опирание, как правильно крепить стропильную ногу, уголки для крепежа, кронштейн, узлы
Содержание:
Элементы для крепления стропил к мауэрлату
Как правильно и чем лучше крепить
Когда нужен мауэрлат
Монтаж стропил к мауэрлату
Опирание стропильных ног — основные правила
Использование уголка
Рекомендации по крепежу
Грамотное крепление стропил к мауэрлату обеспечит долговечность кровли, позволит избежать множества проблем.
Элементы для крепления стропил к мауэрлату
В процессе выполнения работы потребуются всевозможные врезки и различные крепежи.
Необходимые элементы крепления:
- крепежные элементы LK;
- резьбовые изделия;
- проволочные стяжки;
- монтажная лента с перфорацией;
- уголки;
- пластины;
- гвозди;
- кронштейны для стропил.
При креплении стропил желательно использовать кронштейны. В такой ситуации не требуется врезка в стропилине, которая ослабила бы конструкцию. Подходящие кронштейны должны быть стальными, с толщиной слоя в 0.2 мм. Материал коррозионностойкий. Для фиксации кронштейна к брусу или стропилине используются гвозди резьбовые элементы.
В такой ситуации не требуется врезка в стропилине, которая ослабила бы конструкцию. Подходящие кронштейны должны быть стальными, с толщиной слоя в 0.2 мм. Материал коррозионностойкий. Для фиксации кронштейна к брусу или стропилине используются гвозди резьбовые элементы.
Как правильно и чем лучше крепить
Крепежные элементы LK предназначены для опирания стропил к мауэрлату и соединения других деталей. При их использовании не требуется посадка на анкерные болты.
Перфорированная монтажная лента позволяет повысить прочность узлов крепления стропил. Ее использование обеспечит большую надежность соединения, при этом не нарушает целостность несущих конструкций, а также никак их не ослабляет. Для монтажа перфорированной лентой нужны гвозди либо винтовые крепежи.
Уголок для стропил КР, а также его разновидности — часто используемый крепежный элемент в строительстве. В нашем случае он задействован в фиксации стропильных ног. Его использование позволит сделать узлы соединения более прочными. Такие детали дают конструкции дополнительной надежности, препятствуют смещением стропилин. Монтаж уголка возможен на саморезы или ершенные гвозди, в которых имеются выступы.
Его использование позволит сделать узлы соединения более прочными. Такие детали дают конструкции дополнительной надежности, препятствуют смещением стропилин. Монтаж уголка возможен на саморезы или ершенные гвозди, в которых имеются выступы.
Необходимо выбирать качественные крепежные элементы, в которых присутствует антикоррозийная защита. В противном случае конструкция получится недостаточно надежной, значительно возрастет риск поломки.
Когда нужен мауэрлат
Мауэрлат — деревянная конструкция, предназначенная для закрепления стропил и равномерному распределению давления на стены и фундамент постройки. Делается она из бруса или бревна. Такую конструкцию еще часто называют фундаментом крыши.
Рекомендация: если идет постройка дома из бруса либо бревна, в качестве опоры для стропилин выступает обвязка стен. При этом не нужен монтаж дополнительных конструкций.
Для построек, у которых стены состоят из штучных материалов (например, кирпича, газобетонных блоков и так далее), требуется установка мауэрлата. Необходимость появляется ввиду того, что стены таких сооружений неспособны выдержать точечные нагрузки. А у пенобетонных блоков недостаточная прочность для поддержки стропильной системы, высокая нагрузка просто вырвет крепеж. Теперь разберемся, как правильно крепить стропила к мауэрлату.
Необходимость появляется ввиду того, что стены таких сооружений неспособны выдержать точечные нагрузки. А у пенобетонных блоков недостаточная прочность для поддержки стропильной системы, высокая нагрузка просто вырвет крепеж. Теперь разберемся, как правильно крепить стропила к мауэрлату.
Специалисты советуют делать бетонный пояс с дополнительным армированием в верхней части стен. Тогда получится прочно закрепить деревянный брус на основании.
Нужно подобрать цельную балку по ширине такую же, как и стена, и высотой 20 сантиметров. В нее надежно устанавливается крепеж для опорного бруса. Обычно для этого выбирают анкерные болты, их можно заменить шпильками с диаметром не меньше 14 миллиметров, расположить их нужно вертикально. Необходимо загнуть нижние концы крепежных элементов, это исключит возможность их вырывания под действием нагрузки. Для закладного крепежа максимальный шаг составляет 1.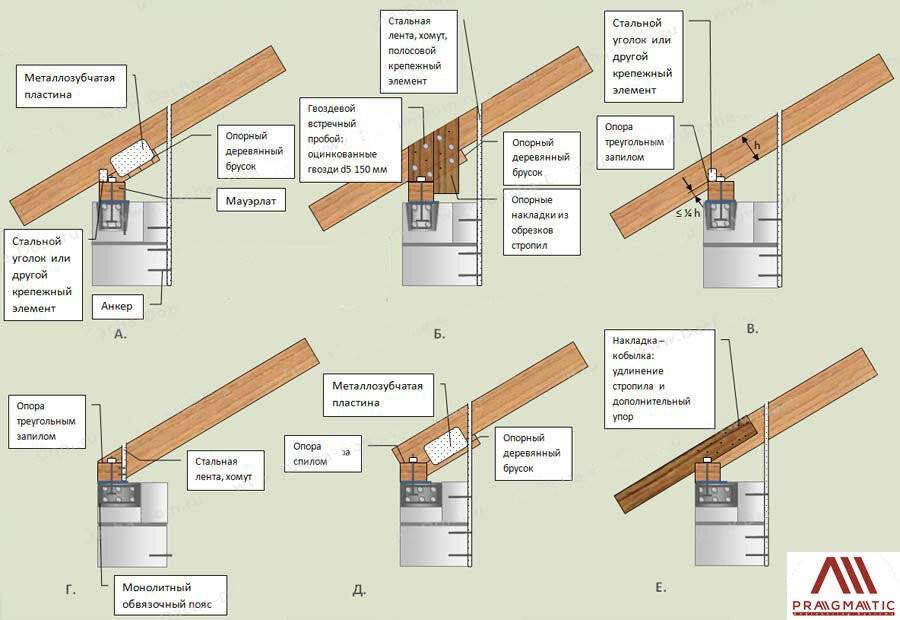 5 м.
5 м.
Совет: если использовать шпильки меньшего диаметра, то они не выдержат всю нагрузку и деформируются.
В брусе для установки мауэрлата нужно проделать отверстия для ранее вмурованных шпилек, а затем соединить обе части. Перед монтажом бруса необходимо обустроить гидроизоляцию, в противном случае возможно гниение древесины.
Монтаж стропил к мауэрлату
Выполнение данной работы потребуется для выполнения различных стропильных систем. При монтаже наслонных или висячих стропил можно использовать жесткое или скользящее соединение. Выбор конкретного вида крепления стропил зависит от особенностей конструкции.
Мастера советуют делать врубку не в мауэрлате, а в стропилине. Связано это с тем, что в противном случае несущая способность мауэрлата будет ослаблена.
При жестком соединении элементы надежно зафиксированы, никакое их смещение невозможно. Добиться такого варианта крепления получится, если для монтажа опирания стропильной ноги на мауэрлат используются уголки с опорным бруском. Альтернативный вариант — сделать вырез «седло» в стропилине. Он дополнительно закрепляется с помощью гвоздей, резьбовых крепежных изделий и болт. Помимо этого, еще потребуется проволочная скрутка, чтобы соединить узел крепления, и анкер в стене.
Альтернативный вариант — сделать вырез «седло» в стропилине. Он дополнительно закрепляется с помощью гвоздей, резьбовых крепежных изделий и болт. Помимо этого, еще потребуется проволочная скрутка, чтобы соединить узел крепления, и анкер в стене.
Опирание стропильных ног — основные правила
Для крыш деревянных домов необходимо использование так называемых салазок. Это специальные крепежные элементы, обеспечивающие скользящее соединение. С помощью «салазок» получится сделать крепление стропил к мауэрлату с возможностью движения конструкций. Тогда в случае усадки дома не произойдет деформации кровли.
Выбор способа крепежа стропил к мауэрлату должен основываться на конструктивных особенностях крыши. Если сооружение не деревянное, то необходимо делать жесткие сочленения.
Для способа выполнения задачи с вырезкой «седла» необходимо придерживаться следующей инструкции:
- Первый шаг — вырез в стропильной ноге.
 Его нужно сделать таким образом, чтобы получилось поставить стропилину на брус. Нельзя забывать, что угол ее наклона должен соответствовать наклону крыши.
Его нужно сделать таким образом, чтобы получилось поставить стропилину на брус. Нельзя забывать, что угол ее наклона должен соответствовать наклону крыши. - Затем стропилину нужно посадить на гвозди. По одному с каждой боковой стороны, вбивать под углом, чтобы они скрестились в мауэрлате, еще один гвоздь сверху.
- С помощью скоб и проволоки-катанки укрепляется узел соединения.
 Его нужно сделать таким образом, чтобы получилось поставить стропилину на брус. Нельзя забывать, что угол ее наклона должен соответствовать наклону крыши.
Его нужно сделать таким образом, чтобы получилось поставить стропилину на брус. Нельзя забывать, что угол ее наклона должен соответствовать наклону крыши.
Такой подход к монтажу стропил позволяет добиться максимальной надежность узлов крепления. Конструкция прослужит весь свой срок без каких-либо поломок.
Использование уголка
Существует схема крепления стропила к мауэрлату.
Крепление стропил на металлический уголок:
- Для начала нужно сделать вырез стропильной ноги под таким углом, чтобы получился необходимый наклон кровли.
- Подшивной брус размещается по краю мауэрлата. Его длина должна составлять примерно 1 м. В брус будут упираться стропила согласно линии давления. В таком случае исключено смещение стропильной ноги при распорных нагрузках.
- Для фиксации стропилины с боковых сторон к мауэрлату используются металлические уголки. Их применение позволяет исключить поперечное смещение стропилины.
- Проволока-катанка позволяет придать дополнительной прочности узлу крепления.
 В таком случае исключено смещение стропильной ноги при распорных нагрузках.
В таком случае исключено смещение стропильной ноги при распорных нагрузках.
Необходимо четко придерживаться инструкции, чтобы выполнить работу максимально качественно. В продаже имеются уголки для крепления стропил к мауэрлату.
Разновидности уголка КР:
- «КР5» — уголок с большой несущей способность;
- «КР 6» (еще называется усиленным уголком) — стальной элемент (толщина — 3 мм), присутствует анкерное отверстие, предназначается для фиксации тяжелых конструкций;
- «КР11» и «КР21» — модернизированные модели уголков «КР1» и «КР2», в них присутствуют отверстия для анкерных болтов, их использование снижает риск вырывания крепежа в случае повышенной нагрузки или осадки постройки.

Вспомогательные и несущие части стропильной системы фиксируются с помощью уголка КМ, который сделан из перфорированной стали. Среди достоинств данного элемента можно выделить возможность крепления на шурупы или саморезы, а также простоту монтажа.
Усиленный уголок KMPR используется для скрепления элементов под прямым углом. С его помощью получится надежно зафиксировать стропила на опорном брусе. Возможна регулировка уголка, чтобы подстроить элемент под конструкцию.
Рекомендации по крепежу
То, насколько надежной будет кровельное сооружение, зависит от грамотности крепления стропильной ноги к мауэрлату. Существует множество схем крепления, но можно выделить несколько общих правил и рекомендаций по выполнению данной работы.
Рекомендации по монтажу:
- Деревянные элементы должны плотно прилегать друг к другу. Чтобы добиться этого, предварительно нужно качественно выполнить запилы и врубки.
- Для всех болтов нужны шайбы либо специальные пластины. В противном случае гайка будет утоплена в древесину, что впоследствии может привести к различным осложнениям.
- Недопустимо использование прокладок. Связано это с тем, что со временем они деформируются. А это приводит к неравномерному распределение нагрузок и снижению срока эксплуатации кровли.

По полученной информации можно понят, как правильно закрепить стропила к мауэрлату. Следование всем рекомендациям позволит выполнить работу максимально качественно, избежав возможных проблем. Достаточно просто изучить инструкцию, подготовить все необходимые инструменты, материалы и элементы крепления.
основные варианты с запилом и без
- Узлы крепления стропил к мауэрлату
- Варианты крепления стропильной ноги
- Способы крепления с запилом и без
- Крепеж для стропил и правила работы с ними
Важным элементом кровельной конструкции считается мауэрлат, поскольку крыша фактически опирается именно на опорный брус. Он помогает равномерно и рационально распределить его крыши. К нему же присоединяют стропила.
Он помогает равномерно и рационально распределить его крыши. К нему же присоединяют стропила.
Крепление стропил к мауэрлату – значимый этап при возведении крыши. Прочность и безопасность кровли зависит во многом от качества монтажа стропильной системы, в частности, от правильного выбора крепежных элементов и грамотного соединения узлов несущей конструкции.
Узлы крепления стропил к мауэрлату ↑
Способов крепления стропил к мауэрлату – два:
- жесткий и
- скользящий.
Очевидно, что от технологии крепления стропильной ноги к опорному брусу будет зависеть ее «поведение» в различных погодных условиях. К примеру, при перепадах температур, снежных завалах несущая конструкция не может быть статичной. Действительно, в условиях повышенной влажности древесина расширяется, а высокая температура вызывает сжатие. Если использовать жесткую фиксацию, то возникает риск смещения, нельзя исключать даже разрывов. Из-за неграмотного монтажа может появиться распорное усилие, представляющее опасность для стен. Поэтому грамотное крепление стропил к мауэрлату – определенный гарант безопасности.
Поэтому грамотное крепление стропил к мауэрлату – определенный гарант безопасности.
Различают следующие узлы опирания:
- шарнирные
- одна степень свободы. Дает возможность балке из дерева или металла поворачиваться по кругу. Такого состояния можно добиться, используя при фиксации один ввинченный гвоздь либо саморез;
- две степени свободы. Допускается вращение балок по кругу или небольшое перемещение в горизонтальной плоскости. Достигается путем крепления стропилин либо с использованием салазок, либо при помощи скользящей опоры – ползуна из крепежных уголков;
- три степени свободы. Передвижение стропил возможно по кругу, а также в вертикальной и горизонтальной плоскостях. Подобный эффект получают за счет специально изготовленного шарнира, который ввинчивают в мурлат;
- нулевая степень свободы. Концы балки жестко зафиксированы с обоих концов, что не дает ей смещаться. Такой вариант преимущественно используют в кирпичных строениях.

Варианты крепления стропильной ноги ↑
Для выполнения нижнего узла опирания стропильной ноги на опорный брус в основном выбирают один из следующих способов:
- скользящий, представляющий собой подвижное соединение: нижний конец балки удерживается на мауэрлате только с помощью крепежных элементов, которые не препятствуют его скольжению по брусу;
- распорный – это неподвижный узел сцепления с жесткой опорой стропилин в брус.
Оба эти варианта имеют одинаковое право на жизнь и используются с учетом формы крыши, особенностей стропильной системы.
Способы крепления с запилом и без ↑
Сразу отметим, что крепление стропил к мауэрлату без запила используют исключительно в случае скользящего соединения. Для удержания свободно лежащей на мауэрлате нижней кромки стропильных ног, как правило, используют уголки. Очевидно, что подобная фиксация может не выдержать существенных нагрузок, поэтому его рекомендуется использовать преимущественно при перекрытии сравнительно небольших пролетов.
Значительно надежнее считается устройство нижнего узла сопряжения, в котором используется крепеж с запилом, блокирующим зубом. Его выпиливают в стропильной доске. Как правило, он занимает не более четверти балки. Выполнить его можно по-разному:
- жесткая фиксация, которая работает на сжатие, образованное упором, направленным на внутреннюю сторону опорного бруса;
- подвижная фиксация, образованная зубом на внешней стороне. Чтобы стропильные ноги не соскальзывали с мурлата, их фиксируют крепежными элементами, которые работают на растяжение, к примеру, скобами либо уголками.
- запил в стропильном брусе доске порой заменяют упорным бруском, который прибивают к стропильной ноге.
Рекомендуем
Запил рекомендуется выполнять на стропилинах, а не на опорном брусе, чтобы не ослабить или деформировать мауэрлат.
Крепеж для стропил и правила работы с ними ↑
Современный строительный рынок предлагает широкий ассортимент элементов крепежа. Помимо классических вариантов – скоб, крученых гвоздей или проволоки-катанки, которую складывают в несколько рядов, здесь можно найти специальные комплекты, предназначенные для работ со стропилами.
Помимо классических вариантов – скоб, крученых гвоздей или проволоки-катанки, которую складывают в несколько рядов, здесь можно найти специальные комплекты, предназначенные для работ со стропилами.
Внимание!
В процессе соединения деталей из дерева при помощи шурупов (болтов) под ними обязательно используют металлические шайбы. Этот нехитрый прием поможет избежать утапливания крепежей в древесине.
Работы по выполнению крепления осуществляют в определенном порядке. Предлагаем вашему вниманию несколько самых простых методов распиловки и последующей подгонки стропил.
- Низ опирается на мурлат, верх – упираются один в другой или рядом.
- Низ упирается в мурлат, верх упирается в прогон за счет горизонтальной врубки.
- Низ упирается в мурлат, верх – в прогон.
Стропильные ноги фиксируют одним из вариантов крепежа. Следует учесть, что каждый из них имеет свои тонкости. В основе выбора лежат такие параметры, как угол наклона скатов и оптимальный узел опирания.
- Гвозди забивают в опорный брус через стропильную доску под углом. Для правильного соединения необходимо использовать два гвоздя, прибитые с обеих сторон по направлению друг к другу. Иначе говоря, гвозди перекрещиваются внутри мурлата. Завершает крепеж еще один гвоздь, забитый вертикально.
- Один конец скобы забивают примерно в центр опорного бруса с его внутренней стороны. Другой – в стропилину, развернув его на прямой угол.
- Катанку, сложенную в четыре ряда, используют для изготовления хомута. С его помощью стропильную ногу прикручивают к брусу по направлению снаружи вовнутрь. Проволоку можно заменить на специальную перфорированную ленту. Нередко стяжку при помощи проволоки или скобы используют в качестве резервного крепления как дополнение к другим типам соединений.
- Уголки при помощи шурупов прикручивают с обеих сторон к стропилам и стропил и к верхней грани мурлата. Соединение будет более надежным , если использовать уголки, имеющие два ряда отверстий и ребро жесткости.

На заметку
Уголки можно заменить на специальные пластины, концы которых под прямым углом.
- Среди специальных крепежных элементов стоит отметить уголки‑«салазки», имеющие скользящую пластину. Подобные уголки не только обеспечивают надежность соединения, но также полностью компенсируют деформацию.
После устройства нижнего узла стропил переходят к его соединению с коньковым брусом.
© 2022 stylekrov.ru
способы крепления стропильных ног к мауэрлату
Благодаря развитию технологий и изобретению новых укрывных материалов, современное частное строительство имеет возможность выполнять самые сложные проекты по возведению жилых домов. Дома со скатной крышей остаются приоритетом для большинства владельцев недвижимости. Практически во всех случаях застройщикам приходится сталкиваться с усадкой деревянных построек. Это приводит к необходимости использовать такой элемент каркаса, который компенсировал бы его деформацию. Скользящая опора для стропил — балка, закрепленная на опорном брусе с подвижным соединением на мауэрлате. Благодаря таким деталям можно собрать сбалансированный и прочный каркас, отвечающий всем строительным нормам.
Это приводит к необходимости использовать такой элемент каркаса, который компенсировал бы его деформацию. Скользящая опора для стропил — балка, закрепленная на опорном брусе с подвижным соединением на мауэрлате. Благодаря таким деталям можно собрать сбалансированный и прочный каркас, отвечающий всем строительным нормам.
Содержание
- Функции и характеристики скользящей опоры для стропил
- Область применения
- Способы и технология монтажа устройства стропильной системы
- Разновидности опор скользящего типа
- Крепление стропильных ног к мауэрлату 80008
- Особенности монтажа скользящей опоры для стропил
Функции и характеристики скользящей опоры для стропил
Плавающая крыша полностью исключает кривизну каркаса; используется в бревенчатых домах
Раздвижные стропила используются при строительстве домов из массива дерева. Конструкции этого типа после возведения дают усадку до 15% от своих первоначальных параметров. Изменения происходят неравномерно, в зависимости от факторов, воздействующих на те или иные структуры.
Изменения происходят неравномерно, в зависимости от факторов, воздействующих на те или иные структуры.
Подвижное соединение стропил и мауэрлата позволяет полностью нейтрализовать кривизну каркаса, продлевает межремонтные сроки, что касается жестких каркасов крыш.
Назначение изделия:
- устранение расширения несущих стен при их усыхании и уменьшении в размерах;
- предотвращение деформации рамы при повышенном внутреннем давлении;
- сохранение формы кровли вне зависимости от процессов, происходящих с древесиной.
Плавающее соединение стропил показало свою эффективность в сотнях зданий, возведенных на основе этого метода. Вне зависимости от изменения параметров здания его крыша сохраняет форму, прочность и устойчивость.
Скользящие опоры позволяют менять положение стропил при изменении влажности и температуры
Основные преимущества данной технологии:
- создание дополнительного запаса прочности каркаса;
- простота монтажа, для которого не нужно приобретать дорогостоящие инструменты или иметь солидный опыт работы;
- снижение доли тяжелого ручного труда, связанного с уравновешиванием рамы и созданием пропилов;
- нет необходимости устанавливать кобылки на крышу, так как стропила выступают на достаточное расстояние от стен;
- возможность свободного изменения размеров балок при изменении температуры и влажности.
Правильный выбор материала и соблюдение технологии установки подвижных креплений для стропил гарантирует качественный конечный результат. При любой степени усадки конструкция сохранит точные геометрические формы.
Область применения
Плавающая технология, подходящая для всех типов крыш
Наибольшая усадка деревянных конструкций наблюдается в первые 2-3 года после их возведения. Изменения размеров происходят под воздействием таких факторов, как давление и колебания уровня влажности стенового материала. Уменьшается высота каждого элемента в отдельности и всей конструкции. Торцевые стены, на которых стоит конек, подвергаются большей нагрузке, так как к нему крепятся тяжелые стропильные ноги, иногда усиленные подкосами и ригелями. Все это приводит к неравномерной деформации здания на начальном этапе эксплуатации. Плавающие крепления для стропильной системы позволяют безболезненно решить эту проблему.
Системы нашли применение в сооружениях такого типа:
- односкатные;
- фронтон;
- шатровый;
- бедро;
- бубен.
Массивные галтели на кровле служат для уравновешивания вертикального давления стропильной системы, усиливая ее своим весом на боковые стены.
Способы крепления и технология устройства стропильной системы
Скользящая опора для стропил с врезкой в мауэрлат
При планировании строительства дома следует учитывать, что свободный ход каждой балки может составлять 5-15 см в зависимости от размеров здания. Кроме того, способ крепления определяется выбранным типом стропильной системы.
Исходя из особенностей строительного проекта, используются следующие крепления:
- Плавающие. Применяется, когда длина балки максимальна и изменения размеров превышают технические возможности замкового соединения. Используется в висячих системах, где основная нагрузка приходится на конек и опоры. В мауэрлате делается вырез, в который устанавливается металлическая полоса, исключающая трение. Кобылка в стропильной системе устанавливается для увеличения ширины свеса до нужных параметров.
- Скольжение. Применяется при строительстве небольших зданий с потенциально низким процентом усадки каркаса крыши и стен. Мауэрлат и балка соединяются замком (линейкой и скобой), узел одновременно обеспечивает надежное соединение и свободное скольжение наклонного элемента. Кобылки делаются с достаточным запасом прочности из бруса сечением 100х200 мм.
Благодаря использованию таких систем стропильные ноги адаптируются к размерам и геометрии здания, компенсируя распирающие нагрузки, которым подвергаются несущие стены.
Разновидности опор скользящего типа
Неразборный способ монтажа стропильной системы
Использование подвижных креплений каркаса крыши — единственный способ, предотвращающий его деформацию в период усадки здания. Крепить стропила можно как к мауэрлату, так и к перекрытию, если оно выполнено из массивного бруса. Сами зажимы имеют достаточно простое устройство и вполне доступную стоимость. Замки состоят из направляющей планки и уголка с петлей.
При строительстве используются соединения такого типа:
- Открыть. Представляют собой сборно-разборные изделия, в состав которых входит направляющая, закрепленная на стропильной ноге, и металлический уголок, закрепленный на мауэрлате или потолочной плите. Количество отверстий под фурнитуру варьируется от 1 до 5, а запас свободного хода составляет 60-150 мм. Крепление прочное и функциональное. При правильной установке брус будет легко скользить по мауэрлату, что полностью исключает возможность деформации каркаса.
- Закрыто. Изделие неразборное, продается сразу в состоянии, готовом к установке. К опорному бруску крепится уголок с петлей, а в него при установке вкручивается направляющий брусок, прикрученный к стропилу. После фиксации стропил в каркасе регулировка положения замка становится невозможной. Поэтому при выборе таких деталей нужно внимательно подходить к расчетам и соблюдать аккуратность при монтаже.
Крепеж открытого типа более практичен и надежен в эксплуатации.
Крепление стропильных ног к мауэрлату
Способы крепления стропильных ног к мауэрлату
Для надежного крепления стропильной ноги к мауэрлату используются два замка, устанавливаемые с обеих сторон балки. Этот прием исключает возможность искривления балки в процессе изменения влажности и температуры. Крепление стропила должно быть таким, чтобы была обеспечена максимальная дальность его свободного хода.
Можно ограничиться одним крепежом при строительстве кровли с пологим уклоном или небольшого размера, где вероятность изгиба древесины минимальна. При использовании плавающего типа соединения опорный брус затачивается на глубину не более чем половина его сечения.
Особое внимание следует уделить качеству подшипников скольжения. После монтажа изделия будут подвергаться значительным механическим воздействиям и повышенной влажности. Нужно брать самые дорогие и качественные детали из оцинкованной легированной стали. Еще лучше остановиться на нержавейке, так как кровля делается на десятилетия. Изначально следует исключить вероятность появления ржавчины, так как она крайне негативно влияет на древесину.
Сами деревянные фрагменты перед строительством необходимо дважды обработать антисептиком и пропиткой. В процессе эксплуатации эту процедуру следует проводить ежегодно после полного высыхания каркаса.
Особенности монтажа скользящей опоры для стропил
Скользящая опора для стропильных ног
Процесс возведения стропильной системы скользящего типа практически не отличается от технологии возведения стандартного каркаса. Размеры и углы наклона фрагментов конструкции должны соблюдаться особенно точно.
Необходимо учитывать следующие особенности установки:
- Установка мауэрлата. Если несущие стены достаточно толстые, этот шаг пропускается.
- Строительство должно осуществляться на поверхности точной геометрической формы. Для этого проводится предварительный замер периметра и его коррекция при обнаружении нарушений.
- Все одинаковые детали каркаса изготавливаются по шаблону. Это позволит избежать неточностей, связанных с ошибками в отдельных измерениях.
- Для крепления парных замков целесообразно использовать сквозные шпильки, стягиваемые болтами. Осевое соединение прочнее и надежнее саморезов.
- При наращивании допускается сверление не ближе 50 мм от края доски, иначе она может треснуть.
- При использовании саморезов с обеих сторон удлинителя их необходимо вкручивать в шахматном порядке.
При установке стропил крепления должны быть выведены в крайнее положение, чтобы обеспечить им максимально возможное перемещение при усадке здания.
ПРАВАЯ ферменная конструкция | Своими руками
Содержание ✓
- ✓
ПОЛОСАТЫЕ НОГИ - ✓
Чем запугал Пилат? - ✓
СБОРКА СТРИПИЛЬНОЙ СИСТЕМЫ В ЕДИНОЕ ЦЕЛОЕ - ✓
Мауэрлат. КОНЕК, КАРНИЗНЫЙ СВИЕС - ✓
Рельсовая система — видео
Стропильная система – важнейший элемент здания, от которого зависит как надежность и долговечность дома, так и его архитектурный вид. Задача стропил – выдержать нагрузку от кровельного материала, снега, ветра и передать ее на стены и внутренние опоры конструкции. Справиться с этой задачей может только правильно спроектированная и смонтированная стропильная конструкция.
Стропильная система является атрибутом скатной крыши, как утепленной (с холодным чердаком), так и утепленной (мансардной). Стропила являются несущей конструкцией, и поэтому так важно предотвратить их деформацию или разрушение в процессе эксплуатации. Принципиальным условием их надежности является монтаж по проекту, выполненному квалифицированным инженером-проектировщиком.
ВСЕ, ЧТО ВАМ НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ, ЗДЕСЬ >>>
В проекте учитываются все возможные нагрузки на систему (собственный вес кровли, снег и ветер, характерные для той климатической зоны, где ведется строительство), а также ряд других факторов: геометрия, размеры, уклон кровли; размер безопорных пролетов стропил; возможность установки внутренних опор и т. д. Кстати, форма крыши. Эксперты единодушны во мнении: неоправданное усложнение геометрии кровли (под внешний вид здания) снижает ее надежность и чревато появлением протечек и других проблем.
См. Также: Стропильная система крыши.
ПОЛОСАТЫЕ НОЖКИ
В большинстве случаев стропильная система выполняется из дерева, с использованием пиломатериалов хвойных пород не ниже 2 сорта, без дефектов, влажностью 18-22%. Древесину обязательно обрабатывают био- и огнезащитными составами, по возможности дважды – до и после установки стропил. Вторая обработка нужна для того, чтобы не осталось незащищенных участков в результате срезов, забоин и т. д. Когда проектом крыши предусмотрены безопорные пролеты значительной длины, стропильная система может быть выполнена полностью или частично из стальных элементов ( двутавры, швеллеры, уголки и др.), соединенные сваркой.
Чаще всего поверх металлического каркаса устанавливаются деревянные стропила, между которыми прокладывается теплоизоляция, предотвращающая промерзание металлической конструкции. Слой утеплителя должен быть выполнен очень качественно, иначе на каркасе может появиться конденсат, из-за которого металл начнет ржаветь. Во избежание тех же проблем нежелательно устанавливать металлический элемент так, чтобы он проходил из теплого жилого помещения на улицу. К недостаткам металлической стропильной системы можно отнести серьезный вес и сложность монтажа.
Слой утеплителя должен быть выполнен очень качественно, иначе на каркасе может появиться конденсат, из-за которого металл начнет ржаветь. Во избежание тех же проблем нежелательно устанавливать металлический элемент так, чтобы он проходил из теплого жилого помещения на улицу. К недостаткам металлической стропильной системы можно отнести серьезный вес и сложность монтажа.
Еще один вариант устройства длинных безопорных пролетов – с помощью клееного бруса, ЛВЛ-балки и других пиломатериалов, обладающих высокой несущей способностью. Их минус – немалая цена.
Рассмотрим подробнее традиционную стропильную систему – из обычного дерева. Основным элементом системы являются стропила (стропила), устанавливаемые вдоль ската. Нижняя часть ноги опирается на мауэрлат – деревянный брус (или бревно в случае сруба), который устанавливается поверх наружной стены здания. Верхняя часть стропил опирается либо на коньковый прогон (балку), либо на конец стропильной ноги с противоположного ската. Если крыша не утеплена, поверх стропил набивается сплошная или ступенчатая обрешетка, а на нее крепится рубероид. Если крыша утепленная, то к стропилам сначала крепится контробрешетка, и только потом обрешетка.
Если крыша не утеплена, поверх стропил набивается сплошная или ступенчатая обрешетка, а на нее крепится рубероид. Если крыша утепленная, то к стропилам сначала крепится контробрешетка, и только потом обрешетка.
Стропильные системы бывают висячими или наслонными. В первом случае конструкция поддерживается только двумя внешними стенами, без промежуточных опор. В этом случае на стены возникает значительное распирающее давление, для снижения которого обычно предусматривают горизонтальные затяжки (ригели) – деревянные балки, соединяющие стропила с соседних скатов.
Затяжки устанавливаются на расчетную высоту. Висячие стропила довольно сложно монтировать, поэтому проектировщики по возможности предусматривают наслонные системы. Для их устройства требуется одна или несколько внутренних несущих стен или опор. Тогда нижние концы стропил опираются на наружные стены, а в средней части — на внутренние стены или опоры, за счет чего снижается распирающее давление на наружные стены. Нагрузка от средней части стропил передается на основание за счет вертикальных стоек и наклонных балок (подкосов), установленных поверх мощной горизонтальной балки, называемой наслонной.
Нагрузка от средней части стропил передается на основание за счет вертикальных стоек и наклонных балок (подкосов), установленных поверх мощной горизонтальной балки, называемой наслонной.
Для укрепления стратифицированной системы также может использоваться горизонтальная затяжка.
Наиболее распространенным материалом для изготовления стропил длиной до 4 м является доска сечением 50×200 мм.
Высота 200 мм выбрана во многом из соображений удобства устройства мансардной крыши, так как в средней полосе России необходимая толщина теплоизоляционного слоя, укладываемого в пространство между стропилами, составляет как раз 200 мм. Стропильная нога длиной более 4 м, как правило, выполняется из доски сечением 100×200 мм. В ендах и коньках, где происходит схождение двух скатов, устанавливается диагональная (накатная) стропильная нога (к которой под углом будут стыковаться основные стропила).
Носовая ножка должна выдерживать серьезную нагрузку, поэтому ее обычно делают из доски увеличенного сечения (например, 150×250 мм), а также предусматривают под ней опорную стойку. На рынке встречаются доски длиной до 6 м. Если нужны стропила большей длины, то чаще всего приходится сращивать две доски в единый брус.
На рынке встречаются доски длиной до 6 м. Если нужны стропила большей длины, то чаще всего приходится сращивать две доски в единый брус.
Есть разные способы сделать это. Часто практикуется метод «косого среза»: торцы соединяемых досок обрезаются под определенным углом, затем укладываются одна на другую и прочно скрепляются болтом (обычно диаметром 12 мм) или деревянным планки по бокам стропил, которые фиксируются гвоздями и 2-4 болтами (в итоге каждый болт стягивает три элемента: две доски и находящуюся между ними ножку). Стропила монтируются с расчетным шагом. Обычно это 580-590 мм, что обусловлено не только несущей способностью такой конструкции крыши, но и необходимостью жесткого закрепления между стропилами плит теплоизоляции, стандартная ширина которых составляет 600 мм. Чтобы плиты держались крепко, шаг стропил должен быть чуть меньше их ширины.
Чем запугал Пилат?
Чаще всего деревянные элементы стропильной системы распиливают бензопилой, бензиновой или электрической.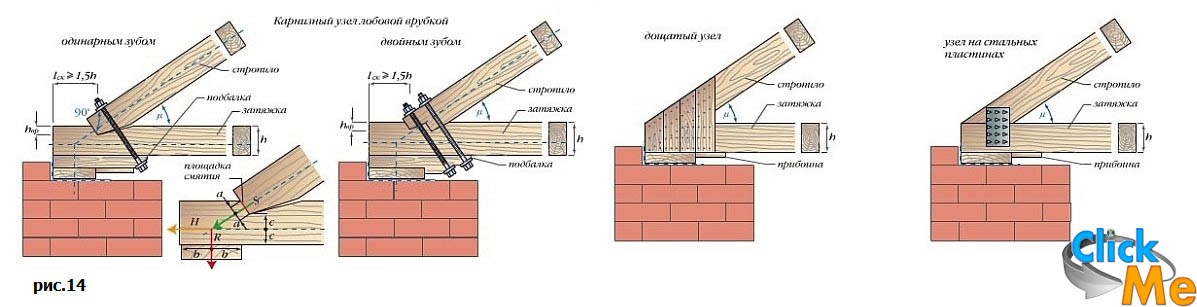 Бензин более востребован кровельщиками из-за его независимости от электросети. Ведь зачастую стропильная система возводится на этапе, когда электричество к дому еще не подведено. Кроме того, бензиновые пилы более мощные (например, модель Redverg RD-GC38-14), а потому распиливать толстые балки проще и быстрее (бывает, что сечение стропил достигает 200×200 мм).
Бензин более востребован кровельщиками из-за его независимости от электросети. Ведь зачастую стропильная система возводится на этапе, когда электричество к дому еще не подведено. Кроме того, бензиновые пилы более мощные (например, модель Redverg RD-GC38-14), а потому распиливать толстые балки проще и быстрее (бывает, что сечение стропил достигает 200×200 мм).
В то же время электрические цепные пилы менее шумны и вибрируют, поэтому с успехом используются на объектах, где есть возможность их подключения к электросети. Недостаточная точность реза цепной пилы, что является минусом этого инструмента, в данном случае не играет большой роли, так как зазор между элементами стропильной системы может достигать 3-5 мм (в зависимости от конструктивного узла). Тем не менее, оператору необходимо иметь серьезный опыт работы с пилой, так как некоторые узлы стропильной системы все же требуют очень точной подгонки элементов.
В первую очередь это касается мест, где стропила упираются в балку ендовы или конька.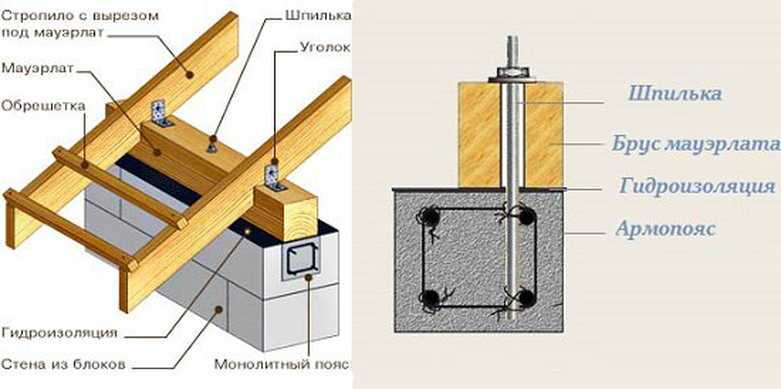 Вам нужно будет делать косые пропилы, а оператор должен иметь навыки качественного выполнения этой работы. Для косых резов рекомендуется использовать только новую или хорошо заточенную цепь, иначе она будет отходить от нужной траектории, и рез будет неаккуратным. По словам кровельщика, в среднем одной цепи хватает не более чем на одну крышу средней площади. Тогда его нужно либо поменять на новый, либо заточить. Добавим, что альтернативой электрической цепной пиле может стать двойная столярная пила (пила-аллигатор), но это менее распространенный инструмент.
Вам нужно будет делать косые пропилы, а оператор должен иметь навыки качественного выполнения этой работы. Для косых резов рекомендуется использовать только новую или хорошо заточенную цепь, иначе она будет отходить от нужной траектории, и рез будет неаккуратным. По словам кровельщика, в среднем одной цепи хватает не более чем на одну крышу средней площади. Тогда его нужно либо поменять на новый, либо заточить. Добавим, что альтернативой электрической цепной пиле может стать двойная столярная пила (пила-аллигатор), но это менее распространенный инструмент.
Ссылка по теме: Устройство стропил, кровли и кровли
СБОРКА ПОЛОСНОЙ СИСТЕМЫ В ЕДИНОЕ ЦЕЛОЕ
Для соединения деревянных элементов стропил используют различные металлические крепления. Первоначально конструкция закрепляется («наживляется») гвоздями длиной 100-200 мм. Однако жесткое соединение несущих элементов крыши осуществляется с помощью шпилек (болтов) в сочетании с гайками и широкими шайбами. Чаще всего используются шпильки диаметром 12 мм. Для установки шпильки необходимо просверлить отверстие в деревянных балках. Обычно сверлится мощной дрелью или легким перфоратором, который в патроне СДС-плюс через переходник
Чаще всего используются шпильки диаметром 12 мм. Для установки шпильки необходимо просверлить отверстие в деревянных балках. Обычно сверлится мощной дрелью или легким перфоратором, который в патроне СДС-плюс через переходник
для обычных хвостовиков установлен патрон: у сверл по дереву нет хвостовиков для системы SDS. Отверстия выполняются спиральными (винтовыми) сверлами большого диаметра (для 12-й шпильки — диаметром соответственно 12 мм) с шестигранными хвостовиками во избежание их проворачивания в патроне. Длина буров, необходимых для монтажа стропильной системы, обычно составляет от 100 до 250 мм, но может потребоваться и более длинное оборудование. После затяжки болтов с гайками выступающие части шпилек срезают, как правило, болгаркой с металлическим диском. Еще одним крепежным элементом являются фасонные детали (пластины, уголки и т.п.) из листовой оцинкованной стали, обычно толщиной 2 мм. Так, для некоторых соединений деревянных балок под углом 90° друг к другу, используются Т-образные пластины. Еще один вариант таких соединений – уголки.
Еще один вариант таких соединений – уголки.
Скрепить две детали в одной плоскости (например, брус, уложенный на край стойки ребром) можно с помощью прямых пластин. Крепление самих металлических деталей к дереву производят гвоздями или саморезами (длиной обычно 40-50 мм), в последнем случае используют шуруповерт (саморезы трудно аккуратно закрутить с высокоскоростная дрель). Поскольку вкручивать саморезы приходится как на большой высоте, так и в труднодоступных местах, работать с аккумуляторными моделями инструмента гораздо удобнее. Количество гвоздей/шурупов на пластину зависит от ее размера и формы. Например, уголок прикручивается 10-14 шурупами, по 5-7 с каждой стороны. Некоторые специалисты не рекомендуют использовать саморезы с конусной потайной головкой, так как они имеют сравнительно небольшую площадь основания и недостаточно надежен крепеж. По мнению этих специалистов, лучше использовать саморезы с пресс-шайбой (то есть с полусферической головкой, под которой находится пресс-шайба).
Мауэрлат. КОНЕК, КАРНИЗНЫЙ СВИЕС
Нижний конец стропильных ног опирается на мауэрлат, уложенный поверх ограждающей стены. Его сечение определяется на основе расчета, но чаще всего используется брус сечением 100×150 или 150×150 мм. Основание под мауэрлат должно иметь высокую прочность. Если стены здания выполнены из материалов с относительно низкой несущей способностью (блоки из пено- или газобетона, поризованная керамика), их необходимо укрепить железобетонным поясом (армопоясом). Между поясом и мауэрлатом обычно предусматривают отсечную гидроизоляцию — обычно рулонную битумную или полимербитумную: это защита от проникновения влаги в древесину из стеновой конструкции. Технология крепления мауэрлата к стене бывает разной.
Иногда ее закрепляют анкерными болтами (шпильками) диаметром 12-18 мм, которые закладывают в армопояс при заливке бетоном. Затем в мауэрлате просверливают отверстия, надевают его на шпильки, притягивая к основанию гайками с широкими шайбами.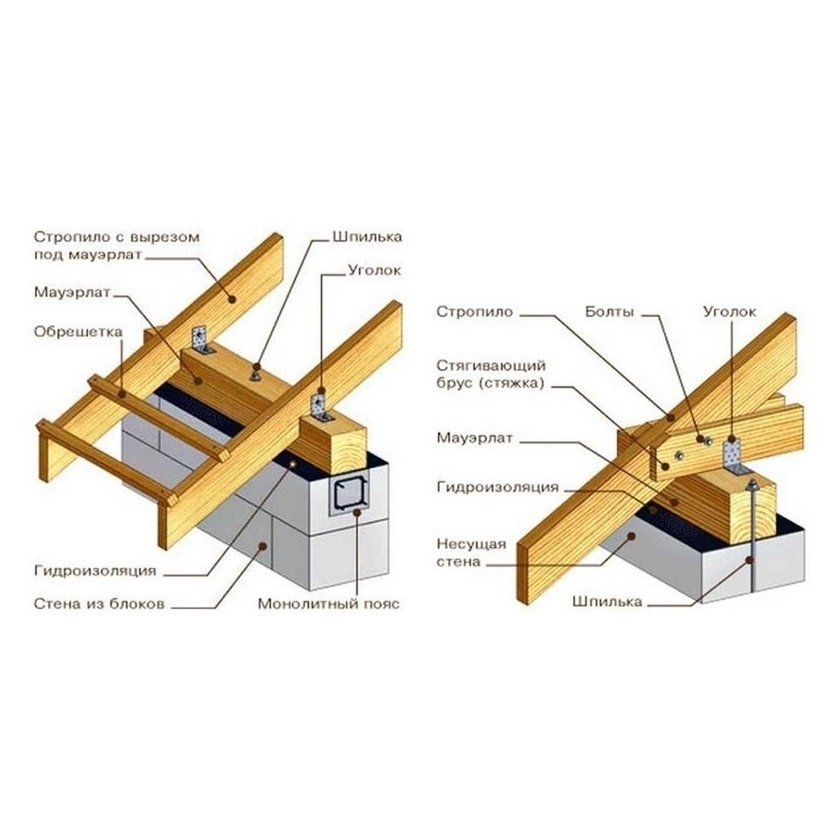 Но чаще всего при креплении мауэрлата не имеют закладных частей, делая крепление на месте. Для этого в каменной (кирпичной, пенопластовой, газобетонной) стене перфоратором со сверлом по бетону просверливают отверстие, куда либо сдвоенный анкерный болт (диаметром 14-18 мм), либо цанговый (16-18 мм) с нажимается булавка. На них нанизывают мауэрлат с заранее проделанными отверстиями и притягивают к стене с помощью гаек и шайб.
Но чаще всего при креплении мауэрлата не имеют закладных частей, делая крепление на месте. Для этого в каменной (кирпичной, пенопластовой, газобетонной) стене перфоратором со сверлом по бетону просверливают отверстие, куда либо сдвоенный анкерный болт (диаметром 14-18 мм), либо цанговый (16-18 мм) с нажимается булавка. На них нанизывают мауэрлат с заранее проделанными отверстиями и притягивают к стене с помощью гаек и шайб.
Шаг шкворней, анкерных болтов или бобышек определяется расчетом, но обычно он составляет 60-100 см. Отличается и технология опирания стропил на мауэрлат. Часто в стропильной ноге вырезают так называемую «пятку» (не более 1/3 от высоты ноги), за счет которой стропило крепится на мауэрлат. Можно сделать в самом мауэрлате паз и установить в него стропило.
Есть и другие способы.
Чтобы прочно притянуть стропила к мауэрлату, обычно используют металлические уголки, закрепляемые гвоздями или саморезами. Специалисты рекомендуют крепить уголок к стропильной ноге рваными гвоздями, а к мауэрлату – болтами с шестигранной головкой, имеющими резьбу по дереву.
Кроме того, стропильные ноги необходимо дополнительно «привязать» к конструкции здания. Для этого предусматривают обвязку проволокой: под мауэрлат в стене сверлят перфоратором отверстие, кувалдой пробивают арматуру диаметром 12-14 мм, привязывая к ней стропила проволочной скруткой. Добавим, что дома из бревен и брусов используют в качестве мауэрлата, служащего балками или бревнами верхнего венца. Учитывая осадку бревенчатых конструкций, к мауэрлату крепится «стропильная» часть стропил: они соединяются при помощи специальных металлических пластин, способных перемещаться относительно друг друга в плоскости ската.
Верхний конец стропильных ног чаще всего опирается на коньковый прогон – это очень мощный брус (или две парные доски), сечение которых достигает 200×250 мм. Если же такой балке не хватает расчетной прочности, то прогон выполняют из клееного бруса или металлической балки. Прогон устанавливается на фронтон и, по возможности, на внутренние несущие стены здания.
Стропила крепятся к поясу механическим способом (причем часто в ноге вырезается небольшой угол, высотой не более 50 мм, для более жесткой опоры). В некоторых случаях верхний конец стропил соединяют с верхним концом стропил с противоположного ската (например, если крыша имеет вальмовую форму, т. е. фронтоны отсутствуют). При этом для усиления конструкции оба стропила тем или иным способом дополнительно соединяются, в частности, горизонтальными деревянными накладками, закрепляемыми шпильками.
В некоторых случаях верхний конец стропил соединяют с верхним концом стропил с противоположного ската (например, если крыша имеет вальмовую форму, т. е. фронтоны отсутствуют). При этом для усиления конструкции оба стропила тем или иным способом дополнительно соединяются, в частности, горизонтальными деревянными накладками, закрепляемыми шпильками.
Важной частью крыши является карнизный свес, защищающий фасад здания от атмосферных осадков. Стандартное значение его вылета за наружную стену составляет 600 мм. Свес предпочтительнее устроить за счет выпуска стропильных ног. Это позволит сохранить целостность стропил и тем самым не снизить несущую способность конструкции.
Однако такое решение часто невозможно: например, при большом уклоне крыши, толстых наружных стенах и т. д. Тогда стропила монтируются встык на мауэрлат, а свес устраивают с помощью кобылок сечением, обычно 50×100 мм, прибитые к верху стропила — с одной или с обеих сторон от него (второй вариант предпочтительнее). Обычно к каждой кобылке прикрепляют еще две доски — горизонтальную и вертикальную, упирающиеся в переднюю стенку (все вместе они образуют треугольник), а к концам кобылки прибивают лобовое стекло, жестко связывающее их в единую конструкцию — все это обеспечивает жесткость конструкции.
Обычно к каждой кобылке прикрепляют еще две доски — горизонтальную и вертикальную, упирающиеся в переднюю стенку (все вместе они образуют треугольник), а к концам кобылки прибивают лобовое стекло, жестко связывающее их в единую конструкцию — все это обеспечивает жесткость конструкции.
Ссылка по теме: Скатные крыши – формы и конструкции
КОММЕНТАРИЙ СПЕЦИАЛИСТА-КРОВЕЛЬЩИКА
Чем сложнее форма мансардной крыши, тем больше трудностей возникает при проектировании и монтаже стропильной конструкции для нее. Как следствие, дополнительные затраты на строительство. Ведь сооружение такой кровли предполагает либо использование очень мощных, дорогих и трудно переносимых несущих элементов (например, длинных безопорных балок из клееного дерева или металла).
Или установка большого количества стоек и других опор, а это затрудняет размещение под крышей полноценного жилого помещения. Поэтому предпочтительнее, чтобы мансардная крыша имела простую форму.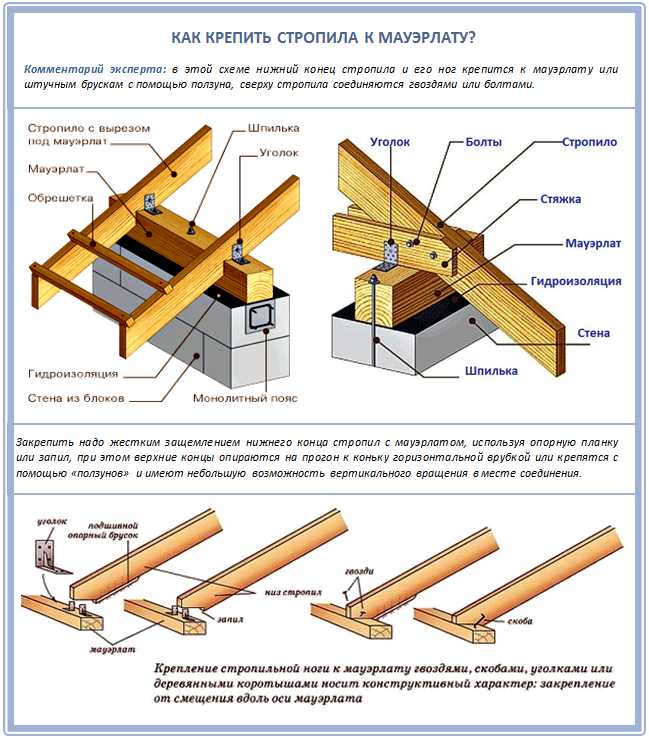



 Результат очевиден.
Результат очевиден. Измерьте основные габариты плит: высоту, ширину и длину. После того как эти параметры получены, достаточно будет перемножить цифры.
Измерьте основные габариты плит: высоту, ширину и длину. После того как эти параметры получены, достаточно будет перемножить цифры.
 {n} $
{n} $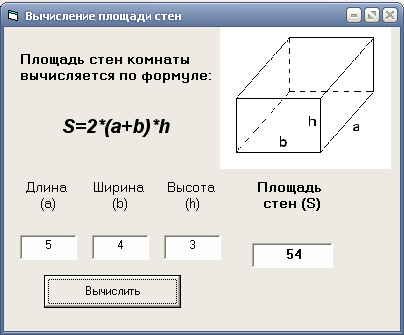 Кубатурная формула (1) с $ N \leq \mu $
Кубатурная формула (1) с $ N \leq \mu $ Положения узлов берутся совместимыми с симметрией $\Omega$
Положения узлов берутся совместимыми с симметрией $\Omega$ {2} $.
{2} $.

 {n} ) $,
{n} ) $, {(j)}$).
{(j)}$). Вы используете этот метод, когда аналитическое решение невозможно или неосуществимо, или при работе с данными из таблиц (в отличие от функций). Другими словами, вы используете его для вычисления интегралов, которые не могут быть точно проинтегрированы. Цель числовой квадратуры состоит в том, чтобы точно аппроксимировать функцию с минимальным количеством оценок.
Вы используете этот метод, когда аналитическое решение невозможно или неосуществимо, или при работе с данными из таблиц (в отличие от функций). Другими словами, вы используете его для вычисления интегралов, которые не могут быть точно проинтегрированы. Цель числовой квадратуры состоит в том, чтобы точно аппроксимировать функцию с минимальным количеством оценок.
 Основные шаги:
Основные шаги: Если вам нужно только приблизительное приближение и вы не беспокоитесь о получении точного ответа, этот простой метод может подойти.
Если вам нужно только приблизительное приближение и вы не беспокоитесь о получении точного ответа, этот простой метод может подойти. в основной статье о суммах Римана.
в основной статье о суммах Римана.
 На самом деле их так много, что им посвящены целые энциклопедии. Большинство академических работ по множественному численному интегрированию относятся к одной из двух книг:
На самом деле их так много, что им посвящены целые энциклопедии. Большинство академических работ по множественному численному интегрированию относятся к одной из двух книг:



 Точнее, основных компонентов два:
Точнее, основных компонентов два:
 К сожалению, каждое изделие индивидуально, и в каждом конкретном случае правильный путь – это работа инженера-проектировщика, который в составе проекта дома, опираясь на расчетные данные проекта дома, предоставит дополнительно формы и размеры каркасов для армирования, а также диаметр арматуры и другие данные.
К сожалению, каждое изделие индивидуально, и в каждом конкретном случае правильный путь – это работа инженера-проектировщика, который в составе проекта дома, опираясь на расчетные данные проекта дома, предоставит дополнительно формы и размеры каркасов для армирования, а также диаметр арматуры и другие данные.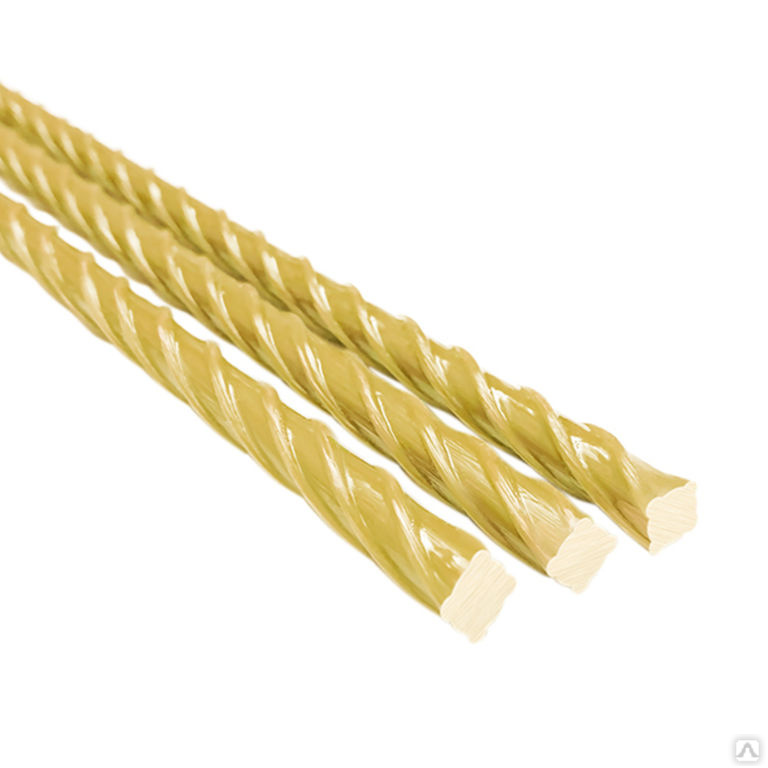


 Материалы матричной фазы обычно являются непрерывными.
Материалы матричной фазы обычно являются непрерывными.

 Существует множество коммерчески доступных форм армирования, отвечающих конструктивным требованиям пользователя. Возможность адаптировать архитектуру волокна позволяет оптимизировать производительность продукта, что приводит к снижению веса и стоимости.
Существует множество коммерчески доступных форм армирования, отвечающих конструктивным требованиям пользователя. Возможность адаптировать архитектуру волокна позволяет оптимизировать производительность продукта, что приводит к снижению веса и стоимости. Стекло, как правило, является хорошим ударопрочным волокном, но весит больше, чем углерод или арамид. Стекловолокно обладает превосходными механическими характеристиками, в некоторых формах прочнее стали. Более низкий модуль требует специальной обработки конструкции, где жесткость имеет решающее значение. Стеклянные волокна прозрачны для радиочастотного излучения и используются в радиолокационных антеннах.
Стекло, как правило, является хорошим ударопрочным волокном, но весит больше, чем углерод или арамид. Стекловолокно обладает превосходными механическими характеристиками, в некоторых формах прочнее стали. Более низкий модуль требует специальной обработки конструкции, где жесткость имеет решающее значение. Стеклянные волокна прозрачны для радиочастотного излучения и используются в радиолокационных антеннах. Основным недостатком волокон на основе ПАН является их высокая относительная стоимость, которая является результатом стоимости основного материала и энергоемкости производственного процесса. Композиты из углеродного волокна более хрупкие, чем стекло или арамид. Углеродные волокна могут вызвать гальваническую коррозию при использовании рядом с металлами. Для предотвращения этого используется барьерный материал, такой как стекло и смола.
Основным недостатком волокон на основе ПАН является их высокая относительная стоимость, которая является результатом стоимости основного материала и энергоемкости производственного процесса. Композиты из углеродного волокна более хрупкие, чем стекло или арамид. Углеродные волокна могут вызвать гальваническую коррозию при использовании рядом с металлами. Для предотвращения этого используется барьерный материал, такой как стекло и смола. Арамидные волокна являются изоляторами электричества и тепла и повышают ударопрочность композитов. Они устойчивы к органическим растворителям, горюче-смазочным материалам. Арамидные композиты не так хороши по прочности на сжатие, как стеклянные или углеродные композиты. Сухие арамидные волокна прочны и используются в качестве тросов или канатов, а также часто используются в баллистических целях. Кевлар®, пожалуй, самый известный пример арамидного волокна. Арамид является преобладающей заменой органического армирующего волокна для стальных брекеров в шинах.
Арамидные волокна являются изоляторами электричества и тепла и повышают ударопрочность композитов. Они устойчивы к органическим растворителям, горюче-смазочным материалам. Арамидные композиты не так хороши по прочности на сжатие, как стеклянные или углеродные композиты. Сухие арамидные волокна прочны и используются в качестве тросов или канатов, а также часто используются в баллистических целях. Кевлар®, пожалуй, самый известный пример арамидного волокна. Арамид является преобладающей заменой органического армирующего волокна для стальных брекеров в шинах.
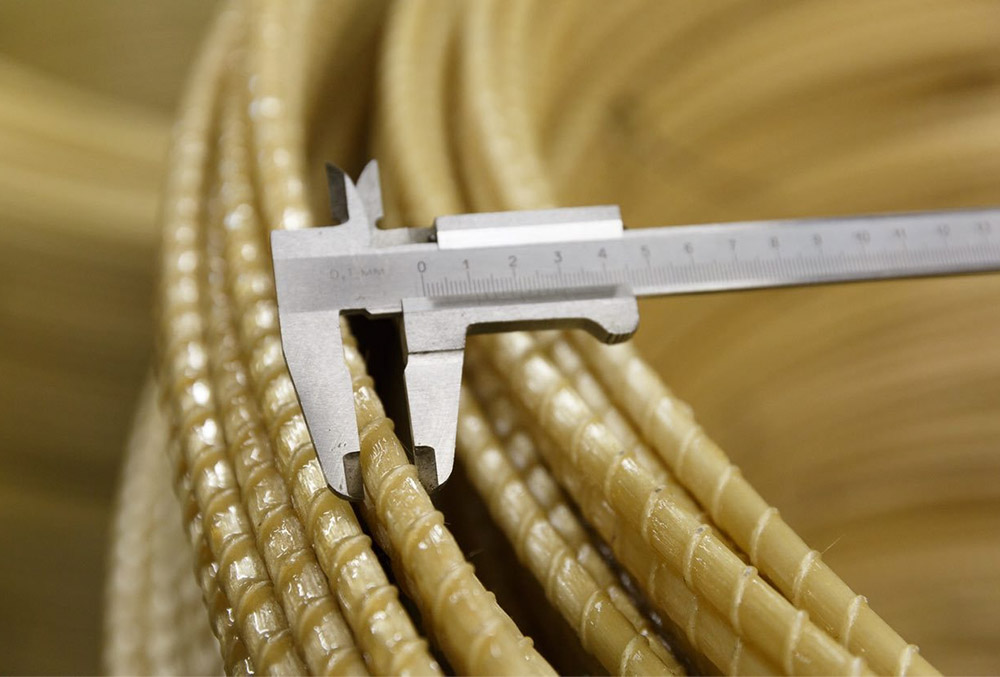
 Ровница с одним концом состоит из множества отдельных нитей, намотанных в одну прядь. Продукт обычно используется в процессах, использующих однонаправленное армирование, таких как намотка волокна или пултрузия.
Ровница с одним концом состоит из множества отдельных нитей, намотанных в одну прядь. Продукт обычно используется в процессах, использующих однонаправленное армирование, таких как намотка волокна или пултрузия. Разнонаправленное армирование получают путем переплетения, вязания, сшивания или плетения непрерывных волокон в ткань из крученой и крученой пряжи. Ткани могут быть изготовлены с использованием практически любого армирующего волокна. Наиболее распространенные ткани изготавливаются из стекловолокна, углерода или арамида. Ткани обладают направленной прочностью и высокими нагрузками армирования, которые часто встречаются в высокопроизводительных приложениях. Ткани позволяют точно разместить армирование. Это невозможно сделать с размолотыми волокнами или рублеными нитями, а возможно только с непрерывными нитями с использованием относительно дорогого оборудования для укладки волокон. Из-за непрерывной природы волокон в большинстве тканей отношение прочности к весу намного выше, чем у версий с разрезанными или рублеными волокнами. Сшитые ткани позволяют настроить ориентацию волокон в структуре ткани. Это может иметь большое преимущество при проектировании с учетом устойчивости к сдвигу или кручению.
Разнонаправленное армирование получают путем переплетения, вязания, сшивания или плетения непрерывных волокон в ткань из крученой и крученой пряжи. Ткани могут быть изготовлены с использованием практически любого армирующего волокна. Наиболее распространенные ткани изготавливаются из стекловолокна, углерода или арамида. Ткани обладают направленной прочностью и высокими нагрузками армирования, которые часто встречаются в высокопроизводительных приложениях. Ткани позволяют точно разместить армирование. Это невозможно сделать с размолотыми волокнами или рублеными нитями, а возможно только с непрерывными нитями с использованием относительно дорогого оборудования для укладки волокон. Из-за непрерывной природы волокон в большинстве тканей отношение прочности к весу намного выше, чем у версий с разрезанными или рублеными волокнами. Сшитые ткани позволяют настроить ориентацию волокон в структуре ткани. Это может иметь большое преимущество при проектировании с учетом устойчивости к сдвигу или кручению.

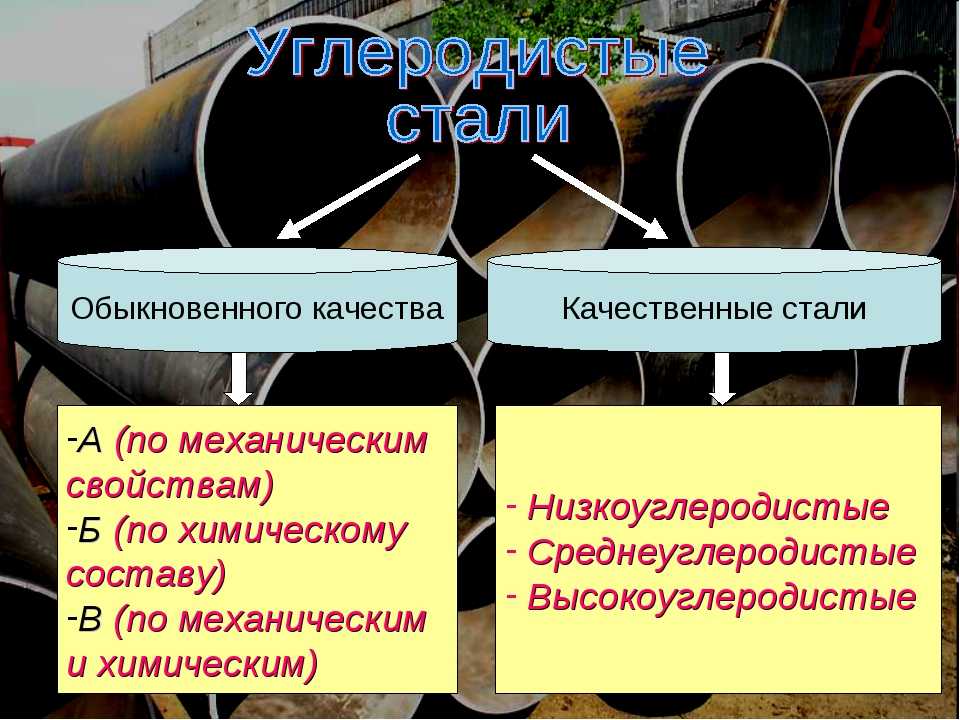
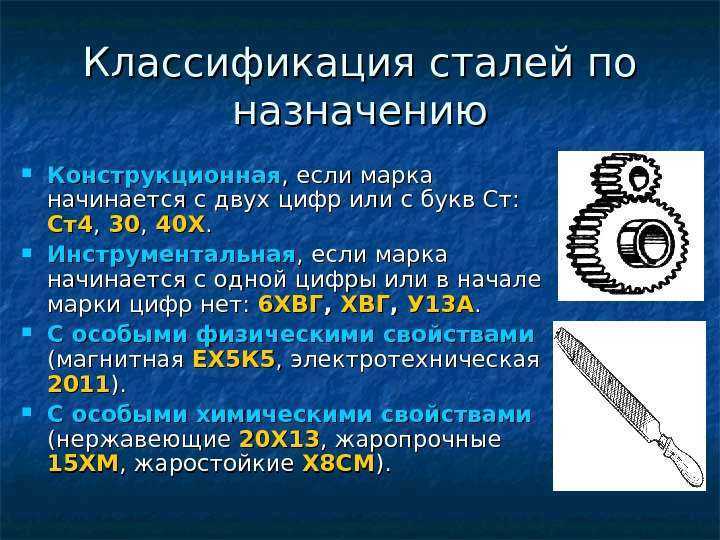 При увеличении количества углерода до 0,8–1% прочностные характеристики и твердость углеродистой стали возрастают, но значительно ухудшаются ее пластичность и вязкость.
При увеличении количества углерода до 0,8–1% прочностные характеристики и твердость углеродистой стали возрастают, но значительно ухудшаются ее пластичность и вязкость. Часть этих примесей, такие как марганец и кремний, являются полезными, их вводят в состав стали на стадии ее выплавки для того, чтобы обеспечить ее раскисление. Сера и фосфор – это вредные примеси, которые ухудшают качественные характеристики стального сплава.
Часть этих примесей, такие как марганец и кремний, являются полезными, их вводят в состав стали на стадии ее выплавки для того, чтобы обеспечить ее раскисление. Сера и фосфор – это вредные примеси, которые ухудшают качественные характеристики стального сплава.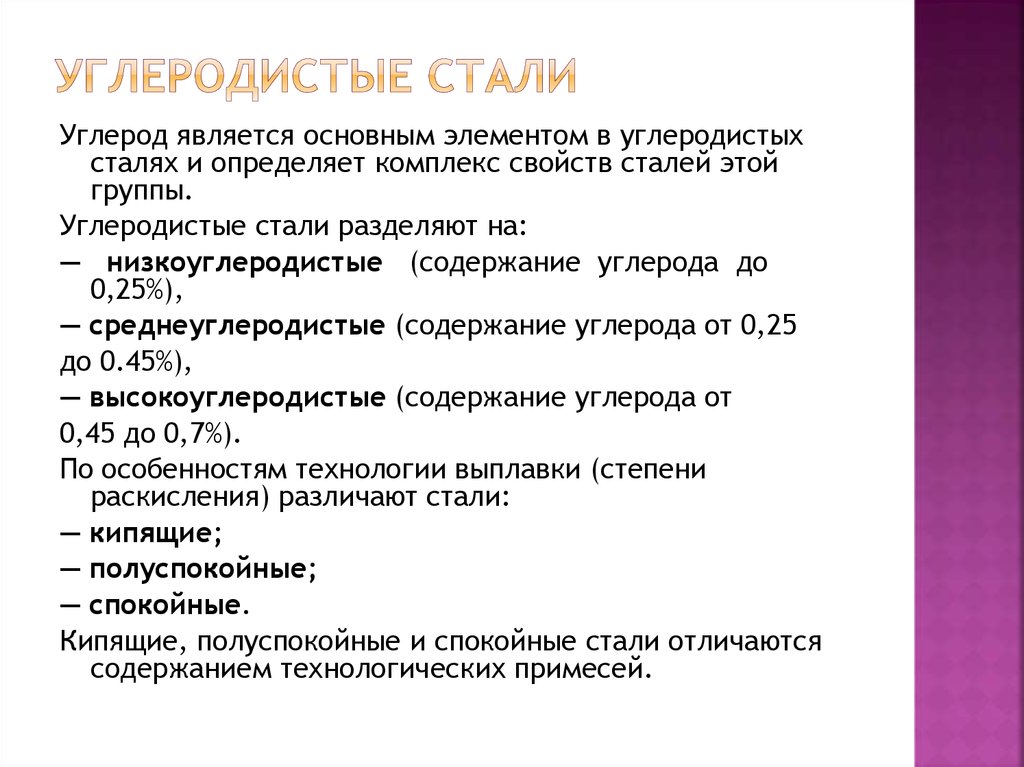 В зависимости от данного параметра углеродистые стальные сплавы делятся на спокойные, полуспокойные и кипящие.
В зависимости от данного параметра углеродистые стальные сплавы делятся на спокойные, полуспокойные и кипящие. Во внутренней структуре такой стали из-за того, что процесс ее раскисления в печи не был доведен до конца, присутствуют растворенные газы, которые негативно отражаются на характеристиках металла. Так, азот, содержащийся в составе таких сталей, плохо влияет на их свариваемость, провоцируя образование трещин в области сварного шва. Развитая ликвация в структуре этих стальных сплавов приводит к тому, что металлический прокат, который из них изготовлен, имеет неоднородность как по своей структуре, так и по механическим характеристикам.
Во внутренней структуре такой стали из-за того, что процесс ее раскисления в печи не был доведен до конца, присутствуют растворенные газы, которые негативно отражаются на характеристиках металла. Так, азот, содержащийся в составе таких сталей, плохо влияет на их свариваемость, провоцируя образование трещин в области сварного шва. Развитая ликвация в структуре этих стальных сплавов приводит к тому, что металлический прокат, который из них изготовлен, имеет неоднородность как по своей структуре, так и по механическим характеристикам. Большая часть полуспокойных углеродистых сталей используется в качестве конструкционных материалов.
Большая часть полуспокойных углеродистых сталей используется в качестве конструкционных материалов. К плавильному оборудованию, которое используется для получения таких сталей, относятся также кислородные конвертеры. По сравнению с качественными стальными сплавами, рассматриваемые стали могут иметь большее содержание вредных примесей, что сказывается на стоимости их производства, а также на их характеристиках.
К плавильному оборудованию, которое используется для получения таких сталей, относятся также кислородные конвертеры. По сравнению с качественными стальными сплавами, рассматриваемые стали могут иметь большее содержание вредных примесей, что сказывается на стоимости их производства, а также на их характеристиках.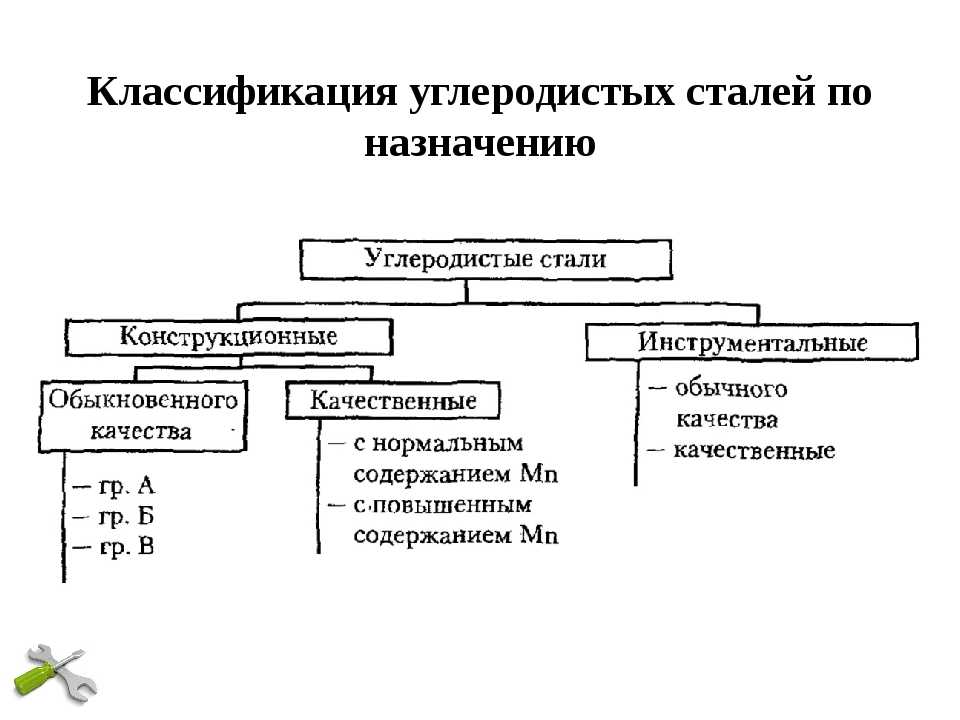 К химическому составу таких сталей, наличию в их структуре вредных и неметаллических примесей соответствующий ГОСТ предъявляет очень жесткие требования. Например, в сталях, которые относятся к категории высококачественных, должно содержаться не более 0,04% серы и не больше 0,035% фосфора. Качественные и высококачественные стальные сплавы благодаря строгим требованиям к способу их производства и к характеристикам отличаются повышенной чистотой структуры.
К химическому составу таких сталей, наличию в их структуре вредных и неметаллических примесей соответствующий ГОСТ предъявляет очень жесткие требования. Например, в сталях, которые относятся к категории высококачественных, должно содержаться не более 0,04% серы и не больше 0,035% фосфора. Качественные и высококачественные стальные сплавы благодаря строгим требованиям к способу их производства и к характеристикам отличаются повышенной чистотой структуры.

 В конце обозначения некоторых марок можно встретить букву «А». Это значит, что сталь обладает улучшенным металлургическим качеством.
В конце обозначения некоторых марок можно встретить букву «А». Это значит, что сталь обладает улучшенным металлургическим качеством. Львиную долю технических задач решают с ее использованием. На сегодняшний день известно множество марок и сплавов, от самых простых до используемых в космической отрасли. Но самой популярной остается углеродистая сталь, структура которой состоит всего из двух компонентов: железа и углерода. Рассмотрим этот продукт черной металлургии подробнее.
Львиную долю технических задач решают с ее использованием. На сегодняшний день известно множество марок и сплавов, от самых простых до используемых в космической отрасли. Но самой популярной остается углеродистая сталь, структура которой состоит всего из двух компонентов: железа и углерода. Рассмотрим этот продукт черной металлургии подробнее.

 Присутствие кремния и марганца наделяет их вязкостью, стойкостью и хорошей свариваемостью. Из нее делают фасонный металлопрокат: швеллера, двутавровые балки и уголки;
Присутствие кремния и марганца наделяет их вязкостью, стойкостью и хорошей свариваемостью. Из нее делают фасонный металлопрокат: швеллера, двутавровые балки и уголки; Механические параметры, такие как твердость и предел прочности, увеличиваются, как и процент углерода, и являются основными. Изначальные характеристики могут быть изменены при помощи термической обработки. Ударная вязкость показывает склонность к появлению трещин при приложении определенной нагрузки и привязана к структуре марки. Самый высокий показатель 160 Дж/см2.
Механические параметры, такие как твердость и предел прочности, увеличиваются, как и процент углерода, и являются основными. Изначальные характеристики могут быть изменены при помощи термической обработки. Ударная вязкость показывает склонность к появлению трещин при приложении определенной нагрузки и привязана к структуре марки. Самый высокий показатель 160 Дж/см2.
 Изучим вопрос глубже.
Изучим вопрос глубже.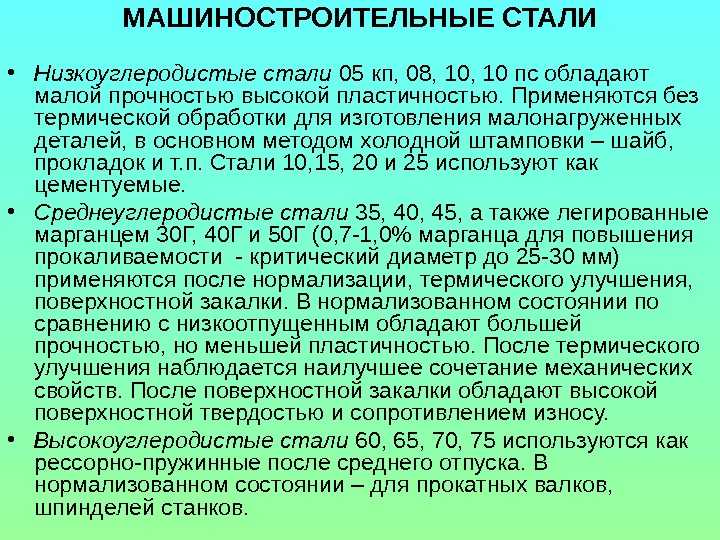 Также возможны такие операции как шлифовка или притирка, подразумевающие применение абразивных материалов.
Также возможны такие операции как шлифовка или притирка, подразумевающие применение абразивных материалов. Только наличие агрессивных сред заставит специалиста отказаться от них в пользу легированных сталей.
Только наличие агрессивных сред заставит специалиста отказаться от них в пользу легированных сталей. , титан, вольфрам, ванадий, цирконий или любой другой сплав
, титан, вольфрам, ванадий, цирконий или любой другой сплав 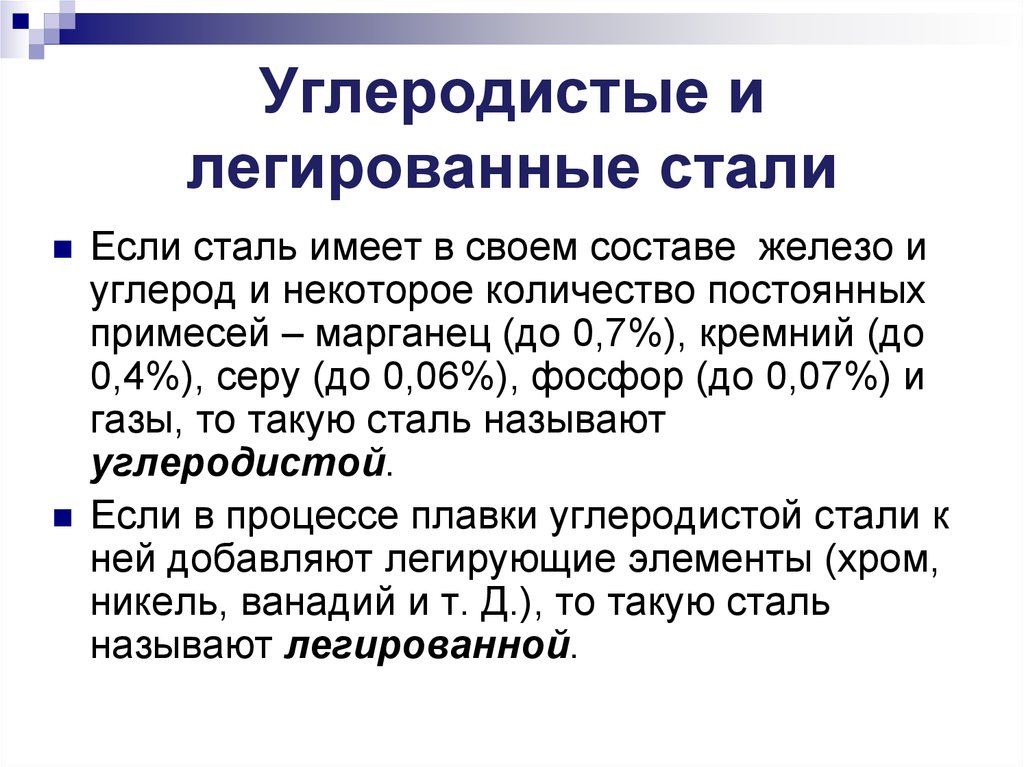 Его легче формовать в холодном состоянии и обрабатывать, чем другие сорта.
Его легче формовать в холодном состоянии и обрабатывать, чем другие сорта.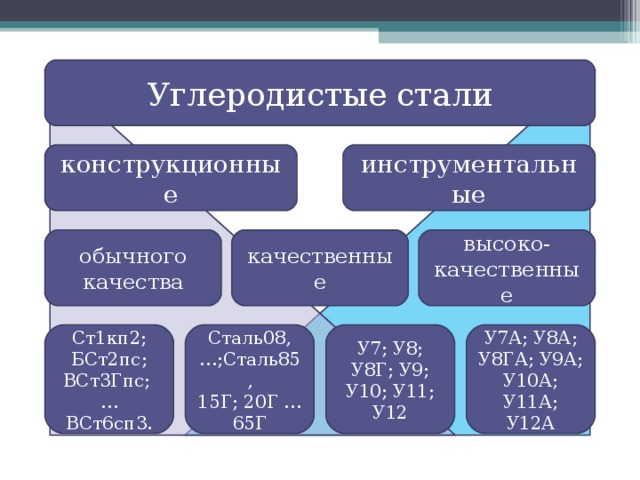 Его также называют «чугун», и это материал, используемый для изготовления старинных кастрюль.
Его также называют «чугун», и это материал, используемый для изготовления старинных кастрюль. Эти различия придают каждому типу стали свои свойства.
Эти различия придают каждому типу стали свои свойства. Эти материалы очень твердые и прочные и используются для изготовления ножей и лопаток турбин
Эти материалы очень твердые и прочные и используются для изготовления ножей и лопаток турбин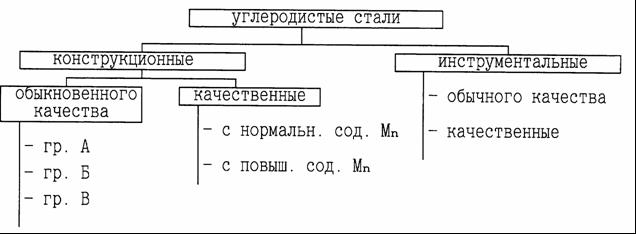 Нержавеющая сталь была впервые использована в автомобильной промышленности Фордом в 19 веке.30-х годов от Ford, и с тех пор используется в автомобилях для выхлопных систем, решеток, отделки и структурных компонентов. Это распространяется на авиастроение, где он используется в корпусах самолетов, реактивных двигателях и шасси. Его устойчивость к коррозии, низкие эксплуатационные расходы и простота очистки делают его полезным для транспортировки и взаимодействия с химическими веществами, и его часто используют в чистых и стерильных средах. Таким образом, медицинские технологии также довольно распространены.
Нержавеющая сталь была впервые использована в автомобильной промышленности Фордом в 19 веке.30-х годов от Ford, и с тех пор используется в автомобилях для выхлопных систем, решеток, отделки и структурных компонентов. Это распространяется на авиастроение, где он используется в корпусах самолетов, реактивных двигателях и шасси. Его устойчивость к коррозии, низкие эксплуатационные расходы и простота очистки делают его полезным для транспортировки и взаимодействия с химическими веществами, и его часто используют в чистых и стерильных средах. Таким образом, медицинские технологии также довольно распространены. Посуда, такая как ножи, изготавливается из менее пластичных сортов нержавеющей стали, в то время как более пластичные сорта используются для грилей, духовок, кастрюль и раковин.
Посуда, такая как ножи, изготавливается из менее пластичных сортов нержавеющей стали, в то время как более пластичные сорта используются для грилей, духовок, кастрюль и раковин.
 Низкоуглеродистые стали могут использоваться в компонентах автомобильных кузовов, трубах, компонентах конструкций и мостов, пищевых банках. Среднеуглеродистая сталь используется для железнодорожных путей, колес поездов, коленчатых валов, зубчатых колес и деталей машин, требующих ее более высокой прочности и ударной вязкости, и аналогичным образом высокоуглеродистая сталь используется в режущих инструментах, пружинах, высокопрочной проволоке и штампах из-за ее твердости.
Низкоуглеродистые стали могут использоваться в компонентах автомобильных кузовов, трубах, компонентах конструкций и мостов, пищевых банках. Среднеуглеродистая сталь используется для железнодорожных путей, колес поездов, коленчатых валов, зубчатых колес и деталей машин, требующих ее более высокой прочности и ударной вязкости, и аналогичным образом высокоуглеродистая сталь используется в режущих инструментах, пружинах, высокопрочной проволоке и штампах из-за ее твердости.
 ..
.. 14-700-P-A600.Рабочий объем 3.14 куб.см. Скорость до 2000 оборотов. Идеально подойдёт для мощных прессовых…
14-700-P-A600.Рабочий объем 3.14 куб.см. Скорость до 2000 оборотов. Идеально подойдёт для мощных прессовых… Мы продаем много машин.Линия для производства профильной трубы,Оборудование для производства…
Мы продаем много машин.Линия для производства профильной трубы,Оборудование для производства… ..
.. 02.2022
02.2022 выпуска, в рабочем состоянии по цене 250…
выпуска, в рабочем состоянии по цене 250… Успешно применяется для обработки погонажных изделий, обеспечивает пробивку отверстий любой формы.Максимальное…
Успешно применяется для обработки погонажных изделий, обеспечивает пробивку отверстий любой формы.Максимальное…





 В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27.
В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
07.2006 № 152-ФЗ «О персональных данных».
 3 к.4 п.1026.
3 к.4 п.1026. Прессы, используемые для формовки металла, часто имеют плиты с подогревом для повышения пластичности формируемых материалов. Добавление тепла к операции штамповки металла также снижает усилие, необходимое прессу для создания готовой детали. Это приводит к экономии затрат в процессе проектирования, а также к увеличению срока службы матрицы.
Прессы, используемые для формовки металла, часто имеют плиты с подогревом для повышения пластичности формируемых материалов. Добавление тепла к операции штамповки металла также снижает усилие, необходимое прессу для создания готовой детали. Это приводит к экономии затрат в процессе проектирования, а также к увеличению срока службы матрицы.
 Эта дополнительная точность приводит к меньшему количеству брака, экономии энергии и повышению качества деталей.
Эта дополнительная точность приводит к меньшему количеству брака, экономии энергии и повышению качества деталей. Изображения: Greenerd
Изображения: Greenerd 
 Дневной свет описывает максимальную производительность пресса по вертикали.
Дневной свет описывает максимальную производительность пресса по вертикали. Цепи управления включают функции неповторения и защиты от привязки.
Цепи управления включают функции неповторения и защиты от привязки. ведущее изображение ).
ведущее изображение ). В отличие от конструкции с четырьмя стойками, в которой рама полностью состоит из четырех колонн, пресс с прямой стороной поддерживается двумя боковыми пластинами из стальных плит и стяжками, чтобы уменьшить степень растяжения рамы под нагрузкой. Для вырубки в тяжелых условиях обычно требуется, чтобы конструкция со стяжками выдерживала сильный удар при прорыве материала. Пресс может работать на высоких скоростях и способен производить миллионы циклов в год.
В отличие от конструкции с четырьмя стойками, в которой рама полностью состоит из четырех колонн, пресс с прямой стороной поддерживается двумя боковыми пластинами из стальных плит и стяжками, чтобы уменьшить степень растяжения рамы под нагрузкой. Для вырубки в тяжелых условиях обычно требуется, чтобы конструкция со стяжками выдерживала сильный удар при прорыве материала. Пресс может работать на высоких скоростях и способен производить миллионы циклов в год. 9).0023 Рисунок 3 ). Используется в основном для ламинирования. Он также подходит для применений, требующих воздействия на продукт в течение длительного времени. Он не подходит для типичных операций штамповки, так как имеет цилиндр одностороннего действия и не подходит для операций, требующих выдвижения/зачистки. Кроме того, он является обратным, что обычно не очень полезно для большинства обычных приложений. При низкой первоначальной цене и минимальных эксплуатационных расходах этот пресс обладает мощностью обычного гидравлического пресса за небольшую часть стоимости.
9).0023 Рисунок 3 ). Используется в основном для ламинирования. Он также подходит для применений, требующих воздействия на продукт в течение длительного времени. Он не подходит для типичных операций штамповки, так как имеет цилиндр одностороннего действия и не подходит для операций, требующих выдвижения/зачистки. Кроме того, он является обратным, что обычно не очень полезно для большинства обычных приложений. При низкой первоначальной цене и минимальных эксплуатационных расходах этот пресс обладает мощностью обычного гидравлического пресса за небольшую часть стоимости. Если стандартная конструкция пресса не соответствует вашим потребностям, может потребоваться пресс, адаптированный для вашего применения.
Если стандартная конструкция пресса не соответствует вашим потребностям, может потребоваться пресс, адаптированный для вашего применения. Таймер может использоваться для других функций, таких как синхронизация последовательности движений пресса.
Таймер может использоваться для других функций, таких как синхронизация последовательности движений пресса.
 Благодаря новым компьютерным интерфейсам и системам мониторинга гидравлические прессы можно использовать в передовых компьютерно-интегрированных производственных системах.
Благодаря новым компьютерным интерфейсам и системам мониторинга гидравлические прессы можно использовать в передовых компьютерно-интегрированных производственных системах. Гидравлические прессы относительно просты, имеют всего несколько движущихся частей и полностью смазываются потоком масла под давлением. Поломки случаются нечасто, но если и случаются, то обычно незначительные. Типичные элементы планового технического обслуживания включают замену набивки, электромагнитных катушек и иногда клапана. Эти детали не только недороги, но и легко заменяются без разборки всей машины.
Гидравлические прессы относительно просты, имеют всего несколько движущихся частей и полностью смазываются потоком масла под давлением. Поломки случаются нечасто, но если и случаются, то обычно незначительные. Типичные элементы планового технического обслуживания включают замену набивки, электромагнитных катушек и иногда клапана. Эти детали не только недороги, но и легко заменяются без разборки всей машины.
 Блокировка ограждений, а также других предохранительных устройств относительно проста из-за характера системы управления гидравлическим прессом.
Блокировка ограждений, а также других предохранительных устройств относительно проста из-за характера системы управления гидравлическим прессом. Новые замкнутые сервогидравлические системы значительно улучшают контроль глубины хода, гарантируя стабильные и воспроизводимые результаты. Во многих приложениях эта система устраняет необходимость в блоках поцелуев 9.0092
Новые замкнутые сервогидравлические системы значительно улучшают контроль глубины хода, гарантируя стабильные и воспроизводимые результаты. Во многих приложениях эта система устраняет необходимость в блоках поцелуев 9.0092 Четырехколонные прессы обеспечивают равномерное распределение давления. Прессы с прямой стороной обеспечивают жесткость, необходимую для загрузки со смещением от центра в прогрессивных штампах. Следует помнить одну важную вещь: чем более критична работа и чем более требовательны допуски, тем больше должен быть запас грузоподъемности.
Четырехколонные прессы обеспечивают равномерное распределение давления. Прессы с прямой стороной обеспечивают жесткость, необходимую для загрузки со смещением от центра в прогрессивных штампах. Следует помнить одну важную вещь: чем более критична работа и чем более требовательны допуски, тем больше должен быть запас грузоподъемности. Большинство производителей гидравлических прессов предлагают множество аксессуаров, таких как:
Большинство производителей гидравлических прессов предлагают множество аксессуаров, таких как:
 Мощность в лошадиных силах: продолжительность, длина и скорость хода прессования определяют требуемую мощность в лошадиных силах. Сравните мощность в лошадиных силах.
Мощность в лошадиных силах: продолжительность, длина и скорость хода прессования определяют требуемую мощность в лошадиных силах. Сравните мощность в лошадиных силах.
 Поскольку функциональность печатной машины лежит в основе автоматизации, выгодно сотрудничать с производителем печатной машины, который также является авторизованным системным интегратором и имеет долгую историю предоставления интегрированных систем автоматизации печатной машины для целого ряда приложений.
Поскольку функциональность печатной машины лежит в основе автоматизации, выгодно сотрудничать с производителем печатной машины, который также является авторизованным системным интегратором и имеет долгую историю предоставления интегрированных систем автоматизации печатной машины для целого ряда приложений.

 Готовый продукт привлекает красотой, причудливыми узорами, эксклюзивностью. При незначительном расходе сырья можно получить сложные формы с ювелирной детализацией.
Готовый продукт привлекает красотой, причудливыми узорами, эксклюзивностью. При незначительном расходе сырья можно получить сложные формы с ювелирной детализацией. Пластик требует осторожного обращения: он деформируется даже при незначительном повышении температуры. Мы используем станки с высокоточными фрезами, практикуем прямолинейные и фигурные способы обработки, работаем с разными видами: ПВХ, полиамид, акрил, поликарбонат. Для каждого экземпляра используются новые фрезы. Это сводит риск появления дефектов к нулю. А минимизация отходов, благодаря правильному раскрою, уменьшает оплату.
Пластик требует осторожного обращения: он деформируется даже при незначительном повышении температуры. Мы используем станки с высокоточными фрезами, практикуем прямолинейные и фигурные способы обработки, работаем с разными видами: ПВХ, полиамид, акрил, поликарбонат. Для каждого экземпляра используются новые фрезы. Это сводит риск появления дефектов к нулю. А минимизация отходов, благодаря правильному раскрою, уменьшает оплату. Наши сотрудники могут предложить собственный вариант или воспользоваться изображением клиента.
Наши сотрудники могут предложить собственный вариант или воспользоваться изображением клиента. Читайте дальше, чтобы узнать, как Селеста создает эти удивительные вставки, вырезанные лазером.
Читайте дальше, чтобы узнать, как Селеста создает эти удивительные вставки, вырезанные лазером. «Лазер был ужасен. Я целыми днями пытался сфокусировать его на всей кровати. Мои проекты не срабатывали, и я знала, что могу добиться большего», — сказала она. «Я начал изучать других производителей из-за полного разочарования в машине».
«Лазер был ужасен. Я целыми днями пытался сфокусировать его на всей кровати. Мои проекты не срабатывали, и я знала, что могу добиться большего», — сказала она. «Я начал изучать других производителей из-за полного разочарования в машине».



 Этот волоконный лазер чрезвычайно универсален: от резки самого тонкого материала до стали толщиной 3/4 дюйма до лазерной резки нержавеющей стали, алюминия, бронзы, меди и латуни. Мы предлагаем услуги по травлению различных металлов и сплавов, в том числе зеркальной нержавеющей стали #8.
Этот волоконный лазер чрезвычайно универсален: от резки самого тонкого материала до стали толщиной 3/4 дюйма до лазерной резки нержавеющей стали, алюминия, бронзы, меди и латуни. Мы предлагаем услуги по травлению различных металлов и сплавов, в том числе зеркальной нержавеющей стали #8.

 Есть вопрос? Просто позвоните нам по телефону 406-586-3302 или напишите нам по адресу
Есть вопрос? Просто позвоните нам по телефону 406-586-3302 или напишите нам по адресу  Мы не можем резать дерево, пластмассу или металл, смешанный с другими компонентами, с помощью волоконного лазера.
Мы не можем резать дерево, пластмассу или металл, смешанный с другими компонентами, с помощью волоконного лазера. Пожалуйста, позвоните по телефону 406-586-3302, если ваш проект требует изготовления
Пожалуйста, позвоните по телефону 406-586-3302, если ваш проект требует изготовления
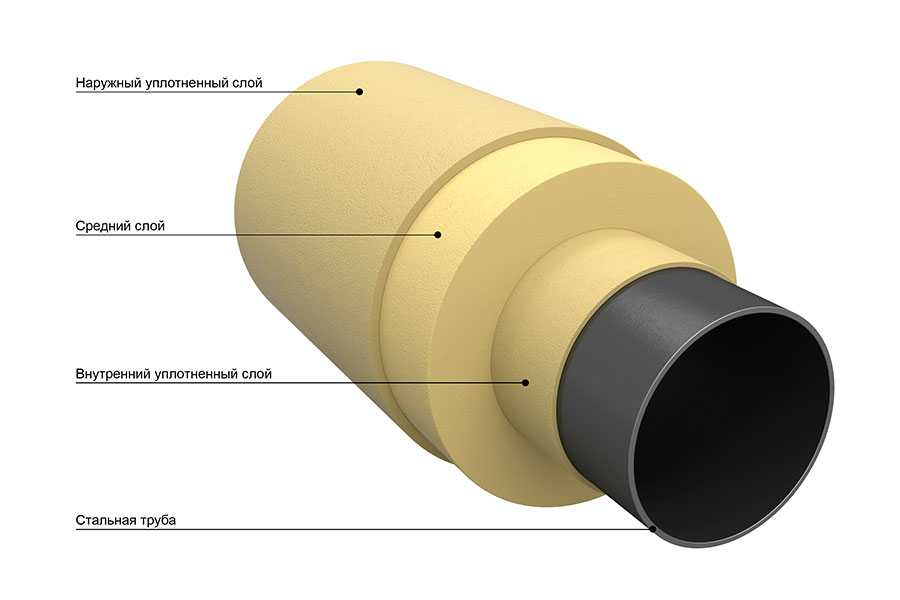 Саму стальную трубу надо чистить кордщеткой до появления металлического блеска.
Саму стальную трубу надо чистить кордщеткой до появления металлического блеска. После прогревания на теплую поверхность внешних оболочек по периметру наклеить специализированную адгезивную ленту, армирующим слоем наружу, с соблюдением следующих условий: нахлест на риски 5-10 мм, нахлест адгезива в месте соединения 10-30 мм.
После прогревания на теплую поверхность внешних оболочек по периметру наклеить специализированную адгезивную ленту, армирующим слоем наружу, с соблюдением следующих условий: нахлест на риски 5-10 мм, нахлест адгезива в месте соединения 10-30 мм.


 Затем тщательно перемешать все компоненты, с использованием дрели со специальной насадкой-мешалкой.
Затем тщательно перемешать все компоненты, с использованием дрели со специальной насадкой-мешалкой. При работе в закрытых помещениях, надо обеспечить принудительную вентиляцию в зоне ведения работ.
При работе в закрытых помещениях, надо обеспечить принудительную вентиляцию в зоне ведения работ.

 В случае поражения больших участков кожного покрова необходимо сразу принять теплый душ с мылом и затем обратиться в медпункт.
В случае поражения больших участков кожного покрова необходимо сразу принять теплый душ с мылом и затем обратиться в медпункт.
 Исаковского в Москве
Исаковского в Москве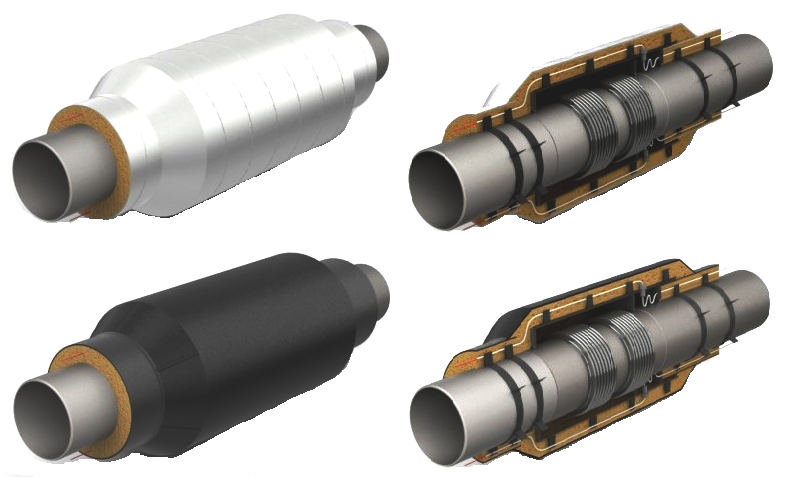 Черноголовка
Черноголовка Каховская”
Каховская” Брянска
Брянска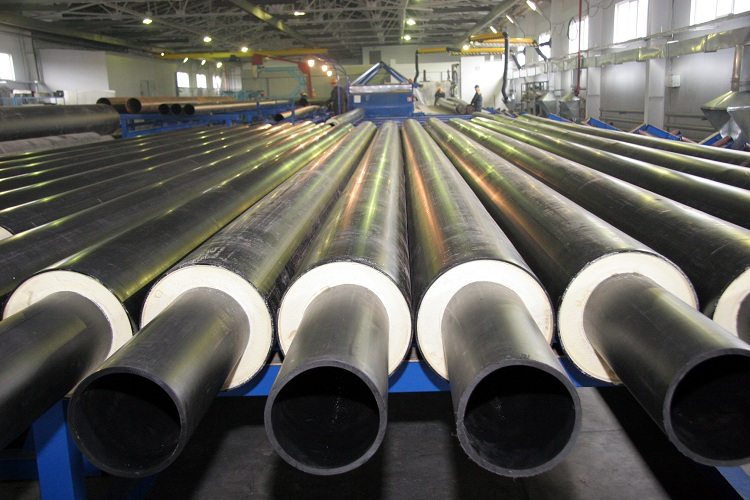 -Зап.хорда, ул.Народного Ополчения
-Зап.хорда, ул.Народного Ополчения 5 (СК “Горизонт”)
5 (СК “Горизонт”) Вот почему наше семейство продуктов специально разработано для герметизации, изоляции и блокировки нежелательных гостей.
Вот почему наше семейство продуктов специально разработано для герметизации, изоляции и блокировки нежелательных гостей.


 Используется внутри или снаружи для заполнения зазоров и трещин вокруг водопроводных труб и краевых балок, на чердаках и подвалах и т. д.
Используется внутри или снаружи для заполнения зазоров и трещин вокруг водопроводных труб и краевых балок, на чердаках и подвалах и т. д.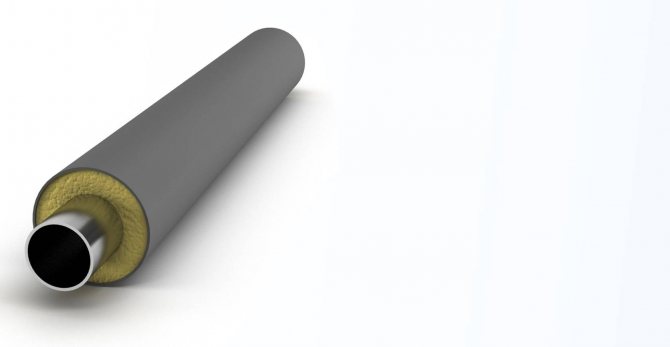

 Затем заполните щель монтажной пеной. Хотя грызуны могут прогрызть пенопласт, они не смогут прогрызть стальную вату.
Затем заполните щель монтажной пеной. Хотя грызуны могут прогрызть пенопласт, они не смогут прогрызть стальную вату.
 Одним из них является проверка, чтобы убедиться, что у вас нет утечки воды внутри стены. Иногда это происходит из-за того, что водосточные желоба забиваются или даже из-за протечки на крыше. Вы захотите нанять профессионала, чтобы использовать тепловизионное изображение, чтобы найти, где находится влага. Кроме того, вы можете использовать влагомер, чтобы определить, где находится эта область, чтобы ее можно было изолировать.
Одним из них является проверка, чтобы убедиться, что у вас нет утечки воды внутри стены. Иногда это происходит из-за того, что водосточные желоба забиваются или даже из-за протечки на крыше. Вы захотите нанять профессионала, чтобы использовать тепловизионное изображение, чтобы найти, где находится влага. Кроме того, вы можете использовать влагомер, чтобы определить, где находится эта область, чтобы ее можно было изолировать. Вы можете использовать медный купорос или каменную соль, чтобы позаботиться об этом. Другими вариантами являются гидроструйная очистка, корчеватель или шнек, изменение маршрута или ремонт.
Вы можете использовать медный купорос или каменную соль, чтобы позаботиться об этом. Другими вариантами являются гидроструйная очистка, корчеватель или шнек, изменение маршрута или ремонт.
 Имеем возможность отпиливать от длинных труб заготовки длиной от 100 мм. Внутренний диаметр получаем вычитанием из внешнего двух толщин стенки бронзовой втулки.
Имеем возможность отпиливать от длинных труб заготовки длиной от 100 мм. Внутренний диаметр получаем вычитанием из внешнего двух толщин стенки бронзовой втулки. Указан внешний диаметр втулки и толщина стенки, длину заготовок уточняйте, внутренний диаметр бронзовой заготовки равен внешнему минус две стенки. У обточенных втулок внешний диаметр не меньше, а внутренний не больше указанного номинала.
Указан внешний диаметр втулки и толщина стенки, длину заготовок уточняйте, внутренний диаметр бронзовой заготовки равен внешнему минус две стенки. У обточенных втулок внешний диаметр не меньше, а внутренний не больше указанного номинала. Бронзовая труба, втулка. Продажа из наличия со склада в Москве. Низкая цена на бронзовые втулки. Если вы ищите втулку БрАЖ9-4, то вам подойдёт втулка БрАЖМЦ.
Бронзовая труба, втулка. Продажа из наличия со склада в Москве. Низкая цена на бронзовые втулки. Если вы ищите втулку БрАЖ9-4, то вам подойдёт втулка БрАЖМЦ. За отпил цена 1000 руб, отпиливаем от 100 мм. Цена действительна на материал в наличии на складе. При заказе цена договорная. Срок изготовления 10-30 дней.
За отпил цена 1000 руб, отпиливаем от 100 мм. Цена действительна на материал в наличии на складе. При заказе цена договорная. Срок изготовления 10-30 дней.
 5
5 Первый способ позволяет выпускать заготовки диаметром 60–1200 мм. Если необходимы бронзовые втулки большего размера, сплав заливают в кокиль — форму из тугоплавкого материала. Такой способ дает возможность отлить деталь массой до 1,5 т. Вне зависимости от способа производства, готовые изделия соответствуют актуальным нормативам ГОСТа.
Первый способ позволяет выпускать заготовки диаметром 60–1200 мм. Если необходимы бронзовые втулки большего размера, сплав заливают в кокиль — форму из тугоплавкого материала. Такой способ дает возможность отлить деталь массой до 1,5 т. Вне зависимости от способа производства, готовые изделия соответствуют актуальным нормативам ГОСТа. Также Вы можете заполнить форму онлайн-заявки. Эти же средства для связи можно использовать при возникновении вопросов.
Также Вы можете заполнить форму онлайн-заявки. Эти же средства для связи можно использовать при возникновении вопросов. После формовки, спекания и калибровки подшипники пропитываются в вакууме маслом SAE 30, которое обеспечивает смазку, которая дозируется от подшипника к валу во время вращения. Стандартные бронзовые подшипники, пропитанные маслом, должны удовлетворительно работать в диапазоне температур от 10°F до 220°F.
После формовки, спекания и калибровки подшипники пропитываются в вакууме маслом SAE 30, которое обеспечивает смазку, которая дозируется от подшипника к валу во время вращения. Стандартные бронзовые подшипники, пропитанные маслом, должны удовлетворительно работать в диапазоне температур от 10°F до 220°F. org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> 625″ X 0,375″ Втулка из масляной бронзы Деталь № EF081006
625″ X 0,375″ Втулка из масляной бронзы Деталь № EF081006
 Д. Мин.
Д. Мин.  JPG» data-url=»/Asset/Flange-O-D—Tolerance.JPG»>
JPG» data-url=»/Asset/Flange-O-D—Tolerance.JPG»> 
 Стандартная модель содержит в себе множество выдвижных ящиков для хранения крупных инструментов.
Стандартная модель содержит в себе множество выдвижных ящиков для хранения крупных инструментов. Здесь не должны присутствовать трещины и сучки;
Здесь не должны присутствовать трещины и сучки;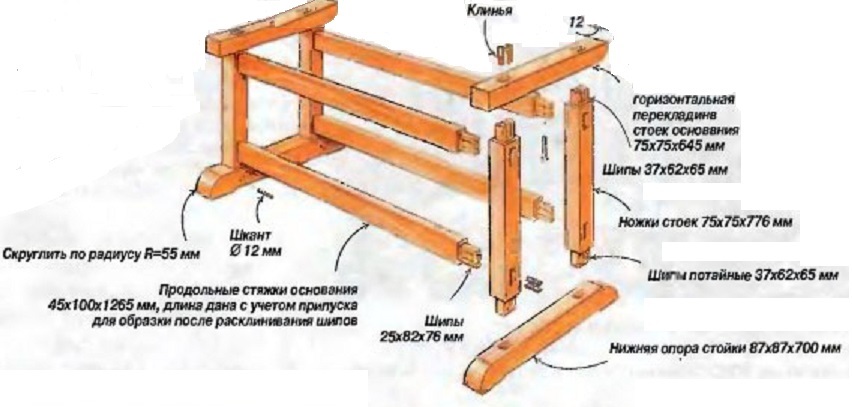 Далее здесь крепят длинные деревянные планки. В дальнейшем на их поверхности зафиксируют ДСП панель. Она будет выступать в качестве основания.
Далее здесь крепят длинные деревянные планки. В дальнейшем на их поверхности зафиксируют ДСП панель. Она будет выступать в качестве основания. youtube.com/embed/Svu9sgulsQk?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Svu9sgulsQk?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 Деревянная основа будет уместна, если предполагаемая рабочая зона не будет занимать много места.
Деревянная основа будет уместна, если предполагаемая рабочая зона не будет занимать много места.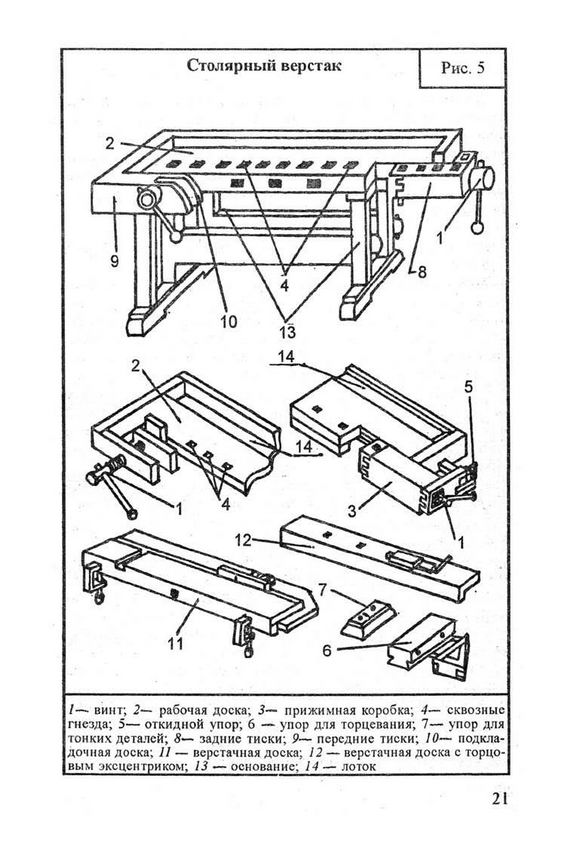 Далее вам часто придется пользоваться чертежом в процессе изготовления отдельных элементов и при сборке изделия.
Далее вам часто придется пользоваться чертежом в процессе изготовления отдельных элементов и при сборке изделия.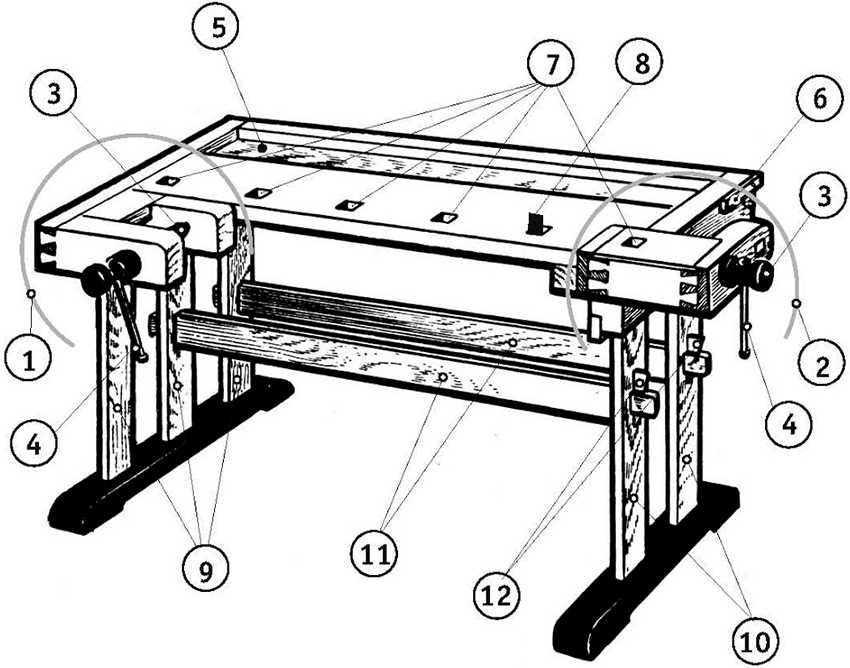
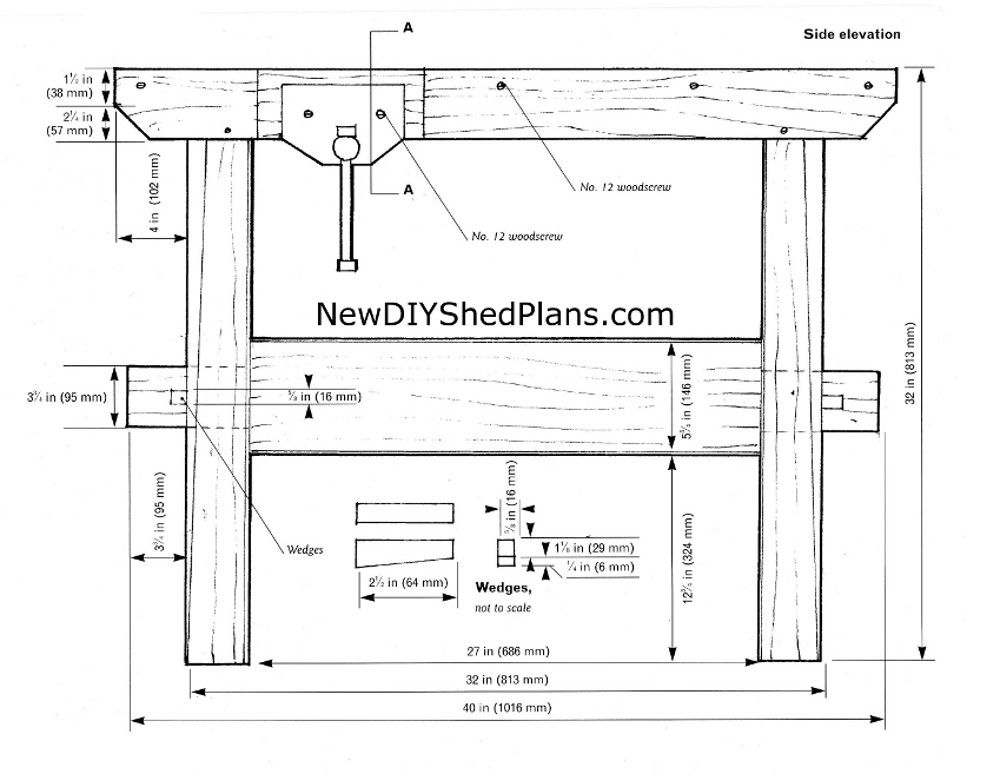
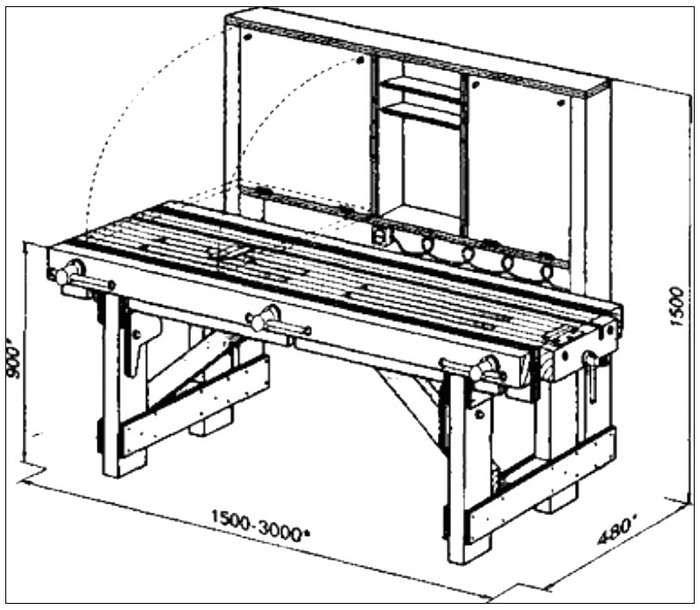

 У вас вполне может получиться что-то красивое и удобное:
У вас вполне может получиться что-то красивое и удобное:

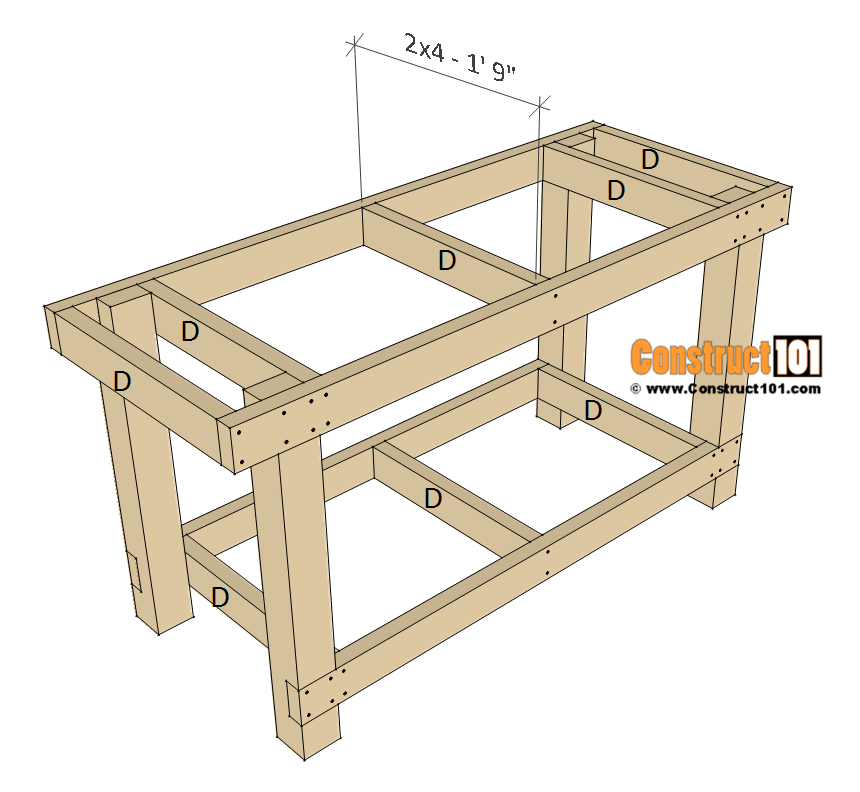
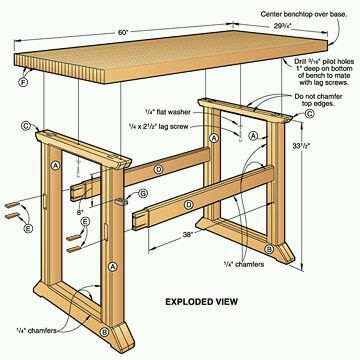 Я думаю, что до сих пор этого было достаточно для ряда тисков, но вы можете проверить, покупаете ли вы тиски для проекта.
Я думаю, что до сих пор этого было достаточно для ряда тисков, но вы можете проверить, покупаете ли вы тиски для проекта. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.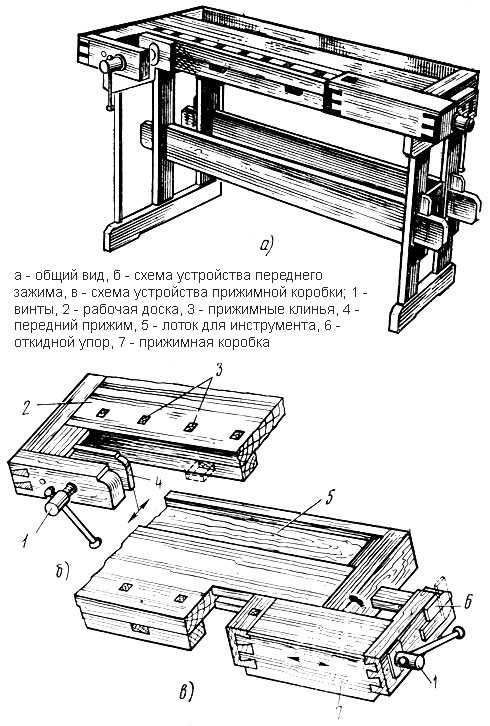 Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.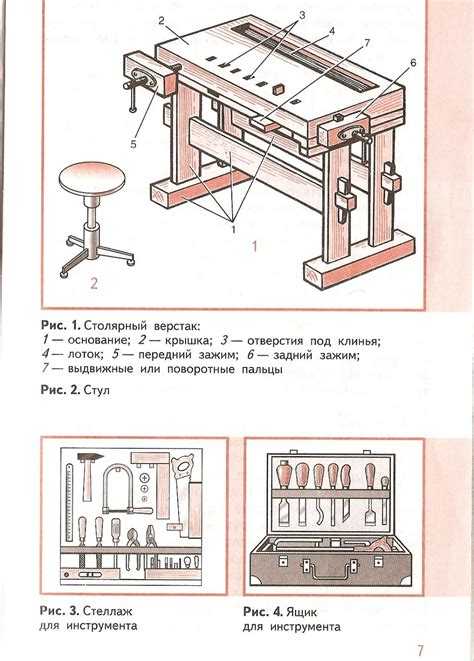 Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.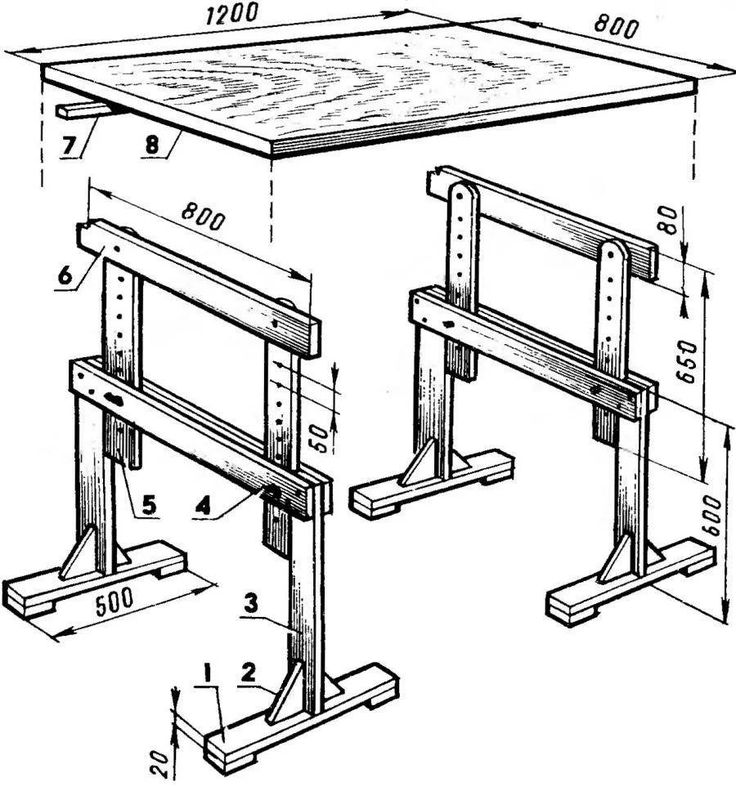 Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.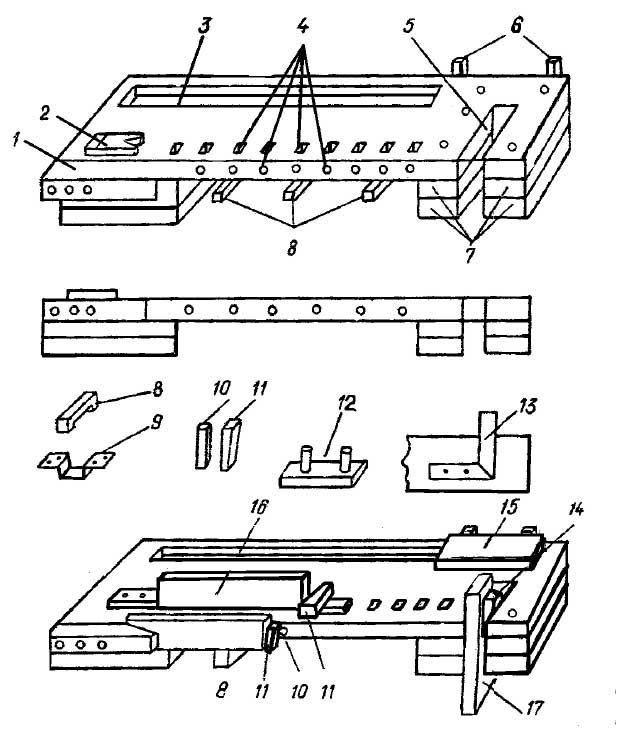 Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.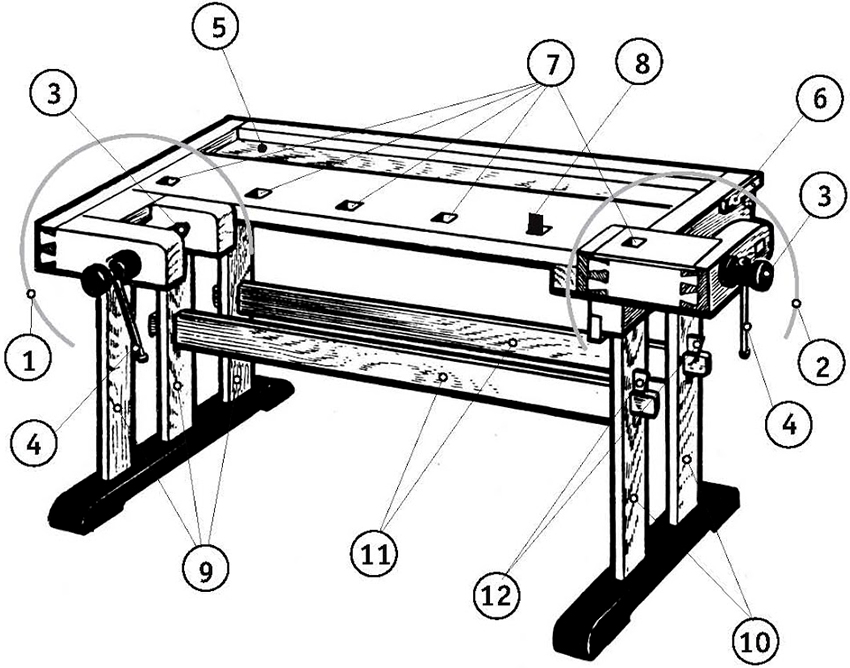 Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.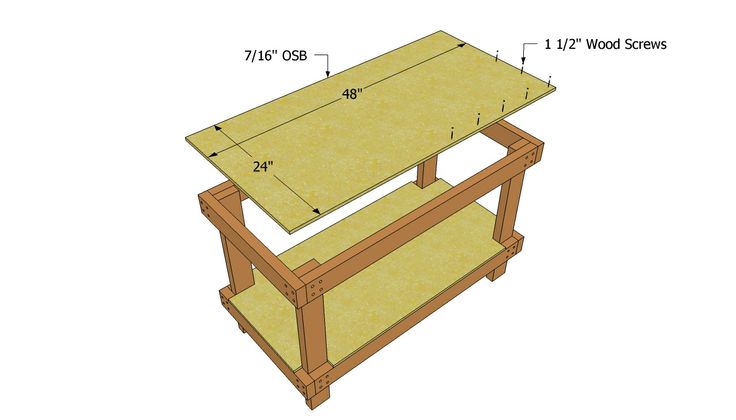 Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
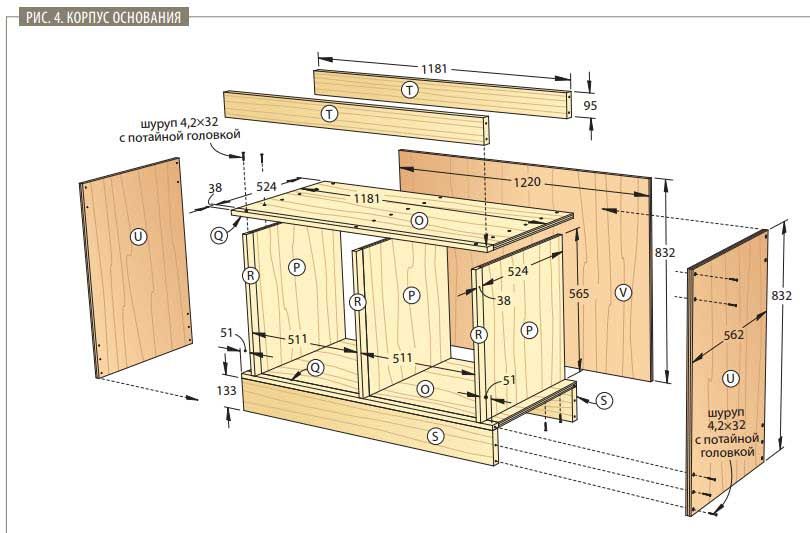
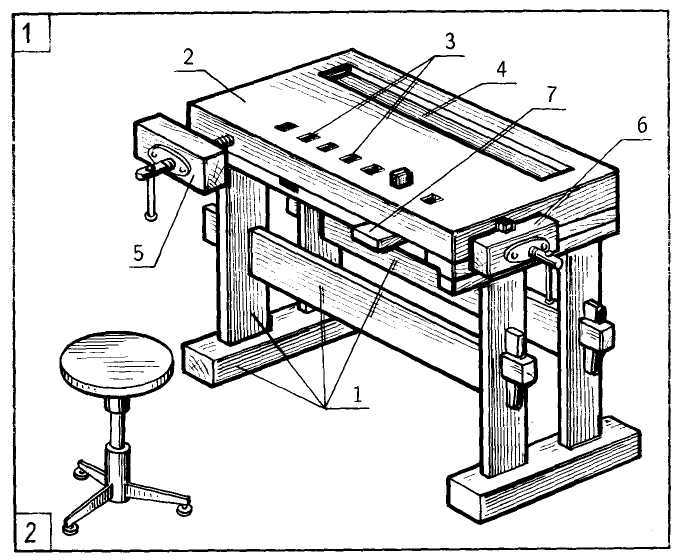 Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.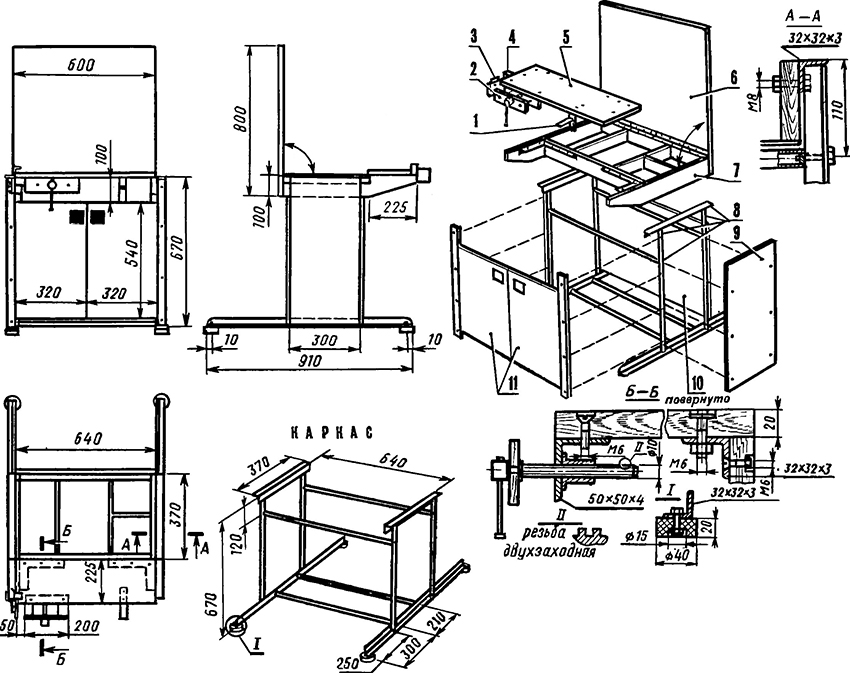
 Калинина 126, офис 50
Калинина 126, офис 50 
 Благовещенск
Благовещенск


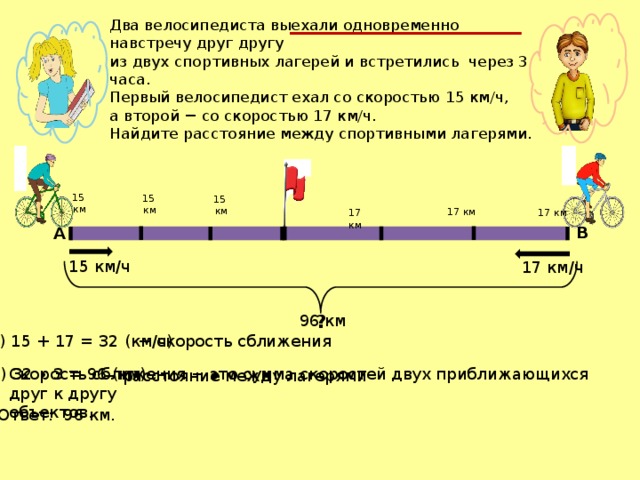 Ru
Ru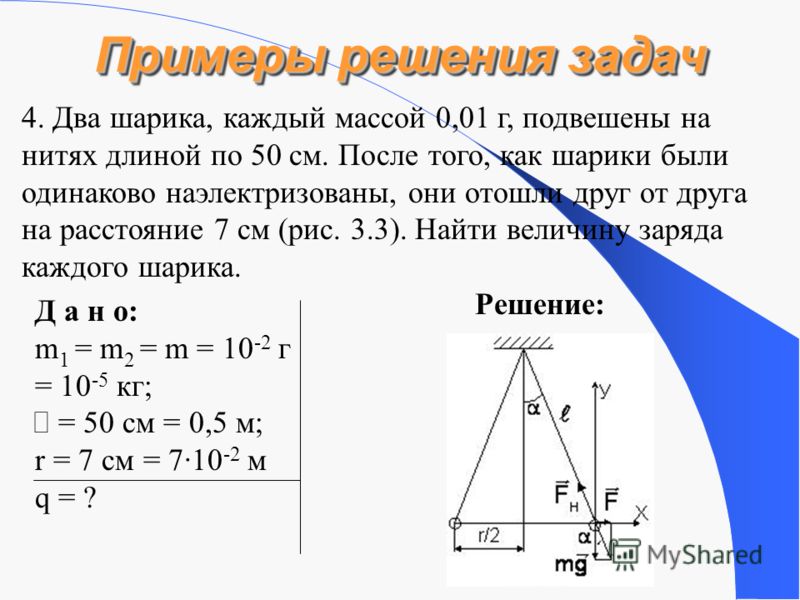 Находимся в Иваново. оплата нал, безнал. Отправка транспортными компаниями. Звоните.
Находимся в Иваново. оплата нал, безнал. Отправка транспортными компаниями. Звоните.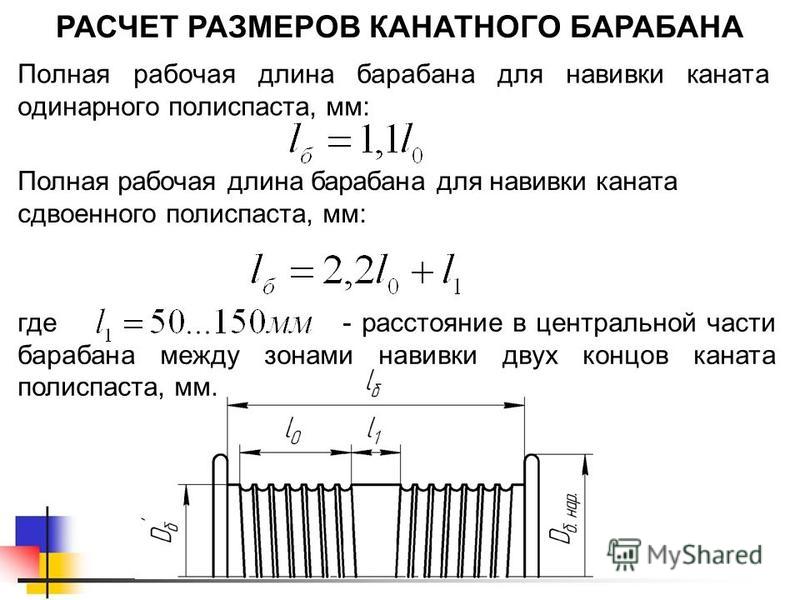
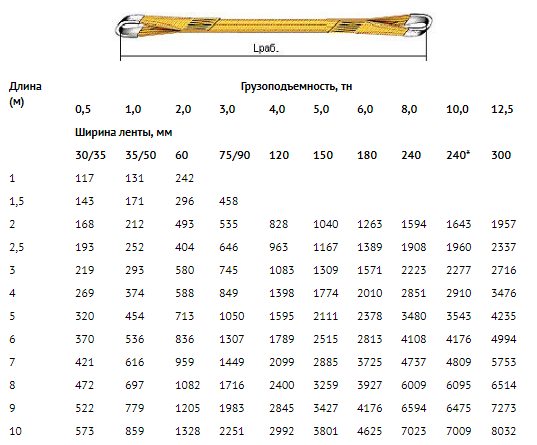 83.06.000 автокрана Машека КС-55727
83.06.000 автокрана Машека КС-55727 И другие запчасти продам. Отправка экспрессом в ваш город из Москвы.
И другие запчасти продам. Отправка экспрессом в ваш город из Москвы. Отправка из Москвы.
Отправка из Москвы.
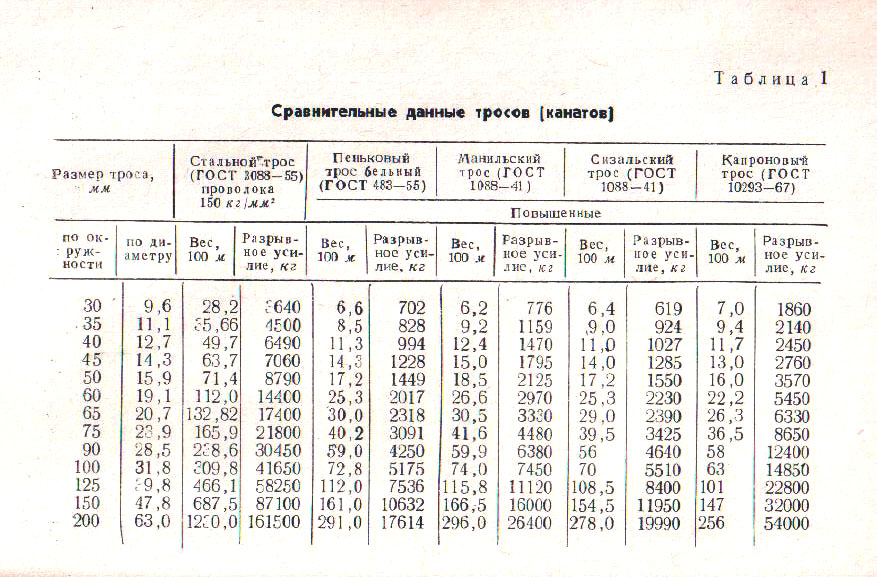 Внутри этого круга
Внутри этого круга Найдите площадь шада
Найдите площадь шада
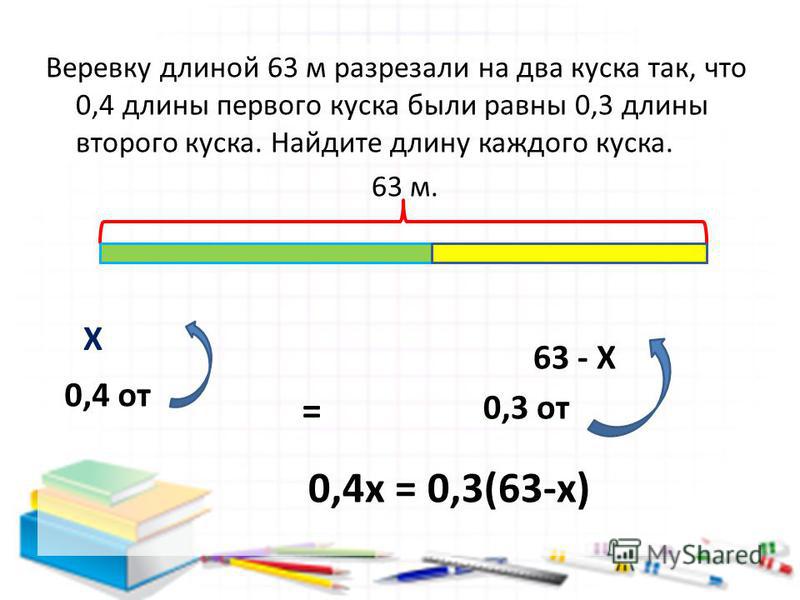
 Требуемая площадьx
Требуемая площадьx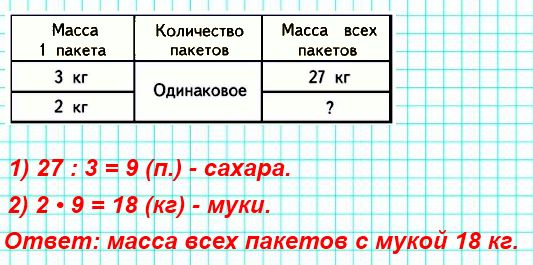 ..
.. Если размер 1 кирпича 22 см x 10 см.
Если размер 1 кирпича 22 см x 10 см.
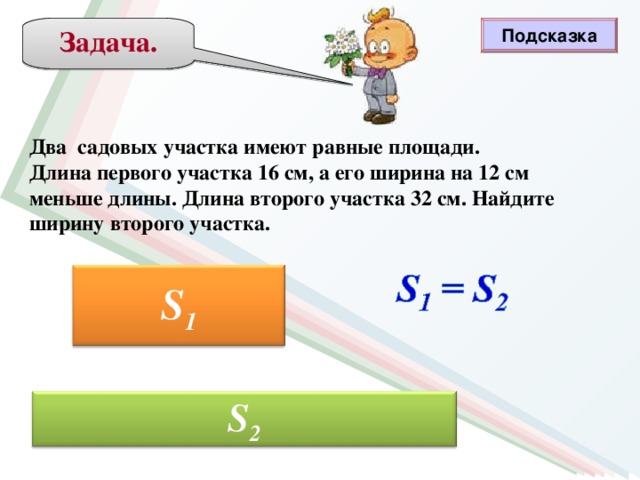 Отправляйте свои вопросы на
Отправляйте свои вопросы на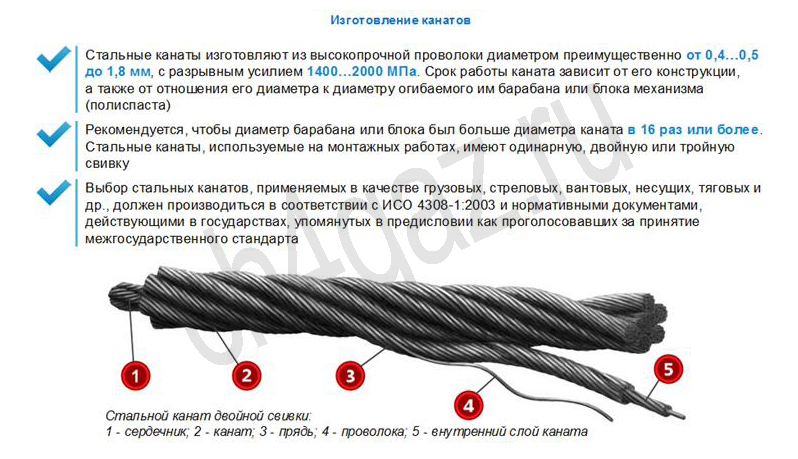 Ф. и Р. Холмс. «Tethers 2000: Достижения в технологии оффшорных Tether». Статья представлена на конференции SPE Offshore Europe, Абердин, Великобритания, сентябрь 1991 г.
Ф. и Р. Холмс. «Tethers 2000: Достижения в технологии оффшорных Tether». Статья представлена на конференции SPE Offshore Europe, Абердин, Великобритания, сентябрь 1991 г. Это исследование позволило провести испытания самого высокого качества благодаря разработке критериев оценки испытаний и получить представление об усталостных характеристиках тросовых изделий благодаря широкому использованию методов мониторинга состояния.
Это исследование позволило провести испытания самого высокого качества благодаря разработке критериев оценки испытаний и получить представление об усталостных характеристиках тросовых изделий благодаря широкому использованию методов мониторинга состояния.