Температура плавления цинка, химические и физические свойства
Главная » Сплавы » Какая температура плавления у цинка?
На чтение 4 мин
Содержание
Что такое цинк
Структура и состав
Свойства и характеристики
Физические
Химические
Области применения
Содержание в природе
Историческая справка
Производство
Цинк — важный элемент, входящий в периодическую таблицу Менделеева. Его обозначение —Zn. Используется в разных отраслях промышленности. Людям, работающим с этим материалом, важно знать температуру плавления цинка, его химический, механические свойства.
Плавление цинка
Что такое цинк
Цинк — металл сине-белого цвета. Стоит под тридцатым номером в таблице Менделеева. При взаимодействии поверхности материала с кислородом, на ней образуется оксидная плёнка. Она скрывает естественный блеск металла, защищает его от окисления.
Структура и состав
В природе цинк нельзя найти в чистом виде. Он будет состоять по большей части из основного металла, дополнительно иметь примеси. К ним относится серебро, кадмий, свинец, медь, железо. Зависимо от процентного содержания дополнительных элементов проводится маркировка материала.
Свойства и характеристики
Характеристики металла зависят от его состава. Зависимо от физических и химических свойств мастера металлургии определяют, где лучше использовать материал, чтобы добиться наилучшей эффективности.
Физические
Физические свойства материала определяют его возможности изменения под воздействием сторонних сил. К ним относятся:
Легко растворяется в щелочах и кислотах.
Температура плавления — 419 градусов по Цельсию. Особенности плавления могут изменяться зависимо от присадок в составе цинка. Высокой пластичности материал достигает при нагревании до 100 градусов.
Температура закипания — 906 градусов.
Имеет средний показатель твердости.
Во время охлаждения металл крошится.
Плотность — 7,133 г/см3.
Механические свойства цинка не подходят для изготовления из него износоустойчивых деталей. Относительно нормальных условий эксплуатации он легко ломается, не устойчив к ударам, большим физическим нагрузкам.
Химические
На химические свойства материала влияют примеси, содержащиеся в его составе. Средние параметры:
При снижении температур теряет блеск, покрывается оксидной плёнкой.
Разрушается при длительном воздействии влажного воздуха.
Активный металл, который относится к энергетическим восстановителям.
Гидроизолируется при нагревании металла в воде. Во время этого процесса образуется белый осадок.
Растворяется в мощных минеральных кислотах.
От процентного содержание примесей сторонних металлов зависит воздействие щелочей, кислот на материал.
Области применения
Используют цинк в различных сферах промышленности. Говоря о популярности этого материала относительно мирового масштаба, он стоит на третьем место по добыче среди других цветных металлов. Сферы применения:
Металлургия — используется как защитное покрытие от коррозий для металлоконструкций. Защищает основу первым контактируя с агрессивными факторами окружающей среды. Используется при производстве стали.
Ювелирное дело — применяется для восстановления золота и серебра после их добычи.
Пиротехника — применяется при создании красителей для фейерверков.
Используется при печати изображений в типографии.
Медицина — цинк считается качественным антисептиком, добавляется в разные мази, зубные пасты.
Содержится в организме человека, продуктах питания.
С помощью цинка синтезируются различные гормоны, улучшается метаболизм витаминов, расщепляются остатки алкоголя в организме, улучшается работу простаты.
Металлургия
Содержание в природе
В природе нельзя найти чистый цинк. Его добывают из руд, которые содержат примеси других металлов. Основными месторождениями материала являются Россия, Иран, Боливия, Австралия, Казахстан.
Историческая справка
Сплавы на основе цинка с добавлением латуни, меди известны давно. Они применялись в Древнем Египте, Индии, Древней Греции. Только к 1738 году люди научились получать более чистый металл. Для этого применялся дистилляционный способ. К 19 веку мастера металлургии научились получать чистый цинк с помощью технологического процесса прокатки.
Производство
Чтобы получить чистый материал, применяется две технологии:
Электролитический метод. Масса, полученная из руды, помещается в ёмкость, заполненную серной кислотой. Через раствор пропускают ток. Металл отделяется от примесей. Далее его запекают с помощью промышленных печей.
Пирометаллургический метод. Сначала проводится обжиг. Далее применяется коксовый уголь для восстановления готовой массы. Последний этапом является процесс отстаивания.
Во время обжига руды выделяется газ, который содержит большое количество серы. Его используют для создания серной кислоты.
химические и физические, история получения и применение, температура плавления и плотность
Цинк — хрупкий металл белого цвета с голубым оттенком. На воздухе покрывается тонкой оксидной плёнкой. Латунь (медно-цинковый сплав) использовали ещё до нашей эры в Древней Греции и Древнем Египте. На сегодняшний день цинк — один из самых важных для многих отраслей человеческой деятельности. Он незаменим в промышленности, медицине. Важен для нормального функционирования человеческого организма
Химические и физические свойства и история металла
Месторождения и получение
Свойства металла и использование в производстве
Содержание в организме человека и продуктах питания
Химические и физические свойства и история металла
Несмотря на использование с давних времён в различных целях, чистый цинк получить никак не удавалось.Только в начале восемнадцатого века Уильям Чемпион сумел открыть способ выделения этот элемент из руды с помощью дистилляции. В 1838 году он запатентовал своё открытие, а спустя 5 лет, в 1843 году, Уильямом Чемпионом был запущен первый в истории завод по выплавке этого металла. Спустя некоторое время Андреас Сигизмунд Маргграф открыл ещё один метод. Этот способ был признан более совершенным. Поэтому именно Маргграфа зачастую считают открывателем чистого цинка. Последующие открытия только поспособствовали расширению его популярности.
Месторождения и получение
Самородного цинка в природе не существует. Сегодня используется около 70 минералов, из которых его выплавляют. Самый известный — сфалерит (цинковая обманка), который содержится в незначительных количествах в организме человека и животных, а также в некоторых растениях. Больше всего — в фиалке.
Цинковые минералы добывают в Казахстане, Боливии, Австралии, Иране, России. Лидеры по производству — Китай, Австралия, Перу, США, Канада, Мексика, Ирландия, Индия.
На сегодняшний день самый популярный метод получения чистого металла — электролитический. Чистота получаемого металла почти стопроцентная (возможны лишь небольшие примеси в объёме не более нескольких сотых процента. В целом они незначительны, поэтому такой цинк считается чистым).
Общее производство цинка во всём мире оценивается примерно в более чем десять миллионов тонн в год.
Свойства металла и использование в производстве
Цвет чистого металла — серебристо-белый. Довольно хрупок при температуре двадцать-двадцать пять градусов (т.е. комнатной), особенно если содержит примеси. При нагревании до 100 — 150 градусов по Цельсию металл становится пластичным и ковким. При разогревании выше чем сто-сто пятьдесят градусов хрупкость опять возвращается.
youtube.com/embed/4F7zp7rzWlM»>
Температура плавления цинка — 907 градусов по Цельсию.
Относительная атомная масса цинка — 65,38 а. е. м. ± 0,002 а. е. м.
Плотность цинка — 7,14 г/см3.
Металл цинк занимает четвертое место по использованию в различных сферах производства:
Он применяется при добыче и обработке золотой и серебряной руды.
Оцинковка защищает сталь от коррозии.
Важную роль металл играет в батарейках и аккумуляторах.
С помощью цинковых пластинок печатаются иллюстрации в журналах и книгах.
В медицине цинковая окись используется как антисептик.
Применяется в автомопроизводстве.
Содержание в организме человека и продуктах питания
Организм человека обычно содержит около двух граммов цинка. Многие ферменты содержат в себе этот металл. Элемент играет роль в синтезе важных гормонов, таких как тестостерон и инсулин. Элемент крайне необходим для полноценного функционирования мужских половых органов. Кстати, он даже помогает нам справиться с сильным похмельем. С его помощью выводится из нашего организма лишний алкоголь.
Недостаток цинка в рационе может привести к множеству нарушений функций организма. Такие люди подвержены депрессии, постоянной усталости, нервозности. Дневная норма для взрослого мужчины — 11 миллиграммов в день, для женщины — 8 миллиграмм.
Содержание в продуктах (в миллиграммах на 100 грамм продукта):
устрицы — 40 мг;
отруби — 16 мг;
семена тыквы — 10 ;
печень говяжья — 8 мг;
говядина — 8 мг;
баранина — 6 мг;
семена подсолнуха — 5 мг;
сыр — 4 мг;
овёс — 4 мг;
курица — 3 мг;
орехи грецкие — 3 мг;
фасоль — 3 мг;
свинина — 3 мг;
шоколад — 2 мг;
кукуруза — 0,5 мг;
бананы — 0,15 мг.
Избыток элемента в человеческом организме также приводит к серьёзным проблемам, поэтому не стоит хранить продукты в цинковой посуде.
Хранение радиоактивных материалов
Периодическая таблица Table Home
С тех пор как в августе 2003 года вышла моя научно-популярная статья о цинковом литье, я получил несколько вопросы о том, действительно ли литье цинка безопасно, и несколько человек сказали мне, что это не так, включая уважаемого профессора химии, который назвал меня «глупым» за рекомендацию цинка в качестве литейный металл на том основании, что его использование вызовет серьезные проблемы со здоровьем.
Однако это не так: расплавленный чистый цинк не вызывает проблем со здоровьем, кроме очевидных горит, если облить себя.
Есть два основных пути, по которым люди думают, что цинковое литье представляет опасность для здоровья: Сварка оцинкованной (оцинкованной) стали и литье из латуни (медно-цинковый сплав). Оба эти действия могут вызвать у вас тошноту от вдыхания паров оксида цинка, поэтому люди озабоченность по поводу литья цинка не лишена оснований. Но эти действия различаются важные пути отливки чистого цинка.
При оценке любого риска я всегда хотел бы сначала спросить, что самое худшее, что может случиться? может случиться? В случае плавления свинца, например, ответ довольно мрачный: даже небольшое количество свинца в организме может вызвать серьезные, долгосрочные неврологические повреждения или, возможно, рак. Особенно для детей воздействие едва обнаруживаемых уровней свинец тесно связан с повреждением головного мозга. Вы не хотите возиться со свинцом.
Следующий вопрос: существуют ли невидимые кумулятивные эффекты, которые могут причинить вам вред без вашего ведома об этом, пока не стало слишком поздно. Например, горячая печь либо горит вы или нет: если вы закончите готовить, не обжегшись, вы можете быть уверены, что через неделю не проснешься с ожогом. Загар отличается: вы можете загореть себя в течение многих лет, не болея, а затем внезапно обнаруживаете, что у вас рак кожи. Свинец — еще один пример того, что оказывает невидимое долгосрочное вредное воздействие.
Так что же самое худшее может произойти от воздействия цинка, и может ли это вызвать скрытые долгосрочные последствия?
При нагревании цинка до высокой температуры (при температуре кипения около 900°С или выше) он горит и образует дым оксида цинка. Как и любой дым, оксид цинка раздражает легкие, что приводит к затруднению дыхания: Это неопасная ситуация, и она сразу же проясняется, когда вы уходите от источник дыма. Люди, подвергающиеся воздействию высоких концентраций оксида цинка в течение длительного периода времени, могут также развивается состояние, известное как «цинковый озноб», «лихорадка металлического дыма», «лихорадка медных литейщиков» или ряд другие красочные термины. Это включает лихорадку, тремор и другие неприятные симптомы.
Однако лихорадка металлического дыма, которая редко встречается в наши дни, является чисто временным состоянием. который проходит без каких-либо известных долгосрочных эффектов или осложнений. Смеяться точно не над чем около, но максимальным недостатком воздействия цинка является лихорадка и озноб, которые проходят и тогда вы поправляетесь. Это не похоже на свинцовый или солнечный загар, который может быть опасным для жизни. последствия в будущем, или как угарный газ, который может убить вас на месте.
И вы даже не можете получить цинковый холод от плавления и литья чистого цинка.
При сварке оцинкованной стали образуются пары цинка, так как сварка происходит при очень, очень высоких температурах. температуры: цинковое покрытие на дюйм или около того в каждом направлении от сварного шва сгорел в клубящихся белых облаках оксида цинка. Тот, кто научился сваривать, много раз предупреждали о необходимости носить специальную маску при сварке оцинкованной стали, и это хорошая идея. Я всегда использую один при сварке оцинкованного листа.
При плавлении латуни (медно-цинкового сплава) также образуется большое количество паров оксида цинка, потому что температура плавления латуни высока, близка к температуре кипения цинка. Фактически, парциальное давление паров цинка над котлом с расплавленной латунью может составлять почти половину атмосферы! Неудивительно, что такой котел испускает большое количество сине-белого дыма оксида цинка.
Но ситуация с кастрюлей с расплавленным чистым цинком при температуре плавления около 420°C очень другой. Парциальное давление паров цинка над только что расплавленным цинком равно примерно в 2500 раз ниже температуры плавления типичных латунных сплавов. И котел с расплавленным цинком быстро образует корку из твердого шлака оксида цинка, что, вероятно, снижает фактическое давление паров цинка до нуля, за исключением случаев, когда металл только что перемешанный или вылитый (и тогда это все еще только 1/2500 количества, полученного литьем из латуни).
Пары оксида цинка очень легко увидеть: они представляют собой ярко-белые или сине-белые частицы дым, видимый даже при очень низких концентрациях. Я видел, как создается оксид цинка различными способами, включая сварку, обжиг металлического цинка паяльной лампой, перегрев горшка с цинком и т. д. Я даже видел оксид цинка, полученный при плавлении цинка в микроволновой печи. Но за все годы литья цинка я ни разу не видел дыма оксида цинка, исходящего из горшка. цинка, расплавленного на электрической плите. Просто так не бывает, потому что температуры нет достаточно высок.
Возможно, небольшая концентрация оксида цинка образуется ниже порог видимости. Если бы это был свинец или оксид свинца, это было бы проблемой, потому что вдыхать даже небольшое количество свинца действительно вредно. Но это явно дело не в цинке. Вдыхание малых концентраций цинка не вызывает долгосрочные или постепенные эффекты. Не накапливается в крови и нервной системе. как свинец может. Если вы не чувствуете немедленного неприятного эффекта от того, что вы делаете с цинком, то это не приносит вам никакого вреда.
На основании этих фактов я абсолютно убежден, как и ряд экспертов химиков, металлургов и литейщиков, с которыми я консультировался, что плавление чистого цинка или сплавы, содержащие цинк (но не свинец), которые плавятся при температуре около 450°С или ниже, не представляет опасности для здоровья при вдыхании паров цинка. Да, вы можете определенно очень сильно обожжетесь, если прольете его, но это предел того, что вы надо побеспокоиться.
Таблица Менделеева Главная
Факты о цинке (внешний вид, свойства и многое другое)
Пожалуйста, напишите или поделитесь этой статьей!
Электронная почта
ФБ
Цинк — переходный металл, находящийся в первой строке двенадцатого столбца периодической таблицы элементов.
Атомный номер цинка равен 30, так как он содержит 30 протонов, 30 электронов и 34 нейтрона.
Химический символ цинка — Zn, а его атомный вес — 65,38.
При комнатной температуре цинк выглядит как твердый металл, хотя его температура плавления составляет 419 градусов Цельсия, а температура кипения — 907 градусов Цельсия.
Характеристики и свойства
В своей стандартной, наиболее типичной форме цинк представляет собой твердый хрупкий металл сине-белого цвета, очень похожий на кобальт.
Кобальт
Однако хрупкость цинка переходит в более податливое, подвижное вещество всего лишь при 100 градусах Цельсия.
Большинство металлов имеют очень высокие температуры плавления и кипения, обычно выше 1000 градусов Цельсия. Тем не менее, температуры плавления и кипения цинка, как правило, примерно вдвое ниже, чем у металлов.
Таким образом, несмотря на то, что цинк может сохранять свою структуру и свойства при достаточно высоких температурах, он подвергается воздействию гораздо раньше, чем это наблюдается в других металлах.
Цинк также является относительно хорошим проводником электричества.
Вступает в реакцию при контакте с двуокисью углерода в воздухе: образуется карбонат цинка, который защищает цинк от коррозии под действием других элементов.
Однако цинк не вступает в реакцию при контакте с чистым кислородом, хотя он определенно будет реагировать на большинство типов кислот: известно, что он растворяется в большинстве типов кислот и даже в некоторых основаниях.
История
Интересно, что цинк использовался людьми со времен древних цивилизаций, и поэтому он использовался так долго, что мы не знаем, кто первым открыл цинк и когда это было.
Цинк можно найти среди других минералов во внешнем слое земной коры.
Однако, в отличие от кобальта и меди, он не встречается в чистом виде без предварительной очистки от других металлов.
Интересно, что цинк является двадцать четвертым по распространенности элементом на Земле, и небольшое количество его можно обнаружить в атмосфере Земли и в океане.
Цинк также можно добывать для использования человеком, а страны, которые добывают и распространяют больше всего цинка, включают Китай, Австралию и Перу.
Как цинк используется сегодня
Большая часть цинка, специально добываемого для использования, в основном используется для изготовления других инструментов из других металлов.
Фактически, цинк обычно используется для гальванизации стали и железа, а это означает, что цинк используется для покрытия и защиты других металлов, чтобы эти инструменты не ржавели и не подвергались коррозии.
При ремонте ходовой части и рулевого управления практически всегда возникает надобность в снятии шаровых опор или наконечников рулевых тяг.
Особенностью этих конструктивных элементов является то, что палец опоры или наконечника имеет конусную форму, которой он входит в посадочное гнездо.
В процессе эксплуатации плотность посадки возрастает настолько, что поверхности данного соединения практически прикипают друг к другу.
Дополнительно между пальцем и гнездом может попасть влага, вызывающая очаги коррозии, которые еще больше уплотняют соединение.
Поэтому для снятия шаровых опор или наконечников применяются специальные съемники, позволяющие выпрессовать палец с минимальными усилиями.
Виды съемников
Рынок автоинструментов предлагает широкий выбор таких съемных механизмов, которые можно подразделить на два вида:
Винтовые;
Рычажные.
Винтовые съемники считаются универсальными, и подходят для работы практически с любым автомобилем.
Усилие в них создается за счет завинчивания болта в корпус съемника. Сам корпус надевается на проушину опоры, а при закручивании болт упирается в палец опоры и выпрессовывает его из гнезда.
Рычажные съемные механизмы не менее эффективны, но они больше по габаритам, поэтому не для каждого авто они могут подойти.
К примеру, таким съемником на ВАЗ-2107 верхнюю шаровую опору еще можно снять, а вот добраться до нижней не получится из-за очень ограниченного пространства.
Для этих целей используется специальный съемник.
Суть рычажного съемника сводится к наличию двух рычагов, посредине соединенных между собой.
С одной стороны, в них проделаны отверстия и установлен стяжной болт.
Для выпрессовки один рычаг устанавливается между проушиной и опорой, второй же рычаг при этом получается под пальцем.
При выкручивании болта из-за имеющейся соединяющей оси концы рычагов начинают сходиться, и палец выталкивается.
Но необязательно съемный механизм приобретать, его запросто можно изготовить и в домашних условиях из подручных средств.
Далее рассмотрим несколько типов съемников шаровых опор и рулевых наконечником, которые можно изготовить самостоятельно.
Читайте также:
Тип съемника — КЛИН
Самым простым съемником является так называемый «клин». Он не относится ни к какому типу съемных механизмов, но при этом является достаточно эффективным приспособлением для выпрессовки.
Для его изготовления понадобиться всего лишь шлифмашинка угловая («болгарка»), можно также использовать станок с абразивным кругом.
В качестве заготовки выступит металлическая пластина размерами со спичечный коробок.
Вначале необходимо придать заготовке формы клина, для чего «болгаркой» или станком стачиваем металл так, чтобы в профиль пластина имела вид треугольника. Затем той же «болгаркой» проделываем прорез посредине на 2/3 длины заготовки со стороны вершины треугольника, то есть с тонкой стороны клина. Ширина пропила должна быть чуть больше толщины пальца опоры, то есть должна получиться своеобразная скоба.
При желании можно приварить к скобе металлический прут, который в дальнейшем облегчит работу с клином.
Выпрессовка пальца клином производится очень просто. Он устанавливается в зазор между проушиной и корпусом опоры. А дальше просто молотком клин забивается, что приводит к выскакиванию пальца из гнезда.
Недостатком клина является то, что в процессе выпрессовки пыльник получит повреждения. Поэтому клин можно использовать только при выполнении замены опор или наконечников.
Если же производится ремонт подвески и рулевого механизма, не подразумевающего замену шаровых элементов, клин лучше не применять.
Винтовой разжимной механизм
Второй тип съемного механизма, который можно изготовить из подручных средств – винтовой разжимной. Он отлично подходит для замены шаровых опор классических моделей ВАЗ.
Особенностью конструкции подвески этих авто является то, что верхняя и нижняя опоры располагаются симметрично друг другу и расстояние между ними не большое.
Его в домашних условиях можно изготовить только при наличии сверлильного станка или же придется обращаться в токарную мастерскую. Такой съемник состоит всего из двух частей.
Для его изготовления понадобиться квадратный или шестигранный прут с гранями под ключ на 17 или 19, длина которого составляет 7 см. В этом пруте делаем при помощи сверлильного станка отверстие и нарезаем резьбу под болт на 8. Вкручиваем болт и все – съемник готов.
Как он действует, рассмотрим на примере ВАЗ-2107. Для выпрессовки верхней опоры, необходимо выкрутить стопорную гайку, но не до конца, снимать ее не нужно. Затем устанавливаем между пальцами опор изготовленный съемник с закрученным до упора болтом.
Чтобы выдавить палец берем два ключа – одним удерживаем изготовленный корпус, а вторым вывинчиваем болт до тех пор, пока палец не сорвется с гнезда. После замены верхней опоры, проделываем тоже самое, но с нижней.
Винтовой Г-образный
Третий тип съемного механизма, который можно сделать самому – тоже винтовой, но он показал себя с отличной стороны и позволяет работать на любом авто.
Для его изготовления понадобиться круглый металлический прут диаметром не менее 10 мм и длиной 15-17 см.
Из него необходимо сделать Г-образную заготовку с длиной плеча 5 см. То есть, берем прут, на нем отмеряем 5 см, зажимаем в тисках и при помощи молотка загибаем его на 90 град.
На длинной части заготовки нарезаем резьбу и подбираем гайку.
Остается изготовить упорную планку. Сделать ее можно по подобию клина, расписанного выше. То есть берем пластину, но толщиной 0,5 см. С одной стороны делаем прорез под палец опоры.
При надобности можно толщину пластины со стороны пропила уменьшить, сточив слой металла. Главное, чтобы пластина входила в зазор между корпусом опоры и проушиной, при этом она не оказалась слишком тонкой, иначе в процессе выпрессовки она согнется.
С другой стороны, от пропила делаем отверстие под Г-образную заготовку. Остается только надеть пластину на длинную часть прута. Если резьба получилась по длине недостаточной, чтобы выжать палец, то можно под гайку подложить несколько шайб.
Работает этот съемник так: Выкручиваем гайку практически до конца, устанавливаем пластину в зазор между опорой и проушиной, а прут поворачиваем так, чтобы короткое плечо упиралось в палец.
Затем просто закручиваем гайку, при этом пластина будет выступать в качестве упора, а прут коротким плечом выдавит палец.
Винтовой, изготовленный из уголка
Еще один винтовой съемник можно изготовить из металлического уголка и сварочного аппарата.
Для этого берем уголок со сторонами 7-8 см и такой же длиной, и толщиной 0,3-0,5 см.
В одной из сторон проделываем пропил для закрепления механизма на проушине. Из листового металла толщиной 0,3 см вырезаем два треугольника, которые будут выступать раскосами. Их нужно приварить по бокам к уголку. Это значительно увеличит прочность конструкции.
Берем гайку на 17 и длинный болт под нее. Саму гайку привариваем перпендикулярно прорезу так, чтобы отверстием она была обращена к пропилу.
Чтобы в дальнейшем болт можно было легко расположить на одной оси с пальцем, перед тем, как закрепить при помощи сварки гайку, на уголок предварительно необходимо приварить проставку.
Остается только вкрутить болт и съемник можно использовать.
Это простейшие типы съемных механизмов, которые можно изготовить самостоятельно.
В целом же, вариантов их масса, к тому же имея немного фантазии и начальные знания по слесарному делу, запросто можно придумать и изготовить свой съемник.
Предлагаем к просмотру некоторые чертежи.
Инструмент для выкручивания опоры
Рассмотрим мы еще один тип, который используется не для выпрессовки пальца, а для извлечения самой опоры.
Дело в том, что на ряде авто (Пежо, Ситроен) шаровая опора вкручивается в рычаг. Со временем резьбовое соединение закисает, и выкрутить данный элемент подвески достаточно сложно без специального инструмента.
Но необходимые съемник можно и самостоятельно изготовить, а не тратить деньги на заводской.
Изготавливается он из толстостенной трубы на 2\’\’ длиной 8-9 см.
С торца этой трубы необходимо сделать 4 шипа шириной 5 мм и высотой 7 мм, расположенных под углом 90 град относительно друг друга.
То есть должно получиться на торце трубы 4 выступа равномерно распределенных по окружности. Сделать это можно при помощи ножовки по металлу и напильника или же «болгаркой».
С другого торца делаем прорези на глубину 3 см, деля окружность трубы на 8 частей.
Затем эти лепестки при помощи молотка подгибаем к центру, значительно уменьшая диаметр.
Берем гайку на 24, и привираем ее к торцевой части, а затем сварочным аппаратом заделываем проделанные прорези.
Работать таким съемников достаточно удобно – надеваем его на опору, так, чтобы шипы вошли в специальные пазы на корпусе опоры.
При этом палец пройдет сквозь изготовленный инструмент, что позволит на него накрутить стопорную гайку, тем самым фиксируя съемник. Остается только ключом на 24 за приваренную гайку выкрутить опору.
Альтернативный метод
Напоследок отметим, что выпрессовать палец опоры или наконечника можно даже, если нет возможности изготовить съемный механизм. Но такой метод следует использовать только в крайних случаях. Для извлечения пальца потребуется наличие монтировки и молотка.
Монтировка используется в качестве рычага и ее нужно установить так, чтобы создать усилие на отжатие опоры или наконечника, к примеру, поместить ее между рулевой тягой и проушиной стойки.
После создания усилия монтировкой, необходимо молотком наносить мощные удары по телу проушины. Если все правильно сделать, то после 2-3 ударов палец выскакивает.
Недостатком этого метода является то, что из-за ударных нагрузок можно повредить проушину, поэтому желательно все же применять съемники, а не выбивать опору.
Съемник рулевых наконечников своими руками
Автор: Trip | 2017-06-03
Многие автовладельцы, сталкивающиеся с процедурой замены тяг рулевого управления, начинают задумываться о том, как сделать съемник рулевых наконечников своими руками. Безусловно, этот девайс очень необходим, поскольку с его помощью значительно облегчается процедура демонтажа тяги. Можно приобрести готовое устройство, но, лучше потратив несколько часов, сделать его самостоятельно из подручного материала, наверняка имеющегося в каждом гараже.
Необходимость изобретения подобных приспособлений возникает во время проведения ремонта рулевого управления, когда нужно срочно снять неисправную тягу, а подходящего инструмента просто нет. Есть и еще одна предпосылка к самостоятельному изготовлению. Стоит учесть, что сделанный своими руками съемник рулевых наконечников будет иметь надежную конструкцию и прослужит дольше заводского. Помимо этого, можно выбрать наиболее оптимальный вариант его исполнения.
Как съемник может облегчить процесс демонтажа тяг рулевого управления?
Это один из основных вопросов интересующий большинство автомобилистов, которым приходится (или придется) воспользоваться этим устройством. Увы, но не все знают о существовании подобного приспособления, значительно продлевающего эксплуатационный период рулевого управления. При отсутствии этого инструмента, для демонтажа рулевых тяг приходится пользоваться молотком, а это негативно отразится на функционировании всей системы. Удары молотком вызывают вибрацию рейки, вследствие чего нарушается ее баланс.
Варварский способ демонтажа наконечников при помощи молотка отнимает много усилий и времени. При помощи этого приспособления все можно сделать за считанные минуты. Таким образом, облегчается рабочий процесс, и полностью исключаются повреждение деталей.
Инструменты и материалы
Для изготовления устройства понадобятся следующие инструменты (список примерный, и зависит исключительно от конструкции и особенностей съемника):
тиски;
метчики и плашки;
сварочный аппарат;
дрель;
болгарка.
Для приспособления необходимо подобрать подходящее прочное железо, несколько болтов и гаек. Опишем распространенные конструкции съемников, которые пользуются популярностью у автовладельцев при самостоятельном изготовлении. Заметим, что по своей функциональности они ничем не отличаются от заводских устройств, даже во многом их превосходят.
Клин
Такая конструкция считается наиболее простой в изготовлении. Принцип ее работы основан на знаменитой пословице «клин клином вышибают». Клиновидный съемник представляет тонкую пластинку из прочного металла, которая утолщена с одной из сторон. На узкой стороне приспособления выточена специальная выемка под палец.
Демонтаж пальцев рулевых наконечников при помощи клина осуществляется так: тонкая сторона съемника забивается ударами молотка в щель между шарниром наконечника и поворотным кулаком. По мере продвижения приспособления, наконечник рулевой тяги будет постепенно освобождаться, пока месть полностью не выдвинется из уха. Изготовить съемник клиновидной конструкции можно из любого прочного металлического листа, высверлив либо выточив в нем канавку под палец.
Винтовая конструкция
Самодельный съемник такого типа изготовить довольно не просто, поскольку для этого необходимо иметь хотя бы минимальные знания и навыки в сварочном деле, и, соответственно — специальное оборудование. Принцип его функционирования основан на выдавливании пальца из его посадочного места путем усилия, создаваемого во время вращения болта расположенного внутри цилиндра, одна сторона которого имеет вырез по всей длине.
Изготовить этот девайс можно так:
В металлическом прямоугольнике с толщиной стенок 2-4 мм необходимо сделать по всей длине стороны вырез шириной не более 30 мм. После чего обработать его края, чтобы полностью удалить с них заусеницы и зашлифовать.
Из прочной железной пластины нужно вырезать прямоугольник и высверлить в нем выемку, чтобы она полностью совпадала с вырезом на его стороне.
Изготовленная деталь при помощи сварки соединяется с торцевой частью прямоугольника.
Для следующей детали съемника также потребуется прочная пластина из железа, толщиной минимум 5 мм.
Из нее вырезается круг, в середине которого высверливается отверстие, после чего в нем при помощи метчика нарезается резьба.
Эту деталь следует приварить к свободной торцевой части цилиндра.
Подбираем подходящий по диаметру отверстия болт и вкручиваем его. Устройство готово к эксплуатации.
Нижней стороной с проделанной выемкой съемник закрепляется на наконечнике тяги таким образом, чтобы болт находился сверху пальца и при закручивании давил на него. За счет создаваемого усилия он с легкостью покинет свое посадочное место.
Особенности использования съемников
Главное — уметь правильно обращаться с любым инструментом. Поскольку, каким бы высокотехнологичным он не был, его неправильное использование не только не облегчит рабочий процесс, а попросту не позволит выполнить даже самую элементарную процедуру.
Заметим, что перед тем, как приступить к демонтажу рулевых наконечников необходимо очистить от грязи место соединения пальца наконечника рулевой тяги и поворотного кулака, после чего нанести проникающую смазку. Это поможет облегчить процесс удаления пальца и избежать повреждений расположенных рядом деталей системы рулевого управления транспортного средства. Делать это следует за несколько часов перед выполнением ремонтных мероприятий, чтобы смазка полностью проникла в соединение.
Съемники наконечников рулевых тяг изготовленные своими руками невероятно полезные приспособления, которые не только облегчают процесс демонтажа пальцев, но и предохраняют от повреждений рулевую рейку.
0 0 голоса
Рейтинг статьи
DIY — Изготовление собственного инструмента для замены рулевой тяги в сборе | Фольксваген Вортекс
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
1 — 20 из 43 сообщений
НеприкасаемыйGTI
·
Зарегистрировано
diive4sho
·
Зарегистрировано
НеприкасаемыйGTI
·
Зарегистрировано
ВгРТ6
·
Зарегистрировано
джопр175
·
Зарегистрировано
НеприкасаемыйGTI
·
Зарегистрировано
ВгРТ6
·
Зарегистрировано
джаканапапа
·
Зарегистрировано
FaelinGL
·
Зарегистрировано
ВгРТ6
·
Зарегистрировано
Обеликс
·
Зарегистрировано
дремхмрк2
·
Зарегистрировано
НеприкасаемыйGTI
·
Зарегистрировано
20В1.
8Т
·
Зарегистрировано
ВиДуббинДжетта91
·
Зарегистрировано
Атфар
·
Зарегистрировано
НеприкасаемыйGTI
·
Зарегистрировано
d_jabsd
·
Зарегистрировано
O2VW1.8T
·
Зарегистрировано
ключевой vr6
·
Зарегистрировано
1 — 20 из 43 Сообщений
Это старая тема, возможно, вы не получили ответа и, возможно, старая тема возрождается. Пожалуйста, рассмотрите возможность создания новой темы.
Присоединяйтесь, чтобы спрашивать и комментировать!
Продолжить с Facebook
Продолжить через Google
или
зарегистрироваться с электронной почтой
Верх
Инструмент для снятия внутренней рулевой тяги
Автомобильное оборудование Шестерня Ручной инструмент Инструменты для рулевой подвески
Написано Wingnut
До сравнительно в последнее время нам нужно было много уговоров заменить внутренние рулевые тяги, и особенно рулевые тяги, которые, как мы знаем, трудно заменить, потому что а) они не имеют лыски, которые позволяют использовать обычные гаечные ключи, чтобы отвинтить их от рулевого управления стойки, и б), они требуют удаления основных компонентов подвески, чтобы дать нам достаточно места для работы.
Специалисты дилерского центра делают нет этой проблемы, или, по крайней мере, у большинства известных нам дилеров нет эту проблему, потому что у них есть доступ к инструментам, разработанным специально чтобы можно было снимать и устанавливать внутренние рулевые тяги без необходимости демонтировать системы подвески или снять целые рулевые рейки с автомобилей- как часто приходится делать независимым специалистам, поскольку у них нет доступа к необходимые специальные инструменты.
Мы справедливо уверен, что большинство независимых специалистов видят работу по замене внутренних рулевых тяг на некоторых транспортных средствах как серьезная проблема, и хотя некоторые производители инструментов разработаны инструменты, позволяющие снимать внутренние рулевые тяги без демонтажа подвески, правда и то, что многие из этих инструментов просто работают не так хорошо, как заявляют их производители.
Многие, если не большинство из нас, сталкивались с ободранными суставами или растяжением пальцев в результате того, что зажимной инструмент соскальзывал с тяги или, что еще хуже, терял сцепление с тягой, когда мы прикладывали усилие, чтобы ослабить или затянуть тягу. потоки. Что ж, нам больше не нужно обдирать суставы, потому что мы обнаружили инструмент, который использует положительное усилие зажима, чтобы оставаться на рулевой тяге, поэтому рассмотрите это-
Инструмент для снятия внутренней рулевой тяги
Источник изображения: https://cal- vantools.com/wp-content/uploads/2016/03/946.jpg
Мы уверены, что Cal-Van Tools, производитель этого неказистого инструмент, мог бы приложить некоторые усилия, чтобы сделать этот инструмент более совершенным, но его цель не в том, чтобы хорошо выглядеть; его цель — надежно закрепить на рулевой тяге достаточно, чтобы предотвратить его соскальзывание.
Вы заметите, что инструмент напоминает выхлопной зажим, поэтому он так хорошо работает. Вместо полагаясь на ножницеобразное действие, чтобы захватить рулевую тягу, зубцы в обоих части инструмента впиваются в самую толстую часть рулевой тяги при затягивании гайки, что приводит к положительному запирающему действию, которое делает его невозможно, чтобы инструмент соскальзывал независимо от того, какое усилие вы прилагаете к нему с помощью храповик или прерыватель и удлинитель, приводной конец которого входит в квадратное отверстие.
Сварочный аппарат Спутник: характеристики, схема управления
Мини – автоматы для сварки сегодня стали популярными как среди дачников, так и среди владельцев загородных домов, где сварочный полуавтомат Спутник занимает достойное и почётное место благодаря низкой цене и улучшенными техническими характеристиками управления агрегата. Производителем оборудования является Красноярский завод «Мегаватт», который также производит дополнительное промышленное оборудование и технику. Электрическая схема сварочного полуавтомата Спутник является уникальной и основное предназначение устройства, это проведение сварочных работ с тонколистовым материалом, а также для проведения кузовных работ при ремонте транспортной техники.
Сварочный полуавтомат Спутник
Основное устройство прибора
Рассматривая характеристики сварочного полуавтомата Спутник можно увидеть, что силовой контурный блок для питания, вырабатывая требуемый переменный ток для проведения производственных работ. Встроенный силовой выпрямитель производит преобразование переменной части встроенного тока в постоянный режим. Наличие встроенного дросселя эффективно компенсирует возникающие пульсации после проведения преобразования тока. При помощи блочного устройства управления можно включить или выключить прибор силового панели питания. Сварочный полуавтомат Спутник 200 имеет также универсальный встроенный пневмоклапан, который предназначен для подачи параметров защитного газа в зону проведения сварочных работ.
При помощи рукава управления производится оперативное включение требуемого схемы управления, тем самым вы можете приступать к процессу сварки. На видимой части пульта управления системы расположены все доступные режимы управления за устройством, за исключением ведущей кнопки предназначенной для включения схемы управления. Кнопка расположена на ручке управления шланга.
Сварочный аппарат Спутник 175
Панель управления имеет следующие опциональные режимы:
Режим регулировки для осуществления подачи электродной проволоки.
Опция регулировки требуемой силы сварочного тока.
Регулировка для работы аппарата по требуемому напряжению.
Тумблер для выключения в общую сеть управления.
Лампочка, сигнализирующая о включении устройства в сеть.
Разъем специального назначения для включения шланга в сеть.
Вывод, предназначенный для соединения провода или кабеля обратного тока (масса).
Принципиальные характеристики работы полуавтомата Спутник
Настоящее руководство по эксплуатации сварочного полуавтомата Спутник 200 указывает на следующие принципиальные характеристики работы устройства. При помощи встроенного рукава управления подаём в зону проведения сварочных работ защитный газ и электрод. По поверхности шва производится принудительное перемещение горелки со стороны оператора установки. Учитывая толщину поверхности свариваемого металла, сварщик самостоятельно регулирует силу тока на аппарате, а также принципиальную подачу электрода в место соединения или резки металла.
«Обратите внимание,
что расстояние от защитной трубки устройства горелки и до поверхности металла должно составлять не менее 7-14 мм. »
Некоторые технические характеристики сварочный полуавтомат Спутник имеют ограничения. Обязательно потребуется соблюдать общий период работы и паузы по данным ПВ в технической таблице производителя инертного устройства. Если не соблюдать установленный режим паузы, аппарат может выйти из строя, и первым признаком неисправности станет неработающий дроссель. Придерживайтесь паузы в работе примерно 5 минут, при этом учитывайте следующие данные:
До 70 А – 100% ПВ
До 100 А – 80% ПВ
До 140 А – 60% ПВ
Пример ПВ = 60%, этот показатель равен около 3 – х минут для всего периода сварки, далее делаем паузу на 2 минуты. Во время технологической остановки-паузы происходит постепенное охлаждение приборного устройства через вентиляционные отверстия на корпусе.
Для рабочей процедуры сварки рекомендуется применять омеднённую проволоку, которая имеет диаметр от 0,6 до 1,0 мм. При покупке оборудования, по умолчанию устанавливается проволока толщиной 0,8 мм. Строго запрещено использовать ржавую и гнутую проволоку. Также запрещено перемещать за шланг управления основной корпус сварочного полуавтомата.
Технические характеристики полуавтомата
Производитель предполагает разработку принципиальной схемы управления для сварочного полуавтомата Спутник М 140 ампер 220W, где присутствуют следующие рабочие данные:
Параметр
Значение
Рабочее напряжение сети
380 В
Максимальный ток для сварки
175 А
Номинальное рабочее напряжение полуавтомата, В
32 В
Режим работы для паузы ПВ
60%
Частота для сети
50 Гц
Допустимый диаметр для проволоки
0,6- 1,2 мм
Скорость вылета электродной проволоки
0-11 м\мин
Мощность потребления
Не более 3,5 кВт
Масса устройства
85 кг
Габаритные данные, в мм
1000х815х355
Вариант регулировки для сварочного тока
ступенчатый
Особенности управления устройства
Прибор для сварочных работ имеет удобную схему управления, предназначенное для проведение как резки, так и сварки любой толщины металла.
Встроенный трансформатор, с силой тока 150А.
Механическое устройство для подачи проволоки.
Гибкий шланг для полдачи газовой среды.
Бобина с намотанной проволокой.
Панель управления аппаратом.
«Важно!
При работе со сварочным устройством предельное внимание необходимо конструкции полдачи проволоки в зону горения.»
Обязательно соблюдайте дистанцию для образования качественного сварного шва. На приборной панели имеется регулятор, который позволяет настроить рабочую скорость подачи электродной проволоки в зону горения. При выборе скорости, учитывайте что в зависимости от толщины металла, вы можете настроить скорость подачи от 0 до 11 см\минуту.
Техническое обслуживание устройства
При работе с устройством есть незначительные недостатки, так неправильная регулировка сварочного ока приводит к тому, основной компонент регулировки теряет свою значимость. Чтобы избежать этого, рекомендуется использовать только тот диаметр проволоки, который предназначен для конкретной толщины металла, в противном случае придётся постоянно менять и ремонтировать опциональный режим регулировки аппарата.
Кроме этого необходимо проводить хотя бы 1 раз в год, а лучше один раз в полгода техническое облуживание агрегата в специальном сервисном центре. Оператор установки должен самостоятельно следить не реже 1 раза в 2 недели за исправностью основных узлов сварочного устройства. Так, рекомендуется осуществлять обдувку аппарата под несильным давлением воздуха, иначе сильная подача воздуха может привести к полному разрушению электронной части схемы управления полуавтомата.
При работе со сварочным аппаратом соблюдайте основные правила техники эксплуатации, а также требуемые параметры по пожарной безопасности. Перед началом работы проверяйте изоляции кабелей и проводов сварочного полуавтомата. Оператор должен использовать специальные защитные средства при работе с полуавтоматом для проведения работ по сварке и резке металла.
Сварочный аппарат спутник
Главная » Статьи » Сварочный аппарат спутник
Сварочный аппарат Спутник
Мини — автоматы для сварки сегодня стали популярными как среди дачников, так и среди владельцев загородных домов, где сварочный полуавтомат Спутник занимает достойное и почётное место благодаря низкой цене и улучшенными техническими характеристиками управления агрегата. Производителем оборудования является Красноярский завод «Мегаватт», который также производит дополнительное промышленное оборудование и технику. Электрическая схема сварочного полуавтомата Спутник является уникальной и основное предназначение устройства, это проведение сварочных работ с тонколистовым материалом, а также для проведения кузовных работ при ремонте транспортной техники.
Сварочный полуавтомат Спутник
Основное устройство прибора
Рассматривая характеристики сварочного полуавтомата Спутник можно увидеть, что силовой контурный блок для питания, вырабатывая требуемый переменный ток для проведения производственных работ. Встроенный силовой выпрямитель производит преобразование переменной части встроенного тока в постоянный режим. Наличие встроенного дросселя эффективно компенсирует возникающие пульсации после проведения преобразования тока. При помощи блочного устройства управления можно включить или выключить прибор силового панели питания. Сварочный полуавтомат Спутник 200 имеет также универсальный встроенный пневмоклапан, который предназначен для подачи параметров защитного газа в зону проведения сварочных работ.
При помощи рукава управления производится оперативное включение требуемого схемы управления, тем самым вы можете приступать к процессу сварки. На видимой части пульта управления системы расположены все доступные режимы управления за устройством, за исключением ведущей кнопки предназначенной для включения схемы управления. Кнопка расположена на ручке управления шланга.
Сварочный аппарат Спутник 175
Панель управления имеет следующие опциональные режимы:
Режим регулировки для осуществления подачи электродной проволоки.
Опция регулировки требуемой силы сварочного тока.
Регулировка для работы аппарата по требуемому напряжению.
Тумблер для выключения в общую сеть управления.
Лампочка, сигнализирующая о включении устройства в сеть.
Разъем специального назначения для включения шланга в сеть.
Вывод, предназначенный для соединения провода или кабеля обратного тока (масса).
Принципиальные характеристики работы полуавтомата Спутник
Настоящее руководство по эксплуатации сварочного полуавтомата Спутник 200 указывает на следующие принципиальные характеристики работы устройства. При помощи встроенного рукава управления подаём в зону проведения сварочных работ защитный газ и электрод. По поверхности шва производится принудительное перемещение горелки со стороны оператора установки. Учитывая толщину поверхности свариваемого металла, сварщик самостоятельно регулирует силу тока на аппарате, а также принципиальную подачу электрода в место соединения или резки металла.
«Обратите внимание,
что расстояние от защитной трубки устройства горелки и до поверхности металла должно составлять не менее 7-14 мм.»
Некоторые технические характеристики сварочный полуавтомат Спутник имеют ограничения. Обязательно потребуется соблюдать общий период работы и паузы по данным ПВ в технической таблице производителя инертного устройства. Если не соблюдать установленный режим паузы, аппарат может выйти из строя, и первым признаком неисправности станет неработающий дроссель. Придерживайтесь паузы в работе примерно 5 минут, при этом учитывайте следующие данные:
До 70 А – 100% ПВ
До 100 А – 80% ПВ
До 140 А – 60% ПВ
Пример ПВ = 60%, этот показатель равен около 3 – х минут для всего периода сварки, далее делаем паузу на 2 минуты. Во время технологической остановки-паузы происходит постепенное охлаждение приборного устройства через вентиляционные отверстия на корпусе.
Для рабочей процедуры сварки рекомендуется применять омеднённую проволоку, которая имеет диаметр от 0,6 до 1,0 мм. При покупке оборудования, по умолчанию устанавливается проволока толщиной 0,8 мм. Строго запрещено использовать ржавую и гнутую проволоку. Также запрещено перемещать за шланг управления основной корпус сварочного полуавтомата.
Технические характеристики полуавтомата
Производитель предполагает разработку принципиальной схемы управления для сварочного полуавтомата Спутник М 140 ампер 220W, где присутствуют следующие рабочие данные:
Параметр
Значение
Рабочее напряжение сети
380 В
Максимальный ток для сварки
175 А
Номинальное рабочее напряжение полуавтомата, В
32 В
Режим работы для паузы ПВ
60%
Частота для сети
50 Гц
Допустимый диаметр для проволоки
0,6- 1,2 мм
Скорость вылета электродной проволоки
0-11 м\мин
Мощность потребления
Не более 3,5 кВт
Масса устройства
85 кг
Габаритные данные, в мм
1000х815х355
Вариант регулировки для сварочного тока
ступенчатый
Особенности управления устройства
Прибор для сварочных работ имеет удобную схему управления, предназначенное для проведение как резки, так и сварки любой толщины металла.
Встроенный трансформатор, с силой тока 150А.
Механическое устройство для подачи проволоки.
Гибкий шланг для полдачи газовой среды.
Бобина с намотанной проволокой.
Панель управления аппаратом.
«Важно!
При работе со сварочным устройством предельное внимание необходимо конструкции полдачи проволоки в зону горения.»
Обязательно соблюдайте дистанцию для образования качественного сварного шва. На приборной панели имеется регулятор, который позволяет настроить рабочую скорость подачи электродной проволоки в зону горения. При выборе скорости, учитывайте что в зависимости от толщины металла, вы можете настроить скорость подачи от 0 до 11 см\минуту.
Техническое обслуживание устройства
При работе с устройством есть незначительные недостатки, так неправильная регулировка сварочного ока приводит к тому, основной компонент регулировки теряет свою значимость. Чтобы избежать этого, рекомендуется использовать только тот диаметр проволоки, который предназначен для конкретной толщины металла, в противном случае придётся постоянно менять и ремонтировать опциональный режим регулировки аппарата.
Кроме этого необходимо проводить хотя бы 1 раз в год, а лучше один раз в полгода техническое облуживание агрегата в специальном сервисном центре. Оператор установки должен самостоятельно следить не реже 1 раза в 2 недели за исправностью основных узлов сварочного устройства. Так, рекомендуется осуществлять обдувку аппарата под несильным давлением воздуха, иначе сильная подача воздуха может привести к полному разрушению электронной части схемы управления полуавтомата.
При работе со сварочным аппаратом соблюдайте основные правила техники эксплуатации, а также требуемые параметры по пожарной безопасности. Перед началом работы проверяйте изоляции кабелей и проводов сварочного полуавтомата. Оператор должен использовать специальные защитные средства при работе с полуавтоматом для проведения работ по сварке и резке металла.
svarkaipayka.ru
Сварочные полуавтоматы «Спутник»
Российское предприятие Спутник организовано в 1987 году и с этого времени занимается производство сварочного оборудования. Его продукцию отличает невысокая стоимость, высокое качество и большой модельный ряд и наличие на складе завода – производителя.
Сварочный полуавтомат Спутник – это один из наиболее популярных сварочных полуавтоматов, выпущенных одноименной фирмой.
Отличительные свойства сварочного аппарата Спутник:
Простота в работе и обслуживании.
Используется для соединения тонких листов стали из углеродистых соединений.
Сваривание происходит посредством электрода, в качестве сварного материала рекомендуют использовать омедненную проволоку до 1 мм.
Производимая сила тока может регулироваться вручную оператором, тем самым подбирается оптимальная скорость работы и зависит от толщины стали.
Сварочный полуавтомат Спутник выпускается в нескольких модификациях:
Спутник 200, весом 82 кг и Спутник 350, весом 120 кг, работающие на 380В.
Модели Спутник 2Г – 68 кг и Спутник М, 29 кг, работаю от обычной сети электропитания – 220Вт.
При длительной работе на Спутнике следует соблюдать некоторые перерывы в работе – до 5 минут, иначе возможен перегрев дроссельной заслонки, силового выпрямителя или выход из строя трансформатора.
Аппараты в основном используется в области ремонта автомобилей.
steelguide.ru
Сварочный аппарат Дачник
Для владельцев дачных участков, загородных домов, которые занимаются ремонтом или строительством, оптимальным вариантом оборудования для проведения работ по резке и пайке металлов станет сварочный аппарат Дачник. Прибор предназначен для проведения ручной дуговой сварки при помощи штучных электродов за счёт работы агрегата на постоянном токе. Агрегат разработан с учетом новейших технологий, где полностью реализованы инновации вида IGBT, которые позволяют снизить вес прибора, улучшить его основные технические и механические характеристики. Основной особенностью аппарата является его сравнительно малый вес и эффективные принципы управления.
Сварочный аппарат Дачник 200
Достоинство сварочного инвертора Дачник
Производитель разработал уникальное сварочное оборудование, которые обеспечивает высокое качество сварного шва, и сварочный инвертор Foxweld имеет способность минимально разбрызгивать металл, за счёт встроенных инновационных опций управления оборудования. Агрегат оснащен интересными и доступными опциями, позволяющие эффективно получать сварной шов, не прибегая к сложным механизмам управления. В качестве примера, можно привести такие дополнительные опции сварочного инвертора Hot Start, Arc-Force и Anti-Sticking.
Изучая характеристики сварочного аппарата Дачник 200 можно заметить, что устройство имеет простую и интуитивно понятную панель управления, а также уникальную возможность работать на пониженном напряжении. Панель управления оснащена 2-мя светодиодными лампами, которые указывают на:
Аппарат работает в режиме — «включено\выключено».
Режим срабатывания термозащиты.
Интерфейс управления аппарата достаточно простой, не требует привлечения специалистов, достаточно изучить инструкцию по применению и строго соблюдать правила безопасности эксплуатации оборудования.
Технические характеристики Дачника
В настоящее время производитель предлагает 4 модели агрегата, которые имеют уникальные технические характеристики, в том числе:
Дачник 160.
Дачник 180.
Дачник 200.
Дачник 220.
В таблице приведены основные технические характеристики по каждой модели, которые установлены производителем.
Сварочный аппарат Дачник 160
Характеристика/модель
Дачник 160
Дачник 180
Дачник 200
Дачник 220
Напряжение В\Гц
220/50
220/50
220/50
220/50
Минимальное напряжение сети, В
140
140
140
140
Напряжение холостого хода, В
80
80
80
80
Диапазон для сварочного тока
20-160
20-180
20-200
20-220
Режим включения ПВ, %
60
60
60
60
Класс защиты
H/IP21S
H/IP21S
H/IP21S
H/IP21S
Размеры по габариту
280*110*190
280*110*190
280*110*190
280*110*190
Масса, кг
3,5
3,5
3,5
3,5
Главное отличие каждой модели, это принципиальные данные по сварочному току
Подключение аппарата
Для того, чтобы приступить к работе, необходимо детально осмотреть прибор — сварочный аппарат Дачник 160 или другую модель. Рекомендуется проверять качество изделия непосредственно перед покупкой. Убедитесь в том, что продавец вам выдал гарантийный талон на эксплуатации оборудования, сроком, а 12 месяцев со дня покупки устройства. Установите прибор в месте, где есть хорошая вентиляция и приток воздуха, который обеспечит нормальное функционирование агрегата. Запрещено использовать фильтры, укрывать аппарат, а также создавать различные препятствия для вентиляции.
«Важно!
Перед началом работы следует убедиться в исправности агрегата, нужно проверить изоляцию кабелей, проводов для держателя электродов, проверьте сечение сварочных проводом требуемому минимальному и максимальному току, согласно технической документации.»
Дли провода до 5 метров, сечение должно быть не менее 16 мм2.
Для длины от 5 до 20 метров, требуемое сечение должно быть не менее 25 мм2.
Правила для эксплуатации сварочного устройства
Производитель разработал правила эксплуатации для сварочного аппарата Дачник 180 мини.
Сварочный аппарат Дачник 180
Она содержат следующие рекомендации:
Эксплуатация устройства проводится только в сухом помещении, максимальная влажность окружающей среды не более 90%.
Сварочный аппарат Дачник 200 мини можно эксплуатировать при температуре от -10С до +40С.
Запрещено применять аппарат в условия сильной влажности, не допускается попадание влаги и прочих осадков внутрь прибора.
Запрещено применять аппарат в условиях сильной запылённости помещения, а также в местах скопления агрессивных газов. Не рекомендуется применять прибор в местах проведения шлифовальных и прочих работ, которые выделяют опасную воздушную смесь, которая может привести к взрыву и выхода из строя оборудования.
Обязательно соблюдайте все меры предосторожности, и при необходимости держите под рукой все материалы, способствующие предупреждению распространения огня.
Применение электродов
Согласно рекомендации производителя, используются электроды штучного типа, категории ММА. В целом допускается применение электродов, как для постоянного тока, так и для переменных характеристик силового тока. Можно использовать в работе электроды с различным покрытием.
Категория электрода
Общие свойства
Марки
С покрытием рутиловым
Простота в использовании, легкий при розжиге, имеет достаточно устойчивое горение
МР–3С, ОЗС–12
LE Omnia 46
AS R–143
Boehler Fox OHV
Основное покрытие
Отличные механические свойства, рекомендуется для сварки ответственных конструкционных решений
УОНИ 13 / 55
LE Basic One
AS B–248
Boehler Fox EV50
При применении электродов обращайте внимание на средние показатели сварочного тока, которые используются для каждой марки электродов по отдельности.
Сварка аппаратом Дачник 220
Правила технического обслуживания
Производитель агрегата рекомендует проводить техническое обслуживание устройства, где предусмотрены следующие критерии:
Для работы агрегата используйте только чистый сжатый воздух.
Если вы эксплуатируете устройство в помещении с сильной запылённостью, не реже двух раз в месяц проводите обдувку прибора от грязи и пыли.
При проведении обдувки не используйте сильное давление, иначе это может повредить основные узлы аппарата, что может привести к его выходу из строя.
Попроверяйте техническое состояние мест подключения агрегата. Клеммы должны быть идеально чистыми, при необходимости проводите зачистку при помощи обычной наждачной бумаги.
Строго запрещено попадание влаги и воды на внутренние элементы сварочного устройства.
Если вы не планируете использовать прибор в работе длительное время, предусмотрите для него специальное место хранение, где нужно избегать попадание пыли и влаги. Рекомендуется 1 раз в 12 месяцев проводить техническое обслуживание сварочного инвертора в специализированном сервисном центре, где специалист выявит проблемные места и устранит возможные неисправности.
Видео: пример сварки аппаратом Дачник
youtube.com/embed/55wddaE9_0I»>
svarkaipayka.ru
Смотрите также
Полипропилен сварка
Орбитальная сварка оборудование
Сварочные аппараты тула
Курсы сварки
Интерскол сварка
Сварочный шов идеальный
Оборудование для сварочных работ
Днипро м сварка
Холодная сварка термостойкая 1000 градусов
Сварочный аппарат гост
Насадки для сварки полипропиленовых труб
Сварщик Машиностроение и машиностроение (включая изготовление и сварку)
Сварщики режут, соединяют и придают форму листам или секциям металла, применяя сильное нагревание с помощью электрического или газового оборудования. Края металла плавятся, а затем соединяются вместе по мере охлаждения, создавая неразъемное соединение.
Работа
Существует три основных типа сварки: ручная (с использованием ручного оборудования), полуавтоматическая и полностью механизированная, поэтому работа может варьироваться.
В зависимости от отрасли, в которой вы работаете, вы можете быть:
изучение технических чертежей и выбор наилучшего метода сварки для работы
убедиться, что пластины или секции для соединения или резки имеют правильную форму и расположение
ручная сварка деталей с использованием таких методов, как ручная дуговая сварка металлическим электродом (MMA), дуговая сварка с флюсом (FCA), кислородно-ацетиленовая сварка или сварка вольфрамовым электродом в среде инертного газа (TIG)
сварка деталей полуавтоматическим методом, таким как сварка металлов в среде инертного газа (MIG) с использованием аргона или гелия
сварка деталей с использованием механизированных процессов, таких как контактная сварка (точечная сварка) или лазерная и ультразвуковая сварка
проверка и проверка разрезов и соединений, которые вы делаете, иногда с использованием радиографических или ультразвуковых методов
очистка и обезжиривание свариваемых деталей с помощью проволочных щеток, шлифовальных машин или растворителей
, специализирующихся на одном или двух методах сварки.
Pay
Приведенные ниже цифры являются ориентировочными. Реальная заработная плата может варьироваться в зависимости от:
место работы
размер компании или организации, в которой вы работаете
спрос на работу.
Современный ученик может начать с Национальной минимальной заработной платы (NMW). В настоящее время ставка ученичества для лиц моложе 19 лет или 19 лет и старше в первый год их ученичества составляет 4,81 фунта стерлингов в час (1 апреля 2022 г.). Некоторые работодатели могут платить своим ученикам больше.
Заработная плата квалифицированных сварщиков обычно составляет от 10 до 18 фунтов стерлингов в час, в зависимости от квалификации специалиста. Премии и доплаты за сменную работу являются обычным явлением.
Условия
Условия работы различаются. Например, одни сварщики работают в помещении, на фабриках или в мастерских, другие снаружи, на стройках, верфях или нефтяных вышках.
На фабрике или в мастерской вы можете работать за ширмами, чтобы защитить других рабочих от яркого света. В противном случае вы могли бы работать на открытом воздухе в любую погоду или в стесненных условиях.
Вам придется носить затемненные очки или головной щиток, чтобы защитить глаза. Вы также должны носить другое защитное снаряжение, такое как комбинезон, фартук, перчатки, наушники и каску.
Вы должны быть очень осторожны, чтобы избежать случайных травм.
Возможно, вам придется путешествовать по разным местам и проводить некоторое время вдали от дома.
Многие фирмы работают посменно, и могут быть возможности для сверхурочной работы.
Статус занятости рабочей силы
Данные LMI на базе LMI for All
Начало работы
Вы можете пройти курс инженерного обучения (FA) (уровень 6 SCQF), находясь на уровне S5 или S6 в школе. Вступительные требования варьируются в зависимости от колледжа, но обычно вам нужно 3 предмета в Национальном 5, включая английский язык и математику. Некоторые колледжи также просят физику.
Вы можете пройти курс современного ученичества в инженерии.
Обычно вам нужно 3-4 предмета в Национальном 4 или 5, предпочтительно включая английский язык, математику и естественные или технологические предметы.
Возможно, вам также придется сдать вступительный тест, чтобы узнать, насколько вы подходите для такого рода работы.
Рабочие в строительном секторе должны иметь карточку схемы сертификации строительных навыков (CSCS) и, возможно, паспорт Национальной группы безопасности подрядчика заказчика (CCNSG) для работы на стройплощадке.
Вам нужна физическая сила и выносливость, так как работа может включать в себя стояние на коленях, сгибание и подъем.
Могут потребоваться водительские права.
Имеются вакансии сварщиков как на предприятиях тяжелого машиностроения и верфях, так и на предприятиях легкого машиностроения. Также могут быть рабочие места в строительстве, на транспорте, в гражданском строительстве и в нефтегазовой отрасли.
Уровни образования рабочей силы (Великобритания)
Данные LMI на базе EMSI UK
Job Outlook Scotland
Employment
LMI data powered by EMSI UK
Job Outlook Scotland
Scotland
2022
3765
0.3 %
FALL
2027
3755
LMI data powered по EMSI UK
Что для этого нужно?
Вы должны быть:
точным и методичным в своем подходе
забота о здоровье и безопасности
хорошо решает проблемы
способен понимать технические чертежи.
Вам необходимо иметь:
хорошую координацию рук и глаз
практические и технические способности
хорошие навыки работы в команде и способность работать самостоятельно
хорошие навыки концентрации
навыков счета для расчета измерений.
Обучение
Обучение проводится в рамках современного ученичества с обучением на рабочем месте, а также во время учебы в колледже.
Вы будете работать в направлении SVQ Fabrication and Welding Engineering на уровне 6 SCQF.
После обучения вы также должны пройти квалификационный тест сварщика, прежде чем вы сможете начать работать сварщиком.
Существуют различные тесты в зависимости от типа сварки, которую вы выполняете.
Институт сварки проводит курсы обучения сварке и квалификации для контроля и испытаний.
Приступая к работе
Набравшись опыта, вы сможете получить повышение до мастера, прораба или супервайзера, а затем до начальника производственного цеха.
После дальнейшего обучения вы сможете перейти на уровень технического специалиста, занимающегося неразрушающими испытаниями или инспекционными работами.
Некоторые сварщики работают на внештатной основе, а также могут быть возможности в проектах за границей.
Видео
Предоставлено Careersbox
Контакты
Следующие организации могут предоставить дополнительную информацию.
Совет по обучению инженерно-строительной отрасли (ECITB)
Пожалуйста, помогите нам улучшить Planit, оценив эту статью.
Советы по выбору сварочной горелки
Выбор правильного оборудования для сварочных работ имеет решающее значение для достижения высокого качества сварки и производительности, а также для устранения дорогостоящих простоев. В том числе сварочные пистолеты. Изображение предоставлено Tregakiss
Выбор правильного оборудования для сварочных работ имеет решающее значение для достижения высокого качества и производительности сварки, а также для устранения дорогостоящих простоев. В том числе сварочные пистолеты.
Во многих случаях производители используют сочетание сварочных процессов и пистолетов. Например, в тяжелом оборудовании и общем производстве часто используется полуавтоматическая сварка вместе с роботизированной сваркой. В нефтегазовой отрасли и судостроении преобладают полуавтоматическая сварка и стационарная автоматизация. Сочетание сварочных процессов и оборудования позволяет компаниям, обслуживающим эти отрасли, сваривать детали различных объемов и размеров.
Эти технологические смеси, однако, могут создавать проблемы с точки зрения выбора пистолета. Вот почему важно знать, какие характеристики сварочной горелки лучше всего использовать для достижения желаемых результатов сварки и максимальной эффективности.
Рабочий цикл и сила тока
Одним из наиболее важных факторов для всех пистолетов — полуавтоматических, роботизированных и стационарных автоматических — является выбор правильного рабочего цикла. Рабочий цикл — это количество времени в 10-минутном периоде, в течение которого пистолет может работать, не перегреваясь. В случае полуавтоматического сварочного пистолета это точка, в которой сварочная ручка становится неприятно горячей.
Производители оценивают свое оружие по-разному. При выборе любого типа оружия важно, чтобы желаемый рабочий цикл соответствовал тому, что будет фактически доставлено. Пистолеты рассчитаны на 60% и 100% рабочий цикл. Если для операции требуется продолжительное время горения дуги, хорошим вариантом может быть выбор пистолета со 100% рабочим циклом. Это позволит сваривать в течение полных 10 минут, не перегреваясь и не перегреваясь, что может привести к отказу горелки.
Использование пистолета с правильной силой тока также имеет решающее значение и должно соответствовать требованиям применения. Полуавтоматические пистолеты доступны в диапазонах от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и от того, имеют ли они воздушное или водяное охлаждение. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические сварочные горелки
Полуавтоматическая горелка для дуговой сварки металлическим электродом (GMAW) является основным оборудованием сварщика, используемым ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным и соответствовал требованиям работы.
Тип рукоятки обеспечивает удобство сварщика. Некоторые производители пистолетов предоставляют возможность индивидуальной настройки своего продукта, позволяя сварщику выбирать стиль, который он или она предпочитает. Прямые и изогнутые ручки являются распространенными вариантами. Вентилируемые ручки также доступны для уменьшения тепла.
Ищите сварочные пистолеты с механическими компрессионными фитингами, так как они более долговечны и их можно отремонтировать в случае повреждения. Пистолеты с обжатыми фитингами ремонту не подлежат.
Другие характеристики пистолета, которые следует учитывать при выборе:
Полуавтоматическая горелка для дуговой сварки металлическим электродом (GMAW) является основным оборудованием сварщика, используемым ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным и соответствовал требованиям работы. Изображение предоставлено Tregakiss
Кабели питания: Выберите максимально короткий кабель, чтобы предотвратить перекручивание, которое может привести к проблемам с подачей проволоки. Более короткие кабели также, как правило, легче и удобнее для оператора сварки и являются хорошим выбором, если пространство внутри сварочной камеры ограничено или в крепежных элементах для работы.
Триггеры: Доступно несколько стилей, в том числе стандартные, с блокировкой, с двойным нажатием и двойным расписанием. Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.
Горловина пистолета: Доступны гибкие и вращающиеся варианты для повышения комфорта и обеспечения доступа к труднодоступным сварным швам. Те, у которых меньше изгиб, как правило, уменьшают вероятность проблем с подачей проволоки.
Оператору сварки может потребоваться некоторое время методом проб и ошибок, чтобы подобрать горелку, подходящую для работы, и наиболее предпочтительную горелку. Общение с членами команды или руководством может помочь.
Роботизированные сварочные горелки
Роботизированные сварочные горелки доступны в обычном и сквозном исполнении с различной силой тока, причем последние сегодня наиболее популярны. Как следует из названия, роботизированные сварочные пистолеты со сквозной рукой пропускают кабель питания через руку робота, а не через руку, как в обычном пистолете. Эта функция помогает уменьшить износ кабеля, вызванный удерживанием кабеля внутри отливки робота, что устраняет необходимость в дополнительных устройствах управления кабелем.
При выборе сварочной горелки со сквозным плечом ключевое значение имеет правильная длина кабеля, чтобы избежать скручивания или перекручивания, которые возникают при слишком длинном кабеле. Если кабель слишком короткий, он может растянуться и привести к преждевременному выходу из строя. Производители обычно предлагают сквозные пистолеты с заданной длиной кабеля, которая может быть согласована с конкретной моделью робота. Однако, если монтажный кронштейн механизма подачи изготовлен по индивидуальному заказу или устройство подачи установлено в нестандартном положении, требования к длине пистолета могут измениться для кабелей, проходящих через руку.
Длина и угол шейки являются дополнительными факторами, влияющими на выбор роботизированной сварочной горелки. Производители обычно предлагают грифы короткой, средней и большой длины с углами от 180 до 45 градусов. Также доступны опции по специальному заказу, отвечающие требованиям к центральной точке инструмента (TCP).
Важно учитывать варианты крепления для защиты пистолета и дополнительные технологии, которые могут повысить его производительность.
Муфта: Эта электронная периферия крепится к роботу для защиты его и пистолета от повреждений в случае столкновения с инструментами или деталями. Он останавливает робота, чтобы можно было оценить любой ущерб и проверить TCP перед возобновлением производства. Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.
Твердое крепление: Это альтернатива муфте для удержания роботизированного пистолета GMAW на месте на роботах с программным обеспечением для обнаружения столкновений.
Продувка воздухом: Эта дополнительная функция продувает сжатым воздухом переднюю часть роботизированной сварочной горелки, очищая ее от мусора. Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.
Если компания впервые внедряет роботизированную сварку, обязательно, чтобы выбор роботизированной сварочной горелки был частью процесса планирования. Модели САПР для моделирования помогают убедиться, что пистолет подходит к рабочей зоне, имеет доступ к сварному шву и маневрирует вокруг приспособлений.
Стационарные автоматические сварочные горелки
В отличие от роботизированных сварочных горелок, которые прикрепляются к руке робота, перемещающегося вокруг неподвижной детали, фиксированные автоматические сварочные горелки остаются на одном месте, пока деталь движется. Например, трубу можно прокатывать, пока пистолет сваривает соединение. Либо пистолеты можно установить в держатель и перемещать по линейному сварному шву с помощью закаточной машины.
Длина шейки ключевая для стационарного автоматического пистолета. Он должен быть достаточно длинным, чтобы полностью достать до детали и обеспечить правильный доступ к сварному соединению. Большинству ружей требуется горловина от 12 до 16 дюймов, но есть исключения, которые могут потребовать настройки. На рынке также доступны несколько углов шейки. Самый распространенный угол — 180 градусов, но грифы также доступны с изгибами на 22, 45 и 60 градусов.
Длина кабеля также важна. Расстояние от механизма подачи проволоки может варьироваться в зависимости от свариваемой детали. Обычно питатель устанавливается на стрелу, для чего может потребоваться кабель длиной до 15 футов. В других ситуациях питатель может быть установлен прямо на инструменте. В этом случае доступны бескабельные автоматические стационарные горелки, которые состоят из горелки, горловины и штыря питания, который подключается непосредственно к механизму подачи проволоки.
Прочее
Помимо выбора необходимых функций для полуавтоматических, роботизированных и стационарных автоматических сварочных горелок, важно учитывать расходные материалы. В частности, системы расходных материалов, которые можно использовать с каждым из этих типов пистолетов, могут помочь оптимизировать запасы и предотвратить ошибки при установке. Например, если используется один тип и размер контактного наконечника, риск ошибки оператора при переключении исключается. Это, в сочетании с правильными функциями сварочной горелки, может значительно помочь минимизировать время простоя и повысить эффективность на протяжении всей операции сварки.
Здравствуйте, уважаемые читатели «Сан Самыча». Многочисленные Ваши вопросы, связанные с первым пуском или пуском насосной станции после ремонта каких-либо элементов системы побудили меня к написанию данной статьи. Казалось бы, в теории все просто: залили насос через заливное отверстие водой, завинтили и обжали пробку, включили вилку в розетку. Насос должен удовлетворенно заурчать, поднимая давление в системе до заданного, и после щелчка реле давления отключиться.
Но на практике, почему-то так не получается. Обычно, после включения насоса, стрелка манометра подпрыгивает до отметки в 1,0 бар, после чего медленно скатывается до 0,8, а иногда и до 0,5 бар, где беспомощно застывает. Из крана на напорной трубе вместе с водой шумно вырывается воздух, и, вырвавшись, затихает. Все затихает: ни воды, ни воздуха – ничего, лишь насос продолжает исступленно подвывать, сорвавшись на холостой ход. Вы лихорадочно выдергиваете вилку из розетки и пытаетесь сообразить, что Вы сделали не так. Снова откручиваете пробку, снова заливаете, закручиваете, включаете… Но в результате ничего не меняется.
Давайте разбираться…
Почему насос «срывает»?
Насосы для бытовых насосных станций, хоть и называются «самовсасывающими», но сами они ничего всасать не могут. Этого не позволяет сделать огромная разница в плотности воды и воздуха. А насосы рассчитаны на перекачивание воды, и никак не воздуха. Поэтому прежде чем включить насос, его необходимо заполнить водой, и вместе с ним – всасывающий трубопровод, каким бы длинным он не был. И только в воде лопасти рабочего колеса насоса, вращаясь, создают избыточное давление по внутреннему периметру корпуса и разрежение в его центре.
Но если в насос, уже после его пуска, попадет воздух, то, во-первых, лопасти сразу же взобьют «смертельный» для насоса коктейль из воды и воздуха и, во-вторых, общая плотность воды с воздухом тут же значительно изменится (это зависит от количества попавшего в насос воздуха), изменяя и перепад давления внутри насоса. Соответственно, всасывающая сила уменьшится так же, как и центробежная (ни всасать, ни выплюнуть) из-за уменьшения плотности «коктейля».
Кроме того, «масла в огонь подливает» и эффект кавитации, образование воздушных каверн за быстродвижущимися лопастями рабочего колеса, уменьшая и без того не очень большую плотность «коктейля». И чем ниже первоначальная плотность «коктейля», тем в большей степени проявляется эффект кавитации, и тем меньше создаваемое насосом давление на напоре.
«Откуда воздух?», — спросите Вы, — «Если все новое, соединения обжаты, насос залит по «самую маковку», воды в колодце или скважине более чем достаточно». Проблема в том, что для образования «коктейля» много воздуха и не нужно. Рабочая зона в корпусе бытового насоса довольно мала, соответственно даже небольшой пузырек всплывшего из всасывающей трубы воздуха может изменить плотность воды в рабочей зоне.
Откуда могут взяться эти пузырьки? Из неровностей всасывающей трубы, положенной и закопанной в грунте. Из неплотного соединения всаса непосредственно к насосу. Из незаметных глазу пазух переходных фитингов. Даже из внутреннего эжектора самого насоса и его рабочего колеса, где мелкие пузырьки могли остаться из-за шероховатостей внутренней поверхности материала. Я могу и дальше продолжать, но нужно ли? Это нормально, это неизбежно.
Вопрос нужно ставить по-другому: Как уменьшить влияние оставшегося на всасе и в насосе воздуха, чтобы система нормально заработала? И каверзный вопрос: Почему при уже работающей системе это влияние почти не проявляется, и даже если проявляется, исправляется само, автоматически? Ответив на второй вопрос, мы сможем найти решение для первого.
Ответ на второй вопрос кроется в нормальных условиях работы насосной станции. А нормальным режимом работы насосной станции является работа под давлением, ведь даже при пониженных параметрах, реле давления включает насос не при нулевом значении давления в системе. И если напорный трубопровод уже заполнен водой и есть минимальный перепад по высоте между насосом и потребителями (а он, как правило, есть, редко, кто ставит насосную станцию на чердаке), то даже если на манометре «ноль», минимальное давление все равно присутствует. Кроме того, если насос уже запустился и смог, хотя бы однажды, поднять давление в системе, то он уже смог выгнать лишний воздух, по крайней мере из корпуса.
И еще один момент. Как мы все знаем, вода – вещество не сжимаемое, и её объем мало зависит от давления. А вот объем воздуха очень сильно зависит от давления окружающей среды, и первоначальное разрежение на всасе насоса превращает небольшой пузырек воздуха в монстра, который способен на много уменьшить общую плотность водо-воздушного коктейля в корпусе насоса. Соответственно, подняв любым способом, хотя бы на немного, первоначальное давление во всасывающей трубе, мы увеличиваем плотность коктейля, и, тем самым, уменьшаем вероятность срыва насоса.
Резонный вопрос: «А как же кавитация?». А кавитация никуда не делась, но, опять же, объем воздушных каверн зависит от давления в корпусе насоса, а дальше… смотрите предыдущий абзац.
Еще один частый вопрос, связанный с этой темой: «Почему новый насос запускается легче, чем уже проработавший в составе насосной станции энное количество времени? Ведь до этого было все нормально, насос не трогали, поменяли лишь обратный клапан (гидроаккумулятор, реле давления и т. д.)». Да потому что он новый, его еще «не ел песочек», еще не было небольших деформаций внутренних пластиковых стенок из-за перегрева, еще не было работы электродвигателя на пределе возможного, подшипники и сальники еще не изношены и прочее, и прочее. Как бы ни был хорош насос, со временем, все равно происходит износ его рабочих элементов, и его характеристики начинают уменьшаться. Просто у хороших и дорогих насосов это происходит немного позже.
Итак, вывод из всего предыдущего: нужно каким-то образом поднять давление во всасывающей трубе, и не допустить его падение при пуске насоса и в ближайшее после пуска время, до тех пор, пока насос сам не сможет создать устойчивый рост избыточного давления в системе.
Как это сделать? Как обычно, предлагаю на Ваш суд несколько решений.
Работа внутреннего эжектора центробежного насоса.
На самом деле, даже производители насосов знакомы с этой проблемой. Иначе зачем, по-вашему, нужны насосы с внутренним, уже встроенным в насос, эжектором. Другое дело, что эжектор этот – далек от идеального из-за ограничения в габаритах и не всегда бывает эффективен. Хотя задумка правильная.
Вода из нижней части рабочей камеры насоса, там, где меньше вероятность появления воздуха, подается снова на всас насоса, тем самым повышая давление на всасе. Кроме того, сам всас насоса немного приподнят относительно центра насоса, где и расположен реальный вход в рабочую камеру, создавая небольшой гидравлический подпор (смешно, сантиметров 10) и действуя в качестве гидрозатвора, который отводит попадающий воздух в верхнюю часть всаса. Проблема только в том, что плотность «коктейля» настолько мала, что этих мер недостаточно.
При этом на работу эжектора тратится часть мощности электродвигателя, уменьшая напор и производительность насоса. Но производитель идет на эти жертвы ради устойчивой работы насоса и легкого его пуска.
Владельцы вихревых насосов лишены даже этой малости, зато их насосы обладают большим напором и расходом при, относительно, небольшой мощности электродвигателя.
Поможем насосу запуститься. Заливная воронка на всасе.
Классическим решением данной проблемы является отдельная заливная трубка с воронкой, подсоединенная через тройник ко всасу насоса. Преимущество такого решения в его простоте и эффективности.
Заполняя воронку водой, мы, тем самым, на немного (1 метр = 0,1 бар) повышаем первоначальное давление на всасе. И все бы было прекрасно, если бы мы могли поддерживать высокий уровень воды в воронке постоянно, пока насос не «подхватит». Но это не всегда возможно. Можно заменить маловместительную воронку на бутыль или канистру, но где гарантия, что их объема точно хватит для пуска насоса.
Кстати, переместив кран на заливной трубке повыше от тройника, мы устраиваем ловушку для воздуха, приходящего к насосу по всасывающей трубе. К сожалению, только для этой его части. Подсосы воздуха непосредственно на насосе, воздух, появившийся в результате кавитации и оставшийся в насосе, мы устранить не сможем.
Гидрозатвор на всасе.
Теми же недостатками обладает устройство гидрозатвора на всасе насоса. Но у него есть преимущества по сравнению с обычной заливной воронкой. Если всасывающий трубопровод действительно герметичен, то залить его нужно будет всего один раз, а дальше атмосферное давление само будет заполнять эту емкость, отделяя воздух от воды. Высота гидравлического подпора в этом случае зависит от высоты размещения самого гидрозатвора.
Важным преимуществом такого решения является возможность разместить обратный клапан системы на всасывающей трубе уже после гидрозатвора, т.е. непосредственно перед насосом. Многие читатели спрашивали об этом, не желая откапывать на морозе кессон скважины или лезть в колодец. Я их понимаю.
Ну, и небольшая «ложка дегтя». Высоту подъема воды на всасе, при таком размещении обратного клапана, нужно рассчитывать по высоте входа трубы в гидрозатвор, а не по высоте насоса. И если у Вас насос уже на пределе всасывающих возможностей, то этот вариант Вам не подойдет.
Еще есть некоторые тонкости при использовании такого устройства, но эта тема для отдельной статьи, если Вам будет интересно. И так этот рассказ получается довольно длинным, поэтому я продолжу в следующий раз.
В следующий раз я расскажу еще о нескольких способах облегчить «первый» пуск насоса. Да-да, не об одном, не двух, а о нескольких, в том числе и об универсальном, подходящем, по моему мнению, практически для любого насоса. Надеюсь, Вы сможете выбрать наиболее подходящий для Вас.
За сим, откланиваюсь, уважаемые читатели «Сан Самыча», надеюсь не надолго.
ПРОДОЛЖЕНИЕ.
Почему насосы не могут всасывать жидкость с глубины более 9 метров?
Ежедневные вопросы по поводу того, почему же насосы не могут всасывать жидкость с глубины более 9 метров сподвигли меня написать статью об этом.
Для начала немного истории:
В 1640 г. в Италии герцог Тосканский решил устроить фонтан на террасе своего дворца. Для подачи воды из озера был построен трубопровод и насос большой длины, каких до этого еще не строили. Но оказалось, что система не работает — вода в ней поднималась только до 10,3 м над уровнем водоёма.
Никто не мог объяснить, в чем тут дело, пока ученик Галилея — Э. Торичелли не высказал мысль, что вода в системе поднимается под действием тяжести атмосферы, которая давит на поверхность озера. Столб воды высотой в 10,3 м в точности уравновешивает это давление, и поэтому выше вода не поднимается. Торичелли взял стеклянную трубку с одним запаянным концом и другим открытым и заполнил ее ртутью. Потом он зажал отверстие пальцем и, перевернув трубку, опустил ее открытым концом в сосуд, наполненный ртутью. Ртуть не вылилась из трубки, а только немного опустилась.
Столб ртути в трубке установился на высоте 760 мм над поверхностью ртути в сосуде. Вес столба ртути сечением в 1 см2 равен 1,033 кг, т. е. в точности равен весу столба воды такого же сечения высотой 10,3 м. Именно с такой силой атмосфера давит на каждый квадратный сантиметр любой поверхности, в том числе и на поверхность нашего тела.
Точно также, если в опыте с ртутью вместо неё в трубку налить воды, то столб воды будет высотой 10,3 метра. Именно поэтому и не делают водяных барометров, т.к. они были бы слишком громоздкими.
Давление столба жидкости (Р) равно произведению ускорения свободного падения (g), плотности жидкости (ρ) и высоты столба жидкости:
Атмосферное давление на уровне моря (Р) принять считать равным 1 кг/см2 (100 кПа).
Примечание: на самом деле давление равно 1,033 кг/см2.
Плотность воды при температуре 20°С равна 1000 кг/м3.
Ускорение свободного падения – 9,8 м/с2.
Из этой формулы видно, что чем меньше атмосферное давление (P), тем на меньшую высоту может подняться жидкость (т.е. чем выше над уровнем моря, например в горах, тем с меньшей глубины может всасывать насос).
Также из этой формулы видно, что чем меньше плотность жидкости, тем с большей глубины можно её выкачивать, и наоборот, при большей плотности глубина всасывания уменьшится.
Например, ту же ртуть, при идеальных условиях, можно поднять с высоты не более 760 мм.
Предвижу вопрос: почему в расчетах получился столб жидкости высотой 10,3 м, а насосы всасывают только с 9 метров?
Ответ достаточно простой:
— во-первых, расчет выполнен при идеальных условиях,
— во-вторых, любая теория не дает абсолютно точных значений, т.к. формулы эмпирические.
— и в-третьих, всегда существуют потери: во всасывающей линии, в насосе, в соединениях.
Т.е. не возможно в обычных водяных насосах создать разрежение, достаточное для того, чтобы вода поднялась выше.
Итак, какие выводы из всего этого можно сделать:
1. Насос не всасывает жидкость, а лишь создает разрежение на своём входе (т.е. уменьшает атмосферное давление во всасывающей магистрали). Вода выдавливается в насос атмосферным давлением.
2. Чем больше плотность жидкости (например, при большом содержании в ней песка), тем меньше высота всасывания.
3. Рассчитать высоту всасывания (h) можно, зная, какое разрежение создает насос и плотность жидкости по формуле:
h = P / ( ρ* g) — x,
где P – атмосферное давление, — плотность жидкости. g – ускорение свободного падения, x – величина потерь (м).
Примечание: формула может использоваться для расчета высоты всасывания при нормальных условиях и температуре до +30°С.
Также хочется добавить, что высота всасывания (в общем случае) зависит от вязкости жидкости, длины и диаметра трубопровода и температуры жидкости.
Например при увеличении температуры жидкости до +60°С, высота всасывания уменьшается почти в два раза.
Это происходит потому, что возрастает давление насыщенных паров в жидкости.
В любой жидкости всегда присутствуют пузырьки воздуха.
Думаю, все видели, как при закипании сначала появляются маленькие пузырьки, которые затем увеличиваются, и происходит кипение. Т.е. при кипении, давление в пузырьках воздуха становится больше, чем атмосферное.
Давление насыщенных паров и есть давление в пузырьках.
Увеличение давления насыщенных паров приводит к тому, что жидкость закипает при более низком давлении. А насос, как раз и создает в магистрали пониженное атмосферное давление.
Т.е. при всасывании жидкости при высокой температуре, существует возможность её закипания в трубопроводе. А никакие насосы не могут всасывать кипящую жидкость.
Вот, в общем, и всё.
А самое интересное, что все это мы все проходили на уроке физики при изучении темы «атмосферное давление».
Но раз вы читаете эту статью, и почерпнули что-то новое, то именно «проходили» 😉
Распространенные проблемы с канализационными насосными станциями
Время чтения: 3 минуты
Канализационная система состоит из сети труб, по которым отходы транспортируются из дома в основную канализацию. Обычно это происходит самотеком, так как отходы стекают в канализацию. Однако, когда участок находится на более низком уровне, а канализационный коллектор выше него, этот обычный метод не сработает, и тогда на помощь придет канализационная насосная станция.
Что такое канализационная насосная станция?
Отличие обычной канализационной системы от канализационной насосной станции заключается в мокром колодце. Он действует как приемник сточных вод от собственности, он расположен ниже дома, поэтому любые отходы могут попасть в него под действием силы тяжести.
Сточные воды будут оставаться в колодце, пока не достигнут определенного уровня, в этот момент включается насос, позволяя им двигаться вверх по склону, из колодца, пока они не достигнут точки, где они могут попасть в основной коллектор на своем пути. собственный.
Проблемы с насосной станцией для сточных вод
По своей природе, независимо от того, насколько хороша ваша насосная система, могут возникнуть проблемы, чтобы уменьшить вероятность возникновения чего-то серьезного, необходимо проводить регулярные проверки обслуживания. Однако также полезно знать о некоторых распространенных проблемах, которые могут возникнуть, чтобы знать, на что обращать внимание.
Резервуар для туалетов
Несмотря на то, что насосы сделаны так, чтобы свести к минимуму риск засорения, вероятность их возникновения все же существует. Жиры, масла или любые другие восковые отложения, смываемые в канализацию, могут затвердевать и засорять насосные камеры. Если это произойдет, ничто не сможет пройти, что приведет к резервному копированию туалетов.
Обычно вы почувствуете запах сточных вод до того, как в туалете появится запах. Если вы все-таки почувствуете этот запах, лучше всего немедленно вызвать специалиста.
Насос не включается
Это может быть вызвано различными причинами, в том числе засорением крыльчатки мусором, недостаточной подачей электроэнергии насосу, засорением насоса, что может привести к выходу из строя электрики, или насосом, который может просто сломаться.
Насос не выключается
Обычно это происходит из-за контрольного поплавкового выключателя, иногда он застревает в неправильном положении, в результате чего насос остается включенным. Если в ваших счетах за электроэнергию наблюдается необычный всплеск, это может быть признаком того, что ваша помпа не отключается.
Durrarchitect
Сломанные трубы
Признаков того, что ваши трубы сломаны, может быть много, в том числе засорение унитаза, проблемы с плесенью, медленные стоки и трещины в фундаменте. Если вы видите какие-либо признаки того, что ваша труба может быть сломана, лучше немедленно обратиться к профессионалу, потому что, если вы не поймаете это на ранних стадиях, ремонт может быть очень дорогим. Регулярные проверки технического обслуживания могут помочь вам избежать этих проблем, поскольку они могут обнаружить их до того, как они станут слишком серьезными.
Сигналы тревоги
Если ваша насосная станция оснащена сигнализацией, она должна звучать при обнаружении проблемы. Это может включать что угодно, от высокого уровня воды до неисправности. Немедленно свяжитесь со специалистом, если услышите сигнал тревоги, чтобы снизить риск затопления.
Техническое обслуживание вашей насосной станции
Большинство упомянутых проблем можно легко предотвратить с помощью регулярных профилактических осмотров. Они могут обеспечить бесперебойную работу, а также надежность, снижение эксплуатационных расходов и эффективность. Во время этих проверок проверяются все компоненты, а также устраняются любые незначительные повреждения, чтобы они не стали более серьезными.
Хотя с канализационными насосными станциями могут произойти различные неполадки, это не значит, что ими нельзя пользоваться. На самом деле они очень полезны и могут стать отличным решением для людей, живущих в собственности более низкого уровня.
Обратитесь к нашим специалистам по насосам для сточных вод
Если вы обеспокоены тем, что ваша система перекачки сточных вод неисправна, или вы решили пройти техническое обслуживание, позвоните в компанию Pumping Solutions по телефону 01775 711960 сегодня.
Находите эту статью полезной? Найдите больше подобных сообщений в нашем блоге или посетите нашу страницу услуг, чтобы узнать, как мы можем вам помочь!
Блог → Наши услуги →
Обратитесь к специалистам по насосам
Шум насоса: 6 распространенных проблем и способы их устранения
В традиционной системе охлаждения используются водяные насосы двух типов: водяные насосы конденсатора и насосы охлажденной воды.
Водяные насосы конденсатора подают горячую воду из конденсатора в градирню, а насосы охлажденной воды подают холодную воду из чиллера в кондиционер.
Когда насос выходит из строя, вода не циркулирует эффективно или вообще не циркулирует, что ставит под угрозу производительность всей вашей системы. К счастью, насосы часто сигнализируют о том, что что-то не так, и эти сигналы обычно проявляются в виде странных и громких шумов насоса.
Громкие и необычные звуки, издаваемые циркуляционными насосами, всегда являются тревожным сигналом, признаком того, что что-то не так либо с насосом, либо с водопроводом.
Давайте рассмотрим несколько проблем в системе здания, которые обычно являются причиной шума насоса, и способы их устранения.
1. Воздух в системе
Если у вас не установлен воздухоотделитель, скорее всего, в какой-то момент вам придется столкнуться с воздухом в системе. Когда это происходит, важно осмотреть водопроводные линии и прокачать систему.
Современные насосы оснащены выпускными клапанами, которые значительно упрощают процесс. Медленно открывайте клапан, пока не услышите шипящий звук. Как только шипение прекратится, вы увидите небольшую каплю воды, указывающую на то, что в насосе больше нет воздуха. В этот момент вы можете закрыть клапан.
После этого убедитесь, что насос установлен правильно. Даже несколько градусов наклона или смещения могут привести к тому, что воздух будет заблокирован в насосе.
2. Неправильный размер насоса
Как слишком большие, так и маленькие насосы могут создавать шумы в системе, но решение для каждого случая будет разным.
Насосы могут быть увеличены по нескольким причинам. Это может произойти из-за некоторой ошибки на этапе планирования и проектирования, когда инженерам необходимо «прикинуть» длину трубопровода и фитингов, или это может быть специально спроектировано таким образом, чтобы система могла расширяться в будущем и обеспечивать «правильный размер» насос сегодня не сможет удовлетворить будущий спрос завтра.
Иногда требуется замена насоса сразу, а у поставщика не было на складе идеальной замены, или инженеры выбирают насос увеличенного размера, уже учитывая ожидаемое накопление коррозии в трубах, требующих большего напора насоса.
Независимо от причины, которая привела к использованию слишком большого насоса, его наличие всегда может вызвать чрезмерный шум и вибрацию, расшатывание соединений и соединений и усталость трубопровода.
Для решения проблемы можно предпринять следующие действия:
Дросселировать клапаны на стороне нагнетания до устранения шумов
Обрезка рабочего колеса по диаметру
Уменьшить скорость насоса
Добавить линию рециркуляции потока
Установите преобразователь частоты и снимите регулирующие клапаны
Недостаточный размер насоса представляет собой более серьезную проблему. Это потому, что у вас, к сожалению, нет особого выбора, кроме замены насоса и установки большего.
Если система недостаточного размера, она не может обеспечить требуемый режим работы, а также может привести к застою — когда нагнетание насоса перекрывается из-за засорения линии или непреднамеренно закрытого клапана. Когда это происходит, жидкость бурлит внутри насоса, пока не нагревается до состояния пара, вызывая шум и повреждения. Насосы с тупиковой головкой могут привести к перегоранию двигателя, повреждению крыльчатки, протечкам уплотнений, растрескиванию втулок и повреждению эластомеров, что в конечном итоге приведет к выходу насоса из строя.
В системах с насосами меньшего размера вы можете проверить, может ли существующий насос работать с более крупным двигателем, чтобы избежать мертвого напора. Несмотря на то, что это может быть самый дешевый способ справиться с проблемой, он не самый лучший, и решение будет временным.
3. Чрезмерный износ подшипников
Не все насосы имеют подшипниковые узлы. Однако все электродвигатели насосов имеют подшипники, и чрезмерный износ подшипников — будь то в узле или внутри двигателя — может вызвать шум насоса.
Хорошей новостью является то, что для моделей насосов с подшипниковыми узлами компоненты обычно доступны для покупки, они недороги и их легко заменить.
Плохая новость заключается в том, что подшипники двигателя не продаются как комплектующие, и когда подшипники в двигателе изнашиваются, необходимо заменять деталь целиком.
Срок службы подшипника определяется тем, сколько часов требуется металлу для «усталости», но на это могут влиять многие факторы, такие как статическая перегрузка, коррозия, отсутствие избытка смазки, перегрев, несоосность и загрязнение. Таким образом, лучший способ избежать слишком быстрого износа подшипников — профилактическое обслуживание и комплексная проверка вашей системы.
4.
Засорение системы
Вода с ржавчиной и другими отложениями может изнашивать циркуляционный насос и засорять рабочее колесо. Когда это происходит, шум является следствием. Чтобы избавиться от него, нет волшебной палочки: решение заключается в очистке системы.
Многие системы HVAC имеют специальные системы фильтрации и сепараторы грязи для предотвращения засорения. Отложения могут быть легко удалены из системы с помощью продувки водой.
Эти системы защищают не только насосы, но и все другие блоки HVAC в системе.
5.
Неправильная настройка скорости
Высококачественные и современные насосы обычно имеют 3 настройки потока, в то время как более старые насосы могут иметь только одну или две. Вот почему старые насосы обычно более шумные, чем другие. Они менее эффективны, и потеря энергии обычно выражается в гудящем шуме.
Если помпа издает этот шум и у вас есть несколько параметров настройки потока, найдите переключатель потока и поверните его на один уровень вниз. Затем проверьте радиаторы и направляющие башни, чтобы убедиться, что они все еще нагреваются до нужной температуры. Если да, то оставьте так.
Если вы работаете с частотно-регулируемым приводом, а насос продолжает издавать гудящий звук, проверьте правильность заземления двигателя на частотно-регулируемый привод. Во многих случаях неправильное заземление позволяет системе действовать как передатчик шума.
6. Отсутствие NPSHa или неправильная установка, вызвавшая отсутствие NPSHa
Чтобы понять это, нам нужно сделать шаг назад и быстро взглянуть на работу насоса. Принцип Бернулли показывает нам, что жидкость течет из областей с высоким давлением в области с низким давлением.
Насосы HVAC работают за счет создания низкого давления на входе, что позволяет нагнетать воду в насос. Когда жидкость проходит через насос, давление уменьшается. Если давление на входе падает ниже давления паров жидкости, на входе образуются пузырьки воздуха. Эти пузырьки могут вызвать кавитацию, что приведет к шуму насоса, повреждению и снижению производительности.
Чистый положительный напор на всасывании или NPSH – это разница между давлением жидкости на всасывании насоса и давлением паров жидкости, которая выражается в виде высоты столба жидкости. NPSH обычно должен составлять от 3 до 5 футов, чтобы избежать кавитации.
Если при осмотре обнаруживается проблема с кавитационным запасом, в основном можно сделать две вещи: во-первых, есть возможность выбрать насос, более подходящий для применения (наша рекомендация, если насос уже получил непоправимый ущерб из-за кавитации ). Во-вторых, систему можно переоценить, чтобы увидеть, может ли подъем градирни увеличить NPSHa (абсолютное давление на всасывающем отверстии насоса) или можно уменьшить фитинги, которые лишают текущий NPSHa.
Если вам нужна помощь по вопросам, связанным с циркуляционными насосами, свяжитесь с нами. У нас есть 3 офиса в Калифорнии, и мы можем приехать, где бы вы ни находились, чтобы осмотреть вашу помпу, если вы слышите громкие и необычные шумы.
Команда инженеров по продажам и технических специалистов компании Vertical Systems может указать причину шума насоса и определить наилучшее решение для ее устранения. Специалисты по всем типам циркуляционных насосов, наши специалисты могут решить любые проблемы с установкой, изношенными компонентами, протечками, а также вопросы, связанные с температурой воды, давлением и пузырьками воздуха. Они также могут порекомендовать энергосберегающие обновления, которые повысят производительность вашей системы и сэкономят ваши деньги.
Сортамент алюминиевого проката | Металлопрокат в Петербурге
ГлавнаяНовости о металле Сортамент алюминиевого проката
← Предыдущая Следующая →
Дата публикации: 07.07.2018
Алюминиевый прокат используется во многих отраслях производства и строительства, благодаря тому, что и сам материал и его сплавы характеризуются малой массой и легкостью обработки. Многообразный сортамент позволяет изготовить продукцию, которая имеет подходящие для целей применения габариты и форму.
Листовой алюминиевый прокат
Выпускаются следующие виды листового проката из алюминия:
Алюминиевая шина. Этот вид представляет собой полосу, имеющую форму прямоугольника в поперечном сечении, толщиной 3-12 мм и шириной 1-18 см. Купить цветной металлопрокат данного типа можно в бухте или полосами, имеющими длину 3-9 м.
Толстый лист. Обычно это плита, имеющая толщину от 6 мм. Производится в виде листов, имеющих конкретную длину и форму. Этот вид проката используется при выпуске плоских форм, имеющих равную толщину, к примеру, самолетных крыльев. Толстый лист применяется в виде заготовки для механической обработки, в частности, фрезерования.
Тонкий лист. Данный тип проката характеризуется толщиной 0,2-6 мм. Его поставляют в листах или бухтах. В качестве покрытия может использоваться окрашивание или текстурирование.
Фольга. Обычно этот вид проката имеет толщину от 4 мкм до 0,2 мм. Такой цветной металлопрокат также купить можно в бухтах или листах определенных размеров.
Сортовой алюминиевый прокат
Данная категория включает самое большое количество типов:
Круглый алюминиевый прокат, имеющий различную форму и конкретную длину.
Рифленый круглый прокат.
Прут прямоугольной, шестигранной или квадратной формы.
Чушки, катанки, болванки, круги.
Проволока.
Прокатный профиль представляет собой отдельную категорию сортопроката. Этот тип изделий бывает разных форм и фактур, а также имеет множество названий. Свое применение профиль отыскал там, где нет необходимости в использовании швеллера, уголка или трубы. Этот вид цветного металлопроката купить можно для решения особых задач на производстве или в иных сферах.
Трубы представляют собой полый прокат из алюминия в чистом виде или сплавов на его базе. Обычно это изделия квадратной, круглой или прямоугольной формы, но бывают треугольной. Этот вид проката нашел свое применение в промышленности, строительстве, энергетике и при прокладке коммуникаций.
В компании «Северный Металлургический Резерв» можно купить цветной металлопрокат по ценам ниже, чем у конкурентов. Вы можете уточнить стоимость и ассортимент у менеджеров по телефону.
Читайте также
10.10.2018
Цветной металлопрокат: виды и свойства
22.07.2018
Как проверить подлинность медной проволоки
01.06.2018
О производстве и применении медной полосы
Алюминиевый прокат в розницу в СПб
‘+ ‘
‘+ ‘{{n}}’ + ‘{{o}}’ + ‘{{t}}’ + ‘
‘+ ‘
Широкое применение и уникальные характеристики делают алюминий одним из самых востребованных металлов на рынке.
Он является самым востребованным и популярным металлом, уступая первое место только прокату черных металлов. Если вам нужнокупить алюминиевый прокат(или что либо из раздела цветмет, то вам сюда), вам стоит обратиться в Санкт-Петербургскую компанию «Региональный Дом Металла». Алюминий обладает рядом физических свойств, благодаря которым его можно использовать во многих областях. Одно из самых важных черт алюминия является его отличное сопротивление коррозии. Это выделяет его среди других металлов(например профлиста и профнастила), для которых может потребоваться дополнительное антикоррозийное покрытие, предотвращающее образование ржавого налета. В процессе создания алюминиевого проката, который к слову происходит в специальных цеховых печах в ход идут легко плавящиеся или литейное сырье преимущественно элементов сделанных из металла.
Цена алюминиевого проката с НДС
Наименование
Размер, мм
Сплав
Цена от
Труба
6-360
Д16 Т
618 руб
АМг5
759 руб
АМг6, 1561
808 руб
АД31
323 руб
Лист
0. 5 – 10.0
1200 х 3000
1500 х 3000
1500 х 4000
1500 х 6000
2000 х 6000
А5, АД, 1050
347 руб
АМц, 3003
358 руб
АМг2, 5251
367 руб
АМг3, 5754
373 руб
АМг5, 5083
487 руб
АМг6, 1561
500 руб
Д16 Т
634 руб
Д16 М
427 руб
АД35
306 руб
1105 АМ
243 руб
Как правило, сортамент алюминиевого проката выглядит так:
Труба
Лист
Профиль
Алюминиевый уголок
Чушка
Шестигранник
Швеллер
Алюминий является мягким, но при этом прочным металлом, благодаря чему алюминиевый прокат подойдет при изготовлении изделий любой сложности и формы.
Список областей применения алюминиевого проката обширен:
Он применяется при декорировании помещений
Активно используется в мебельном производстве
Также в авиационной отрасли
Является одним из главных элементов в космической отрасли
Из-за отличного сопротивления коррозии он широко применяется в судостроении
Алюминиевый прокат СПБ все разновидности
Как ассортимент, так и цена на алюминиевый прокат в СПБ сильно варьируется в зависимости от поставщика, а главное по причине широкого выбора среди многих вариантов сортамента алюминиевого проката, к ним относят:
Трубы
Рулоны
Прутки
Профили
Проволока
Если вы сомневаетесь, в выборе или не знаете, что лучше использовать, консультанты компании «Региональный Дом Металла» быстро и оперативно помогут вам выбрать именно то, что вам нужно.
Но перед тем как купить алюминиевый прокат стоит также узнать и о его немногочисленных слабостях. К ним чаще всего относят:
уровень упругости довольно низкий
Теплопроводность относительно высокая
Монтаж соединений может быть очень сложным
Высокие показатели коэффициента линейного расширения
Однако все перечисленные недостатки не мешают сортаменту алюминиевого проката быть одним из самых обширных на рынке.
Алюминиевый прокат купить выгодно
В последние годы возникла устойчивая тенденция использования алюминиевых систем и конструкций из алюминия и алюминиевого проката соответственно.
Если вас инетерсуют легкие металлические конструкции, то вам стоит пройти по этой ссылке: https://rdmetall.ru/metallokonstrukcii/legkie-metallokonstrukcii/
Так что если вас интересует цена на алюминиевый прокат и остальной ассортимент, связанный с алюминиевой продукцией, заходите на страницы нашего сайта или звоните по горячей линии. Наши консультанты с радостью помогут вам с выбором. Важно отметит, что вся наша продукция прошла ГОСТ в частности прокат алюминиевый гост сортамент и все связанные с ним товары. Звоните, заказывайте, мы ждем вас!
Плоский алюминиевый прокат и алюминиевые профили l Global Metals
Плоский прокат
Алюминиевые круги
Алюминиевая катушка
Алюминиевая фольга
Алюминиевая пластина
Алюминиевый лист
Алюминиевая полоса
Прессованная/тянутая
Алюминиевый пруток
Алюминиевая труба
Алюминиевый стержень
Алюминиевая трубка
Алюминиевая проволока
Изготовленные на заказ алюминиевые профили
Global Metals предлагает полный спектр прецизионных алюминиевых изделий практически для любого применения. Наши алюминиевые полосы, рулоны, фольга, стержни, стержни, трубы, плиты, листы, трубы и другие профили изготавливаются из самых разных сплавов, включая плакированные композиты, и могут быть изготовлены в стандартных размерах или изготовлены на заказ в соответствии с вашими требованиями. Мы производим в соответствии с основными международными спецификациями, более жесткие допуски доступны по запросу. Мы предлагаем различные виды обработки поверхности, индивидуальную отделку (покраску, анодирование, тиснение), специальную обработку и различные варианты упаковки для удовлетворения требований наших клиентов. Ниже приводится краткое изложение наших производственных возможностей. Наша алюминиевая полоса может быть изготовлена в стандартных размерах или изготовлена на заказ в соответствии с вашими требованиями. Мы производим как имперские, так и метрические единицы измерения.
Сплав
Описание
Серия 1000 Чистый алюминий, 99 % и более
Ал 1002
Чистый алюминий 99%+
Алюминий 1050
Чистый алюминий 99%+
Al 1050A
Чистый алюминий 99%+
Алюминий 1060
99%+ Чистый алюминий
Алюминий 1070
Чистый алюминий 99%+
Al 1070A
Чистый алюминий 99%+
Алюминий 1100
Чистый алюминий 99%+
Алюминий 1145
Чистый алюминий 99%+
Алюминий 1200
Чистый алюминий 99%+
Алюминий 1230
Чистый алюминий 99%+
Алюминий 1235
Чистый алюминий 99%+
Ал 1300
Чистый алюминий 99%+
Серия 2000 Легированный медью
Ал 2014
Медь Алюминий
Алюминий 2024
Медь Алюминий
Алюминий 2124
Медь Алюминий
Алюминий 2219
Медь Алюминий
Серия 3000 Легированный марганцем
Ал 3002
Марганец Алюминий
Алюминий 3003
Марганец Алюминий
Алюминий 3004
Марганец Алюминий
Алюминий 3005
Марганец Алюминий
Алюминий 3025
Марганец Алюминий
Алюминий 3103
Марганец Алюминий
Алюминий 3104
Марганец Алюминий
Алюминий 3105
Марганец Алюминий
Алюминий 3105A
Марганец Алюминий
Серия 4000 Легированный кремнием
Ал 4006
Кремний Алюминий
Алюминий 4015A
Кремний Алюминий
Серия 5000 Легированный магнием
Алюминий 5005
Магний Алюминий
Алюминий 5005A
Магний Алюминий
Алюминий 5010
Магний Алюминий
Алюминий 5049
Магний Алюминий
Алюминий 5050
Магний Алюминий
Алюминий 5056
Магний Алюминий
Алюминий 5059
Магний Алюминий
Алюминий 5083
Магний Алюминий
Алюминий 5086
Магниевый алюминий морского класса
Алюминий 5154
Магний Алюминий
Алюминий 5182
Магний Алюминий
Алюминий 5251
Магний Алюминий
Алюминий 5252
Магний Алюминий
Алюминий 5254
Магний Алюминий
Алюминий 5454
Магний Алюминий
Алюминий 5456
Магний Алюминий
Алюминий 5457
Магний Алюминий
Алюминий 5652
Магний Алюминий
Алюминий 5657
Магний Алюминий
Алюминий 5754
Магний Алюминий
Серия 6000 Легированный магнием и кремнием
Ал 6003
Магний Кремний Алюминий
Алюминий 6010
Магний Кремний Алюминий
Алюминий 6013
Магний Кремний Алюминий
Алюминий 6022
Магний Кремний Алюминий
Алюминий 6061
Магний Кремний Алюминий
Ал 6062
Магний Кремний Алюминий
Алюминий 6082
Морской класс — магний кремний алюминий
Al 6111
Магний Кремний Алюминий
Серия 7000 Легированный цинком
Ал 7008
Цинк Алюминий
Алюминий 7050
Цинк Алюминий
Ал 7072
Цинк Алюминий
Алюминий 7075
Цинк Алюминий
Алюминий 7175
Цинк Алюминий
Алюминий 7178
Цинк Алюминий
Алюминий 7475
Цинк Алюминий
Серия 8000 Легированный другими элементами
Ал 8006
Алюминиевый сплав
Ал 8011
Алюминиевый сплав
Алюминий 8011A
Алюминиевый сплав
Алюминий 8014
Алюминиевый сплав
Алюминий 8079
Алюминиевый сплав
Алюминий 8111
Алюминиевый сплав
Другие сплавы доступны по запросу
Алюминиевый сплав и алюминиевый сплав
Алюминиевый сплав и медный сплав
Односторонние или двусторонние композиты
Изготовлено в соответствии с основными международными спецификациями и стандартами, включая: Алюминиевая ассоциация, ASTM, EN и DIN. Наша алюминиевая продукция также может производиться в соответствии с требованиями других международных стандартов, в том числе: ASME, SAE, AMS, AWS, FED, MIL, QQ, ISO, BS, AFNOR, JIS и ГОСТ.
Наш алюминий производится в соответствии с основными международными спецификациями. Более жесткие допуски доступны по запросу. Индивидуальные закалки доступны по запросу.
Фрезерование, матовое, полированное и матовое Очистка и обезжиривание Промасливание поверхности Индивидуальные условия обработки поверхности доступны по запросу.
Окраска, анодирование и другие покрытия Полиэстер, акрил, силикон-полиэстер, Kynar (фторполимер), Krystal Kote и т. д. Все цвета и степени блеска. Односторонний или двусторонний.
Automotive heat shields Automotive HVAC Fin stock bare and clad License plates Plate heat exchangers Radiators Truck Spoilers
Строительство
Анодированное покрытие для фасадов Архитектурное применение Навесы и навесы Строительные компоненты Строительная изоляция Каркас потолка Двери и окна Воздуховоды, жалюзи и форточки Оклад Гибкие трубы и воздуховоды Гаражные и входные двери Водостоки и водосточные трубы Изоляция Элементы освещения Кровля, сайдинг, 903 Экран, 904 Экран, подоконник
Товары длительного пользования
Лодки Навесы для автомобилей Кухонная утварь Кухонная посуда/формы для выпечки Мебель Мебельный тубус Бытовая техника Товары для офиса Спортивные товары
Electrical
Экранирование кабельной обмотки Компьютерные слайды Consumer Electronics Electrical Engineering Electronic Cladding Electronic Equipment Heable Conduct Hightsage Transformer . Ребра голые и предварительно покрытые Оборудование для отопления и кондиционирования воздуха Теплообменники
Машины и оборудование
ирригационная труба Лестницы Трубопроводная рубашка Морские применения Сметные пластины для смещения печати
Производство
Глубокие планы. сосуды
Упаковка
Контейнеры для пищевых продуктов Гибкая упаковка Бытовая и промышленная пленка Жесткая упаковка/контейнеры Полужесткие контейнеры для пищевых продуктов
Транспорт
Судостроение Транспортные системы Накладка на протектор
Разное.
Клейкая лента Гражданское строительство Общее строительство Дорожные знаки Железнодорожное строительство Отражатели Силосы Солнечная техника Пленки для бассейнов Телекоммуникации Дорожные знаки Водоподготовка
9
Различные марки алюминия и их применение
Опубликовано Джон на | Оставить комментарий
Какой сорт алюминия следует использовать для вашего проекта? Существует множество различных марок алюминия, и каждый из них имеет свои преимущества. В этой статье мы обсудим различия между алюминием 1100, 6061 и 3003 и дадим некоторые другие рекомендации о том, что использовать для вашего следующего проекта.
Различные марки алюминия
Первое, что вам нужно знать об алюминии, — это различные доступные марки алюминия. Алюминий бывает трех основных типов: 1100, 3003 и 6061. Марка алюминия определяет конечное применение и цену. Например, 1100 является более дешевым материалом, чем 6061, но его нельзя использовать для высокотемпературных изделий, таких как кухонная утварь или крышки кастрюль.
3003 Алюминий
Алюминий
3003 представляет собой чистый алюминий с добавлением марганца для повышения его прочности. Как сплав алюминия, он номинально содержит 1,2% Mn, 0,12% Cu и 98,6% Ал. Он легко поддается сварке, имеет относительно низкую стоимость за фунт и может использоваться в большинстве областей применения. Он не обладает коррозионной стойкостью 6061 или 1100, но для некоторых целей является экономичной альтернативой этим сортам.
Алюминий
3003 является наиболее часто используемой формой алюминия. Это сплав общего назначения, который можно использовать для изготовления посуды и крышек кастрюль, но он не выдерживает высоких температур, например, в духовке или на гриле.
6061 Алюминий
Алюминий марки 6061 часто называют «алюминием рабочей лошадки». Обладает гораздо лучшей коррозионной стойкостью, чем сплавы серии 300. К другим преимуществам относятся его высокие термосвариваемые свойства, а также прочность по сравнению со сплавами 250 такой же толщины.
Этот алюминиевый сплав можно использовать для изделий, подверженных высокому уровню износа, таких как водосточные желоба или мебель с открытыми углами. Повышенная прочность также делает его лучшим вариантом для использования в ситуациях с высоким уровнем влажности, поскольку он обладает улучшенной коррозионной стойкостью по сравнению с другими марками.
1100 Алюминий
Это самая чистая форма алюминия, доступная на рынке, так как она производится с минимальной чистотой 99%. Обладает отличной обрабатываемостью и пластичностью. Это делает его отличным выбором для сложных операций формовки. Несмотря на то, что этот металл не затвердевает при обработке или нагревании, как другие металлы, его коррозионная стойкость и свариваемость делают его очень универсальным. Его высокая теплопроводность также дает ему преимущество в приложениях, требующих теплопроводности.
Алюминий 1100 — это универсальный металл, а это значит, что ему можно придавать различные формы и изделия. К ним относятся химическое оборудование, плавники, циферблаты, железнодорожные цистерны и заводские таблички в обрабатывающей промышленности. Этот мягкий, но прочный сплав также используется в таких отраслях, как сантехника и освещение, а также многими другими производителями в различных секторах, от кухонной утвари до заклепок для строительных проектов.
Заливка фундамента часто требует больших объемов бетона, подготовить который часто не удается полностью. Допустимо ли заливать фундамент частями, можно ли проводить заливку своими руками в несколько этапов? Здесь важно соблюсти несколько существенных рекомендаций.
Характеристики бетона
Бетонный раствор готовят на строительной площадке или заказывают его доставку с миксера, заливают в опалубку, а затем начинается процесс созревания. Первым этапом созревания идет схватывание бетонной смеси. При взаимодействии цемента с водой состав начинает затвердевать. При низких температурах схватывание идет медленнее, при высоких температурах – быстрее. Весь процесс длится от 2 до 20 часов. В самом начале процесса консистенция раствора остается прежней, поэтому добавление новой порции бетонной смеси не нарушает образование связей. Вторым этапом считается затвердевание бетона, длится он несколько дней.
Условия заливки фундамента
Рекомендуется соблюдать следующие условия:
Смешивать порции бетонного раствора последовательно, не превышая временной интервал от 2 до 4 часов, в зависимости от температуры наружного воздуха. Бетон будет таким же прочным, а готовое основание фундамента надежным, как при сплошной одномоментной заливке, швы не образуются;
В случае необходимости длительного перерыва приступить к работе не позже, чем через трое суток, зачистить поверхность от пыли при помощи щетки, это поможет увеличить межшовные сцепления;
Обязательно использовать армирующие изделия, пластиковую или железную арматуру, которая необходима при любой технологии заливки.
Экономия средств на использование и заказ тяжелой строительной и спецтехники. Без специализированной бетономешалки приготовить большое количество бетонной смеси нереально, как и распределить ее в один заход на заливаемой поверхности;
Увеличение уровня комфортности при осуществлении фундаментных работ, возможность выделить время на отдых.
Однако существуют и минусы данной технологии:
Снижение степени прочности бетонного основания;
Риск образования трещин на поверхности фундамента.
Важно полностью соблюдать все требования к поэтапному процессу, в противном случае произойдет снижение прочности затвердевшего состава. Полная единовременная заливка, безусловно, гарантирует получение монолитных конструкций с высокими прочностными показателями. При заливке фундамента частями качество будет снижено, насколько оно останется допустимым, зависит от четкого соблюдения всех технологических требований.
Ленточный фундамент
Допустима также заливка частями ленточного фундамента, производится она чаще всего с использованием бетономешалки, установленной на участке. Различают две технологии заливки бетонного раствора: слоями и блоками. Различаются технологии направлением расположения швов.
При оборудовании траншеи ниже уровня земли заливка частями происходит послойно. Если строительство фундамента производится из блоков, то ориентируйте швы перпендикулярно стыкам блоков. При работе обязательно использование арматуры и чертежей, где указывается объем работ и рассчитывается количество бетонной смеси.
Как установить интервалы времени?
Правильное определение временных интервалов играет важную роль в технологии поэтапной заливки. Основное значение придается составу смеси, марке бетона и температуре наружного воздуха. Заливать послойно раствор можно с интервалами от 2 до 8 часов, слои не должны быть толстыми и неравномерными.
Когда очередной слой уложен, поверхность накрывают рубероидом или пленкой, которая не позволяет раствору засыхать. При осуществлении дальнейших работ с поверхности снимают бетонное молочко. Важно не нарушить интервалы укладки слоев, короткие промежутки времени формируют образование горячего шва. Более длинные промежутки требуют полного затвердевания поверхности нижнего слоя, в противном случае будет образована корка, под которой застывание состава не происходит, а в дальнейшем на поверхности фундамента пойдут трещины.
Как долго застывает бетон?
Швы не должны совпадать по расположению с арматурными конструкциями, слои должны закрывать арматурную нить. При вертикальном способе опалубка разделяется на части при помощи перегородок. Полностью фундамент формируется и затвердевает на протяжении месяца. Через месяц уложенный состав полностью твердеет и готов выдержать значительные нагрузки. Если все технологические требования соблюдены, приступать к дальнейшим строительным работам можно, спустя месяц.
Можно ли заливать фундамент частями
Важная составляющая строительства здания – это возведение надежного, крепкого и добротного основания. Основа строения — это фундамент, который держит на себе груз всей постройки и пропорционально распределяет ее давление на почву. Прочность и долговечность построенного здания напрямую зависит от сооруженной опоры, наделяя его невосприимчивостью к появлению щелей, искривлению и перекашиванию стен, оконных рам и дверных косяков. Для безошибочного проектирования фундамента необходимо брать во внимание ландшафт, структуру почвы, подземные воды, степень промерзания земельных слоев. Но основным этапом считается заливка, и большинство начинающих строителей задается вопросом, можно ли заливать фундамент частями?
Чтобы качество возводимого фундамента не снизилось, важно правильно определить интервалы и время схватывания раствора из бетона. В процесс застывания рабочей смеси входит схватывание и твердение. Продолжительность процессов и их параметры зависят от марки бетона.
Верхний временной интервал схватывания достигает 24 часов при отрицательной температуре воздуха. Таким образом, схватывание бетона будет быстрее при высоких температурах окружающей среды. Стоит понимать, что схватывание смеси происходит лишь на верхнем слое, в середине раствор остается жидким. Заливка послойно в течение 8 часов позволяет уложить сверху новый слой нетолстого бетона.
Затвердение бетона фундамента дома.
Затвердение бетона длится около месяца.
Затвердевание бетона происходит после его схватывания и длится на протяжении месяца. Спустя 30 дней раствор окончательно твердеет и способен выдерживать различные нагрузки. Необходимость в таком длительном сроке обусловлена применением толстого слоя для заливки фундаментов. Заливают последующий слой бетона в процессе застывания лишь на третьи сутки, до этого времени трогать залитый бетон нельзя. Так как он способен растрескаться.
Трещины на поверхности не всегда видны, но они есть, а значит, могут проявить себя в конце строительства зданий и сооружений. Таким образом, укладка рабочей смеси в два слоя должна происходить не дольше 8 часов в холодное время года, не больше четырех часов в осенний и весенний период и не больше трех часов в жаркое время года. Укладка последующих слоев должна осуществляться на ровную очищенную поверхность и высушенную поверхность.
Советы по методам заливки с учетом швов.
Укладка бетона по частям требует не только соблюдения временных интервалов, но и способов заливки, которых имеется два: блочная и укладка раствора слоями. При ленточном фундаменте с залитой траншеей под землей, укладка рабочего раствора в опалубку должна осуществляться исключительно по грунту. Такой метод позволит залить смесь ровно встык. При монолитном ленточном фундаменте следует производить блочную укладку раствора. В таком случае швы примут перпендикулярное положение относительно блочных стыков.
Методы заливки фундамента частями.
Можно ли заливать ленточный фундамент частного дома частями.
Заливка фундамента частями.
Осуществлять укладку бетонного раствора можно несколькими способами, которые зависят от времени планируемой заливки. Если процесс бетонирования останавливается меньше чем на 12 часов, то укладка раствора будет состоять из нескольких частей. По окончанию укладки части готовую поверхность следует накрывать рубероидом или пленкой, которая не даст раствору засохнуть. Прежде чем приступить в последующей укладке на уже залитую поверхность, нужно снять с нее бетонное молочко.
Укладка раствора на еще не застывшую часть смеси имеет название «горячий шов». Если промежуток между укладкой раствора превышает 12 часов, тогда необходимо ждать окончательного затвердевания предыдущей залитой поверхности. Если пренебречь этим советом, то на уложенном бетоне образуется корка, под которой смесь не успеет застыть. Когда на корку будет укладываться новый раствор, она под силой давления начнет трескаться, что приведет к нежелательным последствиям в дальнейшей эксплуатации фундамента.
Слои при заливке раствора могут быть вертикальными и горизонтальными. Последние укладываются на ½ половины высоты опалубки и не нуждаются в разграничениях. Важно учитывать шов при укладке раствора, он не должен быть в месте, где стоит арматурная нить, укладывают его ниже или выше стальной проволоки. Вертикальная заливка требует разделения опалубки, используя перегородки.
Технология процесса заливки частями.
Для возведения крепкой монолитной конструкции следует бетон на рабочее место подавать беспрерывно.
Можно ли заливать фундамент частями бетоносмесителем.
Такую подачу обеспечит машина-миксер, которая ускорит процесс бетонирования и упростит его. Миксер с бетоном помещает в себе восемь кубов рабочей смеси, он доставляется на строительную площадку для дальнейших работ. Однако не всегда есть возможность провести бетонирование в один прием. Причины этому различны: не подается вовремя машина с бетонным месивом, не хватает светового дня или смесь готовится собственноручно в специальной бетономешалке, которая требует временных затрат, а значит, провести бетонирование за один день не удастся. Поэтому приходится укладывать рабочую смесь частями.
Прежде чем приступить к бетонированию, важно подготовить опалубку, ее устанавливают вокруг заливаемого места. Когда опалубка зафиксирована, в нее начинают вливать бетонный состав. Смесь из бетона можно приготовить собственноручно или приобрести в строительных магазинах. Но в первом и во втором случае ее следует разбавлять водой. Поэтому важно следить за количеством вливаемой жидкости, ведь от нее напрямую будет зависеть марка бетона. Раствор должен напоминать сметану и не быть слишком водянистым, иначе его застывание даже при плюсовой температуре займет немало времени.
После того как бетонная смесь приготовлена, следует приступить к ее заливке. Выливают ее в опалубку равномерно одним потоком. Если лить жидкость по разным сторонам, тогда фундамент не будет ровным. Когда раствор уложен, его следует разровнять и уплотнить. Уплотнение залитой поверхности осуществляется специальным инструментом, с помощью которого создаются вибрационные волны. При отсутствии такого инструмента, можно воспользоваться обычной деревянной планкой, но ожидать идеального эффекта от нее не стоит. Уплотнять смесь нужно до тех пор, пока из смеси не уйдут воздушные пузырьки.
Прежде чем приступить к последующему бетонированию, нужно выдержать временной промежуток, это касается горизонтального способа. Когда участок залит, его необходимо накрыть специальным материалом, который убережет уложенную поверхность от осадков и прямых солнечных лучей.
Можно ли заливать фундамент плиту частями.
Для улучшения прочности в бетон добавляют пластификаторы.
Для улучшения прочностных характеристик бетонного раствора, в него можно добавлять пластификаторы. Их использование позволяет исключить вибрирование залитой поверхности и уменьшает давление от новой части бетона на уложенную ранее. Чтобы результат от добавок был положительным, важно соблюдать пропорциональность при добавлении их в смесь.
Чтобы залитая поверхность была крепкой, надежной и не имела трещин, важно придерживаться следующих рекомендаций:
Важно распланировать этапы процесса.
Участок, на котором планируются работы, следует поделить на секторы.
С учетом плана укладки смеси распределить ее объем, который следует подать на стройплощадку.
Укладка рабочей смеси должна осуществляться равномерно по всей поверхности.
Чтобы сохранить прочность основания и избежать швов, необходимо соблюдать временные интервалы.
Заливая фундамент зданий по частям, важно учесть рекомендации по армированию.
Основные ошибки при заливке фундамента частями.
Для возведения прочного фундамента важно придерживаться рекомендаций и избегать следующих ошибок:
Некоторые строители не считают нужным продумать план заливки и приступают к рабочему процессу сразу. Подготовленный план работы сохранит ценное время и исключит простои в работе, а значит, удастся закончить бетонирование в срок.
Еще одной ошибкой является неравномерная укладка рабочей смеси по всей площади участка.
Используя способ «холодный шов», строители не очищают ранее залитую поверхность от цементного молочка. Удалить цементную пленку можно с помощью молотка или химическим составом.
Применяя способ бетонирования «горячий шов», залитую поверхность не накрывают рубероидом или пленкой.
В зимний период времени бетонную поверхность не очищают ото льда или снега.
Чтобы залить прочный, надежный фундамент по частям, который прослужит основой для зданий и сооружений не один десяток лет, важно придерживаться рекомендаций по укладке бетона таким способом. Главным условием крепкого основания является качественный раствор, который должен изготавливаться, исходя из строго соотношения необходимых компонентов.
Укладка смеси частями не имеет сложностей, однако ее осуществление должно происходить с учетом временных интервалов.
Можно ли залить фундамент частями: пошаговая инструкция, особенности и рекомендации.
Когда осуществляется заливка монолитного фундамента, возникает необходимость в больших объемах бетона, которые иногда превышают несколько кубометров. Строительные компании подходят к этому вопросу, используя тяжелую технику по типу бетононасосов и миксеров. Они позволяют смешивать раствор и подавать его в опалубку.
Зачем послойная заливка.
Можно ли заливать фундамент частями с арматурой.
Частные застройщики не всегда имеют возможность пользоваться такой техникой, ведь она обходится довольно дорого, а для небольших участков подобный подход может оказаться неприемлемым по причине отсутствия подъездных путей для техники. Решить эту проблему можно частично с помощью бетономешалки, но объемы смеси, которая может быть подготовлена за одну загрузку, ограничены. В этом случае строители задаются вопросом о том, можно ли залить фундамент частями, ведь это иногда влияет на прочность фундамента и его эксплуатационные свойства.
Созревание бетона.
Бетон – это смесь из наполнителей и цемента, которые затворяются водой. Для повышения текучести, придания смеси особых свойств и повышения морозостойкости во время замеса в бетон могут быть добавлены пластификаторы и присадки. На этом этапе и вы можете задаться вопросом о том, можно ли заливать фундамент частями. Заливка жидкого раствора в форму, которая называется опалубкой, предполагает начало необратимых процессов в бетоне, а именно:
Во время первой стадии раствор начинает приходить в твердое состояние, ведь вода и компоненты цемента взаимодействуют между собой. Но связи между ингредиентами остаются недостаточно прочными, и если на материал будет воздействовать нагрузка, то он может разрушиться, а повторное схватывание раствора не наступит.
Что еще нужно знать о стадиях.
Можно ли заливать ленточный фундамент частями.
Эта фаза может изменяться в зависимости от температуры воздуха и длится от 3 часов до суток. С понижением температуры схватывание бетона происходит дольше. На начальной стадии он остается жидким, без изменений. Если за этот период в опалубку добавить новую порцию бетона, то разрушения цементных связей не произойдет.
При температуре в 20 °С жидкая стадия будет длиться в течение 2 часов, если же температура опустится до нуля, то этот период будет продолжаться в течение 8 часов. Время до начала схватывания может быть продлено, для этого бетон постоянно перемешивается, но его характеристики будут улучшены, поэтому злоупотреблять способом не стоит.
Заливка бетона на этапе твердения.
Можно ли заливать фундамент частями.
Если перед вами встал вопрос о том, можно ли залить фундамент частями, вы должны изучить ещё и стадию твердения бетона. Эта фаза будет длиться довольно долго, ведь компоненты будут набирать прочность в течение многих лет. Первые 28 дней считаются обязательным сроком выдержки конструкции до набора прочности. Твердение при этом происходит быстро, что особенно актуально для первых суток, после скорость замедляется.
В первые часы после схватывания бетон будет иметь не столь высокую твердость, а если добавить еще одну порцию, то это может стать причиной появления мелких трещин, ведь нагрузка на конструкцию увеличится. После трех суток эти нагрузки не оказывают подобного воздействия на первые слои. Учитывая особенности созревания раствора, можно утверждать, что заливка фундамента частями может быть осуществлена, однако при этом важно соблюдать определенные правила.
Рекомендации по заливке фундамента частями.
Можно ли заливать фундамент частного дома частями.
Когда частный застройщик задается вопросом о том, можно ли залить фундамент частями, для начала он должен изучить определенные правила проведения подобных работ. Они гласят: смешивая отдельные партии бетона последовательно, следует ограничиться двумя часами или меньше между их заливкой, это касается теплой погоды. Если же работы осуществляются в межсезонье, то это время может быть увеличено до 4 часов. Прочность фундамента не изменяется, а швы не образуются.
Если вы задались вопросом о том, можно ли залить фундамент частями, то должны помнить о том, что длительные перерывы в работе не должны превышать трех суток. После перерыва основание фундамента, куда предполагается залить свежую порцию, следует очистить от влаги, пыли и загрязнений. Важно осуществить зачистку металлической щеткой. При этом шов будет обладать хорошей адгезией.
Пошаговая инструкция по заливке фундамента частями.
Можно ли заливать фундамент дома частями.
Лучше заливать фундамент непрерывно, иногда для этого работы не останавливают даже ночью. В итоге удается получить монолитную конструкцию, которая обладает высокой несущей способностью. Но непрерывной заливки можно добиться, только если использовать покупной раствор, который будет подаваться в опалубку из резервуара бетономешалки. Если же раствор готовится непосредственно на строительной площадке, то вместо такой технологии используется методика частичной заливки.
Задавая вопрос о том, можно ли залить ленточный фундамент частями, вы должны знать, что при соблюдении определенных условий такая конструкция не будет уступать в вопросе прочности той, что была сформирована по методу монолитной заливки. Технология прерывистого литья выглядит следующим образом: на первом этапе необходимо сформировать арматурный каркас, который будет состоять из горизонтальных прутьев. Их нужно разделить вертикальными связями. Расстояние между горизонтальными прутьями следует подобрать по объему заливки. Обычно оно составляет в пределах от 10 до 12 см.
Можно ли заливать фундамент частями в опалубке.
Если вы задумались над вопросом о том, можно ли заливать фундамент частями, полезные советы следует прочесть. Из них вы сможете узнать, что на следующем этапе можно подготовить раствор, чтобы залить первый слой бетона. Опалубка при этом должна заполняться равномерно, тогда как толщина первого слоя должна быть равна расстоянию между горизонтальными прутьями, которое следует уменьшить на 1,5 см. Это отвечает на вопрос о том, как можно заливать фундамент частями с арматурой. Второй слой будет затекать под горизонтальную арматуру. Как только заливка первого слоя была завершена, можно начинать подготавливать вторую порцию раствора, которая заливается сверху.
Такой методики следует придерживаться, пока не удастся достичь нужной высоты основания. Технология тоже называется послойной, а между собой отдельные пласты будут скрепляться арматурой. Однако если первый слой уже начал схватываться и достиг стадии твердения, то вторую заливку можно начинать лишь после того, как отвердеет первый слой.
Многие начинающие домашние мастера задаются вопросом о том, можно ли заливать фундамент частями, инструкция, представленная в статье, позволит это понять. Из нее вы сможете узнать, что после заливки первого слоя, когда не предполагается немедленно приступать к формированию второго, поверхность следует укутать в полиэтилен, который исключит нежелательное испарение воды. При этом второй слой может быть сформирован на следующий день, предварительно с поверхности нужно удалить бетонное молочко.
Рекомендации по выбору марки бетона.
Можно ли заливать фундамент частного дома частями с арматурой.
Если вы раньше не имели опыта заливки фундамента, то нужно для начала подумать о том, какая марка бетона вами будет использована. При этом рекомендуется обратить внимание на условия эксплуатации будущей конструкции. Это обусловлено тем, что разные марки характеризуются определённой влагостойкостью и морозостойкостью. Если перед вами встал вопрос о том, можно ли заливать фундамент частями, каким бетоном осуществлять эти работы, вы непременно должны решить.
Для сложных условий обычно используются сорта М-300 и М-450. Если условия будут не столь тяжелыми, то можно использовать бетон марки М-100 и М-200. М-100 и M-450 готовятся из одинаковых компонентов, однако рецепты разные. Например, М-100 замешивается из:
4 частей песка;
1 части цемента;
6 частей гравия.
Тогда как для приготовления М-450 следует использовать:
одну часть песка;
одну часть цемента;
две части гравия.
Для того чтобы образовался цементный камень, для раствора потребуется 1 часть воды на 4 части цемента. Но при изучении соотношения цемента и воды вы поймёте, что наиболее часто пропорции выглядят следующим образом: 3 к 2 и 2 к 1.
Можно ли качественно частями заливать фундамент под дом.
Учет временных интервалов при заливке частями
Интервалы во время схватывания
Учет времени при затвердевании
Советы по методам заливки с учетом швов
Обзор способов и составление эскиза
Характеристика процесса заливки частями
При строительстве дома в любом случае возникает вопрос: можно ли заливать фундамент дома частями и не повлияет ли такая заливка на качество основания? Возникает этот вопрос у людей на основании того, что основная заливка фундамента всего и сразу требует не только больших усилий, но и наличия специальной техники и машин. Речь не идет о подъемных кранах или экскаваторах. Все дело в том, что большое количество бетона для заливки просто негде замесить. Да и заливать все нужно очень быстро, так как бетон имеет свойство постепенно застывать.
Можно ли заливать ленточный фундамент дома частями.
Заливка бетона частями не снижает качество фундамента.
На сегодняшний день существует технология заливки фундамента частями, которая не снижает его качества.
Поэтому ответ здесь однозначный: заливать фундамент по частям можно. Особенно это подходит под ленточный фундамент, куда тратится наибольшее количество раствора для заливки.
Учет временных интервалов при заливке частями.
Схема заливки фундамента дома.
Прежде чем подробно рассмотреть один из способов заливки частями фундамента, целесообразно усвоить несколько важных моментов. Они касаются времени и интервалов застывания бетонных смесей. Это чрезвычайно важно, так как неправильное определение времени может снизить качество фундамента.
Важным вопросом являются стадии застывания бетонной смеси. Всего таких стадий две. Это схватывание и затвердевание. Оба процесса имеют свои характеристики и свои интервалы во времени.
У разных растворов и марок бетона эти характеристики отличаются. Однако у бетона для заливки в ленточный фундамент все это имеет одни и те же параметры и особенности.
Интервалы во время схватывания.
Схема макроструктуры бетона.
Схватывание – это самый первый процесс в растворе, который происходит сразу же после заливки опалубки. Он характеризуется постепенным связыванием между собой отдельных составляющих раствора. Время схватывания является теоретически немного опасным, так как если в это время бетон тронуть, его структура в этом месте может испортиться, в результате чего схватывание будет непрочным или не наступит должным образом совсем.
Минимальное время схватывания – 3 часа. Оно характерно в том случае, если окружающая температура воздуха выше 15°С. Максимальное время – одни сутки. Это более правдиво тогда, когда на улице мороз. Поэтому чем выше температура, тем быстрее схватится раствор. Этот процесс характеризуется только началом застывания. При этом структура остается жидкой. При заливке частями в период до 8 часов можно сверху залить новый, не слишком толстый слой бетона, и это не даст никаких дефектов. Если это делать сразу, когда прошли одни сутки – основание может изрядно испортиться.
Учет времени при затвердевании.
Таблица расчета бетона для фундамента дома.
Таблица состава бетонной смеси.
Вторая стадия называется затвердеванием. Оно длится в течение целого месяца. Только по окончании этого периода бетон будет полностью затвердевшим и готовым к любым нагрузкам. Такой долгий промежуток объясняется тем, что в фундамент заливается достаточно толстый слой раствора, которому нужно много времени для полного застывания.
Когда начинается период затвердевания, следующую часть бетона можно заливать только через трое суток. От суток до трех этого делать нельзя, так как на бетоне могут появиться многочисленные значительные трещины. Причем вы можете их даже не увидеть, так как они будут находиться в толще слоев. Но знать о себе они дадут совсем скоро после завершения строительства дома.
Исходя из всего вышесказанного, следует запомнить две основные вещи. Во-первых, заливку второго слоя можно делать не более чем через 8 часов зимой, не более чем через 4 часа весной или осенью и не более чем через 3 часа летом. Если вы собираетесь заливать следующий слой после полного затвердевания предыдущего раствора, то основание нужно будет подготовить: высушить и зачистить щеткой для металла. И только потом можно приниматься за новую заливку.
Советы по методам заливки с учетом швов.
Расчет бетонной смеси.
Помимо интервалов времени, у сторонников заливки фундамента возникает еще один важный вопрос. Он касается конкретных методов заливки. Всего этих методов два: это осуществление блочной и послойной заливки бетоном. По этому поводу рекомендуется придерживаться таких правил:
Если фундамент ленточный, а траншея заливается под землей, заливка опалубки должна производиться строго по грунту. В таком случае заливка опалубки производится ровно встык, то есть это будет послойная заливка.
Если ваш фундамент ленточный монолитный, то рекомендуется делать блочную заливку. То есть швы должны располагаться перпендикулярно стыкам блоков из монолита. Возможен здесь и вариант с послойной заливкой, но в этом случае необходимо обязательно предусмотреть наличие прочной вертикальной арматуры.
Учитывая все эти советы, можно начинать заливать фундамент частями. Этот процесс производится в большинстве случаев так же, как и обычная заливка. Но нужно только выполнять главные требования по способу заливки и по интервалам времени.
Обзор способов и составление эскиза.
Устройство фундамента дома.
Перед тем как приступить непосредственно к заливке, составьте для себя небольшую объемную схему фундамента. Схема предполагает обозначение мест, которые будут делиться на части для заливки бетоном. Есть три основных способа деления.
Первый способ – вертикальный раздел. При этом основание фундамента нужно разделить на необходимое количество отдельных частей, которые друг от друга отделяются перегородками из крепкого металла. После застывания перегородки убирают и продолжают заливку. Если такая заливка предполагается, отметьте сразу на эскизе эти части.
Второй способ – косая заливка. Это наиболее сложный способ заливки, который совершенно нецелесообразно и невыгодно применять для небольших жилых домов. Он применяется для сложных строений и производится в большинстве случае опытными профессионалами. Суть состоит в том, что территория делится диагоналями на части, между которыми должны быть определенной величины углы (обычно 45 градусов).
Третий способ – горизонтальный вид заливки фундамента частями. В этом случае глубина всего фундамента условно разделяется на несколько частей (слоев). Между частями перегородки ставить не нужно, если вы не используете вертикального способа заливки. Можно просто определить для себя высоту слоев и нанести все на эскиз. А потом по эскизу делать заливку.
На эскизе желательно даже указать конкретные размеры и глубину заливаемых раствором частей. А после произведения каждой отдельной заливки вычеркивайте крестиком на эскизе обработанные места, а также отмечайте время окончания заливки. Так вам будет намного легче ориентироваться в процессе.
Характеристика процесса заливки частями.
Схема опалубки решетчатого фундамента дома.
После составления элементарной схемы приступайте непосредственно к устройству фундамента – его заливке. Сначала сделайте опалубку и установите ее вокруг места, которое будете заливать в первую очередь. После этого замесите бетонный раствор. Следите, чтобы он не получился слишком водянистым. В противном случае вам придется долго ждать его застывания даже в теплую погоду.
Теперь самый ответственный момент. Свежеприготовленный раствор нужно равномерно вылить на огражденный участок. Причем делать это нужно одним потоком. Дело в том, что если вы будете лить по разным углам, необходимая равномерность достигнута не будет, а фундамент в результате может оказаться кривым.
Далее нужно разровнять и уплотнить залитую часть вашего фундамента. Делается это с помощью специального инструмента, который создает вибрацию. Если у вас такого не имеется, используйте ровную деревянную планку. Естественно, что эффект от нее будет немного хуже.
Теперь нужно выдержать определенный интервал, прежде чем приступить к заливке следующего слоя (при горизонтальном способе). Рекомендуется накрыть залитую часть защитным материалом в том случае, если в ближайшие трое суток есть угроза дождя, снега или сильного солнца.
При этом обязательно по краям оставляйте зазоры и следите, чтобы материал не касался раствора. При хорошей погоде укрытием можно пренебречь.
Как видите, залить ленточный фундамент частями можно. А в некоторых случаях это даже нужно, так как позволяет не только сэкономить ваши деньги, но и сделать основание более качественным и прочным. Поэтому не бойтесь, читайте полезные советы и пробуйте – тогда у вас обязательно все получится!
Рекомендация: Хорошая обзорная статья. Раскрывает основные моменты на важный вопрос, можно ли заливать фундамент частями. Конечно можно, но это не простая и серьезная работа. Есть множество скрытых моментов, которые кардинально влияют на качестве заливки. А самое страшное, это то, что скрытые моменты могут оказать влияние на качестве бетона через несколько лет. У кого есть желание потерять свои деньги в будущем?
Заливка фундамента зимой (и как объяснить это домовладельцам) – 2-10 Гарантия покупателя дома
С некоторыми дополнительными соображениями о погоде заливка бетонного фундамента зимой вполне возможна. Вам нужно будет обратить внимание на морозное пучение, убедиться, что ваша команда защищена от непогоды, и следовать передовым методам зимнего строительства, но это далеко не невыполнимая работа.
Даже в этом случае у домовладельцев могут возникнуть опасения. Продолжайте читать, чтобы узнать больше о подготовке земли, обучении домовладельцев и многом другом.
Основные рекомендации по заливке фундамента зимой
Деннис Пьюринтон является членом Ассоциации бетонных фундаментов (CFA) и, по его опыту, при бетонировании в холодную погоду следует учитывать четыре важных фактора:
Состав смеси
Температура бетона
Правильный баланс ускорителя для температуры бетона
Соотношение воды и цемента имеет важное значение, но более высокое содержание воды также может привести к замерзанию. Добавки, такие как хлорид кальция и нехлоридные ускорители (NCA), ускоряют процесс гидратации (тем самым создавая больше внутреннего тепла и увеличения прочности).
Что касается температуры бетона, исследование CFA показало, что смесь должна быть защищена от замерзания до тех пор, пока она не достигнет 500 фунтов на квадратный дюйм, и должна быть защищена от нескольких циклов замораживания/оттаивания до достижения 3500 фунтов на квадратный дюйм. Чтобы увеличить вероятность достижения 500 фунтов на квадратный дюйм перед замерзанием, запросите более высокую температуру бетона, когда он доставляется на рабочую площадку.
Температура грунта является еще одним важным фактором — мерзлый грунт расширяется, что изменяет несущую способность грунта. Если бетонный фундамент построен на мерзлом грунте, конструкция осядет при оттаивании грунта. Перед тем, как наступят отрицательные температуры, строители должны утеплить землю сеном, а сверху накрыть брезентом.
Что делать, если домовладелец беспокоится о заливке фундамента зимой
У вас может быть многолетний опыт заливки бетонного фундамента при низких температурах, и домовладельцы все равно будут обеспокоены. Ответы на, казалось бы, бесконечные вопросы могут разочаровать, но если вы потратите время на то, чтобы заранее развеять страхи, в конечном итоге вы сделаете всех счастливее. Если вы столкнулись с сопротивляющимся домовладельцем, попробуйте:
Объяснение всего процесса простыми словами
Информирование их о добавках и о том, как они выделяют тепло в бетоне
Показ им фотографий из прошлых сборок
Обмен информативными статьями из Интернета
Пригласить их на стройплощадку, чтобы задать вопросы
Если вы регулярно собираете отзывы от бывших покупателей жилья, вы можете даже попросить клиента поделиться своим опытом использования тонального крема для холодной погоды. Услышав историю успеха от другого домовладельца, вы сможете успокоить нервы.
Вы могли бы объяснить некоторые основные преимущества строительства дома зимой. Например, многие строительные предприятия не так загружены зимой. Строительство в непиковое время может сократить затраты и время ожидания, поэтому домовладельцы могут переехать в свой новый дом до начала напряженного весеннего строительного сезона.
Защитите свой бизнес и повысьте ценность своих домов с помощью 2-10 Гарантий на конструкции для строителей домов .
Можно ли залить бетоном существующий бетон?
Можно ли залить бетоном существующий бетон?
Автор:Динамический бетононасос, Дата: 21 марта 2022 г.
Бетон прочен и экономичен, его можно использовать как в декоративных, так и в чисто функциональных целях. Однако бетон с трещинами, пятнами или сильными заплатами может создавать структурные опасности и наносить ущерб общему виду проекта.
Нужно ли в таких случаях удалять старый бетон или можно добавить новый слой? Узнайте больше о правильной заливке бетона на бетон.
Можно ли заливать старый бетон?
Заливка бетона поверх существующего бетона возможна, если вы делаете это правильно. Когда старый бетон служит основой для новой заливки, он должен быть прочным. Прежде чем начать, убедитесь, что вы готовы к возможным проблемам:
Минимальная требуемая толщина: Бетонная плита должна быть достаточно толстой, чтобы выдерживать вес и давление, которое она поддерживает. Несколько факторов будут определять минимальную толщину вашего бетонного покрытия, включая метод нанесения и размер заполнителей в вашей бетонной смеси. Добавление бетона поверх существующей плиты добавит еще от 25 до 100 миллиметров.
Ограничения по связям: Бетон состоит из песка и заполнителей, скрепленных цементом. Поскольку в цементе отсутствуют какие-либо естественные связующие вещества, только что залитый бетон не будет естественным образом связываться с существующей плитой. Вам нужно будет либо использовать связующее вещество, чтобы склеить два слоя вместе, либо использовать метод несклеенного наложения.
Срок службы в зависимости от условий: Правильно уложенный бетон может служить более 50 лет. Тем не менее, состояние существующего бетона будет влиять на то, насколько хорошо будет держаться только что залитый бетон. Обеспечение хорошей формы первоначального бетона может помочь сохранить срок службы вашего нового покрытия.
Свяжитесь с нами для получения услуг по заливке бетона
Когда можно заливать бетон поверх бетона?
Поскольку ваша существующая плита будет поддерживать новый бетон, очень важно убедиться, что она по-прежнему структурно прочна и ее состояние стабильно. Оцените бетон, который вы хотите покрыть, чтобы проверить:
Корни деревьев, растущие под участком.
Трещины или коробление из-за морозного пучения.
Признаки оседания.
Бетон в хорошем состоянии — без сколов, коробления и больших трещин — может стать подходящей основой для нового слоя. Перед заливкой нового бетона обязательно заделайте все небольшие трещины. Вы можете заполнить узкие трещины эластомерным наполнителем для трещин в кирпичной кладке, а микротрещины – шпатлевкой для винилбетона.
Наконец, вы должны быть уверены, что место может вместить дополнительную высоту от новой заливки. Существующая плита должна находиться вдали от любых дверей, которые открываются на ее текущей высоте, и любых областей, где изменение высоты может привести к опасности споткнуться.
Когда следует ремонтировать или заменять текущий бетон?
В некоторых случаях лучше отремонтировать или заменить существующий бетон, чем покрывать его. Серьезные структурные проблемы в исходной плите в конечном итоге повлияют и на новый бетонный слой, и вам нужно будет заменить новый бетон вместе со старым.
Вы можете сэкономить время и деньги, отремонтировав или заменив бетон в следующих случаях:
Дополнительная высота создаст препятствие: Дополнительная высота от нового слоя заблокирует открытие двери или вызовет срабатывание опасность.
Под ним корни деревьев: Отрастающие корни могут привести к тому, что бетон будет подниматься и двигаться, нарушая его устойчивость.
Имеются значительные трещины или ямки: Несмотря на то, что эти проблемы могут испортить новую накладку, вы можете исправить их, отремонтировав и обновив существующий бетон.
Бетон портится: Бетон, который разрушается при очистке, не подлежит ремонту и требует замены.
Поверхность неровная: Несмотря на то, что вы можете выровнять бетон, добавив новый слой, может оказаться более рентабельным вместо этого шлифовать его.
Проседает плита: Проседающий бетон обычно является результатом неправильной установки основания. В этих случаях вам необходимо заменить бетон, чтобы устранить основную проблему.
Как правильно залить бетоном существующий бетон
Вы установили, что ваш существующий бетон может поддерживать новый слой, и теперь вы готовы начать заливку.
Однако сначала вам нужно решить, какие методы вы должны использовать. Что выбрать: наклейку со склеиванием или без нее? Нуждается ли бетон в армировании, и если да, то какой тип выбрать?
Как только вы примете эти решения, вы будете готовы начать.
Склеенные и несвязанные покрытия
Склеенные покрытия используют клеящее связующее вещество между старым бетонным слоем и новым, чтобы соединить их вместе. Вы можете использовать этот тип верхнего слоя, если ваш существующий бетон слишком тонкий, но в остальном в хорошем состоянии. Новый слой добавит минимальную толщину от 25 до 50 миллиметров и выиграет от прочности и стабильности основания.
Склеенные накладки следует использовать только в том случае, если исходная плита все еще сохраняет структурную и функциональную целостность, то есть когда она все еще может безопасно выдерживать ожидаемые нагрузки, а ходьба, езда или вождение по ней по-прежнему безопасны и удобны.
Если текущее состояние вашего бетона стабильно, но не подходит для наклеивания верхнего слоя, вы можете вместо него использовать несвязанный верхний слой. Как и в случае клеевого покрытия, базовая плита служит стабилизирующей подложкой. Однако в этом методе также используется промежуточный слой — обычно геотекстиль или битумные материалы — для предотвращения склеивания старых и новых цементных плит.
В то время как существующий бетон обеспечивает устойчивость несвязанного верхнего слоя, верхний слой не использует прочность основания. Чтобы компенсировать это, несклеенные накладки должны иметь толщину не менее 100 миллиметров. Вы также можете использовать дополнительные методы подкрепления с этой техникой.
Узнать цену
Методы армирования
Дополнительные армирующие материалы могут придать бетону дополнительную прочность, увеличить его допустимую нагрузку и помочь предотвратить появление трещин. Рассмотрите возможность использования одного из следующих вариантов:
Арматурный стержень: Сокращенное от «арматурный стержень», арматурный стержень представляет собой тип ребристого металлического стержня, помещаемого перед заливкой и связываемого или привариваемого к опорной решетке.
Проволочная сетка: Проволока в этой предварительно сформированной сетке имеет меньший калибр, чем арматура, что делает ее гораздо более гибкой. Вы должны установить проволочную сетку, прежде чем начать заливку.
Руководство по заливке бетона поверх бетона
После того, как вы выбрали технику и методы армирования, которые будете использовать, выполните следующие шаги, чтобы правильно добавить слой к существующему бетону:
Заделайте все трещины и ямки: Если вы используете технику склеивания, вам нужно начать с максимально твердой поверхности. Вы можете исправить выкрашивание — пятнистую и ямчатую поверхность — с помощью средства для восстановления бетона, а небольшие ямки и трещины — с помощью ремонтной смеси для бетона. В то время как шлифовальный состав содержит связующие вещества, которые позволяют ему сцепляться с бетоном, перед использованием ремонтной смеси вам необходимо нанести защитное покрытие или жидкое связующее вещество.
Измерьте площадь и подготовьте раму: Выкопайте траншею для вашей рамы вокруг каждой стороны существующего бетона. Убедитесь, что вы сделали точные измерения как площади поверхности, которую вы будете покрывать, так и конечной высоты, которую бетон достигнет после новой заливки. Если вы используете метод несвязанного наложения, высота также будет включать промежуточный слой. После того, как у вас есть свои измерения, соберите деревянную раму, чтобы соответствовать.
Очистить и подготовить поверхность: Если на текущем бетоне есть какие-либо пятна, вы можете использовать моющее средство или обезжириватель, чтобы удалить их или отколоть участок молотком и зубилом. Используйте щетку с жесткой щетиной, чтобы удалить любой свободный материал, а затем с помощью мойки высокого давления удалите оставшуюся грязь или химические вещества.
Установите раму: Установите раму на место, убедившись, что она выровнена со всех сторон.
Нанесите связующий клей или промежуточный слой: Опрыскайте существующий бетон водой, чтобы смочить поверхность. Для приклеивания накладки нанесите связующее вещество. Для несвязанного наложения добавьте промежуточный слой, чтобы верхняя поверхность была ровной.
Залейте бетон и нанесите отвердитель: Залейте бетон. После того, как вы выровняете и разгладите бетон, нанесите тонкий равномерный слой отвердителя.
Обратитесь в компанию Dynamic Concrete Pumping для ваших потребностей в бетоне
Компания Dynamic Concrete Pumping имеет более чем 40-летний опыт работы в области коммерческого и промышленного бетонного строительства.
Смонтировали новую систему отопления и готовитесь к первому запуску? Пришло время замены теплоносителя, или давление в системе регулярно падает? В любой из этих ситуаций пригодится насос для закачки системы отопления.
Большинство частных домов отапливаются автономно, от газового котла. Систему отопления открытого типа теоретически можно заполнить без насоса, заливая воду или антифриз через воронку. Но для опрессовки и выявления утечек, а также удаления воздушных карманов насос незаменим.
Содержание статьи
Как работает насос для закачки отопления
Типы насосов для закачки
Порядок закачки антифриза
Через какой патрубок закачивать
Далее рассмотрим подробно, как работает насос для подкачки системы отопления, какие они бывают и как ими пользоваться.
Принцип работы каждого насоса сводится к созданию разницы давления в разных камерах, за счет чего жидкость выталкивается под напором. Это достигается вращением крыльчатки циркуляционного насоса, движением штока на электромагнитной силе вибрационных моделей, движением поршня в цилиндре ручных насосов.
При заполнении контура отопления нагнетатель должен не только переместить теплоноситель из ёмкости в трубы, но и создать рабочее давление в 1,5 атм.
Для опрессовки и выявления утечек давление повышают до 2 – 3 бар, насос выключают. Через несколько часов проверяют показания манометра: если давление снизилось, присутствует утечка, которую необходимо найти и устранить.
Типы насосов для закачки
Специализированный насос для закачки системы отопления или промывки контура – дорогостоящее оборудование узкого профиля. Заполнить трубы и создать необходимое давление можно любым водяным нагнетателем. Они различаются по принципу работы, строению и характеристикам, но выбор зависит от того, что есть в наличии.
Погружные вибрационные насосы, как «Малыш» или Ручеёк», наиболее доступны и универсальны. Они используются в колодцах и скважинах, для полива или перекачки жидкости из любой ёмкости. Основные их преимущества – низкая цена, компактность, универсальность, встроенный фильтр, низкое энергопотребление (25 Вт/ч) и достаточно высокая производительность (до 450 л/мин).
Недостатки: отсутствие встроенного манометра, некоторое количество антифриза останется в ёмкости неиспользованным, недолговечность. Как насос закачки отопления он достаточно надёжен, а теплоноситель не получится купить без запаса. Удобнее использовать модели с нижним забором жидкости.
Ручной поршневой с резервуаром – идеальный насос для подкачки отопления, опрессовки системы, но может использоваться и для первичного заполнения контура. Он энергонезависим, компактен, имеет простую и надёжную конструкцию со встроенным манометром. Такое устройство можно оставить постоянно подключенным к клапану подпитки в котельной.
Недостатки этих нагнетателей – они гораздо менее универсальны, чем погружные, а для заправки всей системы понадобится немало физических усилий.
При использовании воды в качестве теплоносителя, не стоит заправлять её прямо из крана, используя давление сети водоснабжения. Лучше её заранее набрать в резервуар, дать отстояться, а затем закачать в трубы насосом. Так вы избавитесь от многих примесей, в том числе – ржавчины, хлорки и части растворенного воздуха, которые снижают ресурс системы отопления.
Поверхностные насосы различных типов имеют 2 патрубка: для забора и подачи жидкости. Они мощнее, имеют встроенный манометр, но большинство устройств слишком дорогие, чтобы использоваться в домашнем хозяйстве.
Дренажные насосы предназначены для откачки сливных ям и подвалов, поэтому в них нет встроенных фильтров, предусмотрено автоматическое отключение при низком уровне жидкости. Это несколько осложняет работу, но, если у вас есть только такой нагнетатель, его вполне можно использовать.
Порядок закачки антифриза
Сразу после монтажа системы заливать антифриз нельзя: сперва необходима опрессовка, проверка герметичности, а также очистка системы. Проводятся эти процедуры одновременно, путем закачки воды или воздуха под давлением, которое в 1,5 – 2 раза выше рабочего. Пренебрегая этим этапом, вы раскуете испортить весь объём дорогостоящей незамерзающей жидкости либо значительно уменьшить ресурс всего оборудования системы.
Для систем закрытого типа рекомендуют перед заправкой отключить расширительный бак, а после заполнения проверить его настройку.
Когда все подготовительные работы проведены, поступают следующим образом:
1. Подключить насос закачки отопления к выбранному патрубку системы через кран, сам насос или его патрубок забора погрузить в ёмкость с антифризом.
2. Запустите нагнетатель и следите за манометром на его корпусе или на котле. Когда показания достигнут 1,5 Бар, выключите насос.
3. Спустите воздух с каждой батареи через кран Маевского. Если теплообменники расположены на разном уровне (на разных этажах или в гравитационной системе), начинайте с самого нижнего. Если из крана после воздуха пошла не жидкость, а пена, дайте теплоносителю отстояться минимум 30 минут, а затем повторите попытку.
4. Запустите насос и восстановите давление до значения, рекомендованного производителем котла.
5. Ещё раз проверьте наличие воздуха под каждым отводчиком воздуха. Повторяйте предыдущие 2 этапа до полного устранения воздушных карманов.
6. Запустите котёл, проверьте температуру каждого радиатора. В двухтрубной системе последний может оказаться холодным. Тогда нужно перекрыть все, кроме него, и спустить воздух.
7. Через сутки после запуска котла ещё раз проверить наличие воздушных подушек и давление, при необходимости использовать насос для подкачки системы отопления.
Все работы можно выполнить самому, но быстрее и удобнее делать это вдвоём: один следит за насосом и давлением, а второй – поочередно и закрывает открывает все краны Маевского. Ещё один вариант ускорения работы – заранее открыть все отводчики воздуха и подставить под них небольшие ёмкости. Отверстия в них тонкие, много теплоносителя не вытечет.
Контуры тёплого пола заполняются поочерёдно, только в прямом направлении тока антифриза, до появления чистого теплоносителя без пузырьков воздуха из дренажного отверстия коллектора. В противном случае в более длинном контуре останется воздушный карман, который будет невозможно удалить.
Через какой патрубок закачивать
Обычно насос для подкачки отопления подключают к специальному патрубку слива и подпитки системы, выведенному в котельной. Если его нет, выберите один из следующих вариантов: Патрубок подпитки, встроенный в котел современной модели. В системах с водой в качестве теплоносителя подключается к водопроводу, с антифризом остаётся свободным. Заменить заглушку батареи краном, через который подключить шланг. Снять расширительный бак закрытого типа и подключить насос вместо него.
Независимо от типа и точки подключения насоса, он справится с основной задачей – доставкой и равномерным распределением теплоносителя по всем трубам и батареям.
Вместе со статьей «Насос для закачки и опрессовки отопления» читают:
Насос для закачки теплоносителя в систему отопления
Насос для закачки теплоносителя в систему отопления
Каталог
/ Насос для закачки теплоносителя
Насос для закачки теплоносителя в систему отопления KRAFT
5 000 ₽
Компрессор для промывки BrexPULSE 1000
88 850 ₽
Компрессор BrexPULSE 1000, с редуктором и инжектором
115 100 ₽
Насос для промывки систем отопления, 30 л/мин
60 300 ₽
Охлаждающие насосы для управления температурным режимом
Общий обзор
Цель этой статьи — предоставить обзор систем управления температурным режимом с особым акцентом на роль насосных систем и клапанов в этих типах систем.
Ниже приведен краткий обзор:
• Обзор управления температурным режимом
• Система управления температурным режимом
• Охлаждающие насосы Fluid-o-Tech для управления температурным режимом
Обзор управления температурным режимом
Терморегулирование относится к энергетической оптимизации теплового баланса в автомобиле. Система терморегулирования включает контроль температуры с помощью технологии. Эта технология основана на термодинамике и теплопередаче. Термический менеджмент — это широкий термин, охватывающий различные формы теплопередачи, включая теплопроводность, конвекцию и излучение, включающие различные процессы.
В автомобильной промышленности управление температурным режимом необходимо для защиты и изоляции аккумуляторов. Производительность системы охлаждения аккумулятора имеет решающее значение для транспортных средств BEV, HEV, PHEV и FCEV, правильная конструкция системы охлаждения может дать реальные ответы на основные проблемы, связанные с: Быстрая зарядка • Ассортимент
Новые решения, необходимые для усовершенствованного охлаждения аккумуляторов в инновационных системах , определяющие новые гидравлические требования:
• теплопередача от элемента/модуля батареи к охлаждающей жидкости, теплопередача внутри системы, радиатор
• решения для лучшей передачи тепла от аккумулятора к хладагенту:
в) более высокая скорость потока в системе для увеличения теплопередачи от источника в раковину
d) «Стратегия хладагента по требованию», соединяющая системы хладагента и хладагента
Система терморегулирования
Охлаждающие насосы для терморегулирования и для быстрой зарядки электромобилей являются ключевыми компонентами для подачи охлаждающей жидкости по требованию для критически важных систем управления температурным режимом. Охлаждая двигатель точно и только по мере необходимости, охлаждающие насосы снижают расход топлива, а также снижают потери на трение и выбросы.
Традиционные водяные насосы, такие как центробежные насосы, характеризуются одним единственным BOP, поэтому запрос «Хладагент по запросу» и «Быстрая заправка» требует увеличения количества традиционных насосов для удовлетворения нескольких контуров охлаждающей жидкости; более эффективный насос, такой как объемный, может уменьшить количество насосов.
Будущее может быть представлено технологией объемных насосов прямого вытеснения, которые могли бы играть более важную роль в качестве охлаждающих насосов для этих систем со следующими основными преимуществами:
• Прочная конструкция • Высокая эффективность • Подходит для высокого давления и высокая производительность • Низкий уровень шума • Устойчивость к абразивным частицам • Простота сборки • Несколько BOP (наилучшая рабочая точка) благодаря переменной скорости
Охлаждающие насосы Fluid-o-Tech для терморегулирования
Электромобили нового поколения будут использовать все более сложные системы. Fluid-o-Tech с более чем 70-летним опытом, компетенциями, продуктами, передовым отделом исследований и разработок и центром моделирования является подходящим партнером для разработки будущих систем управления температурным режимом.
Наша команда Fluid-o-Tech разработала инновационные решения, которые удовлетворяют потребности клиентов при соблюдении всех экологических норм.
Охлаждающие насосы Fluid-o-Tech предназначены для различных архитектур (легковые автомобили, автобусы, грузовики, большегрузные и коммерческие автомобили), демонстрируя нашу способность создавать индивидуальные решения для наших клиентов, уделяя особое внимание интеграции, всегда направленной на край техники.
У вас есть новый проект? Принесите нам свою идею, проблему, концепцию, и мы поддержим вас в разработке соответствующего решения. Заполните нашу информационную форму прямо сейчас!
Насосы охлаждающей жидкости · Rheinmetall
Более десяти лет назад мы стали первым в мире поставщиком, начавшим полномасштабное производство электрических насосов охлаждающей жидкости для охлаждения главного двигателя, и с тех пор мы не прекращаем внедрять инновации. Наш обширный портфель предлагает решения, начиная от охлаждения вспомогательных контуров и заканчивая основным охлаждением двигателей внутреннего сгорания, аккумуляторов, электродвигателей и блоков топливных элементов. Стационарные аккумуляторные системы, станции быстрой зарядки, центры обработки данных и сетевые башни 5G требуют управления температурным режимом.
С нашей продукцией легко достичь даже самых амбициозных целей. Неважно, используете ли вы традиционную водно-гликолевую смесь или передовую диэлектрическую жидкость, или используете сеть низкого или высокого напряжения — у нас есть подходящий насос для вас!
Ассортимент наших механических насосов состоит из традиционных насосов с прямым приводом, отличающихся надежностью и компактностью, а также полностью регулируемых насосов, управляемых электромагнитным клапаном, что обеспечивает максимальное сочетание надежности и эффективности. Все наши продукты подходят для легковых и грузовых автомобилей.
Обзор портфолио насосов
Малые электрические насосы охлаждающей жидкости
WUP 3L
Single-phase BLDC motor, hall-sensor controlled
PWM communication / LIN interface available
Low noise emissions
Wet-running pump, no dynamic seals
TECHNICAL ДАННЫЕ
WUP 3L
Рабочее напряжение
12 V
Flow
up to 8 l/min
Pressure
up to 0. 2 bar
Coolant temperature
-40 °C to +125 °C
Потребляемый ток
< 1,5 А при 12 В
Малые электрические насосы охлаждающей жидкости
ВУП 25 л
Основные моменты WUP 25
Неизнашиваемый двигатель BLDC гарантирует срок службы более 9000 часов
Повышение эффективности на 5 % снижает энергопотребление и нагрузку на электрическую систему автомобиля
Уровень шума 28 дБ(А) позволяет расположить насос в наиболее удобном месте
Технические данные
WUP 25
WUP 25 (24 В)
Операционный Voltage
9
.0119
24 V
Flow
up to 15 l/min
up to 15 l/min
Pressure
up to 0. 3 bar
up to 0.3bar
Температура охлаждающей жидкости
от -40 °C до +130 °C
от -40 °C до +130 °C
Потребляемый ток
< 4 1,0 A при 119 В 90
Особенности WUP 40 и WUP 60
Неизнашиваемый двигатель BLDC гарантирует срок службы более 9000 часов
Повышение эффективности на 5 % снижает энергопотребление и нагрузку на электрическую систему автомобиля
Уровень шума < 30 дБ(А) позволяет разместить насос в наиболее удобном месте
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
WUP 40
WUP 60
3 Operating voltage
12 V
12 V
Flow
up to 15 l/min
up to 20 l/min
Pressure
up to 0. 5 bar
до 0,6 бар
Температура охлаждающей жидкости
от -40°C до +90°C (до 120°C)
от -40°C до +90°C
5 Потребляемый ток
< 3,3 А при 13,5 В
< 4,6 А при 13,5 В
Основные моменты WUP 80
Неизнашиваемый двигатель BLDC гарантирует срок службы более 9000 часов
Повышение эффективности на 5 % снижает энергопотребление и нагрузку на электрическую систему автомобиля
Уровень шума 28 дБ(А) позволяет расположить насос в наиболее удобном месте
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
WUP 80
Operating voltage
12 V
Flow
up to 31 l/min
Pressure
up to 0.56 bar
Coolant temperature
— от 40 °C до +75 °C
Потребляемый ток
< 6,5 А при 24 В
Средние электрические насосы охлаждающей жидкости
КВП 35
Особенности CWP 35 и CWP 50
Низкое энергопотребление при высоких температурах охлаждающей жидкости идеально подходит для гибридных автомобилей и автомобилей с ДВС
Акустически оптимизированная конструкция идеально соответствует требованиям гибридных автомобилей и автомобилей с системой Start-Stop
Срок службы до 40 000 часов в зависимости от режима работы цикл и профиль температуры
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
CWP 35
CWP 50
Operating voltage
12 V
12 V
Flow
up to 16 l/min
up to 20 l/min
Давление
до 0,5 бар
до 0,6 бар
Температура охлаждающей жидкости
-40 ° C до +128 ° C
-40 ° C до +128 ° C
-40 ° C.
Потребляемый ток
< 3,0 А при 12 В
< 4,5 А при 12 В
Основные электрические насосы охлаждающей жидкости
КВА 100
Особенности
Разработано с учетом требований электромобилей и электромобилей
Срок службы более 75 000 часов (настоящие стендовые испытания)
Дизайн основан на более чем десятилетнем опыте серийного производства
TECHNICAL DATA
CWA 50
CWA 100
CWA 150
Operating voltage
12 V
12 V
12 V
Поток
До 24 л/мин
До 30 л/мин
До 25 л/мин
Давление
До 0,6 бар
До 0,9119
до 0,6 бар
до 0,911199
.
до 1,4 бар
Температура охлаждающей жидкости
от -40°C до +128°C
от -40°C до +128°C
от -40°C до +128°C
от -40°C 1 1 254°C до +151°C 901 90 Current consumption
< 6.5 A at 12 V
< 9 A at 12 V
< 15 A at 12 V
CWA400+ 48V
TECHNICAL DATA
CWA 400+
CWA 400+ 24 V
CWA 400+ 48 V
Operating voltage
12 V
24 V
48 V
Flow
150 l/min
up to 150 l/min
73 l/min
Pressure
> 0.8 bar
up to 0.8 bar
1.8 bar
Coolant temperature
от -40°C до +130°C
от -40°C до +128°C
от -40°C до +80°C
< 17 А при 25 В
< 11 А при 48 В
Высоковольтные насосы охлаждающей жидкости
CWA2000
Особенности
Без динамических уплотнений – без старения, длительный срок службы
Без внешних утечек в окружающую среду и электронику – high degree of safety for high voltage, e-motor & inverter
Как определить удельный вес стали: формула и таблица
Примеси и добавки
Удельный вес металлов
Таблица удельного веса стали
Вес стального листа
Сталь — это сплав, в котором содержится не менее 45% железа и 0,2-2,14% углерода, некоторое количество примесей и специальных присадок. Основные составляющие распространены в природе, легирующие элементы, напротив, могут быть ценными и редкими. Сталь — основной конструкционный материал, она используется для изготовления деталей, крепежей, корпусов различных механизмов. Твердые и прочные сплавы предназначены для строительства мостов, опор, производства инструментов. Другие, напротив, пластичны, легко обрабатываются давлением, резанием, штамповкой.
Некоторые марки разрабатываются исключительно для решения специфических задач, их число постоянно увеличивается и превышает 1500. Для определения свойств в материаловедении и металлургии предусмотрено несколько способов классификации:
По содержанию углерода: увеличивает твердость и хрупкость, металл с высоким содержанием не пластичен, при деформации склонен к трещинообразованию, но в пределах допустимых нагрузок износостоек.
По степени раскисления: железо получают из восстановленной окиси, активный элемент стремится к созданию соединений. Качество стали определяется чистотой от газов, серы. фосфора, органических включений.
По структуре: легирование связывает железо и углерод в соединения, образующие кристаллическую решетку, не всегда похожую на исходный вариант. Выделено 4 структурных класса.
По назначению: в зависимости от химических и физических свойств.
Удельный вес (Ƴ) стали — одна из важнейших характеристик. В физике эта величина указывает на силу тяжести, которую оказывает тело на поверхность или подвес. В любой системе она равна произведению плотности вещества и ускорения свободного падения (Ƴ= P*g). Измеряется в ньютонах.
Плотность (P=m/V) — это отношение массы к объему, рассчитывается в кг/м³. Если значение известно, можно определить тоннаж для грузоперевозки, рассчитать металлоемкость партии или каждой изготовляемой детали.
Значение Ƴ определяют в лабораторных условиях для абсолютно плотного вещества без примесей и посторонних включений. Плотность каждой марки установлена стандартами. Прежде всего, на оба показателя оказывает влияние химический состав. Марганец, углерод, хром, и алюминий делают сплав легче, кобальт, никель, вольфрам — тяжелее. Добавки естественных раскислителей и элементов, измельчающих зерно способствуют уплотнению.
Каждое тело под воздействием нагрева расширяется, а под давлением становятся сжатым. Жаропрочные стали созданы для работы в высокотемпературной среде под действием механических нагрузок.
Примеси и добавки
Целевые присадки или лигатуры вступают в химическое соединения с железом, связывая его и предотвращая окисление, образуют карбиды и интерметаллиды, участвующие в формировании структуры. Каждый элемент имеет свое назначение, придает те или иные свойства, одновременно оказывая влияние на удельный вес стали.
Марганец — природная примесь, присутствующая в составе железных руд. Марганец вводят в расплав в концентрации до 2% для раскисления. В дальнейшем он предохраняет металл от коррозии, повышает предел текучести, хладноломкости, износостойкость, но делает сплав чувствительным к перегреву. Это компенсируют элементами, измельчающими зерно.
Кремний — естественная примесь вводится в состав до 2% для интенсивного раскисления, структурно растворяется в железе, не взаимодействуя с углеродом, повышает предел текучести и прочность, в больших концентрациях (более 1%) приводит к снижению пластичности и порога холодового охрупчивания.
Хром — увеличивает прочность, одновременно сохраняя пластичность, образует на поверхности пленку окислов, делающую изделия нержавеющими.
Никель — значительно усиливает свойства хрома, отвечает за прокаливаемость, но из-за высокой цены его стараются заменить аналогами.
Вольфрам — образует очень твердые карбиды, измельчает зерно, предотвращает отпускную хрупкость.
Ванадий — небольшие добавки значительно увеличивают прочность и стойкость к знакопеременным нагрузкам. Легирование применяют для производства нагруженных элементов.
Кобальт — стойкость к ударным нагрузкам, нагреву, применяется для производства быстрорежущих инструментов с нагреваемой кромкой, увеличивает вторичную твердость при соблюдении циклов термообработки.
Титан — повышает прочность и технологичность, измельчает зерно, раскисляет и защищает от коррозии.
Ниобий — для кислотоупорных сталей с высокими требованиями к коррозионной стойкости сварных швов.
Алюминий — удаляет газы из расплава, повышает жаростойкость готовых изделий.
Цирконий — стабилизирует высоколегированные составы, измельчает структуру, позволяет получать материалы с заданной зернистостью.
Плотность железа 7874 кг/м³, у распространенных стальных марок этот показатель равен 7550-8200. Стали с большим удельным весом применяют для изготовления инструментов, в том числе обрабатывающих металлы. Легкие и прочные сплавы применяются в судостроении, самолетостроении, в производстве оборудования и предметов быта.
Основные эксплуатационные характеристики металлов: плотность, температурное расширение, модуль упругости, прочность, предел текучести. Для увеличения одного или нескольких параметров модифицируют химический состав, применяют разные технологии обработки.
Как меняется удельный вес при выплавке и прокатке:
Разуглероживание, выгорание карбидов — структура становится более плотной;
Хром, алюминий, марганец, титан — снижают;
Медь, кобальт, вольфрам, никель — увеличивают;
Холодное волочение — возрастает на 2-3%.
Следует помнить, что каждая марка имеет нижний и верхний порог легирования. Полировка, шлифовка, фрезерование приводят к неконтролируемым потерям сырья, поэтому при закупках и распределении все величины принимают с погрешностью.
При горячем и холодном прокате применяют давление. Плотность значительно увеличивается при холодной штамповке. Этим методом изготавливают крепежи, оси автомобилей, тела вращения.
Показатель также зависит от условий эксплуатации. Так у стали 30ХГСА (для осей и валов) при нагреве более 200⁰ параметр снижается с 7,85 г/см³ до 7,8. В минусовых температурах металл сжимается, но не целиком, точки усадки ограничиваются креплениями, сварными соединениями. Усадочные изменения характерны для обшивки морских судов, металлоконструкций в северных районах.
Вес стального листа
При покупке полуфабрикатов несложно применить геометрические формулы. Можно использовать калькуляторы и таблицы, или вычислить характеристики груза самостоятельно.Масса равна произведению объема и плотности:
m=V*P
Для определения объема необходимо перемножить следующие величины, удобнее считать в метрах:
Длина;
Ширина;
Толщина.
Средняя масса углеродистой стали по системе СИ — 7850 кг/м³, она используется в большинстве онлайн-калькуляторов. Можно посмотреть точное значение в сопроводительной документации или округлить до 8, если требуется приблизительный расчет. Для вычисления веса пачки листов достаточно умножить полученное значение на количество единиц. Горячий прокат не отличается точностью, поверхностные слои могут подвергаться неравномерному окислению, поэтому полученная величина будет относительной, но погрешности при транспортировке не существенны. Точный вес стального листа имеет важное значение при обшивке ангаров, промышленных холодильников, судов, обустройстве крыш.
Для расчета веса стального листа можно воспользоваться нашим калькулятором металла.
Оцените нашу статью
[Всего голосов: 2 Рейтинг статьи: 5]
Удельный вес металла. Таблица плотности металлов и сплавов
Калькулятор
Производство › Сортамент проката ›
Таблицы плотности металлов и сплавов
Все металлы обладают определенными физико-механическими свойствами, которые, собственно говоря, и определяют их удельный вес. Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката. Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.
Удельным весом металла называется отношение веса однородного тела из этого вещества к объему металла, т.е. это плотность, в справочниках измеряется в кг/м3 или г/см3. Отсюда можно вычислить формулу как узнать вес металла. Чтобы это найти нужно умножить справочное значение плотности на объем.
В таблице даны плотности металлов цветных и черного железа. Таблица разделена на группы металлов и сплавов, где под каждым наименованием обозначена марка по ГОСТ и соответствующая ей плотность в г/см3 в зависимости от температуры плавления. Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.
Наиболее типичным черным металлом является железо. Значение плотности — 7,85 г/см3 можно считать удельным весом черного металла на основе железа. К черным металлам в таблице относятся железо, марганец, титан, никель, хром, ваннадий, вольфрам, молибден, и черные сплавы на их основе, например, нержавеющие стали (плотность 7,7-8,0 г/см3), черные стали (плотность 7,85 г/см3) в основном используют производители металлоконструкций в Украине, чугун (плотность 7,0-7,3 г/см3). Остальные металлы считаются цветными, а также сплавы на их основе. К цветным металлам в таблице относятся следующие виды:
Таблица. Удельный вес металлов — ρ, свойства, обозначения металлов, температура плавления — t
Металл, обозначение
Атомный вес
t, °C
ρ, г/куб.см
Цинк Zn (Zinc)
65,37
419,5
7,13
Алюминий Al (Aluminium)
26,9815
659
2,698
Свинец Pb (Lead)
207,19
327,4
11,34
Олово Sn (Tin)
118,69
231,9
7,29
Медь Cu (Сopper)
63,54
1083
8,96
Титан Ti (Titanium)
47,90
1668
4,505
Никель Ni (Nickel)
58,71
1455
8,91
Магний Mg (Magnesium)
24
650
1,74
Ванадий V (Vanadium)
6
1900
6,11
Вольфрам W (Wolframium)
184
3422
19,3
Хром Cr (Chromium)
51,996
1765
7,19
Молибден Mo (Molybdaenum)
92
2622
10,22
Серебро Ag (Argentum)
107,9
1000
10,5
Тантал Ta (Tantal)
180
3269
16,65
Железо Fe (Iron)
55,85
1535
7,85
Золото Au (Aurum)
197
1095
19,32
Платина Pt (Platina)
194,8
1760
21,45
При прокате заготовок из цветных металлов необходимо еще точно знать их химический состав, поскольку от него зависят их физические свойства. Например, если в алюминии присутствуют примеси (хотя бы и в пределах 1%) кремния или железа, то пластические характеристики у такого металла будут гораздо хуже. Другое требование к горячему прокату цветных металлов – это предельно точная выдержка температуры металла. К примеру, цинк требует при прокатке температуры строго 180 градусов — если она будет чуть выше или чуть ниже, капризный металл резко утратит пластичность. Медь более «лояльна» к температуре (ее можно прокатывать при 850 – 900 градусах), но зато требует, чтобы в плавильной печи непременно была окислительная (с повышенным содержанием кислорода) атмосфера — иначе она становится хрупкой.
Таблица удельного веса сплавов металлов
Удельный вес металлов определяют чаще всего в лабораторных условиях, но в чистом виде они весьма редко применяются в строительстве. Значительно чаще находится применение сплавам цветных металлов и сплавам черных металлов, которые по удельному весу подразделяют на легкие и тяжелые.
Легкие сплавы активно используются современной промышленностью, из-за их высокой прочности и хороших высокотемпературных механических свойств. Основными металлами подобных сплавов выступают титан, алюминий, магний и бериллий. Но сплавы, созданные на основе магния и алюминия, не могут использоваться в агрессивных средах и в условиях высокой температуры.
В основе тяжелых сплавов лежит медь, олово, цинк, свинец. Среди тяжелых сплавов во многих сферах промышленности применяют бронзу (сплав меди с алюминием, сплав меди с оловом, марганцем или железом) и латунь (сплав цинка и меди). Из этих марок сплавов производятся архитектурные детали и санитарно-техническая арматура.
Ниже в справочной таблице приведены основные качественные характеристики и удельный вес наиболее распространенных сплавов металлов. В перечне представлены данные по плотности основных сплавов металлов при температуре среды 20°C.
Список сплавов металлов
Плотность сплавов (кг/м 3 )
Адмиралтейская латунь — Admiralty Brass (30% цинка, и 1% олова)
Светлый антифрикционный сплав для заливки подшипников =штейн с содержанием 72-78% Cu — White metal
7100
Свинцовые бронзы, Bronze — lead
7700 — 8700
Углеродистая сталь — Steel
7850
Хастелой — Hastelloy
9245
Чугуны — Cast iron
6800 — 7800
Электрум (сплав золота с серебром, 20% Au) — Electrum
8400 — 8900
Представленная в таблице плотность металлов и сплавов поможет вам самостоятельно посчитать вес изделия. Методика вычисления массы детали заключается в вычислении ее объема, который затем умножается на плотность материала, из которого она изготовлена. Плотность — это масса одного кубического сантиметра или кубического метра металла или сплава.
Однако, этот расчет массы через плотность и объем можно автоматизировать. Рассчет на онлайн калькуляторе массы металла может отличаться от реальной массы на несколько процентов. Это не потому, что формулы не точные или калькулятор врет, а потому, что в жизни всё чуть сложнее, чем в математике: прямые углы — не совсем прямые, круг и сфера — не идеальные, деформация заготовки при гибке, чеканке и выколотке приводит к неравномерности ее толщины, и можно перечислить еще кучу отклонений от идеала. Последний удар по нашему стремлению к точности наносят шлифовка и полировка, которые приводят к плохо предсказуемым потерям массы изделия. Поэтому к полученным значениям веса металла на калькуляторе следует относиться как к ориентировочным.
Сталь вокруг вас. От инфраструктуры строительства до хирургических инструментов, вы многое поймете, если узнаете о широком спектре назначений стали. Свойства стали зависят от того, как она изготовлена для этих целей, а конкретный состав может иметь большое влияние на массу и, следовательно, на вес стали. Лучший способ рассчитать массу стали и ее вес основан на ее плотности и объеме, который у вас есть.
Вес стали по объему
Вес стали можно рассчитать, используя уравнение веса W = m_g для веса _W в ньютонах, массы m в килограммах и постоянного ускорения свободного падения 9,8 м/с 2 . Масса объекта измеряет количество материи, содержащейся в объекте, а вес — это сила, с которой объект действует на Землю из-за гравитации. Используя уравнение веса, если вы знаете массу объекта, вы можете использовать ее для расчета веса. Один ньютон примерно равен 0,224809.фунтов силы.
Вы также можете использовать плотность стали для расчета массы. Плотность объекта — это масса, деленная на объем, поэтому вы можете умножить плотность на объем, чтобы получить массу. Обязательно следите за единицами измерения для этих расчетов. Если у вас есть 10 см 3 стали с плотностью 7,85 г/см 3 , масса будет 78,5 г или 0,0785 кг. Вы можете преобразовать массу в вес, умножив ее на 9,8 м/с 2 , чтобы получить 0,77 ньютона стали.
Вы также можете определить плотность стали, используя ее удельный вес. Удельный вес или относительная плотность — это отношение плотности физического материала к плотности воды. Удельный вес углеродистой стали составляет 7,8. Это число не имеет единиц измерения, потому что оно представляет собой отношение одной плотности к другой плотности: другими словами, единицы, используемые в плотности как для стали, так и для воды, сокращаются.
Различные значения плотности стали
Плотность стали зависит от способа ее изготовления. Различные методы измерения плотности стали позволяют определить, какой из них лучше всего соответствует вашим потребностям.
Плотность стали зависит от способа ее изготовления. Металлическая сталь, используемая для инструментов, составляет 7,715 г/см 3 , кованый металл 7,75 г/см 3 , инструменты из углеродистой стали 7,82 г/см 3 , металл чистого железа 7,86 г/см 3 а металлическая мягкая сталь (с очень небольшим содержанием углерода) составляет 7,87 г/см 3 . Эти различные значения плотности стали подходят для различных целей.
Иногда вес стали указывается относительно толщины стали. 40,80 фунтов/фут 2 из стали имеет толщину 1 дюйм, согласно Engineering Toolbox. Умножьте этот вес в фунтах на квадратный фут на площадь стального листа в квадратных футах, чтобы определить вес в фунтах.
Типы стали
Существует четыре основных способа разделения различных типов стали на углеродистую сталь, легированную сталь, нержавеющую сталь и инструментальную сталь с различными свойствами стали. Углеродистые стали тверды и хрупки для использования в производственных машинах. Легированные стали содержат другие элементы, такие как ванадий, молибден и медь, поэтому их можно использовать в ножах и шестернях.
Вы можете использовать высокопрочную низколегированную сталь (HSLA) в стальных конструкциях, а также трубопроводах для газа и нефти. Эти типы на самом деле представляют собой разновидность углеродистой стали с добавлением других элементов для повышения прочности, коррозионной стойкости и чувствительности к теплу. Изделия из нержавеющей стали содержат микроэлементы хрома и никеля, что позволяет им сохранять свой цвет и структуру в трубах, хирургических инструментах, конструкциях. Они выдерживают коррозию и высокие температуры.
Инструментальная сталь изготавливается из вольфрама и молибдена и намного, намного тверже. Они используются для инструментов, которые режут металлы. Сталь, изготовленная с высоким содержанием углерода, обычно используется в автомобилестроении. Хотя эти разные типы стали имеют разные стальные свойства, вы можете точно так же измерить их вес и массу, используя плотность и объем.
Reade Advanced Materials — Таблица удельного веса для металлов, минералов и керамики
x Прокладка паронитовая Ду200 Ру10-16 ГОСТ 15180-86
— 50 ₽
x Гайка стальная М20 ГОСТ 5915-70
— 54 ₽
x Болт стальной М20х90 ГОСТ 7798-70
— 107 ₽
x Фланец ст. плоский Промдеталь Ду200 Ру16 тип 01 ряд 1 исп.В ГОСТ 33259-2015
— 2 782 ₽
Итого за комплект
9 519
₽
Характеристики
Характеристики
Применение: вода, пар.
Номинальное давление: 16 бар.
Температура рабочей среды: -40 до +425°С
Температура окр. среды: — 40 до + 40°С
Условия эксплуатации Гост 15150-69: У1.
Производство: Россия.
Вес: 82,0 кг.
Размеры:
D m = 400 мм
D 1 = 268 мм
D 2 = 295 мм
D 3 = 335 мм
D 4 = 260 мм
h = 3 мм
h 1 = 3 мм
L = 330 мм (строительная длина)
b = 23 мм
H = 770 мм
H 1= 988 мм
d = 22 мм
n = 12 мм
Материалы
1, 5
Корпус, Крышка
сталь 20Л
2
Клин
сталь 20Л / 20Х13Л
3
Гайка
сталь 25
4
Шпилька
сталь 35
6, 7
Сальник, Маховик
сталь 20Л
8
Втулка ходовая
ЛС-40
9
Шпиндель
20Х13
10
Набивка сальника
Терморасширенный графит
11
Прокладка
Паронит-ПМБ
Масса задвижек (фланцевые, чугунные) — Справочник Массы
главная ⇒ строймат ⇒ прокат ⇒ запорная арматура
Задвижки используются для запирания, или регулировки потока в трубопроводах, имеют разные формы, типы крепления, изготавливаются из стали и чугуна, в зависимости от характера применения задвижек.
Важно: для работы с высокими давлениями используются более тяжелые стальные задвижки с разными типами приводов, некоторые типы используются в нефтеперерабатывающей сфере для регулировки потока нефтепродуктов.
Общие характеристики задвижек
Чертеж Чертеж и параметры типовой модели
Dy 100 (кг) Справочная масса задвижки с условным проходом 100 (мм)
Dy 150 (кг) Справочная масса задвижки с условным проходом 150 (мм)
Dy 200 (кг) Справочная масса задвижки с условным проходом 200 (мм)
Стальные
23
70
105
Чугунные
47
90
144
Шиберные
74
140
230
Масса задвижек согласно ГОСТ
Dy (кг) Масса задвижки с условным проходом Dy в (кг)
Чугунные ГОСТ 9698-86 (кг) Масса чугунной задвижки для давления 1 МПа согласно ГОСТ 9698-86 в (кг)
Стальные ГОСТ 9698-86 (кг) Масса стальных задвижки для давления 1 МПа согласно ГОСТ 9698-86 в (кг)
ГОСТ 10738-76 (кг) Масса клиновой задвижки для исполнения 1 согласно ГОСТ 10738-76 в (кг)
50
20
—
—
80
36
—
—
100
47
—
74
125
60
—
—
150
90
70
140
200
144
105
230
250
210
130
265
300
272
185
475
350
344
—
—
400
521
323
595
500
840
555
1320
600
1115
1330
—
Масса задвижек
Класс давления 150
Размер
В
2
2,5
3
4
5
6
8
Ду
50
65
80
100
130
150
200
РФ
фунтов
47
62
80
118
133
187
309
кг
21
28
36
53
60
84
139
ШБ
фунтов
40
47
67
98
120
169
280
кг
18
21
30
44
54
76
126
РФ ГО
фунтов
—
—
—
—
—
—
358
кг
—
—
—
—
—
—
161
БВ ГО
фунтов
—
—
—
—
—
—
329
кг
—
—
—
—
—
—
148
Размер
В
10
12
14
16
18
20
24
Ду
250
300
350
400
450
500
600
РФ
фунтов
447
711
956
1218
1653
2482
3258
кг
201
320
430
548
744
1117
1466
ШБ
фунтов
398
673
884
1131
1578
2393
3169
кг
179
303
398
509
710
1077
1462
РФ ГО
фунтов
496
760
1000
1262
1720
2549
3236
кг
223
342
450
568
774
1147
1456
BW GO
фунтов
447
722
929
1176
1644
2460
3236
кг
201
325
418
529
740
1107
1456
Класс давления 300
Размер
В
2
2,5
3
4
5
6
8
Ду
50
65
80
100
130
150
200
РФ
фунтов
62
80
113
173
237
320
507
кг
28
36
51
78
107
144
228
ШБ
фунтов
49
60
89
133
191
251
407
кг
22
27
40
60
86
113
183
РФ ГО
фунтов
—
—
—
—
—
369
556
кг
—
—
—
—
—
166
250
БВ ГО
фунтов
—
—
—
—
—
300
456
кг
—
—
—
—
—
135
205
Размер
В
10
12
14
16
18
20
24
Ду
250
300
350
400
450
500
600
РФ
фунтов
711
1000
1542
2400
2744
3678
5156
кг
320
450
694
1080
1235
1655
2320
ШБ
фунтов
564
796
1280
2078
2342
3184
4364
кг
254
358
576
935
1054
1433
1964
РФ ГО
фунтов
760
1067
1904
2604
3296
4113
5853
кг
342
480
857
1172
1483
1851
2634
БВ ГО
фунтов
613
862
1642
2282
2893
3620
5062
кг
276
388
739
1027
1302
1629
2278
Класс давления 600
Размер
В
2
2,5
3
4
5
6
8
10
Ду
50
65
80
100
130
150
200
250
РФ
фунтов
91
126
160
284
444
591
931
1676
кг
41
57
72
128
200
266
419
754
ШБ
фунтов
75
104
129
220
344
464
747
1369
кг
34
47
58
99
155
209
336
616
РФ ГО
фунтов
—
—
—
—
—
640
997
1787
кг
—
—
—
—
—
288
449
804
БВ ГО
фунтов
—
—
—
—
—
513
813
1480
кг
—
—
—
—
—
231
366
666
Внимание! Используйте таблицы только для справки. Вес может различаться в зависимости от производителя.
Примечание. Полнопроходная задвижка — с резьбой или пот
Smith Cooper Brass 200 WOG Полнопроходная задвижка — с резьбой или пот
Автоматизация работы независимого водопровода невозможна без использования датчика давления. Чуткое устройство практически моментально отреагирует на падение или повышение давления в сети, запустит и остановит насосное оборудование без участия хозяев.
Пользоваться автономным водопроводом, оснащенным устройствами автоматики, можно как городской системой. Это же невероятно удобно, не правда ли?
Мы предлагаем вам полноценную информацию о том, как действует реле давления воды, какой вид прибора лучше выбрать для установки в независимую систему. У нас вы найдете подробный разбор технологических нюансов различных типов датчиков.
Представленная статья располагает ценными сведениями об особенностях установки устройств и о настройке реле давления. Для лучшего восприятия текст дополнен фото, схемами и видео-обзорами.
Содержание статьи:
Принцип действия и виды реле давления
Электромеханические модели датчиков
Электронные варианты реле
Выводы и полезное видео по теме
Принцип действия и виды реле давления
Электромеханические модели реле давления используются очень давно. Они устроены несложно, поэтому надежны и удобны в эксплуатации. Внутри прибора имеется гибкая пластина, положение которой изменяется под воздействием потока воды. Чем активнее поток, тем большим будет ее изгиб.
Этот элемент соединен с двумя пружинами, которые реагируют на изменение позиции пластины. В результате замыкаются и размыкаются контакты пары электрических цепей, срабатывающих на заданные пользователем пределы давления.
Одна пружина настроена на максимальное значение давления в автономной сети, вторая — на разницу между верхним и нижним пределами давления. Устройство подключают к .
Когда давление достигает минимального показателя, установленного для реле, мембрана внутри гидробака ослабевает, контакт под второй пружиной срабатывает, и насос включается. Постепенно давление нарастает, доходит до верхнего предела, после этого размыкается контакт под первой пружиной, что выключает насос.
Устройство механического реле не слишком сложное, разобравшись в расположении его основных частей, даже не слишком опытный мастер сможет выполнить подключение и настройку (+)
Пружины, которые управляют контактами, снабжены регулировочными гайками. С их помощью можно изменять степень сжатия этих пружин. Чтобы обеспечить срабатывание устройства при более высоком давлении, их затягивают туже, если же нужно уменьшить показатели — наоборот, элемент следует ослабить.
Это принцип работы электромеханического варианта реле давления, существуют также более новые электронные модели.
С помощью реле давления можно заметно уменьшить количество пусков насоса и поддерживать оптимальный напор в системе, что положительно отразится на состоянии других ее элементов
Электромеханические модели датчиков
Работа реле давления тесно связана с гидроаккумулятором, без которого включение прибора в сеть водоснабжения становится бессмысленным. Вместо уже привычного электромеханического устройства сейчас нередко применяют электронные варианты и блоки автоматики с функцией защиты от «сухого хода».
Если есть риск осушения источника в процессе откачки воды, реле давления просто дополняют блоком автоматики.
Однако в ряду электромеханических приборов, есть есть стрелочные устройства, которые можно использовать только с насосом. Они также сокращают количество включений оборудования и защищают от работы при отсутствии внутри насосного оборудования потока воды.
Выключение поможет предохранить мотор от серьезной поломки. Кроме того, с помощью такого реле можно поддерживать в водопроводной сети .
Основная характеристика устройства — номинальное рабочее давление. Оно может варьироваться в пределах от 1,5 — 6,0 бар.
Выбирая подходящее реле, следует обратить также внимание на такие показатели как:
размеры присоединительной резьбы;
уровень защиты от пыли и влаги;
масса и размеры прибора;
напряжение контактов;
номинальные параметры тока;
тип датчика и т.п.
Датчик давления может устанавливаться непосредственно на гидробак или монтироваться отдельно от него. Следует также учесть, что реле производятся для работы в различной среде. Для домашнего хозяйства подойдет прибор, предназначенный для воды.
Не стоит приобретать реле, рассчитанное на работу с хладагентом или другими жидкостями. Обратить внимание нужно и на температуру рабочей среды для конкретной модели.
Перед установкой или регулировкой устройства следует тщательно изучить инструкцию с описанием его конструкции, технических характеристик, порядка монтажа, эксплуатации и т.п. (+)
Чаще всего для нужд домашнего водопровода используют стандартную модель РДМ-5. Такое устройство нужно подключить сначала к гидроаккумулятору водопроводной системы, затем — к контактам, соединенным с механизмом включения/отключения насоса. После этого нужно обеспечить прибор электропитанием.
Выбирая подходящее реле давления, следует учесть такие характеристики как размеры патрубков, напряжение, температура рабочей среды и т.п.
Обычно вместе с поставляется и реле давления. Если предполагается одновременно использовать электронную модель, то с помощью электромеханического варианта будет устанавливаться давление отключения. Для подключения к водопроводу следует использовать тройной фитинг с подходящими размерами резьбы.
Обычно берут элемент на четверть дюйма. Если имеется хотя бы небольшой опыт сантехнических работ, то эта операция пройдет без затруднений. Разумеется, все резьбовые соединения следует уплотнить с помощью ленты ФУМ, льняной нити или другого подходящего материала.
Завершают механическую часть установки реле давления монтажом манометра, чтобы получать актуальную информацию о текущем состоянии водопровода.
Для подключения реле к контактам насоса нужно убрать защитную крышку прибора. Под ней находятся четыре контакта. Два из них нужны для входа, через них обеспечивают поступление электропитания. Еще два контакта — это выход, их подключают к насосу
В процессе монтажа прибора следует правильно выбрать сечение кабеля, а также обеспечить его заземление, используя . Если же необходимо сделать защиту от сухого хода, то нужно обеспечить правильное положение насоса. Он должен быть установлен выше обратного клапана.
После установки нужно выполнить регулировку реле давления воды. Для этого, как упоминалось выше, имеется два винта с пружинами. Они находятся под крышкой, которую нужно снять. На производстве обычно устройство настраивают. Стандартными считаются показатели от 1,4 атмосфер (минимум) до 2,8 атмосфер.
Реле следует грамотно подключить к электросети и к контактам насоса. Обязательное требование безопасности — наличие заземления прибора
Даже если эти данные соответствуют тем, которые необходимы для конкретного насоса, их следует проверить. В процессе хранения и установки настройки могли немного сбиться. Вот порядок настройки реле, подключенного к системе с гидроаккумулятором.
Сначала следует измерить давление в баке, используя для этого автомобильный манометр, который подключают к ниппельному соединению. Ниппель расположен сверху на вертикальных моделях гидробаков, сбоку — на горизонтальных, но всегда со стороны, противоположной расположению фланца.
Лучше брать устройства с достаточно высокой градацией измерительной шкалы. Дешевые китайские модели не всегда соответствуют этому требованию. Бак нужно оставить пустым, насос или станцию не нужно подключать к электропитанию.
Перед началом настройки нужно замерить показания давления воздуха в пустом гидроаккумуляторе и отрегулировать его до значений, рекомендованных производителем
Нормальное давление в опустошенном баке устанавливается в зависимости от его объема. Небольшие емкости (менее 25 л) должны быть накачаны до 1,4-1,7 бар. Баки на 50-100 л нужно подкачать до 1,7-1,9 бар. При несоответствии давления в новом баке этим параметрам, нужно исправить ситуацию, т.е. подкачать недостающий воздух или стравить его избыток.
Ежемесячно рекомендуется проверять состояние гидроаккумулятора, контролируя и по необходимости корректируя при этом давление воздуха. Эти простые меры помогут не только сохранить необходимый уровень давления в баке, но и предотвратят быстрый износ резиновой мембраны.
Перед настройкой нужно внимательно изучить документацию, которая прилагается к насосу.
Нужно учесть такие показатели как:
предельное давление;
рабочее давление;
норма расхода воды.
Эти данные нужно использовать при настройке реле, установленные значения давления должны находиться в пределах этих показателей.
Учитываются также и данные гидробака. Мощности бытового насоса обычно недостаточно, чтобы перекачать обычный гидроаккумулятор, однако не стоит рисковать и заведомо устанавливать некорректные настройки.
Регулировочные винты реле обозначены как P и ΔР, чтобы добраться до них, нужно снять защитную крышку с прибора
С установленного в подходящем месте реле нужно снять крышку. Для этого следует открутить крепеж. Там находятся две пружины. Рядом с той, что больше, находится обозначение P, та, что меньше, обозначена как ΔР. Теперь можно подключить насос или насосную станцию к электросети, и начать процесс заполнения бака водой.
Когда давление в емкости достигнет верхнего значения, реле выключит насос. Следует определить показания манометра в этот момент. Если полученные данные отличаются от рекомендованных, нужно отрегулировать их значение с помощью большой пружины.
Чтобы увеличить предел, вращать гайку необходимо по часовой стрелке, если нужно сделать уменьшить настройки — против.
Теперь следует открыть воду и освободить гидробак. Со временем реле сработает и включит насос. Нужно снова зафиксировать показания манометра и отрегулировать настройки реле, если это необходимо. Для корректировки нижнего предела давления нужно повернуть малую пружину.
Все манипуляции с регулировочными пружинами нужно выполнять крайне аккуратно. Это очень чувствительные элементы, поворачивать винт нужно постепенно, на малую часть окружность, не стоит делать несколько полных оборотов сразу, так можно полностью испортить прибор.
Реле давления можно использовать для управления работой поверхностной насосной станции или системы с погружным насосом. Порядок настройки практически не отличается
При этом нужно учесть следующий важный момент: поскольку малая гайка регулирует разницу между пределами, то при корректировке нижнего значения произойдет изменение данных для давления отключения.
Поэтому после корректировки положения большой гайки следует дождаться заполнения бака и снова проверить данные для верхнего предела и изменить их, если необходимо.
Устанавливая настройки верхнего предела для реле нужно помнить, что этот показатель должен быть хотя бы на 10% ниже, чем давление в опустошенном гидробаке, которое было зафиксировано и отрегулировано в самом начале. Иначе резиновая мембрана гидроаккумулятора окажется под неоправданно высоким давлением и быстро износится.
В процессе эксплуатации может оказаться, что рекомендованные настройки не подходят для этого конкретного водопровода. Тогда нужно повторно выполнить настройку по описанной выше схеме. Следует помнить, что рекомендованная производителями разница между пределами варьирует в интервале 1,2 — 1,6 бар.
Чтобы правильно настроить механический вариант реле давления, нужно вращать его регулировочные винты. Периодически следует проверять состояние прибора, поскольку со временем пружины могут ослабнуть (+)
Но чрезмерно усердствовать не стоит, поскольку чем больше эта разница, тем больше будут колебания напора в водопроводе. Давление отключения следует установить ниже, чем максимальное давление насоса.
Если этот момент не учтен, оборудование будет работать постоянно, поскольку не сможет обеспечить уровень давления, необходимый для отключения прибора. Эта ситуация делает использование реле бессмысленным.
Проверять настройки рекомендуется каждые три месяца. Эти же операции нужно выполнять после , замене гидробака, и т.п.
Корректировать настройки не рекомендуется изготовителями систем для откачки воды, но при необходимости проводить корректировку лучше после каждой новой заливки системы водой, например, на даче после расконсервации систем весной.
Дополнительная информация по регулировке реле давления для насоса приведена в .
Электронные варианты реле
Электронные модели реле давления на порядок дороже электромеханических аналогов, но эти затраты вполне окупаются. Такие устройства настраивать проще, а значения пределов можно выставить гораздо точнее.
Каждая такая модель снабжена контроллером потока, который моментально отключает насос, когда нет воды. Это надежно защищает насос от работы в опасном режиме “сухого хода”.
Электронные модели реле давления более точны, надежны и проще в эксплуатации, чем механические устройства, но они значительно дороже
Обычно электронное реле давление снабжено небольшим гидробаком, объем которого составляет всего 400 мл. Это немного, но таким образом система надежно защищена от возможных . Если для скважины используется дорогой насос высокого качества, имеет смысл потратиться и на хорошее электронное реле давления.
Выглядят такие модели достаточно привлекательно, отличаются высокой надежностью и длительным сроком эксплуатации. Но они могут быть чувствительны к качеству воды, поступающей в водопроводную систему. Чтобы предохранить реле от поломки, нужно позаботиться об установке.
Если скважину обслуживает дорогой и мощный насос, имеет смысл купить электронное реле, чтобы защитить прибор от перегрузок
Регулировочных пружин такие устройства не имеют, поэтому не придется периодически перенастраивать прибор из-за того, что они ослабли. Да и саму настройку выполнить значительно проще. Сначала нужно изучить инструкцию.
После первого подключения к сети некоторые модели включаются с задержкой на 15 секунд. Это не поломка, просто прибор настраивается.
В дальнейшем отключение насоса может выполняться также с задержкой около 7-15 секунд. Это нужно, чтобы насос отключался реже, если за этот короткий период давление опять возрастет. Электронную модель такого контроллера можно использовать в комплекте с насосной станцией, уже имеющей реле давления.
Здесь верхний предел выставляют на этом встроенном приборе. А давление включения устанавливается регулировкой электронного реле. Питание подключают сначала к электронному устройству, затем контакты переводят на реле станции, после чего запитывают насос.
Если электронное реле подключают к гидроаккумулятору, настройку выполнить проще. На реле задается нижний предел, который должен быть немного выше аналогичных данных, указанных на корпусе насоса. Отключается поток воды после того, как в системе будет достигнут максимальный напор, который зависит от мощности насоса.
Место установки электронного реле выбирают между насосом и перед первой точкой забора воды из системы. Следует учесть направление движения воды, обозначенное стрелкой.
Если устройство используется с насосом мощностью более 10 атм, рекомендуется перед электронным реле поставить редуктор давления, чтобы избавить прибор от ненужных нагрузок.
При подключении электронного реле к станции нужно сначала запитать прибор, потом — механическое реле, после этого включить в цепь насос
Если существующие настройки не подходят, их можно изменить. Для этого нужно отверткой подкрутить соответствующий винт или использовать другие элементы настройки, описанные в инструкции. Между максимальным давлением, которое может обеспечить насос, и минимальным показателем электронного реле должна быть разница не менее 0,6 атмосфер.
Для уплотнения резьбового соединения такого прибора лучше всего использовать тефлоновую ленту. В электронных реле давления обычно имеется встроенный клапан. Этот момент следует учесть, когда опустошают водопровод.
Перед первым пуском реле нужно сначала заполнить подающую магистраль водой, затем подать на устройство электропитание, после этого нужно открыть кран.
О срабатывании режима защиты от “сухого хода” обычно сигнализирует включение красного светодиода на корпусе. Для перезагрузки системы следует нажать кнопку “reset”, конечно, предварительно устранив причины возникновения опасной ситуации.
Выводы и полезное видео по теме
Настройка стандартной механической модели представлена здесь:
В этом ролике подробно описан порядок настройки и особенности эксплуатации электронного реле давления на примере модели BRIO 2000:
Реле давления — прибор исключительно полезный. Однажды разобравшись с его настройкой, можно будет регулярно корректировать состояние напора в водопроводной системе и надежно защитить насос и прочее оборудование от возможных поломок.
Возникли вопросы, или есть желание поделиться личным опытом выбора, установки и использования реле давления? Пожалуйста, оставляйте комментарии к статье и участвуйте в обсуждениях — блок для связи расположен ниже.
Датчик реле давления (для управления насосом): регулировка
Содержание
Какое назначение у реле давления?
Устройство прибора
Виды датчиков
Как выбрать?
Схемы подключения
Как отрегулировать реле давления воды? (видео)
В системе водоснабжения частных домостроений требуется устанавливать датчики давления воды. Такие небольшие устройства позволяют оборудованию функционировать в соответствующем режиме и реже ломаться. Иногда прибор давления необходимо заменять. А народные умельцы, решившие собрать насосную станцию своими руками, должны будут установить датчик для управления самостоятельно.
Необходимо обязательно соблюдать правила настройки и подключения прибора. Также можно приобрести дренажные насосы со встроенными датчиками уровня.
1 Какое назначение у реле давления?
Насосы обычно не оснащают автоматикой, позволяющей контролировать и управлять работой водяного насоса. Но включать и отключать циркуляционный насос автономно нужно, ведь ручное управление требует постоянного внимания жильцов. Реле давления воды для насоса — важная деталь насосной станции, которая позволит обеспечить необходимый контроль над системой и сохранить нужный диапазон давления, что обеспечивает равномерный напор воды.
Виды датчиков реле давления серии ДРД
Верно настроенные верхний и нижний уровни смогут обеспечить периодическое отключение насоса, что продлевает срок его службы и обеспечивает безаварийную работу. к меню ↑
1.1 Устройство прибора
Реле контроля представляет собой блок, имеющее пластиковый кожух. Внутри корпуса расположены две пружины, «отвечающие» за настройку величины крайнего положения (значений включения насоса и его отключения). Реле давления воды функционально соединяется с гидроаккумулятором, содержащим воду и сжатый воздух, соприкосновение сред осуществляется через гибкую эластичную мембрану. В рабочем положении вода из резервуара через разделительную перегородку оказывает определённое давление на воздух. При расходе воды происходит уменьшение её объема и снижение давления. Когда давление достигает установленного на приборе значения, циркуляционный насос включается и происходит закачивание воды в резервуар до значения, установленного на второй пружине. к меню ↑
1.2 Виды датчиков
Перед приобретением реле давления необходимо выбрать оптимальное оборудование с учётом бюджета и личных потребностей. Наиболее доступные и недорогие – механические. Самый простой из них датчик реле уровня механический поплавковый. Но электронные имеют много преимуществ:
возможность с высокой точностью установить нужные параметры, выбрав необходимый диапазон включения и отключения оборудования;
мгновенное отключение датчика при прекращении забора воды в бак благодаря контроллеру потока;
оснащены датчиком потока воды, блокирующим работу насоса при отсутствии воды;
длительный срок эксплуатации.
Механические реле более требовательны, им необходима регулярная разборка, чтобы подкручивать ослабленные пружины. Ещё один недостаток механического реле — сложность регулировки порогов срабатывания, требующая разборки и использования ключей.
Электронным приборам не требуется разборка, что намного улучшает условия эксплуатации и исключает необходимость выполнение таких работ.
Электронное реле давления воды
Электронное реле можно быстро установить без использования специальных инструментов. Инструкция, имеющаяся в комплекте, даёт возможность и не опытному владельцу надёжно прикрепить реле к насосу.
Электронное реле дороже механического моделей, но цена в полной мере соответствует качеству. к меню ↑
2 Как выбрать?
Для эффективной и правильной работы важна точность показаний прибора и длительность его работы без замены или ремонта. Основные факторы, влияющие на пригодность реле давления:
характеристики среды, в которой используются реле уровня воды;
условия окружающего пространства;
диапазон давления;
необходимая точность и чувствительность.
При выборе реле давления нужно обращать внимание на: вид и диапазон давления, степень защиты прибора, наличие термокомпенсации:
Рекомендуется приобретать датчики реле разности давления, которые предназначены для использования в быту. Максимально давление в системе должно быть не больше 4 атм. Рабочий диапазон давлений, который подходит для сантехнических приборов и аппаратов составляет 1,4 – 2,8 атм.
Необходимо учесть, что при большей разнице между минимальным и максимальным давлением в гидроаккумуляторе будет находиться больший объём воды, и насос будет реже включаться.
Советуют покупать датчик реле потока жидкости популярных компаний. Использование поддельных устройств неизвестных фирм может отрицательно повлиять на функционирование всей системы и привести к поломке оборудования или аварии.
Возле датчика протока воды для насоса необходимо обязательно установить манометр высокого качества и контролировать давление в системе даже при отсутствии внешних проявлений нарушения работ.
к меню ↑
3 Схемы подключения
Существует два способа подключения реле перепада давления. Производитель всегда указывает рекомендуемый в сопроводительных документах, но лучше будет ознакомиться с имеющимися схемами. При монтаже необходимо соблюдение такой последовательности: сначала реле подключают к водопроводу, а потом к электросети.
Датчики реле давления воды в системе водоснабжения
1 схема. Датчик давления воды монтируют на трубопровод. Монтаж выполняют с использованием тройника, который соединен с переходящим штуцером (можно использовать отводной шланг).
2 схема. Гидроаккумулятор оснащают штуцером с 5 выходами, к которым подсоединяют: трубопровод для забора воды, реле, манометр, трубопровод для подачи воды в дом, и гидроаккумулятор. Реле соединяют с насосом и электропитанием 220 В.
Для обоих вариантов справедливы следующие рекомендации:
герметизация резьбовых соединений использованием пеньковой подмотки, герметика или ФУМ-ленты. Для выполнения соединения необходимо вращение прибора на фитинге, но можно применить соединение «американка»;
подключение к сети нужно выполнить, используя кабель, сечение которого выбирают согласно мощности насоса (обычно применяют оборудование не больше 2 кВт, для которого хватает проводника с сечением 2,5 кв. мм). На подключающих клеммах обычно имеется маркировка для более простого монтажа, но при отсутствии маркировки назначение каждой клеммы просто определить по схеме. При наличии клеммы для заземления оборудование необходимо обязательно заземлить. Все нюансы определяются прилагающейся к технике схеме подключения насоса с реле давления.
к меню ↑
3.1 Как отрегулировать реле давления воды? (видео)
Главная страница » Насосы
Реле давления воды и воздуха
337 продуктов
Ручное действие переключателя: Авто/Выкл.
; Действие переключателя давления: Стандартное
Воздушные компрессоры Действие ручного переключателя: Авто/Выкл ; Действие переключателя давления: Стандартный, отсортированный по типу порта давления, восхождение
Нагрузка …
Нагрузка …
.0021 Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Нагрузка …
Загрузка …
3399202020202020202020202020231212121 2
20202020202020202021202023
21212020202020202020202023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
…
…
…
…
.
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка . ..
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Действие ручного переключателя: Нет ; Действие переключателя давления: Стандартное
Воздушные компрессоры Действие ручного переключателя: Нет ; Действие реле давления: стандартное, отсортировано по типу порта реле давления, по возрастанию
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
…
…
…
…
.
Загрузка …
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка . ..
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
2020202020202021
. ..
Загрузка …
Загрузка . ..
Загрузка …
Нагрузка …
Нагрузка …
Загрузка …
3399202020202020202020202020231212121 2
20202020202020202021202023
21212020202020202020202023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
. ..
…
…
…
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
2020 2921 2
.
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
. ..
…
.
Загрузка…
Загрузка…
Действие ручного переключения: Авто/Выкл. ; Действие переключателя давления: стандартное
Воздушные компрессоры и водяные насосы Действие ручного переключателя: Авто/Выкл. ; Действие реле давления: стандартное, отсортировано по типу порта реле давления, по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Manual Switch Action: Авто/Выкл./Вкл. ; Действие переключателя давления: Реверс
Воздушные компрессоры и водяные насосы Действие ручного переключателя: Авто/Выкл./Вкл. ; Действие реле давления: Обратное, отсортировано по типу порта реле давления, по возрастанию
Загрузка…
Действие ручного переключения: Авто/Выкл/Вкл ; Действие переключателя давления: Стандартное
Воздушные компрессоры и водяные насосы Действие ручного переключателя: Авто/Выкл. /Вкл. ; Действие реле давления: Стандартное, отсортировано по типу порта реле давления, по возрастанию
Загрузка…
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
…
…
…
…
.
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка…
Загрузка…
Загрузка…
Действие ручного переключения: Нет ; Действие реле давления: Реверс
Воздушные компрессоры и водяные насосы Действие ручного переключателя: Нет ; Действие реле давления: Обратное, отсортировано по типу порта реле давления, по возрастанию
Загрузка. ..
Загрузка…
Загрузка…
Действие ручного переключения: Нет ; Действие переключателя давления: стандартное
Воздушные компрессоры и водяные насосы Действие ручного переключателя: нет ; Pressure Switch Action: Standard, sorted by Pressure Switch Port Type, ascending
Loading…
Loading…
Loading…
Загрузка …
Загрузка . ..
Загрузка …
Нагрузка …
Нагрузка …
Загрузка …
3399202020202020202020202020231212121 2
20202020202020202021202023
21212020202020202020202023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
. ..
…
…
…
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка . ..
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка…
Действие ручного переключения: Авто/Выкл. ; Действие переключателя давления: Стандартное
Водяные насосы Действие ручного переключателя: Авто/Выкл. ; Действие переключателя давления: стандартная, отсортированная по типу порта давления, восхождение
Загрузка . ..
Нагрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Действие ручного переключения: Авто/Выкл/Сброс ; Действие переключателя давления: Стандартное
Водяные насосы Действие ручного переключателя: Авто/Выкл./Сброс ; Действие реле давления: стандартное, отсортировано по типу порта реле давления, по возрастанию
Загрузка . ..
Загрузка …
Загрузка …
7
. Действие переключателя давления: Стандартное
Водяные насосы Действие ручного переключателя: Авто/Выкл./Пуск ; Действие реле давления: стандартное, отсортировано по типу порта реле давления, по возрастанию
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка . ..
Действие Переключатель: Нет
999992
. Нет, отсортировано по типу порта реле давления, по возрастанию
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка . ..
. Загрузка…
Действие ручного переключения: Нет ; Действие реле давления: Реверс
Водяные насосы Действие ручного переключателя: Нет ; Действие переключателя давления: обратное, отсортированное по типу порта давления, восхождение
Нагрузка …
Погрузка …
Погрузка …
9
2229
. Загрузка…
Загрузка…
Загрузка …
Загрузка …
Загрузка . ..
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка…
Загрузка…
Действие ручного переключения: Нет ; Действие реле давления: Стандартное
Водяные насосы Действие ручного переключателя: Нет ; Pressure Switch Action: Standard, sorted by Pressure Switch Port Type, ascending
Loading. ..
Loading…
Loading…
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Нагрузка …
Загрузка …
3399202020202020202020202020231212121 2
20202020202020202021202023
21212020202020202020202023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Загрузка …
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
DOWDAING
…
…
.
Идет загрузка…
Примечание. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Давление | Датчики драгоценных камней
9Регулятор давления 1598, полупроводниковый – датчик давления серии 3100
Традиционные регуляторы давления используют комбинацию внутренних форсунок и пружин, чтобы регулировать давление, которому приложение будет подвергаться на линии обслуживания. Когда оператор поворачивает механическую регулировочную ручку, через регулятор проходит определенное давление.
Подробнее
9Дыхательный аппарат 1598 (SCBA) — датчик давления серии 3100
Безопасность человека является приоритетом номер один при работе на нефтяных месторождениях или в подземных шахтах. Обеспечение работников свежим воздухом в этих условиях зависит от правильной работы нескольких критических систем, чтобы гарантировать отсутствие вреда для рабочих.
Подробнее
Воздушный компрессор, 809Датчик давления серии
Вместо того, чтобы прокладывать дополнительные электрические провода вокруг рабочей площадки, сжатый воздух является очень распространенным источником энергии низкого давления, используемого в промышленных приложениях.
Подробнее
Стендовые испытания датчика давления серии 35x с выходным напряжением или нерациометрическим выходным сигналом
При устранении неполадок с датчиком или устройством мы настоятельно рекомендуем полностью удалить его из системы для проведения стендовых испытаний.
Подробнее
Разница между измерением абсолютного и избыточного давления
Разница между PSIG и PSIA заключается в том, что они используют в качестве эталонного давления. Эталоном является базовая линия, с которой сравнивается измеренное давление.
Подробнее
Устьевое устье нефтегазовой отрасли с датчиками давления взрывозащищенного исполнения 31EP и 32EP
Устья нефтяных и газовых скважин можно увидеть, когда вы едете по сельской местности, усеивающей пейзаж.
Подробнее
Стендовые испытания датчика серии 35xx с выходным сигналом 4–20 мА
Устранение неполадок с датчиком давления или устройством.
Подробнее
Сертификаты UL для датчиков давления (серии 1100, 3100 и 3200)
Машины и оборудование, которые используются сегодня, производятся в соответствии с высокими стандартами, чтобы гарантировать, что оборудование не может причинить никому вреда.
Подробнее
Датчик давления серии 1100 с агрессивными сельскохозяйственными (Ag) химикатами
Сельскохозяйственные опрыскиватели используют множество различных типов жидкостей и химикатов, которые распыляются на сельскохозяйственные культуры. Эти жидкости удобряют сельскохозяйственные культуры, помогая им расти, а также защищают растения от вредителей, сохраняя их здоровье.
Подробнее
Датчики давления с двойным выходом (давления и температуры)
Знаете ли вы, что Gems производит датчик давления с двумя выходами? Да!! Во многих приложениях клиент захочет измерить как давление, так и температуру своего приложения.
Подробнее
Время прогрева датчика давления
Время прогрева датчиков давления — это характеристика, определяемая как количество времени, необходимое для того, чтобы датчик выдал выходной сигнал И чтобы он соответствовал спецификации.
Подробнее
PS11 на контуре охлаждения рентгеновского аппарата
Поскольку рентгеновские аппараты становятся все более и более сложными, производители добавляют в них мощную электронику, чтобы добавить дополнительные функции и опции.
Подробнее
Объяснение точности Датчик давления 3100
Точность определяется тем, насколько близко измерение к фактическому значению в реальном мире. В области датчиков давления точность определяется тем, насколько точно датчик может выдавать выходной сигнал по отношению к измеренному давлению.
Подробнее
Подъемники для инвалидных колясок с помощью реле давления PS71
Добавление подъемников для инвалидных колясок в автомобили и автобусы происходит уже много-много лет.
Подробнее
Датчик давления серии 1100 Объяснение диапазона общей погрешности и преимущества
Общая полоса ошибок (или TEB) — это характеристика датчиков давления, которая учитывает ВСЕ потенциальные ошибки, которые может показывать датчик, а не только одну конкретную ошибку.
Подробнее
Основы двухпроводной токовой петли 4–20 мА
Многие датчики Gems предлагают линейный выходной сигнал 4–20 миллиампер (мА) для передачи на приемник (измеритель/дисплей, ПЛК и т. д.) при измерении уровня или давления.
Подробнее
Электрический шум: различные причины и способы предотвращения последствий
Электрический шум является источником многих проблем в цепях управления.
 Он будет состоять по большей части из основного металла, дополнительно иметь примеси. К ним относится серебро, кадмий, свинец, медь, железо. Зависимо от процентного содержания дополнительных элементов проводится маркировка материала.
Он будет состоять по большей части из основного металла, дополнительно иметь примеси. К ним относится серебро, кадмий, свинец, медь, железо. Зависимо от процентного содержания дополнительных элементов проводится маркировка материала.
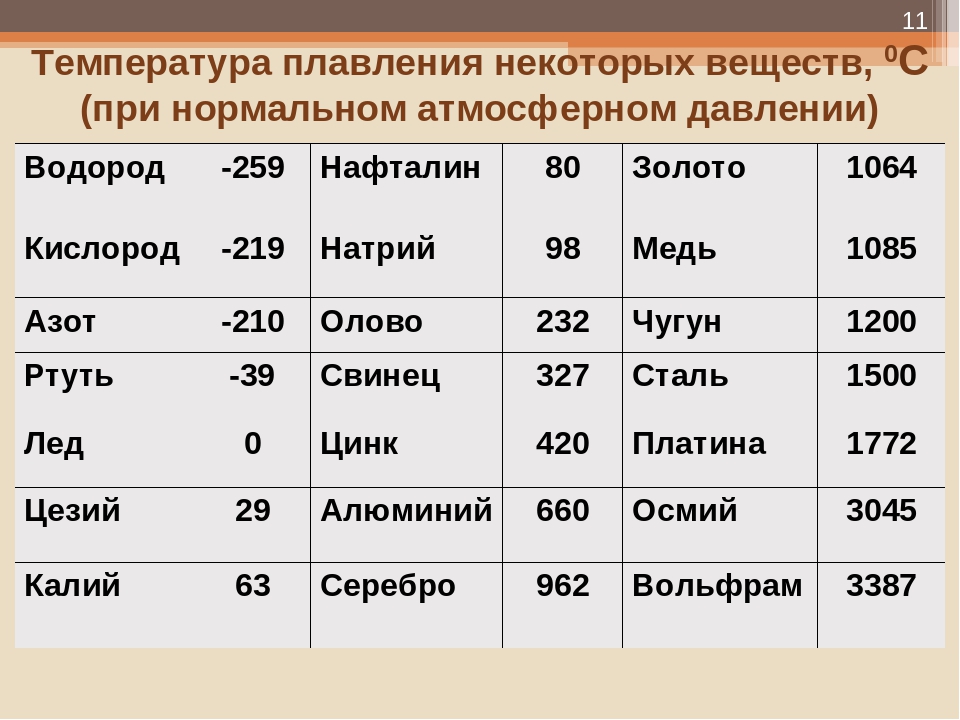
 Сферы применения:
Сферы применения:
 youtube.com/embed/McEmVMSY44Y» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/McEmVMSY44Y» frameborder=»0″ allowfullscreen=»allowfullscreen»> 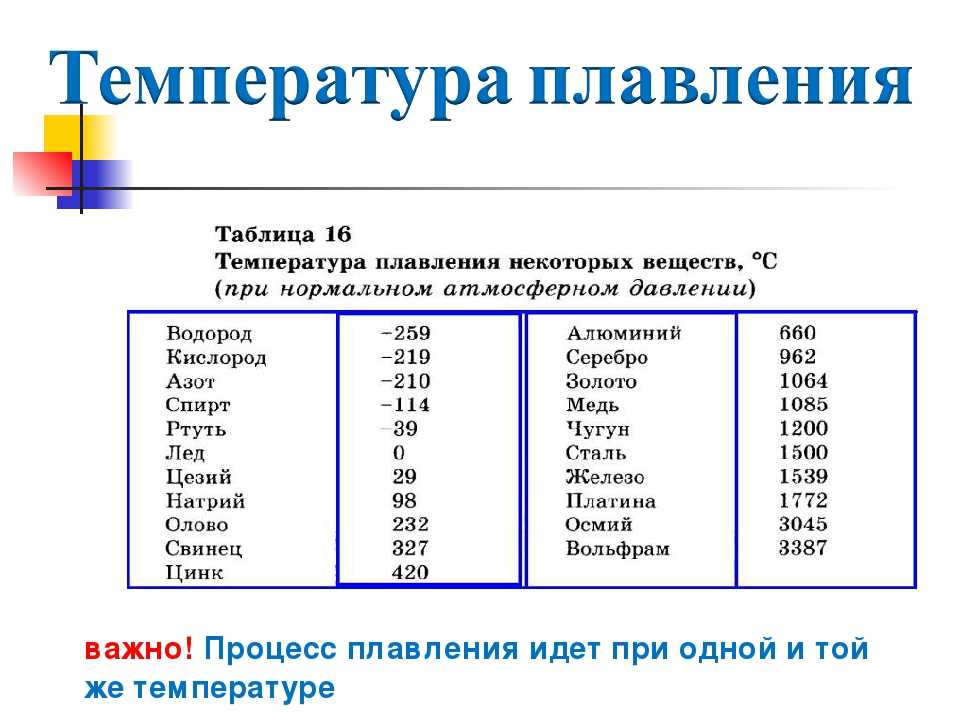 Только в начале восемнадцатого века Уильям Чемпион сумел открыть способ выделения этот элемент из руды с помощью дистилляции. В 1838 году он запатентовал своё открытие, а спустя 5 лет, в 1843 году, Уильямом Чемпионом был запущен первый в истории завод по выплавке этого металла. Спустя некоторое время Андреас Сигизмунд Маргграф открыл ещё один метод. Этот способ был признан более совершенным. Поэтому именно Маргграфа зачастую считают открывателем чистого цинка. Последующие открытия только поспособствовали расширению его популярности.
Только в начале восемнадцатого века Уильям Чемпион сумел открыть способ выделения этот элемент из руды с помощью дистилляции. В 1838 году он запатентовал своё открытие, а спустя 5 лет, в 1843 году, Уильямом Чемпионом был запущен первый в истории завод по выплавке этого металла. Спустя некоторое время Андреас Сигизмунд Маргграф открыл ещё один метод. Этот способ был признан более совершенным. Поэтому именно Маргграфа зачастую считают открывателем чистого цинка. Последующие открытия только поспособствовали расширению его популярности. Лидеры по производству — Китай, Австралия, Перу, США, Канада, Мексика, Ирландия, Индия.
Лидеры по производству — Китай, Австралия, Перу, США, Канада, Мексика, Ирландия, Индия. youtube.com/embed/4F7zp7rzWlM»>
youtube.com/embed/4F7zp7rzWlM»> 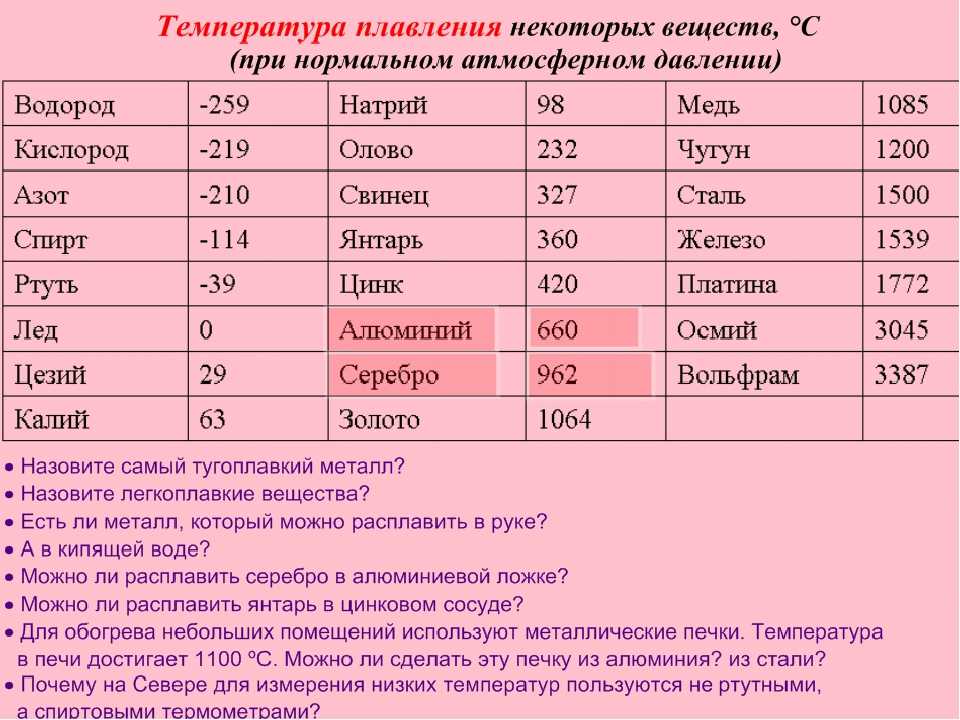 Элемент играет роль в синтезе важных гормонов, таких как тестостерон и инсулин. Элемент крайне необходим для полноценного функционирования мужских половых органов. Кстати, он даже помогает нам справиться с сильным похмельем. С его помощью выводится из нашего организма лишний алкоголь.
Элемент играет роль в синтезе важных гормонов, таких как тестостерон и инсулин. Элемент крайне необходим для полноценного функционирования мужских половых органов. Кстати, он даже помогает нам справиться с сильным похмельем. С его помощью выводится из нашего организма лишний алкоголь.
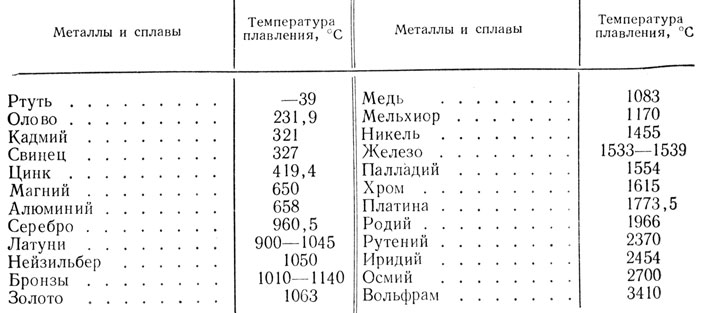

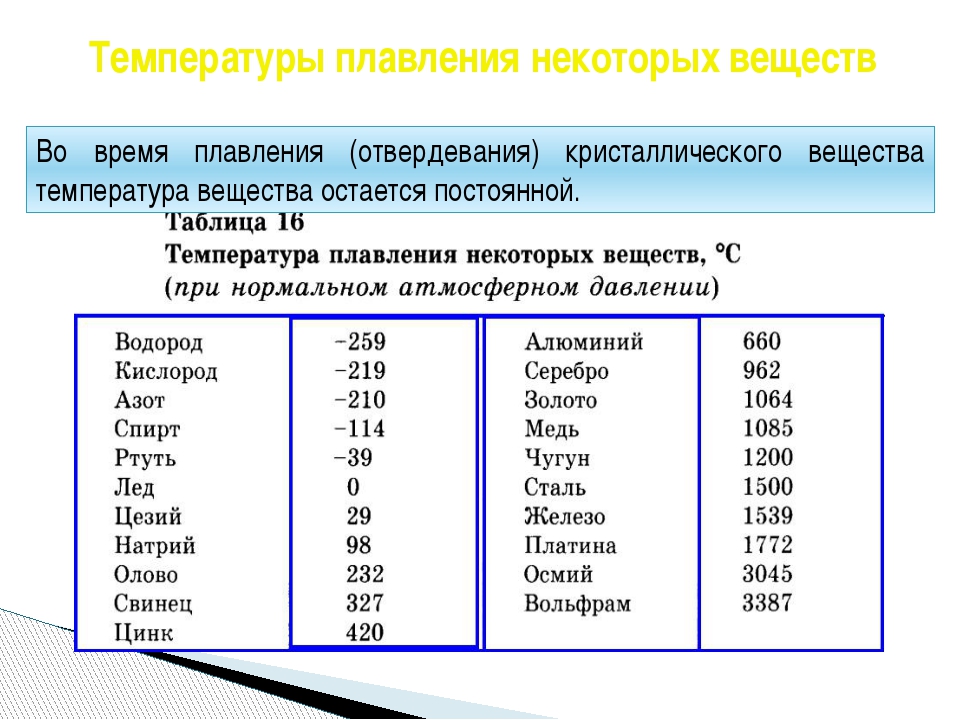 Смеяться точно не над чем
Смеяться точно не над чем Фактически,
Фактически, д. Я даже видел оксид цинка, полученный при плавлении цинка в микроволновой печи.
д. Я даже видел оксид цинка, полученный при плавлении цинка в микроволновой печи.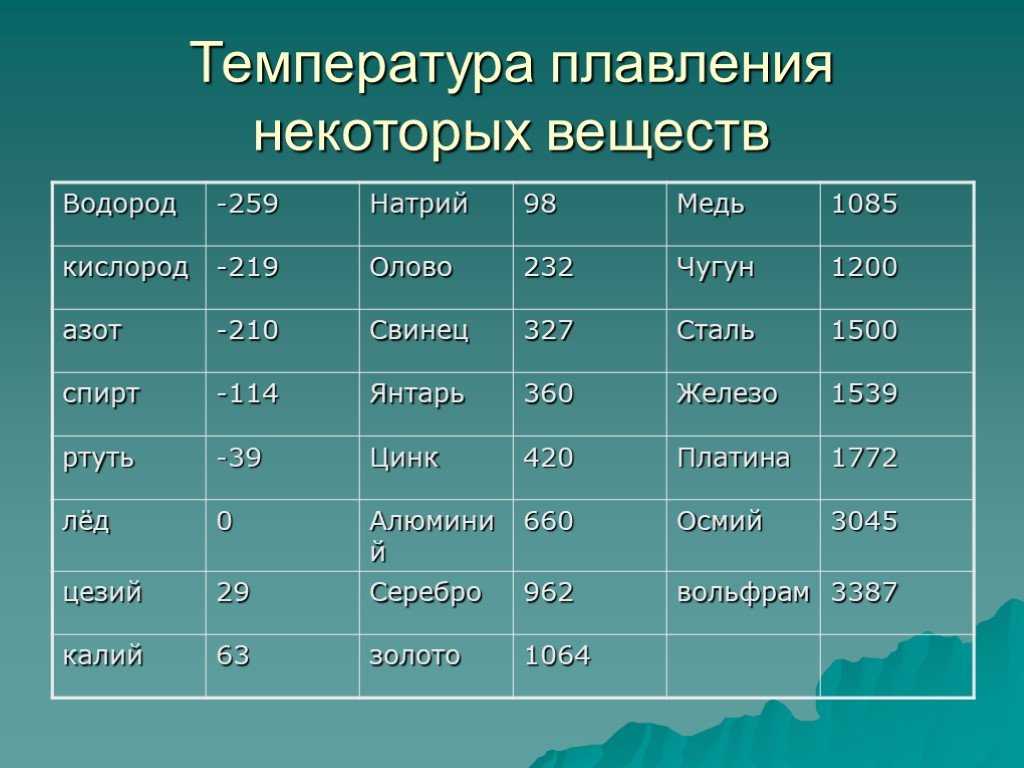 Да, вы можете определенно
Да, вы можете определенно
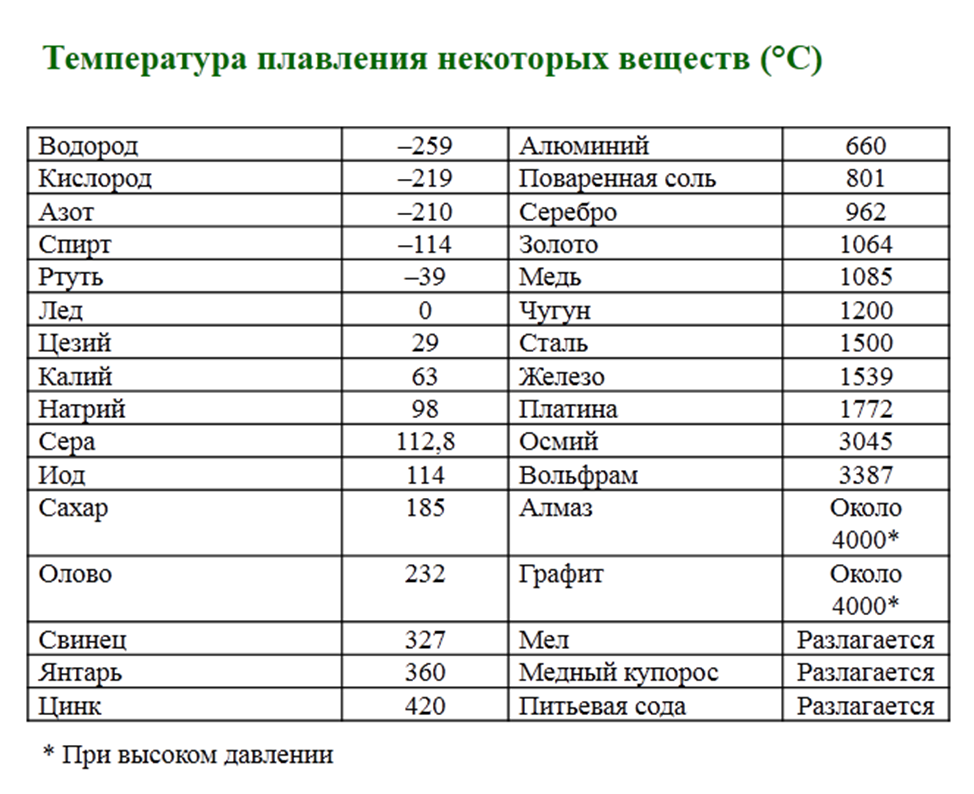
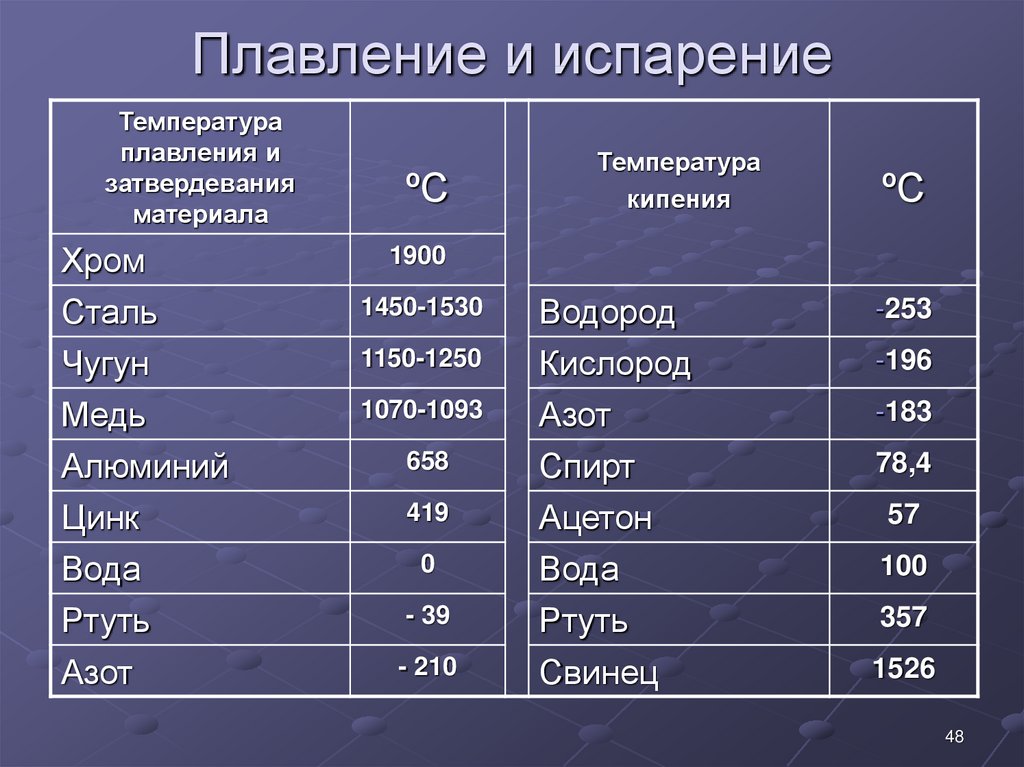







 Но такой метод следует использовать только в крайних случаях. Для извлечения пальца потребуется наличие монтировки и молотка.
Но такой метод следует использовать только в крайних случаях. Для извлечения пальца потребуется наличие монтировки и молотка. Безусловно, этот девайс очень необходим, поскольку с его помощью значительно облегчается процедура демонтажа тяги. Можно приобрести готовое устройство, но, лучше потратив несколько часов, сделать его самостоятельно из подручного материала, наверняка имеющегося в каждом гараже.
Безусловно, этот девайс очень необходим, поскольку с его помощью значительно облегчается процедура демонтажа тяги. Можно приобрести готовое устройство, но, лучше потратив несколько часов, сделать его самостоятельно из подручного материала, наверняка имеющегося в каждом гараже. При отсутствии этого инструмента, для демонтажа рулевых тяг приходится пользоваться молотком, а это негативно отразится на функционировании всей системы. Удары молотком вызывают вибрацию рейки, вследствие чего нарушается ее баланс.
При отсутствии этого инструмента, для демонтажа рулевых тяг приходится пользоваться молотком, а это негативно отразится на функционировании всей системы. Удары молотком вызывают вибрацию рейки, вследствие чего нарушается ее баланс. Заметим, что по своей функциональности они ничем не отличаются от заводских устройств, даже во многом их превосходят.
Заметим, что по своей функциональности они ничем не отличаются от заводских устройств, даже во многом их превосходят.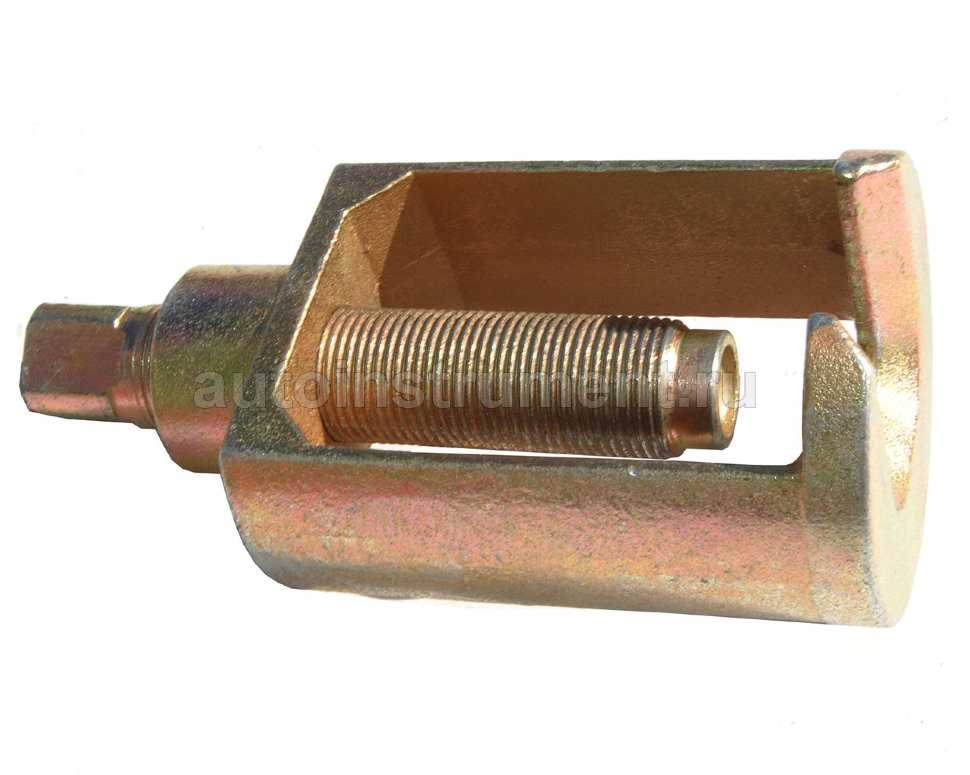 Принцип его функционирования основан на выдавливании пальца из его посадочного места путем усилия, создаваемого во время вращения болта расположенного внутри цилиндра, одна сторона которого имеет вырез по всей длине.
Принцип его функционирования основан на выдавливании пальца из его посадочного места путем усилия, создаваемого во время вращения болта расположенного внутри цилиндра, одна сторона которого имеет вырез по всей длине.
 Делать это следует за несколько часов перед выполнением ремонтных мероприятий, чтобы смазка полностью проникла в соединение.
Делать это следует за несколько часов перед выполнением ремонтных мероприятий, чтобы смазка полностью проникла в соединение. 8Т
8Т Пожалуйста, рассмотрите возможность создания новой темы.
Пожалуйста, рассмотрите возможность создания новой темы.
 потоки. Что ж, нам больше не нужно обдирать суставы, потому что мы обнаружили инструмент, который использует положительное усилие зажима, чтобы оставаться на рулевой тяге, поэтому рассмотрите это-
потоки. Что ж, нам больше не нужно обдирать суставы, потому что мы обнаружили инструмент, который использует положительное усилие зажима, чтобы оставаться на рулевой тяге, поэтому рассмотрите это-
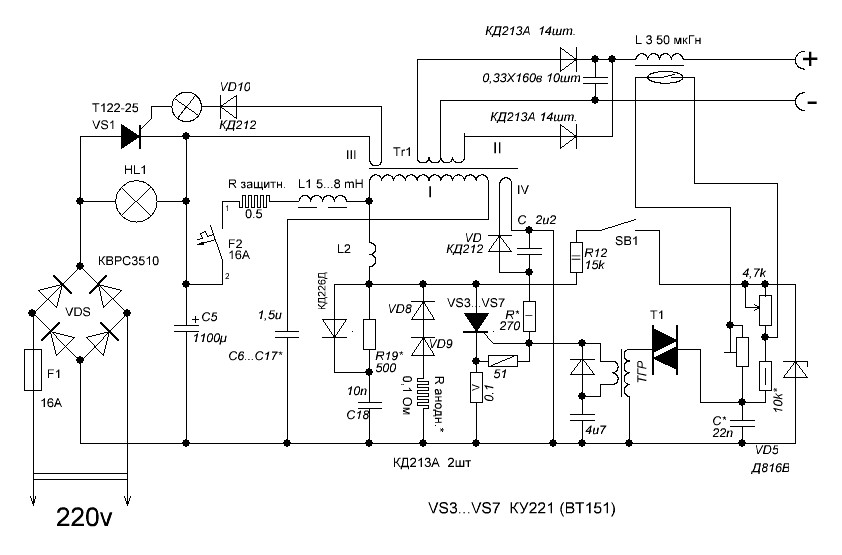
 »
» Строго запрещено использовать ржавую и гнутую проволоку. Также запрещено перемещать за шланг управления основной корпус сварочного полуавтомата.
Строго запрещено использовать ржавую и гнутую проволоку. Также запрещено перемещать за шланг управления основной корпус сварочного полуавтомата.
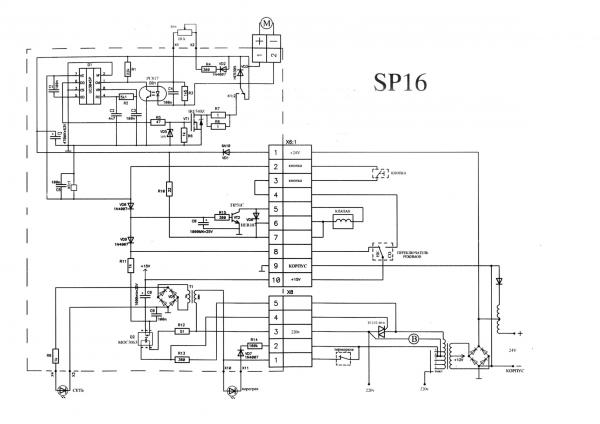 Производителем оборудования является Красноярский завод «Мегаватт», который также производит дополнительное промышленное оборудование и технику. Электрическая схема сварочного полуавтомата Спутник является уникальной и основное предназначение устройства, это проведение сварочных работ с тонколистовым материалом, а также для проведения кузовных работ при ремонте транспортной техники.
Производителем оборудования является Красноярский завод «Мегаватт», который также производит дополнительное промышленное оборудование и технику. Электрическая схема сварочного полуавтомата Спутник является уникальной и основное предназначение устройства, это проведение сварочных работ с тонколистовым материалом, а также для проведения кузовных работ при ремонте транспортной техники.
 При помощи встроенного рукава управления подаём в зону проведения сварочных работ защитный газ и электрод. По поверхности шва производится принудительное перемещение горелки со стороны оператора установки. Учитывая толщину поверхности свариваемого металла, сварщик самостоятельно регулирует силу тока на аппарате, а также принципиальную подачу электрода в место соединения или резки металла.
При помощи встроенного рукава управления подаём в зону проведения сварочных работ защитный газ и электрод. По поверхности шва производится принудительное перемещение горелки со стороны оператора установки. Учитывая толщину поверхности свариваемого металла, сварщик самостоятельно регулирует силу тока на аппарате, а также принципиальную подачу электрода в место соединения или резки металла.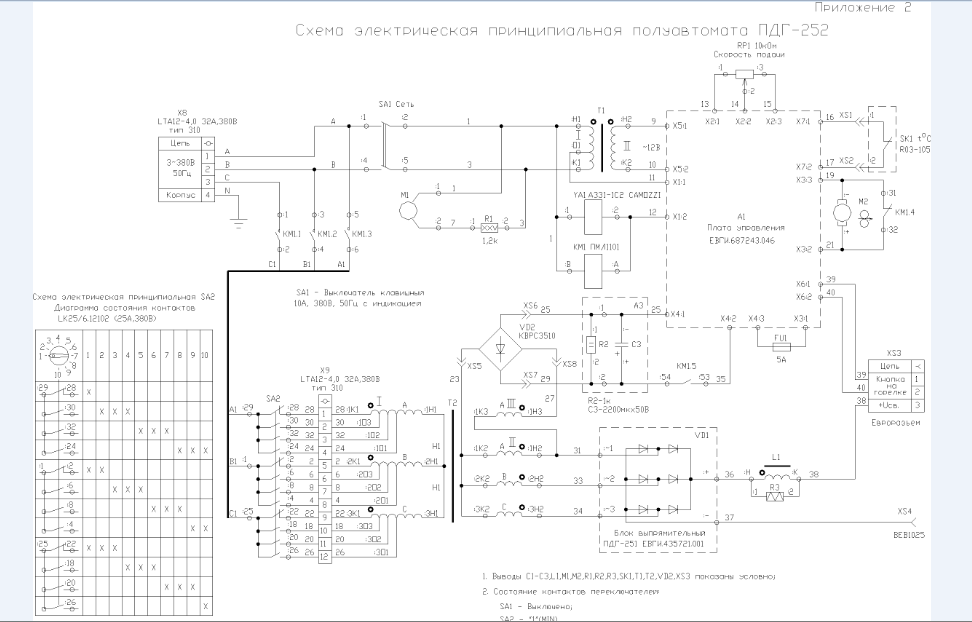 Во время технологической остановки-паузы происходит постепенное охлаждение приборного устройства через вентиляционные отверстия на корпусе.
Во время технологической остановки-паузы происходит постепенное охлаждение приборного устройства через вентиляционные отверстия на корпусе.
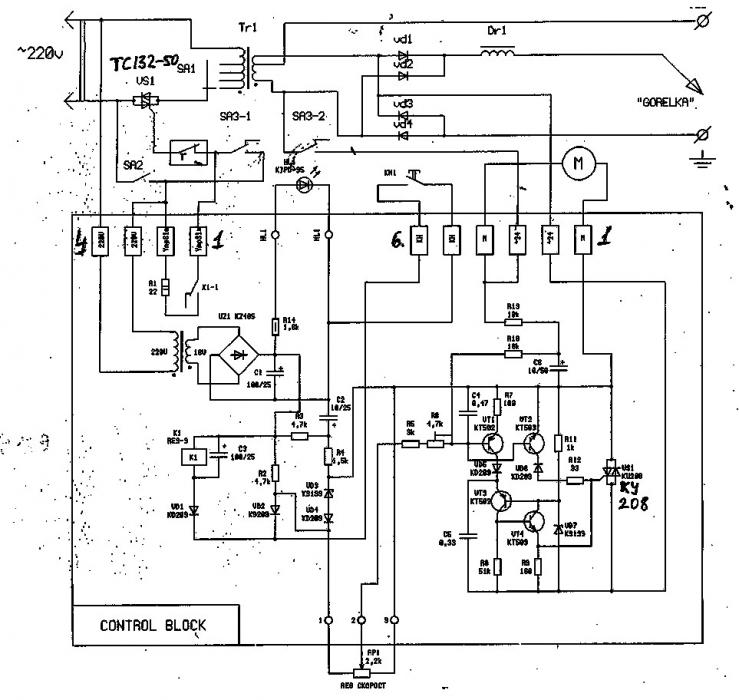
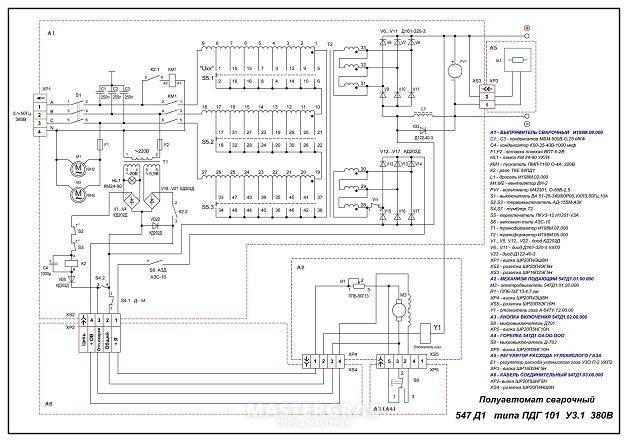 Его продукцию отличает невысокая стоимость, высокое качество и большой модельный ряд и наличие на складе завода – производителя.
Его продукцию отличает невысокая стоимость, высокое качество и большой модельный ряд и наличие на складе завода – производителя.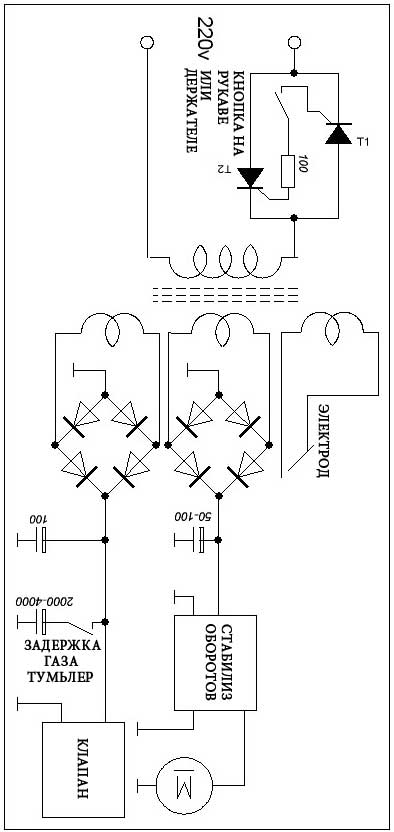
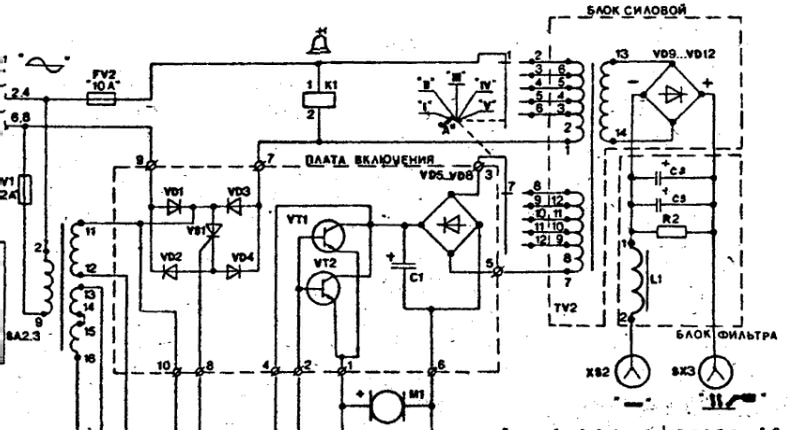
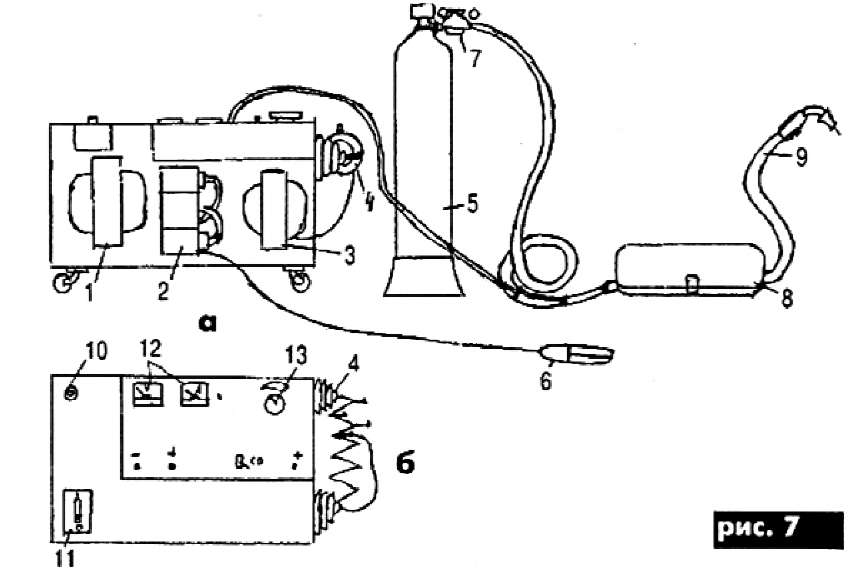 Рекомендуется проверять качество изделия непосредственно перед покупкой. Убедитесь в том, что продавец вам выдал гарантийный талон на эксплуатации оборудования, сроком, а 12 месяцев со дня покупки устройства. Установите прибор в месте, где есть хорошая вентиляция и приток воздуха, который обеспечит нормальное функционирование агрегата. Запрещено использовать фильтры, укрывать аппарат, а также создавать различные препятствия для вентиляции.
Рекомендуется проверять качество изделия непосредственно перед покупкой. Убедитесь в том, что продавец вам выдал гарантийный талон на эксплуатации оборудования, сроком, а 12 месяцев со дня покупки устройства. Установите прибор в месте, где есть хорошая вентиляция и приток воздуха, который обеспечит нормальное функционирование агрегата. Запрещено использовать фильтры, укрывать аппарат, а также создавать различные препятствия для вентиляции.
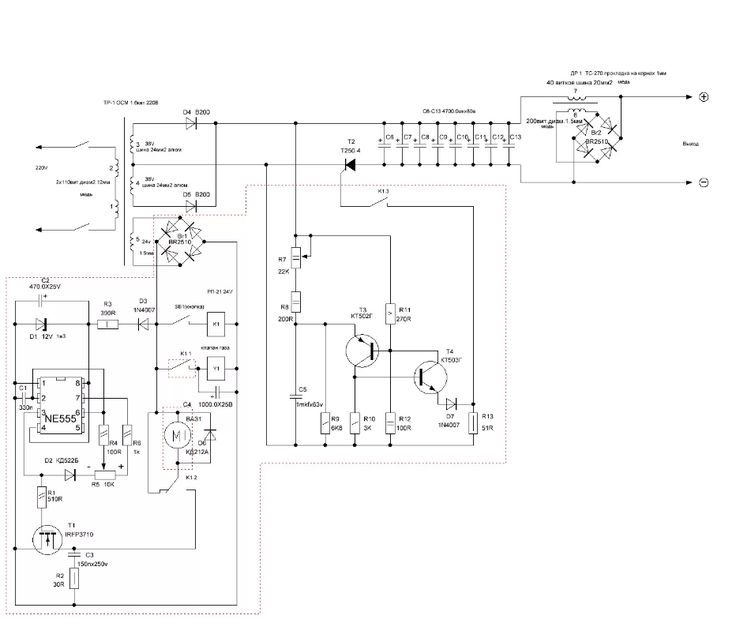 В целом допускается применение электродов, как для постоянного тока, так и для переменных характеристик силового тока. Можно использовать в работе электроды с различным покрытием.
В целом допускается применение электродов, как для постоянного тока, так и для переменных характеристик силового тока. Можно использовать в работе электроды с различным покрытием.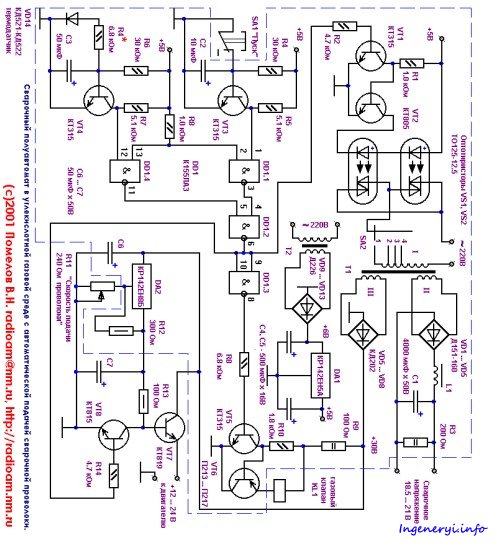
 youtube.com/embed/55wddaE9_0I»>
youtube.com/embed/55wddaE9_0I»> 

 Некоторые колледжи также просят физику.
Некоторые колледжи также просят физику.
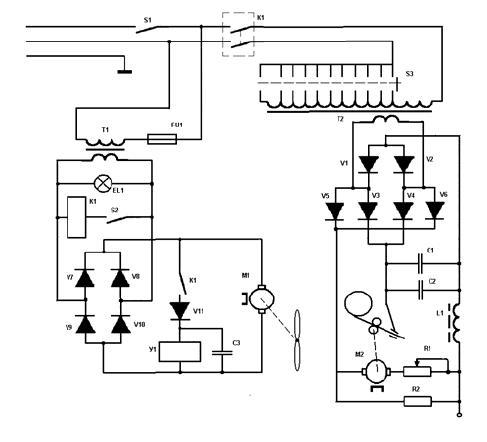
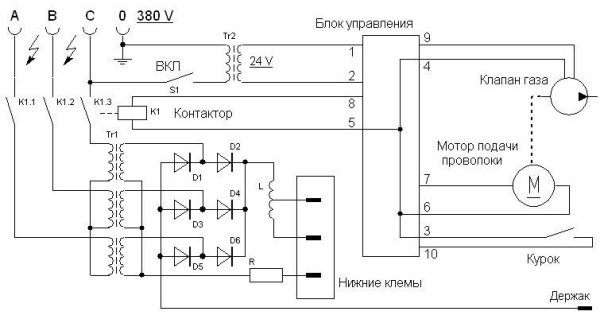 : 0845 643 9001
: 0845 643 9001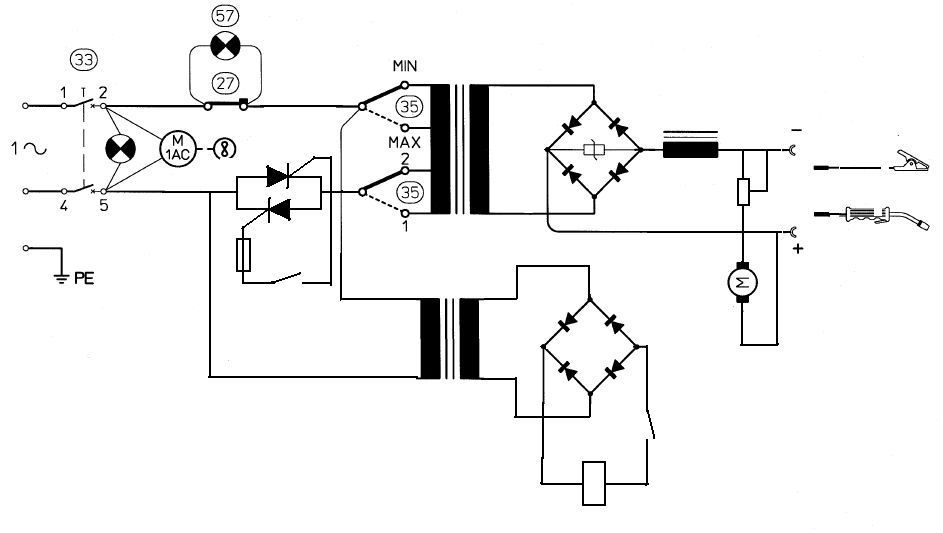 facebook.com/goconstructuk
facebook.com/goconstructuk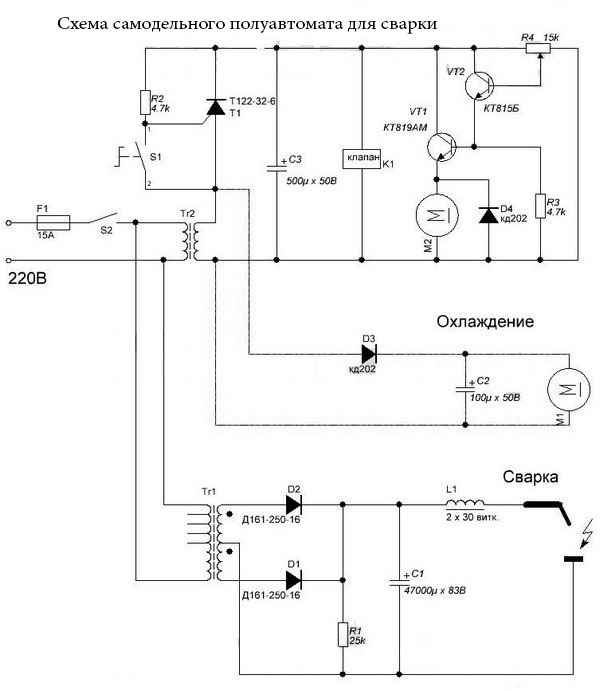 В том числе сварочные пистолеты. Изображение предоставлено Tregakiss
В том числе сварочные пистолеты. Изображение предоставлено Tregakiss 
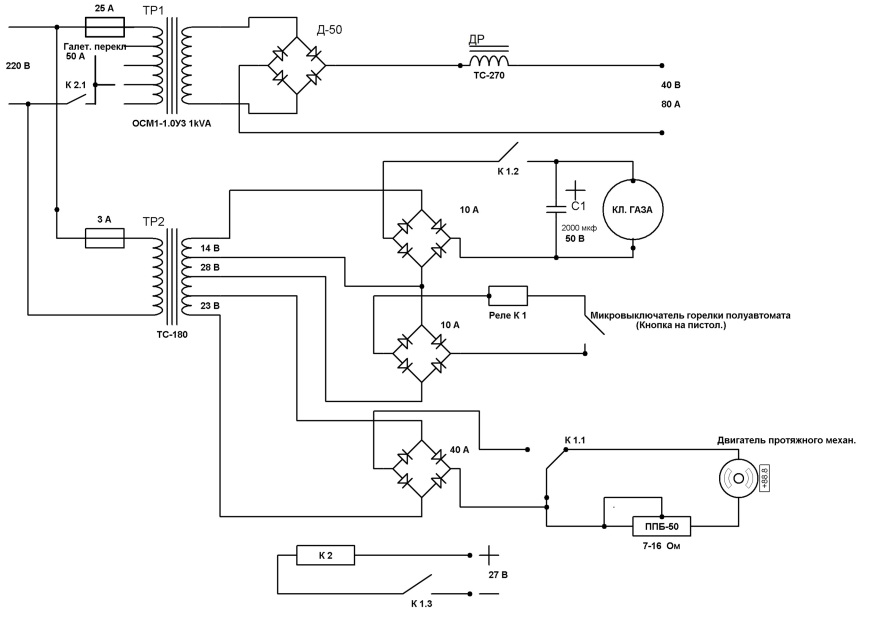 Полуавтоматические пистолеты доступны в диапазонах от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и от того, имеют ли они воздушное или водяное охлаждение. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические пистолеты доступны в диапазонах от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и от того, имеют ли они воздушное или водяное охлаждение. Средний диапазон составляет от 350 до 600 ампер.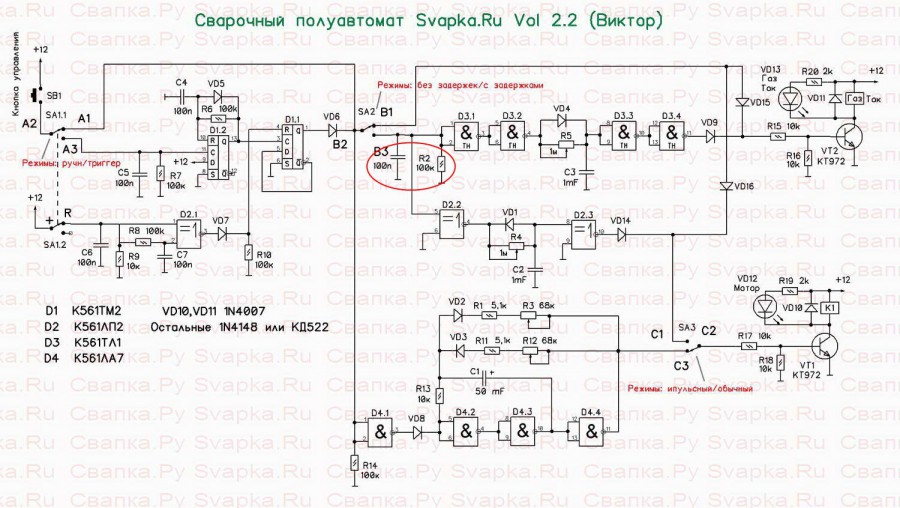 Пистолеты с обжатыми фитингами ремонту не подлежат.
Пистолеты с обжатыми фитингами ремонту не подлежат. Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.
Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.
 Модели САПР для моделирования помогают убедиться, что пистолет подходит к рабочей зоне, имеет доступ к сварному шву и маневрирует вокруг приспособлений.
Модели САПР для моделирования помогают убедиться, что пистолет подходит к рабочей зоне, имеет доступ к сварному шву и маневрирует вокруг приспособлений.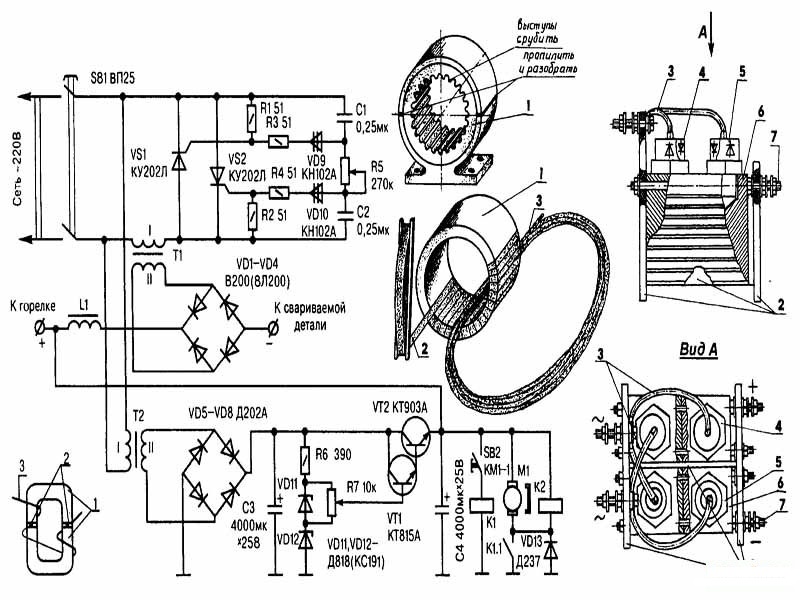
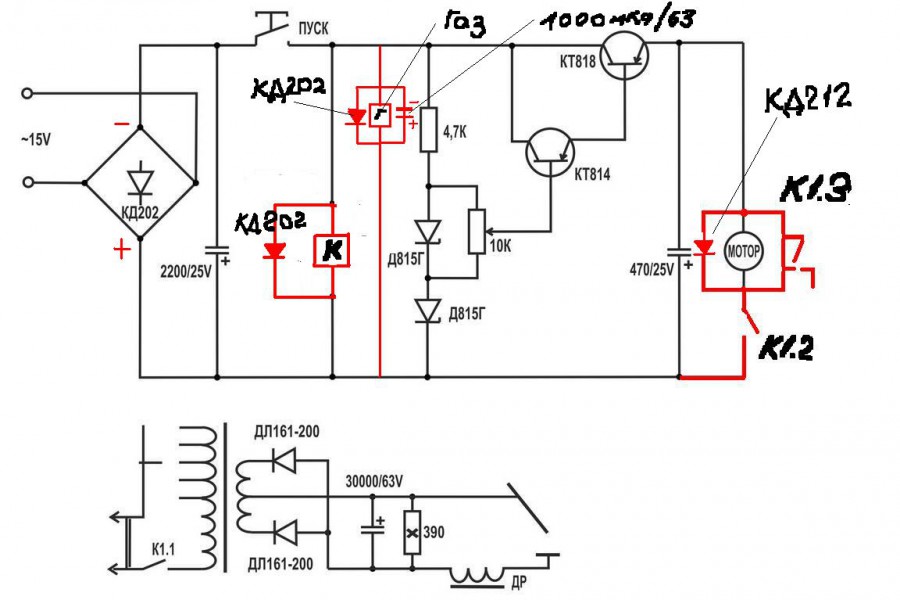
 Соответственно, всасывающая сила уменьшится так же, как и центробежная (ни всасать, ни выплюнуть) из-за уменьшения плотности «коктейля».
Соответственно, всасывающая сила уменьшится так же, как и центробежная (ни всасать, ни выплюнуть) из-за уменьшения плотности «коктейля». Из неплотного соединения всаса непосредственно к насосу. Из незаметных глазу пазух переходных фитингов. Даже из внутреннего эжектора самого насоса и его рабочего колеса, где мелкие пузырьки могли остаться из-за шероховатостей внутренней поверхности материала. Я могу и дальше продолжать, но нужно ли? Это нормально, это неизбежно.
Из неплотного соединения всаса непосредственно к насосу. Из незаметных глазу пазух переходных фитингов. Даже из внутреннего эжектора самого насоса и его рабочего колеса, где мелкие пузырьки могли остаться из-за шероховатостей внутренней поверхности материала. Я могу и дальше продолжать, но нужно ли? Это нормально, это неизбежно. Кроме того, если насос уже запустился и смог, хотя бы однажды, поднять давление в системе, то он уже смог выгнать лишний воздух, по крайней мере из корпуса.
Кроме того, если насос уже запустился и смог, хотя бы однажды, поднять давление в системе, то он уже смог выгнать лишний воздух, по крайней мере из корпуса. д.)». Да потому что он новый, его еще «не ел песочек», еще не было небольших деформаций внутренних пластиковых стенок из-за перегрева, еще не было работы электродвигателя на пределе возможного, подшипники и сальники еще не изношены и прочее, и прочее. Как бы ни был хорош насос, со временем, все равно происходит износ его рабочих элементов, и его характеристики начинают уменьшаться. Просто у хороших и дорогих насосов это происходит немного позже.
д.)». Да потому что он новый, его еще «не ел песочек», еще не было небольших деформаций внутренних пластиковых стенок из-за перегрева, еще не было работы электродвигателя на пределе возможного, подшипники и сальники еще не изношены и прочее, и прочее. Как бы ни был хорош насос, со временем, все равно происходит износ его рабочих элементов, и его характеристики начинают уменьшаться. Просто у хороших и дорогих насосов это происходит немного позже. Другое дело, что эжектор этот – далек от идеального из-за ограничения в габаритах и не всегда бывает эффективен. Хотя задумка правильная.
Другое дело, что эжектор этот – далек от идеального из-за ограничения в габаритах и не всегда бывает эффективен. Хотя задумка правильная.


 Для подачи воды из озера был построен трубопровод и насос большой длины, каких до этого еще не строили. Но оказалось, что система не работает — вода в ней поднималась только до 10,3 м над уровнем водоёма.
Для подачи воды из озера был построен трубопровод и насос большой длины, каких до этого еще не строили. Но оказалось, что система не работает — вода в ней поднималась только до 10,3 м над уровнем водоёма. Именно с такой силой атмосфера давит на каждый квадратный сантиметр любой поверхности, в том числе и на поверхность нашего тела.
Именно с такой силой атмосфера давит на каждый квадратный сантиметр любой поверхности, в том числе и на поверхность нашего тела.

 Т.е. при кипении, давление в пузырьках воздуха становится больше, чем атмосферное.
Т.е. при кипении, давление в пузырьках воздуха становится больше, чем атмосферное. Обычно это происходит самотеком, так как отходы стекают в канализацию. Однако, когда участок находится на более низком уровне, а канализационный коллектор выше него, этот обычный метод не сработает, и тогда на помощь придет канализационная насосная станция.
Обычно это происходит самотеком, так как отходы стекают в канализацию. Однако, когда участок находится на более низком уровне, а канализационный коллектор выше него, этот обычный метод не сработает, и тогда на помощь придет канализационная насосная станция. Однако также полезно знать о некоторых распространенных проблемах, которые могут возникнуть, чтобы знать, на что обращать внимание.
Однако также полезно знать о некоторых распространенных проблемах, которые могут возникнуть, чтобы знать, на что обращать внимание. Если в ваших счетах за электроэнергию наблюдается необычный всплеск, это может быть признаком того, что ваша помпа не отключается.
Если в ваших счетах за электроэнергию наблюдается необычный всплеск, это может быть признаком того, что ваша помпа не отключается.



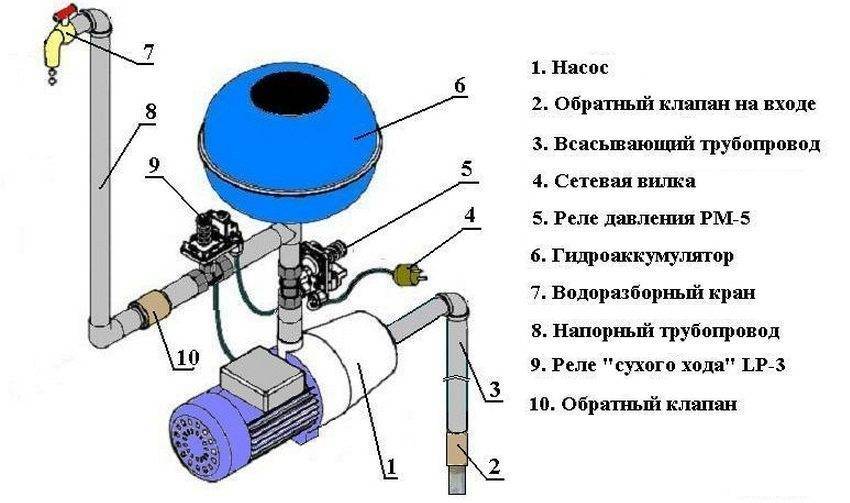 Когда это происходит, жидкость бурлит внутри насоса, пока не нагревается до состояния пара, вызывая шум и повреждения. Насосы с тупиковой головкой могут привести к перегоранию двигателя, повреждению крыльчатки, протечкам уплотнений, растрескиванию втулок и повреждению эластомеров, что в конечном итоге приведет к выходу насоса из строя.
Когда это происходит, жидкость бурлит внутри насоса, пока не нагревается до состояния пара, вызывая шум и повреждения. Насосы с тупиковой головкой могут привести к перегоранию двигателя, повреждению крыльчатки, протечкам уплотнений, растрескиванию втулок и повреждению эластомеров, что в конечном итоге приведет к выходу насоса из строя.


 Во-вторых, систему можно переоценить, чтобы увидеть, может ли подъем градирни увеличить NPSHa (абсолютное давление на всасывающем отверстии насоса) или можно уменьшить фитинги, которые лишают текущий NPSHa.
Во-вторых, систему можно переоценить, чтобы увидеть, может ли подъем градирни увеличить NPSHa (абсолютное давление на всасывающем отверстии насоса) или можно уменьшить фитинги, которые лишают текущий NPSHa.

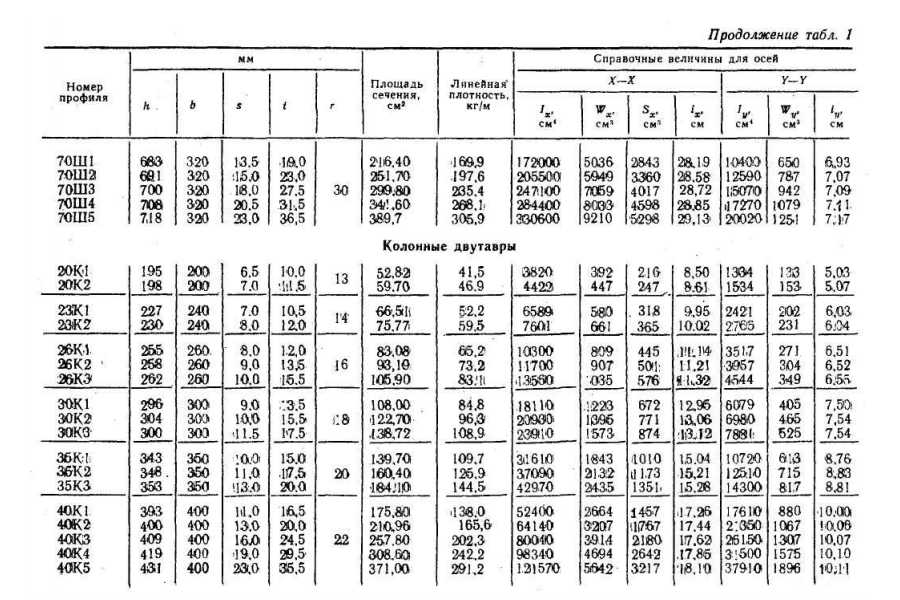
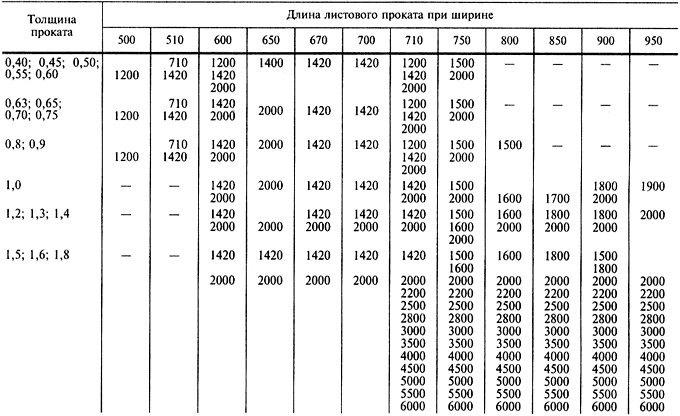 Одно из самых важных черт алюминия является его отличное сопротивление коррозии. Это выделяет его среди других металлов(например профлиста и профнастила), для которых может потребоваться дополнительное антикоррозийное покрытие, предотвращающее образование ржавого налета. В процессе создания алюминиевого проката, который к слову происходит в специальных цеховых печах в ход идут легко плавящиеся или литейное сырье преимущественно элементов сделанных из металла.
Одно из самых важных черт алюминия является его отличное сопротивление коррозии. Это выделяет его среди других металлов(например профлиста и профнастила), для которых может потребоваться дополнительное антикоррозийное покрытие, предотвращающее образование ржавого налета. В процессе создания алюминиевого проката, который к слову происходит в специальных цеховых печах в ход идут легко плавящиеся или литейное сырье преимущественно элементов сделанных из металла. 5 – 10.0
5 – 10.0
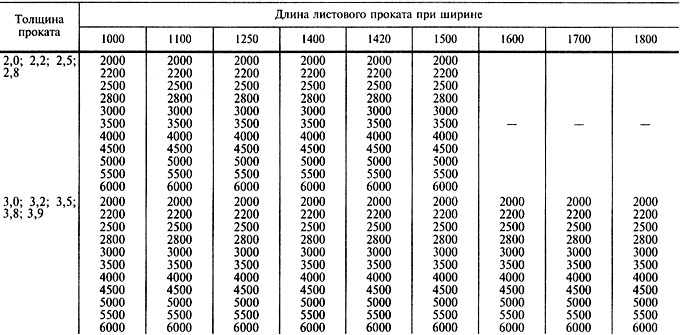
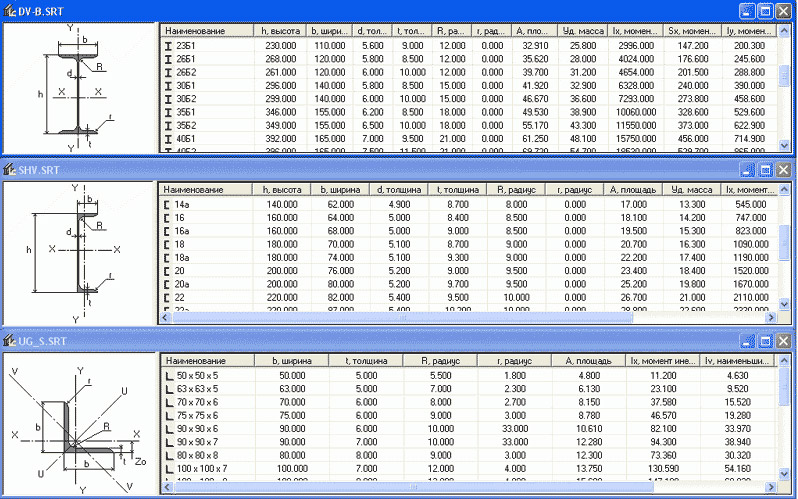 Наши консультанты с радостью помогут вам с выбором. Важно отметит, что вся наша продукция прошла ГОСТ в частности прокат алюминиевый гост сортамент и все связанные с ним товары. Звоните, заказывайте, мы ждем вас!
Наши консультанты с радостью помогут вам с выбором. Важно отметит, что вся наша продукция прошла ГОСТ в частности прокат алюминиевый гост сортамент и все связанные с ним товары. Звоните, заказывайте, мы ждем вас! Мы производим в соответствии с основными международными спецификациями, более жесткие допуски доступны по запросу. Мы предлагаем различные виды обработки поверхности, индивидуальную отделку (покраску, анодирование, тиснение), специальную обработку и различные варианты упаковки для удовлетворения требований наших клиентов. Ниже приводится краткое изложение наших производственных возможностей. Наша алюминиевая полоса может быть изготовлена в стандартных размерах или изготовлена на заказ в соответствии с вашими требованиями. Мы производим как имперские, так и метрические единицы измерения.
Мы производим в соответствии с основными международными спецификациями, более жесткие допуски доступны по запросу. Мы предлагаем различные виды обработки поверхности, индивидуальную отделку (покраску, анодирование, тиснение), специальную обработку и различные варианты упаковки для удовлетворения требований наших клиентов. Ниже приводится краткое изложение наших производственных возможностей. Наша алюминиевая полоса может быть изготовлена в стандартных размерах или изготовлена на заказ в соответствии с вашими требованиями. Мы производим как имперские, так и метрические единицы измерения.
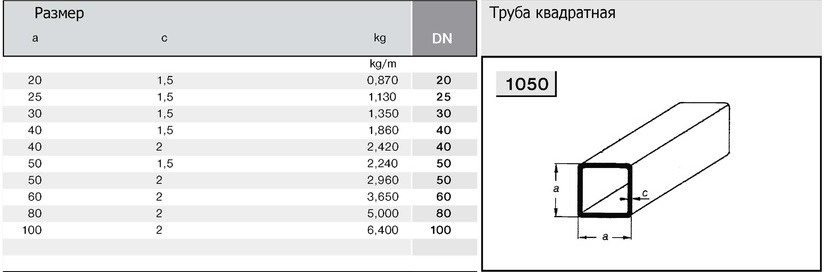
 Он не обладает коррозионной стойкостью 6061 или 1100, но для некоторых целей является экономичной альтернативой этим сортам.
Он не обладает коррозионной стойкостью 6061 или 1100, но для некоторых целей является экономичной альтернативой этим сортам.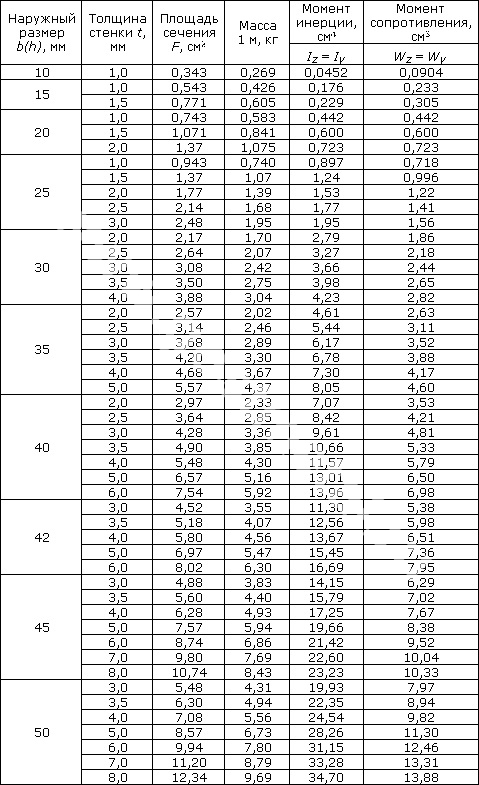



 При вертикальном способе опалубка разделяется на части при помощи перегородок. Полностью фундамент формируется и затвердевает на протяжении месяца. Через месяц уложенный состав полностью твердеет и готов выдержать значительные нагрузки. Если все технологические требования соблюдены, приступать к дальнейшим строительным работам можно, спустя месяц.
При вертикальном способе опалубка разделяется на части при помощи перегородок. Полностью фундамент формируется и затвердевает на протяжении месяца. Через месяц уложенный состав полностью твердеет и готов выдержать значительные нагрузки. Если все технологические требования соблюдены, приступать к дальнейшим строительным работам можно, спустя месяц. Но основным этапом считается заливка, и большинство начинающих строителей задается вопросом, можно ли заливать фундамент частями?
Но основным этапом считается заливка, и большинство начинающих строителей задается вопросом, можно ли заливать фундамент частями? Необходимость в таком длительном сроке обусловлена применением толстого слоя для заливки фундаментов. Заливают последующий слой бетона в процессе застывания лишь на третьи сутки, до этого времени трогать залитый бетон нельзя. Так как он способен растрескаться.
Необходимость в таком длительном сроке обусловлена применением толстого слоя для заливки фундаментов. Заливают последующий слой бетона в процессе застывания лишь на третьи сутки, до этого времени трогать залитый бетон нельзя. Так как он способен растрескаться. Такой метод позволит залить смесь ровно встык. При монолитном ленточном фундаменте следует производить блочную укладку раствора. В таком случае швы примут перпендикулярное положение относительно блочных стыков.
Такой метод позволит залить смесь ровно встык. При монолитном ленточном фундаменте следует производить блочную укладку раствора. В таком случае швы примут перпендикулярное положение относительно блочных стыков. Если пренебречь этим советом, то на уложенном бетоне образуется корка, под которой смесь не успеет застыть. Когда на корку будет укладываться новый раствор, она под силой давления начнет трескаться, что приведет к нежелательным последствиям в дальнейшей эксплуатации фундамента.
Если пренебречь этим советом, то на уложенном бетоне образуется корка, под которой смесь не успеет застыть. Когда на корку будет укладываться новый раствор, она под силой давления начнет трескаться, что приведет к нежелательным последствиям в дальнейшей эксплуатации фундамента. Миксер с бетоном помещает в себе восемь кубов рабочей смеси, он доставляется на строительную площадку для дальнейших работ. Однако не всегда есть возможность провести бетонирование в один прием. Причины этому различны: не подается вовремя машина с бетонным месивом, не хватает светового дня или смесь готовится собственноручно в специальной бетономешалке, которая требует временных затрат, а значит, провести бетонирование за один день не удастся. Поэтому приходится укладывать рабочую смесь частями.
Миксер с бетоном помещает в себе восемь кубов рабочей смеси, он доставляется на строительную площадку для дальнейших работ. Однако не всегда есть возможность провести бетонирование в один прием. Причины этому различны: не подается вовремя машина с бетонным месивом, не хватает светового дня или смесь готовится собственноручно в специальной бетономешалке, которая требует временных затрат, а значит, провести бетонирование за один день не удастся. Поэтому приходится укладывать рабочую смесь частями.
 Их использование позволяет исключить вибрирование залитой поверхности и уменьшает давление от новой части бетона на уложенную ранее. Чтобы результат от добавок был положительным, важно соблюдать пропорциональность при добавлении их в смесь.
Их использование позволяет исключить вибрирование залитой поверхности и уменьшает давление от новой части бетона на уложенную ранее. Чтобы результат от добавок был положительным, важно соблюдать пропорциональность при добавлении их в смесь. Подготовленный план работы сохранит ценное время и исключит простои в работе, а значит, удастся закончить бетонирование в срок.
Подготовленный план работы сохранит ценное время и исключит простои в работе, а значит, удастся закончить бетонирование в срок.

 На начальной стадии он остается жидким, без изменений. Если за этот период в опалубку добавить новую порцию бетона, то разрушения цементных связей не произойдет.
На начальной стадии он остается жидким, без изменений. Если за этот период в опалубку добавить новую порцию бетона, то разрушения цементных связей не произойдет.

 Технология прерывистого литья выглядит следующим образом: на первом этапе необходимо сформировать арматурный каркас, который будет состоять из горизонтальных прутьев. Их нужно разделить вертикальными связями. Расстояние между горизонтальными прутьями следует подобрать по объему заливки. Обычно оно составляет в пределах от 10 до 12 см.
Технология прерывистого литья выглядит следующим образом: на первом этапе необходимо сформировать арматурный каркас, который будет состоять из горизонтальных прутьев. Их нужно разделить вертикальными связями. Расстояние между горизонтальными прутьями следует подобрать по объему заливки. Обычно оно составляет в пределах от 10 до 12 см.
 При этом рекомендуется обратить внимание на условия эксплуатации будущей конструкции. Это обусловлено тем, что разные марки характеризуются определённой влагостойкостью и морозостойкостью. Если перед вами встал вопрос о том, можно ли заливать фундамент частями, каким бетоном осуществлять эти работы, вы непременно должны решить.
При этом рекомендуется обратить внимание на условия эксплуатации будущей конструкции. Это обусловлено тем, что разные марки характеризуются определённой влагостойкостью и морозостойкостью. Если перед вами встал вопрос о том, можно ли заливать фундамент частями, каким бетоном осуществлять эти работы, вы непременно должны решить.



 Если вы собираетесь заливать следующий слой после полного затвердевания предыдущего раствора, то основание нужно будет подготовить: высушить и зачистить щеткой для металла. И только потом можно приниматься за новую заливку.
Если вы собираетесь заливать следующий слой после полного затвердевания предыдущего раствора, то основание нужно будет подготовить: высушить и зачистить щеткой для металла. И только потом можно приниматься за новую заливку.
 Он применяется для сложных строений и производится в большинстве случае опытными профессионалами. Суть состоит в том, что территория делится диагоналями на части, между которыми должны быть определенной величины углы (обычно 45 градусов).
Он применяется для сложных строений и производится в большинстве случае опытными профессионалами. Суть состоит в том, что территория делится диагоналями на части, между которыми должны быть определенной величины углы (обычно 45 градусов).
 Рекомендуется накрыть залитую часть защитным материалом в том случае, если в ближайшие трое суток есть угроза дождя, снега или сильного солнца.
Рекомендуется накрыть залитую часть защитным материалом в том случае, если в ближайшие трое суток есть угроза дождя, снега или сильного солнца. Вам нужно будет обратить внимание на морозное пучение, убедиться, что ваша команда защищена от непогоды, и следовать передовым методам зимнего строительства, но это далеко не невыполнимая работа.
Вам нужно будет обратить внимание на морозное пучение, убедиться, что ваша команда защищена от непогоды, и следовать передовым методам зимнего строительства, но это далеко не невыполнимая работа.
 Ответы на, казалось бы, бесконечные вопросы могут разочаровать, но если вы потратите время на то, чтобы заранее развеять страхи, в конечном итоге вы сделаете всех счастливее. Если вы столкнулись с сопротивляющимся домовладельцем, попробуйте:
Ответы на, казалось бы, бесконечные вопросы могут разочаровать, но если вы потратите время на то, чтобы заранее развеять страхи, в конечном итоге вы сделаете всех счастливее. Если вы столкнулись с сопротивляющимся домовладельцем, попробуйте:
 Несколько факторов будут определять минимальную толщину вашего бетонного покрытия, включая метод нанесения и размер заполнителей в вашей бетонной смеси. Добавление бетона поверх существующей плиты добавит еще от 25 до 100 миллиметров.
Несколько факторов будут определять минимальную толщину вашего бетонного покрытия, включая метод нанесения и размер заполнителей в вашей бетонной смеси. Добавление бетона поверх существующей плиты добавит еще от 25 до 100 миллиметров.

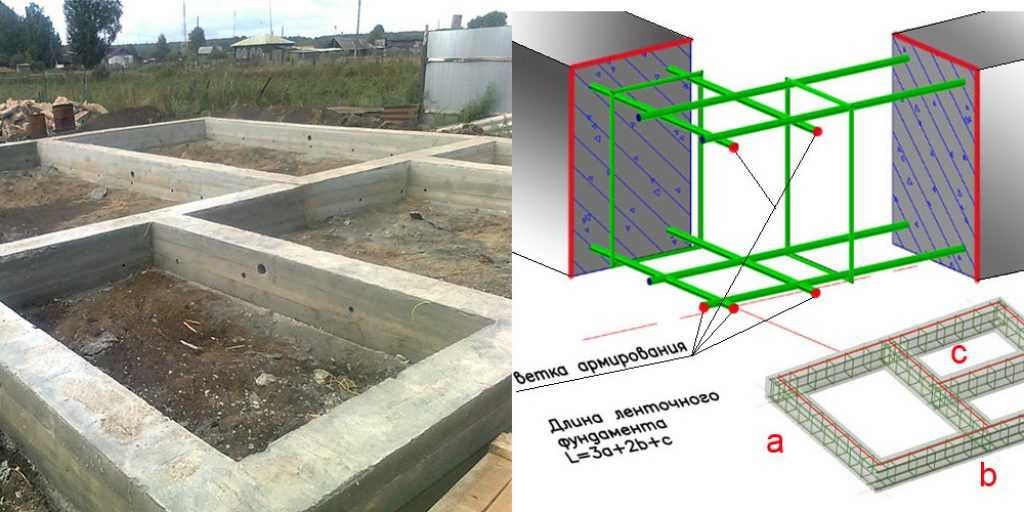
 Вы можете использовать этот тип верхнего слоя, если ваш существующий бетон слишком тонкий, но в остальном в хорошем состоянии. Новый слой добавит минимальную толщину от 25 до 50 миллиметров и выиграет от прочности и стабильности основания.
Вы можете использовать этот тип верхнего слоя, если ваш существующий бетон слишком тонкий, но в остальном в хорошем состоянии. Новый слой добавит минимальную толщину от 25 до 50 миллиметров и выиграет от прочности и стабильности основания. Чтобы компенсировать это, несклеенные накладки должны иметь толщину не менее 100 миллиметров. Вы также можете использовать дополнительные методы подкрепления с этой техникой.
Чтобы компенсировать это, несклеенные накладки должны иметь толщину не менее 100 миллиметров. Вы также можете использовать дополнительные методы подкрепления с этой техникой. Используйте щетку с жесткой щетиной, чтобы удалить любой свободный материал, а затем с помощью мойки высокого давления удалите оставшуюся грязь или химические вещества.
Используйте щетку с жесткой щетиной, чтобы удалить любой свободный материал, а затем с помощью мойки высокого давления удалите оставшуюся грязь или химические вещества.
 Они используются в колодцах и скважинах, для полива или перекачки жидкости из любой ёмкости. Основные их преимущества – низкая цена, компактность, универсальность, встроенный фильтр, низкое энергопотребление (25 Вт/ч) и достаточно высокая производительность (до 450 л/мин).
Они используются в колодцах и скважинах, для полива или перекачки жидкости из любой ёмкости. Основные их преимущества – низкая цена, компактность, универсальность, встроенный фильтр, низкое энергопотребление (25 Вт/ч) и достаточно высокая производительность (до 450 л/мин).
 Проводятся эти процедуры одновременно, путем закачки воды или воздуха под давлением, которое в 1,5 – 2 раза выше рабочего. Пренебрегая этим этапом, вы раскуете испортить весь объём дорогостоящей незамерзающей жидкости либо значительно уменьшить ресурс всего оборудования системы.
Проводятся эти процедуры одновременно, путем закачки воды или воздуха под давлением, которое в 1,5 – 2 раза выше рабочего. Пренебрегая этим этапом, вы раскуете испортить весь объём дорогостоящей незамерзающей жидкости либо значительно уменьшить ресурс всего оборудования системы. Если из крана после воздуха пошла не жидкость, а пена, дайте теплоносителю отстояться минимум 30 минут, а затем повторите попытку.
Если из крана после воздуха пошла не жидкость, а пена, дайте теплоносителю отстояться минимум 30 минут, а затем повторите попытку. Отверстия в них тонкие, много теплоносителя не вытечет.
Отверстия в них тонкие, много теплоносителя не вытечет.

 Охлаждая двигатель точно и только по мере необходимости, охлаждающие насосы снижают расход топлива, а также снижают потери на трение и выбросы.
Охлаждая двигатель точно и только по мере необходимости, охлаждающие насосы снижают расход топлива, а также снижают потери на трение и выбросы. Fluid-o-Tech с более чем 70-летним опытом, компетенциями, продуктами, передовым отделом исследований и разработок и центром моделирования является подходящим партнером для разработки будущих систем управления температурным режимом.
Fluid-o-Tech с более чем 70-летним опытом, компетенциями, продуктами, передовым отделом исследований и разработок и центром моделирования является подходящим партнером для разработки будущих систем управления температурным режимом. Наш обширный портфель предлагает решения, начиная от охлаждения вспомогательных контуров и заканчивая основным охлаждением двигателей внутреннего сгорания, аккумуляторов, электродвигателей и блоков топливных элементов. Стационарные аккумуляторные системы, станции быстрой зарядки, центры обработки данных и сетевые башни 5G требуют управления температурным режимом.
Наш обширный портфель предлагает решения, начиная от охлаждения вспомогательных контуров и заканчивая основным охлаждением двигателей внутреннего сгорания, аккумуляторов, электродвигателей и блоков топливных элементов. Стационарные аккумуляторные системы, станции быстрой зарядки, центры обработки данных и сетевые башни 5G требуют управления температурным режимом. 2 bar
2 bar 3 bar
3 bar 5 bar
5 bar


 Измеряется в ньютонах.
Измеряется в ньютонах.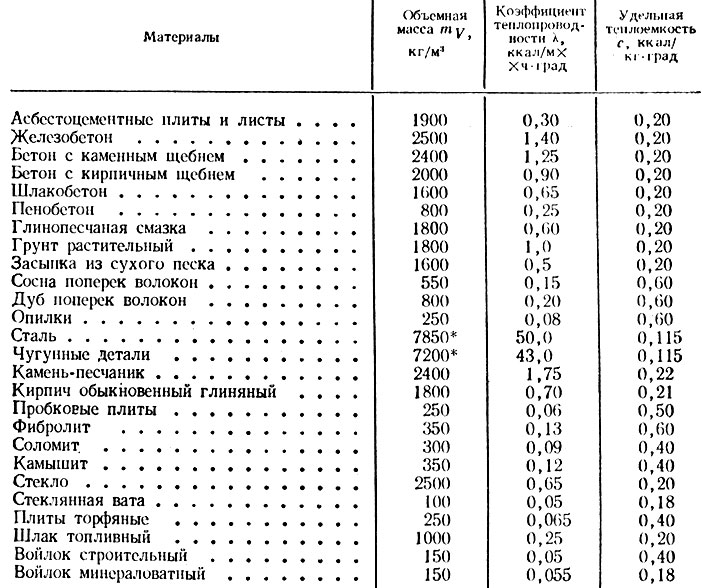 Каждый элемент имеет свое назначение, придает те или иные свойства, одновременно оказывая влияние на удельный вес стали.
Каждый элемент имеет свое назначение, придает те или иные свойства, одновременно оказывая влияние на удельный вес стали.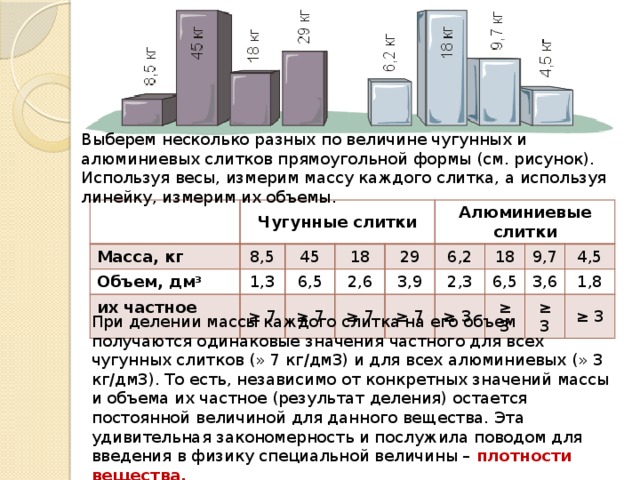

 Для увеличения одного или нескольких параметров модифицируют химический состав, применяют разные технологии обработки.
Для увеличения одного или нескольких параметров модифицируют химический состав, применяют разные технологии обработки. В минусовых температурах металл сжимается, но не целиком, точки усадки ограничиваются креплениями, сварными соединениями. Усадочные изменения характерны для обшивки морских судов, металлоконструкций в северных районах.
В минусовых температурах металл сжимается, но не целиком, точки усадки ограничиваются креплениями, сварными соединениями. Усадочные изменения характерны для обшивки морских судов, металлоконструкций в северных районах.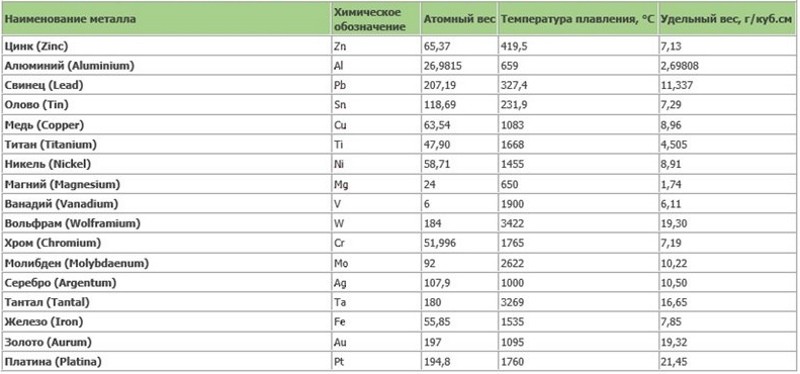 Горячий прокат не отличается точностью, поверхностные слои могут подвергаться неравномерному окислению, поэтому полученная величина будет относительной, но погрешности при транспортировке не существенны. Точный вес стального листа имеет важное значение при обшивке ангаров, промышленных холодильников, судов, обустройстве крыш.
Горячий прокат не отличается точностью, поверхностные слои могут подвергаться неравномерному окислению, поэтому полученная величина будет относительной, но погрешности при транспортировке не существенны. Точный вес стального листа имеет важное значение при обшивке ангаров, промышленных холодильников, судов, обустройстве крыш.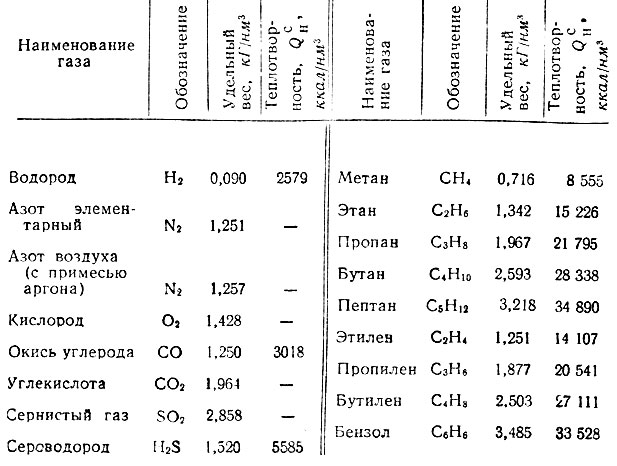 Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката. Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.
Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката. Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.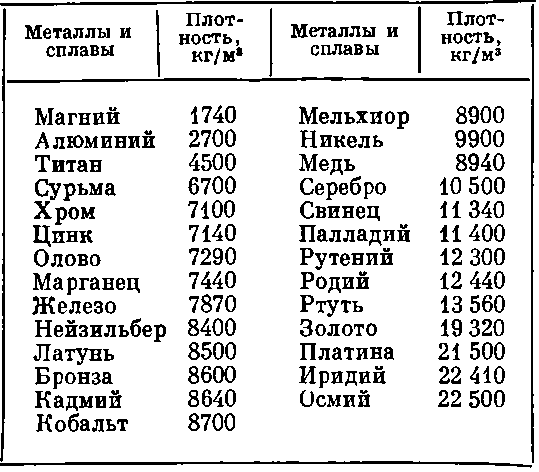 Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.
Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.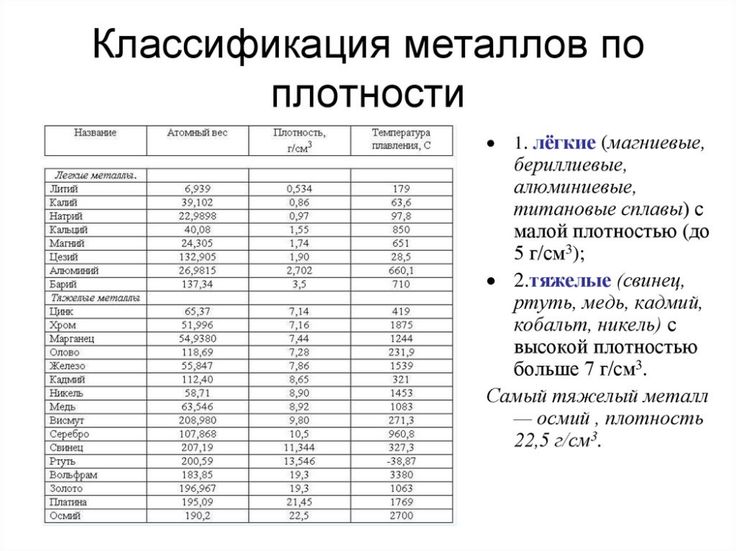 Удельный вес металлов — ρ, свойства, обозначения металлов, температура плавления — t
Удельный вес металлов — ρ, свойства, обозначения металлов, температура плавления — t

 Методика вычисления массы детали заключается в вычислении ее объема, который затем умножается на плотность материала, из которого она изготовлена. Плотность — это масса одного кубического сантиметра или кубического метра металла или сплава.
Методика вычисления массы детали заключается в вычислении ее объема, который затем умножается на плотность материала, из которого она изготовлена. Плотность — это масса одного кубического сантиметра или кубического метра металла или сплава. Вопросы и ответы
Вопросы и ответы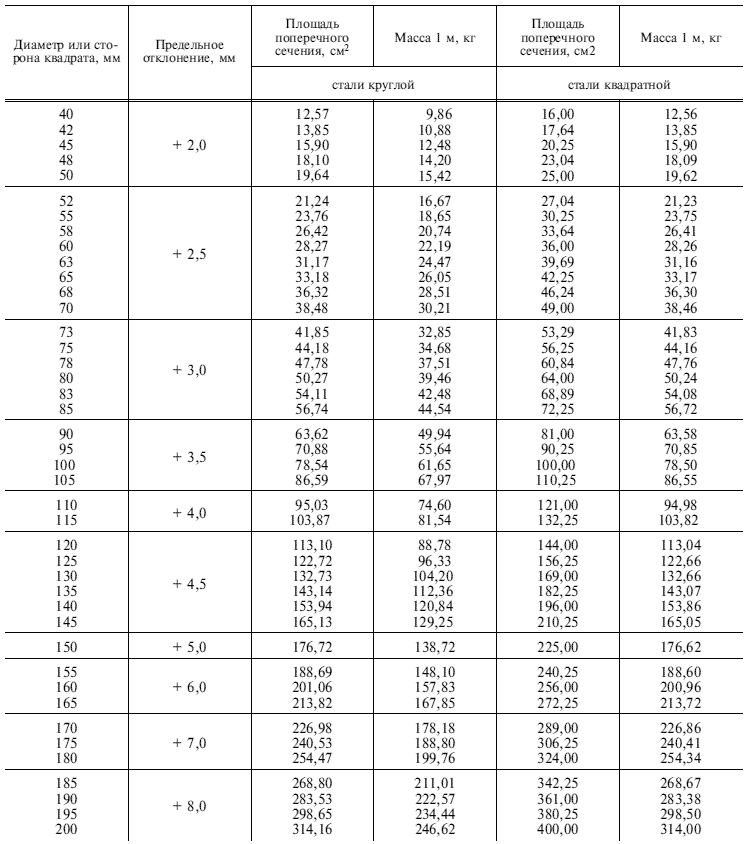 Используя уравнение веса, если вы знаете массу объекта, вы можете использовать ее для расчета веса. Один ньютон примерно равен 0,224809.фунтов силы.
Используя уравнение веса, если вы знаете массу объекта, вы можете использовать ее для расчета веса. Один ньютон примерно равен 0,224809.фунтов силы.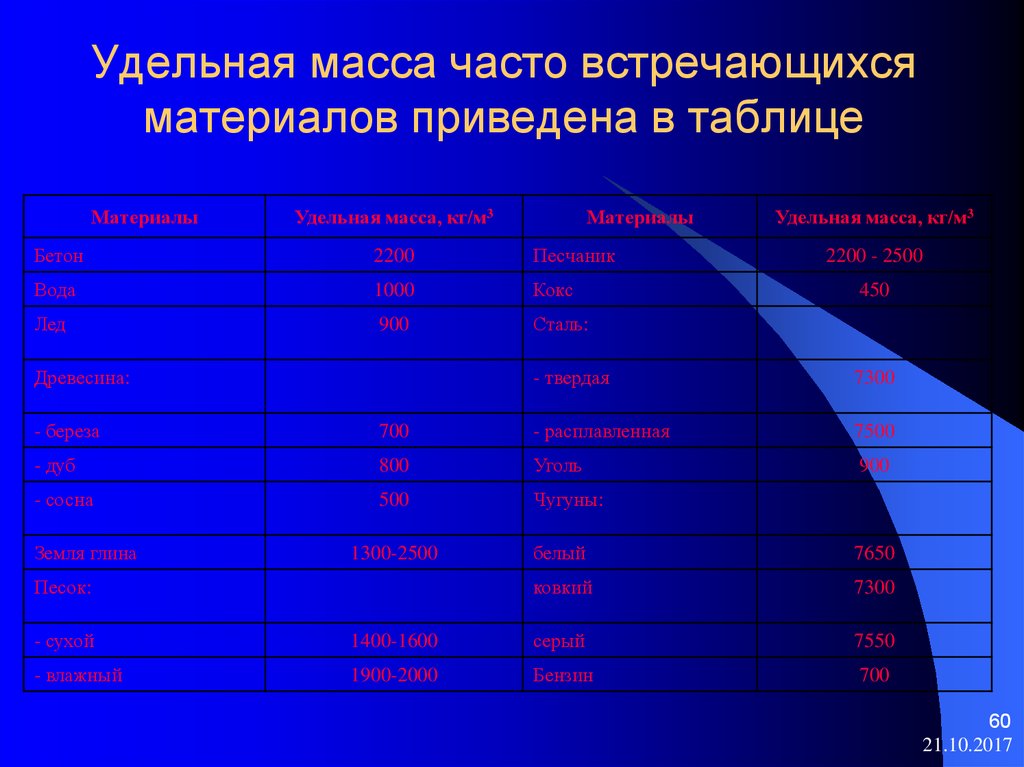
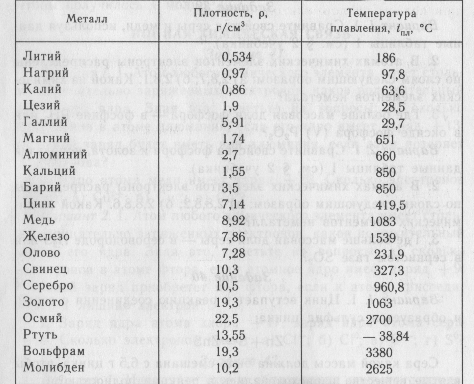
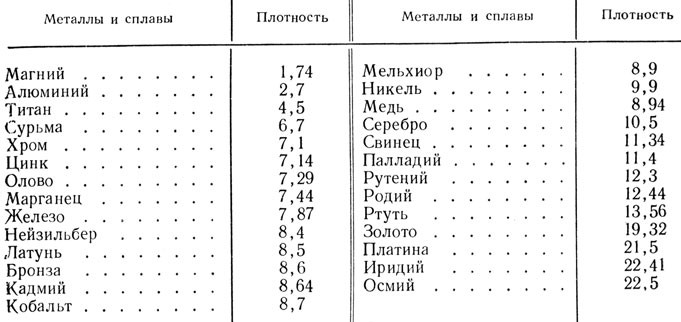 Они используются для инструментов, которые режут металлы. Сталь, изготовленная с высоким содержанием углерода, обычно используется в автомобилестроении. Хотя эти разные типы стали имеют разные стальные свойства, вы можете точно так же измерить их вес и массу, используя плотность и объем.
Они используются для инструментов, которые режут металлы. Сталь, изготовленная с высоким содержанием углерода, обычно используется в автомобилестроении. Хотя эти разные типы стали имеют разные стальные свойства, вы можете точно так же измерить их вес и массу, используя плотность и объем.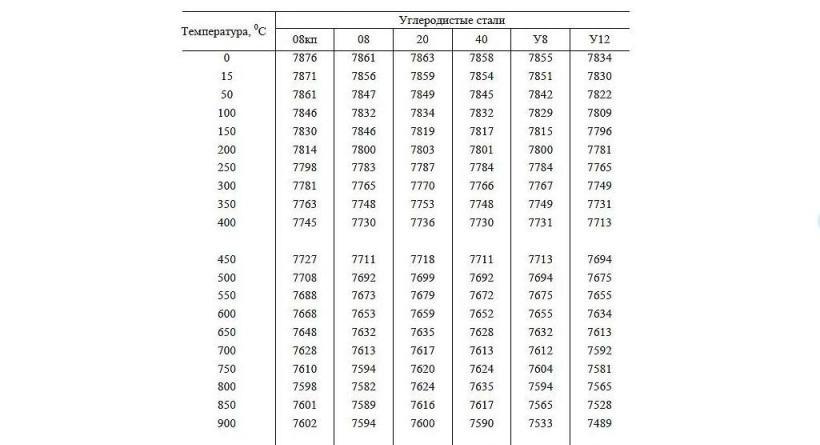 066
066 9+
9+ 02
02 00
00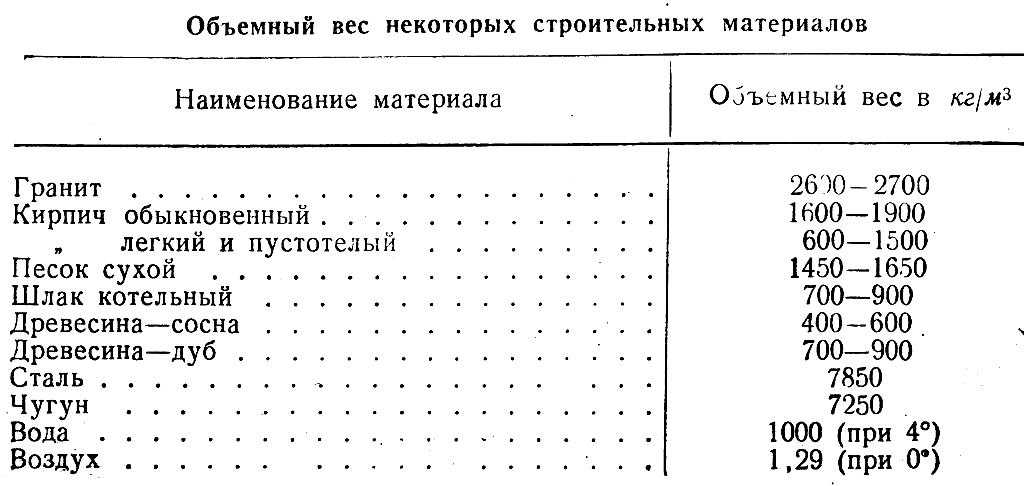
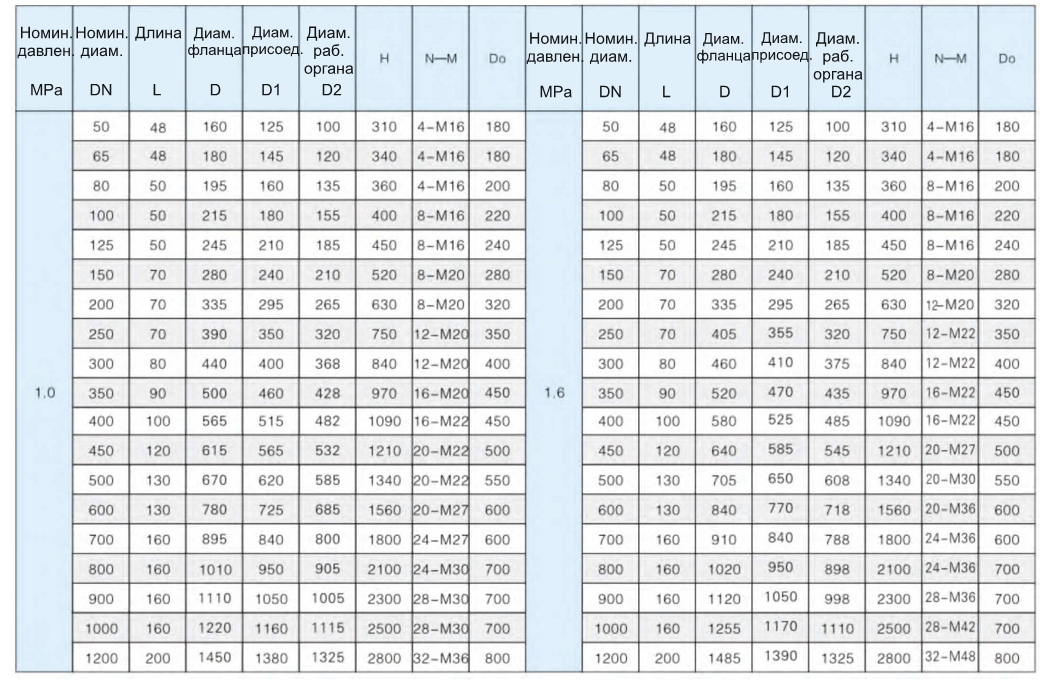


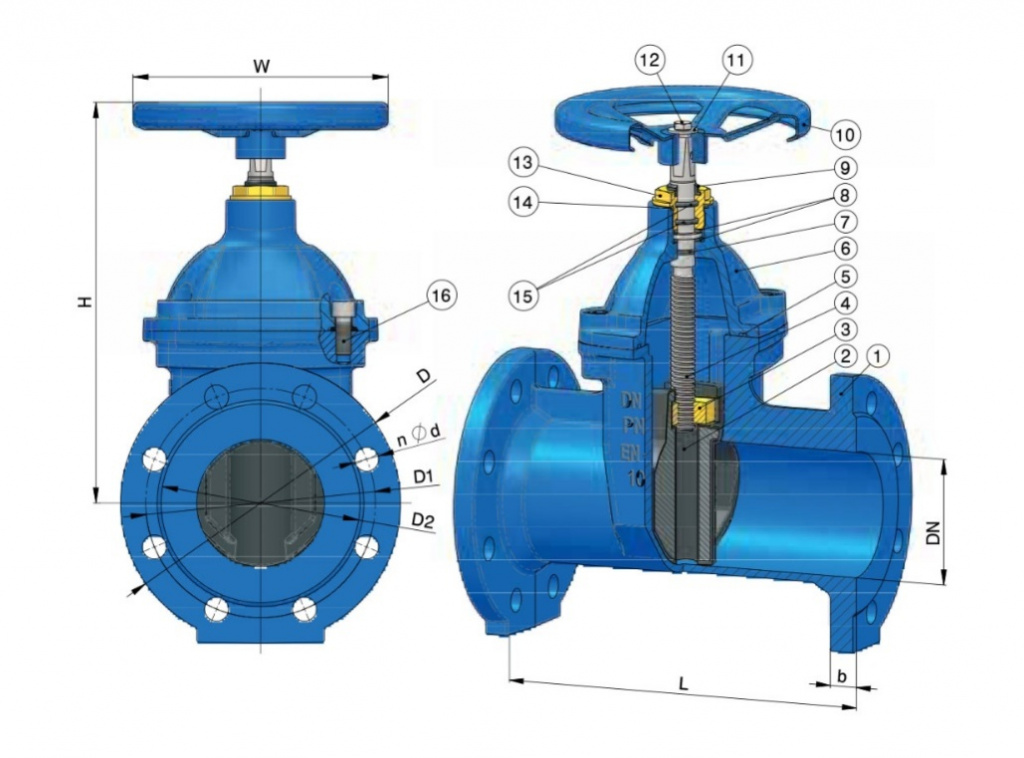
 С их помощью можно изменять степень сжатия этих пружин. Чтобы обеспечить срабатывание устройства при более высоком давлении, их затягивают туже, если же нужно уменьшить показатели — наоборот, элемент следует ослабить.
С их помощью можно изменять степень сжатия этих пружин. Чтобы обеспечить срабатывание устройства при более высоком давлении, их затягивают туже, если же нужно уменьшить показатели — наоборот, элемент следует ослабить. Они также сокращают количество включений оборудования и защищают от работы при отсутствии внутри насосного оборудования потока воды.
Они также сокращают количество включений оборудования и защищают от работы при отсутствии внутри насосного оборудования потока воды. Обратить внимание нужно и на температуру рабочей среды для конкретной модели.
Обратить внимание нужно и на температуру рабочей среды для конкретной модели.
 Для этого, как упоминалось выше, имеется два винта с пружинами. Они находятся под крышкой, которую нужно снять. На производстве обычно устройство настраивают. Стандартными считаются показатели от 1,4 атмосфер (минимум) до 2,8 атмосфер.
Для этого, как упоминалось выше, имеется два винта с пружинами. Они находятся под крышкой, которую нужно снять. На производстве обычно устройство настраивают. Стандартными считаются показатели от 1,4 атмосфер (минимум) до 2,8 атмосфер. Бак нужно оставить пустым, насос или станцию не нужно подключать к электропитанию.
Бак нужно оставить пустым, насос или станцию не нужно подключать к электропитанию.


 Давление отключения следует установить ниже, чем максимальное давление насоса.
Давление отключения следует установить ниже, чем максимальное давление насоса. Это надежно защищает насос от работы в опасном режиме “сухого хода”.
Это надежно защищает насос от работы в опасном режиме “сухого хода”. Да и саму настройку выполнить значительно проще. Сначала нужно изучить инструкцию.
Да и саму настройку выполнить значительно проще. Сначала нужно изучить инструкцию.

 Также можно приобрести дренажные насосы со встроенными датчиками уровня.
Также можно приобрести дренажные насосы со встроенными датчиками уровня. Реле давления воды функционально соединяется с гидроаккумулятором, содержащим воду и сжатый воздух, соприкосновение сред осуществляется через гибкую эластичную мембрану. В рабочем положении вода из резервуара через разделительную перегородку оказывает определённое давление на воздух. При расходе воды происходит уменьшение её объема и снижение давления. Когда давление достигает установленного на приборе значения, циркуляционный насос включается и происходит закачивание воды в резервуар до значения, установленного на второй пружине.
Реле давления воды функционально соединяется с гидроаккумулятором, содержащим воду и сжатый воздух, соприкосновение сред осуществляется через гибкую эластичную мембрану. В рабочем положении вода из резервуара через разделительную перегородку оказывает определённое давление на воздух. При расходе воды происходит уменьшение её объема и снижение давления. Когда давление достигает установленного на приборе значения, циркуляционный насос включается и происходит закачивание воды в резервуар до значения, установленного на второй пружине.


 Для выполнения соединения необходимо вращение прибора на фитинге, но можно применить соединение «американка»;
Для выполнения соединения необходимо вращение прибора на фитинге, но можно применить соединение «американка»; ; Действие переключателя давления: Стандартное
; Действие переключателя давления: Стандартное …
… ..
.. …
… ..
..
 ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. /Вкл. ; Действие реле давления: Стандартное, отсортировано по типу порта реле давления, по возрастанию
/Вкл. ; Действие реле давления: Стандартное, отсортировано по типу порта реле давления, по возрастанию ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. Когда оператор поворачивает механическую регулировочную ручку, через регулятор проходит определенное давление.
Когда оператор поворачивает механическую регулировочную ручку, через регулятор проходит определенное давление.



