Пластик жидкий, листовой и зеркальный, способы его переработки | ПластЭксперт
АБС — пластик
Что такое АБС пластик
Пластик АБС (ABS) – это продукт сополимеризации трех мономенов: акрилонитрила, бутадиена и стирола. Как и любой полимер, он состоит из макромолекул с чередующимися звеньями указанных мономеров. Химическую формулу АБС-пластика можно схематично представить в виде, представленном на рисунке 1.
Рис.1. Химическая структура АБС
С точки зрения химии, АБС пластик – это продукт сополимеризации указанных выше мономеров, обычно проходящей по привитой схеме в эмульсии. При этом полимерной матрицей является статсополимер стирола и акрилонитрила, а блоки бутадиена до 1 микрометра величиной распределены в матрице. Такая система предполагает возможность варьирования процентного соотношения мономерных звеньев в сополимере с возможностью таким образом изменять свойства последнего. Обычно в составе, материала, который в общем виде мы называем «АБС» количество акрилонитрила может быть от 15 до 35 процентов, бутадиена от 5 до 30, а стирола от 40 до 60 процентов.
Бутадиен, являющийся мономером для многих типов синтетических каучуков, придает АБС полимеру повышенную ударную прочность. При этом у него сохраняются высокие базовые физико-механические и тепловые характеристики, присущие стирольным пластикам. Это обуславливает очень высокую востребованность АБС.
Недостатком является то, что большинство марок рассматриваемого сополимера непрозрачны (существует прозрачная модификация — MABS). Производится АБС пластик обычно в гранулах, но встречается и порошкообразный материал. Наиболее известные торговые марки АБС полимера от разных производителей: Styrolux, Polylac, Starex, Terluran, Novodur.
Мировое производство пластика АБС оценивается примерно в 10 миллионов тонн полимера в год и постоянно растет. Средний ежегодный прирост его выпуска составляет 5-6 процентов. В 20 веке основным производителем АБС в мире были США, однако в последние годы вектор производства сменился в сторону Азии. Мировые лидеры по выпуску этого пластика – Тайвань, Япония и Южная Корея, которые производят около трех четвертей всего мирового АБС. В России его выпускают ОАО «Нижнекамскнефтехим» и ОАО «Пластик» (Узловая)
Характеристики ABS
Основными технологическими и химическими свойствами АБС-сополимера являются.
— Область температур переработки – от 200 до 260 градусов С.
— Влагопоглощение – от 0,2 до 0,4%.
— Плотность – около 1040 кг/куб. м.
— Технологическая усадка – от 0,4 до 0,7%.
— Хорошая химическая стойкость к сильным основаниям (щелочам), маслам и смазкам, солям и кислотам в растворах.
Главные физико-механические свойства АБС.
— Высокая твердость и ударная вязкость пластика.
— Хорошая термостойкость и устойчивость к низким и высоким (зависит от марки пластика) температурам.
— Очень высокая устойчивость к атмосферным и погодным явлениям.
— Невысокие электроизоляционные характеристики (хуже чем у полистирола).
— Низкая стойкость к ультрафиолету.
Важнейшие эксплуатационные свойства АБС сополимера.
— Стандартные марки АБС выдерживает кратковременно температуру до 100 градусов и длительно до 80 градусов С, теплостойкие марки – 130 (длительно – 100) градусов С.
— Изделия из АБС обладают глянцевой поверхностью.
— Хорошая износостойкость.
— Вариативность механических характеристик а зависимости от мономерного состава АБС.
— Марки пластика подходят для нанесения покрытий гальваникой, металлизации под вакуумом.
— Хорошая способность к сварке.
Применение АБС пластика
ABS является одним из немногих материалов, которые неприхотливы в переработке. Изделия из этого пластика можно получать подавляющим большинством методов, принимая во внимание свойства каждой конкретной марки, главным образом текучесть (ПТР).
Литьем под давлением из ABS-пластика получают всевозможные изделия, в том числе из-за низкой усадки и хорошей размерной стабильности он хорошо подходит для точного литья. Типичные литьевые продукты, для получения которых применяется данный пластик:
— Автомобильная индустрия: интерьерные и экстерьерные компоненты из пластика, в том числе панели приборов, радиаторные решетки, колесные колпаки и т.д.
— Детали электроники и бытовой техники: корпуса телевизоров и прочих домашних приборов, телефонов, компьютеров и оргтехники, мониторов, металлизированные компоненты разнообразных устройств.
— Электротехнические изделия: корпуса электроинструмента, розетки и выключатели, конструкционные детали.
— Товары для детей.
— Канцтовары.
— Тара и упаковка: чемоданы, контейнеры, посуда, сосуды для жидкостей.
С точки зрения экструзии пластмасс АБС главным образом перерабатывается в листы для их последующего применения в различных областях. Экструдированный листовой пластик применяют в дизайне, строительных материалах, рекламных конструкциях и т.п. Чаще всего полученные листы либо обрабатываются затем механически вручную или на различных станках (в том числе с последующей сваркой или склейкой), либо идут на серийную переработку методом пневмо- или вакуумформования (термоформования).
Рис.2. Нить для последующей 3D печати
В последние годы широкое распространение получила новая область применения АБС – 3D печать. Суть технологии заключается в том, что изначально из гранулированного пластика и мастербатча (концентрата красителя) получают калиброванную окрашенную нить в катушках. Затем нить используется для аддитивной трехмерной печати на специальных 3D-принтерах. Наряду с полилактидом (PLA) АБС, благодаря своим удачным свойствам, является одним из двух самых популярных пластиков для 3D печати.
Пластик АБС является хорошим материалом для получения модифицированных полимеров и композитов на его основе. Таким образом можно получить пластмассы с требуемыми свойствами. Например, для улучшения атмосферостойкости в состав АБС вводят насыщенные эластомеры. Прозрачности пластика добиваются при помощи добавления метилметакрилата. Альфаметилстирол в качестве аддитива расширяет рабочий диапазон вплоть до 130 градусов С. Известны композиции ABS с поливинилхлоридом (ПВХ), полибутилентерефталатом (ПБТ), полиамидами (ПА) и другими полимерными материалами. Однако чаще всего в технике и особенно в автопроме используют сплав АБС и поликарбоната (ПК-АБС), который имеет повышенную ударную прочность и стойкость к высокой температуре и химическим воздействиям.
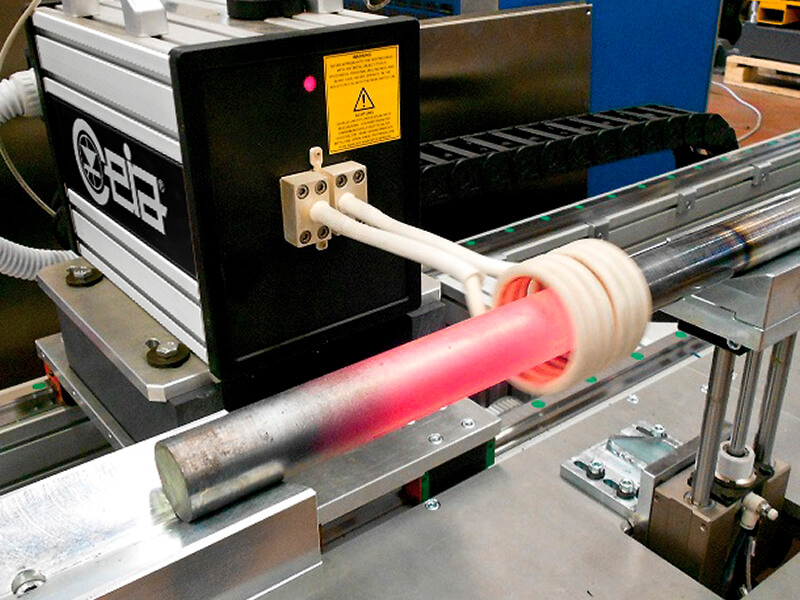
Холодный пластик для дорожной разметки «Формула-1»
Описание
Назначение
Холодный пластик для дорожной разметки предназначен для нанесения горизонтальной разметки автомобильных дорог с усовершенствованным покрытием (асфальтобетонным, цементобетонным).
Описание
Двухкомпонентный лакокрасочный материал холодного формирования. Неотвержденный холодный пластик – высоконаполненная суспензия, содержащая метакриловую смолу, пигменты, наполнители, функциональные добавки. Поставляется в комплекте с отвердителем, который представляет собой сыпучий порошок белого цвета с содержанием дибензоилопероксида от 50 % до 51 %. Не содержит органические растворители.
Нанесение
Нанесение проводят с помощью ручных кареток, шпателем, ограничивая контур разметки скотчем, или по шаблону, либо машинами кареточного типа.
Не допускается разбавлять холодный пластик водой, органическими растворителями, смешивать между собой холодные пластики различных марок.
Время отверждения
При температуре плюс (20±2) °С составляет не более 20 мин.
Проезд транспорта по нанесенной разметке разрешается по истечении не менее 45 мин после ее нанесения.
Условия нанесения
Разметку наносят в сухую погоду по сухому, очищенному от грязи, песка и масел дорожному покрытию.
Разметку холодным пластиком проводят при температуре покрытия от плюс 10 °С до плюс 35 °С.
Температура дорожного полотна должна быть на 3 °С выше «точки росы».
Влажность дорожного полотна должна быть не более 4 %.
Относительная влажность воздуха – не более 85 %.
Толщина слоя
от 1,5 до 3,0 мм
Расход
6 кг/м²
Расфасовка
в ведрах по 15 кг/30 кг каждое в комплекте с отвердителем.
Отвердитель поставляется в полиэтиленовых пакетах или полимерной таре с мерной емкостью из расчета 2 % (300 г/600 г) отвердителя на 15 кг/ 30 кг холодного пластика.
Стойкость покрытия к статическому воздействию жидкостей, ч, не менее:
– воды при температуре (20±2)°С;
– насыщенного раствора NaCl при температуре (0±2)°С;
– 3 %-ного раствора NaCl при температуре (0±2)°С;
– 10 %-ного раствора NaOH при температуре (20±2)°С
72
72
72
72
Может быть других цветов – оранжевого, синего, красного, черного, зеленого
Машина для литья под давлением Formula Plastics избирательно подходит к клиентам
Бизнес Formula Plastics Inc. , компании по литью под давлением и контрактного производителя, работающей по обе стороны калифорнийско-мексиканской границы, был сильным.
Частично причина в том, что руководство компании приняло стратегическое решение «уволить» некоторых клиентов и вместо этого сосредоточиться на отраслях, которые, по их мнению, могут помочь им добиться успеха сейчас и в будущем.
Теперь Formula быстро добавляет инженеров, операторов и машины, чтобы не отставать от расширяющегося бизнеса.
Formula юридически зарегистрирована в Текате, Калифорния, но производство находится в нескольких милях от Текате, Мексика. Компанию возглавляет Том Флэннери, которого в январе назначили президентом. Он присоединился к компании около двух лет назад в качестве генерального директора и вице-президента.
Plastics News оценивает, что продажи компании по литью под давлением выросли с 25 миллионов долларов в 2019 году до 35 миллионов долларов в 2020 году. Издатель Бреннан Лафферти поговорил с Фланнери о бизнесе для недавнего подкаста «Что не дает вам спать ночью». Это отредактированная версия этого интервью.
В: Я знаю, что это только начало, есть ли что-нибудь в переходе на пост президента, что вас удивило?
Фланнери: На самом деле совсем немного. Когда Алекс Мора, наш генеральный директор и мой деловой партнер, начали работать вместе в начале 2019 года, это был естественный прогресс. Я пришел на борт, чтобы управлять бизнесом, разрабатывать нашу стратегию и реализовывать эту стратегию. На самом деле это было естественным прогрессом, чтобы получить этот титул.
В: Как вы объясняете новым клиентам, что делает Formula, чтобы выделиться среди конкурентов?
Фланнеры: Исторически Formula была типичным производителем для литья под давлением. У вас была форма, у нас была машина; вы даете нам заказ на покупку, мы даем вам детали. Это было очень транзакционным по своей природе. В результате с годами у нас накапливались клиенты, клиенты и клиенты, и мы действительно не очень хорошо справлялись с обслуживанием ни одного из них. Таким образом, одно из самых больших изменений, которые мы предприняли в 2019–2020 годах, заключалось в том, чтобы сосредоточиться на меньшем количестве более крупных клиентов, которые ценили нас как неотъемлемую часть своей цепочки поставок пластмассовых изделий.
В: Когда вы совершаете этот переход, трудно ли сказать «нет» бизнесу?
Фланнери: Абсолютно. Вы должны уволить некоторых клиентов. И это никогда не бывает легко. Реальность такова, что я обошел многих наших стратегических клиентов и очень внимательно выслушал, что у нас хорошо, а что не очень. И в некоторых случаях вы приходите к пониманию, что у вас нет будущего в поддержке конкретного клиента, и обеим сторонам лучше признать это и двигаться дальше.
Когда мы попытались определить, кто был стратегическим, а кто нет, это привело нас к трем основным вопросам: Является ли клиент инновационным на своем рынке? Они растут? И является ли то, что мы делаем, основополагающим для того, что делают они, или нет?
Мы использовали этот относительно простой фильтр, чтобы просмотреть нашу клиентскую базу и решить, для кого мы можем быть чем-то большим, чем просто транзакцией. Из тех 20 клиентов, которых мы определили, я бы сказал, что более 80 процентов выросли с 2019 года больше, чем рост самого рынка. А в некоторых случаях размер некоторых из наших крупных клиентов увеличился более чем вдвое.
В: Расскажите мне о ваших возможностях; вы находитесь там, в Мексике. Сколько машин вы используете и какие возможности вы предлагаете?
Фланнери: Formula Plastics работает в Tecate с начала 1990-х годов. Мы только что привезли шесть новых машин, так что сейчас у нас 80 машин. Наш тоннаж колеблется от 6 тонн до 600 тонн. Мы находимся в кампусе площадью 10 акров; у нас есть восемь отдельно стоящих зданий с производственной площадью около 250 000 квадратных футов.
У нас работает 750 человек в команде; около 80 из них дипломированные инженеры. И эта цифра утроилась за два года. Это связано с высоким сервисом, акцентом на технических услугах. Мы не просто формовщики для литья под давлением; мы видим себя в качестве контрактного производителя. Мы фокусируемся на трех основных областях: проектирование и изготовление пресс-форм, техническое литье и сборка, а также производство медицинского оборудования.
В: Какие рынки представляют для вас наибольшие возможности?
Фланнери: Наши системы качества и наши возможности подходят для жестко регулируемых рынков. Это медицинское устройство, это науки о жизни. И это также другие области, которые выигрывают от контроля и согласованности процессов: автомобильная, аэрокосмическая и другие.
Я бы сказал, что через пять лет большая часть нашего бизнеса будет связана с науками о жизни и медицинскими приборами. Эти клиенты, как только вы получите клиента, который доволен вашим обслуживанием, и вы станете расширением своих возможностей, они будут продолжать предоставлять вам услуги до тех пор, пока вы продолжаете предоставлять им услуги. Им слишком сложно добавить к своим поставщикам.
За последние 18 месяцев мы построили три чистых помещения. Наш четвертый, мы собираемся начать строительство в ближайшее время, и оно будет завершено к концу 2021 года. Таким образом, у нас будет более 40 000 квадратных футов чистой площади. Большая часть нашего роста приходится на контрактное производство в контролируемой среде и чистых помещениях.
В: Пандемия сильно изменила нашу деловую и личную жизнь. Есть ли какой-то урок, который вы извлекли из этого в отношении Formula Plastics?
Фланнери: Так много уроков. Вы должны реагировать на то, что вы видите, происходит на рынке. Компании, которые не отреагировали, разорились. У нас 750 сотрудников. До пандемии нас было 500. В марте мы снизились до половины этого количества. А затем каждого оператора, которого нам пришлось уволить, мы снова наняли, и так далее.
Это был очень напряженный год. И я думаю, что мы действительно должны были убедиться, что наши сотрудники чувствовали поддержку. Мы с Алексом урезали зарплату на 100 процентов. Все наши наемные работники получили 20-процентное сокращение заработной платы. И я с гордостью могу сказать, что мы выплатили каждый доллар из этой суммы плюс.
Думаю, наши сотрудники действительно очень доверяют тому, что мы делаем, и нашей миссии. Я думаю, что во многих случаях мы действительно соответствуем этому. Не сказать, что мы совершенны ни в чем. Но у нас есть девиз: мы лажаем меньше, чем конкуренты [смеется]. И нам нравится шутить, и мы все еще хотим каждый день смотреть в зеркало и бросать себе вызов.
Итак, извлеченный урок заключается в том, что все дело в людях, с которыми мы работаем каждый день, и в обеспечении того, чтобы они чувствовали поддержку. А моя роль — их слуга. Я уборщик в третью смену. Я сотрудник столовой. Я делаю то, что мне нужно, чтобы члены нашей команды чувствовали, что то, что мы здесь делаем, имеет значение. Я думаю, что мы соответствуем этому, и я горжусь этим.
В: Что не дает вам спать по ночам?
Фланнери: Убедиться, что мы по-прежнему сосредоточены на том, чтобы радовать наших клиентов и что у нас есть нужные ресурсы, а также просто выполнять и выполнять свои обязательства. Когда вы удваиваете размер своего бизнеса, и у вас есть конвейер, чтобы снова удвоить, наш самый большой риск сейчас — это риск исполнения. Все дело в том, чтобы у вас были самые лучшие, самые умные и самые заинтересованные сотрудники, которые сосредоточены на том, чтобы радовать наших клиентов.
Не могу сказать, что это не дает мне спать по ночам, потому что лично мне это очень нравится. Это страсть для меня; Я люблю то, что я делаю. Я надеюсь, что моя страсть и наша командная страсть передастся нашим клиентам. И наши финансовые результаты показывают, что это происходит.
См. стр.
Polyinyl_chloride_PVC
Что такое поливинилхлорид (ПВХ)?
ПВХ представляет собой поливинилхлорид. Это пластик, имеющий следующую химическую формулу: Ch3=CHCl (см. рисунок справа).
Пластик включает в себя широкий спектр синтетических или полусинтетических продуктов полимеризации (т. е. длинноцепочечных «органических» молекул на основе углерода), название которых связано с тем фактом, что в полужидком состоянии они податливы или обладают свойством пластичности. ПВХ – термопластичный материал. Термопластичные материалы — это материалы, которые можно снова и снова плавить. Эти материалы можно нагреть до определенной температуры, и они снова затвердеют при охлаждении.
После Первой мировой войны произошел бум на новые формы пластмасс из-за усовершенствований в секторе химической технологии, включая «полистирол (ПС)» и «поливинилхлорид (ПВХ)», разработанные И.Г. Компания Фарбен из Германии.
В настоящее время ПВХ широко используется в строительном секторе, например, в оконных рамах и ставнях, прокладке и покрытии труб и т. д. Винил также используется в граммофонных пластинках, поэтому мы используем термин «виниловые пластинки» для обозначения их. ПВХ можно использовать для множества других применений, от промышленной посуды и широко используемого в секторе здравоохранения до автомобильных запчастей, фабрики игрушек, упаковки для пищевых продуктов, дождевиков и т. Д. (Это описано ниже).
ПВХ может быть прозрачным или окрашенным, жестким или гибким, в зависимости от добавленных соединений и конечного применения, которое должно быть достигнуто; Например, существуют различные марки ПВХ, такие как выдувная или выдувная пленка, ударопрочные, для проволоки и кабеля, термоформование, литье под давлением, ротационное формование и т. д. из соли и масла. Хлор получают электролизом соли хлорида натрия. Вот почему первые заводы по производству ПВХ располагались вблизи природных источников соли.
При электролизе соленой воды образуется хлор. Затем хлор смешивают с этиленом, полученным из нефти. В результате образуется дихлорид этилена, который при очень высоких температурах превращается в мономер винилхлорида. Молекулы этих мономеров полимеризуются с образованием поливинилхлоридной смолы.
Например, жесткий ПВХ, такой как тот, который используется в оконных рамах, обычно представляет собой PVCU («непластифицированный»). С другой стороны, гибкий ПВХ достигается за счет добавления пластификаторов, таких как фталаты.
Кроме того, чистый полихлорэтен нестабилен при воздействии видимого света или УФ-излучения. Чтобы изменить этот недостаток и сделать его пригодным для различных применений, добавляют антиоксиданты. Некоторые другие добавки включают:
Добавки
Достигаемые свойства
Антиоксиданты и другие стабилизаторы
Замедляют скорость полимера, разрушаются под воздействием света, кислорода или кислорода УФ-излучение
Compatibilizers
Enable PVC to be mixed with other plastics and helps plastic recycling
Flame retardants
Reduce flammability of plastic
Pigments
To colour the plastic
Plasticisers
Для производства гибкого и легкоуправляемого пластика
Модификаторы ударопрочности
Для поглощения ударов без повреждений
Наполнители
Недорогие инертные материалы, которые просто увеличивают объем пластика. . — Легкость смешивания, легкость обработки — Огнестойкие и противопожарные свойства Например ПВХ трудно воспламеняется и при отсутствии мощного внешнего пламени не будет продолжать гореть. Это связано с его соединением хлора. Это делает его идеальным конструкционным и кабельным материалом.
— Он совместим с другими добавками, которые могут сделать ПВХ прозрачным или окрашенным, жестким или гибким и т. д. — Отличные электроизоляционные свойства. Это делает его идеальным для использования в кабелях. — Ударопрочность и устойчивость к неблагоприятным погодным условиям (т.е. не подвержен коррозии и очень долговечен), подходит для использования в качестве строительного материала — Устойчивость к жирам, маслам и химическим веществам полимеризовать — Плотность: 1,32-1,42 г/куб.см
Воздействие ПВХ на окружающую среду и аспекты охраны труда и техники безопасности
Производство ПВХ
При производстве пластмасс часто образуются большие количества токсичных химических загрязнителей, таких как диоксин, соляная кислота и винилхлорид. Это представляет серьезную опасность для здоровья людей во время жизненного цикла ПВХ. Эти токсины могут вызывать серьезные заболевания, такие как рак, диабет, неврологические нарушения, репродуктивные и врожденные дефекты. Диоксин относится к стойким органическим загрязнителям (СОЗ). Это химические вещества, которые сохраняются в окружающей среде, биоаккумулируются в пищевой цепи и представляют риск неблагоприятного воздействия на здоровье человека и окружающую среду.
Кроме того, мономер хлорэтилена также является канцерогеном, выделяющимся при производстве ПВХ. Этот непрореагировавший мономер также может присутствовать в готовом ПВХ и высвобождаться в течение его жизненного цикла.
Пластификаторы, добавляемые для придания гибкости ПВХ, могут выщелачиваться (например, групповые фталаты), которые также токсичны.
Утилизация
Пластик был слишком хорош, так как был прочным и очень медленно разлагался. С другой стороны, эти же свойства делают пластик опасным материалом. Из-за количества и различных добавок, добавляемых в ПВХ (изделие из ПВХ может состоять из добавок до 60%), а также из-за содержания в нем хлора, окончательная утилизация или переработка ПВХ является вопросом, требующим тщательного изучения.
Варианты утилизации: переработка, захоронение или сжигание:
— Переработка Термопласты можно переплавлять и использовать повторно, хотя чистота материала ухудшается с каждым циклом повторного использования. Кроме того, разделение различных добавок и соединений, образующих пластик, затрудняет переработку.
Самая большая проблема с переработкой пластика заключается в том, что автоматизировать сортировку пластиковых отходов сложно, и поэтому это трудозатратно (например, у мобильного телефона может быть много разных запчастей, изготовленных из разных пластиковых материалов). Таким образом, из-за низкой стоимости материала переработка пластика невыгодна.
Такие продукты, как автомобили, в настоящее время разрабатываются таким образом, чтобы упростить переработку их крупных пластиковых деталей. Международный стандарт для определения экологических требований к продуктам или упаковке можно найти в ISO 14021: Экологические этикетки и декларации — самодекларируемые экологические заявления.
Например, пластиковый контейнер, пригодный для вторичной переработки, по этой схеме маркируется треугольником с тремя стрелками внутри (см. рисунок слева), между которыми заключен номер, обозначающий тип пластика:
1. PETE или PET (т. е. полиэтилентерефталат: термопластический материал, используемый в пластиковых контейнерах для безалкогольных напитков и жестких контейнерах ) 2. HDPE (т. е. полиэтилен высокой плотности: пластик, обычно используемый для изготовления молочных и дно литровых бутылок содовой ) 3. ПВХ (т. е. поливинилхлорид) 4. LDPE (т. е. полиэтилен низкой плотности: пластик, используемый в целлофановой обертке, прокладках для подгузников и некоторых пластиковых бутылочках ) 5. ПП (т. е. легкий , термопластичная смола, используемая в упаковке, покрытии, трубах и трубах) 6. PS (т.е. полистирол) 7. Другие
— Сжигание Сжигание ПВХ вызывает выброс диоксинов и других токсичных химических веществ.
— Полигон Полигон поливинилхлорида имеет другие экологические и социальные последствия. Это связано с тем, что ПВХ не подвержен биологическому разложению, который остается на месте в течение неопределенного времени; кроме того, следует обратить внимание на то, что ПВХ может выделять токсичные химические вещества и загрязнять почву и воду.
Есть некоторые «биоразлагаемые» пластмассы, которые разрушаются под воздействием солнечных лучей, но это не приводит к полному разрушению пластмассы. Кроме того, у некоторых исследователей есть генетически модифицированные бактерии, которые синтезируют полностью биоразлагаемый пластик.
Применение на рынке
Строительный материал Благодаря свойствам ПВХ, как описано выше, около 50% производимого ПВХ (или винила) используется в строительстве вместо других материалов, таких как дерево или стекло. Дешевые, устойчивые, хорошие атмосферостойкие и т. Д.
ПВХ прочный, легкий, долговечный и универсальный. Эти характеристики делают его идеальным для оконных профилей. Присущая ПВХ огнестойкость и отличные электроизоляционные свойства делают его идеальным для прокладки кабелей.
Его можно использовать для полов, оконных и дверных рам и ставней, водопроводных и канализационных труб, электрических изделий, таких как материалы для изоляции кабелей и проводов, систем архитектурного остекления, обоев и т. д.
Медицинские изделия
ПВХ широко используется для хирургии, фармацевтики, доставки лекарств и медицинской упаковки. Некоторые продукты включают в себя пакеты для крови, медицинские контейнеры, пакеты для жидкостей, трубки, комплекты для шунтирования сердца и легких, маски, перчатки, бутылки и банки, дренажные системы, воздуховоды и т. д.
Причинами его использования в медицинском секторе являются его безопасность, химическая стабильность и биосовместимость, химическая стойкость и низкая стоимость. Кроме того, его можно использовать внутри тела и легко стерилизовать.
Автомобильная промышленность Типичные примеры автомобильных компонентов из ПВХ включают: молдинги, внутренние дверные панели и карманы, обивку сидений, солнцезащитные козырьки, уплотнения, напольное покрытие, электропроводку, наружные боковые молдинги и защитные полосы, защиту от камней и т. д. Тормоза
Другие применения
ПВХ может использоваться для изготовления игрушек, упаковки, электрического и электронного оборудования, бытовых товаров, покрытий, пластиковых деталей автомобилей, канцелярских принадлежностей, изоляционных и клейких лент, мебели и т. д.
Для потребителей в подошвах для обуви , детские игрушки, сумки, чемоданы, чехлы для сидений и т. д. Промышленные сектора для конвейерных лент, печатных роликов. Электрическое и электронное оборудование, такое как печатные платы, кабели, электрические коробки, корпуса компьютеров.
Станки с ЧПУ: видео работы, изготовление, обучение
В данном разделе мы собрали и сгруппировали по содержанию видео о станках с ЧПУ и другого оборудования, выпускаемого компанией Роутер.
На видео можно увидеть, как работает наше CNC-оборудование: фрезерные и гравировальные станки, 3D-принтеры и плазморезы.
Также мы снимаем видео о процессе изготовления станков с ЧПУ. Эти ролики можно посмотреть в соответствующем подразделе.
Видео моделей 9565, 9565TPP и других станков из линейки 9565.
Видео моделей 8060 и других станков из линейки 8060.
Видео моделей 6050 и других станков из линейки 6050.
Видео моделей 6040, 6040С, 6040С7, 6040СКМ, 6040ВЗ, 6040ВЗКМ и других станков из линейки 6040.
Видео моделей 4230, 4230TPP, 4230ШВП и других станков из линейки 4230.
Видео моделей 4030, 4030PS и других станков из линейки 4030.
Видео моделей 3131 и других станков из линейки 3131.
Видео моделей 3116, 3116Д и других станков из линейки 3116.
Видео моделей 3020, 3020BZ, 3020ВЗКМ и других станков из линейки 3020.
Видео моделей 1220 и других станков из линейки 1220.
Видео моделей 1216 и других станков из линейки 1216.
Видео моделей 1212 и других станков из линейки 1212.
Видео моделей 1070, 1070ВЗ и других станков из линейки 1070.
Видео моделей Dent-M,Dent-M1 и других станков из линейки Dent.
Видео станков с ЧПУ по дереву нашего производства.
Видео фрезерных станков с ЧПУ нашего производства.
Видео фрезерных станков с ЧПУ по дереву нашего производства.
Видео фрезерных станков с ЧПУ по металлу нашего производства.
Видео фрезерно-гравировальных станков с ЧПУ нашего производства.
Видео станков с ЧПУ по металлу нашего производства.
Видео резьбы по дереву на станке с ЧПУ нашего производства.
Видео станков с ЧПУ для малого бизнеса нашего производства.
Видео обучение станков с ЧПУ нашего производства.
Видео деревообрабатывающих станков с ЧПУ нашего производства.
Видео станков с ЧПУ для металлообработки нашего производства.
Видео изготовления, сборки и наладки станков с ЧПУ нашего производства.
Видео настольных станков с ЧПУ нашего производства.
Видео станков с ЧПУ для деревообработки нашего производства.
Видео резки металла плазморезом с ЧПУ нашего производства.
Видео обрабатывающие центры с ЧПУ нашего производства.
Видео 3д / 3d станки с ЧПУ нашего производства.
Видео обработка на станках с ЧПУ нашего производства.
Видео 3D-принтеры нашего производства.
Фрезерный станок с ЧПУ: ПОЛНЫЙ разбор, виды комплектация
На фрезерном станке производят изделия из металла, оргстекла, пластика, древесины и многих других. На фрезере возможна, как поперечная резка, так и создание сложных криволинейных рисунков на поверхности материала.
Не важно, хотите вы гравировать огромные памятники из камня или изготавливать небольшие шкатулки из фанеры – для любой задачи найдётся подходящий фрезерный станок с ЧПУ.
В этой статье мы расскажем о том, как выбрать такой станок и на что обратить внимание.
В первую очередь нужно отталкиваться от задач: какие изделия вы будете изготавливать на фрезерном станке? Каков объём вашего производства — штучное или потоковое? С каким материалом вы планируете работать? От ответов на эти вопросы зависят многие характеристики станка.
Рабочее поле фрезерного станка
Его размер зависит от вида изготавливаемой продукции и площади рабочего помещения.
И в зависимости от этого выделяют два типа фрезерных станков ЧПУ:
Напольные фрезеры
Например, именно такой тип станка потребуется для фрезеровки дверей. Мы можем вам порекомендовать для этой задачи, к примеру, Wattsan A1 1325 или M1 1325. Его рабочее поле соответствует размеру заготовки — 1300х2500 миллиметров.
На станках большего формата стол всегда неподвижен, а портал перемещается по оси Y.
Настольные фрезерные аппараты
Для производства небольших деревянных коробочек подойдут компактные варианты фрезеров — Wattsan 0404 и 0609.
Кроме того, их можно использовать в небольшом мебельном производстве, для изготовления сувениров, отделки интерьера и экстерьера.
Например, размер рабочего поля Wattsan 0404 — 400х400 мм., он поместится в небольшой мастерской. А в базовой комплектации этого станка есть всё, что потребуется для небольшого штучного производства — шпиндель 1,5 Квт и водяная помпа.
Типы фрезерных станков в зависимости от обрабатываемого материала
Кроме того, выделяется несколько типов фрезерного оборудования в зависимости от обрабатываемого материала:
Высокоскоростные фрезерные ЧПУ станки
Они предназначены для резки и раскроя металлов, дерева, двухслойного пластика, оргстекла, ПВХ, гипса. А кроме того, на них можно фрезеровать гранит и мрамор, что часто используется в ритуальном бизнесе для обработки плит и памятников.
Например, Wattsan M2S 1325. Он оснащён вакуумным столом, системой аспирации и подачи смазки, поворотным устройством и системой СОЖ. Он подойдёт, как для 3d фрезеровки, гравировки и резки дерева, оргстекла, ПВХ, алюминия и обработки плит из гранита и мрамора.
Фрезерно-гравировальные станки
Максимальный размер размер рабочего поля такого станка 2000х4000 мм. Именно поэтому на них обычно работают с листовыми материалами.
К примеру, Wattsan M1 2040. На нём можно работать с заготовками больших размеров. Он предназначен для фрезерной 3d резки, гравировки и резки дерева, оргстекла, ПВХ, композита, алюминия.
Больше всего Wattsan M1 2040 используется в промышленном производстве композитных материалов, где требуется раскрой крупных заготовок.
Граверы
На них возможны различные виды фрезеровки, как 2d, так и 3d.
Например, для 3d фрезеровки широко используется станок Wattsan M1 6090.
А засчёт установки 4-х осевой поворотки возможна 4d обработка. О том, какое для этого потребуется программное обеспечение мы расскажем позже.
Узкопрофильные станки
Они предназначены для работы с одним материалом.
Например, Wattsan M1 1325 RD преимущественно применяется в деревообработке. Его используют для производства мебели, элементов декора для дизайна интерьеров и сувенирного производства.
На этом станке можно работать, как с мягкой, так и твёрдой древесиной. К слову, если в первом случае станок не оставляет задиров, то на твёрдом материале он будет фрезеровать ещё лучше.
Компактные станки с ЧПУ
Wattsan 0404 mini, Wattsan 0609 mini — небольшие настольные и функциональные фрезерно-гравировальные станки.
На них можно выполняют фрезерную 3d резку и гравировку дерева, МДФ, ДСП, оргстекла, ПВХ, композита, алюминия. Компактные станки используются для деревообработки, лёгкой промышленности, сувенирной пормышленности, отделки интерьера и экстерьера.
Жёсткость конструкции
Это один из главных параметров, на который нужно обратить внимание при выборе станка. Ведь иначе скорость обработки будет низкой, и, как следствие, уменьшится производительность.
Так же, при недостаточной жёсткости в процессе работы станок будет вибрировать, что может привести, например, к поломке инструмента и сократит срок службы самого станка. Особенно это касается граверов.
Кроме того, жёсткость конструкции станка критична при обработке твёрдых материалов.
Если, например, для фрезеровки дерева это не так важно, то для обработки металла потребуется очень жёсткий станок.
У тех станков, где меньше меньше соединений деталей посредством болтов, конструкция более жёсткая.
Имейте ввиду, что у станков с недостаточно жёсткой конструкцией может ухудшаться точность позиционирования, так как оборудование будет вибрировать при работе.
К примеру, если заявленная точность вашего станка 0,0001 мм, то на самом деле она может доходить до 0,1 мм.
Параметры точности станка фрезерного станка
Точность позиционирования
Этот показатель означает, насколько точно рабочая голова станка окажется в точке с заданными координатами. Если в управляющей программе будет задана точка 150,150, станок, в зависимости от его точности позиционирования, может приехать, как точно в заданную точку, так и, например, в точку 150.1, 149.9.
Чем больше рабочее поле станка, тем сложнее добиться точности позиционирования. Кстати, при большой длине на этот показатель влияет ещё и температура в помещении, так как под воздействием тепла материал станка расширяется. Это так же влияет и на жёсткость станка.
Кроме того, есть ещё несколько факторов, влияющих на позиционирование станка — класс точности направляющих, система передачи движения, шаговые двигатели, у которых разница между шагами может быть до 30 %.
Точность позиционирования нашего фрезерного оборудования составляет от 0,01 до 0,05 мм.
Повторяемость
Под этим параметром имеется в виду погрешность, с которой станок приезжает в одну и ту же точку.
Допустим, если вы задали станку команду приехать в определенную точку, затем отправили обратно и вернули назад, и повторили несколько раз. При хороших показателях повторяемости, станок будет приезжать точно в те же координаты, с небольшим разбросом.
Как правило, у всех станков она от 0,02-0,05 мм, что считается неплохо.
И именно этот показатель обычно указывается в параметре “точность” у станка.
И хорош тот фрезерный станок с ЧПУ, у которого выше точность, ниже энергопотребление, больше удобства в пользовании, надежности в любой рабочей ситуации.
Комплектация фрезерного станка с ЧПУ
При выборе фрезерного станка этот параметр не такой важный, как, например, жёсткость конструкции и точность позиционирования. Однако, комплектующие нужно подбирать правильно.
Итак, давайт разберёмся, из чего состоит фрезерный станок.
Как устроен шпиндель?
Шпиндель – это мощный компактный электродвигатель. Фреза зажимается в шпинделе при помощи патрона с цанговым зажимом. Цанга обжимает хвостовик фрезы со всех сторон, в отличие от того же трёхкулачкового патрона.
Это важно, потому что фреза испытывает боковые нагрузки, а цанга помогает равномерно их распределить и обеспечивает более плотный зажим.
От мощности шпинделя зависит, с каким усилием он будет фрезеровать материал. Если она мала, то будут падать обороты, уменьшится производительность, а станок может деформироваться.
Например, на настольных станках мощность шпинделя, как правило, невелика, поэтому толстый материал он будет резать очень медленно.
У нас есть два настольных станка — Wattsan 0404 mini и 0609 mini. Мощность шпинделя у них обоих составляет 1,5 Квт. Их, как правило, используют для 3d фрезеровки небольших изделий:
клише для тиснения,
пломбираторов,
медалей,
икон,
картин,
фресок.
В этих видах обработки не требуется особое силовое воздействие.
А вот у сверхмощного станка Wattsan M9 1325 c мощностью шпинделя 7,5 Квт область применения иная — раскрой больших и толстых заготовок МДФ, ДСП, древесины в производстве мебели, наружной рекламы и многого другого.
Кроме того, его можно использовать в ритуальном бизнесе для фрезеровки памятников из камня.
При выборе шпинделя обратите внимание на его характеристики, указанные в техническом паспорте — мощность и количество оборотов в минуту. Выбор этих параметров зависит от материала, с которым вы будете работать.
К примеру, для обработки листовой фанеры потребуется мощность от 800 Вт, для твёрдой древесины, лёгких металлов и пластиков – от 1500 Вт, а для фрезеровки камня – от 3000 Вт.
Охлаждение шпинделя фрезерного станка
Поскольку шпиндель работает на полную мощность, а КПД у него, как и у любого двигателя, не 100%, он быстро нагревается и нуждается в интенсивном охлаждении. Существуют два вида систем охлаждения шпинделя:
Водяное
Оно осуществляется засчёт циркуляции воды. Для водяного охлаждения шпинделя можно использовать помпу или чиллер.
Из плюсов такой системы охлаждения — отсутствие шума, возможность работы на минимальных оборотах и надёжное теплоотведение.
Рассмотрим на примере гравировки магния, при которой совершается 12000-15000 об/мин. При этом для шпинделя до 3 Квт требуется подключение к сети 220V ±10% 50Hz. А если мощность шпинделя выше 3 Квт, то потребуется подключение 380 вольт.
Недостаток водяного охлаждения шпинделя состоит в сложности конструкции, так как требуется резервуар для охлаждающей жидкости. Кроме того, если это помпа, охлаждающие свойства воды будут зависеть от температуры воздуха в помещении. Зато помпы компактные.
Кроме того, шпинделю с водяным охлаждением свойственна слабая антикоррозионная стойкость внутренних деталей.
Воздушное
Это система самоохлаждения шпинделя — либо крыльчатка сверху на валу электродвигателя, которая вращается вместе с ротором шпинделя, либо бесперебойный вентилятор наверху.
Плюсы такой системы в компактности и простоте.
А минус в том, что если вы, к примеру, фрезеруете дерево, то крыльчатка и вентилятор будет часто загрязняться пылью, и их необходимо будет менять.
Направляющие фрезерного станка
От них зависит точность обработки и жёсткость конструкции фрезерного станка.
Направляющие бывают:
Круглые рельсовые
Они, как правило, идут в комплектации бюджетных станков. На них можно обрабатывать дерево, пластики, ювелирный воск и многое другое.
Прямоугольные профильные рельсовые
Это более качественные направляющие таких брендов, как AMT, PMI, Hiwin, THK. Они применяются для обработки, которая требует наибольшей точности.
Централизованная система смазки фрезерного станка
Она упрощает смазку направляющих и подшипников. С автоматической системой смазки вам не придётся ходить с масленкой и смазывать каждую направляющую и подшипник отдельно.
Достаточно просто наполнить маслом небольшой бак и отогнать портал по диагонали в одну сторону и обратно. И всё смазано! Система смазки значительно экономит время на техобслуживание.
Кроме того, её можно настроить по таймеру.
Автоматическая система смазки ставится на станки с рабочим полем от 1200х1200 мм.
СОЖ фрезерного станка
Это смазочно-охлаждающая жидкость. Она есть во всех станках, которые предназначены для обработки металлов. СОЖ охлаждает место фрезеровки.
В состав смазочно-охлаждающей жидкости могут входить эмульсии с добавлением дисульфида и молибдена, масла с противоизносными присадками, добавками йода, серы, хлора и фосфорорганических соединений, а так же масла с добавками серы, хлора, фосфорорганических соединений.
СОЖ выглядит таким образом.
Кроме того существует ещё одна система охлаждения зоны обработки металла — “масляный туман”. Она оснащена компрессором, нагнетающим масло под давлением, благодаря чему при выходе СОЖ можно наблюдать туман.
Таким образом, СОЖ не только охлаждает зону фрезеровки, но и, смазывая инструмент, предотвращает его натирание.
Двигатели для перемещения портала фрезерного станка
Их выбор зависит от размера рабочего поля фрезерного станка. До 1200х1200 мм — достаточно шаговых двигателей, к станку с рабочим полем 2000х3000 мм — подойдут как шаговые двигатели, так и серводвигатели. Чем они различаются между собой?
Шаговые двигатели
Они бюджетные и простые в управлении. Их можно использовать для многих небольших производств — шкатулки, иконы, фрески и т.д.
Но шаговые двигатели шумят и с ростом скорости могут работать неправильно.
Поэтому они не используются на производстве, где нужна высокая скорость работы, например, при резке на промышленных машинах.
Сервоприводы
У серводвигателей есть обратная связь с управляющей программой. Это исключает вероятность сбоя шагов, не сбиваются координаты на высоких скоростях, динамика работы выше, а позиционирование более точное.
Для работы на высокой скорости на крупном производстве рекомендуем вам оснащать станок серводвигателями.
Сравнение шаговых двигателей и сервопривода:
Скорость перемещения: ШД (шаговый двигатель) – 20-25 м/мин, сервопривод может перемещаться от 60 м/мин и более.
Скорость разгона: ШД – до 120 об/мин за 1 секунду, сервопривод – до 1000 об/мин за 0,2 секунды.
Управление станком
Как устроена управляющая программа?
Она представляет из себя текстовый txt-файл, где каждая строка задаёт новое перемещение фрезы по оси X, Y или Z. А инструмент в свою очередь переходит из одной точки в другую.
Управляющая программа задаёт не только координаты движения фрезы, но и команды для шпинделя — раскрутить или остановить, а также, скорость движения инструмента и вращения шпинделя.
Из совокупности этих программ формируется G-код.
Он передаётся на контроллер, который отвечает за дальнейшие действия станка. Существует огромное множество систем управления станком — DSP-контроллеры, NC Studio, Mach4, Moriseiki, Syntec, Weyhong, Fanuc, HAAS, Seikos, Heidenhain и др.
Программное обеспечение
Как правило, векторный чертёж для фрезеровки создаётся в Vectric Aspire. Но есть и другие программы, например, ArtCAM, Vcarve, SheetCAM и многие другие.
Выбор программного обеспечения зависит в том числе и от того, какую вы хотите делать фрезеровку. Она бывает контурной и 3d, рассмотрим их особенности.
Различия контурной фрезеровки и 3d
2d фрезеровка
Векторный макет для плоской фрезеровки можно сделать в AutoCAD или CorelDraw.
А настройки УП для нее не отличаются множеством команд, ведь фреза идёт в одну сторону, затем, скругляется и направляется в другую.
Размер макета для 2d фрезеровки обычно весил несколько килобайт.
3d фрезеровка
В этом случае макет создаётся в специализированных программах — 3ds Max и Solidworks.
В отличие от 2d, при 3d фрезеровке инструмент, кроме движения по двум плоскостям, меняет ещё и высоту положения. Также, при 3d обработке дерева чаще меняется рельеф, чем при 2d.
В управляющей программе каждое такое изменение отмечается, как точка. Соответственно фреза переходит из одной точки в другую, при этом не только двигаясь влево-вправо, но и повышаясь и понижаясь. Так создаётся 3d модель.
Размер макета для 3d фрезеровки составляет несколько мегабайт.
Структурно эти два вида фрезеровки ничем не различаются. Есть отличия только в поведении станка, и они являются следствием особенностей чертежа в управляющей программе.
Автоматическая смена инструмента во фрезерном станке
Бывает так, что фрезеровку нужно делать в несколько этапов — сначала снять верхний слой толстой фрезой, а затем нанести тонкий рисунок, для чего большая фреза точно не годится.
В процессе резки больше не нужно менять фрезу вручную, потому что есть система автоматической смены инструмента, которая представляет из себя, так называемую, станцию, расположенную над шпинделем.
На ней закрепляется несколько необходимых для работы инструментов. А управляется она в программе, где задаётся, что и какой фрезой резать. Перед каждой сменой инструмента шпиндель возвращается к станции.
Станки с размером рабочего поля от 1500х3000 мм обычно идут с автоматической сменой инструмента, они используются на циклах обработки 5-15 мин для контурной резки.
Исключение — станок Wattsan M4 S 1325 с 4-мя фрезами. У него нет автосмены фрезы, зато есть сразу 4 шпинделя и функция измерения длины инструмента за одну операцию для каждого из них. То есть, каждый шпиндель со своим инструментом подъезжает к специальному датчику, где проходит калибровку, после чего инструменты работают на одной высоте.
Порядок и очерёдность работы каждого инструмента задаётся в управляющей программе.
Как заготовка крепится на рабочем столе фрезерного станка?
Существуют различные способы — струбцина или саморезы на столе с Т-образными пазами или – вакуумный стол. Рассмотрим два этих вида столов. Итак,
Вакуумный стол
Он закрепляет заготовку на рабочем столе силой вакуумного насоса. К нему прилагается уплотнительный шнур, который позволяет отсекать части заготовки, не влезающие на рабочее поле станка.
У вакуумного стола есть несколько недостатков:
Не получится закрепить небольшие заготовки;
Он несовместим с системой охлаждения инструмента, системой удаления стружки;
Для закрепления дерева, МДФ, ДСП потребуется насос мощностью от 5 Квт, вследствие чего будут большие затраты на электроэнергию.
Но для фрезеровки больших заготовок других материалов вакуумный стол будет оптимальным выбором.
Стол с Т-образными пазами
А вот МДФ, ДСП и дерево надёжно закрепится при помощи стола с Т-пазами.
Обычно на него устанавливаются накладки из ПВХ, которые иногда меняются вследствие износа.
Другое название этого стола — “жертвенный”.
Инструмент для фрезерного станка
Это фреза, и она выбирается в зависимости от задач, обрабатываемого материала и его толщины.
Фрезы изготавливаются из быстрорежущей стали (HSS) или карбида вольфрама. Стальные фрезы быстро тупятся под нагревом. А карбидные не так сильно тупятся, они острее, но более хрупкие.
Давайте рассмотрим основные виды фрез:
“Кукуруза”
Внешне похожа на напильник. Даёт мелкую пылевидную стружку на композитах — стеклостолите и карбоне.
Спиральная
Такие фрезы удаляют стружку засчёт движений вверх/вниз. Они бывают, как с одной, так и несколькими кромками. И чем их больше, тем фреза жёстче.
Однозаходными фрезами режут мягкие материалы, например, фанеру. А длинная фреза позволяет разрезать толстое дерево, но при этом, может погнуться и сломаться. Фрезы с несколькими кромками используют для обработки металла.
Если, к примеру, вы режете много деталей при отсутствии вакуумного стола, то лучше оставлять стружку. Таким образом, она будет закреплять маленькие детали на листе. Это гораздо удобнее, чем оставлять между ними перемычки, ведь так они могут выскочить и прыгать по всему рабочему столу, попадая под фрезу.
Прямая фреза
Имеет прямую режущую кромку и оставляет стружку в поле реза.
Алмазная фреза
На её поверхность нанесена алмазная крошка. Такой фрезой можно резать и гравировать стекло и камень. Но не рекомендуем работать алмазной фрезой “на сухую”, иначе она быстро испортится и оставит после себя много пыли.
Граверная фреза
Представляет из себя срезанную наполовину иголку с очень хрупким кончиком. Будьте осторожны, если вы режете граверной фрезой под малым углом.
Они применяются для нанесения надписей и тонких углублений.
Спиральная фреза с полусферическим наконечником
У неё полусферический кончик, который оставляет едва заметные “ступеньки”, в отличие, от фрез с плоским концом. Таким инструментом режут чистовой слой у ЗД барельефов.
Элементы механических перемещений
Рассмотрим плюсы и минусы различных способов:
Шарико-винтовая передача (ШВП)
Она применяется только для станков с небольшим рабочим полем до до 1200х1200 мм. На больших станках корпус будет расположен в средней части винта, поэтому возможен прогиб.
Максимально допустимая длина ШВП 1,5 м.
Давайте сравним два варианта станков с ШВП с размером рабочего поля 900х600 мм. Допустим, на одном из них установлена ШВП 8 мм, а на втором 16 мм. При высокой скорости работы на тонкая шагово-винтовая передача будет вибрировать по всей длине, что может привести к поломке узлов станка и инструмента.
А ШВП диаметром 16 мм при той же скорости будет исправно перемещать узлы станка. Это позволит увеличить производительность.
Если вы работаете на высокой скорости, рекомендуем комплектовать станок толстой ШВП.
Зубчатая рейка
Она используется на малых и средних скоростях на станках с рабочим полем от 1200х2400 мм и никогда не ставится на станок с сервоприводом.
Зубчатая передача даёт большую скорость перемещения и высокую точность позиционирования.
Система удаления стружки
При изготовлении мебельных фасадов, гравировке декора и барельефа обычно остаётся много пыли и стружки.
Дополнительно можно заказать систему удаления стружки, которая представляет из себя строительный пылесос. Например, у Wattsan M1 1325 она есть.
Таким образом, при резке фанеры стружка полетит в этот пылесос.
Обязательно ли устанавливать систему удаления стружки? Конечно, нет. Но тогда будьте готовы стоять в стружке по колено.
А при обработке карбона и стеклотекстолита рекомендуем её не вдыхать. Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт.
Чем различаются фрезеры A1 и M1?
Станки с конфигурацией M1 считаются более профессиональными, чем A1.
Линейка M1 имеет высоту портала по оси z — 300 мм, что позволяет обрабатывать высокие заготовки. Кроме того, на таких моделях есть планетарные редукторы.
Так же, модели М1 оснащены мощными шаговыми двигателями и качественными драйверами Leadshine. Рельсы таких станков увеличены, и возможен их выход за пределы рабочего поля.
Станки M1 отличаются устойчивостью конструкции, отсутствием вибраций на высокой скорости работы, хорошей производительность и долгим сроком службы.
Многоосевые фрезерные станки
Это отдельная линейка станков для профессионалов.
Например, станки с 4-ой осью, на которую можно поставить изделие, и оно будет обрабатываться по кругу.
Кроме того, бывают 5-ти координатные фрезеры с 5-ю степенями свободы, и они универсальны. На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.
Фрезер с 5-ю степенями свободы даёт возможность работать, как на большом мебельном производстве, так и с мелкими деталями. Из достоинств такого оборудования — высокое качество и скорость работы, и он полное исключение человека из производственного процесса.
Бывает ЧПУ оборудование и с ещё большим количеством степеней свободы — роботизированные манипуляторы.
Рекомендации по выбору фрезерного оборудования
При выборе фрезерного станка нужно учесть множество нюансов в зависимости от вашей задачи. Поэтому перед покупкой оборудования рекомендуем вам:
Уточнять у менеджеров данные о модели
В частности, информацию о том, с какими материалами работает станок.
Всё наше оборудование проходит тройной контроль качества. И этот процесс записывается на видео, которое можно попросить у менеджеров перед покупкой станка.
Посетить демонстрацию
Это можно сделать бесплатно перед покупкой любого оборудования. На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.
Проверьте комплектацию
Когда вы определились с выбором станка, обязательно проверьте комплектацию узлов оборудования. Должен присутствовать блок программного управления станком, шнуры с разъёмами соответствующей конфигурации и диски с ПО.
Всё это и не только можно сделать в процессе пусконаладочных работ, которые проводятся в нашем сервисном центре квалифицированными инженерами.
Мы надеемся, что помогли вам в выборе фрезерного ЧПУ станка.
Видео
Фрезерование собственных пиломатериалов | Популярные Деревообработка
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Будь то хобби или малый бизнес, это работа мечты столяра.
Как ремесленнику, мне всегда нравилось что-то строить. Но поворотный момент, который привел меня в деревообработку, произошел задолго до того, как я встал за настольную пилу или взял в руки ручной рубанок. И этот момент четко врезался в мою память. Мне было 12 лет, и мы с дедушкой собрали ореховое дерево с его двора. Вместо того, чтобы распилить ствол на дрова, дедушка нанял лесопилку, чтобы превратить его в пиломатериалы.
1. Самостоятельное измельчение пиломатериалов может открыть целый мир материалов, к которым у вас может не быть доступа на лесопилке, например, это вишневое бревно шириной 24 дюйма.
Именно в этот момент я, в 12 лет, осознал, что дерево буквально вырастает из деревьев. Я знаю, я был 12-летним гением. Именно в тот день я увлекся материалом, который мы используем для обработки дерева. И я заметил, что в последние несколько лет число людей, которые начинают разделять со мной этот интерес, растет. Увеличилось количество людей, интересующихся заготовкой и фрезерованием собственного пиломатериала. И если это вообще вас заинтересовало, хорошая новость заключается в том, что это не так сложно, как вы могли бы опасаться.
2. Не думайте, что бревно должно быть прямым, как стрела. Маленькие необычные детали, такие как эта промежность из грецкого ореха, могут стать прекрасными специальными изделиями.
Есть ряд причин, по которым я бы сказал, что кто-то должен подумать о фрезеровании собственного пиломатериала, а не на складе пиломатериалов.
Первое и, возможно, самое очевидное — это стоимость. Фрезерование собственного пиломатериала может производить качественный материал за небольшую часть цены дилера пиломатериалов. На самом деле, если вы купите собственную мельницу, как я, вы можете получать от нее прибыль, продавая пиломатериалы другим плотникам и предлагая перемалывать бревна других людей.
3. Вытаскивание бревен из кучи для сжигания может быть отличным способом получить несколько ценных бревен. Несколько бревенчатых цепей, тележка и лебедка сослужили мне хорошую службу.
Вторая причина, по которой мне нравится фрезеровать собственный пиломатериал, и вам понравится, заключается в том, что вы контролируете материал на протяжении всего процесса. Это означает, что вы выбираете, как вы хотите распилить пиломатериал, и контролируете его сушку. По моему опыту, в конечном итоге вы получите акции гораздо более высокого качества, чем вы можете легко купить.
4. Бревенчатый брус (или бревенчатый брус) бесценен для безопасного перемещения и прокатки бревен. Используя рычаги, вы можете с минимальными усилиями переместить бревно весом в несколько тысяч фунтов.
Наконец, я получаю огромное удовольствие, превращая городские деревья в пиломатериалы, которые можно использовать для проекта вместо того, чтобы отправлять их на свалку или в костровую яму. На этой же ноте у вас также будет доступ к некоторым необычным видам, которые почти невозможно купить в коммерческих целях.
5. Только что выйдя из мельницы, вы заливаете поверхность пиломатериала водой. Это смоет большую часть опилок, а также покажет текстуру древесины.
Все это не означает, что вам нужно пойти и купить лесопилку, чтобы перемалывать собственные пиломатериалы. Быстрый поиск в Интернете обычно дает несколько местных пильщиков, которые выйдут и обработают ваши бревна на месте. Однако, если вы решитесь купить лесопилку, вы удивитесь, почему вы так долго ждали, чтобы купить ее. Теперь, конечно, все это начинается с того, что вы получаете в свои руки несколько журналов.
Поиск и сбор бревен
5. Только что выйдя из мельницы, вы заливаете поверхность пиломатериалов водой. Это смоет большую часть опилок, а также покажет текстуру древесины.
Когда дело доходит до сбора бревен (или их накопления, как говорит моя жена), я нашел несколько разных источников, которые мне подходят. Как правило, всегда есть бесплатные журналы, и я не плачу за них.
7. Обрезка конца бревна, когда оно впервые прибывает, дает мне чистый конец без чеков.
Во-первых, сам собираю деревья. Это хорошо работает, если вы владеете собственностью или имеете доступ к собственности с измельчаемыми деревьями. Кроме того, у вас есть возможность выборочно заготавливать лесоматериалы и управлять ими. Это позволяет деревьям полностью раскрыть свой потенциал перед сбором урожая.
8. Сразу после обрезки я герметизирую торцевые поверхности герметиком для дерева, чтобы помочь древесине высохнуть более равномерно и ограничить дополнительные проверки.
Вероятно, мой самый постоянный источник бревен — горстка лесоводов, с которыми я работаю. Если они попадают на место работы и у них хороший журнал, они обычно звонят мне. Бригады, с которыми я работаю, вырубают деревья круглый год, и зачастую для них меньше работы (и, следовательно, дешевле), если я прихожу за бревном, а не выбрасываю его.
9. Мой Norwood HD36 использует пандусы и лебедку, чтобы закатывать бревна на койки.
Еще одним источником бесплатных бревен являются компании по расчистке земли. Эти ребята обычно проводят неделю на расчистке земли под большие коммерческие помещения или жилые комплексы. Этот метод может быть довольно беспокойным, но плодотворным. Я имею в виду, что у вас часто будет несколько хороших бревен в одном месте, но будет узкое окно, чтобы войти, получить бревна, которые вы хотите, из кучи бревен, прежде чем они будут дозированы дизельным топливом. и сгорел.
Наконец, не забывайте об онлайн-объявлениях. Часто домовладелец бесплатно перечисляет свежесрубленное (или упавшее) дерево, если вы хотите прийти и спилить его часть. (Держитесь подальше от рекламы «бесплатно, если вы ее снимете»). Я всегда обязательно спрашиваю, можно ли взять только багажник и есть ли доступ, чтобы до него добраться. Даже если домовладелец попытается продать бревно, я свяжусь с базой и оставлю им свою контактную информацию. Большую часть времени они не находят покупателя и доходят до того, что просто хотят убрать это со двора.
10. Бортовые доски используются для выравнивания бревна на мельнице.
Теперь, хотя я никогда не отказываюсь от бесплатных журналов, есть несколько вещей, которые я ищу. Во-первых, я удостоверяюсь, что он подходит для моей мельницы. Мой Norwood HD36 имеет диаметр 36 дюймов. Итак, я ориентируюсь на бревна в диапазоне 16-36 дюймов. Что касается длины, я стреляю в диапазоне 4–13 футов. И не думайте, что дерево должно быть прямолинейным. Хотя я держусь подальше от веток, стволы с промежностями, расколами и другими так называемыми «дефектами» могут стать прекрасным пиломатериалом.
11. Первый срез коры дает вам базовую поверхность для измерения ваших срезов.
Когда дело доходит до того, какие виды искать, это действительно зависит от того, где вы находитесь. Здесь, на Среднем Западе, я нахожу в основном ясень (много, благодаря текущей ситуации с ясеневым точильщиком), красный и белый дуб, гикори , вяз, клен, грецкий орех и иногда вишня. Но не сбрасывайте со счетов древесину только потому, что вы никогда не видели ее в крупном магазине. Некоторые из моих фаворитов для измельчения — платан, липа (липа) и яблоко.
После того, как вы определили несколько бревен, которые планируете фрезеровать, наступает первая хитрость — их сбор. Теперь я признаю. Я обманываю. Моя мельница переносная, поэтому я могу резать их на месте и забрасывать доски в свой грузовик. Вы также можете нанять переносную мельницу, чтобы сделать это.
Однако, если вы хотите забрать бревна, я бы посоветовал арендовать прицеп и погрузчик с бортовым поворотом и загрузить несколько бревен днем. Иногда у лесоводов есть один на месте, как и у клиринговых компаний. Небольшой подарок ручной работы — хороший способ отблагодарить их за то, что они загрузили для вас бревна. В противном случае, если у вас есть прицеп, вы можете использовать пандусы и лебедку, чтобы перекатывать бревна за борт, используя процесс, называемый распаковкой. Чтобы узнать о более специализированной установке для погрузки бревен, посмотрите несколько видеороликов о бревенчатых арках на YouTube (у Мэтта Кремоны есть отличное видео на его канале).
Стоимость фрезерования
■ Бензопила Цена: 200–1500 долл. Это необходимо для распиловки бревен по длине, обрезки их на фрезерном станке и т. д.
Меня часто спрашивают: «Сколько стоит установка фрезерного станка?». Самый большой расход, очевидно, это сама мельница. Мельницы, в зависимости от размера, могут стоить от 2000 долларов за небольшую мельницу до 75 000 долларов за полностью гидравлическую мельницу. Мой Norwood HD36 стоит около 8500 долларов и может работать с бревном до 36 дюймов. Есть несколько других аксессуаров, которые вы захотите иметь.
■ КОМПЛЕКТ ДЛЯ ОБЛИЦОВКИ ПОДДОНОВ Цена: $100 Наконец, чтобы доски оставались плоскими во время сушки, я предлагаю приобрести комплект для обвязки поддонов. Я купил установку на Amazon и использовал полипропиленовую ленту с проволочными пряжками. Вам понадобятся ремни, пряжки и натяжитель.
Если оставить в стороне затраты на оборудование, довольно легко разбить фрезерование на стоимость бревна. Новое лезвие стоит около 25 долларов, а его хватает примерно на 4 бревна твердой древесины (плюс-минус, в зависимости от породы, размера и наличия в нем металла).
■ КРЮЧОК ДЛЯ БОРЯДА Цена: $115 Этот предмет является незаменимым помощником при перемещении бревен. Металлический крюк вгрызается в бревно и позволяет легко катить бревно с помощью рычага. Я использую Logrite 60 дюймов, который захватывает бревна диаметром до 36 дюймов.
С учетом топлива и смазки лезвия фрезеровка бревна стоит около 8 долларов. В среднем, чтобы нанять переносную мельницу для резки бревна, потребуется около 75 долларов в час.
Подготовка бревен к фрезерованию
12. После первого распила можно установить толщину доски.
После того, как вы вернете свои недавно спрятанные журналы домой, вам, вероятно, придется немного поработать. Время от времени ко мне привозят бревна лесоводы. Первое, что я делаю, это проверяю журналы и просматриваю мысленный контрольный список. Есть ли какие-нибудь заусенцы, которые могут застрять, пока я пытаюсь его свернуть? Концы чистые, или от цепной пилы пожеваны (или уже потрескались от высыхания)? Как размер журнала? Это слишком долго, или нужно обрезать какие-либо участки промежности, чтобы поместиться на мельнице?
Если какие-либо из этих вещей нужно решить с помощью цепной пилы, я позабочусь об этом на этом этапе, прежде чем запаивать все торцевые волокна (и поверьте мне, легче запечатать конец бревна, а не отдельные концы досок). ). Герметизация торцевых волокон уменьшает растрескивание пиломатериала при сушке. Я использую Anchor seal 2 в качестве герметика, однако несколько слоев старого клея или латексной краски также подойдут. Если концы уже начали трескаться (если бревно лежало в прицепе), я подрезаю концы, чтобы удалить трещины перед герметизацией.
13. После установки толщины доски вы можете делать пропилы, пока не дойдете до сердцевины (середины) дерева.
Переносная мельница, такая как мой Норвуд, поставляется с приспособлением для загрузки бревен. Некоторые могут быть гидравлическими, другие ручными. Вы можете увидеть мою установку здесь. Он состоит из пары пандусов, которые крепятся к боковой стороне мельницы. Затем с помощью прикрепленной лебедки бревно скатывают по пандусам. Помните ранее, когда я говорил о parbuckling? По сути, это установка для парбалинга. Трос лебедки проходит над бревном, а затем под ним. Крючок на конце крепится к раме мельницы. Теперь пришло время запустить журнал. Особенность такой установки в том, что даже самые тяжелые бревна можно легко поднять по пандусам. Я загружал бревна из ясеня и дуба весом более 4000 фунтов. без всякого беспокойства.
14. Когда осталось от половины до одной трети бревна, я переворачиваю бревно, опускаю передние доски и позволяю бревну ровно лежать на нарах.
Помимо работы погрузочных рамп, если я фрезерую дома, мне немного проще использовать трактор или погрузчик с бортовым поворотом для погрузки бревен. Однако, если вы выберете этот маршрут, будьте осторожны, чтобы не уронить бревна и не ударить мельницу каким-либо образом, так как это может вызвать ненужную нагрузку на мельницу.
Как только бревно окажется на палубе мельницы, вы начнете принимать некоторые решения, влияющие на то, какой тип пиломатериалов вы получите из бревна.
15. Остается надеяться, что окончательные распилы бревна позволят получить сердцевину дерева в виде одной доски. Сердцевина дерева почти всегда трескается (см. нижнюю доску здесь).
Во-первых, бревно должно быть расположено по отношению к режущей головке и полкам мельницы (станине). Почти каждое бревно будет сужаться, некоторые больше, чем другие. Чтобы получить наилучший урожай и рисунок зерна из бревна, вам нужно поднять меньший конец бревна. Это можно сделать с помощью домкратов или подножек, как вы видите здесь. Цель состоит в том, чтобы поднять маленький конец бревна так, чтобы сердцевина дерева (сердцевина) была на уровне коек. Это оставит сердце на одной доске, когда вы закончите резать.
Второе решение, которое нужно принять, это ориентация, в которой будет распиливаться бревно. На мой взгляд, есть два основных способа распиловки бревна: сортированный пиломатериал или лучший характер. Поскольку я не продаю на коммерческой основе, я редко видел для оценки. Частью привлекательности дерева для меня является уникальность и история каждого дерева. Итак, я видел характер почти во всех случаях. Это означает, что все знаки символов (например, промежностные секции) должны быть горизонтальными, чтобы у каждой доски был какой-то характер. Пиление по сортам и как работает система оценок — это совсем другая статья.
В некоторых случаях я могу перевернуть бревно и отказаться от «лучшего» символа, чтобы избежать некоторых реальных дефектов, таких как трещины или гниль, но это крайние случаи. После того, как бревно окажется в нужном месте, его можно закрепить. Здесь важно убедиться, что бревно плотно прилегает к упорам для бревна и крепко удерживается в зажимах/собаках для бревна. Несмотря на то, что большое бревно твердой древесины может весить несколько тысяч фунтов, двенадцатифутовое полотно ленточной пилы оказывает огромное усилие. Вибрация и лезвие могут привести к тому, что бревна будут скатываться, поэтому убедитесь, что они плотно прижаты.
Выполнение разрезов
16-17. Наличие помощника для разгрузки лесопилки значительно ускорит работу. Выгрузите плиты на промежуточную площадку, где вы можете разместить наклейки между слоями.
Последнее решение, которое необходимо принять перед тем, как запустить мельницу (или поручить это пильщику), — решить, какой кусок древесины вы хотите получить из своего бревна. То есть какой рисунок зерна вы хотите видеть на своих досках? На полосе сбоку страницы показаны три распространенных типа текстуры досок: гладкая, расщепленная и распиленная на четверть. В зависимости от того, что вы планируете делать с пиломатериалом, вам будет проще решить, как его резать.
Когда я пилю для своего личного склада пиломатериалов, я в основном «живую пилу». Это означает, что я разрезал бревно на ломтики, оставив кору с обеих сторон. Затем, когда я вытаскиваю пиломатериал с мельницы, я могу «перестроить» бревно, чтобы оно могло высохнуть (подробнее об этом позже). Есть три причины, по которым мне нравится этот метод распиловки. Во-первых, это быстро. Нет необходимости превращать бревно в брус и чередовать распиливание и переворачивание бруса. Это процесс загрузки и вырезания (обычно я переворачиваю бревно один раз).
Во-вторых, у меня почти никогда не бывает плана для бревна, когда я его рублю. Распиливая бревно вживую, у меня остается запас, который (примерно) распилен на 1/3 четверти, распилен на 1/3 и распилен на 1/3. Это означает, что когда я использую пиломатериалы в будущем, у меня есть выбор из различных вариантов текстуры. Я ускользнул от последней причины, по которой мне нравится этот узор раньше — мне легче сохнуть.
Вся тяжелая работа (по крайней мере, до сих пор; впереди еще много!) окупается при выполнении надрезов в бревне. Первый распил заключается в удалении верхней части коры (называемой плитой) с бревна. Этим пропилом я обычно стремлюсь попасть в заболонь дерева (чуть ниже коры) и получить как минимум 6–8 дюймов плоской чистой древесины. Если вы распиливаете вживую и собираетесь снова складывать бревна, сохраните колпачок из коры. Если нет, его можно выбросить. На моем Norwood у меня есть шкала, которую я могу обнулить на основе этого первого разреза. Затем я могу опустить головку (используя шкалу в качестве меры), чтобы сделать следующий разрез. Здесь снова я подстраховываю свои ставки. Не имея плана пиломатериалов, я всегда режу доски толщиной 8/4 (2 дюйма). Таким образом, если для проекта требуется более тонкий материал, я всегда могу распилить материал. Его легко сделать тоньше. Не так-то просто сделать его толще. Просто обратите внимание, что более толстые доски будут тяжелее — всегда полезно иметь дополнительную пару рук, чтобы помочь выгрузить доски с мельницы.
18. Для окончательной воздушной сушки подготовьте место с хорошей циркуляцией воздуха и установите ровное основание (я использую шлакоблоки).
Поскольку вы делаете пропилы и отрываются лаги (лаги — это доска с острым краем с двух сторон, извините, она не называется «плитой»), обязательно помните, как бревно и пила умение обращаться. Острое лезвие должно практически без усилий пробивать разрез. Если вы получаете чрезмерную вибрацию, волнистые порезы или двигатель глохнет, то, скорее всего, пришло время поставить новый диск.
Кроме того, обратите внимание на то, как ведет себя лафет или доска во время резки. Часто в этот момент проявляются напряжения в дереве. Доска или лафет начнут скручиваться, или даже влево или вправо. Это напряжение, высвобождаемое из бревна. После того, как вы заметите такой индикатор напряжения, лучше всего повернуть бревно и постараться удерживать сердцевину как можно ближе к центру оставшегося материала. Это поможет «ослабить» натяжение бревна и распределить его по доскам.
Когда вы делаете надрезы по направлению к сердцевине, я предпочитаю останавливаться рядом с этим «средним» надрезом. Затем я переворачиваю бревно на 180° плоской стороной вниз (опускаю переднюю доску) и заканчиваю надрезы. Если вы все сделали правильно и выровняли бревно, вы получите одну последнюю доску на станине лесопилки с сердцевиной по центру. Сердцевина дерева всегда будет трескаться, так что вы можете либо дать ей треснуть, либо выпилить ее. Материал с обеих сторон сердцевины будет идеально распилен на четверть и станет отличной заготовкой для ножек.
Теперь подождем
19. Убедитесь, что наклейки размещены в линию над предыдущим слоем, и убедитесь, что они имеют одинаковую толщину.
Поздравляю. Вы только что фрезеровали свое первое бревно. Теперь у вас есть задача не облажаться. И я знаю, что это кажется странным заявлением, потому что трудная часть уже позади, верно? Не совсем. Тысячи досок прекрасных пиломатериалов были полностью испорчены неправильной сушкой.
Прежде чем я расскажу, что я делаю для сушки пиломатериалов, давайте изложим некоторые факты. Свежесрубленные пиломатериалы, даже если они лежат на срубленном год назад дереве, будут мокрыми. Если его сложить без доступа воздуха, он заплесневеет. И, наконец, разные породы дерева сохнут по-разному. Изучите виды, которые вы режете.
20. При складывании досок я соберу бревно в том же порядке, в котором оно было получено с мельницы, в форму бревна.
Три ключа к успешной сушке пиломатериалов: хороший поток воздуха, ровное основание и защита от непогоды. Начнем с нуля.
Когда вы закончите распиливать пиломатериалы, вам нужно куда-то их складывать. Представьте себе сушку пиломатериалов как низкотемпературную версию гибки паром. Пиломатериал высохнет и примет форму того, на что он уложен. Это означает, что лучше всего иметь плоскую и ровную основу. Как вы можете видеть на фотографиях ниже, мне нравится строить хороший фундамент из шлакоблоков. Затем я могу запустить уровень или удлинительную лестницу по блокам, чтобы убедиться, что они плоские и компланарные. Некоторые блоки нужно будет поджать или выкопать, чтобы все было ровно.
Далее идет воздушный поток. Это самое простое на мой взгляд. Ключевым моментом здесь является укладка пиломатериалов там, где они будут получать хороший ветерок, а в идеале — подальше от солнца. Хороший воздушный поток фактически начинается на мельнице. Когда я убираю пушинку с мельницы, я соскребаю или стряхиваю все лишние опилки, которые могут удерживать влагу. Затем, когда я буду укладывать их на шлакоблоки, я удостоверюсь, что между каждым слоем, непосредственно над шлакоблоками, есть высушенная в печи наклейка (прокладка 1 × 1). Это позволяет воздуху проходить через стек. Некоторые пильщики будут видеть мокрые наклейки на пиломатериалах во время фрезеровки. Однако это может задерживать влагу между мокрой наклейкой и мокрой плитой, вызывая появление пятен плесени. Лучший вариант: используйте высушенную в печи древесину в качестве наклеек.
И, наконец, третий ключ — защитить стопку от непогоды (солнца и дождя). При распиливании бревна вживую и его повторной укладке в форму бревна кора, оставшаяся на бревне (и кора), становится защитой от дождя. Это видно здесь и называется методом «европейской сушки». Форма бревна естественным образом отводит воду. Однако при распиловке обрезных пиломатериалов лучше всего накрыть штабель брезентом, листом фанеры или гофрированным металлом.
21. Во время сушки я связываю пачки и маркирую доски бирками, на которых указана порода и время помола. История, стоящая за журналом, часто может быть мощным аргументом в пользу продажи.
Кстати, я делаю еще две вещи со своими штабелями пиломатериалов, пока они сохнут. Во-первых, я использую бандаж для поддонов, чтобы связать все бревно или стопку пиломатериалов вместе. Это не только облегчает перемещение с помощью моего трактора, но также помогает увеличить давление, чтобы удерживать пиломатериалы в горизонтальном положении. Я также прибиваю (используя алюминиевые гвозди, чтобы избежать пятен от железа) небольшую пластиковую бирку с идентификационным номером на конце каждого рычага. Затем я записываю каждое из этих чисел в электронную таблицу, чтобы знать размер каждой части, а также место, где росло дерево и когда я его собрал. Я обнаружил, что многим покупателям нравится слушать историю и историю дерева и то, как оно оказалось в моих, а в конечном итоге и в их руках.
Готовы к самому сложному? Ты ждешь. В зависимости от вида дерева, вы будете ждать некоторое время. Эмпирическое правило составляет около 1 года на дюйм толщины. Однако примерно через 12-16 месяцев воздушной сушки я начну тянуть эти ласточки в подвал, чтобы досушить. Обычно в Айове мы можем рассчитывать на содержание влаги около 13% в сушилке на воздухе. Вы можете получить меньше, если пойдете в печь, но лично я почти всегда выбираю высушенное на воздухе сырье, а не высушенное в печи. Вручную это работает лучше (на мой взгляд), и я никогда не сталкивался со случаем, когда (правильно) высушенный на воздухе материал вызывал какие-либо проблемы.
22. Что касается обрезных пиломатериалов, я укладываю пачки намоток и удостоверяюсь, что основание имеет достаточную поддержку, чтобы избежать коробления.
Учитывая все вышесказанное, фрезерование собственного пиломатериала доступно не всем. Требуется немного работы и немного места. Если вы серьезно подумываете о мельнице, вам также понадобится здоровая порция «принеси это». Тем не менее, я думаю, вы быстро поймете, что есть возможность заработать немного дополнительных денег, и большинство людей задаются вопросом, почему они не получили их раньше. Кроме того, когда вы снимаете с мельницы этот первый кусок пиломатериала и осознаете безграничные возможности… ну, это то, что мы называем «опилками в крови». И как только у тебя в крови опилки, я не думаю, что ты когда-нибудь оглянешься назад.
Логан Уиттмер — помощник редактора Woodsmith и начинающий пильщик.
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
Приспособление для карманных отверстий Kreg
48-дюймовый стержневой зажим
Рулон наждачной бумаги PSA
Производитель станков с ЧПУ — Фрезерно-гравировальные станки с ЧПУ
Тип станка High-Z: наш самый продаваемый фрезерный станок с ЧПУ
Точный, универсальный и доступный фрезерный станок с ЧПУ High-Z
С 2004 года мы постоянно совершенствуемся наш маршрутизатор High-Z . Качество, производительность и идеально подобранные механические компоненты по доступной цене по-прежнему уникальны.
Около 10 000 компаний, учреждений и любителей со всего мира работают с нашими станками, которые можно использовать для фрезерования и гравировки дерева, пластика, металла и даже камня . Каждый фрезерный станок с ЧПУ прост в использовании, никаких навыков программирования не требуется.
С помощью фрезерного станка High-Z вы также можете гравировать, фрезеровать и резать. Мы предлагаем аксессуары для ЧПУ для различных областей применения.
Высокое качество и высочайшая точность
Наши фрезерные станки с ЧПУ и идеально подобранные принадлежности останутся по разумной цене, чтобы наши клиенты могли прибыльно расширять свое производственное оборудование с помощью высококачественного оборудования с ЧПУ.
С февраля 2005 года мы внесли множество технических и электрических усовершенствований в наши машины High-Z и RaptorX. Тем не менее, наши условия остаются на отличном уровне цены / производительности и, конечно же, в обычном высшем качестве. Вы получите не «дешевый» станок с ЧПУ, а дорогой портальный фрезерный станок.
Покупка напрямую у производителя станков с ЧПУ – веские причины
Есть веские причины купить новый станок в компании CNC-STEP в Германии
Покупка фрезерного станка – это, в конечном счете, вопрос доверия. Как производитель станков с ЧПУ , мы предлагаем бесплатную пожизненную поддержку и более 13-летний опыт в технологии ЧПУ и электронике. Для вас как для клиента важно иметь компетентного партнера по всем вопросам до и после покупки . Все детали приложения должны быть частью бесплатной поддержки, а также устранения неполадок и ошибок.
Следовательно, эта компетенция означает лучшее качество, высокую точность и отличный сервис. Эти факты являются нашими самыми важными ключами к успеху.
Бесплатное программное обеспечение CAD CAM! Сэкономьте 1500 евро!
Специальное предложение только до конца июня 2022 года! Бесплатное программное обеспечение CAD/CAM для всех новых станков * клиенты: 1 546,00 евро за 0,00 евро
Эксклюзивно и только у нас! С обширным программным пакетом CAD/CAM ConstruCAM 3D вы получаете универсальное и бесплатное программное обеспечение CAD/CAM – решение для создания чертежей в 2D и 3D, проектирования 2D-векторов (включая инструменты 2D в 3D .st.) для вашего фрезерного станка . Полностью автоматическая генерация/вывод G-кода для 2D и 3D фрезерования , 2D и 3D гравировки, сверления, сверления по шаблону, нанесения страз, 2D фотогравировки, 3D рельефа гравировки и фрезерование досок – ConstruCAM3D.
Множество примеров применения станков
Наши станки с ЧПУ широко применяются во многих областях механической обработки, таких как промышленность, торговля и хобби. Здесь вы найдете много интересных примеров.
Независимо от того, работаете ли вы в профессиональном, коммерческом, образовательном, медицинском, институциональном или в любительском секторах, наши техники и руководители предложат вам идеальную машину для ваших задач. При необходимости они могут разработать специальную машину, соответствующую вашим потребностям. Посетите наш раздел со множеством примеров, чтобы изучить выдающуюся универсальность наших машин. Вы найдете Видео и Фото обработки алюминия, пластика, дерева, нержавеющей стали, камня и гравировки фото .
300 видеороликов о применении наших станков с ЧПУ
Более 300 видеороликов, демонстрирующих фрезерование и гравировку на станках с ЧПУ по дереву, металлу, камню и пластику, можно найти на нашем канале YouTube. Многие из них произведены нашими клиентами.
В настоящее время имеется около 170 видеороликов, демонстрирующих такие области применения, как 3D-гравировка, 2D- и 3D-фрезерование, тангенциальная резка и многие другие.
Вопрос выбора насоса для отопления стоит достаточно остро как для собственников частных домов, так и для людей, которые установили автономную систему отопления в квартире. Насос отвечает за работу системы отопления и за повышение эффективности работы этой системы в целом.
Как выбрать насос для отопления, чтобы он действительно помогал и улучшал работу всей системы отопления, а не наоборот. Для этого необходимо учесть Ваши индивидуальные потребности и рассмотреть всю систему отопления в целом.
Прежде чем подобрать насос для отопления необходимо учесть следующие технические характеристики:
количество тепла, требуемое для отопления дома;
особенности теплоизоляционного слоя стен;
климатические условия местности; наличие и количество оконных рам;
конструкцию пола и потолка.
Также все насосы для системы отопления можно поделить на 2 вида:
бытовые насосы для отопления;
промышленные наосы для отопления.
Бытовые насосы рассчитаны для дома и квартир. Они рассчитаны на небольшое количество тепла, но при этом – это полноценные насосы.
Выбирая циркуляционный насос для отопления или горячего водоснабжения, важно учесть возможную гидравлическую разбалансированность системы, основное проявление которой заключается в недостаточной циркуляции воды через отдалённые от насосного узла циркуляционные кольца. Если Вы выберите насос с запасом по расходу и напору, то это поможет компенсировать незначительную гидравлическую разбалансированность, поэтому при подборе циркуляционного насоса для системы отопления рекомендуем брать насос с 10-20% запасом по напору и 10-15% запасом по расходу. Но важно понимать, что если увеличение расхода будет приблизительно в 1,3 раза, то потеря напора в системе возрастут в 1,3*1,3=1,7 раза. Но не стоит увлекаться с увеличением запаса, так как насос, который будет иметь большой запас по определяющим критериям, ставить экономически нецелесообразно. Во-первых, цена самого насоса будет выше, во-вторых, насос будет работать в холостую, тем самым потребляя лишнюю электроэнергию.
Расчет циркуляционного насоса системы отопления необходим для того, чтобы решить две основные задачи:
создавать в системе необходимый напор, который позволить преодолеть гидравлическое сопротивление отдельных ее элементов;
обеспечивать перемещение по системе достаточного для обогрева здания количества тепла.
Если говорить непосредственно о расчёте, то существуют различные формулы. Однако эту работу лучше доверить настоящим специалистам – профессиональным монтажникам или инженерам. Поскольку необходимо правильно подсчитать потребность здания в тепловой энергии, а также общее гидравлическое сопротивление всей отопительной системы. Без этих двух показателей подобрать подходящий насос просто невозможно.
Выбор циркуляционного насоса для отопления задача не простая. У каждого циркуляционного насоса имеется свой характерный напорно-расходный
график, по которому и подбирают насос. Также у насоса есть своя рабочая точка – напор и расход, при котором КПД насоса будет оптимальным. Это важно учитывать, так как при не правильном подборе рабочей точки срок эксплуатации насоса значительно уменьшается. Подключение должен осуществлять профессионал, поскольку важно учесть правильное расположение насоса. Обратите внимание, что вал насоса должен располагаться горизонтально, как бы вы ни «вертели» корпус. Дело в том, что при вертикальной установки вала насос теряет порядка 30 % производительности.
Какую модель лучше выбрать? Различают циркуляционные насосы с «сухим» и «мокрым» ротором, а также с автоматической или ручной системой регулировки скоростей. Наши специалисты рекомендуют использовать насосы, ротор которых полностью погружен в воду, не только из-за пониженного уровня шума, но и потому, что такие модели справляются с нагрузкой более успешно. Производитель может быть DAB или Grundfos – это лучшие мировые бренды.
Если у Вас еще остались вопросы, какой насос выбрать для отопления, то позвоните нашему лучшему менеджеру по телефону 050 414-37-72 или задайте вопрос в чате.
Как выбрать циркуляционный насос для отопления
Системы отопления делятся на системы с естественной (гравитационной) и принудительной циркуляцией. В системах с принудительной циркуляцией обязательна установка циркуляционного насоса. Его задача — обеспечить движение теплоносителя по системе с заданной скоростью. А чтобы он со своей задачей справлялся, на до правильно выбрать циркуляционный насос.
Содержание статьи
1 Назначение и виды
1.1 С сухим ротором
1.2 С мокрым ротором
2 Как выбрать циркуляционный насос
2.1 Подбираем технические характеристики
2.2 Подбор модели
2.3 На что еще обратить внимание
3 Производители и цены
Назначение и виды
Как уже говорили, основная задача циркуляционного насоса обеспечить требуемую скорость движения теплоносителя по трубам. Для систем с принудительной циркуляцией только при таких условиях будет достигнута проектная мощность. Во время работы циркуляционника в системе немного возрастает давление, но это не его задача. Это,скорее, побочный эффект. Для повышения давления в системе есть специальные повысительные насосы.
Более популярны циркуляционные водяные насосы с мокрым ротором
Есть два типа циркуляционных насосов: с сухим и мокрым ротором. Они отличаются по конструкции, но выполняют одни задачи. Чтобы выбрать циркуляционный насос какого типа вы хотите установить, надо знать их достоинства и недостатки.
С сухим ротором
Получил свое название в связи с особенностями конструкции. В теплоноситель погружена только крыльчатка, ротор находится в герметичном корпусе, его от жидкости отделяет несколько уплотнительных колец.
Устройство циркуляционного насоса с сухим ротором — во воде только крыльчатка
Данные аппараты имеют следующие свойства:
Имеют высокий КПД — порядка 80%. И это основной их плюс.
Требуют регулярного обслуживания. В процессе эксплуатации твердые частицы, содержащиеся в теплоносителе попадают на уплотнительные кольца, нарушая герметичность. Чтобы предотвратить разгерметизацию и необходимо обслуживание.
Срок эксплуатации порядка 3 лет.
При работе издают высокий уровень шумов.
Такой набор характеристик не очень подходит для установки в системах отопления частных домов. Основной их плюс — высокий КПД, а значит, меньший расход электроэнергии. Потому в больших сетях циркуляционные насосы с сухим ротором более экономичны, и там в основном и используются.
С мокрым ротором
Как понятно из названия, в оборудовании данного типа в жидкости находится и крыльчатка и ротор. Электрическая часть, включая стартер, заключена в металлический герметичный стакан.
Устройство насоса с мокрым ротором — сухая только электрическая часть
Этот тип оборудования имеет следующие свойства:
КПД порядка 50%. Не самый лучший показатель, но для небольших частных систем отопления это некритично.
Обслуживания не требуют.
Срок эксплуатации — 5-10 лет в зависимости от марки, режима работы и состояния теплоносителя.
Во время работы почти не слышны.
Исходя из приведенных выше свойств, выбрать циркуляционный насос по типу несложно: большинство останавливается на устройствах с мокрым ротором, так как они больше подходят для работы в условиях квартиры или частного дома.
Как выбрать циркуляционный насос
Каждый циркуляционный насос имеет набор технических характеристик. Они подбираются под параметры каждой системы индивидуально.
Подбираем технические характеристики
Начнем с подбора технических характеристик. Для профессионального расчета есть куча формул, но для подбора насоса для системы отопления частного дома или квартиры можно обойтись усредненными нормами:
Подбор модели
При выборе конкретной модели обратите внимание на график с напорной характеристикой насоса. На графике надо найти точку, в которой пересекаются значения напора и производительности. Она должна располагаться в средней трети кривой. Если она не попадает на какую-то из кривых (их обычно несколько, характеризующих разные модели), берут ту модель, график которой оказывается ближе. Если точка стоит посередине, берут менее производительную (ту, что расположена ниже).
Рабочая точка должна находится в средней части графика
На что еще обратить внимание
В технических характеристиках циркуляционных насосов есть еще несколько позиций, на которые стоит обратить внимание. Первый — допустимая температура перекачиваемой среды. То есть, температура теплоносителя. В качественных изделиях этот показатель находится в диапазоне от +110°C до +130°C. В дешевых может быть ниже — до 90°C (а по факту 70-80°C). Если система у вас рассчитана как низкотемпературная, это нестрашно, но если стоит твердотопливный котел — температура до которой может быть разогрет теплоноситель очень важна.
Выбрать циркуляционный насос надо сначала по характеристикам
Стоит обратить внимание и на максимальное давление, при котором может работать насос. В системе отопления частного дома оно редко бывает выше 3-4 атм (это для двухэтажного дома), а в норме составляет 1,5-2 атм. Но все равно, обращайте внимание на данный показатель.
На что еще обратить внимание — на материал, из которого сделан корпус. Оптимальный — чугунный, более дешевый — из специального термостойкого пластика.
Тип и размер соединения. Циркуляционный насос может иметь резьбу или фланцевые соединения. Резьба бывает наружной и внутренней — под нее подбираются соответствующие переходники. Подсоединительные размеры могут быть: G1, G2, G3/4.
Также стоит обратить внимание, на наличие защиты. Может быть защита от сухого хода. В циркуляционных насосах с мокрым ротором она очень желательна, так как охлаждение мотора происходит за счет перемещаемой среды. Если воды, нет, мотор перегревается и выходит из строя.
Еще один тип защиты — защита от перегрева. Если мотор нагревается до критического значения, теромореле отключает питание, насос останавливается. Две эти функции продлят срок эксплуатации оборудования.
Как и где устанавливать циркуляционный насос читайте тут.
Производители и цены
При выборе производителей циркуляционного насоса подход тот же, что при подборе любой дугой техники. Если есть возможность, лучше брать оборудование европейских производителей, которые на рыке уже давно. Самыми надежными в данном секторе считаются циркуляционные насосы Willo (Вилло), Grundfos (Грундфос), DAB (ДАБ). Есть и другие неплохие марки, но по ним надо читать отзывы.
Название
Производительность
Напор
Количество скоростей
Подсоединительные размеры
Максимальное рабочее давление
Мощность
Материал корпуса
Цена
Grundfos UPS 25-80
130 л/мин
8 м
3
G 1 1/2″
10 бар
170 Вт
Чугун
15476 руб
Калибр НЦ-15/6
40 л/мин
6 м
3
внешняя резьба G1
6 атм
90 Вт
Чугун
2350 руб
БЕЛАМОС BRS25/4G
48 л/мин
4,5 м
3
внешняя резьба G1
10 атм
72 Вт
Чугун
2809 руб
Джилекс Циркуль 25/80 280
133,3 л/мин
8,5 м
3
внешняя резьба G1
6 атм
220 Вт
Чугун
6300 руб
Elitech НП 1216/9Э
23 л/мин
9 м
1
внешняя резьба G 3/4
10 атм
105 Вт
Чугун
4800 руб
Marina-Speroni SCR 25/40-180 S
50 л/мин
4 м
1
внешняя резьба G1
10 атм
60 Вт
Чугун
5223 руб
Grundfos UPA 15-90
25 л/мин
8 м
1
внешняя резьба G 3/4
6 атм
120 Вт
Чугун
6950 руб
Wilo Star-RS 15/2-130
41,6 л/мин
2,6 м
3
внутренняя резьба G1
45 Вт
Чугун
5386 руб
Обратите внимание, что все технические характеристики представлены для перемещения воды. Если теплоноситель в системе — незамерзающая жидкость, необходим вносить корректировки. За актуальными для этого типа теплоносителей данными придется обращаться к производителю. В других источниках подобные характеристики найти не удалось.
Вот как выбрать тепловой насос подходящего размера для вашего дома
Ваш тепловой насос играет важную роль в поддержании нужной температуры в вашем доме, забирая тепло из наружного воздуха в ваше жилое пространство зимой, а также удаляя тепла и передачи его на улицу в летнее время. Но чтобы тепловой насос работал правильно, он должен быть подходящего размера для вашего помещения.
Может показаться, что найти правильный тепловой насос легче сказать, чем сделать. Но есть некоторые общие рекомендации, которые помогут вам найти тепловой насос нужного размера, чтобы правильно обогревать и охлаждать ваш дом энергоэффективным способом.
Важность выбора теплового насоса нужного размера
Может показаться, что размер вашего теплового насоса не так уж важен. В конце концов, что самое худшее может случиться, если он будет слишком маленьким или слишком большим? Возможно, вы удивитесь, узнав, насколько важно подобрать правильный размер. Слишком маленький или слишком большой тепловой насос может привести к пустой трате денег.
Раскрытие информации рекламодателем
HVAC.com представляет информацию, собранную независимо от официальных сайтов поставщиков. Мы регулярно обновляем сайт, чтобы эта информация всегда была актуальной и точной. Предложения, которые появляются на этом сайте, исходят от компаний, от которых HVAC.com получает компенсацию. HVAC.com не включает всех доступных поставщиков услуг.
OK
Если ваш тепловой насос слишком мал для вашего дома, он, скорее всего, не будет работать должным образом. Вы можете в конечном итоге заплатить более высокий счет за коммунальные услуги, потому что тепловой насос будет изо всех сил пытаться нагреть и охладить ваш дом. Поскольку тепловому насосу приходится работать усерднее, чтобы нагреть ваш дом до нужной температуры, вы также можете рассчитывать на более высокие затраты на ремонт и техническое обслуживание.
С другой стороны, если ваш тепловой насос слишком большой, он будет производить больше энергии, чем вам нужно, что приводит к трате энергии и снижению эффективности.
Как определить размер теплового насоса
Есть несколько различных методов, которые вы можете использовать, чтобы подобрать тепловой насос нужного размера для вашего дома: ручной J и квадратные метры. Мы обсудим каждый из них более подробно ниже.
Manual J
Manual J — это отраслевой стандарт расчета теплового насоса. Он был создан Американскими подрядчиками по кондиционированию воздуха, чтобы помочь определить правильный размер теплового насоса для вашего дома на основе восьми различных факторов. Восемь факторов, рассматриваемых в Руководстве J, таковы:
Местный климат, в том числе, сколько дней в году вам необходимо отопление и охлаждение
Площадь и планировка вашего дома
Сколько у вас окон и где они расположены
Фильтрация воздуха в вашем доме
Качество изоляции в вашем доме
Сколько человек живет в вашем доме
Предпочитаемая вами температура
Теплогенерирующие приборы в вашем доме
Площадь в квадратных футах
Существует множество факторов, которые учитываются при расчете мощности вашего теплового насоса, и это может быть сложно определить, как каждый из них влияет на ваши потребности в тепловом насосе. К счастью, есть более простой подход к выбору теплового насоса нужного размера.
Обычно на каждые 500 квадратных футов вашего дома требуется одна тонна мощности кондиционера. Вот несколько рекомендаций, которые помогут вам определить необходимое количество тонн:
500 квадратных футов: 1 тонна
1000 квадратных футов: 2 тонны
1500 квадратных футов: 3 тонны
2000 квадратных футов: 4 тонны
2500 квадратных футов: 5 тонн
3000 квадратных футов: 6 тонн
Также важно знать, чему равна каждая тонна в БТЕ или британских тепловых единицах, которые используются для определения размера теплового насоса. Используйте эту таблицу, чтобы определить количество БТЕ, необходимое для вашего дома:
Таблица размеров теплового насоса
Размер дома (в квадратных футах)
Размер теплового насоса (в тоннах)
Мощность теплового насоса (в БТЕ)
500 квадратных футов
1 тонна
12 000 БТЕ
1000 квадратных футов
2 тонны
24 000 БТЕ
1500 квадратных футов
3 тонны
36 000 БТЕ
2000 квадратных футов
4 тонны
48 000 БТЕ
2500 квадратных футов
5 тонн
60 000 БТЕ
3000 квадратных футов
6 тонн
72 000 БТЕ
Как только вы узнаете необходимое количество БТЕ, необходимое для теплового насоса вашего дома, вы можете начать делать покупки. Помните, что вы также можете работать с экспертом по HVAC, который может дать некоторые рекомендации и советы.
Практический результат
Выбор правильного размера теплового насоса для вашего дома имеет решающее значение, когда речь идет об экономии денег на энергию и поддержании нужной температуры в вашем доме как зимой, так и летом. Поначалу определение размера теплового насоса может показаться сложным, но на самом деле разобраться в этом довольно просто. И, к счастью, существует множество онлайн-калькуляторов расчета теплового насоса, которые еще больше упрощают этот процесс. И как только вы узнаете, какой размер теплового насоса вам нужен, процесс поиска подходящего не составит труда.
Продолжайте читать, чтобы узнать больше об отоплении и охлаждении вашего дома:
Тепловой насос и печь: изучите разницу и узнайте, какая из них лучше для вас
Руководство по покупке теплового насоса: все, что вам нужно знать об этой печи и альтернатива переменному току
Эта простая вещь поможет вашей печи прослужить дольше
Вот 23 способа сэкономить на счетах за электроэнергию прямо сейчас
+21 еще Посмотреть все фото
Выбор подходящего насоса для вашей системы теплопередачи
Просмотр PDF-версии
Ваш насос оказывает огромное влияние на вашу систему теплопередачи. Это влияет на производительность, эффективность и может даже повлиять на срок службы вашей жидкости. Итак, что вам нужно знать при выборе насоса для вашей системы?
Для начала рассмотрим наиболее распространенные насосы, используемые в системах теплопередачи.
Рис. 1: Поперечное сечение центробежного насоса. (фото из Википедии)
Центробежные насосы (рис. 1) очень распространены в системах с теплоносителями. Эти насосы в основном используют рабочее колесо с вращающимися лопастями для придания скорости жидкости и перемещения ее по системе.
Некоторые центробежные насосы изготавливаются специально для теплоносителей и используют более прочные материалы, закрытые рабочие колеса, более качественные уплотнения и поддерживают температуру до 850°F (454°C) для работы в самых сложных условиях.
Центробежные насосы также позволяют выбирать между герметичной и бессальниковой конструкцией. В этой статье от Process Heating содержится полезная информация по этой теме.
Объемные насосы прямого вытеснения (рис. 2) не так распространены, но обычно используются в небольших системах с электрическим обогревом. Эти устройства, также известные как шестеренчатые насосы, улавливают жидкость между блокирующими зубьями шестерни и выталкивают жидкость в остальную часть системы. Обычно они имеют механические уплотнения.
Независимо от того, какой тип насоса вы рассматриваете, уточните у производителя, подходит ли он для использования с теплоносителями. Также держитесь подальше от стандартных технологических насосов — они не так долговечны и, как правило, недостаточно хорошо работают с теплоносителями.
Некоторые производители специализируются на насосах для теплоносителя. Dean Pump Division, MP Pumps, Inc. и Teikoku/Chempump — это лишь несколько примеров центробежных конструкций. Насос Viking – это один из возможных вариантов, если вам нужен объемный насос объемного типа.
Некоторые из этих производителей также предлагают услуги по индивидуальному проектированию и даже могут помочь определить правильный размер для вашей помпы. Здесь решающим фактором является размер — насос должен быть достаточно мощным, чтобы справиться с вязкостью жидкости и перемещать жидкость по всей системе. Если он меньше, насос не будет подавать достаточное количество жидкости в систему. Эта ситуация, широко известная как «низкий расход», может вызвать серьезные проблемы, включая кавитацию насоса, плохую производительность и более высокие, чем рекомендуемые, температуры пленки, что приведет к быстрому разрушению вашей жидкости.
Ключевым моментом является мощность – насос надлежащего размера должен иметь достаточную мощность для подачи в систему достаточного количества жидкости для эффективной работы.
Еще один важный момент, о котором часто забывают: убедитесь, что насос способен работать с вязкостью жидкости при температуре окружающей среды (пусковой), а не только при рабочей (выходной) температуре.
Насос вертикальный центробежный от производителя ТД Техмаш
Многоступенчатый вертикальный центробежный насос — изделие особой структуры, которое предназначено для установки только в вертикальном положении. Чаще всего находит свое применение для передачи воды в квартиры многоэтажных домов и по магистралям различных населенных пунктов. Также нередко устанавливается для повышения давления воды в пожарных шлангах, в специализированном оборудовании для автомастерских, отделах для мойки машин и других, ограниченных по площади производствах.
Детальная характеристика вертикальных центробежных насосов по параметрам
Конструкция вертикального центробежного насоса имеет область всасывания жидкости, рабочую камеру-барабан, в которой находятся отдельные подвижные части — рабочие колеса, являющиеся, по сути, лопастями различных параметров, и трубку вывода жидкости под высоким давлением. Для того, чтобы создать один насос, компания «ТЕХМАШ» отбирает лучшие коррозийно-стойкие материалы, которые имеют минимальный вес и легко покрываются различными смесями для защиты от воздействия поступающих жидкостей. Лопасти выполнены из цельной нержавеющей стали. Сам двигатель насоса работает под воздействием электродвигателей.
Рассмотрим виды используемых материалов в различных деталях: рабочая поверхность и сливы — высококачественная нержавеющая сталь, уплотнения — керамика, графит, другие мелкие детали — также нержавеющая сталь. Дополнительно используются резиновые уплотнения вала и межсекционные резиновые уплотнения английского, немецкого и итальянского производства, что влияет на устойчивость продукта к различным химически активным веществам и, соответственно, цену.
Двигатель такого типа насоса обладает отдельными характеристиками, среди которых повышенная изоляция, работа в асинхронном режиме с возможностью охлаждения воздухом, многофазные и однофазные модели двигателя, стандартизированная технология защиты, возможность легко заменять любые детали двигателя.
Существует несколько основных ограничений при использовании вертикального многоступенчатого центробежного насоса в производственных целях:
Ограничения в зависимости от уплотнений — от 90 до 230 градусов Цельсия;
Допустимая внешняя температура воздуха — до 80 градусов Цельсия;
Запрет запуска устройства в холостом режиме, а также ограничение включения/выключения за единицу времени, чтобы продлить службу насоса;
Допустимое количество твердых частиц в жидкости — до 0. 2%;
Давление — до 50 атмосфер.
Разновидности вертикальных центробежных насосов
Существует множество разновидностей вертикальных насосов. Все они различаются по следующим критериям:
Напору. Он может быть низким, средним и большим.
Быстроходности. Компания «ТЕХМАШ» предлагает тихо-, средне- и быстроходные модели оборудования.
Производительности. В данном случае вычисляется объем перекачиваемой жидкости в час.
Количеству ступеней. Их бывает от 2 до 10.
Числу входов. Насосное оборудование может иметь 1 или 2 входных отверстия.
Типу перекачиваемой жидкости. Это могут быть вещества с различной степенью вязкости, с содержанием химических/агрессивных соединений и т. д.
Способу погружения. Агрегаты могут быть установлены на поверхности, а также быть полу- и погружными.
Конструкции. Привод у насосов бывает прямой или редукторный, а также через шкив.
Вертикальные центробежные насосы зачастую используются в мелиорации, жилищно-коммунальном хозяйстве. С их помощью можно откачивать чистую, грязную или агрессивную жидкость. Оборудование отличается компактностью и высокой производительностью, устройства просты в обслуживании, создают низкий уровень шума в ходе эксплуатации.
Существуют одно- и многоступенчатые вертикальные центробежные насосы. Они нашли широкое применение в разных сферах деятельности человека. Чаще всего такое оборудование используется в следующих областях:
С помощью насосного оборудования можно перекачивать жидкости за счет поднятия давления. Компания «ТЕХМАШ» готова предложить клиентам широкий выбор центробежных насосов, которые отличаются по производительности, напору, габаритам и другим параметрам. У каждого насосного агрегата предусмотрен электрический двигатель, который в любой момент можно заменить при его поломке.
Запускать вертикальный центробежный насос необходимо только тогда, если его корпус уже заполнен жидкостью. В другом случае оборудование выйдет из строя. Необходимо постоянно следить за уплотнителями, чтобы внутрь центробежных агрегатов не попадал воздух.
Благодаря многоступенчатой конструкции насосов, можно увеличить напор подаваемой жидкости во много раз. Также его можно значительно уменьшить. Для этого добавляются или удаляются секции. Чем больше будет секций у насоса, тем выше эффективность. Каждая следующая присоединенная ступень увеличит у потока жидкости уровень кинетической энергии.
Как работает вертикальный насос с электрическим двигателем?
Главными рабочими органами в центробежном насосе являются специальные колеса с лопастями. Их количество зависит от числа секций, присутствующих в конструкции.
Рабочее колесо представляет собой 2 диска, которые установлены на одном валу и соединены между собой изогнутыми лопастями. Между ними предусмотрены каналы, которые в процессе работы наполняются жидкостью.
При вращении колес образуется центробежная сила, выталкивающая воду во внутреннюю камеру. В результате со стороны забора создается разряжение, жидкость самостоятельно затекает в камеру, создается непрерывный процесс перекачивания воды. У многосекционных насосов транспортируемая рабочая среда поступает с одной ступени в другую через специальные отводящие патрубки.
Вал, который приводит колеса во вращение, насаживается на подшипники. Чтобы не было протечек, а также внутрь системы не попал воздух, между движущимися деталями устанавливаются прочные уплотнители. Это могут быть обычные сальники или магнитные муфты. Последние отличаются хорошей эффективностью в ходе эксплуатации.
Компания «ТЕХМАШ» предлагает приобрести качественные вертикальные центробежные насосы на максимально выгодных условиях для клиента. Такие устройства могут монтироваться линейно, непосредственно в самих трубопроводных системах. В результате существенно увеличивается эффективность используемого насосного оборудования. В данном случае напорные и всасывающие патрубки будут на одной оси. Обратившись в компанию «ТЕХМАШ», вы не пожалеете о затраченных денежных средствах.
Центробежные насосы от «ТЕХМАШ» чаще всего применяются для перекачки чистых и физически/биологически загрязненных вод без химически активных примесей и твердых частиц. Они легко устанавливаются в различных сферах легкой промышленности, хорошо подходят для удовлетворения потребностей сельского хозяйства и повышения давления воды в жилых многоэтажных комплексах. Многие уменьшенные модели используются для систем охлаждения и теплоснабжения частных клиентов.
Обширное количество различных по структуре и параметрам моделей насосов компании «ТЕХМАШ» уже сегодня работает во многих производственных учреждениях и для удовлетворения бытовых нужд, как в нашей стране, так и за рубежом. Мы гарантируем качество своих товаров и имеем все необходимые лицензии для их выпуска. Выполняем выпуск товара под заказ по каталогам, с которыми вы можете ознакомиться благодаря нашим сотрудникам.
Вертикальные центробежные насосы
Номинальное давление
PN 10/50
0
PN 10
0
PN 16
0
PN 16
0
PN 25
0
PN 25
0
PN 30
0
PN 50
0
PN 6
0
Контроль частоты вращения
без частотного преобразователя
0
с частотным преобразователем
0
Привод/регулирование
Бесступенчатое регулирование частоты вращения
0
Главный насос с регулируемой частотой вращения электродвигателя
0
Постоянная частота вращения
0
Конструкция/система
Высоконапорный центробежный насос
0
Установка повышения давления
0
Каталог товаров
Циркуляционные насосы бытовые
Циркуляционные насосы промышленные
Горизонтальные центробежные насосы
Поверхностные насосы
Погружные насосы для скважин и колодцев
Автоматические насосные станции
Вертикальные центробежные насосы
Установки повышения давления и пожаротушения
Дренажные насосы
Канализационные насосы
Принадлежности
Сортировка:
Показать:
15
ru/vertikalnye-centrobezhnye-nasosy?limit=15″>
15
25
50
75
100
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
Телефон *
Типы и функции вертикальных насосов
Перейти к содержимому
Вертикальные насосы используются для забора жидкости из глубокого резервуара или скважины. Они бывают разных форм, размеров и функций, но все они имеют характерную вертикальную конфигурацию, которая перемещает жидкости в вертикальном направлении вверх по трубе. Они могут использоваться в диапазоне рабочих температур от низких до высоких, с различным давлением и со многими жидкостями, от обычных систем водоснабжения до агрессивных, легковоспламеняющихся и даже труднообрабатываемых жидкостей и химикатов.
Вертикальный центробежный насос
Центробежный насос предназначен для перекачивания коррозионно-активных жидкостей, используемых при очистке сточных вод, дренаже отстойников, перекачивании резервуаров, перемешивании, мокром процессе и других промышленных применениях. Он переносит жидкости путем преобразования кинетической энергии вращения в гидродинамическую энергию потока жидкости. Этот тип энергии вращения обычно исходит от двигателя или электродвигателя. Жидкости входят в быстро вращающееся рабочее колесо вдоль его оси и выбрасываются под действием центробежной силы по его окружности через кончики лопастей рабочего колеса. Это действие рабочего колеса увеличивает скорость и давление жидкости, а также направляет ее к выпускному отверстию насоса. Корпус насоса предназначен для сужения жидкости на входе насоса, направления ее в рабочее колесо, а затем замедления и контроля жидкости перед выпуском.
Вертикальный погружной насос
Погружной насос, также известный как скважинный насос, представляет собой устройство с герметичным двигателем, тесно соединенным с корпусом насоса. Он работает аналогично другим типам центробежных насосов, но может быть полностью погружен в воду. Они часто используются для жидкостей глубоко под землей, например, в канализации. Уникальной особенностью этого насоса является то, что он толкает воду к поверхности, а не тянет ее. Еще одним преимуществом использования вертикального погружного насоса является снижение уровня шума при нахождении глубоко под землей и под водой.
Вертикальный турбинный насос
Вертикальные турбинные насосы, также известные как вертикальные насосы или насосы с линейным валом, представляют собой центробежные насосы, обычно используемые для транспортировки воды из глубоких подземных ям или колодцев. Они состоят из двигателя, нагнетательного патрубка, одной или нескольких трубных колонн, линейного вала, вала насоса, нескольких чаш, рабочих колес и всасывающего колпака. Они предназначены для перемещения воды из подземных колодцев или резервуаров и обычно используются в системах с чистой водой, требующих высокого давления и высокого напора, но имеют широкий спектр этих насосов для многих отраслей и областей применения.
Вертикальный погружной насос
Вертикальные погружные насосы представляют собой вертикально подвешенные однокорпусные насосы с раздельным нагнетанием, полуоткрытыми или закрытыми рабочими колесами, предназначенные для применения в мокрых карьерах. Насос имеет отдельную нагнетательную трубу и опорную трубу. Как и у вертикальных турбинных насосов, рабочие колеса насоса и часть корпусов размещены под перекачиваемой жидкостью, а основной силовой механизм находится над жидкостью. Они предназначены для промышленного применения для перекачивания чистых или слабозагрязненных жидкостей, волокнистых шламов и жидкостей, содержащих крупные твердые частицы, из глубокого отстойника.
Вертикальные насосы бывают различных конструкций, материалов и применений, которые зависят от используемых систем. Наш старый бренд Floway® предлагает вертикальные турбинные насосы для систем очистки и обезвоживания воды и сточных вод, нефтегазовой, горнодобывающей, энергетической и промышленной отраслей, в то время как наш старый бренд Gabbioneta Pumps® предлагает ряд насосов API 610 для разведки и добычи, транспортировки и транспортировки. Применение в нефте- и газоперерабатывающей промышленности для надежных решений по управлению потоками в нефтехимии, водоснабжении, удобрениях, энергетике, опреснении и горнодобывающей промышленности. Выбор правильного насоса имеет важное значение для успеха любой системы управления потоком. Мы разрабатываем и изготавливаем насосные агрегаты для специальных применений, используемых на шельфе и на шельфе для нефтегазовой, нефтехимической, водной и сточной воды, горнодобывающей промышленности, производства электроэнергии и общих отраслей промышленности. Наши рыночные центры передового опыта, специалисты по продуктам и приложениям, а также рыночные каналы могут помочь на каждом этапе цикла вашего проекта. Вы можете положиться на насосы Trillium Flow Technologies™ для полного успеха управления потоком и уверенности в своем контроле потока сейчас и в будущем.
Страница load link
Различия между горизонтальными и вертикальными центробежными насосами
Центробежные насосы используются во многих отраслях промышленности. Они обеспечивают превосходную эксплуатационную эффективность и универсальность, когда речь идет о давлении и расходе жидкости. Линейные центробежные насосы бывают разных конфигураций: горизонтальные и вертикальные.
В чем разница между центробежными насосами двух типов? И какой из них подходит для вашего процесса? Это вопросы, на которые мы здесь, чтобы ответить.
Основные отличия конструкции Первое и наиболее очевидное отличие — ориентация вала. Горизонтальный центробежный насос имеет вал, расположенный горизонтально, обычно между подшипниками или выступающий. Между тем, вертикальный центробежный насос имеет вал, ориентированный вертикально. Конструкция вала радиально-разъемная и выступающая.
Решение о том, какой насос использовать в вашей работе, зависит от нескольких факторов. Среди них общее удобство эксплуатации и обслуживания насоса, пространство для установки и функциональность. Имея это в виду, мы теперь рассмотрим некоторые плюсы и минусы каждой конструкции насоса.
Горизонтальные центробежные насосы – плюсы и минусы Положительным моментом является то, что горизонтальные центробежные насосы легче устанавливать и обслуживать, а их внутренние детали легкодоступны. Вы можете выбрать правильную конструкцию вала, чтобы обеспечить желаемое давление нагнетания. Для приложений с низким уровнем всасывания лучше всего использовать выступающий вал, в то время как для высокого давления всасывания вам понадобится вал с подшипником. Горизонтальные центробежные насосы можно легко надежно соединить с внешними аксессуарами, такими как турбины, электродвигатели или двигатели, работающие на топливе. Наконец, небольшой запас высоты горизонтального насоса делает его идеальным для применения внутри помещений, где вертикальное пространство часто ограничено.
С другой стороны, горизонтальный центробежный насос будет занимать больше места, если на вашем предприятии не хватает места. Как правило, рабочая температура и давление у горизонтальных насосов ниже, чем у вертикальных насосов. Вы также не захотите использовать горизонтальный центробежный насос для приложений, требующих большего NPSH (чистого положительного напора на всасывании), чем NPSH, который может обеспечить конкретный насос. В этом смысле его возможности будут ограничены.
Горизонтальное применение
Высокотемпературное исполнение
Системы распыления
Циркуляция воды
Перенос жидкости
Общего назначения
Вертикальные центробежные насосы – плюсы и минусы Если у вас ограниченная площадь поверхности и вам нужен насос, занимающий гораздо меньшую площадь, вертикальные центробежные насосы определенно займут меньше места. Они хорошо подходят для жидкостей с высокими температурами и давлением, а NPSH может быть изменен для работы в более широком диапазоне применений.
Для вертикального насоса потребуется много места, что усложняет его установку и обслуживание. Большинству также потребуется яма и бочка (особенно для больших многоступенчатых насосов). Вертикальные центробежные насосы также могут быть соединены только с электродвигателями. Некоторые эксплуатационные проблемы возникают при высоком давлении всасывания, поскольку конструкция выступающего вала затрудняет балансировку осевого усилия. Аналогичным образом, жидкости с высокой концентрацией растворенных газов трудны в обращении и могут привести к выходу из строя механических уплотнений.
Вертикальное применение
Конденсат
Отстойники
Бустерная станция
Подъемные станции
Выбор и настройка надлежащего горизонтального или вертикального насоса для вашего применения имеет решающее значение, поэтому вам следует поработать с таким экспертом, как Cortech DXP, чтобы получить все необходимые ответы, прежде чем принимать окончательное решение о насосе.
Устройство и принцип работы преобразователя частоты
8510
Преобразователи частоты (ПЧ, частотники, частотные преобразователи), которые сейчас используются с асинхронными двигателями, как правило, строятся по схеме двойного преобразования электроэнергии. Первое преобразование осуществляется выпрямителем, второе инвертором.
Основные составные части ПЧ: выпрямитель, звено постоянного тока, инвертор
Рис. 1. Принципиальная схема ПЧ
Выпрямитель строится на выпрямительных диодах либо, что бывает реже, по диодно-тиристорной схеме. Остановимся на самом простом – диодном выпрямлении.
Трехфазное сетевое напряжение с частотой 50 Гц и напряжением 380 В поступает на вход выпрямителя. После выпрямления мы получаем пульсирующее напряжение, оно уже имеет определенного рода пульсации, но постоянным еще не является. Постоянным напряжение становится после попадания на звено постоянного тока и сглаживания пульсаций. Между выпрямителем и звеном постоянного тока расположен так называемый резистор предзаряда.
Резистор предзаряда ограничивает ток заряда конденсаторов в первый момент времени, таким образом предохраняя диоды выпрямителя и сеть от большого броска тока. По мере заряда конденсатора этот резистор отключается и в дальнейшей работе участия не принимает.
Звено постоянного тока представляет собой, как правило, набор конденсаторов довольно большой емкости. Задача этого элемента максимально сгладить пульсации напряжения, привести его к постоянному значению. В нормальной ситуации, когда сетевое переменное напряжение 380 В, значение на звене выпрямленного постоянного тока составляет 540 В. Если сетевое напряжение больше или меньше, то величина выпрямленного напряжения пропорционально увеличивается или уменьшается.
Структура и особенности работы инвентора
После выпрямителя напряжение поступает на инвертор. Инвертор является самой сложной и важной частью преобразователя частоты. С выхода инвертора сигнал поступает уже непосредственно на электродвигатель. Форма напряжения на выходе инвертора представляет собой набор прямоугольных импульсов разной ширины и определенной длительности. Так строится силовая часть преобразователя частоты.
Схема прибора включает в себя также слаботочные цепи, которые помогают взаимодействию всех основных частей ПЧ. В частности, есть центральный процессор, который является, по сути, мозгом преобразователя, управляет как работой инвертора, так и других частей устройства. Информацию о выходном токе процессор получает от датчиков тока, расположенных на выходных цепях ПЧ. Сигнал с датчиков тока обрабатывается, и процессор далее формирует управляющий алгоритм, чтобы преобразователь мог функционировать в заданных пользователем условиях. Также еще есть источник питания собственных нужд, он питает как процессорную часть, так и часть, отвечающую за измерения выходного тока и измерение напряжения на звене постоянного тока. Помимо этого, есть блок драйверных микросхем, которые в свою очередь управляют транзисторами инверторной части, и еще ряд вспомогательных элементов.
Рис. 2. Принципиальная схема инвертора
Рассмотрим принципиальное устройство инверторной части. Основными элементами силовой части инвертора являются IGBT-транзисторы – мощные, специально спроектированные для работы в ключевом режиме. Это гибрид полевого и биполярного транзисторов. Управляющая часть представляет собой изолированный затвор (как у полевого), а силовая часть повторяет устройство биполярного, у которого имеется коллектор–эмиттер.
Силовые элементы выпускаются в виде сдвоенного модуля, состоящего из двух силовых транзисторов, включенных последовательно. Каждый из транзисторов шунтируется диодом в обратном направлении. Поскольку на выходе должно быть 3 фазы, в конструкции инвертора имеется 3 плеча (см. рис 2).
Рис. 3. Эквивалентная схема работы транзисторов
Чтобы лучше понять принцип работы, рассмотрим эквивалентную схему, где каждый транзистор заменен обычным выключателем. На схеме (рис. 3) условными обозначениями показаны 6 выключателей (транзисторов) и электродвигатель.
Изучим, как формируются выходные токи в обмотках двигателя. За управление транзисторами (переключателями на схеме) отвечает центральный процессор. Он переключает их строго по определенной программе, которая задается изначально алгоритмом его действия.
На схеме показано срабатывание ключей № 1, № 4, № 6. Обратите внимание, категорически не допускается ситуация, когда в одном плече замкнут и верхний ключ, и нижний – это короткое замыкание и отказ изделия. В ситуации, показанной на схеме, ток протекает через открытый ключ № 1, далее заходит в обмотку А электродвигателя, выходит из обмоток B и C, и через открытые нижние ключи №4 и № 6 уходит в минусовое звено.
Для того чтобы поменять ток в обмотке C, нужно переключить ключи среднего плеча. Ток по-прежнему будет протекать через открытый ключ № 1, а уходить через обмотку B и ключ №6 в минусовое плечо. При этом, одновременно, через замкнутый ключ № 3 и втекающий ток через обмотку C уходит в минус. Меняя положение открытых и закрытых ключей можно менять ток в обмотках двигателя. Если это делать по определенной программе, то получится изменяемый ток, как при работе двигателя от сети, то есть будет происходить плавное перетекание одной фазы в другую.
Рис. 4. Протекание тока в инверторе
Теперь вместо упрощенной схемы с выключателями рассмотрим, как протекает ток в цепи транзисторов на примере реального инвертора (рис. 4). По своей сути этот процесс ничем не отличается от рассмотренного ранее ключевого режима, за исключением того, что мы имеем дело с реальным двигателем, который, в принципе, является индуктивной нагрузкой.
В момент закрытия ключа индуктивность двигателя не позволит току мгновенно прекратиться за счет явления самоиндукции. Этот остаточный ток гасится обратными диодами, которые подключены к закрытым транзисторам (см. рис. 4), т.е. в момент выключения (закрывания) транзисторов остаточный ток протекает через обратные диоды, таким образом предотвращаются выбросы напряжения на ключе.
Но поскольку транзистор работает как ключ, он может выдать либо полное напряжение на двигатель, либо не выдать вообще. На практике же нужно получить некое плавное напряжение синусоидальной формы, причем изменяемое как по величине, так и по частоте, для того чтобы иметь возможность управлять скоростью вращения асинхронного двигателя.
Алгоритм работы ШИМ
Далее рассмотрим, как формируется выходное напряжение методом широтно-импульсной модуляции (ШИМ). Для примера возьмем некую гидравлическую модель, которая нам поможет понять, что происходит.
Рис. 5. Гидравлическая модель
Представим себе, что имеется ряд емкостей сосудов. В нижней части у каждого есть отверстия. С помощью некого устройства, которое выдает капельки воды определенных размеров с неизменной частотой, начинаем наполнять эти сосуды. Понятно, что там, где размер капель небольшой, уровень жидкости установится на низком уровне, а чем больше размер капель, тем более высокий уровень будет иметь жидкость в сосуде. Подобрав определенным образом размер капель, можно получить огибающую этих уровней (см. рис. 5). Таким образом получилось изобразить статическую картину, которая дает понимание процесса, как можно из дискретных частей сделать некое подобие аналоговых.
Теперь перейдем к работе в динамике. Представим, что сосуд один, но меняем размер капель, которыми он заполняется. В нижней части рис. 5 показан процесс в этот момент времени – по оси x время (t), по оси y напряжение (U) или, по-другому – уровень воды в сосуде. По мере того, как изменяется размер капли, изменяется и средний уровень жидкости, он возрастает, а затем начинает падать. Это уже динамический процесс. Теперь проводим аналогию с электричеством.
Рис 6. Преобразование дискретного сигнала в аналоговый
На рис. 6 наглядно показано, что происходит с дискретным сигналом, если мы будем открывать ключ и закрывать с определенной частотой и на определенное время: чем шире импульс открытия транзистора, тем выше некий средний уровень напряжения (красная огибающая сигнала).
Введем несколько параметров и объясним их.
Период сигнала ШИМ – это время между импульсами. Параметр строго задан и не меняется (из ранее описанного примера это когда капельки все капают с одинаковой частотой, только разного размера).
Частота ШИМ-модуляции — обратно пропорциональна длительности периода, это то, что мы имеем как один из параметров при программировании преобразователя частоты. Определяет частоту следования импульсов на выходе каждого из каналов IGBT-модуля.
Длительность импульса (t-импульса). Определяется уже самим процессором. То есть процессор в зависимости от заданного значения выходного сигнала в данный момент определяет, на какое время нужно открыть каждый ключ. Если рассмотреть общий период изменения этих колебаний, будем иметь период выходной частоты (t-выходная). Это выходная частота, которая будет у нас на выходе преобразователя частоты. От нее прямо пропорционально зависит скорость вращения двигателя.
За тем, чтобы двигатель не перегружался, и напряжение, которое подводится к нему на этой частоте, пропорционально уменьшалось или увеличивалось, следит преобразователь частоты. Он сам определяет необходимое время открытия каждого ключа, то есть определяя t-импульс. И такая ситуация происходит одновременно на трех каналах, ведущих на выход преобразователя на электродвигатель.
Из рисунка видно, что чем чаще будут идти импульсы, тем ближе форма напряжения будет к синусоидальной.
Критерии выбора частоты
На практике частота ШИМ может задаваться пользователем, как правило, в пределах от 1 до 15 килогерц. Для того чтобы получить напряжение по форме более-менее близкой к синусоидальной, частота ШИМ должна быть в 20-30 раз больше максимальной выходной частоты, которую вы хотите получить.
Вы можете выбрать частоту ШИМ произвольно под свою конкретную задачу. Есть несколько параметров, которые определяют выбор.
Рис.7. Параметры, влияющие на выбор частоты ШИМ
1. Длина кабеля до двигателя. Чем длиннее кабель, тем меньшую частоту ШИМ можно задать. Например если у вас длина кабеля 100 метров и больше, то частоту ШИМ больше 2,3 килогерц нет смысла ставить, иначе на этой длине будут большие потери и напрасный расход мощности.
2. Акустический шум двигателя. При питании двигателя от преобразователя частоты слышится посторонний шум. Он зависит именно от частоты ШИМ, которую вы задали. Чем она выше, тем выше тон звука. Если задана чистота более 8,10 килогерц, шума практически не слышно. На более низких частотах (1,3,5 килогерц) этот шум значителен и вызывает дискомфорт.
3. Максимальная выходная частота. Большинство двигателей используют максимальную выходную частоту инвертора 50 гц, поэтому здесь частота ШИМ должна быть не менее чем в 20 раз выше. Здесь можно задавать частоту 1, 2, 3, 5 килогерц из всего диапазона.
Если вы используете высокоскоростной двигатель, например 400-герцевый, то здесь уже частоту ШИМ 1,3,5 килогерц ставить не стоит: на выходе будет не синусоида. Для таких скоростных двигателей частота ШИМ выбирается максимально возможной для данного инвертора, скажем, 15 килогерц.
4. Тепловыделение инверторной части преобразователя. Оно связано с тем, что IGBT-транзисторы, которые формируют выходное напряжение, не идеальны, подвержены разогреву в процессе работы. Для того чтобы эффективно отводить тепло, надо применять соответствующие радиаторы, вентиляторы охлаждения. Чем больше тепловыделение в этой инверторной части, тем более мощные приборы для охлаждения надо использовать.
Потери энергии в частотном преобразователе и способы их снижения
Рассмотрим вопрос тепловыделения в инверторной части преобразователя. Чем определяются потери транзистора?
Рис. 8. Потери энергии
Возьмем условный IGBT-транзистор, который включен в цепь с напряжением 500 вольт, ограничивающий резистор.
Закрытое состояние: на затворе напряжения нет, напряжение на коллекторе равно сетевому напряжению, ток отсутствует, утечки мизерные, тепловыделения никакого нет. Открываем транзистор с помощью напряжения 10 вольт на затворе, это стандартное напряжение практически для всех транзисторных модулей. Транзистор переключается в открытое состояние не мгновенно, у каждого транзистора есть параметр, который называется время включения или время выключения. Типичное значение для самых распространенных транзисторов — 0,2 микросекунды. Время небольшое, но за это время на кристалле транзистора присутствует как напряжение, которое быстро спадает, так и нарастающее значение тока, которое тоже нарастает не мгновенно. В этот момент происходят потери. И чем выше частота ШИМ, про которую мы раньше говорили, чем чаще включается и выключается транзистор, тем больше идет тепловыделения за счет потерь переключений.
Когда транзистор открылся, установился статический режим на какое-то небольшое время, тепловыделение продолжается: оно происходит за счет того, что в момент состояния открытия, напряжение на транзисторе тоже не равно нулю, он определяется потерями на кристалле в открытом состоянии. Типичное его значение 1,5 вольта. Оно может незначительно варьироваться в зависимости от технологии изготовления транзистора и пр.
В этот момент тепловыделение тоже существует, но с потерями в открытом состоянии мы ничего не можем сделать, максимум — применить транзисторы с меньшим напряжением в открытом состоянии. С потерями при переключении мы можем бороться путем уменьшения частоты ШИМ. Это бывает полезно, если преобразователь находится в закрытом шкафу, где он греется больше. Понизив частоту ШИМ, мы можем снизить потери на преобразователе и снизить его температуру.
Общие потери преобразователя частоты в виде тепла составляют около 3%.
Потери на выпрямителе происходят через открытые диоды. Падение напряжения на открытом диоде, а также протекающий через него выпрямленный ток приводят к его нагреву. Звено постоянного тока, состоящее из электролитических конденсаторов большой емкости, тоже нагревается, потому что постоянно происходит процесс заряда и разряда. Также к потерям можно отнести собственные нужды преобразователя частоты: работу вентиляторов охлаждения, электронной схемы, вторичного источника питания и так далее.
Состав типового частотного преобразователя (на примере 75 кВт)
Рис.9. Состав типового преобразователя частоты
Рассмотрим некий преобразователь частоты мощностью 75 кВт с выходным током 150 ампер. В таком преобразователе используются выпрямительные диоды с номинальным током 200 ампер на рабочее напряжение 1600 вольт, их здесь 6 штук. Звено постоянного тока состоит из набора электролитических конденсаторов, они обычно включаются параллельно и последовательно для получения необходимой емкости и рабочего напряжения.
В данном случае суммарная емкость будет равна 6800 микрофарад и рабочее напряжение батареи — 800 вольт. Инверторная часть состоит из IGBT-транзисторов с током в открытом состоянии 300 ампер и рабочим напряжением 1200 вольт. Ниже фотографии некого типичного диодного модуля, он состоит из двух диодов в верхней и нижней части (верхнее и нижнее плечо). И IGBT-транзистор точно также состоит из двух транзисторов, верхнего и нижнего плеча.
В преобразователях малой мощности (до 15, 22 киловатт и меньше) в качестве силового элемента используется матрица IGBT. Выпрямительная часть собрана в виде готового модуля с тремя выводами для подключения переменного напряжения и выходом на плюс-минус звена постоянного тока. Здесь включается резистор предзаряда либо другие элементы между выпрямительной частью и инверторной. Инверторная часть собрана на 6 транзисторах, шунтированных диодами, то есть готовых выходов для подключения на двигатель.
Один из обязательных элементов матрицы IGBT — ключ для управления тормозным резистором. Как правило, матрица IGBT снабжается встроенным терморезистором, который позволяет преобразователю частоты оценивать температуру силовых элементов и соответственно управлять вентиляторами для обдува радиатора.
Устройство и принцип действия винтового насоса
Винтовые насосы применяют для перекачивания вязких жидкостей. Они производительны и обеспечивают высокий напор. В этой статье мы поговорим про их устройство и принцип действия, рассмотрим сильные и слабые стороны, расскажем о том, где данный тип насосов применяется.
Винтовые насосы являются насосами объемного типа. Встречаются и другие названия этих насосов: шнековые, героторные, червячные и эксцентриковые насосы.
Винтовые насосы относятся к разновидности роторно-зубчатых и условно делятся на одновинтовые и многовинтовые. Многовинтовой насос это такой насос, в котором основной ведущий винт (ротор) имеет спиральное зацепление с одним или несколькими ведомыми винтами. При вращении ведущего винта, ведомые винты также начинают вращаться. Многовинтовые насосы обладают большим коэффициентом полезного действия и возможностью создания более высокого давления на выходе. В данной статье мы рассмотрим принцип работы и конструкцию насосов, которые чаще других используются на промышленных производствах – одновинтовых насосов.
Одновинтовые насосы условно можно разделить на насосы высокой производительности для перекачивания больших объёмов продукта и шнековых насосов для бочек, «еврокубов» и другой мобильной тары. Основное различие между этими двумя видами в их предназначении. Первые имеют массивную конструкцию и предназначены для перекачивания большого объема жидкости при этом, не погружаясь ни одной из своих частей в емкость. Вторые, как раз наоборот, имеют в своей конструкции погружную часть такого диаметра, которую можно установить в заливное отверстие бочки. Тем не менее, данные насосы имеют схожую конструкцию, являются самовсасывающими и способны перекачивать вязкие жидкости.
Рассмотрим конструкцию и принцип действия винтового насоса. Любой винтовой насос условно можно разделить на две части. Первая часть приводит в движение рабочий орган насоса, и, заставляя тем самым насос перекачивать жидкость. В неё входит двигатель и редуктор. Вторая – механическая часть насоса, благодаря которой и происходит перекачивание жидкости с определенной производительностью и напором.
Двигатель насоса и редуктор
В качестве привода винтового насоса, чаще всего, используются асинхронные электрические двигатели закрытого типа. Мощность электродвигателя может достигать 15-20 кВт, а частота вращения вала варьируется от 300 до 1500 оборотов в минуту. Многие производители винтовых насосов могут предложить насос с электродвигателем, который оснащён частотным преобразователем. В случае если частотный преобразователь стандартного образца, то он, как правило, крепится на вертикальной части тележки, на которой находится сам винтовой насос. Это сделано для тех случаев, когда одним насосом необходимо перекачивать жидкость с разных емкостей. В случае когда нет необходимости в передвижении насоса его устанавливают стационарно и в таком случае используют частотные преобразователи с беспроводным блоком управления.
Как правило, все винтовые насосы в своей конструкции оснащены понижающими редукторами. Редуктор является связующим звеном между двигателем и механической частью. Он служит для изменения числа оборотов приходящих от электродвигателя к самому насосу. Понижающий редуктор уменьшает количество оборотов и увеличивает крутящий момент. Иногда встречаются редукторы, которые могут изменять направление вращения вала электродвигателя. Величина крутящего момента очень важна, когда перекачиваемая жидкость имеет большую вязкость и плотность. Конструктивно редуктор состоит из нескольких зубчатых колёс, которые находятся в последовательном зацеплении друг с другом, при том, что диаметр колеса со стороны электродвигателя всегда меньше, чем диаметр колеса со стороны насосной части. Именно поэтому редуктор на выходе всегда имеет крутящий момент больше, а угловую скорость ниже. Вместе электродвигатель и редуктор называют мотор-редуктором.
Наиболее важной характеристикой в данном случае является передаточное отношение. Она показывает, во сколько раз вырос крутящий момент и во сколько раз уменьшились обороты передаваемые электродвигателем. Производители винтовых насосов предлагают мотор-редукторы с различным передаточным отношением, которые подходят практически под любую задачу. При подборе мотор-редуктора следует придерживаться следующего правила: чем вязкость и плотность перекачиваемого продукта выше, тем выше должно быть передаточное отношение, ведь именно в этом случае будет высокий крутящий момент и ниже угловая скорость рабочего органа насоса. Насос сможет забрать вязкую жидкость из емкости в рабочую камеру, не перегружая электродвигатель. Тут также не менее важна мощность самого электродвигателя, ведь жидкость еще нужно подать на расстояние. Впрочем, необходимый напор насоса определяет не только мощность электродвигателя, а также конструктивные особенности механической части.
Кроме электрических двигателей на винтовых насосах устанавливают пневматические двигатели, работающие от сжатого воздуха. Они, как правило, встречаются у бочковых вертикальных насосов и по своей конструкции напоминают пневмодвигатели центробежных бочковых насосов.
Механическая часть
Основными составляющими механической части винтового насоса можно считать ротор (1), статор (2), вход/выход насоса с резьбовым соединением (3), корпус подшипников (4), механическое уплотнение (5) и карданное соединение (6). Все эти детали последовательно соединены друг с другом и находятся внутри специальных опор (7).
Карданный вал, его ещё называют «тяга», с обоих концов имеет шарниры. Один шарнир, через переходной вал, соединяет «тягу» с мотор-редуктором, второй шарнир — с ротором насоса. Карданный вал является связующим звеном по передаче крутящего момента от двигателя к ротору. Кроме этого, так как карданный вал имеет шарнирное соединение, то крутящий момент может передаваться под углом относительно оси вала электродвигателя. Чтобы механизм шарниров не контактировал с перекачиваемой жидкостью во время работы насоса, они помещены в специальные герметичные кожухи выполненные из того же материала что и «тяга».
Карданный вал находится внутри цилиндра, который является корпусом насоса. Корпус фланцами соединен, с одной стороны, со статором насоса, а с другой стороны с подшипниковым корпусом.
Сверху корпуса насоса располагается напорный патрубок, который может иметь резьбовое или фланцевое соединение. Поскольку винтовые насосы могут перекачивать жидкость реверсивно, то этот патрубок вполне может быть не подающим, а всасывающим. Кроме этого патрубок насоса бывает в виде загрузочной воронки.
Загрузочные воронки (или бункер) применяют, когда перекачиваемый продукт имеет большую вязкость, пастообразен, не обладает свойствами текучести. В этих случаях карданный вал заменяют вспомогательным транспортировочным (питательным) шнеком, который также имеет шарнирное соединение. Вспомогательный шнек кроме передачи крутящего момента перемещает продукт, загружаемый в воронку к героторной паре.
Героторная пара это важнейший узел винтового насоса, который состоит из подвижной части — ротора и неподвижной части — статора. Статор – это стальная гильза во внутренней части, имеющая спиралевидный равномерный эластомерный слой, получаемый в результате процесса вулканизации. Металл корпуса статора и внутренний эластомерный слой нераздельно соединены друг с другом. В зависимости от назначения героторной пары, статор может быть изготовлен из различных материалов. В винтовом насосе статор иногда называют обоймой и гильзой, а ротор — винтом, шнеком, червяком. Ротор – это винт, который совершает вращательное движение внутри статора.
Ротор это цельная деталь, но её условно можно разделить на две части. Первая часть это головка крепления ротора к карданному валу. Вторая – это сам тело ротора имеющее форму спирали и во время работы насоса находящийся в постоянном контакте с обоймой. Статор и ротор – это пара трения имеющая внутреннее циклоидальное зацепление. Героторная пара винтового насоса, крепится фланцами к корпусу насоса. На конце, в зависимости от направления вращения ротора, имеет всасывающий или подающий патрубок.
Для герметизации привода насоса, конструкцией предусмотрено торцевое механическое уплотнение. Оно находится между шарниром «тяги» и корпусом подшипников.
Подшипниковый корпус – это узел, состоящий из двух радиально-упорных подшипников и переходного вала, который, с одной стороны, соединён с мотор-редуктором с помощью шпонки или шлицев, а с другой стороны шарнирно с карданным валом.
Горизотальный винтовой насос конструктивно может быть с байпасом. Данная модификация насоса используется, когда в напорной линии дополнительно установлено устройство регулирования потока (например электромагнитный клапан). Байпас позволяет не отключать каждый раз двигатель насоса, когда клапан в линии подачи перекрывается. При перекрытии клапана насос продолжает работать и перекачивает жидкость по кругу из напорного патрубка обратно во всасывающий, тем самым позволяя избежать превышения давления на участке от насоса до клапана.
Принцип работы насоса
Насос подключен к электрической цепи или пневматической линии. При включении насоса вал электродвигателя начинает вращение с определенным количеством оборотов в минуту. Вращение вала электродвигателя через муфтовое соединение передается на вал редуктора. Зубчатые колеса редуктора, находящиеся в последовательном зацеплении, снижают количество оборотов на выходе из редуктора и увеличивают крутящий момент. Через переходной вал, находящийся в подшипниковом узле, угловая скорость мотор-редуктора передается на карданный вал или транспортировочный шнек, который в свою очередь через шарнирное соединение приводит в движение ротор насоса.
Рассмотрим вариант работы винтового насоса, где патрубок со стороны героторной пары является всасывающий, а патрубок со стороны корпуса насоса – напорным. Направление вращения подвижных частей насоса происходит соответствующее данной схеме (справа — налево или против часовой стрелки, если смотреть на торец ротора со стороны всасывания жидкости). Винт вращается в статоре. Так как центр вращения ротора смещён относительно центральной оси статора на величину эксцентриситета, а эластомерный слой статора имеет спиралевидную форму, со стороны входа жидкости в насос образуется полость разряжения. Жидкость всасывается в это пространство. Ротор делает поворот на 90 градусов и данная полость с находящейся в ней жидкостью герметично замыкается в то время как сама жидкость получает перемещение внутри статора героторной пары. При повороте статора на 90 градусов, кроме замыкания полости с жидкостью, образуется новая разряженная полость, в которую поступает определенный объём жидкости.
При каждом следующем повороте винта в героторную пару поступает новая порция жидкости, а поступившая ранее жидкость получает всё большее и большее перемещение. Так как тело ротора также имеет спиралевидную форму по всей своей длине, то в сопряжении со статором оно образует несколько замкнутых объемов. Именно по этим объемам и перемещается жидкость при вращении ротора, удаляясь от точки всасывания, а так как эти полости герметичны перекачиваемая жидкость не может перетекать обратно — к всасывающей стороне. Далее перекачиваемая жидкость под давлением поступает из героторной пары в корпус насоса и выходит из насоса через напорный патрубок. В том случае, если подвижные части насоса вращаются по часовой стрелке, то патрубок корпуса насоса является всасывающим, а патрубок героторной пары – нагнетательным.
Геометрия героторных пар
Производительность винтового насоса зависит от объёма замкнутых полостей героторной пары и числа оборотов мотор-редуктора, а создаваемый насосом напор от числа замкнутых полостей на единицу длины героторной пары и мощности электродвигателя. Так как характеристики винтового насоса, во многом, зависят от геометрии героторных пар, рассмотрим этот вопрос подробнее.
Есть несколько конструктивных геометрических факторов, непосредственно влияющих на выходные характеристики винтового насоса, а также на ограничения возможности их использования. Такими факторами можно считать: количество замкнутых полостей героторной пары, диаметр поперечного сечения ротора (и статора соответственно), объём замкнутых полостей между ротором и статором.
При равной длине героторной пары возможны различные модификации по количеству замкнутых полостей. Для примера рассмотрим два варианта исполнения винтовой пары при одинаковом диаметре и равной длине. Вариант с большим количеством замкнутых объёмов обладает плавной подачей продукта из-за относительно низкой скорости потока при увеличенном значении напора, а также высокой всасывающей способностью. Кроме этого из-за увеличенной площади входного сечения возможно перекачивание частиц большего размера. Также стоит отметить, что такая конструкция героторной пары максимально исключает возможность утечку жидкости из неё после останова насоса. Преимуществом конструкции с меньшим количеством замкнутых объёмов является высокая производительность. Это связано с тем, что объём каждой конкретной полости, в данном случае, больше, чем в первом варианте. Данная конструкция имеет высокие объёмные характеристики при длительном межремонтном периоде благодаря длинной линии контакта между ротором и статором. Поэтому при конструировании и подборе винтового насоса под ту или иную задачу потребителя, в первую очередь необходимо руководствоваться геометрией героторной пары и характеристиками мотор-редуктора.
Материалы деталей винтовых насосов
Корпусные детали винтового насоса, к которым можно отнести корпус насоса с патрубками и корпус статора, изготавливают из нержавеющей стали или чугуна. Так как насосы зачастую используют в пищевой промышленности, а материал корпуса непосредственно контактирует с перекачиваемой средой, для изготовления берут пищевую нержавеющую сталь (как правило, это низкоуглеродистая аустенитная сталь марки AISI 304 (08Х18Н10 и её разновидности по количеству легирующих элементов). В остальных случаях используют ковкий чугун с хлопьевидной формой графита. Данный вид чугуна, среди прочих, обладает наибольшей пластичность, что максимально исключает образование и развитие трещин во время эксплуатации, обеспечивает высокую коррозионную стойкость. Внутреннюю часть статора изготавливают из эластомерных материалов NBR – синтетический полимер (бутадиен-нитрильный каучук), EPDM – синтетический эластомер (этилен-пропиленовый каучук). У бочковых шнековых насосов очень часто встречается исполнение спиралевидной внутренней части из универсального фторопластового материала PTFE (политетрафторэтилен). Данный материал химически устойчив практически к любой агрессивной жидкости, а также к низким и высоким температурам. Это мягкий пластичный материал обладает также низкими адгезивными свойствами. Детали вращения (карданный вал и ротор), а также защитный корпус шарнирного соединения выполнены из нержавеющей стали.
Виды установки винтовых насосов
Как уже говорилось в данной статье, вертикальные шнековые бочковые насосы являются одним из видов винтовых насосов и по конструкции и принципу действия схожи с горизонтальными, но имеют узконаправленное применение.
Стандартный шнековый насос устанавливается на горизонтальную поверхность и крепится на ней за счет специальных опор. Бочковой же устанавливается вертикально в емкость. Тем не менее, встречаются нестандартные варианты установки: вертикальная у обычного винтового насоса и горизонтальная у бочкового шнекового. В этом случае меняется направление прохождения продукта через насос, то есть патрубок нагнетания становится местом куда поступает жидкость, а патрубок всасывания – патрубком нагнетания. Замена горизонтальной установки винтового насоса на вертикальное расположение, как правило, бывает обусловлена желанием потребителя сэкономить производственное пространство или когда оно попросту ограничено. Это еще раз подтверждает вариативность данного вида насосов.
Аксессуары
Как уже упоминалось ранее, для удобства эксплуатации горизонтальных винтовых насосов они могут поставляться на транспортировочных мобильных тележках. Вариант насоса на тележке используется, когда есть постоянная или периодическая потребность в перекачивании жидкостей в различных частях одного цеха или предприятия в целом. Тележка может, как место установки дополнительного оборудования, к прим. частотного преобразователя.
Для бочковых шнековых насосов по аналогии с горизонтальными винтовыми устанавливают байпасный клапан. Подсоединение байпасного клапана производится непосредственно к напорному патрубку насоса. Во время работы насоса, перекачиваемая жидкость приобретает силу инерции. Когда перекрывается клапан в линии подачи, а двигатель насоса остановлен, жидкость продолжает выходить из насоса, создавая давление. Чтобы избежать разрыва напорного шланга устанавливается байпасный клапан. Он механически отрегулирован для открытия при определённом давлении и позволяет жидкости, которая двигается по инерции стекать обратно в ёмкость.
Так как бочковые шнековые насосы предназначены для работы в мобильной таре, их необходимо постоянно устанавливать из одной емкости в другую. Поскольку масса данных насосов значительно больше, чем у бочковых центробежных, их переустановка из емкости в емкость отнимает много сил у обслуживающего персонала. Поэтому двигатели бочковых шнековых насосов выпускаются с дополнительной крепёжной скобой. Она обеспечивает легкий монтаж и демонтаж насоса с помощью тельфера или кран-балки. В случае если на производстве, где используется бочковой насос, отсутствуют подъемные механизмы можно приобрести специальную тележку для бочек с подъёмным устройством.
Преимущества и недостатки
Преимуществ винтовых (шнековых) насосов значительно больше, чем недостатков. Рассмотрим, какие преимущества имеет данный вид насос в сравнении с другими:
Насос объемного типа и каждый оборот ротора равен определенному количеству перекачиваемой среды, поэтому есть возможность точного регулирования производительности.
Насос является самовсасывающим.
Так как вращающиеся детали напрямую соединены друг с другом, а объемные полости между статором и ротором герметичны, насос обладает высоким коэффициентом полезного действия.
Насос может использоваться как в горизонтальном так и в вертикальном положении.
Насос может перекачивать жидкости в разных направлениях, так как обладает функцией реверса.
Способны перекачивать невязкие, вязкие, высоковязкие и даже неньютоновские жидкости.
Перекачиваемый продукт не подвергается ни ударному, ни сдавливающему воздействию, вследствие чего не разрушается его структура (режим течения близок к ламинарному).
Возможны различные конструктивные исполнения насоса исходя из задачи потребителя (с байпасом, с загрузочной воронкой, на тележке, с частотным преобразователем).
Возможность получения высокой производительности и устойчивого давления нагнетания при различном количестве оборотов ротора.
Возможность перекачивания жидкостей насыщенных газами, так как насос не чувствителен к кавитации и гидравлическим ударам.
Бесшумная работа механической части. Во время работы насоса слышен шум только от привода насоса.
Низкое энергопотребление при использовании электродвигателя в качестве привода.
К недостаткам винтовых насосов можно отнести их высокую стоимость, связанную с трудоемкостью их изготовления, а также их массовые и габаритные показатели. Кроме этого данный вид насосов не предназначен для работы без жидкости, так это приведёт к выходу из строя статора насоса.
Применение винтовых насосов
Винтовые насосы активно применяют в различных сферах промышленности. В виду специфики выпускаемого продукта, а именно высокой вязкости и плотности, большое распространения эти насосы получили в пищевой промышленности. Их используют в виноделии (вино, ягоды винограда), в молочной промышленности (сливочное масло, йогурт, сметана, мороженное, сливки, молоко, кефир, творог, сыры, маргарин, сгущенное молоко), в кондитерских изделиях (мед, патока, шоколад, варенье, джем, желе, мусс, крем), для различных соусов и приправ (горчица, кетчуп, томатная паста, майонез) и т.д. Их используют в косметической промышленности (шампунь, жидкое мыло, краски для волос, помада, кремы), нефтяной промышленности (нефть, битумно-полимерные материалы, дизельное топливо, мазут, бензин), в химической промышленности (моющие средства, чернила, краски, клей, кислоты, щелочи), целлюлозно-бумажной промышленности (флокулянты, ил, краски, бумажные массы, таловое масло, целлюлозно-водяная каша, красители), а также в очистке бытовых и промышленных стоков (флокулянты, коагулянты, ил, шламы, известковое молоко, сапропель).
Устройства: Принцип
При работе с , устройство является отправной точкой. Вам нужно устройство для выполнения конкретной задачи (т.е. конкретное устройство), с которого вы хотите разместить .
Проектирование с помощью устройств начинается с управления устройствами. Управление устройствами интегрировано в управление деталями; он содержит как коммерческие, так и технические данные. A может быть присвоен номер детали, номер типа и номер заказа. Эти номера предлагают различные способы доступа к детали. Если вы используете (например) номера типов чаще, чем номера деталей, вы можете просто выбрать устройство, используя номер типа.
На этапе строительства вы используете существующие функции этого устройства. Это помогает избежать ошибок и, в свою очередь, делает возможным проверку правдоподобия.
При выборе устройств выбираются типы, соответствующие функции. Это может произойти после процесса проектирования на схеме или в качестве предварительного выбора, после которого проектирование появляется на схеме на втором этапе.
Модули
Модуль представляет собой набор частей, принадлежащих ряду обычно вложенных устройств. В управлении деталями для каждой детали в модуле указывается, к какому устройству принадлежит деталь для этого модуля. Модуль имеет собственный номер детали. Он может содержать части и далее.
Шаблоны функций
Шаблоны функций вводятся в детали. Они не имеют графического представления на принципиальной схеме и служат для обозначения устройств.
Шаблоны функций могут быть заменены «неразмещенными» или «размещенными» функциями, если идентификация функций совпадает с идентификацией функций. Таким образом, шаблон функции присваивается функции. Никакие дополнительные данные не могут быть добавлены в шаблоны функций. Это возможно только в самой функции. Таким образом, шаблоны функций не являются частью проекта, а принадлежат ему.
Определение устройства
В EPLAN для устройства можно создать «пул функций». Вы создаете отслеживаемый пул функций, используя выбор деталей или устройств. Вы можете выбирать и размещать функции из этого пула при проектировании. Функцию можно проверить на наличие ошибок только в том случае, если она назначена определению устройства.
Устройства предопределены в управлении деталями; там вы можете определить определение устройства для каждой части. Идентифицирующие свойства (т. е. электротехнические функции и технические данные) для каждой функции устройства определяются шаблонами функций. Кроме того, вы можете присвоить символ или макрос детали, которая размещается при вставке детали.
Определение устройства состоит из набора x шаблонов функций. В дополнение к определению функции в каждом из этих шаблонов функций (например, ).
Определение устройства хранится в основной функции детали. Это (например) для контактора, катушки или для в тексте определения штекера и т. д. Если основная функция (или часть) удаляется, то определение устройства также удаляется. Если основная функция копируется, то копируется и определение устройства и т. д.
См. также
Устройства
Список устройств
Управление запасными частями: модули
Принципы независимой от устройства публикации
Принципы независимой от устройства публикации
Роджер Гимсон
Лаборатории Хьюлетт-Паккард 11 мая 2000 г.
Документ с изложением позиции для W3C/WAP Семинар по независимой разработке веб-устройств
Реферат
В этом документе с изложением позиции предлагаются некоторые руководящие принципы создания аппаратно-независимых веб-контент. Он выходит за рамки нынешнего господства браузеров для ПК и процветающего телефоны WAP и iMode в сеть, через которую контент может быть доставлен во многие способы. Он учитывает потребности как контент-провайдеров, так и контент-провайдеров. потребители. Задача состоит в том, чтобы применить эти принципы во время разработки. архитектур, стандартов, руководств и возможных реализаций.
Поставщики и потребители
Сеть позволяет поставщикам контента, как формальным, так и неформальным издателям, предоставлять информации и услуг для потребителей контента. Провайдеры могут извлечь выгоду из сделать их контент более доступным для широкого круга потребителей, а потребители могут извлечь выгоду из простого доступа к широкому спектру контента.
Когда Интернет в основном доставлялся через браузеры на компьютерах, издатели могут создавать свой контент, чтобы использовать известные возможности браузера. Однако это не всегда позволяло потребителю контента получать информацию в нужном им виде. Например, просмотр только текста стал почти невозможно для многих веб-сайтов. Теперь веб-контент начинает доставляться через широкий спектр устройств, включая телефоны, принтеры, телевизоры и КПК, каждый из которых имеют разные возможности с точки зрения типов контента, которые они могут поддерживать.
Контент-провайдер не желает повторно создавать свой контент для каждого вида устройства доставки или для каждой комбинации требований пользователя. Однако они хотят сохранить существующих потребителей и выйти на новых потребителей, и должны соответствующим образом адаптировать свою контент-стратегию.
Потребитель контента хочет получить доступ к широкому спектру контента из любой устройство, которое они используют в настоящее время, и так, как они хотят его использовать. Когда там является конкуренцией, они выберут того поставщика контента, который лучше всего удовлетворит их потребности.
Обоснование
Следующие принципы предлагаются для обоснования разработки стандартов, руководств, рекомендаций и реализаций для аппаратно-независимых доставка контента. Они более общие, чем текущая сеть W3C. Руководство по доступности контента, предназначенное в первую очередь для дизайнеров. отдельных веб-страниц для доставки в формате HTML.
Эти принципы предназначены для архитекторов и дизайнеров веб-сайтов. системы управления и доставки контента. Это отражает предположение о том, что еще многое предстоит узнать о структурировании контента, чтобы сделать его адаптируемым к множеству требования к доставке, и еще многое предстоит сделать в разработке инструментов, поддерживающих создание и распространение такого контента. В частности, предполагается, что содержимое может храниться более гибкими способами (например, на основе XML), что упростить выбор и адаптацию для доставки на широкий спектр устройств.
Принципы
Каждый принцип мотивирован краткими примерами. Некоторые последствия принятия эти принципы рассматриваются позже. Список не претендует на то, чтобы быть исчерпывающим.
Контент предоставляется в формате, подходящем для устройства доставки
Возможности устройства доставки (включая его интерфейсы ввода/вывода) и его аппаратная/программная функциональность) ограничивают допустимые формы контента которые могут быть ему доставлены, и взаимодействие, которое может происходить между пользователя и этот контент. Это может показаться очевидным, но таких случаев уже много. веб-сайтов, которые не могут быть просмотрены должным образом, если к ним обращаются с «неправильного» вид браузера. Контент-провайдер должен убедиться, что он предоставляет подходит для устройства доставки. Не следует полагать, что каждое устройство, или путь доставки к устройству, может адаптировать контент. Например, : а телефон может не отображать цветные изображения; КПК может поддерживать только ограниченное набор текстовых шрифтов; оба могут иметь ограниченные возможности для адаптации изображений к их маленькому дисплею.
Потребители могут ограничивать способ доставки контента
В рамках возможностей устройства доставки потребитель может дополнительно ограничить доставленный контент либо в соответствии с их способностями и окружением, либо для личное предпочтение. Например, : слепой пользователь может использовать веб-браузер. со средством чтения с экрана, которое обрабатывает только текстовый вывод; офисный работник может отключить весь аудиовыход; водитель может выбрать только голосовое взаимодействие с телефон в машине.
Контент идентифицируется способом, который не зависит от его доставки формат
Ссылки на содержимое, которыми манипулирует пользователь, например ссылки, закладки а печатные названия веб-сайтов должны быть действительными на всех устройствах. Может быть, что доступный контент представлен по-разному в зависимости от устройства, но идентификация контента должна быть независимой от устройства. Например, : если пользователь видит URI, напечатанный на рекламном объявлении, он должен работать независимо от того, вводят ли они в веб-браузер ПК или в WAP-телефон; или если пользователь хочет передать файл закладок между их КПК и веб-браузером, соответствующий версия элементов с закладками должна быть доступна из любой из них. (Смотреть телевизор Требования к широковещательным схемам URI для получения дополнительных примеров).
Доступ к контенту произвольно не ограничивается конкретными устройствами
Если пользователь столкнулся с каким-либо контентом при использовании одного устройства, он будет ожидать чтобы иметь возможность получить к нему доступ (не обязательно с таким же внешним видом) из другого устройство. Это означает, что это не должно быть необходимо, хотя это может быть более приятным, иметь «правильное» устройство для доступа к некоторому контенту. Например, : если кто-то видел меню ресторана на веб-странице с помощью веб-браузера ПК дома, они также ожидают, что смогут найти и получить доступ к меню с телефона, когда они мобильны (даже если их неудобно отображать). Доступ к некоторому контенту, таких как платное телевидение, может быть ограничено по причинам коммерческого авторского права.
Последствия
Рассмотрение всех последствий принятия изложенных принципов выше, выходит за рамки данной статьи. Однако просто для иллюстрации влияния они могли иметь некоторые последствия для поставщиков контента.
Издателю недостаточно предложить одну расширенную форму контента и предположим, что адаптация будет происходить дальше по пути доставки. Это может формировать частичное решение в переходные периоды, такие как адаптация HTML в содержимое WML для телефонов в шлюзах WAP. Но нельзя предположить что устройства с ограниченной доставкой могут сами выполнять адаптацию. В любом случае, многие издатели захотят сохранить контроль над качеством получаемых контент, предоставляя соответствующий формат со своих собственных серверов.
Также издателю будет недостаточно предлагать параллельные веб-сайты. адаптированные под разные устройства. Мало того, что проблемы множественного авторства взорваться с ростом числа устройств, но гибкость адаптации к потребительские потребности (например, только голосовая или текстовая доставка) и возможность обращение к «одному и тому же» контенту на разных устройствах будет сильно затруднено.
Последствием для издателя является необходимость создавать свой контент в первую очередь в достаточно богатой форме, чтобы ее можно было приспособить для различных виды доставки. Например, фрагмент текста может быть представлен не только в полноформатной версии, но и в перефразированной версии, подходящей для дисплеи малого формата или в голосовой версии для доставки только аудио. Право версия должна быть поставлена в зависимости от возможностей устройства доставки и предпочтения пользователя. Для этого потребуются более сложные инструменты для создания, управления и доставки контента.
Области для дальнейшего обсуждения
Необходимо дальнейшее обсуждение достоинств таких общих принципов, есть и другие принципы, которые следует добавить к списку, и в частности последствий их принятия.
Есть надежда, что разработка новых стандартов W3C на основе XML, таких как XHTML, XSL, CC/PP и XForms, может обеспечить основу для гибких систем публикации и доставки в будущем устройства.
Но еще многое предстоит сделать. Например, издателям нужно помочь, стандарты и инструменты для создания адаптируемого контента и наборов стилей презентации подходит для различных требований доставки. Это необходимо учитывать не только соображения одного сайта, но и увеличение синдикации контента динамическое взаимодействие между коммерческими сайтами.
ремонтный набор для локального цинкования кузова автомобиля
Полностью удаляет ржавчину
Создает защитный цинковый слой
Предотвращает вторичное появление коррозии
Повышает качество ремонта кузова
Короцин – полное удаление ржавчины
и оцинковка поверхности кузова!
Это комплект для локального электрохимического удаления ржавчины и последующей оцинковки поверхности кузова автомобиля гальваническим методом, который позволяет добиться формирования цинкового покрытия, превосходящего по прочности заводское!
Цинкование кузова при помощи набора Короцин осуществляется тем же методом электрохимической гальванизации, что и на производстве, только локально (в нужном месте).
В отличие от механического и химического методов, электрохимическое удаление очагов коррозии позволяет быстро и полностью удалить ржавчину даже из самых глубоких пор кузова, при этом не повреждая сталь и ЛКП.
Набор для локального цинкования кузова Короцин позволяет сформировать на поверхности слой цинка необходимой толщины. При использовании гальванического метода молекулы цинка проникают в поверхностный слой кузова, что обеспечивает исключительно высокую устойчивость обработанной поверхности к коррозии.
Преимущества набора Короцин перед аналогичными наборами для ремонта кузова гальваническим методом:
Благодаря проводу длиной 5 метров можно обрабатывать любую часть кузова.
Входящие в комплект две дополнительные емкости предотвращают преждевременное загрязнение растворов (Рис. 1.1).
Дополнительный фетровый аппликатор позволяет продлить срок службы набора (Рис. 1.2).
Большая площадь цинкового анода делает процесс цинкования более эффективным и позволяет обрабатывать большие площади.
Короцин. Инструкция по применению
Этап 1: Удаление ржавчины
1. 1. Механическим способом удалите с поврежденного участка кузова отслоившуюся краску и рыхлую ржавчину.
1.2. Накрутите стальную гайку-анод на резьбу электрода. Законтрите гайку на электроде при помощи торцевого болта.
1.3. Наденьте малый фетровый аппликатор на стальную гайку-анод.
1.4. Налейте в прилагаемую емкость РАСТВОР № 1 до уровня 2/3 ее высоты.
1.5. Опустите в емкость фетровый аппликатор и дождитесь его полной пропитки.
1.6. Надежно подсоедините зажим провода к «плюсовой» клемме аккумулятора.
1.7. Приложите фетровый аппликатор к поврежденному коррозией участку. Очень медленно перемещайте аппликатор по поверхности до полного удаления ржавчины. Состав будет испаряться, поэтому при необходимости опускайте аппликатор в емкость для пропитки (см. п. 1.5). При обработке больших участков потребуется периодически промывать аппликатор водой для удаления скопившейся на нем ржавчины.
1.8. После завершения процедуры отсоедините зажим от клеммы аккумулятора и снимите аппликатор.
1.9. Промойте водой очищенную поверхность и аппликатор, после чего просушите.
Этап 2: НАНЕСЕНИЕ ЗАЩИТНОГО СЛОЯ ЦИНКА
2.1. Очистите поверхность от ржавчины в соответствии с инструкцией к РАСТВОРУ № 1 (см. Этап 1: Удаление ржавчины).
2.2. Открутите стальную гайку-анод от электрода и вместо нее накрутите цилиндрический цинковый анод.
2.3. Наденьте большой фетровый аппликатор на цинковый анод.
2.4. Налейте в прилагаемую емкость РАСТВОР № 2 до уровня 2/3 ее высоты.
2.5. Опустите фетровый аппликатор в емкость и дождитесь его полной пропитки.
2.6. Надежно подсоедините зажим провода к «плюсовой» клемме аккумулятора.
2. 7. Приложите фетровый аппликатор к обрабатываемому участку и без паузы быстрыми круговыми движениями перемещайте аппликатор по поверхности. Не останавливайтесь!
ВНИМАНИЕ: При правильном ритме поверхность будет становиться серой. Не допускайте появления темных пятен. Если же они возникли, то удалите их путем ритмичного движения по ним аппликатора.
ВАЖНО: Состав будет испаряться, поэтому периодически опускайте наконечник электрода в емкость для пропитки аппликатора.
2.8. После завершения процедуры отсоедините зажим от клеммы аккумулятора и снимите аппликатор.
2.9. Промойте водой оцинкованную поверхность и аппликатор, после чего просушите.
ПРЕДУПРЕЖДЕНИЕ: Не оставляйте подключенный электрод на поверхности металла. Избегайте короткого замыкания.
КОМПЛЕКТАЦИЯ НАБОРА FN957
Раствор № 1 (200 мл) – 1 шт.
Раствор № 2 (200 мл) – 1 шт.
Прозрачная емкость (30 мл) – 2 шт.
Электрод с рукояткой – 1 шт.
Стальная гайка-анод – 1 шт.
Торцевой болт для стальной гайки-анода – 1 шт.
Цилиндрический цинковый анод – 1 шт.
Электрический провод (5 м) с клеммой и зажимом – 1 шт.
Малый фетровый аппликатор – 2 шт.
Большой фетровый аппликатор – 1 шт.
Лист наждачной бумаги – 1 шт.
Перейти на карточку товара
Очистка металла от ржавчины термическим способом
Важным условием качественных результатов при работе с металлическими изделиями является очистка поверхности от ржавчины и окалин. Она проводится перед сваркой, окраской, нанесением гальванических покрытий и позволяет обеспечивать надёжность и долговечность конечного продукта.
Методов очистки немало. Для этого используются химические средства, электроинструмент, воздействия электрическим током, лазерное оборудование и т д. Одним из возможных вариантов также является термическая очистка металла.
Принцип действия
Технология основана на разности физических свойств стальных сплавов и оксида железа на поверхности изделий. Поскольку указанные вещества имеют разные коэффициенты термического расширения, при нагреве и быстром охлаждении связи между ними нарушаются, и ржавчина начинает отслаиваться. Метод также действует на окалины и прочие поверхностные дефекты проката.
Для воздействия чаще всего используются газовые горелки, однако на предприятиях встречается отжиг в печах, ионная бомбардировка, обработка тлеющим коронным разрядом при пониженном давлении и различные гибридные способы с задействованием кислот и щелочей. Время прогрева определяется характеристиками горелки, габаритами изделия, быстротой преобразования и маркой сплава.
Преимущества термической очистки
Очищение стали от коррозии в печах и с помощью пропановых горелок весьма востребовано по причине следующих преимуществ:
высокая эффективность удаления продуктов окисления;
попутное обезжиривание без необходимости в дополнительных действиях;
получение поверхности готовой к окрашиванию и прочим работам;
минимальные издержки, экономичность;
улучшение эксплуатационных характеристик ввиду поверхностной закалки;
отсутствие необходимости в приобретении и использовании высокотоксичных химических компонентов.
К минусу относится ограничение на минимальную толщину очищаемых деталей, она составляет 5 мм. Тонкая сталь деформируется при сильном нагревании.
Техника безопасности
Баллоны хранятся в металлических шкафах или складских помещениях вдали от источников огня и теплоизлучающего оборудования. Ёмкости без башмаков укладываются горизонтально на деревянных стеллажах с последующей фиксацией ремнями. Пропановые баллоны с башмаками хранят в вертикальном положении.
Все операции с газопламенными горелками осуществляет высококвалифицированный персонал, обладающий допусками для работы.
В спецодежду сотрудников входят элементы индивидуальной защиты, включая термостойкие очки и перчатки.
Здание оборудуется принудительной вентиляцией, системами пожаротушения, пожарными щитами, сигнализацией и информационными табличками.
Не рекомендуется использовать газовую горелку при температурах ниже -15°C/
Соединительные шланги и арматура регулярно проверяются на герметичность.
Заправка баллонов с пропаном производится в специализированных организациях. Специалисты проверяют ёмкости на предмет годности, при необходимости могут переаттестовать их или заменить на новые.
Похожие статьи
Важные особенности технического пропана
Нужно ли освидетельствование и проверка газовых баллонов
Чем отличаются баллоны для сжиженных и сжатых газов?
Удаление ржавчины электролизом | Гильдия столяров Америки
Вы когда-нибудь попадали на аукцион или блошиный рынок и с любовью, но в отчаянии смотрели на ручной рубанок, которым вы хотели бы владеть, но собираетесь отказаться от него, потому что он слишком ржавый? Есть решение этой проблемы. Электролиз. Это безумно круто и легко сделать.
Вот обзор: Погрузите инструмент в раствор пищевой соды и воды, подключите зарядное устройство и оставьте на ночь. На следующий день ржавчина сойдет.
Преимущество использования электролиза для удаления ржавчины заключается в том, что вы не стираете инструмент и не удаляете металл. Это лучше для инструмента, особенно если вы беспокоитесь о его ценности, если вы не ударяете по нему наждачной бумагой или проволочным колесом. Это, а также простота его выполнения делают электролиз идеальным решением для восстановления старых инструментов. Электролиз обеспечивает очень простой способ удалить ржавчину из укромных уголков инструмента.
В этой истории я подобрал самолет дешево. Здесь вы увидите, как он проходит процесс удаления ржавчины, а в будущих историях сможете следить за его восстановлением и настройкой.
Вот ручной рубанок Bailey #4, который я купил за 25 долларов. Дата последнего патента на корпусе — апрель 1910 года. Он в порядке, но на нем много поверхностной ржавчины, и в нынешнем состоянии он непригоден для использования. Я сниму все детали с кузова и при помощи электроэпиляции удалю ржавчину.
Что вам нужно:
— Электролизный чан, который не проводит ток. Пластиковое пятигаллонное ведро подходит для большинства инструментов.
— Анод (я использую кофейную банку)
– Автомобильное зарядное устройство
– Пищевая сода или стиральный порошок
– Мерная ложка
– Подушечка Scotch Brite и щетка с мягкой щетиной
– Проволочные выводы
– Резиновые перчатки
Prep
Вымойте инструмент, который будете обрабатывать. Убедитесь, что на нем нет масла или воска, которые могут помешать процессу электролиза. Дайте ему хорошую ванну с мылом и водой.
Сделать анод. Для этого вам понадобится какая-то жертвенная сталь. Лучше всего, если анод окружает инструмент, чтобы электролиз мог происходить со всех сторон. Анод съедается в процессе электролиза, и его необходимо заменить после нескольких использований.
Подсоедините один из проводов к аноду. Убедитесь, что у вас хорошее, надежное соединение и длина кабеля достаточна для подключения к зарядному устройству вне ковша.
Подсоедините провод к инструменту. У вас должна быть хорошая связь, иначе процесс не сработает. Это может быть проблематично с ржавым инструментом. Возможно, вам придется очистить небольшую часть инструмента наждачной бумагой, чтобы убедиться, что у вас есть контакт.
Приготовьте раствор электролита. Вам нужно достаточно воды, чтобы полностью погрузить инструмент. Добавьте одну столовую ложку пищевой соды или стирального порошка (подойдет любой из них) на галлон воды. Смешайте раствор, чтобы порошок растворился.
Подвесьте инструмент в чане и проверьте настройку. Постарайтесь расположить анод так, чтобы он окружал инструмент, но не позволяйте инструменту и аноду касаться друг друга.
Начало удаления ржавчины
Подсоедините зажимы зарядного устройства к проводам на инструменте и аноде. Убедитесь, что вы поняли это правильно. При отключенном зарядном устройстве подключите плюс к аноду, а минус к инструменту. Если вы сделаете это в обратном порядке, ваш инструмент станет жертвенным анодом. Установите зарядное устройство на 2-амперный заряд и включите его в розетку. Не допускайте контакта разъемов зарядного устройства с раствором электролита.
Через несколько минут после подключения зарядного устройства вы должны увидеть пузырьки, поднимающиеся из инструмента. Дать средству «вариться» 15-20 часов.
Результаты
Через некоторое время верхняя часть чана будет покрыта илом. Это хорошая вещь. Осадок – это ржавчина, сходящая с инструмента.
Отключите и отсоедините зарядное устройство, а затем выньте инструмент из раствора. Сейчас это будет выглядеть не очень. Потребуется некоторая чистка.
Надев резиновые перчатки, с помощью тонкой губки Scotch Brite удалите осадок с инструмента. Это не требует много усилий, просто немного вытирания.
Используйте щетку с мягкой щетиной, чтобы проникнуть в места, недоступные для подушечки. Протрите инструмент бумажным полотенцем.
После того, как инструмент станет чистым и сухим, покройте его пастой из воска, чтобы он снова не начал ржаветь.
Результат? Инструмент, чистый от ржавчины. Если бы я только мог сделать чан, достаточно большой для моего трактора Farmall 1959 года, чтобы поместиться в него…
Бак с раствором электролита — довольно безобидная штука, но он сожжет ваш газон, если вы выльете его все в одно место. Жидкость лучше разбавлять перед утилизацией.
Теперь, когда ржавчина исчезла с кузова самолета, пора делать покупки!
Фото автора
Опция электролиза для удаления краски
Автор: Тарран Гейнс
В предыдущих статьях на сайте Agriculture.com вы читали о ряде методов удаления краски и ржавчины, в том числе о пескоструйной и содовой струйной очистке. Что, если все, что вам нужно сделать, чтобы удалить краску, это бросить деталь в емкость с водой?
Электролиз не так уж прост, но некоторые реставраторы искали его для очистки деталей малого и среднего размера.
«По моему опыту, электролиз — лучший способ очистки всех видов железных и стальных деталей», — говорит Кевин ЛаРю, энтузиаст тракторов Ford из Минерал, штат Вирджиния.
Обмен ионами Проще говоря, электролиз — это метод удаления ржавчины (оксида железа) путем пропускания небольшого электрического заряда от аккумулятора или зарядного устройства через ржавый металл для стимуляции ионного обмена, в то время как ржавый металл погружен в воду. в растворе электролита.
Деталь, которую нужно очистить, помещают в раствор воды и стиральной соды, а затем подключают к минусовому кабелю от зарядного устройства или аккумулятора. Между тем, положительный кабель подключается к другому куску железа или стали, известному как жертвенный электрод, который помещается в резервуар.
«Установка действительно очень проста, — говорит ЛаРю. «Сначала наполните контейнер водой. Затем добавьте примерно 1/3 стакана стиральной соды на каждые 5 галлонов воды. Поместите жертвенные стальные электроды по краю контейнера и свяжите их проволокой».
ЛаРю использует проволочное ограждение в качестве жертвенной стали. Помимо обеспечения огромной площади поверхности, которая окружает деталь на 360°, материал является самонесущим по периметру резервуара.
«Подвешивайте очищаемые детали на стальной или медной проволоке, расположенной посередине контейнера. Убедитесь, что очищаемая деталь погружена в воду и ни в какой точке не касается жертвенного металла. Также важно, чтобы вы подключили свой положительный провод к жертвенным электродам, а отрицательный провод — к части, которую хотите очистить».
Бекки Хансен, которая вместе со своим мужем Джеффом собирает тракторы недалеко от озера Уилсон, штат Миннесота, говорит, что уже два года использует электролиз для очистки деталей. Фактически, она удалила краску с таких больших частей, как капот с Case 400 High-Crop.
«Я обнаружила, что он может ослабить даже полностью заржавевшие детали», — говорит она. «У меня был рулевой механизм от трактора Case, который замерз. Помещаю в раствор на несколько часов. Когда я его вынул, все на нем двигалось. Это может занять некоторое время, но это работает».
Как это работает? ЛаРю говорит, что, основываясь на своих наблюдениях и экспертных исследованиях, электролиз работает путем преобразования ржавчины в оксид железа (черный порошок).
«Пузырьки газа, образующиеся на хорошей стали, помогают ослабить и оттолкнуть краску и ржавчину. Тем не менее, часть ржавчины, по-видимому, «оседает» на жертвенном металле», — говорит он.
Наконечники для электролиза Ниже приведены некоторые основы, предоставленные LaRue, Hansen и другими, которые добились успеха в зачистке деталей с помощью электролиза.
Электролитом является раствор стиральной соды и воды в баке. Вам нужно всего около 1/3 стакана соды на каждые 5 галлонов воды или 1 столовая ложка соды с горкой на галлон.
Это не тот случай, когда чем больше, тем лучше. Слишком много соды может увеличить проводимость до такой степени, что она сожжет зарядное устройство. Кроме того, большинство сторонников электролиза рекомендуют стиральную соду Arm & Hammer, которая обычно продается в качестве усилителя стирки. Этот продукт, однако, не то же самое, что пищевая сода.
«Если вы не можете найти продукт торговой марки Arm & Hammer, поищите в магазинах товаров для бассейнов усилитель pH, такой как ph-UP», — говорит ЛаРю, отмечая, что последний может быть более концентрированным и требует меньшего количества материала.
С другой стороны, Хансен говорит, что она добилась наилучших результатов при использовании смеси обычной пищевой соды и стирального порошка Tide. При заполнении 55-галлонной пластиковой бочки она просто высыпает одну полную коробку пищевой соды и одну мерную ложку Tide (используя мерную ложку, которая входит в комплект).
Что касается емкости с раствором, никогда не используйте металлический контейнер, так как электролиз зависит от тока, проходящего от очищаемой детали к жертвенному металлу. Подойдет практически любая пластиковая тара, включая пластиковые ведра, емкости для хранения и 55-галлонные бочки. Хансен говорит, что она использует 100-галлонный складской бак Rubbermaid для больших деталей из листового металла, таких как капоты и крылья.
Электрическая зарядка В то время как многим реставраторам повезло подключить зарядное устройство непосредственно к металлическим деталям, другие рекомендуют включать в цепь батарею.
ЛаРю говорит, что он использует настройку 2 ампера на своем зарядном устройстве на 2/10 ампер, чтобы поддерживать заряд батареи. «Использование настройки 10 ампер просто тратит энергию и выделяет больше тепла», — говорит он. «Более высокие значения тока могут удалять краску немного лучше, но когда краска отслаивается, извлечение детали и удаление отслоившегося материала щеткой работает лучше и экономит больше времени, чем использование более высоких значений силы тока».
Hansen подключает зарядное устройство непосредственно к компонентам. Однако оба реставратора согласны с тем, что некоторые автоматические зарядные устройства не фильтруют переменный ток должным образом. Любая мощность переменного тока, которая проходит через зарядное устройство в ваш электролизный резервуар, замедляет или даже может остановить процесс. Если ваша система не работает должным образом, попробуйте включить в цепь 12-вольтовый автомобильный аккумулятор.
Независимо от того, как вы его настроите, убедитесь, что отрицательный заряд подключен к очищаемой детали, а положительный заряд подключен к жертвенной стали. Измените этот порядок, и ваша винтажная деталь станет жертвенным металлом.
Допускается погружение отрицательного зажима в раствор, но если положительный зажим касается жидкости, она также становится жертвенным металлом, разъедая зажим.
В то время как некоторые люди, такие как ЛаРю, считают выгодным использовать ограждение или стержни, которые соединены проволокой вокруг стенок контейнера, в качестве жертвенной стали, другие реставраторы используют в растворе цельный кусок жертвенной стали.
Компания Hansen, например, использует один большой кусок металла, который крепится сбоку к баку с раствором, чтобы он не упал и не ударил очищаемую деталь.
Советы по безопасности В процессе электролиза образуются водород и кислород. Эти газы легко воспламеняются, особенно если им позволяют накапливаться.
Поэтому не курите и не пользуйтесь открытым огнём рядом с резервуаром или в закрытом цеху, где происходит зачистка. Также важно, чтобы вы отсоединили кабели от аккумулятора или отсоединили зарядное устройство, прежде чем снимать какие-либо детали, чтобы избежать искрения.
Лужение проводов. Особенности алюминиевых проводов. Действия
I. Этапы залуживания
II. Лужение алюминиевых проводов
III. Ещё один способ
Лужение проводов, а особенно алюминиевых проводников довольно не простой процесс. Постараемся просто и понятно описать процесс.
Чтобы получить при пайке оловянно-свинцовым припоем надежное соединение, необходимо зачистить и облудить провода. Если пренебречь данными действиями, то маловероятно, что спайка получится качественной и долговечной.
Этапы залуживания
В первую очередь следует подготовить паяльник, при необходимости провести его обслуживание: удалить ножом окалину, зачистить жало паяльника на мелкозернистом наждачном круге или с помощью надфиля.
До начала пайки паяльник нужно прогреть до рабочей температуры. Затем следует опустить жало в канифоль, коснуться твердого олова или оловянно-свинцового припоя. Если на жале паяльника образовался тонкий блестящий слой припоя (а не свисающая капля), можно приступать к дальнейшей работе.
Все металлы, находящиеся в воздухе, окисляются. Их поверхность покрывается оксидной пленкой, которая препятствует смачиванию металла расплавленным припоем. Поэтому все спаиваемые поверхности нужно зачистить до металлического блеска ножом или мелкой наждачной бумагой, дополнительно можно обезжирить растворителями.
Паяльником нужно прогреть провод, нанести на него канифоль, неторопливыми движениями втереть в него припой. Если весь участок проводника равномерно покроется припоем, залуживание можно прекратить.
Лужение проводов из меди особых проблем не доставляет. Даже начинающие паяльщики справятся с этой работой. Но далеко не все умельцы знают о том, как залудить провод из алюминия.
Лужение алюминиевых проводов
Алюминиевый провод в домашних условиях паять сложно, многие умельцы за такую работу не берутся. Проблема в том, что если удалить оксидную пленку, то алюминий в воздухе практически моментально окисляется и пленка восстанавливается. Но, проявив терпение, можно получить достаточно качественную спайку.
Несколько рекомендаций, как правильно лудить алюминиевые провода:
приготовить флюс, растворив в диэтиловом эфире канифоль;
подготовить стальные опилки;
зачистить провод обычным способом;
сразу же нанести на провод флюс;
посыпать место пайки металлическими опилками;
тщательно выполнить облуживание, втирая припой в алюминий.
Металлические опилки играют роль абразивных частиц и постоянно разрушают образующуюся оксидную пленку. По мере необходимости их нужно подсыпать на место спайки.
Далеко не всегда такой способ гарантирует достижение желаемого результата. Контакт между спаянными проводами может оказаться некачественным и недолговечным. Профессионалы предпочитают использовать специальные припои и флюсы.
Паяемая проволока в этом случае должна прогреваться не паяльником, а газовой горелкой или паяльной лампой. Температура нагрева припоя и облуженного провода должна быть не менее 600°С.
Ещё один способ
Еще один простой способ, как лудить провода алюминиевые с помощью проводов медных. Основан он на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт.
На зачищенный алюминий в месте спайки наносят несколько капель медного купороса и обматывают его несколькими витками медного провода. К отрицательному полюсу источника тока подключают алюминиевый проводник, а медный — к положительному. В цепи возникает электрический ток, происходит электролиз, алюминиевый проводник покрывается тонким слоем меди.
На алюминиевом проводнике образуется слой, залуженный медью. Такой способ нельзя применить для залуживания массивных деталей, но для паяния тонких проводников он вполне сгодится.
Если нет медного купороса, его можно заменить соляной кислотой. В месте предполагаемой пайки нужно с нажимом двигать медным проводником. Электролиз в этом случае протекает более эффективно. Но нужно помнить, что место пайки с применением кислоты со временем окисляется, поэтому после окончания работы его нужно промыть чистой водой или слабым раствором щелочи.
Уникальная статья на нашем сайте — electricity220.ru.
Как паять алюминий оловом своими руками
Содержание
Чем паять алюминий в домашних условиях
Пайка алюминия оловом и флюсом Ф 64
Пайка алюминия с медью оловом и канифолью
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Помогла вам статья?
Методы пайки алюминия — Superior Flux & Mfg. Co.
На этот раз это статья, опубликованная в выпуске Welding Journal за май 2018 г. под названием «Методы пайки алюминия». Благодарим Уильяма «Билла» Эйвери, эксперта по соединению металлов в Superior Flux, и доктора Иегуду Баскина, президента Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы умеете паять алюминий!» Если это похоже на вас или у вас есть вопросы о пайке алюминия, сделайте себе одолжение и прочитайте статью «Методы пайки алюминия». Вы обнаружите, что может припаять алюминий. Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, как они изложены в статье, то вы научитесь эффективно паять алюминий.
И самое время научиться паять алюминий. Все больше и больше компаний изучают возможности пайки алюминия в таких областях, как автомобилестроение, электроника, радиаторы, системы отопления, вентиляции и кондиционирования и многое другое. Алюминий легче и дешевле меди, и во многих случаях он обладает достаточной теплопроводностью, как термической, так и электрической, чтобы медь могла конкурировать за свои деньги. А пайка алюминия с его высокими температурами не так щадящая, как пайка алюминия.
Самое приятное во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что изложено в статье «Методы пайки алюминия» в качестве некоторых ключей к пайке алюминия.
Подходящий флюс: Вам нужен флюс для пайки алюминия – флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки таких сплавов, как нержавеющая сталь, не означает, что он будет работать и с алюминием. Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке — создать интерметаллическую связь с алюминием. Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без «зубцов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
Тип или «серия» алюминия : Алюминиевые сплавы классифицируются по сериям в зависимости от состава сплава и добавок. Некоторые алюминиевые серии легче паять, чем другие; а некоторые паять невозможно (пока!). Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Думай ТЕПЛО! Алюминию требуется нагрев для принятия припоя, обычно до температуры 300°C и более. И вы хотите измерять температуру алюминия, а не источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы нагреть алюминий до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже с правильной комбинацией флюса и припоя вы не сможете добиться пайки, если алюминий недостаточно горячий, чтобы принять припой. В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе флюс будет израсходован, так и не выполнив свою работу. К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
Пусть вас не пугает ваш проект по пайке алюминия!
Прочтите статью, ознакомьтесь с другими нашими флюсами для алюминия или свяжитесь с нами, если у вас есть проблемы с пайкой алюминия.
Наше исследование практической пайки алюминия, возможно, является самым передовым на рынке сегодня, и мы только начинаем. С нетерпением ждем новых статей о пайке алюминия, а также о других новаторских областях пайки, пайки и сварки.
Флюсы для пайки и лужения алюминия
Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы для пайки алюминий-алюминий, алюминий-медь, алюминий-латунь и алюминий-покрытие.
См. ссылки на видео для пайки алюминия.
№ 1260
org/Table»>
Номер флюса Superior
№ 1260
Описание
Флюс для пайки алюминия – медовая консистенция
Рек. Основные металлы
Алюминий на: алюминий, медь и латунь
Рек. Припои
Олово-цинк: 91Sn/9Zn, 80Sn/20Zn 70Sn/30Zn, сплавы на основе олова
Рек. Диапазоны температур
177-288°C / 350-550°F
SDS
Link
Спец. Лист
Звено
№ 1261
Номер Superior Flux
№ 1261
Описание
Флюс для пайки алюминия – жидкий
Рек. Основные металлы
Алюминий на: алюминий, медь и латунь
Рек. Припои
Олово-цинк: 91Sn/9Zn, 80Sn/20Zn 70Sn/30Zn, сплавы на основе олова
Рек. Диапазоны температур
177-288°C / 350-550°F
SDS
Link
Спец. Лист
Ссылка
№ 1265
Верхний поток номер
№ 1265
Описание
ALUMINUM SELDERERENGION FLUX — PASTERNERING
965659565956595659565956595659565956595659565
65
. Основные металлы
Алюминий на: алюминий, медь и латунь
Рек. Припои
Олово-цинк: 91Sn/9Zn, 80Sn/20Zn 70Sn/30Zn, сплавы на основе олова
Рек. Диапазоны температур
177–288°C / 350–550°F
Паспорт безопасности
Ссылка
Спец. Лист
Link
№ 1280
org/Table»>
Верхний поток номер
№ 1280
Описание
ALUMINIIN. Основные металлы
Алюминий на: алюминий, медь и латунь
Рек. Припои
Цинк-алюминий: 98Zn/2Al, 95Zn/5Al
Рек. Диапазоны температур
345–425°C / 650–800°F
SDS
Link
Спец. Лист
Ссылка
Все флюсы для пайки алюминия соответствуют требованиям RoHS.
Пожалуйста, ознакомьтесь со следующими документами по пайке алюминия: Паста для пайки алюминия (IMAP Thermal Management Workshop – Palo Alto, CA, 2011) Soldering Aluminium (Международная конференция SME по пайке и пайке – Орландо, Флорида, 2009 г.)
Superior No. 1260 – это универсальный флюс для пайки алюминия, который имеет медовую консистенцию и цвет. Это высокоактивное средство на органической основе, не содержащее хлоридов. Предназначен для пайки контактов алюминия с алюминием, алюминия с медью, алюминия с латунью и алюминия с покрытием. Остатки после пайки растворимы в воде и должны быть очищены после пайки. Superior No. 1260 также можно использовать для соединения алюминия с трудно поддающимися пайке металлами, такими как нержавеющая сталь, ковар или никель.
Superior № 1261 Флюс для лужения алюминия обеспечивает эффективность № 1260 в жидкой форме. Идеально подходит для лужения и пайки алюминиевых проводов, кабельных разъемов и для пайки погружением алюминиевых магнитных проводов. Остатки после пайки растворимы в воде и должны быть очищены после пайки.
Ознакомьтесь с Superior No. 1261, используемым в нашем видео на YouTube «3 метода припайки нержавеющей стали к печатной плате».
Superior No. 1265 Алюминиевый пастообразный флюс был разработан для применений, где требуется клейкость пастообразной формы. № 1265 можно точно дозировать и распределять.
Таблица. Температура размягчения t пластмасс и полимеров, в градусах цельсия.
ГОСТы, СНиПы
Карта сайта TehTab.ru
Поиск по сайту TehTab.ru
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Физический справочник/ / Тепловые величины, включая температуры кипения, плавления, пламени и т.д ……/ / Температуры, кипения, плавления, прочие… Перевод единиц измерения температуры. Воспламеняемость./ / Температуры размягчения, разложения, возгонки / / Таблица. Температура размягчения t пластмасс и полимеров, в градусах цельсия.
Температура размягчения tp пластмасс и полимеров в ° C
Температура размягчения tp пластмасс и полимеров в ° C
Пластмасса
tp, в °C
Аман
180
Аминопласты
100
Асботекстолит
130
Асбостеклотекстолит
130
Википласт
180
Гетинакс
150
Дифлон
150
Древесно-слоистый пластик
150
Делан
150
Капролон
190
Капрон
215
Карбамидные смолы
75
Лавсан
155
Нейлон
60
Ниплон
330
Оргстекло СОЛ
90
Оргстекло 2-55
133
Пенопласт изолан
210
Пенопласты
140
Пенопласты эпоксидные
170
Пенополиуретаны
230
Пентапласты
160
Полиакрилаты
65
Полиамиды
190
Полиарилаты
190
Поливинилфторид
196
Поливинилхлорид
60
Полиимиды
250
Поликарбонаты
220
Полиметилметакрилат
120
Полипропилен
152
Полистирол
90
Полиуретан
85
Полиформальдегид
177
Полиэтилен
90
Полиэтилентерефталат
130
Полиэфиры
115
Премиксы
130
Стеклотекстолит
250
Текстолит
140
Терилен
264
Фенопласты
135
Фенопласты ударопрочные
140
Фторопласт-3
125
Фторопласт-3М
150
Фторопласт-4 (тефлон)
260
Фторопласт-4М
220
Фенилон
150
Целлофан
60
Целлулоид
40
Шеллак
80
Эпоксидные смолы
150
Эпоксикремнийорганический материал КЭП
220
Этролы
70
Энант
225
Дополнительная информация от TehTab. ru:
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу.
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями.
Таблица. Температура размягчения t пластмасс и полимеров, в градусах цельсия.
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т. д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Физический справочник / / Тепловые величины: теплоемкость, теплопроводность, температуры кипения, плавления, пламени. Удельные теплоты сгорания и парообразования. Термические константы. Коэффициенты теплообмнена и расширения/ / Температуры, кипения, плавления, прочие… Перевод единиц измерения температуры. Воспламеняемость./ / Температуры размягчения, разложения, возгонки, дымления / / Таблица. Температура размягчения t пластмасс и полимеров, в градусах цельсия.
Поделиться:
Температура размягчения t
p пластмасс и полимеров в ° C. Температурные пределы применимости пластмасс, полимеров и эластомеров.
Температура размягчения tp пластмасс и полимеров в ° C
Пластмасса
tp, в °C
Аман
150-180
Аминопласты
90-100
Асботекстолит
110-130
Асбостеклотекстолит
120-130
Википласт
150-180
Гетинакс
120-150
Дифлон
120-150
Древесно-слоистый пластик
120-150
Делан
120-150
Капролон
160-190
Капрон
180-215
Карбамидные смолы
65-75
Лавсан
125-155
Нейлон
55-60
Ниплон
250-330
Оргстекло СОЛ
75-90
Оргстекло 2-55
120-133
Пенопласт изолан
170-210
Пенопласты
110-140
Пенопласты эпоксидные
120-170
Пенополиуретаны
180-230
Пентапласты
120-160
Полиакрилаты
60-65
Полиамиды
160-190
Полиарилаты
160-190
Поливинилфторид
170-196
Поливинилхлорид
55-60
Полиимиды
200-250
Поликарбонаты
170-220
Полиметилметакрилат
100-120
Полипропилен
120-152
Полистирол
70-90
Полиуретан
75-85
Полиформальдегид
150-177
Полиэтилен
85-90
Полиэтилентерефталат
100-130
Полиэфиры
100-115
Премиксы
100-130
Стеклотекстолит
200-250
Текстолит
120-140
Терилен
210-264
Фенопласты
100-135
Фенопласты ударопрочные
110-140
Фторопласт-3
100-125
Фторопласт-3М
100-150
Фторопласт-4 (тефлон)
150-260
Фторопласт-4М
150-220
Фенилон
120-150
Целлофан
60
Целлулоид
40
Шеллак
75-80
Эпоксидные смолы
100-150
Эпоксикремнийорганический материал КЭП
200-220
Этролы
70
Энант
225
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Точка плавления пластмасс | Полное руководство
Здравствуйте, люди, температура плавления пластика имеет важное значение для определения его применимости. Давайте посмотрим на значения температуры плавления пластика.
Быстрая навигация
Определение точки плавления . Определенный температурный диапазон, в котором в полимере наблюдается переход от упорядоченного состояния к неупорядоченному в результате нагревания, называется точкой плавления .
Химическая комбинация пластика определяет его температуру плавления. Например, ABS имеет температуру плавления 200°C (392°F). ПВХ начал плавиться при температуре от 160 до 210 градусов по Цельсию (от 320 до 410 градусов по Фаренгейту). Температура плавления пластика является неотъемлемой частью определения его применения и технологичности.
Давайте обсудим температуру плавления всех основных пластиковых материалов с определенной таблицей. Вот:
Таблица температур плавления пластика —
Увлекательное чтение – 7 видов пластика | Полезное иллюстрированное руководство
Подождите секунду; Это не так.
Бонусный контент — Давайте также посмотрим на температуру пресс-формы всех пластиковых материалов. Вот так.
Температура формы пластмасс –
Материалы
Диапазон температур формы (℃)
АБС – акрилонитрил-бутадиен-стирол
40-80
АБС/ПК Сплав
40-80
Ацеталь
50-120
Акрил
50-180
CAB – Бутират ацетата целлюлозы
40-50
HDPE – полиэтилен высокой плотности
20-60
LDPE – полиэтилен низкой плотности
20-60
Нейлон 6 или полиамид
40-90
Нейлон 6 (30% GF)
50-90
Нейлон 6/6
40-90
Нейлон 6/6 (33% GF)
40-90
Нейлон 11
40-110
Нейлон 12
40-110
PEEK – полиэфирэфиркетон
120-160
Поликарбонат
85-120
Полиэстер ПБТ
60-90
ПЭТ (аморфный)
20-30
ПЭТ (полукристаллический)
20-30
Полипропилен (гомополимер)
30-80
Полипропилен (сополимер)
30-80
Полипропилен (бак заполнен на 30 %)
30-50
Полипропилен (30% GF)
40-80
Полистирол
30-60
Полистирол (30% GF)
40-80
ПВХ – поливинилхлорид
20-60
SAN – Стирол акрилонитрил
50-85
САН (30% GF)
50-70
TPE – термопластичный эластомер
40-70
Уведомление – Упомянутая информация о температуре плавления пластика и температурах форм является законной, но должна быть n в качестве справочной информации. Для достижения оптимальных результатов в производстве лучше всего проконсультироваться с вашим поставщиком материалов.
Интересное чтение — пластиковые аббревиатуры и их характерные особенности | Полное руководство
Важность температуры плавления и формы –
Знание правильной температуры плавления пластика и температуры формы важнее, чем мы думаем; однако большинство людей не воспринимают это всерьез и принижают его важность как случайные числа на экране. Это не так просто; при литье под давлением эти условия литья существенно влияют на конечные свойства, такие как внешний вид, прочность и эстетика.
Необходимо проводить четкое различие между условиями процесса и заданными значениями, чтобы контролировать их. Температура расплава – это реальная температура материала на выходе из сопла и на входе в форму.
Заданные значения для бочки демонстрируют инструменты, которые мы используем для получения желаемой температуры расплава, что означает, что это не одно и то же. Механическая работа была проделана над материалом, время пребывания и состояние шнека и цилиндра также играют важную роль в установлении фактической температуры расплава.
Говоря о температуре пресс-формы, люди предполагают, что она не оказывает большого влияния на целостность конечного продукта, но они ошибаются. Это менее очевидно, но сильно влияет на конечные свойства.
Аморфные материалы, такие как поликарбонат и АБС-пластик, имеют более высокие температуры модели, что приводит к более низким уровням напряжения при формовании и большей ударной вязкости, усталостным характеристикам и стойкости к растрескиванию под напряжением.
Для полукристаллических материалов температура формы имеет решающее значение для понимания степени кристалличности полимера. Это, в свою очередь, важно для многих эксплуатационных характеристик, таких как сопротивление усталости, износостойкость, сопротивление ползучести и стабильность размеров при более высоких температурах.
Рекомендуем прочитать –
Как производится пластик? Простое и подробное объяснение.
Что такое пластиковая форма? | Части пластиковой формы | Применение пластиковой формы
Что такое прочность пластмасс на сжатие | Полное руководство
Что такое линия разъема? | Линия разделения в литье под давлением | Значение линии разъема
Что такое отходы литья под давлением? | Средства для сокращения пластиковых отходов
Что такое печать SLA? | Лучшее руководство
Что такое FDM-печать? | Полное руководство
Топ 5 термостойких пластиковых материалов | Список высокотемпературных пластиковых материалов
Заключение —
Цель этого поста — понять важность определения температуры плавления пластика и ее важную роль в переработке полимеров.
Пожалуйста, поделитесь своими отзывами в поле для комментариев.
Хорошего дня.
Таблица температур расплава и формы для пластмасс
Знание правильной температуры плавления и формы для пластмасс важно для всех производителей. Литье под давлением при неправильных температурах может оказать существенное влияние на конечный продукт, включая внешний вид и прочность продукта. В приведенной ниже таблице показаны оптимальные диапазоны температур плавления и формования различных пластиковых материалов для обеспечения качества продукции и эффективности производства.
Таблица температур плавления и формования пластиковых материалов
МАТЕРИАЛ
ДИАПАЗОН ТЕМПЕРАТУР РАСПЛАВА (℃)
ДИАПАЗОН ТЕМПЕРАТУР ФОРМЫ (℃)
ДИАПАЗОН ТЕМПЕРАТУР РАСПЛАВА (℉)
ДИАПАЗОН ТЕМПЕРАТУР ФОРМЫ (℉)
АБС
190-270
40-80
374-518
104-176
АБС/ПК СПЛАВ
245-265
40-80
473-509
104-176
АЦЕТАЛЬ
180-210
50-120
356-410
122-248
АКРИЛОВЫЙ
220-250
50-80
428-482
122-176
КАБ
170-240
40-50
338-464
104-122
ПЭВП
210-270
20-60
410-518
68-140
ПЭНП
180-240
20-60
356-464
68-140
НЕЙЛОН 6
230-290
40-90
446-554
104-194
НЕЙЛОН 6 (30% GF)
250-290
50-90
482-554
122-194
НЕЙЛОН 6/6
270-300
40-90
518-572
104-194
НЕЙЛОН 6/6 (33% GF)
280-300
40-90
536-572
104-194
НЕЙЛОН 11
220-250
40-110
428-482
104-230
НЕЙЛОН 12
190-200
40-110
374-392
104-230
ПЭЭК
350-390
120-160
662-734
248-320
ПОЛИКАРБОНАТ
280-320
85-120
536-608
185-248
ПОЛИЭФИР ПБТ
240-275
60-90
464-527
140-194
ПЭТ (ПОЛУКРИСТАЛЛИЧЕСКИЙ)
260-280
20-30
500-536
68-86
ПЭТ (АМОРФНЫЙ)
260-280
20-30
500-536
68-86
ПОЛИПРОПИЛЕН (СОПОЛИМЕР)
200-280
30-80
392-536
86-176
ПОЛИПРОПИЛЕН (ГОМОПОЛИМЕР)
200-280
30-80
392-536
86-176
ПОЛИПРОПИЛЕН (30% НАПОЛНЕННЫЙ ТАЛЬКОМ)
240-290
30-50
464-554
86-122
ПОЛИПРОПИЛЕН (30% GF)
250-290
40-80
482-554
104-176
ПОЛИСТИРОЛ
170-280
30-60
338-536
86-140
ПОЛИСТИРОЛ (30% GF)
250-290
40-80
482-554
104-176
ПВХ Р
170-190
20-40
338-374
68-104
ПВХ U
160-210
20-60
320-410
68-140
САН
200-260
50-85
392-500
122-185
САН (30% GF)
250-270
50-70
482-518
122-158
ТЭП
260-320
40-70
500-608
104-158
Дополнительные сведения о температурах расплава и пресс-формы пластмасс
Хотя понять температуру плавления и формования пластика обычно несложно, необходимо учитывать и другие важные факторы.
Как пластик нагревается и плавится, тепловое расширение заставляет его занимать больше места. Из-за этого приложение или отсутствие атмосферного давления может подавить или ускорить расширение: применение корректировки конечной температуры плавления или формования в любом заданном сценарии.
Еще одним соображением является снижение температуры плавления , вызванное примесями в конкретном пластиковом материале. Это легко понять по аналогии с дорогами, которые зимой «солят» с добавлением примеси для регулирования температуры таяния льда.
Наконец, важно учитывать молекулярную структуру пластика. Кристаллические полимеры (состоящие из синдиотактических и изотактических полимерных цепей), которые являются высокоструктурированными, как правило, имеют более конкретные температуры плавления, которые можно надежно настроить для достижения того же эффекта при определенной температуре.
Аморфные полимеры (состоящие из атактических полимерных цепей), с другой стороны, не имеют такой структуры, что может сделать их точную температуру плавления менее предсказуемой, что приводит к более подходящим диапазонам температур для классификации их точек плавления.
ВАЖНОЕ ЗАМЕЧАНИЕ И ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ В ОТНОШЕНИИ КАЛЬКУЛЯТОРА ТЕМПЕРАТУР РАСПЛАВА И ФОРМЫ МАТЕРИАЛА
Эта информация должна использоваться только в качестве справочной информации «на месте». Пользователи должны всегда следовать таблицам данных, которые поставщики материалов обрабатывают. Данные предоставляются «как есть» и без каких-либо заявлений или гарантий любого рода, в том числе в отношении того, что они подходят для любых целей или имеют товарное качество, или функционируют по назначению или вообще. Вы используете эти данные исключительно на свой страх и риск, и PlastikCity не несет никакой ответственности.
При поддержке:
Специалисты по контролю температуры
Свяжитесь с нами, чтобы купить TCU швейцарского производства!
Свяжитесь с нашей командой сегодня T: 01933 442623 Электронная почта: info@tool-temp. net Вт: www.tool-temp.net Inc.
Непрерывная температура и (регулировка расхода) с точностью до 1/10 ℃
Швейцарское производство обеспечивает надежность, безопасность и быструю окупаемость инвестиций
Водяные агрегаты до 90℃
Модели для пресс-форм и процессов любого размера.
Регулятор расхода и индикатор давления
Вакуумный режим и дренаж формы
Регулятор расхода и индикатор давления
Измерение температуры в форме
Интерфейсный контроллер
Высокая холодопроизводительность
Установки с водой под давлением до 160 ℃
Для воды до 160 0С
Идеально подходит для ПК, ПОМ, ПЭТ, ПА6 и т. д.
Дополнительные функции, такие как дренаж пресс-формы с помощью воздуха и насос с магнитным приводом в стандартной комплектации
Краска по алюминию, грунты по алюминию, краска по оцинковке, краска для меди, краска по цинку в Москве
Краска по алюминию, грунты по алюминию, краска по оцинковке, краска для меди, краска по цинку в Москве
+7 495 660 38 54
Краска для крыши / краска по оцинковке / краска по алюминию.
Немецкие индустриальные покрытия Lankwitzer
EvoPrime 676
Однокомпонентный праймер для алюминия, цинка
EvoProtect 240
Двухкомпонентная полиуретановая грунт-эмаль для алюминия, цинка
EvoCor 164
Двухкомпонентный эпоксидный грунт для алюминия, цинка
Краска по цветным металлам
При окраске алюминия и оцинкованной стали — «оцинковки», возникает проблема адгезии лакокрасочного покрытия, что обусловлено невысокой шероховатостью поверхности. Это связано с воздействием продуктов окисления поверхности металлов-окислов и гидроксидов на адгезионные свойства красок по оцинковке и красок по алюминию.
Большинство производителей материалов по оцинковке и алюминию рекомендуют проводить механическую очистку поверхности перед нанесением ЛКМ. Краски и грунты по алюминию и оцинковке, производимые компанией Ланквитцер, полностью исключают необходимость проведения данной очистки. Грунт по алюминию и оцинковке EvoCor 164, грунт-эмаль по алюминию и оцинковке EvoProtect 240 содержат в своем составе специальные добавки, протравливающие поверхность и создающие дополнительную шероховатость, усиливающую адгезию. Кроме этого , сбалансированный состав смол и пигментов краски по алюминию EvoProtect 240 позволяет достигать оптимальную адгезию на поверхностях шлифованной нержавеющей стали, ПВХ, стекловолокне.
Краска для крыши необходима при окрашивании оцинкованной кровли, ангаров и др. строений из оцинкованного листового металла. Как правило, это происходит либо при желании обновить ставшую унылой окисленную крышу из оцинковки, либо когда требуется придать строениям корпоративный цвет. При окрашивании такого рода конструкций, предпочтительно применение покрытий сочетающих свойства грунта и эмали, в связи со сложностью обработки поверхности на высоте. В связи с этим краска для крыши без предварительного грунтования наиболее предпочтительна. Краска для крыши, также должна обладать долговечностью и стойкостью цвета, так как несет в себе, во-первых, декоративную составляющую, а во-вторых подвергается постоянным агрессивным нагрузкам — УФ излучение, высокая влажность, кислая среда. Краска для крыши EvoProtect 240, от компании Ланквитцер, разработана специально для окрашивания оцинкованного металла без предварительного грунтования, универсальна в применении, долговечна при эксплуатации и сохраняет первоначальный цвет и вид на протяжении десяти и более лет. Краска для крыши EvoProtect 240 , успешно применима также для окрашивания меди, нержавеющей стали.
В последнее время все большее распространение получают конструкции из алюминия. Легкость конструкций и одновременная прочность, позволяют решать сложные инженерные задачи. Вместе с тем, окраска алюминия является не менее проблемным мероприятием, чем окраска оцинковки. Наличие окисной пленки ухудшает адгезию ЛКМ, что со временем приводит к отслаиванию лакокрасочного покрытия. Краска по алюминию (грунт-эмаль) EvoProtect 240 разработана специально для окрашивания критических поверхностей, так как обладает отличной адгезией благодаря своему химическому составу. При этом химические компоненты, входящие в состав наших материалов по окраске алюминия и оцинковки не причиняют ущерба оборудованию в плане коррозии. Вместе с тем это избавляет клиента от проведения предварительного грунтования либо механической очистки поверхности для создания необходимой шероховатости. Краска по алюминию EvoProtect 240 поставляется в любом цвете по каталогу RAL. Сбалансированный акрил-полиуретановый состав материалов Ланквитцер для окраски алюминия обеспечивает устойчивость к агрессивным химическим и механическим нагрузкам. Краска для алюминия выдерживает не менее 500 часов в камере соляного тумана без изменения цвета и нарушения окрасочного слоя.
Как правило, производители лакокрасочных материалов рекомендуют проводить пескоструйную очистку цинкового слоя перед нанесением ЛКМ. Производимые нашей компанией Краски по алюминию, цинку и меди, полностью исключают необходимость механической очистки оцинкованной поверхности, алюминия, меди и нержавеющей стали. Краска по алюминию EvoProtect 240 , грунт по оцинковке арт. SE34 и EvoCor 164 содержат специальные добавки, протравливающие оцинкованную поверхность и создающие дополнительную шероховатость, усиливающую адгезию. Специальная полиуретановая краска для крыш EvoProtect 240, является однослойным покрытием и поставляется в любом цветовом исполнении по каталогу RAL, также возможен подбор цветового оттенка.
Наш эпоксидный грунт по оцинковке EvoCor 164 применяются в системах антикоррозионной защиты, как в транспортном машиностроении, так и в строительной индустрии. Наличие антикоррозионных пигментов в наших красках и грунтах по оцинковке, создает дополнительный защитный барьер на оцинкованной поверхности, что позволяет достигать длительных сроков защиты окрашиваемых объектов, а также позволяет перекрывать разные типы исходных материалов: оцинкованный металл, черный металл, алюминий.
Учитывая все более ужесточающиеся правила по охране окружающей среды, а также требования по пожарной безопасности в линейке продуктов Ланквитцер, имеется быстросохнущий водоразбавляемый акриловый грунт арт. WG38 и арт. WG41 . Данный грунт обладает превосходной адгезией к критическим поверхностям, что позволяет наносить его на оцинкованные поверхности, алюминий, различные цветные металлы. Водоразбавимый акриловый грунт арт. WG 38 может в последующем перекрываться акриловыми и алкидными эмалями.
Производство сертифицировано в соответствии со стандартами качества ISO 9001:2008 и ISO 14001:2004.
Также мы можем предложить следующие решения
Грузовой и пассажирский железнодорожный транспорт
Нефтегазовая отрасль
Антикорозийная защита металлоконструкций
Краска по ржавчине
Краска для пластика
Антикорозийная защита резервуаров и трубопроводов
Окраска алюминия и цинка
Структурная (молотковая) краска
Кузнечные краски
Как мы работаем
Доставка по РФ
Любой цвет по RAL
В наличии, отгрузка за сутки
Отгрузка от 5 кг
Помощь в подборе
Наши клиенты
Сертификаты
Введите данные для расчета стоимости
Наши менеджеры свяжутся с Вами в ближайшее время.
Эмаль по алюминию
В настоящее время у нас в стране и за рубежом разработан ряд технологий эмалирования алюминия. Это относится главным образом к области техники (антикоррозийные, защитные покрытия, без учета художественных качеств), а в области ювелирных эмалей по алюминию сделаны пока только первые шаги, но вполне успешные как в художественном, так и в техническом отношении (рис. 18).
В настоящее время в отечественной практике изготовлением художественных изделий из алюминия с применением горячих эмалей занимаются художественные производства Эстонии (г. Таллин), Армении (г. Ереван), и некоторые цехи экспериментальных ювелирных фабрик при художественных комбинатах Художественного фонда СССР и РСФСР (комбинат «Русский сувенир», комбинат ЭТПК), а также некоторые художники в своих мастерских.
Одной из первых, начавших опыты по применению эмалей для декорирования алюминиевых изделий, является художница Л Линакс (г. Таллин). Ее работы часто экспонируются на выставках и убеждают в технической возможности и целесообразности применения горячих эмалей для декорирования произведений из алюминия.
В ГДР, Венгрии и Чехословакии горячую эмаль используют не только в декоративных и ювелирных изделиях, но покрывают горячей эмалью большие гладкие или рифленые листы из алюминия, из которых собираются декоративные стенки и панели.
Технология покрытия алюминия горячей эмалью в основном не отличается от общепринятой для других металлов. Однако для алюминия используются специальные легкоплавкие эмали, выпускаемые Дулевским фарфоровым заводом, с температурой плавления 600—620°С. В качестве основы используются как литые, так и штампованные или чеканные изделия с соответствующими углублениями, предназначенные для заполнения их эмалями. Эмаль прочнее держится, если углубления имеют шероховатую поверхность и глубину не менее 1,5 мм. При приготовлении эмалевой массы следует пользоваться теми же приемами, как’ и для меди. Однако все операции должны производиться с большей тщательностью и аккуратностью. Например, при наложении эмали необходимо следить за тем, чтобы слой эмали был равномерным и углубления, предназначенные для эмали, были заполнены ровно и плотно, особенно по краям, так как при обжиге эмаль выгорает с краев и там, где слой очень тонок. В то же время, если эмаль положить очень толстым слоем, при обжиге образуются бугры и неровности. Недостатки исправляют, добавляя эмаль на выгоревшие места, и повторно обжигают. Следует указать, что обжиг надо производить осторожно и внимательно, так как температурные интервалы плавления эмали и самого алюминия очень близки. Поэтому необходимо следить за тем, чтобы муфель не перегревался. Целесообразно закладывать изделие в печь, нагретую до 550—600°С, а затем поднимать в ней температуру до 620°С и поддерживать на этом уровне до полного и ровного расплавления эмали.
Источник:
Техника художественной эмали, чеканки и ковки. А. В. Флеров, М. Т. Демина, А. Н. Елизаров, Ю. А. Шеманов — М., 1986.
‹ § 5. ТЕХНОЛОГИЯ ЖИВОПИСИ ПО ЭМАЛИ˄ Вверх§ 7. КРАТКАЯ ИСТОРИЯ РУССКОГО ИСКУССТВА ЭМАЛИ ›
Введение в стекловидную эмаль – мастер-класс по эмали
Это видео и статья представляют собой введение в материал самой стекловидной эмали, какие металлы можно эмалировать, какие реакции можно ожидать при эмалировании этих металлов, краткое руководство по методам обжига, и краткий обзор различных методов с небольшой историей. Я думаю, что это основные основы, которые вам нужно знать, если вы хотите начать работу с эмалью.
На самом деле я написал сценарий и записал это видео три раза. Последнее редактирование было сильно оптимизировано и упрощено. Видео прекрасно работает, чтобы показать и научить процессам и техникам, но на самом деле это не лучшее средство для теории и списков фактов, просто не так просто следить за содержанием. Итак, окончательная версия этого вступительного видео гораздо более минималистична, и я решил расширить ее в форме статьи, которую вы сейчас читаете. Рекомендую сначала посмотреть видео, оно не очень длинное. Ниже вы найдете более подробную информацию и изображения, которые вы можете просмотреть и обработать в своем собственном темпе.
Стекловидная эмаль
Прежде чем мы продолжим, позвольте мне добавить, что я не химик и это только для справки.
Стекловидная эмаль, как следует из названия, представляет собой разновидность стекла, и ее формула прилипает к поверхности металлов. Мы используем его в виде измельченного порошка, напоминающего песок, и после нанесения сухим или мокрым способом его обжигают при высокой температуре, чтобы остекловать, сплавить в стеклянный слой поверх металлической основы. Это делается в художественных, декоративных или функциональных целях.
Стекло сделано из кварца, который встречается в природе в виде кварца. Но кремнезем плавится не ниже 1700 градусов по Цельсию. Медь плавится при 1080, золото при 1060, а серебро только при 960!
гораздо более высокая температура, чем металлы, которые мы используем, и, конечно, это проблема. Что-то нужно добавить к кремнезему, чтобы понизить температуру плавления. Материалы, добавленные для этого, называются флюсами, и примером одного из таких флюсов является бор. Возможно, вы слышали термин боросиликатное стекло, это название указывает на то, что это стекло состоит из двух основных элементов: бора и кремнезема. В формулу добавляются другие материалы, чтобы сделать стекло более стабильным, нерастворимым, модулировать вязкость и, что очень важно, коэффициент расширения (это означает скорость, с которой материал расширяется и сжимается при нагревании или охлаждении). Для изменения всех этих свойств используются разные материалы, и эмали для разных металлов имеют разные свойства.
Другие добавки также изменяют свойства укрывистости и цвета, что очень важно для художников. Для окрашивания добавляют оксиды металлов, например, оксид кобальта для синего и соли золота для красного.
Для производства эмали эти элементы сплавляются вместе в печи для получения так называемой фритты. Цель этого предварительного плавления состоит в том, чтобы сделать любые растворимые и/или токсичные компоненты нерастворимыми, заставив их соединиться с диоксидом кремния и другими добавленными оксидами. Таким образом, наиболее опасная часть процесса нанесения эмали выполняется на заводах с соблюдением строгих требований безопасности и охраны окружающей среды, а продукт, который мы покупаем, относительно безопасен в использовании.
Во время этого процесса на многие свойства эмали влияют не только используемые материалы, но и тип печи, в которой они плавятся (например, может быть больше или меньше кислорода) и достигаемая температура. Затем это определяет, как эмаль будет вести себя и выглядеть, когда мы будем работать с ней позже.
После расплавления фритту зачерпывают и высыпают в виде «печенья» на металлические столы, а затем дробят на куски и далее перерабатывают на более мелкие кусочки, которые лучше всего подходят для длительного хранения, или измельчают в сетку (стандартная сетка 80). ), который готов к использованию эмальером и выглядит как песок:
Отсюда.
Основные типы эмалей, которые можно использовать: прозрачная , опаловая и непрозрачная .
Флюс представляет собой особый тип прозрачной эмали, которая специально разработана для конкретного металла и наносится непосредственно поверх металла. При необходимости он может поглощать накипь (например, медный флюс) и действует как изолирующий слой, чтобы избежать эффектов обесцвечивания, о которых мы поговорим позже.
Прозрачная эмаль полностью пропускает свет к металлу под ней, и обычно имеет цвет от очень бледного до настолько интенсивного, что может выглядеть почти непрозрачным.
Опаловые эмали находятся на полпути между прозрачными и непрозрачными, они имеют молочный, туманный вид, что заставляет нас думать о драгоценном камне опал, откуда они и получили свое название. Их сложно обжечь, обычно опалесценция увеличивается с увеличением температуры или времени в печи. Вы можете узнать больше об этих эмалях в моем видео-классе о технике опалесцентной гризайли, а также я рассказываю о них в нескольких моих видео на Patreon.
Непрозрачные эмали не пропускают свет. Они довольно неприхотливы, и, поскольку основной металл не виден, их часто используют для меди и стали, хотя, конечно, можно добиться очень интересных дизайнерских эффектов, используя их в сочетании со всеми другими типами эмали.
Свинец
И, наконец, еще один аспект, о котором я должен рассказать, это свинцовые и неэтилированные эмали. Свинец всегда был компонентом эмали до последних десятилетий, когда опасения по поводу токсичности и воздействия на окружающую среду привели к разработке неэтилированных версий. Часто задают вопрос, превосходят ли свинцовые эмали бессвинцовые эмали.
Сообщается, что эмали, содержащие свинец, более блестящие, и может быть достигнута более широкая цветовая палитра, и, например, опалесцирующие эмали содержат свинец. Но с неэтилированными эмалями можно добиться и других интересных эффектов, и некоторые мастерские работают исключительно с ними из соображений безопасности.
Действительно, вдыхать порошкообразные эмали, независимо от их типа, опасно, так как кремнезем нерастворим и остается в легких, а также присутствуют другие опасные элементы. При просеивании, т. е. сухом нанесении эмали, всегда рекомендуется носить маску, специально подходящую для этой цели (мелкодисперсные частицы), а переносимый по воздуху порошок в мастерской также может быть ограничен хорошей гигиеной и работой с влажными аппликациями. В своей личной работе я использую свинцовые эмали и редко просеиваю, мой предпочтительный способ нанесения — влажная упаковка — узнайте больше об универсальности влажной упаковки в моем онлайн-классе.
После выстрела все эти материалы считаются заключенными в стеклянную матрицу и безопасными для окружающих. Однако эмаль не считается пищевой и ее следует использовать только для декоративных и художественных изделий. Заметным исключением является промышленная эмаль, специально изготовленная и проверенная на безопасность для пищевых продуктов и используемая для приготовления пищи, сервировки и предметов домашнего обихода.
Вы всегда несете личную ответственность за исследование безопасности материалов, которые вы используете в своей работе, и принятие обоснованных решений о том, какие материалы выбрать и как с ними работать.
Металлы
Какие металлы можно покрывать эмалью? Многие, например, эмали для алюминия. А вот металлы, которые обычно используются в художественной и ювелирной эмали, которой здесь уделяется особое внимание, — это классические металлы: медь, серебро и золото. Железо и сталь в прошлом использовались в основном в промышленности, например, в ваннах старой школы и кухонных принадлежностях, но в последние десятилетия возобновился интерес к использованию этих металлов также и в художественных целях из-за их особых качеств, размеров, и/или их более низкая стоимость.
Для нанесения эмали на железо или сталь вам потребуется специальное грунтовочное грунтовочное покрытие. Это происходит непрозрачно по чистому металлу. После обжига грунта сверху можно использовать промышленные, жидкие или другие виды эмалей, а также стекловидные эмали, предназначенные для цветных металлов. Так что можно брать коммерческую эмалированную кружку и эмаль на ней! На самом деле многие люди, работающие со сталью, просто используют предварительно эмалированные панели, которые доступны в белом или других непрозрачных цветах. Они отлично подходят для работы с очень большим форматом.
Перейдем к меди, серебру и золоту. Предпочтительно для эмали выбрать электролитическую медь чистотой 99%, так как загрязнение некоторыми другими металлами может доставить вам массу неприятностей, например, если вы перерабатываете медь из строительных материалов. Это можно сделать, но это рискованно.
Когда речь идет о серебре , чистое серебро, то есть серебро 999 из 1000 частей, также является лучшим выбором, но этот металл сам по себе очень мягкий, и это иногда может быть проблемой, поэтому большинство ювелирных изделий Вы найдете стерлинговое серебро, сплав, особенно кольца и браслеты, которые должны быть прочными.
Золото — лучший металл для эмали! Чистое золото 24 карата, 24 карата, так измеряются пропорции золота, то есть 24 части из 24. Чистое золото — очень мягкий металл, и часто используются сплавы, такие как 22 карата, 18 карата и т. Д. Также золото очень дорогое! В настоящее время примерно в 100 раз дороже серебра.
Медь тускнеет при контакте с атмосферой, иногда вы получаете патину в результате реакции с химическими веществами в воздухе, как вы видели на зеленых медных крышах – и это также может быть сделано специально, конечно, вы можете применять химикаты до меди или бронзы и таким образом добиться огромного разнообразия цветов. При нагревании в присутствии кислорода воздуха на поверхности меди образуется черный окисел, это называется накипью. Этот оксид может быть проблемой при эмалировании, хотя он также может быть источником холодных эффектов, поэтому чаще всего его тщательно удаляют перед эмалированием (узнайте больше о формовании и подготовке медных основ в этом классе). При обжиге первого слоя эмали снова образуется окалина, и вы увидите, как поверхность становится черной, а затем оксид растворяется в эмалевом флюсе, который разработан для этой цели. На следующих слоях поверхность металла, покрытая наплавленной на поверхность эмалью, уже не контактирует с кислородом воздуха, поэтому больше не образуется оксид.
Чистое серебро медленно тускнеет при контакте с серой на воздухе, но не при нагревании.
Чистое золото никогда не тускнеет!
Сплавы
Так что же такое сплав? Смесь металлов, расплавленных вместе. Это делается по разным причинам. Один из них — снизить стоимость, но это только часть уравнения. Когда вы смешиваете два или более металлов, их свойства меняются, иногда удивительным образом. Сплавы серебра и золота намного тверже и, следовательно, долговечны, чем в чистом виде.
Пара очень распространенных сплавов — стерлинговое серебро и 18-каратное золото. Серебро пробы – это 925 частей серебра из 1000, а остальное, чаще всего, это медь. 18-каратное золото может иметь различные пропорции металлов, если 18 из 24 частей составляют золото (75% золота). Обычный сплав 18-каратного желтого золота состоит из 75% чистого золота, 15% меди и 10% чистого серебра.
Оба этих сплава можно покрывать эмалью, но поскольку оба содержат некоторое количество меди, при нагревании они оба образуют накипь.
Так называемый «зеленый» золотой сплав состоит из 18 частей золота и 6 частей серебра, и, поскольку в нем нет меди, нет окалины, что идеально.
Накипь в этих медьсодержащих сплавах не такая сильная, как на чистой меди, так как количество меди невелико, и часто эмаль без проблем впитывает ее, хотя цвета могут быть не такими яркими, как на чистом серебре и золота, но в ювелирных целях иногда приходится идти на уступки во имя прочности и долговечности. Это будет зависеть от дизайна. Один из способов обойти эти проблемы с потускнением — выполнить операцию, называемую золочением с истощением, при которой медь удаляется с самой поверхности металла.
Следует также иметь в виду, что эти сплавы часто являются продуктом процессов литья. В них у нас могут быть проблемы с пористостью, в зависимости от используемой технологии, и это может быть огромным источником головной боли. Полировка поверхности может помочь, как это делается также при эмалировании глины из драгоценных металлов, которая представляет собой чистое серебро, но также очень пористая.
Также следует отметить, что чистое серебро и чистое золото часто используются в виде фольги и проволоки для определенных техник. В этих случаях мягкость материала значения не имеет, так как они располагаются между слоями эмали, и поэтому очень приятно использовать чистые металлы.
Золотая фольга
Латунь! Да, эмалировать латунь можно. Латунь – это сплав меди и цинка. Цинк – враг эмали. Однако, когда концентрация цинка в латуни невелика, мы можем ее эмалировать. Традиционно медали, как военные, так и гражданские, и значки многих видов, например для автомобилей (и это до сих пор делается для автомобилей представительского класса) наносились эмалью на так называемый позолоченный металл или томбак, а затем покрывались золотом или серебром. Это латунь с низким содержанием цинка, около 5%, красивого желтого цвета, хотя, конечно, тускнеет. Удивительно, но в отличие от чистой меди красная эмаль, нанесенная непосредственно, может прекрасно работать с позолотой металла. Что подводит нас к…
Реакции
При эмалировании этих металлов мы будем наблюдать некоторые неудачные реакции из-за химических взаимодействий, происходящих с элементами эмали. Я буду говорить о реакциях, которые происходят, когда мы наносим краску непосредственно на металл. Чтобы избежать этих реакций, мы наносим слой флюса в качестве изоляционного слоя. Теперь имейте в виду, что, когда речь идет о сплавах, могут иметь место реакции со всеми содержащимися металлами в зависимости от их пропорций. Тестирование всегда необходимо, и это просто вещи, о которых следует помнить.
И для пробы делаем цветовые палитры. Вы можете посмотреть мое бесплатное видео, в котором я объясняю, как я делаю свои цветовые палитры. Мои палитры очень полны из-за характера моей работы, но каждый мастер эмали адаптирует их, чтобы они наилучшим образом соответствовали их целям. Создание палитр — отличный проект для начинающих.
Еще одно замечание: ни одна из реакций, о которых я собираюсь рассказать, не применима к непрозрачным эмалям. Поскольку они непрозрачны, ни одно из взаимодействий, происходящих на границе раздела между металлом и стеклом, нам не видно. Так что вы можете использовать их без забот.
Серебро
При нанесении красных, розовых, желтых и некоторых оранжевых цветов непосредственно на серебро возникает неприятная реакция, и эмаль может стать неравномерно оранжевой, слегка матовой или вообще неприятной, чаще всего весьма непривлекательной. Есть некоторые исключения в красном и розовом диапазоне, очень немногочисленные и редкие. Так что их можно наносить прямо на серебро. Опаловые эмали также становятся желтыми и неприятными. Опять же, в этой и без того очень небольшой категории эмалей есть очень немного исключений.
По этой причине при работе с этими теплыми оттенками и опалесцентами используется изолирующий слой флюса, специально разработанный для серебра.
Если не происходит реакции, серебро — это белый металл, и прозрачные цвета, как правило, остаются такими, какие они есть, неизмененными и истинными.
Золото
Ничто не реагирует на золото! Это действительно металл мечты для эмали. Однако против законов физики не пойдешь. Когда вы наносите эмаль на золото прозрачными красками, желтый цвет золота будет виден сквозь стекло. Синий будет иметь тенденцию к бирюзовому, голубовато-красный станет более ярко-красным или оранжевым, если вы хотите получить нейтральный зеленый цвет, вам придется использовать более бирюзовую эмаль и т. д. Вы можете использовать цветовой круг в качестве ориентира. Настоящей проблемой является фиолетовый, который дополняет желтый, и чаще всего вы получаете некрасивый цвет. Опять же, необходимо тестирование.
Медь
Итак, как мы уже говорили, медь образует накипь. Хороший медный флюс все это поглотит через достаточный слой и хороший огонь при высокой температуре. Однако большинство прозрачных эмалей на это не способны. Будет некоторое окрашивание, помутнение или другие эффекты, которые действительно могут быть интересными. Несколько цветов могут поглотить всю накипь, действуя как флюс, и будут выглядеть очень красиво. Интенсивный кобальтовый блюз вообще способен. Другие цвета, которые могут сделать это, очень немногочисленны (найдите хороший выбор здесь). Опять же, необходимо тестирование. По этой причине флюс часто наносят на медь в качестве изоляционного слоя.
И последнее замечание: постоянно разрабатываются новые эмали, и часто в новых сериях неэтилированных эмалей можно обнаружить удивительные эффекты, поэтому будьте готовы к новым разработкам в этой области.
Источник тепла
Еще один аспект, который я хочу кратко затронуть, это источник тепла, который нам нужен для плавления эмалей с основными металлами. Эти температуры обычно находятся в диапазоне от 800 до 1000 градусов по Цельсию. Наиболее контролируемым способом достижения этих температур и их удержания является печь для эмалирования. Это очень изолированные камеры с элементами катушки, которые нагреваются электричеством, и дверью, которую можно открыть, чтобы поместить изделия. сравнительно очень короткий, не часы или дни, а всего лишь секунды или минуты. При этом важно, чтобы дверца печи находилась сбоку, а не сверху.
Прямой огонь, как и фонарик ювелира, также можно использовать для сплавления эмали с металлом. Пламя обычно применяется снизу, так как оно чернит поверхности, к которым прикасается. Это немного сложнее контролировать и использовать в более мелких предметах, не требующих высокой точности.
В прошлом эмальеры также использовали газовые печи, но для удобства они в основном были заменены электрическими.
Техники и немного истории
Давайте кратко рассмотрим традиционные техники эмали, которые разрабатывались на протяжении веков. Вы можете увидеть изображения в видео в верхней части этого поста.
Пройдемся по ним в примерном хронологическом порядке. Вы заметите, что эмаль поначалу в основном ассоциировалась с украшениями, а поля, разграниченные металлическими ячейками или стенками, эмаль часто пыталась имитировать драгоценные камни, и постепенно она приобретала все большую самостоятельность, пока не стали целые картины, без ячеек. созданный вокруг эпохи Возрождения.
Самую старую эмаль, наплавленную непосредственно на металл, мы находим на острове Кипр, ок. 1200 г. до н.э. Шесть колец были извлечены из поздней кипрской гробницы, и это самые старые настоящие эмали, которые мы нашли на сегодняшний день, и они сделаны в технике перегородчатой эмали.
Cloisonné состоит из нанесения эмали, разделенной ячейками из тонкой проволоки. Эта проволока может быть сплавлена или припаяна к основному металлу или просто наплавлена на предыдущий слой эмали. Ячейки обычно заполнены до верха проволоки, а затем на весь уровень отшлифованы, но не всегда, например, на эллинистических украшениях мы иногда встречаем эмаль среди филиграни и зерни, а ячейки не заполнены, к сожалению, эмаль в они часто ломались. На востоке мы находим впечатляющую и старую китайскую традицию перегородчатой эмали, а также в Японии, с изысканными работами, сделанными в период Мэйдзи, а также прекрасными образцами индийской перегородчатой эмали.
Интересно, что вторая техника, о которой мы можем рассказать, это ronde bosse. Посмотрите на эти замечательные образцы эллинистических и этрусских украшений с лебедями и петухами, покрытыми белой эмалью. Ronde Bosse — это нанесение эмали на трехмерную скульптурную форму, и это очень сложная техника. Он также был большим в средние века и в эпоху Возрождения, а также в некоторой степени в период модерна.
Теперь поговорим о выемчатом. Эта техника, кажется, возникла у кельтских племен на севере и западе Европы и Британии. Римские экземпляры примерно того же времени также встречаются в галльских и британских регионах, так что, кажется, существует четкая связь. Champlevé — это метод, при котором мы выкапываем клетки в сплошное поле металла и заливаем их эмалью, как правило, до уровня металла. Эта техника продолжала быть популярной в средние века и позже в областях кельтского влияния, как в ювелирном искусстве, так и в сакральном искусстве. Самым известным и основным центром производства этого типа работ был Лимож во Франции, а другие регионы Европы последовали его примеру. в это время. В романский период раннего средневековья было создано так много работ такого типа, что вы найдете образцы почти в каждом музее.
Далее, Бас-Тай! В период средневековой готики (позднее средневековье) мы впервые видим развитие прозрачных эмалей. Поскольку теперь мы можем видеть сквозь стекло металл, находящийся под ним, естественной эволюцией техники выемчатой эмали является гравировка металла перед нанесением эмали, и мы называем это Basse Taille, низким рельефом, и вы очень часто будете видеть его в сочетании с выемчатой поверхностью, иногда только для защиты краев, иногда как часть дизайна. В это время мы видим, как производственные центры перемещаются в Сиену и Каталонию, а работа по эмали выполняется по гравированному серебру. В этой технике есть прекрасная глубина.
Подвидом бас-тайя является техника гильоширования, при которой на металле на станке, называемом токарным станком с розовым двигателем, гравируются красивые муаровые узоры. Эта техника была разработана для обработки металлов, а затем покрыта эмалью в 18 веке и широко использовалась вплоть до 20 века. Очень популярным примером являются яйца, коробки для сигар и другие предметы роскоши, созданные Фаберже для русского двора.
В эволюции эпохи Возрождения мы идем к технике живописной эмали. Эмаль впервые отделяется от ювелирного дела и кузнечного дела, и мы видим первые независимые панно, картины, сделанные из стекла, без каких-либо металлов для разделения цветовых областей. В рамках этого более широкого зонтика мы можем выделить собственно живописную эмаль, в которой используется только обычная стекловидная эмаль, живописную эмаль (часто называемую миниатюрной), в которой используются надглазурные пигменты (надглазурные пигменты содержат больше оксида и меньше стекла, они мелко измельчены и имеют может быть достигнуто много деталей) и гризайль. Гризайль был разработан около 1530 года, лучшие образцы были получены из Лиможа. В этой монохромной технике светлая эмаль используется слоями на темном фоне, моделируя анатомию тела и портреты в изысканных градациях. Есть также замечательные примеры этой техники в 19 веке.го века, а совсем недавно вариант, разработанный Андреу Виласисом, с использованием опалесцирующей эмали. Я опубликовал видео-урок с подробным описанием этой последней техники, которую вы можете найти на сайте Эмальворкшоп. подробные портреты, придворные сцены и мифологические сюжеты.
Кубок Мероде, сохранившееся средневековое произведение в технике plique-à-jour, ок. 1400
Наконец, мы подошли к plique-à-jour, редкие образцы которого существуют еще в средние века (см. слева), но, несомненно, достигают своего полного расцвета в период модерна (конец 19-го и начало 20-го века). .
При plique-à-jour мы заполняем ячейки эмалью без подложки, и получается как миниатюрный витраж, свет проходит сквозь эмаль. Есть бесчисленное множество примеров того, как эта техника использовалась с наибольшей эффективностью и на самом высоком техническом уровне в этот период. Наслаждайтесь небольшой подборкой в видео.
А это основные техники эмалирования. Конечно, существует множество комбинаций и подтехник, но я надеюсь, что это небольшое руководство поможет вам определить их и выбрать технику, которая лучше всего передаст ваш дизайн и художественное видение.
Подробнее в Enamel Workshop
Просмотрите этот веб-сайт, чтобы найти мои видеоуроки, которые вы можете приобрести, чтобы узнать больше об этом искусстве. Вы можете начать с моего класса по формовке металлических оснований и подготовке, а затем перейти к классу влажной упаковки и градации. Скоро появится еще много классов, не забудьте подписаться на информационный бюллетень, чтобы не пропустить новый выпуск.
У меня также есть Patreon, где я делюсь текущим прогрессом в своей работе и методами, которые использую, поэтому мои покровители учатся вместе со мной и задают мне вопросы. Вы можете присоединиться к нам здесь. Вы можете получить скидки на мои занятия с членством в Patreon, а также доступом к закрытой группе Facebook.
Вы также можете присоединиться к нам в общедоступной группе «Мастерская эмали» в Facebook и подписаться на «Мастерскую эмали» в Instagram.
На подготовку, съемку и монтаж этих видео уходит много времени. Если вы поддержите мою работу, я смогу выпустить больше материала 🙂
Рекомендация по книгам
Существует множество книг по эмали, и у каждого эмалировщика найдется своя любимая. Это то, что я хотел бы порекомендовать начинающим и опытным эмалировщикам, написанное Нурией Лопес-Рибальта. Он очень доступен, а также очень полный, он охватывает все области, которые я рассмотрел в этой статье, и многое другое. Лучше всего то, что он доступен на многих языках, доступен по цене и его легко найти в интернет-магазинах.
Печь для закалки металла — ТВЧ, муфельная, индукционная, термическая
Термическая обработка металлов представляет собой основу всей металлообрабатывающей сферы. Она обеспечивает создание разнообразных сплавов с уникальной структурой и эксплуатационными характеристиками. Одним из наиболее востребованных видов термообработки является закалка металлов в специальной печи.
Печь для закалки металла
Содержание:
Закалка в вакуумной печи
Печь ТВЧ для закалки металла
Муфельная печь для закалки металла
Печь термическая для закалки стали
Закалка в вакуумной печи
Закалка металла подразумевает его нагревание до температуры, превышающей те показатели, при которых изменяется кристаллическая решетка. Каждому материалу свойственно свое пороговое значение. Нагретый металл подвергается быстрому охлаждению, преимущественно в воде или масле.
Закалка в вакуумной печи
Закалка цветных металлов осуществляется без полиморфного превращения, черных – с полиморфным превращением. Такая обработка, в особенности, если материал нагревался, охлаждался несколько раз, обеспечивает:
Повышение твердости материала;
Уменьшение его пластичности, вязкости.
Для нейтрализации хрупкости и нормализации пластичности, обработка с полиморфным превращением должна сопровождаться отпуском, в результате которого металл в незначительной степени может стать менее прочным. Цветные металлы вместо отпуска подвергают «старению».
В зависимости от температурных показателей различают неполную и полную закалку. Первый вид обработки рекомендуется для воздействия на инструментальную сталь. Второй вид позволяет получить так называемый аустенит – металл с гранецентрированной решеткой.
Закалка в вакуумных печах – эффективная альтернатива традиционным технологиям термообработки. Данный процесс не требует выполнения трудоемких операций. Все его этапы и показатели можно полностью контролировать. Также возможна точная установка и поддержание режимов термической обработки. Это позволяет избежать чрезмерно быстрого нагрева изделия и, как следствие, усиленных термических напряжений, сопровождающихся деформированием. Плюс ко всему исключается возможность обезуглероживания заготовок, а вакуум делает невозможным окисление деталей.
Печь ТВЧ для закалки металла
Один из наиболее эффективных методов поверхностного упрочнения металла – закалка токами высокой частоты или сокращенно ТВЧ. Отличается повышенной производительностью и активно используется на крупносерийных производствах.
Печь ТВЧ для закалки металла
Данная технология базируется на способности переменного электрического тока проходить по поверхности изделия, которое находится в индукторе. В результате этого изделие нагревается. При этом тепло может достигать разных глубин благодаря воздействию магнитного поля. Середина детали прогревается незначительно или не прогревается совсем.
Чем больше частота тока, тем на меньшую глубину он проникает, что обеспечивает получение изделий с малой толщиной закалки. Качество получаемой поверхности также зависит от размеров и формы изделия, используемых металлов и индуктора. У изделия небольших размеров и простых форм этот показатель будет выше.
Закалку ТВЧ осуществляют в специальных индукционных печах. Их основные преимущества:
Образование тепла непосредственно в металле, его равномерное распределение по поверхности;
Непродолжительность термообработки и возможность увеличения объемов производства;
Автоматизация технологических процессов;
Компактность конструкции, возможность установки на небольших производственных площадях;
Экологическая чистота и безопасность.
Муфельная печь для закалки металла
Муфельные печи представляют собой универсальные установки для закалки металлов. В данном оборудовании садка изолируется от нагревателей и веществ, которые выделяются при термообработке металлов и металлических изделий.
Муфельная печь для закалки металла
В муфельных установках применяются трехсторонний обогрев, обеспечиваемый нагревателями, которые реализованы на боковых поверхностях и дне. Благодаря этому тепло распределяется более равномерно. Многослойная изоляция способствует минимизации теплопотерь и расхода электрической энергии.
Сотрудники, обслуживающие такие печи, надежно защищены от теплового излучения, поскольку дверь в них, как правило, открывается вверх. Когда дверь начинает открываться, ток автоматически отключается за счет использования специальных датчиков.
Печь термическая для закалки стали
Термической печью называют установку промышленного назначения для выполнения различных процессов термической обработки, в том числе закалки, металлов. В зависимости от метода работы такие установки бывают периодическими и непрерывными.
Печь термическая для закалки стали
В машиностроении при индивидуальном или мелкосерийном производстве распространено преимущественно периодическое термическое оборудование, в крупносерийном – непрерывное. Для применения в литейных, термических и пр. цехах машиностроительных предприятий используют установки с выкатным подом. Вертикальные и ямные печи – оптимальный вариант для тяжелого машиностроения, где обрабатываются изделия больших размеров.
Несущая часть печей, используемых для закалки, являет собой комбинацию металлического профиля с листовым металлом, соединенных с помощью сварки. На их поверхность наносится порошкообразная термостойкая краска. Рабочая камера установки, как правило, надежно изолируется.
Во время закалки стали в печи изделие сначала нагревают до требуемой температуры до получения чистого аустенита. Во избежание развития коррозий в установке может использоваться экзотермический газ.
После закалки металл быстро охлаждают, что не допускает миграции атомов углерода к выгодным положениям в решетке. Охлаждение в этом случае снижает скорость атомов, что мешает им перемещаться.
Увеличение износостойкости и показателей прочности металлов и сплавов, снижение количества некачественных деталей машин, инструментов при производстве в результате их закалки способствуют все большему распространению специальных печей для термообработки на производственных предприятиях.
Укриндуктор индукционные печи — Оборудование для закалки валов и шестерен
Укриндуктор является официальным торговым представителем заводов, которые производят ТВЧ станки, ТВЧ для закалки валов. Мы поставляем закалочные установки практически во все регионы Украины. Обратившись в нашу компанию, будьте уверены — Вы покупаете ТВЧ для закалки валов по гарантированно лучшим ценам и на лучших условиях.
ТВЧ закалка валов и ее особенности: — индукционная закалка позволяют производить последовательный локальный нагрев — поверхностная закалкастали может составлять доли миллиметра по глубине — незамедлительно следующее за нагревом охлаждение позволяет получать высокие твердости закалки валов — закалка твч обеспечивает равномерный нагрев по периметру нагреваемого участка вала позволяет получить равномерное распределение твердости по поверхности и глубине
Установки для закалки валов (ТВЧ станки): — каждая закалочная установка имеет ограниченную номенклатуру закаливаемых изделий: — для ТВЧ закалки прямых валов, коленчатых валов и распределительных валов применяется различная технологическая оснастка — то же справедливо в случаях, если закалка валов отличается в диаметре более чем в 3 раза — существует ограничение по длине вала и закаливаемой области для каждого конкретного случая — установки для сканирующей закалки могут применяться и для закалки внутренних поверхностей втулок — индукционная закалка зависит от функций, которые она должна выполнять
Поверхностная закалка стали. Описание установки для сканирующей закалки валов: — закалочная установка выполнена в едином конструктиве (закалочный станок) — закалка твч производится путем вертикального перемещения нагревателя
Закалочная установка, ее состав:
— высокочастотный генератор; — блок нагревательного контура; — набор индукторов под разные диаметры валов; — устройство линейного перемещения контура; — устройство вращения детали; — спрейер для охлаждения детали; — оборотная система водяного охлаждения; — панель управления ТВЧ станка.
Установки для закалки валов ЛЕГКОГО ТИПА со следующими техническими характеристиками :
— мощность от 100 до 350 кВт; — длина вала, 50 — 5000 мм; — диаметр заготовки 10 — 600 мм; — глубина закалённого слоя от 1,6 мм; — вес обрабатываемой детали 5 — 800 кг.
Технические параметры:
Параметры
GCK1050
GCK10120
GCK10200
GCQ10300
GCQ10500
Макс. длина вала, мм
500
1200
2000
3000
5000
Макс. ход движка, мм
600
1300
2100
3200
5200
Макс. Диаметр заготовки, мм
300
400
400
500
600
Макс. вес обрабатываемой детали, кг
50
150
200
400
800
Скорость движения обрабатываемой детали, мм/с
1-30
1-30
1-30
1-30
1-30
Скорость спуска обрабатываемой детали, мм/с
120
120
120
120
120
Скорость вращения главного вала, обор. /мин
1-200
1-200
1-200
1-200
1-200
Мощность эл. двигателя станка, кВт
1,5
2,5
2,5
4
4 + 1,5
Вес станка , кг
900
1600
2500
3240
4000
Габариты,мм
1100x900x2000
1720x840x3600
1720x840x5300
2700x1300x5800
3200x1900x7800
Установки для закалки валов ТЯЖЕЛОГО ТИПА со следующими техническими характеристиками :
— мощность от 100 до 500 кВт; — длина вала, до 4000 — до 10000 мм; — диаметр заготовки до 800 — до 1500 мм; — глубина закалённого слоя от 1,6 мм; — вес обрабатываемой детали до 4000 — до 13000 кг.
Параметры
GCK10400
GCK10500
GCK10600
GCK10800
GCK101000
Макс. длина вала, мм
4000
5000
6000
8000
10000
Макс. ход движка, мм
4100
5100
6100
8100
11000
Макс. Диаметр заготовки, мм
500-800
500-800
500-800
500-800
1500
Макс. вес обрабатываемой детали, кг
4000
6000
8000
10000
13000
Скорость движения обрабатываемой детали, мм/с
1-30
1-30
1-30
1-30
1-30
Скорость спуска обрабатываемой детали, мм/с
60-80
60-80
60-80
60-80
60-80
Скорость вращения главного вала, обор. /мин
1-500
1-500
1-500
1-500
1-500
Мощность эл. двигателя станка, кВт
8
8
10
15
20
Вес станка , кг
5000
7000
15000
20000
25000
Габариты,мм
4200x1400x6500
4200x1400x7500
4200x1400x8500
5000x1400x10500
5000x1400x12500
Горизонтальная ТВЧ для закалки валов многофункциональная с ЧПУ:
Состав:
— Станина с зажимами для крепления вала в горизонтальном положении; — Станина с зажимами для крепления шестерни; — Закалочная подвижная консоль, применяется для закалки валов и шестерни; — Пульт управления c ЧПУ; — Тиристорный преобразователь частоты 800 КВт, 1-4 кГц Закалка на глубину 4-30мм. (Тиристорный преобразователь устанавливается любой мощности и рабочей частоты исходя из Т.З.)
Макс. длина вала, мм
6000
Макс. диаметр вала, мм
1000
Макс. диаметр шестерни, мм
2500
Макс. вес обрабатываемой детали, кг
4000
Скорость движения обрабатываемой детали, мм/с
1-35
Скорость свободного перемещения без детали, мм/с
150
Скорость вращения главного вала, обор. /мин
10-200
Максимальная высота зуба шестерни
1000
Максимальная высота зуба винтового изделия
300
Мощность эл. двигателя станка, кВт
2,5
Вес станка , кг
5000
Установка для закалки шестерен и венцов
Промышленная закалочная печь | Lindberg/MPH
Процесс закалки
В процессе закалки термообработки используется тепло для повышения твердости поверхности материала, что, в свою очередь, снижает его уязвимость. Закалка приводит к жесткому внешнему корпусу и прочному сердечнику. Процесс закалки осуществляется в промышленных термических печах.
Электрическая коробчатая печь Rod Overbend (RO) обеспечивает гибкую и эффективную работу в различных областях термообработки.
Основные характеристики
Диапазон температур: до 2000°F
Атмосферный режим
Высокая скорость нагрева
Экзотермические системы, системы с диссоциированным аммиаком или азотом
Печь с эффективной атмосферой5 производительность для различных применений термообработки. Он отличается высокой скоростью нагрева и высокой нагрузкой для повышения производительности.
Основные характеристики
Диапазон температур: до 2000°F
Четыре (4) стандартных типоразмера
Дверца с пневматическим приводом
Подробная информация о продукте
Коробчатая печь Lindberg/MPH SC (элемент из карбида кремния) предназначена для обеспечения высокой точности при высокой температуре однородность требуется при обработке высоколегированных и быстрорежущих инструментальных сталей.
Основные характеристики
Диапазон температур: до 2500°F
Стандартная эндотермическая атмосферная система
Силовой трансформатор цепи нагревательного элемента с переключателями ответвлений
Дополнительный контроль углерода с датчиком кислорода
Подробная информация о продукте
Прочная коробчатая электрическая печь Lindberg/MPH Corrtherm предлагает уникальное сочетание высокой производительности и низких эксплуатационных расходов.
Основные характеристики
Диапазон температур: до 1850°F
Доступна горючая среда
Толстое поперечное сечение, низковольтные нагревательные элементы Corrtherm
Надежная конструкция для долгих лет беспроблемной эксплуатации
Подробная информация о продукте
Радиантная трубчатая печь Lindberg с газовым обогревом обеспечивает эффективную и экономичную работу и предлагает уникальное сочетание высокой производительности и низких эксплуатационных расходов. Он рассчитан как на легкие, так и на тяжелые нагрузки.
Основные характеристики
Диапазон температур: до 2000°F
Эффективность и экономичность
Разработаны для легких или тяжелых рабочих нагрузок с учетом меняющихся потребностей
Автоматическая газовоздушная горелка с пламенной завесой
Подробная информация о продукте
Шахтная печь Corrtherm предлагает уникальное сочетание высокой производительности и низких эксплуатационных расходов при температурах до 1850°F.
Основные характеристики
Диапазон температур: до 1850°F
Подходит для инертной или горючей атмосферы
Идеально подходит для установок Cell/JIT
Низкое энергопотребление и короткое время цикла.
Информация о продукте
Pacemaker SL представляет собой встроенную закалочную печь с электрическим приводом, способную работать при температурах до 1925°F.
Основные характеристики
Диапазон температур: максимум 1925 °F
Диапазон высоких температур позволяет обрабатывать многие марки инструментальной стали
Легкая изоляция из керамических блоков
Дополнительные системы для эндотермической или азотно-метанольной атмосферы
9 Подробные сведения о продукте
2
9
Эти печи с роликовым подом предназначены для отжига, пайки, спекания, снятия напряжений, нормализации, отпуска, закалки и других операций, требующих рабочих температур до 2050°F (1121°C). Печи с роликовым подом могут иметь различную ширину и грузоподъемность. Для пайки доступны комбинированные зоны предварительного нагрева и высокой температуры.
Основные характеристики
Готовые к работе системы
Простая и безопасная эксплуатация и воспроизводимость процесса
Удобный доступ к органам управления и элементам обслуживания
Дополнительный программируемый контроллер(ы) печи с закалочными емкостями для таких процессов, как закалка, науглероживание на маленьких винтовых пружинах и шариках
Основные характеристики
Диапазон температур: 1900°F
Низкая стоимость энергии
Сварной муфель из сплава
Регулятор мощности SCR
Подробная информация о продукте
Печь с вращающимся подом используется в основном для зубчатой закалки, требующей технологической закалки.
Основные характеристики
Диапазон температур: до 2500°F
Переменная скорость
Измеритель избыточной температуры
Дополнительный контроль содержания углерода с датчиком кислорода
Подробная информация о продукте
Основные характеристики
Максимальный диапазон температур: до 1850°F
Подробная информация о продукте
Нагрев и охлаждение Процесс закалки в печи — газбарре
Что такое закалка?
Закалка повышает твердость материала за счет соответствующей обработки, обычно включающей нагрев и охлаждение.
Другими распространенными названиями и связанными предметами являются: старение, нейтральное упрочнение, закалка, прямое упрочнение, закалка пламенем, индукционная закалка, лазерная закалка и поверхностная закалка.*
Компания Gasbarre специализируется на разработке и производстве закалочных печей по индивидуальному заказу, специально предназначенных для термической обработки.
Газобарочные печи:
построены в соответствии со строгими стандартами с использованием передовых технологий и материалов
надежный, обеспечивающий многолетнюю работу при экстремальных температурах процесса
настраиваемый с функциями и опциями для удовлетворения ваших конкретных потребностей
, подкрепленный превосходным обслуживанием клиентов и обещанием, что наш технический персонал будет работать с вами, чтобы настроить закалочную печь, которая не только удовлетворит ваши потребности, но и превзойдет ваши ожидания!
Полная линейка закалочных печей Gasbarre представлена ниже.
Непрерывная сетчатая лента
Компания Gasbarre является ведущим производителем печей с непрерывной сетчатой лентой (или конвейерной лентой) и разработает индивидуальную конструкцию в соответствии с вашими конкретными спецификациями и областью применения.
Печь View
Модульная вакуумная печь
Возможность расширения и универсальность делают эту печь привлекательным выбором для многих нужд термической обработки с учетом роста.
View Furnace
High Efficiency Box
C.I. Вакуумная печь Hayes CVCQ-LAM уникальным образом сочетает удаление смазки в атмосфере и вакуумное спекание.
View Печь
Встроенные закалочные печи
Встроенная закалочная печь Gasbarre предназначена для периодической обработки различных видов термообработки, что делает ее одним из самых универсальных видов оборудования в отрасли.
Вид печи
Модульные системы термообработки
The C. I. Вакуумная печь для спекания Hayes CVCQ-LAM уникальным образом сочетает удаление смазки в атмосфере и вакуумное спекание.
View Furnace
Шахтная печь
Шахтная печь Gasbarre доступна в различных размерах и конфигурациях, с функциями и опциями, настроенными в соответствии с вашими уникальными потребностями.
View Furnace
Инструментальная / Атмосфера малых партий
Инструментальная печь Sinterite — это отличная универсальная печь для использования в цехах термообработки, научно-исследовательских лабораториях и профессионально-технических училищах.
Просмотр печи
Инструментальная / Малая вакуумная установка
C.I. Вакуумная печь небольшого периодического действия Hayes VCQ-ME идеально подходит для легкого производства, инструментального цеха, а также для исследований и разработок.
View Furnace
Tube
Трубчатая печь CI Hayes предназначена для непрерывной обработки проволоки или полосового материала.
View Печь периодического действия
Вакуумная печь периодического действия
Разработанная для многих термических процессов, вакуумная печь периодического действия с электрическим обогревом доступна во множестве конфигураций.
View Печь
Вакуумная цементация
Вакуумная печь CI Hayes VBQ является частью семейства модульных печей, предназначенных для термообработки и/или цементации.
Обзорная печь
Однокамерный вакуум
Этот C.I. Hayes Furnace — это универсальная печь периодического действия с горизонтальной загрузкой и электрическим обогревом, которую можно запрограммировать на выполнение простых или сложных рецептов термического профиля.
Обзор печи
Колпак/реторта
Этот C.I. Печь Hayes предназначена для термообработки, требующей точного контроля как температуры, так и защитной атмосферы.

 В России его выпускают ОАО «Нижнекамскнефтехим» и ОАО «Пластик» (Узловая)
В России его выпускают ОАО «Нижнекамскнефтехим» и ОАО «Пластик» (Узловая)

 Типичные литьевые продукты, для получения которых применяется данный пластик:
Типичные литьевые продукты, для получения которых применяется данный пластик:
 Экструдированный листовой пластик применяют в дизайне, строительных материалах, рекламных конструкциях и т.п. Чаще всего полученные листы либо обрабатываются затем механически вручную или на различных станках (в том числе с последующей сваркой или склейкой), либо идут на серийную переработку методом пневмо- или вакуумформования (термоформования).
Экструдированный листовой пластик применяют в дизайне, строительных материалах, рекламных конструкциях и т.п. Чаще всего полученные листы либо обрабатываются затем механически вручную или на различных станках (в том числе с последующей сваркой или склейкой), либо идут на серийную переработку методом пневмо- или вакуумформования (термоформования).
 Таким образом можно получить пластмассы с требуемыми свойствами. Например, для улучшения атмосферостойкости в состав АБС вводят насыщенные эластомеры. Прозрачности пластика добиваются при помощи добавления метилметакрилата. Альфаметилстирол в качестве аддитива расширяет рабочий диапазон вплоть до 130 градусов С. Известны композиции ABS с поливинилхлоридом (ПВХ), полибутилентерефталатом (ПБТ), полиамидами (ПА) и другими полимерными материалами. Однако чаще всего в технике и особенно в автопроме используют сплав АБС и поликарбоната (ПК-АБС), который имеет повышенную ударную прочность и стойкость к высокой температуре и химическим воздействиям.
Таким образом можно получить пластмассы с требуемыми свойствами. Например, для улучшения атмосферостойкости в состав АБС вводят насыщенные эластомеры. Прозрачности пластика добиваются при помощи добавления метилметакрилата. Альфаметилстирол в качестве аддитива расширяет рабочий диапазон вплоть до 130 градусов С. Известны композиции ABS с поливинилхлоридом (ПВХ), полибутилентерефталатом (ПБТ), полиамидами (ПА) и другими полимерными материалами. Однако чаще всего в технике и особенно в автопроме используют сплав АБС и поликарбоната (ПК-АБС), который имеет повышенную ударную прочность и стойкость к высокой температуре и химическим воздействиям.
 Неотвержденный холодный пластик – высоконаполненная суспензия, содержащая метакриловую смолу, пигменты, наполнители, функциональные добавки. Поставляется в комплекте с отвердителем, который представляет собой сыпучий порошок белого цвета с содержанием дибензоилопероксида от 50 % до 51 %. Не содержит органические растворители.
Неотвержденный холодный пластик – высоконаполненная суспензия, содержащая метакриловую смолу, пигменты, наполнители, функциональные добавки. Поставляется в комплекте с отвердителем, который представляет собой сыпучий порошок белого цвета с содержанием дибензоилопероксида от 50 % до 51 %. Не содержит органические растворители.
 , компании по литью под давлением и контрактного производителя, работающей по обе стороны калифорнийско-мексиканской границы, был сильным.
, компании по литью под давлением и контрактного производителя, работающей по обе стороны калифорнийско-мексиканской границы, был сильным. Это отредактированная версия этого интервью.
Это отредактированная версия этого интервью. Таким образом, одно из самых больших изменений, которые мы предприняли в 2019–2020 годах, заключалось в том, чтобы сосредоточиться на меньшем количестве более крупных клиентов, которые ценили нас как неотъемлемую часть своей цепочки поставок пластмассовых изделий.
Таким образом, одно из самых больших изменений, которые мы предприняли в 2019–2020 годах, заключалось в том, чтобы сосредоточиться на меньшем количестве более крупных клиентов, которые ценили нас как неотъемлемую часть своей цепочки поставок пластмассовых изделий. Из тех 20 клиентов, которых мы определили, я бы сказал, что более 80 процентов выросли с 2019 года больше, чем рост самого рынка. А в некоторых случаях размер некоторых из наших крупных клиентов увеличился более чем вдвое.
Из тех 20 клиентов, которых мы определили, я бы сказал, что более 80 процентов выросли с 2019 года больше, чем рост самого рынка. А в некоторых случаях размер некоторых из наших крупных клиентов увеличился более чем вдвое.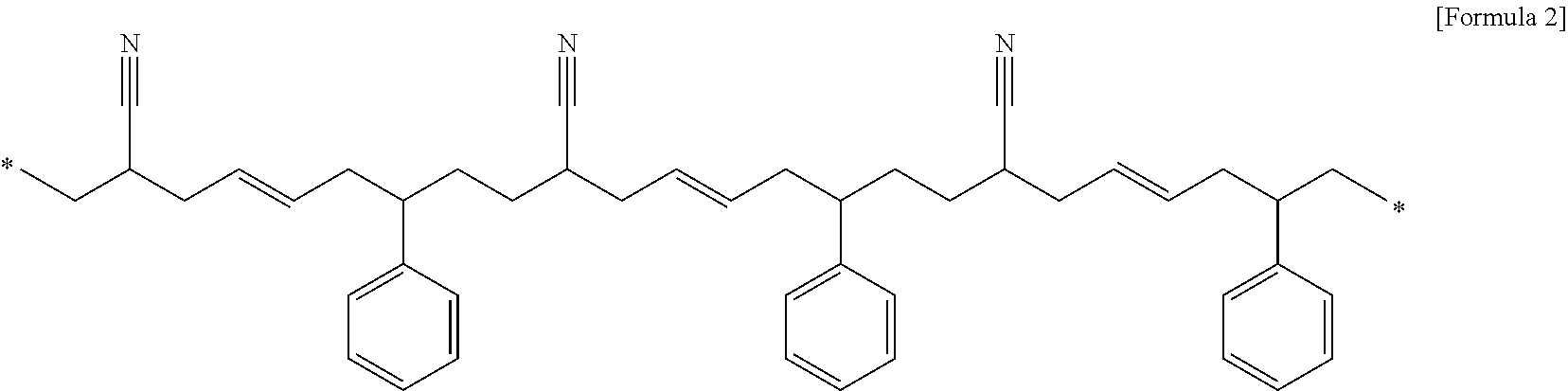 Мы фокусируемся на трех основных областях: проектирование и изготовление пресс-форм, техническое литье и сборка, а также производство медицинского оборудования.
Мы фокусируемся на трех основных областях: проектирование и изготовление пресс-форм, техническое литье и сборка, а также производство медицинского оборудования. Таким образом, у нас будет более 40 000 квадратных футов чистой площади. Большая часть нашего роста приходится на контрактное производство в контролируемой среде и чистых помещениях.
Таким образом, у нас будет более 40 000 квадратных футов чистой площади. Большая часть нашего роста приходится на контрактное производство в контролируемой среде и чистых помещениях.
 Когда вы удваиваете размер своего бизнеса, и у вас есть конвейер, чтобы снова удвоить, наш самый большой риск сейчас — это риск исполнения. Все дело в том, чтобы у вас были самые лучшие, самые умные и самые заинтересованные сотрудники, которые сосредоточены на том, чтобы радовать наших клиентов.
Когда вы удваиваете размер своего бизнеса, и у вас есть конвейер, чтобы снова удвоить, наш самый большой риск сейчас — это риск исполнения. Все дело в том, чтобы у вас были самые лучшие, самые умные и самые заинтересованные сотрудники, которые сосредоточены на том, чтобы радовать наших клиентов.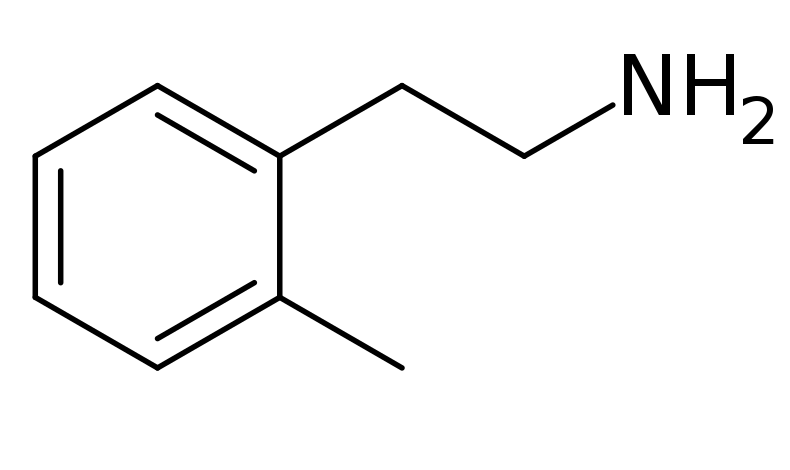


 .
.  org/Table»>
org/Table»> org/Table»>
org/Table»>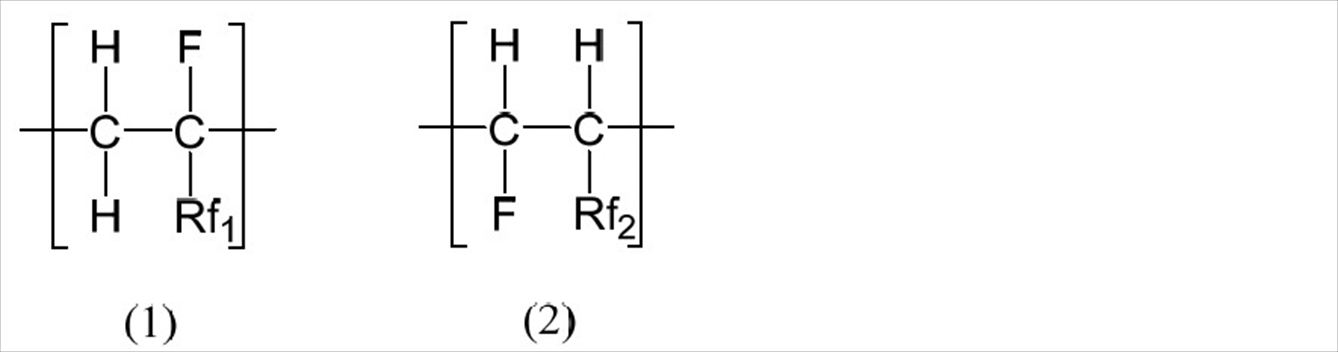
 Из-за количества и различных добавок, добавляемых в ПВХ (изделие из ПВХ может состоять из добавок до 60%), а также из-за содержания в нем хлора, окончательная утилизация или переработка ПВХ является вопросом, требующим тщательного изучения.
Из-за количества и различных добавок, добавляемых в ПВХ (изделие из ПВХ может состоять из добавок до 60%), а также из-за содержания в нем хлора, окончательная утилизация или переработка ПВХ является вопросом, требующим тщательного изучения.
 PS (т.е. полистирол)
PS (т.е. полистирол)  Дешевые, устойчивые, хорошие атмосферостойкие и т. Д.
Дешевые, устойчивые, хорошие атмосферостойкие и т. Д. Кроме того, его можно использовать внутри тела и легко стерилизовать.
Кроме того, его можно использовать внутри тела и легко стерилизовать.









 О том, какое для этого потребуется программное обеспечение мы расскажем позже.
О том, какое для этого потребуется программное обеспечение мы расскажем позже. Ведь иначе скорость обработки будет низкой, и, как следствие, уменьшится производительность.
Ведь иначе скорость обработки будет низкой, и, как следствие, уменьшится производительность.  Если в управляющей программе будет задана точка 150,150, станок, в зависимости от его точности позиционирования, может приехать, как точно в заданную точку, так и, например, в точку 150.1, 149.9.
Если в управляющей программе будет задана точка 150,150, станок, в зависимости от его точности позиционирования, может приехать, как точно в заданную точку, так и, например, в точку 150.1, 149.9.  При хороших показателях повторяемости, станок будет приезжать точно в те же координаты, с небольшим разбросом.
При хороших показателях повторяемости, станок будет приезжать точно в те же координаты, с небольшим разбросом. 




 До 1200х1200 мм — достаточно шаговых двигателей, к станку с рабочим полем 2000х3000 мм — подойдут как шаговые двигатели, так и серводвигатели. Чем они различаются между собой?
До 1200х1200 мм — достаточно шаговых двигателей, к станку с рабочим полем 2000х3000 мм — подойдут как шаговые двигатели, так и серводвигатели. Чем они различаются между собой? 

 Так создаётся 3d модель.
Так создаётся 3d модель. 

 И чем их больше, тем фреза жёстче.
И чем их больше, тем фреза жёстче. Будьте осторожны, если вы режете граверной фрезой под малым углом.
Будьте осторожны, если вы режете граверной фрезой под малым углом. 
 Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт.
Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт. На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.
На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.  На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.
На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.
 И если это вообще вас заинтересовало, хорошая новость заключается в том, что это не так сложно, как вы могли бы опасаться.
И если это вообще вас заинтересовало, хорошая новость заключается в том, что это не так сложно, как вы могли бы опасаться.
 Это смоет большую часть опилок, а также покажет текстуру древесины.
Это смоет большую часть опилок, а также покажет текстуру древесины.


 Некоторые из моих фаворитов для измельчения — платан, липа (липа) и яблоко.
Некоторые из моих фаворитов для измельчения — платан, липа (липа) и яблоко.
 ). Герметизация торцевых волокон уменьшает растрескивание пиломатериала при сушке. Я использую Anchor seal 2 в качестве герметика, однако несколько слоев старого клея или латексной краски также подойдут. Если концы уже начали трескаться (если бревно лежало в прицепе), я подрезаю концы, чтобы удалить трещины перед герметизацией.
). Герметизация торцевых волокон уменьшает растрескивание пиломатериала при сушке. Я использую Anchor seal 2 в качестве герметика, однако несколько слоев старого клея или латексной краски также подойдут. Если концы уже начали трескаться (если бревно лежало в прицепе), я подрезаю концы, чтобы удалить трещины перед герметизацией. Особенность такой установки в том, что даже самые тяжелые бревна можно легко поднять по пандусам. Я загружал бревна из ясеня и дуба весом более 4000 фунтов. без всякого беспокойства.
Особенность такой установки в том, что даже самые тяжелые бревна можно легко поднять по пандусам. Я загружал бревна из ясеня и дуба весом более 4000 фунтов. без всякого беспокойства. нижнюю доску здесь).
нижнюю доску здесь). Пиление по сортам и как работает система оценок — это совсем другая статья.
Пиление по сортам и как работает система оценок — это совсем другая статья. То есть какой рисунок зерна вы хотите видеть на своих досках? На полосе сбоку страницы показаны три распространенных типа текстуры досок: гладкая, расщепленная и распиленная на четверть. В зависимости от того, что вы планируете делать с пиломатериалом, вам будет проще решить, как его резать.
То есть какой рисунок зерна вы хотите видеть на своих досках? На полосе сбоку страницы показаны три распространенных типа текстуры досок: гладкая, расщепленная и распиленная на четверть. В зависимости от того, что вы планируете делать с пиломатериалом, вам будет проще решить, как его резать. Распиливая бревно вживую, у меня остается запас, который (примерно) распилен на 1/3 четверти, распилен на 1/3 и распилен на 1/3. Это означает, что когда я использую пиломатериалы в будущем, у меня есть выбор из различных вариантов текстуры. Я ускользнул от последней причины, по которой мне нравится этот узор раньше — мне легче сохнуть.
Распиливая бревно вживую, у меня остается запас, который (примерно) распилен на 1/3 четверти, распилен на 1/3 и распилен на 1/3. Это означает, что когда я использую пиломатериалы в будущем, у меня есть выбор из различных вариантов текстуры. Я ускользнул от последней причины, по которой мне нравится этот узор раньше — мне легче сохнуть.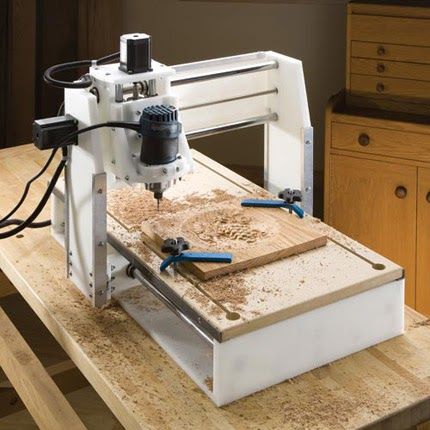 Не имея плана пиломатериалов, я всегда режу доски толщиной 8/4 (2 дюйма). Таким образом, если для проекта требуется более тонкий материал, я всегда могу распилить материал. Его легко сделать тоньше. Не так-то просто сделать его толще. Просто обратите внимание, что более толстые доски будут тяжелее — всегда полезно иметь дополнительную пару рук, чтобы помочь выгрузить доски с мельницы.
Не имея плана пиломатериалов, я всегда режу доски толщиной 8/4 (2 дюйма). Таким образом, если для проекта требуется более тонкий материал, я всегда могу распилить материал. Его легко сделать тоньше. Не так-то просто сделать его толще. Просто обратите внимание, что более толстые доски будут тяжелее — всегда полезно иметь дополнительную пару рук, чтобы помочь выгрузить доски с мельницы. Часто в этот момент проявляются напряжения в дереве. Доска или лафет начнут скручиваться, или даже влево или вправо. Это напряжение, высвобождаемое из бревна. После того, как вы заметите такой индикатор напряжения, лучше всего повернуть бревно и постараться удерживать сердцевину как можно ближе к центру оставшегося материала. Это поможет «ослабить» натяжение бревна и распределить его по доскам.
Часто в этот момент проявляются напряжения в дереве. Доска или лафет начнут скручиваться, или даже влево или вправо. Это напряжение, высвобождаемое из бревна. После того, как вы заметите такой индикатор напряжения, лучше всего повернуть бревно и постараться удерживать сердцевину как можно ближе к центру оставшегося материала. Это поможет «ослабить» натяжение бревна и распределить его по доскам. Убедитесь, что наклейки размещены в линию над предыдущим слоем, и убедитесь, что они имеют одинаковую толщину.
Убедитесь, что наклейки размещены в линию над предыдущим слоем, и убедитесь, что они имеют одинаковую толщину. Представьте себе сушку пиломатериалов как низкотемпературную версию гибки паром. Пиломатериал высохнет и примет форму того, на что он уложен. Это означает, что лучше всего иметь плоскую и ровную основу. Как вы можете видеть на фотографиях ниже, мне нравится строить хороший фундамент из шлакоблоков. Затем я могу запустить уровень или удлинительную лестницу по блокам, чтобы убедиться, что они плоские и компланарные. Некоторые блоки нужно будет поджать или выкопать, чтобы все было ровно.
Представьте себе сушку пиломатериалов как низкотемпературную версию гибки паром. Пиломатериал высохнет и примет форму того, на что он уложен. Это означает, что лучше всего иметь плоскую и ровную основу. Как вы можете видеть на фотографиях ниже, мне нравится строить хороший фундамент из шлакоблоков. Затем я могу запустить уровень или удлинительную лестницу по блокам, чтобы убедиться, что они плоские и компланарные. Некоторые блоки нужно будет поджать или выкопать, чтобы все было ровно. Это позволяет воздуху проходить через стек. Некоторые пильщики будут видеть мокрые наклейки на пиломатериалах во время фрезеровки. Однако это может задерживать влагу между мокрой наклейкой и мокрой плитой, вызывая появление пятен плесени. Лучший вариант: используйте высушенную в печи древесину в качестве наклеек.
Это позволяет воздуху проходить через стек. Некоторые пильщики будут видеть мокрые наклейки на пиломатериалах во время фрезеровки. Однако это может задерживать влагу между мокрой наклейкой и мокрой плитой, вызывая появление пятен плесени. Лучший вариант: используйте высушенную в печи древесину в качестве наклеек. Во-первых, я использую бандаж для поддонов, чтобы связать все бревно или стопку пиломатериалов вместе. Это не только облегчает перемещение с помощью моего трактора, но также помогает увеличить давление, чтобы удерживать пиломатериалы в горизонтальном положении. Я также прибиваю (используя алюминиевые гвозди, чтобы избежать пятен от железа) небольшую пластиковую бирку с идентификационным номером на конце каждого рычага. Затем я записываю каждое из этих чисел в электронную таблицу, чтобы знать размер каждой части, а также место, где росло дерево и когда я его собрал. Я обнаружил, что многим покупателям нравится слушать историю и историю дерева и то, как оно оказалось в моих, а в конечном итоге и в их руках.
Во-первых, я использую бандаж для поддонов, чтобы связать все бревно или стопку пиломатериалов вместе. Это не только облегчает перемещение с помощью моего трактора, но также помогает увеличить давление, чтобы удерживать пиломатериалы в горизонтальном положении. Я также прибиваю (используя алюминиевые гвозди, чтобы избежать пятен от железа) небольшую пластиковую бирку с идентификационным номером на конце каждого рычага. Затем я записываю каждое из этих чисел в электронную таблицу, чтобы знать размер каждой части, а также место, где росло дерево и когда я его собрал. Я обнаружил, что многим покупателям нравится слушать историю и историю дерева и то, как оно оказалось в моих, а в конечном итоге и в их руках. Вы можете получить меньше, если пойдете в печь, но лично я почти всегда выбираю высушенное на воздухе сырье, а не высушенное в печи. Вручную это работает лучше (на мой взгляд), и я никогда не сталкивался со случаем, когда (правильно) высушенный на воздухе материал вызывал какие-либо проблемы.
Вы можете получить меньше, если пойдете в печь, но лично я почти всегда выбираю высушенное на воздухе сырье, а не высушенное в печи. Вручную это работает лучше (на мой взгляд), и я никогда не сталкивался со случаем, когда (правильно) высушенный на воздухе материал вызывал какие-либо проблемы. И как только у тебя в крови опилки, я не думаю, что ты когда-нибудь оглянешься назад.
И как только у тебя в крови опилки, я не думаю, что ты когда-нибудь оглянешься назад. Качество, производительность и идеально подобранные механические компоненты по доступной цене по-прежнему уникальны.
Качество, производительность и идеально подобранные механические компоненты по доступной цене по-прежнему уникальны. Тем не менее, наши условия остаются на отличном уровне цены / производительности и, конечно же, в обычном высшем качестве. Вы получите не «дешевый» станок с ЧПУ, а дорогой портальный фрезерный станок.
Тем не менее, наши условия остаются на отличном уровне цены / производительности и, конечно же, в обычном высшем качестве. Вы получите не «дешевый» станок с ЧПУ, а дорогой портальный фрезерный станок.
 Здесь вы найдете много интересных примеров.
Здесь вы найдете много интересных примеров.
 Во-первых, цена самого насоса будет выше, во-вторых, насос будет работать в холостую, тем самым потребляя лишнюю электроэнергию.
Во-первых, цена самого насоса будет выше, во-вторых, насос будет работать в холостую, тем самым потребляя лишнюю электроэнергию.
 У каждого циркуляционного насоса имеется свой характерный напорно-расходный
У каждого циркуляционного насоса имеется свой характерный напорно-расходный
 Производитель может быть DAB или Grundfos – это лучшие мировые бренды.
Производитель может быть DAB или Grundfos – это лучшие мировые бренды.
 Для систем с принудительной циркуляцией только при таких условиях будет достигнута проектная мощность. Во время работы циркуляционника в системе немного возрастает давление, но это не его задача. Это,скорее, побочный эффект. Для повышения давления в системе есть специальные повысительные насосы.
Для систем с принудительной циркуляцией только при таких условиях будет достигнута проектная мощность. Во время работы циркуляционника в системе немного возрастает давление, но это не его задача. Это,скорее, побочный эффект. Для повышения давления в системе есть специальные повысительные насосы.

 На графике надо найти точку, в которой пересекаются значения напора и производительности. Она должна располагаться в средней трети кривой. Если она не попадает на какую-то из кривых (их обычно несколько, характеризующих разные модели), берут ту модель, график которой оказывается ближе. Если точка стоит посередине, берут менее производительную (ту, что расположена ниже).
На графике надо найти точку, в которой пересекаются значения напора и производительности. Она должна располагаться в средней трети кривой. Если она не попадает на какую-то из кривых (их обычно несколько, характеризующих разные модели), берут ту модель, график которой оказывается ближе. Если точка стоит посередине, берут менее производительную (ту, что расположена ниже). В системе отопления частного дома оно редко бывает выше 3-4 атм (это для двухэтажного дома), а в норме составляет 1,5-2 атм. Но все равно, обращайте внимание на данный показатель.
В системе отопления частного дома оно редко бывает выше 3-4 атм (это для двухэтажного дома), а в норме составляет 1,5-2 атм. Но все равно, обращайте внимание на данный показатель.
 Если теплоноситель в системе — незамерзающая жидкость, необходим вносить корректировки. За актуальными для этого типа теплоносителей данными придется обращаться к производителю. В других источниках подобные характеристики найти не удалось.
Если теплоноситель в системе — незамерзающая жидкость, необходим вносить корректировки. За актуальными для этого типа теплоносителей данными придется обращаться к производителю. В других источниках подобные характеристики найти не удалось.
 Поскольку тепловому насосу приходится работать усерднее, чтобы нагреть ваш дом до нужной температуры, вы также можете рассчитывать на более высокие затраты на ремонт и техническое обслуживание.
Поскольку тепловому насосу приходится работать усерднее, чтобы нагреть ваш дом до нужной температуры, вы также можете рассчитывать на более высокие затраты на ремонт и техническое обслуживание. К счастью, есть более простой подход к выбору теплового насоса нужного размера.
К счастью, есть более простой подход к выбору теплового насоса нужного размера. Помните, что вы также можете работать с экспертом по HVAC, который может дать некоторые рекомендации и советы.
Помните, что вы также можете работать с экспертом по HVAC, который может дать некоторые рекомендации и советы. Это влияет на производительность, эффективность и может даже повлиять на срок службы вашей жидкости. Итак, что вам нужно знать при выборе насоса для вашей системы?
Это влияет на производительность, эффективность и может даже повлиять на срок службы вашей жидкости. Итак, что вам нужно знать при выборе насоса для вашей системы? В этой статье от Process Heating содержится полезная информация по этой теме.
В этой статье от Process Heating содержится полезная информация по этой теме. Насос Viking – это один из возможных вариантов, если вам нужен объемный насос объемного типа.
Насос Viking – это один из возможных вариантов, если вам нужен объемный насос объемного типа.
 2%;
2%; д.
д.
 У каждого насосного агрегата предусмотрен электрический двигатель, который в любой момент можно заменить при его поломке.
У каждого насосного агрегата предусмотрен электрический двигатель, который в любой момент можно заменить при его поломке.

 Такие устройства могут монтироваться линейно, непосредственно в самих трубопроводных системах. В результате существенно увеличивается эффективность используемого насосного оборудования. В данном случае напорные и всасывающие патрубки будут на одной оси. Обратившись в компанию «ТЕХМАШ», вы не пожалеете о затраченных денежных средствах.
Такие устройства могут монтироваться линейно, непосредственно в самих трубопроводных системах. В результате существенно увеличивается эффективность используемого насосного оборудования. В данном случае напорные и всасывающие патрубки будут на одной оси. Обратившись в компанию «ТЕХМАШ», вы не пожалеете о затраченных денежных средствах.
 Мы гарантируем качество своих товаров и имеем все необходимые лицензии для их выпуска. Выполняем выпуск товара под заказ по каталогам, с которыми вы можете ознакомиться благодаря нашим сотрудникам.
Мы гарантируем качество своих товаров и имеем все необходимые лицензии для их выпуска. Выполняем выпуск товара под заказ по каталогам, с которыми вы можете ознакомиться благодаря нашим сотрудникам.
 ru/vertikalnye-centrobezhnye-nasosy?limit=15″>
ru/vertikalnye-centrobezhnye-nasosy?limit=15″>
 Они бывают разных форм, размеров и функций, но все они имеют характерную вертикальную конфигурацию, которая перемещает жидкости в вертикальном направлении вверх по трубе. Они могут использоваться в диапазоне рабочих температур от низких до высоких, с различным давлением и со многими жидкостями, от обычных систем водоснабжения до агрессивных, легковоспламеняющихся и даже труднообрабатываемых жидкостей и химикатов.
Они бывают разных форм, размеров и функций, но все они имеют характерную вертикальную конфигурацию, которая перемещает жидкости в вертикальном направлении вверх по трубе. Они могут использоваться в диапазоне рабочих температур от низких до высоких, с различным давлением и со многими жидкостями, от обычных систем водоснабжения до агрессивных, легковоспламеняющихся и даже труднообрабатываемых жидкостей и химикатов. Это действие рабочего колеса увеличивает скорость и давление жидкости, а также направляет ее к выпускному отверстию насоса. Корпус насоса предназначен для сужения жидкости на входе насоса, направления ее в рабочее колесо, а затем замедления и контроля жидкости перед выпуском.
Это действие рабочего колеса увеличивает скорость и давление жидкости, а также направляет ее к выпускному отверстию насоса. Корпус насоса предназначен для сужения жидкости на входе насоса, направления ее в рабочее колесо, а затем замедления и контроля жидкости перед выпуском. Они состоят из двигателя, нагнетательного патрубка, одной или нескольких трубных колонн, линейного вала, вала насоса, нескольких чаш, рабочих колес и всасывающего колпака. Они предназначены для перемещения воды из подземных колодцев или резервуаров и обычно используются в системах с чистой водой, требующих высокого давления и высокого напора, но имеют широкий спектр этих насосов для многих отраслей и областей применения.
Они состоят из двигателя, нагнетательного патрубка, одной или нескольких трубных колонн, линейного вала, вала насоса, нескольких чаш, рабочих колес и всасывающего колпака. Они предназначены для перемещения воды из подземных колодцев или резервуаров и обычно используются в системах с чистой водой, требующих высокого давления и высокого напора, но имеют широкий спектр этих насосов для многих отраслей и областей применения.
 Наши рыночные центры передового опыта, специалисты по продуктам и приложениям, а также рыночные каналы могут помочь на каждом этапе цикла вашего проекта. Вы можете положиться на насосы Trillium Flow Technologies™ для полного успеха управления потоком и уверенности в своем контроле потока сейчас и в будущем.
Наши рыночные центры передового опыта, специалисты по продуктам и приложениям, а также рыночные каналы могут помочь на каждом этапе цикла вашего проекта. Вы можете положиться на насосы Trillium Flow Technologies™ для полного успеха управления потоком и уверенности в своем контроле потока сейчас и в будущем. Между тем, вертикальный центробежный насос имеет вал, ориентированный вертикально. Конструкция вала радиально-разъемная и выступающая.
Между тем, вертикальный центробежный насос имеет вал, ориентированный вертикально. Конструкция вала радиально-разъемная и выступающая.  Наконец, небольшой запас высоты горизонтального насоса делает его идеальным для применения внутри помещений, где вертикальное пространство часто ограничено.
Наконец, небольшой запас высоты горизонтального насоса делает его идеальным для применения внутри помещений, где вертикальное пространство часто ограничено.  Они хорошо подходят для жидкостей с высокими температурами и давлением, а NPSH может быть изменен для работы в более широком диапазоне применений.
Они хорошо подходят для жидкостей с высокими температурами и давлением, а NPSH может быть изменен для работы в более широком диапазоне применений. 
 С выхода инвертора сигнал поступает уже непосредственно на электродвигатель. Форма напряжения на выходе инвертора представляет собой набор прямоугольных импульсов разной ширины и определенной длительности. Так строится силовая часть преобразователя частоты.
С выхода инвертора сигнал поступает уже непосредственно на электродвигатель. Форма напряжения на выходе инвертора представляет собой набор прямоугольных импульсов разной ширины и определенной длительности. Так строится силовая часть преобразователя частоты.
 На схеме (рис. 3) условными обозначениями показаны 6 выключателей (транзисторов) и электродвигатель.
На схеме (рис. 3) условными обозначениями показаны 6 выключателей (транзисторов) и электродвигатель.
 При этом, одновременно, через замкнутый ключ № 3 и втекающий ток через обмотку C уходит в минус. Меняя положение открытых и закрытых ключей можно менять ток в обмотках двигателя. Если это делать по определенной программе, то получится изменяемый ток, как при работе двигателя от сети, то есть будет происходить плавное перетекание одной фазы в другую.
При этом, одновременно, через замкнутый ключ № 3 и втекающий ток через обмотку C уходит в минус. Меняя положение открытых и закрытых ключей можно менять ток в обмотках двигателя. Если это делать по определенной программе, то получится изменяемый ток, как при работе двигателя от сети, то есть будет происходить плавное перетекание одной фазы в другую.
 рис. 4), т.е. в момент выключения (закрывания) транзисторов остаточный ток протекает через обратные диоды, таким образом предотвращаются выбросы напряжения на ключе.
рис. 4), т.е. в момент выключения (закрывания) транзисторов остаточный ток протекает через обратные диоды, таким образом предотвращаются выбросы напряжения на ключе.
 Понятно, что там, где размер капель небольшой, уровень жидкости установится на низком уровне, а чем больше размер капель, тем более высокий уровень будет иметь жидкость в сосуде. Подобрав определенным образом размер капель, можно получить огибающую этих уровней (см. рис. 5). Таким образом получилось изобразить статическую картину, которая дает понимание процесса, как можно из дискретных частей сделать некое подобие аналоговых.
Понятно, что там, где размер капель небольшой, уровень жидкости установится на низком уровне, а чем больше размер капель, тем более высокий уровень будет иметь жидкость в сосуде. Подобрав определенным образом размер капель, можно получить огибающую этих уровней (см. рис. 5). Таким образом получилось изобразить статическую картину, которая дает понимание процесса, как можно из дискретных частей сделать некое подобие аналоговых.
 6 наглядно показано, что происходит с дискретным сигналом, если мы будем открывать ключ и закрывать с определенной частотой и на определенное время: чем шире импульс открытия транзистора, тем выше некий средний уровень напряжения (красная огибающая сигнала).
6 наглядно показано, что происходит с дискретным сигналом, если мы будем открывать ключ и закрывать с определенной частотой и на определенное время: чем шире импульс открытия транзистора, тем выше некий средний уровень напряжения (красная огибающая сигнала).
 Если рассмотреть общий период изменения этих колебаний, будем иметь период выходной частоты (t-выходная). Это выходная частота, которая будет у нас на выходе преобразователя частоты. От нее прямо пропорционально зависит скорость вращения двигателя.
Если рассмотреть общий период изменения этих колебаний, будем иметь период выходной частоты (t-выходная). Это выходная частота, которая будет у нас на выходе преобразователя частоты. От нее прямо пропорционально зависит скорость вращения двигателя.
 Здесь можно задавать частоту 1, 2, 3, 5 килогерц из всего диапазона.
Здесь можно задавать частоту 1, 2, 3, 5 килогерц из всего диапазона.
 8. Потери энергии
8. Потери энергии

 Падение напряжения на открытом диоде, а также протекающий через него выпрямленный ток приводят к его нагреву. Звено постоянного тока, состоящее из электролитических конденсаторов большой емкости, тоже нагревается, потому что постоянно происходит процесс заряда и разряда. Также к потерям можно отнести собственные нужды преобразователя частоты: работу вентиляторов охлаждения, электронной схемы, вторичного источника питания и так далее.
Падение напряжения на открытом диоде, а также протекающий через него выпрямленный ток приводят к его нагреву. Звено постоянного тока, состоящее из электролитических конденсаторов большой емкости, тоже нагревается, потому что постоянно происходит процесс заряда и разряда. Также к потерям можно отнести собственные нужды преобразователя частоты: работу вентиляторов охлаждения, электронной схемы, вторичного источника питания и так далее.
 Как правило, матрица IGBT снабжается встроенным терморезистором, который позволяет преобразователю частоты оценивать температуру силовых элементов и соответственно управлять вентиляторами для обдува радиатора.
Как правило, матрица IGBT снабжается встроенным терморезистором, который позволяет преобразователю частоты оценивать температуру силовых элементов и соответственно управлять вентиляторами для обдува радиатора.
 Многовинтовые насосы обладают большим коэффициентом полезного действия и возможностью создания более высокого давления на выходе. В данной статье мы рассмотрим принцип работы и конструкцию насосов, которые чаще других используются на промышленных производствах – одновинтовых насосов.
Многовинтовые насосы обладают большим коэффициентом полезного действия и возможностью создания более высокого давления на выходе. В данной статье мы рассмотрим принцип работы и конструкцию насосов, которые чаще других используются на промышленных производствах – одновинтовых насосов.
 Любой винтовой насос условно можно разделить на две части. Первая часть приводит в движение рабочий орган насоса, и, заставляя тем самым насос перекачивать жидкость. В неё входит двигатель и редуктор. Вторая – механическая часть насоса, благодаря которой и происходит перекачивание жидкости с определенной производительностью и напором.
Любой винтовой насос условно можно разделить на две части. Первая часть приводит в движение рабочий орган насоса, и, заставляя тем самым насос перекачивать жидкость. В неё входит двигатель и редуктор. Вторая – механическая часть насоса, благодаря которой и происходит перекачивание жидкости с определенной производительностью и напором.
 В случае когда нет необходимости в передвижении насоса его устанавливают стационарно и в таком случае используют частотные преобразователи с беспроводным блоком управления.
В случае когда нет необходимости в передвижении насоса его устанавливают стационарно и в таком случае используют частотные преобразователи с беспроводным блоком управления.
 Вместе электродвигатель и редуктор называют мотор-редуктором.
Вместе электродвигатель и редуктор называют мотор-редуктором.

 Чтобы механизм шарниров не контактировал с перекачиваемой жидкостью во время работы насоса, они помещены в специальные герметичные кожухи выполненные из того же материала что и «тяга».
Чтобы механизм шарниров не контактировал с перекачиваемой жидкостью во время работы насоса, они помещены в специальные герметичные кожухи выполненные из того же материала что и «тяга».
 Вспомогательный шнек кроме передачи крутящего момента перемещает продукт, загружаемый в воронку к героторной паре.
Вспомогательный шнек кроме передачи крутящего момента перемещает продукт, загружаемый в воронку к героторной паре.
 Статор и ротор – это пара трения имеющая внутреннее циклоидальное зацепление. Героторная пара винтового насоса, крепится фланцами к корпусу насоса. На конце, в зависимости от направления вращения ротора, имеет всасывающий или подающий патрубок.
Статор и ротор – это пара трения имеющая внутреннее циклоидальное зацепление. Героторная пара винтового насоса, крепится фланцами к корпусу насоса. На конце, в зависимости от направления вращения ротора, имеет всасывающий или подающий патрубок.
 При перекрытии клапана насос продолжает работать и перекачивает жидкость по кругу из напорного патрубка обратно во всасывающий, тем самым позволяя избежать превышения давления на участке от насоса до клапана.
При перекрытии клапана насос продолжает работать и перекачивает жидкость по кругу из напорного патрубка обратно во всасывающий, тем самым позволяя избежать превышения давления на участке от насоса до клапана.
 Направление вращения подвижных частей насоса происходит соответствующее данной схеме (справа — налево или против часовой стрелки, если смотреть на торец ротора со стороны всасывания жидкости). Винт вращается в статоре. Так как центр вращения ротора смещён относительно центральной оси статора на величину эксцентриситета, а эластомерный слой статора имеет спиралевидную форму, со стороны входа жидкости в насос образуется полость разряжения. Жидкость всасывается в это пространство. Ротор делает поворот на 90 градусов и данная полость с находящейся в ней жидкостью герметично замыкается в то время как сама жидкость получает перемещение внутри статора героторной пары. При повороте статора на 90 градусов, кроме замыкания полости с жидкостью, образуется новая разряженная полость, в которую поступает определенный объём жидкости.
Направление вращения подвижных частей насоса происходит соответствующее данной схеме (справа — налево или против часовой стрелки, если смотреть на торец ротора со стороны всасывания жидкости). Винт вращается в статоре. Так как центр вращения ротора смещён относительно центральной оси статора на величину эксцентриситета, а эластомерный слой статора имеет спиралевидную форму, со стороны входа жидкости в насос образуется полость разряжения. Жидкость всасывается в это пространство. Ротор делает поворот на 90 градусов и данная полость с находящейся в ней жидкостью герметично замыкается в то время как сама жидкость получает перемещение внутри статора героторной пары. При повороте статора на 90 градусов, кроме замыкания полости с жидкостью, образуется новая разряженная полость, в которую поступает определенный объём жидкости.
 Так как тело ротора также имеет спиралевидную форму по всей своей длине, то в сопряжении со статором оно образует несколько замкнутых объемов. Именно по этим объемам и перемещается жидкость при вращении ротора, удаляясь от точки всасывания, а так как эти полости герметичны перекачиваемая жидкость не может перетекать обратно — к всасывающей стороне. Далее перекачиваемая жидкость под давлением поступает из героторной пары в корпус насоса и выходит из насоса через напорный патрубок. В том случае, если подвижные части насоса вращаются по часовой стрелке, то патрубок корпуса насоса является всасывающим, а патрубок героторной пары – нагнетательным.
Так как тело ротора также имеет спиралевидную форму по всей своей длине, то в сопряжении со статором оно образует несколько замкнутых объемов. Именно по этим объемам и перемещается жидкость при вращении ротора, удаляясь от точки всасывания, а так как эти полости герметичны перекачиваемая жидкость не может перетекать обратно — к всасывающей стороне. Далее перекачиваемая жидкость под давлением поступает из героторной пары в корпус насоса и выходит из насоса через напорный патрубок. В том случае, если подвижные части насоса вращаются по часовой стрелке, то патрубок корпуса насоса является всасывающим, а патрубок героторной пары – нагнетательным.
 Преимуществом конструкции с меньшим количеством замкнутых объёмов является высокая производительность. Это связано с тем, что объём каждой конкретной полости, в данном случае, больше, чем в первом варианте. Данная конструкция имеет высокие объёмные характеристики при длительном межремонтном периоде благодаря длинной линии контакта между ротором и статором. Поэтому при конструировании и подборе винтового насоса под ту или иную задачу потребителя, в первую очередь необходимо руководствоваться геометрией героторной пары и характеристиками мотор-редуктора.
Преимуществом конструкции с меньшим количеством замкнутых объёмов является высокая производительность. Это связано с тем, что объём каждой конкретной полости, в данном случае, больше, чем в первом варианте. Данная конструкция имеет высокие объёмные характеристики при длительном межремонтном периоде благодаря длинной линии контакта между ротором и статором. Поэтому при конструировании и подборе винтового насоса под ту или иную задачу потребителя, в первую очередь необходимо руководствоваться геометрией героторной пары и характеристиками мотор-редуктора.
 В остальных случаях используют ковкий чугун с хлопьевидной формой графита. Данный вид чугуна, среди прочих, обладает наибольшей пластичность, что максимально исключает образование и развитие трещин во время эксплуатации, обеспечивает высокую коррозионную стойкость. Внутреннюю часть статора изготавливают из эластомерных материалов NBR – синтетический полимер (бутадиен-нитрильный каучук), EPDM – синтетический эластомер (этилен-пропиленовый каучук). У бочковых шнековых насосов очень часто встречается исполнение спиралевидной внутренней части из универсального фторопластового материала PTFE (политетрафторэтилен). Данный материал химически устойчив практически к любой агрессивной жидкости, а также к низким и высоким температурам. Это мягкий пластичный материал обладает также низкими адгезивными свойствами. Детали вращения (карданный вал и ротор), а также защитный корпус шарнирного соединения выполнены из нержавеющей стали.
В остальных случаях используют ковкий чугун с хлопьевидной формой графита. Данный вид чугуна, среди прочих, обладает наибольшей пластичность, что максимально исключает образование и развитие трещин во время эксплуатации, обеспечивает высокую коррозионную стойкость. Внутреннюю часть статора изготавливают из эластомерных материалов NBR – синтетический полимер (бутадиен-нитрильный каучук), EPDM – синтетический эластомер (этилен-пропиленовый каучук). У бочковых шнековых насосов очень часто встречается исполнение спиралевидной внутренней части из универсального фторопластового материала PTFE (политетрафторэтилен). Данный материал химически устойчив практически к любой агрессивной жидкости, а также к низким и высоким температурам. Это мягкий пластичный материал обладает также низкими адгезивными свойствами. Детали вращения (карданный вал и ротор), а также защитный корпус шарнирного соединения выполнены из нержавеющей стали.

 Тележка может, как место установки дополнительного оборудования, к прим. частотного преобразователя.
Тележка может, как место установки дополнительного оборудования, к прим. частотного преобразователя.
 Поэтому двигатели бочковых шнековых насосов выпускаются с дополнительной крепёжной скобой. Она обеспечивает легкий монтаж и демонтаж насоса с помощью тельфера или кран-балки. В случае если на производстве, где используется бочковой насос, отсутствуют подъемные механизмы можно приобрести специальную тележку для бочек с подъёмным устройством.
Поэтому двигатели бочковых шнековых насосов выпускаются с дополнительной крепёжной скобой. Она обеспечивает легкий монтаж и демонтаж насоса с помощью тельфера или кран-балки. В случае если на производстве, где используется бочковой насос, отсутствуют подъемные механизмы можно приобрести специальную тележку для бочек с подъёмным устройством.



 Вы можете выбирать и размещать функции из этого пула при проектировании. Функцию можно проверить на наличие ошибок только в том случае, если она назначена определению устройства.
Вы можете выбирать и размещать функции из этого пула при проектировании. Функцию можно проверить на наличие ошибок только в том случае, если она назначена определению устройства. д.
д.

 Это может показаться очевидным, но таких случаев уже много.
Это может показаться очевидным, но таких случаев уже много.
 Это означает, что это не должно быть необходимо, хотя это может быть более приятным,
Это означает, что это не должно быть необходимо, хотя это может быть более приятным, Но нельзя предположить
Но нельзя предположить Право
Право
 1. Механическим способом удалите с поврежденного участка кузова отслоившуюся краску и рыхлую ржавчину.
1. Механическим способом удалите с поврежденного участка кузова отслоившуюся краску и рыхлую ржавчину.
 7. Приложите фетровый аппликатор к обрабатываемому участку и без паузы быстрыми круговыми движениями перемещайте аппликатор по поверхности. Не останавливайтесь!
7. Приложите фетровый аппликатор к обрабатываемому участку и без паузы быстрыми круговыми движениями перемещайте аппликатор по поверхности. Не останавливайтесь!
 Одним из возможных вариантов также является термическая очистка металла.
Одним из возможных вариантов также является термическая очистка металла.

 Это лучше для инструмента, особенно если вы беспокоитесь о его ценности, если вы не ударяете по нему наждачной бумагой или проволочным колесом. Это, а также простота его выполнения делают электролиз идеальным решением для восстановления старых инструментов. Электролиз обеспечивает очень простой способ удалить ржавчину из укромных уголков инструмента.
Это лучше для инструмента, особенно если вы беспокоитесь о его ценности, если вы не ударяете по нему наждачной бумагой или проволочным колесом. Это, а также простота его выполнения делают электролиз идеальным решением для восстановления старых инструментов. Электролиз обеспечивает очень простой способ удалить ржавчину из укромных уголков инструмента.
 Это может быть проблематично с ржавым инструментом. Возможно, вам придется очистить небольшую часть инструмента наждачной бумагой, чтобы убедиться, что у вас есть контакт.
Это может быть проблематично с ржавым инструментом. Возможно, вам придется очистить небольшую часть инструмента наждачной бумагой, чтобы убедиться, что у вас есть контакт. Не допускайте контакта разъемов зарядного устройства с раствором электролита.
Не допускайте контакта разъемов зарядного устройства с раствором электролита. Если бы я только мог сделать чан, достаточно большой для моего трактора Farmall 1959 года, чтобы поместиться в него…
Если бы я только мог сделать чан, достаточно большой для моего трактора Farmall 1959 года, чтобы поместиться в него…



 «Использование настройки 10 ампер просто тратит энергию и выделяет больше тепла», — говорит он. «Более высокие значения тока могут удалять краску немного лучше, но когда краска отслаивается, извлечение детали и удаление отслоившегося материала щеткой работает лучше и экономит больше времени, чем использование более высоких значений силы тока».
«Использование настройки 10 ампер просто тратит энергию и выделяет больше тепла», — говорит он. «Более высокие значения тока могут удалять краску немного лучше, но когда краска отслаивается, извлечение детали и удаление отслоившегося материала щеткой работает лучше и экономит больше времени, чем использование более высоких значений силы тока».


 Основан он на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт.
Основан он на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт.

 Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
 Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
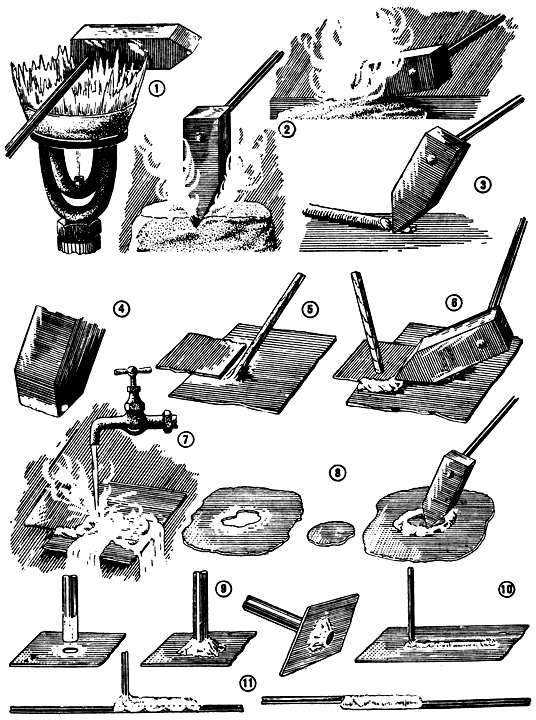
 В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения. Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество. К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне. Диапазоны температур
Диапазоны температур Предназначен для пайки контактов алюминия с алюминием, алюминия с медью, алюминия с латунью и алюминия с покрытием. Остатки после пайки растворимы в воде и должны быть очищены после пайки. Superior No. 1260 также можно использовать для соединения алюминия с трудно поддающимися пайке металлами, такими как нержавеющая сталь, ковар или никель.
Предназначен для пайки контактов алюминия с алюминием, алюминия с медью, алюминия с латунью и алюминия с покрытием. Остатки после пайки растворимы в воде и должны быть очищены после пайки. Superior No. 1260 также можно использовать для соединения алюминия с трудно поддающимися пайке металлами, такими как нержавеющая сталь, ковар или никель.
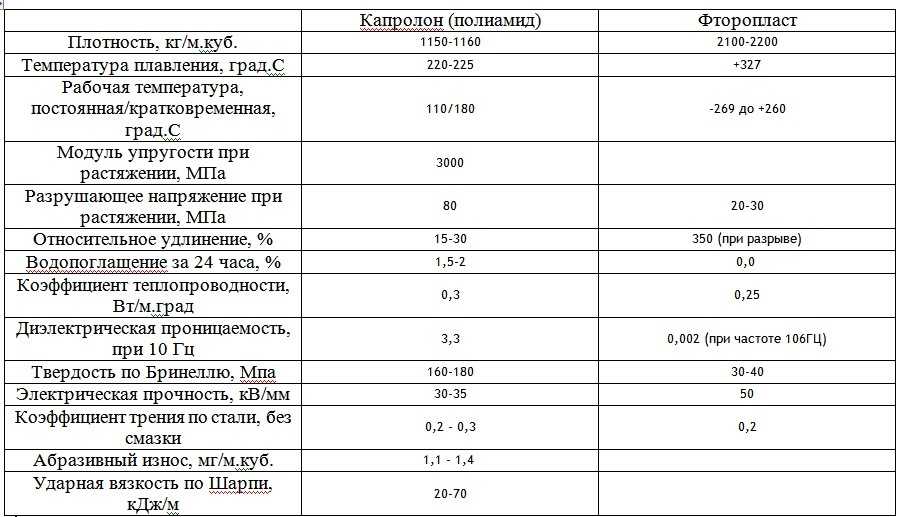 д.
д.
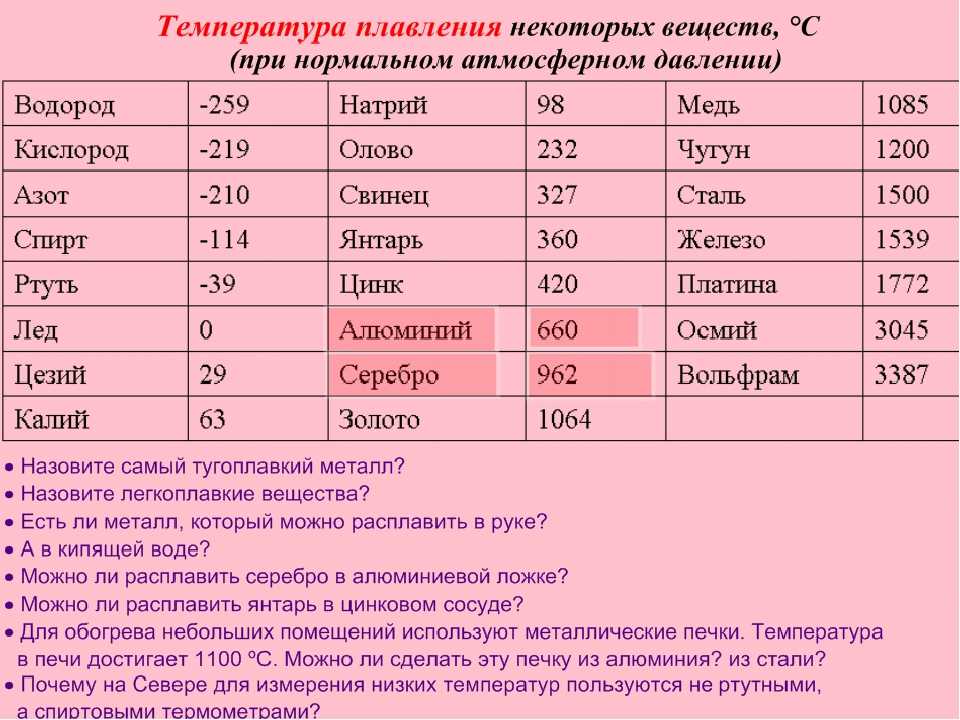 Введите свой запрос:
Введите свой запрос:
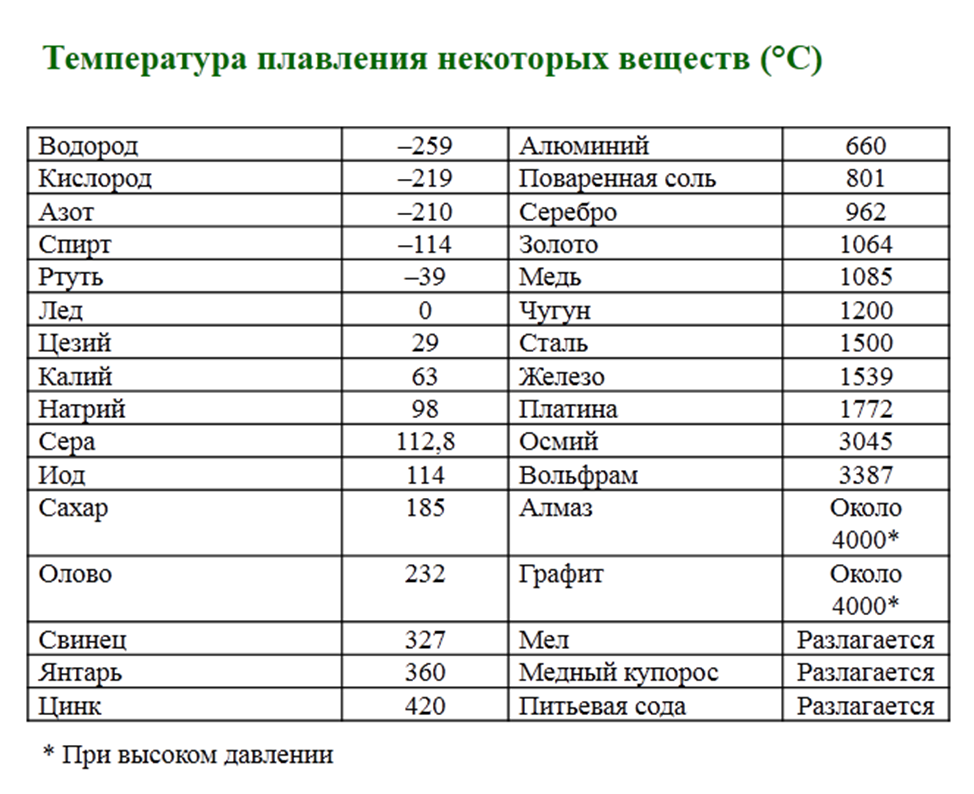 Вот:
Вот: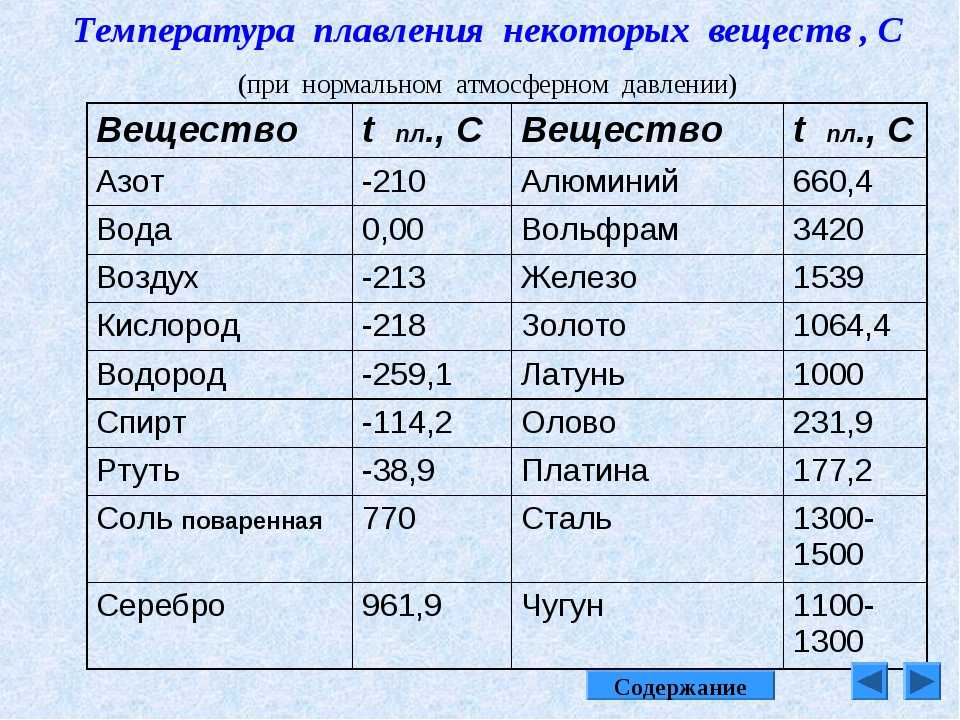 Для достижения оптимальных результатов в производстве лучше всего проконсультироваться с вашим поставщиком материалов.
Для достижения оптимальных результатов в производстве лучше всего проконсультироваться с вашим поставщиком материалов.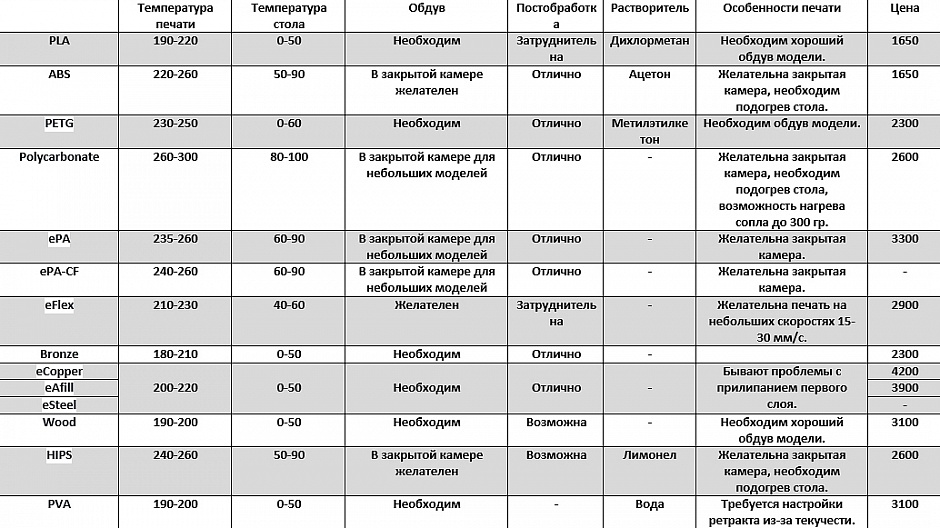 Механическая работа была проделана над материалом, время пребывания и состояние шнека и цилиндра также играют важную роль в установлении фактической температуры расплава.
Механическая работа была проделана над материалом, время пребывания и состояние шнека и цилиндра также играют важную роль в установлении фактической температуры расплава.
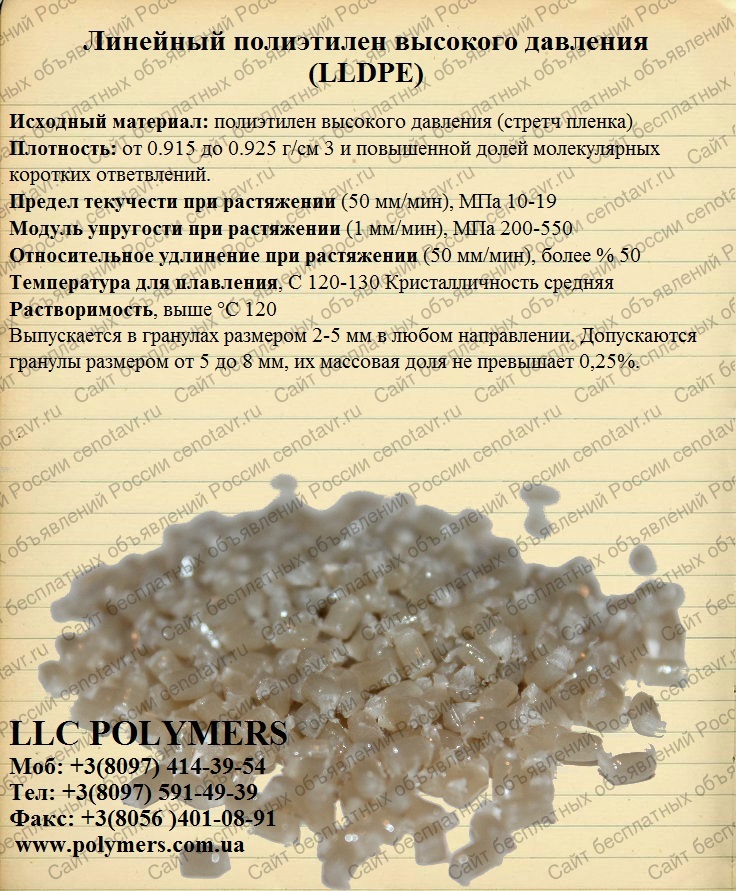 Литье под давлением при неправильных температурах может оказать существенное влияние на конечный продукт, включая внешний вид и прочность продукта. В приведенной ниже таблице показаны оптимальные диапазоны температур плавления и формования различных пластиковых материалов для обеспечения качества продукции и эффективности производства.
Литье под давлением при неправильных температурах может оказать существенное влияние на конечный продукт, включая внешний вид и прочность продукта. В приведенной ниже таблице показаны оптимальные диапазоны температур плавления и формования различных пластиковых материалов для обеспечения качества продукции и эффективности производства.
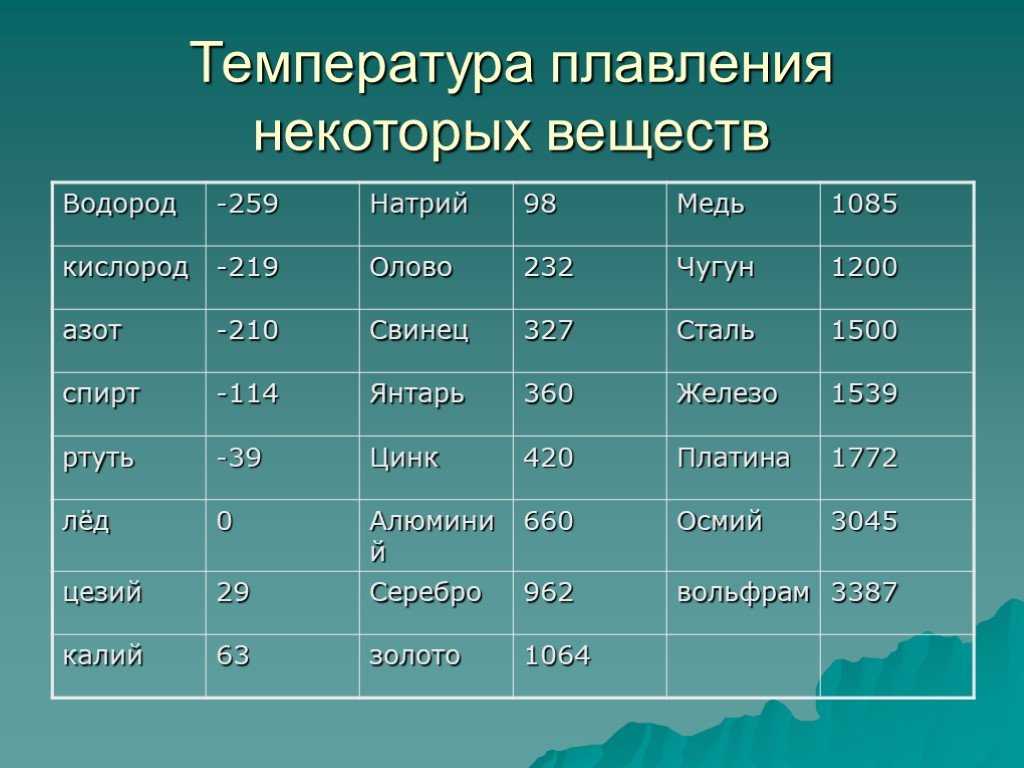
 net
net 
 При окрашивании такого рода конструкций, предпочтительно применение покрытий сочетающих свойства грунта и эмали, в связи со сложностью обработки поверхности на высоте. В связи с этим краска для крыши без предварительного грунтования наиболее предпочтительна. Краска для крыши, также должна обладать долговечностью и стойкостью цвета, так как несет в себе, во-первых, декоративную составляющую, а во-вторых подвергается постоянным агрессивным нагрузкам — УФ излучение, высокая влажность, кислая среда. Краска для крыши EvoProtect 240, от компании Ланквитцер, разработана специально для окрашивания оцинкованного металла без предварительного грунтования, универсальна в применении, долговечна при эксплуатации и сохраняет первоначальный цвет и вид на протяжении десяти и более лет. Краска для крыши EvoProtect 240 , успешно применима также для окрашивания меди, нержавеющей стали.
При окрашивании такого рода конструкций, предпочтительно применение покрытий сочетающих свойства грунта и эмали, в связи со сложностью обработки поверхности на высоте. В связи с этим краска для крыши без предварительного грунтования наиболее предпочтительна. Краска для крыши, также должна обладать долговечностью и стойкостью цвета, так как несет в себе, во-первых, декоративную составляющую, а во-вторых подвергается постоянным агрессивным нагрузкам — УФ излучение, высокая влажность, кислая среда. Краска для крыши EvoProtect 240, от компании Ланквитцер, разработана специально для окрашивания оцинкованного металла без предварительного грунтования, универсальна в применении, долговечна при эксплуатации и сохраняет первоначальный цвет и вид на протяжении десяти и более лет. Краска для крыши EvoProtect 240 , успешно применима также для окрашивания меди, нержавеющей стали. Вместе с тем, окраска алюминия является не менее проблемным мероприятием, чем окраска оцинковки. Наличие окисной пленки ухудшает адгезию ЛКМ, что со временем приводит к отслаиванию лакокрасочного покрытия. Краска по алюминию (грунт-эмаль) EvoProtect 240 разработана специально для окрашивания критических поверхностей, так как обладает отличной адгезией благодаря своему химическому составу. При этом химические компоненты, входящие в состав наших материалов по окраске алюминия и оцинковки не причиняют ущерба оборудованию в плане коррозии. Вместе с тем это избавляет клиента от проведения предварительного грунтования либо механической очистки поверхности для создания необходимой шероховатости. Краска по алюминию EvoProtect 240 поставляется в любом цвете по каталогу RAL. Сбалансированный акрил-полиуретановый состав материалов Ланквитцер для окраски алюминия обеспечивает устойчивость к агрессивным химическим и механическим нагрузкам. Краска для алюминия выдерживает не менее 500 часов в камере соляного тумана без изменения цвета и нарушения окрасочного слоя.
Вместе с тем, окраска алюминия является не менее проблемным мероприятием, чем окраска оцинковки. Наличие окисной пленки ухудшает адгезию ЛКМ, что со временем приводит к отслаиванию лакокрасочного покрытия. Краска по алюминию (грунт-эмаль) EvoProtect 240 разработана специально для окрашивания критических поверхностей, так как обладает отличной адгезией благодаря своему химическому составу. При этом химические компоненты, входящие в состав наших материалов по окраске алюминия и оцинковки не причиняют ущерба оборудованию в плане коррозии. Вместе с тем это избавляет клиента от проведения предварительного грунтования либо механической очистки поверхности для создания необходимой шероховатости. Краска по алюминию EvoProtect 240 поставляется в любом цвете по каталогу RAL. Сбалансированный акрил-полиуретановый состав материалов Ланквитцер для окраски алюминия обеспечивает устойчивость к агрессивным химическим и механическим нагрузкам. Краска для алюминия выдерживает не менее 500 часов в камере соляного тумана без изменения цвета и нарушения окрасочного слоя.


 Таллин). Ее работы часто экспонируются
Таллин). Ее работы часто экспонируются Однако
Однако
 Видео прекрасно работает, чтобы показать и научить процессам и техникам, но на самом деле это не лучшее средство для теории и списков фактов, просто не так просто следить за содержанием. Итак, окончательная версия этого вступительного видео гораздо более минималистична, и я решил расширить ее в форме статьи, которую вы сейчас читаете. Рекомендую сначала посмотреть видео, оно не очень длинное. Ниже вы найдете более подробную информацию и изображения, которые вы можете просмотреть и обработать в своем собственном темпе.
Видео прекрасно работает, чтобы показать и научить процессам и техникам, но на самом деле это не лучшее средство для теории и списков фактов, просто не так просто следить за содержанием. Итак, окончательная версия этого вступительного видео гораздо более минималистична, и я решил расширить ее в форме статьи, которую вы сейчас читаете. Рекомендую сначала посмотреть видео, оно не очень длинное. Ниже вы найдете более подробную информацию и изображения, которые вы можете просмотреть и обработать в своем собственном темпе. Это делается в художественных, декоративных или функциональных целях.
Это делается в художественных, декоративных или функциональных целях. Для изменения всех этих свойств используются разные материалы, и эмали для разных металлов имеют разные свойства.
Для изменения всех этих свойств используются разные материалы, и эмали для разных металлов имеют разные свойства. Затем это определяет, как эмаль будет вести себя и выглядеть, когда мы будем работать с ней позже.
Затем это определяет, как эмаль будет вести себя и выглядеть, когда мы будем работать с ней позже.
 Свинец всегда был компонентом эмали до последних десятилетий, когда опасения по поводу токсичности и воздействия на окружающую среду привели к разработке неэтилированных версий.
Свинец всегда был компонентом эмали до последних десятилетий, когда опасения по поводу токсичности и воздействия на окружающую среду привели к разработке неэтилированных версий.  В своей личной работе я использую свинцовые эмали и редко просеиваю, мой предпочтительный способ нанесения — влажная упаковка — узнайте больше об универсальности влажной упаковки в моем онлайн-классе.
В своей личной работе я использую свинцовые эмали и редко просеиваю, мой предпочтительный способ нанесения — влажная упаковка — узнайте больше об универсальности влажной упаковки в моем онлайн-классе. Железо и сталь в прошлом использовались в основном в промышленности, например, в ваннах старой школы и кухонных принадлежностях, но в последние десятилетия возобновился интерес к использованию этих металлов также и в художественных целях из-за их особых качеств, размеров, и/или их более низкая стоимость.
Железо и сталь в прошлом использовались в основном в промышленности, например, в ваннах старой школы и кухонных принадлежностях, но в последние десятилетия возобновился интерес к использованию этих металлов также и в художественных целях из-за их особых качеств, размеров, и/или их более низкая стоимость. Это можно сделать, но это рискованно.
Это можно сделать, но это рискованно.
 Когда вы смешиваете два или более металлов, их свойства меняются, иногда удивительным образом. Сплавы серебра и золота намного тверже и, следовательно, долговечны, чем в чистом виде.
Когда вы смешиваете два или более металлов, их свойства меняются, иногда удивительным образом. Сплавы серебра и золота намного тверже и, следовательно, долговечны, чем в чистом виде. Это будет зависеть от дизайна.
Это будет зависеть от дизайна.  Однако, когда концентрация цинка в латуни невелика, мы можем ее эмалировать. Традиционно медали, как военные, так и гражданские, и значки многих видов, например для автомобилей (и это до сих пор делается для автомобилей представительского класса) наносились эмалью на так называемый позолоченный металл или томбак, а затем покрывались золотом или серебром. Это латунь с низким содержанием цинка, около 5%, красивого желтого цвета, хотя, конечно, тускнеет. Удивительно, но в отличие от чистой меди красная эмаль, нанесенная непосредственно, может прекрасно работать с позолотой металла. Что подводит нас к…
Однако, когда концентрация цинка в латуни невелика, мы можем ее эмалировать. Традиционно медали, как военные, так и гражданские, и значки многих видов, например для автомобилей (и это до сих пор делается для автомобилей представительского класса) наносились эмалью на так называемый позолоченный металл или томбак, а затем покрывались золотом или серебром. Это латунь с низким содержанием цинка, около 5%, красивого желтого цвета, хотя, конечно, тускнеет. Удивительно, но в отличие от чистой меди красная эмаль, нанесенная непосредственно, может прекрасно работать с позолотой металла. Что подводит нас к… Тестирование всегда необходимо, и это просто вещи, о которых следует помнить.
Тестирование всегда необходимо, и это просто вещи, о которых следует помнить. Так что их можно наносить прямо на серебро.
Так что их можно наносить прямо на серебро.  Настоящей проблемой является фиолетовый, который дополняет желтый, и чаще всего вы получаете некрасивый цвет. Опять же, необходимо тестирование.
Настоящей проблемой является фиолетовый, который дополняет желтый, и чаще всего вы получаете некрасивый цвет. Опять же, необходимо тестирование.

 Эта проволока может быть сплавлена или припаяна к основному металлу или просто наплавлена на предыдущий слой эмали. Ячейки обычно заполнены до верха проволоки, а затем на весь уровень отшлифованы, но не всегда, например, на эллинистических украшениях мы иногда встречаем эмаль среди филиграни и зерни, а ячейки не заполнены, к сожалению, эмаль в они часто ломались.
Эта проволока может быть сплавлена или припаяна к основному металлу или просто наплавлена на предыдущий слой эмали. Ячейки обычно заполнены до верха проволоки, а затем на весь уровень отшлифованы, но не всегда, например, на эллинистических украшениях мы иногда встречаем эмаль среди филиграни и зерни, а ячейки не заполнены, к сожалению, эмаль в они часто ломались. 
 В это время мы видим, как производственные центры перемещаются в Сиену и Каталонию, а работа по эмали выполняется по гравированному серебру. В этой технике есть прекрасная глубина.
В это время мы видим, как производственные центры перемещаются в Сиену и Каталонию, а работа по эмали выполняется по гравированному серебру. В этой технике есть прекрасная глубина. Гризайль был разработан около 1530 года, лучшие образцы были получены из Лиможа. В этой монохромной технике светлая эмаль используется слоями на темном фоне, моделируя анатомию тела и портреты в изысканных градациях. Есть также замечательные примеры этой техники в 19 веке.го века, а совсем недавно вариант, разработанный Андреу Виласисом, с использованием опалесцирующей эмали. Я опубликовал видео-урок с подробным описанием этой последней техники, которую вы можете найти на сайте Эмальворкшоп. подробные портреты, придворные сцены и мифологические сюжеты.
Гризайль был разработан около 1530 года, лучшие образцы были получены из Лиможа. В этой монохромной технике светлая эмаль используется слоями на темном фоне, моделируя анатомию тела и портреты в изысканных градациях. Есть также замечательные примеры этой техники в 19 веке.го века, а совсем недавно вариант, разработанный Андреу Виласисом, с использованием опалесцирующей эмали. Я опубликовал видео-урок с подробным описанием этой последней техники, которую вы можете найти на сайте Эмальворкшоп. подробные портреты, придворные сцены и мифологические сюжеты. Наслаждайтесь небольшой подборкой в видео.
Наслаждайтесь небольшой подборкой в видео.

 Это позволяет избежать чрезмерно быстрого нагрева изделия и, как следствие, усиленных термических напряжений, сопровождающихся деформированием. Плюс ко всему исключается возможность обезуглероживания заготовок, а вакуум делает невозможным окисление деталей.
Это позволяет избежать чрезмерно быстрого нагрева изделия и, как следствие, усиленных термических напряжений, сопровождающихся деформированием. Плюс ко всему исключается возможность обезуглероживания заготовок, а вакуум делает невозможным окисление деталей. Качество получаемой поверхности также зависит от размеров и формы изделия, используемых металлов и индуктора. У изделия небольших размеров и простых форм этот показатель будет выше.
Качество получаемой поверхности также зависит от размеров и формы изделия, используемых металлов и индуктора. У изделия небольших размеров и простых форм этот показатель будет выше. Благодаря этому тепло распределяется более равномерно. Многослойная изоляция способствует минимизации теплопотерь и расхода электрической энергии.
Благодаря этому тепло распределяется более равномерно. Многослойная изоляция способствует минимизации теплопотерь и расхода электрической энергии. Вертикальные и ямные печи – оптимальный вариант для тяжелого машиностроения, где обрабатываются изделия больших размеров.
Вертикальные и ямные печи – оптимальный вариант для тяжелого машиностроения, где обрабатываются изделия больших размеров.
 Описание установки для сканирующей закалки валов:
Описание установки для сканирующей закалки валов:
 ход движка, мм
ход движка, мм вес обрабатываемой детали, кг
вес обрабатываемой детали, кг /мин
/мин
 Диаметр заготовки, мм
Диаметр заготовки, мм /мин
/мин (Тиристорный преобразователь устанавливается любой мощности и рабочей частоты исходя из Т.З.)
(Тиристорный преобразователь устанавливается любой мощности и рабочей частоты исходя из Т.З.) /мин
/мин Закалка приводит к жесткому внешнему корпусу и прочному сердечнику. Процесс закалки осуществляется в промышленных термических печах.
Закалка приводит к жесткому внешнему корпусу и прочному сердечнику. Процесс закалки осуществляется в промышленных термических печах.
 Он рассчитан как на легкие, так и на тяжелые нагрузки.
Он рассчитан как на легкие, так и на тяжелые нагрузки. Печи с роликовым подом могут иметь различную ширину и грузоподъемность. Для пайки доступны комбинированные зоны предварительного нагрева и высокой температуры.
Печи с роликовым подом могут иметь различную ширину и грузоподъемность. Для пайки доступны комбинированные зоны предварительного нагрева и высокой температуры.

 I. Вакуумная печь для спекания Hayes CVCQ-LAM уникальным образом сочетает удаление смазки в атмосфере и вакуумное спекание.
I. Вакуумная печь для спекания Hayes CVCQ-LAM уникальным образом сочетает удаление смазки в атмосфере и вакуумное спекание.