Коробка подач 1к62, 1к625. 1К62 коробка подач
Коробка подач токарного станка. Чертежи коробки подач токарного станка
Устройство коробки подач токарного станка 1к62
Назначение цепи подач токарно-винторезного станка — обеспечить механическое перемещение резца, закрепленного на суппорте, относительно вращающейся заготовки при токарной обработке. Современные универсальные токарно-винторезные станки имеют коробку подач, которая, обычно, закреплена на станине ниже передней бабки.
Коробка подач служит для переключения скорости вращения ходового винта и ходового вала, т. е. для выбора скорости подачи резца вдоль оси шпинделя. Например, при нарезании метрической резьбы с шагом 1 мм, механизм коробки подач должен обеспечить перемещение резца (подачу) вдоль заготовки на 1 мм за один оборот шпинделя.
Внутри коробки подач находится редуктор, который состоит из переключаемых зубчатых передач. На входной вал коробки подач через сменные зубчатые колеса (гитара) поступает крутящий момент от шпинделя. На выходе коробки подач имеется, обычно, ходовой вал и ходовой винт, крутящий момент от которых поступает на фартук суппорта.
При нарезании резьб коробка подач передает вращение ходовому винту; при токарной обработке и нарезании торцовых (плоских) резьб используется ходовой валик.
Использование ходового валика для осуществления подачи при токарной обработке позволяет дольше сохранить точность ходового винта, необходимую при нарезании резьб.
Сменные зубчатые колеса (гитара) используются лишь тогда, когда требуемой подачи нельзя достигнуть переключением рукояток коробки подач.
Источником движения (исходным звеном) цепи подач является шпиндель, поэтому скорость подачи в токарно-винторезных станках измеряется и указывается в миллиметрах на один оборот шпинделя (мм/об).
Механизм подачи должен допускать:
- включение и выключение подачи без остановки вращения шпинделя
- реверсирование подачи при неизменном направлении вращения шпинделя
- реверсирование подачи одновременно с реверсированием шпинделя
- регулирование величины подачи
- перемещение резца относительно заготовки вручную

Общий вид коробки подач в сборе

Фото коробки подач
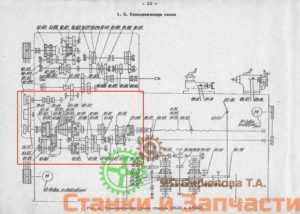
Схема кинематическая токарно-винторезного станка 1К62
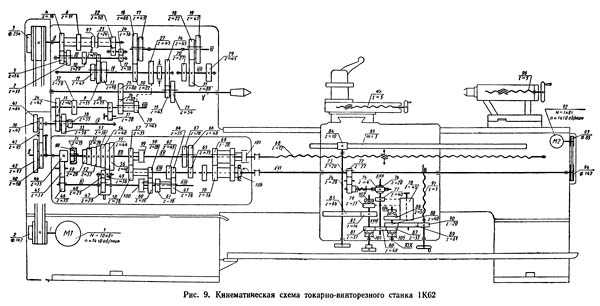
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Главное движение. Главным движением в станке является вращение шпинделя, которое он получает от электродвигателя 1 через клиноременную передачу со шкивами 2—3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи -зубчатых колес: 4—5 или 6—7, 8—9 или 10—11, или 12—13, вал /V, колеса 14—15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16—17 и 18—19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15—21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор. В действительности количество значений частот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают.
Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22— 23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21—20, 29—19, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 29—19, 16—30, 27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII. С вала VIII движение передается по цепи колес 32—33 или 34—35, или через реверсивный механизм с колесами 36—37—38, сменные колеса 39—40 или 41—42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес.
-
- Вращение передается через зубчатые колеса 44—45—46 на вал XI, затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60, 61—62 или 63—64 через колеса 65—66 или 64—67— валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69—70 и муфту обгона 106.
- С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44—71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49—48—47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
Конструкция коробки подач токарно-винторезного станка 1К62
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза
- нарезать правые и левые резьбы
- производить нарезание многозаходных резьб с делением на 2, 3, 4, б; 6, 10, 12, 15, 20, 30 и 60 заходов
Коробка подач получает движение от выходного вала передней бабки через сменные зубчатые колеса триплана.
Механизм коробки подач позволяет получить все предусмотренные ГОСТом виды резьб и необходимые подачи.
Через ходовой винт с шагом 12 мм (без звена увеличения шага) можно получить следующие резьбы:
- метрические с шагом от 1 до 12 мм
- дюймовые с 24 до 2 ниток на 1"
- модульные от 0,5 до 3 модулей
- питчевые с 96 до 1 питча
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, (превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 в 8 раз в соответствии с данными таблицы на рукоятке 20 (см. рис. 5).
Через ходовой валик суппорт при любом число оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 630 в минуту продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 19 при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки 20 выбирается выбор ряда резьб или подач. Для получения требуемой величины из выбранного ряда резьбы или подачи, необходимо диск барабана за рукоятки вытащить на себя, повернуть до совпадения риски диска с риской барабана, а затем подать диск вперед в прежнее положение
Для осуществления быстрых перемещений суппорта в коробке подачи на выходном валу смонтирована обгонная муфта.
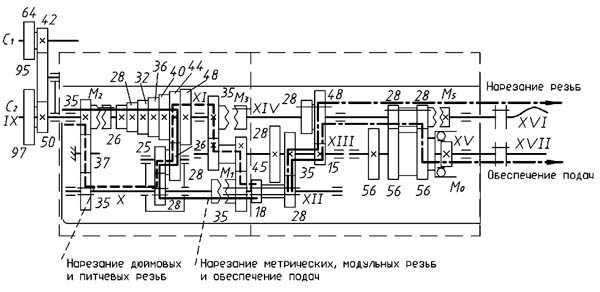
Рис. 7. Направления передачи движения через коробку подач при нарезании различных резьб и обеспечении продольных и поперечных подач.
Привод подачи
Движение подач заимствуется от вала шпинделя (VI) через зубчатые колеса гитары 60/60. Далее с VII на VIII вал движение передается через реверсивный механизм (42/42 или 28/56 или 35/28/35). С вала VIII на вал IX движение передается через сменные зубчатые колеса (42/95/50 или 64/95/97). Совместно с валом IX вращается колесо 35, от него движение разветвляется на два направления (см. рис. 7): по первому направлению передается вращение при нарезании дюймовых и питчевых резьб, а по второму метрических, модульных и обеспечение продольных и поперечных подач.
Первое направление передачи вращения. Муфта М2 выключена и от колеса 35 движение передается через колеса 37/35 на вал X, с которого через колеса 28/25 получает вращение накидной передвижной блок колес 25–36. Колесо 36 этого блока может быть зацеплено с любым колесом семиступенчатого блока 16 зубчатых колес (конус Нортона) (48,44,40,36,32,28,26), что приведет в свою очередь к вращению вала XI, а вместе с ним колеса 35 (муфта М3 в это время выключена). Далее движение передается колесами 35/28, 28/35 (два колеса 28 закреплены на общей втулке, но вращения валу XIII не передают – вращаются на валу свободно). Муфта М4 выключена (она связывает вращение валов X и XII при передаче вращения по второму направлению). От колеса 35 вращение передается валу XII, совместно с которым вращается блок колес 18–28. С вала XII на вал XIII возможна передача движения через колеса 18/45 или 28/35. Далее с вала XIII на вал XIV используется пара колес 35/28 или 15/48. Вал XIV связывается с валом XVI при включении муфты М5 и, таким образом, вращение получает ходовой винт t = 12 мм.
Второе направление передачи вращения. муфта М2 включается, одновременно выводится из зацепления колесо 35, находящееся на валу X, и вращение получает семиступенчатый блок зубчатых колес. От этого блока движение передается на накидной блок колес 36–25, далее на вал X через колеса 25/28, при этом муфта М4 включена (при перемещении правой полумуфты влево выводится из зацепления колеса 35 и 28) и следовательно вал XII вращается заодно с валом X. Далее движение передается так же, как описано выше: с вала XII на вал XIII, а с него на вал XIV. Причем при нарезании метрической и дюймовой резьб 17 вращение в гитаре передается через сменные зубчатые колеса 42/95/50, а при нарезании модульной и питчевой резьб сменные блоки переворачиваются и тогда вращение будет передаваться через зубчатые колеса 64/95/97. При нарезании резьб движение передается ходовому винту, а для получения продольных и поперечных подач муфта М5 отключатся и вращение получает вал XV через двухвенцовые колеса 28/56 и обгонную муфту Мо. При смещении колес 28–28 влево, ее левый зубчатый венец входит в зацепление с колесом 56, жестко закрепленным на валу XV, а вращение последнему передается помимо обгонной муфты, что необходимо при нарезании торцовых резьб.
Коробка подач дает возможность нарезать все стандартные резьбы и обеспечивает необходимые подачи, величины которых указаны в технической характеристике станка.
От ходового вала XVII через колеса 27/20/28, предохранительную муфту Мп и червячную пару 4–20 получает вращение вал XIX (см. рис. 5). Последний связан передней шестерней 40 непосредственно с зубчатыми венцами кулачковых муфт М7 и М9, а задней шестерней 40 через паразитное колесо 45 с зубчатыми венцами муфт М6 и М8. Для сообщения суппорту продольной подачи рукояткой 14 (см. рис. 1) включается муфта М7, тогда от вала XIX к реечному колесу Z = 10; m = 3 вращение передается через зубчатые пары 40/37 и 14/66. Для сообщения суппорту поперечной подачи вперед и назад включаются, соответственно, муфты М9 и М8. При управлении подачами суппорта выполнен принцип мнемоничности, т. е. направление наклона рукоятки 14 соответствует направлению подачи суппорта.
При выполнении токарных работ кинематическая цепь подачи согласовывает вращение шпинделя с перемещением суппорта в продольном или поперечном направлениях: за 1 оборот шпинделя суппорт должен переместиться на величину S.
УКБ цепи продольной подачи имеет вид:
(3) S = 1об.шп · inn · π · m · z мм/об
где: inn – передаточное отношение привода подачи от шпинделя до реечного колеса;
π·m·z мм/об – длина делительной окружности реечного колеса;
УКБ для цепи минимальной продольной подачи запишется так:
Быстрые (вспомогательные) перемещения суппорту сообщаются от отдельного электродвигателя М2, (N = 1 кВт, nМ2 = 1410 об/мин) (см. рис. 5), через ременную передачу, ходовой вал и далее по выше рассмотренным кинематическим цепям механизма фартука. Наличие на левом конце ходового вала муфты обгона М0 позволяет сообщать ему большую частоту вращения (от электродвигателя М2) без выключения рабочей подачи. Двигатель М2 включается кнопкой 13.
Наладка станка на нарезание резьб
При нарезании резьбы за один оборот шпинделя суппорт (резец) должен переместиться на шаг резьбы Pp. УКБ винторезной цепи имеет следующий вид:
(4) S = Pp 1об.шп · inb · Px
где in.в. – передаточное отношение соответствующей винторезной кинематической цепи от шпинделя до ходового винта;
Px – шаг ходового винта станка в мм (PX = 12 мм).
Зная направления передачи движения через коробку подач (рис. 7) и используя кинематическую схему станка (см. рис. 5), можно записать УКБ любой винторезной цепи. Например, для метрической резьбы с минимальным шагом:
При нарезании дюймовых резьб шаг задается числом ниток на дюйм:
(5) Pp = 25.4 / k
где: k – число ниток на один дюйм резьбы (1" = 25,4 мм).
УКБ цепи для нарезания дюймовой резьбы с минимальным шагом имеет вид:
Шаг модульной резьбы выражается через модуль, т. е.:
(6) Pp = · π · m · k
Питчевая резьба задается диаметральным питчем П. Формула для определения шага нарезаемой питчевой резьбы имеет вид:
(7) Pp = 25.4 / k
где: П – число питчей нарезаемой резьбы.
УКБ цепей для нарезания модульной и питчевой резьбы могут быть записаны аналогично вышеизложенному, руководствуясь информацией приведенной в п.4.5.3.
Нарезание резьб повышенной точности и нестандартных резьб
При нарезании резьбы повышенной точности вращение на ходовой винт передается напрямую. С этой целью включаются зубчатые муфты М2, М4 и М5, соединяя между собой валы Х, XII, ХV и ходовой винт. Точность нарезаемой резьбы в этом случае повышается за счет уменьшения длины винторезной кинематической цепи.
УКБ винторезной цепи в этом случае запишется следующим образом:
(8) Pp = 1об.шп · iшг · iг · Px
где: iШ.Г – передаточное отношение цепи от шпинделя до гитары сменных колес;
iг – передаточное отношение сменных колес гитары.
Решая уравнение (8) относительно iг, получим следующую формулу для подбора сменных зубчатых колес в гитару:
Этой формулой можно пользоваться также при расчете iг в случае нарезания нестандартных резьб.
Нарезание резьбы с увеличенным шагом
При нарезании резьбы с нормальным шагом (Pp = 1–12 мм) вращение на вал XIII передается непосредственно от шпинделя через колеса 60/60 (i=1). Для нарезания резьбы с увеличенным шагом (Pp = 14–192 мм) зубчатое колесо Z=45 вала VIII вводится в зацепление с колесом Z=45 вала IV, а вращение на шпиндель должно передаваться через перебор. В зависимости от величины передаточного отношения от шпинделя до вала VIII (в зависимости от положения блоков перебора), шаг нарезаемой резьбы будет увеличен в 2, 8 и 32 раза.
Нарезание торцовой резьбы (архимедовой спирали)
Торцовая резьба применяется, например, в самоцентрирующих кулачковых патронах, в которых движение кулачков в радиальном направлении сообщается с помощью диска, имеющего резьбу на торце. Нарезаются торцовые резьбы по цепи дюймовых резьб. Цепь связывает вращение шпинделя с вращением ходового винта поперечной подачи. Настройка обеспечивается гитарой сменных колес. Отвод суппорта (резца) в исходное положение для выполнения последующего перехода при нарезании резьбы, выполняется также путем реверсирования вращения шпинделя. Чтобы исключить из цепи обгонную муфту М0 (см. рис. 7), которая передает движение на ходовой вал только при прямом вращении шпинделя, одно из колес блока 28–28 на валу XV вводится в зацепление с жесткозакрепленным на ходовом валу зубчатым колесом Z=56.
Нарезание многозаходных резьб
При нарезании многозаходных резьб в уравнение настройки (8) вместо шага резьбы Pp следует подставить шаг винтовой линии S = К·Pp, (К – число заходов). Для того, чтобы нарезать 2-й, 3-й, и т. д. заходы резьбы, необходимо произвести деление, которое может быть выполнено несколькими способами:
- поворотом заготовки на 1/К часть окружности относительно неподвижного резца
- поворотом шпинделя (заготовки) при разомкнутой винторезной цепи
- смещением резца вдоль оси заготовки на шаг нарезаемой резьбы
Первый способ деления. Поворот заготовки можно выполнить с помощью специального поводкового патрона, состоящего из двух частей. Одна из них закреплена жестко на шпинделе, а другая – с поводковым пальцем может поворачиваться относительно первой части. Отсчет угла поворота заготовки производится по угловой шкале одной из частей патрона. После деления обе части патрона жестко соединяются между собой.
Второй способ деления. Деление по второму способу осуществляется поворотом заготовки (шпинделя) при разомкнутой винторезной цепи. При этом зубчатый блок на валу VIII выводят из зацепления и ставят в нейтральное положение. Угол поворота отсчитывают по шкале, нанесенной на заднем конце шпинделя. На шпинделе и зубчатом блоке имеются зубчатые колеса, число зубьев которых равно числу делений на шкале (Z=60), что позволяет свободно вводить в зацепление эти колеса после деления окружности на 2, 3, 4, 5, 6, 10, 12, 15, 30 и 60 частей. Для выполнения этого способа деления необходимо:
- остановить главный электродвигатель
- включить фрикционную муфту на прямое вращение шпинделя (поднять ручку 21 вверх)
- снять кожух, закрывающий сменные шестерни и приводные ремни
- патронным ключом вращать против часовой стрелки лишь до совпадения риски «60» на диске с риской на фланце. После этого снять натяг в цепи (слегка повернуть шкив в другую сторону) не вызывая поворота шпинделя
- рукоятку 4 (на передней бабке) поставить в положение «деление на многозаходные резьбы»
- вращать шкив против часовой стрелки: при нарезании 2-х заход-ной резьбы – на 30 делений по диску, 3-х заходной – на 20, 4-х за-ходной – на 15 и т. д.
- рукоятку 4 установить в первоначальное положение
Третий способ деления. При третьем способе деления после нарезания первого захода резьбы на полный профиль резец перемещают в продольном направлении винтом верхних резцовых салазок на величину S/K. Отсчет ведут по лимбу. Для обеспечения большей точности применяют индикаторные устройства.
Чертежи коробки подач токарно-винторезного станка 1к62
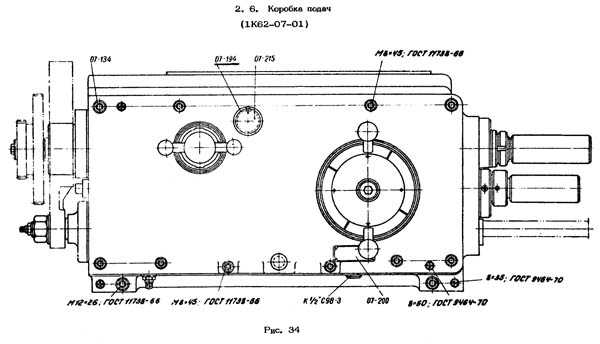
Общий вид коробки подач токарно-винторезного станка. Смотреть в увеличенном масштабе
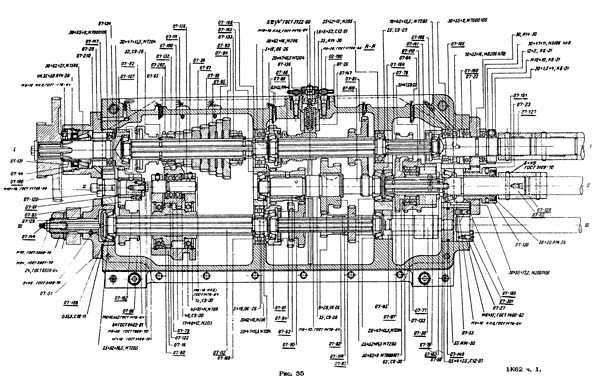
Устройство коробки подач токарно-винторезного станка. Смотреть в увеличенном масштабе
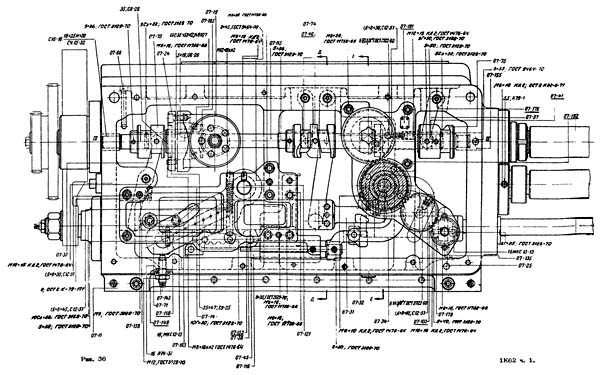
Устройство коробки подач токарно-винторезного станка. Смотреть в увеличенном масштабе
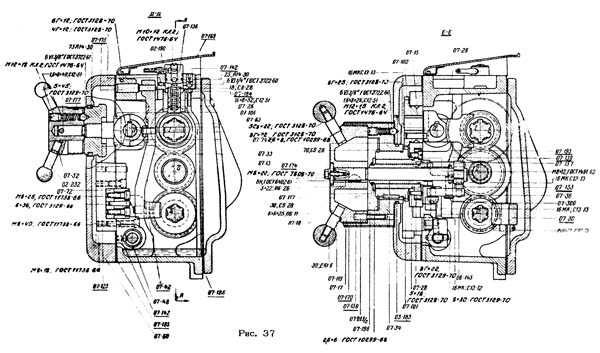
Устройство коробки подач токарно-винторезного станка. Смотреть в увеличенном масштабе
Это интересно
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
stanki-katalog.ru
Коробка подач 1К62 « ООО "ОМТС" Запасные части к станкам, оснастка и комплектующие.
| 1 | Вал Нортона в сборе | 1К62-07-340 | 3 500 |
| 2 | Барабан | 1К62-07-17 | 4 000 |
| 3 | Вал 1-й оси | 1К62-07-110 | 3 500 |
| 4 | Вал 2-ой оси | 1К62-07-113 | 12 500 |
| 5 | Вал 3-й оси | 1К62-07-112 | договорная |
| 6 | Валик 5-й оси | 1К62-07-115 | договорная |
| 7 | Вал-муфта 1-й оси | 1К62-07-108 | 1 500 |
| 8 | Вал-шестерня | 1К62-07-106 | договорная |
| 9 | Вал-шестерня | 1К62-07-178 | договорная |
| 10 | Вал-шестерня 1-й оси | 1К62-07-107 | 2 200 |
| 11 | Вал-шестерня 2-й оси | 1К62-07-109 | 3 500 |
| 12 | Вилка | 1К62-07-157 | договорная |
| 13 | Вилка | 1К62-07-30 | договорная |
| 14 | Вилка | 1К62-07-32 | договорная |
| 15 | Вилка | 1К62-07-29 | договорная |
| 16 | Винт | 1К62-16-37 | договорная |
| 17 | Кожух | 1К62-50-01 | договорная |
| 18 | Копир | 1К62-07-71 | договорная |
| 19 | Копир | 1К62-07-73 | договорная |
| 20 | Копир | 1К62-07-74 | договорная |
| 21 | Копир | 1К62-07-75 | договорная |
| 22 | Кронштейн | 1К62-07-19 | договорная |
| 23 | Маслонасос в сборе | 1К62-07-600Р | договорная |
| 24 | Муфта обгонная | 1К62-07-430Р | 8 500 |
| 25 | Насос | 1К62-07-26 | договорная |
| 26 | Ось 2-й оси | 1К62-07-120 | договорная |
| 27 | Ось 3-й оси | 1К62-07-123 | договорная |
| 28 | Рукоятка | 1К62-07-204 | 2 500 |
| 29 | Рукоятка установки подачи | 1К62-07-203 | 1 500 |
| 30 | Рычаг | 1К62-07-33 | договорная |
| 31 | Рычаг | 1К62-07-34 | договорная |
| 32 | Тяга | 1К62-07-117 | договорная |
| 33 | Тяга 4-й оси | 1К62-07-116 | договорная |
| 34 | Шестерня | 1К62-07-101 | договорная |
| 35 | Шестерня | 1К62-07-102 | договорная |
| 36 | Шестерня | 1К62-07-103 | договорная |
| 37 | Шестерня | 1К62-07-105 | договорная |
| 38 | Шестерня | 1К62-07-77 | договорная |
| 39 | Шестерня | 1К62-07-78 | договорная |
| 40 | Шестерня | 1К62-07-79 | 2 000 |
| 41 | Шестерня | 1К62-07-80 | договорная |
| 42 | Шестерня | 1К62-07-81 | договорная |
| 43 | Шестерня | 1К62-07-82 | договорная |
| 44 | Шестерня | 1К62-07-83 | договорная |
| 45 | Шестерня | 1К62-07-84 | договорная |
| 46 | Шестерня | 1К62-07-85 | договорная |
| 47 | Шестерня | 1К62-07-86 | договорная |
| 48 | Шестерня | 1К62-07-87 | договорная |
| 49 | Шестерня | 1К62-07-88 | договорная |
| 50 | Шестерня | 1К62-07-90 | договорная |
| 51 | Шестерня | 1К62-07-93 | договорная |
| 52 | Шестерня | 1К62-07-94 | 1 800 |
| 53 | Шестерня | 1К62-07-95 | договорная |
| 54 | Шестерня | 1К62-07-97 | договорная |
| 55 | Шестерня | 1К62-07-98 | договорная |
| 56 | Шестерня | 1К62-07-99 | договорная |
| 57 | Шестерня | 1К62-16-39 | договорная |
| 58 | Шестерня-муфта | 1К62-07-89 | договорная |
| 59 | Задняя крышка коробки подач | 7 000 | |
| 60 | Шкив | 1К62-15-41 | договорная |
Если Вы не нашли интересующую Вас позицию, свяжитесь с нами по телефону
8(863)2-500-814,и мы предоставим Вам полную информацию!
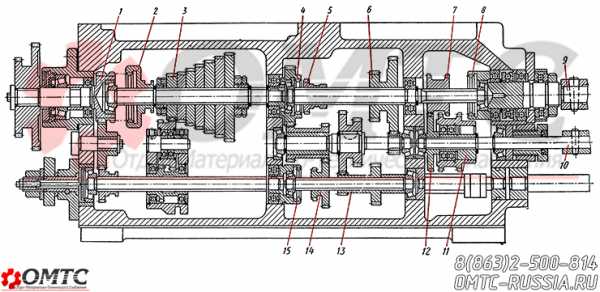
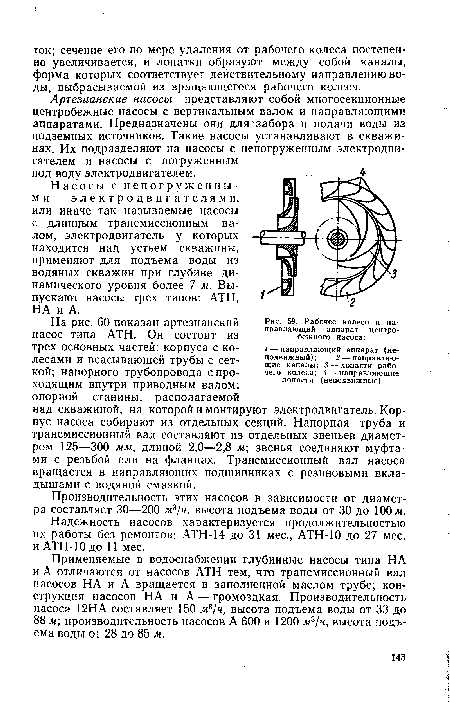
Коробка подач закреплена на станине ниже передней бабки,
1, 2, 4, 5, 7, 8, 14, 15 — переключаемые муфты;3 — ступенчатый блок механизма Нортона;6, 13 — блоки зубчатых колес;7 — муфта;9 -ходовой винт;10 — ходовой вал;11—12 — муфты обгона.
omtc-russia.ru
Коробка подач 1к62, 1к625 | ИП Бирюкова Т.А.
Функция коробки подач токарно-винторезного станка 1к62, 1к625, 1к62д, 1к625д произвести механическое перемещение суппорта с резцедержателем, установленного на каретке станка, коробка подач установлена под передней бабкой станка, она выполняет функцию коробки скоростей для выбора скорости оборотов ходового винта и вала станка.За счет изменения скорости крутящего момента ходового винта и вала достигается скорость механического перемещения суппорта в продольном и поперечном направлениях. Настраивая коробку подач с помощью переключателя и барабана, узел позволяет нарезать 4 вида резьбы, такие как дюймовые, модульные, питчевые и метрические. Вы можете приобрести у нас все запасные части данного узла. Самый удобный сервис подбора нужных деталей.
 Кинематическая схема 1к62, 1к625 Кинематическая схема №2 1к62, 1к625
Кинематическая схема 1к62, 1к625 Кинематическая схема №2 1к62, 1к625  Кинематическая схема №3 1к62, 1к625
Кинематическая схема №3 1к62, 1к625 Сверху представлены все виды кинематических схем и чертежей коробки подач 1к62, на которых обозначены маркировки и местоположение деталей, после определения маркировки выберете её из списка ниже и получите полные характеристики выбранной детали фото, чертеж, кол-во зубов, модуль, массу и др
Коробка подач в сборе 1к62.07.01
Втулка 1к62.07.61
Втулка 1к62.07.62
Копир 1к62.07.73
Копир 1к62.07.74
Копир 1к62.07.75
Звездочка 1к62.07.76
Шестерня 1к62.07.77
Шестерня 1к62.07.78
Шестерня 1к62.07.79
шестерня 1к62.07.80
Шестерня 1к62.07.81
Шестерня 1к62.07.82
Шестерня 1к62.07.83
Шестерня 1к62.07.84
Шестерня 1к62.07.85
Шестерня 1к62.07.86
Шестерня 1к62.07.87
Шестерня 1к62.07.88
Шестерня 1к62.07.89
Шестерня 1к62.07.90
Муфта 1к62.07.91
Муфта 1к62.07.92
Шестерня 1к62.07.93
Шестерня 1к62.07.94
Шестерня 1к62.07.95
Шестерня 1к62.07.97
Шестерня 1к62.07.98
Шестерня 1к62.07.99
Шестерня 1к62.07.100
Шестерня 1к62.07.101
Шестерня 1к62.07.102
Шестерня 1к62.07.103
Шестерня 1к62.07.105
Шестерня 1к62.07.106
Вал шестерня 1ой оси 1к62.07.107
Вал муфта 1ой оси 1к62.07.108
Вал шестерня 2ой оси 1к62.07.109
Вал 1ой оси 1к62.07.110
Вал 1ой оси 1к62.07.111
Вал 3ей оси 1к62.07.112
Вал 2ой оси 1к62.07.113
Вал 3ей оси 1к62.07.114
Муфта соединительная 1к62.07.127
Муфта соединительная 1к62.07.128
Проставок 1к62.07.133
Штифт 1к62.07.142
Плунжерный насос коробки подач 1к62.07.26
vse-k-stankam.ru