Коррозионностойкая сталь (она же нержавейка) прочно вошла в нашу жизнь и применяется в различных сферах: от химической и авиационной промышленности до изготовления товаров повседневного спроса. Все дело в том, что этот вид стали показывает гораздо лучшие характеристики, чем обычная, а разнообразие марок позволяет подобрать материал, наиболее точно отвечающий запросам.
История этого материала насчитывает более века, а количество марок превышает две сотни, поэтому важно понимать их особенности, выбирая нержавейку в качестве материала для своих нужд. В нашей статье мы расскажем, какими характеристиками обладает коррозионностойкая сталь, на какие типы ее делят, а также поговорим о нюансах западной и отечественной маркировки.
Характеристики коррозионностойкой стали
Коррозионностойкая сталь, изобретение металлурга Гарри Бреарли, была запатентована в 1913 году в Англии. Благодаря данному материалу сталелитейная и другие отрасли промышленности вышли на совершенно новый уровень.
Обычные стальные сплавы получили уникальные свойства, смогли сопротивляться образованию ржавчины за счет добавления в их состав хрома. Для коррозионностойких сталей и сплавов содержание данного элемента должно быть не меньше 10,5%. Таким образом достигаются следующие характеристики:
очень высокая устойчивость к появлению коррозии;
отличная прочность;
хорошая свариваемость;
простота обработки при помощи холодной деформации;
большой срок эксплуатации, в течение которого материал сохраняет изначальные качества;
привлекательный вид изделий.
Обязательными компонентами коррозионностойких сталей являются хром и железо. За счет того, что данные добавки дополняют друг друга, материал приобретает уникальные характеристики. Хром соединяется с кислородом и формирует на поверхности сплава оксидную пленку – именно она препятствует формированию ржавчины.
VT-metall предлагает услуги:
Однако описанные свойства нержавеющей стали можно еще улучшить при помощи легирующих добавок, таких как никель, титан, молибден, ниобий, кобальт, пр. Благодаря легированию на производствах создают множество видов стальных нержавеющих сплавов, которые имеют различные характеристики и назначения.
Углерод, содержащийся в коррозионностойкой стали, обеспечивает металлу высокую твердость и прочность. Кроме того, данный элемент входит во все стальные сплавы, так как от него зависят многие значимые свойства.
Нержавеющая сталь имеет ряд уникальных качеств, поэтому ее активно применяют в сферах, предполагающих, что изделие или оборудование должно постоянно функционировать при высокой влажности и воздействии агрессивных сред. Из коррозионностойких сталей делают предметы для использования в промышленности и даже в быту – именно этот металл является материалом столовых приборов, ножей, элементов коммуникаций, ограждающих конструкций, деталей оборудования, пр.
4 вида коррозионностойкой стали
Классификация нержавеющих сплавов установлена ГОСТами, где сталь описана в соответствии с производственными процессами и сферами ее использования.
Среди сплавов выделяют группы на основании их структуры, разных легирующих добавок и доли углерода в составе. От содержания элементов зависит область применения конкретного сплава.
Коррозионностойкие стали делят на такие основные группы:
Ферриты
В ферритную группу входят хромистые стали, на которые ставится маркировка в виде буквы F. Речь идет о сплавах, характеризующихся значительной долей хрома, содержание которого доходит до 30%, при небольшом количестве углерода – до 0,15%. Такие металлы имеют ферромагнитные свойства, иными словами, отличаются намагниченностью за пределами магнитного поля при низкой критической температуре.
Чтобы добиться необходимых свойств металла, на производствах подбирают оптимальное соотношение углерода и хрома.
Среди главных достоинств таких коррозионностойких сталей выделяют высокую прочность и пластичность.
Не менее важны их следующие свойства:
хорошо поддаются холодной деформации;
имеют высокую сопротивляемость образованию ржавчины;
обеспечивают возможность термообработки при помощи отжига.
Мартенситы
В данную группу входит сталь со структурой, формируемой при помощи закалки заготовки или слитка металла и его дальнейшего отпуска. Стоит пояснить, что закалка предполагает нагрев до температуры, превышающей критический уровень, а под отпуском понимают быстрое охлаждение.
Благодаря подобному воздействию перестраивается кристаллическая решетка коррозионностойкой стали, последняя приобретает большую твердость. Однако параллельно может возрасти хрупкость.
В итоге получаются сплавы с такими качествами:
высокая твердость;
увеличенная прочность;
упругость;
стойкость к ржавчине;
жаропрочность.
За счет увеличения доли углерода удается повысить твердость металла и устойчивость к износу.
Аустениты
Этот класс коррозионностойких сталей выделяется на общем фоне химическим строением – здесь атомы углерода включаются в молекулярную решетку железа. Немаловажно, что такой металл считается высоколегированным, имея до 33% хрома и никеля. Благодаря немагнитности сплавы используются в целом ряде производственных процессов.
Металлы этой группы обладают следующими качествами:
пластичность в холодном и горячем состоянии;
прочность;
возможность проведения сварочных работ на высоте;
сопротивление агрессивным средам, в том числе азотной кислоте;
чистота в экологическом плане;
стойкость к электромагнитным излучениям.
Чтобы добиться стабильного аустенита, гранецентрированной кристаллической решетки железа, в сталь в качестве легирующего элемента добавляют никель. Его доля в сплаве должна достигать 9%. Титан и ниобий обеспечивают устойчивость металла к межкристаллитной коррозии – содержащие их сплавы принято называть стабилизированными.
Входящие в данную группу коррозионностойкие стали считаются труднообрабатываемыми. Чтобы упростить работу с ними, используют отжиг и двойную закалку.
Комбинированные сплавы
В таких металлах сочетаются структура и свойства аустенитно-мартенситной либо аустенитно-ферритной группы.
Аустенитно-ферритные сплавы отличаются небольшой долей никеля и значительным содержанием хрома, которое превышает 20%. Роль легирующих компонентов играют ниобий, титан, медь. За счет термической обработки обеспечивается равное соотношение феррита и аустенита. На производствах подобные материалы ценят за пластичность, устойчивость к межкристаллической коррозии, способность справляться с ударными нагрузками и прочность, которая выше, чем у аустенитов.
Аустенитно-мартенситная группа имеет 12–18% хрома и 3,7–7,5% никеля, также в составе нередко бывают присадки алюминия. Чтобы добиться высокой прочности такой коррозионностойкой стали, осуществляют ее закалку при более чем +975 °C и отпуск при +450–500 °C. Эти сплавы характеризуются повышенным пределом текучести. Стоит пояснить, что данное свойство говорит о напряжении, при котором деформация возрастает без роста нагрузки. Такие коррозионностойкие стали хорошо поддаются сварке и имеют отличные механические свойства.
Маркировка и применение коррозионностойкой стали
Сегодня существует более 50 марок коррозионностойких хромоникелевых сталей. Их используют как материал для трубного и плоского проката, арматуры, швеллеров, балок, уголков, профилей. Кроме того, нержавеющая сталь активно применяется в сфере авто-, авиастроения, энергетической промышленности.
Из аустенитов производят изделия методом сварки и холодной штамповки, такие как:
строительные резервуары;
трубы;
установки для нефтяных вышек, очистительных систем;
турбины и иные механизмы, которые должны функционировать в воде;
силовые агрегаты для энергетической сферы;
детали самолетов, автомобилей;
оборудование для работы с пищевыми продуктами;
фармакологическая и медицинская техника;
сварные металлоконструкции;
метизы.
В соответствии с ГОСТом, подобные сплавы маркируются:
12Х18Н10Т. Включает в себя никель, титан, является материалом для оборудования для химической и нефтеперерабатывающей промышленности.
12Х18Н10Т. Используется при производстве трубопроводов.
12Х15Г9НД. Имеет в составе никель, марганец и медь, применяется для изготовления емкостей и трубопроводов для растворов с умеренной агрессивностью.
Мартенситы используются при производстве изделий для работы в агрессивных средах в условиях низкой или средней интенсивности. Упругость позволяет делать из такой коррозионностойкой стали пружины, фланцы, валы. Помимо этого, металл является материалом для режущих поверхностей в пищевой и химической промышленности.
Марки мартенситных сталей:
20Х13, 30Х13. Применяется при изготовлении бытовой техники.
14Х17Н2. Содержит в своем составе никель, может использоваться для производства компрессоров и иного оборудования, которое планируется эксплуатировать при низкой температуре и в агрессивных средах.
Ферриты встречаются в таких сферах:
химическая и нефтехимическая отрасль;
энергетика;
тяжелое машино- и станкостроение;
приборостроение;
медицинское оборудование;
производство бытовой техники;
пищевая отрасль.
Речь идет о следующих типах коррозионностойких сталей:
08Х13. Подходит для изготовления кухонных приборов.
12Х13. Используется для создания емкостей, предназначенных для хранения и транспортировки спиртосодержащих жидкостей.
12Х17. Это коррозионностойкая и жаропрочная сталь, в резервуарах из которой при высоких температурах обрабатывают продукты питания.
Зарубежные марки коррозионностойких сталей
Стали марок AISI 201 и AISI 202 относятся к аустенитной группе сплавов.
Стоит пояснить, что аббревиатура расшифровывается как American Iron and Steel Institute или «Американский институт стали и сплавов». Названные металлы содержат хром, никель, марганец, медь, азот, за счет чего достигается высокая прочность изделий. Также материал хорошо поддается деформации и легко меняет форму.
Сбалансированный состав этих коррозионностойких сталей позволяет им выделяться на общем фоне высоким сопротивлением к появлению ржавчины.
AISI 201 и AISI 202 используют для производства домашних бытовых приборов, трубопроводов, строительных конструкций.
Разница между данными марками состоит в содержании дополнительных компонентов. В AISI 201 больше углерода, серы, марганца и меди, что обеспечивает высокую прочность, пластичность. Тогда как AISI 202 содержит больше никеля. Нужно отметить, что AISI 201 является улучшенным вариантом AISI 202, но обе марки сохраняют свои физические особенности даже при использовании изделий из них в умеренно агрессивной среде.
Существуют российские аналоги этих коррозионностойких сталей:
AISI 201 можно заменить на 12Х15Г9НД;
AISI 202 близок к 12Х17Г9АН4.
Марки стали серии 300 по химическому составу входят в аустенитную либо дуплексную группу сплавов. Тип нержавейки зависит от доли основных добавок, таких как углерод, никель, хром, титан. Немаловажно, что эта серия считается универсальной и популярна на рынке, так как обладает высокой прочностью, устойчивостью к износу и ржавчине.
Нюансы сварки коррозионностойких сталей
Коррозионностойкая сталь обладает такими качествами, как жаростойкость до +650 °C и жаропрочность в пределах +480…+500 °C. Подобные сплавы отличаются низкой теплопроводностью, из-за чего изготовленные из них конструкции нередко подвержены поводке и короблению. Тогда как окисление хрома приводит к формированию тугоплавкого шлака, который мешает сварке.
Для сваривания хромистых нержавеющих сталей выбирают мягкие тепловые режимы, что предполагает малую плотность тока, постоянный ток обратной полярности, то есть плюс крепится на электрод. Также важно обеспечить малую скорость охлаждения, иными словами, в процессе работы важно избегать сквозняков.
Коррозионностойкую сталь варят электродами с фтористокальциевыми покрытиями.
Мартенситы и сплавы, относящиеся к мартенситно-ферритному классу, предполагают закалку в зоне сварки в обычных условиях. Нужно понимать, что здесь высока вероятность появления трещин, особенно когда речь идет о толстостенных и жестких конструкциях.
Рекомендуем статьи
Виды коррозии металлов: классификация, способы защиты
Защита металлоконструкций от коррозии и огня
Закалка металла: технология и выбор температурного режима
Повысить качество сварки удается за счет местного подогрева до +200…+300 °C изделий, имеющих толщину свыше 8–10 мм. Однако верхний предел подогрева и время удержания данной температуры ограничены, так как может проявиться хрупкость либо синеломкость. После сварки область соединения имеет повышенную твердость, поэтому через определенное время готовый предмет подвергают отпуску до +700…+760 °C, за счет чего достигается восстановление стойкости к межкристаллитной коррозии.
Выбирая коррозионностойкую сталь, важно представлять дальнейшие условия ее эксплуатации, нагрузку, которую металл будет испытывать, и дополнительные свойства изделия. Если у вас есть сомнения, рекомендуется обратиться за рекомендацией к профессионалам.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
орфография — Как правильно в письменной речи: коррозионностойкая или коррозионно-стойкая (сталь)?
В ГОСТах стоит «коррозионно-стойкая», а в самых разных изданиях «коррозионностойкая».
орфография
В разных изданиях встречаются две формы письма: коррозионностойкая и коррозионно-стойкая.
Почему? Дело в том, что термин со слитным написанием раньше использовался в стандарте https://lador.ru/gost/gost-5632-72.pdf
В новом стандарте слово имеет дефисное написание http://docs.cntd.ru/document/1200113778
Это же написание фиксируют современные орфографические словари, поэтому писать надо именно так: коррозионно-стойкая.
2) С другой стороны, хочется написать это слово слитно, и это вполне объяснимо, так как соответствует общим правилам.
Сталь стойкая по отношению к коррозии, способ образования — чистое сложение (коррозионно + стойкий). Дефисное же написание имеют сложные прилагательные, составленные из основ прилагательных, то есть коррозионная стойкая сталь, но это же не наш случай.
3) Но все правила имеют ограничения, и это в первую очередь касается специальных терминов.
Дефисная форма более удобна для понимания «длинного» слова, но главное, существует ряд сходных терминов: коррозионно-агрессивный, коррозионно-устойчивый. Эти слова уж точно удобнее писать через дефис, так как вторая часть начинается на гласную. И конечно же, желательно, чтобы эти термины писались одинаково.
Так можно объяснить дефисное написание слова коррозионно-стойкий.
2
Как правильно в письменной речи: коррозионностойкая или коррозионно-стойкая (сталь)?
Правильно — с дефисом: коррозионно-стойкая.
См. словари на Грамоте.ру.
Единственный общеязыковый словарь, который включает это слово — орфографический Лопатина. Там оно в дефисном написании. В специальных словарях наблюдается колебание.
Но коли уж ГОСТ принял рекомендацию Лопатина, придется согласиться.
Честно говоря, больше напоминает узаконенное отступление от правила, чем мотивированное исключение. В массе своей подобные слова по современным правилам пишутся слитно. Хотя возможно, что тут возобладала как раз давняя традиция — середины прошлого века. Технические термины весьма инертны, их написание часто отстаёт от актуальных правил.
2
Если всё, относящееся к техническим терминам, писать через дефис, то тогда будет: тепло-ёмкость, электро-проводность, грузо-подъёмкость и т.д.? Может быть редакторам ГОСТов поработать над корректировкой содержания с учётом современных достижений, требований экологической, пожарной, сантехнической и других безопасностей, а, заодно, орфографии для унификации требований в этой области?
Зарегистрируйтесь или войдите
Регистрация через Google
Регистрация через Facebook
Регистрация через почту
Отправить без регистрации
Почта
Необходима, но никому не показывается
Отправить без регистрации
Почта
Необходима, но никому не показывается
Нажимая на кнопку «Отправить ответ», вы соглашаетесь с нашими пользовательским соглашением, политикой конфиденциальности и политикой о куки
Что такое коррозионностойкие сплавы?
Коррозионностойкие сплавы — это металлы, разработанные таким образом, чтобы противостоять разрушению в результате окисления или других химических реакций. Наиболее распространенными коррозионностойкими материалами, используемыми для обеспечения коррозионной стойкости от легкой до умеренной, являются нержавеющие стали.
Что такое коррозионностойкая сталь?
Коррозионностойкая сталь — это тип стали, который защищает от коррозии, что делает ее практически устойчивой к ржавчине. Нержавеющие стали — это сплавы на основе железа, содержащие не менее 10,5% хрома, что достаточно для предотвращения ржавчины в типичных атмосферных условиях при комнатной температуре.
Типы коррозионно-стойких сплавов
Ферритная нержавеющая сталь Стали
Нержавеющие стали, просто легированные хромом, такие как тип 430, называются ферритными нержавеющими сталями. Это семейство сплавов нельзя упрочнить термической обработкой, однако с добавлением углерода и других элементов они становятся мартенситными нержавеющими сталями.
Мартенситные нержавеющие стали
Наиболее распространенные мартенситные нержавеющие стали типа 410 или 13, хром, упрочняются путем закалки и термообработки с отпуском. Существует также семейство мартенситных нержавеющих сталей дисперсионного твердения, в которое входит широко используемый тип 17-4. Мартенситные нержавеющие стали могут также содержать добавки никеля и молибдена для повышения коррозионной стойкости.
Аустенитные нержавеющие стали
При достаточном количестве никеля образуются аустенитные нержавеющие стали, такие как типы 304 и 316. Высоколегированные аустенитные нержавеющие стали включают хром 28 и 2535, широко используемые в нефтегазовой промышленности. Большинство аустенитных нержавеющих сталей не поддаются термической обработке, однако их можно подвергать холодной обработке для достижения высокой прочности. Исключением является дисперсионно-твердеющая аустенитная нержавеющая сталь типа A286.
Дуплексные нержавеющие стали
Дуплексные нержавеющие стали образуются с балансом хрома, никеля и молибдена между ферритными и аустенитными нержавеющими сталями, названными так потому, что их микроструктура представляет собой смесь феррита и аустенита. Эти сплавы могут подвергаться холодной обработке для достижения очень высокой прочности и чаще всего используются там, где существует проблема точечной или щелевой коррозии, например, в средах с водой с высоким содержанием хлоридов или растворенного кислорода.
Супердуплексные нержавеющие стали
Наиболее высоколегированные из этого семейства относятся к супердуплексным нержавеющим сталям. В дополнение к хрому, никелю и молибдену, присутствующим во всех дуплексных нержавеющих сталях, супердуплексные нержавеющие стали могут включать легирующие элементы, такие как медь и вольфрам, для повышения коррозионной стойкости в определенных средах.
Сплавы на основе никеля
Сплавы, содержащие больше никеля, чем железа, считаются сплавами на основе никеля. Эта группа сплавов включает типы 825, 625 и 2550, которые могут подвергаться холодной обработке давлением для достижения высокой прочности. К дисперсионно-твердеющим сплавам на основе никеля относятся типы 718 и 925.
Сплавы на основе никеля относятся к классу материалов, называемых специальными металлами. Эти специальные металлы, используемые в чрезвычайно агрессивных условиях, также включают сплавы на основе титана, молибдена, циркония и тантала.
Печатную версию этого документа можно найти здесь.
*Несмотря на то, что были предприняты все усилия для обеспечения точности вышеупомянутого обзора, оценки, выводов и отчета, правомерность их применения и их интерпретации остается исключительной ответственностью пользователя.
Лучшие в мире коррозионностойкие стали находят применение в бесчисленных областях, от обороны до аэрокосмической промышленности, турбин и многого другого. Кислотную деградацию можно легко предотвратить добавлением хрома, который не только упрочняет сплав, но и создает пассивный оксидный слой, который фактически герметизирует металл. Для таких обработок или специальных заказов на широкий спектр коррозионно-стойких сплавов вы не найдете лучшего источника, чем All Metals & Forge.
Их подход не похож ни на один другой в отрасли. Специализируясь на так называемых дизайнерских сплавах, All Metals & Forge предлагает полный контроль над составом, плавкой и формовкой всего, что они продают. Вы можете заказать большое количество устаревших сплавов, коррозионностойких сталей или простой 250-фунтовый прокат. Здесь просто нет слишком неясного для инженеров запроса.
Какими бы ни были ваши потребности, вы, скорее всего, найдете идеальный продукт от этой компании. Нержавеющая сталь поставляется в самых разных типах и составах, от мартенситных сталей до дуплексных сталей. Простой поиск на этом сайте выявит более сотни разновидностей, каждая из которых классифицирована по названию, типу и доступным формам. Хотите что-то, чего вы здесь не видите? ISO9Специалисты All Metals & Forge, сертифицированные по стандартам 001:2000 и AS9100, обычно могут удовлетворить запросы на специальные коррозионно-стойкие сплавы.
Top
Какие металлические сплавы устойчивы к коррозии?
По мере увеличения содержания хрома в любой нержавеющей стали повышается ее устойчивость к коррозии. Конечно, правильное сочетание ингредиентов — это лишь малая часть ковки действительно коррозионностойких сплавов. Большая часть остального связана с другими видами обработки, включая термообработку и кондиционирование поверхности. Сделайте все правильно, и вы получите устойчивый к коррозии сплав, который широко применим в бесчисленных областях промышленности, от бурения до аэрокосмических применений.
Если вы ищете самую твердую, самую жаростойкую и коррозионностойкую сталь на современном рынке, вы попали по адресу. All Metals & Forge специализируется на плавке и формовании таких высококачественных коррозионностойких сплавов, как эти, и инженеры, сертифицированные по стандарту ISO9001:2000 и AS9100, всегда рады удовлетворить особые запросы. Хотите ли вы более высокие концентрации никеля, марганца или чего-то еще, All Metals & Forge может работать с вами, чтобы создать индивидуальную смесь.
Формы, которые вы можете приобрести здесь, практически безграничны: от стержней и столбов до дисков, блоков, профилей и многого другого. Хотите деталь, которую вы просто не можете обработать самостоятельно? Один разговор с опытными профессионалами здесь обычно означает, что это можно сделать в течение нескольких дней.
Не стесняйтесь обращаться в All Metals & Forge, если у вас есть какие-либо вопросы относительно доступных коррозионностойких сталей и сплавов. Этот сайт является ресурсом для всех, кто хочет узнать больше об этом процессе, и его специалисты гордятся тем, что выполняют любые запросы своевременно и по доступной цене. Отправьте электронное письмо с вопросами на адрес [email protected] и позвоните для бесплатной консультации по телефону (973) 276-5000.
Top
Коррозионностойкие металлы
В наши дни коррозионностойкие металлы бывают самых разных форм. Вы можете получить различные температуры для нагрева, коррозии, прочности и многого другого, включая широко варьирующиеся твердость и вес. Все зависит от того, какие металлы вы добавляете и какие виды обработки используются после расплавления сплава.
Здесь, в All Metals & Forge, вы найдете не что иное, как главный ресурс в Интернете по производству и ковке нержавеющей стали. All Metals & Forge предлагает все возможные типы сплавов, от титана и углеродистой стали до медных сплавов и инструментальных сталей. Кузнечное оборудование также не имеет себе равных, предлагая полный спектр стандартных форм, а также неограниченное количество нестандартных форм, доступных по запросу.
Хром, никель и марганец являются наиболее распространенными добавками для сплавов этого типа, но в зависимости от ваших требований вам могут понадобиться различные комбинации молибдена (для щелевой коррозии) и углерода для улучшения состава границ зерен. Каким бы ни был запрос, специалисты All Metals & Forge, сертифицированные по стандарту ISO9001:2000 и AS9100, справятся со всем быстро, по доступной цене и с непревзойденной коммуникацией, которая гарантирует, что каждый клиент будет в курсе всего производственного процесса.
Cталь листовая оцинкованная толщиной листа 1 мм — вес 1м2.
Определение веса посредством формулы – более сложный метод
Специфика оцинкования
Почему важно определить массу листа
Заключения
📝 В среднем период эксплуатации оцинкованного листа варьируется в пределах 15-20-ти лет. Однако далеко не вся оцинкованная сталь соответствует данным нормам. Каким образом определить недобросовестных производителей? Чтобы это узнать, нужно просчитать вес оцинкованного листа.
Методы вычисления веса оцинковки:
Определение с помощью формул;
Определение массы по данным таблицы.
Что касается табличного метода, здесь все просто. Данные предоставляют справочный показатель массы 1-го м.кв. оцинкованной стали, зависимо от ее толщины.
Для примера определим вес оцинковки 1 мм, площадь которого составляет 1 м2.
В соответствии с авиационным справочником:
1 метр квадратный оцинкованного листа толщиной 1 мм будет весит 8,05 кг.
Таблица:
Толщина оцинкованной стали, мм
Кол-во м2 в 1 т оцинкованной стали
Вес 1 м2 оцинкованной стали, кг
0,40
299,40
3,34
0,45
267,92
3,73
0,50
242,42
4,13
0,55
221,36
4,52
0,60
203,67
4,91
0,65
188,60
5,31
0,70
175,59
5,70
0,75
164,2
6,09
0,80
154,32
6,48
0,90
137,65
7,27
1,00
124,22
8,05
1,10
114,09
8,83
1,20
103,95
9,62
1,50
83,51
11,97
2,00
62,89
15,90
2,50
50,45
19,82
Определение веса посредством формулы – более сложный метод
Масса оцинковки = вес оцинкованной части + вес стали
Масса стали = плотность стали х толщина стали х ширина оцинкованного листа х длина оцинкованного листа
Значение плотности стальных сплавов – постоянная величина, которая насчитывает 7850 кг/куб. м.
Толщина стали = совокупная толщина листа – толщина цинка
Таким же образом определяют массу оцинкованного слоя. Во время калькуляции следует учитывать размерности величин.
Специфика оцинкования
Под оцинкованием понимают процесс нанесения гальванического покрытия (в т.ч. цинка) на поверхность металла.
В зависимости от класса покрытия, доступная толщина цинка:
38 мкм — I-й класс;
22 мкм — II-й класс.
Цель оцинкования – обеспечение стальным листам антикоррозионной защиты.
Почему важно определить массу листа
Можно получить представление о фактической плотности оцинкованной поверхности. Если вес превышает нормативы, это значит, что оцинковка листа выполнена некачественно.
Чтобы определить размеры перекрытия, профиля опор. Опираясь на вес листов вычисляют меру нагрузки на несущие детали металлоконструкции.
Заключения
Все что вам осталось, это сохранить выше изложенную таблицу, и воспользоваться ей при покупке. Так вы всегда будете знать точный вес оцинкованной стали 1 миллиметр.
Понравилась статья? Поделиться с друзьями:
Вес стали оцинкованной листовой — онлайн калькулятор веса оцинкованного листа
> Советы и идеи > Вес стали оцинкованной листовой
Листам оцинкованной стали уже давным-давно нашли применение в самых различных областях. К примеру, в том же строительстве, сельхоз деятельности, рекламной сфере и т.п.
Чтобы не быть обманутыми нечестными продавцами, у которых придется покупать подобный вид металла, важно знать точный вес стали оцинкованной листовой. Вычислить этот показатель можно при помощи формулы и, произведя самые обычные, простые вычисления.
Вес стали
Формула для расчета веса стали оцинкованной листовой выглядит так:
М = М 1 + М 2,
Где М является показателем веса стали (принято считать в кг), М 1 – это масса всего железа, а М 2 – масса цинка (также, в кг).
В то же время, М 1 = t 1 * l 1 * h 1 * p 1, и здесь:
t 1 – показатель толщины железа, измеряемый в мм. Когда производите расчеты, учитывайте тот фактор, что толщина железа меньше, нежели в изделии, причем в 1-ом классе цинкового покрытия – разница составляет 0.05 мм, во 2-ом – 0.03 мм.
l 1 – длина листа из железа, измеряемая в метрах;
h 1 – ширина того же листа, в метрах;
p 1 – коэфф. плотности. Так, для железа он составляет 7.85 тонн на кубический метр.
Также, существует и формула для расчета М 2:
М 2 = t 2 * l 2 * h 2 * p 2, где:
t 2 – длина всего покрытия, в метрах;
l 2 – длина покрытия, в метрах;
h 2 – ширина того же покрытия, в метрах;
p 2 – коэфф. плотности цинка. Составляет он 7.13 тонн на кубический метр.
Чтобы было более понятно, на примере произведем расчет, с листом стандартных размеров: 1000 * 2000, мм; толщина 0.5 мм, а также 1-ый класс покрытия цинка.
Произведя такие вычисления, можно узнать достаточно точный расчет веса одного оцинкованного листа. Также это касается и всей партии листов, которые необходимо закупить. Благодаря самостоятельному проведению таких расчетов, Вы будете предостережены от обмана торгующих компаний и организаций, пытающихся заработать нечестным путем.
Похожие формулы рекомендуется применять для плотности кирпичей, объемов пенопласта.
Таблица расчета веса стали оцинкованной листовой в 1т.
Толщина оцинкованной стали, мм
Кол-во м2 в 1 т оцинкованной стали
Вес 1 м2 оцинкованной стали, кг
0,40
299,40
3,34
0,45
267,92
3,73
0,50
242,42
4,13
0,55
221,36
4,52
0,60
203,67
4,91
0,65
188,60
5,31
0,70
175,59
5,70
0,75
164,2
6,09
0,80
154,32
6,48
0,90
137,65
7,27
1,00
124,22
8,05
1,10
114,09
8,83
1,20
103,95
9,62
1,50
83,51
11,97
2,00
62,89
15,90
2,50
50,45
19,82
Таблица расчета оцинкованной стали с полимерным покрытием
Сколько весит кровля из оцинкованной стали толщиной 0,40 мм? Датчики представляют толщину стали. Стальной калибр 11 является наиболее распространенным калибром, используемым при строительстве большинства зданий. Это то, что я называю оцинкованной сталью средней толщины, которая тоньше.
Поскольку наши крыши из оцинкованной стали легче, они обеспечивают более приятную езду. Мы предлагаем ряд продуктов размером от 0,28 мм до 0,80 мм, каждый из которых имеет свою отличительную форму и дизайн. Годы знаний и приверженность качеству привели к созданию бренда, о котором говорят не только в Карнатаке, но и во всей стране, и, несомненно, помогли нам завоевать доверие бесчисленных клиентов.
0,4 мм Оцинкованная сталь представляет собой тонкий лист с уникальным сочетанием качеств, что делает его идеальным для кровельных листов промышленных зданий, коммерческих зданий и других сооружений, требующих защиты от атмосферных воздействий. Кровельные листы предназначены для дополнения архитектурной концепции здания и могут улучшить общий эстетический вид конструкции. Хотя оцинкованные стальные листы весят около 27 кг на квадратный метр, они обеспечивают превосходную долговечность и прочность.
Это подробное руководство по проекту для расчета веса крыши из оцинкованной стали с использованием длины, ширины и высоты крыши.
Вам нужна привлекательная, долговечная и экономичная кровля. Что мы имеем в виду, когда говорим, что он самый прочный в своем классе? Это результат синтеза множества переменных. Листы толщиной 0,40 мм изготовлены из высококачественной стали. При нормальных условиях на все компоненты распространяется 30-летняя гарантия, а на покрытие — 5-летняя гарантия (см. нашу комплексную гарантию).
Ваше сообщение: У меня есть навес с двускатной крышей размером 5,5м х 4м. Я хочу, чтобы эта крыша прослужила долго, и рассматривал возможность ее оцинковки, пока друг не сказал, что 40 мм металла будет достаточно. Тридцатилетнее здание никогда не красилось и не ремонтировалось. Оцинковка жизненно необходима, но насколько она критична? Будет ли 40 мм долговечным материалом? ‘ Учитывая небольшой размер навеса (3,8 с каждой стороны), использование стали толщиной 0,40 мм вместо стали толщиной 1 мм дает вес 3,2 кг на квадратный метр по сравнению с 4,7 кг на квадратный метр при использовании стали толщиной 1 мм.
Толщина крыши определяется толщиной стали, из которой она изготовлена. Например, калибр 0,40 уже, чем калибр 0,33. (толще). Разделите толщину любого кровельного материала на длину, ширину и высоту крыши в метрах, чтобы получить вес на квадратный метр. Крыша из оцинкованной стали Другими словами, если размеры вашей крыши составляют один метр на один метр на один метр, разделите 0,4 на три, что равно 0,133.
Крыша — это именно то, на что это похоже: крыша. Верно? На самом деле, совсем нет. Крыша жилого или коммерческого здания состоит из нескольких компонентов, которые должны работать вместе, чтобы обеспечить наилучший результат для вашего дома. Например, если вы планируете заменить существующую крышу, имейте в виду, что чем толще, тем лучше. Вот почему важно понимать различия между различными типами кровли.
Сколько весит крыша из оцинкованной стали толщиной 0,40 мм? Сколько панелей в квадратном метре? Задумывались ли вы когда-нибудь, какая площадь поверхности содержится внутри развернутых рулонов кровельного материала из оцинкованной стали толщиной 0,40 мм? Примите во внимание следующее.
Эта информация относится к спецификации материала для кровли из оцинкованной стали толщиной 0,40 мм. Как видно из таблицы ниже, точная толщина кровли из оцинкованной стали зависит от ширины и длины конструкции. Крыша из оцинкованной стали размером 500 мм x 500 мм (длина x ширина) обычно весит примерно 17,00 кг.
Сколько весит крыша из оцинкованной стали 0,40 мм? Многие подрядчики предлагают для кровельных работ минимум 0,4 мм или калибр 40.
Крыша из оцинкованной стали толщиной 0,40 мм является наиболее полным вариантом, обеспечивающим наибольшую площадь поверхности и защиту. Поскольку он изготовлен из стали, он имеет лучшую прочность. Благодаря красивой вогнутой форме его довольно легко устанавливать и снимать. Крыша из оцинкованной стали толщиной 0,40 мм идеально подходит для любой конструкции, склада или складского помещения, где требуется значительное количество места для хранения.
Вес крыши из оцинкованной стали толщиной 0,40 мм Хотя вы можете быть незнакомы с дизайнером, мы уверены, что вы знакомы с его работой. Дэмиен Херст, чьи работы представлены в галереях по всему миру, сотрудничал с нами для разработки уникальной коллекции мебели и аксессуаров для дома. От полок и ящиков до кроватей и сидений, каждый предмет вдохновлен его смелым и инновационным дизайном.
Наш оцинкованный рулонный кровельный материал представляет собой легкий кровельный материал, изготовленный из стальных листов толщиной 0,40 мм, сваренных вместе в ванне для горячего цинкования. Фраза «резервуар для горячего цинкования» относится к резервуару, заполненному расплавленным цинком, который вступает в контакт со сталью, пока она еще горячая и находится в парообразном состоянии, не напрямую, а косвенно через пар, который испаряет пары цинка, в конечном итоге покрывая поверхность. сталь в слое цинка (сварены между собой давлением).
0,40 мм — это покрытие из высокопрочного полиэстера с инновационным эпоксидным покрытием и эластичной полиэфирной тканью, которая не трескается на холоде и не дает усадку в жару. Прочное полиуретановое покрытие не требует ухода, более устойчиво к УФ-излучению, чем алкидная краска, и на него распространяется гарантия. Кроме того, благодаря своей эксклюзивной формуле он подходит для всех типов крыш. Он устойчив к растрескиванию, вздутию и отслаиванию и может наноситься непосредственно на существующие крыши.
Вы планируете замену крыши? Позвольте нам показать разнообразие стилей, профилей и веса стальных кровель.
[объявление_2]
Ссылка на источник
Эта запись была размещена в Оцинкованная сталь, Стиль и помечена оцинкованный профиль, оцинкованная крыша, Оцинкованная сталь, Цена на оцинкованную сталь.
Как рассчитать вес сварной / прессованной стальной решетки?
EnZar ®
WC-01: Таблица стальных решеток поможет вам легко понять структуру сварных и прессованных решеток.
T: Расстояние между опорными стержнями.
Q: Расстояние между поперечинами.
t 1 : Расстояние от центра до центра несущего стержня.
Полоса 4х40 – разновидность металлопроката, которая производится в строгом соответствии с установленными государственными стандартами методом холодного и горячего проката на станках из слябов. Второй вариант отличается более высокой прочностью и надежностью. На производство данной продукции идут заготовки из углеродистой и низколегированной стали. Они могут иметь защиту от коррозии, выдерживают химические и механические воздействия, при этом у них небольшой вес. Полоса 4х40 широко используются во многих отраслях промышленности, прежде всего в машиностроении и вагоностроении, в строительном секторе при монтаже металлоконструкций, для создания различных креплений и распорок. При решении дизайнерских задач это изделие незаменимо для усиления лестниц и ограждений, возведении веранд и так далее. Отдельно можно отметить оцинкованные модели, которые идут на создание систем защиты от молний. Наконец, такая полоса сама может служить исходным материалом для балок, уголков и прочих изделий металлопроката.
Под заказ: доставка до 14 дней 131 ₽
В наличии 141 ₽
В наличии 150 ₽
В наличии 125 ₽
В наличии 131 ₽
Характеристики
Размеры
Длина:
6000 мм
Ширина:
40 мм
Высота:
4 мм
Размеры в упаковке
Длина упаковки:
6000 мм
Высота упаковки:
4 мм
Ширина упаковки:
40 мм
Вес, объем
Вес брутто:
1.3 кг
Вес нетто:
1.3 кг
Другие параметры
Допуск по длине хлыста:
-20;+50
Кол-во метров в 1т.:
769.231
Марка стали:
Ст3пс/сп
Производитель:
‘Севзапметалл Фирма’ООО
Страна происхож. :
Россия
Торговая марка:
ООО СевЗапМеталл Фирма
Отзывы
5 звёзд
(1)
4 звезды
(0)
3 звезды
(0)
2 звезды
(0)
1 звезда
(0)
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Полоса горячекатаная 4х40 мм 6 м на сайте носят информационный характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Полоса горячекатаная 4х40 мм 6 м в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Статьи по теме
Крупнейший отечественный производитель материалов ТМ «Изоспан»
Полоса оцинкованная 40х4 производиться путём цинкования штрипса 40х4.
Исходный материал для штрипса 40х4 является холоднокатанный рулон 1000х4мм или 1250*4мм, который распускается на агрегате продольной резки на бунты.
Стальная полоса (штрипс 40х4) упаковывается при помощи пластиковой или стальной упаковочной ленты в связки (бунты) весом до 20 тонн, которые укладываются на деревянные поддоны. Холоднокатанная лента, также упаковывается с использованием полимерных материалов, обеспечивающих надежную защиту заготовки для стальной оцинкованной полосы 40х4 от воздействия неблагоприятных условий окружающей среды при транспортировке и складском хранении.
Штрипс стальной 40х4 пропускается через цинковые ванные, с предварительной очисткой от жира и т.д.. После чего расфасовывается на бухты весом по 48-52 кг и упаковываются на деревянные поддоны по 1000 кг ( по 20 бухт)
Таблица характеристик полосы оцинкованной 40х4
ПОЛОСА СТАЛЬНАЯ ОЦИНКОВАННАЯ
кг/м
м/кг
Сечение (розрез), мм2
Вес бухты, кг
Длинна бухты ±, м
упаковка
Покрытие цинка, г/м2
40х4
1,29
0,78
160
50±2
38,78
бухта/палета
600
Полоса стальная оцинкованная 40х4 производства CYNK-MAL S.
A. Legnica Poland (Польша) произведена согласно стандарту PN-EN 50164-2.
PN-EN 10111 – Листы и полосы из низкоуглеродистой стали, полученные непрерывной горячей прокаткой, для формоизменения в холодном состоянии – Технические условия поставки. PN-EN 10025-2 — Изделия горячекатаные из конструкционных сталей – Часть 2: Технические условия поставки нелегированных конструкционных сталей. PN-EN 10051 — Непрерывно горячекатаные полосы и плиты/листы, вырезанные из широкой полосы нелегированной и легированной стали – Допуски на размеры и форму. PN-EN 62561-2 — Элементы молниезащитного устройства (LPSC) – Часть 2: Требования, касающиеся проводов и заземлителей PN-EN 10346 — Изделия стальные плоские с покрытием, нанесенным методом непрерывного горячего погружения – Технические условия поставки PN-EN 10143 — Листы и полосы стальные с покрытием, нанесенным методом непрерывного горячего погружения – Допуски на размеры и форму. PN-EN ISO 1460 — Покрытия металлические – Покрытия, нанесенные методом горячего цинкования на черные металлы – Определение массы на единицу площади гравиметрическим методом. PN-EN 10204 — Изделия металлические – Типы контрольных документов.
ТАБЛИЦА ПЕРЕВОДА МЕТРОВ В КИЛОГРАММЫ/КИЛОГРАММОВ В МЕТРЫ ПОЛОСЫ ОЦИНКОВАННОЙ 40х4
Полоса стальная оцинкованная 40х4
Полоса стальная оцинкованная 40х4
метров
килограмм
килограмм
метров
1
1,29
1
0,78
2
2,58
2
1,55
3
3,87
3
2,33
4
5,16
4
3,1
5
6,45
5
3,88
6
7,74
6
4,65
7
9,03
7
5,43
8
10,32
8
6,2
9
11,61
9
6,98
10
12,9
10
7,75
11
14,19
11
8,53
12
15,48
12
9,3
13
16,77
13
10,08
14
18,06
14
10,85
15
19,35
15
11,63
16
20,64
16
12,4
17
21,93
17
13,18
18
23,22
18
13,95
19
24,51
19
14,73
20
25,8
20
15,5
21
27,09
21
16,28
22
28,38
22
17,05
23
29,67
23
17,83
24
30,96
24
18,6
25
32,25
25
19,38
26
33,54
26
20,16
27
34,83
27
20,93
28
36,12
28
21,71
29
37,41
29
22,48
30
38,7
30
23,26
31
39,99
31
24,03
32
41,28
32
24,81
33
42,57
33
25,58
34
43,86
34
26,36
35
45,15
35
27,13
36
46,44
36
27,91
37
47,73
37
28,68
38
49,02
38
29,46
39
50,31
39
30,23
40
51,6
40
31,01
41
52,89
41
31,78
42
54,18
42
32,56
43
55,47
43
33,33
44
56,76
44
34,11
45
58,05
45
34,88
46
59,34
46
35,66
47
60,63
47
36,43
48
61,92
48
37,21
49
63,21
49
37,98
50
64,5
50
38,76
51
65,79
51
39,53
52
67,08
52
40,31
53
68,37
53
41,09
54
69,66
54
41,86
55
70,95
56
72,24
57
73,53
58
74,82
59
76,11
60
77,4
61
78,69
62
79,98
63
81,27
64
82,56
65
83,85
66
85,14
67
86,43
68
87,72
69
89,01
70
90,3
71
91,59
72
92,88
73
94,17
74
95,46
75
96,75
76
98,04
77
99,33
78
100,62
79
101,91
80
103,2
81
104,49
82
105,78
83
107,07
84
108,36
85
109,65
86
110,94
87
112,23
88
113,52
89
114,81
90
116,1
91
117,39
92
118,68
93
119,97
94
121,26
95
122,55
96
123,84
97
125,13
98
126,42
99
127,71
100
129
При монтаже полосы оцинкованной 40х4 используются зажимы, крепления, держатели, соединения:
— Держатель универсальный с распорным дюбелем
— Зажим крестовидный с 2 или 4 отверстиями
— Клиновый соединитель
— Соединитель контрольный с 2 или 4 отверстиями
— Зажим крестовидный универсальный
— Маркировочное соединение
— Держатель для полосы с фиксирующим болтом-скоба
— Держатель для полосы-скоба
— Зажим крестовидный на плоской основе
В системах заземления и молниезащиты (активной и пассивной) часто применяют полосу оцинкованную 40х4 в качестве заземляющего контура.
Отпускаем шину заземления оцинкованную 40х4 в розницу.
Минимальный заказ 1 метр.
Возможна доставка по Киеву и в любую точку Украины.
Весовые коэффициенты Bridge Formula — FHWA Freight Management and Operations
Главная > Размер и вес грузовика
Версия для печати [ PDF 3.2 MB ] Вам может понадобиться Adobe® Reader® для просмотра PDF на этой странице. Контактная информация: Операционная обратная связь по адресу [email protected]
Департамент транспорта США Федеральное управление автомобильных дорог Офис операций 1200 Нью-Джерси Авеню, SE Вашингтон, округ Колумбия 20590 ops. fhwa.dot.gov
Август 2019 г. FHWA-HOP-19-028
Примечание
Федеральное управление автомобильных дорог (FHWA) пересматривает брошюру с рекомендациями по весам формулы моста Federal Bridge (май 2015 г.). Предыдущие издания данного руководства заменены и более недействительны. Это руководство перефразирует положения 23 U.S.C. § 127 и 23 CFR § 658 только для иллюстрации. В случае разногласий закон и регламент имеют преимущественную силу в отношении максимально допустимого веса Federal Bridge Formula.
Вес формулы моста
За некоторыми исключениями, указанными в этой брошюре, формула моста устанавливает максимальный вес, который любой набор осей на автомобиле может нести на системе автомагистралей между штатами. В этой брошюре описывается формула моста, почему она была создана и как она используется.
Что это такое?
Конгресс принял Формулу моста в 1975 году, чтобы ограничить отношение веса к длине транспортного средства, пересекающего мост. Это достигается либо за счет распределения веса по дополнительным осям, либо за счет увеличения расстояния между осями.
Соответствие ограничениям по весу Bridge Formula определяется по следующей формуле:
W = общий общий вес любой группы из двух или более последовательных осей с округлением до ближайших 500 фунтов.
L = расстояние в футах между внешними осями любой группы из двух или более последовательных осей.
N = количество осей в рассматриваемой группе.
В дополнение к ограничениям по весу Bridge Formula, федеральный закон гласит, что вес одиночных осей ограничен 20 000 фунтов, а расстояние между осями более 40 дюймов, но не более 96 дюймов друг от друга (тандемные оси) ограничены 34 000 фунтов. Полная масса автомобиля ограничена 80 000 фунтов (23 U.S.C. 127).
Нужна ли формула?
Мосты на автомагистралях межштатной системы спроектированы так, чтобы выдерживать самые разные транспортные средства и их предполагаемые нагрузки. Поскольку в 1950-х и 1960-х годах грузовики становились все тяжелее, нужно было что-то делать для защиты мостов. Решение заключалось в том, чтобы связать допустимый вес с количеством осей и расстоянием между ними.
Рисунок 1
Расстояние между осями так же важно, как и вес оси при проектировании мостов. На Рисунке 1А нагрузка на элементы моста при перекатывании более длинного грузовика намного меньше, чем нагрузка, вызванная коротким транспортным средством, как показано на Рисунке 1В, даже несмотря на то, что оба грузовика имеют одинаковую общую массу и вес отдельных осей. Вес более длинного транспортного средства распределяется, в то время как более короткое транспортное средство концентрируется на меньшей площади.
Как используется формула?
Вес на осях различных конфигураций необходимо проверить, чтобы определить соответствие формуле моста. Для правильного использования формулы моста необходимы три определения.
Вес брутто — Вес транспортного средства или комбинации транспортных средств и любой нагрузки на них. Федеральный предел веса брутто на Межгосударственной системе составляет 80 000 фунтов, если Формула моста не требует более низкого предела веса.
Одноосный вес — Общий вес одной или нескольких осей, расстояние между центрами которых не превышает 40 дюймов. Федеральный предел веса одной оси на межгосударственной системе составляет 20 000 фунтов.
Масса тандемной оси — Суммарная масса двух или более последовательных осей, расстояние между центрами которых превышает 40 дюймов, но не более 96 дюймов. Федеральный предел веса тандемной оси на межгосударственной системе составляет 34 000 фунтов.
Ограничения по весу в межштатной системе в некоторых штатах могут быть выше, чем цифры, указанные выше, из-за «дедушкиных» прав. Когда в 1956 году были приняты ограничения по оси и полной массе Межгосударственной системы, а в 1975 году были внесены поправки, штатам было разрешено сохранять или «дедушкины» ограничения веса, которые были выше.
Расчеты по формуле моста дают серию весов (таблица моста, стр. 5-6). Важно отметить, что ограничение веса для одной оси заменяет ограничение веса Формулы моста для осей, расстояние между которыми не превышает 40 дюймов, а ограничение веса тандемной оси заменяет ограничение веса Формулы моста для осей более 40, но не более 96 дюймов. отдельно. Например, на расстоянии 97 дюймов друг от друга две оси могут нести нагрузку 38 000 фунтов (рис. 2А), а три оси могут нести нагрузку 42 000 фунтов, как показано на рис. 2В.
Рисунок 2
Федеральный закон гласит, что вес любых двух или более последовательных осей не может превышать вес, рассчитанный по формуле моста, даже если одиночные оси, тандемные оси и полная масса находятся в допустимых пределах. В результате группа осей, включающая весь грузовик, иногда называемая группой «внешнего моста», должна соответствовать формуле моста. Однако внутренние комбинации осей, такие как «тракторный мост» (оси 1, 2 и 3) и «прицепной мост» (оси 2, 3, 4 и 5), также должны соответствовать весам, рассчитанным по формуле моста. (Рисунок 3).
Рисунок 3
На рисунке 3 показано наиболее распространенное транспортное средство, проверенное на соответствие требованиям ограничения веса. Хотя формула моста применима к каждой комбинации двух или более осей, опыт показывает, что комбинации осей с 1 по 3, с 1 по 5 и со 2 по 5 являются критическими и должны быть проверены. Если эти комбинации признаны удовлетворительными, то и все остальные на этом типе транспортного средства обычно будут удовлетворительными.
Транспортное средство с массой и размерами осей, показанными на рис. 4, используется для иллюстрации проверки формулы моста.
Рисунок 4
Допустимые полные нагрузки для транспортных средств в штатной эксплуатации 1
Перед проверкой соответствия формуле моста необходимо проверить одноосную, сдвоенную ось и полную массу транспортного средства. Здесь одиночная ось (номер 1) не превышает 20 000 фунтов, тандемы 2-3 и 4-5 не превышают 34 000 фунтов каждая, а полная масса не превышает 80 000 фунтов. Таким образом, эти предварительные требования выполнены. Первая комбинация формулы моста проверяется следующим образом:
Максимальный вес (W) = 65 500 фунтов (Таблица мостов для «L» 35 футов и «N» 4 осей).
Это нарушение, поскольку фактический вес превышает вес, разрешенный формулой моста. Чтобы исправить ситуацию, необходимо снять часть груза с автомобиля или увеличить расстояние между осями (35 футов).
Исключение из формулы и таблицы мостов
В дополнение к примечаниям об основных правах на странице 3 Федеральный закон (23 U.S.C. 127) включает еще одно исключение из формул мостов и таблицы мостов — два последовательных набора тандемных осей могут нести 34 000 фунтов каждый, если общее расстояние между первой и последней осями этих тандемов составляет 36 футов или более. Например, пятиосная комбинация тягач-полуприцеп может перевозить 34 000 фунтов как на тандеме тягача (оси 2 и 3), так и на тандеме прицепа (оси 4 и 5), при условии, что оси 2 и 5 расположены на расстоянии не менее 36 футов друг от друга. Без этого исключения формула моста допускала бы фактический вес всего от 66 000 до 67 500 фунтов на тандемах, расположенных на расстоянии от 36 до 38 футов друг от друга.
Применение формулы моста к односекционным грузовикам
Описанная выше процедура может использоваться для проверки любых комбинаций осей, но несколько близко расположенных осей обычно создают наиболее критическую ситуацию.
Рисунок 8
Грузовик, показанный на Рисунке 8, удовлетворяет ограничениям по весу одной оси (12 000 фунтов меньше 20 000 фунтов), пределу сдвоенной оси (30 000 фунтов меньше 34 000 фунтов) и пределу полной массы (57 000 фунтов). менее 80 000 фунтов). После соблюдения этих ограничений выполняется проверка соответствия требованиям Bridge Formula для осей с 1 по 4.
Максимальный вес (W) = 42 500 фунтов (Таблица мостов для «L» 9 футов и «N» 3 осей.
Это нарушение, поскольку фактический вес превышает вес, разрешенный Формулой моста. нагрузка должна быть либо уменьшена, либо добавлены оси, либо увеличено расстояние, чтобы соответствовать формуле моста.0006
Заявление о гарантии качества
Федеральное управление автомобильных дорог (FHWA) предоставляет высококачественную информацию правительству, промышленности и общественности таким образом, чтобы это способствовало ее пониманию. Стандарты и политики используются для обеспечения и максимального качества, объективности, полезности и целостности информации. FHWA периодически рассматривает вопросы качества и корректирует свои программы и процессы для обеспечения постоянного улучшения качества.
North Dakota Информация об ограничениях нагрузки
Public
Travel/Roads
Business
**Примечание: в вашем браузере либо отключен JavaScript, либо он не поддерживается. Некоторые элементы веб-сайта могут работать некорректно.**
Ограничения загрузки
Контакты и ресурсы
Карты маршрутов для грузовиков
Информация об ограничениях
129K LTN Информация
Ограничения по загрузке в Северной Дакоте
Выдано в Бисмарке, Северная Дакота, в соответствии с разрешением Раздела 39-12-03 Кодекса веков Северной Дакоты.
Текущий заказ
Текущий заказ Карта для печати
Текущая версия текста заказа
Северная Дакота Дороги
Будущий заказ Карта для печати
Текстовая версия будущего заказа
Предлагаемая карта для печати
Автовоз
Разрешения на покупку грузовых автомобилей
Обновления по электронной почте об ограничениях загрузки
Нажмите, чтобы подписаться на обновления ограничений загрузки от GovDelivery
Контактные телефоны
Разрешения и информация о размере/весе транспортного средства: ND Highway Patrol 701-328-2621
Информация об ограничениях нагрузки: NDDOT 701-328-2545
Номера телефонов районного отделения
Карты маршрутов для грузовиков
Карта маршрутов и пробега в Северной Дакоте (2 страницы)
Карты юридических ограничений
Ограничения по массе транспортных средств на государственных автомагистралях Карта
Полная разрешенная масса транспортных средств, движущихся по системе автомагистралей Северной Дакоты.
Обозначенные автомагистрали штата Северная Дакота для автопоездов общей длиной более 75 футов Карта (9-1 Приложение B)
Определенные маршруты и ограничения по длине для составов из нескольких транспортных средств и более длинных составов транспортных средств, движущихся по системе автомагистралей Северной Дакоты. Для разрешенных комбинаций транспортных средств посетите веб-сайт ND Highway Patrol Motor Carrier Operations.
Карты разрешенных перемещений неделимых транспортных средств/грузов
Разрешение Карта ограничений нагрузки моста (9-6 приложение а)
Утвержденные маршруты для цапф (9-6 Приложение I)
Карта ограничений нагрузки на шоссе для самоходной землеройной техники
Совмещение скребков с маршрутной картой ограничения скорости
Утвержденные маршруты для G. V.W. от 150 001 фунтов до 250 000 фунтов Карта
Утвержденные маршруты для разрешенных неделимых грузов полной массой до 250 000 фунтов.
Ограничения по загрузке (текущие) Карта для печати — Приказ 2022-11 Вступает в силу 31 мая 2022 г., 7:00:00 CT
Ограничения по загрузке (будущие) Карта для печати — Приказ 2022-11 Вступает в силу 31 мая 2022 г., 7:00:00 CT
Перечень вертикальных зазоров моста
Карты разрешенных перемещений делимого груза
Ограничения веса транспортных средств на государственных автомагистралях Карта
Показывает ограничения полной разрешенной массы на автомагистралях для транспортных средств, использующих разрешение на освобождение от 10% веса или разрешение на легкие коммерческие автомобили.
Обозначенные автомагистрали штата Северная Дакота для составов транспортных средств, общая длина которых превышает 75 футов Карта
Обозначенные разрешенные маршруты, превышающие 105 500 до 129 000 фунтов (9-28 Приложение A)
Разрешительная карта ограничений нагрузки на мост (9-2 приложение а)
Показывает мостовые конструкции и автомагистрали, по которым транспортному средству, использующему Сертификат одобренного оборудования, запрещено движение.
Информация об ограничениях
Таблица ограничений нагрузки ND
Таблица ограничений нагрузки ND
По законному весу
8 — Тон 903:50
7 – Тон
6 – Тон
5 – тонна
Одноосный
20 000 фунтов.
16 000 фунтов.
14 000 фунтов.
12 000 фунтов.
10 000 фунтов.
Тандемная ось
34 000 фунтов.
32 000 фунтов.
28 000 фунтов.
24 000 фунтов.
20 000 фунтов.
3 группы осей или более на ось
17 000 фунтов.
14 000 фунтов.
12 000 фунтов.
10 000 фунтов.
10 000 фунтов.
Макс. Осевая группа
48 000 фунтов. – не превышать этот вес брутто на кратных грузах
42 000 фунтов. – не превышать этот вес брутто на кратных грузах
36 000 фунтов. – не превышать этот вес брутто на кратных грузах
30 000 фунтов. – не превышать этот вес брутто на кратных грузах
30 000 фунтов. – не превышать этот вес брутто на кратных грузах
Вес брутто
105 500 фунтов.
105 500 фунтов.
105 500 фунтов.
80 000 фунтов.
80 000 фунтов.
ND История ограничений по нагрузке
Почему существуют ограничения по нагрузке на пружины
Процедура NDDOT по инициированию ограничений по нагрузке на пружины в дорожной системе штата основана на следующих факторах:
NDDOT использует ограничения по нагрузке для уменьшения повреждений дороги, вызванные большими нагрузками в то время года, когда дорожное покрытие наиболее уязвимо.
NDDOT устанавливает ограничения по нагрузке в соответствии с погодными условиями и условиями дорожного полотна и снимает эти ограничения, когда дорожное полотно достаточно устойчиво, чтобы без повреждений выдерживать разрешенный весовой трафик.
NDDOT в основном использует три фактора при размещении ограничений по нагрузке.
Температурные датчики в нижних слоях участков дорожной одежды. Когда эти температуры приближаются к 32 градусов по Фаренгейту, NDDOT начинает планировать размещение автомагистралей с участками дорожного покрытия, которые не имеют достаточной прочности, чтобы выдерживать транспортировку тяжелых грузов в периоды, когда конструкции основания дорожной одежды непрочны.
Долговременный прогноз температуры. Когда долгосрочные прогнозы температуры указывают на то, что низкие температуры приближаются к точке замерзания, с дневными максимумами выше 30 или 40, планируются ограничения нагрузки.
Размеры и геометрические характеристики сечения: B — размер длинной полки; b — размер короткой полки; d — толщина стенки; A — площадь поперечного сечения; m — масса погонного метра; Ix — момент инерции уголка относительно оси x; Iy — момент инерции уголка относительно оси y; x0, y0 — расстояния до главных осей; i — радиусы инерции.
Примеры решения задач > Краткая теория >
Полная версия сортамента
Страница 1. Форма профиля и обозначения размеров поперечного сечения неравнополочных уголков.
Страница 2. Размеры, площадь поперечного сечения и справочные величины для неравнополочных уголков №№2,5/1,6-7,5/5.
Страница 3. Угол наклона осей и масса 1 метра неравнополочных уголков №№2,5/1,6-7,5/5.
ГОСТ 8510-86 Страница 4. Размеры, площадь поперечного сечения и справочные величины для неравнополочных уголков №№8/5-20/12,5.
Страница 5. Угол наклона осей и масса 1 метра неравнополочных уголков №№8/5-20/12,5.
Страница 6. Условные обозначения и предельные отклонения по ширине и толщине полок неравнополочных уголков.
Страница 7. Примечания к предельным отклонениям по ширине и толщине полок неравнополочных уголков.
ГОСТ 8510-86 Страницы 8-10. Информационные и выходные данные стандарта на стальные неравнополочные уголки.
Другие сортаменты >>
Сохранить или поделиться с друзьями
Вы находитесь тут:
Уважаемые студенты!
На нашем сайте можно получить помощь по техническим и другим предметам:
✔ Решение задач и контрольных
✔ Выполнение учебных работ
✔ Помощь на экзаменах
Подробнее
Стоимость мы сообщим в течение 5 минут на указанный вами адрес электронной почты.
Если стоимость устроит вы сможете оформить заказ.
НАБОР СТУДЕНТА ДЛЯ УЧЁБЫ
На нашем сайте можно бесплатно скачать:
— Рамки A4 для учебных работ — Миллиметровки разного цвета — Шрифты чертежные ГОСТ — Листы в клетку и в линейку
Сохранить или поделиться с друзьями
Помощь с решением
ВЫБЕРИТЕ РАЗДЕЛ МЕХАНИКИ
Техническая механика (техмех)
Теоретическая механика (теормех)
Сопротивление материалов (сопромат)
Строительная механика (строймех)
Теория механизмов и машин (ТММ)
Детали машин и ОК (ДМ)
Поиск формул и решений задач
Сортамент уголок неравнополочный
Вернуться на страницу «Уголок металлический»
ГОСТ 8510-86
Горячекатаные неравнополочные уголки
b — ширина полки; t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F- площадь поперечного сечения;
I — момент инерции;
Ixy — центробежный момент инерции;
i — радиус инерции;
x0, y0 — расстояние от центра тяжести до наружной грани полки.
Номер уголка
мм
Площадь поперечного сечения, см2
Справочные величины для осей
x0,
y0,
Jxy
Угол наклона оси, tg α
Масса1 м уголка, кг
в
b
t
R
r
x — x
у — у
u — u
Jx, см4
Wx, см3
ix , мм
Jу, см4
Wу, см3
iу , мм
Iu min, см4
Wu, см3
iu min, мм
мм
мм
см4
L25×16×3
25
16
3
3,5
1,2
1,16
0,7
0,43
7,8
0,2
0,19
4,4
0,1
0,16
3,4
4,2
8,6
0,2
0,392
0,91
L30×20×3
30
20
3
3,5
1,2
1,43
1,3
0,62
9,4
0,4
0,3
5,6
0,3
0,25
4,3
5,1
10
0,4
0,427
1,12
L30×20×4
30
20
4
3,5
1,2
1,86
1,6
0,82
9,3
0,6
0,39
5,5
0,3
0,32
4,3
5,4
10,4
0,5
0,421
1,45
L32×20×3
32
20
3
3,5
1,2
1,49
1,5
0,72
10,1
0,5
0,3
5,5
0,3
0,25
4,3
4,9
10,8
0,5
0,382
1,17
L32×20×4
32
20
4
3,5
1,2
1,94
1,9
0,93
10
0,6
0,39
5,4
0,3
0,33
4,3
5,3
11,2
0,5
0,374
1,52
L40×25×3
40
25
3
4
1,3
1,89
3,1
1,14
12,7
0,9
0,49
7
0,6
0,41
5,4
5,9
13,2
1
0,385
1,48
L40×25×4
40
25
4
4
1,3
2,47
3,9
1,49
12,6
1,2
0,63
6,9
0,7
0,52
5,4
6,3
13,7
1,2
0,281
1,94
L40×25×5
40
25
5
4
1,3
3,03
4,7
1,82
12,5
1,4
0,77
6,8
0,9
0,64
5,3
6,6
14,1
1,4
0,374
2,37
L40×30×4
40
30
4
4
1,3
2,67
4,2
1,54
12,5
2
0,91
8,7
1,1
0,75
6,4
7,8
12,8
1,7
0,544
2,26
L40×30×5
40
30
5
4
1,3
3,28
5
1,88
12,4
2,4
1,11
8,6
1,3
0,91
6,4
8,2
13,2
2
0,539
2,46
L45×28×3
45
28
3
5
1,7
2,14
4,4
1,45
14,8
1,3
0,61
7,9
0,8
0,52
6,1
6,4
14,7
1,4
0,382
1,68
L45×28×4
45
28
4
5
1,7
2,8
5,7
1,9
14,2
1,7
0,8
7,8
1
0,67
6
6,8
15,1
1,8
0,379
2,2
L50×32×3
50
32
3
5,5
1,8
2,42
6,2
1,82
16
2
0,81
9,1
1,2
0,68
7
7,2
16
2
0,403
1,9
L50×32×4
50
32
4
5,5
1,8
3,17
8
2,38
15,9
2,6
1,05
9
1,5
0,88
6,9
7,6
16,5
2,6
0,401
2,4
L56×36×4
56
36
4
6
2
3,58
11,4
3,01
17,8
3,7
1,34
10,2
2,2
1,13
7,8
8,4
18,2
3,7
0,406
2,81
L56×36×5
56
36
5
6
2
4,41
13,8
3,7
17,7
4,5
1,65
10,1
2,7
1,37
7,8
8,8
18,7
4,5
0,404
3,46
ОСТАЛЬНЫЕ СЕЧЕНИЯ СМОТРИМ ЗДЕСЬ:
L25-L56 , L63-L75 , L80-L100 , L110-L200
СКАЧАТЬ ПОЛНУЮ ВЕРСИЮ ДОКУМЕНТА
СКАЧАТЬ ФАЙЛ НА ЯНДЕКС. ДИСК
СКАЧАТЬ ФАЙЛ НА GOOGLE.ДИСК
При использовании сортамента следует учитывать, что одни позиции популярны и их можно купить практически на любой базе металлопроката, а некоторые позиции редки и достать их трудно, особенно в регионах. Также следует учитывать разброс цен, т.к. иногда выгоднее закладывать более дешевые балки, что окупается даже не смотря на некоторый перерасход металла.
В таблице представлены цены на начало 2018 года.
Уголок неравнополочный ГОСТ 8510
А ГРУПП, ООО
ДИПОС, ГК
ТК СТАЛЬ-ИНТЕКС ТРЕЙД, ООО
ЕВРАЗ МЕТАЛЛ ИНПРОМ, ОАО
АРИЭЛЬ МЕТАЛЛ, ОАО
МЕТАЛЛ-СЕРВИС, ОАО
МЕТАЛЛО-ТОРГ, АО
МЕТАГОР, ООО
АМГ, ООО
40х40х4,0 мм
46 990
46 990
45х45х5,0 мм
41 790
50x50x4,0 мм
46 490
46 800
43 990
50х50х5,0 мм
44 500
46 500
44 990
45 490
46 800
46 500
43 990
63х63х5,0 мм
4 6000
44 990
45 490
46 800
45 490
63х63х6,0 мм
46 000
45 490
46 800
46 000
45 990
70х70х6,0 мм
48 490
45 490
75х75х5,0 мм
50 000
47 990
48 700
50 000
46 490
75х75х6,0 мм
47 000
47 250
46 490
46 990
48 700
47 250
46 490
75x75x8,0 мм
47 250
46 990
47 250
46 990
80х80х6,0 мм
48 990
46 490
80х80х8,0 мм
48 990
46 490
90х90х6,0 мм
45 000
49 490
48 700
43 990
90х90х7,0 мм
45 000
48 490
48 700
44 990
90х90х8,0 мм
49 490
48 700
46 490
100х100х7,0 мм
49 000
51 500
49 990
50 700
48 000
46 990
100х100х8,0 мм
46 500
51 500
49 490
49 990
50 700
48 000
45 990
100х100х10,0 мм
47 000
51 500
50 990
50 700
49 900
46 490
110х110х7,0 мм
51 500
51 500
110х110х8,0 мм
48 000
125х125х8,0 мм
47000
51500
50500
46490
51490
53700
51500
46490
125х125х9,0 мм
46500
47000
45990
47490
46500
45990
125х125х10,0 мм
46500
51500
46990
49990
54000
51500
45990
125х125х12,0 мм
49990
47990
140х140х9,0 мм
57500
55880
57300
57300
58100
57500
57300
140х140х10,0 мм
57300
57500
57990
57300
58100
57990
140x140x12,0 мм
58100
140x140x14,0 мм
41490
160х160х10,0 мм
57300
57500
57300
57300
58100
57500
57300
160х160х12,0 мм
57300
57500
55880
57300
57300
58100
57300
160х160х14,0 мм
58100
160х160х16,0 мм
57300
57300
57300
58100
160х160х20,0 мм
57300
180х180х11,0 мм
59550
59550
59550
60100
59550
180x180x12,0 мм
59550
59550
60100
59550
200х200х12,0 мм
57300
57500
57300
58100
57300
200х200х14,0 мм
57500
54380
57300
57300
58100
57300
200х200х16,0 мм
57300
57300
57300
58100
50490
200х200х20,0 мм
57300
57300
58100
57300
Как сшить скошенные углы разной длины — Sie Macht
Закрепите этот пост, чтобы сохранить его на потом!
Знаете ли вы, что культовые жакеты Chanel из букле имеют скошенные углы?
Если это достаточно хорошо для Коко, это достаточно хорошо для меня — и для вас!
В этой статье вы узнаете, как сделать ОСОБЫЙ вид скошенного уголка — угол, в котором сходятся сгибы разной длины.
Но что это значит? Вот пример, который прояснит ситуацию:
Центральный передний край юбки может быть загнут на изнаночную сторону на 1 дюйм, а кромка юбки может быть загнута на 2 дюйма. Перекрытие, созданное складками, будет 1 на 2 дюйма. (На случай, если вы не подберете то, что я бросаю, 1 дюйм и 2 дюйма — это неравных длин .)
Я научилась шить скошенные углы разной длины, потому что хотела, чтобы кромка этого радужного фланелевого платья была приподнятой (повторение коллекции Darling Ranges от Megan Nielsen). Честно говоря, я удивлен, что ателье Шанель не позвонило (ха!).
Давайте узнаем, как подшивать неровные скошенные углы. После того, как вы освоите эту технику, возможно, Chanel станет для вас тоже горяча.
Этот пост содержит партнерские ссылки, выбранные для вас. Если вы нажмете и совершите покупку, я могу получить комиссию без каких-либо дополнительных затрат для вас. Партнерская реклама — это основной способ получения дохода от Sie Macht, и я благодарю вас за вашу поддержку! 💙
Что такое скошенный угол?
Со скошенным углом, 9 слоев ткани0011 соединяет вместе (со швом) вместо того, чтобы перекрывал и создавал объем. Вы можете срезать углы под любым углом и любой длины .
Посмотрите эти образцы бумаги; ткань работает ТАКИМ ОБРАЗОМ (и, TBH, довольно весело делать эти дурацкие маленькие фигурки):
а.) Острый угол равной длины
b.) Острый угол, неравные длины
c.) Прямоугольные, разной длины
d.) Прямой угол, равные длины
д.) Тупой угол равной длины
f.) Тупой угол, неравные длины
СВЯЗАННЫЕ: Платье Rainbow Darling Ranges: фланель Encore
Когда использовать скошенный угол
Скошенные углы идеально подходят для любого места, где ткань делает изгиб, острый или широкий.
Практически созданы следующие варианты использования скошенных углов:
Угол кардигана или жакета
Разрезанный низ
Угол подола юбки
Шлица куртки
Скошенный угол можно сшить из любой ткани, тканой или трикотажной. Если шаблон требует угол, вы можете его срезать!
Два меня, есть две основные причины зашить скошенный угол:
Они выглядят профессионально . Это техника, которая ОПРЕДЕЛЕННО повышает уровень моды DIY от «домашнего» до «ручного».
Они уменьшают объем углов, где сталкиваются два сложенных края. По крайней мере, с двумя сложенными краями у вас получится четыре слоя ткани.
За многие годы шитья и чтения о шитье, а также просмотра видео о шитье я понял, что нужно уменьшать объем, когда можно .
СВЯЗАННЫЕ: Исследуйте швейные ресурсы Sie Macht — руководства, учебные пособия и многое другое
Что нужно, чтобы сшить идеальный угол
Для сшивания скошенных углов вам потребуются следующие швейные принадлежности:
Мел или другой инструмент для разметки
Утюг
Линейка
Ножницы или резак
Нить
Токарный станок
Швейная машина
Булавки
-проект сделки. Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится).
Как сшить скошенные углы разной длины
Эта техника адаптирована из «Секретов шитья в модной индустрии», одной из моих любимых книг по шитью.
Если ваши два сложенных края неравны по длине, продолжайте читать, чтобы узнать, как срезать их под углом.
1.) Обработайте необработанные края ткани, из которых будет скошенный угол. Это может быть крошечная складка (¼ дюйма), зигзагообразная строчка, обметка или розовая отделка. Выбор швеи!
2.) Положите ткань изнаночной стороной вверх. Готовые края сложите в нужном порядке на изнаночную сторону. Например, если бы я шила вышеупомянутую юбку, я бы сначала сделала центральную складку спереди, а затем подогнула кромку.
3.) Слегка прижмите утюгом к этому не скошенному углу (не беспокойтесь о торчащих краях в этой точке). Мы запоминаем основные складки.
4.) Переверните ткань и положите ее лицевой стороной вверх. Развернуть уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.
5.) Сложите готовые края вправо в порядке , обратном складыванию . Итак, продолжая пример с юбкой, здесь я сначала подгибаю подол, а затем сгибаю по центру переда.
6.) С помощью инструмента для разметки проведите диагональную линию от нижнего внешнего угла пересекающихся складок к верхнему внутреннему углу. Немного перерисуйте (от 1/16 до 1/8 дюйма) на изнаночную сторону ткани.
7.) Отогните верхнюю складку по диагональной линии. Пальцем надавите на диагональную складку. Вы отрываете верхнюю складку, чтобы посмотреть на нижнюю.
8.) Проведите маркером вдоль края диагональной складки, проведя диагональную линию от нижнего внешнего угла к верхнему внутреннему углу (перерисовка поможет вам 9).0011 найти конечную точку этой строки). Теперь должна быть диагональная линия на верхнем сгибе и диагональная линия на нижнем сгибе. В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
9.) Разверните уголок изнаночной стороной вверх и посмотрите на две диагональные линии. Используя поверочную линейку и инструмент для разметки, соедините линии от готовой кромки к готовой кромке. (Разве не дико, как они собираются вместе? Это похоже на волшебство!) Эта линия является вашей линией сшивания для создания митры.
10.) Создадим припуски на швы. Используя линейку, нарисуйте линию, которая равна:
¼ дюйма от линии строчки
Ближе к внешнему углу
11.) Отрежьте внешний угол по линии припуска на шов. (Вас может пугать отрезание ткани, но это правильно!)
12.) Лицевые стороны вместе, сложите строчку пополам. Когда вы складываете леску, верхняя часть лески и нижняя часть лески должны точно накладываться друг на друга. Проткните булавкой линию стежка с одной стороны ткани на другую, чтобы подтвердить выравнивание.
Это немного трудно обнаружить, но через желтую строчку воткнута булавка.
13.) Прошейте вдоль линии строчки, чтобы получился угловой шов; обратная строчка с обоих концов.
14.) На изнаночной стороне раскройте скошенный шов и разутюжьте. Обрежьте угол, чтобы убрать объем.
Вы можете увидеть обрезанный угол в правом нижнем углу.
15.) Выверните скошенный угол на лицевую сторону. (Для создания острого острия здесь полезен токарный станок.) Аккуратно нажмите на правую сторону.
16.) Пришейте неравные швы! И готово. Отличная работа!
Отстрочка — это только один из вариантов закрепления краев.
Заключительные мысли о шитье скошенных углов
Это одна из тех техник шитья, освоив которую, вы ищете возможности применить ее на практике. Сшивание скошенных углов позволяет почувствовать себя профессионалом; они опрятны и требуют некоторой умственной работы, чтобы сделать все правильно.
Первое, о чем следует помнить при шитье скошенных углов, особенно когда края неровные, это СНАЧАЛА ПОПРАКТИКоваться. Лучше сделать прогонку бумагой или обрезками ткани, чем отрезать не ту часть своего угла.
НА САМОМ ДЕЛЕ…
ДУН-ДУН-ДУУУУН…
Именно это я и сделала с одним уголком своего радужного фланелевого платья! Я *думал*, что знаю, что мне нужно, чтобы обрезать припуски на швы. Но из-за того, что мой угол был сложен неправильно, я отрезал слишком много/не тот участок ткани. (Думаю, мне не удалось изменить порядок складывания при складывании на правую сторону.)
Как видно по фотографиям, я вернулась с этого тупоголового переезда и, несмотря на это, сшила красивую неравномерную митру. (Если хотите увидеть, как я закрепила отрезанный угол ткани, ставьте ЛК в комментариях!)
Как бы то ни было, когда я говорю вам сначала попрактиковаться в митре, я говорю по опыту.
К вам: Вы пришили скошенный уголок? Как прошло? Где вы получили инструкцию? Если вы еще не пробовали эту технику, то почему бы и нет? Поделись, пожалуйста, с друзьями-швеями!
Руководство по выбору концевой фрезы
| Инструменты RedLine
Сверла
Концевые фрезы
Краны
Развертки
Резьбовые фрезы
Твердосплавные стержни
Боры
Продукты охлаждающей жидкости
Инструменты для скругления углов
Инструменты для снятия фаски и зенкеры
Двойные угловые фрезы
Ключевые фрезы
резаки типа «ласточкин хвост»
Инструменты для гравировки
Цанги и цанговые уплотнения
Державки и аксессуары
Приводные инструменты для токарных станков Haas
Блоки токарных станков Haas
Редукционные рукава
Чип вентиляторы
Установки MQL и AirBlast
Ссылки на продукты
Loading. ..
Концевая фреза — это режущий инструмент, используемый для промышленного фрезерования. Он отличается от сверл своим применением, геометрией и изготовлением. В то время как сверло может резать только в осевом направлении, концевая фреза может резать во всех направлениях.
Концевые фрезы используются при фрезеровании, например при профильном фрезеровании, копировальном фрезеровании, торцевом фрезеровании, врезании, контурной обработке, прорезании пазов, сверлении и развертывании. Существует несколько широких категорий концевых фрез.
Обратитесь к нашим основам концевых фрез и руководству по выбору, чтобы узнать о нескольких широких категориях и о том, как их лучше всего использовать.
Типы концевых фрез
Квадратные концевые фрезы
Квадратные концевые фрезы имеют профиль под углом 90 градусов. Они используются для всестороннего фрезерования.
См. Выбор
Концевые фрезы Weldon
Концевые фрезы Weldon с хвостовиком производятся с плоской поверхностью Weldon для предотвращения проскальзывания.
См. Выбор
Сферические концевые фрезы
Сферические концевые фрезы (с сферическим концом) имеют круглую режущую поверхность, используемую для фрезерования контурных поверхностей.
См. Выбор
Радиусные концевые фрезы
Угловые радиусные концевые фрезы имеют закругленный угол для обработки заданного радиуса.
См. Выбор
Концевые фрезы Finisher
Концевые фрезы Finisher обеспечивают гладкую и полированную поверхность за один проход. Не подходит для погружной резки.
См. Выбор
Концевые фрезы
Сверлильные фрезы используются для центровки, сверления, фрезерования и зенкерования. Не рекомендуется для сверления стали.
См. Выбор
Концевые фрезы для черновой обработки
Концевые фрезы для черновой обработки, также известные как боровые фрезы, используются для удаления большого количества материала за один проход. Черновые концевые фрезы доступны с прямым и мелким шагом.
См. Выбор
Концевые фрезы для скругления
Концевые фрезы для скругления углов используются для фрезерования круглых кромок. Конец инструмента усилен для уменьшения выкрашивания.
См. Выбор
Концевые фрезы для подрезки
Концевые фрезы для подрезки также известны как фрезы для леденцов. Это универсальные инструменты, которые можно использовать во многих случаях.
Диаметр хвостовика: Ширина хвостовика, удерживаемого в державке.
Общая длина: Общая длина инструмента между двумя осевыми концами.
Длина резания/длина канавки: Функциональная глубина резания при осевой ориентации инструмента.
Длина ниже хвостовика: Также называется вылетом и представляет собой длину от шейки до конца режущего конца инструмента.
Диаметр шейки: Диаметр горлышка.
Угол спирали: Угол, измеренный от центральной линии инструмента и прямой линии, касательной вдоль режущей кромки.
Канавки: Спиральные режущие канавки в инструменте. Меньшее количество канавок обеспечивает более крупную стружку и большую глубину резания, но они слабее и лучше всего подходят для пластика и алюминия. Большее количество канавок повышает прочность инструмента, но уменьшает глубину резания, обеспечивая более гладкую резку, которая больше подходит для более твердых материалов.
Переменная спираль: Концевая фреза с изменяемой спиралью использует неравное расстояние между зубьями для уменьшения гармоник, что может значительно увеличить срок службы инструмента и улучшить качество обработки детали.
Переменный шаг : Относится к неравному расстоянию между режущими кромками. У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
Типы канавок
Канавки представляют собой режущую поверхность корпуса инструмента. Это полость, которая закручивается по спирали вдоль оси корпуса инструмента. Небольшое количество канавок обеспечивает больше пространства для стружки, что позволяет быстрее снимать материал, но делает инструмент менее прочным. Большее количество канавок увеличивает прочность инструмента и лучше подходит для резки более твердых материалов.
Однолезвийный: Используется для высокоскоростной обработки при съеме больших объемов материала, часто из пластика или углепластика.
Две канавки: Используется для удаления больших объемов материала при прорезании пазов и карманов в цветных материалах.
Трехзубая: То же расстояние между канавками, что и у двухзубой концевой фрезы, но они прочнее. Используется для черных и цветных металлов.
Четырехзубая фреза : Более прочная, чем трехзубая концевая фреза, что позволяет работать с более высокими скоростями подачи. Они имеют меньше места для канавок, чем концевые фрезы с 3 канавками, и производят меньшую стружку. Они чаще всего используются при резке черных металлов.
Пятизубая: Имеют меньшее расстояние между зубьями, чем у четырехзубых концевых фрез, что обеспечивает большую прочность, чем у четырехзубых концевых фрез. Они лучше подходят для высокоэффективного фрезерования твердых материалов.
Шесть зубьев и больше: Это концевые фрезы для чистовой обработки, обеспечивающие очень чистую обработку. Они также широко используются в динамической или высокоэффективной обработке (HEM).
Подложка режущего инструмента
Твердый сплав: Более жесткий, чем быстрорежущая сталь (HSS), и может работать в 2-3 раза быстрее. Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Быстрорежущая сталь (HSS): Используется для общего фрезерования.
Ванадиевая быстрорежущая сталь (HSSE): Имеют лучшую износостойкость, чем HSS. Хорошо подходит для нержавеющей стали и алюминия.
Покрытия и отделки
Покрытия играют решающую роль в производительности вашего режущего инструмента, однако геометрия инструмента не менее важна для успеха. Это лучшие покрытия для данного применения:
P — Steels
Best Coatings:
AlCrN
Aluminum Chromium Nitride
AlTiNX
Aluminum Titanium Nitride Xtreme
TiAlNX
Титан-алюминий нитрид Xtreme
AlTiN
Aluminum Titanium Nitride
Alternatives:
TiCN
Titanium Carbo-Nitride
TiN
Нитрид титана
CrC
Chromium Carbide
M — Stainless Steels
Best Coatings:
AlCrN
Aluminum Chromium Nitride
AlTiNX
Алюминий Титан-нитрид Xtreme
TiAlNX
Titanium Aluminum Nitride Xtreme
AlTiN
Aluminum Titanium Nitride
Alternatives:
TiCN
Titanium Carbo-Nitride
CrC
Карбид хрома
K — Cast Irons
Best Coatings:
AlTiNX
Aluminum Titanium Nitride Xtreme
TiAlNX
Титан Алюминий Нитрид Xtreme
AlTiN
Алюминий Нитрид Титана
Alternatives:
AlCrN
Aluminum Chromium Nitride
TiCN
Titanium Carbo-Nitride
TiN
Нитрид титана
N — Цветной металл
Best Coatings:
ZrN
Zirconium Nitride
TiCN
Titanium Carbo-Nitride
TiB2
Диборид титана
2 DLC
16
Diamond Like Carbide
S — High Temp Alloys
Best Coatings:
AlCrN
Aluminum Chromium Nitride
AlTiNX
Алюминий Нитрид Титана Xtreme
TiAlNX
Titanium Aluminum Nitride Xtreme
AlTiN
Aluminum Titanium Nitride
Alternatives:
TiCN
Titanium Carbo-Nitride
CrC
Карбид хрома
Высокоэффективное фрезерование0053
HEM — это метод фрезерования, получивший значительную популярность благодаря повышению эффективности цеха, увеличению срока службы инструмента, повышению производительности и экономии затрат. Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Мы надеемся, что это руководство по выбору концевой фрезы поможет вам найти правильные инструменты для вашей работы.
Купить сейчас
Для получения технической информации и информации по применению , включая скорости подачи, прорезание кромок, торцовку, винтовое врезание под углом, прямолинейные наклоны, регулировку длинного вылета, устранение конусности стенки при чистовой обработке, регулировку концевой фрезы с шаровым узлом, чистовую обработку поверхности.
Многие инструменты, с которыми приходится работать в мастерской, должны иметь определенную прочность. Домашние мастера задаются вопросом: «Как закалить сталь в домашних условиях?» От твердости режущей кромки часто зависит качество изделия. Конечно, многим известно, что для закалки требуется нагреть предмет, а потом резко охладить. При этом можно услышать, как кто-то добился подобным способом необыкновенной твердости и прочности какой-либо детали.
Закалка в воде:
Попытка самостоятельно закалить изделие на огне газовой плиты или ином источнике тепла оказываются безрезультатными. Разогретая до красного свечения заготовка при резком охлаждении повышает прочность незначительно, а иногда происходит и обратное явление – твердость снижается.
Введение в технологию металлов
Металлы и сплавы для закалки
Технология закаливания
Закалка с помощью бытовых приборов
Заключение
Введение в технологию металлов
Сталь, с которой приходится сталкиваться чаще всего, представляет сплав железа с углеродом.
Наибольшее распространение получили конструкционные стали обыкновенного качества. В них содержится незначительное количество углерода (менее 0,8 %), поэтому любые попытки закалить изделия из подобного материала обречены на неудачу. Небольшое количество углерода не образует зерна цементита (карбида железа, Fe₃C). Именно этот ингредиент отвечает за получение твердости закаленной стали.
Кроме конструкционных, на металлургических предприятиях производят стали заданных свойств, в том числе и углеродистые сплавы. У них содержание углерода находится в пределах 0,8…2,14 %. При большем содержании второго компонента приходится иметь дело с чугунами. Это тоже черный металл, но свойства отличаются кардинально.
Проверка получения аустенита при нагревании с помощью магнита:
При выпуске изделий из металла пользуются пластичными материалами. Из них методом прессования добиваются получения специальных оригинальных форм. Например, детали корпуса автомобилей штампуются в холодном состоянии на специальных штампах. Этот инструмент состоит из матрицы и пуансона. Листовая заготовка проходит обжатие между составляющими (матрицей и пуансоном), получают конечную форму.
Для инструмента нужна твердость, поэтому при изготовлении выбирают материал, который можно закалить, чтобы в дальнейшем не происходило его деформации в процессе использования для штампования деталей.
Закаленные изделия из качественных легированных сталей:
Кроме углеродистых сталей, на практике используют сплавы с марганцем, хромом, молибденом, титаном и другими элементами. Наличие их в составе в определенном количестве характеризуется определенной маркой. Компоненты, улучшающие свойства сплава называют легирующими. Они заметно изменяют свойства:
Повышают поверхностную прочность.
Увеличивают твердость деталей на стадии заготовок.
Могут закаляться при закаливании.
Не ржавеют при нахождении в агрессивной среде.
Для маркировки легированных сталей используется свой метод, в нем определенные металлы сплава обозначены своими буквами. Цифры после букв указывают на содержание определенного компонента в десятых долях процента. Если имеет только буква, а за ней не следуют никакие цифры, значит, ингредиент может достигать до 1 % в составе сплава. Например, ХВГ характеризуется наличием в ней:
около 1 % углерода;
0,8…1,2 % хрома (Х), этот компонент придает нержавеющие свойства;
0,9…1,1 % вольфрама (В), этот ингредиент увеличивает твердость и позволяет закалять изделия;
0,8…1,4 % марганца (Г, так договорились металлурги). Mn в составе стали придает пружинные свойства.
Внимание! ХВГ – это одна из лучших сталей для изготовления ножей. Отличается нержавеющими свойствами. При закалке можно добиться высокого значения твердости. На инструментальных заводах из этого материала изготавливают фрезы, прошивки и протяжки.
Металлы и сплавы для закалки
Из всей совокупности материалов, выпускаемых на металлургических предприятиях закалить можно только определенные сплавы. Они показаны в таблице.
Таблица «Металлы, подлежащие закалке»:
Технология закаливания
Муфельная печь для разогрева деталей:
Чтобы понять, как правильно закалить сталь, нужно рассмотреть процесс. Он заключается в следующем:
Заготовку разогревают до температуры 750…770 ⁰С. В этом состоянии она перестает магнититься. Металлурги называют этот режим аустенитным. Возникает высокая пластичность. Зерна металла становятся крупными, между ними разрушается связь.
Чтобы произошел прогрев всей детали, требуется время. У сталей есть особенность, нагретым может быть только поверхностный слой, всего несколько долей миллиметра. Ниже этого слоя температура может быть на 30…50 ⁰С ниже. Если не прогревать металл по толщине, то произойдет только поверхностное закаливание. При проверке на приборе Роквелла происходит прокол закаленного слоя, твердость не гарантируется.
Разогретый металл закаливается в воде или в масле. Выбор среды для закаливания объясняется тем, что при закалке в воде вокруг металла образуется водяной пар. Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает.
При закаливании крупное зерно, полученное при разогреве до аустенита, превращается мелкое (уменьшается размер в тысячи раз). Именно резкое уменьшение зерновой структуры способствует повышению поверхностной твердости.
При закаливании внутри металла возникают внутренние напряжения. Иногда можно наблюдать, как тонкие детали при небольшом нагружении лопаются. Необходимо устранить их кратковременным нагревом до температуры отпуска.
На практике подразделяют отпуск в нескольких режимах. Самым распространенным является низкий отпуск, который протекает при температуре 200…220 ⁰С. В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа).
Детали с низким отпуском служат в несколько раз дольше, чем закаленные, но без последующего отпуска.
Закалка в масле:
Закалка с помощью бытовых приборов
Для закаливания некоторые мастера пытаются использовать обычную газовую плиту. Диаметр горелки мощностью 2,5 кВт составляет 130 мм. При горении прогревается круг с внутренним диаметром 85…90 и с внешним 130…170 мм. Греется только кольцо. Нагреть металл можно до температуры 800 ⁰С.
Разогрев на газовой горелке:
Чтобы равномерно прогревать деталь, нужно устанавливать ограничения. Изготавливают металлический квадратный контур, внутри которого можно выровнять температуру. Контур желательно теплоизолировать, чтобы ограничить теплообмен с окружающей средой.
Для закаливания используют емкости, в которых используют отработанное минеральное масло.
С помощью паяльной лампы можно получить температуру 850…1000 ⁰С. При такой температуре проще прогреть подходящую деталь до нужной температуры. Чтобы ограничить тепловые потери, помещают в толстостенную трубу. Туда же направляют и поток продуктов сгорания горючего.
Разогрев паяльной лампой:
Внимание! Качественная закалка производится при нагревании в муфельной печи ли в горне, где все изделие находится в зоне разогрева.
Разогрев заготовки в горне на углях:
Видео: закалка стали в домашних условиях.
Заключение
Закалка – это способ термической обработки металла, способствующий повышению твердости и прочности деталей.
Оптимальная температура нагрева перед закаливанием составляет 750…770 ⁰С. Необходимо прогреть всё тело детали, поэтому необходима выдержка в течение 20…30 минут.
Закалка в масле позволяет получать высокую скорость охлаждения. На поверхности изделия не образуется водяной пар.
Для оптимального прогрева используют муфельные печи или горны. При использовании бытовых приборов трудно соблюсти равномерность нагревания деталей.
Republished by Blog Post Promoter
Как закалить металл в домашних условиях? | Дом и семья
И действительно, убедившись на собственном опыте, могу подтвердить: часто лезвие топора современного производства то недокалено (заминается), то, наоборот, перекалено (выкрашивается). Досадно! Причем проверить качество закалки при покупке практически невозможно. Да, с определенной степенью точности можно узнать, как закален ваш ручной инструмент, проведя по режущей кромке напильником.
Если напильник очень сильно «липнет» к металлу, почти сто процентов вероятности — недокал, кромка будет слишком мягкой (и не будет держать заточку).
Если напильник будет «отскакивать» от поверхности, «гладить» ее, ваша рука не будет при нажатии встречать никакого сопротивления, — это, скорее всего, перекал. Кромка лезвия будет выкрашиваться, более того, инструмент при усилии на изгиб может сломаться.
Согласитесь, пользоваться в работе было бы крайне неудобно как изделием из пластилина, так и из стекла — один мнётся, второе ломается. Проблема в том, что продавец не позволит вам «строгать» напильником еще не купленный инструмент. И не примет обратно «построганный».
Для закалки металла потребуется костер, емкость с машинным маслом и емкость с водой Фото: pixabay.com
Как же быть, если вы купили инструмент некачественной закалки? Выбрасывать? Продолжать пользоваться, сетуя на брак? Ни первое, ни второе!
Вы можете закалить металл в дачных условиях.
Для этого потребуется костер с солидным количеством углей и две емкости. Одна — с машинным маслом (автол, дизельное, моторное, отработка), вторая — с колодезной водой. И подумайте, чем вы будете держать раскаленное железо. Идеальный вариант — кузнечные клещи. Их у вас нет? Придумайте же что-нибудь!
Итак, будем считать, что вы готовы. Кладите инструмент в костер, на угли! Чем они белее, тем выше их температура. И контролируйте процесс. Цвет поверхности инструмента в месте закаливания должен быть ярко-малиновым, но ни в коем случае не белым! Если вы перегреете металл, он может просто «сгореть». Следите за тем, чтобы цвет распределялся равномерно, на закаливаемой кромке не должно быть темных участков.
Если цвет будет недостаточно ярким — «синюшным», то вы «отпустите» сталь, она будет мягкой. Ни разу не замечали, что какие-нибудь «железяки» после костра становятся очень мягкими (слишком пластичными)? Кстати, так можно «размягчить» сталистую проволоку: сильно нагреть и дать ей медленно остыть. И не старайтесь добела накалить весь инструмент: вам же нужно закалить только режущую кромку!
Сначала в огонь, потом в масло и в воду Фото: pixabay. com
Что ж, представим себе, что закаливаемый инструмент «созрел». Ну, так хватаем его и окунаем в емкость с маслом, чуть «побулькивая» им! Секунды три-четыре, затем резко вынули, секунды две подождали и снова резко отпустили в масло и «побулькали» уже чуть дольше — секунд пять-шесть (до «синюшного» цвета). И тут же — в емкость с водой до полного остывания. Желательно «помешать» воду закаливаемым инструментом для более резкого охлаждения.
Будьте осторожны: масло на «железяке», когда вы ее вытащите в первый раз из масляной емкости, может вспыхнуть!
Вот такой процесс. Если вы все сделаете правильно — качественная закалка металла вам гарантирована. Разумеется, таким способом нельзя превратить «сырец» из вторчермета в первосортную сталь. Но хотя бы закалка будет нормальной.
Этому способу меня научил старый кузнец дядя Коля, и до сих пор я на качество своей закалки не жаловался. Слышал, кто-то использует вместо масла обыкновенный кипяток. Не знаю, попробуйте! Только учтите, что много раз повторять процедуру закалки одного и того же «объекта» вредно: металл «устает», теряет свойства, и потом — только переплавка…
Улучшайте ваш инструмент, уважаемые читатели! И не забудьте присказку: острый топор — половина работы. Хорошей вам закалки!
Теги:
металл, закалка металла, топор, ручной инструмент
Лучшие типы закалочных масел для кузнечного дела 2022 [Обновлено]
Работа над пламенем поддерживается читателями. Мы можем получать комиссию без каких-либо дополнительных затрат для вас, если вы покупаете по ссылке на этой странице. Будучи партнером Amazon, мы зарабатываем на соответствующих покупках.
Существует множество различных типов закалочных масел, каждый из которых имеет свои преимущества и недостатки. Фото Мэтью Паллади CC BY-SA
Процесс закалки является очень важным этапом в кузнечном процессе при работе с нагретыми металлами. Закалка — это форма быстрого охлаждения равномерно нагретого металла для ограничения и контроля влияния медленного охлаждения на микроструктуру металла и, следовательно, на его металлургические свойства.
Одной из распространенных сред, в которой можно закалить кузнечное изделие, является масло. Для выполнения этой задачи доступно много видов закалочных масел, но некоторые из них могут быть лучше других для определенных применений.
Обычными закалочными маслами, которые мы обсудим, являются моторные масла, пищевые масла, минеральные масла и жидкости для автоматических трансмиссий, а также коммерческие закалочные масла. Хотя свойства этих масел могут сильно различаться, важно также учитывать их стоимость, доступность и совместимость с маркой и типом стали, которую вы собираетесь закаливать.
2556 акции
Закалочное масло AAA – кувшин объемом 1 галлон
Внешний вид: Масло светло-янтарного цвета, вязкость при 100°F: 14,0–19,3 сСт
Время никелевого шарика: 9–11 секунд, температура вспышки: > 340°F
Парки AAA считается AAA средне- и среднебыстрое масло. Много раз закалочное масло описывается в секундах…
Как масла работают для закалки металлов?
Процесс закалки состоит из нескольких этапов. Когда нагретая заготовка впервые вступает в контакт с закалочным маслом, вокруг металла образуется слой пара, так как он полностью погружен в него. Этот паровой слой стабилизируется различными условиями.
Свойства металла и закалочного масла могут сильно повлиять на стабильность парового слоя, окружающего заготовку. Как только паровая оболочка дестабилизируется, происходит пузырьковое кипение. Этот этап процесса характеризуется наиболее высокой скоростью теплопередачи. Молекулярный состав отдельного закалочного масла играет большую роль в определении того, когда происходит этот этап и насколько он быстрый.
При снижении температуры процесса ниже точки кипения масла процесс переходит на стадию конвективного охлаждения. Скорость охлаждения на этом этапе сильно зависит от вязкости охлаждающего масла, которая, в свою очередь, зависит от его чистоты. Ниже представлено отличное видео, демонстрирующее процесс закалки в двух разных средах, как в масле, так и в воде:
Посмотрите это видео на YouTube
Как упоминалось ранее, свойства закалочных масел могут сильно различаться в зависимости от типа используемого масла. Это изменение влияет на то, как масло закаляет металл. Некоторые из эффектов, которые он может вызвать, проявляются в виде структурных изменений в обрабатываемом металле, которые более благоприятны при более низких температурах, таких как фазовые превращения.
Фазовые превращения могут увеличивать плотность кристаллической решетки металла, вызывая его затвердевание. Твердость металла может определить, насколько он податлив или хрупок, что делает эту характеристику важной, которую необходимо контролировать.
Существует ли лучшее масло для закалки?
Тип масла, который вы выберете, во многом зависит от вашего выбора материалов и проекта. Фото Бена Остина CC BY-SA
Хотя в целом не может быть наилучшего типа закалочного масла, существуют закалочные масла, которые могут лучше подходить для закалки определенных типов или марок сталей в конкретном применении, чем другие. Этот фактор очень важно учитывать, когда вы понимаете характеристики металла, который собираетесь закаливать.
Поскольку условия процесса закалки не являются универсальными для всех типов металлов, имеет смысл выбирать масла, используемые для закалки, исходя из свойств, уникальных для конкретной закаливаемой стали или стального сплава.
Стали и сплавы подвергаются закалке при различных начальных температурах и скоростях охлаждения для обеспечения однородности и качества конечного продукта. Одной из распространенных комбинаций металла и масла являются минеральные масла и закаленные в масле стали, поскольку они действуют как закалка со средней скоростью.
Что следует учитывать при покупке закалочных масел
1) Стоимость закалочных масел
Многие пищевые масла биоразлагаемы и намного дешевле коммерческих закалочных масел.
Фактором, на который обращают внимание многие кузнецы при выборе закалочного масла, является его стоимость. Это очень важный и действительный фактор, который следует учитывать, поскольку на стоимость может влиять эффективность конкретного масла в приложении или просто доступность масла.
Если вы начинающий кузнец, который просто хотел бы начать работу с некоторыми проектами, связанными с процессом закалки в масле, вам может быть более разумно начать использовать более дешевые масла для отработки и совершенствования техники.
Если вы продвинутый кузнец и пытаетесь найти идеальное закалочное масло для своего применения, независимо от стоимости, имеет смысл выбрать идеальный тип масла для вашего проекта — часто в виде коммерчески доступных закалочных масел.
2) Масло Скорость и скорость закалки
Вязкость (сопротивление деформации) влияет на скорость закалки, при этом масла с более низкой вязкостью обеспечивают более высокую теплопередачу.
Другие физические свойства закалочного масла также могут оказывать существенное влияние на его эффективность при закалке стали определенного типа. Некоторые металлы требуют определенных скоростей закалки, чтобы предотвратить растрескивание или искажение их структуры.
Как было кратко сказано, вязкость масла может ускорять или замедлять этап конвективного теплообмена в процессе закалки, также называемый скоростью закалки. Чем ниже вязкость конкретного масла, тем выше скорость теплопередачи. Также важно отметить, что на вязкость также может влиять разложение масла, происходящее при его использовании в процессе закалки. Эта деградация характеризуется наличием побочных продуктов окисления в масле, что также может вызвать увеличение общей вязкости жидкости и снизить скорость теплопередачи.
Другим физическим свойством, которое может повлиять на скорость закалки, является содержание воды в масле. Это свойство также влияет на внешний вид и качество готовой заготовки, если оно не вызывает возгорания в сочетании с маслом. Поскольку свойства воды сильно отличаются от свойств масла, более двух процентов содержания воды в закалочном масле может привести к появлению неровностей на поверхности заготовки и опасной комбинации. Это форма загрязнения, которая может сильно изменить скорость теплопередачи на разных участках поверхности металла из-за температурных градиентов.
3) Воздействие масел на окружающую среду
Многие пищевые масла являются биоразлагаемыми, но моторные масла и жидкости для автоматических трансмиссий — нет.
Воздействие закалочного масла на окружающую среду является очень важным фактором, который следует учитывать при выборе закалочного масла. Этот фактор влияет не только на то, как вы утилизируете масло, но и на то, сколько раз вы можете повторно использовать закалочное масло и получить максимальную отдачу от своих запасов.
Например, закалочные масла премиум-класса могут храниться годами, прежде чем их потребуется утилизировать. В крупномасштабных установках в настоящее время используются системы фильтрации и циркуляции масла для оптимизации использования охлаждающего масла из-за увеличения стоимости масла и его надлежащей утилизации. Возможность вторичной переработки закалочных масел может уменьшить ваш углеродный след. Некоторые масла можно даже перерабатывать в качестве биотоплива, что еще больше оптимизирует их использование.
Различные типы закалочных масел Blacksmith (сравнение)
1) Моторные масла
Распродажа
Valvoline Advanced Full Synthetic SAE 5W-30 Motor Oil 5 QT (упаковка может меняться)
Защита на 40 % выше, чем у отраслевых стандартов, за счет улучшенных противоизносных присадок, создающих бонус… с комбинацией антиоксидантов премиум-класса…
Повышенная на 25 % защита от отложений благодаря дополнительным моющим средствам для очистки двигателя. Новые и бывшие в употреблении моторные масла можно использовать для закалки, и оба они широко доступны. Новое моторное масло обычно дешевле в использовании, чем коммерческие охлаждающие масла.
Отработанное моторное масло часто можно получить бесплатно или легко достать, но оно может содержать несколько загрязняющих веществ, возникающих в результате использования в автомобиле. К сожалению, как новое, так и бывшее в употреблении моторное масло имеют присадки, которые могут выделять токсины при контакте горячей металлической заготовки с маслом в процессе закалки. Эти токсины обычно выделяют нежелательный запах во время тушения. Всегда разумно избегать вдыхания этих токсинов и носить надлежащее защитное снаряжение для вашего применения.
Закалку моторным маслом следует проводить в помещении с достаточной вентиляцией. Из-за примесей, содержащихся в моторных маслах, многие кузнецы, использующие его, обнаруживают, что на готовой заготовке после закалки остается тонкая темная пленка.
Преимущества
Недостатки
Может быть дешевым независимо от того, новый он или бывший в употреблении
Широко доступный
Обычно используется в кузнечном деле
Отработанное моторное масло может содержать много примесей
Моторные масла содержат присадки, выделяющие токсины в процессе закалки
Токсины плохо пахнут во время тушения
Должен использоваться только в хорошо проветриваемом помещении
Запах тушения моторного масла ни в коем случае нельзя вдыхать
Может вызывать появление пятен на заготовке из-за загрязнений
2) Пищевые масла
Бестселлер №1
La Tourangelle, Органическое масло канолы, семена канолы, отжатые под прессом, без ГМО, без пестицидов и химикатов,. ..
Традиционно и просто: органическое масло канолы La Tourangelle — это высококачественное дополнение к вашему…
Quality You можно Вкус: Основой всех натуральных, кустарных масел La Tourangelle являются масла премиум-класса…
Вкусно и универсально: Наши масла, заправки и винегреты позволяют легко создавать неповторимые…
Существует множество пищевых закалочных масел, которые можно использовать в кузнечном деле. Среди этих вариантов растительное, арахисовое масло и масло авокадо. Некоторыми широко используемыми растительными маслами являются рапсовое, оливковое и пальмоядровое масло. Растительное масло очень дешевое и поступает из возобновляемых источников. Они биоразлагаемы и даже могут быть переработаны в качестве биотоплива. Растительные масла имеют лучшие значения ударной энергии при использовании в качестве закалочного масла. Эта характеристика позволяет им повысить ударную вязкость заготовки.
Недостатком этих типов масел является пониженная жесткость. Арахисовое и оливковое масла также можно использовать для аналогичных целей, но они, как правило, дороже, чем обычные нейтральные масла.
Преимущества
Недостатки
Дешевая покупка
Широко доступен
Возобновляемые источники
Перерабатываемый
Повышает прочность заготовки
Заготовка не достигает таких высоких значений твердости, как при закалке другими типами масла
Некоторые растительные масла дороже других
3) Минеральные масла и жидкости для автоматических трансмиссий
Минеральное масло Earthborn Elements (1 галлон), для разделочных досок, деревянной посуды
Минеральное масло Earthborn Elements в закрывающемся ведре
Очистка, защита, кондиционирование и восстановление деревянных поверхностей
Бесцветный, без вкуса и запаха
Минеральные масла и жидкости для автоматических трансмиссий являются подходящей альтернативой моторным маслам. Эти типы масел на самом деле не содержат присадок, которыми печально известны моторные моторные масла в кузнечном деле. Если у вас нет доступа к минеральным маслам, детское масло — еще одна отличная альтернатива им, оно просто содержит дополнительный аромат.
Закалочные составы на основе минерального масла прекрасно работают со сталями, требующими высокой скорости закалки, и со сталями, закаленными в масле. Минеральные масла обычно обладают большей охлаждающей способностью для стальных сплавов. Их эффективность в процессе закалки увеличивает их общую стоимость.
Воздействие минеральных масел на окружающую среду не очень хорошее, поскольку они не поддаются биологическому разложению. Если эти масла нагреть до очень высоких температур, существует вероятность того, что опасные ароматические соединения начнут накапливаться и выделять в воздух токсины.
A преимущества
Недостатки
Альтернатива моторному маслу
Детское масло – альтернатива минеральному маслу
Не содержит добавок
Не биоразлагаемое закалочное масло
Относительно дорогое масло
Когда минеральные масла нагреваются до высоких температур, они могут образовывать токсичные ароматические соединения
4) Коммерческие закалочные масла
Закалочное масло AAA – кувшин емкостью 1 галлон
Внешний вид: светло-янтарное масло, вязкость при 100°F: 14,0–19,3 сСт
Время никелевого шарика: 9–11 секунд, температура воспламенения: > 340°F
Parks AAA считается маслом средней и средней стойкости. Много раз закалочное масло описывается в секундах…
Коммерческие закалочные масла специально созданы для использования в процессе закалки, как следует из их названия. Существует большое разнообразие коммерческих закалочных масел, подходящих для различных типов сталей и стальных сплавов, подлежащих закалке. Они составлены таким образом, что различные коммерческие закалочные масла обладают свойствами, которые могут вызывать медленную или быструю скорость закалки.
Поскольку коммерческие закалочные масла производятся для закалки, они, как правило, являются самым дорогим доступным типом закалочных масел. Они не легко доступны в универсальных магазинах и стоят дороже, чем обычные масла.
Преимущества
Недостатки
Специально разработан для закалки
Подходит для разных скоростей закалки для разных типов сталей и стальных сплавов
Дороже, чем некоммерческие закалочные масла
Не широко доступен
Как упрочнить сталь моторным маслом
••• Nature/iStock/GettyImages
Ларри Парр
Закалка стали моторным маслом — это способ выполнения так называемой поверхностной закалки стали. Чистая сталь на самом деле слишком мягкая для многих применений. Чтобы нанести на сталь твердый слой, углерод должен быть сплавлен на молекулярном уровне в верхний сантиметр или около того стали. Один из способов сделать это — раскалить сталь докрасна, а затем погрузить ее в моторное масло. Углерод в моторном масле связывается с верхним слоем молекул раскаленной стали и образует прочное внешнее покрытие на стали. Однако необходим последний шаг, прежде чем ваша закаленная сталь будет готова к работе.
Нагрейте сталь с помощью горелки или печи с сильфоном. Продолжайте, пока сталь не раскалится докрасна. Работайте в хорошо проветриваемом помещении и надевайте защитную одежду, плотные перчатки и защитные очки.
Возьмите клещами раскаленную сталь и немедленно погрузите ее в моторное масло. Оставьте сталь в масле примерно на 30–60 секунд.
Выньте сталь из масла и вымойте изделие водой с мылом для мытья посуды. Будьте осторожны, чтобы не уронить и не ударить сталь, так как на этом этапе она будет хрупкой (как стекло) и может разбиться.
Разогрейте уже чистую сталь, пока она не станет раскаленной до синего цвета. Синий — это цвет, в который сталь превращается непосредственно перед тем, как раскалить докрасна.
Возьмите раскаленную сталь щипцами и немедленно погрузите ее в чан с водой комнатной температуры. Дайте стали остыть в воде. Теперь ваша сталь закалена. Внешний слой стали будет как минимум на 40 процентов тверже, чем в начале, и ваша сталь будет податливой, а не хрупкой, как стекло.
Вещи, которые вам понадобятся
Сталь
НДС
Моторное масло
Факел
Тяжелая защитная одежда
Тонг
Защита глаз
Тяжелые протекающие глоки
. докрасна после первой масляной ванны и дайте ему вторую масляную ванну. После второй масляной ванны продолжите с шага 3.
Предупреждения
Подготовьте огнетушитель на случай возгорания масла при попадании раскаленной стали. Если масло загорится, просто бросьте стальной предмет в чан и используйте огнетушитель или накройте чан крышкой, чтобы потушить огонь.
Цинк является тяжелым легкоплавким металлом; Тпл = 420 °С, р = 7,13 кг/дм3. Низкая температура кипения цинка (*кип = 907 °С) ограничивает допустимую температуру металла при плавке всех сплавов, в которые он входит. Энтальпия цинка при 500 °С (около 300 кДж/кг) в три раза ниже, чем энтальпия расплавленного алюминия. Удельное электрическое сопротивление расплава цинка 0,35-10~6 Омм.
При низких температурах на воздухе цинк окисляется, образуя плотную защитную пленку из Zn03* 3Zn(OH)2. Однако в плавильных печах цинк окисляется по реакциям: 2Zn + 02 = 2ZnO, Zn + h30 = ZnO + h3, Zn + C02 = ZnO + CO.
Для защиты от окисления можно вести плавку в защитной или нейтральной атмосфере, например в среде азота. Однако на практике в большинстве случаев оказывается достаточным не допускать перегрева металла выше температуры 480 °С, при которой начинается интенсивное окисление и насыщение газами цинка. При данной температуре цинк и его сплавы не оказывают заметного влияния на огнеупорную футеровку печи и чугунный или стальной тигель. Повышение температуры приводит к растворению железа тигля в расплаве цинка.
Печи для плавки цинковых сплавов
Учитывая низкую температуру плавления и кипения цинка, плавку цинковых сплавов ведут обычно в тигельных печах, нагреваемых путем сжигания топлива или использования электрического сопротивления и индукции. В дуговых печах плавить цинковые сплавы не следует, так как неизбежный локальный перегрев металла вблизи горения дуги приводит к интенсивному испарению и окислению цинка. Индукционные канальные печи используются для плавки цинковых сплавов. На КамАЗе сплав ЦАМ10-5 для литья под давлением выплавляли в трех индукционных канальных печах емкостью по 2 т с нейтральной футеровкой. Однако перегрев металла в канале приводит к неустойчивости электрического режима плавки (так называемой цинковой пульсации) и принуждает ограничивать мощность, передаваемую в печь.
Технология плавки
Основную часть шихты обычно составляют сплавы цинковые литейные в чушках, свой возврат и лом цинковых сплавов. В качестве покровных флюсов используют смесь хлоридов кальция, калия и натрия, хлористый аммоний или криолит. Для подшихтовки используют первичный алюминий в чушках, катодную медь и магний металлический. Все компоненты шихты должны быть очищены от масел, влаги и других включений. Плавку ведут, не допуская перегрева ванны выше 480 °С. По результатам экспресс-анализа проводят корректировку химического состава. Для ввода магния используют стальной колокольчик. При получении заданного химического состава металл перегревают до 440…450°С и переливают в ковш, нагретый до той же температуры. В ковше под вытяжным зонтом производят рафинирование расплава таблетками комплексного дегазатора «Дегазер», в составе которых 87% гексахлорэтана, 12,7% NaCl, 0,3% ультрамарина. Рафинирование можно проводить также отстаиванием, продувкой инертными газами и фильтрацией.
Цветные металлы и сплавы
Подробности
Подробности
Опубликовано 27.05.2012 13:22
Просмотров: 12757
Наибольшее применение в технике имеют следующие цветные металлы: медь, латунь, бронза, алюминий и его сплавы, свинец, олово, цинк.
Медь. Медь представляет собой металл красновато-розового цвета. Температура плавления меди 1083°. Медь обладает высокой электропроводностью, теплопроводностью, пластичностью и стойкостью против атмосферной коррозии. По сравнению со сталью теплопроводность и электропроводность меди выше в шесть раз.
Высокая пластичность позволяет производить прокатку ее в холодном состоянии в тонкие листы. Прочность нагартованной меди достигает 40 кг!мм2, а отожженной и литой — 18—20 кг/мм2.
Обычно применяется медь марок МО, M1, М2, МЗ, (М4) (ГОСТ 859-41), отличающихся друг от друга содержанием примесей. Наиболее чистой от примесей является медь марки МО (количество примесей 0,05%) и марки M1 (примесей 0,1%). Чем меньше примесей, тем лучше медь поддается сварке.
При нагревании свыше 600° С прочность меди резко снижается, она становится хрупкой. В жидком состоянии медь легко поглощает газы и окисляется. Это ограничивает ее применение для литых изделий, а также затрудняет сварку. Высокая теплопроводность и жидко текучесть в расплавленном состоянии также затрудняют сварку меди.
С понижением температуры механические свойства меди не снижаются, что позволяет применять медь в конструкциях, работающих при низкой температуре. Благодаря высокой электропроводности медь широко применяется в электропромышленности, в химическом машиностроении и других отраслях промышленности для изготовления баков, котлов, теплообменной аппаратуры и т. д.
Латунь. Латунь представляет собой сплав меди с цинком золотисто-желтого цвета. Содержание цинка в латуни 20—45%. Температура плавления латуни в зависимости от состава достигает 880— ‘950° С. С увеличением содержания цинка температура плавления понижается. Латунь достаточно хорошо сваривается и прокатывается. Изготовляется и применяется она обычно в виде листов, прутков, трубок и проволоки. Широкое применение латуни обусловливается ее меньшей стоимостью по сравнению с медью.
По ГОСТ 1019-47 латуни разделяются в зависимости от их химического состава на ряд марок: томпак марок Л96 и Л90 (содержание меди 88—97%), полутомпак марок JI80 и Л85 (меди 79— 86%), латунь марок Л62, Л68 и Л70 (цифра обозначает среднее содержание меди). Кроме того, имеются алюминиевые латуни марки ЛА77-2 (меди 76—79%, алюминия в среднем до 2%), марганцовистые, железомарганцовистые и др. Такие латуни обладают повышенной прочностью и вязкостью.
Бронза. Сплавы меди с оловом, марганцем, алюминием, никелем, кремнием, бериллием и другими элементами называют бронзами. Наиболее известны оловянистые бронзы, содержащие олова от 3 до 7%. Оловянистая бронза обладает очень малой усадкой и хорошими литейными свойствами.
Бронзы применяются в промышленности, главным образом в качестве литейного материала для изготовления подшипников и деталей, работающих на трение, а также для различного рода арматуры котлов, аппаратов и т. д.
Температура плавления бронзы зависит от количества в ней примесей и в среднем составляет: для оловянистых бронз 900—950 ° С, для безоловянистых — 950— 1080° С. Бронзы хорошо свариваются.
Алюминий и его сплавы. Алюминий — очень легкий металл, светло-серого, почти белого цвета. Он почти в три раза легче стали. Его удельный вес 2,7 г/см3. Алюминий имеет высокую теплопроводность и электропроводность и хорошо сопротивляется окислению благодаря тонкой, но прочной пленке окислов, защищающей его поверхность. Температура плавления алюминия 658° С. Несмотря на низкую температуру плавления, алюминий требует для расплавления большого количества тепла благодаря своей высокой удельной теплоемкости. Механические свойства чистого алюминия невысоки.
Сплавы алюминия с медью (дюралюминий), с магнием (электрон), с кремнием (силумин) и другие обладают прочностью, близкой к прочности малоуглеродистой стали.
В чистом виде алюминий применяется в электротехнике и химическом машиностроении. Алюминиевые сплавы широко применяются в промышленности в качестве литейного материала, а также в виде листового и сортового металла. Алюминий и его сплавы хорошо свариваются.
Из большого количества алюминиевых сплавов в сварных конструкциях чаще всего применяют алюминиево-марганцевый сплав АМц (содержащий до 1,6% марганца), дюралюминий (марки Д1, Д6, Д16) и др.
Все алюминиевые сплавы могут быть разделены на литейные, из которых изготовляются литые детали, и деформируемые, которые используются для изготовления полуфабрикатов прокаткой, прессованием, ковкой, штамповкой (полосы, листы, трубы и другие профили).
Литейные сплавы обозначаются АЛ1-АЛ13 (ГОСТ 2685-44) и отличаются низкими механическими свойствами (предел прочности от 12 до 28 кг/мм2у относительное удлинение от 0,5 до 9%).
Деформируемые алюминиевые оплавы (ГОСТ 4784-49) делятся на две группы: неупрочняющиеся термической обработкой (сплавы марки АМц, АМг) « упрочняющиеся (Д6, Д16, В95).
Упрочняющиеся оплавы (Д6, Д16) после термической обработки имеют предел прочности 42—46 кг/мм2 и относительное удлинение 15—17%. Такие сплавы обозначаются Д6Т, Д16Т.
При сварке указанных упрочняющихся сплавов значительный нагрев металла в зоне, расположенной рядом со швом, приводит к понижению механических свойств (предел прочности понижается до 21—22 кг/мм2).
Магний и его сплавы. Чистый магний в машиностроении не применяется. Широко применяются сплавы магния с алюминием, марганцем, цинком. Магниевые сплавы относятся к легчайшим металлам. Их удельный вес равен 1,75—1,85 г/см3. Температура плавления 648—650° С. Магниевые сплавы удовлетворительно свариваются газовой сваркой. Они могут быть как литейные (марки МЛ1-7-МЛ6, ГОСТ 2855-45), так и деформируемые (марки МА1Ч-МА5).
Цинк — металл синевато-белого цвета. Температура плавления 419° С, температура кипения 906° С. Цинк легко окисляется, пары его весьма вредны для здоровья.
Свинец отличается большим удельным весом (11,3 г/см3), малой теплопроводностью (9% от теплопроводности меди), низкой температурой плавления (325° С), малой прочностью на разрыв (1,35 кг/мм2) и значительным относительным удлинением — 50 %.
При нагревании свинец легко окисляется, покрываясь пленкой окиси с температурой плавления 850° С.
Пары и пыль свинца очень ядовиты.
Свинец и его сплавы свариваются удовлетворительно.
Олово — мягкий и вязкий металл серебристо-белого цвета; температура плавления 232° С. Для него характерна хорошая стойкость против окисления на воздухе и слабая окисляемость в воде. Применяется для лужения посуды, изготовления припоев и различных медных сплавов.
Читайте также
Добавить комментарий
Какова температура плавления алюминия?
Температура плавления является важным физическим свойством. Температура, при которой вещество переходит из твердого состояния в жидкое, напрямую влияет на то, как с этим веществом обращаются и наносят. Алюминий имеет температуру плавления приблизительно 1220°F. По сравнению с другими металлами это примерно в два раза выше температуры плавления цинка и вдвое ниже температуры плавления нержавеющей стали. Примечательно, что температура плавления алюминия изменяется в зависимости от состава сплава. Это жизненно важная информация, когда речь идет о производстве алюминия.
Загрузить технические характеристики алюминия сейчас
Kloeckner Metals — поставщик полного ассортимента алюминия и сервисный центр. Загрузите нашу спецификацию алюминия и узнайте, что Kloeckner Metals регулярно поставляет на склад.
Технические характеристики алюминия
Производственные процессы часто требуют нагрева металлов до их температуры плавления. Для плавки, сварки плавлением и литья металлы должны быть жидкими. Алюминий и алюминиевые сплавы можно плавить и переплавлять по мере необходимости. Это включает в себя плавку для литья слитков или заготовок, а также для последующих производственных процессов, таких как прокатка, экструзия, волочение, ковка и переработка.
Во-первых, понимание того, как производится первоклассный алюминий
Алюминий всегда встречается в виде соединения, а не в чистом виде. Чистые формы металла должны быть сначала химически очищены до глинозема (оксида алюминия), а затем переплавлены в алюминий с помощью процесса электролитического восстановления Холла-Эру, обычно называемого первичным производственным процессом. По данным Алюминиевой ассоциации, первичный производственный процесс стал более эффективным, улучшив его на 20% за последние 20 лет.
Получение алюминия начинается с добычи бокситов, основного сырья, из которого производится металлический алюминий. Затем примеси из боксита удаляются отстаиванием и фильтрацией. Эта химическая обработка делает глинозем. Бокситы измельчают, смешивают с раствором гидроксида натрия, а затем нагревают паром под давлением для растворения оксида алюминия.
Температура плавления оксида алюминия выше, чем у алюминия, и составляет около 3762°F. Вот почему извлечение алюминия из оксида алюминия осуществляется электролизом до расплавления металла. Электролиз, метод, с помощью которого элементы могут быть разделены, происходит в восстановительных емкостях или ячейках восстановительной установки. Этот процесс восстановления удаляет кислород из оксида алюминия, который состоит из почти равных частей алюминия и кислорода. Только после всех этих шагов у нас есть чистый, первоклассный алюминий.
Факторы, влияющие на температуру плавления алюминия
Соединение сплава
Диапазон температур плавления немного зависит от состава сплава. Диапазоны плавления некоторых распространенных сплавов указаны ASM International:
1100: 1190 – 1215°F
2024: 935 – 1180°F
3003: 1190–1210°F
5052: 1125 -1200°F
5456: 1055-1180°F
6061: 1080–1205°F
7075: 890–1175°F
Химические примеси
Обычный алюминий и его сплавы неизбежно содержат примеси. Примесью можно назвать любые химические элементы, не введенные намеренно в состав сплава.
Химические примеси изменят температуру плавления. Это называется депрессией точки плавления. Если температура плавления изменяется более чем на 41 градус по Фаренгейту, это доказывает наличие примесей.
Примеси могут появляться в различных точках процесса плавки. Загрязнение шихты в процессе плавки и разливки или взаимодействие с металлической футеровкой и флюсами. Растворение элементов литейного оборудования и литейного инструмента.
Примеси могут поступать при переплавке алюминиевых отходов во вторичное производство.
Состав молекул
Молекулам с сильными связями требуется больше энергии для разрыва. Алюминий имеет ковалентные связи, что приводит к более высокой температуре плавления.
Сила притяжения
Алюминий имеет прочные полярные связи, обеспечивающие низкую летучесть, высокие температуры плавления и кипения и высокую плотность.
Давление
Применение давления в процессе нагревания может изменить температуру плавления. Для алюминия давление около 3500 гигапаскалей вызовет повторный нагрев или когда температура плавления действительно начнет снижаться выше определенного критического давления.
Плавление металлов: основы литья
Процессы литья известны уже тысячи лет. Металлы отливают в формы путем их плавления в жидкости, заливки металла в форму и удаления материала формы после того, как металл затвердеет при охлаждении.
Высокотехнологичные отливки используются в 90% товаров длительного пользования, включая автомобили, грузовые автомобили, аэрокосмическую промышленность, поезда, горнодобывающее и строительное оборудование, нефтяные скважины, приборы, трубы, гидранты, ветряные турбины, атомные электростанции, медицинские устройства, изделия оборонного назначения, игрушки , и более.
Существует множество различных методов литья, которые относятся к методам литья одноразового или многоразового использования. Одноразовое литье предполагает использование временных, одноразовых форм. При многоразовом литье формы используются повторно без необходимости переформирования после каждого производственного цикла. Для получения дополнительной информации о каждом из процессов литья посетите базу данных металлов Total Materia.
Процесс литья алюминия
Каждый день безопасно отливается миллионы фунтов расплавленного алюминия, что делает его одним из наиболее часто отливаемых металлов. Вероятно, это связано с тем, что алюминий является одним из немногих металлов, которые можно отливать всеми способами, используемыми для литья металлов. Но есть различия в типе литого алюминия.
Разница между первичным алюминием, ломом и отвердителями
При вопросе о том, как плавить алюминий, важно понимать разницу между первичным алюминием, ломом и отвердителями. Каждый играет ключевую роль в процессе кастинга.
Алюминий Prime на 99,9% состоит из алюминия. Он проявляется в трех формах: Т-образные стержни, свиноматки и свиньи. Первичный алюминий добавляется в печь первым.
Лом представляет собой переработанный алюминий. Брак может появляться непосредственно либо в процессе производства, либо в продуктах, собранных после использования и утилизации потребителем. После того, как весь первичный алюминий расплавится, добавляют лом для удаления влаги.
Отвердители – это дополнительные элементы, предназначенные для упрочнения алюминия. Назначение отвердителей – повысить прочность и придать конечному изделию желаемые свойства. Это включает отделку, прочность и измельчение зерна. Силикон и магний являются двумя основными отвердителями в процессе литья алюминия. Как правило, они добавляются в ванну с алюминием последними, чтобы довести концентрацию легирующих добавок до спецификации отливаемого сплава.
Литейные печи для плавки алюминия
Алюминиевые печи используются для плавки алюминия и литья бревен. Как правило, в печах могут использоваться разные технологии для плавки материала, но каждая печь стремится минимизировать потребление тепла и топлива. Энергоэффективные печи помогают контролировать условия плавки, что увеличивает выход металла.
Алюминиевые печи проектируются с открытым колодцем. Эта конструкция учитывает этапы процесса литья алюминия, описанные ниже, поскольку, как только основной алюминий плавится, через это отверстие добавляется металлолом.
Какие этапы процесса литья?
Сначала готовится шихта, в которой смесь сырья расплавляется для получения сплава. Добавляется первичный алюминий, и как только весь первичный алюминий расплавится, добавляется металлолом для удаления влаги.
Методы и приемы обработки расплавленного алюминия для повышения и проверки его чистоты. Это обработка флюсов, продувка инертными газами, фильтрация и отстаивание.
После подтверждения чистоты добавляются отвердители. Опять же, какие элементы добавляются в смесь и в каких количествах, полностью зависит от спецификации отливаемого сплава.
Последний шаг — отливка и охлаждение.
Экструдирование алюминия начинается с нагрева твердого куска алюминиевой пластины, трубы, листа или бруска до тех пор, пока он не станет мягким. Затем размягченный алюминий прессуется через меньшее отверстие матрицы. Алюминиевые профили могут быть сплошными, полупустыми или полыми и служат для облегчения одних потребительских товаров, а других — более прочных.
Безопасная плавка алюминия
Любой расплавленный материал представляет опасность. Несоблюдение надлежащих процедур при плавке и литье алюминия может быть опасным. С расплавленным алюминием обычно обращаются при температуре 1300-1450°F, чтобы избежать преждевременного затвердевания. Контакт с расплавленным алюминием может вызвать серьезные ожоги и создать серьезную опасность возгорания.
Риск взрыва
Взрыв может быть вызван смешиванием воды или других загрязняющих веществ с расплавленным алюминием. Взрывы также могут произойти в процессе переплавки алюминиевого лома из-за влаги и загрязнения лома.
Эти взрывы могут привести к травмам или смерти, а также к разрушению оборудования и заводских сооружений. Там, где существует вероятность разбрызгивания или другого прямого воздействия, персонал, работающий с расплавленным алюминием, должен носить средства защиты глаз и лица, а также защитную одежду.
Алюминиевая ассоциация считает, что эти опасности могут быть сведены к минимуму или полностью устранены путем внимательного отношения к методам безопасного обращения и обмена передовым опытом и программами безопасности, включая:
Разработка и распространение публикаций по безопасному производству и обращению с алюминием
Ежегодные семинары по технике безопасности литейных заводов для обучения рабочих и менеджеров предприятий технике безопасности на рабочем месте
Выпуск ежегодного отчета об инцидентах с расплавленным металлом для обмена информацией о взрывах и связанных с ними событиях на предприятиях по плавке алюминия
Текущие испытания и отчеты с компаниями-членами о постоянном повышении безопасности
Свяжитесь с нашей квалифицированной командой сейчас
Kloeckner Metals — поставщик полного ассортимента алюминия и сервисный центр. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
термодинамика — Как литейные заводы предотвращают выкипание цинка при сплавлении с алюминием?
спросил
Изменено 5 лет, 4 месяца назад
Просмотрено 4к раз
$\begingroup$
Каким образом литейные заводы предотвращают выкипание металлов с более низкой температурой кипения, таких как цинк, при сплавлении в печи с металлами с более высокой температурой кипения, такими как алюминий?
термодинамика
металл
температура кипения
металлургия
сплав
$\endgroup$
$\begingroup$
Когда сплавы получают путем смешивания расплавленных металлов (фактически сплав должен содержать только один металл и, по крайней мере, еще одно соединение, металл или нет), металлы необходимо нагревать только до точки плавления, а не до точки кипения . oC}$ 9oC}$, оба металла обязательно расплавятся. Но при такой высокой температуре жидкий цинк также выкипал бы, а пары окислялись бы на воздухе. Метод, принятый в этом случае, состоит в том, чтобы сначала нагреть металл с более высокой температурой плавления, а именно медь. Когда это расплавлено, твердый цинк добавляется и быстро растворяется в жидкой меди до того, как очень много цинка выкипит. Тем не менее, при изготовлении латуни необходимо учитывать неизбежные потери цинка, которые составляют примерно одну двадцатую часть цинка. Следовательно, при взвешивании металлов перед легированием необходимо добавлять дополнительное количество цинка.
Резюме, TL;DR: В вашем примере с алюминием и цинком каждый металл плавится значительно ниже любой из их температур кипения, так что потеря в результате улетучивания не является проблемой. Однако бывают случаи, например сплав меди и цинка, когда температура кипения одного металла ниже температуры плавления другого. Один из способов свести к минимуму (но не устранить) потерю более летучего металла — быстро растворить его в тугоплавком металле, а затем охладить раствор. Хотя это не устраняет потерь из-за улетучивания, но может значительно уменьшить проблему. И на самом деле, поскольку сплавы часто состоят преимущественно из одного металла, в любом случае на практике нередко растворяют меньшие компоненты в первичном компоненте.
Я надеюсь, что пример, который я привел, отвечает на ваш вопрос. Пожалуйста, не стесняйтесь обращаться за разъяснениями в комментариях ниже.
$\endgroup$
3
$\begingroup$
В реальных условиях потери цинка из латуни очень незначительны благодаря поддержанию температуры ниже точки кипения цинка и добавлению флюсов для создания покрытия из шлака. Когда литейщик перекручивает и перегревает печь, происходит «кипение цинка», образуется исключительно плотный белый «туман» оксида цинка.
Вес 1 метра стальной проволоки рассчитывается по формуле:
m=π*R²*р, где
m — масса 1 метра, грамм;
π — число π ≈ 3,14;
R — радиус проволоки, мм;
р ≈ 7,85, т/м3 (плотность стали).
Данная формула расчета массы проволоки применима к любой стальной проволоке: оцинкованной, пружинной, канатной, вязальной и другим.
Обратите внимание на то, что согласно ГОСТов, практически любая стальная проволока изготавливается с «минусовым» допуском. То есть фактический диаметр, и, соответственно фактическая масса, будут немного меньше, чем номинальные.
Таблица перевода массы проволоки в длину (количество грамм в 1 метре стальной проволоки):
Если необходимо узнать теоретическую массу или вес, например, алюминиевой или медной проволоки, нужно всего лишь подставить в данную формулу вместо плотности стали плотность нужного металла.
Мы продаем различную проволоку и доставляем в следующие регионы:
Удельный вес проволоки стальной ГОСТ 3282-74. Масса катанки в бухтах
Калькулятор
Производство › Сортамент проката ›
Проволока является универсальным материалам, применяемым в очень разнообразных сферах. Из неё делают кабели, из неё изготавливают сетки. Из колючей проволоки организуют защиту разнообразных ограждений. По своей сути, провод является металлическим шнуром. Изготавливается она на специальных заводах из различных металлов. Кроме того, значение толщины изготавливаемой проволоки варьируется в больших пределах. Зная толщину проволоки, легко вычислить значение её веса в зависимости от требуемой длины и наоборот. Расчёт провести довольно просто, применив калькулятор.
Проволока стальная ГОСТ 3282-74 изготавливается термически обработанная (т/о) и термически необработанная (т/н) нормальной и повышенной точности, различных размеров и технических характеристик. Проволока металлическая ГОСТ 3282-74 низкоуглеродистая общего назначения применяется для изготовления металлической сетки, строительных гвоздей, для увязки пакетов труб, досок и других пакетируемых материалов при транспортировании, погрузке и хранении, а также для устройства ограждений и других целей. Проволочный прокат изготавливается заводами по техническим условиям и поставляется в мотках и бухтах весом до 1,0 т с оцинкованным покрытием и без.
Катанка из углеродистой стали обыкновенного качества по ДСТУ 2770-94 (ГОСТ 30136-95) служит сырьем для изготовления проволоки . Проволочный прокат изготавливается термически необработанным, без покрытия, оцинкованным, в холодном состоянии, нормальной точности.
Катанка 5мм, 5,5мм, 6мм, 6,3мм, 6,5мм, 8мм и других размеров по толщине, всегда считалась и всегда будет считаться одним из основных изделий в металлопрокатной промышленности, так как ценится в строительстве как сама по себе, так и в качестве основы для изготовления арматуры, скоб, гвоздей и прочего. Вряд ли можно сказать, что большинство из современных строек обходятся без катанки, которую могут использовать в качестве тонкой арматуры для укрепления любых конструкций. Технические характеристики холоднокатаной катанки и горячекатаной применяют для производства кабелей и гвоздей, из нее делают и сварочную проволоку, расширяя, таким образом, её использование как в железнобетонном строительстве (арматура, сварная проволока), используется катанка оцинкованная для молниезащиты и заземления, черная катанка для возведении деревянных конструкций (гвозди, различные скобы для скрепления деревянных деталей).
Сколько кг проволоки в метре?
Расчет массы 1 м проволоки выполняют по формуле:
m = S * g * 1
m — масса 1 м проволоки, кг; S — площадь поперечного сечения, мм2; S=3.14*d*d/4, где d — наружный диаметр; g — удельный вес металла.
Если необходимо узнать теоретическую массу, например, алюминиевой или медной проволоки, нужно всего лишь подставить в данную формулу вместо плотности стали плотность цветного металла.
Катанка может иметь различные профили сечения, например: квадратный или шестигранный. Но чаще всего используют катанку круглого профиля.
Производство катанки осуществляется с помощью горячей прокатки стальной заготовки, нужного сорта стали, через валки, которые выполняют обжим и придают привычную форму профиля. Затем её подвергают охлаждению. Охлаждение может осуществляться методом одностадийного и двустадийного ускоренного охлаждения. Также возможно охлаждение естественным путем на воздухе.
Катанка в бухтах применяется для производства проволоки различного назначения и не только. Катанка является отличным материалом для изготовления шпилек, болтов, скоб, гвоздей. В строительстве она применяется в изготовлении закладных изделий и сеток. Часто используется материалом для увязки и перетяжки различной тяжести грузов. Из-за этого к катанке предъявляются особые требования к качеству производимого материала. На её поверхности не должно быть дефектов в виде заусенец. Диаметр катанки должен соответствовать стандарту ГОСТ.
Таблица веса 1 метра катанки при заданной толщине диаметра с указанием количества метров в одной тонне катанки для перевода.
Диаметр катанки, мм
Вес 1 метра
Метров в тонне
5
0.154
6493
5.5
0.186
5376
6
0.222
4504
6.3
0.245
4081
6.5
0.26
3846
8
0.395
2531
9
0.499
2004
Самым главным достоинством катанки является ее стоимость за килограмм или за метр прутка. Цена этого материала не высока, поэтому она и пользуется таким большим спросом в различных сферах деятельности.
Для увязки применяется оцинкованная и не оцинкованная отожженная проволока, поэтому в обиходе мягкую отожженную проволоку называют «вязальная». Для расчета веса вязальной проволоки по длине и диаметру 0.3, 0.4, 0.5, 0.6, 0.8, 1, 1.2, 1.6, 2, 2.2, 2.5, 2.8, 3, 3.5, 4, 4.5, 5, 6 мм используют таблицу диаметра и расхода проволоки для вязки арматуры.
Проволока вязальная (термообоработаная) низкоулеродистая — это вид сортового проката, представляющий собой изделие, раскатанное до различных размеров диаметра. Вязальный провод широко используется в различных сферах деятельности для изготовления канатов, металлических тросов, пружин; связывания строительной арматуры и т.д. Спрос на данный строительный материал обуславливается низкой стоимостью, хорошей пластичностью (благодаря низкому содержанию углерода и термической обработке), механической прочностью при малом расходе.
Диаметр вязальной проволоки, используемой для вязки арматуры, имеет огромное значение и зависит от диаметра самой арматуры. Как правило, для вязки применяют проволоку диаметром 1,2 мм – 1,4 мм. Арматуру толщиной 8-12 мм очень удобно вязать более тонкой низкоуглеродистой проволокой 1,2 мм, а для более толстой арматуры проще будет применить толстую проволоку, хотя конкретных ограничений здесь нет. Если Вы будете использовать вязальную проволоку диаметром менее 1,2 мм, то скорее всего Вы не сможете ее нормально затянуть, более тонкая проволочка будет лопаться, если она не качественная. Низкоуглеродистой проволокой толще 1,6 мм вязать арматуру очень неудобно, да и затянуть ее так, чтобы узел был прочным, скорее всего, не получится.
Расход проволоки для арматуры определяется исходя из того, что размер одного вязального проволочного элемента (для вязки узла) – 0,3 – 0,5 м, в зависимости от диаметра арматуры, который, как правило, определяется опытным путем. Так вот, берем количество узлов, умножаем на 0,5 м, получаем необходимый метраж проволоки для вязки арматуры.
Проволока стальная низкоуглеродистая ГОСТ 3282-74 изготовляется из низкоуглеродистой стали (ст.08КП или1КП) с диаметром от 0,10 до 10 мм. Весь сортамент классифицируется по способу обработки (термообработанная, оцинкованная), химическому составу, механическим свойствам, виду обжига (светлый или черный обжиг, без окалины), форме. Чтобы определить сколько весит 1 метр проволоки смотрите таблицу расчета расхода.
Таблица. Теоретическая масса проволоки ГОСТ 3282-74
Номинальный диаметр проволоки d, мм
Масса 1000 м, кг
d, мм
Масса 1000 м, кг
0,8
3,9458
3
55,488
1
6,1654
3,2
63,133
1,1
7,4601
3,5
75,526
1,2
8,8781
3,6
79,903
1,3
10,419
4
98,646
1,4
12,084
4,5
124,85
1,6
15,783
5
154,13
1,8
19,976
5,5
186,50
2
24,662
5,6
193,35
2,2
29,840
6
221,95
2,5
38,534
6,3
244,70
2,8
48,337
7
302,10
В таблице масс приведены теоретические данные веса, позволяющие узнать сколько килограмм проволоки в метре, а также узнать сколько весит бухта. Например, знаю длину проволки в бухте, а также сколько весит метр проволоки, можно посчитать сколько килограмм провоки в бухте. Для автоматического расчета используйте Калькулятор веса проволоки. В связи с тем, что по ГОСТам допускаются небольшие отклонения (+ или -) по диаметру проволоки, то и вес 1 п.м. тоже может незначительно меняться.
Расчетная таблица теорвеса поможет рассчитать сколько метров в бухте вязальной проволоки. Массу бухты разделить на удельный вес погонного метра и получим количество метров в бухте. Для быстрого расчета метража полученные значения сведены в таблицу ниже.
Сколько метров в бухте проволоки. Расчет длины по весу
Вес бухты, кг
Диаметр проволоки , мм
1
2
3
4
5
6
900
146980
36745
16330
9119
5880
4080
925
151070
37780
16780
9440
6040
4190
950
155452
38790
17240
9700
6210
4310
975
159240
38810
17700
9950
6370
4420
1000
151320
40830
18140
10210
6530
4510
1025
167400
41850
18600
10460
6690
4650
1050
171480
42870
19050
10720
6860
4760
1075
175560
43890
19500
10970
7020
4870
1100
179560
44910
19960
11230
7190
4990
1125
183730
45930
20410
11480
7350
5100
1150
187820
46950
20870
11740
7510
5220
1175
191900
47970
21320
11990
7670
5330
1200
195980
48990
21780
12450
7840
5440
ПРОВОЛОКА ОЦИНКОВАННАЯ (ГОСТ — 3282-74)
Оцинкованная проволока обрабатывается методом горячего цинкования, что позволяет получить качественное покрытие, которое стойко препятствует коррозии. Оцинкованную стальную проволоку применяют для формирования контура заземления, используют для подвешивания электрических кабелей, линий связи, виноградников. Из оцинкованной катанки производят проволочные сетки, дужки ведер и т.д. Вид обработки оцинкованной проволоки в бухтах: термически необработанная и термически обработанная (вязальная, отожженная). Чтобы определить сколько метров в кг проволоки воспользуйтесь таблицей «Длина проволоки в зависимости от веса бухты и диаметра дрота».
Масса бухты, кг
Наружный диаметр, мм
2
2,5
3
4
5
90
3675
2350
1635
920
588
100
4080
2650
1815
1020
653
110
4490
2875
1995
1120
718
120
4490
3135
2175
1225
784
130
5310
3395
2360
1325
849
140
5715
3660
2540
1430
914
150
6125
3920
2720
1530
980
160
6530
4180
2900
1635
1045
170
6940
4440
3085
1735
1110
180
7350
4700
3265
1835
1175
190
7760
4965
3445
1940
1241
200
8165
5225
3630
2040
1396
Обращаем Ваше внимание на то, что согласно ГОСТов, практически любая стальная проволока изготавливается с «минусовым» допуском. То есть фактический диаметр, и, соответственно фактическая масса, будут немного меньше, чем номинальные значения.
< Предыдущая
Следующая >
Топ продаж
Изготовление изделий из листового металла, деталей на заказ
Строительные конструкции из металла детали изделия
Силосы, бункеры для цемента, зерна, песка, щебня, угля, руды, кокса.
SWG=Количество проводов британского имперского стандарта BWG=Birmingham (или Stubs Iron) Wire Gauge
Приведенные ниже номера калибров и диаметры взяты из «Руководства по стальным изделиям 1963 года» Американского института черной металлургии, переведенного и опубликованного в Японии. Диаметр проволоки каждого калибра в основном указывается в дюймах, которые преобразуются в метрические размеры, указанные в таблице.
Калибр проволоки
С. В. Г.
Диаметр
Площадь сечения
мм
Длина провода 1 кг
м
мм
дюймов
0
1
2
3
4
5
6
7 9 9
3
2 80012 10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
8.23
7.62
7.01
6.40
5.893
5.385
4.877
4.470
4.064
3.658
3.251
2.946
2.642
2.337
2. 032
1.829
1.626
1.422
1.219
1.016
0.9144
0.8128
0.7112
0.6096
0.5588
0.324
0.300
0.276
0.252
0.232
0.212
0.192
0.176
0.160
0.144
0.128
0.116
0.104
0.092
0.080
0.072
0.064
0.056
0.048
0.040
0.036
0.032
0.028
0.024
0.022
53.197
45.604
38.595
32.170
27.275
22.775
18.680
15.693
12.972
10.509
8.301
6.816
5.482
4.290
3.243
2.627
2.076
1.583
1.167
0.8107
0. 6567
0.5189
0.3973
0.2919
0.2452
2.39
2.79
3.29
3.96
4.67
5.58
6.81
8.11
9.81
12.11
15.33
18.67
23.21
29.66
39.23
48.43
61.26
80,37
109,00
157,20
193,70
245.10
320,20
435,90
518,80
Калибр проволоки
С. В. Г.
Диаметр
Площадь сечения
мм
Длина провода 1 кг
м
мм
дюймов
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
1 7
5
0
0,5080
0,4572
0,4166
0,3759
0,3454
0. 3150
0.2946
0.2743
0.2540
0.2337
0.2134
0.1930
0.1727
0.1524
0.1321
0.1219
0.1118
0.1016
0.0914
0.0813
0.0711
0,0610
0,0508
0,0406
0,0305
0,0254
0,020
0,018
0,0164
0,0148
0.0136
0.0124
0.0116
0.0108
0.0100
0.0092
0.0084
0.0076
0.0068
0.0060
0.0052
0.0048
0.0044
0.0040
0.0036
0.0032
0,0028
0,0024
0,0020
0,0016
0,0012
0,0010
0,2027
0,1642
0,1363
0.1110
0.0937
0.0780
0.0682
0.0591
0.0507
0. 0429
0.0358
0.0293
0.0234
0.0182
0.0137
0.0117
0.0098
0.0081
0.0066
0,0052
0,0040
0,0029
0,0020
0,0013
0,0007
0,0005
3
627,60
774,80
933.40
1,146.00
1,358.00
1,631.00
1,865.00
2,153.00
2,509.00
2,965.00
3,553.00
4,347.00
5,437.00
6,990.00
9,287.00
10,900.00
12,980.00
15,720.00
19 370,00
24 460,00
31 810,00
43 870,00
63 610,00
97 860,00
89 10003
254 500,00
Калибр проволоки
Б. В. Г.
Диаметр
Площадь сечения
мм
Длина провода 1 кг
м
мм
дюймов
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
34
35
36
8,64
7,62
7,21
6.58
6. 045
5.588
5.156
4.572
4.191
3.759
3.404
3.048
2.769
2.413
2.108
1.829
1.651
1.473
1.245
1.067
0,8839
0,8128
0,7112
0,6350
0,5588
0,5080
0,4572
0,4064
0,3566
0,4064
0,3566
0,4064
0,3566
0,4064
0,4569
0,4064
0.0012 0,3302
0,3048
0,2540
0,2286
0,2032
0,1778
0,1270
0,1016
0.340
0.300
0.284
0.259
0.238
0.220
0.203
0.180
0.165
0.148
0.134
0.120
0.109
0.095
0.083
0.072
0.065
0,058
0.049
0. 042
0.035
0.032
0.028
0.025
0.022
0.020
0.018
0.016
0.014
0.013
0.012
0.010
0.009
0.008
0,007
0,005
0,004
58,630
45,604
40,828
34,005
28,700
24,525
20,879
16.417
13.795
11.098
9.100
7.297
6.022
4.572
3.490
2.627
2.141
1.704
1.217
0.894
0.614
0.5189
0.3973
0.3167
0.2452
0.2027
0.1642
0.1297
0.0993
0.0856
0.0730
0.0507
0.0410
0,0324
0,0248
0,0127
0,0081
2.17
2.79
3.12
3. 74
4.43
5.19
6.09
7.74
9.22
11.46
13.97
17.43
21.12
28.09
36.46
48.43
59.42
74,66
104,50
141,30
207,20
245,10
320.20
401.70
518.80
627.60
774.80
980.90
1,281.90
1,486.00
1,743.00
2,509.00
3,103.00
3,923.00
5,130.00
10,020.00
15,720.00
1 тонна/дюйм=1,5754 кг/мм 2 1 фунт/дюйм2=0,000703 кг/мм 2 0,9842T=1Long T. 1T=10160Длинный T. 1Длинный T.=2240lbs
Сколько пряжи мне нужно для вязаного свитера?
Задумывались ли вы когда-нибудь: «Сколько пряжи мне нужно для моего проекта (вставьте тип трикотажа)?» У меня есть, и я научился на собственном горьком опыте! Однажды, собираясь сделать красивый длинный жилет, я купила волокна, которого, как мне казалось, было достаточно. Однако, когда я пришла домой и посмотрела на задуманный узор, у меня не хватило пряжи. Облом! А мне нужно было еще около 250 ярдов.
Пряжа Twisted поставлялась большими мотками по 560 ярдов, поэтому у меня остались бы остатки, если бы я заказал еще один моток, плюс партия красителя могла не соответствовать моей партии. (Одна из прекрасных характеристик пряжи, окрашенной вручную, заключается в том, что она просто окрашена вручную! — поэтому краска из одной партии может сильно отличаться от краски из другой партии.)
Так или иначе, после полугода размышлений об этом типе пряжи и о том, в каком проекте ее использовать, я нашла вдохновение в одной из моих любимых книг, The Knitter’s Companion Вики Сквер.
При поиске той или иной техники я пропустил раздел о расчетах метража, который однозначно отвечал на вопрос: «Сколько пряжи мне нужно для…?»
Я подумала о своем одиноком мешочке из пряжи Blue Moon, и о чудо — ко мне пришла идея: Кардиган с основной частью из Twisted и резинкой по низу, манжеты, горловина (и планка на пуговицах) трикотажные от Socks that Rock удержался вдвое. Я понял, что мне может понадобиться еще один моток носочной пряжи для этого, но я могу выбрать что-нибудь похожее на мою цветовую гамму и использовать Socks that Rock, и это сработает. Верно?
Мораль этой истории в том, что вдохновение приходит во всех формах. Если вы обнаружите, что неосознанно задаетесь вопросом: «Сколько пряжи мне нужно», не бойтесь! Я предоставил вам список оценок метража. Взгляните на список, а затем побродите по своему тайнику и посмотрите, нет ли у вас какой-либо пряжи, которая немного короче (или длиннее!) В ярдах для проекта, который вы запланировали для него; используйте оценки, чтобы спланировать новый проект для этой пряжи. Никогда не знаешь, что у тебя выскочит.
Сколько пряжи мне нужно? Расчет метража свитеров из стандартной пряжи
Следующие рекомендации относятся к количеству пряжи, необходимому для вязания пуловера или кардигана различных размеров и ш восьмерок . Эти оценки «сколько пряжи мне нужно?» относятся к гладкой пряже и простому или слегка текстурированному вязанию.
Имейте в виду, что для сильно текстурированных узоров, таких как сплошные косы или негабаритные образы, может легко потребоваться дополнительная пряжа (400–600 ярдов; 375–550 метров). При вязании двумя или более цветами общий метраж будет больше, чтобы учесть нити, проходящие по изнаночной стороне работы.
Оцените щедро, а если у вас остались остатки… ну, это лучший друг дизайнера!
Выкройка детской куртки Diamond-Seed.
Дети 12–18 месяцев (для пуловера или кардигана) Вес на пальцах: 600–700 ярдов (550–650 метров) Спортивный вес: 550–650 ярдов (500–600 метров) (400-500 метров
Малыши 2-6 лет (для пуловера или кардигана) Спортивный вес: 800-1000 ярдов (750-950 метров) Нагрудный вес: 600-800 ярдов (550-750 метров) Большой вес: 500-600 метров (550-650 ярдов)
Дети 6-12 лет (для пуловера или кардигана) Спортивный вес: 1000-1500 ярдов (950-1400 метров) 1200 ярдов (850-1100 метров) Большой вес: 700-1000 ярдов (650-950 метров)
2 Мужские размеры -48 Грудь (для обычного удобного пуловера (добавьте 5% для кардигана) Спортивный вес: 1700-2100 ярдов (1600-1950 метров) Камвольный вес: 1500-1700 ярдов (1400-1600 метров) Большой вес: 1300-1500 ярдов (1200-1400 метров)
, или мужской пуловер большого размера (добавьте 5% на кардиган) Спортивный вес: 2000-2400 ярдов (1850-2200 метров) Камвольный вес: 1500-1700 ярдов (1650-1850 метров) Большой вес: 1300-1500 ярдов ( 1400-1550 метров)
— Vicki Square, от The Knitter’s Companion
Вики не покрывает свитера больших размеров (42-52 бюст) , но по моему опыту, вам нужны следующие суммы, добавляя те же 5% для кардиганов: Спортивный вес: 1600-2000 ярдов (1500 -1850 метров) Камвольный вес: 1400-1600 ярдов (1300-1500 метров) Объемный вес: 1200-1400 ярдов (1100-1300 метров)
А теперь идите и посетите свой тайник! Никогда не зацикливайтесь на вопросе: «Сколько пряжи мне нужно для вязаного свитера или кардигана?» опять таки!
Cheers,
Теперь, когда вы знаете, сколько пряжи вам нужно , знаете ли вы, сколько пряжи у вас сейчас есть ? Этот аккуратный лайфхак поможет вам оценить метраж, оставшийся на ваших неполных мотках.
Цанга для фрезера – это элемент, без использования которого работа любого оборудования подобного назначения не представляется возможной. Данное устройство, конструкция которого, кроме зажимных элементов, также включает в себя гайки и стопорные шайбы, отвечает за надежную фиксацию инструмента в процессе его работы. Знать, какими конструктивными особенностями отличаются цанги для ручных фрезеров, надо для того, чтобы не только грамотно пользоваться такими устройствами, но и правильно выбирать их, когда в этом возникает необходимость.
Работа ручным фрезером начинается с установки фрезы в цанговый зажим инструмента
Что собой представляют цанги для ручных фрезеров
Часто цанги ошибочно путают с кулачковыми патронами, используемыми для решения аналогичных задач. Их основное различие заключается в том, что кулачковый патрон является более универсальным зажимным устройством и, в отличие от цанг, может быть успешно использован для фиксации инструментов с хвостовиками различного диаметра. В цангах же, предназначенных для хвостовика определенного диаметра, фиксировать инструмент с хвостовиком другого размера нельзя. Именно поэтому из набора цанг следует выбирать именно те, которые точно соответствуют диаметру хвостовика применяемого инструмента.
Цанговый зажимной патрон
Гайки цанг, предназначенных для инструментов с хвостовиками различного диаметра, ничем не отличаются между собой, различия таких устройств заключаются в разных размерах их зажимных элементов. В связи с этим одну гайку, из которой цанга извлекается достаточно легко, можно применять в комплекте с зажимными элементами для хвостовиков различного диаметра, но намного удобнее и практичнее, когда в наборе каждая из цанг для фрезера находится в комплекте со своей гайкой.
Как правильно выбрать набор цанговых зажимов
При приобретении набора цанговых зажимов для ручного фрезера можно столкнуться с тем, что цанги будут не совсем качественными. Кроме того, они могут не совпадать с диаметрами хвостовиков инструментов, для фиксации которых предназначены. Такие ситуации, к сожалению, не являются большой редкостью и особенно характерны для тех случаев, когда приобретается дешевый набор или продукция от малоизвестных производителей. Выходом из таких ситуаций чаще всего становится только приобретение нового набора цанг для фрезера.
Цанговый патрон должен соответствовать шпинделю фрезера, а цанга – этому патрону. Цанги часто имеют различный угол схождения конусов и подходят только к «своей» зажимной гайке
Чтобы не столкнуться с проблемой приобретения для фрезера цанг несоответствующего качества и неподходящего размера, лучше останавливать свой выбор на продукции проверенных производителей. Если такой возможности нет, надо внимательно проверять цанги, входящие в набор, на их соответствие требуемому качеству и стандартным размерам инструмента для фрезера.
Назначение и виды цанговых патронов
Цанги, выступающие в роли зажимных элементов, обеспечивают фиксацию не только инструментов для фрезера, но и заготовок, которые подвергаются обработке. В патронах, оснащенных цангами, в частности, одинаково успешно могут фиксироваться заготовки, подвергаемые как черновой, так и чистовой обработке.
По своему конструктивному исполнению цанговые патроны делятся на несколько основных типов:
втягиваемые;
выдвижные;
оснащенные неподвижными цангами.
Конструкция патронов с выдвижной и втягиваемой цангами
По назначению цанговые патроны могут относиться к подающим и зажимным. Первые представляют собой втулку из закаленной стали, на боковой поверхности которой выполнено три неполных разреза, формирующих пружинящие зажимные лепестки. Размеры внутреннего отверстия такого устройства, чтобы оно было в состоянии обеспечивать надежную фиксацию, должны строго соответствовать геометрическим параметрам обрабатываемой заготовки. Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень.
Цанговый патрон зажимного типа, в отличие от подающих устройств, используется только для обеспечения надежной фиксации заготовки в процессе ее обработки. Хотя внешне он очень похож на устройство подающего типа, работает он по совершенно другому принципу.
Сферы применения цанговых патронов
Основным конструктивным элементом патрона с цангой зажимного типа является втулка с пружинящими лепестками, количество которых может быть различным. Так, для зажима заготовок, диаметр которых не превышает 3 мм, используются патроны с тремя лепестками, при выполнении обработки деталей диаметром до 80 мм – с четырьмя лепестками, свыше 80 мм – шестью. Для обработки деталей очень незначительного диаметра используют зажимные патроны, цанги в которых разводятся при помощи специальных пружин. Кроме того, существуют модели цанговых зажимных патронов, которые оснащаются сменными вкладышами различного размера, выбираемыми в зависимости от геометрических параметров обрабатываемой заготовки.
Зажимные цанги используются не только для фиксации обрабатываемых заготовок, но и для крепления в них используемого инструмента, в качестве которого может выступать фреза, сверло или метчик. Хвостовик инструмента фиксируется зажимными элементами сменной цанги, которая удерживается во внутренней части патрона специальной гайкой. Работает такое устройство по следующему принципу: при накручивании гайки на цанговый зажим, который выполнен в форме обратного конуса, данный элемент втягивается в отверстие в патроне, тем самым обеспечивая плотное и надежное обжатие установленного в нем хвостовика инструмента.
Набор цанг с гайкой и стопорным кольцом для фрезера Sparky
Среди достоинств цанговых патронов для фрезера, которые и сделали их очень популярными и востребованными на современном рынке, следует выделить следующие:
простота конструкции;
удобство применения;
высокая надежность фиксации обрабатываемых заготовок и хвостовика инструмента.
Кроме того, цанговые патроны обеспечивают минимальное биение как инструмента, так и заготовок, которые в них фиксируются. Объясняется это тем, что тела вращения, установленные в таком патроне, отлично центрируются. Удобство и простота его использования обеспечиваются еще и тем, что для приведения его в действие не надо применять специальный ключ и другие дополнительные приспособления.
Если говорить о наиболее популярных типах подобных устройств, то таковыми являются цанги для фрезера категории ER. Их можно узнать по нанесенной на них соответствующей маркировке.
Патрон с цангой ER20 для фрез с диаметром хвостовика 8 мм
Конечно, как и у любого технического устройства, есть у цанговых патронов и недостатки. К наиболее значимым следует отнести то, что диаметр заготовки или хвостовика инструмента для фрезера напрямую зависят от рабочего диаметра самой цанги. Таким образом, для инструментов и заготовок разных диаметров необходимо подбирать и цанги различных размеров.
Одной из наиболее примечательных сфер применения зажимных патронов цангового типа является оснащение автоматов продольного точения, где с их помощью осуществляется фиксация обрабатываемой заготовки. На таких автоматах, как правило, выполняют обработку заготовок не слишком значительного диаметра, что и дает возможность использовать для их фиксации зажимные устройства цангового типа. Между тем цанговые зажимы, используемые для оснащения таких автоматов, отличаются по своей конструкции от цанговых патронов, применяемых на токарном оборудовании. Автоматы продольного точения часто оснащаются цангами двух типов, одни из которых, как говорилось выше, используются для фиксации обрабатываемой заготовки, а вторые – для закрепления хвостовика используемого инструмента.
Применение цанговых патронов в оснащении такого оборудования позволяет повысить производительность выполняемой на нем обработки, а также увеличить ее точность.
Цанговый патрон для фрезера в категории «Промышленное оборудование и станки»
Цанговый патрон D=8 мм, цанга для фрезера Virutex
Доставка по Украине
704 грн
Купить
ТОВ «Камі-7»
Цанговый патрон D=8 мм, цанга для фрезера Virutex
Доставка по Украине
704 грн
Купить
ТОВ «Камі-7»
Цанговый патрон с цангой для фрезера Фиолент МФ3-1100Э.(484215491756)
Доставка по Украине
589. 95 грн
513 грн
Купить
Интернет магазин «pro100market»
Цанговый патрон с цангой для фрезера Фиолент МФ3-1100Э.(15216474511756)
Доставка по Украине
592 грн
515 грн
Купить
Интернет магазин «pro100market»
Цанговый патрон с цангой для фрезера Фиолент МФ3-1100Э.(484215491755)
Доставка по Украине
590 грн
514 грн
Купить
Интернет магазин «Домовичок»
Цанговый патрон с цангой для фрезера Фиолент МФ3-1100Э.(15216474511755)
Доставка по Украине
592 грн
515 грн
Купить
Интернет магазин «Домовичок»
Цанговый патрон с цангой для фрезера Фиолент МФ3-1100Э.(484215491754)
Доставка по Украине
591 грн
515 грн
Купить
Интернет-магазин ЭлектроХаус
Цанговый патрон с цангой для фрезера Фиолент МФ3-1100Э.(15216474511754)
Доставка по Украине
593 грн
516 грн
Купить
Интернет-магазин ЭлектроХаус
Цанговый патрон PROXXON ER20 с набором цанг 2-10 мм для PD 250/E 24038
Доставка по Украине
4 900 грн
Купить
Цанговый патрон для крепления на цилиндрический вал C20-ER16-L35 — 14 mm
Доставка из г. Острог
384.20 грн
Купить
Mehanika
Цанговый патрон для крепления на цилиндрический вал C20-ER16-L35 — 10 mm
Доставка из г. Острог
384.20 грн
Купить
Mehanika
Цанговый патрон для крепления на цилиндрический вал C16-ER11-L35 — 5 mm
Доставка из г. Острог
395.50 грн
Купить
Mehanika
Цанговый патрон для крепления на цилиндрический вал C16-ER11-L35 — 8 mm
Доставка из г. Острог
395.50 грн
Купить
Mehanika
Цанговый патрон для крепления на цилиндрический вал C22-ER16-L35 — 16 mm
Доставка из г. Острог
440.70 грн
Купить
Mehanika
Гайка для цангового патрона для ЧПУ ER20 типа M, гайка цанговая зажимная для держателя ER20-М
На складе
Доставка по Украине
374 грн
187 грн
Купить
Смотрите также
Цанговый патрон+цанга Фиолент МФ3-1100Э
На складе в г. Днепр
Доставка по Украине
по 518. 75 грн
от 2 продавцов
518.75 грн
Купить
TOOLDNEPR
Патрон цанговый для мини дрель PCB 0,8-1,5 на вал 2,0
Доставка по Украине
50 грн
Купить
aikonss
Патрон цанговый для мини дрель PCB 2,5-3,2 на вал 2.3
Доставка по Украине
50 грн
Купить
aikonss
Патрон цанговый для мини дрель PCB 0,8-1,5 на вал 2.3
Доставка по Украине
50 грн
Купить
aikonss
Самозажимная гайка ER20-M/NUT для цангового патрона для ЧПУ, гайка цанговая зажимная для держателя ER20 типа M
На складе
Доставка по Украине
374 грн
187 грн
Купить
LP Shopping
Цанговый патрон ISO20-ER20-040MS для фрезерного станка, зажимной патрон с конусом ISO20 под цангу ER20
На складе в г. Ровно
Доставка по Украине
1 840 грн
Купить
CNCPROM
Цанговый патрон с цилиндрическим хвостовиком для цанг системы ER
Доставка по Украине
от 2 061. 04 грн
Купить
Invotex
Цанговый патрон с цилиндрическим хвостовиком и боковой лыской для цанг системы ER
Доставка по Украине
от 2 788.46 грн
Купить
Invotex
Цанговый патрон с цилиндрическим хвостовиком и боковой лыской для цанг системы ER
Доставка по Украине
2 707.63 грн
Купить
Invotex
Двойной цанговый патрон с цилиндрическим хвостовиком и боковой лыской для цанг системы ER
Доставка по Украине
3 677.53 грн
Купить
Invotex
Цанговый патрон с цилиндрическим хвостовиком и боковой лыской для цанг системы ER и гайкой ER-mini
Доставка по Украине
2 424.75 грн
Купить
Invotex
BT40-ER16-70L(MAS403) Патрон цанговый
На складе в г. Днепр
Доставка по Украине
1 029 — 1 274 грн
от 2 продавцов
1 274 грн
Купить
Интернет-магазин «Рестоника»
BT40-ER20-70L(MAS403) Патрон цанговый
На складе в г. Днепр
Доставка по Украине
1 274 грн
Купить
Интернет-магазин «Рестоника»
BT40-ER25-70L(MAS403) Патрон цанговый
На складе в г. Днепр
Доставка по Украине
1 029 — 1 274 грн
от 2 продавцов
1 274 грн
Купить
Интернет-магазин «Рестоника»
Быстросменные патроны для фрезерных станков Eliminator
Артикул №
QCC-BOSG
Найдите подходящий размер быстросменного патрона для своего фрезера ниже.
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Тест сгруппированных продуктов
Артикул №
Название продукта
Цена
Кол-во
Действовать
QCC-BOS
Быстросменный патрон для моделей фрезерных станков Bosch: 1613 AEVS, 1617 EVS, 1618 EVS и 1619 EVS
В НАЛИЧИИ
69,90 $
Добавить в список желаний
QCC-DW1
Быстросменный патрон для моделей фрезерных станков DeWalt: 625, ELU, а также для фрезерных станков Festool, Fein & Freud
В НАЛИЧИИ
69,90 $
Добавить в список желаний
QCC-DW2
Быстросменный патрон для моделей фрезерных станков DeWalt: 616, 618, 621 и Hitachi M12V2, M12VC и M12SC
Есть вопрос по инструменту, аксессуару, приложению или обслуживанию? Позвоните нам по телефону 1-877-BOSCH99 (1-877-267-2499) или посетите раздел часто задаваемых вопросов.
Схема поиска деталей
Найдите и загрузите схему деталей для своего инструмента.
Регистрация продукта
Защита ваших инвестиций в электроинструменты Bosch поможет вам сэкономить время и деньги в будущем.
Заказ запасных частей
Заказывайте оригинальные детали Bosch здесь.
Отправьте нам SMS
Введите свой номер телефона
Предоставляя информацию в этой форме, я даю свое согласие на то, чтобы связаться со мной по СМС/СМС для решения этого вопроса.
Прокат листовой горячекатаный толщиной 22 мм производится в форме листов, в соответствии с ГОСТ 19903-74, из низкоуглеродистых, углеродистых, качественных, низколегированных и легированных марок стали.
Размер
Марка стали
ГОСТ
Параметры
Вес кг/м²
Лист гк 22х1500х6000
3сп/пс
14637-89
Б-ПН-НО
172,7
Лист гк 22х1500х6000
09Г2С
19281-89
Б-ПН-НО
172,7
Лист гк 22х1500х6000
20
1577-93
Б-ПН-НО
172,7
Лист гк 22х1500х6000
45
1577-93
Б-ПН-НО
172,7
Значения веса одного листа в таблице приведены справочно и посчитаны от номинальных размеров. Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.
Купить лист горячекатаный толщиной 22 миллиметра возможно в нашей компании в любых количествах от 1-го листа до вагонных поставок. Мы имеем возможность рубки или резки горячекатаных листов по Вашим размерам, влючая производство заготовок различной формы и точности.
Наша компания предлагает поставки со склада и транзитные поставки горячекатаного листового проката, произведенного по ГОСТ 16523-97, ГОСТ 14637-89, ГОСТ 19281-89, ГОСТ 1577-93, ГОСТ 5520-79 ведущими Российскими производителями. Возможен заказ раскроя листа, отличного от указанного в таблице, а так же выполнение дополнительных требований по точности проката, качеству отделки и других, предусмотренных ГОСТ.
Мы принимаем заказы на листы из всех доступных в настоящий момент углеродистых, качественных, низколегированных и легированных марок стали, в том числе наиболее востребованных Ст3, 08пс, 10, 20, 35, 45, 65Г, 40Х, 30ХГСА, 20К, 12ХМ, 12Х1МФ, 09Г2С, 10ХСНД.
Срок исполнения заказа от 5 до 45 дней, в зависимости от наличия заготовки, графика производства и удаленности производителя.
Цены
Цена на стальной горячекатаный лист толщиной 22 мм зависит от требуемой марки стали, других качественных характеристик, объема Вашего заказа и других его параметров.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Каждая цена: ${{Number(displayPrice). toFixed(2).toLocaleString()}}
Цены уточняйте по телефону
Количество: Количество:
Этот товар временно отсутствует на складе
Сообщите мне, когда товар появится в наличии
Цены на этот продукт уточняйте по телефону
Для заказа большего количества свяжитесь с одним из наших менеджеров по работе с клиентами.
Цены могут быть изменены. Цены в магазине могут отличаться от цен на сайте.
Описание
Функции
Характеристики
Доступные размеры
Похожие материалы
Описание
Горячекатаный стальной лист A36 отлично подходит для большинства методов обработки. Горячекатаный стальной лист марки А36 имеет шероховатую серо-голубую окраску, матовые закругленные края и неточные размеры по всей длине. Материал A36 представляет собой низкоуглеродистую сталь, которую часто называют мягкой сталью, которая отличается долговечностью и долговечностью. Общие области применения включают опорные плиты, кронштейны, косынки и изготовление прицепов. ASTM A36/A36M-08 — это стандартная спецификация для углеродистой конструкционной стали.
Для материалов толщиной менее ¼” посетите страницу горячекатаных листов A1011.
Характеристики
ASTM
ASTM A36
Характеристики
A36 Чаще всего используется мягкая и горячекатаная сталь. Хорошая сварка, формовка и механическая обработка. Недорогая конструкционная сталь.
Сплав
A36
Технические характеристики
ХИМИЧЕСКИЙ СОСТАВ
Элемент
Процент
С
0,26
Медь
0,2
Fe
99
Мн
0,75
П
0,04 макс.
С
0,05 макс.
МЕХАНИЧЕСКАЯ ИНФОРМАЦИЯ
Имперский
Метрическая система
Плотность
0,282 фунта/дюйм3
7,8 г/куб.см
Предел прочности при растяжении
58 000 psi
400 МПа
Предел текучести при растяжении
47 700 фунтов на квадратный дюйм
315 МПа
Прочность на сдвиг
43 500 фунтов на квадратный дюйм
300 МПа
Точка плавления
2590–2670°F
1420 — 1460°С
Твердость по Бринеллю
140
Метод производства
Горячекатаный
Указанные химический состав и механические свойства являются приблизительными. Пожалуйста, свяжитесь с нашим отделом обслуживания клиентов для получения отчетов об испытаниях материалов. Свяжитесь с нами
Доступные размеры
ДОСТУПНЫЕ РАЗМЕРЫ
Толщина
Ширина
Длина
Масса (фунт/фут)
1/4″
48,00″
120,00″
10.210
1/4″
48,00″
144,00″
10.210
1/4″
48,00″
96,00″
10.209
1/4″
60,00″
120,00″
10.210
1/4″
60,00″
144,00″
10.210
5/16″
48,00″
120,00″
12.760
5/16″
60,00″
120,00″
12. 760
3/8″
48,00″
120,00″
15.320
3/8″
48,00″
144,00″
15.320
3/8″
48,00″
96,00″
15.320
3/8″
60,00″
120,00″
15.320
1/2″
48,00″
120,00″
20.421
1/2″
48,00″
144,00″
20.421
1/2″
48,00″
96,00″
20.421
1/2″
60,00″
120,00″
20.421
5/8″
48,00″
120,00″
25.530
5/8″
48,00″
96,00″
25.530
5/8″
60,00″
120,00″
25.530
3/4″
48,00″
120,00″
30. 630
3/4″
48,00″
96,00″
30.630
3/4″
60,00″
120,00″
30.630
1″
48,00″
96,00″
40.840
ПОСМОТРЕТЬ ВСЕ ДОСТУПНЫЕ РАЗМЕРЫ
Предупреждение: Этот продукт может подвергнуть вас воздействию химических веществ, в том числе свинца, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или наносят вред репродуктивной системе. Для получения дополнительной информации посетите веб-сайт www.p65Warnings.ca.gov.
Законодательство Калифорнии требует, чтобы предприятия предоставляли четкое и разумное предупреждение клиентам, приобретающим товары в штате Калифорния, прежде чем сознательно или непреднамеренно подвергнуть их воздействию одного из более чем 800 перечисленных химических веществ или элементов. Это предупреждение требуется, когда компания знает или полагает, что одно или несколько из перечисленных химических веществ или элементов могут присутствовать в их продуктах.
Обратите внимание, что металлические изделия обычно не считаются опасными в твердой распределенной форме согласно OSHA и федеральным стандартам. Испарения или пыль от ЛЮБОГО продукта могут быть опасны для вашего здоровья без надлежащей защиты.
Различия между горячекатаной и холоднокатаной сталью
Различия между горячекатаной и холоднокатаной сталью | Честерфилд Стил
Перейти к навигации Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
Хром
Фаерфокс
Internet Explorer Edge
Сафари
Основное различие между горячекатаной и холоднокатаной сталью заключается в том, как они обрабатываются. Горячекатаная сталь — это сталь, прокатанная при высоких температурах, а холоднокатаная сталь — это, по существу, горячекатаная сталь, которая далее обрабатывается в материалах холодного восстановления. Здесь материал охлаждается с последующим отжигом и/или прокаткой в отпуске. Стали различных марок и спецификаций могут быть как горячекатаными, так и холоднокатаными. Понимание различий между горячекатаной и холоднокатаной сталью может помочь вам определить лучший тип для ваших нужд.
Компания Chesterfield Steel разработала продукт, который сочетает в себе лучшие характеристики горячекатаной протравленной, промасленной и холоднокатаной полосы, известной как HRPO+.
Узнайте больше о HRPO+
Загрузите нашу систему показателей HRPO+, чтобы получить больше информации о наших возможностях прямо сейчас!
Что говорят наши клиенты
Я считаю Chesterfield Steel одновременно и поставщиком, и партнером. Они помогают нам с некоторыми из наших работ в течение многих лет.
Я считаю их частью трехстороннего партнерства между нами, Chesterfield, и нашим клиентом.
— вице-президент, производственная компания
Горячая прокатка, процесс, используемый для производства горячекатаной стали, включает прокатку стали при высоких температурах (обычно выше 1700˚F). Эти высокие температуры выше температуры рекристаллизации стали, что позволяет легко формовать сталь, формовать ее и изготавливать в больших размерах. При охлаждении горячекатаная сталь имеет тенденцию к неравномерной усадке, что дает меньший контроль над размером и формой готового продукта по сравнению с холоднокатаной сталью.
Характеристики горячекатаной стали
Горячекатаная сталь обычно имеет чешуйчатую поверхность, которую можно удалить травлением, шлифованием или пескоструйной очисткой. Эта сталь по существу нормализована, то есть свободна от внутренних напряжений, которые могут возникнуть в результате процессов закалки или наклепа, поскольку ей дают остыть при комнатной температуре. Другие свойства могут включать в себя:
Слегка закругленные края и углы для листовых изделий (из-за усадки и менее точной отделки)
Незначительные искажения
Более ковкий и способный принимать различные формы
Повышенная пластичность и ударная вязкость
Преимущества горячекатаной стали
Горячекатаная сталь, как правило, дешевле холоднокатаной, поскольку она производится без каких-либо задержек в процессе и не требует повторного нагрева, как холоднокатаная сталь. Он также по существу нормализован, поскольку ему дают остыть при комнатной температуре; это означает, что он свободен от внутренних напряжений, которые могут возникнуть в результате процессов закалки или наклепа.
Применение горячекатаной стали
Одним из многих различий между горячекатаной и холоднокатаной сталью является цена. Горячекатаная сталь, как правило, дешевле холоднокатаной, потому что она производится без каких-либо задержек в процессе и не требует повторного нагрева, как холоднокатаная сталь. Его можно использовать в приложениях, где не требуются точные формы и допуски, например:
Холоднокатаная сталь – это, по существу, горячекатаная сталь, которая подвергается дальнейшей обработке путем охлаждения при комнатной температуре и отжига или дрессировки. Холодная прокатка дает сталь с меньшими размерными допусками и более широким диапазоном обработки поверхности, чем горячая прокатка. Он также на 20 % прочнее горячекатаного за счет использования прочностного упрочнения.
При изготовлении более точных форм процесс включает:
Поломка
Полуфабрикат
Размер
Получерновая обработка
Черновая обработка
Отделка
Преимущества холоднокатаной стали
Холоднокатаная сталь обычно позволяет получить продукт с более качественной и обработанной поверхностью с меньшими допусками. Это также дает более гладкие поверхности, маслянистые на ощупь. Среди других преимуществ:
Возможность использования в точных приложениях
Тверже и прочнее горячекатаной стали
Повышенная твердость, устойчивость к растяжению и деформации благодаря деформационному упрочнению
Эстетически приятная отделка с широким выбором отделки поверхности
Применение холоднокатаной стали
Холоднокатаная сталь используется в тех случаях, когда важными факторами являются допуски, состояние поверхности, концентричность и прямолинейность. Он также предлагает более эстетичную и визуально привлекательную поверхность. Другие приложения включают в себя:
Бытовая техника
Металлическая мебель
Компоненты аэрокосмической конструкции
Автозапчасти
Chesterfield Steel
Chesterfield Steel предлагает превосходную горячекатаную протравленную и промасленную продукцию, которая может использоваться во многих областях, обычно предназначенных для холоднокатаной стали.
Обратный клапан для отопления: функции, обозначение, применение
Современная система отопления частного дома сложная и разветвленная. Для ее нормального функционирования нужны различные элементы. Один из них — обратный клапан для отопления. Где, для чего и с какой целью ставят эти устройства, каких типов и видов они бывают — обсуждаем ниже.
Где устанавливается в системе отопления
Общее назначение обратного клапана — пропустить поток теплоносителя в одном направлении и не дать ему двигаться обратно. Для работы не требуется электропитание или какие-либо другие условия, работают они от движения жидкостей. Ставится обратный клапан для отопления во всех позициях, где возможно возникновение противотока и паразитных контуров.
В системе отопления на несколько веток, обратный клапан ставят на обратном трубопроводе. Это не дает насосу «продавить» поток в обратном направлении
Такие же устройства ставят в холодный и горячий водопровод. Предназначенные для отопления отличаются тем, что используются материалы, хорошо переносящие длительное воздействие повышенных температур. Если стоят резиновые прокладки, то резина используется термостойкая. Это же касается и пластиковых деталей.
Если говорить конкретно о системах отопления (СО), то обратный клапан устанавливают:
На схемах обратный клапан обозначается как два треугольника, направленных вершинами один к другому. Один из треугольников закрашен. Место установки в ветке — практически любое. Главное, чтобы он был. Направление потока указывается на корпусе стрелкой. В этом направлении теплоноситель проходит. В обратном — перекрывается. При установке внимательно следите за стрелкой (можно еще ориентироваться на запорный элемент).
Виды обратных клапанов для отопления
Если вы ищете обратный клапан для системы отопления, обязательно уточняйте температурный диапазон эксплуатации. При установке в обратном трубопроводе температура может быть 80-90°C, выше она все равно не поднимается. При установке в подаче требования жестче — 110°C и не ниже. Иначе, по прошествии некоторого промежутка времени, размягченная резина может «залипнуть» и даже давление от циркуляционного насоса не сможет ее сдвинуть. В этом случае придется разбирать узел и ремонтировать или заменять устройство.
Этот обратный клапан используют в гравитационных системах отопления
Если говорить о типах и принципах работы обратного клапана для отопления, то в системах с принудительной циркуляцией можно ставить любой качественный экземпляр. Потока, создаваемого циркуляционным насосом, достаточно для работы любого механизма. В системах с гравитационной циркуляцией, наоборот, ставят только некоторые типы — те, которые легко срабатывают. Ведь движение теплоносителя далеко не такое мощное, поэтому и срабатывать обратный клапан должен при малейшем проявлении обратного потока. К таким клапанам относится лепестковый и шариковый. Тип зависит от способа установки — при вертикальном расположении хорошо работают шариковые, на горизонтали — лепестковые. Рассмотрим их устройство подробнее.
Как уже говорили, в системы отопления с гравитационной циркуляцией ставят модели, имеющие высокую чувствительность к обратному потоку. К таким относятся лепестковый обратный клапан. Его ставят в горизонтально расположенные участки.
Устройство лепесткового клапана
Как видно из чертежа, поток перекрывает легкий диск, который подвешен в верхней части корпуса. Стрелка на корпусе показывает «разрешенное» направление потока. Пока теплоноситель идет в этом направлении, диск поднят, практически не создает сопротивления потоку. При возникновении обратного движения, диск падает, перекрывая клапан.
При срабатывании, резко опустившийся диск ударяет по корпусу. При этом слышен хлопок. Поэтому еще одно название этого типа — «хлопушка». Еще могут называть тарельчатым, так как «рабочий орган» похож на тарелку.
По способу установки бывают вертикальными и горизонтальными. Делают их обычно из латуни. Размер могут иметь самый разный — от полудюйма до трех, пяти и более. При покупке обращайте внимание на такие нюансы:
Толщина стенки. Чтобы не пришлось быстро менять обратный клапан для отопления из-за трещины в корпусе, толщина стенки должна быть не менее 3 мм. Это у изделий небольшого диаметра. В самых лучших по качеству, стенка может быть 8 мм. А еще можно ориентироваться по весу: много металла, вес будет больше.
Диск, перекрывающий поток, может быть из латуни и пластика. Если температурный диапазон нормальный, можно брать и пластиковый. Если вам больше по вкусу латунный диск, смотрите чтобы на нем была резиновая прокладка, иначе при закрывании слышен металлический звук. Если таких устройств несколько, перезвон очень действует на нервы. К тому же изделия без резиновых прокладок, обычно выпускаются в Китае. А с китайскими изделиями как повезет: может работать долго и без проблем, а может через непродолжительный срок деформироваться диск.
Как уже говорили раньше, лепестковый клапан для отопления хорошо работает в гравитационных системах. Естественно, его можно ставить и в принудительную — там он ведет себя не хуже. Но в системах с насосами, вообще ставим обратные клапаны любой конструкции. Там потока хватает на срабатывание механизма любого типа.
Шариковый
В отличие от шаровых кранов, обратные клапана называют шариковыми. В них поток перекрывается пластиковым или резиновым шариком. Пока идет нормальный поток, шарик плавает в более широкой части корпуса, не создавая особых преград потоку. При появлении обратного потока, шарик перекрывает выходное отверстие. Принцип работы клапана понятен и прост, при нормальном качестве сбои дает редко.
Как правило, шариковые обратные клапана ставят в системах отопления с естественной циркуляцией
Делают эти клапана из чугуна и латуни. Лучше ставить латунные. Чугунные более шершавые внутри и через некоторое время шарик может застрять. В результате, при естественной циркуляции, поток не сможет сдвинуть шарик и котел закипит (это если поставите его на байпас). При выборе клапана также обращайте внимание на толщину стенки и на то, чтобы стенки были одинаковой толщины. Кроме этого, осмотрите сам шарик. Он должен быть идеальной формы, без царапин и других повреждений.
Еще раз напомним: в системе с естественной циркуляцией шариковый обратный клапан ставится, если надо его поставить вертикально. Если в такую трубу установить лепестковый, работать будет хуже — снизится КПД системы за счет того, что надо преодолевать гидравлическое сопротивление «захлопки» (диска, тарелки).
Подпружиненный с пластиковым или латунным штоком
Этот тип — самый распространенный. Устройство подпружиненного обратного клапана ненамного сложнее. В качестве запорного элемента используется диск, к которому прикреплен шток. На этот шток надета пружина. В «исходном состоянии» пружина поджимает диск к краям корпуса, перекрывая поток. Как только давление теплоносителя становится больше, чем давление системы, диск отодвигается, открывая проход. Давление снижается, запорный элемент возвращается в исходное состояние.
Подпружиненный обратный клапан и его принцип работы
Обратный клапан этого типа стоит дешевле лепесткового и шарикового, но ставить его в системах отопления с естественной циркуляцией не желательно: вряд ли гравитационный поток его «продавит». Да и заужает он сечение сильно, снова-таки снижая эффективность системы. А вот на обратке бойлера косвенного нагрева или на линии подпитки системы холодной водой, он очень неплохо работает.
Некоторые умельцы переделывают такие экземпляры под естественную циркуляцию. Для этого разбирают, заменяют штатную пружину на более слабую — чтобы срабатывал при меньшем давлении. Второй вариант — наращивают шток. В любом случае переделанные экземпляры часто дают сбои — перекашивается запорный диск, после чего он часто застревает. В результате система не работает нормально ни в одном из режимов. Так что на байпас циркуляционного насоса, такой вариант не стоит ставить однозначно — ни «оригинальный», ни доработанный.
Oventrop SWI (Германия) — одна из надежных марок, на которую мало нареканий
Подпружиненный обратный клапан может быть с латунным или пластиковым штоком. Если посмотреть на характеристики, особой разницы нет. И те и другие могут использоваться при температуре до 120°C. Зато есть разница в цене — с латунным штоком в три раза дороже. Принимать решение вам, так как основное — качественная пружина. Но и шток тоже важен.
Обратный клапан для отопления — принцип работы
Во время разработки проекта отопительной системы необходимо обратить внимание не только на основные комплектующие, но и на дополнительные элементы. Установив обратный клапан для отопления, вы обеспечите надежную работу системы на пике ее производительности, безопасность эксплуатации оборудования, предупредите финансовые потери. Наличие данного элемента предусматривается практически в каждом проекте. Следует не просто установить запорную арматуру, а сделать правильный выбор в соответствии с имеющимися параметрами, поэтому монтаж лучше доверить квалифицированным специалистам.
Обратный клапан для отопления
Какие задачи решает обратный клапан
Клапан нужен для регулирования потока воды, которому следует двигаться строго в одном направлении. При обогреве помещений с помощью котельного оборудования существует риск изменения давления в системе, попадания воздуха в контур и возникновения других неисправностей. В результате горячая вода начнет движение в противоположную сторону. Отсутствие обратного клапана в системе неизбежно приведет к серьезной аварии.
Основные задачи обратного клапана:
Обеспечение беспрепятственного прохода потоку горячей воды.
Предотвращение движения теплоносителя в обратную сторону.
При этом устройство не должно влиять на технические и эксплуатационные характеристики воды.
Принцип работы обратного клапана
На рынке представлен обратный клапан для системы отопления нескольких видов. Несмотря на конструктивные отличия, все модели имеют общую деталь — пружину. Исполнительный механизм необходим для своевременного закрытия затвора в случае, когда условия функционирования системы вышли за пределы допустимых параметров. Важно подобрать запорную арматуру с учетом параметров конкретной системы, чтобы массивность и упругость пружины им соответствовали.
Принцип работы двухстворчатого и дискового обратных клапанов
Задача пружинного элемента заключается в удержании клапана в закрытом (нормальном) состоянии. В отопительной системе с естественной циркуляцией движение теплоносителя обеспечивает созданное давление. Благодаря ему вода не только двигается по трубопроводу, но и открывает обратный клапан для дальнейшей циркуляции.
В случае возникновения аварийной ситуации устройство не дает воде двигаться в противоположную сторону. Так, имея простую конструкцию, запорная арматура предотвращает возникновение аварии.
Виды клапанов
В отопительных системах могут использоваться элементы разного типа. В основе их классификации несколько критериев.
В первую очередь обратите внимание на металл, так как от этого зависят особенности эксплуатации устройства. Наибольшей популярностью пользуется латунь, сталь, чугун.
Далее рассмотрим основные разновидности запорной арматуры.
Тарельчатый клапан
Данный вид устройства предполагает наличие диска, отвечающего за перекрытие сечения в трубопроводе в случае изменения условий в контуре.
Особенности функционирования:
Диск входит в седло, которое укомплектовано уплотнителем.
Изнутри конструктивный элемент присоединен к штоку, способному свободно двигаться по втулке.
Пружина, расположенная между тарельчатой частью и корпусом, обеспечивает надежное прижимание диска к седлу.
Обратный клапан стальной тарельчатый
Для предотвращения тока воды в обратном направлении устанавливают тарельчатый элемент подъемного или проточного типа.
Шариковый клапан
Шаровые (шариковые) клапаны отличаются наличием шарика в качестве исполнительного механизма. Для изготовления элемента используется каучук или алюминий. В случае срабатывания пружины при изменении тока воды шарик перекрывает проходное сечение, попадая в седло. Находясь под верхней крышкой, он осуществляет движение по наклонному каналу.
Обратный шариковый клапан
Тарельчатая и шаровая запорная арматура предназначена для монтажа в отопительной системе стандартного типа. Но в случае наличия труб большого диаметра она не гарантирует надлежащую защиту.
Двухстворчатый клапан
Для обеспечения бесперебойной работы системы, где использованы трубы более крупных размеров предназначен двухстворчатый клапан. Его монтируют как на подачу, так и на обратку.
Название устройства данного типа обусловлено наличием двух пружинных створок, которые легко открываются теплоносителем в случае нормального давления в системе. При возникновении аварийной ситуации закрытые створки препятствуют движению воды в обратном направлении.
За предотвращение неправильной циркуляции отвечает специальная ось, пересекающая проходное сечение, на которой закреплены створки. Считается, что данная модификация обратного клапана является самой надежной. Устройство подходит для систем с высоким давлением.
Лепестковый клапан
Лепестковый обратный клапан для системы отопления имеет и другое название — гравитационный. Главная особенность — малоупругая пружина, имеющая низкое сопротивление. В некоторых моделях пружина и вовсе отсутствует. Гравитационные клапаны оборудованы таким дополнительным элементом, как подпружиненная створка. Она имеет уплотнитель и крепится на оси в верхней части сечения. Защиту от обратного тока обеспечивает сила тяжести и давление потока.
Лепестковый обратный клапан отопления
Важно помнить, что допустима только горизонтальная установка гравитационного обратного клапана.
Установка обратного клапана
Монтаж запорной арматуры выполняется согласно требованиям проекта. Схемой контура предусмотрено наличие данного устройства. Установка должна быть выполнена профессионально.
Общие правила:
Схема монтажа разрабатывается во время работы над общим проектом системы отопления.
Монтируют устройство, которое подобрано с учетом рабочего давления и температуры теплоносителя, во время обвязки котла.
Запорная арматура, особенно клапан обратный гравитационный для отопления, устанавливается в той части системы и в таком положении, которое рекомендовано производителем. Информация содержится в техническом паспорте.
Схема установки обратного клапана при горизонтальном или вертикальном движении воздуха
Ставят устройство для решения следующих задач:
Защита контура от последствий аварийных ситуаций, что позволяет избежать непредвиденных финансовых расходов на ремонт.
Согласованное взаимодействие различных отопительных приборов в одной системе.
Правильно подобранное устройство позволит эксплуатировать систему на полную мощность.
Когда подача воды осуществляется при работающем насосе, может быть установлен обратный клапан любого типа. Лепестковая защита используется в случае естественной циркуляции.
Выводы
Итак, важно знать:
При выборе устройства следует учитывать давление и температуру теплоносителя. В частных домах вода температурой 95 градусов циркулирует по трубам под давлением приблизительно 3 Бар. В случае наличия отопительной сети необходимо узнать данные параметры.
Монтаж запорной арматуры должен выполняться в соответствии с требованиями, указанными в техническом паспорте изделия.
Насос, отвечающий за циркуляцию воды, должен быть расположен в контуре до запорной арматуры.
Способ присоединения выбирается в зависимости от давления в сети. Муфтовый клапан используется при давлении, не превышающем отметки в 16 Бар, фланцевый — выше данной отметки.
Обратный клапан в системе отопления
Обратный клапан — обязательная составляющая любой отопительной системы. При некоторых условиях эксплуатации он отвечает за бесперебойную и безаварийную работу оборудования, при других — повышает эффективность работы. Успешность решения поставленных задач зависит от правильности выбора устройства. Возникли сомнения? Обратитесь за помощью к специалистам. В противном случае возникает риск непредвиденных финансовых расходов, связанных с ремонтом котла и восстановлением работоспособности системы отопления.
Видео по теме:
Для чего нужен обратный клапан?
Обратный клапан, также известный как обратный клапан, запорный клапан, односторонний клапан или запорный клапан, предназначен для обеспечения потока жидкости только в одном направлении, что предотвращает обратный поток жидкости или газа вверх по течению от клапан. Ниже мы рассмотрим, как работает обратный клапан и для чего он используется, включая некоторые области применения, в которых вы можете его найти.
Как работает обратный клапан?
Обратный клапан обычно имеет только два отверстия в корпусе, между которыми расположен закрывающий элемент. Когда жидкость поступает в клапан, ее давление удерживает закрывающий механизм в открытом состоянии. Если жидкость пытается течь обратно через клапан в неправильном направлении, закрывающий элемент принудительно перекрывает вход в клапан, предотвращая любой поток.
Невозвратные клапаны работают автоматически, что означает, что большинство из них управляются не человеком или внешним управлением, а самим потоком среды. В зависимости от ровно
для чего используется обратный клапан, где он используется, расход среды и доступный бюджет, существует множество различных типов конструкции на выбор в соответствии с конкретным применением. Типы обратных клапанов включают клапаны, разработанные с использованием диафрагмы, поворотного или наклонного диска, запорного, подъемного или шарового обратного клапана.
Для каких целей используется обратный клапан?
Насосы: Многие насосы оснащены обратными клапанами для предотвращения обратного потока на головке насоса как на входе, так и на выходе. Например, питательные насосы для паровых котлов обычно имеют обратный клапан, а также дозирующие насосы, используемые для поддержания расхода при определенном давлении на выходе. Их также можно найти в хроматографии, которая представляет собой лабораторный метод очистки для разделения компонентов смеси.
Промышленные процессы. В системах подачи и обработки жидкостей, таких как те, что используются на электростанциях и в фармацевтике, а также в топливных системах на транспорте обычно используются обратные клапаны в их трубопроводных системах. Примером того, для чего обратный клапан используется в атомной промышленности, могут быть трубопроводы сброса, система подачи азота и участки, где используются системы управления подачей воды. Обратные клапаны используются в системах впрыска топлива; форсунки представляют собой просто обратные клапаны, которые предназначены для работы с высоким давлением открытия и могут быть обнаружены в топливных системах самолетов, а также на космических кораблях, где ракета-носитель будет использовать их для управления двигателем.
Бытовое использование: домашние системы отопления, спринклерные системы и надувные матрасы используют обратные клапаны. В некоторых случаях обратный клапан может быть важным элементом безопасности, например, для предотвращения повторного попадания загрязненной использованной воды в систему бытового водоснабжения.
Обратные клапаны INOXPA от BM Engineering
Обратный клапан INOXPA 72700 разработан специально для обрабатывающей промышленности и предотвращает как потерю подачи насоса, так и гидравлический удар. Обратный клапан INOXPA, широко используемый в пищевой, фармацевтической, нефтяной и химической промышленности, доступен для использования с соединениями Tri-Clamp, DIN 11851, RJT, сваркой по внешнему диаметру и сваркой по DIN. INOXPA известна своей работой в гигиенических секторах промышленности, уделяя особое внимание клапанам для технологических насосов из нержавеющей стали и другим компонентам, используемым в этой области.
Обратный клапан используется для того, что многие считают основным и стандартным требованием предотвращения обратного потока в любой технологической системе, но последствия использования обратного клапана, который не подходит для работы и не предназначен для конкретного применения или промышленность может быть катастрофической. Если вам нужен совет по поводу того, какой дизайн или тип обратного клапана лучше всего подойдет для вашего применения, позвоните в BM Engineering по телефону 0141 762 0657.
получить последние новости от bme
РАСХОДОМЕР BÜRKERT С СЕРТИФИКАТОМ ATEX
Расходомеры Bürkert FLOWave были названы идеальными расходомерами для жидкостей и идеально подходят в качестве гигиенических расходомеров. Благодаря возможности работать с различными средами, этот гигиенический датчик расхода может работать как расходомер воды или на спиртовых заводах как расходомер пива. просмотреть все
Обратные клапаны для котлов — Блог о котлах | Национальная котельная Inc.
Распечатать
3 минуты чтения (613 слов)
Общая информация о котле.
Челси Райкер
22543 Просмотров
5 комментариев
Вы можете этого не знать, но все арендные котлы Nationwide Boiler стандартно поставляются с обратным клапаном . Эти клапаны необходимы для защиты котла и другого оборудования завода и требуются ASME. Давайте рассмотрим основы.
Что такое обратный клапан? Основная функция обратного клапана (NRV), иначе называемого стопорным или обратным клапаном, состоит в обеспечении потока пара в одном направлении и автоматическом предотвращении обратного потока. Другими словами, они предотвращают возврат пара в главный коллектор котла или обратно в котел, который вышел из строя или отключен от сети.
NRV также можно использовать для изоляции котла во время продувки и останова, а также для помощи в возвращении котла в эксплуатацию после планового или внепланового обслуживания.
Зачем они нужны? Обратный клапан на самом деле просто еще одно предохранительное устройство. Хотя на NRV не следует полагаться для первичного отключения, он ограничивает поток пара обратно из коллектора в котел, что может иметь катастрофические последствия.
В соответствии со стандартами ASME требуется один NRV для установок с одним котлом и высоким давлением (выше 15 фунтов на кв. дюйм). Для систем высокого давления с несколькими паровыми котлами с смотровыми люками, подключенными к общей паропроводной магистрали, патрубок подачи пара от каждого котла должен быть оборудован двумя запорными клапанами. Первый клапан должен быть автоматическим, а второй должен быть наружным винтом и бугелем (OS&Y).
Как они предотвращают обратный поток? Обратные клапаны чувствительны к потоку, и их открытие и закрытие зависит от потока пара. Внутренний диск открывается и пропускает пар через клапан. Диск начнет закрываться, когда прямой поток пара уменьшится или реверсируется, в зависимости от конструкции.
Как видите, обратные клапаны имеют решающее значение для любой системы парового котла, временной или постоянной. Обязательно проконсультируйтесь с вашим поставщиком временного оборудования, чтобы убедиться, что он включает NRV в свой пакет аренды котла. Возможно, вы этого не знаете, но все котельные системы аренды Nationwide Boiler стандартно поставляются с обратный клапан . Эти клапаны необходимы для защиты котла и другого оборудования завода и требуются ASME. Давайте рассмотрим основы.
Что такое обратный клапан?
Основная функция обратного клапана (NRV), также известного как запорный или обратный клапан, состоит в том, чтобы пропускать поток пара в одном направлении и автоматически предотвращать обратный поток. Другими словами, они предотвращают возврат пара в главный коллектор котла или обратно в котел, который вышел из строя или отключен от сети.
NRV также можно использовать для изоляции котла во время продувки и останова, а также для помощи в возвращении котла в эксплуатацию после планового или внепланового обслуживания.
Зачем они нужны?
Обратный клапан на самом деле просто еще одно предохранительное устройство. Хотя на NRV не следует полагаться для первичного отключения, он ограничивает поток пара обратно из коллектора в котел, что может иметь катастрофические последствия.
В соответствии со стандартами ASME требуется один NRV для установок с одним котлом и высоким давлением (выше 15 фунтов на кв. дюйм). Для систем высокого давления с несколькими паровыми котлами с смотровыми люками, подключенными к общей паропроводной магистрали, патрубок подачи пара от каждого котла должен быть оборудован двумя запорными клапанами. Первый клапан должен быть автоматическим, а второй должен быть наружным винтом и бугелем (OS&Y).
Как они предотвращают обратный поток?
Обратные клапаны чувствительны к потоку, и их открытие и закрытие зависит от потока пара. Внутренний диск открывается и пропускает пар через клапан. Диск начнет закрываться, когда прямой поток пара уменьшится или реверсируется, в зависимости от конструкции.
Как видите, обратные клапаны имеют решающее значение для любой системы парового котла, временной или постоянной.

 За счет того, что данные добавки дополняют друг друга, материал приобретает уникальные характеристики. Хром соединяется с кислородом и формирует на поверхности сплава оксидную пленку – именно она препятствует формированию ржавчины.
За счет того, что данные добавки дополняют друг друга, материал приобретает уникальные характеристики. Хром соединяется с кислородом и формирует на поверхности сплава оксидную пленку – именно она препятствует формированию ржавчины.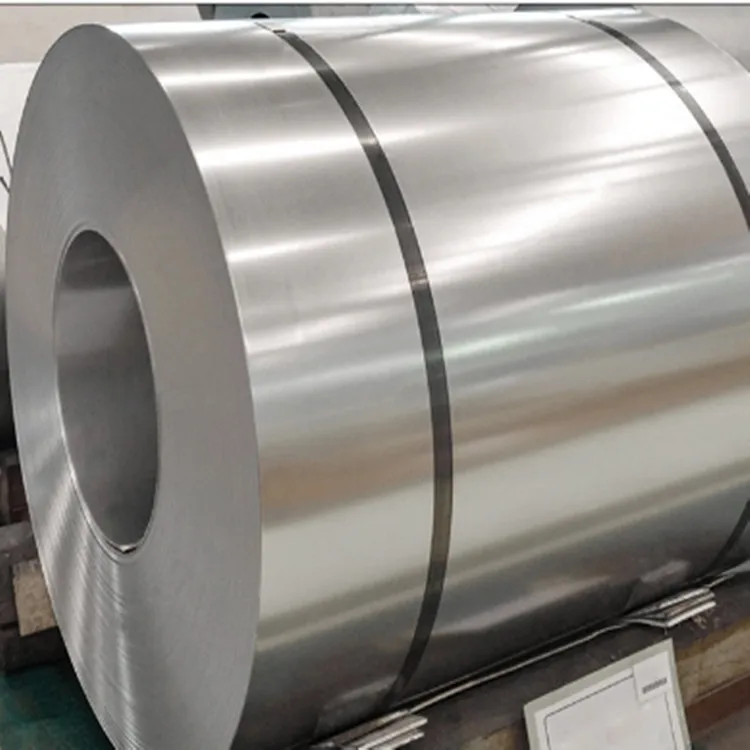 Из коррозионностойких сталей делают предметы для использования в промышленности и даже в быту – именно этот металл является материалом столовых приборов, ножей, элементов коммуникаций, ограждающих конструкций, деталей оборудования, пр.
Из коррозионностойких сталей делают предметы для использования в промышленности и даже в быту – именно этот металл является материалом столовых приборов, ножей, элементов коммуникаций, ограждающих конструкций, деталей оборудования, пр.

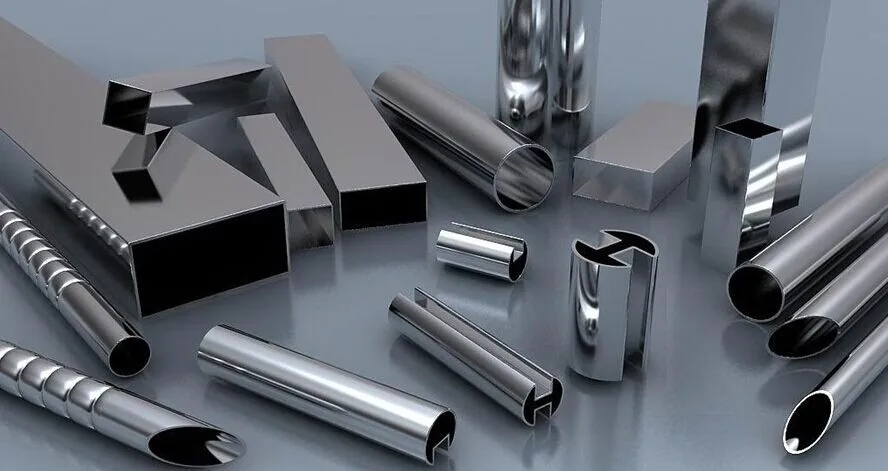
 Его доля в сплаве должна достигать 9%. Титан и ниобий обеспечивают устойчивость металла к межкристаллитной коррозии – содержащие их сплавы принято называть стабилизированными.
Его доля в сплаве должна достигать 9%. Титан и ниобий обеспечивают устойчивость металла к межкристаллитной коррозии – содержащие их сплавы принято называть стабилизированными. Чтобы добиться высокой прочности такой коррозионностойкой стали, осуществляют ее закалку при более чем +975 °C и отпуск при +450–500 °C. Эти сплавы характеризуются повышенным пределом текучести. Стоит пояснить, что данное свойство говорит о напряжении, при котором деформация возрастает без роста нагрузки. Такие коррозионностойкие стали хорошо поддаются сварке и имеют отличные механические свойства.
Чтобы добиться высокой прочности такой коррозионностойкой стали, осуществляют ее закалку при более чем +975 °C и отпуск при +450–500 °C. Эти сплавы характеризуются повышенным пределом текучести. Стоит пояснить, что данное свойство говорит о напряжении, при котором деформация возрастает без роста нагрузки. Такие коррозионностойкие стали хорошо поддаются сварке и имеют отличные механические свойства.

 Названные металлы содержат хром, никель, марганец, медь, азот, за счет чего достигается высокая прочность изделий. Также материал хорошо поддается деформации и легко меняет форму.
Названные металлы содержат хром, никель, марганец, медь, азот, за счет чего достигается высокая прочность изделий. Также материал хорошо поддается деформации и легко меняет форму.

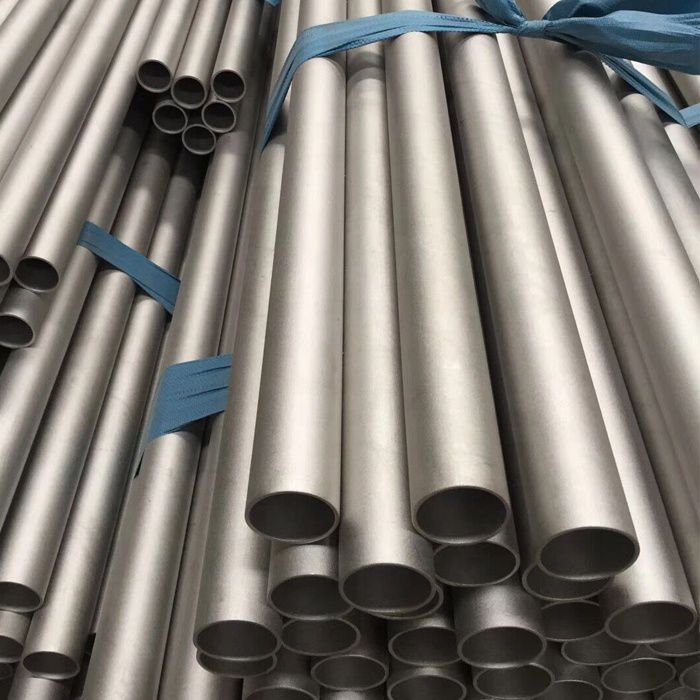
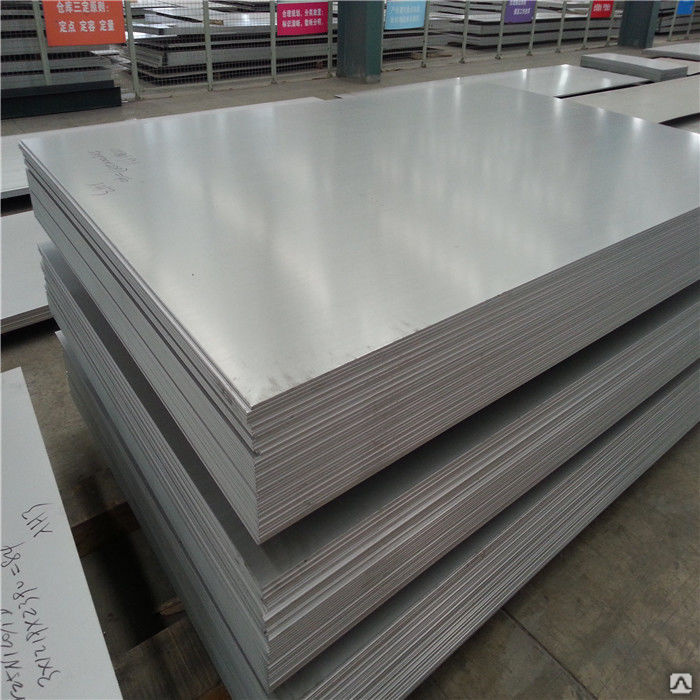 В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.

 Наиболее распространенными коррозионностойкими материалами, используемыми для обеспечения коррозионной стойкости от легкой до умеренной, являются нержавеющие стали.
Наиболее распространенными коррозионностойкими материалами, используемыми для обеспечения коррозионной стойкости от легкой до умеренной, являются нержавеющие стали.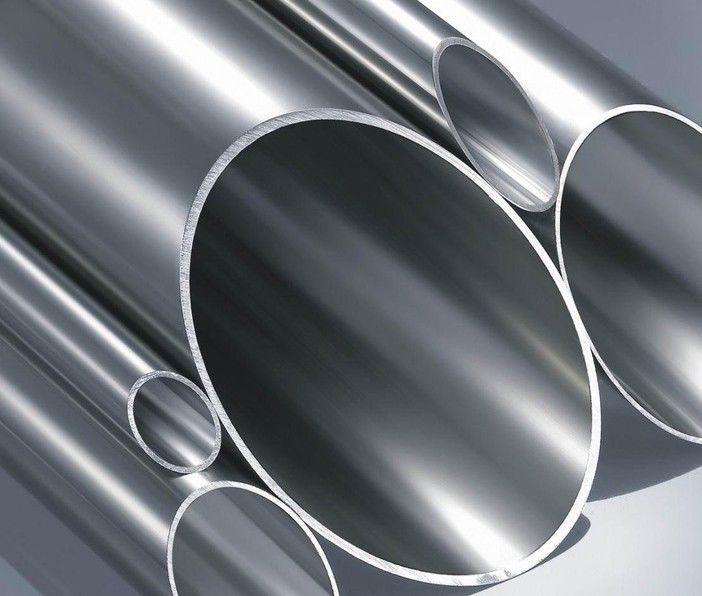 Существует также семейство мартенситных нержавеющих сталей дисперсионного твердения, в которое входит широко используемый тип 17-4. Мартенситные нержавеющие стали могут также содержать добавки никеля и молибдена для повышения коррозионной стойкости.
Существует также семейство мартенситных нержавеющих сталей дисперсионного твердения, в которое входит широко используемый тип 17-4. Мартенситные нержавеющие стали могут также содержать добавки никеля и молибдена для повышения коррозионной стойкости. Эти сплавы могут подвергаться холодной обработке для достижения очень высокой прочности и чаще всего используются там, где существует проблема точечной или щелевой коррозии, например, в средах с водой с высоким содержанием хлоридов или растворенного кислорода.
Эти сплавы могут подвергаться холодной обработке для достижения очень высокой прочности и чаще всего используются там, где существует проблема точечной или щелевой коррозии, например, в средах с водой с высоким содержанием хлоридов или растворенного кислорода.
 Для таких обработок или специальных заказов на широкий спектр коррозионно-стойких сплавов вы не найдете лучшего источника, чем All Metals & Forge.
Для таких обработок или специальных заказов на широкий спектр коррозионно-стойких сплавов вы не найдете лучшего источника, чем All Metals & Forge.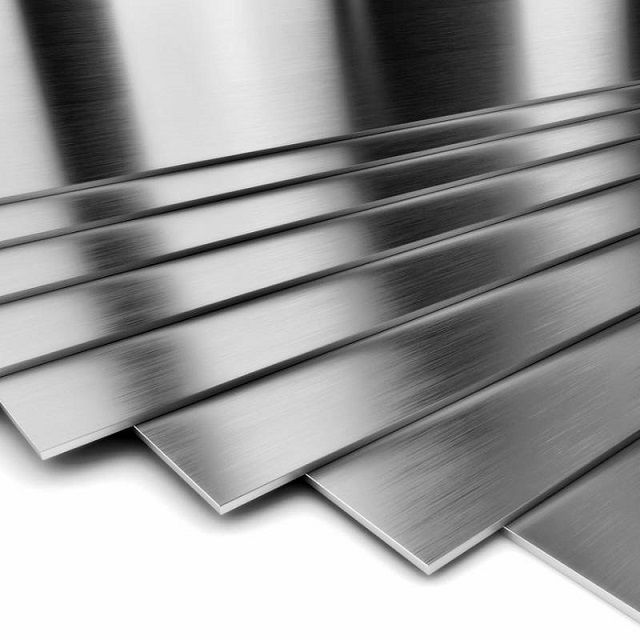
 Все зависит от того, какие металлы вы добавляете и какие виды обработки используются после расплавления сплава.
Все зависит от того, какие металлы вы добавляете и какие виды обработки используются после расплавления сплава.
 м.
м.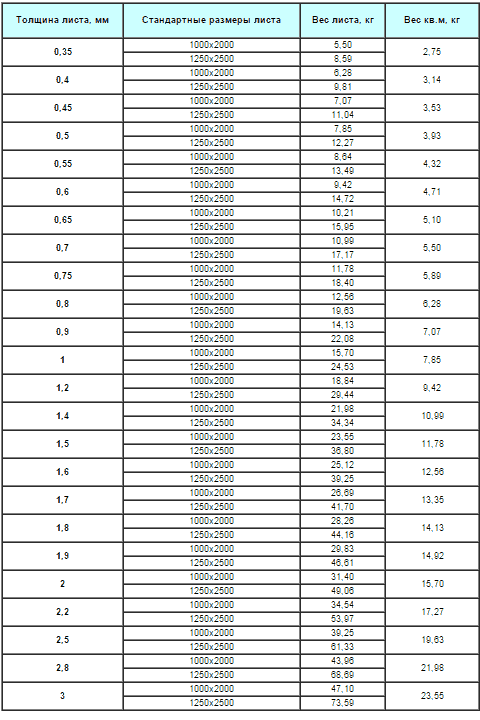 Так вы всегда будете знать точный вес оцинкованной стали 1 миллиметр.
Так вы всегда будете знать точный вес оцинкованной стали 1 миллиметр.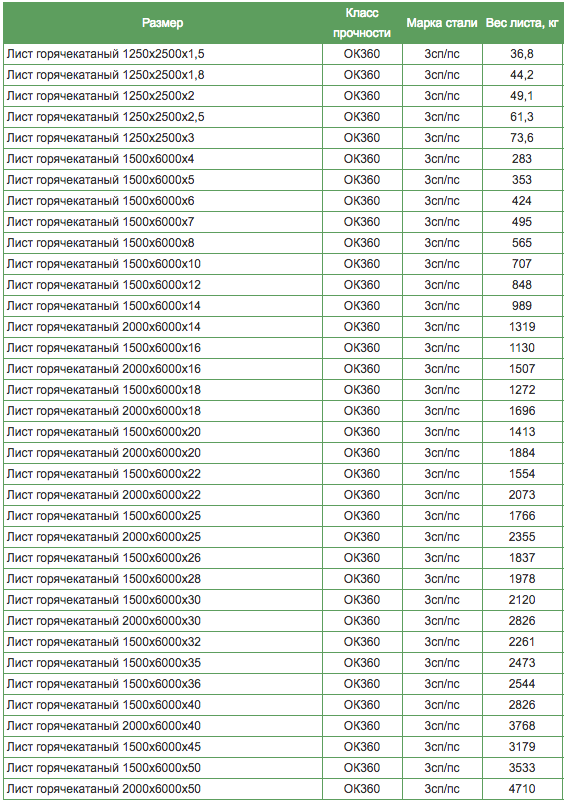
 85 + 0.0381 * 1 * 2 * 7.13 = 7.608 кг
85 + 0.0381 * 1 * 2 * 7.13 = 7.608 кг youtube.com/embed/KBnUDWnRYM0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/KBnUDWnRYM0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Кровельные листы предназначены для дополнения архитектурной концепции здания и могут улучшить общий эстетический вид конструкции. Хотя оцинкованные стальные листы весят около 27 кг на квадратный метр, они обеспечивают превосходную долговечность и прочность.
Кровельные листы предназначены для дополнения архитектурной концепции здания и могут улучшить общий эстетический вид конструкции. Хотя оцинкованные стальные листы весят около 27 кг на квадратный метр, они обеспечивают превосходную долговечность и прочность.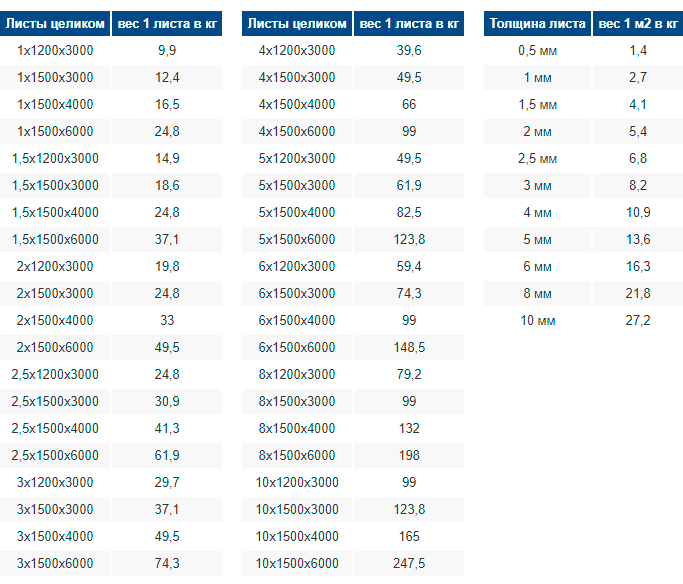 Тридцатилетнее здание никогда не красилось и не ремонтировалось. Оцинковка жизненно необходима, но насколько она критична? Будет ли 40 мм долговечным материалом? ‘ Учитывая небольшой размер навеса (3,8 с каждой стороны), использование стали толщиной 0,40 мм вместо стали толщиной 1 мм дает вес 3,2 кг на квадратный метр по сравнению с 4,7 кг на квадратный метр при использовании стали толщиной 1 мм.
Тридцатилетнее здание никогда не красилось и не ремонтировалось. Оцинковка жизненно необходима, но насколько она критична? Будет ли 40 мм долговечным материалом? ‘ Учитывая небольшой размер навеса (3,8 с каждой стороны), использование стали толщиной 0,40 мм вместо стали толщиной 1 мм дает вес 3,2 кг на квадратный метр по сравнению с 4,7 кг на квадратный метр при использовании стали толщиной 1 мм.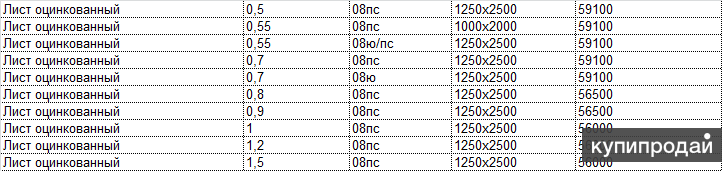 Например, если вы планируете заменить существующую крышу, имейте в виду, что чем толще, тем лучше. Вот почему важно понимать различия между различными типами кровли.
Например, если вы планируете заменить существующую крышу, имейте в виду, что чем толще, тем лучше. Вот почему важно понимать различия между различными типами кровли. Поскольку он изготовлен из стали, он имеет лучшую прочность. Благодаря красивой вогнутой форме его довольно легко устанавливать и снимать. Крыша из оцинкованной стали толщиной 0,40 мм идеально подходит для любой конструкции, склада или складского помещения, где требуется значительное количество места для хранения.
Поскольку он изготовлен из стали, он имеет лучшую прочность. Благодаря красивой вогнутой форме его довольно легко устанавливать и снимать. Крыша из оцинкованной стали толщиной 0,40 мм идеально подходит для любой конструкции, склада или складского помещения, где требуется значительное количество места для хранения. сталь в слое цинка (сварены между собой давлением).
сталь в слое цинка (сварены между собой давлением).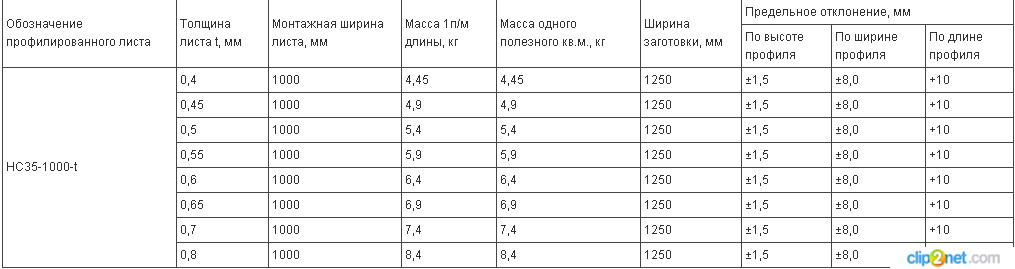
 1
1

 :
: Расчет стоимости доставки производится
Расчет стоимости доставки производится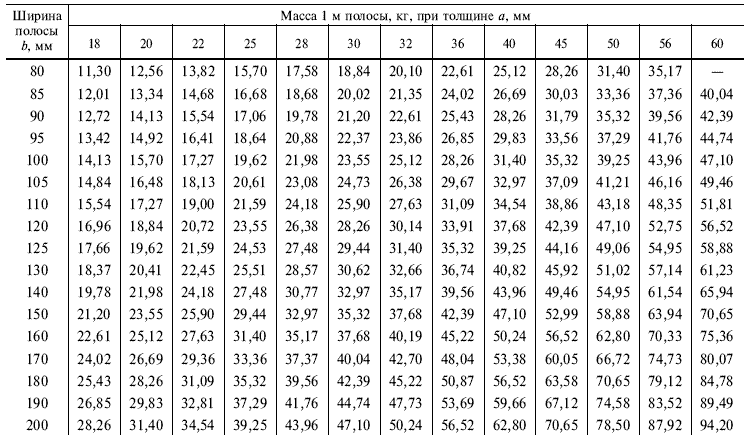 2 ст. 437 Гражданского
2 ст. 437 Гражданского СТОИМОСТЬ.ПРАЙС.
СТОИМОСТЬ.ПРАЙС. A. Legnica Poland (Польша) произведена согласно стандарту PN-EN 50164-2.
A. Legnica Poland (Польша) произведена согласно стандарту PN-EN 50164-2.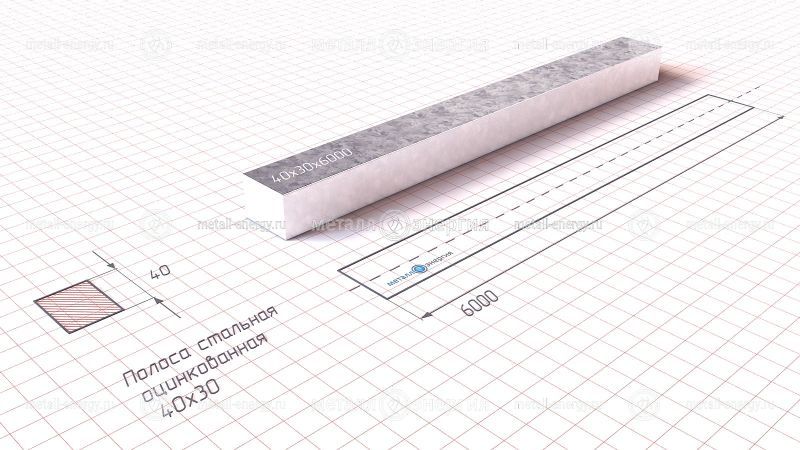

 fhwa.dot.gov
fhwa.dot.gov Это достигается либо за счет распределения веса по дополнительным осям, либо за счет увеличения расстояния между осями.
Это достигается либо за счет распределения веса по дополнительным осям, либо за счет увеличения расстояния между осями. Поскольку в 1950-х и 1960-х годах грузовики становились все тяжелее, нужно было что-то делать для защиты мостов. Решение заключалось в том, чтобы связать допустимый вес с количеством осей и расстоянием между ними.
Поскольку в 1950-х и 1960-х годах грузовики становились все тяжелее, нужно было что-то делать для защиты мостов. Решение заключалось в том, чтобы связать допустимый вес с количеством осей и расстоянием между ними. Федеральный предел веса брутто на Межгосударственной системе составляет 80 000 фунтов, если Формула моста не требует более низкого предела веса.
Федеральный предел веса брутто на Межгосударственной системе составляет 80 000 фунтов, если Формула моста не требует более низкого предела веса.
 (Рисунок 3).
(Рисунок 3). Таким образом, эти предварительные требования выполнены. Первая комбинация формулы моста проверяется следующим образом:
Таким образом, эти предварительные требования выполнены. Первая комбинация формулы моста проверяется следующим образом:
 Без этого исключения формула моста допускала бы фактический вес всего от 66 000 до 67 500 фунтов на тандемах, расположенных на расстоянии от 36 до 38 футов друг от друга.
Без этого исключения формула моста допускала бы фактический вес всего от 66 000 до 67 500 фунтов на тандемах, расположенных на расстоянии от 36 до 38 футов друг от друга.

 V.W. от 150 001 фунтов до 250 000 фунтов Карта
V.W. от 150 001 фунтов до 250 000 фунтов Карта

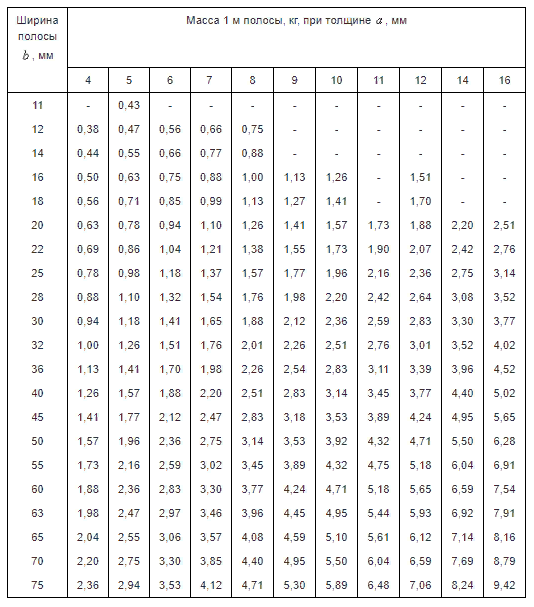 – не превышать этот вес брутто на кратных грузах
– не превышать этот вес брутто на кратных грузах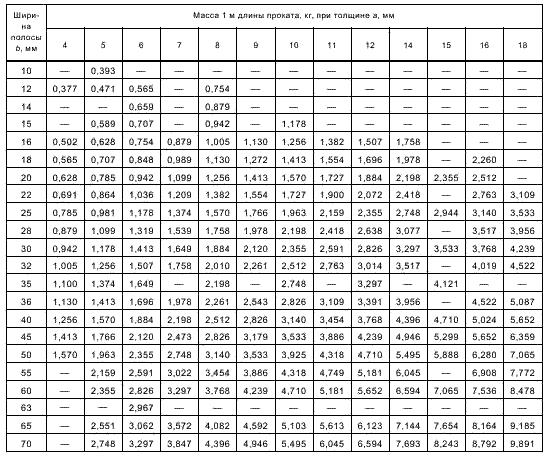

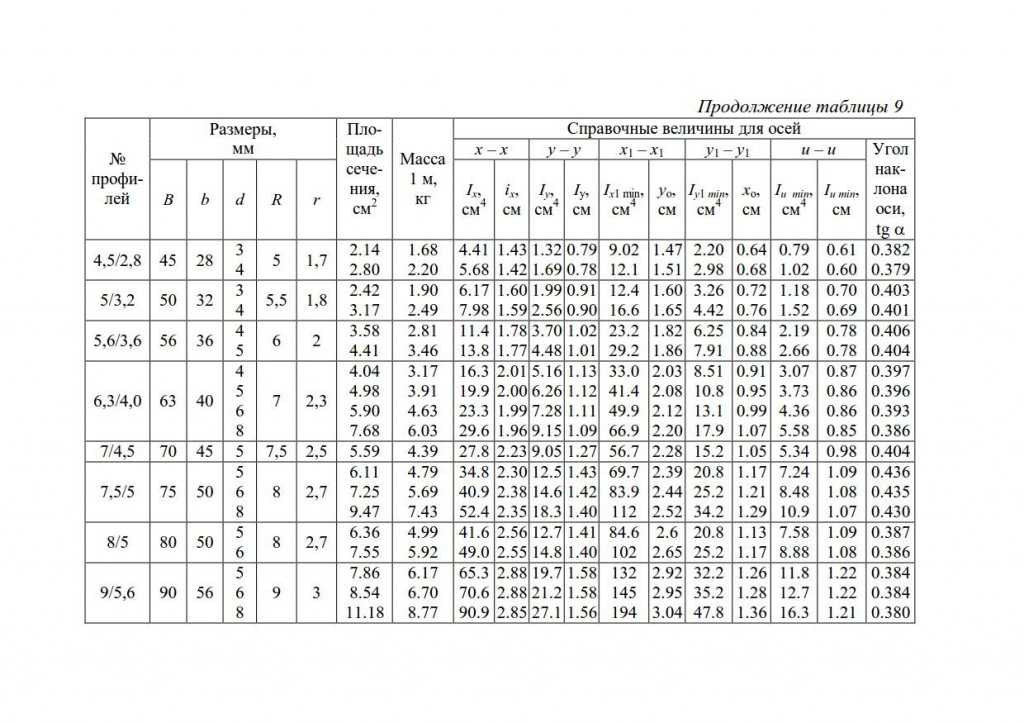
 ДИСК
ДИСК
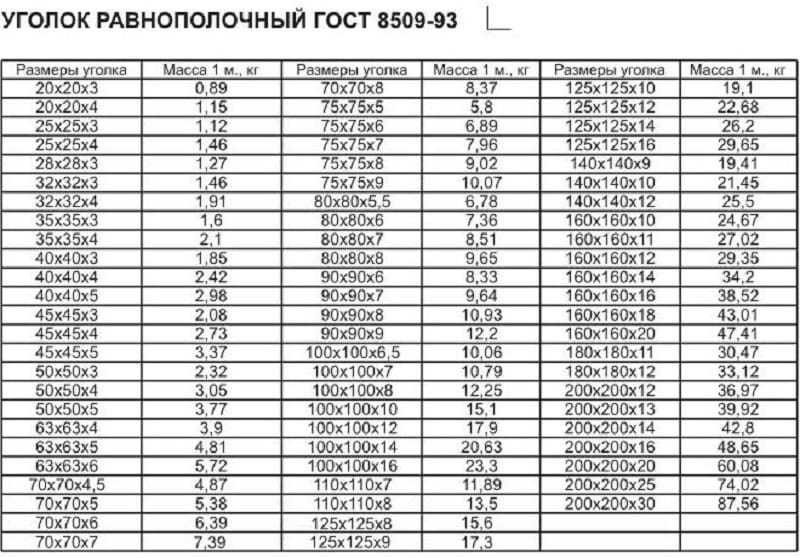 Вы можете срезать углы под любым углом и любой длины .
Вы можете срезать углы под любым углом и любой длины .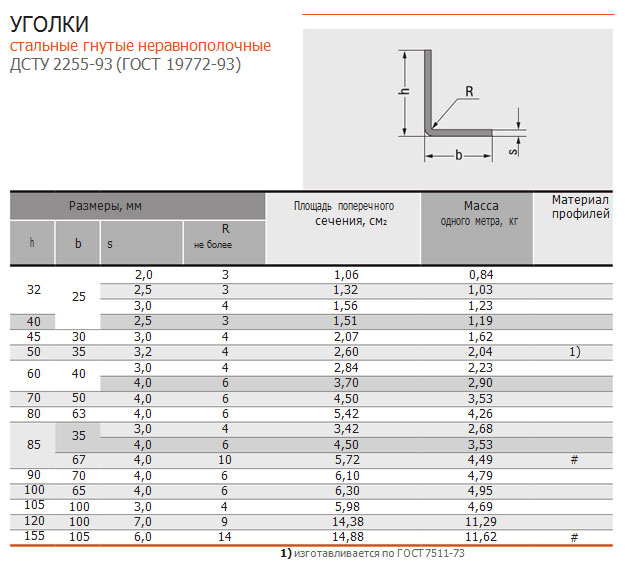 Если шаблон требует угол, вы можете его срезать!
Если шаблон требует угол, вы можете его срезать! Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится).
Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится). Развернуть уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.
Развернуть уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.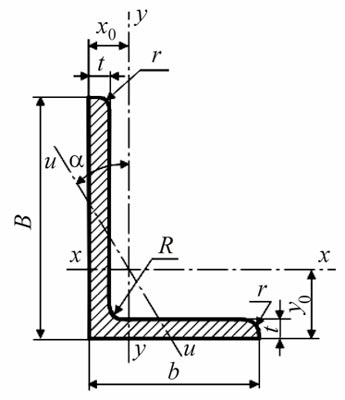 В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
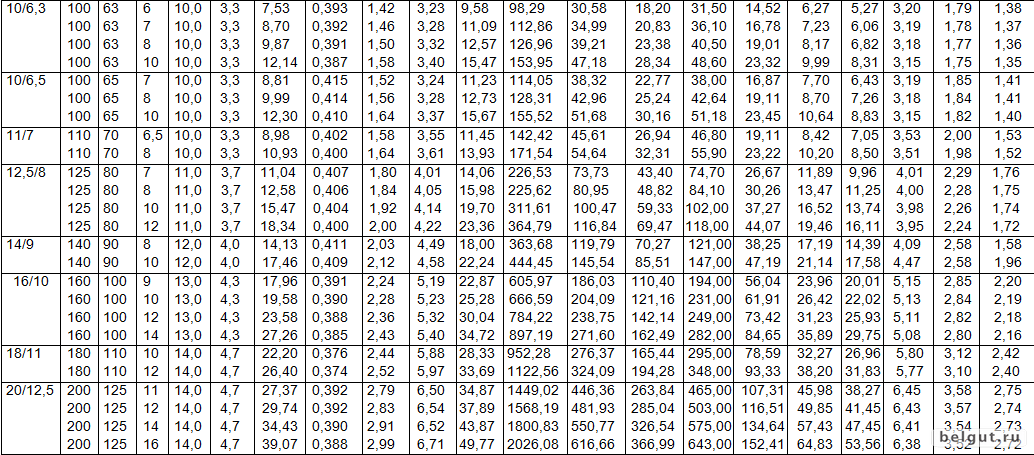
 ..
..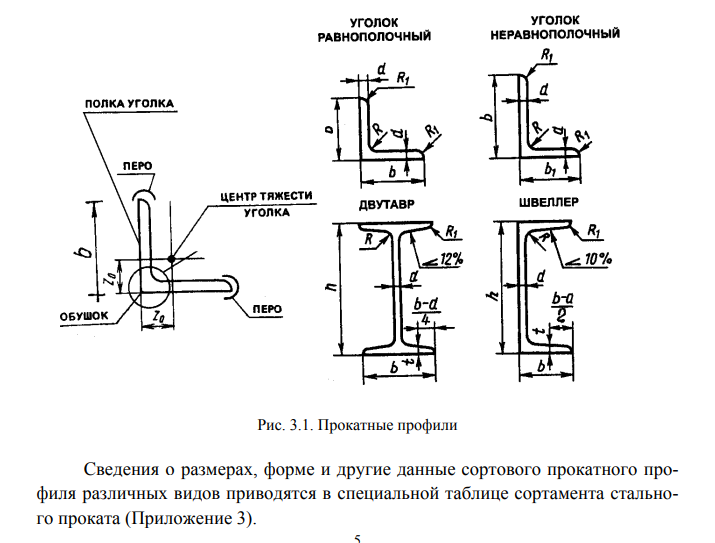
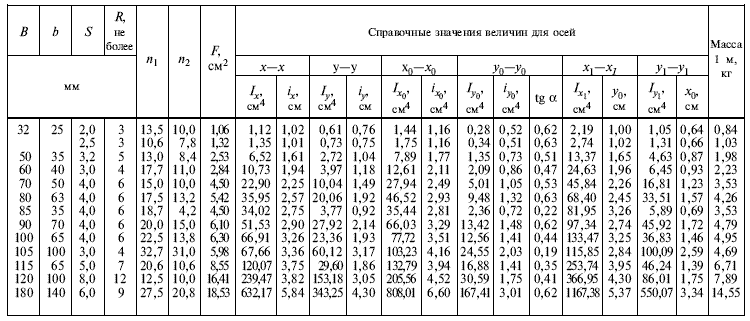 Черновые концевые фрезы доступны с прямым и мелким шагом.
Черновые концевые фрезы доступны с прямым и мелким шагом.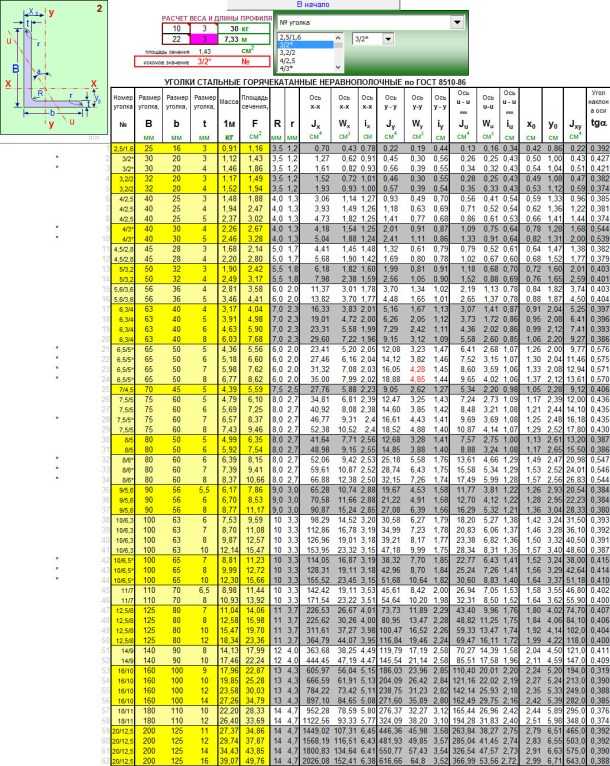
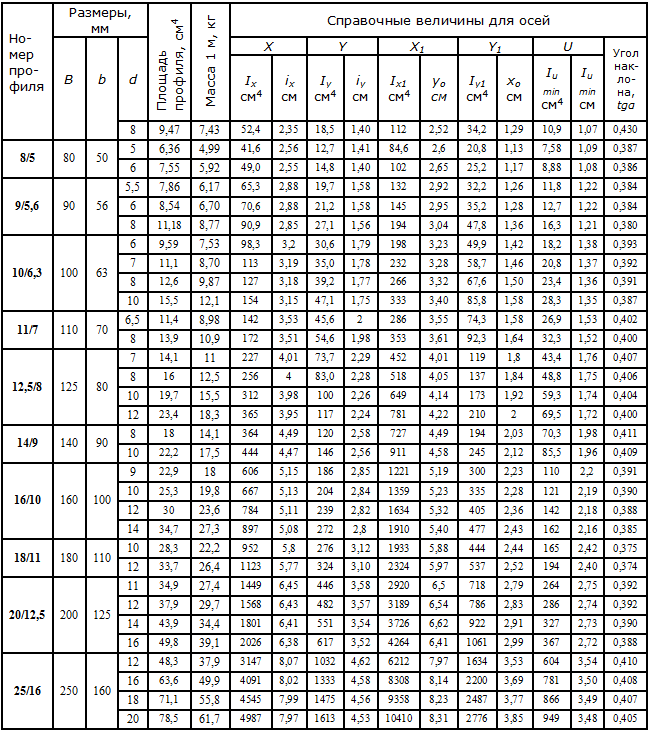 У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.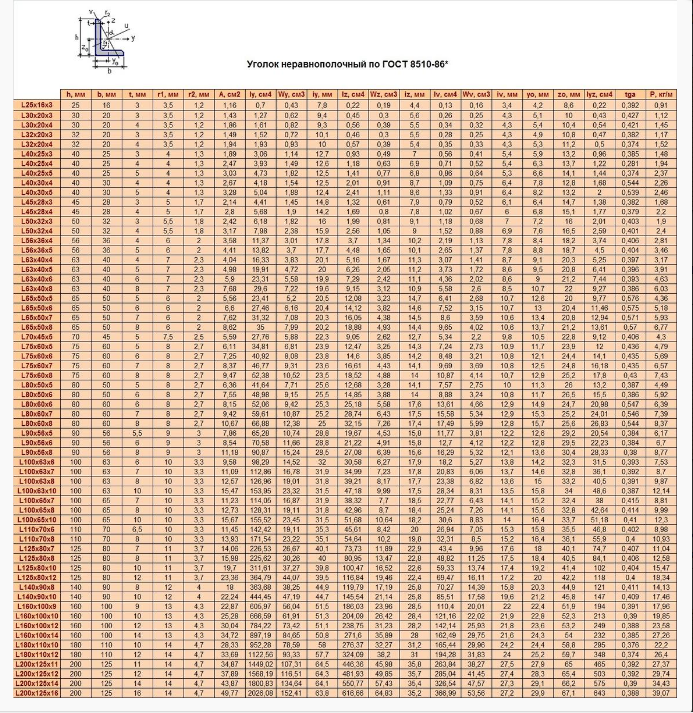
 Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами. Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.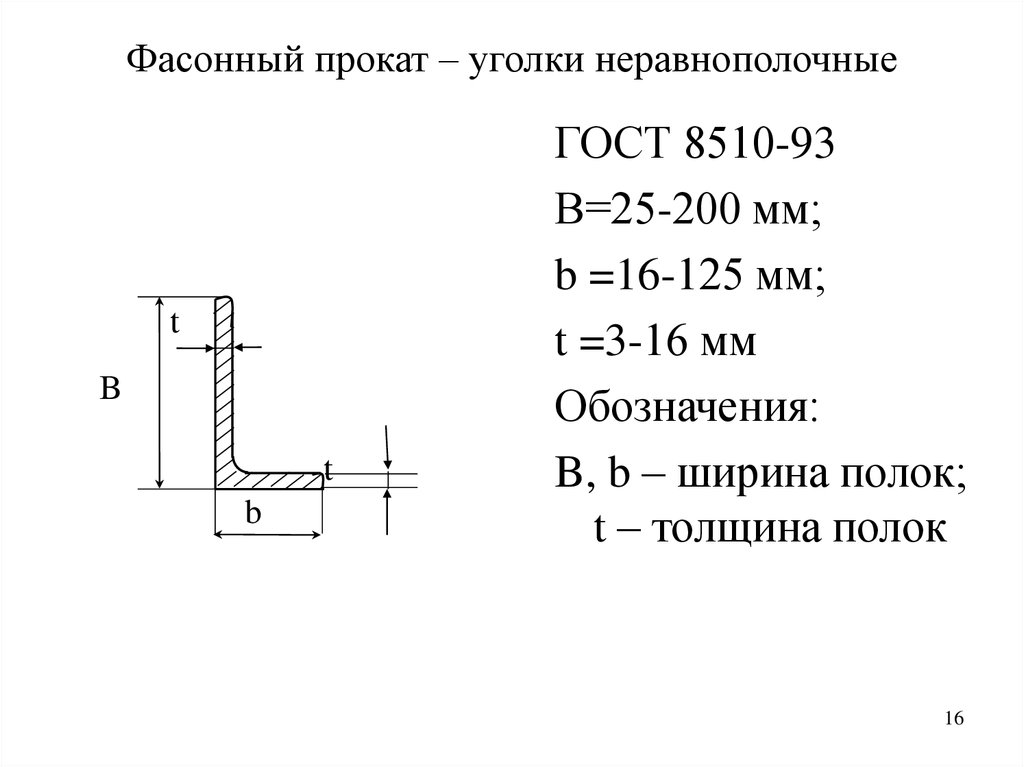
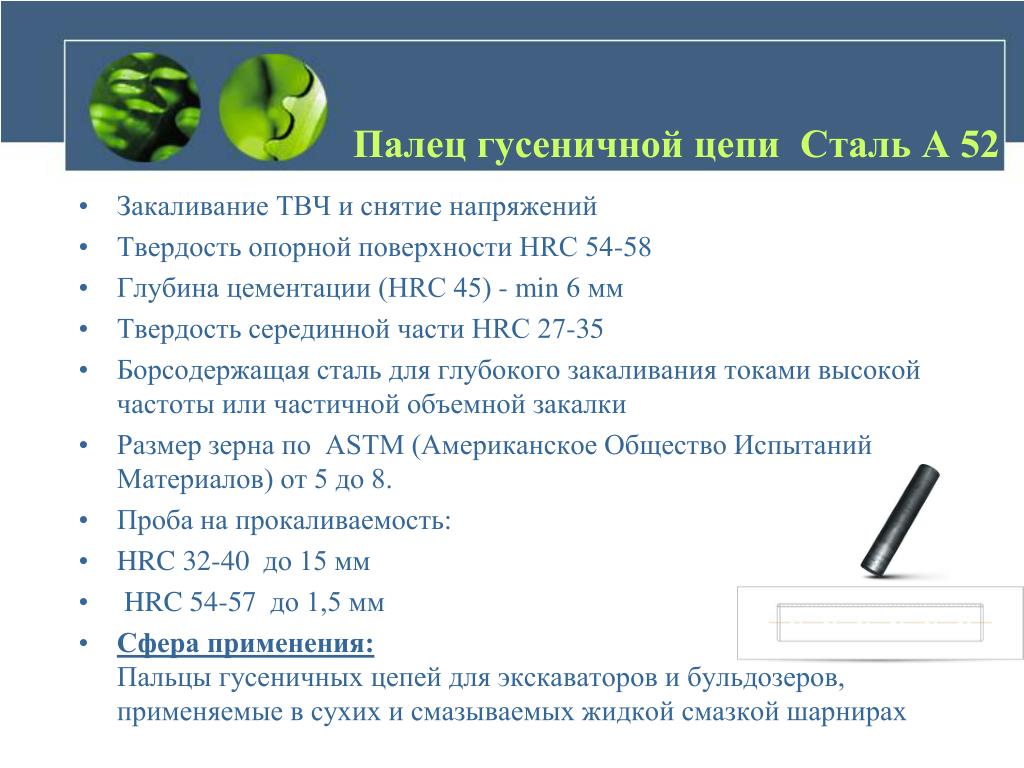 Этот инструмент состоит из матрицы и пуансона. Листовая заготовка проходит обжатие между составляющими (матрицей и пуансоном), получают конечную форму.
Этот инструмент состоит из матрицы и пуансона. Листовая заготовка проходит обжатие между составляющими (матрицей и пуансоном), получают конечную форму.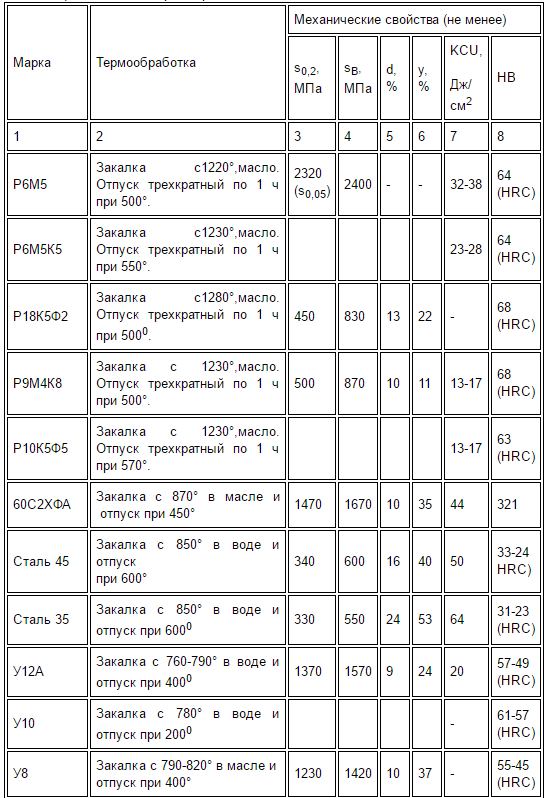 Цифры после букв указывают на содержание определенного компонента в десятых долях процента. Если имеет только буква, а за ней не следуют никакие цифры, значит, ингредиент может достигать до 1 % в составе сплава. Например, ХВГ характеризуется наличием в ней:
Цифры после букв указывают на содержание определенного компонента в десятых долях процента. Если имеет только буква, а за ней не следуют никакие цифры, значит, ингредиент может достигать до 1 % в составе сплава. Например, ХВГ характеризуется наличием в ней: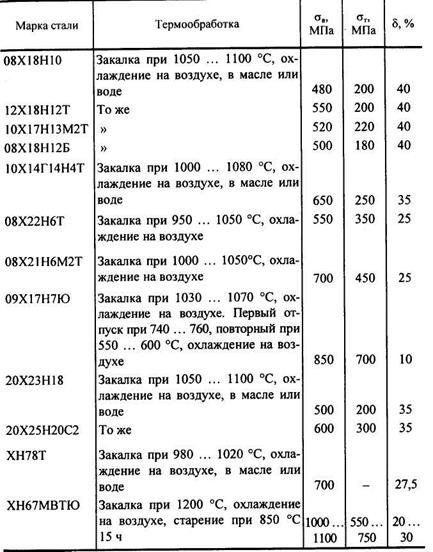
 Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает.
Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает.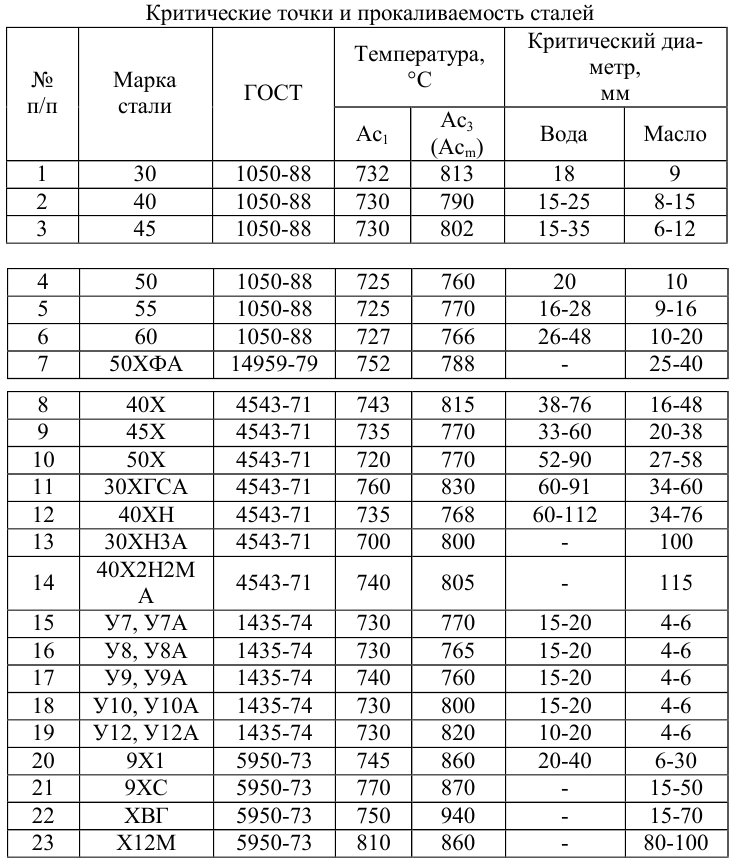 В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа).
В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа).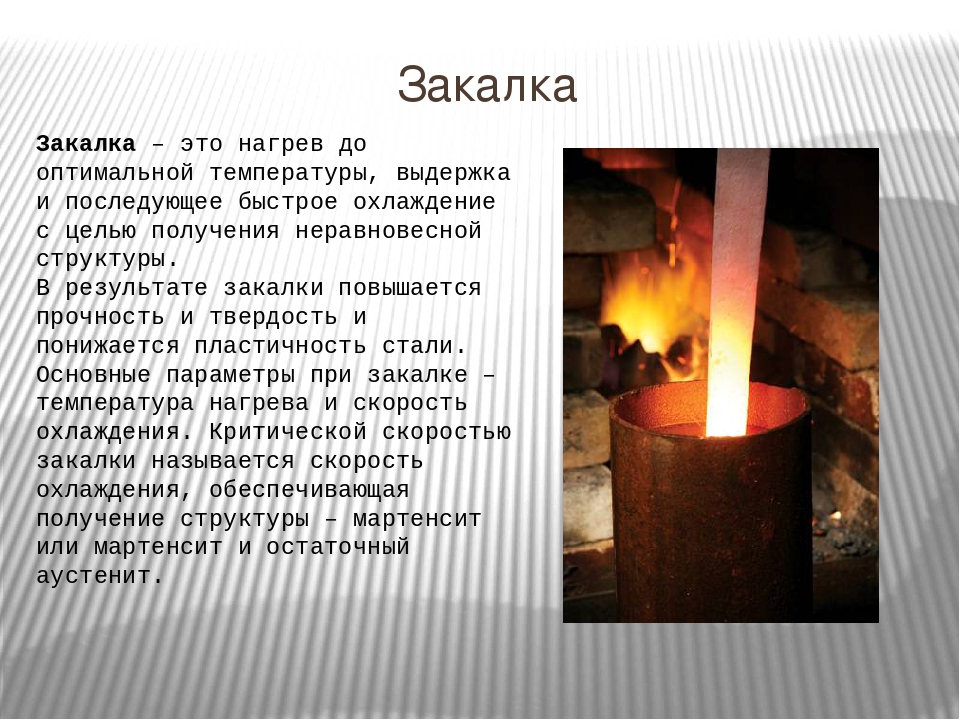
 На поверхности изделия не образуется водяной пар.
На поверхности изделия не образуется водяной пар. Кромка лезвия будет выкрашиваться, более того, инструмент при усилии на изгиб может сломаться.
Кромка лезвия будет выкрашиваться, более того, инструмент при усилии на изгиб может сломаться. Идеальный вариант — кузнечные клещи. Их у вас нет? Придумайте же что-нибудь!
Идеальный вариант — кузнечные клещи. Их у вас нет? Придумайте же что-нибудь! com
com Хорошей вам закалки!
Хорошей вам закалки!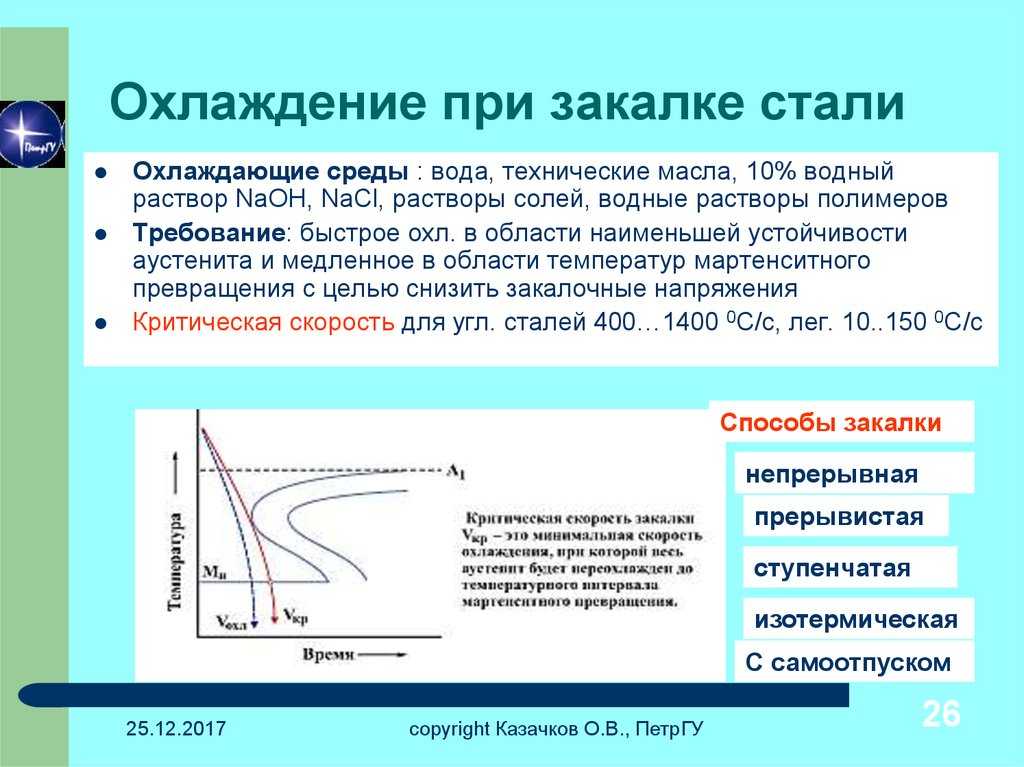 Фото Мэтью Паллади CC BY-SA
Фото Мэтью Паллади CC BY-SA Много раз закалочное масло описывается в секундах…
Много раз закалочное масло описывается в секундах… Ниже представлено отличное видео, демонстрирующее процесс закалки в двух разных средах, как в масле, так и в воде:
Ниже представлено отличное видео, демонстрирующее процесс закалки в двух разных средах, как в масле, так и в воде: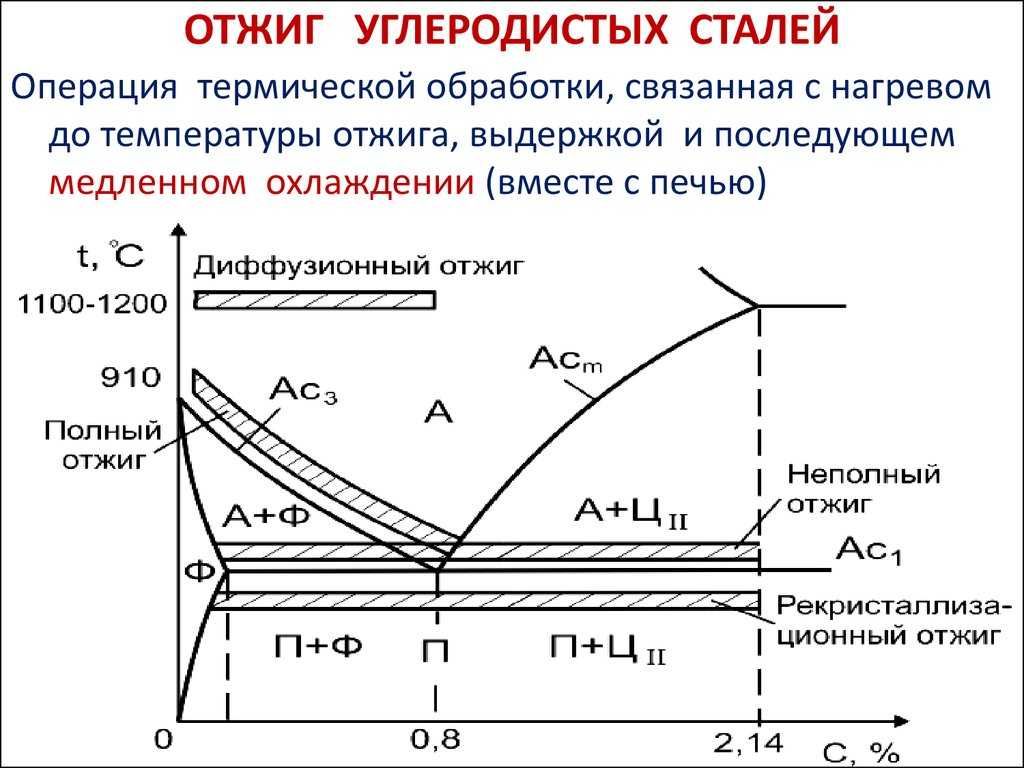 Фото Бена Остина CC BY-SA
Фото Бена Остина CC BY-SA
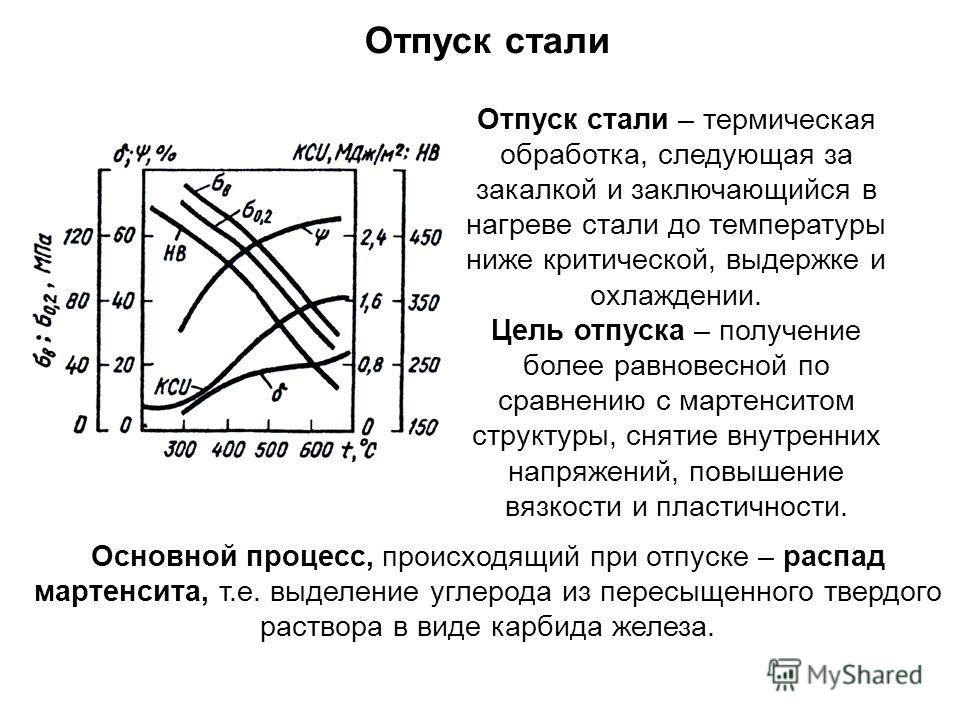
 Поскольку свойства воды сильно отличаются от свойств масла, более двух процентов содержания воды в закалочном масле может привести к появлению неровностей на поверхности заготовки и опасной комбинации. Это форма загрязнения, которая может сильно изменить скорость теплопередачи на разных участках поверхности металла из-за температурных градиентов.
Поскольку свойства воды сильно отличаются от свойств масла, более двух процентов содержания воды в закалочном масле может привести к появлению неровностей на поверхности заготовки и опасной комбинации. Это форма загрязнения, которая может сильно изменить скорость теплопередачи на разных участках поверхности металла из-за температурных градиентов.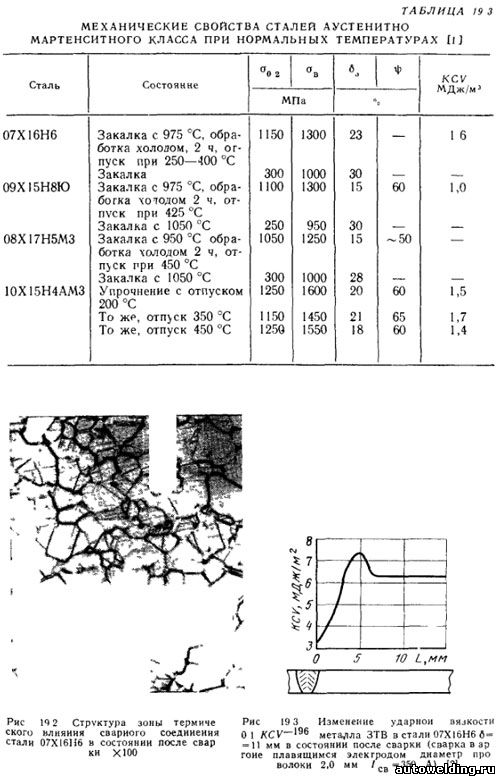 Возможность вторичной переработки закалочных масел может уменьшить ваш углеродный след. Некоторые масла можно даже перерабатывать в качестве биотоплива, что еще больше оптимизирует их использование.
Возможность вторичной переработки закалочных масел может уменьшить ваш углеродный след. Некоторые масла можно даже перерабатывать в качестве биотоплива, что еще больше оптимизирует их использование.
 ..
.. Арахисовое и оливковое масла также можно использовать для аналогичных целей, но они, как правило, дороже, чем обычные нейтральные масла.
Арахисовое и оливковое масла также можно использовать для аналогичных целей, но они, как правило, дороже, чем обычные нейтральные масла. Эти типы масел на самом деле не содержат присадок, которыми печально известны моторные моторные масла в кузнечном деле. Если у вас нет доступа к минеральным маслам, детское масло — еще одна отличная альтернатива им, оно просто содержит дополнительный аромат.
Эти типы масел на самом деле не содержат присадок, которыми печально известны моторные моторные масла в кузнечном деле. Если у вас нет доступа к минеральным маслам, детское масло — еще одна отличная альтернатива им, оно просто содержит дополнительный аромат.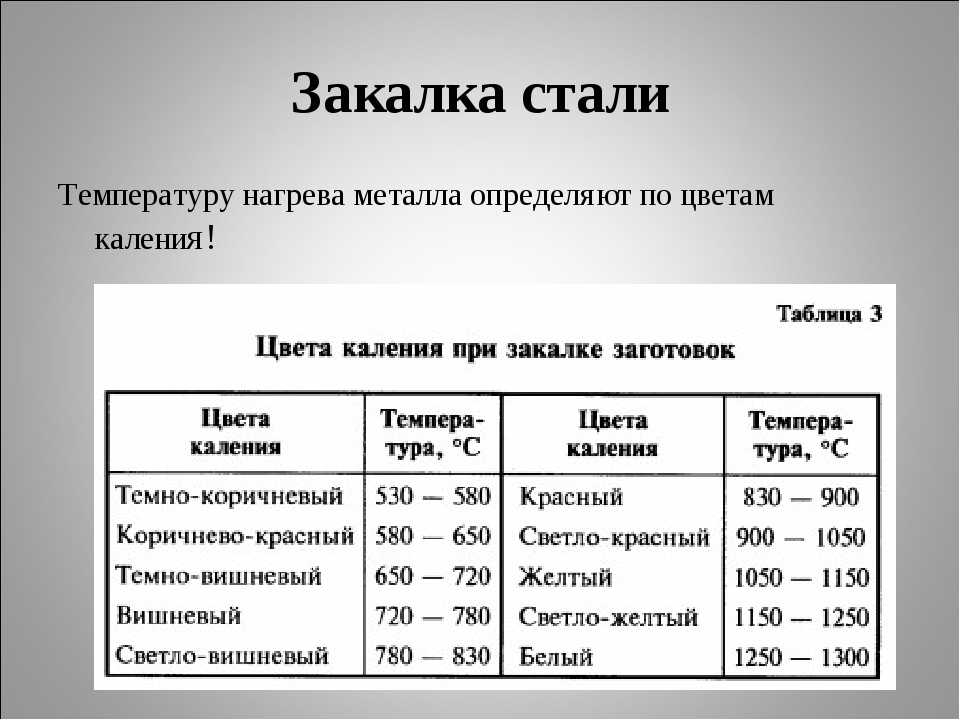 Много раз закалочное масло описывается в секундах…
Много раз закалочное масло описывается в секундах… Чистая сталь на самом деле слишком мягкая для многих применений. Чтобы нанести на сталь твердый слой, углерод должен быть сплавлен на молекулярном уровне в верхний сантиметр или около того стали. Один из способов сделать это — раскалить сталь докрасна, а затем погрузить ее в моторное масло. Углерод в моторном масле связывается с верхним слоем молекул раскаленной стали и образует прочное внешнее покрытие на стали. Однако необходим последний шаг, прежде чем ваша закаленная сталь будет готова к работе.
Чистая сталь на самом деле слишком мягкая для многих применений. Чтобы нанести на сталь твердый слой, углерод должен быть сплавлен на молекулярном уровне в верхний сантиметр или около того стали. Один из способов сделать это — раскалить сталь докрасна, а затем погрузить ее в моторное масло. Углерод в моторном масле связывается с верхним слоем молекул раскаленной стали и образует прочное внешнее покрытие на стали. Однако необходим последний шаг, прежде чем ваша закаленная сталь будет готова к работе.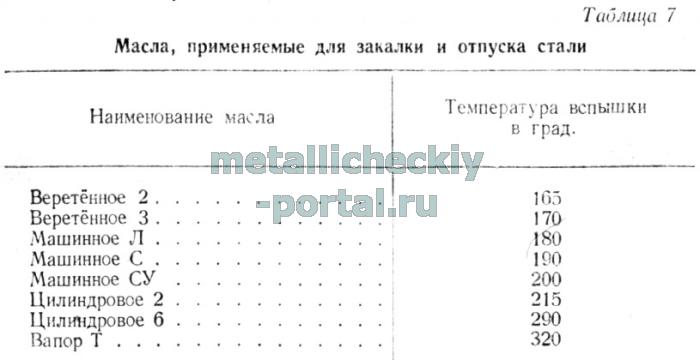

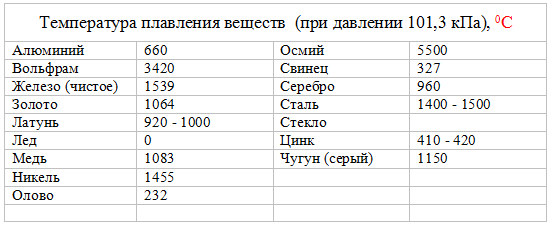

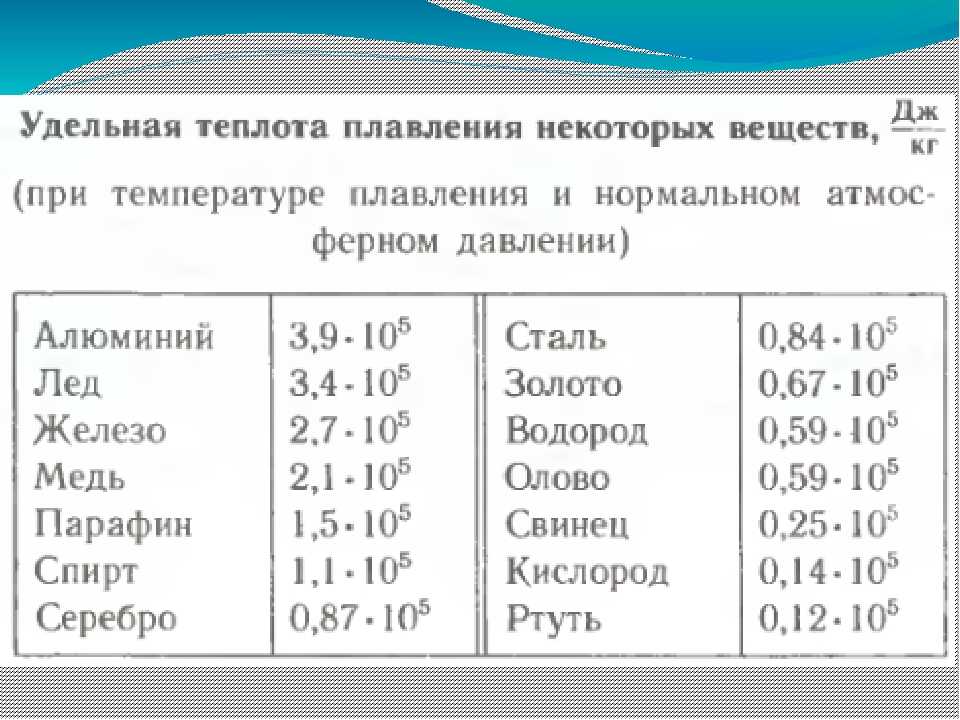 Чем меньше примесей, тем лучше медь поддается сварке.
Чем меньше примесей, тем лучше медь поддается сварке. Латунь достаточно хорошо сваривается и прокатывается. Изготовляется и применяется она обычно в виде листов, прутков, трубок и проволоки. Широкое применение латуни обусловливается ее меньшей стоимостью по сравнению с медью.
Латунь достаточно хорошо сваривается и прокатывается. Изготовляется и применяется она обычно в виде листов, прутков, трубок и проволоки. Широкое применение латуни обусловливается ее меньшей стоимостью по сравнению с медью. д.
д.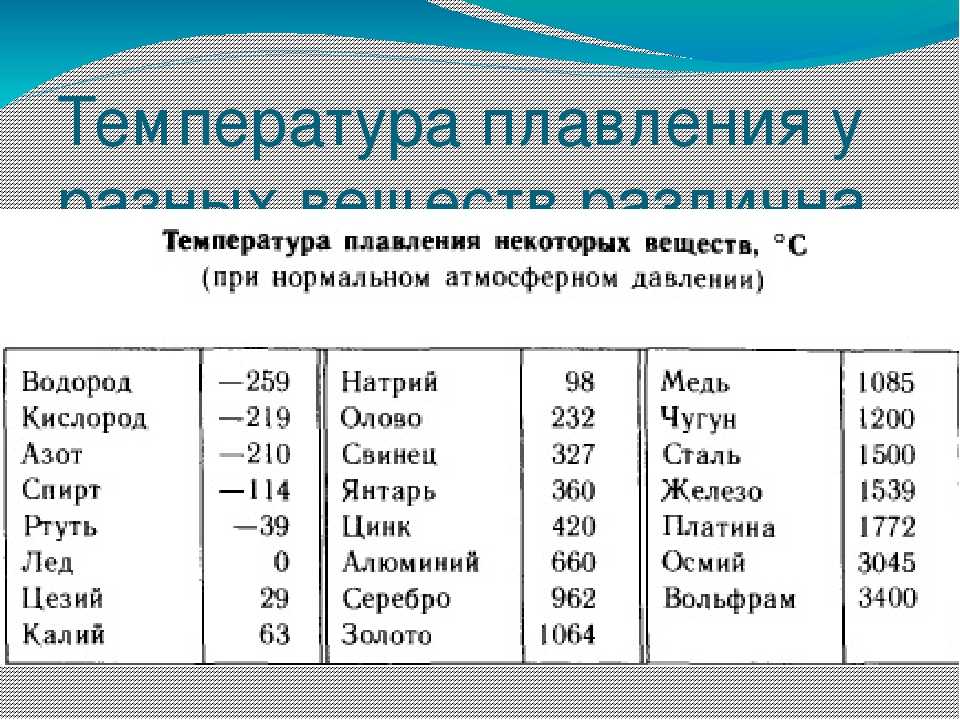
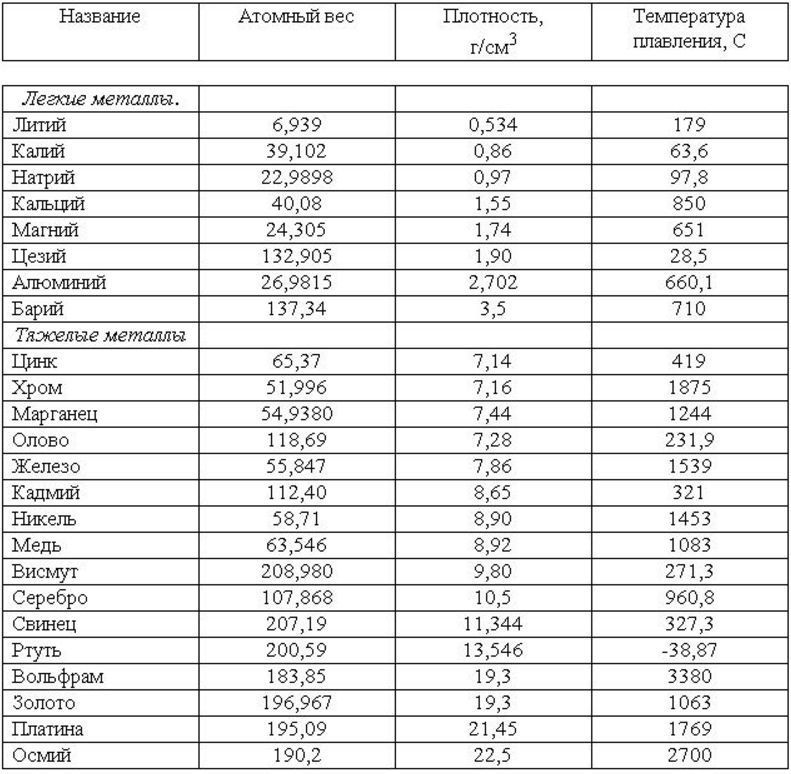
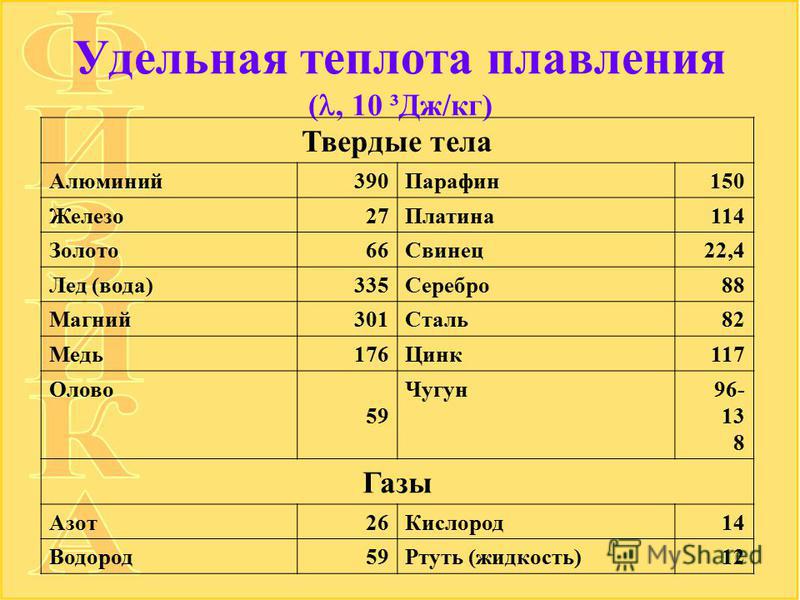
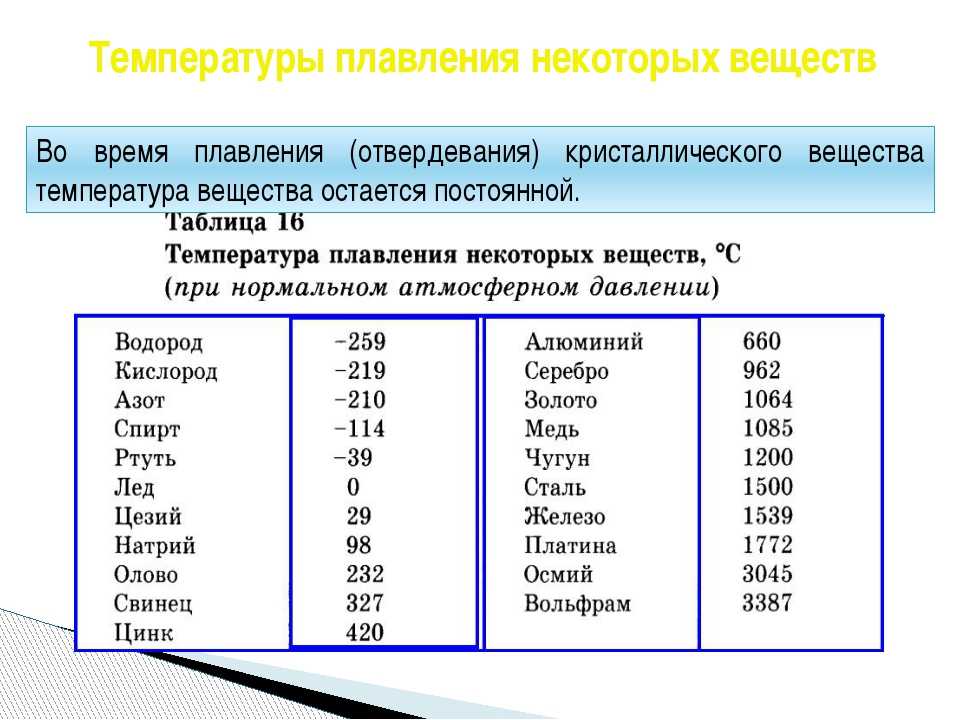 Примечательно, что температура плавления алюминия изменяется в зависимости от состава сплава. Это жизненно важная информация, когда речь идет о производстве алюминия.
Примечательно, что температура плавления алюминия изменяется в зависимости от состава сплава. Это жизненно важная информация, когда речь идет о производстве алюминия. Чистые формы металла должны быть сначала химически очищены до глинозема (оксида алюминия), а затем переплавлены в алюминий с помощью процесса электролитического восстановления Холла-Эру, обычно называемого первичным производственным процессом. По данным Алюминиевой ассоциации, первичный производственный процесс стал более эффективным, улучшив его на 20% за последние 20 лет.
Чистые формы металла должны быть сначала химически очищены до глинозема (оксида алюминия), а затем переплавлены в алюминий с помощью процесса электролитического восстановления Холла-Эру, обычно называемого первичным производственным процессом. По данным Алюминиевой ассоциации, первичный производственный процесс стал более эффективным, улучшив его на 20% за последние 20 лет. Этот процесс восстановления удаляет кислород из оксида алюминия, который состоит из почти равных частей алюминия и кислорода. Только после всех этих шагов у нас есть чистый, первоклассный алюминий.
Этот процесс восстановления удаляет кислород из оксида алюминия, который состоит из почти равных частей алюминия и кислорода. Только после всех этих шагов у нас есть чистый, первоклассный алюминий.
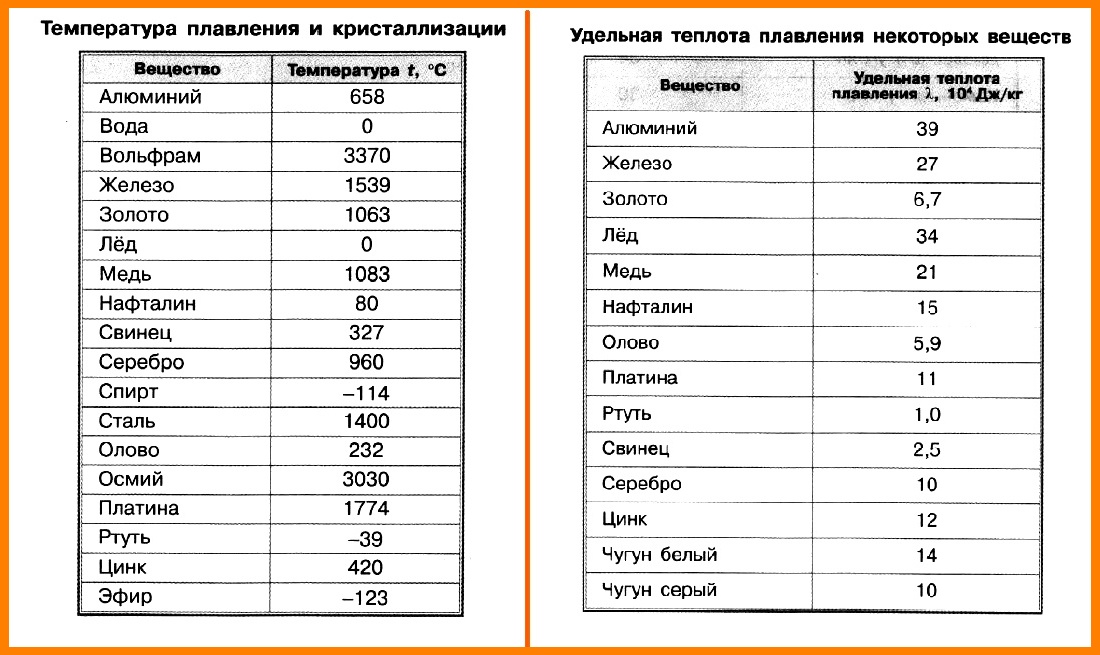 Металлы отливают в формы путем их плавления в жидкости, заливки металла в форму и удаления материала формы после того, как металл затвердеет при охлаждении.
Металлы отливают в формы путем их плавления в жидкости, заливки металла в форму и удаления материала формы после того, как металл затвердеет при охлаждении.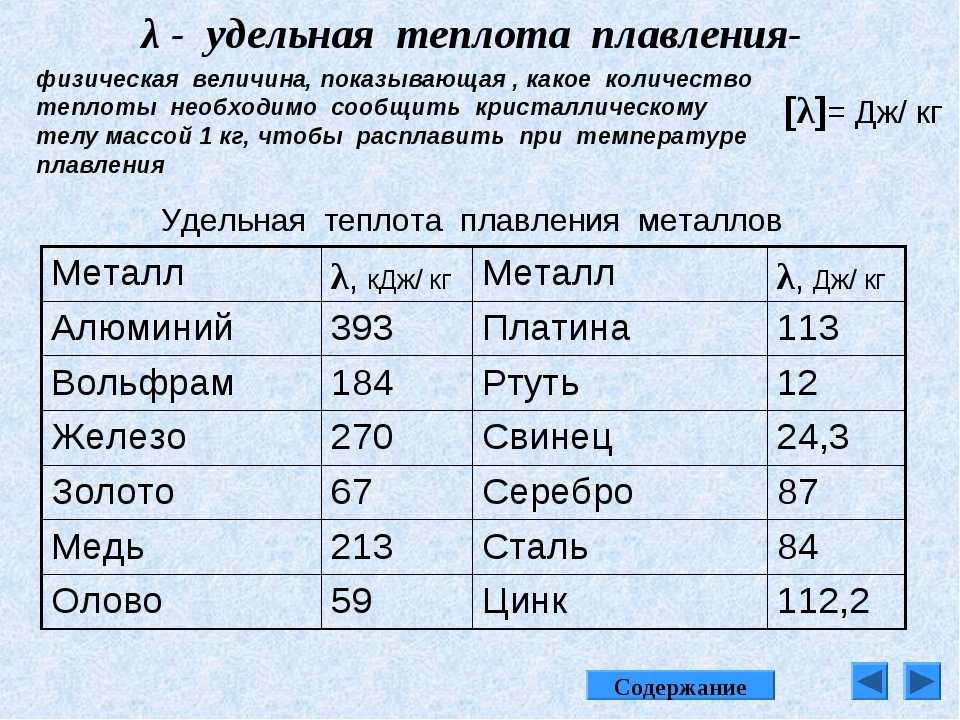 Вероятно, это связано с тем, что алюминий является одним из немногих металлов, которые можно отливать всеми способами, используемыми для литья металлов. Но есть различия в типе литого алюминия.
Вероятно, это связано с тем, что алюминий является одним из немногих металлов, которые можно отливать всеми способами, используемыми для литья металлов. Но есть различия в типе литого алюминия.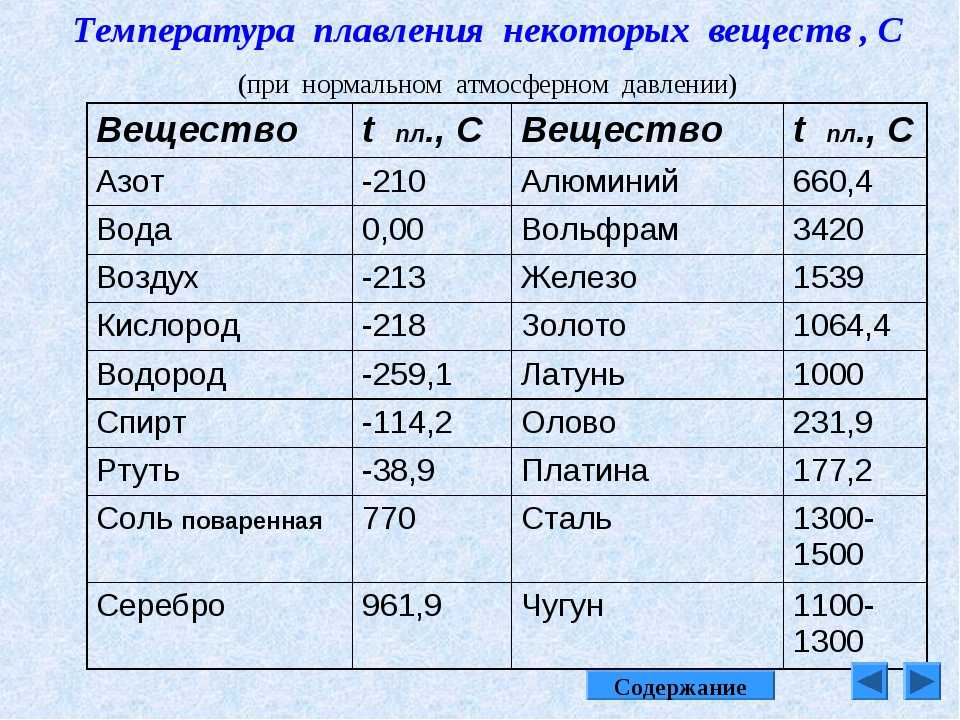 Назначение отвердителей – повысить прочность и придать конечному изделию желаемые свойства. Это включает отделку, прочность и измельчение зерна. Силикон и магний являются двумя основными отвердителями в процессе литья алюминия. Как правило, они добавляются в ванну с алюминием последними, чтобы довести концентрацию легирующих добавок до спецификации отливаемого сплава.
Назначение отвердителей – повысить прочность и придать конечному изделию желаемые свойства. Это включает отделку, прочность и измельчение зерна. Силикон и магний являются двумя основными отвердителями в процессе литья алюминия. Как правило, они добавляются в ванну с алюминием последними, чтобы довести концентрацию легирующих добавок до спецификации отливаемого сплава.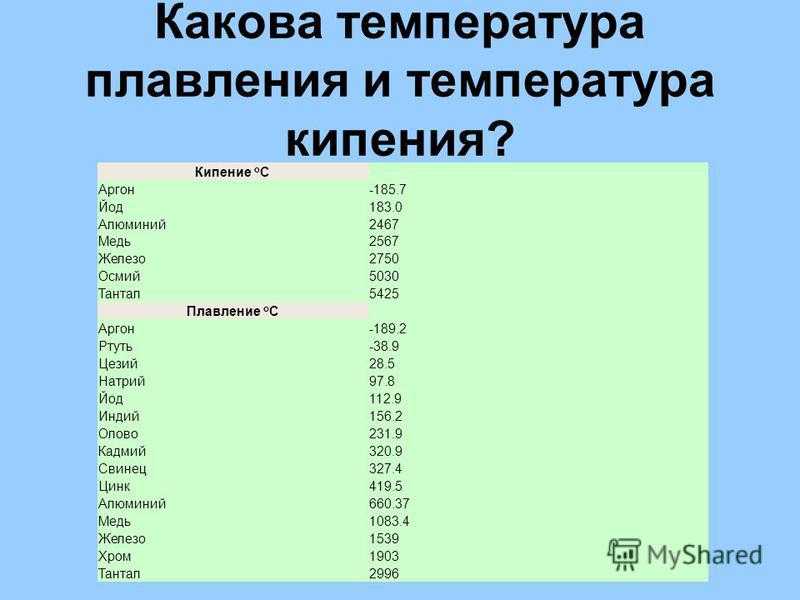 Добавляется первичный алюминий, и как только весь первичный алюминий расплавится, добавляется металлолом для удаления влаги.
Добавляется первичный алюминий, и как только весь первичный алюминий расплавится, добавляется металлолом для удаления влаги. С расплавленным алюминием обычно обращаются при температуре 1300-1450°F, чтобы избежать преждевременного затвердевания. Контакт с расплавленным алюминием может вызвать серьезные ожоги и создать серьезную опасность возгорания.
С расплавленным алюминием обычно обращаются при температуре 1300-1450°F, чтобы избежать преждевременного затвердевания. Контакт с расплавленным алюминием может вызвать серьезные ожоги и создать серьезную опасность возгорания. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов. oC}$ 9oC}$, оба металла обязательно расплавятся. Но при такой высокой температуре жидкий цинк также выкипал бы, а пары окислялись бы на воздухе. Метод, принятый в этом случае, состоит в том, чтобы сначала нагреть металл с более высокой температурой плавления, а именно медь. Когда это расплавлено, твердый цинк добавляется и быстро растворяется в жидкой меди до того, как очень много цинка выкипит. Тем не менее, при изготовлении латуни необходимо учитывать неизбежные потери цинка, которые составляют примерно одну двадцатую часть цинка. Следовательно, при взвешивании металлов перед легированием необходимо добавлять дополнительное количество цинка.
oC}$ 9oC}$, оба металла обязательно расплавятся. Но при такой высокой температуре жидкий цинк также выкипал бы, а пары окислялись бы на воздухе. Метод, принятый в этом случае, состоит в том, чтобы сначала нагреть металл с более высокой температурой плавления, а именно медь. Когда это расплавлено, твердый цинк добавляется и быстро растворяется в жидкой меди до того, как очень много цинка выкипит. Тем не менее, при изготовлении латуни необходимо учитывать неизбежные потери цинка, которые составляют примерно одну двадцатую часть цинка. Следовательно, при взвешивании металлов перед легированием необходимо добавлять дополнительное количество цинка. Один из способов свести к минимуму (но не устранить) потерю более летучего металла — быстро растворить его в тугоплавком металле, а затем охладить раствор. Хотя это не устраняет потерь из-за улетучивания, но может значительно уменьшить проблему. И на самом деле, поскольку сплавы часто состоят преимущественно из одного металла, в любом случае на практике нередко растворяют меньшие компоненты в первичном компоненте.
Один из способов свести к минимуму (но не устранить) потерю более летучего металла — быстро растворить его в тугоплавком металле, а затем охладить раствор. Хотя это не устраняет потерь из-за улетучивания, но может значительно уменьшить проблему. И на самом деле, поскольку сплавы часто состоят преимущественно из одного металла, в любом случае на практике нередко растворяют меньшие компоненты в первичном компоненте.
 2
2 0000″ align=»RIGHT» valign=»BOTTOM»>29.8253
0000″ align=»RIGHT» valign=»BOTTOM»>29.8253 1014
1014 4″ sdnum=»1033;0;#,##0.0″ align=»CENTER» valign=»MIDDLE»>4.4
4″ sdnum=»1033;0;#,##0.0″ align=»CENTER» valign=»MIDDLE»>4.4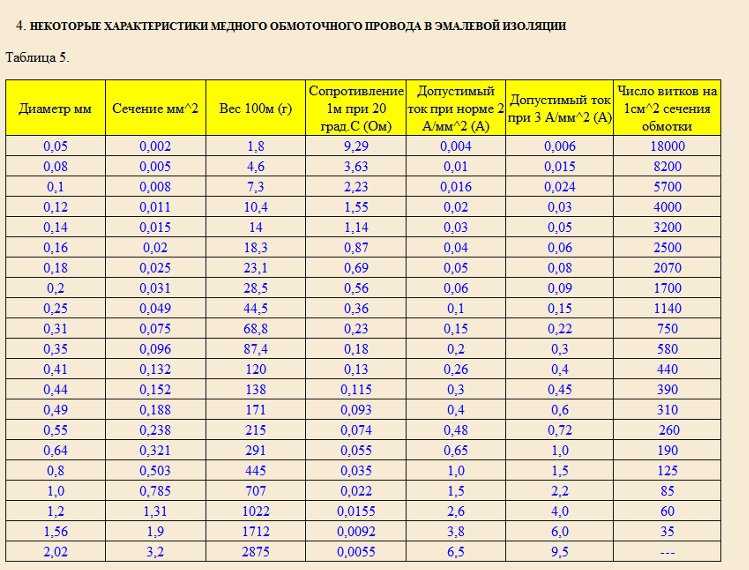 0″ align=»CENTER» valign=»MIDDLE»>5.4
0″ align=»CENTER» valign=»MIDDLE»>5.4 4
4 44481″ sdnum=»1033;0;#,##0.0000″ align=»RIGHT» valign=»BOTTOM»>337.4448
44481″ sdnum=»1033;0;#,##0.0000″ align=»RIGHT» valign=»BOTTOM»>337.4448
 Расчёт провести довольно просто, применив калькулятор.
Расчёт провести довольно просто, применив калькулятор. Вряд ли можно сказать, что большинство из современных строек обходятся без катанки, которую могут использовать в качестве тонкой арматуры для укрепления любых конструкций. Технические характеристики холоднокатаной катанки и горячекатаной применяют для производства кабелей и гвоздей, из нее делают и сварочную проволоку, расширяя, таким образом, её использование как в железнобетонном строительстве (арматура, сварная проволока), используется катанка оцинкованная для молниезащиты и заземления, черная катанка для возведении деревянных конструкций (гвозди, различные скобы для скрепления деревянных деталей).
Вряд ли можно сказать, что большинство из современных строек обходятся без катанки, которую могут использовать в качестве тонкой арматуры для укрепления любых конструкций. Технические характеристики холоднокатаной катанки и горячекатаной применяют для производства кабелей и гвоздей, из нее делают и сварочную проволоку, расширяя, таким образом, её использование как в железнобетонном строительстве (арматура, сварная проволока), используется катанка оцинкованная для молниезащиты и заземления, черная катанка для возведении деревянных конструкций (гвозди, различные скобы для скрепления деревянных деталей).

 Для расчета веса вязальной проволоки по длине и диаметру 0.3, 0.4, 0.5, 0.6, 0.8, 1, 1.2, 1.6, 2, 2.2, 2.5, 2.8, 3, 3.5, 4, 4.5, 5, 6 мм используют таблицу диаметра и расхода проволоки для вязки арматуры.
Для расчета веса вязальной проволоки по длине и диаметру 0.3, 0.4, 0.5, 0.6, 0.8, 1, 1.2, 1.6, 2, 2.2, 2.5, 2.8, 3, 3.5, 4, 4.5, 5, 6 мм используют таблицу диаметра и расхода проволоки для вязки арматуры.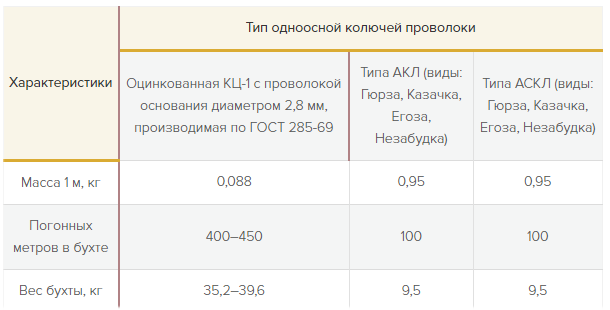 Если Вы будете использовать вязальную проволоку диаметром менее 1,2 мм, то скорее всего Вы не сможете ее нормально затянуть, более тонкая проволочка будет лопаться, если она не качественная. Низкоуглеродистой проволокой толще 1,6 мм вязать арматуру очень неудобно, да и затянуть ее так, чтобы узел был прочным, скорее всего, не получится.
Если Вы будете использовать вязальную проволоку диаметром менее 1,2 мм, то скорее всего Вы не сможете ее нормально затянуть, более тонкая проволочка будет лопаться, если она не качественная. Низкоуглеродистой проволокой толще 1,6 мм вязать арматуру очень неудобно, да и затянуть ее так, чтобы узел был прочным, скорее всего, не получится. Чтобы определить сколько весит 1 метр проволоки смотрите таблицу расчета расхода.
Чтобы определить сколько весит 1 метр проволоки смотрите таблицу расчета расхода. То есть фактический диаметр, и, соответственно фактическая масса, будут немного меньше, чем номинальные значения.
То есть фактический диаметр, и, соответственно фактическая масса, будут немного меньше, чем номинальные значения. Анкерная опора ВЛ электрическая
Анкерная опора ВЛ электрическая В. Г.
В. Г.  032
032 6567
6567 3150
3150 0429
0429 В. Г.
В. Г.  045
045 042
042 74
74 Однако, когда я пришла домой и посмотрела на задуманный узор, у меня не хватило пряжи. Облом! А мне нужно было еще около 250 ярдов.
Однако, когда я пришла домой и посмотрела на задуманный узор, у меня не хватило пряжи. Облом! А мне нужно было еще около 250 ярдов. Я понял, что мне может понадобиться еще один моток носочной пряжи для этого, но я могу выбрать что-нибудь похожее на мою цветовую гамму и использовать Socks that Rock, и это сработает. Верно?
Я понял, что мне может понадобиться еще один моток носочной пряжи для этого, но я могу выбрать что-нибудь похожее на мою цветовую гамму и использовать Socks that Rock, и это сработает. Верно?


 Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень.
Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень. Так, для зажима заготовок, диаметр которых не превышает 3 мм, используются патроны с тремя лепестками, при выполнении обработки деталей диаметром до 80 мм – с четырьмя лепестками, свыше 80 мм – шестью. Для обработки деталей очень незначительного диаметра используют зажимные патроны, цанги в которых разводятся при помощи специальных пружин. Кроме того, существуют модели цанговых зажимных патронов, которые оснащаются сменными вкладышами различного размера, выбираемыми в зависимости от геометрических параметров обрабатываемой заготовки.
Так, для зажима заготовок, диаметр которых не превышает 3 мм, используются патроны с тремя лепестками, при выполнении обработки деталей диаметром до 80 мм – с четырьмя лепестками, свыше 80 мм – шестью. Для обработки деталей очень незначительного диаметра используют зажимные патроны, цанги в которых разводятся при помощи специальных пружин. Кроме того, существуют модели цанговых зажимных патронов, которые оснащаются сменными вкладышами различного размера, выбираемыми в зависимости от геометрических параметров обрабатываемой заготовки.

 Автоматы продольного точения часто оснащаются цангами двух типов, одни из которых, как говорилось выше, используются для фиксации обрабатываемой заготовки, а вторые – для закрепления хвостовика используемого инструмента.
Автоматы продольного точения часто оснащаются цангами двух типов, одни из которых, как говорилось выше, используются для фиксации обрабатываемой заготовки, а вторые – для закрепления хвостовика используемого инструмента. 95 грн
95 грн Острог
Острог 75 грн
75 грн 04 грн
04 грн Днепр
Днепр Цанговый патрон
Цанговый патрон Цанговый патрон
Цанговый патрон
 Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.
Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.

 org/BreadcrumbList»>
org/BreadcrumbList»>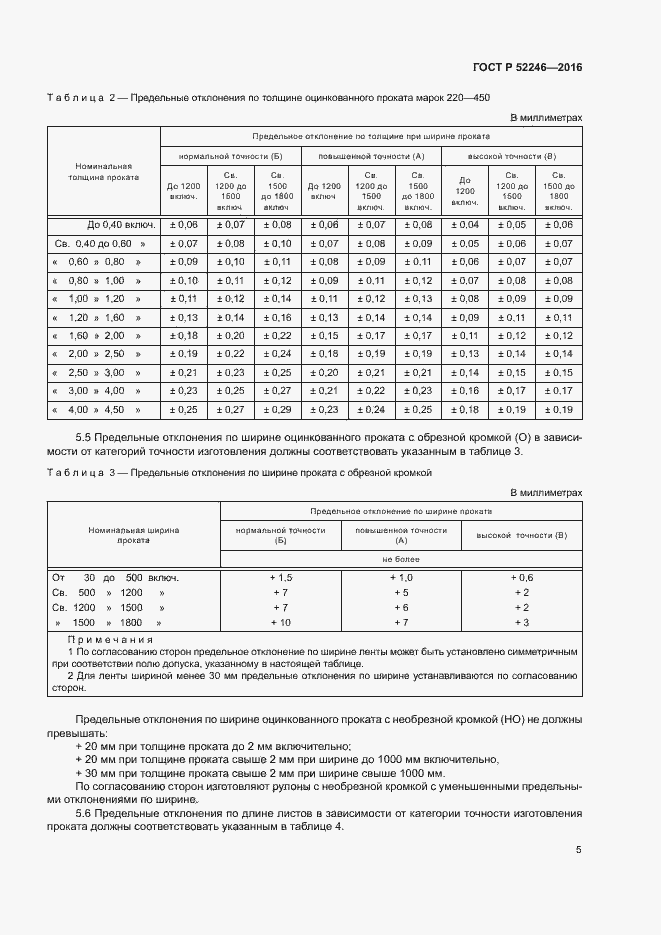 4 Кб
4 Кб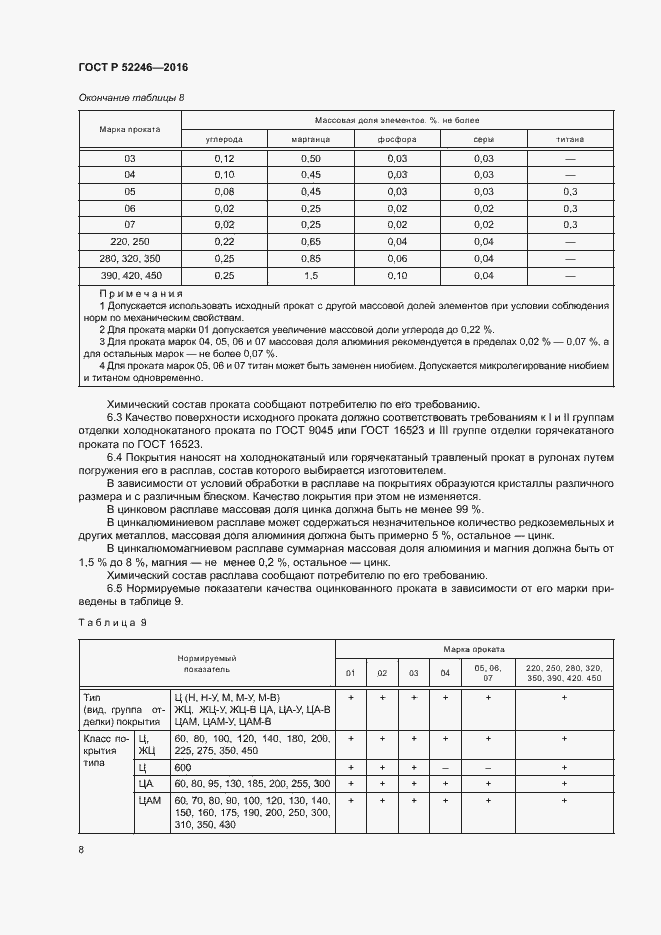 4 Кб
4 Кб 1 Кб
1 Кб toFixed(2).toLocaleString()}}
toFixed(2).toLocaleString()}}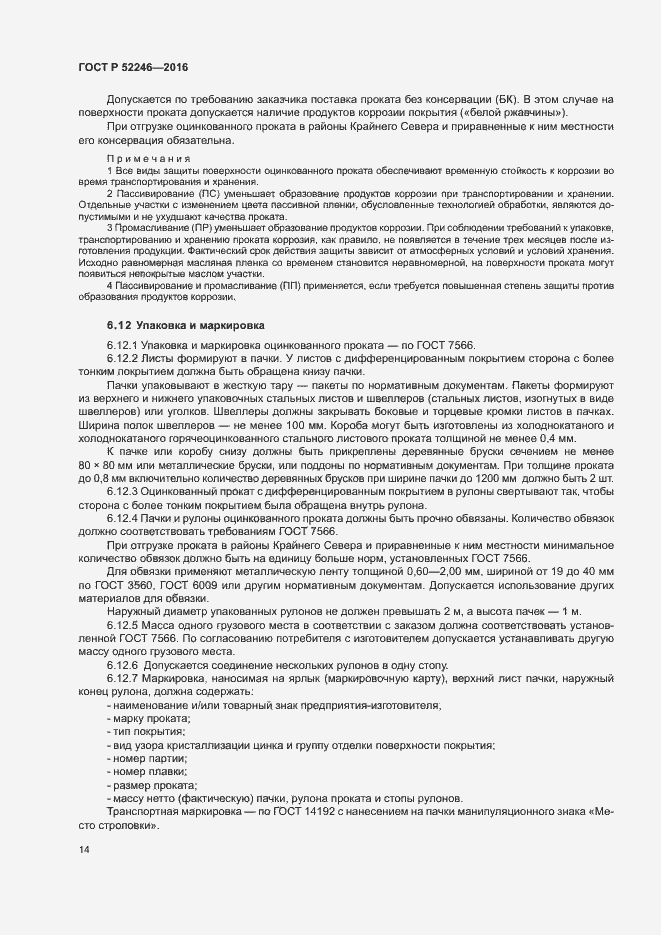 Общие области применения включают опорные плиты, кронштейны, косынки и изготовление прицепов. ASTM A36/A36M-08 — это стандартная спецификация для углеродистой конструкционной стали.
Общие области применения включают опорные плиты, кронштейны, косынки и изготовление прицепов. ASTM A36/A36M-08 — это стандартная спецификация для углеродистой конструкционной стали.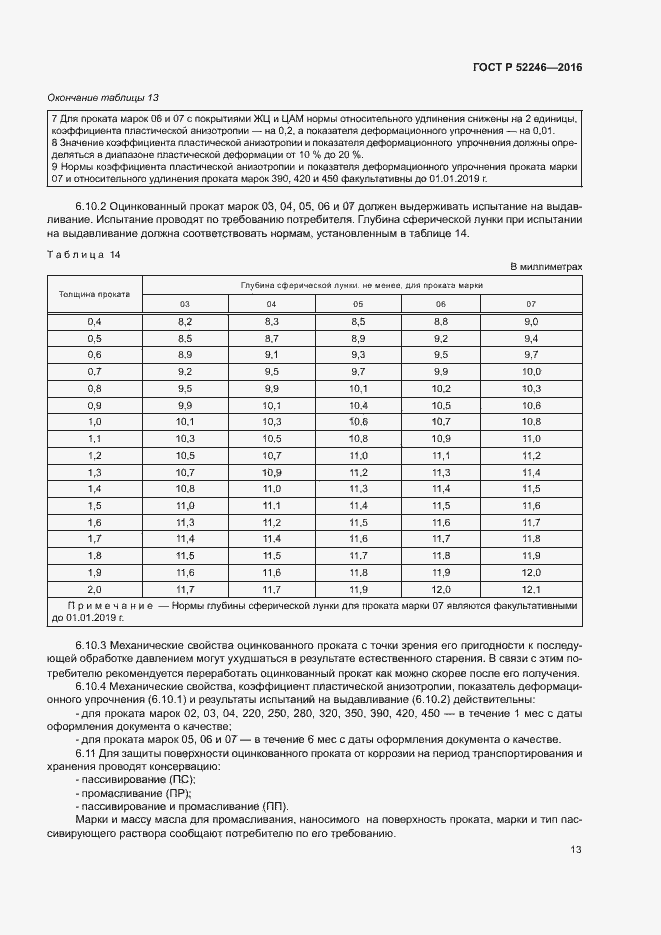
 Пожалуйста, свяжитесь с нашим отделом обслуживания клиентов для получения отчетов об испытаниях материалов.
Пожалуйста, свяжитесь с нашим отделом обслуживания клиентов для получения отчетов об испытаниях материалов.  760
760 630
630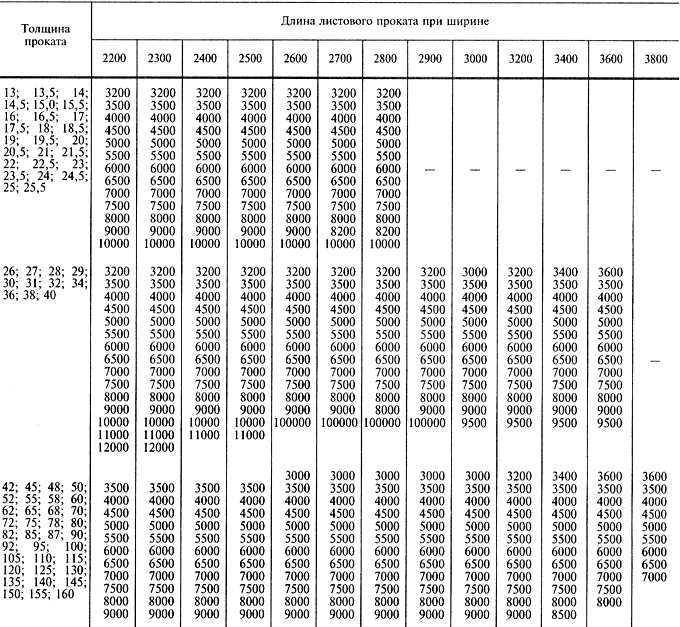 Это предупреждение требуется, когда компания знает или полагает, что одно или несколько из перечисленных химических веществ или элементов могут присутствовать в их продуктах.
Это предупреждение требуется, когда компания знает или полагает, что одно или несколько из перечисленных химических веществ или элементов могут присутствовать в их продуктах. Горячекатаная сталь — это сталь, прокатанная при высоких температурах, а холоднокатаная сталь — это, по существу, горячекатаная сталь, которая далее обрабатывается в материалах холодного восстановления. Здесь материал охлаждается с последующим отжигом и/или прокаткой в отпуске. Стали различных марок и спецификаций могут быть как горячекатаными, так и холоднокатаными. Понимание различий между горячекатаной и холоднокатаной сталью может помочь вам определить лучший тип для ваших нужд.
Горячекатаная сталь — это сталь, прокатанная при высоких температурах, а холоднокатаная сталь — это, по существу, горячекатаная сталь, которая далее обрабатывается в материалах холодного восстановления. Здесь материал охлаждается с последующим отжигом и/или прокаткой в отпуске. Стали различных марок и спецификаций могут быть как горячекатаными, так и холоднокатаными. Понимание различий между горячекатаной и холоднокатаной сталью может помочь вам определить лучший тип для ваших нужд. Я считаю их частью трехстороннего партнерства между нами, Chesterfield, и нашим клиентом.
Я считаю их частью трехстороннего партнерства между нами, Chesterfield, и нашим клиентом. Другие свойства могут включать в себя:
Другие свойства могут включать в себя: Его можно использовать в приложениях, где не требуются точные формы и допуски, например:
Его можно использовать в приложениях, где не требуются точные формы и допуски, например: Это также дает более гладкие поверхности, маслянистые на ощупь. Среди других преимуществ:
Это также дает более гладкие поверхности, маслянистые на ощупь. Среди других преимуществ:
 При установке в подаче требования жестче — 110°C и не ниже. Иначе, по прошествии некоторого промежутка времени, размягченная резина может «залипнуть» и даже давление от циркуляционного насоса не сможет ее сдвинуть. В этом случае придется разбирать узел и ремонтировать или заменять устройство.
При установке в подаче требования жестче — 110°C и не ниже. Иначе, по прошествии некоторого промежутка времени, размягченная резина может «залипнуть» и даже давление от циркуляционного насоса не сможет ее сдвинуть. В этом случае придется разбирать узел и ремонтировать или заменять устройство. Рассмотрим их устройство подробнее.
Рассмотрим их устройство подробнее. Размер могут иметь самый разный — от полудюйма до трех, пяти и более. При покупке обращайте внимание на такие нюансы:
Размер могут иметь самый разный — от полудюйма до трех, пяти и более. При покупке обращайте внимание на такие нюансы: Естественно, его можно ставить и в принудительную — там он ведет себя не хуже. Но в системах с насосами, вообще ставим обратные клапаны любой конструкции. Там потока хватает на срабатывание механизма любого типа.
Естественно, его можно ставить и в принудительную — там он ведет себя не хуже. Но в системах с насосами, вообще ставим обратные клапаны любой конструкции. Там потока хватает на срабатывание механизма любого типа. В результате, при естественной циркуляции, поток не сможет сдвинуть шарик и котел закипит (это если поставите его на байпас). При выборе клапана также обращайте внимание на толщину стенки и на то, чтобы стенки были одинаковой толщины. Кроме этого, осмотрите сам шарик. Он должен быть идеальной формы, без царапин и других повреждений.
В результате, при естественной циркуляции, поток не сможет сдвинуть шарик и котел закипит (это если поставите его на байпас). При выборе клапана также обращайте внимание на толщину стенки и на то, чтобы стенки были одинаковой толщины. Кроме этого, осмотрите сам шарик. Он должен быть идеальной формы, без царапин и других повреждений. Давление снижается, запорный элемент возвращается в исходное состояние.
Давление снижается, запорный элемент возвращается в исходное состояние.

 Важно подобрать запорную арматуру с учетом параметров конкретной системы, чтобы массивность и упругость пружины им соответствовали.
Важно подобрать запорную арматуру с учетом параметров конкретной системы, чтобы массивность и упругость пружины им соответствовали.
 Находясь под верхней крышкой, он осуществляет движение по наклонному каналу.
Находясь под верхней крышкой, он осуществляет движение по наклонному каналу. Устройство подходит для систем с высоким давлением.
Устройство подходит для систем с высоким давлением.
 В частных домах вода температурой 95 градусов циркулирует по трубам под давлением приблизительно 3 Бар. В случае наличия отопительной сети необходимо узнать данные параметры.
В частных домах вода температурой 95 градусов циркулирует по трубам под давлением приблизительно 3 Бар. В случае наличия отопительной сети необходимо узнать данные параметры.



 Если вам нужен совет по поводу того, какой дизайн или тип обратного клапана лучше всего подойдет для вашего применения, позвоните в BM Engineering по телефону 0141 762 0657.
Если вам нужен совет по поводу того, какой дизайн или тип обратного клапана лучше всего подойдет для вашего применения, позвоните в BM Engineering по телефону 0141 762 0657. Эти клапаны необходимы для защиты котла и другого оборудования завода и требуются ASME. Давайте рассмотрим основы.
Эти клапаны необходимы для защиты котла и другого оборудования завода и требуются ASME. Давайте рассмотрим основы.
 Возможно, вы этого не знаете, но все котельные системы аренды Nationwide Boiler стандартно поставляются с обратный клапан . Эти клапаны необходимы для защиты котла и другого оборудования завода и требуются ASME. Давайте рассмотрим основы.
Возможно, вы этого не знаете, но все котельные системы аренды Nationwide Boiler стандартно поставляются с обратный клапан . Эти клапаны необходимы для защиты котла и другого оборудования завода и требуются ASME. Давайте рассмотрим основы. Хотя на NRV не следует полагаться для первичного отключения, он ограничивает поток пара обратно из коллектора в котел, что может иметь катастрофические последствия.
Хотя на NRV не следует полагаться для первичного отключения, он ограничивает поток пара обратно из коллектора в котел, что может иметь катастрофические последствия.