Как построить дом из пеноблоков: Расчёт стоимости +Видео
На современных рынках продаётся множество строительных материалов для строительства домов, конечно же ценовая категория разная.
Но есть и достойные бюджетные варианты и таким материалом является пеноблок.
Данный материал безопасен для здоровья человека и животных.
В этой статье мы выясним сколько стоит построить дом из пеноблоков.
[contents]
Содержание:
- 1 Общие сведения о пеноблоках
- 1.1 Свойства
- 1.2 Технология производства
- 1.2.1 Газобетон
- 1.2.2 Пенобетон
- 1.3 Маркировка
- 2 Пеноблоки при строительстве
- 2.1 Утепление
- 2.2 Укладка блоков
- 2.3 Армирование
- 2.4 Фундамент
- 3 Расчет стоимости
- 3.1 Стоимость труда
- 3.2 Стоимость материалов
Общие сведения о пеноблоках
Свойства
Если пеноблок сравнивать с другими каменными материалами, то показатели к газопроницаемости и капиллярности гораздо выше.
Из пеноблока также можно построить пристройку к дому. Не так давно на строительных рынках появился такой материал, как ячеистый бетон.
Ячеистый бетон обладает небольшим весом, так же имеет звукоизоляционные и теплоизоляционные качества. А также такого типа бетон обладает достаточной прочностью.
Технология производства
От технологии производства зависит типы материалов: пенобетон или газобетон.
Газобетон
Это более прочный материал, но такой материал стоит немного дороже, чем пенобетон. По этой причине пенобетон является более востребованным.
Пенобетон
Чтобы изготовить пенобетон используют цемент, воду, песок и пенообразователь, так как все материалы являются доступными, поэтому он имеет небольшую цену.
Маркировка
Блоки производят разной плотности и от этого будет зависеть сфера применения. Чтобы сделать термоизоляцию используют блоки с маркировкой D400, для построения стен и фундамента используют блоки с маркировкой D1200.
Так же существуют и промежуточные марки и так как блоки обладают небольшим весом, то строительство здания можно осуществить своими руками.
Пеноблоки при строительстве
Утепление
Чтобы климат в доме был умеренным, то выстраивают стены из пеноблоков в 40 см, а также стены должны быть утеплены пятисантиметровым слоем базальтовой ваты или другим подобным материалом.
Перед тем как выбрать облицовочный материал или утеплитель для дома из пеноблоков, нужно учитывать то что облицовочный материал не должен препятствовать циркуляции воздуха.
Для утепления дома из пеноблоков лучше всего использовать минеральную вату.
Стены из пеноблока ни в коем случае, нельзя покрывать краской это не позволит поверхности «дышать», а также нельзя совершать отделку цементной штукатуркой и утеплителем из пенополистирола.
Укладка блоков
Кладку пенобетона делают на цементный раствор, но это не совсем выгодно так как расход раствора получается большой. Дом из пеноблоков, как и строения из других материалов будет иметь усадку, поэтому прежде чем сделать шпатлёвку стен, рекомендуют выждать от пяти до десяти месяцев.
Дом из пеноблоков, как и строения из других материалов будет иметь усадку, поэтому прежде чем сделать шпатлёвку стен, рекомендуют выждать от пяти до десяти месяцев.
Пеноблоки поддаются резке, его так же можно штробить, сверлить, фрезеровать и совершать другие подобные работы, ведь этот материал легко поддаётся обработке.
Армирование
Для усиления конструкции дома специалисты используют арматуру. Арматуру лучше всего укладывать в тех местах где будут располагаться подоконники.
Так же арматуру используют через четыре или пять рядов кладки, и чтобы арматура не мешала выполнять кладку для нее проделывают штробы.
После укладки арматуры все щели заливают клеящим составом для пеноблоков.
Фундамент
Чтобы построить дом из пеноблоков, будет достаточно обустроить ленточный фундамент. Для ленточного фундамента лучше всего подойдут блоки марки D700 – D1200, их ширина должна составлять примерно пятьдесят сантиметров.
Для того, чтобы обустроить надёжный фундамент, его утепляют и делают гидроизоляцию. Чтобы сделать кладку первого ряда применяют обычный раствор это необходимо для того чтобы была возможность выравнивания блоков по уровню.
Чтобы сделать кладку первого ряда применяют обычный раствор это необходимо для того чтобы была возможность выравнивания блоков по уровню.
Затем кладку осуществляют при помощи специальной клеевой массы. В том случае, если размеры пеноблоков разнятся в три миллиметра, то на клеевой раствор их садить нельзя.
Для того чтобы сделать перекрытие, то необходимо сделать армированный слой раствора.
Толщина которого будет составлять двадцать миллиметров. Если же блоки обладают шириной больше ста миллиметров, то перекрытие можно сделать монолитным.
Расчет стоимости
Стоимость труда
Чтобы рассчитать сколько стоит построить дом из пеноблока, нужно решить будете ли вы нанимать профессионалов для строительства или будете строить дом самостоятельно.
При самостоятельном строительстве денег на строительство уйдет немного меньше. Также цена строительства дома из пеноблока зависит от будущих габаритов дома.
Дома из пеноблоков построить гораздо дешевле, чем из дерева или кирпича. Так как пеноблоки способны пропускать воздух, его сравнивают с деревом и в доме из пеноблока никогда не будет высокой влажности.
Так как пеноблоки не являются сильно прочными, то многоэтажные дома из него строить не стоит.
Стоимость материалов
Чтобы выяснить во сколько же вам обойдётся строительство дома из пеноблока, необходимо учитывать стоимость строительных и отделочных материалов.
Дом изнутри лучше всего отделывать такими материалами, как гипсокартон, декоративную штукатурку, вагонку. В качестве наружной отделки используют сайдинг.
Строительный материал такой, как пеноблок является бюджетным. Как вы поняли из статьи ещё и практичный и из него вы сможете построить дом из пеноблоков своими руками.
Надеемся, что эта статья была вам полезной. Желаем удачи.
Проекты домов от 100 до 150 кв.
 м.: цены, строительство под ключ 🏠
м.: цены, строительство под ключ 🏠
Строй-Дизайн / Проекты домов / Проекты домов от 100 до 150 кв.м
На этой странице представлены проекты домов площадью до 150 кв м, среди которых вы, вероятно, найдете тот, который идеально вам подойдет. Если же здесь такого не оказалось, наша компания составит индивидуальный проект, который вас устроит.
Собираясь строить дом для своей семьи, любой хозяин заботится о том, чтобы он был не только большим, но и уютным, удобным и безопасным. К тому же, всегда имеется верхний предел затрат на это. Именно для того, чтобы новый дом до 150 кв м соответствовал всем требованиям, а средства на его строительство были использованы максимально рационально и нужен хороший проект.
Взвешенный подход к строительству дома – залог его долговечности
Если кто-то считает, что строительство загородного дома начинается с закладки фундамента – то в корне неверный подход. На самом деле все начинается с приобретения земли под застройку. Дело в том, что от качества почвы на участке очень во многом зависят дальнейшие решения о его компонентах, материалах и технологиях работ. Для этого нужно пригласить специалиста, который проведет исследования и даст заключение. Если у вас есть возможность – приобретайте участок на более плотной земле и возвышении. Более высокий уровень территории позволит получить красивый вид из окна, и он меньше пострадает, если соседи под окном начнут возводить свой дом.
Для этого нужно пригласить специалиста, который проведет исследования и даст заключение. Если у вас есть возможность – приобретайте участок на более плотной земле и возвышении. Более высокий уровень территории позволит получить красивый вид из окна, и он меньше пострадает, если соседи под окном начнут возводить свой дом.
После того, как участок куплен и исследован, можно подумать о планировании. При составлении проекта, сразу учитывайте материал, из которого собираетесь строить – в некоторых случаях он может сильно ограничить выбор архитектуры дома до 150 кв м. Также учитывайте и тот фактор, что материал очень влияет на вес всей конструкции и может потребовать более мощного (а, соответственно, и дорогого) фундамента.
Не забывайте и о функциональности вашего жилища – комнаты должны быть удобными и достаточно просторными, светлыми, их взаимное расположение не должно вызывать неудобств. Кроме того, если нужно, то посмотрите проекты домов с гаражом до 150 кв.м., даже если сейчас у вас нет авто – оно вполне может появиться и тогда придется «лепить» к уже готовому дому гараж или возводить его как отдельную конструкцию, вместо того, чтобы изначально «вписать» его в свой архитектурный ансамбль.
Благодаря проекту можно сразу составить смету и просчитать все затраты. Если вы заказываете у нас строительство и проект, то можете быть уверены: цена, указанная в договоре точно не вырастет до завершения строительства.
Готовые проекты до 150 кв м на сайте компании «СтройДизайн»
Если вы хотите быстро найти проект, который вам идеально подойдет, то воспользуйтесь расширенным поиском. В критериях можно указать требуемую этажность, наличие гаража, материал для строительства, количество комнат. Если вас интересуют проекты домов с мансардой до 150 кв.м., то в настройках поиска установите соответствующую пометку. Все представленные проекты будут соответствовать этим требованиям. Если подходящего варианта не нашлось, мы вам составим новый, который будет соответствовать вашим пожеланиям.
| Работаем: | с 1997 года |
| Построено домов: | 879 |
| Сделано ремонтов: | 718 |
| Гарантия на работу: | от 5 лет. |
| Стоимость работ: | жестко фиксируется |
| Контроль качества: | работаем по ГОСТу |
Строительство дома ICF в Калифорнии
В нашей недавней публикации «Строительные материалы, устойчивые к изменению климата, для домов в Калифорнии» мы определили ICF как прочный, энергоэффективный и устойчивый к стихийным бедствиям материал, идеально подходящий для домов в Золотом штате. Изобретенные в 1940-х годах и запатентованные Вернером Грегори в 1967 году, МКФ более известны как «изолированные бетонные формы». Впервые названные «пенопластовыми формами» Грегори в конце двадцатого века, изолированные бетонные формы значительно отличаются от традиционных бетонных конструкций. При использовании в строительстве бетон обычно заливают в форму, которую затем удаляют после затвердевания или отверждения бетона. С другой стороны, изолированные бетонные формы сами по себе представляют собой законченную конструкцию. После заливки бетона в формы из пенопласта форма служит изоляцией для готового здания. Хотя ICF изначально медленно проникали на рынок жилья США, сегодня они довольно популярны в жилищном строительстве. По мере того, как приоритеты домовладельцев менялись (с учетом устойчивости к стихийным бедствиям и энергоэффективности), МКФ стали более популярными. Домовладельцы Калифорнии особенно хорошо обслуживаются строительством ICF, поскольку эти формы исключительно прочны и способствуют плотной тепловой оболочке. Фактически, Национальная лаборатория возобновляемых источников энергии Министерства энергетики США (NREL) определяет строительство ICF как один из лучших методов строительства энергоэффективных домов и домов в регионах, подверженных стихийным бедствиям. В этом посте мы расскажем о плюсах и минусах строительства дома ICF в Калифорнии. Мы также обсудим затраты на строительство ICF в 2021 году и то, на что похож процесс строительства для домовладельцев. Чтобы узнать обо всем этом и многом другом, следуйте ниже.
Хотя ICF изначально медленно проникали на рынок жилья США, сегодня они довольно популярны в жилищном строительстве. По мере того, как приоритеты домовладельцев менялись (с учетом устойчивости к стихийным бедствиям и энергоэффективности), МКФ стали более популярными. Домовладельцы Калифорнии особенно хорошо обслуживаются строительством ICF, поскольку эти формы исключительно прочны и способствуют плотной тепловой оболочке. Фактически, Национальная лаборатория возобновляемых источников энергии Министерства энергетики США (NREL) определяет строительство ICF как один из лучших методов строительства энергоэффективных домов и домов в регионах, подверженных стихийным бедствиям. В этом посте мы расскажем о плюсах и минусах строительства дома ICF в Калифорнии. Мы также обсудим затраты на строительство ICF в 2021 году и то, на что похож процесс строительства для домовладельцев. Чтобы узнать обо всем этом и многом другом, следуйте ниже.
Что такое ICF (изолированные бетонные формы)?
Для тех, кто не знаком с изолированными бетонными формами, ICF представляют собой легкие изоляционные формы, полые внутри. Полости внутри МКФ заполняются бетоном после укладки опалубки. Эти формы обычно используются в фундаментах и наружных стенах как жилых, так и коммерческих зданий. Распространенными конфигурациями стен и фундаментов ICF являются плоские стены, вафельная решетка и сетчатая решетка. Интересно, что патентообладатель ICF Вернер Грегори не предвидел использование изолированных бетонных форм в жилищном строительстве. Первоначально он считал, что строительство ICF будет слишком дорогим для строителей домов. Однако стоимость пиломатериалов и квалифицированной рабочей силы резко возросла в годы, последовавшие за патентной заявкой Грегори. Сегодня строительство ICF довольно конкурентоспособно и может быть очень доступным, особенно если учесть экономию энергии с течением времени.
Полости внутри МКФ заполняются бетоном после укладки опалубки. Эти формы обычно используются в фундаментах и наружных стенах как жилых, так и коммерческих зданий. Распространенными конфигурациями стен и фундаментов ICF являются плоские стены, вафельная решетка и сетчатая решетка. Интересно, что патентообладатель ICF Вернер Грегори не предвидел использование изолированных бетонных форм в жилищном строительстве. Первоначально он считал, что строительство ICF будет слишком дорогим для строителей домов. Однако стоимость пиломатериалов и квалифицированной рабочей силы резко возросла в годы, последовавшие за патентной заявкой Грегори. Сегодня строительство ICF довольно конкурентоспособно и может быть очень доступным, особенно если учесть экономию энергии с течением времени.
Тип пены, используемой в изолированных бетонных формах, варьируется от проекта к проекту. В то время как большинство производителей ICF используют формованный пенополистирол или пенополистирол, также используются четыре других производителя. Другим распространенным пенополистиролом, используемым в строительстве ICF, является экструдированный полистирол, также называемый XPS. Согласно ICF Builder, все типы пены, кроме одного, используемые в строительстве ICF, получены из полистирола. Последний тип — жесткая пена, которую можно распылять, — это вспененный пенополиуретан. Большинство строителей ICF считают, что эта пена для распыления не подходит для строительства изолированных бетонных опалубок.
Другим распространенным пенополистиролом, используемым в строительстве ICF, является экструдированный полистирол, также называемый XPS. Согласно ICF Builder, все типы пены, кроме одного, используемые в строительстве ICF, получены из полистирола. Последний тип — жесткая пена, которую можно распылять, — это вспененный пенополиуретан. Большинство строителей ICF считают, что эта пена для распыления не подходит для строительства изолированных бетонных опалубок.
Насколько дорого обходится строительство дома ICF?
Материальные затраты на строительство дома МКФ, как правило, больше, чем затраты на строительство дома с деревянным каркасом или традиционного бетонного дома. Тем не менее, домовладельцы часто получают экономию на рабочей силе и послестроительной эксплуатации. Поскольку изолированные бетонные формы являются более модульными и легкими, чем другие строительные материалы для жилых домов, трудозатраты могут быть ниже. Согласно Руководству по стоимости HomeAdvisor «Сколько стоит построить бетонный дом?», Поскольку формы ICF никогда не удаляются, «установка ICF занимает меньше времени и, как таковая, обычно стоит меньше, чем залитый бетон». Точно так же, поскольку ICF создают плотную тепловую оболочку, предотвращая попадание нежелательного воздуха в дом, экономия энергии обычно весьма значительна в течение срока службы конструкции.
Точно так же, поскольку ICF создают плотную тепловую оболочку, предотвращая попадание нежелательного воздуха в дом, экономия энергии обычно весьма значительна в течение срока службы конструкции.
Разбивка затрат на строительство дома ICF
Справочник по стоимости HomeAdvisor «Сколько стоит построить бетонный дом?» точно описывает, сколько домовладельцы должны платить за строительство ICF. Согласно HomeAdvisor, «строительство дома ICF обычно стоит от 150 до 160 долларов за квадратный фут, [что] сопоставимо со стоимостью бетонного дома, если не идентично». В отличие от других методов строительства, строительство изоляционных бетонных форм обычно оценивается за квадратный фут, а не за погонный фут. В то время как ICF обычно стоит 150 долларов за квадратный фут, как упоминалось выше, «цены могут варьироваться от 103 до 205 долларов за квадратный фут» в зависимости от текущей доступности.
Поскольку в Соединенных Штатах подрядчики, обладающие навыками строительства ICF, все еще относительно редки, может быть трудно найти местную команду, готовую залить фундамент ICF или возвести стены ICF. К счастью, калифорнийские строители Element Homes имеют опыт строительства изолированных бетонных опалубок как в Северной Калифорнии, так и в Южной Калифорнии. Установка блоков ICF обычно требует дополнительных 7 долларов за квадратный фут, хотя на самом деле это меньше, чем традиционная бетонная конструкция. В целом, домовладельцы могут ожидать, что строительство ICF будет стоить «как минимум на 3 доллара больше за квадратный фут, чем традиционное деревянное строительство». », но следует быть готовым к затратам на «дополнительные 8 долларов за квадратный фут». Руководство по стоимости HomeAdvisor рекомендует домовладельцам прямо спрашивать свою строительную бригаду, используются ли настоящие МКФ, потому что «некоторые строители используют МКФ взаимозаменяемо с залитыми съемными формами».
К счастью, калифорнийские строители Element Homes имеют опыт строительства изолированных бетонных опалубок как в Северной Калифорнии, так и в Южной Калифорнии. Установка блоков ICF обычно требует дополнительных 7 долларов за квадратный фут, хотя на самом деле это меньше, чем традиционная бетонная конструкция. В целом, домовладельцы могут ожидать, что строительство ICF будет стоить «как минимум на 3 доллара больше за квадратный фут, чем традиционное деревянное строительство». », но следует быть готовым к затратам на «дополнительные 8 долларов за квадратный фут». Руководство по стоимости HomeAdvisor рекомендует домовладельцам прямо спрашивать свою строительную бригаду, используются ли настоящие МКФ, потому что «некоторые строители используют МКФ взаимозаменяемо с залитыми съемными формами».
Плюсы и минусы строительства домов ICF в Калифорнии
Большинство домовладельцев считают более высокую стоимость и ограниченную доступность квалифицированных рабочих двумя наиболее существенными минусами строительства дома ICF в Калифорнии. Однако эти два недостатка обычно компенсируются более низкими эксплуатационными расходами и более дешевой установкой. С другой стороны, плюсов строительства дома ICF в Калифорнии множество. Эти преимущества варьируются от впечатляющей экономии энергии до невероятной устойчивости к стихийным бедствиям. Если вы потенциальный домовладелец в Калифорнии, заинтересованный в строительстве ICF, следуйте ниже, чтобы узнать больше.
Однако эти два недостатка обычно компенсируются более низкими эксплуатационными расходами и более дешевой установкой. С другой стороны, плюсов строительства дома ICF в Калифорнии множество. Эти преимущества варьируются от впечатляющей экономии энергии до невероятной устойчивости к стихийным бедствиям. Если вы потенциальный домовладелец в Калифорнии, заинтересованный в строительстве ICF, следуйте ниже, чтобы узнать больше.
Положительные стороны строительства дома ICF в Калифорнии
Преимущества строительства дома ICF включают быстрое строительство, низкие счета за электроэнергию, ограниченное обслуживание, устойчивость к стихийным бедствиям и превосходную звукоизоляцию. В своей статье 2019 года «Преимущества изолированных бетонных фундаментов» для Forbes, «Уменьшение размера: большая жизнь в маленьком доме» автор Шери Кунс пишет, что в целом «ICF используется во всем мире, поскольку он снижает затраты на рабочую силу, легче в установке, обеспечивает превосходная гидроизоляция и возможность установки в любом климате». Домовладельцы в Калифорнии выбирают дома ICF, потому что их «армированный сталью бетонный каркас защищает дом от пожаров, ураганов и землетрясений… [в то же время] он также снижает проникновение шума». Статья ICF Builder «Преимущества жизни в доме ICF» за июль 2020 года подтверждает это последнее утверждение. По данным ICF Builder, большинство изоляционных бетонных форм «с шестидюймовым бетонным сердечником имеют рейтинг STC от 50 до 55».
Домовладельцы в Калифорнии выбирают дома ICF, потому что их «армированный сталью бетонный каркас защищает дом от пожаров, ураганов и землетрясений… [в то же время] он также снижает проникновение шума». Статья ICF Builder «Преимущества жизни в доме ICF» за июль 2020 года подтверждает это последнее утверждение. По данным ICF Builder, большинство изоляционных бетонных форм «с шестидюймовым бетонным сердечником имеют рейтинг STC от 50 до 55».
Это означает, что «только от одной четверти до одной восьмой звука проникает через стену ICF по сравнению с деревянным каркасом». Из-за этой звукопоглощающей способности ICF стал популярным в многоквартирных жилых комплексах и в коммерческом секторе. ICF Builder отмечает, что девелоперы сегодня «используют ICF для устранения передачи звука между залами в многозальных кинотеатрах и между блоками в многоквартирных домах». Как упоминалось выше, приоритетами калифорнийских домовладельцев являются снижение затрат на электроэнергию и надежная устойчивость к стихийным бедствиям, оба из которых предлагаются домами ICF. Ниже мы подробно обсудим эти две характеристики.
Ниже мы подробно обсудим эти две характеристики.
Расскажите нам о своих проблемах со строительством дома, и наш местный эксперт поможет вам
Заполните форму выше, и один из наших экспертов позвонит вам в течение 2 часов
Спасибо! Ваша заявка принята!
Ой! Что-то пошло не так при отправке формы.
Устойчивость домов ICF к стихийным бедствиям
Изолированные бетонные формы часто выбирают для наружных стен и фундаментов домов и коммерческих зданий в районах, подверженных ураганам, торнадо, сильным ветрам и лесным пожарам. В этих климатических условиях строители выберут ICF, а не обычные деревянные каркасные дома. Ресурс «Затраты и преимущества изоляционных бетонных форм для жилищного строительства», подготовленный для Управления разработки политики и исследований Министерства жилищного строительства и городского развития США и PATH Исследовательским центром NAHB, объясняет, почему. Согласно этому ресурсу, «стеновая конструкция ICF обеспечивает в 5–10 раз большую устойчивость к скольжению, чем обычные стены с деревянным каркасом». Обычные дома с деревянным каркасом обычно начинают страдать от ураганных ветров, получая «серьезные структурные повреждения, включая обрушение». Однако можно ожидать, что стены ICF «выдержат ураганный ветер 5-й категории и даже торнадо от умеренного до сильного с минимальным ущербом».
Обычные дома с деревянным каркасом обычно начинают страдать от ураганных ветров, получая «серьезные структурные повреждения, включая обрушение». Однако можно ожидать, что стены ICF «выдержат ураганный ветер 5-й категории и даже торнадо от умеренного до сильного с минимальным ущербом».
Модернизация традиционного деревянного каркасного здания для соответствия этому уровню сопротивления была бы невероятно недорогой и была бы почти неосуществимой при «легком каркасном деревянном строительстве». HUD и NAHB отмечают, что «аналогичные преимущества обнаруживаются в сопротивлении ICF силам, которые могут испытывать здания, расположенные в зонах быстрого затопления прибрежных или речных пойм». Возможно, наиболее важным для калифорнийских домовладельцев является то, что ресурс NAHB пишет, что стены ICF «обладают превосходной огнестойкостью по сравнению с большинством других строительных материалов». Стены, сделанные из твердого бетона ICF, а не из деревянного каркаса, «обычно могут выдерживать до четырех часов сильного воздействия огня, тогда как типичные стены с деревянным каркасом в домах обычно не выдерживают огнестойкости в течение одного часа». Другие конструкции, построенные из дерева и аналогичных традиционных материалов, полностью разрушатся после четырех часов воздействия сильной жары. В целом HUD и NAHB отмечают, что «индивидуальным атрибутом производительности, который имеет наибольшее техническое значение для строительства ICF, является структурная безопасность».
Другие конструкции, построенные из дерева и аналогичных традиционных материалов, полностью разрушатся после четырех часов воздействия сильной жары. В целом HUD и NAHB отмечают, что «индивидуальным атрибутом производительности, который имеет наибольшее техническое значение для строительства ICF, является структурная безопасность».
Примеры домов ICF, переживших лесные пожары в Калифорнии
Один из наиболее известных примеров домов ICF, уцелевших после стихийного бедствия в Калифорнии, относится к 2007 году, когда ряд загородных домов пережил лесной пожар в Сан-Диего. Хотя лесной пожар в Сан-Диего в 2007 году уничтожил более двух тысяч других жилых домов, три дома ICF все еще стояли после стихийного бедствия. По данным ICF Builder, и бетон, и пена в изолированных бетонных формах огнестойки. В сообщении отмечается, что, хотя пена ICF «расплавится под воздействием высокой температуры, она не станет топливом для огня», потому что антипирен, добавляемый производителями ICF к пенополистиролу, «практически «самозатухающий»». 0003
0003
В статье для CBS Local SF Bay Area за 2018 год «Домовладельцы восстанавливают дома с помощью бетонных конструкций после лесных пожаров в винодельческих районах» Эмили Тернер и Уитни Гулд отмечают, что домовладельцы обратились в ICF после лесных пожаров в Напе и округе Сонома за несколько месяцев до этого. Разговаривая с Рене Латосой, жителем Санта-Розы, который потерял свой дом во время пожара в Таббсе, Тернер и Гулд объясняют, почему домовладельцы Калифорнии приняли МКФ. Цитируя Латосу, они пишут, что «пожаробезопасность [домов ICF] составляет почти 100%, долговечность — 1000 лет». Из-за этого домовладельцы обращаются к ICF в процессе восстановления. Конечно, дома ICF не являются пожаробезопасными. Если в доме возникнет пожар, огнеупорный бетон и пенопласт наружных стен не предотвратят распространение огня или дыма в помещении. Точно так же, если между наружными стенами и окнами, крышей или фундаментом есть проемы, тлеющие угли могут попасть в дом.
Энергосбережение, предлагаемое ICF Homes
В своем кратком обзоре «Элементы энергоэффективного дома» Министерство энергетики объясняет, что дома ICF более энергоэффективны, чем дома других типов, потому что ICF способствуют «хорошо сконструированному и плотно закрытая тепловая оболочка». Тепловая оболочка стен ICF ограничивает передачу тепла снаружи дома внутрь, а также сводит к минимуму утечку желаемого теплого или холодного воздуха из интерьера наружу. Поскольку внешний вид домов ICF хорошо герметизирован, строители пассивных домов недавно обратились к изолированным бетонным формам в качестве метода снижения потребления энергии.
Тепловая оболочка стен ICF ограничивает передачу тепла снаружи дома внутрь, а также сводит к минимуму утечку желаемого теплого или холодного воздуха из интерьера наружу. Поскольку внешний вид домов ICF хорошо герметизирован, строители пассивных домов недавно обратились к изолированным бетонным формам в качестве метода снижения потребления энергии.
Домовладельцы в Калифорнии, выбравшие строительство ICF, могут рассчитывать на впечатляющую экономию средств — даже летом и зимой, когда наружные температуры экстремальны. В своей статье для Green Home Guide «Как работает изолированная бетонная опалубка» Зак Уильямс отмечает, что «обычно наблюдается снижение расхода энергии на 25–50 процентов». В рамках нашего предстоящего поста «5 удивительных проектов энергоэффективных домов» мы более подробно объясняем, как дома ICF со временем снижают счета за электроэнергию. Оставайтесь с нами, чтобы узнать больше.
Недостатки строительства дома МКФ в Калифорнии
Общие проблемы с домами МКФ могут включать в себя заражение вредителями, более высокую стоимость строительства, загромождение доступного внутреннего пространства и сложность реконструкции. Большинство из этих негативных последствий возникают, когда неопытный строитель заливает бетон во время установки, что ставит под угрозу устойчивость стен или фундаментов ICF. Таким образом, большинство этих проблем можно легко смягчить или полностью избежать, если домовладелец выбирает опытную команду по проектированию и сборке, которая понимает, как устанавливать блоки ICF и выбирать подходящие вспомогательные материалы. В своей статье «Проблемы с изолированными бетонными стенами» для SF Gate Майк Мэтьюз поддерживает это, отмечая, что «опытные профессионалы в области строительства, вероятно, научились преодолевать эти проблемы».
Большинство из этих негативных последствий возникают, когда неопытный строитель заливает бетон во время установки, что ставит под угрозу устойчивость стен или фундаментов ICF. Таким образом, большинство этих проблем можно легко смягчить или полностью избежать, если домовладелец выбирает опытную команду по проектированию и сборке, которая понимает, как устанавливать блоки ICF и выбирать подходящие вспомогательные материалы. В своей статье «Проблемы с изолированными бетонными стенами» для SF Gate Майк Мэтьюз поддерживает это, отмечая, что «опытные профессионалы в области строительства, вероятно, научились преодолевать эти проблемы».
Более высокая стоимость материалов
Как упоминалось выше в разбивке стоимости строительства дома ICF, блоки ICF дороже, чем некоторые традиционные строительные материалы. Хотя дома ICF могут стоить на пять или десять процентов больше, чем дома, построенные традиционным способом, они экономят деньги домовладельцев на расходах энергии и рабочей силе.
Потенциал для вредителей
В статье для SF Gate «Проблемы с изолированными стенами из железобетона» Майк Мэтьюз отмечает, что заражение насекомыми может быть проблемой для домов ICF. По словам Мэтьюза, «подземные термиты неоднократно демонстрировали способность прорываться сквозь панели, находить микротрещины в бетоне и начинать повреждать деревянные полы и балки, прежде чем их заметят». К счастью, Мэтьюз отмечает, что «существует множество профилактических мер для защиты от термитов, включая химическую обработку полистироловых панелей, водонепроницаемые барьерные мембраны и использование металлической защиты».
Трудно реконструировать в будущем
Еще один потенциальный недостаток построения системы ICF, которого домовладельцы могут не предвидеть. По словам Дженнифер Блэр в ее статье для Hunker, дома ICF может быть трудно реконструировать. Блэр пишет, что при строительстве домов ICF домовладельцы «должны тщательно продумать дизайн своего дома и предвидеть изменения, которые они могут захотеть внести в будущем». Это связано с тем, что серьезные изменения, такие как «добавление окна или двери, потребуют вырезания сплошных бетонных стен, что может быть сложным и трудоемким». Домовладельцы также должны «учитывать все электрические и сантехнические работы, которые им требуются, потому что их добавление после строительства может также потребовать вырезания бетона».
Это связано с тем, что серьезные изменения, такие как «добавление окна или двери, потребуют вырезания сплошных бетонных стен, что может быть сложным и трудоемким». Домовладельцы также должны «учитывать все электрические и сантехнические работы, которые им требуются, потому что их добавление после строительства может также потребовать вырезания бетона».
Ограниченное пространство в небольших домах
В своей статье для Hunker Дженнифер Блэр также называет ограниченное внутреннее пространство еще одним доводом в пользу проживания в доме ICF. По словам Блэра, «если вы строите дом меньшего размера, у вас может возникнуть проблема с количеством ценной внутренней площади, которая должна быть отведена под изолированные бетонные формы». Это связано с тем, что «стены ICF состоят из нескольких дюймов жесткой пеноизоляции и железобетона». Таким образом, изолированные бетонные стены «занимают больше места, чем традиционные стены с деревянным каркасом» и могут ограничивать внутреннее пространство.
Этапы строительства дома ICF
В статье «Строительство ICF — что нужно знать о доме ICF» для журнала Common Sense Home Лори Неверман объясняет, что строительство дома ICF немного отличается от строительства традиционный бетонный или деревянный каркасный дом. Неверман отмечает, что изначально строители собирают изолированные бетонные формы. После этого эти формы «прошиваются арматурой, а затем заливаются бетоном». Стены строятся послойно, за один раз заливаются три уровня утепленных железобетонных опалубок. После заполнения трех уровней строители должны дождаться их застывания, прежде чем увеличивать высоту стены. После того, как заложен фундамент и в основном отделаны стены, добавляется сантехника и электрика. Неверман пишет, что «сантехника и электричество должны быть выполнены немного иначе [в доме ICF], чем в доме, построенном из палочек».
Большинство строителей ICF «заранее планируют перфорацию стен [для водопровода и электричества]», чтобы избежать прорезания твердого бетона после того, как стены будут завершены. Как пишет Неверман, после того, как воздуховоды, каркас и конструкционная конструкция полностью закончены, «гипсокартон привинчивается к пластиковым полосам в формах ICF, что позволяет оштукатурить и отделать дом, как обычный дом». В конце концов, единственный способ, которым домовладельцы узнают, что их дом — это конструкция ICF, а не «стандартная конструкция — это глубокие оконные колодцы и дверные проемы».
Как пишет Неверман, после того, как воздуховоды, каркас и конструкционная конструкция полностью закончены, «гипсокартон привинчивается к пластиковым полосам в формах ICF, что позволяет оштукатурить и отделать дом, как обычный дом». В конце концов, единственный способ, которым домовладельцы узнают, что их дом — это конструкция ICF, а не «стандартная конструкция — это глубокие оконные колодцы и дверные проемы».
Строительство вашего нового дома ICF в Калифорнии с помощью Element
Как упоминалось выше, найти профессионального строителя ICF может быть сложно, потому что в некоторых частях США строительство изолированной бетонной формы все еще является необычным. К счастью, как калифорнийские домовладельцы, так и правительство Калифорнии известны своей требовательностью к инновациям и прогрессу в сфере жилищного строительства. Из-за этого домовладельцы Калифорнии могут найти строителей с опытом строительства ICF. Как одна из ведущих проектно-строительных фирм Калифорнии, Element является одним из таких ресурсов.
В предыдущих сообщениях мы отмечали, что команда Element Homes имеет многолетний опыт работы с домовладельцами Калифорнии, чтобы защитить их собственность от землетрясений, наводнений и лесных пожаров. Наши сотрудники не только разбираются во всех тонкостях строительства ICF, но также хорошо осведомлены обо всех строительных нормах и правилах Калифорнии, включая новейшие энергетические стандарты. Запланируйте консультацию с нашей командой по проектированию и сборке или узнайте больше о нашем процессе, заполнив форму здесь.
Сколько стоит построить бетонный дом в 2022 году?
Типичный диапазон:
204 000 долларов
—
416 000 долларов
Данные о затратах основаны на исследованиях HomeAdvisor.
Обновлено 6 сентября 2022 г.
Автор HomeAdvisor.
В среднем бетонный дом площадью 2200 квадратных футов стоит 340 000 долларов, или от 240 000 до 445 000 долларов . Из-за роста цен на пиломатериалы строительство бетонного дома с изолированной бетонной формой (ICF) будет стоить примерно на 5-10% больше, чем традиционный деревянный дом. Кроме того, бетонные дома обеспечивают экономию энергии от 20% до 30% по сравнению с традиционными домами с деревянным каркасом.
Бетон имеет много преимуществ перед деревянным, в том числе:
Отличная энергоэффективность
Более высокая звукоизоляция, чем у дерева
Повышенная прочность и устойчивость в районах, подверженных ураганам и землетрясениям
Несколько вариантов дизайна
2022 Обратите внимание: цены на материалы растут
За последний год вырос спрос на сайдинг и другие строительные материалы. И как следствие, производители повышают цены на материалы. Цены выросли 5% до 10% в этом году , и во многих частях страны сроки доставки очень большие. Если вы планируете строительный проект, мы рекомендуем начать сезон как можно раньше, подготовиться к возможным колебаниям цен и выделить дополнительное время для заказа материалов.
Цены выросли 5% до 10% в этом году , и во многих частях страны сроки доставки очень большие. Если вы планируете строительный проект, мы рекомендуем начать сезон как можно раньше, подготовиться к возможным колебаниям цен и выделить дополнительное время для заказа материалов.
В этой статье
- Средняя стоимость бетонного дома
- Бетонный дом за квадратный фут
- Стоимость строительства бетонного дома
- Бетонный дом против деревянного дома
- Типы бетонных домов
- Утепленный бетонный дом
- Структура стоимости бетонного дома
- Стоимость отделки бетонного дома
- Сделай сам против найма профессионала
- Часто задаваемые вопросы
Средняя бетонная стоимость
| Средняя стоимость | Высокая стоимость | Низкая стоимость |
|---|---|---|
| $ 340 000 | 14 444515, 40211114 $ 340 000 | 14 44415 000 40211114 $ 340 000 |
| $ 340 000 | ||
. 0214 240 000 долларов 0214 240 000 долларов |
Стоимость бетонного дома за квадратный фут
Стоимость бетонного дома составляет от 100 до 250 долларов за квадратный фут . С ростом цен на деревянные строительные материалы бетон стоит примерно столько же, сколько дом, построенный из бревен, только на 90 141 больше на 5 долларов за квадратный фут 90 142 .
Стоимость строительства бетонных домов
Строительство бетонного дома стоит в среднем 160 долларов за квадратный фут . Как и в любом проекте строительства дома, окончательная цена зависит от многих компонентов. Хотя бетонные дома имеют некоторые различия в стоимости по сравнению с традиционными домами, они все же в чем-то схожи по цене. Поговорите со строителем дома рядом с вами, чтобы сравнить цены и получить оценку.
Бетонный дом дешевле, чем деревянный?
Строительство дома из бетона обычно стоит на 5-10% дороже, чем дома с деревянным каркасом. Но этот разрыв сокращается, поскольку рост цен на древесину и материалы опережает рост цен на бетон. Даже при более высокой цене бетон имеет много преимуществ перед деревом, в том числе:
Даже при более высокой цене бетон имеет много преимуществ перед деревом, в том числе:
Огнестойкость: Бетон и сталь не горят. Благодаря этому вы даже можете сэкономить до 25% на страховке.
Сейсмостойкость: Прочнее, чем большинство домов с деревянным каркасом, но менее гибкая.
Шумоизоляция: По сравнению с деревом сводит внешние шумы к минимуму.
Энергоэффективность: Вы сэкономите от 250–650 долларов США в год на счетах за отопление, вентиляцию и кондиционирование, в зависимости от уровня изоляции.
Стоимость бетонных домов по типам
Средняя стоимость бетонного дома площадью 2200 кв.0141 $240 000 и $445 000 , цены варьируются в зависимости от типа конструкции.
| Тип бетонного дома | Диапазон средней стоимости за кв. футов |
|---|---|
| Concrete block | $180 – $250 |
| Poured | $120 – $180 |
| Modern | $120 – $250 |
| Precast | $120 – $200 |
| Insulated concrete form (ICF) | 130–200 долларов |
Дом из бетонных блоков Стоимость
Дом из бетонных блоков стоит от от 180 до 250 долларов за квадратный фут . Этот тип дома, который иногда называют «шлакоблоками», включает в себя наслоение готовых блоков и заполнение промежутков раствором. Стены из шлакоблоков стоят дороже, чем бетонные, поскольку укладка блоков более трудоемка.
Этот тип дома, который иногда называют «шлакоблоками», включает в себя наслоение готовых блоков и заполнение промежутков раствором. Стены из шлакоблоков стоят дороже, чем бетонные, поскольку укладка блоков более трудоемка.
Стоимость дома из литого бетона
Дом из литого бетона стоит около от 120 до 180 долларов за квадратный фут . В то время как средний дом стоит от 165 000 до 485 000 долларов , монолитный бетон стоит немного больше, чем строительство с традиционным деревянным каркасом.
Современные бетонные дома Стоимость
Как и традиционные бетонные дома, современные бетонные дома обычно стоят от 120 до 250 долларов за квадратный фут . Тем не менее, вы можете снизить затраты в зависимости от типа конструкции, которую вы выберете, особенно когда речь идет о крыше.
В то время как крыша из бетонной черепицы стоит от 10 и 20 долларов за квадратный фут , заливка плоской крыши начинается с от 4 до 6 долларов за квадратный фут . Плоские заливные крыши стали популярными как современная домашняя тенденция. Вы также можете выбрать сочетание дерева и стали для облицовки.
Плоские заливные крыши стали популярными как современная домашняя тенденция. Вы также можете выбрать сочетание дерева и стали для облицовки.
Цены на сборные или сборные железобетонные дома
Сборные или сборные железобетонные дома стоят около от 120 до 200 долларов за квадратный фут . Строительство из сборных панелей примерно на 23% дешевле, чем работа с монолитным бетоном. Вместо заливки на месте панели изготавливаются заранее и доставляются к вам. Часто это быстрее и требует меньше труда на месте.
Стоимость дома из цемента
Цемент — это только один из ингредиентов бетона, поэтому вы не можете построить дом только из цемента, так как это всего лишь связующее вещество. Но если вы говорите о цементе как части бетона, это стоит от 90 141 до 130–200 долларов за квадратный метр.
Проконсультируйтесь с местными специалистами по бетону
Почтовый индекс
Получить местные котировки
Стоимость дома из изолированных бетонных форм (ICF)
Стоимость дома ICF составляет от от 240 000 до 445 000 долларов США за 2200 квадратных футов или от 130 до 200 долларов за квадратный фут . Если вы не живете в более теплом климате, многие строители домов используют ICF для всех бетонных домов, поскольку он сделан из жесткой пеноизоляции, которая остается на месте после заливки и изоляции стен.
Если вы не живете в более теплом климате, многие строители домов используют ICF для всех бетонных домов, поскольку он сделан из жесткой пеноизоляции, которая остается на месте после заливки и изоляции стен.
Некоторые люди называют дома ICF «домами из пенобетона», потому что формы сделаны из полистирола. В расширенном состоянии пенопласт похож на пенопласт.
Стоимость строительства ICF
Стоимость строительства ICF не менее На 3 доллара США за квадратный фут больше, чем традиционное деревянное строительство, но может стоить более 10 долларов США за квадратный фут или больше. Цены на строительство варьируются в зависимости от следующих факторов:
Местоположение: Если рядом с вами не так много подрядчиков ICF, их поездка к вам будет стоить дороже.
Сложность проекта: Индивидуальные дома и двухэтажные проекты могут значительно увеличить цены.
Материал: Разные бетонные смеси имеют разную цену.
 Например, смеси с летучей золой стоят меньше, чем цементные смеси.
Например, смеси с летучей золой стоят меньше, чем цементные смеси.
 Например, смеси с летучей золой стоят меньше, чем цементные смеси.
Например, смеси с летучей золой стоят меньше, чем цементные смеси.Фундамент и стены ICF Стоимость
Даже если вы хотите залить только фундамент ICF, он все равно лучше изолирует и поднимается быстрее, чем традиционные методы. Фонд ICF стоит около 90 141 долларов от 10 до 30 долларов за квадратный фут. Вы можете рассчитывать на аналогичные цены по стоимости строительства стены. Поскольку формы остаются на месте, установка ICF занимает меньше времени и, как таковая, обычно стоит меньше, чем залитый бетон.
Разбивка стоимости бетонного дома
Стоимость бетонного дома включает не только формы и бетон. Вам нужно будет выбрать системы отопления, вентиляции и кондиционирования воздуха, окна, двери, сантехнику, электрику и плюсы, чтобы спроектировать пространство своей мечты. Рассмотрим следующие элементы:
Стоимость проводки на дом: $ 20 000–30 000 долл. США
Стоимость установки сантехники: $ 7 000–15 000
- 9000 2 $. 0141 $3,000–$10,000
Roof installation costs: $5,500–$12,000 for asphalt shingles
Structural engineer fees: $350–$750
Landscaping costs: $3,000–$10,000
Затраты на HVAC: 5000–10 000 долларов США
 0141 $3,000–$10,000
0141 $3,000–$10,000 Затраты на отделку бетонного дома
Помимо внутренностей дома, вам также необходимо будет сделать последние штрихи перед тем, как въехать. :
Hardwood flooring costs: $2,500–$10,000
Trim costs: $600–$3,000
Interior painting prices: $1,000–$3,000
Siding costs: $5,000–$15,000
Строительство дома из бетона своими руками или наем профессионала
Вы почти наверняка захотите нанять профессионала для строительства дома из бетона, даже если вы выберете строительство из шлакоблоков, а не заливку или ICF. Очень важно, чтобы ваши стены и фундамент были идеально выровнены и структурно прочны, насколько это возможно. В противном случае деньги, которые вы сэкономите на проекте «сделай сам», обойдутся вам в дорогостоящий ремонт. Профессиональная установка может означать, что вам не придется беспокоиться об этих расходах.
Очень важно, чтобы ваши стены и фундамент были идеально выровнены и структурно прочны, насколько это возможно. В противном случае деньги, которые вы сэкономите на проекте «сделай сам», обойдутся вам в дорогостоящий ремонт. Профессиональная установка может означать, что вам не придется беспокоиться об этих расходах.
Найдите специалиста по строительству бетонных домов рядом с вами
Почтовый индекс
Найдите плюсы
Часто задаваемые вопросы
Каковы цены на бетонные дома с паутинной стяжкой?
Бетонные дома с паучьей стяжкой начинаются от 50 000 долларов , но обычно стоят от 110 до 170 долларов за квадратный фут . По словам Spider Tie, в их системе используются пластиковые стяжки для скрепления форм, что стоит одну шестую стоимости традиционного дома ICF. Дома Spider Tie могут быть хорошим бюджетным вариантом для тех, кто ищет долговечность и современный вид бетонных домов без высокой цены.
Какова стоимость фундамента ICF по сравнению с традиционным бетоном?
Фундамент ICF обычно стоит около 10 долларов за квадратный фут , в то время как традиционный бетонный фундамент может стоить от 5 до 25 долларов за квадратный фут . Но цены зависят от типа:
Каковы плюсы и минусы бетонных домов?
Бетонные дома имеют в основном плюсы и меньше минусов. Они быстро набирают популярность благодаря передовым технологиям строительства, ценам, сравнимым с ценами на деревянные конструкции, и большому количеству генеральных подрядчиков, которые знают, как их строить.
Pros:
Durable and strong
Well-insulated
Sound-dampening
Long-lasting
Modern look
Fully customizable
Минусы:
Немного дороже, чем дома из бруса
Труднее ремонтировать или модифицировать
Требуются специализированные подрядчики
Как долго служат бетонные дома?
Бетонный дом служит примерно 50-100 лет .
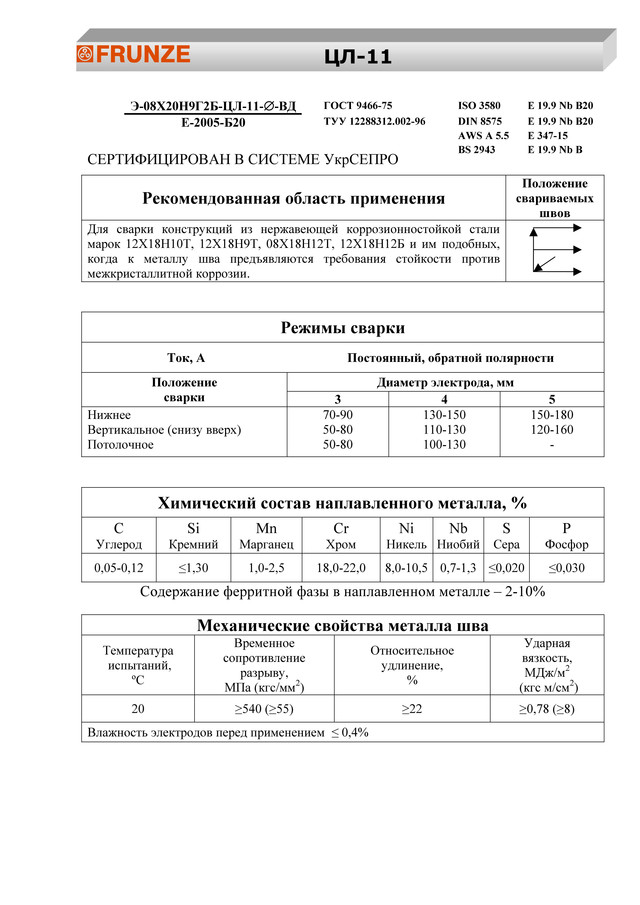 Исключается только строго вертикальное положение электрода по направлению сверху-вниз.
Исключается только строго вертикальное положение электрода по направлению сверху-вниз.
 Поэтому работать с ними могут уже опытные специалисты. Новичкам учиться лучше на более простых расходных материалах и обычных стальных заготовках.
Поэтому работать с ними могут уже опытные специалисты. Новичкам учиться лучше на более простых расходных материалах и обычных стальных заготовках.
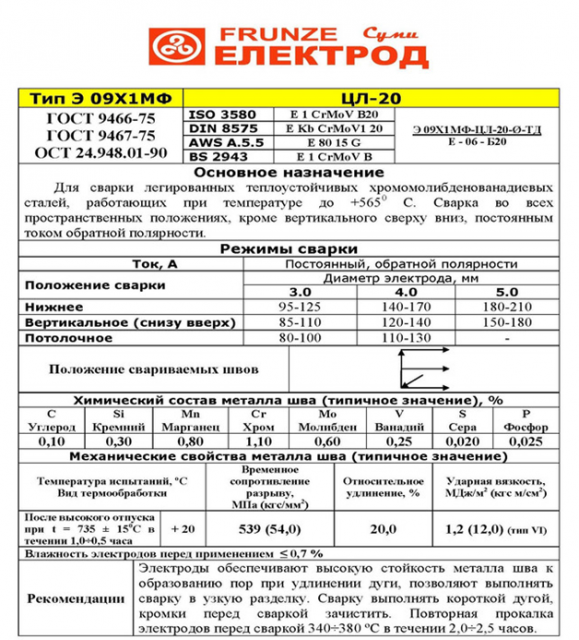 Образуемый шов не должен содержать поверхностных и внутренних трещин, а его валики должны быть хорошо сформированы. Все эти технологические свойства электродов выводят их на первое место среди конкурентов.
Образуемый шов не должен содержать поверхностных и внутренних трещин, а его валики должны быть хорошо сформированы. Все эти технологические свойства электродов выводят их на первое место среди конкурентов. 5
5

 В стандартных условиях средняя температура 298К, давление должно быть 1 атм, концентрация используемого электролита должна быть 1М. Измеряется относительно стандартных водородных электродов.
В стандартных условиях средняя температура 298К, давление должно быть 1 атм, концентрация используемого электролита должна быть 1М. Измеряется относительно стандартных водородных электродов. Его можно представить в виде –
Его можно представить в виде – Для этого в мензурку берут сульфат цинка и опускают в него цинковый стержень. Берется 1М концентрация электролита сульфата цинка. Температура поддерживается на уровне 25℃. Теперь этот цинковый электрод соединяется со стандартным водородным электродом с помощью вольтметра, который будет измерять электродный потенциал ячейки. Также используется солевой мостик, который предотвращает смешивание растворов и поддерживает электрическую нейтральность растворов. В качестве катода используется цинковая полуэлемент, а в качестве анода — водородный полуэлемент.
Для этого в мензурку берут сульфат цинка и опускают в него цинковый стержень. Берется 1М концентрация электролита сульфата цинка. Температура поддерживается на уровне 25℃. Теперь этот цинковый электрод соединяется со стандартным водородным электродом с помощью вольтметра, который будет измерять электродный потенциал ячейки. Также используется солевой мостик, который предотвращает смешивание растворов и поддерживает электрическую нейтральность растворов. В качестве катода используется цинковая полуэлемент, а в качестве анода — водородный полуэлемент. По опыту получается значение E0Cu2+/Cu +0,34В.
По опыту получается значение E0Cu2+/Cu +0,34В. Его также называют серией действий. Элементы, имеющие более высокий стандартный электродный потенциал, размещаются над элементами, имеющими более низкий стандартный электродный потенциал. Элементы, расположенные в верхней части ряда, имеют тенденцию легко уменьшаться. В то время как элементы, расположенные внизу, имеют наименьшую тенденцию к сокращению.
Его также называют серией действий. Элементы, имеющие более высокий стандартный электродный потенциал, размещаются над элементами, имеющими более низкий стандартный электродный потенциал. Элементы, расположенные в верхней части ряда, имеют тенденцию легко уменьшаться. В то время как элементы, расположенные внизу, имеют наименьшую тенденцию к сокращению. Мы можем предсказать возможности реакции, но мы не можем предсказать скорость реакции, используя стандартные электродные потенциалы.
Мы можем предсказать возможности реакции, но мы не можем предсказать скорость реакции, используя стандартные электродные потенциалы.
 Пористая мембрана, соединяющая две половинки (полуклетки), способствует замыканию цепи. Использование цинково-медного элемента в качестве примера — лучший способ продемонстрировать электрохимический процесс в гальваническом элементе. Итак, давайте посмотрим на окислительно-восстановительный процесс цинк-медь.
Пористая мембрана, соединяющая две половинки (полуклетки), способствует замыканию цепи. Использование цинково-медного элемента в качестве примера — лучший способ продемонстрировать электрохимический процесс в гальваническом элементе. Итак, давайте посмотрим на окислительно-восстановительный процесс цинк-медь. Полная окислительно-восстановительная реакция между цинком и медью:
Полная окислительно-восстановительная реакция между цинком и медью:
 Кипячение раствора с агар-агаром и охлаждение его до желеобразной консистенции затвердевает.
Кипячение раствора с агар-агаром и охлаждение его до желеобразной консистенции затвердевает. Весь потенциал на каждом электроде называется электродным потенциалом.
Весь потенциал на каждом электроде называется электродным потенциалом.
 Они применяются в монолитном бетоностроении, для укладки в полах. Кроме того, что трубы пвх имеют высокую прочность, они обладают рядом других преимуществ:
Они применяются в монолитном бетоностроении, для укладки в полах. Кроме того, что трубы пвх имеют высокую прочность, они обладают рядом других преимуществ:
 Она предоставляет гарантию качества на трубы и аксессуары. Обычно срок службы труб из пвх около 50 лет. Но если они выполнены из качественного материала с соблюдением условий монтажа и эксплуатации, они могут прослужить гораздо дольше.
Она предоставляет гарантию качества на трубы и аксессуары. Обычно срок службы труб из пвх около 50 лет. Но если они выполнены из качественного материала с соблюдением условий монтажа и эксплуатации, они могут прослужить гораздо дольше. org/Offer»>
org/Offer»> ..» colspan=»6″>… … … … … … … … … …
..» colspan=»6″>… … … … … … … … … … 24 р.
24 р.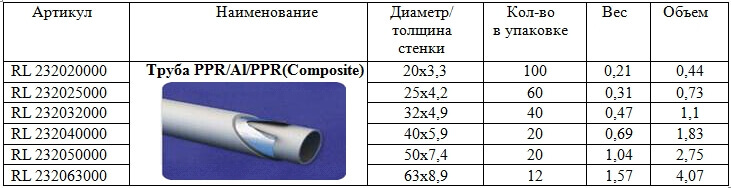
 Какова его окружность?
Какова его окружность? изм:
изм:
 некоторые определения, связанные с формулами:
некоторые определения, связанные с формулами:

 д. Все получается равномерно, герметично и надежно.
д. Все получается равномерно, герметично и надежно.


 Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки. Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины. В итоге будет создан качественный сварной шов.
В итоге будет создан качественный сварной шов. Основная разница между ними заключается в следующем:
Основная разница между ними заключается в следующем: Периодически нужно делать технологические паузы.
Периодически нужно делать технологические паузы.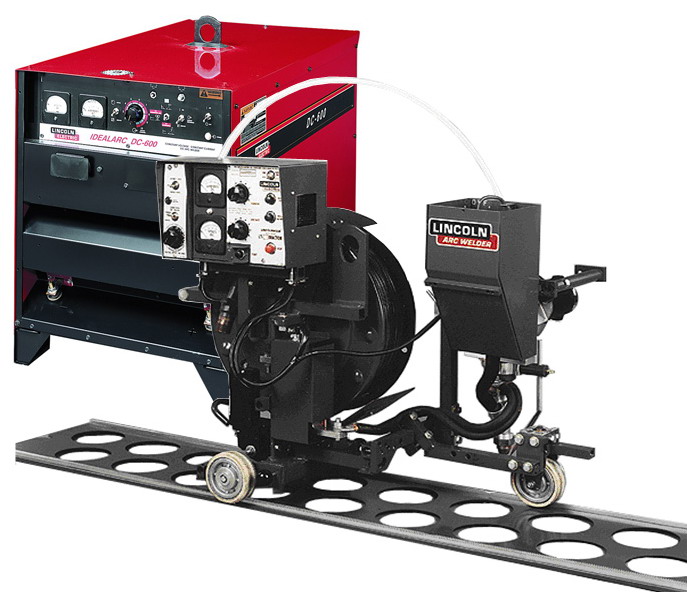
 е. управляется только руками. Для управления этим оборудованием не используются никакие механические устройства. Примерами этого метода являются SMAW и ручная дуговая сварка в среде защитного газа.
е. управляется только руками. Для управления этим оборудованием не используются никакие механические устройства. Примерами этого метода являются SMAW и ручная дуговая сварка в среде защитного газа. Горелка, пистолет или электрододержатель удерживаются механическим устройством, т. е. в этом методе все сварочные операции контролируются либо механическими, либо электронными устройствами, и операторы сварки могут вручную изменять во время сварки конфигурацию сварочного соединения для создания звука. сварка. Примерами этого метода сварки являются SAW, GMAW, FCAW и GTAW, когда горелка и удерживается механически, а подача присадочного металла контролируется электронным способом, а операторы сварки вручную изменяют параметры только тогда, когда это необходимо для получения качественного сварного шва. На рисунке ниже показана операция машинной сварки.
Горелка, пистолет или электрододержатель удерживаются механическим устройством, т. е. в этом методе все сварочные операции контролируются либо механическими, либо электронными устройствами, и операторы сварки могут вручную изменять во время сварки конфигурацию сварочного соединения для создания звука. сварка. Примерами этого метода сварки являются SAW, GMAW, FCAW и GTAW, когда горелка и удерживается механически, а подача присадочного металла контролируется электронным способом, а операторы сварки вручную изменяют параметры только тогда, когда это необходимо для получения качественного сварного шва. На рисунке ниже показана операция машинной сварки. Примером этого вида сварки является роботизированная сварка, в которой программа сохраняется перед сваркой, и оператору нужно просто запустить программу, и все сварочные действия будут выполняться автоматически. Погрузку и разгрузку нельзя производить с помощью сварочного оборудования. Изображение ниже описывает автоматическую сварку
Примером этого вида сварки является роботизированная сварка, в которой программа сохраняется перед сваркой, и оператору нужно просто запустить программу, и все сварочные действия будут выполняться автоматически. Погрузку и разгрузку нельзя производить с помощью сварочного оборудования. Изображение ниже описывает автоматическую сварку

 Тем временем ток возвращается к короткому ходу после завершения цикла сварки под управлением системы управления.
Тем временем ток возвращается к короткому ходу после завершения цикла сварки под управлением системы управления. Он также отвечает за контроль величины сварочного тока и отслеживание процесса на наличие возможных дефектов.
Он также отвечает за контроль величины сварочного тока и отслеживание процесса на наличие возможных дефектов.




 и 24В. применяются для перекачивания пресной, а также морской воды, антифризов и других нейтральных, в т.ч. включающих механические примеси диаметром до 3 мм жидкостей. Качество применяемых материалов для изготовления деталей насоса а также качество сборки насоса, позволяют ему работать долгое время на требуя обслуживания и ремонта.
и 24В. применяются для перекачивания пресной, а также морской воды, антифризов и других нейтральных, в т.ч. включающих механические примеси диаметром до 3 мм жидкостей. Качество применяемых материалов для изготовления деталей насоса а также качество сборки насоса, позволяют ему работать долгое время на требуя обслуживания и ремонта. в. ст. (max)
в. ст. (max)
 Поплавок может срабатывать даже при небольшом уровне жидкости от 20 до 80 мм. Используется как с погружными, так и с поверхностными насосами. Для контроля и откачки воды на катерах, яхтах, в подвалах и т.п. Поплавковый выключатель изготовлен из ударопрочного пластика, имеет напольное крепление. Рабочий ток — до 10А
Поплавок может срабатывать даже при небольшом уровне жидкости от 20 до 80 мм. Используется как с погружными, так и с поверхностными насосами. Для контроля и откачки воды на катерах, яхтах, в подвалах и т.п. Поплавковый выключатель изготовлен из ударопрочного пластика, имеет напольное крепление. Рабочий ток — до 10А отв. 1″) Насосы модел
отв. 1″) Насосы модел 5-2 л/мин диафрагменный
5-2 л/мин диафрагменный
 — 10 мл (используется только с контроллерами LF)
— 10 мл (используется только с контроллерами LF) Обладая более чем 25-летним опытом, мы можем помочь нашим клиентам выбрать наиболее подходящий продукт для их целей. Свяжитесь с нашей командой сегодня — мы с гордостью представляем некоторых из самых надежных производителей погружных насосов на 12 В и предлагаем всестороннюю поддержку продукции клиентам по всей стране.
Обладая более чем 25-летним опытом, мы можем помочь нашим клиентам выбрать наиболее подходящий продукт для их целей. Свяжитесь с нашей командой сегодня — мы с гордостью представляем некоторых из самых надежных производителей погружных насосов на 12 В и предлагаем всестороннюю поддержку продукции клиентам по всей стране.

 С высокопроизводительными насосами постоянного тока от ProActive вы можете подключаться к усилителям, которые увеличивают 12 вольт до постоянных 19 вольт. Отбор проб подземных вод и их очистка выполняются быстрее, а с помощью контроллера выездной техник может легко соблюдать стандарты EPA для отбора проб подземных вод с низким расходом.
С высокопроизводительными насосами постоянного тока от ProActive вы можете подключаться к усилителям, которые увеличивают 12 вольт до постоянных 19 вольт. Отбор проб подземных вод и их очистка выполняются быстрее, а с помощью контроллера выездной техник может легко соблюдать стандарты EPA для отбора проб подземных вод с низким расходом. Ток: максимум 2,2 ампера
Ток: максимум 2,2 ампера А что касается технических характеристик, Comet Elegant 12V может легко их удовлетворить.
А что касается технических характеристик, Comet Elegant 12V может легко их удовлетворить.


 литров/мин
литров/мин А что касается технических характеристик, Comet Elegant 12V может легко их удовлетворить.
А что касается технических характеристик, Comet Elegant 12V может легко их удовлетворить. Его универсальность позволяет использовать его для различных целей садоводства, аквариума и орошения.
Его универсальность позволяет использовать его для различных целей садоводства, аквариума и орошения.
 Сильные удары серьезно повредят насос, поэтому настоятельно рекомендуется соблюдать осторожность.
Сильные удары серьезно повредят насос, поэтому настоятельно рекомендуется соблюдать осторожность.
 А что касается технических характеристик, Comet Elegant 12V может легко их удовлетворить.
А что касается технических характеристик, Comet Elegant 12V может легко их удовлетворить. Его универсальность позволяет использовать его для различных целей садоводства, аквариума и орошения.
Его универсальность позволяет использовать его для различных целей садоводства, аквариума и орошения.
 Сильные удары серьезно повредят насос, поэтому настоятельно рекомендуется соблюдать осторожность.
Сильные удары серьезно повредят насос, поэтому настоятельно рекомендуется соблюдать осторожность.
 Отличается повышенной прочностью и износоустойчивостью. Не подвержены воздействию высоких температур, при этом содержат минимальную часть вредных компонентов, которые не выделяют паров при интенсивном нагреве. К этой группе относят жаропрочную коррозионностойкую сталь.
Отличается повышенной прочностью и износоустойчивостью. Не подвержены воздействию высоких температур, при этом содержат минимальную часть вредных компонентов, которые не выделяют паров при интенсивном нагреве. К этой группе относят жаропрочную коррозионностойкую сталь.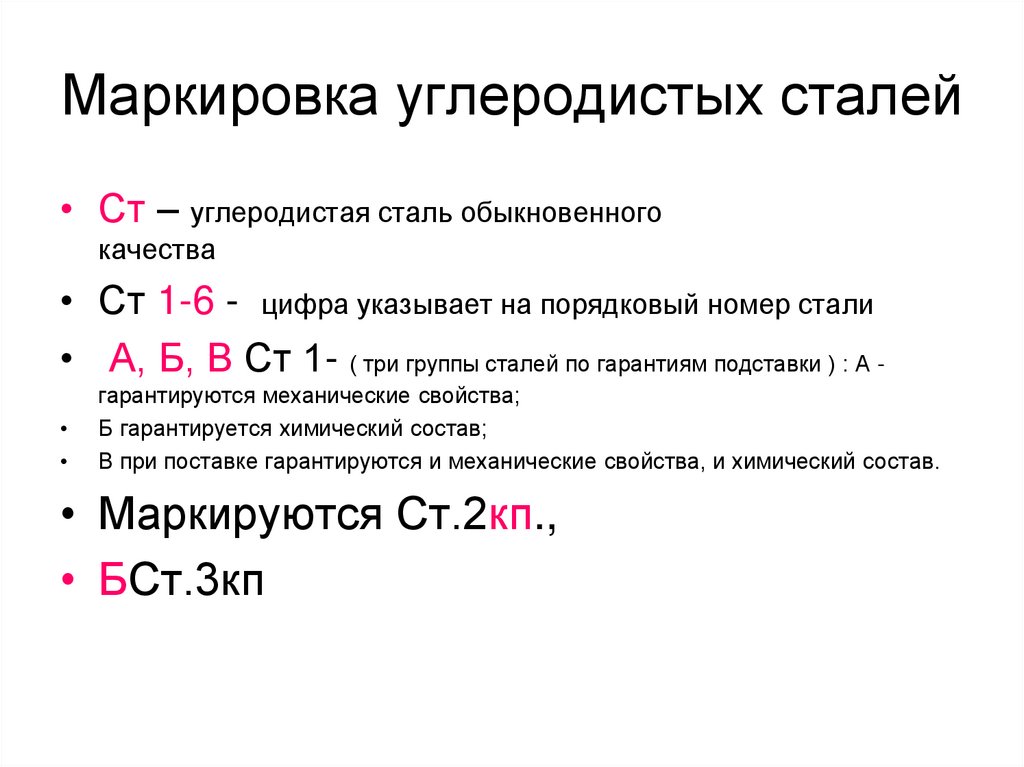 При этом данная сталь имеет серьёзные ограничения по применению — из неё производят изделия, не испытывающие в процессе своей эксплуатации ударные нагрузки, а также воздействие низких температур, например, внутренние устройства колонн.
При этом данная сталь имеет серьёзные ограничения по применению — из неё производят изделия, не испытывающие в процессе своей эксплуатации ударные нагрузки, а также воздействие низких температур, например, внутренние устройства колонн. Данная сталь нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений.
Данная сталь нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений.
 AISI 310S обладает так же свойствами устойчивости к окислению в силу особенностей состава и повышенной жаропрочностью, так как выдерживает высокие температуры в различных средах. Из нее изготавливают различное оборудование для химической и нефтяной промышленности: установки для конверсии метана, пиролиза, газопроводы, камеры сгорания, а также для производства нагревательных элементов.
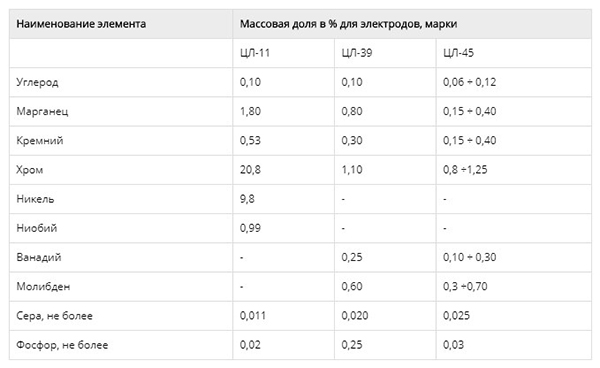
AISI 310S обладает так же свойствами устойчивости к окислению в силу особенностей состава и повышенной жаропрочностью, так как выдерживает высокие температуры в различных средах. Из нее изготавливают различное оборудование для химической и нефтяной промышленности: установки для конверсии метана, пиролиза, газопроводы, камеры сгорания, а также для производства нагревательных элементов.  Буквенные обозначения, в частности, следующие: Х — хром, Н — никель, А — азот, Е — селен, Т — титан, П — фосфор, Б — ниобий, В — вольфрам, Ф — ванадий, М — молибден, Г — марганец, Д — медь, Р — бор, С — кремний, Ю — аллюминий и т.д. Так Х18Н10 означает, что в этой стали около 18% хрома и около 10% никеля.
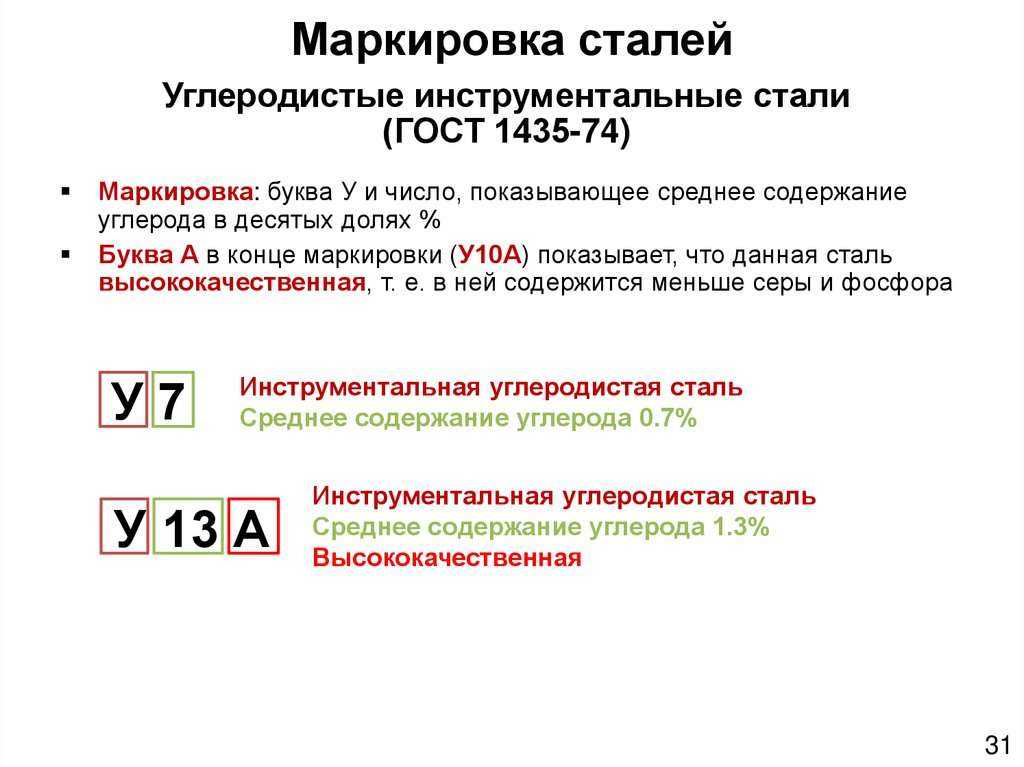
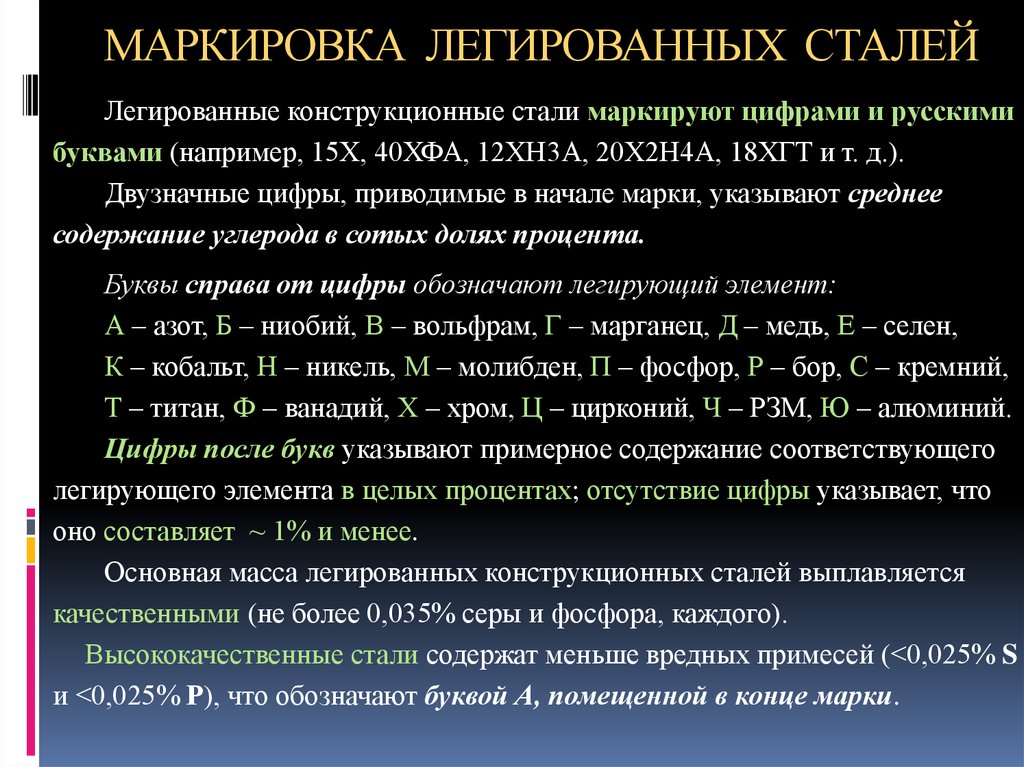
Буквенные обозначения, в частности, следующие: Х — хром, Н — никель, А — азот, Е — селен, Т — титан, П — фосфор, Б — ниобий, В — вольфрам, Ф — ванадий, М — молибден, Г — марганец, Д — медь, Р — бор, С — кремний, Ю — аллюминий и т.д. Так Х18Н10 означает, что в этой стали около 18% хрома и около 10% никеля. Цифры перед буквенным обозначением указывают среднюю массовую долю углеродА (С) в стали в сотых долях процента.
Цифры перед буквенным обозначением указывают среднюю массовую долю углеродА (С) в стали в сотых долях процента.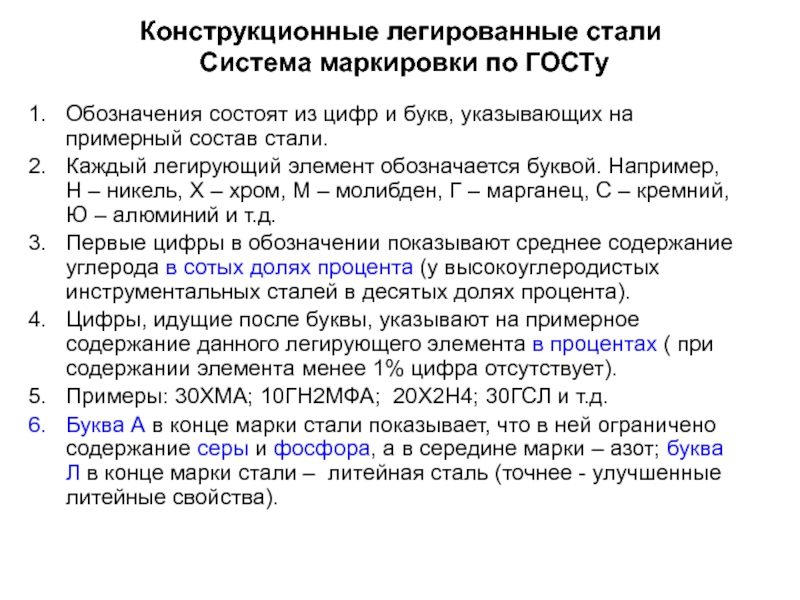 Добавленные легирующие элементы, которые добавляются к основной структуре железа и углерода, обычно составляют не более 5% от состава материала легированной стали.
Добавленные легирующие элементы, которые добавляются к основной структуре железа и углерода, обычно составляют не более 5% от состава материала легированной стали.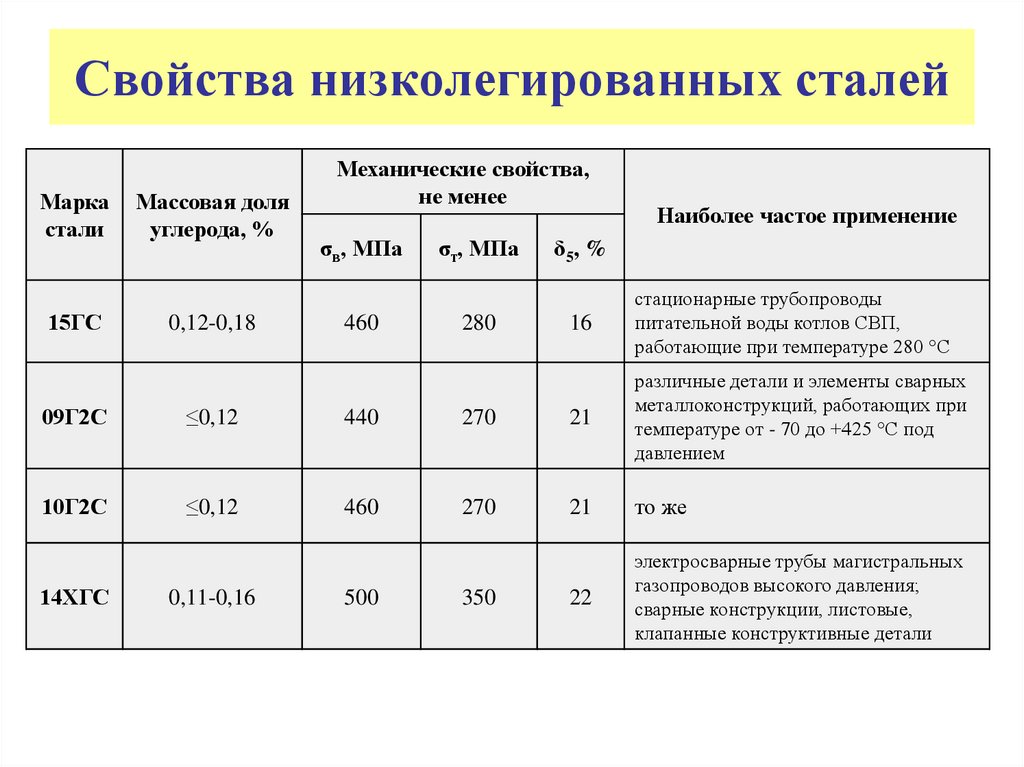 Нержавеющая сталь является наиболее популярным высоколегированным сплавом с содержанием хрома не менее 10,5% по массе. Это соотношение придает нержавеющей стали большую коррозионную стойкость, а покрытие из оксида хрома замедляет ржавление.
Нержавеющая сталь является наиболее популярным высоколегированным сплавом с содержанием хрома не менее 10,5% по массе. Это соотношение придает нержавеющей стали большую коррозионную стойкость, а покрытие из оксида хрома замедляет ржавление. 

 К ним относятся:
К ним относятся: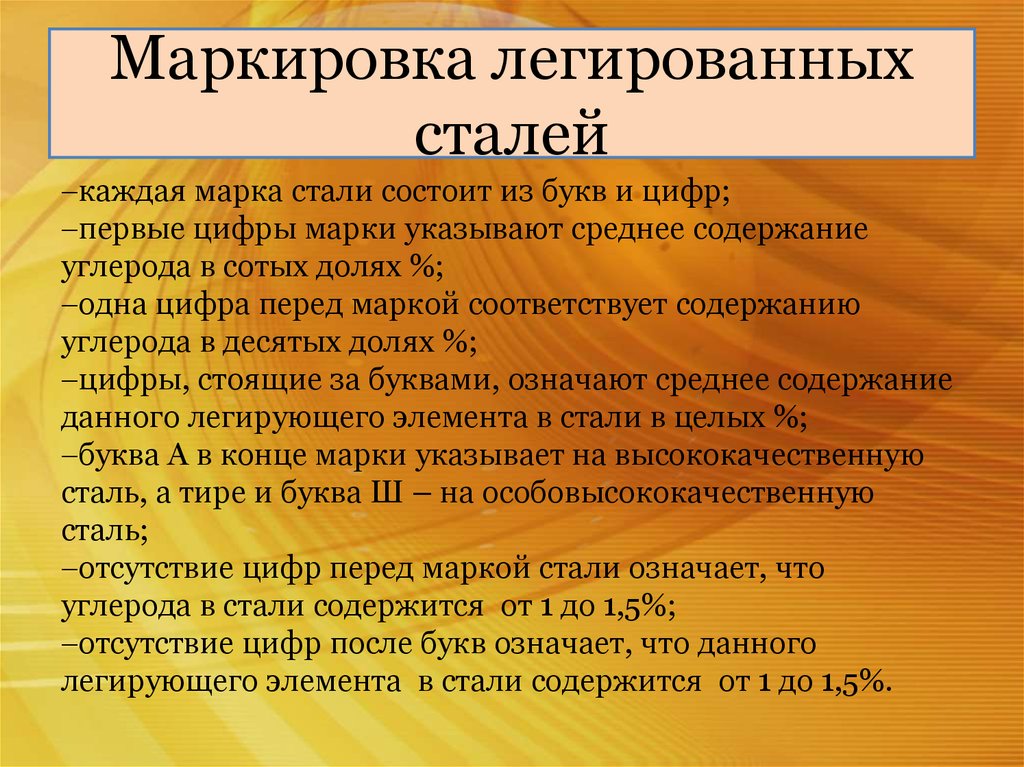 % повышают коррозионную стойкость и стабильность при высоких или низких температурах [2].
% повышают коррозионную стойкость и стабильность при высоких или низких температурах [2]. Однако недостатки заключаются в том, что легированные стали обычно имеют более низкую обрабатываемость, свариваемость и формуемость.
Однако недостатки заключаются в том, что легированные стали обычно имеют более низкую обрабатываемость, свариваемость и формуемость.



 Но эти слои осложняют работу с фанерой — скрепление деталей встык. Рассмотрим проверенные способы соединения заготовок из фанеры своими руками.
Но эти слои осложняют работу с фанерой — скрепление деталей встык. Рассмотрим проверенные способы соединения заготовок из фанеры своими руками. Закрутите шурупы, высверливая направляющие отверстия.
Закрутите шурупы, высверливая направляющие отверстия. Изделия из фанеры, скрепленные качественно подогнанными пазами, служат десятилетиями.
Изделия из фанеры, скрепленные качественно подогнанными пазами, служат десятилетиями. Традиционные шурупы, имеющие сужающийся стержень, требуют высверливания монтажного углубления для гладкой части и направляющего канала для резьбовой, плюс ещё нужно заглублять шляпку. Выполняйте эти операции за один подход комбинированным сверлом с зауженным наконечником и регулируемым зенкером.
Традиционные шурупы, имеющие сужающийся стержень, требуют высверливания монтажного углубления для гладкой части и направляющего канала для резьбовой, плюс ещё нужно заглублять шляпку. Выполняйте эти операции за один подход комбинированным сверлом с зауженным наконечником и регулируемым зенкером. Не рискуйте и не тратьте времени на замену треснувшей заготовки – делайте отверстия даже под шурупы со сверлом хотя бы наполовину глубины и особенно вблизи кромок и торцов.
Не рискуйте и не тратьте времени на замену треснувшей заготовки – делайте отверстия даже под шурупы со сверлом хотя бы наполовину глубины и особенно вблизи кромок и торцов. Всегда начинайте с изготовления паза, а потом под него подгоняйте гребень.
Всегда начинайте с изготовления паза, а потом под него подгоняйте гребень. com
com
 Мы используем подложку «Лауан» или «Липа» в зависимости от предпочтений заказчика. Шпон лицевой и тыльной стороны по спецификации заказчика. Мы продаем фанеру для гибки из березы, красного дерева и красного дуба. Другие виды доступны по запросу и могут потребовать минимума.
Мы используем подложку «Лауан» или «Липа» в зависимости от предпочтений заказчика. Шпон лицевой и тыльной стороны по спецификации заказчика. Мы продаем фанеру для гибки из березы, красного дерева и красного дуба. Другие виды доступны по запросу и могут потребовать минимума. Наши гибочные панели не шлифуются.
Наши гибочные панели не шлифуются.
 Он также используется производителями столярных изделий, где необходимы прочность и стабильность размеров. Удобоукладываемость сердцевины пиломатериалов оценивается очень высоко, и ее можно нарезать, просверливать и обрабатывать различными способами, чтобы удовлетворить потребности пользователя в соответствии со спецификацией. Фанера с деревянным наполнителем стабильна по размерам и используется вместо цельного пиломатериала, где существуют проблемы с усадкой, набуханием, короблением или расщеплением. Способность удерживать отделку, конечно же, зависит от пород, используемых для лицевых и тыльных сторон, однако наши панели дважды шлифуются с использованием сначала ленты с зернистостью 120, а затем с зернистостью 150, что оставляет поверхность в оптимальной форме для отделки. Шлифовка зернистостью 180 – 220 доступна по запросу.
Он также используется производителями столярных изделий, где необходимы прочность и стабильность размеров. Удобоукладываемость сердцевины пиломатериалов оценивается очень высоко, и ее можно нарезать, просверливать и обрабатывать различными способами, чтобы удовлетворить потребности пользователя в соответствии со спецификацией. Фанера с деревянным наполнителем стабильна по размерам и используется вместо цельного пиломатериала, где существуют проблемы с усадкой, набуханием, короблением или расщеплением. Способность удерживать отделку, конечно же, зависит от пород, используемых для лицевых и тыльных сторон, однако наши панели дважды шлифуются с использованием сначала ленты с зернистостью 120, а затем с зернистостью 150, что оставляет поверхность в оптимальной форме для отделки. Шлифовка зернистостью 180 – 220 доступна по запросу. виниры.
виниры. Серьезный риск отказа возникает при использовании для наружного применения. Сердечники с огнестойкостью (FR) и без добавления карбамидоформальдегида (NAUF) также доступны по запросу.
Серьезный риск отказа возникает при использовании для наружного применения. Сердечники с огнестойкостью (FR) и без добавления карбамидоформальдегида (NAUF) также доступны по запросу. Сердцевина МДФ обычно является наиболее экономичным способом изготовления фанерной панели, но при этом жертвуются многие преимущества, доступные в других типах панелей, таких как сердцевина из пиломатериалов и шпона.
Сердцевина МДФ обычно является наиболее экономичным способом изготовления фанерной панели, но при этом жертвуются многие преимущества, доступные в других типах панелей, таких как сердцевина из пиломатериалов и шпона. (Доступно с коротким зерном/поперечным зерном)
(Доступно с коротким зерном/поперечным зерном) Шлифовка зернистостью 180 – 220 доступна по запросу.
Шлифовка зернистостью 180 – 220 доступна по запросу. (Доступно с коротким зерном/поперечным зерном)
(Доступно с коротким зерном/поперечным зерном)



 Не менее популярен он в строительстве, где используется для изготовления водостоков, кровли, ограждений, декоративных элементов в интерьере, в автомобиле-, судо-, самолётостроении. В быту нашёл применение для производства сантехники, моек, столовых приборов, посуды и др.
Не менее популярен он в строительстве, где используется для изготовления водостоков, кровли, ограждений, декоративных элементов в интерьере, в автомобиле-, судо-, самолётостроении. В быту нашёл применение для производства сантехники, моек, столовых приборов, посуды и др.
 д.) В промышленности он используется для производства деталей, механизмов для различных видов транспорта, пружин для часов, компонентов морозильных камер, матриц для шрифтов печатного оборудования.
д.) В промышленности он используется для производства деталей, механизмов для различных видов транспорта, пружин для часов, компонентов морозильных камер, матриц для шрифтов печатного оборудования.














 д., а с другой стороны, металлическая сталь по своей природе не столь пластична, что не позволяет использовать ее для изготовления небольших машин.
д., а с другой стороны, металлическая сталь по своей природе не столь пластична, что не позволяет использовать ее для изготовления небольших машин. 





 Достаточно обзавестись необходимыми для этого материалами и инструментами. Для сборки можно использовать как сварные швы, так и болтовые соединения. В последнем случае пресс получится более мобильным, и при необходимости его можно будет разобрать, что сильно облегчит его перемещение.
Достаточно обзавестись необходимыми для этого материалами и инструментами. Для сборки можно использовать как сварные швы, так и болтовые соединения. В последнем случае пресс получится более мобильным, и при необходимости его можно будет разобрать, что сильно облегчит его перемещение.
 Перпендикулярно к ним крепятся сваркой ближе к краям отрезки уголка. В них с обеих сторон сверлятся отверстия, через которые пресс крепится к полу гаража болтами. Это позволяет регулировать его положение по вертикали, если пол недостаточно ровный. Верхний упор делается из спаренного швеллера и крепится к боковым стойкам теми же болтами, что и подвижная платформа. Посередине, в месте, в которое будет упираться шток домкрата, дополнительно приваривается стальная пластина толщиной 8-10 мм.
Перпендикулярно к ним крепятся сваркой ближе к краям отрезки уголка. В них с обеих сторон сверлятся отверстия, через которые пресс крепится к полу гаража болтами. Это позволяет регулировать его положение по вертикали, если пол недостаточно ровный. Верхний упор делается из спаренного швеллера и крепится к боковым стойкам теми же болтами, что и подвижная платформа. Посередине, в месте, в которое будет упираться шток домкрата, дополнительно приваривается стальная пластина толщиной 8-10 мм. Для этого в отверстия вставляют с обеих сторон две шпильки. Это позволяет прессовать детали различного размера.
Для этого в отверстия вставляют с обеих сторон две шпильки. Это позволяет прессовать детали различного размера. .
.

 На самом деле, Том и Рэй Мальоцци, также известные как Click and Clack, ведущие «Car Talk», впервые открыли свой собственный мастер-класс в 19 году.73, прежде чем превратить его в традиционный самодельный гараж.
На самом деле, Том и Рэй Мальоцци, также известные как Click and Clack, ведущие «Car Talk», впервые открыли свой собственный мастер-класс в 19 году.73, прежде чем превратить его в традиционный самодельный гараж. «Каждый день у нас есть один или два техника, которые в основном контролируют. Мы здесь, чтобы помочь вам в этом».
«Каждый день у нас есть один или два техника, которые в основном контролируют. Мы здесь, чтобы помочь вам в этом». Они говорят: «Ну, это моя машина, у меня должна быть возможность использовать Miller Lite, когда я над ней работаю», — сказал он. «Мы никогда не выгоняли людей из-за отсутствия навыков».
Они говорят: «Ну, это моя машина, у меня должна быть возможность использовать Miller Lite, когда я над ней работаю», — сказал он. «Мы никогда не выгоняли людей из-за отсутствия навыков». Она выступала в качестве эксперта на шоу доктора Оз и нескольких радиопередачах, опубликовала сотни статей и стала соавтором книги. Стейси написала о том, как отпраздновать праздники с меньшими затратами, украсить свой дом бесплатными печатными рисунками и подготовила лучшие бесплатные ресурсы для родителей и учителей. Стейси также имеет обширный опыт работы в академических кругах.
Она выступала в качестве эксперта на шоу доктора Оз и нескольких радиопередачах, опубликовала сотни статей и стала соавтором книги. Стейси написала о том, как отпраздновать праздники с меньшими затратами, украсить свой дом бесплатными печатными рисунками и подготовила лучшие бесплатные ресурсы для родителей и учителей. Стейси также имеет обширный опыт работы в академических кругах. Многие из этих планов также можно использовать для мастерской, сарая, сарая или даже теплицы.
Многие из этих планов также можно использовать для мастерской, сарая, сарая или даже теплицы.

 Это действительно дает вам возможность найти гараж, который лучше всего соответствует вашим потребностям.
Это действительно дает вам возможность найти гараж, который лучше всего соответствует вашим потребностям. Это действительно отличное чтение для тех, кто никогда раньше не строил гараж. Это действительно излагает весь процесс для вас.
Это действительно отличное чтение для тех, кто никогда раньше не строил гараж. Это действительно излагает весь процесс для вас.
 Юрий Лилеков. Митап 17.02.19
Юрий Лилеков. Митап 17.02.19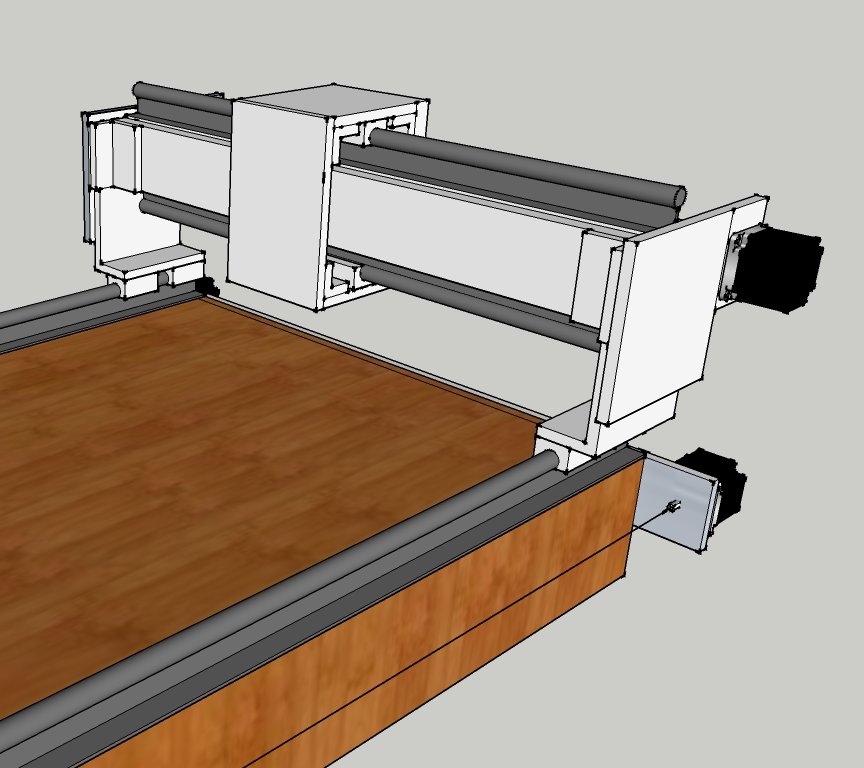
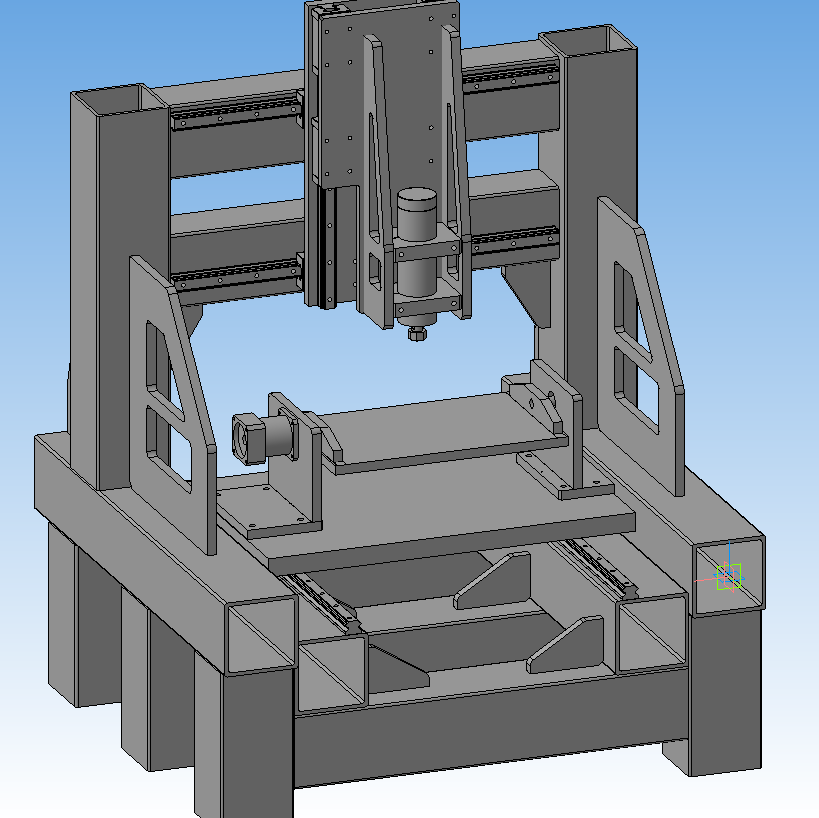
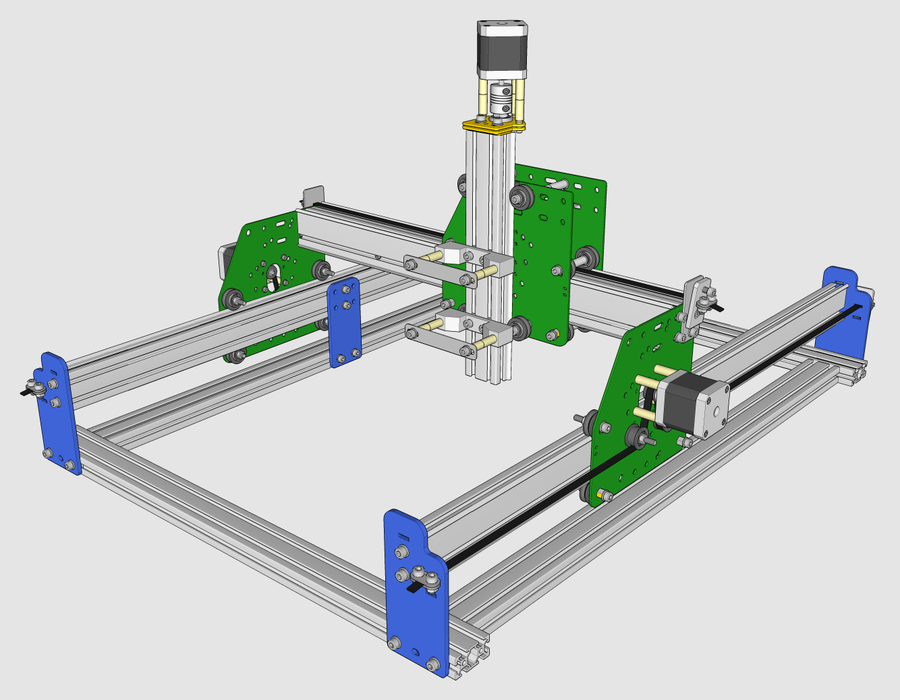
 Чаще всего, рабочие поверхности называют еще рабочим столом — фанерные с толщиной 18 мм. В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента.
Чаще всего, рабочие поверхности называют еще рабочим столом — фанерные с толщиной 18 мм. В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента.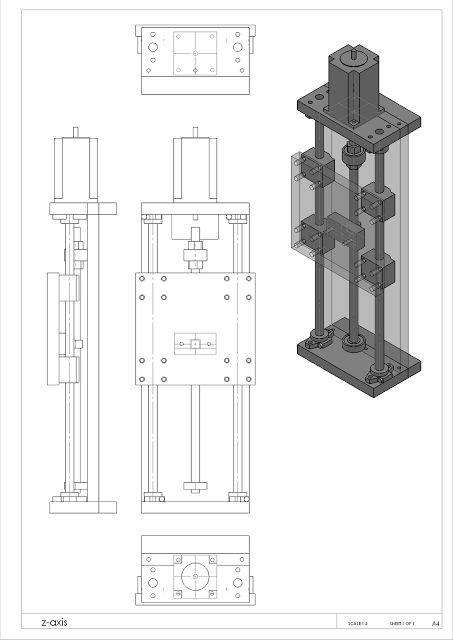 Понадобится подшипник скольжения и шпиндельный подшипник. Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия.
Понадобится подшипник скольжения и шпиндельный подшипник. Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Верно утверждение: как соберешь, так и работать будешь. На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ. Еще один образец собранного станка, где плиту ДВП используют как рабочий стол, на котором возможно изготовление печатной платы.
Верно утверждение: как соберешь, так и работать будешь. На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ. Еще один образец собранного станка, где плиту ДВП используют как рабочий стол, на котором возможно изготовление печатной платы. Но при желании все возможно! Спасибо за познавательный материал, буду пробовать. Хочу попробовать сделать станок в домашних условиях. Статья хорошая, полезная, всё доступно объяснили.
Но при желании все возможно! Спасибо за познавательный материал, буду пробовать. Хочу попробовать сделать станок в домашних условиях. Статья хорошая, полезная, всё доступно объяснили.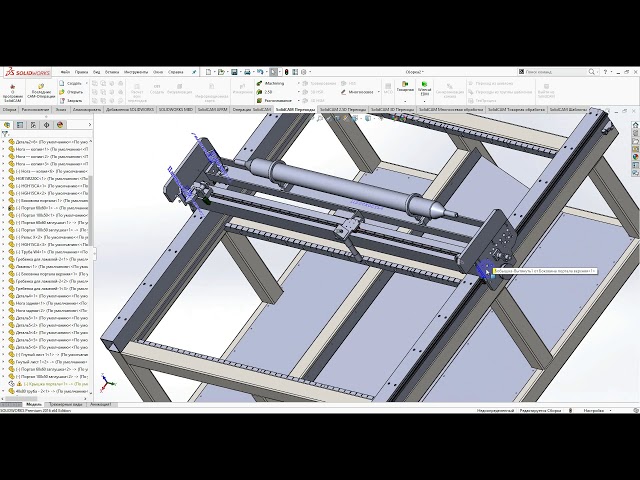 Перед тем, как начать его поиск, необходимо определить, для чего именно вы будете его использовать. Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью. Введите адрес вашей почты и получайте новости нашего портала, чтобы всегда быть в курсе последних новинок.
Перед тем, как начать его поиск, необходимо определить, для чего именно вы будете его использовать. Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью. Введите адрес вашей почты и получайте новости нашего портала, чтобы всегда быть в курсе последних новинок.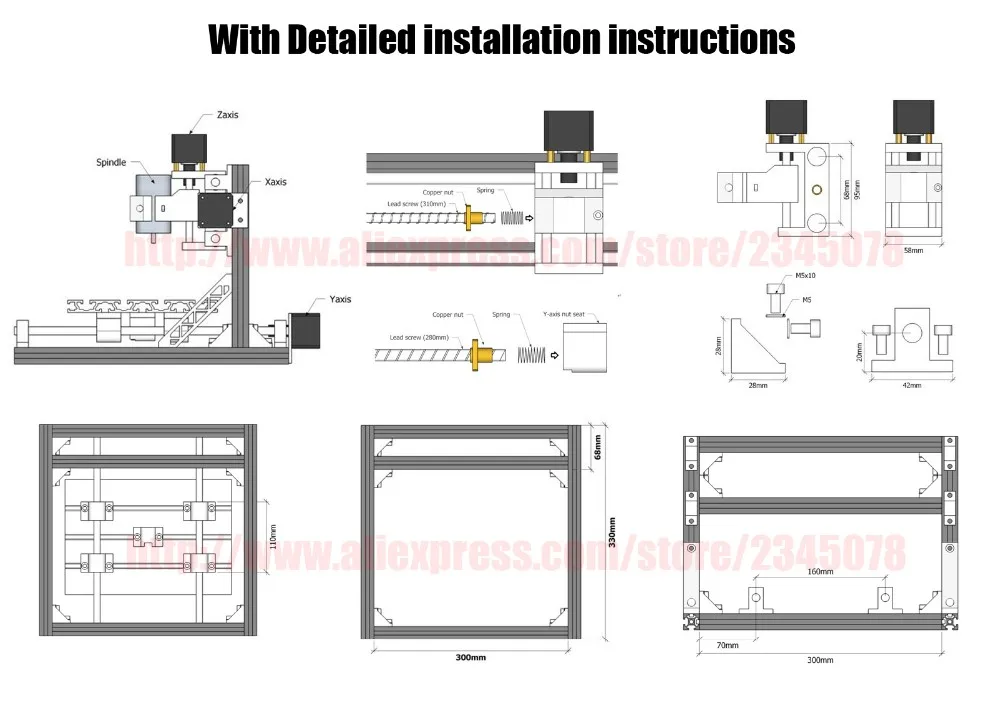 Проект ЧПУ станка — документальный план по разработке и созданию оборудования автономного или полуавтономного типа персонального использования.
Проект ЧПУ станка — документальный план по разработке и созданию оборудования автономного или полуавтономного типа персонального использования.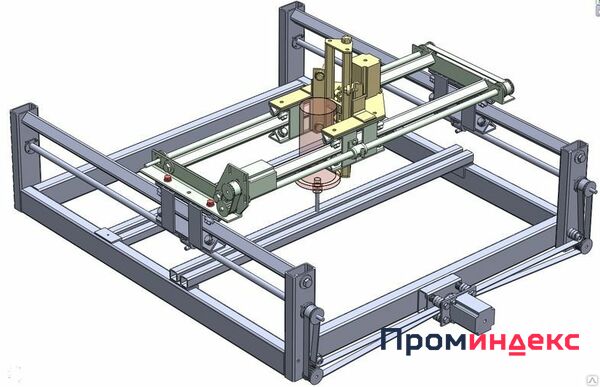

 На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, — очень важен. Есть различные примеры выбора варианта.
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, — очень важен. Есть различные примеры выбора варианта.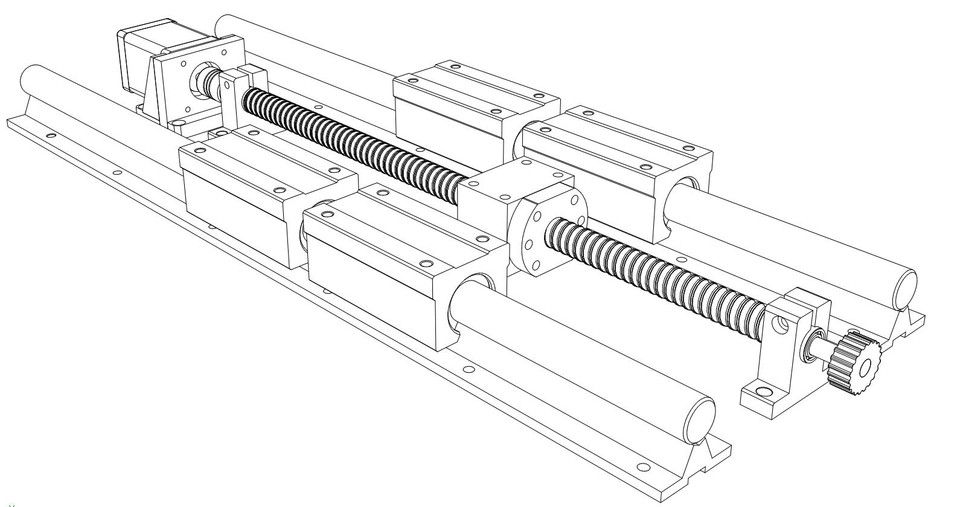 Кроме того не секрет, что качественность изделий, сделанных при помощи этого механизма, прямо зависит от профессиональной подготовки рабочего, какой занимается производством. Что касается станков с ЧПУ, то весь процесс выпуска контролирует электроника, что весьма уменьшает требования к профессиональной подготовки рабочего, сохраняя при этом высочайшее качество изделий. В подобных станках обыкновенные нерегулируемые источники движения заменяются двигателями, которые управляются при помощи программы. Именно благодаря такому улучшению можно изменять скорость, направление, а иногда и пути движения, что приводит к облегчению конструкции агрегата, а также увеличению его параметров. Ваш e-mail не будет опубликован. Уведомить меня об ответе на комментарий по электронной почте.
Кроме того не секрет, что качественность изделий, сделанных при помощи этого механизма, прямо зависит от профессиональной подготовки рабочего, какой занимается производством. Что касается станков с ЧПУ, то весь процесс выпуска контролирует электроника, что весьма уменьшает требования к профессиональной подготовки рабочего, сохраняя при этом высочайшее качество изделий. В подобных станках обыкновенные нерегулируемые источники движения заменяются двигателями, которые управляются при помощи программы. Именно благодаря такому улучшению можно изменять скорость, направление, а иногда и пути движения, что приводит к облегчению конструкции агрегата, а также увеличению его параметров. Ваш e-mail не будет опубликован. Уведомить меня об ответе на комментарий по электронной почте. Скачать чертеж самодельного ЧПУ станка можно по ссылкам в конце статьи.
Скачать чертеж самодельного ЧПУ станка можно по ссылкам в конце статьи.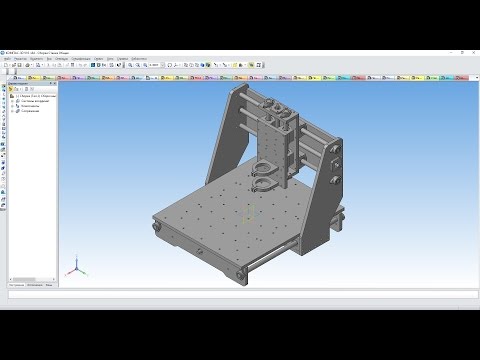
 Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка. Фрезерный станок с ЧПУ собран и готов к работе.
Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка. Фрезерный станок с ЧПУ собран и готов к работе.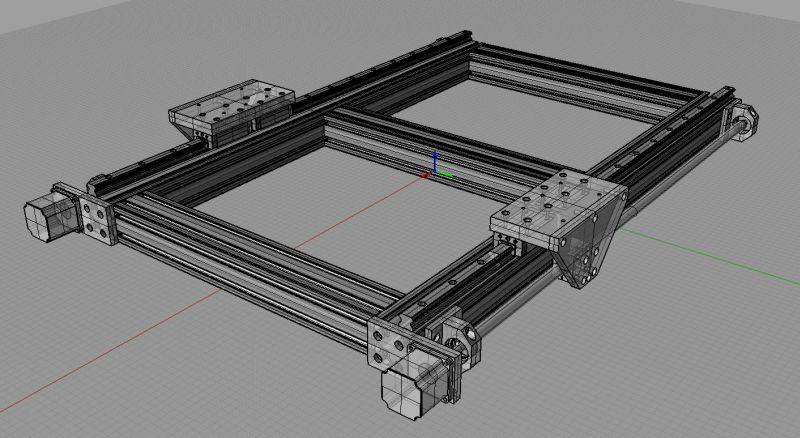 Мне особенно понравилось изготовление 3D объекта при помощи 2D резов. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом. Если вы заинтересованы его настройками, вы можете связаться с ним.
Мне особенно понравилось изготовление 3D объекта при помощи 2D резов. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом. Если вы заинтересованы его настройками, вы можете связаться с ним.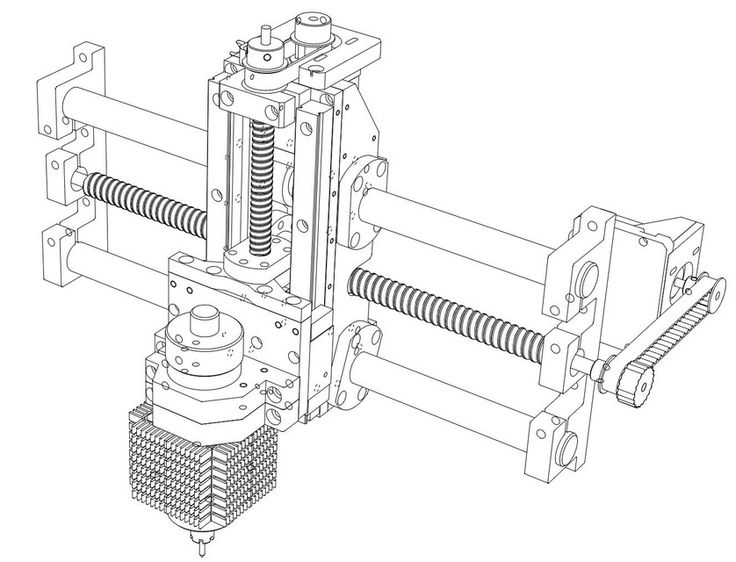 Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих. Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих. Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
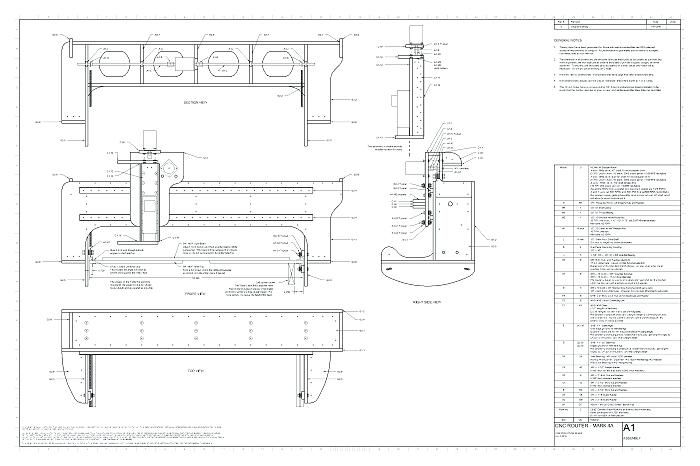 Часть 1
Часть 1 Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу! Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров.
Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу! Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров. Шаг за шагом: 1. Скачайте три PDF-файла с шаблонами. Откройте каждый файл в Adobe Reader 3. Откройте окно печати 4. Проверьте, что файл случайно не масштабировался. Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу.
Шаг за шагом: 1. Скачайте три PDF-файла с шаблонами. Откройте каждый файл в Adobe Reader 3. Откройте окно печати 4. Проверьте, что файл случайно не масштабировался. Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу.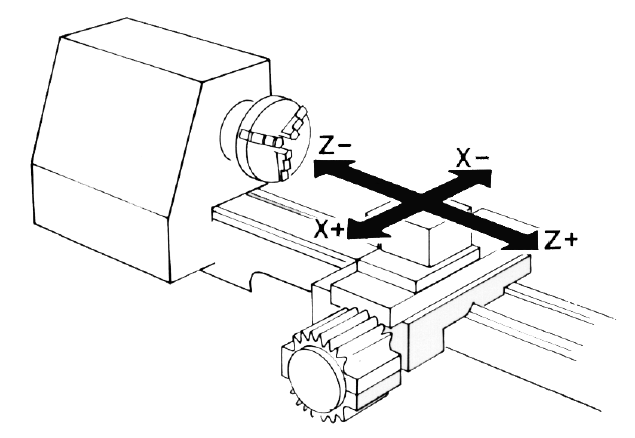 Довольно интересно выглядят пошаговые фотографии сборки.
Довольно интересно выглядят пошаговые фотографии сборки.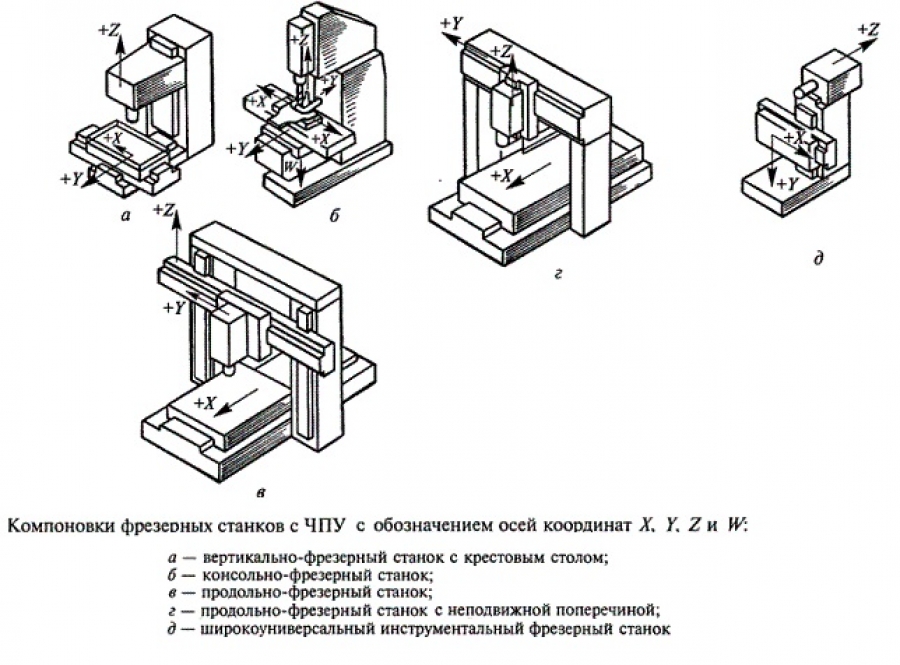 Подобная схема позволяет в дальнейшем подключать к станку управление. Минус в том, что фрезерный станок с ЧПУ работает только с деревянными, пластиковыми изделиями, изделиями из тонкого металла. Это связано с тем, что каретки принтера не имеют нужной жесткости. Внимание необходимо уделить двигателю будущего агрегата.
Подобная схема позволяет в дальнейшем подключать к станку управление. Минус в том, что фрезерный станок с ЧПУ работает только с деревянными, пластиковыми изделиями, изделиями из тонкого металла. Это связано с тем, что каретки принтера не имеют нужной жесткости. Внимание необходимо уделить двигателю будущего агрегата.


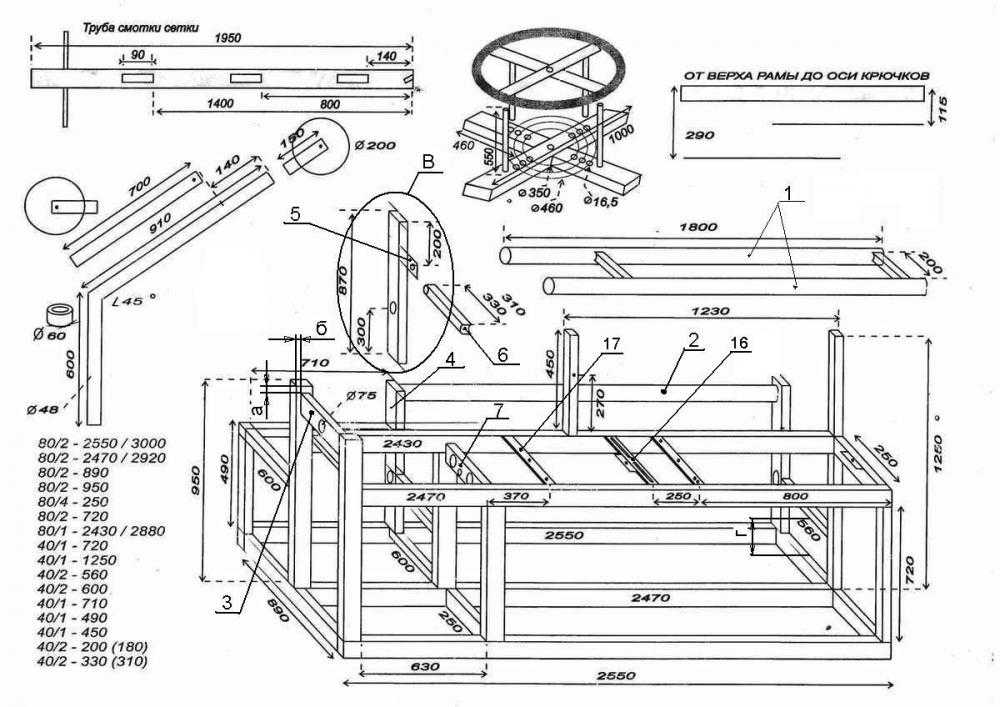

 Станок чпу по дереву своими руками
Станок чпу по дереву своими руками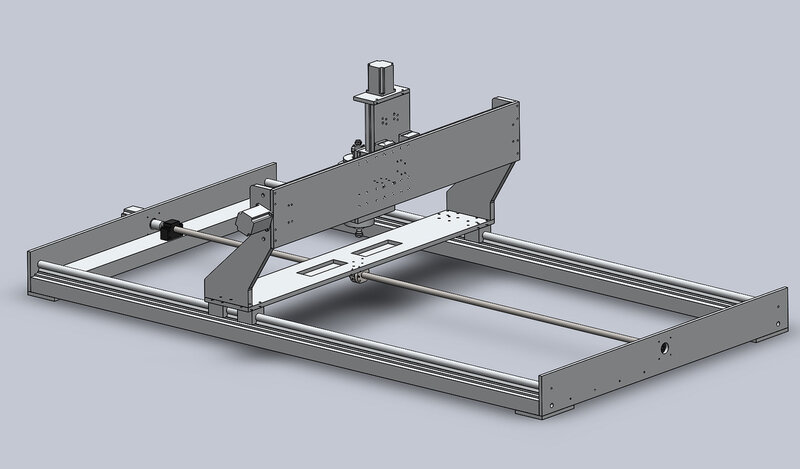
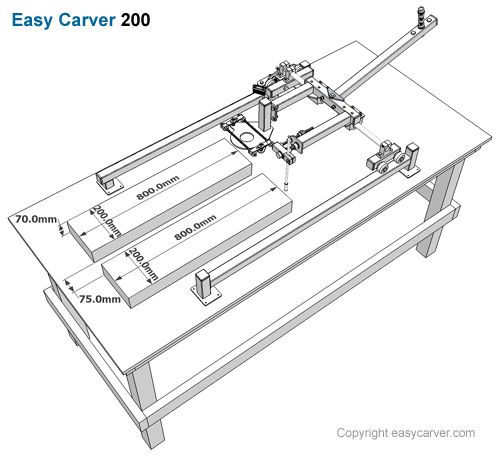 Имеется два варианта изготовления мини станочков для фрезеровки по дереву :. Самодельный фрезерный станок с ЧПУ. Перечень действий при разработке, изготовлению мини устройства для фрезерования по дереву следующий:. На станине устанавливают направляющие для перемещения портала по оси Y.
Имеется два варианта изготовления мини станочков для фрезеровки по дереву :. Самодельный фрезерный станок с ЧПУ. Перечень действий при разработке, изготовлению мини устройства для фрезерования по дереву следующий:. На станине устанавливают направляющие для перемещения портала по оси Y.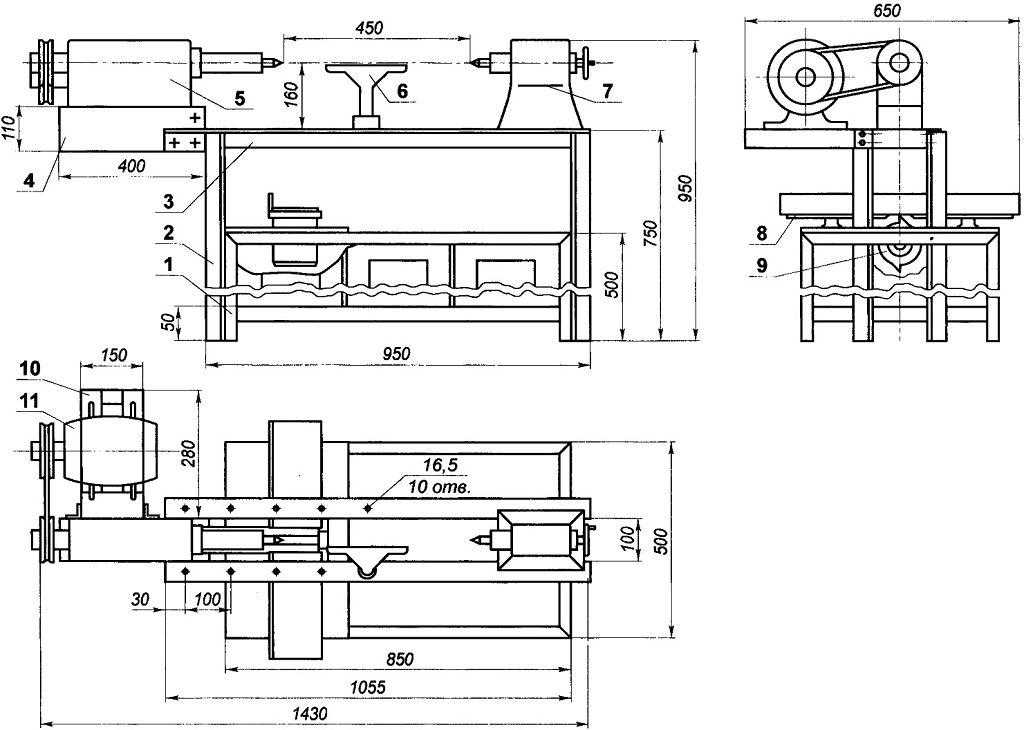
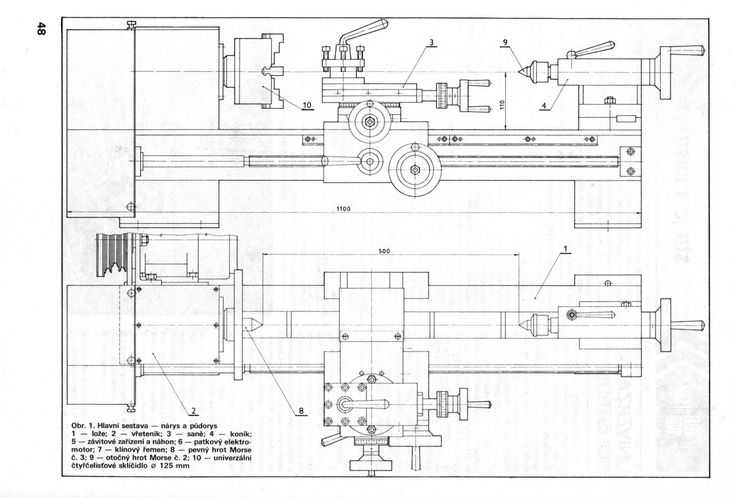 Также у нас есть DIY сообщество , где приветствуются обзоры вещей, сделанных своими руками. Установка её в Москвич.
Также у нас есть DIY сообщество , где приветствуются обзоры вещей, сделанных своими руками. Установка её в Москвич.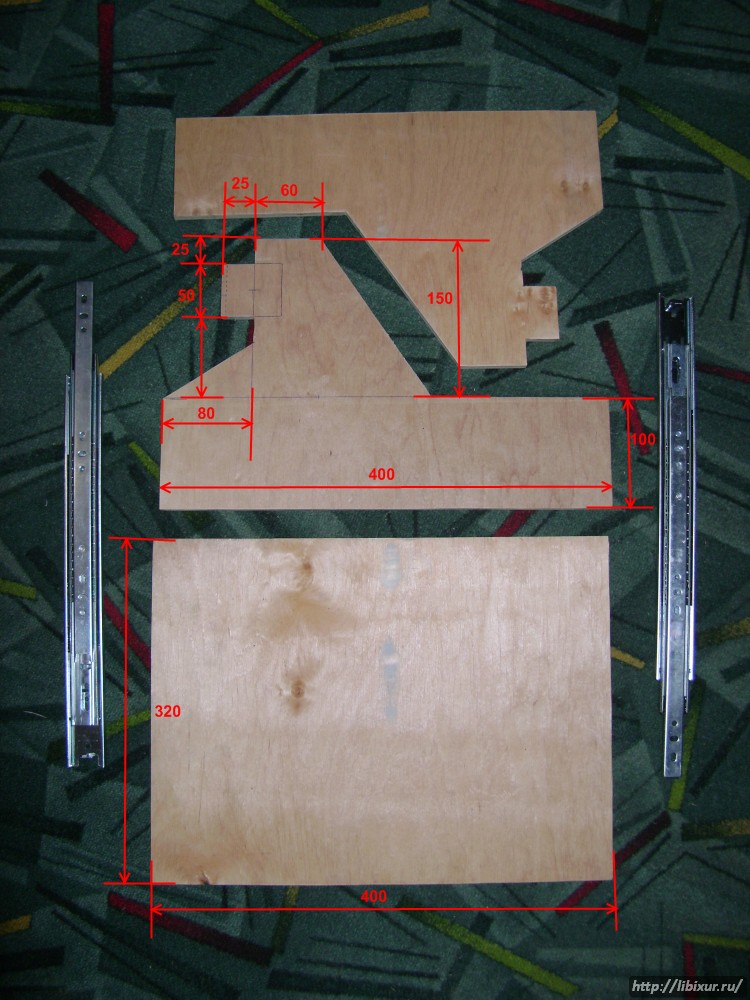
 Он использует 3 шаговых двигателя NEMA 17 для перемещения по осям X, Y и Z, а также небольшой сервопривод для захвата. Мозгом этого плоттерного станка с ЧПУ Pen является плата Arduino UNO в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.
Он использует 3 шаговых двигателя NEMA 17 для перемещения по осям X, Y и Z, а также небольшой сервопривод для захвата. Мозгом этого плоттерного станка с ЧПУ Pen является плата Arduino UNO в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.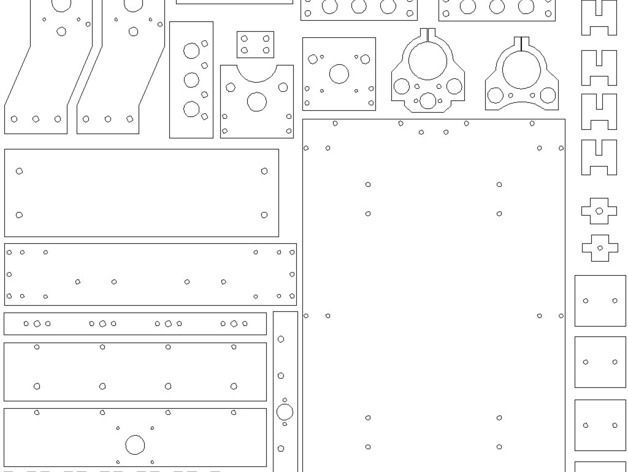
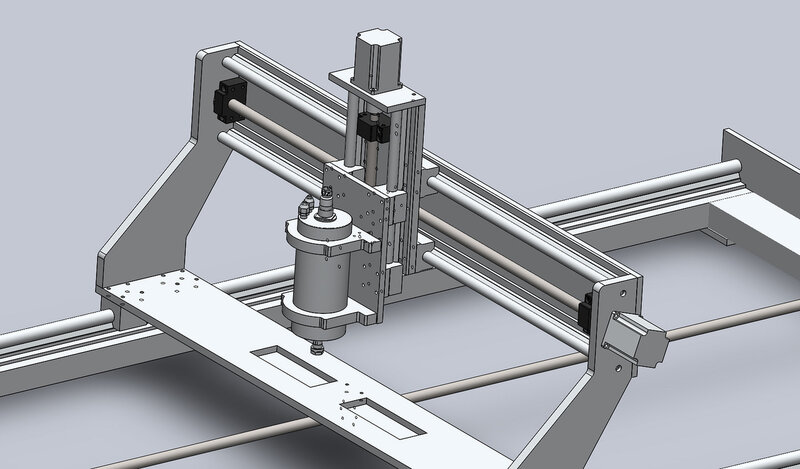
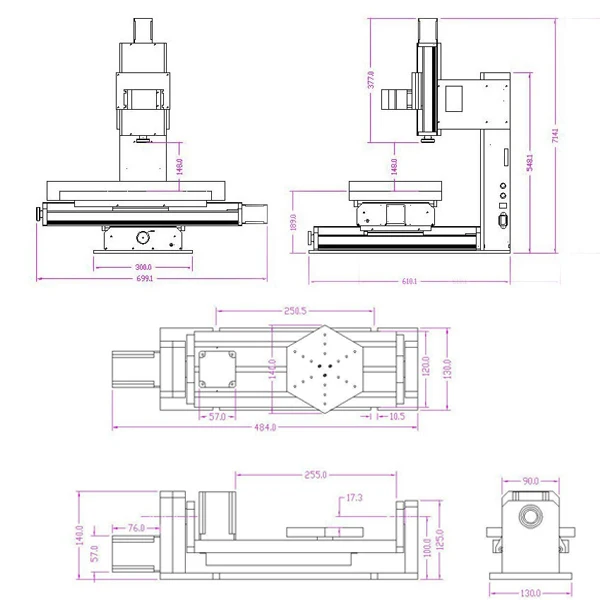 Как партнер Amazon я зарабатываю на соответствующих покупках.
Как партнер Amazon я зарабатываю на соответствующих покупках. 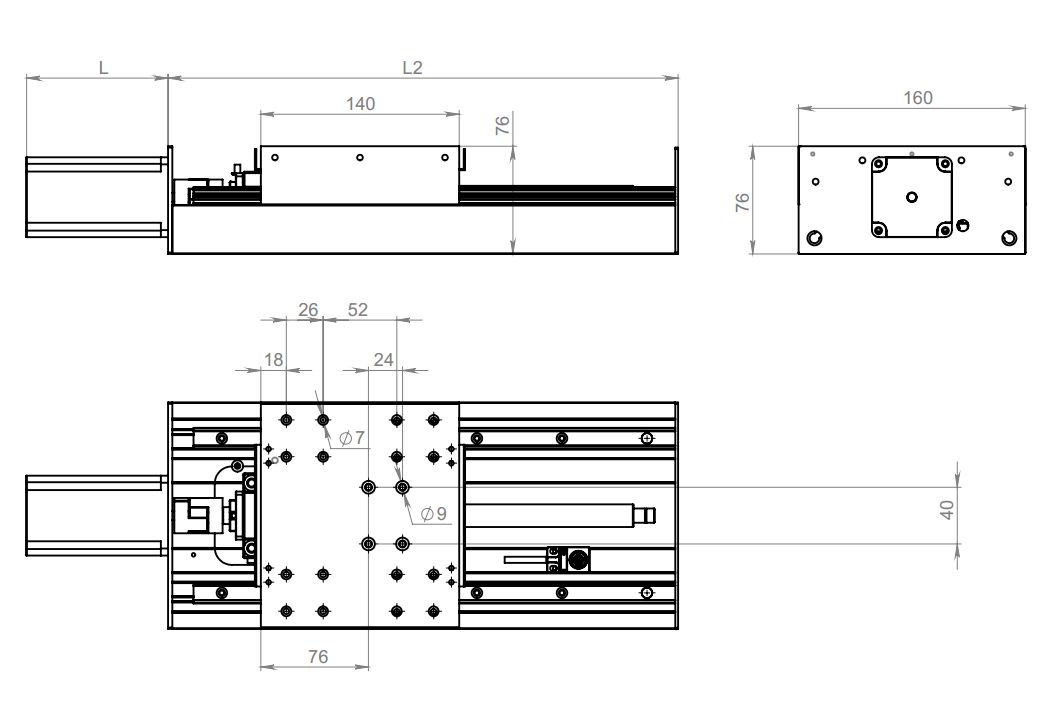 Один идет на верхнюю сторону, а другой на нижнюю сторону пластины. Как я упоминал ранее, нам понадобятся болты и гайки M5 для установки шкивов GT2 на место. Два шкива здесь на самом деле являются натяжными шкивами, которые используются для обеспечения захвата ремня GT2 оси X, и зубчатого шкива, который идет на шаговый двигатель.
Один идет на верхнюю сторону, а другой на нижнюю сторону пластины. Как я упоминал ранее, нам понадобятся болты и гайки M5 для установки шкивов GT2 на место. Два шкива здесь на самом деле являются натяжными шкивами, которые используются для обеспечения захвата ремня GT2 оси X, и зубчатого шкива, который идет на шаговый двигатель.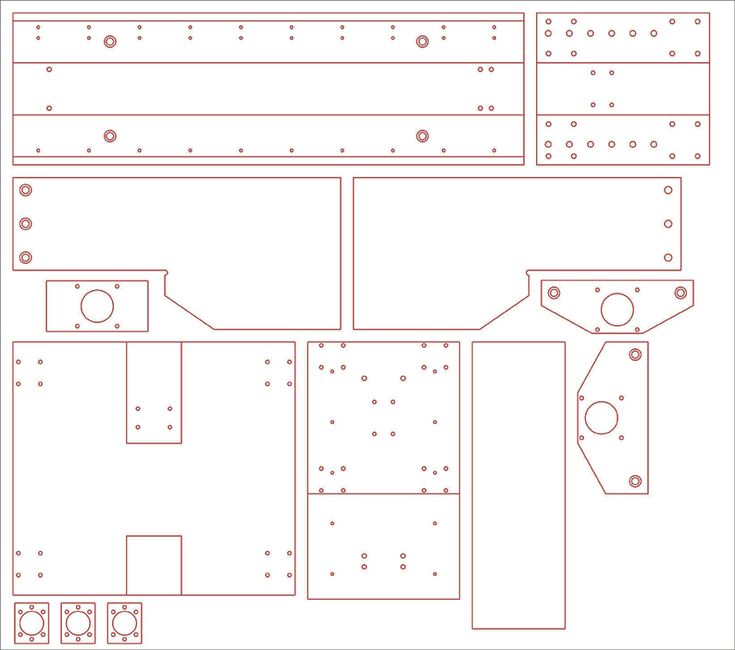 Как только неподвижная часть закреплена на месте, мы можем установить на нее шаговый двигатель оси Z. Этот шаговый двигатель также соответствует стандарту NEMA 17, но он короче, 23 мм вместо 40 мм, чтобы уменьшить вес.
Как только неподвижная часть закреплена на месте, мы можем установить на нее шаговый двигатель оси Z. Этот шаговый двигатель также соответствует стандарту NEMA 17, но он короче, 23 мм вместо 40 мм, чтобы уменьшить вес. При установке этого стержня мы также должны вставить пружину между неподвижной и подвижной частью таким образом, чтобы она толкала подвижную часть вниз.
При установке этого стержня мы также должны вставить пружину между неподвижной и подвижной частью таким образом, чтобы она толкала подвижную часть вниз.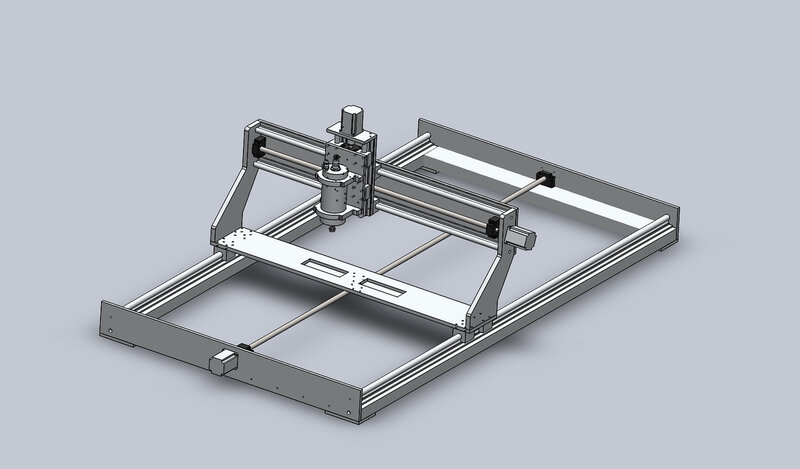

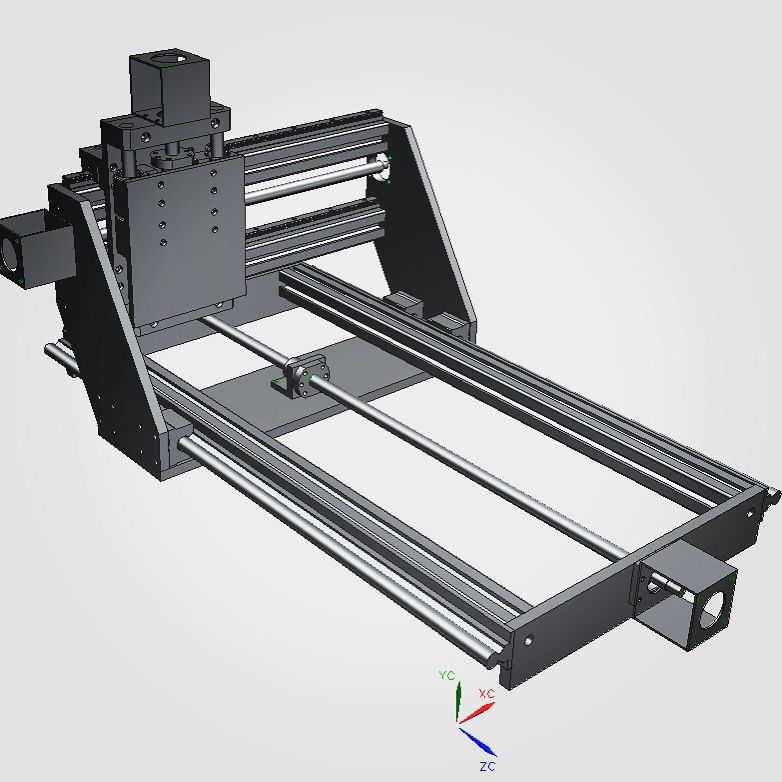 . Amazon / Banggood / AliExpress
. Amazon / Banggood / AliExpress  У нас есть три микровыключателя для возврата станка в исходное положение и небольшой серводвигатель для механизма захвата. Для питания нам понадобится блок питания 12v с минимальной силой тока 2 ампера.
У нас есть три микровыключателя для возврата станка в исходное положение и небольшой серводвигатель для механизма захвата. Для питания нам понадобится блок питания 12v с минимальной силой тока 2 ампера. Таким образом я уменьшил разницу примерно до 1 мм, что было приемлемо. если вы планируете использовать эти большие рельсы, я бы определенно предложил поддержать рельс оси Y с другой стороны.
Таким образом я уменьшил разницу примерно до 1 мм, что было приемлемо. если вы планируете использовать эти большие рельсы, я бы определенно предложил поддержать рельс оси Y с другой стороны. Однако для этого перьевого плоттера нам нужна его модифицированная версия, которая может управлять серводвигателем. Эта модифицированная версия, называемая «grbl-servo», изменяет частоту ШИМ по умолчанию для вывода управления шпинделем (или цифрового вывода номер 11) с 1 кГц до 50 Гц, что необходимо для управления этим типом серводвигателя.
Однако для этого перьевого плоттера нам нужна его модифицированная версия, которая может управлять серводвигателем. Эта модифицированная версия, называемая «grbl-servo», изменяет частоту ШИМ по умолчанию для вывода управления шпинделем (или цифрового вывода номер 11) с 1 кГц до 50 Гц, что необходимо для управления этим типом серводвигателя. Как только мы нажмем кнопку «Kill Alarm», на последовательном мониторе мы получим список наших текущих параметров GRBL. Нам нужно изменить некоторые из этих параметров в соответствии с нашей машиной.
Как только мы нажмем кнопку «Kill Alarm», на последовательном мониторе мы получим список наших текущих параметров GRBL. Нам нужно изменить некоторые из этих параметров в соответствии с нашей машиной.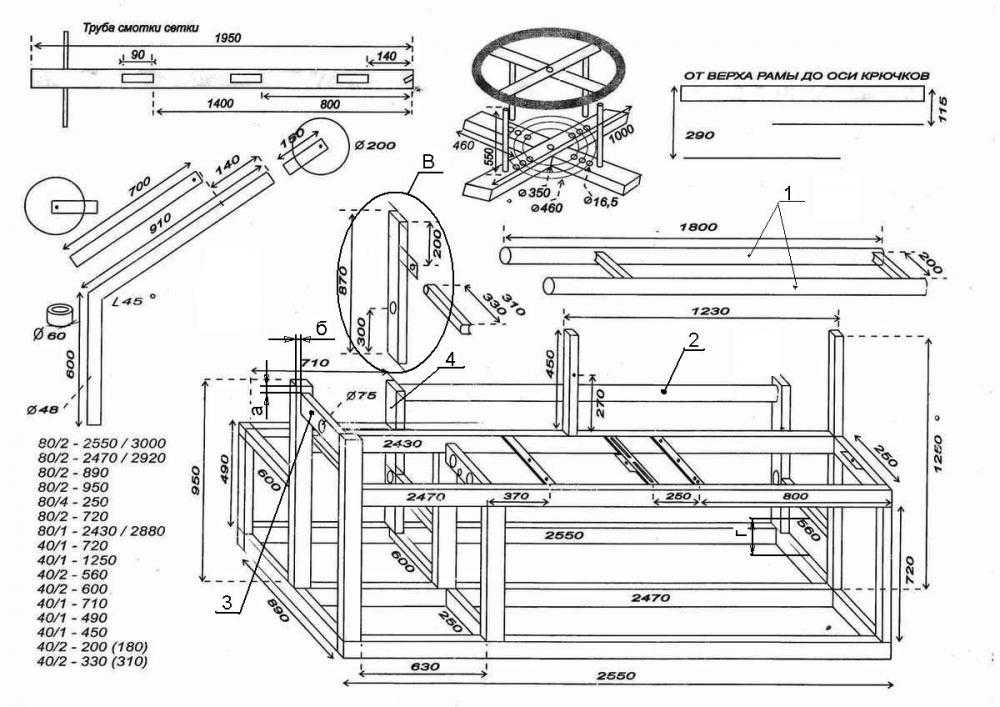 все время. Тем не менее, мы должны отметить, что при включении этой функции, особенно для шагового двигателя с осью Z, мы должны настроить предел тока драйвера A4988 на минимум, потому что более короткий шаговый двигатель NEMA 17 может быстро нагреться.
все время. Тем не менее, мы должны отметить, что при включении этой функции, особенно для шагового двигателя с осью Z, мы должны настроить предел тока драйвера A4988 на минимум, потому что более короткий шаговый двигатель NEMA 17 может быстро нагреться. Эти значения располагают захват перед первой ручкой, а затем мне просто нужно было определить значение Y для каждой ручки, которое составляет 21,7 мм в отрицательном направлении.
Эти значения располагают захват перед первой ручкой, а затем мне просто нужно было определить значение Y для каждой ручки, которое составляет 21,7 мм в отрицательном направлении.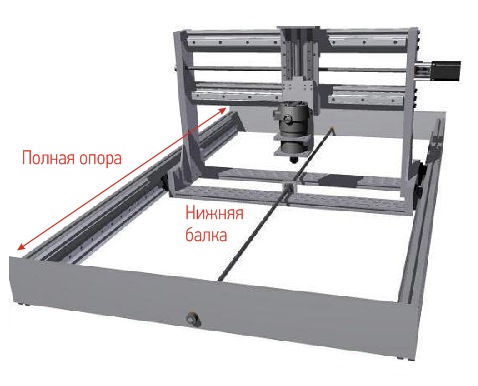 Затем захват закрывается, поднимает перо вверх и возвращается в то же положение перед выполнением сценария. Для удаления пера шаги сценария такие же, но в обратном порядке.
Затем захват закрывается, поднимает перо вверх и возвращается в то же положение перед выполнением сценария. Для удаления пера шаги сценария такие же, но в обратном порядке.
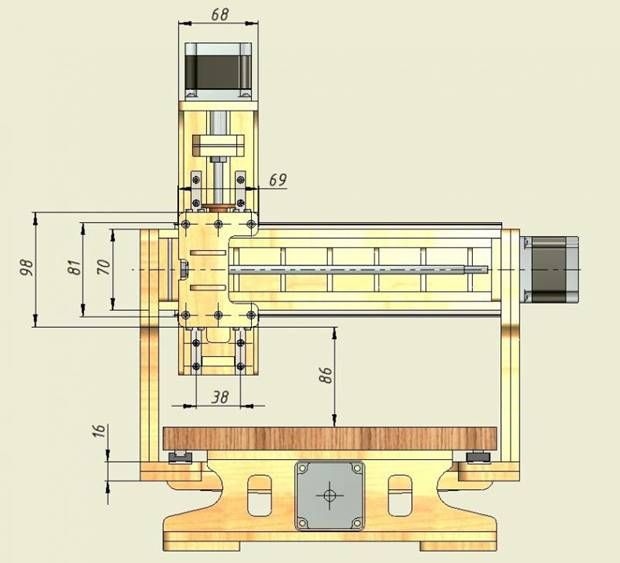
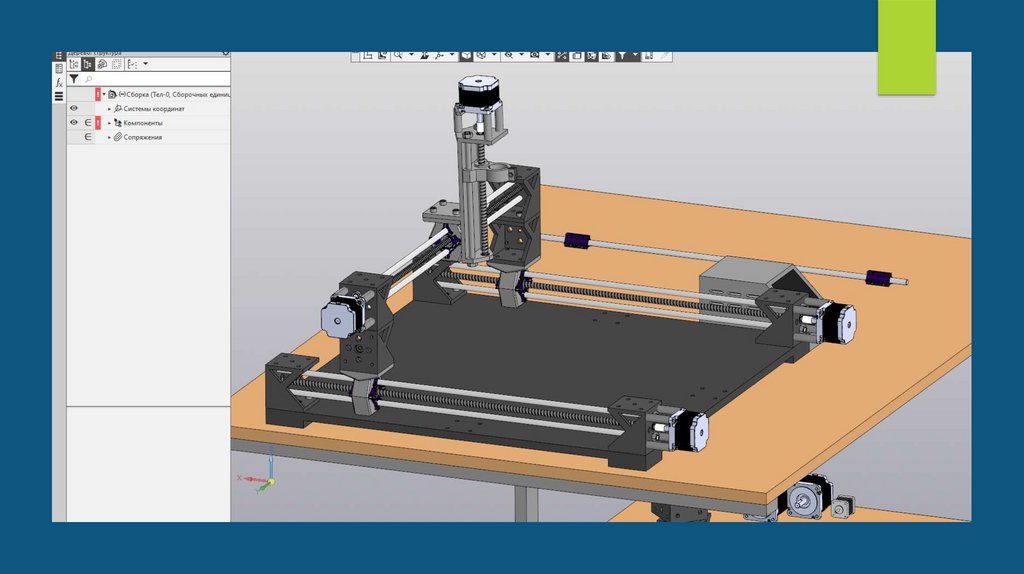 Имейте в виду, что многие из них не включают маршрутизатор или шпиндель, компьютер и программное обеспечение, необходимое для работы станка, или даже электронику, являющуюся частью станка.
Имейте в виду, что многие из них не включают маршрутизатор или шпиндель, компьютер и программное обеспечение, необходимое для работы станка, или даже электронику, являющуюся частью станка.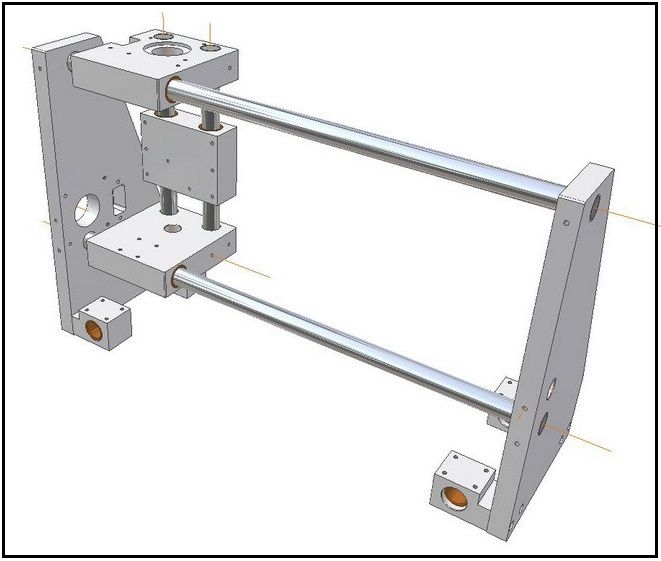 Вероятно, у вас есть идеи, что вы хотите сделать на своем станке с ЧПУ. Это поможет определить, какую машину вы должны получить. Здесь есть два основных соображения: 1. Насколько велики детали, которые вы собираетесь делать? 2. Из какого сырья будут изготовлены детали?
Вероятно, у вас есть идеи, что вы хотите сделать на своем станке с ЧПУ. Это поможет определить, какую машину вы должны получить. Здесь есть два основных соображения: 1. Насколько велики детали, которые вы собираетесь делать? 2. Из какого сырья будут изготовлены детали?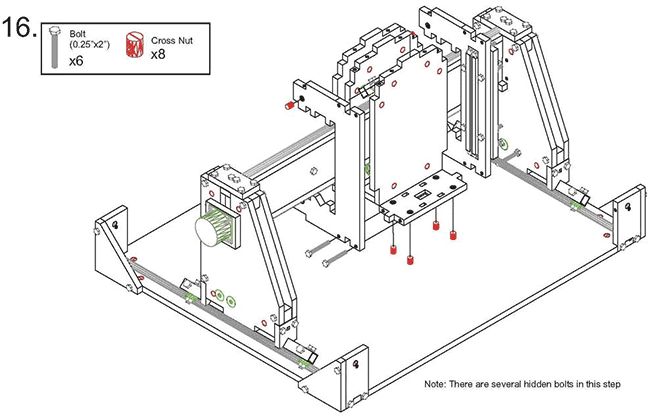
 Так как же определить производительность станка с ЧПУ? Это сводится к точности, прецизионности, воспроизводимости, скорости, ускорению и скорости съема материала. Вы также можете добавить обсуждение качества отделки, вибрации и жесткости, но эти детали будут сохранены для другой статьи.
Так как же определить производительность станка с ЧПУ? Это сводится к точности, прецизионности, воспроизводимости, скорости, ускорению и скорости съема материала. Вы также можете добавить обсуждение качества отделки, вибрации и жесткости, но эти детали будут сохранены для другой статьи. Из-за таких факторов, как изгиб станка, вибрация, биение и люфт, размеры обрабатываемых деталей не будут каждый раз точно одинаковыми и не будут идеально соответствовать конструкции. Эти факторы являются причиной большинства ошибок в машинах.
Из-за таких факторов, как изгиб станка, вибрация, биение и люфт, размеры обрабатываемых деталей не будут каждый раз точно одинаковыми и не будут идеально соответствовать конструкции. Эти факторы являются причиной большинства ошибок в машинах.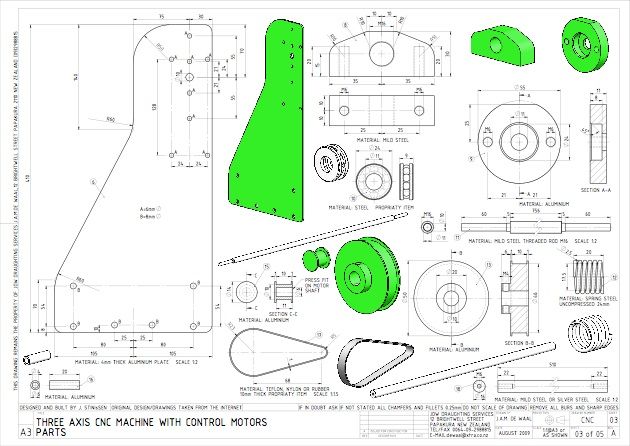 Обратите внимание, что скорость вращения инструмента определяется в оборотах в минуту (об/мин) или в футах поверхности в минуту (SFM).
Обратите внимание, что скорость вращения инструмента определяется в оборотах в минуту (об/мин) или в футах поверхности в минуту (SFM).
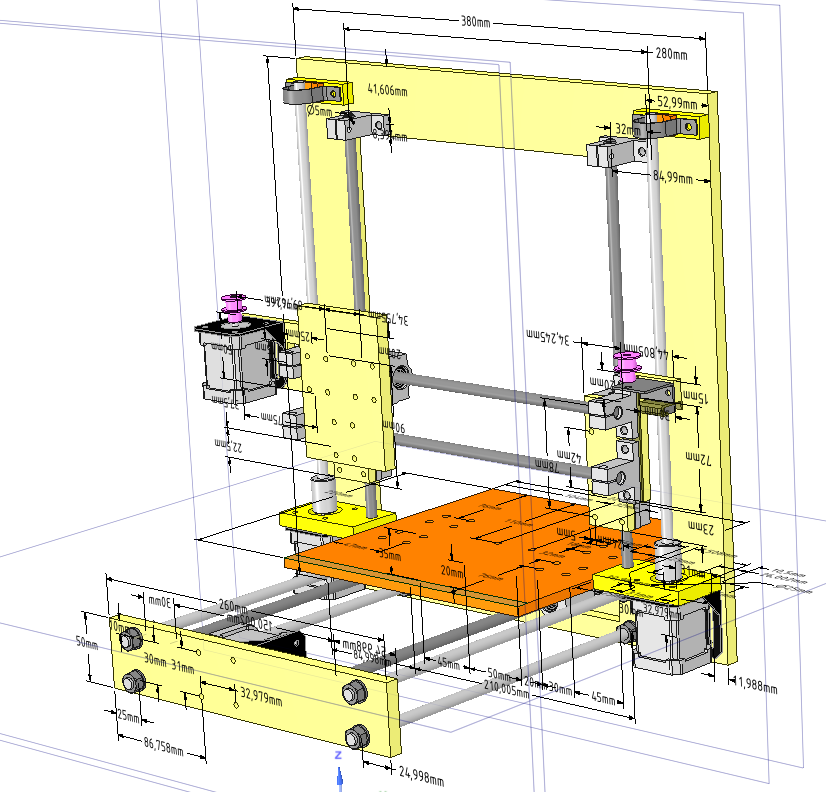 Лучший способ оценить это — посмотреть видеоролики о машинах в действии и увидеть, насколько глубоки пропилы, насколько широк пропил или сколько проходов необходимо для резки материала заданной толщины. Также читайте отзывы и комментарии строителей о прочности и жесткости машины.
Лучший способ оценить это — посмотреть видеоролики о машинах в действии и увидеть, насколько глубоки пропилы, насколько широк пропил или сколько проходов необходимо для резки материала заданной толщины. Также читайте отзывы и комментарии строителей о прочности и жесткости машины.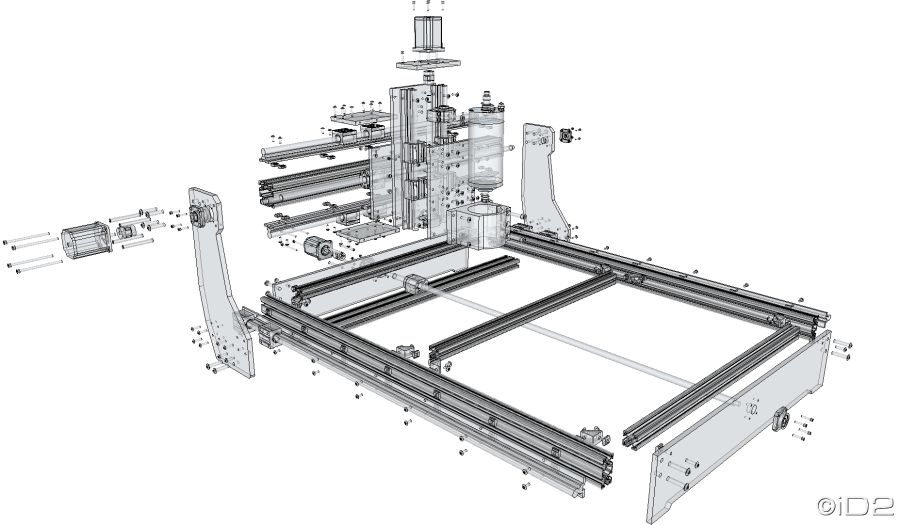 Обычно это дерево, алюминий или сталь. Если у вас уже есть деревообрабатывающий цех, вам будет легко построить любое из станков с деревянным каркасом. Чтобы построить алюминиевые или металлические машины, вам может потребоваться купить комплект деталей, а не делать детали самостоятельно, или заплатить кому-то за изготовление компонентов для вас. Некоторые машины с металлическим каркасом были спроектированы так, чтобы в основном скрепляться болтами из имеющихся в продаже деталей, что можно сделать с помощью ручных инструментов.
Обычно это дерево, алюминий или сталь. Если у вас уже есть деревообрабатывающий цех, вам будет легко построить любое из станков с деревянным каркасом. Чтобы построить алюминиевые или металлические машины, вам может потребоваться купить комплект деталей, а не делать детали самостоятельно, или заплатить кому-то за изготовление компонентов для вас. Некоторые машины с металлическим каркасом были спроектированы так, чтобы в основном скрепляться болтами из имеющихся в продаже деталей, что можно сделать с помощью ручных инструментов.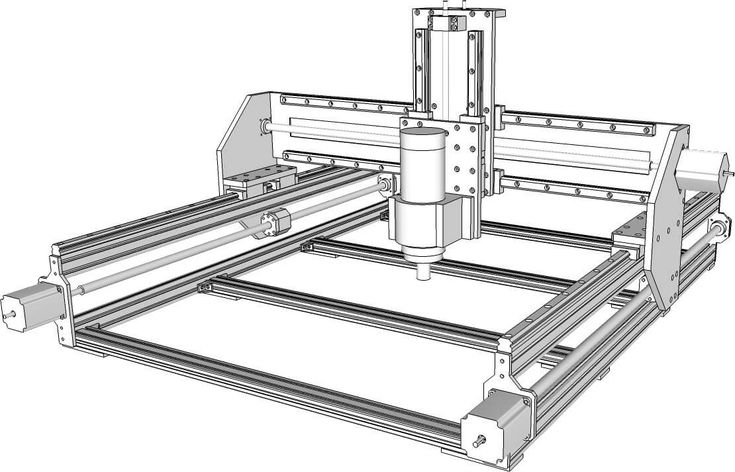 На одном конце спектра вы получите только набор рисунков. Эти чертежи содержат всю информацию, необходимую для сборки машины, но могут напугать тех, кто не привык читать чертежи или технические чертежи. На другом конце спектра, в дополнение к механическим чертежам, может быть спецификация (BOM), обсуждение проектных соображений, пошаговые инструкции, изображения процесса сборки, ссылки на поставщиков для каждой детали и более. У некоторых проектов есть форумы строителей, к которым у вас будет доступ, а у некоторых есть доступные видео, которые документируют сборку. Некоторые проекты делают файлы САПР доступными для тех, кто хочет либо изменить дизайн, либо использовать их для обработки деталей на другом фрезерном станке с ЧПУ.
На одном конце спектра вы получите только набор рисунков. Эти чертежи содержат всю информацию, необходимую для сборки машины, но могут напугать тех, кто не привык читать чертежи или технические чертежи. На другом конце спектра, в дополнение к механическим чертежам, может быть спецификация (BOM), обсуждение проектных соображений, пошаговые инструкции, изображения процесса сборки, ссылки на поставщиков для каждой детали и более. У некоторых проектов есть форумы строителей, к которым у вас будет доступ, а у некоторых есть доступные видео, которые документируют сборку. Некоторые проекты делают файлы САПР доступными для тех, кто хочет либо изменить дизайн, либо использовать их для обработки деталей на другом фрезерном станке с ЧПУ.