных поверхностях аналогом этой функции являются «зоны расширения». Таймер будет полезен при установке времени приготовления, а защита от детей заблокирует возможность нажатия на элементы управления. Поддержание тепла — функция поддержания определенной температуры блюда. Пригодится в те моменты, когда блюдо готово, а гости задерживаются. Включение этой функции позволит блюду остаться теплым.
Основы эмалирования стали
Пит Деннен • 20 февраля 2022 г.
Эмалирование стали — это высокотехнологичный процесс с использованием высокотехнологичных материалов и самых современных технологий. Эмалированные изделия в настоящее время используются во многих различных отраслях промышленности, особенно в кулинарии, архитектурных и декоративных целях.
Преимущества:
Преимущества использования эмалированной стали включают долговечность, эстетические качества, гигиеничность и бережное отношение к окружающей среде.
Долголетие. Эмалированная сталь устойчива к:
Коррозии, химическим веществам, моющим средствам, растворителям и кислотам
Воздействию погодных условий, воды и пара
Огонь, жара, холод
Царапинам или истиранию
Эстетике
Эмаль может быть окрашена почти неограниченный диапазон цветов
Трафаретная печать создает проблемы
Возможность изготовления широкого спектра текстур поверхности
Гигиена:
Предотвращает рост бактерий
Не впитывает запахи
Безопасен для контакта с пищевыми продуктами
Легко чистится
Забота об окружающей среде:
Эмалированная сталь представляет собой комбинацию двух чистых, пригодных для повторного использования материалов
Сама эмалированная сталь полностью подлежит вторичной переработке
9004
Области применения:
Эмалированные стальные изделия используются в самых разных областях. Превосходные свойства эмалированной стали и, в частности, ее гигиенические качества делают ее идеальным выбором для кухонных приборов. Хорошими примерами являются камеры духовки, сковороды-бройлеры, плиты и крышки для гриля.
Вывески — еще одно приложение, в котором можно использовать эмалирование стали. Это идеальное решение для внутренних и наружных указателей и связи. Поверхность не будет повреждена погодой, загрязнением или граффити.
Эмалированная сталь часто используется в архитектурной индустрии. Его можно использовать в интерьерах общественных мест, таких как вокзалы, аэропорты и другие здания. Эмалированная сталь также может использоваться в качестве облицовки снаружи зданий, поскольку она устойчива к атмосферным воздействиям и ультрафиолетовому излучению, имеет малый вес и представлена в различных цветах.
Процесс эмалирования:
Процесс эмалирования обеспечивает прочный сплав между сталью и эмалью. Процесс заключается в нанесении и последующем обжиге при высоких температурах (~1500 градусов по Фаренгейту) одного или нескольких слоев эмали, наносимых различными способами (погружением, напылением, электростатическим) на тщательно подготовленную поверхность детали. Вместо того, чтобы наносить краску, эта эмаль представляет собой очень тонкий осколок стекла, который обеспечивает прочное, нерушимое слияние между эмалью и сталью.
Эмаль:
Эмаль представляет собой смесь неорганических стекловидных материалов (кварц, песок, глина и др.) и флюсов (бура, кальцинированная сода и др.), окрашенных различными оксидами металлов. Смесь плавится при высокой температуре около 1300 градусов по Цельсию, отливается, затем быстро охлаждается и измельчается, в результате чего образуется «эмалевая фритта», которую затем измельчают для получения эмали.
Покрытия из фарфоровой эмали:
Существует два основных типа покрытий из фарфоровой эмали. Один наносится в виде двухслойной системы: грунтовочный слой плюс защитный слой. Сначала наносится грунтовочный слой и обжигается для образования твердого расплавленного покрытия; затем на грунтовочное покрытие наносится покровный слой, который обеспечивает желаемый цвет и внешний вид поверхности.
Другой тип эмалирования фарфора называется однослойной системой, и, как следует из названия, это однослойное покрытие с однократным обжигом. Этот метод эмалирования требует использования более избирательно обрабатываемых эмалируемых сталей.
Контакты СРЖ Сталь
Сталь для эмалирования
Крайне важно, чтобы во время эмалирования использовался соответствующий тип стали. ASTM A424 является стандартом для трех типов эмалированной стали. Сталь для эмалирования должна без деформации выдерживать напряжения, возникающие при обжиге и последующем охлаждении эмалированных деталей. Кроме того, для получения хорошей отделки поверхности после эмалирования необходимо тщательно контролировать уровень влажности во время обжига, а сталь должна содержать ловушки водорода для предотвращения образования поверхностных дефектов, таких как рыбья чешуя. Дефект, известный как рыбья чешуя, возникает, когда эмаль отслаивается от поверхности стали. Рыбья чешуя может появиться сразу после обжига эмали или через несколько недель. Крайне важно, чтобы эмалированная сталь использовалась в процессе эмалирования, чтобы обеспечить устойчивость к рыбьей чешуе.
Существует три типа эмалированных сталей: Тип 1, Тип 2 и Тип 3. Тип 1 — это эмалированная сталь со сверхнизким содержанием углерода, производимая в процессе, называемом отжигом в открытом змеевике. Он обладает отличной способностью к эмали, формуемостью для большинства применений, требующих более одного обжига во время эмалирования. Тип 2 представляет собой низкоуглеродистую эмалированную сталь, которую можно использовать в основном для одностороннего эмалирования. Тип 3 — это сверхнизкоуглеродистая сталь, изготовленная с использованием специальной химии, а не отжига в открытом змеевике. Он обладает превосходной эмалевой способностью, возможностью сверхглубокой вытяжки и титаном для предотвращения коробления на более крупных деталях.
Новое сообщение > < Предыдущее сообщение
Поделиться
Твитнуть
Поделиться
Почта
Эмалирование стали: почему 3 типа?
Пит Деннен • 26 апр, 2022 •
ASTM A424 официально известен как стандарт для эмалирования стали, листов и фарфора. Далее в спецификации говорится: «Эта спецификация охватывает стандартные требования к листовой стали в рулонах и длинах обрезков для эмалирования фарфора. Тепловой анализ сталей типа I, типа II и типа III должен соответствовать установленному химическому составу по углероду, марганцу, фосфору, сере и другим веществам. Однако для углерода делается исключение, поскольку термический анализ углерода не подходит для типа I. Материал также должен соответствовать требуемым механическим свойствам, таким как изгиб и формуемость».
Процесс эмалирования
Пит Деннен • 21 марта 2022 г. •
Эмалирование — один из старейших способов обработки стекла и металла для создания цвета и рисунка на поверхности ювелирных изделий, настенных работ и скульптур. Это бесценный промышленный процесс для нанесения покрытия на сталь для практического использования в бытовой технике, посуде и вывесках.
5 вопросов, которые следует задать вашему дистрибьютору стали
Пит Деннен • 27 июня, 2018 •
Если вы ищете нового дистрибьютора стали для эмалированной фарфоровой стали, задайте эти пять вопросов каждому потенциальному поставщику.
Краткая история эмалирования стали
Пит Деннен • 31 мая 2018 г. •
Узнайте историю эмалирования стали от эксперта Пита Деннена из SRJ Steel
Как эмалирование стали используется для создания стали с фарфоровой эмалью
Как эмалирование стали используется для создания стали с фарфоровой эмалью
07.05.2016
Лето — сезон жарки. Пока в воздухе витает запах барбекю, найдите минутку и оцените свой гриль. Скорее всего, все это стало возможным благодаря эмалированной стали. В большинстве барбекю используется этот тип металла, чтобы его можно было покрыть фарфоровой эмалью, чтобы выдерживать высокие температуры приготовления пищи.
Эмалированная сталь
«Он используется в стиральных и сушильных машинах, водонагревателях, даже в ваннах… во многих различных продуктах», — говорит Майк Браниган, менеджер по производству плоского углеродистого проката компании Kloeckner Metals. «Это, вероятно, более распространено, чем мы думаем».
Эмалированная сталь поддается формованию, что позволяет изготавливать из нее множество различных деталей. Он специально разработан для того, чтобы эмали лучше сцеплялись с металлом. Шероховатость поверхности призвана способствовать адгезии. Кроме того, по сравнению с обычной сталью, она содержит меньше углерода, а химический состав продукта позволяет прилипать к ней горячей эмалью.
Низкое содержание углерода и шероховатость поверхности необходимы для предотвращения дефектов при нанесении эмалевого покрытия. Важна не только адгезия эмали, но и ее внешний вид. Если содержание углерода в металле слишком высокое, это может вызвать выделение газообразного CO и CO 2 во время обжига. Это может повлиять на внешний вид поверхности.
Готовая эмалированная сталь огнеупорна и может выдерживать широкий диапазон температур. Эта особенность является причиной того, что он используется во многих продуктах для приготовления пищи. Поверхность очень твердая, что делает ее устойчивой к царапинам. В то же время он по-прежнему обладает прочностью стального сердечника, поэтому его нелегко разбить. Эмалированная сталь выдерживает термические удары, в отличие от посуды из стекла. Он также устойчив к коррозии и химическим веществам, что делает его идеальным для стиральных машин и водонагревателей.
Узнать больше
Если вам нравится то, что вы читаете, не стесняйтесь проверять наши предыдущие сообщения в блоге на такие темы, как предварительно окрашенная сталь, гальваническая металлическая кровля, центры обслуживания металлов, пвд и алюминий.
Стивен Нге
Стивен Нге в настоящее время является руководителем отдела маркетинга и коммуникаций в Kloeckner Metals. Нге — специалист по маркетингу с более чем 14-летним опытом работы в различных средах и отраслях. Его цель — рассказать вам о сексуальной стороне стали. Нге имеет степень бакалавра в области управления бизнесом со специализацией в области маркетинга Университета штата Северная Каролина. До Kloeckner Нге работал в Delta Dental, Wells Real Estate Funds, Технологическом институте Джорджии и Doosan.
Твердость HRC – одна из основных характеристик инструмента. Параметр отображает прочностные показатели продукции, определяет ее устойчивость к деформации и абразивному износу. Чем выше твердость стали HRC, тем надежнее, долговечнее и функциональнее изделие.
В материале:
Метод Роквелла
Слесарный инструмент
Инструмент для монтажных работ
Металлорежущий инструмент
Крепежи
Способы определение твердости
Стационарные твердомеры
Портативные твердомеры
Напильники
Сравнительная таблица твердости
Метод Роквелла
Метод Роквелла – наиболее популярный способ определения твердости. Процедура регламентирована ГОСТ 9013-59, предполагает вдавливание в образец одного из типов инденторов:
алмазный конус для твердых сталей и закаленных сплавов;
твердосплавный шарик для цветных металлов и сплавов с умеренной твердостью.
При проведении работ задействуется профильное оборудование. Оно обеспечивает надежную фиксацию заготовки, планомерное погружение индентора и отображение результатов замеров.
Рис. 1 Измерение твердости методом Роквелла
Метод измерения твердости по Роквеллу предполагает использование различных шкал с буквенным обозначением. Шкалы А и С применяются для работы с алмазными инденторами, шкала В – с твердосплавными шариками.
ВАЖНО! При измерении твердости металла по методу Роквелла сведения о применяемой шкале отображаются в конце обозначения. Например, выражение 57 HRC информирует, что твердость заготовки составляет 57 единиц, испытания проводились методом Роквелла (HR) с использованием шкалы С.
При измерении твердости металлов методом Роквелла нельзя уравнивать значения, полученные при работе с разными шкалами. Это принципиально разные показатели, ориентированные на определенные типы материалов.
Измерение методом Роквелла по ГОСТ предполагает использование следующих диапазонов значений.
Проведение испытаний в соответствии со шкалой А – от 70 до 93 HR.
Использование метода измерения Роквелла в рамках шкалы В – от 25 до 100 HR.
Определение твердости стали HRC (шкала С) – от 20 до 67 HR.
При работе с инструментами и крепежами принято использовать шкалу С. Каждая группа изделий имеет рекомендуемые показатели твердости. Соответствие указанным значениям гарантирует долгую службу продукции.
Слесарный инструмент
При изготовлении слесарного инструмента задействуются легированные и углеродистые стали. Твердость материала HRC должна находиться в следующих диапазонах:
напильники и сменные отрезные полотна для ножовок – от 56 до 64 единиц;
чертилки, кернеры, зубила и бородки – от 54 до 60 единиц;
ударный инструмент, представленный молотками и их аналогами – от 50 до 57 единиц.
Твердость 56 HRC является универсальным показателем. Значение подтверждает высокую прочность изделий для всех перечисленных групп.
Инструмент для монтажных работ
Монтажный инструмент широко используется на производстве и в быту. Степень твердости определяет интенсивность износа и прочностные характеристики продукции.
Для каждого типа изделий определен рекомендованный уровень твердости:
гаечные ключи с зевом до 36 мм – от 45,5 до 51,5 единиц;
гаечные ключи с зевом более 36 мм – от 40,5 до 46,5 единиц;
отвертки – от 47 до 52 единиц;
зажимной инструмент, представленный плоскогубцами, пассатижами и щипцами – от 44 до 50 единиц.
Твердость 52 HRC оптимальна для большинства изделий. Продукция с подобным показателем обладает длительным сроком службы и достаточной прочностью.
Металлорежущий инструмент
Высокая твердость – обязательное условие для качественного металлорежущего инструмента. Она позволит сохранить остроту кромок, снизит периодичность заточки и прочих сервисных процедур.
Для каждой группы инструмента рекомендованы соответствующие значения по шкале HRC:
отрезной инструмент в виде кусачек и бокорезов – от 56 до 61 единицы;
зенкеры и зенковки – от 61 до 65 единиц;
метчики и плашки – от 61 до 64 единиц;
сверла для работы с металлом – от 63 до 69 единиц;
фрезы, при производстве которых используется сталь HSS – от 62 до 66 единиц.
Для сверл с покрытием из нитрида титана твердость лезвия HRC должна составлять свыше 80 единиц. Требования обусловлены высокой нагрузкой на инструмент в процессе эксплуатации.
Крепежи
При определении надежности крепежей учитывается не только твердость, но и класс прочности. Данные параметры тесно связаны между собой.
Таблица №1. Взаимосвязь класса прочности и твердости HRC для болтов, винтов, гаек и шайб
Для прочих крепежей существуют диапазоны рекомендованных показателей прочности.
Таблица №2. Рекомендованные значения прочности для прочих крепежных элементов
Способы определение твердости
Для определения твердости методом Роквелла используются стационарные и портативные твердомеры. При ограниченном бюджете применяются специальные напильники.
Стационарные твердомеры
К стационарным твердомерам относятся высокоточные измерительные приборы. Устройства устанавливаются в лабораториях, обеспечивают оптимальные условия для проведения экспериментов.
Наиболее прогрессивные твердомеры имеют программное управление, позволяют детально настроить параметры процедуры. Оборудование регулярно проходит поверку, адаптировано к интенсивной эксплуатации.
Рис. 2 Стационарный твердомер
Портативные твердомеры
Портативные измерительные приборы предназначены для выездных замеров. Они имеют малые габариты, сохраняют функционал в различных пространственных положениях. Большинство устройств имеет жидкокристаллические дисплеи, поддерживает функцию запоминания и сравнения значений.
ВАЖНО! К приобретению рекомендуются поверенные твердомеры, сопровождающиеся документацией от производителя. Такие устройства позволяют проводить измерения методом Роквелла по ГОСТ 9013.
Рис. 3 Портативный твердомер
Напильники
Использование специальных напильников – наиболее доступный способ измерения твердости. Инструмент поставляется в наборах. Они содержат несколько напильников, каждый из которых ориентирован на определенную твердость (соответствующее обозначение есть на рукояти инструмента).
Рис. 4 Набор напильников для определения твердости
Испытания проводятся в определенной последовательности.
Заготовка зажимается в тисках либо фиксируется иным надежным способом.
На тестируемую поверхность поочередно воздействуют напильниками. Мастер начинает с инструмента, имеющего наименьшую твердость. Если он не оставляет царапин, применяется следующий напильник из линейки.
Как только на заготовке появляются следы, смена напильников прекращается. Мастер сравнивает твердость последнего и предшествующего инструмента. Промежуточное значение является показателем HRC для испытываемой детали.
Напильники не используются при проведении лабораторных исследований ввиду низкой точности измерения. Они предназначены для бытового использования и рядовых производственных операций.
Рис. 5 Схемы работы с напильником
Сравнительная таблица твердости
Для определения твердости применяется не только алгоритм Роквелла, возможно использование способов Бринелля и Виккерса. Каждый метод предполагает получение цифровых значений, сопоставимых между собой.
Для лучшей интерпретации результатов измерений предусмотрена специальная таблица.
Таблица №3 Соответствие результатов измерений, полученных методом Виккерса, Бринелля и Роквелла
Таблица №4 Соответствие результатов измерений, полученных методом Виккерса, Бринелля и Роквелла (часть 2)
Наглядно сравнить твердость изделий в соответствии со шкалами измерений поможет следующая схема.
Рис. 6 Сравнение твердости изделий применительно к системам измерения Роквелла и Бринелля
При покупке инструмента стоит уточнить степень его твердости. Соответствующие сведения могут содержаться в паспорте качества, сертификатах соответствия и прочей сопроводительной документации.
Купить сверла по металлу, а также метчики и плашки с высокими показателями твердости поможет магазин РИНКОМ. Здесь представлена качественная продукция отечественного, европейского и китайского производства. Изделия соответствуют требованиям отраслевых нормативов, подходят для бытового и промышленного использования. Для ознакомления с полным спектром представленных товаров рекомендуется воспользоваться каталогом.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 июня 2022
Легированные стали
22 июня 2022
Инструментальные стали
25 апреля 2022
Устройство токарного станка
4 апреля 2022
Удельный вес стали
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Сравнительная таблица твёрдости металлов и сплавов — Полный марочник сталей и сплавов
В таблице приводятся приближённые соотношения между числами твёрдости, определённые методами: Виккерс (HV), Бринелль (HB), Роквелл (HRB, HRC).
Виккерс
HV
Бринелль
HB
Роквелл
HRB
σB ,
МПа
Виккерс
HV
Бринелль
HB
Роквелл
HRC
σB ,
МПа
100
100
52,4
333
245
245
21,2
815
105
105
57,5
350
250
250
22,1
835
110
110
60,9
362
255
255
23,0
855
115
115
64,1
382
260
260
23,9
865
120
120
67,0
402
265
265
24,8
880
125
125
69,8
410
270
270
25,6
900
130
130
72,4
430
275
275
26,4
910
135
135
74,7
450
280
280
27,2
930
140
140
76,6
470
285
285
28,0
950
145
145
78,3
480
290
290
28,8
970
150
150
79,9
500
295
295
29,5
980
155
155
81,4
520
300
300
30,2
1000
160
160
82,8
530
310
310
31,6
1030
165
165
84,2
550
320
319
33,0
1060
170
170
85,6
565
330
328
34,2
1090
175
175
87,0
580
340
336
35,3
1120
180
180
88,3
600
350
344
36,3
1150
185
185
89,5
620
360
352
37,2
1180
190
190
90,6
640
370
360
38,1
1200
195
195
91,7
650
380
368
38,9
1230
200
200
92,8
665
390
376
39,7
1260
205
205
93,8
685
400
384
40,5
1290
210
210
94,8
695
410
392
41,3
1305
215
215
95,7
715
420
400
42,1
1335
220
220
96,6
735
430
408
42,9
1365
225
225
97,5
745
440
416
43,7
1385
230
230
98,4
765
450
425
44,5
1410
235
235
99,2
785
460
434
45,3
1440
240
240
100,0
795
470
443
46,1
1480
Виккерс
HV
Роквелл
HRC
Виккерс
HV
Роквелл
HRC
Виккерс
HV
Роквелл
HRC
Виккерс
HV
Роквелл
HRC
490
47,5
600
54,2
720
60,2
840
65,1
500
48,2
620
55,4
740
61,1
860
65,8
520
49,6
640
56,5
760
62,0
880
66,4
540
50,8
660
57,5
780
62,8
900
67,0
560
52,0
680
58,4
800
63,6
1114
69,0
580
53,1
700
59,3
820
64,3
1220
72,0
Примечание:
Погрешность перевода чисел твёрдости по Виккерсу в единицы Бринелля ± 20 HB; в единицы Роквелла до ± 3 HRC (HRB), значение σB до ± 10%.
Поделиться:
Просмотров:
4 293
Таблица преобразования твердости стали
Термическая обработка Обработка Состояние
В
Р
С
Т
У
В
Вт
х
З
Растяжение Прочность
625-775 Н/мм 2
700-850 Н/мм 2
775-925 Н/мм 2
850-1000 Н/мм 2
925-1075 Н/мм 2
1000-1150 Н/мм 2
1075-1225 Н/мм 2
1150-1300 Н/мм 2
1550 Н/мм 2
Твердость по Бринеллю
179-229
201-225
223-277
248-302
269-331
293-352
311-375
345-401
444
В этой таблице указана приблизительная твердость стали по шкалам Бринелля, Роквелла B и C и шкале Виккерса. Эти таблицы преобразования предназначены только для ознакомления, поскольку в каждой шкале используются разные методы измерения твердости. Правая колонка показывает приблизительную эквивалентную прочность на растяжение.
Справочная таблица: таблица преобразования твердости стали — все значения приблизительны.
Твердость по Бринеллю HB
Роквелл HRC
Роквелл ХРБ
Виккерс HV
Н/мм²
800
72
780
71
760
70
752
69
745
68
746
67
735
66
711
65
695
64
681
63
658
62
642
61
627
60
613
59
601
58
746
592
57
727
572
56
694
552
55
649
534
54
120
589
513
53
119
567
504
52
118
549
486
51
118
531
469
50
117
505
468
49
117
497
456
48
116
490
1569
445
47
115
474
1520
430
46
115
458
1471
419
45
114
448
1447
415
44
114
438
1422
402
43
114
424
1390
388
42
113
406
1363
375
41
112
393
1314
373
40
111
388
1265
360
39
111
376
1236
348
38
110
361
1187
341
37
109
351
1157
331
36
109
342
1118
322
35
108
332
1089
314
34
108
320
1049
308
33
107
311
1035
300
32
107
303
1020
290
31
106
292
990
277
30
105
285
971
271
29
104
277
941
264
28
103
271
892
262
27
103
262
880
255
26
102
258
870
250
25
101
255
853
245
24
100
252
838
240
23
100
247
824
233
22
99
241
794
229
21
98
235
775
223
20
97
227
755
216
19
96
222
716
212
18
95
218
706
208
17
95
210
696
203
16
94
201
680
199
15
93
199
667
191
14
92
197
657
190
13
92
186
648
186
12
91
184
637
183
11
90
183
617
180
10
89
180
608
175
9
88
178
685
170
7
87
175
559
167
6
86
172
555
166
5
86
168
549
163
4
85
162
539
160
3
84
160
535
156
2
83
158
530
154
1
82
152
515
149
81
149
500
147
80
147
490
143
79
146
482
141
78
144
481
139
77
142
480
137
76
140
475
135
75
137
467
131
74
134
461
127
72
129
451
121
70
127
431
116
68
124
422
114
67
121
412
111
66
118
402
107
64
115
382
105
62
112
378
103
61
108
373
95
56
104
90
52
95
81
41
85
76
37
80
Бринелль HB
Роквелл HRC
Роквелл HRB
Виккерс HV
Н/мм²
3000 кг Шарик 10 мм
150 кг Брале
100 кг Шарик 1/16 дюйма
Алмазная пирамида 120 кг
Прочность на растяжение (приблизительно)
Справочная таблица: Таблица преобразования твердости стали
Поскольку различные типы испытаний на твердость не все измеряют одну и ту же комбинацию свойств материала, преобразование одной шкалы твердости в другую является лишь приблизительным процессом. Из-за большого диапазона различий между различными материалами невозможно установить доверительные интервалы для ошибок при использовании таблицы преобразования.
Инструментальная сталь
O1
09Б
А2
К45У
Д2
D2 Supreme™
Д3
Д6
х21
х23
М42
М2
Р20
ПС09
32С
53С
69С
1.2316
Серебро Сталь
Полезные инструменты
Загрузите наше приложение
Преобразование твердости стали
Калькулятор веса стали
Интернет-магазин
Интернет -магазин — нажмите здесь
Инструмент сталь
• Приложения для инструментов сталь
• O1
• A2
• C45U
• D2
• D2 SUPER SNEPMEME
• D2
• D2 SUPEMEME
.
• H23
• M42
• M2
• P20
• 1,2316
Инженерная сталь
• EN1A
• EN1A LD
• EN3B
• EN1A LD
• EN3B
• EN1A LD
• EN3B
• EN1A LD
• EN1A
• EN1A LD
• EN1A
• EN1A LD
• EN1A
•0038 • EN8
• EN9
• EN14
• EN16
• EN19
• EN24/EN24T
• EN36
• Alloy24™
Plastics
Structural Steel
• Angles
• RHS
• CHS
• Бесплатные трубки
• ERW
• Квартиры
• Квадраты
• Свизии
• Universal Beams
• Universale Colundes
• Universal Beams
• Universale Colunds
• Channels
• T.
• Channels
.0041
• Раунды
из нержавеющей стали
• 303
• 304
• 316
• 410
• 17-4PH
• СТАЙНАЛЬНАЯ СТАЛЬНА Чугун
• Серый чугун
• Чугун с шаровидным графитом
Steel Express
Компания Steel Express, расположенная в Вулверхэмптоне, Уэст-Мидлендс, является поставщиком и акционером стали. Склад доставляется нашим собственным парком транспортных средств на местном и национальном уровне быстро и эффективно в день, когда мы обещаем.
Мы также предоставляем бесплатные услуги по резке, штамповке, изготовлению и ковке.
Бристоль, Эксетер, Глазго, Инвернесс, остров Уайт, Мейдстон, Манчестер, Ньюкасл-апон-Тайн, Северная Ирландия, Питерборо, Рединг, Шеффилд, Суонси, Вулверхэмптон
1 9 Авторские права Steel Express — Акционеры и поставщики стали в Великобритании | Условия | Конфиденциальность | Веб-сайт: The Ideas Forge
Таблица преобразования твердости | Precision Grinding, Inc.
Сравнение стандартов твердости, включая шкалу Бринелля, шкалу Роквелла B, шкалу Роквелла C, шкалу Виккерса и другие.
*** Прокрутите вниз, чтобы увидеть каждую шкалу ***
Листовой горячекатаный прокат производится из углеродистых марок стали общего назначения, качественных, низколегированных и легированных марок, включая рессорно-пружинные, тепло- и жаростойкие стали:
Ст3
09Г2С
10ХСНД
15ХСНД
20
35
45
65Г
40Х
30ХГСА
12ХМ
12Х1МФ
Выберите толщину листа:
Тонкий лист
1,5
1,8
2
2,5
3
Толстый лист
4
5
6
7
8
10
12
14
16
18
20
22
25
26
28
30
32
35
36
40
45
50
60
70
80
90
100
Горячекатаный лист производится в соответствии с ГОСТ 19903-74 и должен соответствовать установленным этим стандартом требованиям по толщине, ширине и длине проката, не выходить за пределы установленных предельных значений допусков по толщине, ширине и длине, а так же плоскостности листа, в зависимости от точности проката.
В зависимости от назначения листа и требуемой марки стали, технические требования к листам должны соответствовать следующим стандартам:
ГОСТ 16523-89
Прокат тонколистовой из углеродистой стали качественной или обыкновенного качества общего назначения.
ГОСТ 14637-89
Прокат толстолистовой из углеродистой стали обыкновенного качества.
ГОСТ 19281-89
Прокат из стали повышенной прочности (низколегированный).
ГОСТ 1577-93
Прокат толстолистовой и широкополосный из конструкционной качественной стали.
ГОСТ 11268-76
Прокат тонколистовой специального назначения из конструкционной легированной высококачественной стали.
ГОСТ 11269-76
Прокат листовой и широкополосный универсальный специального назначения из конструкционной легированной стали.
ГОСТ 5520-79
Прокат листовой из углеродистой и низколегированной стали для котлов и сосудов, работающих под давлением.
Общие требования для всех горячекатаных листов:
По точности проката листы горячекатаные подразделяются на:
А — повышенной точности
Б — нормальной точности
По плоскостности:
ПО — особо высокой плоскостности
ПВ — высокой плоскостности
ПУ — улучшенной плоскостности
ПН — нормальной плоскостности
По характеру кромки горячекатаные листы производятся:
НО — с необрезной кромкой
О — с обрезной кромкой
По размерам горячекатаный лист поставляется:
Ф1
с указанием размеров по толщине, ширине и длине листа
Ф2
с указанием размеров по толщине, без указания размеров по ширине и длине листа
Ф3
с указанием размеров по толщине, размеров по ширине и длине, кратных установленным ГОСТ
Ф4
с указанием размеров по толщине, мерных размеров по ширине, с интервалами не более 10 мм и размеров по длине, с интервалами до 50 мм.
Максимальная ширина листа, в зависимости от толщины:
1,5 — 2,8 мм — до 1500 мм
3 — 3,9 мм — до 1800 мм
4 — 5,5 мм — до 1800 мм
6 — 7,5 мм — до 2000 мм
8 — 12 мм — до 2500 мм
13 — 25 мм — до 2800 мм
26 — 160 мм — до 3600 мм
В любом случае, предельные значения ширины могут быть доступны только при некоторых значениях длины, поэтому необходимые размеры листа требуют согласования с производителем и должны опираться на технические возможности прокатного оборудования.
Купить горячекатаный лист со склада можно в нашей компании любыми партиями от 1-го листа до вагонных норм. Заказы на поставку горячекатаных листов с индивидуальными требованиями наши специалисты принимают при наличии письменной заявки, на официальном бланке организации. Срок исполнения заказа от 10 до 45 дней, при условии формирования монтажной партии.
Цены
Цена на горячекатаный лист, как и остальной металлопрокат, определяется с учетом объема заказа, требуемой марки стали, формы поставки, требований по точности проката и других параметров Вашего заказа. Пожалуйста, запрашивайте актуальную цену требуемого листа у специалистов компании по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Главная → Продукция → Листовой прокат → Лист горячекатаный
Энергоальянс
Ежедневно обновляемый актуальный прайс-лист по наличию и цене!
Скидки при объёмах!
Резка в размер!
Наши партнеры:
Изображение
Наименование
Тонна
Лист
Заявка
Лист г/к 2,0*1250*2500 Сталь: ст3
58 000
3 016
Лист г/к 3,0*1250*2500 Сталь: ст3
58 000
4 408
Лист 4 мм Сталь: ст3
58 000
16 820
Лист г/к 5,0*1500*6000 Сталь: ст3
58 000
20 880
Лист г/к 6,0*1500*6000 Сталь: ст3
58 000
25 056
Лист г/к 8,0*1500*6000 Сталь: ст3
58 000
33 408
Лист г/к 10,0*1500*6000 Сталь: ст3
58 000
41 760
Листовой металл
Лист горячекатаный представляет собой металлическую пластину с ровной поверхностью, полученную в результате специальной термообработки исходного материала. Это разновидность стального проката, изготавливаемого горячей прокаткой стали различных марок (в том числе легированная и высокоуглеродистая).
Готовые изделия обладают великолепными показателями прочности, надежности и стойкости к воздействию агрессивных сред.
Область применения – практически все сферы промышленности (судо-авто-машиностроение, химические, нефтегазовые производства и пр.), а также строительство и сельское хозяйство. Сталь листовая горячекатанная используется самостоятельно, например как материал для железнодорожных вагонов, контейнеров, судовых корпусов, труб или как заготовка для деталей или отдельных изделий (крепежи, емкости, трубная арматура и т.д.), так как имеет хорошие технические характеристики, а именно прочность, надежность и большой срок эксплуатации. Горячекатаный лист представляет собой своеобразный вторичный материал для многих производств. Например, для изготовления сварочной трубы. Сталь листовая горячекатаная поставляется в рулонах и листах.
В связи широким применением существует также и некоторые стандарты и требования к данному материалу. Существуют следующие виды стандартов:
— Стандарт по изгибу листа
— Стандарт по вытяжке лунки листа
— Стандарт по техническим и механическим параметрам горячекатного листа.
Каждый горячекатанный лист не должен иметь никаких дефектов и изъянов в своей структуре. Особенно данный фактор проявляется на изгибе листа. Трещины и износы могут скрывать на листе слой окалины. Стороны кромки данного продукта должны быть качественно обрезаны и также не иметь дефектов.
В ассортименте представлен широкий выбор листового горячекатаного проката, соответствующего ГОСТ, по приемлемым ценам.
Спасибо! Ваша заявка успешно отправлена.
Менеджер свяжется с Вами.
Горячекатаная сталь марки
и холоднокатаная сталь – в чем разница?
Прокатка — это процесс формовки металла, в котором используется ряд роликов для изменения формы, улучшения однородности и/или улучшения механических свойств материалов. Прокатную сталь можно разделить на два типа — горячекатаную сталь и холоднокатаную сталь, которые демонстрируют различные характеристики, которые делают их пригодными для различных применений. При выборе рулонного стального материала для проекта важно знать о различиях между двумя типами и о том, как они влияют на их характеристики.
Обзор горячекатаной стали
Горячекатаная сталь – это сталь, подвергнутая процессу прокатки при температуре выше ее температуры рекристаллизации (обычно 1700°F или выше). По сравнению с необработанной сталью, обработанный материал обладает большей формуемостью и обрабатываемостью, что облегчает работу с ним при последующих операциях обработки.
Процесс горячей прокатки начинается с большой прямоугольной заготовки металла, называемой заготовкой. Сначала заготовку нагревают и сжимают в большой рулон. Пока он еще горячий, он проходит через серию вращающихся роликов для достижения желаемых размеров. При производстве листового металла стальной прокат сматывается в рулоны и охлаждается. В производственных операциях с другими формами обрабатываемый материал разрезают на заданные единицы и упаковывают.
Преимущества горячекатаной стали
Горячекатаная сталь имеет несколько производственных преимуществ, таких как:
Низкая стоимость: Горячекатаная сталь, как правило, дешевле, чем холоднокатаная, поскольку требует меньше обработки.
Лучшая обрабатываемость: Поскольку процесс горячей прокатки происходит при повышенных температурах, обрабатываемый материал легко формуется и формуется.
Внутреннее напряжение незначительное или отсутствует: Процесс горячей прокатки включает постепенное охлаждение стали, что позволяет материалу существенно нормализовать свою структуру и освободиться от внутренних напряжений.
Применение горячекатаной стали
Поскольку горячекатаная сталь дает небольшую усадку на стадии охлаждения, ее окончательная форма контролируется в меньшей степени. По этой причине он обычно используется в приложениях, не требующих чрезвычайно жестких допусков, например:
Сельскохозяйственное оборудование
Автомобильные детали (например, рамы и колесные диски)
Строительные материалы (например, двутавровые балки)
Железнодорожное оборудование (например, рельсы и детали вагонов)
Обзор холоднокатаной стали
Холоднокатаная сталь — это горячекатаная сталь, подвергнутая дополнительной обработке для улучшения ее размерных и механических свойств. В процессе холодной прокатки охлажденная горячекатаная сталь проходит через ряд валков при комнатной температуре. Поскольку материал больше не является горячим и податливым, требуется значительно большее давление, чтобы сжать его до желаемой формы. Хотя этот процесс может быть более трудоемким и дорогим, чем процесс горячей прокатки, он может обеспечить более жесткие допуски на размеры и лучшее качество поверхности.
Преимущества холоднокатаной стали
По сравнению с горячекатаной сталью, холоднокатаная сталь имеет ряд преимуществ, таких как: стальной прокат, что делает его более подходящим для использования в условиях высоких нагрузок.
Улучшенная отделка поверхности: Детали и изделия из холоднокатаной стали обычно имеют гладкую и блестящую поверхность, на которой нет ржавчины и окалины.
Более высокая точность: В отличие от горячекатаной стали, холоднокатаная сталь не дает усадки после процесса формования. Это качество позволяет создавать высокоточные компоненты, практически не требующие вторичной обработки.
Области применения холоднокатаной стали
Холоднокатаная сталь часто используется в тех случаях, когда требуются более жесткие допуски и лучшее качество поверхности. Типичные детали и изделия включают:
Аэрокосмические конструкции
Бытовая техника
Металлическая мебель
Полосы, стержни, стержни и листы
Механические компоненты
Основные различия между горячекатаной и холоднокатаной сталью
Как указано выше, основное различие между горячекатаной и холоднокатаной сталью заключается в температуре, при которой они обрабатываются. Горячекатаная сталь прокатывается выше температуры рекристаллизации материала, тогда как холоднокатаная сталь прокатывается ниже температуры рекристаллизации материала. Помимо этого качества, между двумя материалами существует несколько других различий, в том числе в отношении следующего:
Качество поверхности. Горячекатаная сталь, как правило, имеет шероховатые кромки и поверхности, которые требуют обезуглероживания или другой обработки для подготовки к использованию в последующих производственных операциях. Напротив, холоднокатаная сталь обычно имеет блестящую и гладкую поверхность, что позволяет использовать ее в производственных операциях как есть.
Твердость материала. В процессе холодной прокатки производится сталь с гораздо более высокой прочностью и твердостью, чем сталь, полученная в процессе горячей прокатки.
Внутреннее напряжение. Более высокая прочность и твердость материала, обеспечиваемые процессом холодной прокатки, сопровождаются более высокими внутренними напряжениями. Эти напряжения должны быть сняты перед обработкой материала; в противном случае конечная деталь или продукт могут деформироваться.
Эти два типа стали не следует путать с техническими спецификациями или сортами, используемыми для классификации стали по составу или физическим характеристикам. Сталь может быть горячекатаной или холоднокатаной независимо от ее металлургических характеристик или марки.
При оценке вариантов стали для проекта важно помнить, что некоторые материалы подходят для определенных целей лучше, чем другие. Понимание того, какой тип стали обладает нужными свойствами для данного применения, может предотвратить перерасход сырья и сэкономить время в долгосрочной перспективе.
Услуги холодной штамповки в Grob Inc.
Холодная формовка — это общий термин, который охватывает несколько процессов формовки, происходящих при комнатной температуре или близкой к ней, таких как гибка, волочение и прокатка. В Grob Inc мы специализируемся на холодной прокатке специализированных профилей на прутковый прокат.
Наша команда производит холоднокатаные детали и изделия из различных металлов, таких как алюминий, корабельная латунь, нержавеющая сталь и другие стальные сплавы. Готовые компоненты демонстрируют более высокую прочность на растяжение, большую твердость материала, более строгие допуски на размеры и лучшую чистоту поверхности, чем компоненты, изготовленные методами высокотемпературной формовки. Кроме того, поскольку процесс холодной прокатки включает перемещение материала, а не удаление материала, наши производственные операции происходят с лучшим соотношением использования материала и отходов.
Некоторые детали и продукты, которые мы регулярно производим на этих предприятиях, включают:
Шестерни
Шлицевые валы
Зубчатые шкивы
Для получения дополнительной информации о наших возможностях холодной штамповки посетите нашу страницу процесса холодной штамповки.
Свяжитесь с экспертами по холоднокатаной стали в Grob Inc.
Сегодня
При рассмотрении вопроса об использовании стали для проекта важно знать о различиях между горячекатаной и холоднокатаной сталью. Оба материала обладают характеристиками, которые делают их подходящими для различных вариантов использования, но холоднокатаная сталь обладает многочисленными преимуществами по сравнению с горячекатаной сталью, включая, помимо прочего, лучшую прочность, допуск на размеры и качество поверхности. Для клиентов, которые ищут партнера по холодной прокатке, команда Grob готова помочь.
Сотрудничая с нами для удовлетворения своих потребностей в холоднокатаном металле, наши клиенты получают следующие преимущества:
Обширный опыт работы в отрасли. Наша компания занимается холодной штамповкой с 1950-х годов.
Крупное производственное предприятие. У нас есть производство площадью 100 000 квадратных футов, на котором работает более 60 инженеров и техников.
Широкий выбор стандартных и индивидуальных продуктов. Наши клиенты могут выбирать из более чем 2100 стандартных профилей стандартных и нестандартных размеров для таких компонентов, как втулки, шестерни, валы, втулки, шлицы и зубчатые шкивы. Кроме того, мы предлагаем индивидуальные профильные решения для клиентов с очень специфическими или уникальными потребностями.
Чтобы узнать больше о наших стандартных и нестандартных возможностях холодной прокатки или обсудить свой следующий проект с одним из наших экспертов, свяжитесь с нами сегодня.
Горячекатаный стальной материал Марки
Сталь – это сплав железа, содержащий небольшое количество углерода. Изделия из стали бывают разных марок в зависимости от процентного содержания углерода. Различные классы стали классифицируются в соответствии с соответствующим содержанием углерода. Горячекатаные марки стали классифицируют по следующим углеродным группам:
Низкоуглеродистая или мягкая сталь содержит 0,3 % или менее углерода по объему.
Среднеуглеродистая сталь содержит от 0,3% до 0,6% углерода.
Высокоуглеродистые стали содержат более 0,6% углерода.
Небольшие количества других легирующих материалов, таких как хром, марганец или вольфрам, также добавляются для производства многих других марок стали. Различные марки стали обеспечивают несколько уникальных свойств, таких как прочность на растяжение, пластичность, ковкость, долговечность, а также тепло- и электропроводность.
Различия между горячекатаной и холоднокатаной сталью
Большая часть стали производится двумя основными способами: горячей прокаткой или холодной прокаткой. Горячекатаная сталь – это прокатный процесс, при котором сталь подвергается прессованию при высокой температуре. Как правило, температура горячекатаной стали превышает 1700°F. Холоднокатаная сталь — это процесс, при котором сталь подвергается прокатке при комнатной температуре. Важно отметить, что как горячекатаная сталь, так и холоднокатаная сталь не являются сортами стали. Это методы предварительного изготовления, используемые для различных стальных изделий.
Процесс горячекатаной стали
Горячекатаная сталь включает формирование и прокатку стальных слябов в длинную полосу при нагреве выше оптимальной температуры прокатки. Раскаленный сляб проходит через серию валковых станов, формируя и растягивая его в тонкую полосу. После завершения формования стальная полоса охлаждается водой и сматывается в рулон. Различные скорости водяного охлаждения развивают другие металлургические свойства стали. Нормализация горячекатаной стали при комнатной температуре позволяет повысить прочность и пластичность. Горячекатаная сталь обычно используется для строительства, железнодорожных путей, листового металла и других применений, которые не требуют привлекательной отделки или точных форм и допусков.
Холоднокатаная сталь Процесс
Холоднокатаная сталь нагревается и охлаждается так же, как и горячекатаная сталь, но затем подвергается дальнейшей обработке с использованием отжига или дрессировки для повышения прочности на растяжение и предела текучести. Дополнительные трудозатраты и время на обработку увеличивают стоимость, но позволяют уменьшить допуски на размеры и предоставляют широкий спектр вариантов отделки. Эта форма стали имеет более гладкую поверхность и используется в тех случаях, когда требуется особое состояние поверхности и допуск на размеры. Обычно холоднокатаная сталь используется в конструкционных деталях, металлической мебели, бытовой технике, автозапчастях и технических приложениях, где необходима точность или эстетика.
Марки горячекатаной стали
Горячекатаная сталь доступна в нескольких сортах, чтобы соответствовать спецификациям вашего проекта. Американское общество испытаний и материалов (ASTM) или Общество автомобильных инженеров (SAE) устанавливает стандарты и классы в соответствии с физической структурой и возможностями каждого металла. Марки стали ASTM начинаются с буквы «А», что означает черные металлы. Система оценки SAE (также известная как Американский институт чугуна и стали или система AISI) использует для классификации четырехзначное число. Марки простой углеродистой стали в этой системе начинаются с цифры 10, за которой следуют два целых числа, обозначающих концентрацию углерода. Ниже приведены распространенные марки горячекатаной стали. Обратите внимание, что некоторые продукты предлагаются как в горячекатаном, так и в холоднокатаном исполнении .
Горячекатаная сталь A36
Горячекатаная сталь A36 является одной из самых популярных доступных горячекатаных сталей (она также выпускается в холоднокатаной версии, которая встречается гораздо реже). Эта низкоуглеродистая сталь содержит менее 0,3% углерода по весу, 1,03% марганца, 0,28% кремния, 0,2% меди, 0,04% фосфора и 0,05% серы. Общие промышленные применения стали A36 включают:
Рамы грузовиков
Сельскохозяйственное оборудование
Стеллаж
Проходы, пандусы и ограждения
Структурная опора
Прицепы
Общее производство
1018 Пруток из горячекатаной углеродистой стали
Наряду с A36, AISI/SAE 1018 является одной из наиболее распространенных марок стали. Как правило, этот сорт предпочтительнее A36 для стержневых или полосовых профилей. Сталь 1018 выпускается как в горячекатаном, так и в холоднокатаном исполнении, хотя чаще используется холоднокатаный. Обе версии имеют лучшую прочность и твердость, чем A36, и лучше подходят для операций холодной штамповки, таких как гибка или штамповка. 1018 содержит всего 0,18% углерода и 0,6-0,9% марганца, что меньше А36. Он также содержит следы фосфора и серы, но меньше примесей, чем A36. Типичные области применения стали 1018 включают:
Шестерни
Шестерни
Трещотки
Масляные накладки
Штифты
Пальцы цепи
Вкладыши
Шпильки
Анкерные штифты
1011 Горячекатаный стальной лист
1011 Горячекатаный стальной лист и плита обеспечивают более шероховатую поверхность, чем холоднокатаная сталь и плита. После оцинковки он также используется в тех случаях, когда необходима коррозионная стойкость. Листы и плиты из жаропрочной стали высокой прочности и высокой пластичности легко сверлятся, формуются и свариваются. Горячекатаный стальной лист и плита доступны как стандартные горячекатаные или горячекатаные P&O. Некоторые из преимуществ, связанных с горячекатаным стальным листом и плитой 1011 , включают повышенную пластичность, высокую производительность и более низкую производительность по сравнению с холодной прокаткой. Приложения включают в себя:
Строительство
Автомобили и транспорт
Морские контейнеры
Кровля
Бытовая техника
Тяжелое оборудование
Горячекатаная сталь ASTM A513
Спецификация ASTM A513 предназначена для горячекатаных труб из углеродистой стали. Горячекатаные стальные трубы изготавливаются путем пропускания нагретого листового металла через ролики для достижения определенных физических размеров. Готовое изделие имеет шероховатую поверхность с закругленными углами и сварную или бесшовную конструкцию. Из-за этих факторов горячекатаные стальные трубы лучше всего подходят для применений, не требующих точных форм или жестких допусков. Горячекатаная стальная труба легко режется, сваривается, формуется и обрабатывается. Он используется во многих промышленных приложениях, в том числе:
Опоры двигателя
Втулки
Строительство зданий/архитектура
Автомобили и сопутствующее оборудование (прицепы и т. д.)
Промышленное оборудование
Рамы для солнечных панелей
Бытовая техника
Самолеты/аэрокосмические
Сельскохозяйственное оборудование
Горячекатаная сталь ASTM A786
Горячекатаная сталь ASTM A786 подвергается горячей прокатке с высокой прочностью. Он обычно изготавливается для стальных накладок протектора для следующих применений:
Пол
Тредуэй
1020/1025 Горячекатаная сталь
Сталь DOM 1020/1025, идеально подходящая для строительства и машиностроения, обычно используется в следующих областях:
Инструменты и штампы
Детали машин
Автооборудование
Промышленное оборудование
Ваш надежный ресурс горячекатаной стали
Industrial Metal Supply является ведущим в отрасли поставщиком горячекатаной стали A36 и 1018.
Гибкой называют метод слесарной размерной обработки, при котором геометрическая форма заготовки изменяется в результате ее пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов сложной формы), а также изделия из тонких листовых материалов для последующего соединения сваркой или пайкой. Исходными материалами для гибки являются листы, полосы, ленты, прутки, трубы из пластичных материалов.
В процессе гибки к заготовке прикладывают силы, которые вызывают напряжения, превышающие предел упругости материала заготовки. Это обусловливает начало пластических деформаций, которые носят необратимый характер и придают заготовке новую форму. В процессе гибки в заготовке возникают и упругие деформации. Поэтому после снятия приложенной силы произойдет незначительное упругое восстановление первоначальной формы заготовки.
На внешней стороне заготовки в месте изгиба в волокнах возникают напряжения растяжения; они удлиняются и одновременно сужаются в поперечном направлении, так как объем материала остается неизменным. На внутренней стороне в волокнах возникают напряжения сжатия; они укорачиваются и одновременно растягиваются в поперечном направлении. В средней части заготовки имеется слой материала, в котором напряжения отсут. ствуют. Его называют нейтральной линией, которая и после гибки сохраняет свои первоначальные размеры. В силу описанных явлений поперечное сечение заготовки в месте гибки искажается.
Способы гибки. В слесарном деле гибку чаще выполняют в холодном состоянии заготовки, реже — в горячем. Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.
Инструмент и приспособления для гибки. При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления.
Гибку труб осуществляют на ручном винтовом прессе, ручном трубогибном станке, в деревянных нагубниках. Подогрев места гибки проводят газовыми горелками или в горнах. При гибке труб с наполнителями используют заглушки.
В качестве вспомогательных материалов при гибке применяют речной мелкий песок, канифоль, кусковой мел.
Последовательность и приемы выполнения работ при гибке. Сначала определяют размеры заготовки. Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости.
Затем выбирают способ гибки. При этом учитывают физико-механические свойства материала заготовки, ее размеры, требуемый радиус гибки. Чтобы уменьшить искажение поперечного сечения в месте гибки, применяют наполнители (речной мелкий просушенный песок, канифоль, масло под высоким давлением), а также гнут трубы в приспособлениях, оснащенных роликами и шаблонами, имеющими желоба, радиус которых равен радиусу трубы. У труб большого диаметра из высокопрочного материала место гибки подогревают газовыми горелками или в горнах. Наименьшие допустимые радиусы изгиба заготовок при различных способах гибки приведены в справочниках.
Затем заготовку подготовляют для гибки (например, трубу заполняют наполнителем и забивают в нее пробки). На подготовленной заготовке намечают место первого изгиба, устанавливают ее в приспособлении и производят гибку. После этого намечают следующее место гибки. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.
После окончания гибки контролируют правильность ее выполнения с помощью шаблонов или универсальных измерительных средств. Затем, предварительно выбив пробки, освобождают трубы от песка (или, подогревая трубу, выплавляют канифоль).
Качество гибки в значительной степени определяется правильностью ее выполнения. Так, чтобы избежать возникновения складок при гибке полки под углом 90°, гибку проводят в два приема: сначала под углом 30— 40°, а затем под углом 90°. В целях предотвращения разрушения сварного шва при гибке сварных труб его следует располагать в нейтральном слое или с наружной стороны изгиба.
Реклама:
Читать далее:
Слесарное опиливание
Статьи по теме:
Брак при правке и гибке металла и правила безопасной работы
Навивка пружин
Гибка и вальцевание труб
Гибка полосового и пруткового материала
Общие сведения о гибке металла
Главная → Справочник → Статьи → Блог → Форум
Слесарная правка — Гибка и правка металла
Слесарная правка
Категория:
Гибка и правка металла
Слесарная правка
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка. В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки. При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Инструмент и приспособления для правки. Основным инструментом при ручной правке являются молотки. Наиболее часто используют слесарные молотки с круглым бойком и выпуклой сферой. Квадратный боек может оставлять на заготовке вмятины. Боек должен быть отшлифован, а при выполнении особо ответственных работ — отполирован. Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками. Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- \ струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары. По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости. Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости. Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.
При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.
Реклама:
Читать далее:
Слесарная гибка
Статьи по теме:
Брак при правке и гибке металла и правила безопасной работы
Навивка пружин
Гибка и вальцевание труб
Гибка полосового и пруткового материала
Общие сведения о гибке металла
Главная → Справочник → Статьи → Блог → Форум
Основы гибки труб и трубок
Гибка труб и трубок — это метод изготовления, используемый для формирования металлических труб путем их сгибания под нужными углами и формами. Гибка труб и трубок позволяет изготавливать сложные конструкции и системы трубопроводов, которые являются неотъемлемой частью всего, от музыкальных инструментов и поручней до механических частей, оборудования для кондиционирования воздуха, сантехники и многого другого. Трубопроводная арматура имеет форму изогнутых трубок, что позволяет производителям изменять направление каналов для жидкостей и газов в выхлопных системах, гидравлических линиях, трубопроводах и т. д. Пока все хорошо, не так ли? Основы довольно просты, но при планировании коммерческих и промышленных механических и производственных проектов есть некоторые ключевые детали и соображения, которые могут помочь сделать важный выбор в отношении материалов, методов и процессов.
Эта статья содержит все основы гибки труб и трубопроводов. Продолжайте читать, чтобы узнать больше о:
Металлические трубы и металлические трубы
Цель гибки труб
Что такое радиус изгиба?
Общие методы гибки труб и трубок
Базовый процесс гибки труб и трубок
Получите экспертную поддержку от специалиста по гибке труб
Металлические трубы и металлические трубы
Металлическая труба обычно поставляется и изготавливается из стали и большинства сплавов алюминия, нержавеющей стали, никеля и даже экзотических сплавов, таких как титан и цирконий. Обычно он производится большего размера с более толстыми стенками, чем трубы, и менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам.
Металлическая трубка обычно поставляется и изготавливается из стали, нержавеющей стали, латуни, меди и алюминия, но также изготавливается из многих других сплавов. Металлическая труба, как правило, легче, чем труба, и ее легче формовать с помощью соответствующего оборудования, и ее можно сгибать и формировать более сложные формы без необходимости использования колен или фитингов.
Внешний диаметр (НД) трубок является номинальным размером, в то время как наружный диаметр трубы варьируется и не равен номинальному размеру. Более толстые стенки трубы позволяют использовать резьбовые концы для соединения отрезков с муфтами или резьбовыми фитингами. Большая часть труб также используется без резьбы, где отрезки соединяются или фитинги прикрепляются сваркой или другими способами.
Цель гибки труб
Трубы и трубки имеют множество применений и в основном используются для безопасной и эффективной транспортировки воды, жидкостей, газов и химикатов для различных коммунальных услуг и функций в домах, школах, предприятиях, промышленные, торговые и производственные объекты. Трубы и трубки имеют более высокую структурную целостность, чем многие другие металлические формы. Но прямые трубы не могут использоваться для многих целей внутри здания, поэтому их часто нужно формировать и изгибать под разными углами. В зависимости от проекта сложные решения по гибке могут даже исключить многие фитинги.
Гибка труб не ограничивается каким-либо конкретным металлом, и используются различные металлы и сплавы из-за их уникальных характеристик. Существует множество различных вариантов гибки и формовки труб и труб для удовлетворения всех типов уникальных потребностей. Каждый метод имеет свои преимущества, недостатки и затраты.
Что такое радиус изгиба?
Отводы труб классифицируются по радиусу осевой линии отвода (CLR) как отношению к номинальному диаметру трубы. Например, 4-дюймовая труба NPS, согнутая на 6-дюймовом CLR, классифицируется как колено 1½D (в 1½ раза больше номинального диаметра трубы). При изгибе на 12-дюймовом CLR изгиб классифицируется как 3D.
Большинство холодных гибов выполняются на радиусе 1½D. Основная причина выбора 1½D заключается в том, что он взаимозаменяем с отводами большого радиуса для стыковой сварки (колено 4 дюйма с длинным радиусом 90° имеет длину 6 дюймов от центра до конца). В результате нет необходимости изменять конструкцию, чтобы обеспечить изгиб. Стандартный приварной фитинг можно использовать при модификации существующей формованной системы или наоборот.
В качестве альтернативы изгибу 1½D, когда ограничение потока может быть проблемой, можно использовать радиусы изгиба 3D. Исследования также показали потенциальную экономию энергии за счет увеличения радиуса изгиба. 3D-гибка может потребовать особого внимания при проектировании
Общие методы гибки труб и трубок
Существует четыре основных процесса гибки труб и трубок. Все четыре являются стандартными для всех материалов и диаметров труб. Наиболее важными факторами при определении того, какой метод будет работать лучше всего, являются требуемая толщина стенки, желаемый радиус и конфигурация готовой детали.
Гибка с вращающейся вытяжкой
Гибка с вращающейся вытяжкой — это универсальный процесс, включающий зажим наружной части трубы и ее гибку на штампе с требуемым радиусом вашей трубы или трубы. Этот метод эффективен для гибки, требующей меньшего радиуса, потому что матрица помогает предотвратить деформацию трубы в овальную форму во время гибки. Давление зажима необходимо тщательно поддерживать во время процесса, чтобы избежать внешних складок и гарантировать, что внешние части не станут слишком тонкими. Выбор правильных материалов и поддержание постоянного давления зажима помогает предотвратить эти проблемы.
Гибка с помощью домкрата
Простой и недорогой метод гибки труб и труб, сгибание с помощью домкрата включает в себя забивание гидравлическим домкратом коротких сегментов трубы, которые крепятся к поворотному блоку или ролику. Труба сдвигается, и процесс повторяется в нескольких местах для достижения желаемого радиуса. Изгиб ползуна предлагает ограниченный контроль и не обладает некоторой точностью, необходимой для приложений, требующих жестких допусков.
Сжатие Изгиб
Гибка сжатием аналогична гибке с вращательным вытягиванием. Этот процесс включает в себя зажим трубы, а затем протягивание ее вокруг матрицы для создания желаемого радиуса. Этот процесс не имеет такого же контроля, как гибка с вращательным вытягиванием, и не рекомендуется для жестких допусков.
Роликовая гибка
Роликовая гибка формирует трубы и трубки в изгибы с помощью оборудования, которое имеет два неподвижных ролика и подвижный внутренний ролик. Ролики расположены в форме пирамиды, при этом два неподвижных ролика надежно удерживают трубу, в то время как движущийся ролик давит на металл, создавая изгиб. После сгибания одной секции оператор поворачивает материал, чтобы согнуть новую секцию, и повторяет процесс до тех пор, пока не будет достигнут желаемый радиус. Роликовая гибка обычно используется в строительстве с большим радиусом или для создания спиральных труб, таких как нагревательные и охлаждающие змеевики.
Основной процесс гибки труб
Шаг 1. Подумайте, для чего вам нужна труба
Прежде чем приступить к гибке трубы или трубы подумать о том, для чего вам нужен ваш продукт. Задайте себе следующие вопросы:
Требуются ли для вашего применения тяжелые или легкие материалы?
Должен ли материал быть устойчивым к ржавчине или коррозии?
Должен ли материал проводить тепловую энергию?
Вам также необходимо учитывать внутренний диаметр (ID) и внешний диаметр (OD) вашей трубы или трубки. Внутренний диаметр и внешний диаметр определяют толщину стенки, которая определяет радиус изгиба, который может выдержать ваша труба или трубка. Когда труба или трубка изгибаются, внешний радиус растягивается, что приводит к утончению материала. Если стенка растянута слишком тонко, трубка или трубка сожмется и примет овальную форму, что может повлиять на функциональность трубки, особенно в прецизионных приложениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина стенки достаточна для радиуса, который вы сгибаете. Еще одним соображением является радиус центральной линии (CLR) — расстояние между центром кривой и осевой линией трубы или трубки. CLR, которого вы хотите достичь, будет фактором, определяющим, какой процесс гибки имеет наибольший смысл.
Шаг 2. Установка трубогибочного станка
Трубогибочное оборудование может быть оснащено инструментами для труб и трубок, которые вы используете. Гибочное оборудование имеет механические и гидравлические регулировки, помогающие оператору производить качественные гибки. При использовании трубогибочного станка с программным управлением с ЧПУ программное обеспечение помогает выполнять эти настройки с максимальной точностью.
Шаг 3. Выровняйте трубку
Правильно выровняйте трубу на трубогибе. Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба.
Шаг 4. Согните трубу
Следуйте инструкциям, прилагаемым к трубогибу или трубогибу, и начните процесс гибки. Направления между гибочным оборудованием могут различаться, поэтому убедитесь, что вы ссылаетесь на рекомендации вашей конкретной модели.
Шаг 5. Отсоедините детали
Отсоедините трубу или трубку от гибочного станка вместе с другим оборудованием, таким как штампы и гребенки. Операторы должны всегда соблюдать осторожность при безопасном удалении трубы или трубки, поскольку пружинение и другие факторы могут привести к травме.
Получите экспертную поддержку от специалиста по трубам и гибке труб
Будь то химические линии на заводе-изготовителе, газопроводы для больниц, коммерческая сантехника или любой другой тип труб или проектов труб, имеющих трубы и tube, которая увлечена быстрым выпуском высококачественной продукции, может быть трудно найти. При выборе партнера по гибке труб ищите того, кто разбирается в вашей отрасли и найдет время, чтобы разобраться в вашей уникальной ситуации. Этот тип партнерства может дать невероятное преимущество, которое может оказать существенное влияние на вашу прибыль.
Компания APEX лидирует в отрасли по гибке труб с малым радиусом и развальцовке труб внахлестку, в том числе из сплавов с высоким содержанием никеля и титана. Наше оборудование изгибает и формирует трубы, конструкционную сталь и листовой прокат для различных целей. Наши возможности гибки и развальцовки труб исключают дорогостоящие сварочные операции и обеспечивают более высокую целостность трубопроводов, более быстрое изготовление и более низкие затраты на неразрушающий контроль. Благодаря нашим постоянным инвестициям в передовые технологии, наши мастера имеют опыт работы с новейшим, передовым и специализированным оборудованием в отрасли. Кроме того, APEX производит патрубки типа C — фланцевое соединение с самой низкой стоимостью монтажа, доступное в мире. Свяжитесь с нами сегодня, чтобы поговорить со специалистом.
Что делает холодную гибку необходимой
В большинстве случаев металл, используемый для изготовления труб, должен быть нагрет, прежде чем его можно будет согнуть в нужную форму. Однако бывают случаи, когда нагрев металла невозможен. Некоторые металлы можно гнуть в холодном состоянии, если используется правильный процесс. Это не рекомендуется для некоторых металлов, таких как латунь, так как они могут треснуть или даже расколоться. Кроме того, это не рекомендуется для меньших изгибов, так как это может привести к перекручиванию меньших изгибов. В большинстве случаев холодная гибка используется для труб, требующих больших изгибов.
Валковая гибка
Холодная гибка также известна как валковая гибка из-за процесса, наиболее часто используемого для гибки ненагретого металла. Гибка вальцами выполняется с помощью механического приспособления, в котором используются три ролика для гибки металла по дуге окружности. Два внешних ролика обычно неподвижны и используются для удержания металла на месте, в то время как третий ролик оказывает давление на верхнюю часть металла, создавая большой изгиб, необходимый для проекта. Этот процесс особенно полезен при гибке листового металла. Сгибать трубы и трубки таким способом сложнее, но можно.
Другие методы холодной гибки
Холодная гибка также может выполняться другими методами, хотя это не всегда рекомендуется. Изгиб металла, который не подвергался нагреву, так же сложен, как кажется, и есть причина, по которой большинство профессиональных компаний используют вальцегибочные станки. Однако холодная гибка металла возможна с помощью тисков и щипцов. Металл плотно удерживается на месте тисками, а щипцы используются для захвата и сгибания металла. В качестве альтернативы, некоторые слесари любят сгибать листовой металл или стержни вокруг наковальни. Ни один из методов не обеспечивает такой плавный и точный изгиб, как гибка вальцами, но они также используются, когда нет возможности согнуть нагретый металл. Для достижения наилучших результатов лучше всего использовать холодную гибку.
Зачем нужна холодная гибка
Холодная гибка, особенно когда она выполняется с помощью вальцегибочного станка, может использоваться, когда нет возможности нагреть металл перед гибкой. Он также используется, когда необходимо получить большой плавный изгиб трубы или листового металла. В частности, трубы должны иметь более пологие изгибы, чтобы вместить воду или другие жидкости, которые могут проходить через них, и холодная гибка иногда является единственным способом создания этих изгибов и больших изгибов. Холодная гибка также во многих случаях дешевле; оборудование и материалы, необходимые для работы с нагретым металлом, дороги. Работая с холодным металлом, когда это возможно, производители труб и слесари могут сэкономить на производственных затратах.
Медь. Свойства меди: цвет, блеск, твердость, пластичность, теплопроводимость. Распознавание меди. Ее применение. | Презентация к уроку по биологии (6 класс) на тему:
Тема: Медь. Свойства меди: цвет, блеск, твердость, пластичность, теплопроводимость. Распознавание меди. Ее применение.
Цель:
Формировать у учащихся представление о свойствах меди, учить распознавать медь и знакомить с ее применением.
Корригировать устойчивое внимание путем выполнения практической работы.
Воспитывать трудолюбие и умение работать в коллективе.
Тип урока: урок изучения нового материла.
Методы: объяснение, демонстрация, работа с книгой, игра, практическая работа, ТСО.
Оборудование и наглядность: учебник, тетрадь, мультимедийная система, карточки для проверки домашнего задания, карточка с опорными словами, демонстративный материал (вилки, ложки, проволока, рисунки), схема, нож от рубильника.
— Как по внешнему виду можно отличить алюминий от железа? (Алюминий серебристо – белого цвета, легче железа, мягкий металл, легко гнется).
-Почему из алюминия делают электрические провода?
(Потому что он легко гнется и его можно вытягивать в проволоку).
-Почему алюминиевые предметы не красят краской?
(Потому что алюминий не ржавеет).
— Как используют алюминий в промышленности?
(В промышленности его сплавляют с другими металлами и используют в авиации, автомобилестроении, делают детали для различных приборов).
— Какие предметы для домашнего хозяйства делают из алюминия? (Кастрюли, чайники, бидоны, ковши, ложки, вилки).
Оценки.
ІΙІ. Подготовка учащихся к усвоению нового материала.
Работа по схеме (на экране).
МЕТАЛЛЫ
Черные Цветные
Железо Алюминий Золото Серебро
Чугун Сталь Свинец Платина
Олово Медь
— На какие две группы делятся все металлы?
— Прочтите выделенные слова в схеме?
— Почему именно эти металлы выделены?
ΙV. Сообщение нового материала.
Практическая работа:
На партах коробочки с образцами разных видов металлов, необходимо рассмотреть их и определить.
(чугун, сталь, алюминий, медь) Поднять вверх медь.
— Какого цвета медь?
Сообщение темы урока. Медь, свойства меди, ее применение.
Работа с учебником ст. 114
Практическая работа с демонстрационным материалом «Знакомство со свойствами меди»:
1) Рассмотреть проволоку, определить цвет меди.
2) Сложить медную проволоку вдвое, показать, что медь мягкий металл.
3) Нагреть медную проволоку и показать, что медь проводит тепло. Посмотреть, как медь проводит электрический ток с помощью фонарика.
— Почему из меди делают провода?
4. Работа в тетради:
— Тема урока. Медь, свойства меди, ее применение.
— Свойства меди:
красновато – желтого цвета
мягкий, тягучий металл
хорошо проводит тепло и электрический ток
(Прочесть)
ФИЗ. МИНУТКА (гимнастика для глаз – офтальмотренажер) – на слайде
Движение глаз по горизонтальным (влево, вправо) и вертикальным линиям (вверх, вниз).
Движение глаз по внутренним и наружным овалам (слева на право, справа налево)
Движения по левому и правому внутренним кругам.
5.Работа с учебником ст. 115 — применение меди.
— Что такое бронза? Что делают из нее?
Работа со слайдом (демонстрация фотографий предметов получаемых из меди).
6.Работа с учебником ст. 115 Знаете ли вы, что…
V. Закрепление полученных знаний.
1. Практическая работа.
— Поцарапайте медной пластинкой алюминиевую. Какой металл тверже?
— Поднесите к медной проволоке магнит. Притягивается ли она магнитом?
— Согните медную проволоку. Легко ли она сгибается? Обладает ли она упругостью? (нет).
2. Распознавание меди. Найти сведения, которые относятся к меди (на слайде).
— твердое тело
— имеет блеск
— ржавеет
— проводит электрический ток
— притягивается магнитом
— проводит тепло
— мягкий металл
— хорошо гнется и куется (проверяем).
3.-Какое значение имеют металлы в жизни человека?
какие предметы в вашей квартире сделаны из металлов? (посуда, газовая плита, часы, пылесос, холодильник, части телевизора, радиоприемник, магнитофон и др. ).
-На какие две группы делятся все металлы? (черные и цветные).
— Какие металлы относятся к черным? (сталь, чугун, железо)
— Какие металлы относятся к цветным? (алюминий, медь, олово, серебро, золото).
VΙ. Домашнее задание.
для группы №1,2 ст. 114-115
для группы №3 в тетради нарисовать предмет из меди и подписать его название.
VІΙ. Итог урока. Дополнить текст (на слайде):
Медь, как и алюминий – это цветной металл. Цвет металла – красновато – желтый. Он мягкий и тягучий, поэтому хорошо гнется и куется, вытягивается в проволоку. Медь лучше других металлов проводит тепло и электрический ток. Ее используют для изготовления проволоки, делают люстры, подсвечники, украшения.
Написать под предметами «Сделано из алюминия»
кастрюля ванна
_________ ___________
батарея вилки и ложки
_________ ___________
Показать стрелочками свойства алюминия:
Цвет мягкий
Твердость серебристо – белый
Плавкость легко вытягивается
Ковкость легко плавится
Способность проводить хорошо проводит
электрический ток электрический ток
Прием лома меди цена за кг
сорта медного лома
сорта латунного лома
сорта алюминиевого лома
сорта свинцового лома
виды лома аккумуляторов
сорта никелесодержащего лома
сорта цинкового лома
редкоземельные цветные металлы
сорта черного лома
сорта олова
сорта титанового лома
сорта
медного
лома
сорта
латунного
лома
сорта
алюминиевого
лома
сорта
свинцового
лома
виды
лома
аккумуляторов
сорта
никелесодержащего
лома
сорта
цинкового
лома
редкоземельные
цветные
металлы
сорта
черного
лома
сорта олова
сорта титанового лома
Наша компания на протяжении многих лет перерабатывает лом меди в сортовое вторичное сырье. Цена на медь у нас ежедневно актуализируется в соответствии с конъюнктурой рынка. На нашей площадке есть все необходимое оборудование чтобы сдать медь. Цена за 1 кг меди устанавливается в зависимости от сорта и количества. Прием меди осуществляется путем взвешивания и визуальной оценки принадлежности лома меди к определенному сорту. Если визуально чистота металла вызывает сомнение, мы проводим рентгено-флюоресцентный анализ, который точно показывает содержание всех металлов в сплаве. Цена меди в Спб зависит также от формы оплаты. Мы работаем как с юридическими лицами по договору по безналичному расчету, так и с физическими лицами за наличный расчет. В нашей компании работают опытные специалисты, имеется все необходимое оборудование, механизированная разгрузка.
медь «блеск»:
медь «блеск»
Лом меди «блеск» – это лом медного проводника из кабеля, разделанного механическим способом, каждая жила толще 1,5 мм, но не толще 4 мм, ярко-блестящая.
Не допускаются: окислы (позеленения, посинения), потемнения поверхностного слоя, поверхностные плёнки цветов побежалости, полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, следов термообработки, любых включений (грязь, масло, бумага, зола и пр. ).
Цена меди сорта «блеск» – самая высокая из всех сортов лома медной группы.
Сорт лома меди «блеск» это сорт А1-1 категория А, Б (марки: М00, М0, М1) (Медь 1 по ГОСТ 1639-2009).
В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на лом меди «блеск» не ставится
Наша организация осуществляет прием меди в СПб от юридических и физических лиц. Лом меди сорта «блеск» получается после отделения медной токопроводящей жилы силового кабеля от изоляции механическим путем. Существует множество приспособлений для механизации удаления изоляции с жилы и станков для снятия изоляции с кабеля. Самый простой способ – это вручную срезать изоляцию с жилы. Однако, производительность такого способа невысока. Вручную очистить большое количество медной жилы от изоляции очень трудозатратно. В нашей компании есть все необходимое оборудование. Нужно также отметить, что лежащий без изоляции лом меди сорта «блеск» может потемнеть и соответственно стать другим сортом. Поэтому, мы рекомендуем нашим поставщикам не хранить длительное время лом меди, а сдать медь сорта «блеск» сразу после разборки. Также бывает, что один и тот же кабель содержит в себе разные сорта медного лома – три жилы подойдут в сорт «блеск», а четвертая будет темная и пройдет только как «кусок» например, а то и низшим сортом «микс».
медь «тонкий блеск»:
медь «тонкий блеск»
Лом меди «тонкий блеск» – это лом медного проводника из кабеля, разделанного механическим способом, каждая жила толще 0,5 мм, но не толще 1,5 мм, ярко-блестящая.
Не допускаются: окислы (позеленения, посинения), потемнения поверхностного слоя, поверхностные плёнки цветов побежалости, полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, следов термообработки, любых включений (грязь, масло, бумага, зола и пр.).
Стоимость меди сорта «тонкий блеск» – определяется потребностью заводов, и обычно находится в диапазоне от цены на «кусок» до цены на «блеск».
Сорт лома меди «тонкий блеск» это сорт А1-1 категория Б (марки: М00, М0, М1) (Медь 1 по ГОСТ 1639-2009).
В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на лом меди «тонкий блеск» не ставится
В Санкт-Петербурге лом меди в сорт «тонкий блеск» выделяют далеко не все компании, осуществляющие прием меди. Обычно, цену за 1 кг меди такого сорта стараются назвать как на «микс», у некоторых компаний «кусок». Дело в том, что и не все заводы выделяют эту позицию при приеме вторичного сырья. Мы можем предложить Вам цену на медь сорта «тонкий блеск» очень близкую к цене на лом меди сорта «блеск», потому что мы работаем с разными заводами, в том числе выделяющими этот сорт, и нам важно чтобы нашим клиентам было выгодно работать именно с нами. Местное потемнение жил переводит такой материал в сорт «микс». Местное позеленение или посинение жил переводит такой материал в сорт «микс». Поэтому, при приеме меди в сорт «тонкий блеск» наши мастера тщательно осматривают материал на полное соответствие заданным параметрам.
медь кусок:
медь кусок
Лом меди «кусок» – это медные отходы толщиной от 1,5 мм, размер куска хотя бы в одном измерении не менее 5 см.
В этот сорт подойдут трубки медные длиной до 1 метра или отходы листовой меди толщиной от 1,5 мм и габаритами не более 0,8 х 0,8 метра.
Допускается: потемнение, поверхностные плёнки цветов побежалости, следы термообработки.
Не допускается: окислы (позеленения, посинения), полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, любых включений (грязь, бумага, зола, масло и пр.).
Сорт лома меди «кусок» это сорт А1-1а категория Д (марки: М00, М0, М1, М2, М3) (Медь 2 по ГОСТ 1639-2009).
В химическом составе не допускаются примеси кадмия, хрома, бериллия.
Базовый засор на лом меди «кусок» не ставится
Прием меди спб в сорт «кусок» проходит с тщательным отбором. Смешанный лом принимается сортом «микс» или ниже, в зависимости от того что смешано.
Цена за 1 кг меди сорта «кусок» обычно располагается посередине между сортами «блеск» и «микс». Это обусловлено тем, что металлический выход чистого металла, полученного при переплавке сорта «кусок» выше (лучше) чем при переплавке сорта «микс» за счет значительно меньшей поверхности окисных пленок и отсутствия в исходном сырье солей меди (то самое позеленение или посинение, которое не допускается при приеме меди в сорт «кусок»). Во время приема меди в сорт «кусок» требования очень жесткие, ведь даже незначительное присутствие пайки, полуды или краски могут испортить химический состав металла после переплавки.
медь «кусок I категории (электротех)»:
медь «кусок I категории (электротех)»
Лом меди «кусок I категории» – это тот медный лом, который не прошел визуально в сорт «блеск». Это может быть трансформаторная шина или многожильный медный трос, другие проводники тока толщиной от 1,5 мм (включая блестящие жилы толще 4 мм).
Допускается: потемнение, поверхностные плёнки цветов побежалости, следы термообработки.
Не допускается: окислы (позеленения, посинения), полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, любых включений (грязь, бумага, зола, масло и пр.).
Обычно из лежалого кабеля и силовых трансформаторов получается такой лом меди, цена за кг сегодня отличается примерно на 100$ от сорта «блеск».
Лом меди «кусок I категории» это сорт А1-1а категория В, Г (марки: М0, М1, М2) (Медь 3 по ГОСТ 1639-2009).
В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на лом меди «кусок I категории» не ставится
Этот сорт лома меди обычно получается из кабеля, лежавшего при несоблюдении рекомендованных условий хранения, а так же из жесткого кабеля с жилами диаметром более 4 мм. Цена на медь сорта «кусок электротехнический (I категории)» обычно чуть выше цены на лом меди сорта «кусок». Это обусловлено тем, что химический состав металла, полученного при переплавке сорта «кусок электротехнический (I категории)» хуже чем при переплавке сорта «блеск» за счет окисных пленок на поверхности металла, которые допустимы в этом сорте. Что касается блестящих жил толще 4 мм, то заводы-изготовители все чаще используют для изготовления таких проводников медь с незначительными примесями в химическом составе, часто с превышением содержания свинца, что автоматически выводит лом такой меди из сорта «блеск» по химическому составу.
медь «механика»:
медь «механика»
Лом меди «механика» – это лом медного проводника из кабеля, разделанного механическим способом, каждая жила толще 0,5 мм, но не толще 1,5 мм, с матовой или блестящей поверхностью.
Не допускаются: окислы (позеленения, посинения), полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, следов термообработки, любых включений (грязь, масло, бумага, зола и пр.).
Обычно из лежалого гибкого кабеля и кабеля в резиновой изоляции получается такой лом меди, за кг которого цена обычно чуть выше чем на сорт «кусок».
Сорт лома меди «тонкий блеск» это сорт А1-1 категория Б (марки: М00, М0, М1) (Медь 1 по ГОСТ 1639-2009). В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на лом меди «механическая» не ставится
Лом меди сорта «механика» обычно получается из гибкого резинового кабеля или из гибкого винилового кабеля. В быту чаще всего встречается в автомобильной проводке, сварочных кабелях, кабелях подключения шины заземления. Остатки резины, иногда вплавленной между тонких жил, могут настолько испортить химический состав металла после переплавки, что они категорически не допускаются. Цена на медь сорта «механика» обычно близка к цене на сорт «кусок I категории». Чтобы сдать медь в сорт «механика» нужно внимательно проверить, точно ли удалены клеммы и остатки изоляции. Также, как и с другими сортами выше «микса», если хранить разобранный лом меди этого сорта под воздействием атмосферных осадков или в среде повышенной влажности или кислотно-щелочной среде отличной от нормы, «механика» легко может позеленеть и превратиться в «микс».
медь «луженая»:
медь «луженая»
Лом луженой меди – это любой медный лом без посторонних включений (без приделок из стали, латуни и других цветных металлов, без остатков изоляции и изоленты), покрытый оловом или паяный оловянно-свинцовым припоем. Сюда же подойдут никелированные и серебренные медные детали в небольшом количестве. Местная пайка (например, конец провода облужен) сразу переводит такой лом из любого другого сорта в сорт «луженая».
Базовый засор на медь луженую 7% (если не включен в цену)
Прием луженой меди и выделение ее в отдельный сорт стало повсеместно примерно с 2015 года, когда цена на лом меди выросла, а требования заводов серьезно ужесточились. Сегодня в лом меди луженой подходят все медные детали, имеющие полуду, пайку оловянно-свинцовыми припоями, луженые наконечники вне зависимости от размера и толщины покрытия. Иногда, удается избавиться от таких покрытий путем подвержения такого лома термообработке, но здесь нужно понимать, что если покрытие уйдет не целиком а частично, сорт не изменится.
Допускается: потемнение, позеленение, почернение, следы сажи, краска.
Не допускается: полуда, присутствие стальных и латунных приделок, неснятых гаек.
Цена на лом меди «газовая колонка» ниже чем на медный микс.
Базовый засор на медь газовые колонки 1%
Санкт-Петербург и его окрестности газифицированы. Во многих домах установлены газовые колонки вместо центрального горячего водоснабжения. Они, как и любое изделие, ломаются. Теплообменник в газовой колонке обычно изготовлен из меди. Но медь эта низшего качества, к химическому составу металла такого изделия нет особых требований. А также, трубы теплообменники зачастую содержат осадок ржавчины, а пластины теплообменников сажу. Все это делает стоимость такой меди ниже, и сегодня заводы стали выделять этот лом в отдельную позицию.
медь в стекловолокне:
медь в стекловолокне
Лом меди в стекловолокне – это наша внутренняя позиция, такой лом мы перерабатываем в сорт «микс». Дело в том, что заводы, перестраховываясь, покупают такой лом с очень большим засором и только в большом количестве.
Мы принимаем лом меди «в стеклоткани» с засором 25% от грязного (собранного) веса по цене как на лом меди «микс». В некоторых случаях, для поставщиков с объемом от 1 тонны такого материала, засор и окончательный сорт можно установить по факту переработки.
Стекловолокно не плавится и не горит даже при температуре плавления меди, разрушить его можно только «термоударом» — раскаленные проводники в стеклоткани погружаются, например, в воду. Если дать такому материалу медленно остыть – покрытие существенно не повредится. Обычно, одного раза такой обработки недостаточно. Понятно, что сложность обработки такого материала достаточно велика. Как правило, стекловолокно залито эпоксидной смолой. Содержание меди в зависимости от толщины жилы и количества смолы разное.
медь «микс»:
медь «микс»
Лом меди «микс» – это медные отходы толщиной от 0,2 мм
Допускается: потемнение, поверхностные плёнки цветов побежалости, следы термообработки, окислы (позеленения, посинения), пайка, сварка, лак, краска, наличие клемм (наконечников), незначительные загрязнения.
Не допускается: влага (снег, лед, сырой материал), полуда, неметаллические примеси, присутствие других цветных металлов в том числе латунных колец, стальной проволоки и прочих элементов из черного металла, без остатков изоляции или изоленты, без влаги.
В этот сорт НЕ подойдут медные радиаторы, газовые колонки, проводники тока и шина в стеклоизоляции (медь в стеклоткани) и слюдоизоляции, стружка, сплесы, пресс/пакеты, никелированные и луженые детали, «пережженная» медь.
Стоимость кг меди «микс» обычно является базовой ценой, цена на медь «микс» самая чувствительная к изменениям на Лондонской бирже металлов и курсам валют (USD/RUB).
Сорт лома меди «тонкий блеск» это сорт А1-2 микс (марки: М0, М1, М2, М3) (Медь 1,2,3,4,6 по ГОСТ 1639-2009).
Базовый засор на лом меди «микс» 0.5%
Содержащие медь радиаторы, газовые колонки, проводники тока и шина в стеклоизоляции (медь в стеклоткани) и слюдоизоляции, стружка, сплесы, пресс/пакеты, никелированные и луженые детали, «пережженная» медь – это особые позиции, цена на которые устанавливается в зависимости от цены на лом меди сорта «микс» с установлением засора. На каждую такую позицию засор устанавливается индивидуально. Цены на медь в Санкт-Петербурге разнятся на сложные позиции.
Срок службы любых изделий ограничен, а многие изделия содержат в себе металл – в частности медь. Практически каждый проводок содержит в себе медную жилу, а каждое устройство, связанное с электричеством, обязательно содержит медь. Лом меди можно «добыть» из старого, отслужившего свой срок телевизора или радиоприемника, магнитофона или микроволновой печи. Например, из старого телевизора «Рекорд» можно извлечь отклоняющие луч обмотки кинескопа и петлю размагничивания кинескопа. В сумме они дадут примерно 1 кг меди. Сегодня цена на медь настолько высока, что перед тем, как сдать старый утративший свои качества электронный прибор на утилизацию, имеет смысл снять с него детали изготовленные из меди.
медь в кабеле:
медь в кабеле
Прием лома меди в кабеле в нашей компании осуществляется путем измерения контрольного выхода металла из кабеля или провода, либо визуальной оценкой при невозможности или нерентабельности измерения. Проще говоря, если кабель однородный и его не мало, то мы делаем контрольный выход и считаем стоимость лома меди в кабеле по выходу, а если кабель разный и количество его небольшое, то определяем визуально содержание металла согласно статистике. Подробнее о том, как сдать медь в кабеле, можно прочитать в разделе «Лом кабеля».
В любом проводе и кабеле, кроме оптоволоконного и алюминиевого кабеля, содержится медь. Естественно, когда провода и кабели отработали свой срок службы, целесообразно сдать медь в лом. Если у Вас нет возможности освободить медные провода или кабель от изоляции – мы те самые специально обученные люди, которые решат эти проблемы за Вас. Чтобы узнать цену на медь в кабеле, Вам достаточно позвонить нашим менеджерам, они предельно понятно разъяснят Вам как это можно сделать и сколько примерно стоить будет ваш лом меди.
медь «масло»:
медь «масло»
Лом меди «масло» – это лом медного проводника из кабеля, разделанного механическим способом, каждая жила толще 1 мм, с матовой или блестящей поверхностью, в масле
Допускается: потемнение, но не более 10% от общего количества
Не допускаются: окислы (позеленения, посинения), полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, следов термообработки, любых включений (грязь, бумага, зола и пр.).
Лом меди «масло» получается при разборке СБ кабелей маслонаполненных бронированных. Очень важно при разборке не испачкать материал, к маслу прилипает грязь и мусор, а засоренный материал в сорт не подходит, загрязненная медь в масле закрывается позицией «микс» с засором.
Обычно из лежалого гибкого кабеля и кабеля в резиновой изоляции получается такой лом меди, за кг которого цена обычно чуть выше чем на сорт «кусок».
Сорт лома меди «масло» не ГОСТирован, это внутренний сорт предприятия, требующий доработки в сорт по ГОСТ.
В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на медь в масле 3%
Медь сегодня является одним из самых распространенных технических металлов в промышленности благодаря своим электропроводным свойствам. Представьте только, сколько кг меди требуется для изготовления одного метра силового кабеля… А одного километра? Незначительные примеси в химическом соствае медного проводника существенно ухудшают проводимость, поэтому для производства кабеля медь используется особенно чистая. Это обусловливает высокие цены на прием меди из кабеля. Энергопотребление постоянно растет, так же как и развитие электрических сетей, поэтому спрос на лом меди в СПб постоянно увеличивается как региональными, так и федеральными переработчиками лома меди. Цена за 1 кг меди в СПб варьируется в зависимости от биржевых показателей, курса валют и исполнения заводами контрактных обязательств.
Медный минерал | Использование и свойства
Медь: Медь из Бисби, Аризона. Этот экземпляр имеет диаметр примерно 2,5 дюйма (6,4 сантиметра).
Что такое медь?
Родная медь это элемент и минерал. Встречается в окисленных зонах месторождений меди; в гидротермальных жилах; в полостях базальта, контактировавших с гидротермальными растворами; а также в качестве заполнителей и заменителей пор в конгломератах, которые находились в контакте с гидротермальными растворами. Его редко можно найти в больших количествах, поэтому он редко является основной целью добычи полезных ископаемых. Большая часть производимой меди добывается из сульфидных месторождений.
РЕКЛАМА
Халькопирит – важнейшая медная руда.
Использование меди
Самородная медь, вероятно, была одним из первых металлов, обработанных древними людьми. Самородки металла можно было найти в ручьях в нескольких местах, а его свойства позволяли легко обрабатывать его без обязательной стадии обработки. Металлический блеск меди привлекал внимание людей. Сегодня большая часть меди производится из сульфидных руд.
Медь является отличным проводником электричества. Большая часть добываемой сегодня меди используется для проведения электричества — в основном в качестве проводки. Он также является отличным проводником тепла и используется в кухонной утвари, радиаторах и теплообменниках. Большие количества также используются для изготовления сплавов, таких как латунь (медь и цинк) и бронза (медь, олово и цинк). Медь также сплавляется с драгоценными металлами, такими как золото и серебро. Медь имеет много других применений.
Физические свойства меди
Химическая классификация
Родной элемент
Цвет
Медно-красный на свежей поверхности, тускло-коричневый на потускневшей поверхности
Проводит электричество и тепло; проводка, электрические контакты и цепи; чеканка, сплавы
Лучший способ узнать о минералах — изучить коллекцию небольших образцов, которые можно брать в руки, исследовать и наблюдать за их свойствами. Недорогие коллекции минералов доступны в магазине Geology.com. Правообладатель иллюстрации iStockphoto / Анна Усова.
Другие минералы
Найдите другие темы на Geology.com:
Породы: Галереи фотографий изверженных, осадочных и метаморфических пород с описаниями.
Минералы: Информация о рудных, самоцветных и породообразующих минералах.
Вулканы: Статьи о вулканах, вулканических опасностях и извержениях в прошлом и настоящем.
Драгоценные камни: Красочные изображения и статьи о бриллиантах и цветных камнях.
Общая геология: Статьи о гейзерах, маарах, дельтах, разломах, соляных куполах, воде и многом другом!
Алмазы: Узнайте о свойствах алмаза, его многочисленных применениях и открытиях алмазов.
Медные минеральные свойства, использование и распространение
Медь, вероятно, была первым металлом, использованным людьми. Считается, что люди эпохи неолита использовали камень вместо камня к 8000 г. до н.э. Около 4000 г. до н.э. египтяне отливали медь в формах. К 3500 г. до н.э. его начали сплавлять с оловом для получения бронзы. Он непрозрачный, яркий и имеет металлический лососево-розовый цвет на свежеразломанных поверхностях, но вскоре становится тускло-коричневым. Кристаллы встречаются редко, но при формировании имеют кубическую или додекаэдрическую форму, часто располагаются в ветвящихся агрегатах. Большинство из них встречается в виде неправильных, уплощенных или ветвящихся масс. Это один из немногих металлов, которые встречаются в «самородной» форме, не будучи связанными с другими элементами. Самородная медь, по-видимому, является вторичным минералом, возникающим в результате взаимодействия медьсодержащих растворов с железосодержащими минералами.
Обычно ассоциируется с пористыми зонами в основных экструзивных породах, реже в песчаниках и сланцах, где медь, вероятно, имеет гидротермальное происхождение, осаждаясь в результате окислительных условий; в зоне окисления крупных вкрапленных месторождений в результате вторичных процессов. Редкий минерал в некоторых метеоритах.
Подавляющее большинство производимой в мире продукции используется в электротехнической промышленности. Большая часть оставшихся используется для создания акклиматизации. Основным составляющим веществом балки является важный ряд сплавов латуни (цинк), бронзы (олово) и нейзильбера (цинк и никель, без серебра).
Проводит электричество и тепло;
Проводка,
Электрические контакты и схемы;
Чеканка монет
Сплавы
Встречается во многих районах мира.
В США в виде исключительно больших масс и превосходных крупных кристаллов в месторождениях полуострова Кевино, Кевино и Хоутон, штат Мичиган; в нескольких месторождениях порфира в Аризоне, в том числе на руднике New Cornelia, Ajo, Pima Co.; Медная Королева и другие рудники в Бисби, Кочиз Ко.; и в Ray, Gila Co.; аналогично на руднике Чино в Санта-Рите, Грант, Нью-Мексико.
В Намибии, на руднике Онганджа, в 60 км к северо-востоку от Виндхука, и в Цумебе.
Как работает центробежный насос поверхностного типа? (видео)
Обустройство систем водоснабжения в загородных домах – это довольно сложный и длительный процесс. Ведь мало просто разработать источник чистой воды. Ее нужно еще оттуда поднимать, а откачивание жидкости может проходить только за счет работы специальных насосов.
Центробежные скважинные насосы разных конфигураций
Например, очень часто в наших краях используется центробежный насос для скважины, который работает за счет вращения специального рабочего колеса. Именно о центробежных насосах для скважин сейчас и пойдет речь.
1 Особенности и назначение
На самом деле, существует великое множество разновидностей насосного оборудования. Работает оно за счет различных сил, что так или иначе задумывались к применению.
Если же мы рассматриваем конструкцию и принцип действия центробежного насоса для скважин, то этот агрегат, как можно понять из названия, работает за счет использования центробежных сил вращения. Они же в свою очередь, провоцируются применением рабочего колеса.
У центробежных насосов для скважин внутри камеры для перекачки жидкости находится колесо из двух попеременно соединенных дисков. Диски образуют основной контур рабочего колеса, и за счет их вращения жидкость нагнетается в камере.
Принцип действия достаточно прост. При вращении диски создают зону разреженного давления и затягивают воду через входные патрубки.
Входящая жидкость, автоматически попадает в зону рабочего колеса и за счет действия на нее центробежных сил отбрасывается на края цилиндрической камеры. Оттуда она сразу же попадает в выходные отверстия, что подсоединены к небольшим спиралевидным трубкам.
И без того нагнетенная, за счет вращения рабочего колеса жидкость, в трубках еще быстрее набирает скорость и подается по шлангу с высоким напором. Внутри же камеры, образуется область свободного давления, как это бывает с водокольцевым вакуумным насосом.
Схема движения жидкости в камере центробежного насоса
По мере поступления перекачиваемой воды по выходным патрубкам эта область увеличивается, а постоянное вращение рабочего колеса постоянно стимулирует ее заполнение новой жидкостью. Таким образом, насосу удается быстро и качественно перекачивать достаточно крупные объемы воды. При этом пользуясь довольно примитивной технологией.
Как видим, принцип действия насоса заключается во вращении всего одного рабочего элемента, а именно – рабочего колеса. Такая простая конструкция удобна еще и тем, что в ней к минимуму сведена возможность появления поломок.
Если усилия одного вращательного элемента не хватает, то инженеры, выполняя расчет при сборке и планировании устройства, могут установить несколько таких колес и комбинировать их по своему усмотрению. Наличие нескольких ступеней только увеличивает производительность устройства.
Иногда для улучшения качеств эксплуатации рабочего колеса выполняется его обточка. Стандартный расчет показывает, что обточенные колеса, за счет уменьшенного диаметра, лучше работают в системе водоснабжения.
Отзывы владельцев насосов с обточенными колесами тоже говорят о том, что при небольшом снижении напора жидкости, их производительность и качество работы только увеличивается.
Единственным недостатком такого оборудования является его уязвимость к перекачке грязной жидкости. Вся схема действия таких насосов ломается, если он вступает в сравнительно длительный контакт с грязной или загрязненной примесями водой. Подшипники и ротор рабочего колеса попросту выйдут из строя и будут нуждаться в замене.
Поэтому эксплуатация центробежного насоса для скважины может проходить только в непосредственно скважинах или колодцах с чистой водой. В противном случае вас будут ждать постоянные неприятности.
Электроцентробежными насосами человеку удается перекачивать воду из довольно серьезных глубин, что тоже очень полезно. Конечно, предварительно придется выполнить расчет необходимых характеристик устройства, но с этой задачей сможет справиться любой человек. к меню ↑
2 Виды, отличия и характеристики
Пример конструкции погружных центробежных насосов
Центробежные насосы пользуются большой популярностью в мире и производят их в разных конфигурациях. Следует заранее разобраться во всех их разновидностях, чтобы потом иметь возможность определиться с выбором лучшего агрегата, эксплуатация которого подойдет именно вам.
Конечно, при выборе следует производить и расчет базовых характеристик устройства, но это делается уже после того, как вы определились с конструкцией и особенностями центробежных насосов для скважин.
Главное деление ведется по типу конструкции насоса. В этом плане их делят на:
Поверхностные;
Погружные;
Полупогружные.
В первом случае рассматриваются модели, что работают за счет создания эффекта самовсасывания. Они находятся непосредственно на поверхности земли, а воду качают с помощью шланга. Эксплуатация подобного оборудования существенно облегчена, в отличие от того, как обслуживают погружные модели, но и выдающимися характеристиками оно похвастаться не может.
Читайте также: преимущества бытовых самовсасывающих насосов для воды.
Средний поверхностный агрегат способен выдавать напор до 30 метров и выкачивать воду на глубине до 10-12 метров, а это не всегда достаточно.
Погружные образцы – это насосы в виде удлиненного цилиндра. Погружные модели необходимо устанавливать непосредственно в источнике, чтобы устройство находилось под водой во время работы.
Их характеризуют, как мощное и надежное оборудование. Если производится расчет обустройства скважины с расстоянием до водного зеркала на уровне 20 или более метров, то практически всегда берут во внимание только погружные насосы.
Полупогружные агрегаты сейчас редкость, но и о них следует вспомнить. Такое оборудование имеет в своей основе поплавковый стабилизатор, который позволяет устанавливать насос в полупогружном состоянии (двигатель находится над водой, а его рабочая камера и всасывающая часть под ней.)
Линейка мощных глубинных насосов для скважин, центробежного типа
Полупогружные модели слабее и крупнее погружных. Они являются своеобразным компромиссом между первыми двумя разновидностями, но в силу довольно большого диаметра сечения, сложностей установки и эксплуатации используются только в крайних ситуациях.
По количеству ступеней их делят на:
Многоступенчатые;
Одноступенчатые.
Одноступенчатые образцы состоят из всего одного рабочего колеса. Но оно может быть довольно большим. Такая схема сейчас используется редко и, как правило, только в поверхностных насосах.
Многоступенчатые насосы на одной оси держат несколько рабочих колес. Глубинные погружные насосы могут включать до 7 колес одновременно. И это далеко не предел полета инженерной мысли.
Расчет показывает, что чем больше колес вращается одновременно, тем лучше насос работает. Причем каждая последующая деталь еще и улучшает действие предыдущей.
По типу рабочего положения или глубины погружения их делят на:
Стандартные;
Глубинные.
Это уже классификация скорее для погружных моделей, так как поверхностные насосы по определению не способы добывать жидкость на глубине больше 10-12 метров. Положение немного улучшит установка эжектора, но она прибавит максимум еще 5-8 метров к возможной глубине забора воды, что кардинально не изменит их положение.
А вот погружные модели даже стандартного типа вполне комфортно работают на глубине до 50 метров. Если же рассматривают глубинные образцы, то здесь их не ограничивают и глубиной в 100-150 метров.
Скважинные центробежные насосы от компании Водомет
Некоторые глубинные образцы можно монтировать в самые удаленные артезианские скважины, где забор необходимо проводить на расстоянии от 200 метров. Но и стоимость у них будет соответствующая.
Теперь рассмотрим отзывы о центробежных насосах от людей, которые уже успели ими попользоваться и оценить все их характеристики, а также особенности эксплуатации.
Вадим, 42 год, г. Кострома:
Пользуюсь центробежными насосами, сколько себя помню. В особенности доволен работой моего центробежника Водолей, что стоит в скважине. Конечно, многие скажут, что они довольно прихотливы и быстро засоряются песком, но по производительности и напору у них нет конкурентов.
Андрей, 28 лет, г. Сочи:
Изначально для дачи решил покупать вибрационный насос, так как у меня довольно-таки нестандартная скважина. Но после непродолжительной эксплуатации понял, что его мощности попросту не хватает. Заменил устройство на погружной центробежник Водомет.
Теперь у меня достаточно воды и для снабжения дачи, и для полива огорода. Да еще и на всякие непредвиденные нужды остается.
Григорий, 37 лет, г. Чаховка:
В течение более 6 лет пользуюсь поверхностным центробежным насосом с двумя ступенями. С помощью подключения эжектора решил проблему с низким уровнем забора воды. Обслуживать и эксплуатировать его одно удовольствие. Всем рекомендую. Ни от одного другого конструктивного типа насосов вы таких результатов не получите.
Пример подключения центробежного поверхностного насоса к выводу скважины
к меню ↑
2.1 Расчет необходимых характеристик
Стоит понимать, что при выборе любого насосного оборудования всегда учитывается преимущественно холодный расчет. Визуальные качества играют далеко не самую важную роль, как и габариты. Хотя последние, все же принимают во внимание.
Для начала нужно выполнить расчет необходимого напора. Для этого суммируют расстояние до водного зеркала в источнике, расстояние до дома и уровень поднятия жидкости.
Также добавляют к полученному показателю еще 20 метров для страховки. В результате вы получите цифру, что и показывает необходимый в вашем случае напор. Не стоит пугаться, если у вас получится цифра на уровне 50-70 метров. Для среднего по своим качествам погружного центробежника этот показатель является практически нижней планкой.
Также учитывают производительность насоса. Ее уже нужно считать, отталкиваясь от количества жителей в обслуживаемом доме и необходимых расходных статей жидкости.
Так, для семьи из трех человек и мелкого огорода хватит и насоса с возможность подачи до 3 кубометров жидкости в час. Если же у вас большой дом и хозяйство, то этот показатель придется увеличить, причем в несколько раз.
Собственно, напор и производительность считаются главными характеристиками при расчете центробежных насосов для скважин. Все остальные учитывают по остаточному принципу. к меню ↑
2.2 Технология установки
Монтируют центробежные модели так же, как и все остальные. Различия здесь есть только между поверхностными и погружными моделями.
Установка погружного центробежного насоса в обсадную трубу скважины
Поверхностные насосы устанавливают на земле. Желательно подобрать для этого оборудования специальную коморку или подсобку, где его не будут доставать атмосферные осадки и перепады температур. В скважину же выводится только шланг с обратным клапаном.
Перед началом работы в камеру поверхностного насоса необходимо в обязательном порядке залить воду. Всухую ему работать запрещено, так как это приводит к скорой поломке двигателя.
Погружные и полупогружные модели монтируются по практически идентичной технологии.
Этапы установки:
Собираем все оборудование, проверяем его работоспособность.
Подводим к насосу кабель питания и управления, если такой имеется.
Подключаем шланг.
Герметизируем все соединения.
Подключаем страховочный монтажный трос.
Стягиваем все коммуникации хомутами, монтируем поплавок.
Опускаем насос на нужный уровень.
Фиксируем трос.
Тестируем систему.
Погружные модели устанавливают непосредственно под воду. Полупогружные достаточно просто опустить на нее. Правда здесь нужно быть осторожным, так как они довольно тяжелы и имеют серьезные габариты. Плюс надо помнить, что двигатели полупогружных насосов очень не любят контакта с водой. к меню ↑
2.3 Как работает центробежный насос поверхностного типа? (видео)
Главная страница » Скважинные насосы
Погружные центробежные насосы для скважины: устройство, применение
У владельцев частных домов есть два варианта устройства системы водоснабжения – подключиться к центральной сети при наличии такой возможности, или выбрать вариант обустройства автономного источника путем бурения скважины.
Фото: www.pressfoto.ru
Многие собственники сегодня не желают зависеть от централизованной системы водоснабжения, испытывать неудобства из-за плановых отключений, а также периодических перебоев с подачей воды и при этом ежемесячно платить за потребляемую воду сомнительного качества. Водоснабжение из собственного природного источника, безусловно, имеет массу преимуществ, и поэтому все чаще владельцы загородного жилья отдают предпочтение варианту установки автономной системы обеспечения водой для бытовых и хозяйственных нужд.
Для грамотного проектирования и обустройства водопроводной сети необходимо иметь представление о гидрогеологических особенностях участка – особое значение имеет уровень грунтовых вод. Источником автономной системы водоснабжения служат водоносные слои грунта (горизонты) – известковые или песчаные участки, насыщенные водой. Для того чтобы их обнаружить, производят бурение – это позволяет впоследствии иметь доступ к постоянно производительной скважине.
Различают два основных типа скважин:
Артезианская (совершенная) – глубина залегания воды в них может достигать нескольких сотен метров. Несмотря на высокую стоимость ее бурения, такая скважина обеспечивает абсолютно чистой водой и способна прослужить несколько десятков лет.
Фильтрационная (несовершенная) – бурение осуществляется до обнаружения ближайшего водоносного горизонта (10-30 метров). Фильтрационный источник имеет ограниченный запас ресурсов, поэтому срок его эксплуатации не превышает 10-15 лет. Кроме этого, вода из такой скважины требует обязательной дополнительной фильтрации.
Если в качестве типа системы водоснабжения выбран вариант бурения скважины, то для обустройства системы водопровода, кроме труб, потребуется дополнительное оборудование – насос, фильтры, аппараты для раздачи воды.
Назначение насосного оборудования
Фото: www.freepik.com
Насосное оборудование – важнейший элемент автономной системы водоснабжения частного дома, без которого в принципе невозможно функционирование водопровода. С помощью насосов происходит процесс откачивания воды из подземного источника (скважины или колодца), подъем её по обсадной трубе, установленной внутри скважины и, непосредственно, подача воды в систему трубопровода под определенным напором.
Именно от характеристик и конструкции насосного оборудования зависит стабильность и бесперебойность водоснабжения. Для забора воды из скважины существует два типа насосов:
Поверхностный (самовсасывающий) – устанавливается на поверхности земли в непосредственной близости от источника. Главным недостатком поверхностного агрегата является возможность откачивать воду на небольшой глубине (8-20 метров в зависимости от мощности установки), поэтому использовать его можно только на фильтрационных скважинах. Оборудование следует выбирать с небольшим запасом по создаваемому напору перекачиваемой жидкости. Среди преимуществ можно выделить невысокую стоимость и простоту в техническом обслуживании. Поверхностные насосы отлично подходят для откачивания жидкости из наземных резервуаров, для осушения участка, для ликвидации жидкости из погребов и подвалов.
Погружного типа – помещаются непосредственно в скважину или колодец, способны обеспечивать подачу воды с глубины более 100 метров, обеспечивая стабильный и мощный напор, обеспечивающий водой все необходимые точки водозабора. Несмотря на некоторые недостатки в виде сложностей в монтаже и диагностике неисправностей, такое оборудование считается надежным, безопасным и производительным и рассчитано на многолетнюю беспроблемную эксплуатацию.
На какие виды делятся погружные насосы?
Фото: www.freepik.com
Выбор насосной установки – один из важнейших этапов обустройства системы водоснабжения, от которого будет зависеть общая функциональность скважины, а также стабильность и бесперебойность водоснабжения, что, безусловно, в приоритете для каждого домовладельца.
Уже на этапе проектирования дома следует определиться с типом скважины, приблизительными показателями её дебита (показатель скважины, дающий информацию о том, сколько можно откачать из нее воды, сохранив в ней начальный уровень), статическим и динамическим уровнем и, соответственно, типом насосного оборудования, которое будет устанавливаться в системе водоснабжения.
Безусловно, вариант выбора погружного насоса является беспроигрышным – кроме высокой производительности и износостойкости, гидравлическое устройство обеспечивает подачу чистейшей воды без химических примесей и хлора.
В зависимости от устройства и принципа работы механизма погружные насосы классифицируются на три вида:
Винтовой;
Вибрационный;
Центробежный.
Винтовой насос идеально подходит для перекачивания воды с большим количеством мелко- и среднефракционных включений, сильно запесоченных или заиленных скважин. Конструкция винтового агрегата представляет собой ротор со спиралью и статор с внутренней резьбой, принцип работы заключается в подъеме воды по винтовой спирали в результате вращения ротора. Насос винтового типа имеет довольно низкий КПД, поэтому его нерационально устанавливать для обеспечения стабильного водоснабжения дома. Чаще всего, такое оборудование устанавливается временно для прокачки новой скважины.
Насос вибрационного типа работает от электросети. Принцип действия его основан на изменении давления воздуха и воды во внутренней камере за счет возвратно-поступательных движений поршня. Однако несмотря на его ценовую доступность, некоторые эксперты категорически не рекомендуют устанавливать насосное оборудование вибрационного типа в скважину по той причине, что в результате вибрации может произойти вывал породы и скважина придет в негодность. Зачастую вибрационные насосы самопроизвольно заклиниваются в скважине – изъятие установки является сложной и дорогостоящей процедурой. Таким образом, перед покупкой стоит хорошо подумать, целесообразна ли будет такая экономия.
Принцип действия и классификация центробежных насосов
Фото: www.freepik.com
Центробежные насосы разработаны специально для эксплуатации в скважинах – этот тип насосного оборудования является самым эффективным и рациональным для удовлетворения нужд и потребностей частного домовладения. Устройство имеет герметичный цилиндрический корпус с размещенным внутри электроприводом, создающим вращающий момент на валу, оснащенном рабочими колесами с лопастями.
При вращении рабочего колеса жидкость, находящаяся в картере насоса, отбрасывается центробежным ускорением к периферии кожуха. За счет возникающей разницы давлений часть жидкости уходит в напорную магистраль. Из-за снижения объема жидкости в корпусе происходит падение давления, что способствует затягиванию воды из емкости или скважины во всасывающий канал. От частоты вращения ротора зависит производительность помпы и давление воды в напорной магистрали.
Центробежное насосное оборудование имеет высокий КПД, обеспечивает высокое давление в напорной магистрали и способно перекачивать воду с максимальной глубины артезианской скважины.
Центробежные насосы имеют высокую стоимость, поэтому их применение экономически обосновано именно при необходимости подъема воды с большой глубины.
Насосное оборудование центробежного типа классифицируется в зависимости от конструктивного исполнения, а также по назначению:
По расположению патрубков насосов – консольные, типа in-line;
По количеству ступеней – одноступенчатые, многоступенчатые;
По расположению вала – горизонтальный, вертикальный;
По типу уплотнения вала – сальниковое уплотнение, торцевое, динамическое;
По типу соединения гидравлической части с электродвигателем – насос с соединительной муфтой, моноблочное устройство.
Основные характеристики
Фото: www.freepik.com
Для обеспечения максимальной эффективности работы скважинного насоса центробежного типа, при выборе необходимо опираться на ряд параметров:
Мощность и производительность;
Глубина скважины;
Размеры насосного оборудования;
Высота зеркала воды – расстояние до уровня воды в скважине;
Длина горизонтальной части трубопровода, по которому устройство в состоянии транспортировать перекачиваемую им жидкость;
Наличие в комплектации дополнительных устройств, позволяющих оптимизировать работу насоса и повышающих его эффективность.
Выбирать насос следует исходя из характеристик скважины, которые прописаны в паспорте гидротехнического сооружения и, конечно, учитывая личные потребности своей семьи в количестве и качественных характеристиках используемой воды. Любой продавец-консультант в серьезном магазине, реализующем насосное оборудование, всегда предоставит профессиональную консультацию и поможет выбрать агрегат, идеально подходящий клиенту по всем требуемым параметрам.
Преимущества использования
Фото: www.freepik.com
Безусловно, насосы центробежного типа выигрывают по всем показателям перед другими видами насосного оборудования. Самое главное преимущество – высокая производительность, несмотря на небольшой диаметр корпуса.
Среди прочих достоинств можно выделить:
Возможность использовать на большой глубине;
Компактность и небольшой вес;
Легкий монтаж и запуск;
Абсолютная бесшумность;
Надежность и долговечность;
Отсутствие необходимости охлаждения;
Полное исключение гидравлических ударов в системе.
Единственным недостатком погружного насоса является его сложное извлечение для проведения диагностики и ремонта в случае возникновения неполадок. Однако если система водоснабжения спроектирована и реализована грамотно, то проблем возникнуть не должно, и даже высокая стоимость погружного насоса компенсируется долгим сроком его эксплуатации.
Условия эксплуатации
Погружной насос эксплуатируется в довольно сложных условиях водной среды. Условие соблюдения правил использования насоса значительно продлит срок его службы и исключит внеплановые ремонты.
В первую очередь, следует покупать оборудование, технические характеристики которого строго соответствуют показателям и параметрам скважины. Производительность насоса не должна превышать дебит скважины или колодца, иначе можно очень быстро исчерпать ресурс источника.
Также необходимо соблюдать габаритные размеры – это предотвратит заклинивание насоса в скважине. Большое внимание нужно уделить целостности изоляции электрического кабеля.
Производитель оборудования всегда указывает информацию по рекомендуемым условиям эксплуатации в техническом паспорте насоса, в том числе и по максимальной температуре водной среды, содержанию в воде песка, сероводорода, ионов хлора и рекомендуемых водородных показателей.
Рекомендации по установке и обслуживанию
При наличии определенных знаний можно и самостоятельно произвести монтаж в скважину погружного насоса. Однако следует знать, что самостоятельная установка оборудования – довольно трудоемкая работа. Поэтому, возможно, в таких вопросах целесообразнее доверить работу по монтажу агрегата квалифицированным специалистам, имеющим больший опыт и соответствующие навыки. Только в этом случае можно быть уверенным в том, что дорогостоящее оборудование будет исправно служить на протяжении длительного времени и не создавать дополнительных проблем в обслуживании.
Промышленные насосы «Jetex»
Компания «JETEX» предлагает широкий ассортимент скважинных насосов погружного типа с энергоэффективными электродвигателями, предназначенные для различных нужд:
Промышленного, городского и сельскохозяйственного водоснабжения;
Оборудование систем орошения, ирригации и полива, а также озеленительных работ;
Оборудование систем пожаротушения;
Оборудование системы повышения давления.
«JETEX» – крупнейший российский производитель насосного оборудования высокого качества, подтвержденного сертификатами соответствия международным и отечественным стандартам. Вся продукция производится на современном высокотехнологичном оборудовании, проходит многоступенчатый контроль качества и тестирование на испытательных стендах.
Насосы «JETEX» – отличная альтернатива импортному оборудованию по приемлемым ценам!
Скважина, насос для мелководья и глубинный насос Поставщик услуг
Размышляя о колодце, погружном насосе, центробежном насосе, установке или ремонте струйного насоса для мелководья и глубокой скважины
Здесь, в All Phaze Irrigation, ваш колодец , погружной насос, центробежный поставщик услуг по установке и ремонту насосов, струйных насосов для неглубоких и глубоких скважин , мы специализируемся на установке, обслуживании и устранении неисправностей многих типов скважин. Водяной колодец находится в раскопках или сооружении, созданном в земле путем рытья, проходки, бурения или бурения для доступа к грунтовым водам в подземных водоносных горизонтах. Колодезная вода забирается насосом, который может располагаться как над, так и под поверхностью.
Знание основ водяных колодцев важно, планируете ли вы установить новый колодец или уже являетесь его владельцем. Позвольте нашим специалистам помочь вам в принятии обоснованных решений относительно установки вашей скважины. В зависимости от его использования: расположение, размер насосов и качество воды являются ключевыми компонентами при использовании колодца. Надлежащее строительство скважин и постоянное техническое обслуживание являются ключом к безопасности вашего водоснабжения.
Well Service
Если вы получаете воду из частного колодца, система распределения воды используется для подачи воды из подземного источника в ваш дом. Эта система состоит из нескольких компонентов, включая водопровод, резервуар для хранения под давлением, устройство управления, такое как реле давления, для управления компонентами и, конечно же, насос и двигатель для подачи воды из земли в ваш дом.
Скважинный насос и двигатель являются важными элементами системы. Выбор правильного типа и размера насоса зависит от некоторых факторов, включая глубину водоносного горизонта, систему распределения, необходимое давление, количество и скорость потока приспособлений и другие факторы.
Обслуживание погружных насосов, установка
Погружные скважинные насосы, обычно используемые в буровых скважинах, обычно представляют собой единый блок, в котором находятся насос и двигатель. Обычно он составляет около 3 1/2 дюйма в диаметре, а длина всего устройства составляет от 2 до 3 футов. Насос размещается в колодце ниже уровня воды. Обсадная труба скважины должна быть не менее четырех дюймов в диаметре, но доступны погружные насосы для скважин диаметром всего три дюйма.
Обслуживание струйных насосов для неглубоких скважин, установка
Скважина считается неглубокой, если ее глубина составляет менее 50 футов. Источник скважины как водоносный горизонт. Водоносный горизонт представляет собой подземный слой проницаемой почвы, такой как песок или гравий, который содержит воду и позволяет воде проходить. Наши знания о неглубоких колодцах безупречны на всей территории Тампа-Бэй. Правильное диагностирование проблемы имеет решающее значение, и мы здесь, в All Phase ирригации, являемся вашими экспертами по скважинам. Мы устанавливаем насосы для неглубоких скважин самого высокого качества в отрасли и предлагаем 1 год гарантии с даты установки.
Обслуживание глубоководных струйных насосов, установка
Скважина считается глубокой, если ее глубина превышает 50 футов. Система глубоких скважин подходит для низкого уровня грунтовых вод или закрытых водоносных горизонтов. Каждая глубокая скважина имеет свой собственный погружной насос, который может генерировать высокие и низкие объемы грунтовой воды. Эти насосы известны своей надежностью и служат более десяти лет. Устранение неполадок и диагностика любых возникающих проблем должны быть предоставлены профессионалам All Phaze Irrigation. У нас есть новейшее и самое лучшее оборудование, которое позволяет нам с точностью устранять любые возникающие проблемы.
Обслуживание центробежных насосов, установка
Универсальный и простой центробежный скважинный насос обеспечивает равномерный поток воды. Максимальная высота всасывания составляет 25 футов, а максимальная общая высота подъема — 300 футов. Вращающееся рабочее колесо создает частичный вакуум, который обеспечивает высоту всасывания. Рабочее колесо увеличивает скорость воды в вашей системе, а диффузор преобразует скорость в давление. Чтобы начать работу, центробежный насос должен быть заполнен, и его лучше всего использовать в качестве подпорного насоса.
Если вы ищете новый скважинный насос или нуждаетесь в обслуживании или ремонте, лучшим решением будет поговорить со специалистом по водоснабжению All Phaze Irrigation. Мы можем помочь вам определить лучший вариант и размер насоса для вашей конкретной скважины и условий грунтовых вод.
Мы готовы предоставить смету, позвонив в наш офис по телефону 727.215.7850
Бесплатная консультация
ПОЗВОНИТЕ или напишите нам по телефону (727) 215-7850
ИЛИ
Заполните форму ниже, и представитель свяжется с вами. Поля, отмеченные звездочкой, обязательны для заполнения.
Чем мы можем вам помочь? (выберите один вариант)Ремонт спринклеровУстановка спринклерной системыПланы технического обслуживанияЛандшафтное освещениеНасосы дернаОчистка от ураганного мусора
2 + 3 =
Читать наши отзывы
Наш проект включал: • Ремонт/замена дренажных насосов 051 • Ремонт существующей ирригационной системы • Удаление ракушек с передних и задних дворов • Посадка дерна • Озеленение цветами, растениями и клумбами из ракушек вокруг большинства деревьев
Мы потратили месяцы на переговоры с продавцами, и очень немногие были готовы взяться за это. вся работа. Мы так рады, что Брайан сделал это. Мы очень довольны готовым продуктом и настоятельно рекомендуем All Phaze Irrigation. Несколько замечаний из нашего опыта: • Очень хорошая коммуникация на протяжении всего процесса. Вначале у нас было недопонимание по поводу одного аспекта работы. Проблема была решена в одночасье, потому что Брайан так отзывчив. • Всего за 3 дня до того, как ураган Ян должен был обрушиться на наш район, Энтони усердно работал, чтобы убедиться, что наш водоотливной насос работает, прежде чем мы эвакуируемся. • Брайан понял, что у нас есть бюджет, и упорно трудился, чтобы его уложить. Он также настаивал на том, чтобы сделать все как можно лучше. Действительно казалось, что он заботился о готовом продукте так же сильно, как и мы.
Компания All Phaze быстро отреагировала на ремонт, который нам был необходим в соответствии с моим запросом и графиком. Это был особенно сложный ремонт, обход корней деревьев и других препятствий. Полевой техник был очень хорошо осведомлен и продемонстрировал усердие и профессионализм, чтобы сделать работу правильно! Я не мог быть более удовлетворен! Я очень рекомендую эту компанию для ваших нужд полива!
Брайан и его компания были потрясающими. Брайан быстро вернул мне расценки и помог нам составить график установки спринклеров. Они приехали в назначенный день, завершили проект, все подробно объяснили и даже потратили время, помогая нам настроить наш новый блок управления. Они также смогли выполнить задачи, которые другие компании заявили, что они не могут сделать (прокладка трубы под нашим подъездом, чтобы добавить зону на другой стороне двора). В общем, замечательная компания, и я обязательно буду использовать их для любого будущего ремонта!
Прочитать все 266 отзывов
ОСТАВИТЬ ОТЗЫВ
Центробежный водяной насос с одним рабочим колесом — 6340 галлонов в час — 1,5 л.с.
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
Предупреждение: это предупреждение!
5/5
5/5
Написать отзыв
5/5
БЕСПЛАТНАЯ ДОСТАВКА
Артикул:
1811201
Категории: Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Малые центробежные насосы, SPERONI, Спринклерные бустерные насосы
Метки: 1,5 л. с., 220 вольт, 30 psi, однофазный
Артикул
1811201
Категории Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Малые центробежные насосы, SPERONI, Спринклерные бустерные насосы
Теги 1,5 л.с., 220 вольт, 30 фунтов на квадратный дюйм, однофазный
Артикул:
1811201
Категории: Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Малые центробежные насосы, SPERONI, Спринклерные бустерные насосы
Теги: 1,5 л.с., 220 вольт, 30 фунтов на кв. дюйм, однофазный
Центробежный водяной насос с одним рабочим колесом — 6340 галлонов в час — 1,5 л.с. — CMX160 / 1,1 — SS304 — количество 1P
ETA: от 3 до 5 рабочих дней
ЗАЯВКА
Центробежный водяной насос с одним рабочим колесом, подходящий для выполнения любых требований малой, средней или большой производительности; для бытовых, сельскохозяйственных и промышленных целей; с автоматическим распределением воды по бакам малого и среднего размера; для дождевальных и дождевальных систем орошения в садоводстве и сельском хозяйстве; к увеличению давления в деривационной системе в акведуках.
УСЛОВИЯ ЭКСПЛУАТАЦИИ – Температура жидкости до 35°C (для домашнего использования согласно EN 60335-2-41),
Температура макс. жидкость: 90°C (для других целей) – Температура окружающей среды до 40°C – Общая высота всасывания до 7 м.
ДВИГАТЕЛЬ – Двухполюсный асинхронный двигатель (n = 3450 мин-1) – Класс изоляции F – Степень защиты IP 55
МАТЕРИАЛЫ – Корпус насоса Нерж. Рабочее колесо Нержавеющая сталь AISI 304 – Вал с ротором Нержавеющая сталь AISI 304 – Механическое уплотнение Силикон/графит/EPDM
СДЕЛАНО В ИТАЛИИ
Расчетное время доставки: 3–5 рабочих дней
Shipping
SHIPPING
Get it in 3-5 Business Days
Front door drop off (ground floor or lobby only)
Signature Required
FREE
Премиум Доставка
Премиальная доставка
В тот же день доставка (рабочие дни)
Доступна на следующий день ( Свяжитесь с нами для ценообразования )
2-дневные. БЕСПЛАТНАЯ доставка (3-5 рабочих дней)
Самовывоз со склада
Самовывоз со склада
Получить сегодня (рабочие дни)
Требуется подпись
Сборка не включена
Самовывоз доступен только по адресу: 6520 NW 77th CT, Miami FL 33166 8 Добавить 90 в корзину
Описание
Дополнительная информация
Описание
Области применения
Центробежные насосы с одним рабочим колесом, подходящие для любой малой, средней или большой производительности; для бытовых, сельскохозяйственных и промышленных целей; с автоматическим распределением воды по бакам малого и среднего размера; для дождевальных и дождевальных систем орошения в садоводстве и сельском хозяйстве; к увеличению давления в деривационной системе в акведуках.
УСЛОВИЯ ЭКСПЛУАТАЦИИ – Температура жидкости до 35°C (для домашнего использования согласно EN 60335-2-41),
Температура макс. жидкость: 90°C (для других целей) – Температура окружающей среды до 40°C – Общая высота всасывания до 23 футов. – Класс изоляции F – Степень защиты IP 55
МАТЕРИАЛЫ – Корпус насоса Нержавеющая сталь AISI 304 – Опора двигателя Алюминий – Impeller Stainless Steel AISI 304 – Shaft with rotor Stainless Steel AISI 304 – Mechanical seal Silicon/Graphite/EPDM
More Details:
Model
СМХ-160/1.1
Торговая марка
СПЕРОНИ
Гарантия производителя
1 год
Грузовой вес
35 фунтов
Размер порта (дюймы)
1-1/2″ и 1-1/4″
Расход (галлонов в час)
6340
HP
1,5
Напряжение
220
Ампер
8,2
Макс. Общий напор (футы)
67,5
Макс. Высота всасывания (футы)
23
Макс. ПСИ
30
Всасывающий патрубок (дюймы)
1-1/2″
Выпускное отверстие (дюймы)
1-1/4″
Самовсасывающий
Нет
Размеры Д x Ш x В (дюймы)
15 х 8,5 х 9,5
Вес продукта (фунты)
36
СДЕЛАНО В ИТАЛИИ
Расчетное время доставки: 3–5 рабочих дней
Адам Роупер
Подробнее
. Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
Стив Ли
Подробнее
Заказали насос в тот же день. Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Кейт Кубичек
Подробнее
5-star обслуживание клиентов. Насос, который я заказал, был слишком широким, чтобы поместиться в 4-дюймовую скважину*. Армин и Крис очень помогли в общении по телефону и электронной почте, чтобы вернуть помпу и вернуть мои деньги в течение нескольких дней. С удовольствием обменял бы на другую модель, но ничего подходящего не было в наличии. * помпа имеет внешний диаметр 4″, с дополнительной металлической защитой со стороны входа шнура в корпус.
Raymond P
Подробнее
Доставка на высшем уровне! У меня было несколько вопросов относительно применения купленного мной насоса, и они помогали мне на протяжении всего процесса. Определенно рекомендую!
Джон Полтрок
Подробнее
Отличная компания! У нас были проблемы с запуском нашего насоса, и они потратили время, помогая и исправляя это. Я бы АБСОЛЮТНО купить у них снова. Отличная работа.
Эд Пауковиц
Это был мой первый опыт работы с этой компанией
900. Были проблемы с первым насосом, заменили сразу без проблем. Очень рекомендую иметь с ними дело. Десятка в обслуживании клиентов!
Тони Донато
Подробнее Нужны два насоса, чтобы решить нашу проблему с водой. Через 5 месяцев его все еще нельзя пить. Я связался с Армином, который был очень хорошо осведомлен и услужлив. Он даже помог мне после покупки насосов с установкой через Face time, так как я не очень хорошо знал, что делать; и у нас есть ограниченные технические специалисты здесь. Он сделал все возможное, чтобы помочь мне. Не многие компании так делают. Могу с уверенностью сказать, что эта компания заботится о своих клиентах. Большое спасибо.
Lori Lucas
Прочтите больше
I. Вместо этого накачала 4000 70494
. насос инструкции ужасны или не существуют! Я бы поставил этому насосу твердую 5, потому что качество, упаковка, цена были потрясающими! Доставка была довольно быстрой. Хотелось бы, чтобы я увидел место, где можно пообщаться с агентом, когда пытался сделать правильный выбор, хотя бы выделял действительно хорошие характеристики. Было бы неплохо, если бы вы могли хотя бы ввести информацию о характеристиках скважины и т. д., и в результате ввода этой информации компьютер откажется от лучших вариантов. 👍 Больше информации было бы здорово и необходимо. Когда дело доходит до вашего продукта, он хорошо сделан и по приятной цене! Я владелец малого бизнеса, поэтому иногда я делаю хорошие насосы, поэтому я всегда ищу хорошее качество для своих клиентов, и вы, ребята, определенно получили от нас высокую оценку!
Стальной отвод Ду50 — это отрезок трубы, с углом изгиба 30°, 45°, 60°, 90°, 180° для изменения направления потока рабочей среды в магистрали.Номинальный проход 50 мм, наружный диаметр 57 мм, 60,3 мм, соединение с трубой приварное, резьбовое. Приварные крутоизогнутые стальные отводы ДУ 50 с толщиной стенки исполнения 1 — 2,9/4/5,6 мм, исполнение 2 — 2,5/3/3,5/4/4,5/5/5,5/6 мм. Отводы Ду-50 относят к категории фитинги, КМЧ (комплект монтажных частей). Производство согласно DIN 2605, ГОСТ 17375—2001 (ИСО 3419—81). Сварные отводы Ду50 применяют для изменения угла трубы в трубопроводе, коммунально-сетевых и жилищных трубах, водопроводах, нефтегазовых секторах, системах отопления, энергетике, в магистралях перегона бензина, нефти, масла, воды, пара, газа.
Характеристики отвода диаметр 50
Стальные отводы ДУ-50 30°, 45°, 60°, 90°, 180° производятся из стали – низколегированной, углеродистой, нержавеющей, марок 3, 10, 20 09г2с, 17г1с, 08х18н10т, 12х18н10т. Рабочая температура -70°С до +450°С, давление до 16 Мпа. Типы отводов ДУ-50 кованые приварные, эмалированные, оцинкованные, нержавеющие, из водогазопроводных труб, гнутые, бесшовные, резьбовые, длинноплечие. Универсальными и более востребованными считаются стальные углы Ду50 под 90 градусов. Характеристики указаны в таблице.
Эксплуатационные характеристики отвода Ду-50
Номинальный проход
Характеристики стальных отводов ДУ50
Наружный диаметр
Толщина стенки
Угол изгиба
Давление
Присоединение
Рабочая температура
Вес отвода, кг
ДУ50
60,3
2,9
30°, 45°, 60°, 90°, 180°
до 16 МПа
Приварное, резьбовое
от -70°С до +450°С
0,5
4
0,67
5,6
0,89
57
2,5
0,4
3
0,5
3,5
0,6
4
0,7
4,5
0,7
5
0,8
5,5
0,9
6
1
Чертеж отводов Ду-50 90°, 45°, 60°, 180°
Приварные стальные отводы Ду 50 для изгиба направления магистрали производят с исполнением 1 и 2. Чертеж размеров отвода ДУ50 – толщина стенки торца, наружный и внутренний диаметр, размеры торцов переходов и тройников, радиус кривизны осевой линии.
Размеры отвода Ду-50
Условный диаметр
Размеры стальных отводов Ду 50 исполнения 1 и 2, мм
DN
D
T
F=R
W
H
C
B
50
60,3
2,9
76
—
35
152
106
4
5,6
57
2,5
75
43
30
150
104
3
3,5
4
4,5
5
5,5
6
Обозначения с чертежа стальных отводов Ду-50:
F – размер между плоскостью одного торца с центром другого с углом 90°
Тв – толщина стенки не торцевых сечений
R – радиус изгиба
Т – толщина стенки отвода на торцах
D – наружный диаметр торца
Расшифровка маркировки
Условное обозначение отвода Ду 50 должно включать основные параметры и условия изготовления стального отвода Ду-50. Маркировку набивают на отводе методом тиснения, выжигания, лазером, указывается на каждом индивидуально или в документах партии.
Значения маркировки отвода ДУ 50:
90 – угол изгиба в градусах
1 – исполнение отвода
60,3 – общий наружный диаметр отвода
4 – толщина стенки
20 – марка стали
Цена стального отвода Ду 50
Цена отвода Ду50 с углом изгиба 90° от 100 грн. Стоимость стальных отводов Ду-50 с кривизной 45°, 90°, 180° зависит от качества материалов, марки стали, условного прохода трубопровода. Риски покупки БУ фитингов отводов ДУ50:
Деформация торцов
Коррозия, ржавчина
Гидроудары
Прорыв магистрали трубопровода
Отсутствие гарантии
Выход из строя сопутствующего оборудования — задвижек, вентилей, клапанов, кранов
Не герметичность
«Второсортный» материал заготовок
Купить отвод Ду-50
На базе Слобожанского завода можно купить отводы Ду50 из низколегированной, углеродистой, нержавеющей стали, оцинкованные и эмалированные с углом гиба 45/90/180 градусов. Под заказ выполним отводы Ду-50 со сложными дефицитными углами изгиба 30°, 60°, отводы Ду 50 высокого давления, возможно изготовление фланцевых колен Ду50. Цена отводов Ду 50 от 100грн. Специалисты СЛЭМЗ перед покупкой стального отвода Ду-50 помогут подобрать толщину торца, угол изгиба, вид и тип трубы индивидуально под Вашу магистраль и рабочую среду.
отвод ду-50, уголок ду50, переход ду50
Похожие товары
Выход с фланцем DN 50 — EPAMS
Дом
Товары
Сифонные системы
Варианты изделия
Артикул
ДН
дн
Угол
Длина
Высота
Ширина
Вес
171289
—
—
340
470
340
6,46
171290
—
—
340
470
340
7. 11
172871
—
—
340
470
340
8,99
171288
—
—
340
470
340
6,16
Все размеры указаны в мм, номинальный вес в кг
Техническая информация и описание продукта
Описание продукта
Специально для системы EPAMS, эти выпускные отверстия с фланцем используются в случае несовместимости материалов, адаптированы к желобу толщиной до 6 мм.
Рекомендуемое применение:
Сифонная система
Дождевая вода
Основные преимущества:
Подходит для всех амбициозных архитектур и всех типов крыш.
Экономическая эффективность за счет экономии на покупках и затратах на установку: меньше водосточных труб, чем в самотечных системах.
Подходит для всех областей и плювиометрии: большие объемы слива воды до 75 л/с.
Низкие и простые в обслуживании системы с длительным сроком службы: никаких претензий с момента выпуска (1994 г.).
Материал:
Корпус из нержавеющей стали
Алюминиевая решетка
Промышленные стандарты продукции: Французский технический сертификат EPAMS® 5.2/14-2386_V2
Класс пожарной безопасности :
Акустические характеристики:
Процент переработанного содержимого: %
Информация о вторичной переработке: 99 % пригодно для повторного использования
Документы
Учебники и видео
BIM
См. нашу библиотеку BIM
Чтобы сохранить список желаний, вам необходимо войти в систему или создать учетную запись Saint-Gobain PAM.
Как определить, измерить размер выходной резьбы клапана IBC
Как определить, измерить размер выходной резьбы клапана IBC
Промышленные насосы
Катушки для шлангов
Нагреватели IBC / Нагрев барабанов
Дом
Технологическое оборудование
Смесители IBC / Барабанные мешалки
Ваш надежный поставщик соединителей IBC, фитингов для контейнеров IBC, соединителей IBC, переходников для контейнеров IBC с шаровым клапаном, муфты для садового шланга Gardena или трубных соединителей из ПВХ для соединения нескольких IBC друг с другом.
Больше информации?
Хотите получить предложение или больше технических данных о продукте? Пожалуйста, свяжитесь с нами .
Как определить резьбу клапана IBC
Этап 1 Точно измерьте наружный диаметр отверстия крана
Шаг 2 Точно измерьте расстояние между лентой нити
Этап 3 Проверьте приведенные ниже примеры, чтобы определить, какой тип клапана у вас есть.
Диаметр выхода
59 — 60 мм
расстояние между лентой резьбы
6 мм
IBC Тип клапана:
2″ G BSP
Диаметр выхода
59,6 мм
расстояние между лентой резьбы
2,25 мм
IBC Тип клапана:
2 1/8″ G BSP
Диаметр выхода
62,2 мм
расстояние между лентой резьбы
2,25 мм
IBC Тип клапана:
S100x8 / DN80
Расстояние между нитками ленты 8 мм Внешний диаметр выходного отверстия клапана ок. 90мм
Диаметр выхода
90 мм
расстояние между лентой резьбы
8 мм
IBC Тип клапана:
M80x3
Диаметр выхода
80 мм
расстояние между лентой резьбы
3 мм
IBC Тип клапана: S92x4 / DN80
Диаметр выхода
88–92 мм
расстояние между лентой резьбы
4 мм
Тип выхода: S75x6
Если ваш оригинальный клапан IBC сломан или неисправен, вы можете заменить его нашим адаптером S75x6, на который можно добавить шаровой клапан.


 youtube.com/embed/BLOPyzJD_g8″>
youtube.com/embed/BLOPyzJD_g8″> 

 По причине постоянного вращения деталь быстро изнашивается, также пользователи сталкиваются с люфтами или механическими повреждениями, что приводит к необходимости замены запчасти. Знать, как снять патрон с шуруповерта, необходимо для его обслуживания и ремонта. Своевременная чистка продлевает срок службы данного элемента конструкции.
По причине постоянного вращения деталь быстро изнашивается, также пользователи сталкиваются с люфтами или механическими повреждениями, что приводит к необходимости замены запчасти. Знать, как снять патрон с шуруповерта, необходимо для его обслуживания и ремонта. Своевременная чистка продлевает срок службы данного элемента конструкции. Считается наиболее распространенным вариантом. Отличается простым устройством – на стальном шпинделе расположена гильза с рифленой поверхностью. Хвостовик зажимается путем ее ручного вращения без использования специального ключа. К преимуществам относят быструю фиксацию крепежей, легкое вращение цилиндра, износоустойчивость, надежность, безопасность применения. Единственный минус заключается в высокой цене.
Считается наиболее распространенным вариантом. Отличается простым устройством – на стальном шпинделе расположена гильза с рифленой поверхностью. Хвостовик зажимается путем ее ручного вращения без использования специального ключа. К преимуществам относят быструю фиксацию крепежей, легкое вращение цилиндра, износоустойчивость, надежность, безопасность применения. Единственный минус заключается в высокой цене. Последний вариант рекомендуют, если приходится часто менять биты на сверла или наоборот.
Последний вариант рекомендуют, если приходится часто менять биты на сверла или наоборот. Резьба расположена на двух соприкасающихся деталях, поэтому цилиндр накручивают на вал.
Резьба расположена на двух соприкасающихся деталях, поэтому цилиндр накручивают на вал.

 После его нанесения выдерживают 10-15 мин., а затем аккуратно постукивают по патрону и кулачкам. При использовании обычного молотка удары производят через тканевую прокладку. Оптимальным вариантом будет применение резинового молотка. Если перечисленные действия не помогают, то основание узла зажимают разводным ключом, а другим крутят верхнюю часть.
После его нанесения выдерживают 10-15 мин., а затем аккуратно постукивают по патрону и кулачкам. При использовании обычного молотка удары производят через тканевую прокладку. Оптимальным вариантом будет применение резинового молотка. Если перечисленные действия не помогают, то основание узла зажимают разводным ключом, а другим крутят верхнюю часть.
 патроны с резьбой и 2. патроны с конической посадкой. Сверьтесь с руководствами по дрели или схемами, чтобы узнать, что это за патрон, потому что шагов для удаления различных для каждого типа патрона.
патроны с резьбой и 2. патроны с конической посадкой. Сверьтесь с руководствами по дрели или схемами, чтобы узнать, что это за патрон, потому что шагов для удаления различных для каждого типа патрона.

 Снятие патронов с конической посадкой проще , чем снятие патронов с резьбой, , но для этого также требуется специальный инструмент для снятия патрона .
Снятие патронов с конической посадкой проще , чем снятие патронов с резьбой, , но для этого также требуется специальный инструмент для снятия патрона .
 Вбивайте перфоратор в отверстие до тех пор, пока шпиндель не выйдет из патрона.
Вбивайте перфоратор в отверстие до тех пор, пока шпиндель не выйдет из патрона.
 К счастью, все меньшее количество старых реверсивных дрелей (сетевых или аккумуляторных) все еще можно переоборудовать в бесключевой патрон. Установку можно выполнить самостоятельно примерно за 20 минут.
К счастью, все меньшее количество старых реверсивных дрелей (сетевых или аккумуляторных) все еще можно переоборудовать в бесключевой патрон. Установку можно выполнить самостоятельно примерно за 20 минут.

 Для их создания допускается использовать гладкую арматуру
Для их создания допускается использовать гладкую арматуру Все стыки продольных, вертикальных и горизонтальных
Все стыки продольных, вертикальных и горизонтальных Он может служить как
Он может служить как Ее использование
Ее использование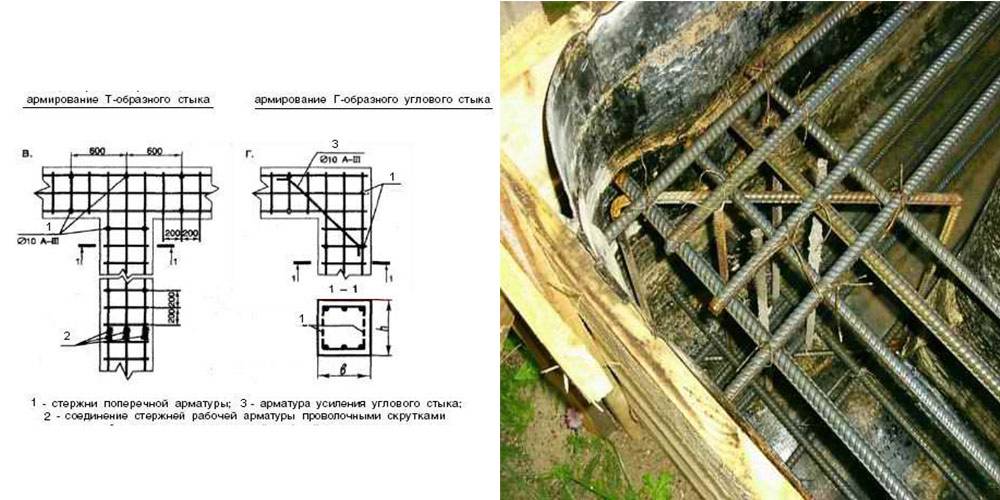 Перед установкой
Перед установкой Ниже мы подробно рассказываем, как сделать точный и
Ниже мы подробно рассказываем, как сделать точный и

 Pier Foundation with his own hands.» src=»https://www.youtube.com/embed/sit3r_rAbRo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Pier Foundation with his own hands.» src=»https://www.youtube.com/embed/sit3r_rAbRo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Работа по армированию фундамента очень важна, но в исполнении не очень сложна и если разобраться во всех тонкостях и нюансах, то сделать ее можно без проблем своими руками.
Работа по армированию фундамента очень важна, но в исполнении не очень сложна и если разобраться во всех тонкостях и нюансах, то сделать ее можно без проблем своими руками.
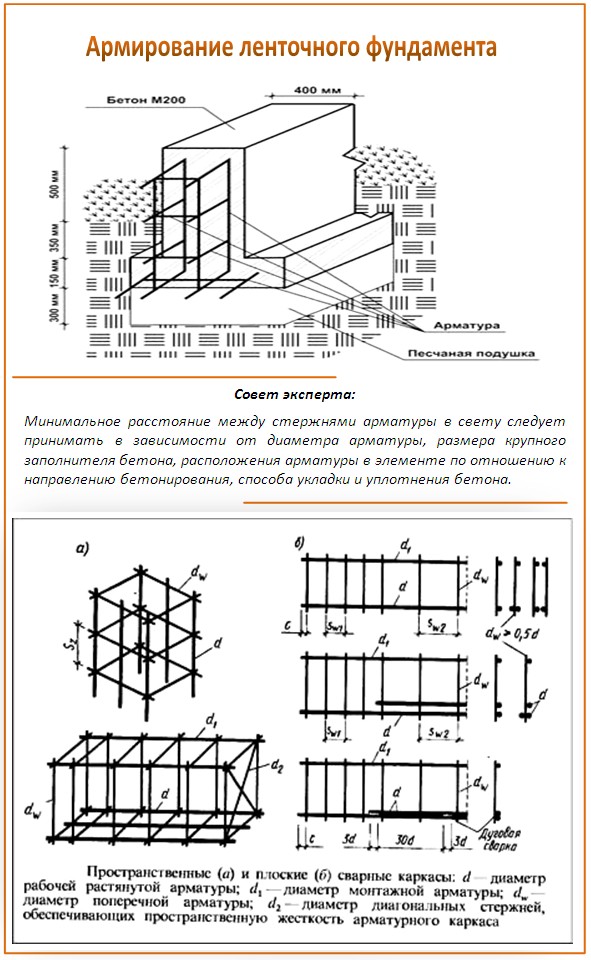


 Для армирования фундамента по углам применяют П или Г- образные техники усиления. Как правильно сделать данную работу смотрите ниже.
Для армирования фундамента по углам применяют П или Г- образные техники усиления. Как правильно сделать данную работу смотрите ниже. Игнорирование усилий ребенка — это одна из ошибок, которую совершают некоторые родители, и когда вы возвращаетесь с работы домой, пытаясь накрыть стол обедом, эту ошибку легко пропустить. Засекайте время — минуты может хватить, чтобы просмотреть рабочий лист, полюбоваться картинкой или задать вопрос о викторине.
Игнорирование усилий ребенка — это одна из ошибок, которую совершают некоторые родители, и когда вы возвращаетесь с работы домой, пытаясь накрыть стол обедом, эту ошибку легко пропустить. Засекайте время — минуты может хватить, чтобы просмотреть рабочий лист, полюбоваться картинкой или задать вопрос о викторине. Значение, которое ребенок придает стимулу, более важно, чем значение, которое придает ему родитель.
Значение, которое ребенок придает стимулу, более важно, чем значение, которое придает ему родитель. (Никаких обещаний о том, что они выберут, чтобы носить, чтобы соответствовать!)
(Никаких обещаний о том, что они выберут, чтобы носить, чтобы соответствовать!)  Дети получают мгновенную обратную связь от системы, и система приспосабливается к их темпу обучения, помогая им бросить вызов и дать им практику, необходимую им для лучшего обучения.
Дети получают мгновенную обратную связь от системы, и система приспосабливается к их темпу обучения, помогая им бросить вызов и дать им практику, необходимую им для лучшего обучения. Это тоже кажется таким простым! Все дело в поощрении положительного поведения, верно?
Это тоже кажется таким простым! Все дело в поощрении положительного поведения, верно? Таким образом, правило номер один — ставить небольшие цели (сначала), чтобы ребенок мог быстро понять, каково это — зарабатывать что-то в результате хорошего поведения или приобретения навыков. Таким образом, если ваша цель состоит в том, чтобы ваш ребенок самостоятельно выполнил домашнюю работу по математике, хорошей первой целью было бы, чтобы он решил только одну задачу самостоятельно, а затем вы поощрили бы его за это.
Таким образом, правило номер один — ставить небольшие цели (сначала), чтобы ребенок мог быстро понять, каково это — зарабатывать что-то в результате хорошего поведения или приобретения навыков. Таким образом, если ваша цель состоит в том, чтобы ваш ребенок самостоятельно выполнил домашнюю работу по математике, хорошей первой целью было бы, чтобы он решил только одну задачу самостоятельно, а затем вы поощрили бы его за это. Это может быть что угодно! Но это должно быть что-то, что мотивирует вашего ребенка. Некоторые дети будут вести себя хорошо весь день в школе из-за наклейки с надписью хорошая работа . А некоторым детям нужно играть в видеоигры в качестве награды за что-то, казалось бы, простое, например, за чистку зубов. Наша работа заключается в том, чтобы выяснить, что необходимо для подкрепления желаемого поведения. А если не работает, меняй.
Это может быть что угодно! Но это должно быть что-то, что мотивирует вашего ребенка. Некоторые дети будут вести себя хорошо весь день в школе из-за наклейки с надписью хорошая работа . А некоторым детям нужно играть в видеоигры в качестве награды за что-то, казалось бы, простое, например, за чистку зубов. Наша работа заключается в том, чтобы выяснить, что необходимо для подкрепления желаемого поведения. А если не работает, меняй. Каждый раз, когда вы говорите: «Что это?» а он говорит: «Нос!» вам нужно будет укрепить его. Может быть, с доступом к игрушке или с щекоткой; может быть, с мармеладным мишкой. Но со временем нужно стирать это армирование. Вы можете начать с подкрепления каждой второй реакции, затем каждых нескольких ответов и так далее. Этот шаг важен, потому что в «реальном мире» ваш ребенок не будет получать награду за каждый правильный ответ, а поощрение в реальном мире часто задерживается. Также важно, по возможности, свести использование грандиозных поощрений к более мелким вещам или потребовать больше работы, чтобы получить главный приз.
Каждый раз, когда вы говорите: «Что это?» а он говорит: «Нос!» вам нужно будет укрепить его. Может быть, с доступом к игрушке или с щекоткой; может быть, с мармеладным мишкой. Но со временем нужно стирать это армирование. Вы можете начать с подкрепления каждой второй реакции, затем каждых нескольких ответов и так далее. Этот шаг важен, потому что в «реальном мире» ваш ребенок не будет получать награду за каждый правильный ответ, а поощрение в реальном мире часто задерживается. Также важно, по возможности, свести использование грандиозных поощрений к более мелким вещам или потребовать больше работы, чтобы получить главный приз.
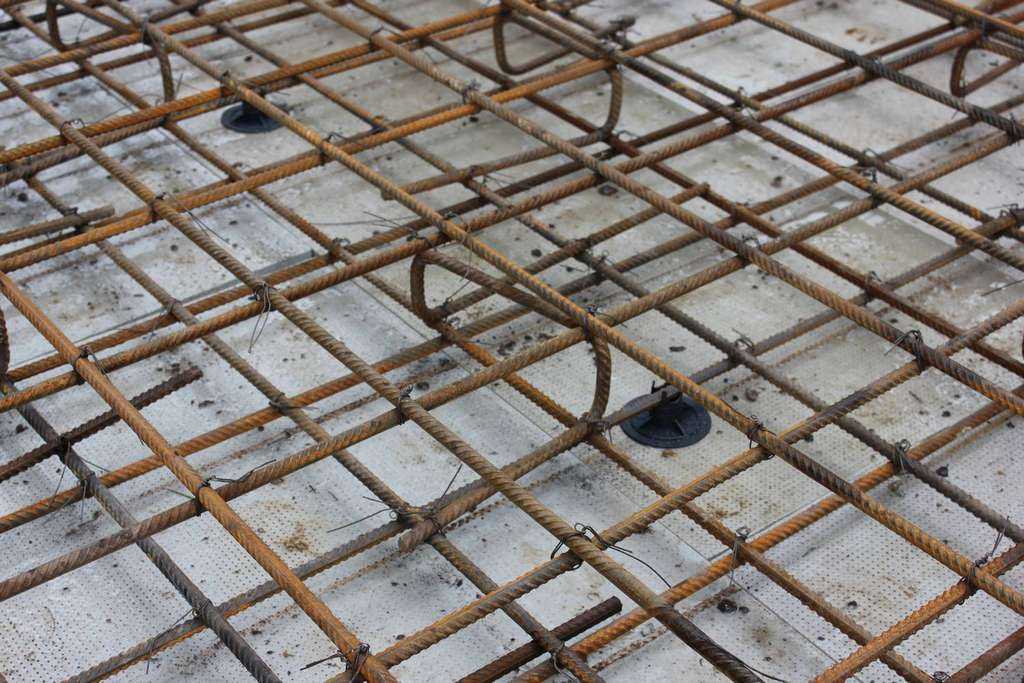
 Круглые прутки больших диаметров всегда производятся из слитков, а марка бронзы указывается БрАЖ9-4.
Круглые прутки больших диаметров всегда производятся из слитков, а марка бронзы указывается БрАЖ9-4. 2
2 св-ва БрА9Ж3Л
св-ва БрА9Ж3Л 004
004

 При этом алюминиевые бронзы значительно легче по весу, дешевле, а эксплуатационные характеристики этого сплава заметно выше. За счет добавления в сплав алюминиевой бронзы железа, она становится менее пластичной, но более прочной.
При этом алюминиевые бронзы значительно легче по весу, дешевле, а эксплуатационные характеристики этого сплава заметно выше. За счет добавления в сплав алюминиевой бронзы железа, она становится менее пластичной, но более прочной.

 Технические условия
Технические условия gov
gov Заменено технической директивой E-22-003.
Заменено технической директивой E-22-003.
 Также пересмотрены существующие стандартные подробные чертежи временного бетонного барьера, чтобы их можно было использовать в соответствующих местах MASH TL-2. Заменено технической директивой E-20-004.
Также пересмотрены существующие стандартные подробные чертежи временного бетонного барьера, чтобы их можно было использовать в соответствующих местах MASH TL-2. Заменено технической директивой E-20-004. Включено руководство по правильному размещению фрезерованных полос Rumble. Заменена директива политики MassHighway P-04-001 от 18.10.04. Заменено E-20-007.
Включено руководство по правильному размещению фрезерованных полос Rumble. Заменена директива политики MassHighway P-04-001 от 18.10.04. Заменено E-20-007. Заменено P-18-003.
Заменено P-18-003. 06.12 для использования во всех проектах, объявленных после 01.07.12. Заменено последующими изданиями того же.
06.12 для использования во всех проектах, объявленных после 01.07.12. Заменено последующими изданиями того же. Весь текст был идентичен, за исключением исправленной ссылки на схемы фундамента Span Wire Assembly от 19 ноября.94. Предыдущая версия этой директивы ссылалась на более раннюю версию этих диаграмм. Заменено E-16-001.
Весь текст был идентичен, за исключением исправленной ссылки на схемы фундамента Span Wire Assembly от 19 ноября.94. Предыдущая версия этой директивы ссылалась на более раннюю версию этих диаграмм. Заменено E-16-001. 03.11. Заменено E-11-007.
03.11. Заменено E-11-007.
 Предоставил группы лиц, уполномоченных подписывать чертежи каждого типа, и признал офис Программы ускоренного перехода в качестве отдельного органа по утверждению. Заменено E-11-004.
Предоставил группы лиц, уполномоченных подписывать чертежи каждого типа, и признал офис Программы ускоренного перехода в качестве отдельного органа по утверждению. Заменено E-11-004. Заменено E-09-004.
Заменено E-09-004. Применяется только к контрактам на строительство, объявленным после 01.01.07.
Применяется только к контрактам на строительство, объявленным после 01.01.07.
 Заменено E-10-007 и E-17-001.
Заменено E-10-007 и E-17-001. Позже модифицированы E-04-007 и E-10-007.
Позже модифицированы E-04-007 и E-10-007. Относительно платежной позиции 853.2. Заменено E-06-004.
Относительно платежной позиции 853.2. Заменено E-06-004. Все изменения касались чертежей ограждений в соответствии с требованиями к испытаниям NCHRP 350. Заменено версией 12/01 Стандартных деталей конструкции.
Все изменения касались чертежей ограждений в соответствии с требованиями к испытаниям NCHRP 350. Заменено версией 12/01 Стандартных деталей конструкции. Включены новые чертежи ограждения в соответствии с требованиями к испытаниям NCHRP 350. Заменено версией 12/01 Стандартных деталей конструкции.
Включены новые чертежи ограждения в соответствии с требованиями к испытаниям NCHRP 350. Заменено версией 12/01 Стандартных деталей конструкции. Подчеркнуто, что Директива должна была применяться ко всем проектам на уровне проектирования 25% и что она применялась ко всем проектам, финансируемым за счет государственных средств, включая Главу 9.0 (местная помощь) фонды. Заменено E-98-003.
Подчеркнуто, что Директива должна была применяться ко всем проектам на уровне проектирования 25% и что она применялась ко всем проектам, финансируемым за счет государственных средств, включая Главу 9.0 (местная помощь) фонды. Заменено E-98-003. Эти проекты не требовали официального утверждения проектных исключений. Заменено E-09-005.
Эти проекты не требовали официального утверждения проектных исключений. Заменено E-09-005. Объединенный участок входил в состав Дорожно-строительного отдела.
Объединенный участок входил в состав Дорожно-строительного отдела. Заменено E-06-004.
Заменено E-06-004. Для этих целей можно использовать только «временные» бетонные разделительные барьеры. Заменено технической директивой E-20-004.
Для этих целей можно использовать только «временные» бетонные разделительные барьеры. Заменено технической директивой E-20-004. Обратитесь к стандартным спецификациям для текущего направления.
Обратитесь к стандартным спецификациям для текущего направления. Заменено E-03-002.
Заменено E-03-002. 08.1992
08.1992
 Низкие скорости вблизи перехода кора-мантия интерпретируются как зона MASH (частично расплавленная зона, где мантийные расплавы взаимодействуют с литосферой и претерпевают дифференциацию по плотности) с ∼4–9%~4–9% расплава. После дифференциации менее плотные и предположительно более кислые расплавы распространяются на меньшие глубины в пределах земной коры (∼20 км от поверхности) и включают вертикально (∼10 км) и латерально (∼75 км) обширные низкоскоростные тела, охватывающие фронтальную дугу и плато. интерьер. Эти большие медленно движущиеся тела представляют собой частично расплавленную среднюю кору (до 22%), где магма может далее эволюционировать до более высоких концентраций кремнезема. Периодический приток расплава из нижележащей зоны MASH в эти среднекоровые тела может служить триггером для извержения объемистых игнимбритов, наблюдаемых на юге плато Пуна. Считается, что многие активные тектонические процессы, протекающие вдоль южной части плато Пуна, аналогичны процессам, сформировавшим Североамериканские Кордильеры.
Низкие скорости вблизи перехода кора-мантия интерпретируются как зона MASH (частично расплавленная зона, где мантийные расплавы взаимодействуют с литосферой и претерпевают дифференциацию по плотности) с ∼4–9%~4–9% расплава. После дифференциации менее плотные и предположительно более кислые расплавы распространяются на меньшие глубины в пределах земной коры (∼20 км от поверхности) и включают вертикально (∼10 км) и латерально (∼75 км) обширные низкоскоростные тела, охватывающие фронтальную дугу и плато. интерьер. Эти большие медленно движущиеся тела представляют собой частично расплавленную среднюю кору (до 22%), где магма может далее эволюционировать до более высоких концентраций кремнезема. Периодический приток расплава из нижележащей зоны MASH в эти среднекоровые тела может служить триггером для извержения объемистых игнимбритов, наблюдаемых на юге плато Пуна. Считается, что многие активные тектонические процессы, протекающие вдоль южной части плато Пуна, аналогичны процессам, сформировавшим Североамериканские Кордильеры.

 Именно поэтому вся поверхность изделий покрывается тонким, но равномерным слоем эмали, защищающей металл от коррозии.
Именно поэтому вся поверхность изделий покрывается тонким, но равномерным слоем эмали, защищающей металл от коррозии.
 Использовать такую посуду для готовки нежелательно.
Использовать такую посуду для готовки нежелательно. Внешне модели варочных поверхностей мало чем отличаются друг от друга, но функциональные особенности у всех разные. Данная статья поможет вам разобраться в тонкостях незаменимого кухонного прибора — варочной панели — и сделает ее выбор простым и понятным.
Внешне модели варочных поверхностей мало чем отличаются друг от друга, но функциональные особенности у всех разные. Данная статья поможет вам разобраться в тонкостях незаменимого кухонного прибора — варочной панели — и сделает ее выбор простым и понятным.
 С точки зрения дизайна, поверхности с технологией «газ на стекле» выглядят очень эстетично. Однако и такая технология имеет недостаток: ударопрочность. Если кастрюля весом в 2–3 кг упадет на поверхность ребром с высоты 30-40 см — стекло может разбиться. В аналогичном случае на эмалированной поверхности образуется скол, а на металле может образоваться вмятина. Самым же практичным видом газовых поверхностей со всех точек зрения является газ на стеклокерамике. Красиво и надежно, ударопрочность выше по сравнению с закаленным стеклом. Самый главный недостаток — высокая стоимость.
С точки зрения дизайна, поверхности с технологией «газ на стекле» выглядят очень эстетично. Однако и такая технология имеет недостаток: ударопрочность. Если кастрюля весом в 2–3 кг упадет на поверхность ребром с высоты 30-40 см — стекло может разбиться. В аналогичном случае на эмалированной поверхности образуется скол, а на металле может образоваться вмятина. Самым же практичным видом газовых поверхностей со всех точек зрения является газ на стеклокерамике. Красиво и надежно, ударопрочность выше по сравнению с закаленным стеклом. Самый главный недостаток — высокая стоимость. Да и чистить такую решетку намного легче, чем чугунную. Однако эмаль на стальной решетке со временем обгорает и теряет свой внешний вид.
Да и чистить такую решетку намного легче, чем чугунную. Однако эмаль на стальной решетке со временем обгорает и теряет свой внешний вид. Однако есть и очень экономичные модели стандартных размеров мощностью 3,5 — 3,7 кВт. Обычно в комплекте с электрической варочной поверхностью нет шнура и вилки для подключения. Дело в том, что современную поверхность можно подключить как к однофазному, так и к трехфазному току. Для каждого типа подключения необходим кабель с определенным сечением. Поэтому зачастую, производитель не включает кабель в себестоимость продукта и предлагает приобрести его отдельно в зависимости от технических требований по подключению в вашем доме.
Однако есть и очень экономичные модели стандартных размеров мощностью 3,5 — 3,7 кВт. Обычно в комплекте с электрической варочной поверхностью нет шнура и вилки для подключения. Дело в том, что современную поверхность можно подключить как к однофазному, так и к трехфазному току. Для каждого типа подключения необходим кабель с определенным сечением. Поэтому зачастую, производитель не включает кабель в себестоимость продукта и предлагает приобрести его отдельно в зависимости от технических требований по подключению в вашем доме.
 Поверхность можно очистить с помощью салфеток и воды. Кроме того, стоит отметить высочайший КПД — 90% и отличную скорость нагрева.
Поверхность можно очистить с помощью салфеток и воды. Кроме того, стоит отметить высочайший КПД — 90% и отличную скорость нагрева.
 Превосходные свойства эмалированной стали и, в частности, ее гигиенические качества делают ее идеальным выбором для кухонных приборов. Хорошими примерами являются камеры духовки, сковороды-бройлеры, плиты и крышки для гриля.
Превосходные свойства эмалированной стали и, в частности, ее гигиенические качества делают ее идеальным выбором для кухонных приборов. Хорошими примерами являются камеры духовки, сковороды-бройлеры, плиты и крышки для гриля. Вместо того, чтобы наносить краску, эта эмаль представляет собой очень тонкий осколок стекла, который обеспечивает прочное, нерушимое слияние между эмалью и сталью.
Вместо того, чтобы наносить краску, эта эмаль представляет собой очень тонкий осколок стекла, который обеспечивает прочное, нерушимое слияние между эмалью и сталью. Этот метод эмалирования требует использования более избирательно обрабатываемых эмалируемых сталей.
Этот метод эмалирования требует использования более избирательно обрабатываемых эмалируемых сталей.
 Далее в спецификации говорится: «Эта спецификация охватывает стандартные требования к листовой стали в рулонах и длинах обрезков для эмалирования фарфора. Тепловой анализ сталей типа I, типа II и типа III должен соответствовать установленному химическому составу по углероду, марганцу, фосфору, сере и другим веществам. Однако для углерода делается исключение, поскольку термический анализ углерода не подходит для типа I. Материал также должен соответствовать требуемым механическим свойствам, таким как изгиб и формуемость».
Далее в спецификации говорится: «Эта спецификация охватывает стандартные требования к листовой стали в рулонах и длинах обрезков для эмалирования фарфора. Тепловой анализ сталей типа I, типа II и типа III должен соответствовать установленному химическому составу по углероду, марганцу, фосфору, сере и другим веществам. Однако для углерода делается исключение, поскольку термический анализ углерода не подходит для типа I. Материал также должен соответствовать требуемым механическим свойствам, таким как изгиб и формуемость».

 В то же время он по-прежнему обладает прочностью стального сердечника, поэтому его нелегко разбить. Эмалированная сталь выдерживает термические удары, в отличие от посуды из стекла. Он также устойчив к коррозии и химическим веществам, что делает его идеальным для стиральных машин и водонагревателей.
В то же время он по-прежнему обладает прочностью стального сердечника, поэтому его нелегко разбить. Эмалированная сталь выдерживает термические удары, в отличие от посуды из стекла. Он также устойчив к коррозии и химическим веществам, что делает его идеальным для стиральных машин и водонагревателей.


 Она позволит сохранить остроту кромок, снизит периодичность заточки и прочих сервисных процедур.
Она позволит сохранить остроту кромок, снизит периодичность заточки и прочих сервисных процедур.

 Большинство устройств имеет жидкокристаллические дисплеи, поддерживает функцию запоминания и сравнения значений.
Большинство устройств имеет жидкокристаллические дисплеи, поддерживает функцию запоминания и сравнения значений.
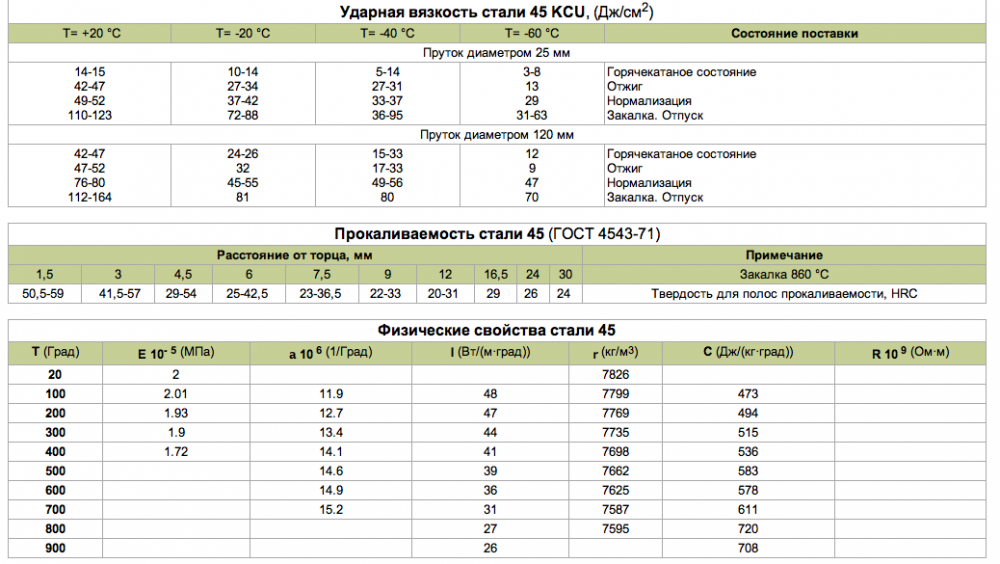 Мастер начинает с инструмента, имеющего наименьшую твердость. Если он не оставляет царапин, применяется следующий напильник из линейки.
Мастер начинает с инструмента, имеющего наименьшую твердость. Если он не оставляет царапин, применяется следующий напильник из линейки.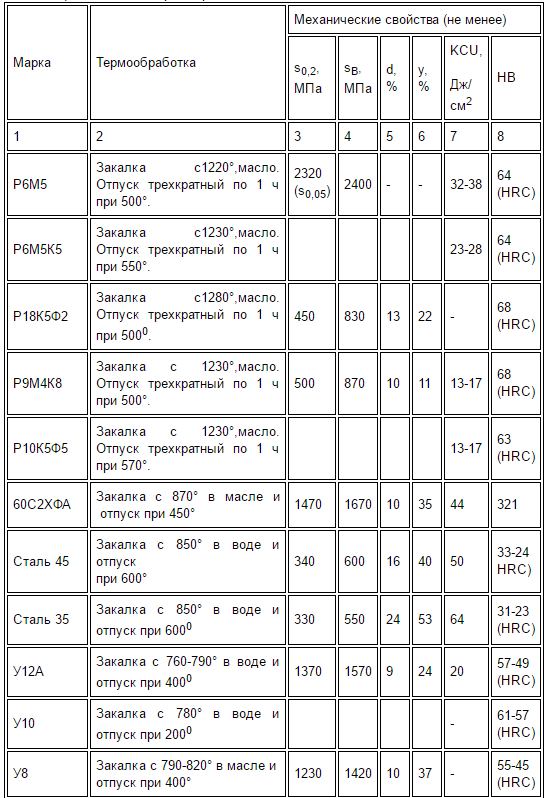
 Для ознакомления с полным спектром представленных товаров рекомендуется воспользоваться каталогом.
Для ознакомления с полным спектром представленных товаров рекомендуется воспользоваться каталогом.
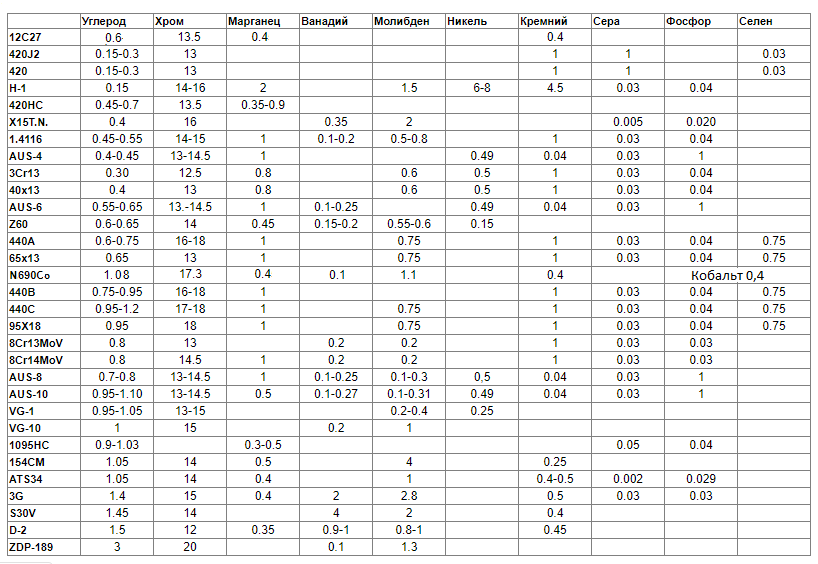
 Эти таблицы преобразования предназначены только для ознакомления, поскольку в каждой шкале используются разные методы измерения твердости. Правая колонка показывает приблизительную эквивалентную прочность на растяжение.
Эти таблицы преобразования предназначены только для ознакомления, поскольку в каждой шкале используются разные методы измерения твердости. Правая колонка показывает приблизительную эквивалентную прочность на растяжение. Из-за большого диапазона различий между различными материалами невозможно установить доверительные интервалы для ошибок при использовании таблицы преобразования.
Из-за большого диапазона различий между различными материалами невозможно установить доверительные интервалы для ошибок при использовании таблицы преобразования.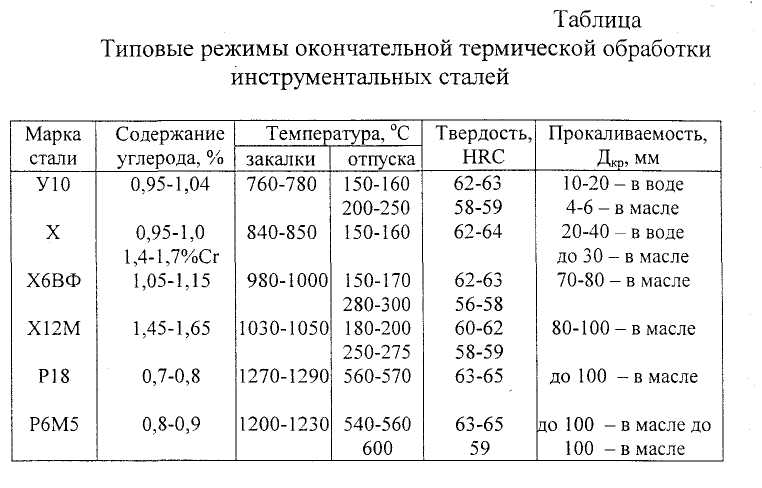
 Склад доставляется нашим собственным парком транспортных средств на местном и национальном уровне быстро и эффективно в день, когда мы обещаем.
Склад доставляется нашим собственным парком транспортных средств на местном и национальном уровне быстро и эффективно в день, когда мы обещаем. Шкала F
Шкала F 2
2 0
0 7
7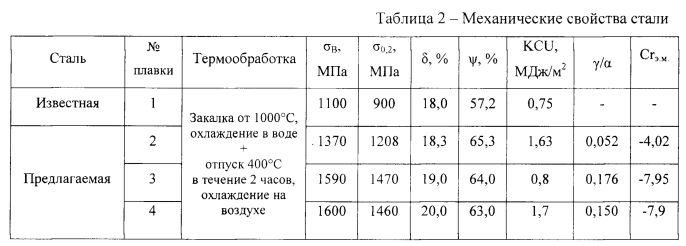 9
9 9
9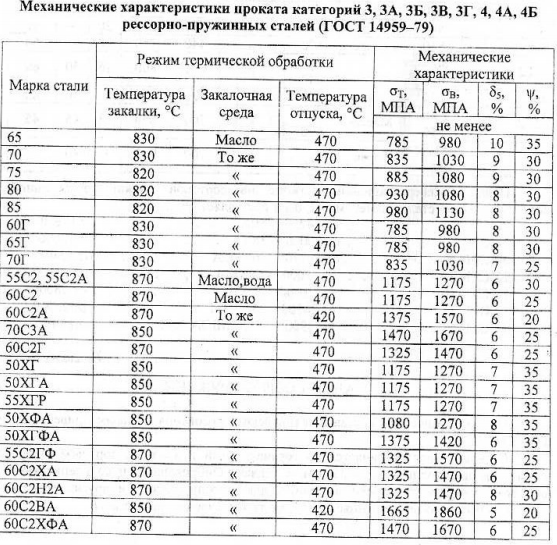
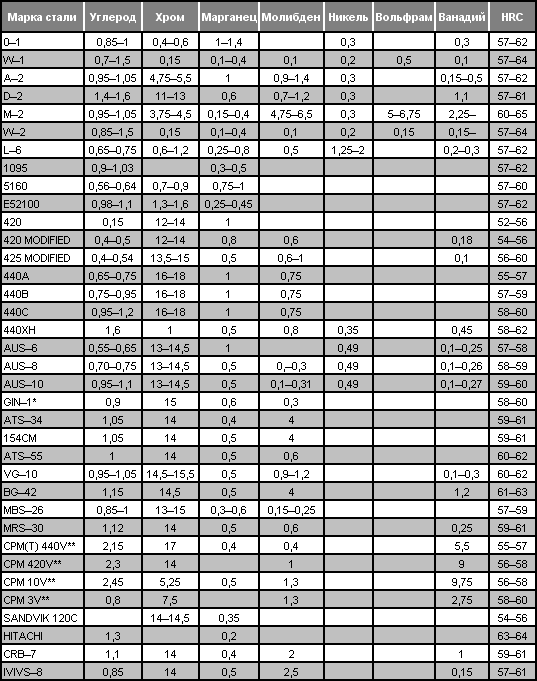 1
1 0
0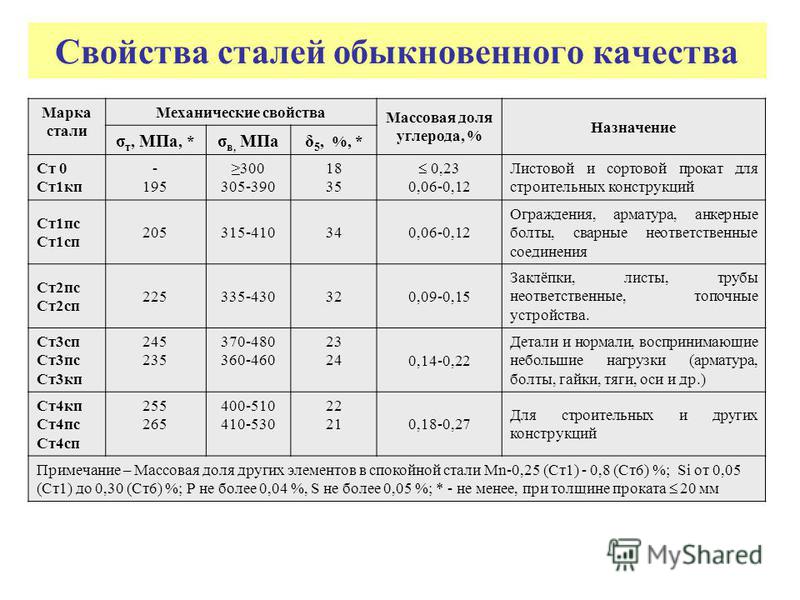 4 99
4 99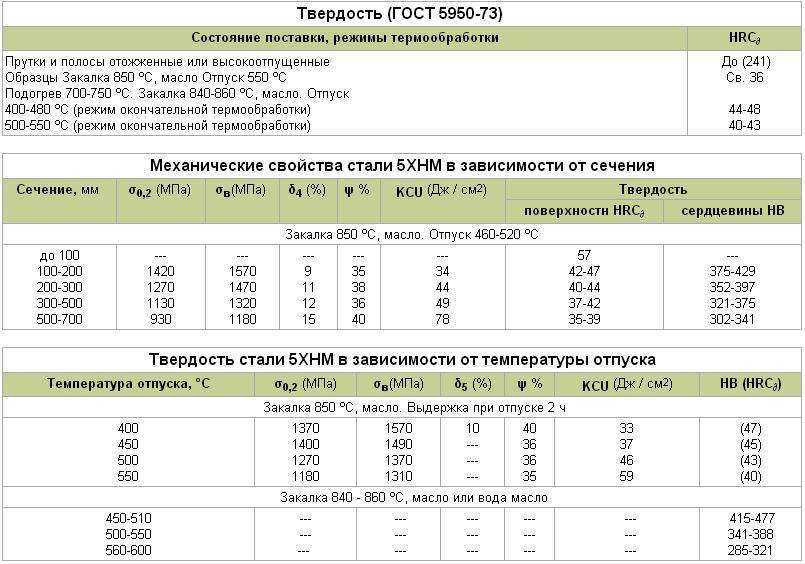 0
0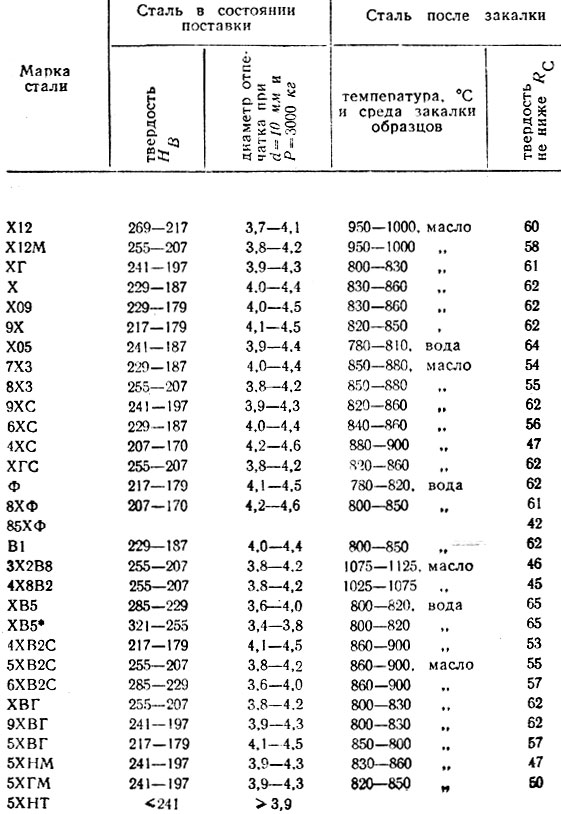
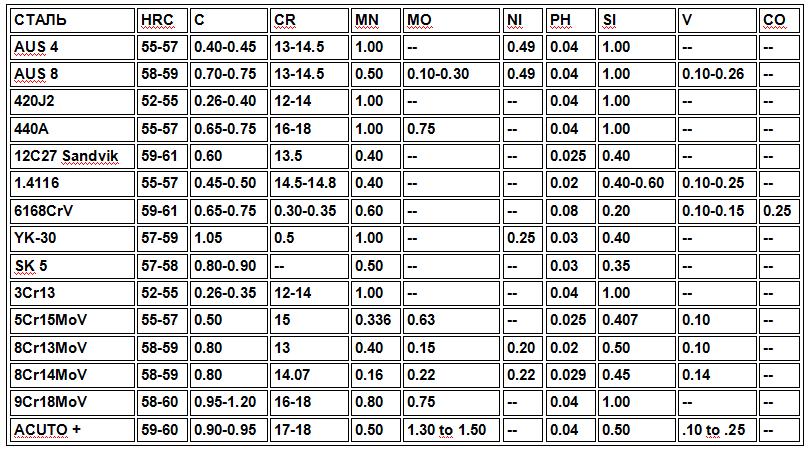 3
3 8
8 2
2


 Пожалуйста, запрашивайте актуальную цену требуемого листа у специалистов компании по
Пожалуйста, запрашивайте актуальную цену требуемого листа у специалистов компании по Это разновидность стального проката, изготавливаемого горячей прокаткой стали различных марок (в том числе легированная и высокоуглеродистая).
Это разновидность стального проката, изготавливаемого горячей прокаткой стали различных марок (в том числе легированная и высокоуглеродистая).
 Прокатную сталь можно разделить на два типа — горячекатаную сталь и холоднокатаную сталь, которые демонстрируют различные характеристики, которые делают их пригодными для различных применений. При выборе рулонного стального материала для проекта важно знать о различиях между двумя типами и о том, как они влияют на их характеристики.
Прокатную сталь можно разделить на два типа — горячекатаную сталь и холоднокатаную сталь, которые демонстрируют различные характеристики, которые делают их пригодными для различных применений. При выборе рулонного стального материала для проекта важно знать о различиях между двумя типами и о том, как они влияют на их характеристики. В производственных операциях с другими формами обрабатываемый материал разрезают на заданные единицы и упаковывают.
В производственных операциях с другими формами обрабатываемый материал разрезают на заданные единицы и упаковывают. По этой причине он обычно используется в приложениях, не требующих чрезвычайно жестких допусков, например:
По этой причине он обычно используется в приложениях, не требующих чрезвычайно жестких допусков, например:
 Горячекатаная сталь прокатывается выше температуры рекристаллизации материала, тогда как холоднокатаная сталь прокатывается ниже температуры рекристаллизации материала. Помимо этого качества, между двумя материалами существует несколько других различий, в том числе в отношении следующего:
Горячекатаная сталь прокатывается выше температуры рекристаллизации материала, тогда как холоднокатаная сталь прокатывается ниже температуры рекристаллизации материала. Помимо этого качества, между двумя материалами существует несколько других различий, в том числе в отношении следующего: Эти напряжения должны быть сняты перед обработкой материала; в противном случае конечная деталь или продукт могут деформироваться.
Эти напряжения должны быть сняты перед обработкой материала; в противном случае конечная деталь или продукт могут деформироваться.
 Сегодня
Сегодня Наши клиенты могут выбирать из более чем 2100 стандартных профилей стандартных и нестандартных размеров для таких компонентов, как втулки, шестерни, валы, втулки, шлицы и зубчатые шкивы. Кроме того, мы предлагаем индивидуальные профильные решения для клиентов с очень специфическими или уникальными потребностями.
Наши клиенты могут выбирать из более чем 2100 стандартных профилей стандартных и нестандартных размеров для таких компонентов, как втулки, шестерни, валы, втулки, шлицы и зубчатые шкивы. Кроме того, мы предлагаем индивидуальные профильные решения для клиентов с очень специфическими или уникальными потребностями.
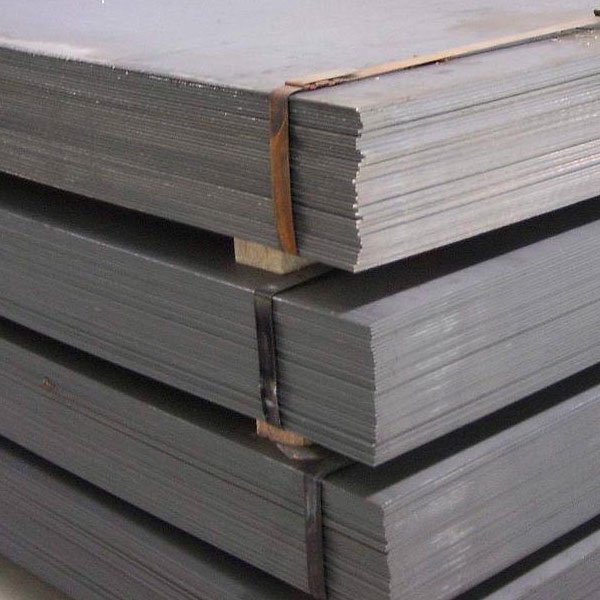 Дополнительные трудозатраты и время на обработку увеличивают стоимость, но позволяют уменьшить допуски на размеры и предоставляют широкий спектр вариантов отделки. Эта форма стали имеет более гладкую поверхность и используется в тех случаях, когда требуется особое состояние поверхности и допуск на размеры.
Дополнительные трудозатраты и время на обработку увеличивают стоимость, но позволяют уменьшить допуски на размеры и предоставляют широкий спектр вариантов отделки. Эта форма стали имеет более гладкую поверхность и используется в тех случаях, когда требуется особое состояние поверхности и допуск на размеры.  Марки простой углеродистой стали в этой системе начинаются с цифры 10, за которой следуют два целых числа, обозначающих концентрацию углерода.
Марки простой углеродистой стали в этой системе начинаются с цифры 10, за которой следуют два целых числа, обозначающих концентрацию углерода.  Как правило, этот сорт предпочтительнее A36 для стержневых или полосовых профилей. Сталь 1018 выпускается как в горячекатаном, так и в холоднокатаном исполнении, хотя чаще используется холоднокатаный. Обе версии имеют лучшую прочность и твердость, чем A36, и лучше подходят для операций холодной штамповки, таких как гибка или штамповка. 1018 содержит всего 0,18% углерода и 0,6-0,9% марганца, что меньше А36. Он также содержит следы фосфора и серы, но меньше примесей, чем A36.
Как правило, этот сорт предпочтительнее A36 для стержневых или полосовых профилей. Сталь 1018 выпускается как в горячекатаном, так и в холоднокатаном исполнении, хотя чаще используется холоднокатаный. Обе версии имеют лучшую прочность и твердость, чем A36, и лучше подходят для операций холодной штамповки, таких как гибка или штамповка. 1018 содержит всего 0,18% углерода и 0,6-0,9% марганца, что меньше А36. Он также содержит следы фосфора и серы, но меньше примесей, чем A36.  Листы и плиты из жаропрочной стали высокой прочности и высокой пластичности легко сверлятся, формуются и свариваются. Горячекатаный стальной лист и плита доступны как стандартные горячекатаные или горячекатаные P&O.
Листы и плиты из жаропрочной стали высокой прочности и высокой пластичности легко сверлятся, формуются и свариваются. Горячекатаный стальной лист и плита доступны как стандартные горячекатаные или горячекатаные P&O.  Из-за этих факторов горячекатаные стальные трубы лучше всего подходят для применений, не требующих точных форм или жестких допусков.
Из-за этих факторов горячекатаные стальные трубы лучше всего подходят для применений, не требующих точных форм или жестких допусков. 
 Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.
Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями. Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости.
Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.
При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание. При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше. Их устанавливают на прочном и устойчивом основании.
Их устанавливают на прочном и устойчивом основании. Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
 Гибка труб и трубок позволяет изготавливать сложные конструкции и системы трубопроводов, которые являются неотъемлемой частью всего, от музыкальных инструментов и поручней до механических частей, оборудования для кондиционирования воздуха, сантехники и многого другого. Трубопроводная арматура имеет форму изогнутых трубок, что позволяет производителям изменять направление каналов для жидкостей и газов в выхлопных системах, гидравлических линиях, трубопроводах и т. д. Пока все хорошо, не так ли? Основы довольно просты, но при планировании коммерческих и промышленных механических и производственных проектов есть некоторые ключевые детали и соображения, которые могут помочь сделать важный выбор в отношении материалов, методов и процессов.
Гибка труб и трубок позволяет изготавливать сложные конструкции и системы трубопроводов, которые являются неотъемлемой частью всего, от музыкальных инструментов и поручней до механических частей, оборудования для кондиционирования воздуха, сантехники и многого другого. Трубопроводная арматура имеет форму изогнутых трубок, что позволяет производителям изменять направление каналов для жидкостей и газов в выхлопных системах, гидравлических линиях, трубопроводах и т. д. Пока все хорошо, не так ли? Основы довольно просты, но при планировании коммерческих и промышленных механических и производственных проектов есть некоторые ключевые детали и соображения, которые могут помочь сделать важный выбор в отношении материалов, методов и процессов. Обычно он производится большего размера с более толстыми стенками, чем трубы, и менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам.
Обычно он производится большего размера с более толстыми стенками, чем трубы, и менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам.

 3D-гибка может потребовать особого внимания при проектировании
3D-гибка может потребовать особого внимания при проектировании
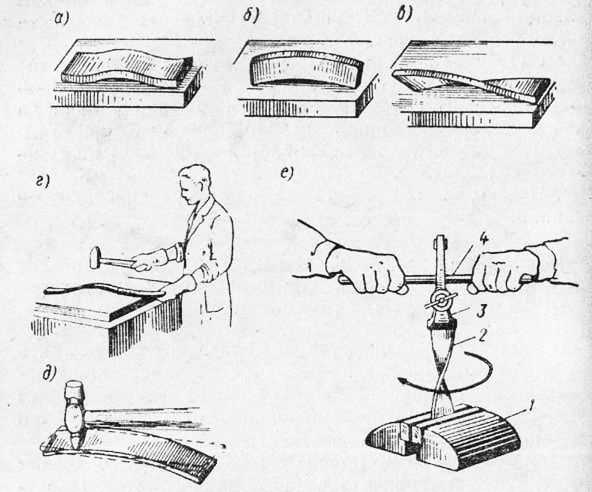 Ролики расположены в форме пирамиды, при этом два неподвижных ролика надежно удерживают трубу, в то время как движущийся ролик давит на металл, создавая изгиб. После сгибания одной секции оператор поворачивает материал, чтобы согнуть новую секцию, и повторяет процесс до тех пор, пока не будет достигнут желаемый радиус. Роликовая гибка обычно используется в строительстве с большим радиусом или для создания спиральных труб, таких как нагревательные и охлаждающие змеевики.
Ролики расположены в форме пирамиды, при этом два неподвижных ролика надежно удерживают трубу, в то время как движущийся ролик давит на металл, создавая изгиб. После сгибания одной секции оператор поворачивает материал, чтобы согнуть новую секцию, и повторяет процесс до тех пор, пока не будет достигнут желаемый радиус. Роликовая гибка обычно используется в строительстве с большим радиусом или для создания спиральных труб, таких как нагревательные и охлаждающие змеевики. Внутренний диаметр и внешний диаметр определяют толщину стенки, которая определяет радиус изгиба, который может выдержать ваша труба или трубка. Когда труба или трубка изгибаются, внешний радиус растягивается, что приводит к утончению материала. Если стенка растянута слишком тонко, трубка или трубка сожмется и примет овальную форму, что может повлиять на функциональность трубки, особенно в прецизионных приложениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина стенки достаточна для радиуса, который вы сгибаете. Еще одним соображением является радиус центральной линии (CLR) — расстояние между центром кривой и осевой линией трубы или трубки. CLR, которого вы хотите достичь, будет фактором, определяющим, какой процесс гибки имеет наибольший смысл.
Внутренний диаметр и внешний диаметр определяют толщину стенки, которая определяет радиус изгиба, который может выдержать ваша труба или трубка. Когда труба или трубка изгибаются, внешний радиус растягивается, что приводит к утончению материала. Если стенка растянута слишком тонко, трубка или трубка сожмется и примет овальную форму, что может повлиять на функциональность трубки, особенно в прецизионных приложениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина стенки достаточна для радиуса, который вы сгибаете. Еще одним соображением является радиус центральной линии (CLR) — расстояние между центром кривой и осевой линией трубы или трубки. CLR, которого вы хотите достичь, будет фактором, определяющим, какой процесс гибки имеет наибольший смысл. При использовании трубогибочного станка с программным управлением с ЧПУ программное обеспечение помогает выполнять эти настройки с максимальной точностью.
При использовании трубогибочного станка с программным управлением с ЧПУ программное обеспечение помогает выполнять эти настройки с максимальной точностью.
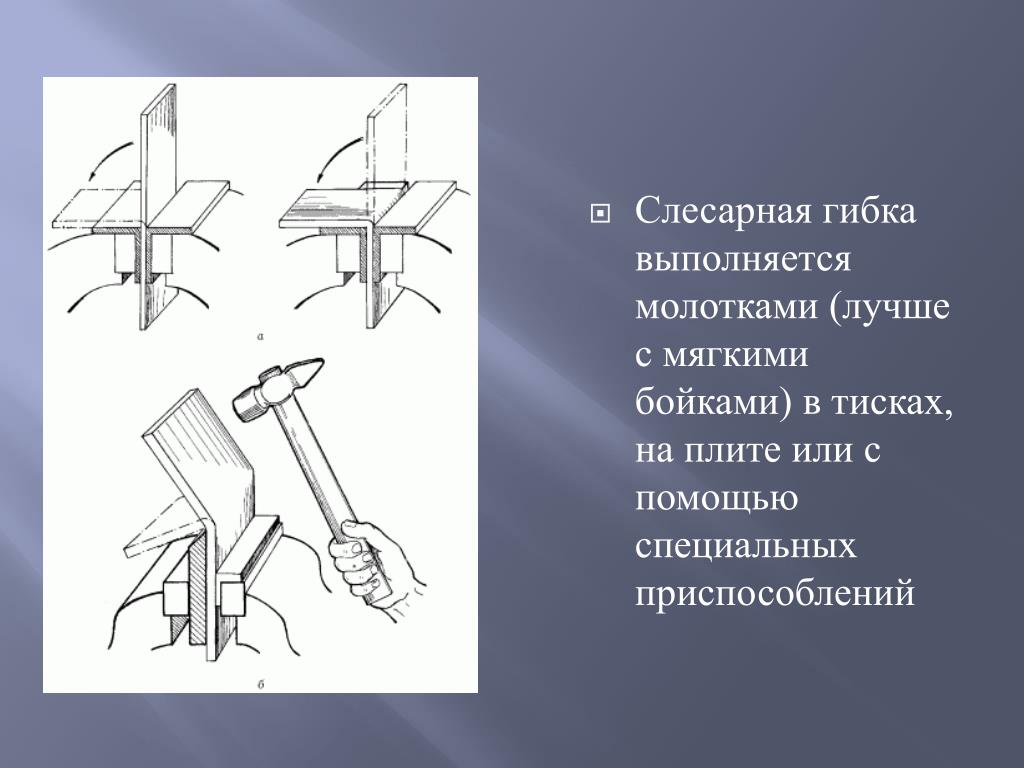 Благодаря нашим постоянным инвестициям в передовые технологии, наши мастера имеют опыт работы с новейшим, передовым и специализированным оборудованием в отрасли. Кроме того, APEX производит патрубки типа C — фланцевое соединение с самой низкой стоимостью монтажа, доступное в мире. Свяжитесь с нами сегодня, чтобы поговорить со специалистом.
Благодаря нашим постоянным инвестициям в передовые технологии, наши мастера имеют опыт работы с новейшим, передовым и специализированным оборудованием в отрасли. Кроме того, APEX производит патрубки типа C — фланцевое соединение с самой низкой стоимостью монтажа, доступное в мире. Свяжитесь с нами сегодня, чтобы поговорить со специалистом. Гибка вальцами выполняется с помощью механического приспособления, в котором используются три ролика для гибки металла по дуге окружности. Два внешних ролика обычно неподвижны и используются для удержания металла на месте, в то время как третий ролик оказывает давление на верхнюю часть металла, создавая большой изгиб, необходимый для проекта. Этот процесс особенно полезен при гибке листового металла. Сгибать трубы и трубки таким способом сложнее, но можно.
Гибка вальцами выполняется с помощью механического приспособления, в котором используются три ролика для гибки металла по дуге окружности. Два внешних ролика обычно неподвижны и используются для удержания металла на месте, в то время как третий ролик оказывает давление на верхнюю часть металла, создавая большой изгиб, необходимый для проекта. Этот процесс особенно полезен при гибке листового металла. Сгибать трубы и трубки таким способом сложнее, но можно. Ни один из методов не обеспечивает такой плавный и точный изгиб, как гибка вальцами, но они также используются, когда нет возможности согнуть нагретый металл. Для достижения наилучших результатов лучше всего использовать холодную гибку.
Ни один из методов не обеспечивает такой плавный и точный изгиб, как гибка вальцами, но они также используются, когда нет возможности согнуть нагретый металл. Для достижения наилучших результатов лучше всего использовать холодную гибку.

 Медь, свойства меди, ее применение.
Медь, свойства меди, ее применение.
 ).
). Цена на медь у нас ежедневно актуализируется в соответствии с конъюнктурой рынка. На нашей площадке есть все необходимое оборудование чтобы сдать медь. Цена за 1 кг меди устанавливается в зависимости от сорта и количества. Прием меди осуществляется путем взвешивания и визуальной оценки принадлежности лома меди к определенному сорту. Если визуально чистота металла вызывает сомнение, мы проводим рентгено-флюоресцентный анализ, который точно показывает содержание всех металлов в сплаве. Цена меди в Спб зависит также от формы оплаты. Мы работаем как с юридическими лицами по договору по безналичному расчету, так и с физическими лицами за наличный расчет. В нашей компании работают опытные специалисты, имеется все необходимое оборудование, механизированная разгрузка.
Цена на медь у нас ежедневно актуализируется в соответствии с конъюнктурой рынка. На нашей площадке есть все необходимое оборудование чтобы сдать медь. Цена за 1 кг меди устанавливается в зависимости от сорта и количества. Прием меди осуществляется путем взвешивания и визуальной оценки принадлежности лома меди к определенному сорту. Если визуально чистота металла вызывает сомнение, мы проводим рентгено-флюоресцентный анализ, который точно показывает содержание всех металлов в сплаве. Цена меди в Спб зависит также от формы оплаты. Мы работаем как с юридическими лицами по договору по безналичному расчету, так и с физическими лицами за наличный расчет. В нашей компании работают опытные специалисты, имеется все необходимое оборудование, механизированная разгрузка.
 ).
).
 Поэтому, мы рекомендуем нашим поставщикам не хранить длительное время лом меди, а сдать медь сорта «блеск» сразу после разборки. Также бывает, что один и тот же кабель содержит в себе разные сорта медного лома – три жилы подойдут в сорт «блеск», а четвертая будет темная и пройдет только как «кусок» например, а то и низшим сортом «микс».
Поэтому, мы рекомендуем нашим поставщикам не хранить длительное время лом меди, а сдать медь сорта «блеск» сразу после разборки. Также бывает, что один и тот же кабель содержит в себе разные сорта медного лома – три жилы подойдут в сорт «блеск», а четвертая будет темная и пройдет только как «кусок» например, а то и низшим сортом «микс».








 Содержание меди в зависимости от толщины жилы и количества смолы разное.
Содержание меди в зависимости от толщины жилы и количества смолы разное.
 Например, из старого телевизора «Рекорд» можно извлечь отклоняющие луч обмотки кинескопа и петлю размагничивания кинескопа. В сумме они дадут примерно 1 кг меди. Сегодня цена на медь настолько высока, что перед тем, как сдать старый утративший свои качества электронный прибор на утилизацию, имеет смысл снять с него детали изготовленные из меди.
Например, из старого телевизора «Рекорд» можно извлечь отклоняющие луч обмотки кинескопа и петлю размагничивания кинескопа. В сумме они дадут примерно 1 кг меди. Сегодня цена на медь настолько высока, что перед тем, как сдать старый утративший свои качества электронный прибор на утилизацию, имеет смысл снять с него детали изготовленные из меди. Естественно, когда провода и кабели отработали свой срок службы, целесообразно сдать медь в лом. Если у Вас нет возможности освободить медные провода или кабель от изоляции – мы те самые специально обученные люди, которые решат эти проблемы за Вас. Чтобы узнать цену на медь в кабеле, Вам достаточно позвонить нашим менеджерам, они предельно понятно разъяснят Вам как это можно сделать и сколько примерно стоить будет ваш лом меди.
Естественно, когда провода и кабели отработали свой срок службы, целесообразно сдать медь в лом. Если у Вас нет возможности освободить медные провода или кабель от изоляции – мы те самые специально обученные люди, которые решат эти проблемы за Вас. Чтобы узнать цену на медь в кабеле, Вам достаточно позвонить нашим менеджерам, они предельно понятно разъяснят Вам как это можно сделать и сколько примерно стоить будет ваш лом меди. Очень важно при разборке не испачкать материал, к маслу прилипает грязь и мусор, а засоренный материал в сорт не подходит, загрязненная медь в масле закрывается позицией «микс» с засором.
Очень важно при разборке не испачкать материал, к маслу прилипает грязь и мусор, а засоренный материал в сорт не подходит, загрязненная медь в масле закрывается позицией «микс» с засором.
 Это обусловливает высокие цены на прием меди из кабеля. Энергопотребление постоянно растет, так же как и развитие электрических сетей, поэтому спрос на лом меди в СПб постоянно увеличивается как региональными, так и федеральными переработчиками лома меди. Цена за 1 кг меди в СПб варьируется в зависимости от биржевых показателей, курса валют и исполнения заводами контрактных обязательств.
Это обусловливает высокие цены на прием меди из кабеля. Энергопотребление постоянно растет, так же как и развитие электрических сетей, поэтому спрос на лом меди в СПб постоянно увеличивается как региональными, так и федеральными переработчиками лома меди. Цена за 1 кг меди в СПб варьируется в зависимости от биржевых показателей, курса валют и исполнения заводами контрактных обязательств.
 Большая часть производимой меди добывается из сульфидных месторождений.
Большая часть производимой меди добывается из сульфидных месторождений. Медь также сплавляется с драгоценными металлами, такими как золото и серебро. Медь имеет много других применений.
Медь также сплавляется с драгоценными металлами, такими как золото и серебро. Медь имеет много других применений. Недорогие коллекции минералов доступны в магазине Geology.com. Правообладатель иллюстрации iStockphoto / Анна Усова.
Недорогие коллекции минералов доступны в магазине Geology.com. Правообладатель иллюстрации iStockphoto / Анна Усова.
 Самородная медь, по-видимому, является вторичным минералом, возникающим в результате взаимодействия медьсодержащих растворов с железосодержащими минералами.
Самородная медь, по-видимому, является вторичным минералом, возникающим в результате взаимодействия медьсодержащих растворов с железосодержащими минералами. Редкий минерал в некоторых метеоритах.
Редкий минерал в некоторых метеоритах.

 Наличие нескольких ступеней только увеличивает производительность устройства.
Наличие нескольких ступеней только увеличивает производительность устройства.


 И это далеко не предел полета инженерной мысли.
И это далеко не предел полета инженерной мысли. Но и стоимость у них будет соответствующая.
Но и стоимость у них будет соответствующая. Чаховка:
Чаховка: Не стоит пугаться, если у вас получится цифра на уровне 50-70 метров. Для среднего по своим качествам погружного центробежника этот показатель является практически нижней планкой.
Не стоит пугаться, если у вас получится цифра на уровне 50-70 метров. Для среднего по своим качествам погружного центробежника этот показатель является практически нижней планкой. Желательно подобрать для этого оборудования специальную коморку или подсобку, где его не будут доставать атмосферные осадки и перепады температур. В скважину же выводится только шланг с обратным клапаном.
Желательно подобрать для этого оборудования специальную коморку или подсобку, где его не будут доставать атмосферные осадки и перепады температур. В скважину же выводится только шланг с обратным клапаном. Полупогружные достаточно просто опустить на нее. Правда здесь нужно быть осторожным, так как они довольно тяжелы и имеют серьезные габариты. Плюс надо помнить, что двигатели полупогружных насосов очень не любят контакта с водой.
Полупогружные достаточно просто опустить на нее. Правда здесь нужно быть осторожным, так как они довольно тяжелы и имеют серьезные габариты. Плюс надо помнить, что двигатели полупогружных насосов очень не любят контакта с водой. Водоснабжение из собственного природного источника, безусловно, имеет массу преимуществ, и поэтому все чаще владельцы загородного жилья отдают предпочтение варианту установки автономной системы обеспечения водой для бытовых и хозяйственных нужд.
Водоснабжение из собственного природного источника, безусловно, имеет массу преимуществ, и поэтому все чаще владельцы загородного жилья отдают предпочтение варианту установки автономной системы обеспечения водой для бытовых и хозяйственных нужд.


 Несмотря на некоторые недостатки в виде сложностей в монтаже и диагностике неисправностей, такое оборудование считается надежным, безопасным и производительным и рассчитано на многолетнюю беспроблемную эксплуатацию.
Несмотря на некоторые недостатки в виде сложностей в монтаже и диагностике неисправностей, такое оборудование считается надежным, безопасным и производительным и рассчитано на многолетнюю беспроблемную эксплуатацию.
 Однако несмотря на его ценовую доступность, некоторые эксперты категорически не рекомендуют устанавливать насосное оборудование вибрационного типа в скважину по той причине, что в результате вибрации может произойти вывал породы и скважина придет в негодность. Зачастую вибрационные насосы самопроизвольно заклиниваются в скважине – изъятие установки является сложной и дорогостоящей процедурой. Таким образом, перед покупкой стоит хорошо подумать, целесообразна ли будет такая экономия.
Однако несмотря на его ценовую доступность, некоторые эксперты категорически не рекомендуют устанавливать насосное оборудование вибрационного типа в скважину по той причине, что в результате вибрации может произойти вывал породы и скважина придет в негодность. Зачастую вибрационные насосы самопроизвольно заклиниваются в скважине – изъятие установки является сложной и дорогостоящей процедурой. Таким образом, перед покупкой стоит хорошо подумать, целесообразна ли будет такая экономия.
 За счет возникающей разницы давлений часть жидкости уходит в напорную магистраль. Из-за снижения объема жидкости в корпусе происходит падение давления, что способствует затягиванию воды из емкости или скважины во всасывающий канал. От частоты вращения ротора зависит производительность помпы и давление воды в напорной магистрали.
За счет возникающей разницы давлений часть жидкости уходит в напорную магистраль. Из-за снижения объема жидкости в корпусе происходит падение давления, что способствует затягиванию воды из емкости или скважины во всасывающий канал. От частоты вращения ротора зависит производительность помпы и давление воды в напорной магистрали.





 Колодезная вода забирается насосом, который может располагаться как над, так и под поверхностью.
Колодезная вода забирается насосом, который может располагаться как над, так и под поверхностью.
 Водоносный горизонт представляет собой подземный слой проницаемой почвы, такой как песок или гравий, который содержит воду и позволяет воде проходить. Наши знания о неглубоких колодцах безупречны на всей территории Тампа-Бэй. Правильное диагностирование проблемы имеет решающее значение, и мы здесь, в All Phase ирригации, являемся вашими экспертами по скважинам. Мы устанавливаем насосы для неглубоких скважин самого высокого качества в отрасли и предлагаем 1 год гарантии с даты установки.
Водоносный горизонт представляет собой подземный слой проницаемой почвы, такой как песок или гравий, который содержит воду и позволяет воде проходить. Наши знания о неглубоких колодцах безупречны на всей территории Тампа-Бэй. Правильное диагностирование проблемы имеет решающее значение, и мы здесь, в All Phase ирригации, являемся вашими экспертами по скважинам. Мы устанавливаем насосы для неглубоких скважин самого высокого качества в отрасли и предлагаем 1 год гарантии с даты установки. У нас есть новейшее и самое лучшее оборудование, которое позволяет нам с точностью устранять любые возникающие проблемы.
У нас есть новейшее и самое лучшее оборудование, которое позволяет нам с точностью устранять любые возникающие проблемы. Мы готовы предоставить смету, позвонив в наш офис по телефону 727.215.7850
Мы готовы предоставить смету, позвонив в наш офис по телефону 727.215.7850 вся работа. Мы так рады, что Брайан сделал это. Мы очень довольны готовым продуктом и настоятельно рекомендуем All Phaze Irrigation. Несколько замечаний из нашего опыта:
вся работа. Мы так рады, что Брайан сделал это. Мы очень довольны готовым продуктом и настоятельно рекомендуем All Phaze Irrigation. Несколько замечаний из нашего опыта:  Брайан быстро вернул мне расценки и помог нам составить график установки спринклеров. Они приехали в назначенный день, завершили проект, все подробно объяснили и даже потратили время, помогая нам настроить наш новый блок управления. Они также смогли выполнить задачи, которые другие компании заявили, что они не могут сделать (прокладка трубы под нашим подъездом, чтобы добавить зону на другой стороне двора). В общем, замечательная компания, и я обязательно буду использовать их для любого будущего ремонта!
Брайан быстро вернул мне расценки и помог нам составить график установки спринклеров. Они приехали в назначенный день, завершили проект, все подробно объяснили и даже потратили время, помогая нам настроить наш новый блок управления. Они также смогли выполнить задачи, которые другие компании заявили, что они не могут сделать (прокладка трубы под нашим подъездом, чтобы добавить зону на другой стороне двора). В общем, замечательная компания, и я обязательно буду использовать их для любого будущего ремонта! с., 220 вольт, 30 psi, однофазный
с., 220 вольт, 30 psi, однофазный
 БЕСПЛАТНАЯ доставка (3-5 рабочих дней)
БЕСПЛАТНАЯ доставка (3-5 рабочих дней)
 Общий напор (футы)
Общий напор (футы) Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор. Определенно рекомендую!
Определенно рекомендую! Он сделал все возможное, чтобы помочь мне.
Он сделал все возможное, чтобы помочь мне.
 Универсальными и более востребованными считаются стальные углы Ду50 под 90 градусов. Характеристики указаны в таблице.
Универсальными и более востребованными считаются стальные углы Ду50 под 90 градусов. Характеристики указаны в таблице. Чертеж размеров отвода ДУ50 – толщина стенки торца, наружный и внутренний диаметр, размеры торцов переходов и тройников, радиус кривизны осевой линии.
Чертеж размеров отвода ДУ50 – толщина стенки торца, наружный и внутренний диаметр, размеры торцов переходов и тройников, радиус кривизны осевой линии. Маркировку набивают на отводе методом тиснения, выжигания, лазером, указывается на каждом индивидуально или в документах партии.
Маркировку набивают на отводе методом тиснения, выжигания, лазером, указывается на каждом индивидуально или в документах партии. Под заказ выполним отводы Ду-50 со сложными дефицитными углами изгиба 30°, 60°, отводы Ду 50 высокого давления, возможно изготовление фланцевых колен Ду50. Цена отводов Ду 50 от 100грн. Специалисты СЛЭМЗ перед покупкой стального отвода Ду-50 помогут подобрать толщину торца, угол изгиба, вид и тип трубы индивидуально под Вашу магистраль и рабочую среду.
Под заказ выполним отводы Ду-50 со сложными дефицитными углами изгиба 30°, 60°, отводы Ду 50 высокого давления, возможно изготовление фланцевых колен Ду50. Цена отводов Ду 50 от 100грн. Специалисты СЛЭМЗ перед покупкой стального отвода Ду-50 помогут подобрать толщину торца, угол изгиба, вид и тип трубы индивидуально под Вашу магистраль и рабочую среду. 11
11
 нашу библиотеку BIM
нашу библиотеку BIM

 90мм
90мм