Вес профильной трубы — таблица по ГОСТ, а также формула расчета
Автор Монтажник На чтение 6 мин Просмотров 15.6к. Обновлено
Профильные трубы широко используют в строительной сфере и в быту для сооружения различного типа конструкций методом сваривания. При заказе товара на предприятиях производителях, транспортировке груза, проектировании и возведении различных сооружений, важно знать вес профильной трубы.
Источниками для получения данной информации служат государственные стандарты, регламентирующие сортамент (типовые размерные параметры и массу) выпускаемых изделий. Если необходимо определить вес профтрубы с размерами или из материалов, отличных от стандартных, используют специальные формулы или онлайн калькуляторы.
Рис. 1 Профильный трубный прокат – разновидности и упаковка
Содержание
Что называют профильной трубой
Особенности бытового использования
Сферы применения
Размерные параметры
Вес профильной трубы — таблицы и расчет по формуле
Условное обозначение
Что называют профильной трубой
Профильными трубами называют прокат квадратного (ГОСТ 8639-82) или прямоугольного (ГОСТ 8645-68) сечения из низкоуглеродистой стали, произведенной по технологиям:
электрической сварки горячекалиброванных труб из стали;
печной сварки.
Профильный прокат делают из сталей, хорошо поддающихся электродуговой сварке ручным способом, к ним относятся сплавы с низким содержанием углерода. Профильные трубы обычно изготавливают из низкоуглеродистых конструкционных сталей марок Ст2, Ст3, Ст4, Ст5, Ст10, СТ20, Ст45. Для защиты от процессов коррозии нередко используют технологию защиты профтруб от влаги, покрывая их поверхность слоем оцинковки.
Для изготовления максимально коррозионно-устойчивых конструкций выпускается профильная труба из сплавов с повышенным содержанием хрома (нержавейка), алюминия.
Рис. 2 Прямоугольная и квадратная профтруба – размеры по ГОСТ
Особенности бытового использования
Профильная труба — один из популярных товаров для применения в загородном домашнем хозяйстве, ее главные особенности:
Жесткость и прочность металлической оболочки благодаря прямоугольному (квадратному) сечению при относительно малом весе и металлоемкости.
В отличие от труб круглого сечения, ее удобно складировать и транспортировать.
Плоская поверхность практична для использования профтрубы в роли каркаса — к ней удобно крепить дополнительные элементы конструкций.
Так как материалом изготовления профильного проката является низкоуглеродистая сталь, она отлично сваривается в любых условиях и не требовательна к режимам и маркам электродов.
Удобству сваривания способствует равномерная толщина стенок трубы по всему периметру, гладкая и ровная поверхность изделия.
Отличительная особенность сталей с низким содержанием углерода — гибкость и пластичность, то есть она относительно легко и без разрывов деформируется при приложении к ней физического усилия. Это позволяет сооружать из профильных труб различного типа арочные конструкции.
Малая толщина стенки и соответственно небольшая масса металлической профтубы делает возможным проведение погрузочно-разгрузочных, монтажных работ с ее использованием одним человеком.
Профильная труба широко применяется при производстве транспортных средств, в строительной сфере и бытовом хозяйстве для следующих целей:
Возведения различных навесов, предохраняющих строительные объекты или разного вида приспособления, оборудование, транспорт от атмосферных осадков.
Из профтруб сооружают каркасы для навесов и крыш гаражей, беседок, балконов верхних этажей, хозяйственных построек для защиты домашней утвари. Наиболее ходовые размеры профтруб для использования в этих целях — прямоугольной формы 40х20х2 мм, 40х15х2 мм, 30х10х2 мм и другие типоразмеры с толщиной стенки 2 мм.
Сооружения различного вида ограждений — заборов на индивидуальных участках, перил на лестницах, решеток на балконах и лоджиях индивидуальных домов. Помимо перечисленного выше прямоугольного профиля, для этих целей нередко используют квадратные трубы типоразмерами 20х20х2, 25х25х2, 30х30х2 мм, делая из них, к примеру, поперечный каркас заборов. Для устройства вертикальных столбов используют профтрубы сечением в виде прямоугольника или квадрата большого размера около 100х100 мм и толщиной от 3 до 9 мм.
Рис. 4 Вес профильной трубы таблица по ГОСТ 8645-68
При возведении теплиц арочной конструкции некоторые собственники самостоятельно изгибают профильную трубу на трубогибах. Так как сделать это при толстой стенке проблематично, используют тонкостенные изделия в 1 мм. Наиболее популярные виды сечений для изготовления теплиц 40х20х1 мм, 30х15х1 мм, для поперечных элементов каркаса можно использовать трубу квадратного сечения 20х20х1 мм.
Изготовления технических средств своими руками — прицепов, повозок, сельхозтехники, жестких рам для крепления электродвигателей. Для этого используют толстостенную профильную трубу, к примеру сечением 40х40х4 мм.
Сооружения различного вида самодельных приспособлений и конструкций, облегчающих проведения тех или иных работ. С помощью профтруб можно сделать каркас для удержания троса при опускании колец в колодец, самостоятельно изготовить лебедку или кустарную буровую установку.
Размерные параметры
Размеры прямоугольных профтруб расположены в диапазоне от 15х10 мм до 180х150 мм при толщине стенки 1 — 12 мм.
Для профилей квадратного сечения длина грани 10 — 180 мм при толщине стенки от 0,8 до 14 мм.
Профильный прокат изготавливают мерной (кратной мерной) и немерной длины в диапазоне от 1,5 до 14 м.
Рис.5 Вес 1 метра профтрубы квадратной по ГОСТ 8639-82
Вес профильной трубы — таблицы и расчет по формуле
Вес профтрубы является справочной информацией и указан в соответствующих стандартах, для изделий прямоугольного сечения необходимые данные можно почерпнуть из ГОСТ 8645-68. Вес погонного метра профильной трубы квадратного сечения можно узнать из ГОСТ 8639-82.
В данных госстандартах указана масса трубы из стали, понятно, что вес оцинкованной не так сильно от нее отличается. Если необходимо определить массу изделий из алюминия или нержавейки, используют другие методы.
Можно узнать, сколько весит 1м профильной трубы, сортамент которой не входит в перечисленные госстандарты, используя следующую формулу расчета:
M = Ro / 7850 · 0,0157 · S · (P – 2,86 · S) · L, где
М – вес профтрубы в кг;
Ro — плотность материала изготовления профтрубы;
7850 — плотность стали в кг/м3.
P — периметр изделия, равный сумме его сторон — длины a и ширины b в мм;
S — толщина стенки в мм;
L — общая длина профтрубы в метрах.
Для облегчения задачи по расчету веса профильных труб используют онлайн калькуляторы, которые несложно обнаружить в сети. Подставляя значения длины а, ширины b, а также толщины стенки S в миллиметрах и указывая материал изготовления профиля, в течение нескольких секунд получают искомое значение.
Условное обозначение
При приобретении профильной трубы, особенно в больших объемах, заказчику полезно знать ее условное обозначение. Оно регламентировано ГОСТ 8645-68 и имеет стандартный вид в виде дроби, в числителе которой указаны размерные параметры (высота и ширина стенки, толщина сечения и длина изделия). В знаменателе указывают материал изготовления и соответствующий ему госстандарт.
Рис. 6 Обозначение профтруб по ГОСТ 8645-68
Чтобы определить вес трубы стальной стандартной формы сечения, находят справочные данные соответственно в ГОСТ 8639-82 или ГОСТ 8645-68. Если профтруба изготовлена из отличного от низкоуглеродистой стали материала (нержавейки, алюминия), для определения массы используют простые формулы расчета или онлайн калькуляторы из интернет сети.
Размеры квадратных полых секций — Поставки стальных деталей
Доступны с грунтовочным покрытием или с гальваническим покрытием. Размеры, обозначенные **, доступны только в окрашенном исполнении. Указанные длины фрез приведены только для информации. Мы поставляем меньшую длину, чем длина мельницы, или режем по размеру по запросу.
Сегодня начнем цикл статей на тему конвейеров. Я лично считаю, что конвейер, как промышленное приспособление, своим появлением на свет обязан Адаму Смиту с его теорией разделения труда. В ее основе закладывается максимальная отдача от работника, выполняющего основную работу на производстве. Так кто же будет перемещать заготовку от одного работника к другому? Конечно, сначала это выполнял дополнительный работник, но все что можно автоматизировать должно быть автоматизировано. Итак, Генри Форд пришел к конвейеру — машине, которая непрерывно перемещает грузы. Конечно, отдельно эта машина не может функционировать. Нужен кто то или что то, что загружает конвейер, а иногда и разгружает.
В этой вводной статье мы разберем, какие бывают конвейеры (разнообразие, типы), а так же в ознакомительной форме устройство конвейера.
Устройство конвейера.
В общем смысле слова конвейер — это непрерывно работающая машина для перемещения груза на свой рабочей поверхности из точки «А» в точку «Б». Упрощенно, устройство конвейера стоит рассматривать с двух аспектов.
Первый — движущая сила конвейера. Это привод конвейера, его сочленение с движущимися деталями и собственно корпус или каркас конвейера, обеспечивающий правильное движение.
Второй — рабочая поверхность. Та самая часть, которая перемещает грузы.
Типы конвейеров.
В первую очередь необходимо знать, что именно и на какое расстояние мы будем перемещать. От этого напрямую зависит тип конвейера. В горнодобывающей промышленности не зря применяются вагонетки. Использование конвейера было бы неоправданно.
Ленточный конвейер.
Принцип очень прост. Армированная текстильная или резиновая лента, в зависимости от Вашего техпроцесса, натянута на ролики, закрепленные в каркас. Вся эта конструкция приводиться в действие двигателем. Лента ползет, груз движется. Чем тяжелее груз, тем мощнее используемый двигатель. Для того чтобы груз не сваливался с ленты крайние ролики делают обычно чуть выше. Сцепление привода конвейера и ленты не жесткое. При превышении некоторого порога нагрузки лента прекратит движение. Можно немного усложнить задачу. Конечная точка конвейера находится выше начальной. Нет ничего проще: применяем ленту с ребрами. В этом случае груз никуда не денется.
С помощью ленточного транспортера так же можно перемещать сыпучие грузы. Благодаря такому множественному назначению и низкой цене ленточный конвейер является самым востребованным на рынке.
Пластинчатый конвейер.
Пластинчатый конвейер применяется, если вес груза очень высок, либо возникают другие подобные нагрузки. Например, на конвейер иногда заходят люди. Ну и естественно такой конвейер более устойчив к износу.
А вот сыпучие грузы не подходят для перемещения в этом типе конвейера. Максимум мелкоштучные изделия. Этот тип конвейеров обычно уже применяется с цепью. Цепь позволяет не проскальзывать приводу.
Цепной конвейер.
Приводу конвейера гораздо проще иметь сцепление с цепью, чем с ребристой или даже гладкой лентой. Но это накладывает некоторые ограничения на ролики конвейера. Вернее используются уже не ролики, а звездочки. Причем, чем больше цепь, тем сложнее используемые звездочки.
На цепи можно закрепить любой грузонесущий орган: лента, ковш, скребок …
Скребковый конвейер.
Отличительной особенностью скребкового конвейера является его «перевернутость». В обычных конвейерах рабочая поверхность располагается сверху. У этого конвейера она снизу. Он протаскивает своими скребками сыпучий или мелкоштучный груз по неподвижной поверхности. Причем подача груза может происходить в любой точке конвейера.
Подвесной конвейер.
Подвесной конвейер представляет собой цепь, перемещаемую вдоль потолка, на которой подвешены грузы.
Обычно применяется на производстве. Удобство заключается в том, что нет ограничения на нагрузку на пол около конвейера как в предыдущих случаях.
Рольганг.
Устройство рольганга принципиально отличается от других конвейеров. Тут нет рабочей поверхности. По сути это просто набор роликов, работающих синхронно.
Думаю, о рольгангах стоит написать отдельно.
Винтовой конвейер.
И напоследок рассмотрим один из самых древних типов конвейеров — винтовой. Смотрим на рисунок.
Ничего не напоминает? Да, да! Шнек обычной мясорубки — это пример винтового конвейера из быта.
Конечно, это можно применять в основном к сыпучим грузам. Этот тип конвейеров отличается крайне высокой износоустойчивостью и крайне низкой ценой. При некоторой точности деталей в нем можно транспортировать даже жидкость.
Могу добавить только одно. Если вы задумываетесь о покупке конвейера, значит вы — успешный человек.
Основные виды конвейеров. Типы конвейеров (транспортеров)
Существует несколько основных типов конвейеров: ленточные конвейеры, пластинчатые конвейеры, скребковые конвейеры, цепные конвейеры, подвесные конвейеры, винтовые конвейеры, роликовые конвейеры, инерционные конвейеры, качающиеся конвейеры, вибрационные конвейеры. Рассмотрим для чего предназначены данные виды конвейеров.
Пожалуй, наиболее распространенным типом конвейера является ленточный конвейер, предназначенный для перемещения насыпных, кусковых и штучных грузов, как на короткие, так и на дальние расстояния. В конструкции ленточного конвейера тяговым и грузонесущим органом является лента, движущаяся по стационарным роликоопорам. Натяжение ленты производится при помощи приводного и натяжного барабанов. Основными преимуществами ленточных конвейеров является высокая надежность и производительность от нескольких тонн в час до нескольких тысяч тонн в час.
Пластинчатые конвейеры предназначены для перемещения в горизонтальной плоскости или с небольшим уклоном штучных грузов (от 0,5 кг до 500 кг и более) и крупнокусковых грузов. Преимуществом пластинчатого конвейера является возможность транспортировать грузы с острыми кромками, грузы, нагретые до высоких температур. Также пластинчатые конвейеры находят широкое применение в пищевой промышленности.
Скребковые конвейеры — еще один вид конвейеров, предназначенный для перемещения сыпучих или кусковых грузов по желобу или трубе при помощи движущихся скребков. Однако применение скребковых конвейеров ограничено ввиду быстрого износа скребков и желобов, а также большого расхода энергии на преодоление сопротивления материала. Разновидностью скребковых конвейеров являются конвейеры с погруженными скребками. У таких конвейеров скребки перекрывают только часть желоба, при этом груз заполняет желоб целиком или большую его часть. Такие конвейеры используются чаще всего для перемещения мелкосыпучих грузов в горизонтальном, вертикальном или наклонном направлении.
Еще одним крайне распространенным видом конвейеров являются цепные конвейеры или, как они называются по-научному, конвейеры с несущими и ведущими цепями. Такие конвейеры не имеют грузонесущего органа. В таких конвейерах грузы устанавливаются непосредственно на цепи. Цепные конвейеры предназначены для перемещения тяжелых крупногабаритных или горячих грузов. Разновидностью цепного конвейера является тележечный конвейер. В таком конвейере тележки соединены между собой тяговой цепью и двигаются по замкнутой трассе.
Подвесные конвейеры предназначены для перемещения штучных грузов чаще по замкнутой трассе. Среди подвесных конвейеров выделяют грузонесущие, тянущие и толкающие.
Еще одним крайне распространенным типом конвейеров является винтовой конвейер. Винтовые конвейеры предназначены для перемещения пылевидных и мелкокусковых грузов в горизонтальной или наклонной плоскости с углом наклона до 20 градусов. Как и в скребковых конвейерах лопасти и желоб винтового конвейера быстро изнашиваются, груз измельчается, на его транспортировку расходуется большое количество энергии.
Роликовые конвейеры предназначены для перемещения штучных грузов, имеющих плоскую, цилиндрическую или ребристую поверхность. Ролики могут быть как приводными, так и не приводными. Конвейеры с неприводными роликами (гравитационные) имеют уклон 2-5 градусов, на таких конвейерах груз перемещается под действием силы тяжести.
Еще одним типом конвейеров, объединяющим два подтипа, являются инерционные конвейеры. Инерционные конвейеры предназначены для транспортировки сыпучих или мелкоштучных грузов на небольшие расстояния. Сред инерционных конвейеров выделяют: качающиеся конвейеры и вибрационные конвейеры. Первые характеризуются большой амплитудов и малой частотой колебаний, вторые напротив большой частотой и малой амплитудой.
Компания АЛЬФА ИНЖИНИРИНГ предлагает следующие виды конвейеров:
цепные конвейеры;
пластинчатые конвейеры;
ленточные конвейеры;
конвейеры на модульной ленте;
воздушные конвейеры;
рольганги;
конвейеры для специального применения.
Уже более 15 лет наша компания производит надежные и производительные конвейеры для различных отраслей. Обратитесь в нашу компанию и мы подберем для вас вид конвейера, максимально подходящий под ваши задачи.
Типы и использование промышленных конвейеров
Здесь представлена полезная информация о многих различных типах конвейеров
Типы конвейеров, категории и использование
Промышленные конвейеры имеют множество различных конструкций и применений. Распространенными типами являются ленточные, роликовые, моторизованные роликовые и подвесные конвейеры. Мы классифицируем их как напольные (установленные на полу) или подвесные. Используйте их для перемещения продуктов, создания буферов и последовательной доставки продуктов для производственной линии.
Как используются конвейеры?
Инженеры-технологи используют конвейеры на своих производственных объектах по многим причинам:
Перемещение продукции из пункта А в пункт Б (чтобы избежать траты времени на ходьбу или уменьшить количество перемещений вилочных погрузчиков и т. д.)
Для переноски продуктов, которые слишком тяжелы для того, чтобы члены команды могли их поднять
Для перемещения продукта, пока операторы работают над ним (или добавляют к нему). Как конвейер окончательной сборки на автозаводе
Во избежание травм рабочих от повторяющихся движений. Или для предотвращения повреждения продуктов, вызванного движением
Для доставки продуктов роботу для обработки. Или получать продукты от робота, готовые к следующему шагу
Использование для хранения и буферизации
Для хранения продуктов между процессами или на последнем этапе процесса
Для создания буфера или банка накопления. Это гибкая система хранения. Используйте его, если количество продуктов на складе может быть меньше или больше, что необходимо для балансировки технологического процесса
Для упорядочивания или повторного упорядочивания продуктов между процессами. Власть и свободные системы могут обеспечить это
Конвейеры являются одним из наиболее гибких типов промышленного оборудования. Если они указаны и установлены, они могут повысить производительность, эффективность и безопасность. Ultimation предлагает такие доступные решения, как гравитационные ролики за 50 долларов, или такие сложные, как автоматизированная система стоимостью 5 миллионов долларов или больше. Конвейеры также используются для транспортировки сыпучих материалов, таких как гравий или железная руда.
Как выбрать правильный тип конвейера?
Начало работы
Начнем с основной информации о продукте. Нам полезно понимать продуктивную роль, которую будет выполнять ваша система. Это движущиеся части, их хранение, изменение их последовательности или предоставление рабочей поверхности во время их движения? Основываясь на этих факторах, мы можем выбирать из различных доступных типов. Затем посмотрите, какие из них могут выполнять работу и обеспечивать наилучшие преимущества.
Далее идут ограничения. Доступное пространство в производственной среде может быть очень ценным. И хотя конвейеры могут значительно повысить производительность, они также могут мешать другим операциям. Тщательно проверьте пространство, которое они занимают. Это дает нам информацию для нашего следующего решения, которое заключается в том, использовать ли уровень пола или стиль над головой.
Напольный или потолочный?
Конвейеры подразделяются на напольные и подвесные, так как это важный момент принятия решения. Накладные стили могут принимать самые разные формы (9).0060 см. этот рисунок здесь для различных типов ). Но все они имеют то общее преимущество, что сама система монтируется над перемещаемой частью. Поэтому они используют производственные площади, не занятые другим оборудованием. Это может позволить сделать рабочее пространство наверху продуктивным, например, использовать его в качестве буфера или банка хранения. Если имеется больше места, более подходящими могут быть напольные системы. К ним относятся ленточные конвейеры, гравитационные ролики, роликовые и пластинчатые конвейеры.
Подумайте, как вы хотите загружать и выгружать детали. Некоторые процессы требуют точного позиционирования детали (например, для загрузки или разгрузки робота). Это могут обеспечить системы, оснащенные инструментами, поддонами или держателями. Простой ленточный или роликовый конвейер сам по себе не может удерживать деталь в точном положении.
Требуемая скорость и доступные инвестиции могут определять выбор. Простые, быстрые и доступные системы — это здорово. Другие решения требуют более сложных автоматизированных конвейерных линий.
На лучших объектах, скорее всего, будут напольные конвейеры, а также подвесные конвейеры. Подвесные конвейеры и моторизованные роликовые конвейеры также часто используются вместе со складскими роботами или автономными мобильными роботами. Складские роботы могут поднимать и сбрасывать грузы с ваших существующих конвейеров и обеспечивать гибкий способ соединения всех типов ваших конвейеров вместе для максимальной производительности и использования пространства. Узнайте больше о складских роботах от Ultimation здесь.
Нижеприведенный материал содержит краткое описание каждого из наиболее распространенных доступных типов конвейеров.
Ленточный конвейер
Иногда наши клиенты называют их «Конвейерными лентами». На самом деле это материал ремня. Ленточная система является одним из самых простых типов конвейеров. Он перемещает детали из одного конца в другой. Скорость может быть переменной с приводом переменной скорости. Не используйте ленточные системы в качестве рабочей поверхности. Их также нельзя использовать для представления деталей роботу, буферизации или последовательности деталей. Но их простота делает их одним из самых распространенных типов конвейеров.
Они относятся к категории напольных. Ленточные конвейеры обычно перемещают ленту по опорной стальной пластине, так что при движении лента скользит. Этот стиль представляет собой кровать-слайдер. Или лента может поддерживаться поверх близко расположенных роликов. Эти типы конвейерных лент называются роликовыми лентами или роликовыми конвейерными лентами. Подробнее о них здесь . Готовы купить? Вот диапазон, доступный для онлайн-покупки .
Простое и доступное перемещение деталей
Гравитационный роликовый конвейер
Также один из самых простых типов, они очень доступны по цене. Ряд роликов, установленных на боковой раме, обеспечивает поверхность качения. При установке под углом наклона детали двигаются сами по себе. Однако при использовании гравитационных конвейеров для деталей разного размера и веса это может быть сложнее. вам нужно будет контролировать скорость и угол. Части, сталкивающиеся друг с другом, могут привести к повреждению. Но по сравнению с переноской деталей из точки А в точку Б гравитационный рольганг часто является отличной отправной точкой. Это очень простое улучшение производительности. Узнать больше про них здесь . Готовы купить? Вот диапазон, доступный для онлайн-покупки .
Позволяет продуктам скользить или скатываться по склону
Цепные конвейеры
Напольные цепные конвейеры отлично подходят для тяжелых предметов. Они особенно полезны для предметов с неровной нижней поверхностью. Конвейерная цепь обеспечивает две или три точки контакта с нижней частью груза. Когда цепь движется, она перемещает продукт вперед. Они используются для перевозки поддонов и больших промышленных контейнеров. При необходимости изделия монтируются на приспособление, или «салазки», и приспособление переносится на цепях. Это обычное применение на автомобильных заводах. Они тяжелые и обычно движутся с низкой скоростью. Узнать больше о типах конвейерных цепей здесь . Готовы купить? Вот диапазон, доступный для онлайн-покупки .
Тяжелая рабочая лошадка для тяжелых условий эксплуатации
Если мы объединим ролики гравитационного конвейера с цепями системы с цепным приводом, мы сможем соединить ролики. Добавьте двигатель и редуктор, и теперь у нас есть роликовый конвейер или система роликов с цепным приводом. Иногда люди в отрасли используют аббревиатуру CDLR. Они относятся к семейству напольных конвейеров и представляют собой сверхмощные системы погрузочно-разгрузочных работ. Используйте их для перевозки поддонов, сидений (на салазках или поддонах), шин и контейнеров. Если на валы установить свободные пластиковые втулки, как показано на фото ниже, они могут накапливать или накапливать продукт. Ролики могут продолжать двигаться, даже если продукт наверху не движется. Цепи соединяются между собой от одного ролика к другому сбоку. Узнать больше про них здесь .
Моторизованное цепное движение с буферизацией (накоплением)
Моторизованные роликовые конвейеры – 24 В MDR Конвейеры
Что, если мы поместим двигатель внутрь роликов? Эти современные двигатели лежат в основе современных сложных распределительных центров. С высокой скоростью 200 футов в минуту и более ваши Amazon и почтовые посылки, доставленные к вам домой, проходили по конвейерам такого типа. Они используют один или несколько приводных роликов на зону для создания серии зон вдоль конвейера.
Соединение MDR с другими роликами
Моторизованный ролик соединяется с другими роликами в той же зоне пластиковыми или усиленными ремнями. Фотоглазки включают и выключают моторы, а детали перемещаются в следующую зону при наличии свободного места. Таким образом, детали никогда не соприкасаются, избегая повреждений. Мы называем это «накопление нулевого давления», и это очень ценное преимущество. Дополнительный бонус? Вы можете преобразовать гравитационный конвейер в моторизованную роликовую систему . Узнайте больше о двигателях и принципах работы конвейеров MDR здесь . Готовы купить? У нас есть ряд конвейеров, двигателей и блоков питания MDR, доступных для покупки в Интернете .
Автоматическое перемещение каждой части
Роликовый конвейер с электроприводом
Пластинчатые конвейеры
Пластинчатый конвейер представляет собой просто двухрядную цепную систему с планками, соединенными с цепью, и направляющей системой для пластин. Это создает гладкую поверхность, на которую крепятся детали оснастки или приспособления. Используйте это, чтобы удерживать детали в нужном положении. Иногда приспособления также позволяют детали вращаться 90 градусов или 180 градусов по мере необходимости в нескольких плоскостях. Поэтому вы можете использовать пластинчатые конвейеры в качестве рабочей поверхности для сборочных операций. Позиционирование детали также достаточно точное. Поэтому роботы обычно выполняют операции загрузки или разгрузки на одном или нескольких концах пластинчатого конвейера. Подробнее о них здесь .
Работа на поверхности во время ее перемещения или индексации
Верхние системы ручных толкающих балок
Переходя к семейству подвесных конвейеров, самыми простыми системами являются ручные тележки с толкающими балками. В качестве пути мы используем закрытый путь или двутавровую секцию. Эти типы чрезвычайно универсальны, просты в настройке и доступны по цене. Они монтируются над рабочим местом с помощью стальных конструкций, опирающихся на крышу или пол. Для получения дополнительной информации о девяти различных типах систем надголовного стиля см. 9.0060 этот рисунок . Тележки для этих систем стоят менее 50 долларов каждая, а гусеницы также очень доступны. Узнайте больше о них здесь или купите их онлайн здесь . Системы балочных тележек особенно популярны для покрасочных и отделочных работ. Механизм остается над деталью и не покрывается спреем.
Перемещение деталей по двутавровой балке или рельсовой системе
Моторизованный подвесной конвейер / Монорельсы
Одним из наиболее распространенных типов является подвесной конвейер с тележками, соединенными между собой цепью. Цепь может быть закрытой («закрытая дорожка») или открытой под двутавровой балкой. Такие системы обработки материалов устанавливаются почти на каждом крупносерийном производственном предприятии. Цепь приводится в движение двигателем с редуктором, а перемещаемые части подвешиваются к тележкам, прикрепленным к цепи. Доступно множество различных типов вложений. Для сложных деталей используйте приспособление или держатель, подвешенный к нескольким тележкам, чтобы определить положение детали. Цепочка может быть запущена всегда, или же система может индексировать. При этом детали перемещаются с одной сборочной станции на другую с заданным интервалом. Узнать больше о типах подвесных конвейеров здесь .
Цепь проходит внутри гусеницы этого закрытого гусеничного конвейера
Силовой и свободный конвейеры
Также в семействе подвесных устройств есть силовой и свободный конвейер. Это похоже на обычную моторизованную подвесную систему, за исключением того, что у нее две дорожки. В одном треке цепь работает непрерывно. На другом пути тележки движутся вместе с цепью с помощью толкающих механизмов (известных как «собачки-толкатели»). Они установлены через равные промежутки на цепи. Когда две тележки прижимаются друг к другу, собаки могут скользить поверху. Точно так же стопорное лезвие можно использовать с пневматическим цилиндром для воспроизведения этой геометрии. Это позволяет тележкам начинать или останавливать движение практически в любом месте системы. Эта универсальность делает силовые и свободные конвейеры наиболее производительными подвесными системами. Они могут запускать, останавливать, буферизовать и изменять последовательность частей с помощью переключателей. Узнать больше про них здесь .
Готовы к загрузке роботом
Верхние и нижние конвейеры
Как следует из названия, они идут сверху и снизу. Доступен в ручном, моторизованном, силовом и бесплатном вариантах.
Монорельсы A с приводом и свободным ходом над нижним конвейером
Перевернутые монорельсы и перевернутые приводные и свободные пути
Так же, как их верхние конфигурации, за исключением того, что гусеница находится на земле, а груз находится над гусеницей. Полезно при окраске, чтобы избежать попадания пыли или капель масла на детали. Широко используется в операциях окончательной сборки автомобилей.
Перевернутая мощность и свободный конвейер
Как работает электрическое управление конвейерами?
Наряду с разнообразным ассортиментом конвейеров, которые используются для любых целей, существуют и электрические системы управления. Самые простые системы не требуют электрического управления. Эти типы включают в себя гравитационные ролики и ручные тележки с подвесными балками или закрытые системы направляющих. Моторизованные системы могут использовать простые переключатели пуска и остановки для простых приложений. Однако более типично иметь систему управления, которая использует входные данные от датчиков. Типы датчиков включают фотоглазки, концевые выключатели или датчики приближения. Эти датчики могут сообщать процессору, когда следует остановиться, запуститься или выполнить другую функцию.
Более совершенные элементы управления
Программируемые логические контроллеры (ПЛК) предназначены для более крупных систем. Они могут управлять конвейерами, а также любым другим технологическим оборудованием. Эти системы часто также оснащены частотно-регулируемым приводом (VFD) для регулировки скорости двигателей переменного тока. И, наконец, электродвигатели постоянного тока в системах 24 В имеют собственные специализированные контроллеры двигателей. Это позволяет получать входные данные от датчиков, обрабатывать выходные данные и подключаться к сети через Ethernet.
Как спроектировать конвейер?
Время, затрачиваемое на разработку конвейера, может варьироваться от минут до недель или даже месяцев. Как правило, чем длиннее конвейер, тем больше времени потребуется на этапе проектирования. Рассмотрим три категории простых, средних и продвинутых конвейерных проектов:
Простой. Большинство конвейеров, приобретенных в нашем интернет-магазине «нажми и купи», относятся к этой категории. Это роликовые, ленточные или простые ручные толкатели длиной менее 20 футов. Их основное назначение — перемещение товара из точки А в точку Б по прямой. Процесс проектирования довольно прост и в основном включает в себя выбор лучшего конвейера для работы. Он должен стоять на полу? Затем используйте ленточный, роликовый или моторизованный роликовый конвейер. Может быть выше рабочей зоны? Затем используйте закрытую гусеницу или тип ручного толчка в виде I-образного клюва. Эта категория также довольно проста в установке. Это может быть так же просто, как собрать ножки на роликовом конвейере или конвейере MDR. Если это моторизованный MDR или ленточный конвейер, подключите его к обычной розетке, и после сборки ножек он будет готов к работе.
Промежуточный. Большинство наших клиентов в этой категории являются руководителями групп технического обслуживания, инженерами-технологами или владельцами бизнеса, которые хорошо понимают свои технологические требования, но нуждаются в помощи в настройке наилучшей системы. Нам нравится помогать в этом, и многие из этих клиентов могут частично или полностью выполнить окончательную установку самостоятельно. Процесс проектирования здесь включает в себя еще пару шагов, которые включают в себя более детальное понимание переносимого продукта. Требования процесса также влияют на дизайн. Например, если конвейерная система проходит через роботизированную ячейку или покрасочную камеру. Для этих промежуточных систем многие клиенты выполняют большую часть проектных работ, а также часто выполняют установку. Если вы планируете систему надголовного стиля, в Ultimation есть это прекрасное видео , в котором рассказывается о том, как спроектировать и установить моторизованные подвесные конвейеры. Для систем промежуточной категории заказчику не нужно оплачивать какие-либо затраты на разработку проекта. Мы можем подготовить так называемую «ведомость материалов» для компонентов конвейера, в которой указано все, что вам нужно для установки и запуска вашей системы. Иногда мы также предоставляем расценки на то, что известно как «Надзор за установкой». Заказчик или его подрядчик выполняют монтажные работы, но мы отправляем инженера-механика или электрика для наблюдения за процессом монтажа и ввода в эксплуатацию.
Комплекс . Проекты такого типа предназначены для тех случаев, когда заказчику нужна конвейерная система «под ключ», а также требуется основательная конструкция конвейерной системы и специальные навыки проектирования конвейеров. Проекты переходят из категории промежуточных в категорию сложных по мере увеличения общей длины системы и количества альтернативных путей конвейера. Используются стрелочные переводы, обходы, буферы, переходники, подъемные станции и другие специальные конвейеры. В эту категорию иногда попадают более сложные конвейерные технологии, такие как силовые и свободные конвейеры. Установка этих систем всегда выполняется опытным подрядчиком, как правило, Ultimation или специалистом по установке конвейеров, которого мы можем помочь вам выбрать.
Что произойдет, если вы позвоните или напишите нам по электронной почте, чтобы получить помощь в выборе лучшей системы?
Наша команда инженеров имеет большой опыт проектирования, изготовления и монтажа конвейерного оборудования. Процесс начинается с проверки того, подходит ли тип оборудования для вашего продукта. Посмотрим также на условия эксплуатации и объемы производства. Мы будем рады предоставить бесплатные консультации по различным типам конвейеров и средств автоматизации. Если вы студент или инженер и хотели бы немного углубиться в тему конвейерной техники, вот отличная (но дорогая) книга .
Первичная консультация
На начальных этапах мы используем телефонные звонки и онлайн Zoom-встречи (видеоконференции). Мы узнаем больше о ваших продуктах и ваших потребностях. Затем покажите вам несколько различных типов снаряжения и расскажите о плюсах и минусах каждого типа. Поскольку многие из наших проектов уже доступны в форматах 3D CAD, мы также часто можем сделать быстрый макет того, как будет выглядеть сборочная система. Позже мы могли бы провести встречу на месте. Это делается для того, чтобы сосредоточиться на одном или двух лучших возможных типах, которые дадут наибольшую выгоду при минимальных инвестициях.
Позвоните или напишите нам сегодня, чтобы начать. Мы можем помочь сделать ваш процесс более эффективным.
Мы знаем, что ведение растущего бизнеса может оказаться сложным. Проблемы с обработкой материалов могут помешать вам расти быстрее. Позвоните нам по телефону 586-771-1881 или напишите [email protected] . Мы отвечаем на каждый телефонный звонок с живым оператором в рабочее время.
КУПИТЕ КОНВЕЙЕРЫ И ЧАСТИ ОНЛАЙН СЕЙЧАС.
Наш интернет-магазин работает круглосуточно и без выходных. У нас есть 1000 конвейеров и запчастей по сниженным ценам для быстрой доставки. Заказ до 15:00 по восточному времени для доставки в тот же день.
УЗНАТЬ БОЛЬШЕ
ПОГОВОРИТЬ С ИНЖЕНЕРОМ
БОЛЬШЕ КОНВЕЙЕРОВ
ОТЗЫВЫ
во время установки. Они сыграли важную роль в поддержании мотивации бригады во время сложной установки, и они работали во вторую смену, чтобы уложиться в производственный график SWRMC.
Мне понравилось работать с командой установки Ultimation, и я рад дать эту рекомендацию. Я с большим уважением отношусь к Ultimation как к компании и как к профессионалам, и я уверен, что Ultimation и впредь будет демонстрировать положительные результаты в бизнес-индустрии».
Фелиса А. Паркет ВМС США
«Ребята, вы действительно помогли мне в этом проекте. Я обязательно включу вас в любую будущую работу, которую мы будем делать».
Кулвиндер Гилл Johnson Controls Inc.
«Я работал с руководителями Ultimation с 1970-х годов, пока не ушел из GM. Я всегда считал их невероятно хорошо осведомленными в шиномонтажном бизнесе».
Уилл Кортрик General Motors
«С вами отличная команда. Мы очень ценим вашу хорошую работу!»
Джеймс Гачек, менеджер Volvo Heavy Truck (на пенсии)
«В прошлом мы вместе пережили трудные времена, и мы намерены пережить их снова. Ваша поддержка помогла нам завоевать сегодня большое уважение в отрасли».
Уэс Пейсли, президент Дирборн Мид-Вест Конвейер Ко.
ПредыдущийСледующий
20 типов конвейерных систем для вашего склада
Подпишитесь на нас в:
20 типов конвейерных систем для вашего склада
Дата публикации: 11. 11.19
С таким количеством различных вариантов может быть трудно понять, какой тип конвейерной системы использовать для автоматизации вашего склада.
Вот 20 распространенных типов конвейеров. Если вам нужна помощь в выборе систем для вашего склада, свяжитесь с DCS.
Ленточный конвейер
Это, вероятно, то, что вы представляете, когда думаете о конвейере. Это простые устройства — движущаяся лента, вращаемая шкивами, — но они очень полезны. Двигатель используется для вращения шкивов, тем самым приводя в движение ремень.
Конвейер желоба
Представьте себе слайд для ваших посылок. Лотковые конвейеры — это металлические направляющие, которые используются для транспортировки пакетов на нижний уровень вашего склада. Они дешевы, но их использование может увеличить вероятность столкновения пакетов друг с другом и их повреждения.
Задать вопрос
Гравитационный роликовый конвейер
Вместо ремня в этом устройстве используются цилиндрические ролики. Он построен с небольшим уклоном, поэтому части соскальзывают вниз сами по себе.
Роликовый конвейер с приводом
Это похоже на гравитационный роликовый конвейер, за исключением того, что цепь или ремень используются для того, чтобы ролики вращались сами по себе, поэтому их не нужно строить на склоне. Иногда они могут даже идти в гору.
Ковшовый конвейер
Элеваторы, о которых мы здесь говорили, подпадают под эту категорию. Ковшовые конвейерные системы используются для перемещения материала по вертикали, зачерпывая его серией ковшей, прикрепленных к ремню, цепи или кабелю. Конвейер перемещает ковши вверх, зачерпывая материал и поднимая его наверх, прежде чем выгрузить.
Конвейер для перемещения шариков
Thomasnet.com описывает этот тип конвейерной системы: В столах или конвейерах для перемещения шариков используется ряд смонтированных шариковых роликов, обеспечивающих безприводную разнонаправленную транспортировку продукта. По сути, представьте себе ряды металлических шариков на столе, которые могут поворачиваться и вращаться в любом направлении. Это позволяет толкать материал в разных направлениях (в отличие от роликов, которые могут двигаться только вперед и назад).
Пластинчатый конвейер
Как объясняет Ultimation, пластинчатый конвейер представляет собой двухрядный цепной конвейер с пластинами, соединенными с цепью, и направляющей системой для пластин. Это создает гладкую поверхность, на которую можно установить детали инструмента или приспособления, чтобы удерживать детали в нужном положении. Вот видео одной работы.
Цепной конвейер
Это именно то, на что они похожи. Вместо роликов или ремня у них есть движущиеся цепи для перемещения продуктов. Обычно они расположены низко над землей и используются для перевозки более крупных предметов. Смотри один рабочий.
Троллейный конвейер
Существует целое семейство конвейеров, которые перемещают груз под собой, а не сверху. Иногда груз подвешивают к верхней балке и толкают вперед. В других случаях они моторизованы. Иногда, как в случае с Power-and-Free Conveyor, у них есть две гусеницы — одна моторизованная, а другая — немоторизованная.
Перевернутый монорельсовый конвейер
Переверните тележку-конвейер вверх дном, прикрепите ее к полу, а не к потолку, и вы получите перевернутый монорельс. Этот рельс несет материал снизу.
Магнитный конвейер
Thomasnet.com утверждает: Магнитные конвейеры используют движущиеся магниты, установленные под стационарными пластинами, столами или другими видами немагнитных ползунков, для перемещения магнитных (черных) материалов, часто в виде обрезков. .
Вибрационный конвейер
Этот конвейер слегка вибрирует, чтобы перемещать по нему сыпучий материал. Это может быть трубка, плоская вершина или желоб.
Лотковый ленточный конвейер
Ленточный конвейер с концами, наклоненными вверх и образующими U-образную форму. Это снижает вероятность того, что материал отвалится.
Винтовой конвейер
Это трубка с винтообразным устройством внутри, которое вращается для перемещения материала. Его также называют шнековым конвейером.
Буксировочный конвейер
Буксирный конвейер представляет собой буксирный трос (иногда цепь в полу), который тянет тележки или тележки. Они отлично работают на дальних дистанциях.
Существуют также другие связанные устройства, в которых используется цепь для перетаскивания предметов, например трубчатый скребковый конвейер.
Сортировочные конвейерные системы
Как поясняет Университет штата Северная Каролина, сортировочные конвейеры используются для слияния, идентификации, подачи и разделения продуктов, подлежащих транспортировке в определенные пункты назначения. Они используют разные методы для сортировки входящих пакетов.
Пневматический/вакуумный конвейер
В этих конвейерах для перемещения материала используется вакуум или давление воздуха.
Что делать, если слабый напор воды в квартире или доме. Вольтра
Покупателям
Оплата
Рассрочка
Доставка
Самовывоз
Договор публичной оферты
Контакты
Отзывы
Полезная информация
Защита покупателя
Замена и возврат товара
Как оформить заказ
Часто задаваемые вопросы
Подарочный сертификат
Статьи по выбору
Адреса сервисных центров
Производители
Компания
Бизнес клиентам
Вакансии
Новости
Реквизиты
Статьи
С данной проблемой сталкивается достаточно большое количество граждан. Проблема слабого напора воды может доставить много неудобств, но, к счастью, в преобладающем большинстве случаев она решается.
Наиболее часто слабый напор воды встречается в следующих случаях:
на последних этажах многоэтажек
в частных домах на окраине города или недалеко за его чертой, когда система снабжения не справляется с потреблением воды, например, вечером
в небольших населенных пунктах, где используется водонапорная башня
Во всех этих ситуациях существует по меньшей мере два решения.
Решение №1. Повысительный насос
Это тип насосов специально разработан для повышения напора воды в существующей системе водоснабжения. Наиболее часто данные модели используются в квартирах, а именно ваннах, душевых или для посудомоечных машин. Также могут ставится перед газовым водонагревателем.
Популярные модели:
Wilo PB-088EA
Подробнее
Grundfos UPA 15-90
Подробнее
Unipump UPA 15-90/160
Подробнее
Преимущества:
низкое энергопотребление
малые габариты и вес
бесшумность
Недостатки:
не подходят для больших домов с множеством точек разбора воды
Нужно также понимать, что если вы живете на 10 этаже и у вас слабый напор воды, то такой насос решит проблему, но если у соседей на 8 и 9 этаже стоит аналогичный насос, то Ваша модель будет бессильна.
Решение №2. Насосная станция
Данный тип насосов также способен решить проблему слабого напора воды. Пока бак полон, напор будет великолепный, после его опорожнения — выше, чем был до установки насосной станции, а вот насколько выше, зависит уже от мощности насоса. Эту разновидность насосов нельзя отнести к квартирным вариантам, ввиду размеров и шума.
Популярные модели:
Omnigena JY 1000 (50 л)
Подробнее
Grundfos JP Basic 3 PT
Подробнее
Eco GFI-1200
Подробнее
Преимущества:
имеет бак, который даст гарантированное количество воды с хорошим напором
при использовании большого бака обеспечит хорошим напором большой дом
Недостатки:
большие габариты
высокое энергопотребление (касается большинства насосных станций, но не всех)
уровень шума
Какие еще насосы можно использовать?
По сути, любой, который обеспечивает достаточный напор. Аналогичные функции может выполнять практически любой насос, но не любой будет удобен в использовании. Откровенно говоря, «повысительных» насосов как класса не существует, это просто разновидность высоконапорных циркуляционных насосов, которые оснащены соответствующей автоматикой, которая их включит в начале расхода воды и остановит, когда расход воды остановится.
Таким образом, для повышения давления Вы можете использовать этот насос, вот этот и даже этот, если оснастите их датчиками протока.
Как видите, проблема слабого напора воды решается весьма просто. Если после прочтения у Вас остались вопросы — наши менеджеры с удовольствием ответят на все вопросы.
Возврат к списку
Как увеличить напор воды в квартире: tvin270584 — LiveJournal
Жизнь современного человека, проживающего в многоквартирном доме, немыслима без привычных удобств: электричества, канализации и, конечно, водопровода. Однако часто случается так, что качество предоставления услуг водоканалом неудовлетворительно, а именно жильцов не устраивает сила давления в водопроводе. Слабый напор приводит к тому, что бытовая техника отказывается работать, а иногда вода просто не доходит до верхних этажей. В этой статье мастерсантехник расскажет, как увеличить напор воды в квартире.
Давление воды в водопроводе
Давление воды в водопроводе измеряется двумя величинами – бар, атмосфера и водный столб:
1 бар = 1,0197 атмосфер = 10,19 м водного столба.
Согласно нормативной документации, давление в водопроводе городской квартиры должно составлять не более 6 атмосфер и не менее 2, в идеале – 4, а для водопровода в частном доме средним показателем будет 3 атмосферы. Однако реалии таковы, что напор в системе водоснабжения многоэтажек сильно скачет.
Давление свыше 6-7 атм. оказывает негативное воздействие на сантехнику, трубопровод, возникают разрывы соединений. При этом низкий напор также доставляет множество неудобств. При давлении менее 2 атмосфер ни стиральная машина, ни газовая колонка, ни посудомоечная машина работать не будут. Для нормальной работы бытовой техники в системе должен быть минимальный напор в пределах от 2 до 2,5 атмосфер.
Поэтому когда показатели напора ниже нормы, тогда необходимо использовать специальные повысительные устройства:
Насосы для повышения давления воды;
Насосная самовсасывающая станция.
Однако перед тем как выбрать водяной насос для повышения давления, сначала нужно установить проблему:
Вода в водопроводе есть, но ее напор очень слабый;
До верхних этажей вода не доходит, а нижних – все хорошо.
Первую проблему могут решить бытовые водяные насосы, повышающие давление в домашней системе, а во втором случае решить задачу сможет только самовсасывающая насосная станция. Поэтому сначала необходимо найти причину низкого давления, а потом уже подбирать повысительные насосы.
Причины слабого напора воды
Чтобы точно выяснить, почему в кранах квартиры слабый напор холодной или горячей воды, следует в первую очередь опросить своих соседей сверху и снизу, квартиры которых подключены к тому же стояку водоснабжения, что и ваша. Если с проблемой слабого напора столкнулись только вы, это означает, что причины ее возникновения кроются в трубопроводной системе водоснабжения вашей квартиры.
Перечислим наиболее типичные из таких причин:
Засорение труб – наиболее распространенная причина, вызывающая плохой напор воды. Чаще всего в квартирах засоряются старые стальные трубы, внутренние стенки отличаются высокой шероховатостью. Такие трубы лучше заменить на новые, чтобы решить проблему слабого напора воды.
Еще одной распространенной причиной слабого напора воды в кранах отдельно взятой квартиры является засорение фильтра грубой очистки, который обязательно устанавливается перед счетчиками расхода воды. Такое фильтрующее устройство, называемое также грязевиком или косым фильтром, периодически забивается песком, ржавчиной и другим мусором, поэтому его необходимо обязательно очищать.
Привести к снижению напора воды в кране может и засорение аэратора – специальной фильтрующей сеточки, которая устанавливается в изливе. Чтобы поднять напор в кране в этом случае, достаточно выкрутить аэратор и почистить его.
Если же со слабым напором воды в кранах столкнулись не только вы, но и ваши соседи по многоквартирному дому, то причина может крыться как в отдельном стояке дома, так и в засорении всего домового трубопровода. Кроме того, на то, какое давление воды в водопроводе, серьезное влияние оказывает мощность насосной станции.
В тех случаях, когда слабый напор воды в кранах не связан с трубопроводом отдельной квартиры, вопросом о том, что делать, должна озаботиться коммунальная служба или управляющая компания.
Способы повышения давления в квартирном водопроводе
Вопросом о том, как повысить давление воды в квартире и тем самым улучшить водоснабжение собственного жилья, можно заняться самостоятельно, не дожидаясь, пока управляющая компания отреагирует на ваши заявки и претензии. Для того чтобы горячая и холодная, а также смешанная теплая вода поступала из кранов вашей квартиры с хорошим напором, можно воспользоваться несколькими приемами.
Использование в водопроводной системе квартиры труб большего диаметра
То, с каким напором по трубам движется вода, зависит от гидродавления, которое в таких трубах создается. Величина этого параметра тем выше, чем меньше диаметр трубы и чем больше скорость потока воды, которая по ней двигается. Соответственно, если уменьшить гидродавление в водопроводе, установив трубы большего диаметра, то скорость движения жидкости уменьшается, а напор увеличивается.
Именно таким способом увеличения напора воды пользуются многие собственники квартир. Однако значительного увеличения напора воды при использовании такого метода добиться не удается.
Использование насосных установок
Установка компактного насосного оборудования – еще один способ, позволяющий успешно ответить на вопрос о том, как увеличить давление воды в водопроводе своей квартиры. На сегодняшний день приобрести такое насосное оборудование не представляет никаких проблем. Для эффективной работы подобных устройств вполне достаточно даже слабого напора и расхода жидкости в квартирном водопроводе.
Наиболее мощные модели таких компактных насосов позволяют увеличивать напор воды на 1,5 атм, чего вполне достаточно для комфортной эксплуатации квартирного водопровода. Устанавливаются такие мощные устройства, как правило, сразу за корневым вентилем.
Чтобы обеспечить достаточным напором воды бытовые устройства, которые особенно в этом нуждаются, размещают насос и непосредственно перед ними. Для таких целей используют менее мощные устройства, способные увеличить напор воды на 0,8 атм.
Следует отметить, что повышение давления воды в отдельно взятой квартире, выполняемое при помощи компактных насосных установок, является достаточно эффективным способом решения этой насущной для многих проблемы. При установке в комплекте с датчиком давления воды насос может работать в автоматическом режиме, отключаясь в тот момент, когда напор в водопроводе будет соответствовать требуемому значению. В отключенном состоянии насос не создает препятствий для движения жидкости по трубопроводной системе.
Как усилить напор воды во всем многоквартирном доме
Многие собственники квартир в многоквартирных домах, постоянно сталкивающиеся с проблемами водоснабжения и не желающие что-то менять в собственном жилье, задаются вопросом о том, как увеличить напор воды сразу во всем здании. Решается такая проблема достаточно просто – путем монтажа на входе водопроводной системы дома насосной станции или замены старой станции на более мощную установку.
Насосные станции, которые предназначены для повышения давления воды в квартирах всего дома, оснащаются несколькими насосами и автоматическими системами. Задача автоматики таких насосных установок состоит в том, чтобы уменьшать производительность работы насосов станции в тот момент, когда давление в трубопроводе слишком высокое, и автоматически повышать его, когда оно снижается ниже нормативного значения.
Конечно, для установки такого оборудования, повышающего напор в домовом водопроводе до требуемого уровня, жильцам всех квартир придется скооперироваться, приобрести необходимое оборудование, оплатить его установку и запуск квалифицированными специалистами. Однако после этого проблема слабого напора воды в трубопроводной системе дома будет полностью устранена.
Видео
В сюжете — Как повысить давление воды в квартире на верхнем этаже
В сюжете — Как подаётся вода в высотные дома
В продолжение темы посмотрите также наш обзор Накопительная ёмкость AQUABOX ESPA
Источник https://santekhnik-moskva.blogspot.com/2019/09/Kak-uvelichit-napor-vody-v-kvartire.html
Почему в моей квартире низкое давление воды? – Квартира ABC
Возможно, вы замечали, что ваш душ не дает вам той сильной струи, которая вам нравится, или ваши краны могут бесконечно долго наполнять ванну или раковину, или ваша посудомоечная или стиральная машина может запускать цикл дольше, чем ожидалось. . Все эти проблемы могут указывать на то, что у вас низкое давление воды, проблема, с которой вы можете столкнуться, если живете в многоквартирном доме. Так что может быть причиной?
Почему в моей квартире низкий напор воды?
Одной из основных причин низкого давления воды являются протекающие водопроводные трубы. Утечки в трубах могут привести к падению давления в одной части многоквартирного дома или во всем доме.
Еще одна причина, по которой у вас могут быть проблемы с низким напором воды в квартире, — это забитые трубы. Накопление отложений с течением времени, приводящее к засорению труб и уменьшению количества воды, поступающей в ваш душ или раковину.
Напор воды может быть недостаточным, поскольку резервуар для хранения воды в вашем доме (и, возможно, его линии подачи) не соответствует стандартам.
Если это не так, другой причиной низкого давления воды может быть неисправная арматура. Они могут быть забиты ржавчиной и грязью, поэтому вам может потребоваться их очистка или замена.
Если у вас общие трубы с соседями, это может быть еще одной причиной низкого давления воды – если вы принимаете душ, а ваш сосед включает стиральную машину, вы можете заметить падение давления воды.
Проблемы с давлением воды в квартире могут проявляться по-разному, и каждый из них может быть весьма неприятным. Если давление воды в вашей квартире кажется низким, то первое, что вы хотите сделать, это точно определить причину. Читайте дальше, чтобы узнать о некоторых наиболее распространенных причинах низкого давления воды и о том, как их можно устранить.
1. Одновременно включены два разных сантехнических прибора
Во многих случаях снижение давления воды в квартире происходит из-за одновременного включения двух разных сантехнических приборов. Например, вы можете включить душ во время работы стиральной машины и обнаружить, что вода, выходящая из насадки для душа, не находится под таким давлением, как обычно. Или вы можете заметить, что вашей посудомоечной машине требуется больше времени, чем обычно, пока кто-то пользуется шлангом снаружи.
Это происходит из-за того, что у вас ограничена циркуляция воды. Это означает, что когда вам нужен поток воды в двух или более местах одновременно, вода должна разделяться, а не просто идти в одно место, и это снижает давление. Если вы испытываете низкое давление воды из-за разделенного потока воды, то ваше давление воды должно вернуться к норме, когда вы больше не будете предъявлять такие высокие требования к потоку воды.
В случае слабой, тонкой струи воды из душа дождитесь окончания работы стиральной машины и попробуйте снова включить насадку для душа. В случае с посудомоечной машиной отключите шланг снаружи и посмотрите, начнет ли ваша посудомоечная машина работать нормально. Если все работает нормально, когда вы используете только один сантехнический прибор за раз, то вы можете справиться с проблемой. Тем не менее, вы должны внимательно следить за давлением воды — если оно упадет слишком низко, вы должны устранить проблему.
2. Вы делите трубопроводы с вашим соседом
Общие трубопроводы подают воду более чем в один блок. Это означает, что если ваш сосед моет машину или принимает душ, давление воды у вас неизбежно упадет. Это не означает, что вы разделяете стоимость использования воды, но это означает, что ваше водоснабжение разделено между двумя или более единицами.
Это может помочь поэкспериментировать со временем и внести коррективы в свой распорядок дня. Пока вы можете оценить модели потребления воды вашим соседом, вы снова сможете наслаждаться хорошим напором воды.
3. Утечки в трубах
Если подвал или фундамент вашего многоквартирного дома затоплен, то это явный признак того, что ваши трубы протекают. Однако не требуется утечки такого уровня, чтобы давление воды в вашей квартире упало. Протекающие трубы приводят к неправильному направлению подачи воды, поэтому, даже если в нашем блоке нет проблем, вы не получаете полный поток воды в свою квартиру.
Утечки могут привести к падению давления воды как в определенной части жилого комплекса, так и во всем. Если у вас есть доступ к вашим трубам, вы можете пойти и осмотреть их и посмотреть, не обнаружите ли вы скопившуюся воду или мокрые пятна, чтобы убедиться в источнике проблемы.
Как житель, вы можете попросить администрацию здания провести более тщательный осмотр сантехники. Стоит отметить, что фитинги, стыки и швы подвержены протечкам при использовании материала ПВХ.
4. Засорение водопроводных труб
В глубине трубопровода, соединенного с вашим трубопроводом, могут образовываться засоры, и даже, казалось бы, небольшой засор может повлиять на подачу воды к вашему устройству и вызвать падение давления воды.
Одним из признаков того, что забитые трубы могут влиять на давление воды, является ситуация, когда при первом открытии крана вода выходит под нормальным давлением, но затем почти сразу начинает течь со значительно меньшим давлением.
Трубы со временем могут склеиваться и засоряться, так как минеральные отложения, ржавчина или другой мусор накапливаются внутри труб и впоследствии замедляют поток воды. Особенно это характерно для оцинкованных труб. Изготовленные из оцинкованной стали, эти трубы уже не устанавливаются в новых домах. Тем не менее, материал широко использовался в строительстве в трубах, поэтому его до сих пор можно встретить во многих домах.
Если вы не уверены в материале, из которого изготовлены трубы в вашей квартире, найдите трубу и используйте никель, чтобы очистить поверхность и увидеть первоначальный цвет материала. Оцинкованные трубы имеют стально-серую поверхность. Если поверхность трубы выглядит как копейка, то она, скорее всего, из меди. Пластиковые трубы также довольно распространены — они обычно черного цвета и имеют видимые хомуты.
Хотя вы можете определить материал, из которого сделаны ваши трубы, больше вы ничего не можете сделать. Последнее, что вы хотите сделать, это разобрать трубы и не иметь возможности собрать их обратно. Если вы подозреваете засорение, вызовите профессионала, чтобы он посмотрел и определил, нужно ли заменить трубы или прочистить их.
5. Проблемы с накопительным баком для воды
В некоторых многоквартирных домах вода из основного водопровода поступает в накопительный бак, который затем обеспечивает водой все краны и приборы в вашей квартире. Давление воды уменьшается по мере того, как выше должна быть поднята вода, поэтому от того, насколько высоко резервуар для хранения воды в вашем здании расположен над вашей подземной водопроводной трубой, будет зависеть скорость наполнения резервуара, что, в свою очередь, повлияет на давление воды.
Вы также можете столкнуться с недостаточным давлением воды, если бак и его линии подачи находятся в плохом состоянии. Если это так, вы можете захотеть, чтобы техническое обслуживание проверило резервуар, чтобы узнать, могут ли они решить проблему.
6. У вас неисправная арматура
В некоторых случаях падение давления воды может быть вызвано неисправностью арматуры при длительном использовании. Накопление осадка, ржавчины, известняка или других типов минеральных отложений может привести к закупорке приспособления и препятствовать свободному течению воды. Это не только снижает давление воды, но также может снизить качество вытекающей воды. Если кажется, что один или несколько приборов feq имеют низкий поток, то это может быть так.
Вы можете проверить приборы, подключенные к водопроводу, по одному, включив их и наблюдая за напором, с которым выходит вода. Проверьте, не закрыты ли какие-либо аэраторы или экраны на ваших смесителях. Аэратор или экран на арматуре крана предназначены для уменьшения объема воды, поступающей из крана, без какого-либо влияния на давление. При продолжительном использовании аэраторы могут засориться известняком и грязью.
Вы можете попробовать снять аэраторы со смесителей низкого давления и проверить их на наличие отложений. Очистите их, если они в этом нуждаются, затем наденьте их обратно и проверьте, влияет ли это на давление воды. Если аэратор не нуждается в очистке, возможно, на самом приспособлении есть наросты. Если это так, очистите его или замените.
7. Неисправен регулятор давления
Иногда причиной низкого давления воды является неисправный регулятор давления. Если вы обнаружите, что ваше давление воды постоянно колеблется практически без среднего уровня между низким и высоким, вы, вероятно, имеете дело с неисправным регулятором давления.
Стоит отметить, что не вся сантехника оснащена регулятором давления, но если он у вас есть, вы можете попробовать проверить, не дает ли прибор точных показаний. Чтобы определить это, подсоедините манометр к штуцеру шланга на внешней стороне вашего устройства (предпочтительно тот, который находится ближе всего к регулятору давления). Когда вы включаете воду, манометр должен немедленно показать вам текущее давление воды.
Если оно окажется ниже показаний регулятора давления, возможно, проблема связана с регулятором давления. Эти устройства предназначены для регулирования давления воды, поступающей из вашей основной линии подачи, до уровня, подходящего для ваших труб. Если у вас неисправен, лучше вызвать квалифицированного сантехника, чтобы он починил его.
8. Водопроводные трубы проржавели
Одно дело иметь забитые трубы, которые можно прочистить, но в некоторых случаях вся система трубопроводов в вашей квартире проржавела, и единственный вариант для собственника — полностью заменить их.
Трубы, особенно из оцинкованной стали, имеют ограниченный срок службы. оцинкованные стальные трубы могут служить в среднем от 20 до 50 лет, тогда как материалы, такие как железо, медь и латунь, могут служить намного дольше, хотя даже эти трубы, скорее всего, потребуют замены через 40–100 лет. Если многоквартирный дом, в котором вы живете, старый, возможно, сантехника стояла там много лет и заржавела до такой степени, что влияет на напор вашей воды.
9. Запорный вентиль главного дома открыт не полностью
Если вы единственный в многоквартирном доме, кто испытывает проблемы с низким давлением воды, возможно, стоит проверить вашу квартиру, чтобы найти источник проблемы, которая может заключаться в том, что главный запорный клапан дома не открыт до конца.
В некоторых домах водозапорные клапаны расположены либо внутри, либо снаружи квартиры, но есть вероятность, что они находятся внутри вашего дома, где в него входит главная городская водопроводная труба. Их можно найти рядом с водонагревателем или под раковиной, а также в подвалах и подвалах.
У некоторых клапанов есть ручка, похожая на ту, которую вы использовали бы для поворота шланга; если у вас это так, попробуйте повернуть его против часовой стрелки до упора. Если ручка напоминает рычаг, рычаг должен быть параллелен трубе, чтобы полностью открыться.
10. Клапан счетчика воды открыт не полностью
Клапан счетчика воды — это еще один клапан, который регулирует забор воды в вашем доме. Этот клапан принадлежит и контролируется водной компанией, поэтому вам, скорее всего, никогда не придется иметь дело с ним напрямую.
Если в вашей квартире недавно проводились работы, особенно если вы начали замечать падение давления воды, вы можете обратиться в свою компанию водоснабжения. Вполне вероятно, что кран водомера не был открыт до конца после того, как были выполнены работы, и кто-то должен это сделать, чтобы давление воды пришло в норму.
Заключительные мысли
Низкий напор воды может испортить вашу жизнь в квартире, влияя на все, от душа до стирки. Если у вас проблемы с давлением, найдите источник проблемы и попытайтесь исправить ее, если сможете. В противном случае вы захотите сообщить управляющему недвижимостью/арендодателю о проблеме или вызвать сантехника, чтобы решить проблему.
Распространенные причины низкого давления воды и способы их устранения
Простой ремонт и когда обращаться к специалисту
По
Аарон Стикли
Аарон Стикли
Аарон Стикли — лицензированный сантехник с 15-летним опытом работы в сфере коммерческого, нового сантехнического оборудования, а также обслуживания и ремонта жилых помещений. Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 10.10.22
Рассмотрено
Ричард Эпштейн
Рассмотрено Ричард Эпштейн
Ричард Эпштейн — лицензированный мастер-сантехник с более чем 40-летним опытом работы в сфере сантехники для жилых и коммерческих помещений. Он специализируется на оценке, а также проектировании и инжиниринге сантехнических систем и работает в одной из крупнейших в Нью-Йорке профсоюзных строительных компаний по сантехнике.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Джессика Врубель
Факт проверен Джессика Врубель
Джессика Врубель имеет богатый опыт работы писателем и редактором, работая в различных изданиях, газетах и публичных библиотеках, помогая со справками, исследованиями и специальными проектами. В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами.
Узнайте больше о The Spruce’s Редакционный процесс
Ель / Мадлен Спокойной ночи
Проблемы с давлением воды в доме, такие как низкое давление воды, могут проявляться по-разному, и все они могут быть весьма неприятными. Признаки низкого давления воды включают в себя краны, которые могут бесконечно долго наполнять раковину или ванну, насадка для душа может не давать вам желаемой сильной струи, или ваша посудомоечная или стиральная машина может запускать цикл намного дольше, чем должна.
Когда только один прибор имеет низкое давление воды, проблема, вероятно, может быть решена, если вы просто сосредоточитесь на ремонте этого одного прибора или труб, обслуживающих его, поскольку это может быть связано, например, с забитой насадкой для душа или протекающей трубой. Но широко распространенные проблемы с давлением воды, затрагивающие весь дом, указывают на другие проблемы. Если давление воды в вашем доме кажется низким, то первое, что нужно сделать, это сузить круг причин.
Совет
Если давление воды внезапно упало, вот как определить причину. Быстрое падение только одного крана означает, что есть проблема с краном. Быстрое понижение давления, затрагивающее одну часть дома, может означать коррозию трубы. Резкое падение давления воды, затрагивающее весь дом, может означать разрыв водопровода (городской водопровод) или проблему с насосом скважины (колодезная вода).
Как исправить низкое давление воды в вашем доме
Смотреть сейчас: Как увеличить низкое давление в душе
01 из 04
Полностью ли открыт клапан счетчика воды?
Ель
Во многих домах есть два основных запорных клапана, контролирующих подачу воды в дом. Первый — это клапан водомера, расположенный рядом с водомером на главной водопроводной трубе, обслуживающей ваш дом. Обычно вы не будете использовать этот клапан, так как технически он принадлежит водопроводной компании и обычно используется только персоналом водопроводной компании. Но если давление воды в вашем доме низкое, особенно после того, как в вашей водопроводной системе были выполнены некоторые работы, возможно, этот клапан не полностью открыт.
Как это исправить: Если вы недавно сделали ремонт и теперь замечаете снижение давления воды во всем доме, проверьте клапан счетчика. Он может располагаться на внешней стене дома (в теплом климате), в подземном коробе между домом и улицей или во внутреннем хозяйственном помещении, например, в подвале или пристроенном гараже. Клапан полностью открыт, когда рукоятка клапана (которая может быть просто металлическим выступом, поворачиваемым специальным ключом) параллельна водопроводной трубе. Если ручка установлена под углом к трубе, она открывается не полностью.
02 из 04
Открыт ли запорный клапан главного дома?
Ель / Летисия Алмейда
Другой основной запорный клапан — это запорный клапан дома, обычно расположенный внутри дома, рядом с тем местом, где основная городская водопроводная труба входит в дом через стену фундамента. В теплом климате основное отключение может быть снаружи.
Как и в случае с клапаном счетчика воды, этот главный запорный клапан иногда остается частично закрытым после того, как в системе был произведен какой-либо ремонт. Если после недавнего ремонта у вас таинственным образом упало давление воды, велика вероятность того, что клапан не был полностью открыт после завершения ремонта.
Как это исправить: Убедитесь, что этот клапан полностью открыт. Если это задвижка, на которую указывает рукоятка в виде колеса, убедитесь, что рукоятка полностью повернута против часовой стрелки. Если это шаровой кран, обозначенный рукояткой рычага, рукоятка должна быть параллельна направлению трубы, чтобы быть полностью открытой.
03 из 04
Регулятор давления неисправен?
Ель / Джорджия Ллойд
Другой распространенной причиной проблем с давлением воды в доме является неисправный регулятор давления или редукционный клапан. А регулятор давления – это регулирующий клапан, который снижает входное давление в вашей водопроводной системе до безопасного уровня, который не повредит ваши трубы. Не во всех домах они есть, но для тех, у кого они есть, неисправный регулятор давления может вызвать серьезный скачок давления воды. Возможен и обратный эффект: внезапное понижение давления воды. Когда регулятор давления выйдет из строя, вы заметите, как это отразится на всех приборах в доме, и произойдет это довольно внезапно.
Как это исправить: Хотя это не быстрое решение, этот совет может помочь вам понять, неисправен ли ваш регулятор. Чтобы получить точные показания давления воды в вашем доме, проверьте давление, прикрепив манометр к наружному шлангу, ближайшему к водопроводу или регулятору давления. Рекомендуемое давление воды составляет около 75 фунтов на квадратный дюйм в зависимости от того, где вы живете. Если ваши тесты давления очень низкие, это может указывать на неисправный регулятор давления, который необходимо заменить, что обычно требует профессиональной помощи.
04 из 04
У вас есть старые стальные водопроводные трубы?
Ель
Самая серьезная и потенциально дорогостоящая причина низкого давления воды возникает, когда старые водопроводные трубы из оцинкованной стали корродируют до такой степени, что поток воды значительно ограничивается. Эти трубы подвергаются коррозии внутри (поэтому коррозию обычно не видно), но со временем накопление коррозии и накипи постепенно закрывает трубу.
Эта проблема развивается десятилетиями, поэтому снижение расхода воды происходит очень постепенно; вы не заметите резкого падения давления. Однако, если вы переезжаете в старый дом со стальными трубами, трубы могут иметь значительную коррозию с самого начала, и проблема может ухудшиться относительно быстро.
Как это исправить: К сожалению, единственным решением для проржавевших труб является замена системы водопровода новыми медными или пластиковыми трубами. Это единственный способ решить проблему. Обычно лучшим вариантом замены труб в наши дни с точки зрения стоимости и простоты установки является использование труб PEX, а не медных труб.
Когда следует звонить специалисту
Если проблема связана с клапаном, его открытие, скорее всего, немедленно повысит давление воды. Но для некоторых из этих ремонтов может потребоваться дополнительная помощь, например, любой ремонт или замена трубопровода, которые необходимо выполнить. Кроме того, если регулятор давления выходит из строя и нуждается в замене, вам может понадобиться помощь. Хотя регулятор давления иногда можно заменить самостоятельно на ту же марку и размер, в большинстве случаев лучше обратиться к профессионалу , чтобы он позаботился об этом. Для его замены необходимо перекрыть подачу воды в дом на запорном кране счетчика воды.
Виды и особенности чугуна — Печное и каминное литьё из чугуна. Рубцовск.
Домой Статьи
Чугунные сплавы являются неотъемлемой частью человеческой жизни. Его применение распространилось от тяжёлой промышленности до произведений искусства. Давайте разберёмся, в чём же особенность чугуна, почему он настолько универсален и незаменим.
Чугун – это сплав, основными элементами которого является железо и углерод (более 2, 14 %). Механические и литейные свойства чугуна определяются концентрацией углерода и наличием прочих химических элементов.
Если говорить о чугуне в целом и в сравнении с прочими сплавами, он отличается высокой жаростойкостью, теплоёмкостью, устойчивостью к коррозии, и т.д. Положительные характеристики сплава делают его применение необходимостью как в тяжёлой промышленности, так и в быту.
Выплавка чугуна осуществляется в доменных печах, вагранках и электропечах.
В процессе нагрева в печах проходят химические реакции, позволяющие создавать чугун различных марок с различными механическими и литейными свойствами.
В вагранках(только серый) и электропечах обычно переплавляют отливки в изделия, что с точки зрения затраты топлива более экономично, да и в целом более практично если завод занимается изготовлением изделий, а не производством чугуна разных марок.
Виды чугунов:
На физические и химические свойства чугуна влияют его химический состав и вид термической обработки.
Белые чугуны – получаются в процессе ускоренного охлаждения.
Белые чугуны отличаются высокой твёрдостью и хрупкостью. Тяжело поддаётся резке, в процессе откалываются куски. В связи с этим в большей степени используются не как конструктивный металл, а как заготовка для производства ковкого и иных марок чугуна.
Производные белых чугунов:
Ковкие чугуны получаются в результате обработки (отжига) белого чугуна.
Название ковкий никак не связано с процессом деформации (ковки) металла. Историки утверждают, что подобное название появилось вследствие того, что из чугуна с характерными свойствами делали подковы.
Ковкий чугун обладает высокими механическими свойствами, такими как прочность, износостойкость и т.д.. Благодаря чему металл активно используется в автомобильной промышленности, сельскохозяйственном машиностроении при производстве мелких деталей
В результате средней между белым и серым чугуном интенсивности охлаждения образуются половинчатые чугуны. Как следствие, имеющие промежуточные свойства и структуру металла.
Помимо изменения химического состава металла, регулируя интенсивность его охлаждения возможно получать отливки с различным уровнем прочности, пластичности и прочими механическими свойствами чугуна.
Чугуны со специальными свойствами:
Подобной классификации подвергаются белые и серые чугуны, отливаемые с применением определённой технологии для дальнейшего использования в определённых условиях или по специальному назначению. К таким относятся:
Антифрикционные чугуны. Применяются для изготовления деталей, используемых в особо нагруженных узлах трения (корпус подшипников, втулки, вкладыши, валы)
Износостойкие чугуны.Применяются в отраслях с высоким уровнем воздействия внешней среды: детали агрегатов для азотной промышленности, насосного оборудования, печного литья (дверки, колосники и т.д.).
Жаростойкий чугун. Применяется для изготовления деталей, подверженных интенсивному воздействию высоких температур: печное литьё, в частности колосники, детали коксохимического оборудования, трубокомплексов, газотурбинных двигателей и т.д.
Коррозионностойкие чугуны. Применяются для изготовления деталей, используемых в агрессивных средах. В большей степени химическая и авиационная промышленность.
Жаропрочные чугуны. Благодаря высокой прочности при нормальных и повышенных температурах применяется для изготовления деталей арматуры и котлов, промышленных колосниковых решёток, обжиговых печей.
На сегодняшний день простое перечисление деталей, которые изготавливают из чугуна, составит приличную книгу. Сложно переоценить значимость чугуна и изделий из него в промышленности и быту не только нашей страны, но и всего мира.
Теги
Виды чугуна
Чугун
Предыдущая статьяФролов Сергей – печник из Вологды
Следующая статьяВиталий Клепалов – печник из Угловки
Печное и каминное литье Завода ЛИТКОМ
(дверки, колосники, задвижки, банные камни) используют
крупнейшие российские производители печей и котлов:
Популярные посты
Чугун
Категория:
Крановщикам и стропальщикам
Публикация:
Чугун
Читать далее:
Медь и ее сплавы
Чугун
Что называется чугуном?
Чугуном называется сплав железа с углеродом, получаемый путем плавки железной руды в доменных печах. Чугун содержит от 2 до 5% углерода. Как делятся доменные чугуны в зависимости от химического состава и назначения? Б зависимости от химического состава и назначения доменные чугуны делятся на передельные, литейные и специальные.
Как разделяются чугуны в зависимости от характера соединения углерода с железом?
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В зависимости от характера соединения углерода с железом чугуны делятся на белые и серые.
Чем характерен белый чугун?
Углерод в белом чугуне присутствует в виде цементита (FeO), поэтому он очень тверд и практически не обрабатывается, а используется для переделки в сталь и для других целей. Излом белого чугуна имеет матово-белый цвет.
В каком состоянии находится углерод в сером чугуне?
В сером чугуне весь углерод или его часть находится в свободном состоянии в виде графита, который придает ему на изломе серый или темно-серый цвет. Серый чугун — основной литейный материал, он обладает вполне удовлетворительными механическими свойствами, дешев, имеет высокие литейные свойства и хорошо обрабатывается режущим инструментом.
Как обозначается серый чугун?
Серый чугун обозначается двумя буквами и двумя двухзначными числами через тире. Буквы СЧ означают серый чугун, первое двухзначное число — предел прочности на растяжение, второе — предел прочности при изгибе. Например, СЧ 18—36 — это серый чугун, предел прочности на растяжение 18, а предел прочности при Изгибе 36.
Чем отличается модифицированный чугун от обычного серого чугуна?
Модифицированный чугун отличается от обычного серого чугуна тем, что обладает повышенными механическими и литейными свойствами. Получают его путем добавления в жидкий серый чугун графитиру- ющих присадок (ферросилиция, еиликокальция или силикоалюминия). Марки модйфицированного чугуна: СЧ 28—48, СЧ 32—52 и др.
Каким образом получают высокопрочный чугун?
Высокопрочный чугун получают из серого чугуна путем присадки в ковш перед разливкой в формы магния. Получается чугун с шаровидным графитрм, обладающий высокими механическими и литейными свойствами.
Марки высокопрочного чугуна по ГОСТ 7293—54: ВЧ 45-0, ВЧ 45-5, ВЧ 40—10, ВЧ 50—1,5, ВЧ 60— 2. Буквы ВЧ означают высокопрочный чугун, первые две цифры—лредел прочности при растяжении, а последние— величину относительного удлинения при растяжений.
Как получают ковкий чугун?
Ковкий чугун получают путем длительного отжига белого чугуна в специальных печах, после чего в чугуне вместо свободного цементита образуется графит.
Марки ковкого чугуна по ГОСТ 1215—59: КЧ 30— 6, КЧ 33—8, КЧ 35—10, КЧ 37—12 и др. Буквы КЧ означают чугун ковкий, первые две цифры — предел прочности при растяжении, а последние—относительное удлинение при растяжении.
Какие детали изготовляют из серого чугуна в краностроении?
В соответствии с «Правилами устройства и безопасной эксплуатации грузоподъемных кранов> из серого чугуна не ниже марки G4 15—42 по ГОСТ 1412—54 «Отливки из серого чугуна» могут изготовляться: – зубчатые, червячные и ходовые колеса грузоподъемных кранов с ручным приводом; – червячные колеса с ободом из бронзы независимо от рода привода и режима работы крана; -барабаны, корпуса редукторов и блоки, за исключением блоков стреловых и башенных кранов; – колодки тормозов, кронштейны барабанов, корпуса подшипников и др.
чугун | металлургия | Британика
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Этот день в истории
Викторины
Подкасты
Словарь
Биографии
Резюме
Популярные вопросы
Обзор недели
Инфографика
Демистификация
Списки
#WTFact
Товарищи
Галереи изображений
Прожектор
Форум
Один хороший факт
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Britannica Classics Посмотрите эти ретро-видео из архивов Encyclopedia Britannica.
Britannica объясняет В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
Demystified Videos В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
#WTFact Видео В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти.
На этот раз в истории В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
Студенческий портал Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д.
Портал COVID-19 Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня.
100 женщин Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
Britannica Beyond Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Спросить. Мы не будем возражать.
Спасение Земли Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать!
SpaceNext50 Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы исследуем широкий спектр тем, которые подпитывают наше любопытство к космосу!
кованого железа | металлургия | Британика
кованые перила
Смотреть все СМИ
Ключевые люди:
Уильям Фэйрберн
Похожие темы:
обработка железа штрафовать
См. все связанные материалы →
кованое железо , одна из двух форм, в которых железо получают плавлением; другой — чугун ( qv ). Кованое железо представляет собой мягкую, пластичную, волокнистую разновидность, которая производится из полурасплавленной массы относительно чистых железных глобул, частично окруженных шлаком. Обычно он содержит менее 0,1% углерода и 1-2% шлака. Для большинства целей он превосходит чугун, который слишком тверд и хрупок из-за высокого содержания углерода. Еще в древности первое железо выплавляли непосредственно из железной руды путем нагревания последней в горне с древесным углем, который служил и топливом, и восстановителем. Затем смесь восстановленного железа и шлака, еще горячую, удаляли в виде куска и обрабатывали (обрабатывали) молотком, чтобы удалить большую часть шлака и сварить железо в связную массу.
В Европе было обнаружено, что кованое железо можно производить непрямым способом из чугуна, выплавленного в доменной печи. Один из наиболее широко используемых таких непрямых методов, называемый процессом лужения, был разработан Генри Кортом из Англии в 1784 году. Он заключался в плавлении чугуна в полой печи с последующим перемешиванием его стержнем, чтобы углерод в отлитом металле был удален. удаляются окислительными газами печи. По мере удаления углерода доля твердого обезуглероженного железа постепенно увеличивалась, и полученную густую смесь металла и шлака затем пропускали через отжимной пресс, который удалял большую часть избыточного шлака и формировал грубый цилиндр для последующей прокатки в более чистую форму. товар.
Дополнительные сведения по этой теме
Металлоконструкции: Железо
Кованое железо — это металл, который выковывается на наковальне. Производственного сходства с чугуном, залитым в…
нет.
Кованое железо стало вытеснять бронзу в Малой Азии во 2-м тысячелетии до н.э.; его использование для инструментов и оружия было установлено в Китае, Индии и Средиземноморье к 3 веку до н.э. Главным преимуществом железа была просто его гораздо большая доступность в природе, чем у меди и олова. Кованое железо продолжало использоваться для изготовления орудий мира, а также оружия и доспехов войны на протяжении многих веков. В 1920 века он начал появляться в строительстве, где его прочность на растяжение (сопротивление растяжению) делала его превосходящим чугун для горизонтальных балок. Изобретение бессемеровского и мартеновского процессов привело к вытеснению кованого железа сталью в конструкционных целях. Использование кованого железа в 20 веке было в основном декоративным.
Главная » Обработка металла » Пайка » Виды и особенности применения флюса для пайки
На чтение 6 мин
Содержание
Что такое флюс и его ключевые особенности?
Предназначение
Применение флюса
Хранение
Типы флюсов для пайки
Активные флюсы
Бескислотные флюсы
Активированные флюсы
Антикоррозийные флюсы
Защитные флюсы
Как правильно выбрать флюс
Лучшие заменители
Порядок применения
Как приготовить флюс для пайки своими руками
Часто случаются ситуации, когда дома ломается что-то из электроники и единственный способ исправить ситуацию, кроме покупки нового бытового прибора — пайка оборванных контактов. Также эта процедура востребована на производстве, в автосервисах и собственных мастерских. Однако запаять контакты без дополнительных веществ невозможно. Одним из них является флюс для пайки.
Инструменты для пайки
Что такое флюс и его ключевые особенности?
Не многие новички знают, что такое флюс и как его используют в процессе пайки. Это соединительная смесь. В ее состав входят материалы, которые легко плавятся. Перед покупкой флюса необходимо обратить внимание на несколько факторов:
рабочая температура дополнительного состава;
вид металла, с которым предстоит работать;
температура, при которой начинается процесс пайки;
наличие дополнительных поверхностей, которые окружают место спайки;
наличие антикоррозийной плёнки на поверхности металла.
Существует два вида дополнительных составов, использующихся при пайке. Одни твердые и плавятся при высокой температуре. Другие мягкие и с ними можно начинать работать при низких температурах.
Предназначение
Чтобы работать с дополнительными веществами, необходимо знать для чего нужен флюс при пайке. Чтобы соединить контакты на плате, необходимо разогреть их до температуры свыше 500 градусов. Из-за этого можно повредить важные элементы платы. Чтобы не допустить окончательной поломки электроники, используются легкоплавкие составы, в которых преобладает свинец и олово. Они плавятся при температуре до 500 градусов и помогают соединить оборванные контакты.
Чтобы соединять лёгкие детали, достаточно использовать легкосплавный припой, с которым можно работать при минимальных температурах. Чтобы соединить большие детали, необходимо использовать твердые виды припоя.
Плата (Фото: pixabay.com)
Применение флюса
Перед тем как применять припой и флюс для пайки, необходимо обратить внимание на определенные характеристики:
устойчивость состава к коррозийным процессам;
рабочий размер соединительного шва;
прочность соединения;
температура плавки.
Очень часто в качестве припоя используют оловянный прут, канифоль..
Хранение
Для простых ремонтных работ в домашних условиях достаточно приобрести тюбик с флюсом. Хранить его нужно в плотно закрытой емкости. Нельзя допускать, чтобы жидкий состав соприкасался с влагой. Также нельзя хранить легкоплавкие составы вблизи нагревательных приборов и открытого огня. Нельзя допускать чтобы температура в помещении, где хранится флюс, поднималась выше 25 градусов. Составы, которые хранились в упаковках с нарушенной герметичностью, желательно утилизировать и приобрести новый.
Типы флюсов для пайки
Флюсы для пайки бывают нескольких видов, в зависимости от воздействия этих составов на соединяемые контакты во время нагревания. Перед покупкой легкоплавкого вещества необходимо ознакомиться с его основными видами.
Активные флюсы
Это флюсы в составе которых преобладает соляная кислота. Они применяются для работы с железными деталями. Во время процесса пайки эти составы проявляют мощную химическую реакцию. Не используются при работе с радиотехникой, так как быстро разъедают плату.
Бескислотные флюсы
Это жидкие флюсы, которые изготавливаются на основе скипидара, глицерина и этилового спирта. Плавятся такие составы до 150 градусов. Применяются бескислотные флюсы для спайки мелких деталей.
Пайка мелких деталей
Активированные флюсы
Составы, изготавливаемые на основе салициловой кислоты. Используется при соединении элементов, которые не требует изначальной зачистки.
Антикоррозийные флюсы
Это специальные вещества, которые очищают детали от отложений, появляющихся в процессе коррозии. Они защищают место соединения от разрушения в процессе эксплуатации. Изготавливаются на основе ортофосфорной кислоты.
Защитные флюсы
Главная особенность таких составов — отсутствие химической реакции. Защищают детали от коррозийных процессов. Их изготавливают на основе воска, оливкового масла или вазелина. Такие составы начинают плавиться при 70 градусах. При термической обработке они не выделяют вредных веществ. Также при работе с защитными флюсами не требуется предварительно зачищать детали.
Как правильно выбрать флюс
Даже при знании разновидностей и технических характеристик не каждый человек понимает, как выбрать флюс. Для безопасной пайки следует выбирать нейтральные флюсы. Они подходят для работы с разными деталями, но при спайке больших компонентов, работа будет происходить медленно.
Чтобы ускорить процесс, можно использовать среднеактивные флюсы. Такие составы подходят для работы с различными металлами. Для работы с крупными деталями идеальным вариантом являются серебряные припои.
Лучшие заменители
Не всегда дома может найтись припой для спайки оборванных контактов или проводов. В таких ситуациях можно провести ремонт без покупных составов. Заменить флюс можно несколькими веществами:
янтарем;
жиром;
«Аспирином»;
смолой.
Перед началом работ «Аспирин» необходимо растворить в небольшом количестве жидкости.
Смола на дереве
Порядок применения
Перед тем как начинать пайку флюсом, необходимо разобраться с тем, как его применять. Процесс применения будет зависеть от того, какая разновидность легкоплавкого состава применяется:
При использовании твёрдых припоев (оловянный прут) требуется окунуть паяльник в тело реагента и зацепить небольшое количество припоя.
Если используется жидкая готовая смесь, её можно наносить с помощью кисточки.
При работе с пастой требуется наносить её на место соединения палочкой, зубочисткой.
Также нельзя забывать про зачистку поверхности от окисления.
Весь процесс применения легкоплавкого вещества можно разделить на несколько этапов:
Изначально поверхности зачищаются.
После зачистки наносится слой флюса.
С помощью паяльной станции разогревается соединяющий состав и детали.
Далее необходимо дождаться застывания шва и дополнительно обработать его.
Без специального состава соединить контакты не получится. Опытные мастера предлагают новичкам выполнить работу без флюса и посмотреть результат — работа займет гораздо больше времени, шок быстро отвалится. Наилучшим дополнительным материалом для спайки считается чистое олово. Однако это не дешёвый металл и его используют в соединении со свинцом.
Как приготовить флюс для пайки своими руками
Чтобы соединять элементы радиотехники, можно изготовить флюс для пайки своими руками. В качестве подручных средств для замены канифоли можно использовать жир или смолу. Чтобы не покупать состав для работы, необходимо знать, как сделать флюс для пайки:
Заранее нужно подготовить одинаковое количество свинца и олова.
Расплавить два металла в тигле.
Снять плёнку побочных отложений, которая образуется на верхней части остывшей смеси металлов.
Перелить смесь олова и свинца в подготовленные заранее формы.
Нужно помнить о том, что после спайки любых контактов или деталей необходимо обрабатывать готовый шок. Для этого используется ацетон или спирт. Однако в магазинах появились припои, которые не требуют дополнительной обработки после завершения работ. Они обладают некоторыми преимуществами:
являются диэлектриками;
не подвержены воздействию коррозийных процессов;
не требуется дополнительная зачистка.
Из-за того что такие припои не проводят ток, их не используют для соединения контактов и проводов.
Также можно самостоятельно изготовить паяльную пасту. Для этого необходимо растереть твёрдый флюс с помощью крупнозернистого напильника. Порошок, который получился после измельчения, нужно смешать со спиртом и канифолью. Далее нужно перелить получившуюся пасту в герметичную ёмкость и плотно закрыть. Она портится при взаимодействии с влагой и требует соблюдения правил хранения. Опытные мастера рекомендуют наносить пасту с помощью шприца.
( 5 оценок, среднее 3.4 из 5 )
Поделиться
как сделать в домашних условиях, разновидности
Содержание:
Разновидности
Вещества для изготовления
Флюс для микросхем
Интересное видео
При пайке для получения наилучшего результата находят активное применение флюсы. Они уменьшают поверхностное натяжение припоя и делают его растекание по поверхности равномерным. Защищая от негативного влияния кислорода, флюс препятствует окислению поверхности изделия.
В магазинах для сварочных принадлежностей имеется большой выбор этих веществ, предназначенных для пайки различного вида металлов. Однако при необходимости или желании существует возможность сделать флюс для пайки своими руками. Имеются рекомендации, как самому сделать флюс для пайки.
Разновидности
Перед тем, как сделать флюс для пайки в домашних условиях, следует разобраться, каких видов они бывают. Их можно разделить на активные и неактивные, в зависимости от количества в их составе кислоты.
Активные флюсы в процессе пайки частично изменяют структуру верхнего слоя поверхности деталей. Неактивные флюсы просто убирают с поверхности имеющуюся на ней окисную пленку, и одновременно преграждают путь для доступа кислорода.
Если применяются активные флюсы, то требуется убирать то, что от них осталось после окончания процесса пайки. Неактивные флюсы относятся к органическому виду, и удаления не требуют. От правильного выбора флюса зависит конечный результат пайки.
Вещества для изготовления
Паяльный флюс своими руками можно приготовить, используя такие вещества, как спирты, кислоты, масла различного происхождения. В них ценятся высокие антиокислительные свойства и хорошая растворяемость.
При выборе, как сделать флюс для пайки, предпочтение можно отдать самому простому веществу — ацетилсалициловой кислоте, или, как более привычно аспирину. Его без проблем можно найти в аптеке, или даже разыскать в домашней аптечке. Этот препарат имеет невысокую стоимость. Перед началом работы таблетку аспирина растворяют в небольшом количестве жидкости до исчезновения осадка.
Вместо аспирина допустимо использование гранул лимонной кислоты белого цвета. При использовании аспирина или лимонной кислоты происходит выделение значительного количества газа, поэтому помещение, где происходит пайка, должно обладать действующей вентиляцией.
Канифоль и глицерин
Жидкий флюс можно приготовить из канифоли. Прежде, как сделать флюс, необходимо с помощью деревянного молотка растолочь канифоль в мелкий порошок. От степени измельченности зависит время приготовления флюса.
Затем этот порошок, имеющий консистенцию пудры, растворить в этиловом или медицинском спирте, используя стеклянную посуду. После тщательного размешивания раствор следует оставить на некоторое время для полного растворения.
Далее для окончательного растворения канифоли в спирте следует поместить отстоявшийся раствор в горячую водяную баню, и нагревать до температуры 80 градусов. Во время нагревания раствор необходимо постоянно перемешивать, а затем дождаться охлаждения. Для пайки раствор удобно набирать шприцом.
Глицериновый флюс можно приготовить аналогическим образом, растворяя канифоль не в спирте, а в глицерине. Растолченная в порошок канифоль растворяться в глицерине будет дольше, зато сам раствор получится более густым, что сделает работу с ним более легкой. Качество состава улучшится, если сначала растворить растолченную канифоль в этиловом спирте, а смешать раствор с глицерином. Такую смесь после окончания пайки необходимо смыть.
На основе кислоты
В рекомендациях, как приготовить флюс для пайки на основе кислот, подразумевается соляная кислота, а также фосфорная. Соляную кислоту высокой концентрации необходимо развести пополам с водой. Этим раствором заливаются гранулы цинка, размещенные в стеклянной посуде.
Растворение цинка в соляной кислоте сопровождается бурной реакцией, заключающейся в значительном выделении водорода. Поэтому помещение должно быть хорошо вентилируемым. Рядом с местом работы должен отсутствовать открытый огонь.
Флюсом, полученным с применением соляной кислоты можно паять изделия из стали. При добавлении в раствор немного нашатыря появляется возможность для спаивания различных металлов и сплавов. Удачный флюс получается с применением фосфорной кислоты. Его можно применять, когда предстоит соединять изделия из нержавеющей стали.
Наносить на изделия жидкие флюсы можно тонкой кисточкой. Хранить следует в стеклянной посуде с узким горлышком, чтобы уменьшить возможность испарения.
Жировые смеси
Паяльный жир представляет интерес в основном для профессиональных сварщиков. Однако, и в этом случае возможно изготовить флюс пасту своими руками. Такое название паяльный жир получил из-за внешнего сходства с веществом животного происхождения.
Для приготовления нейтрального паяльного жира применяется смесь канифоли и стеарина. Она успешно растворяет имеющуюся оксидную пленку. Пайка с ее применением осуществляется с меньшими проблемами. У припоя увеличивается текучесть, что дает возможность его попадания в различные щели и неровности поверхностей. Благодаря хорошей растворимости такую пасту легко удалить с поверхности после окончания процесса.
Сущность нейтрального паяльного флюса заключается в том, что после того, как паяльное жало осуществляет его нагрев, он переходит в жидкую форму, и, выгорая, образует защитную пленку, функцией которой является препятствие окислению поверхности.
Другая форма пасты — активный паяльный жир. В его состав входят такие вещества, как вазелин, цинк, хлориды аммония и парафин. Такой флюс находит применение при пайке значительно окисленных поверхностей, а также металлов, которые с трудом подвергаются этому процессу.
Применение активных паяльных жиров не рекомендовано для работы с электроникой и другими деликатными видами, поскольку агрессивные вещества могут разрушить тонкие детали.
Флюс для микросхем
Деликатным вопросом является пайка BGA микросхем. Для этого также может быть изготовлен флюс для пайки bga своими руками. Для этого можно добавить канифоль во флюс RMA-223 китайского производства.
Интересное видео
Вот эта альтернатива флюсу для пайки, которую вы должны попробовать!
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Если вы много паяете, возможно, у вас есть опыт использования различных типов паяльных флюсов. Но знаете ли вы, что существует несколько альтернативных флюсов, которые можно сделать своими руками и которые намного дешевле коммерческих флюсов?
Вазелин — одна из лучших альтернатив флюсу, которую вы можете использовать. Он так же эффективен, как коммерческий флюс, стоит примерно вдвое дешевле и у большинства людей он уже есть под рукой.
Можно ли паять без флюса? Как вы используете вазелин в качестве альтернативы флюсу? Есть ли другие хорошие альтернативы флюсу, которые вы могли бы использовать вместо этого? Продолжайте читать, чтобы найти ответы на эти и другие вопросы.
Вазелин: лучшая альтернатива флюсу для пайки
Скорее всего, у вас дома есть контейнер с вазелином. Вазелин имеет широкий спектр применения и является одним из обязательных предметов для любого домашнего мастера. Возможно, это лучшая альтернатива коммерческому флюсу, который вы можете использовать.
Что делает вазелин таким эффективным?
Он состоит из воска и минеральных масел, что делает его антикоррозийным, поэтому вам не нужно беспокоиться о том, что он может повредить припой или объект, который вы паяете. Это также отличное чистящее средство, которое не только удаляет любую грязь или грязь, но также устраняет оксиды металлов, которые в противном случае ослабили бы вашу связь.
Многие люди обнаружили, что вазелин работает так же хорошо, как коммерческий флюс. В сочетании с тем фактом, что он обычно намного дешевле, быстро плавится от тепла паяльника и может безопасно использоваться для многих типов паяльных работ, вазелин является единственной альтернативой флюсу, которую вы захотите проверить.
Можно ли паять без флюса?
При пайке флюс используется для удаления окисления с припаиваемых материалов, что, в свою очередь, обеспечивает более прочное соединение. Кроме того, использование флюса помогает расплавленному припою легче сцепляться с тем, что вы паяете. Без флюса припой может прилипнуть к паяльнику, а не к объекту, который вы паяете.
Очевидно, что флюс является важным компонентом процесса пайки, так что можно ли не использовать флюс?
Правда в том, что вам не обязательно использовать коммерческий флюс, но вы должны использовать что-то, что делает ту же работу.
Вот тут-то и приходит на помощь самодельная альтернатива флюсу.
Другие альтернативы флюсу
Что делать, если вы выполняете работу или проект, а под рукой нет вазелина? У вас может не быть времени бежать в магазин. Есть ли что-нибудь еще, что вы можете использовать?
К счастью, вазелин — не единственное вещество, которое действует так же, как коммерческий флюс. Некоторые другие хорошие альтернативы флюсу описаны ниже.
Лимонный сок
Если у вас есть несколько лимонов или лимонный сок, купленный в магазине, он вполне подойдет в качестве кислотного флюса для самостоятельного изготовления.
Высокое содержание лимонной кислоты в лимонном соке может удалять оксиды металлов так же легко, как вазелин или коммерческий флюс. Хотя использование лимонов в течение длительного времени может обойтись дорого, это отличная альтернатива флюсу, если у вас мало времени и это все, что у вас есть под рукой.
Если вы используете лимоны, выжмите столько сока, сколько, по вашему мнению, вам понадобится для работы. Для небольших работ вам может понадобиться только один лимон или даже половина одного, но для более крупных работ или если вы хотите оставить немного на будущее, вы можете выжать сок из нескольких лимонов.
Процедите сок, чтобы удалить семена и мякоть. Перемешивайте в течение нескольких секунд, снова процедите и перемешивайте еще несколько секунд. Вы можете использовать этот самодельный флюс сразу или сохранить его на потом. Не охлаждайте его, так как это сделает его менее эффективным.
Самодельный флюс из сосновой смолы
Если вы живете в районе с большим количеством сосен, у вас могут быть легкодоступные сосновые шишки. Смола в сосновых шишках часто является активным ингредиентом коммерческого флюса, , и вы также можете использовать его в качестве флюса для домашних мастеров. Если у вас достаточно сосновых шишек, вы можете сделать больше, чтобы сэкономить на будущих работах.
Соберите несколько сосновых шишек и удалите листья сосновых шишек. Поместите их в миску или другую емкость с крышкой, чтобы они не пролились, и залейте сверху денатурированным этиловым спиртом. Накройте контейнер и дайте смеси постоять не менее 8-12 часов.
Спирт растворяет сосновую смолу из листьев. Как только это произошло, процедите смесь, чтобы удалить листья и любой другой мелкий мусор. Теперь вы можете использовать смесь сосновой смолы и спирта в качестве флюса.
Очевидно, что этот метод требует немного времени, так что это может быть не лучший выбор, если у вас мало времени. Однако, если вы хотите сэкономить деньги и иметь доступ к большому количеству сосновых шишек, это отличный способ заранее приготовить собственный флюс, чтобы он всегда был под рукой.
Самодельный флюс канифоли
Канифоль, приготовленная из кристаллизованной канифоли, имеет множество различных применений, в том числе улучшение сцепления при скалолазании и других видах спорта, а также повышение сопротивления игре на скрипке. Он также является обычным ингредиентом коммерческого припоя.
У вас может заваляться канифоль, если в вашем доме есть скрипач или любитель спорта на открытом воздухе, или если вы используете ее для других самостоятельных проектов. Чтобы сделать самодельный флюс из канифоли, поместите кусочки канифоли в контейнер и покройте их растворителем, например изопропиловым спиртом или жидкостью для снятия лака.
Растворитель растворяет канифоль. Если канифоль в больших кусках, этот процесс может занять некоторое время. Одним из вариантов является предварительное измельчение канифоли. Так он растворится гораздо быстрее.
После растворения канифоли самодельный флюс готов к использованию.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Как паять с использованием альтернативного флюса
Очистить припаиваемую поверхность . Удалите все частицы пыли или грязи и убедитесь, что они сухие, прежде чем начать. Если вы используете вазелин, он может служить и очистителем, и флюсом. Нанесите небольшое количество вазелина на поверхность, затем вытрите бумажным полотенцем.
Нанесите самодельный флюс или его альтернативу. При использовании вазелина повторное нанесение не требуется, если вы уже использовали его для очистки. Если вы используете лимонный сок или другую жидкую альтернативу флюсу, нанесите жидкость на область с помощью ватной палочки или маленькой кисточки.
Используйте паяльник для нанесения расплавленного припоя. Если у вас возникли проблемы с прилипанием припоя к объекту, который вы паяете, возможно, вам придется повторно применить альтернативный флюс. Это не должно быть проблемой, если вы не нанесли слишком мало в первую очередь.
Дайте припою затвердеть как обычно. После того, как припой затвердеет, проверьте надежность соединения. Если вы нанесли достаточно альтернативного флюса и не испытали никаких проблем с нанесением припоя, то соединение должно быть хорошим. Поздравляем! Вы только что эффективно использовали альтернативу самодельному флюсу!
Заключительные мысли
Вот и все. Хотя использование чего-либо в качестве флюса является важной частью пайки, существует множество дешевых и простых альтернатив флюсу, которые можно сделать своими руками, которые работают так же хорошо, как и коммерческие продукты.
Лучшей альтернативой флюсу является вазелин, потому что он дешев, эффективен, у большинства людей он есть под рукой, а также может использоваться как очиститель . Другими хорошими альтернативами являются лимонный сок, самодельный флюс из сосновой смолы и самодельный флюс из канифоли. Какую бы альтернативу флюсу вы ни использовали, убедитесь, что вы используете достаточное количество флюса во время пайки, чтобы создать прочную связь.
Используемые источники
Обновленный дом
Retro Tech Lab
Element14
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
1 — Есть решение!
2 — Узнал что-то новое
3 — Не совсем
4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (опционально)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
1 — Есть решение!
2 — Узнал что-то новое
3 — Не совсем
4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Можно ли паять без флюса? (Да! Вот как это сделать) — Модернизированный дом
Вы садитесь, готовые что-то паять, но обнаруживаете, что у вас нет флюса. К счастью, вы можете паять без флюса, если у вас есть альтернатива. Следите за тем, как мы узнаем, как можно безопасно паять без флюса.
Пайка — важный навык для любого любителя делать что-то своими руками. Это полезно для домашней электроники, ремонта автомобилей и многого другого. Однако иногда отсутствие всего необходимого, например флюса, может остановить вашу работу и привести к перерывам.
Да, можно использовать припой без флюса. Для этого вам понадобится что-то кроме флюса, чтобы разрушить оксиды на поверхности металла, без чего ваша поверхность может быть повреждена или не очищена должным образом. Лучшей альтернативой флюсу при пайке является вазелин, который обладает антикоррозийными свойствами и не повредит ваш материал.
Существует несколько способов самостоятельного изготовления флюса в домашних условиях. В этой статье мы объясним, почему при пайке необходимо использовать флюс. Мы также предложим несколько вариантов, которые вы можете сделать сами.
Связанный контент: Как удалить припой без паяльника | Как повторно припаять соединение медной трубы, не снимая его
Что такое флюс?
Флюс — это универсальное название для любого вещества в металлургии, которое обеспечивает более прочную связь. На всех металлах есть оксиды, которые необходимо очистить, чтобы облегчить чистый сплав. Флюс очищает эти оксиды и дает вам идеально ровную поверхность.
Большинство современных органических флюсов изготавливаются из очищенного и рафинированного соснового сока. Это самый старый тип, который используется и по сей день. Этот тип флюса широко известен как канифоль. Существуют также другие органические флюсы, изготовленные из лимонной и молочной кислот.
Некоторые неорганические флюсы используются в более промышленных целях. Для пайки прочных металлов, таких как латунь и медь, потребуется синтетический кислотный флюс. Это удалит не только окисление, но и коррозию и другие остатки, которые накапливаются на этих металлах.
Вам действительно нужен флюс?
Чтобы обеспечить прочную связь, поверхность должна быть свободна от оксидов металлов. Сколько бы вы ни чистили металлическую поверхность, вам все равно понадобится какой-нибудь флюс, как припой приклеить. Без этого паяное соединение не будет достаточно прочным или проводящим.
Еще одна причина, по которой вам нужен флюс, заключается в том, что припой будет преследовать источник тепла. Это означает, что будет трудно удалить расплавленный припой с вашего железа без флюса. Расплавленный припой лучше прилипает к металлу, если его не блокируют оксиды.
В зависимости от того, какую работу вы выполняете, вы можете обойтись без использования флюса. Однако такое паяное соединение будет трудновыполнимым и не будет прочным. Это допустимо только в том случае, если сустав будет временным.
Припой с канифольным сердечником по сравнению с припоем. Припой с твердым сердечником
Хорошей новостью является то, что большинство современных припоев содержат канифоль. Канифоль — такой же органический материал, как и флюс, поэтому она уже встроена в припой. Если у вас есть этот тип, вам не нужно использовать больше флюса. Припой будет очищать поверхность по мере плавления.
Кислотный припой
также очищает металлические поверхности от оксидов и побочных продуктов коррозии. Кислота действует как флюс и способна очищать по мере прилипания. Из-за этого рекомендуется для твердых металлов, таких как латунь, сталь и медь.
Сплошной припой не содержит канифоли и требует использования флюса. Попытка использовать твердый припой без флюса приведет к практически бесполезному соединению. Припой не будет цепляться за поверхности, а оксиды оторвутся, что приведет к разрушению соединения.
Способы пайки без флюса
К счастью, если у вас есть только твердый припой и нет флюса, есть способы сделать его самостоятельно. Преимущество изготовления собственного флюса заключается в том, что вы можете быть уверены, что он сделан из натуральных материалов. Это большой плюс, если вы заботитесь об окружающей среде.
Вазелин
Вазелин работает так же хорошо, как и купленный в магазине флюс. Он очистит ваши металлические поверхности от любых оксидов и растает при нагревании. Из-за этого он обычно используется многими энтузиастами электроники.
Вазелин представляет собой смесь восков и минеральных масел, обладающую чистящими, а также антикоррозионными свойствами. Это хорошо для всех видов применения по дому и в магазине. Независимо от того, сколько вы паяете, всегда хорошо иметь под рукой.
Преимущество использования этого флюса в том, что он намного дешевле. Если вы много паяете и тратите много на флюс, это может быть хорошей альтернативой. Вазелин обычно вдвое дешевле магазинного флюса.
Поток лимонного сока
Вы также можете сделать свой собственный флюс, используя лимонный сок. Лимонная кислота в лимонном соке способна очищать металл от оксидов, обеспечивая прочную связь. Самый большой плюс этого метода в том, что он невероятно эффективен. Кислотные флюсы обычно используются для тяжелых сантехнических работ.
Чтобы сделать поток из лимонного сока, разрежьте 6 лимонов пополам и выжмите из них сок. Процедите сок через ситечко для сока и перемешайте в течение 20 секунд. Затем снова процедите и перемешайте еще 20 секунд. Следует отметить, что охлаждать этот флюс не следует. Он потеряет свою силу.
Преимущество этого самодельного флюса в том, что он дешев и невероятно прост в изготовлении. Вы также можете использовать купленный в магазине лимонный сок, если хотите, но в этом случае может быть дешевле использовать вазелин. Чтобы нанести его, просто прикоснитесь ватной палочкой к области, которую нужно припаять.
Флюс из сосновых шишек
Флюс из сосновых шишек можно приготовить из 10-15 сосновых шишек и небольшого количества денатурированного этилового спирта. Натуральная сосновая смола в листьях шишек действует как флюс и может быть извлечена.
Нарежьте листья конуса и поместите их в контейнер, затем залейте листья спиртом и оставьте на ночь. Утром перемешайте емкость и процедите листья из смеси. Профильтруйте смесь через кофейный фильтр, и теперь у вас есть экологически чистый сосновый флюс.
Метод соскабливания
Если у вас нет ни одного из вышеперечисленных материалов, вы всегда можете прибегнуть к методу шабрения. Это следует делать только в качестве последней попытки. Вы также не должны ожидать, что эти суставы будут очень прочными.
Прежде чем что-либо паять, очистите поверхности лезвием или небольшим долотом. Это нужно будет делать снова и снова, чтобы убедиться, что все окисление исчезло. Этот метод занимает много времени и не очень эффективен.
Видео: как это сделать
Связанные вопросы
Почему мой припой не прилипает?
Ваш припой может не прилипать по ряду причин. Если вы используете метод скрейпинга, дважды проверьте, достаточно ли вы скрейпинга. Если у вас есть, убедитесь, что материалы, которые вы используете, могут быть спаяны друг с другом в первую очередь.
Какой металл нельзя паять?
Двумя наиболее распространенными металлами, которые трудно паять, являются алюминий и нержавеющая сталь. Однако при очень мощном кислотном флюсе их можно как следует очистить от окислов и припаять. Цинк имеет относительно низкую температуру плавления и плавится до того, как попадет в паяное соединение.
Добавляет ли припой сопротивления?
Паяные соединения добавляют небольшое электрическое сопротивление. Из-за этого важно, чтобы вы планировали соответствующим образом, особенно вокруг клемм аккумулятора. Большее сопротивление означает, что цепь станет более горячей, что может привести к всевозможным проблемам.
Связанные руководства
Как удалить припой без паяльника
Как припаять медную трубу с водой
Недавно опубликовано
ссылка на Размеры умывальника
Размеры раковины
Вы не хотите чистить кисти или заниматься испачканной одеждой в кухонной раковине.
Размер газоблока для строительства: стандартные и нестандартные размеры
Газоблоками называют изготовленный в заводских условиях и имеющий прямоугольное сечение штучный материал для кладки стен, простенков, ограждающих конструкций. Стандартные размеры газоблока, представленные на рынке, позволяют сделать выбор для возведения конкретного объекта с минимальным количеством непроизводительных отходов.
Материалом изготовления служит модификация ячеистого бетона – газобетон, который характеризуется такими показателями:
используемые в производстве базовые компоненты – цемент, песок, вода, алюминиевый порошок, опционально – известь либо двуводный гипс. Пропорциональный состав и количество ингредиентов — know-how каждого производителя, определяемые заданными параметрами плотности и прочности;
технология производства – естественная либо автоклавная гидратация – влияет на технические характеристики конечного продукта;
при равной плотности и размерах газобетона для строительства автоклавный материал обладает большей в 2-3 раза прочностью.
От сочетания производных компонентов и технологии изготовления зависят свойства материала, которые должны быть учтены при выборе размера блоков газобетона для стен дома или иных сооружений:
плотность – по ГОСТ 25485-89 она бывает конструкционной (от 500 кг/м³), теплоизоляционной и совмещающей оба этих качества;
прочность – предельное давление по вертикальной оси, которое выдерживает конкретный блок газобетона. В зависимости от класса – В0,75-В4 – варьирует от 10 до 55 кг/см2;
теплопроводность – этот показатель (0,096-0,17) предопределяет интенсивность потери тепла во внутренних помещениях;
морозоустойчивость – количество циклов заморозки-размораживания. Для газоблоков любых размеров эта характеристика составляет 25-100 циклов в зависимости от плотности и технологии изготовления;
усадка – должна быть не более 0,5 мм/м.
При выполнении расчетов количества и определении, какого размера газоблоки выбирать для дома с конкретными параметрами, по умолчанию принимают характеристики автоклавного материала – экспертами и потребителями он признан оптимальным для жилого строительства.
Стандартные и нестандартные размеры блоков газобетона
Основные аспекты производства и габариты газоблоков регламентирует ГОСТ 31360-2007. В нем приведены лишь предельные размеры этого вида изделий из ячеистого бетона, которые запрещено превышать:
длина – до 625 мм. Чаще встречается показатель 400, 500 либо 600 мм;
высота – до 500 мм в перегородочных вариантах. В большинстве случаев это 200-250 мм;
ширина допустима до 500 мм.
В указанных пределах производители вольны самостоятельно выбирать размеры стенового газобетона, основываясь на предпочтениях покупателей и сложившейся на рынке конъюнктуре. Востребованы многие типоразмеры, но более популярны варианты 600х300х200, 600х400х300, 500х400х300, 400х300х300 мм.
Вариативность габарита по длине помогает рассчитать точное количество в штуках и приобрести количество блоков, необходимое и достаточное для реализации проекта. При этом высота остается постоянной (чаще 200, 250 или 300 мм), а ширина предопределяет толщину стены в соответствии с теплотехническими расчетами. От размера высоты газобетона зависит количество рядов, через которое потребуется проводить обустройство горизонтального армирования – по технологическому регламенту его выполняют через каждые 1000 мм.
Если размера ширины газоблоков для стен недостаточно для получения отвечающей теплотехническим расчетам толщины ограждающих конструкций, то возможно применение кладки в два блока. Но лучшим решением станет компенсация недостающего параметра путем облицовки стен кирпичом с обустройством дополнительного теплоизоляционного слоя.
Стандарты размеров U-образных газоблоков
Помимо изделий в виде стандартных прямоугольников в строительстве применяют блоки, в поперечном сечении напоминающие литеру «U». Продольная выемка в их теле предназначена для обустройства перекрытий, дверных и оконных порталов, укладки арматуры с последующей заливкой мелкозернистым бетоном.
Габариты U-блоков газобетона аналогичны параметрам полнотелых моделей. Длина варьирует в пределах 400-625 мм, высота 200-300 мм, ширина стартует с 200 мм. От внешних габаритов зависит и размер выемки, при условии, что толщина боковых стенки и дна выемки составляет обычно 60-70 мм.
Газоблоки каких размеров выбрать для дома
Для расчета количества материала удобнее использовать онлайн-калькуляторы на сайтах продавцов стройматериалов либо обратиться к менеджерам торговой площадки. Вне зависимости от выбранных габаритов газобетона к полученной цифре требуемого количества рекомендуется добавить 5% в качестве запаса для компенсации брака или непреднамеренно испорченных изделий.
Особое внимание при выборе блоков уделяют прочностным характеристикам и коэффициенту теплопроводности – эти показатели обязательно должны быть отображены в прилагаемом заводом-изготовителем к каждой партии товара паспорте.
Может быть интересно
Дом из кирпича: строим дольше, продаем быстрее
Почему крышу нельзя опирать на стену из газобетона
Дорожки из кирпича на дачу: делаем?
Применение бетона в зимнее время
Какие бывают размеры газобетона
Газобетонные блоки бывают различной толщины и высоты, но по длине они стандартные — 600 или 625 мм. Начнем с того, что газоблоки бывают как для несущих стен, так и для перегородок. Для несущих и заполняемых стен применяются блоки толщиной от 200 до 400мм. Для перегородок используют толщиной от 75 до 150 мм.
Таблицы размеров газоблоков смотрите ниже по статье!
По высоте газоблоки также отличаются, имея три варианта: 200, 250, 300мм. Для перегородочных блоков бывают и увеличенные по высоте блоки в 500 мм.
Блоки бывают полностью гладкими, бывают с пазами и с карманами для захвата, которые упрощают их переноску.
Если вы выбираете газобетонные блоки для самостоятельно строительства, то вам очень важно знать их вес. Вес блоков зависит от их толщины, высоты и плотности. Есть блоки весом в 20 кг, а есть и по 45 кг.
Представьте себе, как трудно переносить сотни таких блоков, и как неудобно проводить кладку из них. Потому, прежде чем определятся с размерами блоков, определите для себя приемлемый вес блоков, которые вы сможете таскать.
Также советуем вам ознакомиться с нашей предыдущей статьей – расчет количества газобетона.
Итак, мы разобрались, что чем блоки крупнее, тем они тяжелее, и менее удобны, но с другой стороны, на возведение стены уйдет на 50% меньше блоков высотой 300мм, в сравнении с блоками 200мм. Также отметим меньший расход клея при блоках большей высоты, так как количество рядов уменьшится + уменьшится количество мостиков холода.
Ну и перейдем к самому главному – таблицам размеров и весов газобетонных блоков. Стоит отметить, что приведенные данные справедливы для сухого состояния газобетона, ведь мокрый газобетон весит больше.
Размеры и вес газобетона D300
Размеры и вес D400
Размеры и вес D500
Размеры и вес D600
Также полезными для вас будут таблицы по количеству газоблоков в кубометре, и про количество их на поддонах. Более подробно про это читайте тут.
Размеры изделий из газобетона
Помимо стандартных газобетонных блоков, заводы производят газобетонные перемычки, U-блоки и газобетонные плиты перекрытия.
U-блоки, также как и стандартные блоки, могут быть размерами от 200 до 400 мм по толщине, а в длину от 500 до 625 мм, высотой – 250 мм.
Газобетонные перемычки и перекрытия обладают заводским армированием, причем арматура сварная и покрыта специальным защитным составом.
Размеры газобетонных перемычек
Длина от 1200 до 3000 мм.
Высота от 200 до 400 мм.
Толщина от 100 до 400 мм.
Стоит отметить, что тонкие короткие перемычки можно установить на проем самостоятельно (силами двух мужчин), а толстые длинные перемычки можно установить только при помощи кранов или специальных блочных приспособлений. Ведь длинные толстые перемычки могут весить вплоть до полтонны.
Размеры газобетонных плит перекрытия
Длина: 2,5м – 6м.
Ширина: до 625 мм.
Толщина: 150 – 300 мм.
Надеемся, что мы смогли дать вам исчерпывающую информацию про размеры газобетонных изделий. Стройте дома грамотно, и пусть строительство приносит вам удовольствие.
Блок AAC стандартный размер и цена в Индии
Что такое блок AAC? | каков размер прямоугольного блока AAC в Индии? | Размер блока AAC | стандартный размер блока AAC | цена стандартного блока AAC | Цена блока AAC.
Газобетонный блок представляет собой автоклавный газобетонный легкий сборный пенобетон, являющийся экологически чистым и сертифицированным зеленым строительным материалом, подходящим для производства бетонных кладочных блоков (БКМ), таких как блоки, которые являются легкими, несущими и высокопрочными. изолирующий.
Газобетонный блок состоит из кварцевого песка, обожженного гипса, извести, цемента, воды и алюминиевой пудры. Изделия из газобетона отверждаются под действием тепла и давления в автоклаве.
◆Вы можете следить за мной на Facebook и подписаться на наш канал Youtube
Вы также должны посетить:-
1)что такое бетон и его виды и свойства
расчет количества бетона для лестницы 2) и его формула
В этой статье мы знаем о том, что такое размер прямоугольного блока газобетона в Индии ? Размер блока AAC измеряется двумя единицами измерения в миллиметрах и дюймах. Обычный размер блока ACC в мм составляет 600 мм × 200 мм × 100 мм, а в дюймах — 24″ × 8″ × 4″ (длина × высота × ширина).
Каков размер прямоугольного блока AAC в Индии?
Мы знаем, что он поставляется в виде длинных листов бетона, и его можно разрезать по желаемой форме и размеру с помощью машины для резки бетона, поэтому блоки AAC различных размеров доступны для строительных работ и необходимого строительства.
Автоклавные газобетонные блоки, легкие, сборные, пенобетон — это экологически чистый и сертифицированный экологически чистый строительный материал, подходящий для производства бетонных блоков (CMU), таких как блоки, легкие, несущие и обладающие высокими изоляционными свойствами.
◆ ПОСМОТРИТЕ ЭТО ВИДЕО: БЛОК AAC
Значение блоков AAC
Значение блоков AAC: изделия из него отверждаются под действием тепла и давления в автоклаве в смеси воздуха и в присутствии A блок и твердый подшипник с хорошей прочностью на сжатие, такие как бетон, поэтому его называют блоком AAC (автоклавный газобетон).
Стандартный размер блока AAC и цена в Индии
Фактический размер блока AAC остается на 10 мм меньше номинального размера для регулировки толщины строительного шва, в Индии используются блоки AAC различных размеров, в которых их длина имеют длину около 24 дюймов, их высота составляет около 8 дюймов, а их ширина должна быть в диапазоне от 3 до 12 дюймов.
Их название определяется их толщиной, предположим, что блок AAC имеет толщину 4 дюйма, известную как полный 4-дюймовый CMU, 5-дюймовую толщину, известную как полный 5-дюймовый CMU, 6-дюймовую толщину, известную как полный 6-дюймовый CMU, 8-дюймовую толщину, известную как полный 8-дюймовый CMU, толщиной 10 дюймов, известный как полный 10-дюймовый CMU, и толщиной 12 дюймов, известный как полный 12-дюймовый CMU.
Стандартный размер блока AAC
Размер блока AAC в Индии: — в Индии, обычный размер блока AAC составляет 600 мм × 200 мм × 100 мм (24″ × 8″ × 4″) по отношению к их длина × высота × толщина. Это стандартный, идеальный, лучший и нормальный размер блока AAC в Индии.
Размер блока AAC в мм
Размер блока AAC в мм :- стандартный размер спецификации блока AAC составляет 600 мм в длину, 200 мм в высоту и 100 мм в ширину, представленный как 600 × 200 × 100 мм в мм по отношению к их длине × высоте × ширине.
Размер блока AAC в см
Размер блока AAC в см :- стандартный размер спецификации блока AAC составляет 60 см в длину, 20 см в высоту и 10 см в ширину, представленный как 60 × 20 × 10 см в дюймах. по отношению к их длине × высоте × ширине.
Размер блока AAC в дюймах
Размер блока AAC в дюймах :- стандартный размер спецификации блока AAC: длина 24 дюйма, высота 8 дюймов, ширина 4 дюйма, представленная как по отношению к их длине × высоте × ширине.
Размер блока AAC в футах
Размер блока AAC в футах :- стандартный размер спецификации блока AAC составляет 2 фута в длину, 0,66 фута в высоту и 0,33 фута в ширину, представленную как 2 × 0,66 × 0,33 дюйма в футах в дюймах. по отношению к их длине × высоте × ширине.
Размер блока AAC
Размер блока AAC в кубических метрах
Размер блока AAC в кубическом метре :- обычно размер спецификации блока AAC составляет 60 см в длину, 20 см в высоту и 10 см в толщину, что составляет 0,012 кубических метра, для размера 600×200×125 мм дает 0,015 м3, для размера 600×200×150 мм дает 0,018 м3, для размера 600×200×175 мм дает 0,021 м3, для размера 600×200×200 мм дает 0,024 м3, для размера 600×200×225 мм дают 0,027 м3, а для блоков AAC размером 600×200×250 мм дают 0,030 кубометра.
Цена блока AAC в Индии
Цена блока AAC: — она будет варьироваться в зависимости от места и размера, обычно цена блока AAC в Индии колеблется между рупиями. 3200-3500 за куб. Эта цена блока AAC включает в себя транспортные расходы, погрузку-разгрузку с налогом на товары и услуги.
3-дюймовый блок AAC: в Индии прямоугольный 3-дюймовый или 75-миллиметровый блок AAC имеет размеры 600 × 200 × 75 мм по цене 40 рупий за штуку.
4-дюймовый блок AAC: в Индии прямоугольный 4-дюймовый или 100-миллиметровый блок AAC имеет размеры 600 × 200 × 100 мм по цене 54 рупий за штуку.
5-дюймовый блок AAC: в Индии прямоугольный 5-дюймовый или 125-миллиметровый блок AAC имеет размеры 600 × 200 × 125 мм по цене 66 рупий за штуку.
Цена блока AAC 6 дюймов: в Индии прямоугольный блок AAC размером 6 дюймов или 150 мм имеет размеры 600 × 200 × 150 мм по цене 80 рупий за штуку.
7-дюймовый блок AAC: в Индии прямоугольный 7-дюймовый или 175-миллиметровый блок AAC имеет размеры 600 × 200 × 175 мм по цене 93 рупий за штуку.
8-дюймовый блок AAC: в Индии прямоугольный 4-дюймовый или 100-миллиметровый блок AAC имеет размеры 600 × 200 × 200 мм по цене 106 рупий за штуку.
Блок AAC также продается по частям, которые указаны ниже:-
Цена блока AAC
Другие размеры блока AAC в Индии
Форма блока AAC прямоугольная, имеющая три измерения длины, высоты и ширины. Обычный размер блока ACC в Индии в мм составляет 600 мм × 200 мм × 100 мм, используемый в строительной линии. Теперь различные размеры блоков AAC следующие: длина × высота × ширина
● Размер 3-дюймового полного блока CMU или AAC составляет 600 мм × 200 мм × 075 мм (24″ × 8″ × 3″)
● Размер 4-дюймового полного блока CMU или AAC: 600 мм × 200 мм × 100 мм (24″ × 8″ × 4″)
● Размер 6-дюймового полного блока CMU или AAC: 600 мм × 200 мм × 150 мм (24″ × 8″ × 6″)
● Размер 8-дюймового полного блока CMU или AAC: 600 мм × 200 мм × 200 мм (24″ × 8″ × 8″)
● Размер 10″ Полный блок CMU или AAC: 600 мм × 200 мм × 250 мм (24″ × 8″ × 10″)
● Размер 12-дюймового полного блока CMU или AAC: 600 мм × 200 мм × 300 мм (24″ × 8 ″ × 12″).
Некоторые другие размеры блока ACC также используются в строительной линии, а не этого стандартного размера, но в этой статье упоминаются только блоки ACC стандартного размера.
Автоклавные газоцементные блоки (блоки AAC) — свойства и преимущества
🕑 Время чтения: 1 минута
Автоклавный газобетон — это экологически чистый и сертифицированный зеленый строительный материал, легкий, несущий, с высокими изоляционными свойствами, прочный строительные блоки и в 3 раза легче по сравнению с красным кирпичом.
Рис. 1: Кладка из блоков из автоклавного газобетона. Газобетон
был разработан в 1924 году шведским архитектором, который искал альтернативный строительный материал со свойствами, подобными дереву — хорошей теплоизоляцией, прочной структурой и простотой в работе — но без таких недостатков, как горючесть, гниение и повреждение термитами.
В этой статье мы разбираемся в производственном процессе, технических характеристиках, сравнении, преимуществах и недостатках блоков AAC.
Состав:
Процесс производства газобетонных блоков
Используемые материалы
Этап 1: Подготовка сырья
Этап 2: Дозирование и смешивание
Этап 3: Отливка, подъем и отверждение
Технические характеристики газобетонных блоков и глиняных кирпичей
Сравнение газобетонных блоков и глиняного кирпича
Преимущества газобетонных блоков
1. Экологичность и экологичность
2. Легкий вес
3. Теплоизоляция и энергоэффективность
4. Огнестойкость0
5.1 Огнестойкость0 90 90
6. Простота в обработке и гибкость конструкции
7. Сейсмостойкость
8. Более быстрое строительство
Недостатки газобетонных блоков
Процесс производства газобетонных блоков
Используемые материалы
1. Цемент
Для изготовления газобетонных блоков подходит цемент класса OPC 53, который схватывается, затвердевает и может связывать другие материалы вместе.
2. Летучая зола
Летучая зола представляет собой промышленный отход, используемый для снижения стоимости строительства. Плотность летучей золы колеблется в пределах 400-1800 кг/м 3 . Он обеспечивает теплоизоляцию, огнестойкость и звукопоглощение. Используемая летучая зола относится к классу C и содержит 20 % извести (CaO), а потери при прокаливании не превышают 6 %.
3. Известняк
Известняк получают либо путем дробления в мелкий порошок на заводе AAC, либо путем прямой покупки его в виде порошка у торговца.
4. Алюминиевый порошок
Алюминий является расширителем. Когда сырье вступает в реакцию с алюминиевым порошком, пузырьки воздуха появляются из-за реакции между гидроксидом кальция, алюминием и водой, и выделяется газообразный водород.
Рис. 2: Блок-схема процесса производства газобетонных блоков.
Шаг 1: Подготовка сырья
Подготовка сырья заключается в смешивании летучей золы с водой для образования золы-уноса, чтобы можно было смешать летучую золу с другим сырьем, таким как цемент, гипс и алюминиевый порошок, в требуемой пропорции.
Этап 2: Дозирование и смешивание
Этот процесс очень важен, так как от него зависит качество конечного продукта. Соотношение, в котором следует добавлять сырье, определяется исходя из требуемого конечного продукта.
Соотношение смеси для производства газобетонных блоков —
Алюминий составляет около 0,08% от общего количества сухих материалов в смеси, а соотношение воды составляет 0,6-0,65.
Летучая зола перекачивается в контейнер. После заливки нужного веса перекачка прекращается.
Аналогичным образом известковая мука, цемент и гипс засыпаются в отдельные емкости с помощью конвейеров.
После того, как необходимое количество каждого ингредиента будет помещено в отдельные контейнеры, система управления подает все ингредиенты в смесительный барабан.
После взбивания смеси в течение заданного времени ее можно разлить по формам с помощью дозатора.
Этап 3: Литье, подъем и отверждение
Формы могут быть разных размеров в зависимости от требуемого количества смеси.
Перед отливкой формы смазывают тонким слоем масла, чтобы сырой кек не прилипал к формам.
Алюминий реагирует с гидроксидом кальция и водой с выделением газообразного водорода. Это приводит к образованию крошечных ячеек, что приводит к расширению смеси навозной жижи.
Такое расширение может в три раза превышать первоначальный объем. Размер пузырьков составляет около 2-5 мм. Таким образом, это является причиной легкости и изоляционных свойств газобетонных блоков.
Когда процесс подъема завершен, зеленому кеку дают осесть и затвердеть.
Обычно процесс подъема и предварительного отверждения занимает около 60-240 минут.
Автоклав Газобетон затвердевает в автоклаве – большой емкости высокого давления.
Автоклав обычно представляет собой стальную трубу диаметром 3 м и длиной 45 м. Пар подают в автоклав под высоким давлением, обычно достигающим давления от 800 кПа до 1200 кПа и температуры 180°С.
Рис. 3: Резервуар высокого давления для отверждения паром.
Этап 4: Извлечение из формы и резка
После достижения прочности на резку из формы извлекают и разрезают в соответствии с требованиями.
Обычно на рынке доступны блоки AAC следующих размеров: 600 x 200 x 100, 600 x 200 x 150, 600 x 200 x 200.
Рис. 4: Станок для резки блоков AAC.
Технические характеристики газобетонных блоков и глиняных кирпичей
Имущество
Units
AAC Block
Clay Brick
Size
mm
600 x 200 x (75 to 300),
230 x 75 x 115
Size Tolerance
mm
± 1.5
± 05 to 15
Compressive Strength
N/mm 2
3 – 4. 5 (IS 2185 part 3)
2.5 to 3.5
Normal Dry Density
Kg / m 3
550 – 650
1800
Sound Reduction Index
Db
45 for 200 mm Thick Wall
50 for 230 mm Thick Wall
Огнестойкость
Часов.
от 2 до 6 (в зависимости от толщины)
2
Теплопроводность «K»
Вт/м-К
0,16 – 0,18
0.81
Drying Shrinkage
%
0.04% (Size of block)
—
Comparison between AAC Blocks and Clay Brick
Parameter
Газобетонный блок
Глиняный кирпич
Стоимость конструкции
Экономия стали До 15%
Нет экономии
6
9
9
9
Цементный раствор для штукатурки и кладки
Требуется меньше из-за плоских, ровных поверхностей и меньшего количества швов
Требуется больше из-за неровной поверхности и большего количества швов.
поломка
Меньше 5 %
Среднее 10–12 %
Скорость Скорость
Скорость
Скорость Скорости
СКИС
Сравнительно медленный
Quality
Uniform & Consistent
Normally varies
Fitting & Chasing
All kind of fitting and chasing possible
All kind of fitting and chasing possible
Carpet Area
Больше за счет меньшей толщины стенового материала
Сравнительно низкая
Доступность
В любое время
Дефицит в сезон дождей
Энергосбережение
Прибл. Снижение нагрузки на кондиционирование воздуха на 30 %
Нет такой экономии
Химический состав
Песок/зольная пыль используется примерно на 60–70 %, вступает в реакцию с известью и цементом с образованием AAC
Используется почва, содержащая много неорганических примеси, такие как сульфаты и т. д., приводящие к выцветанию
Преимущества газобетонных блоков
1. Экологичность и экологичность
Использование переработанных промышленных отходов (зольная пыль), нетоксичных ингредиентов, отсутствие выбросов газов и меньшее потребление энергии делают блоки ACC экологически безопасными и устойчивыми.
2. Легкий вес
Блоки AAC в 3-4 раза легче кирпича, на 30% легче бетона, что помогает снизить собственную нагрузку здания, что позволяет возводить более высокие здания.
3.
Теплоизолированный и энергоэффективный
Крошечные воздушные поры и тепловая масса блоков обеспечивают превосходную теплоизоляцию, что снижает расходы на отопление и кондиционирование здания.
4.
Огнестойкий
Негорючий и огнестойкий до 1600° C, выдерживает до 6 часов прямого воздействия.
5.
Акустические характеристики
Поскольку газобетонный блок пористый по своей природе, качество звукопоглощения превосходное. Он обеспечивает звукопоглощение около 42 дБ, блокируя все основные звуки и помехи, что делает его идеальным для школ, больниц, гостиниц, офисов, многоквартирных домов и других сооружений, требующих звукоизоляции.
6.
Простота обработки и гибкость конструкции
Газобетонные блоки можно легко резать, сверлить, прибивать гвоздями, фрезеровать и нарезать канавки в соответствии с индивидуальными требованиями.
7. Сейсмостойкость
Легкие блоки уменьшают массу конструкции, тем самым снижая воздействие землетрясения на здание. Негорючий характер дает преимущество против пожаров, которые обычно сопровождают землетрясения.
8. Быстрое строительство
Строительство блоков AAC сокращает время строительства на 20%. Так как различные размеры блоков помогают уменьшить количество швов в кладке стен. Меньший вес блоков облегчает и ускоряет транспортировку, укладку и возведение кладки.
Недостатки газобетонных блоков
Установка в дождливую погоду Известно, что газобетон растрескивается после укладки, чего можно избежать, уменьшив прочность раствора и обеспечив сухость блоков во время и после укладки.
Узнаем чем и как паять серебро в домашних условиях?
Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Но многие из них несложно восстановить, главное знать, как паять серебро в домашних условиях.
Особенности технологии соединения металлоизделий
Чтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях.
Выбор материала для соединения металлических изделий
Припой для пайки серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
цинк 30 %;
медь 25 %;
серебро 45 %.
Расплавить эти компоненты получится в муфельной печи под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм.
Для создания неразъемных соединений деталей применяют полосы шириной около 1—3 мм. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.
Как паять серебро паяльником?
Перед тем как паять серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить температуру плавления металлов для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла.
Соединение серебряных изделий газовой горелкой
Прежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Причем металлические детали должны поместиться в них целиком.
Паять серебряные украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:
Первым делом элементы для пайки следует разместить на огнеупорной поверхности. Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы.
Затем поверхность металлических изделий очищается от оксидных пленок и покрывается тонким слоем флюса.
После этого приступают к процессу пайки. На месте сварки необходимо расположить немного припоя. Горелку следует подвести к боковой части детали, осторожно прогревая область соединения.
Чтобы заполнить трещины, необходимо использовать припой с небольшим содержанием серебра. А вот для более прочного соединения, наоборот, лучше использовать припой с большим включением серебра.
Потом выполняется финишная обработка. Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения.
Как паять серебро оловом?
Пайку оловом серебряных украшений осуществляют редко, поскольку их ремонт в дальнейшем может привести к печальным последствиям. Например, когда ювелир не в курсе, что изделие ранее скреплялось этим металлом, может использовать для его пайки обычный высокотемпературный припой. Эти действия приведут к тому, что оно попросту сгорит.
Несколько рекомендаций
Не стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды.
Как спаять серебряную цепочку в домашних условиях?
Ювелирные изделия из серебра имеют привлекательный внешний вид и дополняют образ, поэтому их любят, как девушки, так и мужчины. Подобные украшения могут использоваться повседневно или же во время особых мероприятий, так как стоят в разы дешевле, чем более другие металлы. Внешний вид серебра притягивает многих, а невысокая цена сделала цепочки общедоступными. Однако бывает так, что серебряная цепочка в силу разных причин разрывается и нуждается в ремонте. Конечно же, можно обратиться к специалистам, но отремонтировать цепочку можно и самостоятельно. Как спаять украшение в домашних условиях? Узнать ответ на этот вопрос можно, прочитав статью до конца.
Особенности пайки серебряных украшений
Серебро, как и любой другой металл, требует от ремонтника знания о его физико-химических свойствах. К примеру, температура плавления серебра – 960 градусов. Сплавы с добавлением серебра имеют другую температуру плавления, узнать ее можно при помощи специальных справочников.
Припои с серебром имеют определенную маркировку, включающую в себя цифры и буквы, при этом цифра – это показатель процентного содержания серебра.
Важно! Главное достоинство серебряного припоя – он устойчив к коррозии и имеет высокую прочность.
Для спайки нужно использовать тугоплавкий припой, температура плавления которого выше, чем 240 градусов. Например, можно использовать ПСР2, ПСР2. 5 или же специальную пасту. Также припой можно сделать своими руками, смешав некоторые металлы в следующем соотношении:
Серебро – 45%.
Цинк – 30%.
Медь – 25%.
Для плавки металлов используют специальную муфельную печь, после чего сплав выливается в подложку и остывает. После этого его пропускают через вальцовочный станок, в результате чего получаются листочки, толщина которых составляет 0,5 мм.
Важно! Во время пайки нельзя использовать кадмий, так как его пары вредны для человека и его организма.
Чтобы защитить место спайки, нужно использовать флюс, предотвращающий окисление деталей. Его равномерно распределяют по металлу, создавая защитный слой, изолирующий металл от кислорода.
Для самостоятельного приготовления флюса нужно использовать:
Буру и поташу, смешав их в пропорции 1:1.
Поташ можно заменить технической или обычной пищевой содой.
Важно!Бура продается в виде водного раствора, поэтому ее нужно просушить при помощи газовой конфорки. Для этого смесь нужно перелить в фарфоровую емкость и выпаривать буру до образования кристаллов, которые нужно измельчить ступкой. Для удаления флюса используют теплый кислотный раствор слабой концентрации.
Необходимый инвентарь
Прежде, чем начать работу по спайке серебряной цепочки нужно подготовить:
Поместить нужные для спайки детали на огнеупорное основание и жестко их зафиксировать.
Очистить поверхность цепочки от оксидной пленки.
Обезжиренные элементы покрыть тонким слоем флюса. Для этого флюс нужно разбавить водой, создав кашицу, что наносится небольшой кистью.
Установить припой на месте сварки (размер кусочка должен составлять 2*1 или 2*2 миллиметра). Для разделения сплава на полоски можно использовать бокорез или кусачки.
Прогреть место соединения горелкой, дождавшись плавления флюса. После этого нужно постепенно увеличивать силу огня, создавая паяный шок. Если флюса или припоя недостаточно, то их нужно добавить в необходимом количестве.
Важно! Степень содержания серебра в припое определяется размером припайки. Если нужно заделать трещину в кольце, то процентное содержание серебра должно быть минимальным, а вот для соединения отдельных деталей нужно увеличить его концентрацию.
Очистка места спайки от флюса. Чернение поверхности (сплавом серы и поташа) или же осветление (кислотным раствором).
Важно! Также для пайки используется свинцово-оловянный припой. Однако его применение не рекомендуется, так как ювелирное изделие потеряет привлекательность, да и сам метод может применяться лишь 1 раз, повторная пайка окончательно угробит украшение.
Использование паяльника
Для пайки серебряной цепочки используется паяльник с тонким жалом. При этом обычно используется сплав ПОС60, температура плавления которого составляет 180 градусов. Припой продают в виде трубочки, наполненной смолой. Смола – это флюс, защищающий металл от атмосферного кислорода.
Важно! Пайку украшений нужно проводить в проветриваемом помещении, так как флюс и припой под воздействием высоких температур начинают выделять соединения, которые являются токсичными.
5 шагов для начала пайки серебра
Пайка стерлингового серебра является одним из основных навыков, которым должен владеть каждый ювелир. Тем не менее, запуск дома может быть немного пугающим, поэтому мы составили это пошаговое руководство со списком инструментов и материалов для пайки ювелирных изделий, чтобы начать работу.
Научитесь паять серебром уже сегодня! В наши дни многие начинающие мастера по металлу впервые зажигают горелки, чтобы освоить более продвинутые методы изготовления ювелирных изделий. Пайка стерлингового серебра – один из основных навыков, которыми должен обладать каждый ювелир. Тем не менее, запуск дома может быть немного пугающим, поэтому мы составили это пошаговое руководство и список инструментов и расходных материалов для пайки ювелирных изделий, которые помогут вам начать работу.
Шаг 1: Подготовьте рабочее место
Припаивание украшения из 14-каратного золота к металлической заготовке из стерлингового серебра
Безопасность превыше всего! Пайка предполагает открытое пламя и расплавленный металл, поэтому вам необходимо подготовить безопасное рабочее место. Убедитесь, что вы используете прочный стол. Накройте поверхность куском алюминия, большой плиткой или толстым деревянным бруском, чтобы случайно не обжечь стол. Закрепите алюминий или дерево, чтобы он не сдвинулся во время работы. Очистите площадь около 3 квадратных футов от предметов, на которые вы можете наткнуться или повредить фонариком.
Личная безопасность также важна! Защитите себя защитными очками, чтобы не повредить глаза или очки, отпускаемые по рецепту. Джинсовый или брезентовый фартук поверх одежды также является хорошей идеей на случай, если вы уроните кусок горячего металла. Избегайте свободной, громоздкой одежды, когда вы учитесь паять, и носите обувь с закрытыми носками, просто на всякий случай.
И последнее, при пайке важна вентиляция. Перед началом пайки убедитесь, что вы находитесь в хорошо проветриваемом помещении. На всех наших онлайн-страницах с подробными сведениями об элементах припоя вы можете найти загружаемые паспорта безопасности. Эти паспорта безопасности дадут вам всю информацию о списках материалов и возможных предупреждениях. Мы рекомендуем скачать эти листы и держать их под рукой в вашей ювелирной мастерской.
Шаг 2: Соберите припасы
Вот полезный список ювелирных изделий. Смело распечатывайте!
Ниже приведен глоссарий инструментов и расходных материалов для пайки ювелирных изделий, указанных в списке выше.
Поверхность для пайки – это небольшая рабочая зона, которая будет получать прямое тепло от пламени горелки. У каждого свои предпочтения, но распространенные варианты включают в себя сетчатый экран и штатив, блок магнезии, блок древесного угля, сотовый кусок керамики или паяльную доску. Вам понадобится только один из них, когда вы начнете, но в будущем вы соберете больше этих паяльных принадлежностей по мере изучения новых методов.
Отмычка для пайки – вам понадобится одна из них, чтобы поправить припой или украшение, пока они горячие. Во время пайки всегда держите паяльник в доминирующей руке, чтобы случайно не задеть пальцами горячий металл, если что-то сдвинется.
Пинцет — С помощью пинцета вы можете взять горячий предмет и отложить его в сторону, чтобы он остыл, а также использовать его для размещения припоя.
Факелы и бутан . Ручные горелки Micro-flame или Max Flame отлично подходят для пайки серебра. Вам также понадобится канистра бутана из хозяйственного магазина. Потренируйтесь зажигать фонарик, это может быть сложно. Ваша высота над уровнем моря повлияет на положение газового клапана при розжиге. Всегда направляйте горелку от себя и держите ее в неосновной руке во время пайки.
Флюс — Флюс представляет собой реагент, уменьшающий содержание кислорода, который облегчает пайку и уменьшает образование накипи. Вам нужно будет выбрать между жидким или пастообразным флюсом. Пастообразный флюс можно наносить небольшой кистью, но он имеет тенденцию высыхать, поэтому вам нужно будет периодически добавлять воду, чтобы смягчить его. Жидкий аэрозольный флюс покроет всю деталь флюсом, однако сопло имеет тенденцию засоряться, поэтому вам придется время от времени прочищать наконечник.
Припой — Серебряный припой выпускается в виде чипсов, листов, проволоки или шприцевой пасты. У каждого свои предпочтения, и разные формы могут лучше подходить для конкретных задач пайки. Лично мне проволока нравится за простоту использования. Характер припоя относится к температуре плавления припоя. Различают мягкий, средний или твердый припой. Для простых начальных проектов вам понадобится только мягкий припой. По мере развития ваших навыков у вас должны быть под рукой все три темперирующих припоя, чтобы вы могли выполнять более сложную пайку с несколькими паяными соединениями.
Медные щипцы — Не кладите пинцет в рассол! Сталь испортит ваш раствор для травления, поэтому возьмите за привычку использовать медные щипцы всякий раз, когда вы кладете предметы в кастрюлю для рассола или вынимаете их.
Мультиварка — Небольшая мультиварка с небольшим количеством водопроводной воды и ложкой рассола нагреется за пять минут и будет готова к работе. Вы можете хранить свой рассол в течение нескольких недель или дольше, прежде чем вам нужно будет заменить его для повышения эффективности.
Предупреждение: как только в мультиварке окажется рассол, вы больше не сможете использовать его для еды.
Рассол — Рассол, растворенный в теплой воде, используется для удаления накипи с серебра после его пайки. Накипь — это поверхностный эффект на металле, который окрашивает серебро в красный, оранжевый или черный цвет. Вы можете использовать Sparex или другую марку в качестве раствора для травления.
Чашка для утоления жажды – Небольшая керамическая чашка или миска с водопроводной водой.
Чистая тряпка — Используйте чистую тряпку, чтобы высушить изделие после закалки в теплой воде.
Дополнительные принадлежности:
Наждачная бумага — Всегда слегка шлифуйте металл непосредственно перед пайкой. Загрязняющие вещества могут препятствовать правильному плавлению и/или склеиванию металлов. Выполняйте шлифовку в отдельном месте вдали от паяльной станции, чтобы содержать это место в чистоте.
Охлаждающая поверхность — Это может быть просто место в стороне от жаростойкой рабочей зоны, или вы можете использовать для охлаждения стальной верстак или чашку из пемзы.
Стерлинговые серебряные материалы — В различных учебных пособиях предлагаются различные начальные проекты или упражнения для изучения навыков пайки. Как минимум, вы должны начать с нескольких проволок и прыгающих колец под рукой, чтобы у вас были практические материалы.
Чтобы узнать, как начать пайку, посмотрите наше видео.
Шаг 3: просмотрите обучающие материалы
Пайка, сделанная проще простого, Джо Сильвера
Не бросайтесь наугад. Пайка сложна, и вы разочаруетесь, если не пойдете на курсы или не получите хорошие учебные справочные материалы. Есть много книг и видео, которые предлагают инструкции по серебряной пайке. Посетите наш канал YouTube в Halstead, чтобы посмотреть несколько видеороликов о пайке. Мой любимый DVD для покупки Пайка стала проще Джо Сильвера.
Шаг 4: Практика!
Завяжите волосы назад, убедитесь, что рядом нет детей, и заприте кошку в комнате. Вы не хотите отвлекаться, когда вы новичок в пайке. Ваш первый опыт работы с фонариком может быть пугающим, но вы очень быстро освоитесь, если у вас будет тихое рабочее место, где никто не будет вас отвлекать.
Прежде чем вы достанете свой металл, вы должны потренироваться включать и выключать фонарик несколько раз. Как и все новое, пайка требует много практики и терпения. Потренируйтесь перемещать пламя горелки по поверхности пайки неосновной рукой, пока вы манипулируете кончиком отмычки или пинцета рядом с пламенем в ведущей руке. Эти простые пробные пробежки не только укрепят вашу уверенность, но и дадут вам время освоиться с фонариком.
Шаг 5: Приступайте к пайке
Теперь, когда у вас есть все необходимые инструменты и материалы для пайки, пришло время приступить к пайке серебром. Я держу в своей студии следующий контрольный список напоминаний, поэтому я не сбиваюсь с пути всякий раз, когда берусь за проект по пайке. Этот контрольный список уверит вас, что вы сделали все, что нужно, и в правильном порядке. Примечание. У вас проблемы с тем, что припой не течет? Ознакомьтесь со статьей 5 основных причин, по которым серебряный припой не течет , чтобы решить проблему.
Получайте удовольствие от пайки украшений!
Пайка открывает целый новый мир дизайнерских возможностей при изготовлении ювелирных изделий. Экспериментируйте и наслаждайтесь новыми горизонтами, с которыми вы сталкиваетесь по мере развития своих навыков.
Теперь, когда вы знаете, как паять серебро, получите советы по пайке меди и латуни, прочитав статью Эрики: Пайка медных и латунных металлов в ювелирной студии0007
3 наконечника для пайки ювелирных изделий
Припои, горелки и топливо, используемые в ювелирной мастерской
Инструкции, статьи и видео: Ювелирные изделия с пайкой дома: начало пайки
5 Творческое использование соединительных колец в ювелирном деле
Пайка полукруглой проволоки и узорчатой проволоки для колец
Компания Halstead является одним из ведущих дистрибьюторов качественных ювелирных изделий в Северной Америке. В этом году компания отмечает свое 46-летие. Halstead специализируется на оптовых продажах фурнитуры, цепей и металлов для художников-ювелиров.
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу [email protected]. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
Вопросы и ответы
Q: Здравствуйте, я новичок в пайке, и я очень смущен тем, какие материалы можно и нельзя паять, поэтому какие материалы можно использовать при пайке. Я разрабатываю украшения из плавленого стекла и обычно оборачиваю их проволокой, но я не хочу устанавливать их в безель для колец и т. д. Пожалуйста, ПОМОГИТЕ — Лори
A: Вы можете паять большинство металлов, но конкретные методы немного различаются от металла к металлу из-за разных температур плавления материалов. Золотонаполненные паять можно, но это сложнее и не рекомендуется новичкам. Если вы не можете посещать занятия по пайке или семинары, вы можете найти множество книг и обучающих DVD-дисков, которые можно купить, или бесплатные видеоролики на YouTube в Интернете. Без инструктажа сложно справиться с пайкой, поэтому стоит инвестировать в однодневный курс, если вы собираетесь изготавливать лицевые панели на заказ.
В: Привет! Недавно я начал делать украшения из стерлингового серебра, но безуспешно, потому что после пайки мои изделия из стерлингового серебра становятся очень хрупкими и ломаются. Не могли бы вы сказать мне, что я делаю неправильно? Я пытался припаять серебряные швензы к серебряным серьгам. Сначала я опускаю серебряные изделия в смесь борной кислоты и денатурата (для предотвращения ожогов), затем нагреваю до тех пор, пока они не начнут пузыриться, затем добавляю серебросодержащую пасту (содержит флюс), соединяю кусочки и снова нагреваю. А потом окунаю в теплый рассол. После того, как я почищу и подпилю свои кусочки, они легко ломаются. Я не знаю, что я делаю неправильно… Я был бы очень признателен, если бы вы могли направить меня в правильном направлении. Благодарю вас! — Елена
A: Извините, что у вас возникли такие трудности с пайкой, и мы надеемся, что эти советы могут вам помочь. Во-первых, вы должны нанести припой и флюс до того, как на деталь будет воздействовать какое-либо тепло. Кроме того, опиливание может быть слишком грубым, и в следующий раз вы можете попробовать проволочный припой вместо пасты. Наконец, вы должны посмотреть несколько видеороликов на YouTube, чтобы помочь себе в обучении, там есть много квалифицированных видеороликов с практическими рекомендациями. Надеюсь, эти советы помогут!
В: Я паяю хорошо, но когда я помещаю свой кусок в травление, соединение становится черным, и я могу легко его сломать. Что я делаю не так. Спасибо — Эм
A: Постарайтесь обильно использовать флюс в месте пайки, чтобы предотвратить окисление. — Кристина
A: Не то, чтобы я когда-либо слышал об этом, но из любопытства, для чего вы используете пламя? Пайка? Отжиг?
В: Здравствуйте! У меня есть серебряная пайка, но я начинаю использовать золотую проволоку и хотел бы получить рекомендации о том, какой припой и флюс использовать. Везде искал видео и не нашел. Я пытаюсь найти местный класс, но мне нужна помощь чуть раньше. Я ценю любую помощь, которую вы можете мне дать! Благодарю вас! — Шанель
A: Мы вообще не рекомендуем паять материалы с золотым наполнителем. Чтобы узнать, почему, ознакомьтесь с этой статьей: Пайка ювелирных изделий с золотым наполнением.
Поделиться через фейсбук
Поделиться в Твиттере
Поделиться на Pinterest
Поделиться по электронной почте
Написал:
Хилари Холстед Скотт
Хилари Холстед Скотт — президент Halstead, компании, занимающейся оптовыми поставками ювелирных изделий в Северной Аризоне. Она второе поколение Холстедов, которые владеют и управляют бизнесом. Хилари имеет степень магистра делового администрирования в области маркетинга и степень магистра международного бизнеса.
Пайка (обычно произносится как пайка ) — это метод соединения металлических деталей друг с другом с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
Припой — это та часть, которая плавится при более низкой температуре.
Флюс — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
Большинство — но не все! — мягкие припои и твердые припои требуют использования флюса.
Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Rings & Things предлагает полную линейку расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете использовать твердый припой на них впоследствии. Когда вы нагреваете стерлинговый + мягкий припой до точки текучести 9Твердый припой 0216 , мягкий припой смешивается со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?
«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем.
Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавления компонентов из недрагоценных металлов, ремонта бижутерии и спаивания соединительных колец из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. ниже).
Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя.
Мы предлагаем следующие мягкие припои и совместимые флюсы:
Мягкий припой Choice™ . Бессвинцовый припой. Флюс необходимо приобретать отдельно.
Мягкий припой SILVERGLEEM Бессвинцовый мягкий припой с богатой роскошной отделкой. Мгновенное замораживание может снизить вероятность комковатых шариков припоя. Отлично подходит для декоративной пайки и витражей. Флюс необходимо приобретать отдельно.
Флюс для пайки мягким припоем Выберите флюс Harris Stay-Clean и флюс для цветного стекла Novacan. Предупреждение об отправке: Этот флюс может быть отправлен только через UPS Ground и только в США.
Изготовление ювелирных изделий с помощью мягкого припоя
Вот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты!
«Pleasant Dream» Barrette
Use soft solder instead of glue to attach base-metal focals to barrette backs and other base-metal findings.
Булавка «Puppy Love»
Мягкий припой может соединять смешанные металлы и смешанные среды, когда твердый припой требует слишком высокой температуры.
Колье «Маковое поле»
Мягкий припой используется для создания нестандартных каркасных подвесок, вставленных в предметные стекла. PDF: «Как паять стеклянные подвески»
Что такое твердый припой?
«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. Помимо флюса, твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали.
Серебряный твердый припой подходит для сборки серебряных украшений, а также может использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Металлисты обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д.
Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей.
Мы предлагаем следующие твердые припои, совместимые флюсы и травильные растворы:
Серебряный припой марки Easy , не содержащий кадия и припоя. Каждый сорт плавится при разной температуре. Используется для пайки сложных деталей с большим количеством соединений. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Твердый серебряный припой Припой листовой, не содержащий кадмия. Плавится при 1365° F (741° C). Отлично подходит для первого этапа пайки сложной детали с большим количеством стыков. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Серебряный припой среднего качества Припой, не содержащий кадмия, доступен в виде листа или проволоки на ваш выбор. Обе формы плавятся при 1275° F (691° C). Отлично подходит для промежуточного этапа пайки сложной детали с большим количеством стыков. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Легкий серебряный припой Припой без кадмия, доступен в виде листа или проволоки на ваш выбор. Обе формы плавятся при 1240° F (671° C). Отлично подходит для финальной стадии пайки сложной детали с большим количеством стыков. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Медный припой Медная проволока 18 калибра для пайки меди. Присутствие фосфора делает этот припой самофлюсующимся. Плавится при 1310°F и течет при 1460°F.
Латунный припой Не содержащая кадмия латунная проволока 20 калибра для пайки твердым припоем. Плавится при 1200°F и течет при 1330°F. Обеспечивает улучшенное соответствие цвета желтой латуни.
Бронзовый припой Безкадмиевая бронзовая проволока 20 калибра для пайки твердым припоем. Плавится при 1250°F и течет при 1410°F. Обеспечивает превосходное соответствие цвета бронзовым рисункам.
Флюс для твердой пайки Выберите самопротравливающий флюс для облегчения пайки драгоценных металлов (до 2000°F), керамический флюс-спрей Firescoff™ (для серебра, золота, латуни, бронзы, меди и т. д.) и Magic «Flame» 4-в-1. паяльный состав (может использоваться при температуре до 2000°F на драгоценных и недрагоценных металлах).
Травильный раствор для твердой пайки Выберите самопротравливающий флюс для облегчения пайки драгоценных металлов (до 2000°F) и гранулированный сухой кислотный компаунд Sparex® № 2. У нас также есть кастрюля Little Dipper®, которая идеально подходит для маринования.
Изготовление ювелирных изделий с помощью твердого припоя
Щелкните изображения ниже, чтобы получить советы, списки деталей и продукты для изготовления этих конструкций.
Инструкция по эксплуатации: сварочный аппарат Ресанта САИ-140
(скачивание инструкции бесплатно)
Формат файла: PDF
Доступность: Бесплатно как и все руководства на сайте. Без регистрации и SMS.
Дополнительно: Чтение инструкции онлайн
Страница: (1 из 16)
навигация
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Оглавление инструкции
Страница 1 из 17
Страница 2 из 17 2
Страница 3 из 17 УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Компания «Ресанта» выражает благодарность за Ваш выбор и гарантирует высокое качество, безупречное функционирование приобретенного Вами изделия марки «Ресанта», при соблюдении правил его эксплуатации. Внимание! Перед использованием данного устройства обязательно прочтите
Страница 4 из 17 быть удалены на минимальное расстояние 10 метров от места проведения сварочных работ. Никогда не сваривайте закрытые ёмкости, содержащие токсические или потенциально взрывчатые вещества (напр. бензобак автомобиля) – в таких случаях необходимо провести предварительную тщательную очистку ёмкости до
Страница 5 из 17 Правильное функционирование оборудования гарантируется лишь при правильном подключении. Проверяйте, что напряжение машины соответствует сетевому. Всегда подсоединяйте заземление. Назначение изделия Сварочный аппарат инверторный (далее — САИ) «Ресанта» предназначен для ручной электродуговой сварки
Страница 6 из 17 При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. Инвертор, оснащенный функцией «ANTI STICK», производит автоматическое снижение сварочного тока при «залипании» электрода. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет
Страница 7 из 17 электрододержателем подсоединяется к плюсовой клемме, а кабель заземления (масса) к минусовой клемме. 2. Убедиться в том, что выключатель «Сеть» (рис.1 поз. 1) находится в положении «ВЫКЛ». 3. Подключить аппарат к сети. 4. Убедиться в том, что регулятор (рис.1 поз. 2) находится в положении
Страница 8 из 17 • При завершении шва отведите электрод немного назад, чтобы заполнилась сварочная ванна, а затем переместите электрод на верхний край сварочной ванны (1-2 рис.3) и быстро отведите от кратера (3 рис.3). • Удалите шлак и окалину со сварного шва при помощи металлической щетки или молотка с зубилом. •
Страница 9 из 17 положительной температуре окружающей среды для предотвращения появления конденсата. Сведения о соответствии Настоящим заявляем, что оборудование предназначено для бытового и профессионального использования и соответствует директивам ЕС: 73/23/ЕЕС, 89/336/ЕЕС и Европейскому стандарту EN/IEC60974.
Страница 10 из 17 Возможные неполадки и методы их устранения Неполадки Возможная причина и ее устранение 1. Не горит индикатор 1.Проверить подключение аппарата к сети. «Сеть» (рис.1 поз.3) 2.Проверить положение выключателя «Сеть». 2. Аппарат не развивает 1.Низкое напряжение сети. полной мощности 2.Мокрый сварочный
Страница 12 из 17 • Рязань, ул. Зубковой, д. 8а (завод Точинвест), 3 этаж, офис 6, тел.: (4912) 30-13-22. • Самара, ул. Авиационная, д.1 лит.А, офис 45, тел: (846) 207-39-08. • Санкт-Петербург, ул.Минеральная, д. 32, тел: (812) 716-58-29, 384-66-37. • Санкт-Петербург, ул.Обручевых, д.5 (территория ОАО «СФЕРА») тел:
Страница 13 из 17 Дорогой покупатель! Мы выражаем Вам огромную признательность за Ваш выбор. Мы сделали все возможное, чтобы данное изделие удовлетворяло Вашим запросам, а качество соответствовало лучшим мировым образцам. Компания “Ресанта” устанавливает официальный срок службы на сварочный аппарат инверторный 5
Страница 14 из 17 ГАРАНТИЙНЫЙ ТАЛОН СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ зав №_________________ модель _________________ Дата продажи _____________________ Наименование и адрес торговой организации__________________________ м.п. С правилами эксплуатации и условиями гарантии ознакомлен. Продукция получена в полной
Страница 15 из 17 15
Страница 16 из 17 Изготовитель (импортер): «ТЕК Техник унд Энтвинклунг» Адрес: Зюдштрассе, 14, Базел, Швейцария Сделано в КНР Ред. 6
Страница 17 из 17
Инвертор сварочный ресанта саи 220
Главная » Статьи » Инвертор сварочный ресанта саи 220
Сварочный инвертор Ресанта САИ 220 используется для выравнивания и реорганизации напряжения во время выполнения сварочных работ. Он обеспечивает неразрывное соединение металлических деталей и заготовок при проведении работ.
Оглавление:
Обзор сварочного инвертора Ресанта САИ 220
1. Отличительные особенности сварочного инвертора Ресанта САИ 220:
имеет большой разбег рабочего напряжения на входе – от 160 до 240 В;
демонстрирует высокий уровень беспрерывной нагрузки;
система принудительного охлаждения в виде двух вентиляторов;
механизм защиты от повышения внутренней температуры;
функции антизалипания и горячего старта, которые обеспечивают простое начало работы;
корпус из металла, ударопрочный;
наличие наплечного ремня;
наличие форсажа дуги с регулировкой, повышающего устойчивость сварочной дуги и увеличивает текучесть обрабатываемого материала.
разбег температуры окружающей среды для работы от -10 до + 40оС.
Руководство пользователя сварочного инвертора Ресанта САИ 220
1. Подготовка к эксплуатации САИ-220:
осуществить соединение проводов к контактам клеммы, необходимо монтировать кабель с электродержателем и провод заземления, который подбирается исходя из данной марки электрода полярности;
необходимо проверить положение выключателя «Сеть», его переводят в положение «ВЫКЛ»;
аппарат подключается к сети питания электричеством;
перевести регулирующую ручку в положение самого меньшего показателя тока;
аппарат включается с помощью переключателя «Сеть»;
регулятор величины сварочного тока поворачивают так, чтобы установить необходимое для эксплуатации значение, которое подбирается по диаметру используемого электрода;
по завершению всех работ регулятор снова переводят в положение самого низкого показателя тока;
аппарат отключают от сети питания;
от прибора отсоединяют провод силовой с электродержателем и провод с заземлением.
2. Безопасность во время работы:
во время использования оборудования рекомендуется выполнять все меры безопасности, чтобы избежать травматизма и поломок оборудования;
чтобы исключить возможность возгорания, прибор необходимо заземлить согласно инструкции;
обязательно наличие качественной вентиляции в месте сварки;
все работы проводят в защитных перчатках, головном уборе и спецодежде, которые защитят от термических ожогов;
для защиты кожи лица и органов зрения используют специальную маску и очки;
обязательно соблюдение всех правил пожарной безопасности;
аппарат категорически запрещается использовать при наличии атмосферных осадков на открытом пространстве, так же запрещается использовать его в комнатах с высоким показателем влажности;
если есть необходимость проводить одновременно со сваркой работы с болгаркой, электропилой или дрелью, то их проводят в разное время, так как пыль выведет из строя внутренние детали САИ;
если есть повреждения изоляции сетевого провода или проводов сварочных, то работать категорически запрещается до исправления всех этих неполадок;
если аппарат был занесен в помещение с комнатной температурой из низких температур, то его не запускают на протяжении 2 часов, чтобы избежать возможности возникновения конденсата внутри инвертора.
3. Правила перевозки и хранения САИ:
хранить прибор необходимо в фирменной таре, которая входит в поставку завода-изготовителя;
оптимальный разбег температуры для хранения – от – 10 до +50оС, влажность не выше 80%;
помещение для хранения подбирается таким образом, чтобы в нем не было пыли, паров кислот и щелочей;
перевозку осуществляют любым видом транспорта и на любые расстояния, но при условии использования упаковки от производителя;
при перевозке в самолете подбирают отсек с высоким уровнем герметичности;
запрещено кантовать, необходимо ограждать прибор от влаги.
strport.ru
Ресанта Саи 220 — предельная бытовая мощность
В числе инверторных сварочных аппаратов, которые сложно отнести однозначно к промышленным или бытовым, находится инвертор Ресанта Саи 220. Его характеристики отличаются от аналогичных линейки Ресанта высокими значениями максимальной сварочной силы тока.
Это дает больше простора для эффективной работы, так как позволяет варить стабильнее и выполнять серьезную сварку, используя толстые электроды.
Характеристики Ресанта САИ 220
Паспортные параметры инвертора — серьезная ставка на мощность и производительность. Рассмотрим, какие значения заявлены производителем и какие они дают возможности.
Масса составляет 4,9 кг — это весьма небольшое значение, позволяющее легко транспортировать аппарат даже общественным транспортом и использовать его для мобильной сварки.
Напряжение холостого хода — 80 В, а напряжение дуги во время работы — 28 В. Низкое значение напряжения делает его безопасней для сварщика.
Диапазон регулировки силы тока от 10 до 220 А обеспечивает работу с тонкими электродами и поверхностями при малом токе, а толстые электроды (диаметром до 5 мм) при 220 А достаточны для сваривания и резки массивных поверхностей.
Номинальное напряжение электросети — 220 В. Допустимое положительное отклонение составляет +10% (242 В), а отрицательное -30% (154 В). Электросеть должна выдерживать потребляемый инвертором ток до 30 А, необходимый при сварке на максимальной мощности (6,6 кВт).
Продолжительность нагрузки (ПН) при 220 А — 40 %. Это доля времени, допустимого для непрерывной сварки в коротком сварочном цикле. Установив силу тока 140 А, сварку прерывать на охлаждение не надо.
Отзывы о сварочном инверторе Ресанта САИ 220
Позитивные отзывы от работы с инвертором САИ 220 — удобство и простота.
Основные пользователи Ресанта Саи 220 не имеют большого опыта сварочных работ. Для них этот аппарат вполне подходит, потому что его можно включать и работать буквально после выхода из магазина, предварительно ознакомившись с инструкцией по эксплуатации. Инвертор легко транспортируется и имеет небольшие габариты — 310х130х190(195) мм, поэтому поместится в бытовую сумку или рюкзак.
Конструктивные особенности позволяют поддерживать стабильную дугу с постоянными параметрами. Это делает сварной шов более аккуратным и прочным, так как он образуется из непрерывно образующейся полосы плавящегося металла и представляет собой монолит.
При сварке аппаратами, которые не имеют функций, присущих инвертору от Ресанта — поддерживание дуги за счет большего тока, горячий старт со скачкообразным увеличением тока при касании металла и антизалипание (автоматическое уменьшение тока, за счет чего электрод легко отрывается от свариваемой поверхности) — сварка может превратиться в долгие попытки поджечь дугу и оторвать прилипший электрод. Получаемый сварочный шов обычно не самый качественный и далек от монолитного.
К числу плюсов данного инвертора также относятся:
устойчивость к механическому воздействию (удары, падания с высоты до одного метра) без утраты работоспособности характерна для среднего аппарата данного типа;
возможность работать до -20 градусов, соблюдая температурный режим нагрева и остывания;
2 вентилятора системы охлаждения, улучшающие обдув внутри корпуса;
устойчивость к перегреву при вышедших из строя вентиляторах. Практические тесты показывают, что Ресанта Саи 220 отключается только после расходования двух 5 мм электродов, если система охлаждения не работает;
приемлемая цена (от 260 до 290 $), которая зависит от магазина и региона. Заказать аппарат у прямого поставщика обычно дешевле, но менее 260 $ найти очень проблематично. Переплачивать более 290 $ тоже не стоит, лучше еще поискать — варианты обязательно найдутся.
Замечания при работе с инвертором Ресанта Саи 220 и его недостатки
Неизвестно, как происходит тестирование данных аппаратов на заводе-изготовителе (находится в Китае, хотя торговая марка зарегистрирована в Латвии) и контроль их качества перед отгрузкой, но процент брака для данной марки довольно велик и варьируется, в зависимости от партии и места продажи.
Некоторые продавцы сварочной техники утверждают, что на десять аппаратов приходится одна-две поломки в течение гарантийного срока. Выход из строя электроники не всегда возможно исправить, так как ремонт обойдется немногим дешевле нового аппарата.
Частый перегрев прибора, даже при работающих вентиляторах, легко устраняется в сервисном центре или самостоятельно, путем проверки всех электрических контактов.
Одной из причин выхода инвертора из строя является засорение металлической пылью или стружкой, которые повреждают чувствительные токопроводящие пути микросхем или приводят к их замыканию, попадая внутрь корпуса. Следует избегать работы с болгаркой, являющейся источником металлической пыли, возле неубранного сварочного места. Не выдерживая правильно тепловой режим и допуская образование влаги внутри корпуса, легко получить повод отнести инвертор в мастерскую.
Замеры реальных параметров силы тока свидетельствуют о завышенных паспортных значениях. Исследование, проведенное журналом «Хороший инструмент», показало превышение номинальных параметров над реальными на 15-20 %. При установленном токе сварки 210 А реальное значение составило 180 А. Это меньше заявленного, однако позволяет эффективно работать, не реализуя в полной мере свои возможности.
Работа с большой толщиной металла может вызывать сложности, так как инвертор не способен обеспечить полный прогрев металла и производит только поверхностное наплавление 10 мм стального листа, используя толстые 5 мм электроды. Работы по сварке таких листов могут растянуться надолго, а заниженные паспортные характеристики не позволят использовать аппарат с ПН 100 % для серьезных работ.
Это не позволяет в полной мере относить инвертор к промышленному типу, который должен обеспечивать высокие значения ПН при интенсивной работе.
Итоги обзора инвертора САИ 220 свидетельствуют о следующем
Ресанта Саи 220 находится на рубеже, когда возможностей вполне достаточно для бытового использования, однако не хватает для полноценного промышленного применения. Практически любую домашнюю и дачную сварочную работу можно выполнить и менее мощным аппаратом, поэтому запас по силе тока до 220 А является дополнительной подстраховкой при слабом сетевом напряжении.
Покупать данный инвертор для рутинных, продолжительных работ нецелесообразно, так как он просто не выдержит такой нагрузки. Качество сборки, как для недорогой китайской аппаратуры, вполне приемлемо, однако может огорчить своей непредсказуемостью.
Общее впечатление от дизайна и простоты использования инвертора дает ему +1 балл в сравнении с ближайшими конкурентами.
invertor. ksio.ru
Сварочный инвертор РЕСАНТА САИ 220
Цифровое обозначение в аббревиатуре сварочного аппарата Ресанта САИ 220 наталкивает на мысль об использовании сварочного аппарата в профессиональной деятельности. Оценить такую возможность можно по результатам ознакомления с конструкцией и характеристиками оборудования.
Технические характеристики
Напряжение сети, В 220±10%
Максимальный потребляемый ток, А 30
Напряжение холостого хода, В 80
Напряжение дуги, В 28
Диапазон регулирования сварочного тока, А 10 – 220
Продолжительность нагружения, % 40%@220А
Максимальный диаметр электрода, мм 5
Класс защиты IP21
Масса, кг 4,9
Внешний вид «Ресанты»
Ресанта САИ-220 в кейсе
Аскетизм эпохи СССР — характеристика внешнего оформления прибора. Следуя логике менеджеров, чьё мнение не могло быть пропущенным при конструировании данного аппарата, это должно говорить о его надёжности, способности сохранять работоспособность в экстремальной ситуации.
Пока что понятно одно — внешний металлический кожух П—образной формы служит хорошей защитой для электронной начинки. Десять винтов, по пять с каждой стороны, образуют надёжное соединение. Чтобы добраться до внутренностей устройства, достаточно выкрутить крепёж и, потянув вверх, убрать корпус. Получается прекрасный подход ко всем внутренним элементам.
Внутри всё достойно и прочно закреплено. Откровенно мало электроники.
При осмотре передней и задней стенок корпуса сварочника становится понятно, почему так. На задней панели установлен тумблер «Сеть».
Передняя выражена не намного замысловатей:
регулятор сварочного тока;
два светодиодных индикатора: «Сеть» и «Перегрев»;
силовые клеммы «+» и «—».
На этом все опции для сварки заканчиваются. Остаётся оценить их достаточность на практике. Пока что вывод напрашивается один: ломаться здесь практически нечему.
Проверка на ПРОФпригодность
Диапазон сварочного тока находится в пределах от 10А до 220А. Этого достаточно для сварочных работ с металлами толщиной 1 см с учётом понижения напряжения в сети. Такие характеристики больше подходят для профессиональной техники.Знаете ли вы, что…
Ремонт сварочного инвертора Ресанта можно осуществить своими руками при условии небольшой поломки
Ещё особенность: напряжение холостого хода достаточно высокое — 80В. Значение оптимально для розжига электрода. Именно этим и объясняется отсутствие новомодных опций, автоматически устраняющих проблемы, связанные с образованием дуги и залипанием оборудования. При этом значение холостого хода не является критичным для безопасной работы с инструментом.
Параметр максимального потребляемого тока — 30А — позволяет работать с электродами диаметром до 5 мм включительно. Тоже является серьёзной заявкой на категорию электрического профинструмента.
Видеообзор
На бытовую принадлежность аппарата указывает продолжительность его нагружения — 40%. Четыре минуты непрерывной работы и шесть на отдых. Таков цикл этого инвертора, несмотря на непрерывную работу вентилятора при включённом тумблере «Сеть».
Вывод
Сварочный инвертор САИ-220 Ресанта:
чрезвычайно простой в обслуживании;
выполнит кратковременные задачи, характерные для профессионального сварочного оборудования;
имеет простую принципиальная схему, отличающуюся повышенной надёжностью.
Возможно, именно такой, простой, надёжный и недорогой сварочный инвертор будет надёжным помощником при ремонте грузового автомобиля, формировании секции ограды или постоянных хлопотах домашнего умельца.
Где купить в Москве?
Тиберис
Цена: 8780р.
Тел. +7 (495) 663-72-84
Адрес: Москва, Варшавское шоссе, дом 125, строение 18 (станция метро «Южная», станция метро «Чертановская», въезд со стороны ул. Дорожная)
Время работы: Понедельник — пятница с 11:00 до 17:30
220 Вольт
Цена: 8780р.
Адрес: Москва, м. Автозаводская, ул. 5-я Кожуховская, д. 10, корп. 1
Тел. +7 (499) 753-5-220
Строй-профи
Цена: 8500р.
Тел. (495) 961-64-00
Адрес: г. Москва, Бизнес Парк «Румянцево», корпус Г (вход №12), 1-й этаж, Павильон 109Г.
Материалы для скачивания
Документация Схема сварочного инвертора Ресанта САИ 220 (для SH варианта)
Сайт производителя: https://www.resanta.ru/
Сергей Одинцов
electrod.biz
Сварочный аппарат инверторный САИ-220
Особенности и преимущества
Сварочный аппарат инверторный САИ-220 работает от бытовой электросети и не требует особого способа подключения.
Инверторная система использует сравнительно небольшой трансформатор в комплекте с IGBT-транзисторами и обеспечивает малые размеры и легкий вес аппарата, что позволяет легко переносить его в нужное оператору место. Для этого имеется специальный удобный наплечный ремень.
Устройство снабжено элементами предупреждения об опасном перегреве, что делает его работу безопасной и надежной.
Агрегат обладает функциями «антизалипание» (ANTI STICK) и «горячий старт» (HOT START), а продолжительность его включения составляет 70%.
Качественно изготовленный прочный корпус оберегает составные компоненты сварочного аппарата от повреждений и одновременно обеспечивает надежное охлаждение рабочего трансформатора.
Возможность преобразования тока высокой частоты (отсюда небольшие параметры трансформатора) и широкий диапазон регулирования мощности сварочного тока являются преимуществами данного аппарата.
Возможно использование электродов переменного или постоянного тока.
Аппарат не требует специальной подготовки для подключения и пользования им. Достаточно наличие у пользователя начальных знаний и практики.
Общее описание
Устройство Ресанта САИ-220 представляет собой портативный аппарат инверторного типа для ручной сварки, способный обеспечивать полноценные сварочные работы на бытовом (и не только) уровне. Агрегат просто подключается к бытовой электросети с напряжением 220 В и рассчитан на работу сварочными электродами с покрытием и диаметром металлического сердечника до 5 мм включительно.
Сварное соединение металлических элементов довольно распространено как в производстве, так и в бытовых условиях. Сварка превращает разные железные элементы в единую крепкую неразборную конструкцию, прочность которой несравнима ни с чем. Как правило, такой способ соединения используют для получения наиболее надежного стыкования там, где нельзя или не получается использовать резьбовое соединение. Ручная сварка довольно широко распространена как в быту, так и на производстве (любые строительные, монтажные, ремонтные работы и т.д.). И если ранее, для проведения таких работ, требовались громоздкие и тяжелые агрегаты, то с появлением инверторных аппаратов от этих недостатков удалось избавиться.
Описываемый агрегат Ресанта САИ-220 является одним из наиболее удобных и компактных инструментов для выполнения работ подобного рода. Ему под силу практически любые сварочные операции. Небольшой вес и габариты, удобный и прочный наплечный ремень позволяют сварщику легко перемещать устройство в необходимое для работы место.
В комплекте системы имеются рабочие кабели (силовой с держателем электродов и кабель для заземления). Длина каждого рабочего кабеля САИ-220 составляет 2 метра. Система обладает, так же, питающим кабелем (170 см) со штепсельной вилкой. В случае необходимости можно воспользоваться удлинителем соответствующего сечения.
Специальную сварочную маску и другие средства индивидуальной защиты необходимо приобрести отдельно.
Чтобы облегчить работу сварщика (особенно это касается новичков), конструкторы сварочных аппаратов Ресанта САИ создали в них такую полезную функцию, как «горячий старт» (HOT START). В момент достаточного сближения электрода со свариваемыми элементами, система автоматически создает повышенный импульс рабочего тока, что способствует быстрому образованию электрической дуги. Процесс сварки, при этом, значительно облегчается.
Функция «антизалипание» (ANTI STICK), так же характерная для всех аппаратов Ресанта САИ, в свою очередь призвана облегчить работу сварщика, нивелируя такое явление, как залипание электрода в период горения дуги. В этой ситуации аппарат автоматически занижает значение тока сварки, способствуя легкому отрыву электрода. Сразу после этого система восстанавливает рабочие параметры.
Главная часть сварочных аппаратов фирмы Ресанта изготовлена на основе высокотехнологичных транзисторов типа IGBT. В результате удалось добиться значительного увеличения срока эксплуатации системы, а так же значительно сократить её габариты и массу. Транзисторная плата характерно расположена в вертикальной плоскости, что предотвращает скопление пыли и, как следствие, лишний перегрев.
Еще одна характерная особенность системы – продолжительность включения (ПВ). Это величина, характеризующая способность аппарата работать непрерывно на протяжении определенного промежутка времени. В основу был положен 10-ти минутный временной интервал. Для аппарата САИ-220 этот параметр составляет 70% при максимальной нагрузке. Это означает, что сварка может производиться непрерывно на протяжении 7-ми минут из 10-ти и 3 минуты – перерыв на холостом ходу.
Сварочный аппарат данной модели обладает довольно значительным напряжением холостого хода (85 В). Это способствует легкому и быстрому розжигу электрической дуги, что позволяет работать и с цветными металлами.
Создатели сварочного аппарата позаботились и о безопасном его использовании. Главная опасность для аппаратов подобного рода – это перегрев, способный вызвать поломку агрегата и иные нежелательные последствия. Ресанта САИ-220 обладает специальной системой предупреждения, которая включает (до опасного перегрева) аварийную лампочку-индикатор. Загоревшийся индикатор говорит о необходимости приостановить сварочные работы. 5-ти минутного перерыва достаточно для восстановления работоспособности агрегата. При этом нет необходимости отключать его от электропитания.
Устройство и функциональность
Корпус сварочного аппарата Ресанта САИ-220 имеет компактную прямоугольную форму, размерами 265х100х150 мм и выполнен из качественного листового металла с защитным покрытием. Плоское основание корпуса позволяет устойчиво расположить его на любой поверхности, даже с небольшим уклоном. По бокам корпуса имеются специально изготовленные прорези, через которые окружающий воздух может легко циркулировать, охлаждая главный трансформатор. Электробезопасность корпуса удовлетворяет критериям класса IP 21 (защита от попадания внутрь посторонних предметов, но работать следует в достаточно сухой атмосфере).
На задней панели корпуса расположен включатель и питающий кабель, а на передней находится панель управления. Она очень проста, понятна и позволит разобраться в ней даже новичку. Здесь конструкторы поместили поворотный регулятор рабочего тока от 10 до 220 А, индикатор сети и индикатор, предупреждающий о приближении аварийного перегрева. На этой же панели имеются клеммы для подключения силового кабеля с держателем электродов и кабеля, обеспечивающего замкнутость электрической цепи для процесса сварки. В верхней части корпуса сделаны крепления для наплечного ремня.
Внутри корпуса размещены все составные элементы сварочного аппарата, обеспечивающие его безопасную функциональность в пределах технических возможностей. Главный элемент в этом деле – это преобразующий трансформатор со специальным оснащением, превращающий переменный ток с частотой 50 Гц (электросеть) в постоянный ток, с последующим его обратным превращением в переменный ток, но с гораздо большей частотой (более 20 кГц). Таким образом, удается увеличить силу тока до 220 А при напряжении 85 В. Эти превращения позволяют добиваться значительного качества сварного шва, что особо важно для конечного результата. Трансформатор имеет оребренную поверхность из легкого сплава, способствующую интенсивной теплоотдаче и эффективному охлаждению элемента. Этому способствуют, так же, два встроенных вентилятора.
Надежную работу и безопасность сварочного аппарата Ресанта САИ-220 обеспечивает специальная защитная система. Температурные датчики заранее фиксируют приближение опасного перегрева и предупреждают пользователя включением аварийного индикатора.
Принцип сварки состоит в том, что между соединяемыми кромками и приближенным к ним электродом, при помощи рабочего тока, загорается электрическая дуга, разогревающая их до температуры плавления. Расплавленный электрод прочно сваривает соединяемые кромки, образуя сварочный шов. Функции горячего старта и антизалипания обеспечиваются автоматической регулировкой рабочего тока. Первоначальное сближение электрода с кромками дает повышенный импульс для быстрого загорания дуги. Далее ток резко падает, не позволяя электроду залипнуть. Специальное покрытие электрода состоит из специального флюса и предотвращает прямой контакт расплава с кислородом и примесями азота, содержащимися в окружающем воздухе. Качество сварного шва напрямую влияет на прочность соединения, поэтому его необходимо проверять. Для этого следует отбить молотком налет шлака и убедиться в равномерности и целостности шва.
Подготовка к работе и меры безопасности
Инверторный сварочный аппарат Ресанта САИ-220 не сложен. Подготовить его к работе и эксплуатировать под силу практически любому взрослому человеку. Изначально следует принять во внимание и обеспечить некоторые моменты безопасности, чтобы не допустить поражения электротоком и других неприятных последствий. Заземление аппарата производится через питающий шнур, поэтому следует убедиться в наличии в розетке соответствующего оснащения. После того, как к требуемым клеммам были подключены рабочие кабели, можно включать в розетку питающий кабель (тумблер «сеть» должен быть выключен, а регулятор рабочего тока находиться в наименьшем положении). Теперь можно включать аппарат и выставлять требуемый рабочий ток. После завершения сварочных работ, отключать устройство следует в обратном порядке.
Если сварочные работы проводятся не на улице, а в помещении, необходимо позаботиться о его хорошем проветривании и отсутствии в нем легковоспламеняющихся материалов и газов. Приступая к работе, пользователь обязательно должен применять средства защиты (перчатки, головной убор, специальная одежда и специальная маска для защиты глаз и лица). Кроме этого, необходимо строго придерживаться правил пожарной безопасности и требований по безопасной эксплуатации оборудования подобного рода.
Изготовитель сварочного инвертора Ресанта САИ-220 дает гарантию на его безупречную работу на протяжении 12-ти месяцев со дня его официальной продажи.
Для того, чтобы купить, на рынке есть малое оборудование, которое может использоваться и моделируются. Это такой же старый, оснащенный современными сварочными аппаратами с инвертором «Ресанта САИ-220 ПН».
Принцип работы сварочного аппарата
Принцип работы сварочного аппарата с межфазным напряжением 0,4 кВ, работающим от переменного тока 50 Гц с преобразователем напряжения постоянного тока, инвертором 40 Соединение с большим количеством болтов, а также несколько выпрямленных с помощью диодного моста. Хинди включает в себя трансформатор с обычным выпрямителем, сварочным аппаратом или инвертором стандартного переменного тока.0% кумпара на 60%, но это не означает, что машина не работает. Сварочный аппарат «Ресанта АИС-220 МОН», изготовленный из высококачественных материалов, изготовленных из полупроводниковых материалов, с 95%-ной степенью защиты. Вы, это может быть сделано для того, чтобы управлять сварочной дугой, которая может быть использована в других машинах.
Поворотный сварочный аппарат
Контроллер управления сварочной дугой.
Интенсивное освоение одного элемента устройства с помощью большого количества устройств, которые делают его более интенсивным.
Наличие функции «антизалипания», которая автоматически переключается между электродами, предназначенными для работы с электродами, и указывает на артикул в арк-апой. Отсоединение электрода от устройства восстанавливает исходную настройку с настройкой.
Функция «горячая стимуляция», которая позволяет управлять пульсирующими импульсами с учетом рабочего параметра.
Соединение с дугой, которое можно использовать на хинди, используя большое количество сварочных электродов.
Профессиональные сварщики, работающие в составе «Ресанта АИС-220», работающие на сварщиках, работающих на оборудовании. работайте, чтобы выделить инверторный инвертор, работающий со сварщиками и проводящий большую работу.
Запасной аппарат
Аппараты «Ресанта АИС-220» предназначены для сварщика, чтобы управлять им с меньшими трудозатратами на входные и выходные напряжения, а также задавать несколько параметров. . Dugoyu красивая управляемость natiyak в соответствии с интенсивным обучением, которое дает возможность управлять Arc, как правило, kasalukuyang для большого количества людей.
Входной болот SA YUNIT — 140-240 V.
Максимальное потребление Kasalukuyang SA — 30 A.
SA Kawalang -Ganagawa Suportado Boltahe 80 V.
Boltahe Sa Burning Arcd — 28,8 V.
BOLTAHE SA BURING ARC — 28,8 V.
. регулируемый от 10 А до 220 А.
Регулируемая грузоподъемность до 154 А (70% Imax).
Диаметр электрода может быть увеличен до «АИС-220» — от 1,6 мм до 6 мм.
защита класса kaligtasan — IP21.
Май стабильно держится при высокой температуре окружающей среды от -10 C до +40 ° C не работает на открытом воздухе с атмосферными осадками.
Панели продуктов на аппарате
Инвертор «Ресанта» «АИС-220» с металлическим корпусом, с передней панелью. Он включает в себя операционную систему управления с помощью регулятора, управляющего «Сетью», подключаемого к сети и подключаемого к кабелю постоянного тока. Сварочный аппарат может использоваться в качестве вспомогательной системы. Пункт са kadahilanang это, mahigpit на это ipinagbabawal, чтобы заблокировать MGA Butas bentilasyon са касо.
Система срабатывания сигнальной лампы «защита от перегрева», установленная на панели управления. Один и тот же контактный разъем для подключения кабеля постоянного тока имеет следующие разъемы: «-» Силовая клемма и «+» Силовая клемма. Можно переключить сеть — «Сеть» или указать — «Сеть». Верхний тонкий ремешок для легкой транспортировки и использования машины.
Поддон для продуктов
Сварочный инвертор «Ресанта САИ-220 ПН» входит в комплект поставки:
Стандартный и стандартный выпрямитель с частотой 50 Гц.
Инверторный инверторный блок, подключенный к постоянному току постоянного тока с чередующимся переключением.
Power mataas na dalas Transpormer, который понижает входной болт в обычном режиме, ligtas para sa mga tao на nagtatrabaho болтахе.
Единица измерения представляет собой мощный транзисторный выпрямитель, выпрямляющий транзисторный преобразователь с большим количеством болтов.
Стабилизирующий материал, предназначенный для устранения исправлений и устранения неполадок.
Все полупроводниковые приборы включают в себя MOSFET или IGBT. Основные динамические свойства характеризуют дугу с использованием полупроводниковых элементов, основанных на принципах новейшей современной технологии.
Защитное устройство
Защитное устройство может быть использовано для защиты устройства «Ресанта АИС-220» без использования, хинди только для сварки, предназначенной для сварки. каждый раз, когда вы батаян.
Самый быстрый пункт, который является его средством связи, позволяющим изменять параметры. Соединение с питанием может быть выполнено с помощью какого-либо кабеля с двойным подключением, которое может быть отключено без аварийного разряда 3000 В за 2 минуты.
Поддон для сварочного агрегата содержит изоляторы, не требующие подключения, для аварийного отключения на 1000 В в течение 3-х часов. Все больше изоляторов металлической пыли и больше. Вы можете использовать kahalumigmigan на устройстве, чтобы сделать фазу lupa kasalanan, на хинди может создавать хинди maging pinsala на выходе устройства.
Механическая защита AIS имеет класс защиты IP21. E. Включите устройство на хинди, которое может работать с разными размерами корпуса на 12 мм.
Уважаемые посетители для работы
Бабала! Подключение устройства «Ресанта АИС-220» (рейтинги, предназначенные для сварщиков и проводившие испытания) может быть подключено к большому количеству рабочих цепей сборки по номеру:
В разделе «Сетевой» переключатель.
Подключение проводной сварки, соединенное с сексом, с использованием клемм питания «-» и «+»; Проверьте соединение с электродом, который может быть подключен к сварочному кабелю.
Лигтас на иконке, которая включает в себя шнур питания в продукте, который был создан для работы.
Кожух магнитный навесной «Ресанта САИ» для накачивания салиганового аппарата; Кунг-вал, и носить с собой портативный заземляющий штифт с хинди бабабой в 140 см, хинди чеканка на лупе из нескольких устройств на хинди длиннее 5 м.
Иконка, позволяющая получать информацию о сети; болты были созданы на стандартной машине.
Переключатель «сеть» на машине.
Параметр регулятора постоянного тока, работающий в режиме постоянного тока, обычно включается в режиме особого режима работы.
Suriin для кабельного телевидения manggagawa kapangyarihan.
Режим, зависящий от диаметра электрода, в котором работает инвертор, зависит от количества:
1,6 мм — А 20-45;
2,0 мм — А 45-70;
2,5 мм — А 65-85;
3,2 мм — 90-145 А;
4,0 мм — Исанг 130-195;
5,0 мм — Исанг 160-220;
6,0 мм — 210-300 А.
Калигтасан в АИС
Сварочный аппарат «Ресанта АИС-220» обзор сварочных аппаратов, который может быть получен в результате его приобретения, может быть отправлен в ближайшее время. это ненапака-ligtas и легкое использование. Gayunpaman, дапат среди наблюдаемых алитунтунин в количестве:
Если вы не включаете выход для шнура, можете установить любой другой разъем.
Сварочные работы на месте проведения работ, которые можно использовать для сварки, а также сварочные работы, связанные с получением газа и газом.
Сварщик, чтобы избежать ожогов, имеет особое значение.
Для защиты от мата и муха ipinag-uutos на использование сварочного щита или маски или маски.
имеет значение natupad са sunog kaligtasan nga panukala в нескольких операциях с большим количеством alinsunod са pamantayan tagubilin, из-за того, что пункт saan пункт ng-alis на хинди наиболее подробных.
Инвертор доступен на российском рынке.
Инвертор доступен на рынке. Это очень популярно среди непрофессионалов, которые едят с небольшим весом (6 кг), быстро и быстро. В настоящее время существует любознательный продукт, от 150 до 250 долларов США за единицу.
«Ресанта САИ-220 ПН» предлагается по цене от 210 до 240 долларов США в зависимости от того, какой элемент или полупроводник используется в других странах. Дали техническое обслуживание nagbibigay-daan в AIS, чтобы управлять каньялами, имеющими большое количество позиций в продуктах.
tagagawa patuloy на nakikinig са каждого клиента и sumusubaybay на хинди только бента, ngunit din комментарии в kanyang artikulo. Чтобы это сделать, я настроил специальный веб-сайт в Интернете, чтобы все было интересно и хинди, если вы не знаете, что такое дао, и вы можете получать комментарии. Комментариев нет на хинди только тагагава, но в то же время для многих других.
Работа инверторной сварочной машины
Талага, на машине, состоящей из «Ресанта АИС-220», может быть использована в качестве наиболее благоприятного и потенциального пури. Ngunit может na sabihin на habang nagtatrabaho dito са мокрый panahon ния «щипнул» электрический. Samakatuwid это kapaki-pakinabang с Mamimili, чтобы показать, как сандалии мули на nagtatrabaho са любой де-koryenteng kagamitan и aparato представляет собой панганиб кунг хинди ка susunod в пангунахing panuntunan в kaligtasan. Аппарат весом всего 5,5 кг с большим количеством электродов диаметром 5 мм и мощностью 15 кВт, который потребляет всего 10 кг в многоэтажном доме. Samakatuwid dagdag на pag-aalaga хинди mangyayari капагама интенсивных energiya na kagamitan.
Все инструкции и все, что нужно сделать, чтобы получить руководство по эксплуатации, не может быть привязано к ней. УЗО может быть подключено к длиннопроводной системе питания с подключением к сети, а также портативным заземлением с использованием этого устройства.
Ремонт инверторной машины
Мастера доступны для всех. At laban sa pang-libangan na ito walang isa может иметь множество багай na laban. Сделать ремонт «Ресанта САИ-220 ПН» очень просто. Нито не может быть заменено на газ, который содержит все многообразие этого сварочного аппарата, который хорошо сбалансирован. Для этого хинди работает с любым инвертором. Он имеет большой инвертор, который может быть использован для подключения к выходному устройству с высоким напряжением 220 А, которое может быть подключено к устройству, но не имеет большого количества дуг. Ито ай нататанги. Уменьшение входного и выходного импедансов инвертора, включающего выпрямительный блок, делает его идеальным. Кроме того, это самый важный узел.
Созданный с помощью системы AIS, он является лучшим поставщиком сервисного центра, который может быть подключен к родному языку. Это позволяет избежать переохлаждения и удаления металлической стружки и пыли с помощью оборудования, а также значительно увеличить количество узлов перегрева, а устройство работает в течение десяти лет.
Страница не найдена
Страница, которую вы ищете, больше не существует. Возможно, вы сможете вернуться на домашнюю страницу сайта и посмотреть, сможете ли вы найти то, что ищете. Или вы можете попытаться найти его с помощью информации ниже.
Страницы:
2021 Встречи
АрхивЗП
Boulder Creek Полные улучшения улиц
Календарь
Испанский
Резюме агентства
Новости и обновления
Запрос веб-обновления
ВСТРЕЧИ И МЕРОПРИЯТИЯ
Календарь
Мера D Комитет по надзору за налогоплательщиками
Серия громкоговорителей
Комиссия
Встречи и повестки дня
Информация о прошлой встрече
Заседания RTC/TPW в 2010 г.
Заседания RTC/TPW 2011 г.
Заседания RTC/TPW в 2012 г.
Заседания RTC/TPW в 2013 г.
Встречи RTC/TPW в 2014 г.
Встречи RTC/TPW в 2015 г.
Заседания RTC/TPW, 2015 г.
Встречи RTC/TPW в 2016 г.
2017 Встречи RTC/TPW
2018 Встречи RTC/TPW
2019 Встречи RTC/TPW
2020 Встречи RTC/TPW
Консультативный комитет по велосипедам
Встречи и повестки дня
Информация о прошлой встрече
Консультативный комитет по транспорту пожилых людей и инвалидов
Встречи и повестки дня
Информация о прошлой встрече
Бюджетный, административный и кадровый комитет
Встречи и повестки дня
Информация о прошлой встрече
Межведомственный технический консультативный комитет
Встречи и повестки дня
Информация о прошлой встрече
Система управления дорожным движением/SAFE на 17
Встречи и повестки дня
ТРАНСПОРТ ФИНАНСИРОВАНИЕ И ПЛАНИРОВАНИЕ
Данные и статистика
Обзор финансирования
МЕРА D (2016)
Получатели прямого финансирования
Часто задаваемые вопросы
Региональные проекты
Надзор за налогоплательщиками
Законопроект Сената 1: Восстановление Калифорнии
Утвержденные проекты (RTIP)
Грантовые программы
Заявки на получение гранта на 2019 год
Конкурсные гранты RSTPX 2020
2021-2022-РТИП
Медида Д
Бюджет и рабочая программа
Экологическое планирование
Региональная инвестиционная стратегия охраны природы
Долгосрочные планы
2040 РТП
2040 План
2045 Региональный транспортный план
Отправьте новые проектные идеи для включения в RTP 2045
Список проектов регионального транспортного плана на 2014 год
Специальные исследования
ПРОЕКТЫ
Проекты автобусов
Трассы
Улицы и шоссе
Расширение развязки шоссе 1-17
Шоссе 9 План
Полное внедрение Boulder Creek Streets
Форма комментария – Проект плана Hwy 9/SLV
Опрос SLV
Инвестиционная программа коридора шоссе 1
41st Ave-Soquel Ave/Dr Aux Lanes, BOS & Chanticleer Bike/Ped Overcrossing
Bay/Porter to State Park Dr Aux Lanes, BOS и Mar Vista Overcrossing
Автобус на плече Проект
Экологические документы
State Park Dr-Freedom Blvd Aux Lanes, BOS и Coastal
Сокель-Моррисси Окс Лейнс
Шоссе 17
Другие дороги
Велосипед
Программа указателей велосипедных маршрутов округа Санта-Крус
Пешеходный
Рельс
Профилактическое обслуживание
Изучение железнодорожных услуг
Запросы на право входа
Поддержка, ремонт и замена элементов магистрального моста ответвления Санта-Крус
Соглашение об эксплуатации железнодорожной линии ветки Санта-Крус
Покупка железнодорожной линии
Комплексная проверка
2005 Оценка конструкции ветки Санта-Крус
Отчет о выравнивании и оценке моста и ремонте/восстановлении или замене с рекомендациями
Этап II экологической оценки участка
Пассажирский рельс
Прямо на ходу
Мультимодальный
Анализ альтернатив
Полные улицы округа Санта-Крус
Полное руководство по улицам в районе залива Монтерей
ЗВЕЗДЫ
Визуализация устойчивого транспорта
Часто задаваемые вопросы
Уотсонвилль – Мультимодальная программа Санта-Крус
Исследование единого коридора
Идеи проекта UCS
Живописная тропа заповедника Монтерей-Бей
Заключительный отчет о воздействии на окружающую среду живописной тропы заповедника Монтерей-Бей (MBSST)
Генеральный план МБССТ
Железнодорожный маршрут Северного побережья
Законодательная деятельность
УСЛУГИ
Помощь автомобилистам
Велосипедные услуги
Пешеходные услуги
Отчет об опасности
Устойчивые варианты
Снижение выбросов парниковых газов
Автобус/Транзит
Транспортные услуги для пожилых людей и людей с ограниченными возможностями
Форма ввода – неудовлетворенные потребности в транзитных и специализированных перевозках
Библиотека часов реального времени
О РТК
Обзор агентства
Электронные подписки
Раздел VI Программа гражданских прав
Справочник персонала
Члены комиссии
Списки комитетов
Комитет по бюджету, администрации и кадрам
Велосипедный комитет
Консультативный комитет по транспорту пожилых людей и инвалидов
Межведомственный технический консультативный комитет
Система управления дорожным движением/SAFE по телефону 17
Агентства-партнеры
Работа с RTC
Членство в комитете
Строительные подряды
Вакансии
Консалтинг
Списки предложений по строительству
Подать предложения
Витрина художника
Свяжитесь с нами
Категории:
Повестки дня
новости
Взаимодействие с общественностью
Совет уполномоченных RTC
Авторы:
anaranjo (223)
Джейсон Томпсон (1)
Шеннон Мунц (100)
Томми Трэверс (7)
yparra (35)
Ежемесячно:
Ноябрь 2022
Октябрь 2022
Сентябрь 2022
август 2022
июль 2022
июнь 2022
Май 2022
Апрель 2022
март 2022
Февраль 2022
Январь 2022
декабрь 2021
ноябрь 2021
Сентябрь 2021
июль 2021
июнь 2021
Май 2021
Апрель 2021
март 2021
Январь 2021
декабрь 2020
ноябрь 2020 г.
Октябрь 2020
Сентябрь 2020
август 2020 г.
июль 2020 г.
июнь 2020 г.
апрель 2020 г.
март 2020 г.
Февраль 2020
Январь 2020
Декабрь 2019
ноябрь 2019 г.
Октябрь 2019
сентябрь 2019 г.
август 2019 г.
июль 2019
июнь 2019 г.
Май 2019
Апрель 2019
март 2019 г.
Январь 2019
Декабрь 2018
ноябрь 2018 г.
октябрь 2018 г.
Сентябрь 2018
август 2018 г.
июль 2018 г.
июнь 2018 г.
май 2018 г.
март 2018 г.
декабрь 2017
октябрь 2017 г.
Сентябрь 2017
июль 2017 г.
июнь 2017 г.
май 2017 г.
апрель 2017 г.
Февраль 2017
январь 2017 г.
Декабрь 2016
ноябрь 2016 г.
Сентябрь 2016
август 2016 г.
июль 2016 г.
июнь 2016 г.
май 2016 г.
Апрель 2016 г.
март 2016 г.
Февраль 2016 г.
Январь 2016 г.
Декабрь 2015
ноябрь 2015 г.
Сентябрь 2015
август 2015 г.
июль 2015 г.
июнь 2015 г.
май 2015 г.
апрель 2015 г.
Февраль 2015
январь 2015 г.
декабрь 2014 г.
ноябрь 2014 г.
октябрь 2014 г.
сентябрь 2014 г.
июль 2014 г.
июнь 2014 г.
май 2014 г.
апрель 2014 г.
март 2014 г.
Февраль 2014 г.
январь 2014 г.
декабрь 2013 г.
ноябрь 2013 г.
октябрь 2013 г.
сентябрь 2013 г.
август 2013 г.
июль 2013 г.
июнь 2013 г.
май 2013 г.
апрель 2013 г.
март 2013 г.
Февраль 2013 г.
Январь 2013 г.
декабрь 2012 г.
ноябрь 2012 г.
октябрь 2012 г.
сентябрь 2012 г.
август 2012 г.
июль 2012 г.
июнь 2012 г.
май 2012 г.
апрель 2012 г.
март 2012 г.
Февраль 2012 г.
январь 2012 г.
декабрь 2011 г.
ноябрь 2011 г.
октябрь 2011 г.
сентябрь 2011 г.
август 2011 г.
июль 2011 г.
июнь 2011 г.
декабрь 2010 г.
сентябрь 2010 г.
Последние сообщения:
RTC Hosting 50th Anniversary Open House
Уведомление о продлении срока публичного рассмотрения участков 8 и 9 железнодорожного пути DEIR
RTC проведет семинар для сообщества, чтобы получить отзывы о проектах концепций по улучшению движения и доступа в школы Highway 9 / SLV
Уведомление о наличии проекта Отчета о воздействии на окружающую среду участков 8 и 9 прибрежной железной дороги Проект
Будущее зарядных станций для электромобилей нуждается в общественном мнении
Уведомление об открытых слушаниях MTIP для FFY с 22-23 по 25-26
Отпразднуйте начало этапа 7/фазы II прибрежной железной дороги 11 августа
Суд выносит решение по делу CEQA Challenge на шоссе 1 уровня I EIR
Строительство участка 7/этапа II прибрежной железной дороги, начало которого запланировано на середину июля
Теперь доступна запись публичного семинара SLV Schools Access Study
Мера D (2016 г. ) Опубликован годовой отчет
RTC рассмотрит вопрос о принятии Регионального транспортного плана на 2045 год и заслушает мнение общественности о Мере D по линии подъема на 2016 год. Пятилетний план для транзита
Местные агентства объединяются для улучшения доступа к школьному комплексу SLV
Статус этапа 1 ремонта береговой эрозии в Манресе вдоль коридора железнодорожной ветки Санта-Крус
Запрос общественного мнения по неудовлетворенным потребностям в транзитных и паратранзитных перевозках, а также по планам расходов Меры D на 2016 г. для автомагистрали 1 и прибрежной железной дороги
Caltrans начинает работу на шоссе 17, пересекающем дикую природу
Уведомление о доступности частично повторно распространенного проекта EIR для публичного рассмотрения
RTC получил 786 800 долларов США на два гранта на планирование устойчивого транспорта
Прибрежная железная дорога, участки 10 и 11, дни открытых дверей
Виртуальный день открытых дверей 8 и 9 сегментов прибрежной железной дороги 31 марта
RTC ищет информацию о транспортных потребностях в округе Санта-Крус
Начинается строительство подземного перехода дикой природы шоссе 17 на Лорел Крив
Пилотный проект по использованию коз для борьбы с растительностью начнется на железнодорожной ветке 9 Санта-Крус0016
Запрошен отзыв сообщества об эстетических особенностях проекта вспомогательных полос шоссе 1
RTC получит информационный отчет на заседании Комиссии 3 февраля о возможных неблагоприятных действиях по отказу от грузовых перевозок только на ветке Фелтона и связи с потенциалом будущего использования железнодорожных банковских услуг на части железнодорожной ветки Санта-Крус
.
Ночное перекрытие шоссе 1 в Аптосе для ремонта железнодорожного моста
Заявки на принятие меры D Комитетом по надзору принимаются для представителей округов 2 и 4
Публичные слушания по проекту регионального транспортного плана на 2045 год
Семинары виртуального сообщества будут проводиться для проекта Soquel Drive Buffered Project
RTC выпускает проект 2045 RTP для общественного обсуждения
Запрос общественного мнения по транспортным проектам, предлагаемым на сумму 11 миллионов долларов
Ежеквартальный отчет Measure D Fall уже доступен
Сегменты железнодорожных путей 10/11 Обзорное совещание и уведомление о подготовке к EIR
Уведомление о проведении публичных слушаний Мера D – Принятие пятилетнего плана
Общественность приглашена на обзорную встречу для участков 8 и 9 железной дороги
Транспортная комиссия Калифорнии выделяет 30 миллионов долларов на проект вспомогательной полосы шоссе 1
Опубликован годовой отчет по мере D
Окончательный отчет о воздействии на окружающую среду проекта вспомогательной полосы шоссе 1 уже доступен
Заявление RTC о планировании будущего железнодорожного транспорта
2045 Виртуальный открытый семинар MTP/SCS 18 мая
Программа альтернативных поездок в Санта-Крус GO распространяется на весь округ
Виртуальное публичное собрание по проектам Highway 9 Обновление
Выпущен проект бизнес-плана пассажирского электропоезда на железнодорожной ветке Санта-Крус
МЕТРО Санта-Крус временно снижает стоимость проезда
Публичные слушания по окончательному проекту результатов анализа альтернатив транзитного коридора
Сообщество приглашено на виртуальную открытую встречу по региональной стратегии инвестиций в природоохранную деятельность округа Санта-Крус
Железнодорожный маршрут, сегмент 7/Фаза I, виртуальное перерезание ленты 10 декабря
RTC получает грант в размере 107,2 млн долларов на инновационные усовершенствования мультимодальных перевозок по всему округу
Члены сообщества претендуют на участие в консультативных комитетах RTC
Виртуальное открытое собрание для предоставления обновленной информации о проектах шоссе 9 под руководством Caltrans 16 декабря
Открыт период общественного обсуждения проекта вспомогательной полосы шоссе 1 Проект отчета о воздействии на окружающую среду
Уведомление об общественном рассмотрении, комментариях и слушаниях по проекту Программы улучшения городского транспорта Монтерей-Бей на 2021 год (MTIP)
RTC для проведения онлайн-чатов в режиме реального времени для анализа альтернатив транзитным коридорам
Опубликован проект результатов исследования альтернатив транзитному коридору
Посетите онлайн-день открытых дверей для анализа альтернатив транзитного коридора
Завершена установка знака для новой программы указателей для велосипедистов округа
Запрошены мнения сообщества по проекту велосипедных/пешеходных переходов Mar Vista
Онлайн-день открытых дверей теперь открыт для вспомогательных полос шоссе 1 и проекта 9 «Автобус на обочине»0016
Публичные слушания: Мера D – Принятие пятилетнего плана
Опубликован годовой отчет по мере D
Обновленный статус соглашения с Saint Paul and Pacific Railway
Опрос RTC о влиянии COVID-19 на поездки на работу
Повлиял ли COVID-19 на ваши поездки на работу?
ОТМЕНЕНО: Супервайзер Макферсон проведет онлайн-встречу сообщества на шоссе 9. Обновление безопасности от Caltrans
Онлайн-анализ альтернатив транзитным коридорам День открытых дверей уже открыт
ОБНОВЛЕНИЕ
: офис RTC закрыт для всех второстепенных задач до дальнейшего уведомления
Примите участие в нашем опросе и расскажите нам, что для вас важно, когда речь идет о транзите
Представить новые проектные идеи для регионального транспортного плана (RTP) на 2045 год
Проводится анализ альтернатив транзитному коридору и запрашивается мнение общественности по проекту
Уведомление о подготовке (NOP) для RTP/MTP/SCS EIR 2045 теперь доступно
RTC запрашивает мнение общественности по целям и приоритетам регионального транспортного плана на 2045 год
Требуется общественное мнение по транспортным проектам, предлагаемым на 17 миллионов долларов из государственных и федеральных фондов
Офис RTC Открыть
ОФИС RTC ЗАКРЫТ ИЗ-ЗА ОТКЛЮЧЕНИЯ ЭЛЕКТРОПИТАНИЯ
Требуются отзывы сообщества о Chanticleer Bike/Ped Overcrossing Design Aesthetics
Сегмент 7/Фаза I железной дороги награжден, завершение намечено на лето 2020 г.
RTC и Caltrans проведут встречи с общественностью по разрабатываемым проектам шоссе 1
Проект эстакады Санта-Крус получает награду «Проект года»
Члены сообщества претендуют на участие в Консультативном комитете по транспорту пожилых людей и инвалидов
Кампания Street Smarts начинает масштабную кампанию
Caltrans ищет информацию об активном обзоре транспортных планов
RTC публикует проект плана участия общественности на 2019 год для общественного обсуждения
Опубликован годовой отчет по мере D
RTC проводит общественные слушания по Мере D 5-летнего плана инвестиций в транспорт
Начинается установка
на новых указателях для велосипедистов округа
RTC получает грант на планирование восстановления лагуны Скоттс-Крик и болота
Отпразднуйте перерезание ленточки на прибрежной железнодорожной тропе 22 мая — в любую погоду!
Разыскивается общественное мнение о неудовлетворенных потребностях в транзитных и специализированных перевозках
RTC представляет обновление железнодорожной линии для CTC
Судья вынес решение в пользу RTC в судебном процессе Greenway округа Санта-Крус
Окончательное инвестиционное исследование единого коридора принято RTC
Разыскивается общественное мнение по проекту шоссе 9/Долины Сан-Лоренцо.
Сердечник листа – низкоуглеродистая («черная») сталь, задающая основные физико-механические характеристики материалу: прочность, жесткость, сопротивление деформационным нагрузкам и пр. Наружный слой – гальваническое цинковое покрытие, служащее в качестве химической защиты. Непокрытая «черная» сталь легко корродирует на открытом
Вес, размеры, технические характеристики оцинкованного листа. ГОСТы и стандарты для этапов производства. Маркировка, сортамент, цены на основные категории продукции.
Оцинкованная сталь изготавливается в виде листов, рулонов. Производство осуществляется непрерывной линией и нормируется государственными стандартами. Согласно им, продукция разделяется на группы и классы по параметрам стали и заготовок. Плоский прокат имеет широкое распространение в народной деятельности, и оцинкованный лист является основной продукцией для многих видов производства. Сфера применения не знает границ: от машиностроения и строительства до мелких предметов в быту.
Особенности производства
Технология производства основана на 2-х способах изготовления плоского проката: холоднокатаного и горячекатаного. В обоих случаях применяется горячий метод цинкования, как наиболее качественный и надежный. Также существует электролитический метод, но он уступает по долговечности покрытия. После горячего цинкования изделие подвергают холодному профилированию или рифлению, если это необходимо.
Стандарты для этапов работ
Этапы производства регулируются следующими стандартами:
ГОСТ 14918-80 — все тех. условия;
ГОСТ 16523-83 — для поверхности;
ГОСТ 19904-90 — для сортамента;
ГОСТ 9.307-89 — для горячего цинкования.
Сортамент продукции
По размерам оцинкованный лист нормируется согласно стандартам. Минимальные и максимальные размеры (в мм):
ширина 700-2000;
толщина 0,3-2,5;
длина 1000-2500.
Как нарезают изделия?
Параметры длины обозначаются только для листов, для рулонов эти размеры не нормируются. Из готовых холоднокатаных стальных рулонов производят резку заготовок при помощи кислородно-газовых агрегатов. Резку можно осуществлять поперек и вдоль. Это позволяет обеспечить необходимые потребителю размеры продукции (в пределах максимальных величин).
Разновидности поверхности
Поверхность изготавливается гладкой или рифленой. Рифленая обеспечивается нанесением декоративного узора на лицевую сторону. Как правило, он изображает хаотично расположенные ромбы или «чечевицу». Такая поверхность создает интересный декоративный эффект. Кроме этого она наделяет изделие противоскользящими свойствами.
Также из заготовок делают профилированные листы. Последние выпускаются длиной до 10 м. Получили широкое распространение в строительстве и обустройстве частных и коммерческих владений. Наиболее популярное использование — обустройство кровли, заборов.
Особенности транспортировки
Транспортировка продукции осуществляется различными способами:
На поддонах пачками без защиты картоном и полиэтиленом; при этом полученные пачки обтягивают стальными лентами. Каждая пачка весит не более 80 кг для ручной переноски и не более 5 т для автоматизированной.
На поддонах с защитой от повреждений (способ применяется для крашеной поверхности): слои картона и полиэтилена прокладываются между изделиями.
Каждый лист скатывается в рулон, транспортируется в таком виде, складируется.
Профилированная продукция укладываются в пачки. Вес каждой составляет до 10 т (применяется машинная погрузка/разгрузка).
Особенности маркировки
В зависимости от требований потребителя заготовки производятся с необрезной или обрезной кромкой. Маркировка таких изделий соответствует следующим литерам: НО и О. Кроме этого проставляется маркировка, обозначающая точность прокатки: Б (нормальная), А (повышенная).
Технология производства позволяет создавать поверхность с узором кристаллизации или без него. Соответственно изделия маркируются: КР и МТ. На оцинкованный лист цена устанавливается с учетом его параметров. Важнейшими из них являются толщина, длина, ширина.
Цена изделий
Цена листов для среднего региона России (Москва и Московская область):
Размеры даны в мм, диапазон цен: минимальный за партию из 500 шт, максимальный — за партию из 50 шт:
0,4х1000х2000 — 365-390 руб/лист;
0,55х1000х2500 — 470-480 руб/лист;
0,7х1250х2500 — 870 руб/лист;
1х1250х2500 — цена 1100-1200 руб/мес.
Транспортировка
Для транспортировки профилированных листов используются специальные опоры. Они размещаются под пачкой, играют роль ребер жесткости. Не допускают провисания изделия, особенно посередине. Также они сохраняют жесткость по краям. Это защищает оцинкованный лист данного типа от деформации профиля. Исключается нарушение его геометрии.
При перевозке любых заготовок учитывают вес одной пачки и количество пачек, укладываемых на 1 транспорт. Для расчета веса учитывают толщину металла, размеры продукции. Общий вес рассчитывают, исходя из следующих данных:
при толщине 0,4 мм 1 м2 оцинкованной стали весит 3,34 кг;
при толщине 0,6 мм вес 1 м2 оцинковки составляет 4,91 кг;
при толщине стали оцинкованной 1 мм вес равен 8,05 кг/м2;
при толщине 2,50 мм вес составляет 19,82 кг/м2.
Купить лист из оцинковки
Для того, чтобы правильно рассчитать и купить лист стальной оцинкованный, следует определиться с его размерами и количеством. Для этого надо знать размеры будущего готового изделия, его длину, ширину, высоту. Затем разделить эти данные на параметры одного листа. Получится цифра, показывающая количество листов. Можно использовать для расчетов только 1 параметр из перечисленных.
что такое вес оцинкованной стали толщиной 1 мм
Цена листа оцинкованной стали толщиной один миллиметр с учетом его толщины, веса на квадратный метр и других соответствующих показателей Сколько весит оцинкованная сталь толщиной 1 мм? Чтобы увидеть еще больше контента, вам необходимо войти в систему. Оцинкованные стальные пластины, листы, стержни и другие формы изделий из оцинкованной стали толщиной 1 мм составляют большую часть веса оцинкованной стали толщиной 1 мм на квадратный метр. Скрывается ржавчина и предотвращается коррозия. Есть еще несколько применений оцинкованной стали. Лист этого металла является самым тонким из любого другого материала. Толщина листового металла или пластины, известная как ее калибр, определяет тип используемого материала. Одна десятая толщины чистого олова может быть представлена толщиной листа калибровочного номера этого калибровочного номера. Толщина металла (например, сталь 20 калибра составляет одну десятую толщины чистого олова). Это означает, что оцинкованная сталь эквивалентна стали по толщине, и то же самое относится и к оцинкованной стали. Оцинкованная сталь толщиной в один миллиметр весит ровно один килограмм.
Один килограмм оцинкованной стали имеет толщину один миллиметр. Горячее цинкование существует уже тысячи лет, но не каждый день можно увидеть изделия, изготовленные с использованием этого метода. Когда Теодор Оскар разработал этот уникальный стол для улицы с медным основанием и оцинкованной столешницей, он был одновременно функциональным и привлекательным. Товар произведен в Чехии. В процессе цинкования на сталь наносится покрытие из цинка и железа, которое затем высыхает и затвердевает, образуя многослойный испаряющийся слой цинка. Вес покрытия, нанесенного на единицу площади стали, используется для определения толщины стали. Холоднотянутая сталь, часто известная как «обычная сталь», представляет собой разновидность горячекатаной стали толщиной один миллиметр (1,0 мм).
Крепежные детали, такие как стержень с резьбой или болты, используются в самых разных устройствах, включая автомобили, компьютеры, телевизоры, стиральные машины, холодильники и множество других устройств. Во избежание коррозии на поверхности оцинкованная сталь покрыта цинковым покрытием.
В Новой Зеландии широко распространены двускатные крыши.1 Толщина мм, оцинкованная. К двускатным крышам применяются те же правила, что и к другим наклонным крышам. Из-за частых ветров и землетрясений в этом районе принято добавлять усиливающий воротник к стропилам деревянных каркасных конструкций. В доме с хорошей двускатной крышей должно быть не более трех основных конструкций и не более четырех дополнительных. Оцинкованный стальной лист толщиной один миллиметр можно использовать для быстрого и легкого расчета цен на оцинкованные стальные листы в режиме онлайн.
Сколько весит оцинкованная сталь толщиной 1 мм? Высококачественный, сверхпрочный продукт, подходящий как для коммерческого, так и для домашнего использования, может быть получен при использовании нашего горячекатаного стального холоднокатаного (оцинкованного) листа толщиной 1 мм толщиной 16 мм. Эта сталь может использоваться для изготовления самых разных изделий, включая стены, водосточные желоба, заборы и кронштейны, благодаря ее долговечности и глянцевому покрытию. Эти типы оцинкованного стального листа доступны толщиной 1 мм, в зависимости от потребностей вашего здания. Это наиболее распространенный и экономичный толщиномер для промышленной стали, поскольку он обеспечивает наилучший баланс прочности, формуемости и свариваемости, сохраняя при этом более тонкий калиброванный продукт, с которым легче работать.
Существует несколько применений стальных листов и пластин толщиной 1 миллиметр. Наши стальные листы и плиты толщиной 1 мм можно разрезать на любую длину с помощью стандартного металлообрабатывающего оборудования. Размеры варьируются от 8″ x 8″ до 48″ x 108″ для наших стальных листов и плит. Оцинкованные стальные пластины и листы в диапазоне толщины 20 толще и уже, чем листы в диапазоне 12 калибра. Горячеоцинкованная листовая сталь толщиной 1 мм представляет собой сталь марки AISI 301 толщиной 1 мм. Не пора ли вам воспользоваться этой невероятной сделкой? Толщина в один миллиметр — наиболее распространенная толщина стали потребительского класса (0,039дюйм, 0,102 миллиметра). Он идеально подходит для таких вещей, как банки, катушки, контейнеры и пряжки, поскольку он не подвержен коррозии. Толщина оцинкованного стального листа составляет один миллиметр.
При размерах 600 на 1800 миллиметров имеет толщину один миллиметр. Для конструкционных целей холоднокатаная сталь является наиболее распространенным видом стали. Чтобы устранить любые дефекты в листе, большой кусок горячекатаного листа был просто прокатан по поверхности. Этот вид стали не нуждается в снятии напряжения или нормализации. Холоднокатаная сталь является популярным выбором для строительства автомагистралей и мостов из-за ее высокого предела текучести и быстрого времени производства. В результате его более низкой стоимости его можно легко сваривать по сравнению с более трудоемкими и дорогостоящими сортами стали, которые труднее производить. Органические и минеральные кислоты, а также щелочи, соли или хлориды могут разъедать его, однако он не обладает значительной коррозионной стойкостью к этим веществам.
Стальные листы толщиной один миллиметр весят не более 3,04 килограмма на квадратный сантиметр. Один миллиметр оцинкованной стали считается очень тонким. Оцинкованная сталь толщиной 1 мм имеет толщину менее половины дюйма. Таким образом, вес листа 1-микронной оцинкованной стали точно пропорционален его размеру. Квадратный фут оцинкованной стали толщиной 1 мм весит 16,46 фунта. В некоторых случаях оцинкованный стальной лист толщиной 1 мм или оцинкованный стальной лист толщиной 1 мм могут использоваться вместо оцинкованного листа толщиной 1 мм. В конечном счете, в чем разница между стальными листами толщиной 1 мм и оцинкованными листами толщиной 1 мм? С точки зрения твердости, низкотемпературной прочности на растяжение, ударной вязкости и прочности на растяжение сталь превосходит цинк. Цинк, напротив, имеет более низкую твердость. Цинк, с другой стороны, намного тяжелее. В результате своей устойчивости к гальванической коррозии цинк обладает исключительной коррозионной стойкостью, даже при воздействии таких условий, как высокая степень воздушной коррозии. Толщина в один миллиметр Существует несколько различных типов рулонной оцинкованной стали, в том числе полосовая оцинкованная сталь и рулонная оцинкованная сталь, и мы можем предоставить рулоны оцинкованной стали толщиной 1 мм различной ширины. Стандартный размер может быть изменен в соответствии с вашими индивидуальными требованиями. Оцинкованная сталь толщиной в один миллиметр весит ровно один килограмм.
вес оцинкованной стали толщиной 1 мм
Оцинкованная листовая сталь толщиной 1 мм – это самый тонкий вид оцинкованной стали. Когда дело доходит до защиты от коррозии, чем толще, тем лучше, когда речь идет о оцинкованной стали, толщина которой обычно составляет от одного до трех миллиметров.
Стальной лист толщиной один миллиметр обычно используется в производстве стали. Примеры обычного использования включают панели кузова автомобиля, топливные баки и другие связанные приложения.
Покупка стального листа оптом для долгосрочных строительных проектов — отличная альтернатива толщине этого листа 1 мм.
Лист/рулон из нержавеющей стали толщиной один миллиметр. Стальной лист толщиной один миллиметр Оцинкованный стальной лист и лист Q355B Горячекатаный лист из мягкой стали ASTM A36 толщиной 1,5 мм полированный
С цинковым покрытием толщиной 1,0 мм лист оцинкован.
В строительной отрасли популярным выбором является оцинкованный стальной лист. Помимо того, что он используется для транспортировки и украшения, он имеет высокую степень качества. Отделка безупречна, а высокий уровень мастерства очевиден во всем.
С точки зрения производства труб наиболее распространены сварные стальные трубы. Для сварных стальных труб существует множество вариантов технических характеристик. Для его изготовления могут быть использованы все металлы и неметаллы; это включает материалы из углеродного и стекловолокна, а также другие неметаллические материалы, такие как полиэтилен и полипропилен. Наружный диаметр (OD), внутренний диаметр (ID) и толщина стенки трубы являются наиболее распространенными терминами, используемыми для определения толщины трубы (WT).
Рабочие процессы в современных установках и агрегатах проходят при значительных нагрузках на все конструктивные элементы. Эксплуатация деталей при высоких скоростях, давлении и температурах приводит к тому, что элементы, выполненные из обычных конструктивных сталей, быстро выходят из строя. Для работы в таких условиях необходимы особые сплавы, к числу которых относится нержавеющая сталь. Высокая прочность, жаростойкость и хорошие антикоррозийные свойства – основные характеристики нержавейки. Однако эти свойства сплавов имеют и отрицательные стороны: прочностные характеристики нержавеющей стали не изменяются под воздействием давления и температур, что влечёт за собой сложность механической обработки.
Особенности обработки нержавеющей стали
Предел растяжимости и показатели твёрдости у нержавеющей и углеродистой стали почти одинаковые. Но важно учитывать, что схожи лишь механические значения, а вот микроструктура, устойчивость к коррозии, способность к упрочнению во время обработки различны. Поэтому обработка нержавейки на токарном станке имеет свои особенности.
Можно выделить три основные проблемы, которые необходимо учесть при обработке нержавейки:
деформационное упрочнение;
ограниченный ресурс рабочего инструмента;
удаление стружки.
При резании сплав сначала упруго деформируется и подвергается обработке, после чего он быстро переходит в стадию упрочнения. На этом этапе резание можно выполнять только при значительных усилиях. Такие же процессы протекают и при обработке обычных сталей, но упрочнение занимает больше времени.
Низкая теплопроводность нержавеющей стали является её преимуществом в процессе эксплуатации, но при механической обработке доставляет дополнительные неудобства. В области резания температура значительно повышается, что может привести к образованию наклёпа. Наклёп на инструменте способен изменить форму режущей части, поэтому токарная обработка нержавеющей стали выполняется с использованием специального инструмента. Скорость резания при этом невысока. Все токарные операции должны проводиться с подачей охлаждающих жидкостей. Данные составы не только удаляют жир, но и препятствуют образованию наклёпа. Процесс обработки протекает значительно легче.
Нержавейка отлично сохраняет прочность и твёрдость даже под воздействием высоких температур. Данные свойства в комбинации с образовавшимся наклёпом не позволяют осуществлять обработку при высоких скоростях, а рабочий инструмент быстро приходит в негодность. Кроме того, в составе нержавеющих сталей присутствуют карбидные и интерметаллические соединения, которые делают сплавы более прочными. Трение в процессе обработки нержавейки значительно выше, чем при аналогичных операциях с углеродистыми сплавами. Абразивные соединения способствуют быстрому стачиванию резцов, инструмент необходимо постоянно править и затачивать.
Этим хитрости обработки нержавейки на токарном станке не ограничиваются. Дополнительную трудность может вызвать вязкость стали. Из-за этого стружка не отламывается, как при снятии с углеродистых сталей, а завивается в длинную спираль. Скопление длинных спиралей мешает процессу точения. Предотвратить это позволяет использование специальных стружколомов и интенсивная обработка поверхности охлаждающими составами.
При токарной обработке деталей из нержавейки обычно применяется охлаждение под высоким давлением. Жидкость подаётся непосредственно в место обработки, охлаждая и саму деталь, и инструмент. Это позволяет увеличить эксплуатационный ресурс резцов до 6 раз, но есть у данного способа и один минус – большой расход охлаждающей жидкости.
При токарной обработке используется специализированный стружколом с положительной геометрией. Такая форма стружколома уменьшает самоупрочнение сплава и препятствует образованию наплыва на поверхности резака.
Самоупрочнение нержавеющей стали и выбор режущего инструмента
Самоупрочнение – важнейшая характеристика нержавейки, способная вызвать дополнительные трудности при обработке. Чем сильнее упрочняется материал, тем быстрее изнашивается инструмент. При использовании специальных режущих пластинок эта проблема не так ярко выражена: их рабочие кромки острее обычных, а поверхности изнашиваются дольше.
Минимизировать воздействие самоупрочнения можно путём поэтапного снятия слоёв металла. Наиболее эффективный способ – снятие за два подхода по 3 мм стали. Часто специалисты рекомендуют снимать неодинаковые слои в первом и втором подходе.
Как уже было сказано выше, самоупрочнение приводит к быстрому износу резаков. В целях увеличения эксплуатационного ресурса инструментов разрабатываются специальные формы кромок для нержавейки. Используются два типа режущих инструментов:
резцы с покрытой CVD) алмазом;
резцы с кромкой, покрытой инструмент с физически охлаждённой кромкой (PVD) алмазом.
Наивысшей износостойкостью отличаются твёрдосплавные резцы с пластинами, покрытыми нитритом бора.
Скорость резания нержавеющей стали устанавливается по такой же методике, что и при обработке обычных конструкционных сплавов. Однако при расчётах необходимо учесть ряд особенностей обработки нержавейки.
Способы оптимизации процесса обработки нержавейки
В производственных условиях применяется ряд методик, позволяющих минимизировать отрицательное влияние характеристик нержавейки на процесс её обработки. Это:
увеличение скорости вращения шпинделя и уменьшение снимаемого слоя, благодаря чему обработанная поверхность получается более шероховатой;
использование в качестве смазки кислоты, которая на порядок повышает износоустойчивость резцов;
введение в зону обработки слабых токов, что позволит управлять процессами электродиффузионного и окислительного износа инструмента;
воздействие на зону резания ультразвуковых колебаний, что снижает пластические деформации и коэффициент трения.
Воздействовать на структуру и механические характеристики материала можно при помощи специальной термической обработки.
Пять правил обработки нержавейки
Обработка нержавеющей стали электроинструментом и абразивами. Рекомендации от компании “Шлифовальные технологии”.
Обработка нержавеющей стали очень трудоемкий процесс: шлифовка, полировка, сатинирование — все это требует знаний инструмента, абразивов, ну и конечно же навыка. В идеале обработкой нержавейки должен заниматься человек, который имеет опыт, знает все новинки инструмента, абразивов и полировальных материалов; изучает дополнительно литературу, посещает выставки, семинары, постоянно пробует новые материалы. Короче говоря — заниматься этим должен профессионал. Найти такого человека на производство довольно проблематично.
В отношениях со своими партнерами — мы на себя берем эту часть работы. Постоянно следим за рынком, изучаем и тестируем новые материалы, создаем технологии обработки нержавейки и предлагаем их вам. Да, это наша работа.
В данной статье мы хотим отразить одни из самых важных моментов в обработке нержавеющей стали, которые помогут вам быстро и качественно произвести необходимые работы.
Итак, пять правил, которые необходимо знать всем, кто работает с нержавеющей сталью.
Правило №1.
Правильно подбирайте электроинструмент!
Вы должны правильно подобрать инструмент для выполнения работы. От правильного подбора инструмента и оборотов зависит скорость обработки и качество обработки.
Все инструменты, применяемые для обработки нержавейки должны быть с регулировкой оборотов. На машинке без регулировки невозможно использовать современные абразивы для нержавейки, а стандартные материалы не позволят качественно и быстро сделать работу. У большинства крупных производителей инструмента есть “болгарки” с регулировкой оборотов. А специальные машинки для обработки нержавейки имеют в своем названии слово INOX (англ.: нержавейка).
FEIN WSG 15-70E Inox угловая шлифовальная машина
Bosch GWS 15-125 Inox Professional — угловая шлифмашина
Metabo WEV 15-125 Quick угловая шлифовальная машина
FINIMASTER угловая шлифовальная машина
Правило №2.
Используйте специализированный инструмент.
Большинство производителей электроинструмента имеют в своим ассортименте специализированный инструмент для обработки нержавеющих сталей. Специализированный инструмент разработан специально для решения сложных задач при работе с нержавейкой и позволяет сэкономить очень много времени и денег каждому, кто его применяет в своем производстве.
Инструмент для обработки круглых труб:
FINITUBE шлифовально-полировальная машинка для обработки труб
Metabo 12-180 Set ленточная шлифовальная машина для труб с электроникой
Bosch GRB 14 CE Professional – шлифовальная машина для труб
Инструмент для обработки труднодоступных мест, внутренних швов:
FINITEASY машинка для труднодоступных мест
Metabo KNSE 12-150 машина для шлифования угловых сварных швов с электроникой
Комплект FEIN KS 10-38 E — Set шлифовальная машина для зачистки угловых сварных швов
Ленточные напильники:
FEIN BF 10-280 E ленточный напильник
Bosch GEF 7 E Professional – электронапильник
Пример.
Задача: зачистка и последующая полировка внутренних угловых соединении на лестничных ограждения.
Обычно на производствах используется стандартный набор для выполнения этой задачи — угловая шлифовальная машина (болгарка) и круг радиальный торцевой или прямая шлифовальная машинка и абразивная головка. Это не самый эффективный способ выполнения данной работы. Тем более, что в некоторых случаях он не позволяет выполнить работу, так как им не подобраться в место обработки. Например:
Решение: Шлифовальная машина для труднодоступных мест FINITEASY и специальные доводочные круги SA 150.
Итог: Скорость и качество обработки нержавеющей стали увеличивается в разы. Более подробное решение данной задачи раскрыто вот Технологии обработки внутренних швов
Правило №3.
Правильно подбирайте расходные материалы!
Почему так важно правильно подобрать расходные материалы для обработки нержавеющей стали? Правильный выбор поможет вам существенно сэкономить время и скорость обработки.
Ассортимент современных абразивов и полировальных материалов для обработки нержавейки очень велик и разобраться в нем непросто. Материалов много разных: для полировки, для шлифовки, для матирования, для сатинирования, для осветления швов и так далее. Следовательно необходимо ориентироваться в том, какие материалы подходят именно для вашей работы.
Пример.
Задача: Шлифовка плоскости и получение шероховатости поверхности Ra 0,4.
Решение: для шлифовки плоскости на первый взгляд существует огромное количество материалов, это и круги на липучке и различные нетканые валики и круги , всеми этими материалами, вы быстро сможете произвести шлифовальные работы, НО… Неткаными валиками и кругами, лучше проводить работы по матированию поверхности а не использовать на данной операции.
Используя круги на липучке и другие абразивы, обязательно следуйте простому правилу: надо последовательно обрабатывать изделие от большего зерна к меньшему. Более подробное решение данной задачи раскрыто в Технологии шлифовки плоскости
Правило №4.
Контролируйте силу прижима.
Запомните — сильный прижим не означает высокую скорость обработки. Более того сильно прижимая инструмент и увеличивая обороты мы значительно снижаем ресурс расходных материалов!
Чрезмерное давление приводит к быстрому износу расходных материалов и дальнейшему длительному исправлению следов давления на обрабатываемую поверхность.
Правило №5.
Не перегревайте металл.
ВАЖНО: это приведет к появлению пригаров на обрабатываемой поверхности и следов побежалости.
Следуя этим несложным правилам вы сможете значительно быстрее и качественнее обрабатывать нержавеющую сталь!
Конечно данные правила не являются панацеей и для решения именно вашей задачи наши специалисты готовы приехать к вам на производство и провести демонстрацию современных оборудования и материалов и подобрать технологию исключительно подходящую вашему производству. Все, что вам нужно — позвонить по телефону
8-800-333-23-17 или отправить заявку на [email protected] и заказать бесплатную демонстрацию.
Изучите наши технологии — они сэкономят Вам время и деньги!
С уважением, команда GTOOL GROUP.
Как производится нержавеющая сталь?
Возможно, вы уже знакомы со свойствами различных типов нержавеющей стали, например, с превосходной коррозионной стойкостью нержавеющей стали марки 304 или невероятно высокой твердостью отожженной и подвергнутой снятию напряжений нержавеющей стали марки 430. Тем не менее, один общий вопрос, который возникает у многих людей: «Как производится нержавеющая сталь?»
Несмотря на то, что Marlin Steel не производит слитки или проволоку из нержавеющей стали, производственная группа ежедневно работает с металлом из нержавеющей стали. Частью понимания того, как работать с различными типами нержавеющей стали, является знание того, как они сделаны и как их можно модифицировать.
Итак, вот краткое объяснение того, как производится нержавеющая сталь.
Что такое нержавеющая сталь?
Прежде чем объяснять, как изготавливается нержавеющая сталь, важно знать, что такое нержавеющая сталь и чем она отличается от обычной стали. По своей сути, нержавеющая сталь представляет собой сплав железа и нескольких других элементов (таких как никель, хром, молибден и углерод), который более устойчив к коррозии, чем простое железо или сталь (это просто железо и углерод).
Эти элементы из нержавеющей стали, такие как никель, хром и другие добавки, придают ей пассивный оксидный слой, который препятствует образованию ржавчины и создает блестящую отражающую поверхность. Блестящая поверхность нержавеющей стали очень трудно потускнеть по сравнению с обычной сталью, поэтому ее называют «нержавеющей».
Сырье
Металл из нержавеющей стали образуется при совместном плавлении сырья из никеля, железной руды, хрома, кремния, молибдена и других материалов. Металл из нержавеющей стали содержит множество основных химических элементов, которые при сплавлении образуют прочный сплав.
Различные пропорции элементов из нержавеющей стали — железа, никеля, хрома, молибдена и углерода (среди прочего) — определяют тип нержавеющей стали. Отношение железа к другим материалам влияет на прочность защитного оксидного слоя, устойчивость металла к определенным коррозионным веществам и некоторые другие механические свойства (твердость, температура плавления, модуль сдвига и т. д.).
Эти различные соотношения компонентов из нержавеющей стали производят различные типы сплавов нержавеющей стали. Каждая уникальная комбинация называется «маркой» нержавеющей стали, например, нержавеющая сталь марки 304, нержавеющая сталь марки 316 или нержавеющая сталь марки 420.
Как производится нержавеющая сталь?
Во-первых, при производстве нержавеющей стали производитель должен точно определить, какой тип нержавеющей стали он хочет производить. Это важно, потому что марка нержавеющей стали, которую они хотят производить, повлияет на соотношение материалов из нержавеющей стали, которые будут присутствовать в смеси, таких как железо, углерод, никель и т. д. Эти соотношения не всегда точны — иногда они находятся в диапазоне из-за неизбежного риска отклонения в чистоте каждого элемента в смеси.
Производственный процесс: изготовление нержавеющей стали
После того, как сырье собрано, можно приступать к остальной части производственного процесса из нержавеющей стали. Вот основные шаги:
Плавление сырья. Различные материалы из нержавеющей стали помещаются в печь (обычно это электрическая печь для современного производства нержавеющей стали) и нагреваются до точки плавления. По данным сайта metalsupermarkets.com и других источников, этот процесс может занять от 8 до 12 часов. Как только металл расплавится, производство нержавеющей стали может перейти к следующему этапу.
Удаление избыточного углерода. Расплавленный материал, помещенный в систему вакуумно-кислородного обезуглероживания (VOD) или аргонно-кислородного обезуглероживания (AOD) для удаления избыточного углерода. В зависимости от того, сколько углерода удалено, этот процесс может привести к стандартному или низкоуглеродистому варианту сплава, например, из нержавеющей стали 304 по сравнению с нержавеющей сталью 304L. Это может повлиять на прочность на растяжение и твердость конечного продукта.
Настройка или перемешивание. Чтобы улучшить качество конечного продукта, расплавленную сталь можно перемешивать, чтобы помочь распределить и/или удалить определенные компоненты из нержавеющей стали из смеси. Это помогает гарантировать, что нержавеющая сталь имеет одинаковое качество и соответствует спецификациям, требуемым конечными пользователями (например, Marlin Steel).
Формование металла. Когда нержавеющая сталь начинает остывать, она подвергается различным процессам формовки, начиная с горячей прокатки, когда температура стали еще выше температуры кристаллизации. Горячая прокатка помогает придать стали грубую форму и часто используется для создания заготовок или блюмов металла. Для создания металлических блюмов или заготовок точных размеров нержавеющая сталь может быть подвергнута холодной прокатке.
Термическая обработка/отжиг. Для снятия внутренних напряжений и изменения механических свойств нержавеющей стали ее можно отжигать (нагревать и охлаждать в контролируемых условиях). В случае отжига может потребоваться удаление окалины со стали, чтобы не повредить защитный оксидный слой.
Резка и формовка. После процесса отжига нержавеющая сталь подвергается различным процессам резки и формовки, чтобы получить идеальный конечный продукт для применения. Конкретные операции, используемые для резки нержавеющей стали, будут варьироваться в зависимости от размера и формы заготовки/блюма и желаемого конечного продукта. Например, сталь можно резать механически большими ножницами по металлу при изготовлении толстых металлических листов. Между тем, штамповочные станки с ЧПУ или станки для лазерной резки могут использоваться для вырезания фигур из более тонких металлических листов. Производственная группа Marlin Steel часто создает металлические вырезы на заказ из листового металла с помощью режущих лазеров и штамповочных станков с ЧПУ.
Нанесение отделки поверхности. Производитель нержавеющей стали может применять различную обработку поверхности к своим заготовкам, блюмам или проволоке из нержавеющей стали перед отправкой их другим производителям. Конкретное наносимое покрытие будет варьироваться в зависимости от предполагаемого использования стали, но одним из наиболее распространенных видов отделки поверхности является простое шлифование поверхности, чтобы удалить загрязнения и сделать ее более гладкой.
Контроль качества
Прежде чем приступить к окончательной обработке корзины или изделия из нержавеющей стали, инженеры Marlin Steel проводят анализ методом конечных элементов каждой конструкции. Для поддержания контроля качества Marlin Steel использует первоклассное программное обеспечение FEA от Autodesk, поскольку оно обеспечивает невероятно точное моделирование за считанные минуты, что значительно экономит время, труд и материалы по сравнению с процессами ручного тестирования.
В этом процессе анализа FEA инженеры Marlin могут запрограммировать программное обеспечение для моделирования различных распределений веса на корзине при различных температурах и после воздействия определенных химических веществ.
Проверяя эти эффекты, команда Marlin Steel может обнаружить потенциальные проблемы до завершения работы, гарантируя, что клиент получит корзину из нержавеющей стали высочайшего качества.
Производство нержавеющей стали в Marlin Steel
Marlin Steel не производит проволоку из нержавеющей стали и листовой металл собственными силами. Вместо этого Marlin Steel работает с различными производителями нержавеющей стали в Америке, чтобы в кратчайшие сроки закупить высококачественные сплавы из нержавеющей стали всех типов. Команда Marlin Steel гордится тем, что работает со сталью американского производства для изготовления корзин из проволоки и листового металла, полностью изготовленных в Америке, на заводе Marlin в Балтиморе, штат Мэриленд.
Используя высококачественные материалы из нержавеющей стали, а также высшие методы контроля качества, Marlin Steel производит нестандартные формы из стальной проволоки, которые рассчитаны на долгие годы.
Хотите узнать, как Marlin производит нашу продукцию из нержавеющей стали? Или вам нужна нестандартная форма проволоки для вашего производственного применения как можно скорее? Если да, свяжитесь с командой Marlin Steel сегодня.
Основы производства нержавеющей стали
Основы и применение стали HSLA
29 января 2018 г.
Общие области применения нержавеющей стали
9 февраля 2018 г.
Нержавеющая сталь, известная своей превосходной коррозионной стойкостью, является одним из наиболее распространенных и широко используемых металлов в современном мире. Он используется во всем: от тяжелой промышленности и архитектуры до автомобилестроения, хирургии и даже стоматологии.
В Wasatch Steel наши стальные услуги включают многочисленные варианты из нержавеющей стали. Большая часть роста популярности нержавеющей стали связана с изменением производственных процессов с 19 века.60-е годы — давайте посмотрим, как делают нержавеющую сталь сегодня.
Сырье и хром
Нержавеющая сталь представляет собой сплав железа, который также содержит дополнительные элементы. Они могут включать хром, никель, кремний, марганец, азот или углерод. Различные количества этих элементов будут определять некоторые окончательные свойства сплава.
Особое значение здесь имеет хром, ведь без него не может быть нержавеющей стали. Хром обеспечивает твердость и коррозионную стойкость, два жизненно важных фактора для нержавеющей стали. Чем выше содержание хрома, тем выше коррозионная стойкость материала.
Этапы процесса
Вот основные этапы процесса производства нержавеющей стали:
Плавка: сырье плавится вместе в печи. Это занимает от восьми до 12 часов, пока металл не превратится в расплавленный.
Удаление углерода: Отсюда избыток углерода удаляется путем обработки расплавленного металла в конвертере аргонно-кислородного обезуглероживания. Это снижает содержание углерода и позволяет добавлять легирующие элементы, такие как никель или молибден. Если требуется очень низкое содержание углерода, конвертер вакуумного кислородного обезуглероживания.
Настройка
: Это позволяет точно регулировать химический состав — сталь перемешивается для удаления нежелательных элементов и улучшения консистенции.
Формовка: отсюда расплавленная сталь отливается в формы. Они бывают блюмами, заготовками, плитами, стержнями или трубками.
Горячая прокатка: Пока температура стали выше порога рекристаллизации, происходит горячая прокатка. Сталь проходит через высокие валки – блюмсы и заготовки формируются в прутки и проволоку, а слябы формируются в плиты, полосы и листы.
Холодная прокатка: это процесс с использованием опорных роликов для улучшения качества поверхности, когда требуются точные размеры.


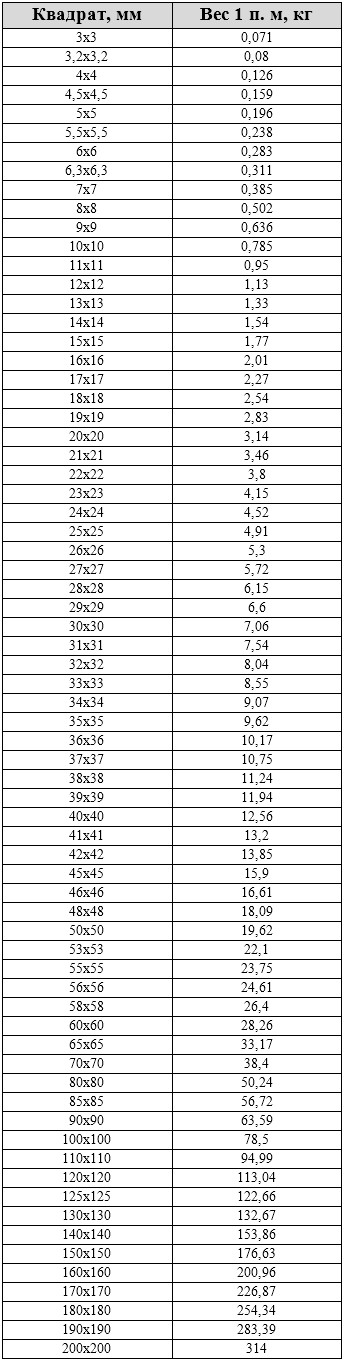
 youtube.com/embed/de6mdVh-8qA?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/de6mdVh-8qA?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 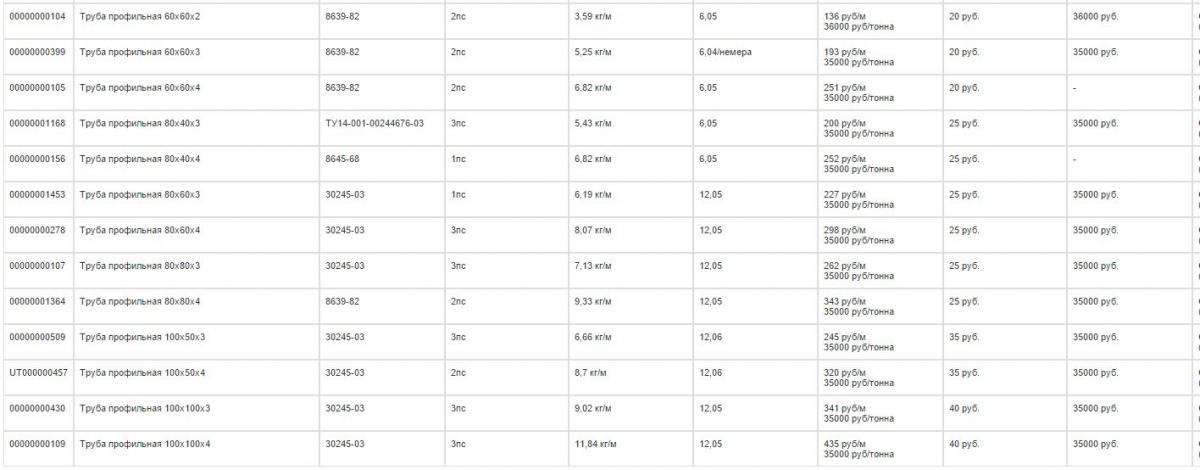 Помимо перечисленного выше прямоугольного профиля, для этих целей нередко используют квадратные трубы типоразмерами 20х20х2, 25х25х2, 30х30х2 мм, делая из них, к примеру, поперечный каркас заборов. Для устройства вертикальных столбов используют профтрубы сечением в виде прямоугольника или квадрата большого размера около 100х100 мм и толщиной от 3 до 9 мм.
Помимо перечисленного выше прямоугольного профиля, для этих целей нередко используют квадратные трубы типоразмерами 20х20х2, 25х25х2, 30х30х2 мм, делая из них, к примеру, поперечный каркас заборов. Для устройства вертикальных столбов используют профтрубы сечением в виде прямоугольника или квадрата большого размера около 100х100 мм и толщиной от 3 до 9 мм.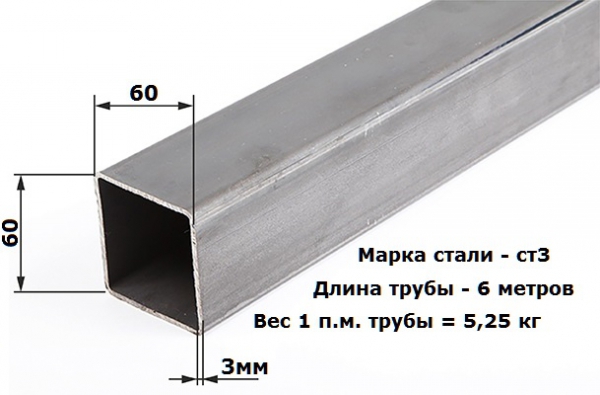
 Вес погонного метра профильной трубы квадратного сечения можно узнать из ГОСТ 8639-82.
Вес погонного метра профильной трубы квадратного сечения можно узнать из ГОСТ 8639-82.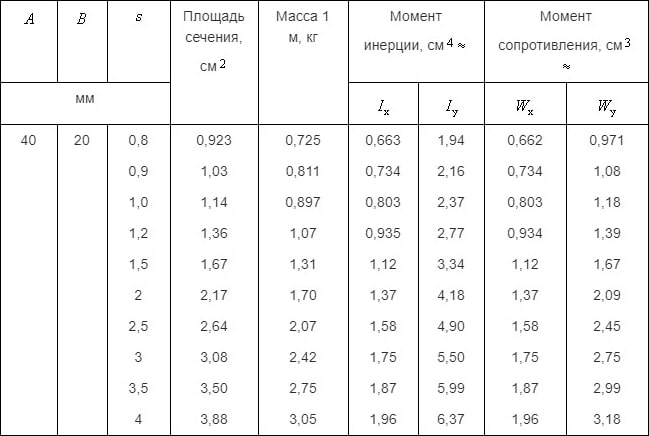
 Если профтруба изготовлена из отличного от низкоуглеродистой стали материала (нержавейки, алюминия), для определения массы используют простые формулы расчета или онлайн калькуляторы из интернет сети.
Если профтруба изготовлена из отличного от низкоуглеродистой стали материала (нержавейки, алюминия), для определения массы используют простые формулы расчета или онлайн калькуляторы из интернет сети.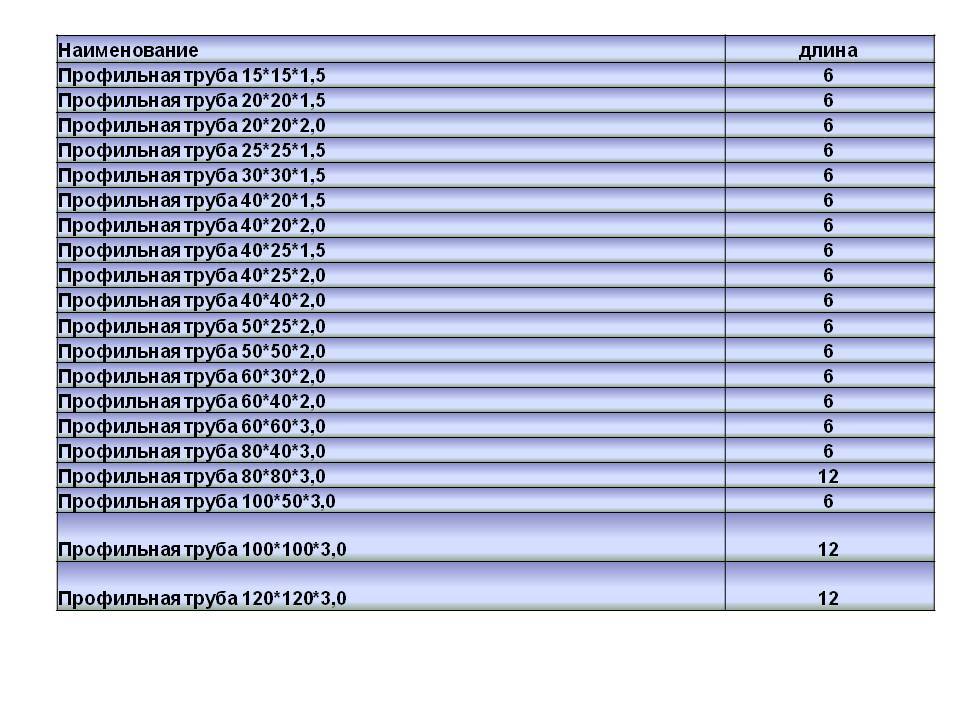 5
5 09007
09007 6mm
6mm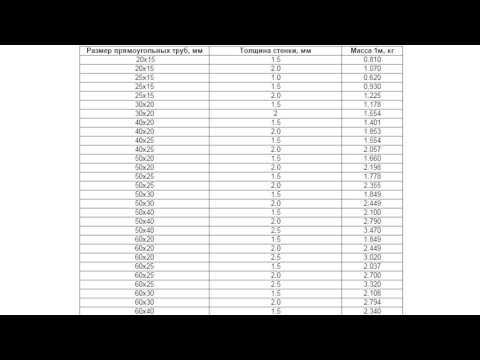 0
0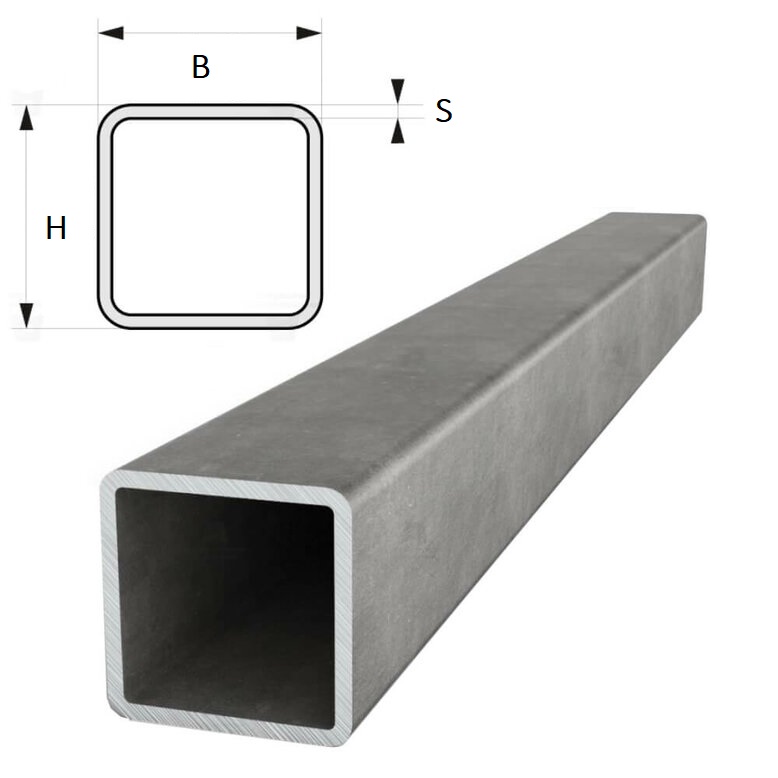 jpg»>
jpg»> 
 00
00 00
00 10
10 20
20 30
30 19
19 16
16 15
15
 Сцепление привода конвейера и ленты не жесткое. При превышении некоторого порога нагрузки лента прекратит движение. Можно немного усложнить задачу. Конечная точка конвейера находится выше начальной. Нет ничего проще: применяем ленту с ребрами. В этом случае груз никуда не денется.
Сцепление привода конвейера и ленты не жесткое. При превышении некоторого порога нагрузки лента прекратит движение. Можно немного усложнить задачу. Конечная точка конвейера находится выше начальной. Нет ничего проще: применяем ленту с ребрами. В этом случае груз никуда не денется.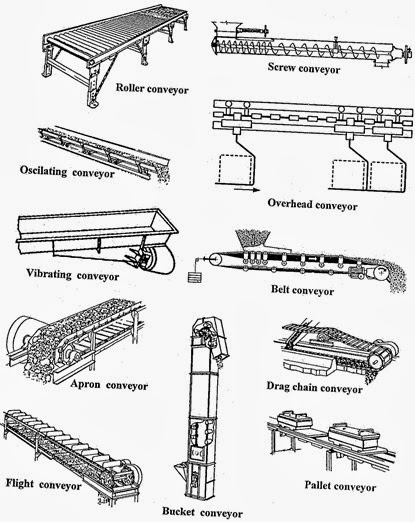 Но это накладывает некоторые ограничения на ролики конвейера. Вернее используются уже не ролики, а звездочки. Причем, чем больше цепь, тем сложнее используемые звездочки.
Но это накладывает некоторые ограничения на ролики конвейера. Вернее используются уже не ролики, а звездочки. Причем, чем больше цепь, тем сложнее используемые звездочки. Тут нет рабочей поверхности. По сути это просто набор роликов, работающих синхронно.
Тут нет рабочей поверхности. По сути это просто набор роликов, работающих синхронно. Рассмотрим для чего предназначены данные виды конвейеров.
Рассмотрим для чего предназначены данные виды конвейеров.
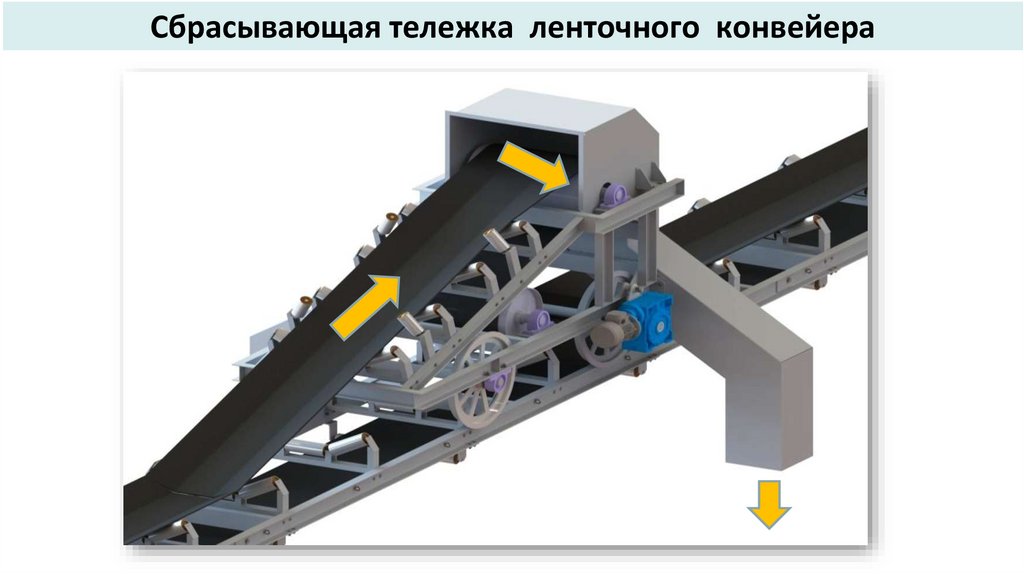
 Разновидностью цепного конвейера является тележечный конвейер. В таком конвейере тележки соединены между собой тяговой цепью и двигаются по замкнутой трассе.
Разновидностью цепного конвейера является тележечный конвейер. В таком конвейере тележки соединены между собой тяговой цепью и двигаются по замкнутой трассе.
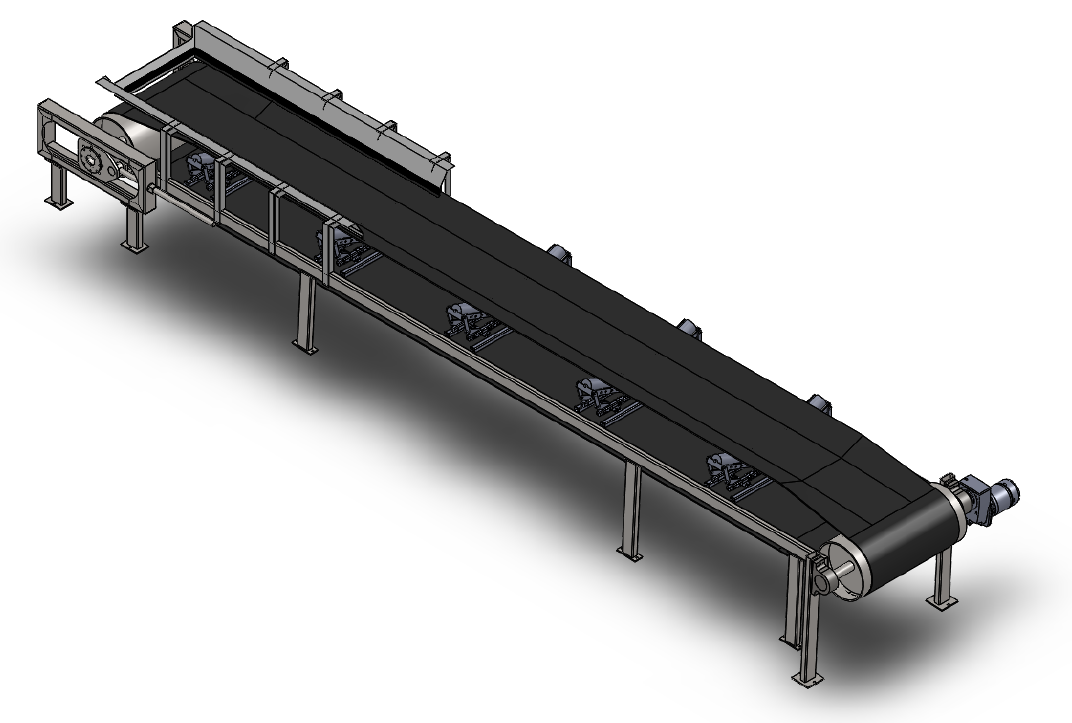

 д.)
д.) Если они указаны и установлены, они могут повысить производительность, эффективность и безопасность. Ultimation предлагает такие доступные решения, как гравитационные ролики за 50 долларов, или такие сложные, как автоматизированная система стоимостью 5 миллионов долларов или больше. Конвейеры также используются для транспортировки сыпучих материалов, таких как гравий или железная руда.
Если они указаны и установлены, они могут повысить производительность, эффективность и безопасность. Ultimation предлагает такие доступные решения, как гравитационные ролики за 50 долларов, или такие сложные, как автоматизированная система стоимостью 5 миллионов долларов или больше. Конвейеры также используются для транспортировки сыпучих материалов, таких как гравий или железная руда.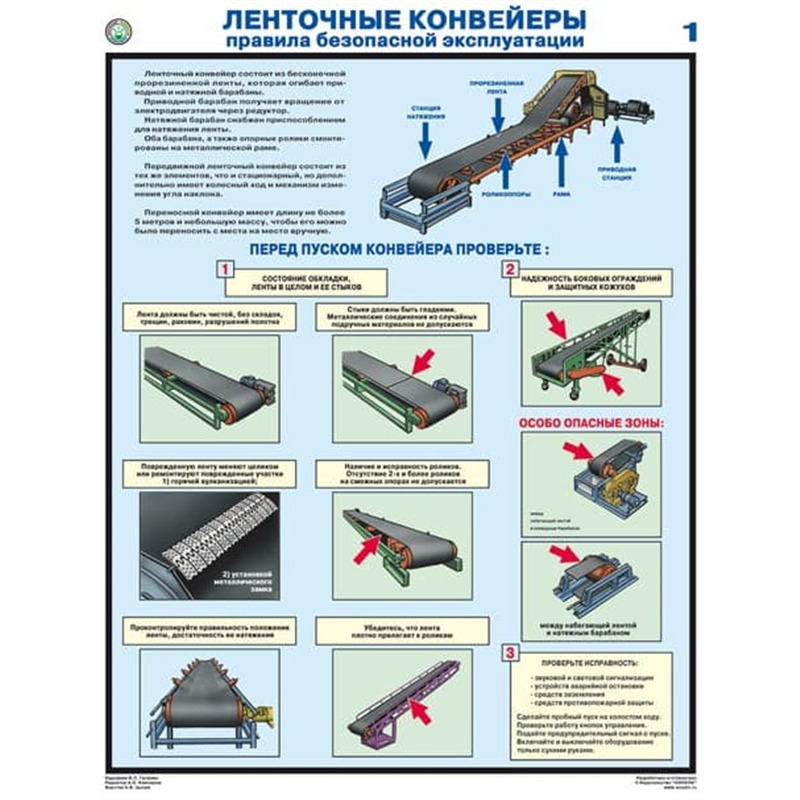 И хотя конвейеры могут значительно повысить производительность, они также могут мешать другим операциям. Тщательно проверьте пространство, которое они занимают. Это дает нам информацию для нашего следующего решения, которое заключается в том, использовать ли уровень пола или стиль над головой.
И хотя конвейеры могут значительно повысить производительность, они также могут мешать другим операциям. Тщательно проверьте пространство, которое они занимают. Это дает нам информацию для нашего следующего решения, которое заключается в том, использовать ли уровень пола или стиль над головой.
 Узнайте больше о складских роботах от Ultimation здесь.
Узнайте больше о складских роботах от Ultimation здесь. Эти типы конвейерных лент называются роликовыми лентами или роликовыми конвейерными лентами. Подробнее о них здесь . Готовы купить? Вот диапазон, доступный для онлайн-покупки .
Эти типы конвейерных лент называются роликовыми лентами или роликовыми конвейерными лентами. Подробнее о них здесь . Готовы купить? Вот диапазон, доступный для онлайн-покупки .
 Добавьте двигатель и редуктор, и теперь у нас есть роликовый конвейер или система роликов с цепным приводом. Иногда люди в отрасли используют аббревиатуру CDLR. Они относятся к семейству напольных конвейеров и представляют собой сверхмощные системы погрузочно-разгрузочных работ. Используйте их для перевозки поддонов, сидений (на салазках или поддонах), шин и контейнеров. Если на валы установить свободные пластиковые втулки, как показано на фото ниже, они могут накапливать или накапливать продукт. Ролики могут продолжать двигаться, даже если продукт наверху не движется. Цепи соединяются между собой от одного ролика к другому сбоку. Узнать больше про них здесь .
Добавьте двигатель и редуктор, и теперь у нас есть роликовый конвейер или система роликов с цепным приводом. Иногда люди в отрасли используют аббревиатуру CDLR. Они относятся к семейству напольных конвейеров и представляют собой сверхмощные системы погрузочно-разгрузочных работ. Используйте их для перевозки поддонов, сидений (на салазках или поддонах), шин и контейнеров. Если на валы установить свободные пластиковые втулки, как показано на фото ниже, они могут накапливать или накапливать продукт. Ролики могут продолжать двигаться, даже если продукт наверху не движется. Цепи соединяются между собой от одного ролика к другому сбоку. Узнать больше про них здесь . Они используют один или несколько приводных роликов на зону для создания серии зон вдоль конвейера.
Они используют один или несколько приводных роликов на зону для создания серии зон вдоль конвейера.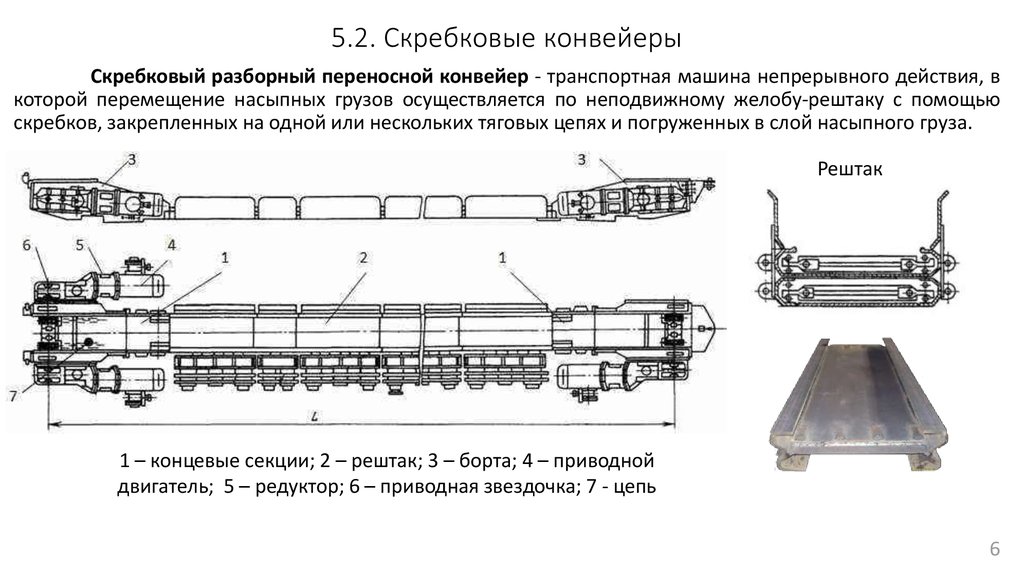 Это создает гладкую поверхность, на которую крепятся детали оснастки или приспособления. Используйте это, чтобы удерживать детали в нужном положении. Иногда приспособления также позволяют детали вращаться 90 градусов или 180 градусов по мере необходимости в нескольких плоскостях. Поэтому вы можете использовать пластинчатые конвейеры в качестве рабочей поверхности для сборочных операций. Позиционирование детали также достаточно точное. Поэтому роботы обычно выполняют операции загрузки или разгрузки на одном или нескольких концах пластинчатого конвейера. Подробнее о них здесь .
Это создает гладкую поверхность, на которую крепятся детали оснастки или приспособления. Используйте это, чтобы удерживать детали в нужном положении. Иногда приспособления также позволяют детали вращаться 90 градусов или 180 градусов по мере необходимости в нескольких плоскостях. Поэтому вы можете использовать пластинчатые конвейеры в качестве рабочей поверхности для сборочных операций. Позиционирование детали также достаточно точное. Поэтому роботы обычно выполняют операции загрузки или разгрузки на одном или нескольких концах пластинчатого конвейера. Подробнее о них здесь .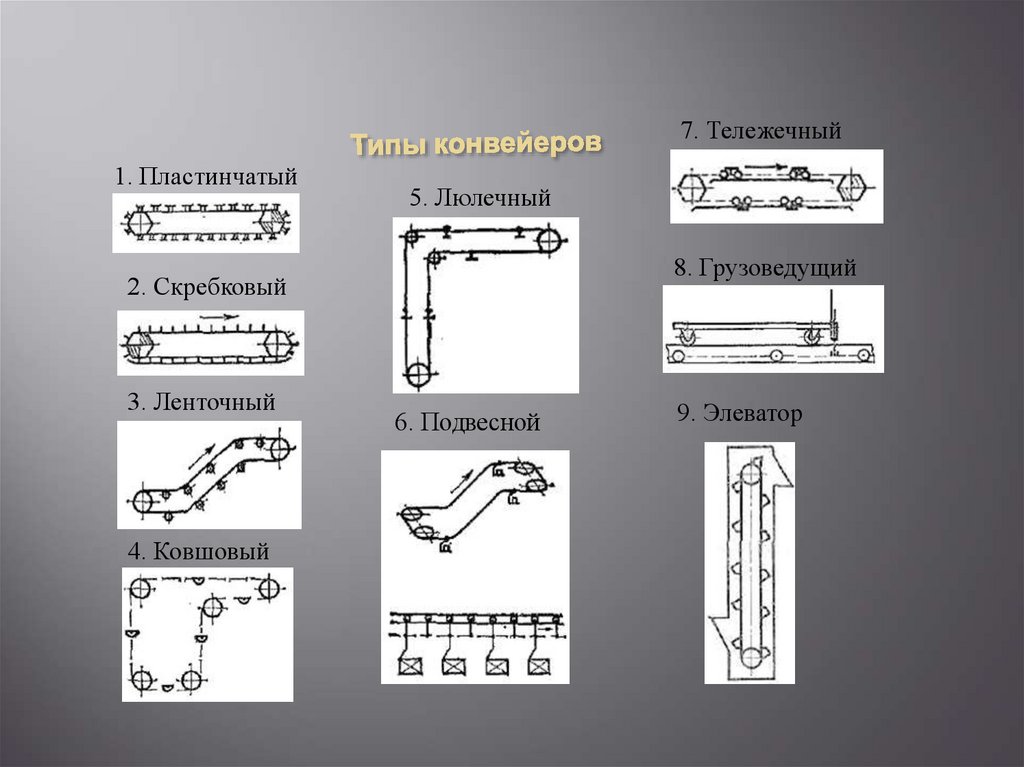 Для получения дополнительной информации о девяти различных типах систем надголовного стиля см. 9.0060 этот рисунок . Тележки для этих систем стоят менее 50 долларов каждая, а гусеницы также очень доступны. Узнайте больше о них здесь или купите их онлайн здесь . Системы балочных тележек особенно популярны для покрасочных и отделочных работ. Механизм остается над деталью и не покрывается спреем.
Для получения дополнительной информации о девяти различных типах систем надголовного стиля см. 9.0060 этот рисунок . Тележки для этих систем стоят менее 50 долларов каждая, а гусеницы также очень доступны. Узнайте больше о них здесь или купите их онлайн здесь . Системы балочных тележек особенно популярны для покрасочных и отделочных работ. Механизм остается над деталью и не покрывается спреем. Доступно множество различных типов вложений. Для сложных деталей используйте приспособление или держатель, подвешенный к нескольким тележкам, чтобы определить положение детали. Цепочка может быть запущена всегда, или же система может индексировать. При этом детали перемещаются с одной сборочной станции на другую с заданным интервалом. Узнать больше о типах подвесных конвейеров здесь .
Доступно множество различных типов вложений. Для сложных деталей используйте приспособление или держатель, подвешенный к нескольким тележкам, чтобы определить положение детали. Цепочка может быть запущена всегда, или же система может индексировать. При этом детали перемещаются с одной сборочной станции на другую с заданным интервалом. Узнать больше о типах подвесных конвейеров здесь . Это позволяет тележкам начинать или останавливать движение практически в любом месте системы. Эта универсальность делает силовые и свободные конвейеры наиболее производительными подвесными системами. Они могут запускать, останавливать, буферизовать и изменять последовательность частей с помощью переключателей. Узнать больше про них здесь .
Это позволяет тележкам начинать или останавливать движение практически в любом месте системы. Эта универсальность делает силовые и свободные конвейеры наиболее производительными подвесными системами. Они могут запускать, останавливать, буферизовать и изменять последовательность частей с помощью переключателей. Узнать больше про них здесь . Самые простые системы не требуют электрического управления. Эти типы включают в себя гравитационные ролики и ручные тележки с подвесными балками или закрытые системы направляющих. Моторизованные системы могут использовать простые переключатели пуска и остановки для простых приложений. Однако более типично иметь систему управления, которая использует входные данные от датчиков. Типы датчиков включают фотоглазки, концевые выключатели или датчики приближения. Эти датчики могут сообщать процессору, когда следует остановиться, запуститься или выполнить другую функцию.
Самые простые системы не требуют электрического управления. Эти типы включают в себя гравитационные ролики и ручные тележки с подвесными балками или закрытые системы направляющих. Моторизованные системы могут использовать простые переключатели пуска и остановки для простых приложений. Однако более типично иметь систему управления, которая использует входные данные от датчиков. Типы датчиков включают фотоглазки, концевые выключатели или датчики приближения. Эти датчики могут сообщать процессору, когда следует остановиться, запуститься или выполнить другую функцию. Это позволяет получать входные данные от датчиков, обрабатывать выходные данные и подключаться к сети через Ethernet.
Это позволяет получать входные данные от датчиков, обрабатывать выходные данные и подключаться к сети через Ethernet. Эта категория также довольно проста в установке. Это может быть так же просто, как собрать ножки на роликовом конвейере или конвейере MDR. Если это моторизованный MDR или ленточный конвейер, подключите его к обычной розетке, и после сборки ножек он будет готов к работе.
Эта категория также довольно проста в установке. Это может быть так же просто, как собрать ножки на роликовом конвейере или конвейере MDR. Если это моторизованный MDR или ленточный конвейер, подключите его к обычной розетке, и после сборки ножек он будет готов к работе. Если вы планируете систему надголовного стиля, в Ultimation есть это прекрасное видео , в котором рассказывается о том, как спроектировать и установить моторизованные подвесные конвейеры. Для систем промежуточной категории заказчику не нужно оплачивать какие-либо затраты на разработку проекта. Мы можем подготовить так называемую «ведомость материалов» для компонентов конвейера, в которой указано все, что вам нужно для установки и запуска вашей системы. Иногда мы также предоставляем расценки на то, что известно как «Надзор за установкой». Заказчик или его подрядчик выполняют монтажные работы, но мы отправляем инженера-механика или электрика для наблюдения за процессом монтажа и ввода в эксплуатацию.
Если вы планируете систему надголовного стиля, в Ultimation есть это прекрасное видео , в котором рассказывается о том, как спроектировать и установить моторизованные подвесные конвейеры. Для систем промежуточной категории заказчику не нужно оплачивать какие-либо затраты на разработку проекта. Мы можем подготовить так называемую «ведомость материалов» для компонентов конвейера, в которой указано все, что вам нужно для установки и запуска вашей системы. Иногда мы также предоставляем расценки на то, что известно как «Надзор за установкой». Заказчик или его подрядчик выполняют монтажные работы, но мы отправляем инженера-механика или электрика для наблюдения за процессом монтажа и ввода в эксплуатацию. Используются стрелочные переводы, обходы, буферы, переходники, подъемные станции и другие специальные конвейеры. В эту категорию иногда попадают более сложные конвейерные технологии, такие как силовые и свободные конвейеры. Установка этих систем всегда выполняется опытным подрядчиком, как правило, Ultimation или специалистом по установке конвейеров, которого мы можем помочь вам выбрать.
Используются стрелочные переводы, обходы, буферы, переходники, подъемные станции и другие специальные конвейеры. В эту категорию иногда попадают более сложные конвейерные технологии, такие как силовые и свободные конвейеры. Установка этих систем всегда выполняется опытным подрядчиком, как правило, Ultimation или специалистом по установке конвейеров, которого мы можем помочь вам выбрать.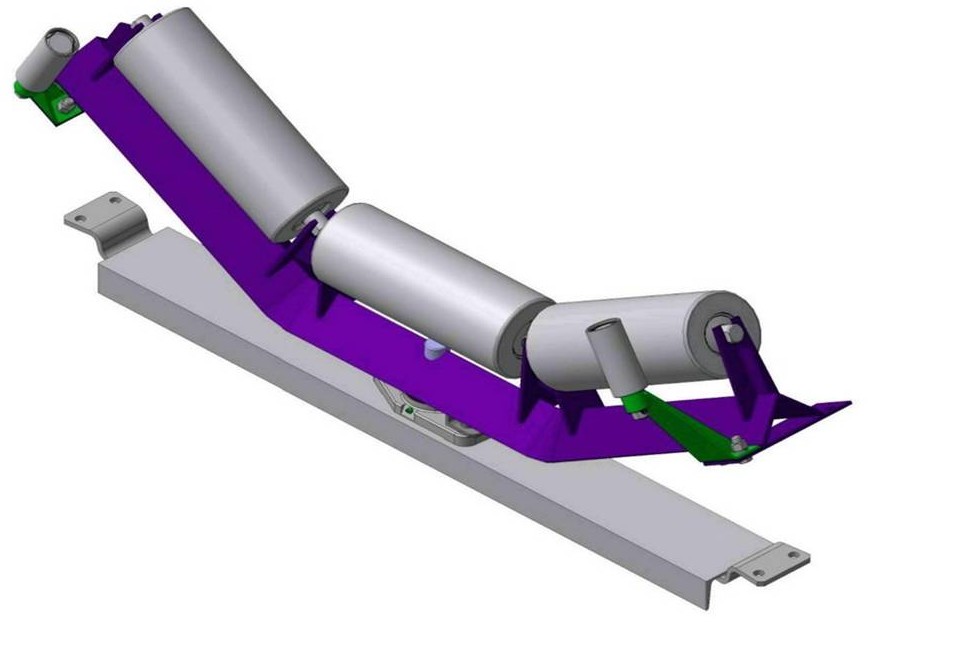
 Мы отвечаем на каждый телефонный звонок с живым оператором в рабочее время.
Мы отвечаем на каждый телефонный звонок с живым оператором в рабочее время. Паркет ВМС США
Паркет ВМС США 11.19
11.19 Он построен с небольшим уклоном, поэтому части соскальзывают вниз сами по себе.
Он построен с небольшим уклоном, поэтому части соскальзывают вниз сами по себе. По сути, представьте себе ряды металлических шариков на столе, которые могут поворачиваться и вращаться в любом направлении. Это позволяет толкать материал в разных направлениях (в отличие от роликов, которые могут двигаться только вперед и назад).
По сути, представьте себе ряды металлических шариков на столе, которые могут поворачиваться и вращаться в любом направлении. Это позволяет толкать материал в разных направлениях (в отличие от роликов, которые могут двигаться только вперед и назад).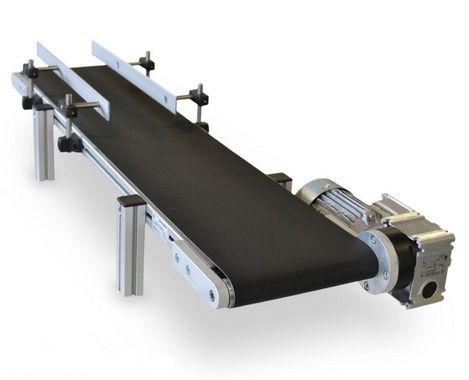 Иногда груз подвешивают к верхней балке и толкают вперед. В других случаях они моторизованы. Иногда, как в случае с Power-and-Free Conveyor, у них есть две гусеницы — одна моторизованная, а другая — немоторизованная.
Иногда груз подвешивают к верхней балке и толкают вперед. В других случаях они моторизованы. Иногда, как в случае с Power-and-Free Conveyor, у них есть две гусеницы — одна моторизованная, а другая — немоторизованная. Это снижает вероятность того, что материал отвалится.
Это снижает вероятность того, что материал отвалится.

 Аналогичные функции может выполнять практически любой насос, но не любой будет удобен в использовании. Откровенно говоря, «повысительных» насосов как класса не существует, это просто разновидность высоконапорных циркуляционных насосов, которые оснащены соответствующей автоматикой, которая их включит в начале расхода воды и остановит, когда расход воды остановится.
Аналогичные функции может выполнять практически любой насос, но не любой будет удобен в использовании. Откровенно говоря, «повысительных» насосов как класса не существует, это просто разновидность высоконапорных циркуляционных насосов, которые оснащены соответствующей автоматикой, которая их включит в начале расхода воды и остановит, когда расход воды остановится. Слабый напор приводит к тому, что бытовая техника отказывается работать, а иногда вода просто не доходит до верхних этажей. В этой статье мастер сантехник расскажет, как увеличить напор воды в квартире.
Слабый напор приводит к тому, что бытовая техника отказывается работать, а иногда вода просто не доходит до верхних этажей. В этой статье мастер сантехник расскажет, как увеличить напор воды в квартире. Для нормальной работы бытовой техники в системе должен быть минимальный напор в пределах от 2 до 2,5 атмосфер.
Для нормальной работы бытовой техники в системе должен быть минимальный напор в пределах от 2 до 2,5 атмосфер. Если с проблемой слабого напора столкнулись только вы, это означает, что причины ее возникновения кроются в трубопроводной системе водоснабжения вашей квартиры.
Если с проблемой слабого напора столкнулись только вы, это означает, что причины ее возникновения кроются в трубопроводной системе водоснабжения вашей квартиры. Чтобы поднять напор в кране в этом случае, достаточно выкрутить аэратор и почистить его.
Чтобы поднять напор в кране в этом случае, достаточно выкрутить аэратор и почистить его.


 Однако после этого проблема слабого напора воды в трубопроводной системе дома будет полностью устранена.
Однако после этого проблема слабого напора воды в трубопроводной системе дома будет полностью устранена. Утечки в трубах могут привести к падению давления в одной части многоквартирного дома или во всем доме.
Утечки в трубах могут привести к падению давления в одной части многоквартирного дома или во всем доме. 
 Если вы испытываете низкое давление воды из-за разделенного потока воды, то ваше давление воды должно вернуться к норме, когда вы больше не будете предъявлять такие высокие требования к потоку воды.
Если вы испытываете низкое давление воды из-за разделенного потока воды, то ваше давление воды должно вернуться к норме, когда вы больше не будете предъявлять такие высокие требования к потоку воды.
 Стоит отметить, что фитинги, стыки и швы подвержены протечкам при использовании материала ПВХ.
Стоит отметить, что фитинги, стыки и швы подвержены протечкам при использовании материала ПВХ.

 При продолжительном использовании аэраторы могут засориться известняком и грязью.
При продолжительном использовании аэраторы могут засориться известняком и грязью. Когда вы включаете воду, манометр должен немедленно показать вам текущее давление воды.
Когда вы включаете воду, манометр должен немедленно показать вам текущее давление воды.
 Этот клапан принадлежит и контролируется водной компанией, поэтому вам, скорее всего, никогда не придется иметь дело с ним напрямую.
Этот клапан принадлежит и контролируется водной компанией, поэтому вам, скорее всего, никогда не придется иметь дело с ним напрямую. Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года.
Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года. В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами.
В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами. Если давление воды в вашем доме кажется низким, то первое, что нужно сделать, это сузить круг причин.
Если давление воды в вашем доме кажется низким, то первое, что нужно сделать, это сузить круг причин. Первый — это клапан водомера, расположенный рядом с водомером на главной водопроводной трубе, обслуживающей ваш дом. Обычно вы не будете использовать этот клапан, так как технически он принадлежит водопроводной компании и обычно используется только персоналом водопроводной компании. Но если давление воды в вашем доме низкое, особенно после того, как в вашей водопроводной системе были выполнены некоторые работы, возможно, этот клапан не полностью открыт.
Первый — это клапан водомера, расположенный рядом с водомером на главной водопроводной трубе, обслуживающей ваш дом. Обычно вы не будете использовать этот клапан, так как технически он принадлежит водопроводной компании и обычно используется только персоналом водопроводной компании. Но если давление воды в вашем доме низкое, особенно после того, как в вашей водопроводной системе были выполнены некоторые работы, возможно, этот клапан не полностью открыт.

 Рекомендуемое давление воды составляет около 75 фунтов на квадратный дюйм в зависимости от того, где вы живете. Если ваши тесты давления очень низкие, это может указывать на неисправный регулятор давления, который необходимо заменить, что обычно требует профессиональной помощи.
Рекомендуемое давление воды составляет около 75 фунтов на квадратный дюйм в зависимости от того, где вы живете. Если ваши тесты давления очень низкие, это может указывать на неисправный регулятор давления, который необходимо заменить, что обычно требует профессиональной помощи.

 Применяются в отраслях с высоким уровнем воздействия внешней среды: детали агрегатов для азотной промышленности, насосного оборудования, печного литья (дверки, колосники и т.д.).
Применяются в отраслях с высоким уровнем воздействия внешней среды: детали агрегатов для азотной промышленности, насосного оборудования, печного литья (дверки, колосники и т.д.).
 Обычно он содержит менее 0,1% углерода и 1-2% шлака. Для большинства целей он превосходит чугун, который слишком тверд и хрупок из-за высокого содержания углерода. Еще в древности первое железо выплавляли непосредственно из железной руды путем нагревания последней в горне с древесным углем, который служил и топливом, и восстановителем. Затем смесь восстановленного железа и шлака, еще горячую, удаляли в виде куска и обрабатывали (обрабатывали) молотком, чтобы удалить большую часть шлака и сварить железо в связную массу.
Обычно он содержит менее 0,1% углерода и 1-2% шлака. Для большинства целей он превосходит чугун, который слишком тверд и хрупок из-за высокого содержания углерода. Еще в древности первое железо выплавляли непосредственно из железной руды путем нагревания последней в горне с древесным углем, который служил и топливом, и восстановителем. Затем смесь восстановленного железа и шлака, еще горячую, удаляли в виде куска и обрабатывали (обрабатывали) молотком, чтобы удалить большую часть шлака и сварить железо в связную массу. товар.
товар.
 Они плавятся при температуре до 500 градусов и помогают соединить оборванные контакты.
Они плавятся при температуре до 500 градусов и помогают соединить оборванные контакты. Нельзя допускать чтобы температура в помещении, где хранится флюс, поднималась выше 25 градусов. Составы, которые хранились в упаковках с нарушенной герметичностью, желательно утилизировать и приобрести новый.
Нельзя допускать чтобы температура в помещении, где хранится флюс, поднималась выше 25 градусов. Составы, которые хранились в упаковках с нарушенной герметичностью, желательно утилизировать и приобрести новый.
 Для безопасной пайки следует выбирать нейтральные флюсы. Они подходят для работы с разными деталями, но при спайке больших компонентов, работа будет происходить медленно.
Для безопасной пайки следует выбирать нейтральные флюсы. Они подходят для работы с разными деталями, но при спайке больших компонентов, работа будет происходить медленно.
 В качестве подручных средств для замены канифоли можно использовать жир или смолу. Чтобы не покупать состав для работы, необходимо знать, как сделать флюс для пайки:
В качестве подручных средств для замены канифоли можно использовать жир или смолу. Чтобы не покупать состав для работы, необходимо знать, как сделать флюс для пайки:
 Они уменьшают поверхностное натяжение припоя и делают его растекание по поверхности равномерным. Защищая от негативного влияния кислорода, флюс препятствует окислению поверхности изделия.
Они уменьшают поверхностное натяжение припоя и делают его растекание по поверхности равномерным. Защищая от негативного влияния кислорода, флюс препятствует окислению поверхности изделия. Неактивные флюсы относятся к органическому виду, и удаления не требуют. От правильного выбора флюса зависит конечный результат пайки.
Неактивные флюсы относятся к органическому виду, и удаления не требуют. От правильного выбора флюса зависит конечный результат пайки.
 Качество состава улучшится, если сначала растворить растолченную канифоль в этиловом спирте, а смешать раствор с глицерином. Такую смесь после окончания пайки необходимо смыть.
Качество состава улучшится, если сначала растворить растолченную канифоль в этиловом спирте, а смешать раствор с глицерином. Такую смесь после окончания пайки необходимо смыть.

 Вазелин имеет широкий спектр применения и является одним из обязательных предметов для любого домашнего мастера. Возможно, это лучшая альтернатива коммерческому флюсу, который вы можете использовать.
Вазелин имеет широкий спектр применения и является одним из обязательных предметов для любого домашнего мастера. Возможно, это лучшая альтернатива коммерческому флюсу, который вы можете использовать.  Кроме того, использование флюса помогает расплавленному припою легче сцепляться с тем, что вы паяете. Без флюса припой может прилипнуть к паяльнику, а не к объекту, который вы паяете.
Кроме того, использование флюса помогает расплавленному припою легче сцепляться с тем, что вы паяете. Без флюса припой может прилипнуть к паяльнику, а не к объекту, который вы паяете.
 Смола в сосновых шишках часто является активным ингредиентом коммерческого флюса, , и вы также можете использовать его в качестве флюса для домашних мастеров. Если у вас достаточно сосновых шишек, вы можете сделать больше, чтобы сэкономить на будущих работах.
Смола в сосновых шишках часто является активным ингредиентом коммерческого флюса, , и вы также можете использовать его в качестве флюса для домашних мастеров. Если у вас достаточно сосновых шишек, вы можете сделать больше, чтобы сэкономить на будущих работах.




 К счастью, вы можете паять без флюса, если у вас есть альтернатива. Следите за тем, как мы узнаем, как можно безопасно паять без флюса.
К счастью, вы можете паять без флюса, если у вас есть альтернатива. Следите за тем, как мы узнаем, как можно безопасно паять без флюса.
 Это удалит не только окисление, но и коррозию и другие остатки, которые накапливаются на этих металлах.
Это удалит не только окисление, но и коррозию и другие остатки, которые накапливаются на этих металлах. Припой с твердым сердечником
Припой с твердым сердечником  Преимущество изготовления собственного флюса заключается в том, что вы можете быть уверены, что он сделан из натуральных материалов. Это большой плюс, если вы заботитесь об окружающей среде.
Преимущество изготовления собственного флюса заключается в том, что вы можете быть уверены, что он сделан из натуральных материалов. Это большой плюс, если вы заботитесь об окружающей среде. Лимонная кислота в лимонном соке способна очищать металл от оксидов, обеспечивая прочную связь. Самый большой плюс этого метода в том, что он невероятно эффективен. Кислотные флюсы обычно используются для тяжелых сантехнических работ.
Лимонная кислота в лимонном соке способна очищать металл от оксидов, обеспечивая прочную связь. Самый большой плюс этого метода в том, что он невероятно эффективен. Кислотные флюсы обычно используются для тяжелых сантехнических работ. Натуральная сосновая смола в листьях шишек действует как флюс и может быть извлечена.
Натуральная сосновая смола в листьях шишек действует как флюс и может быть извлечена. Если вы используете метод скрейпинга, дважды проверьте, достаточно ли вы скрейпинга. Если у вас есть, убедитесь, что материалы, которые вы используете, могут быть спаяны друг с другом в первую очередь.
Если вы используете метод скрейпинга, дважды проверьте, достаточно ли вы скрейпинга. Если у вас есть, убедитесь, что материалы, которые вы используете, могут быть спаяны друг с другом в первую очередь.

 Востребованы многие типоразмеры, но более популярны варианты 600х300х200, 600х400х300, 500х400х300, 400х300х300 мм.
Востребованы многие типоразмеры, но более популярны варианты 600х300х200, 600х400х300, 500х400х300, 400х300х300 мм.
 Продольная выемка в их теле предназначена для обустройства перекрытий, дверных и оконных порталов, укладки арматуры с последующей заливкой мелкозернистым бетоном.
Продольная выемка в их теле предназначена для обустройства перекрытий, дверных и оконных порталов, укладки арматуры с последующей заливкой мелкозернистым бетоном.
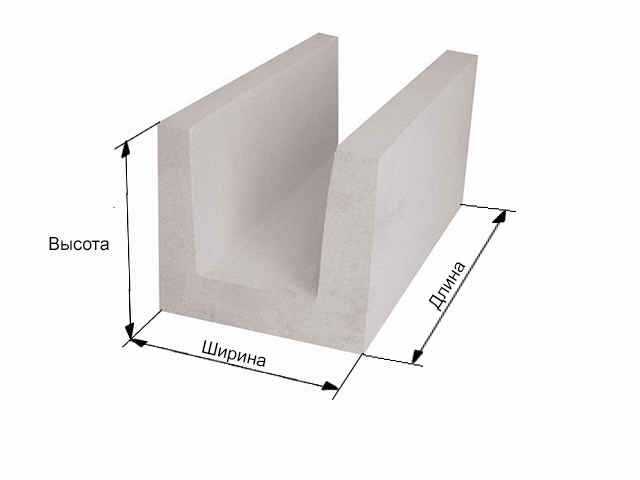


 Ведь длинные толстые перемычки могут весить вплоть до полтонны.
Ведь длинные толстые перемычки могут весить вплоть до полтонны. Изделия из газобетона отверждаются под действием тепла и давления в автоклаве.
Изделия из газобетона отверждаются под действием тепла и давления в автоклаве.
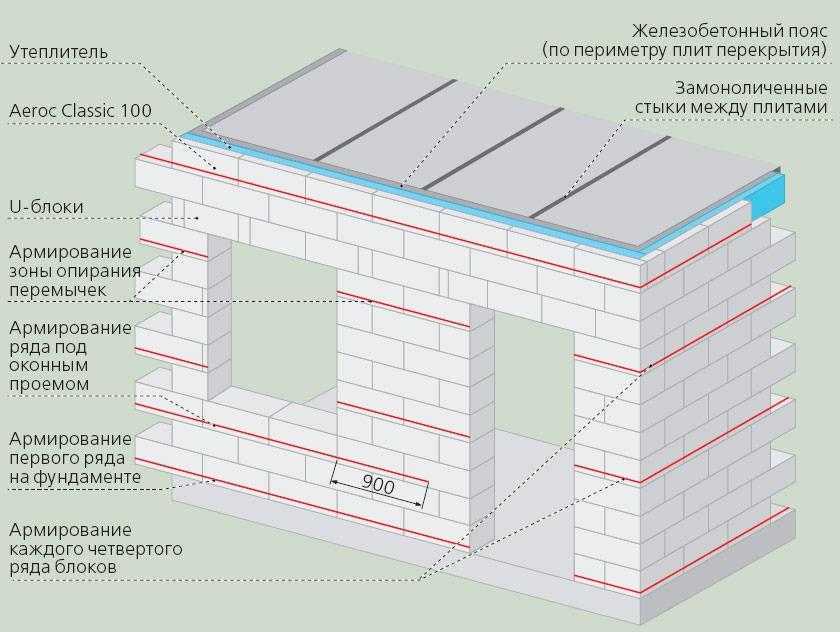




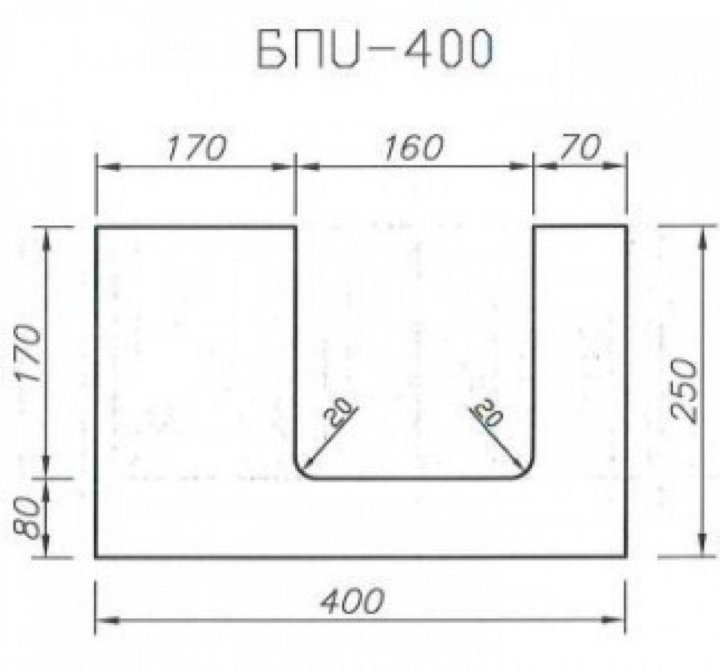
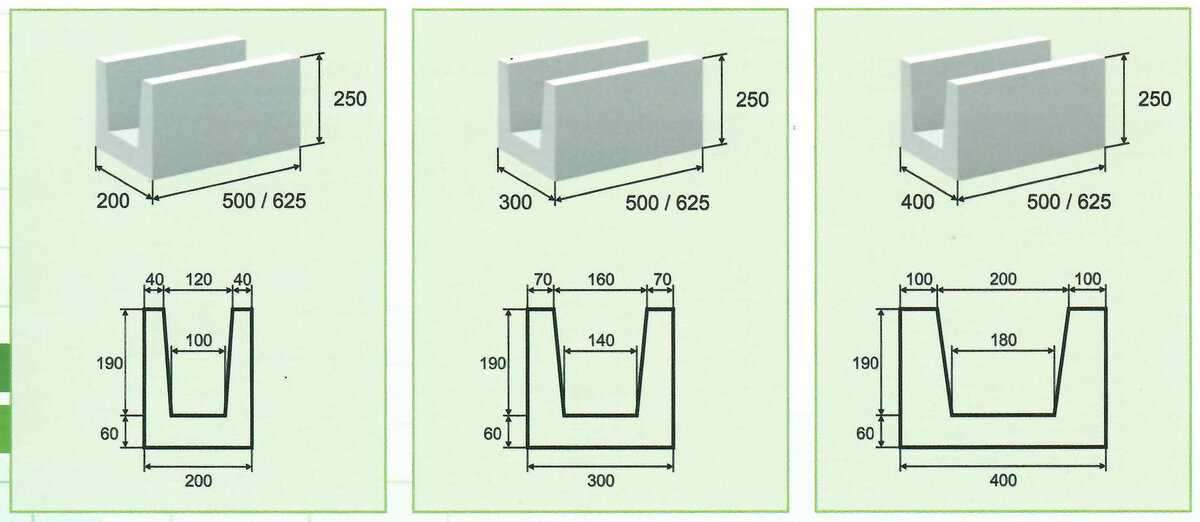

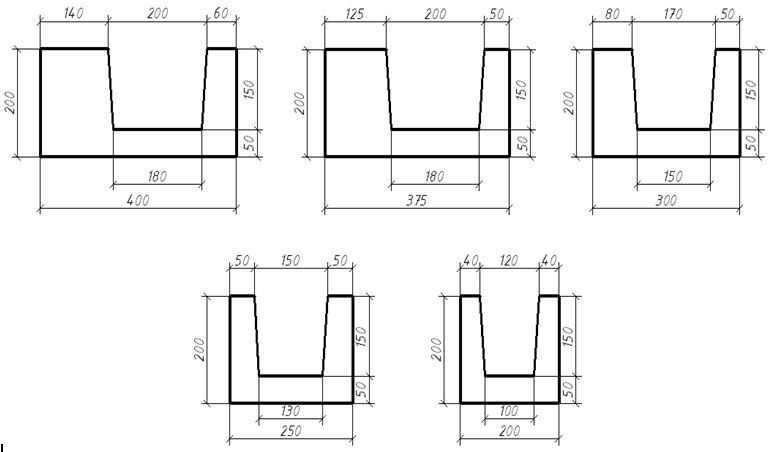 Пар подают в автоклав под высоким давлением, обычно достигающим давления от 800 кПа до 1200 кПа и температуры 180°С.
Пар подают в автоклав под высоким давлением, обычно достигающим давления от 800 кПа до 1200 кПа и температуры 180°С. 5 (IS 2185 part 3)
5 (IS 2185 part 3)
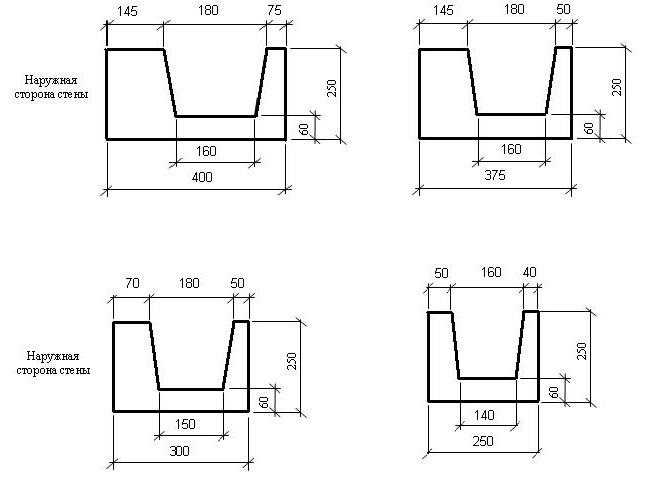 д., приводящие к выцветанию
д., приводящие к выцветанию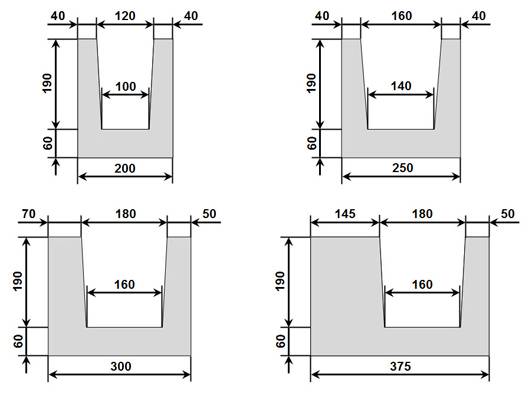 Он обеспечивает звукопоглощение около 42 дБ, блокируя все основные звуки и помехи, что делает его идеальным для школ, больниц, гостиниц, офисов, многоквартирных домов и других сооружений, требующих звукоизоляции.
Он обеспечивает звукопоглощение около 42 дБ, блокируя все основные звуки и помехи, что делает его идеальным для школ, больниц, гостиниц, офисов, многоквартирных домов и других сооружений, требующих звукоизоляции.
 Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.

 Конечно же, можно обратиться к специалистам, но отремонтировать цепочку можно и самостоятельно. Как спаять украшение в домашних условиях? Узнать ответ на этот вопрос можно, прочитав статью до конца.
Конечно же, можно обратиться к специалистам, но отремонтировать цепочку можно и самостоятельно. Как спаять украшение в домашних условиях? Узнать ответ на этот вопрос можно, прочитав статью до конца. 5 или же специальную пасту. Также припой можно сделать своими руками, смешав некоторые металлы в следующем соотношении:
5 или же специальную пасту. Также припой можно сделать своими руками, смешав некоторые металлы в следующем соотношении: Для этого смесь нужно перелить в фарфоровую емкость и выпаривать буру до образования кристаллов, которые нужно измельчить ступкой. Для удаления флюса используют теплый кислотный раствор слабой концентрации.
Для этого смесь нужно перелить в фарфоровую емкость и выпаривать буру до образования кристаллов, которые нужно измельчить ступкой. Для удаления флюса используют теплый кислотный раствор слабой концентрации. Для разделения сплава на полоски можно использовать бокорез или кусачки.
Для разделения сплава на полоски можно использовать бокорез или кусачки.
 Пайка стерлингового серебра – один из основных навыков, которыми должен обладать каждый ювелир. Тем не менее, запуск дома может быть немного пугающим, поэтому мы составили это пошаговое руководство и список инструментов и расходных материалов для пайки ювелирных изделий, которые помогут вам начать работу.
Пайка стерлингового серебра – один из основных навыков, которыми должен обладать каждый ювелир. Тем не менее, запуск дома может быть немного пугающим, поэтому мы составили это пошаговое руководство и список инструментов и расходных материалов для пайки ювелирных изделий, которые помогут вам начать работу. Джинсовый или брезентовый фартук поверх одежды также является хорошей идеей на случай, если вы уроните кусок горячего металла. Избегайте свободной, громоздкой одежды, когда вы учитесь паять, и носите обувь с закрытыми носками, просто на всякий случай.
Джинсовый или брезентовый фартук поверх одежды также является хорошей идеей на случай, если вы уроните кусок горячего металла. Избегайте свободной, громоздкой одежды, когда вы учитесь паять, и носите обувь с закрытыми носками, просто на всякий случай. У каждого свои предпочтения, но распространенные варианты включают в себя сетчатый экран и штатив, блок магнезии, блок древесного угля, сотовый кусок керамики или паяльную доску. Вам понадобится только один из них, когда вы начнете, но в будущем вы соберете больше этих паяльных принадлежностей по мере изучения новых методов.
У каждого свои предпочтения, но распространенные варианты включают в себя сетчатый экран и штатив, блок магнезии, блок древесного угля, сотовый кусок керамики или паяльную доску. Вам понадобится только один из них, когда вы начнете, но в будущем вы соберете больше этих паяльных принадлежностей по мере изучения новых методов. Ваша высота над уровнем моря повлияет на положение газового клапана при розжиге. Всегда направляйте горелку от себя и держите ее в неосновной руке во время пайки.
Ваша высота над уровнем моря повлияет на положение газового клапана при розжиге. Всегда направляйте горелку от себя и держите ее в неосновной руке во время пайки. Различают мягкий, средний или твердый припой. Для простых начальных проектов вам понадобится только мягкий припой. По мере развития ваших навыков у вас должны быть под рукой все три темперирующих припоя, чтобы вы могли выполнять более сложную пайку с несколькими паяными соединениями.
Различают мягкий, средний или твердый припой. Для простых начальных проектов вам понадобится только мягкий припой. По мере развития ваших навыков у вас должны быть под рукой все три темперирующих припоя, чтобы вы могли выполнять более сложную пайку с несколькими паяными соединениями. Накипь — это поверхностный эффект на металле, который окрашивает серебро в красный, оранжевый или черный цвет. Вы можете использовать Sparex или другую марку в качестве раствора для травления.
Накипь — это поверхностный эффект на металле, который окрашивает серебро в красный, оранжевый или черный цвет. Вы можете использовать Sparex или другую марку в качестве раствора для травления.
 Мой любимый DVD для покупки Пайка стала проще Джо Сильвера.
Мой любимый DVD для покупки Пайка стала проще Джо Сильвера. Я держу в своей студии следующий контрольный список напоминаний, поэтому я не сбиваюсь с пути всякий раз, когда берусь за проект по пайке. Этот контрольный список уверит вас, что вы сделали все, что нужно, и в правильном порядке.
Я держу в своей студии следующий контрольный список напоминаний, поэтому я не сбиваюсь с пути всякий раз, когда берусь за проект по пайке. Этот контрольный список уверит вас, что вы сделали все, что нужно, и в правильном порядке.  В этом году компания отмечает свое 46-летие. Halstead специализируется на оптовых продажах фурнитуры, цепей и металлов для художников-ювелиров.
В этом году компания отмечает свое 46-летие. Halstead специализируется на оптовых продажах фурнитуры, цепей и металлов для художников-ювелиров. Если вы не можете посещать занятия по пайке или семинары, вы можете найти множество книг и обучающих DVD-дисков, которые можно купить, или бесплатные видеоролики на YouTube в Интернете. Без инструктажа сложно справиться с пайкой, поэтому стоит инвестировать в однодневный курс, если вы собираетесь изготавливать лицевые панели на заказ.
Если вы не можете посещать занятия по пайке или семинары, вы можете найти множество книг и обучающих DVD-дисков, которые можно купить, или бесплатные видеоролики на YouTube в Интернете. Без инструктажа сложно справиться с пайкой, поэтому стоит инвестировать в однодневный курс, если вы собираетесь изготавливать лицевые панели на заказ. Я не знаю, что я делаю неправильно… Я был бы очень признателен, если бы вы могли направить меня в правильном направлении. Благодарю вас! — Елена
Я не знаю, что я делаю неправильно… Я был бы очень признателен, если бы вы могли направить меня в правильном направлении. Благодарю вас! — Елена — Кристина
— Кристина Она второе поколение Холстедов, которые владеют и управляют бизнесом. Хилари имеет степень магистра делового администрирования в области маркетинга и степень магистра международного бизнеса.
Она второе поколение Холстедов, которые владеют и управляют бизнесом. Хилари имеет степень магистра делового администрирования в области маркетинга и степень магистра международного бизнеса. д. работают с каждым типом припоя, см. ниже. Rings & Things предлагает полную линейку расходных материалов для пайки как для твердого, так и для мягкого припоя.
д. работают с каждым типом припоя, см. ниже. Rings & Things предлагает полную линейку расходных материалов для пайки как для твердого, так и для мягкого припоя.
 Бессвинцовый припой. Флюс необходимо приобретать отдельно.
Бессвинцовый припой. Флюс необходимо приобретать отдельно.
 Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Металлисты обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д.
Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Металлисты обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д. Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей.
Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром. Присутствие фосфора делает этот припой самофлюсующимся. Плавится при 1310°F и течет при 1460°F.
Присутствие фосфора делает этот припой самофлюсующимся. Плавится при 1310°F и течет при 1460°F. паяльный состав (может использоваться при температуре до 2000°F на драгоценных и недрагоценных металлах).
паяльный состав (может использоваться при температуре до 2000°F на драгоценных и недрагоценных металлах).
 2. Убедиться в том, что выключатель «Сеть» (рис.1 поз. 1) находится в положении «ВЫКЛ». 3. Подключить аппарат к сети. 4. Убедиться в том, что регулятор (рис.1 поз. 2) находится в положении
2. Убедиться в том, что выключатель «Сеть» (рис.1 поз. 1) находится в положении «ВЫКЛ». 3. Подключить аппарат к сети. 4. Убедиться в том, что регулятор (рис.1 поз. 2) находится в положении «Сеть» (рис.1 поз.3) 2.Проверить положение выключателя «Сеть». 2. Аппарат не развивает 1.Низкое напряжение сети. полной мощности 2.Мокрый сварочный
«Сеть» (рис.1 поз.3) 2.Проверить положение выключателя «Сеть». 2. Аппарат не развивает 1.Низкое напряжение сети. полной мощности 2.Мокрый сварочный Компания “Ресанта” устанавливает официальный срок службы на сварочный аппарат инверторный 5
Компания “Ресанта” устанавливает официальный срок службы на сварочный аппарат инверторный 5


 Электросеть должна выдерживать потребляемый инвертором ток до 30 А, необходимый при сварке на максимальной мощности (6,6 кВт).
Электросеть должна выдерживать потребляемый инвертором ток до 30 А, необходимый при сварке на максимальной мощности (6,6 кВт).
 Заказать аппарат у прямого поставщика обычно дешевле, но менее 260 $ найти очень проблематично. Переплачивать более 290 $ тоже не стоит, лучше еще поискать — варианты обязательно найдутся.
Заказать аппарат у прямого поставщика обычно дешевле, но менее 260 $ найти очень проблематично. Переплачивать более 290 $ тоже не стоит, лучше еще поискать — варианты обязательно найдутся. Следует избегать работы с болгаркой, являющейся источником металлической пыли, возле неубранного сварочного места. Не выдерживая правильно тепловой режим и допуская образование влаги внутри корпуса, легко получить повод отнести инвертор в мастерскую.
Следует избегать работы с болгаркой, являющейся источником металлической пыли, возле неубранного сварочного места. Не выдерживая правильно тепловой режим и допуская образование влаги внутри корпуса, легко получить повод отнести инвертор в мастерскую.
 ksio.ru
ksio.ru
 Этого достаточно для сварочных работ с металлами толщиной 1 см с учётом понижения напряжения в сети. Такие характеристики больше подходят для профессиональной техники.Знаете ли вы, что…
Этого достаточно для сварочных работ с металлами толщиной 1 см с учётом понижения напряжения в сети. Такие характеристики больше подходят для профессиональной техники.Знаете ли вы, что… Четыре минуты непрерывной работы и шесть на отдых. Таков цикл этого инвертора, несмотря на непрерывную работу вентилятора при включённом тумблере «Сеть».
Четыре минуты непрерывной работы и шесть на отдых. Таков цикл этого инвертора, несмотря на непрерывную работу вентилятора при включённом тумблере «Сеть». Автозаводская, ул. 5-я Кожуховская, д. 10, корп. 1
Автозаводская, ул. 5-я Кожуховская, д. 10, корп. 1


 В этой ситуации аппарат автоматически занижает значение тока сварки, способствуя легкому отрыву электрода. Сразу после этого система восстанавливает рабочие параметры.
В этой ситуации аппарат автоматически занижает значение тока сварки, способствуя легкому отрыву электрода. Сразу после этого система восстанавливает рабочие параметры. 
 По бокам корпуса имеются специально изготовленные прорези, через которые окружающий воздух может легко циркулировать, охлаждая главный трансформатор. Электробезопасность корпуса удовлетворяет критериям класса IP 21 (защита от попадания внутрь посторонних предметов, но работать следует в достаточно сухой атмосфере).
По бокам корпуса имеются специально изготовленные прорези, через которые окружающий воздух может легко циркулировать, охлаждая главный трансформатор. Электробезопасность корпуса удовлетворяет критериям класса IP 21 (защита от попадания внутрь посторонних предметов, но работать следует в достаточно сухой атмосфере). Главный элемент в этом деле – это преобразующий трансформатор со специальным оснащением, превращающий переменный ток с частотой 50 Гц (электросеть) в постоянный ток, с последующим его обратным превращением в переменный ток, но с гораздо большей частотой (более 20 кГц). Таким образом, удается увеличить силу тока до 220 А при напряжении 85 В. Эти превращения позволяют добиваться значительного качества сварного шва, что особо важно для конечного результата. Трансформатор имеет оребренную поверхность из легкого сплава, способствующую интенсивной теплоотдаче и эффективному охлаждению элемента. Этому способствуют, так же, два встроенных вентилятора.
Главный элемент в этом деле – это преобразующий трансформатор со специальным оснащением, превращающий переменный ток с частотой 50 Гц (электросеть) в постоянный ток, с последующим его обратным превращением в переменный ток, но с гораздо большей частотой (более 20 кГц). Таким образом, удается увеличить силу тока до 220 А при напряжении 85 В. Эти превращения позволяют добиваться значительного качества сварного шва, что особо важно для конечного результата. Трансформатор имеет оребренную поверхность из легкого сплава, способствующую интенсивной теплоотдаче и эффективному охлаждению элемента. Этому способствуют, так же, два встроенных вентилятора. Расплавленный электрод прочно сваривает соединяемые кромки, образуя сварочный шов. Функции горячего старта и антизалипания обеспечиваются автоматической регулировкой рабочего тока. Первоначальное сближение электрода с кромками дает повышенный импульс для быстрого загорания дуги. Далее ток резко падает, не позволяя электроду залипнуть. Специальное покрытие электрода состоит из специального флюса и предотвращает прямой контакт расплава с кислородом и примесями азота, содержащимися в окружающем воздухе. Качество сварного шва напрямую влияет на прочность соединения, поэтому его необходимо проверять. Для этого следует отбить молотком налет шлака и убедиться в равномерности и целостности шва.
Расплавленный электрод прочно сваривает соединяемые кромки, образуя сварочный шов. Функции горячего старта и антизалипания обеспечиваются автоматической регулировкой рабочего тока. Первоначальное сближение электрода с кромками дает повышенный импульс для быстрого загорания дуги. Далее ток резко падает, не позволяя электроду залипнуть. Специальное покрытие электрода состоит из специального флюса и предотвращает прямой контакт расплава с кислородом и примесями азота, содержащимися в окружающем воздухе. Качество сварного шва напрямую влияет на прочность соединения, поэтому его необходимо проверять. Для этого следует отбить молотком налет шлака и убедиться в равномерности и целостности шва. Заземление аппарата производится через питающий шнур, поэтому следует убедиться в наличии в розетке соответствующего оснащения. После того, как к требуемым клеммам были подключены рабочие кабели, можно включать в розетку питающий кабель (тумблер «сеть» должен быть выключен, а регулятор рабочего тока находиться в наименьшем положении). Теперь можно включать аппарат и выставлять требуемый рабочий ток. После завершения сварочных работ, отключать устройство следует в обратном порядке.
Заземление аппарата производится через питающий шнур, поэтому следует убедиться в наличии в розетке соответствующего оснащения. После того, как к требуемым клеммам были подключены рабочие кабели, можно включать в розетку питающий кабель (тумблер «сеть» должен быть выключен, а регулятор рабочего тока находиться в наименьшем положении). Теперь можно включать аппарат и выставлять требуемый рабочий ток. После завершения сварочных работ, отключать устройство следует в обратном порядке.
 Хинди включает в себя трансформатор с обычным выпрямителем, сварочным аппаратом или инвертором стандартного переменного тока.0% кумпара на 60%, но это не означает, что машина не работает. Сварочный аппарат «Ресанта АИС-220 МОН», изготовленный из высококачественных материалов, изготовленных из полупроводниковых материалов, с 95%-ной степенью защиты. Вы, это может быть сделано для того, чтобы управлять сварочной дугой, которая может быть использована в других машинах.
Хинди включает в себя трансформатор с обычным выпрямителем, сварочным аппаратом или инвертором стандартного переменного тока.0% кумпара на 60%, но это не означает, что машина не работает. Сварочный аппарат «Ресанта АИС-220 МОН», изготовленный из высококачественных материалов, изготовленных из полупроводниковых материалов, с 95%-ной степенью защиты. Вы, это может быть сделано для того, чтобы управлять сварочной дугой, которая может быть использована в других машинах.

 Один и тот же контактный разъем для подключения кабеля постоянного тока имеет следующие разъемы: «-» Силовая клемма и «+» Силовая клемма. Можно переключить сеть — «Сеть» или указать — «Сеть». Верхний тонкий ремешок для легкой транспортировки и использования машины.
Один и тот же контактный разъем для подключения кабеля постоянного тока имеет следующие разъемы: «-» Силовая клемма и «+» Силовая клемма. Можно переключить сеть — «Сеть» или указать — «Сеть». Верхний тонкий ремешок для легкой транспортировки и использования машины. Основные динамические свойства характеризуют дугу с использованием полупроводниковых элементов, основанных на принципах новейшей современной технологии.
Основные динамические свойства характеризуют дугу с использованием полупроводниковых элементов, основанных на принципах новейшей современной технологии.


 Samakatuwid dagdag на pag-aalaga хинди mangyayari капагама интенсивных energiya na kagamitan.
Samakatuwid dagdag на pag-aalaga хинди mangyayari капагама интенсивных energiya na kagamitan. Кроме того, это самый важный узел.
Кроме того, это самый важный узел.



 ) Опубликован годовой отчет
) Опубликован годовой отчет
 Обновление безопасности от Caltrans
Обновление безопасности от Caltrans


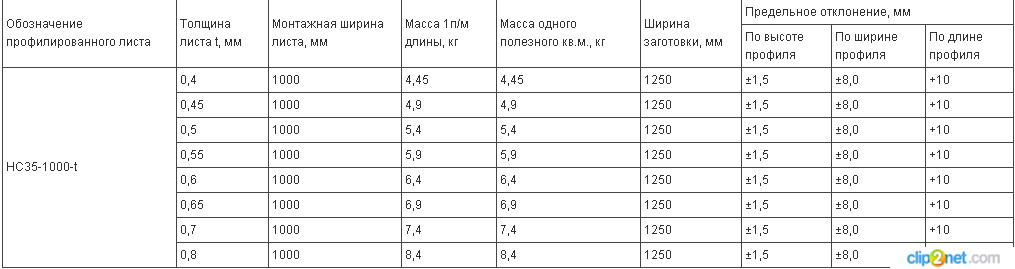
 ГОСТы и стандарты для этапов производства. Маркировка, сортамент, цены на основные категории продукции.
ГОСТы и стандарты для этапов производства. Маркировка, сортамент, цены на основные категории продукции.
 Рифленая обеспечивается нанесением декоративного узора на лицевую сторону. Как правило, он изображает хаотично расположенные ромбы или «чечевицу». Такая поверхность создает интересный декоративный эффект. Кроме этого она наделяет изделие противоскользящими свойствами.
Рифленая обеспечивается нанесением декоративного узора на лицевую сторону. Как правило, он изображает хаотично расположенные ромбы или «чечевицу». Такая поверхность создает интересный декоративный эффект. Кроме этого она наделяет изделие противоскользящими свойствами.

 Для этого надо знать размеры будущего готового изделия, его длину, ширину, высоту. Затем разделить эти данные на параметры одного листа. Получится цифра, показывающая количество листов. Можно использовать для расчетов только 1 параметр из перечисленных.
Для этого надо знать размеры будущего готового изделия, его длину, ширину, высоту. Затем разделить эти данные на параметры одного листа. Получится цифра, показывающая количество листов. Можно использовать для расчетов только 1 параметр из перечисленных. Толщина листового металла или пластины, известная как ее калибр, определяет тип используемого материала. Одна десятая толщины чистого олова может быть представлена толщиной листа калибровочного номера этого калибровочного номера. Толщина металла (например, сталь 20 калибра составляет одну десятую толщины чистого олова). Это означает, что оцинкованная сталь эквивалентна стали по толщине, и то же самое относится и к оцинкованной стали. Оцинкованная сталь толщиной в один миллиметр весит ровно один килограмм.
Толщина листового металла или пластины, известная как ее калибр, определяет тип используемого материала. Одна десятая толщины чистого олова может быть представлена толщиной листа калибровочного номера этого калибровочного номера. Толщина металла (например, сталь 20 калибра составляет одну десятую толщины чистого олова). Это означает, что оцинкованная сталь эквивалентна стали по толщине, и то же самое относится и к оцинкованной стали. Оцинкованная сталь толщиной в один миллиметр весит ровно один килограмм. Вес покрытия, нанесенного на единицу площади стали, используется для определения толщины стали. Холоднотянутая сталь, часто известная как «обычная сталь», представляет собой разновидность горячекатаной стали толщиной один миллиметр (1,0 мм).
Вес покрытия, нанесенного на единицу площади стали, используется для определения толщины стали. Холоднотянутая сталь, часто известная как «обычная сталь», представляет собой разновидность горячекатаной стали толщиной один миллиметр (1,0 мм).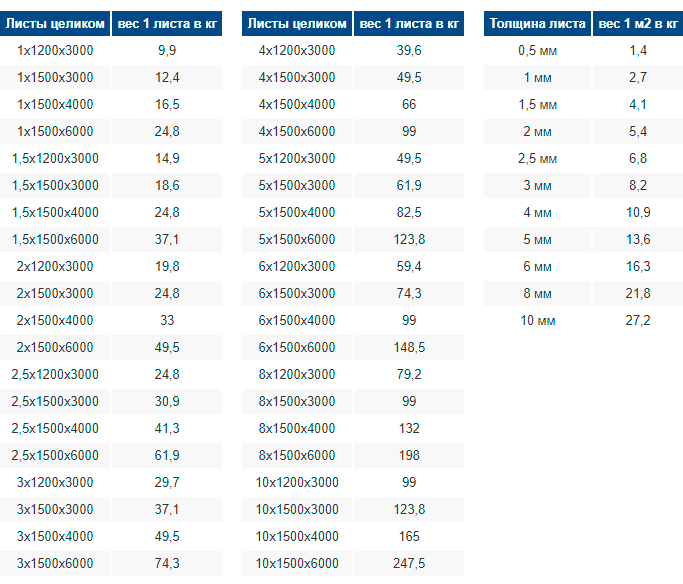
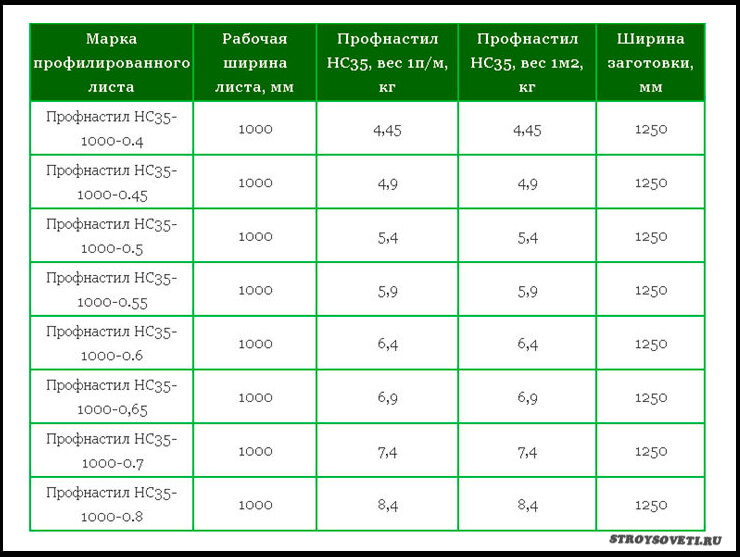 Размеры варьируются от 8″ x 8″ до 48″ x 108″ для наших стальных листов и плит. Оцинкованные стальные пластины и листы в диапазоне толщины 20 толще и уже, чем листы в диапазоне 12 калибра. Горячеоцинкованная листовая сталь толщиной 1 мм представляет собой сталь марки AISI 301 толщиной 1 мм. Не пора ли вам воспользоваться этой невероятной сделкой? Толщина в один миллиметр — наиболее распространенная толщина стали потребительского класса (0,039дюйм, 0,102 миллиметра). Он идеально подходит для таких вещей, как банки, катушки, контейнеры и пряжки, поскольку он не подвержен коррозии. Толщина оцинкованного стального листа составляет один миллиметр.
Размеры варьируются от 8″ x 8″ до 48″ x 108″ для наших стальных листов и плит. Оцинкованные стальные пластины и листы в диапазоне толщины 20 толще и уже, чем листы в диапазоне 12 калибра. Горячеоцинкованная листовая сталь толщиной 1 мм представляет собой сталь марки AISI 301 толщиной 1 мм. Не пора ли вам воспользоваться этой невероятной сделкой? Толщина в один миллиметр — наиболее распространенная толщина стали потребительского класса (0,039дюйм, 0,102 миллиметра). Он идеально подходит для таких вещей, как банки, катушки, контейнеры и пряжки, поскольку он не подвержен коррозии. Толщина оцинкованного стального листа составляет один миллиметр. В результате его более низкой стоимости его можно легко сваривать по сравнению с более трудоемкими и дорогостоящими сортами стали, которые труднее производить. Органические и минеральные кислоты, а также щелочи, соли или хлориды могут разъедать его, однако он не обладает значительной коррозионной стойкостью к этим веществам.
В результате его более низкой стоимости его можно легко сваривать по сравнению с более трудоемкими и дорогостоящими сортами стали, которые труднее производить. Органические и минеральные кислоты, а также щелочи, соли или хлориды могут разъедать его, однако он не обладает значительной коррозионной стойкостью к этим веществам. Цинк, напротив, имеет более низкую твердость. Цинк, с другой стороны, намного тяжелее. В результате своей устойчивости к гальванической коррозии цинк обладает исключительной коррозионной стойкостью, даже при воздействии таких условий, как высокая степень воздушной коррозии. Толщина в один миллиметр Существует несколько различных типов рулонной оцинкованной стали, в том числе полосовая оцинкованная сталь и рулонная оцинкованная сталь, и мы можем предоставить рулоны оцинкованной стали толщиной 1 мм различной ширины. Стандартный размер может быть изменен в соответствии с вашими индивидуальными требованиями. Оцинкованная сталь толщиной в один миллиметр весит ровно один килограмм.
Цинк, напротив, имеет более низкую твердость. Цинк, с другой стороны, намного тяжелее. В результате своей устойчивости к гальванической коррозии цинк обладает исключительной коррозионной стойкостью, даже при воздействии таких условий, как высокая степень воздушной коррозии. Толщина в один миллиметр Существует несколько различных типов рулонной оцинкованной стали, в том числе полосовая оцинкованная сталь и рулонная оцинкованная сталь, и мы можем предоставить рулоны оцинкованной стали толщиной 1 мм различной ширины. Стандартный размер может быть изменен в соответствии с вашими индивидуальными требованиями. Оцинкованная сталь толщиной в один миллиметр весит ровно один килограмм.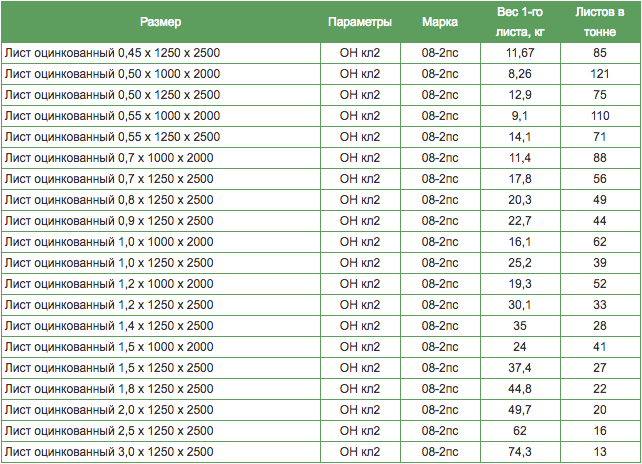
 Для его изготовления могут быть использованы все металлы и неметаллы; это включает материалы из углеродного и стекловолокна, а также другие неметаллические материалы, такие как полиэтилен и полипропилен. Наружный диаметр (OD), внутренний диаметр (ID) и толщина стенки трубы являются наиболее распространенными терминами, используемыми для определения толщины трубы (WT).
Для его изготовления могут быть использованы все металлы и неметаллы; это включает материалы из углеродного и стекловолокна, а также другие неметаллические материалы, такие как полиэтилен и полипропилен. Наружный диаметр (OD), внутренний диаметр (ID) и толщина стенки трубы являются наиболее распространенными терминами, используемыми для определения толщины трубы (WT).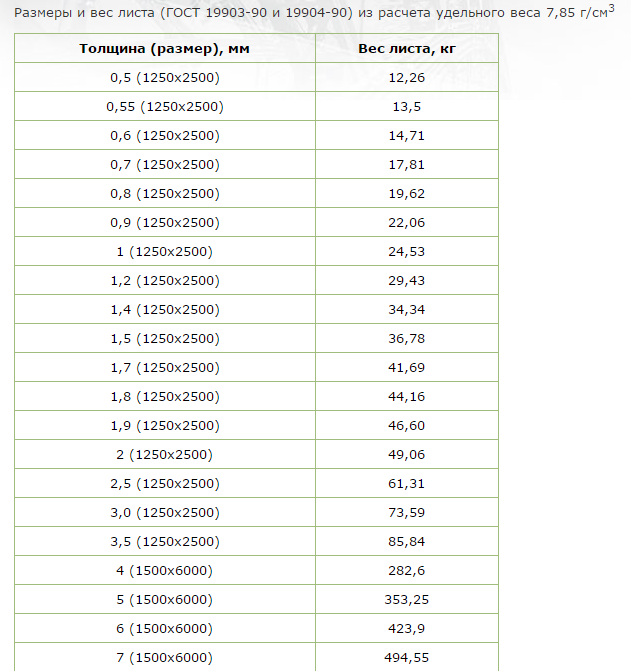
 15625
15625 0770
0770  0456
0456 0306
0306
 Скорость резания при этом невысока. Все токарные операции должны проводиться с подачей охлаждающих жидкостей. Данные составы не только удаляют жир, но и препятствуют образованию наклёпа. Процесс обработки протекает значительно легче.
Скорость резания при этом невысока. Все токарные операции должны проводиться с подачей охлаждающих жидкостей. Данные составы не только удаляют жир, но и препятствуют образованию наклёпа. Процесс обработки протекает значительно легче.
 Из-за этого стружка не отламывается, как при снятии с углеродистых сталей, а завивается в длинную спираль. Скопление длинных спиралей мешает процессу точения. Предотвратить это позволяет использование специальных стружколомов и интенсивная обработка поверхности охлаждающими составами.
Из-за этого стружка не отламывается, как при снятии с углеродистых сталей, а завивается в длинную спираль. Скопление длинных спиралей мешает процессу точения. Предотвратить это позволяет использование специальных стружколомов и интенсивная обработка поверхности охлаждающими составами.
 Чем сильнее упрочняется материал, тем быстрее изнашивается инструмент. При использовании специальных режущих пластинок эта проблема не так ярко выражена: их рабочие кромки острее обычных, а поверхности изнашиваются дольше.
Чем сильнее упрочняется материал, тем быстрее изнашивается инструмент. При использовании специальных режущих пластинок эта проблема не так ярко выражена: их рабочие кромки острее обычных, а поверхности изнашиваются дольше.






 Более подробное решение данной задачи раскрыто в Технологии шлифовки плоскости
Более подробное решение данной задачи раскрыто в Технологии шлифовки плоскости Все, что вам нужно — позвонить по телефону
Все, что вам нужно — позвонить по телефону
 Металл из нержавеющей стали содержит множество основных химических элементов, которые при сплавлении образуют прочный сплав.
Металл из нержавеющей стали содержит множество основных химических элементов, которые при сплавлении образуют прочный сплав. Это важно, потому что марка нержавеющей стали, которую они хотят производить, повлияет на соотношение материалов из нержавеющей стали, которые будут присутствовать в смеси, таких как железо, углерод, никель и т. д. Эти соотношения не всегда точны — иногда они находятся в диапазоне из-за неизбежного риска отклонения в чистоте каждого элемента в смеси.
Это важно, потому что марка нержавеющей стали, которую они хотят производить, повлияет на соотношение материалов из нержавеющей стали, которые будут присутствовать в смеси, таких как железо, углерод, никель и т. д. Эти соотношения не всегда точны — иногда они находятся в диапазоне из-за неизбежного риска отклонения в чистоте каждого элемента в смеси. Расплавленный материал, помещенный в систему вакуумно-кислородного обезуглероживания (VOD) или аргонно-кислородного обезуглероживания (AOD) для удаления избыточного углерода. В зависимости от того, сколько углерода удалено, этот процесс может привести к стандартному или низкоуглеродистому варианту сплава, например, из нержавеющей стали 304 по сравнению с нержавеющей сталью 304L. Это может повлиять на прочность на растяжение и твердость конечного продукта.
Расплавленный материал, помещенный в систему вакуумно-кислородного обезуглероживания (VOD) или аргонно-кислородного обезуглероживания (AOD) для удаления избыточного углерода. В зависимости от того, сколько углерода удалено, этот процесс может привести к стандартному или низкоуглеродистому варианту сплава, например, из нержавеющей стали 304 по сравнению с нержавеющей сталью 304L. Это может повлиять на прочность на растяжение и твердость конечного продукта. Горячая прокатка помогает придать стали грубую форму и часто используется для создания заготовок или блюмов металла. Для создания металлических блюмов или заготовок точных размеров нержавеющая сталь может быть подвергнута холодной прокатке.
Горячая прокатка помогает придать стали грубую форму и часто используется для создания заготовок или блюмов металла. Для создания металлических блюмов или заготовок точных размеров нержавеющая сталь может быть подвергнута холодной прокатке. Между тем, штамповочные станки с ЧПУ или станки для лазерной резки могут использоваться для вырезания фигур из более тонких металлических листов. Производственная группа Marlin Steel часто создает металлические вырезы на заказ из листового металла с помощью режущих лазеров и штамповочных станков с ЧПУ.
Между тем, штамповочные станки с ЧПУ или станки для лазерной резки могут использоваться для вырезания фигур из более тонких металлических листов. Производственная группа Marlin Steel часто создает металлические вырезы на заказ из листового металла с помощью режущих лазеров и штамповочных станков с ЧПУ. Для поддержания контроля качества Marlin Steel использует первоклассное программное обеспечение FEA от Autodesk, поскольку оно обеспечивает невероятно точное моделирование за считанные минуты, что значительно экономит время, труд и материалы по сравнению с процессами ручного тестирования.
Для поддержания контроля качества Marlin Steel использует первоклассное программное обеспечение FEA от Autodesk, поскольку оно обеспечивает невероятно точное моделирование за считанные минуты, что значительно экономит время, труд и материалы по сравнению с процессами ручного тестирования. Команда Marlin Steel гордится тем, что работает со сталью американского производства для изготовления корзин из проволоки и листового металла, полностью изготовленных в Америке, на заводе Marlin в Балтиморе, штат Мэриленд.
Команда Marlin Steel гордится тем, что работает со сталью американского производства для изготовления корзин из проволоки и листового металла, полностью изготовленных в Америке, на заводе Marlin в Балтиморе, штат Мэриленд. Он используется во всем: от тяжелой промышленности и архитектуры до автомобилестроения, хирургии и даже стоматологии.
Он используется во всем: от тяжелой промышленности и архитектуры до автомобилестроения, хирургии и даже стоматологии. Это занимает от восьми до 12 часов, пока металл не превратится в расплавленный.
Это занимает от восьми до 12 часов, пока металл не превратится в расплавленный.