Методы сварки нержавеющей стали и способы её чистки. Как паять нержавейку
Как паять нержавейку — sovetskyfilm.ru
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Пайка с помощью газовой горелки
 Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см. а масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры .
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Основные ошибки во время пайки
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать. но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
- Автор: Николай Иванович Матвеев
Нержавейку можно паять множеством различных металлов и сплавов, но именно для домашних условий, наиболее подойдет оловянный припой. Сложность в том, что найти более специализированный припой намного тяжелее, да и стоить будет он в разы больше.
Еще одна сложность заключается в самом процессе пайки, без специализированных и дорогостоящих инструментов, произвести его, с большинством металлов, в качестве пайки, практически не возможно. Это вызвано тем, что как правило, данные задачи выполняются на производствах и узкопрофильных заводах.
Но не стоит отчаиваться, Вас легко выручит олово, тем более что место пайки оловом получается, ни хуже от подобных дорогостоящих припоев. Сам процесс довольно прост, следует только внимательно выполнять все действия и неуклонно придерживаться техники безопасности, чтобы избежать ожогов.
Весь процесс пайки нержавейки оловом, можно условно разделить на два этапа, подготовительный и собственно пайка. Вначале нужно очистить все контактирующие поверхности от грязи и прочего налета. Далее следует обработка флюсом. Специалисты советуют в качестве флюса применять ортофосфорную кислоту, она наиболее подходит для нержавейки, способствуя качественному сцеплению олова с металлом.
После лужения обработанной кислотой поверхности, можно переходить к пайке. Нам понадобиться стандартный паяльник, желательно не менее 80 Вт, но и не более 100 Вт. Чтобы получилась качественная пайка, стоит приобретать паяльник именно в данном диапазоне.

Следует отметить, что для наилучшего соединения, следует брать чистое олово. А так как обычно оловянный припой содержит примесь свинца, необходимо проконтролировать, чтобы его содержание было минимальным, идеальным будет именно чистое олово.
Пайка нержавейки оловом процесс довольно специфический, но не сложный. Если Вы паяли раньше другие металлы, то у Вас все непременно получиться и в случае с нержавейкой. Будьте аккуратны и внимательны, и пайка выйдет ровной и красивой.
Бытует ошибочное мнение, что нержавейку оловом паять невозможно, так как процесс это трудоемкий и очень непростой. Но это далеко не так: такую работу можно сделать даже в домашних условиях, если обладать определенными знаниями, умениями и опытом.
Итак, если вы приобрели высококачественную нержавеющую сталь в компании «МеталлСити», и вам нужно произвести ее пайку, то воспользуйтесь информацией и советами, которые приведены ниже.
Главное – паяльник!
Перед тем, как начать работу, подумайте, следует ли действительно выполнять пайку, а не использовать другие способы крепежа. Паяние целесообразно, если металлические детали нельзя сверлить или болтовое соединение ненадежно.

Основные факторы, которые влияют на процесс: хороший электропаяльник и правильный флюс, обеспечивающий соединение поверхностей на долгое время.
Обратите особое внимание на следующее:
- Мощность паяльника должна быть 60 -100 Вт, если она будет меньше, то хорошо нагреть и расплавить до нужного состояния металл не получится. Большая же мощность дома не нужна — она приводит к перерасходу энергии.
- Нужно приобрести паяльник с перманентным нагревом – служит он долго и экономит энергию.
- Лучше всего паяльник с жалом, которое не обгорает – такой будет работать дольше. Его нужно чистить от накипи периодически, а также затачивать для филигранности работы.
- Олово — почти идеальный припой для нержавейки. Оно не содержит свинец, как ПОС, и им можно работать с изделиями, контактирующими с продуктами питания.
- Без правильного выбора флюса нержавейку лудить невозможно, так как образовывается оксидная пленка. Лучший флюс в этом случае — ортофосфорная кислота.

Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.
Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.

Советы в статье «Как работает электронный динамометр » здесь .
Пайка нержавейки в видео:

Многими специалистами спаивание нержавеющей стали при помощи олова, считается весьма затруднительной процедурой, поскольку здесь присутствует особая роль в поведении подобного металла. Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки.
Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата. Так же для качественного соединения потребуется правильно настраивать необходимые параметры и режимы при помощи регулировки, а так же выбирать соответственные расходные материалы. Такие работы осуществляются по техническим условиям, которые должны соответствовать ГОСТу 860-75.
Преимущества процесса спаивания нержавеющей стали при помощи олова
- Благодаря такому процессу можно довольно просто и максимально быстро осуществить процесс по заделке маленьких поломок, не применяя сложные процедуры;
- Подобные работы не занимают много времени и длительных подготовительных процедур;
- Цены на расходные материалы соответственно не велики;
- Благодаря свойству олова, которое делает меньше текучесть при воздействии с большими температурами, процесс спаивания происходит более удобно и не проблематично в отличие от других припоев;
- Во всех вариантах спаивания окончательный результат владеет соответственно высоким уровнем качества.
Недостатки спаивания нержавеющей стали при помощи олова
- Процесс спаивания является не достаточно крепким по сравнению, с другими методами получения неразъемного соединения;
- При использовании олова, температурный диапазон эксплуатации изготовлений становится ниже, поскольку такой металл может расплавляться;
- Присутствуют неудобства в процессе соединения нержавеющей стали из-за большой текучести.
к содержанию ↑
Оборудование и приспособления
В работах по спаиванию нержавеющей стали требуется иметь в наличии все необходимые приспособления, такие как:

- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Щетка по металлу;
- Флюс;
- Рукавицы для защиты;
- Материал для протирания.
Рекомендует приобретать паяльник, который имеет мощность в 100 Вт, поскольку модели с меньшей мощностью не смогут расплавить материал до необходимой стадии. Когда предстоит спаивание деталей с большими габаритами, то, скорее всего, понадобится паяльник мощнее. Жало приспособления должно быть несгораемым, благодаря этому значительно увеличится долгосрочность.

Необходимо помнить, что паяльник считается не достаточно универсальным приспособлением, поскольку его возможности в работе ограничиваются только теми припоями, которые легко плавятся. Здесь, для более правильного спаивания, подходят бруски, полностью состоящие из олова, либо прутки для сварки из серии ПОС. Вариант первого типа прекрасно подойдет для различной посуды и других подобных емкостей, поскольку в нем отсутствуют примеси. Вместо применения флюса, для данных процедур рекомендуется использовать ортофосфорную кислоту. Таким веществом требуется обработать поверхность будущего соединения, для наиболее высокого уровня качества.
Выбор припоя и прочих материалов
Для процесса спаивания нержавейки с помощью паяльника, необходимо правильно подбирать припой, поскольку от этого выбора зависит конечный результат. Одним из самых востребованных видов считается серия ПОС. Такая разновидность для спаивания в отличие от простого олова выпускается в форме брусков с наличием дополняющих вкраплений свинца, благодаря чему свойства материала меняются в положительную сторону. Существует несколько марок такой серии:
Такие припои могут иметь в себе не только олово, еще кадмий, свинец и другие металлы. Если необходимо осуществить процесс спаивания изделий, которые будут использоваться для продуктов питания, то требуется проследить, что бы в материале не присутствовало ничего кроме олова, поскольку другие металлы могут принести вред для вашего организма.

Небольшим затруднением является выбор подходящего флюса, поскольку совсем не каждый подойдет. В подобном случае потребуется специальный активный флюс, в роле него выступает паяльная кислота. ортофосфорная кислота или хлористый цинк. Рекомендуется незамедлительно приступать к работе, после нанесения его на поверхность металла, поскольку флюс может совместиться с пленкой.
Технология спаивания нержавеющей стали при помощи олова
Перед осуществлением процесса спаивания нержавеющей стали оловом, требуется провести подготовительные процедуры с металлом. Вначале необходимо осуществить механический процесс, используя щетку по металлу или наждачную бумагу, в зависимости от толщины заготовки.

Затем потребуется удалить оксидную пленку, появляющуюся на поверхности металла, а еще от жировых появлений и других загрязнений с помощью растворителя, ацетона и прочих химических веществ. Потом, на чистую поверхность требуется нанести флюс, в случае, если комбинированный припой, в составе которого уже имеется подобное вещество, не используется. После выполнения всех подготовительных процедур, можно непосредственно переходить к процессу спаивания. Для этого потребуется осуществить нагрев детали с помощью горелки или паяльника. Если используется горелка, то нужно тщательно смотреть за уровнем кислорода, поскольку при его недостатке, металл начнет подвергаться окислению.
Что бы ни упустить такой важный нюанс, потребуется обращать внимание на цвет пламени, поскольку, если состав будет перенасыщен, оно станет светло-синим. Для расплавления припоя, понадобится произвести нагрев всей области соединения до необходимой температуры, поскольку его плавление зависит не от горелки, а от нагретого ею металла. Припой кладется на место, где детали соединяются, действуя не спеша, пока все место не будет наполнено.

Контроль качества
Такой процесс осуществляется согласно ГОСТ 19249-73. Тут могут применяться способы контроля с разрушением и без. Основными являются:

Меры осторожности
Если спаивание нержавейки при помощи олова осуществляется в домашних условиях, то необходимо выполнять правила электробезопасности. Основная проблема в том, что можно получить ожог, от паяльника соприкоснувшись с ним, а еще с металлом или припоем. Требуется наличие необходимой металлической подставки, куда можно класть паяльник, что бы избежать его взаимодействия с различными предметами особенно с легковоспламеняющимися вещами. Рекомендуется производить работы в проветриваемых помещениях, поскольку испарения от металлов и самого припоя негативно влияют на дыхательную систему.

Нержавеющая сталь поставляется в виде труб, стержней, листов. Обычно она немагнитна и имеет серебристый блеск. Для сортов нержавеющей стали, содержащих большое количество никеля или хрома, характерен более яркий, зеркальный блеск. Паять такую сталь нелегко ввиду очень устойчивого оксидного слоя на ее поверхности. Как правило, необходимо убрать этот слой сначала механически, потерев поверхность металла проволочной щеткой или песком, а затем химически при помощи кислотного флюса. Оксидный слой быстро восстанавливается, поэтому операции подготовки поверхности и пайки необходимо проводить непрерывно и без промедления.
Шаги Править
Подготовьте металл к пайке. Очистите поверхность металла, предназначаемую для пайки. После чистки она должна блестеть и не иметь пятен. Тщательно протрите поверхность нержавеющей стали проволочной щеткой, также сделанной из нержавеющей стали. Чрезвычайно важно убрать с поверхности металла перед его пайкой оксидную пленку.
Нанесите флюс. Поместите на нержавеющую сталь подходящий паяльный флюс, разрушающий оксидный барьер, затем нанесите на обработанную поверхность припой. Для нанесения флюса в нужное место используйте проволоку припоя.
Разогрейте металл. Пользуясь грелкой, тепловой пушкой или паяльником, разогрейте металл вблизи поверхности пайки; начать греть можно и с обратной стороны, лишь бы тепло передалось к месту пайки. Направлять на место пайки прямое пламя не рекомендуется, поскольку это может привести к перегреву припоя и флюса. При пользовании горелкой держите ее сопло в 10-15 сантиметрах (4-6 дюймах) от поверхности металла.
После того, как флюс подействует, нанесите припой. Как только во флюсе начнут образовываться пузырьки газа, и он приобретет коричневый оттенок, можно подводить проволоку припоя. Прижимайте проволоку к разогретой поверхности, пока припой не начнет растекаться. Как только это случится, выключите нагрев. Если необходимы дополнительные слои припоя, продолжайте прижимать проволоку к разогретой поверхности.
Следите за распространением припоя. Он должен покрывать поверхность ровным слоем. Если припой собирается в отдельные капли, это означает, что он плохо смачивает поверхность металла. Это может быть вызвано недостаточно полным удалением оксидного слоя или перегревом.
Нанесение дополнительного припоя. Если вы приостановили пайку, а затем решили добавить припоя или переместить уже нанесенный ранее, дайте металлу слегка остыть, после чего добавьте флюса и разогрейте его вновь. Флюс облегчит как схватывание нового припоя, так и растекание старого.
Смойте лишний флюс при помощи воды и проволочной щетки. Флюс коррозионно-активен по своей природе, поэтому его необходимо полностью удалить.
Советы Править
- В случае необходимости направить пламя горелки непосредственно на припой или флюс отодвиньте горелку еще дальше от рабочей поверхности и водите ею из стороны в сторону. Разогревшийся флюс начнет выделять пузырьки газа и окрасится в коричневый цвет. Эти изменения, кроме начала реакции, свидетельствуют также о том, что флюс нагрелся до необходимой температуры. Если флюс стал черным, выключите нагрев, удалите его и начните сначала.
- Важно правильно подобрать припой и флюс, подходящие для вашего материала. Некоторые припои плохо пристают к нержавеющей стали; ввиду необходимости полностью удалить устойчивый оксидный слой с поверхности металла перед пайкой выбор кислотного флюса также очень важен.
- При пайке сложных деталей, таких как тонкая проволока или предметы с большой контактной поверхностью, бывает полезно заранее смочить припоем обе поверхности перед их соединением. Просто проделайте описанные выше шаги, нанеся припой ровным слоем на каждую контактную поверхность. Затем, после того как металл остынет, повторите шаги. Но не растягивайте процесс — не проводите пайку на следующий день после предварительного смачивания припоем. При пайке нержавеющей стали очень важно наличие свежей, свободной от оксида поверхности. Предварительное смачивание контактной поверхности подходящим припоем значительно улучшает сцепление металлов, сложных для пайки, и помогает в случае больших контактных поверхностей.
Предупреждения Править
- Используйте средства защиты, поскольку температура плавления многих припоев превышает 200 градусов Цельсия (около 400 градусов Фаренгейта).
- Работайте в хорошо проветриваемом месте. Пары флюса токсичны.
- Остатки флюса содержат кислоту, поэтому всегда должны быть удалены; это касается и так называемых “чистых” флюсов.
- Не разогревайте припой или флюс напрямую.
- Избегайте перегрева. Перегретый припой, хоть и расплавится, но не пристанет к металлу как следует.
Что вам понадобится Править
Нагреватель: паяльник, тепловая пушка, горелка (пропановая).
Проволочная щетка из нержавеющей стали для очистки поверхности и удаления оксидного слоя.
Дополнительные статьи
Как рисовать модные эскизы
Как занять себя, когда скучно
Как сделать ваши глаза красными
Как делать самокрутки
Как сделать трафарет своими руками
Как сделать шарики Orbeez
Как организовать летние каникулы, чтобы не стало скучно
Как разгладить мятую бумагу
Как сделать обложку для книги
Как сделать шорты из старых джинсов
Внимание, только СЕГОДНЯ!sovetskyfilm.ru
Чем паять нержавейку — sovetskyfilm.ru
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Пайка с помощью газовой горелки
 Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см. а масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры .
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Основные ошибки во время пайки
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать. но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
- Автор: Николай Иванович Матвеев
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы. которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.

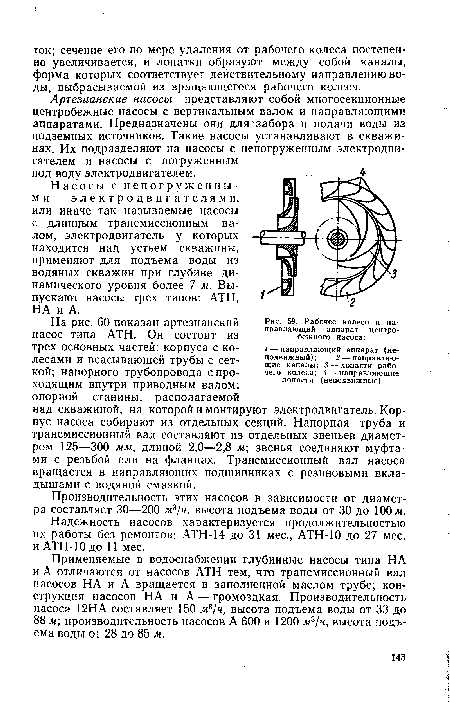
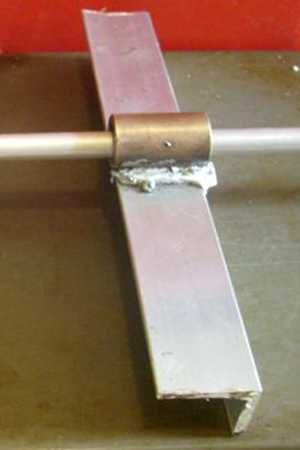
Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали. содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
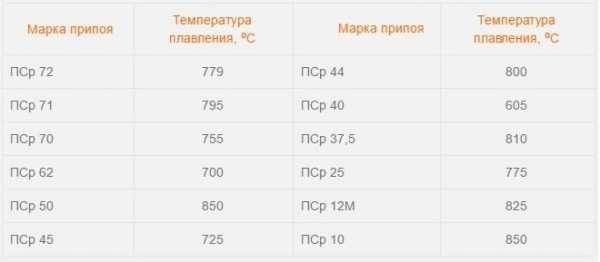
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.

При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Бытует ошибочное мнение, что нержавейку оловом паять невозможно, так как процесс это трудоемкий и очень непростой. Но это далеко не так: такую работу можно сделать даже в домашних условиях, если обладать определенными знаниями, умениями и опытом.
Итак, если вы приобрели высококачественную нержавеющую сталь в компании «МеталлСити», и вам нужно произвести ее пайку, то воспользуйтесь информацией и советами, которые приведены ниже.
Главное – паяльник!
Перед тем, как начать работу, подумайте, следует ли действительно выполнять пайку, а не использовать другие способы крепежа. Паяние целесообразно, если металлические детали нельзя сверлить или болтовое соединение ненадежно.

Основные факторы, которые влияют на процесс: хороший электропаяльник и правильный флюс, обеспечивающий соединение поверхностей на долгое время.
Обратите особое внимание на следующее:
- Мощность паяльника должна быть 60 -100 Вт, если она будет меньше, то хорошо нагреть и расплавить до нужного состояния металл не получится. Большая же мощность дома не нужна — она приводит к перерасходу энергии.
- Нужно приобрести паяльник с перманентным нагревом – служит он долго и экономит энергию.
- Лучше всего паяльник с жалом, которое не обгорает – такой будет работать дольше. Его нужно чистить от накипи периодически, а также затачивать для филигранности работы.
- Олово — почти идеальный припой для нержавейки. Оно не содержит свинец, как ПОС, и им можно работать с изделиями, контактирующими с продуктами питания.
- Без правильного выбора флюса нержавейку лудить невозможно, так как образовывается оксидная пленка. Лучший флюс в этом случае — ортофосфорная кислота.

Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.
Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.

Советы в статье «Как работает электронный динамометр » здесь .
Пайка нержавейки в видео:
Нержавейку можно паять множеством различных металлов и сплавов, но именно для домашних условий, наиболее подойдет оловянный припой. Сложность в том, что найти более специализированный припой намного тяжелее, да и стоить будет он в разы больше.
Еще одна сложность заключается в самом процессе пайки, без специализированных и дорогостоящих инструментов, произвести его, с большинством металлов, в качестве пайки, практически не возможно. Это вызвано тем, что как правило, данные задачи выполняются на производствах и узкопрофильных заводах.
Но не стоит отчаиваться, Вас легко выручит олово, тем более что место пайки оловом получается, ни хуже от подобных дорогостоящих припоев. Сам процесс довольно прост, следует только внимательно выполнять все действия и неуклонно придерживаться техники безопасности, чтобы избежать ожогов.
Весь процесс пайки нержавейки оловом, можно условно разделить на два этапа, подготовительный и собственно пайка. Вначале нужно очистить все контактирующие поверхности от грязи и прочего налета. Далее следует обработка флюсом. Специалисты советуют в качестве флюса применять ортофосфорную кислоту, она наиболее подходит для нержавейки, способствуя качественному сцеплению олова с металлом.
После лужения обработанной кислотой поверхности, можно переходить к пайке. Нам понадобиться стандартный паяльник, желательно не менее 80 Вт, но и не более 100 Вт. Чтобы получилась качественная пайка, стоит приобретать паяльник именно в данном диапазоне.

Следует отметить, что для наилучшего соединения, следует брать чистое олово. А так как обычно оловянный припой содержит примесь свинца, необходимо проконтролировать, чтобы его содержание было минимальным, идеальным будет именно чистое олово.
Пайка нержавейки оловом процесс довольно специфический, но не сложный. Если Вы паяли раньше другие металлы, то у Вас все непременно получиться и в случае с нержавейкой. Будьте аккуратны и внимательны, и пайка выйдет ровной и красивой.
Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.

Пайка нержавейки оловом
В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Преимущества пайки нержавейки оловом
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота. ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.

Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Почему пайка может не получиться?
- Недостаточно тщательная зачистка;
- Слабый подогрев металла;
- Неправильно подобран флюс или припой;
- На спаянный материал оказывалось физическое воздействие еще до того, как он застынет.
Внимание, только СЕГОДНЯ!
sovetskyfilm.ru
Как паять нержавейку и технология пайки твердым припоем |
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Пайка с помощью газовой горелки
 Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Основные ошибки во время пайки
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
Источник
stroymaster-base.ru
Как варить нержавейку
Слово нержавейка вошло в нашу жизнь уже довольно-таки давно. Современный быт даже сложно представить без нержавеющих приборов, они применяются везде. Нержавейка — это сплав железа, основным свойством которого является устойчивость к коррозии в воде. Одним из самых распространенных видов сплава является «пищевая нержавейка». В ней содержится не менее 10 % никеля и 18 % хрома. Особых проблем обработка нержавейки не вызывает.
Как варить нержавейку?
С помощью выпрямителя с дросселем и сварочного аппарата можно варить нержавейку. Обычный выпрямитель не подходит, так как это только усложнит процесс. Для сварки также необходимы специальные электроды. Нержавеющую сталь лучше всего варить аргоном.
Инертный газ и 1 фазу сварочного тока подводят сварочной горелке. В горелке должен находиться вольфрамовый электрод, который не оплавится при сварке. К самому изделию подводится 2 фаза. При ручной аргоновой сварке аргон затачивают под конус, имеющий небольшой диаметр, где длина заточки составляет примерно два диаметра сварочной проволоки.
Чтобы не повредить электрод, зажигание производится на угольной пластине. Для возбуждения дуги используется источник питания, имеющий большое напряжение холостого хода. Необходимо следить, чтобы не возникло высокой по величине составляющей постоянного тока в сварочной цепи. Движение электрода осуществляется только вдоль будущего шва. Какие-либо другие движения во время сварки аргоном не могут гарантировать качественный результат. Движение вниз недопустимо, так как электрод не будет плавиться: поперечные движения правильно лечь шву попросту не дадут. После прихватывания стык освобождается от приспособления и прокладывается первый слой. Процедуру проделывают с использованием присадочной проволоки. Гасится дуга не на изделии, а дистанционно.
Как сверлить нержавейку?
Непосредственный процесс аргоновой сварки существенно отличается от простой. Во время наложения корневого шва надо следить, чтобы не было не проваренных мест. Если вы когда-либо пытались сделать это самостоятельно, то должны знать, что сварка нержавейки должна осуществляться при помощи специальной смазки. В ее состав входят машинное масло и небольшое количество серы.
Зачастую при сварке может происходить перегрев сверла или перекаливание места сверления. Чтобы избежать перегрева, сверлить можно лишь на низких оборотах острыми свёрлами. Сверла должны охлаждаться через каждые 15 секунд. Делается это для того, чтобы предотвратить прокаливание места сверления. Помните, прокаленную нержавейку просверлить очень сложно. Из-за того что сверло затупилось, может произойти перегрев отверстия. В таком случае следует подточить или заменить сверло.
Как паять нержавейку дома?
Паять нержавейку можно как чистым оловом, так и оловянными припоями. Процесс пайки мало чем отличается от пайки меди, используется обычный паяльник на 100 Вт. Поверхность зачищается наждачной бумагой или напильником, наносится кислота и облуживается. Если припой катается на поверхности и не хочет прилипать, то слой кислоты наносится повторно и снова облуживается. После этого спаять детали достаточно легко.
Как чистить нержавейку?
 Этот вопрос волнует многих людей. В быту мы часто пользуемся предметами из нержавеющей стали. Столовые приборы после обеда моются любым средством для мытья посуды. Этого вполне достаточно для ежедневного ухода за столовыми приборами и посудой.
Этот вопрос волнует многих людей. В быту мы часто пользуемся предметами из нержавеющей стали. Столовые приборы после обеда моются любым средством для мытья посуды. Этого вполне достаточно для ежедневного ухода за столовыми приборами и посудой.
Поверхность, загрязненную жирными пятнами, можно чистить пищевой содой. На губку наносится небольшое количество соды, которой и протирается загрязненное место. Промойте поверхность под струей проточной воды и оставьте сушиться.
Если посуда из нержавейки пригорела, нельзя отдирать от дна то, что прилипло к нему. Если вы это сделаете, то безвозвратно утратится первозданный блеск. Самые сложные случаи — это сгоревшая каша в кастрюле. Если это случилось, то покройте солью всю пригоревшую поверхность и оставьте на несколько часов. Потом просто помойте, протрите поверхность водой с лимонным соком и сполосните. От загрязнений не останется и следа.
santehstroimontaj.ru
| Нержавеющая сталь поставляется в виде труб, стержней, листов. Обычно она немагнитна и имеет серебристый блеск. Для сортов нержавеющей стали, содержащих большое количество никеля или хрома, характерен более яркий, зеркальный блеск. Паять такую сталь нелегко ввиду очень устойчивого оксидного слоя на ее поверхности. Как правило, необходимо убрать этот слой сначала механически, потерев поверхность металла проволочной щеткой или песком, а затем химически при помощи кислотного флюса. Оксидный слой быстро восстанавливается, поэтому операции подготовки поверхности и пайки необходимо проводить непрерывно и без промедления. Шаги
Советы
Предупреждения
Что вам понадобится
|
ves-mir.3dn.ru