Сэндвич-панели Трубы ППУ Трубопроводная арматура Профнастил Сетка и метизы Сортовой прокат Нержавеющий прокат
Главная
Сортовой Металлопрокат
Швеллер
16П
Швеллер 16П ГОСТ 8240-97
Номер швеллера
h, Высота
b, Ширина полки
s, Толщина стенки
t, Толщина полки
R
г
Площадь поперечного сечения F, см2
Масса 1 м, кг
Справочные значения для осей
X0, см
не более
Х-Х
Y -Y
мм
Iх, см4
Wx, см3
ix, см
Sx, см3
Iy, см4
Wу, см3
i0, см
16П
160
64
5
8. 4
8.5
5
18.1
14.2
750
93.8
6.44
54.3
72.8
16.4
2
1.97
Швеллер 16П – это вдобавок единственный из более распространенных разновидностей балочного металлопроката, используемых на нынешнем строительстве,
А также на различных областях промышленности. При этом благодаря особенности строение, стальной швеллер владеет неповторимыми свойствами,
Делающими его неподменным при реализации наиболее затейливых а также самобытных строительных проектов.
Сообразно своему внешнему фасону стальной оцинкованный швеллер является балкой на разрезе похожий на знак «П» начиная с расположением полок почти одной грани стенки.
Этот облик металлопроката выпускают в основном способом пламенной прокатки стали стальной болванки на специальных сортовых оборудованиях, спасибо чему преобретают приурочный вид продукта,
Сформулированный в спецификациях как будто швеллеры железные горячекатанные. Кроме данного существуют варианты изделия почти тонкими полками, созданные путем гибки полосы стали на профиле-гибочных оборудованиях.
Швеллеры из цветных металлов изготавливают способом пресодеформации. В настоящее время промышленность выпускает довольно безбрежный сортамент данных продуктов,
Следовательно сейчас не составляет ни малейшего труда приобрести швеллер разного нужного типа а также размера.
Швеллер 14П || Швеллер 16аП
ШВЕЛЛЕР 16П
В калькулятор
Номер швеллера
Размер, мм. (смотрите на чертеже)
Вес, кг/м.
h
b
s
t
16П
160
64
5
8,4
14,2
16аП
160
68
5
9
15,3
09Г2С
— R — радиус внутреннего закругления = 8,5мм;
— r — радиус закругления полки = 5мм;
— вес 1 метра погонного = 14,22/15,34кг;
— метров в 1 тонне = 70,32/65,18м.
Швеллер 16П — горячекатаный с равными параллельными полками, и швеллер 16аП — горячекатаный с равными параллельными полками усиленный, соответствуют ГОСТ 8240-97, где прописаны все необходимые характеристики: ширина и толщина полок, прочность, закалка, твердость, вес погонного метра, и допустимые отклонения. В зависимости от области применения и назначения изделия, швеллер изготавливается из разных марок стали. Сорт стали регламентируемый ГОСТом 27772-88, в соответствии с которым швеллер изготавливается из низколегированных и низкоуглеродистых сталей.
При производстве проката из стали 09Г2С методом горячей прокатки, которая служит гарантией прочности и надежности, целесообразно использовать изделие при работе во влажной среде, с высокой нагрузкой, при необходимости создать крепкий и безопасный узел сопряжения из нескольких балок.
При использовании балок, изготовленной из стали с большим содержанием железа (до 99,41%), следует учитывать её подверженность коррозии.
Небольшой вес обеспечивает простоту монтажа, а прочность и высокая несущая способность делает возможным использовать швеллер 16П и 16аП в сейсмоопасных регионах.
Применение швеллера 16П и 16аП
Металлопрокат 16П/16аП применяется при строительстве высотных зданий, при создании опорных металлоконструкций при возведении мостов. Его используют в качестве несущей основы в конструкциях, так и в комбинации как элемент усиления, например, при армировании подземной части здания, в каркасных строениях. Он хорошо переносит вибрационное воздействие, что позволяет использовать его в сейсмоопасных регионах. С его помощью устраивают маршевые и винтовые лестницы.
В компания “Металлобаза 78” можно приобрести из наличия и под заказ весь сортамент швеллеров маркировки 16(П, аП, У, аУ) оптом и в розницу, от минимальной партии в 1 хлыст.
На нашем сайте можно ознакомиться со всем сортаментом остального металлопроката.
Кроме того, “Металлобаза 78” предлагает сопутствующие услуги по металлопрокату:
резку металла
изготовление гнутых балок
упаковка
доставка спецтранспортом
изготовление металлоконструкций под заказ по вашим чертежам
* Для уточнения стоимости, наличия металлопроката на складе, сроков поставки, видов сопутствующих услуг и др, позвоните по телефону или напишите нам в чат : +7(812) 950-71-68 Написать в Whatsapp
Морские радиоканалы и частоты УКВ США
Крис Райли Обновлено 14 июля 2020 г. В навигационном ноу-хау
Boat Safe — это сайт, поддерживаемый сообществом. Мы можем получать комиссию за ссылки на этой странице, но мы уверены во всех рекомендуемых продуктах.
Когда вы находитесь на воде, важно, чтобы вы были знакомы с морскими радиочастотами и каналами УКВ. Морская промышленность специально использует диапазон частот VHF для связи. УКВ означает V ery H igh F и используется для двусторонней связи между судами, судами и берегом и даже между судами и самолетами.
Существует множество частот морских каналов, и некоторые из них постоянно контролируются для коммерческого, частного использования и использования береговой охраной. Существуют морские полосы частот, предназначенные для определенных ситуаций, с некоторыми погодными каналами ОВЧ, другими специально для портовых операций, а третьими для вызова судов.
Наиболее важными частотами каналов ОВЧ являются 9-й канал ОВЧ.и Канал 16.
Канал 9 специально используется для вызова некоммерческих судов и может использоваться для широкого круга важных сообщений. Для яхтсменов-любителей это одна из самых важных морских радиочастот, за которыми нужно следить. Его не следует использовать для окликания торговых судов.
Канал 16 — это международная частота вызова и сигнала бедствия. Это специальный канал, который используется во всем мире для сообщения о чрезвычайных ситуациях и вызова помощи. Он также может использоваться береговой охраной для выпуска важной информации и предупреждений о погоде. Использование канала 9(упомянутый выше) является необязательным, но необходимо постоянно настраиваться на канал 16.
важно чтобы все яхтсмены следили за этими каналами.
Существует множество других частот морского диапазона, которые используются для передачи неэкстренных сообщений.
Каждое судно, работающее в море, должно иметь на борту копию этой морской карты частот ОВЧ.
Вот подробная таблица, в которой показаны наиболее важные морские УКВ-частоты и УКВ-каналы:
Каналы и частоты морских УКВ-радиостанций США
(важные каналы отмечены красным)
Использование канала
Номер Передача Прием
01A 156. 050 156.050 Портовые операции и торговля.
ВТС в выбранных районах.
05A 156.250 156.250 Портовые операции. VTS в Сиэтле
06 156.300 156.300 Межкорабельная безопасность
07А 156.350 156.350 Коммерческая
08 156.400 156.400 Коммерческий (только Intership)
09156.450 156.450 Вызов яхтсмена. Коммерческий и
Некоммерческий.
10 156.500 156.500 Коммерческая
11 156,550 156,550 Коммерческая. ВТС в выбранных районах.
12 156,600 156,600 Портовые операции. ВТС в выбранном
области.
13 156,650 156,650 Безопасность межсудового плавания
(Мост к мосту). Корабли> 20 м
долго слушать часы
на этом канале в водах США.
14 156,700 156,700 Портовые операции. ВТС в выбранных
области.
15 -- 156,750 Защита окружающей среды (только прием). Использовал
АРБ класса C.
16 156.800 156.800 Международные сообщения о бедствии, безопасности и
Вызов. Корабли, необходимые для перевозки
радио, Береговая охрана США и большая часть побережья
станции несут дежурство по прослушиванию
на этом канале.
17 156,850 156,850 Государственный контроль
18А 156,900 156.900 Коммерческий
19А 156,950 156,950 Коммерческая
20 157 000 161 600 Портовые операции (дуплекс)
20A 157.000 157.000 Портовые операции
21A 157.050 157.050 Только правительство США
22A 157.100 157.100 Связь с береговой охраной и морской
Информационные передачи по безопасности.
Трансляции анонсированы на 16 канале.
23A 157.150 157.150 Только правительство США
24 157,200 161,800 Публичная корреспонденция (морские
Оператор)
25 157,250 161,850 Публичная корреспонденция (морские
Оператор)
26 157,300 161,900 Публичная корреспонденция (морские
Оператор)
27 157,350 161,950 Публичная корреспонденция (морские
Оператор)
28 157 400 162 000 Публичная корреспонденция (морские
Оператор)
63A 156. 175 156.175 Портовые операции и торговля.
ВТС в выбранных районах.
65A 156,275 156,275 Портовые операции
66A 156,325 156,325 Портовые операции
67 156,375 156,375 Коммерческая. Используется для моста-к-
мостовые коммуникации в нижнем
Река Миссисипи. Только интернатура.
68 156,425 156,425 Некоммерческий-Рабочий канал
69156,475 156,475 Некоммерческое
70 156,525 156,525 Цифровой избирательный вызов (голосовой
общение запрещено)
71 156,575 156,575 Некоммерческое
72 156,625 156,625 Некоммерческий (только стажировка)
73 156,675 156,675 Портовые операции
74 156,725 156,725 Портовые операции
77 156,875 156,875 Портовые операции (только между кораблями)
78A 156,925 156,925 Некоммерческий
79A 156,975 156,975 Коммерческий
80А 157.025 157.025 Коммерческая
81A 157.075 157.075 Только правительство США -
Защита окружающей среды
операции.
82A 157,125 157,125 Только правительство США
83A 157,175 157,175 Только правительство США
84 157,225 161,825 Публичная корреспонденция (морские
Оператор)
85 157,275 161,875 Публичная корреспонденция (морские
Оператор)
86 157,325 161,925 Публичная корреспонденция (морская
Оператор)
87 157,375 161,975 Публичная корреспонденция (морские
Оператор)
88 157,425 162,025 Открытая переписка в избранных
только области.
88A 157,425 157,425 Коммерческий, только между кораблями.
Все вышеуказанные морские частоты указаны в МГц. Модуляция 16KF3E или 16KG3E.
Обратите внимание, что буква «A» указывает на симплексное использование международного дуплексного канала и что операции на этом канале отличаются от международных операций. Некоторые приемопередатчики УКВ оснащены пометкой «Международный — США». переключатель для этой цели. Каналы «А», как правило, используются только в Соединенных Штатах, и их использование, как правило, не признается или не разрешается за пределами США. Канал 16 используется для вызова других станций или для оповещения о бедствии. Канал 13 следует использовать для связи с судном в случае опасности столкновения. Все суда длиной 20 м и более обязаны охранять 13-й канал ОВЧ в дополнение к 16-му каналу ОВЧ при работе в территориальных водах США. Пользователи могут быть оштрафованы FCC за ненадлежащее использование этих каналов.
Вкратце:
Всегда помните о мониторинге наиболее важных УКВ-радиочастот и будьте осторожны, чтобы не загромождать аварийные каналы ненужным диалогом. Если у вас есть проблема, которая не является экстренной, убедитесь, что вы переключаете каналы, чтобы убедиться, что вы не мешаете другому судну позвать на помощь или сообщить о чрезвычайной ситуации.
Вкратце: Федеральная комиссия по связи требует, чтобы все водители лодок с УКВ-радиостанциями контролировали либо канал 9, либо канал 16, когда вы не общаетесь по другому каналу. Оставляя эти каналы открытыми и внимательно наблюдая за ними, вы можете помочь спасти жизни.
О Крисе
На открытом воздухе я в своей стихии, особенно в воде. Я знаю, как важно быть готовым ко всему. Я глубоко погружаюсь в цифровые технологии, изучаю снаряжение, лодки и ноу-хау, и мне нравится держать своих читателей у руля их страстей.
Категории: морское ноу-хау
Морская УКВ-радиостанция. Основы
Морская УКВ-радиостанция: Основы
Что такое «Морская УКВ-радиостанция»?
Морская радиостанция на очень высоких частотах (VHF) не требуется для прогулочных судов длиной менее 65,5 футов и обеспечивает мгновенную связь между вашим судном и другими судами, пристанями, мостами и Береговой охраной США (USCG). Это основное средство связи в прибрежных водах, и многие характеристики делают его предпочтительным по сравнению с мобильным телефоном, CB-радио или другими средствами связи. Большинство морских УКВ-радиостанций также имеют мгновенный круглосуточный доступ к прогнозам погоды NOAA.
Нужна ли мне лицензия?
Если вы путешествуете на лодке в США, вам не нужна лицензия на морскую УКВ-радиостанцию.
Если у меня есть радио, нужно ли мне его постоянно слушать?
Если у вас включено радио, вы должны дежурить на 16-м канале УКВ. В водах округа I Береговой охраны США (от севера Нью-Джерси до Канады) по 16-му каналу объявляются передачи срочной морской информации, например штормовые предупреждения.
( ПРИМЕЧАНИЕ. Эти инструкции основаны на округе 1 Береговой охраны США, в котором канал 9 является назначенным каналом вызова.)
Как мне им управлять?
Убедитесь, что вы находитесь на правильном канале.
Установите регулятор «Шумоподавитель» как можно ниже, не слыша статических помех или «белого шума».
Нажмите кнопку на микрофоне для передачи (отправки).
Говорите нормальным голосом.
Уберите палец с кнопки, чтобы услышать собеседника.
Какие каналы следует использовать?
КАНАЛ 9: Основной канал вызова. (Установить контакт на этом канале и как можно скорее перейти на «рабочий канал».)
КАНАЛ 16 : Только экстренные вызовы и вызовы бедствия.
КАНАЛ 22A : Только для использования Береговой охраной США. Если вы установите контакт с Береговой охраной США на канале 9или 16, вас могут попросить переключиться на канал 22А. Вы также можете услышать объявление на канале 16 о переключении на канал 22А для получения важной информации.
КАНАЛ 13 : Связь между мостами между судами. Также используется для запроса открытия моста. Суда длиной менее 65 футов несут вахту на этом канале в водах США. Это хороший канал для прослушивания в периоды плохой видимости, чтобы вы могли общаться с паромами, грузовыми судами и другими крупными судами. (Вы должны использовать низкую мощность радиоприемника при передаче на канале 13.)
КАНАЛЫ 68, 69, 71, 72, 78А: «Рабочие каналы». Единственные каналы, доступные некоммерческим судам для связи между судами и берегом. (Хотя на вашем радио может быть много других каналов, каждый из них предназначен только для определенных целей.)
Как его использовать?
Стандартная процедура для неэкстренного вызова, такого как вызов другого судна, пристани или ресторана, чтобы спросить, где пришвартоваться на ужин, выглядит следующим образом:
Позвоните на судно, пристань или ресторан на канале 9 следующим образом.
Название вызываемой станции, произнесенное три раза.
Слова « ЭТО «, произнесенные один раз.
Название вашего корабля произнесено один раз.
Слово « БОЛЕЕ «.
Затем вы ждете ответа вызываемой станции. Их ответ должен быть таким же, как и ваш звонок.
После ответа вы должны предложить конкретный рабочий канал для продолжения разговора.
Слово « БОЛЕЕ «.
Дождитесь ответа или подтверждения от вызываемой станции, переключитесь на рабочий канал и повторите процесс.
Когда закончите говорить и покинете определенный канал, используйте слово « OUT » в конце.
Пример неэкстренного вызова
Вызывная станция : «Пристань для омаров, Пристань для омаров, Пристань для омаров, ЭТО теплоход Cat Lady. КОНЕЦ.» Отвечающая станция : «Леди-кошка, Леди-кошка, Леди-кошка, это пристань для омаров. КОНЕЦ.» Вызывающая станция : «Пожалуйста, переключитесь и слушайте 68-й канал. КОНЕЦ.» Отвечающая станция : «Переключение канала 68, OUT.»
Затем вы переключитесь на канал 68 и позвоните в пристань для омаров, используя ту же процедуру, и будете вести свои дела. Все разговоры, будь то на телефонном или рабочем канале, должны быть краткими и по существу.
Как насчет чрезвычайной ситуации, например, Mayday?
«MAYDAY» должен использоваться ТОЛЬКО в чрезвычайных ситуациях, когда судно и/или люди на борту находятся в непосредственной опасности затопления, серьезной травмы или смерти. У вас может быть всего несколько секунд, чтобы послать сигнал бедствия. Вот что вы делаете. Передавайте в следующем порядке:
Настройте радио на 16-й канал.
Сигнал бедствия « MAYDAY «, (произносится три раза).
Слова « ЭТО «, произнесенные один раз.
Название терпящего бедствие судна (произносится три раза).
Сообщите местонахождение судна по широте или долготе, или по азимуту (истинному или магнитному, укажите какой) и расстоянию до известного ориентира, такого как навигационное средство или небольшой остров, или любым другим способом, который поможет отвечающей станции определить местонахождение судно терпит бедствие. Включите любую информацию о движении судна, такую как курс, скорость и пункт назначения.
Укажите характер бедствия (затопление, пожар и т. д.).
Укажите количество человек на борту.
Предоставить желаемую помощь.
Любая другая информация, которая может облегчить спасение, например, длина или вместимость судна, количество людей, нуждающихся в медицинской помощи, цвет корпуса, каюты, мачт и т. д.
Слово « БОЛЕЕ «.
Оставайтесь на радио, если это возможно. Даже после того, как сообщение получено, Береговая охрана может найти вас быстрее, если вы передадите сигнал, по которому спасательная лодка или самолет смогут нацелиться.
Пример Mayday Call
«MAYDAY — MAYDAY — MAYDAY — ЭТО СИНЯЯ УТКА — СИНЯЯ УТКА — СИНЯЯ УТКА — МЫС ГЕНРИ СВЕТ МЕДВЕДЕЙ 185 ГРАДУСОВ МАГНИТНЫЙ — РАССТОЯНИЕ 2 МИЛИ УДАР ПОДВОДЯЩИЙСЯ ОБЪЕКТ И ТРУБКА — НЕОБХОДИМОСТЬ НАСОСА . ТРИ ВЗРОСЛЫХ, ДВА РЕБЕНКА НА БОРТУ. ОДИН ЧЕЛОВЕК, СОВМЕСТНЫЙ ПЕРЕЛОМ РУКИ. ОЦЕНКА МОЖЕТ ОСТАВАТЬСЯ НА ПЛАВУ ДВА ЧАСА.
Повторять через определенные промежутки времени, пока не будет получен ответ.
В потенциально опасной ситуации, которая может закончиться или не закончиться «МАЙДНЕМ», используйте «ПАН-ПАН, ПАН-ПАН, ПАН-ПАН» (произносится как pahn pahn ). Он используется, когда безопасность судна или человека находится под угрозой.
Для важных объявлений, на которые вы хотите обратить внимание других, произнесите «SECURITAY» (французское произношение «Безопасность»). Например, чтобы сообщить о затопленном бревне в определенной местности.
Не пользуйтесь мобильными телефонами!
При определенных обстоятельствах сотовые телефоны могут быть не такими эффективными, как морские УКВ-радиостанции.
Цифровой избирательный вызов (DSC)
Все новые и некоторые старые радиостанции поддерживают функцию DSC. Радиостанции DSC — это радиостанции VHF, но у них есть дополнительное преимущество, заключающееся в отправке автоматического оповещения о БЕДСТВИИ (на канале 70) в Береговую охрану и другие близлежащие суда, оборудованные DSC и VHF, при активации. (Ознакомьтесь с конкретными функциями вашей модели в руководстве.) Чтобы воспользоваться всеми преимуществами DSC, обязательно получите бесплатный девятизначный идентификационный номер морской подвижной службы (MMSI) и запрограммируйте его в устройстве перед передачей. Вы можете получить бесплатный MMSI, связавшись с Boat US, SeaTow или US Power Squadrons. Новые радиостанции с поддержкой DSC также позволяют осуществлять связь между лодками в неаварийных ситуациях.
Что делать, если вы слышите сигнал бедствия?
Если вы слышите сообщение о бедствии с судна, и на него нет ответа, вы должны ответить. Если вы достаточно уверены, что терпящее бедствие судно не находится поблизости от вас, вам следует немного подождать, пока другие подтвердят это.
Как узнать, есть ли штормовые предупреждения?
Береговая охрана США объявляет штормовые предупреждения и другую срочную морскую информацию по 16-му каналу УКВ, прежде чем делать передачи по 22-му каналу ОВЧ. (Большинство УКВ также включают погодные каналы.)
Как узнать, работает ли радиостанция?
Вы можете запросить проверку радио. Сделайте это на канале 9 или другом рабочем канале.
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
СОДЕРЖАНИЕ
Методы контроля качества сварных швов
Визуальный контроль
Капиллярный контроль
Проверка сварных швов на герметичность
Магнитное поле
Ультразвук
Радиография
Заключение
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды. В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.
Методы контроля качества сварных соединений
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
СОДЕРЖАНИЕ
Методы контроля качества сварных швов
Визуальный контроль
Капиллярный контроль
Проверка сварных швов на герметичность
Магнитное поле
Ультразвук
Радиография
Заключение
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды. В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.
Что такое контроль сварных швов?
Последнее обновление: 11 января 2019 г.
Что означает проверка сварных швов?
Проверка сварного шва – это метод проверки или испытания, используемый для определения наличия дефектов в сварном соединении. При контроле сварного шва также проверяется внешний вид сварного шва для оценки качества сварного соединения. Контроль сварных швов осуществляется методами неразрушающего контроля (НК).
Проверка сварных швов также известна как проверка сварных швов.
Реклама
Corrosionpedia Объясняет проверку сварного шва
. Существуют различные методы испытаний и процедуры для проверки шва для шва, в том числе:
Visual Inspection
Положительная идентификация материала
Процедуры для испытания на пенету.
.
Ультразвуковой контроль
Испытание на твердость
Вакуумное испытание
Испытание на защиту от коррозии (поперечная резка, измерение толщины)
Некоторые дефекты, которые могут быть обнаружены при проверке сварного шва:
Трещины в шве или рядом с ним
Дуговые удары рядом со швом
Брызги
Незаполненные концевые кратеры
0 0 0 1 0 9 0 9 0 9 Неисправность сварного шва с обеих сторон корня
Подрезы с обеих сторон в верхней части шва
Неравномерная ширина шва или проникновение корня
Неполное проникновение корня
Чрезмерное армирование
Чрезмерные оценки раковины в сварке шва
Неисправные схемы сварки (коэффициент рисования)
Разблокирование в области сварки
Полей на поверхности
Реклам
СИНОНСКИ
Связанные термины
Ультразвуковой контроль
Сварочные брызги
Сварка
Процесс сварки
Сварное соединение
Корень сварного шва
Неразрушающий контроль
Дефекты поверхности
Сварочная проволока
Кольцевой сварной шов
Связанное Чтение
Коррозионная усталость сварных соединений морских морских сооружений
Обзор коррозии сварных соединений: причины и методы предотвращения
Ультразвуковой контроль трещин: как избежать поломок трубопровода
Причины и предотвращение коррозии сварных соединений
Проверка труб с помощью рентгенографии и программного моделирования
Средства для предотвращения коррозии и облегчения транспортных средств
5 наиболее распространенных типов металлических покрытий, о которых должен знать каждый
Процедуры
5 способов измерения твердости материалов
Защита от коррозии
Введение в серию Galvanic: гальваническая совместимость и коррозия
Контроль качества сварки: визуальный, физический и неразрушающий контроль
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Для обеспечения удовлетворительных характеристик сварной конструкции качество сварных швов должно быть определено с помощью соответствующих процедур испытаний. Поэтому они проходят контрольные испытания в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции в полевых условиях.
На этой странице приведены советы по визуальному осмотру. На следующих страницах описаны методы контроля GMAW и физические испытания сварных швов.
Эти тесты выявляют слабые или дефектные участки, которые можно исправить до того, как материал будет выпущен для использования в полевых условиях. Испытания также определяют надлежащую схему сварки артиллерийского оборудования и предотвращают травмы и неудобства для персонала.
Неразрушающий контроль относится к неразрушающему контролю. Это подход к испытаниям, который включает в себя оценку сварного шва без его повреждения. Это экономит время и деньги, включая использование дистанционного визуального контроля (RVI), рентгеновских лучей, ультразвукового контроля и контроля проникновения жидкости.
Качество большинства сварных швов проверяется в зависимости от функции, для которой они предназначены. Если вы закрепляете деталь на станке, если станок работает исправно, то сварной шов часто считается правильным. Есть несколько способов определить правильность сварки:
Распределение : Сварной материал равномерно распределяется между двумя соединяемыми материалами.
Отходы : Сварной шов не содержит отходов, таких как шлак. Шлак после охлаждения должен отслаиваться от изделия. Он должен легко удаляться. При сварке MIG любые остатки защитного газа также должны быть удалены без особых проблем. TIG, будучи самым чистым процессом, также должен быть безотходным. В TIG, если вы видите отходы, это обычно означает, что свариваемый материал не был тщательно очищен.
Пористость : Поверхность сварного шва не должна иметь неровностей или пористых отверстий (так называемая пористость). Дырки способствуют слабости. Если вы видите отверстия, это обычно указывает на то, что основной металл был загрязнен или имел оксидное покрытие. Если вы используете Mig или Tig, пористость указывает на то, что при сварке требуется больше защитного газа. Пористость в алюминиевых сварных швах является ключевым показателем недостаточного использования газа.
Герметичность : Если соединение неплотное, это указывает на проблемы со сваркой. При кислородно-ацетиленовой сварке, если используется автогенная сварка, где нет присадочного материала, сварной шов должен быть герметичным. То же самое для автогенной сварки TIG. Зазор не так критичен в других типах сварных швов, поскольку любой зазор заполняется присадочным материалом. Тем не менее, пробелы, как правило, указывают на потенциальную проблему качества.
Защита от утечек : Если вы ремонтируете предмет, содержащий жидкость, утечка — это верный (и очевидный) способ убедиться в наличии проблемы. То же самое для чего-то, что будет содержать газ. Одним из методов тестирования является использование мыльных пузырей для выявления проблем (можно легко применить с помощью шприца.
).
Прочность : Большинство сварных швов должны демонстрировать требуемую прочность. Один из способов обеспечить надлежащую прочность — начать с присадочного металла и электрода, которые выше ваших требований к прочности.
Другие проверки с использованием визуальных методов включают проверки перед (притупление, зазор, угол скоса, прилегание к стыку), во время (расход электрода, течение металла, звук и свет дуги) и после сварки (подрезы, непровар корня, точечные отверстия, чрезмерное разбрызгивание, размеры сварного шва), как описано ниже.
Распространенные дефекты сварки
Неполное проплавление
Этот термин используется для описания неспособности присадочного и основного металла сплавиться вместе в корне шва. Перемычка возникает в сварных швах с разделкой кромок, когда наплавленный металл и основной металл не сплавляются в корне соединения. Частой причиной неполного провара является конструкция шва, не соответствующая способу сварки или условиям строительства. Когда канавка сваривается только с одной стороны, возможно неполное проплавление при следующих условиях.
Размер поверхности корня слишком велик, даже если раскрытие корня достаточно.
Корневое отверстие слишком маленькое.
Прилежащий угол V-образной канавки слишком мал.
Электрод слишком большой.
Слишком высокая скорость перемещения.
Слишком низкий сварочный ток.
Прочтите также : Части сварного шва – Понимание номенклатуры сварных швов
Непровар
Непровар – это непровар в процессе сварки, при котором слои металла сварного шва или металла сварного шва и основного металла не сплавляются. Наплавленный металл просто раскатывается по поверхности пластины. Обычно это называется перекрытием. Отсутствие сплавления вызывается следующими условиями:
Отсутствие повышения до точки плавления температуры основного металла или ранее наплавленного металла шва.
Неправильное флюсование, при котором не удается растворить оксид и другие инородные материалы с поверхностей, с которыми должен сплавиться наплавленный металл.
Грязные поверхности пластин.
Неправильный размер или тип электрода.
Неправильная регулировка тока.
Подрезка
Подрезка – это выгорание основного металла на кромке сварного шва. Подрезка может быть вызвана следующими условиями:
Шлаковые включения представляют собой продолговатые или шаровидные карманы оксидов металлов и других твердых соединений. Они создают пористость в металле шва. При дуговой сварке шлаковые включения обычно состоят из материалов покрытия электродов или флюсов. При многослойной сварке неудаление шлака между слоями приводит к образованию шлаковых включений. Большая часть включений шлака может быть предотвращена:
Надлежащая подготовка разделки и сварки перед наплавкой каждого валика.
Удаление всего шлака.
Обеспечение подъема шлака на поверхность сварочной ванны.
Старайтесь не оставлять никаких контуров, которые будет трудно полностью прожечь дугой.
Узнайте больше о причинах и способах предотвращения шлаковых включений здесь.
Пористость
Пористость – это наличие карманов, не содержащих твердого материала. Они отличаются от шлаковых включений тем, что карманы содержат газ, а не твердое вещество.
Газы, образующие пустоты, являются производными от:
Газ, выделяющийся при охлаждении сварного шва из-за его пониженной растворимости, перепадов температуры.
Газы, образующиеся в результате химических реакций в сварном шве.
Пористость лучше всего предотвращать, избегая:
Перегрева и подреза металла сварного шва.
Слишком высокая уставка тока.
Слишком длинная дуга.
Читать : 13 видов дефектов сварки
Визуальный осмотр (VT)
Визуальный осмотр – это процесс проверки качества сварного шва с помощью неразрушающего контроля (НК), при котором сварной шов осматривается глазом для определения дефектов поверхности. Это наиболее распространенный метод проверки качества сварки.
Преимущества неразрушающего контроля качества сварных швов:
Недорогой (обычно только трудозатраты)
Бюджетное оборудование
Питание не требуется
Быстрая идентификация дефектов и последующие затраты на ремонт из-за проблем, которые не были обнаружены на ранней стадии
Недостатки:
Необходимо обучение инспектора
Требуется хорошее зрение или зрение скорректировано до 20/40
Можно пропустить внутренние дефекты
Отчет должен быть записан инспектором
Возможен человеческий фактор
Этапы визуального контроля качества сварных швов
Практика и разработка процедур последовательного применения подхода
Проверка материалов перед сваркой
Проверка качества сварного шва при сварке
Проверка после завершения сварки
Отметьте проблемы и отремонтируйте сварной шов
Визуальное сварочное оборудование
Прибор для измерения угловых сварных швов
Прибор для измерения угловых сварных швов является важным инструментом для проверки качества сварных швов. Он используется для проверки размера углового участка, проверки размера горловины углового шва
На рисунке: Набор из 7 измерительных приборов для проверки угловых сварных швов
Для визуального контроля качества сварного шва требуется несколько единиц сварочного оборудования:
Ручной измеритель угловых швов Измерения:
Плоскостность сварного шва
Выпуклость (как шов заварен наружу)
Вогнутость (закругление сварного шва внутрь)
Защитные очки с карманным смотровым окуляром и защитной линзой для наблюдения за процессом сварки
Увеличительное стекло по коду вашего региона
Фонарик
Зубило и/или сварочный молоток для удаления брызг и шлака перед проверкой сварного шва
Температурный прибор (Tempelstick, пирометр) для определения температуры предварительного нагрева, межпроходного и последующего нагрева.
Магнит для обозначения типа свариваемого материала
Рулетка
Суппорты
Прочтите также : Список сварочных инструментов для начинающих
Визуальный осмотр перед сваркой
Контрольные чертежи
Посмотрите на положение сварного шва и на соответствие ti спецификации. Следите за вертикальным направлением движения
Проверка символов угловой сварки
Соответствует ли процедура местным нормам и спецификациям сварки
Контроль свариваемых материалов
Соответствуют ли приобретенные материалы спецификациям по размеру и типу основного металла? Проверьте размер электрода, выбор газа и качество.
Проверить материалы на наличие дефектов. Ищите загрязняющие вещества, такие как ржавчина, окалина, мельница, расслоение и т. д.
Подготовлены ли материалы для правильных углов
Проверка сборки
Выполните следующие шаги проверки качества сварки для проверки сборки:
Проверка на посадку
Выравнивание приспособлений и приспособлений. Проверьте чистоту (ищите брызги от предыдущих работ)
Проверьте качество, если используются прихватки. Прихваточный шов должен выполняться тем же электродом, что и основной шов.
Проверить использование предварительного нагрева для замедления скорости охлаждения и сведения к минимуму деформации
Осмотр оборудования
Проверьте на наличие повреждений (кабели, зажимы заземления, электрододержатель).
Проверить напряжение дуги
Проверить диапазон амперметра на соответствие спецификации
Визуальный осмотр во время сварки
Проверка размеров, типа и условий хранения электродов (электроды с низким содержанием водорода хранятся в стабилизирующей печи)
Следите за корневым швом на склонность к растрескиванию
Проверяйте каждый проход сварки. Ищите подрез и требуемый контур. Убедитесь, что сварной шов тщательно очищается между каждым проходом.
Проверка на наличие кратеров, которые необходимо заполнить
Проверьте последовательность сварки и размер. Датчики используются для проверки размера.
Контроль после сварки
Проверка сварного шва на соответствие нормам и стандартам
Проверьте размер с помощью калибров и распечаток
Проверить отделку и контур
Проверка на наличие трещин по стандартам
Поиск перекрытия
Проверить поднутрение
Определить допустимый уровень разбрызгивания
Испытание газовой сварки
Критерии проверки качества контрольного сварного шва для газовой сварки:
Сварной шов должен быть одинаковой ширины по всей длине. Два края должны образовывать прямые параллельные линии.
Поверхность сварного шва должна быть слегка выпуклой с усилением не более 1/16 дюйма (1,6 мм) над поверхностью пластины. Выпуклость должна быть равномерной по всей длине шва. Он не должен быть высоким в одном месте и низким в другом.
На поверхности сварного шва должна быть мелкая, равномерно расположенная рябь. На нем не должно быть чрезмерного количества брызг, окалины и точечной коррозии.
Края сварного шва не должны иметь подрезов или нахлестов.
Старты и остановки должны сливаться вместе, чтобы было трудно понять, где они произошли.
Кратер на конце сварного шва должен быть заполнен и не должен иметь отверстий или трещин.
Для стыковых соединений:
Если соединение является стыковым, проверьте заднюю сторону на предмет полного проникновения через корень соединения. На обратной стороне должна образоваться небольшая бусина.
Для проверки сращения внахлестку и Т-образного соединения:
Проникновение корня и сращение внахлестку и Т-образного соединения можно проверить, нажимая на верхнюю пластину до тех пор, пока она не согнется вдвое.
Набор алмазных шарошек мелкой фракции 20 шт. хвостовик 6 мм
Под заказ
Доставка по Украине
426 грн
Купить
Магазин інструменту MATRIX
Шарошки по металу усиленная сталь с алмазным напылением, набор 10 шт. КУРС
Под заказ
Доставка по Украине
120 грн
Купить
Магазин інструменту MATRIX
Фреза шарошка алмазная СССР 16х12х80х8 зерно 125\100
Доставка из г. Киев
99.91 — 103 грн
от 2 продавцов
103 грн
Купить
Vitools
Шарошка фреза алмазная СССР 10х10х60х6 зерно 125\100
Доставка по Украине
85.36 — 88 грн
от 2 продавцов
88 грн
85.36 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Фреза алмазная BIHUI Turbo 20 мм пальчиковая М14
На складе в г. Киев
Доставка по Украине
по 750 грн
от 4 продавцов
750 грн
Купить
ОПТОСФЕРА
Карандаши, звездочки, шарошки для правки шлифовальных и абразивных кругов, алмазные шарошки для правки абразивных кругов, шарошки абразивные, шарошка абразивная по металлу
8-812-309-89-91
Обратный звонок
Ваш регион: Москва
Изменить
Товаров в корзине нет.
Алмазные карандаши для правки абразивных кругов
При заказе желательно указывать номер карандаша. Купить алмазную шарошку для правки абразивных кругов
Шарошки для правки шлифовальных кругов
Шарошки для правки шлифовальных кругов, (звездочки поставляются отдельно)
Звездочки для шарошек для правки абразивных кругов
Комплект состоит из 30 шт. Цена указана за 1шт.
Инструмент для правки абразивных кругов. звездочки для шарошки правки абразивных кругов Карандаши и шарошки для правки абразивных кругов – это расходники, без которых невозможно длительное использование инструмента. Износ круга заключается в разрушении зёрен абразива. Чаще всего он вырабатывается неравномерно, что нарушает геометрию. Алмазная шарошка для правки абразивных кругов поможет исправить такие дефекты, как засаливание, истирание и затупление инструмента. шарошки абразивные по металлу, шкурка шлифовальная на тканевой основе
Абразивный и алмазный инструмент и Карандаши, звездочки, шарошки, звездочки для шарошки правки абразивных кругов На странице представлены алмазные карандаши и шарошки абразивные для правки абразивных кругов. Их конструкция представляет собой рабочую поверхность с закреплёнными на ней алмазами. Она располагается перпендикулярно ручке-держателю. В каталоге есть и звёздочки шарошки для правки абразивных кругов, купить которые вы сможете по оптимальной цене. Чтобы купить шарошку для правки шлифовальных кругов, ознакомьтесь с описанием на товарной странице и отправляйте необходимое количество единиц в виртуальную корзину. Шарошка 50х2х14 звездочка, шарошкодержатель с комплектом шарошек в москве.
Выбор региона
Заказ обратного звонка
Ваше имя
Телефон
Спасибо за ваше обращение! Наш оператор свяжется с вами в течение 5 минут.
Ok
Заявка на покупку товара
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами
Ваше имя
Я представитель юридического лица
Спасибо за ваше обращение! Наш оператор в скором времени свяжется с вами.
Ok
Добро пожаловать в Diamond Cutters of Western New York
СОЗДАЙТЕ СВОЮ МЕЧТУ
КОЛЬЦО
Купить природный бриллиант по формам
СОЗДАЙТЕ ПОМОЛВОЧНОЕ КОЛЬЦО
Создайте свое обручальное кольцо по-своему. Начните с закрепите кольцо, а затем добавьте идеальный центральный камень — или наоборот. Это действительно зависит от вас!
КУПИТЬ ОБРУЧАЛЬНЫЕ КОЛЬЦА
Создай свое обручальное кольцо по-своему. Начните с закрепки кольца, а затем добавьте идеальный центральный камень или наоборот. Это действительно зависит от вас!
В МАГАЗИНЕ ОБРУЧАЛЬНЫХ КОЛЬЦ
Найдите идеальные обручальные кольца, которые символизируют вашу преданность друг другу на всю жизнь. Откройте для себя наши классические кольца, кольца с вечными бриллиантами, резные кольца и другие потрясающие стили колец.
СРОЧНО НУЖНО КОЛЬЦО? ВЫ ПОЛУЧИЛИ НАС!
Если вы сделаете заказ до 14:00 по тихоокеанскому стандартному времени в понедельник, 31 октября , мы отправим ваше кольцо на следующий день.
Вы получите свой заказ по телефону:
Четверг, 10 ноября
Кольца готовы к отправке
ИНДИВИДУАЛЬНЫЙ ДИЗАЙН
Давайте вместе создадим уникальный дизайн для вашего особенного кольца и украшения
Начните дизайн вместе с нами
ИНДИВИДУАЛЬНЫЙ ДИЗАЙН
Давайте вместе создадим уникальный дизайн для вашего особого кольца и украшения
Начните дизайн вместе с нами
Основанная в 1999 году семьей ювелиров, мы упрощаем покупку высококачественных изделий ручной работы. ювелирные изделия с тех пор. Наши изделия единственные в своем роде и изготавливаются на заказ в Нью-Йорке опытными мастерами.
Coast Diamond предназначен для создания стильных и творческих украшений высокого качества, которые оставят незабываемые впечатления. С 1978 года Coast применяет самые высокие стандарты целостности и последовательности к своим продуктам и услугам. Коллекции Coast, сочетающие в себе стиль от утонченного до утонченного, подходят для самых разных стилей жизни.
Ювелирные изделия, основанные на отдельных бриллиантах, теперь являются флагманом коллекции Prima NY , включающей украшения с бриллиантами, украшения с несколькими сапфирами и украшения с полудрагоценными камнями. Качество, сервис, цена и честность являются торговыми марками Prima, поскольку они стоят за каждым товаром, который поступает с их фабрики. Предлагая широкий выбор новых дизайнов и стилей, Prima NY стремится стать одним из ведущих производителей ювелирных изделий в Соединенных Штатах.
Nelson предназначен для создания необыкновенных украшений с абсолютным совершенством и без малейшего намека на изъян. После 26 лет непоколебимой приверженности применению передовых технологий к высококачественным материалам продукция и бренд Nelson Jewellery хорошо приняты на рынке. Nelson Jewellery является синонимом превосходного мастерства и престижного качества.
Ноам Карвер — скульптор, дизайнер и ювелир, чьи украшения объединяют классические и современные мотивы со всего мира. От концепции до изготовления каждое изделие тщательно изготавливается вручную из драгоценных металлов и редких, единственных в своем роде драгоценных камней.
Каждое украшение и обручальное кольцо Fana изготавливаются вручную в нашей современной ювелирной мастерской. Наша семья занимается изготовлением ювелирных украшений на протяжении бессчетного количества поколений, наш ювелирный опыт и обучение демонстрируются в каждом украшении Fana .
XO Jewels — дизайнер и производитель высококачественных ювелирных изделий, базирующийся в Лос-Анджелесе, штат Калифорния, с более чем тридцатипятилетним опытом изготовления исключительных колец, серег, ожерелий и браслетов с бриллиантами и цветными драгоценными камнями.
На протяжении 40 лет Benchmark уделяет большое внимание разработке и созданию лучших обручальных колец в мире. Они считают, что качество зависит от мастерства, а мастерство — от точности. Каждый уголок любого блестящего произведения, созданного Benchmark, был тщательно спланирован. Эти истоки совершенства взяты из чертежной доски; где креативность соединяется с функциональностью, чтобы воплотить в жизнь самые лучшие обручальные кольца.
Диламани 9Компания 0054 была основана двумя братьями, Джорджем и Уильямом Диламани, в Сан-Франциско в 1980 году. Они начинали как оптовые торговцы рубинами, сапфирами и редкими экзотическими драгоценными камнями. Сегодня они находятся на переднем крае дизайна ювелирных изделий, используя новейшие технологии производства, чтобы предложить вам лучшие в моде ювелирные изделия, никогда не упуская из виду обеспечение качества для взыскательных розничных продавцов. Dilamani предлагает лучшие изделия с бриллиантами и драгоценными камнями, в которые вы обязательно влюбитесь.
За прошедшие годы десятки тысяч пар по всему миру выразили свою любовь настоящим Кольцо Venetti . Мастера-ювелиры тщательно изготавливают каждое украшение Venetti, зная, что однажды оно превратится в символ чьей-то любви. Дизайнеры, работающие в своей мастерской в самом сердце ювелирного района Лос-Анджелеса, создают уникальные и виртуозно выразительные изделия, которых нет больше нигде.
Ювелирные украшения Mercury отражают магию любви и романтики, постоянно совершенствуя классический дизайн и добавляя новые элементы, которые создают уникальный стиль, которым славится Филлис Бергман, президент и дизайнер. Как производитель, Mercury Ring всегда ориентируется на своих розничных продавцов, со всей страстью удовлетворяя потребности каждого клиента, начиная с качества, дизайна и ценообразования своих украшений и заканчивая, казалось бы, бесконечными вариантами индивидуальной настройки 9. 0004
Компания Gabriel & Co. заслужила репутацию страстного, надежного и артистичного дизайнера, создателя и производителя. Их обширная линейка неподвластных времени изделий включает в себя классический и ультрамодный дизайн, в конечном счете объединяющий безупречное мастерство с прочными технологиями, идеально подходящими для каждого незабываемого момента.
CrownRing разрабатывает коллекции свадебных украшений, предлагая как мужские, так и женские обручальные кольца, помолвочные кольца, кольца на юбилей и многое другое в честь влюбленной пары. Бренд CrownRing в настоящее время может похвастаться восемью коллекциями, каждая из которых уникальна по дизайну и стилю, гарантируя, что они предлагают кольца на любой вкус. Когда пара женится, они становятся королем и королевой своего мира, готовыми править своей новой жизнью. Это концепция CrownRing, создающая украшения, достойные королевской семьи.
С момента своего основания в 1930 году ГРАЖДАНИН продвигал многокультурное мышление, которое способствует совершенству и творчеству. Само название бренда выражает глубокое уважение к мастерству и считается знакомым гражданам всего мира. CITIZEN объединяет комплексный производственный процесс от создания отдельных компонентов до окончательной сборки часов.
Bulova — визитная карточка американских часовых компаний. Само название резонирует с качеством, доступностью и историей. Все иконки должны с чего-то начинаться. История Буловы началась с порции американской мечты. Богатое наследие и история инноваций Bulova продолжаются и по сей день в женских и мужских линиях. Обе линии отличаются элегантным дизайном и мастерством исполнения, а также разнообразием цветов и стилей.
С момента своего основания в 1881 году Seiko вносила свой вклад в развитие общества, выпуская один революционный продукт за другим, начиная с производства первых наручных часов в Японии в 1913 году и заканчивая созданием первых в мире кварцевых часов в 1969 году. и гордость за производство, доставляющее вам удовольствие и гордость за обладание и добавляющее нотку очарования каждому драгоценному моменту.
Более 500 браслетов на выбор, изготовленных в США из переработанных металлов, Анжелика предлагает легко регулируемые браслеты с подвесками, которые позволяют женщине показать, что она чувствует, во что верит и кто она. Анжелика из Royal Chain Group, семейной компании во втором поколении и одного из ведущих и наиболее уважаемых производителей ювелирных изделий в стране.
Подвески Рембрандта занимается дизайном и изготовлением подвесок уже более 45 лет. Их миссия — создавать разнообразные высококачественные подвески для любого случая, памяти, эмоции, события или истории.
МЫ
ЭКСПЕРТЫ ПО АЛМАЗАМ
У нас есть собственная команда дизайнеров с богатым опытом и специалисты по бриллиантам, которые помогут вам выбрать и сделать особые подарки для вашей жизни Кольцо мечты
Кольцо Анжелы
Кольцо Валерий
SPARK MOMENT
Отметьте нас в Instagram @Diamond Cutters Jewelry
ПОСМОТРЕТЬ НАШИ АЛМАЗЫ ЛИЧНО
Если вы находитесь в районе залива Буффало в Нью-Йорке, посетите наш выставочный зал лично. Наши специалисты помогут вам на каждом этапе!
Позвоните нам по телефону (716) 854-4455, чтобы записаться на прием.
Назначить встречу
Мы внедрили Wellsfargo , чтобы предоставить вам простой способ совершить покупку без скрытых платежей.
Diamond Cutters сотрудничает с Jewellers Mutual, чтобы защитить ваши украшения быстро и легко.
Защита от Утери, Кражи, Повреждения (в любой точке мира)
$0 Замена и ремонт через Diamond Cutters Jewelry
Свобода любить свои украшения и носить их с уверенностью
Хотите посетить наш выставочный зал Buffalo New York? Наши внештатные эксперты по бриллиантам готовы помочь вам сделать правильный выбор.
Огранщики алмазов из Западного Нью-Йорка с гордостью предлагают одни из лучших ювелирных брендов в отрасли и самые изысканные детализированные ювелирные изделия с идеальной отделкой. Вы не можете получить эти имена больше нигде в Буффало. Узнайте больше о наших эксклюзивных брендах ниже.
С момента первого открытия своих дверей в 1999 году Ritani стремилась создавать изысканные ювелирные изделия с идеальной отделкой, которые будут носиться с гордостью во все времена. В этом духе каждое изысканное ювелирное изделие Ritani становится визитной карточкой и выделяет женщину, которая его носит.
Coast Diamond предназначен для создания стильных и творческих украшений высокого качества, которые оставят незабываемые впечатления. С 1978 года Coast применяет самые высокие стандарты целостности и последовательности к своим продуктам и услугам. Коллекции Coast, сочетающие в себе стиль от утонченного до утонченного, подходят для самых разных стилей жизни.
Основанная в районе Бауэри более 65 лет назад, Martin Flyer сегодня является одним из самых узнаваемых имен в ювелирной индустрии. В 2006 году компания Martin Flyer, расширяющая свои уже зарекомендовавшие себя полукольца для новобрачных, запустила FlyerFit®. Помолвочные кольца FlyerFit® и наборы обручальных колец имеют особый дизайн, который идеально сочетается друг с другом. Эта уникальная технология устраняет «ужасный зазор», существующий между двумя кольцами, и предлагает функциональное решение.
Компания Cordova , основанная в 1950 году, является семейным производителем ювелирных украшений, насчитывающим несколько поколений и специализирующимся на моде и свадебном дизайне. Каждый предмет коллекции, посвященный выдающемуся качеству и исключительному сервису, отличается утонченным мастерством, воплощающим энергию и страсть художника.
С момента своего создания GelinAbaci зарекомендовала себя в отрасли как ведущий дизайнер украшений Tension в США. От ромбовидных паве и канавок до байпасных дизайнов, настройки натяжения являются стандартом для чего-то уникального. Они позволяют максимальному количеству света проходить через центральный камень, создавая необычайное сияние, превосходящее все традиционные настройки. .
Ювелирные изделия, основанные на отдельных бриллиантах, теперь являются флагманом коллекции Prima NY , включающей украшения с бриллиантами, украшения с несколькими сапфирами и украшения с полудрагоценными камнями. Качество, сервис, цена и честность являются торговыми марками Prima, поскольку они стоят за каждым товаром, который поступает с их фабрики. Предлагая широкий выбор новых дизайнов и стилей, Prima NY стремится стать одним из ведущих производителей ювелирных изделий в Соединенных Штатах.
Настоящий стиль существует только тогда, когда он становится личным. В качестве расширения Бренд ELLE , ювелирные коллекции ELLE состоят из стильных украшений, вдохновленных современными модными тенденциями, и предназначены для дополнения любого силуэта. Все украшения ELLE изготовлены из стерлингового серебра со слоем палладия для долговечности и покрыты слоем родия. Часы ELLE изготовлены из высококачественной нержавеющей стали и других модных материалов.
Компания, стоящая за Trollbeads , — Lise Aagaard Copenhagen. Их миссия состоит в том, чтобы создавать красивые, творческие украшения, которые вдохновляют людей во всем мире. Каждое украшение в коллекции Trollbeads имеет свою маленькую историю, черпая вдохновение из мифологии, астрологии, сказок, фауны, флоры, культурного разнообразия и, наконец, конечно, не в последнюю очередь, в привычных вещах повседневной жизни.
Novell гордится тем, что постоянно внедряет инновации в индустрию обручальных колец. В настоящее время компания специализируется на разработке своих дизайнов в соответствии с конкретными потребностями, вкусами и разнообразным образом жизни людей. Ни один потребитель не должен довольствоваться тем, что есть на полке. Все продукты производятся поштучно в США.
Nelson предназначен для создания необыкновенных украшений с абсолютным совершенством и без малейшего намека на изъян. После 26 лет непоколебимой приверженности применению передовых технологий к высококачественным материалам продукция и бренд Nelson Jewellery хорошо приняты на рынке. Nelson Jewellery является синонимом превосходного мастерства и престижного качества.
На протяжении 40 лет Benchmark уделяет большое внимание разработке и созданию лучших обручальных колец в мире. Они считают, что качество зависит от мастерства, а мастерство — от точности. Каждый уголок любого блестящего произведения, созданного Benchmark, был тщательно спланирован. Эти истоки совершенства взяты из чертежной доски; где креативность соединяется с функциональностью, чтобы воплотить в жизнь самые лучшие обручальные кольца.
Диламани 9Компания 0054 была основана двумя братьями, Джорджем и Уильямом Диламани, в Сан-Франциско в 1980 году. Они начинали как оптовые торговцы рубинами, сапфирами и редкими экзотическими драгоценными камнями. Сегодня они находятся на переднем крае дизайна ювелирных изделий, используя новейшие технологии производства, чтобы предложить вам лучшие в моде ювелирные изделия, никогда не упуская из виду обеспечение качества для взыскательных розничных продавцов. Dilamani предлагает лучшие изделия с бриллиантами и драгоценными камнями, в которые вы обязательно влюбитесь.
За прошедшие годы десятки тысяч пар по всему миру выразили свою любовь настоящим Кольцо Venetti . Мастера-ювелиры тщательно изготавливают каждое украшение Venetti, зная, что однажды оно превратится в символ чьей-то любви. Дизайнеры, работающие в своей мастерской в самом сердце ювелирного района Лос-Анджелеса, создают уникальные и виртуозно выразительные изделия, которых нет больше нигде.
Mi Moneda — это роскошный ювелирный бренд, вдохновленный старинными монетами, каждая из которых рассказывает свою историю. Ассортимент украшений Mi Moneda Jewellery основан на уникальном кулоне с системой открывания, которая позволяет менять монеты и создавать новое украшение, соответствующее вашему настроению или наряду.
Ювелирные украшения Mercury отражают магию любви и романтики, постоянно совершенствуя классический дизайн и добавляя новые элементы, которые создают уникальный стиль, которым славится Филлис Бергман, президент и дизайнер. Как производитель, Mercury Ring всегда ориентируется на своих розничных продавцов, со всей страстью удовлетворяя потребности каждого клиента, начиная с качества, дизайна и ценообразования своих украшений и заканчивая, казалось бы, бесконечными вариантами индивидуальной настройки 9.0004
С 1987 года MARS занимается разработкой и производством ювелирных украшений для клиентов по всей Северной Америке. От простой красоты обручального кольца в классической оправе до более современной или сложной композиции, они предлагают вам обширную коллекцию стилей на выбор, а также ассортимент типов закрепки камней.
Компания Gabriel & Co. заслужила репутацию страстного, надежного и артистичного дизайнера, создателя и производителя. Их обширная линейка неподвластных времени изделий включает в себя классический и ультрамодный дизайн, в конечном счете объединяющий безупречное мастерство с прочными технологиями, идеально подходящими для каждого незабываемого момента.
Endless Jewelry создан, чтобы быть веселым, праздничным и элегантным. Яркая ДНК Endless Jewelry заключается в том, чтобы быть креативным, элегантным, веселым, игривым, а также уметь смешивать и сочетать. Линия красочных кожаных браслетов, ожерелий и элегантных браслетов из стерлингового серебра с рядом уникальных дизайнов шармов позволит вам выразить свою индивидуальность, слиться с другими или выделиться. Ваши цвета, ваш выбор.
CrownRing разрабатывает коллекции свадебных украшений, предлагая как мужские, так и женские обручальные кольца, помолвочные кольца, кольца на юбилей и многое другое в честь влюбленной пары. Бренд CrownRing в настоящее время может похвастаться восемью коллекциями, каждая из которых уникальна по дизайну и стилю, гарантируя, что они предлагают кольца на любой вкус. Когда пара женится, они становятся королем и королевой своего мира, готовыми править своей новой жизнью. Это концепция CrownRing, создающая украшения, достойные королевской семьи.
С момента своего основания в 1930 году ГРАЖДАНИН продвигал многокультурное мышление, которое способствует совершенству и творчеству. Само название бренда выражает глубокое уважение к мастерству и считается знакомым гражданам всего мира. CITIZEN объединяет комплексный производственный процесс от создания отдельных компонентов до окончательной сборки часов.
Bulova — визитная карточка американских часовых компаний. Само название резонирует с качеством, доступностью и историей. Все иконки должны с чего-то начинаться. История Буловы началась с порции американской мечты. Богатое наследие и история инноваций Bulova продолжаются и по сей день в женских и мужских линиях. Обе линии отличаются элегантным дизайном и мастерством исполнения, а также разнообразием цветов и стилей.
С момента своего основания в 1881 году Seiko вносила свой вклад в развитие общества, выпуская один революционный продукт за другим, начиная с производства первых наручных часов в Японии в 1913 году и заканчивая созданием первых в мире кварцевых часов в 1969 году. и гордость за производство, доставляющее вам удовольствие и гордость за обладание и добавляющее нотку очарования каждому драгоценному моменту.
Более 500 браслетов на выбор, изготовленных в США из переработанных металлов, Анжелика предлагает легко регулируемые браслеты с подвесками, которые позволяют женщине показать, что она чувствует, во что верит и кто она. Анжелика из Royal Chain Group, семейной компании во втором поколении и одного из ведущих и наиболее уважаемых производителей ювелирных изделий в стране.
Подвески Рембрандта занимается дизайном и изготовлением подвесок уже более 45 лет. Их миссия — создавать разнообразные высококачественные подвески для любого случая, памяти, эмоции, события или истории.
Ювелирные изделия Ирины , основанная в 2005 году, хорошо известна своими красивыми и уникальными свадебными и модными дизайнами, опытом работы с драгоценными и полудрагоценными камнями, а также разработкой и производством инновационных ювелирных изделий. Изготовленный вручную для достижения совершенства, каждый драгоценный камень тщательно отбирается вручную, чтобы добиться максимального света и блеска от каждого бриллианта.
Галерея
Просмотреть галерею изображений
Отзывы
«Такой приятный опыт. Я ушел, зная, что выбрал самый идеальный подарок! Терри была такой большой помощью! Это было намного лучше, чем идти в какой-то сетевой ювелирный магазин. Кроме того, они только что переехали, новый адрес 2618 Union rd в Чиктоваге».
Кэти
«Я не могу сказать достаточно о Diamond Cutters. Они действительно просто поразили меня. Билл (владелец) относился к моему жениху и мне как к семье, проводя с нами время и просто даря нам непревзойденный опыт. По цене он взорвал конкуренцию из воды.
Таблица труб стальных водогазопроводных по ГОСТ 3262-75:
Условный проход
Диаметр и толщина стенки
6
6х2,0
8
8х2,2
10
10х2,2
15
15х2,8
20
20х2,8
25
25х3,2
32
32х3,2
40
40х3,5
50
50х3,5
65
65х4,0
80
80х4,0
90
90х4,0
100
100х4,5
125
125х4,5
150
150х4,5
Таблица труб железобетонных безнапорных по ГОСТ 6482-2011:
Условный проход
Диаметр и толщина стенки
300
300х45
400
400х50
500
500х55
600
600х60
800
800х80
1000
1000х100
1200
1200х110
1400
1400х110
1600
1600х120
1800
1800х125
2000
2000х130
2200
2200х140
2400
2400х150
3000
3000х170
Таблица труб чугунных канализационных по ГОСТ 6942-98:
Условный проход
Диаметр и толщина стенки
50
50х4,0
100
100х4,5
150
150х5,0
Таблица труб стальных электросварных по ГОСТ 10704-91:
Условный проход
Диаметр и толщина стенки
8
10х1,2
10
12х1,6
12
16х1,6
15
20х2,0
20
25х2,5
25
32х2,5
32
40х3,0
40
48х3,0
50
57х3,0
65
73х3,5
80
89х3,5
100
108х4,0
150
159х4,5
200
219х4,5
250
273х5,0
300
325х5,0
350
377х5,5
400
426х6,0
500
530х7,0
600
630х8,0
700
720х10,0
800
820х10,0
900
920х10,0
1000
1020х10,0
1100
1120х10,0
1200
1220х10,0
1400
1420х10,0
Таблица труб ПНД ПЭ100 SDR17 по ГОСТ 18599-2001:
Условный проход
Диаметр и толщина стенки
32
32 х 2,0
40
40 х 2,4
50
50 х 3,0
63
63 х 3,8
75
75 х 4,5
90
90 х 5,4
110
110 х 6,6
125
125 х 7,4
140
140 х 8,3
160
160 х 9,5
180
180 х 10,7
200
200 х 11,9
225
225 х 13,4
250
250 х 14,8
280
280 х 16,6
315
315 х 18,7
355
355 х 21,1
400
400 х 23,7
450
450 х 26,7
500
500 х 29,7
560
560 х 33,2
630
630 х 37,4
710
710 х 42,1
800
800 х 47,4
900
900 х 53,3
1000
1000 х 59,3
1200
1200 х 71,1
1400
1400 х 83,0
1600
1600 х 94,8
1800
1800 х 106,6
2000
2000 х 118,5
Таблица труб чугунных раструбных по ГОСТ ISO 2531-2012:
Условный проход
Диаметр и толщина стенки
50
50х6,0
100
100х6,0
150
150х6,0
200
200х6,3
250
250х6,8
300
300х7,2
350
350х7,7
400
400х8,1
450
450х8,6
500
500х9,0
600
600х9,9
700
700х10,8
800
800х11,7
900
900х12,6
1000
1000х13,5
1200
1200х15,3
1400
1400х17,1
1500
1500х18,0
1600
1600х18,9
1800
1800х20,7
2000
2000х22,5
2200
2200х24,3
2400
2400х26,1
2600
2600х27,9
Таблица труб полипропиленовых водопроводных (PN20) по ГОСТ Р 52134-2003:
Условный проход
Диаметр и толщина стенки
20
20 х 3,4
25
25 х 4,2
32
32 х 5,4
40
40 х 6,7
50
50 х 8,3
63
63 х 10,5
75
75 х 12,5
90
90 х 15,0
110
110 х 18,3
Таблица труб полипропиленовых канализационных по ГОСТ Р 54475-2011:
Условный проход
Диаметр и толщина стенки
110
110х1,0
125
125х1,0
150
160х1,0
200
200х1,1
225
225х1,4
250
250х1,5
300
300х1,7
400
400х2,3
500
500х3,0
600
600х3,5
800
800х4,5
1000
1000х5,0
1200
1200х5,0
1400
1400х5,0
1500
1500х5,0
1600
1600х5,0
1800
1800х5,0
2000
2000х5,0
2200
2200х5,0
2400
2400х5,0
На этой странице представлена самая простая таблица размеров труб пластиковых (полимерных), стальных, чугунных, железобетонных и прочих. Эти диаметры водопроводных труб являются унифицированными для проектов разрабатываемых нашей проектной организацией.
Трубы водопроводные мерной длины или же кратной мерной имеют допустимые припуски с каждой стороны по 5 мм и продольное отклонение +10 мм по всей длине.
В партиях немерных труб стальных водопроводных, по согласованию с потребителем, допускаются (не более 5%) трубы имеющие длину от 1,5 до 4 метров.
Расчет массы 1 м трубы водо- и газопроводной производится исходя из плотности стали 7,85 г/см. Неоцинкованные стальные водопроводные трубы легче оцинкованных труб на 3%.
Для конструкций водопроводных и газопроводных применяются трубы стальные повышенной точности.
Масса труб рассчитывается с помощью трубного калькулятора
Трубы поставляются неоцинкованными, без резьбы, без муфт, обычной точности.
Сортамент
Усл.проход, мм
Наруж.диаметр, мм
Толщина стенки, мм
легкие
обычные
усиленные
10
17,0
2,0
2,2
—
15
21,3
2,35
—
—
15
21,3
2,5
—
—
20
26,8
2,35
—
—
20
26,8
2,5
2,8
—
25
33,5
2,8
—
—
32
42,3
2,8
3,2
—
40
48,0
3,0
—
—
50
60,0
3,0
3,5
—
65
75,5
3,2
4,0
4,5
80
88,5
3,5
4,0
4,5
90
101,3
3,5
4,0
4,5
100
114
4,0
4,5
5,0
Механические свойства
Марка стали
Временное сопротивление, Н/мм2(min)
Предел текучести, Н/мм2(min)
Относительное удлинение, % (min)
• наружный диаметр от 12 до 19 мм вкл.
08пс, 08кп
372
176
для ст. до 0,06 от н.д. — 6; свыше 0,06 от н.д. — 15
Ст1пс, Ст1кп
372
176
— // —
08, Ст1сп
372
186
— // —
10кп, Ст2кп
372
176
— // —
10пс, Ст2пс
372
186
— // —
10, Ст2сп
372
196
— // —
15кп
441
186
для ст. до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14
15пс, 20кп
441
196
— // —
15, 20пс
441
206
— // —
20
441
216
— // —
Ст3кп
441
196
для ст. до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 13
Ст3пс
441
206
— // —
Ст3сп
441
216
— // —
• наружный диаметр от 19 до 60 мм вкл.
08пс, 08кп
314
176
для ст. до 0,06 от н.д. — 6; свыше 0,06 от н.д. — 15
Ст1пс, Ст1кп
314
176
— // —
08, Ст1сп
314
186
— // —
10кп, Ст2кп
333
176
— // —
10пс, Ст2пс
333
186
— // —
10, Ст2сп
333
196
— // —
15кп
372
186
для ст. до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14
15пс, 20кп
372
196
— // —
15, 20пс
372
206
— // —
20
372
216
— // —
Ст3кп
392
196
для ст. до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 13
Ст3пс
392
206
— // —
Ст3сп
392
216
— // —
• наружный диаметр свыше 60 мм
08пс, 08кп
264
176
23
Ст1пс, Ст1кп
294
176
23
08, Ст1сп
294
186
23
10кп, Ст2кп
314
176
23
10пс, Ст2пс
314
186
23
10, Ст2сп
314
196
23
15кп
353
186
21
15пс, 20кп
353
196
21
15, 20пс
353
206
21
20
353
216
21
Ст3кп
372
196
20
Ст3пс
372
206
20
Ст3сп
372
216
20
Химический состав (%, максимум)
марка стали
C
Si
Mn
Cr
Ni
Mo
S
P
Cu
N
08пс
0,05-0,11
0,05-0,17
0,35-0,65
0,10
—
0,04
0,035
—
—
0,006
08кп
0,05-0,12
0,03
0,25-0,50
0,10
—
0,04
0,035
—
—
0,006
10
0,07-0,14
0,17-0,37
0,35-0,65
0,15
0,3
—
—
—
—
—
15
0,12-0,19
0,17-0,37
0,35-0,65
0,25
—
—
0,04
0,035
—
—
15пс
0,12-0,19
0,05-0,17
0,35-0,65
0,25
—
—
0,04
0,035
—
0,006
15кп
0,12-0,19
0,07
0,25-0,50
0,25
—
—
0,04
0,035
—
0,006
20
0,17-0,24
0,17-0,37
0,35-0,65
0,25
0,25
—
0,03
0,025
0,3
—
20кп
0,17-0,24
0,07
0,25-0,50
0,25
—
—
0,04
0,035
—
—
20пс
0,17-0,24
0,05-0,17
0,35-0,65
0,25
—
—
0,04
0,035
—
—
Ст3сп
0,14-0,22
0,15-0,30
0,40-0,65
0,30
—
—
0,05
0,04
—
0,01
Ст3пс
0,14-0,22
0,05-0,15
0,40-0,65
0,30
—
—
0,05
0,04
—
0,01
Ст3кп
0,14-0,22
0,05
0,30-0,60
0,30
—
—
0,05
0,04
—
0,01
Размеры труб из стали и нержавеющей стали ASME B36.
10 и ASME B36.19
NPS
6
8
10
12
14
Внешний диаметр
168,3
219
273
323,9
355,6
Толщина стенки
Ш 5
2,77
2,77
3,40
3,96
3,96
Ш 5 С
2,77
2,77
3,40
3,96
3,96
Ш 10
3,40
3,76
4,19
4,57
6,35
Ш 10 С
3,40
3,76
4,19
4,57
4,78
Ш 20
6,35
6,35
6,35
7,92
Ш 30
7. 04
7,80
8,38
9,53
СТД
7.11
8.18
9,27
9,53
9,53
Ш 40
7.11
8.18
9,27
10.31
11.13
Ш 40 С
7.11
8.18
9,27
9,53
9,53
Ш 60
10.31
12,70
14,27
15.06
XS
10,97
12,70
12,70
12,70
12,70
Ш 80
10,97
12,70
15.09
17,48
19.05
Ш 80 С
10,97
12,70
12,70
12,70
12,70
Ш 100
15.09
18,26
21.44
23,83
Ш 120
14,27
18,26
21. 44
25.40
27,79
Ш 140
20,62
25.40
28,58
31,75
ХХS
21,95
22.23
25.40
25.40
Ш 160
18,26
23.01
28,58
33,32
35,71
NPS = номинальный размер трубы Н.Д. = Внешний диаметр Размеры указаны в миллиметрах, если не указано иное.
Допуски на размеры бесшовных и сварных труб ASTM A530
Номинальный размер трубы
до 4 = ± 0,79 мм | от 5 до 8 = + 1,58 мм / — 0,79 мм
от 10 до 18 = + 2,37 мм / — 0,79 мм | от 20 до 24 = + 3,18 мм / — 0,79 мм
Толщина стенки
Все диаметры = — 12,5%
+ допуск не указан
Длина
+ 6,40 мм / — 0 мм
Вес
+ 10% / — 1,5%
Единицы измерения В американских стандартах для труб используются британские и метрические (SI) единицы измерения. Важно не сочетать использование этих единиц, так как округление размеров привело к несовместимости некоторых значений.
Размеры Стандартные размеры сварных и бесшовных труб из кованой стали для высоких или низких температур и давлений описаны в ASME B36.10. Стандартные размеры сварных и бесшовных кованых труб из нержавеющей стали описаны в ASME B36.19.. Суффикс « S » в номере спецификации используется для того, чтобы отличить трубу B36.19 от трубы B36.10. ASME B36.10 включает трубы другой толщины, которые также доступны в продаже из нержавеющей стали.
Допуски на размеры Основные допустимые отклонения, включая требования к длине и прямолинейности труб, определены в ASTM A530, на этот стандарт ссылаются все стандарты ASTM на трубы.
Размеры и вес сварных и бесшовных труб из кованой стали в соответствии с ASME B36.10 часть K
NPS (DN)
ID
СЧ
Внешний диаметр дюйм (мм)
ШТ дюйм (мм)
Вес фунт/фут (кг/м)
64 (1600)
. ..
…
64,0 (1626)
0,375 (9,53)
255,06 (379,91)
64 (1600)
…
…
64,0 (1626)
0,406 (10,31)
276.01 (410.81)
64 (1600)
…
…
64,0 (1626)
0,438 (11,13)
297,61 (443,25)
64 (1600)
…
…
64,0 (1626)
0,469 (11,91)
318,52 (474,09)
64 (1600)
…
…
64,0 (1626)
0,5 (12,7)
339.41 (505.29)
64 (1600)
…
…
64,0 (1626)
0,562 (14,27)
381,12 (567,2)
64 (1600)
…
…
64,0 (1626)
0,625 (15,88)
423,42 (630,56)
64 (1600)
. ..
…
64,0 (1626)
0,688 (17,48)
465,64 (693,41)
64 (1600)
…
…
64,0 (1626)
0,75 (19,05)
507.11 (754.95)
64 (1600)
…
…
64,0 (1626)
0,812 (20,62)
548,49 (816,37)
64 (1600)
…
…
64,0 (1626)
0,875 (22,23)
590.46 (879.23)
64 (1600)
…
…
64,0 (1626)
0,938 (23,83)
632,34 (941,57)
64 (1600)
…
…
64,0 (1626)
1,0 (25,4)
673,47 (1002,62)
64 (1600)
…
…
64,0 (1626)
1,062 (26,97)
714,52 (1063,55)
64 (1600)
. ..
…
64,0 (1626)
1,125 (28,58)
756,15 (1125,9)
64 (1600)
…
…
64,0 (1626)
1,188 (30,18)
797,69 (1187,74)
64 (1600)
…
…
64,0 (1626)
1,25 (31,75)
838,5 (1248,3)
68 (1700)
…
…
68,0 (1727)
0,469 (11,91)
338,57 (503,75)
68 (1700)
…
…
68,0 (1727)
0,5 (12,7)
360,79 (536,92)
68 (1700)
…
…
68,0 (1727)
0,562 (14,27)
405.15 (602.74)
68 (1700)
…
…
68,0 (1727)
0,625 (15,88)
450. 15 (670.12)
68 (1700)
…
…
68,0 (1727)
0,688 (17,48)
495.06 (736.95)
68 (1700)
…
…
68,0 (1727)
0,75 (19,05)
539.18 (802.4)
68 (1700)
…
…
68,0 (1727)
0,812 (20,62)
583,21 (867,73)
68 (1700)
…
…
68,0 (1727)
0,875 (22,23)
627,87 (934,6)
68 (1700)
…
…
68,0 (1727)
0,938 (23,83)
672,45 (1000,92)
68 (1700)
…
…
68,0 (1727)
1,0 (25,4)
716,23 (1065,89)
68 (1700)
. ..
…
68,0 (1727)
1,062 (26,97)
759,93 (1130,73)
68 (1700)
…
…
68,0 (1727)
1,125 (28,58)
804.26 (1197.09)
68 (1700)
…
…
68,0 (1727)
1,188 (30,18)
848,49 (1262,92)
68 (1700)
…
…
68,0 (1727)
1,25 (31,75)
891,95 (1327,39)
72 (1800)
…
…
72,0 (1829)
0,5 (12.7)
382,17 (568,87)
72 (1800)
…
…
72,0 (1829)
0,562 (14,27)
429,18 (638,64)
72 (1800)
…
…
72,0 (1829)
0,625 (15,88)
476,87 (710,06)
72 (1800)
. ..
…
72,0 (1829)
0,688 (17,48)
524,48 (780,92)
72 (1800)
…
…
72,0 (1829)
0,75 (19,05)
571,25 (850,32)
72 (1800)
…
…
72,0 (1829)
0,812 (20,62)
617,93 (919,6)
72 (1800)
…
…
72,0 (1829)
0,875 (22,23)
665,29 (990,52)
72 (1800)
…
…
72,0 (1829)
0,938 (23,83)
712,55 (1060,87)
72 (1800)
…
…
72,0 (1829)
1,0 (25,4)
758,99 (1129,78)
72 (1800)
…
…
72,0 (1829)
1,062 (26,97)
805. 34 (1198.57)
72 (1800)
…
…
72,0 (1829)
1,125 (28,58)
852,36 (1268,98)
72 (1800)
…
…
72,0 (1829)
1,188 (30,18)
899,29 (1338,83)
72 (1800)
…
…
72,0 (1829)
1,25 (31,75)
945.4 (1407.25)
76 (1900)
…
…
76,0 (1930)
0,5 (12,7)
403,55 (600,5)
76 (1900)
…
…
76,0 (1930)
0,562 (14,27)
453.21 (674.18)
76 (1900)
…
…
76,0 (1930)
0,625 (15,88)
503,6 (749,62)
76 (1900)
. ..
…
76,0 (1930)
0,688 (17,48)
553,9 (824,45)
76 (1900)
…
…
76,0 (1930)
0,75 (19,05)
603,32 (897,77)
76 (1900)
…
…
76,0 (1930)
0,812 (20,62)
652,65 (970,96)
76 (1900)
…
…
76,0 (1930)
0,875 (22,23)
702,7 (1045,89)
76 (1900)
…
…
76,0 (1930)
0,938 (23,83)
752,66 (1120,22)
76 (1900)
…
…
76,0 (1930)
1,0 (25,4)
801.75 (1193.05)
76 (1900)
…
…
76,0 (1930)
1,062 (26,97)
850,75 (1265,74)
76 (1900)
. ..
…
76,0 (1930)
1,125 (28,58)
900.47 (1340.17)
76 (1900)
…
…
76,0 (1930)
1,188 (30,18)
950.09 (1414.01)
76 (1900)
…
…
76,0 (1930)
1,25 (31,75)
998,85 (1486,33)
80 (2000)
…
…
80,0 (2032)
0,562 (14,27)
477.25 (710.08)
80 (2000)
…
…
80,0 (2032)
0,625 (15,88)
530,32 (789,56)
80 (2000)
…
…
80,0 (2032)
0,688 (17,48)
583,32 (868,43)
80 (2000)
…
…
80,0 (2032)
0,75 (19,05)
635,39 (945,69)
80 (2000)
. ..
…
80,0 (2032)
0,812 (20,62)
687,37 (1022,83)
80 (2000)
…
…
80,0 (2032)
0,875 (22,23)
740.12 (1101.81)
80 (2000)
…
…
80,0 (2032)
0,938 (23,83)
792,77 (1180,17)
80 (2000)
…
…
80,0 (2032)
1,0 (25,4)
844,51 (1256,94)
80 (2000)
…
…
80,0 (2032)
1,062 (26,97)
896.17 (1333.59)
80 (2000)
…
…
80,0 (2032)
1,125 (28,58)
948,57 (1412,06)
80 (2000)
…
…
80,0 (2032)
1,188 (30,18)
1000,89 (1489. 92)
80 (2000)
…
…
80,0 (2032)
1,25 (31,75)
1052.3 (1566.2)
Заметки:
Размер всех труб в приведенной выше таблице определяется безразмерным обозначением номинального размера трубы (NPS) или номинального диаметра (DN).
Трубы NPS 12 (DN 300) и меньше имеют наружные диаметры, численно превышающие их соответствующие размеры. Напротив, наружные диаметры труб численно идентичны номеру размера для всех размеров.
Производство труб от NPS 1/8 (DN 6) до NPS 12 (DN 300) включительно основано на стандартном наружном диаметре (НД).
Этот Н.Д. изначально было выбрано так, чтобы труба со стандартным Н.Д. и имея толщину стенки, типичную для того периода, внутренний диаметр (внутренний диаметр) примерно равнялся номинальному размеру. Хотя такой зависимости между существующей стандартной толщиной — Н. Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных.
Производство труб NPS 14 (DN 350) и более осуществляется на основе наружного диаметра. соответствует номинальному размеру.
ТРУБА NPS/DN/OD
Допуск на допустимый внешний диаметр
Свыше
Под
дюймов
мм
дюймов
мм
NPS от 1/8 до 1,1/2 DN от 6 до 40 Внешний диаметр от 10,3 до 48,3 мм
1/64
0,4
1/64
0,4
От 1,1/2 до 4 DN от 40 до 100 Наружный диаметр от 48,3 до 114,3 мм
1/32
0,8
1/32
0,8
От 4 до 8 DN от 100 до 200 Внешний диаметр от 114,3 до 219,1 мм
1/16
1,6
1/32
0,8
От 8 до 18 DN от 200 до 450 OD от 219,1 до 457 мм
3/32
2,4
1/32
0,8
От 18 до 26 DN от 450 до 650 Внешний диаметр от 457 до 660 мм
1/8
3,2
1/32
0,8
Допуск внутреннего диаметра труб
Кованые, расточенные и литые трубы. Внутренний диаметр не должен отличаться от указанного более чем на 1/16 дюйма (1,6 мм). Не должно быть отклонений от заданного внутреннего диаметра.
Допуск на толщину стенки трубы
ТРУБА NPS/ DN/ OD
Допуск, % от номинального
Свыше
Менее
NPS от 1/8 до 2,1/2, вкл. все отношения t/D DN от 6 до 65 OD от 10,3 до 73,0, мм
20,0
12,5
NPS 3–18, вкл. т/д до 5 % DN от 80 до 450 OD от 88,9 до 457, мм
22,5
12,5
NPS 3–18, вкл. т/д > 5% DN от 80 до 450 НД от 88,9 до 457, мм
15,0
12,5
NPS 20 и больше, вкл. сварные, все соотношения т/д DN 500 OD 508, мм
17,5
12,5
NPS 20 и больше, вкл. бесшовные, т/д до 5% DN 500 OD 508, мм
22,5
12,5
NPS 20 и больше, вкл. бесшовные, т/д > 5% DN 500 OD 508, мм
15,0
12,0
Допуск по весу труб
Допуск по весу труб зависит от номинального размера трубы.
Трубы NPS 12 (DN300, 323,8 мм) и меньше, допуск по массе .. -3,5% / +10%
Трубы свыше NPS 12 (DN300, 323,8 мм), допуск по массе составляет .. -5% / +10%
Трубы NPS 4 (DN100, 114,3 мм) и меньше могут взвешиваться удобными партиями; трубы размером более NPS 4 должны взвешиваться отдельно
Допуски по длине труб
Бесшовные и сварные (без добавления присадочного металла). Если заказаны отрезки определенной длины, никакая длина трубы не должна быть меньше указанной длины и не должна превышать указанную более чем на 1/4 дюйма (6,35 мм).
Кованые и скучные, литые и литые холоднодеформированные.
Цементно-песочная смесь является основой для любых строительных работ во многих сферах строительства, связанных с кладкой, цементными растворами, использованием бетона.
Смешивать цемент и песок необходимо сразу перед началом произведения работ. Время схватывания смеси составляет примерно 1 час. От того, в каких пропорциях смешиваются цемент и песок, будет зависеть прочность будущего раствора. В зависимости от назначения раствора соотношения могут быть от 1:2 до 1:4.
Особенности смешивания цемента и песка
Перед началом смешивания компоненты будущего раствора лучше просеять через строительное сито. Так состав будет более однородным, что повысит прочность раствора.
Песок должен быть чистым от смесей (например, глины). Проверить это можно таким образом: опустить небольшое количество песка в емкость с водой. Если через некоторое время вода станет мутной, то значит, песок имеет повышенное количество недопустимых примесей. В этом случае песок лучше использовать другой песок.
Цемент также должен удовлетворять необходимыми характеристиками, которые важны для смешивания раствора. Он должен быть сухими, иметь серый или серо-зеленый оттенок, хорошо просыпаться сквозь пальцы, не иметь комков. В ином случае данный цемент хранился неправильно, и качественного раствора может не получиться.
Смешивать цемент с песком лучше не руками, а с помощью бетономешалки или дрели с насадкой.
Если пропорции выбраны неверно, то это может привести либо к рассыпанию, либо к растрескиванию раствора после его застывания. Все работы необходимо выполнять в течение 1 часа после приготовления готового раствора. Потом масса застывает, и повторно разводить ее недопустимо. Эффективность такой смеси – нулевая.
Технология смешивания цемента и песка с водой
Залить воду в емкость в части, равной части цемента. Если песок влажный, то воды заливают чуть меньше. Оставить часть воды.
Добавить в воду жидкий пластификатор (моющее средство). Оно повысит эффективность скрепления частиц компонентов.
Засыпать в емкость половину необходимого для всего раствора части песка.
Засыпать весь цемент. Хорошо перемешать в бетономешалке в течение 2-3 минут.
Добавить оставшуюся часть песка. Перемешать.
Проверить консистенцию, и по мере необходимости, добавить оставшуюся часть воды.
Правильно приготовленная смесь соскакивает (а не соскальзывает) с мастерка.
Если нужны дополнительные добавки, то ввести их и снова хорошо перемешать.
Использование пропорций 1:2 (цемент – песок) и более высоких пропорциях для песка применяется для строительства легких построек на сухих устойчивых грунтах.
Используйте только 1 вид песка! Он должен быть сухим и мелкофракционным. При использовании нескольких видов песка (например, влажного или крупнофракционного) приводит к нарушению пропорций. Помните о нежелательном присутствии глиняных смесей в цементе, которые также могут повлиять на прочность раствора. Цемент используйте свежий, то есть покупку необходимо совершать не ранее чем за 2 недели до начала строительства.
Правильные пропорции в приготовлении строительных смесей.
Бетон представляет собой искусственно созданный камень, который состоит из цемента с наполнителями. Наполнителем служит песок. При необходимости составления смеси строительного бетона применяется гравий, скол камня, битый щебень, керамзит. Иногда добавляется пластификатор. Поскольку все компоненты приготовляемой бетонной смеси должны быть чистыми, их стоит промыть проточной пресной водой, желательно, чтобы в этой воде было минимальное количество солей и примесей.
Если в качестве наполнителя применяется песок, стоит выбрать крупный вариант, с минимумом глины. Готовый бетон укладывается вручную или с применением пневматических вибраторов. Планируя ручную укладку бетонная смеси, обратите внимание на то, что она должна быть более пластичной, чем при механической укладке. Различаются смеси и по плотности: при механизированном способе требуется смесь большей плотности.
Смотрите интересные видео-ролики и читайте статьи от ВосЦем на канале Яндекс Дзен. Пластичность бетона определяет не вода или ее количество. Стоит учитывать, что лишняя вода приведет к потере прочности смеси, что критично при строительстве фундамента. Добавив лишнюю воду, увеличьте и количество цемента, что позволит сохранить прочность. Любая передозировка одного или другого компонента может привести к нарушению прочности конструкции, которая под воздействием нагрузок или неблагоприятных условий окружающей среды, таких как повышенные или пониженные температуры, давление, атмосферные осадки, начнет разрушаться.
Если у вас есть сомнения в том, что вы сможете правильно рассчитать пропорции и смешать все компоненты, имеет смысл обратить внимание на наличие в продаже готовых строительных смесей, которые можно приобрести непосредственно у производителя в заводских фирменных мешках, где будут указаны все параметры и пропорции. В этом случае вам не придется восстанавливать разрушающуюся конструкцию, или делать ее заново и нести дополнительные расходы.
Цемент является основным компонентом любой бетонной смеси. Под воздействием воды происходит его гидратация, т.е. он получает те самые скрепляющие свойства, которые требуются в строительстве, а при затвердевании смеси образуется монолитная структура — цементный камень. Без наполнителя эта структура не будет иметь требуемую прочность, потому что даст сильную усадку. Конструкция пойдет небольшими трещинами. Они могут быть незаметны глазу, но негативно повлияют на дальнейшую эксплуатацию объекта.
Наполнители создают в бетонной смеси тот каркас, который растворенный в воде вместе с песком цемент обволакивает, заполняя пустоты. Наполнители не только снижают усадку. Они увеличивают прочность, уменьшают угрозу деформации конструкции, ее ползучести под действием нагрузок. Более того, наполнители снижают и себестоимость бетона, поскольку цемент стоит много дороже щебня или песка.
Так называемый товарный бетон или весовое соотношение составляющих в среднем можно свести к следующей схеме:
1 часть цемента + 2 части песка + 4 части щебня + 0,5 части воды, иными словами, при производстве бетона объемом 1 кубометр потребуются следующие пропорции:
• 0,25 м³ цемента или 325 кг при насыпной плотности в 1300 кг/м³;
• 0,43 м³ песка или 600 кг при насыпной плотности в 1400 кг/м³;
• 0,9 м³ щебня или 1200 кг при насыпной плотности в 1350 кг/м³;
• 0,18 м³ воды или 180 кг, 180 литров.
При сложении объемов получается 1,76 м³, при этом щебень выполняет роль каркаса, песок заполняет его пустоты, цемент с помощью воды склеивает составляющие в монолитную структуру, вследствие чего образуется объем размером в 1 кубометр бетона из 1,76 кубометра его составляющих.
Марка цемента определяется с учетом того, в каких пропорциях и какого качества будут компоненты в составе бетона. Обозначать ее принято буковой М. Известны марки от М50 до М800. Означает это прочность бетона в кгс/кв.см. Букой В обозначается класс бетона. Он варьируется от В3,5 до В60.
Рациональнее всего в бетоне применять наполнитель разного размера. Такой метод позволит сделать укладку плотнее и приведет к экономии цементной смеси. Если применяется ручная укладка бетона для фундамента, то толщина укладки должна быть не менее утроенного максимального размера бетонного наполнителя. Наличие пустот в заполнителе станет причиной перерасхода песка и цемента, а, следовательно, приведет к увеличению расходов на фундамент, так как именно цемент является самой дорогой составляющей смеси.
Чтобы верно определить объем пустот, следует компонент бетонной смеси, будь то песок или щебень, засыпать в десятилитровое ведро, а затем залить туда воду до поверхности. При расходе воды в 3,5 л, пустоты будут составлять 35% объема.
Ручная укладка бетонной смеси, при которой применяется штыкование металлическим штырем и ручная послойная трамбовка требуется на 1 м³ бетона:
• для М-50 портландцемента ПЦ400-ПЦ500 — 160 кг, песка — 0,7 м³, щебня — 0,8 м³, воды 180 л
• для М-100 портландцемента ПЦ400-ПЦ500 — 220 кг, песка — 0,6 м³, щебня — 0,8 м³, воды 180 л
• для М-200 портландцемента ПЦ400-ПЦ500 — 280 кг, песка — 0,5 м³, щебня — 0,8 м³, воды 180 л
• для М-250 портландцемента ПЦ400-ПЦ500 — 330 кг, песка — 0,5 м³, щебня — 0,8 м³, воды 180 л
• для М-300 портландцемента ПЦ400-ПЦ500 — 380 кг, песка — 0,45 м³, щебня — 0,8 м³, воды 180 л
В быту стандартными пропорциями песка к цементу считают три к одному, но точность зависит это от многих параметров. Прежде всего – от того, будет ли это штукатурка или фундамент. На стяжку воды следует добавлять больше, чтобы смесь заливалась, а на штукатурку — меньше, чтобы прилипала. Многое зависит от качества цемента и от состояния воды. Бывает вода очень жесткая, такой следует добавлять меньше, а мягкой – напротив, больше. Придется пробовать и экспериментировать, что может отнять много времени, сил и израсходовать лишний материал. Неопытному мастеру стоит подумать о приобретении готовой сухой строительной смеси, и все его проблемы будут решены.
Принято считать, что для кладочного раствора больше подходит цементно-песчаная смесь, пропорция которой составляет 1:3 или 1:4. В реальной жизни пропорция зависит от песка. Для кладки больше всего подойдет чистый речной песок. Обычно правильный раствор делается путем эксперимента: отмеряется ведро чистого песка, высыпается в емкость, где будет готовиться раствор, туда же добавляется четверть ведра цемента, перемешивается и разбавляется требуемым количеством воды, затем готовый раствор возвращается в ведро. В идеале он должен без остатка войти и занять весь его объем, как занимал песок. Народные умельцы для придания прочности раствору на чистом песке без примесей глины добавляют небольшое количество дешевого средства для мытья посуды или стиральный порошок – не более 50-80 гр, но лучше добавлять специальный пластификатор. Многие используют для кладочного бетона карьерный песок, связывая это с его большей пластичностью и удобством в работе. На деле, он пластичнее за счет примеси глины, но она же одновременно снижает прочность.
Для штукатурного раствора смесь готовится особого типа. Состав материалов для ее приготовления не меняется уже многие десятилетия. Это цемент, песок, глина, известь. Цемент, известь и глина являются вяжущими составляющими, песок – заполнителем. Заливается смесь обычной чистой водой. Стандартно на раствор идет один вяжущий компонент и один заполнитель, но часто применяются растворы с двумя вяжущими компонентами. Примером такой смеси может служить известково-песчаный раствор с добавлением цемента.
В соответствии с пропорциями вяжущего компонента и наполнителя, различается тощий, нормальный и жирный раствор. Тощим называют раствор с избытком наполнителя. Он хрупок, непрочен и недолговечен. Нормальным называют раствор с корректно подобранным соотношением вяжущей составляющей и наполнителя. Для жирного раствора характерен избыток вяжущего вещества. После высыхания он обычно начинает трескаться. Мастера определяют характер раствора, окунув в него мастерок. Тощий раствор стечет, лишь испачкав мастерок. Жирный прилипнет большими кусками. Правильный, нормальный раствор должен прилипать не сильно, оставляя тонкую корочку. Наиболее популярным штукатурным раствором считается цементно-песчаный. Соотношение цемента к песку определяет марка цемента. Оптимально покупать М400 и мешать в следующих пропорциях: 1 часть цемента на 3 части песка. Сначала следует перемешать сухие компоненты без добавления воды, а затем вливать воду постепенно, до достижения требуемой густоты. Многие добавляют в смесь клей ПВА при соотношении примерно 50-70 гр. клея на 10 л раствора.
Известковый раствор — смесь известковой пасты и песка. Пропорции зависят от жирности извести. Точно их назвать нельзя, необходимо контролировать жирность, досыпая песок постепенно. Для увеличения прочности такого раствора, на 10 кг добавляют еще 1 кг цемента. Глиняный раствор по приготовлению ничем не отличается от известкового. Его пропорции также зависят от жирности глины, а цемент добавляется аналогично для увеличения прочности. Штукатурный раствор для наружных работ не требует глины или извести. Готовится обычный цементно-песчаный раствор.
Если перед вами стоит задача что-либо забетонировать, но вы не знаете, как соблюсти пропорции, приобретите готовую сухую смесь от производителя, которая позволит, не создавая себе проблем, быстро, качественно и экономично отремонтировать или изготовить фундамент, отштукатурить стены, как внутренние, так и внешние.
патио — Какое соотношение песка и портландцемента является правильным для ремонта 30-летней каменной стены
спросил
Изменено 4 года, 11 месяцев назад
Просмотрено 7к раз
У меня есть 30-летняя каменная стена высотой 12 дюймов, которую нужно залатать.
Там, где выпал камень, есть небольшие пустоты.
Мой вопрос: каково соотношение портландцемента и песка, используемого для установки новых камней в стену?
Отличается ли соотношение смеси, используемой для раствора, между камни на фасаде стены? Спасибо за помощь
патио
раствор
камень
0
Поскольку вы спросили, это 6 частей песка/1 часть цемента/1 часть гашеной извести; без лайма не прилипнет. Если вам абсолютно не нужно использовать определенный песок, вам лучше купить мешок готового раствора. Вы можете взять кусок существующего раствора на строительную площадку и получить краску соответствующего цвета, если вам нужен невидимый ремонт.
Полезным пневматическим устройством для раствора является «РАБОТА МАСОНОМ». Заглавными буквами обозначены стандартные смеси в порядке убывания прочности на сжатие.
Тип M содержит больше всего цемента и используется почти исключительно ниже уровня земли.
Тип S имеет самую высокую прочность на растяжение и используется для несущих наружных работ, таких как подпорные стены.
Тип N, смесь 6:1:1, указанная выше, используется внутри и снаружи помещений для работы с мягким камнем и кирпичом.
Тип O предназначен только для использования внутри помещений без подшипников.
Type K больше не нужен, если не считать реставрации. Когда вы доберетесь до этого конца спектра, там будет меньше цемента и больше извести, так что все превратится в липкое месиво.
В домашнем центре вы найдете сумки типа S и типа N. Вы можете использовать одну и ту же смесь по всей стене. Я бы предложил N на основе вашего описания.
3
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Что на самом деле произойдет, если я изменю пропорции цемента и песка в растворе?
Это повлияет на прочность и долговечность вашего раствора. Хотя я здесь не эксперт, ДОЛЖНО быть оптимальное решение такой проблемы. Какая смесь прослужит максимально долго, прочно удержится на камне, который ее окружает, будет прочной на сжатие и т. д.?
По сути, это задача оптимизации с несколькими критериями, которая давно была решена на практике, чтобы найти сочетание, которое лучше всего удовлетворяет всем целям в комбинации. На самом деле, если вы немного пойдете в одном направлении, вы обнаружите, что некоторые из этих целей будут достигнуты лучше, а другим будет нанесен ущерб. Вот как ведет себя такая проблема. Итак, теперь возникает вопрос: предположим, я добавлю в смесь еще немного песка (или другого заполнителя)? Что случится? Весьма вероятно (опять же, я сейчас только догадываюсь о точном эффекте, когда говорю на ходу) микс станет сильнее при сжатии, но в какой-то момент он будет легче разрушаться, станет менее липким. Конечно, в какой-то момент вы добавите слишком много песка, и все, что у вас будет, это куча песка, которая не обладает ни одним из необходимых вам свойств раствора.
Аналогично, предположим, я увеличу долю цемента? Имеет смысл, что теперь он лучше прилипает к окружающему камню, но не так силен при сжатии.
Добавление большего количества воды в смесь имеет и другие последствия, также оптимизированные на рекомендованном вам уровне. Поэтому, если вы добавите воду, смесь станет более влажной, с ней будет легче работать, она станет более липкой, но при этом и более неряшливой. Он не останется на месте. Это также может изменить время отверждения.
Я хочу сказать, что все эти параметры были выбраны оптимальными для группы характеристик, определяющих, что такое раствор и что он должен делать — физические свойства раствора. На самом деле, эти параметры оптимизировались каменщиками в ходе простых экспериментов в течение многих лет, пока они не создали смесь, которая разумно удовлетворяет наилучшим значениям в той точке, которая устойчива и устойчива к материальным изменениям.
Сказав все это, теперь я проведу небольшое исследование на эту тему. Например, на этом сайте мне сообщается, что соотношение песка и цемента может быть где-то в диапазоне от 1:2 до 1:3, что меняет прочность смеси с точки зрения ее способности выдерживать сжимающие нагрузки. Также упоминается, что добавление гравия в смесь повысит прочность.
По мере того, как я читаю больше, я также вижу, что качество цемента является фактором. С дешевыми материалами вам нужно больше цемента, так что это, вероятно, определяется составом самого цемента. (Есть ли в смеси известь? Сколько?)
На этом я остановлюсь, так как здесь задействовано МНОГИЕ факторы. Какой песок вы используете? Песок, состоящий из идеально круглых сфер одинакового размера, будет легко обрабатываться. Но это будет не очень сильно. Песок с «острыми» трещинами, имеющим множество острых краев с разным размером частиц, будет труднее смешивать, с ним труднее работать, но он прочнее с точки зрения свойств отвержденного материала.
Различные размеры заполнителей также изменят ситуацию. Для очень мелкого песка потребуется больше цемента в смеси, так как крошечные частицы имеют большую площадь поверхности для данного объема, поэтому требуется больше цемента, чтобы покрыть песок для хорошей адгезии. Но мелкий песок легче смешивать, легче обрабатывать, легче набивать место. Если поверхность, которую он должен приклеить, тоже очень неровная, он может лучше приклеиться. Но добавление более крупного заполнителя в смесь повысит прочность на сжатие, поскольку крупный камень прочнее. (В какой-то момент это превращает раствор в бетон.) Вот цитата, которую я нахожу на одном сайте:
«Раствор представляет собой смесь цемента, песка и воды (и обычно извести), предназначенную для кладки каменных блоков, таких как цементный блок, камень или кирпич. Раствор «липкий», поэтому он прилипает к блоку, камню или кирпичу. стоять в одиночестве».
Хотя я уверен, что не рассмотрел здесь все факторы, это должно дать вам представление.
ГОСТ 5915-70 гайки шестигранные класса точности В, размеры резьбы от М1,6 до М48. Гайки ГОСТ 5915-70 используются для соединения и крепления деталей и конструкций вместе с болтами и шайбами подходящих размеров.
Таблица размеров и весов шестигранных гаек ГОСТ 5915-70
d
М4
М5
M6
M8
M10
M12
М14
M16
М18
M20
М22
M24
М27
M30
M36
М42
М48
P
крупный
0,7
0,8
1
1,25
1,5
1,75
2
2
2,5
2,5
2,5
3
3
3,5
4
4,5
5
мелкий
—
—
—
1
1,25
1,25
1,5
1,5
1,5
1,5
1,5
2
2
2
3
3
3
da
мин.
4
5
6
8
10
12
14
16
18
20
22
24
27
30
36
42
48
макс.
4,6
5,75
6,75
8,75
10,8
13
15,1
17,3
19,4
21,6
23,8
25,9
29,2
32,4
38,9
45,4
51,8
m
3,2
4,7
5,2
6,8
8,4
10,8
12,8
14,8
16,4
18
19,8
21,5
23,6
25,6
31
34
38
e
7,5
8,6
10,9
14,2
17,6
19,9
22,8
26,2
29,6
33
37,3
39,6
45,2
50,9
60,8
71,3
82,6
18,7
20,9
23,9
35
dw
6,3
7,2
9
11,7
14,5
16,5
19,2
22
24,8
27,7
31,4
33,2
38
42,7
51,1
59,9
69,4
15,5
17,2
20,1
29,5
S
7
8
10
13
16
18
21
24
27
30
34
36
41
46
55
65
75
17
19
22
32
N
0,8
1,44
2,573
5,548
10,22
15,67
25,33
37,61
53,27
71,44
103,2
122,9
175,3
242,5
416,8
623,9
956,2
12,06
18,4
28,91
85,67
Обозначения: d — номинальный диаметр резьбы P — шаг резьбы da — внутренний диаметр, мм m — высота гайки e — диаметр описанной окружности, не менее dw — наружный диаметр, не менее S — размер гаек под ключ N — вес 1000 шт. гаек, кг
Аналоги ГОСТ 5915-70:
ГОСТ 5927-70 — гайки шестигранные класса точности А с диаметром резьбы от М1 до М48. ГОСТ 15526-70 — гайки шестигранные класса точности С с диаметром резьбы от 5 до 48 мм. DIN 934 — гайки шестигранные с диаметром резьбы от 2 до 48 мм. DIN 555 — гайки шестигранные с диаметром резьбы от 5 до 64 мм. ISO 4032 — гайки шестигранные класса точности А, В с диаметром резьбы от 1,6 до 60 мм. ISO 4033 — гайки
шестигранные высокопрочные высокие класса точности А, В с диаметром резьбы от 5 до 36 мм. ISO 8673 — гайки шестигранные класса точности А, В с диаметром мелкой резьбы от 1 до 52 мм. ISO 8674 — гайки шестигранные высокие класса точности А, В с диаметром мелкой резьбы от 1 до 52 мм.
Вы можете заказать и купить по оптовым ценам шестигранные гайки ГОСТ 5915-70 с размерами от М1,6 до М48 в Санкт-Петербурге.
Размеры гаек — Размеры Инфо
Общая информация:
Основные типы гаек, используемых в строительстве, приборостроении, машиностроении:
шестигранные класса точности В: размеры согласно ГОСТ 5915-70;
шестигранные класса точности А: размеры согласно ГОСТ 5927-70;
шестигранные с диаметром резьбы свыше 48 (мм) класса точности В: размеры согласно ГОСТ 10605-94;
шестигранные прорезные и корончатые класса точности В: размеры согласно ГОСТ 5918-73;
накидные для соединений трубопроводов по наружному конусу: размеры согласно ГОСТ 13957-74;
гайки-барашки: размеры согласно ГОСТ 3032-76;
колпачковые класса точности A: размеры согласно ГОСТ 11860-85;
шестигранные с буртиком: размеры согласно ГОСТ 8918-69.
Дополнительно:
Гайки классифицируются по форме: на шестигранные, круглые, квадратные, гайки-барашки, T-образные, рым-гайки, с буртиком, прорезные (корончатые), также гайки подразделяются по типу метрической резьбы: на образцы с крупной резьбой и образцы с мелкой резьбой.
По материалу изготовления гайки классифицируются на модели из нелегированной стали, нержавеющей стали, цветных металлов, ковкого чугуна, пластика.
Гайки из стали подразделяются по классу прочности на образцы 4, 5, 6, 8, 9, 10, 12 классов для моделей с нормальной высотой, а также образцы 4 и 5 классов для моделей с уменьшенной высотой.
По точности исполнения гайки могут производиться трёх классов: А, В, С, также гайки могут иметь цинковое покрытие или выпускаться без такового.
Важно: технические требования к исполнению гаек должны соответствовать нормативам ГОСТ 1759.0, стандартные размеры зева гаечных ключей определяются положениями ГОСТ 6424-73 (Зев (отверстие), конец ключа и размер под ключ).
Гайки применяются при сборке узлов в машиностроении, при монтаже металлоконструкций в районах с различными климатическими условиями, при ремонтных и сервисных работах.
Стандарт Существующие международные стандарты
d (мм) Номинальный диаметр резьбы (мм)
Диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы, а также диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
P Шаг резьбы
Расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
S (мм) Размер под ключ (мм)
Определяющий размер квадратных, шестигранных болтов, гаек — это расстояние между параллельными гранями.
ГОСТ 5915-70 Гайки шестигранные класса точности В
1. 6-48
0.35-5
3.2-75
ГОСТ 5927-70 Гайки шестигранные класса точности А
1-48
0.25-5
3.2-75
ГОСТ 10605-94 Гайки шестигранные с диаметром резьбы свыше 48 миллиметров класса точности В
52-150
3-6
80-225
ГОСТ 5918-73 Гайки шестигранные прорезные и корончатые класса точности В
4-48
0.7-5
7-75
ГОСТ 13957-74 Гайки накидные для соединений трубопроводов по наружному конусу
8-48
1-2
12-55
ГОСТ 3032-76 Гайки-барашки
3-24
0.5-3
x
ГОСТ 11860-85 Гайки колпачковые класса точности A
3-24
0.5-3
5.5-36
ГОСТ 8918-69 Гайки шестигранные с буртиком
6-48
x
10-75
ISO 4032-86 Гайки шестигранные типа I классов А и В
52-150
3-6
80-225
ДСТУ 5915-2008 Гайки шестигранні класу точності В
1. 6-48
0.35-5
3.2-75
DIN 315-2016 Гайки барашковые с округлой крылатой формой
3-24
0.5-3
x
Таблица размеров шестигранной гайки
– Крепеж FMW
Болт
Размеры
Диаметр Дюймы
Через Плоский
Толщина шестигранной гайки
1/4
16.07.
7/32
5/16
1/2
17/64
3/8
16 сентября
21/64
16.07.
16.11
3/8
1/2
3/4
16. 07.
16 сентября
7/8
31/64
5/8
15/16
35/64
3/4
1/18
41/64
7/8
1-5/16
3/4
1
1-1/2
55/64
1-1/8
1-11/16
31/32
1-1/4
1-7/8
1-1/16
1-3/8
2-1/16
1-11/64
1-1/2
2-1/4
1-9/32
1-5/8
2-7/16
1-25/64
1-3/4
2-5/8
1-1/2
1-7/8
2-15/16
1-27/32
2
3
1-23/32
2-1/4
3-3/8
1-59/64
2-1/2
3-3/4
2-9/64
2-3/4
4-1/8
2-23/64
3
4-1/2
2-37/64
3-1/4
3-1/2
3-3/4
4
Болт
Размеры
Диаметр Дюймы
Через Плоский
Толщина шестигранной гайки
1/4
1/2
15/64
5/16
16 сентября
19/64
3/8
16. 11
23/64
16.07.
3/4
27/64
1/2
7/8
31/64
16 сентября
15/16
35/64
5/8
1-1/16
39/64
3/4
1-1/4
47/64
7/8
1-7/16
55/64
1
1-5/8
63/64
1-1/8
1-13/16
1-7/64
1-1/4
2
1-7/32
1-3/8
2-3/16
1-11/32
1-1/2
2-3/8
1-15/32
1-5/8
2-9/16
1-19/32
1-3/4
2-3/4
1-23/32
1-7/8
2-15/16
1-27/32
2
3-1/8
1-31/32
2-1/4
3-1/2
2-13/64
2-1/2
3-7/8
2-29/64
2-3/4
4-1/4
2-45/64
3
4-5/8
2-61/64
3-1/4
5
3-3/16
3-1/2
5-3/8
3-7/16
3-3/4
5-3/4
3-11/16
4
6-1/8
3-15/16
Вернуться к FAQ
17 июля 2022 г.
Пример сообщения в блоге
17 июля 2022 г.
Пример сообщения в блоге
17 июля 2022 г.
Пример сообщения в блоге
Стандартные метрические шестигранные гайки по ANSI/ASME B18.2.4.1M и B18.2.4.2M
Связанные ресурсы: оборудование
Стандартные метрические шестигранные гайки по ANSI/ASME B18.2.4.1M и B18.2.4.2M
Метрические технические данные оборудования ISO Дюймовые технические данные оборудования ANSI Крепежные детали и винты / болты, формула и расчеты
Ширина метрической гайки под ключ
Ширина поперек гайки должна представлять собой расстояние, измеренное перпендикулярно оси гайки, в целом между двумя противоположными сторонами гайки в соответствии с примечаниями к соответствующим таблицам размеров. Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся на рынке размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, отфрезерованных из прутка, табличные максимальные (базовые) размеры ширины лыска могут быть превышены, чтобы соответствовать коммерческим допускам тянутого или катаного пруткового материала.
Толщина гайки в метрических единицах
Толщина гайки должна представлять собой общее расстояние, измеренное параллельно оси гайки, от верха гайки до опорной поверхности и должна включать толщину поверхности шайбы, где это предусмотрено
Стандартные метрические шестигранные гайки, типы Типы 1 и 2 шт. ANSI/ASME B18.2.4.1M и B18.2.4.2M
Все размеры указаны в миллиметрах.
Номинальный диаметр гайки. х Шаг резьбы
Ширина Квартиры, S
Ширина Углы, E
Толщина М
Поверхность подшипника Диаметр Дв
Толщина поверхности шайбы С
Максимум
Мин.
Максимум
Мин.
Максимум
Мин.
Мин.
Макс.
Мин.
Гайки с метрической шестигранной головкой — Тип 1
М1,6 × 0,35
3,20
3,02
3,70
3,41
1,30
1,05
2,3
…
…
М2 × 0,4
4,00
3,82
4,62
4,32
1,60
1,35
3,1
…
…
М2,5 × 0,45
5,00
4,82
5,77
5,45
2,00
1,75
4. 1
…
…
М3 × 0,5
5,50
5,32
6,35
6,01
2,40
2,15
4,6
…
…
M3,5 × 0,6
6,00
5,82
6,93
6,58
2,80
2,55
5,1
…
…
М4 × 0,7
7,00
6,78
8,08
7,66
3,20
2,90
6,0
…
…
М5 × 0,8
8,00
7,78
9,24
8,79
4,70
4,40
7,0
…
…
M6 × 1
10. 00
9,78
11,55
11.05
5,20
4,90
8,9
…
…
М8 × 1,25
13.00
12,73
15.01
14,38
6,80
6,44
11,6
…
…
a M10 × 1,5
15.00
14,73
17,32
16,64
9,1
8,7
13,6
0,6
0,3
М10 × 1,5
16.00
15,73
18,48
17,77
8,40
8. 04
14,6
…
…
М12 × 1,75
18.00
17,73
20,78
20.03
10,80
10,37
16,6
…
…
М14 × 2
21.00
20,67
24,25
23,36
12,80
12.10
19,4
…
…
М16 × 2
24.00
23,67
27,71
26,75
14,80
14.10
22,4
…
…
М20 × 2,5
30. 00
29,16
34,64
32,95
18.00
16,90
27,9
0,8
0,4
М24 × 3
36,00
35,00
41,57
39,55
21,50
20,20
32,5
0,8
0,4
М30 × 3,5
46,00
45.00
53,12
50,85
25,60
24.30
42,5
0,8
0,4
М36 × 4
55,00
53,80
63,51
60,79
31,00
29,40
50,8
0,8
0,4
Метрические шестигранные гайки — тип 2
М3 × 0,5
5,50
5,32
6,35
6,01
2,90
2,65
4,6
…
…
M3,5 × 0,6
6,00
5,82
6,93
6,58
3,30
3,00
5,1
…
…
М4 × 0,7
7,00
6,78
8,08
7,66
3,80
3,50
5,9
…
…
М5 × 0,8
8,00
7,78
9,24
8,79
5. 10
4,80
6,9
…
…
M6 × 1
10.00
9,78
11,55
11.05
5,70
5,40
8,9
…
…
М8 × 1,25
13.00
12,73
15.01
14,38
7,50
7,14
11,6
…
…
a M10 × 1,5
15.00
14,73
17,32
16,64
10,0
9,6
13,6
0,6
0,3
М10 × 1,5
16. 00
15,73
18,48
17,77
9.30
8,94
14,6
…
…
М12 × 1,75
18.00
17,73
20,78
20.03
12.00
11,57
16,6
…
…
М14 × 2
21.00
20,67
24,25
23,35
14.10
13.40
19,6
…
…
М16 × 2
24.00
23,67
27,71
26,75
16,40
15,70
22,5
…
…
М20 × 2,5
30. 00
29,16
34,64
32,95
20.30
19.00
27,7
0,8
0,4
М24 × 3
36,00
35,00
41,57
39,55
23,90
22,60
33,2
0,8
0,4
М30 × 3,5
46,00
45,00
53,12
50,85
28,60
27.30
42,7
0,8
0,4
М36 × 4
55,00
53,80
63,51
60,79
34,70
33,10
51,1
0,8
0,4
a Нестандартная ширина под ключ 15 мм. Это специальный заказ/размер.
Родственные
Минимальные действующие значения крутящего момента для дюймовых гаек ANSI с мелкой и курсовой резьбой.
Таблица размеров и допусков для Т-образных пазов, болтов и гаек Т-образные пазы, болты и гайки пер. Т-образные пазы американского национального стандарта ANSI/ASME B5.1M
Квадратные и шестигранные крепежные гайки Таблица размеров ANSI B18.6.3
Таблица отверстий под ключ для шестигранных и квадратных гаек пер. Размерные данные ASME B18.2.2 также могут использоваться для определения ширины захвата гайки модели 3D-печати.
Конический конец вала и сопрягаемое отверстие с шлицевыми гайками Расчетные данные Размеры Пер. Стандарт SAE включает основные данные о конструкции деревянного ерша
Т-образные гайки пер. ASME B5.1M Таблица размеров и допусков, единицы измерения в дюймах и (метрических) миллиметрах
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Содержание
Конденсаторная сварка: что это такое
Выполняем конденсаторную сварку своими руками
Схема при конденсаторной сварке
Требования к конденсаторной сварке
Конструкции контактного блока
Особенности работы самодельного агрегата
Подведем итоги
Конденсаторная сварка: что это такое
Конденсаторная своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
высокие показатели производительности, что крайне важно при серийном производстве;
возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.
Выполнения данного задания требует от мастера следующего:
найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
уяснить механизм работы устройства;
подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
Контактная сварка. Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей.
Ударная технология. Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с;
Точечная техника. При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
Схема конденсаторной сварки.
Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
Первичная обмотка проводится через выпрямитель, представленный . Затем она подключается к источнику напряжения.
Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска. Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку.
Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
включение трансформатора при помощи тиристоров, после реле отключается;
использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Электрическая схема конденсаторной сварки.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной со сварным аппаратом, которые предполагают следующие пункты:
для защиты глаз от искр от сварного аппарата надевают специальную маску;
обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных . В большинстве случаев фиксация обоих стержней осуществляется вручную.
Схема конденсаторной сварки ударного типа.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
вторичная обмотка из десяти обмоток медной шины;
пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.
На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
напряжение в зоне металлоизделий;
вид и сила тока;
длительность действия сварного импульса;
число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Конденсаторная сварка своими руками — схема и описание
0
Опубликовано: 08. 04.2017
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Оглавление:
Чем отличается конденсаторный способ от других видов?
Принцип работы конденсаторной сварки
Виды точечной сварки
Преимущества
Схема сборки агрегата своими руками
Как происходит процесс сварки?
Вывод
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
Конденсаторы собирают в себе требуемое количество энергии;
Заряд переходит в тепло, которое используется для сварки.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
При стабильной работе, есть возможность сэкономить электроэнергию;
Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
Скорость работы;
Сварочный ток очень плотный;
Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
Нажимаем пусковую кнопку, она запустит временное реле;
Трансформатор включается с помощью тиристоров, после реле отключается;
Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
Сергей Одинцов
tweet
Сборка аппарата для точечной сварки из 500 ненужных конденсаторов
по:
Дэйв Раунтри
[Касян ТВ] на ютубе выдали кучу запчастей в достаточно больших количествах, часть из которых была полезна и выделена под конкретные проекты, но с учетом интересующей их электроники найти не смогли использование пакета из 500 или около того конденсаторов низкой спецификации 470 мкФ. Это не были типы с низким ESR или высокой емкостью, поэтому они не подходили для индивидуального использования в качестве источника питания. Но как насчет того, чтобы складывать их все параллельно? (видео, встроенное ниже) После нескольких быстрых вычислений [Касьян] определил, что общая емкость всех 500 должна быть около 0,23 Фарад с ESR от около 0,4 до 0,5 мОм при 16 В и теоретической суммарной энергией около 30 Дж. Этого достаточно, чтобы нанести удар в нужной ситуации.
Печатная плата была сконструирована для параллельного соединения 168 маленьких банок с большими широкими дорожками, усиленными несколькими жилами медной проволоки диаметром 1,8 мм и большим толстым слоем припоя поверх. Три такие печатные платы были соединены параллельно одним и тем же медным проводом, чтобы максимально снизить общее сопротивление. Такая штука имеет несколько практических применений, поскольку сверхнизкое измеренное ESR 0,6 мОм и большая емкость делают ее идеальной для сглаживания источников питания во многих приложениях, но можно ли ее использовать для создания аппарата точечной сварки? Ну да и нет. В сочетании с одним из этих дешевых китайских контроллеров «точечной сварки» он действительно производит несколько сварных швов на литий-полимерном элементе с тонкой никелированной полосой батареи, но дует прямо насквозь с небольшим проникновением. [Касьян] обнаружил, что конденсаторная батарея может использоваться параллельно с приличной ячейкой LiPo, что дает потенциально идеальную комбинацию — огромный начальный удар от конденсаторов, чтобы продуть полосу и начать сварку, а затем LiPo с более низким ( но все равно огромный) ток чуть дольше, чтобы помочь с проникновением в клемму аккумулятора, доводя сварочный шов.
[Кейсан] приводит некоторые измерения пиковой подачи тока и его профиля, показывая, что даже груду довольно обыденных деталей можно с небольшой осторожностью превратить во что-то полезное. Чем такая сборка отличается от одиночного суперконденсатора? Некоторое время назад мы говорили о суперконденсаторах и батареях LiPo, это была интересная дискуссия, и, если вам все еще интересно, гибридные суперконденсаторы на основе графена тоже актуальны!
Как сделать аппарат для точечной сварки в домашних условиях с помощью высоковольтного конденсатора 14 840 просмотров
Что такое точечный сварочный аппарат?
Аппараты для точечной сварки представляют собой электрический инструмент, который используется для сварки двух металлических пластин посредством приложения давления и электрического тока. Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.
Точечная сварка использует явление Сварка сопротивлением ; Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания электрического тока в течение определенного времени через область металла, которая должна быть соединена, создавая прочный и сфокусированный сварной шов.
Аппаратные компоненты
Следующие компоненты необходимы для изготовления аппарата для точечной сварки
Серийный номер
Компонент
Значение
Qty
1)
Electrical Probes
–
2
2)
Capacitor
20uF/440VAC
1
3)
Insulated Copper wire
1,5 мм
Согласно необходимости
4
Безопасные перчатки и защитные очки
—
2
5)
термин для соединения проволоки
–
0073 1
6)
Soldering Iron
45W – 60W
1
7)
Soldering wire & flux
–
1
8)
Hard Plastic Bottle w / CAP
—
1
9)
Плоская отвертка
—
1
10)
. 0074
11)
Bench Stand with clips
–
1
12)
AC Wall outlet
220V
1
Useful Steps
The following are the steps on «Как сделать точечную сварку». БУДЬТЕ КРАЙНЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
1) Снимите выводы двух электрических щупов и припаяйте их к концам изолированного медного провода диаметром 1,5 мм.
2) Проделайте отверстие в крышке пустой пластиковой бутылки и подсоедините концы проводов к 2-полюсному разъему через крышку бутылки.
3) Подсоедините клеммы +ve и -ve конденсатора к щупам +ve и -ve соответственно, затем поместите конденсатор и источник питания в пластиковую бутылку и плотно закройте крышку.
4) Поместите металлическую поверхность, которую нужно приварить, к другой поверхности (здесь мы используем металлическую клемму батареи постоянного тока) на изолирующую поверхность (предпочтительно пластиковую/деревянную подставку)
4) Сварка: Наденьте перчатки и защитные очки и поместите два щупа на клеммы под напряжением и нейтралью 220 В переменного тока на несколько секунд, чтобы зарядить конденсатор. ( НИ В КОЕМ СЛУЧАЕ ЭТОГО ПРОЕКТА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКИМ ЧАСТЯМ ЗОНДОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ТАК МОЖЕТ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ЭЛЕКТРИЧЕСКИЙ УДАР! ).
5) Закрепите свариваемую металлическую деталь с помощью сварочного стенда с зажимами типа «крокодил» и поместите их друг на друга так, чтобы они соприкасались друг с другом. Поместите один из щупов на нижнюю металлическую деталь и прижмите другой щуп к верхнему металлическому листу. Полетит несколько искр, после чего вы должны увидеть надежный самородок сварного шва. Полностью разряжайте конденсатор после каждой сварки.
УЗНАЙТЕ КАКОВ ЛУЧШИЙ СПОСОБ НАНЕСЕНИЯ ПРЕРЫВИСТОЙ ЛИНИИ, ДВУХЦВЕТНОЙ ЛИНИИ, ШИРОКОЙ ЛИНИИ НА АВТОДОРОГАХ, ПАРКОВКАХ И МНОГОЕ ДРУГОЕ.
Не все линии горизонтальной разметки на автодорогах одинаковы.Линии разметки в виде дорожных полос отличаются от линий, используемых на пешеходных переходах, или от линий, обычно используемых на взлетно-посадочных полосах аэропортов.
В каждой стране свои линии
Задача усложняется еще и потому, что дорожное покрытие определяется и классифицируется в разных странах по разному.Но все же в любой стране мира единообразие разметки важно для предоставления понятной информации водителям и пешеходам и уменьшения путаницы при определении значения маркировки.Именно поэтому хорошая система для нанесения горизонтальной дорожной разметки должна позволять наносить разметку любых необходимых типов.
Стандартная/сплошная линия
В каждой стране имеются собственные правила и традиции, поэтому такого понятия, как «стандартная линия», не существует. «Стандартную линию» дорожной разметки можно определить, как одна сплошная одноцветная линия шириной от 100 до 150 мм.Сплошная линия часто используется в качестве продольной разметки на автодорогах для обозначения надлежащего положения транспортного средства на дороге.При нанесении линий чаще всего используются два цвета: белый и желтый.В частных случаях такие линии используются для указания парковочных мест.Стандартные линии разметки можно наносить при помощи любой дорожно-разметочной машины, оборудованной одним краскораспылителем.
Широкая линия
В дорожной разметке широкая линия – это линия шириной 40–50 см.Этот тип линии используется для различных целей, например, для нанесения разметки стоп-линий и пешеходных переходов.Ширины захвата одного краскораспылителя недостаточно для нанесения широкой линии.Широкие линии шириной до 60 см можно нанести с помощью дорожно-разметочной машины, оснащенной двумя краскораспылителями. Два краскораспылителя устанавливаются рядом друг с другом на расстоянии, обеспечивающем перекрытие двух пятен распыла для получения одной сплошной широкой линии. Правильное расположение распылителей крайне важно для получения качественной линии.На взлетно-посадочных полосах аэропортов часто можно увидеть линии шириной 90 см.Для нанесения таких линий необходим блок из трех распылителей.
Прерывистая линия
Прерывистые линии наносятся путем разделения одной сплошной линии на отдельные сегменты.Длина, ширина, цвет сегментов и расстояние между ними различны в каждой стране и зависят от назначения.На перекрестках и автомобильных дорогах прерывистые линии используются для различных целей:
Разграничение полос движения: разделяет поток автомобилей и помогает водителям ехать прямо.Во многих странах преобладает разметка белого цвета.
Разделительная линия: разделяет движение в противоположных направлениях. Пересечение такой линии разрешено, если это допускается правилами.
Велосипедные дорожки: обозначают границы велосипедных дорожек.
Машина для нанесения разметки с автоматическими краскораспылителями упрощает нанесение прерывистых линий и обеспечивает превосходную точность.Такие машины позволяют наносить прерывистую линию путем нажатия кнопки.Краскораспылители включаются и выключается автоматическив зависимости от настраиваемых параметров длины сегментов и расстояния между ними.В полуавтоматическом режиме удобно повторно наносить разметку: сегмент наносится автоматически, однако начало сегмента определяется оператором.
Двойная линия
Двойная линия часто используется для дорожной разметки.Такая линия располагается по центру дороги для разделения потоков транспортных средств.В зависимости от типа линий (см. ниже), их допускается пересекать с одной или с обеих сторон.Иногда двойная линия используется в качестве стоп-линии.
Существует два типа двойных линий:
Двойная сплошная линия
Одна сплошная линия в сочетании с одной прерывистой
Одна сплошная линия, переходящая в прерывистую, в сочетании с одной прерывистой линией, переходящей в сплошную
Ступенчатая линия (используется в аэропортах)
Нанесение двойной линии с помощью одного распылителя возможно путем прохождения одного участка дважды, однако этот способ неэффективен.Наиболее быстрым и эффективным способом является использование дорожно-разметочной машины с двумя распылителями.И если необходимо выполнить работу быстро, точно и спокойно, то лучше использовать машину с двумя автоматическими распылителями.Таким образом можно наносить любой тип двойных линий. Для этого нужно просто нажать кнопку.
Двухцветная линия
Такие линии не часто можно встретить на европейских автомобильных дорогах, но в определенных ситуациях такая двухцветная линия все же используется. В некоторых странах предварительные временные полосы движения (в случае проведения дорожных работ) размечаются с помощью желтых линий.В ситуациях, когда временные полосы движения переходят в постоянные полосы с белой разметкой, необходимо использовать два цвета.Двухцветные линии также используются в аэропортах, если контраст белых линий на бетонной поверхности серого цвета недостаточен.Путем нанесения черной краски рядом с белой линией можно повысить контраст до необходимого значения.
Можно также нанести двухцветные линию с помощью машины, оснащенной только одним краскораспылителем.Если же у вас нет времени на ожидание, пока высохнет краска, то наилучшим решением является машина с двумя распылителями. Каждый краскораспылитель будет использоваться для нанесения линии одного цвета.
Диагональная линия
На участках, где автомобильное движение не разрешается, часто наносятся параллельные диагональные линии.Такие линии – это прямые сплошные линии, нанесенные по определенному шаблону. Такие типы разметки обычно наносятся вручную.Обычно на расчет и нанесение физического шаблона разметки уходит много времени.Но при использовании машины для нанесения дорожной разметки с наконечниками, которые можно отрегулировать для нанесения линии под определенным углом, можно намного упростить работу.Некоторые более совершенные машины имеют функцию автоматического шаблона, которая в два раза снижает время, необходимое для нанесения горизонтальных линий.
Разметка дорог | Виды дорожной разметки
Дорожная разметка – это линии, схематические знаки и надписи, которые наносятся на проезжую часть и придорожные объекты для информирования участников дорожного движения о правилах, условиях, режимах движения и ограничениях, действующих на отдельных участках трассы. Разметка дорог классифицируется по типу, способу нанесения, размерам и формам. Кроме того, она может быть нанесена как на дорожное покрытие, покрытия складских и производственных помещений так и на сопутствующие инфраструктурные сооружения. Основные характеристики, правила и ограничения разметки определены в ПДД, требования к нанесению маркировки регулируются ГОСТ Р 51256-2011.
Виды дорожной разметки
По способу объектов размещения она подразделяется на две категории – горизонтальную и вертикальную. Линии, знаки и символы, которые автомобилисты наблюдают на дорожном покрытии, относятся к горизонтальной дорожной разметке. Такая маркировка помогает разграничивать потоки транспорта по полосам, определяет границы проезжей части и ее функциональное назначение. Вертикальная же маркировка наносится на придорожные инфраструктурные объекты: боковые ограждения, столбы, ограничительные элементы. В роли разметки выступают монохромные полосы и схематические знаки, которые информируют водителей о возможной опасности.
Есть деление и по цветам. Разметка, которая наносится на постоянной основе, выполняется из термопластика или краски белых и желтых цветов. Покрытие оранжевого цвета – временно, с повышенным приоритетом.
Горизонтальная дорожная разметка
Специальные знаки — полосы, треугольники, стрелы и надписи — наносятся непосредственно на дорожное покрытие и сообщают автомобилистам о порядке перемещения на тех или иных отрезках трассы. Соответствующие положения ПДД регламентируют правила и ответственность за их несоблюдение.
Номер разметки по ПДД
Назначение и основные характеристики
1.1
Прямая, одинарная линия, которая разграничивает встречные потоки машин и информирует о габаритах полосы на опасных участках трассы.
1.2
Краевая сплошная черта, которая предназначена для определения границ проезжей части.
1.3
Сдвоенная сплошная разделит многополосную проезжую часть на две половины.
1.4
Желтая сплошная линия наносится на крайнюю границу проезжей части и строго запрещает остановку транспорта в этой зоне.
1.5
Пунктирная одинарная линия разбивает дорогу на несколько полос и обозначает границы движения по ним. Допускается пересекать её с любой стороны.
1.6
Линия приближения с длинными штрихами информирует о подъезде к зоне, которая разделяет разнонаправленные потоки машин.
1.7
Разметка с короткими штрихами регулирует движение по полосам в границах перекрестка. Также с помощью этой линии с 2015 года обозначают зону парковки. Её отличительная особенность — короткие штрихи и равные им промежутки.
1.8
Широкая прерывистая маркировка наносится для обозначения границы основной проезжей части и зоны набора скорости или торможения.
1.9
Для дорог, на которых организовано реверсивное движение, используется сдвоенная прерывистая разметка. Если специальные светофоры на трассе выключены, такая линия приравнивается к сдвоенной сплошной.
1.10
Пунктирная желтая черта выделяет зону, где запрещена стоянка транспортных средств. Обычно нанесена у края проезжей части или по верху бордюра.
1.11
Сочетание пунктирной и сплошной линии разграничивает движение машин в встречном или противоположном потоке. Пересечение линии (для въезда на полосу, обгона) разрешено только с «прерывистой» стороны.
1.12
Широкая сплошная черта, расположенная перпендикулярно к полосе движения, обязывает водителей остановиться.
1.13
Маркировка «уступи дорогу» в виде небольших треугольников. Применяется в комбинации с соответствующим знаком и предписывает уступить дорогу.
1.14.1, 1.14.2
Для ширины перехода до 6 метров — классическая «зебра», более — со стрелками, задающими направления движения.
1.15
Квадратные штрихи, определяющие место пересечения велодорожки с проезжей частью.
1.16.1 — 1.16.3
«Островки безопасности» разделяют транспортные потоки встречных или попутных направлений. Также наносятся в зонах слияния потоков с нескольких трасс, в зонах парковки.
1.17
Желтая ломаная, которая регламентирует место остановки общественного транспорта
1.18
Стрелки наносятся на дорожное покрытие перед поворотом и регулируют направление движения по полосам.
1.19
Стрелка с плавным изгибом, которая предупреждает автомобилистов о приближении к участку сужения дороги.
1.20
Предупреждение о скором приближении к зоне, где будет необходимо уступить дорогу (1.13). Наносится на дорогу в виде большого одиночного треугольника.
1.21
Информация о подъезде к зоне, в которой потребуется остановиться, и только затем продолжать движение. Большие буквы «СТОП» на дороге.
1.22
Информирует водителя о номере автодороги или маршрута. Обычно номер сочетает в себе букву и цифру.
1.23.1
Маркировка в виде букв «А» сообщает о полосе, выделенной для наземного общественного транспорта.
1.23.2
Рисунок в виде пешехода информирует о пешеходной зоне.
1.23.3
Схематичное изображение двухколесного транспорта определяет зону велосипедной полосы или выделенной дорожки.
1.25
Белые «шашечки» наносятся для предупреждения автомобилистов об искусственных неровностях покрытия.
1.26
Желтым квадратом с перекрестными линиями обозначается особый участок перекрестка. На него строго запрещено выезжать при возникновении на пути следования «пробки».
Функциональная долговечность дорожной разметки
Национальными стандартами и государственными техническими регламентами определяется не только внешний вид и расположение, но и функциональные характеристики маркировки. Для разметки городских дорог и междугородних шоссе применяется термопластик: после нанесения и отвердения горячий материал превращается в прочное матовое покрытие. Минимальный срок долговечности, установленный для разметки термопластиком, составляет 6 месяцев. Максимальный износ при этом не должен превышать 50%. Для утолщенного нанесения толщиной более 1,5 мм – долговечность не менее одного года, а износ – на отметке 25-30%.
Другим распространенным материалом для разметки дорожного покрытия является холодный пластик. В отличие от термопластика, он не требует привлечения дорогостоящего оборудования для нанесения, но является таким же износостойким даже при длительной активной эксплуатации полотна. Характеристики функциональной долговечности у горячего и холодного пластика идентичны.
На небольших дорогах маркировку нередко наносят с помощью специальной краски. В таком случае срок долговечности должен составлять минимум 3 месяца. Дорожную разметку краской обычно проводят в теплое, сухое время года: это положительно сказывается на эксплуатационных характеристиках материала.
Услуги по нанесению дорожной разметки
Потребность в услугах по нанесению разметки возникает, в первую очередь, у владельцев дорог — уполномоченных ведомств и департаментов. В Москве функции разработки проекта разметки и её нанесения на трассы возложены на Департамент ЖКХ и благоустройства. Совместно с ГУОБДД МВД России они осуществляют контроль за нанесением и эксплуатацией разметки. Кроме того, заказчиками работ по маркировке могут выступать муниципальные администрации, представители компаний-застройщиков, владельцы торговых центров и частные коммерческие организации.
ТСК «Велес» предлагает услуги по нанесению горизонтальной и вертикальной разметки в Центральном федеральном округе. Выполним работы по маркировке внутридомовых территорий многоквартирных домов, разметку парковок и паркингов, дорог и пешеходных переходов, производственных площадей заводов и цехов, складских помещений и АЗС, аэродромов. Компания следит за актуальными стандартами и нормами технических регламентов, регулярно обновляет материально-техническую базу. Мы работаем с современными износостойкими материалами: дорожной краской, термопластиком, холодным пластиком. Многолетний опыт и профессиональное оборудование позволяют нам выполнять работы качественно и точно в срок.
Чтобы получить консультацию специалиста или заказать услугу по нанесению дорожной разметки, звоните нам по контактным номерам, указанным на сайте.
7 типов дорожной разметки согласно IRC-35
🕑 Время чтения: 1 минута
Дорожная разметка является психологическим барьером и важным компонентом автомагистрали, который служит для направления и контроля движения. Он также направляет движение пешеходов и велосипедистов в безопасное место, обеспечивая плавный и упорядоченный поток транспорта и повышая безопасность дорожного движения.
Рис. 1: Дорожная разметка
В этой статье мы обсудим 7 типов дорожной разметки, классифицированных на основе размещения разметки в отношении движения транспортных средств, а также на основе функции разметки.
Contents:
1. Longitudinal Markings
2. Transverse Markings
3. Hazard Marking
4. Block Marking
5. Arrow Marking
6. Directional Marking
7. Facility Marking
1. Продольная разметка
Основная цель продольной разметки — направлять и ориентировать водителя при движении вперед, а также запрещать обгонные маневры в определенных опасных местах во избежание аварий с боковым столкновением и лобовым столкновением.
Продольная маркировка, как правило, белого и желтого цвета, где белый цвет используется на видном месте, а желтый цвет используется там, где категорически запрещается находиться в седле транспортных средств. Классификация продольной разметки приведена в таблице ниже. прерывистые линии, одиночные/двойные непрерывные линии, такие как стоп-маркировка и маркировка уступки. Эти поперечные маркировки всегда сопровождаются соответствующими знаками.
Классификация поперечной маркировки приведена в таблице ниже:
Таблица 2: Поперечная маркировка на автомагистралях согласно IRC 35
3.
Маркировка опасности
Маркировка опасности облегчает основные действия транспортных средств, например движение слияние/расхождение, запрещение пересечения и отклонение движения впереди опасных ситуаций. Эти маркировки обычно наносятся шевронной и диагональной маркировкой, штриховой маркировкой и запрещающей маркировкой.
Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация знаков опасности указана в таблице ниже:
пешеходы, треугольная и клетчатая разметка для прерывателей скорости. Качество блочной маркировки с адекватной видимостью имеет первостепенное значение.
Нанесение термопластичной краски для блочной маркировки обычно отличается от продольной маркировки. Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация блочной разметки приведена в таблице ниже. делать обязательные повороты.
Нанесение термопластичной краски для блочной маркировки обычно отличается от продольной маркировки. Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация стрелок указана в таблице ниже-
Таблица 5: Стрелочная маркировка на автомагистралях в соответствии с IRC 35
6. Маркировка направления
Словесное сообщение, имеющее направленный характер, классифицируется как маркировка направления. Классификация маркировки направлений приведена в таблице ниже:
маркировка объекта. Классификация маркировки объектов приведена в таблице ниже-
Таблица 7: Маркировка объектов на автомагистралях согласно IRC 35
Подробнее: 1. Классификация дорог и их детали 2. Что такое дорожные неровности? Особенности и классы
Значение различных дорожных знаков
Zutobi · Обновлено 22 февраля 2022 г. , сейф для переулков , поворот, а когда надо остановиться.
Сегодня мы рассмотрим различные типы дорожной разметки и их значение.
Белые линии
Желтые линии
Крайные линии
Стрелки
Обратимые дорожки
HOV-Lanes
Белые дорожные линии
Белые линии . Белые линии бывают трех типов: одинарные прерывистые, одинарные сплошные и двойные сплошные.
Одиночные прерывистые белые линии
Вы можете пересекать отдельные прерывистые белые линии, чтобы перестроиться в безопасном месте.
Одиночные сплошные белые линии
Вы не должны пересекать одиночные сплошные белые линии, кроме как во избежание опасности. Многие водители не соблюдают это на светофорных перекрестках, что создает опасную ситуацию для всех.
Двойные сплошные белые линии
Вы не должны пересекать двойные сплошные белые линии ни по какой причине, так как они обозначают барьер.
Желтые линии дороги
Желтые линии разделяют движение транспорта в противоположных направлениях .
Желтая ломаная линия
Вы можете, если это безопасно, пересекать желтую ломаную линию, чтобы объехать впереди идущее транспортное средство. Перед обгоном убедитесь, что дорога впереди свободна.
Сплошная желтая линия
Сплошная желтая линия означает, что проезд запрещен. Не пересекайте сплошную желтую линию, чтобы обогнать другое транспортное средство.
Сплошная желтая линия рядом с пунктирной желтой линией
В зависимости от того, с какой стороны вы находитесь, вам могут разрешить или запретить обгон
Если вы едете справа от пунктирной желтой линии, вам разрешено пересекать линии для обгона транспортных средств, если это безопасно.
Если вы едете со стороны сплошной желтой линии, вы не должны обгонять
Двойные сплошные желтые линии
Двойные сплошные желтые линии указывают на то, что нельзя объезжать ни с одной из полос . Не двигайтесь влево от двойных сплошных желтых линий, за исключением следующих случаев:
Поворот налево для въезда/выезда с дороги
Ваша полоса движения заблокирована или закрыта, и знаки указывают на то, что вы должны двигаться по другой стороне линий
Движение по полосе HOV с обозначенным въездом слева линии
Могут быть дополнительные исключения в зависимости от того, где вы живете.
В этом сценарии вам разрешено двигаться слева от двойных сплошных желтых дорожных линий
Что такое краевые линии?
Типичная линия кромки
Краевые линии — сплошные линии тротуара вдоль обочины дороги. Они указывают, где заканчивается полоса и начинается обочина дороги. Существует два типа краевых линий:
Сплошная белая краевая линия — указывает на правый край тротуара
Сплошная желтая краевая линия — указывает на левый край тротуара на автомагистралях с раздельным движением и с односторонним движением улицы
Что такое тротуарные стрелки?
Если существуют отмеченные стрелки, вы должны двигаться только в направлении, указанном стрелками.
Стрелки могут иметь более одного направления:
одно направление — двигаться только в указанном направлении
два направления — можно двигаться в любом направлении стрелку, чтобы вам не приходилось менять полосу движения в последнюю минуту.
Что такое реверсивные полосы?
Реверсивные полосы движения улучшают транспортный поток в часы пик
На некоторых автомагистралях имеются реверсивные полосы движения для улучшения транспортного потока в часы пик. Реверсивные полосы отмечены дорожными знаками, разметкой тротуара и сигналами полосы движения.
Как правило, реверсивная полоса будет открыта в одном направлении во время утренних поездок и в другом направлении во второй половине дня.
Ромбовидные символы / полосы движения HOV
Дорожная разметка для полос движения HOV отмечена на дороге ромбовидным символом
Ромбовидные символы используются для обозначения полос специального назначения, таких как полосы, зарезервированные для транспортных средств высокой вместимости (HOV). Если вы не соответствуете требованиям полосы движения HOV, вы не должны двигаться по полосе с ромбовидными символами дорожного покрытия.
Ищите знаки, указывающие, кто может двигаться по полосе для HOV
Полосы для HOV — это полосы с ограниченным движением, по которым разрешено движение только транспортным средствам с определенным количеством пассажиров (обычно 2 или более).
Клапаны обратные шаровые (противовыбросовые) КОШТ-Р1 для колонны НКТ
Клапан обратный КОШТ (аналоги: КОБТ, КОБС) предназначен для автоматического перекрытия и герметизации трубного канала бурильного инструмента при бурении нефтяных и газовых скважин, а также при проведении ремонтных и аварийных работ.
ТУ 3742-003-79560377-2009
Конструкция клапанов обратных позволяет проводить профилактический ремонт в полевых условиях. Клапаны выпускаются с правым и левым направлением витков присоединительных резьб.
Наименование
КОШТ-42Р1
КОШТ-48Р1
КОШТ-60Р1
КОШТ-73Р1
КОШТ-73ВР1
КОШТ-89Р1
КОШТ-114Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
140 (14)
180 (18)
300 (30)
500 (50)
500 (50)
600 (60)
1100 (110)
Масса, кг
1,4
1,5
3,1
5
6
12
15
Длина, мм
140
150
185
200
200
285
295
Наружный диаметр, мм
52
56
73
89
93,2
108
132
Проходной диаметр, мм
16
20
28
40
43
50
67
Присоединительная резьба, ГОСТ 633-80
НКТ-42
НКТ-48
НКТ-60
НКТ-73
НКТ-73В
НКТ-89
НКТ-114
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-42Р1
КОШТ-48Р1
КОШТ-60Р1
КОШТ-73Р1
КОШТ-73ВР1
КОШТ-89Р1
КОШТ-114Р1
КОШТ-42Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
140 (14)
Масса, кг
1,4
Длина, мм
140
Наружный диаметр, мм
52
Проходной диаметр, мм
16
Присоединительная резьба, ГОСТ 633-80
НКТ-42
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-48Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
180 (18)
Масса, кг
1,5
Длина, мм
150
Наружный диаметр, мм
56
Проходной диаметр, мм
20
Присоединительная резьба, ГОСТ 633-80
НКТ-48
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-60Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
300 (30)
Масса, кг
3,1
Длина, мм
185
Наружный диаметр, мм
73
Проходной диаметр, мм
28
Присоединительная резьба, ГОСТ 633-80
НКТ-60
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-73Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
500 (50)
Масса, кг
5
Длина, мм
200
Наружный диаметр, мм
89
Проходной диаметр, мм
40
Присоединительная резьба, ГОСТ 633-80
НКТ-73
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-73ВР1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
500 (50)
Масса, кг
6
Длина, мм
200
Наружный диаметр, мм
93,2
Проходной диаметр, мм
43
Присоединительная резьба, ГОСТ 633-80
НКТ-73В
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-89Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
600 (60)
Масса, кг
12
Длина, мм
285
Наружный диаметр, мм
108
Проходной диаметр, мм
50
Присоединительная резьба, ГОСТ 633-80
НКТ-89
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-114Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
1100 (110)
Масса, кг
15
Длина, мм
295
Наружный диаметр, мм
132
Проходной диаметр, мм
67
Присоединительная резьба, ГОСТ 633-80
НКТ-114
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
Клапаны обратные КОШЗ, КОШТ — Резервуары, емкости, резервуарное оборудование Neft-rus.
ru
Warning: Parameter 1 to plgContentPageTitle() expected to be a reference, value given in /var/www/vhosts/u0298987.plsk.regruhosting.ru/httpdocs/xn—-itbxofdje7e.xn--p1ai/libraries/joomla/event/dispatcher.php on line 136
Клапан обратный КОШЗ, КОШТ предназначен для герметизации и автоматического перекрытия трубного канала бурильного инструмента при бурении газовых и нефтяных скважин, а также при выполнении ремонтных и аварийных работ (аналоги: КОБ, КОБТ, КОБС).
ТУ 3742-003-79560377-2009
Конструкция обратных клапанов позволяет проводить профилактический ремонт в полевых условиях. Клапаны выпускаются как с правым, так и с левым направлением витков присоединительной резьбы. Рабочая среда — нефть, газ, газоконденсат, раствор СаСl2, вода, буровые растворы. Температура рабочей среды — до 100°С. Коррозионное исполнение — для среды с объемным содержанием CO2 до 6%. Климатическое исполнение — УХЛ по ГОСТ 1515.
КЛАПАН ОБРАТНЫЙ КОШЗ, КОШТ исполнение К-2
Наше производство позволяет изготовить для Вас клапаны обратные, выполненные в сероводородостойком исполнении с содержанием H2S до 6% по объему (исполнение К-2 ГОСТ 13862-90).
Дополнительная информация
№ п/п
Шифр изделия
Аналоги
Грузоподъ- емность, т
Присоединит. резьба
Габариты, мм
Рабочее давление, МПа
Диаметр внутреннего прохода, мм
Диам.
Длина
ГОСТ 28487
1.
КОШЗ-73-35-105
КОБ-86, КОБТ-86, КОБС-86
80
З-73
86
300
35-105
28
2.
КОШЗ-73Л-35-105
З-73LH (Левая)
3
КОШЗ-76-35-105
КОБ-105, КОБТ-105, КОБС-105
107
3-76
105
3103
35-105
28
4.
КОШЗ-76Л-35-105
3-76LH (Левая)
5.
КОШЗ-86-35-105
КОБ-108, КОБТ-108, КОБС-108
114
3-86
108
320
35-105
36
6.
КОШЗ-86Л-35-105
3-86LH (Левая)
7.
КОШЗ-88-35-105
КОБ-108, КОБТ-108, КОБС-108
155
3-88
108
320
35-105
36
8.
КОШЗ-88Л-35-105
3-88LH (Левая)
9.
КОШЗ-102-35-105
КОБ-120, КОБТ-120, КОБС-120
114
3-102
120
360
35-105
50
10.
КОШЗ-102Л-35-105
3-102LH (Левая)
11.
КОШЗ-108-35-105
КОБ-133, КОБТ-133, КОБС-133
120
3-108
133
380
35-105
50
12.
КОШЗ-108Л-35-105
3-108LH (Левая)
13.
КОШЗ-117-35-105
КОБ-140, КОБТ-140, КОБС-140
263
3-117
140
400
35-105
50
14.
КОШЗ-117Л-35-105
З-117LH (Левая)
15.
КОШЗ-121-35-105
КОБ-146, КОБТ-146, КОБС-146
190
3-121
146
420
35-105
58
16.
КОШЗ-121Л-35-105
3-121LH (Левая)
17.
КОШЗ-122-35-105
КОБ-146, КОБТ-146, КОБС-146
190
3-122
146
420
35-105
58
18.
КОШЗ-122Л-35-105
3-122LH (Левая)
19
КОШЗ-133-35-105
КОБ-155, КОБТ-155, КОБС-155
195
3-133
155
430
35-105
62
20.
КОШЗ-133Л-35-105
3-133LH (Левая)
21.
КОШЗ-147-35-105
КОБ-178, КОБТ-178, КОБС-178
270
3-147
178
460
35-105
70
22.
КОШЗ-147Л-35-105
3-147LH (Левая)
23.
КОШЗ-152Л-35-105
КОБ-197, КОБТ-197, КОБС-197
400
3-152
197
460
35-105
78
24.
КОШЗ-152Л-35-105
3-152LH (Левая)
ГОСТ 633-80
25.
КОШТ-33-70
—
12
НКТ 33
48,3
200
70
22
26.
КОШТ-48-70
—
18
НКТ 48
63,5
220
70
36
27.
КОШТ-60-35-105
—
30
НКТ 60
73
250
35-105
44
28.
КОШТ-73-35-105
—
50
НКТ 73
89
270
35-105
54
29.
КОШТ-89-35-105
—
60
НКТ 89
108
310
35-105
66
Для того, чтобы заказать клапаны обратные КОШЗ, КОШТ или получить необходимую информацию, свяжитесь с нами по телефону или по электронной почте. Персональный менеджер ответит на все интересующие Вас вопросы и будет информировать о статусе Вашего заказа на всех этапах его выполнения.
Геополитическая ситуация, вызванная кризисом в Украине и усилением ограничений COVID-19 в Китае, весной сократила заказы на заводе клапанов в Хельсинки, Финляндия. Исключительная ситуация особенно повлияла на нефтегазовые проекты завода. Воздействие пандемии COVID-19 в Китае также продолжает вызывать проблемы, связанные с доступностью компонентов и логистикой.
Чтобы отрегулировать производственную мощность в соответствии с уменьшенной нагрузкой на клапан Подробнее. ..
Компания Valmet расширяет свой универсальный ассортимент дисковых затворов Neles™ Q-Disc™, новой высокопроизводительной функцией, помогающей балансировать поток в регулирующих клапанах. Запуск дополняет предложение модульной платформы дисковых затворов Neles™ Neldisc™ и Jamesbury™ Wafer-Sphere™, которая была представлена на рынке в июне 2021 года.
«Линейка модульных дисковых затворов была разработана, чтобы помочь нашим клиентам не только в выборе клапана.0003 Подробнее…
ШАРЛОТТ, Северная Каролина, 28 января 2019 г. /PRNewswire/ — Корпорация Sealed Air с гордостью отмечает сегодня День благодарности Bubble Wrap® и enco Подробнее…
Select CountryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatia (Hrvatska)CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrance, MetropolitanFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGuernseyGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHeard and Mc Donald ОстроваГондурасГонконгВенгрияИсландияИндияОстров МэнI ndonesiaIran (Islamic Republic of)IraqIrelandIsraelItalyIvory CoastJerseyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKosovoKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and ПринципыСаудовская АравияСенегалСербияСейшелыСьерра-ЛеонеСингапурСловакияСловенияСоломоновы острова dsСомалиЮжная АфрикаЮжная Джорджия Южные Сандвичевы островаИспанияШри-ЛанкаSt. ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenZaireZambiaZimbabwe
Kobalt (Coleman) 143075 Запчасти для воздушного компрессора
Пожалуйста, включите JavaScript для просмотра веб-сайта.
Здесь приведены схемы и запасные части для электрического воздушного компрессора Kobalt (Coleman) 143075, а также ссылки на руководства и таблицы кодов ошибок, если таковые имеются.
Существует несколько способов найти нужную деталь или схему:
Щелкните схему, чтобы просмотреть показанные на ней детали.
В поле поиска ниже введите полностью или частично номер детали или название детали.
На схемах показаны не все детали — эти детали имеют маркировку NI, что означает «не показано».
Мы рекомендуем вам сохранить модель в своем профиле, чтобы вы могли легко получить доступ к деталям и руководствам для вашего устройства при каждом входе в систему.
Советы по самостоятельному устранению неполадок и руководства по ремонту см. в нашем разделе помощи по ремонту.
Руководство по владельцу
с показателем 10 из 38 Части
#35
Диаграмма воздушного компрессора
Рунок
Часть № 092-0035
#7
Воздушный компрессор Схема
Уплотнительное кольцо
Деталь № 054-0258
Производитель больше не производит эту деталь, и нет запасной части
№ 40
Воздушный компрессор Схема
Передний кожух
Деталь № 142-0189
Производитель больше не производит эту деталь, и нет запасной части
№ 24
Комплект колеса
№12
Схема воздушного компрессора
Коленчатый вал
Деталь №053-0109
Изготовитель больше не производит эту деталь, и нет запасной части
#10
Воздушный компрессор Схема
Цилиндр
Деталь № 050-0067
Производитель больше не производит эту деталь, и нет запасной части
№ 29
Воздушный компрессор Схема
Комплект рукоятки
Деталь № 093-0080
Производитель больше не производит эту деталь, и нет запасной части
#25
Воздушный компрессор Схема
Petcock
Часть № 072-0016
Производитель больше не производит эту деталь, и нет запасной части
№ 36
Схема воздушного компрессора
Манометр (2)
Деталь № 03
#13
Воздушный компрессор Схема
Подшипник
Деталь № 051-0107
Изготовитель больше не производит эту деталь, и нет запасной части
Симптомы, общие для всех воздушных компрессоров
Выберите симптом, чтобы просмотреть информацию о ремонте воздушного компрессора.
Почему бак моего воздушного компрессора не удерживает воздух?
Основные причины: ржавый воздушный ресивер, ослабленные соединения воздуховодов, неисправный обратный клапан, негерметичный предохранительный клапан, неисправный дренажный клапан ресивера
Подробнее
Почему мой воздушный компрессор не запускается с полным воздушным ресивером?
Основная причина: плохой обратный клапан
Подробнее
Почему я не могу отрегулировать давление воздуха на выходе моего воздушного компрессора?
Основная причина: неисправность регулятора давления воздуха на выходе
Подробнее
Почему предохранительный клапан моего воздушного компрессора постоянно открывается?
Основные причины: плохой предохранительный клапан, отказ реле давления
Подробнее
Почему не работает манометр моего воздушного компрессора?
Основная причина: неисправность манометра воздушного ресивера
Подробнее
Почему из моего воздушного компрессора протекает воздух?
Основные причины: ослабленные соединения воздуховодов, неисправный обратный клапан, неисправный предохранительный клапан, поврежденный или корродированный воздушный резервуар, неисправный воздушный насос
Подробнее
Почему мой воздушный компрессор не создает давление в резервуаре?
Основные причины: открыт дренажный клапан бака или утечка воздуха, негерметичный воздушный бак, плохой предохранительный клапан, изношенные уплотнения насоса, неисправная пластина клапана насоса
Подробнее
Почему мой воздушный компрессор не включается?
Основные причины: отсутствие электропитания, неисправность обратного клапана, неисправное реле давления
Подробнее
Руководства по ремонту, общие для всех воздушных компрессоров
Эти пошаговые руководства по ремонту помогут вам безопасно починить то, что сломалось в вашем воздушном компрессоре.
1 мая 2015 г.
Как заменить реле давления воздушного компрессора
By Lyle Weischwill
Вы можете заменить сломанное реле давления воздушного компрессора примерно за 45 минут.
Сложность ремонта
Необходимое время
45 минут или меньше
Читать дальше
1 мая 2015 г.
Как восстановить насос воздушного компрессора
Автор Lyle Weischwill
Если воздушный компрессор не наполняет резервуар сжатым воздухом, восстановите насос, выполнив следующие действия примерно за 45 минут.
Сложность ремонта
Требуемое время
45 минут или менее
Подробнее
1 мая 2015 г.
Как заменить обратный клапан воздушного компрессора0005
Вы можете заменить неисправный обратный клапан воздушного компрессора примерно за 10 минут.
Сложность ремонта
Требуемое время
15 минут или менее
Подробнее
Статьи и видео, общие для всех воздушных компрессоров
Используйте советы и подсказки в этих статьях и видеороликах, чтобы получить максимальную отдачу от вашего воздушного компрессора .
24 апреля 2015 г.
Как уменьшить шум воздушного компрессора
By Lyle Weischwill
Узнайте, как уменьшить шум воздушного компрессора.
Подробнее
21 апреля 2015 г.
Как обслуживать безмасляный воздушный компрессор
By Lyle Weischwill
Узнайте, как обслуживать безмасляный воздушный компрессор для безопасной и эффективной работы.
Подробнее
21 апреля 2015 г.
Как обслуживать воздушный компрессор с масляной смазкой
By Lyle Weischwill
Узнайте, как выполнять плановое техническое обслуживание воздушного компрессора с масляной смазкой.
Read more
Parts & More
Bottom-Mount Refrigerator
Shop LG LFXS28968S/00 bottom-mount refrigerator partsShop LG LFX28968ST/01 bottom-mount refrigerator parts
Dishwasher
Frigidaire FDB1502RGC1 dishwasher parts
Сушильная машина
Магазин Модель #MEDX655DW1 Электрическая сушилка MaytagМагазин Kenmore 11068102310 Детали сушилки
Электрическая плита
Детали электрической плиты Frigidaire FES353CCWD
Трактор с передним монтиром
Руководитель 917287480 Фронт-монета для газонного трактора.
Перфоратор — инструмент, используемый для выполнения разнообразных строительных работ. Популярность предмет заслужил благодаря своей мощности и большому функционалу. Однако стоит помнить, что перфоратор работает под постоянной нагрузкой, поэтому некоторые детали могут выходить из строя. Перед тем как снять патрон с перфоратора, рекомендуется изучить все особенности процесса.
Содержание
Патрон и его назначение на перфораторе
Как устроен патрон перфоратора
Какие виды патронов для перфораторов бывают
Как снять патрон с перфоратора
Ремонт или замена
Как разобрать патрон перфоратора
Как вставить патрон на перфораторе
Особенности снятия и ремонта патрона для разных производителей перфораторов
Конструкция перфораторов разных торговых марок отличается
Патрон и его назначение на перфораторе
Основная функция патрона на перфораторе — удерживать специальные насадки, необходимые для выполнения определенного типа работ. Деталь также называют исполнительным органом, потому что благодаря подобному элементу правильно передается крутящий момент.
Как устроен патрон перфоратора
Практически каждый инструмент отличается универсальностью. В продаже для перфораторов присутствует множество уникальных головок, насадок и переходников, но главным для основной работы считается патрон.
Специалисты рекомендуют всегда иметь в запасе дополнительную деталь. Кроме того, считается, что для каждого вида деятельности стоит подбирать определенный патрон.
Основными видами являются:
Быстрозажимной. Лучше выбирать для работ, когда требуется быстрая смена насадок.
Ключевой. Хороший вариант для буров большого диаметра.
Перед тем, как разобрать патрон перфоратора, рекомендуется рассмотреть его конструкцию. В старых вариантах соединение сверл осуществлялось при помощи специальных кулачков. В современных моделях используется фиксация при помощи направляющих клиньев и стопорных шариков. Также могут присутствовать дополнительные элементы:
регулятор оборотов,
электронный и щеточный реверс,
система быстрой замены,
различные индикаторы,
фрикционная муфта,
антивибрационная система,
иммобилайзер и другие.
Важно! Комплектность в основном зависит от модели перфоратора. Модели известных производителей комплектуются лучше.
Патроны бывают нескольких видов
Какие виды патронов для перфораторов бывают
Существуют различные виды патронов для перфораторов, каждый вариант имеет некоторые отличия.
SDS. Деталь подобного вида появилась сравнительно недавно, однако считается наиболее оптимальным вариантом для инструментов подобного вида. Снабжается пятью видами зажимных устройств — обычные, top, quick, plus, max.
Зубчато-венцовые ключевые. Классический вариант патрона. Для использования потребуется специальный ключ, помогающий фиксировать рабочую насадку. С его помощью сжимается и разжимается крепежный механизм. Считается очень надежным.
Быстрозажимные. Отличаются простотой в эксплуатации. Понадобится просто зажать механизм изделия и можно начинать работу.
Зажимные с одной муфтой. Подобные патроны устанавливаются только на моделях перфораторов, где присутствует автоматическая блокировка рабочего вала. В результате хвостовик насадки зажимается при помощи ручного вращения специальной гильзы.
Переходные. Перфоратор нередко используют с разными насадками, поэтому необходимы специальные переходники. Благодаря подобным элементам возможна эксплуатация инструмента в разных сферах.
Процедуру проводят с особой внимательностью, чтобы не потерять детали
Как снять патрон с перфоратора
Перед тем, как снять насадку с перфоратора, требуется точно определить его разновидность. После этого проводят разбор инструмента и начинают менять элементы.
Внимание! Лучше всего процедуру осуществлять на столе, чтобы не потерять важные детали.
Во время разбора элементы выкладывают в той последовательности, в которой снимают — потом будет проще собирать инструмент.
Процесс включает несколько этапов:
Удалить резиновый наконечник с торца.
Отверткой снять первое стопорное кольцо.
Потянуть пластиковый кожух муфты вниз.
Снять второе стопорное кольцо.
Удалить кожух муфты.
Извлечь пружины, стопорные пластинки и шарики.
Процесс разбора завершен. Если необходимо поменять патрон на перфораторе Bosch, Makita, Decker или, например, Elitech, понадобится извлечь оставшуюся часть втулки. Вместо нее устанавливается новая деталь.
Чтобы понять, какое устройство у механизма перфоратора, требуется осмотреть хвостовую часть насадки. На ней присутствует несколько утопленных зон, называющихся пазами. Насадка, которая будет устанавливаться в патроны SDS-plus отличается наличием 4 насечек — 2 закрытые и 2 открытые.
Ремонт или замена
При отсутствии запасных частей отремонтировать патрон получится только в двух случаях:
износ шариков,
утраченная пластичность смазки, в результате чего нарушается работа всех деталей. В подобных случаях проще подобрать аналог, чтобы сменить его полностью, чем отремонтировать элемент.
Как разобрать патрон перфоратора
В некоторых случаях возникает необходимость в разборе самого патрона, например, для чистки, смазки или смены некоторых деталей. Для того, чтобы правильно осуществить процесс, рекомендуется знать марку производителя, потому что основной процесс зависит от этого. Например, более современные марки (Деволт, Метабо, Штурм, Калибр) очень схожи по устройству с иностранными аналогами и разбираются по тем же схемам.
Схема разбора на основе марки Бош (изделия данного бренда самые популярные):
Отвернуть пластиковую деталь и удалить уплотнитель из резины.
С помощью отвертки аккуратно убрать кольцо, закрепляющее конструкцию и шайбу.
Удалить следующее фиксирующее колечко.
SDS зажим разбирают по определенной схеме — сначала удалить шарик, потом шайбу, в последнюю очередь пружину.
Важно! Требуется обязательно соблюдать описанную последовательность, чтобы не сломать изделие и не нарушить его работу.
После сборки необходимо проверить все крепления
Как вставить патрон на перфораторе
Для того, чтобы вставить патрон в перфоратор и собрать устройство, потребуется осуществить следующие действия:
Навернуть сверло на изделие (процедуру проделывают до упора).
Поместить винт в гнездо.
Закрутить полностью при помощи отвертки.
Рекомендуется выбирать наиболее подходящий вариант патрона и не экономить на детали, чтобы избежать поломок инструмента в будущем. Специалисты рекомендуют брать перфоратор с собой и подбирать элемент сразу в магазине.
Особенности снятия и ремонта патрона для разных производителей перфораторов
Различные модели перфораторов имеют определенную конструкцию, поэтому процесс смены патрона отличается. Есть некоторые особенности, но в основном все элементы снимаются одинаково.
Макита. Разборка осуществляется аналогично перфораторам фирмы Бош. Чтобы аппарат служил дольше, во время эксплуатации рекомендуется давать прибору остывать, а также осуществлять регулярный уход за предметом.
Зубр. Популярная торговая марка, аналогичная иностранным аналогам по своей конструкции.
Интерскол. Как и для любой другой модели основным требованием в процедуре является соблюдение внимательности и последовательности.
Бош. Разбор и сборка осуществляется по описанным выше схемам.
ИЭ4729э. Под подобными номерами раньше выпускались дрели. В большинстве случаев патроны на них были с коническими насадками (Конус Морзе12), поэтому последовательность разбора проводится по технологии, подходящей именно к данному типу.
В зависимости от модели процесс может отличаться
Снять патрон с перфоратора достаточно просто. Практически все модели разбираются одинаково, а для работы требуется лишь качественная отвертка. Если планируется заменить деталь на новую, то в магазин лучше отправляться с аппаратом, чтобы подобрать наиболее подходящий вариант, иначе можно испортить инструмент. Рекомендуется помнить, что на устройствах, выпущенных давно, схема снятия патрона может отличаться, поэтому при отсутствии уверенности в самостоятельном ремонте, лучше обратиться за помощью к специалисту.
Как снять патрон с перфоратора
Необходимость снять патрон с перфоратора появляется, когда он перестаёт должным образом работать: нуждается в ремонте или техническом обслуживании. Разбирается и заменяется он при помощи минимума инструментов за две-три минуты.
Содержание
Виды патронов для перфоратора
Как разобрать патрон перфоратора
Сборка патрона перфоратора
Как снять патрон с перфоратора
Ремонт патрона перфоратора
Замена патрона перфоратора
Виды патронов для перфоратора
В большинстве инструментов, независимо от производителя: Бош или Макита, устанавливаются патроны стандарта SDS: SDS-plus и SDS-max. Первый применяется на лёгких перфораторах, принимает насадки с хвостовиками диаметром 10 мм, которые входят в устройство на 40 мм. Фиксируется двумя шариками, которые входят в закрытые пазы насадки, расположенные один напротив другого. Усилие передаётся благодаря паре клиньев, имеющих контакт с хвостовиком площадью 75 мм2.
Конус для перфоратора в разобранном виде
Комплектующие SDS-max устанавливаются на мощные полупрофессиональные и промышленные перфораторы. От SDS+ отличаются:
количеством открытых пазов – их три;
площадью контактов – увеличена до 389 мм2;
глубиной погружения насадки – 90 мм.
Реже встречаются стандарты SDS-quick и SDS-top. Для работы с насадками с шестигранными и цилиндрическими хвостовиками в SDS может вставляться классический зубчатовенцовый патрон, как у дрели. Он позволяет использоваться обычные свёрла по дереву, металлу, стеклу, миксеры для замешивания растворов из сыпучих материалов с круглым хвостовиком. Работает даже с битой.
Иногда вместо SDS устанавливаются кулачковые или быстрозажимные и двухмуфтовые патроны.
Как разобрать патрон перфоратора
Для оценки технического состояния, обслуживания или замены зажимного устройства нужно разобрать патрон перфоратора. Предварительно надевают рабочие перчатки – они минимизируют пачкание рук грязью, строительной пылью, смазкой. Вилка инструмента обязательно вытаскивается из розетки.
Ползунок или задняя муфта патрона отводится в сторону инструмента. Если он установлено вертикально – вниз.
Отвод муфты вниз
Между пыльником и ползунком вставляется прямая отвёртка и проворачивается в любую сторону либо пыльник поддевается ею.
Ползунок опять отводится вниз, снимается металлическая шайба для пыльника.
Извлечение прокладки
Из посадочного места вытаскивается второе стопорное кольцо. Оно побольше первого в диаметре. Снимается пластиковый пыльник.
Снятие полимерной крышки
Из отверстия вытряхивается шарик.
Снимается пружина.
Всё детали тщательно очищаются от залипшей грязи, пыли сухой тряпкой либо салфеткой.
После комплектующие желательно промыть в керосине. Много будет налёта, если вместо смазки хвостовика смазка иногда наносится внутрь патрона, чего делать категорически нельзя.
Из посадочных мест вынимается четыре шплинта. Проще всего это делать при помощи магнита.
Извлечение крепёжных элементов
Из основания вытаскивается внутренняя часть механизма, куда вставляются насадки.
Из гильзы при помощи прямой отвёртки достаётся сальник, снимается уплотнительная резинка.
Сборка патрона перфоратора
Для сборки устройства выполненные при демонтаже действия повторяются в обратном порядке.
Промытые, очищенные или новые детали смазываются силиконовой смазкой вроде WD-40.
Смазка трущихся деталей
На место ставятся сальник, уплотнительная резинка. Внутренняя часть помещается в гильзу таким образом, чтобы совпали отверстия для шплинтов.
На места устанавливаются все четыре элемента крепления.
Монтаж шплинтов
Устанавливается пружина, далее – шайба, фиксирующая шарик. Выступом она поворачивается к гнезду для шарика.
Правильный монтаж
Пружина прижимается шайбой, на место ставится шарик.
Устанавливается шайба для пыльника, после – фиксируется малым стопорным кольцом.
Второе стопорное кольцо
Ползунок опускается, и лёгким усилием на место ставится пыльник.
Можно устанавливать насадку и проверять качество технического обслуживания патрона. В патронах от разных производителей процесс разборки может незначительно отличаться из-за наличия дополнительных шайб и прокладок.
Для снятия большинства патронов SDS с перфоратора расположенное за ним основание отводится по оси в сторону электродвигателя, и зажимное устройство легко извлекается, ведь крепится по принципу удержания бура. (Первые 12 секунд видео)
На некоторых моделях, например, от Makita, применяются двухмуфтовые зажимные устройства. Для их снятия основание патрона, расположенное за ним, необходимо провернуть против часовой стрелки на 1/8 оборота, чтобы стрелка указала на иконку отсоединённого зажимного агрегата. Вследствие, он освободится.
При использовании быстрозажимного патрона в перфораторе придётся воспользоваться отверткой. Кулачки разводятся до предела, прямой отвёрткой выкручивается фиксирующий винт с левой резьбой – откручивается за часовой стрелкой.
Крутить против часовой стрелки
Сам патрон откручивается против часовой стрелки рукой после фиксации вала штифтом. Если не снимается, в него вставляется и зажимается большой шестигранный ключ. После – по ключу наносится один сильный удар деревянным предметом, чтобы не деформировать инструмент, против часовой стрелки.
Зажатый шестигранник
Как вариант – зажать между кулачками шестигранную насадку, и выкрутить патрон с помощью соответствующего гаечного ключа.
Использование ключа
Если винт не выкручивается, по нему необходимо постучать для ослабления фиксации – в шлиц вставляется отвёртка, и по ней наносится несколько несильных ударов. Если возле или на фиксирующем болте видны следы коррозии, его смазывают жидкой смазкой.
Кулачковый патрон, который ставится в перфоратор через переходник, снимается как любая насадка: задняя муфта SDS-оснастки отводится в сторону электродвигателя в направлении оси, и зажимное устройство вынимается.
Ремонт патрона перфоратора
Пару деталей зажимного устройства можно заменить на аналогичные: износившийся шарик, резиновая прокладку и потерявшую изначальные свойства, например, гибкость, пружину. Иногда, например, при заклинивании или застревании насадки, усик пружины выскакивает из посадочного места.
Усик вставлен на место
При износе остальных компонентов ремонт патрона перфоратора практически не осуществляется, его необходимо менять на новый. Шарик с пружиной придётся искать не в магазинах с инструментами и строительных маркетах, а в сервисных центрах, где устройства обслуживаются и ремонтируются. Как вариант – заказать запчасть на китайской торговой площадке. Чаще проще заменить патрон на новый, чем отремонтировать его. Это немного дороже, но надёжнее и быстрее.
Замена патрона перфоратора
Иногда старые запчасти вследствие изрядного износа либо неосторожной эксплуатации приходится менять на новые. Замена патрона на перфораторе начинается со снятия старого зажимного устройства. После его демонтажа новая оснастка устанавливается на место в обратном разборке порядке.
Менять повреждённый патрон на перфораторе необходимо, если его компоненты изношены: появился люфт, выпадают насадки или устройство заедает. Чаще всего страдают стопорные пластины, фиксирующие шарики, сам корпус. Реже ослабевает пружина-фиксатор. Иногда для исправления проблемы на строительной площадке под неё подкладывают тонкую шайбу.
Что такое перфоратор? Для чего используется?
Наверное, все слышали об перфораторах. Но не все четко понимают, что такое перфоратор и для чего он используется. А в каких ситуациях нужны перфораторы?
Что такое перфоратор ?
Ударная дрель представляет собой электрическую машину с ударным механизмом и возможностью сверления. Он универсален, так как сочетает в себе ряд особенностей дрели и отбойного молотка.
Многозадачность сделала перфоратор незаменимым в строительных, ремонтных, отделочных и других видах работ.
Можно смело сказать, что этот станок обладает достаточной универсальностью, ведь он вполне может заменить и ударную дрель, и небольшой отбойный молоток.
На сегодняшний день данный вид техники востребован практически на любой строительной площадке, где выполняется множество различных работ.
Перфоратор незаменим при ремонте или строительстве.
Как работают перфораторы?
Перфоратор (перфоратор/перфоратор/перфоратор) представляет собой переносной электроинструмент, который используется для сверления твердых материалов, таких как бетон, камень, металл, дерево.
В 19 веке немецкая компания Flottmann разработала и продала буровые установки для горнодобывающей промышленности и строительства туннелей.
В 1932 году компания Bosch выпустила первый перфоратор с электрическим приводом. До этого столетия подряд сверление твердых материалов было очень утомительной работой.
Первое решение, принадлежащее немецкому предпринимателю Вильгельму Эмилю Фейну, который считается изобретателем электрической дрели с ручным управлением, но не очень эффективной.
Для бетона и камня.
Сверло перфоратора, помимо вращательного движения, производит также одновременное воздействие на материал, мощность которого измеряется в Джоулях (единица измерения механической работы, названная в честь физика, определившего ее — Джеймса Прескотта Джоуль).
В случае сверлильного станка перфорация производится с помощью зубчатых дисков (как у пилы ), прикрепленных к мандаринке (деталь, калиброванная для сверления отверстий), которая вызывает вибрацию сверлильного вала, чтобы вызвать разрушение материала в этом месте.
Перфоратор (электромеханический или электропневматический) наносит удар (непрерывным возвратно-поступательным движением с частотой 10 000 ударов в минуту) параллельно с вращательным движением бурильного вала (сверла), что облегчает проникновение материалов трудно.
Однако использование перфоратора противопоказано в случае легко крошащихся материалов, таких как газобетон, кирпич, керамика и т. д. диаметра, через который могут проходить трубы или кабели, для демонтажных работ (внутри или снаружи), для снятия плитки, бетонной плитки и т.п. приспособление, для домашних занятий достаточно перфоратора на 1,5-3 Джоуля.
Электромеханический перфоратор работает благодаря механической системе ножей и пружин, а также электропневматической системе со сжатым воздухом и поршнями (подходит для больших работ).
Он также снабжен кнопкой, которая позволяет выбирать желаемые функции и скорость перфорации.
Боковая рукоятка позволяет выбрать наиболее подходящий угол, чтобы усилия пользователя были минимальными.
При работе с такой машиной обязательно использование перчаток и защитных очков.
Типы перфораторов
Отличие перфораторов не только в их мощности, но и в расположении электродвигателя.
Имеются модели с горизонтальным и вертикальным расположением привода:
Вертикальный двигатель позволяет получить большую мощность и силу удара. Значительный вес таких моделей ограничивает их использование высотой подъема от уровня ног рабочего. Назначение тяжелых перфораторов – изготовление отверстий довольно большого диаметра (более 20 мм), дробление монолитных блоков.
Легкие инструменты с горизонтальным двигателем позволяют работать даже одной рукой. С их помощью подготавливают крепление перегородок из гипсокартона, сверлят отверстия до 20 мм, делают ниши для электроустановочных изделий.
Перфораторы выбирают для дома и профессионалов.
А чтобы каждый пользователь мог найти подходящий вариант, существует условное деление на три класса по массе:
Перфораторы легкие — весят не более 4 кг и имеют мощность от 400 до 800 Вт. Применяются в основном для бытового ремонта, когда необходимо просверлить отверстия под дюбели, подрозетники, паяльные коробки в бетоне.
Можно закрепить профиль для стен из гипсокартона, повесить полки, смонтировать сантехнику, установить выключатели и розетки. В ударном режиме можно откалывать плитку и удалять плиточный клей.
Средние Перфораторы — они весят до 8 кг, а мощность может достигать 1000 Вт.
Данные модели используются в арсенале мастеров при отделке, ремонте, монтаже коммуникаций и электромонтажных работах.
Большая выносливость и повышенное разрушающее воздействие помогут не только выполнять задачи, характерные для легких перфораторов, но и пробить отверстия для труб, подготовить штробы для электропроводки, снять старые напольные покрытия.
Тяжелые Перфораторы – вес превышают 8 кг и имеют мощность до 2000 Вт.
Такие модели используются профессионалами при демонтаже, капитальном ремонте, прокладке коммуникаций, вывозе материалов.
Можно делать отверстия коронками диаметром более 100 мм, колоть бетон в проемах, сверлить природный камень.
Конечно, такие инструменты большие.
А для снижения вибрации производители устанавливают в ручки демпферы, чтобы при длительном использовании пользователь не напрягал руки и снижал риск туннельного синдрома.
Что такое дрель SDS Max?
Сверло с хвостовиком SDS+ используется с легкими инструментами для проделывания отверстий небольшого диаметра в кирпичных или бетонных стенах и потолках.
Сверла SDS-max отличаются увеличенной площадью контакта хвостовика с зажимным устройством.
Применяются в мощных сверлах для сверления отверстий большого диаметра.
Практически все перфораторы питаются от сети 110 В/220 В. Реже встречаются портативные модели со встроенными аккумуляторными батареями.
Применение их оправдано при невозможности обеспечения стационарного или временного нахождения на рабочем месте штатной электросети.
Однорежимные машины, которые могут только сверлить, сегодня встречаются крайне редко.
Двойные режимы имеют одну дополнительную функцию:
для перфораторов SDS-Plus, это сверление без удара
для моделей SDS-Max – долбление, то есть удар без вращения.
Наиболее универсальными являются «трехрежимники», которых на рынке, пожалуй, большинство. Они могут и сверлить, и бурить, и домкратные работы выполнять.
Используете ли вы его в профессиональных целях или просто любите, вы можете найти модель в соответствии с требованиями вашего проекта.
В то же время отбойный молоток облегчит вашу работу, если вам придется выполнять проекты в сложных условиях.
Для чего используется перфоратор? №
Ударные дрели являются идеальным электроинструментом для активных мастеров, они имеют 2, 3 или даже 4 функции (простое сверление, ударное сверление, долбление и электронное позиционирование долота) и благодаря левостороннему/правостороннему принципу действия они также может выполнять завинчивание, соответственно отвинчивание.
Ударная дрель применяется для:
отверстий в бетоне, камне, кирпиче (с различными типами сверл)
долбления или сноса (с широким, узким долотом, зубилом, зубилом-крючком)
Снос молоток используется для:
долбления бетона, кирпича, камня
удаления раствора, фаянса
При использовании электроинструмента всегда помните о мерах защиты:
в каске, очках, наушниках;
используйте пылезащитную маску и защитные перчатки;
перед установкой или снятием дрели убедитесь, что машина выключена и отсоединена от сети;
перед сверлением убедитесь, что сверло надежно закреплено;
используйте вспомогательные рукоятки станка для очень хорошего контроля во время выполнения;
Как ухаживать за перфоратором
Каждый электроинструмент нуждается в периодическом уходе, даже перфораторы. Все детали механизмов при трении подвержены износу.
Предотвращайте преждевременный износ деталей, регулярно смазывая поверхности деталей.
Многие пользователи ограничиваются смазкой хвостовика сверла: от него масло попадает в патрон, и частично его смазывает.
Это оправдано, только пока прибор находится на гарантии.
Кроме патрона ухода требует ударный механизм, редуктор и электродвигатель – эти действия требуют разборки корпуса.
В течение гарантийного срока такое обслуживание может осуществляться только в авторизованных сервисных центрах. Самостоятельная разборка инструмента влечет за собой потерю права на гарантийный ремонт.
Типы ударного механизма перфоратора
Электромеханический – требует больших усилий для удара, а значит, необходима большая мощность двигателя.
Работа осуществляется за счет действия эксцентрика на пружину рычага, который перемещает ударник.
За счет отдачи сила удара увеличивается и передается на технику. Этот вариант считается устаревшим.
Модели с этим механизмом в настоящее время не выпускаются.
Электропневматический — позволяет получить высокую энергию удара даже при малой мощности.
Это самый популярный ударный механизм, который используется практически всеми производителями.
Но его реализация в разных конструкциях имеет отличия. Например, на легких моделях с горизонтальным расположением двигателя используется подшипник качения.
Г-образные инструменты среднего и тяжелого класса оснащены кривошипно-шатунным механизмом.
Как выбрать перфоратор
Важнейшим показателем производительности перфоратора является мощность, до 1400 Вт – для бытовых работ, свыше 1400 Вт – для профессиональных.
Патроны могут быть со шпонкой или SDS, наиболее распространенными и используемыми являются SDS-Plus и SDS-Max (более прочные при сверлении с высоким ударом).
Перфораторы имеют механический или пневматический удар, причем последний обеспечивает большую силу перфорации и более высокую износостойкость.
Для любительских работ мы рекомендуем вам выбрать перфоратор с максимальным ударом 4000 ударов в минуту.
Для профессионального использования можно выбрать модель с меньшим числом ударов.
Мощность сверления различных материалов (бетон, кирпичная кладка, дерево, металл, пластик) варьируется от одного производителя к другому.
Поэтому рекомендуется проверить эти характеристики в техническом паспорте продукта, чтобы выбрать продукт, который лучше всего подходит для операций, которые вы собираетесь выполнять.
Отбойный молоток — идеальный инструмент для быстрого и безопасного бурения различных твердых материалов, независимо от толщины просверливаемого слоя, поэтому он незаменим на любой стройплощадке и любых капитальных ремонтных работах.
Отбойные молотки пригодятся для разрушения кирпичной кладки, цемента, кирпича и даже камня.
Производительность отбойного молотка зависит от номинальной мощности, частоты ударов, энергии удара, калибра и функций или технологий, которыми он оснащен.
Отбойные молотки, предназначенные для периодической работы (хобби-режим), характеризуются номинальной мощностью 500–800 Вт, частотой ударов до 700, энергией удара 2–8 Дж. 1000 – 2000 Вт), частота ударов 800 – 1000, энергия удара 10 – 40 Дж и большие размеры.
Где вы используете перфоратор?
Перфораторы применяются в строительстве, монтажных работах и ремонте. Ударная дрель незаменима при работе с бетоном, отсюда и большой спрос на этот инструмент.
Активно используется строителями и монтажниками, которым приходится сверлить десятки, а то и сотни отверстий.
Востребован в быту (при ремонтных или «косметических» работах).
Типичные задачи этого инструмента — сделать отверстия для дюбелей, подготовить гнездо под розетку или просверлить сквозное отверстие для коммуникаций.
Тот, кто хочет купить перфоратор, должен учитывать тип работы, которую он собирается выполнять.
Для отверстий меньшего диаметра и глубины в материалах с низкой твердостью рекомендуется использовать сверлильный станок.
Относительно перфораторов следует знать, что они бывают разных размеров, самые тяжелые (около 10 кг) имеют меньшую отдачу и, следовательно, большую устойчивость.
Каждое устройство имеет сверла разных форм и размеров:
по металлу, например, используется конический наконечник,
по дереву сверло с тремя наконечниками), с совместимыми дюбелями и шурупами, с ограничителем глубины (очень удобно, особенно при сверлении отверстий одинаковой глубины)
и шаблоном (диаметром больше сверла, на один миллиметр), чтобы можно было выполнить работу точно.
Перфоратор имеет множество опций. Помимо основных классификаций, стоит рассмотреть значения по конкретным характеристикам.
Например, сила удара, мощность, размер картриджа — все это поможет сделать лучший выбор. Не стоит забывать и о дополнительных функциях, которыми наделен современный перфоратор.
Так, профессиональные модели часто дополняются второй ручкой для более удобного удержания устройства во время удара.
Проверка инструментов: Аккумуляторная перфораторная дрель с пылеудалением
OSHA обновила правила допустимого воздействия кварцевой пыли, и, соответственно, производители инструментов разработали несколько методов, помогающих работодателям соблюдать новые правила. Это имеет большое значение в строительстве, потому что, когда кремнезем попадает в легкие, он не выходит наружу, а длительное воздействие может вызвать серьезные проблемы с легкими и почками. Кремнезем можно найти в асфальте, кирпиче, цементе, бетоне, гипсокартоне, цементном растворе, строительном растворе, каменном песке и плитке, которые являются обычными материалами на строительной площадке. Наиболее распространенная задача, которую я выполняю как рамщик, которая может образовывать кварцевую пыль, — это сверление бетона, поэтому одним из наиболее часто используемых инструментов для нас являются перфораторы; хотите верьте, хотите нет, но они могут производить изрядное количество кварцевой пыли. Почти все производители теперь предлагают встроенные насадки для удаления пыли для своих аккумуляторных версий этих инструментов. Поскольку сейчас существует так много вариантов, я попросил Tools связаться со мной и прислать мне аккумуляторные бесщеточные модели, рассчитанные на диаметр резки до 1 дюйма и работающие с встроенным пылеудалением, чтобы мы могли сделать головку. сравнение с головой. Мне редко приходится резать бетон, но когда это необходимо, я надеваю маску и пользуюсь нашей отрезной пилой Hilti со встроенной системой подачи воды. Когда дело доходит до бурения, в основном мне нужно просверлить отверстия диаметром 1/4 дюйма для анкеров с разъемным приводом, чтобы прикрепить осадок к бетонной плите. Обычно я сверлю отверстия диаметром 1/2 дюйма или 5/8 дюйма для болтов Titen HD и редко отверстия диаметром 3/4 дюйма для стержня с резьбой из эпоксидной смолы.
Общие характеристики. Каждый из семи инструментов поставляется с приспособлением для удаления пыли, которое крепится к перфоратору. Он шел либо в комплекте, либо как дополнительный аксессуар. Это приспособление представляет собой небольшой пылеудаляющий аппарат, оснащенный HEPA-фильтром с всасывающей головкой, закрепленной на направляющей. Сверло центрируется на всасывающей головке, и когда вы входите в бетон, всасывающая головка плотно прилегает к поверхности, собирая пыль, образующуюся во время сверления. Каждая из этих насадок имеет съемный фильтр, который можно открыть и очистить. Каждая аккумуляторная дрель имеет три режима: только сверление, только удар и комбинированный режим. Все они справляются с вибрацией и содержат биты SDS+. Аккумулятор, прикрепленный к дрели, также питает пылеудаляющий аппарат. Все насадки для удаления пыли остаются включенными в течение нескольких секунд после того, как вы отпустите курок.
Для эффективной работы пылеудаляющего аппарата рекомендуется использовать насадку длиной 6 дюймов. Это связано с тем, что если долото выходит за пределы всасывающей головки, то пыль не собирается до тех пор, пока всасывающая головка не сядет на поверхность.
Все инструменты снабжены глубиномером. Платформа батареи для всех из них составляет 18 В, за исключением DeWalt 20 В (номинальное значение 18 В) и Hilti, которое составляет 22 В (номинальное значение 21,6 В). Наиболее выдающейся особенностью этих сверл является то, насколько хорошо они все выполняют свою работу. Время работы разное, но все они сделали мой старый перфоратор с проводом устаревшим. Особо нечего сказать, чтобы отличить каждую из этих моделей. Размер варьируется в зависимости от единиц; некоторые поставляются с коробкой для хранения всех компонентов, другие — с сумкой; а некоторые включают в комплект пылеуловитель. Все они отлично справились со своей задачей, кроме Metabo HPT, который поставлялся с батареей емкостью 3 Ач (по сравнению с батареями емкостью 5, 6 или 7 Ач в других комплектах). Что касается времени работы, этот инструмент не может работать так же хорошо, как инструменты с батареями емкостью 6 или 7 Ач.
Время работы и характеристики. Каждый из этих инструментов поставляется с разными батареями в ампер-часах. Поэтому я сверлил старый экоблок на строительной площадке, используя полностью заряженную батарею, пока она не разрядилась. Затем я разделил количество отверстий на Ач батареи, чтобы увидеть, сколько Ач потребуется, чтобы просверлить каждое отверстие; чем меньше Ач на отверстие, тем лучше. Я просверлил 1/2-дюймовые отверстия глубиной 6 дюймов с прикрепленным пылеуловителем. Для каждого инструмента я сверлил без остановки; ни один из инструментов не перегрузился, хотя все они нагрелись.
Bosch GBh218V-26K24GDE просверлил 24,5 отверстия с аккумулятором 6,3 Ач, что составляет 0,25 Ач на отверстие. HEPA-фильтр пылеуловителя имеет небольшое окошко, показывающее, насколько он заполнен. Максимальный диаметр сверла, который будет использовать этот инструмент, составляет 1 дюйм в бетоне. Сверло имеет контроль отдачи, чтобы остановить сверло, когда оно заедает, например, если вы ударите по арматуре. В кейсе помещаются дрель, два аккумулятора и зарядное устройство, но не аксессуар-экстрактор. Этот комплект Bosch продается по цене 599 долларов США. В комплект входят бесщеточный перфоратор GBh28V-26 18V EC 1 дюйм SDS-plus Bulldog, две батареи GBA18V63 CORE18V 18V 6,3-Ач, насадка для удаления пыли GDE18V-16 SDS-plus, быстрое зарядное устройство 18V, вспомогательное оборудование. Рукоятка, ограничитель глубины и футляр для переноски, которые не подходят к насадке экстрактора.
Характеристики: Скорость без нагрузки: 0–890 об/мин Частота ударов: 0–4350 ударов в минуту Энергия удара: 1,9 футо-фунта. Макс. вместимость бит: 1 дюйм SDS-Plus
DeWalt DCh332P2, оснащенный насадкой-экстрактором DWh403DH, просверлил 14 отверстий на аккумуляторе емкостью 5 Ач, что составляет 0,35 Ач на отверстие. Эта дрель компактна и хорошо справляется с вибрацией, а прозрачный фильтр HEPA позволяет легко увидеть, насколько он заполнен. Максимальный размер этого инструмента в бетоне составляет 1 дюйм. Дрель поставляется в комплекте, который помещается в пластиковый кейс. Инструмент, зарядное устройство и два аккумулятора емкостью 5,0 А·ч умещаются в кейсе. Пылесос отдельный и в кейс не помещается.
Комплект перфораторов DeWalt продается по цене 529 долларов США. Насадка для удаления пыли стоит 169 долларов. Всего за эту установку 700 долларов. В комплект перфоратора входят две батареи DCB205 емкостью 5,0 Ач, зарядное устройство DCB101, боковая рукоятка с поворотом на 360 градусов, глубинный стержень и выдвижной крюк. Насадка для удаления пыли включает в себя блок и боковую рукоятку.
Характеристики: Скорость без нагрузки: 0–1100 об/мин Частота удара: 0–4600 ударов в минуту Энергия удара: 2,1 Дж Макс. -Ач аккумулятор или 0,31 Ач на отверстие. Этот пылеуловитель является самым большим из всех, поэтому он удерживает больше всего пыли. Максимальный размер отверстия в бетоне составляет 1 дюйм. Дрель, два аккумулятора, пылеуловитель и зарядное устройство помещаются в большой пластиковый кейс. Нет возможности заглянуть в фильтр и сказать, насколько он заполнен. На направляющей пылеудаляющего аппарата есть линейка, которая может использоваться в качестве шаблона, хотя инструмент поставляется с отдельным глубиномером. Комплект продается за 599 долларов. Он включает в себя 1-дюймовый перфоратор M18 FUEL SDS Plus, специальный пылеудаляющий аппарат M18 Hammervac (2712-DE), многовольтное зарядное устройство M18 и M12 (48-59-1812), два аккумулятора повышенной емкости M18 Redlithium XC5. 0. Упаковки (48-11-1850), боковая рукоятка, футляр для переноски, фильтр HEPA и глубинный стержень.
Характеристики: Скорость без нагрузки: 0–1400 об/мин Частота ударов: 0–4900 ударов в минуту Энергия удара: 1,7 футо-фунта. Макс. вместимость бит: 1 дюйм SDS-Plus
Metabo HPT (ранее Hitachi Power Tools) Dh28DBLP4 + 402976 просверлил пять отверстий на аккумуляторе 3,0 Ач, или по 0,6 Ач на отверстие. На самом деле это мало что говорит, потому что он бурил очень медленно. Это не тот аккумулятор, который должен поставляться с инструментом, предназначенным для сверления бетона. Пылеудаляющий аппарат имеет полупрозрачную коробку, по которой видно, насколько он заполнен. Насадка для удаления пыли больше, чем в среднем в этой группе, а рейка находится на более короткой стороне. Максимальный диаметр сверления отверстий в бетоне составляет 1 дюйм. Я смог найти инструмент только в Интернете, поэтому 279 долларов США (перфоратор, включая боковую рукоятку и глубиномер) + 279 долларов США. (две батареи по 6 Ач) + 59 долларов США (зарядное устройство) + 115 долларов США (насадка для удаления пыли) = 732 доллара США. Нет ни чехла, ни сумки.
Технические характеристики: Скорость без нагрузки: 0–1050 об/мин Частота ударов: 0–3950 ударов в минуту Энергия удара: 1,9 футо-фунта. Максимальная вместимость бит: 1 дюйм SDS-Plus
Makita XRH01ZVX просверлил 16 отверстий на аккумуляторе емкостью 5 Ач или 0,31 Ач на отверстие. Он поставляется без аккумуляторов и зарядного устройства, но включает насадку для удаления пыли; онлайн есть предложения, которые включают батареи. Корпус HEPA-фильтра прозрачен, а максимальная прорезь отверстий в бетоне составляет 1 дюйм. Дрель и пылеуловитель поставляются с сумкой для хранения. Дрель имеет встроенную муфту для отключения шестерен, когда сверло заедает. Несмотря на то, что Makita использует «синхронизацию последовательного удара», чтобы свести к минимуму перекрывающиеся удары долота, и утверждает, что это приводит к ускорению бурения на 50%, мы не заметили никакой разницы. Комплект, который поставляется в холщовой сумке и помещается в нее, продается по цене 399 долларов. Добавьте две батареи емкостью 5 Ач (159 долларов США) и зарядное устройство (90 долларов США): общая стоимость составит 650 долларов США.
Характеристики: Скорость без нагрузки: 0–950 об/мин Частота удара: 0–4700 ударов в минуту Энергия удара: 2,4 Дж Макс. Аккумулятор 7,0 Ач или 0,38 Ач на отверстие. В пластиковом кейсе поместятся дрель, два аккумулятора, зарядное устройство и пылеудаляющий аппарат. Пылеуловитель имеет прозрачную коробку для фильтра. Он поставляется с «быстрой заменой сверлильного патрона для работы со сверлами SDS+ или сверлами с прямым хвостовиком». Комплект с инструментом, пылесосом, двумя аккумуляторами емкостью 5,2 Ач, зарядным устройством и кейсом 599 долл. США
Характеристики: Скорость без нагрузки: 0–1200 об/мин Частота ударов: 0–4500 ударов в минуту Энергия удара: 2,2 Дж Макс. вместимость бит: 1 -дюймовый SDS-Plus
Hilti TE6-A22 + TE DRS 6 -AT1-BA просверлил 31 отверстие на аккумуляторе 5,2 Ач или 0,17 Ач на отверстие. Этот инструмент утомил меня, потому что он просто продолжал работать. Дрель, два аккумулятора, зарядное устройство и пылеудаляющее устройство помещаются в сумку для переноски. Картридж фильтра для Hilti непрозрачен, поэтому невозможно сказать, насколько он заполнен. При сверлении отверстий диаметром 1/4 дюйма для анкеров с разъемным приводом я заметил, что удаление пыли перестало работать после меньшего количества отверстий, чем другие инструменты. Это потому, что картридж меньше, поэтому мне приходилось чаще его опорожнять. Комплект Hilti: 849 долларов США. Включает: перфоратор, две батареи 22 В 5,2 А-ч, насадку для пылеудаления, зарядное устройство, биту 1/4 дюйма на 6 дюймов, биту 3/8 дюйма на 6 дюймов, Долото 1/2 дюйма на 6 дюймов, пять фильтрующих картриджей и сумка для переноски.
Технические характеристики: Скорость без нагрузки: 0–1050 об/мин Частота ударов: 0–5100 ударов в минуту Энергия удара: 1,8 фут-фунт. Макс. вместимость бит: 1 дюйм SDS-Plus
Удаление пыли . Взял патрон фильтра, выбил всю пыль, взвесил; затем я просверлил 10 1/4-дюймовых отверстий, чтобы достать сверло того же размера, а затем взвесил картридж со всей пылью, которая в нем была.
Metabo collected the most dust per hole while Milwaukee collected в мере. Так какой же лучший вариант? У нас было два подвала, которые нужно было обрамить этими инструментами, поэтому мы пробурили много раздельных дисков. Мы были поражены тем, сколько силы они все имеют. Я ни разу не пожалел, что у меня нет проводной модели. Я бы сказал, что лучший вариант — купить инструмент, для которого у вас уже есть много батареек. За исключением Metabo HPT, все они показали отличные результаты на практике. Metabo HPT был очень медленным из-за меньшего количества ударов в минуту (ударов в минуту) по сравнению с другими дрелями, но он очень хорошо работал на стороне извлечения, отчасти из-за наконечника.
Когда дело доходит до аккумуляторных инструментов, мой совет: приобретайте бренд, основанный на инструментах, которые вам нужны и используются чаще всего.
 4
4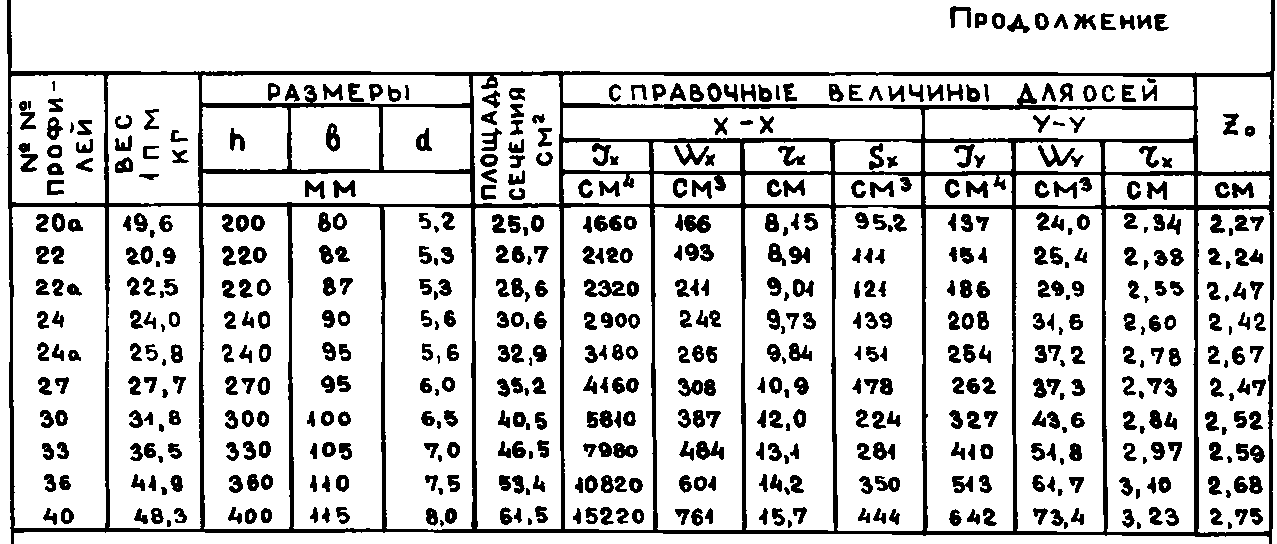

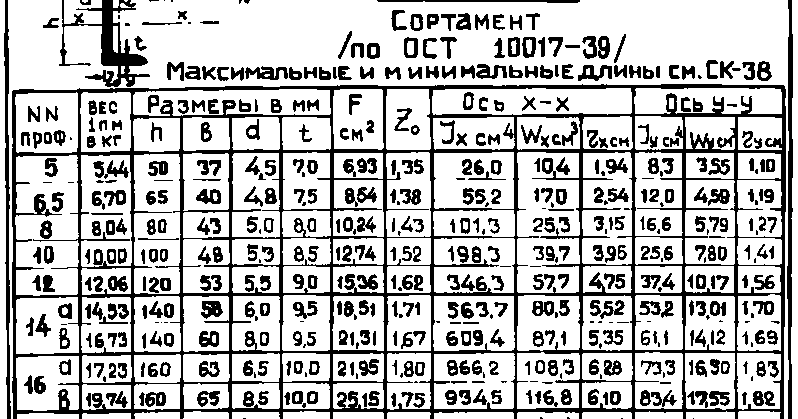
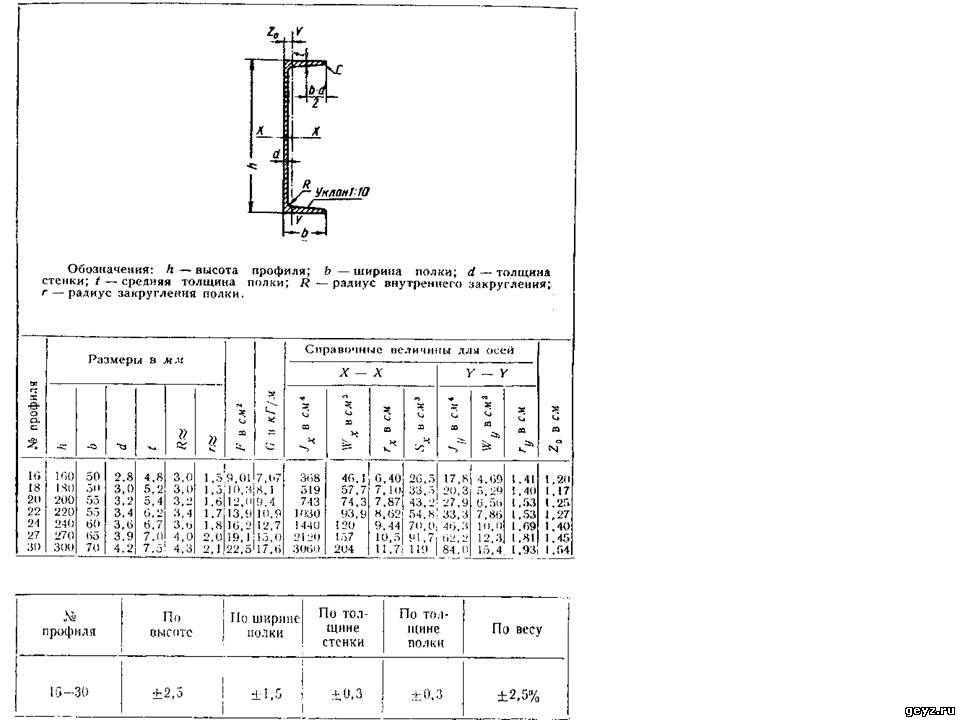

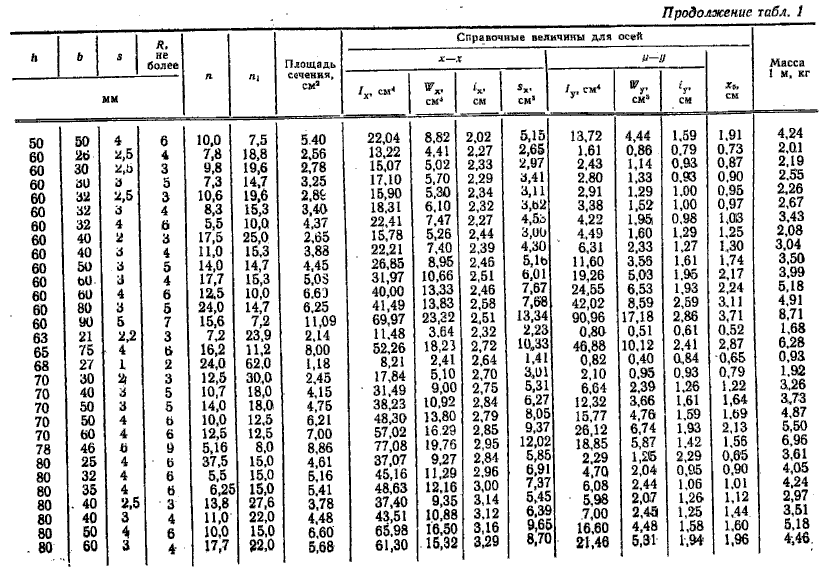 050 156.050 Портовые операции и торговля.
ВТС в выбранных районах.
05A 156.250 156.250 Портовые операции. VTS в Сиэтле
06 156.300 156.300 Межкорабельная безопасность
07А 156.350 156.350 Коммерческая
08 156.400 156.400 Коммерческий (только Intership)
09156.450 156.450 Вызов яхтсмена. Коммерческий и
Некоммерческий.
10 156.500 156.500 Коммерческая
11 156,550 156,550 Коммерческая. ВТС в выбранных районах.
12 156,600 156,600 Портовые операции. ВТС в выбранном
области.
13 156,650 156,650 Безопасность межсудового плавания
(Мост к мосту). Корабли> 20 м
долго слушать часы
на этом канале в водах США.
14 156,700 156,700 Портовые операции. ВТС в выбранных
области.
15 -- 156,750 Защита окружающей среды (только прием). Использовал
АРБ класса C.
050 156.050 Портовые операции и торговля.
ВТС в выбранных районах.
05A 156.250 156.250 Портовые операции. VTS в Сиэтле
06 156.300 156.300 Межкорабельная безопасность
07А 156.350 156.350 Коммерческая
08 156.400 156.400 Коммерческий (только Intership)
09156.450 156.450 Вызов яхтсмена. Коммерческий и
Некоммерческий.
10 156.500 156.500 Коммерческая
11 156,550 156,550 Коммерческая. ВТС в выбранных районах.
12 156,600 156,600 Портовые операции. ВТС в выбранном
области.
13 156,650 156,650 Безопасность межсудового плавания
(Мост к мосту). Корабли> 20 м
долго слушать часы
на этом канале в водах США.
14 156,700 156,700 Портовые операции. ВТС в выбранных
области.
15 -- 156,750 Защита окружающей среды (только прием). Использовал
АРБ класса C. 16 156.800 156.800 Международные сообщения о бедствии, безопасности и
Вызов. Корабли, необходимые для перевозки
радио, Береговая охрана США и большая часть побережья
станции несут дежурство по прослушиванию
на этом канале.
17 156,850 156,850 Государственный контроль
18А 156,900 156.900 Коммерческий
19А 156,950 156,950 Коммерческая
20 157 000 161 600 Портовые операции (дуплекс)
20A 157.000 157.000 Портовые операции
21A 157.050 157.050 Только правительство США
22A 157.100 157.100 Связь с береговой охраной и морской
Информационные передачи по безопасности.
Трансляции анонсированы на 16 канале.
23A 157.150 157.150 Только правительство США
24 157,200 161,800 Публичная корреспонденция (морские
Оператор)
25 157,250 161,850 Публичная корреспонденция (морские
Оператор)
26 157,300 161,900 Публичная корреспонденция (морские
Оператор)
27 157,350 161,950 Публичная корреспонденция (морские
Оператор)
28 157 400 162 000 Публичная корреспонденция (морские
Оператор)
63A 156.
16 156.800 156.800 Международные сообщения о бедствии, безопасности и
Вызов. Корабли, необходимые для перевозки
радио, Береговая охрана США и большая часть побережья
станции несут дежурство по прослушиванию
на этом канале.
17 156,850 156,850 Государственный контроль
18А 156,900 156.900 Коммерческий
19А 156,950 156,950 Коммерческая
20 157 000 161 600 Портовые операции (дуплекс)
20A 157.000 157.000 Портовые операции
21A 157.050 157.050 Только правительство США
22A 157.100 157.100 Связь с береговой охраной и морской
Информационные передачи по безопасности.
Трансляции анонсированы на 16 канале.
23A 157.150 157.150 Только правительство США
24 157,200 161,800 Публичная корреспонденция (морские
Оператор)
25 157,250 161,850 Публичная корреспонденция (морские
Оператор)
26 157,300 161,900 Публичная корреспонденция (морские
Оператор)
27 157,350 161,950 Публичная корреспонденция (морские
Оператор)
28 157 400 162 000 Публичная корреспонденция (морские
Оператор)
63A 156. 175 156.175 Портовые операции и торговля.
ВТС в выбранных районах.
65A 156,275 156,275 Портовые операции
66A 156,325 156,325 Портовые операции
67 156,375 156,375 Коммерческая. Используется для моста-к-
мостовые коммуникации в нижнем
Река Миссисипи. Только интернатура.
68 156,425 156,425 Некоммерческий-Рабочий канал
69156,475 156,475 Некоммерческое
70 156,525 156,525 Цифровой избирательный вызов (голосовой
общение запрещено)
71 156,575 156,575 Некоммерческое
72 156,625 156,625 Некоммерческий (только стажировка)
73 156,675 156,675 Портовые операции
74 156,725 156,725 Портовые операции
77 156,875 156,875 Портовые операции (только между кораблями)
78A 156,925 156,925 Некоммерческий
79A 156,975 156,975 Коммерческий
80А 157.025 157.025 Коммерческая
81A 157.075 157.075 Только правительство США -
Защита окружающей среды
операции.
175 156.175 Портовые операции и торговля.
ВТС в выбранных районах.
65A 156,275 156,275 Портовые операции
66A 156,325 156,325 Портовые операции
67 156,375 156,375 Коммерческая. Используется для моста-к-
мостовые коммуникации в нижнем
Река Миссисипи. Только интернатура.
68 156,425 156,425 Некоммерческий-Рабочий канал
69156,475 156,475 Некоммерческое
70 156,525 156,525 Цифровой избирательный вызов (голосовой
общение запрещено)
71 156,575 156,575 Некоммерческое
72 156,625 156,625 Некоммерческий (только стажировка)
73 156,675 156,675 Портовые операции
74 156,725 156,725 Портовые операции
77 156,875 156,875 Портовые операции (только между кораблями)
78A 156,925 156,925 Некоммерческий
79A 156,975 156,975 Коммерческий
80А 157.025 157.025 Коммерческая
81A 157.075 157.075 Только правительство США -
Защита окружающей среды
операции. 82A 157,125 157,125 Только правительство США
83A 157,175 157,175 Только правительство США
84 157,225 161,825 Публичная корреспонденция (морские
Оператор)
85 157,275 161,875 Публичная корреспонденция (морские
Оператор)
86 157,325 161,925 Публичная корреспонденция (морская
Оператор)
87 157,375 161,975 Публичная корреспонденция (морские
Оператор)
88 157,425 162,025 Открытая переписка в избранных
только области.
88A 157,425 157,425 Коммерческий, только между кораблями.
82A 157,125 157,125 Только правительство США
83A 157,175 157,175 Только правительство США
84 157,225 161,825 Публичная корреспонденция (морские
Оператор)
85 157,275 161,875 Публичная корреспонденция (морские
Оператор)
86 157,325 161,925 Публичная корреспонденция (морская
Оператор)
87 157,375 161,975 Публичная корреспонденция (морские
Оператор)
88 157,425 162,025 Открытая переписка в избранных
только области.
88A 157,425 157,425 Коммерческий, только между кораблями.  Некоторые приемопередатчики УКВ оснащены пометкой «Международный — США». переключатель для этой цели. Каналы «А», как правило, используются только в Соединенных Штатах, и их использование, как правило, не признается или не разрешается за пределами США. Канал 16 используется для вызова других станций или для оповещения о бедствии. Канал 13 следует использовать для связи с судном в случае опасности столкновения. Все суда длиной 20 м и более обязаны охранять 13-й канал ОВЧ в дополнение к 16-му каналу ОВЧ при работе в территориальных водах США. Пользователи могут быть оштрафованы FCC за ненадлежащее использование этих каналов.
Некоторые приемопередатчики УКВ оснащены пометкой «Международный — США». переключатель для этой цели. Каналы «А», как правило, используются только в Соединенных Штатах, и их использование, как правило, не признается или не разрешается за пределами США. Канал 16 используется для вызова других станций или для оповещения о бедствии. Канал 13 следует использовать для связи с судном в случае опасности столкновения. Все суда длиной 20 м и более обязаны охранять 13-й канал ОВЧ в дополнение к 16-му каналу ОВЧ при работе в территориальных водах США. Пользователи могут быть оштрафованы FCC за ненадлежащее использование этих каналов.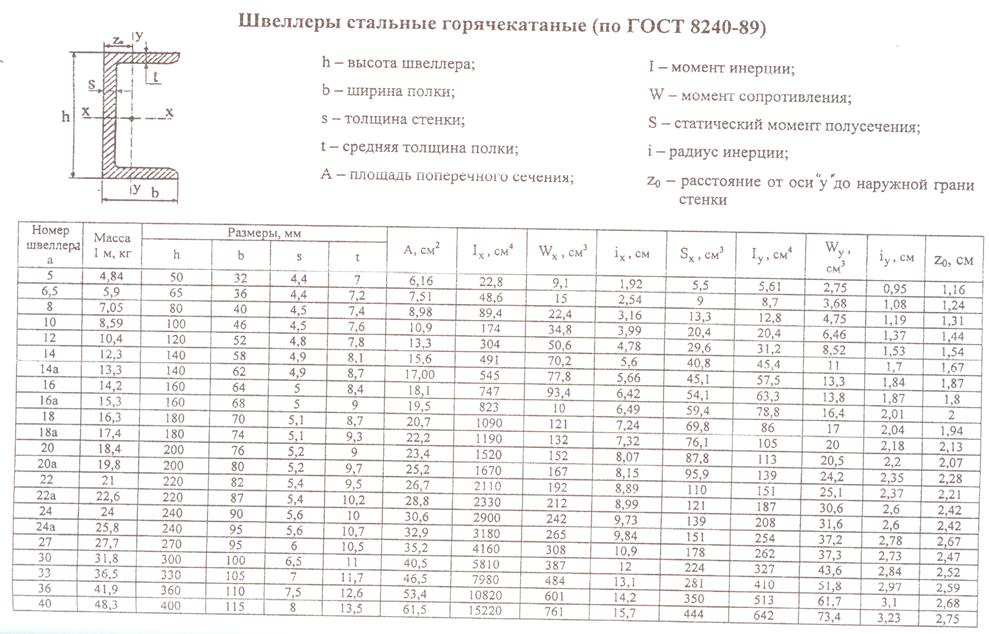
 Большинство морских УКВ-радиостанций также имеют мгновенный круглосуточный доступ к прогнозам погоды NOAA.
Большинство морских УКВ-радиостанций также имеют мгновенный круглосуточный доступ к прогнозам погоды NOAA.
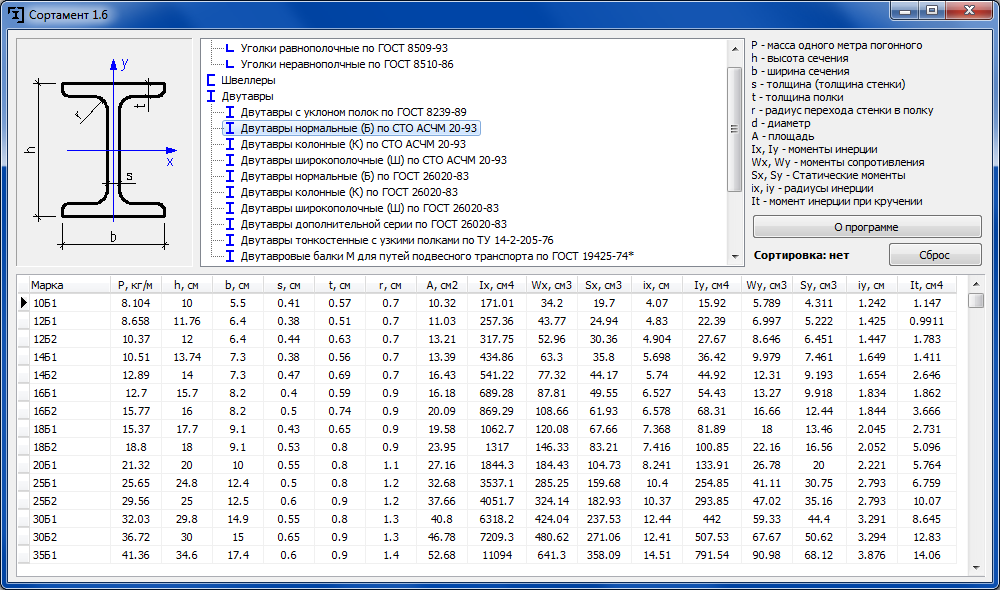 Это хороший канал для прослушивания в периоды плохой видимости, чтобы вы могли общаться с паромами, грузовыми судами и другими крупными судами. (Вы должны использовать низкую мощность радиоприемника при передаче на канале 13.)
Это хороший канал для прослушивания в периоды плохой видимости, чтобы вы могли общаться с паромами, грузовыми судами и другими крупными судами. (Вы должны использовать низкую мощность радиоприемника при передаче на канале 13.) 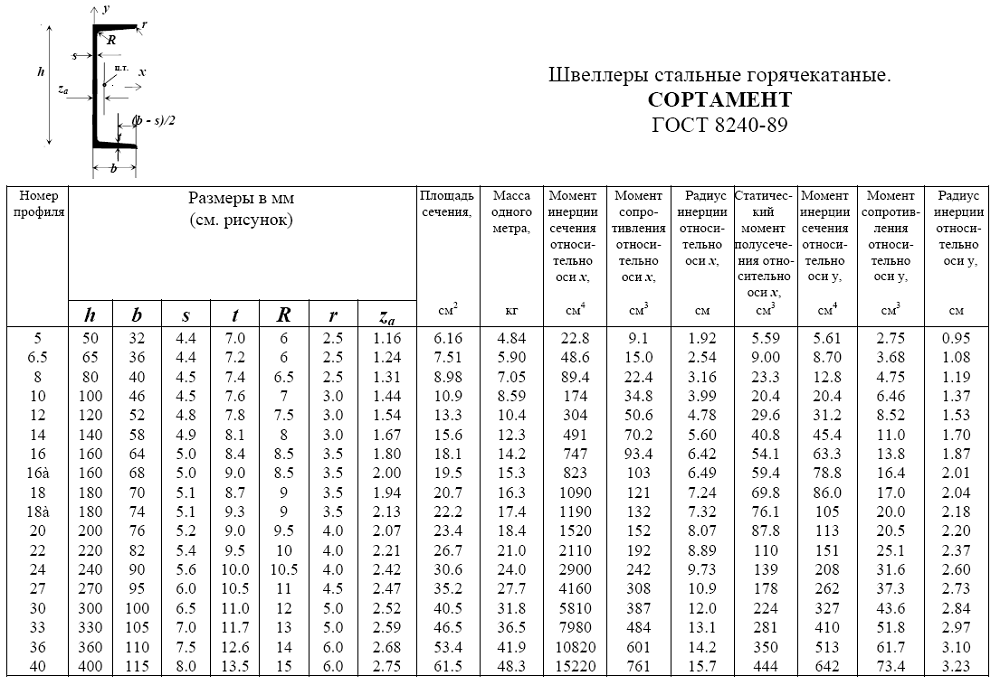
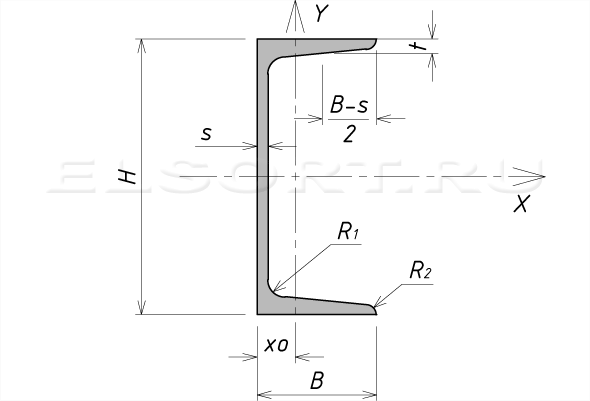 КОНЕЦ.»
КОНЕЦ.» 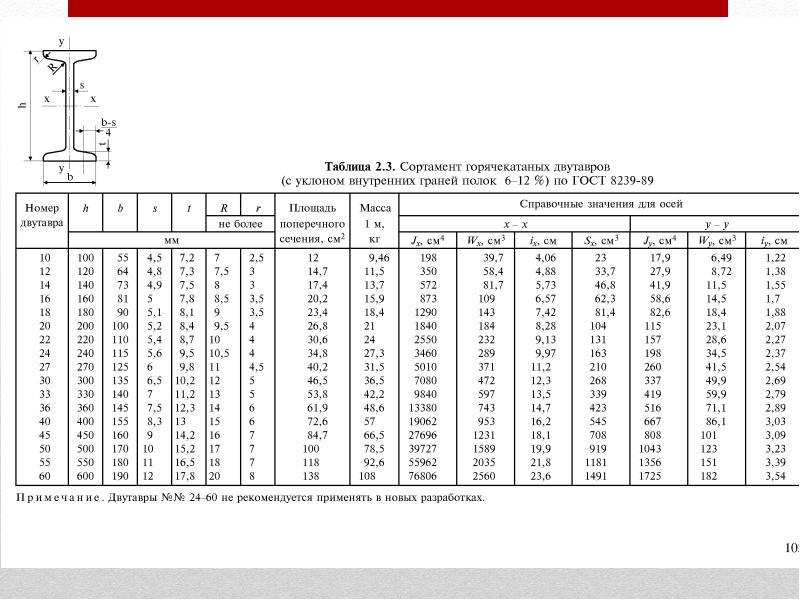
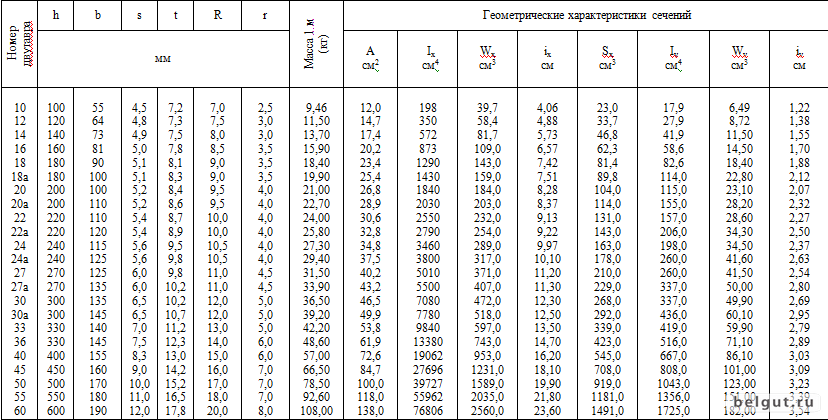 д.
д. 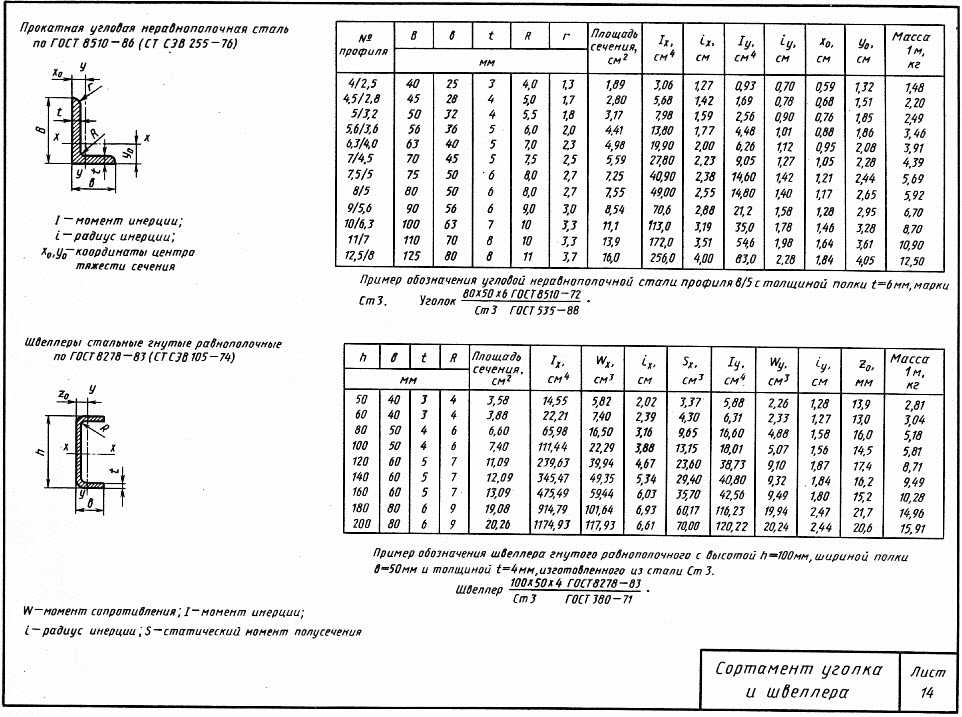
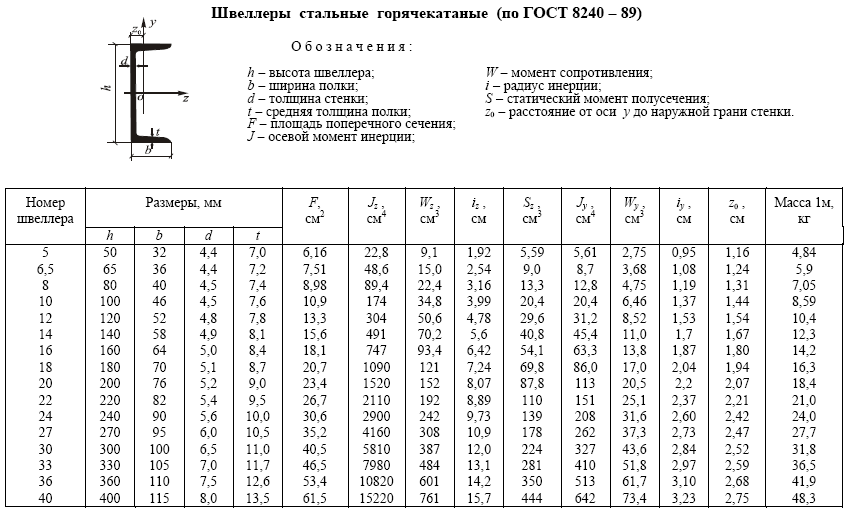 Вы можете получить бесплатный MMSI, связавшись с Boat US, SeaTow или US Power Squadrons. Новые радиостанции с поддержкой DSC также позволяют осуществлять связь между лодками в неаварийных ситуациях.
Вы можете получить бесплатный MMSI, связавшись с Boat US, SeaTow или US Power Squadrons. Новые радиостанции с поддержкой DSC также позволяют осуществлять связь между лодками в неаварийных ситуациях.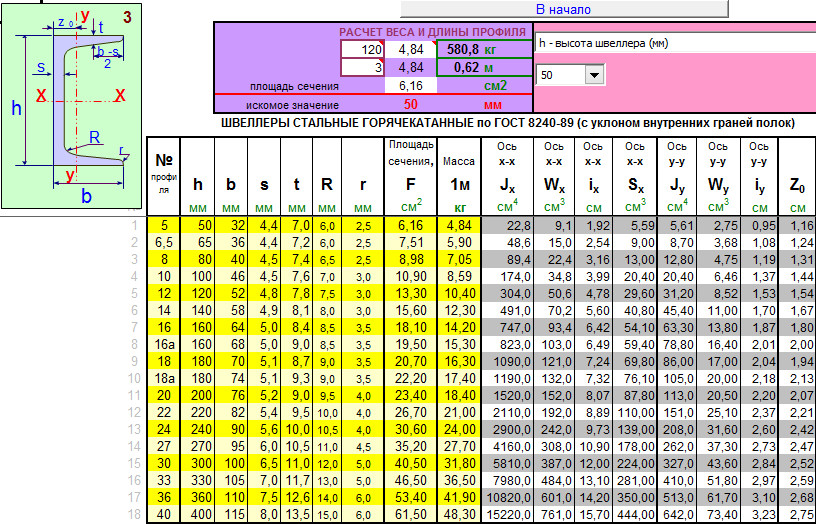
 Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.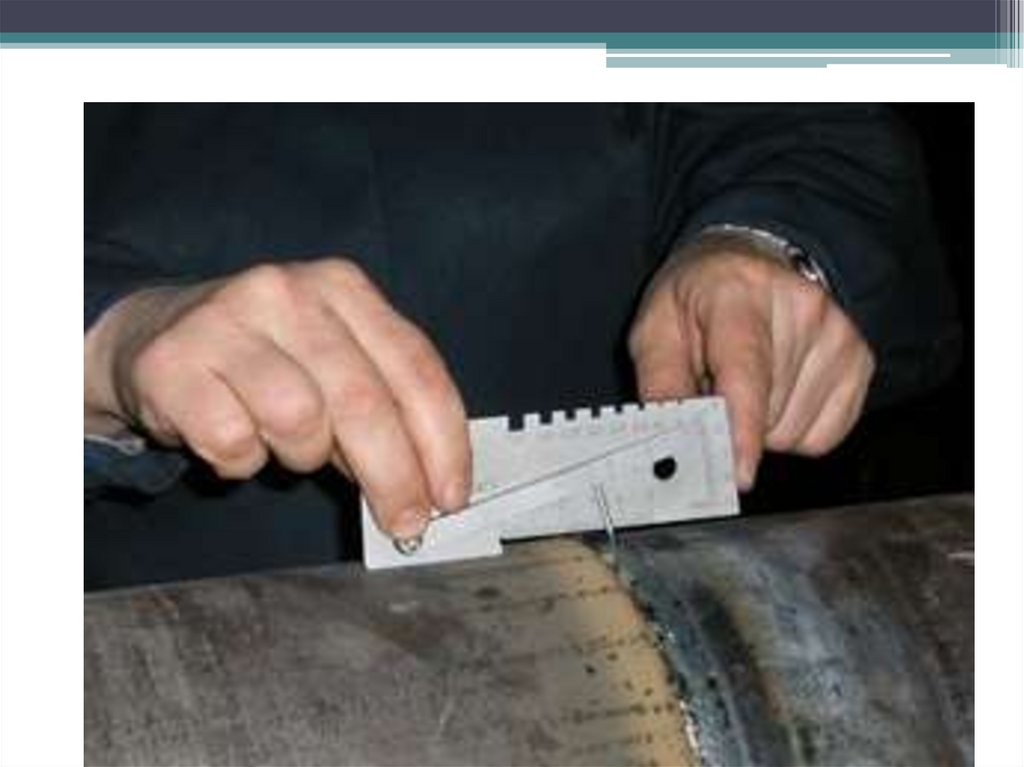
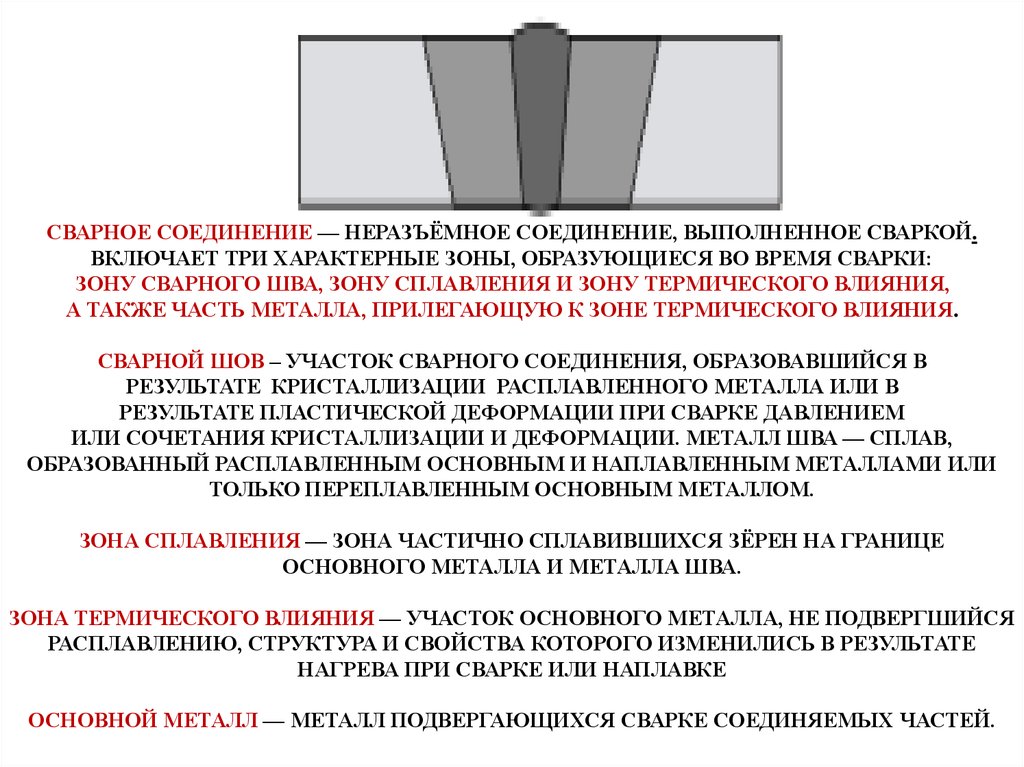 Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.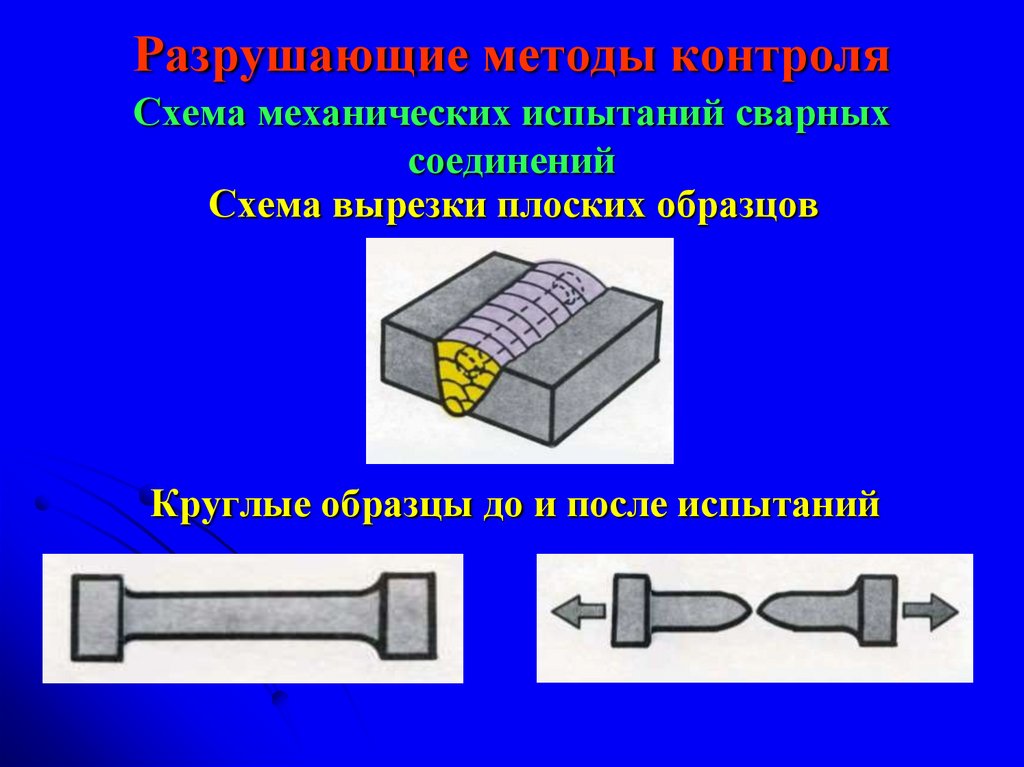 В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
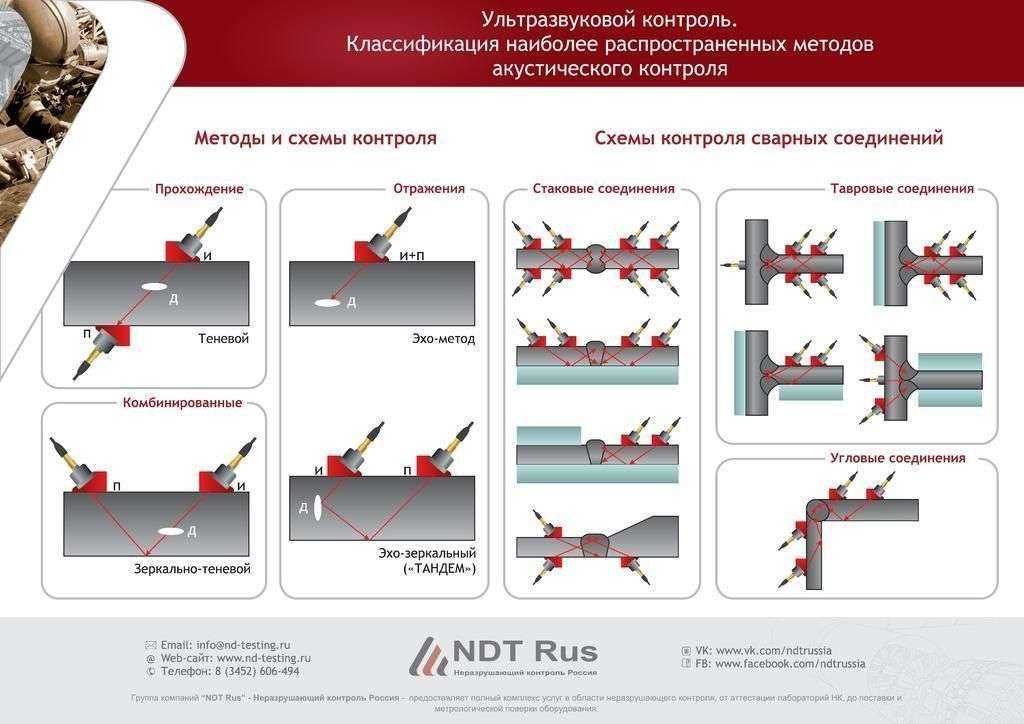 Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.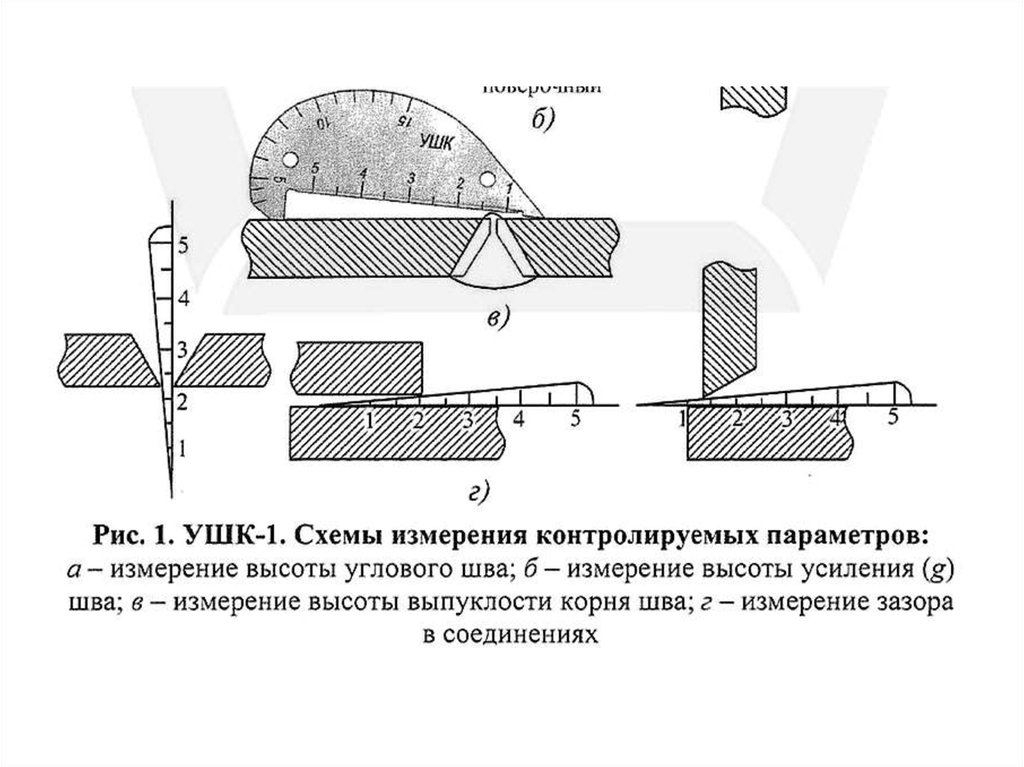 Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.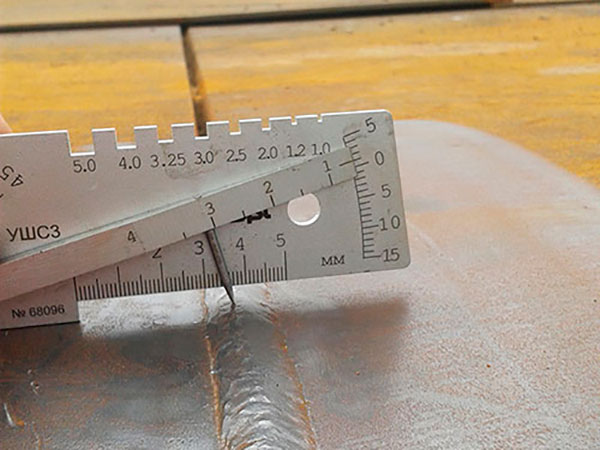 Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
 Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.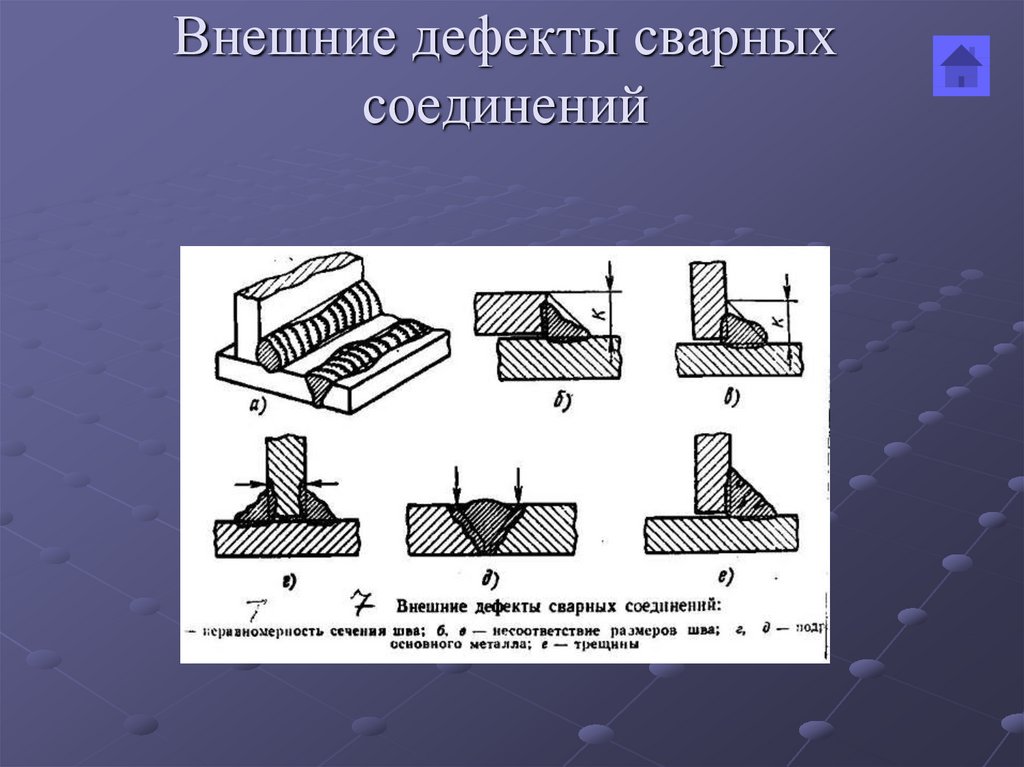 Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.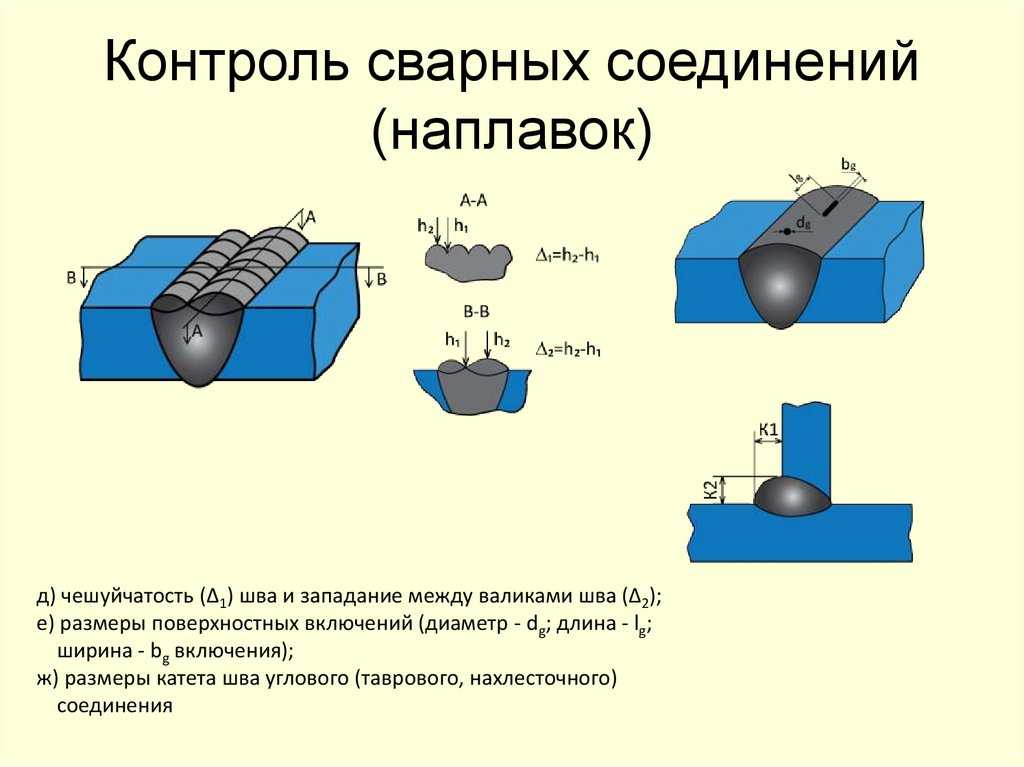 В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.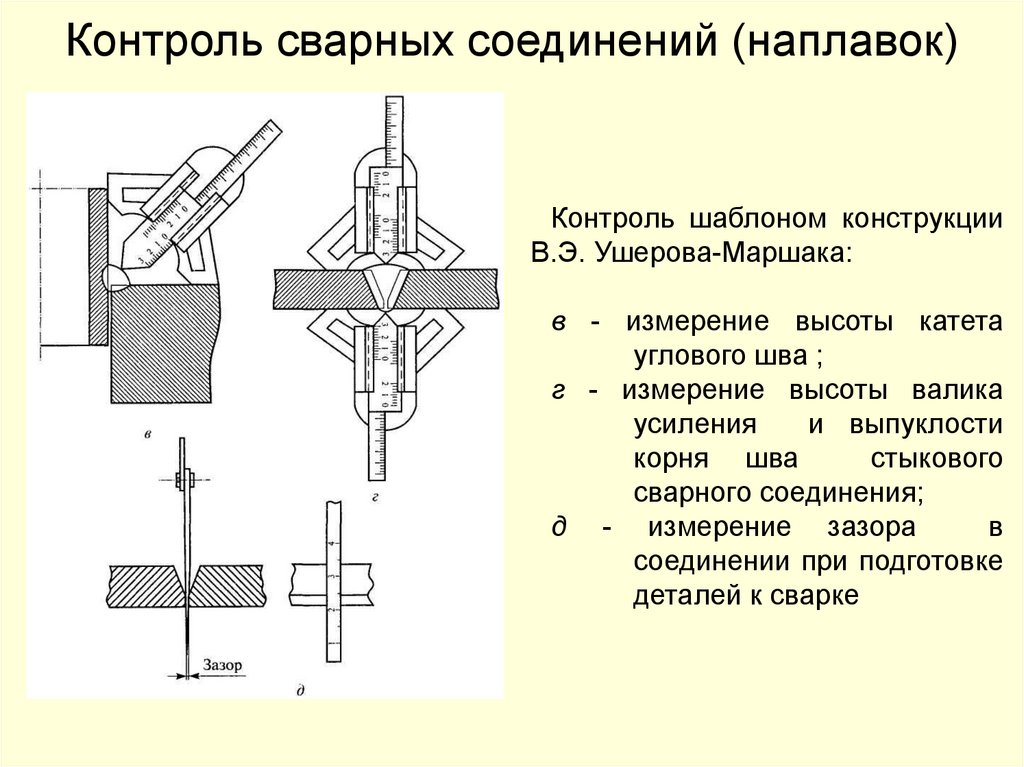 Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.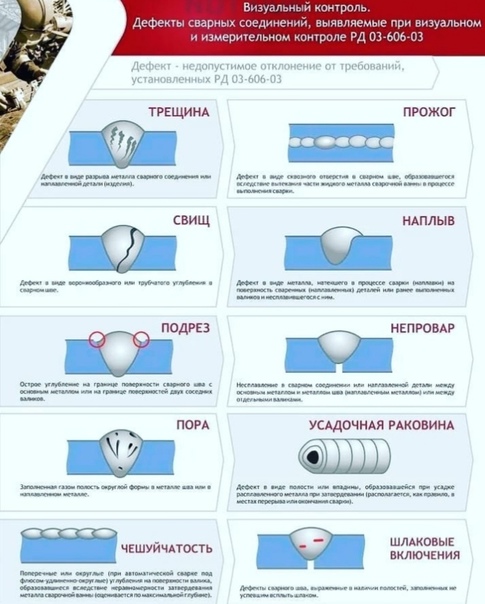 К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.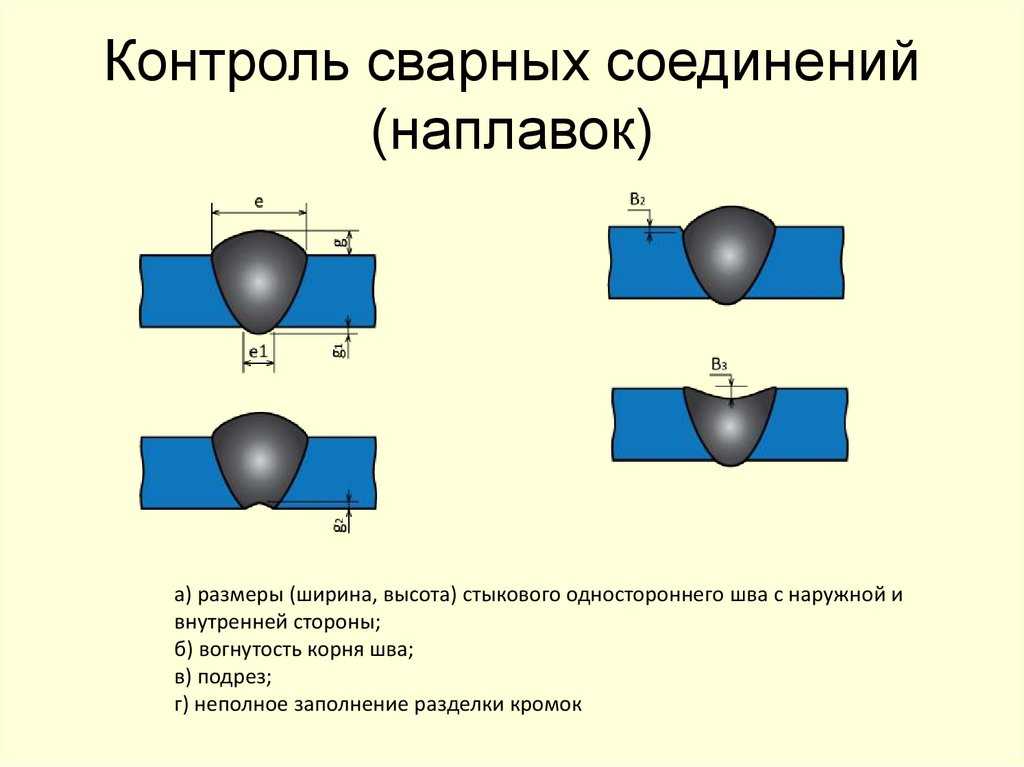
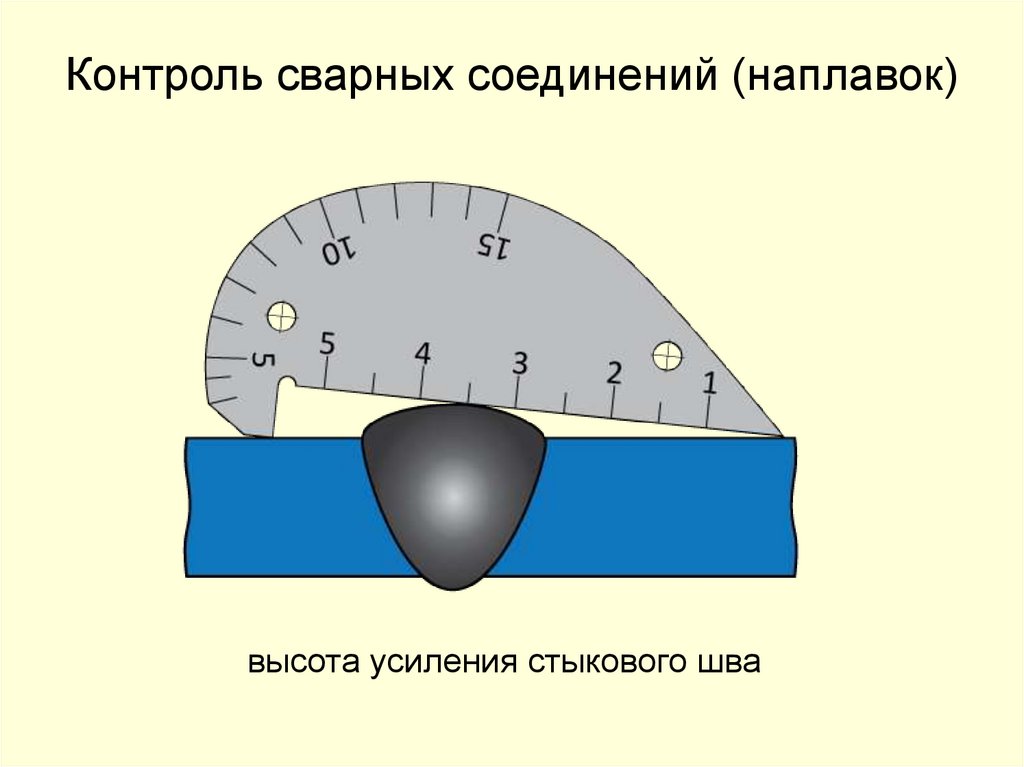
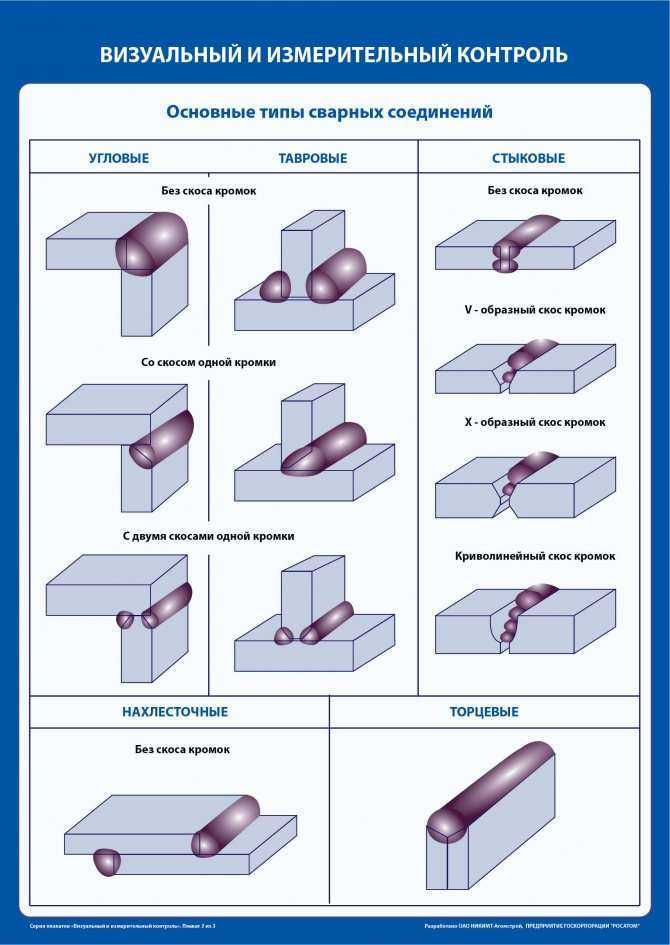
 В TIG, если вы видите отходы, это обычно означает, что свариваемый материал не был тщательно очищен.
В TIG, если вы видите отходы, это обычно означает, что свариваемый материал не был тщательно очищен.
 Перемычка возникает в сварных швах с разделкой кромок, когда наплавленный металл и основной металл не сплавляются в корне соединения. Частой причиной неполного провара является конструкция шва, не соответствующая способу сварки или условиям строительства. Когда канавка сваривается только с одной стороны, возможно неполное проплавление при следующих условиях.
Перемычка возникает в сварных швах с разделкой кромок, когда наплавленный металл и основной металл не сплавляются в корне соединения. Частой причиной неполного провара является конструкция шва, не соответствующая способу сварки или условиям строительства. Когда канавка сваривается только с одной стороны, возможно неполное проплавление при следующих условиях.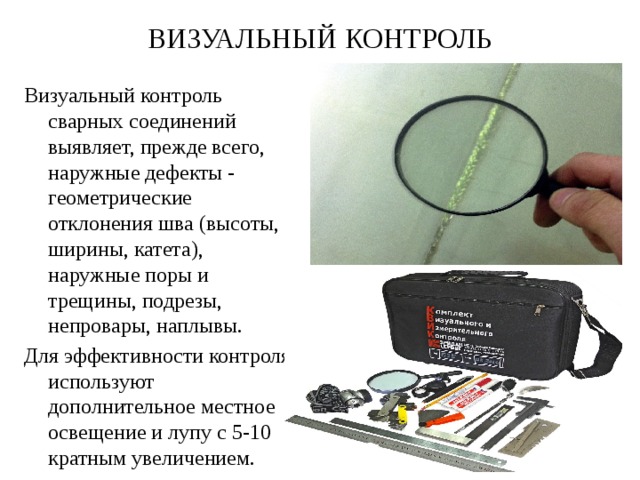 Обычно это называется перекрытием. Отсутствие сплавления вызывается следующими условиями:
Обычно это называется перекрытием. Отсутствие сплавления вызывается следующими условиями: Они создают пористость в металле шва. При дуговой сварке шлаковые включения обычно состоят из материалов покрытия электродов или флюсов. При многослойной сварке неудаление шлака между слоями приводит к образованию шлаковых включений. Большая часть включений шлака может быть предотвращена:
Они создают пористость в металле шва. При дуговой сварке шлаковые включения обычно состоят из материалов покрытия электродов или флюсов. При многослойной сварке неудаление шлака между слоями приводит к образованию шлаковых включений. Большая часть включений шлака может быть предотвращена:
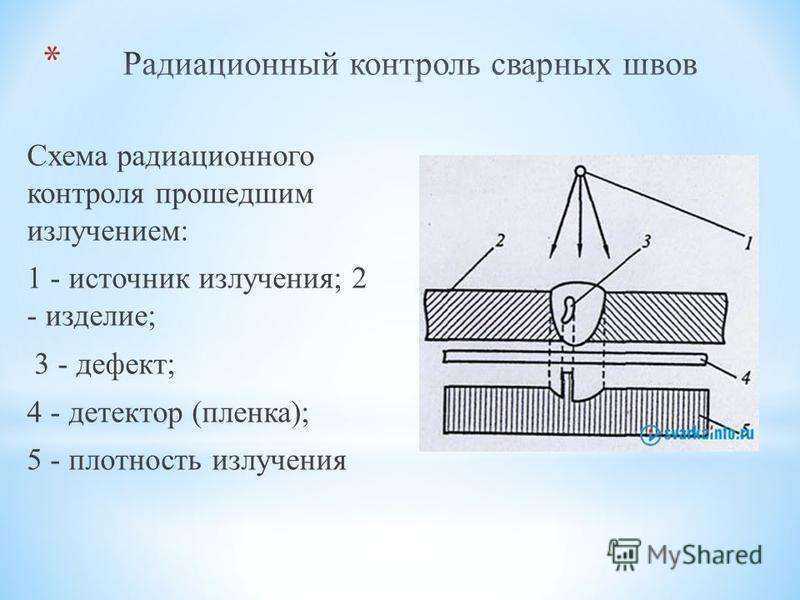 Он используется для проверки размера углового участка, проверки размера горловины углового шва
Он используется для проверки размера углового участка, проверки размера горловины углового шва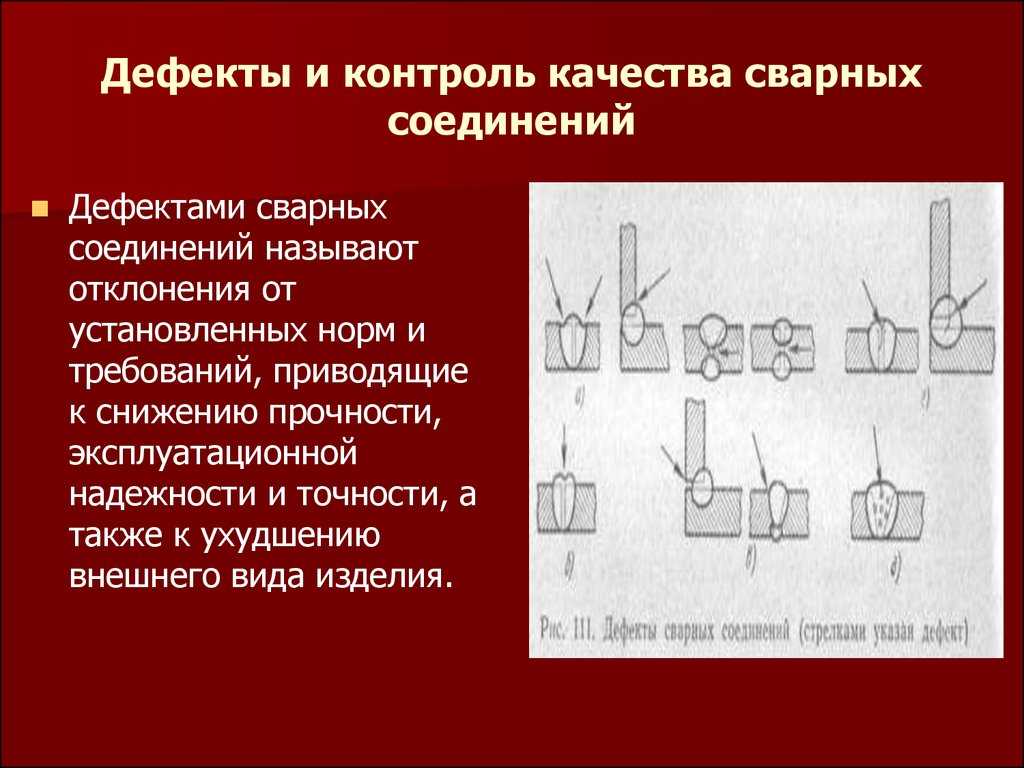 Следите за вертикальным направлением движения
Следите за вертикальным направлением движения
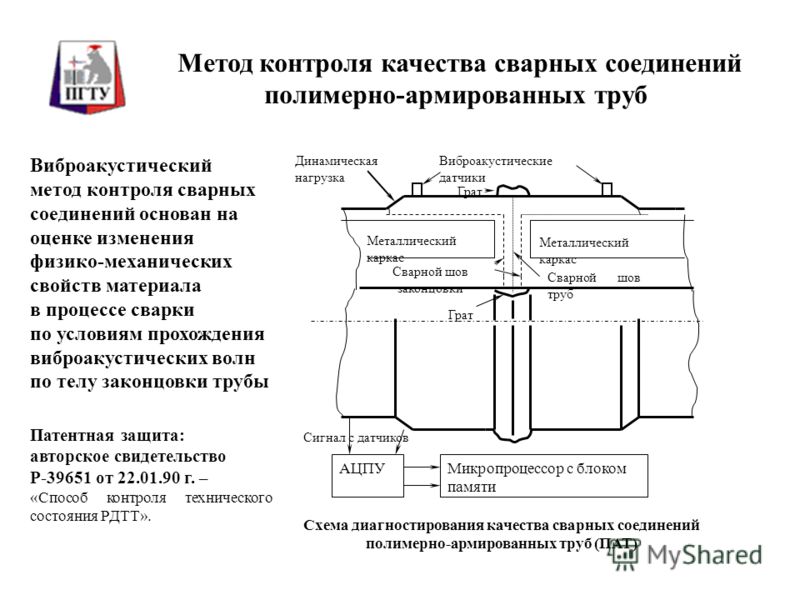 Два края должны образовывать прямые параллельные линии.
Два края должны образовывать прямые параллельные линии.
 Domast.
Domast. 20 грн
20 грн 50 шт. мелкие насадки YDS
50 шт. мелкие насадки YDS КУРС
КУРС
 Износ круга заключается в разрушении зёрен абразива. Чаще всего он вырабатывается неравномерно, что нарушает геометрию. Алмазная шарошка для правки абразивных кругов поможет исправить такие дефекты, как засаливание, истирание и затупление инструмента. шарошки абразивные по металлу, шкурка шлифовальная на тканевой основе
Износ круга заключается в разрушении зёрен абразива. Чаще всего он вырабатывается неравномерно, что нарушает геометрию. Алмазная шарошка для правки абразивных кругов поможет исправить такие дефекты, как засаливание, истирание и затупление инструмента. шарошки абразивные по металлу, шкурка шлифовальная на тканевой основе
 Начните с
Начните с ювелирные изделия с тех пор. Наши изделия единственные в своем роде и изготавливаются на заказ в Нью-Йорке опытными мастерами.
ювелирные изделия с тех пор. Наши изделия единственные в своем роде и изготавливаются на заказ в Нью-Йорке опытными мастерами.

 Dilamani предлагает лучшие изделия с бриллиантами и драгоценными камнями, в которые вы обязательно влюбитесь.
Dilamani предлагает лучшие изделия с бриллиантами и драгоценными камнями, в которые вы обязательно влюбитесь. 0004
0004 Само название бренда выражает глубокое уважение к мастерству и считается знакомым гражданам всего мира. CITIZEN объединяет комплексный производственный процесс от создания отдельных компонентов до окончательной сборки часов.
Само название бренда выражает глубокое уважение к мастерству и считается знакомым гражданам всего мира. CITIZEN объединяет комплексный производственный процесс от создания отдельных компонентов до окончательной сборки часов.
 Наши специалисты помогут вам на каждом этапе!
Наши специалисты помогут вам на каждом этапе! Вы не можете получить эти имена больше нигде в Буффало. Узнайте больше о наших эксклюзивных брендах ниже.
Вы не можете получить эти имена больше нигде в Буффало. Узнайте больше о наших эксклюзивных брендах ниже. Помолвочные кольца FlyerFit® и наборы обручальных колец имеют особый дизайн, который идеально сочетается друг с другом. Эта уникальная технология устраняет «ужасный зазор», существующий между двумя кольцами, и предлагает функциональное решение.
Помолвочные кольца FlyerFit® и наборы обручальных колец имеют особый дизайн, который идеально сочетается друг с другом. Эта уникальная технология устраняет «ужасный зазор», существующий между двумя кольцами, и предлагает функциональное решение. .
.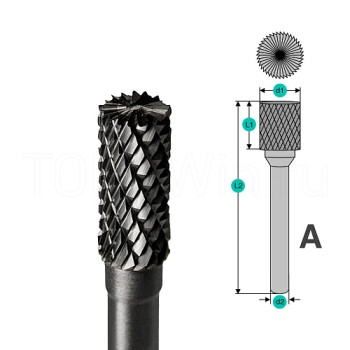
 Nelson Jewellery является синонимом превосходного мастерства и престижного качества.
Nelson Jewellery является синонимом превосходного мастерства и престижного качества. Dilamani предлагает лучшие изделия с бриллиантами и драгоценными камнями, в которые вы обязательно влюбитесь.
Dilamani предлагает лучшие изделия с бриллиантами и драгоценными камнями, в которые вы обязательно влюбитесь. Как производитель, Mercury Ring всегда ориентируется на своих розничных продавцов, со всей страстью удовлетворяя потребности каждого клиента, начиная с качества, дизайна и ценообразования своих украшений и заканчивая, казалось бы, бесконечными вариантами индивидуальной настройки 9.0004
Как производитель, Mercury Ring всегда ориентируется на своих розничных продавцов, со всей страстью удовлетворяя потребности каждого клиента, начиная с качества, дизайна и ценообразования своих украшений и заканчивая, казалось бы, бесконечными вариантами индивидуальной настройки 9.0004

 и гордость за производство, доставляющее вам удовольствие и гордость за обладание и добавляющее нотку очарования каждому драгоценному моменту.
и гордость за производство, доставляющее вам удовольствие и гордость за обладание и добавляющее нотку очарования каждому драгоценному моменту. Изготовленный вручную для достижения совершенства, каждый драгоценный камень тщательно отбирается вручную, чтобы добиться максимального света и блеска от каждого бриллианта.
Изготовленный вручную для достижения совершенства, каждый драгоценный камень тщательно отбирается вручную, чтобы добиться максимального света и блеска от каждого бриллианта.
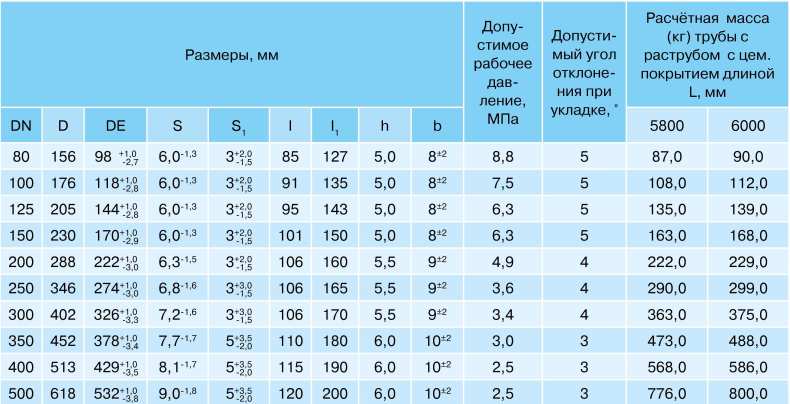

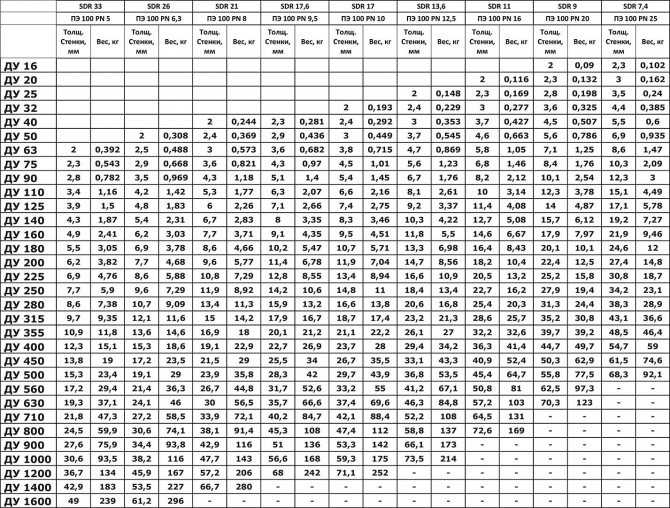 до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14
до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14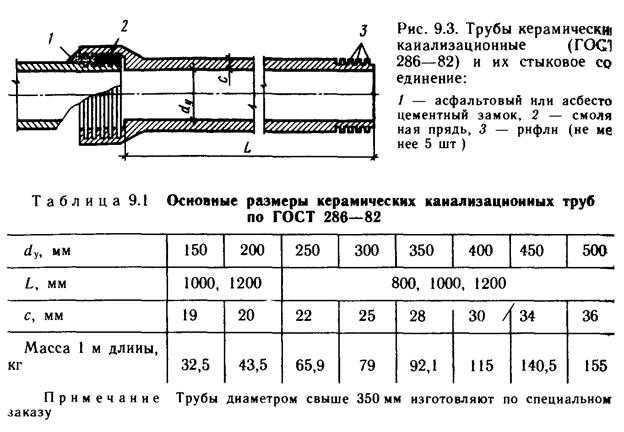
 до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14
до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14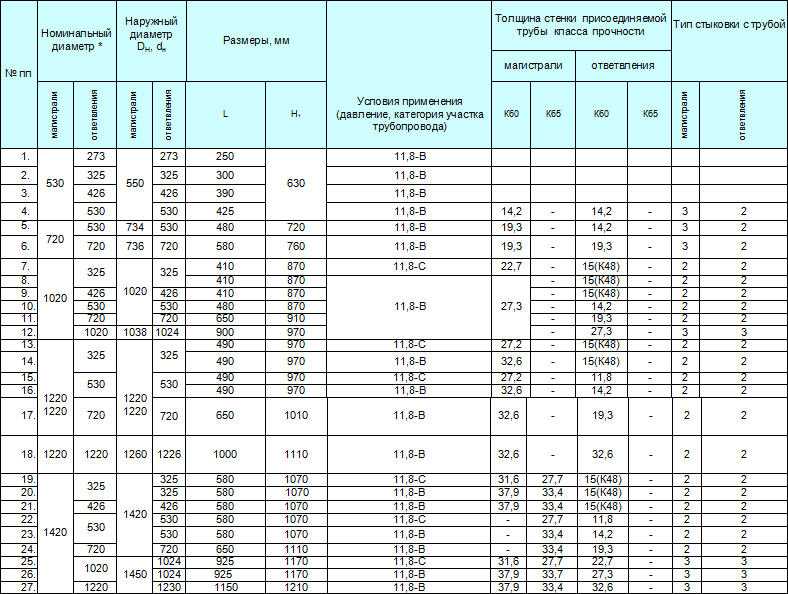 10 и ASME B36.19
10 и ASME B36.19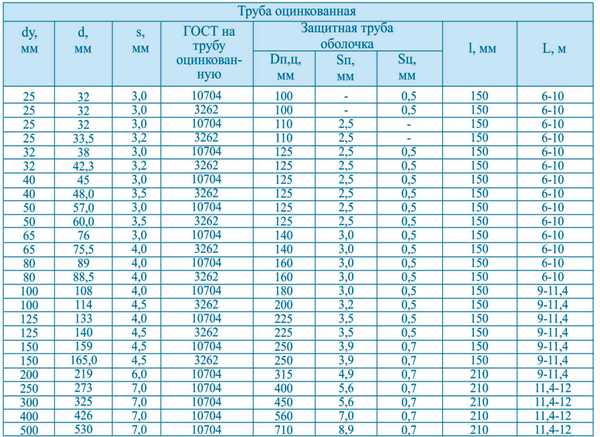 04
04 44
44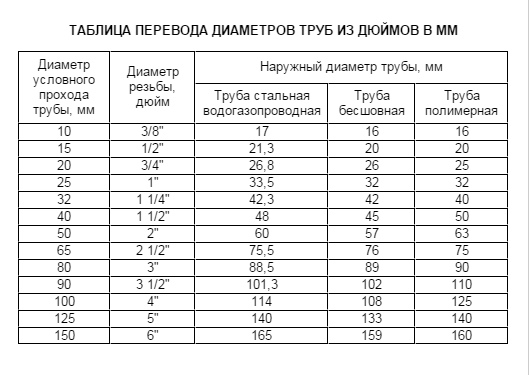 Важно не сочетать использование этих единиц, так как округление размеров привело к несовместимости некоторых значений.
Важно не сочетать использование этих единиц, так как округление размеров привело к несовместимости некоторых значений.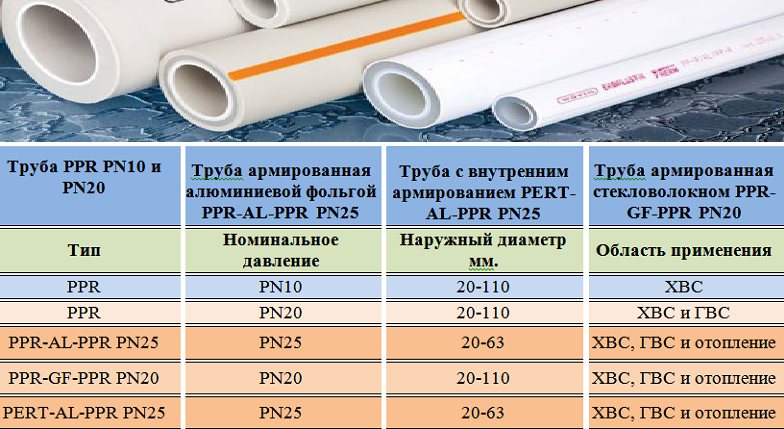 ..
.. ..
..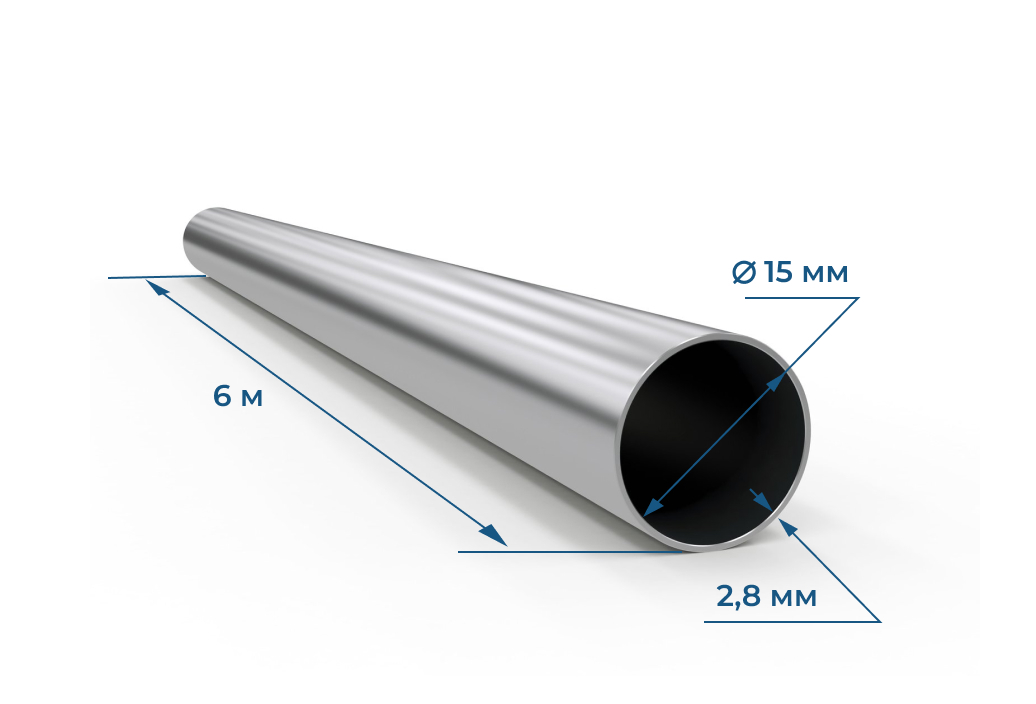 ..
..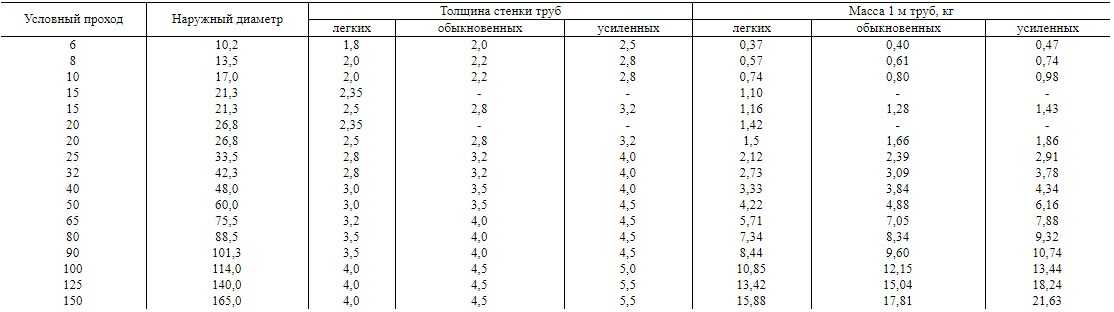 15
15  ..
.. ..
..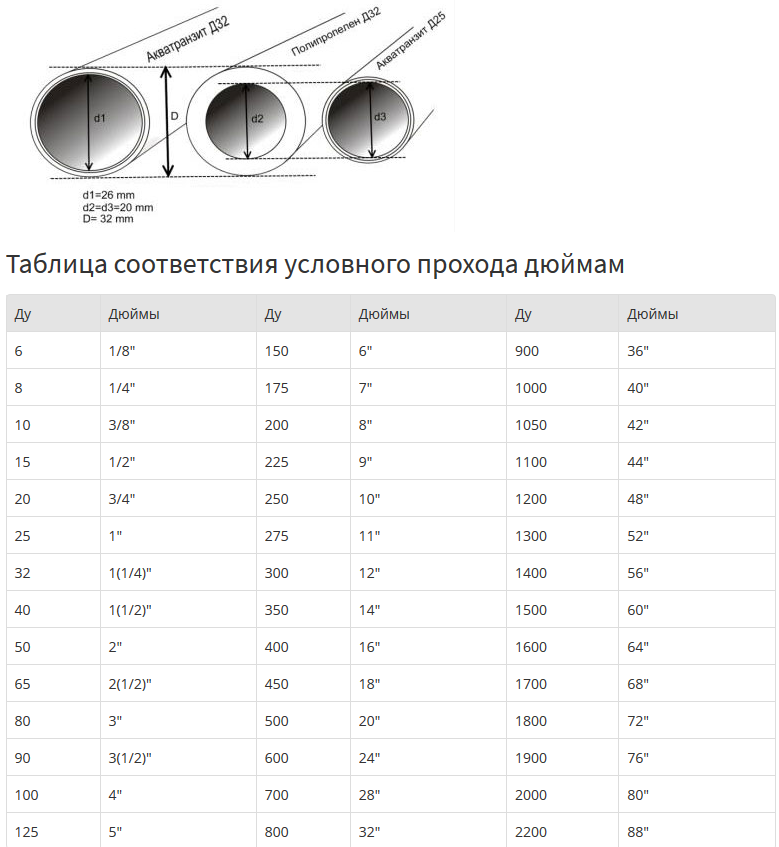 34
34 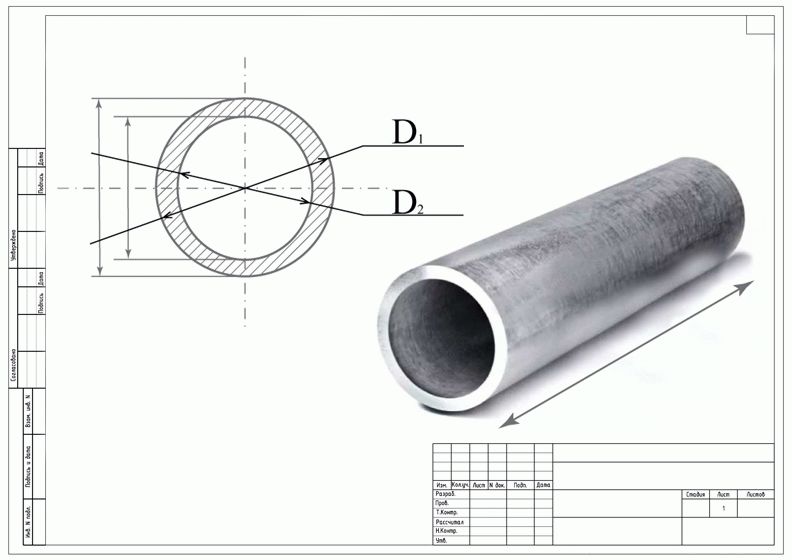 ..
..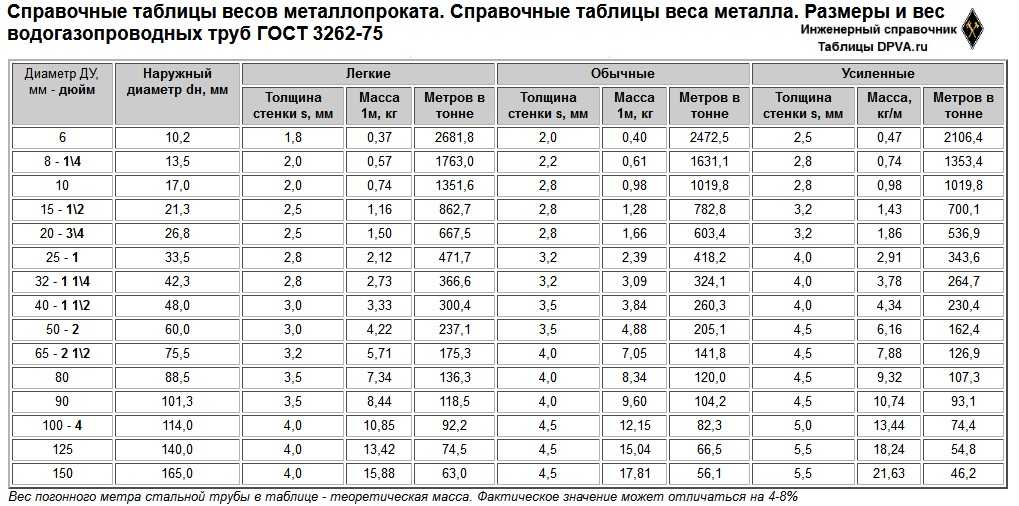 ..
.. ..
..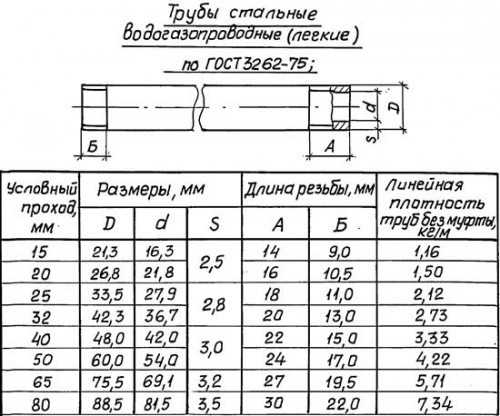 92)
92) Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных.
Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных.
 бесшовные, т/д до 5%
бесшовные, т/д до 5% 
 Если песок влажный, то воды заливают чуть меньше. Оставить часть воды.
Если песок влажный, то воды заливают чуть меньше. Оставить часть воды.
 Готовый бетон укладывается вручную или с применением пневматических вибраторов. Планируя ручную укладку бетонная смеси, обратите внимание на то, что она должна быть более пластичной, чем при механической укладке. Различаются смеси и по плотности: при механизированном способе требуется смесь большей плотности.
Готовый бетон укладывается вручную или с применением пневматических вибраторов. Планируя ручную укладку бетонная смеси, обратите внимание на то, что она должна быть более пластичной, чем при механической укладке. Различаются смеси и по плотности: при механизированном способе требуется смесь большей плотности. В этом случае вам не придется восстанавливать разрушающуюся конструкцию, или делать ее заново и нести дополнительные расходы.
В этом случае вам не придется восстанавливать разрушающуюся конструкцию, или делать ее заново и нести дополнительные расходы.
 Означает это прочность бетона в кгс/кв.см. Букой В обозначается класс бетона. Он варьируется от В3,5 до В60.
Означает это прочность бетона в кгс/кв.см. Букой В обозначается класс бетона. Он варьируется от В3,5 до В60. Прежде всего – от того, будет ли это штукатурка или фундамент. На стяжку воды следует добавлять больше, чтобы смесь заливалась, а на штукатурку — меньше, чтобы прилипала. Многое зависит от качества цемента и от состояния воды. Бывает вода очень жесткая, такой следует добавлять меньше, а мягкой – напротив, больше. Придется пробовать и экспериментировать, что может отнять много времени, сил и израсходовать лишний материал. Неопытному мастеру стоит подумать о приобретении готовой сухой строительной смеси, и все его проблемы будут решены.
Прежде всего – от того, будет ли это штукатурка или фундамент. На стяжку воды следует добавлять больше, чтобы смесь заливалась, а на штукатурку — меньше, чтобы прилипала. Многое зависит от качества цемента и от состояния воды. Бывает вода очень жесткая, такой следует добавлять меньше, а мягкой – напротив, больше. Придется пробовать и экспериментировать, что может отнять много времени, сил и израсходовать лишний материал. Неопытному мастеру стоит подумать о приобретении готовой сухой строительной смеси, и все его проблемы будут решены. В идеале он должен без остатка войти и занять весь его объем, как занимал песок.
В идеале он должен без остатка войти и занять весь его объем, как занимал песок.
 клея на 10 л раствора.
клея на 10 л раствора.


 Конечно, в какой-то момент вы добавите слишком много песка, и все, что у вас будет, это куча песка, которая не обладает ни одним из необходимых вам свойств раствора.
Конечно, в какой-то момент вы добавите слишком много песка, и все, что у вас будет, это куча песка, которая не обладает ни одним из необходимых вам свойств раствора.


 гаек, кг
гаек, кг
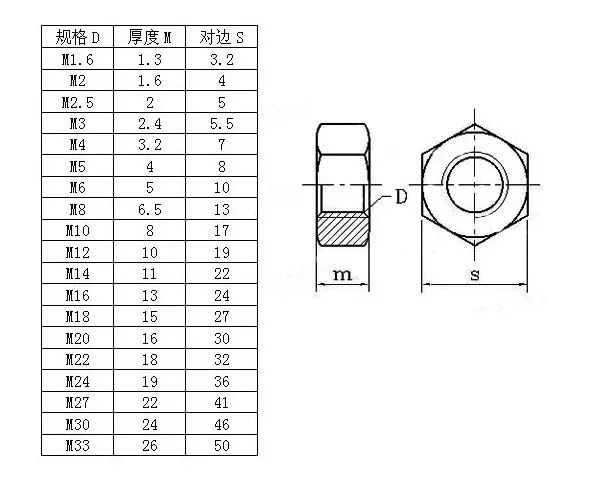 6-48
6-48 6-48
6-48 07.
07. 11
11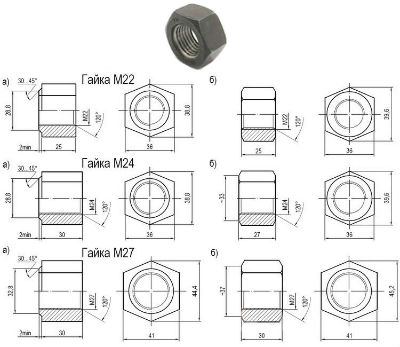
 Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся на рынке размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, отфрезерованных из прутка, табличные максимальные (базовые) размеры ширины лыска могут быть превышены, чтобы соответствовать коммерческим допускам тянутого или катаного пруткового материала.
Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся на рынке размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, отфрезерованных из прутка, табличные максимальные (базовые) размеры ширины лыска могут быть превышены, чтобы соответствовать коммерческим допускам тянутого или катаного пруткового материала.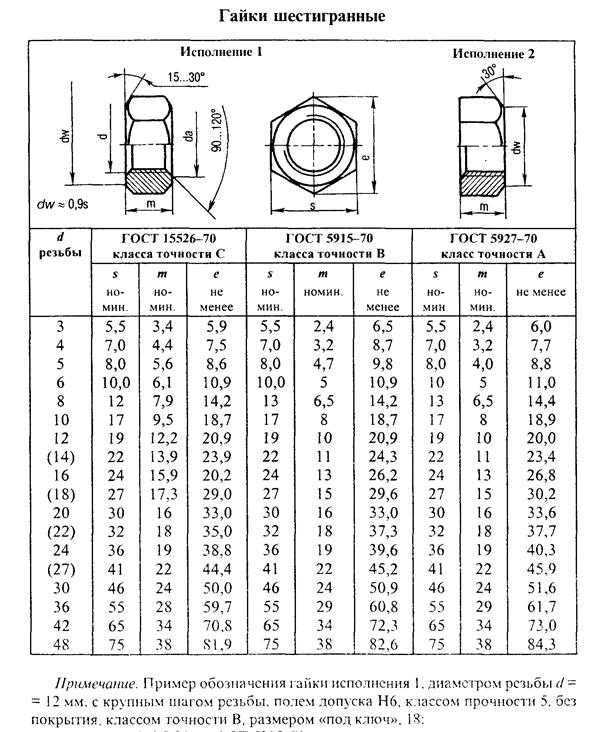
 1
1 00
00 04
04 00
00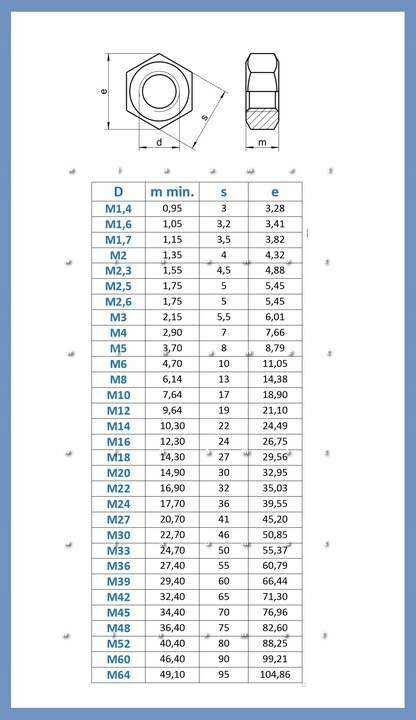 10
10 00
00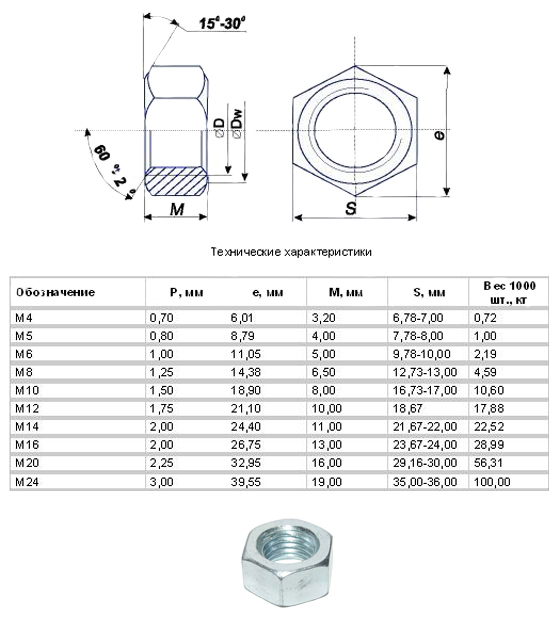 00
00 Это специальный заказ/размер.
Это специальный заказ/размер.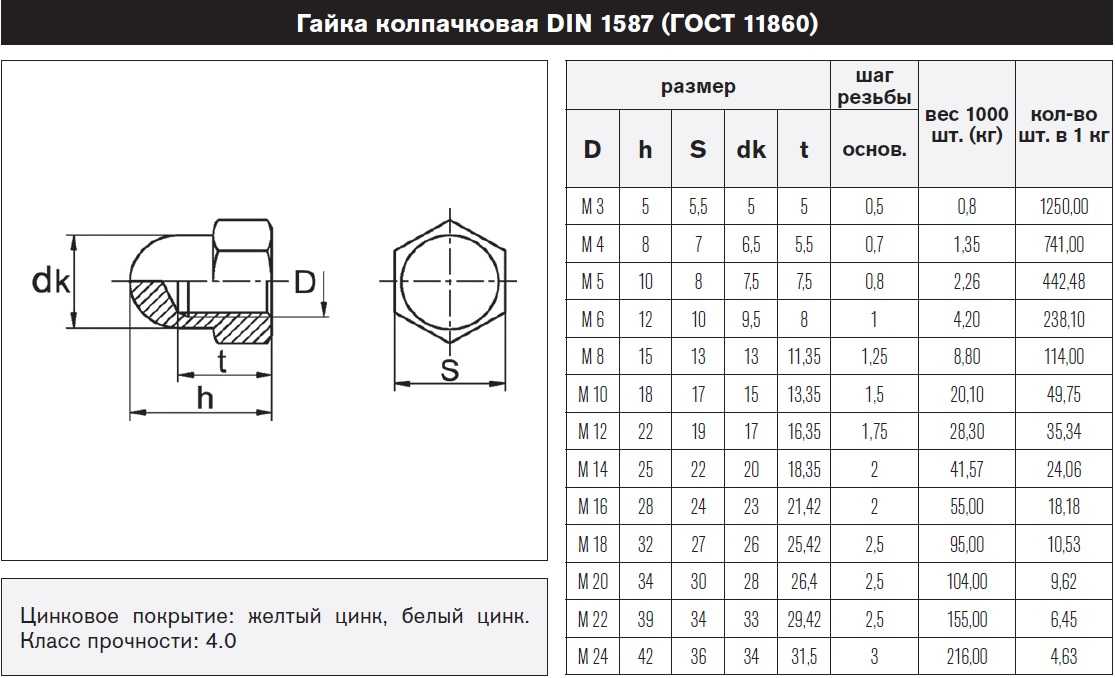







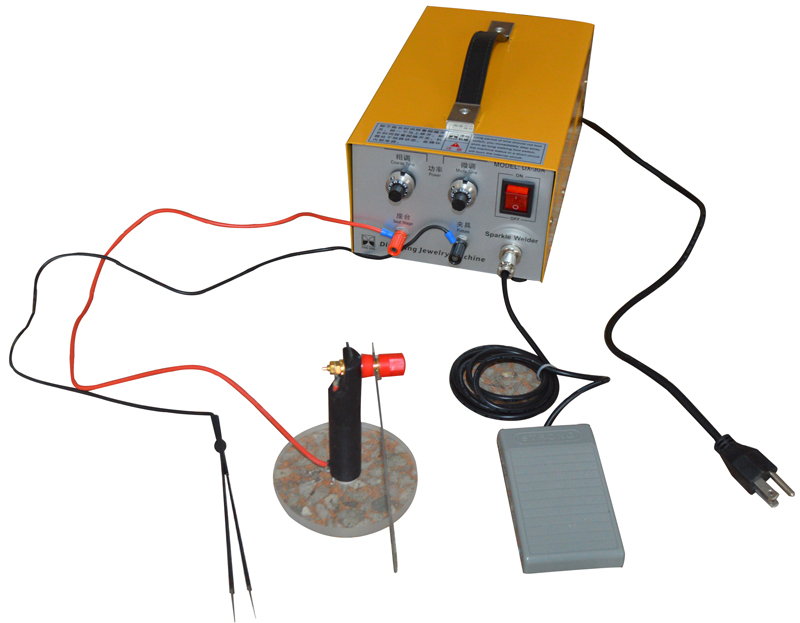
 В большинстве случаев фиксация обоих стержней осуществляется вручную.
В большинстве случаев фиксация обоих стержней осуществляется вручную.
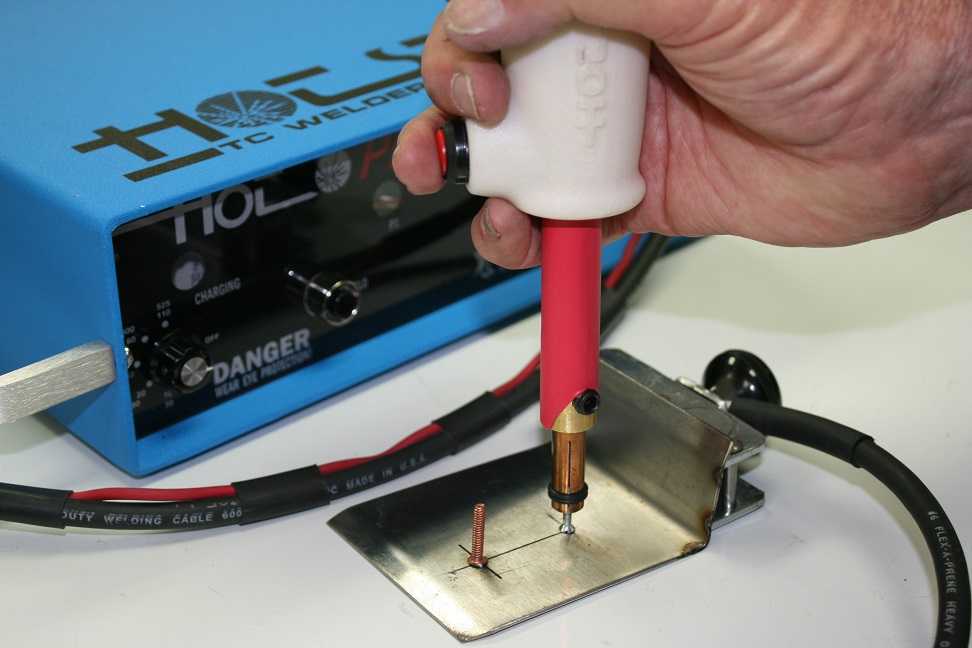

 04.2017
04.2017
 Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе: В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.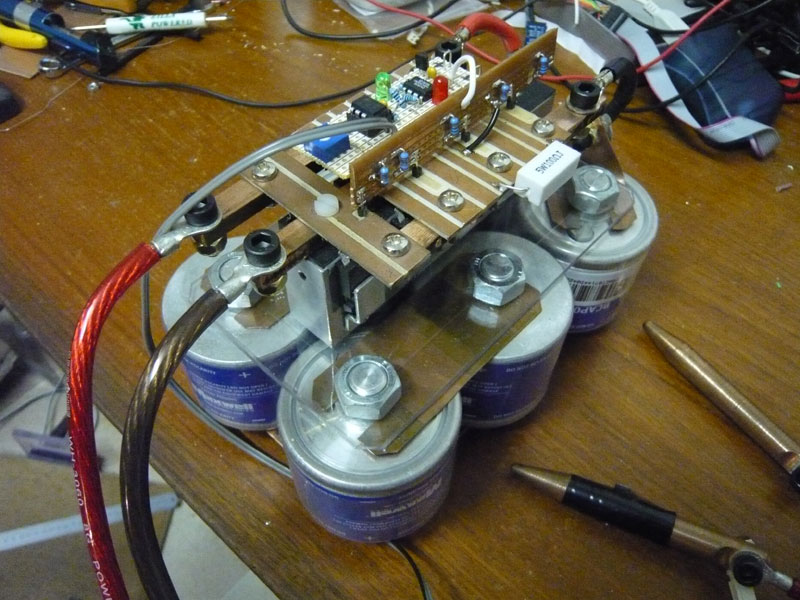 Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении; youtube.com/embed/tISthYl3-QU?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/tISthYl3-QU?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>  Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
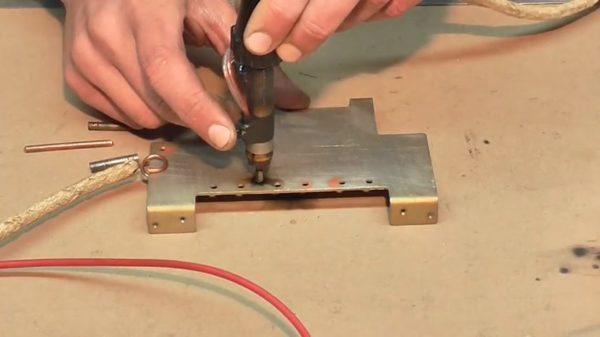 Этого достаточно, чтобы нанести удар в нужной ситуации.
Этого достаточно, чтобы нанести удар в нужной ситуации.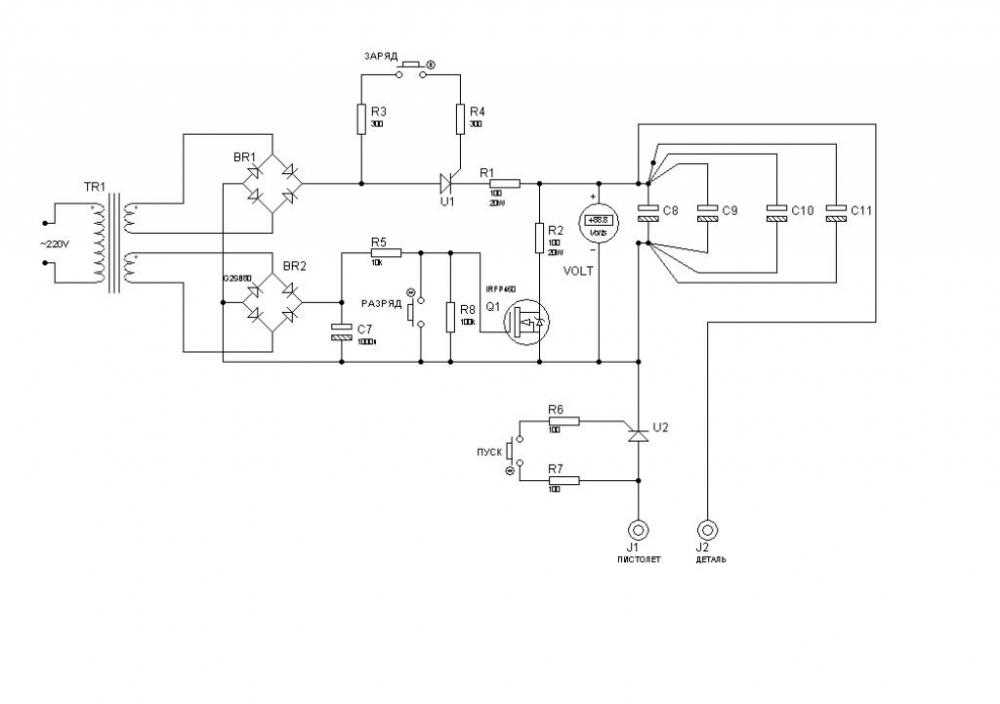
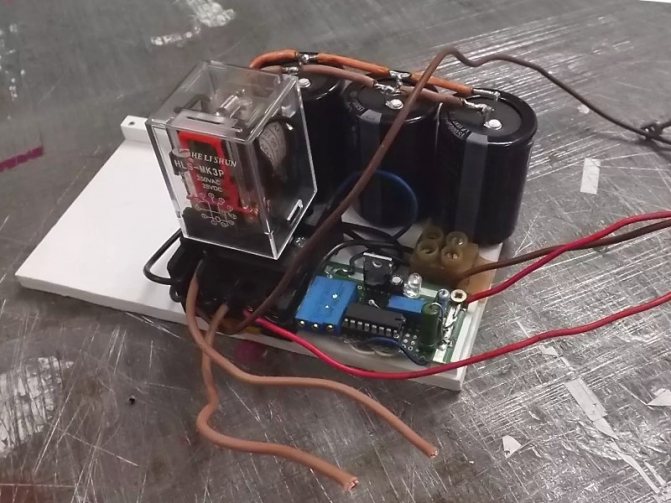 Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.
Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.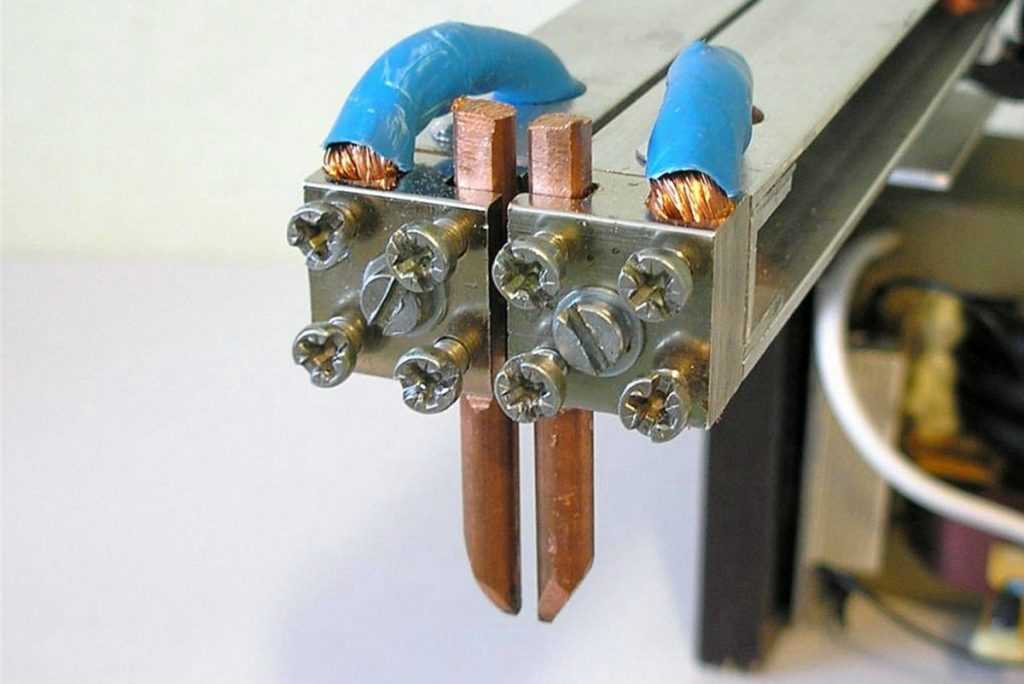 0074
0074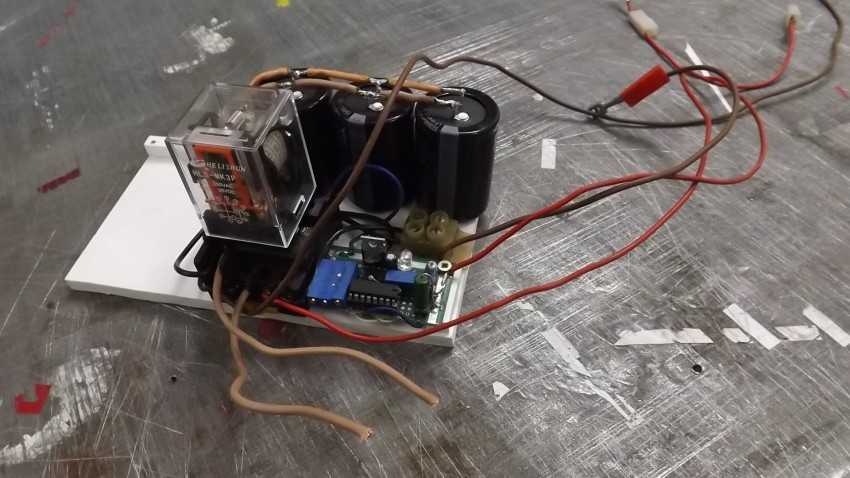
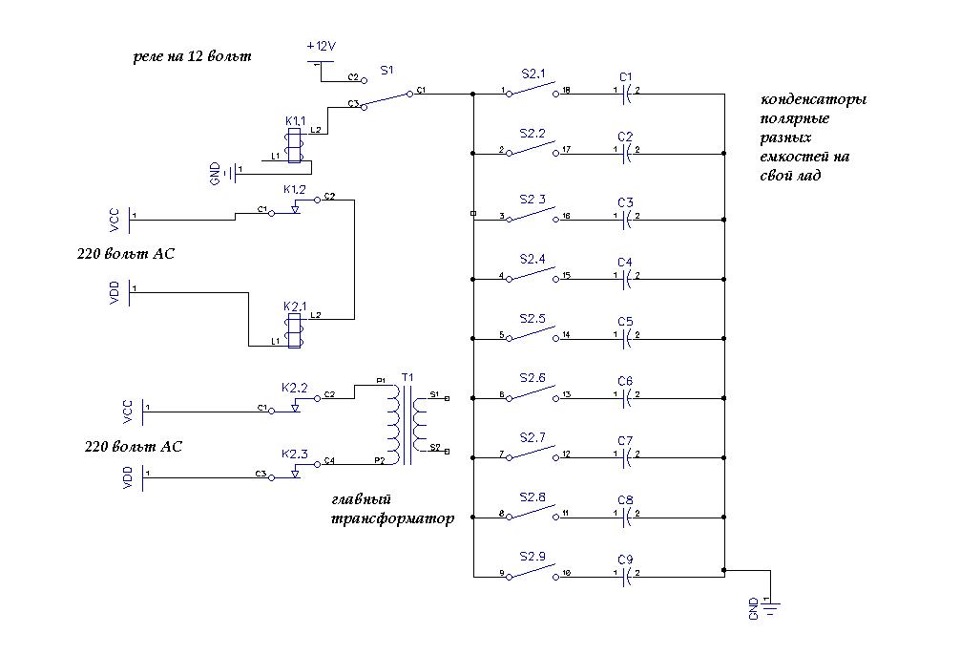
 Два краскораспылителя устанавливаются рядом друг с другом на расстоянии, обеспечивающем перекрытие двух пятен распыла для получения одной сплошной широкой линии. Правильное расположение распылителей крайне важно для получения качественной линии.На взлетно-посадочных полосах аэропортов часто можно увидеть линии шириной 90 см.Для нанесения таких линий необходим блок из трех распылителей.
Два краскораспылителя устанавливаются рядом друг с другом на расстоянии, обеспечивающем перекрытие двух пятен распыла для получения одной сплошной широкой линии. Правильное расположение распылителей крайне важно для получения качественной линии.На взлетно-посадочных полосах аэропортов часто можно увидеть линии шириной 90 см.Для нанесения таких линий необходим блок из трех распылителей. Пересечение такой линии разрешено, если это допускается правилами.
Пересечение такой линии разрешено, если это допускается правилами.
 В некоторых странах предварительные временные полосы движения (в случае проведения дорожных работ) размечаются с помощью желтых линий.В ситуациях, когда временные полосы движения переходят в постоянные полосы с белой разметкой, необходимо использовать два цвета.Двухцветные линии также используются в аэропортах, если контраст белых линий на бетонной поверхности серого цвета недостаточен.Путем нанесения черной краски рядом с белой линией можно повысить контраст до необходимого значения.
В некоторых странах предварительные временные полосы движения (в случае проведения дорожных работ) размечаются с помощью желтых линий.В ситуациях, когда временные полосы движения переходят в постоянные полосы с белой разметкой, необходимо использовать два цвета.Двухцветные линии также используются в аэропортах, если контраст белых линий на бетонной поверхности серого цвета недостаточен.Путем нанесения черной краски рядом с белой линией можно повысить контраст до необходимого значения.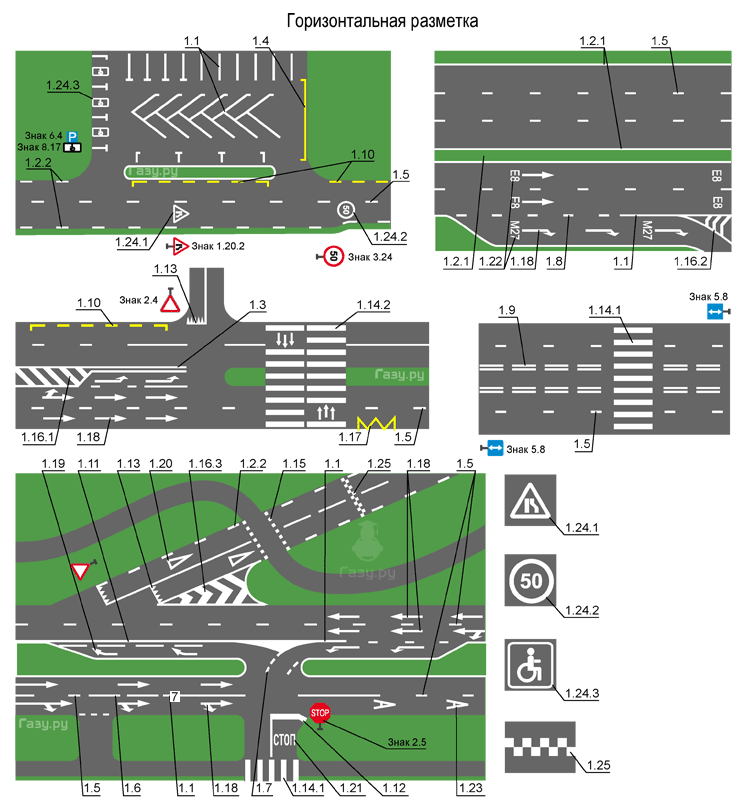 Такие типы разметки обычно наносятся вручную.Обычно на расчет и нанесение физического шаблона разметки уходит много времени.Но при использовании машины для нанесения дорожной разметки с наконечниками, которые можно отрегулировать для нанесения линии под определенным углом, можно намного упростить работу.Некоторые более совершенные машины имеют функцию автоматического шаблона, которая в два раза снижает время, необходимое для нанесения горизонтальных линий.
Такие типы разметки обычно наносятся вручную.Обычно на расчет и нанесение физического шаблона разметки уходит много времени.Но при использовании машины для нанесения дорожной разметки с наконечниками, которые можно отрегулировать для нанесения линии под определенным углом, можно намного упростить работу.Некоторые более совершенные машины имеют функцию автоматического шаблона, которая в два раза снижает время, необходимое для нанесения горизонтальных линий. Основные характеристики, правила и ограничения разметки определены в ПДД, требования к нанесению маркировки регулируются ГОСТ Р 51256-2011.
Основные характеристики, правила и ограничения разметки определены в ПДД, требования к нанесению маркировки регулируются ГОСТ Р 51256-2011. Соответствующие положения ПДД регламентируют правила и ответственность за их несоблюдение.
Соответствующие положения ПДД регламентируют правила и ответственность за их несоблюдение.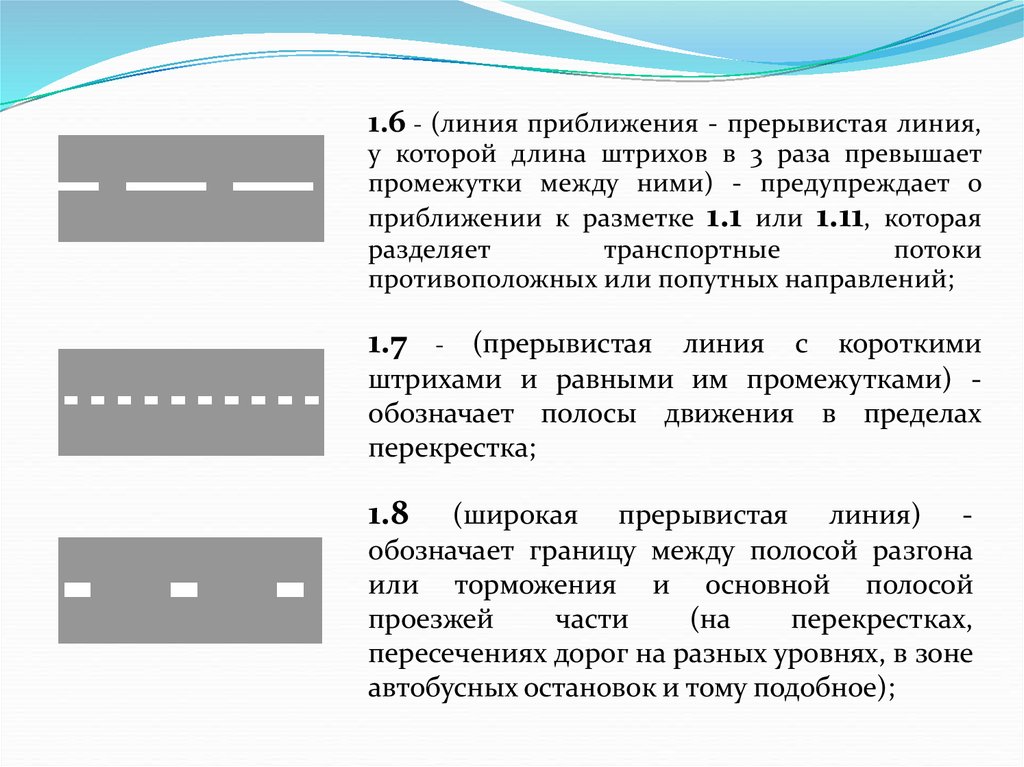 Допускается пересекать её с любой стороны.
Допускается пересекать её с любой стороны. Обычно нанесена у края проезжей части или по верху бордюра.
Обычно нанесена у края проезжей части или по верху бордюра.
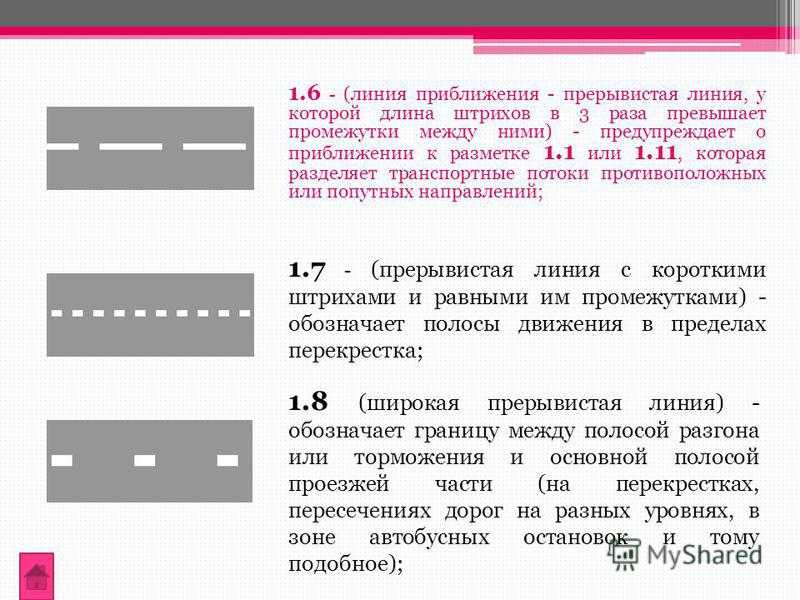 Большие буквы «СТОП» на дороге.
Большие буквы «СТОП» на дороге. Для разметки городских дорог и междугородних шоссе применяется термопластик: после нанесения и отвердения горячий материал превращается в прочное матовое покрытие. Минимальный срок долговечности, установленный для разметки термопластиком, составляет 6 месяцев. Максимальный износ при этом не должен превышать 50%. Для утолщенного нанесения толщиной более 1,5 мм – долговечность не менее одного года, а износ – на отметке 25-30%.
Для разметки городских дорог и междугородних шоссе применяется термопластик: после нанесения и отвердения горячий материал превращается в прочное матовое покрытие. Минимальный срок долговечности, установленный для разметки термопластиком, составляет 6 месяцев. Максимальный износ при этом не должен превышать 50%. Для утолщенного нанесения толщиной более 1,5 мм – долговечность не менее одного года, а износ – на отметке 25-30%.
 Мы работаем с современными износостойкими материалами: дорожной краской, термопластиком, холодным пластиком. Многолетний опыт и профессиональное оборудование позволяют нам выполнять работы качественно и точно в срок.
Мы работаем с современными износостойкими материалами: дорожной краской, термопластиком, холодным пластиком. Многолетний опыт и профессиональное оборудование позволяют нам выполнять работы качественно и точно в срок. Longitudinal Markings
Longitudinal Markings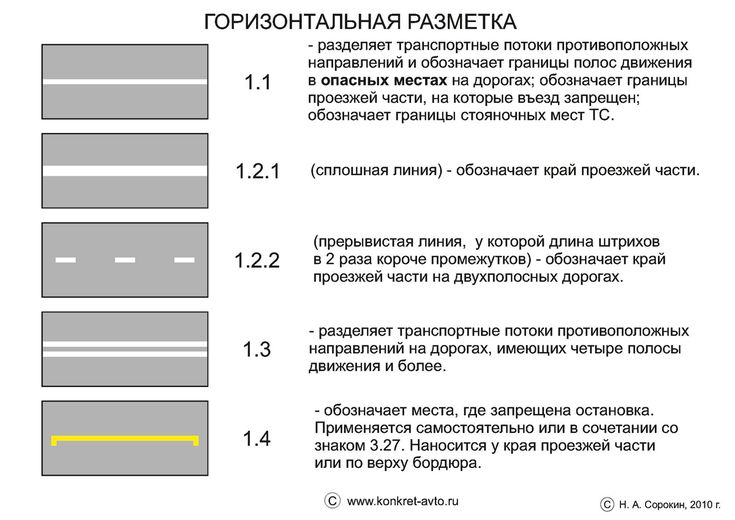 Маркировка опасности
Маркировка опасности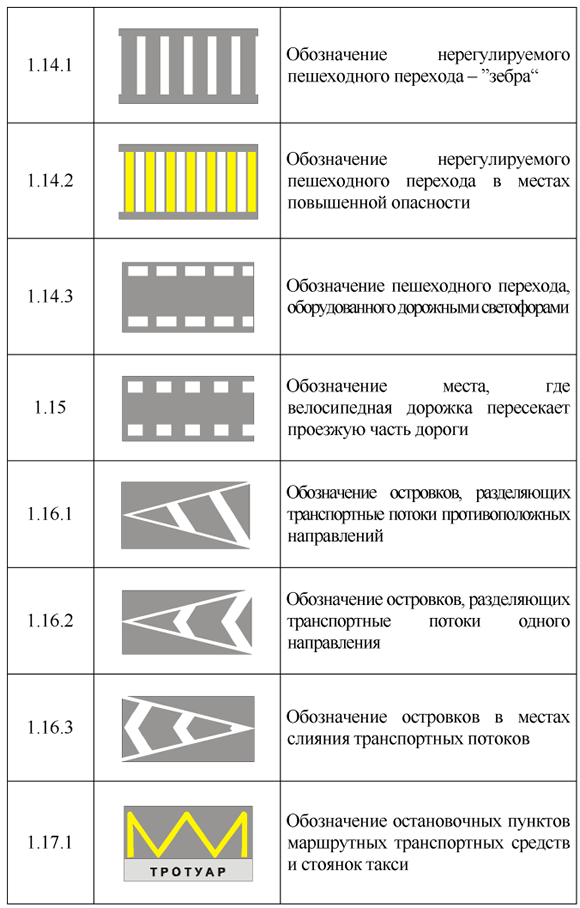 Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация стрелок указана в таблице ниже-
Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация стрелок указана в таблице ниже-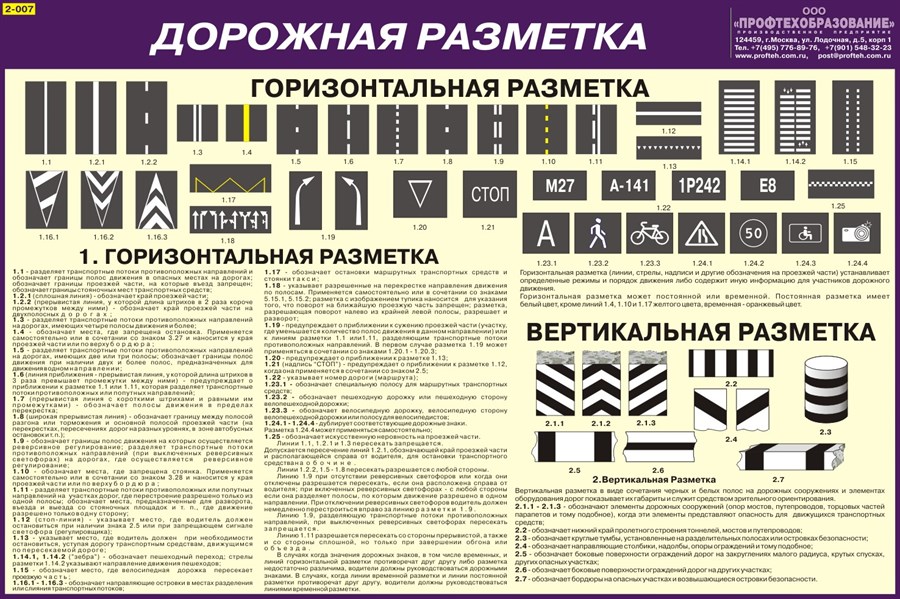



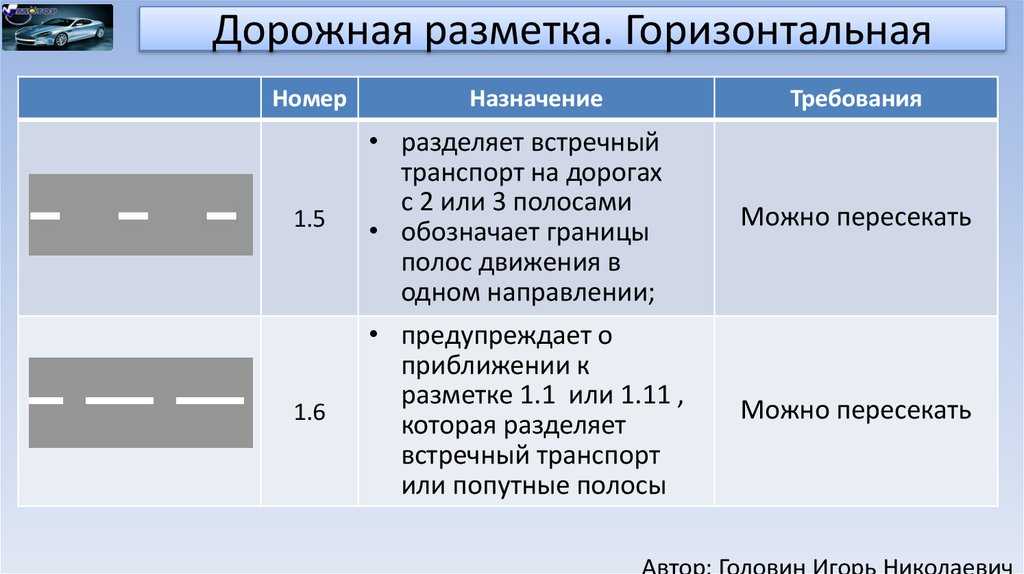




 Персональный менеджер ответит на все интересующие Вас вопросы и будет информировать о статусе Вашего заказа на всех этапах его выполнения.
Персональный менеджер ответит на все интересующие Вас вопросы и будет информировать о статусе Вашего заказа на всех этапах его выполнения. ..
..  ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenZaireZambiaZimbabwe
ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenZaireZambiaZimbabwe



 Также могут присутствовать дополнительные элементы:
Также могут присутствовать дополнительные элементы: С его помощью сжимается и разжимается крепежный механизм. Считается очень надежным.
С его помощью сжимается и разжимается крепежный механизм. Считается очень надежным.
 В подобных случаях проще подобрать аналог, чтобы сменить его полностью, чем отремонтировать элемент.
В подобных случаях проще подобрать аналог, чтобы сменить его полностью, чем отремонтировать элемент.


 Фиксируется двумя шариками, которые входят в закрытые пазы насадки, расположенные один напротив другого. Усилие передаётся благодаря паре клиньев, имеющих контакт с хвостовиком площадью 75 мм2.
Фиксируется двумя шариками, которые входят в закрытые пазы насадки, расположенные один напротив другого. Усилие передаётся благодаря паре клиньев, имеющих контакт с хвостовиком площадью 75 мм2.

 Внутренняя часть помещается в гильзу таким образом, чтобы совпали отверстия для шплинтов.
Внутренняя часть помещается в гильзу таким образом, чтобы совпали отверстия для шплинтов. youtube.com/embed/BTOCNkqZZLs» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/BTOCNkqZZLs» frameborder=»0″ allowfullscreen=»allowfullscreen»/> Кулачки разводятся до предела, прямой отвёрткой выкручивается фиксирующий винт с левой резьбой – откручивается за часовой стрелкой.
Кулачки разводятся до предела, прямой отвёрткой выкручивается фиксирующий винт с левой резьбой – откручивается за часовой стрелкой.
 После его демонтажа новая оснастка устанавливается на место в обратном разборке порядке.
После его демонтажа новая оснастка устанавливается на место в обратном разборке порядке.

 д. диаметра, через который могут проходить трубы или кабели, для демонтажных работ (внутри или снаружи), для снятия плитки, бетонной плитки и т.п. приспособление, для домашних занятий достаточно перфоратора на 1,5-3 Джоуля.
д. диаметра, через который могут проходить трубы или кабели, для демонтажных работ (внутри или снаружи), для снятия плитки, бетонной плитки и т.п. приспособление, для домашних занятий достаточно перфоратора на 1,5-3 Джоуля.  Значительный вес таких моделей ограничивает их использование высотой подъема от уровня ног рабочего. Назначение тяжелых перфораторов – изготовление отверстий довольно большого диаметра (более 20 мм), дробление монолитных блоков.
Значительный вес таких моделей ограничивает их использование высотой подъема от уровня ног рабочего. Назначение тяжелых перфораторов – изготовление отверстий довольно большого диаметра (более 20 мм), дробление монолитных блоков. В ударном режиме можно откалывать плитку и удалять плиточный клей.
В ударном режиме можно откалывать плитку и удалять плиточный клей.

 Все детали механизмов при трении подвержены износу.
Все детали механизмов при трении подвержены износу. 



 5 — 4 (свет),
5 — 4 (свет), 
 Поскольку сейчас существует так много вариантов, я попросил Tools связаться со мной и прислать мне аккумуляторные бесщеточные модели, рассчитанные на диаметр резки до 1 дюйма и работающие с встроенным пылеудалением, чтобы мы могли сделать головку. сравнение с головой. Мне редко приходится резать бетон, но когда это необходимо, я надеваю маску и пользуюсь нашей отрезной пилой Hilti со встроенной системой подачи воды. Когда дело доходит до бурения, в основном мне нужно просверлить отверстия диаметром 1/4 дюйма для анкеров с разъемным приводом, чтобы прикрепить осадок к бетонной плите. Обычно я сверлю отверстия диаметром 1/2 дюйма или 5/8 дюйма для болтов Titen HD и редко отверстия диаметром 3/4 дюйма для стержня с резьбой из эпоксидной смолы.
Поскольку сейчас существует так много вариантов, я попросил Tools связаться со мной и прислать мне аккумуляторные бесщеточные модели, рассчитанные на диаметр резки до 1 дюйма и работающие с встроенным пылеудалением, чтобы мы могли сделать головку. сравнение с головой. Мне редко приходится резать бетон, но когда это необходимо, я надеваю маску и пользуюсь нашей отрезной пилой Hilti со встроенной системой подачи воды. Когда дело доходит до бурения, в основном мне нужно просверлить отверстия диаметром 1/4 дюйма для анкеров с разъемным приводом, чтобы прикрепить осадок к бетонной плите. Обычно я сверлю отверстия диаметром 1/2 дюйма или 5/8 дюйма для болтов Titen HD и редко отверстия диаметром 3/4 дюйма для стержня с резьбой из эпоксидной смолы. Сверло центрируется на всасывающей головке, и когда вы входите в бетон, всасывающая головка плотно прилегает к поверхности, собирая пыль, образующуюся во время сверления. Каждая из этих насадок имеет съемный фильтр, который можно открыть и очистить.
Сверло центрируется на всасывающей головке, и когда вы входите в бетон, всасывающая головка плотно прилегает к поверхности, собирая пыль, образующуюся во время сверления. Каждая из этих насадок имеет съемный фильтр, который можно открыть и очистить.  Наиболее выдающейся особенностью этих сверл является то, насколько хорошо они все выполняют свою работу. Время работы разное, но все они сделали мой старый перфоратор с проводом устаревшим.
Наиболее выдающейся особенностью этих сверл является то, насколько хорошо они все выполняют свою работу. Время работы разное, но все они сделали мой старый перфоратор с проводом устаревшим.  Я просверлил 1/2-дюймовые отверстия глубиной 6 дюймов с прикрепленным пылеуловителем. Для каждого инструмента я сверлил без остановки; ни один из инструментов не перегрузился, хотя все они нагрелись.
Я просверлил 1/2-дюймовые отверстия глубиной 6 дюймов с прикрепленным пылеуловителем. Для каждого инструмента я сверлил без остановки; ни один из инструментов не перегрузился, хотя все они нагрелись. Рукоятка, ограничитель глубины и футляр для переноски, которые не подходят к насадке экстрактора.
Рукоятка, ограничитель глубины и футляр для переноски, которые не подходят к насадке экстрактора. Насадка для удаления пыли включает в себя блок и боковую рукоятку.
Насадка для удаления пыли включает в себя блок и боковую рукоятку. 0. Упаковки (48-11-1850), боковая рукоятка, футляр для переноски, фильтр HEPA и глубинный стержень.
0. Упаковки (48-11-1850), боковая рукоятка, футляр для переноски, фильтр HEPA и глубинный стержень. (две батареи по 6 Ач) + 59 долларов США (зарядное устройство) + 115 долларов США (насадка для удаления пыли) = 732 доллара США. Нет ни чехла, ни сумки.
(две батареи по 6 Ач) + 59 долларов США (зарядное устройство) + 115 долларов США (насадка для удаления пыли) = 732 доллара США. Нет ни чехла, ни сумки.
 Этот инструмент утомил меня, потому что он просто продолжал работать. Дрель, два аккумулятора, зарядное устройство и пылеудаляющее устройство помещаются в сумку для переноски. Картридж фильтра для Hilti непрозрачен, поэтому невозможно сказать, насколько он заполнен. При сверлении отверстий диаметром 1/4 дюйма для анкеров с разъемным приводом я заметил, что удаление пыли перестало работать после меньшего количества отверстий, чем другие инструменты. Это потому, что картридж меньше, поэтому мне приходилось чаще его опорожнять.
Этот инструмент утомил меня, потому что он просто продолжал работать. Дрель, два аккумулятора, зарядное устройство и пылеудаляющее устройство помещаются в сумку для переноски. Картридж фильтра для Hilti непрозрачен, поэтому невозможно сказать, насколько он заполнен. При сверлении отверстий диаметром 1/4 дюйма для анкеров с разъемным приводом я заметил, что удаление пыли перестало работать после меньшего количества отверстий, чем другие инструменты. Это потому, что картридж меньше, поэтому мне приходилось чаще его опорожнять.  Взял патрон фильтра, выбил всю пыль, взвесил; затем я просверлил 10 1/4-дюймовых отверстий, чтобы достать сверло того же размера, а затем взвесил картридж со всей пылью, которая в нем была.
Взял патрон фильтра, выбил всю пыль, взвесил; затем я просверлил 10 1/4-дюймовых отверстий, чтобы достать сверло того же размера, а затем взвесил картридж со всей пылью, которая в нем была. 0334
0334