Что такое гравировка по дереву? Как ее сделать самостоятельно дома? Мы расскажем вам в этой статье.
{{{title}}}
{{{text}}}
Получить каталог оборудования
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Поля отмеченные * обязательны для заполнения
Получить каталог оборудования
На что можно наносить рисунки? На что угодно. От мелких сувениров, шкатулок до огромных поверхностей столов, карнизов, дверей. Дерево считается мягким материалом, который замечательно поддается обработке. Если говорить о выборе, то отдавайте предпочтение породам монолитной структуре.
К ним относятся:
береза;
ольха;
липа;
бук и им подобные.
Дуб или сосна — смолистая и твердая древесина — не так просты для обработки дома.
Гравировать поверхности — интересно и не всегда есть возможность или желание поручить это специалистам. При наличии сноровки, усердия и некоторых знаний это можно сделать и самому. Для небольших предметов или простых узоров будет достаточно инструментов, которые есть в большинстве домов. Это резцы по дереву, разные насадки. А вот для идей посложнее понадобится более серьезное оборудование. Например, лазер или фреза.
Существует два типа обработки:
ручной;
механический.
Остались вопросы?
Оставьте заявку и наши специалисты проконсультируют вас по интересующим вопросам.
{{{title}}}
{{{text}}}
Заказать бесплатную консультацию
Оставьте свой телефон, и мы свяжемся с вами
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Получить консультацию
Механическая гравировка
Если у вас есть друг-стоматолог или вы сами имеете отношение к этой сфере медицины, для вас хорошая новость — можно использовать бормашину для создания даже сложных орнаментов. Этот способ хорош тем, что похож на то, как писать ручкой на бумаге — в основе то, что умеет каждый сознательный человек. Специфика в том, что есть некоторые нюансы, которые помогут сделать гравировку красивой. А различные насадки помогут сделать “ювелирный” рисунок.
Для регулирования глубины гравировки следует контролировать степень нажима на инструмент. Следите за скоростью и тогда мягкие щепки не будут отлетать в процессе. Остроту можно проверить до начала работы. А также стоит попробовать, как ваша рука приноровилась к инструменту. Также до старта постарайтесь нарисовать эскиз наносимого узора, так он будет в итоге точнее и чище. Специалисты рекомендуют отшлифовать и обезжирить поверхность предмета перед гравировкой.
Ручная гравировка по дереву
В процессе нужно зафиксировать предмет с помощью подушечки — во избежание скольжения. Пригодится также лампа с линзой. Переносить рисунок на поверхность надо при помощи трафарета — так он будет аккуратным и красивым в итоге.
С помощью штихелей и пуансонов можно сделать желобки и канавки, линии и точки, геометрические фигуры. На фрезерных и лазерных станках можно гравировать разные предметы, не только с плоской поверхностью.
Нанесение надписей и узоров на предметы — задача, требующая скрупулезного подхода. Выделите на это время и в результате вы получите достойный результат и удовольствие от самого процесса. Тщательность и старательность приветствуются. Дополнительную информацию, а также последовательные инструкции можно найти в видео-уроках в сети. Делая гравировку по дереву своими руками, вы будете уверены в том, что такого результата не будет больше ни у кого — вы создадите эксклюзивную вещь.
Получите каталог нашего оборудования
Оставьте свой телефон, и мы свяжемся с вами
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Лазерная гравировка в Екатеринбурге — MAVI — нанесение гравировки на стекло, дерево и другие материалы.
Главная Услуги Лазерная гравировка
Хотите, чтобы о вас или вашей компании сохранились добрые долгие воспоминания? Лазерная гравировка — это быстрый и недорогой способ сделать обычную вещь особенной и индивидуальной. Причем изображение не сотрется, не осыплется, не исчезнет под разрушительным воздействием времени. Вам нужно только подобрать текст и картинки для гравировки.
— Преимущества лазерной гравировки
Как вы уже догадались, технология процесса заключается в способе нанесения данных на поверхность при помощи лазера. Главным преимуществом лазерной гравировки перед другими вариантами является долговечность изображения. Она равна сроку годности самого материала. Помимо этого:
Лазер не оказывает физического воздействия на основу. И потому ему подвластны даже самые хрупкие материалы, а также сложные труднодоступные участки.
Луч влияет на мизерную часть площади поверхности, поэтому рисунок точен до миллиметра.
Действия лазера корректируются с компьютера, что полностью исключает брак и искажения.
Наносится графическое изображение всего за несколько минут, а иногда и секунд (зависит от сложности и величины рисунка). Скорость процесса – это огромный плюс в сторону уменьшения себестоимости продукции.
Широкий спектр материалов, а также недорогой и быстрый способ нанесения позволяет индивидуализировать практически любую вещь. Особенно это стало востребованным в изготовлении:
подарков и сувениров
корпоративной символики
наградной продукции
фотографических изображений
декоративных элементов для мебели
и многого другого.
Вот далеко неполный список работ, которые пользуются постоянным и неизменным спросом:
гравировка на стекле
гравировка на ручке
гравировка по дереву
гравировка на флешке
— Что нужно для заказа лазерной гравировки
Сделать заказ лазерной гравировки в mavi вы можете как большими партиями, так и в единичном экземпляре. Мы делаем гравировку на стекле, камне, акриле, металлах, коже, оргстекле. Подробный перечень материалов находится на этой странице.
Пожалуйста для скорейшего изготовления вашего заказа, учтите требования к оформлению файлов.
Выбирайте картинку в нашей витрине. Либо предложите свой вариант в графическом формате. Не знаете, как это сделать? К вашим услугам дизайнеры, которые помогут вам сформировать идею в рисунок. Выделиться на фоне обыденности и одинаковости? Нет ничего проще!
— Где сделать гравировку в Екатеринбурге?
Звоните: +7 (343) 200-05-11, Если вы живете в Екатеринбурге, ждем вас в офисе. При личной встрече нам будет проще уловить вашу идею.
Смотреть витрину
Выгравированные на заказ фотографии на дереве, персонализированные деревянные таблички
Фотографии на дереве выгравированы лазером для изготовления специальных персонализированных жетонов или подарков. Гравировка может быть выполнена на мраморе, граните или дереве, и используются только продукты самого высокого качества. Мы также предоставляем обслуживание в тот же день для определенных продуктов.
Как работают гравюры на дереве?
Чтобы выгравировать изображение на деревянной дощечке, начните с выбора размера дерева, на котором вы хотите выгравировать изображение. Доступны четыре размера: 5 дюймов x 7 дюймов, 6 дюймов x 8 дюймов, 7½ дюймов x 10 дюймов и 9 дюймов.»х 12″. После того, как это будет сделано, вы выберете макет. У нас есть три разных макета: наилучшее размещение, альбомный и портретный. Затем загрузите изображение, которое вы хотите выгравировать на куске дерева, выберите текст, который вы хотите выгравировать с изображением, а затем выберите рамку, которая вам больше всего нравится.
Тип древесины
В качестве древесины для ваших гравюр мы используем пропаренную буковую древесину высочайшего качества. Это гарантирует впечатляющие результаты. Мы также следим за тем, чтобы использовать только ваше высококачественное изображение, чтобы результаты гравировки были превосходными.
Наш процесс редактирования фотографий
Мы начинаем процесс гравировки фотографий на дереве и редактирования, сначала прося вас прислать нам изображение, которое вы хотели бы выгравировать. Как только мы получим вашу фотографию, мы используем наше специальное программное обеспечение для удаления фона изображения, чтобы файл можно было отправить для процесса гравировки. Далее фотография будет преобразована в файл, который можно будет выгравировать.
Пример деревянных табличек с гравировкой
Информация о доставке и другие правила
Мы отправим ваш заказ в любую точку США в течение семи дней с момента размещения заказа у нас. Поскольку мы хотим, чтобы вы были полностью удовлетворены предлагаемым нами продуктом, мы также предоставляем 30-дневную политику возврата. Поэтому, если вы считаете, что полученный вами товар не соответствует вашим ожиданиям, вы можете вернуть его. Мы также заменим ваш заказ, если он будет поврежден в процессе доставки. Такие повреждения маловероятны, так как мы уделяем большое внимание тому, чтобы ваш продукт был доставлен вам в целости и сохранности.
В: В связи с уходом родственников, можете ли вы объединить фотографии в одну семейную фотографию?
О: Уважаемый клиент!
Привет!
Спасибо за ваш вопрос, так как у нас есть опция фотоколлажа, где вы можете сделать одну фоторамку из всех ваших фотографий, и вы можете увидеть эту опцию на веб-сайте, и если у вас есть дополнительные вопросы по этому поводу, пожалуйста, напишите нам на cs@ Canvaschamp.com.
Пожалуйста, дайте мне знать, если есть что-то еще, с чем я могу вам помочь.
С уважением, Майк, Холст Чемпион. .
Полезен ли этот вопрос?ДаНЕТ
В: Можно ли отправить личную древесину на гравировку. У меня есть особое сентиментальное дерево, которое я хочу использовать. Спасибо, Les
О: Мы печатаем только на той древесине, которая есть у нас на складе, так как это указано в технических спецификациях. мы не используем никакую другую древесину.
Полезен ли этот вопрос?ДаНЕТ
В: Мне нужны две деревянные таблички 8×10 с фотогравировкой. Двое моих дорогих друзей скончались, и это памятник им. Я бы хотел, чтобы их имя и год рождения были внизу, а затем небольшая дань уважения из 10-15 слов. Вы можете мне помочь?
A: У нас есть вариант гравировки на веб-сайте в различных размерах, которые соответствуют вашим требованиям. Проверьте это здесь: www.canvaschamp.com/engraved-photos-on-wood-plaques
Полезен ли этот вопрос?ДаНЕТ
который я выбрал, хорошо смотрится на дереве, прежде чем вы его создадите.
А: Здравствуйте,
Привет!
Имейте в виду, что мгновенный онлайн-предварительный просмотр не является фактическим доказательством изображения, эта опция предоставляется для подтверждения клиенту, что он загрузил правильное изображение для выбранного им размера. Кроме того, если исходное изображение, которое вы загружаете, находится в правильная пропорция и хорошее разрешение не будет проблемой.
Мы обрабатываем все заказы таким образом, что если есть какие-либо проблемы с разрешением изображения, пропорциями или ориентацией изображения, и наша команда дизайнеров считает, что это не сработает, мы никогда не печатаем их для любого заказа. Мы всегда отправляйте клиенту уведомление по электронной почте о проблеме с благоприятным решением и для нее.
Тем не менее, если у вас есть какие-либо сомнения, вы можете напрямую разместить заказ и запросить подтверждение перед печатью, написав его в поле для комментариев на странице оформления заказа.
Спасибо, Ронни холст чемпион
Полезен ли этот вопрос?ДаНЕТ
В: При заказе индивидуальной гравировки изображения есть раздел для текста. Что делать, если вы не хотите, чтобы этот вариант?
A: Если вам требуется только изображение, а не текст на табличке с гравировкой, оставьте место в поле для текста и оставьте его пустым. Затем вы можете выбрать вариант границы и добавить его в корзину. Надеюсь, это поможет !
Полезен ли этот вопрос?ДаНЕТ
В: Как очистить гравировку?
A: Вы можете очистить свою гравированную гравюру, как и любую другую деревянную мебель, которую чистят, влажной тканью, чтобы удалить частицы пыли.
Полезен ли этот вопрос?ДаНЕТ
В: Могу ли я сделать табличку с выгравированным изображением?
A: Да, конечно, у нас есть различные варианты шрифтов и базовые рисунки для гравировки имен, чтобы сделать отличную именную табличку!
Полезен ли этот вопрос?ДаНЕТ
В: Могу ли я использовать свое собственное изображение для создания гравировки?
A: Да, вы определенно можете использовать свои собственные изображения или любое пользовательское изображение и получить отпечаток с гравировкой.
Полезен ли этот вопрос?ДаНЕТ
В: Они поставляются со стойками?
A: Да Гравированные отпечатки поставляются вместе с настольной подставкой и крючком для подвешивания на случай, если кто-то захочет повесить их, а не ставить на поверхность.
Полезен ли этот вопрос?ДаНЕТ
В: Какая технология используется для гравировки?
A: Делаем лазерную гравировку по дереву. Лазерная гравировка — это процесс использования лазерного луча для выжигания или гравировки на многих формах материалов, таких как дерево, металл, мрамор, гранит, акрил, стекло и многое другое.
Полезен ли этот вопрос?ДаНЕТ
Просмотреть все
Спросите о выгравированных фотографиях на дереве и получите ответ по электронной почте.
Выгравированные фотографии на дереве, мраморе или коже
Добавить в список желаний
Выгравированное охотничье фото на деревянной доске
$39.99
5x76x87x98x109x1212x15
Мне не нужны доказательства… Я доверяю Коди! Пришлите мне доказательства, пожалуйста!
5×7 / Мне не нужны доказательства… Я доверяю Коди! 5×7 / Пришли мне доказательства, пожалуйста! 6×8 / Мне не нужны доказательства… Я доверяю Коди! 6×8 / Пришли мне доказательства, пожалуйста! 7×9/ Мне не нужны доказательства… Я доверяю Коди! 7×9 / Пришли мне доказательства, пожалуйста! 8×10 / Мне не нужны доказательства… Я доверяю Коди! 8×10 / Пришли мне доказательства, пожалуйста! 9×12 / Я не нужно доказательство… Я доверяю Коди!9×12 / Пришлите мне доказательство, пожалуйста!12×15 / Мне не нужно доказательство. .. Я доверяю Коди!12×15 / Пришлите мне доказательство, пожалуйста!
Добавить в список желаний
Охотничье фото, выгравированное на деревянной доске
$39,99
5x76x87x98x109x1212x15
Доказательств не требуется… Я доверяю Коди!
5×7 / Доказательства не нужны… Я доверяю Коди! 5×7 / Пришлите мне подтверждение, пожалуйста! 6×8 / Доказательства не нужны… Я доверяю Коди! 6×8 / Пришлите мне подтверждение, пожалуйста! 7×9 / Доказательства не нужны… Я доверяю Коди!7×9 / Пришлите мне доказательство, пожалуйста!8×10 / Доказательства не нужны… Я доверяю Коди!8×10 / Пришлите мне доказательство, пожалуйста!9×12 / Доказательства не нужны… Я доверяю Коди!9×12 / Пришлите мне доказательство, пожалуйста! 12×15 / Доказательства не нужны… Я доверяю Коди! 12×15 / Пришлите мне доказательство, пожалуйста!
Добавить в список желаний
Выгравированное на заказ фото на деревянной доске
39,99 $
5x76x87x98x109x1212x15
Мне не нужны доказательства. .. Я доверяю Коди! Пожалуйста, пришлите мне доказательства!
5×7 / Мне не нужно видеть доказательство… Я доверяю Коди! 5×7 / Пожалуйста, пришлите мне доказательство! 6×8 / Мне не нужно видеть доказательство… Я доверяю Коди! 6×8 / Пожалуйста, пришлите мне доказательство! 7×9 / Мне не нужно видеть доказательство… Я доверяю Коди! 7×9 / Пожалуйста, пришлите мне доказательство! 8×10 / Мне не нужно видеть доказательство… Я доверяю Коди! 8×10 / Пожалуйста, пришлите мне доказательство! 9×12 / Мне не нужно видеть доказательство… Я доверяю Коди! 9×12 / Пожалуйста, пришлите мне доказательство! 12×15 / Мне не нужно видеть доказательство… Я доверяю Коди! 12×15 / Пожалуйста, пришлите мне доказательство!
-12%
Добавить в список желаний
Индивидуальная свадебная фотография, выгравированная на темно-коричневой коже Декор для стен
84,99 $ $74,99
Название по умолчанию
-12%
Добавить в список желаний
Индивидуальная свадебная фотография, выгравированная на кожаном декоре для стен
$84,99 $74,99
Название по умолчанию
-17%
Добавить в список желаний
Индивидуальная свадебная фотография, выгравированная на черном граните
Предметы быта, полностью или частично сделанные из пластмассы
Пластма́ссы (пласти́ческие ма́ссы, пла́стики) — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры).
Исключительно широкое применение получили пластмассы на основе синтетических полимеров. Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формоваться и сохранять после охлаждения или отверждения заданную форму. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния в стеклообразное. В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на термопласты и реактопласты.
Содержание
1 Получение Іі
2 Свойства
3 Методы переработки
4 Источники
5 См. также
6 Ссылки
Получение Іі
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов.
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами, причем производство бумаги является наиболее энерго- и капиталоемким процессом. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные и меломиноформальдегидные (их производят из карбомида, они более дорогостоящие). Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Пластик состоит из нескольких слоев. Защитный слой – оверлей – практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меломиноформальдегидной смолой. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Свойства
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкой электрической и тепловой проводимостью, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др. , а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Термопласты (термопластичные пластмассы) при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние.
Реактопласты (термореактивные пластмассы) отличаются более высокими рабочими температурами, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50 — 250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 Х 15 Х 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 Х 15 мм, равное 50 кгс/кв.см, разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм. переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг. ) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Методы переработки
Литье, Литье под давлением, Экструзия, Прессование, Виброформование, Вспенивание, Отливка, Вакуумная формовка и пр.
Механическая обработка пластмасс.
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
При токарной обработке не рекомендуют применять подачи более 0,3-0,5 мм/об. Скорость резания при пользовании резцами из твердых сплавов может составлять 60-100 м/мин., а при пользовании резцами из быстрорежущей стали – 30-40 м/мин.
Угол резания резцов 85-90°; при обдирочных работах этот угол может быть 85°.
Величина заднего угла резца не должна превышать 10-12°; лишь при обдирке можно его увеличивать до 15°. Вершину резца закругляют, причем радиус закругления должен быть 3-4 мм. Угол наклона режущей кромки 4-5°.
Для распиливания слоистых пластических масс применяют ленточные пилы, дисковые пилы и карборундовые круги.
Ленточными пилами можно пользоваться для распиливания по прямой линии плит толщиной до 25 мм, причем скорость пилы составляет 1200-2000 м/мин. Зубья пил должны быть конусными, по 3 зуба на 1 пог. см. Зубья затачивают поперек и разводят так, чтобы ширина пропила была равна, по крайней мере, двойной толщине пилы.
Дисковыми пилами можно резать пластмассы толщиной до 50мм. Скорость вращения 2000-3000 об/мин. при диаметре пилы 330 мм.
Карборундовые круги применяют для распиливания особо твердых материалов.
Для сверления пластмасс рекомендуют пользоваться перовыми сверлами из быстрорежущей стали со шлифованными режущими кромками. Угол заострения для слоистых материалов при обработке параллельно слоям 100-125°, а для пластмасс, обрабатываемых перпендикулярно слоям, для карболита и других – 55-70°. Скорость резания 30-40 м/мин., подача 0,2-0,34 мм/об.
При сверлении слоистой пластмассы вдоль слоев, чтобы предупредить растрескивание материала, подача не должна превышать 0,25 мм/об., материал же надо заживать в тисках для предупреждения выламывания; сверление отверстий диаметром более 20 мм рекомендуют заменять растачиванием на токарном станке. Сверло надлежит время от времени извлекать из отверстия, давая возможность охладиться как инструменту, так и обрабатываемому материалу.
Просверленные отверстия обычно оказываются меньше диаметра сверла на 0,03-0,06 мм.
Для фрезерования плоскостей, пазов, канавок и пр. применяют фрезы с простым зубом. Скорость резания для торцовых фрез 46-52 м/мин., а для фасонных — 24-27 м/мин. Средняя величина подачи 0,1 мм/об. Отверстия в слоистом материале удовлетворительно пробиваются при нормальной температуре (комнатной) обычным вырубным штампом. Зазор между пуансоном и матрицей должен быть минимальный (около 0,1 мм). Слоистые материалы толщиной 3,5-5 мм удовлетворительно пробиваются лишь в нагретом до 90-100° виде. Для нагревания обрабатываемого материала пользуются масляными ваннами. Расстояние между соседними отверстиями должно составлять не менее двойной толщины материалов.
Шлифовку пластических масс производят стеклянной шкуркой, прикрепляемой к деревянному кругу, причем скорость вращения должна быть около 7м/сек.
Изделия простой формы полируют фланелевым кругом, не применяя полировочных составов. Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Источники
1. Дзевульский В.М. Технология металлов и дерева. — М.: Государственное издательство сельскохозяйственной литературы. 1995. 2. ЗАО «ТУКС». Пластические массы (пластмассы) (11.11.2008). Проверено 11 ноября 2008.
См. также
Перечень пластмасс
Газонаполненные пластмассы
Ссылки
Пластмасса на базе белка и с применением нанотехнологий
Пластмасса. Всё о переработке пластмасс
Методы определения типа пластмасс
Применение различных видов пластмасс в народном хозяйстве
Пластмасса | это… Что такое Пластмасса?
Цепочки молекул полипропилена.
Предметы быта, полностью или частично сделанные из пластмассы
Пластма́ссы (пласти́ческие ма́ссы, пла́стики) — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры).
Исключительно широкое применение получили пластмассы на основе синтетических полимеров. Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формоваться и сохранять после охлаждения или отверждения заданную форму. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния в стеклообразное. В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на термопласты и реактопласты.
Содержание
1 Получение Іі
2 Свойства
3 Методы переработки
4 Источники
5 См. также
6 Ссылки
Получение Іі
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов.
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами, причем производство бумаги является наиболее энерго- и капиталоемким процессом. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные и меломиноформальдегидные (их производят из карбомида, они более дорогостоящие). Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Пластик состоит из нескольких слоев. Защитный слой – оверлей – практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меломиноформальдегидной смолой. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Свойства
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкой электрической и тепловой проводимостью, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др. , а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Термопласты (термопластичные пластмассы) при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние.
Реактопласты (термореактивные пластмассы) отличаются более высокими рабочими температурами, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50 — 250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 Х 15 Х 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 Х 15 мм, равное 50 кгс/кв.см, разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм. переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг. ) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Методы переработки
Литье, Литье под давлением, Экструзия, Прессование, Виброформование, Вспенивание, Отливка, Вакуумная формовка и пр.
Механическая обработка пластмасс.
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
При токарной обработке не рекомендуют применять подачи более 0,3-0,5 мм/об. Скорость резания при пользовании резцами из твердых сплавов может составлять 60-100 м/мин., а при пользовании резцами из быстрорежущей стали – 30-40 м/мин.
Угол резания резцов 85-90°; при обдирочных работах этот угол может быть 85°.
Величина заднего угла резца не должна превышать 10-12°; лишь при обдирке можно его увеличивать до 15°. Вершину резца закругляют, причем радиус закругления должен быть 3-4 мм. Угол наклона режущей кромки 4-5°.
Для распиливания слоистых пластических масс применяют ленточные пилы, дисковые пилы и карборундовые круги.
Ленточными пилами можно пользоваться для распиливания по прямой линии плит толщиной до 25 мм, причем скорость пилы составляет 1200-2000 м/мин. Зубья пил должны быть конусными, по 3 зуба на 1 пог. см. Зубья затачивают поперек и разводят так, чтобы ширина пропила была равна, по крайней мере, двойной толщине пилы.
Дисковыми пилами можно резать пластмассы толщиной до 50мм. Скорость вращения 2000-3000 об/мин. при диаметре пилы 330 мм.
Карборундовые круги применяют для распиливания особо твердых материалов.
Для сверления пластмасс рекомендуют пользоваться перовыми сверлами из быстрорежущей стали со шлифованными режущими кромками. Угол заострения для слоистых материалов при обработке параллельно слоям 100-125°, а для пластмасс, обрабатываемых перпендикулярно слоям, для карболита и других – 55-70°. Скорость резания 30-40 м/мин., подача 0,2-0,34 мм/об.
При сверлении слоистой пластмассы вдоль слоев, чтобы предупредить растрескивание материала, подача не должна превышать 0,25 мм/об., материал же надо заживать в тисках для предупреждения выламывания; сверление отверстий диаметром более 20 мм рекомендуют заменять растачиванием на токарном станке. Сверло надлежит время от времени извлекать из отверстия, давая возможность охладиться как инструменту, так и обрабатываемому материалу.
Просверленные отверстия обычно оказываются меньше диаметра сверла на 0,03-0,06 мм.
Для фрезерования плоскостей, пазов, канавок и пр. применяют фрезы с простым зубом. Скорость резания для торцовых фрез 46-52 м/мин., а для фасонных — 24-27 м/мин. Средняя величина подачи 0,1 мм/об. Отверстия в слоистом материале удовлетворительно пробиваются при нормальной температуре (комнатной) обычным вырубным штампом. Зазор между пуансоном и матрицей должен быть минимальный (около 0,1 мм). Слоистые материалы толщиной 3,5-5 мм удовлетворительно пробиваются лишь в нагретом до 90-100° виде. Для нагревания обрабатываемого материала пользуются масляными ваннами. Расстояние между соседними отверстиями должно составлять не менее двойной толщины материалов.
Шлифовку пластических масс производят стеклянной шкуркой, прикрепляемой к деревянному кругу, причем скорость вращения должна быть около 7м/сек.
Изделия простой формы полируют фланелевым кругом, не применяя полировочных составов. Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Источники
1. Дзевульский В.М. Технология металлов и дерева. — М.: Государственное издательство сельскохозяйственной литературы. 1995. 2. ЗАО «ТУКС». Пластические массы (пластмассы) (11.11.2008). Проверено 11 ноября 2008.
См. также
Перечень пластмасс
Газонаполненные пластмассы
Ссылки
Пластмасса на базе белка и с применением нанотехнологий
Пластмасса. Всё о переработке пластмасс
Методы определения типа пластмасс
Применение различных видов пластмасс в народном хозяйстве
пластик | Состав, история, использование, типы и факты
микропластик биопластик полиметилметакрилат композитный материал полимеризация
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
пластмасса , полимерный материал, который можно формовать или формовать, обычно под воздействием тепла и давления. Это свойство пластичности, часто встречающееся в сочетании с другими особыми свойствами, такими как низкая плотность, низкая электропроводность, прозрачность и ударная вязкость, позволяет изготавливать из пластмасс самые разнообразные продукты. К ним относятся прочные и легкие бутылки для напитков из полиэтилентерефталата (ПЭТ), гибкие садовые шланги из поливинилхлорида (ПВХ), изолирующие пищевые контейнеры из вспененного полистирола и небьющиеся окна из полиметилметакрилата.
В этой статье представлен краткий обзор основных свойств пластмасс, за которым следует более подробное описание их переработки в полезные продукты и последующей переработки. Для более полного понимания материалов, из которых изготавливаются пластмассы, см. Химия промышленных полимеров.
Многие химические названия полимеров, используемых в качестве пластмасс, стали знакомы потребителям, хотя некоторые из них более известны по своим аббревиатурам или торговым наименованиям. Таким образом, полиэтилентерефталат и поливинилхлорид обычно называют ПЭТФ и ПВХ, а вспененный полистирол и полиметилметакрилат известны под своими товарными знаками: пенополистирол и оргстекло (или плексиглас).
Промышленные производители пластмассовых изделий обычно рассматривают пластмассы либо как «товарные» смолы, либо как «специальные» смолы. (Термин смола восходит к ранним годам индустрии пластмасс; первоначально он относился к встречающимся в природе аморфным твердым веществам, таким как шеллак и канифоль.) Товарные смолы — это пластмассы, которые производятся в больших объемах и по низкой цене для наиболее распространенных предметов одноразового использования. и товары длительного пользования. Они представлены в основном полиэтиленом, полипропиленом, поливинилхлоридом, полистиролом. Специальные смолы — это пластмассы, свойства которых адаптированы к конкретным применениям и которые производятся в небольших объемах и по более высокой цене. В эту группу входят так называемые инженерные пластмассы или инженерные смолы, представляющие собой пластмассы, которые могут конкурировать с литыми под давлением металлами в сантехнике, скобяных изделиях и автомобилях. Важными инженерными пластмассами, менее знакомыми потребителям, чем товарные пластмассы, перечисленные выше, являются полиацеталь, полиамид (особенно те, которые известны под торговой маркой нейлон), политетрафторэтилен (торговая марка тефлон), поликарбонат, полифениленсульфид, эпоксидная смола и полиэфиркетон. Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер.
Викторина «Британника»
Пластмасса: правда или вымысел?
Некоторые формы пластика прочнее стали? От целлулоида до проводимости электричества: узнайте больше о пластмассах в этом тесте.
Пластмассы также можно разделить на две отдельные категории на основе их химического состава. Одна категория — пластмассы, состоящие из полимеров, содержащих только алифатические (линейные) атомы углерода в основных цепях. Все перечисленные выше товарные пластики попадают в эту категорию. Примером может служить структура полипропилена; здесь к каждому другому атому углерода присоединена боковая метильная группа (CH 3 ):
Другая категория пластмасс состоит из гетероцепных полимеров. Эти соединения содержат такие атомы, как кислород, азот или сера в своих основных цепях, в дополнение к углероду. Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Различие между полимерами с углеродной цепью и полимерами с гетероцепью отражено в таблице, в которой показаны избранные свойства и области применения наиболее важных пластиков с углеродной цепью и гетероцепью, а также даны прямые ссылки на статьи, описывающие эти материалы. более подробно. Важно отметить, что для каждого типа полимера, указанного в таблице, может быть множество подтипов, поскольку любой из десятка промышленных производителей любого полимера может предложить 20 или 30 различных вариаций для использования в конкретных приложениях. По этой причине свойства, указанные в таблице, следует принимать как приблизительные.
Свойства и применение коммерчески важных пластмасс
*Все значения приведены для образцов, армированных стекловолокном (кроме полиуретана).
Углеродная цепь
полиэтилен высокой плотности (HDPE)
0,95–0,97
высокая
–120
137
—
полиэтилен низкой плотности (LDPE)
0,92–0,93
умеренный
−120
110
—
полипропилен (ПП)
0,90–0,91
высокая
−20
176
—
полистирол (ПС)
1,0–1,1
ноль
100
—
—
акрилонитрил-бутадиен-стирол (АБС)
1,0–1,1
ноль
90–120
—
—
поливинилхлорид непластифицированный (ПВХ)
1,3–1,6
ноль
85
—
—
полиметилметакрилат (ПММА)
1,2
ноль
115
—
—
политетрафторэтилен (ПТФЭ)
2. 1–2.2
умеренно-высокий
126
327
—
гетероцепь
полиэтилентерефталат (ПЭТ)
1,3–1,4
умеренный
69
265
—
поликарбонат (ПК)
1,2
низкий
145
230
—
полиацеталь
1,4
умеренный
–50
180
—
полиэфиркетон (PEEK)
1,3
ноль
185
—
—
полифениленсульфид (PPS)
1,35
умеренный
88
288
—
диацетат целлюлозы
1,3
низкий
120
230
—
поликапролактам (нейлон 6)
1,1–1,2
умеренный
50
210–220
—
гетероцепь
полиэстер (ненасыщенный)
1,3–2,3
ноль
—
—
200
эпоксидные смолы
1,1–1,4
ноль
—
—
110–250
фенолформальдегид
1,7–2,0
ноль
—
—
175–300
мочевина и меламиноформальдегид
1,5–2,0
ноль
—
—
190–200
полиуретан
1,05
низкий
—
—
90–100
Углеродная цепь
полиэтилен высокой плотности (HDPE)
20–30
10–1000
1–1,5
молочные бутылки, изоляция проводов и кабелей, игрушки
гибкие и жесткие пеноматериалы для обивки, изоляции
Для целей настоящей статьи пластмассы в первую очередь определяются не на основе их химического состава, а на основе их технических свойств. Более конкретно, они определяются как термопластичные смолы или термореактивные смолы.
пластик | Состав, история, использование, типы и факты
микропластик биопластик полиметилметакрилат композитный материал полимеризация
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
пластмасса , полимерный материал, который можно формовать или формовать, обычно под воздействием тепла и давления. Это свойство пластичности, часто встречающееся в сочетании с другими особыми свойствами, такими как низкая плотность, низкая электропроводность, прозрачность и ударная вязкость, позволяет изготавливать из пластмасс самые разнообразные продукты. К ним относятся прочные и легкие бутылки для напитков из полиэтилентерефталата (ПЭТ), гибкие садовые шланги из поливинилхлорида (ПВХ), изолирующие пищевые контейнеры из вспененного полистирола и небьющиеся окна из полиметилметакрилата.
В этой статье представлен краткий обзор основных свойств пластмасс, за которым следует более подробное описание их переработки в полезные продукты и последующей переработки. Для более полного понимания материалов, из которых изготавливаются пластмассы, см. Химия промышленных полимеров.
Многие химические названия полимеров, используемых в качестве пластмасс, стали знакомы потребителям, хотя некоторые из них более известны по своим аббревиатурам или торговым наименованиям. Таким образом, полиэтилентерефталат и поливинилхлорид обычно называют ПЭТФ и ПВХ, а вспененный полистирол и полиметилметакрилат известны под своими товарными знаками: пенополистирол и оргстекло (или плексиглас).
Промышленные производители пластмассовых изделий обычно рассматривают пластмассы либо как «товарные» смолы, либо как «специальные» смолы. (Термин смола восходит к ранним годам индустрии пластмасс; первоначально он относился к встречающимся в природе аморфным твердым веществам, таким как шеллак и канифоль. ) Товарные смолы — это пластмассы, которые производятся в больших объемах и по низкой цене для наиболее распространенных предметов одноразового использования. и товары длительного пользования. Они представлены в основном полиэтиленом, полипропиленом, поливинилхлоридом, полистиролом. Специальные смолы — это пластмассы, свойства которых адаптированы к конкретным применениям и которые производятся в небольших объемах и по более высокой цене. В эту группу входят так называемые инженерные пластмассы или инженерные смолы, представляющие собой пластмассы, которые могут конкурировать с литыми под давлением металлами в сантехнике, скобяных изделиях и автомобилях. Важными инженерными пластмассами, менее знакомыми потребителям, чем товарные пластмассы, перечисленные выше, являются полиацеталь, полиамид (особенно те, которые известны под торговой маркой нейлон), политетрафторэтилен (торговая марка тефлон), поликарбонат, полифениленсульфид, эпоксидная смола и полиэфиркетон. Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер.
Викторина «Британника»
Викторина «Знай свою химию»
От элементов периодической таблицы до процессов, в результате которых создаются предметы повседневного обихода — это лишь некоторые из вещей, которым может научить нас химия. Можете ли вы отфильтровать свой путь через нашу викторину по химии?
Пластмассы также можно разделить на две отдельные категории на основе их химического состава. Одна категория — пластмассы, состоящие из полимеров, содержащих только алифатические (линейные) атомы углерода в основных цепях. Все перечисленные выше товарные пластики попадают в эту категорию. Примером может служить структура полипропилена; здесь к каждому другому атому углерода присоединена боковая метильная группа (CH 3 ):
Другая категория пластмасс состоит из гетероцепных полимеров. Эти соединения содержат такие атомы, как кислород, азот или сера в своих основных цепях, в дополнение к углероду. Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Различие между полимерами с углеродной цепью и полимерами с гетероцепью отражено в таблице, в которой показаны избранные свойства и области применения наиболее важных пластиков с углеродной цепью и гетероцепью, а также даны прямые ссылки на статьи, описывающие эти материалы. более подробно. Важно отметить, что для каждого типа полимера, указанного в таблице, может быть множество подтипов, поскольку любой из десятка промышленных производителей любого полимера может предложить 20 или 30 различных вариаций для использования в конкретных приложениях. По этой причине свойства, указанные в таблице, следует принимать как приблизительные.
Свойства и применение коммерчески важных пластмасс
*Все значения приведены для образцов, армированных стекловолокном (кроме полиуретана).
Углеродная цепь
полиэтилен высокой плотности (HDPE)
0,95–0,97
высокая
–120
137
—
полиэтилен низкой плотности (LDPE)
0,92–0,93
умеренный
−120
110
—
полипропилен (ПП)
0,90–0,91
высокая
−20
176
—
полистирол (ПС)
1,0–1,1
ноль
100
—
—
акрилонитрил-бутадиен-стирол (АБС)
1,0–1,1
ноль
90–120
—
—
поливинилхлорид непластифицированный (ПВХ)
1,3–1,6
ноль
85
—
—
полиметилметакрилат (ПММА)
1,2
ноль
115
—
—
политетрафторэтилен (ПТФЭ)
2. 1–2.2
умеренно-высокий
126
327
—
гетероцепь
полиэтилентерефталат (ПЭТ)
1,3–1,4
умеренный
69
265
—
поликарбонат (ПК)
1,2
низкий
145
230
—
полиацеталь
1,4
умеренный
–50
180
—
полиэфиркетон (PEEK)
1,3
ноль
185
—
—
полифениленсульфид (PPS)
1,35
умеренный
88
288
—
диацетат целлюлозы
1,3
низкий
120
230
—
поликапролактам (нейлон 6)
1,1–1,2
умеренный
50
210–220
—
гетероцепь
полиэстер (ненасыщенный)
1,3–2,3
ноль
—
—
200
эпоксидные смолы
1,1–1,4
ноль
—
—
110–250
фенолформальдегид
1,7–2,0
ноль
—
—
175–300
мочевина и меламиноформальдегид
1,5–2,0
ноль
—
—
190–200
полиуретан
1,05
низкий
—
—
90–100
Углеродная цепь
полиэтилен высокой плотности (HDPE)
20–30
10–1000
1–1,5
молочные бутылки, изоляция проводов и кабелей, игрушки
В нашей компании Вы можете заказать поставку либо изготовление, а также, при наличии на складе, приобрести Сверла центровочные комбинированные ГОСТ 14952-75:
Сверла типа А — сверла для центровочных отверстий 60° без предохранительного конуса
Исполнение 1
Исполнение 2
Обозначение
Обозначение
Номин.
Пред. откл.
Номин.
Пред. откл.
2317-0164
2317-0038
(0,50)
3,15
1,0
-0,2
21,0
-2,0
2317-0165
2317-0039
(0,63)
1,2
-0,3
2317-0166
2317-0041
(0,80)
1,5
-0,4
2317-0101
2317-0001
1,00
1,9
-0,6
33,5
-4,0
2317-0102
2317-0002
(1,25)
2,2
2317-0103
2317-0003
1,60
4,00
2,8
-0,8
37,5
2317-0104
2317-0004
2,00
5,00
3,3
42,0
2317-0105
2317-0005
2,50
6,30
4,1
-1,0
47,0
2317-0106
2317-0006
3,15
8,00
4,9
52,0
2317-0107
2317-0007
4,00
10,00
6,2
-1,2
59,0
-6,0
2317-0108
2317-0008
5,00
12,50
7,5
66,0
2317-0109
2317-0009
6,30
16,00
9,2
74,0
2317-0111
2317-0010
8,00
20,00
11,5
-1,4
83,0
2317-0112
2317-0011
10,00
25,00
14,2
103,0
Сверла типа В — сверла для центровых отверстий 60° с предохранительным конусом 120°
Исполнение 1
Исполнение 2
Обозначение
Обозначение
Номин.
Пред. откл.
Номин.
Пред. откл.
2317-0167
2317-0042
(0,80)
4,0
1,70
1,5
-0,4
33,5
-3,0
2317-0113
2317-0012
1,00
4,0
2,12
1,9
-0,6
37,5
-4,0
2317-0114
2317-0013
(1,25)
5,0
2,65
2,2
42,0
2317-0115
2317-0014
1,60
6,3
3,35
2,8
-0,8
47,0
2317-0116
2317-0015
2,00
8,0
4,25
3,3
52,5
-4,5
2317-0117
2317-0016
2,50
10,0
5,30
4,1
-1,0
59,0
-6,0
2317-0118
2317-0017
3,15
11,2
6,70
4,9
63,0
2317-0119
2317-0018
4,00
14,0
8,50
6,2
-1,2
70,0
2317-0121
2317-0019
(5,00)
18,0
10,60
7,5
78,0
2317-0122
2317-0020
6,30
20,0
13,20
9,2
83,0
2317-0168
2317-0043
8,00
25,0
17,00
11,5
-1,4
103,0
2317-0169
2317-0044
10,00
31,5
21,20
14,2
128,0
Сверла типа С — сверла для центровых отверстий 75° без предохранительного конуса
Исполнение 1
Исполнение 2
Обозначение
Обозначение
Номин.
Пред. откл.
Номин.
Пред. откл.
2317-0123
2317-0021
0,8
3,15
1,5
-0,4
21,0
-2,0
2317-0124
2317-0022
1,0
1,9
-0,6
33,5
-4,0
2317-0125
2317-0023
1,6
4,00
2,8
-0,8
37,5
2317-0126
2317-0024
2,0
5,00
3,3
42,0
2317-0127
2317-0025
2,5
6,30
4,1
-1,0
47,0
Сверла типа R — сверла для центровых отверстий с дугообразной образующей
Исполнение 1
Исполнение 2
Обозначение
Обозначение
Номин.
Пред. откл.
Номин.
Пред. откл.
2317-0171
2317-0045
(0,50)
3,15
21,0
-2,0
2,00
1,6
-0,3
2317-0172
2317-0046
(0,63)
2,40
2,0
-0,4
2317-0128
2317-0026
(0,80)
2,5
-0,5
2317-0129
2317-0027
1,00
-4,0
3,00
3,15
-0,65
2317-0130
2317-0028
(1,25)
33,5
3,35
4,0
-0,85
2317-0131
2317-0029
1,60
4,00
37,5
4,25
5,0
-1,0
2317-0132
2317-0030
2,00
5,00
42,0
5,30
6,3
-1,3
2317-0133
2317-0031
2,50
6,30
47,0
6,70
8,0
-1,7
2317-0134
2317-0032
3,15
8,00
52,0
8,50
10,0
-2,0
2317-0135
2317-0033
4,00
10,00
59,0
-6,0
10,60
12,5
-2,5
2317-0136
2317-0034
(5,00)
12,50
66,0
13,20
16,0
-3,5
2317-0137
2317-0035
6,30
16,00
74,0
17,00
20,0
-4,0
2317-0138
2317-0036
(8,00)
20,00
83,0
21,20
25,0
-5,0
2317-0139
2317-0037
10,00
25,00
103,0
26,50
31,5
-6,5
Сверла комбинированные центровочные ГОСТ 14952-75
Пн-Чт: 9-18, Пт: 9-17
г. Москва, шоссе Энтузиастов, дом 56
+7 (495) 374 56 63
Заказать обратный звонок
Без предохранительного конуса (Тип А)
d
L
l
D
1,00
33,50
1,90
3,15
1,60
37,50
2,80
4,00
2,00
42,00
3,30
5,00
2,50
47,00
4,10
6,30
3,15
52,00
4,90
8,00
4,00
59,00
6,20
10,00
5,00
66,00
7,50
12,50
6,30
74,00
9,20
16,00
8,00
83,00
11,50
20,00
10,00
103,00
14,20
25,00
С предохранительным конусом (Тип В)
d
L
l
D
1,00
37,50
1,90
4,00
1,60
47,00
2,80
6,30
2,00
52,50
3,30
8,00
2,50
59,00
4,10
10,00
3,15
63,00
4,90
11,20
4,00
70,00
6,20
14,00
5,00
78,00
7,50
18,00
6,30
83,00
9,20
20,00
8,00
103,00
11,50
25,00
10,00
128,00
14,20
31,50
Наша компания предлагает вам сверла центровочные. Это специализированные сверла для изготовления центровых отверстий в деталях и используются преимущественно в токарных и фрезеровочных станках.
Инструмент профессионалов
Сверла центровочные относятся к профессиональному инструменту, так как используются по большей степени в промышленных масштабах и частных мастерских. Главное отличие в точности и качестве засверливаемого отверстия. При использовании центровочного сверла обеспечивается идеальная перпендикулярность углубления относительно поверхности. Также минимизируется риск накопления неточностей и ошибок. Так как центровочные сверла – инструмент профессиональный и специализированный, то рекомендуется использовать твердосплавные сверла для большего срока службы и надежности.
Основные конструктивные особенности:
• А — для отверстий 60º без предохранительного конуса
• B — для отверстий 60º с предохранительным конусом 120º
• R — для отверстий с дугообразной образующей
Заказывая у нас сверла вы получите отличный инструмент, который позволит вам выполнять точные и качественные отверстия без лишних трудозатрат. А ассортимент, представленный нашей компанией, позволит выбрать хорошее сверло из подходящей вам ценовой категории.
0.0169 s
для сверл по металлу и др. самоцентрирующихся, ГОСТ. Для чего нужны цельные твердосплавные центрирующие сверла?
Что это и для чего?
Технические требования
Популярные производители
Советы по выбору
Заточка
Центровочное сверло — это многофункциональный инструмент профессионального типа. Это комбинированное изделие имеет 2 рабочие части, использование которых дает возможность выполнять различные операции. Основная функция сверла – выполнение отверстий в заготовках различной твердости и плотности – в легированной стали, чугуне, металлокерамике, полимерных пластиках. Сверла данного типа могут применяться как в бытовых условиях, так и на металлорежущем производственном оборудовании.
Что это и для чего?
По внешнему виду центрирующий тип сверла отличается от стандартного сверла по металлу. При этом инструмент имеет 2 рабочие части, которые расположены на противоположных концах рабочего стержня инструмента. Такой подход дает возможность использовать сверло более длительное время без заточки. Главной особенностью изделия является усиленный корпус, который в три раза толще самоцентрирующихся режущих частей. Центровочный инструмент, по сравнению с обычной дрелью, имеет короткий корпус и мелкие рабочие части. Эта модификация придает инструменту свойства повышенной твердости и надежности. При работе этим сверлом оно не гнется, очень редко ломается и позволяет делать отверстия с высокой степенью точности.
Сверло самоцентрирующееся состоит из 3-х основных частей:
зона крепления сверла в буровом оборудовании — основание инструмента;
участок наименьшего диаметра — рабочая режущая часть;
площадь наибольшего диаметра — это часть среднего размера.
Сверло предназначено для выполнения операций по металлообработке на различных видах токарного, сверлильного и фрезерного оборудования. При выполнении производственных задач в массовом масштабе центрирующий инструмент используется для отметки центра заготовки перед помещением ее в обрабатывающий станок. При этом процесс кантования заготовки можно пропустить, что упрощает производственный цикл и сокращает время его выполнения.
Благодаря своей уширенной части и высокой степени жесткости центрирующее устройство используется для точного определения диаметра отверстия, поэтому его часто используют в оборудовании с программным управлением.
Этот прибор имеет минимальные риски деформации или поломки, поэтому в строительной сфере сверло используется как зенкер по металлу или дереву. Устройство не только имеет возможность просверлить предварительное отверстие под саморез, но и одновременно выполнить зенковку, чтобы полностью погрузить головку метизов в материал.
Центровочное сверло в некоторых случаях помогает сверлить головки шурупов и саморезов со сбитыми шлицами. Даже радиолюбители нашли применение этому инструменту — сверла малого диаметра используются для сверления отверстий в радиоплатах. Стандартные сверла часто ломаются при выполнении таких работ, тогда как самоцентрирующееся приспособление размером до 1,5 мм благодаря конструктивной особенности безукоризненно справляется с возложенной на него задачей.
Технические требования
Инструмент буровой твердосплавный изготавливается в соответствии с требованиями государственного стандарта, регламентируемого ГОСТ 14952-75. С помощью этого приспособления можно сделать отверстие точного диаметра, расположенное в направлении под прямым углом к рабочей поверхности. Любые другие приспособления значительно уступают центрору по надежности и точности отверстий.
По ГОСТу диаметр центрирующего устройства может быть в пределах 0,5-10 мм. Существует 4 вида такого бурового инструмента.
Тип А — Необходим при выполнении точных отверстий, центрирование конусности которых составляет 60°. Инструмент этого типа не имеет режущих кромок, образующих во время сверления предохранительный конус.
Тип В — используется для сверления отверстия предохранительным конусом, размер которого 120°.
Тип С — используется для отверстий с точным центрированием, но без использования конусного предохранительного устройства. При этом поворот сторон отверстия будет 75°.
Р тип — применяется для сверления отверстия точного по диаметру, виток сторон которого имеет вырез в виде дуги.
Центровочные сверла перечисленных типов выпускаются в 2-х модификациях:
диаметр режущей части достигает не более 0,8 мм;
диаметр режущей части больше 0,8 мм.
При использовании сверлильного инструмента, диаметр режущей части которого менее 0,8 мм, гладкость стенок у отверстия значительно выше, чем у аналогов. При режущей поверхности более 0,8 мм этот признак является определяющим при выборе типа сверла, применение которого дает различную степень шероховатости готового отверстия. Инструмент, предназначенный для сверления центрированных отверстий, изготовлен из твердых сплавов стали с высокими скоростными характеристиками.
В соответствии с нормами ГОСТ твердость по Роквеллу изделия в зависимости от диаметра составляет:
диаметр до 3,15 мм — имеет твердость 62-65 HRC;
диаметром более 3,15 мм — имеет твердость 63-66 HRC.
Некоторые производители делают центрирующие сверла еще прочнее, добавляя в сплав компоненты кобальта и ванадия.
При изготовлении центровочного сверла допустимы небольшие отклонения его диаметра. Эти показатели также регламентируются ГОСТом:
диаметры до 0,8 мм могут иметь большую погрешность 0,05 мм;
диаметры от 0,8 до 2,5 мм могут иметь погрешность до 0,1 мм;
диаметры от 2,5 до 5 мм могут иметь погрешность до 0,12 мм;
Диаметры более 5 мм могут иметь погрешность 0,15 мм.
Стандарты ГОСТ также регламентируют внешний вид сверлильного устройства. На поверхности инструмента не должно быть трещин и сколов, следов почернения или окислов. Оксидные цвета могут появляться в области канавки сверла, не выходя за пределы круга заточки.
Популярные производители
В настоящее время торговые сети предлагают покупателям центрирующий сверлильный инструмент отечественных и зарубежных производителей. Стоимость этих предметов зависит от бренда, выпустившего продукцию. Отечественные сверла отличаются высоким качеством при более низких ценах по сравнению с продукцией зарубежного производства.
Среди отечественных производителей наибольшей популярностью у потребителей пользуется продукция ООО «Секира». Предприятие расположено в Сестрорецком районе Ленинградской области.
Центровочные сверла производятся в соответствии с национальными стандартами ГОСТ. Без переточки инструмент этого производителя может выполнять около 120 циклов сверления.
Что касается продукции, поступающей на наш рынок из-за рубежа, то бренд Dormer UK представляет особый интерес. Центровочные сверла производятся в Великобритании и соответствуют международным техническим стандартам. Легированная сталь для этого бурового инструмента содержит легирующий компонент кобальт, благодаря чему сверла Dormer обладают высокой прочностью и отличными режущими характеристиками. Инструмент устойчив к нагреву и обладает повышенной износостойкостью.
Хорошие отзывы о качестве центрирующего инструмента имеют американский бренд DeWALT и немецкий бренд Robert Bosch. Из азиатских производителей доверия заслуживает инструмент южнокорейской марки YG-1. Что касается китайского качества, то следует быть очень внимательным при выборе центровочного сверла этих производителей, так как внешне привлекательная на вид продукция может оказаться некачественной.
Советы по выбору
Выбор центрирующего сверла будет зависеть от размеров отверстия, которое вы хотите сделать. Также учитывается вес заготовки, которая закреплена в металлообрабатывающем станке. Размеры в зависимости от веса заготовки регламентируются ГОСТом – чем больше масса детали, тем большего диаметра нужно сверло. Каждый диаметр сверла имеет 2 исполнения, поэтому его тип выбирается в зависимости от требований к шероховатости стенок отверстия.
Сверло центровочное комбинированное выбирают по требованиям к типу отверстий, указанным в чертежах конструкции. Чтобы определить качество инструмента, есть ряд пунктов, по которым его необходимо проверить.
Соответствие стандартам твердости по Роквеллу. Данные центровочного сверла указаны в его технических характеристиках. Качественный инструмент имеет показатель не ниже 63-66 HRC. Превышение этих норм приводит к тому, что сверло будет хрупким и недолговечным. Заниженные стандарты приведут к тому, что инструмент очень быстро затупится.
Соответствие сверла заявленному диаметру. Вы можете проверить это с помощью микрометра. Удлиненное рабочее перо сверла подлежит измерению – и если его диаметр превышает допустимые нормы погрешности, получить отверстие заданного размера с помощью этого инструмента не удастся.
Определить целостность продукта. Это особенно важно для его режущей части, а также для конусообразной короны. На инструменте в месте рабочих поверхностей не должно быть трещин и вмятин.
При выборе центрирующего сверла лучше отдать предпочтение известным брендам с заслуженно положительной репутацией. Не стоит приобретать дрель неизвестного производителя – сэкономив деньги, можно купить инструмент ненадлежащего качества, который быстро выйдет из строя.
Сверлильный инструмент постепенно меняет угол наклона режущих пластин во время работы. Это приводит к снижению скорости резания и чрезмерному нагреву сверла. Со временем любое сверло требует заточки, которую необходимо производить с сохранением угла наклона режущей кромки.
Заточка
В быту центровочное сверло используется для сверления металлических заготовок или как вспомогательный инструмент при откручивании проблемной фурнитуры. Заточить такое сверло можно самостоятельно, но при этой процедуре необходимо соблюдать некоторые важные нюансы.
Для удобства выполнения работ рекомендуется использовать специальные электрические станки, предназначенные для заточки сверлильных инструментов. Без использования такого приспособления вам будет довольно сложно выдерживать правильный угол заточки режущей поверхности центровочного сверла.
Для заточки нужно точно знать диаметр инструмента. Обычно эта информация указана на его корпусе.
Инструмент помещается в отверстие, соответствующее его диаметру. Процесс заточки выполняется устройством автоматически без участия человека.
После окончания процесса заточки поверхность инструмента необходимо очистить от отходов металлической стружки.
В тех случаях, когда при заточке нарушается угол режущей части центрового сверла, в процессе эксплуатации инструмент начинает излишне перегреваться и быстро изнашивается.
Насосы для отведения избытка жидкости – незаменимый аппарат при строительстве и ремонте на земельном участке, осушении колодцев и водоёмов. Не обойтись без него и в быту для откачки сливов стиральной машины, душа, грунтовых вод из погреба. Мы выбрали ТОП-10 лучших дренажных насосов для промышленных и бытовых нужд и расскажем о каждом из них подробно.
Погружной аппарат, предназначенный для работы с чистой водой. Позволяет отфильтровать частицы до 6 мм, погружаясь вглубь толщи на 8 м. При этом пропускная способность прибора составляет 21 кубометр в час. Выдерживает температуру перекачиваемой жидкости от +1 до +35 градусов.
Насос устанавливается горизонтально, снабжён выключателем-поплавком для защиты от сухого хода и системой автоматического контроля за уровнем воды.
Корпус Дренажника выполнен из пластика. Аппарат работает от напряжения 220 Вт (50 Гц), при этом длина сетевого шнура достигает 10 м.
Достоинства:
высокая мощность двигателя и производительность
большой напор и скорость откачки
съёмные элементы
возможность разбора днища для прочистки фильтра перед рабочим колесом
может стоять на дне источника благодаря «юбке»-основанию
Недостатки:
ненадёжный крепёж пластиковой крыльчатки
массивные параметры, не помещается в узкие пространства
Актуальные цены
Дренажный насос Джилекс откачка септика на 120 метров
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Читайте также: ТОП-10 Лучших фильтров для воды под мойку | Обзор самых популярных моделей в 2019 году +Отзывы
KARCHER SP 5 Dirt – лучший выбор для грязной воды
KARCHER SP 5 Dirt
KARCHER SP 5 Dirt
Маломощный, компактный (весит меньше 5 кг) насос, предназначенный специально для работы с загрязнёнными жидкостями с примесью фракций диаметром до 20 мм. В комплект опционально входит фильтр предварительной очистки, который защищает крыльчатку от попадания слишком крупных частиц.
В погружном приборе реализованы опции поплавкового выключателя и коммутационного уровня, что позволяет автоматизировать процесс дренажа. Ещё одна особенность – функция Quick Connect для быстрого подключения шлангов диаметром 1 ¼ дюйма.
Аппарат в состоянии работать в ручном (обеспечивает минимальный уровень остаточных вод) и автоматическом (реагирует на уровень воды) режимах. Устанавливается в вертикальном положении.
Достоинства:
хорошая модель среднего класса для очистки погребов и садовых прудов
срок службы прибора продлевается за счёт наличия керамического контактного уплотнительного кольца с масляной камерой
удобно переносить и держать благодаря специальной ручке
можно регулировать высоту
Недостатки:
отсутствует переходник для подключения шлангов 1 ½ дюйма
Обзор Дренажные насосы для грязной воды Karcher SP Dirt
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Читайте также: Лучшие фильтры для воды. ТОП-20: Рейтинг 2022 + Отзывы
ВИХРЬ ДН-1100Н – универсальный бытовой помощник
ВИХРЬ ДН-1100Н
ВИХРЬ ДН-1100Н
Этот насос способен откачивать грунтовые, дренажные и фильтрационные воды из помещений и подвалов, вне зависимости от того, чистая жидкость или грязная. С такой же лёгкостью Вихрь ДН-1100Н справится и с подачей воды из колодца либо скважины.
С этим аппаратом не нужно следить за уровнем жидкости – изделие оснащено поплавковым выключателем и перестанет работать сразу после откачки. Допустимое количество включений в час достигает 20, что позволяет качественно выполнять работы по отведению лишней жидкости.
Диаметр выходного патрубка составляет ¼ дюйма, а длина шнура – 8 м. Аппарат работает от напряжения 220 Вт и потребляет ток 3,6 Ампера. Для транспортировки предусмотрена удобная рукоять.
Достоинства:
металлический корпус
высокая мощность
пропускает крупные мягкие частички грязи
небольшой вес
патрубок универсального размера
быстрая откачка
бесшумная работа
Недостатки:
провод недостаточно длинный и издаёт неприятный полимерный запах
возникают сложности с прочисткой фильтра
крыльчатка выполнена из пластика
Актуальные цены
Обзор дренажного насоса ВИХРЬ ДН-1100Н
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Читайте также: ТОП-10 Лучших биотуалетов для дачи: выбираем надёжные санитарные конструкции | Рейтинг +Отзывы
Grundfos Unilift KP 150-A1 – маломощный и компактный
Grundfos Unilift KP 150-A1
Grundfos Unilift KP 150-A1
Погружной одноступенчатый аппарат датской компании Grundfos предназначен для перекачивания грязной жидкости с включениями до 10 мм без волокон, а также чистой жидкости.
Используется для отведения воды из слива стиральных машин, сточных вод и осушения затопленных помещений (максимальная температура перекачиваемой воды +50 градусов). Несмотря на малую мощность, легко откачивает воду из прудов и ставков, колодцев.
В модели реализована возможность лёгкой замены кабеля благодаря литым контактам проводов. Основание съёмное, без резьбы, что помогает при прочистке от загрязнений. Есть дополнительные фильтрующие отверстия в нижней части, поплавок на гибком кабеле.
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Читайте также: Электрочайники для дома: выбираем надёжных помощников для отличного чаепития | ТОП-10 Лучших: Рейтинг +Отзывы
Wilo Drain TM 32/7 – бюджетный и мобильный
Wilo Drain TM 32/7
Wilo Drain TM 32/7
Погружной прибор небольшой мощности, лёгкий, компактный, идеален для бытовых нужд. Подходит для стационарной работы (подключается к трубопроводу) и легко переносится с места на место (подсоединяется шланг).
Электромотор оснащён охлаждающим кожухом. Дополнительно реализована защита в виде термореле и торцевых уплотнителей со стороны насоса и двигателя. Выдерживает максимальное рабочее давление 10 атмосфер, поэтому, несмотря на класс защиты IP68, не рекомендуется погружать аппарат глубже 1 м.
Достоинства:
проходит даже в узкие отверстия за счёт компактных размеров
бесшумный двигатель
удобен при транспортировке за счёт веса меньше 5 кг
автоматический режим работы
Недостатки:
маленькая длина кабеля
низкая мощность
Актуальные цены
Дренажный насос Wilo TM 327 с поплавковым выключателем
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Читайте также: Электролобзик для дома и профессиональной работы | ТОП-10 Лучших: Рейтинг по качеству +Отзывы
PATRIOT F 850 – максимальное КПД при вертикальном погружении
PATRIOT F 850
PATRIOT F 850
Аппарат американского бренда работает максимально эффективно при вертикальном погружении в воду. Всасывает жидкость с примесями диаметром до 35 мм из бассейнов, колодцев, водоёмов. Работает автоматически благодаря поплавковому выключателю.
В статическом сальнике встроена пружина, которая функционирует на протяжении всего срока эксплуатации прибора. В комплект входит штуцер для присоединения шланга 25–38 мм, а сам диаметр выходного патрубка – ступенчатый: от 1 до 1 ½ дюймов.
Достоинства:
бесшумная работа
высокая производительность
можно оставлять под водой длительное время во включённом состоянии
длинный кабель и удобная ручка для перемещения
двигатель защищён уплотнителями из резины от попадания воды
Недостатки:
пластиковый корпус
хрупкая пластмассовая крыльчатка
необходимость фиксации поплавка
если аппарат достигает дна водоёма, происходит засорение илом
Актуальные цены
ОНЛАЙН ТРЕЙД.
РУ Насос дренажный PATRIOT F850
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Читайте также: ТОП-10 Лучших фильтров-кувшинов для воды: обзор надёжных очистителей | Рейтинг 2019 +Отзывы
GARDENA 8500 Сomfort – следит за уровнем воды
GARDENA 8500 Сomfort
GARDENA 8500 Сomfort
Модель позволяет выкачивать и перекачивать чистую и загрязнённую жидкость с частицами до 30 мм в диаметре. Если установить этот насос стационарно в подвале либо в цоколе, то затопление помещениям не грозит. Благодаря системе Aquasensor прибор автоматически включается при поднятии уровня воды выше 65 мм.
Корпус выполнен из армированного стекловолокном пластика, что повышает эксплуатационные характеристики аппарата. Рабочее колесо насоса износостойкое, а конденсаторный двигатель оснащён термореле для защиты от перегрузок.
В модели реализован универсальный разъём выходного патрубка, который позволяет подключать шланги диаметром ½,5/8, ¾, 1, 1½ дюйма. Насос защищён от сухого хода, есть ручной и автоматический режимы.
Достоинства:
регулируемый оптический уровень
малошумный двигатель
универсальный соединитель
длинный кабель позволяет выполнять работы на большой глубине
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Актуальные цены
Читайте также: ТОП-10 Лучших герметиков для ванны: выбираем надёжный изоляционный состав +Отзывы
BELAMOS DWP 1500/22 – мощный тяжеловес
BELAMOS DWP 1500/22
BELAMOS DWP 1500/22
Прибор предназначен для тяжёлых условий эксплуатации: его нельзя назвать компактным, ведь вес за счёт корпуса из чугуна составляет 27 кг. Однако и по другим параметрам BELAMOS опережает конкурентов: у прибора одни из самых высоких показателей напора воды и мощности.
Достоинства:
рабочее колесо и корпус насосной части выполнены из чугуна
стальной корпус электродвигателя
может использоваться для полива и откачки заилившихся колодцев
высокий напор воды
Недостатки:
тонкая обмотка электродвигателя
модель не оснащена режущим механизмом для дробления крупных фракций загрязнений
низкая мобильность прибора
Актуальные цены
Проверка работы дренажного насоса Беламос DWP 1500/18
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Читайте также: ТОП-12 Лучших садовых ножниц: выбираем инструмент для стрижки травы, кустов и живой изгороди | Рейтинг 2019 +Отзывы
AL-KO Drain 20000 HD – справится с самой грязной водой
AL-KO Drain 20000 HD
AL-KO Drain 20000 HD
Мощная модель для перекачки и откачки грязных вод с размером зерна до 38 мм и содержанием примесей до 5% – такой характер загрязнения обычно бывает в цистернах и строительных котлованах.
В комплект вместе с прибором входят универсальный угловой штуцер и комбинированный ниппель. Элементы насоса защищены четырёхуровневой системой герметизации. Аппарат оснащён поплавковым переключателем, размер выпускного патрубка составляет 2 дюйма.
Достоинства:
стальной корпус защищён от коррозии
моторный вал выполнен из хромоникелевой стали
небольшой вес, удобная ручка, длинный провод
есть тепловая защита двигателя
Недостатки:
не подходит для перекачки солёных жидкостей, с песком или агрессивными химикатами
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Читайте также: Лучшие моющие пылесосы | ТОП-22 Рейтинг +Отзывы
Quattro Elementi Drenaggio 400 F – справится с бытовыми задачами
Quattro Elementi Drenaggio 400 F
Quattro Elementi Drenaggio 400 F
Среди линейки насосов Quattro Elementi только Drenaggio 400 F предназначен для перекачки грязной жидкости (с мелкими фракциями загрязнения до 35 мм). Устанавливать прибор можно только на возвышении, где нет мусора и отходов.
Выходной патрубок аппарата направлен вверх, но погружать изделие глубже 2 м в воду не рекомендуется. Корпус выполнен из пластика, есть механизм защиты от сухого хода.
Прибор слишком маломощный, чтобы выкачать воду из колодца либо справиться с котлованом, но откачать подтопление из подвала или стиральной машины сможет эффективно.
Достоинства:
работает без перерыва длительное время
бесшумный
есть регулировка уровня поплавка
оптимальное соотношение цена–качество
способен выдержать сухой ход без поломок
Недостатки:
низкая мощность, подойдёт только для бытовых нужд
не включается автоматически при повышении уровня воды
Обзор Погружной насос ERGUS QUATTRO ELEMENTI DRENAGGIO 400 F, DRENAGGIO 550 F
Дренажные насосы | ТОП-10 Лучших: выбираем помощников для перекачки чистой и грязной воды +Отзывы
Как выбрать дренажный насос
При выборе насоса в первую очередь определяют, какие задачи требуется решить с его помощью
Для откачки малозагрязнённой воды из подвала, заполнения ёмкости либо перекачки слива стиральной машины вполне подойдут маломощные бытовые модели:
Quattro Elementi Drenaggio 400 F
Grundfos Unilift KP 150-A1
Wilo Drain TM 32/7
GARDENA 8500 Сomfort
Серьёзные промышленные работы по откачке жидкости с крупными фракциями из строительных котлованов, осушения скважины либо водоёма под силу моделям с высокой производительностью:
AL-KO Drain 20000 HD
BELAMOS DWP 1500/22
PATRIOT F 850
ДЖИЛЕКС Дренажник 350/17
ВИХРЬ ДН-1100Н
Такая характеристика, как глубина погружения, важна для осушения колодца либо цистерны. В этом случае важно учитывать и на длину кабеля: чем она больше, тем удобнее работать.
На материал корпуса обращают особое внимание, когда планируются тяжёлые условия эксплуатации либо постоянное стационарное подключение на глубине.
Если с помощью насоса будут наполнять ёмкости, осуществлять полив либо работы требуется проделать быстро, то на первый план выходит показатель максимального напора и пропускная способность аппарата.
Не последнюю очередь играет и цена, которая должна соответствовать качеству. Насос – прибор, который покупают довольно редко, поэтому к его выбору следует подходить особенно ответственно.
Наш Рейтинг
9 Общий балл
Лучшие дренажные насосы
Для нас очень важна обратная связь с нашими читателями. Если Вы не согласны с данными оценками, оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
ДЖИЛЕКС Дренажник 350/17
9.5
KARCHER SP 5 Dirt
8.5
ВИХРЬ ДН-1100Н
8
Grundfos Unilift KP 150-A1
7.5
Wilo Drain TM 32/7
7
PATRIOT F 850
7.5
GARDENA 8500 Сomfort
7.5
BELAMOS DWP 1500/22
8
AL-KO Drain 20000 HD
8.5
Quattro Elementi Drenaggio 400 F
7.5
Рейтинг пользователей: 5 (1 Голос)
ТОП-10 Лучших Дренажных Насосов — Рейтинг 2022 года
Для откачивания чистой или грязной воды не обойтись без насосного оборудования. В зависимости от цели, с этим отлично справляются как поверхностные, так и погружные модели. В данном рейтинге мы рассмотрели достоинства и недостатки лучших дренажных насосов обоих типов, на основании которых сделать правильный выбор будет намного легче.
Содержание
Дренажный насос какой фирмы лучше выбрать
В ТОПе описана продукция 10 производителей, в числе которых немало российских компаний. Тут есть бренды и бюджетные, и среднего сегмента, и премиальные. Вот кого можно назвать лидерами:
Зубр – крупнейший российский производитель недорогого и качественного ручного и электрооборудования для дома, сада, строительства. Фирма была основана в 2005 году и предлагает профессиональные насосы с мощностью в среднем от 400 до 1000 Вт. Они имеют низкий уровень шума, небольшой вес, продуманную защиту от перегрева, длинный кабель, прочный корпус.
Ливгидромаш – под этим брендом товары поставляются в страны СНГ и за его пределы. Они отличаются долгим сроком службы, проверенным качеством, небольшими размерами, надежными материалами. С их помощью вода перекачивается достаточно быстро, при этом ее температура может составлять в среднем 50 градусов, а количество примесей находиться в границах 5%. Одной из самых популярных серий производителя является «Гном».
Quattro Elementi – компания поставляет на рынок продукцию для сада и дома с оптимальным соотношением цены и качества. Есть в ее ассортименте и дренажные насосы с хорошими характеристиками. Устройства фирмы отличаются нормальной производительностью, в среднем, около 7000 л/час, приличной мощностью порядка 600 Вт и очисткой резервуаров досуха. Они не греются, выдерживают длительную эксплуатацию и удобны в применении.
Джилекс Дренажник – компания выпускает оборудование и расходные материалы для работы с водой, у нее есть устройства для ее откачивания из скважин, колодцев, бассейнов. Также в ассортименте имеются предложения для орошения огородов. Лучшими погружными дренажными насосами ее товары делает хорошая производительность, приличная мощность порядка 800 Вт, прочный корпус, защищенный от нагревания двигатель.
Belamos – фирма поставляет на рынок тачки, горелки, шланги, печки, насосное оборудование. Последнее представлено фонтанными, скважинными, вибрационными, дренажными моделями, которые делятся на погружные и поверхностные. И те, и другие имеют отличную мощность и производительность, что повышает эффективность и скорость их работы.
Patriot – американский бренд, под которым много лет выпускается линейка премиальных товаров для сада. Все они имеют сертификаты качества и безопасности, служат достаточно продолжительное время и показывают себя с лучшей стороны в орошении огородов, очистке от воды бассейнов, скважин, колодцев. Устройства фирмы удобны в транспортировке и эксплуатации, оснащаются длинными кабелями и защитными механизмами от перегрева.
Ставр – российская торговая марка садовой техники и электрооборудования. Фирма работает в среднем ценовом диапазоне, но при этом выпускает профессиональные устройства. Они подходят как для домашнего, так и для коммерческого использования, например, на строительных площадках. В ее насосах есть все необходимое для полноценного их применения – хорошая мощность, высокая производительность, длинный кабель.
Вихрь – лидер среди брендов насосного оборудования в России. Они являются высокомощными, работая в среднем на 1100 Вт. Среди их преимуществ стоит особо выделить мощную подачу воды за час, немалую высоту подъема, прочный, чаще всего пластиковый корпус. Изделия имеют компактные размеры и адекватный вес, поэтому удобны в использовании.
Unipump – компания специализируется на поставке профессиональных высококачественных насосов. Они имеют удобное управление, отличаются безопасностью для человека и универсальны в применении. С их помощью можно откачивать воду из котлованов, бассейнов, колодцев. Оборудование хорошо ведет себя при длительной эксплуатации и служит без сбоев годами.
Калибр – бюджетная торговая марка электроинструментов и садовой техники, вышедшая на российский рынок в 2001 году. При ценовой доступности продукция имеет хорошее качество и приличные характеристики. В рейтинг дренажных насосов ее товары можно включить из-за мощности примерно в 800 Вт, производительности около 11 м3/час, высоты подъема порядка 8.5 м. В среднем, их вес составляет 5.5 кг.
Рейтинг лучших дренажных насосов
Все товары перед включением в рейтинг сравнивались с учетом различных критериев. Вот какие характеристики учитывались во время анализа продукции:
Тип устройства – погружное или поверхностное;
Мощность;
Производительность;
Глубина погружения;
Тип воды – чистая или грязная;
Рабочее давление;
Вес и размеры;
Способы установки;
Материалы;
Защита от перегрева;
Многофункциональность – с какими именно задачами справляются насосы;
Уровень шума;
Длина кабеля;
Допустимое количество примесей в воде;
Рабочая температура.
При отборе товаров мы также учитывали удобство их использования, безопасность применения, соотношение цены и качества.
Лучшие погружные дренажные насосы
Такое оборудование предназначено для откачивания воды из погребов, бассейнов, прудов. Все это осуществляется в автоматическом режиме и особого участия оператора не требует. Также их можно использовать для орошения огородов и понижения уровня грунтовых вод. В эту категорию включено 5 лучших товаров.
Зубр НПГ-М1-550
Насос «Зубр НПГ-М1-550» достоин внимания прежде всего из-за своей универсальности, он может применяться для осушения небольших водоемов, забора воды из скважины или колодца, ее подачи на высоту. Причем она необязательно должна быть чистой, оборудование хорошо работает и со слегка загрязненной.
Данная модель подходит для использования в дренажных и аэрационных системах. Длительность службы и удобство эксплуатации гарантируется надежной защитой от перегрева двигателя, автоматическим запуском и выключением. За это отвечает датчик сухого хода, который срабатывает при уменьшении объема откачиваемой жидкости.
Достоинства
Масса – 3,6 кг;
Погружается на глубину до 7 м;
Максимально возможная высота столба воды – 6,5 м;
Хорошая производительность – 160 л/мин;
Центробежный механизм;
Потребляемая мощность – 550 Вт.
Недостатки
Высокий уровень шума при работе.
Зубр НПГ-М1-550 оснащен специальными режущими элементами, поэтому считается одним из лучших дренажных насосов для грязной воды. Также именно это позволяет частично причислить его к фекальным моделям, которые необходимы для отвода жидкости в канализацию. Однако размеры включений не должны превышать 35 мм, иначе эффективность работы оборудования снизится.
Гном 40-25Т с р/о
…Осушительный насос «Гном 40-25Т с р/о» не требует особого ухода, но, как показал наш эксперимент, после откачки жидкости с высокой концентрацией примесей его необходимо очищать проточной водой…
Мнение эксперта
Этот дренажный насос предназначен для откачивания загрязненных вод при температуре до 60ºС, что позволяет применять его в системах водоснабжения. Двигатель оборудования имеет мощность в 4 кВт, поэтому к производительности и эффективности работы претензий в отзывах не имеется. Он отлично зарекомендовал себя в условиях повышенной загрязненности и подходит для использования с водой, в которой содержится около 10% примесей плотностью до 2500 кг/м3
Производитель не сэкономил на материалах (чугун) и качестве сборки, которая здесь достаточно высокая. Рабочее колесо свободно вращается, что облегчает эксплуатацию изделия. Насос не из миниатюрных, весит более 50 кг, поэтому понадобится специальный трос для погружения в котлован, а при размещении его на илистом или песчаном дне потребуется еще и подставка под него. Устройство хорошо охлаждается во время беспрерывной работы, но все-таки в полупогруженном состоянии производитель запрещает использовать его в течение более чем 10 минут.
Нужно производить замену масла не реже одного раза в 30 дней;
Со временем может нарушиться герметичность торцевого уплотнения.
Quattro Elementi Drenaggio 1100 F Inox
Прежде всего данная модель привлекает оптимальным сочетанием адекватной цены и приемлемого качества. По стоимости он может сравниться с поверхностными вариантами, но глубина погружения здесь составляет 2 м. Из-за небольших размеров и среднего веса в 7.5 кг, насос легко помещается в канавах малых размеров, в том числе без проблем принимает вертикальное положение. Оборудование может применяться для откачивания жидкостей температурой до 35 градусов и рассчитано на работу со сточными водами.
Купить дренажный насос для воды Quattro Elementi Drenaggio 1100 F Inox не будет ошибкой и из-за потребляемой мощности в 1100 Вт, которая дает быстрый и эффективный отвод жидкости. Однако домашние сети могут не справиться с такой нагрузкой, поэтому данный вариант актуален прежде всего для профессионального использования. При таких показателях за одну минуту откачивается примерно 316 л. Пропускная способность приличная, но при длительной эксплуатации, даже несмотря на хорошую защиту, возможен небольшой перегрев оборудования. Хорошо, что на такой случай имеется опция автоматического отключения.
Достоинства
Производительность в 19 000 л/ч;
Надежный выключатель;
Почти не греется;
Длинный кабель – 10 м;
Высокое качество гидроизоляции;
Прочный корпус из нержавеющей стали;
Быстрое всасывание.
Недостатки
Не рассчитан на взаимодействие с загрязненной жидкостью;
Глубина погружения не превышает двух метров.
Джилекс Дренажник 220/12
По сравнению с предыдущими моделями, длина кабеля здесь составляет 7 м, поэтому до дна откачивать он может не все котлованы. Это хороший вариант для очищения подвалов от грунтовых вод, а также для орошения огородов. Устройство имеет компактные размеры, поэтому легко помещается даже в небольших ямах. Немного непривычным является пластиковый корпус, но это большой плюс из-за его стойкости к коррозии. Оборудование служит долго, в частности, благодаря автоматическому прекращению работы с помощью поплавкового выключателя при снижении уровня жидкости.
Достоинства
Погружается на глубину до 8 м;
Быстрая работа;
Легко выкачивает бассейны;
Подходит для применения и с грязной, и с чистой жидкостью;
Герметичность корпуса;
Надежное водяное охлаждение;
Продуманная система защиты от перегрева.
Недостатки
Потребляемая мощность – 590 Вт;
Гарантия дается только на 1 год.
Belamos DWP 2200
Осушительный насос Belamos DWP 2200 можно отнести к профессиональным, по отзывам, он отлично выдерживает эксплуатацию в самых тяжелых условиях и применяется даже на стройплощадках с целью откачки грязной воды. С его помощью удается очищать котлованы от жидкости с содержанием примесей до 5%. Все это обеспечивается в короткие сроки за счет хорошей скорости откачки в 700 л в час. Мощности в 2.2 кВт достаточно для решения главной задачи и в то же время электросеть не перегружается.
Достоинства:
Качественная сборка;
Прочные соединения;
Не перегревается;
Выдерживает воздействие воды температурой до 30 градусов;
Надежный автоматический поплавок-выключатель;
Жесткий кабель питания.
Недостатки
Не низкая цена;
Вес в 35 кг;
Нельзя погружать на глубину свыше 5 м от поверхности воды.
Лучшим дренажный насос Belamos DWP 2200 делает и возможность погружения устройства на глубину до 22 м и подъема воды с 17 м. Благодаря этому можно эффективно очищать заилившиеся колодцы.
Лучшие поверхностные дренажные насосы
В отличие от погружных моделей, такие устройства для установки в воду не предназначены. Они должны находиться на краю колодца, траншеи, пруда, скважины, бассейна. Мощность этого оборудования немного меньше, а потому и цена на него может быть в несколько раз ниже. Предлагаем ознакомиться с пятеркой победителей.
Patriot QB60
Устройство «Patriot QB60» разработано исключительно для домашнего использования, например, в саду. С его помощью можно организовывать полив огорода и перекачивать чистую воду. Мощность двигателя в 370 Вт обеспечивает подъем жидкости с глубины до 7 м, это могут быть колодцы, водоемы, бассейны. Но надеяться на мгновенное очищение тут не приходится, так как скорость работы составляет 25 л в минуту. Изделие имеет качественное рабочее колесо из бронзы, а корпус сделан из чугуна, к коррозии они достаточно устойчивы.
Достоинства
Вес в 5.7 кг;
Самовсасывающий принцип работы;
Максимальная температура жидкости – 35°С;
Прочный чугунный корпус;
Размеры не большие;
Высокий класс защиты.
Недостатки
Не подходит для воды с примесями;
Кабель питания длиной 1 м.
Ставр НП-800
Производитель Ставра НП-800 позаботился и об удобстве, и о безопасности использования устройства. Тут хорошо продумана защита от влаги и перегрева, что увеличивает срок службы изделия. Оборудование отличается неплохой, как для поверхностной модели, производительностью в 50 л за минуту. В частности, этому способствует применение при создание двигателя медных обмоток. Для эффективной работы ему требуется 800 Вт, и в таких условиях насос способен поднимать жидкость с глубины до 8 м. Данная модель отличается невысокой ценой и простотой транспортировки за счет наличия большой рукоятки.
Достоинства
Высоты столба воды – 38 м;
Выдерживает воздействие воды температурой до 40°С;
Высокопрочный пластиковый корпус;
Надежная защита от перегрева;
Герметичность;
Гарантийный срок – 3 года.
Недостатки
Сетевой кабель длиной 1,2 м.
Модель «Ставр НП-800» весит 5.9 кг, поэтому довольно проста в эксплуатации и транспортировке. Но форма у него овальная по сравнению с тем же Belamos DWP 2200, из-за чего в узких ямах использовать его не очень удобно.
Вихрь ПН-900
Корпус двигателя «Вихрь ПН-900» выполнен из ударопрочного пластика, который, в отличие от металла, не подвержен коррозии, и это увеличивает срок службы устройства. Особо стоит отметить хорошую производительность оборудования, равную 60 л в минуту, что экономит время на очищении колодцев, траншей и т.д. Небольшой вес в 7.3 кг и аккуратные размеры вместе с удобной рукояткой позволяют легко перевозить устройство. Вихрь ПН-900 – лучший дренажный насос, в частности, из-за хорошей устойчивости на поверхности благодаря ножкам-основаниям.
Достоинства
Доступная цена;
Небольшие размеры;
Высота подъема жидкости – 45 м;
Всасывает на глубине до 9 м;
Максимально допустимая температура жидкости – 50°C;
Недостатки
Нет защиты от сухого хода.
Вихрь ПН-900 работает на мощности в 900 Вт, что для поверхностного устройства является хорошим показателем и позволяет быстро очищать даже большие канавы.
Unipump JET 80
Представляем вашему вниманию центробежный тип поверхностного насоса Unipump JET 80, который используется для подачи воды из колодцев, скважин, родников. Он дает хороший напор и экономит время, что стало возможным за счет наличия удлиненного встроенного эжектора. Устройство весит 16 кг, но как для чугунного изделия, эта цифра вполне приемлема. Зато корпус у него действительно прочный и качественный, устойчивый к воздействию влаги. Мощности в 600 Вт целиком достаточно для эффективного орошения огорода и очищения канав. При этом габариты оборудования остались нормальными и удобны для эксплуатации.
Достоинства
Поддерживает столб в 38 м;
Всасывает на высоте до 8 м;
Надежная защита от перегрева;
Латунная, устойчивая к коррозии, крыльчатка;
Отличная производительность – 3000 л/ч.
Недостатки
Максимальный размер частиц в воде – до 1 мм.
Как показывают отзывы, Unipump JET 80 подходит только для работы с чистой водой, хотя с небольшими примесями также вполне справляется.
Калибр НБЦ-380
Дренажный насос «Калибр НБЦ-380» в рейтинг лучших включен в силу своей производительности 3100 л в час и из-за оптимальной мощности в 600 Вт, что для поверхностного типа оборудования является нормой. Однако назвать универсальным это устройство нельзя, так как им можно подавать только относительно чистую воду, максимальный размер включений в которой не превышает 5 мм. Высота всасывания составляет 7 м, но при использовании эжектора ее можно увеличить.
Достоинства
Подходит для работы с жидкостью при температуре до 40°C;
Не вибрирует при работе;
Низкий уровень шума;
Вес в 3.6 кг;
Хорошая пропускная способность.
Недостатки
Производительность – 28 л в минуту;
Небольшая глубина забора воды;
Нужен обратный клапан.
Согласно отзывам, Калибр НБЦ-380 можно назвать лучшим дренажным насосом для полива огорода, но тут понадобится дополнительный кран и шланг.
Какой дренажный насос лучше купить
Если оборудование нужно прежде всего для откачивания жидкости в колодцах и скважинах, для изменения уровня грунтовых вод, то лучше остановиться на погружных моделях. Тем, кто с его помощью планирует осуществлять в большей степени полив огорода, то оптимальным выбором будет устройство поверхностного типа. Для работы же с загрязненными жидкостями важно, чтобы у изделия имелись специальные режущие элементы, а допустимый размер примесей составлял не более 35 мм.
Вот какую модель можно выбрать с учетом различных ситуаций:
Для уменьшения объема жидкости в колодцах актуальным будет Зубр НПГ-М1-550 или Калибр НБЦ-380.
С целью очищения бассейнов можно использовать Гном 40-25Т с р/о.
На строительных площадках при необходимости удаления лишней воды в котлованах подойдет Quattro Elementi Drenaggio 1100 F Inox или Belamos DWP 2200.
С наведением порядка в подвалах отлично справится Джилекс Дренажник 220/12.
Полив огорода хорошо обеспечит Patriot QB60, Ставр НП-800 и Unipump JET 80.
Для осушения небольших водоемов может быть полезен Вихрь ПН-900.
При выборе дренажного насоса лучше не экономить, поскольку очень дешевое оборудование может оказаться недостаточно мощным для нормальной работы с водой. Основным же параметром для их оценки, как выяснилось в процессе отбора товаров, является мощность устройств.
7 лучших насосов Rennrad в 2022 году
1
Скидка 27%
SKS GERMANY RACEDAY Fahrradpumpe für das Rennrad (включая Halterung für das Fahrrad, geeignet für SV und AV Ventile, Fahrradluftpumpe mit Griff-Verriegelung, pump to zu 10 bar / 144 PSI)
ICO, 10 Stück, CO2 Kapseln 16g mit Gewinde für den Einsatz mit CO2 Fahrradpumpe for Fahrradreifen, for CO2 Kartusche Fahrrad Reifen-Reparatur-Set, CO2 Patronen for Mountainbikes und Rennräder
Безупречные кулинарные объекты (ICO)
Preise vergleichen (2)
Bei Amazon kaufen
Preise vergleichen
Новый
15,89 €
gebraucht
14,00 €
4
Fahrradpumpe, 160 фунтов/кв.
Гиндоли
Bei Амазонка кауфен
5
Tiakia Fahrrad Pumpe Mini 260PSI Hoher Druck Luftpumpe Klein für Presta Schrader Dunlop Ventile, Kompakt Tragbare Handpumpe Fahrradpumpe Leicht для BMX Mountainbike Rennrad E-Bike mit Montagehalterung
Fersenpolster für zu große Schuhe – 12 шт. Fersenkissen Fersenschutz Fersenhalter – Schwamm Fersenpolster Насосы Кроссовки – Selbstklebende Komfort Schuheinlagen
Медицинский пресс
Bei Амазонка кауфен
7
ROCKBROS Satteltasche für Fahrrad Praktisch Fahrradtasche mit Schnellverschluss Tasche für MTB Rennrad Faltrad ок. 1л
РОКБРОС
Bei Амазонка кауфен
Лучшие погружные насосы для грязной воды, септических резервуаров, джакузи, прудов и затопленных садов » Ящик для садовых инструментов Шетландских островов
Автор: Терри Смит
Наш сайт поддерживается читателями, поэтому, когда вы нажимаете ссылку на Amazon, мы можем заработать партнерская комиссия.
Последний раз эта статья обновлялась 23 апреля 2022 г. в 6:28 утра. С тех пор было много нововведений и переделок водяных насосов, но и по сей день в далеких уголках мира есть люди, использующие более примитивные конструкции, которые придумали наши предки — мы сейчас продвинулись так далеко, что лучшие погружные водяные насосы можно просто бросить в грязную воду или в бассейн.0109 самовсасывающие сами, набирают воду с глубины 5 метров и более и способны удалять вплоть до самого малого количества воды. Воды не останется больше, чем может выдержать швабра — так я опорожняю свой бассейн. если вы не понимаете, что означает самозаполнение, вам обязательно нужно прочитать руководство покупателя — вы многому научитесь за пару минут и сэкономите огромное количество времени.
На данный момент, особенно здесь, в Великобритании, мы избалованы выбором водяных насосов. На самом деле, одна из самых сложных вещей — решить, какой тип мы выберем. Вы должны решить, хотите ли вы насос, который находится под водой (погружной насос), или если вы думаете, что непогружной насос, также известный как 9Поверхностный насос 0109 , лучше подойдет для этой задачи. У вас также есть что-то известное как подкачивающий насос подачи , он обычно используется для подачи воды с недостаточным давлением, которое вам требуется. Если вам нужно перекачивать большие водоемы, я бы обратил ваше внимание на более мощные бензиновые водяные насосы — , в противном случае читайте некоторые советы из моего 15-летнего опыта использования и тестирования этих погружных насосов. Погружной водяной насос
Katsu — я использовал и тестировал насос 9 мощностью 400 Вт.0004 Для простоты использования я включил краткое изложение лучших погружных насосов после сокращения списка и руководства для покупателей, если вы не совсем уверены, что вам нужно. Я выбрал только три лучших погружных насоса, потому что, по правде говоря, из-за того, что они так похожи, бессмысленно заставлять вас читать то же самое из менее известного и потенциально более низкого продукта:
Лучшие погружные насосы — мой лучший выбор за 15 лет. использование:
Лучший погружной насос для грязной воды: сверхмощный погружной насос для чистых и грязных сточных вод от Katsu Tools
Альтернатива Katsu: погружной водяной насос Veaton и погружной насос Terratek Pro 400W
Лучший погружной насос для джакузи: Veaton погружной водяной насос для джакузи
9010 лучшие погружные насосы для сада и пруда : Мощный погружной водяной насос для чистых и грязных сточных вод от Katsu Tools
Лучший погружной насос для септиктенков: Погружной водяной насос Katsu мощностью 1100 Вт
Лучший погружной насос для бассейнов: Мощный погружной насос для чистых и грязных сточных вод от Katsu Tools
Руководство покупателя погружных насосов
эти насосы — они сэкономили мне много времени, но я сделал несколько ошибок по пути, в основном из-за того, что я не понял, как эффективно использовать этот инструмент — чего я могу помочь вам избежать 🙂 Вот краткое изложение, но если вы предпочитаете видео:
Многие люди предпочитают погружные насосы из-за их удобства. Они герметичны и предназначены для работы в течение длительного периода времени без необходимости регулярного обслуживания, как поверхностный насос. Выбор погружного водяного насоса также дает вам больше возможностей, когда речь идет о ценовом диапазоне и характеристиках. Они также более эффективны, чем поверхностные насосы, поскольку выталкивают воду снизу вверх, а не всасывают ее, как вакуум. Это означает, что вам не нужно много энергии, как с бензиновым водяным насосом.
Чтобы сэкономить ваше время и усилия, необходимые для поиска среди всех этих вариантов, мы составили этот краткий список лучших погружных водяных насосов для продажи в Великобритании. Если вам просто нужны медные гвозди, вы можете увидеть основные моменты, выделенные в нашей сравнительной таблице ниже. Для более подробного ознакомления вы можете потратить минуту или около того, чтобы прочитать наши отдельные обзоры для каждого продукта.
Как воспользоваться преимуществами погружного насоса с поплавковым выключателем
Чтобы избежать затопления, вы можете запустить погружной насос и оставить его с источником питания. Поплавковый выключатель будет безвредно лежать ниже высоты вашего устройства в воде, пока уровень не поднимется примерно до середины погружного насоса. Это поднимет поплавок и сработает переключатель внутри поплавка, чтобы активировать его. Это в значительной степени гарантирует, что вас не затопит, и это точно такая же технология, которую вы найдете внутри корпусов лодок, с той лишь разницей, что их поплавки обычно подключены к устройству и не болтаются на кабеле питания.
Большинство погружных водяных насосов имеют длину от 5 до 7 метров и высоту подъема от 5 до 7 метров. Это очень распространено и то, что вы можете ожидать от электрического погружного насоса. Если вам нужно больше тяги, рассчитывайте заплатить за бензиновый водяной насос — это почти все, что нужно, вы не хотите, чтобы устройство боролось и не могло на самом деле качать.
Самовсасывающий
Это большой насос, почти все погружные насосы являются самовсасывающими. это означает, что вам не нужно наполнять устройство или трубу водой, чтобы вода могла пройти через них. Очевидно, что на меньшие глубины уходит больше времени, поэтому, если это займет минуту, не паникуйте, особенно если вы опорожняете грязную воду, полную мусора, или септик. Это совершенно нормально.
Лучшие обзоры погружных насосов
Здесь мы более подробно рассмотрим лучшие погружные насосы, представленные на рынке Великобритании на данный момент. Начнем наши лучшие обзоры погружных водяных насосов с погружного насоса Katsu 400 Вт:
Бассейны и канавы + поплавковый выключатель
Купить на Amazon за 39 фунтов стерлингов. 99
Купить на eBay
Спецификация: Мощность: 400 Вт, Макс. Расход: 7500 л/ч, Макс. Подъем: 5 м, Макс. Глубина: 5 м, Напор: 1″ G1″ 1-1/2″, Скорость: 2800 об/мин. Претендент на лучший погружной водяной насос. Это тот, который я использую для опорожнения своего бассейна лично и испытал его на десяти тысячах литров — но я бы не рекомендовал его для септиктенков, вместо этого вы можете выбрать погружной водяной насос Katsu мощностью 1100 Вт, но для грязной воды, затопления сада, прудов и любых водоемов не глубже 5 м или выше 5 м, тогда этот погружной насос для вас.
Прежде чем я действительно перейду к этому обзору, вы заметите, что вы можете получить модели мощностью 400 Вт, 750 Вт, 900 Вт и 1100 Вт, хотя я бы сказал, что 1100 Вт все еще далеко от 2-3-дюймового отверстия лучшего . бензонасосы .
Всего за фунтов стерлингов 39,99 фунтов стерлингов насос для тяжелых условий эксплуатации Katsu Tools является самым дешевым из нашей тройки лучших. Несмотря на то, что это продукт без излишеств, он по-прежнему обеспечивает хорошую производительность благодаря двигателю мощностью 400 Вт, обеспечивающему перекачивать максимум 7500 литров в час. При весе 3,8 кг он является самым легким из трех обзоров и оснащен большой ручкой для переноски, как и его ближайшие конкуренты.
Вот разумное представление о скорости потока:
Мощный погружной насос для чистых и грязных сточных вод от Katsu Tools: дешевый, эффективный, надежный и очень легкий в использовании.
Как и два предыдущих рассмотренных нами продукта, он оснащен автоматическим поплавковым выключателем и может использоваться для перекачивания чистой или грязной воды без каких-либо серьезных проблем. К сожалению, он также имеет тот же недостаток, заключающийся в том, что он не может откачать последний дюйм или два воды, но это характерно для насосов этого типа. Это достойный погружной водяной насос, который делает то, что ему нужно, и делает это хорошо. Он может поднять воду на 5 метров, как и погружной насос Terratek, и имеет такую же максимальную глубину.
Два года назад, когда я впервые купил его, в нем не было фитингов для подключения к шлангу, а выходное соединение может быть неудобным — теперь это исправлено, поэтому я переместил его в верхний слот. . Погружной водяной насос для тяжелых условий эксплуатации Katzu Tools предлагает хорошую производительность по очень хорошей цене и заслуживает серьезного внимания.
Мощный погружной насос для чистой и грязной воды в пруду от Katsu Tools Обзор
Лучший сверхмощный погружной водяной насос для чистых и грязных сточных вод от Katsu Tools Особенности
Что нужно доработать на сверхмощном погружном насосе для чистых и грязных сточных вод от Katsu Tools
Самый дешевый из трех лучших насосов
Разъем к розетке нуждается в доработке
Надежно работает в чистой и грязной воде
Производительность 7500 литров в час
Легкий, всего 3,8 кг
Автоматический поплавковый выключатель хорошо работает
Максимальная глубина и высота подъема 5 м
Гарантия один год
Могут ли они улучшить сверхмощный погружной насос для чистой и грязной воды в пруду от Katsu Tools?
Трудно требовать большего от сверхмощного погружного насоса для чистой и грязной воды из пруда от Katsu Tools. Если вы думаете о цене, единственный аргумент, который я бы выдвинул, это то, что разъем действительно невелик. Однако следует отметить, что это не инструмент, предназначенный для коммерческой работы, и в своем диапазоне это очень хороший маленький погружной насос по низкой цене!
2. Электрический погружной водяной насос VEATON 400 Вт, автоматическое или непрерывное ручное управление с помощью поплавкового выключателя, насос для слива воды из бассейна с максимальным расходом 7000 л/ч для пустой гидромассажной ванны
Электрический погружной водяной насос VEATON 400 Вт, автоматический или непрерывный Ручное управление с помощью поплавкового выключателя, дренажный насос для воды бассейна с максимальным расходом 7000 л/ч для пустой гидромассажной ванны
Этот отмеченный наградами продукт VEATON является нашим лучшим погружным водяным насосом. Он предлагает правильное сочетание доступности и практичности, и это сделало его бестселлером — если вы смотрите на цену, джакузи и легкий вес, вы действительно не ошибетесь с этим надежным устройством, если вы не представьте себе Катсу.
Способен прокачать 9000 литров в час благодаря надежному электродвигателю мощностью 400 Вт и уникальным 8-лопастным крыльчаткам. Погружной водяной насос VEATON имеет максимальную глубину 6 метров, максимальную высоту подъема 5 метров и может работать при температуре воды до 40 градусов по Цельсию. Это почти наверняка лучший погружной насос для джакузи, и он заслуживает своего места и упоминания помимо модели Katsu 151652.
Приятной особенностью VEATON является то, что он был разработан с учетом возможности подключения и имеет фитинги для подключения к трубам и соединителям диаметром 25 мм, 32 мм, 1 дюйм и 1,5 дюйма. Для меня это то, что дает ему преимущество перед погружным насосом Terratek l. Он имеет встроенную тепловую защиту двигателя, которая определяет перегрев водяного насоса и автоматически отключает его. Как только устройство остынет, оно снова запустится самостоятельно. Еще одна удобная функция безопасности — автоматический поплавковый выключатель.
Предотвращает работу погружного водяного насоса всухую, определяя уровень воды. Что касается долговечности, корпус из термопластика с двойным уплотнением кажется достаточно прочным, так что вам не нужно слишком беспокоиться об этом, но, опять же, он по-прежнему пластиковый и не выдерживает сильных ударов, как насос в металлическом корпусе. Для легких и средних задач, таких как опорожнение джакузи или небольшого пруда, этот насос более чем подходит для этой задачи, но для более крупных и тяжелых работ я бы посоветовал обратить внимание на наш .бензонасос отзывы здесь.
Погружной водяной насос VEATON Обзор
Лучшие характеристики погружного водяного насоса VEATON
Что нужно сделать с погружным водяным насосом VEATON
Надежный двигатель мощностью 400 Вт
Не удаляет последний дюйм или около того воды
8 лопастных рабочих колес для лошадиных сил
Максимальная скорость откачки 9000 литров в час
Универсальность подключения
Автоматическая защита от перегрева
Автоматический поплавковый выключатель предотвращает сухой ход
Можно ли улучшить погружной водяной насос VEATON?
Как и все погружные насосы, их, безусловно, можно улучшить. Самая большая проблема — это последний дюйм воды, который он не может достать. Проблема в том, что это относится почти ко всем погружным насосам, поэтому трудно винить погружной водяной насос VEATON только в этом. В целом, по цене, это хорошая покупка. Наш следующий обзор посвящен продукту, очень похожему на VEATON, но по цене немного выше, погружному водяному насосу Terratek Pro 400 Вт.
3. Погружной насос Terratek Pro 400 Вт
Погружной водяной насос Terratek Pro 400 Вт, подходит для перекачивания грязной воды, отлично подходит для плавательных бассейнов, затопленных подвалов, больших прудов и многого другого
Купить на Amazon за 39,99 фунтов стерлингов
5
eBay
Спецификация: Мощность: 400 Вт, Макс. Расход: 7500 л/ч, Макс. Подъем: 5 м, Макс. Глубина: 5 м, Расход: 1″, 1 1/4″, 1 1/2″ Скорость: 125 литров в минуту
Terratek Pro имеет много общего с погружным насосом для тяжелых условий эксплуатации для чистых и грязных сточных вод от Katsu , например, автоматический поплавковый выключатель и термовыключатель, который отключает насос, когда температура достигает 35 градусов Цельсия. во избежание случайного повреждения. Однако я скажу, что поплавковый выключатель не работал так же хорошо, как VEATON, и его нужно было разместить в центральной «зоне наилучшего восприятия», чтобы работать оптимально. Этот погружной водяной насос можно использовать с грязной водой, если диаметр частиц не превышает 35 мм, и производители говорят, что он будет перекачивать до 7500 литров в час, что немного меньше, чем у нашего продукта номер один.
Погружной насос Terratek Pro 400 Вт: тихий погружной насос, длинный шнур питания, легкий вес и удобство перемещения.
Его максимальная высота подъема составляет 5 метров, как и у VEATON, но он уступает сопернику в глубине на метр. Отличительной чертой этого продукта является то, что он работает очень тихо, даже больше, чем в нашем предыдущем обзоре, который и без того был тихим. Он также имеет хороший длинный шнур питания, 10 метров, если быть точным, и оснащен трехконтактной вилкой для использования в Великобритании. Перемещение этого насоса не составляет труда благодаря большой ручке для переноски и тому факту, что он весит всего около 4 кг. Его компактный размер также позволяет легко хранить его. Погружной водяной насос VEATON Pro 400W — очень хороший продукт. Просто модель VEATON не уступает или превосходит ее практически во всех аспектах.
Обзор погружного насоса Terratek Pro 400 Вт
Лучшие характеристики погружного насоса Terratek Pro 400 Вт
Что нужно сделать с погружным насосом Terratek Pro 400 Вт
Бесшумная работа
Поплавковый выключатель можно улучшить
Защита от перегрева
Может работать в грязной воде с частицами размером до 35 мм
Длинный шнур питания
Легкий, удобный для перемещения и хранения
Изготовлен из коррозионностойких материалов
Два года гарантии
Могут ли они улучшить погружной насос Terratek Pro 400 Вт?
Я думаю, что погружной насос Terratek Pro 400 Вт для своей цены довольно хорош. Поплавковый переключатель может быть немного капризным, и вам нужно правильно настроить его на мелководье, но в остальном он хорошо справляется со своей задачей. Он будет очищать воду быстро и бесшумно, поэтому по цене здесь действительно трудно ошибиться.
Лучшие погружные водяные насосы
Итак, у вас есть 3 лучших погружных водяных насоса. Мы выбрали эти 3, потому что посчитали, что они предлагают правильное сочетание низкой цены, чтобы быть доступными для большинства людей, и достаточную производительность, чтобы удовлетворить повседневные потребности. Для более крупных работ требуются более крупные и мощные насосы, поэтому, если вам требуется больше лошадиных сил, вам, вероятно, следует обратить внимание на насос для поверхностной воды. Самыми мощными из них являются бензонасосы, они бывают разных размеров и мощности. Цены на бензиновые насосы сильно различаются, но мы выбрали несколько лучших для обзора.
Великобритания Погружные водяные насосы
Как и большинство электроинструментов, Великобритания, к счастью, предлагает нам большой выбор водяных насосов.
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
Прижим;
Обжимной пуансон;
Ручка-рычаг;
Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
Укрепляем дерево металлическими уголками или листами металла;
Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
Для основания подойдет швеллер №6,5 или №8;
Для прижима берем швеллер №5;
Для пуансона нужен уголок №5 с максимально толстыми стенками;
Для ручки-рычага подойдет арматура диаметром в 15 мм;
Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Источник
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Содержание:
1 Виды ручных листогибов
2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev 1of1 Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev 1of1 Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev 1of1 Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev 1of1 Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev 1of1 Next
Prev 1of1 Next
Для создания такого станка потребуются:
Швеллер шириной 25 см 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма 2 3/4-дюймовые гайки 2 3/4-дюймовые резьбовые пробки 2 3/4-дюймовые муфты 2 3/4-дюймовые металлические шайбы 2 болта для фиксации стальных уголков (на фото их нет)
Prev 1of1 Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev 1of1 Next
Prev 1of1 Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev 1of1 Next
Prev 1of1 Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev 1of1 Next
Prev 1of1 Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev 1of1 Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev 1of1 Next
Prev 1of1 Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev 1of1 Next
Prev 1of1 Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev 1of1 Next
Prev 1of1 Next
А так выглядит результат работы станка:
Prev 1of1 Next
Prev 1of1 Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev 1of1 Next
Prev 1of1 Next
Чертежи прилагаются.
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Prev 1of1 Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник
Руководство по проектированию листового металла
| Обновление 2021 г.
РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ ИЗ ЛИСТОВОГО МЕТАЛЛА
Основы листового металла
БЫСТРОЕ РУКОВОДСТВО
Найдите то, что ищете.
Листовый металл Введение
Основные принципы
Основы формирования
Основы
Критические размеры
K-Factor
Радиус
Learnings
Height
Bend
.0005
Forming Near Holes
Minimum Hole Diameter
Laser Cutting
General
Tolerances
Kerf
Tolerances
General Tolerances
Curls
Countersink Holes
Countersink Tolerances
Countersink Dimensions
Кромки
Отверстия и прорези
Выемки и выступы
Элементы
Угловые скругления
Снятие напряжения
Введение в листовой металл
Эти основные рекомендации по изготовлению листового металла включают в себя важные соображения, помогающие улучшить технологичность деталей, улучшить внешний вид, и сократить общее время производства.
Основные принципы
Изготовление листового металла — это процесс формирования деталей из металлического листа путем штамповки, резки, штамповки и гибки.
Файлы 3D CAD преобразуются в машинный код, который управляет станком для точной резки и формовки листов в конечную деталь.
Детали из листового металла известны своей долговечностью, что делает их идеальными для конечного использования (например, шасси). Детали, используемые для прототипов небольшого объема и крупносерийного производства, являются наиболее рентабельными из-за больших затрат на первоначальную установку и материалы.
Поскольку детали изготавливаются из цельного листа металла, конструкции должны иметь одинаковую толщину. Обязательно соблюдайте конструктивные требования и допуски, чтобы детали соответствовали проектным замыслам и резке листов металла
ОСНОВЫ ФОРМИРОВАНИЯ
Гибка
Гибка – это процесс, при котором к листовому металлу прикладывается усилие, заставляющее его изгибаться под углом и придавать ему желаемую форму. Изгибы могут быть короткими или длинными в зависимости от требований конструкции.
Гибка выполняется листогибочным прессом, который может загружаться автоматически или вручную. Гибочные прессы доступны в различных размерах и длинах (20-200 тонн) в зависимости от требований процесса.
Листогибочный пресс содержит верхний инструмент, называемый пуансоном, и нижний инструмент, называемый штампом, между которыми помещается листовой металл.
Лист помещается между ними и удерживается на месте упором. Угол изгиба определяется глубиной, на которую пуансон вдавливает лист в матрицу. Эта глубина точно контролируется для достижения необходимого изгиба.
Стандартная оснастка обычно используется для пуансона и штампа. Инструментальный материал включает, в порядке возрастания прочности, твердую древесину, низкоуглеродистую сталь, инструментальную сталь и карбидную сталь.
Детали, подлежащие гибке, поставляются в виде плоских шаблонов с информацией о гибке. Иногда места изгиба выгравированы с помощью меток изгиба, или эти метки можно вырезать, чтобы показать гибщикам, где нужно сгибаться.
После того, как лазер вырезал плоские детали, их можно отправить на гибку. Листогибочный пресс превращает развертку в изогнутую деталь.
Критические размеры
Ниже приведены некоторые термины, используемые в листовом металле. Проектировщики должны придерживаться руководящих принципов машинного оборудования при проектировании для гибки. Этими параметрами можно охарактеризовать изгибы. Некоторые критические размеры, которые необходимо учитывать при настройке листового металла в программном обеспечении САПР, включают толщину листового металла, коэффициент k и радиус изгиба. Необходимо проверить, соответствуют ли эти факторы инструментам, которые будут использоваться в производстве. В этом руководстве приводятся важные рекомендации по правильной практике проектирования.
Линия сгиба – Прямая линия на поверхности листа по обе стороны от сгиба, определяющая конец ровной полки и начало сгиба.
Радиус сгиба – Расстояние от оси сгиба до внутренней поверхности материала, между линиями сгиба.
Угол изгиба — угол изгиба, измеренный между изогнутой полкой и ее исходным положением, или как внутренний угол между перпендикулярными линиями, проведенными из линий изгиба. Иногда указывается как внутренний радиус изгиба. Внешний радиус изгиба равен внутреннему радиусу изгиба плюс толщина листа.
Нейтральная ось — место на листе, которое не растягивается и не сжимается и поэтому остается постоянной длины.
К-фактор – Расположение нейтральной оси в материале, рассчитываемое как отношение расстояния нейтральной оси T к толщине материала t. К-фактор зависит от нескольких факторов (материал, операция гибки, угол изгиба и т. д.) и превышает 0,25, но не может превышать 0,50. К-фактор = Т/т
Припуск на сгиб – Длина нейтральной оси между линиями сгиба или длина дуги сгиба. Допуск на изгиб, добавленный к длинам полки, равен общей длине плоской части.
Коэффициент К
Коэффициент К представляет собой отношение нейтральной оси к толщине материала.
Важность К-фактора при проектировании листового металла
К-фактор используется для расчета развертки, поскольку он связан с тем, насколько материал растягивается во время гибки. Поэтому важно иметь правильное значение в программном обеспечении САПР. Значение К-фактора должно быть в пределах 0 – 0,5. Чтобы быть более точным, К-фактор можно рассчитать, взяв среднее значение 3 образцов из изогнутых деталей и подставив измерения допуска на изгиб, угла изгиба, толщины материала и внутреннего радиуса в следующую формулу:
Здесь показаны некоторые основные значения К-фактора. Используйте их в качестве ориентира.
Радиус
Мягкий / Алюминий
Средний / Сталь
Твердая/нержавеющая сталь
Воздушная гибка
т. — 3*т
3*т. — >3*т.
Изгиб днища
0 — т.
т. — 3*т.
3*т. — >3*т.
Толщина стенки
Детали должны иметь одинаковую толщину стенки по всему периметру. Как правило, толщина от 0,9 мм до 20 мм может быть изготовлена из листа (<3 мм) или пластины (> 3 мм), но этот допуск зависит в основном от детали.
При рассмотрении толщины листового металла рекомендуется использовать один лист с пуансонами (отверстиями). Некоторые элементы, такие как зенкеры, выполнимы, но зенковки и другие элементы механической обработки трудно изготовить, поскольку они требуют последующей обработки.
ИЗГИБ
Радиус изгиба
Гибочные прессы для листового металла используются для гибки материала в детали желаемой геометрии. Изгибы, находящиеся в одной плоскости, необходимо проектировать в одном направлении, чтобы избежать переориентации деталей и сэкономить деньги и время.
Сохранение постоянного радиуса изгиба также сделает детали более экономичными. Толстые детали имеют тенденцию становиться неточными, поэтому их следует по возможности избегать. Маленькие изгибы в большие.
Постоянная ориентация
Непостоянная ориентация
Пружинящая пружина
При гибке листового металла остаточные напряжения в материале вызывают небольшое пружинение листа после операции гибки. Из-за этого упругого восстановления необходимо точно согнуть лист, чтобы получить желаемый радиус изгиба и угол изгиба. Окончательный радиус изгиба будет больше первоначально сформированного, а окончательный угол изгиба будет меньше. Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба.
Размеры:
Во избежание поломки или деформации деталей убедитесь, что внутренний радиус изгиба не меньше толщины материала углы изгиба обычно приемлемы в промышленности. Длина фланца должна быть не менее чем в 4 раза больше толщины материала.
Эмпирическое правило Рекомендуется использовать одинаковые радиусы для всех изгибов, а длина фланца должна как минимум в 4 раза превышать толщину материала.
Минимальный изгиб, r
Требования к минимальному радиусу изгиба могут различаться в зависимости от применения и материала. Для аэрокосмических и космических приложений значения могут быть выше. Когда радиус меньше рекомендуемого, это может вызвать проблемы с потоком материала в мягком материале и трещины в твердом материале. В таких случаях также могут возникать локальные сужения или переломы. Рекомендуется, чтобы минимальный внутренний радиус изгиба был как минимум в 1 раз больше толщины материала.
Минимальная длина фланца, b
Это минимальная длина изгиба. Изгиб должен поддерживаться на всем пути, пока изгиб не будет завершен, фланец должен быть достаточно длинным, чтобы достигать верхней части штампа после его полного формирования. Операторы тормозного пресса должны знать минимальную длину фланца для своего инструмента, прежде чем пытаться выполнить изгиб, который может не сработать, и, хотя можно рассчитать минимальную длину фланца, имея под рукой диаграмму усилия на изгиб в воздухе, что, безусловно, делает его более удобным.
Толщина материала, т
Толщина материала не пропорциональна тоннажу, как V-образное отверстие. Удвоение толщины не означает удвоение тоннажа. Вместо этого изгибающая сила связана с квадратом толщины. Это означает, что при увеличении толщины материала вдвое требуемый тоннаж увеличивается в 4 раза.
Длина заготовки, л
Как и в случае v-образного отверстия, требуемый тоннаж напрямую зависит от длины заготовки. Удвоение рабочей длины означает удвоение необходимого тоннажа. Следует отметить, что при гибке коротких деталей длиной менее 3 дюймов требуемый тоннаж может быть меньше, чем тот, который пропорционален его длине. Зная это, можно предотвратить повреждение штампа.
Таблица гибки ВВС
Таблица гибки ВВС представляет собой таблицу, показывающую тоннаж, используемый для гибки листового металла различной толщины. Это полезно для проектировщиков листового металла, так как определяет радиус изгиба и инструменты, которые будут использоваться для различных толщин. Он показан здесь для мягкой стали. Конструкторы могут использовать это в качестве ориентира при расчете минимально возможной длины фланца с помощью инструментов для различных V-образных блоков, а также радиуса изгиба. Следующие диаграммы основаны на руководстве по изгибам Armada Air Force.
Разгрузка изгиба
Если изгиб сделан близко к краю, материал может порваться, если не будет обеспечена разгрузка изгиба.
Изгиб 1 показывает рельеф надрыва.
Изгиб 2 показывает прямоугольный вырез в детали, глубина выреза должна быть больше радиуса изгиба. Ширина рельефа должна быть равна толщине материала или больше.
Снятие напряжения сгиба используется там, где сгиб выходит на ребро. Рельефная выемка добавлена для предотвращения разрыва. Глубина сгибов не должна превышать толщину материала плюс радиус изгиба.
Высота изгиба
Высота изгиба Высота изгиба листового металла должна быть как минимум вдвое больше толщины листового металла плюс радиус изгиба
H=2t + r
Если высота изгиба слишком мала, это приведет к деформации и низкое качество гибки.
Формирование ближних отверстий
Когда изгиб делается слишком близко к отверстию, отверстие может деформироваться. Отверстие 1 показывает отверстие, которое из-за этой проблемы стало каплевидным.
Чтобы сократить расходы на пробивку отверстий или сверление во время дополнительной операции, можно использовать следующие формулы для расчета минимального требуемого расстояния:
Для паза или отверстия диаметром < 25 мм минимальное расстояние до центра отверстия 2:
D = 2t + r
Согласно эмпирическому правилу расстояние от края материала до низа выреза должно быть равно минимальной длине полки, как предписано таблицей силы изгиба на воздухе
D = 2,5t + р
При использовании штамповочного пресса или лазерной резки отверстия никогда не должны быть меньше толщины материала.
Минимальное расстояние от выдавленного отверстия до кромки детали
Выдавливание металла является одним из самых экстремальных применений при прессовании и создает большое трение и тепло. Если выдавленное отверстие находится слишком близко к краю детали, это может привести к деформации или разрыву металла. Рекомендуется, чтобы минимальное расстояние между выдавленными отверстиями и кромкой детали было не менее трехкратной толщины листа.
Минимальное расстояние между выдавленными отверстиями
Между двумя выдавленными отверстиями в конструкциях из листового металла должно соблюдаться определенное расстояние. Если выдавленные отверстия расположены слишком близко, это может привести к деформации металла. Рекомендуется, чтобы минимальное расстояние между двумя экструдированными отверстиями в шесть раз превышало толщину листового металла.
Минимальный диаметр отверстия
Диаметр отверстия в листовой детали не должен быть очень маленьким, маленькие отверстия создаются прошивкой и для изготовления маленьких отверстий требуются пуансоны небольших размеров. Небольшой размер отверстия в листовом металле требует пробивного инструмента меньшего размера, что может привести к поломке во время операции. Рекомендуется, чтобы диаметр отверстия был равен или больше толщины листового металла.
Лазерная резка
Лазерная резка – вид производства, в котором используется лазер для резки различных металлов. Лазер имеет луч высокой энергии, который легко прожигает материал. Лазерная резка может использоваться для таких материалов, как металл, алюминий, пластик, дерево, резина и т. д. Лазеры используют компьютерное программирование с числовым программным управлением (ЧПУ) для определения формы и положения вырезов. Лазерная резка возможна при толщине материала до 20 мм. Есть преимущества и недостатки в использовании лазерной резки. СО2-лазеры более традиционны и могут резать более толстые материалы, но не обеспечивают такого точного реза, как волоконные лазеры. Волоконные лазеры обычно могут резать более тонкие материалы и имеют гораздо более высокую скорость резки, чем CO2.
Преимущества и недостатки
Преимущества лазерной резки по сравнению с механической резкой включают в себя лучшую фиксацию заготовки, меньшее загрязнение заготовки, лучшую точность и меньшую вероятность коробления, поскольку зона термического воздействия мала. Некоторые недостатки заключаются в том, что лазерная резка не всегда хорошо режется с некоторыми материалами (например, не со всем алюминием) и не всегда стабильна. Несмотря на недостатки, лазерная резка является высокоэффективной и экономичной.
Допуски
Общие допуски
Если заказчик не предоставил чертеж или спецификацию, мы изготовим продукт по образцу в соответствии со спецификациями, указанными здесь. По умолчанию острые края будут сломаны и зачищены. Критические края, которые необходимо оставить острыми, следует отметить и указать на отпечатке.
Формовка и гибка:
+/- 0,4 мм
Изгиб к отверстию или элементу:
+/- 0,2 мм
Линейные размеры, исключая места для изгибов
+/- 0,1 мм
Диаметры со вставками
+/- 0,06 мм
Угловатость
+/- 2 градуса
Шероховатость поверхности
+/- 3,2 мкм
Ограничения по материалам
Материалы, которые не подходят для лазерной резки, включают зеркальные или отражающие материалы, плиты Masonite, композиты, содержащие ПВХ.
Приемлемые материалы
Обычно для лазерной резки подходят следующие материалы: металл, нержавеющая сталь, алюминий определенной толщины, дерево и некоторые пластмассы.
Местное упрочнение
Локальное упрочнение происходит на кромках, где разрезал лазер. Эта закалка обеспечивает прочный и гладкий край без необходимости отделки после использования лазерного резака
Деформация
При лазерной резке образуется зона термического влияния (ЗТВ). В углеродистой стали чем выше прокаливаемость, тем выше ЗТВ. Деформация от лазерной обработки является результатом резкого повышения температуры материала вблизи зоны резки. Искажение также создается быстрым затвердеванием зоны резания. Кроме того, искажение также может быть связано с быстрым затвердеванием материала, оставшегося по бокам разреза.
При лазерной резке часть материала выжигается, когда лазер прорезает, оставляя небольшой зазор. Этот «зазор» известен как лазерный пропил и составляет от 0,08 до 0,45 мм в зависимости от типа материала, толщины и других условных факторов. Минимальное расстояние 1-2 мм между деталями должно быть оставлено во избежание случайного перекрестного разреза.
Также рекомендуется держать детали на расстоянии 2-5 мм от края материала из-за того, что некоторые листы деформированы или немного отличаются по размеру. Всегда следует вырезать детали по границе размера листа и не использовать края листа в качестве границы.
ДОПУСКИ
Толщина стенки
Поскольку детали из листового металла изготавливаются из одного листа металла, толщина стенки детали должна быть одинаковой. Возможно изготовление деталей из листового металла толщиной от 0,9 мм до 20 мм.
Диаметр отверстия
При проектировании деталей для лазерной резки не следует делать отверстия меньше толщины материала.
Отводы
Изгибы листового металла производятся с помощью тормозов для листового металла. Допуск +/- 1 градус для всех углов изгиба. Доступны другие стандартные радиусы изгиба, некоторые из которых добавят дополнительную стоимость вашей детали, включают:
0,9 мм – 1,2 мм 1,8 мм – 2,4 мм 3,8 мм – 5,0 мм 7,5 мм – 10 мм 15 мм – 20 мм
Руководство по элементам скручивания
Скручивание листового металла — это процесс добавления полого круглого валика к краю листа. Загнутая кромка придает кромке прочность и делает ее безопасной в обращении. Кудри чаще всего используются для удаления резкого необработанный край и сделать его безопасным для обработки. Рекомендуется следующее: Внешний радиус завитка должен быть не менее чем в 2 раза больше толщины материала.
Размер отверстия должен быть не меньше радиуса завитка плюс толщина материала от закругления. Изгиб должен быть не меньше радиуса изгиба плюс шестикратная толщина материала элемента изгиба
.
Зенковки
После лазерной резки возможны обработанные и сформированные зенковки. Механически обработанные встречные раковины создаются с помощью сверлильного станка, а формованные встречные раковины создаются с помощью инструментов для штамповочного пресса. Глубина зенковки должна быть не более 0,6 мм от толщины материала.
Главный диаметр обработанной зенковки
+/- 0,254 мм
Механически обработанная зенковка малого диаметра
2/3 толщины
Главный диаметр формованной зенковки
+/- 0,381 мм
Фасонный зенкер малого диаметра
+/- 0,381 мм
Допуск на зенковку
Допуск на зенковку:
Доступны как обработанные, так и формованные зенкеры — конические отверстия, вырезанные в изготовленном объекте, позволяют вставлять винт, гвоздь или болт заподлицо с поверхностью. Мы рекомендуем измерять основные диаметры зенкеров между 2,3 мм и 12,7 мм, используя один из следующих стандартных углов: 82°, 90°, 100° и 120°. Допуск на большой диаметр сформированной зенковки +/- 0,254 мм.
Размеры зенковки
Расстояние между центрами зенковки должно быть равно 8-кратной толщине материала
Расстояние между линией сгиба и центром зенковки должно быть не менее 3-кратной толщины материала и толщина материала от края.
Кромки: принцип подгибки
Подгибки — это сгибы на конце детали для создания закругленного края.
Существуют различные методы производства рихтовки листового металла. Процесс фальцевания обычно выполняется в два этапа: остроугольная фальцевание конверта. Для процесса подшивки требуется высокое давление уплотнения. В процессе развивается большая осевая сила. Эта сила воздействует на материал в продольном направлении машины.
Инструкции по подшивке швов
Открытые и закрытые подгибки могут быть сформированы по мере необходимости. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина возврата шва в 4 раза превышала толщину. Закрытые швы — это сгибы на конце детали для создания закругленного края. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала.
Открытый шов, внутренний радиус, каплевидный шов, внутренний радиус
Подгибка представляет собой не что иное, как складывание металла обратно на себя. В листовом металле кромки используются для создания складок в листовом металле, чтобы сделать края жесткими и сделать края безопасными для прикосновения. Кромки чаще всего используются для удаления острой необработанной кромки и обеспечения безопасности при обращении с ней. Край обычно используется, чтобы скрыть недостатки и обеспечить более безопасный край для обработки. Комбинация двух швов может создать прочные, герметичные швы с небольшим или минимальным креплением. Кромки можно даже использовать для стратегического удвоения толщины металла в тех областях детали, которые могут потребовать дополнительной поддержки. Рекомендуется:
Для каплевидных швов внутренний диаметр должен быть равен толщине материала.
Для открытой кромки изгиб потеряет свою округлость, когда внутренний диаметр больше толщины листового металла.
Для изгибов минимальное расстояние между внутренним краем изгиба и внешней стороной подгиба должно быть равно 5-кратной толщине материала плюс радиус изгиба плюс радиус подгиба.
Отверстия и пазы: Размеры
Диаметр отверстий и пазов должен быть не меньше толщины материала. Более прочные материалы требуют большего диаметра.
Зазоры
Отверстия и пазы могут деформироваться, если они расположены рядом с изгибом. Минимальное расстояние, которое они должны располагать от изгиба, зависит от толщины материала, радиуса изгиба и их диаметра. Обязательно располагайте отверстия вдали от изгибов на расстоянии не менее чем в 2,5 раза больше толщины материала плюс радиус изгиба. Прорези должны располагаться в 4 раза больше толщины материала плюс радиус изгиба от изгиба. Убедитесь, что отверстия и прорези расположены на расстоянии не менее чем в 2 раза больше толщины материала от края, чтобы избежать эффекта «выпуклости». Отверстия должны располагаться на расстоянии не менее 6 толщин материала друг от друга.
Выемки и выступы Элемент Выемки
Выемки должны быть не меньше толщины материала, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть как минимум в два раза больше толщины материала или 3,2 мм, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
Изгибные надрезы
Надрезы — это операция по резке, которая удаляет участок с внешнего края металлической полосы или детали. В случае, если расстояние между надрезами для изгиба очень маленькое, может произойти деформация листового металла. Во избежание этого надрез должен располагаться на соответствующем расстоянии от изгиба относительно толщины листа. Нанесение надрезов — недорогой процесс, особенно из-за низких затрат на инструменты и небольшого набора стандартных пуансонов.
Зазоры
Выемки должны находиться на расстоянии не менее 3,175 мм друг от друга. Для изгибов вырезы должны быть как минимум в 3 раза больше толщины материала плюс радиус изгиба. Расстояние между выступами должно быть не менее 1 мм или толщины материала, в зависимости от того, что больше.
Рекомендации по выемке Характеристика: Ширина выемки не должна быть уже 1,5*т.
Длина насечек может быть до 5*т. Рекомендуемый угловой радиус для насечек должен быть 0,5*t.
Выемки должны быть не менее толщины материала или 0,04 дюйма, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть не менее чем в 2 раза толще материала или 0,126 дюйма, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
ОСОБЕННОСТИ
Угловые скругления
Скругление или скругление углов листового металла выполняется для обеспечения гладкой поверхности. Скругления удаляют острые углы , облегчая обращение с ними и предотвращая порезы и царапины.
Скругление обычно составляет ½ толщины материала, а скругление делает детали более экономичными.
Затылочные вырезы
Затылочные вырезы помогают деталям падать ближе к проектному замыслу, чтобы избежать «выступов» и разрывов на изгибах. Выступы становятся более заметными для более толстых деталей с меньшим радиусом изгиба и могут даже достигать ½ толщины материала. Разрыв может произойти, когда изгибы сделаны близко к краю.
Размеры
Затылочные вырезы для изгибов должны быть не менее одной толщины материала по ширине и должны быть длиннее радиуса изгиба.
НАЧНИТЕ СЕГОДНЯ
Загрузите детали, чтобы начать работу
ГОВОРИТЕ С КОМАНДОЙ
Гибка | Группа ШРЕДЕР
Наименование
Гибочный центр
Краткое описание
Промышленная обработка листового металла с помощью фальцевального центра Шредера обеспечивает крупносерийное, а также гибкое серийное производство с высочайшей повторяемостью.
Толщина листа до
до 4,0 мм
Рабочая длина мин.
до 4000 мм
Звено
Название
EVO Heavy Duty
Краткое описание
Наш уникальный двигатель: наш новый EVO Heavy Duty. Самый мощный в мире поворотно-гибочный станок изготавливает листовую сталь толщиной до 16 мм на полезной длине 3240 мм, используя процесс поворотно-гибочного станка. Никто другой не может сделать это за такое короткое время. Мы устанавливаем стандарты промышленной поворотной гибки и сочетаем максимальную точность с максимально возможной производительностью гибки. Переведено с www.DeepL.com/Translator (бесплатная версия)[:ru]На FABTECH мы представим уникальную мощную машину: наш новый EVO Heavy Duty. Самый мощный в мире поворотно-гибочный станок изготавливает листовую сталь толщиной до 16 мм на полезной длине 3240 мм, используя процесс поворотно-гибочного станка. Никто другой не может сделать это за такое короткое время. Мы устанавливаем стандарты промышленной поворотной гибки и сочетаем максимальную точность с максимально возможной производительностью гибки.
Толщина листа до
до 16,0 мм
Рабочая длина мин.
до 3200 мм
Звено
Название
MAK 4 Evolution UD
Краткое описание
Промышленное складывание листового металла с использованием современной технологии Up-and-Down – MAK 4 Evolution UD отличается интересными деталями и дополнительными опциями, например, жесткие рамы и основные модули, увеличенная высота проема (прижимная балка 850 мм, мощные приводы, оптимизатор скорости, планетарные приводные двигатели с нулевой подачей, опции для заднего и переднего упоров или ПЛК безопасности со световыми барьерами для повышения безопасности рабочих зон. На выставке EuroBlech 2018 мы впервые представили нашу уникальную, полностью автоматическую систему Advanced Handling System (AHS) — дальнейшее развитие нашего известного аспирационного манометра. 0176
Толщина листа до
до 8,0 мм
Рабочая длина мин.
до 5000 мм
Звено
Наименование
EVO Center
Краткое описание
Высокоавтоматизированный фальцовщик EVO Center является последней инновацией промышленной высокопроизводительной серии Evolution. Этот станок убеждает не только совершенно новой конструкцией, но и благодаря вращающейся присоске, полностью автоматическому устройству смены инструмента с инструментами длиной до 400 мм и возможности идеального расширения до полностью автоматизированного центра гибки производственной линии.
Толщина листа до
до 4,0 мм
Рабочая длина мин.
до 4000 мм
Звено
Название
SPB Evolution UD
Краткое описание
Промышленное складывание листового металла с использованием современной технологии Up-and-Down – MAK 4 Evolution UD отличается интересными деталями и дополнительными опциями, такими как особо жесткая рамы и основные модули, увеличенная высота проема (прижимная балка 850 мм, мощные приводы, оптимизатор скорости, планетарные приводные двигатели с нулевой подачей, опции для заднего и переднего упоров или ПЛК безопасности со световыми барьерами для повышения безопасности рабочих зон. На выставке EuroBlech 2018 мы впервые представили нашу уникальную, полностью автоматическую систему Advanced Handling System (AHS) — дальнейшее развитие нашего известного аспирационного манометра.0176
Толщина листа до
до 5 мм
Рабочая длина мин.
до 4000 мм
Звено
Наименование
PowerBend Industrial UD
Краткое описание
PowerBend Industrial UD — это наше новое профессиональное решение для надежной и эффективной работы в цехах тяжелой промышленности. Эта мощная фальцевальная машина с электроприводом расширяет портфолио серии PowerBend.
Толщина листа до
до 6 мм
Рабочая длина мин.
до 4000 мм
Звено
Наименование
PowerBend Professional (UD)
Краткое описание
Фальцовочный станок PowerBend Professional — это профессиональное решение для обработки тонколистового металла. Этот прочный, но точный фальцевщик идеально подходит для непрерывной работы в крупных мастерских, компаниях среднего размера и в промышленности.
Толщина листа до
до 4 мм
Рабочая длина мин.
до 4000 мм
Звено
Наименование
PowerBend Universal
Краткое описание
Универсальное решение для формовки тонкого листового металла в слесарных, ремонтных и сантехнических мастерских.
Толщина листа до
до 4 мм
Рабочая длина мин.
до 4000 мм
Звено
Наименование
MAK 4
Краткое описание
Моторизованную поворотную фальцевальную машину MAK 4 можно назвать самой мощной и точной поворотной фальцевальной машиной среди всех машин Schröder Power Folders. С максимальной рабочей длиной 4000 мм и максимальной способностью изгиба 6 мм «гигант» рассчитан на тяжелый двухсменный рабочий день.
Толщина листа до
до 6 мм
Рабочая длина мин.
до 4000 мм
Звено
Наименование
MPB
Краткое описание
Фальцевальный станок типа MPB является универсальным устройством для обработки тонколистового металла. Благодаря эксцентриковому приводу зажимной балки машина работает очень быстро. Сервотехнология POS 2000 также способствует чрезвычайно высокой точности.
Толщина листа до
до 2,5 мм
Рабочая длина мин.
до 4000 мм
Звено
Наименование
MAKU
Краткое описание
Новый универсальный моторизованный фальцевальный станок серии MAK идеально подходит для обработки листового металла в небольших и средних мастерских.
Толщина листа до
до 1,5 мм
Рабочая длина мин.
до 3000 мм
Ссылка
Наименование
204
Краткое описание
Любимец рукоделия: Этот станок незаменим для мастерских, моделистов и ремонтных мастерских.
Толщина листа до
до 2 мм
Рабочая длина мин.
до 1000 мм
Звено
Наименование
225
Краткое описание
Машина типа 225 представляет собой фальцевальную машину для клиентов с высокими требованиями к технике. Убедительная максимальная точность, гибкость и высокая скорость для надежной работы.
Толщина листа до
до 6 мм
Рабочая длина мин.
до 4000 мм
Звено
5″ data-param-2=»3000″>
Наименование
AK
Краткое описание
Универсальная фальцевальная машина с ручным управлением AK — это типичный фальцовщик для вашей мастерской. Технически совершенная и проверенная конструкция станка обеспечивает гибкость и экономичность, а благодаря обслуживанию, неизнашиваемым направляющим и элементам станка АК практически не поддается разрушению при ежедневном использовании.
Толщина листа до
до 1,5 мм
Рабочая длина мин.
до 3000 мм
Звено
Наименование
ASK 3
Краткое описание
Сегментная фальцевальная машина ASK 3 – это новая ручная фальцевальная машина 3-го поколения. Это универсальное решение для обработки листового металла в мастерских и на стройплощадке. Наряду со стандартным оборудованием, таким как запатентованное быстрозажимное устройство с эксцентриком, эта новая версия ASK дополнительно имеет многоступенчатый привод зажимной балки для четырех различных высот инструмента. Зазоры для инструментов значительно расширяют ассортимент продукции и повышают гибкость.
Толщина листа до
до 1,5 мм
Рабочая длина мин.
до 1500 мм
Звено
Наименование
ASK II
Краткое описание
Сегментная фальцевальная машина ASK II имеет те же функции, что и ASK. Благодаря более прочной раме машины, он имеет более высокую способность к изгибу. Кроме того, он имеет 2-ступенчатый привод, регулируемый стопорным кулачком в стандартной комплектации.
Толщина листа до
до 2 мм
Рабочая длина мин.
до 2000 мм
Звено
Название
MODULAR
Краткое описание
Ручная фальцевальная машина MODULAR представляет собой комбинируемую модульную фальцевальную машину от Schröder: за несколько простых шагов две или более фальцевальные машины могут быть подключены к одной длинной фальцевальной машине.
Станки для резки металлических профилей | Восстановленные и новые в наличии
Здесь вы найдете большой выбор новых, бывших в употреблении и отремонтированных станков для плазменной и газовой резки с ЧПУ по доступным ценам благодаря нашему собственному гарантийному пакету. Имея почти 60-летний опыт работы в бизнесе, мы обладаем обширными знаниями обо всех марках и моделях оборудования для газовой и плазменной профильной резки, чтобы помочь вам найти правильное решение для вашей мастерской.
Мы поставляем станки от ряда ведущих производителей, таких как ESAB, Esprit и Messer, а также многие типы станков для резки, включая портальные и портальные. Просмотрите наш полный ассортимент новых и восстановленных профилерезов ниже.
Кусачки для профилей используются для резки куска металла, часто листового металла, в нужную форму перед началом сварочных работ. Профильный резак с легкостью вырезает в металле необходимую форму и может даже работать автоматически. Это сокращает время, необходимое для резки металла.
Зачем нужна резка профиля?
Без резки профиля получение нужной формы из металла может быть трудным и трудоемким. Резка профиля упрощает задачу, особенно при серийном или массовом производстве. Помимо ускорения процесса, резка является очень точной и простой в выполнении. Существуют различные типы станков для резки профилей, такие как портальный тип и портальный тип. Некоторые используют сканирующие системы, которые могут следовать и резать вдоль начерченной линии на металле, в то время как другим для резки требуется шаблон. Большинство машин можно настроить с помощью большего количества резаков, чтобы увеличить объем работы, которую можно выполнять одновременно. Станки для газовой или плазменной профильной резки идеально подходят для небольших мастерских, выполняющих постоянную резку листового металла, и могут стать введением в плазменную и гидроабразивную резку с ЧПУ и т. д.
Системы профильной кислородно-топливной резки
Процесс газокислородной резки является наиболее широко применяемым процессом промышленной термической резки, поскольку он позволяет резать листы толщиной от 0,5 мм до 250 мм. Оборудование имеет низкую стоимость и может использоваться вручную или механизироваться. Существует несколько вариантов конструкции топливного газа и форсунок, которые могут значительно повысить производительность с точки зрения качества резки и скорости резки. Процесс резки проиллюстрирован кислородной горелкой. Смесь кислорода и горючего газа используется для предварительного нагрева металла до температуры «воспламенения», которая для стали составляет 700°C — 900°C (ярко-красное пламя), но значительно ниже точки плавления. Струя чистого кислорода затем направляется в предварительно нагретую зону, вызывая энергичную экзотермическую химическую реакцию между кислородом и металлом с образованием оксида железа или шлака. Кислородная струя сдувает шлак, позволяя струе проникнуть сквозь материал и продолжить его резку. Производители часто пытаются использовать существующее режущее оборудование, а не покупать новое. Если необходимо приобрести новое оборудование, ручное кислородно-газовое или воздушно-дуговое оборудование является самым дешевым, примерно 1000 фунтов стерлингов за ручной резак, 9 фунтов стерлингов.000 для базового механизированного профильного станка, тогда как системы лазерной резки могут потребовать значительных капитальных затрат от 100 до 500 тысяч фунтов стерлингов.
Оборудование для газовой и плазменной резки и станки для плазменной резки с ЧПУ
Наше превосходное обслуживание начинается с момента, когда вы сообщаете нам о своих потребностях в резке металла. Обсуждаются как ваши текущие, так и будущие производственные планы, и станок для резки профилей, который мы рекомендуем для вашего проекта, разрабатывается в соответствии с задачами вашего проектирования, производства и бюджета на закупки. Нашими клиентами являются как небольшие инженерные фирмы, так и крупные компании, связанные с нефтяной и газовой промышленностью, и на протяжении многих лет мы доказали им, насколько хороши наше бывшее в употреблении оборудование для газовой и плазменной резки, бывшее в употреблении оборудование для автоматической плазменной резки и комплексная резка профилей. машины есть.
Прочтите отзывы наших клиентов
Зачем платить новую цену, если вы можете купить восстановленную машину с гарантией за небольшую часть стоимости первоначальной новой цены? Благодаря нашему опыту поиска подержанной техники, мы рады иметь в наличии множество машин на любой бюджет.
Вам нужно вырезать одну или сотни фигур из куска металлической пластины? Не знаете, как это сделать? Вас смущает разнообразие, стоимость и доступность? Хотите избежать затрат и продлить срок службы расходных материалов ? Это все очень распространенные вопросы, на которые мы более чем рады ответить.
Сканер для простоты
Сканирующие системы (магический глаз), настроенные на применение кислородно-ацетиленовой или плазменной резки, наиболее простым выбором является резка соответствующего листа размером около 8×4. Эти станки для оптической резки имеют фотоэлектрический контроль. Станок рассчитан на высокую точность резки и не требует металлических шаблонов. Волшебный глаз/фотоэлектрический индикатор (соотношение 1:1) может легко следовать шаблонным силуэтам или штриховым рисункам. Для тех, кто хочет большего от профильного резака, мы можем продать машину, которая поставляется как со сканером, так и с системой ЧПУ. Станки могут быть оснащены до 6 ручными или моторизованными газовыми резаками, что делает их пригодными для серийного или серийного производства. Существует много небольших консольных станков для резки профилей, которые идеально подходят для небольших мастерских и для тех, кому нужен простой в использовании станок для резки шаблонного типа. Наши машины на складе поставляются с различной шириной резки, как правило, не менее 1,5 метра. Длина резки может быть изменена в соответствии с потребностями и часто увеличена до любой длины за счет удлинения машины.
Станок для резки профилей с ЧПУ Portal
Станок для резки профилей Portal Gantry в настоящее время очень популярен и может быть поставлен специально для вас. Оснащенные ЧПУ, они имеют двойной привод и подходят для кислородно-ацетиленовой или плазменной резки. Занимая меньше места, чем консольная машина, этот тип машины для резки листового металла выпускается во всех размерах.
Станки для профильной резки с ЧПУ
Продаваемые нами станки для резки с ЧПУ обычно оснащены системой Burny Etek (Burny 2.5, Burny 5, Burny 10, Burny Replicator). Это надежные и простые в использовании устройства с 50 стандартными формами, содержащимися в памяти, или они могут получать информацию с офисного ПК с программным обеспечением САПР. Компания Westermans поставляет пакеты чертежей САПР, подходящие для систем Burny, и обеспечивает обучение и подготовку любого количества сотрудников мастерских. Моторизованные стойки для резки с автоматическим определением высоты доступны для кислородно-топливных или плазменных горелок. В зависимости от размера машины можно установить от 1 до 6 режущих стоек.
Машины для плазменной резки
99% наших машин могут поставляться с выбором плазменной резки, как новой, так и бывшей в употреблении. Цена будет зависеть от толщины реза и используемых материалов. Расскажите нам о своих требованиях, и мы предложим бесплатные консультации и обширные знания.
Модернизация и модернизация Большинство поставляемых станков могут быть позже неклассифицированы и модернизированы с контроллерами ЧПУ, дополнительными резаками или просто полностью обслужены для соответствия требованиям охраны труда и техники безопасности. Или почему бы не рассмотреть вопрос о модернизации вашего существующего станка для резки профилей? Мы могли бы предложить вам машину в кредит, пока мы выполняем работу.
Позвоните нам сегодня, чтобы получить беспристрастную консультацию по всем ведущим брендам столов для профильной и плазменной резки и сопутствующего оборудования
ESAB, Messer, Hypertherm, Esprit, ACS, Techserv, Burny, Westinghouse, Farley, Koike и многих других.
Введение в системы резки профилей
Автор: Southern Fabricating Machinery Sales | Опубликовано: 27 июля 2020 г.
Structural Fab Machinery
Резка — один из основных процессов в металлообрабатывающей промышленности. Несколько десятилетий назад в процессе резки использовались простые инструменты, поскольку конструкция была относительно простой. Однако сегодня появились новые достижения в технологии обработки пластин, конструкции стали более сложными, требуя более совершенного промышленного оборудования для выполнения сложной резки. Некоторые из систем обработки листового металла, которые вы, вероятно, найдете в современной производственной компании, представляют собой станки для резки профилей. Это ультрасовременное оборудование, которое помогает вырезать из металлических пластин специальные детали. Прочтите, чтобы понять, что такое системы резки профилей, для чего они могут использоваться, какие типы доступны на рынке и как правильно выбрать систему для ваших нужд.
Что такое станки для резки профилей?
Профилерезные системы представляют собой специализированные станки для изготовления, которые используют приложения для рисования CAD/CAM для профилирования металлических пластин (в основном из стали) в соответствии с требуемой спецификацией. Резка профиля обычно выполняется на плоском столе, а поскольку металлы бывают разной толщины и качества, для получения желаемого результата требуются машины разных типов. Заготовка тщательно очищается, чтобы убедиться, что на ней нет остатков, чтобы разрезы были точными. Станки для резки профилей оптимизируют использование материала и производительность, тем самым экономя ваше время и сводя к минимуму отходы или брак.
Что могут станки для резки профилей?
Станки для профильной резки позволяют выполнять все прямые, контурные и промежуточные пропилы со скосом на самых разных элементах жесткости. Вся резка профиля производится, когда заготовка готова к сборке или механической обработке, при этом шлак удален, что сокращает время производства. Станки для профильной резки могут использоваться для резки металлов различной толщины, обеспечивая точные, экономичные, быстрые и чистые разрезы.
Типы станков для резки профилей
Существует несколько станков для резки профилей, у каждого из которых есть свои плюсы и минусы. Все эти функции могут быть объединены в одной машине, чтобы обеспечить преимущества операции, наиболее подходящей для выполняемой работы. Некоторые из наиболее популярных типов включают:
Плазменная профильная резка
Это процесс резки, при котором ионизированный газ при температуре более 20 000 °C используется для плавления и удаления материала из разреза. Во время этого процесса между электродом (катодом) и обрабатываемой деталью (анодом) возникает электрическая дуга. Этот процесс идеально подходит для резки нержавеющей стали и углеродистых профилей различных марок и толщин. Он создает меньше искажений, так как использует меньше тепла и сжатого газа, а также создает желаемый край.
Кислородная резка профиля
Этот недорогой метод используется, когда вы хотите вырезать двухмерные профили из стального листа и плиты. Эти машины управляются ЧПУ, и они используют кислород-ацетилен или чаще кислород-пропан, пламя для профильной резки металлов. Они идеально подходят для резки толстых листов толщиной до 12 дюймов и для резки металлов, которые не деформируются под воздействием тепла (толстые стальные листы). Они обеспечивают эффективную резку с низкими эксплуатационными расходами, но обычно требуют дополнительной обработки для получения чистой кромки или сварки.
Профильная резка струей воды
В этом процессе используются машины, в которых вода под давлением проходит через струю для резки различных материалов. Машины для гидроабразивной резки подают воду под давлением от 20 000 фунтов на квадратный дюйм до 100 000 фунтов на квадратный дюйм (наиболее распространено 60 000 фунтов на квадратный дюйм) через тонкое сопло, где она смешивается с абразивной добавкой (обычно гранат), обеспечивая точные разрезы без каких-либо тепловых повреждений материала. Этот тип профильной резки идеально подходит для широкого спектра материалов, включая керамику, титан, сталь, камень, гранит, ткань и латунь, среди прочих.
Лазерная резка профиля
Лазерная резка профиля является наиболее распространенным типом профильной резки на рынке. Он имеет несколько преимуществ по сравнению с другими типами резки профиля, поскольку он эффективен, очень быстр (в пределах 1 дюйма и меньше толщины), экономичен и потребляет меньше энергии. Он имеет минимальные искажения и идеально подходит для более тонких металлов толщиной от 30 Gage до 1 дюйма. Он обеспечивает точные и тонкие разрезы, а также позволяет выполнять плотную раскладку и узкую резку.
Несомненно, абсолютно каждый человек согласится с тем, что окно — это одна из самых важных составляющих комфортной, безопасной жизни. Без окон не сможет обойтись ни одно помещение. Если раньше для остекления использовалось исключительно дерево, то сегодня также активно применяют пластик и алюминий. Нужно сказать, что данные материалы на современном рынке занимают лидирующие места и постоянно конкурируют. Сегодня мы попробуем разобраться чем же хороши эти материалы, чем они отличаются, в чем их преимущества и недостатки. В дальнейшем, надеемся, это поможет вам сделать правильный выбор.
Итак, какими же должны быть современные окна?
Надежными;
эстетичными;
качественными;
обеспечивающими хорошую тепло-, и шумоизоляцию;
практичными.
Как алюминий, так и пластик, всем этим требованиям отвечают, поэтому данные материалы одинаково часто используют при остеклении современных зданий.
Основные отличия пластика от алюминия
1. Прочность
Конечно, алюминий более надежный и прочный, чем пластик. Естественно, здесь речь идет о его сплаве — с кремнем и магнием. Что касается стеклопакета, то он может быть любым. Помимо этого, при всех замечательных прочностных характеристиках алюминия, он имеет достаточно небольшой вес.
2. Современные тенденции
Модные тенденции и неограниченные возможности — вот те факторы, которые сегодня так важны. К слову, им полностью соответствует алюминий. Т.к. профили отличаются высокой прочностью, алюминиевые окна могут быть любого размера и формы. Сегодня на выбор клиентам предоставлен богатый ассортимент различных цветов, а также имитации. К примеру, натуральная древесина.
Нужно сказать, что только алюминий используют при остеклении оригинальный строений.
3. Монтаж
Что касается монтажа алюминиевых и пластиковых окон, то тут в обоих случаях все просто. Однако при необходимости алюминий легко поддается ремонту. Ремонт пластиковых окон в некоторых случаях может быть довольно дорогим.
4. Цена
По стоимости пластик выигрывает, т.к. имеет более низкую стоимость. Как правило, она практически всегда на 20% ниже. Для некоторых это является важным и иногда решающим моментом.
5. Экологичность
Нужно сказать, что алюминий абсолютно безопасен и безвреден в эксплуатации, он не выделяет никаких вредных испарений. Что касается пластика, то он также безопасен и безвреден. Однако он не «дышит» в тех помещениях, где всегда жарко. В некоторых случаях пластик запрещено использовать, если не обустроена должная система вентиляции и кондиционирования.
6. Долговечность
Срок службы алюминиевых окон составляет примерно 80 лет, пластиковых — 50 лет.
7. Уход
Как пластик, так и алюминий не требуют специального сложного ухода. При необходимости достаточно взять смоченную в воде трепку и удалить загрязнения.
8. Окисление
Нужно сказать, что минус алюминия — это то, что он «боится» воздействия металлов, а также окислятся. Хотя, скорее это всего лишь предупреждение.
9. Шумо-, теплоизоляция.
Данные характеристики у металла будут немного ниже, несмотря на все современные технологии.
Что выбрать: пластиковое или алюминиевое окно?
Как правило, независимо от выбора, покупатели всегда остаются довольны, т.к. при эксплуатации никогда не сталкиваются с проблемами.
Подводя итог, можно сказать, что выделять пластик или алюминий просто нет смысла. Оба варианта по-своему хороши, имеют свои преимущества и недостатки.
Вот на что действительно стоит обратить свое внимание, так это на то кто и как будет осуществлять монтаж окон. Рекомендуем обращаться исключительно к профессионалам с хорошей репутацией и большим опытом. Именно от этого будет зависеть хорошая работоспособность любых окон. Даже малейшая ошибка может привести к тому, что окна быстро выйдут из строя, поэтому экономить нежелательно.
Какие окна лучше: пластиковые или алюминиевые? — al-solution.ru
Какие окна лучше: пластиковые или алюминиевые? — al-solution.ru — г. Москва
Сравнение алюминиевых окон с пластиковыми
Алюминиевые системы отличаются от пластиковых не только материалом рам и створок. Более важны конструкционные различия изделий:
Способ сборки. Пластиковые детали монтируют воедино методом термической сварки, что полностью исключает вероятность поломки и демонтажа – разобрать и повторно собрать такие окна крайне сложно. Алюминиевые элементы соединяют с помощью внутренних уголков и винтов, что гарантирует показатели прочности, идентичные ПВХ-окнам. Но при этом сохраняется возможность разборки и демонтажа изделий, облегчает ремонт окон при необходимости замены какой-либо детали.
Ширина профиля. Алюминий прочнее и надежнее, поэтому конструкции из него более компактны. Профиль имеет меньшую ширину и монтажную глубину, гарантирует лучшую инсоляцию за счет увеличенной площади остекления.
Габариты изделий. Прочностные характеристики разрешают использовать металл для создания алюминиевых конструкций больших размеров. Активные створки из пластика не превышают площадь в 2,2-2,5 м2, в то время как аналогичный показатель алюминиевых систем – до 6 м2.
Количество камер. ПВХ-окна лидируют по этому параметру, предлагая 1-3-5 камерные профили – к ним толстые наружные стекла и надежное металлическое армирования. Алюминиевые системы производят в двух вариантах: «холодные» с одним стеклом или однокамерным пакетом, «теплые» с многослойной конструкцией рам и термовставкой из полиамида.
Общее сравнение конструкций часто склоняет покупателей в пользу алюминия, так как он практичнее, эстетичнее, проще, надежнее и прочнее. Однако ограничиваться только сравнением конструкций не стоит.
Окна из алюминиевого профиля:
Что выгоднее – пластик или алюминий?
Прямое сравнение цен на пластиковые и алюминиевые окна некорректно, так как необходимо соотносить не стоимость разных конструкций, а расходы на изделия одного целевого назначения.
В целом производство пластиковых окон выходит дороже, так как в конструкции используются дорогостоящие комплектующие, стеклопакеты на 2-4 стекла, армирование для повышения жесткости. Алюминиевые системы не нуждаются в армировании, сложных способах крепления элементов, что снижает себестоимость изделий.
большие панорамные окна для коттеджа – алюминиевый профиль с термовставкой;
обычное остекление квартир, офисов – ПВХ-окна.
Профильные системы, с которыми мы работаем:
Krauss
Alumil
Realit
Alutech
Alumark
VIDNAL
NewTec
AGS
СИАЛ
Schuco
Преимущества алюминиевых окон перед пластиковыми
И алюминий, и пластик имеют свои достоинства. Но если параметры сравнивать в схожих конструкционных решениях, это поможет непредвзято оценить каждое изделие и выбрать систему с лучшими параметрами для заказа.
Характеристика
Алюминиевые окна
Пластиковые окна
Допустимый размер активных створок, м2
до 6
до 2,6
Климатическая стойкость
Стабильны при любых перепадах температур
Без армирования деформируются при нагреве свыше +70 С, при сильных морозах становятся хрупкими
Ремонтопригодность
Отличная
Есть сложности при замене отдельных элементов
Нагрузка на основание, несущую конструкцию
Незначительная
Высокая
Сплошное остекление на больших площадях
Возможно
Под вопросом
Пожарная безопасность
Высокая
Средняя
Качество ламинации при использовании цветных и текстурных пленок
Высокое
Высокое
Устойчивость к взлому
Высокая
Средняя
Механизм открывания створок
Любой
Любой
Долговечность
40-80 лет
20-30 лет
Алюминиевые окна «под дерево»
Области применения алюминиевых окон
Назначение алюминиевых систем определяет их конструкция. «Холодные» рамы подходят для:
балконов и лоджий;
террас, беседок;
складов и закрытых парковок.
«Теплые» системы востребованы для:
создания больших по площади витражей;
панорамного остекления в торгово-развлекательных и деловых центрах;
оформления промышленных и спортивных объектов.
Алюминиевые окна незаменимы на высоких этажах, где требуется повышенная устойчивость к ветровым нагрузкам. Также они востребованы при остеклении ветхих зданий, когда нагрузка на несущие компоненты должна быть минимальной.
Современная архитектура находит свое выражение в простых и лаконичных формах, открытых пространствах и большой площади остекления. То, что раньше можно было видеть только на картинках в журналах о недвижимости, стало доступным большому числу людей. Хотите панорамное остекление — пожалуйста, стеклянные стены — нет проблем!
Денис Рафиев основатель компании
Денис Рафиев основатель компании
Современная архитектура находит свое выражение в простых и лаконичных формах, открытых пространствах и большой площади остекления. То, что раньше можно было видеть только на картинках в журналах о недвижимости, стало доступным большому числу людей. Хотите панорамное остекление — пожалуйста, стеклянные стены — нет проблем!
Обсудим ваш проект?
Заполните форму связи, мы перезвоним вам в течении 10 минут! Наш специалист ответит на все ваши вопросы, порекомендует профильную систему, поможет вывести стоимость алюминиевой конструкции:
Согласен на обработку персональных данных
Заявка на расчет стоимости
Стоит ли менять пластиковую упаковку на алюминиевую? Это сложно
По мере того, как производители потребительских товаров ищут более устойчивые варианты упаковки, некоторые — особенно небольшие бренды — обращаются к алюминию в качестве альтернативы пластику. Большая ничья? Некоторые производители рекламируют алюминий как «бесконечно пригодный для повторного использования», и, по данным Агентства по охране окружающей среды США, он, безусловно, имеет гораздо более высокий уровень переработки в США по сравнению с пластиком. Но, по мнению отраслевых экспертов, это может быть не та устойчивая серебряная пуля, на которую рассчитывают компании.
За последние несколько лет популярность алюминиевых контейнеров резко возросла. Ball дебютировал со своим алюминиевым кубком в 2019 году и привез эти кубки в Майами на Суперкубок LIV. Когда концерты еще были в моде, r.Cup сотрудничал с площадками и артистами, чтобы зрители могли наслаждаться напитками из многоразовых чашек. Затем компания r.Cup пошла еще дальше, собрав, вымыв и стерилизовав чашки, создав целую услугу в круговой вене.
Trivium Packaging также рекламирует алюминий за его экологичность и экологичность. Производитель делает алюминиевую упаковку доступной для небольших экологически сознательных компаний по производству воды, чистящих средств и средств личной гигиены, включая ThreeMain, RainForest Water в Коста-Рике, Petal, By Humankind и Hand in Hand.
«[Trivium] изо всех сил старалась приспособиться к малому бизнесу, — сказал Билл Глааб, генеральный директор Hand in Hand Soap. «Они действительно верили в то, что мы делаем, и помогали нам двигаться вперед. Не думаю, что без них я бы справился».
Многие компании, переходящие на алюминиевую упаковку, ссылаются на возможность вторичной переработки как на основную причину этого изменения. Они делают ставку на высокую скорость переработки материала, чтобы уменьшить воздействие своей упаковки.
Мелисса Авино, директор по закупкам и производству в Heat Makes Sense, материнской компании Eva NYC, сказала, что потребителям легко вынуть насосы или крышки из контейнеров и выбросить алюминиевую банку в мусорные баки на обочине. Она сказала, что пластиковые насосы, колпачки и триггеры могут быть переработаны благодаря партнерству с TerraCycle.
Большая привлекательность алюминия для этих компаний заключается в том, что население в целом хорошо знакомо с переработкой алюминия. Этот материал — самая успешная история переработки в Америке: уровень переработки банок достигает 80 процентов. По словам этих предприятий, инфраструктура была построена, отрегулирована и сделана максимально эффективной и доступной.
«Вы входите во всю алюминиевую промышленность», — сказал Ариэль Айзенман, генеральный директор RainForest Water. «Очень редко в Коста-Рике вы видите алюминиевый мусор на пляже, потому что он имеет рыночную стоимость».
Дженни Вассенаар, вице-президент по устойчивому развитию в Trivium, согласилась: «Преимущество переработки заключается в том, что я могу перерабатывать алюминий в любом штате или в каждой стране, не отправляя его повсюду. Вам не нужно создавать отдельный источник цепь для этого, что также, конечно, является бременем для промышленности или окружающей среды».
Вся правда о переработке алюминия?
Эксперты спорят о том, сколько алюминия перерабатывается. В то время как некоторые организации и отчеты указывают на 80-процентный показатель для алюминиевых банок, общий коэффициент переработки всего алюминия в США составляет около 50 процентов, а в 2018 году он составлял всего 35 процентов для алюминиевой упаковки, по данным EPA.
«Система утилизации полностью сломана», — сказал Майкл Мартин, основатель r.Cup. «Необходимо заняться инфраструктурой, и я не вижу, чтобы это произошло в ближайшем будущем. С моей точки зрения, необходимые ресурсы, необходимая энергия, негативное воздействие производства материала, а затем сломанная система переработки заканчивается. делая [алюминий] менее экологичным выбором по сравнению с другими вариантами».
Согласно отчету консалтинговой фирмы Metabolic, из примерно 90 миллиардов алюминиевых банок, используемых в Соединенных Штатах каждый год, перерабатывается только около половины; остальные отправляются на свалки.
Компании, переходящие на алюминиевую упаковку, решают эту проблему с помощью образовательных кампаний, направленных на увеличение количества перерабатываемого алюминия. Eva NYC создала лендинг с информацией о переработке. А Hand in Hand использует этикетки с QR-кодом на своих продуктах, которые направляют клиентов к инструкциям о том, как правильно их утилизировать.
Система утилизации полностью сломана.
Алюминиевая ассоциация поддерживает этот подход, и ее цель состоит в том, чтобы максимально увеличить скорость переработки алюминия. Согласно отчету Ball, увеличение степени переработки может снизить воздействие на окружающую среду стандартной алюминиевой банки на 12 унций на 13 процентов.
Хотя алюминий действительно может многое предложить по сравнению с другими материалами, эксперты обеспокоены тем, что простой переход от одного одноразового материала к другому — не лучший способ создать круглую модель упаковки.
«Компании, которые мы видели [переход] с пластика на алюминий, кажутся немного поспешными», — сказала Ольга Качук, старший менеджер коалиции экологически чистой упаковки в некоммерческой организации GreenBlue. «Большинство воздействий упаковки приходится на этапы поиска и производства. И поэтому это может быть проблематично».
В то время как алюминиевые банки на 73% состоят из переработанных материалов, всегда необходимо некоторое количество первичных материалов. Таким образом, по словам Качука, если производство первичного алюминия оказывает более сильное воздействие на окружающую среду, чем другие материалы, переход с пластика на алюминий может иметь непредвиденные последствия в начале производственного процесса.
Транспорт также увеличивает воздействие выбросов парниковых газов на алюминий по сравнению с пластиком, потому что он тяжелее. Например, в собственной оценке жизненного цикла Болла алюминиевая бутылка на 16 унций, стандартная алюминиевая банка на 16 унций и алюминиевая банка на 12 унций могут иметь больший «потенциал глобального потепления» соответственно, чем стандартная бутылка на 16,9 унций. ПЭТ-бутылка, если включены транспортные выбросы.
Полный анализ жизненного цикла, сравнивающий пластиковую версию продукта с алюминиевой для каждой отдельной компании, необходим для полной оценки воздействия, а у большинства небольших компаний нет ресурсов для этого. В официальном документе Trivium, сравнивающем алюминий и пластик, мало подробностей.
«Я не думаю, что переход с одного материала на другой, когда мы говорим об одноразовом использовании, приведет к существенному повышению экологической устойчивости», — сказал Качук. «Я думаю, что прибыль будет получена, когда мы изменим способ доставки продукта».
От переработки к повторному использованию
Эволюция доставки, о которой говорит Качук, заключается в переходе к многоразовой модели упаковки — независимо от материала. Компании сталкиваются со многими проблемами при переходе на этот подход, например, создание цепочек поставок, которые могут обрабатывать обратную логистику, но некоторые объединяют алюминиевые контейнеры с многоразовыми моделями.
ThreeMain, предприятие по продаже чистящих средств по подписке, недавно перешедшее на алюминиевую упаковку Trivium, предлагает своим клиентам купить алюминиевую бутылку, которую они могут наполнить пластиковыми пакетами чистящих средств ThreeMain с носиком. По словам Лорен Симонелли, соучредителя и руководителя отдела продуктов ThreeMain, люди все еще используют свои оригинальные бутылки даже спустя два года. ThreeMain предложил подписчикам обменять свои пластиковые бутылки на алюминиевые, когда они перешли на упаковку Trivium.
«Легкий и прочный алюминий был решением, позволявшим нам создавать бумажные коробки на заказ, но без пузырчатой пленки и дополнительной пластиковой упаковки, чтобы без проблем доставить их потребителю», — сказал Симонелли.
По данным ThreeMain, пакеты, которые компания использует для заправки, содержат на 80% меньше пластика, чем традиционная бутылка на 16 унций, и могут быть переработаны благодаря партнерству ThreeMain с программой Zero Waste Box компании TerraCycle.
Я не думаю, что переход с одного материала на другой, когда мы говорим об одноразовом использовании, приведет к существенному повышению экологической устойчивости.
По словам Мартина,
r.Cup продает и собирает многоразовые стаканчики на живых мероприятиях, но во время пандемии переключился на поддержку услуг на вынос. Использование многоразовых контейнеров в мире продуктов питания и напитков отличается от использования их для чистящих средств. Более того, материалы, соприкасающиеся с едой, находятся в ведении Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США, и это замедлило внедрение инноваций в этой сфере. Хотя CDC и FDA не беспокоятся о передаче коронавируса через контейнеры. Но есть и другие проблемы с многоразовой логистикой пищевых контейнеров, заметил Мартин.
«Поиск нужных продуктов, поиск правильных материалов, которые являются наиболее прочными, наиболее экологически эффективными и наиболее доступными. Помощь зданиям в понимании общих преимуществ изменения их системы обслуживания в интересах окружающей среды и их прибыли, обеспечение правильного инвентаря , обучение операторов тому, как обращаться с вещами по-другому. Создание точки продажи, которая отслеживает контейнер, чтобы информировать потребителей об этом, а затем заниматься внедрением, сбором грязных контейнеров, логистикой их мытья и стерилизации, отслеживанием запасов. , отслеживание финансов и отслеживание воздействия на окружающую среду». — перечислил он. — Все, что должно произойти, чтобы наша система повторного использования работала эффективно. r.Cup предоставляет услугу «под ключ» для обработки всех этих деталей, чтобы упростить и эффективно внедрить систему повторного использования»
Помимо списка Мартина, компании не хотят отправлять пустые контейнеры по всей стране и должны создавать центры сбора, очистки и перераспределения. По словам опрошенных для этой статьи, внедрение вторичного использования было намного медленнее, потому что оно по своей сути намного сложнее, чем переработка.
«Вот почему многие предприятия стали уделять больше внимания переработке отходов», — сказал Роб Хаффман, директор по развитию Trivium. «Но я думаю, что рынок и потребители тянут их еще дальше, что обостряет проблему многоразового использования. Это просто большая проблема с точки зрения экономики. по-другому, где это все еще беспроигрышный вариант».
Исправление: r.Cup не продает алюминиевые стаканчики, они только многоразовые.
Чтобы получить более подробный анализ экономики замкнутого цикла, подпишитесь на Circularity Weekly, нашу бесплатную рассылку по электронной почте.
Что лучше выбрать? – Eco Replenishers
Пластик широко используется в различных повседневных предметах первой необходимости, но как часто мы рассматриваем долгосрочное воздействие одноразового пластика на окружающую среду по сравнению с другими устойчивыми альтернативами? Сегодня я собираюсь поговорить с вами об алюминии и о том, почему это гораздо более устойчивая альтернатива пластику. Во-первых, алюминий намного прочнее пластика, он может выдерживать длительное использование и идеально подходит для повторного использования или перепрофилирования (почти навсегда). Фактически, около 75% когда-либо произведенного алюминия все еще используется сегодня. С точки зрения воздействия на окружающую среду пластик гораздо опаснее алюминия.
Алюминий — отличный металл, легкий и ковкий, но при этом очень прочный. Благодаря этим свойствам алюминий можно использовать для изготовления самых разных вещей, от самолетов и автомобилей до небоскребов и упаковки для пищевых продуктов. Он также бесконечно перерабатывается. (Вспомните банки)
Алюминий можно многократно перерабатывать (это означает, что он не теряет своих качеств при переработке, в отличие от пластика), а переработка алюминия экономит более 90% энергии, необходимой для производства нового алюминия. Принимая во внимание, что многие пластмассы, используемые сегодня, вообще не могут быть переработаны, поскольку от них трудно избавиться, поскольку они не разлагаются и не разлагаются. И когда они перерабатываются, они теряют свое качество и продолжают ухудшаться до тех пор, пока их больше нельзя будет перерабатывать. Поэтому производство алюминия является гораздо более устойчивой альтернативой пластику.
Наконец, пластик часто является более дешевой альтернативой, которую чаще выбрасывают после одноразового использования, чем пустой контейнер из алюминия или нержавеющей стали. Подумайте о различных коробках из-под конфет, шоколада или других консервов, которые вы или кто-то из ваших знакомых могли сохранить для повторного использования. Вот почему все больше производителей косметики и продуктов питания, заботящихся об окружающей среде, теперь используют алюминий вместо пластика, поскольку у него больше шансов на повторное использование.
Здесь, в The Cleaning Cabinet, мы продаем несколько чашек и бутылок из алюминия/нержавеющей стали, а также контейнеры для хранения/перевозок, которые можно приобрести в магазине и через Интернет.
Наши алюминиевые бутылки объемом 500 мл поставляются с алюминиевой завинчивающейся крышкой, что делает их идеальной бутылкой для напитков. Алюминиевые бутылки сохраняют жидкость прохладнее намного дольше, чем пластиковые бутылки, и, как уже говорилось ранее, они намного лучше переносят интенсивное использование, что делает их более долговечными. Кроме того, вы можете использовать эту бутылку для хранения любых других растворов, которые вы используете в своем доме, будь то туалетные принадлежности, чистящие средства, средства по уходу за волосами, уход за автомобилем или средства по уходу за мужчинами. Внутреннее покрытие этой бутылки изготовлено из эпоксидно-фенолформальдегидной (EPA) смолы, которая предотвращает утечку и гарантирует, что внутреннее содержимое останется свежим.
Наши алюминиевые контейнеры для хранения/переноса станут отличной коробкой для завтрака, которую можно взять с собой на работу, в школу или университет, а также на пикник или выходной. Они также идеально подходят для того, чтобы брать с собой в отпуск туалетные принадлежности и куски мыла или даже просто в качестве основного средства хранения в вашем доме.
Наши стаканы из нержавеющей стали объемом 350 мл — это идеальный аксессуар для вашего дома, который можно использовать во многих целях! Эту чашку можно использовать в ванной для хранения зубных щеток или даже просто как чашку для напитков на кухне. Кроме того, они отлично подходят для использования на мероприятиях на открытом воздухе, таких как фестивали, пикники, кемпинги или походы, а также на мероприятиях в помещении, торговых точках и вечеринках.
Современные ножи отличаются не только великолепным внешним видом, но и типом стали, из которых они выкованы. В ручной ковке используются различные типы, основное описание которых вы можете прочесть ниже.
Алмазная сталь.
Коммерческое название инструментальных легированных сталей марок ХВ4Ф, ХВ5., термообрабатывающихся на высокие значения твердости. Название представляет собой только эпитет и не связано с реальным наличием алмазов в структуре стали. Отличается высокой прочность, затупляется медленнее остальных, но подвержена появления ржавчины, что впрочем не сказывается на основных характеристиках.
Булат
Булат — (из перс.) ряд разновидностей т. н. узорчатой стали, сталь (по суммарному химическому составу может формально относиться к чугунам), имеющая характерную макроструктуру, дающую после специальной обработки видимый узор на поверхности изделия. Известен с древних времен, используется для изготовления холодного оружия. Отличается твердостью и упругостью, оружие из булата имеет легендарные свойства. По характеру рисунка булат делят на полосатый, струйчатый, волнистый, сетчатый и коленчатый.
Быстрорежущая сталь (или Быстрорез)
Быстрорежущая сталь — легированная сталь, предназначенная для изготовления режущего инструмента (резцов, фрез, сверел, зенкеров и т. д.), работающего на повышенных скоростях и, следовательно, в условиях значительного нагрева. Отличается повышенной красностойкостью, достигаемой добавкой таких легирующих элементов, как вольфрам, молибден, ванадий и кобальт. В российском и советском марочниках сталей группа быстрорежущих сталей имеет маркировку, начинающуюся с литеры «Р», англоязычные справочники часто обозначают быстрорежущую сталь аббревиатурой «HSS» (high speed steel). Богатый выбор заготовок из быстрорежущих сталей и хорошие режущие свойства обеспечили быстрорежущим сталям популярность в мелкосерийном изготовлении ножей.
Нержавеющая сталь (65х13, 95х18, 50Х14МФ)
Ряд групп сталей, обладающих стойкостью к разным типам коррозии. Коррозионная стойкость чаще всего достигается снижением содержания углерода и легированием такими элементами, как хром, никель, молибден и т. д. Сталь 65х13 считается самой распространенной из отечественных. Это довольно «мягкая сталь». Нож из такой стали отлично и быстро точится, но так же быстро тупится. Неоспоримое достоинство стали в том, что она действительно никогда не ржавеет. Сталь 95х13 — хорошая отечественная нержавеющая сталь. В обработке намного труднее, чем 65х13. Часто ножи из стали 95х13 называют Кованая сталь Нож из этого материала не так просто хорошо заточить, как обычный кухонный, но держать остроту клинок будет довольно долго. И так же никогда не заржавеет.
Сталь 50Х14МФ применяется для изготовления режущего инструмента в медицинской (цельнометаллические скальпели, съемные лезвия) и пищевой (ножи) промышленности, к которым предъявляются требования по коррозионной стойкости.
В нашем Каталоге представлено более 400 наименований ножей из различной стали. Большинство ножей — ручная работа, производства России. Перейти в Каталог Ножей
Компания ТОРАМИР представляет самый большой выбор ножей для охоты, рыбалки, туризма, кухни, бытового применения. Изготовлены ножи из инструментальной стали, что дает вам возможность выполнять самостоятельно заточку при необходимости. Такие ножи призваны служить без преувеличения десятилетиями.
В нашем магазине вы можете приобрести ножи любой разновидности:
· Складные. Особой популярностью пользуются автоматические складные ножи, выдвижение клинка в которых происходит нажатием на кнопку. Также есть модели с выкидным клинком, механическим выдвижением. Главный плюс складных коллекций — компактность и вместимость в кармане.
· Мультитулы. Разновидность ножей, обладающих широким функционалом. Обычно модель помимо клинка комплектуется открывалкой, кусачками, консервным ножом, ножницами, иногда плоскогубцами, пилкой, штопором и другими элементами.
· Охотничьи. Применяются для разделки, снятия шкур. Их общей характеристикой является фиксированный клинок.
· Мачете. Ножи находят применение в туризме, на рыбалке, во время охоты, когда условия вынуждают передвигаться в зарослях.
· Кухонные. Филейные, для мяса, томатов, овощей, универсальные, а также наборы.
Что у них общего? Все эти ножи изготовлены из высококачественной инструментальной стали.
О материале
Инструментальная сталь — это, прежде всего, сталь высокой твердости, которая позволяет ножам принять такие качественные характеристики, как отсутствие деформации, простота заточки, долговечность остроты режущей кромки. Качество инструментальной стали определяется ее легированием, а также соотношением в составе углерода и железа. Согласно системы SAE, эта категория стали обозначается А-2, а в системе AISI углеродистая сталь обозначается 10хх.
Если вы хотите приобрести нож для кухни, выбирайте тот, твердость клинка которого находится в пределах HRC 52-57. Материал подходит для заточки на бруске в домашних условиях. Если твердость будет 58 и выше, для поддержания острой кромки понадобится алмазная заточка.
На сегодняшний день существует большая разновидность ножевых сталей, среди которых в России популярностью пользуется 65Х13 — нержавеющая с составом хрома. Именно хром делает ножи износоустойчивыми и коррозиестойкими. Углерод в составе является обязательным компонентом. Присутствие 0,5% углерода уже позиционирует сталь как высокоуглеродистую, а значит, твердую.
CMT 792.610.35 Ножи строгальные фуговальные из быстрорежущей стали HSS толщиной 3 мм 610x35x3 HS 2 шт
Комплект из 2-х ножей CMT 792.610.35
Применение:
Уникальный вариант для обработки мягких и твёрдых пород дерева.
Описание:
Сменные фуговальные ( строгальные ) ножи толщиной 3 мм из качественной быстрорежущей стали HSS с содержанием вольфрама (W) от 3% до 6%.
Общую стоимость ножа «по вашим размерам» (материал + рез) сообщит наш специалист по запросу.
Характеристики:
L 610
W 35
T 3
размер 610x35x3
мат-л HSS
количество 2 шт
Производство CMT (Италия).
«CMT Utensili SpA» (СМТ) производит высококачественный режущий инструмент и оснастку для обработки древесины, деревосодержащих ДСП, МДФ, ОСБ, пластика, алюминия — фрезы, сверла, дисковые пилы, сменные ножи и пр. История CMT началась в 1962 году в Италии, сегодня это крупный производственный центр с подразделениями в Италии, Испании и США. Более 40 лет СМТ инвестирует в самое современное оборудование с ЧПУ, инженерно-конструкторские разработки, опыт персонала. Инструменты СМТ легко узнать благодаря фирменному оранжевому покрытию CMT ORANGE TOOLS, в продукции используются лучшие материалы: сталь von Moos Stahl AG (Швейцария), твёрдый сплав CERATIZIT (Люксембург), покрытия Du Pont.
Рекомендация «Арсенал Мастера РУ»:
Рекомендуем к покупке, доставим в любой город России.
Доступны для покупки:
Обратите внимание! Обозначение «HSS 18%» в столбце «мат-л» определяет фуговальный строгальный нож из быстрорежущей стали с указанием содержания вольфрама W 18%.
Обозначение «HSS» в столбце «мат-л» определяет фуговальный строгальный нож из быстрорежущей стали с указанием марки быстрореза согласно маркировки производителя.
Вашему дополнительному запросу есть возможность нарезать ножи из быстрореза HSS необходимой длины, отсутствующей в нашей стандартной номенклатуре.
Также возможно резка ножей из быстрорежущей стали с напайкой из твёрдого сплава HW.
792.120.30 Комплект из 2-х ножей 120x30x3 HS
792.130.30 Комплект из 2-х ножей 130x30x3 HS
792.131.30 Комплект из 2-х ножей 130x30x3 SP
792.132.30 Комплект из 2-х ножей 130x30x3 HW
792.150.30 Комплект из 2-х ножей 150x30x3 HS
792.180.30 Комплект из 2-х ножей 180x30x3 HS
792.181.30 Комплект из 2-х ножей 180x30x3 SP
792. 182.30 Комплект из 2-х ножей 180x30x3 HW
792.200.30 Комплект из 2-х ножей 200x30x3 HS
792.201.30 Комплект из 2-х ножей 200x30x3 SP
792.210.30 Комплект из 2-х ножей 210x30x3 HS
792.211.30 Комплект из 2-х ножей 210x30x3 SP
792.230.30 Комплект из 2-х ножей 230x30x3 HS
792.231.30 Комплект из 2-х ножей 230x30x3 SP
792.232.30 Комплект из 2-х ножей 230x30x3 HW
792.250.30 Комплект из 2-х ножей 250x30x3 HS
792.251.30 Комплект из 2-х ножей 250x30x3 SP
792.252.30 Комплект из 2-х ножей 250x30x3 HW
792.260.30 Комплект из 2-х ножей 260x30x3 HS
792.261.30 Комплект из 2-х ножей 260x30x3 SP
792.262.30 Комплект из 2-х ножей 260x30x3 HW
792.300.30 Комплект из 2-х ножей 300x30x3 HS
792.300.35 Комплект из 2-х ножей 300x35x3 HS
792.301.30 Комплект из 2-х ножей 300x30x3 SP
792.302.30 Комплект из 2-х ножей 300x30x3 HW
792.310.30 Комплект из 2-х ножей 310x30x3 HS
792. 311.30 Комплект из 2-х ножей 310x30x3 SP
792.311.35 Комплект из 2-х ножей 310x35x3 SP
792.312.30 Комплект из 2-х ножей 310x30x3 HW
792.350.30 Комплект из 2-х ножей 350x30x3 HS
792.350.35 Комплект из 2-х ножей 350x35x3 HS
792.351.30 Комплект из 2-х ножей 350x30x3 SP
792.351.35 Комплект из 2-х ножей 350x35x3 SP
792.352.30 Комплект из 2-х ножей 350x30x3 HW
792.400.30 Комплект из 2-х ножей 400x30x3 HS
792.400.35 Комплект из 2-х ножей 400x35x3 HS
792.401.30 Комплект из 2-х ножей 400x30x3 SP
792.401.35 Комплект из 2-х ножей 400x35x3 SP
792.402.30 Комплект из 2-х ножей 400x30x3 HW
792.410.30 Комплект из 2-х ножей 410x30x3 HS
792.410.35 Комплект из 2-х ножей 410x35x3 HS
792.411.30 Комплект из 2-х ножей 410x30x3 SP
792.411.35 Комплект из 2-х ножей 410x35x3 SP
792.412.30 Комплект из 2-х ножей 410x30x3 HW
792.430.30 Комплект из 2-х ножей 430x30x3 HS
792. 430.35 Комплект из 2-х ножей 430x35x3 HS
792.431.30 Комплект из 2-х ножей 430x30x3 SP
792.432.30 Комплект из 2-х ножей 430x30x3 HW
792.450.30 Комплект из 2-х ножей 450x30x3 HS
792.450.35 Комплект из 2-х ножей 450x35x3 HS
792.451.30 Комплект из 2-х ножей 450x30x3 SP
792.451.35 Комплект из 2-х ножей 450x35x3 SP
792.452.30 Комплект из 2-х ножей 450x30x3 HW
792.500.30 Комплект из 2-х ножей 500x30x3 HS
792.500.35 Комплект из 2-х ножей 500x35x3 HS
792.501.30 Комплект из 2-х ножей 500x30x3 SP
792.501.35 Комплект из 2-х ножей 500x35x3 SP
792.502.30 Комплект из 2-х ножей 500x30x3 HW
792.510.30 Комплект из 2-х ножей 510x30x3 HS
792.510.35 Комплект из 2-х ножей 510x35x3 HS
792.511.30 Комплект из 2-х ножей 510x30x3 SP
792.511.35 Комплект из 2-х ножей 510x35x3 SP
792.512.30 Комплект из 2-х ножей 510x30x3 HW
792.520.30 Комплект из 2-х ножей 520x30x3 HS
792. 520.35 Комплект из 2-х ножей 520x35x3 HS
792.521.30 Комплект из 2-х ножей 520x30x3 SP
792.521.35 Комплект из 2-х ножей 520x35x3 SP
792.522.30 Комплект из 2-х ножей 520x30x3 HW
792.530.30 Комплект из 2-х ножей 530x30x3 HS
792.530.35 Комплект из 2-х ножей 530x35x3 HS
792.531.30 Комплект из 2-х ножей 530x30x3 SP
792.531.35 Комплект из 2-х ножей 530x35x3 SP
792.532.30 Комплект из 2-х ножей 530x30x3 HW
792.550.35 Комплект из 2-х ножей 550x35x3 HS
792.551.35 Комплект из 2-х ножей 550x35x3 SP
792.600.30 Комплект из 2-х ножей 600x30x3 HS
792.600.35 Комплект из 2-х ножей 600x35x3 HS
792.601.30 Комплект из 2-х ножей 600x30x3 SP
792.601.35 Комплект из 2-х ножей 600x35x3 SP
792.602.30 Комплект из 2-х ножей 600x30x3 HW
792.610.30 Комплект из 2-х ножей 610x30x3 HS
792.610.35 Комплект из 2-х ножей 610x35x3 HS
792.611.30 Комплект из 2-х ножей 610x30x3 SP
792. 611.35 Комплект из 2-х ножей 610x35x3 SP
792.612.30 Комплект из 2-х ножей 610x30x3 HW
792.630.30 Комплект из 2-х ножей 630x30x3 HS
792.630.35 Комплект из 2-х ножей 630x35x3 HS
792.631.30 Комплект из 2-х ножей 630x30x3 SP
792.631.35 Комплект из 2-х ножей 630x35x3 SP
792.632.30 Комплект из 2-х ножей 630x30x3 HW
792.640.30 Комплект из 2-х ножей 640x30x3 HS
792.650.35 Комплект из 2-х ножей 650x35x3 HS
792.651.35 Комплект из 2-х ножей 650x35x3 SP
792.710.30 Комплект из 2-х ножей 710x30x3 HS
792.710.35 Комплект из 2-х ножей 710x35x3 HS
792.810.30 Комплект из 2-х ножей 810x30x3 HS
792.810.35 Комплект из 2-х ножей 810x35x3 HS
792.811.30 Комплект из 2-х ножей 810x30x3 SP
792.811.35 Комплект из 2-х ножей 810x35x3 SP
792.812.30 Комплект из 2-х ножей 810x30x3 HW
792.821.35 Комплект из 2-х ножей 820x35x3 SP
792.997.30 Комплект из 2-х ножей 1050x30x3 HS
792. 997.35 Комплект из 2-х ножей 1050x35x3 HS
792.998.30 Комплект из 2-х ножей 1050x30x3 SP
792.998.35 Комплект из 2-х ножей 1050x35x3 SP
792.999.30 Комплект из 2-х ножей 1050x30x3 HW
Отзывы о CMT 792.610.35 Ножи строгальные фуговальные из быстрорежущей стали HSS толщиной 3 мм 610x35x3 HS 2 шт
Отзывов пока не было. Вы можете оставить его первым
Сверхтвердые (70 Rc) быстрорежущие стали — объяснения Maxamet, Rex 121 и других
Спасибо Роберто Дж. Родригесу и Дж. Келли за то, что они стали сторонниками Knife Steel Nerds Patreon! Нам нужно всего несколько штук на 150 болельщиков!
Сверхтвердые быстрорежущие стали
Сверхтвердые быстрорежущие стали (>68 Rc или около того) интересны с точки зрения энтузиастов ножей и производителей ножей, особенно потому, что ножи очень часто производятся в диапазоне твердости 58-61 Rc. Металлургия этих типов сталей также интересна. Но прежде чем мы перейдем к тому, что именно представляют собой эти стали и как они работают, имеет смысл сначала взглянуть на то, что привело к их разработке.
История быстрорежущей стали
Я написал несколько статей об истории инструментальных и быстрорежущих сталей. Открытие быстрорежущей стали в конце 1890-х годов положило начало современной эре инструментальной стали. Об этой разработке я писал в этой статье. Добавление большого количества вольфрама привело к «вторичной закалке» при отпуске, что означает увеличение твердости при высоких температурах отпуска, около 900-1100°F (480-650°C), а не при обычном размягчении. Это означало, что инструменты могли работать на более высоких скоростях, когда они нагревались до более высоких температур, поскольку сохранялась хорошая твердость. Аналогичный эффект наблюдался и при добавлении молибдена:
Изображение из [1]
В этой статье вы можете прочитать о механизме, с помощью которого вольфрам и молибден повышают твердость в этом диапазоне высокого отпуска. Эти легирующие элементы приводят к выделению очень мелких карбидов, увеличивающих твердость в диапазоне высоких температур отпуска. Быстрорежущая сталь с высоким содержанием вольфрама, позже названная Т1, была стандартом для режущих инструментов в течение нескольких десятилетий. В конечном итоге он был вытеснен M2, который имеет комбинацию молибдена и вольфрама, а также больше ванадия, чем T1 (2% против 1%). Переход на M2 был вызван нехваткой вольфрама во время Второй мировой войны и войны в Корее, но также было обнаружено, что M2 обладает более высокой прочностью, износостойкостью и потенциальной твердостью, чем T1. Так что в целом это был хороший апгрейд из-за снижения стоимости и улучшения характеристик. Сплав с еще более высоким содержанием молибдена, M1, предшествовал M2, но не имел такого же успеха. М1 был запатентован в 1933 [2] и М2 в 1939 г. [3].
Добавки кобальта в быстрорежущие стали
Впервые добавка кобальта в быстрорежущие стали была запатентована в Германии в 1912 году [4]. Было обнаружено, что кобальт увеличивает твердость после отпуска. Ранее я писал о влиянии кобальта в этой статье. Кобальт подавляет восстановление мартенсита, снижает уровень остаточного аустенита, увеличивает плотность зародышеобразования отпускаемых карбидов и замедляет укрупнение этих карбидов. Следовательно, увеличение содержания кобальта обычно приводит к повышению твердости быстрорежущих сталей, например, таких быстрорежущих сталей серии «Т» с примерно таким же составом, кроме кобальта:
Изображение из [5]
Сверхбыстрорежущие стали с высоким содержанием ванадия
Также было обнаружено, что высокое содержание ванадия (> 2%) возможно при условии увеличения содержания углерода, во-первых. обнаружен в 1932 г. [6]. Это привело к патентам на быстрорежущие стали с высоким содержанием ванадия в 1938 [7] и 1939 [8]. Первоначальный патент был на быстрорежущие стали с 8% молибдена, но после популярности стали M2 она была модифицирована в сталь Mo-W и к 1941 году стала называться M4 [9].]. Стали с еще более высоким содержанием ванадия, а также добавкой кобальта для повышения твердости стали Т15 и М15. T15 появился к 1946 году как Vasco Supreme [10], а M15 появился к 1951 году как Vasco Supreme A [11]. Vasco Supreme звучит как восхитительный предмет для заказа в Taco Bell, но это также была популярная быстрорежущая сталь. Подробнее о разработке этих сталей вы можете прочитать в этой статье. Эти стали получили название «сверхбыстрорежущие стали» из-за их высокой износостойкости.
«Сверхтвердые быстрорежущие» стали
Предел твердости, достигаемый при термообработке существующих сплавов, составлял около 67-68 Rc, но хотелось еще более высокой твердости для резки сложных материалов. Они достигли высокой твердости за счет сочетания высокого содержания углерода с высокими добавками кобальта. Более высокое содержание углерода, необходимое для этих марок стали, потребовало усовершенствования технологии производства стали для контроля сегрегации [5]. А улучшения в контроле состава позволили более плотным мишеням надлежащим образом сбалансировать химический состав для максимальной твердости [5]. Это связано с тем, что пляски на пределе свойства означают, что необходим относительно жесткий контроль, или вы рискуете недооценить или переоценить любой из заданных элементов, тем самым упустив желаемые свойства. Тройной или даже четырехкратный отпуск также оказался важным для минимизации остаточного аустенита в этих высокоуглеродистых марках.
Не знаю, что привело к внезапному консенсусу в отношении того, что быстрорежущие стали с более высокой твердостью возможны или желательны, но некоторые из них были запатентованы с разницей в несколько лет. Что касается дат подачи заявок, это включает сталь M44 компании Braeburn Alloy Steel (1960 г.) [12], сталь M41 компании Crucible Steel (1961 г.) [13], сталь M42 компании Vasco Metals (1963 г.) [14] и сталь M43 (1965 г.). ) [15]. Получаемые в результате составы этих сталей относительно сложны, но на практике они, по сути, являются результатом использования ранее существовавшей легированной кобальтом быстрорежущей стали и последующего определения содержания углерода, обеспечивающего максимальную твердость. Сталь М41 была разработана из М35, М42 из М33, М43 из М34 и М44 из М6. Однако наследие некоторых из этих классов восходит еще дальше. Например, М35 представляет собой М2 с добавкой кобальта, а М33 и М34 по существу представляют собой М1 с добавкой кобальта.
А вот пример процесса поиска оптимального содержания углерода, в данном случае M42. При слишком большом количестве углерода уровень остаточного аустенита становится слишком высоким, чтобы его можно было удалить с помощью нескольких циклов отпуска.
Изображение из [16]
Эти стали были названы «сверхтвердыми» [5] или «сверхтвердыми» [14] быстрорежущими сталями, хотя в конечном итоге их обычно относили к категории «сверхбыстрорежущие стали» наряду с с М4 и Т15. Однако эти стали, как правило, не обладают такой высокой износостойкостью, как М4 и Т15. Следовательно, выбор между «сверхтвердым» и «сверхтвердым» заключался в том, требуется ли для операции резания более высокая твердость или более высокая износостойкость. Более высокая твердость желательна для обработки материалов с высокой твердостью, таких как высокопрочная сталь и титановые сплавы, где большая разница в твердости улучшает производительность. А также при резке материалов с более высокой скоростью резания, требующих лучшей твердости в горячем состоянии.
Изображение из [5]
Изображение из [5]
Сталь M42 стала наиболее часто используемой из этих сверхтвердых быстрорежущих сталей, вероятно, из-за ее превосходной шлифуемости. Эта превосходная шлифуемость, вероятно, обусловлена тем, что M42 имеет самое низкое содержание ванадия среди этих сталей. Шлифуемость была важным фактором из-за сложности шлифования таких твердых сталей.
Таблица из [5]
Прочность M42 также была довольно хорошей, сравнимой с другими быстрорежущими сталями при той же твердости, и не падает резко в диапазоне твердости 68+. Это несколько удивительно из-за пагубного влияния кобальта на ударную вязкость. Например, сравните T1 и T4 на изображении ниже, где T4 идентичен T1, но с 5% кобальта. Вы можете видеть, что даже при одинаковой твердости прочность T4 значительно ниже. Исследователи Vasco обнаружили, что 8% Co и определенное содержание Mo-W, которые они использовали, обеспечивают наилучший баланс между высокой твердостью и хорошей ударной вязкостью. Это, в сочетании с относительно низким содержанием ванадия, вероятно, является причиной того, что M42 имеет относительно хорошую ударную вязкость.
Изображение из [16]
Порошковая металлургия Сверхтвердые быстрорежущие стали
Технология порошковой металлургии еще больше расширила возможности производства сверхтвердых быстрорежущих сталей. Сталь для порошковой металлургии впервые была произведена в промышленных масштабах компанией Crucible Steel в конце 1970 года. Вы можете больше узнать о порошковой металлургии и о том, что она делает, в этой статье. Ранние быстрорежущие стали с ПМ просто брали существующие составы и производили их версии с ПМ, такие как M2, M42 и T15. Однако использование технологии ПМ позволило увеличить содержание ванадия. Карбиды ванадия могут стать очень большими при обычном производстве стали, что ограничивает шлифуемость и ударную вязкость. Однако порошковая металлургия во многом приводит к устранению этой проблемы. Например, было обнаружено, что как T15, так и M4 имеют значительное улучшение ударной вязкости и шлифуемости из-за значительного уменьшения размера карбида в результате порошковой металлургии.
Таблица из [17]
Таким образом, сверхтвердые быстрорежущие стали могут быть разработаны с использованием технологии порошковой металлургии, в которой также используется повышенное содержание ванадия для сочетания высокой твердости и высокой износостойкости. Первым из них был Crucible Rex 76, патент на который был подан в 1972 г. [18]. Эта сталь сочетала 3% ванадия с высоким содержанием углерода и кобальта для достижения этих свойств.
Замена карбида быстрорежущей стали
С самого начала разработки сверхтвердых быстрорежущих сталей было обещано, что эти стали смогут заменить цементированный карбид для некоторых операций механической обработки [12]. О том, что такое цементированный карбид, я писал в этой статье о ножах Sandrin. Цементированный карбид сочетает в себе высокий процент очень твердого карбида вольфрама (> 75%) с мягким кобальтовым связующим. Эти марки твердого сплава сочетают в себе очень высокую износостойкость, прочность и жесткость, что обеспечивает хорошие характеристики при высокоскоростных операциях механической обработки. Однако ударная вязкость цементированного карбида очень низкая, а стоимость высока. Таким образом, сверхтвердые быстрорежущие стали могут иметь характеристики, близкие к твердосплавным, в сочетании с более высокой ударной вязкостью, что снижает вероятность сколов или поломок инструмента. Идея «преодоления разрыва» между характеристиками твердого сплава и типичной быстрорежущей стали продолжает продвигаться как новая идея, по крайней мере, до 2004 года [19].[20]. Эти более поздние стали, заменяющие карбиды, сочетают в себе высокое содержание ванадия (5% или более) наряду с высокой твердостью (> 69 Rc) для очень высокой прочности и износостойкости.
Однако первой из этих сталей, заменяющих карбид, на мой взгляд, была ASP60 фирмы Stora, самое раннее упоминание о которой я могу найти, относится к 1975 году [21]. В конечном итоге эта сталь была названа Erasteel ASP2060, а Uddeholm — Vanadis 60. ASP60 сочетает в себе 6,5% ванадия с высоким содержанием углерода и кобальта для обеспечения высокой износостойкости и твердости. Первоначально компания Crucible Steel утверждала, что концентрация выше 3% не нужна и не считается полезной [17]; однако продолжающееся существование ASP60 и разработка компанией Crucible быстрорежущих сталей с более высоким содержанием ванадия с тех пор, похоже, противоречат их первоначальным аргументам.
После Rex 76 и ASP 60 было разработано несколько других быстрорежущих сталей для замены карбида. К ним относятся Hitachi HAP 72 в 1985 г. [22], Crucible Rex 121 и Rex 86 в 1997 г. [23], Carpenter Maxamet в 2000 г. [24] и Bohler S290 в 2002 г. [25]. Все эти стали содержат не менее 5% ванадия для обеспечения высокой износостойкости в сочетании с высокой твердостью благодаря высокому содержанию кобальта и сбалансированному углероду.
замена карбида твердость быстрорежущей стали
Прочность быстрорежущих сталей, заменяющих карбиды, относительно низкая. Ведь они рассчитаны на термообработку не менее 67 Rc. Если желательна более низкая твердость, было бы лучше использовать сталь типа CPM-M4 или CPM-T15, поскольку они имеют более высокую ударную вязкость при более низких значениях твердости. Даже при тонкой микроструктуре, полученной в результате порошковой металлургии, ударная вязкость изначально низка и находится в диапазоне 68-72 Rc. Вы можете понять, о чем я говорю, посмотрев на прочность Rex 76 и Rex 121 по сравнению с другими сталями Crucible [23][26-33] или HAP 72 по сравнению с другими сталями Hitachi [34].
Возможно, мы можем сделать некоторые прогнозы того, какие стали, заменяющие карбиды, будут иметь наилучшую ударную вязкость, взглянув на относительное содержание карбидов, предсказанное Thermo-Calc при 2200°F: самое низкое содержание карбида, а Rex 121 — самое высокое содержание карбида, поэтому ожидается, что эти стали будут иметь самую высокую и самую низкую ударную вязкость. Это содержание карбида подтверждается микрофотографиями, которые я сделал для обеих этих сталей, где вы можете видеть, что Rex 121 имеет как больше карбида, так и более крупные карбиды, чем Maxamet. Сравнить с микрофотографиями других сталей можно в этой статье.
Сталь Rex 121 (аустенитизация при 1925°F) – объем карбида 32%
Сталь Maxamet (аустенитизация 1975°F) – объем карбида 22% и мной, и обработаны Alpha Knife Supply и Майком Пирсом. Эти тесты показали ожидаемую превосходную прочность Maxamet, хотя разница невелика. Есть еще одна партия образцов Максамета, которые я термообработал с помощью 19Аустенитизация при 00°F и отпуск при 500°F, и когда они будут обработаны и протестированы, я обновлю эту статью (надеюсь).
Удержание кромки
Единственное значение удержания кромки, которое у меня есть для любой из этих сталей, получено от Maxamet. Она очень хорошо показала себя в тесте, как и следовало ожидать от стали с высокой твердостью и высоким содержанием ванадия. Каждое из следующих значений получено из экспериментов CATRA, а затем нормализовано относительно 440C при 58-59 Rc, которому присвоено базовое значение 100. Таким образом, Maxamet со значением 222 для 68 Rc примерно в 2,2 раза больше сохраняет края, чем 440C. в 59Rc, если оба имеют одинаковую геометрию края и резкость.
ASP2060/Vanadis 60, HAP 72, Rex 86 и S290 также должны иметь аналогичный диапазон удержания кромки, поскольку эти стали также содержат 5-6,5% ванадия. Тем не менее, Rex 121 находится на еще более высоком уровне безумия с точки зрения износостойкости и, как ожидается, будет еще на одну ступень выше. Я использовал метод, описанный в этой статье, для оценки относительного удержания кромки CATRA для каждой из этих сталей на основе объема карбида в них из Thermo-Calc. Эти предсказанные значения, конечно, должны быть подтверждены экспериментально. Однако предсказанное значение для Максамета близко к приведенному выше экспериментальному значению, что дает мне некоторую надежду на достоверность предсказаний.
Прогнозируемые значения CATRA (не экспериментальные)
Шлифовка, чистовая обработка, заточка, коррозионная стойкость, стоимость
Так как все эти стали для порошковой металлургии с высоким содержанием легирующих элементов, они все относительно дороги. Получение их в подходящих размерах для ножей также может быть несколько затруднено, поскольку они в основном производятся для оснастки, а не для ножей. Шлифовка и отделка также затруднены даже в отожженном состоянии из-за высокого содержания ванадия. После закалки эти операции становятся еще более сложными, как и следовало ожидать из-за высокой твердости. Плохая шлифуемость и полируемость этих сталей также могут затруднить заточку. Ожидается, что коррозионная стойкость будет такой же, как и у других быстрорежущих сталей. Эти стали не являются нержавеющими, но обладают некоторой коррозионной стойкостью по сравнению с низколегированной сталью, такой как 109.5. Подробнее о коррозионной стойкости можно прочитать в этой статье.
Заключение
Разработка сверхтвердых и карбидозамещающих быстрорежущих сталей стала результатом долгой истории непрерывного совершенствования конструкции и производства быстрорежущих сталей. Усовершенствования в производстве стали в сочетании с улучшенным пониманием конструкции сплава быстрорежущей стали привели к сочетанию высокого содержания кобальта и оптимизированного содержания углерода для максимальной твердости. С внедрением порошковой металлургии стало возможным увеличить содержание ванадия, чтобы обеспечить сочетание очень высокой износостойкости и твердости. Эти стали обладают относительно низкой ударной вязкостью по сравнению со многими другими ножевыми сталями, но обеспечивают превосходное удержание режущей кромки. Высокая стоимость как покупки этих сталей, так и производства ножей из них ограничивает их использование относительно небольшим количеством ножей. Однако они предоставляют специальные варианты использования для тех, кто предпочитает максимальное сохранение края в ущерб другим свойствам.
[2] Эммонс, Джозеф В. «Стальной сплав и изделия сделанный оттуда». Патент США 1 937 334, выдан 28 ноября 1933 г.
[3] Де Врис, Ральф П. «Высокоскоростной инструмент». Патент США 2 212 227, выдан 20 августа 1940 г.
[4] Патент Германии № 281 386, 10 марта 1912 г.
[5] Fletcher, S.G. and Wendell. CR: Новое поколение быстрорежущих сталей – их металлургические характеристики Ежеквартальный отчет Metals Engineering American Society for Metals, 19 февраля.66.
[6] Кинзель, А. Б., и К. О. Берджесс. «Влияние ванадия на быстрорежущую сталь». Пер. амер. Институт инженеров-механиков 100 (1932): 257-263.
[7] Гилл, Джеймс П. «Инструмент из легированной стали». Патент США № 2105114. 11 января 1938 г.
[8] Гилл, Джеймс П. «Ферросплав». Патент США № 2174281. 26 сентября 1939 г.
[9] Гилл, Дж. П., и Роберт С. Роуз. «Молибденовые быстрорежущие стали». Железный век 148, вып. 13 (1941): 33-35.
[10] «Материалы для высокоскоростной резки». Steel Processing and Conversion 32-33 (1946): 810.
[11] Automotive Industries 105 (1951): 158.
[12] Harvey, Richard F., and Charles W. Schuck. «Быстрорежущей стали.» Патент США 3 113 862, выдан 10 декабря 1963 г.
[13] Неренберг, Элвин Э., Тони В. Филип и Стивен Гэри. «Низколегированная сталь, обладающая высокой твердостью при повышенных температурах». Патент США 2 996 376, выдан 15 августа 1961 г.
[14] Хамакер-младший Джон С., Джеймс Р. Хэндисайд и Дэниел Х. Йейтс. «Сверхтвердая быстрорежущая сталь». Патент США 3 259 489, выдан 5 июля 1966 г.
[15] Mackay, William BF, and Robert O. Carson. «Быстрорежущая инструментальная сталь». Патент США 3,388,986, выдан 18 июня 1968 г.
[16] Хэндисайд, Дж. Р., Хамакер, Дж. К., и Йейтс, Д., «Быстрорежущая сталь Rc 70 — ее разработка, свойства и характеристики», Metal Progress (1963 г. ). ): 78-81.
[17] Касак А. и Э. Дж. Дулис. «Инструментальные стали для порошковой металлургии». Порошковая металлургия 21, вып. 2 (1978): 114-123.
[18] Стивен Г. «Изделие из инструментальной стали, содержащее ванадий». Патент США 3 809 541, выдан 7 мая 1974 г.
[19] Маковец, Хайнц, Ингрид Шеммель и Эрнст Путцгрубер. «Инструментальные материалы для ПМ: новая марка стали с ПМ для микроочистки S290 — промежуточный материал между обычными марками ПМ и цементированными карбидами». Европейский конгресс и выставка по порошковой металлургии. Материалы конференции European PM Conference Proceedings , vol. 3, с. 1. Европейская ассоциация порошковой металлургии, 2004 г.
[20] Карнес, Роберт Э. и Дэвид Э. Верт. «Новый сплав порошкового металла устраняет разрыв между быстрорежущей сталью и карбидом вольфрама». Статьи о технологиях плотника от мая г. (2001 г.).
[21] Хеллман, П. и Х. Визелл. «Влияние структуры на ударную вязкость и шлифуемость быстрорежущей стали». В презентации на Международном коллоквиуме «Быстрорежущие стали» , стр. Сент-Этьен. 1975.
[23] Войцежинский, Анджей Л. и Уильям Стаско. «Изделие из быстрорежущей стали». Патент США 6,057,045, выдан 2 мая 2000 г.
[24] Wert, David E., Gregory J. Del Corso, and Harrison A. Garner Jr. «Инструментальная сталь высокой твердости для порошковой металлургии и изделия из нее». Патент США 6 482 354, выдан 19 ноября 2002 г.
[25] Майли И., Р. Рабич, В. Либфарт, Х. Маковец и Э. Путцгрубер. «Новая быстрорежущая сталь Bohler для порошковой металлургии с превосходной твердостью в горячем состоянии». В Проц. 6-й Международной инструментальной конференции, Карлстад, Швеция . 2002.
Сменные стальные ножи (HSS) для большинства строгальных станков и фуганков модели
Категории
Мы предлагаем большой выбор наиболее распространенных наборов строгальных и фуганочных ножей из V2-HSS и твердого сплава. Если вам нужен нож определенной длины, которого нет в этой категории, мы, скорее всего, сможем вам помочь. Мы также предлагаем длинные ножевые бруски (обычно длиной 31″ и 36″ из быстрорежущей стали и длиной 25″ из твердого сплава) самой распространенной ширины и толщины. желаемой длины
Или:
Уточнить поиск
Сравнение продуктов (0)
Сортировать по:
Имя по умолчанию (A — Z) Название (Z — A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самая низкая)Модель (A — Z)Модель (Z — A)
ГОСТ плиты перекрытия многопустотные, производство, вес
Плиты перекрытия – это строительный материал, полученный из железобетона, который используют при возведении этажей. Благодаря своей универсальности представленные изделия стали активно применяться при строительстве многоэтажек и коттеджей. Монтаж каждой плиты перекрытия осуществляется отдельно друг от друга, но в результате удается получить монолитное железобетонное перекрытие.
Содержание
1 Описание
2 Расчет
3 Размеры и вес
4 Процесс изготовления
Описание
В области современного строительства возникают и другие виды перекрытия, которые можно использовать вместо плит, но, тем не менее, самыми востребованными по-прежнему остаются плиты перекрытия серии 1.141 1.
Причина такой востребонности состоит в том, что изделия обладают большим количеством положительных свойств:
доступная стоимость;
высокие показатели прочности;
простота монтажа;
отличные показатели тепло- и звукоизоляции.
Как выглядят плита перекрытия пк 15, можно увидеть и узнать из данной статьи.
На видео -многопустотные плиты перекрытия, гост:
Что из себя представляют ребристые плиты перекрытия указано в статье.
Плиты перекрытия серии 1.141 1 обладают такими характеристиками, как ширина, длина и нагрузки. Стандартной нагрузкой для изделия считается 800 кг/м2.
Многопустотные сборные изделия получают по ГОСТу 9561-91. Их конструкция предусматривает наличие многопустотных сборных плит, толщина которых 220 мм. Еще имеют ударение на ригели. В результате получается монолитное жесткое перекрытие.
Служат подобные изделия для обустройства межэтажных или чердачных перекрытий при возведении домов общественного или промышленного назначения, предусматривающие стальной или монолитный каркас.
Сборные железобетонные плиты перекрытия размеры по ГОСТу указаны в данной статье.
Получают плиты перекрытия из бетона высокого качества, благодаря ему удается производить поперечную резку материала. В результате становится возможным перекрыть комнаты с криволинейной стеной или отверстием.
Стабильные показатели прочности позволяют получить одинаковый плиточный прогиб, благодаря чему нет необходимости выравнивать потолочную поверхности при монтаже.
Безопалубное формирование плиты позволяет получить отличную несущую способность. Многопустотная плита обладает отличными характеристиками:
прочность и шумопоглощения,
водонепроницаемость и морозостойкость.
Для материала, который используют в ходе изготовления плиты, характерные высокие показатели пожарной безопасности.
Плиты перекрытия пб размеры гост и другие технические данные указаны в статье.
Расчет
Вычислительные мероприятия для многопустотной плиты осуществляется для того, что определить прочность при всех возможных нагрузках, а также проведение вычислений позволяет выбрать самый подходящий тип изделия, который будет отвечать всем параметрам огнестойкости. Кроме этого, при расчете можно определить дополнительное усиление всей конструкции, в общем.
Каков расчет пустотной плиты перекрытия подробно рассказывается в данной статье.
Во время расчета многопустотных плит необходимо принимать во внимание факторы, которые могут оказывать влияние на предел прочности и огнестойкости. В ходе выполнения расчетов вычисляется не только предполагаемая нагрузка на 1 м2 , а также свойства огнестойкости, которые играют огромную роль при дальнейшей эксплуатации жилища.
В большинстве случаев расчет рассматриваемого изделия осуществляют специалисты, которые имеют необходимый допуск. В ходе полученных данных удается подобрать многопустотную плиту, которая в состоянии выдержать все нагрузки, которые будет испытывать дом. Помимо этого, все произведенные вычисления позволяют определить необходимый расход строительных материалов.
Какова толщина монолитного перекрытия частного дома, указано в описании статьи.
Размеры и вес
Что касается этих параметров, то для каждого вида изделия имеются свой вес и размеры:
Пустотные размеры могут достигать таких размеров 114-20з мм. Благодаря наличию цилиндрических пустот становится возможным снизить массу плиты и улучшить шумоизоляцию дома. Значение толщины дома может составлять 220 мм, но имеются плиты с толщиной 260 и 300 мм.
Сплошные плиты не имеют пустот, а их длина составляет до 6,6 м, ширина – 3 м, толщина – 120-160 мм.
Пустотелые изготовляются длиной 12 м, ширина может варьироваться от 1,5 до 2,4 м.
Ребристые плиты обладают П-образным сечением. Их длина составляет 8,8 м, ширина – 1,5 м, высота – 400 мм.
Что касается веса плит перекрытия, то этот параметр зависит от толщины:
при толщине 1,5 мм вес составит 1290-2950 кг,
при толщине 1,2 мм вес составит 970-220 кг,
при толщине 1 мм вес – 700 – 1875 кг.
Какова маркировка плит перекрытия пустотных по ГОСТу указано в статье.
Процесс изготовления
Все технологическое оснащение расположено в пролетах, которые оснащены мостовыми кранами и формовочными постами. В свою очередь, на формовочных постах имеются бетоноукладчики с бункерами, виброплощадками. Подача бетонного раствора производится с бетонных узлов посредствам бетоновозных эстакад.
На видео – производство многопустотных плит перекрытия:
Двутавровая балка 20 размеры и другие технические данные материала, который подходит для перекрытия можно узнать из данной статьи.
Процесс обработки высокими температурами осуществляется в ямных камерах. Здесь используют острый апр. Все операции по транспортизации в пролете производятся двумя мостовыми кранами.
Все мероприятия по производству плит осуществляют на 5 постах:
Подготовка форм. Здесь осуществляют обрезку арматуры, чистку, смазку изделий и укладку стержней.
Формование.
Термическая обработка.
Доводка и контроль качества;
Выдержка продукта после термообработки.
О том какова цена двутавровой деревянной балки для перекрытия дома, можно узнать из статьи.
Весь технологический процесс получения плит перекрытий производится в следующей последовательности:
Когда была произведена обработка высокими температурами, то поддон с материалом монтируют на пост подготовки. Для этого используют автоматический захват.
Осуществляется обрезка арматурных стержней.
Плиту снимают с поддоном, используя кран, а затем переносят на вывозную тележку. Там происходить очистка изделия от пыли, наплывов бетона, маркировка.
С поверхности поддона удаляют остатки бетона, обрезка арматуры и очищение упоры. Также на этом этапе выполняется смазка рабочей поверхности поддона и упоров.
Не отходя от этого поста, рабочие выполняют укладку сеток и стержневой арматуры. Перед этим ее предварительно нагревают при помощи электротермического метода в обоурдваоениУЭС-6. В завершении выполняется укрепление в специальных упорах.
При помощи крана подготовленный поддон переносят на пост формирования, а затем выполняют укладку бетонного раствора. На поддоне выполнятся фиксирование бортовой насадки, вводятся вибровкладыши. Теперь можно переходить к монтажу каркасы и монтажные петли.
После всех этих действий можно переходить к укладке подстилающего слоя, внедрением вибросола. Благодаря этому удается получить ровные и пластический слой бетона.
Далее процесс изготовления предполагает выполнение дальнейшей укладки, разравнивания и уплотнения бетонного раствора. Здесь будет использоваться пригруз.
Когда вибрирование окончено, выполняется очистка краев формы от подливов бетонного раствора.
Выполняют отверстия под петли, а затем монтируют пробки с высотой 130 мм.
Поддон с продукцией монтируют в ямную пропарочную камеру и осуществляют термовлажностную обработку. После этого весь цикл повторяется.
Каковые размеры деревянной балки для междуэтажного перекрытия рассказывается в данной статье.
Плиты перекрытия – это очень значимый на сегодняшний день строительный материал. Благодаря такому изделию стало возможным возводить дома с большим количеством этажей и не переживать за прочность и надежность. Размеры плит перекрытия могут быть самые различные, благодаря чему удается подобрать самым подходящий для того, чтобы плита смогла выдерживать оказываемую на нее нагрузку.
Плиты перекрытия ПК 58-15-8 Цена размеры вес ГОСТ
Плита перекрытия ПК 58-15-8 это железобетонное прямоугольное изделие, содержащее пустоты, круглые воздушные камеры. Многопустотные плиты усилены арматурой — заранее напряженными стальными стержнями для прочности. Как и любые железобетонные изделия, плита перекрытия изготавливается по определенным нормативам. В данном случае согласно ГОСТа 9561-91. Пустотные плиты перекрытий традиционно применяют при возведении высоких жилых комплексов или производственных цехов. Это крайне удобный и относительно недорогой материал для строительства, отвечающий своими качествами требованиям. Имеющиеся пустоты значительно уменьшают вес изделия, и как следствие, всей конструкции сооружения. Значительно уменьшается нагрузка и на фундамент. Воздушные камеры обеспечивают шумоизоляцию в помещении и помогают удержать тепло в здании. Благодаря использованию бетона и стальной арматуры конструкции эти изделия отличаются особой прочностью. Соединенные два крепких материала обеспечивают долговечность и надежность. Бетон защищает арматуру от коррозии и воздействия агрессивных реагентов, содержащихся даже в воздухе, а арматура усиливает бетон, предотвращая его ломкость. Тем не менее плиты перекрытия ПК 58-15 — это достаточно тяжелые и большие изделия, и транспортировка этих элементов конструкции довольно сложная, так же как и установка. Монтаж производится только с помощью специальной тяжелой строительной техники — подъемного крана. Плиты пустотные являются основными элементами и наиболее популярными деталями для проектирования и строительства разных конструкций, типа многоэтажных жилых домов, производственных помещений и сооружений общественного назначения. Производитель обязан обеспечить строгий контроль качества всех предлагаемых железобетонных плит, и обеспечить всю продукцию гарантийными документами, паспортом качества. Изготавливаться плиты пк 58.15.8 должны исключительно в заводских условиях и согласно нормативам ГОСТа. Технология производства должна быть хорошо налажена и отработана, она должна соблюдаться строжайшим образом, в точности до мелочей, во избежание брака изделия или техногенного разрушения сооружения. Это, прежде всего, основа безопасности. Плиты ПК всегда имеют строгие геометрические характеристики. Расчет нагрузки на стандартную плиту порядка восемьсот килограммов на квадратный метр, но под заказ возможно изготовление плит с большей нагрузкой. Такие плиты могут применяться, например, при строительстве многоэтажной автопарковки. В зависимости от нагрузки и вида армирования, плита может иметь следующие варианты написания маркировки:
ПК 58-15-6
пк 58. 15
ПК 58-15-8
пк 58-15.8
ПК 58-15-10
пк 58.15.12,5
ПК 58-15-12,5
пк 58х15
ПК 58-15-16
пк 58-15.16
Эти бетонодетали предназначены для перекрытия всех типов зданий — из кирпича, бетона, стеновых панелей и пеноблока. Они устанавливаются между этажами в несущих частях здания. Из-за своих теплоизоляционных и звуконепроницаемых свойств они являются незаменимыми материалами в типовом жилищном строительстве. Плиты перекрытия по ГОСТу должны быть изготовлены из тяжолого бетона марки В15 и В20. Коэффициент морозостойкости должен быть не ниже F-50, коэффициент водонепроницаемости W-2. Как и любое железобетонное изделие, плиты перекрытия ПК маркируются в буквенно-цифровом индексе. В маркировке указывается размер, нагрузка и используемая арматура. Эти изделия обладают достаточно высокими прочностными характеристиками, все геометрические параметры указаны в ГОСТе, изделия обязаны им соответствовать. Монтаж железобетонных плит перекрытия достаточно прост. Но без знания определенных технологий укладки здесь не обойтись. Край плиты 58-15 не должен доходить до стены несколько сантиметров, чтобы можно было правильно осуществить утепление. На строительном рынке многопустотные плиты наиболее популярны. Стандартная плита перекрытия должна быть сейсмоустойчивой и выдерживать колебания почвы до девяти баллов. Для местностей, где движения почвы регулярны, в раствор бетона для плит перекрытия добавляются специальные упрочнители. В пустотах таких плит перекрытия можно прокладывать коммуникации — электрические кабеля сигнализации, линии связи и так далее. Такие плиты более доступны по цене, нежели монолитные, поскольку производство этих железобетонных изделий поставлено на поток на заводах. Из пустотных плит перекрытия и можно возводить здания практически любой этажности. Это строительство занимает минимальные сроки без потери качества и свойств прочности всего сооружения. Монтаж их производится на несущую наружную или внутреннюю стену строения. Отличие плит ПБ от плит ПК состоит в способе их изготовления. Плита перекрытия ПК заливается в металлоформу определенного размера, что и является в итоге длиной и шириной плиты. В то время как плиты ПБ заливаются на специальной линии, длиной 180 метров, а уже после этого нарезаются специальной пилой с алмазным покрытием на нужные размеры. Ширина линии может быть 1.2 мерта, либо 1.5 метра. При необходимости готовую плиту можно распилить не только поперек, но и вдоль и тем самым придать необходимую ширину, например один метр. Транспортируют и складируют плиты пустотные в стопках. При перевозке не более четырех штук в высоту, а при хранении не более шести.
Бетонные плиты — Несущая способность
Несущая способность свободно опертых бетонных плит.
Спонсируемые ссылки
Нагрузочные возможности простого поддерживаемых бетонных плит:
Толщина (мм)
Самос. м 2 )
Общая нагрузка
Пролет (м)
кг/м 2
kN/m 2
100
240
500
740
7. 26
2.4
125
300
500
800
7,85
3,0
150
360
500
860
8,44
3,6
9777779.0013 1,5 кН/м 2 (153 кг/м 2 ) в жилых зданиях до примерно 1 0 кН/м 2 (1053 кг/м 2 ) в тяжелых промышленных зонах. 500 кг/м 2 Типично для офисов, складских помещений и т.п.
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox — Расширение SketchUp — 3D-моделирование онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Как предотвратить растрескивание бетона > Статьи > Ghostshield®
Бетон, хотя и кажется плотным, твердым, небьющимся материалом, но склонен к растрескиванию и разрушению. Трещины могут появиться, несмотря на все меры предосторожности.
Прежде чем бетон затвердеет, когда он находится в пластическом состоянии, он наполнен водой. При отверждении он теряет влагу, а усадка создает напряжение, которое может разорвать плиту. Когда напряжение становится слишком большим для затвердевшего бетона, плита треснет, чтобы уменьшить давление. Это особенно часто встречается в теплую погоду. Если в смеси было использовано слишком много воды, после испарения лишней воды в плите остаются большие пустоты, которые делают бетон более слабым и склонным к растрескиванию. Это широко известно как усадочное растрескивание. Для борьбы с усадочным растрескиванием в плиту добавляют контрольные швы. Контрольные швы представляют собой канавки, которые врезаются в новый бетон или выпиливаются в бетоне после того, как он достигнет своего первоначального состояния. Контрольные швы создают слабое место в плите, поэтому при усадке бетона он будет трескаться в стыке, а не в плите.
С другой стороны, деформационные швы возникают в теплую погоду, когда бетон расширяется после цикла замораживания-оттаивания. Это вызывает напряжения, так как бетон будет расширяться и толкаться к любому объекту на своем пути. Если между плитами нет ничего гибкого, бетон будет вынужден треснуть, чтобы снять напряжение. Заполнение компенсационных швов гибким материалом будет действовать как удар, чтобы снять напряжение и предотвратить растрескивание в будущем. Вздутие, оседание и перегрузка — другие распространенные типы трещин в бетоне. Трещины пучения возникают после цикла замораживания-оттаивания, когда мерзлый грунт поднимается и оседает при оттаивании грунта. Если плита не может свободно перемещаться с почвой, плита треснет. Усадочные трещины возникают, если в земле есть пустоты, и земля продолжает оседать. Трещины от перегрузки возникают, когда на верхнюю часть плиты оказывается чрезмерный вес, который слишком велик для грунта. Паутинные трещины и трещины, образующие корку, наносят эстетический ущерб, но не представляют реальной угрозы для бетона. Вместо этого они визуально непривлекательны, но не вызывают структурных проблем.
Чтобы предотвратить растрескивание бетона, существует несколько методов восстановления:
1.) Железобетон: хотя железобетон также может растрескиваться и может вызвать растрескивание бетона, сдерживая усадку, если трещины все же возникают, армирование может помочь удержать их.
Устройство фрезерного станка: схема конструкции и строение
Фрезерные станки представляют основной парк станочного оборудования для обработки деталей. Они выпускаются в разных модификациях и способны выполнять различные операции. Несмотря на разнообразие конструкций, общее устройство фрезера остается неизменным.
Классификация фрезерных станков
Общее устройство фрезерного станка
Классификация фрезерных станков
С учетом определенных параметров фрезерные станки подразделяются на несколько типов. По тому, где расположен шпиндель и в каком направлении он перемещается, выделяются такие разновидности:
Вертикальные. Шпиндель располагается и перемещается в вертикальной плоскости.
Горизонтальные. По отношению к заготовке шпиндель располагается в горизонтальной плоскости.
Комбинированные. Они имеют универсальную фрезерную головку, которую можно расположить как вертикально, так и горизонтально.
По возможности использования станки подразделяются на такие типы:
Универсальные, рассчитанные на осуществление нескольких операций.
Специализированные. Они предназначены для проведения конкретных операций (продольно-фрезерные, шпоночно-фрезерные, зубофрезерные).
По наличию консоли выделяются:
Консольные. В них рабочий стол закреплен на подвижных консолях, обеспечивающих возможность перемещения в 3 направлениях.
Бесконсольные. Стол размещен на станине и может перемещаться только по направляющим.
Тип управления дает такую классификацию:
С ручным управлением.
Полуавтоматические.
Автоматические или с ЧПУ.
Выбираются станки с учетом потребности производства в проведении определенных работ. Каждый из видов имеет свои преимущества и недостатки.
Общее устройство фрезерного станка
Каждый вид фрезерного станка имеет свои специфические нюансы в конструкции, но общее устройство у них аналогично. Можно выделить наиболее важные узлы и механизмы, обеспечивающие важнейшие функции.
Схема фрезерного станка
Большинство фрезерных станков имеет унифицированную конструкцию. В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
Универсальность конструкции создает обгонная муфта на реверсную коробку. Крутящие моменты поступают на шариковую предохранительную муфту, настроенную на максимально допустимую скорость. В конструкцию станков входят нижеследующие основные узлы.
Основание
Агрегат устанавливается на чугунное цельнолитое основание, обеспечивающее его устойчивость при работе. В нем предусмотрено корыто для сбора отработанной охлаждающей жидкости. На основании устанавливается электронасос для подачи жидкости к рабочему инструменту. Данная деталь имеет простую форму для удешевления производства.
Станина
На основании с помощью болтов надежно закрепляется станина. Это важнейшая деталь (по сути, корпус), на которой монтируются основные узлы. Часть узлов установлена внутри станины (шпиндель, электродвигатель, коробка передач), а некоторые детали станка размещены снаружи. Вверху располагаются горизонтальные направляющие для передвижения ползуна, а спереди – вертикальные направляющие консоли или бабки шпинделя. Для повышения жесткости конструкции внутренняя полость усилена ребрами. Обычно станина изготавливается из стали или чугуна. Она может быть литой или сварной.
Ползун
Для фиксации и поддержки оснастки применяется ползун или хобот. В горизонтальных и универсальных станках он является обязательным элементом, а на вертикальных может отсутствовать. Узел устанавливается на конце горизонтальных направляющих станины. В вертикальных станках хобот может являться подвижной частью фрезерной головки для перемещения фрезы в вертикальном направлении.
Консоль
Работа всего фрезера во многом зависит от качества изготовления консоли. Эта деталь изготавливается из чугуна методом литья. Устанавливается на вертикальных направляющих станины. В задачу консоли входит перемещение горизонтальных направляющих для салазок. Прочность узла обеспечивается стойкой с винтом телескопического типа, регулирующим высоту, а также боковыми поддержками.
Салазки
Взаимосвязь между осями X и Y устанавливают салазки. На них крепятся верхние направляющие для передвижения рабочего стола в продольном направлении. Снизу монтируются направляющие для перемещения самих салазок по консоли. В горизонтальных станках салазки используются для горизонтального перемещения детали.
Стол
На столе установлены зажимы для обрабатываемой детали. Он монтируется на салазках и перемещается на них. Вместе с консолью и салазками стол отвечает за подачу заготовки в рабочую зону. Он может двигаться в продольном, поперечном и вертикальном направлении. На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
Шпиндель
Один из главных узлов – шпиндель. Он предназначен для крепления фрезы и передачи ей вращающего движения. Крутящий момент на вал шпинделя передается с коробки скоростей. Данный узел должен обладать высокой прочностью и жесткостью, а также точностью размеров. Изготавливается из высоколегированной стали, прошедшей закалку. Шпиндель при изготовлении тщательно шлифуется и проходит балансировку. В вертикальных станках регулируется по высоте и углу наклона относительно заготовки.
Электродвигатели
Фрезерный станок обладает несколькими электродвигателями. Главный мотор имеет наибольшую мощность. Он устанавливается в шпиндельной бабке или колонне станины. На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки.
Фрезерные станки выпускаются нескольких типов в зависимости от расположения шпинделя, способа перемещения заготовки и управления. Они имеют определенную специфику исполнения, но составляются из двигательной, передаточной и исполнительной частей. При различии компоновки станки обладают аналогичными по назначению деталями.
06 сентября 2020
12167
Получите консультацию специалиста
Устройство фрезерного станка с ЧПУ: особенности конструкции
Фрезерные станки с ЧПУ – это устройства, имеющие компьютерное управление процессами. До внедрения этой технологии станки управлялись механическим способом. На станках с СУПУ сервоприводами, приводящими аппарат в действие, управляет компьютер, поэтому постоянного внимания оператора процесс уже не требует.
Особенности устройства фрезерного станка с ЧПУ
Как работает ЧПУ станок?
Особенности устройства фрезерного станка с ЧПУ
Фрезерный станок с ЧПУ – аппарат, позволяющий быстро и качественно изготовить любые заготовки со сложными формами из любых твердых материалов – древесины, металлов, пластика и др. Оборудование с ЧПУ значительно упрощает процесс обработки изделий, снижая потребность в ручном труде до минимума.
Такой станок может выполнять следующие функции:
Фрезеровка.
Точение по заданным параметрам.
Расточка деталей.
Зенкерование.
Шлифовка.
Нанесение гравировки.
Компьютерные программы, разработанные для станков, полностью управляют процессом – от контроля за движениями обрабатывающего шпинделя до включения или выключения системы охлаждения в случае необходимости.
Фрезерный станок с ЧПУ имеет следующие конструктивные особенности:
Наличие станины, которая предназначена для крепления всех механических узлов и систем устройства.
Рабочий стол, который может перемещаться в двух направлениях – влево/вправо и вперед/назад.
Пульт управления. Крепится на специальном кронштейне и в большинстве станков может быть перемещен в наиболее удобное для оператора место.
Шпиндель. Эта деталь необходима для обеспечения качественного зажима ножа и придания ему вращения.
Колонна, на которой закреплен шпиндель. Может перемещаться в направлении вверх/вниз.
Защитные кожухи. Требуются для того, чтобы сделать процесс работы на станке максимально безопасным. Они предназначены для защиты оператора от попадания стружки и охлаждающей жидкости, которая попадает в рабочую область под давлением.
Дверца. Предназначена для обеспечения доступа в рабочую зону станка.
Магазин инструментов барабанного типа. Смена ножей происходит по команде управляющего софта.
Устройства для ввода данных
Предназначено для ввода оператором параметров программы обработки изделия на фрезерном станке.
Наиболее популярными устройствами ввода являются:
Считыватель перфоленты.
Считыватель магнитных лент.
Персональный компьютер.
Все они работают через порт формата RS-232-C.
Блок управления станком
Это сердце устройств с ЧПУ. Именно с помощью этого узла осуществляется все управление устройством. Функции управляющего блока:
Чтение и обработка инструкций, вводимых оператором.
Расшифровка кодов.
Интерполяция (может быть линейной, круговой или спиральной). Требуется для генерации движения осей станка.
Передача команд по управлению осями.
Получение и обработка сигналов обратной связи о положении и скоростях осей.
Управление дополнительными функциями – включение и выключение охлаждающей системы устройства, смена режущего инструмента, шпинделя и т. д.
ВАЖНО! Подсистема управления – центральная часть всего станка. Она предназначена для взаимодействия с оператором, контролирующим процесс обработки и чтения управляющих программ.
Системы управления могут быть двух типов:
Закрытыми, то есть имеющими собственные алгоритмы и циклы работы, о специфике которых производители не распространяют информацию. Отличаются повышенной надежностью.
Открытыми. Программное обеспечение таких устройств во многом повторяет софт, установленный на любой персональный компьютер. Их достоинствами являются доступность и небольшая стоимость электронных компонентов, большую часть из которых можно найти в любом компьютерном магазине.
Самые высокотехнологичные станки оснащены САМ-системой, которая позволяет полностью автоматизировать процесс написания управляющих программ непосредственно на станке. Яркими представителями таких станков являются системы ЧПУ серии MAPPS IV японских станков Mori Seiki. С их помощью операторы могут не только создать программу любого уровня сложности, но и провести ее полную проверку.
Исполнительный механизм
Исполнительный механизм станка включает в себя подвижный рабочий стол и шпиндель. Стол станка управляется движениями осей X и Y, а шпиндель – осью Z.
Подсистема приводов при этом включает в себя набор двигателей и винтовых передач, служащих для исполнения команд, поступающих из управляющей подсистемы – перемещения исполнительных органов станка по заданным осям.
Ходовые винты – важные компоненты исполнительной подсистемы. В сравнении со станками с ручным управлением они отличаются более высокой точностью, что позволяет минимизировать трение, возникающее при движении исполнительного органа и практически исключить появление люфтов. Устранение люфта крайне важно для работы станка, так как это позволяет обеспечить сверхточное позиционирование в пространстве и обеспечить качественное попутное фрезерование.
Двигатели – второй компонент подсистемы. Конструктивные особенности аппарата предусматривают наличие шаговых электродвигателей и серводвигателей.
Шаговые электродвигатели предназначены для преобразования электрических сигналов в дискретное механическое перемещение.
Система привода
Включает в себя:
Схемы усилителя.
Приводные двигатели.
Шарико-винтовой подшипник.
Управляющий блок передает сигналы схемам усилителя о необходимой скорости движения осей и о положении рабочих поверхностей. Затем исправляющие сигналы усиливаются и приводят в действие двигатели привода, передающие усилие шарико-винтовому подшипнику, который служит для настройки расположения рабочей поверхности стола.
Система обратной связи
Основными ее компонентами являются датчики, которые работают по принципу измерительной системы. Они постоянно осуществляют контроль за положением и скоростью ножа.
Блок управления принимает эти сигналы и генерирует новые на основании исчисления разницы между заданными и текущими параметрами, корректируя скорость и направление резки.
ВАЖНО! Основная задача системы обратной связи – обеспечение управляющей системы сведениями о реальном положении исполнительного органа фрезерного станка и о скорости, с которой работают его двигатели.
Пульт управления
Представляет собой дисплей, на котором отображаются команды, сигналы и другие сведения со станка. Закрепляется на кронштейне и может быть перемещен в удобное для оператора место.
Схема устройства фрезерного станка с ЧПУ
Как работает ЧПУ станок?
Процесс изготовления деталей на фрезерном станке с ЧПУ состоит из нескольких важных этапов.
Проработка дизайна изделия. С помощью специализированного ПО создается двух или трехмерная модель детали.
Создается программа для ЧПУ. В моделях, оснащенных САМ-системами, модель детали самостоятельно преобразовывается в g-код. В стандартных моделях программа разрабатывается оператором и подгружается в систему.
Следующий этап – настройка фрезерного станка. Процедура производится в несколько шагов:
Проверка комплектации. Нужно убедиться, что все технические жидкости присутствуют в достаточном объеме.
Проверьте рабочую зону и уберите лишние предметы с рабочей поверхности.
Включите компрессор и проверьте давление в системе.
Запустите станок, включив кнопку питания.
Загрузите инструменты в барабан в порядке, указанном в программе для ЧПУ.
Установите деталь в тиски или укрепите на рабочем столе аппарата.
Фрезеровка. Перед тем как приступить к производству, следует сделать пробный прогон. После завершения работы выньте деталь из тисков и отключите станок от питания.
Современные компьютерные технологии активно внедряются в производство. Например, фрезерные станки с ЧПУ позволяют быстро и эффективно обработать любые участки изделий без привлечения ручного труда операторов. Сферу использования станка с ЧПУ при этом определяет его устройство и принцип работы, поэтому, перед тем как выбрать оборудование для предприятия, следует определиться с тем, какие изделия и из каких материалов на нем будут производиться.
05 октября 2020
5740
Получите консультацию специалиста
Мега-гид по фрезерным станкам
— что это такое, типы и характеристики
🛠 Фрезерный станок — один из самых увлекательных инструментов для тех из нас, кто увлечен производством и обработкой.
В этой статье мы рассказываем о том, что такое фрезерные станки, какие виды существуют, для чего они используются и какие виды деталей и операций можно на них выполнять.
👇 Продолжайте читать! Вы найдете видео, персонализированные изображения…
📖 Что вы хотите прочитать?
Что такое фрезерный станок и для чего мы его используем?
Пример классического универсально-фрезерного станка, модель OPTIMUM MT 230 S с цифровой индикацией, промышленный станок. Цена около 27.000€
Фрезерный станок – это станок, который выполняет черновую обработку, резку или (даже) сверление различных твердых материалов, обычно металла. Это делается путем удаления стружки за счет высокоскоростного вращения фрезы и движения осей либо элемента, либо механизма.
Этот вид технологии изготовления деталей путем их вырезания называется механической обработкой.
Фреза — это режущий инструмент, используемый во фрезерных станках. Фреза содержит одну или несколько режущих кромок, удаляющих металлическую стружку при вращении инструмента. Существует множество различных типов фрез, в зависимости от типа работы, которую необходимо выполнить на детали. Вот несколько примеров:
Различные типы фрез (фрезерных инструментов) для различных операций, которые можно выполнять на фрезерном станке.
Все еще не понятно, что такое фрезерный станок и как им пользоваться? Я думаю, что эти концепции лучше всего объяснить с помощью видео. Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:
Части фрезерного станка
Теперь, когда мы знаем, каковы его функции, давайте познакомимся с анатомия фрезерного станка. Для этого мы должны учитывать, что его детали и аксессуары будут различаться в зависимости от модели машины. По этой причине мы назовем наиболее важные из них.
Стол
Сюда мы поместим деталь, которую нужно фрезеровать. На столе блок необработанного металла, подлежащий фрезерованию, фиксируется с помощью различных систем. Наиболее распространенная система заключается в удержании детали с помощью тисков или зажимов, винтов и Т-образных гаек, так как перед началом фрезерования деталь должна быть прочно закреплена и находиться в правильном положении.
Шатуны
Это те, которые придают движение декартовым осям. Есть по одному «X», «Y» и «Z» соответственно. С их помощью мы будем перемещать компонент, закрепленный на станине, и шпиндель, содержащий фрезу. Фрезерный станок может иметь больше этих элементов в зависимости от количества возможных движений или если мы поместим четвертую ось вращения.
Головка
Содержит устройство, удерживающее и фиксирующее режущий элемент. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости. И содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
Двигатель
Еще один из основных элементов фрезерного станка. Это сердце машины. Его мощность, обороты и крутящий момент варьируются в зависимости от модели и предполагаемого использования.
Существуют двигатели с регулируемой скоростью, которая осуществляется электронным способом, и двигатели с фиксированной скоростью, которые регулируют скорость и мощность с помощью системы шкивов или шестерен.
Редуктор
Не все материалы, не все металлы режут с одинаковой скоростью. Любая комбинация режущего материала и материала, подлежащего резке, требует скорости инструмента, чтобы обеспечить наилучшую отделку и гарантировать, что срок службы инструмента не пострадает.
Вот почему фрезерные станки имеют редуктор, который берет выходную мощность двигателя и преобразует ее с различными регулируемыми скоростями или даже в разных направлениях (для возможности фрезерования вертикально или горизонтально) или элементы машины (для возможности автоматического движение по одной из осей).
Какие существуют типы фрезерных станков?
Как и для большинства инструментов, существуют различные фрезерные станки со специфическими функциями, размерами и характеристиками. Их можно классифицировать по разным критериям.
Вот некоторые классификации фрезерных станков в соответствии с характеристиками, которые мы считаем наиболее важными, с практическим объяснением и иллюстрациями 👇
По ориентации шпинделя
Относится к направлению режущего инструмента. В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
Горизонтально-фрезерный станок . Ось шпинделя горизонтальная, фрезы установлены на горизонтальном валу, называемом оправкой. Эти станки являются первыми конструкциями фрезерных станков. У них есть горизонтальный шпиндель, мост, поддерживающий оправку в очень жестком положении, и координатный стол, который перемещается вверх и вниз по консоли (вертикальной оси).
Вертикально-фрезерный станок . Здесь положение на шпинделе вертикальное, перпендикулярное координатному столу. Может иметь поворотную головку, если имеется возможность наклона шпинделя для выполнения определенных операций под углом. Вертикально-фрезерные станки сегодня более распространены, и они являются стандартом, когда речь идет о фрезерных станках и центрах с ЧПУ. На старых моделях деталь обычно перемещается вверх и вниз (так же, как и на горизонтальных), но на большинстве современных фрезерных станков головка движется вверх и вниз для обработки детали.
Универсальный фрезерный станок . Этот станок сочетает в себе два предыдущих типа и имеет возможность использования инструмента в горизонтальном и вертикальном положении.
В зависимости от количества осей
Они будут определять типы движения нашего фрезерного станка. Чем больше количество осей, тем больше возможности обработки, а также стоимость станка и сложность программирования операций:
3 оси . Это основные ортогональные направления машины с такими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
4 оси . К упомянутым добавляется возможность вращения обрабатываемого объекта на столе. 4 боковые грани могут быть отфрезерованы или также может быть установлен инструмент для фиксации 4 деталей вместо одной в каждом цикле.
5 осей . Добавьте к 3 типичным осям стол, способный вращаться по 2 различным осям. Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
В соответствии с их структурой
Структура обычного фрезерного станка
Обычные фрезерные станки имеют С-образная конструкция , на которой распределены элементы машины. Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и поддерживать допуски заготовки.
Классические вертикальные или горизонтальные фрезерные станки ( коленные фрезы ) обычно имеют координатный стол (X и Y), который перемещается вверх и вниз по оси Z на жесткой опоре, называемой консолью. Большинство современных фрезерных станков и вертикальных обрабатывающих центров обычно имеют стационарные оси X и Y, и именно головка (а не деталь) перемещается вверх и вниз по независимым направляющим (9). 0013 станины ). Оба имеют схожую структуру C.
Конструкции, поддерживающие усилия фрезерного станка, обычно изготавливают из чугуна для получения очень тяжелых и жестких деталей, поддерживающих форму фрезерного станка и поглощающих вибрации. Существуют также сварные стальные рамы, которые обычно менее жесткие.
Передвижной мост или портал
В этом случае перемещается не стол и, следовательно, не заготовка. Двигается структура, удерживающая голову. Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Колонно-фрезерный станок
В них шпиндель размещен в вертикальной колонне, по которой он перемещается вверх и вниз и из которой выходит и входит через плечо. Эта конструкция используется, когда детали большие или тяжелые, так как это машина, которая перемещается вокруг детали, чтобы обработать ее, и движения сведены к минимуму. Расточные станки, которые специализируются на обработке отверстий с очень точными допусками, обычно представляют собой стационарные или мобильные станки с колонной.
По методу контроля
Ручные фрезерные станки
В самых простых фрезерных станках используются кривошипы с нониусом (шкалы для контроля подачи), чтобы оператор мог перемещать оси при их повороте. Некоторые фрезерные станки также включают автоматическую подачу на один из своих валов, оператор может задействовать вал для его автоматического перемещения и завершить операцию, не перемещая кривошип.
Фрезерный станок с УЦИ (цифровое считывание)
Одним из наиболее распространенных аксессуаров для ручного станка является УЦИ. Считыватель указывает положение осей на экране, поэтому нет необходимости использовать рукоятки нониуса или выполнять больше измерений, чем необходимо.
Короче говоря, управление по-прежнему ручное, но вам поможет читатель.
УЦИ можно приобрести непосредственно установленным на фрезерный станок или установить позже в относительно простой модификации. Вот видео о том, как использовать и устанавливать УЦИ на фрезерный станок:
Этот тип станков полностью оснащен цифровым управлением. Идеально подходит для автоматизации производственных процессов. Операции резки и фрезерования предварительно проектируются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Эти фрезерные станки можно приобрести с числовым программным управлением или модифицировать до ручного фрезерного станка, чтобы им можно было управлять с помощью ЧПУ. Вот один из примеров того, как преобразовать фрезерный станок в систему ЧПУ:
Фрезерные станки для любителей и небольших мастерских
Мы говорили о промышленных станках, стоимость которых составляет порядка нескольких десятков тысяч евро. Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
Мы собрали несколько обзоров существующих более дешевых моделей и типов, чтобы вы могли получить представление о вариантах, которые существуют помимо промышленных фрезерных станков.
Tormach
Фрезерные станки Tormach значительно дороже и очень популярны в США в качестве станков для начинающих или для небольших мастерских.
Фрезерные станки Grizzly
Фрезерные станки с ЧПУ
Подобно тому, как мы говорили о лучших портальных фрезерных станках для фрезерования очень больших деталей, этот тип конструкции также используется в станках для любителей, известный как Фрезерные станки с ЧПУ .
Они не обладают такой жесткостью, как обычные фрезерные станки с чугунной рамой, поэтому их часто используют для фрезерования дерева, пластика, углеродного волокна или алюминия. Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда имеют числовое управление.
Фрезерный станок с ЧПУ с алюминиевым профилем, модель OX CNC. Фрезерный станок с ЧПУ с алюминиевой структурой для легкой обработки алюминия. Модель 6040.
Какие области применения у фрезерного станка?
Для чего используется фрезерный станок? Фрезерные станки используются для изготовления механически обработанных деталей, которые обычно изготавливаются из металла (стали, алюминия или других металлов), хотя они также могут быть изготовлены из пластмассы или дерева.
Детали, изготавливаемые механической обработкой, могут быть единичными, мелкими или средними сериями; для промышленного применения, машиностроения, аэрокосмической, медицинской промышленности. .. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
Фрезерные станки, которые мы представили в этой статье, в основном представляют собой открытые фрезерные станки, 3 оси, ручные, с цифровым считыванием… Этот тип традиционных фрезерных станков используется для небольших серий или отдельных деталей, они позволяют работать быстро, а ручное или автоматическое управление машиной. Они обычно используются в небольших мастерских, в мастерских по изготовлению оснастки или прототипов, в школах механообработки, мастерских механиков…
Мастерская прототипирования с вертикальными фрезерными станками с цифровым считыванием (DRO)
Для производственных тиражей в крупных мастерских часто используются обрабатывающие центры с ЧПУ, которые представляют собой станки, по сути являющиеся фрезерным станком, но закрытые и управляемые компьютером (ЧПУ), обычно имеющие автоматическую смену инструмента и часто более 3-х осей.
Обрабатывающий цех с обрабатывающими центрами и токарными станками с ЧПУ
Детали с более сложной геометрией изготавливаются на 5-осевых обрабатывающих центрах , которые позволяют вращать деталь по двум осям вращения, чтобы фреза могла получить доступ ко всем сторонам объекта (кроме рукояти) и фрезеровать под любым углом.
Фрезерные работы
Функции этого устройства очень разнообразны и будут зависеть от особенностей каждого станка. Тем не менее, мы можем назвать основные из них.
Строгание.
Канавка. Для создания точных полостей в некоторых материалах. Они могут быть прямыми или фигурными. Они будут иметь толщину, определяемую фрезой, и траекторию, ограниченную движением осей.
Сверление. Универсальность фрезерного станка позволяет выполнять отверстия точного диаметра и длины. Первый обычно определяется размером используемой фрезы. Эти отверстия могут быть гладкими, коническими или с резьбой.
Производство зубчатых колес. Одним из основных применений четырехосевого фрезерного станка с винтовой функцией является изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
Чем фрезерный станок отличается от токарного станка?
Токарный станок и фрезерный станок являются двумя столпами механической обработки, но они имеют совершенно разные области применения и характеристики.
Токарный станок используется для изготовления вращающихся деталей . То есть детали, которые можно создать, обтачивая металлический цилиндр и удаляя металл токарными инструментами.
Токарный станок появился раньше, чем фрезерный станок, и его можно использовать для производства более дешевых деталей, если они имеют правильную форму и могут быть адаптированы к станку. Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
Вот видео с дополнительной информацией о токарном станке, если вам интересно узнать об этом станке:
Что такое обрабатывающий центр?
Обрабатывающие центры — это машины, которые имеют много общих характеристик с фрезерными станками. По сути, можно сказать, что они являются подгруппой фрезерных станков, но они были модернизированы для производства обрабатываемых деталей в больших объемах и с высокой точностью.
Обрабатывающие центры имеют следующие характеристики:
Имеют числовое управление (ЧПУ)
Могут выполнять различные операции механической обработки, кроме фрезерования, нарезания резьбы и сверления
Имеют крышку, которая их закрывает
Имеют автоматическую смену инструмента
Могут иметь более 3 осей
Как и у фрезерных станков, существуют вертикальные и горизонтальные обрабатывающие центры, хотя различие не такое простое, как у фрезерные станки.
В настоящее время фрезерные станки обычно используются в небольших мастерских и для изготовления прототипов, отдельных деталей, крупных деталей… Обрабатывающие центры с ЧПУ несут большую часть производственной нагрузки на детали с ЧПУ.
Вы хотите производить детали механической обработкой?
В Bitfab мы можем помочь вам с вашими проектами по механической обработке.
Если вы пришли к этой статье в поисках дополнительной информации о механической обработке и считаете, что это правильный выбор для ваших производственных нужд, не стесняйтесь оставить нам контактное сообщение.
Свяжитесь с Bitfab
Как проектировать детали для станков с ЧПУ
В этом полном руководстве по проектированию для станков с ЧПУ мы собрали основные и передовые методы проектирования и советы, которые помогут вам достичь наилучших результатов для ваших нестандартных деталей.
Есть несколько простых шагов, которые вы можете предпринять, чтобы оптимизировать свои конструкции для обработки с числовым программным управлением (ЧПУ). Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может быть непросто, поскольку не существует общеотраслевых стандартов.
В этой статье мы предлагаем подробное руководство по передовым методам проектирования станков с ЧПУ. Чтобы собрать эту обширную актуальную информацию, мы запросили отзывы у отраслевых экспертов и поставщиков услуг по обработке с ЧПУ. Если вы оптимизируете расходы, проверьте
это руководство по проектированию экономичных деталей для станков с ЧПУ.
Что такое процесс обработки с ЧПУ?
Это схема станка с ЧПУ
CNC-обработка — это субтрактивная технология производства. В ЧПУ материал удаляется из твердого блока с помощью различных режущих инструментов, которые вращаются с высокой скоростью — тысячи оборотов в минуту — для производства детали на основе модели САПР. И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
Детали, обработанные на станках с ЧПУ, имеют высокую точность размеров и жесткие допуски. ЧПУ подходит как для крупносерийного производства, так и для разовых работ. Фактически, обработка с ЧПУ в настоящее время является наиболее экономически эффективным способом производства металлических прототипов, даже
по сравнению с 3D-печатью .
Прочтите наш
введение в основной принцип обработки с ЧПУ .
Каковы основные ограничения конструкции ЧПУ?
ЧПУ предлагает большую гибкость конструкции, но есть несколько ограничений. Эти ограничения относятся к базовой механике процесса резания и в основном касаются геометрии инструмента и доступа к нему.
Геометрия инструмента
Наиболее распространенные режущие инструменты с ЧПУ (концевые фрезы и сверла) имеют цилиндрическую форму и ограниченную длину резания.
По мере удаления материала с заготовки геометрия инструмента переносится на обрабатываемую деталь. Это означает, например, что внутренние углы детали с ЧПУ всегда имеют радиус, независимо от того, насколько маленький режущий инструмент использовался.
Доступ к инструменту
Для удаления материала режущий инструмент приближается к заготовке непосредственно сверху. Элементы, к которым нет доступа таким образом, не могут быть обработаны на станках с ЧПУ.
Из этого правила есть исключение: подрезы. В конце этой статьи есть раздел о подрезах.
Мы рекомендуем выровнять все элементы вашей модели (отверстия, полости, вертикальные стенки и т. д.) по одному из шести основных направлений. Однако рассматривайте это правило как рекомендацию, а не ограничение, т.к.
5-осевые системы ЧПУ предлагают расширенные возможности удержания заготовки.
Доступ к инструменту также является проблемой при обработке элементов с большим отношением глубины к ширине. Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность.
Производство упростится, если вы спроектируете детали, которые можно обрабатывать на станках с ЧПУ с помощью инструмента максимально возможного диаметра и минимально возможной длины.
Проблема, которая часто возникает при разработке детали для станков с ЧПУ, заключается в том, что не существует общеотраслевых стандартов. Производители станков и инструментов с ЧПУ постоянно совершенствуют возможности технологии, расширяя границы возможного. В таблице ниже приведены рекомендуемые и допустимые значения для наиболее распространенных функций, встречающихся в деталях, обработанных на станках с ЧПУ.
Полости и карманы
Иллюстрация полостей и карманов
Рекомендуемая глубина впадины: 4-кратная ширина впадины
Концевые фрезы имеют ограниченную длину резания (обычно в 3–4 раза больше их диаметра). Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
Ограничение глубины полости в четыре раза по сравнению с ее шириной обеспечивает хорошие результаты.
Если требуется большая глубина, рассмотрите возможность проектирования деталей с переменной глубиной полости.
Фрезерование глубоких полостей: Полости, глубина которых более чем в шесть раз превышает диаметр инструмента, считаются глубокими. Соотношение диаметра инструмента к глубине полости до 30:1 возможно при использовании специальной оснастки (максимальная глубина: 35 см с концевой фрезой диаметром 1 дюйм).
Внутренние края
Изображение внутренних краев
Вертикальный угловой радиус
Рекомендуется: ⅓ глубины полости (или больше)
Использование рекомендуемого значения радиуса внутреннего угла гарантирует, что можно использовать инструмент подходящего диаметра и согласуется с рекомендациями по рекомендуемой глубине полости. Увеличение угловых радиусов немного выше рекомендуемого значения (например, на 1 мм) позволяет инструменту резать по круговой траектории, а не под углом 90°. Это предпочтительнее, поскольку обеспечивает более высокое качество отделки поверхности. Если требуются острые внутренние углы под углом 90 градусов, рассмотрите возможность добавления подточки под Т-образную кость вместо уменьшения радиуса угла.
Радиус пола
Рекомендуется: 0,5 мм, 1 мм или без радиуса Выполнимо: любой радиус
Концевые фрезы имеют плоскую или слегка закругленную нижнюю режущую кромку. Другие радиусы пола можно обрабатывать с помощью инструментов со сферическим концом. Хорошей практикой проектирования является использование рекомендуемых значений, так как это предпочитают машинисты.
Тонкие стенки
Минимальная толщина стенки
Рекомендуется: 0,8 мм (металл), 1,5 мм (пластик) Выполнимо: 0,5 мм (металлы), 1,0 мм (пластики)
Уменьшение толщины стенки снижает жесткость материала, что увеличивает вибрации при обработке и снижает достижимую точность. Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.
Отверстия
Диаметр
Рекомендуется: стандартное сверло Выполнимо: любой диаметр больше 1 мм
Отверстия обрабатываются с помощью сверла или концевой фрезы. Размер сверл стандартизирован (в метрических и имперских единицах). Развертки и расточные инструменты используются для чистовой обработки отверстий, требующих жестких допусков. Для высокоточных отверстий диаметром менее 20 мм рекомендуется использовать стандартный диаметр.
Отверстия нестандартного диаметра должны быть обработаны концевой фрезой. В этом случае применяются ограничения максимальной глубины полости, и следует использовать рекомендуемое значение максимальной глубины. Отверстия глубже стандартного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). Глухие отверстия, обработанные дрелью, имеют коническую форму дна (угол 135 градусов), а отверстия, обработанные концевой фрезой, — плоские. Нет особого предпочтения между сквозными или глухими отверстиями при обработке с ЧПУ.
Резьба
Иллюстрация резьбы
Размер резьбы
Минимум: M1 (и ниже в некоторых случаях) Рекомендуется: M6 или больше
Резьба нарезается метчиками, а наружная резьба – плашками. Метчиками и плашками можно нарезать резьбу до М2. Инструменты для нарезания резьбы с ЧПУ широко распространены и предпочитаются машинистами, поскольку они снижают риск поломки метчика. Резьбовые инструменты с ЧПУ можно использовать для нарезания резьбы до M6.
Большая часть нагрузки, прикладываемой к резьбе, воспринимается несколькими первыми зубьями (до 1,5-кратного номинального диаметра). Таким образом, резьба длиннее, чем в 3 раза больше номинального диаметра, не требуется.
Для резьбы в глухих отверстиях, нарезанных метчиками (т. е. для всех резьб меньше M6), добавьте длину без резьбы, равную 1,5-кратному номинальному диаметру на дне отверстия. Когда можно использовать инструмент для нарезания резьбы с ЧПУ (например, резьба больше M6), отверстие можно нарезать по всей его длине.
Мелкие элементы
Иллюстрация мелких элементов ЧПУ
Минимальный диаметр отверстия
Рекомендуется: 2,5 мм (0,1 дюйма») Выполнимо: 0,05 мм (0,005 дюйма»)
Большинство механических мастерских могут точно обрабатывать полости и отверстия с помощью инструментов диаметром до 2,5 мм (0,1 дюйма). Все, что ниже этого предела, считается микрообработкой. Для обработки таких элементов требуются специальные инструменты (микросверла) и экспертные знания, потому что физика процесса резания меняется в зависимости от масштаба. Поэтому рекомендуется избегать их без крайней необходимости.
Допуски
Иллюстрация допусков ЧПУ
Типовой: +-0,1 мм Выполнимо: +-0,02 мм
Наши допуски: 2768 средний или тонкий. Если допуски не указаны, партнеры-производители будут использовать выбранный сплав 2768. Допуски определяют границы допустимого размера. Достижимые допуски варьируются в зависимости от базового размера и геометрии детали. Приведенные выше значения являются разумными рекомендациями.
Текст и надписи
Рекомендуется: размер шрифта 20 (или больше), гравировка 5 мм
Гравированный текст предпочтительнее тисненого, так как удаляется меньше материала. Рекомендуется использовать минимальный размер шрифта -20 без засечек (например, Arial или Verdana). Многие станки с ЧПУ имеют предварительно запрограммированные процедуры для этих шрифтов.
Настройки станков с ЧПУ и ориентация деталей
Схема детали, требующей нескольких настроек
Доступ к инструменту является одним из основных конструктивных ограничений при обработке с ЧПУ. Чтобы достичь всех поверхностей модели, заготовку необходимо несколько раз повернуть.
Всякий раз, когда заготовка вращается, станок должен быть повторно откалиброван и должна быть определена новая система координат.
При проектировании важно учитывать настройки машины по двум причинам:
Общее количество установок машины влияет на стоимость. Вращение и повторное выравнивание детали требует ручной работы и увеличивает общее время обработки. Это часто приемлемо, если деталь нужно повернуть до трех или четырех раз, но все, что превышает этот предел, является чрезмерным.
Для достижения максимальной относительной точности позиционирования необходимо обработать два элемента в одном и том же установе. Это связано с тем, что новый шаг калибровки вносит небольшую (но не пренебрежимо малую) ошибку.
Что такое 5-осевая обработка с ЧПУ?
5-осевой станок с ЧПУ перемещает режущие инструменты или детали по пяти осям одновременно. Многоосевые станки с ЧПУ могут изготавливать детали сложной геометрии, поскольку они имеют две дополнительные оси вращения. Эти машины устраняют необходимость в нескольких установках машины.
Каковы преимущества и ограничения 5-осевой обработки с ЧПУ?
Пятиосевая обработка с ЧПУ позволяет инструменту постоянно оставаться по касательной к режущей поверхности. Траектории движения инструмента могут быть более сложными и эффективными, что приводит к получению деталей с лучшим качеством поверхности и меньшим временем обработки.
Тем не менее, 5-осевое ЧПУ имеет свои ограничения. Базовая геометрия инструмента и ограничения доступа к инструменту остаются в силе (например, нельзя обрабатывать детали с внутренней геометрией). При этом стоимость использования таких систем выше.
Поднутрения на станке с ЧПУ
Поднутрения — это элементы, которые нельзя обработать с помощью стандартных режущих инструментов, так как некоторые их поверхности недоступны непосредственно сверху.
Существует два основных типа поднутрений: Т-образные пазы и ласточкины хвосты. Подрезы могут быть односторонними или двусторонними и обрабатываются специальными инструментами.
Режущие инструменты с Т-образными пазами состоят из горизонтального режущего диска, прикрепленного к вертикальному валу. Ширина поднутрения может варьироваться от 3 мм до 40 мм. Мы рекомендуем использовать стандартные размеры ширины (т. е. целые миллиметры или стандартные дюймовые доли), так как более вероятно, что соответствующий инструмент уже доступен.
Для режущих инструментов типа «ласточкин хвост» угол является определяющим размером элемента. Стандартными считаются инструменты типа «ласточкин хвост» под углом 45 и 60 градусов. Также существуют инструменты с углом 5, 10 и до 120 градусов (с шагом 10 градусов), но они используются реже.
Т-образный паз (слева), подрез типа «ласточкин хвост» (посередине) и односторонний подрез на внутренней стенке (справа).
Конструкция с выточками для станков с ЧПУ
При проектировании деталей с выточками на внутренних стенках не забудьте добавить достаточный зазор для инструмента. Хорошее эмпирическое правило состоит в том, чтобы добавить пространство, равное как минимум четырехкратной глубине поднутрения между обработанной стеной и любой другой внутренней стеной.
Для стандартных инструментов типичное соотношение между диаметром резания и диаметром вала составляет 2:1, что ограничивает глубину резания. Когда требуется нестандартная выточка, механические мастерские обычно изготавливают собственные инструменты для выточки по индивидуальному заказу. Это может увеличить время выполнения и стоимость, поэтому по возможности избегайте этого.
Составление технического чертежа
Технические чертежи иногда используются инженерами для передачи станочнику конкретных производственных требований. Если вам интересна эта тема, прочитайте эту статью о
как, когда и зачем использовать технические чертежи.
Загрузка технического чертежа с котировкой Hubs
Обычно мы не требуем технического чертежа для заказов на нашей платформе, но в некоторых случаях они могут добавить ценный контекст к запросу котировки. Некоторые спецификации проекта нельзя включить в файл STEP или IGES. Например, вам потребуется включить двухмерный технический чертеж, если ваша модель включает резьбовые отверстия или валы и/или размеры с допусками более жесткими, чем для выбранного сплава 2768.
Если вы добавляете технический чертеж, убедитесь, что он соответствует спецификациям загруженных файлов. Если технические чертежи не соответствуют загруженным файлам или спецификации предложения:
Спецификации предложения считаются отправной точкой для технологии, материала и отделки поверхности.
Технические чертежи считаются отправной точкой для спецификаций резьбы, спецификаций допусков, деталей отделки поверхности, запросов на маркировку деталей и спецификаций термообработки.
Файл САПР считается точкой отсчета для проектирования детали, геометрии, размеров и расположения элементов.
Для получения дополнительной информации см.
политика спецификаций .
Каковы лучшие практики Hubs для обработки с ЧПУ?
Конструктивные детали, которые можно обрабатывать с помощью инструмента максимально возможного диаметра.

 Этот способ хорош тем, что похож на то, как писать ручкой на бумаге — в основе то, что умеет каждый сознательный человек. Специфика в том, что есть некоторые нюансы, которые помогут сделать гравировку красивой. А различные насадки помогут сделать “ювелирный” рисунок.
Этот способ хорош тем, что похож на то, как писать ручкой на бумаге — в основе то, что умеет каждый сознательный человек. Специфика в том, что есть некоторые нюансы, которые помогут сделать гравировку красивой. А различные насадки помогут сделать “ювелирный” рисунок.



 Мы делаем гравировку на стекле, камне, акриле, металлах, коже, оргстекле. Подробный перечень материалов находится на этой странице.
Мы делаем гравировку на стекле, камне, акриле, металлах, коже, оргстекле. Подробный перечень материалов находится на этой странице. Мы также предоставляем обслуживание в тот же день для определенных продуктов.
Мы также предоставляем обслуживание в тот же день для определенных продуктов.
 Такие повреждения маловероятны, так как мы уделяем большое внимание тому, чтобы ваш продукт был доставлен вам в целости и сохранности.
Такие повреждения маловероятны, так как мы уделяем большое внимание тому, чтобы ваш продукт был доставлен вам в целости и сохранности. мы не используем никакую другую древесину.
мы не используем никакую другую древесину.


 .. Я доверяю Коди!12×15 / Пришлите мне доказательство, пожалуйста!
.. Я доверяю Коди!12×15 / Пришлите мне доказательство, пожалуйста! .. Я доверяю Коди! Пожалуйста, пришлите мне доказательства!
.. Я доверяю Коди! Пожалуйста, пришлите мне доказательства!
 Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Первые используются для пропитки крафт-бумаги, вторые – для декоративной. , а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
, а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов. ) углубится в пластмассу на 1 мм.
) углубится в пластмассу на 1 мм. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.

 Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
 При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов.
При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика. , а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
, а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов. ) углубится в пластмассу на 1 мм.
) углубится в пластмассу на 1 мм. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.

 Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин. Это свойство пластичности, часто встречающееся в сочетании с другими особыми свойствами, такими как низкая плотность, низкая электропроводность, прозрачность и ударная вязкость, позволяет изготавливать из пластмасс самые разнообразные продукты. К ним относятся прочные и легкие бутылки для напитков из полиэтилентерефталата (ПЭТ), гибкие садовые шланги из поливинилхлорида (ПВХ), изолирующие пищевые контейнеры из вспененного полистирола и небьющиеся окна из полиметилметакрилата.
Это свойство пластичности, часто встречающееся в сочетании с другими особыми свойствами, такими как низкая плотность, низкая электропроводность, прозрачность и ударная вязкость, позволяет изготавливать из пластмасс самые разнообразные продукты. К ним относятся прочные и легкие бутылки для напитков из полиэтилентерефталата (ПЭТ), гибкие садовые шланги из поливинилхлорида (ПВХ), изолирующие пищевые контейнеры из вспененного полистирола и небьющиеся окна из полиметилметакрилата.
 Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер.
Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер. Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
 1–2.2
1–2.2 Более конкретно, они определяются как термопластичные смолы или термореактивные смолы.
Более конкретно, они определяются как термопластичные смолы или термореактивные смолы.
 ) Товарные смолы — это пластмассы, которые производятся в больших объемах и по низкой цене для наиболее распространенных предметов одноразового использования. и товары длительного пользования. Они представлены в основном полиэтиленом, полипропиленом, поливинилхлоридом, полистиролом. Специальные смолы — это пластмассы, свойства которых адаптированы к конкретным применениям и которые производятся в небольших объемах и по более высокой цене. В эту группу входят так называемые инженерные пластмассы или инженерные смолы, представляющие собой пластмассы, которые могут конкурировать с литыми под давлением металлами в сантехнике, скобяных изделиях и автомобилях. Важными инженерными пластмассами, менее знакомыми потребителям, чем товарные пластмассы, перечисленные выше, являются полиацеталь, полиамид (особенно те, которые известны под торговой маркой нейлон), политетрафторэтилен (торговая марка тефлон), поликарбонат, полифениленсульфид, эпоксидная смола и полиэфиркетон. Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании.
) Товарные смолы — это пластмассы, которые производятся в больших объемах и по низкой цене для наиболее распространенных предметов одноразового использования. и товары длительного пользования. Они представлены в основном полиэтиленом, полипропиленом, поливинилхлоридом, полистиролом. Специальные смолы — это пластмассы, свойства которых адаптированы к конкретным применениям и которые производятся в небольших объемах и по более высокой цене. В эту группу входят так называемые инженерные пластмассы или инженерные смолы, представляющие собой пластмассы, которые могут конкурировать с литыми под давлением металлами в сантехнике, скобяных изделиях и автомобилях. Важными инженерными пластмассами, менее знакомыми потребителям, чем товарные пластмассы, перечисленные выше, являются полиацеталь, полиамид (особенно те, которые известны под торговой маркой нейлон), политетрафторэтилен (торговая марка тефлон), поликарбонат, полифениленсульфид, эпоксидная смола и полиэфиркетон. Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер.
Термопластичные эластомеры описаны в статье эластомер. Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
 1–2.2
1–2.2



 Москва, шоссе Энтузиастов, дом 56
Москва, шоссе Энтузиастов, дом 56 Это специализированные сверла для изготовления центровых отверстий в деталях и используются преимущественно в токарных и фрезеровочных станках.
Это специализированные сверла для изготовления центровых отверстий в деталях и используются преимущественно в токарных и фрезеровочных станках. А ассортимент, представленный нашей компанией, позволит выбрать хорошее сверло из подходящей вам ценовой категории.
А ассортимент, представленный нашей компанией, позволит выбрать хорошее сверло из подходящей вам ценовой категории.



 При режущей поверхности более 0,8 мм этот признак является определяющим при выборе типа сверла, применение которого дает различную степень шероховатости готового отверстия. Инструмент, предназначенный для сверления центрированных отверстий, изготовлен из твердых сплавов стали с высокими скоростными характеристиками.
При режущей поверхности более 0,8 мм этот признак является определяющим при выборе типа сверла, применение которого дает различную степень шероховатости готового отверстия. Инструмент, предназначенный для сверления центрированных отверстий, изготовлен из твердых сплавов стали с высокими скоростными характеристиками.

 Также учитывается вес заготовки, которая закреплена в металлообрабатывающем станке. Размеры в зависимости от веса заготовки регламентируются ГОСТом – чем больше масса детали, тем большего диаметра нужно сверло. Каждый диаметр сверла имеет 2 исполнения, поэтому его тип выбирается в зависимости от требований к шероховатости стенок отверстия.
Также учитывается вес заготовки, которая закреплена в металлообрабатывающем станке. Размеры в зависимости от веса заготовки регламентируются ГОСТом – чем больше масса детали, тем большего диаметра нужно сверло. Каждый диаметр сверла имеет 2 исполнения, поэтому его тип выбирается в зависимости от требований к шероховатости стенок отверстия. Вы можете проверить это с помощью микрометра. Удлиненное рабочее перо сверла подлежит измерению – и если его диаметр превышает допустимые нормы погрешности, получить отверстие заданного размера с помощью этого инструмента не удастся.
Вы можете проверить это с помощью микрометра. Удлиненное рабочее перо сверла подлежит измерению – и если его диаметр превышает допустимые нормы погрешности, получить отверстие заданного размера с помощью этого инструмента не удастся.



 В комплект опционально входит фильтр предварительной очистки, который защищает крыльчатку от попадания слишком крупных частиц.
В комплект опционально входит фильтр предварительной очистки, который защищает крыльчатку от попадания слишком крупных частиц. youtube.com/embed/Qq6cHqcyuNw?rel=0&enablejsapi=1″ frameborder=»0″ ebkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»/>
youtube.com/embed/Qq6cHqcyuNw?rel=0&enablejsapi=1″ frameborder=»0″ ebkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»/> Допустимое количество включений в час достигает 20, что позволяет качественно выполнять работы по отведению лишней жидкости.
Допустимое количество включений в час достигает 20, что позволяет качественно выполнять работы по отведению лишней жидкости.
 Подходит для стационарной работы (подключается к трубопроводу) и легко переносится с места на место (подсоединяется шланг).
Подходит для стационарной работы (подключается к трубопроводу) и легко переносится с места на место (подсоединяется шланг). Всасывает жидкость с примесями диаметром до 35 мм из бассейнов, колодцев, водоёмов. Работает автоматически благодаря поплавковому выключателю.
Всасывает жидкость с примесями диаметром до 35 мм из бассейнов, колодцев, водоёмов. Работает автоматически благодаря поплавковому выключателю. РУ Насос дренажный PATRIOT F850
РУ Насос дренажный PATRIOT F850
 Однако и по другим параметрам BELAMOS опережает конкурентов: у прибора одни из самых высоких показателей напора воды и мощности.
Однако и по другим параметрам BELAMOS опережает конкурентов: у прибора одни из самых высоких показателей напора воды и мощности.
 Устанавливать прибор можно только на возвышении, где нет мусора и отходов.
Устанавливать прибор можно только на возвышении, где нет мусора и отходов. youtube.com/embed/YKsq0_8Xlq0?rel=0&enablejsapi=1″ frameborder=»0″ ebkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»/>
youtube.com/embed/YKsq0_8Xlq0?rel=0&enablejsapi=1″ frameborder=»0″ ebkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»/> В этом случае важно учитывать и на длину кабеля: чем она больше, тем удобнее работать.
В этом случае важно учитывать и на длину кабеля: чем она больше, тем удобнее работать.
 Тут есть бренды и бюджетные, и среднего сегмента, и премиальные. Вот кого можно назвать лидерами:
Тут есть бренды и бюджетные, и среднего сегмента, и премиальные. Вот кого можно назвать лидерами: Есть в ее ассортименте и дренажные насосы с хорошими характеристиками. Устройства фирмы отличаются нормальной производительностью, в среднем, около 7000 л/час, приличной мощностью порядка 600 Вт и очисткой резервуаров досуха. Они не греются, выдерживают длительную эксплуатацию и удобны в применении.
Есть в ее ассортименте и дренажные насосы с хорошими характеристиками. Устройства фирмы отличаются нормальной производительностью, в среднем, около 7000 л/час, приличной мощностью порядка 600 Вт и очисткой резервуаров досуха. Они не греются, выдерживают длительную эксплуатацию и удобны в применении.
 Среди их преимуществ стоит особо выделить мощную подачу воды за час, немалую высоту подъема, прочный, чаще всего пластиковый корпус. Изделия имеют компактные размеры и адекватный вес, поэтому удобны в использовании.
Среди их преимуществ стоит особо выделить мощную подачу воды за час, немалую высоту подъема, прочный, чаще всего пластиковый корпус. Изделия имеют компактные размеры и адекватный вес, поэтому удобны в использовании.
 Также их можно использовать для орошения огородов и понижения уровня грунтовых вод. В эту категорию включено 5 лучших товаров.
Также их можно использовать для орошения огородов и понижения уровня грунтовых вод. В эту категорию включено 5 лучших товаров.
 Рабочее колесо свободно вращается, что облегчает эксплуатацию изделия. Насос не из миниатюрных, весит более 50 кг, поэтому понадобится специальный трос для погружения в котлован, а при размещении его на илистом или песчаном дне потребуется еще и подставка под него. Устройство хорошо охлаждается во время беспрерывной работы, но все-таки в полупогруженном состоянии производитель запрещает использовать его в течение более чем 10 минут.
Рабочее колесо свободно вращается, что облегчает эксплуатацию изделия. Насос не из миниатюрных, весит более 50 кг, поэтому понадобится специальный трос для погружения в котлован, а при размещении его на илистом или песчаном дне потребуется еще и подставка под него. Устройство хорошо охлаждается во время беспрерывной работы, но все-таки в полупогруженном состоянии производитель запрещает использовать его в течение более чем 10 минут. По стоимости он может сравниться с поверхностными вариантами, но глубина погружения здесь составляет 2 м. Из-за небольших размеров и среднего веса в 7.5 кг, насос легко помещается в канавах малых размеров, в том числе без проблем принимает вертикальное положение. Оборудование может применяться для откачивания жидкостей температурой до 35 градусов и рассчитано на работу со сточными водами.
По стоимости он может сравниться с поверхностными вариантами, но глубина погружения здесь составляет 2 м. Из-за небольших размеров и среднего веса в 7.5 кг, насос легко помещается в канавах малых размеров, в том числе без проблем принимает вертикальное положение. Оборудование может применяться для откачивания жидкостей температурой до 35 градусов и рассчитано на работу со сточными водами.




 Вихрь ПН-900 – лучший дренажный насос, в частности, из-за хорошей устойчивости на поверхности благодаря ножкам-основаниям.
Вихрь ПН-900 – лучший дренажный насос, в частности, из-за хорошей устойчивости на поверхности благодаря ножкам-основаниям. Мощности в 600 Вт целиком достаточно для эффективного орошения огорода и очищения канав. При этом габариты оборудования остались нормальными и удобны для эксплуатации.
Мощности в 600 Вт целиком достаточно для эффективного орошения огорода и очищения канав. При этом габариты оборудования остались нормальными и удобны для эксплуатации. Высота всасывания составляет 7 м, но при использовании эжектора ее можно увеличить.
Высота всасывания составляет 7 м, но при использовании эжектора ее можно увеличить.

 Fersenkissen Fersenschutz Fersenhalter – Schwamm Fersenpolster Pumps Sneaker – Selbstklebende Komfort Schuheinlagen» data-item-source=»list» data-partner-item-brand=»Health Press» data-partner-item-id=»B086L187MK» data-price=»999″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»>
Fersenkissen Fersenschutz Fersenhalter – Schwamm Fersenpolster Pumps Sneaker – Selbstklebende Komfort Schuheinlagen» data-item-source=»list» data-partner-item-brand=»Health Press» data-partner-item-id=»B086L187MK» data-price=»999″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»> 1л
1л если вы не понимаете, что означает самозаполнение, вам обязательно нужно прочитать руководство покупателя — вы многому научитесь за пару минут и сэкономите огромное количество времени.
если вы не понимаете, что означает самозаполнение, вам обязательно нужно прочитать руководство покупателя — вы многому научитесь за пару минут и сэкономите огромное количество времени. Погружной водяной насос
Погружной водяной насос co.uk» src=»https://www.youtube.com/embed/nzS_pn5qkME?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
co.uk» src=»https://www.youtube.com/embed/nzS_pn5qkME?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Для более подробного ознакомления вы можете потратить минуту или около того, чтобы прочитать наши отдельные обзоры для каждого продукта.
Для более подробного ознакомления вы можете потратить минуту или около того, чтобы прочитать наши отдельные обзоры для каждого продукта. Это очень распространено и то, что вы можете ожидать от электрического погружного насоса. Если вам нужно больше тяги, рассчитывайте заплатить за бензиновый водяной насос — это почти все, что нужно, вы не хотите, чтобы устройство боролось и не могло на самом деле качать.
Это очень распространено и то, что вы можете ожидать от электрического погружного насоса. Если вам нужно больше тяги, рассчитывайте заплатить за бензиновый водяной насос — это почти все, что нужно, вы не хотите, чтобы устройство боролось и не могло на самом деле качать. 99
99 Несмотря на то, что это продукт без излишеств, он по-прежнему обеспечивает хорошую производительность благодаря двигателю мощностью 400 Вт, обеспечивающему перекачивать максимум 7500 литров в час. При весе 3,8 кг он является самым легким из трех обзоров и оснащен большой ручкой для переноски, как и его ближайшие конкуренты.
Несмотря на то, что это продукт без излишеств, он по-прежнему обеспечивает хорошую производительность благодаря двигателю мощностью 400 Вт, обеспечивающему перекачивать максимум 7500 литров в час. При весе 3,8 кг он является самым легким из трех обзоров и оснащен большой ручкой для переноски, как и его ближайшие конкуренты. К сожалению, он также имеет тот же недостаток, заключающийся в том, что он не может откачать последний дюйм или два воды, но это характерно для насосов этого типа. Это достойный погружной водяной насос, который делает то, что ему нужно, и делает это хорошо. Он может поднять воду на 5 метров, как и погружной насос Terratek, и имеет такую же максимальную глубину.
К сожалению, он также имеет тот же недостаток, заключающийся в том, что он не может откачать последний дюйм или два воды, но это характерно для насосов этого типа. Это достойный погружной водяной насос, который делает то, что ему нужно, и делает это хорошо. Он может поднять воду на 5 метров, как и погружной насос Terratek, и имеет такую же максимальную глубину. Если вы думаете о цене, единственный аргумент, который я бы выдвинул, это то, что разъем действительно невелик. Однако следует отметить, что это не инструмент, предназначенный для коммерческой работы, и в своем диапазоне это очень хороший маленький погружной насос по низкой цене!
Если вы думаете о цене, единственный аргумент, который я бы выдвинул, это то, что разъем действительно невелик. Однако следует отметить, что это не инструмент, предназначенный для коммерческой работы, и в своем диапазоне это очень хороший маленький погружной насос по низкой цене! Глубина: 7 м, Напор: 1″, 1 1/4″, 1 1/2″
Глубина: 7 м, Напор: 1″, 1 1/4″, 1 1/2″ Для меня это то, что дает ему преимущество перед погружным насосом Terratek l. Он имеет встроенную тепловую защиту двигателя, которая определяет перегрев водяного насоса и автоматически отключает его. Как только устройство остынет, оно снова запустится самостоятельно. Еще одна удобная функция безопасности — автоматический поплавковый выключатель.
Для меня это то, что дает ему преимущество перед погружным насосом Terratek l. Он имеет встроенную тепловую защиту двигателя, которая определяет перегрев водяного насоса и автоматически отключает его. Как только устройство остынет, оно снова запустится самостоятельно. Еще одна удобная функция безопасности — автоматический поплавковый выключатель. Самая большая проблема — это последний дюйм воды, который он не может достать. Проблема в том, что это относится почти ко всем погружным насосам, поэтому трудно винить погружной водяной насос VEATON только в этом. В целом, по цене, это хорошая покупка. Наш следующий обзор посвящен продукту, очень похожему на VEATON, но по цене немного выше, погружному водяному насосу Terratek Pro 400 Вт.
Самая большая проблема — это последний дюйм воды, который он не может достать. Проблема в том, что это относится почти ко всем погружным насосам, поэтому трудно винить погружной водяной насос VEATON только в этом. В целом, по цене, это хорошая покупка. Наш следующий обзор посвящен продукту, очень похожему на VEATON, но по цене немного выше, погружному водяному насосу Terratek Pro 400 Вт. во избежание случайного повреждения. Однако я скажу, что поплавковый выключатель не работал так же хорошо, как VEATON, и его нужно было разместить в центральной «зоне наилучшего восприятия», чтобы работать оптимально. Этот погружной водяной насос можно использовать с грязной водой, если диаметр частиц не превышает 35 мм, и производители говорят, что он будет перекачивать до 7500 литров в час, что немного меньше, чем у нашего продукта номер один.
во избежание случайного повреждения. Однако я скажу, что поплавковый выключатель не работал так же хорошо, как VEATON, и его нужно было разместить в центральной «зоне наилучшего восприятия», чтобы работать оптимально. Этот погружной водяной насос можно использовать с грязной водой, если диаметр частиц не превышает 35 мм, и производители говорят, что он будет перекачивать до 7500 литров в час, что немного меньше, чем у нашего продукта номер один. Его компактный размер также позволяет легко хранить его. Погружной водяной насос VEATON Pro 400W — очень хороший продукт. Просто модель VEATON не уступает или превосходит ее практически во всех аспектах.
Его компактный размер также позволяет легко хранить его. Погружной водяной насос VEATON Pro 400W — очень хороший продукт. Просто модель VEATON не уступает или превосходит ее практически во всех аспектах. Поплавковый переключатель может быть немного капризным, и вам нужно правильно настроить его на мелководье, но в остальном он хорошо справляется со своей задачей. Он будет очищать воду быстро и бесшумно, поэтому по цене здесь действительно трудно ошибиться.
Поплавковый переключатель может быть немного капризным, и вам нужно правильно настроить его на мелководье, но в остальном он хорошо справляется со своей задачей. Он будет очищать воду быстро и бесшумно, поэтому по цене здесь действительно трудно ошибиться.
 Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон. Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону; На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.




 Изгибы могут быть короткими или длинными в зависимости от требований конструкции.
Изгибы могут быть короткими или длинными в зависимости от требований конструкции.
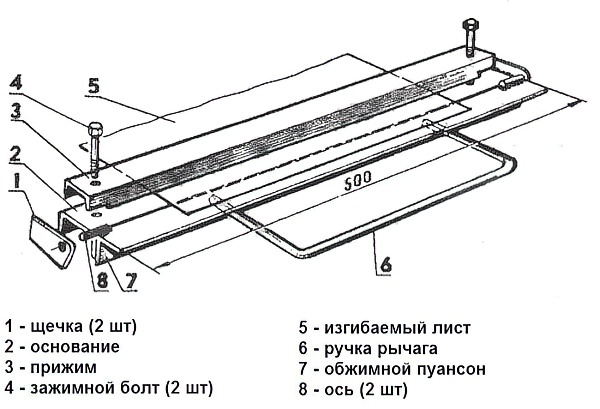
 — 3*т
— 3*т Как правило, толщина от 0,9 мм до 20 мм может быть изготовлена из листа (<3 мм) или пластины (> 3 мм), но этот допуск зависит в основном от детали.
Как правило, толщина от 0,9 мм до 20 мм может быть изготовлена из листа (<3 мм) или пластины (> 3 мм), но этот допуск зависит в основном от детали. Из-за этого упругого восстановления необходимо точно согнуть лист, чтобы получить желаемый радиус изгиба и угол изгиба. Окончательный радиус изгиба будет больше первоначально сформированного, а окончательный угол изгиба будет меньше. Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба.
Из-за этого упругого восстановления необходимо точно согнуть лист, чтобы получить желаемый радиус изгиба и угол изгиба. Окончательный радиус изгиба будет больше первоначально сформированного, а окончательный угол изгиба будет меньше. Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба. Для аэрокосмических и космических приложений значения могут быть выше. Когда радиус меньше рекомендуемого, это может вызвать проблемы с потоком материала в мягком материале и трещины в твердом материале. В таких случаях также могут возникать локальные сужения или переломы. Рекомендуется, чтобы минимальный внутренний радиус изгиба был как минимум в 1 раз больше толщины материала.
Для аэрокосмических и космических приложений значения могут быть выше. Когда радиус меньше рекомендуемого, это может вызвать проблемы с потоком материала в мягком материале и трещины в твердом материале. В таких случаях также могут возникать локальные сужения или переломы. Рекомендуется, чтобы минимальный внутренний радиус изгиба был как минимум в 1 раз больше толщины материала. Удвоение толщины не означает удвоение тоннажа. Вместо этого изгибающая сила связана с квадратом толщины. Это означает, что при увеличении толщины материала вдвое требуемый тоннаж увеличивается в 4 раза.
Удвоение толщины не означает удвоение тоннажа. Вместо этого изгибающая сила связана с квадратом толщины. Это означает, что при увеличении толщины материала вдвое требуемый тоннаж увеличивается в 4 раза. Следующие диаграммы основаны на руководстве по изгибам Armada Air Force.
Следующие диаграммы основаны на руководстве по изгибам Armada Air Force.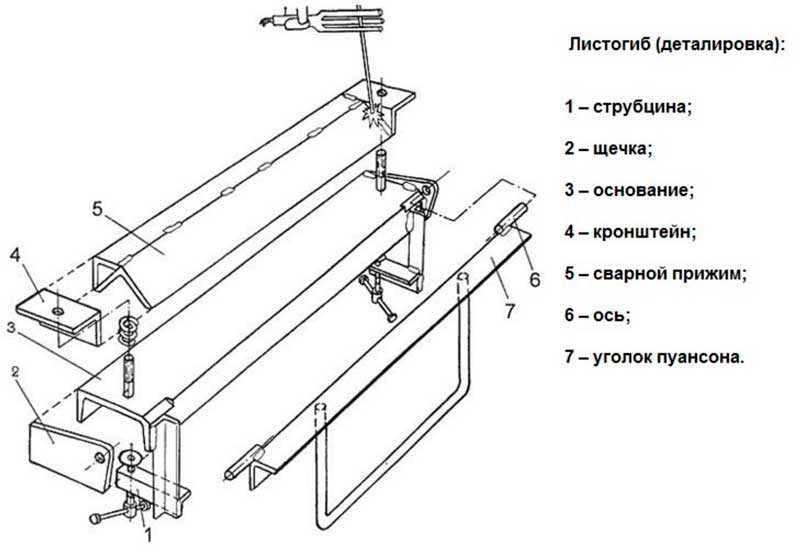 Отверстие 1 показывает отверстие, которое из-за этой проблемы стало каплевидным.
Отверстие 1 показывает отверстие, которое из-за этой проблемы стало каплевидным. Рекомендуется, чтобы минимальное расстояние между выдавленными отверстиями и кромкой детали было не менее трехкратной толщины листа.
Рекомендуется, чтобы минимальное расстояние между выдавленными отверстиями и кромкой детали было не менее трехкратной толщины листа.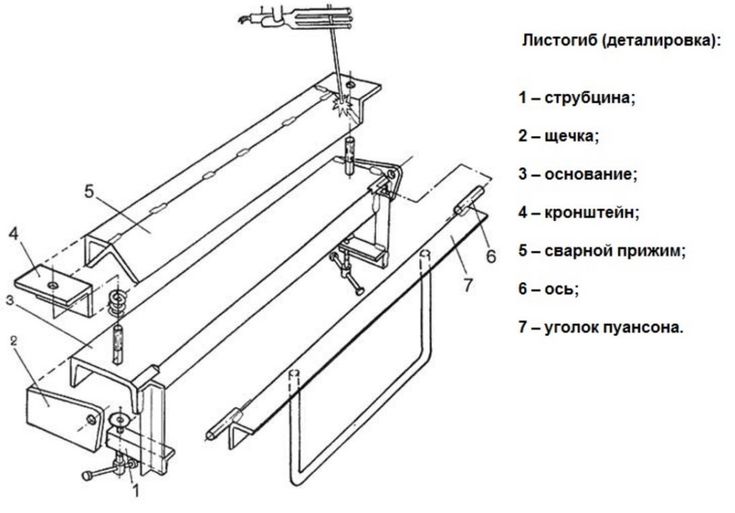
 Некоторые недостатки заключаются в том, что лазерная резка не всегда хорошо режется с некоторыми материалами (например, не со всем алюминием) и не всегда стабильна. Несмотря на недостатки, лазерная резка является высокоэффективной и экономичной.
Некоторые недостатки заключаются в том, что лазерная резка не всегда хорошо режется с некоторыми материалами (например, не со всем алюминием) и не всегда стабильна. Несмотря на недостатки, лазерная резка является высокоэффективной и экономичной.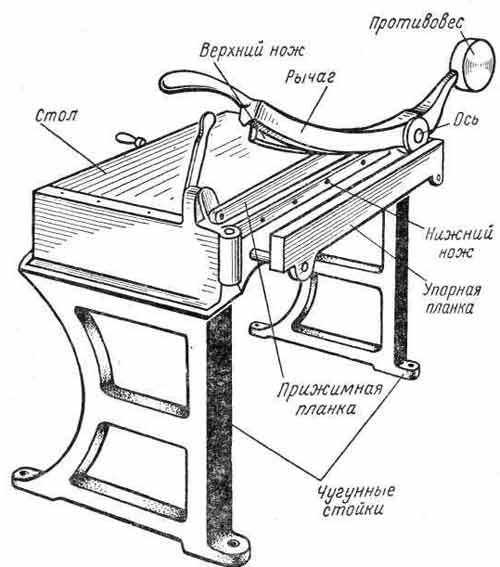
 Минимальное расстояние 1-2 мм между деталями должно быть оставлено во избежание случайного перекрестного разреза.
Минимальное расстояние 1-2 мм между деталями должно быть оставлено во избежание случайного перекрестного разреза. Загнутая кромка
Загнутая кромка  Мы рекомендуем измерять основные диаметры зенкеров между 2,3 мм и 12,7 мм, используя один из следующих стандартных углов: 82°, 90°, 100° и 120°. Допуск на большой диаметр сформированной зенковки
Мы рекомендуем измерять основные диаметры зенкеров между 2,3 мм и 12,7 мм, используя один из следующих стандартных углов: 82°, 90°, 100° и 120°. Допуск на большой диаметр сформированной зенковки  Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина возврата шва в 4 раза превышала толщину. Закрытые швы — это сгибы на конце детали для создания закругленного края. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала.
Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина возврата шва в 4 раза превышала толщину. Закрытые швы — это сгибы на конце детали для создания закругленного края. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала. Комбинация двух швов может создать прочные, герметичные швы с небольшим или минимальным креплением. Кромки можно даже использовать для стратегического удвоения толщины металла в тех областях детали, которые могут потребовать дополнительной поддержки. Рекомендуется:
Комбинация двух швов может создать прочные, герметичные швы с небольшим или минимальным креплением. Кромки можно даже использовать для стратегического удвоения толщины металла в тех областях детали, которые могут потребовать дополнительной поддержки. Рекомендуется: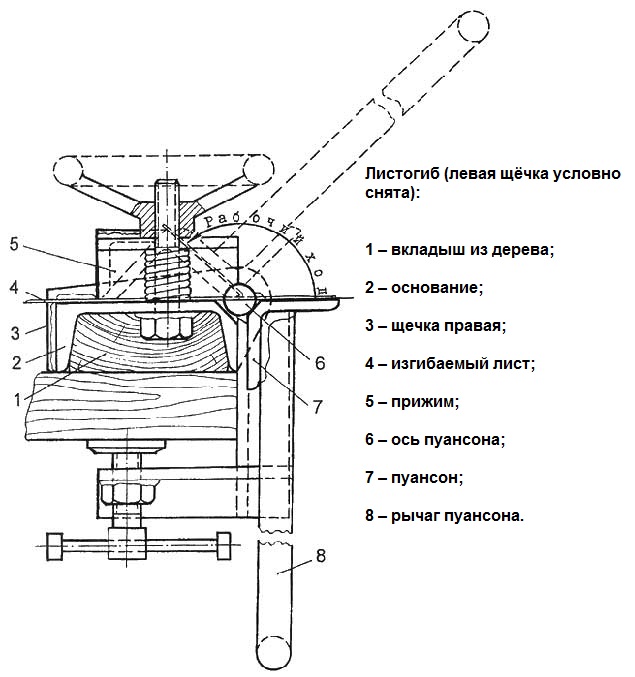 Обязательно располагайте отверстия вдали от изгибов на расстоянии не менее чем в 2,5 раза больше толщины материала плюс радиус изгиба. Прорези должны располагаться в 4 раза больше толщины материала плюс радиус изгиба от изгиба. Убедитесь, что отверстия и прорези расположены на расстоянии не менее чем в 2 раза больше толщины материала от края, чтобы избежать эффекта «выпуклости». Отверстия должны располагаться на расстоянии не менее 6 толщин материала друг от друга.
Обязательно располагайте отверстия вдали от изгибов на расстоянии не менее чем в 2,5 раза больше толщины материала плюс радиус изгиба. Прорези должны располагаться в 4 раза больше толщины материала плюс радиус изгиба от изгиба. Убедитесь, что отверстия и прорези расположены на расстоянии не менее чем в 2 раза больше толщины материала от края, чтобы избежать эффекта «выпуклости». Отверстия должны располагаться на расстоянии не менее 6 толщин материала друг от друга.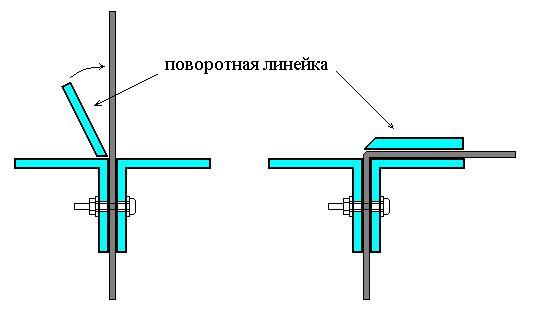 Во избежание этого надрез должен располагаться на соответствующем расстоянии от изгиба относительно толщины листа. Нанесение надрезов — недорогой процесс, особенно из-за низких затрат на инструменты и небольшого набора стандартных пуансонов.
Во избежание этого надрез должен располагаться на соответствующем расстоянии от изгиба относительно толщины листа. Нанесение надрезов — недорогой процесс, особенно из-за низких затрат на инструменты и небольшого набора стандартных пуансонов.
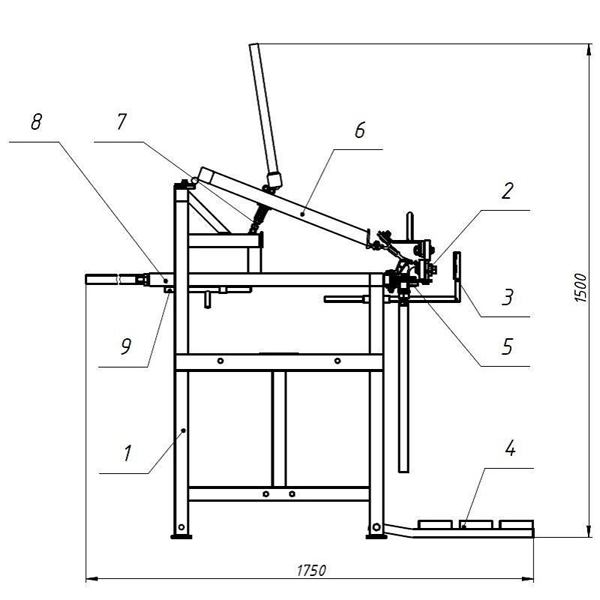
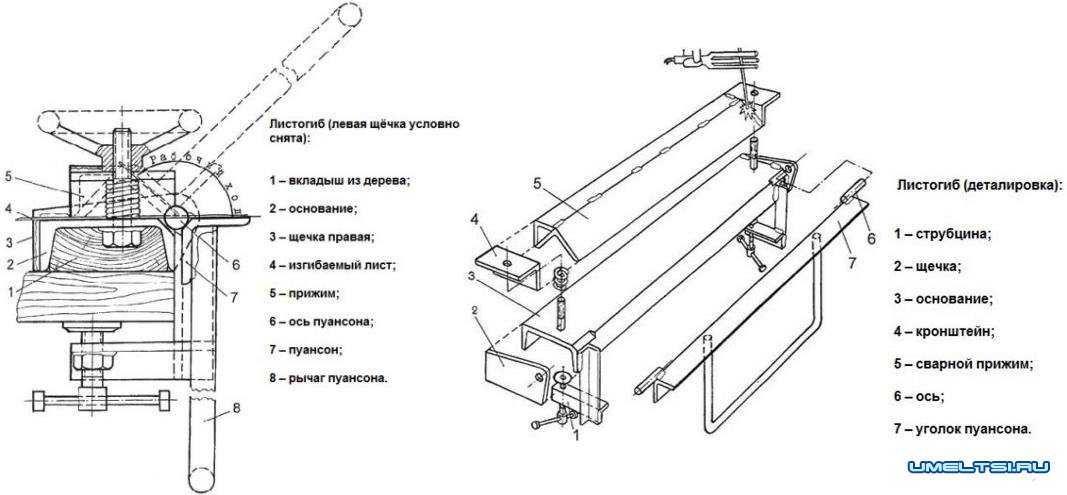 Никто другой не может сделать это за такое короткое время. Мы устанавливаем стандарты промышленной поворотной гибки и сочетаем максимальную точность с максимально возможной производительностью гибки.
Никто другой не может сделать это за такое короткое время. Мы устанавливаем стандарты промышленной поворотной гибки и сочетаем максимальную точность с максимально возможной производительностью гибки. 0176
0176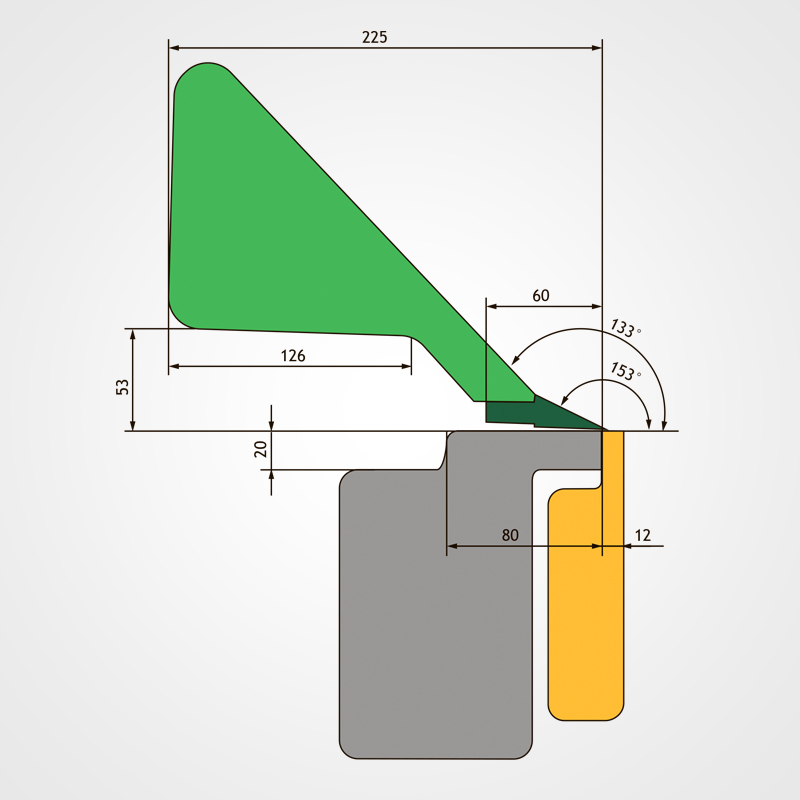 На выставке EuroBlech 2018 мы впервые представили нашу уникальную, полностью автоматическую систему Advanced Handling System (AHS) — дальнейшее развитие нашего известного аспирационного манометра.0176
На выставке EuroBlech 2018 мы впервые представили нашу уникальную, полностью автоматическую систему Advanced Handling System (AHS) — дальнейшее развитие нашего известного аспирационного манометра.0176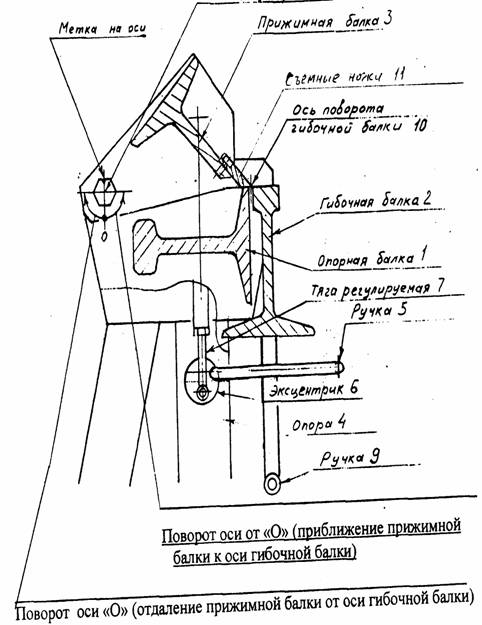 Этот прочный, но точный фальцевщик идеально подходит для непрерывной работы в крупных мастерских, компаниях среднего размера и в промышленности.
Этот прочный, но точный фальцевщик идеально подходит для непрерывной работы в крупных мастерских, компаниях среднего размера и в промышленности.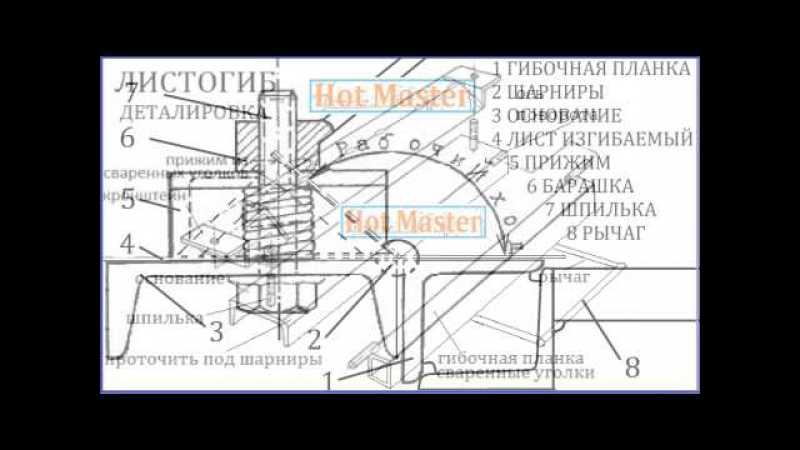 С максимальной рабочей длиной 4000 мм и максимальной способностью изгиба 6 мм «гигант» рассчитан на тяжелый двухсменный рабочий день.
С максимальной рабочей длиной 4000 мм и максимальной способностью изгиба 6 мм «гигант» рассчитан на тяжелый двухсменный рабочий день.
 5″ data-param-2=»3000″>
5″ data-param-2=»3000″> Зазоры для инструментов значительно расширяют ассортимент продукции и повышают гибкость.
Зазоры для инструментов значительно расширяют ассортимент продукции и повышают гибкость.
 Имея почти 60-летний опыт работы в бизнесе, мы обладаем обширными знаниями обо всех марках и моделях оборудования для газовой и плазменной профильной резки, чтобы помочь вам найти правильное решение для вашей мастерской.
Имея почти 60-летний опыт работы в бизнесе, мы обладаем обширными знаниями обо всех марках и моделях оборудования для газовой и плазменной профильной резки, чтобы помочь вам найти правильное решение для вашей мастерской. Существуют различные типы станков для резки профилей, такие как портальный тип и портальный тип. Некоторые используют сканирующие системы, которые могут следовать и резать вдоль начерченной линии на металле, в то время как другим для резки требуется шаблон. Большинство машин можно настроить с помощью большего количества резаков, чтобы увеличить объем работы, которую можно выполнять одновременно. Станки для газовой или плазменной профильной резки идеально подходят для небольших мастерских, выполняющих постоянную резку листового металла, и могут стать введением в плазменную и гидроабразивную резку с ЧПУ и т. д.
Существуют различные типы станков для резки профилей, такие как портальный тип и портальный тип. Некоторые используют сканирующие системы, которые могут следовать и резать вдоль начерченной линии на металле, в то время как другим для резки требуется шаблон. Большинство машин можно настроить с помощью большего количества резаков, чтобы увеличить объем работы, которую можно выполнять одновременно. Станки для газовой или плазменной профильной резки идеально подходят для небольших мастерских, выполняющих постоянную резку листового металла, и могут стать введением в плазменную и гидроабразивную резку с ЧПУ и т. д. Процесс резки проиллюстрирован кислородной горелкой. Смесь кислорода и горючего газа используется для предварительного нагрева металла до температуры «воспламенения», которая для стали составляет 700°C — 900°C (ярко-красное пламя), но значительно ниже точки плавления. Струя чистого кислорода затем направляется в предварительно нагретую зону, вызывая энергичную экзотермическую химическую реакцию между кислородом и металлом с образованием оксида железа или шлака. Кислородная струя сдувает шлак, позволяя струе проникнуть сквозь материал и продолжить его резку. Производители часто пытаются использовать существующее режущее оборудование, а не покупать новое. Если необходимо приобрести новое оборудование, ручное кислородно-газовое или воздушно-дуговое оборудование является самым дешевым, примерно 1000 фунтов стерлингов за ручной резак, 9 фунтов стерлингов.000 для базового механизированного профильного станка, тогда как системы лазерной резки могут потребовать значительных капитальных затрат от 100 до 500 тысяч фунтов стерлингов.
Процесс резки проиллюстрирован кислородной горелкой. Смесь кислорода и горючего газа используется для предварительного нагрева металла до температуры «воспламенения», которая для стали составляет 700°C — 900°C (ярко-красное пламя), но значительно ниже точки плавления. Струя чистого кислорода затем направляется в предварительно нагретую зону, вызывая энергичную экзотермическую химическую реакцию между кислородом и металлом с образованием оксида железа или шлака. Кислородная струя сдувает шлак, позволяя струе проникнуть сквозь материал и продолжить его резку. Производители часто пытаются использовать существующее режущее оборудование, а не покупать новое. Если необходимо приобрести новое оборудование, ручное кислородно-газовое или воздушно-дуговое оборудование является самым дешевым, примерно 1000 фунтов стерлингов за ручной резак, 9 фунтов стерлингов.000 для базового механизированного профильного станка, тогда как системы лазерной резки могут потребовать значительных капитальных затрат от 100 до 500 тысяч фунтов стерлингов.

 Существует много небольших консольных станков для резки профилей, которые идеально подходят для небольших мастерских и для тех, кому нужен простой в использовании станок для резки шаблонного типа. Наши машины на складе поставляются с различной шириной резки, как правило, не менее 1,5 метра. Длина резки может быть изменена в соответствии с потребностями и часто увеличена до любой длины за счет удлинения машины.
Существует много небольших консольных станков для резки профилей, которые идеально подходят для небольших мастерских и для тех, кому нужен простой в использовании станок для резки шаблонного типа. Наши машины на складе поставляются с различной шириной резки, как правило, не менее 1,5 метра. Длина резки может быть изменена в соответствии с потребностями и часто увеличена до любой длины за счет удлинения машины. Компания Westermans поставляет пакеты чертежей САПР, подходящие для систем Burny, и обеспечивает обучение и подготовку любого количества сотрудников мастерских. Моторизованные стойки для резки с автоматическим определением высоты доступны для кислородно-топливных или плазменных горелок. В зависимости от размера машины можно установить от 1 до 6 режущих стоек.
Компания Westermans поставляет пакеты чертежей САПР, подходящие для систем Burny, и обеспечивает обучение и подготовку любого количества сотрудников мастерских. Моторизованные стойки для резки с автоматическим определением высоты доступны для кислородно-топливных или плазменных горелок. В зависимости от размера машины можно установить от 1 до 6 режущих стоек.
 Это ультрасовременное оборудование, которое помогает вырезать из металлических пластин специальные детали. Прочтите, чтобы понять, что такое системы резки профилей, для чего они могут использоваться, какие типы доступны на рынке и как правильно выбрать систему для ваших нужд.
Это ультрасовременное оборудование, которое помогает вырезать из металлических пластин специальные детали. Прочтите, чтобы понять, что такое системы резки профилей, для чего они могут использоваться, какие типы доступны на рынке и как правильно выбрать систему для ваших нужд.
 Во время этого процесса между электродом (катодом) и обрабатываемой деталью (анодом) возникает электрическая дуга. Этот процесс идеально подходит для резки нержавеющей стали и углеродистых профилей различных марок и толщин. Он создает меньше искажений, так как использует меньше тепла и сжатого газа, а также создает желаемый край.
Во время этого процесса между электродом (катодом) и обрабатываемой деталью (анодом) возникает электрическая дуга. Этот процесс идеально подходит для резки нержавеющей стали и углеродистых профилей различных марок и толщин. Он создает меньше искажений, так как использует меньше тепла и сжатого газа, а также создает желаемый край. Машины для гидроабразивной резки подают воду под давлением от 20 000 фунтов на квадратный дюйм до 100 000 фунтов на квадратный дюйм (наиболее распространено 60 000 фунтов на квадратный дюйм) через тонкое сопло, где она смешивается с абразивной добавкой (обычно гранат), обеспечивая точные разрезы без каких-либо тепловых повреждений материала. Этот тип профильной резки идеально подходит для широкого спектра материалов, включая керамику, титан, сталь, камень, гранит, ткань и латунь, среди прочих.
Машины для гидроабразивной резки подают воду под давлением от 20 000 фунтов на квадратный дюйм до 100 000 фунтов на квадратный дюйм (наиболее распространено 60 000 фунтов на квадратный дюйм) через тонкое сопло, где она смешивается с абразивной добавкой (обычно гранат), обеспечивая точные разрезы без каких-либо тепловых повреждений материала. Этот тип профильной резки идеально подходит для широкого спектра материалов, включая керамику, титан, сталь, камень, гранит, ткань и латунь, среди прочих.
 Однако при необходимости алюминий легко поддается ремонту. Ремонт пластиковых окон в некоторых случаях может быть довольно дорогим.
Однако при необходимости алюминий легко поддается ремонту. Ремонт пластиковых окон в некоторых случаях может быть довольно дорогим. При необходимости достаточно взять смоченную в воде трепку и удалить загрязнения.
При необходимости достаточно взять смоченную в воде трепку и удалить загрязнения. Именно от этого будет зависеть хорошая работоспособность любых окон. Даже малейшая ошибка может привести к тому, что окна быстро выйдут из строя, поэтому экономить нежелательно.
Именно от этого будет зависеть хорошая работоспособность любых окон. Даже малейшая ошибка может привести к тому, что окна быстро выйдут из строя, поэтому экономить нежелательно.
 Однако ограничиваться только сравнением конструкций не стоит.
Однако ограничиваться только сравнением конструкций не стоит. Но если параметры сравнивать в схожих конструкционных решениях, это поможет непредвзято оценить каждое изделие и выбрать систему с лучшими параметрами для заказа.
Но если параметры сравнивать в схожих конструкционных решениях, это поможет непредвзято оценить каждое изделие и выбрать систему с лучшими параметрами для заказа. «Холодные» рамы подходят для:
«Холодные» рамы подходят для:
 Большая ничья? Некоторые производители рекламируют алюминий как «бесконечно пригодный для повторного использования», и, по данным Агентства по охране окружающей среды США, он, безусловно, имеет гораздо более высокий уровень переработки в США по сравнению с пластиком. Но, по мнению отраслевых экспертов, это может быть не та устойчивая серебряная пуля, на которую рассчитывают компании.
Большая ничья? Некоторые производители рекламируют алюминий как «бесконечно пригодный для повторного использования», и, по данным Агентства по охране окружающей среды США, он, безусловно, имеет гораздо более высокий уровень переработки в США по сравнению с пластиком. Но, по мнению отраслевых экспертов, это может быть не та устойчивая серебряная пуля, на которую рассчитывают компании.
 Этот материал — самая успешная история переработки в Америке: уровень переработки банок достигает 80 процентов. По словам этих предприятий, инфраструктура была построена, отрегулирована и сделана максимально эффективной и доступной.
Этот материал — самая успешная история переработки в Америке: уровень переработки банок достигает 80 процентов. По словам этих предприятий, инфраструктура была построена, отрегулирована и сделана максимально эффективной и доступной.

 Таким образом, по словам Качука, если производство первичного алюминия оказывает более сильное воздействие на окружающую среду, чем другие материалы, переход с пластика на алюминий может иметь непредвиденные последствия в начале производственного процесса.
Таким образом, по словам Качука, если производство первичного алюминия оказывает более сильное воздействие на окружающую среду, чем другие материалы, переход с пластика на алюминий может иметь непредвиденные последствия в начале производственного процесса.
 ThreeMain предложил подписчикам обменять свои пластиковые бутылки на алюминиевые, когда они перешли на упаковку Trivium.
ThreeMain предложил подписчикам обменять свои пластиковые бутылки на алюминиевые, когда они перешли на упаковку Trivium. Более того, материалы, соприкасающиеся с едой, находятся в ведении Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США, и это замедлило внедрение инноваций в этой сфере. Хотя CDC и FDA не беспокоятся о передаче коронавируса через контейнеры. Но есть и другие проблемы с многоразовой логистикой пищевых контейнеров, заметил Мартин.
Более того, материалы, соприкасающиеся с едой, находятся в ведении Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США, и это замедлило внедрение инноваций в этой сфере. Хотя CDC и FDA не беспокоятся о передаче коронавируса через контейнеры. Но есть и другие проблемы с многоразовой логистикой пищевых контейнеров, заметил Мартин. — перечислил он. — Все, что должно произойти, чтобы наша система повторного использования работала эффективно. r.Cup предоставляет услугу «под ключ» для обработки всех этих деталей, чтобы упростить и эффективно внедрить систему повторного использования»
— перечислил он. — Все, что должно произойти, чтобы наша система повторного использования работала эффективно. r.Cup предоставляет услугу «под ключ» для обработки всех этих деталей, чтобы упростить и эффективно внедрить систему повторного использования» 
 Благодаря этим свойствам алюминий можно использовать для изготовления самых разных вещей, от самолетов и автомобилей до небоскребов и упаковки для пищевых продуктов. Он также бесконечно перерабатывается. (Вспомните банки)
Благодаря этим свойствам алюминий можно использовать для изготовления самых разных вещей, от самолетов и автомобилей до небоскребов и упаковки для пищевых продуктов. Он также бесконечно перерабатывается. (Вспомните банки) Подумайте о различных коробках из-под конфет, шоколада или других консервов, которые вы или кто-то из ваших знакомых могли сохранить для повторного использования. Вот почему все больше производителей косметики и продуктов питания, заботящихся об окружающей среде, теперь используют алюминий вместо пластика, поскольку у него больше шансов на повторное использование.
Подумайте о различных коробках из-под конфет, шоколада или других консервов, которые вы или кто-то из ваших знакомых могли сохранить для повторного использования. Вот почему все больше производителей косметики и продуктов питания, заботящихся об окружающей среде, теперь используют алюминий вместо пластика, поскольку у него больше шансов на повторное использование.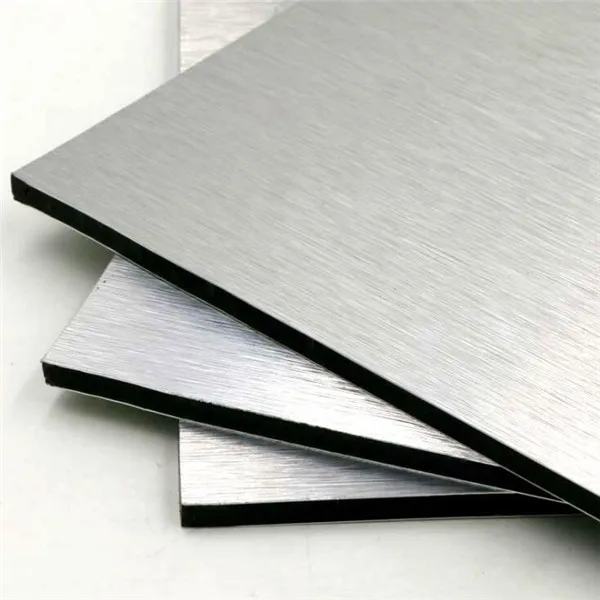 Внутреннее покрытие этой бутылки изготовлено из эпоксидно-фенолформальдегидной (EPA) смолы, которая предотвращает утечку и гарантирует, что внутреннее содержимое останется свежим.
Внутреннее покрытие этой бутылки изготовлено из эпоксидно-фенолформальдегидной (EPA) смолы, которая предотвращает утечку и гарантирует, что внутреннее содержимое останется свежим.

 Материал подходит для заточки на бруске в домашних условиях. Если твердость будет 58 и выше, для поддержания острой кромки понадобится алмазная заточка.
Материал подходит для заточки на бруске в домашних условиях. Если твердость будет 58 и выше, для поддержания острой кромки понадобится алмазная заточка.

 182.30 Комплект из 2-х ножей 180x30x3 HW
182.30 Комплект из 2-х ножей 180x30x3 HW 311.30 Комплект из 2-х ножей 310x30x3 SP
311.30 Комплект из 2-х ножей 310x30x3 SP 430.35 Комплект из 2-х ножей 430x35x3 HS
430.35 Комплект из 2-х ножей 430x35x3 HS 520.35 Комплект из 2-х ножей 520x35x3 HS
520.35 Комплект из 2-х ножей 520x35x3 HS 611.35 Комплект из 2-х ножей 610x35x3 SP
611.35 Комплект из 2-х ножей 610x35x3 SP 997.35 Комплект из 2-х ножей 1050x35x3 HS
997.35 Комплект из 2-х ножей 1050x35x3 HS
 Быстрорежущая сталь с высоким содержанием вольфрама, позже названная Т1, была стандартом для режущих инструментов в течение нескольких десятилетий. В конечном итоге он был вытеснен M2, который имеет комбинацию молибдена и вольфрама, а также больше ванадия, чем T1 (2% против 1%). Переход на M2 был вызван нехваткой вольфрама во время Второй мировой войны и войны в Корее, но также было обнаружено, что M2 обладает более высокой прочностью, износостойкостью и потенциальной твердостью, чем T1. Так что в целом это был хороший апгрейд из-за снижения стоимости и улучшения характеристик. Сплав с еще более высоким содержанием молибдена, M1, предшествовал M2, но не имел такого же успеха. М1 был запатентован в 1933 [2] и М2 в 1939 г. [3].
Быстрорежущая сталь с высоким содержанием вольфрама, позже названная Т1, была стандартом для режущих инструментов в течение нескольких десятилетий. В конечном итоге он был вытеснен M2, который имеет комбинацию молибдена и вольфрама, а также больше ванадия, чем T1 (2% против 1%). Переход на M2 был вызван нехваткой вольфрама во время Второй мировой войны и войны в Корее, но также было обнаружено, что M2 обладает более высокой прочностью, износостойкостью и потенциальной твердостью, чем T1. Так что в целом это был хороший апгрейд из-за снижения стоимости и улучшения характеристик. Сплав с еще более высоким содержанием молибдена, M1, предшествовал M2, но не имел такого же успеха. М1 был запатентован в 1933 [2] и М2 в 1939 г. [3]. Кобальт подавляет восстановление мартенсита, снижает уровень остаточного аустенита, увеличивает плотность зародышеобразования отпускаемых карбидов и замедляет укрупнение этих карбидов. Следовательно, увеличение содержания кобальта обычно приводит к повышению твердости быстрорежущих сталей, например, таких быстрорежущих сталей серии «Т» с примерно таким же составом, кроме кобальта:
Кобальт подавляет восстановление мартенсита, снижает уровень остаточного аустенита, увеличивает плотность зародышеобразования отпускаемых карбидов и замедляет укрупнение этих карбидов. Следовательно, увеличение содержания кобальта обычно приводит к повышению твердости быстрорежущих сталей, например, таких быстрорежущих сталей серии «Т» с примерно таким же составом, кроме кобальта: T15 появился к 1946 году как Vasco Supreme [10], а M15 появился к 1951 году как Vasco Supreme A [11]. Vasco Supreme звучит как восхитительный предмет для заказа в Taco Bell, но это также была популярная быстрорежущая сталь. Подробнее о разработке этих сталей вы можете прочитать в этой статье. Эти стали получили название «сверхбыстрорежущие стали» из-за их высокой износостойкости.
T15 появился к 1946 году как Vasco Supreme [10], а M15 появился к 1951 году как Vasco Supreme A [11]. Vasco Supreme звучит как восхитительный предмет для заказа в Taco Bell, но это также была популярная быстрорежущая сталь. Подробнее о разработке этих сталей вы можете прочитать в этой статье. Эти стали получили название «сверхбыстрорежущие стали» из-за их высокой износостойкости. Это связано с тем, что пляски на пределе свойства означают, что необходим относительно жесткий контроль, или вы рискуете недооценить или переоценить любой из заданных элементов, тем самым упустив желаемые свойства. Тройной или даже четырехкратный отпуск также оказался важным для минимизации остаточного аустенита в этих высокоуглеродистых марках.
Это связано с тем, что пляски на пределе свойства означают, что необходим относительно жесткий контроль, или вы рискуете недооценить или переоценить любой из заданных элементов, тем самым упустив желаемые свойства. Тройной или даже четырехкратный отпуск также оказался важным для минимизации остаточного аустенита в этих высокоуглеродистых марках. Сталь М41 была разработана из М35, М42 из М33, М43 из М34 и М44 из М6. Однако наследие некоторых из этих классов восходит еще дальше. Например, М35 представляет собой М2 с добавкой кобальта, а М33 и М34 по существу представляют собой М1 с добавкой кобальта.
Сталь М41 была разработана из М35, М42 из М33, М43 из М34 и М44 из М6. Однако наследие некоторых из этих классов восходит еще дальше. Например, М35 представляет собой М2 с добавкой кобальта, а М33 и М34 по существу представляют собой М1 с добавкой кобальта. Более высокая твердость желательна для обработки материалов с высокой твердостью, таких как высокопрочная сталь и титановые сплавы, где большая разница в твердости улучшает производительность. А также при резке материалов с более высокой скоростью резания, требующих лучшей твердости в горячем состоянии.
Более высокая твердость желательна для обработки материалов с высокой твердостью, таких как высокопрочная сталь и титановые сплавы, где большая разница в твердости улучшает производительность. А также при резке материалов с более высокой скоростью резания, требующих лучшей твердости в горячем состоянии. Например, сравните T1 и T4 на изображении ниже, где T4 идентичен T1, но с 5% кобальта. Вы можете видеть, что даже при одинаковой твердости прочность T4 значительно ниже. Исследователи Vasco обнаружили, что 8% Co и определенное содержание Mo-W, которые они использовали, обеспечивают наилучший баланс между высокой твердостью и хорошей ударной вязкостью. Это, в сочетании с относительно низким содержанием ванадия, вероятно, является причиной того, что M42 имеет относительно хорошую ударную вязкость.
Например, сравните T1 и T4 на изображении ниже, где T4 идентичен T1, но с 5% кобальта. Вы можете видеть, что даже при одинаковой твердости прочность T4 значительно ниже. Исследователи Vasco обнаружили, что 8% Co и определенное содержание Mo-W, которые они использовали, обеспечивают наилучший баланс между высокой твердостью и хорошей ударной вязкостью. Это, в сочетании с относительно низким содержанием ванадия, вероятно, является причиной того, что M42 имеет относительно хорошую ударную вязкость. Однако использование технологии ПМ позволило увеличить содержание ванадия. Карбиды ванадия могут стать очень большими при обычном производстве стали, что ограничивает шлифуемость и ударную вязкость. Однако порошковая металлургия во многом приводит к устранению этой проблемы. Например, было обнаружено, что как T15, так и M4 имеют значительное улучшение ударной вязкости и шлифуемости из-за значительного уменьшения размера карбида в результате порошковой металлургии.
Однако использование технологии ПМ позволило увеличить содержание ванадия. Карбиды ванадия могут стать очень большими при обычном производстве стали, что ограничивает шлифуемость и ударную вязкость. Однако порошковая металлургия во многом приводит к устранению этой проблемы. Например, было обнаружено, что как T15, так и M4 имеют значительное улучшение ударной вязкости и шлифуемости из-за значительного уменьшения размера карбида в результате порошковой металлургии. О том, что такое цементированный карбид, я писал в этой статье о ножах Sandrin. Цементированный карбид сочетает в себе высокий процент очень твердого карбида вольфрама (> 75%) с мягким кобальтовым связующим. Эти марки твердого сплава сочетают в себе очень высокую износостойкость, прочность и жесткость, что обеспечивает хорошие характеристики при высокоскоростных операциях механической обработки. Однако ударная вязкость цементированного карбида очень низкая, а стоимость высока. Таким образом, сверхтвердые быстрорежущие стали могут иметь характеристики, близкие к твердосплавным, в сочетании с более высокой ударной вязкостью, что снижает вероятность сколов или поломок инструмента. Идея «преодоления разрыва» между характеристиками твердого сплава и типичной быстрорежущей стали продолжает продвигаться как новая идея, по крайней мере, до 2004 года [19].[20]. Эти более поздние стали, заменяющие карбиды, сочетают в себе высокое содержание ванадия (5% или более) наряду с высокой твердостью (> 69 Rc) для очень высокой прочности и износостойкости.
О том, что такое цементированный карбид, я писал в этой статье о ножах Sandrin. Цементированный карбид сочетает в себе высокий процент очень твердого карбида вольфрама (> 75%) с мягким кобальтовым связующим. Эти марки твердого сплава сочетают в себе очень высокую износостойкость, прочность и жесткость, что обеспечивает хорошие характеристики при высокоскоростных операциях механической обработки. Однако ударная вязкость цементированного карбида очень низкая, а стоимость высока. Таким образом, сверхтвердые быстрорежущие стали могут иметь характеристики, близкие к твердосплавным, в сочетании с более высокой ударной вязкостью, что снижает вероятность сколов или поломок инструмента. Идея «преодоления разрыва» между характеристиками твердого сплава и типичной быстрорежущей стали продолжает продвигаться как новая идея, по крайней мере, до 2004 года [19].[20]. Эти более поздние стали, заменяющие карбиды, сочетают в себе высокое содержание ванадия (5% или более) наряду с высокой твердостью (> 69 Rc) для очень высокой прочности и износостойкости.

 Это содержание карбида подтверждается микрофотографиями, которые я сделал для обеих этих сталей, где вы можете видеть, что Rex 121 имеет как больше карбида, так и более крупные карбиды, чем Maxamet. Сравнить с микрофотографиями других сталей можно в этой статье.
Это содержание карбида подтверждается микрофотографиями, которые я сделал для обеих этих сталей, где вы можете видеть, что Rex 121 имеет как больше карбида, так и более крупные карбиды, чем Maxamet. Сравнить с микрофотографиями других сталей можно в этой статье. Каждое из следующих значений получено из экспериментов CATRA, а затем нормализовано относительно 440C при 58-59 Rc, которому присвоено базовое значение 100. Таким образом, Maxamet со значением 222 для 68 Rc примерно в 2,2 раза больше сохраняет края, чем 440C. в 59Rc, если оба имеют одинаковую геометрию края и резкость.
Каждое из следующих значений получено из экспериментов CATRA, а затем нормализовано относительно 440C при 58-59 Rc, которому присвоено базовое значение 100. Таким образом, Maxamet со значением 222 для 68 Rc примерно в 2,2 раза больше сохраняет края, чем 440C. в 59Rc, если оба имеют одинаковую геометрию края и резкость.


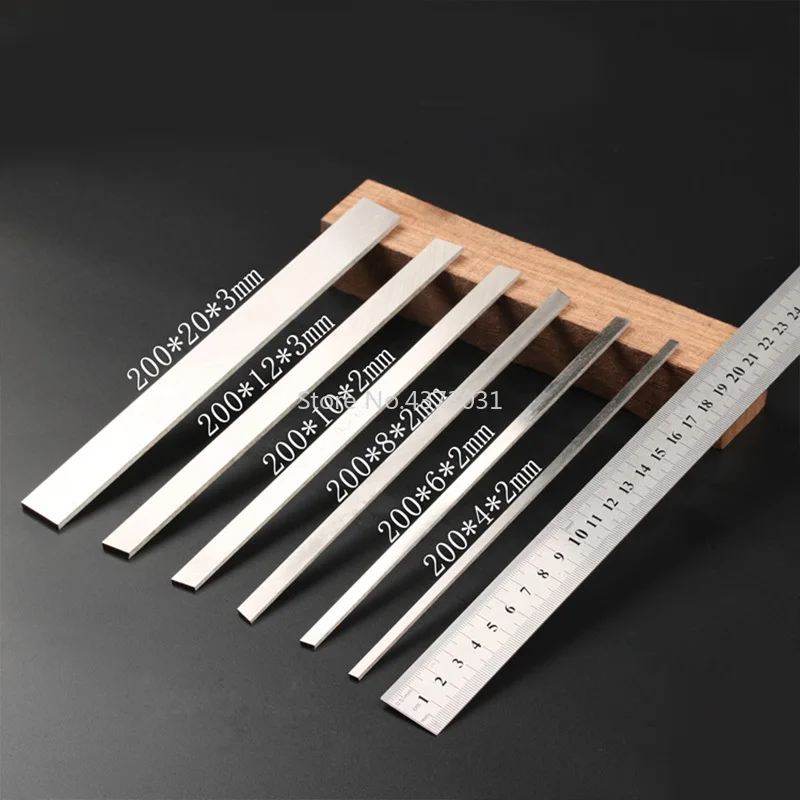 Железный век 148, вып. 13 (1941): 33-35.
Железный век 148, вып. 13 (1941): 33-35. ). ): 78-81.
). ): 78-81. В презентации на Международном коллоквиуме «Быстрорежущие стали» , стр. Сент-Этьен. 1975.
В презентации на Международном коллоквиуме «Быстрорежущие стали» , стр. Сент-Этьен. 1975. [30] https://www.crucible.com/eselector/prodbyapp/highspeed/rexm42.html
[30] https://www.crucible.com/eselector/prodbyapp/highspeed/rexm42.html США) $14,00
США) $14,00 США) $20,25
США) $20,25 США) $86,50
США) $86,50 США) $69,50
США) $69,50 США) $28,75
США) $28,75
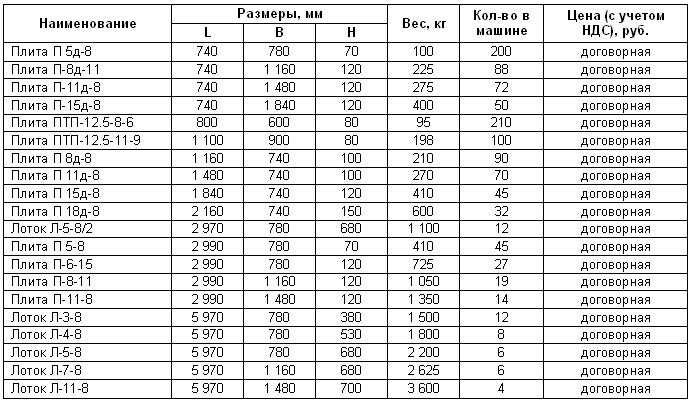
 Кроме этого, при расчете можно определить дополнительное усиление всей конструкции, в общем.
Кроме этого, при расчете можно определить дополнительное усиление всей конструкции, в общем. Благодаря наличию цилиндрических пустот становится возможным снизить массу плиты и улучшить шумоизоляцию дома. Значение толщины дома может составлять 220 мм, но имеются плиты с толщиной 260 и 300 мм.
Благодаря наличию цилиндрических пустот становится возможным снизить массу плиты и улучшить шумоизоляцию дома. Значение толщины дома может составлять 220 мм, но имеются плиты с толщиной 260 и 300 мм.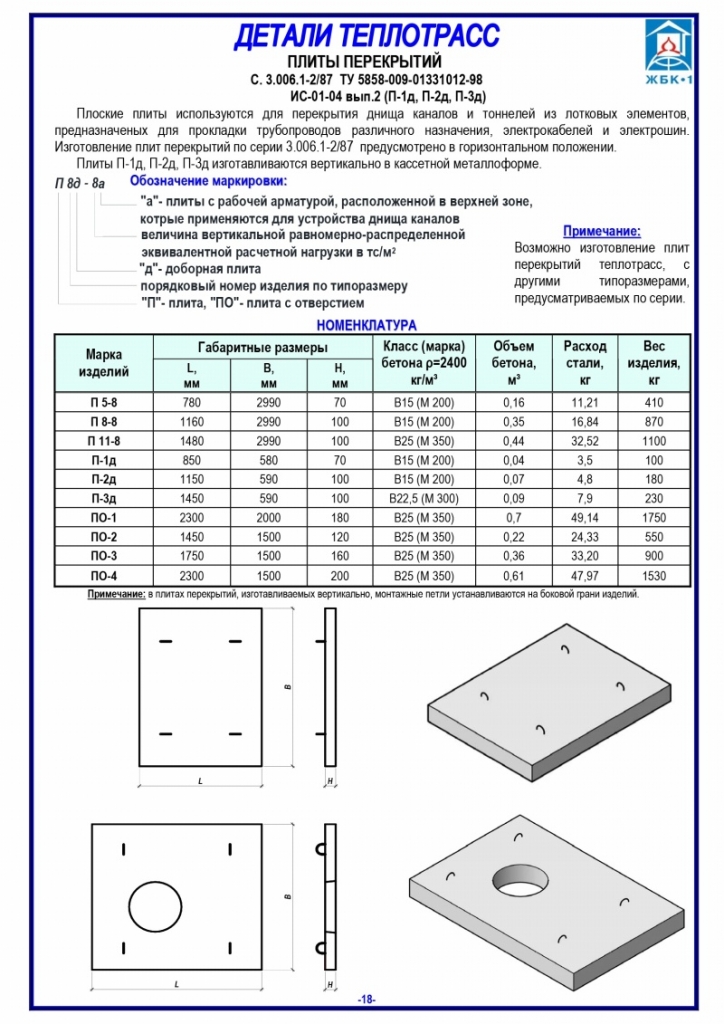 В свою очередь, на формовочных постах имеются бетоноукладчики с бункерами, виброплощадками. Подача бетонного раствора производится с бетонных узлов посредствам бетоновозных эстакад.
В свою очередь, на формовочных постах имеются бетоноукладчики с бункерами, виброплощадками. Подача бетонного раствора производится с бетонных узлов посредствам бетоновозных эстакад.
 В завершении выполняется укрепление в специальных упорах.
В завершении выполняется укрепление в специальных упорах.
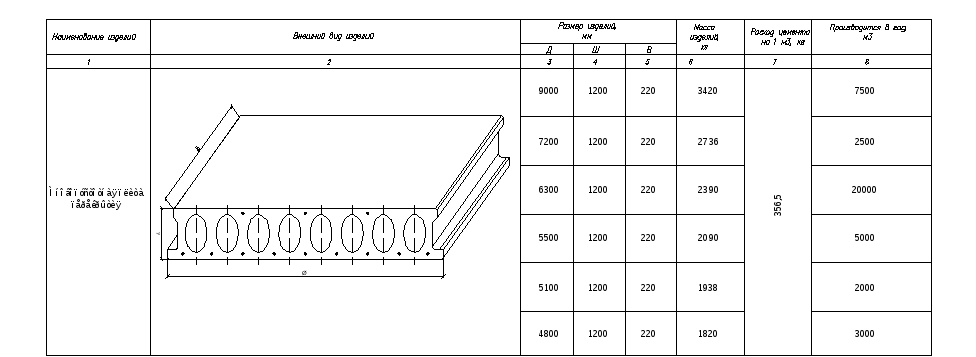 Это крайне удобный и относительно недорогой материал для строительства, отвечающий своими качествами требованиям. Имеющиеся пустоты значительно уменьшают вес изделия, и как следствие, всей конструкции сооружения. Значительно уменьшается нагрузка и на фундамент. Воздушные камеры обеспечивают шумоизоляцию в помещении и помогают удержать тепло в здании. Благодаря использованию бетона и стальной арматуры конструкции эти изделия отличаются особой прочностью. Соединенные два крепких материала обеспечивают долговечность и надежность. Бетон защищает арматуру от коррозии и воздействия агрессивных реагентов, содержащихся даже в воздухе, а арматура усиливает бетон, предотвращая его ломкость. Тем не менее плиты перекрытия ПК 58-15 — это достаточно тяжелые и большие изделия, и транспортировка этих элементов конструкции довольно сложная, так же как и установка. Монтаж производится только с помощью специальной тяжелой строительной техники — подъемного крана. Плиты пустотные являются основными элементами и наиболее популярными деталями для проектирования и строительства разных конструкций, типа многоэтажных жилых домов, производственных помещений и сооружений общественного назначения.
Это крайне удобный и относительно недорогой материал для строительства, отвечающий своими качествами требованиям. Имеющиеся пустоты значительно уменьшают вес изделия, и как следствие, всей конструкции сооружения. Значительно уменьшается нагрузка и на фундамент. Воздушные камеры обеспечивают шумоизоляцию в помещении и помогают удержать тепло в здании. Благодаря использованию бетона и стальной арматуры конструкции эти изделия отличаются особой прочностью. Соединенные два крепких материала обеспечивают долговечность и надежность. Бетон защищает арматуру от коррозии и воздействия агрессивных реагентов, содержащихся даже в воздухе, а арматура усиливает бетон, предотвращая его ломкость. Тем не менее плиты перекрытия ПК 58-15 — это достаточно тяжелые и большие изделия, и транспортировка этих элементов конструкции довольно сложная, так же как и установка. Монтаж производится только с помощью специальной тяжелой строительной техники — подъемного крана. Плиты пустотные являются основными элементами и наиболее популярными деталями для проектирования и строительства разных конструкций, типа многоэтажных жилых домов, производственных помещений и сооружений общественного назначения. Производитель обязан обеспечить строгий контроль качества всех предлагаемых железобетонных плит, и обеспечить всю продукцию гарантийными документами, паспортом качества. Изготавливаться плиты пк 58.15.8 должны исключительно в заводских условиях и согласно нормативам ГОСТа. Технология производства должна быть хорошо налажена и отработана, она должна соблюдаться строжайшим образом, в точности до мелочей, во избежание брака изделия или техногенного разрушения сооружения. Это, прежде всего, основа безопасности. Плиты ПК всегда имеют строгие геометрические характеристики. Расчет нагрузки на стандартную плиту порядка восемьсот килограммов на квадратный метр, но под заказ возможно изготовление плит с большей нагрузкой. Такие плиты могут применяться, например, при строительстве многоэтажной автопарковки. В зависимости от нагрузки и вида армирования, плита может иметь следующие варианты написания маркировки:
Производитель обязан обеспечить строгий контроль качества всех предлагаемых железобетонных плит, и обеспечить всю продукцию гарантийными документами, паспортом качества. Изготавливаться плиты пк 58.15.8 должны исключительно в заводских условиях и согласно нормативам ГОСТа. Технология производства должна быть хорошо налажена и отработана, она должна соблюдаться строжайшим образом, в точности до мелочей, во избежание брака изделия или техногенного разрушения сооружения. Это, прежде всего, основа безопасности. Плиты ПК всегда имеют строгие геометрические характеристики. Расчет нагрузки на стандартную плиту порядка восемьсот килограммов на квадратный метр, но под заказ возможно изготовление плит с большей нагрузкой. Такие плиты могут применяться, например, при строительстве многоэтажной автопарковки. В зависимости от нагрузки и вида армирования, плита может иметь следующие варианты написания маркировки: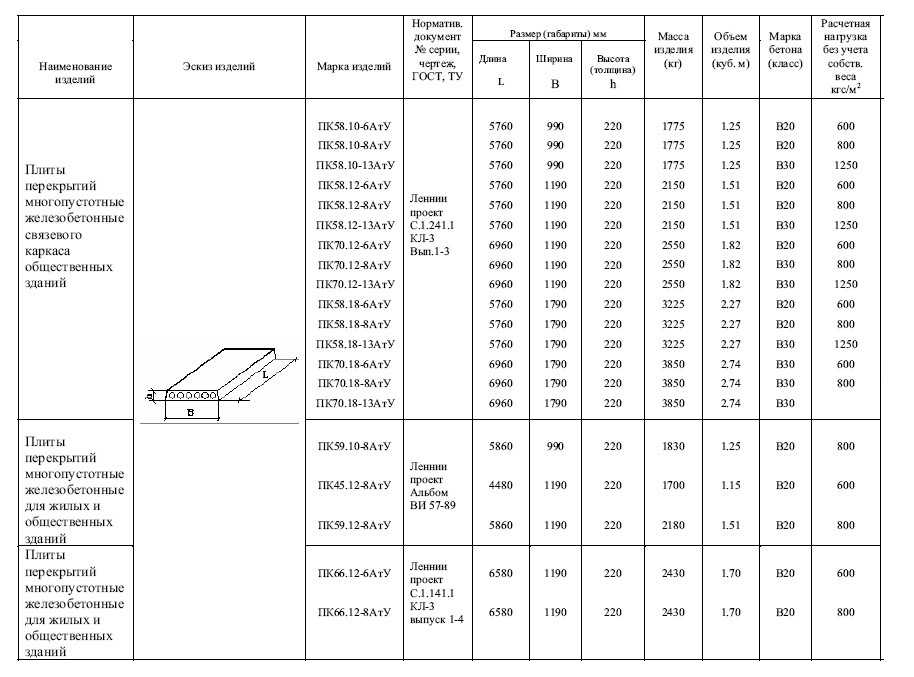 15
15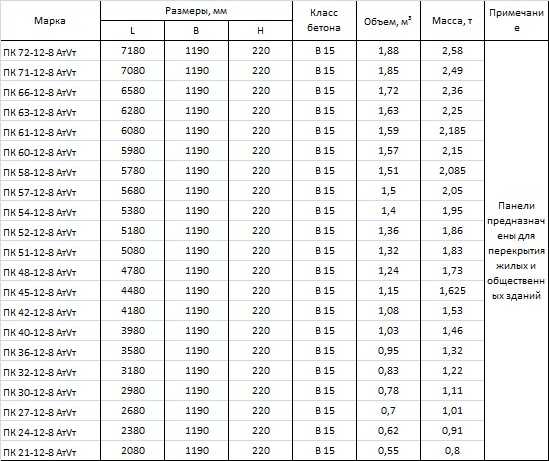 Монтаж железобетонных плит перекрытия достаточно прост. Но без знания определенных технологий укладки здесь не обойтись. Край плиты 58-15 не должен доходить до стены несколько сантиметров, чтобы можно было правильно осуществить утепление. На строительном рынке многопустотные плиты наиболее популярны. Стандартная плита перекрытия должна быть сейсмоустойчивой и выдерживать колебания почвы до девяти баллов. Для местностей, где движения почвы регулярны, в раствор бетона для плит перекрытия добавляются специальные упрочнители. В пустотах таких плит перекрытия можно прокладывать коммуникации — электрические кабеля сигнализации, линии связи и так далее. Такие плиты более доступны по цене, нежели монолитные, поскольку производство этих железобетонных изделий поставлено на поток на заводах. Из пустотных плит перекрытия и можно возводить здания практически любой этажности. Это строительство занимает минимальные сроки без потери качества и свойств прочности всего сооружения. Монтаж их производится на несущую наружную или внутреннюю стену строения.
Монтаж железобетонных плит перекрытия достаточно прост. Но без знания определенных технологий укладки здесь не обойтись. Край плиты 58-15 не должен доходить до стены несколько сантиметров, чтобы можно было правильно осуществить утепление. На строительном рынке многопустотные плиты наиболее популярны. Стандартная плита перекрытия должна быть сейсмоустойчивой и выдерживать колебания почвы до девяти баллов. Для местностей, где движения почвы регулярны, в раствор бетона для плит перекрытия добавляются специальные упрочнители. В пустотах таких плит перекрытия можно прокладывать коммуникации — электрические кабеля сигнализации, линии связи и так далее. Такие плиты более доступны по цене, нежели монолитные, поскольку производство этих железобетонных изделий поставлено на поток на заводах. Из пустотных плит перекрытия и можно возводить здания практически любой этажности. Это строительство занимает минимальные сроки без потери качества и свойств прочности всего сооружения. Монтаж их производится на несущую наружную или внутреннюю стену строения.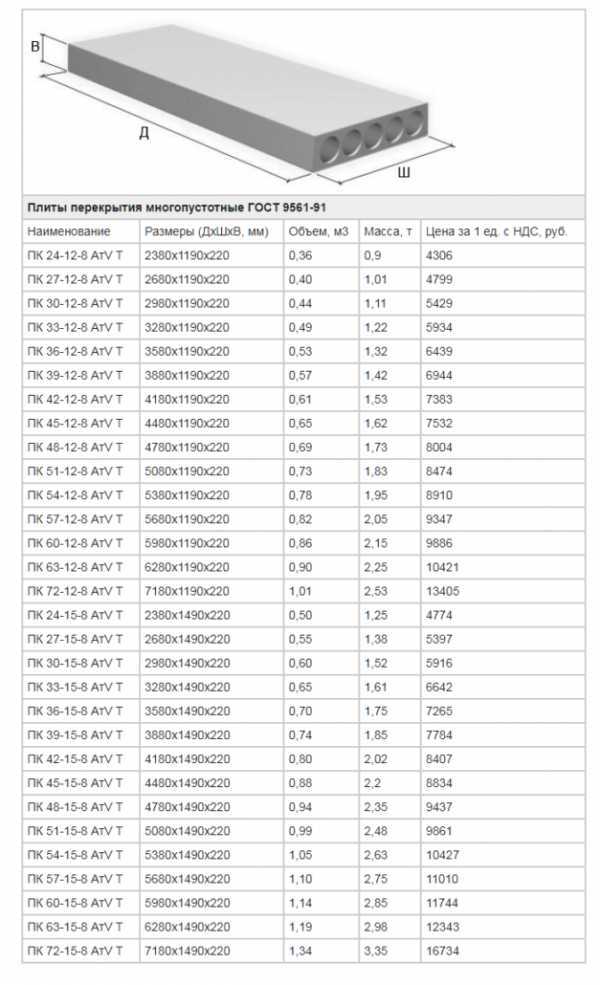 Отличие плит ПБ от плит ПК состоит в способе их изготовления. Плита перекрытия ПК заливается в металлоформу определенного размера, что и является в итоге длиной и шириной плиты. В то время как плиты ПБ заливаются на специальной линии, длиной 180 метров, а уже после этого нарезаются специальной пилой с алмазным покрытием на нужные размеры. Ширина линии может быть 1.2 мерта, либо 1.5 метра. При необходимости готовую плиту можно распилить не только поперек, но и вдоль и тем самым придать необходимую ширину, например один метр. Транспортируют и складируют плиты пустотные в стопках. При перевозке не более четырех штук в высоту, а при хранении не более шести.
Отличие плит ПБ от плит ПК состоит в способе их изготовления. Плита перекрытия ПК заливается в металлоформу определенного размера, что и является в итоге длиной и шириной плиты. В то время как плиты ПБ заливаются на специальной линии, длиной 180 метров, а уже после этого нарезаются специальной пилой с алмазным покрытием на нужные размеры. Ширина линии может быть 1.2 мерта, либо 1.5 метра. При необходимости готовую плиту можно распилить не только поперек, но и вдоль и тем самым придать необходимую ширину, например один метр. Транспортируют и складируют плиты пустотные в стопках. При перевозке не более четырех штук в высоту, а при хранении не более шести. 26
26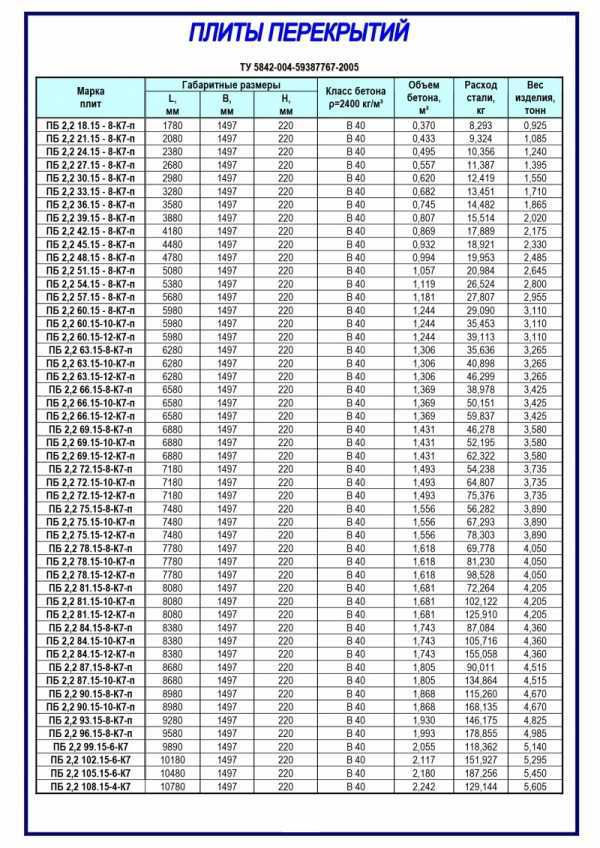 .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
.Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!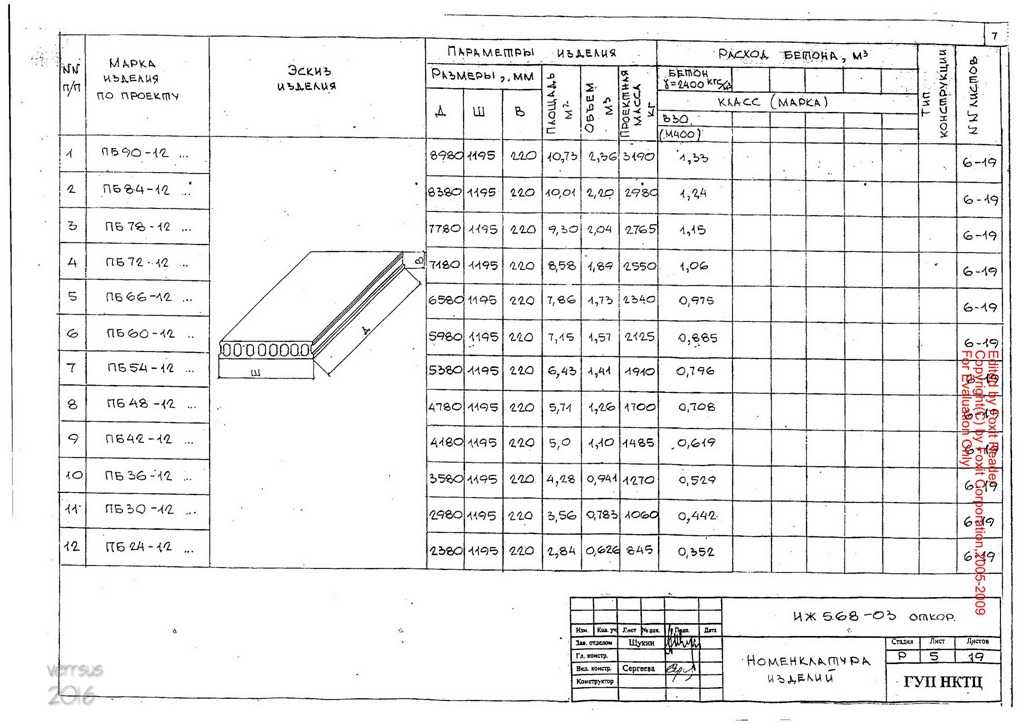
 Когда напряжение становится слишком большим для затвердевшего бетона, плита треснет, чтобы уменьшить давление. Это особенно часто встречается в теплую погоду. Если в смеси было использовано слишком много воды, после испарения лишней воды в плите остаются большие пустоты, которые делают бетон более слабым и склонным к растрескиванию. Это широко известно как усадочное растрескивание. Для борьбы с усадочным растрескиванием в плиту добавляют контрольные швы. Контрольные швы представляют собой канавки, которые врезаются в новый бетон или выпиливаются в бетоне после того, как он достигнет своего первоначального состояния. Контрольные швы создают слабое место в плите, поэтому при усадке бетона он будет трескаться в стыке, а не в плите.
Когда напряжение становится слишком большим для затвердевшего бетона, плита треснет, чтобы уменьшить давление. Это особенно часто встречается в теплую погоду. Если в смеси было использовано слишком много воды, после испарения лишней воды в плите остаются большие пустоты, которые делают бетон более слабым и склонным к растрескиванию. Это широко известно как усадочное растрескивание. Для борьбы с усадочным растрескиванием в плиту добавляют контрольные швы. Контрольные швы представляют собой канавки, которые врезаются в новый бетон или выпиливаются в бетоне после того, как он достигнет своего первоначального состояния. Контрольные швы создают слабое место в плите, поэтому при усадке бетона он будет трескаться в стыке, а не в плите.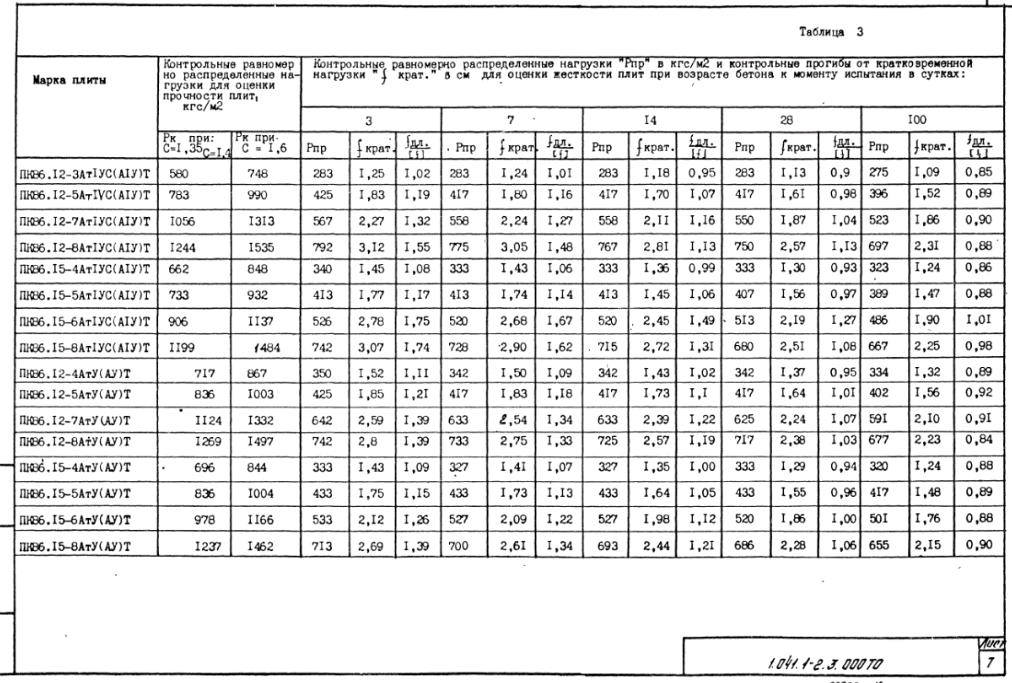 Заполнение компенсационных швов гибким материалом будет действовать как удар, чтобы снять напряжение и предотвратить растрескивание в будущем. Вздутие, оседание и перегрузка — другие распространенные типы трещин в бетоне. Трещины пучения возникают после цикла замораживания-оттаивания, когда мерзлый грунт поднимается и оседает при оттаивании грунта. Если плита не может свободно перемещаться с почвой, плита треснет. Усадочные трещины возникают, если в земле есть пустоты, и земля продолжает оседать. Трещины от перегрузки возникают, когда на верхнюю часть плиты оказывается чрезмерный вес, который слишком велик для грунта. Паутинные трещины и трещины, образующие корку, наносят эстетический ущерб, но не представляют реальной угрозы для бетона. Вместо этого они визуально непривлекательны, но не вызывают структурных проблем.
Заполнение компенсационных швов гибким материалом будет действовать как удар, чтобы снять напряжение и предотвратить растрескивание в будущем. Вздутие, оседание и перегрузка — другие распространенные типы трещин в бетоне. Трещины пучения возникают после цикла замораживания-оттаивания, когда мерзлый грунт поднимается и оседает при оттаивании грунта. Если плита не может свободно перемещаться с почвой, плита треснет. Усадочные трещины возникают, если в земле есть пустоты, и земля продолжает оседать. Трещины от перегрузки возникают, когда на верхнюю часть плиты оказывается чрезмерный вес, который слишком велик для грунта. Паутинные трещины и трещины, образующие корку, наносят эстетический ущерб, но не представляют реальной угрозы для бетона. Вместо этого они визуально непривлекательны, но не вызывают структурных проблем.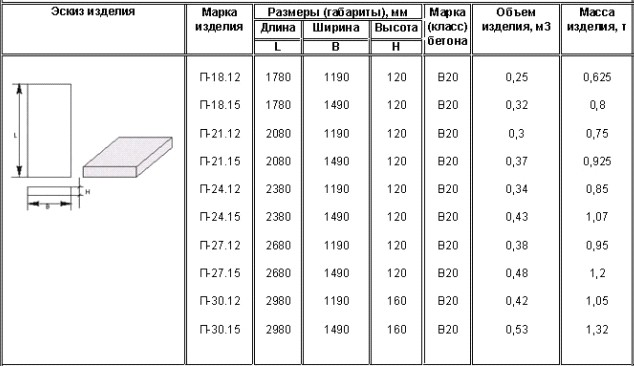
 В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин. Данная деталь имеет простую форму для удешевления производства.
Данная деталь имеет простую форму для удешевления производства.
 На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы. На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки.
На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки. На станках с СУПУ сервоприводами, приводящими аппарат в действие, управляет компьютер, поэтому постоянного внимания оператора процесс уже не требует.
На станках с СУПУ сервоприводами, приводящими аппарат в действие, управляет компьютер, поэтому постоянного внимания оператора процесс уже не требует.
 Смена ножей происходит по команде управляющего софта.
Смена ножей происходит по команде управляющего софта. д.
д. С их помощью операторы могут не только создать программу любого уровня сложности, но и провести ее полную проверку.
С их помощью операторы могут не только создать программу любого уровня сложности, но и провести ее полную проверку. Конструктивные особенности аппарата предусматривают наличие шаговых электродвигателей и серводвигателей.
Конструктивные особенности аппарата предусматривают наличие шаговых электродвигателей и серводвигателей.
 Процедура производится в несколько шагов:
Процедура производится в несколько шагов: Сферу использования станка с ЧПУ при этом определяет его устройство и принцип работы, поэтому, перед тем как выбрать оборудование для предприятия, следует определиться с тем, какие изделия и из каких материалов на нем будут производиться.
Сферу использования станка с ЧПУ при этом определяет его устройство и принцип работы, поэтому, перед тем как выбрать оборудование для предприятия, следует определиться с тем, какие изделия и из каких материалов на нем будут производиться. Цена около 27.000€
Цена около 27.000€ Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:
Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:

 В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
 Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже. 0013 станины ). Оба имеют схожую структуру C.
0013 станины ). Оба имеют схожую структуру C.
 Glass scale mounting brackets. Digital readout» src=»https://www.youtube.com/embed/O073Y1mTeOc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Glass scale mounting brackets. Digital readout» src=»https://www.youtube.com/embed/O073Y1mTeOc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
 .. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
.. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.

 Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
 Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может быть непросто, поскольку не существует общеотраслевых стандартов.
Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может быть непросто, поскольку не существует общеотраслевых стандартов. И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
 Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность.
Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность. Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
 Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.
Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.