Нанесение наружной изоляции на стальные трубы большого диаметра в Челябинске
Изоляция металлических труб одна из основных услуг Инрост в Челябинске. Благодаря прямому доступу к производству мы обеспечиваем не только скорость выполнения заказов, но и гарантируем высокое качество. Наносим изоляцию из экструдированного полиэтилена и ППУ изоляцию в полиэтиленовой и спирально-навивной оболочке.
Преимущества нанесения изоляции
Изолирующие слои обеспечивают:
- Повышение антикоррозионной устойчивости
Воздействия осадков и грунтовых вод — основные причины окисления металла и разрушения трубопроводов. - Снижение потерь тепла
Система отопления будет эффективна только при минимизации величины теплопотерь. Основные потери происходят при транспортировке теплоносителя. Снижение потерь тепла в системах отопления — основная задача теплоизоляционного слоя.
Основные потери происходят при транспортировке теплоносителя. Снижение потерь тепла в системах отопления — основная задача теплоизоляционного слоя. - Защита от перемерзания
Теплоизоляция помогает снизить потери внутри трубопровода и предотвратить замерзание воды. - Предотвращение появления конденсата
Перепад температур может вызвать появление конденсата. Конденсат может ускорить коррозию или вызвать другие неприятные последствия - Увеличение прочности и устойчивости к механическим воздействиям
Дополнительная защита увеличивает устойчивость к ударам и силовому воздействию на трубопроводы - Защита от ожогов
Защищать необходимо не только трубы, но и людей, которые могут пострадать от контакта с горячими трубопроводами. - Продление периода службы Уменьшая воздействие негативных факторов мы увеличиваем срок эксплуатации трубопровода, а значит — снижаем затраты.
 Основные потери происходят при транспортировке теплоносителя. Снижение потерь тепла в системах отопления — основная задача теплоизоляционного слоя.
Основные потери происходят при транспортировке теплоносителя. Снижение потерь тепла в системах отопления — основная задача теплоизоляционного слоя.

Стандарты
Наносим изоляцию по стандартам:
- ТУ 24.20.13-001-45657335-2017 — Трубы стальные с наружным антикоррозионным полиэтиленовым покрытием
- ТУ 1390-011-45657335-2016 — Наружное полиэтиленовое покрытие труб
- ТУ 24.20.13-026-45657335-2019 — Трубы стальные с наружным антикоррозионным полиэтиленовым покрытием
- ТУ 24.20.13-005-45657335-2019 — Трубы стальные с наружным покрытием на основе экструдированного полиэтилена
- ТУ 5768-012-45657335-2015 — Трубы и соединительные детали стальные с наружным антикоррозионным покрытием и тепловой изоляцией из пенополиуретана в защитной оболочке
- ТУ 5768-023-45657335-2016 Трубы и соединительные детали стальные с наружным антикоррозионным покрытием и тепловой изоляцией из пенополиуретана в защитной оболочке
- ТУ 1390-016-45657335-2010 — Трубы и детали трубопроводов стальные диаметром 219-1420 мм с внутренним противокоррозионным покрытием из высоковязких эпоксидных материалов
- ТУ 1390-022-45657335-2015 — Трубы стальные и соединительные детали диаметром от 57 до 1420 мм включительно с антикоррозионным покрытием на основе эпоксидных красок
- ТУ 1300-021-45657335-2011 — Трубы стальные для свай и опор
- ТУ 1469-014-45657335-2014 — Отводы холодногнутые для магистральных и промысловых трубопроводов
- ТУ 1469-015-45657335-2013 — Отводы холодного гнутья из стальных труб для магистральных нефтепроводов
Наши трубы с изоляцией внесены в Реестры трубной продукции для строительстве магистральных нефтегазопроводов ПАО «Газпром» и ПАО «Транснефть». Покрытия наносятся на основании технических условий, согласованных ООО «Газпром ВНИИГАЗ» и ВНИИСТ.
Покрытия наносятся на основании технических условий, согласованных ООО «Газпром ВНИИГАЗ» и ВНИИСТ.
Изоляция экструдированным полиэтиленом
Наносим многослойную антикоррозионную защиту из экструдированного полиэтилена на стальные трубы любых диаметров.
Полиэтилен наносится снаружи на металлические трубы в несколько слоев, чаще всего в два или в три слоя.
По стандартам, изоляция наносится толщиной от 2 до 3,5 мм. Благодаря многослойности суммарная толщина покрытия может достигать больших значений.
Такая изоляция для труб широко распространена для защиты трубопроводов от коррозии.
Иногда такой тип изоляции называют ВУС (или весьма усиленной) изоляцией. Такое покрытие необходимо, если труба будет эксплуатироваться в климате с резким перепадом температур, а также при крайне низких температурах.
Трубопроводы в такой изоляции чаще всего используются при строительстве водопроводов, нефте и газопроводов, а также при прокладке труб под водой и во влагонасыщеных почвах или иных агрессивных средах.
Подробнее про изоляцию труб экструдированным полиэтиленом →
Выбрать трубу в многослойной полиэтиленовой изоляции →
ППУ теплоизоляция
Пенополиуретан (ППУ) — плотное теплоизолирующее покрытие, это эффективный и безопасный материал. Для обеспечения большего срока службы, на слой ППУ наносится слой полиэтилена. Такая многослойная защита обеспечивает длительный срок эксплуатации труб и значительную экономию затрат при эксплуатации.
Чаще всего такую изоляцию наносят на тепломагистрали систем отопления, нефте и газопроводы.
Подробнее о ППУ теплоизоляции труб →
Выбрать трубу в ППУ изоляции →
Возможности производства
Нанесем наружную изоляцию на трубы любого диаметра, максимальный — до 1420мм. У нас прямой доступ к производству и мы обеспечиваем не только скорость выполнения заказов, точность сроков, но и гарантируем высокое качество. Цена формируется без доплат посредникам и без дополнительных транспортных затрат — у нас вы также можете купить трубы с уже нанесенной изоляцией.
Калькулятор расчета изоляции труб
Рассчитайте необходимый объем труб и отправьте заявку нашим менеджерам — мы сделаем расчет толщины изоляции по величине необходимой теплоизоляции трубопровода, по заданной температуре на поверхности трубопровода для предотвращения появления конденсата на поверхности или по заданной величине снижения (повышения) температуры транспортируемого вещества.
Тип трубы
ПрямошовнаяЭлектросварнаяБесшовная
Материал
Углеродистая стальНержавеющая сталь
Диаметр
мм
Стенка
мм
Длина
м
Масса 1 метра
0 кг
Общая масса
0 кг
Контакты →
Выбрать трубу для нанесения изоляции →
Трубная изоляция Порилекс
Где купить?
Теплоизоляционный материал из вспененного полиэтилена с закрытой ячеистой структурой в виде полых трубок различного диаметра.
ТУ 22. 21.41-001-82799613-2018, ГОСТ Р 56729-2015
21.41-001-82799613-2018, ГОСТ Р 56729-2015
Область применения
- служит для изоляции труб в системах отопления, водоснабжения и канализации.
Основные характеристики
- сокращает теплопотери, сохраняет и поддерживает заданную температуру теплоносителя;
- устойчив к воздействию цемента, бетона, гипса, извести;
- экологически чистый и безопасный материал;
- предотвращает возникновение конденсата.
Преимущества
Стойкий к агрессивной среде
Высокая эластичность
Не подвержен гниению
Снижает уровень структурного шума
Физико-механические характеристики
| Параметр | Значение |
|---|---|
| Цвет | серый |
| Длина, м | 1,0/2,0 |
| Коэффициент теплопроводности, Вт/м·°С | 0,038 |
| Коэффициент паропроницаемости, мг/м2·ч·Па | 0,001 |
| Группа горючести | Г1 |
| Диапазон рабочих температур, °С | от -60 до +95 |
Типоразмеры
| Внутренний диаметр, мм | Количество в упаковке, шт. | |||
|---|---|---|---|---|
| Толщина стенки, мм | ||||
| 6 | 9 | 13 | 20 | |
| 15 | 220 | 178 | ||
| 18 | 180 | 142 | 100 | |
| 22 | 140 | 120 | 84 | |
| 25 | 90 | 70 | ||
| 28 | 110 | 84 | 66 | |
| 35 | 80 | 68 | 54 | 30 |
| 42 | 55 | 40 | 25 | |
| 48 | 37 | 35 | 22 | |
| 54 | 25 | 25 | 22 | |
| 57 | 23 | |||
| 60 | 25 | 22 | 20 | |
| 64 | 25 | 22 | 20 | |
| 70 | 25 | 15 | ||
| 76 | 15 | 15 | 13 | |
| 89 | 15 | 15 | 15 | |
| 110 | 12 | 10 | 10 | |
| 114 | 12 | 10 | 10 | |
| 133 | 10 | 10 | ||
Монтаж
- Трубная изоляция монтируется на отдельные трубы простым натяжением.
- При необходимости трубки теплоизоляции разрезают по специальному продольному надрезу.
- После установки теплоизоляции, швы проклеиваются специальным клеем, скрепляются скотчем или пластиковыми хомутами.

Сертификаты
Пожарный сертификат на трубы, жгуты, уплотнители (ООО «Пенотерм»)
Скачать jpg
Сертификат соответствия на Порилекс в виде труб, жгутов, уплотнителей (ООО «Пенотерм»)
Скачать pdf
Сертификат соответствия СС ТУ и ГОСТ на Порилекс в виде труб, жгутов, уплотнителей (ООО «Пенотерм»)
Скачать pdf
Сертификат соответствия СС ТУ и ГОСТ на Порилекс в виде труб, жгутов, уплотнителей (ООО «Компания Пенотерм»)
Скачать pdf
Пожарный сертификат на трубы, жгуты, уплотнители (ООО «Компания Пенотерм»)
Скачать jpg
Сертификат соответствия на Порилекс в виде труб, жгутов, уплотнителей (ООО «Компания Пенотерм»)
Скачать pdf
Изоляция из стекловолокна для паровой, горячей и холодной воды
Цена:
Распродажа:
4,53 доллара США
- Артикул:
- 0100000
- Состояние:
- Новый
- Единица измерения:
- За 3 фута Раздел
- Описание
- Другие детали
- Видео
- Отзывы
Изоляционное покрытие для труб из стекловолокна предназначено в качестве теплоизоляции для трубопроводов горячего и холодного водоснабжения при температуре от -20°F до 1000°F. Изоляция трубы отформована из стекловолокна высокой плотности, соединенного смолой, которые состоят из шарнирных секций длиной 3 фута. Стекловолокно обернуто белой универсальной оболочкой с самоуплотняющимся соединением внахлест (ASJ/SSL) для быстрой и надежной установки. Каждая 3-футовая секция коммерческой изоляции труб поставляется с стыковой лентой (соответствующей белой оболочке ASJ), которая используется для соединения двух секций изоляции труб вместе.
Изоляция трубы отформована из стекловолокна высокой плотности, соединенного смолой, которые состоят из шарнирных секций длиной 3 фута. Стекловолокно обернуто белой универсальной оболочкой с самоуплотняющимся соединением внахлест (ASJ/SSL) для быстрой и надежной установки. Каждая 3-футовая секция коммерческой изоляции труб поставляется с стыковой лентой (соответствующей белой оболочке ASJ), которая используется для соединения двух секций изоляции труб вместе.
Стандартные области применения включают:
- Бытовые трубы горячего и холодного водоснабжения
- Трубы водяного отопления
- Высокотемпературные трубы
- Двойные температурные трубки
- Паровые трубы (от низкого до высокого давления)
- Линии конденсата
- Трубопроводы для охлажденных/охлажденных жидкостей
Выбор правильного размера: При заказе необходимо выбрать два размера: «Размер трубы» и «Толщина изоляции». Толщина изоляции представляет собой толщину стенки стекловолокна, которая варьируется от 1/2 до 3 дюймов. Для получения помощи в выборе толщины изоляции трубы из стекловолокна см. наш Руководство по толщине стекловолокна Чтобы определить, какой размер трубы заказать, перейдите по ссылке ниже ( Примечание: размер трубы НЕ совпадает с диаметром трубы): :
Толщина изоляции представляет собой толщину стенки стекловолокна, которая варьируется от 1/2 до 3 дюймов. Для получения помощи в выборе толщины изоляции трубы из стекловолокна см. наш Руководство по толщине стекловолокна Чтобы определить, какой размер трубы заказать, перейдите по ссылке ниже ( Примечание: размер трубы НЕ совпадает с диаметром трубы): :
Чтобы установить покрытие трубы, просто откройте откидную часть промышленной изоляции трубы и наденьте отверстие на трубу. Изоляция трубопровода из стекловолокна будет самозамыкаться вокруг трубы. Как только стекловолокно плотно прилегает к трубе, снимите защитную бумагу с самоуплотняющегося колена и прижмите оболочку ASJ/SSL, закрытую от середины к краям изоляции трубы. Обязательно протрите куртку, чтобы обеспечить надежное прилегание. Соедините две секции куском ленты встык, протирая ленту, чтобы создать надежное соединение. Дополнительные 9Лента 0048 ASJ MAX Tape рекомендуется для крупных проектов и проектов, требующих многократного разреза изоляции. Использование крышек фитингов из ПВХ для отводов, тройников, муфт и других фитингов должно быть установлено после установки изоляции трубы из стекловолокна.
Использование крышек фитингов из ПВХ для отводов, тройников, муфт и других фитингов должно быть установлено после установки изоляции трубы из стекловолокна.
Для получения дополнительной информации: Изоляция для труб из стекловолокна Технический паспорт
ВИДЕО: КАК УСТАНОВИТЬ ИЗОЛЯЦИЮ ДЛЯ ТРУБ ИЗ СТЕКЛОВОЛОКНА
Оболочка ASJ белого цвета: HP Изоляция труб ULTRA, в то время как некоторые большие размеры (3 x 1/2, 3-1/8 x 1/2, 4 x 1/2 и 4-1/8 x 1/2) будут изготовлены из Johns Manville Micro-Loc HP. . Новая оболочка ASJ Max / HP ULTRA имеет полиэфирное верхнее покрытие поверх бумаги ASJ, которое облегчает протирание и имеет небольшую водостойкость (нельзя оставлять на открытом воздухе).
ПРИМЕЧАНИЕ: Каждая единица представляет собой покрытие трубы толщиной 3 погонных фута. Например, если вам нужно 9 погонных футов, вам нужно заказать всего 3 единицы.
BUY INSULATION PRODUCTS. COM. В ЗАВИСИМОСТИ ОТ МЕСТОПОЛОЖЕНИЯ И/ИЛИ РАЗМЕРА ТРУБ МЫ МОЖЕМ ДОСТАВИТЬ ИЗОЛЯЦИЮ OWENS CORNING ASJ MAX ИЛИ JOHNS MANVILLE MICRO-LOC HP / HP ULTRA INSULATION. ПОЖАЛУЙСТА, СВЯЗЫВАЙТЕСЬ С НАМИ ПО ЛЮБЫМ ВОПРОСАМ.
COM. В ЗАВИСИМОСТИ ОТ МЕСТОПОЛОЖЕНИЯ И/ИЛИ РАЗМЕРА ТРУБ МЫ МОЖЕМ ДОСТАВИТЬ ИЗОЛЯЦИЮ OWENS CORNING ASJ MAX ИЛИ JOHNS MANVILLE MICRO-LOC HP / HP ULTRA INSULATION. ПОЖАЛУЙСТА, СВЯЗЫВАЙТЕСЬ С НАМИ ПО ЛЮБЫМ ВОПРОСАМ.
СОВЕТ: Мы настоятельно рекомендуем заказывать рулон из 9 штук.0048 ASJ Max Tape с вашим заказом на изоляцию для труб из стекловолокна, чтобы убедиться, что у вас достаточно ленты для полной герметизации вашей системы трубопроводов. Каждый разрез, сделанный между фитингами (тройники / 90-е и т. д.), потребует большего количества ленты. ASJ Max Tape также выпускается в коротких рулонах по 25 футов для небольших проектов.
Инструкции по установке изоляции трубы из стекловолокна
Это базовое руководство, в котором рассказывается, как измерить трубу .
..
 ..
..5
Изоляция трубы из стекловолокна
Опубликовано Тимоти К. 16 августа 2022 г.
Качественный продукт
5
Изоляция трубы из стекловолокна
Опубликовано Тимоти К. 23 апреля 2022 г.
Отличный продукт. И сервис Спасибо
5
Потрясающе
Размещено Сэмом П.
5 апреля 2022 г.Простота установки. Превратил мою горячую нью-йоркскую квартиру в жилое место за несколько минут!
5
Изоляция железной трубы из стекловолокна
Опубликовано Шоном В. 3 апреля 2022 г.
Очень хорошее качество. Использовали сотни футов этого материала разных размеров, чтобы покрыть трубы радиатора в доме начала 1900-х годов.
5
Идеальная изоляция труб
Автор: Ян, 18 февраля 2022 г.
Прост в использовании и обрезается по форме. Лента кажется очень долговечной. Выглядит фантастически, особенно с фурнитурой из ПВХ.
5
Изоляция труб
Опубликовано Хорхе Дж. К. 27 января 2022 г.
Отличный товар.
5
Отлично
Размещено Дэном М. 21 января 2022 г.
Изоляция отличного качества.
Платить за доставку не идеально, но качество того стоит.5
Американское качество, каким оно должно быть
Опубликовано Джо С. 11 января 2022 г.
Отличный продукт.
5
Идеально подходит для моих старых паровых труб
Размещено Эриком Б. 23 декабря 2021 г.
Много лет назад сняли старую асбестовую изоляцию и, наконец, дошли руки поставить новую изоляцию. Это был высококачественный материал, простой в установке, с большим количеством ленты для герметизации стыков.
Очень счастливый клиент.5
Изоляция трубы из стекловолокна
Размещено Эваном 17 декабря 2021 г.
Изоляция трубы принудительной горячей воды в гараже. Очень прост в установке и поставляется в отличном состоянии с правильными размерами. Размер диаметра может быть немного больше, чем указано на некоторых из них, но в целом отличное качество.
5
Изоляция трубы из стекловолокна
Опубликовано Робертом Х. 16 декабря 2021 г.
Отличный продукт, отличная посадка, отличное качество.
1
Доставка
Опубликовано Al 3 декабря 2021 г.
Я заказал изоляцию для труб на сумму 200,00+, получил дату доставки 12-1 не явился, затем 12-2, не явился, затем 12-3 да, не явился. Отслеживание покупки изоляции продолжает отображаться для доставки, как и ссылка FedEx, которая у них есть, но когда я связался с FedEx напрямую, они сказали, что не получили ее, и у них нет даты, когда она будет доставлена. Итак, я пришел к выводу, что компания Buy Insulation откровенно лгала мне. Если они не свяжутся со мной и не скажут мне правду, я отменю свой заказ.
*Эл, наши онлайн-ссылки для отслеживания берут информацию с сайта FedEx. К сожалению, сроки доставки не зависят от нас, однако я отправил вам электронное письмо с информацией, которую мы получили от FedEx об этой доставке.
~ БИП
 5 апреля 2022 г.
5 апреля 2022 г.
 Платить за доставку не идеально, но качество того стоит.
Платить за доставку не идеально, но качество того стоит. Очень счастливый клиент.
Очень счастливый клиент.
 ~ БИП
~ БИПКлиенты также просмотрели
Прото/JM
Наконечник из ПВХ под углом 90°
Изоляция паровой трубы из ПВХ под углом 90° Колено используется для изоляции 9Колено трубы 0°
Распродажа:
1,20 доллара США
Прото/JM
ПВХ-оболочка для резки и скручивания с SSL (3 фута)
Белая трубная изоляция из ПВХ, изготовленная из листа ПВХ толщиной 20 мил, скрученного под действием тепла, чтобы он идеально подходил поверх изоляции
Распродажа:
$6,54
Прото/JM
Тройник из ПВХ / крышка клапана
Белый тройник/крышка клапана из ПВХ для придания аккуратного и профессионального вида всем трубам t
Цена:
Распродажа:
2,16 $
Оуэнс Корнинг
Лента ASJ Max
Лента ASJ Max изготовлена из того же материала, что и оболочка нового Owens Corning ASJ Max Fib 9. 0003
0003
Цена:
Распродажа:
$23,50
Как изолировать трубы — Боб Вила
Фото: Shutterstock.com
Если вы хоть что-нибудь знаете об изоляции труб, вы знаете, что она имеет большое значение для предотвращения замерзания труб. Это правда: изоляция труб не позволяет воде в вашей водопроводной системе превращаться в лед и расширяться, что, в свою очередь, приводит к разрыву труб и причинению значительных (и дорогостоящих) повреждений. Но изоляция труб также выполняет несколько гораздо менее значимых ролей в доме. Они не только помогают домовладельцу сэкономить деньги на оплате коммунальных услуг, но и немного облегчают повседневную жизнь.
Минимизация притока и потери тепла
Среди невоспетых преимуществ изоляции труб ее способность минимизировать приток и потери тепла может быть самой важной. Когда вода течет по водопроводным линиям в доме без изоляции труб, горячая вода имеет тенденцию терять тепло, а холодная вода имеет тенденцию нагреваться. Внедрите изоляцию труб, и вы значительно уменьшите эту неизбежную неэффективность. Таким образом, в случае трубы с горячей водой может показаться, что сантехника не теряет тепло, но преимущества вполне реальны: вы получаете более низкие ежемесячные счета за электроэнергию, и вам не нужно ждать. до тех пор, пока горячая вода не достигнет приборов на вашей кухне или в ванных комнатах.
Внедрите изоляцию труб, и вы значительно уменьшите эту неизбежную неэффективность. Таким образом, в случае трубы с горячей водой может показаться, что сантехника не теряет тепло, но преимущества вполне реальны: вы получаете более низкие ежемесячные счета за электроэнергию, и вам не нужно ждать. до тех пор, пока горячая вода не достигнет приборов на вашей кухне или в ванных комнатах.
Некоторые работы лучше доверить профессионалам.
Получите бесплатные оценки от лицензированных сантехников рядом с вами без каких-либо обязательств.
Найдите профессионалов сейчас
+
Контроль образования конденсата
Когда поверхности водопроводных труб холоднее окружающего воздуха, изоляция помогает контролировать образование конденсата, который, если его не остановить, будет медленно разъедать трубы и их фитинги, что в конечном итоге приведет к массовый провал. Хотя конденсация может показаться отдаленной проблемой, она вовсе не редкость, особенно когда линии холодной воды соприкасаются с теплым влажным воздухом. Специальная изоляция труб с пароизоляцией предотвращает попадание теплого воздуха в трубы.
Специальная изоляция труб с пароизоляцией предотвращает попадание теплого воздуха в трубы.
Еще одно дополнительное преимущество изоляции труб: она защищает не только трубы, но и людей — от травм, которые могут быть вызваны контактом с очень горячими или очень холодными трубами.
Фото: Supplyhouse.com
Выбор изоляции
Существует несколько типов изоляции труб, каждый из которых изготовлен из разного материала и обладает разной степенью изоляции. Некоторые из них больше подходят для систем с горячей водой, в то время как другие включают в себя пароизоляцию, необходимую для контроля образования конденсата вдоль линии подачи холодной воды. Основные варианты включают в себя:
- Обычная изоляция из пеноматериала: Сбоку имеется прорезь, позволяющая легко надевать ее на существующие трубы. Как только он будет на месте, рекомендуется закрыть щели скотчем, чтобы улучшить изолирующие свойства продукта.
- Самоуплотняющаяся пеноизоляция: В отличие от обычной пеноизоляции для труб, самоуплотняющаяся разновидность имеет клей вдоль щели. Снимите ленту, прижмите клейкие полоски друг к другу, и все готово.
- Изоляция из напыляемой пены: Изоляция труб из напыляемой пены, обычно устанавливаемая профессионалами, оснащенными герметичными контейнерами, превосходно подходит там, где между водопроводными трубами и наружными стенами мало места.
- Крышки для труб из стекловолокна: Этот тип навесной жесткой изоляции из стекловолокна с бумажным покрытием чаще всего используется там, где температура трубы необычно высока, поскольку стекловолокно довольно хорошо сопротивляется нагреву.
 Снимите ленту, прижмите клейкие полоски друг к другу, и все готово.
Снимите ленту, прижмите клейкие полоски друг к другу, и все готово.Работа с асбестом
Даже сегодня в некоторых старых домах используется изоляция труб, содержащая асбест. В частности, если его потревожить и его тонкие волокна попадают в воздух, изоляция труб, содержащая асбест, может представлять серьезную опасность для здоровья. Асбестовую изоляцию не всегда легко идентифицировать, говорит Дэн О’Брайан, технический специалист SupplyHouse. com, интернет-магазина сантехники, отопления и ОВКВ. «Изоляция асбестовых труб имеет характерный гофрированный вид, — говорит он. «И если вы подозреваете, что у вас может быть асбест в ваших трубах или где-либо еще в вашем доме, обязательно обратитесь к профессионалу для его удаления».
com, интернет-магазина сантехники, отопления и ОВКВ. «Изоляция асбестовых труб имеет характерный гофрированный вид, — говорит он. «И если вы подозреваете, что у вас может быть асбест в ваших трубах или где-либо еще в вашем доме, обязательно обратитесь к профессионалу для его удаления».
Реклама
Затраты и выгоды
Является ли изоляция труб плохой идеей? «Единственный случай, который я могу придумать, когда изоляция труб была бы плохой идеей, — говорит О’Брайан, — это контуры лучистого отопления или охлаждения, где изоляция будет активно работать против конструкции системы». Таким образом, во всех случаях, кроме нескольких, установка изоляции труб обеспечивает экономию энергии и душевное спокойствие, но перевешивает ли выгода затраты? Это может зависеть от того, нанимаете ли вы подрядчика или нет. Самостоятельное выполнение работы — обычно с этим несложно — склоняет баланс в вашу пользу, а в зависимости от того, где вы живете, может быть, стоит или не стоит нанимать помощников.
 Это связано с рядом преимуществ данного метода, таких как: экономичность, высокая скорость и качество очистки.
Это связано с рядом преимуществ данного метода, таких как: экономичность, высокая скорость и качество очистки.





 Широкий выбор современных абразивов дает возможность подобрать оптимальные материалы для самых разнообразных задач.
Широкий выбор современных абразивов дает возможность подобрать оптимальные материалы для самых разнообразных задач.
 Благодаря этой особенности технология востребована в строительстве.
Благодаря этой особенности технология востребована в строительстве. Абразив засыпают в аппарат, который подает его в воздушный поток при помощи дозирующего клапана. Воздушную струю можно отрегулировать, как и диаметр частиц. Воздушно-песчаная взвесь, которая направлена на металл, создает сильное давление, поэтому обрабатываемую поверхность необходимо надежно закрепить.
Абразив засыпают в аппарат, который подает его в воздушный поток при помощи дозирующего клапана. Воздушную струю можно отрегулировать, как и диаметр частиц. Воздушно-песчаная взвесь, которая направлена на металл, создает сильное давление, поэтому обрабатываемую поверхность необходимо надежно закрепить. Например, компрессор создает давление, которое направляется в резервуар. Там формируется облако абразивных частиц, которое подается на поверхность. Такая компоновка характерна для инжекторного способа обработки. Но есть также напорный способ. Он предполагает, что давление создается непосредственно в емкости с абразивом.
Например, компрессор создает давление, которое направляется в резервуар. Там формируется облако абразивных частиц, которое подается на поверхность. Такая компоновка характерна для инжекторного способа обработки. Но есть также напорный способ. Он предполагает, что давление создается непосредственно в емкости с абразивом. Воздушный поток не может проходить через фитинги меньшего диаметра так же свободно и с той же силой, что через фитинги большого диаметра. Поэтому производители техники и те, кто ее обслуживает, уделяют самое пристальное внимание диаметру каждого элемента пескоструйного аппарата.
Воздушный поток не может проходить через фитинги меньшего диаметра так же свободно и с той же силой, что через фитинги большого диаметра. Поэтому производители техники и те, кто ее обслуживает, уделяют самое пристальное внимание диаметру каждого элемента пескоструйного аппарата.
 Абразивный материал приводится в движение сжатым воздухом или водой. (1) Он может служить различным целям; однако наиболее популярным его применением является удаление поверхностных загрязнений. Ржавчина, различные оксиды, масло, жир и краска обычно удаляются пескоструйной очисткой.
Абразивный материал приводится в движение сжатым воздухом или водой. (1) Он может служить различным целям; однако наиболее популярным его применением является удаление поверхностных загрязнений. Ржавчина, различные оксиды, масло, жир и краска обычно удаляются пескоструйной очисткой.
 Эти корпуса предотвращают воздействие вредных лазерных лучей. Они служат той же цели, что и камеры дробеструйной очистки, показанные на изображениях выше. Поскольку рабочие не подвергаются воздействию вредных лазерных лучей, нет необходимости в средствах индивидуальной защиты (СИЗ), специальной подготовке и других мерах контроля пользователей.
Эти корпуса предотвращают воздействие вредных лазерных лучей. Они служат той же цели, что и камеры дробеструйной очистки, показанные на изображениях выше. Поскольку рабочие не подвергаются воздействию вредных лазерных лучей, нет необходимости в средствах индивидуальной защиты (СИЗ), специальной подготовке и других мерах контроля пользователей. Наши автоматизированные решения для лазерной очистки не требуют обучения и средств индивидуальной защиты. Эти решения построены с использованием модульного подхода. Они состоят из лазера, опций и корпусов. Такой подход снижает цену и риски, обычно связанные с высокоадаптированными лазерными системами. Получите беззаботные решения, разработанные и установленные командой экспертов по лазерным технологиям Laserax.
Наши автоматизированные решения для лазерной очистки не требуют обучения и средств индивидуальной защиты. Эти решения построены с использованием модульного подхода. Они состоят из лазера, опций и корпусов. Такой подход снижает цену и риски, обычно связанные с высокоадаптированными лазерными системами. Получите беззаботные решения, разработанные и установленные командой экспертов по лазерным технологиям Laserax.
 (2018, 13 ноября). Получено 28 ноября 2018 г. с https://en.wikipedia.org/wiki/Abrasive_blasting
(2018, 13 ноября). Получено 28 ноября 2018 г. с https://en.wikipedia.org/wiki/Abrasive_blasting 

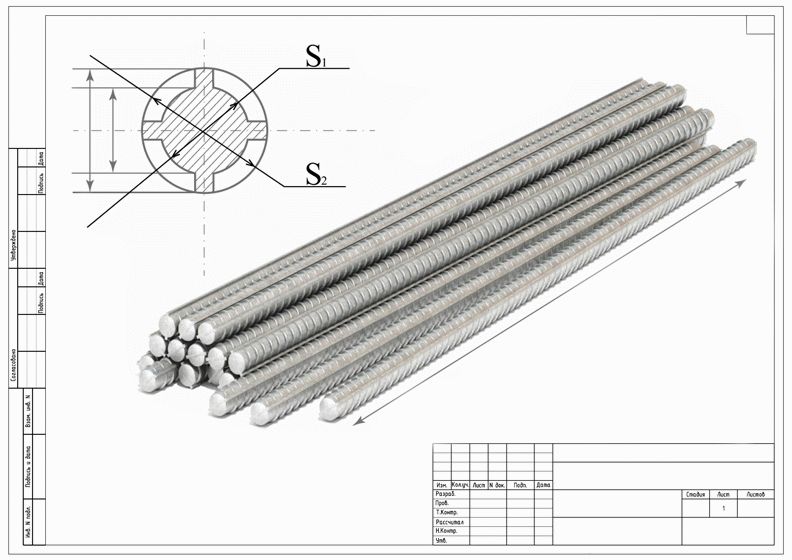
 Роль арматуры в них – усиление прочности бетона. Чаще всего используется гибкая стальная арматура – каркасы, сварные сетки, стержни. Поперечную арматуру используют для того, чтобы снизить риск появления наклонных трещин. Продольная арматура, кроме этого, контролирует растягивающее напряжение. Также арматуру применяют в производстве строительных деталей.
Роль арматуры в них – усиление прочности бетона. Чаще всего используется гибкая стальная арматура – каркасы, сварные сетки, стержни. Поперечную арматуру используют для того, чтобы снизить риск появления наклонных трещин. Продольная арматура, кроме этого, контролирует растягивающее напряжение. Также арматуру применяют в производстве строительных деталей. Изготавливаются все эти виды арматур из стали, которая обеспечивает надежность и безопасность всей конструкции.
Изготавливаются все эти виды арматур из стали, которая обеспечивает надежность и безопасность всей конструкции.




 Сталь20ГМЛ используют в трубопроводной арматуре, работающей под действием статических и динамических нагрузок с рабочими средами, содержащими сероводород.
Сталь20ГМЛ используют в трубопроводной арматуре, работающей под действием статических и динамических нагрузок с рабочими средами, содержащими сероводород.
 н., техническая керамика, корпусные детали трубопроводной арматуры по-прежнему изготавливают в большинстве случаев из металлов. Чаще всего черных ─ стали и чугуна, в меньшей степени цветных ─ сплавов меди, алюминия и титана.
н., техническая керамика, корпусные детали трубопроводной арматуры по-прежнему изготавливают в большинстве случаев из металлов. Чаще всего черных ─ стали и чугуна, в меньшей степени цветных ─ сплавов меди, алюминия и титана.
 ч. сверлению, точению, фрезерованию, шлифованию. Ее важное преимущество ─ небольшой по сравнению, например, с чугунной арматурой вес стальной арматуры, что упрощает монтаж и требования к металлоконструкциям трубопроводных систем.
ч. сверлению, точению, фрезерованию, шлифованию. Ее важное преимущество ─ небольшой по сравнению, например, с чугунной арматурой вес стальной арматуры, что упрощает монтаж и требования к металлоконструкциям трубопроводных систем.
 Горячие деформированные стержни
Горячие деформированные стержни
 Горячекатаные деформированные прутки
Горячекатаные деформированные прутки 
 Эта высокая прочность помогает эффективно напрягать бетон.
Эта высокая прочность помогает эффективно напрягать бетон. Следовательно, изготовленные стальные стержни легко доставляются на объект.
Следовательно, изготовленные стальные стержни легко доставляются на объект. По этой причине стальную арматуру связывают, а не сваривают.
По этой причине стальную арматуру связывают, а не сваривают. Сталь используется только в качестве арматуры, потому что удлинение стали из-за высоких температур (коэффициент теплового расширения) почти такое же, как у бетона.
Сталь используется только в качестве арматуры, потому что удлинение стали из-за высоких температур (коэффициент теплового расширения) почти такое же, как у бетона. Пруток из мягкой стали
Пруток из мягкой стали 
 Деформированный стальной стержень
Деформированный стальной стержень  Высокопрочные деформированные стержни
Высокопрочные деформированные стержни 
 Стоимость этой арматуры невысока.
Стоимость этой арматуры невысока. Оцинкованная арматура
Оцинкованная арматура 
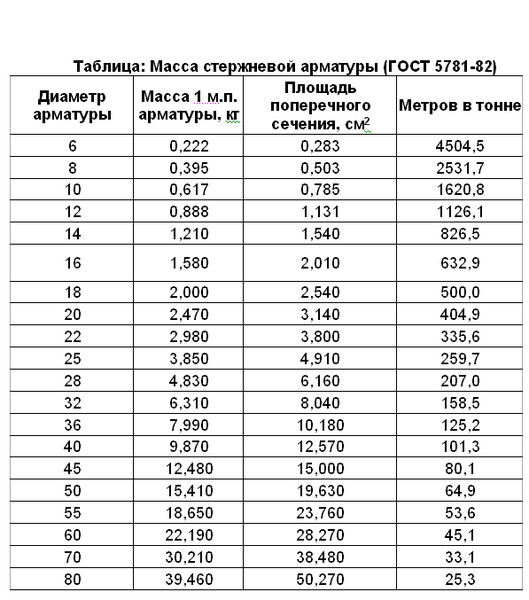
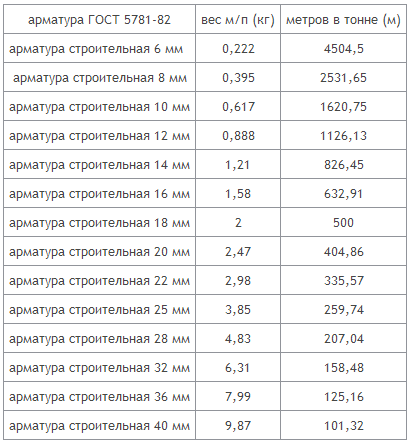
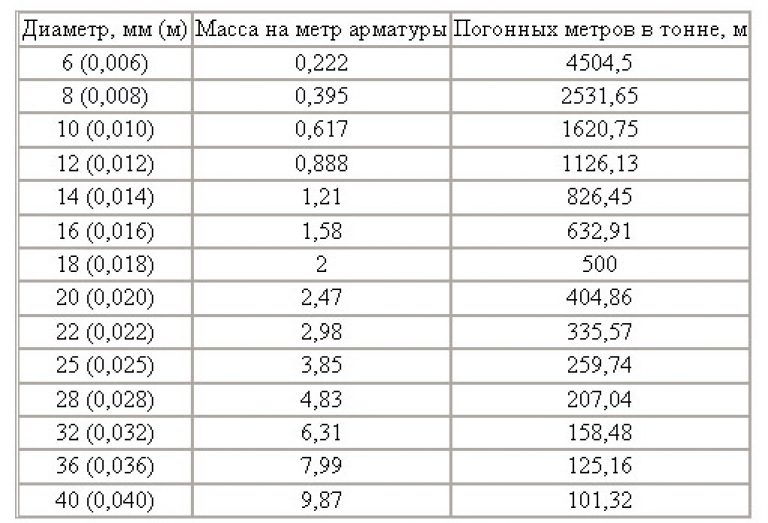
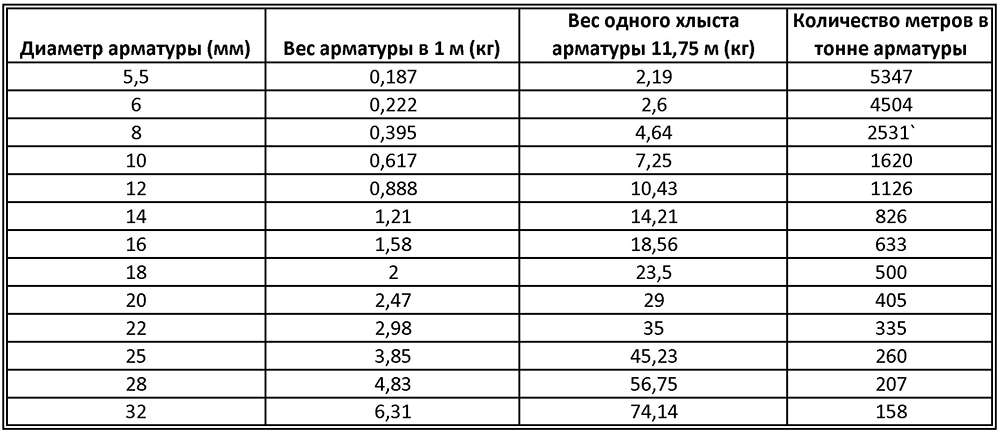
 Стальные изделия подобного диаметра, как правило, используются для установки ленточного фундамента в загородных коттеджах. Смотри также. Вес арматуры а3 таблица. Основной сортамент арматуры гладкого профиля, площади поперечного сечения ГОСТ 5781. Навигация.
Стальные изделия подобного диаметра, как правило, используются для установки ленточного фундамента в загородных коттеджах. Смотри также. Вес арматуры а3 таблица. Основной сортамент арматуры гладкого профиля, площади поперечного сечения ГОСТ 5781. Навигация. Зная данные о метраже и массе арматуры 10мм позволят вам не только получить о представление предполагаемых затратах на осуществление работ, но и даст возможность контролировать деятельность вашей наемной бригады строителей. Длина прутков может быть: — мерная — мерная длина с немерными остатками не более 2м, массой не превышаюзей 15% массы партии — немерная длина. При этом вес 1 метра арматуры 10 миллиметров согласно данным ГОСТа равняется 0,617кг. Металлические стержни выпускают следующих форм: С периодическим профилем или класс А2, Рифленый тип (А3 или А4), Гладкой формы (А1).
Зная данные о метраже и массе арматуры 10мм позволят вам не только получить о представление предполагаемых затратах на осуществление работ, но и даст возможность контролировать деятельность вашей наемной бригады строителей. Длина прутков может быть: — мерная — мерная длина с немерными остатками не более 2м, массой не превышаюзей 15% массы партии — немерная длина. При этом вес 1 метра арматуры 10 миллиметров согласно данным ГОСТа равняется 0,617кг. Металлические стержни выпускают следующих форм: С периодическим профилем или класс А2, Рифленый тип (А3 или А4), Гладкой формы (А1).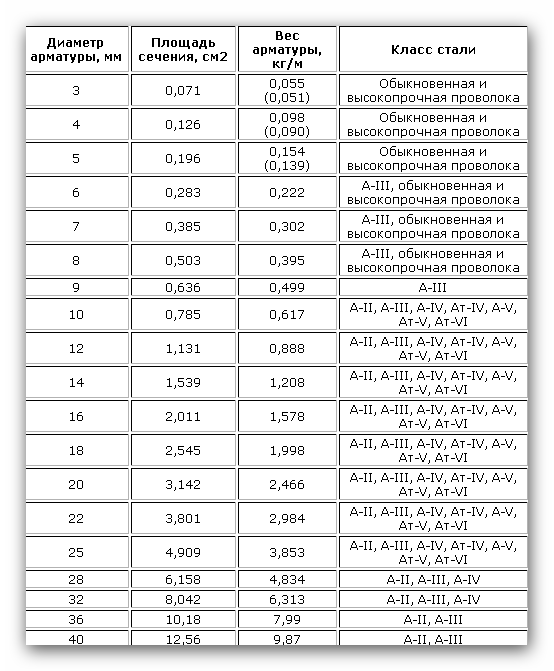 Относительное удлинение d 5, % Равномерное удлинение d r, % Ударная вязкость при температуре -60 °C.
Относительное удлинение d 5, % Равномерное удлинение d r, % Ударная вязкость при температуре -60 °C. Арматурный стальной прокат с гладким профилем класса А-I ГОСТ 5781-82. При этом арматура 10 вес погонного метра формирует стоимость за счет нижеуказанных характеристик, которые играют большую роль при выборе изделий для строительных работ: Марка и качество выполненного металла (низколегированная сталь (или 08г2с), а вот углеродистая имеет другой индекс — СТ3), Шаг ребра прутьев, их класс (А240-А1000, А1-А4). Вес арматуры 10 мм.
Арматурный стальной прокат с гладким профилем класса А-I ГОСТ 5781-82. При этом арматура 10 вес погонного метра формирует стоимость за счет нижеуказанных характеристик, которые играют большую роль при выборе изделий для строительных работ: Марка и качество выполненного металла (низколегированная сталь (или 08г2с), а вот углеродистая имеет другой индекс — СТ3), Шаг ребра прутьев, их класс (А240-А1000, А1-А4). Вес арматуры 10 мм. Для обозначения стержней специального назначения добавляется после обозначения «А» буквенный индекс «с».
Для обозначения стержней специального назначения добавляется после обозначения «А» буквенный индекс «с».

 38 ≈ = D2/533 (скажем)
38 ≈ = D2/533 (скажем)  ¹ Дистрибьюторы обычно имеют в наличии арматуру длиной 20 и 60 футов. Помимо низкоуглеродистой стали, арматура также изготавливается из нержавеющей стали (рентабельно, например, для бетонных мостов, где зимой посыпают солью лед) и других специальных сплавов.
¹ Дистрибьюторы обычно имеют в наличии арматуру длиной 20 и 60 футов. Помимо низкоуглеродистой стали, арматура также изготавливается из нержавеющей стали (рентабельно, например, для бетонных мостов, где зимой посыпают солью лед) и других специальных сплавов.
 квадратный стержень и размер 18 в виде 2-дюймового квадратного стержня.
квадратный стержень и размер 18 в виде 2-дюймового квадратного стержня. 410
410 Знак качества для класса 520 представляет собой либо «5», либо две продольные линии уровня.
Знак качества для класса 520 представляет собой либо «5», либо две продольные линии уровня. дюйм)
дюйм) В 1996 году ASTM изменил A 615M на мягкие метрические размеры. Например, стержень с метрическим обозначением «25», ранее имевший диаметр 25 миллиметров, стал диаметром 25,4 мм, таким же, как стержень размера 8 (1 дюйм).
В 1996 году ASTM изменил A 615M на мягкие метрические размеры. Например, стержень с метрическим обозначением «25», ранее имевший диаметр 25 миллиметров, стал диаметром 25,4 мм, таким же, как стержень размера 8 (1 дюйм).
 495
495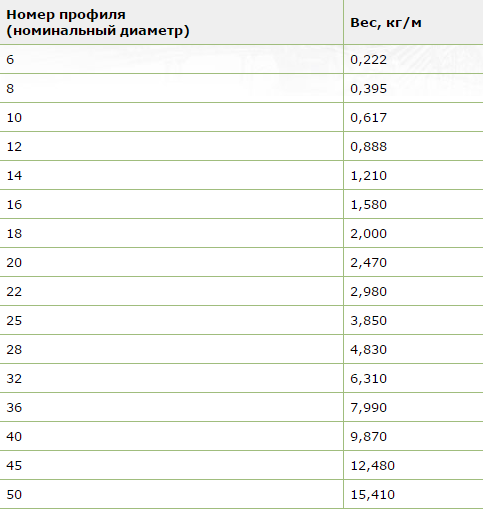
 000
000 Кроме того, сегодня на рынке совершенно определенно существует три сорта арматурного проката: «конструкционный сорт», «промежуточный сорт» и «твердый сорт». Это означает, что у дилеров теперь есть более дорогостоящие запасы, с которыми приходится справляться, и это означает, что они были затруднены в вопросе предоставления минимальных расценок на общественные работы.
Кроме того, сегодня на рынке совершенно определенно существует три сорта арматурного проката: «конструкционный сорт», «промежуточный сорт» и «твердый сорт». Это означает, что у дилеров теперь есть более дорогостоящие запасы, с которыми приходится справляться, и это означает, что они были затруднены в вопросе предоставления минимальных расценок на общественные работы.
 резьба NPT
резьба NPT резьба JIC
резьба JIC резьба NPT
резьба NPT резьба NPT
резьба NPT резьба JIC
резьба JIC резьба JIC
резьба JIC резьба NPT
резьба NPT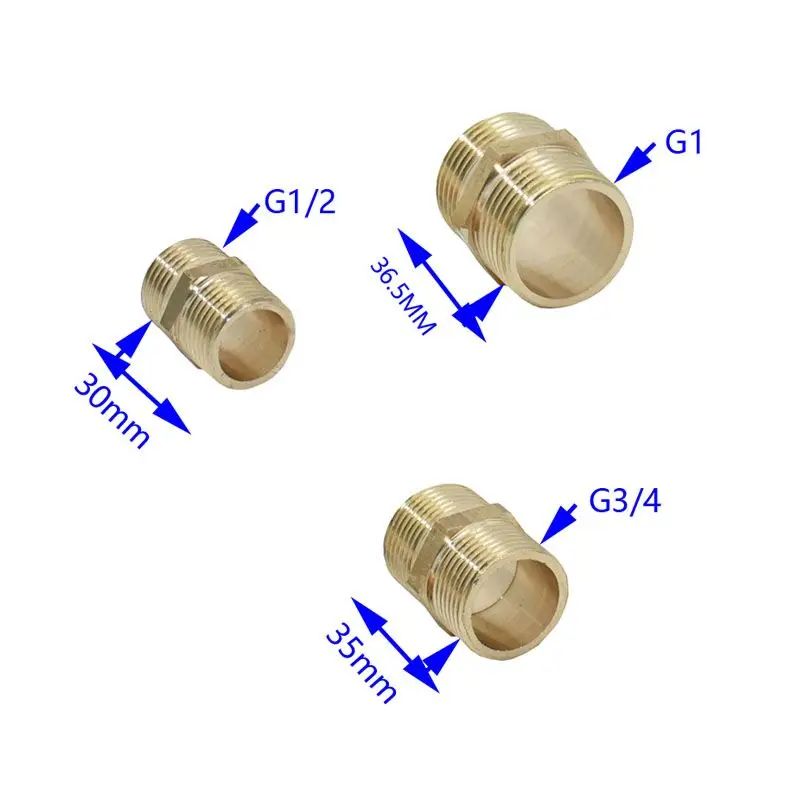 резьба JIC
резьба JIC коническая резьба ISO
коническая резьба ISO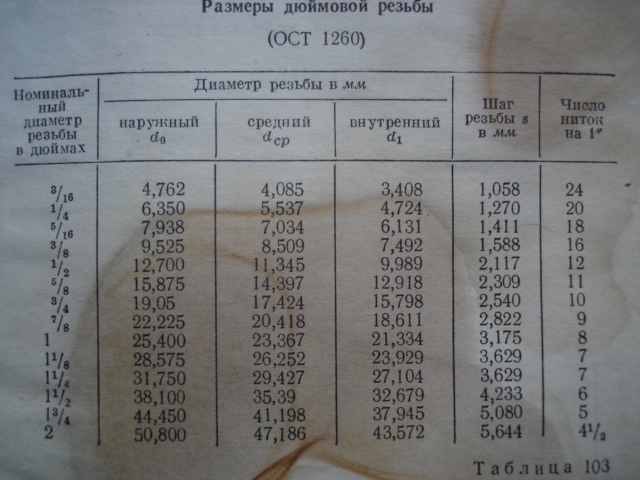 резьба JIC
резьба JIC резьба NPT
резьба NPT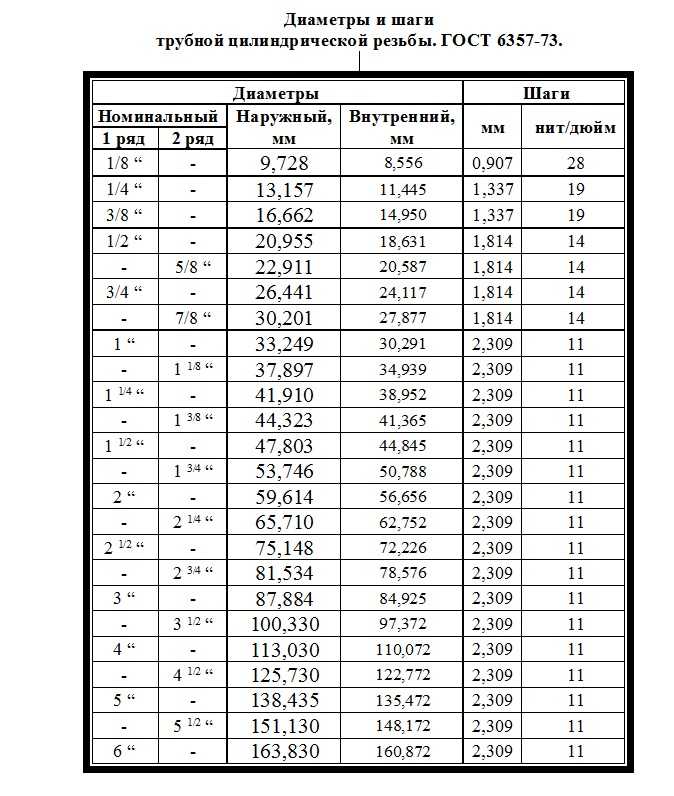 цилиндрическая резьба ISO
цилиндрическая резьба ISO резьба NPT
резьба NPT резьба NPT
резьба NPT резьба NPT
резьба NPT резьба NPT
резьба NPT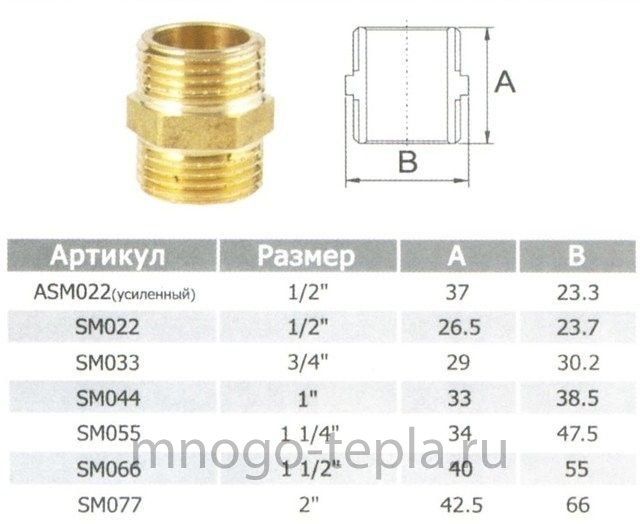 резьба NPT
резьба NPT резьба NPT
резьба NPT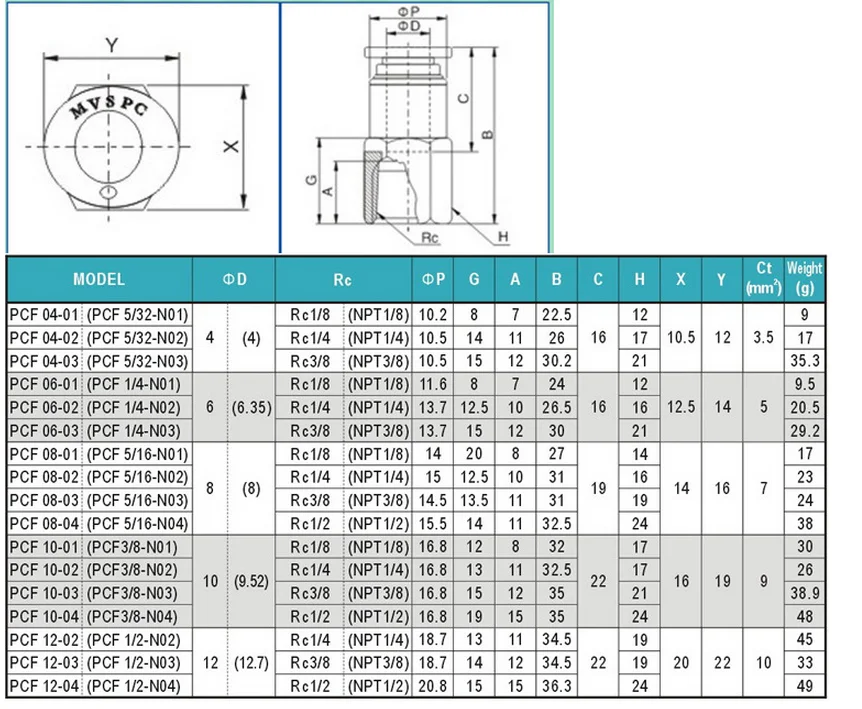 резьба JIC
резьба JIC резьба NPT
резьба NPT резьба NPT
резьба NPT цилиндрическая резьба ISO
цилиндрическая резьба ISO коническая резьба ISO
коническая резьба ISO резьба NPT
резьба NPT резьба NPT
резьба NPT резьба NPT
резьба NPT коническая резьба ISO
коническая резьба ISO Для этого возьмем практический пример из нашей повседневной работы: Клиент спросил нам определить резьбу уголка Мы объясним нашу процедуру шаг за шагом В конце этой инструкции по определению резьбы вы также можете определить свою собственную резьбу
Для этого возьмем практический пример из нашей повседневной работы: Клиент спросил нам определить резьбу уголка Мы объясним нашу процедуру шаг за шагом В конце этой инструкции по определению резьбы вы также можете определить свою собственную резьбу Шаг: Определите диаметр резьбы
Шаг: Определите диаметр резьбы 12,75 мм и 13,34 мм. Подробнее об этом позже.
12,75 мм и 13,34 мм. Подробнее об этом позже.

 Поэтому без специальных таблиц разобраться в этом вопросе будет сложно.
Поэтому без специальных таблиц разобраться в этом вопросе будет сложно.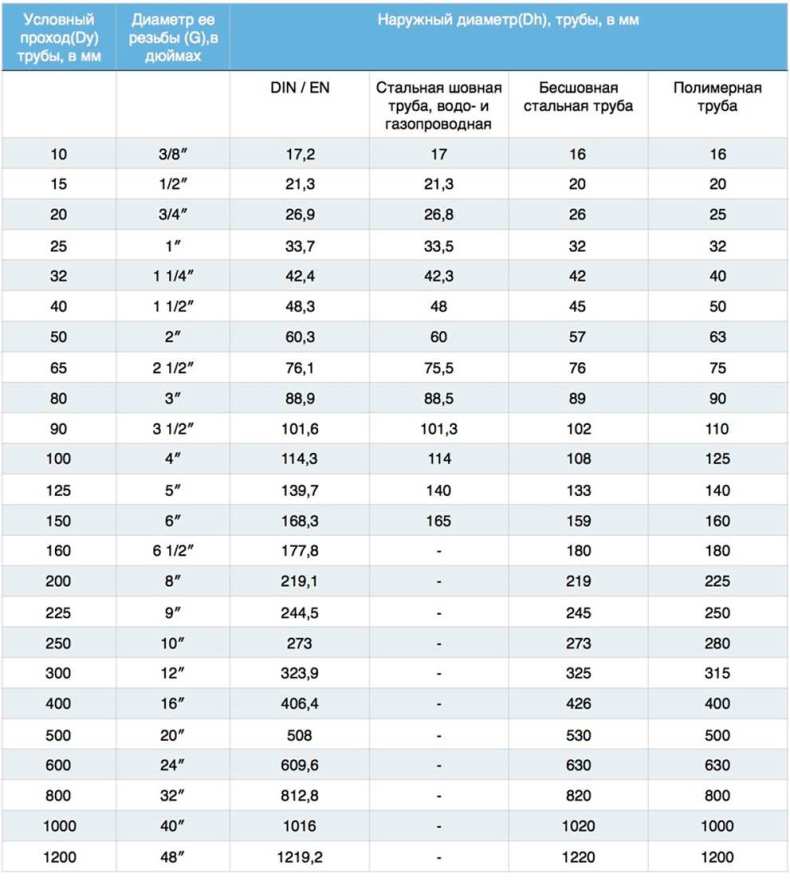
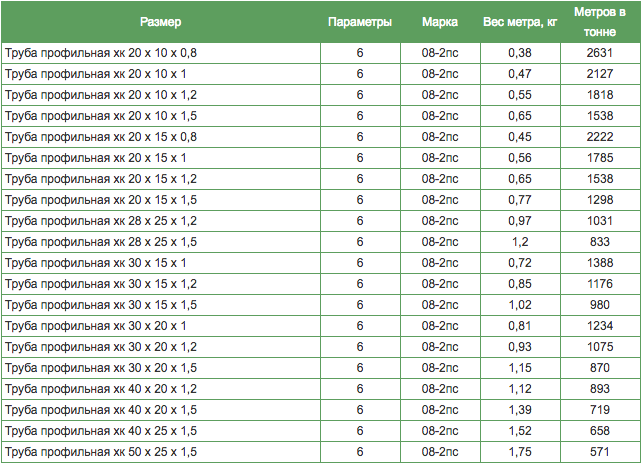
 Девушки в отделе продаж далеко не всегда могут адекватно подобрать необходимые комплектующие. Да и онлайн консультанты зачастую не отличаются профессионализмом. В этой ситуации вам помогут таблицы. В них вам нужно найти нужный размер в дюймах и посмотреть его аналог в миллиметрах при тонкой, нормальной и усиленной стенке.
Девушки в отделе продаж далеко не всегда могут адекватно подобрать необходимые комплектующие. Да и онлайн консультанты зачастую не отличаются профессионализмом. В этой ситуации вам помогут таблицы. В них вам нужно найти нужный размер в дюймах и посмотреть его аналог в миллиметрах при тонкой, нормальной и усиленной стенке. Умножаем требуемую длину на ее вес: 10 м * 2,39 кг = 23,9 кг. Далее остается умножить полученный результат на стоимость 1 кг продукции.
Умножаем требуемую длину на ее вес: 10 м * 2,39 кг = 23,9 кг. Далее остается умножить полученный результат на стоимость 1 кг продукции.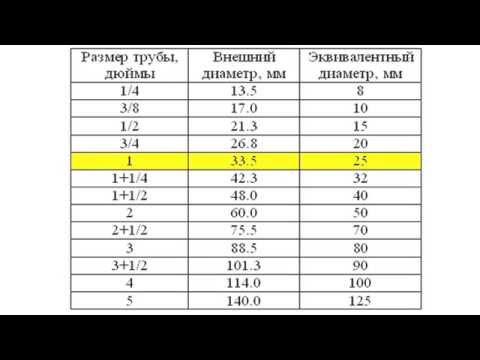
 Англичанин Джозеф Витворт (Joseph Whitworth), инженер по образованию, в 1841 году предложил новый для того времени тип нарезания резьбы. Он разработал удобный и надежный стандарт для мелкой резьбы с фиксированным углом канавки 55° и имеющей стандартный шаг для данного диаметра. Это нововведение вскоре стало первым национальным стандартом, его приняли железнодорожные компании, которые ранее использовали различные ре́зьбы. Стандарт был применён повсеместно. Позже он стал одним из британских стандартов и стал называться британский стандарт Витворта (сокращённо BSW).
Англичанин Джозеф Витворт (Joseph Whitworth), инженер по образованию, в 1841 году предложил новый для того времени тип нарезания резьбы. Он разработал удобный и надежный стандарт для мелкой резьбы с фиксированным углом канавки 55° и имеющей стандартный шаг для данного диаметра. Это нововведение вскоре стало первым национальным стандартом, его приняли железнодорожные компании, которые ранее использовали различные ре́зьбы. Стандарт был применён повсеместно. Позже он стал одним из британских стандартов и стал называться британский стандарт Витворта (сокращённо BSW).
 20.1. Резьба NPSM относится к цилиндрическим дюймовым резьбам (профиль резьбы в форме треугольника с углом в 60 градусов) и производится в диапазоне от 1/16 дюйма до 24 дюймов.
20.1. Резьба NPSM относится к цилиндрическим дюймовым резьбам (профиль резьбы в форме треугольника с углом в 60 градусов) и производится в диапазоне от 1/16 дюйма до 24 дюймов.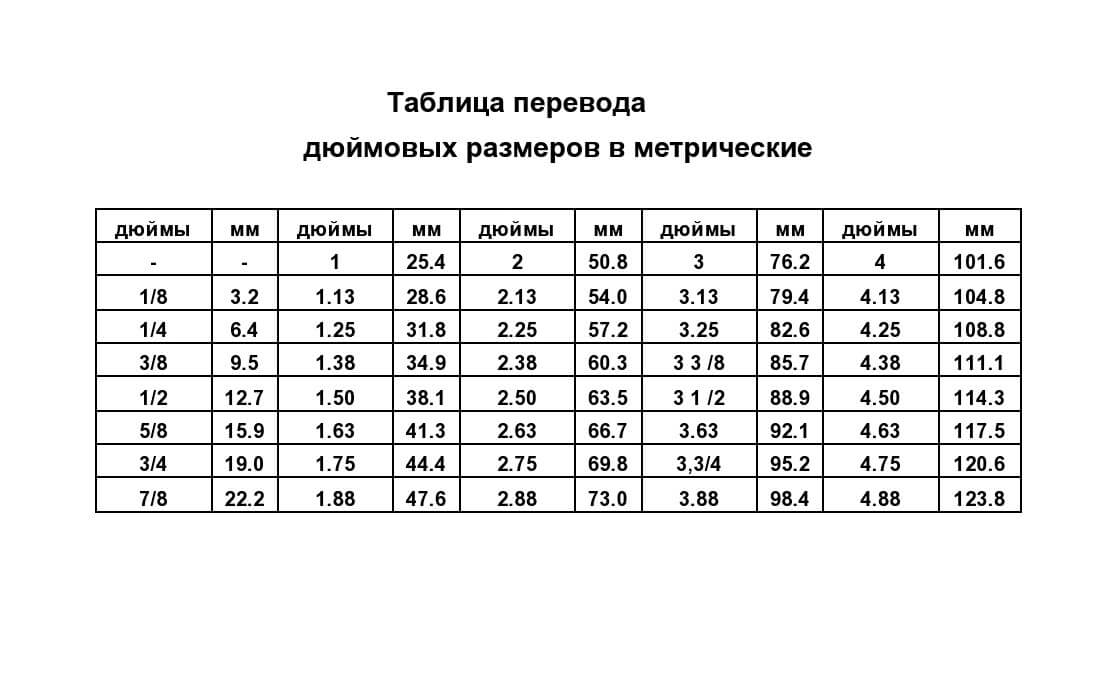 д. Дюймы и миллиметры» src=»https://www.youtube.com/embed/NlQk9NnwDEU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
д. Дюймы и миллиметры» src=»https://www.youtube.com/embed/NlQk9NnwDEU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  для более простых домашних водопроводных сетей эти полые секции, изготовленные из металла или пластика, необходимы для очень широкого спектра применений. Прежде чем мы углубимся в детали их стандартизации, важно определить их основные геометрические характеристики и размеры, которые мы измеряем и определяем для всех труб. Прежде всего, поскольку трубы представляют собой полые трубы, они имеют внешний диаметр и внутренний диаметр. В прошлом это вызывало путаницу, поскольку некоторые отрасли промышленности или производители труб предпочитали определять внешний или внутренний диаметр в качестве номинального размера трубы, и поэтому возникали проблемы с согласованностью.
для более простых домашних водопроводных сетей эти полые секции, изготовленные из металла или пластика, необходимы для очень широкого спектра применений. Прежде чем мы углубимся в детали их стандартизации, важно определить их основные геометрические характеристики и размеры, которые мы измеряем и определяем для всех труб. Прежде всего, поскольку трубы представляют собой полые трубы, они имеют внешний диаметр и внутренний диаметр. В прошлом это вызывало путаницу, поскольку некоторые отрасли промышленности или производители труб предпочитали определять внешний или внутренний диаметр в качестве номинального размера трубы, и поэтому возникали проблемы с согласованностью. Далее идет «толщина стенки» трубы, которая используется инженерами для определения того, подходит ли секция трубы для выдерживания заданного давления или нет, классифицированная в «расписания» . Толщина стенки трубы практически определяет прочность трубы, но она также помогает нам получить «внутренний диаметр» трубы. Основываясь на вышеупомянутом соображении, мы можем просто рассчитать внутренний диаметр трубы, дважды вычитая толщину стенки трубы из числа, соответствующего внешнему диаметру. Это соображение важно для инженеров, поскольку внутренний диаметр определяет скорость и скорость потока. Например, труба с наружным диаметром 60,3 мм и толщиной стенки 2,8 имеет внутренний диаметр 60,3 – (2,8 х 2) = 54,7 мм.
Далее идет «толщина стенки» трубы, которая используется инженерами для определения того, подходит ли секция трубы для выдерживания заданного давления или нет, классифицированная в «расписания» . Толщина стенки трубы практически определяет прочность трубы, но она также помогает нам получить «внутренний диаметр» трубы. Основываясь на вышеупомянутом соображении, мы можем просто рассчитать внутренний диаметр трубы, дважды вычитая толщину стенки трубы из числа, соответствующего внешнему диаметру. Это соображение важно для инженеров, поскольку внутренний диаметр определяет скорость и скорость потока. Например, труба с наружным диаметром 60,3 мм и толщиной стенки 2,8 имеет внутренний диаметр 60,3 – (2,8 х 2) = 54,7 мм. Существуют и другие стандарты, такие как IPS, JIS, DIPS и PIP, но они ограничены, устарели и/или слишком специализированы. Очевидно, что существует множество размеров труб для удовлетворения всех возможных потребностей, но я приведу таблицу данных, охватывающую размеры, которые наиболее часто используются в промышленности, начиная с диаметра в полдюйма и заканчивая восемью дюймами. Категории рейтинга спецификации, которые указывают толщину стенки, находятся в диапазоне от 5 до 160, что указывает на увеличение значения толщины. Также важно отметить, что из практических соображений кромки труб часто окрашиваются в соответствии с их рейтингом графика, и это также стандартизировано. Зеленый соответствует очень легкой толщине, желтый соответствует легкой толщине, синий — средней, красный — тяжелой, а белый — сверхтяжелой толщине стенки. Чтобы связать их с рейтингами по графику, средний — по графику — 40, а тяжелый — по графику — 80. Конечно, чем больше толщина, тем выше вес, и это очень важное соображение также может быть получено с помощью таблиц данных, предоставленных производитель труб.
Существуют и другие стандарты, такие как IPS, JIS, DIPS и PIP, но они ограничены, устарели и/или слишком специализированы. Очевидно, что существует множество размеров труб для удовлетворения всех возможных потребностей, но я приведу таблицу данных, охватывающую размеры, которые наиболее часто используются в промышленности, начиная с диаметра в полдюйма и заканчивая восемью дюймами. Категории рейтинга спецификации, которые указывают толщину стенки, находятся в диапазоне от 5 до 160, что указывает на увеличение значения толщины. Также важно отметить, что из практических соображений кромки труб часто окрашиваются в соответствии с их рейтингом графика, и это также стандартизировано. Зеленый соответствует очень легкой толщине, желтый соответствует легкой толщине, синий — средней, красный — тяжелой, а белый — сверхтяжелой толщине стенки. Чтобы связать их с рейтингами по графику, средний — по графику — 40, а тяжелый — по графику — 80. Конечно, чем больше толщина, тем выше вес, и это очень важное соображение также может быть получено с помощью таблиц данных, предоставленных производитель труб.
 27 мм
27 мм
 Напротив, последний шаг подключения раковины, унитаза или ванны иногда может показаться излишним. Если вы получите правильный черновой вариант, вы уже на пути к завершению проекта.
Напротив, последний шаг подключения раковины, унитаза или ванны иногда может показаться излишним. Если вы получите правильный черновой вариант, вы уже на пути к завершению проекта.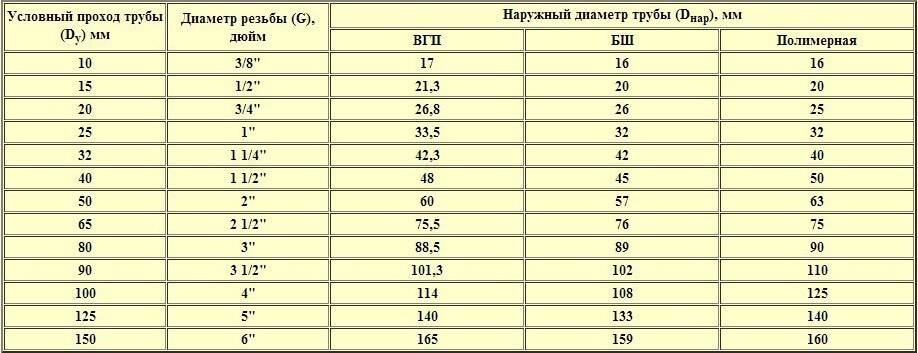 Это не просто вопрос семантики; это вопрос стандартизации и упрощения. Центральная линия, например, стандартизирует измерения и позволяет легко понять расстояние между трубами без дополнительных усложняющих факторов, таких как ширина трубы, график или толщина трубы.
Это не просто вопрос семантики; это вопрос стандартизации и упрощения. Центральная линия, например, стандартизирует измерения и позволяет легко понять расстояние между трубами без дополнительных усложняющих факторов, таких как ширина трубы, график или толщина трубы.
 6 дюймов от центра
6 дюймов от центра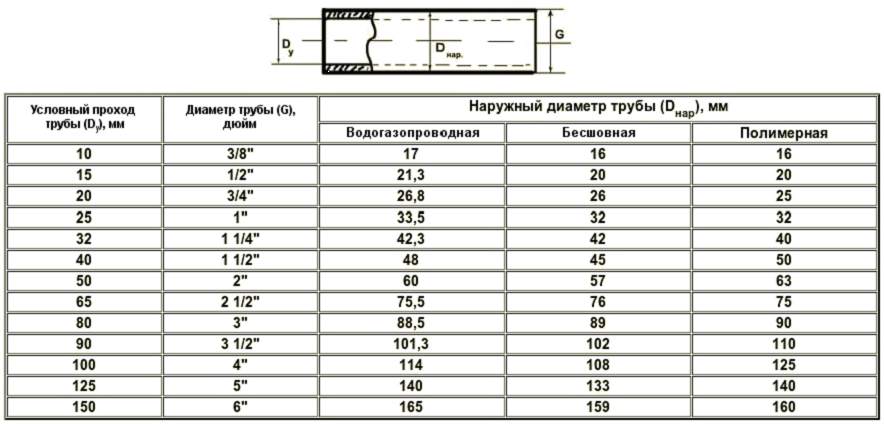



 Установка – в обратном порядке. Опытные специалисты отмечают: можно включить дрель или шуруповерт на реверс на малом ходу. Инструмент поможет даже в ремонте самого себя.
Установка – в обратном порядке. Опытные специалисты отмечают: можно включить дрель или шуруповерт на реверс на малом ходу. Инструмент поможет даже в ремонте самого себя. 






 Снять его оптимально способом сбивания. Закрепление сменного инструмента – чаще всего быстрозажимным методом.
Снять его оптимально способом сбивания. Закрепление сменного инструмента – чаще всего быстрозажимным методом.  При этом снимается усилия сжатия на цангах, насадка выпадает. В какую сторону крутить ключ, часто все забывают: для откручивания следует вращать по часовой стрелке.
При этом снимается усилия сжатия на цангах, насадка выпадает. В какую сторону крутить ключ, часто все забывают: для откручивания следует вращать по часовой стрелке. 
 При движении гайки цанги сжимаются, центрируют вставленный объект и удерживают его. Лучше работает патрон с большим количеством цанг. Существуют вариации с тремя, четырьмя, шестью и более цангами-лепестками. Каждая из них рассчитана под заготовку определенного диаметра.
При движении гайки цанги сжимаются, центрируют вставленный объект и удерживают его. Лучше работает патрон с большим количеством цанг. Существуют вариации с тремя, четырьмя, шестью и более цангами-лепестками. Каждая из них рассчитана под заготовку определенного диаметра. 
 Ранее патроны с маркировкой Д имели длину 22 мм, а К — 15 мм (ТУ 3-795-85).
Ранее патроны с маркировкой Д имели длину 22 мм, а К — 15 мм (ТУ 3-795-85).
 Маркировка на пачке Группа «В» № 9. Цветовая маркировка такая же. Упаковка по 18 шт. Эти патроны применялись в монтажных пистолетах прямого действия (без промежуточного ударника-поршня), выведенных из эксплуатации из-за травмоопасности (во всех современных монтажных пистолетах такой ударник позволяет резко снизить энергию выстрела, если по каким-то причинам дюбель не прислонен к твердой поверхности).
Маркировка на пачке Группа «В» № 9. Цветовая маркировка такая же. Упаковка по 18 шт. Эти патроны применялись в монтажных пистолетах прямого действия (без промежуточного ударника-поршня), выведенных из эксплуатации из-за травмоопасности (во всех современных монтажных пистолетах такой ударник позволяет резко снизить энергию выстрела, если по каким-то причинам дюбель не прислонен к твердой поверхности). п.) и не предназначенные для поражения цели, не относятся к боеприпасам, взрывчатым веществам и взрывным устройствам
п.) и не предназначенные для поражения цели, не относятся к боеприпасам, взрывчатым веществам и взрывным устройствам
 Если чернила попадут
Если чернила попадут Печатающая головка
Печатающая головка



 Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения. После отпружинивания металла изделие приобретет необходимую форму.
После отпружинивания металла изделие приобретет необходимую форму. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.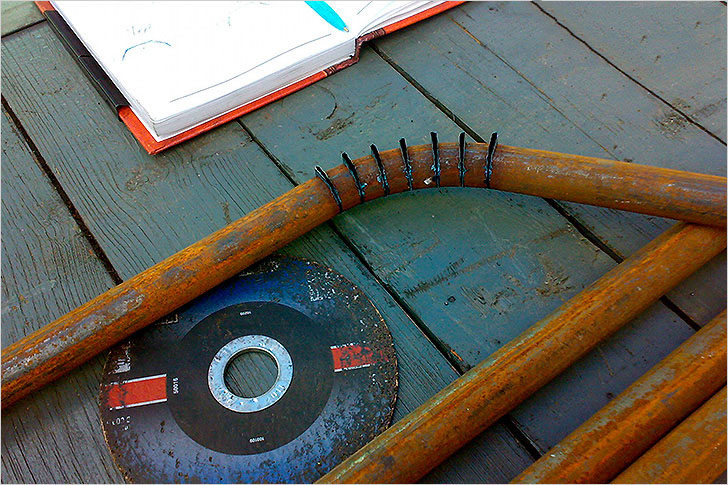 Он должен быть изготовлен из прочного материала;
Он должен быть изготовлен из прочного материала; По окончании работ необходимо извлечь пружину из детали.
По окончании работ необходимо извлечь пружину из детали. Создать приспособление для гибки можно своими руками из подручных материалов.
Создать приспособление для гибки можно своими руками из подручных материалов. При этом профильные трубы не только более эстетичны, но и обладают большей жесткостью. Как согнуть профильную трубу без образования складок и снижения прочности – не самый простой вопрос, однако и эту задачу можно решить в бытовых условиях.
При этом профильные трубы не только более эстетичны, но и обладают большей жесткостью. Как согнуть профильную трубу без образования складок и снижения прочности – не самый простой вопрос, однако и эту задачу можно решить в бытовых условиях. Готовую пружину помещают внутрь трубы и постепенно нагревают паяльной лампой место будущего сгиба. Для точного соблюдения радиуса лучше использовать болванку или шаблон, к которому прикладывают заготовку. Следует также позаботиться о собственной безопасности, работая в перчатках и используя клещи. Чтобы удерживать нагретую трубу.
Готовую пружину помещают внутрь трубы и постепенно нагревают паяльной лампой место будущего сгиба. Для точного соблюдения радиуса лучше использовать болванку или шаблон, к которому прикладывают заготовку. Следует также позаботиться о собственной безопасности, работая в перчатках и используя клещи. Чтобы удерживать нагретую трубу. При использовании металлического шаблона необходимо укомплектовать стенд фиксаторами.
При использовании металлического шаблона необходимо укомплектовать стенд фиксаторами. youtube.com/embed/NxqH7XQKaPM?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/NxqH7XQKaPM?feature=oembed» frameborder=»0″ allowfullscreen=»»> 
 При большом расстоянии между роликами значительный отрезок трубы вовсе не деформируется.
При большом расстоянии между роликами значительный отрезок трубы вовсе не деформируется.


 Хорошо сосредоточьтесь на изгибающемся конце, чтобы показать, насколько прост этот инструмент. Есть 3
Хорошо сосредоточьтесь на изгибающемся конце, чтобы показать, насколько прост этот инструмент. Есть 3
 Квадратные, прямоугольные или круглые трубы могут быть согнуты.
Квадратные, прямоугольные или круглые трубы могут быть согнуты. Однако эти трубы имеют больший радиус изгиба.
Однако эти трубы имеют больший радиус изгиба. Сплющенные трубы можно использовать, например, для изготовления распорок.
Сплющенные трубы можно использовать, например, для изготовления распорок.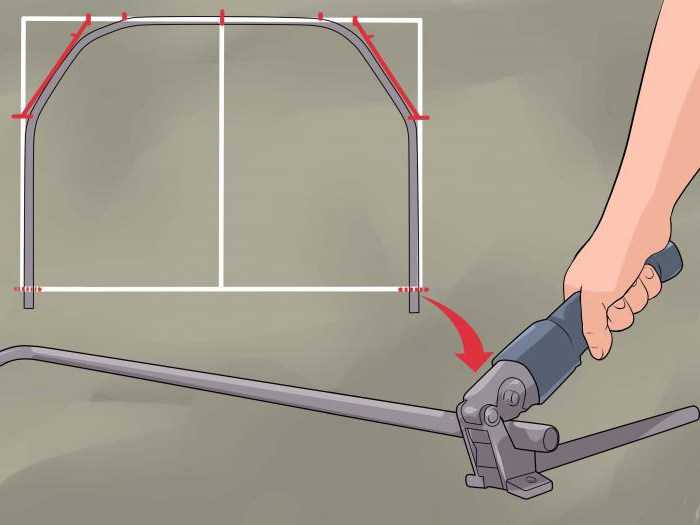 Пожалуйста, добавьте другой продукт или перейдите к
Пожалуйста, добавьте другой продукт или перейдите к с. 200
с. 200 с. 280
с. 280 с. 340
с. 340

 Цена электросварных труб, изготовленных из холоднокатаного штрипса или листа, несколько выше, поскольку они отличаются превосходящими эксплуатационными характеристиками. Горячекатаные заготовки на порядок дешевле, поэтому и трубы, изготовленные из них, имеют меньшую стоимость.
Цена электросварных труб, изготовленных из холоднокатаного штрипса или листа, несколько выше, поскольку они отличаются превосходящими эксплуатационными характеристиками. Горячекатаные заготовки на порядок дешевле, поэтому и трубы, изготовленные из них, имеют меньшую стоимость.
 Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла.
Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла.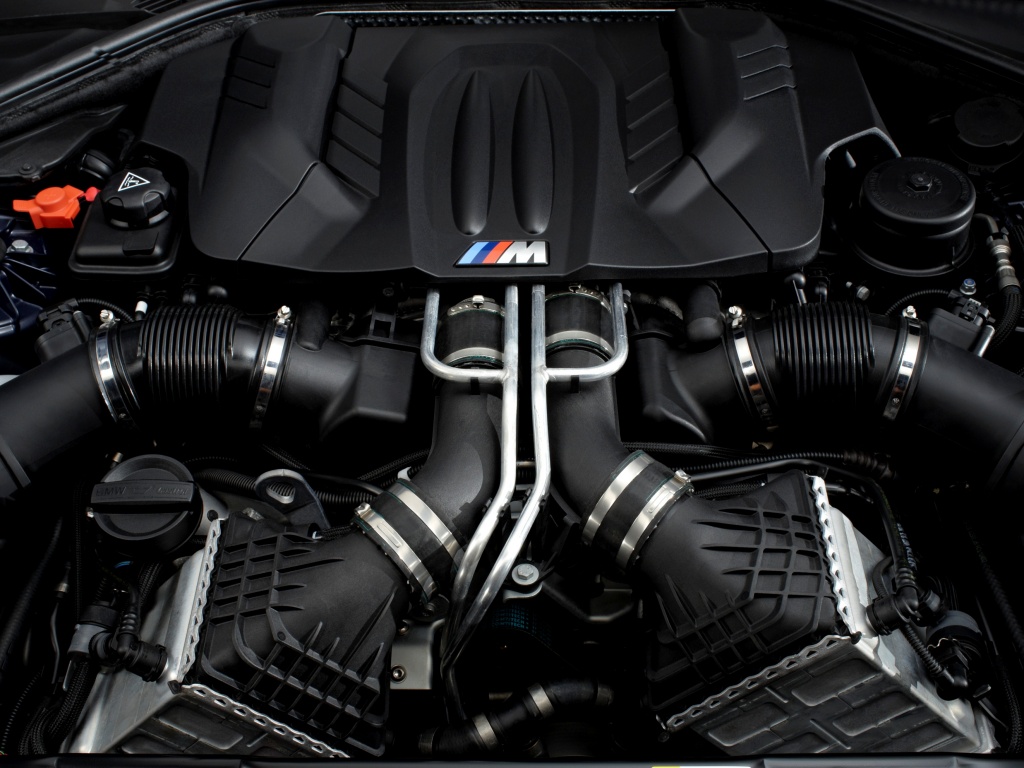 Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала.
Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала. Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
 Двигатель у новой модели тогда остался практически без изменений. Однако, глупо было бы полагать, что конструкторские работы велись только в одном направлении. Оказывается, для нового мотоцикла тогда был разработан и новый двигатель! Но… в силу каких-то обстоятельств в серию новый двигатель М-63 так и не попал.
Двигатель у новой модели тогда остался практически без изменений. Однако, глупо было бы полагать, что конструкторские работы велись только в одном направлении. Оказывается, для нового мотоцикла тогда был разработан и новый двигатель! Но… в силу каких-то обстоятельств в серию новый двигатель М-63 так и не попал. д.) из-за того, что кривошип устанавливается в картер сзади.
д.) из-за того, что кривошип устанавливается в картер сзади. Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла.
Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла. Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала.
Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала. Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
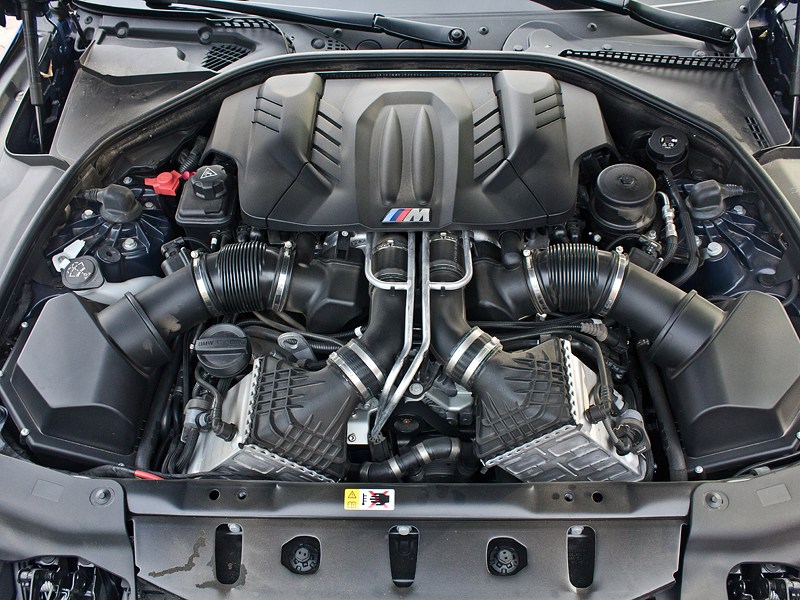
 Многие также считают, что BMW сильно недооценивает выходную мощность S63. В любом случае, это чертовски производительный двигатель. Однако ни одна машина или двигатель не идеальны, и это относится к моделям S63 M5, M6 и M8. В этой статье мы обсудим некоторые из наиболее распространенных проблем с двигателем S63, а также общую надежность.
Многие также считают, что BMW сильно недооценивает выходную мощность S63. В любом случае, это чертовски производительный двигатель. Однако ни одна машина или двигатель не идеальны, и это относится к моделям S63 M5, M6 и M8. В этой статье мы обсудим некоторые из наиболее распространенных проблем с двигателем S63, а также общую надежность. Двигатели N63 являются отличным примером, так как оригинальные N63 были ужасной историей, а более новые двигатели N63TU3 — радикальное улучшение. Возможно, с S63 все по-другому, но двигатели со временем совершенствовались. Новые двигатели S63TU, вероятно, будут более надежными, чем ранние S63.
Двигатели N63 являются отличным примером, так как оригинальные N63 были ужасной историей, а более новые двигатели N63TU3 — радикальное улучшение. Возможно, с S63 все по-другому, но двигатели со временем совершенствовались. Новые двигатели S63TU, вероятно, будут более надежными, чем ранние S63. Есть также много других вещей, которые могут выйти из строя с двигателем S63 — это понятие применимо ко всем двигателям.
Есть также много других вещей, которые могут выйти из строя с двигателем S63 — это понятие применимо ко всем двигателям. Соленоиды VANOS полагаются на протекание через них масла, а это означает, что они выдерживают определенные нагрузки. Со временем на соленоидах S63 Vanos образуются масляные отложения, которые начинают вызывать проблемы с правильной работой. Это не серьезная проблема, но в S63 используются 4 соленоида VANOS, поэтому стоимость ремонта может возрасти.
Соленоиды VANOS полагаются на протекание через них масла, а это означает, что они выдерживают определенные нагрузки. Со временем на соленоидах S63 Vanos образуются масляные отложения, которые начинают вызывать проблемы с правильной работой. Это не серьезная проблема, но в S63 используются 4 соленоида VANOS, поэтому стоимость ремонта может возрасти. Обычно они со временем выходят из строя из-за накопления, поэтому симптомы со временем часто ухудшаются. Это часто вызывает неровный холостой ход, пропуски зажигания и колебания. Он также может выдать код неисправности, указывающий на проблему с соленоидами. Более серьезный отказ соленоидов приведет к тому, что S63 M5 / M6 загорится индикатором проверки двигателя, кодами неисправностей, и двигатель может перейти в аварийный режим.
Обычно они со временем выходят из строя из-за накопления, поэтому симптомы со временем часто ухудшаются. Это часто вызывает неровный холостой ход, пропуски зажигания и колебания. Он также может выдать код неисправности, указывающий на проблему с соленоидами. Более серьезный отказ соленоидов приведет к тому, что S63 M5 / M6 загорится индикатором проверки двигателя, кодами неисправностей, и двигатель может перейти в аварийный режим. Скорее всего, проблемы с шатунными подшипниками на BMW S63 раздуты до невероятных размеров. Частично это, вероятно, связано с тем, что некоторые считают, что подразделение M не может понять шатунные подшипники. Все двигатели S54, S65 и S85 имели свою долю проблем с шатунными подшипниками. Хотя, вероятно, даже они были преувеличены.
Скорее всего, проблемы с шатунными подшипниками на BMW S63 раздуты до невероятных размеров. Частично это, вероятно, связано с тем, что некоторые считают, что подразделение M не может понять шатунные подшипники. Все двигатели S54, S65 и S85 имели свою долю проблем с шатунными подшипниками. Хотя, вероятно, даже они были преувеличены. По мере износа они въедаются в коленчатый вал и в конечном итоге могут вызвать стук штока и удары поршня. По сути, если вовремя не обнаружить поломку шатунного подшипника, можно полностью испортить двигатель. Это не настолько распространенная проблема, чтобы отпугнуть нас от покупки двигателя S63.
По мере износа они въедаются в коленчатый вал и в конечном итоге могут вызвать стук штока и удары поршня. По сути, если вовремя не обнаружить поломку шатунного подшипника, можно полностью испортить двигатель. Это не настолько распространенная проблема, чтобы отпугнуть нас от покупки двигателя S63.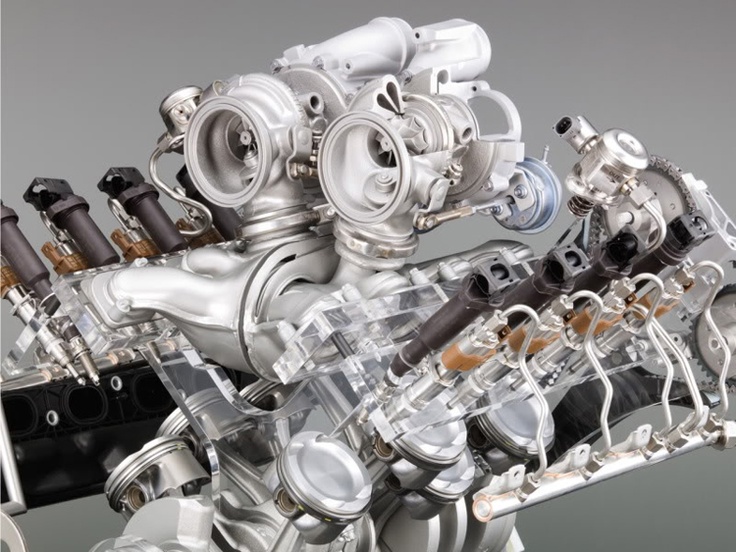 Это дешево сделать и скажет вам, если что-то выглядит ненормальным.
Это дешево сделать и скажет вам, если что-то выглядит ненормальным.
 Турбодвигатели уже жестко относятся к системе зажигания. Добавьте к этому тот факт, что S63 развивает мощность более 550 лошадиных сил, а детали зажигания выдерживают большие нагрузки.
Турбодвигатели уже жестко относятся к системе зажигания. Добавьте к этому тот факт, что S63 развивает мощность более 550 лошадиных сил, а детали зажигания выдерживают большие нагрузки. Эти пропуски зажигания могут привести к тому, что S63 будет работать неровно на холостом ходу, заикаться при ускорении и терять мощность. Вероятно, это вызовет код неисправности, указывающий на пропуски зажигания в цилиндре. Как только вы узнаете, какой цилиндр (ы) дает пропуски зажигания, попробуйте заменить катушку зажигания на исправный цилиндр. Если последует пропуск зажигания, то, скорее всего, виноваты катушки зажигания S63. Если пропуски зажигания не следуют, это, вероятно, свечи зажигания.
Эти пропуски зажигания могут привести к тому, что S63 будет работать неровно на холостом ходу, заикаться при ускорении и терять мощность. Вероятно, это вызовет код неисправности, указывающий на пропуски зажигания в цилиндре. Как только вы узнаете, какой цилиндр (ы) дает пропуски зажигания, попробуйте заменить катушку зажигания на исправный цилиндр. Если последует пропуск зажигания, то, скорее всего, виноваты катушки зажигания S63. Если пропуски зажигания не следуют, это, вероятно, свечи зажигания. Двигатель не страдает многими серьезными общими проблемами, но они могут и случаются в редких случаях. Тем не менее, это высокопроизводительный двигатель, используемый в высокопроизводительных автомобилях BMW M. Техническое обслуживание может быстро окупиться. Это особенно верно, когда вы принимаете во внимание массивные тормоза, шины и т. д. BMW S63 может быть надежным, но это ни в коем случае не дешевый двигатель.
Двигатель не страдает многими серьезными общими проблемами, но они могут и случаются в редких случаях. Тем не менее, это высокопроизводительный двигатель, используемый в высокопроизводительных автомобилях BMW M. Техническое обслуживание может быстро окупиться. Это особенно верно, когда вы принимаете во внимание массивные тормоза, шины и т. д. BMW S63 может быть надежным, но это ни в коем случае не дешевый двигатель.
 Поддерживайте S63 в хорошем состоянии, сохраняйте заводской двигатель или придерживайтесь консервативной настройки, и вы, вероятно, получите отличный опыт владения двигателем S63 M5 / M6.
Поддерживайте S63 в хорошем состоянии, сохраняйте заводской двигатель или придерживайтесь консервативной настройки, и вы, вероятно, получите отличный опыт владения двигателем S63 M5 / M6.