Глава 5.3 / 5.3.3. Закаливаемость и прокаливаемость — Купити в Харкові, Києві, Україні. Безкоштовне тестування
Закаливаемость и прокаливаемость являются важными технологическими свойствами сталей.
Закаливаемость — свойство стали приобретать при закалке структуру мартенсита и высокую твердость. Закаливаемость зависит в первую очередь от содержания в стали углерода.
Чем больше углерода в стали, следовательно, после закалки и в мартенсите, тем выше твердость. Своего максимального значения (65…66 HRC) она достигает при концентрации углерода более 0,6…0,8% (см. рис. 5.10). В сталях, содержащих менее 0,3% углерода, образуется низкоуглеродистый мартенсит, не получающий высокой твердости. Поэтому в производственной практике считается, что стали с содержанием углерода менее 0,3% закалку «не принимают»; изделия, изготовленные из таких углеродистых сталей, закалке не подвергают.
Прокаливаемостъ — способность стали получать при закалке мартенситную (или трооститно-мартенситную) структуру и высокую твердость на определенную глубину.
Прокаливаемостъ стали зависит от устойчивости переохлажденного аустенита, а следовательно, от критической скорости охлаждения. Прокаливаемость тем выше, чем меньше критическая скорость охлаждения.
Рассмотрим две стали (стали № 1 и 2) с разной устойчивостью переохлажденного аустенита и, таким образом, имеющие различные критические скорости охлаждения vkp1
Деталь, изготовленная из стали № 1, получит структуру мартенсита (М) по всему сечению, так как vc > vkp1. Деталь из стали № 2 получит структуру мартенсита лишь на определенную глубину, так как vn > vкр2, т.е. со скоростью большей, чем критическая, охлаждается только поверхность, тогда как сердцевина охлаждается медленнее vc
Сталь № 1 будет иметь сквозную прокаливаемость, т.е. по всему сечению стали будет структура мартенсита и одинаково высокая твердость. У стали № 2 в сердцевине произойдет распад аустенита на ферритно-цементитную смесь (например, троостит — Ф + Ц), поэтому твердость сердцевины будет меньше, чем твердость на поверхности (рис. 5.16, б, в).
Рис. 5.16. Прокаливаемость сталей и ее влияние на твердость: а — вид С-образных диаграмм в зависимости от устойчивости переохлажденного аустенита; б, в — распределение твердости по сечению сталей № 1 и 2
Прокаливаемость стали характеризуется критическим диаметром. Это максимальный диаметр образца, в центре которого после закалки получают полумартенситную зону — структуру, состоящую поровну из мартенсита и троостита. Для определения прокаливаемости применяют метод торцевой закалки (рис. 5.17). Стандартный образец, нагретый до температуры закалки, охлаждается с торца через сопло (рис. 5.17, а) на специальной установке. Скорость охлаждения по мере удаления от торца уменьшается, соответственно меняются структура и твердость по длине образца (рис. 5.17, 6). Определив глубину закаленного слоя, т.е. расстояние от торца до полумартенситной зоны, по номограмме (рис. 5.18) определяют критический диаметр стали при закалке в воде и в масле. Глубину расположения полумартенситной зоны устанавливают по твердости, последовательно измеренной вдоль образца от торца к периферии (см, рис. 5.6, б).
Рис. 5.17. Торцевая закалка: а — схема охлаждения при торцевой закалке; б — изменение твердости в зависимости от расстояния от торца
Рис. 5.18. Номограмма определения критического диаметра прокаливаемости стали
Прокаливаемость одной и той же стали в разных плавках может колебаться в достаточно широких пределах в зависимости от изменения химического состава в пределах марки и связанной с этим величиной зерна и т.п. Поэтому прокаливаемость стали характеризуют не линией, а полосой прокаливаемости (рис. 5.19). Прокаливаемость зависит от целого ряда факторов, определяющих устойчивость переохлажденного аустенита, а также условий охлаждения.
Рис. 5.19. Полоса прокаливаемости стали с 0,4% С
При увеличении скорости охлаждения прокаливаемость уменьшается. Поэтому на номограмме приведены два значения критического диаметра: для быстрого (в воде) и медленного (в масле) охлаждения.
Химический состав стали также влияет на прокаливаемость. Практически все легирующие элементы повышают устойчивость переохлажденного аустенита, следовательно, и прокаливаемость. Поэтому все легированные стали обладают более высокой прокаливаемостью, чем углеродистые. Критические диаметры углеродистых сталей лежат в пределах 10…20 мм при закалке в воде, тогда как легированные стали могут прокаливаться в сечении до 250…300 мм (это зависит от уровня легирования стали) при закалке в масле.
Попередня
Наступна
Прокаливаемость стали :: Книги по металлургии
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОКАЛИВАЕМОСТЬ
Накопленные к настоящему времени данные свидетельствуют о том, что на прокаливаемость стали оказывают влияние следующие факторы: химический состав стали; величина зерна аустенита; скорость кристаллизации стали; условия прокатки стали;
исходная структура; условия термической обработки (температура нагрева, продолжительность, условия охлаждения — природа охлаждающей среды и скорость ее перемешивания), химическая микронеоднородность твердого раствора, определяемая дендритной ликвацией, внутренней адсорбцией в твердых растворах, характером взаимодействия растворенных атомов между собой, процессом образования и растворения карбидной фазы и присутствующими в сталях несовершенствами кристаллической решетки.
ХИМИЧЕСКИЙ СОСТАВ. Прокаливаемость стали при переходе от марки к марке меняется. Однако эффективность влияния того или иного элемента на прокаливаемость определяется природой других элементов, присутствующих в данной стали. С этой точки зрения, по-видимому, нельзя признать, что химический состав конструкционных сталей во всех случаях строго обоснован, поэтому работы в данном направлении следует считать необходимыми.
Влияние химического состава в пределах марки стали проявляется, как правило, слабо, а в отдельных случаях вообще не проявляется. Выше приводились примеры, когда плавки стали, менее легированные, имели прокаливаемость более глубокую, чем плавки той же стали, но более легированные. Очевидно, в этих случаях действовали другие, более сильные факторы, которые затушевывали влияние колебаний химического состава, а в ряде случаев просто перекрывали его.
ВЕЛИЧИНА ЗЕРНА АУСТЕНИТА. Применяемые в настоящее время конструкционные стали, как правило, мелкозернистые. При этом колебания величины зерна не превосходят двух (редко трех) баллов. Эти колебания практически не оказывают заметного влияния на прокаливаемость.
СКОРОСТЬ КРИСТАЛЛИЗАЦИИ. Как показано выше, этот фактор оказывает влияние на прокаливаемость. Однако это влияние проявляется через химическую микронеоднородность ликвационного происхождения. Поэтому роль скорости кристаллизации стали будет рассматриваться при обсуждении роли химической микронеоднородности твердого раствора. Одновременно будет рассмотрена также роль прокатки стали и в особенности роль условий охлаждения после окончания прокатки стали.
УСЛОВИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ. Рассматривая вопрос о роли условий термической обработки на прокаливаемость стали, следует иметь в виду два момента: 1) температуру и продолжительность нагрева; 2) скорость охлаждения.
С повышением температуры нагрева под закалку и увеличением продолжительности выдержки прокаливаемость стали, как правило, увеличивается, хотя и неравномерно для различных плавок одной и той же стали.
Однако повышение температуры и удлинение выдержки ограничиваются опасностью получения крупноигольчатого мартенсита, что отрицательно сказывается на свойствах термически обработанной стали. Поэтому для каждой стали всегда определяют оптимальные температуры закалки и длительности нагрева.
Необходимо, однако, отметить следующее. Выбор строго постоянной температуры закалки для всех плавок стали той или иной марки нельзя считать строго оправданным. Нежелательно использование плавок, расположенных у левой границы полосы прокаливаемости, из-за их недостаточной прокаливаемости, а плавок, расположенных у правой границы этой полосы, — из-за того, что сталь этих плавок более склонна к образованию трещин при закалке.
Указанные явления, по нашему мнению, объясняются следующим.
Все плавки одной стали независимо от их фактической прокаливаемости подвергают закалке с одной температуры. В этих условиях плавки с пониженной прокаливаемостью заведомо несколько недогревают, а плавки с повышенной прокаливаемостью несколько перегревают, что естественно привести к образованию трещин при закалке.
Было бы более целесообразно плавки с пониженной прокаливаемостью подвергать закалке с температуры, превышающей принятую для данной марки, а плавки с повышенной прокаливаемостью — с более низкой температуры.
Схематически это показано на рис. 96 для стали 40ХГМ. Линия а—а отвечает температуре закалки, принятой для стали марки 40ХГМ, линия b—Ь характеризует более правильное изменение температуры закалки в зависимости от фактической прокаливаемости стали плавок, включенных в полосу. Разумеется, пределы колебания температуры закалки должны устанавливаться экспериментально. Для этого сталь должна проходить поплавочный контроль прокаливаемости.
Практика и приведенные выше данные показывают, что закалочная среда и скорость ее перемешивания оказывают значительное влияние на глубину закалки деталей.
На выбор закалочной среды в основном влияют величина изменения* линейных размеров при закалке, величина остаточных напряжений и склонность стали к трещинообразованию. В свою очередь закалочная среда определенным образом обусловливает выбор стали.
Углеродистые стали при сечениях более 12,0—13,0 мм, как правило, закаливают в воде. По этой причине из них чаще всего изготовляют детали, для которых допустимы достаточно большие изменения размеров и которые можно закаливать с большими
Таким образом, для управления прокаливаемостью необходим выбор оптимальной степени обжатия.
Как уже отмечалось, прокаливаемость высокоуглеродистой стали заметно повышается при применении непрерывной разливки. Можно полагать, что непрерывная разливка повысит прокаливаемость также конструкционных сталей. Поэтому целесообразно создание оптимальной технологии непрерывной разливки сталей различных марок.
Заслуживает внимания и разработка оптимальных режимов гомогенизации стали в процессе прокатки. Это позволит существенно повысить не только прокаливаемость стали, но, что не менее важно, ее контактную и, по-видимому, усталостную прочность.
Большое значение для управления прокаливаемостью имеет также дальнейшее развитие работ по комплексному легированию сталей.
ИСХОДНАЯ СТРУКТУРА.Одним из важных факторов, определяющих прокаливаемость, является структурное состояние стали . перед закалкой, в частности дисперсность карбидной фазы.
Существующая точка зрения, согласно которой прокаливаемость тем глубже, чем дисперснее карбидная фаза, должна быть серьезно скорректирована. Для подшипниковых сталей ШХ15 и ШХ15СГ существует оптимальная дисперсность карбидной фазы, при которой обеспечивается максимальная прокаливаемость. Можно полагать, что и для сталей других марок справедливо это положение. Для подтверждения его необходимы дальнейшие эксперименты.
Желательно установление единых оптимальных режимов отжига стали, поскольку, как показывает опыт, они весьма существенно различаются (даже при термической обработке стали одной марки на разных заводах).
Из приведенных выше данных об экономике прокаливаемости вытекает значение такого мероприятия, как нормирование прокаливаемости стали всех марок. Оно позволит добиться стабильности технологии термической обработки стальных деталей, исключить брак по неполной закалке, повысить долговечность и надежность изделий.
Прокаливаемость стали — в лупе
Многие типы стали хорошо реагируют на метод термической обработки, известный как закалка. Одним из важнейших критериев при выборе материала заготовки является прокаливаемость. Прокаливаемость описывает, насколько глубоко металл может быть закален при закалке от высокой температуры, и также может называться глубиной закалки.
Сталь в микроскопическом масштабе:
Первый уровень классификации сталей на микроскопическом уровне — это их кристаллическая структура, способ расположения атомов в пространстве. Объемно-центрированные кубические (BCC) и гранецентрированные кубические (FCC) конфигурации являются примерами металлических кристаллических структур. Примеры кристаллических структур ОЦК и ГЦК можно увидеть ниже на рисунке 1. Имейте в виду, что изображения на рисунке 1 предназначены для отображения положения атомов и что расстояние между атомами преувеличено.
Рисунок 1: Пример кристаллической структуры ОЦК (слева) и кристаллической структуры ГЦК (справа)
Следующий уровень классификации — фаза. Фаза представляет собой однородную часть материала. с такими же физическими и химическими свойствами. Сталь имеет 3 различных фазы:
Аустенит: гранецентрированное кубическое железо; также сплавы железа и стали, имеющие кристаллическую структуру ГЦК.
Феррит: объемно-центрированное кубическое железо и стальные сплавы, имеющие кристаллическую структуру ОЦК.
Цементит: карбид железа (Fe 3 C)
Последний уровень классификации, обсуждаемый в этой статье является микроструктурой. Три фазы, показанные выше, могут быть объединены для формирования Различная микроструктура стали. Примеры этих микроструктур и их общие механические свойства приведены ниже:
Мартенсит: самый твердый и прочный микроструктура, но самая хрупкая
Перлит: твердый, прочный и пластичный, но не особо жесткий
Бейнит: обладает желаемой прочностью-пластичностью
Упрочнение в микроскопическом масштабе:
Прокаливаемость стали зависит от содержания углерода содержание материала, других легирующих элементов и размер зерна аустенит. Аустенит представляет собой железо в гамма-фазе, и при высоких температурах его атомарная структура претерпевает переход от конфигурации ОЦК к конфигурации ГЦК.
Высокая прокаливаемость относится к способности сплава образовывать высокий процент мартенсита по всей массе материала при закалке. Закаленные стали создаются путем быстрой закалки материала от высокой температуры. Это включает в себя быстрый переход от состояния 100% аустенита к высокому проценту мартенсита. Если сталь содержит более 0,15 % углерода, мартенсит принимает сильно напряженную объемно-центрированную кубическую форму и становится пересыщенным углеродом. Углерод эффективно закрывает большинство плоскостей скольжения внутри микроструктуры, создавая очень твердый и хрупкий материал. Если скорость закалки недостаточно высока, углерод будет диффундировать из аустенитной фазы. Затем сталь становится перлитом, бейнитом или, если ее достаточно долго держать в горячем состоянии, ферритом. Ни одна из только что указанных микроструктур не имеет такой же прочности, как мартенсит после отпуска, и обычно рассматривается как неблагоприятная для большинства применений.
Успешная термообработка стали зависит от трех факторов:
Размер и форма образца
Состав стали
Способ закалки
1. Размер и форма образца
В процессе закалки тепло должно быть передано поверхности образца, прежде чем оно сможет рассеяться в закалочной среде. Следовательно, скорость охлаждения внутренней части образца зависит от отношения площади его поверхности к объему. Чем больше это отношение, тем быстрее будет охлаждаться образец и, следовательно, тем глубже будет эффект упрочнения. Например, 3-дюймовый цилиндрический стержень диаметром 1 дюйм будет иметь более высокую прокаливаемость, чем 3-дюймовый стержень диаметром 1,5 дюйма. Из-за этого эффекта детали с большим количеством углов и кромок лучше поддаются закалке, чем детали правильной и закругленной формы. Рисунок 2 представляет собой примерную диаграмму преобразования время-температура (ТТТ) кривых охлаждения закаленного в масле 9стержень 5 мм. Поверхность превратится в 100% мартенсит, в то время как сердцевина будет содержать некоторое количество бейнита и, следовательно, будет иметь более низкую твердость.
Рисунок 2: Диаграмма температурно-временной трансформации (ТТТ), также известная как диаграмма изотермической трансформации
2. Состав стали
Важно помнить, что разные сплавы стали содержат разный элементный состав. Отношение этих элементов относительно количество железа в стали дает широкий спектр механических характеристики. Увеличение содержания углерода делает сталь более твердой и прочной, но менее пластичный. Преобладающим легирующим элементом нержавеющих сталей является хром, что придает металлу высокую устойчивость к коррозии. Поскольку у людей возился с составом стали более тысячелетия, число комбинаций бесконечно.
Потому что есть так много комбинаций, которые дают так много различные механические свойства, стандартизированные тесты используются, чтобы помочь классифицировать разные виды стали. Обычным тестом на прокаливаемость является тест Джомини, показано на рисунке 3 ниже. Во время этого теста стандартный блок материала нагревают до 100% аустенита. Затем блок быстро перемещается в аппарат, где происходит закалка водой. Поверхность или участок, контактирующий с вода немедленно охлаждается, и скорость охлаждения падает в зависимости от расстояние от поверхности. Затем на блок шлифуют плоскость по всей длине. образца. Вдоль этой плоскости измеряется твердость в различных точках. Этот затем данные наносятся на диаграмму прокаливаемости с твердостью по оси Y и расстояние по оси x.
Рис. 3: Схема образца для конечной закалки Джомини, установленного во время закалки (слева) и после испытания на твердость (справа)
Кривые прокаливаемости построены по результатам испытаний Джомини. Примеры нескольких кривых сплава стали показаны на рис. 4. При уменьшении скорости охлаждения (более резкое падение твердости на коротком расстоянии) предоставляется больше времени для диффузии углерода и образования большей доли более мягкого перлита. Это означает меньшее количество мартенсита и более низкую прокаливаемость. Материал, который сохраняет более высокие значения твердости на относительно больших расстояниях, считается хорошо упрочняемым. Кроме того, чем больше разница в твердости между двумя концами, тем ниже прокаливаемость. Для кривых прокаливаемости характерно, что по мере удаления от закаленного конца скорость охлаждения уменьшается. Сталь 1040 изначально имеет такую же твердость, как и 4140, и 4340, но очень быстро остывает по длине образца. Стали 4140 и 4340 остывают более постепенно и, следовательно, имеют более высокую прокаливаемость. 4340 имеет менее экстремальную степень охлаждения по сравнению с 4140 и, таким образом, имеет самую высокую прокаливаемость из трех.
Рисунок 4: Графики прокаливаемости для сталей 4140, 1040 и 4340
Кривые прокаливаемости зависят от содержания углерода. Более высокий процент углерода, присутствующего в стали, увеличивает ее твердость. Следует отметить, что все три сплава на рис. 4 содержат одинаковое количество углерода (0,40% С). Углерод — не единственный легирующий элемент, который может влиять на прокаливаемость. Различия в характеристиках прокаливаемости этих трех сталей можно объяснить с точки зрения их легирующих элементов. В таблице 1 ниже показано сравнение содержания легирующих элементов в каждой из сталей. 1040 представляет собой простую углеродистую сталь и, следовательно, имеет самую низкую прокаливаемость, поскольку в ней нет других элементов, кроме железа, которые блокируют выход атомов углерода из матрицы. Никель, добавленный в 4340, позволяет формировать немного большее количество мартенсита по сравнению с 4140, что придает ему самую высокую прокаливаемость из этих трех сплавов. Большинство металлических легирующих элементов замедляют образование перлита, феррита и бейнита, поэтому повышают прокаливаемость стали.
Таблица 1: Показывает содержание легирующих элементов 4340, 4140 и 1040. Сталь
Тип стали:
Никель (WT %):
Molybdenum (WT %):
Хром (WT %):
4340
%
4340
%
4340
9007 %
%
9.
%
%
9.
%
%
9.
%
%
9.
.
%
9.
. %
4140
0,00%
0,20%
1,00%
1040
0,00%
0,00%
0,00%
.0068
Могут быть различия в прокаливаемости в пределах одного материальная группа. При промышленном производстве стали всегда незначительные неизбежные отклонения в элементном составе и средней зернистости размера от одной партии к другой. В большинстве случаев прокаливаемость материала представлены максимальными и минимальными кривыми, установленными в качестве пределов.
Прокаливаемость также увеличивается с увеличением размера аустенитного зерна. Зерно – это отдельный кристалл в поликристаллическом металле. Подумайте о витражном окне (таком, как показано ниже), цветное стекло будет зернами, а припой, удерживающий его, будет границами зерен. Аустенит, феррит и цементит — это разные типы зерен, которые составляют разные микроструктуры стали. Именно на границах зерен образуются перлит и бейнит. Это вредно для процесса закалки, поскольку желаемой микроструктурой является мартенсит, а другие типы мешают его росту. Мартенсит образуется при быстром охлаждении аустенитных зерен, и процесс его превращения еще недостаточно изучен. С увеличением размера зерна становится больше аустенитных зерен и меньше границ зерен. Следовательно, меньше возможностей для образования микроструктур, таких как перлит и бейнит, и больше возможностей для образования мартенсита.
Рисунок 5: Цветные кусочки стекла представляют собой зерна аустенита, который при закалке превращается в желаемый мартенсит. Черные участки между цветными участками представляют собой границы зерен. Участки, где при закалке образуется перлит или бейнит.
3. Способ закалки
Как было сказано ранее, тип закалки влияет на охлаждение оценивать. Использование масла, воды, водной полимерной закалки или воздуха дает различной твердости внутри заготовки. Это также смещает кривые прокаливаемости. Вода производит наиболее сильное охлаждение, за которым следует масло и потом воздух. Водные полимерные реагенты обеспечивают скорость тушения между воды и масла и могут быть адаптированы к конкретным приложениям путем изменения концентрация и температура полимера. Степень возбуждения также влияет на скорость отвода тепла. Чем быстрее гасящая среда движется по образца, тем выше эффективность закалки. Масляные закалки обычно используется, когда закалка в воде может быть слишком жесткой для данного типа стали, так как она может треснуть или деформироваться при обработке.
Рисунок 6: Закалка отливок в масляной ванне слесарем
Обработка закаленных сталей
Тип фрезы, которую следует выбрать для обработки инструментов, выбранных для обработки заготовки после закалки, зависит от нескольких различных переменных. Не считая геометрических требований, характерных для применения, двумя наиболее важными переменными являются твердость материала и его прокаливаемость. В некоторых приложениях с относительно высокими напряжениями требуется, чтобы внутри заготовки было произведено не менее 80% мартенсита. Обычно для деталей с умеренным напряжением требуется только около 50% мартенсита по всей заготовке. При обработке закаленного металла с очень низкой прокаливаемостью цельный твердосплавный инструмент со стандартным покрытием может работать без проблем. Это связано с тем, что самая твердая часть заготовки ограничена ее поверхностью. При обработке стали с высокой прокаливаемостью рекомендуется использовать фрезу со специальной геометрией, предназначенной для конкретного применения. Высокая прокаливаемость приводит к тому, что заготовка становится твердой по всему объему. В каталоге Harvey Tool представлен ряд различных фрез для закаленной стали, включая сверла, концевые фрезы, фрезы для шпонок и граверы.
Предложение Shop Harvey Tool по концевым фрезам для закаленных сталей в полном ассортименте
Закаленная сталь, сводная информация
Прокаливаемость — это мера глубины, на которую сплав черных металлов может быть закален путем образования мартенсита по всему его объему, поверхности к ядру. Это важное свойство материала, которое необходимо учитывать при выборе стали, а также режущих инструментов для конкретного применения. Упрочнение любой стали зависит от размера и формы детали, молекулярного состава стали и типа используемого метода закалки.
Роберт Кивер (инженер по разработке продуктов)
В качестве члена группы разработки новых продуктов Harvey Performance Company Роберт выработал стратегию внедрения новых продуктов в каждый новый каталог, выпущенный коллекцией брендов Harvey Performance Company.
Прокаливаемость сталей
Традиционный путь к высокой прочности сталей заключается в закалке с образованием мартенсита, который затем повторно нагревают или отпускают при промежуточной температуре, повышая ударную вязкость стали без слишком большой потери прочности. Способность стали образовывать мартенсит при закалке называется прокаливаемостью. Поэтому для оптимального развития прочности сталь должна быть сначала полностью превращена в мартенсит. Для этого сталь должна быть закалена с достаточно высокой скоростью, чтобы избежать распада аустенита во время охлаждения на такие продукты, как феррит, перлит и бейнит.
Традиционный путь к высокой прочности сталей — закалка с образованием мартенсита. который впоследствии повторно нагревают или отпускают при промежуточной температуре, увеличивая вязкость стали без слишком большой потери в прочности. Следовательно, для Для оптимального развития прочности сталь должна быть сначала полностью превращена в мартенсит.
Для этого сталь должна быть закалена с достаточно высокой скоростью, чтобы избежать распад аустенита при охлаждении на такие продукты, как феррит, перлит и бейнит. Эффективность гашения будет зависеть, прежде всего, от двух факторов:
геометрия образца и
состав стали.
Стержень большого диаметра, закаленный в определенной среде, очевидно, будет остывать медленнее. чем стержень малого диаметра при аналогичной обработке. Поэтому маленький стержень больше может стать полностью мартенситным.
Уже было показано, что добавка легирующих элементов в сталь обычно переместите кривую ТТТ на более длительное время, что облегчит прохождение носа кривой во время операции закалки, т.е. наличие легирующих элементов снижает критическая скорость охлаждения, необходимая для того, чтобы стальной образец стал полностью мартенситным. Если эта критическая скорость охлаждения не достигается, стальной стержень будет мартенситным в внешние области, которые остывают быстрее, но в ядре более медленная скорость охлаждения будет порождают бейнит, феррит и перлит в зависимости от конкретных обстоятельств.
Способность стали образовывать мартенсит при закалке называется прокаливаемостью. Это может быть просто выражено для стальных стержней стандартного размера, как расстояние ниже поверхность, на которой происходит 50% превращение в мартенсит после стандарта закалки и, таким образом, является мерой глубины закалки.
Использование диаграмм TTT и CCT
Диаграммы TTT — Диаграммы TTT являются хорошей отправной точкой для обследования прокаливаемости, но поскольку они являются констатациями кинетики превращения аустенита проводят изотермически, они могут быть лишь грубыми ориентирами. Возьмем один пример, влияние увеличения содержания молибдена, на рис. 1 показаны диаграммы ТТТ для 0,4 %C 0,2 % 9Сталь 0121 Mo и сталь с 0,3 %C 2 % Mo , рис. 2. 0,2 % Сталь Mo начинает преобразовываться примерно за одну секунду при 550°C, но на при увеличении содержания молибдена до 2% вся С-кривая поднимается, и реакция существенно замедляют так, чтобы температура носа была выше 700°С, реакция начиналась через 4 минуты. Последняя сталь явно будет иметь значительно повышенную прокаливаемость по сравнению с 0,2 Мо сталь .
Диаграммы CCT- Очевидные ограничения использования изотермических диаграмм для ситуации, связанные с диапазоном скоростей охлаждения через температуру превращения диапазона привели к усилиям по разработке более реалистичных диаграмм, т. Е. Непрерывного охлаждения (CCT) диаграммы. Эти диаграммы фиксируют ход превращения с падением температуры для ряда скоростей охлаждения. Их определяют с помощью цилиндрических стержней, которые подвергаются разной скорости охлаждения, и начало превращения определяется дилатометрией, магнитной проницаемостью или каким-либо другим физическим методом. продукты превращения, будь то феррит, перлит или бейнит, частично определяется по изотермическим диаграммам и может быть подтверждено металлографическим экспертиза.
Затем результаты наносятся на диаграмму температура/время охлаждения, которая записывает, для Например, время достижения начала перлитной реакции в диапазоне охлаждения ставки. Эта серия результатов приведет к появлению границы аустенита и перлита на диаграмму, а также линии, показывающие начало бейнитного превращения, можно построен.
Схематическая диаграмма показана на рис. 3, на котором границы для феррита, перлита, бейнит и мартенсит показаны для гипотетической стали. Диаграмму лучше всего использовать наложение прозрачного накладного листа с теми же масштабами и линиями представляющие различные скорости охлаждения, нарисованные на нем. Фазы, полученные при выбранном скорость охлаждения – это скорость, которую пересекает наложенная линия на непрерывной схема охлаждения. На рис. 3 наложены две типичные кривые охлаждения для поверхности и центр закаленного в масле 9стержень диаметром 5 мм. В этом примере должно быть отметил, что центральная кривая охлаждения пересекает бейнитную область и, следовательно, некоторое количество бейнита можно ожидать в сердцевине стержня после закалки в масле.
Рис. 1. Диаграмма ТТТ молибденовой стали 0,4С 0,2Мо
Рис. 2. Диаграмма ТТТ молибденовой стали 0,3С 2,0Мо
Рис. 3. Соотношение кривых охлаждения поверхности и сердцевины закалка маслом 9Пруток диаметром 5 мм и микроструктура
Испытание на прокаливаемость
Скорость распада аустенита с образованием феррита, перлита и бейнита равна зависит от состава стали, а также от других факторов, таких как размер зерна аустенита и степень однородности в распределении легирующих примесей элементы. Чрезвычайно трудно предсказать прокаливаемость только на основе основных принципов, т. и полагаются на один из нескольких практических тестов, которые позволяют определить прокаливаемость из любой стали, которую легко определить:
Тест Гроссмана
Испытание на закалку конца Джомини
Влияние размера зерна и химического состава на прокаливаемость
Двумя наиболее важными переменными, влияющими на прокаливаемость, являются размер зерна и сочинение.
Прокаливаемость увеличивается с увеличением размера аустенитного зерна, так как зерно площадь границы уменьшается. Это означает, что места зарождения феррита и перлита уменьшаются в количестве, в результате чего эти превращения замедляются, поэтому прокаливаемость повышается.
Точно так же большинство металлических легирующих элементов замедляют реакции феррита и перлита. и, таким образом, также повысить прокаливаемость. Однако количественная оценка этих эффектов нужный.
Существует ошеломляющее количество сталей, составы которых обычно сложны. и определяется в большинстве случаев спецификациями, в которых указаны диапазоны концентраций важные легирующие элементы, а также верхние пределы содержания примесных элементов, таких как как сера и фосфор.
Хотя легирующие элементы используются по разным причинам, наиболее важным является достижение более высокой прочности в требуемых формах и размерах и часто в очень больших секции, которые могут быть до метра и более в диаметре в случае больших валов и роторы. Поэтому прокаливаемость имеет огромное значение, и нужно стремиться к соответствующие концентрации легирующего элемента, необходимые для полного упрочнения сечения рассматриваемая сталь. Точно так же есть небольшой смысл в использовании слишком высокого концентрация легирующего элемента, т.е. больше той, которая необходима для полного твердения нужные разделы.
Легирующие элементы обычно намного дороже железа, а в некоторых случаях сокращаются природные ресурсы, поэтому появляется дополнительная причина для их эффективного использования при термической обработке.
Каждая продукция или услуга имеет определенные стандарты качества. В России стандарты выполнения сварочных работ соотносятся с ГОСТами. Арматура сваривается при помощи полуавтоматической сварки. Качество контролирует документ «Сварка ГОСТ 14771-76».
Этот стандарт качества применяется для выполнения определенных сварочных работ. В этом случае дуговая сварка производится в защитном газе.
Этот стандарт качества указывает основные типы и конструктивные части. Кроме этого, в стандарте указывается размер сварных соединений. Данный ГОСТ применим для работы со стандартной сталью и некоторыми сплавами на никелевой основе. Все работы производятся дуговой сваркой. Сварка происходит в среде защитных газов.
Сварка арматуры ГОСТ – полуавтоматическая сварка
СНиП — сварка может выполняться двумя основными способами. Это: под флюсом и с применением защитных газов.
В этом случае все работы производятся как вручную, так и автоматически. Сварная проволока подается автоматически. При этом специалист должен выставить на сварочном оборудовании необходимую скорость подачи проволоки. Перемещение горелки сварщик производит собственными силами.
Полуавтоматическая сварка арматуры может производиться в самых разнообразных пространственных положениях. Толщина свариваемого материала может колебаться в пределах от 0.5 до 30-и и выше миллиметров. Этим способом можно соединять самые разнообразные материалы. То есть, этим вариантом производится сварка стали 09г2с, цветных и черных металлов.
Во время выполнения данного варианта соединения материала дуга находится в «облаке» защитного газа, который доставляется в место сварки при помощи специального оборудования. Для сварки применяют аргон, углекислый газ и самые разнообразные смеси тех или иных веществ.
Процесс сварки полуавтоматом
Сварщик самостоятельно перемещает электрод по кромке вручную. Расплавленный металл электрода попадает в специальную ванну. Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров.
Оборудование для полуавтоматической сварки
Сварка арматуры, ГОСТ предусматривает применение определенного оборудования.
Сварочные выпрямители. Это оборудование применяется для преобразования тока. Существует три класса выпрямителей: на основании количества обслуживаемых постов и фаз питания. Третий класс зависит от типа вентиля.
Сварочный полуавтомат.
Баллон, наполненный специальным защитным газом.
Редуктор.
Шланги.
Типы сварочной проволоки
Стальная сварочная.
Стальная наплавочная.
Проволока из алюминия или сплавов.
Чугунные прутики.
Порошковая и легированная проволока.
ГОСТ 14771-76 – полуавтоматическая сварка, техника работы
Во время выполнения работ, защитный газ вытесняет воздух из места производства соединительных работ. При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части сварочного аппарата. Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки.
Это происходит при помощи специального гнутого контакта. Газ подается к месту из баллона. Скорость подачи и дозировка производится в автоматическом режиме. Кроме этого, в некоторых случаях подача и регулировка газа может производиться в ручном режиме.
Расплавленный металл электрода и проволоки подается на место соединения через сопло. Жидкое вещество подается в виде капель и пара.
Технологии полуавтоматической сварки
Стыковая. Это сварка точечным сплошным швом.
Внахлест. В этом случае на шов накладывается небольшой кусочек металла и обваривается двумя способами. Это: сплошной шов или точечная сварка.
Сварка по готовым отверстиям.
Таким образом, арматуру можно сваривать при помощи полуавтоматического сварочного аппарата. При этом необходимо учитывать особенности производства работы. На процесс сварки влияют применяемые материалы. В первую очередь, это газ. Для каждого вида сварочных работ необходимо применять определенный вид газа, который подается к месту соединения деталей.
Во время всего процесса происходит взаимодействие газа и электричества. Это заставляет сварщика с особым вниманием относиться к системе безопасности.
Сварка ГОСТ 14771-76 — это основной стандарт качества для этого вида сварочных работ. ГОСТ включает в себя перечень различных газов, материалов и техники выполнения работ. Если все технические характеристики соответствуют установленным стандартам, тогда работы будут выполняться на должном уровне.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочные швы и сварка, ГОСТы
Товары в корзине: 0 шт Оформить заказ
Общероссийский классификатор стандартов
Машиностроение
Сварка, пайка твердым и мягким припоем
Сварочные швы и сварка
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. Утратил силу в РФ.
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 16971-71 Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
ГОСТ 26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества
ГОСТ 26294-84 Соединения сварные. Методы испытаний на коррозионное растрескивание. Срок действия истёк.
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 28277-89 Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов. Утратил силу в РФ.
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения. Утратил силу в РФ.
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 34061-2017 Сварка и родственные процессы. Определение содержания водорода в наплавленном металле и металле шва дуговой сварки
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ ISO 10863-2022 Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Применение дифракционно-временного метода (TOFD)
ГОСТ ISO 12932-2017 Сварка. Гибридная лазерно-дуговая сварка сталей, никеля и никелевых сплавов. Уровни качества для дефектов
ГОСТ ISO 13919-1-2017 Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 1. Сталь
ГОСТ ISO 13919-2-2017 Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 2. Алюминий и его сплавы
ГОСТ ISO 15614-11-2016 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка
ГОСТ ISO 17635-2018 Неразрушающий контроль сварных соединений. Общие правила для металлических материалов
ГОСТ ISO 17638-2018 Неразрушающий контроль сварных соединений. Магнитопорошковый контроль
ГОСТ ISO 22826-2017 Испытания разрушающие сварных швов металлических материалов. Испытания на твердость узких сварных соединений, выполненных лазерной и электронно-лучевой сваркой (определение твердости по Виккерсу и Кнупу)
ГОСТ ISO 25239-2-2020 Сварка трением с перемешиванием. Алюминий. Часть 2. Конструкция сварных соединений
ГОСТ ISO 9692-3-2020 Сварка и родственные процессы. Типы подготовки соединений. Часть 3. Сварка дуговая в инертном газе плавящимся и вольфрамовым электродом алюминия и его сплавов
ГОСТ Р 54790-2011 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
ГОСТ Р 54792-2011 Дефекты в сварных соединениях термопластов. Описание и оценка
ГОСТ Р 55142-2012 Испытания сварных соединений листов и труб из термопластов. Методы испытаний
ГОСТ Р 56143-2014 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
ГОСТ Р 59398-2021 Дефекты сварных соединений термопластов. Классификация
ГОСТ Р 59399-2021 Дефекты сварных соединений термопластов. Уровни качества
ГОСТ Р ИСО 17637-2014 Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением
ГОСТ 9087-81 / Ауремо
ГОСТ Р ИСО 2553-2017 ГОСТ Р ИСО 6947-2017 ГОСТ Р ИСО 13920-2017 ГОСТ Р 55554-2013 ГОСТ Р ИСО 6520-1-2012 ГОСТ Р ИСО 14174-2010 ГОСТ Р ИСО 14175-2010 ГОСТ Р ЕН 13479-2010 ГОСТ Р ЕН 12074-2010 ГОСТ Р ИСО 2560-2009 ГОСТ Р 53689-2009 ГОСТ Р ИСО 3581-2009 ГОСТ Р ИСО 3580-2009 ГОСТ 10543-98 ГОСТ 19249-73 ГОСТ 21449-75 ГОСТ 5264-80 ГОСТ 9467-75 ГОСТ 21448-75 ГОСТ 23178-78 ГОСТ 15164-78 ГОСТ 14806-80 ГОСТ 16038-80 ГОСТ 9087-81 ГОСТ 25445-82 ГОСТ 26271-84 ГОСТ 26101-84 ГОСТ 27580-88 ГОСТ 28915-91 ГОСТ 2246-70 ГОСТ 5.917-71 ГОСТ 5.1215-72 ГОСТ 10051-75 ГОСТ 11533-75 ГОСТ 10052-75 ГОСТ 11534-75 ГОСТ 7871-75 ГОСТ 23518-79 ГОСТ 14776-79 ГОСТ 15878-79 ГОСТ 16037-80 ГОСТ 23949-80 ГОСТ 26467-85 ГОСТ 16130-90 ГОСТ 30430-96 ГОСТ 30242-97 ГОСТ 30482-97 ГОСТ Р 52222-2004 ГОСТ 28555-90 ГОСТ 30756-2001 ГОСТ 14771-76 ГОСТ 9466-75 ГОСТ 8713-79
гост-9087-81. pdf (409,19 КиБ)
ГОСТ 9087-81
ГОСТ 9087-81
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛЮСЫ СВАРОЧНЫЕ ПЛАВЛЕННЫЕ
Технические условия
Флюсы сварочные плавленые. Спецификации
OKP 59 2951 1000
Дата введения 1982–01–01
Информационные данные
1. Разработано и введено Академией наук Украины SSR
2. Госкомстандарт СССР от 26.05.81 N 2605
3. ВМЕСТО 9087-69 ГОСТ, ГОСТ 5.1929-73
4. СПРАВОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение ссылочного документа
Номер пункта, подпункта
ГОСТ 12.1.005-88
3.2
ГОСТ 12.1.007-76
3.2
ГОСТ 12.3.003-86
3,5
ГОСТ 1770-74
5,5
ГОСТ 2226-88
6.3, 6.5
ГОСТ 3826-82
5,3
ГОСТ 6613-86
5,3
ГОСТ 14192-96
6. 2
ГОСТ 15150-69
6,6
ГОСТ 15846-79
6,5
ГОСТ 19360-74
6,5
ГОСТ 22974.0-96 — ГОСТ 22974.14-96*
5.2
________________ * На территории РФ ГОСТ 22974.14-90. — Обратите внимание на базу данных производителя.
5. Ограничение действий, принимаемых Протоколом № 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ (апрель 2002 г.) с Изменениями № 1, 2, утв. июнь 1988 г., июнь 1990 г. (ИУС 10-88, 9-90)
Настоящий стандарт распространяется на плавленые флюсы, применяемые для автоматической и механизированной электродуговой сварки и наплавки стали, а также для электрошлаковой сварки стали, предназначенные для нужд национальной экономики и экспорта.
1.2. Рекомендации по применению флюса приведены в приложениях 1 и 2.
(Измененная редакция, ред. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Флюсы должны изготавливаться в соответствии с требованиями настоящего стандарта к технологическим регламентам, утвержденным в установленном порядке.
(Измененная редакция, Ред. № 1).
2.2. Химический состав флюса должен соответствовать табл.1.
Таблица 1
Метка флюса
Массовая доля, %
Оксид кремния (IV)
Оксид марганца (II)
Оксид кальция
Оксид магния
Оксид алюминия
АН-348-А
40−44
31−38
Не более 12
Не более 7
Не более 6
Ан-348-АМ
40−44
31−38
Не более 12
Не более 7
Не более 6
Ан-348, Ан-348-ВМ
40−44
30−34
Не более 12
Не более 7
Не более 8
ОСК-45
37−44
37−44
Не более 10
Не более 3
Не более 6
ОСТС-45М
38−44
38−44
Не более 10
Не более 3
Не более 6
ОСК-45П
38−44
38−47
Не более 8
Не более 2,5
Не более 5
Ан-8
33−36
21−26
4-7
5−8
11−15
Ан-15М
6−10
Не более 0,9
29−33
Не более 2
36−40
Ан-17М
18−22
Не более 3,0
14−18
8−12
24-29
EN-18
17−21
2,5−5,0
14−18
7−10
14−18
Ан-20С, Ан-20, Ан-20П
19−24
Не более 0,5
3−9
9−13
27−32
Ан-22
18−22
7,0−9,0
12−15
12−15
19−23
Ан-26С, Ан-26СП, Ан-26П
29−33
2,5−4,0
4−8
15−18
19−23
EN-42
30−34
14−19
12−18
—
13−18
EN-43
18−22
5,0−9,0
14−18
Не более 2
30−36
EN-47
28−33
11,0−18,0
13−17
6−10
9−13
Ан-60
42−46
36−41
Не более 10
Не более 3
Не более 6
EN-65
38−42
22−28
Не более 8
7−11
Не более 5
ФТС-9
38−41
38−41
Не более 8
Не более 3
10−13
Дополнительный столик 1
Маркировочный флюс
Массовая доля, %
Кальция фторид
(калий + натрий) оксид
Оксид титана (IV)
Оксид циркония (IV)
Оксид железа (III)
Сера
Фосфор
Углерод
не более
Ан-348-А
3-6
—
—
—
0,5−2,0
0,12
0,12
—
Ан-348-АМ
3−5
—
—
—
0,5−2,0
0,12
0,12
—
Ан-348, Ан-348-ВМ
3-6
—
0,5−6,0
—
0,5−2,0
0,12
0,13
—
ОСК-45
5−9
—
—
—
0,5−2,0
0,12
0,14
—
ОСТС-45М
6−9
—
—
—
0,5−2,0
0,12
0,10
—
ОСК-45П
6−9
—
—
—
Не более 1,7
0,08
0,08
—
Ан-8
13−19
—
—
—
1,5−3,5
0,10
0,12
—
Ан-15М
16−20
Фторид натрия от 2,0 до 5,5
—
—
Не более 0,8
0,07
0,05
—
Ан-17М
21−25
—
—
—
2,0−5,0
0,05
0,05
—
EN-18
19−23
—
—
—
13,5−16,5
0,05
0,5
—
Ан-20С, Ан-20, Ан-20П
25−33
от 2,0 до 3,0
—
—
Не более 0,8
0,06
0,03
—
Ан-22
20−24
1,0−2,0
—
—
Не более 1,0
0,05
0,05
—
Ан-26С, Ан-26СП, Ан-26П
20−24
—
—
—
Не более 1,5
0,08
0,08
0,05
ЕН-42
14−20
—
—
—
Не более 1,0
0,06
0,1
—
EN-43
17−21
—
—
—
2,0−5,0
0,05
0,05
—
EN-47
8−13
—
4,0−7,0
1,1−2,5
0,5−3,0
0,05
0,08
—
Ан-60
5−9
—
—
—
Не более 0,9
0,05
0,05
—
EN-65
8−12
—
4,0−7,0
4,0−7,0
Не более 1,5
0,05
0,05
—
ФТС-9
2−3
—
—
—
Не более 1,5
0,10
0,10
—
Примечания:
1. По согласованию изготовителя с потребителем допускается выпуск марок флюса АН-348-АМ с массовой долей фторида кальция менее 3%.
2. Содержание оксидов железа во флюсах всех марок представлено в пересчете на оксид железа (III).
2.3. Флюсы должны изготавливаться в виде гомогенных гранул. Содержание посторонних частиц (нерастворившихся частиц сырья, кирпича, угля, графита, кокса, металлических частиц и др.) должно быть не более 0,5% по массе для флюсов марок ан-348-А, ан-348-АМ и -348, Ан-348-ВМ, ОЦ-45, ОСК-45П, ОЦ-45М, Ан-18; 0,3% — для марок АН-8, АН-15, АН-17М, АН-20, АН-20П, АН-22, АН-20С, АН-43, АН-47, АН-60, АН-65 , ФТС-9; 0,1% — для марок Ан-26С, Ан-26СП, Ан-26П, Ан-42.
2.4. Структура и цвет бобового флюса должны соответствовать указанным в таблице 2.
Таблица 2
Метка флюса
Структура зерна
Цвет фасоли
АН-348-А АН-348-АМ
Стекловидное тело
От желтого до коричневого всех оттенков
АН-348- АН-348-ВМ
От коричневого до темно-коричневого всех оттенков
ОСК-45 ОСТС-45М
От светло-серого и желтого до коричневого всех оттенков
Ан-8
От желтого до коричневого всех оттенков
АН-15М
От серого до голубого и салатового всех оттенков
АН-17М
От зеленого и коричневого до черного все оттенки
EN-18
От темно-серого и темно-синего до черного всех оттенков
АН-20С АН-20СМ
От белого до светло-серого и голубого всех оттенков
Ан-22
От желтого до светло-коричневого всех оттенков
АН-26С
От серого до светло-зеленого всех оттенков
EN-42
От темно-коричневого до желтого и всех оттенков зеленого
EN-43
Бесовидео
От зеленого и коричневого до черного всех оттенков
EN-47
От темно-коричневого до черного все оттенки
FTS-9
От светло-желтого до коричневого всех оттенков
АН-20П
От белого до светло-серого всех оттенков
АН-26П
От светло-серого до серого всех оттенков
ОСК-45П
От серого и светло-коричневого до коричневого всех оттенков
Ан-60
От светло-серого и светло-розового до желтого и светло-коричневого всех оттенков
EN-65
От серого до черного до всех оттенков
АН-26СП
Смесь стеклянных бобов и бобов Пазолини
От серого до светло-зеленого всех оттенков
Примечания:
1. Марки флюса ОСТ-45, ОСТ-45М, ОСК-45П, ан-60, АН-65, АН-8, АН-17М, ан-18, ан-20С, Ан-20, Ан-20П, Ан-22, Ан-26С, Ан-42, Ан-43, Ан-47, Ан-26П, Ан-26СП, ФТС-9 допускается не более 3%, а для флюса марки EN -15М — не более 1% от массы потока зерен с цветом, отличным от указанного.
2. Для флюсов марок АН-348-А и АН-348-АМ не допускается наличие более 10% массы флюса белых непрозрачных зерен.
3. Для флюсов марок АН-348, АН-348-ВМ не допускается наличие более 10% массы флюса зерен с зеленоватым и стальным оттенком.
2.5. Зернистость флюса должна соответствовать указанной в табл.3.
Таблица 3
Метка флюса
Размер зерна, мм
ОСК-45П, АН-20П, АН-60
0,35−4,00
АН-348-А АН-348-А, ОСТС-45, ЕН-18
Ан-20С, Ан-26П, Ан-26СП, АН-42
0,25−2,80
ЕН-65
0,35−2,50
АН-8, АН-15, АН-17М, АН-22, АН-26С, АН-43, АН-47
0,25−2,50
Ан-348-АМ Ан-348-ВМ ОСТС-45М, Ан-20СМ, ФТС-9
0,25−1,60
Примечания:
1. Во флюсе не допускаются: крупность зерна свыше 1,6 соответственно; 2,5; 2,8; 4,0 мм в количестве более 3% его массы, крупностью менее соответственно 0,25 и 0,35 мм более 3% его массы.
2. По согласованию с потребителем допускается выпуск флюса с размером зерна менее 0,25 мм.
3. По согласованию изготовителя с потребителем допускается изготовлять флюсы марки АН-348-А с зернистостью 0,35-2,80 мм, флюсы марок АН-17М и АН-43 с зернистостью 0,25-1,60 мм. .
2,2−2,5. (Измененная редакция, ред. N 1, 2).
2.6. Влажность флюсов марок ОСК-45П, Ан-20С, Ан-20П, Ан-60, Ан-65 не должна превышать 0,05 %, марки ЭН-8 — 0,08 %, остальных марок — 0,10 % от массы флюса. .
2.8. Флюсы, выплавленные в электропечах, перед упаковкой подлежат магнитной сепарации, за исключением флюса марки АН-60.
(Измененная редакция, ред. № 1, 2).
2.9. Флюс марки АН-26СП позволял изготавливать смеси расплавленных отдельно флюсов марок ан-26С и ан-26П в соотношении 1:1 по массе флюса.
2.10. Флюсы марок АН-348-А, АН-348-АМ, АН-348, АН-348-ВМ, ОЦ-45, АН-47 плавятся в огненных и электрических печах; флюсы других марок в электропечах.
При изготовлении флюсов марок Ан-348-А, Ан-348-АМ, Ан-348, Ан-348-ВМ, ОЦ-45, АН-47 следует использовать окись марганцевых концентратов 1 сорта.
(Измененная редакция, ред. № 1, 2).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Работа с флюсами при их сортировке, упаковке, транспортировке, контроле качества может сопровождаться выделением пыли, содержащей марганец, кремний, фтор. Флюсовая пыль относится к химически опасным и вредным производственным факторам. По степени воздействия на организм человека пылевой поток токсичен, раздражающе-сенсибилизирующий, путь проникновения в организм через органы дыхания, кожные покровы и слизистые оболочки.
(Измененная редакция, Ред. № 1).
3.2. Для профилактики профессиональных заболеваний, а также во избежание несчастных случаев при сортировке, упаковке, транспортировке, контроля качества флюсов необходимо выполнение требований ГОСТ 12.1.005, ГОСТ 12.1.007.
Концентрация вредных веществ в воздухе при работе с флюсами не должна превышать предельно допустимую концентрацию (ПДК), указанную в табл.6.
Таблица 6
Наименование вещества
Значение ПДК, мг/м
Класс опасности
Марганец в сварочном аэрозоле по составу:
до 20%
0,2
II
от 20 до 30%
0,1
II
Оксид марганца (в пересчете на):
дезинтеграция распылением
0,3
II
Кремния диоксид аморфная смесь оксидов марганца в аэрозольной конденсации с содержанием каждого из них не более 10%
1
III
Фторид водорода (в пересчете на )
0,5/0,1
I
Соли плавиковой кислоты (для):
а) фториды натрия, калия
1/0,2
II
б) фторид алюминия, кальция, магния
2,5/0,5
III
Примечания:
1. Если в столбце «Значение ПДК» указано два значения, это означает, что максимум в числителе и в знаменателе — средневзвешенный по времени ПДК.
2. Для кремния диоксида вышеуказанное значение ПДК на общую массу аэрозоля.
(Измененная редакция, ред. № 1, 2).
3.3. Работа с флюсами должна быть обеспечена средствами индивидуальной защиты в соответствии с типовыми отраслевыми правилами, утвержденными в установленном порядке.
3.4. Определение вредных веществ в воздухе рабочей зоны проводят в соответствии с методикой, утвержденной Минздравом СССР.
3.5. При использовании сварочных флюсов следует руководствоваться требованиями ГОСТ 12.3.003 и санитарными правилами при сварке, наплавке и резке металлов, утвержденными Минздравом СССР.
3,3−3,5. (Измененная редакция, ред. N 1).
4. ПРАВИЛА ПРИЕМКИ
4.1. Флюсы принимают партии. Партия должна состоять из флюса одной марки и быть оформлена документом о качестве, содержащим: товарный знак
или наименование и товарный знак производителя; 9Флюс марки 0003
;
номер партии;
вес партии;
результаты химического анализа;
дата изготовления;
обозначение настоящего стандарта.
Масса партии должна быть не более 80 т
4.2. Из каждой партии флюса отбирают пробу массой не менее 10 кг, состоящую из точечных проб. Производитель выбирает точечный образец в процессе упаковки продукции. При расфасовке флюса в бумажные пакеты отбирают одну точечную пробу из каждого десятого пакета; при упаковке в контейнеры, в каждом контейнере не менее четырех точечных проб, причем необходимо отбирать составные пробы при заливке флюса в контейнер, полностью пересекая поток; при подаче флюса в бункер подвижными средствами отбирают не менее четырех точечных проб за 1 ч. Масса точечных проб от 0,05 до 0,30 кг.
4.1, 4.2. (Измененная редакция, ред. N 1).
4.3. При неудовлетворительных результатах по одному из показателей по данному показателю проводят повторные испытания на двукратной пробе, взятой из одной партии. Результаты повторных испытаний являются окончательными.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор проб
Отобранную пробу тщательно перемешивают, затем готовят квантование до массы не менее 2,5 кг, из которых после перемешивания 0,5 кг отбирают для определения химического состава и влажности. Оставшуюся флюсовую четверку, получая четыре порции, каждая массой не менее 0,5 кг, из которых две порции отбирают для двух параллельных измерений насыпной плотности, третью порцию делят пополам, получают две порции по 250 г для определения размера частиц распределения, а из последней порции после квантования отбирают две навески по 100 г для контроля однородности.
5.2. Химический состав флюса определяют по ГОСТ 22974.0 — ГОСТ 22974.13.
Допускается применение других методов анализа, если их метрологические характеристики не уступают характеристикам методик, включенных в указанные выше стандарты.
При разногласиях в оценке качества флюса испытание проводят по ГОСТ 22974.0 — ГОСТ 22974.13.
5.1, 5.2. (Измененная редакция, ред. N 1).
5.3. Гранулометрический состав флюсов определяют путем просеивания пробы на приборе марки 029.М производится согласно нормативно-технической документации, через два сита диаметром 200 мм на (60±5) С с последующим взвешиванием остатка на большом сите и просеиванием на мелком сите с погрешностью не более 0,1% . Относительное количество зерен (), не соответствующих размерным требованиям табл.3 в процентах, рассчитывают по формуле
где — массовый баланс на большом сите или просеивании мелкого сита, г;
— общая масса образца, г.
Для определения гранулометрического состава флюс следует наносить на сита с ячейками N 025, 0355 по ГОСТ 6613, N 1,6; 2,5 ГОСТ 3826 или ГОСТ 6613 N 2,8; 4,0 ГОСТ 3826.
(Измененная редакция, ред. N 1, 2).
5.4. Однородность структуры и цвета флюса контролируют визуальным осмотром образца при увеличении не менее чем в 2,5 раза. Частицы другого цвета, а также посторонние частицы отбираются и взвешиваются. Результаты взвешивания выражаются в процентах от веса сцепки.
5.5. Насыпную плотность потока определяют путем заполнения мерного стеклянного баллона вместимостью 250 или 500 см, изготовленного по ГОСТ 1770 или другой нормативно-технической документации.
Заливка баллона флюсом производится без гидрозатвора из стакана с носиком высотой не более 2 см над верхней кромкой баллона. Флюс взвешивается с точностью до 1 г. Насыпная плотность (), г/см, рассчитывается по формуле
где — массовый поток, заполненный цилиндром, г;
— объем цилиндра, см.
5.6. Для определения потока влаги навеску массой (100±5) г помещали в предварительно высушенный стакан и выдерживали при температуре (300±10) °С в сушильном шкафу (60±5) мин. После охлаждения в эксикаторе в течение (40±5) мин образец взвешивают. Поток влажности () в процентах рассчитывается по формуле
где — исходная масса образца, г;
— конечная масса образца, г.
Конечным результатом анализа является среднее арифметическое результатов двух параллельных измерений, разница между которыми не должна превышать значения влажности:
от 0,02 до 0,04 — 0,005%;
св. от 0,04 до 0,08 — 0,007%;
Св. 0,08 до 0,20 — 0,010%.
5.4−5.6. (Измененная редакция, ред. N 1).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6. 1. К каждому мешку или контейнеру прикрепите этикетку или этикетку водостойкой краской, на которой указано: 9товарный знак 0003
или название и товарный знак производителя; флюс марки
;
масса нетто;
номер партии;
обозначение настоящего стандарта;
манипуляционный знак «Беречь от влаги».
6.2. Транспортная маркировка — по ГОСТ 14192 с нанесением основных, дополнительных, информационных надписей и манипуляционным знаком «Беречь от влаги», выполненным водостойкой краской на этикетке, надежно крепящейся на двери изнутри вагона при повагонной отправке. При отгрузке флюса в транспортной таре каждая упаковка должна иметь транспортную маркировку.
6.3. Флюс должен быть упакован в бумажные мешки по ГОСТ 2226*. Масса нетто одного мешка от 20 до 50 кг. Взвешивание следует проводить с погрешностью менее 1 % от веса мешка. ________________ * На территории РФ документ недействителен. Стандарты 2226-2013, здесь и далее. — Обратите внимание на базу данных производителя.
По согласованию с потребителем допускается упаковка флюсов в специализированную тару, изготавливаемую по нормативно-технической документации, обеспечивающую сохранность флюса и его качество при транспортировании.
Флюсы, предназначенные для экспорта, упакованные в соответствии с требованиями заказа ВЭД.
6.4. Флюс должен транспортироваться в крытых транспортных средствах любым транспортом в соответствии с правилами перевозки, погрузки и крепления грузов, действующими на соответствующем виде транспорта.
6.5. Упаковка, транспортирование и хранение флюсов, отправляемых в районы Крайнего Севера или приравненные к ним, — по ГОСТ 15846* группа 146 — флюсы сварочные плавленые. ________________ * На территории РФ документ недействителен. Стандарты 15846-2002. — Обратите внимание на базу данных производителя.
Допускаются флюсы в упаковочных бумажных мешках по ГОСТ 2226 с полиэтиленовым вкладышем по ГОСТ 19360.
6.6. Флюс следует хранить в крытых неотапливаемых складских помещениях группы хранения 3ЖЗ ГОСТ 15150.
Разд. 6. (Измененная редакция, ред. N 1).
7. ГАРАНТИЯ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие флюса требованиям настоящего стандарта в условиях транспортирования, хранения и эксплуатации.
7.2. Гарантийный срок хранения флюсов — 2 года со дня изготовления.
Механизированная сварка и наплавка углеродистых, низколегированных сталей углеродистой и низколегированной сварочной проволокой
Ан-8
Электрошлаковая сварка углеродистых и низколегированных сталей сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой
АН-20С, АН-20, АН-20П, АН-15 АН-18
Автоматическая дуговая сварка и наплавка высоколегированных и среднелегированных сталей, соответствующая сварочная проволока
Ан-22
Электрошлаковая и автоматическая дуговая наплавка и сварка низколегированных и среднелегированных сталей, соответствующая сварочная проволока
АН-26С, АН-26СП, АН-26П
Автоматическая и полуавтоматическая сварка нержавеющих коррозионностойких и жаропрочных сталей, соответствующая сварочная проволока
АН-17М, АН-42, АН-43, АН-47
Дуговая сварка и наплавка углеродистых, низколегированных и среднелегированных сталей повышенной и высокой прочности соответствующей сварочной проволокой
1. При правильном выборе марки флюсов техники Ан-8, Ан-20С, Ан-20, Ан-20П, Ан-22, Ан-26С, Ан-26П, Ан-15, Ан-17М, ан-18, ан-42, ан-43, ан-47, ан-65 могут применяться для сварки и наплавки других марок стали в сочетании с соответствующими присадочными материалами.
2. Стекловидный флюс с размером зерен не более 2,5 или 3,0 мм и флюс-пенил с размером зерна не более 4,0 мм, предназначенный для автоматической сварки проволокой диаметром не менее 3,0 мм.
3. Стекловидный флюс с крупностью зерен не более 1,6 мм, предназначенный для автоматической и полуавтоматической сварки проволокой диаметром 3,0 мм.
ПРИЛОЖЕНИЕ 2 (справочное)
ПРИЛОЖЕНИЕ 2 Справочник
При превышении влажности флюс перед применением подвергают повторной термообработке по рекомендованному режиму, указанному в таблице.
Примечание. Допускается использование других режимов сушки для достижения необходимой влажности и стабильности цвета зерен флюса.
ПРИЛОЖЕНИЯ 1, 2. (Измененная редакция, Ред. N 1, 2).
ГОСТ 16130-90 / Ауремо
ГОСТ Р ИСО 2553-2017 ГОСТ Р ИСО 6947-2017 ГОСТ Р ИСО 13920-2017 ГОСТ Р 55554-2013 ГОСТ Р ИСО 6520-1-2012 ГОСТ Р ИСО 14174-2010 ГОСТ Р ИСО 14175-2010 ГОСТ Р ЕН 13479-2010 ГОСТ Р ЕН 12074-2010 ГОСТ Р ИСО 2560-2009 ГОСТ Р 53689-2009 ГОСТ Р ИСО 3581-2009 ГОСТ Р ИСО 3580-2009 ГОСТ 10543-98 ГОСТ 19249-73 ГОСТ 21449-75 ГОСТ 5264-80 ГОСТ 9467-75 ГОСТ 21448-75 ГОСТ 23178-78 ГОСТ 15164-78 ГОСТ 14806-80 ГОСТ 16038-80 ГОСТ 9087-81 ГОСТ 25445-82 ГОСТ 26271-84 ГОСТ 26101-84 ГОСТ 27580-88 ГОСТ 28915-91 ГОСТ 2246-70 ГОСТ 5.917-71 ГОСТ 5.1215-72 ГОСТ 10051-75 ГОСТ 11533-75 ГОСТ 10052-75 ГОСТ 11534-75 ГОСТ 7871-75 ГОСТ 23518-79 ГОСТ 14776-79 ГОСТ 15878-79 ГОСТ 16037-80 ГОСТ 23949-80 ГОСТ 26467-85 ГОСТ 16130-90 ГОСТ 30430-96 ГОСТ 30242-97 ГОСТ 30482-97 ГОСТ Р 52222-2004 ГОСТ 28555-90 ГОСТ 30756-2001 ГОСТ 14771-76 ГОСТ 9466-75 ГОСТ 8713-79
гост-16130-90. pdf (458,37 КиБ)
ГОСТ 16130-90
ГОСТ 16130-90
Группа В05
ГОСТ СССР
ПРОВОЛОКА И ПРУТКИ ИЗ МЕДИ И СПЛАВОВ СВАРКА НА ОСНОВЕ МЕДИ
Технические условия
0002 Проволока и прутки сварочные из меди и медных сплавов. Технические характеристики
GST 18 4470, 4490 18
Дата введения 1992–01–01
Информационные данные
1. Разработаны и введены Министерством Metallurgry of the USSR
Developers
V. N., Доктор. инженерии. наук; Ю. М. Лейбов, канд. тех. наук; В. Ф. Тарасов, канд. тех. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством и стандартами от 27.06.90 N 1922
3. Срок первой проверки 1996 года.
4. Замените GOST 16130-85
5. Справочные нормативные и технические документы
Обозначение ссылочного документа, указанное
Номер пункта, подпункта
ГОСТ 492-73
1. 3.1.2
ГОСТ 859-78
1.3.1.2
ГОСТ 1579-93
3.6
ГОСТ 1652.1-77 — ГОСТ 1652.13-77
3.4
ГОСТ 1953.1-79 — ГОСТ 1953.15-79
3,4
ГОСТ 3282-74
1.5.1; 1.5.2; 1.5.4; 1.5.5
ГОСТ 3560-73
1.5.5
ГОСТ 5017-74
1.3.1.2
ГОСТ 6507-90
3.2
ГОСТ 6689.1-92 — ГОСТ 6689.22-92
3,4
ГОСТ 9078-84
1.5.5
ГОСТ 9557-87
1.5.5
ГОСТ 9716.1-79 — ГОСТ 9716.3-79
3,4
ГОСТ 10446-80
3,5
ГОСТ 13938.1-78 — ГОСТ 13938.12-78
3.4
ГОСТ 13938.13-93
3,4
ГОСТ 14192-77
4. 1
ГОСТ 15527-70
1.3.1.2
ГОСТ 15846-79
1.5.4
ГОСТ 18175-78
1.3.1.2
ГОСТ 18242-72
2.2
ГОСТ 18321-73
2.2
ГОСТ 20435-75
1.5.6
ГОСТ 21650-76
1.5.5
ГОСТ 22225-76
1.5.6
ГОСТ 23859.1-79 — ГОСТ 23859.11-79
3,4
ГОСТ 24047-80
3,5
ГОСТ 24231-80
3,4
ГОСТ 24597-81
1.5.6
ГОСТ 25086-87
3,4
ГОСТ 25445-82
1.5.1
ГОСТ 26663-85
1.5.5
ГОСТ 26877-91
3,2; 3.3
6. Ограничение действий, принимаемых Протоколом № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
7. ПЕРЕПЕЧАТКА. Январь 1997 г.
Настоящий стандарт распространяется на холодносварную (вытяжную) круглую сварную проволоку и сварные круглые прутки, тянутые и прессованные из меди и сплавов на основе меди.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Сварочную проволоку и прутки изготавливают в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Диаметры проволоки и допуски на них должны соответствовать указанным в табл. 1.
1.2.2. Диаметры тянутых и прессованных стержней и предельные отклонения на них должны соответствовать указанным в табл. 2.
1.2.3. Овальность проволоки и прутка не должна превышать предельного отклонения по диаметру.
1.2.4. Назначение проволоки и стержней приведены в Приложении 1.
Таблица 1
Номинальная- Номинальная-
Предельное отклонение, мм, для проволоки из сплавов
диаметр метр, мм
МНЖКТ5- 1−0,2−0,2
Брх0,7
M1, M1r Brkmc3-1 Broc4-3, L63
Брнт Брнкр
Бульон 6,5−0,15
МСР1 ЛК62-0,5 ЛКБО62- 0,2-0,04-0,5
ЛО60-1
Брамс9−2
Брамс 10−3-1,5
МНЖ5−1
0,8
-0,07
—
1,0
-0,09
—
—
—
—
—
1,2
-0,09
—
1,4
—
1,6
-0,06
-0,06
—
1,8
-0,12
-0,12
-0,12
2,0
-0,12
-0,12
2,5
-0,12
3,0
-0,12
3,5
—
—
-0,08
—
—
—
—
—
4,0
-0,16
-0,08
-0,16
-0,16
5,0
-0,16
—
—
-0,16
-0,16
-0,16
6,0
—
-0,16
—
8,0
-0,20
—
-0,20
-0,20
-0,20
Таблица 2
Номинальный диаметр, мм
Предельное отклонение, мм, электроды сварочные
6,0
А 1. 0
8,0
1.2.5. Обозначение размещено по схеме
Проволока сварочная (прутки)
х
ТС
х
х
…
ХХ
…
GOST 16130
A method of manufacturing
Sectional shape
Precision manufacturing
Condition
The size (diameter)
Length
Марка
Обозначение стандарта
при следующих сокращениях:
способ изготовления:
холоднодеформированный (тянутый)
— Д
горячедеформированные (прессованные)
— G
Форма сечения:
раунд
— ТС
состояние:
мягкий
— М
цельный
— Т
длина:
жгуты проводов (катушки)
— БТ
катушка
— КТ
бочки
— BR
ядра
— MS
случайная длина
— ND
Вместо отсутствующих данных стоит «X».
Примеры символов:
Проволока сварочная, сплошная, диаметром 2,0 мм, в бухтах, из сплава марки Broc4-3:
1.3.1.1. Сварочная проволока должна изготавливаться из сплавов, указанных в табл.3, а сварочные прутки — по табл. 4. Соответственно коды ОКП приведены в табл. 3 и 4.
Таблица 3
Материал сварочной проволоки
Знак
Код ОКП
Медь
М1
18 4490 9
М1р
18 4491 0
MCp1
18 4494 3
Сплав медь-никель
МНЖКТ5-1-0,2-0,2
18 4791 5
МНЖ5-1
18 4790 6
Бронза без олова
Бркмц3-1
18 4493 8
Брамс9−2
18 4692 9
Брх0,7
18 4493 6
Брнт
18 4494 4
Брнкр
18 4494 5
Бражмц10−3-1,5
18 4693 2
Бронзовая банка
Брок4−3
18 4691 3
Brof6,5−0,15
18 4690 7
Латунь
Л63
18 4591 3
LO60−1
18 4593 4
ЛКБО62-0,2-0,04-0,5
18 4596 9
ЛК62-0,5
18 4596 8
Таблица 4
Материал сварочных стержней
Знак
Код ОКП
Медь
М1р
18 4471 0
М2р
18 2 4471
Латунь
Lmc58−2
18 4572 6
Лжмц59−1-1
18 4572 4
ЛОК59-1-0,3
18 4577 0
1. 3.1.2. Химический состав сварочной проволоки и прутков из сплавов марок Брнкр, ВРХ0,7, МЦп1, БрНТ, ЛК62-0,5, ЛКБО62-0,2-0,04-0,5 и ЛОК59-1-0,3 должен быть как указано в таблице. 5; марок М1, М1п, М2п — ГОСТ 859, марок Бркмц3-1, Брамц9-2, Бражмц10-3-1,5 — ГОСТ 18175, марок Брок4-3, Броф6,5-0,15 — ГОСТ 5017, марок Л63, Лмц58 −2, Лжмц59−1-1, ЛО60−1, ГОСТ 15527, марок МНЖ5−1, МНЖКТ5−1-0,2−0,2 — ГОСТ 492.
Таблица 5
Марка сварки сплава
Основные компоненты, %
проволока
Медь
Никель
Кремний
Олово
Цинк
Хром
Прочие элементы
Brncr
Остальные
0,3−0,6
—
—
—
—
Цирконий 0,040−0,080
Brh0,7
Остальные
—
—
—
—
0,40−1,00
—
MCp1
Остальные
—
—
—
—
—
Серебро 0,800−1,200
Брнт
Остальные
0,5−0,8
—
—
—
0,15−0,35
Титан 0,050-0,150
ЛК62-0,5
Был 60,05−63,5
—
0,30−0,70
—
Остальные
—
—
ЛКБО62-0,2 — 0,04-0,5
60,5−63,5
—
0,10−0,30
0,30−0,70
Остальные
—
Бор 0,03−0,10
ЛОК59−1-0,3
58,0−60,0
—
0,20−0,40
0,70−1,10
Остальные
—
—
Приставной столик 5
Примеси, %, не более
Марка сплава сварочной проволоки 4
Мышь Як
Сви- Хефф
То же- Ураган
Sur- мА
Вис- Мут
Фоз Форт
Цинк
Сливки ции
МАГ- ции
Оло- в
Сера
Pro- Chiyo ele- men- you
Просто
Брнкр
—
0,005
0,06
—
—
0,005
0,005
0,03
0,002
—
—
—
0,2
Брх0,7
—
0,005
0,06
—
—
0,005
0,007
0,03
0,002
—
—
—
0,3
MCp1
0,010
0,010
0,05
0,005
0,002
—
—
—
—
0,05
0,01
КИС — lo- стержень 0,070
0,3
Брнт
—
0,005
0,06
—
—
0,005
0,025
0,03
0,002
—
—
—
0,2
ЛК62-0,5
—
0,080
0,15
0,005
0,002
—
—
—
—
—
—
—
0,5
ЛКБО62-0,2-0,04-0,5
—
0,080
0,15
—
—
—
—
—
—
—
—
Алюминий — мин- 0,050
0,5
ЛОК59-1-0,3
0,01
0,100
0,15
0,010
0,003
0,010
—
—
—
—
—
—
0,3
1. 3.1.3. Проволока и тянутые прутки изготавливаются из мягкой и твердой стали.
1.3.1.4. Поверхность проволоки и стержней должна быть чистой и гладкой, без трещин и расслоений. В прокате не допускаются трещины, заусенцы, прокатки, риски, закаты, рванины и другие дефекты, глубина которых при контроле зачистки превышает предельное отклонение по диаметру.
Допускается покраснение поверхности после травления, цветовой оттенок и незначительные следы технологической смазки.
1.3.1.5. Стержни должны быть выпрямлены. Кривизна стержней не должна превышать 4 мм на 1 м длины. На мягких стержнях и в мотках кривизна не регулируется.
1.3.1.6. В перегибах стержней не должно быть посторонних включений, расслоений и пустот.
1.3.1.7. С цельной латунной проволоки и стержней следует снимать остаточные растягивающие напряжения низкотемпературным отжигом или механическим способом. Отсутствие остаточных растягивающих напряжений обеспечивается технологией производства.
1. 3.1.8. Проволоку следует сворачивать в мотки или наматывать на катушки, катушки, сердечники сепараторными рядами без резких перегибов и выравнивать, исключая возможность нарушения плотности рядов проволоки.
1.3.1.9. Каждая катушка, катушка, барабан или сердечник должны состоять из одного сегмента проволоки.
Допускается сварка отрезков проволоки, проволока на участках сварки должна соответствовать требованиям табл.1.
1.3.1.10. Масса проволоки в мотках, мотках, мотках или сердечниках указана в приложении 2.
1.3.1.11. Стержни изготавливаются переменной длины от 1 до 5 м.
Допускается в партии укороченных до 0,5 м стержней в количестве не более 15 % от массы партии.
1.3.1.12. Прутья должны быть ровно обрезаны или отрезаны.
1.3.2. Выполнение по требованию заказчика
1.3.2.1. Проволока сварочная из меди диаметром 0,5 мм с максимальным отклонением минус 0,05 мм.
1.3.2.2. На поверхности проволоки не допускаются дефекты, перечисленные в пункте 1. 3.1.4, глубина которых при контрольной зачистке превышает половину предельных отклонений по диаметру.
1.3.2.3. Временное сопротивление сплошного материала проволоки марок М1, М1п, МНЖКТ5-1-0,2-0,2 должно соответствовать указанным в табл. 6.
Таблица 6
Сварочная проволока
Временное сопротивление, МПа (кгс/мм), не менее
М1, М2р
350 (36)
МНЖКТ5-1-0,2-0,2
440 (45)
1.3.2.4. Сплошная проволока диаметром 0,8-6,0 мм должна выдерживать не менее четырех испытаний на изгиб.
1.3.2.5. Проволоку из сплава марки ЛК62 разрешено изготавливать с массовой долей кремния 0,06-0,20%.
1.3.2.6. Проволока марок Брх0,7, Брхнт и Брнкр позволила изготавливать сплавы вакуумной плавки.
1.3.2.7. Стержни при испытании на изгиб на холод без признаков надрывов и расслоений изгибаются на 90°.
1.3.2.8. Прутки и прутки из сплава марки ЛОК59-1-0,3 допускается выпускать в рулонах в соответствии с требованиями пункта 1.3.1.8.
1.3.2.9. Прутки и прутки из сплавов марок М1п, М2р, Лмц58-2 и Лжмц59-1-1 допускается изготавливать с предельным отклонением по диаметру ±0,5 мм.
1.3.3. Исполнение по согласованию с потребителем
1.3.3.1. Проволоку и прутки допускается изготавливать промежуточных диаметров с предельными отклонениями по диаметру на следующий больший диаметр, указанный в таблице. 1 и 2.
1.3.3.2. Проволока выпускается с нормальной массой мотка, мотка, барабана или сердечника, превышающей нормы, приведенные в Приложении 2. Предельные отклонения по диаметру, овальности и качеству поверхности проволоки устанавливаются по согласованию.
1.4. Обозначение
К каждому шару, если он не соединен с бухтой, или бухтой, барабаном, сердечником, балкой необходимо прикрепить к фанерной или металлической этикетке, на каждой катушке должна быть наклеена этикетка с указанием на них:
товарный знак или название и товарный знак производителя;
обозначение проволоки или катанки;
номер партии;
штамп (штампы) технического контроля.
1.5. Упаковка
1.5.1. Каждый моток проволоки должен быть обвязан не менее чем в двух местах симметрично проволоке по ГОСТ 3282.
Концы проволоки, намотанной на катушки, катушки, сердечники, изготовленные по ГОСТ 25445, должны быть надежно закреплены.
Допускается по согласованию изготовителя с потребителем изготавливать намоточный провод на револьверной катушке или бобинах, изготовленных потребителем.
1.5.2. Мотки проволоки одной стороны связывают в бухте. Каждую бухту необходимо обвязать не менее чем в трех местах по окружности бухты проволокой по ГОСТ 3282.
Масса упаковки не должна превышать 80 кг.
1.5.3. Прутки одной партии увязываются в связки массой не более 80 кг. По согласованию с потребителем допускается стягивание в бухты штанг массой не более 80 кг или связок массой до 500 кг. Каждая связка должна состоять не менее чем из трех стержней и перевязанных проволокой или другим материалом не менее чем в двух местах, а стержня длиной более 3 м — не менее чем в трех местах равномерно по длине стержня, исключая взаимное перемещение стержней в связках.
1.5.4. Бухта проволоки и стержней и пучков стержней, обернутых в нетканый материал по нормативно-технической документации и обвязанных не менее чем в двух местах проволокой по ГОСТ 3282.
По согласованию с потребителем допускается применение других видов перевязочных и упаковочных материалов, по прочности не уступающих вышеперечисленным и обеспечивающих сохранность качества продукции, за исключением льняных и хлопчатобумажных тканей.
Упаковка продукции в районах Крайнего Севера и приравненных к ним местностях — по ГОСТ 15846.
1.5.5. Упаковка формируется в транспортные пакеты в соответствии с требованиями ГОСТ 24597, ГОСТ 26663, ГОСТ 21650, ГОСТ 9078, ГОСТ 9557, а также с деревянными подложками диаметром не менее 50х50 мм. в качестве средств обвязки применяют проволоку диаметром не менее 3 мм по ГОСТ 3282, ленту не менее 0,3х30 мм по ГОСТ 3560, стропы пучковые, проволоку по ГОСТ 3282 или другие материалы, не уступающие по прочности над. Концы проволоки соединены скруткой, лента находится в замке.
Масса транспортной упаковки должна быть не более 1250 кг, высота — не более 1350 мм.
1.5.6. Проволоку и прутки можно транспортировать в универсальных тарах по ГОСТ 20435 или ГОСТ 22225.
В каждую тару должна быть вложена упаковочная ведомость, в которой указываются сведения, указанные в п.1.4.
2. ПРИЕМКА
2.1. Проволока и прутья, берите партии. Партия должна состоять из проволоки или прутка из сплава одной марки, одного состояния материала, одного диаметра и оформлена единым документом о качестве, содержащим: 9товарный знак 0003
или название и товарный знак производителя;
условное обозначение проволоки или прутка;
номер партии;
масса нетто проволоки или катанки;
результаты испытаний (по требованию потребителя).
Масса партии не более 2000 кг.
2.2. Для контроля качества поверхности и размеров проволоки и прутков из выбранной партии мотков (катушек, бобин, сердечников) или прутков используется «слепой» метод максимальной объективности, согласно ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. количество контролируемых мотков (катушек, бобин, сердечников) проволоки или прутков определяется по таблице. 7.
Таблица 7
Количество мотков (мотков, бобин, сердечников), прутков в партиях
Количество контролируемых витков (катушек, бобин, сердечников), стержней
Номер отказа
2−8
2
1
9-15
3
1
16−25
5
1
Ответить 26−50
8
2
51−90
13
2
91−150
20
3
151−280
32
3
281−500
50
4
501−1200
80
6
1201-3200
125
8
Партия считается годной к употреблению, если количество мотков (мотков, бобин, сердечников), стержней с размерами не соответствует требованиям табл. 1 и 2, пп.1.3.1.4, 1.3.2.2, меньше приемочного числа, указанного в табл. 7.
Разрешено изготовителю при получении неудовлетворительного результата проводить контроль каждого мотка (мотка, сердечника барабана), стержня.
Разрешено производителю контролировать качество поверхности и размер проволоки и прутков в процессе производства.
2.3. Для проверки кривизны стержней выберите три балки из партии.
2.4. Для проверки химического состава проволоки отбирают два мотка (бухты, сердечник барабана), а прутки — два прутка из партии.
Разрешено производителю определять химический состав образцов, взятых из расплавленного металла.
2.5. Для проверки на прочность и количество изгибов проволоки отбирают по три витка (витки, сердечник барабана) из партии.
2.6. Для проверки стержней на изгиб и излом выньте из партии два стержня.
2.7. Для проверки наличия остаточных растягивающих поверхностных напряжений берут два валка (рулоны, сердечник барабана) или два прута с партии. Испытание проводят периодически, по требованию потребителя.
2.8. При неудовлетворительных результатах испытаний хотя бы по одному из показателей, кроме размера и качества поверхности, проводится повторное испытание удвоенной пробы, взятой из той же партии.
Результаты повторных тестов распространяются на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Осмотр поверхности проволоки и прутка проводят без применения увеличительных приборов. Контроль качества поверхности осуществляется с заданной вероятностью 97,5% (приемочный уровень брака равен 2,5%).
3.2. Определение размеров проволоки и прутков проводят по ГОСТ 26877 микрометром по ГОСТ 6507 или другими приборами, обеспечивающими необходимую точность. При наличии расхождений в определении размеров проводят по ГОСТ 6507. Контроль размеров проводят с заданной вероятностью 97,5% (приемочный уровень брака равен 2,5%).
3.3. Кривизну стержней определяют по ГОСТ 26877.
3.4. Для анализа химического состава каждой выбранной обмотки (катушка-барабан-сердечник) стержни вырезали по одному образцу. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
Химический состав проволоки и прутка определяют по ГОСТ 13938.1 — ГОСТ 13938.12, ГОСТ 13938.13, ГОСТ 1652.1 — 1652.13 ГОСТ, ГОСТ 1953.1 — ГОСТ 1953.15, ГОСТ 6689.1 — ГОСТ 6689.22, ГОСТ 9716.1 — ГОСТ 9716.3, ГОСТ 23859.0 — ГОСТ 23859.11, ГОСТ 25086 или другие методы, обеспечивающие требуемую точность.
При разногласиях в оценке химического состава проволоки и прутка анализ проводят по ГОСТ 13938.1 — ГОСТ 13938.12, ГОСТ 13938.13, ГОСТ 1652.1 — ГОСТ 1652.13, ГОСТ 1953.1 — ГОСТ 1953—1953.16, ГОСТ 1953—293, ГОСТ 198.293, ГОСТ 1953.16, ГОСТ 1953.16, ГОСТ 1953.16, ГОСТ 1953.16, ГОСТ 13938.12, ГОСТ 13938.13, ГОСТ 1652.1 — ГОСТ 1652.13. , ГОСТ 9716.1 — ГОСТ 9716.3, ГОСТ 23859.0 — 23859.11 ГОСТ, ГОСТ 25086.
3.5. Для испытания на растяжение из каждого отобранного рулона (барабана-сердечника рулона) вырезают по два образца. Отбор проб для испытаний на растяжение проводят на погосте 10446.
3. 6. Отбор проб для испытаний на изгиб проводят с обоих концов каждой контролируемой обмотки (катушка-барабан-сердечник) или двух участков на расстоянии не менее 5 м друг от друга.
Испытание проволоки на изгиб проводят по ГОСТ 1579.
3.7. Испытание стержней на изгиб делают вокруг оправки с радиусом кривизны, равным диаметру стержня.
3.8. Для проверки стержня на излом оба конца стержня надрезают с одной или с двух сторон, после чего ломают его. Разрез должен быть выполнен таким образом, чтобы перелом проходил через центральную часть стержня. Ширина трещины должна составлять не менее 60 % диаметра.
3.9. Определение остаточных напряжений в проволоке и стержнях из латуни проводят по ГОСТ 2060.
3.10. Качество намотки проверяют внешним осмотром.
4. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
4.1. Транспортная маркировка по ГОСТ 14192.
4.2. Проволоку и прутки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта; железнодорожный транспорт — мелкие или мелкие перевозки.
4.3. Проволока и прутки должны храниться в закрытых помещениях на стеллажах или поддонах и должны быть защищены от механических повреждений, влаги и активных химических веществ.
При указанных условиях хранения потребительские свойства проволоки и прутка при хранении не изменяются.
ПРИЛОЖЕНИЕ 1 (рекомендуется). НАЗНАЧЕНИЕ ПРОВОЛОКИ И ПРУТКА
ПРИЛОЖЕНИЕ 1 Рекомендуемое
Марка материала
Назначение
М1, М1р
Для автоматической сварки в среде инертного газа, сварки под флюсом и газовой сварки неответственных конструкций из меди, а также изготовления электродов для сварки меди и железа.
М2р
Для газовой сварки конструкций общего назначения, медь
MCp1
Для газоэлектросварки ответственных конструкций из меди
МНЖКТ5-1-0,2-0,2
Для ручной, полуавтоматической сварки в защитных газах медно-никелевых сплавов, медно-никелевых сплавов и меди с бронзой, латунью и сталью (углеродистой, легированной и коррозионностойкой), а также наплавки на сталь
МНЖ5 −1
Для изготовления электродов для сварки медно-никелевого сплава между собой и латунью и алюминиево-марганцевой бронзой
Бркмц3-1
Для ручной сварки в защитных газах нежестких конструкций из меди и автоматической сварки меди под флюсом
Bramc9−2
Для ручной сварки в защитных газах алюминиево-марганцевой бронзы, МЫШЬЯКОВОЙ латуни, меди и медно-никелевого сплава с алюминиево-марганцевой бронзой; ручная и механизированная сварка стали
Брх0,7, Брхнт, Брнкр
Для ручной сварки TIG бронза
Brh0,7
Для автоматической сварки хром-бронзы под флюсом
Бражмц10-3-1,5
Для изготовления электродов для сварки алюминиево-железной бронзы и автоматической сварки бронзы под флюсом
Broc4-3
Для ручной сварки в защитных газах меди; механизированная сварка под флюсом меди и латуни
Броф6,5−0,15
Для ручной сварки в защитных газах оловянно-фосфорной бронзы и оловянной бронзы
Шайба М6 ГОСТ 11371, DIN 125 плоский з нержавіючої сталі
Шайба плоска з нержавійки – часто використовується допоміжний кріплення в з’єднаннях. Завдяки їй з’єднуються деталі захищені від продавлювання, а кріплення – від провалювання в отвір. В умовах підвищеної вологості або агресивності застосовують кріплення з нержавіючої сталі. Незважаючи на більш високу ціну купити нержавіючі метизи вигідно, так як вони відрізняються більш тривалим терміном служби.
Шайба Ф6 плоский з нержавіючої сталі — різновид кріпильних деталей у вигляді металевого кільця, використовуваного в болтовом з’єднанні. Шайби бувають плоскі і шайби, гровер. Плоскі шайби застосовуються для захисту поверхні деталей, а також запобігання «перетягування» різьблення і створення більшої опорної площі. Плоска шайба може застосовуватися також у разі побоювання провалювання головки болта або гайки в отвір в деталях.
Шайба може застосовуватися не тільки в з’єднанні болт-гайка-шайба, але і з іншими метизами М6. Так часто шайба підкладається під головку гвинта або шурупа. Для збільшення опорної площі з’єднання у разі неміцною деревини, шайба може використовуватися під головкою цвяха.
Пропонуємо шайби наступних класифікації нержавіючих сталей А2 і А4:
А2 нетоксична, немагнітна, не закаливаемая, стійка до корозії сталь. Легко піддається зварці і не стає при цьому тендітної. Може проявляти магнітні властивості в результаті механічної обробки (шайби і деякі види шурупів). Найбільш поширена група нержавіючих сталей. Кріплення та вироби зі сталі A2 не підходять для використання в кислотах і середовищах, що містять хлор (наприклад, в басейнах і солоній воді). Придатна для температур аж до -200 C. Найближчий аналог AISI 304 і AISI 304L з ще більш низьким вмістом вуглецю.
А4 схожа на сталі A2, але з додаванням 2-3% молібдену. Це робить її значною мірою більш здатною чинити опір корозії і кислоті. Такелажні кріплення і вироби з A4 рекомендуються для використання в суднобудуванні. Придатна для температур аж до -60 C. Найближчий аналог AISI 316 і AISI 316L з низьким вмістом вуглецю.
Технічні характеристики:
Внутрішній діаметр — 6.4
Зовнішній діаметр — 12
Товщина шайби — 1.6
Матеріал — нержавіюча сталь
Теоретична маса 1 одиниці, грам — 1.016
Телефонуйте – шайби по ГОСТ 11371-78 або його аналогу DIN 125 завжди в наявності. Працюємо з багатьма службами доставки, доставляємо нержавіючий кріплення в усі регіони України.
Ми пропонуємо інші види шайб даного типорозміру:
Шайби плоскі ГОСТ 11371-78, DIN 125 Шайби збільшені ГОСТ 6958-78, DIN 9021 Шайби плоскі латунні ГОСТ 11371-78, DIN 125 нержавіючі Шайби пружинні ГОСТ 6402-70, DIN 127, DIN 7980 нержавіюча сталь А2, А4 Шайба гровер пружинна ГОСТ 6402-70, DIN 127, DIN 7980 Шайба збільшена нержавіюча ГОСТ 6958-78, DIN 9021 нержавіюча сталь А2, А4
Корисна інформація:
Нержавіючі шайби
Нержавіючий кріплення, класифікація А4
Нержавіючий кріплення, класифікація А2
Нержавіючий кріплення виготовляють
Область застосування нержавіючого кріплення
Підтвердження авторства:
Шайба м6 оц кор 25 кг ГОСТ 11371-78 Св/О
Предлагаем срочные поставки и изготовление шайб к высокопрочным болтам для металлических конструкций по ГОСТ 11371-78.
Работаем со всеми регионами России! Срочное изготовление и поставки любых крепежных металлоизделий! Доставка по Москве в подарок!
«Альянс Компаний Болт и Гайка», в лице своего официального представителя — компании «Болт и Гайка», готовы предложить покупателю, весь ассортимент шайб к высокопрочному крепежу, изготовленных по ГОСТ 11371-78. Шайбы представлены, как в цинковом покрытии, так и без покрытия.
Поможем в выборе крепежа
Наши специалисты грамотно проконсультируют Вас по всем вопросам, связанным с приобретением шайб, любым удобным Вам способом – онлайн через форму обратной связи на сайте, электронную почту, по телефону или через скайп.
Мы поможем срочно организовать отправку требуемого количества шайб, через любую удобную Вам транспортную компанию, в любом направлении по России. Доставка до транспортного терминала «Деловых Линий» осуществляется ежедневно и бесплатно.
Мы заботимся о нервах своих клиентов и всегда предоставляем реальную информацию о сроках изготовления и перемещении заказанной продукции.
Мы не срываем поставки и отвечаем за качество! Для нас это второй фронт.
Гарантия качества
Вся продукция имеет сертификат качества от завода производителя, гарантирующий качество выполненных работ.
Мы боремся за качество Российских производителей!
Вы можете купить по пред заказу: винт высокопрочный, трос стальной, метизы, шуруп, талреп, стопорное кольцо, гвозди, анкер, электроды, дюбель гвоздь, шайба, саморезы, химический анкер, винт гайка, заклепки, дюбель.
Предлагаем сотрудничество
Просим Вас, рассмотреть возможность взаимовыгодного сотрудничества наших организаций в области поставок, изготовления и комплектации любой Вашей потребности в крепежной продукции.
Предлагаем срочные поставки болтов, гаек, шайб, шпилек резьбовых DIN 975 и другой крепежной продукции Работаем со всеми регионами России, компенсируем до 50% транспортных расходов! Срочное изготовление анкерных блоков ГОСТ 24379.
1-2012 и закладных изделий для фундаментов серии 1.400-15! Доставка до транспортных компаний в Москве бесплатно!
Для постоянных клиентов действует система скидок и преимуществ, среди которых, к примеру, возможность получить товар по гарантийному письму.
Доставляем бесплатно
Напоминаем, что мы предоставляем бесплатную услугу по доставке груза. Мы доставим товар в любую точку, расположенную в радиусе 50 км от нашего офиса (м. Шипиловская). Это, несомненно, оценят покупатели из ближайшего Подмосковья. Кроме того, мы бесплатно довозим грузы до транспортных компаний. Нашим клиентам из регионов не придется переплачивать за доставку.
Дополнительную информацию об услугах нашей компании Вы можете найти на нашем официальном сайте в интернете, найти нас не сложно!
Предлагаем срочные поставки и изготовление фундаментных анкерных болтов ГОСТ 24379.1-2012. Работаем со всеми регионами России! Срочное изготовление фундаментных болтов и анкерных плит ГОСТ 24379.
1-2012! Доставка по Москве в подарок!
Продукция нашего предприятия
Также мы изготавливаем шпильки резьбовые DIN 975, шпильки для фланцевых соединений ГОСТ 9066-75, шпильки от ГОСТ 22032-76 до 22043-76 включительно, закладные изделия для фундаментов серии 1.400-15, анкерные блоки ГОСТ 24379.1-2012, анкерные плиты. Производим металлоизделия по чертежу заказчика.
Наносим защитное покрытие методом оцинкования и термодиффузии.
Осуществляем токарные и сварные работы любой сложности.
Расположение головного офиса, розничного склада и магазина
Преимущества сотрудничества с нашей компанией:
1. Головной офис, розничный склад и магазин компании, находятся в шаговой доступности от метро Шипиловская, по адресу: Шипиловская улица, дом 58, корпус 1. Осуществляется круглосуточная отгрузка автотранспорта до 5 тонн
2. Производственные цеха находятся в Москве по адресу: Батюнинский проезд, дом 6, строение 1. Осуществляется круглосуточная отгрузка большегрузного автотранспорта до 20 тонн
3. Покупателям нашей продукции от 1 тонны, при отправке груза через транспортную компанию Деловые Линии, компенсируем до 50% транспортных расходов
4. Доставка по Москве и до любой транспортной компании в пределах МКАД за наш счёт
Наши представительства:
Болт и Гайка в социальных сетях
поделиться в соцсетях
ГОСТ 6958 — 1978 Шайбы укрупненные, марки А и С
ГОСТ 6958 — 1978 Шайбы укрупненные, марки А и С
Главная > Продукция и стандарты > ГОСТ 6958 — 1978 Шайбы увеличенные, марки А и С
Единица измерения: мм
Аналогичные стандарты
1
[ГБ] ГБ/T 5287 — 2002
Плоские шайбы — Очень большие серии — Класс продукта C
Поставщики(3)
2
[ГБ] ГБ/т 96,1 — 2002
Плоские шайбы — большая серия — класс продукта A
Поставщики(4)
3
[ГБ] ГБ/T 96,2 — 2002
Плоские шайбы — большая серия — класс продукта C
Поставщики(4)
4
[ГБ] ГБ/т 97,4 (л) — 2002
Плоские шайбы (большие) для комбинированного винта
5
[ГБ] ГБ/T 96,1 — 2000
Плоские шайбы — Большая серия — Класс продукта A
Поставщики(4)
6
[ГБ] ГБ/T 96,2 — 2000
Плоские шайбы — Большая серия — Класс продукта C
Поставщики(4)
7
[ГБ] ГБ/T 5287 — 1985
Плоские шайбы — очень большая серия — класс продукта C
Поставщики(3)
8
[ГБ] ГБ 96 — 1985
Плоские шайбы большой серии — классы продукции A и C
Поставщики(4)
9
[DIN] DIN 440 (R) — 1990
Очень большие шайбы с круглым отверстием для использования в деревянных конструкциях
Поставщики(4)
10
[ДИН] ДИН 9021 — 1990
Большие плоские шайбы — класс продукта A
Поставщики(6)
11
[DIN] DIN 6340 — 1987
Шайбы для зажимных устройств
Поставщики(2)
12
[ДИН] ДИН 134
Плоские шайбы — большие
Поставщики(1)
13
[DIN] DIN 34816 — 1999
Пластиковые плоские шайбы — большая серия
14
[ИСО] ИСО 7093-1 — 2000
Плоские шайбы — большая серия — класс продукта A
Поставщики(1)
15
[ИСО] ИСО 7093-2 — 2000
Плоские шайбы — большая серия — класс продукта C
16
[ИСО] ИСО 7094 — 2000
Плоские шайбы — очень большая серия — класс продукта C
17
[ИСО] ИСО 10673 (L) — 1998
Плоские шайбы для винтов и шайб в сборе — Большая серия — Класс продукта A
18
[JIS] JIS B 1256 (LA) — 2008
Большие плоские шайбы — класс продукта A
19
[JIS] JIS B 1256 (LC) — 2008
Большие плоские шайбы — класс продукта C
20
[JIS] JIS B 1256 (ELC) — 2008
Сверхбольшие плоские шайбы — класс продукта C
21
[NF] NF E 25-513
Плоские шайбы — тип LL
Поставщики(2)
22
[НФ] НФ Е 25-513
Плоские шайбы — тип L
Поставщики(1)
23
[NF] NF E 25-530 — 2000
Плоские шайбы — большая серия — класс продукта A
24
[НФ] НФ Е 25-531 — 2000
Плоские шайбы — большая серия — класс продукта C
25
[NF] NF E 25-532 — 2000
Плоские шайбы — очень большая серия — класс продукта C
26
[БС] БС 4320 — 1968
Плоские шайбы — тип G
27
[БС] БС 4320 — 1968
Плоские метрические шайбы — тип C
28
[БС] БС 4320 — 1968
Плоские метрические шайбы — тип D
29
[БС] БС 4320 — 1968
Плоские метрические шайбы — тип E
30
[БС] БС 4320 — 1968
Плоские метрические шайбы — тип F
31
[БС] БС 3410 (-4) — 1961
Большие шайбы для использования с UNC, UNF, B. S.W. и крепеж B.S.F [Таблица 4]
32
[БС] БС 3410 (-6) — 1961
Большие блестящие шайбы для автомобилей Для UNC, UNF, BSW и BSF Fasreners [Таблица 6]
33
[БС] БС 3410 (-2) — 1961
Большие плоские шайбы для использования с B.A. и крепежные детали по американскому номеру [Таблица 2]
34
[БС] БС 3410 (-8) — 1961
Большие черные шайбы [Таблица 8]
35
[КАК] КАК 1237.1 — 2002
Плоские шайбы для метрических болтов, винтов и гаек общего назначения — большие, класс продукции A и C
36
[КАК] КАК 1237. 1 — 2002
Плоские шайбы для метрических болтов, винтов и гаек общего назначения — очень большие, класс продукта C
37
[ЦНС] ЦНС 151 — 1994
Плоские шайбы
38
[ЦНС] ЦНС 5194 — 1980
Большие плоские шайбы
39
[DIN EN ISO] DIN EN ISO 7093-1 — 2000
Плоские шайбы. Большая серия. Часть 1. Класс продукта A
Поставщики(6)
40
[DIN EN ISO] DIN EN ISO 7094 — 2000
Очень большие шайбы с круглым отверстием для использования в деревянных конструкциях
Поставщики(4)
41
[DIN EN ISO] DIN EN ISO 7093-2 — 2000
Плоские шайбы — большая серия — класс продукта C
ГОСТ 10450 — 1978 Шайбы уменьшенные классов точности А и С
ГОСТ 10450 — 1978 Шайбы уменьшенные классов точности А и С
Главная > Продукция и стандарты > ГОСТ 10450 — 1978 Шайбы уменьшенные классов точности А и С
Единица измерения: мм
Аналогичные стандарты
1
[ГБ] ГБ/T 848 — 2002
Плоские шайбы — малая серия — класс продукта A
Поставщики(3)
2
[ГБ] ГБ/T 848 — 1985
Маленькие шайбы класса A
Поставщики(3)
3
[ИСО] ИСО 7092 — 2000
Плоские шайбы — малая серия — класс продукта A
4
[ИСО] ИСО 10673 (S) — 1998
Плоские шайбы для винтов и шайб в сборе-Малая серия-Класс продукта A
5
[JIS] JIS B 1256 (Южная Америка) — 2008
Малые плоские шайбы — Класс продукта A — [Таблица 3-4]
6
[JIS] JIS B 1256 (S) — 1978
Малые плоские шайбы
7
[NF] NF E 25-513
Плоские шайбы — тип Z (маленькие)
Поставщики(1)
8
[NF] NF E 25-529 — 2000
Плоские шайбы — малая серия — класс продукта A
9
[БС] БС 3410 (-3) — 1961
Маленькие блестящие шайбы для использования с UNC, UNF, B.
Контактную сварку широко применяют во всех отраслях производства. Используют ее и в бытовых условиях для соединения металлических деталей.
Стоимость аппаратов, работающих по этой технологии, высока. Однако можно сделать точечную сварку своими руками из микроволновки.
Технология точечной сварки
Такой способ применяется для соединения металлических листов или приваривания деталей к металлоконструкциям. Технология используется в автомобилестроительной отрасли. Она позволяет создавать долговечные, надежные швы без деформации. Для выполнения стандартных операций подойдет созданный своими руками аппарат точечной сварки из микроволновки. Принцип действия самодельного устройства не отличается от такового у профессиональных приборов. Трансформатор снижает напряжение до допустимого значения, повышая силу тока до величины, необходимой для плавления металла.
Свариваемые детали размещают между электродами, подающими мощный импульс. Соприкасающаяся с контактом точка нагревается, из-за чего металлические элементы соединяются. При правильном выполнении действий швы не имеют пустот, трещин или выступов. После завершения сварки одной точки начинается накопление заряда для следующего цикла.
Схема самодельного устройства
Главный элемент сварочного аппарата – трансформатор, который вынимают из ненужной микроволновой печи. Бытовой прибор должен быть работоспособным. При изготовлении устройства для сварки толстых металлических листов в цепь включают 2 трансформатора, соединяемых обмоткой. Чтобы избежать возникновения ошибок, перед сборкой составляют чертеж, на который переносят все элементы конструкции. Можно воспользоваться готовыми схемами, позволяющими без труда собрать средство сварки из микроволновки своими руками.
Необходимые инструменты
Для создания сварочного оборудования потребуются следующие приспособления и материалы:
доработанный трансформатор от микроволновки;
аккумуляторы;
медные провода увеличенного сечения и жгут кабелей небольшого диаметра;
прижимные рычаги;
подставка для размещения сварочного оборудования;
струбцины или тиски;
набор отверток;
обмоточный материал;
медные электроды, с помощью которых будут соединяться металлические детали;
кнопка.
Какие электроды выбрать
Для выполнения точечной сварки используют плавкие элементы, которые можно сделать своими руками. Для этого потребуются медные прутья или жало паяльника. Сварочную проволоку подключают к кабелю аппарата через медный наконечник. Последний имеет ограниченный диаметр, не всегда позволяющий пропустить провод. Смазывание кабеля маслом упрощает задачу. После этого наконечник соединяют с электродом болтом.
Для точечной сварки рекомендуется выбирать электроды, изготавливаемые из меди или ее сплавов. Материал отличается минимальным сопротивлением.
Инструкция по сборке из микроволновки
Процесс сборки делится на 2 этапа:
Формирование основания аппарата. Для этого применяют штангу, профиль или деревянные брусья. Один конец подставки прочно прикрепляют к корпусу саморезами. Второй край соединяют с нижним электродом и кабелем трансформатора. Для обеспечения большей прочности провод приматывают к основанию.
Создание подвижной части оборудования, имеющей вид рычага. В качестве оси используют длинный гвоздь. Боковые стойки делают из профилей или брусков. Не допускается наличие расстояния между ними и основанием рычага. В противном случае снижается точность сварки.
Начинают работу с извлечения трансформатора из СВЧ-печи. Потребуется не вся деталь, а некоторые ее элементы – обмотка и магнитопровод. Расположенные с двух сторон шунты аккуратно удаляют. Они при создании сварочного аппарата не понадобятся. Трансформатор снабжают новой обмоткой, которую делают из многожильного кабеля. Провод накручивают в 2-3 витка. Если кабель имеет толстую оплетку, ее удаляют и заменяют изолентой. При необходимости устанавливают 2 трансформатора с общей обмоткой. После завершения этих этапов выполняют следующие действия:
Устанавливают управляющий блок. Деталь обеспечивает непрерывную сварку металлоконструкций точечным способом.
Изготовление и подключение электродов. Типы и размеры элементов выбирают с учетом эксплуатационных характеристик свариваемых деталей.
Устанавливают готовую конструкцию в корпус. Можно воспользоваться старой бытовой техникой. Корпус должен быть устойчивым к воздействию внешних факторов.
Управление самодельным аппаратом
Чтобы прибор не вышел быстро из строя, нужно знать не только как сделать устройство, но и как работать с ним, какой режим выбирать. Управление аппаратом не вызывает затруднений даже у начинающего пользователя. Для работы применяют 2 элемента:
Рычаг, отвечающий за расстояние между электродами. Правильный выбор параметра обеспечивает надежный контакт свариваемых деталей. Рычаг снабжают винтовыми элементами, повышающими силу сжатия. При подготовке аппарата к работе ручку отводят вверх, что предотвращает замыкание электродов. Для этого к рычагу прикрепляют пружину нужной жесткости.
Выключатель. Отвечает за пуск тока на контакты. Выключатель подсоединяют к первичной обмотке трансформатора. Если деталь используется в качестве прижимного элемента, ее располагают на рычаге. Это освобождает вторую руку сварщика, позволяя придерживать свариваемые заготовки. Качество сварных швов повышается.
Сварное оборудование надежно закрепляют на рабочем столе, используя струбцины подходящего размера. Иначе при нажатии на рычаг аппарат смещается, что приводит к ухудшению качества соединения.
базовый комплект деталей и расходных материалов, процесс сборки
Главная » Технология
Порой для бытовых целей намного проще использовать подручные материалы и средства, чем приобретать дорогостоящее профессиональное оборудование. Прекрасное подтверждение тому – сварочно-плавильные аппараты, которые умельцы изготавливают из микроволновок всего за пару часов.
Содержание
1 Что нужно, чтобы сделать аппарат для точечной сварки
2 Процесс сборки сварочного аппарата из микроволновой печи
3 Об управлении прибором
Что нужно, чтобы сделать аппарат для точечной сварки
Для сборки такого аппарата необходим базовый комплект деталей и расходных материалов:
Бытовая СВЧ-печь, желательно мощностью от 700 Вт. Подойдет как работающий, так и сломанный прибор, главное, чтобы был цел его трансформатор.
Сварочный кабель или аналогичный многожильный провод сечением не менее 25 кв. мм (обычно ему соответствует диаметр в 8 мм и более).
Обжимные клеммы типоразмера, соответствующего сечению кабеля; клеммы типа «крокодил».
Тонкие провода (до 1 мм), небольшие клеммы и переключатели, рассчитанные на работу в бытовой сети 220 В.
Медные пластины и наконечники (например, от паяльника), которые будут использоваться как рабочий инструмент для сварки.
Изоляционная лента и термоусадочная трубка.
Листовой металл, крепежная фурнитура, деревянные рейки и брусья для корпусных конструкций.
Кроме того, понадобятся инструменты, которые наверняка найдутся в гараже или в крайнем случае у друзей и знакомых. К ним относятся:
Практика показывает, что можно обойтись и куда меньшими средствами – все зависит от навыков и фантазии мастера.
Если вы хорошо разбираетесь в электронике, подготовьте мультиметр и паяльник – они пригодятся для определения расчетных параметров установки, проектирования и сборки блока управления.
Процесс сборки сварочного аппарата из микроволновой печи
Прежде всего необходимо разобрать микроволновку и вынуть из нее те узлы, которые пригодятся. В первую очередь, это трансформатор – «сердце» будущей конструкции. Продиагностировать трансформатор можно, измерив сопротивление его обмоток мультиметром. Но есть и более простой путь: если вы не видите копоти, подгорелостей и обрывов проволоки, деталь почти наверняка исправна. Кроме нее, понадобится демонтировать кабель с вилкой для подключения к электропитанию и 220-вольтный выключатель. Дальнейший алгоритм действий выглядит так:
Отсоедините от трансформатора все механические и электрические контакты.
Срежьте выступающие части вторичной обмотки (ее провод более тонкий), используя любой удобный инструмент режущего или рубящего типа. Будьте осторожны – если вы повредите первичную обмотку или сердечник, можете сразу выкидывать деталь.
Выбейте из сердечника остатки обмотки и металлические шунты, удалите изоляционный слой.
Намотайте новую вторичную обмотку из заизолированного сварочного кабеля или его аналога. Обычно достаточно 1-2 витков. Наматывать лучше в том же направлении, в котором изготовитель наматывал первичный провод.
Наденьте обжимные клеммы или клеммы-«крокодилы» на концы сварочного кабеля. Заизолируйте все соединения.
Выполните разрыв в сетевом кабеле, установите в нем выключатель или более сложную управляющую цепь при наличии соответствующих навыков.
Подключите сетевой кабель к первичной обмотке (обычно там уже имеются парные клеммы). Заизолируйте все соединения.
Соберите рабочий орган в виде щипцов с наконечниками или «неплавящегося электрода». Подключите к нему клеммы сварочного кабеля.
На этом процесс сборки аппарата завершен. Увидеть его наглядно, а также ознакомиться с особенностями работы прибора можно в видео:
В простейшем случае для включения самодельного сварочного аппарата для точечной сварки достаточно одной кнопки без фиксации. Замыкая цепь, она подает ток на первичную обмотку, которая формирует электрическое поле и наводит значительно больший ток во вторичной обмотке (сварочном кабеле).
Регулировать этот процесс можно, установив последовательно с кнопкой промышленный диммер или аналогичную конструкцию, собранную самостоятельно на тиристоре и переменном резисторе. Линейно изменяя напряжение на первичной обмотке, можно менять и характеристики наведенного тока. Если захочется дополнительно усложнить схему, можно ввести в нее таймер автоматического отключения, например, интервальный и/или по перегреву кабеля (тут понадобится датчик на терморезисторе).
В конечном счете при изготовлении точечного сварочного аппарата из микроволновки вы ограничены лишь собственными знаниями, навыками и фантазией. Главное – не забывайте о технике безопасности и средствах индивидуальной защиты.
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Джек Дэвис | Аппарат для точечной сварки своими руками из микроволновой печи
В этом проекте показано, как собрать аппарат для контактной точечной сварки, используя детали старой микроволновой печи. Я использую его для приварки никелевых лепестков к элементам батареи 18650, но в зависимости от того, как вы расположите руки, его можно использовать для сварки листового металла и других металлических предметов. Займемся сваркой!
Шаг 1. Спасите микроволновую печь
Внимание!
Внутри микроволновки довольно опасно. Большой конденсатор может быть заряжен и может причинить неприятный или даже смертельный удар током, поэтому убедитесь, что вы разрядите его как можно скорее, прикоснувшись к клеммам металлическим стержнем, например отверткой, чтобы разрядить его.
Итак, откройте корпус микроволновки, чтобы увидеть электронные биты. Разрядите этот конденсатор и приступайте к удалению деталей. Вы должны найти трансформатор, который должен выглядеть очень похоже на тот, что на фотографиях. Снимите гайки, и он должен легко выскользнуть. Я спас несколько концевых выключателей, которые мы будем использовать позже, а некоторые кабели удобны для подключения питания.
Шаг 2. Снимите вторичную обмотку
Мы собираемся перемотать вторичную обмотку трансформатора, так как нам нужно больше ампер и меньше вольт. К первичной обмотке подключается сетевое питание, а вторичная обмотка имеет более тонкие проволочные обмотки с прикрепленными красными проводами.
Меньшее количество витков провода увеличивает силу тока, но снижает напряжение, а большее количество витков увеличивает напряжение при уменьшении силы тока. Вторичная обмотка нам не нужна, поэтому ее можно удалить, отрезав или зашлифовав сварной шов на корпусе трансформатора и вытащив его. Будьте осторожны, чтобы не повредить первичную катушку, так как мы ее сохраним.
Шаг 3. Добавьте новую обмотку
Новая обмотка обеспечит ток, необходимый для сварки. Используя очень толстый кабель, мы можем уменьшить тысячи обмоток до пары, которая обеспечит множество ампер. Толстый кабель необходим, так как сопротивление заставит его нагреваться и расплавить изоляцию, если она слишком тонкая. Нехорошо!
Сначала вставляется первичная катушка, затем 2 шунта с каждой стороны и, наконец, провод малого сечения (синий кабель) наматывается на пару витков. Не забудьте оставить приличную длину кабеля, который будет крепиться к сварочным электродам.
Шаг 4. Завершите трансформатор
Наш сверхмощный трансформатор почти готов. Нам просто нужно приварить верхнюю часть, чтобы запечатать ее. В качестве альтернативы вы можете использовать двухкомпонентную эпоксидную смолу, чтобы приклеить ее. Варианты хорошие, выбирайте какой вам удобнее. 🙂
Шаг 5: Клеммы электродов
Теперь нам нужно прикрепить концы кабеля к медным штырям, которые мы будем использовать для сварки. Я обработал несколько медных клемм, но вы можете использовать медные зажимы из хозяйственного магазина. Я также приложил файл CAD для зажима электрода, который я сделал. Вот ссылка на Fusion360. http://a360.co/1Loyh2j
Я использую его для приваривания никелевых язычков к элементам батареи, поэтому я расположил два сварочных электрода рядом, хотя вы можете легко установить их друг напротив друга, как традиционная машина. Я спроектировал и вырезал лазером простой корпус из МДФ для руки, в которой находится переключатель для работы и зажимы для электродов.
Шаг 7. Упакуйте
В трансформатор поступает опасное электричество 230 В, поэтому важно, чтобы он был закрыт. Этот чехол с лазерной резкой должен хорошо справляться со своей задачей. Просто убедитесь, что все содержится, так как это также будет выглядеть намного лучше, а также будет в безопасности. Бонус!
Что касается проводки, то тут всё просто. Просто подключите фазу и нейтраль к первичной обмотке трансформатора, используя существующие лепестковые клеммы, я бы рекомендовал добавить переключатель между одним из силовых кабелей, чтобы упростить включение и выключение. Я спас этот из микроволновки.
Готово! Получайте удовольствие от своего нового аппарата для точечной сварки!
Простой микроволновый сварочный аппарат | Мастерская «Сделай сам»
Простой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, без применения какого-либо специализированного оборудования или схем. Все, что нам нужно, это всего лишь две микроволновки, которые можно найти на свалке или два трансформатора от них.
Разбираем микроволновку и вытаскиваем трансформаторы.
Эти повышающие трансформаторы, то есть преобразуют 220 вольт в напряжение порядка 2,5 кВ, необходимое для работы магнетрона. Поэтому вторичная обмотка в них содержит менее толстый провод и с большим количеством витков. Такой трансформатор имеет мощность около 1200 Вт. Чтобы собрать сварочный аппарат для дуговой сварки, нам не придется разбирать сердечник этих трансформаторов. Просто вырезаем и сверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет сверху, а первичная на 220 В снизу. Инструмент, который нам нужен для работы.
Простой аппарат для СВЧ сварки своими руками
Берем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и отрезаем вторичную обмотку с обеих сторон обоих трансформаторов. Если решите повторить, то будьте осторожны, чтобы не повредить первичную обмотку.
Затем сверлом по металлу просверливаем обмотку, тем самым снимая внутреннее напряжение металлов, чтобы легче выбить остатки.
Выбиваем остатки обмотки.
Получили два трансформатора с обмотками на 220 В. Трансформатор слева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция позволит увеличить мощность трансформатора процентов на 20-25. Бывает и между большими обмотками маленькая низковольтная обмотка из пары проводов — тоже выбрасываем.
Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как в моем примере.
Я намотал примерно по 17-18 витков на каждый трансформатор, высотой 6 рядов и толщиной 3 слоя.
Обмотки соединены последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор по отдельности, а потом подключать. Вся обмотка очень плотная, болтаться не должна.
После того, как намотка завершена, подключаем высоковольтные обмотки к 220 В параллельно. Я использовал автомобильные наконечники с термоусадочной изоляцией.
Включаю всю конструкцию в сеть, и меряю напряжение на вторичке, которую намотал.
PP 220 — универсальный преобразователь тока с водяным охлаждением, разработанный для работы изделий, построенных по технологии PRIME™ с током высокой частоты.
Гибкая настройка мощности. Подключается к сетям как 3-хфазного, так и 1-фазного тока.
Преобразователь тока с водяным охлаждением имеет легкий вес, эргономичный дизайн, удобный для переноски и использования
Сдвоенные разъемы позволяют одновременно подключать PP 220 к WS 220 и DM 650, K 6500 Ring или K 6500
От преобразователя к машине ведет лишь один кабель и один шланг, что упрощает транспортировку и установку.
Малый вес, компактный дизайн и интуитивно понятный интерфейс дисплея делает PP 220 очень простым в использовании и транспортировке.
Беспроводной пульт дистанционного управления предоставляет оператору разнообразную информацию (потребляемая мощность, время работы, время до обслуживания, сообщения об ошибках и т.д.), позволяющую полностью контролировать процесс резания при значительной свободе передвижения по рабочей площадке
Автоматическое обнаружение и настройка подсоединенного оборудования и источника питания облегчают работу
Блок питания удален от резчика, что защищает его от повышенной вибрации и попадания излишней пыли
Описание инвертера Husqvarna PP 220 HF
Рукоятка
Место держателя кабеля
Входной/выходнлй канал для воды
Входной/выходнлй канал для воды
Шнур питания
Прерыватель тока при утечке тока на корпус
Держатель кабеля
Разъем
Аварийный выключатель
Порт USB
Индикатор перенапряжения
Дисплей
Клавиша выбора
Соединение CAN
Разъем для бурильной машины и ручного резчика
Разъем для стенорезной машины
Соединительный кабель
Руководство по эксплуатации
Особенности:
PP 220 — универсальный преобразователь тока с водяным охлаждением, разработанный для работы изделий, построенных по технологии PRIME™ с током высокой частоты.
Гибкая настройка мощности. Подключается к сетям как 3-хфазного, так и 1-фазного тока.
Преобразователь тока с водяным охлаждением имеет легкий вес, эргономичный дизайн, удобный для переноски и использования
Сдвоенные разъемы позволяют одновременно подключать PP 220 к WS 220 и DM 650, K 6500 Ring или K 6500
От преобразователя к машине ведет лишь один кабель и один шланг, что упрощает транспортировку и установку.
Малый вес, компактный дизайн и интуитивно понятный интерфейс дисплея делает PP 220 очень простым в использовании и транспортировке.
Беспроводной пульт дистанционного управления предоставля
Характеристики
Характеристики
1-фазное подключение
L+N+PE
3-фазное подключение
L1+L2+L3+N+PE/L1+L2+L3+PE
Автоматическое обнаружение и настройка подсоединенного оборудова
+
Беспроводной пульт дистанционного управления с цифровым дисплеем
+
Вес, кг
12
Водяной шланг
+
Возможность подключения к бурильной машине
HusqvarnaDM650
Возможность подключения к кольцерезу
HusqvarnaK6500Ring
Возможность подключения к резчику
HusqvarnaK6500
Возможность подключения к стенорезной машине
HusqvarnaWS220
Зарядное устройство для пульта дистанционного управления
+
Кабель питания
+
Макс. температура охлаждающей жидкости, ° C
25°C
Максимальная выходная мощность при 1-ф, кВт
4
Максимальная выходная мощность при 3-ф, кВт
6.5
Максимальное давление воды, бар
7
Минимальная потребляемая мощность при 1-ф, кВт
5
Минимальная потребляемая мощность при 3-ф, кВт
10
Напряжение 1-ф, В
220-240В
Напряжение 3-ф, В
200-480В
Номинальный ток 1-ф подключения при 220В, А
16А
Номинальный ток 3-ф подключения при 400В, А
12А
Охлаждение
Водяное
Расход охлаждающей жидкости, л/мин
3. 5
Соединительный кабель для подключения оборудования
+
Цифровой дисплей и простое меню для эффективного управления
+
Габариты и вес
Вес брутто, кг
14
Высота в упаковке, мм
1500
Длина в упаковке, мм
1000
Ширина в упаковке, мм
1000
Документация
Отзывы (0)
Нет отзывов о данном товаре.
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
PP 65, высокочастотный инвертор
Печать
В избранное
Артикул: 9665637-01
302 832 ₽
-+Купить
Под заказ
Доставка по всей России
Доставим Ваш заказ в любую точку России курьером или службой доставки, так же есть возможность самовывоза
Оплата онлайн
Оплата заказ различными способами: наличными, банковской картой курьеру или онлайн через платежные сервисы
Приходите мы всегда Вам рады!
Мы находимся в Смоленске, Рославле и Вязьме
Обзор
Отзывы (0)
PP 65 — универсальный преобразователь тока с водяным охлаждением, разработанный для работы наших изделий, построенных по технологии PRIME™ с током высокой частоты. Малый вес, компактный дизайн и интуитивно понятный интерфейс дисплея делает Husqvarna PP 65220 очень простым в использовании и транспортировке. Подключается к сетям как 3-хфазного, так и 1-фазного тока.
Номинальный ток (1 фаза) 16 A
Номинальные ток (3 фазы) 10 A
Напряжение 200-480 В
Электродвигатель
Номинальный ток (1 фаза) 16 A Номинальные ток (3 фазы) 10 A Напряжение 200-480 В
Размеры
Длина 419 мм Ширина 184 мм Высота 351 мм Вес 9. 5 кг
PP 65, высокочастотный инвертор отзывы
About this product reviews yet. Be the first!
0
Избранные
Товар добавлен в список избранных
0
Корзина
0 ₽
Товар добавлен в корзину!
Объяснение методов инверсии
: высокая частота и низкая частота Объяснение методов инверсии
: высокая частота и низкая частота | Размеры Магнум
Перейти к основному содержанию
Поиск
Последние статьи
Инверторы/зарядные устройства и контроллеры заряда: вам нужны оба?
Как преодолеть проблемы AHJ с системами, связанными по переменному току
Объяснение методов инверсии: высокая частота против низкой частоты
Перейти к теме
Муфта переменного тока
Сигналы переменного тока
Аккумуляторы, генераторы, проводка и предохранители
резервный аккумулятор
контроллеры заряда
Размеры
Высокочастотные и низкочастотные инверторы
Установка
1 из 3
следующий ›
Перейти к основному содержанию Перейти к навигации
Скачать эту статью в формате pdf
ТРАНСФОРМАТОРЫ С ЖЕЛЕЗНЫМ СЕРДЕЧНИКОМ И ПОЛЕВЫЕ ТРАНЗИСТОРЫ
Существует два различных типа инверторов мощности промышленного класса, отличающихся размерами трансформаторов и скоростью переключения транзисторов. Способность инвертора поглощать электрические скачки, присущие определенным нагрузкам, таким как двигатели, насосы и инструменты, связанные с крутящим моментом, прямо пропорциональна физическому количеству железа, присутствующего в трансформаторе. Размеры и допуски транзисторов, используемых в процессе инверсии, и скорость, с которой они работают, определяют классификацию высокочастотных или низкочастотных.
ОБЪЯСНЕНИЕ МЕТОДОВ ИНВЕРСИИ
Высокочастотные инверторы (ВЧ)
Подавляющее большинство инверторов, доступных на розничном рынке, являются высокочастотными. Как правило, они дешевле, имеют меньшую занимаемую площадь и менее устойчивы к промышленным нагрузкам. ВЧ-инверторы имеют в два раза больше компонентов и используют несколько трансформаторов меньшего размера. Их применение подходит для широкого спектра применений, таких как зарядные устройства для аккумуляторов инструментов, небольшие бытовые приборы, аудио/видео и компьютеры, но они имеют пониженную емкость для длительного воздействия высоких импульсных нагрузок, таких как насосы, двигатели и некоторые инструменты с высоким крутящим моментом.
Низкочастотные инверторы (LF)
Наши низкочастотные инверторы и инверторы/зарядные устройства, внесенные в список UL, являются вершиной электрической надежности. Трансформатор с массивным железным сердечником способен эффективно поглощать импульсные нагрузки из-за «эффекта маховика», присущего физическому количеству железа трансформатора. Инверторы LF имеют более крупные и надежные полевые транзисторы (FET), которые могут работать с меньшим нагревом, отчасти из-за более низкой частоты переключения, необходимой для производства переменного тока. Эти инверторы обладают широкими функциональными возможностями, включая дополнительную возможность подключения дополнительных внешних розеток GFCI, ввод нескольких напряжений постоянного тока, обеспечение регулируемых двойных выходных напряжений (120/240 В переменного тока) и интеграцию соответствующих химических зарядных устройств и реле переключения для берегового питания.
ВЫСОКАЯ ЧАСТОТА
Плюсы
Меньшая занимаемая площадь
Дешевле
Минусы
Плохая работа с нагрузками с высокими скачками напряжения, такими как насосы и инструменты с высоким крутящим моментом
НИЗКАЯ ЧАСТОТА
Плюсы
Хорошо работает при больших скачках нагрузки
Рабочий охладитель
Минусы
Тяжелее
Дороже
РАЗМЕРЫ И ИНВЕРТОРНЫЕ ЛИНИИ МАРКИ MAGNUM
Высокочастотный
Инвертор серии CSW
Инвертор серии CMW
Низкочастотный
Инвертор серии LP
Инвертор серии N
Инвертор/зарядное устройство серии ME
Инверторное зарядное устройство серии MM
Инвертор/зарядное устройство серии MMS
Инвертор/зарядное устройство серии MS
Инвертор/зарядное устройство серии MSH-M
Инвертор/зарядка серии NP
Высокочастотные и низкочастотные инверторы
Последние статьи
Инверторы/зарядные устройства и контроллеры заряда: вам нужны оба?
Как преодолеть проблемы AHJ с системами, связанными по переменному току
Объяснение методов инверсии: высокая частота против низкой частоты
Перейти к теме
Муфта переменного тока
Сигналы переменного тока
Аккумуляторы, генераторы, проводка и предохранители
резервный аккумулятор
контроллеры заряда
Размеры
Высокочастотные и низкочастотные инверторы
Установка
1 из 3
следующий ›
Высокочастотный и низкочастотный инвертор с чистой синусоидой
//in News/by Sigineer Power
Высокочастотный и низкочастотный инвертор с чистой синусоидой и объяснение различий
На рынок: инвертор низкой частоты и инвертор высокой частоты.
Независимо от того, высокочастотный или низкочастотный инвертор, у каждой конструкции есть свои плюсы и минусы.
По определению Низкочастотные преобразователи мощности получили название «низкочастотные», поскольку в них используются высокоскоростные силовые транзисторы для преобразования постоянного напряжения в переменное, но низкочастотный инвертор управляет транзисторами с той же частотой сети (60 Гц или 50 Гц). как выходное напряжение синусоидальной волны переменного тока.
Высокочастотные инверторы обычно преобразуют постоянный ток в переменный, управляя транзисторами на гораздо более высокой частоте от 50 килогерц до нескольких миллионов герц.
Конструкция инвертора низкой частоты с мощным трансформатором
Принципиальная схема инвертора низкой частоты
Инвертор высокой частоты без большого встроенного трансформатора
выдает больше мощности в каждом цикле, поэтому требуется больше работать, что приводит к большему и большему весу и упаковке.
Высокочастотный инвертор может обеспечивать ту же мощность на более высокой частоте с гораздо меньшим и более легким трансформатором, поэтому ВЧ-инвертор часто называют бестрансформаторным инвертором или инвертором TL.
Благодаря меньшему трансформатору высокочастотные инверторы обычно перенапряжены с меньшей скоростью и/или в течение более коротких периодов времени, чем их низкочастотные аналоги. Благодаря новым технологиям, реализованным в силовых инверторах, низкочастотный инвертор теперь может соответствовать или даже превосходить высокочастотный по потреблению в режиме ожидания и максимальному коэффициенту нелинейных искажений.
Оба типа инверторов могут быть оснащены зарядным устройством от электросети или солнечным зарядным устройством и называться «зарядное устройство инвертора».
Вот основное их отличие:
Благодаря сверхмощному трансформатору низкочастотные инверторы имеют гораздо более высокую пиковую мощность и надежность.
Трансформатор выдерживает более высокие пики мощности с большей продолжительностью, чем высокочастотные инверторы, когда речь идет об управлении индуктивными нагрузками, такими как электродвигатели, насосы, компрессоры, кондиционеры.
Микро-вальцы для умельцев, работающих с проволокой
handmiker
Микро-вальцы для умельцев, работающих с проволокой
В творчестве, связанном с проволокой, частенько требуется проволока плоская. Отбивать несколько метров молотком на флахейзене — занятие муторное, и в этом случае могут помочь микро-вальцы.
Подробности:
Материалы: — пара одинаковых подшипников с внешним диаметром от 2,5 до 4 см; — крепежная шпилька (стержень с резьбой), не меньше 20 см длиной; — кусок железной или стальной трубы с диаметром, равным посадочному диаметру подшипника или на 0,1-0,2 мм больше; — несколько одинаковых гаек с резьбой, равной резьбе на шпильке; — металлическая пластина размерами от 40х40 мм.
Инструменты: — дрель; — сверло диаметром 3 или 3,5 мм; — сверло с диаметром, равным диаметру шпильки или больше на 0,5. .1 мм; — ножовка по металлу или «болгарка» с отрезным диском по металлу; — тиски; — молоток; — гаечный ключ под имеющиеся гайки.
Общие виды устройства:
Подготовка.
Берем подходящую стальную трубу. Диаметр должен быть на 0,1-0,2 мм больше диаметра отверстия подшипника или «совсем впритык» — тогда может понадобиться чем-то заклинить, например, небольшим кусочком тонкой стальной проволоки. Отпиливаем от нее два отрезка, длиной по 50..60 мм. Можно меньше, устройство будет компактнее, но будет сложнее сверлить.
Я купил кухонный релинг, от которого и отрезал подходящие куски. Поскольку релинг был по диаметру больше отверстия подшипника на 2 мм, пришлось сделать широкий пропил по всей длине и "досвернуть" до нужного диаметра. При наличии "болгарки" операция достаточно легка, а вот с ручной ножовкой придется повозиться.
Надеваем на отрезки подшипники, установив их на центр отрезка. Подшипники должны надеваться очень туго, вплоть до набивания их молотком или киянкой.
Если есть верстак с небольшой дыркой (немного больше диаметра оси), то гораздо удобнее вбивать в подшипник ось, а не наоборот.
Берем шпильку диаметром 6..8 мм и отрезаем от нее два куска длиной 10..11 см.
Закрепляем ось с подшипником в тиски и сверлим два отверстия диаметром на 0,5..1 мм больше, чем диаметр шпильки. Сверла малых диаметров обычно идут с шагом 0,5 — поэтому проблем быть не должно.
Чтобы просверлить точно, рекомендую сначала накернить будущее отверстие керном (подойдет и гвоздь для бетона или обычный шуруп), затем просверлить его тонким сверлом (3 мм). Держа дрель вертикально, можно будет сразу этим же сверлом сделать отверстие в противоположной части оси.
При сверлении необходимо как можно более точно соблюсти а) параллельность отверстий друг другу; б) одинаковое расстояние между отверстиями в обеих осях. Почему? Потому что если нарушено «а» — то шпильки не будут стоять в одной плоскости, что помешает установить вторую ось. А если нарушено «б» — то шпильки не будут параллельны друг другу и установить вторую ось тоже будет затруднительно.
Я на этом попался и пришлось дотачивать отверстие в нужную сторону с помощью надфиля.
Берем металлическую пластину, которая будет служить для зажима, и сверлим отверстия в ней. Расстояние между отверстиями должно как можно более точно равняться расстоянию между отверстиями в оси.
Все, детали станка готовы.
Процедура сборки.
1. На каждую шпильку накручивается гайка до 1/3 расстояния. Это будет стопор нижней оси.
Какая из ваших осей будет нижняя, а какая верхняя - ни разу не важно, если соблюдены правила "а" и "б". Если не соблюдены, опять же неважно, потому что собрать конструкцию просто не получится :)
2. Нижняя ось надевается на шпильку и закрепляется второй гайкой. Гайка доворачивается плотно, но не притягивается «скрипя зубами от натуги» — иначе можно продавить ось. Чтобы она не разбалтывалась, навинчивается контр-гайка. У меня не было гаек с обратной нарезкой, я обошелся обычной.
3. На шпильку надевается верхняя ось, после чего накручиваются прижимные гайки. Самым удобным было бы использовать гайки-барашки с длинным хвостовиком, но таких под рукой не оказалось. Прижимные гайки можно не затягивать до начала работы с проволокой.
4. Со стороны нижней оси на шпильки надевается зажимная площадка и прикручивается гайками. Вот эти гайки стоит затянуть покрепче, но — все же без фанатизма, чтобы не сорвать резьбу. Можно, кстати, поставить под них гровер-шайбы, но это уже из области «суперфинишной доработки».
Все, устройство готово.
Как с ним работать: — отворачиваем прижимные гайки, — приподнимаем верхнюю ось, — просовываем хвост проволоки, примерно сантиметра 2, — опускаем верхнюю ось на проволоку, — притягиваем на 2-3-4 «четвертьоборота» прижимные гайки, — контролируя подачу проволоки левой рукой, тянем ее на себя правой с помощью пассатиж, клещей или плоскогубцев; проволока будет идти тем тяжелее, чем более сильно вы ее сплющиваете. Если не идет совсем — значит, перебор, слишком сильно прижали. — протягиваем всю нужную длину проволоки, по необходимости перехватывая ее пассатижами (при необходимости закрывайте губки инструмента мягким материалом, чтобы не сделать рубцов на проволоке).
За один «потяг» можно вытащить 20-30 см плоской проволоки. При определенной сноровке за 5 минут можно «накатать» около 3 м.
Мне лично протягивать пока не очень удобно, приходится контролировать подачу одновременно с вытягиванием, что ограничивает возможности. Чтобы избавиться от этого, буду устанавливать «щечки» на шпильках (чтобы проволока не могла выскочить в сторону от подшипника), и/или сделаю в задней части что-то типа устья, которое будет направлять проволоку.
Надеюсь, сей рассказ о маленьких хитростях поможет хэнд-мейкерам обогатить мастерскую маленьким, но очень полезным инструментом!
Удачи в творчестве и вдохновения!
Создание серебряной проволоки своими руками
Мастер-класс посвящен производству серебряной проволоки. Процесс достаточно прост при наличии необходимого инструмента. Серебряная проволока — очень необходимый и востребованный материал в процессе создания украшений.
Неоходимые инструменты для изготовления серебряной проволоки:
газовая горелка,
вальцы,
доска фильерная,
тигель,
щипцы,
титановая палочка,
изложница.
Материалы и химические вещества, необходимые для изготовления проволоки: сплав серебря 925 пробы в виде гранул, бура, флюс, отбел.
Для изготовления проволоки я использую готовый сплав серебра 925 пробы в виде гранул.
Сначала я в тигель насыпаю серебро и нагреваю его до красна, затем добавляю щипотку буры для защиты сплава от окисление (создает пленку, защищающую от окружающего воздуха).
Расплавляем серебро, помешивая титановой палочкой до тех пор, пока серебро не будет в состоянии течь.
Заливаем металл в изложницу, которая периодически подогревается, т.е. она не должня быть холодной перед тем, как начнете наливать в нее жидкое серебро. Если изложница будет холодной, то металл будет затвердевать мгновенно при контакте с холодной изложницей, и вы не получите брусок нужной формы. На изложнице имеется несколько размеров форм, нужно выбрать тот размер, при котором полученный брусок не будет превышать размера зазора вальцов.
Следующим шагом прокатываем серебряный брусок через вальцы, постепенно уменьшая зазор. На вальцах имеются ручейки различного размера сечения, через которые происходит прокатка бруска от большего размера сечения ручейков к меньшему, в зависимости от желаемого диаметра проволоки. В данном мастер-классе я изготовил проволоку диаметром 0,8 мм. При переходе к меньшему размеру ручейка желательно отжигать брусок газовой гарелкой (перед отжигом необходимо смачивать брусок флюсом для избежания окисления), т.к. в процессе прокатки под действием давления меняются механические свойства сплава (твердость, пластичность…), как следвие изменения кристалической структуры сплава. В ходе отжига восстанавливается кристалическая структура сплава и меняются механические свойства в сторону увеличения пластичности и уменьшения твердости сплава. После каждого отжига необходимо прокатаный брусок отмачивать в отбеле для устранения остатков флюса, а также удалять всевозможные твердые частицы.
Перед волочением необходимо убедиться, что на прокатаной проволоке отсутствуют загряжнения и остатки флюса, для удаления флюса необходимо опустить проволоку в отбел. Заостряем напильником конец проволоки.
Слегка нагретую проволоку смазываем натуральным пчелиным воском для уменьшения трения. На фильерной доске имеются подписанные отверстия различного диаметра. Закрепляем фильерную доску в тиски, вставляем заостренный конец проволоки в отверствие соответствующего диаметра и вытягиваем с помощью плоскогубцев.
Вытягиваем проволоку до нужного диаметра, переходя от большего к меньшему отверстию, и не забываем периодически отжигать проволоку и смазывать пчелиным воском. Готовую проволоку можно использовать для создания украшений.
Отдельно хочу описать процесс отжига проволоки. Поскольку проволока тонкая отдельные витки проволоки могут оплавиться во время отжига. Перед отжигом тонкую проволоку необходимо смотать так, чтобы витки прилегали друг к другу, как можно плотнее. Это необходимо, чтобы избежать оплавления.
Проволоку целесообразно изготавливать самостоятельно только в тех случаях, когда вы ее используете достаточно много и постоянно либо имеете возможность реализовывать ее, т.к. инструменты для производства проволоки не дешевые.
Спасибо, что уделили внимание и ознакомились с моим мастер-классом, надеюсь, вам он пригодится.
С уважением, Сизар.
Рейтинг
★
★
★
★
★
5.0 (1 голос)
Sizar
Россия, Москва
Магазин
Блог (12)
Следите за творчеством мастера
Мастер-классы по теме
Ключевые слова
Ключевые слова
проволока серебряная
создание проволоки
серебро
проволока
производство проволоки
вытягивание проволоки
Рубрики мастер-классов
Do It Yourself / Сделай сам Recycle / Вторая жизнь вещей Tворим с детьми Бижутерия своими руками Валяние Вышивка Вязание Декорирование Декупаж Дизайн и декор интерьера Живопись и рисование Керамика Ковроделие Косметика ручной работы Кружевоплетение Кулинария Куклы и игрушки Лепка Материалы для творчества Мебель своими руками Миниатюра Обувь своими руками Одежда своими руками Организация пространства Пирография Плетение Прядение Работа с бисером Работа с бумагой Работа с кожей Работа с металлом Работа с мехом Работа со стеклом Реставрация Роспись Свечи своими руками Скрапбукинг Столярное дело Сумки своими руками Ткачество Упаковка своими руками Флористика Фотография и видео Художественная резьба Шитье
Сделай свой собственный провод
Будьте в курсе последних новостей о кузнечном деле и выпуске новых руководств по изготовлению ювелирных изделий
Да, подпишитесь на меня
В наше время многие мастерские покупают готовую проволоку в рулонах для использования в мастерской. Тем не менее, если возникнет необходимость в куске проволоки необычного диаметра или формы, или если в мастерской просто закончится существующий размер, что обычно происходит в субботу днем, важно иметь возможность сделать некоторые замена провода быстро.
Первым делом переплавить литой отрезок и металлолом в пруток. Производится в изложнице.
У меня есть еще одно бесплатное руководство в разделе «Инструменты и советы» по теме «Как сделать литейную форму»
Затем металл прокатывается до соответствующей толщины в квадратном сечении ролика.
Я осторожно скрутил эту проволоку до квадрата 2,5 мм из ролика.
Хочу сделать себе на склад несколько отрезков проволоки разного диаметра.
Здесь я отжигаю золотую проволоку после прокатки , также показанную в этом видео ролике. Я использую горелку круговыми движениями, чтобы равномерно нагреть катушку с проволокой.
Что я делаю, так это скручиваю первые 30 мм провода до точки, особенно когда он еще немного толще.
Конечно, также можно напилить , если ролика нет, а запас был приобретен у поставщика.
Здесь я использую щипцы для рисования после смазывание проволоки светлым машинным маслом или пчелиным воском. Я начинаю с того, что проталкиваю конусообразную насадку через отверстие в тянущей плите. Затем провод протягивается через последовательно меньших отверстия. Диаметр этих отверстий будет изменяться с шагом примерно по 1/10 мм. По мере протягивания проволоки и из-за того, что металл деформируется в в холодном состоянии, он будет становиться все тверже и тверже и его придется время от времени отжигать. В среднем от четырех до шести отверстий и затем отжигать. Если проволока не отожжена, она сломается или треснет.
Например, 18-каратное золото, как показано здесь , не нуждается в таком сильном отжиге, как, скажем, , 14-каратное или 10-каратное золото. Эмпирическое правило заключается в том, что чем менее чистый металл (то есть более легированный), тем больше потребуется отжига. Таким образом, стерлинговое серебро, например, , пройдет довольно много времени, прежде чем потребуется отжиг . 10-каратное золото, однако закаляется гораздо быстрее.
Вот готовый результат набора 18-каратного золота для мастерской. Снизу проволока 2мм, далее проволока 1,5мм . Левая катушка — провод 1 мм, а правая катушка — провод 0,7 мм. Это самые распространенные толщины , которые нужны в средней мастерской .
Пластины для вытягивания —
Существует множество различных типов пластин для вытягивания .
Две показанные здесь детали изготовлены из быстрорежущей стали (быстрорежущая сталь) или инструментальной стали.
Другой круглый тип фильеры имеет вставки из карбида вольфрама в нем.
Карбид вольфрама представляет собой соединение, состоящее из углерода и вольфрама. Он формуется в штампах правильного диаметра, а затем вставляется в стальную волоку . Эта пластина для волочения дороже, чем стальная пластина , но может вытягивать материалы, намного более твердые, чем золото, такие как титан или сталь. Дает превосходную отделку и служит очень долго.
Проволока по определению не обязательно должна быть круглой. Как показывают пластины для рисования, металлу можно придать практически любую форму , в том числе полую, описанную в моем руководстве по изготовлению трубок. Обычные формы, кроме двух показанных , включают овальную, шестиугольную, квадратную, треугольную и звездообразную. Наиболее часто используемые формы — круглые и квадратные.
Волочение проволоки Поиск и устранение неисправностей —
Изготовление проволоки не обойтись без проблемы. Однако большинство из них легко решается. Самый распространенный, без сомнения, перекат. На этом рисунке я преувеличил процесс , но произошло то, что прокатный стан был затянут слишком сильно. Это приводит к тому, что металл «растекается» за пределы квадратной канавки .
На этом рисунке я сильно преувеличил процесс накатывания.
Если продолжать сматывать проволоку, то «прошивка» будет складываться и обратно в основной корпус провода.
Если затем протянуть провод через фильеру, результат (несколько преувеличенно ) будет выглядеть, как на этом рисунке. В этом случае провод становится непригодным для использования, и его нужно будет выбросить . Правильный путь — набраться терпения и прокатать проволоку через прокатный стан с лишь небольшими обжатиями. Это быстрее, чем переплавлять все и начинать заново.
Этот провод был подвергнут отжигу.
Еще одна проблема при волочении проволоки, хотя и не такая распространенная, как при прокатке, связана с отжигом. Это приведет к обрыву или разрыву провода.
Если это действие происходит при отжиге проволоки, то проблема может заключаться в загрязнении металла. Однако к тому времени, когда будет выполнена вся прокатка, загрязнение металла станет очевидным.
Еще одна трудность, хотя и не проблема, это волочение очень тонкой проволоки. Когда проволока выходит за пределы 0,5 мм, отжиг становится наиболее важным. Именно тогда на первый план выходит качество фильеры. Подача конуса также должна быть сделана осторожно. Стандартные клещи для рисования использовать нельзя. Следует использовать плоскогубцы с параллельными губками.
Вы также можете скачать PDF-версию этого бесплатного руководства по изготовлению проволоки своими руками.
Другие интересные и сложные проекты
Серьги с бриллиантами на цанговом соединении
Кольцо из проволоки с куполообразным кручением
Серьги с жемчугом в форме корзины
или выберите другие проекты из Списка учебных пособий по изготовлению ювелирных изделий
Если у вас есть какие-либо вопросы или вы хотите получать уведомления о любых новых опубликованных учебниках, напишите мне по электронной почте.
Этот контент является интеллектуальной собственностью Ханса Мевиса. Дополнительная информация о нашей Политике авторского права и конфиденциальности
5 способов использования прокатного стана в вашей ювелирной мастерской и руководство по обслуживанию
Прокатные станы и ювелирные студии идут рука об руку. Некоторые ювелиры используют свои прокатные станы для печати узоров на отожженном металлическом листе. Другие используют прокатный стан в качестве рабочей лошадки в своих студиях. Посмотрите эти и другие варианты использования в действии.
Цена прокатного стана может быть ошеломляющей, она колеблется от 150 до 3500 долларов для больших электрических прокатных станов. Это немалая инвестиция, особенно если вы художник, только начинающий свою работу. Для более крупных машин ролики приобретаются отдельно, что может быть дорогостоящим. Для начала попробуйте менее дорогой прокатный стан, который даст вам представление о том, как вы будете его использовать. Прокатный стан, который мы носим в Halstead, поставляется с 5 валками, которые охватывают все, что вам нужно для начала работы. Позже, если вы решите обновить, вы будете знать, какие ролики вы используете, и они могут лучше соответствовать вашим потребностям. Вот 5 способов использования прокатного стана, советы по уходу и видео по техническому обслуживанию/разборке, которые помогут вам начать работу.
5 способов использования вашего прокатного стана
1. Тиснение узоров на листовом металле
Причина номер один, по которой я использовал наш студийный прокатный стан, заключалась в том, чтобы пропускать через него латунные листы с узорами. Было забавно отпечатывать узоры на отожженном медном листе. У меня быстро получались узоры на медном металлическом листе, который был готов к работе. Мы также отжигали медь и прогоняли найденные предметы. Можно использовать листья, цветы, веточки и мягкие экранирующие материалы. Всегда отжигайте металл, на котором вы хотите сделать тиснение. Использование прокатного стана в этом качестве доставляет массу удовольствия и приносит удовлетворение; однако он может сделать гораздо больше.
Совет. Стальные предметы, такие как сетка, пильные диски и другие твердые предметы, могут необратимо повредить ролик. Сталь чрезвычайно тверда на роликах, она может оставить царапины и выдолбить их. Когда ролики повреждены, их необходимо отправить для восстановления поверхности, что является дорогостоящим и трудоемким. Если сталь проходит через прокатный стан, поместите сталь между двумя листами из мягкого металла. Таким образом, сталь никогда не соприкасается с роликами.
2. Расплавить и раскатать лом в пригодный для использования лист
Только когда я посетил ретрит Майкла Дэвида Стурлина, я понял, насколько важен прокатный стан, и я действительно научился ценить его. Я впервые увидел, как металлолом переплавляется в слиток. Затем я наблюдал, как Майкл пропускал этот слиток через прокатный стан, пока не расплющил его до нужной толщины. Вот что он делает со своим металлоломом. Вместо того, чтобы отправлять его за деньги, если ему нужен калибр, а у него его нет под рукой, он просто плавит и прокатывает его.
Совет: разделите все свои записки. Выделите специальные банки для лома меди, латуни и стерлингового серебра.
3. Калибры для вытяжной проволоки
Этот новый взгляд на прокатные станы действительно изменил мое отношение к ним как к инструментам. Однажды я испытал его на проекте, над которым недавно работал. Я учился наматывать проволоку, и нам не хватило калибра, который мне был нужен. Мне пришло в голову, что наш прокатный стан поставлялся с проволочными роликами, поэтому я развернул их из коробок и вот что обнаружил. В общей сложности с этим прокатным станом поставлялось 5 роликов. Два плоских валика, которые всегда были на машине, длинный и короткий проволочные валики и короткий текстурированный валик (на этом текстурированном валике есть два сетчатых узора. Как весело было это обнаружить!).
После замены роликов я начал с проволоки большего калибра и пропустил ее через мельницу. Я поймал себя на том, что сворачиваю его до тех пор, пока он не станет нужным мне калибром, и проблема не будет решена. Это сработало отлично.
Совет: если вам нужна полукруглая проволока, просто оставьте плоский ролик внизу и поместите проволочный ролик сверху.
4. Закалка листового металла
Иногда вам нужно закалить металл, и прокатный стан прекрасно подходит для закалки листа и проволоки. Вы уже знаете, что если вы хотите отпечатать свой металл, его необходимо отжечь, однако каждый проход, который вы делаете через прокатный стан, упрочняет ваш металл. Он может затвердеть до трещин всего за несколько проходов, поэтому при закалке металла просто пропускайте его через ролики, чтобы получить необходимый отпуск, но не превышайте количество проходов и не повреждайте металл.
Совет: Ролики гнут металл. Не расстраивайтесь, когда это происходит, потому что это легко исправить. Используйте верстак и молоток из сыромятной кожи или нейлона, чтобы выпрямить его обратно, не повреждая и не сдвигая металл.
5. Фальцовка
Да, вы можете сгибать форму без прокатного стана, но складки на вашем металле будут намного более выраженными, если вы пропустите его через прокатный стан. Ваши металлические складки будут плотнее и будут выглядеть намного острее, так что вы можете использовать прокатный стан для всех ваших ювелирных изделий, сформированных складками. Попробуйте и посмотрите, что вы думаете!
Уход за прокатным станом
Шестерни и рукоятка
Я проводил время с Майклом Дэвидом Стурлином в его студии и в нашей. Он один из моих наставников, и он дал мне несколько важных советов по прокатным станам. Но сначала немного о Михаиле. Майкл ездит по школам и студиям, проводит курсы и занятия. Он также проводит недельные ретриты в своей студии Майкла Стерлина в Скоттсдейле, штат Аризона. Его понимание чрезвычайно ценно для меня. Во-вторых, прокатный стан не является одноразовым изделием. Для большинства это дорогая машина, поэтому уход за ней может быть разницей между машиной, которая прослужит долгие годы, и машиной, которая рано сломается.
Майкл сказал, когда я спросил его о советах и предложениях относительно прокатных станов: «Проблема с поломкой обычно связана с шестернями. На меньших или менее качественных станах, если применяется чрезмерное усилие, зубья шестерни могут сломаться. обычно с шестерней, прикрепленной к ручке».
«Один совет, который я предлагаю, — не пытаться слишком сильно обжать за один проход, если сопротивление слишком велико, когда вы начинаете катить, слегка приоткройте ролики». — Майкл Дэвид Стурлин
Надлежащая высота прокатного стана
Еще один совет от Майкла сочетает в себе эргономику и осанку, эффективность и долговременный вред вашему телу (и мы знаем, что никогда не рано сделать все правильно с первого раза). «Правильная высота — это разместить мельницу так, чтобы ручка в верхней части вращения была выровнена с вытянутой рукой, параллельной полу. Как правило, это поместит ручку в нижнюю часть вращения в положении руки на вашей стороне, направленной вниз к полу. Это немного зависит от размера мельницы и длины ручки. Если мельница находится на низком столе, это заставляет пользователя наклоняться, когда он использует ее, и если мельница слишком высока, это заставляет плечо вытягиваться, когда ручка поднимается вверх в верхней части качания. Любое из этих положений будет способствовать возникновению проблем со спиной и плечом».
Он также добавил предложения по подъему вашего прокатного стана на нужную высоту: «В большинстве случаев может быть достаточно 4 x 4 дюйма или 4 x 6 дюймов. У меня не было под рукой дерева такого размера, поэтому я сложил две секции. из 2-дюймовых досок. Люди могут проверить в отделе пиломатериалов своего магазина товаров для дома, довольно часто там есть корзина для обрезков или отходов, где они могут найти нечетный или крайний кусок за очень небольшую плату ». Это обсуждение заставило меня осознать, что наш студийный прокатный стан слишком короток, и в школе и в студиях они были прикручены к столам среднего размера. Когда я высказал ему это наблюдение, он ответил: «Довольно часто в учебных заведениях прокатные станы крепятся болтами к слишком низкому столу. Коммерческие клети прокатных станов изготавливаются с довольно высокой платформой для крепления стана болтами. также убедитесь, что мельница находится на нужной высоте».
Повреждение водой
После отжига металла тщательно высушите его перед прогонкой через прокатный стан. Вода может повредить его, вызывая со временем ржавчину и коррозию, поэтому никогда не пропускайте через него ничего мокрого.
«Чистый и сухой металл — это главное». — Крис Контос
Мой преподаватель ювелирного дела в колледже Явапай, Крис Контос из contosmetalarts, объяснил мне, почему школьный прокатный стан был закрыт наглухо. «Прокатный стан был заперт, чтобы его не разрушили неподготовленные руки. На старых валках были царапины от незащищенной стали и травление поверхности от травления. В идеале валки должны содержаться в как можно более первозданном виде. Ролик появляется после каждого рабочего сеанса, прежде чем он простаивает. В студии колледжа идеал не всегда практичен или возможен».
Хранение вашего прокатного стана
При покупке нового прокатного стана он будет сильно смазан маслом. Это хорошая вещь! Всегда смазывайте свой прокатный стан и валки трансмиссионным маслом в соотношении 3 к 1, которое защитит ваш прокатный стан от коррозии. Это особенно важно при перевозке морским транспортом, поэтому новые мельницы имеют много защитной смазки во время перевозки. Чтобы удалить его, используйте тряпки, чтобы вытереть излишки, но не используйте воду или жидкие чистящие средства. Вам нужно, чтобы на мельнице оставалось немного смазки, чтобы поддерживать ее в хорошем рабочем состоянии. При прокатке металла на стане вы можете стереть излишки масла с роликов мягкой тканью или бумажным полотенцем. Когда закончите, просто смажьте его маслом 3-в-1 перед хранением.
Наконец, накройте прокатный стан сумкой или коробкой, чтобы защитить его от пыли, мусора и других вредных веществ. Помните, что прокатный стан прослужит долгие годы, если вы будете о нем заботиться.
Рекомендуемое чтение:
Обслуживание гибкого вала
Как купить материал для изготовления колец
Типы серебряного припоя, используемого в ювелирных изделиях
Как купить металлический лист для изготовления ювелирных изделий
Добавление бриллиантов в вашу коллекцию серебра
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу [email protected]. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна.
Безопасность эксплуатации любой компрессорной станции сопряжена с регулировкой давления воздуха, а также масла, если речь идет о маслонаполненных моделях, с целью недопущения превышения давления над показателем допустимой верхней границы. Это обусловлено опасностью взрыва оборудования, ресивера, а также пневмомагистрали в местах, где на высокое давление пневмопотока не рассчитана конструкция соответствующего узла.
Для недопущения такой ситуации в конструкции компрессора, а также в разных местах пневмосистемы предусмотрены точки разгрузки – предохранительные клапаны, которые срабатывают в случае недопустимого превышения давления сжатого воздуха или масла над нормативным показателем. Неисправность предохранительного клапана может привести к серьезным аварийным ситуациям, поэтому такая деталь должна быть в резерве для замены износившегося аналога.
Особенности функционирования
В конструкции компрессоров винтового типа предохранительный клапан играет важную роль, так как предотвращает разрыв винтового блока, а также трубок, по которым проходит сжатый воздух. Также устанавливается предохранительный клапан и в систему циркуляции масла.
Устройство предусматривает возможность сброса воздуха или масла, если их давление превышает допустимый показатель. Что происходит при этом? Открывается отверстие для выхода масла или воздуха, что обусловливает резкое снижение давления в системе циркуляции масла или сжатого воздуха.
Резкое повышение давления сжатого воздуха сопряжено с внеплановым снижением разбора энергоносителя. То есть, при выходе из строя или внезапном отключении пневмоприводных устройств, автоматики или другого пневмооборудования в системе остается неиспользованный сжатый воздух, а компрессор с нерегулируемой производительностью продолжает нагнетать энергоресурс.
Это приводит к превышению допустимого давления, например, в воздухосборнике или пневмомагистрали, что влечет за собой опасность разрыва трубопроводов или ресиверов. Такой исход может стать причиной травматизма на производстве. Поэтому лучше своевременно уделять предохранительным клапанам внимание, не дожидаясь их износа и потери функциональности.
Ассортимент
В нашем каталоге представлены предохранительные клапаны как для системы сжатого воздуха, так и для маслосистем. Эти устройства предназначены для конкретных моделей компрессоров, так как настроены на определенное давление жидкости или воздуха.Мы предлагаем воспользоваться выгодным предложением и купить за доступную цену предохранительные клапаны для компрессоров IRONMAC, GARAGE, ЗИФ и других брендов.
Самой значимой характеристикой при выборе предохранительного клапана является назначение (маслосистема или воздушная система), а также допустимое давление. Каждый компрессор характеризуется таким показателем как избыточное давление.
Он позволяет судить о том, насколько возможно превышение рабочего норматива, чтобы не произошло разрыва пневмоагрегата или других сосудов, функционирующих под давлением. В характеристиках предохранительного клапана давление указывает на значение избыточного давления сжатого воздуха или масла, при котором клапан открывается, чтобы не допустить опасного превышения.
Рекомендации
Для каждого предохранительного клапана предусмотрено место установки и определенное избыточное давление, которым необходимо управлять. Если устройство соответствует параметрам компрессора и установлено в предусмотренной для него системе, проблем не возникнет.
Если компрессор часто перегружается и перегревается, то это сигнал к необходимости инспектирования работоспособности предохранительного клапана. Его наличие в резерве обеспечит быстрое устранение отклонений в работе компрессора. Необходимо просто заменить износившийся клапан.
С вопросами по подбору всасывающих клапанов для компрессоров, а также ремонту и обслуживанию компрессорной техники обращайтесь к специалистам магазина Дробесфера.РУ на электронную почту [email protected] или по телефонам:
+7 800 350 75 67 – звонок бесплатный по РФ
+7 499 769 38 58 – для звонков из Москвы
Предохранительный клапан компрессора: функции, устройство, виды
Предохранительным клапаном называется такой клапан, который автоматически срабатывает, когда давление со стороны протекающего газа столь велико, чтобы воздействовать на пружину клапана и, тем самым, снизить избыточное давление во избежании повреждения оборудования. Когда давление выровняется до установленного предварительно значения, клапан опять закроется. Предохранительный клапан является так называемым конечным предохранительным устройством, которое управляет избыточным давлением и не позволяет ему достигать опасных значений для установки.
Предохранительные клапаны в основном устанавливаются на оборудовании химических заводов, газовых котлах, предотвращает взрыв или повреждение сосудов высокого давления. Предохранительный клапан является неотъемлемым элементом промышленных систем сжатого воздуха.
Когда предохранительный клапан закрыт, на тарелку клапана воздействует сила от рабочего давления в пневмосистеме, стремящаяся открыть клапан и сила от пружины, препятствующая открытию. С возникновением в системе возмущений, вызывающих повышение давления выше установленного, уменьшается величина силы прижатия клапана к соплу. В тот момент, когда эта сила станет равной нулю, наступает равновесие активных сил от воздействия давления в системе и задатчика на чувствительный элемент клапана. Запорный орган начинает открываться, если давление в системе не перестанет возрастать, происходит сброс рабочей среды через клапан.
Классификация предохранительных клапанов
Далее рассмотрим 3 вида предохранительных клапанов:
Пружинный предохранительный клапан
Обычно пружинные предохранительные клапаны являются наиболее распространенным типом предохранительных клапанов. Нагрузка пружины предназначена для нажатия на тарелку клапана в противодействие давлению в пневмосистеме. В зависимости от типа среды, находящейся под давлением, существуют различные модификации пружинных предохранительных клапанов.
Пилотный предохранительный клапан
Пилотные предохранительные клапаны состоят из пилотного и основного клапанов. Несмотря на то, что подпружиненные клапаны сброса давления используют силу пружины против входного давления, текущее давление управляется пилотным клапаном, который играет роль пружины в пружинном клапане. У главного клапана нет регулировочной функции. Пилотные клапаны имеют большие размеры по сравнению с пружинным типом клапанов и применяются в пневмомагистралях с высоким давлением.
Клапан сброса давления
В случае, если расчетное давление в сосуде высокого давления устанавливается на низком уровне, клапан сброса давления регулирует сброс давления только массой тарелки клапана. По такому принципу работает вакуумный предохранительный клапан. Такой клапан предохраняет как от избыточного, так и от вакуумного давлений, применяется при вентиляции резервуаров, уменьшает потери продукта. Отвод паров продукта вакуумным предохранительным клапаном осуществляется соединенным со стороной давления трубопроводным фланцем коллектором. При работе с взрывоопасными парами используется противодетонационный предохранитель.
Наша компания предлагает приобрести качественные и надежные предохранительные клапаны для Вашего компрессорного оборудования!
Обратные и предохранительные клапаны для воздушных компрессоров
Перейти к содержимому
Главная > Промышленные товары > Обратные и предохранительные клапаны для воздушных компрессоров
Мы являемся ведущим производителем высококачественных клапанов для сжатого воздуха, моек высокого давления, автомобильной, гидравлической, противопожарной, специальной газовой и пневматической промышленности.
Типы клапанов
Типы клапанов, которые мы предлагаем, включают, но не ограничиваются:
Предохранительные клапаны ASME
Обратные клапаны в резервуаре
Запорные клапаны из литой латуни, встроенные в линию
Модель ST
Модель SA
Модель SV
Модель SN
Модель SB
Модель SW
в танках
Внедороженный лит предохранительный клапан для небольших систем воздушных компрессоров и связанных с ними приложений. Несмотря на компактный размер, пропускная способность высокая.
Эластичная резиновая прокладка, предлагаемая из силикона или фтороуглерода, обеспечивает герметичность клапана в пределах 10 % от установленного давления. Доступны три размера впускных отверстий: 1/8″ NPT, 1/4″ NPT и 3/8″ NPT.
Полностью латунная конструкция с оцинкованной пружиной из музыкальной проволоки. Штампован символами «UV» и «NB». Доступный диапазон заданного давления от 25 PSI до 250 PSI. Допуск установленного давления +3% от установленного давления. 250°F макс. температура.
Модель «SA» Предохранительные клапаны ASME предназначены для высокотемпературных применений, таких как промежуточные и доохладители, где требуется компактный размер.
Полностью латунная конструкция с пружиной из нержавеющей стали и седлом из нержавеющей стали на латунном седле. Доступны три размера впуска: 1/8″ NPT, 1/4″ NPT, 3/8″ NPT.
Штамп с символами «UV» и «NB». Доступный диапазон заданного давления от 50 до 350 фунтов на квадратный дюйм. Допуск установленного давления +3% от установленного давления. 350°F макс. температура.
Model Number
Inlet Size
Set Pressure Range
Weight
SA25
1/4″ NPT
50-350 PSIG
2,5 унции.
Предохранительные клапаны ASME модели «SV» предназначены для систем, где требуется большая пропускная способность. Упругая прокладка обеспечивает герметичность клапана в пределах 10% от установленного давления. Входной размер: 1/2″ NPT.
Полностью латунная конструкция с пружиной из оцинкованной музыкальной проволоки и резиновым уплотнением, предлагается из силикона или фтороуглерода. Штампован символами «UV» и «NB». Допуск установленного давления +3% от установленного давления. 250°F макс. температура.
Model Number
Inlet Size
Set Pressure Range
Weight
SV50
1/2″ NPT
50-250 PSIG
6,0 унций.
Предохранительные клапаны ASME модели «SN» предназначены для применения при высоких температурах, где требуется большая пропускная способность.
Полностью латунная конструкция с пружиной из нержавеющей стали и седлом из нержавеющей стали на латунном седле. Входной размер: 1/2″ NPT. Штампован символами «UV» и «NB». Доступный диапазон заданного давления от 50 до 350 фунтов на квадратный дюйм. Допуск установленного давления +3% от установленного давления. 350°F макс. температура.
Model Number
Inlet Size
Set Pressure Range
Weight
SN50
1/2″ NPT
50-250 PSIG
6,0 унций.
Предохранительные клапаны модели «SB» представляют ценность устройств управления для пользователей предохранительных клапанов ASME большой пропускной способности. Уникальное уплотнительное кольцо обеспечивает герметичность клапана с точностью до 10 % от установленного давления. Доступны входы с резьбой 1/2″ NPT и 3/4″ NPT.
Полностью латунная конструкция с пружинами из нержавеющей стали. Уплотнительное кольцо из силикона или фторуглеродного каучука. Доступный диапазон заданного давления от 25 PSI до 300 PSI. Допуск установленного давления + 3% от установленного давления. 250°F макс. температура.
Модель номер
Размер входа
Диапазон под давлением
. 0075
1/2″ NPT
25-200 PSIG
10,0 унций.
SB75
3/4 ″ NPT
30-250 PSIG
10,0 ун.
Клапан модели «SW» является нашим предохранительным клапаном ASME с максимальной пропускной способностью. Уникальное уплотнительное кольцо обеспечивает герметичность клапана с точностью до 10 % от установленного давления. Доступны входы с резьбой 1″ NPT и 1¼” NPT.
Полностью латунная конструкция с пружинами из нержавеющей стали. Уплотнительное кольцо из силикона или фторуглеродного каучука. Штампован символами «UV» и «NB». Доступный диапазон заданного давления от 25 PSI до 300 PSI. Допуск установленного давления +3% от установленного давления. 250°F макс. температура.
Model Number
Inlet Size
Set Pressure Range
Weight
SW10
1″ NPT
25- 300 PSIG
1,75 фунта.
SW12
1¼” NPT
125-200 фунтов на кв.0083
2 фунта.
За последние 15 лет было доказано, что конструкция Super-Chek® является стандартом для обратных клапанов для воздушных компрессоров. Цельный латунный корпус, пружины из нержавеющей стали и наполненные стекловолокном тарелки из фторполимера обеспечивают надежность в течение длительного времени, а восемь выпускных отверстий обеспечивают бесшумную работу.
Клапаны можно разбирать для очистки или ремонта. Клапаны проходят 100% испытания на утечку обратного потока. Максимальное давление 450 PSI, 400 град. F макс. температура.
Компрессионный фитинг, впускные клапаны
Номер модели
Комп. Вход
М.П.Т. Outlet
Max Flow Rate
Weight
C3850T
3/8″
P.T. Outlet»>
1/2″
20 SCFM
4,2 унции.
C5050T
1/2″
1/2″
20 SCFM
4 3007 9008
C7575T
3/4 ″
3/4 ″
30 SCFM
30 SCFM
30 SCFM
9339393
30 SCFM
.
C7510T
3/4″
1″
4
60 стандартных кубических футов в минуту
11,5 унций.
Впускные клапаны с внутренней трубной резьбой
Номер модели
F.P.T. Вход
М.П.Т. Outlet
Max Flow Rate
Weight
P3838T
3/8″
3/8″
12 SCFM
3 унции.
P3850T
3/8 ″
1/2 ″
20 SCFM
.
P5050T
1/2 ″
1/2 ″
20 SCFM
.
P5075T
1/2″
3/4″
30 стандартных кубических футов в минуту
6,5 унций.
P7575T
3/4 ″
3/4 ″
30 SCFM
30 SCFM
9004.77.100443
30 SCFM
.
P7510T
3/4 ″
1 ″
60 SCFM
.
P7515T
P.T. Inlet»>
3/4 ″
1 1/2 ″
150 SCFM
.
P1010T
1 ″
1 ″
60 SCFM
12.5.5.5.5.5.5.5.5.5.5.5.5.5.5.5.5.5.60004.
P1212T
1 1/4″
1 1/4″
130 стандартных кубических футов в минуту
17,5 унций.
P1515T
P.T. Inlet»>
1 1/2 ″
1 1/2 ″
150 SCFM
9333333333333333333333333933 3
3933393393393393393339333933933 3
.
Эти обратные клапаны из литой латуни были специально разработаны для установки в линии нагнетания воздушных компрессоров. Литой латунный корпус со сверхтолстыми стенками, наполненные стекловолокном тарелки из фторполимера и пружины из нержавеющей стали устойчивы к коррозии и обеспечивают долгий срок службы.
Заглушенный разгрузочный порт 1/8″ NTP входит в стандартную комплектацию. Максимальное давление 250 фунтов на квадратный дюйм, максимальная температура 450 ° F.
Model Number
Connection Size
Max Flow Rate
Weight
CB13
1/8″ NPT
12 стандартных кубических футов в минуту
6,0 унций.
CB25
1/4″ NPT
12 стандартных кубических футов в минуту
6,0 унций.
CB33
3/8″ NPT
22 SCFM
9,00003
3
CB50
1/2″ NPT
38 SCFM
3
3
CB75
3/4″ NPT
60 SCFM
1,25 фунта.
CB10
1″ NPT
115 стандартных кубических футов в минуту
3
4
CB12
1 1/4 ″ NPT
160 SCFM
2,5 LBS.
CB15
1 1/2″ NPT
160 SCFM
2,75 фунта.
CB20
2″ NPT
220 станд.
Предохранительные клапаны для воздушных резервуаров
Предохранительные клапаны для воздушных резервуаров | Официальный сайт Compressor World™
Магазин будет работать некорректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Патрон для лампы электрический – как подключить, закрепить и отремонтировать
Электрический патрон – это установочное электротехническое изделие, служащее для разъемного подключения электрических лампочек и других искусственных источников света к электропроводке.
Электрический патрон является неотъемлемой частью любого светильника или люстры и зачастую выполняет задачу не только передачи электрического тока, а и держателя абажура, плафона, других предметов эстетики и устройств управления освещением.
Виды, маркировка и технические характеристики
электрических патронов
Все электрические патроны по принципу работы устроены одинаково и отличаются только габаритными размерами, материалом из которого они изготовлены и конструктивным исполнением.
На корпусе электрического патрона обычно нанесена маркировка, где указаны его технические характеристики. Если они не указаны, то можно узнать их из таблицы по присоединительным размерам цоколя лампы.
Таблица видов популярных электрических патронов
для подключения искусственных источников света к сети
Электрические патроны по способу подключения цоколей ламп выпускаются двух разновидностей: винтовые серии Е и штыревого типа серии G.
На электрические резьбовые патроны для ламп распространяется ГОСТ Р МЭК 60238-99, согласно которого патроны для сети 220 В выпускаются трех типов. Е14 – в быту именуемый миньон, Е27 и Е40 – для уличных светильников.
На штыревые патроны для ламп распространяется ГОСТ Р МЭК 60400-99, нормирующий технические требования на патроны типа: G4, G5.3, G6.35, G8, GR8, G10, GU10, G10q, GR10q, GX10q, GY10q, G13, G20, GX23, G24, GX24, GY24, G32, GX32, GY32, GX53, 2G7, 2G11, 2G13, Fa6, Fa8 и R17d, предназначенные для работы в сети 220 В. Стоит отметить, что в маркировке штыревых патронов число обозначает расстояние в патроне между контактными отверстиями для установки штырей ламп.
Как видите, согласно ГОСТ модельный ряд электрических патронов довольно широкий, поэтому в таблице перечислены только популярные виды, которые наиболее часто устанавливаются в люстры и светильники для освещения помещений и улицы.
В таблице максимальный ток нагрузки и мощность подключаемых ламп являются справочными и зависят от материала, из которого изготовлен патрон. Например, керамические патроны в отличие от пластмассовых, выдерживают больший ток и допускают подключение более мощных ламп.
Электрический патрон на три лампочки
В китайских люстрах встречаются нестандартные электрические патроны E27, предназначенного для вкручивания сразу двух, трех и более лампочек.
Патрон на три лампочки устроен, и подключается следующим образом. В контактирующих пластинах есть отверстия, и к ним можно подсоединить провода винтами с гайками М3, если есть под рукой паяльник, то можно провода к пластинам присоединить пайкой. Красной стрелкой указана пластина, к которой нужно подключать фазный провод. Нулевой провод подключается к месту направления синей стрелки. Пунктирной синей линией показано соединение между контактами. Эту перемычку можно и не делать, так как пластины будут соединены между собой через цоколь вкрученной лампочки, на фото зеленая линия. Но тогда, если правая лампочка не будет вкручена, то на левую лампочку тоже не будет поступать питающее напряжение.
Устройство и принцип работы электрического патрона
Рассмотрим устройство электрического патрона на примере широко распространенных патронов с резьбой Эдисона серии Е.
Патрон состоит из трех основных деталей. Наружного цилиндрического корпуса, в котором закреплена резьбовая гильза с резьбой Эдисона, донышка и керамического вкладыша. Для передачи тока от подходящих проводников на цоколь лампочки имеются 2 латунных контакта и крепежные планки с резьбой.
Перед Вами на фотографии патрон Е27, полностью разобранный на составные части.
На фото хорошо видно как прикасаются латунные контакты с цоколем лампочки. Справа фото демонстрирует, как передается ток при закреплении латунных контактов на керамическом вкладыше.
Фаза, для повышения эксплуатационной безопасности, должна приходить на центральный контакт цоколя лампочки. При таком подключении к минимуму сводится вероятность соприкосновения человека с фазой.
Электрические патроны серии G по принципу работы не отличаются от серии Е, но более простые по конструкции и отличаются по способу передачи электрического тока на выводы цоколя ламп.
Как подключить электрический патрон
Для подключения электрических патронов в светильнике или люстре к электропроводке, в зависимости от их конструктивного исполнения используются разъемные и не разъемные способы.
При разъемном способе провода электропроводки к патрону присоединяются с помощью винта с резьбой, клеммами или фиксаторами (безвинтовой способ).
К неразъемному способу относится присоединение с помощью пайки или способом запрессовки к контактам патрона проводов изготовителем, например как в патронах серии G4-G10. Из них просто выходит два изолированных проводника длиной около 10 см. Такие патроны к электропроводке обычно подключаются с помощью клеммных колодок, например Ваго.
Подключение электрического патрона с помощью винтов
Для того, чтобы в деталях освоить технологию подключения электрического патрона к проводам рассмотрим процесс сборки патрона с нуля. Этот навык пригодится и при ремонте электрических патронов.
К керамическому вкладышу прижимается латунная пластина центрального контакта. С помощью винта, закрученного в стальную пластину, расположенную на противоположной стороне вкладыша, контактная пластина фиксируется на вкладыше. Винт не только выполняет задачу крепления центрального контакта, во время работы патрона через него подается ток на центральный контакт. Затягивать винт нужно с достаточным усилием, так как он участвует в передаче тока от провода к цоколю лампы. Далее таким же образом крепится вторая латунная пластина. Центральный контакт подгибается до уровня боковых контактов.
Формируются в обязательном порядке колечки на проводниках. Продеваются через донышко проводники и прикручиваются к стальным пластинам. Если электрический патрон предназначен для подключения через стационарный выключатель, то фазный провод подключается к центральному контакту. Желательно проверить надежность прилегания центрального контакта. Для этого нужно приложить лампочку цоколем и убедиться, что при упоре цоколя в боковые контакты, центральный контакт прогибается не менее чем на пару миллиметров. Если прогиб меньше, то нужно контакт отогнуть немного вверх.
Осталось накрутить цилиндрический корпус на донышко и патрон готов к эксплуатации. Осталось подобрать подходящую лампочку. На сайте в научно популярной форме представлена статья «О лампах накаливания и люминесцентных светодиодных лампах и лентах», ознакомившись с которой Вы сможете легко ориентироваться в существующем разнообразии изделий светоизлучающей техники.
Подключение электрического патрона с резьбовыми клеммами
Более современными являются электрические патроны, провода к которым подключаются с помощью винтовых зажимов, напоминающие зажимы клеммных колодок. Такой вид подключения электрического патрона значительно ускоряет работу по его подключению к электропроводке при монтаже.
Пластмассовый корпус этих патронов монолитный, а контакты, подводящие электроэнергию к цоколю лампочки, закреплены в корпусе патрона заклепкой. Поэтому такой патрон ремонту не подлежит и в случае выхода его из строя подлежит замене целиком.
Электрические патроны с зажимными клеммами встречаются типоразмеров Е14 и Е27 и вполне подходят для замены традиционных разборных патронов, устройство которых описанных выше, при ремонте светильников и люстр.
Как вставить провода в безвинтовой электрический патрон
Последней новинкой в разновидности патронов Е14 и Е27, это патрон с безвинтовым подключением. На корпусе патрона имеются отверстия, обычно две пары. В них с небольшим усилием вставляются провода. Установленные внутри латунные пружинные контакты защемляют провода и надежно удерживают.
Контакты в отверстиях 1-2 и 3-4 попарно соединены (на фотографии соединение обозначено красными линиями). Это сделано для удобства подключения параллельно патронов в люстрах и светильниках с несколькими лампочками. На один из патронов подается питающее напряжение, а уже к нему с помощью перемычек подключается следующий патрон.
Так как современные энергосберегающие и светодиодные лампы потребляют мало электроэнергии, то количество соединенных таким способом патронов может достигать десяти и более. Подключать бесконтактные электрические патроны легко и быстро. Достаточно вставить освобожденный от изоляции на длину одного сантиметра провод в предусмотренное для этого отверстие.
Но тут есть особенность, которую нужно учесть. Провода при изготовлении люстр обычно используются многожильные, и надежно зафиксировать их в контактах электрического патрона, особенно если жилки провода тонкие, практически невозможно. Поэтому на заводах изготовителях люстр концы проводов, подключаемые к патрону, облуживаются. В результате многожильный провод на конце становиться одножильным. Залуженный конец провода легко вставляется в пружинный контакт патрона и надежно фиксируется.
На фотографии продемонстрирована последовательность подключения патрона к электропроводке. При замене патрона в люстре бывает невозможно подобраться к проводам пальцами руки, тогда выручает пинцет.
Но не всегда имеется под рукой паяльник, да и не у каждого он дома есть. В таком случае при подключении патрона можно обойтись без паяльника. Нужно перед заправкой провода в пружинный контакт патрона, вставить в отверстие металлический стержень, диаметром чуть больше диаметра провода, например, гвоздь или, как на фотографии, часовую отвертку. Тогда пружинящий контакт отойдет и в образовавшийся зазор провод легко войдет. После изъятия гвоздя пружинящий контакт надежно зажмет провод. Таким приемом, в случае необходимости, легко и вынуть провода из патрона.
После заправки провода в пружинящий контакт патрона, нужно обязательно за провод несильно потянуть, чтобы проверить надежность его фиксации.
Как вынуть провода из безвинтового электрического патрона
При ремонте светильников иногда требуется вынуть провод из самозажимных клемм патрона. Обычно провод удерживается пружинной клеммой крепко и простым вытягиванием не вынимается.
Вынуть провод можно только, если с небольшим усилием тянуть за него с одновременным возвратно поступательным вращением.
В случае, если есть возможность вставить в клемму, как показано на фотографии выше, гладкий стальной стержень диаметром чуть больше провода, например, сверло, гвоздь или отвёртку, то таким способом тоже можно вытащить провода.
Как подключить к электрическому патрону розетку
Иногда возникает потребность установить розетку, а до ближайшей распределительной коробки далеко. С таким случаем, я столкнулся, когда делал ремонт в ванной комнате. У зеркала нужно было установить дополнительный светильник и обеспечить возможность подключения электроприборов, например электробритвы.
В ванной комнате уже был установлен настенный светильник – шарик. Подсоединил к контактам в электрическом патроне параллельно еще два провода и подключил к ним параллельно розетку. Правда, когда выключен свет в ванной комнате, то розетка тоже обесточена, но в этом есть и положительная сторона. В случае протечки воды с верхнего этажа, не будет короткого замыкания, даже если в розетку попадет вода.
Устанавливать розетку в ванной или душевой комнате нужно на максимально возможном удалении от ванны или душа, чтобы исключить попадание брызг воды. Я установил стандартную розетку, служит более 17 лет без проблем. Хотя лучше установить герметичную, предназначенную для помещений с повышенной влажностью.
Еще раз мне приходилось подключаться к электрическому патрону розетки в туалетной комнате, когда устанавливал автоматический датчик включения света и дооснащал унитаз функцией биде.
В давние времена, когда оплата за электроэнергию бралась за количество лампочек и розеток в квартире, широко применялось устройство, прозванное в народе «жулик».
В электрический патрон ввинчивался переходной патрон, который вы видите на фотографии. С одной стороны на нем внешняя резьба как у лампочки, а с другой – внутренняя резьба, как у обыкновенного патрона. В этом жулике были вмонтированы две латунные трубки, как в розетке. Жулик позволял подключать к люстре любые электроприборы. Такой жулик можно сделать и самому из обыкновенного электрического патрона.
Способы крепления электрических патронов
в люстрах и светильниках
При замене или ремонте неисправных электрических патронов в люстрах и светильниках их приходится снимать. Для этого необходимо знать, как крепится патрон к основанию люстры.
Крепится патрон в люстрах и светильниках, как правило, за донышко. В отверстии ввода провода в патрон есть резьба. У Е14 – М10×1. У Е27 может быть одна из трех: М10×1, М13×1 или М16×1. Светильники бывают подвешены непосредственно на электропроводе и на металлической трубке любой длины и формы с резьбой на конце.
Крепление электрического патрона в светильнике
за токоподводящий провод
Крепление патрона за токоподводящий провод без его дополнительного закрепления не допустимо. В донышко вворачивается пластмассовая втулка с отверстием в центре для прохождения электропровода, в которой предусмотрен фиксирующий пластмассовый винт.
После подключения проводов к контактам патрона и его сборки, пластмассовым винтом зажимают провод. Часто втулкой еще закрепляют декоративные элементы светильников и детали для крепления плафона. Таким образом, обеспечивается надежность подключения электрического патрона, подвески светильника и крепление плафона. Фото отчет о том, как я крепил патрон за токоподводящий провод при изготовлении бра для прихожей. Провод применяется специальный с повышенной механической прочностью.
Крепление электрического патрона в люстре на трубке
Крепление электрического патрона на металлической трубке самое распространенное, так как позволяет подвешивать тяжелые плафоны и дает простор дизайнерской фантазии. На трубку часто навинчивает дополнительные гайки и с помощью них, непосредственно на трубке крепят любую арматуру люстр, декоративные колпаки, сами плафоны. Всю нагрузку уже несет не электрический патрон, а металлическая трубка. Провод для подключения патрона пропускается внутри трубки.
Есть электрические патроны, у которых на наружной части цилиндрического корпуса есть резьба, на которую можно накрутить абажурное кольцо и с помощью него закрепить плафон или другой элемент дизайна и направления светового потока.
Крепление электрического патрона втулкой
В настольных лампах и настенных светильниках электрические патроны часто закрепляются металлическими или пластмассовыми трубчатыми втулками к деталям из листового материала. Такой способ крепления расширяет возможности конструкторов светильников, так как достаточно просверлить в любом месте детали, сделанной из листового материала отверстие и закрепить патрон втулкой.
Неоднократно приходилось ремонтировать светильники с таким креплением электрического патрона втулками из пластмассы по причине ее деформации. От нагрева лампочкой накаливания, пластмасса деформировалась, и электрический патрон начинал болтаться.
Заменял расплавленную втулку металлической. Брал от переменного резистора типа СП1, СП3. У них крепежная резьба М12×1. Обращаю внимание, что резьба может быть и другой. Дело в том, что присоединительная резьба патронов Е27 не нормирована, и каждый изготовитель патрона делал резьбу по своему усмотрению. Если надумаете использовать втулку от резистора, то прежде, чем ломать резистор, обязательно проверьте, подходит ли резьба к патрону. Резистор полностью разбирается и из пластмассового основания извлекается втулка.
Крепление электрического патрона в люстре
с безвинтовыми контактными зажимами
Крепление электрического патрона с безвинтовыми контактными зажимами несколько отличается от крепления традиционного по причине того, что соединение корпуса с донышком осуществляется с помощью двух защелок, а не резьбы.
Сначала на трубку с резьбой в люстре накручивается донышко, затем в патрон заправляются провода и в завершение цилиндрический корпус защелкивается в донышко. На фотографии защелки у донышка отломаны, с такой неисправностью люстра попала мне в ремонт. Такой патрон можно отремонтировать, технология ремонта описана в статье ниже.
Поэтому если Вам придется менять такой патрон в люстре, то для того, чтобы не испортить провода, сначала отведите с помощью отвертки в стороны защелки, тем самым освободив корпус от донышка.
На этой фотографии изображен патрон с безвинтовыми контактными зажимами, установленный при ремонте люстры взамен патрона, вышедшего из строя. В данной люстре патрон выполняет и крепежную функцию, фиксирует декоративную металлическую чашку, к которой в собранной люстре прилегает стеклянный плафон.
Ремонт электрических патронов
Электрические патроны серии Е можно успешно ремонтировать, так как есть возможность их разобрать. В патронах серии G части соединены с помощью заклепок и в случае поломки их приходится заменять новыми.
Ремонт разборного электрического патрона Е27
Если в светильнике начали часто перегорать лампочки или лампочки начинают при работе менять яркость свечения, то одной из причин, помимо плохого контакта в выключателе или распределительной коробке, является плохой контакт в электрическом патроне. Иногда при этом патрон при включении светильника, начинает издавать специфический жужжащий звук, в дополнение от патрона может плохо пахнуть гарью. Проверить это не сложно. Достаточно выкрутить лампочку и заглянуть в патрон. Если контакты почернели, значит нужно их зачистить. Причиной почернения может быть и плохой контакт в месте подсоединения патрона к проводам.
Для качественного ремонта электрического патрона нужно его полностью разобрать, проверить надежность подсоединения проводов и зачистить до блеска латунные контакты. Иногда их требуется немного подогнуть в сторону контакта с цоколем лампы.
Иногда при попытке выкрутить лампочку ее колба отклеивается от цоколя. В таком случае нужно попытаться вывернуть оставшийся в патроне цоколь, открутив цилиндрический корпус электрического патрона, удерживая его за донышко. Если корпус открутить не получается, то можно попробовать ухватить цоколь лампочки за край плоскогубцами и таким образом вывернуть.
Ремонт разборного электрического патрона Е14
Пришлось ремонтировать люстру из пяти рожков, в которой светились только две лампочки. Люстра была старая, советского производства с разборными патронами Е14 с винтовым креплением проводов.
Люстра эксплуатировалась много лет с лампочками накаливания и в результате от высокой температуры и ослабления проводов они местах зажима винтами окислились и обгорели.
Винты прикипели в резьбе и отвинтить их с помощью отвертки не получилось. Пришлось воспользоваться плоскогубцами и в результате в одном из патронов отломалась крепежная часть для фиксации провода от боковых контактов патрона. Под рукой не оказалось подобного патрона для замены и пришлось придумывать как его отремонтировать.
Для этого крепежную часть контакта был завинчен винт до упора и вставлен кусок медной проволоки, предварительно покрытый оловянно-свинцовым припоем, как показано на фотографии.
Далее обе детали были установлены обратно в корпус патрона и смазаны флюсом ФИМ.
После сборки место установки медной проволоки было залито с помощью паяльника большой каплей припоя. Электрический патрон после ремонта стал даже надежнее, чем был до этого.
Для профилактики были проверены все пять патронов и зачищены контакты с помощью наждачной бумаги. Провода были освобождены, подгоревшие концы откусаны, снята изоляция и залужены припоем. Но попался один электрический патрон, в котором при откручивании винтов у них сорвались головки.
Отремонтировал патрон с помощью пайки, припаяв токоподводящие проводники к месту облома винтов. Теперь качество соединения будет сохраняться многие годы.
После такого технического обслуживания и ремонта люстра прослужит еще не один десяток лет, тем более, что в патроны теперь вкрутили светодиодные филаментные лампочки.
Ремонт электрического патрона
с безвинтовыми контактными зажимами
При ремонте квартиры соседке пришлось снять люстру с потолка. Кода она, откручивала накидные гайки с электрических патронов с безвинтовыми контактными зажимами, чтобы снять плафоны, то все цилиндрические части патронов отсоединились от донышек и повисли на проводах. Люстра провисела всего шесть лет с лампочками накаливания. Стало очевидно, что в результате теплового воздействия пластмасса стала хрупкой, и защелки отломались. Решил электрические патроны отремонтировать.
Сначала спилил остатки защелок до уровня площадок в цилиндрическом основании электрического патрона. На фотографии слева обломанная защелка, а справа – подогнанная в требуемый размер.
Новые защелки были сделаны из листовой латуни толщиной 0,5 мм. Отрезанная полоска латуни шириной, равной ширине отломавшейся защелки, была согнута по форме, как на фотографии. Защелку можно сделать из любого листового металла, например, железа или алюминия.
Загнутой стороной полоска была заведена в донышко патрона со стороны закругленной части. После этого прямой участок полоски был загнут вокруг оставшегося держателя обломившейся защелки, как показано на фотографии.
После установки самодельных защелок донышко патрона было накручено на декоративную трубку в люстре.
После подключения электро поводов к цилиндрической части патрона, она была с помощью новых защелок закреплена на донышке. Изготовленные своими руками защелки отлично выполняли задачу, крепко удерживая цилиндрическую часть патрона. Теперь защелка никогда не отломается.
Установка патрона для лампочки: схема подсоединения к проводам
Главная » Компоненты
На чтение 12 мин Просмотров 2.2к. Опубликовано
Обновлено
Содержание
Виды и маркировка патронов
Как подключить электрический патрон
Как подключить к патрону розетку
Способы крепления электрических патронов в люстрах и светильниках
Как подключать карболитовые патроны старого образца
Распространенные ошибки
Подключить патрон к проводам нетрудно, если знать особенности конструкции и следовать несложной инструкции. Встречается несколько основных видов изделий, поэтому крепления могут различаться. Но разобраться в этом не составит труда, если изучить устройство патронов и понять все нюансы монтажа.
Виды и маркировка патронов
Все разновидности, используемые сейчас, можно разделить на две группы – винтовые и штырьковые. Первый вариант предполагает вкручивание лампочки по резьбе Эдисона, второй – защелкивание специальных штырьков в посадочное место. Требования к качеству и рабочим характеристикам прописаны в ГОСТ.
Винтовые патроны маркируются буквой «Е», цифра обозначает диаметр резьбовой части. Чаще всего используется одна из трех разновидностей:
Е14, в народе ее называют «Миньон». Узкий цоколь, рассчитанный под лампы небольшой мощности, применяется в большинстве новых люстр. Идеально подходит для светодиодных источников света и ламп накала мощностью до 60 Вт. Ограничение по мощности лампы обычно составляет 440 Вт при силе тока не более 2 А.
Керамический патрон Е14.
Е27. Самый распространенный на сегодня вариант, который ранее ставился во все виды светильников. Рассчитан на стандартные лампы накаливания, можно ставить любые другие варианты с соответствующим размером цоколя. Максимальная мощность лампочек для этого типа составляет 880 Вт при, сила тока – не выше 4 А.
Патроны Е27 распространены больше всего.
Е40. Изготавливаются только из керамики, предназначены для уличного освещения и могут использоваться с лампами мощностью до 3500 Вт и силой тока до 16 А.
Штырьковые или штыревые патроны отличаются тем, что в них лампы не вкручиваются, а вставляются в основание и фиксируются за счет выступающих контактов. Их маркируют буквой «G», цифра обозначает расстояние между контактными элементами. Основные разновидности:
G4, G5.3, G6.35, G8 и G10 имеют абсолютно одинаковую конструкцию и различаются только расстоянием между контактами. Подходят для компактных галогенных и светодиодных лампочек, используются в люстрах и точечных светильниках. Рассчитаны на источники света мощностью до 60 Вт и током нагрузки не выше 5 А.
Разновидности штырьковых цоколей типа G.
G9. Рассчитан на источники света с плоскими контактами.
GU10. Отличается тем, что после вставки контактов они немного проворачиваются и тем самым фиксируются в посадочном месте.
Патрон GU10 в светильнике.
GX53. Плоский патрон, рассчитанный на монтаж в натяжных потолках и подвесных конструкциях. Позволяет сэкономить место, если оно ограничено.
Плоский патрон GX53 отличается от традиционных.
Как подключить электрический патрон
Подключение патрона для лампочки зависит от типа крепления. Есть несколько видов, у каждого есть свои особенности:
Подключение с использованием винтов. В этом случае с одной стороны крепятся центральный и боковой контакты, с обратной присоединяется провод. Для этого его концы защищаются на несколько сантиметров и из них делаются петельки по размеру используемых винтов. Они ставятся на посадочные места и прижимаются крепежом так, чтобы обеспечить надежную фиксацию и исключить ослабление винтового зажима со временем.
Винтовой зажим прост и надежен.
Присоединение проводов за счет резьбовых клемм. Этот тип отличает то, что крепление уже встроено в корпус патрона. Нужно отвернуть винты, чтобы открыть отверстие. В него вставляется конец провода, который предварительно зачищается на нужное расстояние. При креплении надо следить, чтобы провод располагался точно под винтом и надежно прижался в посадочном отверстии. Зажимать следует до упора, чтобы обеспечить хороший контакт.
Вид патрона с резьбовыми клеммами.
Подключение в безвинтовом патроне отличается от предыдущих. В нем есть две пары прорезей, внутри которых расположены подпружиненные латунные зажимы. Парное расположение нужно в люстрах с несколькими патронами, так как напряжение подается в один. Остальные последовательно соединяются за счет небольших перемычек. Если провода многожильные, вставить их сложно, лучше всего зачистить конец длиной примерно 10 мм. Затем производится их облуживание паяльником, тогда вставить провод не составит труда.
Самозажимное подсоединение.
Если нужно снять старый патрон и подсоединить новый, могут возникнуть проблемы с извлечением провода из безвинтового зажима. Если есть возможность вставить отвертку или другой тонкий элемент, стоит делать именно так. Когда ничего подходящего под рукой нет, надо хорошо взяться за провод рядом с креплением и с умеренным усилием потянуть на себя, одновременно покачивая его из стороны в сторону.
Читайте также
Инструкция по замене лампочки
Как подключить к патрону розетку
Если по каким-то причинам нужно запитаться от светильника и поставить розетку (например, при ремонте), это важно сделать правильно. Для этого патрон разбирается и к контактам присоединяются дополнительные провода. Фаза в патроне лампы не должна соприкасаться с нулем, поэтому место подключения для надежности лучше замотать изоляционной лентой.
Это решение можно использовать только как временное. Не стоит подключать к такой розетке оборудование, потребляющее много энергии, так как это приведет к перегреву патрона и его деформации.
Способы крепления электрических патронов в люстрах и светильниках
Чаще всего приходится подключать узлы, которые расположены в осветительном оборудовании. Это накладывает определенные требования в зависимости от варианта крепления и конструкции осветительного прибора. Чаще всего применяют такие способы:
Крепление патрона в светильнике за токопроводящий провод не допускается, так как нельзя, чтобы нагрузка приходилась на этот элемент. Исключение составляет использование кабеля в усиленной изоляции, рассчитанной под определенные нагрузки. Но все равно, вешать массивные люстры таким методом не стоит. Подключение патрона для лампочки производится в стандартном порядке. Провод протягивается через отверстие в задней части и фиксируется в неподвижном положении специальным винтом, расположенным сбоку. Его нужно закручивать так, чтобы закрепить провод, но при этом не деформировать его.
Установка подключения патрона в люстрах с несущим элементом в виде трубки намного проще. Тут нагрузка приходится на трубчатый элемент, внутри которого протягивается провод, что делает конструкцию намного аккуратнее. Кабель вытаскивается с небольшим запасом и присоединяется к патрону как обычно. В верхней части он подключается к питающей сети через колодку, место соединения закрывает декоративный колпак.
Установка патрона для лампочки за счет втулки используется как в люстрах, так и в настенных светильниках, а также настольных лампах. Для этого в верхней части есть резьбовой элемент, который вставляется в отверстие и сверху фиксируется гайкой соответствующего размера. Лучше всего, если крепление металлическое, пластиковые со временем расшатываются и отремонтировать их не получится. Поможет только замена целиком, так как подобные детали отдельно не продаются.
Крепление вариантов с безвинтовыми зажимами еще проще. Это современное решение, появившееся недавно, оно все чаще встречается в люстрах. В этом случае вначале нужно закрутить на резьбу нижнюю часть элемента, через которую пропускается провод, обычно двухжильный. Потом он подключается к контактам и верхняя часть аккуратно совмещается с фиксаторами и защелкивается до упора. Такая система надежно держит элемент без дополнительного крепежа.
Так выглядит безвинтовое крепление плафона.
Как подключать карболитовые патроны старого образца
Это самый распространенный вариант. Патрон напоминает пластик и состоит из донышка с отверстием под кабель, корпуса с резьбой и керамического вкладыша для подключения. Чтобы правильно провести работу, надо помнить простые советы:
Выясняется какая жила фаза, а какая ноль. Это важно для безопасного использования ламп, проверить можно с помощью индикаторной отвертки. Фазу всегда подключают к центральному креплению, это обусловлено соображениями безопасности. Ноль идет на боковой контакт. Главное – зафиксировать концы кабеля надежно и исключить соприкосновение оголенных частей.
Важно не перепутать фазу и нулевой провод при подключении.
Если для подключения использован трехжильный провод, важно правильно расположить заземление. Чаще всего на корпусе люстры есть место для его крепления, обозначенное соответствующим значком. Так как оно расположено в стороне, длина заземляющей жилы должна быть намного больше. Если нет никакого крепежного элемента, конец присоединяется к любому месту корпуса. В некоторых керамических патронах есть место и для третьего провода, это упрощает работу.
Желто-зеленый провод (PE) это заземление.
Чтобы надежно закрепить многожильный провод, нужно подготовить его. Для этого снимается изоляция с концов и формируются петельки подходящего размера. Чтобы они сохраняли целостность и не деформировались, следует обработать их паяльником и скрепить жилы. Это обеспечит хороший контакт и сохранит соединение даже при многократном снятии патрона.
По такой схеме подключаются все разборные варианты, конструкция обычно не отличается.
Распространенные ошибки
Есть несколько основных ошибок, которые допускают те, у кого мало опыта в подключении патронов:
Монтаж люстр до установки патронов. Гораздо удобнее сделать работу на столе и только потом повесить оборудование.
Крепление контактов многожильных проводов без их лужения. Этот вариант не отличается надежностью и со временем контакт неизбежно ухудшается.
Подключение фазы к боковому контакту. Это не только плохо влияет на работу лампы, но и создает опасность для человека при ее замене.
Часто из вида упускают винты, которые прижимают контактные пластины в верхней части керамического вкладыша. Если их хорошо не зажать, контакт будет плохим, что приведет к постоянному перегреву патрона при работе.
Нельзя вставлять разные провода в отверстия, расположенные рядом.
Вставка проводов нуля и фазы в параллельные гнезда самозажимного патрона. Это приводит к короткому замыканию при включении.
Замена узла из-за плохо прижатого центрального контакта. Часто этот элемент подгибается и не прижимается к цоколю. Но если его аккуратно выгнуть, неисправность можно устранить без установки новой детали.
Подключить патрон лампочки к проводам несложно, так как вариантов присоединения немного и все они просты. Главное – соблюдать нормы безопасности и исключить замыкание разнополярных проводов.
Оцените автора
( Пока оценок нет )
База знаний Canon —
Код статьи: ART180252
|
Дата публикации: 21. 08.2021
|
Дата последнего обновления: 21.08.2021
Описание
Узнайте, как заменить чернильный картридж в PIXMA TR4720.
Решение
Замена картриджа FINE
При возникновении предупреждений об оставшихся чернилах или ошибок на ЖК-дисплее появляется сообщение об ошибке, информирующее вас об ошибке.
Если принтер находится в состоянии ошибки, вы не сможете печатать или сканировать.
В следующем видео показан процесс, подробно описанный ниже.
Процедура замены
При необходимости замены чернильного картриджа выполните приведенную ниже процедуру.
Не прикасайтесь к электрическим контактам (A) или соплу печатающей головки (B) на чернильном картридже. Принтер может печатать неправильно, если вы прикоснетесь к ним.
Если вы удалили чернильный картридж, немедленно замените его. Не оставляйте принтер со снятым чернильным картриджем.
Используйте новый чернильный картридж для замены. Установка использованного чернильного картриджа может привести к засорению сопел. Кроме того, если вы используете такой чернильный картридж, принтер не сможет сообщить вам, когда следует правильно заменить чернильный картридж.
Для Windows: если в чернильном картридже заканчиваются чернила, вы можете печатать либо с цветным, либо с черным картриджем, в зависимости от того, в каком черниле остались чернила, только на некоторое время.
Цветные чернила могут расходоваться даже при печати черно-белого -белый документ или если указана черно-белая печать.
Как цветные, так и черные чернила также расходуются при стандартной очистке и глубокой очистке печатающей головки, которые могут быть необходимы для поддержания производительности принтера. Когда чернила закончатся, немедленно замените чернильный картридж новым.
Убедитесь, что принтер включен.
Осторожно откройте переднюю крышку (С).
Откройте выходной лоток для бумаги (D).
Откройте крышку выхода бумаги (E).
Держатель чернильного картриджа (F) перемещается в положение замены.
Не останавливайте держатель чернильного картриджа и не перемещайте его с силой. Не прикасайтесь к держателю чернильного картриджа, пока он полностью не остановится.
Не прикасайтесь к металлическим или другим частям внутри принтера.
Извлеките пустой чернильный картридж.
Нажмите на рычаг блокировки чернильного картриджа (G) пустого чернильного картриджа до щелчка.
Извлеките чернильный картридж (H).
Извлеките новый чернильный картридж из упаковки и осторожно снимите защитную ленту (I).
Не прикасайтесь к электрическим контактам или соплу печатающей головки на чернильном картридже. Принтер может печатать неправильно, если вы прикоснетесь к ним.
Установите чернильный картридж.
Вставьте новый чернильный картридж прямо в держатель чернильного картриджа до упора, пока он не коснется задней части.
Картридж с цветными чернилами должен быть установлен в левый слот, а картридж с черными чернилами — в правый слот.
Осторожно вставьте чернильный картридж, чтобы он не задел электрические контакты на держателе чернильного картриджа.
Поднимите рычаг фиксатора чернильного картриджа до щелчка.
Чернильный картридж будет заблокирован.
Проверьте правильность установки чернильного картриджа.
Закройте выходной лоток для бумаги.
Если печатающая головка не выровнена, на что указывают смещенные печатные разлинованные линии или аналогичные признаки, отрегулируйте положение печатающей головки .
Если проблема с вашим продуктом не была решена после выполнения описанных выше действий или вам требуется дополнительная помощь, создайте или войдите в свою учетную запись Canon , чтобы просмотреть варианты технической поддержки.
Или, если вам все еще нужна помощь, посетите наше сообщество Canon, нажав кнопку ниже, чтобы получить ответы:
Как установить чернильные картриджи на принтеры HP и Canon?
Максимум пользователей не знают, как установить картриджи на принтеры HP и Canon? Здесь мы рассмотрели темы по установке чернильных картриджей с пошаговыми инструкциями на принтере. Многие принтеры имеют одинаковый процесс установки нового картриджа. Теперь обсудим процесс установки нового картриджа
В настоящее время некоторые принтеры hp Deskjet и аналогичные модели принтеров поставляются с верхними крышками, которые работают как сканеры. Прочтите ниже упоминается важный шаг для установки картриджа с чернилами в принтер Hp
Шаг 1: Включите принтер
Убедитесь, что кнопка питания вашего принтера hp включена. Также проверьте правильность соединения вилки питания принтера с электрической розеткой и рабочие условия.
Шаг 2. Откройте дверцу доступа к чернильным картриджам
Осторожно откройте крышку принтера вверх.
Автоматически переместите картридж к центру принтера.
Подождите некоторое время, чтобы остановить движущийся картридж.
Шаг 3. Извлеките старый и пустой чернильный картридж
Нажмите на пустой чернильный картридж и извлеките его.
Вытащите пустой картридж из слотов принтера и установите этот слот, утилизируя, перерабатывая и заправляя чернильные картриджи.
В принтере Hp предусмотрена индивидуальная функция установки и замены с каждым цветом Картридж
Шаг 4. Подготовка к установке нового чернильного картриджа HP
Извлеките новый чернильный картридж HP из упаковки
Максимальное количество новых чернильных картриджей будет иметь синий верх и черный цвет.
В некоторых случаях мы видим, что трехцветный картридж имеет синюю верхнюю часть, а черный картридж — черную.
Аккуратно снимите пластиковую пленку и уплотнители с чернильного картриджа.
Не прикасайтесь к соплам и окрашенным медью областям. Это сделано, чтобы избежать проблем с принтером hp с забитыми чернилами в картриджах.
Шаг 5: Вставьте новый картридж
После этого положите новый картридж Hp со стороны сопла
Аккуратно вставьте и вставьте картридж в свободное гнездо
Здесь вы всегда можете помнить, поместите трехцветный картридж в принтер HP в левый слот, а картридж с черными чернилами — в правый.
Повторите эти шаги для установки картриджа в другие модели принтеров HP.
Шаг 6. Закройте дверцу картриджа HP
опустите верхнюю крышку обеими легкими руками
Картридж HP автоматически скользнул обратно в исходное положение после закрытия дверцы и завершите установку с помощью сменного картриджа процесс.
Подробнее: Как решить код ошибки принтера Canon U043?
Как установить картридж с чернилами в принтер Canon?
В принтере Canon используйте Картридж FINE , такой как Canon Pixma MG2990 и относящийся к другим моделям серии Pixma. В котором лоток для чернил находится непосредственно над выходным лотком. Если вы можете использовать выходной лоток, вам потребуется открыть переднюю верхнюю крышку выходной бумаги и выходной лоток для бумаги.
Шаг 1: Включите принтер Canon
Во-первых, вы можете подключить блок питания принтера с помощью подходящего шнура питания к основным электрическим розеткам.
Убедитесь, что кнопка питания принтера включена
Шаг 2. Откройте лоток для чернил принтера
Вытяните крышку выхода бумаги и снимите выходной лоток. Если в лотке есть бумага, удалите ее.
После этого держатель картриджа переместится и сменит положение. Подождите некоторое время, пока держатель чернильного картриджа не остановится.
Если вы используете Canon Pixma или Canon TS3122 с чернильным картриджем FINE , и в этом случае держатель чернильного картриджа переместится в сторону крышки головки.
Шаг 3. Извлеките старый и пустой чернильный картридж
Нажмите на опорожняющий картридж, и он выскочит
Вытащите пустой чернильный картридж и отложите в сторону, переработав и заправив.
Шаг 4. Подготовка нового чернильного картриджа Canon для установки
Извлеките чернильный картридж Canon из новой упаковки и удалите защитную ленту патрон как черный, так и трехцветный с одной штукой. Но другие принтеры, такие как Canon Pixma Pro 100, используют много чернильных картриджей. Снимите пластиковую защитную крышку всех чернильных картриджей Canon с чернильного сопла принтера.
Не прикасайтесь к медным цветным областям или чернильным соплам. Если вы соприкасаетесь с соплом, вы столкнетесь с такими проблемами, как засорение чернил и проблемы с высыханием.
Сварочный аппарат – прибор, необходимый для соединения и разъединения металлов под воздействием электрического тока. В процессе сварки образуется вольтовая дуга, составляющая единый электрод. С ее помощью происходит соединение металлических предметов. Сварочные аппараты бывают трансформаторного типа, а также инверторные: последний вариант сегодня пользуется большим спросом.
Чтобы выбрать самый лучший сварочный аппарат, сайт Ten-Best.ru подготовил для вас специальный рейтинг лучших устройств. Он составлен на основе отзывов людей, использующих инверторы, как для профессионального, так и для бытового использования. Также мы учли основные характеристики, качество, надежность и эффективность того или иного аппарата.
В хозяйстве
76.15%
На работе
23.85%
Проголосовало: 218
Содержание
Какой сварочный аппарат выбрать
Лучшие сварочные аппараты
8. Wester MIG-110i
7. Сварог REAL ARC 200
6. Eurolux IWM-220
5. Fubag IN 176
4. РЕСАНТА САИ-160ПН
3. РЕСАНТА САИ-250
2. РЕСАНТА САИ-190
1. KRÜGER WIK-300
Видео: как выбрать сварочный аппарат
Какой сварочный аппарат выбрать
Наиболее популярными сегодня являются инверторные модели сварочных аппаратов, постепенно вытеснившие трансформаторный тип. Суть инверторной сварки: в работу включается переменный ток и напряжение, которое также меняется. За счет этого удается добиться переменной частоты тока, что разрешило значительно уменьшить агрегаты в размере.
Перед тем, как выбрать сварочный инвертор, рекомендуем посмотреть на критерии подбора и характеристики изделий:
Напряжение сети. Для бытовых условий рекомендуется выбирать инверторный сварочный аппарат с напряжением 220В. Также можно отдать предпочтение универсальному типу с напряжением 220/380В. Стоит выяснить наличие предохранителя от перепадов напряжения в сети.
Напряжение холостого хода. Данный критерий определяет возможность прибора зажигать электрическую дугу первично и повторно, поддерживать ее горение. Напряжение холостого хода варьируется от 30 до 80В, чем выше этот показатель, тем лучше.
Мощность. Профессиональные приборы поддерживают мощность 300А, однако для бытовых моделей будет достаточно 200-250А. Данный показатель совпадает с толщиной используемого металла. Например, при мощности 250А, толщина металла ориентировочно равна 6 мм, а электрод выбирается под номером 4.
Продолжительность работы. На аппаратах имеется буквенное сокращение – ПВР. Этот критерий напрямую зависит от того, сколько может аппарат беспрерывно сваривать шов, а потом, сколько отдыхать. Величина указывается в процентах.
Класс защиты. Традиционно производители бытовых сварочных аппаратов указывают на корпусе класс защиты двумя буквами – IP. Они сигнализируют о возможности проникновения в корпус прибора частиц, а также о защите от влаги.
Ограничения в температуре. Стандартом считается эксплуатация аппарата при температурах от -40 до +40 градусов.
Работа от генератора. Некоторые агрегаты умеют запитываться от генераторов, что облегчает работу в полевых условиях.
Сварка разнообразных металлов. Маркировки металлов указываются в наименовании аппарата. Дуговая сварка маркируется буквами MMA, однако некоторые модели способны работать с цветными металлами и с помощью аргонно-дуговой технологии.
Немаловажным фактором будет наличие дополнительных возможностей аппарата. Сюда относят розжиг на старте, на подъеме, форсирование дуги и другие функции. При профессиональной сварке такие возможности пригодятся.
В строительстве никогда не будет лишней бетономешалка. Рейтинг лучших бетоносмесителей позволит вам выбрать действительно надежную и эффективную модель.
Лучшие сварочные аппараты
8. Wester MIG-110i
Открывает рейтинг сварочных аппаратов модель MIG-110i от Wester. Это сварочный инвертор с двумя типами сварки – дуговой и полуавтоматической. Сварочный ток на двух режимах равен 110А. Такой агрегат можно выбрать для дома, ведь его напряжение холостого хода составляет 55В. Мощность модели равна 3,5 кВт, продолжительность времени работы – 60 %, что считается неплохим показателем для бытового аппарата.
Совет! При выборе сварочника обязательно обращайте внимание на корпус – материалы изготовления должны быть надежными и сертифицированными.
Катушка расположена внутри, а подходящий диаметр электрода варьируется от 1,6 до 3,2 мм. Вес агрегата MIG-110i – 13,2 кг, он относится к средней ценовой категории, поэтому распространен среди любителей домашней сварки. Данный аппарат инверторного типа комплектуется горелкой, кабелем с электродержателем, кабелем с зажимом, а также сварочным щитком, проволокой и наконечниками.
Возможность регулировки сварочного напряжения;
Надежность;
Удобство применения;
Бесперебойный ток;
Хорошее напряжение.
Небольшая длина провода питания.
7. Сварог REAL ARC 200
Само название данного прибора уже говорит о его силе и мощности. Компания Сварог представляет пользователям модель REAL ARC 200 – компактный сварочный инвертор с ручной дуговой сваркой. Первое, на что обращают внимание покупатели при выборе данного агрегата – его умеренную стоимость и отсутствие ненужных функций. Такой вариант отлично подойдет для дачи, ведь тут есть все необходимое.
Напряжение на входе равно 160-270В, напряжение холостого хода составляет 60В. Продолжительность времени работы равна 60%, при этом КПД у REAL ARC 200 составляет 85%. Класс изоляции F, что говорит о возможности нагрева до 155 градусов. Диаметр электрода равен 1.50-4 мм. Присутствует хорошая степень защиты — IP21S, а вес этого агрегата для новичка составляет всего 4 кг.
Хороший аппарат по надежности;
Длительная гарантия;
Приемлемая стоимость;
Маленький вес;
Бесперебойная сварка;
Функциональность.
Кабель слишком жесткий.
6. Eurolux IWM-220
Сварочный аппарат Eurolux IWM-220 – яркий представитель недорогих приборов для сварки. Его корпус выполнен в желтом цвете, габариты небольшие, а масса составляет 4,85 кг, что также немного для инвертора. Прибор используется для ручной сварки дугового типа. Напряжение на входе варьируется от 140 до 260В. Тип выходного тока постоянный, а продолжительность работы составляет 70%.
Совет! При выборе профессионального аппарата стоит обращать внимание на толщину металла, мощность сварочного тока и диаметр электрода.
Диаметр электрода, с которым работает Eurolux IWM-220 — 1.60-5 мм. Мксимальная мощность данной модели – 4500 Вт, а максимальный сварочный ток указан в наименовании товара – 220А. Степень защиты от пыли и влаги — IP 21.
Хорошее соотношение цена-качество;
Не боится скачков напряжения;
Подходит как для бытовых работ, так для работы в промышленных масштабах.
Слишком короткие провода.
А еще мы приготовили для вас топ лучших моделей шуруповертов.
5. Fubag IN 176
На пятой позиции рейтинга лучших сварочных аппаратов инверторного типа обосновалась модель IN 176 от фирмы Fubag. Данный прибор относится к высококачественным и дорогостоящим сварочным инверторам, однако его характеристики полностью оправдывают цену. Здесь присутствует возможность не только ручной сварки, но и аргонодуговой. Напряжение на входе равно 180-265В, а напряжение холостого хода – 72В.
Сварочный ток на двух режимах показывает максимум до 160А. Это лучший сварочный инвертор с диаметром электрода 1.60-4 мм. Из дополнительных возможностей имеется антиприлипание, форсаж дуги и горячий старт. Работать с данным прибором можно в диапазоне температур от -10 до +40 градусов.
Компактные размеры;
Возможность регулировки тока;
Надежное цифровое управление;
Наличие дисплея.
Не обнаружено.
4. РЕСАНТА САИ-160ПН
Путаясь в догадках, какой лучше производитель сварочных аппаратов, рекомендуем обратить внимание на фирму Ресанта. В нашем обзоре модели от этой компании обосновались на трех лидирующих строчках, четвертую позицию заняла модель САИ-160ПН. Это отличный вариант для начинающих с ручной дуговой сваркой.
Сварочный ток достигает 160А, напряжение холостого хода равно 80В. Продолжительность времени работы составляет 70%, что неплохо для такого простого аппарата. Здесь присутствуют дополнительные возможности, а также степень защиты IP21. Функционирует аппарат при температурах от -10 до +40 градусов.
Небольшой вес;
Прочность;
Надежность;
Простой в освоении;
Высокое качество изготовления.
Короткие провода из алюминия.
3. РЕСАНТА САИ-250
Продолжает наш рейтинг лучших инверторов также фирма РЕСАНТА с моделью САИ-250, она отличается от предыдущего варианта характеристиками. Здесь имеется ручная дуговая сварка с максимальной силой тока 250А, что гораздо выше, чем в предыдущей модели. Диаметр применяемого электрода – 6 мм.
Согласно отзывам пользователей, этот агрегат обладает теми же дополнительными функциями – антиприлипание, горячий старт и форсаж. Продолжительность времени работы составляет 70%.
Высокая мощность;
Компактность;
Удобство транспортировки;
Приятная стоимость;
Хорошее качество.
Не обнаружено.
2. РЕСАНТА САИ-190
Как видно из названия, сила тока здесь равна 190А, что неплохо для бытовых условий работы. РЕСАНТА САИ-190 – это хороший инверторный сварочный аппарат для дома, где присутствуют дополнительные возможности. Стоимость является приемлемой, поэтому у пользователей такой спрос на данный агрегат. Напряжение холостого хода составляет 80В, а продолжительность времени работы – 70%.
Диаметр применяемого электрода – 5 мм, весит аппарат 4,7 кг. Ручная дуговая сварка – основной тип работ данного устройства. В комплектации идет кабель с электродержателем и кабель с клеммами заземления.
Выдерживает стабильность при любом напряжении;
Легкость;
Удобство;
Хорошая мощность.
Не обнаружено.
1. KRÜGER WIK-300
Инверторный сварочный аппарат немецкого бренда – мощное устройство для ручной дуговой сварки. С его помощью выполняют работы, основанные на постоянном токе. Благодаря небольшому весу и компактным размерам аппарат удобен в эксплуатации. Прочный корпус со специальным покрытием предотвращает преждевременные поломки устройства.
Инвертор Крюгер оснащен цифровым дисплеем, с помощью которого удобно регулируется ток. В комплекте с ним поставляются сварочные кабели, соединяющие аппарат с землей и надежно фиксирующие электроды. Для защиты оператора предусмотрена маска-хамелеон, предотвращающая воздействие ультрафиолетового, инфракрасного, теплового излучений и получение травм от брызг расплавленного металла.
Наплечный ремень, также поставляемый в комплекте с аппаратом Kruger, перераспределяет нагрузку с рук на плечи и делает более легкими работы на высоте. На инструмент предоставляется гарантия производителя в течение 1 года. Чтобы быстро удалить шлак с поверхности сварочного шва используется специальная щетка-молоток.
Наличие защиты от перегрузок;
Малый вес;
Доступная цена;
Понятная и удобная инструкция по эксплуатации.
Не выявлено.
Fubag IN 176
1
Wester MIG-110i
Сварог REAL ARC 200
Eurolux IWM-220
РЕСАНТА САИ-250
РЕСАНТА САИ-190
KRÜGER WIK-300
РЕСАНТА САИ-160ПН
-1
Не пропустите рейтинг лучших мотоблоков этого года: http://ten-best.ru/sad-ogorod/luchshie-motobloki-2018.html
В нашем рейтинге лучших инверторных сварочных аппаратов были представлены только востребованные модели. Ориентируясь на отзывы и представленные характеристики можно самостоятельно выбрать прибор для определенных нужд. Надеемся, что наш рейтинг был полезен.
инверторы рейтинг сварочных аппаратов сварочные аппараты топ сварочных аппаратов
Поделиться с друзьями
правильный выбор домашнего сварочного аппарата
Преимущества инверторов
На какие характеристики ориентироваться при выборе инвертора
Современный рынок инверторного оборудования для сварки
Если вы приобретете инвертор для дома, вы получите в свое распоряжение универсальное и эффективное сварочное оборудование, позволяющее выполнять работы с металлическими конструкциями в домашней мастерской или на даче.
Сварочные инверторы российского производства
Преимущества инверторов
Любой квалифицированный сварщик подтвердит, что для дома или дачи покупать лучше именно инверторные устройства, которые отличаются компактностью и достаточно легким весом. В любой момент, когда вам это потребуется, вы сможете загрузить аппарат в багажник автомобиля и перевезти его к месту выполнения работ. Да и переносить такое устройство по приусадебному участку или поднимать его на требуемую высоту можно без значительных усилий.
Простота управления и настройки – еще одно важное преимущество инверторных аппаратов.
Благодаря таким характеристикам и наличию в любых современных моделях инверторов трех важных опций, научиться работать на таком устройстве можно очень быстро. При этом невысокая квалификация и небольшой опыт сварщика будут очень незначительно отражаться на качестве сварного соединения.
При обучении сварочному делу любой начинающий специалист сталкивается с рядом сложностей, на преодоление которых уходит много времени и сил. К главным из таких сложностей следует отнести обучение процессу правильного и оперативного зажигания сварочной дуги, а также приобретение навыков по удерживанию дуги в стабильном состоянии и недопущение прилипания кончика электрода к поверхности соединяемых деталей.
Преимущества сварочных инверторов
При обучении, осуществляемом при помощи сварочного трансформатора, требовалось потратить много времени на наработку таких навыков и сжечь не один десяток электродов. С инверторами все обстоит иначе: в них предусмотрены опции, дающие возможность избежать таких сложностей.
Для быстрого зажигания дуги в инверторах есть функция «Горячий старт», которая предусматривает подачу на электрод тока повышенной силы в тот момент, когда необходимо начать сварку.
Строение и свойства сварочной дуги
Еще одна опция, которой наделены современные модели инверторных устройств, помогает обеспечить стабильное горение сварочной дуги даже в тот момент, когда кончик электрода слишком сильно приближается к поверхности соединяемых деталей. Называется такая опция «Форсирование дуги». Она предусматривает автоматическое увеличение тока в тот момент, когда расстояние между кончиком электрода и поверхностью детали сокращается.
Третья полезная опция, которой обладают современные инверторы, носит название «Антизалипание». В тот момент, когда электрод касается поверхности детали и прилипает к ней, на него автоматически перестает подаваться ток, что дает возможность спокойно и без ущерба для электрода оторвать его от свариваемого металла.
Если резюмировать все вышесказанное, инверторы идеально подходят для дома или дачи из-за таких неоспоримых достоинств, как:
простота настройки и управления;
возможность использования даже начинающими специалистами без серьезного ущерба для качества формируемого соединения;
экономичность;
минимизация трудовых и временных затрат;
компактность и незначительный вес;
широкая функциональность.
На какие характеристики ориентироваться при выборе инвертора
Собираясь приобрести инвертор для использования дома или на даче, постарайтесь сделать правильный выбор, чтобы это устройство стало для вас действительно полезным.
Ориентировочные параметры сварочного инвертора для домашнего хозяйства
В зависимости от модели функциональные возможности инверторов могут сильно варьироваться, поэтому до покупки необходимо определиться с тем, детали из каких металлов вы собираетесь варить и какими они будут обладать размерами (в первую очередь – толщиной). От данных критериев (основополагающих при выборе инвертора) будет зависеть тип используемых электродов, их допустимые диаметры и характеристики сварочного тока.
Продолжительность включения (ПВ) инверторного устройства
ПВ – это важный параметр любого сварочного аппарата, указывающий на то, в течение какого времени можно выполнять сварку в беспрерывном режиме. Понятно, что данный параметр напрямую влияет на производительность труда, которую может обеспечить инвертор. Измеряется данный параметр в процентах, взятых от 10-минутного периода работы оборудования. Например, если ПВ инвертора составляет 60%, то из 10 минут выполнять сварку можно только 6 минут, а 4 остальных минуты необходимы для остывания устройства. Данный параметр, который обязательно указывается производителем оборудования, следует соотносить со сварочным током (120 А) и внешним температурным режимом (60 градусов), для которых он и является наиболее точным. Естественно, для различных режимов работы и внешних температурных условий данный параметр будет автоматически корректироваться самим инвертором.
Продолжительность включения инвертора зависит от силы сварочного тока
Параметры питающего напряжения
Инверторы, приобретаемые для дома или дачи, питаются от обычной электрической сети с напряжением 220 В. Однако в наших электрических сетях не являются большой редкостью скачки напряжения. Именно поэтому для дома лучше выбирать аппараты, технические возможности которых позволяют им нормально функционировать даже при серьезных падениях и скачках напряжения в электрической сети. Если же инвертор не рассчитан на такие перепады, вы можете столкнуться с тем, что он просто перестанет работать при недостаточной величине напряжения в сети.
К инверторам, которые в состоянии работать даже при падении напряжения в сети до величины 187 В, относятся модели, выпускаемые под торговыми марками «Ресанта», Fubag и EWM. Конечно, при падении напряжения снизится также мощность таких аппаратов и сила тока, но они все же будут варить, а не отключаться автоматически.
Влияние пониженного напряжения на качество сварного шва
Всем, кто задумывается о выборе инвертора для дома или дачи, стоит придерживаться одного правила: лучше приобрести аппарат с некоторым запасом мощности (30–35%), а не ориентироваться только на то, что вы хотите получить от такого оборудования на сегодняшний день. Следовать этому принципу важно потому, что такое приобретение делается не на один год, а ваши потребности в плане мощности используемого аппарата могут возрасти. Тогда вам придется покупать новый инвертор, потому что функциональные возможности старого перестанут вас удовлетворять.
Современный рынок инверторного оборудования для сварки
Инверторы, представленные на современном рынке, различаются не только своими техническими характеристиками, но и технологическими принципами, положенными в основу их работы. Так, они могут функционировать по технологии MOSFET или IGBT. MOSFET считается уже несколько устаревшей аналоговой технологией. Инверторы, которые работают на ее основе, не отличаются таким оптимальным соотношением легкого веса и мощности, как IGBT-аппараты.
Внутреннее устройство сварочного инвертора ARC-200, собранного по технологии IGBT
Из торговых марок инверторных устройств, которые пользуются наибольшей популярностью на современном рынке и являются отличным выбором как для небольшого производства, так и для дома или дачи, можно выделить несколько:
Kemppi.
Fubag.
Telwin.
ProfHelper.
Brima.
Kemppi
Инверторы данной торговой марки уже на протяжении нескольких лет не сдают лидирующих позиций на рынке. Такая высокая популярность этого оборудования объясняется очень просто: наряду с функциональностью и исключительными техническими характеристиками, оно отличается стильным, современным дизайном, простотой в эксплуатации и обслуживании. В ассортименте Kemppi есть не только компактные инверторы для дачи и дома, но и мощные аппараты для оснащения производственных участков.
Fubag
Инверторы от немецкой компании Fubag благодаря своим техническим характеристикам позволяют получать качественные, надежные и аккуратные сварные швы даже сварщикам, не обладающим высокой квалификацией. Большим преимуществом оборудования данной торговой марки является то, что оно способно переносить значительные скачки напряжения в электрической сети и работать в интервале от 85 до 265 В.
Сварочный инвертор Fubag IN203
Telwin
Инверторы этой итальянской компании хорошо известны специалистам благодаря своему стильному дизайну, высокому качеству, надежности и продолжительной эксплуатации.
ProfHelper
Продукцию данной торговой марки отличает инновационность технических решений, а саму компанию – постоянная тяга к совершенствованию выпускаемого оборудования.
youtube.com/embed/vkcs9fph2p0″/>
Brima
Это один из самых старых и, как следствие, авторитетных производителей инверторного оборудования. Инверторы данной торговой марки характеризуются широкой универсальностью. Большинство современных моделей Brima можно успешно использовать дома для выполнения сварки по различным технологиям, а также для плазменной резки.
Таким образом, современный рынок инверторов отличается большим разнообразием – в отношении как их технических возможностей, так и стоимости. Это значит, что вам не составит труда найти и приобрести такое полезное устройство для дома или дачи.
лучших сварочных аппаратов для стержневой сварки до 1100 долларов: Miller, ESAB, Thermal Arc дешевле
Все категории/
Лучшие сварочные аппараты до 1100 долларов
Найдено 4 шт.
ESAB Fabricator 141i — 110-вольтовая сварка MIG/TIG/ручная установка
Идеальный аппарат для дуговой сварки без лишних затрат.
Welders Supply предлагает широкий выбор сварочных аппаратов для стержневой сварки, идеально подходящих для сварки в домашних условиях, вспомогательных сварочных проектов или даже для тех, кто впервые покупает аппарат профессионального уровня без перерасхода средств. Эти машины, как правило, меньше по размеру, что делает их отличными для хранения в гараже и очень портативными для тех, у кого нет сварочного цеха или грузовика для перевозки крупных объектов и машин.
Преимущества недорогих сварочных аппаратов:
Высокая портативность
Удобно хранить
Предоставляйте то, что вам нужно, не платя за дополнительные функции
Экономьте больше на расходных материалах
Меньшие машины часто могут работать там, где большие сварщики не могут
Отлично подходит для обучения и практики
Не тратьте больше, чем у вас есть
Платить за более дорогой сварочный аппарат, скорее всего, означает платить за функции, которые вам могут не понадобиться. Многие из предлагаемых нами аппаратов более высокого класса стоят дороже, потому что они имеют функции, предназначенные для профессиональных сварщиков. Но не каждый, кто занимается сваркой, делает это основным источником дохода. Не всем сварщикам нужно полагаться на свои машины, чтобы выполнять свою работу и зарабатывать на жизнь. И не всем сварщикам нужны универсальные машины, поддерживающие различные методы сварки. Если это похоже на вас, вам, вероятно, лучше не платить за все функции, которые нужны профессионалам изо дня в день.
Если вы изучаете сварку, работаете непрофессионально или работаете в более общей области, эти сварочные аппараты для сварки электродом — это экономичные и надежные машины, которые могут обеспечить базовые функции, а также любой аппарат стоимостью более 1100 долларов.
Наши лучшие сварочные аппараты до 1100 долл. США:
1. Сварочный аппарат постоянного тока Miller Thunderbolt 210
Miller Thunderbolt 210, безусловно, лучший в своем классе. Этот портативный аппарат для сварки стержнями может выполнять сварку методом «подключи и сварить» с помощью технологии Hot Start™, что позволяет легко создавать надежные дуги для выполнения срочных работ. Воспользуйтесь преимуществом универсальной вилки (MVP™) для работы с розетками на 120 или 240 В без инструментов для полной электрической адаптации.
2. ESAB Fabricator 141i — сварочный аппарат MIG/TIG/Stick, 110 В
ESAB Fabricator 141i Welder представляет собой портативную сварочную систему 3-в-1 для сварки MIG, TIG и дуговой сварки. При весе всего 33 фунта его легко передвигать, но он обладает достаточной мощностью, чтобы выполнять работу, не прибавляя веса ни на фунт, чем необходимо. Fabricator 141i не только легкий и простой в использовании, но и имеет хорошо продуманные функции, такие как защита от перегрузки, регулятор расходомера и вентилятор на сварочном аппарате, который предотвращает всасывание пыли и грязи в аппарат.
Этот компактный зверь поддерживает функции сварки Stick, MIG и TIG, так что это действительно универсальный пакет. Изготовление легкой нержавеющей стали, стали и алюминия – все это входит в сферу производства термической дуги. Он портативный, мощный и довольно доступный по сравнению с другими сварочными аппаратами с аналогичными возможностями.
4. Сварочный аппарат для ручной сварки Miller Thunderbolt 160 DC
Сварочный аппарат для ручной сварки Miller Thuderbolt® 160 DC — лучший в своем классе надежный, портативный и мощный аппарат для ручной сварки. При весе 15 фунтов он легкий (почти на 100 фунтов легче, чем предыдущая модель Миллера) и идеально подходит для переноски на рабочих площадках, в гаражах и на крупных проектах. Всего за 500 долларов это идеальная машина для обычных сварщиков или новичков, желающих попрактиковаться.
Качественная продукция – 100% времени
Welder Supply поставляет высококачественную продукцию местной промышленности. Сварочные аппараты, которые мы предлагаем, не являются исключением, даже самые недорогие. Мы знаем отличные сварочные аппараты и то, что ищут сварщики. Потому что мы не просто сайт. Мы сварщики.
Избранное
Сварочные перчатки Tillman Premium MIG
Просмотр продукта
Защитные очки Jackson Nemesis, дымчатые/зеркальные #25688
Посмотреть продукт
Наушники Jackson Safety, VIBE
Просмотр продукта
Классическая серия Miller VS Black с ClearLight
Просмотр продукта
Зеленые рукава Tillman
Просмотр продукта
Тканевая сварочная куртка Miller Indura
Просмотр продукта
Сопло Hypertherm Powermax 45 (упаковка из 5 шт.)
Просмотр продукта
ECONOMY MESH — ПЕРЕДНИЙ ЗАЩИТНЫЙ ЖИЛЕТ НА КРЮЧКАХ И ПЕТЛЯХ
Просмотр продукта
Подушечка для левой руки Tillman
Просмотр продукта
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
5 советов по сварке летом в сильную жару
5 советов по сварке летом в сильную жару
30 июня 2022 г.
К сожалению, у сварщиков нет межсезонья, чтобы восстановить силы. Даже когда палит солнце, сварщики должны выполнять свои повседневные обязанности.
Они должны принять дополнительные меры, чтобы избежать серьезных травм или смерти из-за суровых условий лета. Знание этих пяти советов по сварке летом в сильную жару поможет вам обеспечить себе хорошее самочувствие.
Частые перерывы для питья
Чтобы предотвратить обезвоживание, рабочие, работающие в любой сфере промышленности, должны пить воду и заправляться электролитами. Это значительно более важно, если вы свариваете. Палящий жар от солнца минимален по сравнению с пламенем на расстоянии вытянутой руки от вашего лица. Сочетание обоих элементов может сделать день невыносимым.
Может развиться тепловое истощение, даже если вы не потеете, поэтому не полагайтесь на этот признак, чтобы определить, нужно ли вам сделать перерыв на воду. Знайте свои ограничения и будьте осторожны.
Носите соответствующую одежду
Сварщики обычно носят тяжелую, плотную или 100-процентную хлопчатобумажную или шерстяную одежду, чтобы защитить себя от опасностей работы. Однако этот тип одежды бесполезен, когда температура на улице достигает трехзначных цифр.
Если одежда впитывает пот, попробуйте более легкую одежду. Вы даже можете выбрать сварочные рукава, чтобы защитить себя, когда вы в действии, позволяя вам сохранять спокойствие, когда вы не отдаете горелку.
Попробуйте сварочный зонт
Сварщику, который постоянно находится на открытом воздухе, может понадобиться облачное небо, чтобы защитить себя от солнца. Большую часть времени, которое вы проводите на улице, солнце будет высоко в небе, поэтому покупка сварочного зонта имеет смысл.
Эти специально разработанные зонты достаточно прочны, чтобы противостоять солнцу и противостоять брызгам и дыму, которые образуются при сварке.
Нанесите крем под подгузник на проблемные участки
Родители используют крем под подгузник, чтобы облегчить боль ребенка от раздражения кожи. Так почему бы не использовать ту же логику для своей кожи, когда она постоянно подвергается атакам? Крем под подгузник с оксидом цинка увлажняет кожу, предотвращая образование инфекции.
Натирание — почти гарантированный побочный эффект, когда одежда трется о потную кожу. Следовательно, крем под подгузник может стать вашим лучшим другом этим летом.
Охлаждающая лента и ветошь
Хотя после долгого дня вам может захотеться прыгнуть в бассейн со льдом, это не поможет вам в рабочее время. Следующим лучшим способом является использование любого или всего холодного снаряжения, чтобы получить некоторое облегчение. Охлаждающая повязка, тряпки, перчатки или жилет стоит изучить, если вы не можете справиться с жарой.
Единственная ваша забота должна заключаться в том, безопасно ли носить охлаждающее снаряжение вместе с другим защитным снаряжением. Вы не должны снимать основные средства индивидуальной защиты в пользу охлаждающей тряпки.
В идеале эти пять советов по летней сварке помогут вам в сильную жару. Модернизация вашего оборудования для орбитальной сварки с помощью аппарата для орбитальной сварки AMI от SEC Industrial, безусловно, поможет вам выполнять сварочные работы летом.
Круги шлифовальные наждачные (10штук) P80 125мм Zolder Набор шлифовальных самосцепляющихся кругов для дрели и УШМ под насадку с «липучкой». Наждачные круги Zolder предназначены для шлифовальных работах по дереву, металлу и пластику. ∙ Рабочая поверхность: бумажная основа CDE с абразивом оксида алюминия ∙ Абразивное зерно с острыми краями обладает высокой твердостью и износостойкостью ∙ Зерно самозатачивается в процессе эксплуатации кругов ∙ Связующее для абразивных частиц: специальная смола с оптимальным соотношением эластичности и жесткости ∙ Обратная сторона: тканевое покрытие для надежного крепления к «липучке» насадки УШМ
Под заказ: доставка до 14 дней 195 ₽
В наличии 195 ₽
Характеристики
Размеры
Длина:
125 мм
Ширина:
125 мм
Высота:
15 мм
Размеры в упаковке
Длина упаковки:
125 мм
Высота упаковки:
15 мм
Ширина упаковки:
125 мм
Вес, объем
Вес нетто:
0.13 кг
Вес брутто:
0. 13 кг
Другие параметры
Торговая марка:
ZOLDER
Производитель:
LIANYUNGANG ORIENTCRAFT ABRASIVES CO.,LTD
Страна происхож.:
Китай
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Круги шлифовальные наждачные (10шт) P80 125мм Zolder на сайте носят информационный характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Круги шлифовальные наждачные (10шт) P80 125мм Zolder в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Сертификаты
11005960 Письмо Альянс N3611-20.pdf
Статьи по теме
Выбираем веревку
Vintage Circles 3 Artwork by Kristin Emery at FramedArt.
Акриловое и легкое плексигласовое покрытие 9005 -Стойкий
Clear Plexiglass
Non-Glare Plexiglass
Glass Finishing
Slightly Thicker & Heavier
Clear Glass
Антибликовое стекло
Стекло музейного качества Невероятная прозрачность и 99%-ная защита от УФ-излучения
* Прозрачное плексиглас и прозрачное стекло имеют прозрачное покрытие с отражающими свойствами и могут создавать блики, если их поместить рядом с окном или повесить в месте с прямым солнечным светом. Это лучший вариант для художественных работ с красочными или яркими цветами.
** Небликующее оргстекло и антибликовое стекло рассеивают блики солнца или света и смягчают или приглушают все цвета в ваших работах. Под углом изображение не будет видно.
Выберите размер
Тип продукта
Руководство по размерам
Все размеры основаны на внешних размерах.
Product Type
Customize It
Black Frame
Brown Frame
Silver Frame
Gold Frame
Art Print
Laminated
Customize It
Select a Size
Product #: R810699-AEAEAGOELM
Связанные категории
Абстрактное круговое искусство
Абстрактное искусство для спальни
Геометрические линии и узоры
Reviews
Modern Circles Artwork by Kristin Emery at FramedArt.
Museum Quality Glass Amazing Clarity and 99% UV Protection
* Прозрачное оргстекло и прозрачное стекло имеют прозрачное покрытие, которое обладает отражающими свойствами и может вызвать блики, если их поместить рядом с окном или повесить в месте с прямым солнечным светом. Это лучший вариант для художественных работ с красочными или яркими цветами.
** Антибликовое оргстекло и антибликовое стекло рассеивают блики солнца или света и смягчают или приглушают все цвета в ваших работах.

 5.16, б, в).
5.16, б, в). Глубину расположения полумартенситной зоны устанавливают по твердости, последовательно измеренной вдоль образца от торца к периферии (см, рис. 5.6, б).
Глубину расположения полумартенситной зоны устанавливают по твердости, последовательно измеренной вдоль образца от торца к периферии (см, рис. 5.6, б).
 5.19. Полоса прокаливаемости стали с 0,4% С
5.19. Полоса прокаливаемости стали с 0,4% С
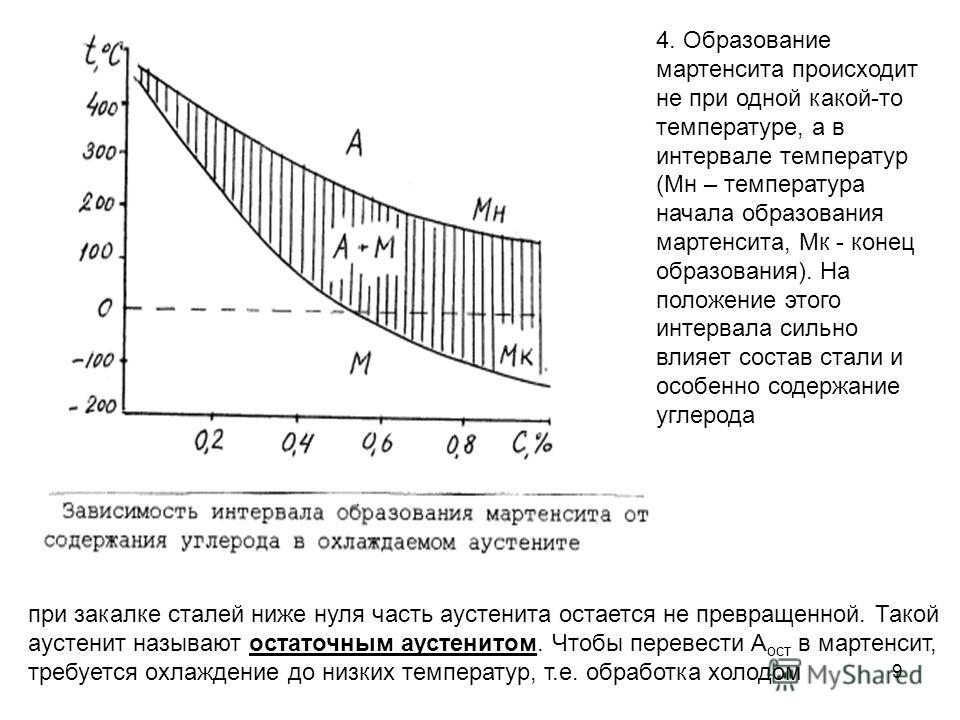 При этом колебания величины зерна не превосходят двух (редко трех) баллов. Эти колебания практически не оказывают заметного влияния на прокаливаемость.
При этом колебания величины зерна не превосходят двух (редко трех) баллов. Эти колебания практически не оказывают заметного влияния на прокаливаемость.



 Фаза представляет собой однородную часть материала.
Фаза представляет собой однородную часть материала.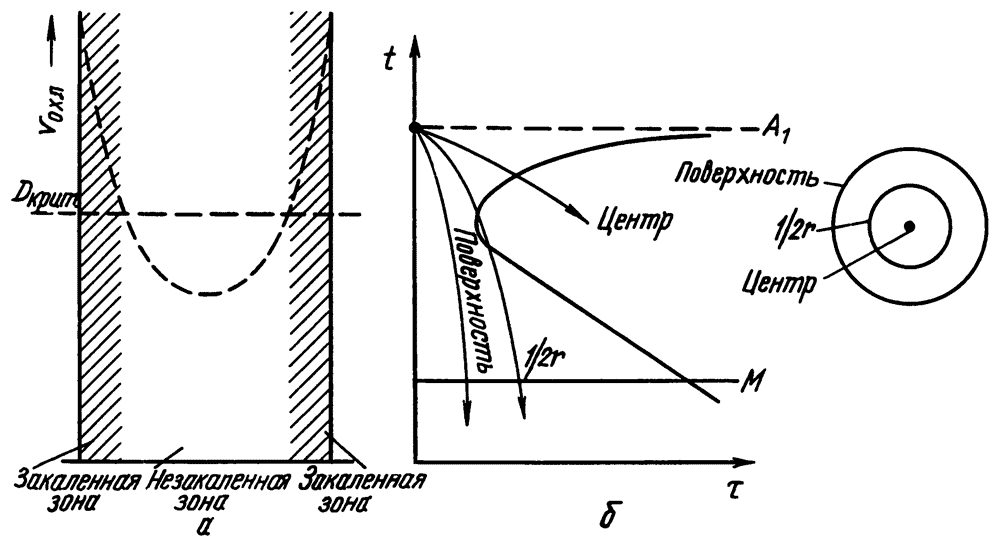 Аустенит представляет собой железо в гамма-фазе, и при высоких температурах его атомарная
Аустенит представляет собой железо в гамма-фазе, и при высоких температурах его атомарная
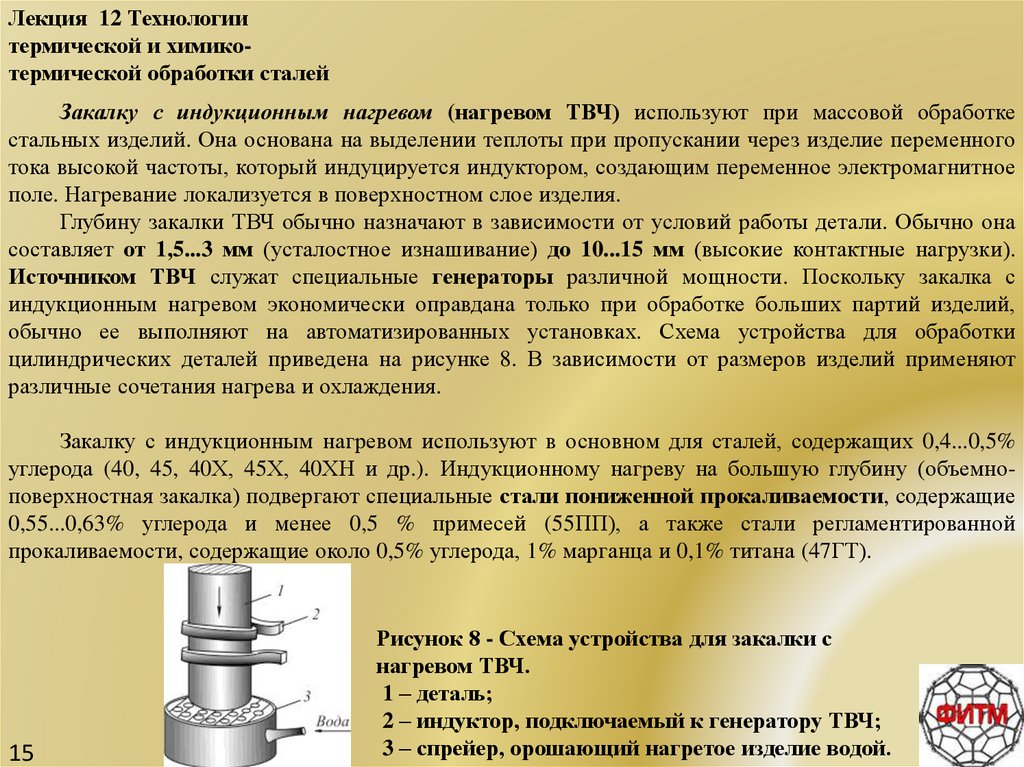
 Затем блок быстро перемещается в
Затем блок быстро перемещается в Кроме того, чем больше разница в твердости между двумя концами, тем ниже прокаливаемость. Для кривых прокаливаемости характерно, что по мере удаления от закаленного конца скорость охлаждения уменьшается. Сталь 1040 изначально имеет такую же твердость, как и 4140, и 4340, но очень быстро остывает по длине образца. Стали 4140 и 4340 остывают более постепенно и, следовательно, имеют более высокую прокаливаемость. 4340 имеет менее экстремальную степень охлаждения по сравнению с 4140 и, таким образом, имеет самую высокую прокаливаемость из трех.
Кроме того, чем больше разница в твердости между двумя концами, тем ниже прокаливаемость. Для кривых прокаливаемости характерно, что по мере удаления от закаленного конца скорость охлаждения уменьшается. Сталь 1040 изначально имеет такую же твердость, как и 4140, и 4340, но очень быстро остывает по длине образца. Стали 4140 и 4340 остывают более постепенно и, следовательно, имеют более высокую прокаливаемость. 4340 имеет менее экстремальную степень охлаждения по сравнению с 4140 и, таким образом, имеет самую высокую прокаливаемость из трех.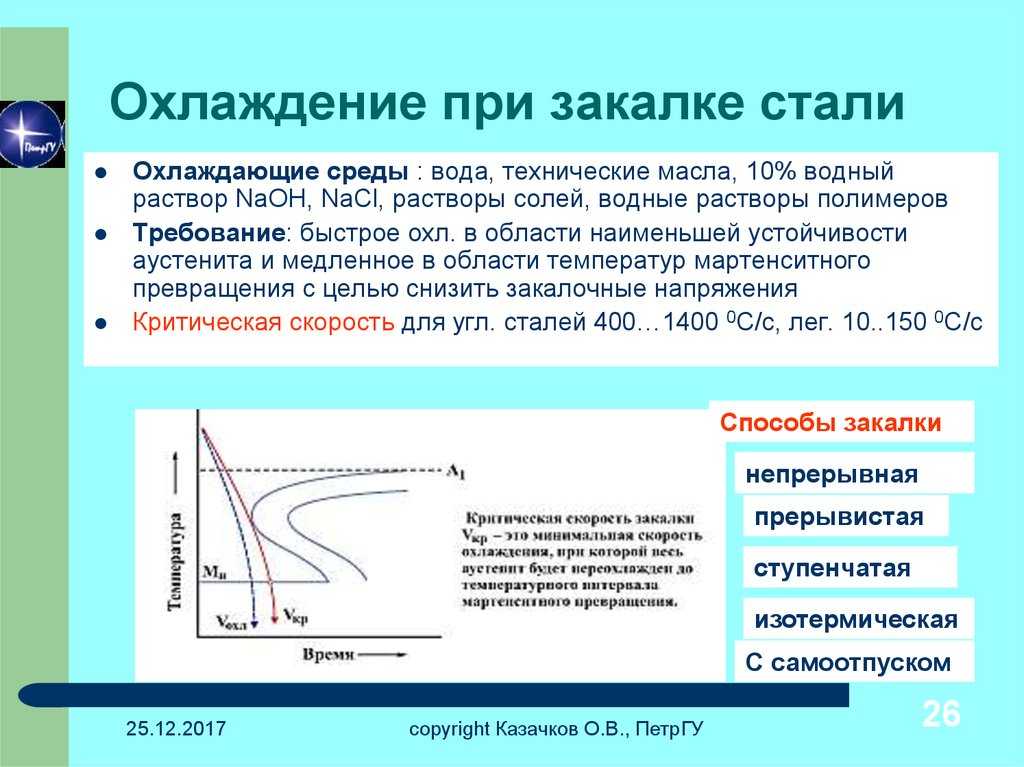 В таблице 1 ниже показано сравнение содержания легирующих элементов в каждой из сталей. 1040 представляет собой простую углеродистую сталь и, следовательно, имеет самую низкую прокаливаемость, поскольку в ней нет других элементов, кроме железа, которые блокируют выход атомов углерода из матрицы. Никель, добавленный в 4340, позволяет формировать немного большее количество мартенсита по сравнению с 4140, что придает ему самую высокую прокаливаемость из этих трех сплавов. Большинство металлических легирующих элементов замедляют образование перлита, феррита и бейнита, поэтому повышают прокаливаемость стали.
В таблице 1 ниже показано сравнение содержания легирующих элементов в каждой из сталей. 1040 представляет собой простую углеродистую сталь и, следовательно, имеет самую низкую прокаливаемость, поскольку в ней нет других элементов, кроме железа, которые блокируют выход атомов углерода из матрицы. Никель, добавленный в 4340, позволяет формировать немного большее количество мартенсита по сравнению с 4140, что придает ему самую высокую прокаливаемость из этих трех сплавов. Большинство металлических легирующих элементов замедляют образование перлита, феррита и бейнита, поэтому повышают прокаливаемость стали.
 Это вредно для процесса закалки, поскольку желаемой микроструктурой является мартенсит, а другие типы мешают его росту. Мартенсит образуется при быстром охлаждении аустенитных зерен, и процесс его превращения еще недостаточно изучен. С увеличением размера зерна становится больше аустенитных зерен и меньше границ зерен. Следовательно, меньше возможностей для образования микроструктур, таких как перлит и бейнит, и больше возможностей для образования мартенсита.
Это вредно для процесса закалки, поскольку желаемой микроструктурой является мартенсит, а другие типы мешают его росту. Мартенсит образуется при быстром охлаждении аустенитных зерен, и процесс его превращения еще недостаточно изучен. С увеличением размера зерна становится больше аустенитных зерен и меньше границ зерен. Следовательно, меньше возможностей для образования микроструктур, таких как перлит и бейнит, и больше возможностей для образования мартенсита. Водные полимерные реагенты обеспечивают скорость тушения между
Водные полимерные реагенты обеспечивают скорость тушения между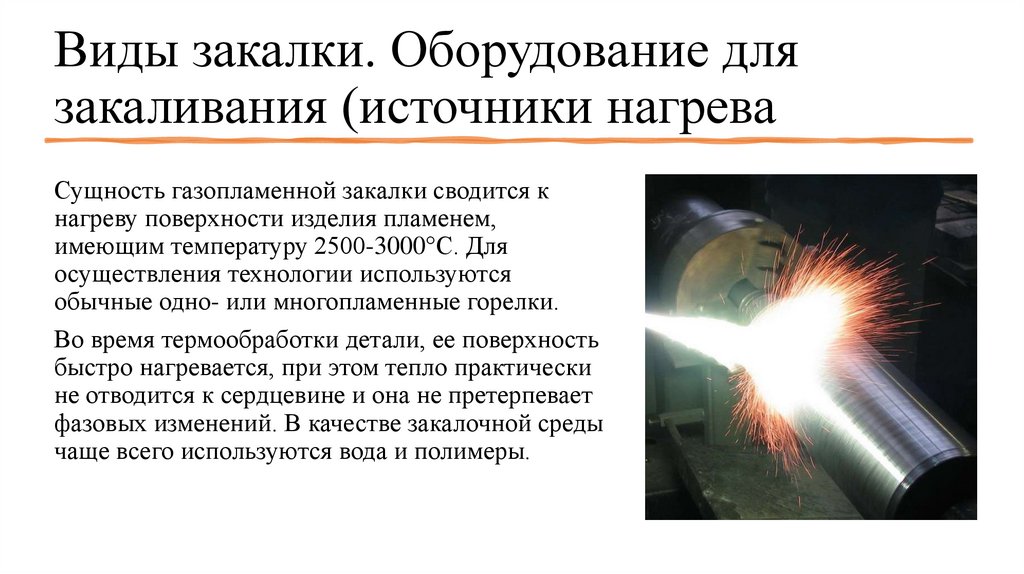 Обычно для деталей с умеренным напряжением требуется только около 50% мартенсита по всей заготовке. При обработке закаленного металла с очень низкой прокаливаемостью цельный твердосплавный инструмент со стандартным покрытием может работать без проблем. Это связано с тем, что самая твердая часть заготовки ограничена ее поверхностью. При обработке стали с высокой прокаливаемостью рекомендуется использовать фрезу со специальной геометрией, предназначенной для конкретного применения. Высокая прокаливаемость приводит к тому, что заготовка становится твердой по всему объему. В каталоге Harvey Tool представлен ряд различных фрез для закаленной стали, включая сверла, концевые фрезы, фрезы для шпонок и граверы.
Обычно для деталей с умеренным напряжением требуется только около 50% мартенсита по всей заготовке. При обработке закаленного металла с очень низкой прокаливаемостью цельный твердосплавный инструмент со стандартным покрытием может работать без проблем. Это связано с тем, что самая твердая часть заготовки ограничена ее поверхностью. При обработке стали с высокой прокаливаемостью рекомендуется использовать фрезу со специальной геометрией, предназначенной для конкретного применения. Высокая прокаливаемость приводит к тому, что заготовка становится твердой по всему объему. В каталоге Harvey Tool представлен ряд различных фрез для закаленной стали, включая сверла, концевые фрезы, фрезы для шпонок и граверы. Это важное свойство материала, которое необходимо учитывать при выборе стали, а также режущих инструментов для конкретного применения. Упрочнение любой стали зависит от размера и формы детали, молекулярного состава стали и типа используемого метода закалки.
Это важное свойство материала, которое необходимо учитывать при выборе стали, а также режущих инструментов для конкретного применения. Упрочнение любой стали зависит от размера и формы детали, молекулярного состава стали и типа используемого метода закалки. Для этого сталь должна быть закалена с достаточно высокой скоростью, чтобы избежать распада аустенита во время охлаждения на такие продукты, как феррит, перлит и бейнит.
Для этого сталь должна быть закалена с достаточно высокой скоростью, чтобы избежать распада аустенита во время охлаждения на такие продукты, как феррит, перлит и бейнит.

 Е. Непрерывного охлаждения
Е. Непрерывного охлаждения Диаграмму лучше всего использовать
Диаграмму лучше всего использовать Чрезвычайно трудно предсказать прокаливаемость только на основе основных принципов, т.
Чрезвычайно трудно предсказать прокаливаемость только на основе основных принципов, т.
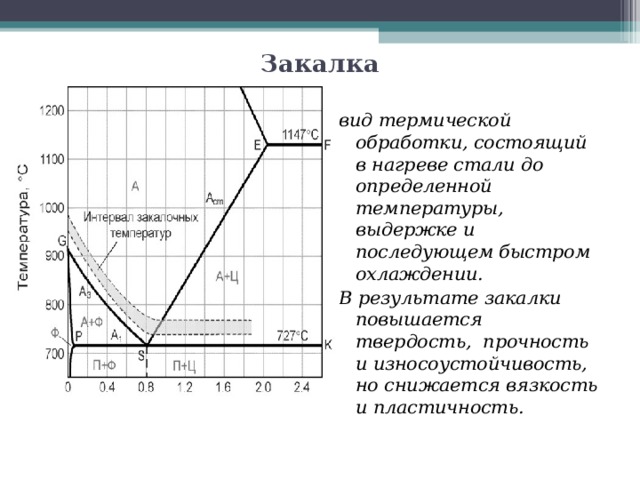
 Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров.
Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров. При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части сварочного аппарата. Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки.
При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части сварочного аппарата. Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки. При этом необходимо учитывать особенности производства работы. На процесс сварки влияют применяемые материалы. В первую очередь, это газ. Для каждого вида сварочных работ необходимо применять определенный вид газа, который подается к месту соединения деталей.
При этом необходимо учитывать особенности производства работы. На процесс сварки влияют применяемые материалы. В первую очередь, это газ. Для каждого вида сварочных работ необходимо применять определенный вид газа, который подается к месту соединения деталей. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры Основные типы, конструктивные элементы и размеры
Основные типы, конструктивные элементы и размеры Швы сварных соединений трубопроводов. Магнитографический метод
Швы сварных соединений трубопроводов. Магнитографический метод Перечень и условные обозначения процессов. Утратил силу в РФ.
Перечень и условные обозначения процессов. Утратил силу в РФ. Применение дифракционно-временного метода (TOFD)
Применение дифракционно-временного метода (TOFD) Испытания на твердость узких сварных соединений, выполненных лазерной и электронно-лучевой сваркой (определение твердости по Виккерсу и Кнупу)
Испытания на твердость узких сварных соединений, выполненных лазерной и электронно-лучевой сваркой (определение твердости по Виккерсу и Кнупу) Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки pdf
pdf  2
2
 По согласованию изготовителя с потребителем допускается выпуск марок флюса АН-348-АМ с массовой долей фторида кальция менее 3%.
По согласованию изготовителя с потребителем допускается выпуск марок флюса АН-348-АМ с массовой долей фторида кальция менее 3%. Марки флюса ОСТ-45, ОСТ-45М, ОСК-45П, ан-60, АН-65, АН-8, АН-17М, ан-18, ан-20С, Ан-20, Ан-20П, Ан-22, Ан-26С, Ан-42, Ан-43, Ан-47, Ан-26П, Ан-26СП, ФТС-9 допускается не более 3%, а для флюса марки EN -15М — не более 1% от массы потока зерен с цветом, отличным от указанного.
Марки флюса ОСТ-45, ОСТ-45М, ОСК-45П, ан-60, АН-65, АН-8, АН-17М, ан-18, ан-20С, Ан-20, Ан-20П, Ан-22, Ан-26С, Ан-42, Ан-43, Ан-47, Ан-26П, Ан-26СП, ФТС-9 допускается не более 3%, а для флюса марки EN -15М — не более 1% от массы потока зерен с цветом, отличным от указанного. Во флюсе не допускаются: крупность зерна свыше 1,6 соответственно; 2,5; 2,8; 4,0 мм в количестве более 3% его массы, крупностью менее соответственно 0,25 и 0,35 мм более 3% его массы.
Во флюсе не допускаются: крупность зерна свыше 1,6 соответственно; 2,5; 2,8; 4,0 мм в количестве более 3% его массы, крупностью менее соответственно 0,25 и 0,35 мм более 3% его массы. 6, 2.7. (Измененная редакция, ред. N 1).
6, 2.7. (Измененная редакция, ред. N 1). По степени воздействия на организм человека пылевой поток токсичен, раздражающе-сенсибилизирующий, путь проникновения в организм через органы дыхания, кожные покровы и слизистые оболочки.
По степени воздействия на организм человека пылевой поток токсичен, раздражающе-сенсибилизирующий, путь проникновения в организм через органы дыхания, кожные покровы и слизистые оболочки. Если в столбце «Значение ПДК» указано два значения, это означает, что максимум в числителе и в знаменателе — средневзвешенный по времени ПДК.
Если в столбце «Значение ПДК» указано два значения, это означает, что максимум в числителе и в знаменателе — средневзвешенный по времени ПДК.
 Оставшуюся флюсовую четверку, получая четыре порции, каждая массой не менее 0,5 кг, из которых две порции отбирают для двух параллельных измерений насыпной плотности, третью порцию делят пополам, получают две порции по 250 г для определения размера частиц распределения, а из последней порции после квантования отбирают две навески по 100 г для контроля однородности.
Оставшуюся флюсовую четверку, получая четыре порции, каждая массой не менее 0,5 кг, из которых две порции отбирают для двух параллельных измерений насыпной плотности, третью порцию делят пополам, получают две порции по 250 г для определения размера частиц распределения, а из последней порции после квантования отбирают две навески по 100 г для контроля однородности. Относительное количество зерен (), не соответствующих размерным требованиям табл.3 в процентах, рассчитывают по формуле
Относительное количество зерен (), не соответствующих размерным требованиям табл.3 в процентах, рассчитывают по формуле Флюс взвешивается с точностью до 1 г. Насыпная плотность (), г/см, рассчитывается по формуле
Флюс взвешивается с точностью до 1 г. Насыпная плотность (), г/см, рассчитывается по формуле 1. К каждому мешку или контейнеру прикрепите этикетку или этикетку водостойкой краской, на которой указано: 9товарный знак 0003
1. К каждому мешку или контейнеру прикрепите этикетку или этикетку водостойкой краской, на которой указано: 9товарный знак 0003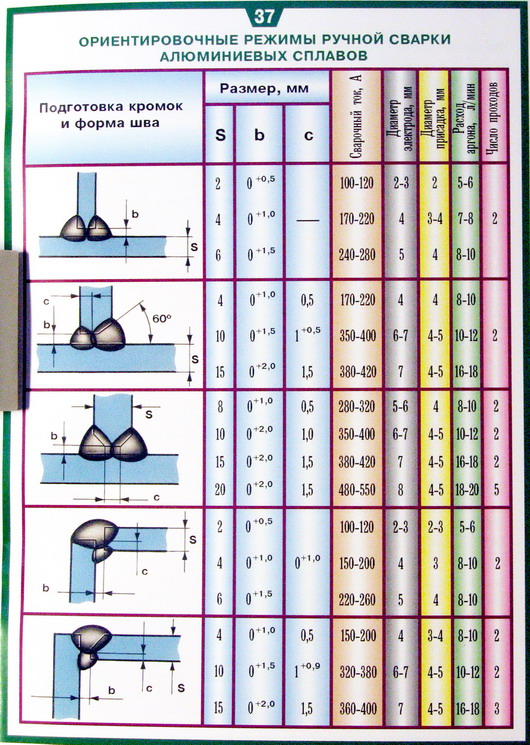

 При правильном выборе марки флюсов техники Ан-8, Ан-20С, Ан-20, Ан-20П, Ан-22, Ан-26С, Ан-26П, Ан-15, Ан-17М, ан-18, ан-42, ан-43, ан-47, ан-65 могут применяться для сварки и наплавки других марок стали в сочетании с соответствующими присадочными материалами.
При правильном выборе марки флюсов техники Ан-8, Ан-20С, Ан-20, Ан-20П, Ан-22, Ан-26С, Ан-26П, Ан-15, Ан-17М, ан-18, ан-42, ан-43, ан-47, ан-65 могут применяться для сварки и наплавки других марок стали в сочетании с соответствующими присадочными материалами. Допускается использование других режимов сушки для достижения необходимой влажности и стабильности цвета зерен флюса.
Допускается использование других режимов сушки для достижения необходимой влажности и стабильности цвета зерен флюса.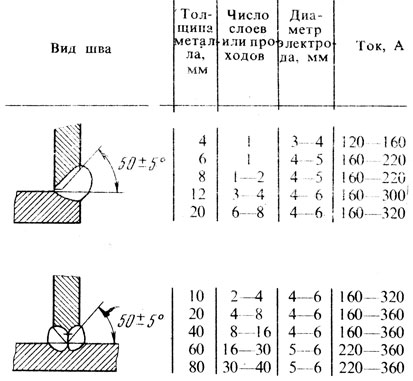 pdf
pdf 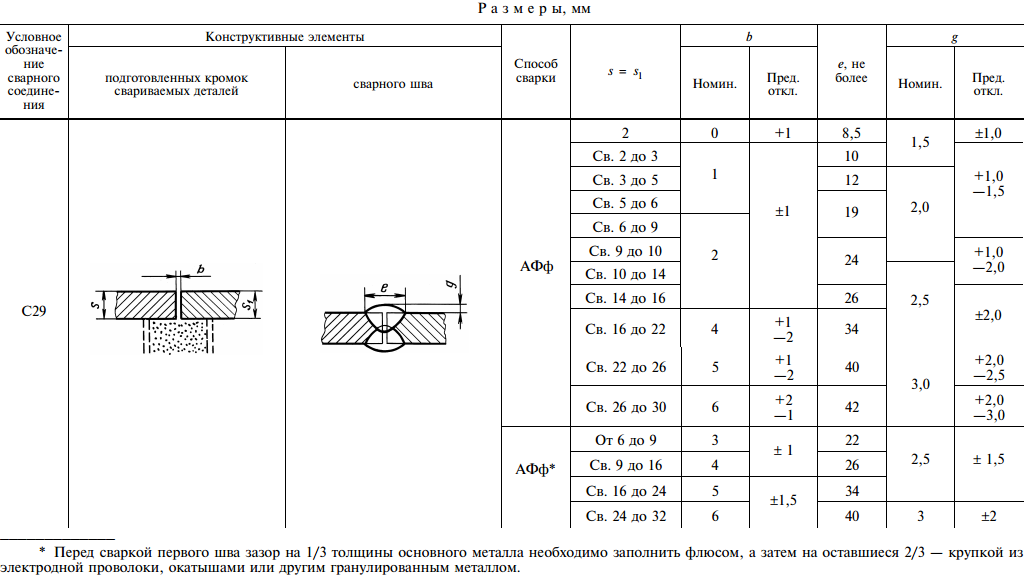 3.1.2
3.1.2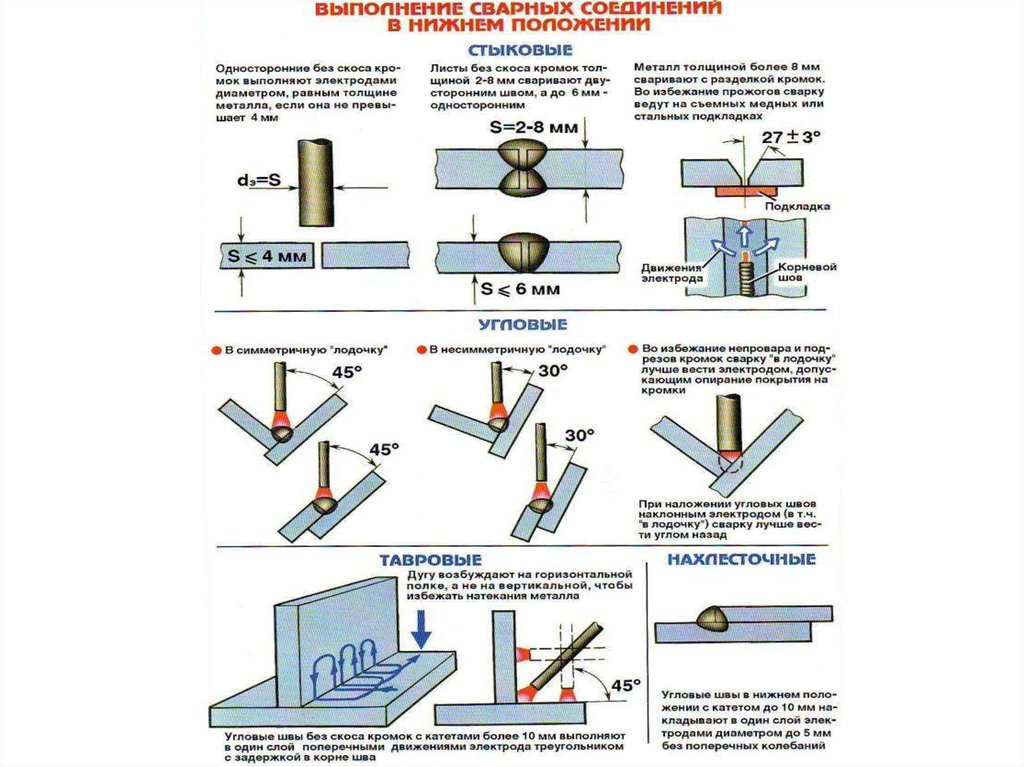 1
1 Ограничение действий, принимаемых Протоколом № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Ограничение действий, принимаемых Протоколом № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
 0
0
 3.1.2. Химический состав сварочной проволоки и прутков из сплавов марок Брнкр, ВРХ0,7, МЦп1, БрНТ, ЛК62-0,5, ЛКБО62-0,2-0,04-0,5 и ЛОК59-1-0,3 должен быть как указано в таблице. 5; марок М1, М1п, М2п — ГОСТ 859, марок Бркмц3-1, Брамц9-2, Бражмц10-3-1,5 — ГОСТ 18175, марок Брок4-3, Броф6,5-0,15 — ГОСТ 5017, марок Л63, Лмц58 −2, Лжмц59−1-1, ЛО60−1, ГОСТ 15527, марок МНЖ5−1, МНЖКТ5−1-0,2−0,2 — ГОСТ 492.
3.1.2. Химический состав сварочной проволоки и прутков из сплавов марок Брнкр, ВРХ0,7, МЦп1, БрНТ, ЛК62-0,5, ЛКБО62-0,2-0,04-0,5 и ЛОК59-1-0,3 должен быть как указано в таблице. 5; марок М1, М1п, М2п — ГОСТ 859, марок Бркмц3-1, Брамц9-2, Бражмц10-3-1,5 — ГОСТ 18175, марок Брок4-3, Броф6,5-0,15 — ГОСТ 5017, марок Л63, Лмц58 −2, Лжмц59−1-1, ЛО60−1, ГОСТ 15527, марок МНЖ5−1, МНЖКТ5−1-0,2−0,2 — ГОСТ 492. 3.1.3. Проволока и тянутые прутки изготавливаются из мягкой и твердой стали.
3.1.3. Проволока и тянутые прутки изготавливаются из мягкой и твердой стали.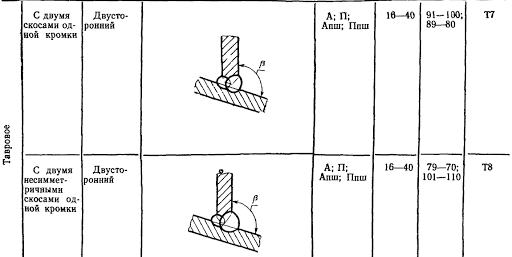 3.1.8. Проволоку следует сворачивать в мотки или наматывать на катушки, катушки, сердечники сепараторными рядами без резких перегибов и выравнивать, исключая возможность нарушения плотности рядов проволоки.
3.1.8. Проволоку следует сворачивать в мотки или наматывать на катушки, катушки, сердечники сепараторными рядами без резких перегибов и выравнивать, исключая возможность нарушения плотности рядов проволоки.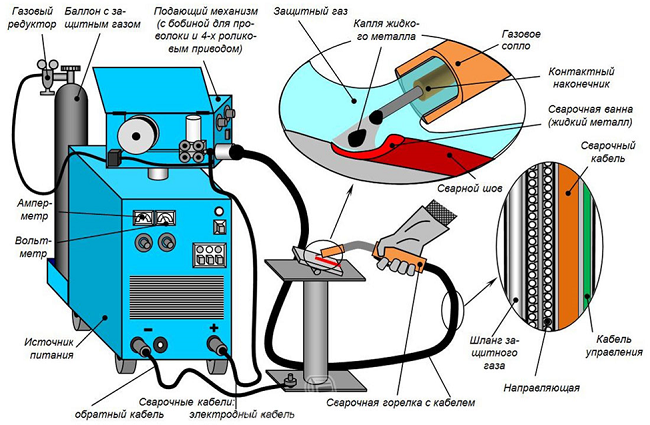 3.1.4, глубина которых при контрольной зачистке превышает половину предельных отклонений по диаметру.
3.1.4, глубина которых при контрольной зачистке превышает половину предельных отклонений по диаметру.


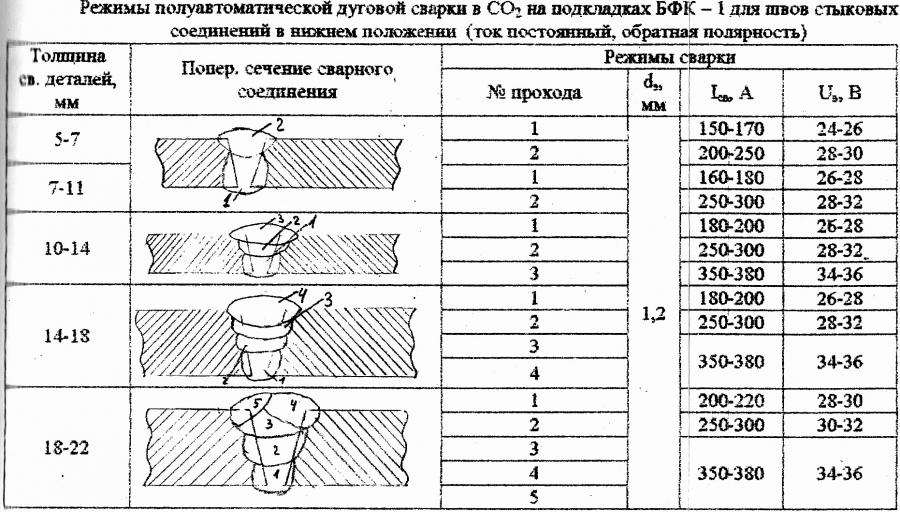
 Планы контроля соответствуют ГОСТ 18242. количество контролируемых мотков (катушек, бобин, сердечников) проволоки или прутков определяется по таблице. 7.
Планы контроля соответствуют ГОСТ 18242. количество контролируемых мотков (катушек, бобин, сердечников) проволоки или прутков определяется по таблице. 7. 1 и 2, пп.1.3.1.4, 1.3.2.2, меньше приемочного числа, указанного в табл. 7.
1 и 2, пп.1.3.1.4, 1.3.2.2, меньше приемочного числа, указанного в табл. 7. Испытание проводят периодически, по требованию потребителя.
Испытание проводят периодически, по требованию потребителя.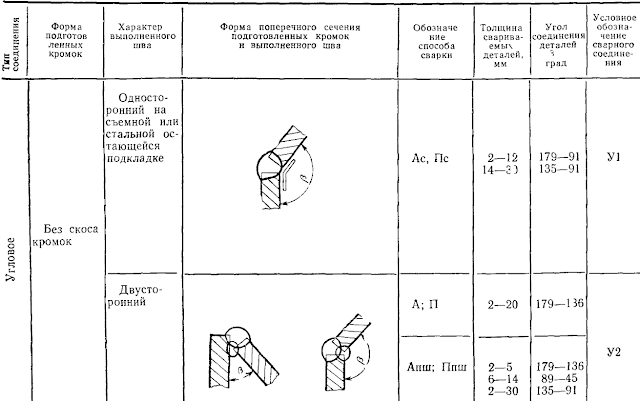 Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231. 6. Отбор проб для испытаний на изгиб проводят с обоих концов каждой контролируемой обмотки (катушка-барабан-сердечник) или двух участков на расстоянии не менее 5 м друг от друга.
6. Отбор проб для испытаний на изгиб проводят с обоих концов каждой контролируемой обмотки (катушка-барабан-сердечник) или двух участков на расстоянии не менее 5 м друг от друга.
 Найближчий аналог AISI 316 і AISI 316L з низьким вмістом вуглецю.
Найближчий аналог AISI 316 і AISI 316L з низьким вмістом вуглецю. Работаем со всеми регионами России! Срочное изготовление и поставки любых крепежных металлоизделий! Доставка по Москве в подарок!
Работаем со всеми регионами России! Срочное изготовление и поставки любых крепежных металлоизделий! Доставка по Москве в подарок! 
 1-2012 и закладных изделий для фундаментов серии 1.400-15! Доставка до транспортных компаний в Москве бесплатно!
1-2012 и закладных изделий для фундаментов серии 1.400-15! Доставка до транспортных компаний в Москве бесплатно!  1-2012! Доставка по Москве в подарок!
1-2012! Доставка по Москве в подарок!  Осуществляется круглосуточная отгрузка большегрузного автотранспорта до 20 тонн
Осуществляется круглосуточная отгрузка большегрузного автотранспорта до 20 тонн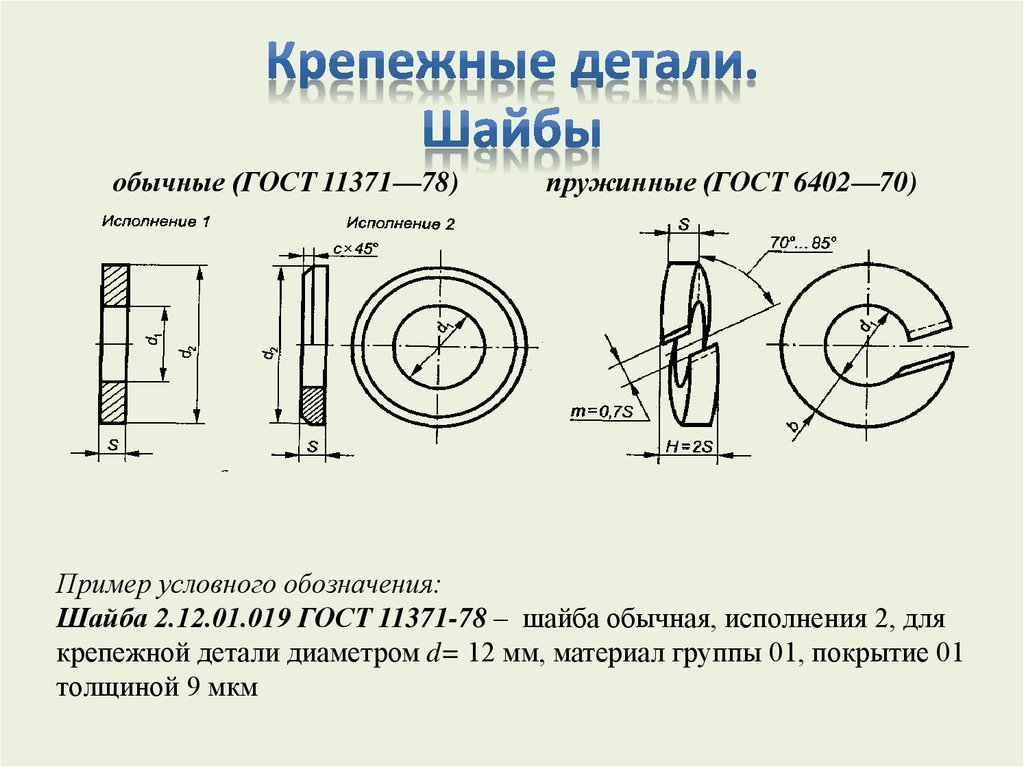 S.W. и крепеж B.S.F [Таблица 4]
S.W. и крепеж B.S.F [Таблица 4]  1 — 2002
1 — 2002 
 Можно воспользоваться готовыми схемами, позволяющими без труда собрать средство сварки из микроволновки своими руками.
Можно воспользоваться готовыми схемами, позволяющими без труда собрать средство сварки из микроволновки своими руками. Смазывание кабеля маслом упрощает задачу. После этого наконечник соединяют с электродом болтом.
Смазывание кабеля маслом упрощает задачу. После этого наконечник соединяют с электродом болтом. Расположенные с двух сторон шунты аккуратно удаляют. Они при создании сварочного аппарата не понадобятся. Трансформатор снабжают новой обмоткой, которую делают из многожильного кабеля. Провод накручивают в 2-3 витка. Если кабель имеет толстую оплетку, ее удаляют и заменяют изолентой. При необходимости устанавливают 2 трансформатора с общей обмоткой. После завершения этих этапов выполняют следующие действия:
Расположенные с двух сторон шунты аккуратно удаляют. Они при создании сварочного аппарата не понадобятся. Трансформатор снабжают новой обмоткой, которую делают из многожильного кабеля. Провод накручивают в 2-3 витка. Если кабель имеет толстую оплетку, ее удаляют и заменяют изолентой. При необходимости устанавливают 2 трансформатора с общей обмоткой. После завершения этих этапов выполняют следующие действия: Управление аппаратом не вызывает затруднений даже у начинающего пользователя. Для работы применяют 2 элемента:
Управление аппаратом не вызывает затруднений даже у начинающего пользователя. Для работы применяют 2 элемента: Прекрасное подтверждение тому – сварочно-плавильные аппараты, которые умельцы изготавливают из микроволновок всего за пару часов.
Прекрасное подтверждение тому – сварочно-плавильные аппараты, которые умельцы изготавливают из микроволновок всего за пару часов.


 youtube.com/embed/jpG_PMKsWGQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/jpG_PMKsWGQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Главное – не забывайте о технике безопасности и средствах индивидуальной защиты.
Главное – не забывайте о технике безопасности и средствах индивидуальной защиты. Займемся сваркой!
Займемся сваркой! К первичной обмотке подключается сетевое питание, а вторичная обмотка имеет более тонкие проволочные обмотки с прикрепленными красными проводами.
К первичной обмотке подключается сетевое питание, а вторичная обмотка имеет более тонкие проволочные обмотки с прикрепленными красными проводами. Не забудьте оставить приличную длину кабеля, который будет крепиться к сварочным электродам.
Не забудьте оставить приличную длину кабеля, который будет крепиться к сварочным электродам. instructables.com/id/DIY-Spot-Welder-From-Microwave/step6/Welding-Arm/»>
instructables.com/id/DIY-Spot-Welder-From-Microwave/step6/Welding-Arm/»> Я спас этот из микроволновки.
Я спас этот из микроволновки. Просто вырезаем и сверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет сверху, а первичная на 220 В снизу.
Просто вырезаем и сверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет сверху, а первичная на 220 В снизу. 

 температура охлаждающей жидкости, ° C
температура охлаждающей жидкости, ° C 5
5 Малый вес, компактный дизайн и интуитивно понятный интерфейс дисплея делает Husqvarna PP 65220 очень простым в использовании и транспортировке. Подключается к сетям как 3-хфазного, так и 1-фазного тока.
Малый вес, компактный дизайн и интуитивно понятный интерфейс дисплея делает Husqvarna PP 65220 очень простым в использовании и транспортировке. Подключается к сетям как 3-хфазного, так и 1-фазного тока. 5 кг
5 кг  Способность инвертора поглощать электрические скачки, присущие определенным нагрузкам, таким как двигатели, насосы и инструменты, связанные с крутящим моментом, прямо пропорциональна физическому количеству железа, присутствующего в трансформаторе. Размеры и допуски транзисторов, используемых в процессе инверсии, и скорость, с которой они работают, определяют классификацию высокочастотных или низкочастотных.
Способность инвертора поглощать электрические скачки, присущие определенным нагрузкам, таким как двигатели, насосы и инструменты, связанные с крутящим моментом, прямо пропорциональна физическому количеству железа, присутствующего в трансформаторе. Размеры и допуски транзисторов, используемых в процессе инверсии, и скорость, с которой они работают, определяют классификацию высокочастотных или низкочастотных.



 А если нарушено «б» — то шпильки не будут параллельны друг другу и установить вторую ось тоже будет затруднительно.
А если нарушено «б» — то шпильки не будут параллельны друг другу и установить вторую ось тоже будет затруднительно. У меня не было гаек с обратной нарезкой, я обошелся обычной.
У меня не было гаек с обратной нарезкой, я обошелся обычной.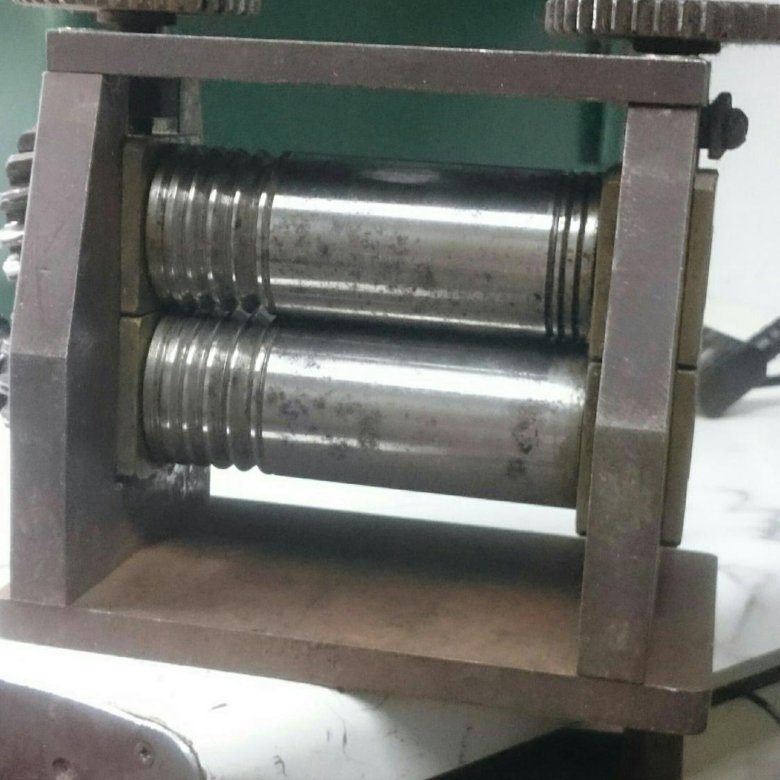 Если не идет совсем — значит, перебор, слишком сильно прижали.
Если не идет совсем — значит, перебор, слишком сильно прижали. Процесс достаточно прост при наличии необходимого инструмента. Серебряная проволока — очень необходимый и востребованный материал в процессе создания украшений.
Процесс достаточно прост при наличии необходимого инструмента. Серебряная проволока — очень необходимый и востребованный материал в процессе создания украшений. Если изложница будет холодной, то металл будет затвердевать мгновенно при контакте с холодной изложницей, и вы не получите брусок нужной формы. На изложнице имеется несколько размеров форм, нужно выбрать тот размер, при котором полученный брусок не будет превышать размера зазора вальцов.
Если изложница будет холодной, то металл будет затвердевать мгновенно при контакте с холодной изложницей, и вы не получите брусок нужной формы. На изложнице имеется несколько размеров форм, нужно выбрать тот размер, при котором полученный брусок не будет превышать размера зазора вальцов. После каждого отжига необходимо прокатаный брусок отмачивать в отбеле для устранения остатков флюса, а также удалять всевозможные твердые частицы.
После каждого отжига необходимо прокатаный брусок отмачивать в отбеле для устранения остатков флюса, а также удалять всевозможные твердые частицы. Поскольку проволока тонкая отдельные витки проволоки могут оплавиться во время отжига. Перед отжигом тонкую проволоку необходимо смотать так, чтобы витки прилегали друг к другу, как можно плотнее. Это необходимо, чтобы избежать оплавления.
Поскольку проволока тонкая отдельные витки проволоки могут оплавиться во время отжига. Перед отжигом тонкую проволоку необходимо смотать так, чтобы витки прилегали друг к другу, как можно плотнее. Это необходимо, чтобы избежать оплавления.




 Однако к тому времени, когда будет выполнена вся прокатка, загрязнение металла станет очевидным.
Однако к тому времени, когда будет выполнена вся прокатка, загрязнение металла станет очевидным.
 Прокатный стан, который мы носим в Halstead, поставляется с 5 валками, которые охватывают все, что вам нужно для начала работы. Позже, если вы решите обновить, вы будете знать, какие ролики вы используете, и они могут лучше соответствовать вашим потребностям. Вот 5 способов использования прокатного стана, советы по уходу и видео по техническому обслуживанию/разборке, которые помогут вам начать работу.
Прокатный стан, который мы носим в Halstead, поставляется с 5 валками, которые охватывают все, что вам нужно для начала работы. Позже, если вы решите обновить, вы будете знать, какие ролики вы используете, и они могут лучше соответствовать вашим потребностям. Вот 5 способов использования прокатного стана, советы по уходу и видео по техническому обслуживанию/разборке, которые помогут вам начать работу. Использование прокатного стана в этом качестве доставляет массу удовольствия и приносит удовлетворение; однако он может сделать гораздо больше.
Использование прокатного стана в этом качестве доставляет массу удовольствия и приносит удовлетворение; однако он может сделать гораздо больше. Вот что он делает со своим металлоломом. Вместо того, чтобы отправлять его за деньги, если ему нужен калибр, а у него его нет под рукой, он просто плавит и прокатывает его.
Вот что он делает со своим металлоломом. Вместо того, чтобы отправлять его за деньги, если ему нужен калибр, а у него его нет под рукой, он просто плавит и прокатывает его. Как весело было это обнаружить!).
Как весело было это обнаружить!). Не расстраивайтесь, когда это происходит, потому что это легко исправить. Используйте верстак и молоток из сыромятной кожи или нейлона, чтобы выпрямить его обратно, не повреждая и не сдвигая металл.
Не расстраивайтесь, когда это происходит, потому что это легко исправить. Используйте верстак и молоток из сыромятной кожи или нейлона, чтобы выпрямить его обратно, не повреждая и не сдвигая металл. 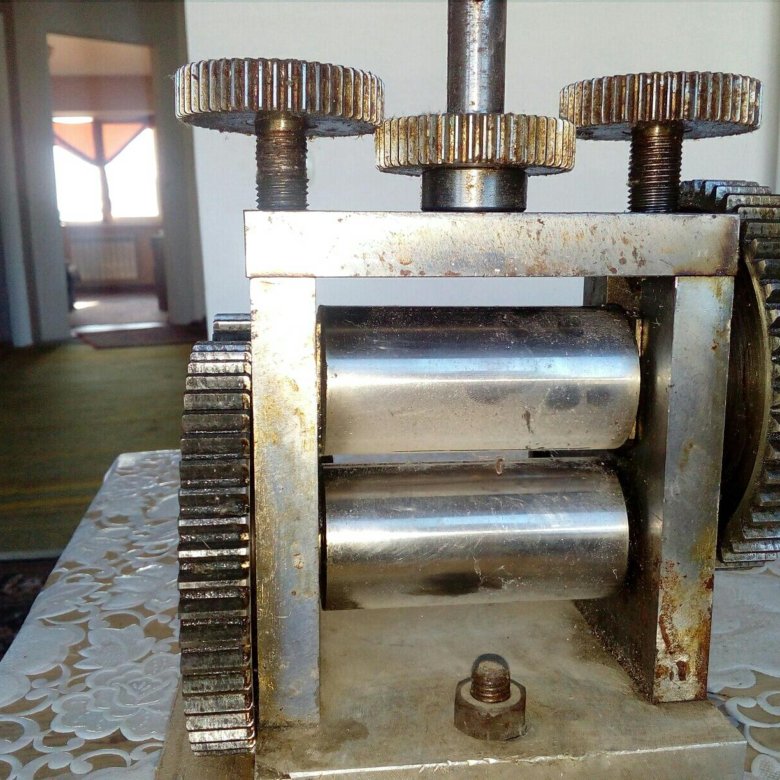 Его понимание чрезвычайно ценно для меня. Во-вторых, прокатный стан не является одноразовым изделием. Для большинства это дорогая машина, поэтому уход за ней может быть разницей между машиной, которая прослужит долгие годы, и машиной, которая рано сломается.
Его понимание чрезвычайно ценно для меня. Во-вторых, прокатный стан не является одноразовым изделием. Для большинства это дорогая машина, поэтому уход за ней может быть разницей между машиной, которая прослужит долгие годы, и машиной, которая рано сломается. «Правильная высота — это разместить мельницу так, чтобы ручка в верхней части вращения была выровнена с вытянутой рукой, параллельной полу. Как правило, это поместит ручку в нижнюю часть вращения в положении руки на вашей стороне, направленной вниз к полу. Это немного зависит от размера мельницы и длины ручки. Если мельница находится на низком столе, это заставляет пользователя наклоняться, когда он использует ее, и если мельница слишком высока, это заставляет плечо вытягиваться, когда ручка поднимается вверх в верхней части качания. Любое из этих положений будет способствовать возникновению проблем со спиной и плечом».
«Правильная высота — это разместить мельницу так, чтобы ручка в верхней части вращения была выровнена с вытянутой рукой, параллельной полу. Как правило, это поместит ручку в нижнюю часть вращения в положении руки на вашей стороне, направленной вниз к полу. Это немного зависит от размера мельницы и длины ручки. Если мельница находится на низком столе, это заставляет пользователя наклоняться, когда он использует ее, и если мельница слишком высока, это заставляет плечо вытягиваться, когда ручка поднимается вверх в верхней части качания. Любое из этих положений будет способствовать возникновению проблем со спиной и плечом». Это обсуждение заставило меня осознать, что наш студийный прокатный стан слишком короток, и в школе и в студиях они были прикручены к столам среднего размера. Когда я высказал ему это наблюдение, он ответил: «Довольно часто в учебных заведениях прокатные станы крепятся болтами к слишком низкому столу. Коммерческие клети прокатных станов изготавливаются с довольно высокой платформой для крепления стана болтами. также убедитесь, что мельница находится на нужной высоте».
Это обсуждение заставило меня осознать, что наш студийный прокатный стан слишком короток, и в школе и в студиях они были прикручены к столам среднего размера. Когда я высказал ему это наблюдение, он ответил: «Довольно часто в учебных заведениях прокатные станы крепятся болтами к слишком низкому столу. Коммерческие клети прокатных станов изготавливаются с довольно высокой платформой для крепления стана болтами. также убедитесь, что мельница находится на нужной высоте». На старых валках были царапины от незащищенной стали и травление поверхности от травления. В идеале валки должны содержаться в как можно более первозданном виде. Ролик появляется после каждого рабочего сеанса, прежде чем он простаивает. В студии колледжа идеал не всегда практичен или возможен».
На старых валках были царапины от незащищенной стали и травление поверхности от травления. В идеале валки должны содержаться в как можно более первозданном виде. Ролик появляется после каждого рабочего сеанса, прежде чем он простаивает. В студии колледжа идеал не всегда практичен или возможен». Когда закончите, просто смажьте его маслом 3-в-1 перед хранением.
Когда закончите, просто смажьте его маслом 3-в-1 перед хранением.


 Когда давление выровняется до установленного предварительно значения, клапан опять закроется. Предохранительный клапан является так называемым конечным предохранительным устройством, которое управляет избыточным давлением и не позволяет ему достигать опасных значений для установки.
Когда давление выровняется до установленного предварительно значения, клапан опять закроется. Предохранительный клапан является так называемым конечным предохранительным устройством, которое управляет избыточным давлением и не позволяет ему достигать опасных значений для установки. Запорный орган начинает открываться, если давление в системе не перестанет возрастать, происходит сброс рабочей среды через клапан.
Запорный орган начинает открываться, если давление в системе не перестанет возрастать, происходит сброс рабочей среды через клапан. Пилотные клапаны имеют большие размеры по сравнению с пружинным типом клапанов и применяются в пневмомагистралях с высоким давлением.
Пилотные клапаны имеют большие размеры по сравнению с пружинным типом клапанов и применяются в пневмомагистралях с высоким давлением.
 Допуск установленного давления +3% от установленного давления. 250°F макс. температура.
Допуск установленного давления +3% от установленного давления. 250°F макс. температура.


 0075
0075 250°F макс. температура.
250°F макс. температура. Цельный латунный корпус, пружины из нержавеющей стали и наполненные стекловолокном тарелки из фторполимера обеспечивают надежность в течение длительного времени, а восемь выпускных отверстий обеспечивают бесшумную работу.
Цельный латунный корпус, пружины из нержавеющей стали и наполненные стекловолокном тарелки из фторполимера обеспечивают надежность в течение длительного времени, а восемь выпускных отверстий обеспечивают бесшумную работу. P.T. Outlet»>
P.T. Outlet»>


 P.T. Inlet»>
P.T. Inlet»> P.T. Inlet»>
P.T. Inlet»>



 Например, керамические патроны в отличие от пластмассовых, выдерживают больший ток и допускают подключение более мощных ламп.
Например, керамические патроны в отличие от пластмассовых, выдерживают больший ток и допускают подключение более мощных ламп.

 С помощью винта, закрученного в стальную пластину, расположенную на противоположной стороне вкладыша, контактная пластина фиксируется на вкладыше. Винт не только выполняет задачу крепления центрального контакта, во время работы патрона через него подается ток на центральный контакт. Затягивать винт нужно с достаточным усилием, так как он участвует в передаче тока от провода к цоколю лампы. Далее таким же образом крепится вторая латунная пластина. Центральный контакт подгибается до уровня боковых контактов.
С помощью винта, закрученного в стальную пластину, расположенную на противоположной стороне вкладыша, контактная пластина фиксируется на вкладыше. Винт не только выполняет задачу крепления центрального контакта, во время работы патрона через него подается ток на центральный контакт. Затягивать винт нужно с достаточным усилием, так как он участвует в передаче тока от провода к цоколю лампы. Далее таким же образом крепится вторая латунная пластина. Центральный контакт подгибается до уровня боковых контактов. Если прогиб меньше, то нужно контакт отогнуть немного вверх.
Если прогиб меньше, то нужно контакт отогнуть немного вверх.
 Подключать бесконтактные электрические патроны легко и быстро. Достаточно вставить освобожденный от изоляции на длину одного сантиметра провод в предусмотренное для этого отверстие.
Подключать бесконтактные электрические патроны легко и быстро. Достаточно вставить освобожденный от изоляции на длину одного сантиметра провод в предусмотренное для этого отверстие. Нужно перед заправкой провода в пружинный контакт патрона, вставить в отверстие металлический стержень, диаметром чуть больше диаметра провода, например, гвоздь или, как на фотографии, часовую отвертку. Тогда пружинящий контакт отойдет и в образовавшийся зазор провод легко войдет. После изъятия гвоздя пружинящий контакт надежно зажмет провод. Таким приемом, в случае необходимости, легко и вынуть провода из патрона.
Нужно перед заправкой провода в пружинный контакт патрона, вставить в отверстие металлический стержень, диаметром чуть больше диаметра провода, например, гвоздь или, как на фотографии, часовую отвертку. Тогда пружинящий контакт отойдет и в образовавшийся зазор провод легко войдет. После изъятия гвоздя пружинящий контакт надежно зажмет провод. Таким приемом, в случае необходимости, легко и вынуть провода из патрона.


 Провод применяется специальный с повышенной механической прочностью.
Провод применяется специальный с повышенной механической прочностью. Такой способ крепления расширяет возможности конструкторов светильников, так как достаточно просверлить в любом месте детали, сделанной из листового материала отверстие и закрепить патрон втулкой.
Такой способ крепления расширяет возможности конструкторов светильников, так как достаточно просверлить в любом месте детали, сделанной из листового материала отверстие и закрепить патрон втулкой.

 Если корпус открутить не получается, то можно попробовать ухватить цоколь лампочки за край плоскогубцами и таким образом вывернуть.
Если корпус открутить не получается, то можно попробовать ухватить цоколь лампочки за край плоскогубцами и таким образом вывернуть.
 Кода она, откручивала накидные гайки с электрических патронов с безвинтовыми контактными зажимами, чтобы снять плафоны, то все цилиндрические части патронов отсоединились от донышек и повисли на проводах. Люстра провисела всего шесть лет с лампочками накаливания. Стало очевидно, что в результате теплового воздействия пластмасса стала хрупкой, и защелки отломались. Решил электрические патроны отремонтировать.
Кода она, откручивала накидные гайки с электрических патронов с безвинтовыми контактными зажимами, чтобы снять плафоны, то все цилиндрические части патронов отсоединились от донышек и повисли на проводах. Люстра провисела всего шесть лет с лампочками накаливания. Стало очевидно, что в результате теплового воздействия пластмасса стала хрупкой, и защелки отломались. Решил электрические патроны отремонтировать.
 Встречается несколько основных видов изделий, поэтому крепления могут различаться. Но разобраться в этом не составит труда, если изучить устройство патронов и понять все нюансы монтажа.
Встречается несколько основных видов изделий, поэтому крепления могут различаться. Но разобраться в этом не составит труда, если изучить устройство патронов и понять все нюансы монтажа.
 Рассчитаны на источники света мощностью до 60 Вт и током нагрузки не выше 5 А.
Рассчитаны на источники света мощностью до 60 Вт и током нагрузки не выше 5 А. Они ставятся на посадочные места и прижимаются крепежом так, чтобы обеспечить надежную фиксацию и исключить ослабление винтового зажима со временем.
Они ставятся на посадочные места и прижимаются крепежом так, чтобы обеспечить надежную фиксацию и исключить ослабление винтового зажима со временем. Затем производится их облуживание паяльником, тогда вставить провод не составит труда.
Затем производится их облуживание паяльником, тогда вставить провод не составит труда.
 Но все равно, вешать массивные люстры таким методом не стоит. Подключение патрона для лампочки производится в стандартном порядке. Провод протягивается через отверстие в задней части и фиксируется в неподвижном положении специальным винтом, расположенным сбоку. Его нужно закручивать так, чтобы закрепить провод, но при этом не деформировать его.
Но все равно, вешать массивные люстры таким методом не стоит. Подключение патрона для лампочки производится в стандартном порядке. Провод протягивается через отверстие в задней части и фиксируется в неподвижном положении специальным винтом, расположенным сбоку. Его нужно закручивать так, чтобы закрепить провод, но при этом не деформировать его. Лучше всего, если крепление металлическое, пластиковые со временем расшатываются и отремонтировать их не получится. Поможет только замена целиком, так как подобные детали отдельно не продаются.
Лучше всего, если крепление металлическое, пластиковые со временем расшатываются и отремонтировать их не получится. Поможет только замена целиком, так как подобные детали отдельно не продаются. Это важно для безопасного использования ламп, проверить можно с помощью индикаторной отвертки. Фазу всегда подключают к центральному креплению, это обусловлено соображениями безопасности. Ноль идет на боковой контакт. Главное – зафиксировать концы кабеля надежно и исключить соприкосновение оголенных частей.
Это важно для безопасного использования ламп, проверить можно с помощью индикаторной отвертки. Фазу всегда подключают к центральному креплению, это обусловлено соображениями безопасности. Ноль идет на боковой контакт. Главное – зафиксировать концы кабеля надежно и исключить соприкосновение оголенных частей. Чтобы они сохраняли целостность и не деформировались, следует обработать их паяльником и скрепить жилы. Это обеспечит хороший контакт и сохранит соединение даже при многократном снятии патрона.
Чтобы они сохраняли целостность и не деформировались, следует обработать их паяльником и скрепить жилы. Это обеспечит хороший контакт и сохранит соединение даже при многократном снятии патрона. Это не только плохо влияет на работу лампы, но и создает опасность для человека при ее замене.
Это не только плохо влияет на работу лампы, но и создает опасность для человека при ее замене. 08.2021
08.2021 Не оставляйте принтер со снятым чернильным картриджем.
Не оставляйте принтер со снятым чернильным картриджем.
 Принтер может печатать неправильно, если вы прикоснетесь к ним.
Принтер может печатать неправильно, если вы прикоснетесь к ним.
 Также проверьте правильность соединения вилки питания принтера с электрической розеткой и рабочие условия.
Также проверьте правильность соединения вилки питания принтера с электрической розеткой и рабочие условия.



 Также можно отдать предпочтение универсальному типу с напряжением 220/380В. Стоит выяснить наличие предохранителя от перепадов напряжения в сети.
Также можно отдать предпочтение универсальному типу с напряжением 220/380В. Стоит выяснить наличие предохранителя от перепадов напряжения в сети. Они сигнализируют о возможности проникновения в корпус прибора частиц, а также о защите от влаги.
Они сигнализируют о возможности проникновения в корпус прибора частиц, а также о защите от влаги.




 Здесь имеется ручная дуговая сварка с максимальной силой тока 250А, что гораздо выше, чем в предыдущей модели. Диаметр применяемого электрода – 6 мм.
Здесь имеется ручная дуговая сварка с максимальной силой тока 250А, что гораздо выше, чем в предыдущей модели. Диаметр применяемого электрода – 6 мм. В комплектации идет кабель с электродержателем и кабель с клеммами заземления.
В комплектации идет кабель с электродержателем и кабель с клеммами заземления. На инструмент предоставляется гарантия производителя в течение 1 года. Чтобы быстро удалить шлак с поверхности сварочного шва используется специальная щетка-молоток.
На инструмент предоставляется гарантия производителя в течение 1 года. Чтобы быстро удалить шлак с поверхности сварочного шва используется специальная щетка-молоток. youtube.com/embed/rBsaPS6l_XU?feature=oembed»>
youtube.com/embed/rBsaPS6l_XU?feature=oembed»>  В любой момент, когда вам это потребуется, вы сможете загрузить аппарат в багажник автомобиля и перевезти его к месту выполнения работ. Да и переносить такое устройство по приусадебному участку или поднимать его на требуемую высоту можно без значительных усилий.
В любой момент, когда вам это потребуется, вы сможете загрузить аппарат в багажник автомобиля и перевезти его к месту выполнения работ. Да и переносить такое устройство по приусадебному участку или поднимать его на требуемую высоту можно без значительных усилий.

 Данный параметр, который обязательно указывается производителем оборудования, следует соотносить со сварочным током (120 А) и внешним температурным режимом (60 градусов), для которых он и является наиболее точным. Естественно, для различных режимов работы и внешних температурных условий данный параметр будет автоматически корректироваться самим инвертором.
Данный параметр, который обязательно указывается производителем оборудования, следует соотносить со сварочным током (120 А) и внешним температурным режимом (60 градусов), для которых он и является наиболее точным. Естественно, для различных режимов работы и внешних температурных условий данный параметр будет автоматически корректироваться самим инвертором.
 Так, они могут функционировать по технологии MOSFET или IGBT. MOSFET считается уже несколько устаревшей аналоговой технологией. Инверторы, которые работают на ее основе, не отличаются таким оптимальным соотношением легкого веса и мощности, как IGBT-аппараты.
Так, они могут функционировать по технологии MOSFET или IGBT. MOSFET считается уже несколько устаревшей аналоговой технологией. Инверторы, которые работают на ее основе, не отличаются таким оптимальным соотношением легкого веса и мощности, как IGBT-аппараты. В ассортименте Kemppi есть не только компактные инверторы для дачи и дома, но и мощные аппараты для оснащения производственных участков.
В ассортименте Kemppi есть не только компактные инверторы для дачи и дома, но и мощные аппараты для оснащения производственных участков. youtube.com/embed/vkcs9fph2p0″/>
youtube.com/embed/vkcs9fph2p0″/>

 Многие из предлагаемых нами аппаратов более высокого класса стоят дороже, потому что они имеют функции, предназначенные для профессиональных сварщиков. Но не каждый, кто занимается сваркой, делает это основным источником дохода. Не всем сварщикам нужно полагаться на свои машины, чтобы выполнять свою работу и зарабатывать на жизнь. И не всем сварщикам нужны универсальные машины, поддерживающие различные методы сварки. Если это похоже на вас, вам, вероятно, лучше не платить за все функции, которые нужны профессионалам изо дня в день.
Многие из предлагаемых нами аппаратов более высокого класса стоят дороже, потому что они имеют функции, предназначенные для профессиональных сварщиков. Но не каждый, кто занимается сваркой, делает это основным источником дохода. Не всем сварщикам нужно полагаться на свои машины, чтобы выполнять свою работу и зарабатывать на жизнь. И не всем сварщикам нужны универсальные машины, поддерживающие различные методы сварки. Если это похоже на вас, вам, вероятно, лучше не платить за все функции, которые нужны профессионалам изо дня в день. Этот портативный аппарат для сварки стержнями может выполнять сварку методом «подключи и сварить» с помощью технологии Hot Start™, что позволяет легко создавать надежные дуги для выполнения срочных работ. Воспользуйтесь преимуществом универсальной вилки (MVP™) для работы с розетками на 120 или 240 В без инструментов для полной электрической адаптации.
Этот портативный аппарат для сварки стержнями может выполнять сварку методом «подключи и сварить» с помощью технологии Hot Start™, что позволяет легко создавать надежные дуги для выполнения срочных работ. Воспользуйтесь преимуществом универсальной вилки (MVP™) для работы с розетками на 120 или 240 В без инструментов для полной электрической адаптации. Изготовление легкой нержавеющей стали, стали и алюминия – все это входит в сферу производства термической дуги. Он портативный, мощный и довольно доступный по сравнению с другими сварочными аппаратами с аналогичными возможностями.
Изготовление легкой нержавеющей стали, стали и алюминия – все это входит в сферу производства термической дуги. Он портативный, мощный и довольно доступный по сравнению с другими сварочными аппаратами с аналогичными возможностями. Потому что мы не просто сайт. Мы сварщики.
Потому что мы не просто сайт. Мы сварщики.
 Однако этот тип одежды бесполезен, когда температура на улице достигает трехзначных цифр.
Однако этот тип одежды бесполезен, когда температура на улице достигает трехзначных цифр.

 Киев
Киев 50 грн
50 грн in.ua
in.ua Наждачные круги Zolder предназначены для шлифовальных работах по дереву, металлу и пластику. ∙ Рабочая поверхность: бумажная основа CDE с абразивом оксида алюминия ∙ Абразивное зерно с острыми краями обладает высокой твердостью и износостойкостью ∙ Зерно самозатачивается в процессе эксплуатации кругов ∙ Связующее для абразивных частиц: специальная смола с оптимальным соотношением эластичности и жесткости ∙ Обратная сторона: тканевое покрытие для надежного крепления к «липучке» насадки УШМ
Наждачные круги Zolder предназначены для шлифовальных работах по дереву, металлу и пластику. ∙ Рабочая поверхность: бумажная основа CDE с абразивом оксида алюминия ∙ Абразивное зерно с острыми краями обладает высокой твердостью и износостойкостью ∙ Зерно самозатачивается в процессе эксплуатации кругов ∙ Связующее для абразивных частиц: специальная смола с оптимальным соотношением эластичности и жесткости ∙ Обратная сторона: тканевое покрытие для надежного крепления к «липучке» насадки УШМ 13 кг
13 кг Расчет стоимости доставки производится
Расчет стоимости доставки производится 2 ст. 437 Гражданского
2 ст. 437 Гражданского com
com Это лучший вариант для художественных работ с красочными или яркими цветами.
Это лучший вариант для художественных работ с красочными или яркими цветами. com
com
