Сварочные электроды ЦЛ-25 - WeldElec.com. Электроды цл
Сварочные электроды ЦЛ-11. | МеханикИнфо
Сварочные электроды ЦЛ-11 технические характеристики. 4.47/5 (89.41%) проголосовало 17

Сварочные электроды марки ЦЛ-11 предназначены для сварки различных металлов и металлоконструкций из нержавеющих сортов стали (1Х16Н13Б, 1Х21Н5Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б, 09Х18Н12Т, 12Х18Н10Т, Х14Г14Н3Т и других марок), находящиеся в условиях агрессивных сред. Основное достоинство данного вида сварочных электродов в том, что образуемый при сварке шов противостоит межкристаллитной коррозии. Поэтому к ним и предъявляются жесткие требования по качеству, составу и покрытию
Технические характеристики:
Тип сварки: ручная, дуговая;
Покрытие: основное (карбонаты и фтористые соединения);
Ток: постоянный обратной полярности;
Коэффициент наплавки: 11 г/А·ч;
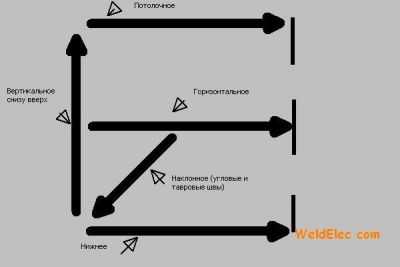
Положения при сварке: почти все пространственные положения, кроме сверху-вниз;
Расход электродов: на 1 кг металла тратиться порядка 1.7~1.8 кг электродов.
Таблица 1.
Технические характеристики сварочных электродов ЦЛ-11.
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в упаковке, шт. | ||
| Упаковка 1 кг. | Упаковка 2.5 кг | Упаковка 5 кг | |||
| 2,00 | 300 | 9-10 | 100-111 | 250-277 | — |
| 2,50 | 350 | 18-19 | 52-55 | 131-138 | — |
| 3,00 | 350 | 27-28 | 35-37 | 89-92 | 178-185 |
| 4,00 | 350 | 47-48 | — | 52-53 | 104-106 |
| 5,00 | 450 | 98 | — | 25 | 51 |
Данная марка электродов имеет устойчивое горение дуги, очень маленькое разбрызгивание металла до 4 ~5 % и отменное формирование сварочного шва. Образуемый шов не должен содержать поверхностных и внутренних трещин, а его валики должны быть хорошо сформированы. Все эти технологические свойства электродов выводят их на первое место среди конкурентов.
Таблица 2.
Тип электродов ЦЛ-11. Силы тока при разных положениях шва.
| Диаметр, мм | Сила тока, А | ||
| нижнее | вертикальное | потолочное | |
| 2.0 | 40-60 | 30-50 | 30-50 |
| 2.5 | 50-70 | 40-60 | 40-60 |
| 3.0 | 70-90 | 50-80 | 50-80 |
| 4.0 | 130-150 | 110-130- | 110-130 |
| 5.0 | 150-180 | 120-160 | — |
Сварочные электроды ЦЛ-11 технические характеристики.
Сварку производят на короткой дуге. Выпускаемые диаметры не имеют существенных отличий от сварочных электродов марок АНО-4 и УОНИ-13/55 и составляют: 2, 2.5, 3, 4, 5 мм. Наиболее популярные из них: 3, 4, 5 мм.
Сварочные электроды поставляются заказчику в герметичной упаковке. Это необходимо для того, чтобы не было потерь качества. Такие упаковки возможны для дальнейшего хранения и транспортировки, при соблюдении надлежащих условий.
Таблица 3.
Массовая доля химических элементов в сварочном шве.
| Углерод, C | Марганец, Mn | Кремний, Si | Никель, Ni | Хром, Cr | Ниобий, Nb | Сера, S | Фосфор, P |
| не более | |||||||
| 0,05-0,12 | 1,0-2,5 | 0,4-1,3 | 8,0-10,5 | 18,0-22,0 | 0,7-1,3 | 0,020 | 0,030 |
При выполненной работе сварочный шов содержит все химические элементы, указанные в таблице 3, в процентах.
Аналоги сварочных электродов ЦЛ-11: OK 61.85, FOX SAS 2-A, ОЗЛ-7, ЛЭЗ.
mechanicinfo.ru
Сварочные электроды цл-11

Для сваривания ответственных конструкций из стали профессиональные сварщики используют электроды ЦЛ-11. На самом деле этот выбор правильный, потому что сварочный процесс с использованием электродов ЦЛ-11 является не только комфортным, но еще и в результате получается качественный сварной шов. Устойчивость к воздействию коррозии, а также других разрушающих факторов позволяет Вам быть полностью уверенными в том, что ЦЛ-11 действительно высокого качества.
Электроды ЦЛ-11 применяются при сваривании стойких хромоникелевых сталей, а также тех металлов, к сварочным швам которых предъявляются высокие требования прочности. Вот марки сталей, которые чаще всего сваривают электродами ЦЛ-11: 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т и 08Х18Н12Б, а также подобные им по строению.
Благодаря специальным свойствам покрытия сварочных электродов ЦЛ-11 возможно сваривание металла, который в дальнейшем будет регулярно подвергаться воздействию коррозионных факторов. Таким образом, шов, полученный при сваривании электродами ЦЛ-11, устойчив к коррозии и агрессивной среде.
Агрессивной средой принято считать температуру не ниже 500 градусов по Цельсию. Сваривание электродами ЦЛ-11 происходит с использованием короткой дуги во всех пространственных положениях. Также во время сварочного процесса используется постоянный ток обратной полярности.
Расход электродов ЦЛ-11 на 1 килограмм наплавленного металла при сваривании составляет 1,8 килограмма электродов. Электроды ЦЛ-11 имеют основное покрытие Б. В основе этого покрытия лежат карбонаты и фтористые соединения. Металл, который был наплавлен электродами с таким покрытием, по свойствам полностью соответствует спокойной стали.
Из-за низкого содержания газов при сваривании металл, сваренный электродами ЦЛ-11, имеет пластичные качества, а обладает стойкостью к образованию горячих трещин. Также благодаря использованию электродов ЦЛ-11 достигается возможность уменьшить склонность изделия к старению, поэтому использование электродов ЦЛ-11 является гарантией того, что Ваше металлическое изделие будет высокого качества, а также оно практически не потеряет своей привлекательности даже через долгое время.
Для изготовления электродов ЦЛ-11 используется современная сварочная проволока Св-07Х19Н10Б, которая соответствует государственным стандартам. Этот вид проволоки сделан из высоколегированных видов стали, поэтому сварочный электрод ЦЛ-11 имеет так много положительных свойств.
Для хорошей работы электродов Вам нужно следить за качеством покрытия. Это означает, что на ЦЛ-11 не должно быть больших трещин или других повреждений покрытия. Однако заводы изготовители допускают использование электродов ЦЛ-11 с небольшим растрескиванием покрытия. Эта трещина должна быть не более трехкратного номинального диаметра электродов. Вообще, лучше всего использовать ЦЛ-11 без трещин. Для этого Вам нужно соблюдать правила их хранения.
elektrod-3g.ru
Электроды ЦЛ-11 – повышенная стойкость к коррозии
Раздел: ЦЛ
Тип: Э-08Х20Н9Г2Б Покрытие: Основное (Б)
Назначение: Для сварки коррозионностойких высокопрочных сталей
Сварочный ток: Постоянный, обратная полярность (+)
Пространственное положение при сварке: Все, кроме вертикального сверху вниз (2)
Применение: постоянного тока, Электроды для нержавейки
В разделах продавцов: ЦЛ 11
Выпускается производителями: ESAB (Швеция, Гётеборг), Lincoln Electric (США, Кливленд), ZELLER WELDING (Германия, Дюссельдорф), ВИСТЕК (Украина, Бахмут), Волгодонские, Волгодонский электродный завод, Зеленоградский электродный завод (Зеленоград), Кировский завод, ЛЭЗ, Лосиноостровский Электродный Завод, Патон (Украина, Киев), ПлазмаТек (Украина), Промтехсервис (Украина, Днепропетровск), Рамсес (Белореченский электродный завод), РОТЕКС (Кострома, Москва), СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), Сычевский электродный завод (Москва), ТАНТАЛ ЛТД (Сызрань), Фрунзе, Сумы-Электрод (Сумы, Украина), ХОБЭКС (Волгоград), Шадринск, Шадринский электродный завод, Ярославское электродно-метизное производство (Ярославль) Производится под брендами: GRANIT, Монолит
Электроды этого типа (электроды ЦЛ-11) предназначаются для ручного дугового сваривания сталей соответствующих ГОСТу 9566-75. Эти электроды с успехом применяются для сваривания конструкций из хромоникелевых и коррозионно-устойчивых сталей. Требования к металлу обосновываются на стойкости наплавленного шва к межкристаллитной коррозии. Процесс сварки может осуществляться во всех положениях в пространстве, за исключением одного положения «сверху-вниз», постоянным током обратной полярности.
Значимость и ценность электродов ЦЛ-11 состоит в том, что благодаря им возможно получение материала шва, отличающегося повышенной стойкостью к коррозии в неблагоприятных условиях при температурах 450-600 градусов по Цельсию. Процесс сварки осуществляется с помощью короткой дуги. Расход электродов ЦЛ-11 на 1 килограмм наплавленного металла составляет 1,7 кг. Типичная составляющая ферритной фазы в металле шва составляет около шести процентов.
Электроды ЦЛ-11 имеют следующие основные характеристики:
- Покрытие – основное «Б», на базе различных фтористых соединений, которое предотвращает образование горячих трещин и обеспечивает невысокое содержание вредных примесей и газов в металле шва. Покрытие достаточно плотное с прочной поверхностью, без трещин, неровностей и швов. Некоторое исключение допускает стандарт по ГОСТ 9466-75, в котором предусмотрены различные незначительные погрешности. На покрытии допускаются небольшие трещины с максимальной длиной, не превышающей трехкратного диаметра электрода.
- Материал стержней – используется специальная сварочная проволока по ГОСТ 246-70 марки Св-07Х19h20Б.
- Полное обозначение данных электродов имеет вид следующей формулы: Э-08X20H9Г2Б-ЦЛ-11-4, 0-ВД ГОСТ 10052-75. Электроды выпускаются длиной от 200 до 350 мм в зависимости от диаметра, который может быть 2,0; 2.5; 3,0; 4,0; 5,0 мм.
Технологические особенности сварки
- Перед сваркой необходима прокалка электродов в течение 1ч при температуре 180-200 градусов.
- Производительность наплавки для электродов диаметром 4,0 мм — 1,5 кг/ч.
- Коэффициент наплавки составляет 11,0 г/Ач.
- Расход электродов на 1 килограмм наплавленного металла составляет 1,7 кг.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварочные электроды ЦЛ-25 - WeldElec.com
Электроды ЦЛ-25 предназначены для сварки следующих материалов:
- жаростойкие стали, работающие в средах без сернистых соединений при температурах до 1000°С;
- двухслойные стали, когда не предъявляются требования по стойкости к МКК.
Электроды ЦЛ-25 обладают следующими техническими характеристиками:
- Покрытие — основное.
- Коэффициент наплавки — 10,5 г/А• ч.
- Расход электродов на 1 кг. наплавленного металла — 1,7 кг.
- Сварка осуществляется во всех положениях, исключением является вертикальное «сверху-вниз», при постоянном токе обратной полярности.
Химический состав (%) наплавленного металла:
| C | Ni | Si | Mn | Cr | S | P |
| не более 0,12 | 11,5-13,5 | 0,3-0,8 | 1,0-2,5 | 24,0-27,0 | не более 0,02 | не более 0,03 |
Технологические особенности сварки:
- Перед сваркой необходимо проводить прокалку электродов. Каждый производитель предлагает собственный режим прокаливания.
- Сварка ведется короткой дугой.
- Термическая обработка кромок не допускается.
- Наплавленный металл склонен к охрупчиванию при температурах 600-800°С.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
Поиск по сайту
Марки
МаркиВыберите рубрику48Н48ХНCapillaCastolinGeKaKiswelKOBATEKNobitecPhoenixQUATTRO ELEMENTIUTPWearshieldZELLERАНВАНЖРАНОАНПАНЦВИВСНВСФВСЦЗИОИТСКТИЛЭЗМРМТГНИАТНИИОЗАОЗАНАОЗБОЗИОЗЛОЗНОЗРОЗСОЗЧОЗШОК ОК 46ПрочиеРОТЭКССЛТТМЛТМУУОНИУПЦЛЦНЦТЦУЭАСвежие записи
© 2012-2018 Информация на сайте носит справочный характер и не является публичной офертой // Вверхweldelec.com
Сварочные электроды ЦЛ-40 - WeldElec.com
Электроды ЦЛ-40 предназначены для сварки легированных теплоустойчивых хромомолибденованадиевониобиевых сталей, в частности тонкостенных труб пароперегревателей, поверхностей нагрева котлов, работающих при температурах до 600°С.
Электроды ЦЛ-40 обладают следующими техническими характеристиками:
- Тип — Э-10Х3М1БФ.
- Покрытие — основное.
- Коэффициент наплавки — 9,0 г/А•ч.
- Расход электродов на 1 кг. наплавленного металла — 1,6 кг.
- Сварка производится во всех положениях, кроме вертикального «сверху-вниз», переменным и постоянным током обратной полярности.
Химический состав (%) наплавленного металла:
| C | Nb | Mo | Si | V | Mn | Cr | S | P |
| 0,06-0,12 | 0,35-0,6 | 0,7-1,0 | 0,25-0,45 | 0,25-0,5 | 0,6-0,9 | 2,4-3,0 | 0,025 | 0,03 |
Технологические особенности сварки:
- Температура прокалки — 330-350°С, длительность — 2 ч.
- Сварка ведется короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С.
Особые свойства:
- Механические свойства наплавленного металла обеспечиваются после отпуска 750°С, 5 ч.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварочные электроды ЦЛ-19 - WeldElec.com
Электроды ЦЛ-19 ля сварки конструкций из термоупрочняемых высокопрочных сталей с временным сопротивлением разрыву до 980 МПа, работающих в режимах до +200°С, а также для наплавки слоев средней твердости.
Химический состав (%) наплавленного металла:
| C | Mо | Mn | Si | Cr | S | P |
| 0,15-0,22 | 0,15-1,25 | 0,9-1,1 | 0,15-0,25 | 0,8-1,1 | 0,025 | 0,03 |
Электроды ЦЛ-19 обладают следующими техническими характеристиками:
- Покрытие — основное.
- Средний коэффициент наплавки – 9,0 г/А•ч.
- Расход электродов на 1 кг. наплавленного металла – 1,6 кг.
- Сварка проводится постоянным током обратной полярности во всех пространственных положениях, за исключением вертикального «сверху-вниз».
Технологические особенности сварки:
- Сварочный процесс осуществляется короткой дугой по хорошо очищенным поверхностям с последующим прогревом.
- Для получения лучшего результата электроды следует прокалить: температура — 380-400°С, продолжительность — 1 ч.
- После сварки необходима термообработка: закалка от 880°С в масле, отпуск при 520°С, охлаждение в масле.
Дополнительная информация
- Механические свойства наплавленного металла обеспечиваются после термической обработки по режиму: закалка 860-900°С — 45 мин и отпуск 510-560°С — 1,5 часа, воздух.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Электроды цл-11

Электроды данного типа (электроды цл-11) чаще всего являются металлическими. Они предназначены специально для ручной дуговой сварки сталей типа ГОСТ 9566-75. Эти электроды применяются для сварки конструкций из коррозийных и хромоникелевых сталей. Требования к металлу шва базируются на стойкости к межкристаллитной коррозии. Как, правильно процесс сварки осуществляется во всех пространственных положениях, кроме кристаллического «сверху-вниз».
Ценность и значимость электродов цл-11 заключается в том, что они обеспечивают получение металла шва, который в свою очередь отличается повышенной коррозийной стойкостью в неблагоприятных условиях. К таким условиям относится температура от 450 до 600 градусов по Цельсию. Осуществление процесса сварки проводится при помощи короткой дуги. Расход электродов наплавленного металла осуществляется в соотношении 1 кг металла на 1, 8 кг. Типичное содержание ферритной фазы в металле составляет около шести процентов.
К основным характеристикам данного вида электродов относятся следующие: основное покрытие Б, базу которого составляют различные фтористые соединения, а также невысокое содержание газов и вредных примесей в металле шва, выполненном электродами цл-11. Также это стойкость против образования горячих трещин.
В качестве материала для стержней этих электродов используется особая проволка сварочной марки Св-07Х19h20Б по ГОСТ 246-70. Эта проволока специально предназначена для изготовления электродов, в этом и заключается ее основное назначение.
Электроды должны быть покрыты достаточно плотной и прочной поверхностью, без образования швов, трещин и различных неровностей. Известное исключение составляет стандарт ГОСТ 9466-75, который предусматривает различные погрешности, возможные в этой связи. На покрытии допускается возникновение трещин не самого большого размера. Главное условие заключается в том, чтобы их максимальная длина не превышала трехкратного диаметра самого электрода.
Обозначением данных электродов сварочного типа является следующая формула: Э-08X20H9Г2Б-ЦЛ-11-4, 0-ВД ГОСТ 10052-75 Диаметр электродов цл-11 обычно колеблется от 3 до 5 мм. Данного типа электроды проверены временем и являются качественными продуктами, положительные свойства которых подтверждены отзывами потребителей. Спрос на эти электроды всегда достаточно высокий.
elektrod-3g.ru