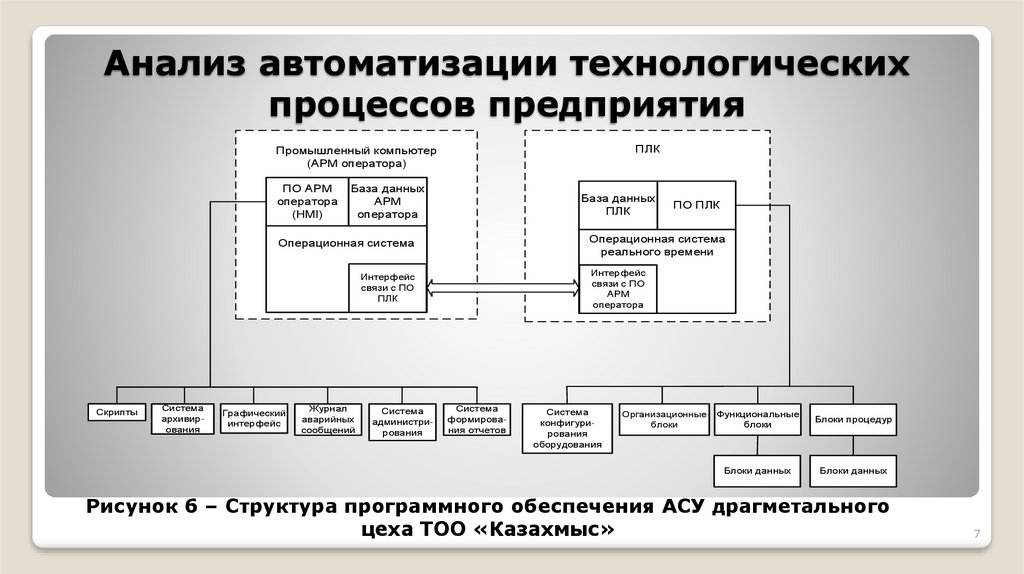
Погружной насос гудит но не качает воду: ищем и устраняем причину
Чтобы пользоваться водой из скважины или глубокого колодца, вовсе не обязательно поднимать её на поверхность руками с помощью ведра. Современные погружные насосы за сравнительно небольшие деньги позволяют избавиться от «лишних» трудозатрат и дают возможность автоматизировать водоснабжение частного дома. Многие домовладельцы самостоятельно устанавливают насосное оборудование, подключают автоматику и собирают трубопроводы. Подобные мероприятия заканчиваются с переменным успехом. Нередко оказывается, что погружной насос не качает воду, хотя слышно, что его мотор работает. Попробуем разобраться, какие ошибки к этому приводят, и что в таком случае предпринять.
- Принципы поиска неисправностей
- Что нужно для нормального функционирования погружного насоса
- Как искать проблему
- Работающий насос не качает воду: возможные неисправности
- №1. Упал уровень воды в скважине или колодце
- №2.
 Производительность насосного оборудования превышает возможности источника
Производительность насосного оборудования превышает возможности источника - №3. Напора насоса не хватает, чтобы поднять воду и прокачать её в дом
- №4. Падение напряжения в сети
- №5. Засорён трубопровод, запорно-регулирующая арматура, фильтр на насосе
- №6. Труба отсоединилась от насоса либо повреждена
- №7. Насос вышел из строя
- Делаем выводы
- Видео: выбор погружного насоса
 Производительность насосного оборудования превышает возможности источника
Производительность насосного оборудования превышает возможности источникаЧто нужно для нормального функционирования погружного насоса ↑
Этот вопрос нужно рассмотреть в первую очередь. Система автономного водоснабжения, помимо силового нагнетающего оборудования, включает в себя другие важные элементы, каждый из которых должен исключительно чётко работать. Также насосу нужна для работы энергия и, собственно, вода.
Итак, чтобы скважина бесперебойно давала воду, требуется выполнение четырёх условий:
- Что качать: наличие воды в необходимом количестве.
- За счёт чего качать: качественное электроснабжение оборудования (напряжение, частота).
- Чем качать: исправное состояние и оптимальная мощность/производительность насоса.
- По чему качать: правильно работающие трубопроводы с достаточным сечением и работоспособные компоненты разводки (краны, клапаны, фильтры, смесители и т.п.).

Схема Схема организации автономного водоснабжения частного дома из скважины
Как искать проблему ↑
Система, предназначенная не только для полива, но и для водоснабжения дома имеет самую сложную конфигурацию. В таком случае есть смысл рассматривать её по участкам. Их будет три:
- в скважине,
- в земле,
- в доме.
Действовать нужно методом исключения. Сначала отсоединить трубу в кессоне, если вода пойдёт, значит, искать неполадки нужно в доме или в горизонтальном участке трубопровода, который находится в грунте. Если вода вообще не поднимается – проблема где-то внизу.
Если погружной насос гудит, но не качает воду, то это означает, что где-то допущена ошибка:
- на стадии подбора компонентов,
- во время монтажа,
- в период эксплуатации.

Хотя возможны и более-менее объективные причины, например, скачки напряжения или критичное падение уровня воды в источнике. Следовательно, если насос работал нормально, а затем начались проблемы – логично первым делом обратить внимание на изменяемые факторы (вода и электроснабжение), а потом перейти к проверке работоспособности оборудования и разводки. Когда не запускается новая, только собранная система – неполадки могут быть в любом месте.
Далее рассмотрим часто встречающиеся неполадки, дадим рекомендации по способам диагностики и устранения, если это возможно сделать в домашних условиях. Список будет пронумерован, но это не относится к порядку поиска или «популярности» проблем. Иногда пользователи совершают сразу несколько ошибок, и часто в этом «букете» какие-то из них являются вторичными – следствием допущенных ранее и не устранённых вовремя.
№1. Упал уровень воды в скважине или колодце ↑
Вода некоторое время идёт, затем поток прерывается. Насос (например, вибрационный) может продолжать работать, агрегаты со встроенным термореле или поплавком отключаются. При наличии защиты от сухого хода она срабатывает. Эта проблема в основном наблюдается в летний период, когда водоносные слои истощаются (много воды в частном секторе затрачивается на полив возделываемых площадей, малое количество осадков). Также неприятности ждут хозяев, если допущены ошибки при бурении и обустройстве скважины или неправильно определён её дебит.
При наличии защиты от сухого хода она срабатывает. Эта проблема в основном наблюдается в летний период, когда водоносные слои истощаются (много воды в частном секторе затрачивается на полив возделываемых площадей, малое количество осадков). Также неприятности ждут хозяев, если допущены ошибки при бурении и обустройстве скважины или неправильно определён её дебит.
Динамический уровень может меняться в течение сезона
Дабы избежать выхода насоса из строя, необходимо применять защиту от сухого хода. Бурение скважины на воду следует заказывать у подрядчика с хорошей репутацией и всей разрешительной документацией, который соблюдает все нюансы технологии, предоставляет реальную гарантию и выдаёт пользователю паспорт на скважину. Выбирая глубину бурения, прислушивайтесь к советам профессионалов. Если скважина старая, возможно, она нуждается в чистке.
№2. Производительность насосного оборудования превышает возможности источника ↑
В данном случае рассматривается показатель насоса, указанный в паспорте как л. /мин. (м3/ч). Иногда получается, что вода слишком быстро выкачивается, а обсадная труба не успевает наполниться. В результате имеем тот же «сухой ход», как в первом пункте, «симптомы» будут аналогичные. Такое обычно происходит, когда одновременно включено большое количество точек разбора, или производится «массированный» полив огорода через трубы/шланги большого диаметра.
/мин. (м3/ч). Иногда получается, что вода слишком быстро выкачивается, а обсадная труба не успевает наполниться. В результате имеем тот же «сухой ход», как в первом пункте, «симптомы» будут аналогичные. Такое обычно происходит, когда одновременно включено большое количество точек разбора, или производится «массированный» полив огорода через трубы/шланги большого диаметра.
Следует точно подбирать производительность насосного оборудования, которая должна соответствовать рабочим характеристикам скважины. Запас мощности, если и допускается, то небольшой. Также важно, сколько воды может расходоваться на объекте единовременно или за час. Если дебит источника невелик, то иногда проблема решается грамотной организацией разбора воды – не включать все краны сразу.
№3. Напора насоса не хватает, чтобы поднять воду и прокачать её в дом ↑
Характеристика напора отображает возможность оборудования транспортировать воду на определённую высоту при номинальной производительности. Иными словами, если у вас скважина глубиной 50 метров, то прибор, в паспорте которого указан общий напор в 30 метров, попросту не выдавит воду на поверхность. При этом звук мотора вы слышать будете, пока термореле не отключит питание.
При этом звук мотора вы слышать будете, пока термореле не отключит питание.
На графике показана взаимосвязь между производительностью насоса и напором воды
Важно! Горизонтальный участок тоже необходимо брать в расчёт. Обычно предлагают приравнивать 10 метров горизонтальной трубы к 1 метру вертикали. Но если трубопровод имеет увеличенные показатели местного сопротивления (много колен, краны, тройники, фильтры и т.д.), лучше считать в пропорции 5:1.
№4. Падение напряжения в сети ↑
Для большинства насосов отклонения по напряжению становятся критичными. Если в сети просадка ниже 200 вольт, то, как правило, совсем не включается погружной насос или работать начинает, но резко снижается напор, вплоть до полной остановки движения воды (не хватает производительности) при работающем моторе.
Обнаружить проблему можно измерительными приборами. Также можно временно подключить насос к генератору – если вода пошла, то загвоздка в электроснабжении. Получить стабильное напряжение удастся использованием стабилизатора или автотрансформатора.
№5. Засорён трубопровод, запорно-регулирующая арматура, фильтр на насосе ↑
Подобные неприятности наблюдаются во время стартового пуска, например, после сборки новой системы или после обслуживания уже эксплуатируемой. Во время монтажа в трубы может попадать грязь или инородные частицы (лён, обрывки фум-ленты и т.д.), которые забивают фильтры, картриджи и сетки смесителей. Рекомендуется соблюдать аккуратность при прокладке трубопроводов, монтаже фитингов и обвязке оборудования.
Чистота – залог безупречной работы автоматизированного водопровода
Если в скважине много мусора, песка, ила – забивается сетка и крыльчатки нагнетающего агрегата, погружной насос гудит, но не качает. Единственный способ устранить неисправность – поднять насос на поверхность и промыть. Необходимо временно дать устройству поработать в ёмкости без обратного клапана и подсоединённой трубы («через себя»).
Важно! Прислушивайтесь к работе насоса, практически при любых проблемах с подачей воды на верх звук мотора меняется – обычно становится тише.

№6. Труба отсоединилась от насоса либо повреждена ↑
В данной ситуации из источника воды слышны звуки бурления. Проблема возникает, когда насос исправен и включён, но проток перекрыт. Иногда такое случается, если неправильно выполнено подсоединение (слабо затянут хомут на шланге или не до конца в фитинг вставлена труба ПНД). Распространённая ошибка – неправильное подвешивание насоса, когда трос/шнур ослаблен, а весь вес приходится на трубу. Разрывы трубы возможны только вследствие брака или механических повреждений.
Есть смысл проверить качество самой трубы и соединения с насосом на поверхности. Для этого можно выполнить пробную прокачку воды из ёмкость, в том числе с кратковременным искусственным перекрытием протока.
Забитый песком винтовой насос
№7. Насос вышел из строя ↑
Если вы слышите звук мотора, и все «поисковые мероприятия» результата не дали, возможно, что-то случилось с нагнетающим агрегатом, точнее с его механической частью. Например, у центробежных насосов могут начать прокручиваться пластиковые крыльчатки на валу, у вибрационных аппаратов приходит в негодность поршень, обрывается шток и т. д. В большинстве случаев это следствие эксплуатации с неполадками, перечисленными выше, либо даёт о себе знать солидный срок службы насоса. Выход – поднимать, тестировать на поверхности, разбирать (желательно в сервисном центре).
д. В большинстве случаев это следствие эксплуатации с неполадками, перечисленными выше, либо даёт о себе знать солидный срок службы насоса. Выход – поднимать, тестировать на поверхности, разбирать (желательно в сервисном центре).
Зимой вода на каком-то участке трубы может замёрзнуть и перекрыть проток. Иногда всё банально просто – забыли открыть какой-то отсекающий кран. Конечно, невозможно обговорить все возможные поломки и ошибки, но это основные, с которых стоит начать. В любом случае, главное, правильно подобрать компоненты системы и аккуратно её собрать. Следует выполнять требования производителей насосов и другого применяемого оборудования, а к устранению неполадок приступать сразу, как только что-то пошло не так.
Почему насос гудит но не качает воду
2021-08-10 12:28:55
0
1302
В собственном хозяйстве дренажник осуществляет много нужных функций, к одной из которых относится откачивание воды из колодцев, скважин, бассейнов, а также канализационных емкостей и подтопленных подвалов. Серьезные хозяева стремятся соблюдать правила применения дренажного насоса для того, чтобы создать условия для его надежной службы и неожиданно не остаться без настолько нужного устройства.
Серьезные хозяева стремятся соблюдать правила применения дренажного насоса для того, чтобы создать условия для его надежной службы и неожиданно не остаться без настолько нужного устройства.
Однако и в этой ситуации ни один человек не застрахован от появления внезапных трудностей. Вопрос, почему гудит насос для воды, а также не выкачивает воду, считается одним из наиболее частых. Притом, сложность, а также темп устранения такой неполадки зависит от того, какова причина ее возникновения, а также от устройства прибора.
Как устроен дренажник?
Способность выкачивать воду с маленьким гравием, огромным количеством песка, органических фрагментов – очень полезное свойство, если нужно выкачать воду после подтопления либо осушить водоем. Дренажные устройства рассчитаны на службу в таких условиях, однако сильное увеличение нагрузки зачастую приводит к неисправностям.
Ознакомиться с внутренним наполнением агрегата лучше мгновенно после приобретения для того, чтобы видеть, какие элементы могут сломаться при загрязнении либо неисправности. Для этого вовсе не обязательно открывать корпус либо разбирать приспособление – достаточно ознакомиться с чертежом, который изготовители прикладывают к руководству по подключению, а также обслуживанию аппарата.
Для этого вовсе не обязательно открывать корпус либо разбирать приспособление – достаточно ознакомиться с чертежом, который изготовители прикладывают к руководству по подключению, а также обслуживанию аппарата.
Агрегаты для индивидуального применения на даче не различаются огромной мощностью либо непростой их составляющей. В отличие от нелегкого промышленного оснащения, они малогабаритные, сравнительно легковесные (средняя масса – от 3 до 7 килограмм), в своем составе имеют металлические либо пластиковые компоненты, несмотря на то, что для изготовления промышленных модификаций и кое-каких бытовых и в настоящее время применяют чугун.
Если сильно не вникать в тонкости этой системы, то главными деталyями стандартного дренажного насоса считаются:
- Мотор;
- Насосный узел;
- Всасывающая сетка;
- Выключатель поплавковый.
Принимая во внимание условия применения такого прибора, его корпус производится из нержавеющей стали либо очень прочного пластика. В валу мотора ставится рабочее колесо, если его вращать, то будет формироваться тянущий эффект.
В валу мотора ставится рабочее колесо, если его вращать, то будет формироваться тянущий эффект.
Так как насос опускается в воду, изготовители больше учитывают гидроизоляцию корпуса для того, чтобы предупредить повреждение электрической составляющей внутри приспособления.
В зависимости от размеров дырок всасывающей сетки определяют наибольшие габариты твердых составляющих, присутствие которых считается допустимым в выкачиваемой воде. В различных модификациях этот параметр варьируется от 3 до 50 миллиметров (иногда около 120 миллиметров).
Устроен дренажник довольно легко, поэтому если человек когда-либо разбирал, а также очищал погружной колодезный насос, то сможет справиться и с данной категорией оснащения. Немножко различается фекальный аппарат, который имеет вспомогательный узел для размельчения очень больших частиц.
Дренажник не выкачивает воду: главные причины
Причин гула дренажника существует несколько:
- Неполный уровень воды.
Поскольку дренажные насосы принадлежат к погружному насосному оснащению, то они обязаны размещаться в воде. Чтобы предотвратить сухой ход службы насоса, на это прибор монтируется особое защитное устройство – поплавковый выключатель, он отключает устройство, если мало воды в колодце.
Чтобы предотвратить сухой ход службы насоса, на это прибор монтируется особое защитное устройство – поплавковый выключатель, он отключает устройство, если мало воды в колодце.
Важно! Внутри этого выключателя располагается шарик. Он изменяет собственное положение в зависимости от уровня воды, перекрывая либо раскрывая контакты электроцепи.
Случается и такое, что мотор функционирует, однако жидкость не выкачивается. Это связано, чаще всего, с системой кавитации – из-за огромной мощности в приспособлении вода попросту не успевает попасть в лопасти крыльчатки. Такой ситуации насос нужно погрузить в воду поглубже.
- Механическая неисправность.
Если дренажный насос шумит, однако не поворачивается, то трудность, вероятно, вызвана механической поломкой. Если повредились лопасти рабочего колеса, то сломанный элемент может вызвать клин вала. Очередная причина заклинки вала заключается в потере трудоспособности подшипниковой конструкции.
Проверить это довольно легко. Надо отключить устройство от электропитания, вынуть из воды и попытаться прокрутить крыльчатку рукой. Если вращать ее трудно, то нужно будет сделать дополнительный демонтаж прибора.
- Межвитковое замыкание электрического мотора.
Отсутствие вращения мотора, кроме механической поломки, могут вызвать проблемы с электричеством. В случае если дренажник во время включения очень шумит, а провод питания приступает сильно нагреваться, то более вероятная причина заключается в межвитковом замыкании обмотки мотора.
Это считается одной из наиболее частых трудностей с дренажными конструкциями при недостатке защиты от сухого хода. В период службы погружного насоса тепло отводится от электрического мотора при помощи воды, тогда, как при холостом ходе мотор сильно нагревается, из-за чего происходит повреждение изоляции его обмоток, а также потеря работоспособности устройства.
- Трудности с воздушным клапаном.

У определенных модификаций дренажных насосов имеется особый спусковой клапан для воздуха. При применении его в непростой среде вовнутрь устройства поступает вода с различными примесями, постепенно вызывающими прилипание шарика, находящийся в проеме клапана. Если же отсутствует непрерывный отвод воздуха, то насос прекращает выкачивать воду и функционирует на холостом режиме.
Рекомендация! Для восстановления трудоспособности спусковой системы иногда стоит только прокачать насос в чистой воде, и тогда очистится проем клапана от излишнего налета.
Можно ли ликвидировать проблему с насосом самому?
Желание каждого хозяина разрешить проблему с выкачиванием воды, не привлекая к этому профессионалов абсолютно естественно. Однако, не все время это допустимо, в особенности если говорить о серьезных поломках с механической либо электрической составляющей агрегата.
Почему насос гудит но не качает воду при небольшом уровне воды, то подобная ситуация указывается буквально в каждой инструкции по применению этого оснащения. Насколько возможно насосную часть следует спустить глубже либо выбрать оставшуюся воду ручным методом.
Насколько возможно насосную часть следует спустить глубже либо выбрать оставшуюся воду ручным методом.
Во время клина вала, без демонтажа устройства не обойтись. Тут потребуется особый инструмент, а также конкретные навыки починки таких приборов. Механическая проблема нередко разрешается при помощи подмены рабочего колеса либо подшипников. С электрической составляющей все намного проблематичнее, так как сгоревшему мотору необходима перемотка, которую, возможно, выполнить исключительно на заводе.
Перед тем, как демонтировать устройство необходимо на самом деле оценить собственные знания, а также навыки. Некачественный ремонт зачастую приводит к тому, что невозможно восстановить работоспособность прибора. Потому в случае если дренажный насос шумит, однако не крутится, лучше пригласить мастеров, а также освободить себя от необходимости приобретения нового прибора.
Почему мой водяной насос гудит?
Свяжитесь с нами
Почему мой водяной насос гудит?
Ruan Marinho • 09 марта 2020 г.
Нет ничего более раздражающего, чем постоянное жужжание в вашем доме или офисе, от которого вы никак не можете избавиться. Если этот жужжащий звук исходит от вашего водяного насоса, он не только раздражает, но и может означать большие проблемы с вашим водоснабжением. Прежде чем этот раздражающий гул превратится в сломанный водяной насос, позвоните в компанию Mosman Wellworks. Обладая более чем 20-летним опытом работы в Коннектикуте, мы являемся вашей ведущей скважинной компанией, готовой предложить вам надежные и доступные решения всех ваших проблем с водяными насосами.
Что за жужжание?
Ваш водяной насос вдруг издал странный звук? Он может быть постоянным или прерывистым и звучать как жужжание или гудение. Может быть несколько причин жужжащего звука, и Mosman Wellworks может диагностировать их все и восстановить работу вашего насоса.
- Изношенные подшипники — скрипящий или щелкающий звук может быть признаком износа подшипников внутри насоса. Это нормальная проблема износа, которая развивается со временем, и подшипники просто необходимо заменить, прежде чем возникнут дальнейшие повреждения.
- Крыльчатка повреждена
– Если для защиты от грязи, камней и другого мусора не используется надлежащий фильтр, он может попасть внутрь корпуса насоса и повредить крыльчатку. Это вызовет дребезжащий звук, и систему необходимо будет отключить, промыть и заменить фильтр на подходящий. - Неисправный двигатель насоса. Если у вашего водяного насоса неисправный двигатель или низкое напряжение, он может начать гудеть, пытаясь включиться и перекачать воду. В этом случае вам, вероятно, придется заменить двигатель.
- Забитые трубы. Если ваши трубы со временем забиваются отложениями или водорослями, водяной насос не может прокачивать через них воду. Ваш мотор работает, но рисовать нечего.
 Это нормальная проблема износа, которая развивается со временем, и подшипники просто необходимо заменить, прежде чем возникнут дальнейшие повреждения.
Это нормальная проблема износа, которая развивается со временем, и подшипники просто необходимо заменить, прежде чем возникнут дальнейшие повреждения.Нет воды
Если ваш водяной насос полностью перестал откачивать воду, издавая этот жужжащий звук, нет причин для паники. Жужжащий звук означает, что насос работает, но вода не движется, поэтому насос работает всухую.
Жужжащий звук означает, что насос работает, но вода не движется, поэтому насос работает всухую.
Если ваш насос потерял заливку или работает всухую, это происходит из-за потери воды. Если ваш колодец не пересыхает, возможно, у вашего насоса негерметичный донный клапан, и он теряет давление и воду, что приводит к гудящему звуку.
Не позволяйте помпе работать всухую
Если помпа работает всухую, двигатель изнашивается, что может привести к его перегоранию. Позвоните профессионалу, чтобы он продиагностировал его и снова запустил. Протекающий донный клапан можно заменить, чтобы ваш водяной насос снова работал без сбоев, но если вы позволите гудению продолжаться, весь двигатель может сгореть.
В
Mosman Wellworks, мы можем диагностировать источник вашего гудения и потери давления воды и сделать правильный ремонт, чтобы ваш водяной насос снова заработал на вас.
Дополнительные источники:
https://www.fix.com/repair/lawn-and-garden/water-pump/noisy/
https://diy. stackexchange.com/questions/128013/why -is-my-water-pump-humming-and-starting-slowly
stackexchange.com/questions/128013/why -is-my-water-pump-humming-and-starting-slowly
https://inspectapedia.com/water/Water_Pump_Pressure_Switch_Noise.php
Новое сообщение >
< Предыдущее сообщение
ТОП
Доверенные профессионалы в области колодцев Коннектикута
Компания Mosman Well Works предоставляет безопасную воду и качественные услуги как частным, так и коммерческим клиентам по всему Коннектикуту. Когда вы нанимаете Mosman Well Works, ожидайте превосходного обслуживания, честности и надежности. Мы поддерживаем свою работу, и для нашей команды нет слишком сложной работы. Mosman Well Works — это специалисты, которым можно доверять. Мы обслуживаем Большой Уотербери и всю Коннектикут.
У нас более 20 лет опыта работы в скважинной отрасли, включая специализированное обучение производителей и обучение технике безопасности. Наша команда техников доступна для экстренного обслуживания 365 дней в году, а наша служба поддержки клиентов открыта 24 часа в сутки, чтобы ответить на ваши вопросы.
Мы будем работать в соответствии с вашим графиком, чтобы свести к минимуму любые неудобства или влияние на вашу повседневную жизнь. Мы стремимся постоянно расширять наши отраслевые знания со всеми последними достижениями, используя технологии, чтобы быть ведущей буровой компанией. Если вы столкнулись с низким давлением воды в скважине или нуждаетесь в замене скважинного насоса, позвоните нам. Mosman Well Works работает из нескольких
места в Коннектикуте, включая
Наугатак,
Дерби,
Шелтон, Уотербери и др.
Оксфорд, но обслуживает весь штат.
Обслуживает всю Коннектикут, включая:
округ Фэрфилд
Вефиль,
Бриджпорт, Бристоль, Брукфилд, Дэнбери, Дариен, Истон,
Фэрфилд,
Гринвич, Монро, Нью-Ханаан, Нью-Фэрфилд,
Ньютаун, Реддинг, Риджфилд, Шелтон, Шерман,
Стэмфорд,
Стратфорд, Трамбулл, Уэстон,
Вестпорт, Уилтон
Личфилд Каунти
Бархамстед, Вифлеем, Бриджуотер, Ханаан, Коулбрук, Корнуолл,
Гошен, Харвинтон, Кент, Личфилд, Моррис, Нью-Хартфорд, Нью-Милфорд, Норфолк, Северный Ханаан, Плимут, Роксбери, Солсбери, Шарон, Томастон, Торрингтон, Вашингтон, Уотертаун, Уоррен, Винчестер, Уинстед, Вудбери
Округ Нью-Хейвен
Ансония,
Эйвон, Бикон Фолс, Бетани, Брэнфорд,
Чешир, Дерби, Ист-Хейвен, Гилфорд,
Хамден, Нью-Хейвен,
Мэдисон, Мериден, Миддлбери, Милфорд, Наугатук,
Нью-Хейвен, Северный Брэнфорд,
Норт-Хейвен, Оранж, Оксфорд, Мэдисон,
проспект,
Сеймур, Саутбери,
Уоллингфорд, Уотербери, Вест-Хейвен, Уолкотт,
Woodmont, Woodbridge
Middlesex County
Clinton, Westbrook
Зоны обслуживания
Mosman Well Works гордится тем, что обслуживает ряд районов в штате Коннектикут и его окрестностях.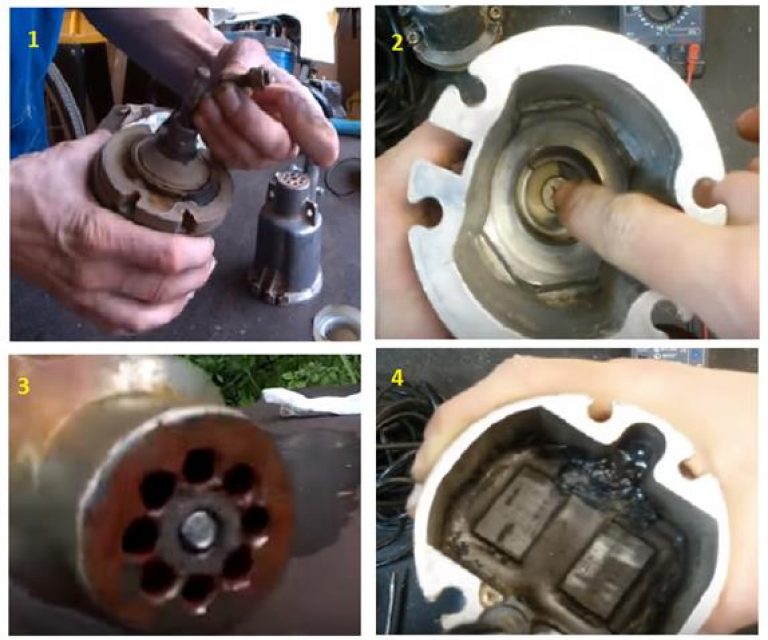 Взгляните на наши зоны обслуживания, используя карту справа, чтобы узнать, имеете ли вы право воспользоваться нашими услугами!
Взгляните на наши зоны обслуживания, используя карту справа, чтобы узнать, имеете ли вы право воспользоваться нашими услугами!
Узнать цену
Для получения дополнительной информации о наших услугах позвоните нам по телефону 203-586-1688 или заполните форму.
Свяжитесь с нами
Наша контактная информация
Телефон
203-586-1688
Нажмите, чтобы позвонить [+]
Часы работы
- Пн-Вс
- Открыто круглосуточно
Полная лицензия и страховка
PLM0288169-J1 / WEJ0000013-W6
Требуется срочное обслуживание?
Звонить:
203-586-1688
Требуется немедленное обслуживание?
Звонить:
203-586-1688
Наши услуги
Быстрые ссылки
Часы работы
- Пн-Вс
- Открыто круглосуточно
Принятые платежи
Свяжитесь с нами
Mosman Well Works, LLC
Обслуживание всех округов Личфилд, Фэрфилд и Нью-Хейвен — просмотр зон обслуживания
6-106-85
Получить предложение
© 2022
Все права защищены | Mosman Well Works
Насос для бассейна гудит, но не работает: что делать?
Насос — сердце вашего бассейна. Эта важная часть создает давление, которое перемещает воду вашего бассейна через фильтры, хлораторы и все другие компоненты системы циркуляции вашего бассейна. Недавно вы начали беспокоиться, потому что ваш ранее кристально чистый бассейн стал грязно-зеленоватым, и вы не знаете, почему.
Эта важная часть создает давление, которое перемещает воду вашего бассейна через фильтры, хлораторы и все другие компоненты системы циркуляции вашего бассейна. Недавно вы начали беспокоиться, потому что ваш ранее кристально чистый бассейн стал грязно-зеленоватым, и вы не знаете, почему.
Вы знаете, что помпа работает, потому что вы ее слышите. Не ошиблись ли вы в своих расчетах того, как долго вам нужно его запускать? Это время суток? Неправильный насос? Что может быть причиной того, что насос вашего бассейна гудит, но не работает?
К сожалению, причиной может быть несколько вещей. Вот некоторые из наиболее распространенных причин:
- Возможно, у вас плохой конденсатор.
- Мусор может блокировать крыльчатку и, следовательно, отключать насос бассейна.
- Возможны проблемы с валом двигателя.
Что означают все эти проблемы? Проще говоря, насос вашего бассейна на самом деле не включается. В этом посте мы рассмотрим, почему ваш насос для бассейна может не работать и как вы можете это исправить.
Насос для бассейна не включается — что это значит?
Прежде чем предпринимать какие-либо из следующих возможных действий по ремонту насоса для бассейна, вы должны знать, что вам необходимо обладать базовыми знаниями в области электротехники, чтобы выполнять работу безопасно и правильно. Если вы этого не сделаете, сделайте себе одолжение и пригласите профессионала для устранения проблемы и выполнения необходимого ремонта. Работа со сломанным насосом более опасна и требует большего опыта в бассейне, чем знание того, как чистить картриджные фильтры для бассейна.
Даже если вы не собираетесь ремонтировать самостоятельно, вы все равно можете узнать, почему вы включили питание помпы и слышите жужжание, но никаких реальных признаков того, что помпа работает.
Неисправные конденсаторы помпы
Конденсаторы — это маленькие черные цилиндры в помпе, которые выглядят как батарейки. Пусковые конденсаторы обычно устанавливаются сзади двигателя, а рабочие конденсаторы — сверху.
В схеме насоса для бассейна конденсатор накапливает электрический заряд, который приводит в действие двигатель насоса. Конденсаторы запуска и работы хранят электрические заряды, которые запускают двигатель и поддерживают его работу — в этом нет ничего удивительного.
По мере старения этих деталей конденсаторы теряют способность накапливать заряд. Кроме того, скачки напряжения и перегрев могут повредить конденсатор. Плохой пусковой конденсатор не способен запустить двигатель, в то время как неисправный рабочий конденсатор не может поддерживать его работу.
Признаки неисправного конденсатора
Как узнать, неисправен ли конденсатор? Вы можете заметить странные шумы, перегрев и проблемы с производительностью.
Гудение
Одним из явных признаков неисправного конденсатора является двигатель, который гудит, но не включается — знакомо?
Конденсатор обеспечивает крутящий момент, который обеспечивает скорость двигателя насоса. Если вы можете заставить двигатель вращаться, вручную нажимая на его лопасти, то весьма вероятно, что причиной проблем с двигателем является неисправный конденсатор.
Если вы можете заставить двигатель вращаться, вручную нажимая на его лопасти, то весьма вероятно, что причиной проблем с двигателем является неисправный конденсатор.
Перегрев
Неисправный конденсатор может привести к тому, что двигатель будет работать с большей силой тока, чем должен. Чем выше ампер, тем выше мощность. Более высокое потребление мощности приводит к большему производству тепла в насосе. Из-за этого моторы бассейнов с плохими конденсаторами часто перегреваются. Однако большинство двигателей автоматически отключаются, если они перегреваются.
Стоит отметить, что перегрев может быть вызван и рядом других проблем, в том числе скачком напряжения, плохой обмоткой или слишком большим рабочим колесом.
Двухскоростной двигатель работает только на одной скорости
Плохой конденсатор является одной из причин, по которой двухскоростной насос может работать только на низкой или высокой скорости. Еще одна причина — плохая фазная обмотка.
Проверка конденсатора накачки
Настоятельно рекомендуется нанять специалиста для проверки и/или замены конденсатора накачки. Если вы случайно что-то испортите во время этого процесса, вы рискуете не только повредить насос, но и навредить себе.
Заблокирована крыльчатка насоса
Насос для бассейна также может не запуститься, если крыльчатка засорена или заблокирована. Это может произойти, если мусор, такой как листья и насекомые для плавательных бассейнов, собирается и скапливается внутри насоса.
Для проверки состояния крыльчатки необходимо:
- Отключить питание насоса бассейна.
- Отвинтите середину корпуса насоса и вытащите двигатель в сборе.
- Снимите прокладку дисковой крыльчатки.
- Если обнаружен какой-либо мусор, удалите его и очистите крыльчатку, пока она не сможет свободно вращаться.
Проблемы с валом двигателя
Вы слышите кратковременное гудение при запуске насоса, а затем он отключается?
Если да, то вполне возможно, что проблема в вале двигателя. Люди часто сталкиваются с этой проблемой, когда пытаются открыть бассейн впервые в этом сезоне, потому что вал двигателя довольно часто заедает и подвергается коррозии в межсезонье.
Люди часто сталкиваются с этой проблемой, когда пытаются открыть бассейн впервые в этом сезоне, потому что вал двигателя довольно часто заедает и подвергается коррозии в межсезонье.
Как определить, что проблема связана с валом двигателя? Отключите питание насоса, получите доступ к валу двигателя и поверните его вручную, чтобы ослабить все, что может удерживать его на месте.
Если проблема заключалась в захвате, это должно решить проблему.
Какие еще проблемы с помпой вам могут понадобиться?
Двигатель насоса для бассейна не работает
Если насос для бассейна запускается, но через некоторое время отключается, это часто происходит из-за перегрева.
Одно решение? Проверьте, не мешает ли что-то вентилятору в нижних вентиляционных отверстиях, например, листья или мульча. Вы также можете переключиться на работу насоса ночью, когда прохладнее, или, в качестве альтернативы, обеспечить больше тени, когда вы запускаете насос днем. Наконец, насос может также отключиться, если он получает недостаточное питание или если некоторые из его проводов ослабли или оборваны.
Наконец, насос может также отключиться, если он получает недостаточное питание или если некоторые из его проводов ослабли или оборваны.
В общем, насос для бассейна, который отключается сам по себе, никогда не является хорошим признаком, и если вы не можете решить проблему самостоятельно, вам необходимо как можно скорее обратиться к хорошему специалисту по насосам для бассейна.
Нет питания к насосу бассейна: что делать
Если насос вообще не запускается, велика вероятность того, что на него не подается питание. В этих обстоятельствах есть несколько вещей, которые вы можете сделать, чтобы устранить эту проблему. Предпримите следующие шаги, чтобы попытаться решить проблему самостоятельно?
- Убедитесь, что переключатель насоса находится в положении «ВКЛ».
- Ищите перегоревшие предохранители или сработавшие выключатели на электрощитке вашего дома.
- Проверьте электрические соединения, идущие к двигателю, на предмет повреждений или заражения насекомыми.
- Вызовите электрика, чтобы проверить, подается ли на насос достаточная сила тока. Ток, подаваемый на насос, может быть недостаточным.
- Позвоните своему поставщику электроэнергии, чтобы узнать, не произошло ли в вашем доме падение напряжения.
- Вызовите эксперта для проверки схемы двигателя на предмет неисправности.

Что делать, если мой насос для бассейна не качает воду?
Если насос работает, но не перекачивает воду, возможно, его необходимо заполнить. Насос для бассейна можно заправить, выполнив следующие довольно простые шаги:
- Отключите питание насоса.
- Отключите основной слив, повернув переключающий клапан.
- Поверните клапан сброса воздуха на фильтре бассейна по часовой стрелке, чтобы сбросить существующее давление (показания давления на манометре фильтра бассейна должны быть равны нулю).
- Снимите крышку насоса.
- Удалите весь мусор из корзины насоса.
- С помощью садового шланга наполните насос водой.
- Замените крышку насоса.
- Поверните отводной клапан, чтобы открыть главный слив.
- Включите питание насоса.
- Проверьте, восстанавливается ли поток воды в коробку фильтра в верхней части насоса.
- Подождите, пока вода не потечет из предохранительного клапана, затем закройте его.

Если насос не срабатывает после нескольких попыток его заправки, возможно, вы столкнулись с утечкой воздуха на всасывании, низким уровнем воды в бассейне или препятствием в линии циркуляции воды. Это вещи, с которыми вы действительно не хотите иметь дело самостоятельно, потому что это, как правило, сложные проблемы, которые должен решать профессиональный специалист по ремонту бассейнов.
Как правило, техник:
- Проверяет всасывающий и обратный клапаны.
- Проверьте крышку насоса и уплотнительное кольцо крышки.
- Проверьте сливные пробки.
- Проверьте корзину насоса, рабочее колесо, уплотнение вала, диффузор и прокладки диффузора.

Причины низкой скорости потока насоса
Иногда насос может работать, но результирующая скорость потока ниже нормы. Вот некоторые из вещей, которые могут привести к такому сценарию:
- Грязные фильтры
- Грязная корзина насоса
- Засорение рабочего колеса
- Утечка воздуха
С некоторыми из них вы можете справиться самостоятельно. Другие лучше подходят для компании по обслуживанию бассейнов.
Почему мой насос для бассейна визжит?
Ах, вот кого никто не любит, особенно соседей!
При определенных условиях насос для бассейна может издавать громкие визжащие звуки во время работы. Мы уже слышали звук, описываемый как «булькающие камни». Не приятно.
Насосы обычно издают такие звуки, когда им не хватает воды. Это может произойти по следующим причинам:
- Перекрыто слишком много линий всасывания. Это затрудняет всасывание насосом достаточного количества воды.
- Забиты скиммеры. Мусор может настолько сильно забить скиммер, что вода почти не будет проходить через него.
- Возможно, насос не подходит для вашего бассейна. Например, он может быть слишком мощным, и в этом случае вам следует перейти на насос, который соответствует размеру и требованиям вашего бассейна.
- Изношенные подшипники на валу двигателя также могут вызывать визг при работе насоса. Изношенные подшипники можно заменить, но гораздо лучше просто заменить старый двигатель на новый.

Как видите, насосы для бассейнов — это серьезное дело, и есть бесчисленное множество вещей, которые могут пойти не так, многие из которых могут быть неочевидны, если вы только взглянете на них самостоятельно. Более того, если вы совершите ошибку, это может дорого вам обойтись — как по времени, так и по деньгам.
ABC может ремонтировать и обслуживать компоненты вашего бассейна
Список причин, по которым ваш бассейн может работать неправильно, вероятно, такой же длинный, как и список задач, которые, как вы знаете, необходимо выполнять для поддержания вашего бассейна в хорошем состоянии, если только у тебя было время.
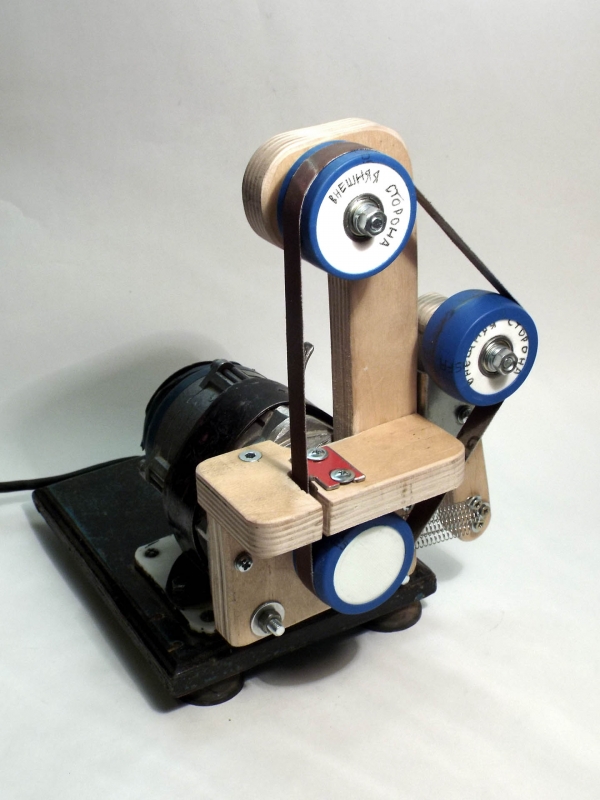
 Если у вас нет сварочного аппарата, то всегда, за небольшую плату, можно договориться с соседом. Или разрешить пользоваться самодельным гриндером при необходимости. Гриндер получится компактный и не тяжелый.
Если у вас нет сварочного аппарата, то всегда, за небольшую плату, можно договориться с соседом. Или разрешить пользоваться самодельным гриндером при необходимости. Гриндер получится компактный и не тяжелый.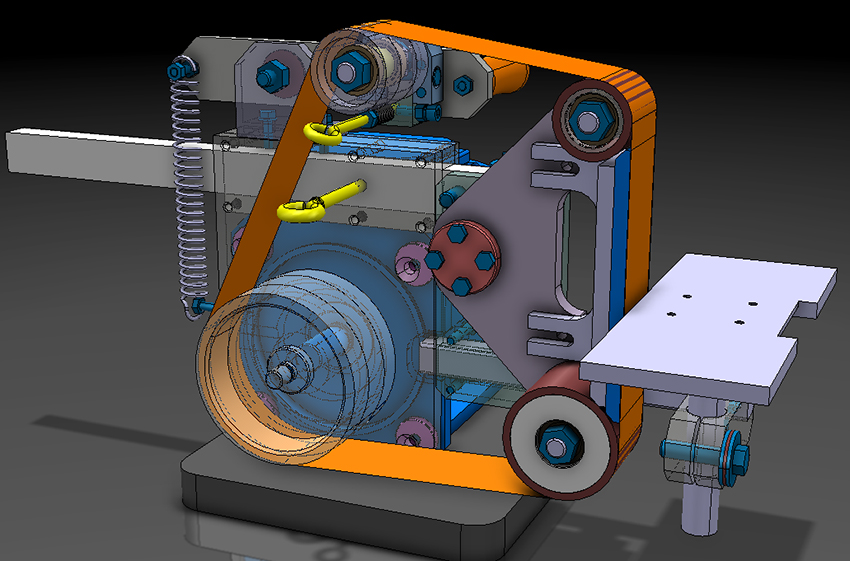 Вырезаем 10 кругов диаметром 85 мм.
Вырезаем 10 кругов диаметром 85 мм.
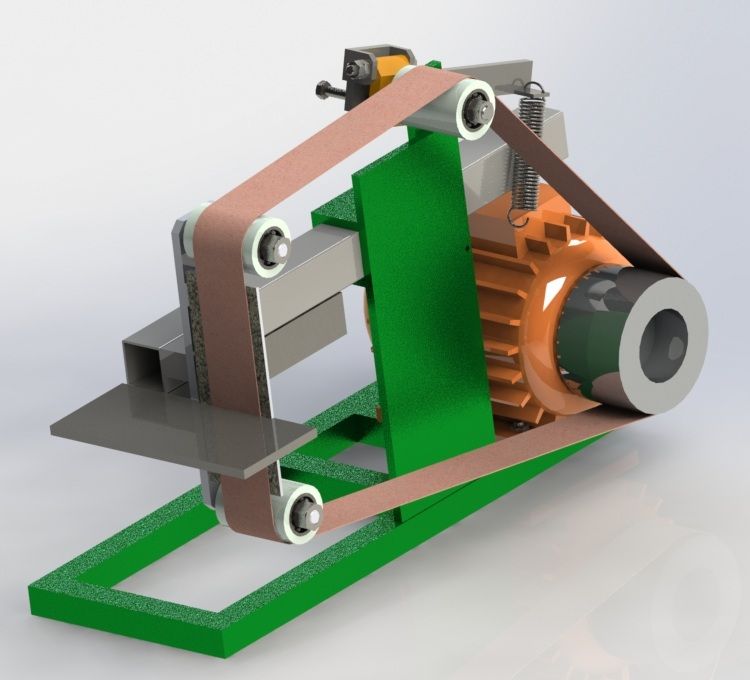
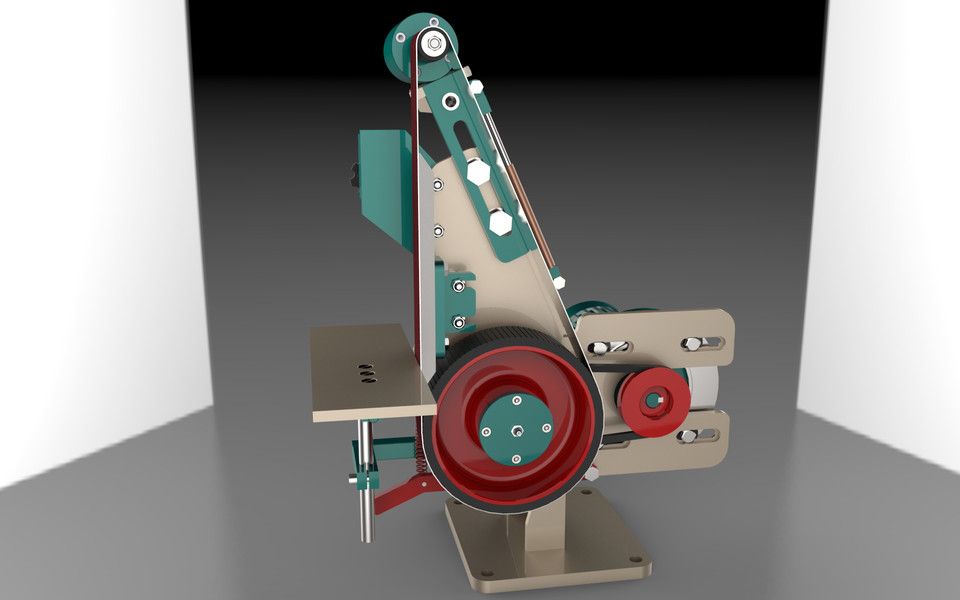
 Она поможет компенсировать возможные неточности в процессе сварки рычага к основанию гриндера.
Она поможет компенсировать возможные неточности в процессе сварки рычага к основанию гриндера. Вариантов для реализации много, главное желание сделать все своими руками и не боятся трудностей.
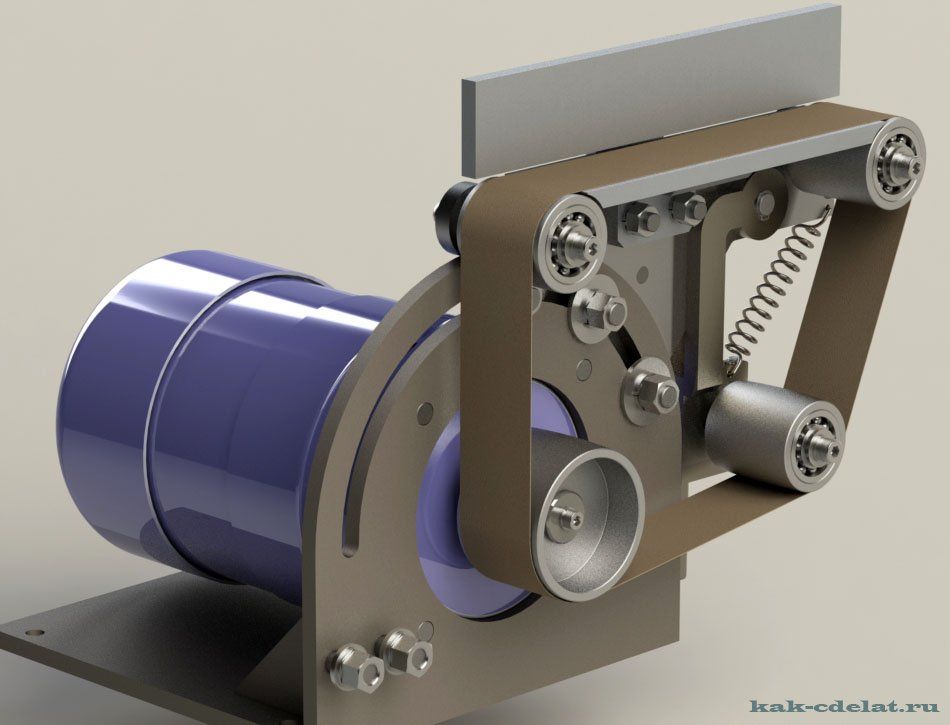
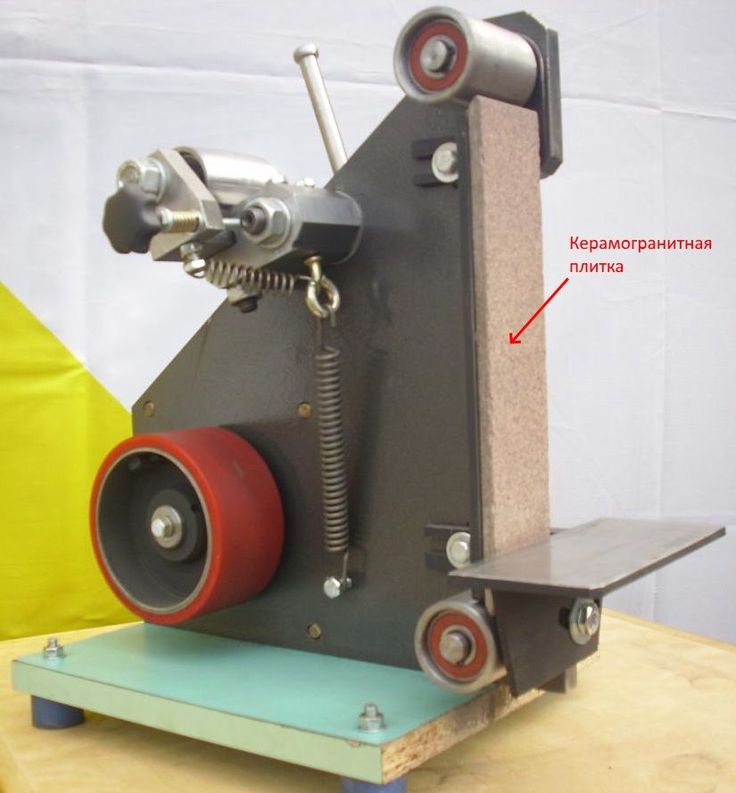
Вариантов для реализации много, главное желание сделать все своими руками и не боятся трудностей.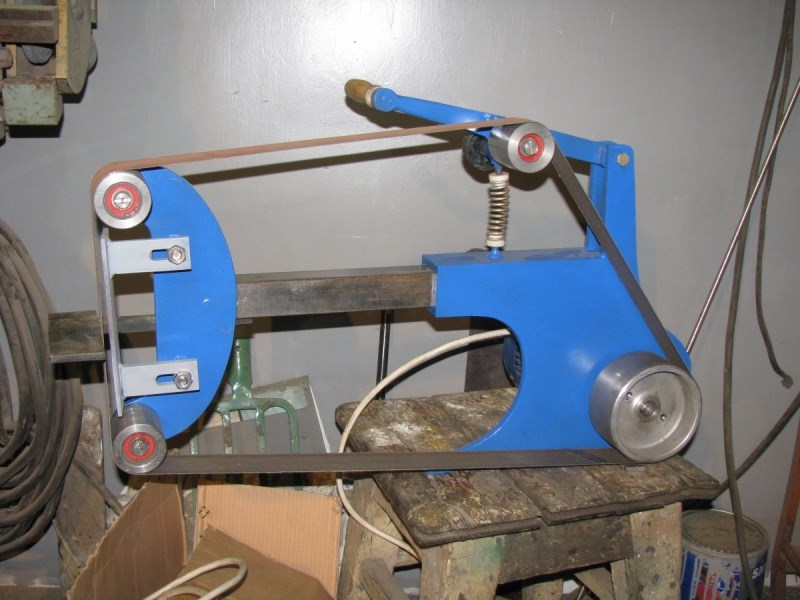 Предназначен он для сухого шлифования различных поверхностей. Это может быть древесина, искусственный камень или пластик. При помощи такого приспособления можно снимать краску, удалять ржавчину, заусенцы с металлических поверхностей. Цена промышленного изделия высокая, поэтому лучше изготавливать гриндер своими руками.
Предназначен он для сухого шлифования различных поверхностей. Это может быть древесина, искусственный камень или пластик. При помощи такого приспособления можно снимать краску, удалять ржавчину, заусенцы с металлических поверхностей. Цена промышленного изделия высокая, поэтому лучше изготавливать гриндер своими руками. Это создает удобство для шлифования детали в 2 плоскостях за 1 установку.
Это создает удобство для шлифования детали в 2 плоскостях за 1 установку.

 Исключение составляет ролик вала двигателя. Он точится только из стали, потому что на него идет основная нагрузка. Для стандартного станка диаметр составляет 150 мм. Натяжной ролик имеет размер 100 мм и 2 оставшихся по 70 мм.
Исключение составляет ролик вала двигателя. Он точится только из стали, потому что на него идет основная нагрузка. Для стандартного станка диаметр составляет 150 мм. Натяжной ролик имеет размер 100 мм и 2 оставшихся по 70 мм.
 д.) и положить туда монетку или две, встряхнуть ее и удивиться, насколько хорошо ваши травы были измельчены.
д.) и положить туда монетку или две, встряхнуть ее и удивиться, насколько хорошо ваши травы были измельчены. Вы можете использовать винты, кнопки или даже скобы.
Вы можете использовать винты, кнопки или даже скобы.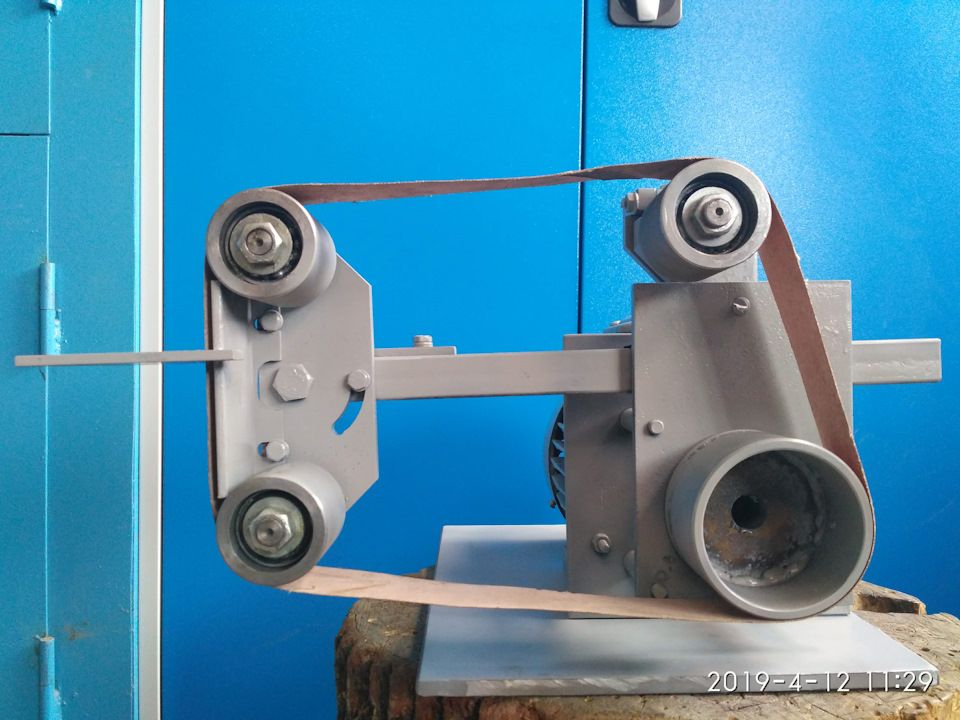


 Следите за своими пальцами, когда вы натираете терку, и обязательно проверяйте, не остались ли остатки почки на зубцах терки после того, как вы закончите.
Следите за своими пальцами, когда вы натираете терку, и обязательно проверяйте, не остались ли остатки почки на зубцах терки после того, как вы закончите. Что ж, скорее всего, у вас все еще есть несколько рюмок и пара ножниц, спрятанных где-то, и это все, что вам действительно нужно.
Что ж, скорее всего, у вас все еще есть несколько рюмок и пара ножниц, спрятанных где-то, и это все, что вам действительно нужно.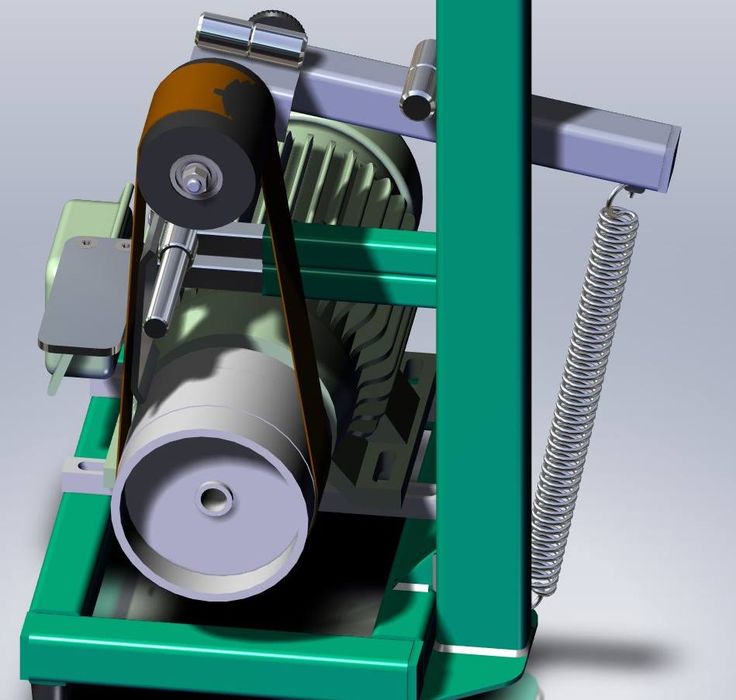 Проверяйте свой прогресс примерно раз в 20 секунд.
Проверяйте свой прогресс примерно раз в 20 секунд.
 воен. наук
воен. наук физ.-мат. наук
физ.-мат. наук
 Возможные значения
Возможные значения




 us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
}
us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
} 




 ..",
«Временная метка»: «2012-04-26T20:06:41.581Z»,
«Версия подписи»: «1»,
"Подпись": "EXAMPLEHXgJm...",
«SigningCertURL»: «https://sns.us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
}
..",
«Временная метка»: «2012-04-26T20:06:41.581Z»,
«Версия подписи»: «1»,
"Подпись": "EXAMPLEHXgJm...",
«SigningCertURL»: «https://sns.us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
} 


 snaplogic.io»,
snaplogic.io», 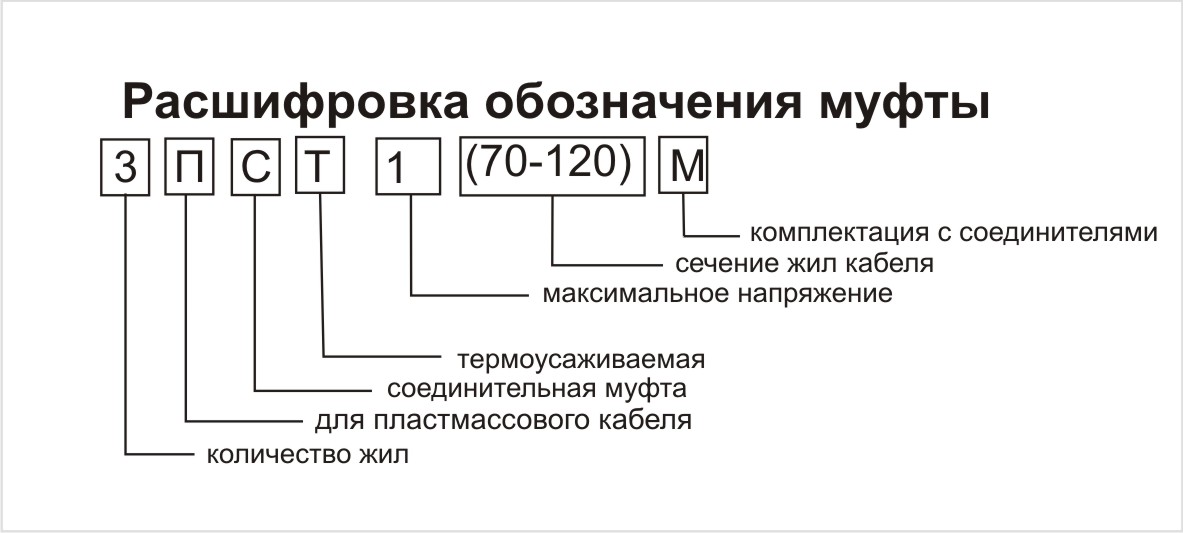 шоу
шоу 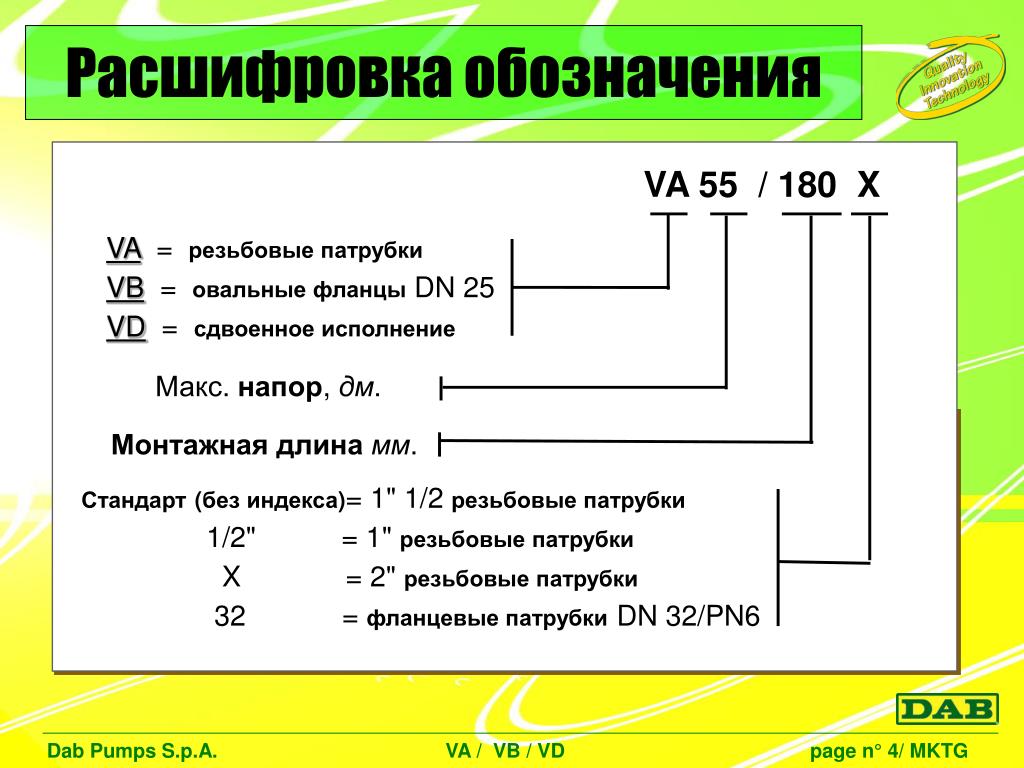
 языкаДокладСтатьяБизнес-планПодбор литературыШпаргалкаПоиск информацииРецензияДругое
языкаДокладСтатьяБизнес-планПодбор литературыШпаргалкаПоиск информацииРецензияДругое Все права в отношении Работ и их содержимого принадлежат их законным правообладателям. Любое их использование возможно лишь с согласия законных правообладателей. Администрация сайта не несет ответственности за возможный вред и/или убытки, возникшие в связи с использованием Работ и их содержимого.
Все права в отношении Работ и их содержимого принадлежат их законным правообладателям. Любое их использование возможно лишь с согласия законных правообладателей. Администрация сайта не несет ответственности за возможный вред и/или убытки, возникшие в связи с использованием Работ и их содержимого.
 .
. . В XIX веке сварочные процессы усовершенствовали учёные Элиу . . МГИУ (Кафедра оборудования и технологии сварочного производства), . .
. В XIX веке сварочные процессы усовершенствовали учёные Элиу . . МГИУ (Кафедра оборудования и технологии сварочного производства), . . .
.
 .
.
 . Производство сварочных работ сопряжено с опасностью возгораний, поражений . .
. Производство сварочных работ сопряжено с опасностью возгораний, поражений . . .
.
 Размер файла: 124,88 Kb . Скачать файл: . .
Размер файла: 124,88 Kb . Скачать файл: . . Сварочный пост для механизированной дуговой сварки . .
Сварочный пост для механизированной дуговой сварки . . Смогут ли роботы выполнять ценную работу, потому что они могут выполнять повторяющиеся задачи более эффективно, чем их коллеги-люди? Ответ сложнее, чем просто да или нет. Вот несколько ключевых способов, которыми робототехника повлияет на профессию.
Смогут ли роботы выполнять ценную работу, потому что они могут выполнять повторяющиеся задачи более эффективно, чем их коллеги-люди? Ответ сложнее, чем просто да или нет. Вот несколько ключевых способов, которыми робототехника повлияет на профессию. Компании используют искусственный интеллект для просеивания и анализа гор данных.
Компании используют искусственный интеллект для просеивания и анализа гор данных. Эти повторяющиеся задачи, которые когда-то выполнял человек, теперь выполняются машинами.
Эти повторяющиеся задачи, которые когда-то выполнял человек, теперь выполняются машинами. Ожидается, что эта тенденция сохранится.
Ожидается, что эта тенденция сохранится.
 У нас также есть эксперты, чтобы предоставить нашим клиентам красоту и мастерство, которые выделяются. Свяжитесь с нами сегодня, чтобы узнать, почему Swanton Welding — ваш лучший выбор для сварки и изготовления на заказ.
У нас также есть эксперты, чтобы предоставить нашим клиентам красоту и мастерство, которые выделяются. Свяжитесь с нами сегодня, чтобы узнать, почему Swanton Welding — ваш лучший выбор для сварки и изготовления на заказ. Автоматизация в основном означает, что небольшие компании могут иметь такое же большое влияние, как и более крупные предприятия. Автоматизация увеличивает производительность. Есть несколько причин, по которым это не может быть концом для работников сварочной отрасли.
Автоматизация в основном означает, что небольшие компании могут иметь такое же большое влияние, как и более крупные предприятия. Автоматизация увеличивает производительность. Есть несколько причин, по которым это не может быть концом для работников сварочной отрасли.
 Количество компаний, рассматривающих этот вариант, постоянно увеличивается.
Количество компаний, рассматривающих этот вариант, постоянно увеличивается. Производство будет более устойчивым с меньшим количеством посредников.
Производство будет более устойчивым с меньшим количеством посредников. Прибыль упадет для любого дистрибьютора, который не будет оставаться конкурентоспособным. Лучший вариант для дистрибьюторов — изучить новую технологию сейчас.
Прибыль упадет для любого дистрибьютора, который не будет оставаться конкурентоспособным. Лучший вариант для дистрибьюторов — изучить новую технологию сейчас. Базовая система включает в себя базы. Все, что требуется, это установить систему на сборочной линии. Самый простой первый шаг — найти процесс, который чаще всего повторяется на линии. Проверенная программа обучения — лучший способ обучить робота.
Базовая система включает в себя базы. Все, что требуется, это установить систему на сборочной линии. Самый простой первый шаг — найти процесс, который чаще всего повторяется на линии. Проверенная программа обучения — лучший способ обучить робота. Процесс автоматизации не избавит от всех проблем.
Процесс автоматизации не избавит от всех проблем. Большинство сварочных работ требуют постоянно меняющихся навыков. Это означает, что люди с повторяющимися задачами, скорее всего, первыми потеряют работу из-за автоматизации. Рабочие места, требующие большей изменчивости, будут безопасны в течение длительного времени.
Большинство сварочных работ требуют постоянно меняющихся навыков. Это означает, что люди с повторяющимися задачами, скорее всего, первыми потеряют работу из-за автоматизации. Рабочие места, требующие большей изменчивости, будут безопасны в течение длительного времени.
 Автоматизированные роботы уже могут выполнять эту работу.
Автоматизированные роботы уже могут выполнять эту работу.
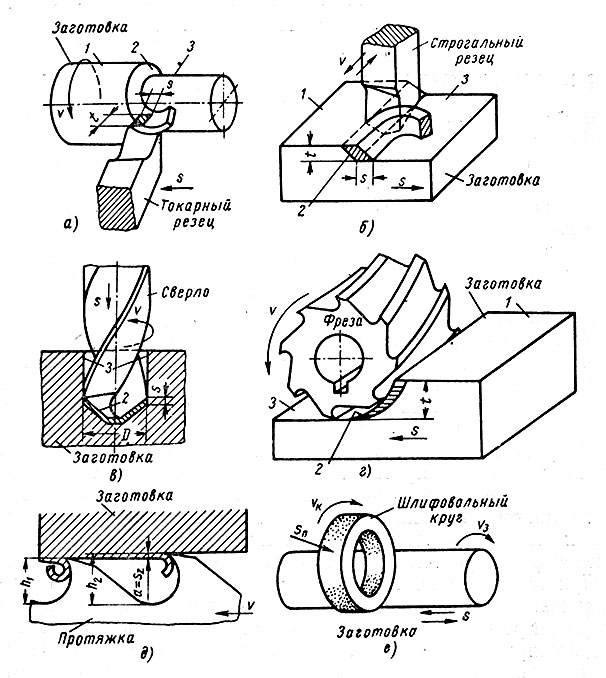
 Рассмотрены геометрические элементы режущей части инструмента и срезаемого слоя, сружкооборазование, силы, действующие в процессе резания, износ и стойкость режущего инструмента; приведены методика назначения элементов режима резания, а также материалы по расчету и кон…
Рассмотрены геометрические элементы режущей части инструмента и срезаемого слоя, сружкооборазование, силы, действующие в процессе резания, износ и стойкость режущего инструмента; приведены методика назначения элементов режима резания, а также материалы по расчету и кон… 69 МБ
69 МБ 140 с. Содержание: Эффективность СОЖ при сверлении Углы резца Силы резания при точении Эффективность современных режущих материалов Пластические деформации при резании Исследование свойств динамометра Оптимальный износ режущего инструмента Геометрические параметры режущего инструмента Влияние…
140 с. Содержание: Эффективность СОЖ при сверлении Углы резца Силы резания при точении Эффективность современных режущих материалов Пластические деформации при резании Исследование свойств динамометра Оптимальный износ режущего инструмента Геометрические параметры режущего инструмента Влияние… 78 МБ
78 МБ ..
..

 В данном пособии рассматриваются вопросы первого раздела. Система изложения этого раздела и требует пояснений.
В данном пособии рассматриваются вопросы первого раздела. Система изложения этого раздела и требует пояснений. В настоящее время единство научных основ процесса резания для всех видов обработки сомнений не вызывает, но случайно сложившаяся система изложения курса по видам обработки существует до сих пор.
В настоящее время единство научных основ процесса резания для всех видов обработки сомнений не вызывает, но случайно сложившаяся система изложения курса по видам обработки существует до сих пор.
 Кроме того, в настоящее время нет еще достаточных научных и экспериментальных данных для рассмотрения шлифования совместно с другими видами обработки.
Кроме того, в настоящее время нет еще достаточных научных и экспериментальных данных для рассмотрения шлифования совместно с другими видами обработки. Поэтому в данном учебном пособии обстоятельно объясняются указанные единые для всех видов обработки стойкостные и силовые зависимости. А расчетные формулы для различных видов обработки рассматриваются как следствие этих зависимостей.
Поэтому в данном учебном пособии обстоятельно объясняются указанные единые для всех видов обработки стойкостные и силовые зависимости. А расчетные формулы для различных видов обработки рассматриваются как следствие этих зависимостей.

 Для этого достаточно изменить угол ф. Чем меньше угол ф, тем меньше толщина среза, но его ширина при этом увеличится. Площадь же поперечного сечения среза от угла ф не зависит, т. е.
Для этого достаточно изменить угол ф. Чем меньше угол ф, тем меньше толщина среза, но его ширина при этом увеличится. Площадь же поперечного сечения среза от угла ф не зависит, т. е.
 Вместо этого мы рекомендуем использовать алмазный диск, предназначенный для резки черного металла. Они прослужат намного дольше, режут быстрее и чище и изнашиваются намного медленнее, чем абразивные диски.
Вместо этого мы рекомендуем использовать алмазный диск, предназначенный для резки черного металла. Они прослужат намного дольше, режут быстрее и чище и изнашиваются намного медленнее, чем абразивные диски.
 И они могут быть горячими и острыми. Во избежание травм глаз, порезов, ожогов и других травм при резке металла соблюдайте следующие правила:
И они могут быть горячими и острыми. Во избежание травм глаз, порезов, ожогов и других травм при резке металла соблюдайте следующие правила: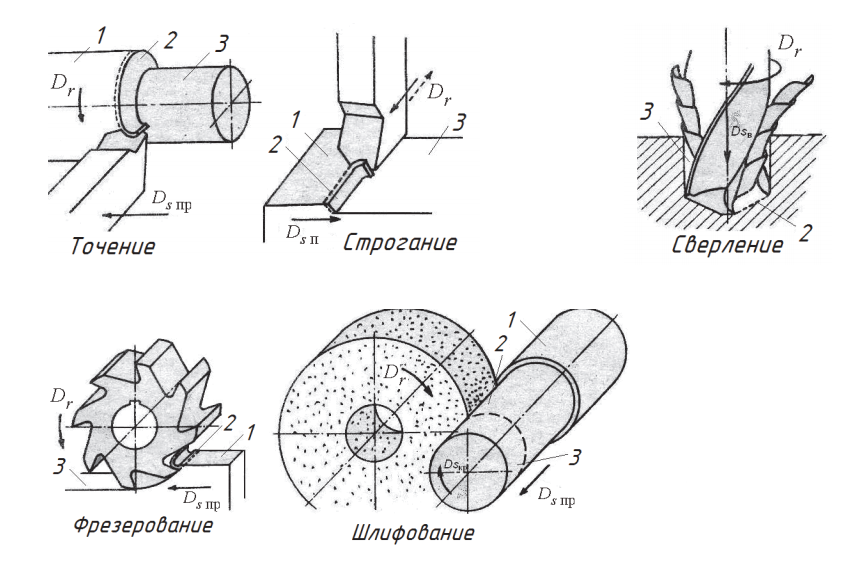 Для более крупных работ установите абразивный диск в угловую шлифовальную машину.
Для более крупных работ установите абразивный диск в угловую шлифовальную машину. Заржавевшие монтажные гайки на унитазах и смесителях легко срезать вибрирующим инструментом. Вы также можете использовать осциллирующий инструмент для резки сантехнических труб, автомобильных болтов, гвоздей и других металлических предметов в местах, где инструмент большего размера не подходит. Просто убедитесь, что лезвие предназначено для резки металла.
Заржавевшие монтажные гайки на унитазах и смесителях легко срезать вибрирующим инструментом. Вы также можете использовать осциллирующий инструмент для резки сантехнических труб, автомобильных болтов, гвоздей и других металлических предметов в местах, где инструмент большего размера не подходит. Просто убедитесь, что лезвие предназначено для резки металла.


 55 дм2, 0.2355 м2
55 дм2, 0.2355 м2 2 см2, 33.912 дм2, 0.33912 м2
2 см2, 33.912 дм2, 0.33912 м2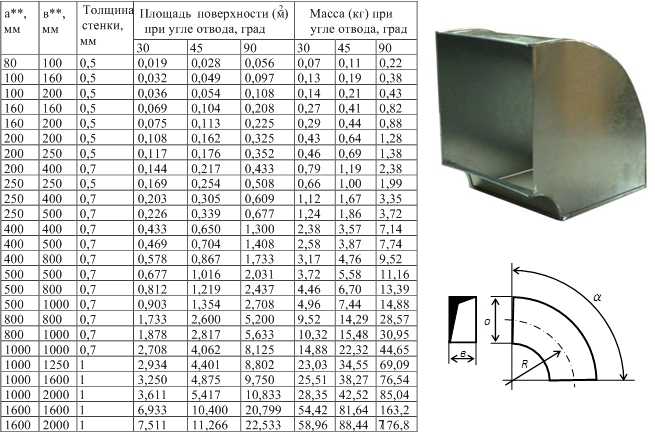 2 дм2, 0.942 м2
2 дм2, 0.942 м2 Выбор уже довольно широк — ПВХ, полиэтилен (ПНД и ПВД), полипропилен, металлопластк, гофрированная нержавейка. Они хороши тем, что имеют не такую большую массу, как стальные аналоги. Тем не менее, при транспортировке полимерных изделий в больших объемах знать их массу желательно — чтобы понять, какая машина нужна. Вес металлических труб еще важнее — доставку считают по тоннажу. Так что этот параметр желательно контролировать.
Выбор уже довольно широк — ПВХ, полиэтилен (ПНД и ПВД), полипропилен, металлопластк, гофрированная нержавейка. Они хороши тем, что имеют не такую большую массу, как стальные аналоги. Тем не менее, при транспортировке полимерных изделий в больших объемах знать их массу желательно — чтобы понять, какая машина нужна. Вес металлических труб еще важнее — доставку считают по тоннажу. Так что этот параметр желательно контролировать.
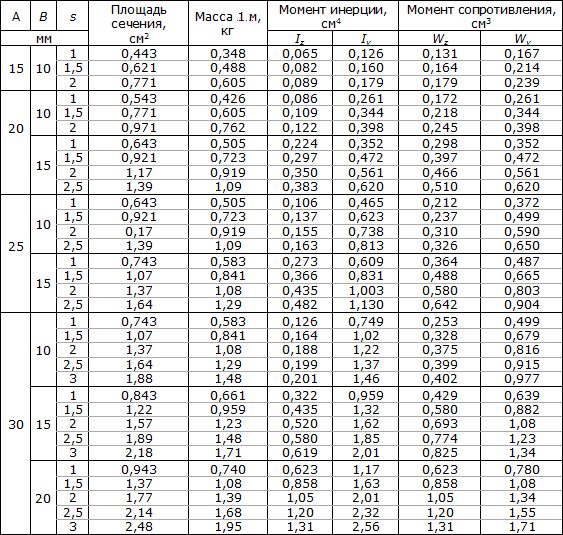 Если у вас наружный диаметр 32 мм, толщина стенки 3 мм, то внутренний диаметр будет: 32 мм — 2 * 3 мм = 26 мм.
Если у вас наружный диаметр 32 мм, толщина стенки 3 мм, то внутренний диаметр будет: 32 мм — 2 * 3 мм = 26 мм. При желании можно рассчитать поверхность одного метра, ее потом можно умножать на нужную длину.
При желании можно рассчитать поверхность одного метра, ее потом можно умножать на нужную длину.
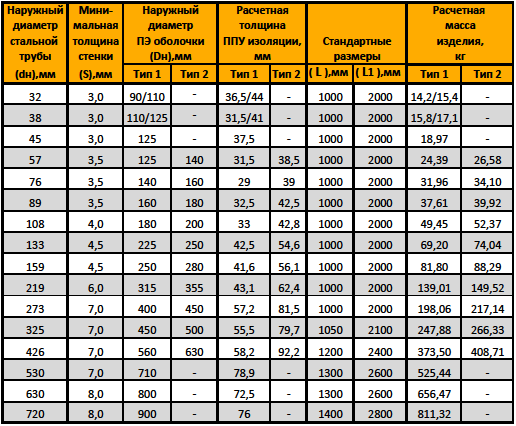
 Это необходимо при расчете количества теплоносителя в системе. Для данного случая нужна формула объема цилиндра.
Это необходимо при расчете количества теплоносителя в системе. Для данного случая нужна формула объема цилиндра. = π D I 2 /4 (1)
= π D I 2 /4 (1) 
 / 2)
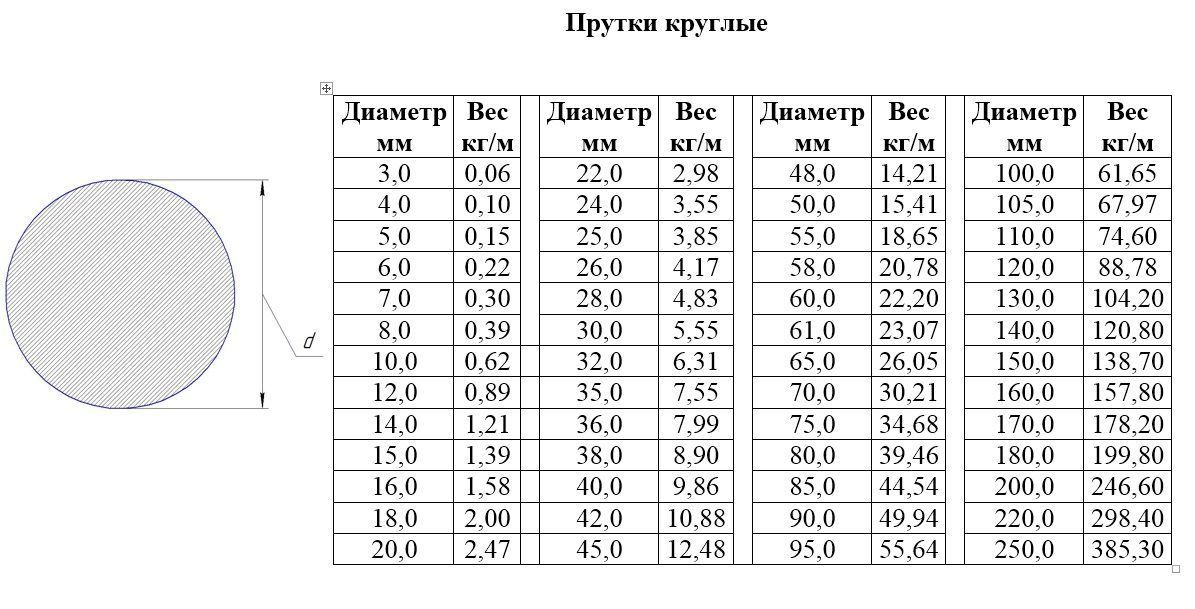
/ 2)  Читайте дальше, чтобы понять, как рассчитать площадь поперечного сечения сечения I , сечения T , балки C , балки L , круглого стержня, трубы и балок с прямоугольным и треугольным поперечным сечением.
Читайте дальше, чтобы понять, как рассчитать площадь поперечного сечения сечения I , сечения T , балки C , балки L , круглого стержня, трубы и балок с прямоугольным и треугольным поперечным сечением.


 Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-h38/8.
Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-h38/8. 211
211 870
870 021
021 175
175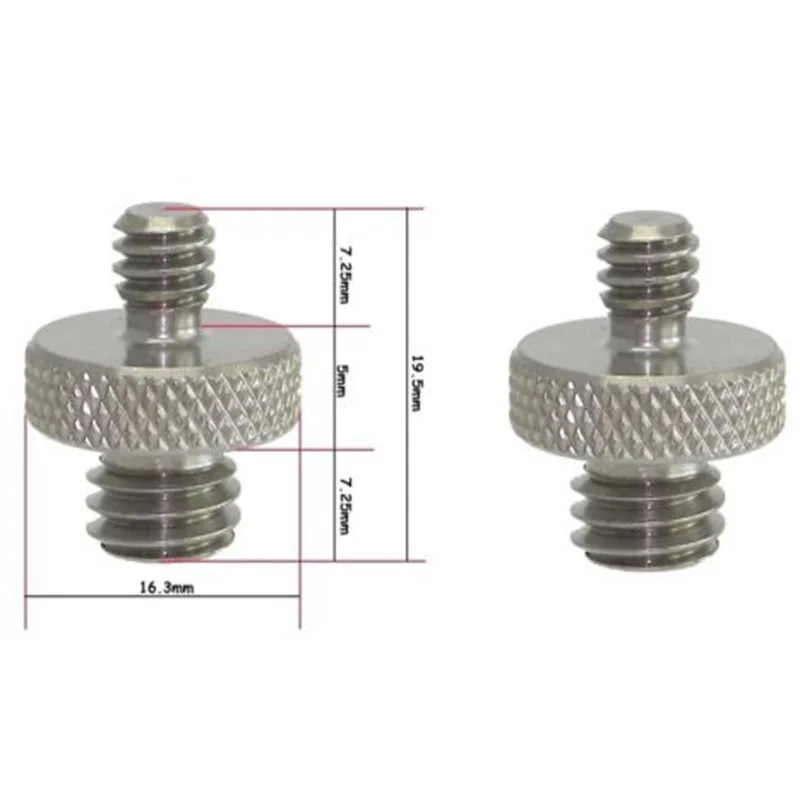
 Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу. При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.
При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.

 0)
0)  Загрузите файл САПР.
Загрузите файл САПР. Резьба NPT слегка конусная, а соединение G прямое. Стиральная машина не нужна.
Резьба NPT слегка конусная, а соединение G прямое. Стиральная машина не нужна.
 Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
 Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;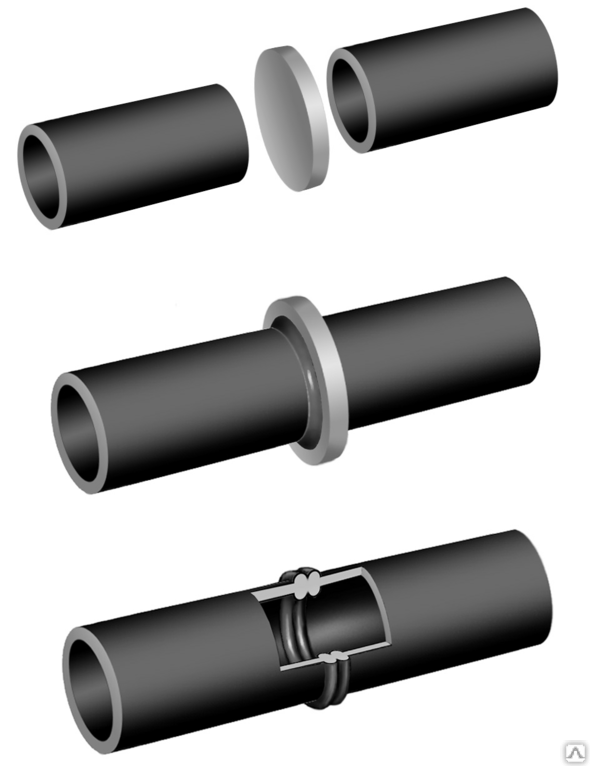 к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
 Инструкция (анимация)» src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Инструкция (анимация)» src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку. Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью:
Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью: После этого они будут легко гнуться.
После этого они будут легко гнуться. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно: п.
п. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.




 Выставляем необходимую температуру, начинаем сварку
Выставляем необходимую температуру, начинаем сварку Эта технология чаще используется в европейских странах и регулируется стандартами DVS-220715.
Эта технология чаще используется в европейских странах и регулируется стандартами DVS-220715.
 А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства отопительных коммуникаций и создания ответвлений под умывальник.
А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства отопительных коммуникаций и создания ответвлений под умывальник. Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит зимой в земле и будет готов к работе в следующем сезоне
Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит зимой в земле и будет готов к работе в следующем сезоне В этом случае разборное соединение не составит труда в любой момент снять, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.
В этом случае разборное соединение не составит труда в любой момент снять, чтобы изменить конфигурацию магистрали или произвести срочный ремонт. На соединительных штуцерах откручиваются зажимные гайки.
На соединительных штуцерах откручиваются зажимные гайки. 80. Они имеют увеличенный внутренний диаметр.
80. Они имеют увеличенный внутренний диаметр. Но теряет это свойство при температуре нагрева выше +80°С. Этот момент используют при необходимости изменить конфигурацию изделия.
Но теряет это свойство при температуре нагрева выше +80°С. Этот момент используют при необходимости изменить конфигурацию изделия. Перед тем, как выпрямить изогнутую трубу ПНД на земле, нужно освободить участок.
Перед тем, как выпрямить изогнутую трубу ПНД на земле, нужно освободить участок.


 Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления.
Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления. 
 Оптимальным вариантом в данном плане является автоматическая маска Хамелеон.
Оптимальным вариантом в данном плане является автоматическая маска Хамелеон.




 в упаковке #RNB153
в упаковке #RNB153
 Все это гарантирует долгие годы бесперебойной работы.
Все это гарантирует долгие годы бесперебойной работы.

 Черкассы
Черкассы Винница (нержавейка)
Винница (нержавейка) Соковыжималка для яблок, винограда, фруктов
Соковыжималка для яблок, винограда, фруктов и немного смазки Petrol-Gel (стоимость 69 долларов). Это будет все, что вам нужно, чтобы приступить к работе с вашим новым прессом! Доступно, пока есть запасы.
и немного смазки Petrol-Gel (стоимость 69 долларов). Это будет все, что вам нужно, чтобы приступить к работе с вашим новым прессом! Доступно, пока есть запасы. Это очень приятное зрелище, которое вы можете с нетерпением ждать!
Это очень приятное зрелище, которое вы можете с нетерпением ждать!
 К основанию шнека прикреплена чугунная ножка, которая помогает распределять давление шнека на прижимной диск внутри ковша. Мы рекомендуем нанести небольшое количество смазки на эту прижимную лапку, а также на винт. См. нашу бензино-гелевую смазку.
К основанию шнека прикреплена чугунная ножка, которая помогает распределять давление шнека на прижимной диск внутри ковша. Мы рекомендуем нанести небольшое количество смазки на эту прижимную лапку, а также на винт. См. нашу бензино-гелевую смазку. И если вам нравится Идея варить пиво самостоятельно, вам придется инвестировать в яблочный пресс, чтобы получить лучший сок из вашего урожая.0003
И если вам нравится Идея варить пиво самостоятельно, вам придется инвестировать в яблочный пресс, чтобы получить лучший сок из вашего урожая.0003
 Пресс емкостью 5,5 литров способен производить в среднем около 2 литров сока или фруктовой мякоти, в зависимости от фруктов. Эту модель также можно разобрать для легкой очистки между использованиями.
Пресс емкостью 5,5 литров способен производить в среднем около 2 литров сока или фруктовой мякоти, в зависимости от фруктов. Эту модель также можно разобрать для легкой очистки между использованиями.

