Классификация стальных труб
- Подробности
- Опубликовано: 06 Март 2019
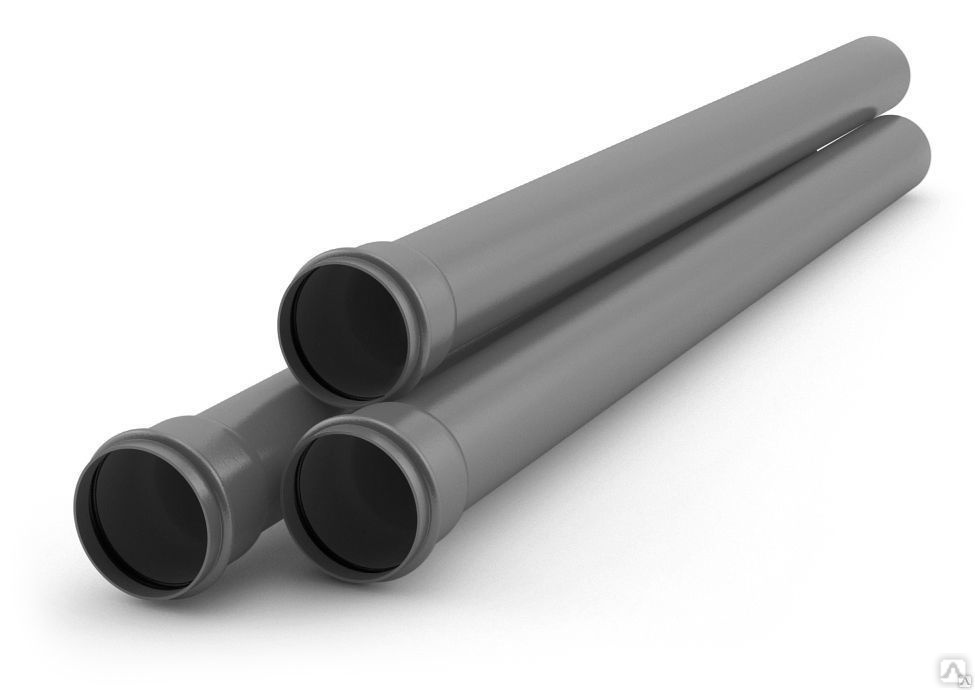
Прокладка тепло-, газо- и водопроводных коммуникаций, строительство различных по сложности и размерам конструкций, промышленность являются основными сферами деятельности, в которых применяется труба стальная ГОСТ. Продукция данного типа отличается габаритами, техническими характеристиками, вариантами использования.
Сечение и размеры стальных труб также варьируются в широком диапазоне. Кроме промышленного использования, продукция меньшего диаметра активно применяется на бытовом уровне. Благодаря сочетанию небольшой массы, гибкости, прочности и долговечности продукция востребована на рынке, при качественной сварке герметичность соединений не вызывает нареканий в течение всего срока эксплуатации.
Виды стальных труб
Покупателями металлических труб в Минске и Республике Беларусь являются различные производственные и строительные компании, частные клиенты. Продукция любого типоразмера изготавливается в соответствии с требованиями ГОСТ, имеет сертификаты качества. Существует несколько типов изделий, наиболее востребованными на рынке являются следующие виды:
Продукция любого типоразмера изготавливается в соответствии с требованиями ГОСТ, имеет сертификаты качества. Существует несколько типов изделий, наиболее востребованными на рынке являются следующие виды:
- Профильные трубы производятся из углеродистой стали, имеют квадратное или прямоугольное сечение. Продукция изготавливается из металлических листов, загнутых и сваренных по всей длине. Применение таких изделий актуально при строительстве металлоконструкций различного типа и назначения.
- Технология горячекатаного деформирования применяется для производства бесшовных труб круглого сечения. Продукция изготавливается из углеродистых и низколегированных марок металла на специальных прокатных станах, выделяется в общем ряду отсутствием сварных швов.
- Аналогичные марки металла применяются при изготовлении электросварной продукции круглого сечения. Заготовки подвергаются обработке на современном оборудовании, принимают нужную форму и свариваются в готовое изделие по всей длине.

- Одними из наиболее востребованных считаются оцинкованные трубы. Продукция обрабатывается в ваннах, заполненных расплавленным цинком. На внешней и внутренней поверхности образуется тонкая оксидная пленка, защищающая изделия от коррозии и окисления.

Габаритные размеры и вес стальной трубы являются значимыми параметрами при выборе продукции. Масса определяется толщиной стенок, влияет на прочность и способы использования.
По технологии производства изделия могут быть горячедеформированными и холоднокатаными. В первом случае заготовки проходят термическую обработку и разогреваются до высокой температуры. Металл вытягивается и принимает нужную форму в специальных станках. Такая технология производства применима для бесшовных моделей.
Холоднокатаные трубы изготавливаются без предварительного разогрева. В качестве заготовок используются листы нужного размера и толщины. На современном оборудовании металл раскатывается и принимает нужную форму. С помощью сварки заготовки приобретают вид готовой продукции. Герметичность и отсутствие дефектов электросварного шва проверяется на каждом изделии.
Герметичность и отсутствие дефектов электросварного шва проверяется на каждом изделии.
Габаритные размеры, масса, диаметры стальных труб изменяются в широком диапазоне. В соответствии с общепринятой классификацией, к малым относятся изделия диаметром от 5 до 102 мм. Такая продукция используется на бытовом уровне, для организации систем перекачки рабочих сред, установке металлоконструкций.
Продукция диаметром от 102 до 426 мм используется при монтаже трубопроводов различного назначения, например, для транспортировки жидкостей, газа, теплоносителя, питьевой и технической воды. Большие трубы, сечением 426 мм и более активно используются для монтажа магистральных трубопроводов.
По форме сечения наиболее востребованными являются круглые трубы, прочные, надежные и долговечные. Изделия с квадратным, прямоугольным и многоугольным срезом применяются для возведения металлоконструкций, при строительстве зданий, складских помещений, коммерческих и производственных объектов.
Классификация стальных труб
Технология изготовления продукции, диаметры металлических труб, масса, габариты являются не единственными критериями, по которым выделяют различные виды продукции. Одним из вариантов классификации является качество обработки поверхности. Внутренняя и внешняя стороны могут быть полированными или шлифованными, обточенными, дополнительно обработанными от коррозии.
Одним из вариантов классификации является качество обработки поверхности. Внутренняя и внешняя стороны могут быть полированными или шлифованными, обточенными, дополнительно обработанными от коррозии.
Обширный сортамент стальных труб можно разделить на 6 классов:
- Трубы первого класса используется при отсутствии специальных требований к конструкциям и трубопроводам. Для монтажа водопроводов полива, при сооружении различных ненапрягаемых металлоконструкций, ограждений и лесов такие изделия являются практичным и недорогим вариантом.
- Углеродистая сталь является основным материалом для производства продукции второго класса. Использование качественного металла и современных технологий позволяет получить товар, пригодный для организации трубопроводов нефтегазовой промышленности. Коммуникации применяются для транспортировки жидкости и газа, продуктов переработки нефти под низким и высоким давлением на относительно небольшие расстояния.
- Основным достоинством труб третьего класса является способность работать с агрессивными средами и под высоким давлением. Продукция используется в ядерной технике, при транспортировке на дальние расстояния нефти и нефтепродуктов, в качестве конструктивных элементов тепловых котлов и печей.
- Для проведения геологических изысканий, разведки, бурения скважин и нефтегазовой добычи применяется продукция четвертого класса.
- Прочные и долговечные, способные работать с высокой нагрузкой, трубы пятого класса применяются при производстве различных металлоконструкций. Изделия входят в состав буровых вышек, опор, мостовых кранов. Актуально применение подобных материалов в авто, авиа и вагоностроении.
- Шестой класс продукции разработан специально для нужд машиностроительного комплекса. Металлические изделия применяются при производстве поршневых групп и насосов автомобилей. Достоинством изделий является способность работать под крайне высоким давлением.
 Продукция используется в ядерной технике, при транспортировке на дальние расстояния нефти и нефтепродуктов, в качестве конструктивных элементов тепловых котлов и печей.
Продукция используется в ядерной технике, при транспортировке на дальние расстояния нефти и нефтепродуктов, в качестве конструктивных элементов тепловых котлов и печей.
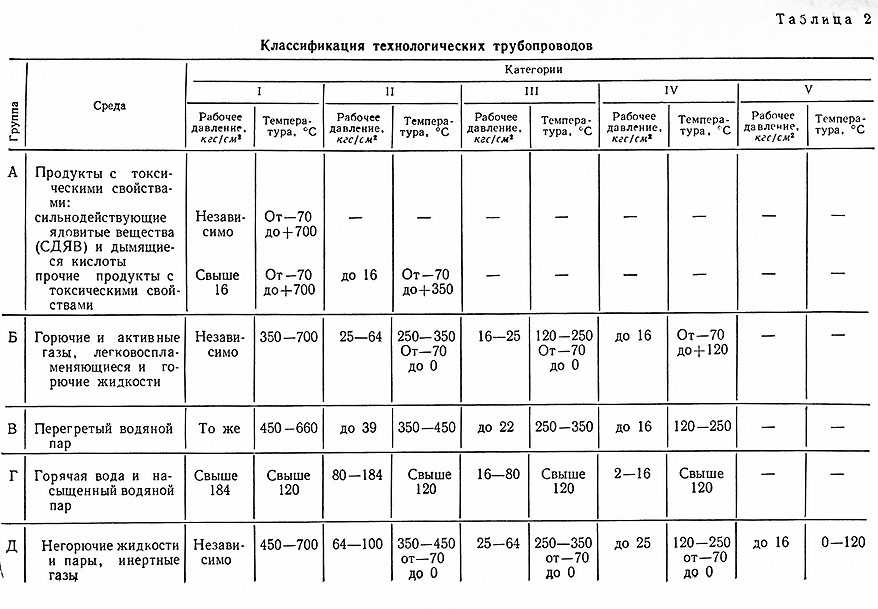
Каждая категория имеет определенный диапазон применения, технические характеристики и особенности. Размеры, марка стали и диаметр стальных труб в таблицах, приведенных ниже, поможет разобраться с выбором продукции для строительства, бытового использования, организации систем коммуникаций и других целей.
Характеристики и применение стальных труб
Выбирая продукцию для различных видов деятельности, заказчики сравнивают технические характеристики оцинкованных, профильных, бесшовных, электросварных и водогазопроводных изделий. Диаметр трубы стальной также является одним из основных показателей.
Оцинкованные трубы
Обработка черного металла методом оцинкования позволяет повысить степень защиты от образования коррозии и окисления. Востребованными на рынке являются следующие виды продукции с оксидной пленкой на поверхности:
- Водогазопроводные модели используются при организации систем коммуникаций внутри зданий жилого и производственного назначения. В соответствии с потребностями потребителей изменяется диаметр изделий. Такие сети имеют длительный срок эксплуатации.
- Организация водо- и газопровода за пределами здания выполняется с использованием электросварных оцинкованных моделей. Допускается применение товара с круглым сечением для монтажа различных металлоконструкций, строительства заборов и ограждений.
- Профильные трубы с защитным цинковым покрытием используются как внутри, так и снаружи здания. Продукция активно применяется при производстве и монтаже металлоконструкций коммерческого, производственного, бытового назначения.
Для нанесения защитного покрытия используются различные технологии. Горячее оцинкование подразумевает опускание готовых труб в ванну с расплавленным металлом. Возможна обработка стальной ленты, которая далее сваривается в готовый профиль, а швы дополнительно оцинковываются. Термодиффузионная и гальваническая обработка являются современными и более дорогими технологиями, позволяют добиться высокого качества покрытия.
Профильные трубы
Производство профильных труб организовано с использование стального металлопроката в виде ленты. Кроме квадратной и прямоугольной, товар может иметь сечение в форме овала. Характеристики изделий зависят от толщины и марки стали, а применяются трубы в следующих целях:
- Холоднокатаная продукция имеет толщину стенок от 0,6 до 2 мм. При изготовлении мебели, каркасов, опор с небольшой нагрузкой такой товар является востребованным.
- Горячекатаные модели выпускаются с толщиной стенок от 1,5 до 5 мм. Благодаря высокой прочности и надежности используются при строительстве заборов и ограждений, различных металлоконструкций.
- Замкнутые профильные трубы считаются наиболее прочными и способными выдерживать большие нагрузки. Толщина стенок от 4 до 12 мм позволяет использовать продукцию для строительства складов, ангаров, коммерческий зданий, габаритных и сложных объектов.
 При изготовлении мебели, каркасов, опор с небольшой нагрузкой такой товар является востребованным.
При изготовлении мебели, каркасов, опор с небольшой нагрузкой такой товар является востребованным.
Для повышения срока эксплуатации, защиты от воздействия коррозии и окисления, товар подвергается оцинковке и окрашиванию. Для профильной трубы использование при монтаже металлоконструкций различного типа и сложности является основным вариантом использования.
Бесшовные трубы
Производство бесшовных моделей требует больших финансовых затрат, так как используется специализированное оборудование и технологии. Но и технические характеристики продукции более высокие, а отсутствие сварного шва обеспечивает герметичность, длительный срок эксплуатации, прочность и износостойкость.
Но и технические характеристики продукции более высокие, а отсутствие сварного шва обеспечивает герметичность, длительный срок эксплуатации, прочность и износостойкость.
Для производства горячекатаных моделей используются цельные заготовки, которые разогреваются до температуры от 900 до 1200 градусов. На станках металл вытягивается и принимает форму трубы. Благодаря своим характеристикам, продукция выдерживает высокое давление, используется при организации систем транспортировки жидкости и газа, применяется в машиностроении.
Холоднодеформированные модели производятся при разогреве металла до температуры не более 450 градусов. Изделия получают ровную и гладкую поверхность, но технологический процесс является одним из наиболее дорогих. Подобный товар используется в энергетических установках различного типа и назначения.
Водогазопроводные трубы
Изделия с маркировкой ВГП являются наиболее популярными на рынке, используются повсеместно, производятся в различных типоразмерах. Для изготовления продукции используются стальные ленты или штрипсы, свариваемые по всей длине. Для того, чтобы изделие было прочным и герметичным, особое внимание уделяется качеству сварки и проверке готового шва.
Для изготовления продукции используются стальные ленты или штрипсы, свариваемые по всей длине. Для того, чтобы изделие было прочным и герметичным, особое внимание уделяется качеству сварки и проверке готового шва.
Трубы данного типа могут быть стандартными, облегченными и усиленными. В зависимости от перекачиваемой среды и величины давления используется товар различного типа. При проверке отбраковываются изделия, имеющие дефекты и неоднородности поверхности, трещины, расслоения металла, вздутия и другие негативные особенности.
Использование продукции актуально при монтаже водопроводов и систем перекачки газа. Между собой элементы свариваются или соединяются на резьбу. Допускается использование для производства заборов, ограждений, строительных лесов, различных металлоконструкций. Покупателями становятся организации сферы ЖКХ, строительные, монтажные компании.
Электросварные трубы
Для производства электросварных труб используются металлические ленты. В прямошовных моделях сварка осуществляется вдоль всего изделия. Шов имеет минимально возможную длину, легко проверяется на качество и герметичность. Менее распространенными считаются спиральношовные модели. Такая продукция сваривается по спирали, обычно имеет большой диаметр и применяется при организации трубопроводов соответствующего размера.
Шов имеет минимально возможную длину, легко проверяется на качество и герметичность. Менее распространенными считаются спиральношовные модели. Такая продукция сваривается по спирали, обычно имеет большой диаметр и применяется при организации трубопроводов соответствующего размера.
Изделия данного типа изготавливаются из углеродистой, низколегированной стали, реже нержавейки. Применяются для монтажа трубопроводов перекачки воды, теплоносителя для систем отопления, газа и продуктов нефтепереработки. Продукция высокой прочности используется для строительства магистралей высокого давления.
Особенности транспортировки
В любой таблице стальных труб указаны основные характеристики продукции, марка стали, толщина стенок, диаметр, вес на единицу длины, форма и другие параметры. Приобретая изделия для любого вида использования, необходимо оценить возможность упаковки и транспортировки к месту назначения. Для каждой марки продукции нормативными документами определены условия перевозки:
- Упаковка оцинкованных изделий имеет вес от 1000 до 7000 килограмм. На бирке к каждой пачке указывается диметр элементов, марка металла, другие технические характеристики. Перевозка осуществляется без контакта с другой номенклатурой, а хранение возможно на открытых площадках.
- Профильные модели также поставляются в пачках с максимальным весом 9 тонн, имеют бирки с сопровождающей технической информацией. При перевозке тонкостенных моделей требуется жесткая упаковка для исключения повреждений. Для хранения лучше использовать склады с отоплением, а транспортировка возможна в вагонах или транспорте с открытым верхом.
- Бесшовные трубы небольшого диаметра поставляются связками. Для габаритной продукции перевозка выполняется без упаковки. Если диаметр более 159 мм, технические характеристики нанесены на самом элементе.
- Водогазопроводные изделия также перевозятся упаковками или отдельными элементами. В зависимости от габаритных размеров определяется способ транспортировки.
- Стандартная упаковка электросварных моделей составляет от 2 до 5 тонн, минимальная и максимальная равняется 1 и 8 тонн соответственно. Хранение под открытым небом возможно при толщине стенки свыше 1,5 мм, в противном случае используются специальные коробы и складские помещения. Погрузка связок осуществляется кранами, а перевозка в транспорте с открытым верхом.
 На бирке к каждой пачке указывается диметр элементов, марка металла, другие технические характеристики. Перевозка осуществляется без контакта с другой номенклатурой, а хранение возможно на открытых площадках.
На бирке к каждой пачке указывается диметр элементов, марка металла, другие технические характеристики. Перевозка осуществляется без контакта с другой номенклатурой, а хранение возможно на открытых площадках.
 Хранение под открытым небом возможно при толщине стенки свыше 1,5 мм, в противном случае используются специальные коробы и складские помещения. Погрузка связок осуществляется кранами, а перевозка в транспорте с открытым верхом.
Хранение под открытым небом возможно при толщине стенки свыше 1,5 мм, в противном случае используются специальные коробы и складские помещения. Погрузка связок осуществляется кранами, а перевозка в транспорте с открытым верхом.
Если у вас остались вопросы по выбору стальных труб под определенные задачи, вы можете обратиться к нашим менеджерам.
- < Назад
- Вперёд >
Классификация труб
Играйте в азино777 и получайте ценные призы!
Стальные трубы по способу производства подразделяют на:
- Горячедеформированные бесшовные стальные трубы.
- Горячекованые бесшовные стальные трубы.
- Горячекатаные бесшовные стальные трубы.
- Горячепрессованные бесшовные стальные трубы.
- Теплодеформированные бесшовные стальные трубы.
- Теплокатаные бесшовные стальные трубы.
- Теплотянутые бесшовные стальные трубы.
- Холоднодеформированные бесшовные стальные трубы.
- Холоднокатаные бесшовные стальные трубы.
- Холоднотянутые бесшовные стальные трубы.
- Центробежнолитые бесшовные стальные трубы.
- Электросварные стальные трубы.
- Прямошовные электросварные стальные трубы.
- Горячедеформированные прямошовные электросварные стальные трубы.
- Холоднодеформированные прямошовные электросварные стальные трубы.
- Холоднокатаные прямошовные электросварные стальные трубы.
- Холоднотянутые прямошовные электросварные стальные трубы.
- Спиралешовные электросварные стальные трубы.
- Стальные трубы печной сварки.
- Свертные паяные стальные трубы.
- Стальные трубы с неметаллическим покрытием.
- Стальные трубы с металлическим покрытием.
- Стальные трубы с обработанной поверхностью.
- Обточенные стальные трубы.
- Шлифованные стальные трубы.
- Полированные стальные трубы.

2. Стальные трубы по форме сечения подразделяют:
- Круглые стальные трубы.
- Квадратные стальные трубы.
- Прямоугольные стальные трубы.
- Каплевидные стальные трубы.
- Овальные стальные трубы.
- Плоскоовальные стальные трубы.
- Стальные трубы других форм сечения.
3. Стальные трубы по отделке концов подразделяют:
- Нарезные стальные трубы.
- Стальные трубы с суженными концами.
- Стальные трубы с расширенными концами.
- Стальные трубы с высаженными концами.
- Стальные трубы с другими видами концов.
4. Стальные трубы по назначению (условиям применения) подразделяют на:
- Стальные трубы общего назначения.
- Стальные трубы целевого назначения.
- Стальные трубы специального назначения.
- Стальные трубы для геологической разведки и добычи нефти.
- Бурильные стальные трубы.
- Обсадные стальные трубы.
- Насосно-компрессорные стальные трубы.
- Нефтепроводные стальные трубы.
- Водогазопроводные стальные трубы.
- Магистральные стальные трубы.
- Подшипниковые стальные трубы.
- Стальные трубы с гарантированными свойствами при повышенных температурах.
- Стальные трубы высокого давления.
- Нержавеющие стальные трубы.
- Жаропрочные стальные трубы (котельные).
- Стальные трубы для химического оборудования.
- Стальные трубы другого целевого назначения.
Класс труб и спецификации трубопроводов. Инженер должен знать о трубах
Чтобы полностью понять класс труб и спецификации трубопроводов, вы должны знать основы трубопроводов.
Труба занимает очень большую часть любой технологической установки. Если вы посмотрите на платформу разведки нефти, нефтеперерабатывающий завод и нефтехимический комплекс, то обратите внимание на сложную сеть трубопроводов. Трубопровод используется для транспортировки различных технологических материалов от одного оборудования к другому. Но почему?
Трубопровод используется для транспортировки различных технологических материалов от одного оборудования к другому. Но почему?
Производственный цех — это место, где выполняется ряд действий, в частности, для преобразования сырья в полезный продукт. Взаимосвязанные трубы и компоненты труб используются для транспортировки сырья, промежуточного продукта и конечного продукта в нужное место.
Что такое труба?
Труба представляет собой прямую герметичную цилиндрическую полость, используемую в системе трубопроводов для транспортировки жидкости, газа и иногда твердых веществ.
Классификация труб (типы труб, используемых в нефтегазовой отрасли)
Трубы различных типов применяются в различных расчетных условиях с учетом технических и коммерческих параметров. Для малых и средних размеров более популярны бесшовные трубы, тогда как сварные трубы большего диаметра более экономичны.
В зависимости от способа производства труб трубы в основном подразделяются на две категории: бесшовные и сварные. Сварные трубы также классифицируют по способу сварки. Существует два способа сварки труб: 1-й с присадочным металлом и 2-й без присадочного металла.
Сварные трубы также классифицируют по способу сварки. Существует два способа сварки труб: 1-й с присадочным металлом и 2-й без присадочного металла.
В процессе дуговой сварки под флюсом используется сварка присадочным металлом, тогда как ERW/EFW и HFW не являются методами приварки при сварке трубы. Трубы SAW далее классифицируются как трубы с прямым швом и трубы со спиральным швом. Трубы с прямым швом также известны как трубы L-SAW или трубы с длинным швом SAW. Прямая труба SAW среднего диаметра имеет один шов, тогда как труба большого диаметра имеет двухшовный шов.
Посмотрите на изображение ниже для лучшего понимания.
Классификация труб
Что такое класс труб?
Класс трубопровода или класс трубопровода — это документ, в котором указывается тип компонентов, таких как тип трубы, график, материал, характеристики фланцев, типы отводов, типы клапанов и материал отделки клапана, прокладка и все другие конкретные требования к компонентам. для использования с различными жидкостями в различных условиях эксплуатации на предприятии.
Класс труб разработан с учетом рабочего давления, температуры и агрессивной среды. Различные спецификации материалов выделены в отдельный «Класс трубопроводов». Класс трубы является частью спецификации трубопровода.
Сокращенный код используется для охвата всей информации, относящейся к данному классу труб. Этот класс труб также включен в номер линии, чтобы инженеры-строители могли легко определить требуемый материал.
Тест по компонентам трубопровода – проверьте себя, пройдите этот тест
Перейдите по ссылке, чтобы ознакомиться с примером спецификации класса трубопровода.
Вы можете посмотреть это видео, где я более подробно объяснил вышеприведенный класс Pipe.
Каковы характеристики трубопровода?
Спецификации трубопроводов — это технические документы, которые создаются частными компаниями для удовлетворения дополнительных требований, применимых к конкретному продукту или применению.
Спецификации трубопроводов содержат особые/дополнительные требования к материалам, компонентам или услугам, выходящие за рамки норм и стандартных требований. Например, если вам нужна труба A106 Gr B с максимальным содержанием углерода 0,23% по сравнению со стандартными требованиями 0,3% Max, вы должны указать это требование в спецификации на покупку.
Зачем нужна Спецификация?
- Позволяет покупателю включать специальные требования в соответствии с конструкцией и условиями эксплуатации.
- Также позволяет персонализировать продукт.
- Обратите внимание, что требования в спецификации должны соответствовать требованиям.
Обычно нефтегазовые объекты создают свои собственные спецификации на этапе предварительного проектирования, который представляет собой предварительное проектирование и проектирование, или иногда используют готовые спецификации от хорошо зарекомендовавших себя компаний, таких как Shell, Bechtel, EIL и chevron.
Что такое компоненты трубопровода?
Компоненты трубопроводов представляют собой механические элементы, подходящие для соединения или сборки в герметичную трубопроводную систему, содержащую жидкость. Компоненты включают трубы, трубки, фитинги, фланцы, прокладки, болты-гайки, клапаны, компенсаторы, шланги, ловушки, фильтры, сепараторы, регулирующие клапаны, предохранительные клапаны, глухие фланцы, жалюзи для очков, капельные кольца и т. д.
Компоненты включают трубы, трубки, фитинги, фланцы, прокладки, болты-гайки, клапаны, компенсаторы, шланги, ловушки, фильтры, сепараторы, регулирующие клапаны, предохранительные клапаны, глухие фланцы, жалюзи для очков, капельные кольца и т. д.
Что это система трубопроводов?
Систему трубопроводов можно определить, когда компоненты трубопровода соединяются вместе для выполнения определенных действий, таких как транспортировка, распределение, смешивание, разделение, слив, измерение, контроль или остановка потоков жидкости, что называется системой трубопроводов.
Если вы хотите стать экспертом в области компонентов трубопроводов, вы можете приобрести мой полный курс, который охватывает все детали, связанные с компонентами трубопроводов.
Размер трубы
Размеры трубы указаны в размерах и номерах в таблице. Для определения размера труб обычно используются три разных термина.
- NPS — номинальный размер трубы
- NB — номинальный диаметр
- DN — номинальный диаметр понимание.
Размеры труб указаны в следующем стандарте
- ASME B36.10 — сварные и бесшовные трубы из кованой стали (углеродистая и легированная сталь)
- ASME B36.19 — трубы из нержавеющей стали
Что такое трубы малого диаметра и труба большого диаметра?
В проекте вы столкнетесь с такими терминами, как «малый диаметр» и «большой диаметр» или «труба большого диаметра».
Труба малого диаметра
Трубы диаметром до 2 дюймов считаются трубами малого диаметра. Тем не менее, некоторые компании считают трубы диаметром до 2,5 дюймов малым проходным сечением.
Труба большого диаметра (труба большого диаметра)
Размер трубы более 2 дюймов считается трубой большого диаметра или трубой большого диаметра
Длина трубы
Длина трубы указывается в метрах или футах. Во время производства трубы не изготавливаются одинаковой длины, и при строительстве технологических установок вам потребуются трубы разной длины.
Для решения этой проблемы стандарт определил длины труб в категориях одинарного случайного и двойного случайного выбора.Отдельные случайные трубы
Одинарные нерегулярные трубы имеют длину от 4,8 м до 6,7 м, при этом 5% длины составляют от 3,7 до 4,8 м
Двойные нерегулярные трубы
Двойные нерегулярные трубы имеют минимальную среднюю длину 10,7 м и минимальную длину 4,8 м, с 5 % длины от 4,8 м до 10,7 м
Типы концов труб
Трубы бывают следующих типов концов;
- Гладкие концы
- Скошенные концы
- Резьбовые концы
- Муфты и патрубки
- Фланцевые концы
- Контрфорсы
Гладкие концы
Гладкие концы используются, когда используются приварные фитинги раструбного типа.
Преимущества
- Выравнивание проще, чем стыковая сварка
- Отсутствие проникновения металла шва в отверстие Ожидается щелевая коррозия.
Скошенные концы
Скошенные концы труб используются при использовании фитингов для сварки встык.
Преимущества
- Наиболее практичный способ присоединения к большому количеству трубопроводов
- Надежный утечка сустава
- может быть рентгенография
.
Резьбовые концы
Трубы с резьбовыми концами используются с резьбовыми соединениями в системе трубопроводов.
Преимущества
- Легко изготавливается на месте
- Может использоваться там, где сварка не разрешена из-за пожароопасности
Недостатки
- Соединение может протечь, если оно не герметизировано должным образом
- Использование не разрешено нормами и правилами возможны эрозия, щелевая коррозия, удары или вибрация.
- Прочность трубы уменьшается по мере того, как резьба уменьшает толщину стенки
- Может потребоваться сварка с уплотнением
- В нормах указывается, что сварка с уплотнением не должна рассматриваться как способствующая прочности соединений.
Вы мастер по компонентам трубопроводов?
Муфты и патрубки
Муфты и патрубки обычно используются в трубопроводах из ковкого чугуна и неметаллических трубопроводах, таких как ПВХ и GRE/GRP.
Преимущества
- Легко изготовить на месте.
- Допускает несоосность до 10° на стыках труб.
Недостатки
- Подходит для применения при низком давлении.
- Требуется специальная конфигурация на концах трубы.
Фланцевый конец
Фланцевые концевые трубы используются там, где требуется болтовое соединение.
Преимущества
- Может быть легко изготовлен на месте
- Может использоваться там, где сварка не разрешена из-за свойств материала или пожароопасности.
- Демонтаж очень прост
Недостатки
- Это место потенциальной утечки
- Не может использоваться, когда трубопровод подвергается высокому изгибающему моменту.
Контрфорсы
Контрфорсы используются в стеклянных трубах и соединяются болтами с использованием опорных фланцев. Это стыковое соединение не способно выдерживать высокое давление.
Скачать класс труб в формате PDF
Не забудьте подписаться.
Процесс производства бесшовных и сварных труб
Процесс производства бесшовных труб
Бесшовные трубы являются самыми прочными среди всех типов труб, поскольку они имеют однородную структуру по всей длине трубы.
- Бесшовные трубы производятся различных размеров и видов. Однако существует Ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются в производстве фитингов, таких как отводы, отводы и тройники.
- Подробно объясняются различные производственные процессы;
Процесс производства труб на оправке
В процессе производства труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая выемка, также известная как исходная выемка, производится с помощью вращающегося прошивного станка и набора роликовых механизмов, которые удерживают прошивной станок в центре заготовки.
Внешний диаметр пробойника примерно равен внутреннему диаметру готовой трубы.
С помощью вторичного расположения валков достигаются наружный диаметр и толщина.Процесс производства труб с оправкой
Процесс производства труб с оправкой Mannesmann
Маннесманн был немецким инженером, который изобрел этот процесс производства труб. Единственная разница между процессом штекерной мельницы и процессом мельницы с оправкой заключается в том, что в методе с оправкой внутренний диаметр достигается за один проход. Напротив, в методе Маннесмана возможна многоступенчатая редукция.
Процесс производства кованых бесшовных труб
В процессе производства ковочных труб нагретая заготовка помещается в ковочный штамп диаметром, немного превышающим диаметр готовой трубы. Гидравлический пресс кузнечного молота с соответствующим внутренним диаметром используется для создания цилиндрической поковки.
После завершения поковки труба подвергается механической обработке для достижения окончательного размера. Процесс производства ковочных труб используется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами.
Кованые трубы обычно используются для парового коллектора.Методы производства кованых бесшовных труб
Тест по компонентам трубопровода – проверь себя, пройди этот тест
Процессы экструзии
При производстве экструзионных труб нагретая заготовка помещается внутрь матрицы. Гидравлический поршень прижимает заготовку к прошивной оправке, и материал вытекает из цилиндрической полости между матрицей и оправкой. Это действие производит трубу из заготовки.
Иногда производители производят трубы большой толщины, известные как полые. Многие производители вторичных труб использовали эту исходную полость для производства труб различных размеров.
процесс экструзии
Процесс производства сварных труб
Сварные трубы изготавливаются из листового или непрерывного рулона или полос. Для изготовления сварной трубы первый лист или рулон прокатывают в круглом сечении с помощью листогибочной машины или вальца в случае непрерывного процесса.
После прокатки круглого сечения из листа трубу можно сваривать с присадочным материалом или без него. Сварная труба может изготавливаться больших размеров без каких-либо ограничений по высоте. Сварная труба с присадочным материалом может быть использована для изготовления длиннорадиусных отводов и отводов.
Сварные трубы дешевле, чем бесшовные, и менее прочны из-за сварного шва.
Для сварки труб используются различные методы сварки.
- ERW- Сварка сопротивлением
- EFW- Электросварка плавлением
- HFW- Высокочастотная сварка
- SAW- Дуговая сварка под флюсом (длинный шов и спиральный шов) / Процесс трубы EFW / HFW, первая пластина имеет цилиндрическую форму, а продольные края сформированного цилиндра свариваются оплавлением, низкочастотной контактной сваркой, высокочастотной индукционной сваркой или высокочастотной контактной сваркой. сварка.
erw-pipe-manufacturing process
Процесс производства труб под флюсом
В процессе сварки под флюсом внешний присадочный металл (проволочные электроды) используется для соединения сформированных пластин.
 Для решения этой проблемы стандарт определил длины труб в категориях одинарного случайного и двойного случайного выбора.
Для решения этой проблемы стандарт определил длины труб в категориях одинарного случайного и двойного случайного выбора.

 С помощью вторичного расположения валков достигаются наружный диаметр и толщина.
С помощью вторичного расположения валков достигаются наружный диаметр и толщина.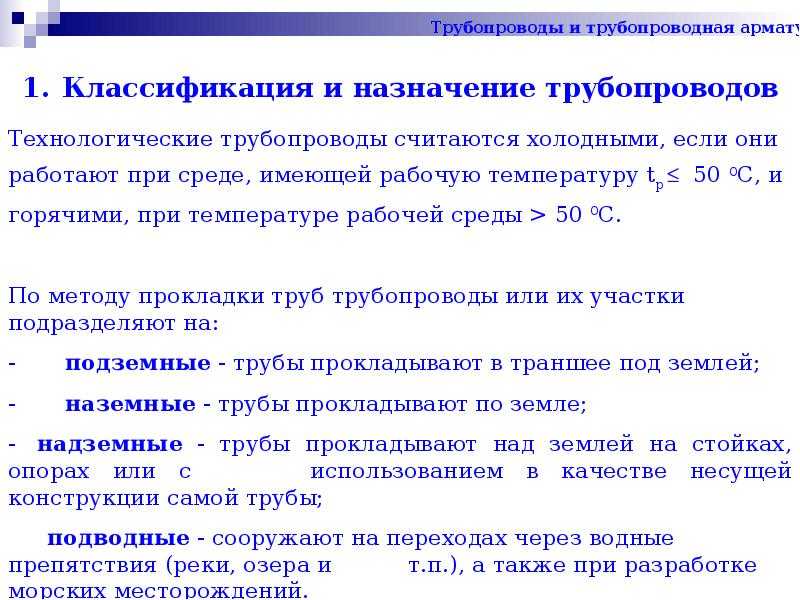 Кованые трубы обычно используются для парового коллектора.
Кованые трубы обычно используются для парового коллектора.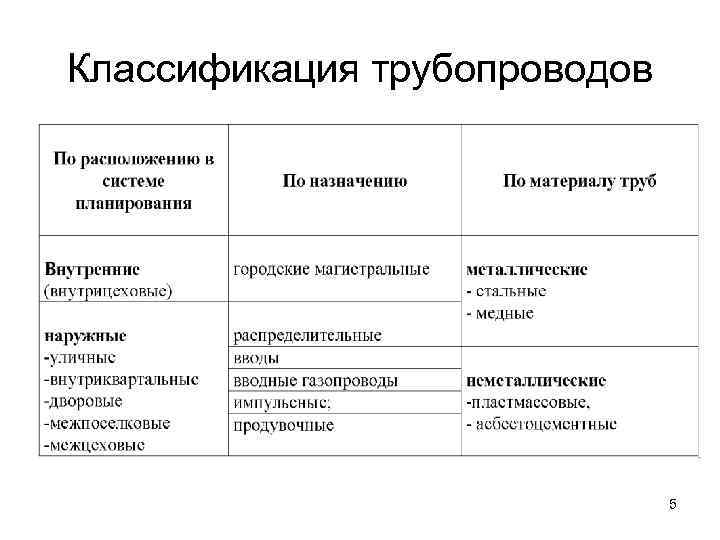

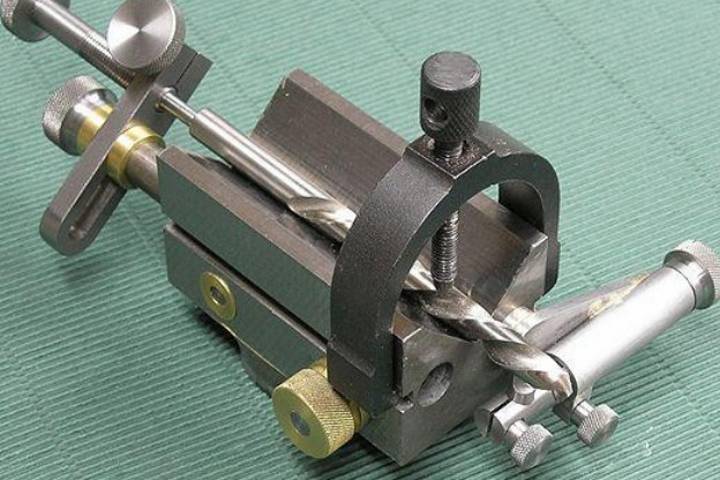
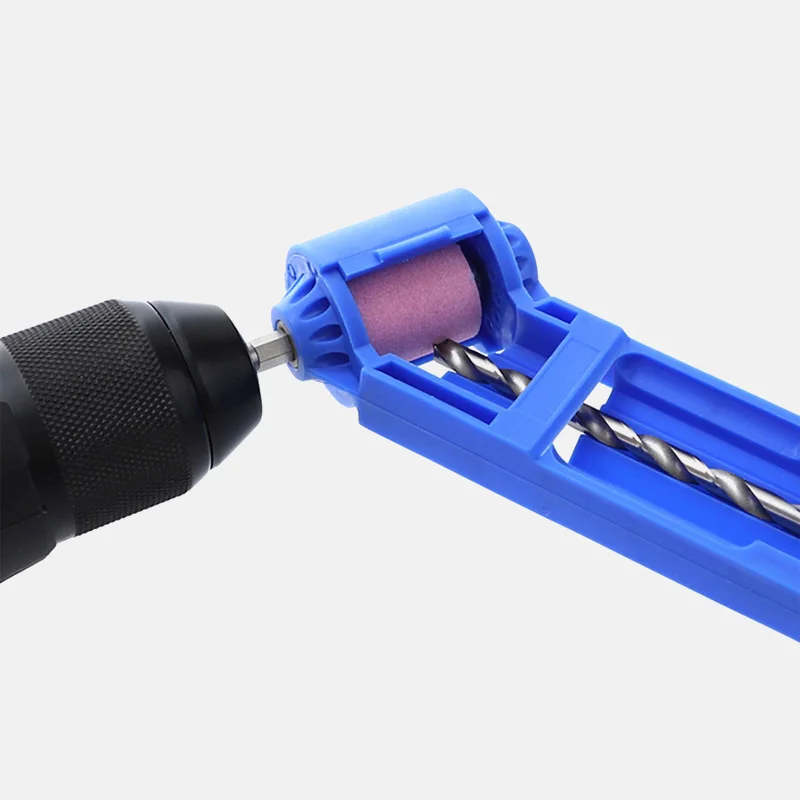
 GSC GS-1 предназначен для заточки и доводки основных видов режущих инструментов из инструментальной стали и твердых сплавов: цилиндрических и конических инструментов.
GSC GS-1 предназначен для заточки и доводки основных видов режущих инструментов из инструментальной стали и твердых сплавов: цилиндрических и конических инструментов. GSC GS-22 предназначен для заточки и доводки основных видов режущих инструментов из инструментальной стали и твердых сплавов: цилиндрических и конических инструментов.
GSC GS-22 предназначен для заточки и доводки основных видов режущих инструментов из инструментальной стали и твердых сплавов: цилиндрических и конических инструментов. обороты
обороты 25
25 обороты
обороты обороты
обороты д.). Данный заточный станок находит широкое применение в инструментальных и ремонтных мастерских, а также на малых и средних производственных предприятиях, в бытовых мастерских, благодаря малому энергопотреблению и небольшим габаритам, а так же возможности подключения к сети 220 вольт.
д.). Данный заточный станок находит широкое применение в инструментальных и ремонтных мастерских, а также на малых и средних производственных предприятиях, в бытовых мастерских, благодаря малому энергопотреблению и небольшим габаритам, а так же возможности подключения к сети 220 вольт. обороты
обороты



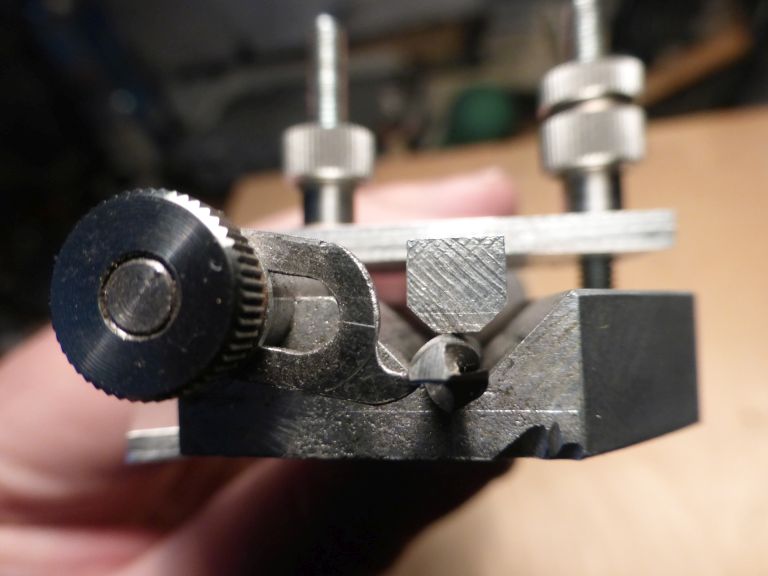 С помощью XT-3000 вы можете затачивать два спиральных сверла с канавками диаметром от 3 мм до 21 мм (1/8″-3/16) и создавать углы при вершине от 118 до 150 градусов.
С помощью XT-3000 вы можете затачивать два спиральных сверла с канавками диаметром от 3 мм до 21 мм (1/8″-3/16) и создавать углы при вершине от 118 до 150 градусов. Вставьте ключевой патрон, нажмите «Старт», и двигатель сам почувствует, когда шлифование будет завершено.
Вставьте ключевой патрон, нажмите «Старт», и двигатель сам почувствует, когда шлифование будет завершено. Посмотрите это видео, чтобы узнать, как заточить сверло и как сэкономить деньги, затачивая сверла вместо покупки новых. Затачивайте сверло правильно и эффективно, используя точилку для сверл, которая позволяет затачивать сверла различных диаметров, размеров и стилей. Эксперт технической группы Курт Репшер расскажет вам о том, что можно и чего нельзя делать при заточке сверл с помощью точилки для сверл. Подпишитесь на наш канал YouTube, чтобы увидеть еще больше потрясающих видеороликов о распаковке, особенностях продукта и применении, подобных этому!
Посмотрите это видео, чтобы узнать, как заточить сверло и как сэкономить деньги, затачивая сверла вместо покупки новых. Затачивайте сверло правильно и эффективно, используя точилку для сверл, которая позволяет затачивать сверла различных диаметров, размеров и стилей. Эксперт технической группы Курт Репшер расскажет вам о том, что можно и чего нельзя делать при заточке сверл с помощью точилки для сверл. Подпишитесь на наш канал YouTube, чтобы увидеть еще больше потрясающих видеороликов о распаковке, особенностях продукта и применении, подобных этому!
 секунды!
секунды!

 Используя бетонную конструкцию и бетонные блоки, можно возводить здания любой сложности, независимо от их формы, размеров. Бетон практичный материал, особенно для монолитного строительства.
Используя бетонную конструкцию и бетонные блоки, можно возводить здания любой сложности, независимо от их формы, размеров. Бетон практичный материал, особенно для монолитного строительства.
 Но каркасы не нужно доставлять, а можно собрать сразу на месте, а не на производстве. Меньше энергии затрачивается на возведение и при этом не нужна сварка. На сегодняшний день эти каркасы стали доступны.
Но каркасы не нужно доставлять, а можно собрать сразу на месте, а не на производстве. Меньше энергии затрачивается на возведение и при этом не нужна сварка. На сегодняшний день эти каркасы стали доступны. Затем начинают собирать опалубку. Для этого нужны деревянные плахи, молоток, гвозди, пилка, дрель. Сложив опалубку, готовится арматура. Понадобится болгарка и сварка. Арматура укладывается решетчато размером 20-40 см.
Затем начинают собирать опалубку. Для этого нужны деревянные плахи, молоток, гвозди, пилка, дрель. Сложив опалубку, готовится арматура. Понадобится болгарка и сварка. Арматура укладывается решетчато размером 20-40 см. Где выводятся закладные, указывают в строительном проекте. Это углы, стыки между плитами, места где происходит нагрузки.
Где выводятся закладные, указывают в строительном проекте. Это углы, стыки между плитами, места где происходит нагрузки.
 Строя монолитно-каркасный дом по индивидуальному проекту, заказчику придётся оплатить выполнение всей этой документации, так как никакие типовые решения без проверочных расчётов применять нельзя.
Строя монолитно-каркасный дом по индивидуальному проекту, заказчику придётся оплатить выполнение всей этой документации, так как никакие типовые решения без проверочных расчётов применять нельзя. Поэтому подготовительные работы перед бетонированием, заключающиеся в установке опалубок и вязки стержней, являются весьма сложными и трудоёмкими.
Поэтому подготовительные работы перед бетонированием, заключающиеся в установке опалубок и вязки стержней, являются весьма сложными и трудоёмкими. При укладке смеси профессионализм, и ответственность бетонщиков является решающим фактором качественного результата. Дешевизна и простота не входит в список достоинств таких домов. Определённые преимущества эта технология имеет только по отношению к сооружению со стенами из полнотелого кирпича.
При укладке смеси профессионализм, и ответственность бетонщиков является решающим фактором качественного результата. Дешевизна и простота не входит в список достоинств таких домов. Определённые преимущества эта технология имеет только по отношению к сооружению со стенами из полнотелого кирпича. В регионах с суровым климатом, толщина стены, выполненная из лёгкого бетона, обычно обладает достаточной несущей способностью, чтобы выдерживать вес конструкций основания следующего этажа. Самонесущая стена должна быть не менее 40 сантиметров шириной, что требует применения газобетона или пенобетона таких марок, которые позволяют нести серьёзную нагрузку.
В регионах с суровым климатом, толщина стены, выполненная из лёгкого бетона, обычно обладает достаточной несущей способностью, чтобы выдерживать вес конструкций основания следующего этажа. Самонесущая стена должна быть не менее 40 сантиметров шириной, что требует применения газобетона или пенобетона таких марок, которые позволяют нести серьёзную нагрузку. Даже здание из полнотелого кирпича может оказаться более подверженным влиянию времени, чем фахверк из железобетона. Каркас достаточно прочен, чтобы компенсировать за счёт перераспределения напряжений отсутствие неравномерных осадок и деформаций здания, что является важным свойствам, сказывающимся на эксплуатационном долголетии сооружения.
Даже здание из полнотелого кирпича может оказаться более подверженным влиянию времени, чем фахверк из железобетона. Каркас достаточно прочен, чтобы компенсировать за счёт перераспределения напряжений отсутствие неравномерных осадок и деформаций здания, что является важным свойствам, сказывающимся на эксплуатационном долголетии сооружения. Монолитный бетон обладает практически неограниченной пластичностью, что позволяет реализовывать любые архитектурные и дизайнерские фантазии, придавая индивидуальный облик и выразительность зданию.
Монолитный бетон обладает практически неограниченной пластичностью, что позволяет реализовывать любые архитектурные и дизайнерские фантазии, придавая индивидуальный облик и выразительность зданию. Это требует не просто надзора со стороны бригадира, а пооперационного контроля и приёмки под следующий этап.
Это требует не просто надзора со стороны бригадира, а пооперационного контроля и приёмки под следующий этап.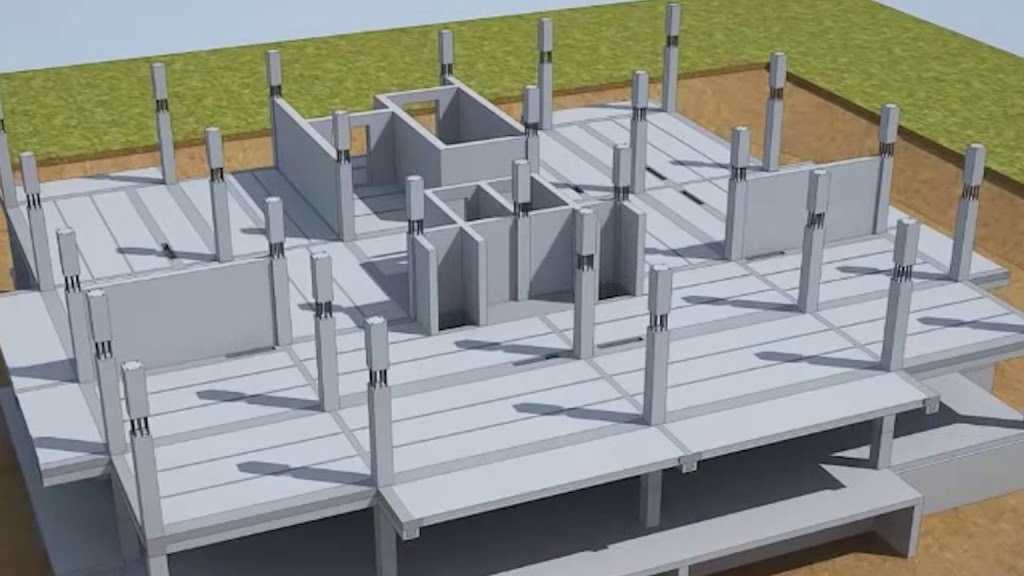 Каждый из этих ингредиентов используется технологически определенным образом.
Каждый из этих ингредиентов используется технологически определенным образом.
 (David South Jr)
(David South Jr)  (Дэвид Саут-младший)
(Дэвид Саут-младший)  д.
д.
 Цель Monolithic состояла в том, чтобы предоставить чистое, безопасное и, самое главное, доступное жилье для людей с низким доходом.
Цель Monolithic состояла в том, чтобы предоставить чистое, безопасное и, самое главное, доступное жилье для людей с низким доходом. Черил Робертс, гордая и счастливая обладательница дома с монолитным куполом в Ла-Хунте, штат Колорадо, этого не сделала. Но затем Шерил узнала, что ее право на получение низкопроцентной ипотеки через CHAFA, Управление жилищного строительства и финансов штата Колорадо, зависит от рейтинга E-Star ее монолитного купола.
Черил Робертс, гордая и счастливая обладательница дома с монолитным куполом в Ла-Хунте, штат Колорадо, этого не сделала. Но затем Шерил узнала, что ее право на получение низкопроцентной ипотеки через CHAFA, Управление жилищного строительства и финансов штата Колорадо, зависит от рейтинга E-Star ее монолитного купола. В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь.
В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь. Мы построили дом шесть лет назад и разместили на сайте monolithic.org несколько замечательных историй с фотографиями его дизайна, строительства и завершения. Пришло время перенести и обновить статьи.
Мы построили дом шесть лет назад и разместили на сайте monolithic.org несколько замечательных историй с фотографиями его дизайна, строительства и завершения. Пришло время перенести и обновить статьи.
 больше
больше

 Сплав имеет благородный золотистый оттенок, из-за чего широко используется при изготовлении декоративных изделий.
Сплав имеет благородный золотистый оттенок, из-за чего широко используется при изготовлении декоративных изделий. Содержание цинка в латуни может составлять от 5 до 45 % и более. К примеру, в энциклопедическом словаре Брокгауза и Ефрона соотношение содержания меди и цинка в сплаве описывается как 2 к 1.
Содержание цинка в латуни может составлять от 5 до 45 % и более. К примеру, в энциклопедическом словаре Брокгауза и Ефрона соотношение содержания меди и цинка в сплаве описывается как 2 к 1. Латунь обладает меньшей тепло и электропроводностью по сравнению с медью. Что бы купить латунь перейдите в раздел продажи латуни.
Латунь обладает меньшей тепло и электропроводностью по сравнению с медью. Что бы купить латунь перейдите в раздел продажи латуни.

 Существует порядка 37 основных марок двух и многокомпонентных сплавов, не считая специальные и вторичные латуни. Так что спектр их применения чрезвычайно велик и более подробно будет рассматриваться нами в статьях, посвящённым конкретным сплавам. Однако, можно привести примеры использования латуней в рамках указанной выше классификации.
Существует порядка 37 основных марок двух и многокомпонентных сплавов, не считая специальные и вторичные латуни. Так что спектр их применения чрезвычайно велик и более подробно будет рассматриваться нами в статьях, посвящённым конкретным сплавам. Однако, можно привести примеры использования латуней в рамках указанной выше классификации.
 Сфалерит имеет в составе сульфид цинка ZnS. Из него получают концентраты по пирометаллургической схеме. Сначала минерал измельчается, а затем помещается в аппарат для селективной флотации, где вместе с цинковым концентратом извлекаются другие концентраты. Далее концентраты цинка обогащаются и восстанавливаются обжигом в кипящем слое, и далее спеканием. Дистилляционный метод ныне не применяется, для получения чистого цинка. Наибольшее распространение получил в наше время гидрометаллургический способ получения Zn электролизом.
Сфалерит имеет в составе сульфид цинка ZnS. Из него получают концентраты по пирометаллургической схеме. Сначала минерал измельчается, а затем помещается в аппарат для селективной флотации, где вместе с цинковым концентратом извлекаются другие концентраты. Далее концентраты цинка обогащаются и восстанавливаются обжигом в кипящем слое, и далее спеканием. Дистилляционный метод ныне не применяется, для получения чистого цинка. Наибольшее распространение получил в наше время гидрометаллургический способ получения Zn электролизом. Предварительно сырьё подготавливается, печи также очищаются. Медь разогревают до красного каления и помещают в печи в первую очередь, после чего добавляют цинковые кусковые заготовки. Для получения сложных сплавов медь также добавляют в первую очередь, после чего добавляют остальные элементы.
Предварительно сырьё подготавливается, печи также очищаются. Медь разогревают до красного каления и помещают в печи в первую очередь, после чего добавляют цинковые кусковые заготовки. Для получения сложных сплавов медь также добавляют в первую очередь, после чего добавляют остальные элементы.
 Золочение 95%, Коммерческая бронза, Ювелирная бронза, Красная латунь и Патронная латунь относятся к этой категории латуни. Они известны своей легкостью изготовления путем рисования, высокой прочностью в холодном состоянии и коррозионной стойкостью. Увеличение содержания цинка до 35 % позволяет получить более прочный и эластичный латунный сплав с умеренным снижением коррозионной стойкости. Латуни, содержащие от 32 до 39% цинка, имеют двухфазную структуру, состоящую из альфа- и бета-фаз. Желтые латуни относятся к этой промежуточной категории латуни. Латуни, содержащие более 39% цинка, такие как металл Мунца, имеют преимущественно бета-структуру. Бета-фаза сложнее, чем альфа-фаза. Эти материалы обладают высокой прочностью и меньшей пластичностью при комнатной температуре, чем сплавы, содержащие меньше цинка. Двухфазные латуни легко поддаются горячей обработке и механической обработке, но способность к холодной штамповке ограничена. Латунь используется в таких приложениях, как вырубка, чеканка, волочение, пирсинг, пружины, огнетушители, ювелирные изделия, сердцевины радиаторов, светильники, боеприпасы, гибкий шланг и основа для золотой пластины.
Золочение 95%, Коммерческая бронза, Ювелирная бронза, Красная латунь и Патронная латунь относятся к этой категории латуни. Они известны своей легкостью изготовления путем рисования, высокой прочностью в холодном состоянии и коррозионной стойкостью. Увеличение содержания цинка до 35 % позволяет получить более прочный и эластичный латунный сплав с умеренным снижением коррозионной стойкости. Латуни, содержащие от 32 до 39% цинка, имеют двухфазную структуру, состоящую из альфа- и бета-фаз. Желтые латуни относятся к этой промежуточной категории латуни. Латуни, содержащие более 39% цинка, такие как металл Мунца, имеют преимущественно бета-структуру. Бета-фаза сложнее, чем альфа-фаза. Эти материалы обладают высокой прочностью и меньшей пластичностью при комнатной температуре, чем сплавы, содержащие меньше цинка. Двухфазные латуни легко поддаются горячей обработке и механической обработке, но способность к холодной штамповке ограничена. Латунь используется в таких приложениях, как вырубка, чеканка, волочение, пирсинг, пружины, огнетушители, ювелирные изделия, сердцевины радиаторов, светильники, боеприпасы, гибкий шланг и основа для золотой пластины. Латуни обладают отличной литейной способностью и хорошим сочетанием прочности и коррозионной стойкости. Литая латунь используется в таких приложениях, как сантехника, фитинги и клапаны низкого давления, шестерни, подшипники, декоративная фурнитура и архитектурная отделка. Обозначения UNS для кованой латуни включают от C20500 до C28580 и от C83300 до C85800 для литой латуни.
Латуни обладают отличной литейной способностью и хорошим сочетанием прочности и коррозионной стойкости. Литая латунь используется в таких приложениях, как сантехника, фитинги и клапаны низкого давления, шестерни, подшипники, декоративная фурнитура и архитектурная отделка. Обозначения UNS для кованой латуни включают от C20500 до C28580 и от C83300 до C85800 для литой латуни. Если снять напряжение или химическую среду, коррозионного растрескивания под напряжением не произойдет. Иногда достаточно обработки для снятия напряжения, чтобы предотвратить возникновение коррозионного растрескивания под напряжением. Микроструктура однофазных латунных сплавов с содержанием цинка до 32% состоит из твердого раствора цинка и альфа-меди. Литая структура латуни с низким содержанием цинка состоит из альфа-дендритов. Первым материалом, который затвердевает, является почти чистая медь, поскольку дендриты продолжают затвердевать, они становятся смесью меди и цинка. Градиент состава существует по всему дендриту с нулевым содержанием цинка в центре и самым высоким содержанием цинка на внешнем крае. Градиент состава называется образованием сердцевины, и он обычно происходит со сплавами, которые замерзают в широком диапазоне температур. Последующая обработка и отжиг разрушают дендритную структуру. Полученная микроструктура состоит из сдвоенных равноосных зерен альфа-латуни. Отожженная микроструктура состоит из равноосных сдвоенных зерен альфа-меди, сходных со структурой нелегированной меди.
Если снять напряжение или химическую среду, коррозионного растрескивания под напряжением не произойдет. Иногда достаточно обработки для снятия напряжения, чтобы предотвратить возникновение коррозионного растрескивания под напряжением. Микроструктура однофазных латунных сплавов с содержанием цинка до 32% состоит из твердого раствора цинка и альфа-меди. Литая структура латуни с низким содержанием цинка состоит из альфа-дендритов. Первым материалом, который затвердевает, является почти чистая медь, поскольку дендриты продолжают затвердевать, они становятся смесью меди и цинка. Градиент состава существует по всему дендриту с нулевым содержанием цинка в центре и самым высоким содержанием цинка на внешнем крае. Градиент состава называется образованием сердцевины, и он обычно происходит со сплавами, которые замерзают в широком диапазоне температур. Последующая обработка и отжиг разрушают дендритную структуру. Полученная микроструктура состоит из сдвоенных равноосных зерен альфа-латуни. Отожженная микроструктура состоит из равноосных сдвоенных зерен альфа-меди, сходных со структурой нелегированной меди.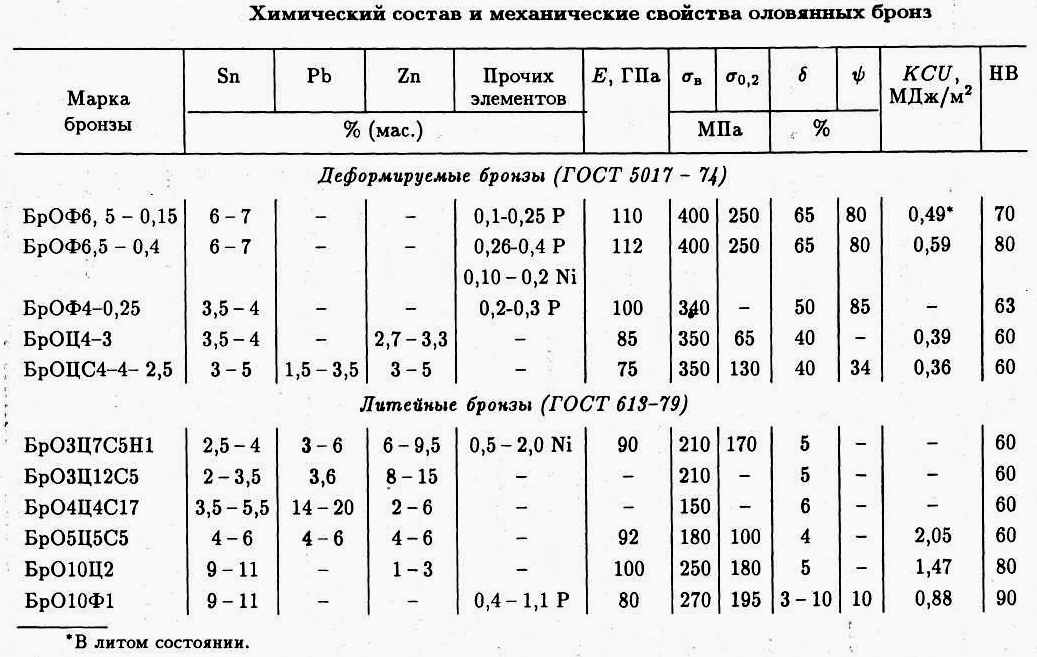 Зерна имеют разные оттенки из-за их разной ориентации. Двойники представляют собой параллельные линии, проходящие через отдельные зерна. Двойники возникают из-за ошибки в последовательности размещения атомов меди, что затрудняет различение отдельных зерен.
Зерна имеют разные оттенки из-за их разной ориентации. Двойники представляют собой параллельные линии, проходящие через отдельные зерна. Двойники возникают из-за ошибки в последовательности размещения атомов меди, что затрудняет различение отдельных зерен. Деформируемый двухфазный материал состоит из зерен бета и альфа. Горячая прокатка приводит к удлинению зерен в направлении прокатки.
Деформируемый двухфазный материал состоит из зерен бета и альфа. Горячая прокатка приводит к удлинению зерен в направлении прокатки. Чистый сплав меди и цинка, называемый «латунью», имеет три типа, основанных на различных кристаллических структурах, как обсуждалось в предыдущем посте. Но универсальность латуни во многом обусловлена множеством возможных комбинаций с другими металлами, меняющими свои характеристики исходя из того, что от нее нужно — сплавы латуни.
Чистый сплав меди и цинка, называемый «латунью», имеет три типа, основанных на различных кристаллических структурах, как обсуждалось в предыдущем посте. Но универсальность латуни во многом обусловлена множеством возможных комбинаций с другими металлами, меняющими свои характеристики исходя из того, что от нее нужно — сплавы латуни.

 Обычно он используется для сантехнических изделий, фитингов, адаптеров, валов, клапанов, винтовых деталей, деталей машин, муфт, электрических компонентов, печатных плат и промышленного оборудования. Он также устойчив к коррозии, имеет гладкую поверхность и легко принимает покрытие.
Обычно он используется для сантехнических изделий, фитингов, адаптеров, валов, клапанов, винтовых деталей, деталей машин, муфт, электрических компонентов, печатных плат и промышленного оборудования. Он также устойчив к коррозии, имеет гладкую поверхность и легко принимает покрытие.
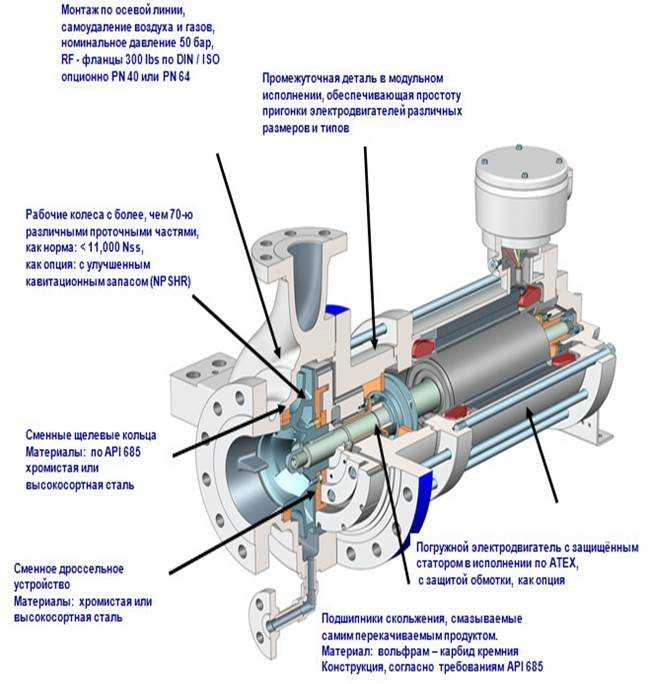
 Для подачи питьевой воды из скважин устанавливают многоступенчатые погружные центробежные насосы.
Для подачи питьевой воды из скважин устанавливают многоступенчатые погружные центробежные насосы.
 Что такое кавитация» src=»https://www.youtube.com/embed/35xgk6yPBRo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Что такое кавитация» src=»https://www.youtube.com/embed/35xgk6yPBRo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Специальные типы насосов (включая струйные), как следует из рис.1, по значениям Q и Н занимают области, прилегающие к осям координат, и характеризуются либо малыми Q, либо малыми Н. Таким образом, практически весь диапазон напоров от 1 до 104 м и производительности от нескольких дм3/ч до 1,5 o I05 м3/ч перекрывается большим числом насосов различных типов.
Специальные типы насосов (включая струйные), как следует из рис.1, по значениям Q и Н занимают области, прилегающие к осям координат, и характеризуются либо малыми Q, либо малыми Н. Таким образом, практически весь диапазон напоров от 1 до 104 м и производительности от нескольких дм3/ч до 1,5 o I05 м3/ч перекрывается большим числом насосов различных типов. п.).
п.).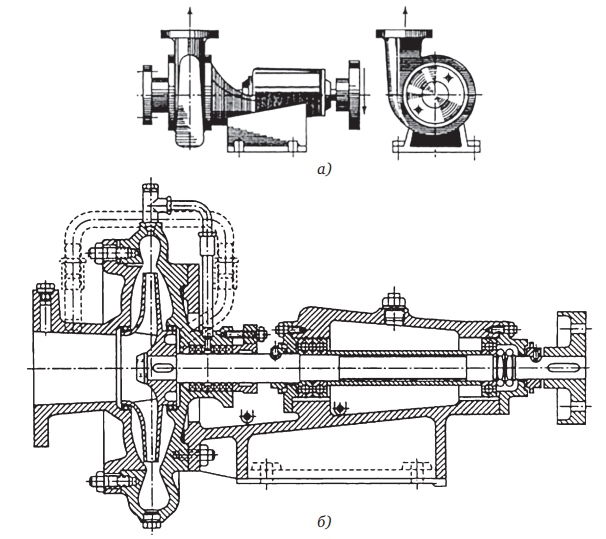 п. д. при увеличении числа ступеней для достижения высоких значений Н.
п. д. при увеличении числа ступеней для достижения высоких значений Н.
 Но настоящие центробежные насосы не были обнаружены до 17 века. Затем Денис Папен создал центробежный насос с прямыми лопастями. Позже, в 1851 году, британский изобретатель Джон Аппольд сконструировал криволинейную лопатку.
Но настоящие центробежные насосы не были обнаружены до 17 века. Затем Денис Папен создал центробежный насос с прямыми лопастями. Позже, в 1851 году, британский изобретатель Джон Аппольд сконструировал криволинейную лопатку. В дополнение к этому, когда жидкость проходит через вращающееся колесо, происходит изменение углового момента вращающегося колеса или рабочего колеса, что создает большее давление. Короче говоря, в центробежном насосе кинетическая энергия рабочего колеса преобразуется в энергию давления жидкости, которая используется для подъема ее на определенную высоту. За счет центробежной силы, действующей на воду или жидкость, она поднимается на определенную высоту. Таким образом, эти насосы называются центробежными насосами.
В дополнение к этому, когда жидкость проходит через вращающееся колесо, происходит изменение углового момента вращающегося колеса или рабочего колеса, что создает большее давление. Короче говоря, в центробежном насосе кинетическая энергия рабочего колеса преобразуется в энергию давления жидкости, которая используется для подъема ее на определенную высоту. За счет центробежной силы, действующей на воду или жидкость, она поднимается на определенную высоту. Таким образом, эти насосы называются центробежными насосами. д.
д. По мере уменьшения площади поперечного сечения воронки скорость жидкости уменьшается с увеличением давления. Они созданы, чтобы иметь более высокую голову. Чтобы уравновесить давление на валу центробежного насоса, основное внимание уделяется разработке спиральных корпусов.
По мере уменьшения площади поперечного сечения воронки скорость жидкости уменьшается с увеличением давления. Они созданы, чтобы иметь более высокую голову. Чтобы уравновесить давление на валу центробежного насоса, основное внимание уделяется разработке спиральных корпусов. Эти лопасти и кольцо диффузора находятся в стабильном положении, а расстояние между лопастями обеспечивает направление потока жидкости. Жидкость, выходящая из рабочего колеса, проходит через эти пустые пространства под высоким давлением. После выхода из лопаток жидкость попадает в кожухи, которые могут иметь круглую, концентрическую или спиральную форму. Было установлено, что мы можем преобразовать 75% кинетической энергии в энергию давления. Недостатком этих насосов является то, что они очень дороги.
Эти лопасти и кольцо диффузора находятся в стабильном положении, а расстояние между лопастями обеспечивает направление потока жидкости. Жидкость, выходящая из рабочего колеса, проходит через эти пустые пространства под высоким давлением. После выхода из лопаток жидкость попадает в кожухи, которые могут иметь круглую, концентрическую или спиральную форму. Было установлено, что мы можем преобразовать 75% кинетической энергии в энергию давления. Недостатком этих насосов является то, что они очень дороги. ) По количеству рабочих колес на вал:
) По количеству рабочих колес на вал: Для устранения воздушного зазора, имеющегося в насосе, его заполняют жидкостью. Давление, развиваемое внутри насоса, прямо пропорционально плотности жидкости в нем. Если в насосе есть воздух и крыльчатка может вращаться, то энергия давления не может развиваться, так как плотность жидкости меньше из-за присутствия воздуха. Поэтому очень важно тщательно заправлять центробежный насос.
Для устранения воздушного зазора, имеющегося в насосе, его заполняют жидкостью. Давление, развиваемое внутри насоса, прямо пропорционально плотности жидкости в нем. Если в насосе есть воздух и крыльчатка может вращаться, то энергия давления не может развиваться, так как плотность жидкости меньше из-за присутствия воздуха. Поэтому очень важно тщательно заправлять центробежный насос.

 д…
д…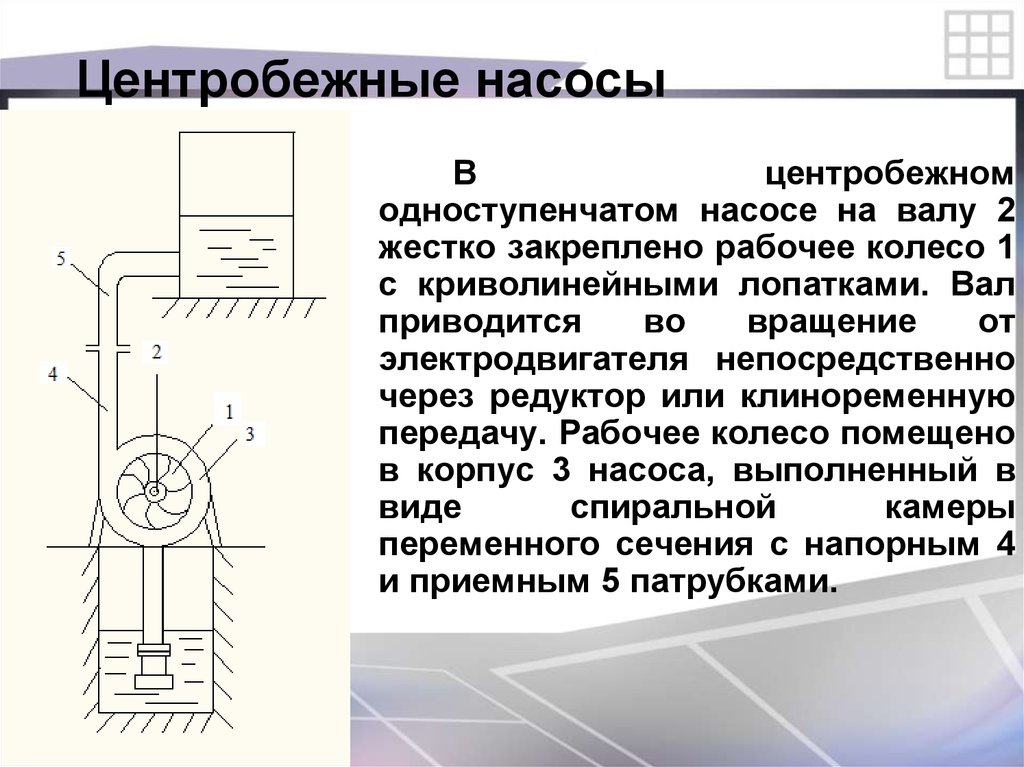 ..
.. ..
..
 Их теплоизоляция даже выше, чем у кирпича.
Их теплоизоляция даже выше, чем у кирпича.

 Первая заключается в укладке бетонной смеси в подготовленную форму. После набора ею прочности блок вынимают. Минусы этой технологии: плохая геометрия изделий, это проявляется в неточности размеров, неровности граней блока, а также повреждениях блоков при распалубке. К плюсам можно отнести только простоту и низкую себестоимость.
Первая заключается в укладке бетонной смеси в подготовленную форму. После набора ею прочности блок вынимают. Минусы этой технологии: плохая геометрия изделий, это проявляется в неточности размеров, неровности граней блока, а также повреждениях блоков при распалубке. К плюсам можно отнести только простоту и низкую себестоимость.

 Насколько они энергоэффективны, легко и недорого ли их построить?
Насколько они энергоэффективны, легко и недорого ли их построить?
 Снаружи можно отделать штукатуркой, сайдингом, кирпичом или камнем.
Снаружи можно отделать штукатуркой, сайдингом, кирпичом или камнем.
 Также могут использоваться своеобразные рубашки охлаждения.
Также могут использоваться своеобразные рубашки охлаждения. Имея в распоряжении такой шпиндель, станок с ЧПУ может обрабатывать более твердую древесину.
Имея в распоряжении такой шпиндель, станок с ЧПУ может обрабатывать более твердую древесину. Для твердых материалов важен больше крутящий момент, для мягких больше важна скорость вращения фрезы.
Для твердых материалов важен больше крутящий момент, для мягких больше важна скорость вращения фрезы.

 В универсальных ФС возможна установка, помимо фрез, сверла, точильного камня и иного инструмента.
В универсальных ФС возможна установка, помимо фрез, сверла, точильного камня и иного инструмента. Применяются небольшие асинхронные двигатели повышенной мощности. Повышенные требования предъявляются к подшипникам, в частности часто используются керамические подшипники. Мощность поддерживается наличием системы охлаждения и подачи смазки в рабочую зону.
Применяются небольшие асинхронные двигатели повышенной мощности. Повышенные требования предъявляются к подшипникам, в частности часто используются керамические подшипники. Мощность поддерживается наличием системы охлаждения и подачи смазки в рабочую зону. Вращение, как правило, передается через редуктор (коробку скоростей).
Вращение, как правило, передается через редуктор (коробку скоростей). Основные плюсы: повышенная скорость, простота монтажа, малая вибрация. Минусы: ограничения крутящего момента в зависимости от наличия места для двигателя, повышенная стоимость системы управления.
Основные плюсы: повышенная скорость, простота монтажа, малая вибрация. Минусы: ограничения крутящего момента в зависимости от наличия места для двигателя, повышенная стоимость системы управления.
 ГОСТ 9726-89 (п.п. 3.4.12, 3.4.15) устанавливает пределы допустимого биения конца вала (осевого, торцевого и радиального). Они должны строго соблюдаться. Для импортного оборудования действуют европейские стандарты.
ГОСТ 9726-89 (п.п. 3.4.12, 3.4.15) устанавливает пределы допустимого биения конца вала (осевого, торцевого и радиального). Они должны строго соблюдаться. Для импортного оборудования действуют европейские стандарты. Другое дело, что с повышением мощности станка увеличивается и его цена, а значит, надо выбирать оптимальный вариант с учетом достаточности данного критерия.
Другое дело, что с повышением мощности станка увеличивается и его цена, а значит, надо выбирать оптимальный вариант с учетом достаточности данного критерия. Такой принцип вполне применим при вращении инструмента со скоростью не более 4500 об/мин. На скоростях до 6000–8000 об/мин можно работать только кратковременно, не более 20-30 минут.
Такой принцип вполне применим при вращении инструмента со скоростью не более 4500 об/мин. На скоростях до 6000–8000 об/мин можно работать только кратковременно, не более 20-30 минут. Следует также учитывать, что шпиндельные узлы классифицируются по нескольким категориям, которые определяют назначение станка.
Следует также учитывать, что шпиндельные узлы классифицируются по нескольким категориям, которые определяют назначение станка.
 Убедитесь сами, почему Colonial Tool является лидером отрасли, когда речь идет о шпиндельных станках!
Убедитесь сами, почему Colonial Tool является лидером отрасли, когда речь идет о шпиндельных станках! От плотницких работ до военных целей, мы уверены, что сможем вам помочь.
От плотницких работ до военных целей, мы уверены, что сможем вам помочь. Вы можете выбрать один из нескольких следующих примеров, в том числе:
Вы можете выбрать один из нескольких следующих примеров, в том числе: Этим производителям требуются невероятно точные шпиндельные инструменты, и Colonial Tool уже много лет доверяет их им.
Этим производителям требуются невероятно точные шпиндельные инструменты, и Colonial Tool уже много лет доверяет их им. Шпиндели с ременным приводом обычно являются более дешевым вариантом.
Шпиндели с ременным приводом обычно являются более дешевым вариантом.:quality(80)/images.vogel.de/vogelonline/bdb/854200/854274/original.jpg)
 Эти предпочтения могут включать:
Эти предпочтения могут включать: 0003
0003 Наш отдел продаж с удовольствием ответит на ваши вопросы. Вы также можете позвонить нам по бесплатному телефону (866)-611-5119чтобы узнать больше о вариантах ценообразования, возможностях изготовления шпинделей, а также о поддержке или ремонте вашего OEM-оборудования.
Наш отдел продаж с удовольствием ответит на ваши вопросы. Вы также можете позвонить нам по бесплатному телефону (866)-611-5119чтобы узнать больше о вариантах ценообразования, возможностях изготовления шпинделей, а также о поддержке или ремонте вашего OEM-оборудования. Шпиндели — это устройства с электрическим или пневматическим приводом, которые бывают разных размеров.
Шпиндели — это устройства с электрическим или пневматическим приводом, которые бывают разных размеров.

 Это включает в себя оборудование, которое является неотъемлемой частью сельского хозяйства, автомобилестроения, производства пресс-форм и даже аэрокосмических приложений. С точки зрения машинного процесса шпиндели играют важную роль в быстром производственном пространстве.
Это включает в себя оборудование, которое является неотъемлемой частью сельского хозяйства, автомобилестроения, производства пресс-форм и даже аэрокосмических приложений. С точки зрения машинного процесса шпиндели играют важную роль в быстром производственном пространстве. Некоторые из наиболее распространенных типов включают:
Некоторые из наиболее распространенных типов включают: Эти инструменты проталкивают воду через ряд сужающихся трубок, увеличивая ее давление и скорость, когда она распыляется на твердое вещество и через него.
Эти инструменты проталкивают воду через ряд сужающихся трубок, увеличивая ее давление и скорость, когда она распыляется на твердое вещество и через него. К сожалению, большинство проблем со шпинделями машин возникает из-за человеческого фактора. Вот почему важно работать со специалистами по шпинделям.
К сожалению, большинство проблем со шпинделями машин возникает из-за человеческого фактора. Вот почему важно работать со специалистами по шпинделям.
 38 ₽
38 ₽
 д. На рынке можно встретить трубы самых разных типов, поэтому у потребителя могут возникнуть вполне понятные сложности с выбором конкретного варианта труб под решаемую им задачу.
д. На рынке можно встретить трубы самых разных типов, поэтому у потребителя могут возникнуть вполне понятные сложности с выбором конкретного варианта труб под решаемую им задачу.

 Чаще всего полипропиленовые трубы используются при прокладке водопроводов, систем отопления и горячего водоснабжения.
Чаще всего полипропиленовые трубы используются при прокладке водопроводов, систем отопления и горячего водоснабжения.
 Трубопроводы, используемые для водопровода, почти полностью состоят из труб ПВХ. Санитарно-канализационные сети и крупные ирригационные сети также состоят из труб из ПВХ.
Трубопроводы, используемые для водопровода, почти полностью состоят из труб ПВХ. Санитарно-канализационные сети и крупные ирригационные сети также состоят из труб из ПВХ. Холодная вода в системах отопления, вентиляции и кондиционирования подается по трубам из ПВХ.
Холодная вода в системах отопления, вентиляции и кондиционирования подается по трубам из ПВХ. Трубы ПВХ можно использовать для усиления мест соединения, чтобы не пришлось переделывать всю сеть.
Трубы ПВХ можно использовать для усиления мест соединения, чтобы не пришлось переделывать всю сеть.
 Их легко перерабатывать и повторно использовать для других целей, будь то утилизация и повторное использование строительных отходов или переработка промышленных отходов. Ежегодно в Европе в рамках программы VinylPlus перерабатывается восемь тысяч тонн ПВХ.
Их легко перерабатывать и повторно использовать для других целей, будь то утилизация и повторное использование строительных отходов или переработка промышленных отходов. Ежегодно в Европе в рамках программы VinylPlus перерабатывается восемь тысяч тонн ПВХ. ХПВХ во многих случаях предписывается строительными нормами для этой цели.
ХПВХ во многих случаях предписывается строительными нормами для этой цели.
 Существуют также различные способы использования каждого типа графика трубопровода. Продолжайте читать, чтобы понять размер каждой трубы из ПВХ и использовать ее для вашей следующей работы.
Существуют также различные способы использования каждого типа графика трубопровода. Продолжайте читать, чтобы понять размер каждой трубы из ПВХ и использовать ее для вашей следующей работы.

 360
360 750
750 При жарких температурах все три графика способны выдерживать до 140 градусов.
При жарких температурах все три графика способны выдерживать до 140 градусов. 050
050 Они часто используются для химической обработки, промышленного покрытия, линий деионизированной воды и управления очисткой сточных вод.
Они часто используются для химической обработки, промышленного покрытия, линий деионизированной воды и управления очисткой сточных вод. 050
050 440
440 Автомобильные и строительные предприятия часто используют эти материалы для обеспечения максимальной долговечности. Толщина трубы Schedule 120 помогает замедлить работу систем с низким и высоким давлением с рейтингом от 380 до 1010 фунтов на квадратный дюйм.
Автомобильные и строительные предприятия часто используют эти материалы для обеспечения максимальной долговечности. Толщина трубы Schedule 120 помогает замедлить работу систем с низким и высоким давлением с рейтингом от 380 до 1010 фунтов на квадратный дюйм.
 0 cредняя оценка на основе 1 отзыва
0 cредняя оценка на основе 1 отзыва Рабочий телефон для связи +7 (383) 375-14-50, официальный сайт http://novosibirsk.p-promsteel.ru. График работы Пн-Чт 09:00-17:00, Пт 09:00-16:00, Сб, Вс выходной. Пока клиенты не оставляли отзывов, но вы можете оставить первый отзыв.
Рабочий телефон для связи +7 (383) 375-14-50, официальный сайт http://novosibirsk.p-promsteel.ru. График работы Пн-Чт 09:00-17:00, Пт 09:00-16:00, Сб, Вс выходной. Пока клиенты не оставляли отзывов, но вы можете оставить первый отзыв.
 Это означает, что такие материалы, как пищевая нержавеющая сталь, также будут подвергаться испытаниям во время аудита, и если они не соответствуют всем требованиям, это может означать очень плохие новости для производителя.
Это означает, что такие материалы, как пищевая нержавеющая сталь, также будут подвергаться испытаниям во время аудита, и если они не соответствуют всем требованиям, это может означать очень плохие новости для производителя. Во-первых, он выпускается в широком разнообразии отделок, которые служат прочными и универсальными вариантами для самого современного оборудования для пищевой промышленности, используемого в современных предприятиях.
Во-первых, он выпускается в широком разнообразии отделок, которые служат прочными и универсальными вариантами для самого современного оборудования для пищевой промышленности, используемого в современных предприятиях. Вот некоторые из его наиболее распространенных применений через Alliant Metals:
Вот некоторые из его наиболее распространенных применений через Alliant Metals:
 Если нержавеющая сталь не обладает этим свойством, то эти едкие материалы могут способствовать преждевременной коррозии, а как только коррозия начинает формироваться, устройство должно быть немедленно изъято из обращения из-за его неровной поверхности.
Если нержавеющая сталь не обладает этим свойством, то эти едкие материалы могут способствовать преждевременной коррозии, а как только коррозия начинает формироваться, устройство должно быть немедленно изъято из обращения из-за его неровной поверхности. Именно этот фактор делает его устойчивым к ржавчине и коррозии. Глядя на это с научной точки зрения, именно хром придает внешнему слою стали способность связывать кислород; это образует пассивирующий слой, который затрудняет образование ржавчины.
Именно этот фактор делает его устойчивым к ржавчине и коррозии. Глядя на это с научной точки зрения, именно хром придает внешнему слою стали способность связывать кислород; это образует пассивирующий слой, который затрудняет образование ржавчины.
 Если вы планируете приобрести оборудование из нержавеющей стали, сначала убедитесь, что его магнитные свойства хорошо подходят и/или не нарушают окружающее оборудование или компоненты.
Если вы планируете приобрести оборудование из нержавеющей стали, сначала убедитесь, что его магнитные свойства хорошо подходят и/или не нарушают окружающее оборудование или компоненты. Вообще говоря, 430 необходимо высушить вскоре после контакта с влагой, чтобы предотвратить ржавление.
Вообще говоря, 430 необходимо высушить вскоре после контакта с влагой, чтобы предотвратить ржавление.

 И, поскольку нержавеющая сталь, даже пищевая, может иметь ямки и коррозию, которые могут быть незаметны невооруженным глазом, важно, чтобы вы использовали все необходимые устройства обнаружения, чтобы убедиться, что ваше предприятие соответствует требованиям. все обязательные законы и правила.
И, поскольку нержавеющая сталь, даже пищевая, может иметь ямки и коррозию, которые могут быть незаметны невооруженным глазом, важно, чтобы вы использовали все необходимые устройства обнаружения, чтобы убедиться, что ваше предприятие соответствует требованиям. все обязательные законы и правила.
 симуляторы.
симуляторы.  Другие области применения включают пивоварни, молоковозы. Высоколегированные аустенитные марки используются для хранения, транспортировки агрессивных пищевых продуктов и напитков. Сорта, содержащие молибден, особенно устойчивы к пищевым продуктам, содержащим соль. 316L/1.4404 называют «пищевым» из-за его разнообразного применения в пищевой промышленности. Точно так же 304L/1.4307 также является очень популярным сортом для использования в пищевой промышленности.
Другие области применения включают пивоварни, молоковозы. Высоколегированные аустенитные марки используются для хранения, транспортировки агрессивных пищевых продуктов и напитков. Сорта, содержащие молибден, особенно устойчивы к пищевым продуктам, содержащим соль. 316L/1.4404 называют «пищевым» из-за его разнообразного применения в пищевой промышленности. Точно так же 304L/1.4307 также является очень популярным сортом для использования в пищевой промышленности. Однако плохая формуемость и способность к сварке ограничивают использование.
Однако плохая формуемость и способность к сварке ограничивают использование.




 В результате сформируются пробки.
В результате сформируются пробки.
 Все готово.
Все готово.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Для этой цели отлично подойдет обыкновенный балкон, кладовая или прихожая. Чтобы грамотно организовать пространство, стоит приобрести или сделать самостоятельно полки. Также допустимо использовать стеллажи или шкаф.
Для этой цели отлично подойдет обыкновенный балкон, кладовая или прихожая. Чтобы грамотно организовать пространство, стоит приобрести или сделать самостоятельно полки. Также допустимо использовать стеллажи или шкаф.
 Пластик характеризуется стойкостью ко множеству внешних воздействий. Однако спустя некоторое время он теряет внешний вид и желтеет.
Пластик характеризуется стойкостью ко множеству внешних воздействий. Однако спустя некоторое время он теряет внешний вид и желтеет.
 А если их больше – удобнее для них продумать настенное хранение или установить специальную полку. Колёса без дисков нельзя подвешивать, для них оптимальным решением будет вертикальное расположение на стеллажах. Совершенно иная ситуация для покрышек с дисками, их можно крепить к потолку и размещать вертикально.
А если их больше – удобнее для них продумать настенное хранение или установить специальную полку. Колёса без дисков нельзя подвешивать, для них оптимальным решением будет вертикальное расположение на стеллажах. Совершенно иная ситуация для покрышек с дисками, их можно крепить к потолку и размещать вертикально. Так, сначала в большинстве своем обстановка в мастерской была представлена деревянными конструкциями и мебелью из пней, досок, фанеры. Пока я растапливал буржуйку, появилась идея практичного применения поленьев. Я их крепил по углам, делал пазы или отверстия и размещал небольшие предметы в такие посадочные места. Получались «деревца» с ветками из пилок, сверл, бит, карандашей и прочего.
Так, сначала в большинстве своем обстановка в мастерской была представлена деревянными конструкциями и мебелью из пней, досок, фанеры. Пока я растапливал буржуйку, появилась идея практичного применения поленьев. Я их крепил по углам, делал пазы или отверстия и размещал небольшие предметы в такие посадочные места. Получались «деревца» с ветками из пилок, сверл, бит, карандашей и прочего. Каждая подставка для сверл изготавливается из деревянного бруска, в котором высверливаются отверстия.
Каждая подставка для сверл изготавливается из деревянного бруска, в котором высверливаются отверстия. Под пленкой, которая есть на верхней части футляров от видеокассет, можно разместить листок с перечнем инструментов, которые хранятся в таком кейсе.
Под пленкой, которая есть на верхней части футляров от видеокассет, можно разместить листок с перечнем инструментов, которые хранятся в таком кейсе. Можно организовать правильное их настенное или потолочное хранение с помощью подручных материалов. Ловите несколько идей:
Можно организовать правильное их настенное или потолочное хранение с помощью подручных материалов. Ловите несколько идей: Благодаря этому инструменты не будут разбросаны по всему дому.
Благодаря этому инструменты не будут разбросаны по всему дому.
 Чтобы удобно разместить подобные приспособления в помещении, стоит организовать специальную систему хранения. Для этого на стенах рекомендуется зафиксировать надежные деревянные крючки. На них удастся удобно расположить садовые инструменты вдоль стен.
Чтобы удобно разместить подобные приспособления в помещении, стоит организовать специальную систему хранения. Для этого на стенах рекомендуется зафиксировать надежные деревянные крючки. На них удастся удобно расположить садовые инструменты вдоль стен.


 Его преимущество перед другими емкостями – эргономичная ручка.
Его преимущество перед другими емкостями – эргономичная ручка. Если режущая кромка сверла будет повреждена во время транспортировки, срок его службы значительно сократится. И это не только раздражает, но и стоит вам времени и денег! Полностью и надежно защитите свой буровой инструмент в наших прочных пластиковых упаковочных тубах, коробках и кассетах.
Если режущая кромка сверла будет повреждена во время транспортировки, срок его службы значительно сократится. И это не только раздражает, но и стоит вам времени и денег! Полностью и надежно защитите свой буровой инструмент в наших прочных пластиковых упаковочных тубах, коробках и кассетах. Не говоря уже о фрезах, сверлах для глубоких отверстий, центровочных сверлах, зенкерах, развертках и буровых головках. От индивидуальной упаковки до решений для оптовой упаковки — с нашим широким ассортиментом упаковочных туб, футляров, кассет и коробок у нас есть все необходимое. Нужен образец? Без проблем!
Не говоря уже о фрезах, сверлах для глубоких отверстий, центровочных сверлах, зенкерах, развертках и буровых головках. От индивидуальной упаковки до решений для оптовой упаковки — с нашим широким ассортиментом упаковочных туб, футляров, кассет и коробок у нас есть все необходимое. Нужен образец? Без проблем!