Циркуляционный насос с мокрым или сухим ротором, какой выбрать для отопительной системы
В случаях, когда требуется обогрев помещений с площадью больше 200 м2, в системах отопления применяют циркуляционный насос. Это обусловлено тем что стандартного давления, в системе отопления с естественной циркуляцией оказывается недостаточно.
В случаях, когда требуется обогрев помещений с площадью больше 200 м2, в системах отопления применяют циркуляционный насос. Это обусловлено тем что стандартного давления (0,6 мПа), в системе отопления с естественной циркуляцией оказывается недостаточно, а установка труб большого диаметра невыгодно с экономической точки зрения. Еще одним достоинством применения циркуляционных насосов считается существенное повышение эффективности работы всей системы.
Агрегаты с сухим и мокрым ротором, принципиальные отличия
Насосы для отопительных систем подразделяют на 2 основных типа — с сухим и мокрым ротором. Каждый из них имеет свои достоинства и недостатки применения.
Агрегаты «Сухого типа»
Используют в отопительных системах большой протяженности. Характерной особенностью таких моделей является отсутствие прямого контакта жидкости-теплоносителя с поверхностью ротором. Между рабочей частью последнего и электрическим двигателем имеются уплотнительные кольца.
Ключевым достоинством агрегатов «сухого типа» является относительно КПД — 80%(это достаточно большой показатель для оборудования такого типа). К минусам можно отнести:
1) Необходимость контроля теплоносителя и воздуха, на предмет присутствия в них взвешенных частиц и пыли, которые могут привести к деформации уплотнительных колец и нарушению герметичности;
2) Требуют монтажа в помещении с эффективной звукоизоляцией, так работают с достаточно высоким уровнем шума.
Агрегаты «мокрого типа»
Применяют в системах отопления дач, частных домовладений и загородных коттеджей, где общая длинна трубопровода не превышает 200 м2. Конструкционными особенностями оборудования «мокрого типа» является оснащение ротора крыльчаткой, которая вращаясь внутри устройства, ускоряет перемещение теплоносителя. При этом жидкость смазывает и охлаждает механизм.
Важно выдерживать горизонтальное положение вала, при установке циркуляционного агрегата «мокрого типа». Это необходимо для того, чтобы внутри корпуса постоянно находилась вода.
Насосы с мокрым ротором имеют ряд важных достоинств:
• Высокая степень надежности;
• Переключение скоростей осуществляется плавно — бесступенчато;
• Долговечность;
• Бесшумность работы;
• Дополнительное техническое обслуживание не требуется;
• Ремонтопригодность;
• Простота установки, настройки и эксплуатации;
• Доступная стоимость.
Главный минусом таких агрегатов — низкий КПД — максимум 50%.
Дополнительные факторы
Выбирая тип и модель циркуляционного насоса для отопительной системы нужно учитывать еще и такие факторы:
• Условия эксплуатации;
• Показатель производительности;
• Плотность и вязкость применяемой жидкости;
• Рекомендации предприятия-изготовителя к эксплуатационным параметрам используемой жидкости (теплоносителя), а также условиям монтажа.
Разобраться во всех этих тонкостях, а также подобрать и купить оптимальное оборудование для отопительных систем, можно на сайте belamos.net. Менеджеры нашего интернет-магазина предоставят актуальную информацию о ценах, действующих скидках и проводимых акциях, способах оплаты и условиях доставки, а также помогут правильно оформить заказ. Покупать у нас выгодно, удобно и надежно.
Циркуляционный насос. С мокрым или сухим ротором?
Без циркуляционных насосов мы не могли бы рассчитывать на эффективную работу систем центрального отопления и горячего водоснабжения.
Современные циркуляционные насосы отличаются все более высоким КПД. Они работают более эффективно, обеспечивая при этом меньшее потребление энергии — модели, оснащенные электронными контроллерами, позволяют плавно регулировать скорость и настраивать режим работы в соответствии с требованиями и условиями в системе (функция автоматической регулировки). Здесь также успешно реализована технология электронной коммутации. Кроме того, установленные в настоящее время двигатели могут развивать значительно более высокие скорости, чем обычные системы при той же номинальной мощности.
Основное отличие насосов с сухим и мокрым ротором
Насос с мокрым ротором — ротор электродвигателя находится погруженным в перекачиваемую жидкость. Большинство циркуляционных насосов для бытовых систем отопления — насосы с мокрым ротором. Подобная конструкция подразумевает охлаждение и смазку частей перекачиваемой жидкостью. Модели с сухим ротором — электродвигатель связан валом через сальник с улиткой насоса, охлаждается воздухом.
Насосы с мокрым ротором
Недостатком таких устройств является более низкий, по сравнению с «сухими» моделями КПД, что связано с невозможностью надежной герметизации ротора при увеличении его диаметра. Поэтому их редко используют в случае большой протяженности трубопровода.
Преимущества насосов с мокрым ротором:
практически бесшумная работа
бесступенчатое переключение скорости вращения ротора
надежность в эксплуатации
длительный срок службы
отсутствие необходимости в техобслуживании
Насосы с сухим ротором
В этом типе циркуляционного насоса ротор не контактирует с водой, а рабочая часть хорошо изолирована специальными защитными кольцами. Это позволяет безболезненно увеличивать габариты и мощность двигателя для прокачки большого объема жидкости. Достоинством таких устройств является КПД, достигающий 80%, а недостатком — высокий уровень шума, создаваемый при работе. Также насосы такого типа требуют регулярного дорогостоящего обслуживания.
Преимущества насосов с сухим ротором:
высокий КПД
возможность перекачивания охлаждающей или химически агрессивной жидкости
обеспечивают равномерный ток жидкости в контуре
позволяют экономить энергоносители при высоких мощностях
являются ремонтопригодными, а в некоторых случаях могут быть модифицированы для увеличения мощности
Заключение
Вопрос выбора типа циркуляционного насоса — это вопрос области применения устройства, его производительности, цены и требований к шуму.
Подбор циркуляционного насоса для системы ГВС
Циркуляционный насос должен обеспечивать напор достаточный для создания комфортного давления при одновременном включении кранов, во всех точках водоразбора. Конечно, точный расчет…
Отличия циркуляционных насосов с мокрым и сухим ротором
Перейти к содержимому
Предыдущий Следующий
Отличия циркуляционных насосов с мокрым и сухим ротором
В зависимости от конструкции все насосные агрегаты систем отопления подразделяются на два типа:
— Насос циркуляционный с мокрым ротором — Насос циркуляционный с сухим ротором
Насос циркуляционный с мокрым ротором
особенностью является то, что ротор находится непосредственно в перекачиваемой жидкости. Электродвигатель расположен в герметичной части, куда не попадает вода. Принцип работы этого механизма следующий: вращающийся ротор ускоряет движение воды. Жидкость, в которой находится ротор, является охлаждающей жидкостью и смазкой для механизма.
Для предотвращения попадания воздуха в зону ротора насос оснащен выпускными патрубками. Верхний предназначен для работы автоматизированной системы, а газ выпускается через переднюю часть корпуса при наладке или наладке.
Механизмы с мокрым ротором применяются в системах отопления с относительно небольшой длиной трубопроводов.
Преимущества циркуляционных насосов с мокрым ротором:
низкий уровень шума;
не требует смазки;
эффективный способ охлаждения;
простота установки;
отсутствие необходимости технического обслуживания.
относительно невысокая цена агрегата и запчастей;
длительный срок службы;
ВАЖНО! РАБОТА НАСОСА С МОКРЫМ РОТОРОМ ПРИ ПОПАДАНИИ ВОЗДУХА В ТРУБОПРОВОДЫ ВЫЗЫВАЕТ РЕЗКО УВЕЛИЧИВАЮЩИЙСЯ ИЗНОС ДВИЖУЩИХСЯ ЧАСТЕЙ, ПЕРЕГРЕВ, ЗАКРЫТИЕ ИЛИ НЕУСТАНОВИМОЕ ПОВРЕЖДЕНИЕ ОБОРУДОВАНИЯ. НЕ РЕКОМЕНДУЕТСЯ ПРИСУТСТВИЕ АБРАЗИВНЫХ ЧАСТИЦ В ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ. ПОЭТОМУ ВОДЯНОЙ НАСОС С МОКРЫМ РОТОРОМ ДОЛЖЕН УСТАНАВЛИВАТЬСЯ ТОЛЬКО В ЗАКРЫТОЙ СИСТЕМЕ ОТОПЛЕНИЯ.
Циркуляционный насос с сухим ротором
В циркуляционном насосе с сухим ротором ротор не соприкасается с охлаждающей жидкостью. Его рабочая часть изолирована от двигателя с помощью уплотнительных колец, которые изготавливаются из угольного агломерата, керамики или нержавеющей стали. Для устранения трения между элементами уплотнения (уплотнительного кольца) постоянно находится тонкая пленка жидкости, играющая роль смазки.
При этом уплотнительные кольца саморегулируются и трутся друг о друга. Срок их службы не менее 3 лет. КПД составляет около 80%. Но при этом работающие насосы с сухим ротором сильно шумят, из-за чего их нужно устанавливать в отдельных помещениях со звукоизоляцией. Также нужно учитывать обстановку помещения, в котором расположены такие агрегаты. При этом они создают завихрения воздуха, пыль может подниматься вверх и проникать в систему, что приводит к повреждению поверхности уплотнительных колец. Общий уровень надежности насосов с сухим ротором ниже из-за большего количества уплотнений и отсутствия постоянной смазки. К минусам также можно отнести требования к чистоте и необходимость периодического обслуживания и смазки уплотнения качения.
Однако главное преимущество нагнетателей сухого типа в том, что они не боятся завоздушивания. На них также меньше влияет абразивная взвесь в воде – от нее страдает только турбина, у которой ресурс на отказ значительно выше, чем у блока ротора с его подшипниками скольжения. Поэтому такие нагнетатели следует выбирать, если строится открытая система отопления с циркуляционным насосом.
ГЭК бытовая
ГЭК бытовая
Высокоэффективные циркуляционные насосы, предназначенные для систем отопления. Применяется в качестве универсального апгрейда и сменного насоса. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения.
Flow max Head max Liquid temperature Pressure max
3.7 m 3 /h 7m 2.. 110°C 10 bar
VIEW
HET Domestic
HET Внутренний
Высокоэффективные циркуляционные насосы. Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
Flow max Head max Liquid temperature Pressure max
3.7 m 3 /h 7m 2.. 110°C 10 bar
VIEW
HEC Commercial
HEC Коммерческий
Высокоэффективный циркуляционный насос для коммерческих зданий. Интуитивно понятный пользовательский интерфейс, особенно подходящий для замены старых циркуляционных насосов. Режим ECO автоматически регулирует насос в соответствии с потребностью в нагреве.
Поток MAX MAX MAX Температура жидкости MAX
10,8 M 3 /H 10M 2 .. 110 ° C 10 BAR
View
HOMENIC PWM
559998998
HOMENIC PWM
559
HOMENIC PWM
555999898
.
HE Внутренний ШИМ
Высокоэффективные циркуляционные насосы компактной конструкции, подходящие для всех применений HVAC, от котлов и тепловых насосов до систем тепловых интерфейсов (HIU). Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления.
Поток MAX MAX MAX Температура жидкости МАКС
4,0 M 3 /H 8M 2 .. 110 ° C 10 бар
Вид
GASC WARER SUMP
9003
GASC DOWRER DAWER
0025
Насос газового котла
Циркуляционные насосы OEM подходят для настенных газовых котлов мировых брендов, таких как Vaillant, Viessmann, Bosch, Italtherm. Благодаря отличной совместимости, это лучший выбор для замены старого циркуляционного насоса в газовых котлах. Также доступен высокоэффективный тип.
Макс. расход Макс. напор Температура жидкости Макс. давление
2,3 м 3 /ч 7 м 2.. 95°C 3 бар
ВИД
LE Бытовые
LE Бытовые
Предназначены для систем отопления, горячего водоснабжения, охлаждения и кондиционирования. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума.
Макс. расход Макс. напор Температура жидкости Макс. давление
Гарантия: Указанные цены включают стандартные заводские гарантии. Гарантия требует установки, запуска и эксплуатации в соответствии с IOM производителя.
Помощь на рабочем месте: другими
Запуск: Другие
Ввод в эксплуатацию: Другим: эти услуги, если проект требует запуска, за них несет ответственность подрядчик или агент по вводу в эксплуатацию. Помощь в обучении владельца, как указано в любых спецификациях оборудования, за которую отвечает агент по вводу в эксплуатацию.
Разъяснения и исключения
«АЛЬТЕРНАТЫ» предлагаются для рассмотрения и всегда подлежат утверждению инженером и владельцем. Исключаются любые сейсмические расчеты или опоры, покрытия, отличные от заводских.
Условия: цены указаны на условиях «каждый» (если не указано иное) и на условиях FOB в пункте отправления без разрешенного фрахта грузовыми судами через обычного наземного перевозчика и только внутри континентальной части США. Любые особые требования к отгрузке ложатся на плечи покупателя. Мы предлагаем все цены без налога, со сроком действия 30 дней с указанной даты, и все продажи являются окончательными. После того, как товары были отправлены и покинули склад, National Pump Supply не несет ответственности за любой ущерб, причиненный в процессе доставки. Вы должны связаться с грузоотправителем напрямую и подать претензию в транспортную компанию.
Время выполнения: Все предлагаемые цены основаны на стандартных сроках выполнения заказа на заводе (или), как указано в предложении.
Швеллер 12П — вес, характеристики, размеры » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
12П — профиль серии с «параллельными гранями полок», горячекатаного метода производства.
Стандарт: ГОСТ 8240;
Вес погонного метра: 10,40 кг;
Площадь поперечного сечения (F): 13,30 cm2;
Размеры профиля
Участок профиля
Значение
Высота швеллера (h):
120 mm
Ширина полки (b):
52 mm
Толщина стенки (s):
4,8 mm
Толщина полки (t):
7,8 mm
Радиус внутреннего закругления (R):
7,5 mm
Радиус закругления полки (r):
4,5 mm
Расстояние от оси Y — Y до наружной грани стенки (X0):
1,66 cm
Допустимые отклонения
Участок профиля
Предельное отклонение
Высота швеллера (h):
±2,0 mm
Ширина полки (b):
±2,0 mm
Толщина стенки (s):
не контролируется
Толщина полки (t):
-0,5 mm
Перекос полки (Д):
1,0 mm
Перегиб стенки (f):
1,0 mm
Величины и значения в осях
Величины профиля в оси X
Значение
Момент инерции (Ix):
305,0 cm4
Момент сопротивления (Wx):
50,8 cm3
Радиус инерции (ix):
4,79 cm
Статический момент полусечения (Sx):
29,70 cm3
Величины профиля в оси Y
Значение
Момент инерции (Iy):
34,90 cm4
Момент сопротивления (Wy):
9,84 cm3
Радиус инерции (iy):
1,62 cm
Название серии: Швеллеры с параллельными гранями полок. Принадлежность профиля к серии с
«параллельными гранями полок» — отражено в нумерации горячекатаного профиля, наличием в маркировке (вместе с цифровым обозначением) буквы П.
Швеллеры с «параллельными гранями полок» (по ГОСТ 8240) состоят из 18-ти типоразмеров. Горячекатаный швеллер 12П является пятым типоразмером в серии.
В государственном стандарте ГОСТ 8240, швеллеры входящие в группу горячекатаных, разделяются на пять серий:
Швеллеры специальные — серии С, Са, Сб;
Швеллеры с параллельными гранями полок — серия П;
Швеллеры с уклоном внутренних граней полок — серия У;
Швеллеры экономичные с параллельными гранями полок — серия Э;
Швеллеры легкой серии с параллельными гранями полок — серия Л.
Указанные данные на швеллер с «параллельными гранями полок» 12П структурированы на основе регламентирующего стандарта качества ГОСТ 8240 Швеллеры стальные горячекатаные.
Вес погонного метра и размеры типовых изделий
Технические параметры швеллеров. Информация о размерах и ГОСТах.
Современная промышленность остро нуждается в качественном металлопрокате, без которого представить себе проведение широчайшего спектра работ в самых разных отраслях деятельности человека просто невозможно. На рынке представлено множество различных вариаций металлопроката, особое место среди которых занимает швеллер 12п – универсальный материал с прекрасными техническими данными. Именно об особенностях швеллеров, их характеристиках, преимуществах и вариантах использования мы и поговорим в этом материале.
Описание и свойства
Металлический швеллер являет собой разновидность металлопроката. Материал имеет П-подобное сечение и выполнен из высококачественной стали. Процесс изготовления в подавляющем большинстве случаев проводится посредством технологии горячего прокатывания на специализированным прокатном оборудовании. Впрочем, возможен вариант с изготовлением продукции методом холодного прокатывания или на особых профилегибочных станах.
В зависимости от точности прокатки материала, швеллер 12у может производиться с обычной или повышенной точностью (маркировка «В» и «А» соответственно). Благодаря своей уникальной форме изделие в значительной мере улучшает прочность возводимой конструкции, уступая в данном показателе только лишь двутавровым балкам.
Все параметры, имеющие отношение к производству материала, его сортаменту и правилам эксплуатации регламентируются следующими ГОСТами: 8281-80, 8240-97, 19425-74, 8278-83, 8240-97, 5267.1-90, в которых, помимо всего прочего, можно узнать какую нагрузку выдерживает та или иная разновидность материала.
Выпускается швеллер 12у длиной от 2 до 12 метров, хотя возможен и вариант с изготовлением изделия большей длины по предварительному согласованию с заказчиком. При этом его вес из расчёта на 1 метр погонный составляет 10,4 кг. Стоит заметить, что данная разновидность швеллера отличается прекрасными показателями несущей способности, что позволяет получить значительную экономию не только на отдельных производственных участках, но и на всей конструкции в целом. К тому же весьма незначительная масса изделия позволяет без опаски использовать его даже на участках с проблемными грунтами.
Вес 1-го погонного метра составляет 10,4 кг.
Характеристики материала
На сегодняшний день продукция отличается достаточно широким и разнообразным сортаментом, производители предлагает множество типоразмеров, что позволяет без проблем подобрать требуемый вариант под любые производственные запросы и условия. Все типоразмеры обозначаются номерами, указывающими на высоту профиля, который может варьироваться в диапазоне 50-400 мм. Так, например, швеллер 12п имеет высоту профиля 120 мм, 35 – 350 мм и т.д.
Нельзя также не отметить и ещё один не менее важный параметр – ширина полки. Исходя из положений ГОСТа, её размеры могут составлять 32-115 мм.
В зависимости от конфигурации полок, изделие может быть равнополочным и неравнополочным.
Что касается уклона граней, то сегодня на рынке доступен следующий ассортимент:
Л – облегчённый вариант с параллельными гранями;
П – изделие, обладающее параллельными гранями;
С – отдельная категория особых швеллеров;
У – швеллер, уклон граней которого не превышает 4-10%;
Э – экономичный вариант, имеющий параллельные грани.
Исходя из своей длины, швеллер 12п может быть представлен следующими вариациями:
Мерная;
Немерная;
Кратная мерной;
Ограниченная, но не более мерной длины;
Кратная мерной (до 5% от общей массы всей партии).
Заключение
В заключении стоит сказать, что современные швеллера, и швеллер 12у здесь не исключение – это необычайно прочный, надёжный, долговечный и универсальный материал, показывающий прекрасные результаты независимо от сферы своего использования и условий эксплуатации. При этом цена его находится на весьма приемлемом уроне, что, несомненно, положительным образом влияет как на популярность товара, так и на его востребованность в реалиях отечественного рынка стройматериалов.
Eppendorf Research® plus — механическая пипетка
Сверхлегкая пипетка для легкого дозирования Механическая пипетка Eppendorf Research plus является результатом более чем 60-летнего опыта работы с жидкостями и является одной из наиболее часто используемых пипеток в мире. Благодаря новаторской концепции Eppendorf PhysioCare Concept ® , Research plus обладает высокой эргономичностью и защищает ваше здоровье в лаборатории. Он отличается очень малым весом и рабочим усилием, чрезвычайно надежен, полностью автоклавируется и прост в использовании. Благодаря множеству доступных опций, включая одноканальные пипетки с фиксированным или переменным объемом, многоканальные пипетки с 8, 12, 16 или 24 каналами, а также наши микропипетки Research plus Move It ® с регулируемым расстоянием между наконечниками, мы уверены, что мы можем предложить правильный выбор для вашего приложения.
Основные характеристики продукта Приятно знать, что вы делаете правильное дело, зная, что вы работаете с одним из самых известных и передовых пипеток в мире. Подпружиненный конус наконечника, возможность временной калибровки, улучшенный дисплей объема — и все это в сверхлегком, полностью автоклавируемом пипетке: это ручная пипетка Eppendorf Research plus. В 2021 году линейка одноканальных пипеток переменного объема Research plus получила сертификат ACT 9.0006 ® Маркировка фактора воздействия на окружающую среду от некоммерческой организации My Green Lab ® , что делает ее идеальным выбором для лабораторий, которым нужны более экологичные продукты.
Награжден «Знаком качества»
Лабораторный дозатор Research plus был отмечен знаком качества SelectScience ® . Эти печати присваиваются 0,1 % лучших продуктов, используемых в лабораториях, которые получили более 100 положительных отзывов на уважаемой платформе SelectScience. Награда высоко оценивается как предоставление ученым бесценной информации и призвана помочь им выбрать идеальный лабораторный продукт для своей рабочей среды.
Какой уровень гибкости и безопасности вам нужен?
Пипетки с переменным объемом для максимальной гибкости › Регулировка объема дозирования в диапазоне от 0,1 мкл до 10 мл › Выбранный объем отображается на большом 4-разрядном дисплее объема › Быстрая и точная настройка объема , 8-, 12-, 16- и 24-канальные, а также пипетки Move It с регулируемым расстоянием между наконечниками
Пипетки с фиксированным объемом для быстрого и надежного рабочего процесса › Работайте быстрее с фиксированными заданными объемами › Уменьшите вероятность ошибок по сравнению с пипетками с переменным объемом › Быстрая и простая калибровка › Доступны как одноканальные пипетки в 12 различных вариантах › Идеально подходит для начинающих и лабораторий на ходу
Выберите правильный набор пипеток для ваших задач
Не все эксперименты основаны на одинаковых условиях работы. В зависимости от типа сосуда вы можете выбрать одноканальные микропипетки, которые идеально подходят для пробирок, или многоканальные пипетки, которые лучше подходят для планшетов.
› Пробирки: Одноканальные пипетки с фиксированным или переменным объемом › 96- и 24-луночные планшеты: 8- и 12-канальные пипетки › 384-луночные планшеты: 16- и 24-канальные пипетки › Изменение типа сосуда: Пипетки с регулируемым расстоянием между наконечниками Move It
Эргономичное пипетирование без усталости
Микролитровая пипетка Eppendorf Research plus интуитивно понятна в работе, обеспечивает идеальный баланс и сводит к минимуму напряжение и утомляемость оператора. Она разработана в соответствии с концепцией Eppendorf PhysioCare. В результате получилась сверхлегкая и хорошо сбалансированная пипетка, оснащенная уникальным подпружиненным конусом наконечника 9. 0004 и Функция SOFTeject . Рабочие усилия можно еще больше снизить за счет сочетания 16- и 24-канальных пипеток Research plus с наконечниками epT.I.P.S ® 384 с технологией SOFTattach .
Подпружиненный конус наконечника для надежной посадки наконечника и легкого крепления
Подпружиненный конус наконечника экономит ваше время и энергию. С тактильной обратной связью все, что требуется, — это легкое нажатие для легкого прикрепления наконечника. Пружина ограничивает усилие крепления и в то же время гарантирует воспроизводимую и надежную посадку наконечника. Этот продуманный дизайн обеспечивает повышенную воспроизводимость от пользователя к пользователю и более согласованные результаты между различными членами лаборатории. Все нерегулируемые микропипетки Eppendorf объемом до 1000 мкл оснащены подпружиненным конусом наконечника.
SOFTeject снижает усилие выброса наконечника на 50 %
Во всех нерегулируемых многоканальных пипетках Eppendorf используется инновационная технология SOFTeject, которая гарантирует, что при каждом отдельном ходе выброса наконечника внешние наконечники выталкиваются раньше внутренних. Это незаметно для пользователя, но снижает усилия выброса наконечника на 50 %. Вы просто слегка нажимаете кнопку выброса один раз, и наконечники последовательно автоматически выбрасываются.
Ускорьте свои рабочие процессы с помощью механических многоканальных пипеток
Вам нужно легко и быстро заполнить 24-, 96- или даже 384-луночный микропланшет? С помощью легких дозаторов Eppendorf Research plus с 8, 12, 16 и 24 каналами вы сможете быстрее выполнять высокоточные работы с большими объемами. Подпружиненные конусы наконечников помогают быстро и надежно загружать многоканальные наконечники, не раскачивая их. Получите чрезвычайно стабильный отбор проб по всем каналам и максимизируйте воспроизводимость от пользователя к пользователю для более согласованных результатов среди сотрудников лаборатории.
96-луночные планшеты Легко заполняйте 96-луночные планшеты 8- или 12-канальными пипетками Research plus с расстоянием между конусами 9 мм. Наши пипетки объемом 1200 мкл идеально подходят для заполнения планшетов с глубокими лунками.
Выберите epT.I.P.S. для расстояния 9 мм: https://www.eppendorf.com/eptips/
384-луночные планшеты Выберите 16- или 24-канальные пипетки Research plus или отдельные модели пипеток Move It с регулируемым расстоянием между наконечниками и расстоянием между конусами (мин.) 4,5 мм для применения в 384-луночных планшетах. Заполните всю строку или столбец, чтобы запустить 16 или 24 реакции одновременно всего за один шаг.
Выберите epT.I.P.S. 384 для шага 4,5 мм: https://www.eppendorf.com/eptips384
Быстрое и эффективное пипетирование в 384-луночные планшеты
Вам нужен эффективный метод ручного пипетирования для 384-луночных планшетов? 16- и 24-канальные пипетки Eppendorf делают работу с 384-луночными планшетами удобной, эргономичной и безопасной.
Ваши преимущества: › Утомительное дозирование с чередованием лунок с помощью 8- или 12-канальных пипеток осталось в прошлом › Обработка одного 384-луночного планшета вместо четырех 96-луночных планшетов повышает эффективность пипетирования, поскольку количество шагов пипетирования уменьшено на 50 % › Запустите 16 или 24 реакции одновременно при равных начальных условиях › Избегайте случайной неправильной идентификации лунок и повторения экспериментов › epT.I.P.S. Наконечники для пипеток 384 идеально сочетаются с этими микродозаторами
epT.I.P.S. 384 с технологией SOFTattach для 16- и 24-канальных пипеток
Наконечники пипеток впервые снабжены эластичными формообразующими канавками. Они позволяют наконечникам растягиваться настолько, насколько это предопределяет форма конуса наконечника. Между тем, силы прикрепления и выброса наконечника значительно уменьшаются. Благодаря последнему воплощению концепции Eppendorf PhysioCare, эта система обеспечивает идеальное прилегание наконечника при минимальном рабочем усилии.
Ваши преимущества: › Надежная посадка и затяжка наконечника › Гладкое и ровное крепление наконечника › Усилие крепления наконечника уменьшено на 40 % на конус по сравнению с 8- и 12-канальными пипетками › Уменьшено усилие выброса › Идеальный наконечник выравнивание благодаря исключительной соосности для безопасного маневрирования планшета и переноса жидкости › Чрезвычайно тонкая форма наконечника для идеального попадания во все 384 лунки
Утилизация упаковки и дозатора по окончании срока службы
Упаковка пипеток и дозаторов Eppendorf состоит из различных материалов, включая картон, пластиковую пленку, а также коробки с наконечниками для дозаторов. Наш упаковочный картон для пипеток состоит прибл. 77 % вторичного сырья. Пожалуйста, поддержите глобальную инициативу по переработке ценного сырья, собирая картон и утилизируя его в соответствующем контейнере для сбора в вашей организации. Что касается упаковочной пленки из полиэтилена низкой плотности, мы рекомендуем выбрать специализированного партнера по переработке, который может перерабатывать полиэтиленовый материал.
Приборы для работы с жидкостями Eppendorf рассчитаны на многолетнее использование. Однако, если возникнет необходимость утилизировать прибор, имейте в виду, что он потенциально может быть загрязнен. Поэтому утилизация пипеток или дозаторов может быть сложной задачей. Пожалуйста, свяжитесь с местным сотрудником по биобезопасности и/или с местным управлением по обращению с отходами. Во многих странах эти отходы необходимо сжигать из-за законодательных ограничений. Однако мы рекомендуем вам работать с сертифицированным местным партнером по переработке, имеющим опыт работы с лабораторными отходами, чтобы изучить ваши варианты.
MG Аналоговые микшерные пульты — Yamaha USA
Искать на этом сайте
Обзор
Функции
Аудио видео
Спецификации
Загрузки
Руководство
Дорога жесткая. Студия Готова.
Вот уже более века Yamaha создает наследие превосходного мастерства и инноваций, воплощенных во всех наших продуктах, от непревзойденного каталога музыкальных инструментов мирового класса до профессионального аудио для туринга. Теперь, в своем третьем воплощении, серия MG воплощает это стремление к совершенству дизайна и включает в себя некоторые из тех же технологий, разработанных для использования в профессиональных консолях высокого класса, включая предусилители студийного качества, мощную цифровую обработку и прочную и надежную конструкцию.
Благодаря интуитивно понятному и простому в использовании интерфейсу серия MG может похвастаться обширной линейкой компактных микшерных консолей с моделями от шести до двадцати каналов, подходящих для широкого круга пользователей и приложений. Прочная конструкция и гибкая конструкция этих консолей, предназначенных для инсталляции, записи или живой музыки, позволяют вам с уверенностью формировать свой звук, постоянно обеспечивая максимальную производительность и уровень качества звука и надежности, не имеющие себе равных в своем классе.
Рекомендуемые модели: MG16X / MG12X / MG10X
Рекомендуемые модели: MG16X / MG12X / MG10X
Как и модели XU, цифровые эффекты SPX включены в эти три модели X. Отлично подходит для портативного использования, а также отлично подходит для установки в конференц-залах, банкетных залах и на свадьбах, где пользователи могут иметь широкий выбор эффектов для улучшения звука. Стильный серый цвет улучшает визуальную идентификацию.
Микрофонные предусилители «D-PRE» с инвертированной схемой Дарлингтона
Балансные выходы XLR
Переключатель PAD на моновходах
Фантомное питание +48 В
Металлическое шасси
Размеры (Ш×В×Г): 149 мм x 62 мм x 202 мм (5,9″ x 2,4″ x 7,9″)
Вес нетто: 0,9 кг (1,98 фунта)
Методы различения подлинной и контрафактной продукции
Обратитесь к этой информации при определении того, является ли продукт подлинным, и соблюдайте осторожность, чтобы убедиться, что вы не покупаете поддельные продукты.
Дизайн Yamaha «Синапсы»
Дизайн Yamaha «Synapses» выражает нашу страсть к дизайну с помощью концептуальных ключевых слов, органично связывающих весь дизайн продукта Yamaha.
Как удалить ржавчину с инструментов, болтов и гаек – советы компании «АрхиСталь»
Главная
Справочные материалы
Как удалить ржавчину с инструментов, болтов и гаек
Если Вы когда-либо наводили порядок в своем гараже и обнаружили ведро с инструментами, старенькую вещичку, которые возможно промокли и заржавели? Не ВЫБРАСЫВАЙТЕ ИХ! И помните, что при металл со временем портится и ржавчина делает свое дело. Есть простое решение, как восстановить их внешний вид за очень небольшие деньги, ведь покупка новых инструментов обойдется Вам в приличную сумму.
Первый способ
И так, Вы обнаружили сумки гаек, болтов и инструментов подвергнутых коррозии? Если Вы не знаете о свойствах уксуса, Вы подумаете, что они бесполезны, не более. Наденьте перчатки, чтобы не испачкать руки ржавчиной, потому что ржавчина очень плохо отмывается. Соберите все свои подвергнутые коррозии инструменты, гайки и болты вместе. В зависимости от того, сколько у Вас обнаружилось ржавых вещей, подберите тару, чтобы все поместилось. Вы можете использовать большой таз.
Поместите свои инструменты в ведро и заполните ведро уксусом, так чтобы уксус покрывал содержимое ведра. Вы не поверите свойствам всемогущего уксуса. Он съест ржавчину на инструментах, болтах и гайках!! Все это будет пузыриться, и Вы будете наблюдать за тем, как ржавчина начинает подниматься к верху!!!
Если Ваши инструменты очень подвергнуты коррозии, Вам необходимо будет оставить их на несколько дней, а может даже до недели. Проверяйте их и когда Вы увидите чистый металл тогда, пришло время вынимать их. Обязательно надевайте перчатки, когда будете проверять инструменты! Вынув их, ополосните под проточной водой и дайте им высохнуть на ветоши, или вытрите насухо при помощи той же ветоши. Уксус стоил практически копейки по сравнению с тем, сколько стоили бы новые инструменты!
Второй способ
Есть способ более долгий по срокам 1,5 — 2 месяца, но очищает более глубокую ржавчину! Можно избавиться с помощью дистиллированной воды и лимонной кислоты! Делается это очень просто. Берете пластиковое ведро, собираете в него ржаво-окисленное отвертки, ключи, замки, все заливаем дистиллированной водой и убираем это дело в гараж, подвал чтоб не мешало!
Следуем дальше! Жарим шашлык, 2 месяца отдыхаем!
Берем пластиковую тару, в ней начинаем готовить раствор: надеваем перчатки, берем 1 чайную ложку лимонной кислоты приблизительно на 300 грамм воды. Погружаем инструмент ненадолго примерно на сутки и не забываем в течение этих суток промывать инструмент под струей воды и в этот момент просматриваем, осталось что от инструмента или нет. Можно и зубной щеточкой потереть, как только вся ржавчина пропала нужно все это дело обработать содой (избавляемся от кислот)! Разводим раствор соды, и окунаем детали!
Более сложный способ
Очистить ржавчину с металла, вариант как дед говорил! Можно обжечь на костре ржавое железо. Важно!!! Для первого раза возьмите менее важный предмет, так как проходит закалка металла! Прогреть хорошенько на углях, часик другой самое главное не расплавить. Вытащить из углей, полностью поместить в тару с водой. До момента чтобы металл остыл. Почистить щеточкой по металлу в тазу с водой.
Как убрать ржавчину в домашних условиях: лучшие средства, способы, лайфхаки
Узнай, как избавиться от ржавчины при помощи подручных средств.
Содержание статьи
Ржавчина может появиться где угодно — на предметах кухонного интерьера, сковородках и кастрюлях, мебельных поверхностях в ванной и даже на одежде! Металлическая фурнитура иногда оставляет ржавые следы на ткани, особенно это касается вещей из светлых материалов. Но не стоит впадать в панику: ты всё ещё в силах спасти любимые джинсы и вернуть блеск сковородке.
Читай советы, как избавиться от ржавчины в бытовых условиях.
Лучшие средства для удаления ржавчины
Бытовая химия не всегда служит лучшим средством для уборки. Она может быть не только токсична, но и вредна для поверхностей. Вот список лучших чистящих средств, помогающих удалить ржавчину, которые не только безвредны, но и продаются в любом супермаркете.
Пищевая сода. Ей можно легко оттереть пятна с пластика, керамики, фаянса, посуды и даже одежды, не повредив их. Она гипоаллергенна, не оставляет следов, стоит недорого и продаётся почти везде.
Фольга. Шариком из обычной фольги из хозяйственного магазина можно без усилий удалить ржавчину с кранов, раковины, ванной и посуды. Достаточно скатать шарик и немного потереть пятно.
Кола. Эта сладкая газировка лучше всего смывает любые следы коррозии с металла. В Штатах ей чистят днища грузовиков, ржавые капоты полицейских машин, бетонные стены, унитазы и раковины (помогает не только от налета и ржавчины, но и при засорах труб), асфальт и инструменты.
Кетчуп. Еще одно волшебное средство, которым можно удалить ржавчину от молний на сумках, посуде и технике. Мало кто помнит, что в состав популярного соуса входит фолиевая кислота и уксус, а между тем они отлично очищают следы коррозии и предотвращают ее дальнейшее появление.
Белый винный уксус. Он не только отлично справляется с ржавыми пятнами на одежде и кепках, но и нейтрализует пятна от красного вина и кофе, а также в целом прекрасно отбеливает вещи. А еще им можно легко очистить грязные стыки на плитке и смыть ржавчину в душевой.
Зубная паста. Белая зубная паста и зубной порошок без красителей и добавок (да, он еще продается в хозяйственных магазинах) прекрасно очистят обувь, выведут пятна ржавчины с одежды, головных уборов, посуды и даже украшений. Особенно хорошо получится, если тереть металл, смазанный пастой, обычной фольгой.
Лимон. Свежий фрукт, а также лимонный сок и синтетическая лимонная кислота — незаменимое средство в борьбе с ржавчиной. Они не только быстро удаляют пятна, отбеливают ткань и обеззараживают поверхности, но и оставляют после себя превосходный аромат.
Бура. Копеечное аптечное средство хорошо впишется в арсенал любой хорошей хозяйки за счет того, что удалит ржавчину почти отовсюду. Особенно если смешать её с винным камнем или лимонным соком до состояния густой пасты.
Проверенные способы убрать ржавчину в ванной
Почистить ванну, душевую кабину или раковину в ванной комнате – задача не самая трудная. В домашних условиях верным помощником станет моющее средство от следов ржавчины и резиновые перчатки, чтобы защитить нежную кожу рук от воздействия вредных химикатов. Но прежде чем приступить к чистке, необходимо выявить причину появления ржавчины и постараться её устранить своими руками.
Причины появления ржавчины
Чаще всего причиной появления ржавчины на поверхности ванны или раковины становится некачественная жесткая вода с высоким содержанием железа. Для того чтобы предотвратить развитие налёта на чугунных, акриловых и эмалированных поверхностях в ванной необходимо:
улучшить качество водопроводной воды при помощи специальных фильтров;
вытирать насухо ванну и раковину после каждого использования, чтобы не оставалось влажных участков на поверхности;
своевременно избавляться от ржавчины. В ванной комнате это лучше всего делать сразу: чем дольше скапливается ржавая вода на поверхности ванны или раковины, тем сложнее будет вывести пятно при помощи подручных средств.
Как избавиться от ржавчины в ванной подручными средствами
Прежде чем отмывать от ржавчины ванну или раковину, необходимо выяснить, из какого материала они сделаны. Для чугунных изделий подходят средства на основе мыла и другие щелочные составы, акриловые можно очищать уксусным раствором или другими разбавленными кислотами, а эмалированные и пластиковые – при помощи пищевой соды, это самый деликатный для любых поверхностей щелочной абразив.
Рассмотрим самые простые и эффективные рецепты.
Средство от ржавчины для чугунной ванны
Хозяйственное мыло натри на крупной тёрке и смешай с кальцинированной содой в пропорции 1:1.
Полученную смесь залей тёплой водой и перемешай. Консистенция должна быть густой и похожей на кашицу.
Нанеси средство на поверхность чугунной ванны и оставь на 1–1,5 часа.
Смой тёплой водой.
Застаревшую ржавчину с чугунной ванны можно убрать при помощи того же раствора, но с добавлением нашатырного спирта в том же количестве, что и остальные ингредиенты. Оставь кашицу на 1,5–2 часа, потом смой тёплой водой.
Средство от ржавчины для акриловой ванны
Акриловые ванны очень чувствительны к очистке, поэтому мыть их можно только при помощи специальных бытовых химикатов и мягкими домашними составами на основе уксуса или бытовых кислот. Чтобы не испортить поверхность и хорошо её отмыть, воспользуйся следующим рецептом:
Набери воду в ванну до максимальной отметки. Влей в воду 1,5 литра яблочного или лимонного уксуса (его можно заменить лимонной кислотой).
Хорошо перемешай воду с раствором и оставь на ночь (8–10 часов). Обязательно используй перчатки, чтобы не повредить кожу рук.
Слей воду и аккуратно ототри остатки кислоты мягкой губкой с небольшим количеством жидкого моющего средства для акриловых ванн.
Средство от ржавчины для эмалированных ванн
Перемешай кальцинированную и пищевую соду в пропорции 1:1 (получится 2–3 столовые ложки), добавь немного воды.
Нанеси содовую кашицу на поверхность ванны и оставь на 1,5 часа.
Затем нанеси сверху 50 г уксуса и ровно столько же отбеливателя.
Продержи оба средства ещё 30 минут и после смой тёплой водой.
Лайфхаки, как убрать ржавчину с хромированных поверхностей, унитаза, кранов и плитки в ванной
Чтобы эффективно удалить ржавчину и мыльный налет с кранов и других блестящих поверхностей, не повредив их, тебе понадобится фольга и кола. Залей колу в пульверизатор, попшикай на проблемное место, а потом легонько потри блестящей стороной фольги. Из унитаза ржавчину проще всего удалить тоже колой. Просто залей жидкость вместо химии, подожди час и смой воду. Фаянсовый друг будет сиять как новенький. С белого пластика ржавчина, фарфора и керамики удаляется обычной содой и водой. Нанеси порошок губкой, слегка потри и смой водой.
Ржавая плитка в ванной, на стояке и трубах удаляется кетчупом. Нанеси на грязный участок кетчуп, подожди 10-15 минут, а потом потри ватным диском. Благодаря воздействию фолиевой кислоты, входящей в состав помидор, а также небольшого количества уксуса (он выступает консервантом в кетчупе) пятно растворится быстро и без усилий, а изделие получит дополнительную защиту от коррозии в будущем.
Как убрать ржавчину с металла
Металл достаточно чувствителен к появлению ржавчины. Поэтому чугунная сковорода, в отличие от алюминиевой или сковороды с тефлоновым покрытием, быстро ржавеет от частого контакта с водой. Наши бабушки даже старались лишний раз не мочить её, а просто убирали вафельным полотенцем остатки жира после готовки. Но сейчас этот способ считается негигиеничным, и хозяйки моют чугун, а потом чистят его от ржавчины. Чтобы сковородки вновь засияли блеском и чистотой, нужно всего-навсего применить несколько средств, которые легко изготовить своими руками.
Воспользуйся абразивной мочалкой. Стальные или медные волокна отлично уберут ржавчину со сковороды, а для наибольшего эффекта добавь немного пищевой соды, натри ею проблемные участки и оставь на 30 минут.
После ещё раз протри ржавые пятна абразивной мочалкой и смой тёплой водой.
Затем смешай соль и пищевую соду в равных пропорциях, натри этой кашицей проблемные участки с ржавчиной и оставь на 30 минут.
После протри места тряпочкой, смоченной в уксусном растворе, и смой тёплой водой.
Есть еще один способ эффективной чистки изделий из чугуна. Он подходит не только для сковородок, но и для котелков, казанов и даже горшков. После него не только исчезают следы ржавчины и коррозии, но и пища перестает пригорать, равномерно прожаривается и запекается.
Сначала хорошенько потри изделие абразивной металлической щеткой. Это позволит убрать пригоревшие остатки пищи и верхний ржавый слой.
Затем насухо вытри его тканевым полотенцем и оставь просушиться на воздухе минут на 30. Чугун обязательно должен стать совершенно сухим
Поставь изделие на плиту на большой огонь и нагревай, пока оно не прогреется равномерно. За это время смешай пищевую соду и поваренную соль в равной пропорции и высыпи на изделие.
Возьми тканевое полотенце, сверни его в шарик и хорошенько на сухую разотри им смесью соды и соли проблемные места. По мере натирания смесь будет темнеть, а чугун очищаться.
Как всё ототрешь, выключи огонь, дай чугуну остыть, высыпи из него грязную смесь, и протри изделие начисто сухим тканевым полотенцем.
Очень важно после такой чистки чугун не мочить как минимум до первого использования.
Еще несколько способов убрать ржавчину со сковороды
Современные сковороды производят из не подверженных коррозии материалов. А вот чугунные сковородки покрываются ржавчиной достаточно часто. Причины её появления таковы:
Неправильное использование. Перед первым использованием сковороду нужно помыть моющим средством и полностью просушить. Затем на дно наливают подсолнечное масло и нагревают на плите без других продуктов в течение пяти минут. После этого следует дождаться, пока масло остынет, и полностью смазать им сковородку. Все эти манипуляции проводят в хорошо проветриваемом помещении. Нужно помнить, что в чугунной сковороде нельзя хранить пищу. После приготовления её необходимо сразу же опустошить.
Ошибки в процессе чистки. Мыть и чистить сковороды нужно сразу после использования. Запрещено использовать абразивные составы, которые оставляют царапины и ускоряю образование ржавчины.
Низкое качество изделия. Чугунные сковороды довольно тяжелые. Если при покупке вещь необычно лёгкая, её лучше не брать. Также, выбирая сковороду, обрати внимание на поверхность – она должна быть однородной по структуре и цвету. Доверяй только известным производителям с хорошей репутацией.
Как убрать ржавчину со сковороды из чугуна: лучшие способы
Можно отчистить ржавчину при помощи дрели с насадкой-щёткой. Но затем тебе необходимо будет шлифовать поверхность от царапин.
Если есть возможность, прокали сковороду на открытом огне. Это также можно сделать паяльной лампой – при обжигании ты удалишь следы ржавчины и засохшего жира на стенках.
Прокалить сковороду возможно и в квартире. Поставь сковороду дном вверх на противень, и помести в нижнюю часть духовки. Выстави максимальную температуру и прогревай в течение двух часов. После остывания сковороду следует помыть моющим средством.
Если у тебя есть большая кастрюля, в которую поместится сковорода, сделай следующее: налей в кастрюлю воды так, чтобы она могла полностью покрыть сковороду. Добавь несколько капель моющей жидкости (можно заменить газировкой). Доведи до кипения и поставь сковороду в воду, прокипяти в течение 40-60 минут.
Также сковородку можно зашлифовать. Для этого понадобится наждачная бумага с разной фракцией. Потри сковороду стороной с крупной зернистостью круговыми движениями. Затем поменяй сторону на мелкозернистую. Таким образом, ты не только зашлифуешь поверхность, но и снимешь ржавый слой.
Две-три ложки соды насыпь в сковороду и налей небольшое количество тёплой воды. Получившейся пастой при помощи губки потри ржавые участки.
Пять столовых ложек соли высыпь на чугунную поверхность и прогрей на плите в течение 10-15 минут. Подожди, пока остынет, и налей немного воды. Теперь почисти стенки и смой остатки средства.
Разведи водой две-три столовые ложки уксуса и налей смесь в сковороду так, чтобы заполнить её полностью. Оставь на несколько часов, вылей средство и помой сковородку.
Как убрать ржавчину со сковороды: профилактические меры
Чтобы в дальнейшем предотвратить образование ржавчины, соблюдай следующие правила эксплуатации.
Это может звучать неожиданно, но защитить чугунную сковороду от ржавчины может… частая готовка! Парадоксально, но факт — чем чаще пользуешься чугунной сковородой, тем в лучшем состоянии она находится и тем дольше прослужит.
Мой посуду сразу же после приготовления еды. Чугун не терпит грязи.
Если сковорода долго простаивает без дела, смазывай её растительным маслом.
Иногда следует проводить прокаливание сковороды с маслом в духовке.
При выборе средства для чистки избегай абразивов.
Не храни в сковороде еду, используй её только для готовки.
Как убрать ржавчину с одежды
Чтобы избежать возникновения ржавчины на одежде, по возможности стирай вещи отдельно от металлических частиц. Съёмные детали лучше убирать перед машинной стиркой. Если это невозможно, стирай застегивай молнии и кнопки, а затем выворачивай вещи наизнанку.
Не суши вещи на радиаторах отопления: они могут окрасить мокрую одежду ржавчиной.
Обязательно вынимай перед стиркой из карманов все металлические предметы: заколки, ключи, монеты.
Чтобы отчистить от ржавчины белые кроссовки, не стирай их в машинке. Лучше потри их зубной пастой, промой в теплой воде, а подошву промокни спонжем, смоченным в молоке.
Убрать ржавчину с одежды в домашних условиях можно с помощью…
…лимонной кислоты. Смешай 20 г кислоты и в 100 г воды в эмалированной кастрюле, поставь на плиту и доведи до кипения. Помести в состав вещь с ржавым пятном и подержи 5 минут. После промой в холодной воде. Для наибольшего эффекта повтори процедуру несколько раз.
…уксусной кислоты. Цветные вещи можно очистить от следов ржавчины при помощи обычного разведенного уксуса. Чтобы приготовить состав, смешай 5 столовых ложек уксусной кислоты с 5 литрами тёплой воды. Опусти вещь в раствор с пятном и замочи на 12 часов. Смой холодной водой и постирай вещь в машинке.
…глицерина. Смешай белый мел, предварительно измельчённый до состояния порошка в равных пропорциях с глицерином, добавь воды до консистенции кашицы и нанеси на пятно. Продержи средство 24 часа, а после постирай в машинке.
…смеси мёда с глицерином. Смешай их в равных пропорциях и разведи водой для получения консистенции жидкой сметаны, намажь пятно и оставь на сутки. Прополощи вещь и постирай обычным способом.
…уксуса с солью. Этот метод особенно хорош для джинсовых вещей. Смешай уксус и соль до получения консистенции негустой кашицы и нанеси на загрязнение, оставь в течение нескольких часов, а затем постирай.
…жидкостью для мытья посуды и глицерином. Способ отлично подойдёт для деликатных материалов: смешай в равном соотношении средство для мытья посуды и глицерин, нанеси на пятно на несколько часов.
Лайфхаки, как быстро убрать ржавчину с белой одежды
Если нужно удалить ржавые следы с белых вещей из деликатных тканей, воспользуйся зубной пастой белого цвета или обычным зубным порошком. Цветные составы, особенно синего или красного цвета могут оставить след на белой вещи. Смажь пастой пятно и оставь на 25-30 минут, после чего постирай обычным способом.
Для удаления ржавчины со светлой одежды и белых кроссовок нельзя использовать хлорные отбеливатели. (Кстати, узнай, как чистить белые кроссовки) После такой обработки пятно может въесться в ткань, и вывести его будет ещё сложнее. Лучше используй деликатные кислородные составы. Они не нарушат структуру ткани и быстро сведут пятно.
Смешай полстакана воды и 20 граммов лимонной кислоты и слегка подогрей, налей на загрязнённый участок и оставь на некоторое время. Если пятно свежее, оно посветлеет уже за 5 минут.
Также для свежих пятен можно использовать лимон. Отрежь ломтик свежего лимона и заверни в марлю. Положи на пятно, а сверху накрой разогретым утюгом. Чтобы собрать вытекающий сок, можно подстелить под ткань бумажные салфетки. Когда загрязнение обработано, вещь нужно постирать как обычно. Только не сожги фрукт, а то ржавчину победишь, а нагар останется.
Чтобы очистить белые джинсы или брюки их плотной ткани от ржавчины, смешай в равных количествах соль и винную кислоту, а затем добавь немного воды. Нанеси смесь на пятно и оставь до полного высыхания.
Возьми 2% раствор хлороводородной (соляной) кислоты и замочите в нём испачканную ткань, пока пятно ржавчины не растворится. Прополощи вещь в растворе из трёх столовых ложек нашатырного спирта и одного литра воды.
Как убрать ржавчину с одежды из натуральных тканей
Эти способы лучше подходят для чистки шелка, хлопка или льна
Разведи чайную ложку щавелевой кислоты в 200 миллилитрах воды, немного подогрей, нанеси на пятно. Оставь смесь на 15-20 минут для воздействия, затем насыпь на загрязнение соду и оставь ещё на 5 минут. Постирай вещь как обычно.
В равных частях смешай щавелевую кислоту и уксус, разбавь 200 миллилитрами воды, слегка нагрей. Налей средство на пятно и оставь на три-четыре часа. Прополощи изделие в растворе из трёх столовых ложек нашатырного спирта и литра воды.
Одну часть винной кислоты и две части воды соедини и нанеси на испачканный участок, оставь до полного высыхания.
Надень перчатки и аккуратно неси на пятно 2% соляную или ортофосфорную кислоту (она продаётся в каждой аптеке) и оставь до полного растворения ржавчины. Прополощи одежду в растворе из трёх столовых ложек нашатырного спирта и литра воды.
Добавь в 200 миллилитров воды одну чайную ложку гидросульфита, подогрей и налей небольшое количество на загрязнённый участок и оставь на 15-20 минут. Прополощи и постирай.
Как убрать ржавчину с одежды из искусственных тканей
Смешай в равных пропорциях уксус и нашатырный спирт и нанеси на пятно, оставь на полчаса, затем прополощи в чистой воде.
В одинаковых пропорциях смешай глицерин и средство для мытья посуды. Обработай получившимся составом загрязнённое место и оставь до полного высыхания.
Добавь к измельчённому мелу такое же количество глицерина и разбавь водой, толстым слоем нанеси состав на пятно и оставь на ночь. Наутро постирай вещь как обычно.
Выдави на загрязнённое место зубную пасту и потри материал, оставь до полного высыхания и постирай одежду.
Выжми сок из свежего лимона прямо на пятно, оставь на 15-20 минут и постирай как обычно.
Хочешь быстро посмотреть все лайфхаки, как убрать ржавчину? Мы нашли для тебя классное видео.
youtube
Нажми и смотри
5 простых способов удалить ржавчину с металла за считанные секунды!
8 июля 2020 г.
Когда кусок железа, сплавов железа или стали подвергается воздействию воды и кислорода, происходит реакция, называемая окислением. Внешний вид этой коррозии представляет собой красно-коричневый чешуйчатый налет, который обычно называют ржавчиной.
Влажность и температура с кислородом также могут вызывать ржавчину, поэтому не думайте, что только потому, что ваши ювелирные инструменты хранятся внутри, они не заржавеют.
Все металлы подвержены коррозии в той или иной форме, но термин «ржавчина» используется только в отношении железа, сплавов железа и стали.
Теперь, когда мы установили, какие металлы будут ржаветь, мы можем исключить их и сказать, что любой другой металл будет подвергаться коррозии или тускнеть в той или иной степени.
Медь является распространенным виновником большинства потускневших вещей, которые мы видим. Патина (зеленоватое окрашивание) возникает в результате окисления меди, что приводит к образованию потускневшего слоя
В частности, стерлинговое серебро состоит из смеси металлов, включая медь, поэтому иногда на пальце можно увидеть кольцо зеленого цвета.
Алюминий, латунь, бронза, оцинкованная сталь, нержавеющая сталь, кортеновская сталь, медь, титан и благородные металлы, такие как золото, серебро и платина, не ржавеют. Они могут разъедать, окрашивать или тускнеть, но не ржавеют.
Существует множество способов удалить ржавчину, окислы и коррозию с чего угодно. В некоторых методах используются бытовые чистящие средства, алюминиевая фольга и кислота, а некоторые представляют собой насадки с вращающимся инструментом для легкого, быстрого и беспроблемного удаления ржавчины. Взгляните на список ниже для получения дополнительной информации.
1. Файбервилс. Абразивные полировальные круги
Это, безусловно, самый быстрый и простой способ удаления ржавчины с металлических предметов.
Защитное снаряжение (очки, маска для глаз и т. д.)
Прикрепите коричневый (грубый) абразивный круг EVE Fiberwheel к вращающемуся инструменту, такому как Dremel, установите скорость примерно на 7000 об/мин.
Аккуратно проведите абразивом по металлу, и через несколько секунд ржавчина исчезнет.
Если вы хотите вернуть металлу его первоначальный блеск, используйте черный (средний) для предварительной полировки, а затем красный (тонкий) для окончательной полировки, чтобы вернуть металлу его первоначальный блеск.
Посмотрите изображения до и после, а также очень короткое видео ниже:
2. Абразивные полировщики для резины
Эти каучуки EVE так же быстры и легки, как и Fiberwheels, и без беспорядка. абразивные полировщики.
Они бывают всех форм, зернистости и размеров, но для быстрого удаления ржавчины с ваших металлических инструментов для ювелирных изделий вставьте полир EVE Technic с зернистостью 500 (синий, очень крупный) во вращающийся инструмент и наблюдайте, как ржавчина исчезнет!
Они бывают разных форм, смонтированы и сняты, так что вы можете использовать, например, 3-миллиметровый штифт, чтобы проникнуть в узкие углы, или радиальный диск из щетины — отлично подходит для сложных участков. Выберите большой цилиндр для больших поверхностей или меньшую форму цилиндра для небольших работ по удалению ржавчины с металлических предметов.
Как и в случае с шлифовальными кругами из волокна, упомянутыми выше, вы можете использовать резиновые полиры с более мелкой зернистостью того же диапазона, чтобы вернуть металлу его первоначальный зеркальный блеск.
Посмотрите изображения до и после, а также очень короткое видео ниже:
3. Стальная щетка или алюминиевая фольга
Эффективным методом удаления ржавчины является использование стали и алюминия в качестве абразива.
Алюминиевая фольга. Оторвите небольшой кусочек алюминиевой фольги, окуните его в воду или уксус и протрите заржавевшие части.
Используйте стальной щеточный круг или перьевую щетку из стальной проволоки во вращающемся инструменте, таком как Dremel.
Они не так эффективны, как описанные выше методы, но уже давно используются в качестве средств для удаления ржавчины.
4.
Соль и лимонный сок/уксус
Кислотные растворы, такие как лимонный сок и уксус, а также небольшое количество соли, нанесенное на ржавые участки, – это еще один способ самостоятельно удалить ржавчину с ваших инструментов. Оставьте на несколько часов, затем удалите. Мы не пробовали и не тестировали следующий метод, но очевидно, что щавелевая кислота в картофеле также растворяет ржавчину.
5. Пищевая сода (бикарбонат соды)
Ржавый предмет можно посыпать пищевой содой или превратить в пасту с водой или уксусом.
Нанесите на пораженные участки и оставьте примерно на час, затем сотрите щеткой.
Марк Ловик с канала «Ремонт часов» демонстрирует этот метод в своем превосходном видео «Обслуживание и ремонт часов Breitling на базе Rusty Valjoux 7750». Посмотрите видео на Youtube здесь. Он использует смешанную пасту из соды и чистит детали часов зубной щеткой.
Лучший способ борьбы с ржавчиной, конечно же, это избегать ее, поэтому держите свои инструменты сухими и избегайте влажных и влажных условий.
Инструменты необходимо регулярно чистить, смазывать и обслуживать.
Другими методами предотвращения ржавчины являются защитные покрытия, наносимые на сталь, такие как воронение (часто используется на небольших стальных предметах для часов и часовых механизмов), порошковые покрытия (это могут быть акриловые, виниловые, эпоксидные и т. д.) или цинкование (покрытие расплавленным цинком)
Как удалить ржавчину с металла | Руководство по удалению ржавчины
1 апреля 2022 г.
Металл может легко заржаветь со временем, если за ним не ухаживать и не защищать должным образом. Но если ржавчина металла все-таки возникла, его не нужно выбрасывать! Всего за несколько простых шагов вы легко научитесь удалять ржавчину с металла с небольшой помощью WD-40®!
Ознакомьтесь с простыми шагами, описанными ниже, и вы будете на пути к хорошо защищенному металлу без ржавчины!
Вещи, которые вам понадобятся
Шаг 1
Как удалить ржавчину
Первым шагом в удалении ржавчины является удаление всех излишков ржавчины с поверхности.
Чтобы удалить эту поверхностную ржавчину, возьмите проволочную щетку и начните работать. Крайне важно, чтобы вы уничтожили все лишнее, чтобы следующие несколько шагов были более эффективными! Это позволит более тщательно ухаживать за металлом!
Шаг 2
Испытание средства для удаления ржавчины на металле
Второй шаг в удалении ржавчины — испытание выбранного средства для удаления ржавчины на изолированном участке металла.
Для этого распылите на образец многоразового продукта WD-40®. Дайте отстояться в течение 5-10 минут, прежде чем слегка потереть.
В редких случаях, когда этот метод удаления ржавчины приводит к повреждению образца, выберите другое средство для удаления ржавчины, подходящее для вашего объекта.
Шаг 3
Нанесите WD-40® на ржавый металл
Теперь вы можете быть уверены, что средство для удаления ржавчины не повредит металл, пора приступать к удалению ржавчины!
Чтобы удалить ржавчину с металлического объекта, вам потребуется нанести на ржавый металл многофункциональное средство WD-40®.
Тщательно встряхните свой удобный баллончик с WD-40® перед использованием. Затем с помощью широкой форсунки смочите ржавый металл спреем. Оставьте продукт осесть на ржавчине.
Шаг 4
Счистите ржавчину
После того, как вы оставили средство для удаления ржавчины на металле на 5-10 минут, пришло время счистить ржавчину!
Используя проволочную щетку, почистите ржавые участки с наиболее грубыми волокнами и постепенно переходите к менее ржавым металлическим участкам. Соблюдайте осторожность и твердую руку, чтобы не нанести дополнительных повреждений металлу.
Шаг 5
Протрите металл
Наконец, когда вы очистите ржавчину, возьмите тряпку для посуды, чтобы вытереть излишки универсального продукта WD-40® и ржавчину.
Убедитесь, что вся рыхлая ржавчина удалена, чтобы оставшийся слой многофункционального продукта WD-40® предотвратил повторную коррозию. Регулярно повторно наносите слой WD-40®, чтобы ваш металл не ржавел!
РАБОТА ВЫПОЛНЕНА!
Итак, теперь вы знаете, как легко избавиться от ржавчины!
Важно отметить, что этот метод потребует времени и терпения.
Плазменная резка. Основные настройки перед началом работы.
Плазма, которую производит комплекс для воздушно-плазменной резки, это ионизированный и нагретый воздух, который перешел в четвертое агрегатное состояние и стал проводником электрического тока. Температура плазмы составляет почти 30000 градусов. Столб плазмы расплавляет металл и выдувает его из зоны резки. Плазморезы широко применяются во всех отраслях машиностроения, при монтажных или демонтажных работах, во время ремонта разнообразного оборудования и в частном хозяйстве.
В отличие от ручного инструмента, плазморез значительно быстрее позволяет выполнить резку и, кроме того, кромки детали в большинстве случаев не требуют дополнительной обработки. Линия реза может быть любой конфигурации, что делает плазморез универсальным инструментом.
Для понимания схемы правильной настройки комплекса для воздушно-плазменной резки (плазмореза) сначала определимся с основными компонентами:
Источник питания — вырабатывает ток резки с штыковой вольт-амперной характеристикой. Может быть трансформаторным или инверторным, с контактным или бесконтактным поджигом дуги, промышленным (подключается к трехфазной сети питания 380В) или бытовым (подключается к однофазной сети питания 220В).
Плазмотрон — резак в котором формируется плазменная дуга и которым непосредственно оперирует специалист при выполнении работы. Основные компоненты плазмотрона – это сопло, благодаря которому можно управлять формой плазменного потока, и электрод;
Компрессор — необходим для подачи сжатого воздуха в систему.
Программу настройки плазмореза при ручной резке рассмотрим на примере оборудования JASIC CUT-100 (L204) с использованием ручного плазмотрона P-80. JASIC CUT-100 (L204) относится к промышленному инверторному оборудованию, подключается к трехфазной сети питания и имеет бесконтактное зажигание дуги.
Смонтируйте оборудование таким образом, чтобы на расстоянии не менее 0,5 м от задней и передней панели не было предметов, затрудняющих циркуляцию воздуха и доступ к органам управления.
Отрегулируйте на источнике питания ток резки, пользуясь эмпирической зависимостью: 3-4 Ампера на миллиметр толщины детали из черного металла, и 7-8 Ампер на миллиметр толщины детали из коррозионностойкой стали (нержавейки). Итак, тока резки величиной 80 Ампер будет достаточно для качественной резки углеродистой стали толщиной 20 мм.
Проверьте правильность выбора диаметра (в миллиметрах) выходного отверстия сопла на плазмотроне в зависимости от тока резки:
1.1 мм — до 40 Ампер;
1.3 мм — от 30 до 60 Ампер;
1.5 мм — от 50 до 80 Ампер;
1.7 мм — от 70 до 100 Ампер;
Отрегулируйте рабочее давление воздуха — включите подачу воздуха путем нажатия кнопки на плазмотроне на плазмотроне, во время вытока воздуха через сопло, установите значение 0,5 МПа на манометра, расположенном на источнике питания плазмореза. Качество подготовленного воздуха и его давление напрямую влияют на качество резки и долговечность работы расходных части плазмотрона, поскольку воздух обеспечивает не только непосредственно горение дуги и выдувание расплавленного металла, а также выполняет функцию охлаждения плазмотрона. Воздух перед подачей в тракт плазмореза, нужно очистить от пыли, масла, а также осушить. Чтобы достичь оптимального результата, воздух должен соответствовать требованиям ISO 8573-1: 2010 Class 1.2.2.
Выберите нужный режим работы оборудования два (2Т) или четыре (4Т) такта. В режиме 2Т при нажатии кнопки на плазмотроне пилотная/режущая дуга зажигается, а при ее отпускании — гаснет. В режиме 4Т оборудование продолжает работать после отпускания кнопки на плазмотроне. Если повторно нажать кнопку на плазмотроне в режиме 4Т, оборудование переходит в состояние затухания дуги.
Настройка плазмореза с ЧПУ отличается только необходимостью выбора режима работы 2Т, все остальные настройки такие же, как и при ручной резке. При использовании машины с ЧПУ кнопка управления на плазмотроне не используется, управление работой источника питания происходит с пульта машины ЧПУ.
Кроме силы тока, давления воздуха и диаметра выходного отверстия сопла, качество кромок деталей также зависит от скорости перемещения плазмотрона. Резку необходимо проводить со скоростью, которая не позволит потоку искр попадать на сопло и изолирующую втулку плазмотрона. Слишком медленная скорость влечет возникновение грата с обратной стороны детали, широкой зоны резки и перегрева детали, а высокая скорость не позволит прорезать металл насквозь. Скорость резки всегда подбирается эмпирически для каждого случая отдельно.
Как работать плазморезом
Тщательно продуманный интерьер помещения и грамотно подобранные второстепенные Как выбрать и установить дверной глазок Входная дверь — средство, отделяющее личное пространство внутри дома от внешнего Нанесение битумной мастики Обработка поверхностей битумом — наиболее доступный и действенный способ Плазменная резка широко используется в различных отраслях промышленности: машиностроении, судостроении, изготовлении рекламы, коммунальной сфере, изготовлении металлоконструкций и в других отраслях. К тому же, в частной мастерской плазморез тоже может пригодиться.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Статьи по теме
как пользоваться плазморезом с ЧПУ
Особенности плазмореза
Запуск и настройка плазмореза
Как работать с плазморезом
Преимущества плазменной резки
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Плазменная резка металла. Плазморез. Ресанта, ИПР40 .
Статьи по теме
Воздушно-плазменная резка металлов — это один из видов обработки материала, при котором в качестве режущего инструмента используется плазменная дуга. Принцип работы заключается в том, что между электродом и соплом аппарата возникает электрическая дуга, после чего в плазмотрон подаётся воздух под давлением порядка 0. Воздушно-плазменная резка является достаточно быстрым способом резки различных металлом, как чёрных, так цветных и тугоплавких, сплавов с различной толщиной.
Принцип работы плазмореза заключается в разрезании путём целенаправленного локального нагрева участка заготовки. Для осуществления данной операции используется установка — плазморез — это специальная машина со специальной насадкой — плазматроном генератор плазмы — это такое техническое устройсво, через который при протекании электрического тока через разрядный промежуток образуется плазма, он содержит в себе электрод и в него же подаётся пламообразующий газ, как правило, сжатый воздух.
В зависимости от тока реза, образуется плазма с разной температурой и, соответственно, от этого зависит маскимальная толщина реза. То есть, по сути, основополагающей характеристикой плазмореза является конечная велечина толщины реза. Толщина также зависит от разрезаемого материала. Значительные отличия имеют такие частообрабатываемые металлы, как сталь, алюминий и медь.
Отличия обусловлены теплопроводностью, чем выше, тем хуже режется. В силу того, что нагрев металла при плазменной резке локальный и быстрый, то есть успевает нагреться только та часть, на которую подаётся сжатый воздух, остальной металл не успевает нагреться, это позволяет избежать термических преобразований и деформаций заготовки.
При резке плазморезом получается достаточно аккуратный рез. Также немаловажным является возможность резать по любой траектории. Трансформаторы, как правило, более массивные и не предназначены для резания металла толщиной более 40 мм, в том числе, и в силу того, что он будет не мобильным, будет потреблять много электроэнергии и просто неудобен в использовании, его крайне проблематично применять на высоте и в стеснённых условиях.
Поэтому, подобный аппарат для воздушно-плазменной резки всё менее и менее популярен. Инверторы плазменной резки металла более совершенны, намного меньше в размерах по сравнению с трансформаторами, мобильны и могут использоваться для работ в ограниченном пространстве, с более высоким КПД, потребляющие меньше электроэнергии и имеющие стабильное горение дуги. Современный инвертор плазменной резки позволяет быстро и качественной разрезать металл почти что любой толщины. Практически каждый современный плазморез инверторный.
Такая установка воздушно-плазменной резки наиболее популярна. Также плазморезы бывают контактного и бесконтакного типа. Контактные — для получения рабочей дуги необходимо короткое замыкание, возникающее при блокировании подачи воздуха, то есть изначально горит дежурная дуга, после нажимается кнопка и подача воздуха блокируется, таким образом контакт замыкается, после автоматического ткрытия клапана потоком воздуха искра выводится из сопла и между отрицательно заряженным электродом и положительно заряженным металлом возникает плазменная дуга.
Бесконтактные — это, как правило, плазморезы, выходная сила тока которых превышает 50 А осциляторы или высокочастотные зажигатели. Дежурная дуга, возникающая между электродом и соплом, имеет высокое напряжение и частоту тока, а при приближении сопла к обрабатываемому металлу образуется рабочая дуга. В сравнении с газовой резкой, плазма даёт более высокую скорость работы, качество и аккуратность реза, возможность резки по сложным траекториям.
В отличии от газовой резки, плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется и не закаливается.
Способ плазменной резки можно использовать для большинства металлов газовой резкой нельзя резать, нержавеющую сталь, алюминий, медь. Строгих требований к качеству поверхности нет — она может иметь следы ржавчины, загрязнений и пр. Кроме того, плазменная резка более чистый, дешевый и удобный способ, так как для плазменной резки используются в качестве исходных материалов сжатый воздух и электричество.
Оборудование плазменной резки более безопасно, чем оборудование газовой резки конечно, если правильно подключить, но и даже в этом случае безопаснее , так как в этом случае в горелке не возникает опасность обратного удара пламени. Способ плазменной резки превосходно подходит для проплавления отверстий, так как сжатая плазменная дуга концентрированно нагревает и плавит металл в месте разреза и в то же время интенсивно, благодаря воздействию скоростного потока газа удаляет расплавленный металл.
Воздушно-плазменная резка позволяет резать любой электропроводящий материал. По сравнению с флюсовой, газовой резкой, плазменная резка имеет много преимуществ: можно резать любой металл, выполнять подготовку кромок, выполнить фигурную резку, строжку и проплавление отверстий.
Плазменная резка металла даёт возможность резать металл разнообразной толщины. В зависимости от мощности плазморез может разрезать как алюминий, так и нержавеющую или углеродистую сталь, а также титан толщиной несколько сантиметров. Плазменный резак или по-другому плазмотрон, а также называемый плазменной горелкой предназначается для образования плазмы при резке металла. Они используются как для ручной, так и механизированной плазменной резки.
В комплект резака входят следующие узлы: сопло, электродержатель с электродом, дуговая камера, изолятор, который разделяет электродный и сопловый узлы, системы водо- и газоснабжения.
Устройство резака для плазменной резки будет зависеть от рабочей среды, зажигания среды, системы охлаждения и других факторов. Самые простые виды плазмотронов — для инертных и восстановительных газов, их подавляющее большинство.
Самые сложные, с водяной и магнитной стабилизацией, но таковые используются крайне редко. Резаки с газожидкостной стабилизацией дуги комплектуются системой каналов для подачи воды в столб дуги в сопловом узле. Для стабилизации дуги при используются двухфазные газожидкостные потоки, которые вводятся по двухпоточной схеме.
Такой способ стабилизации повышает режущие свойства плазменной дуги, а за счет подачи жидкости в формирующее сопло улучшается его охлаждение. Также активно используются плазмотроны с водяной завесой и газожидкостной системой охлаждения. Они также укомплектованы системой водяных каналов, которые создают завесу вокруг дуги.
Вода охлаждает кромку металла и улучшает условия и качество плазменной резки таким плазмотроном. Сопло плазменного резака формирует дугу, разрезающую металл. На свойства дуги будут влиять форма и размеры соплового канала.
Уменьшая диаметр сопла и увеличивая его длину, вы получаете поток плазмы высокой скорости и отличные условия резки. При подготовке оборудования к работе в систему плазмореза подается сжатый воздух. Возможны три источника сжатого воздуха: баллоны сжатого воздуха, подключение к имеющейся на заводе системе сжатого воздуха или небольшой воздушный компрессор.
Некоторые маломощные инверторы плазменной резки, не требуют подключения к внешнему источнику сжатого воздуха, так как оснащаются встроенным компрессором. Стоит отметить тот факт, что в любом случае необходимо, чтобы воздух был сухим, а значит надо использовать систему подготовки воздуха, дабы избежать образования конденсата. При подборе необходимого тока и скорости резки лучше всего выполнить несколько разрезов при более высоком токе. Затем, при необходимости, в зависимости от скорости резки, можно уменьшать ток.
Если ток очень высокий или скорость резки недостаточная, разрезаемый металл будет перегреваться и может образоваться окалина. Правильно подобрав скорость резки и ток, мы получаем очень чистый разрез, на поверхности которого почти не образуется окалины, мало или абсолютно не деформируется разрезаемый материал.
Принцип работы плазмореза заключается в том, что резку начинают, располагая плазматрон как можно ближе к краю разрезаемого основного металла. Нажмите кнопку выключателя плазматрона — зажжется дежурная дуга, а затем режущая дуга.
После зажигания режущей дуги медленно двигайте плазматрон вдоль планируемой линии разреза. Регулируйте скорость движения так, чтобы искры были видны с обратной стороны листа металла.
Дуга должна быть направлена вниз и под прямым углом к поверхности разрезаемого металла. Если на обратной стороне металлического листа не видно искр, это значит, что металл не прорезан насквозь.
Такое может происходить из-за слишком большой скорости движения, недостаточного тока или из-за того, что струя плазмы направлена не под прямым углом к поверхности разрезаемого материала. По окончании резки слегка наклоните плазматрон в сторону конца разреза или временно остановитесь, чтобы закончить резку. После того, как вы отпустили кнопку выключателя на плазматроне, некоторое время будет подаваться воздух для охлаждения его нагревающихся частей, и в случае необходимости резку можно снова возобновить.
Адрес офиса в Санкт-Петербурге: ул. Ораниенбаумская, 27, корпус 4, офис Письмо директору Наши клиенты Отзывы. Ремонт шпинделей. Доставка и оплата. Главная FAQ.
Воздушно-плазменная резка металлов Воздушно-плазменная резка металлов — это один из видов обработки материала, при котором в качестве режущего инструмента используется плазменная дуга. Плазморез может иметь воздушное охлаждение, жидкостное и воздуно-жидкостное. Преимущества плазменной резки: В отличии от газовой резки, плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется и не закаливается.
Где применяется воздушно-плазменная резка и что можно делать: Воздушно-плазменная резка позволяет резать любой электропроводящий материал. Устройство плазменного резака или плазмотрона: Плазменный резак или по-другому плазмотрон, а также называемый плазменной горелкой предназначается для образования плазмы при резке металла.
Как работать плазморезом и что для этого нужно: При подготовке оборудования к работе в систему плазмореза подается сжатый воздух. Каталог продукции Шпиндели с воздушным охлаждением Шпиндели с жидкостным охлаждением Шпиндели с автоматической сменой инструмента Ремонт шпинделей Шпиндель. Угрешская, д.
EMail: sales et-rus. Пожалуйста, заполните это поле. Я даю свое согласие на обработку персональных данных и соглашаюсь с условиями и политикой конфиденциальности. Отправьте мне курьера Пожалуйста, заполните это поле. Перезвоните мне Пожалуйста, заполните это поле. Заказать двигатель Пожалуйста, заполните это поле. Купить в один клик Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле. Нашли предложение лучше? Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле.
Продолжить покупки Цена: Оформить заказ. Заказать звонок менеджера. Купить в один клик Укажите контактные данные, и наш специалист свяжется с вами. Укажите контактные данные, и наш специалист свяжется с вами. Продолжить покупки. Цена: Оформить заказ.
как пользоваться плазморезом с ЧПУ
Парамото-Форумы Парамото-Форум Парамотор и паратрайк своими руками У кого-то есть опыт работы плазморезом? У кого-то есть опыт работы плазморезом? На сколько ровный получается срез? Или же срез получается сильно неровным?
1 Виды плазменных резаков и их назначение; 2 Устройство плазмореза . будет зависеть выбор оборудования, с которым придется работать.
Особенности плазмореза
Воздушно-плазменная резка металлов — это один из видов обработки материала, при котором в качестве режущего инструмента используется плазменная дуга. Принцип работы заключается в том, что между электродом и соплом аппарата возникает электрическая дуга, после чего в плазмотрон подаётся воздух под давлением порядка 0. Воздушно-плазменная резка является достаточно быстрым способом резки различных металлом, как чёрных, так цветных и тугоплавких, сплавов с различной толщиной. Принцип работы плазмореза заключается в разрезании путём целенаправленного локального нагрева участка заготовки. Для осуществления данной операции используется установка — плазморез — это специальная машина со специальной насадкой — плазматроном генератор плазмы — это такое техническое устройсво, через который при протекании электрического тока через разрядный промежуток образуется плазма, он содержит в себе электрод и в него же подаётся пламообразующий газ, как правило, сжатый воздух. В зависимости от тока реза, образуется плазма с разной температурой и, соответственно, от этого зависит маскимальная толщина реза. То есть, по сути, основополагающей характеристикой плазмореза является конечная велечина толщины реза. Толщина также зависит от разрезаемого материала.
Запуск и настройка плазмореза
Принцип работы. Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха плазмы , который разрезает заготовку. Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Сегодня на смену традиционным болгаркам приходят современные плазморезы, которые позволяют обрабатывать токопроводящие материалы и широко применяются в промышленности. Высокоэффективная обработка металла позволяет получить точные заготовки, раскраивать листовой прокат и трубы.
Как работать с плазморезом
В оздушно-плазменная резка сопряжена с рядом опасностей: электрический ток, высокая температура плазмы, раскаленный металл и ультрафиолетовое излучение. Как подключить все элементы аппарата воздушно-плазменной резки, подробно описано в инструкции к аппарату, поэтому сразу перейдем к дальнейшим нюансам:. Первое время подбирать скорость ведения резака будет сложно, необходим опыт. Поэтому поначалу можно ориентироваться на такое правило: вести плазмотрон необходимо так, чтобы с обратной стороны заготовки были видны искры. Если искр не видно, значит, заготовка не разрезана насквозь. Обратите также внимание, что слишком медленное ведение резака негативно сказывается на качестве реза, на нем появляются окалина и наплывы, а также может нестабильно гореть дуга и даже гаснуть.
Преимущества плазменной резки
Что такое плазморез, как работает он? Если говорить об этом инструменте, то необходимо отметить, что он является прибором, который использует достаточно узкий круг сварщиков. Для одноразового применения плазменный резак нигде и никогда не применяется. Потому что существуют инструменты, с помощью которых можно провести отрезные операции, не прибегая к дорогому варианту, к примеру, болгаркой. Но если требования к скорости и объему проводимых процессов достаточно жесткие, то без плазмореза не обойтись. Поэтому его используют в машиностроительной промышленности, в изготовлении больших металлических конструкций, при резке труб и прочего. На вопрос, как выбрать плазморез, необходимо ответить так, все будет зависеть от того, в какой области вы его собираетесь использовать.
Плазменная резка осуществляется плазморезом, который состоит из нескольких блоков Компрессор в плазморезе требуется для подачи воздуха. .. плазменные — какие бывают, как устроены, работают, что нужно знать.
Когда возник вопрос о том, что придется резать металл и резать его придется быстро и много, то появились вопросы о том как это можно делать. О плазморезах я слышал, но в руках держать не доводилось и было решено исправить этот пробел. Буквенной информации об этом способе резки металла вполне достаточно, но хотелось посмотреть в живую как это происходит.
Плазма — это воздух, нагретый до температуры в градусов электрической дугой. Он становится ионизированным и начинает проводить электроток, плавящий металлы и выдувающий его со среза. Широко применяется плазменная резка в машиностроении, также она популярна в хозяйственной и рекламной отраслях и коммунальной сфере. Принцип действия данного сварочного оборудования основывается на изменении воздушных свойств в результате моментального разогревания воздуха до очень высокой температуры. Плазморез, в отличие от ручной болгарки, функционирует быстрее и гораздо качественней. Места разреза выходят ровными и аккуратными, без окалины и заусениц.
Плазморез позволяет производить высококачественную резку различных материалов.
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: ironborn , 13 июля в Плазменная и газовая резка. Прошу поделится опытом пользования, режимами роботы, приспособлениями, практическими советами, опытом пользования в режиме «out of shit to make bullet», вообщем всем чем можно про CUT
Плазменная резка становится все популярнее, причем не только на крупных производствах, но и в быту. Да и сам рез будет заметно точнее. Существует несколько видов плазменных резаков — от промышленных, которые могут резать большие и толстые металлические заготовки, до ручных бытовых аппаратов. Нюансы в них немного различаются, но в целом принцип работы у них общий.
Как выполнять плазменную резку
Если вы новичок в плазменной резке, вам может быть интересно, как настроить и использовать плазменный резак для резки металла. В этой статье объясняются основы плазменной резки. Мы рассмотрим:
Как настроить плазменный резак
Как пользоваться плазменным резаком
Как плазменной резки
В этой статье представлен общий обзор того, как настроить и использовать воздушно-плазменный резак Powermax ® с ручным плазменным резаком. Это не замена подробной информации, содержащейся в руководстве по эксплуатации вашей плазменной системы. Он не распространяется на механизированную резку.
Что нужно для начала
Одним из преимуществ воздушно-плазменных резаков является их простота использования и универсальность. Как правило, все, что вам нужно, это:
Плазменный резак, такой как система Hypertherm Powermax ®
Источник питания, будь то электричество от вашей стены или генератор соответствующего размера
Сжатый или баллонный воздух (если у вас нет системы со встроенным компрессором, такой как Powermax30 ® AIR)
В дополнение к вышеперечисленным трем вещам вам необходимо защитить себя, надев средства индивидуальной защиты. Минимальное оборудование, которое вам нужно:
Прочные перчатки для сварки/резки
Темные оттенки с минимальным рейтингом оттенка для используемой системы
Защитный огнеупорный жилет
Туфли с закрытым носком
Мы также рекомендуем носить беруши или что-то подобное для защиты слуха.
Как настроить плазменный резак
Когда у вас есть все необходимое для начала, вы готовы все настроить. Вот как настроить плазменный резак.
Шаг 1: Установите расходные детали или картридж Hypertherm на резак.
Шаг 2: В зависимости от модели ручного резака переведите переключатель блокировки плазменного резака в положение «включено».
Шаг 3: Подсоедините резак и рабочий провод (кабель заземления) к передней части источника питания.
Шаг 4: Прикрепите зажим рабочего кабеля к рабочей поверхности, стараясь не прикрепить зажим к металлу, который отвалится после разрезания.
Шаг 5: Подсоедините газовый шланг к задней части системы.
Шаг 6: Подключите шнур питания и включите систему. Выключатель питания на большинстве плазменных резаков Hypertherm находится на задней панели системы.
Как пользоваться плазменным резаком
Теперь, когда вы знаете, как настроить плазменную систему, вы готовы научиться пользоваться плазменным резаком. Плазменные резаки Powermax способны выполнять резку и строжку металла. Кроме того, некоторые системы, такие как Powermax45 ® XP, также может маркировать металл.
Как выполнять плазменную резку, начиная с края
При использовании ручного резака вы можете либо начать резку с края заготовки, либо начать резку на заготовке. Запуск с края продлит срок службы расходных материалов. Вот как можно выполнить плазменную резку при использовании краевого старта.
Шаг 1: Выберите «резка» с помощью регулятора режима на передней панели системы.
Шаг 2: Поверните ручку силы тока на передней панели вашей системы, чтобы установить силу тока, соответствующую толщине металла, который вы режете.
Примечание. Если у вас есть система Powermax SYNC ® , вы можете пропустить оба вышеуказанных шага, поскольку система автоматически выберет правильный режим и силу тока в зависимости от установленного картриджа.
В руководстве пользователя содержатся технологические карты резки, в которых указана рекомендуемая сила тока для данной толщины. Как правило, чтобы получить наилучшее качество резки и срок службы расходных материалов, необходимо использовать более низкую силу тока для более тонкого металла и более высокую силу тока для более толстого металла.
Шаг 3: Возьмите резак и расположите его вертикально рядом с краем заготовки.
Если применимо, убедитесь, что переключатель блокировки резака выключен, затем нажмите курок, чтобы инициировать плазменную дугу.
Шаг 4: Остановите резак на краю заготовки, пока дуга полностью не прорежет заготовку, затем продолжите резку, перемещая резак с постоянной скоростью.
Шаг 5: Когда вы выполнили большую часть резки и приблизились к другому краю, слегка наклоните или наклоните ручку резака вверх, чтобы дуга первой вышла из заготовки. Это гарантирует, что вы получите полный разрез.
Хотя вы можете просто поместить горелку на металл и резать от руки, направляющая для резки, поверочная линейка или шаблон помогут вам сделать более точные разрезы. Вы также можете использовать круглую направляющую для вырезания отверстий.
Как выполнять плазменную резку, прокалывая тонкий материал
Хотя запуск кромки обеспечивает наилучший срок службы расходных материалов, часто необходимо начинать резку на заготовке с прокалывания заготовки. Ниже описано, как выполнять плазменную резку при использовании метода прожига на тонком материале с использованием техники прямого прожига.
Шаг 1: Держите фонарик над областью, которую хотите прожечь.
Шаг 2: Если применимо, убедитесь, что переключатель блокировки резака выключен, затем нажмите курок, чтобы инициировать плазменную дугу и начать резку.
Как плазменная резка и прожиг толстого материала
В идеале, при прожиге более толстого материала следует использовать немного другой метод. Вот как выполняется плазменная резка при использовании метода прожига толстого материала с использованием техники прожига роликом
Шаг 1: Держите фонарик над областью, которую хотите прожечь.
Шаг 2: Наклоните резак примерно под углом 25 градусов к заготовке.
Шаг 3: Если применимо, убедитесь, что переключатель блокировки резака выключен, затем нажмите курок, чтобы инициировать плазменную дугу.
Шаг 4: После начала резки поверните резак в вертикальное положение. После того, как дуга пронзила металл, можно приступать к резке.
Как выполнять плазменную строжку
Помимо обучения плазменной резке, вы также можете научиться плазменной строжке. Вот как долбить плазму.
Шаг 1: Если применимо, выключите переключатель блокировки резака. Вставьте расходные материалы для строжки или зеленый картридж для строжки в резак, а затем верните переключатель блокировки резака во включенное положение.
Шаг 2: Выберите «строжка» с помощью регулятора режима на передней панели системы.
Шаг 3: Поверните ручку силы тока на передней панели вашей системы, чтобы установить силу тока, соответствующую типу выемки, которую вы хотите создать, подробнее об этом ниже.
Примечание. Если у вас есть система Powermax SYNC, вы можете пропустить оба вышеуказанных шага, поскольку система автоматически выберет правильный режим и силу тока в зависимости от установленного картриджа.
Шаг 4: Поместите резак примерно под углом 40 градусов к заготовке, удерживая небольшой зазор между резаком и заготовкой, нажмите на спусковой крючок, а затем переместите резак вдоль заготовки, чтобы создать зарез.
Глубину и ширину борозды можно контролировать несколькими способами.
Сила тока: Чем выше сила тока, тем шире борозда, чем меньше сила тока, тем узче.
Угол и скорость горелки: более крутой угол и более медленное движение вперед приведут к более глубокой прорези, а меньший угол и более быстрое движение вперед создадут более мелкую прорезь.
Растяжение дуги: расстояние между резаком и заготовкой также может повлиять на получаемую вами строжку. Если вы держите резак близко к заготовке, так что ваша дуга короткая, вы получите более широкую канавку. Если вы держите резак дальше от заготовки, так что дуга становится длиннее, вы получите более узкую канавку.
Расходные материалы
: Hypertherm предлагает несколько расходных материалов или картриджей для строжки, которые различаются по глубине и ширине строжки. Например, наш стиль максимального контроля позволяет очень точно удалять металл, а наш стиль максимального удаления предназначен для агрессивного удаления металла.
Теперь вы знаете на высоком уровне, как настроить плазменный резак, как использовать плазменный резак и как плазменную резку и строжку.
Плазменная резка — основы и начало работы
Основы и начало работы
Reading Electric, ведущий поставщик электромеханического оборудования, услуг и решения проблем для промышленных и коммерческих клиентов на протяжении более 50 лет, предоставляет техническую информацию жилому, коммерческому и промышленному сообществу региона. Этот бюллетень является первым в серии информационных советов по плазменно-дуговой резке.
Плазменная дуговая резка – что это такое…
Помните: всегда читайте и соблюдайте меры предосторожности и инструкции по эксплуатации, содержащиеся в руководстве пользователя.
Плазменная дуговая резка — это процесс, при котором открытая дуга, как и при сварке ВИГ, может быть ограничена путем прохождения через небольшое сопло или отверстие от электрода к заготовке. Используемый газ, обычно воздух, в сочетании с электрическим током создает высокотемпературную плазменную дугу. При контакте с электропроводным материалом дуга проходит сквозь металл, расплавляя тонкий участок. Сила дуги проталкивает расплавленный металл через заготовку и разрывает металл. Плазменная резка любого электропроводящего металла, включая сталь, алюминий, медь и нержавеющую сталь. Резка будет немного снижена для более мягких металлов, таких как алюминий, медь и нержавеющая сталь. Рейтинг относится к толщине, которую плазменный резак может резать со скоростью 10 дюймов в минуту.
Требования к плазменной резке
Вы, плазменная резка, CFM & Electric
Вы : С точки зрения обучения и навыков, в зависимости от того, что вы режете и имеете твердую руку, требуется не так много обучения. для работы с плазменным резаком. Резак должен оставаться под углом 90 градусов, и, в зависимости от машины, вы можете оставить зазор или перетащить либо наконечник, либо защитный экран по металлу.
Плазменный резак: Обычно у вас есть только два переключателя для работы. Это переключатель включения/выключения и регулятор силы тока. Включение / выключение говорит само за себя, и сила тока будет меняться только тогда, когда вы хотите разрезать более толстый материал, но большинство операторов оставят переключатель силы тока на полной мощности для металла любой толщины. Выбор размера плазменного резака зависит от типа и толщины металла, который вы будете резать, а также от желаемой скорости резки. Обычно учитываются три критерия: номинальная огранка, качество и резка. Номинальная резка — это толщина мягкого металла, которую оператор может резать вручную со скоростью 10 дюймов в минуту (IPM). Качественный рез оценивается на меньшей скорости, но на более толстом металле. Резка — это максимальная толщина, с которой может справиться плазменный резак. Скорость движения ниже, и может потребоваться очистка разреза.
CFM Требования к воздуху: Сжатый воздух является наиболее популярным газом, используемым для плазменной резки. Можно использовать воздушный компрессор или баллон со сжатым воздухом. CFM (кубический фут в минуту) важен, потому что это количество воздуха, которое будет распределяться в минуту и обеспечит постоянную работу вашего плазменного аппарата. PSI (фунты на квадратный дюйм) — это фактическое давление воздуха, необходимое для работы машины. Всем машинам нужны разные PSI и CFM. Другой используемый газ — азот, но единственное преимущество его использования — это резка нержавеющей стали.
Сделан из нержавеющей стали AISI 316 (CF8M) Фланцевый конец согласно DIN 2501 PN-16 Уплотнение из Витона Прокладка из PTFE Ручная система для опустошения Максимальное рабочее давление 16 Бар Рабочая температура от -30 ºC до 180 ºC
Узнать стоимость
ИНФОРМАЦИЯ О ПРОДУКЦИИ
Артикул
Размер
Вес (кг)
Кол-во в упаковке
2448 09
2″
5.2
1
2448 10
2 1/2″
6.9
1
2448 11
3″
9.6
1
2448 12
4″
14.6
1
2448 13
5″
19.4
1
2448 14
6″
28.9
1
2448 16
8″
52.1
1
Похожие товары
Дисковый обратный клапан (Серия 2450)
Сделан из чугуна марки GG-25 Фланцевые концы согласно DIN 2501 PN-16 Уплотнение NBR Тихое закрытие клапана Шток и направляющая выполнены из латуни+никель до DN100, с DN125 до DN250 — чугун GG-25+никелевое покрытие Макс. рабочее давление 16 Kg/cm2 Макс. рабочая температура -10ºC .. +100 ºC Применяется для горячей и холодной воды в ситемах отопления и водоснабжения Модель 2450 со встроенной сеткой для использования в качестве всасывающей корзины
Обратные клапаны
Обратный клапан резьбовой (Серия 2445)
Выполнен из нерж. стали AISI 316 Уплотнение — Витон Резьбовое соединение согласно ISO 228-1 Давление открытия Мин. 0,025 бар / Макс. 0,035 бар Максимальное рабочее давление 16 кг/см2 Не подходит для использования в вакууме Рабочая температура от -20 ºC +150 ºC
Обратные клапаны
Обратный клапан дисковый пружинный (Серия 2440)
Выполнен из нержавеющей стали марки AISI304 Запорный диск из нержавеющей стали марки AISI304 Максимальное рабочее давление 16 кг/см2 Рабочая температура -20..+150С Давление при открытии min 0,025 бар, max 0,035 бар Резьбовое соединение согласно DIN 2999 Применяется для горячей и холодной воды в системах отопления и водоснабжения
Обратные клапаны
Клапан обратный (Серия 2430N)
Выполнен из нерж. стали AISI 316 Резьбовое соединение согласно ANSI B 2.1 NPT Макс. рабочее давление 16 кг/см2 Макс. рабочая температура 180 ºC Среда применения: отопление и водоснабжение
Обратные клапаны
Клапан обратный (Серия 2430)
Выполнен из нерж. стали AISI 316 Резьбовое соединение согласно DIN 2999 Макс. рабочее давление 16 кг/см2 Макс. рабочая температура 180 ºC Среда применения: отопление и водоснабжение
Обратные клапаны
Шаровой обратный клапан (Серия 2417)
Выполнен из нержавеющей стали AISI 316 Резьбовое соединение согласно UNI ISO 228 Сварные швы сделаны методом TIG Алюминиевый шар с покрытием NBR Среда применения: отопление и водоснабжение Макс. рабочее давление 16 кг/см2 Рабочая температура 0 ºС +90 ºC
Обратные клапаны
Обратный клапан шаровый (Серия 2453)
Выполнен из чунуга марки GGG-40 Фланцевое соединение сонласно DIN 2501 PN16 Шар: от 2” до 6” — алюминий с NBR покрытием, от 8”до 12” из углеродистой стали с NBR покрытием Тихое закрытие клапана Горизонтальная и вертикальная установка Специально разработан для густых и вязких жидкостей Внутри и снаружи имеет эпоксидное покрытие Максимальное рабочее давление 16 кг/см2 Рабочая температура 0С + 80 С
Обратные клапаны
Дисковый обратный клапан (Серия 2416)
Резьба в соответствии с ISO 7-1 (EN 10226-1) Выполнен из нержавеющей стали AISI 316 (CF8M) Диск из нержавеющей стали AISI 316 (CF8M) Пружина из нержавеющей стали AISI 316 (CF8M) Малые размеры Седло металл-металл Максимальное рабочее давление 63 бар Рабочая температура -20°C + 240°С
Обратные клапаны
Tecofi Клапан обратный осевой донный муфтовый корпус латунь, упл.
Клапан обратный донный CC1142 Tecofi – трубопроводная арматура предназначенная для предотвращения обратного течения среды в системе. При изменении направления потока клапан герметично перекрывает трубопровод. Стрелка на корпусе клапана указывает направление движения среды.
Клапан обратный донный CC1142 пружинного (аксиального, осевого) типа закрывается под действием пружины. Монтаж возможен только в вертикальном положении. Надежен, бесшумен, не создаёт сопротивления и гидравлического удара.
Корпус CC1142 Tecofi выполнен из латуни и поставляется диаметров присоединения от 15 до 100 мм. Предназначен для использования в насосных системах и системах водоснабжения с использованием чистой воды при температуре не выше 65°С. Максимальное рабочее давление зависит от диаметра присоединения клапана и может достигать 6, 8, или 10 бар. Оснащён фильтрующей сеткой.
Клапаны поставляются потребителю испытанными и не требуют дополнительной регулировки.
Основные преимущества обратных клапанов CC1142 Tecofi
Широкий диапазон диаметров;
Большой спектр применения;
Высокая антикоррозийная стойкость;
Простота монтажа и эксплуатации;
100% герметичность;
Оптимальное соотношение цена/качество.
Технические характеристики
Основные характеристики
Тип осевой
(пружинный)
Материал корпуса
латунь
Тип присоединения
внутренняя резьба
Макс. давление, бар
10
Материал уплотнения
нитрил
Диаметры присоединения
15
Макс. рабочая температура, °C
65
Описание и фото товара, технические характеристики носят справочный характер и основываются на последних доступных сведениях от производителя. Предложение не является публичной офертой.
Поворотные обратные клапаны для воды | Муниципальный и промышленный обратный клапан
Главная > Продукция > Обратные клапаны > Поворотный обратный клапан
Поворотные обратные клапаны Val-Matic AWWA с прочной конструкцией и полным проходным сечением являются наиболее подходящим обратным клапаном для муниципального/промышленного водоснабжения и водоотведения. Его конструкция с плавным и неограниченным потоком может обеспечить значительную экономию затрат на перекачку по сравнению с другими обратными клапанами с уменьшенным размером портов. Поворотный обратный клапан Val-Matic из ковкого чугуна, рассчитанный на давление 250 фунтов на кв. дюйм, и эпоксидное покрытие, нанесенное методом наплавления, ставят его в один класс с другими поворотными обратными клапанами для воды. Доступные варианты закрытия с рычагом и грузом, воздушной подушкой и рычагом и пружиной позволяют эффективно использовать клапан в широком диапазоне применений в насосных системах.
Запросить цену
Обзор
Технические характеристики
Особенности
Конструкция
Размеры
Руководства
Технические данные
Брошюра 1res 09099
Поворотный обратный клапан Обзор изделия
Доступны размеры от 2 до 48 дюймов
Конструкция из ковкого чугуна для работы под давлением 250 фунтов на квадратный дюйм
100 % Площадь проходного сечения
Энергоэффективный
Эпоксидная смола Fusion Bonded — внутри и снаружи
Крышка полного купола с вентиляционным отверстием
Доступны боковые или нижние масляные подушки
Варианты закрытия: рычаг и груз, воздушная подушка, рычаг и пружина
Изготовлено в соответствии с сертифицированной системой качества ISO 9001
7900S3 Поворотный Обратный клапан — боковой 3-ступенчатый с масляной подушкой
ВМС-7920S3
CAD-7920S3
Руководства
Размер клапана
Описание продукта
Номер чертежа
2″ — 48″
Поворотный обратный клапан
SWCV-OM1
2″ — 48″
Поворотный обратный клапан — испанский
SWCV-OM1-SP
2″ — 48″
Поворотный обратный клапан — масляная подушка
SWCV-OM2
2″ — 48″
Поворотный обратный клапан — с масляной подушкой — испанский
SWCV-OM2-SP
Технические характеристики
Описание продукта
Номер чертежа
Эпоксидное покрытие Fusion
СС-1847
Таблица потерь напора
СС-2824
Таблица применения
Диаграмма
Динамические характеристики различных обратных клапанов
СС-1886
Вентиляционное и дренажное отверстия поворотного механизма
СС-2847
Установка защитного ограждения поворотного механизма
СС-3155
Проектирование и выбор обратных клапанов
Белая книга
Динамические характеристики обратных клапанов
Белая книга
Брошюры
Swing Check
Обратные клапаны — Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций сравнение.Сравнить
Выбрать 2 или более продуктов для бок о бок.
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
90 или более
6 Выберите 2 или более продуктов для параллельного сравнения характеристик. продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций. Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций.
Технические характеристики при выборе сварочного аппарата
Для дома
Для дачи
Живя за городом или имея дачу, рано или поздно каждый сталкивается с необходимостью починить что-нибудь металлическое, например: подварить ножку стола, приварить ручку к забору или сварить решетку.
Сварочный аппарат — вещь в быту нужная и не одноразовая, поэтому выбирать его надо тщательно, уделяя внимание деталям, и тогда сварочные работы будут приносить вам не только пользу, но и удовольствие.
Почему подходит именно инвертор?
Самыми популярными типами сварочных агрегатов для загородного дома или дачи считаются трансформатор и инвертор. Так какой же сварочный аппарат выбрать? Для начинающих и неопытных сварщиков, однозначно, подойдет именно инвертор. Это объясняется следующими достоинствами:
качественный сварной шов;
простой и удобный интерфейс;
компактные размеры и малый вес;
легкий розжиг и поддержание дуги;
экономия электроэнергии при выдаче КПД до 95%;
минимум металлических брызг;
возможность плавно регулировать ток и напряжение;
меньший расход электроэнергии;
встроенная защита от перепада напряжения;
высокая электробезопасность.
При выборе инвертора нужно обратить внимание еще на некоторые тонкости этого устройства:
Широкий диапазон цен. Это объясняется разным набором встроенной автоматики и качеством электроники в аппарате.
Восприимчивость к пыли. Через мощные кулеры внутрь корпуса затягивается чрезмерное количество пыли. Когда её становится критично много, происходит замыкание токоведущих частей, что, в свою очередь, приводит к поломке инвертора. Избежать этого поможет правильно организованное рабочее место согласно инструкции к аппарату.
Восприимчивость к погодным условиям: влажности и низкой температуре. Зимой лучше не использовать устройство и хранить его предпочтительнее в обогреваемом помещении.
Ремонт по необходимости. Но это не должно пугать, ведь, как и с любой другой техникой, при должном уходе необходимости в ремонте не возникнет.
Технические характеристики при выборе сварочного аппарата
При выборе сварочного аппарата нужно учитывать параметры, которые отвечают не только за качество получаемого шва, но и за удобство работы с прибором. У каждого сварщика, даже начинающего, есть свои требования к сварочному агрегату. При выборе аппарата для сварочных работ нужно обратить внимание на следующие параметры:
Параметры электросети (220 или 380В).
Диапазон сварочного тока (в среднем это 200-250А). От него зависит мощность инвертора.
Минимальное значение пускового тока (4-32А).
Напряжение холостого хода. Чем выше эта величина, тем более эффективно аппарат разжигает и поддерживает дугу.
Продолжительность включения, %. Чем больше, тем дольше сварочник может работать без перерыва.
Максимальная мощность. Чем выше этот показатель, тем лучше зажигается сварочная дуга.
Желаемый диаметр электрода.
Габаритные размеры.
Степень защиты инвертора от влаги и пыли (IP21, IP23).
Наличие возможности подключения к генератору.
Для дома
Сразу отвечаем на вопрос: “Какой сварочный аппарат купить для дома?”. Для дома лучше всего подойдет аппарат для MMA-сварки. Такой выбор обоснован тем, что аппараты для MMA-сварки потребляют в разы меньше электроэнергии, а качество сварного шва остается на должном уровне.
Для дачи
Чтобы разобраться, как выбрать сварочный аппарат для дачи, рассмотрим два основных требования.
Стабильность при скачках напряжения
Основная проблема проведения сварочных работ в загородном доме или на даче-это перепады напряжения. В загородной сети оно может падать до 180-200В. Чтобы не задумываться об этой проблеме, достаточно купить сварочный инвертор пониженного напряжения, например Страт-200КС. У него внутри есть встроенный стабилизатор, благодаря которому он может начинать работу с 135В.
Этот сварочный аппарат можно купить в магазине “Все для сварки” по очень привлекательной цене в Санкт-Петербурге!
Ещё один выход в данной ситуации-приобретение стабилизатора.
Сетевое напряжение
Еще один параметр, который нужно учесть, это мощность сварочного агрегата. Чтобы не ошибиться с выбором, следует заранее узнать параметры сети, которая приходит на ваш участок. Бытовые инверторы с мощностью от 3 до 5 кВт отлично подойдут для этих целей.
Одним из ярких представителей сварочных инверторов для дома и дачи является REAL ARC 200 (Z238N) от фирмы Сварог. В работе с ним можно использовать неплавящиеся электроды диаметром до 4 мм. Аппарат позволяет проводить длительные работы по сварке без перерыва.
Похожие статьи
Как выбрать сварочный инвертор?
Сварочные инверторы появились на рынке в 70-х
годах прошлого века. Они пришли на смену трансформаторам, правда до конца так и
не вытеснили их с рынка.
Как научиться варить сварочным инвертором?
Встречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Настроить комплект или добавить в корзину? Вы можете настроить комплект, в котором присутствуют товары на выбор или настраиваемые опции товара.
Объединить с товаром из корзины? Основной товар комплекта уже добавлен в корзину. Объединить с товаром из корзины или добавить комплект отдельно?
Отец-основатель аппаратов для сварки — трансформатор
Прежде чем выбрать сварочный аппарат для дома и дачи, стоит ознакомиться с видами источников питания для сварки и узнать, для каких работ предназначен каждый вид. Родоначальником всех аппаратов для сварки следует считать сварочный трансформатор. Первичную обмотку рассчитывали на напряжение сети и требуемое количество фаз. Вторичную обмотку рассчитывали на выходное напряжение около 48 Вольт. Это напряжение считалось безопасным и позволяло касаться электрода руками. На трансформаторах такого типа удавалось получать сварочные токи величиной до 500 ампер.
Регулировать силу тока можно различными способами, но все они не отличаются плавностью. Главными достоинствами сварочных трансформаторов можно считать предельную простоту и малую стоимость. К недостаткам относят:
И ещё один, редко упоминаемый, но достаточно существенный недостаток – необходимость высокой квалификации сварщика. Малоопытные сварщики не могут получить качественный шов на сварочном трансформаторе.
Сварочный выпрямитель (аппарат постоянного тока)
Появление силовых кремниевых диодов позволило добавить к сварочному трансформатору выпрямитель, чем значительно расширить его функциональные возможности. Дуга стала стабильнее, даже без дополнительного дросселя. Появилась возможность сваривания металлов не только переменным, но и постоянным током. Однако весогабаритные показатели не улучшились, что отодвинуло на второй план эти устройства.
Инвертор
Настоящую революцию произвели инверторные сварочные аппараты. Их появление совпало с подорожанием меди на мировых рынках. А сам инвертор использует намного меньше меди, чем устройства других типов. Такой подход позволил сделать устройства доступными для каждого домашнего и дачного умельца и это не последнее его достоинство.
Работать с таким устройством может даже новичок. И все же, главным достоинством считается минимальный вес при самых скромных габаритах. Если Вам нужен сварочный аппарат для дачи, то он Вам подойдет. Загрузив его в багажник автомобиля, Вы сможете пользоваться им и в гараже, и на даче. Недостатки устройства — сложная схема реализации, значительная стоимость и затратный ремонт, компенсируются массой достоинств:
обширный ассортимент свариваемых металлов;
высокий кпд;
стабильная дуга;
отсутствие разбрызгивания металла;
множество дополнительных функций, делающих работу с этим устройством комфортной и необременительной.
Познакомившись со всеми достоинствами аппаратов инверторного типа, Вы более не станете задумываться над вопросом о том, какой сделать выбор среди устройств для сварочных работ бытового назначения.
Полуавтомат
Продолжим нашу экскурсию в мир неограниченных возможностей домашней сварки. Наличие на рынке недорогих инверторов привело к расширению использования сварочных полуавтоматов, в которых инвертор исполняет роль источника питания. В процессе сварки используется сварочная проволока, для чего в устройстве имеется механизм для её подачи. Еще одна особенность – использование защитных газов для защиты расплавленного металла и зоны сваркиот окисления.
В таком устройстве к широким возможностям инвертора добавляется повышенная скорость ведения работ. Характеристики хорошего полуавтомата позволяют повысить скорость работы сварщика почти вдвое.
Сварочный аппарат для дома или дачи
Прежде всего, Вам необходимо дать ответ на вопрос о том, какие сварочные работы Вы собираетесь выполнять. От этого будет зависеть, на каком сварочном устройстве необходимо остановить выбор. Большим спросом пользуются ММА инверторы для ручной дуговой сварки, позволяющие варить большинство видов нержавеющих сталей, черных и цветных металлов. На основе инвертора созданы модели аргонно-дуговой сварки. Реже интересуются моделями для точечной и полуавтоматической сварки.
Вторым важным аспектом, влияющим на выбор потребителя, является мощность аппарата. И здесь снова предпочтения на стороне инверторов. Не секрет, что наши домашние и дачные сети не рассчитаны на подключение устройств высокой мощности. Инверторы мощностью до 3,6 кВт позволяют варить электродами диаметром до 4 мм и не имеют конкурентов среди подобного оборудования. Если учесть, что инверторы стабильно работают при напряжении сети от 140 до 240 вольт, то выбор будет очевидным. Если Вы остановите свой выбор на данном типе оборудования, то учтите ещё и такие особенности инверторов:
самый высокий КПД среди всех видов сварочного оборудования;
продолжительность включения до 60% у профессиональных аппаратови до 100% у аппаратов промышленного уровня ;
высокая стабильность дуги, обеспечивающая качественный шов даже у начинающих сварщиков.
После того, как Вы определитесь с видом сварочного инвертора, можно переходить к выбору конкретной модели. Для этого необходимо скрупулёзно изучить характеристики различных моделей.
Характеристики домашних сварочных аппаратов
Максимальный диаметр электрода
Эта характеристика определяет возможности сварочного инвертора и потому часто указывается неверно. Недобросовестные производители, естественно, завышают эти показатели, чтобы сделать свой товар более привлекательным.
Тип сварочного тока
Этот показатель обязательно указывается в описании всех сварочных инверторов. Он определяет виды свариваемых металлов и методы сварки. Отметим сразу, что более универсальными являются аппараты постоянного тока, которые составляют 99,5% рынка.
Напряжение холостого хода
Чтобы создать хорошие условия для поджига дуги, напряжение на электроде поддерживают на уровне 60-90 вольт. Можно было бы и более, но условия безопасности этого не позволяют. Обойти этот запрет помогает очень полезная функция VRD. В таком случае, до момента касания металла электродом напряжение на нем, как правило, не превышает 20 вольт. И лишь в момент касания стремительно вырастает до значений, необходимых для надежного зажигания дуги.
Период включения (ПВ)
Эта величина характеризует производительность, выражается в процентах и, попросту говоря, показывает, сколько времени устройство может работать, а сколько должно остывать. В разных странах существуют различные методики определения ПВ. По российской методике измерения проводятся в десятиминутном цикле. Это значит, что при указанном ПВ 40%, можно варить 4 минуты, а 6 минут нужно выделить для остывания оборудования.
Существует ещё несколько важных, но не требующих подробного разъяснения характеристик:
Как выбрать сварочный инвертор для дома и дачи
Вы познакомились с видами аппаратов для сварки и особенностями их применения. Вы узнали, какие характеристики важны для использования этих аппаратов. Зная объёмы и характер работ, которые Вы будете выполнять с помощью данного аппарата, можно выбрать домашний аппарат для сварки, наиболее полно отвечающий Вашим потребностям.
Чтобы не нарваться на недобросовестного производителя и поставщика, совершайте покупку только у проверенного продавца. Группа компаний КЕДР — поставщик и производитель профессионального и промышленного оборудования для сварки повышенного эксплуатационного класса, которое используется в ключевых отраслях экономики страны. Универсальные сварочные аппараты
мощностью до 5 кВт, предлагаемые на сайте интернет-магазина kedrweld.ru могут использоваться в домашних и дачных условиях. Они входят в топ продаж в России и странах ближнего зарубежья. Есть доставка по Москве и России.
Какой инверторный сварочный аппарат выбрать
Благодаря своим многочисленным преимуществам инверторные сварочные аппараты произвели революцию в сварочной промышленности. Они относительно небольшие, легкие и могут использоваться практически в любом месте, где есть стандартная розетка на 230 В переменного тока. Если вам интересно, какой инверторный сварочный аппарат вам нужен, читайте дальше, чтобы узнать.
Как работают инверторные сварочные аппараты?
В зависимости от модели инверторные сварочные аппараты позволяют использовать все доступные методы сварки, что делает их идеальными как для профессионалов, так и для любителей сварки.
Чтобы понять все преимущества инверторных сварочных аппаратов, сначала нужно узнать, как они работают. В первую очередь они оснащены инвертором, который в данном случае является «сердцем» машины. Электронная система управления сварочного аппарата преобразует переменный ток в постоянный. Затем при одновременном повышении частоты он снова меняется на переменный ток.
Затем он передается на инвертор, где снова выпрямляется, т. е. преобразуется в постоянный ток, но на этот раз с более низким напряжением, и уровень напряжения достигает значения, подходящего для зажигания электрической дуги. Таким образом, вы можете видеть, что инвертор играет важную роль в преобразовании тока. Есть у него и еще одна, крайне важная функция.
ХОТИТЕ УЗНАТЬ БОЛЬШЕ?
Действует как активный сепаратор, отделяя сварочный ток от тока, потребляемого из электрической сети, обеспечивая эффективную защиту не только сварщика, но и самого сварочного аппарата, который может быть поврежден. Это стало возможным благодаря мощным полупроводникам, таким как биполярные транзисторы с изолированным затвором, которые позволяют создавать импульсные источники питания, выдерживающие высокие нагрузки.
Кроме того, в инверторных сварочных аппаратах используются современные микроконтроллеры, позволяющие изменять характеристики сварочного тока в режиме реального времени. Программируя микроконтроллер, также известный как драйвер, вместо того, чтобы вносить изменения в течение многих последовательных циклов, вы можете делать это мгновенно. Таким образом, сварочные аппараты с инвертором могут быть оснащены различными функциями, облегчающими их использование.
Типы инверторных сварочных аппаратов по силе тока
При выборе сварочного оборудования следует знать, какой тип наиболее подходит для ваших нужд. Обратите внимание на силу тока, которая является самым основным параметром для всех инверторных сварочных аппаратов. Мы можем различать три типа машин.
Первые – инверторные сварочные аппараты на 160А, которые предназначены для соединения мелких элементов, таких как провода, тонкие уголки и т.п. Сварочные аппараты с таким сварочным током не справятся с более прочными металлоконструкциями.
Второй тип — инверторные сварочные аппараты на 250А. Они позволяют выполнять сварные швы, соединяющие большинство металлических элементов. Поэтому они подходят практически для всех видов сварочных работ, в том числе для конструкций из толстого металла. У них более высокое энергопотребление, чем у устройств с силой тока 160А.
Последний тип — это сварочные аппараты с током более 250 А, предназначенные исключительно для профессионального использования. У них более высокая цена, но и гораздо больший функционал. В основном они используются в тяжелой промышленности.
Таким образом, как видите, чем больше сила тока инверторного сварочного аппарата, тем толще металлические элементы, которые он может сваривать. Может показаться очевидным, что вы должны купить сварочный аппарат с самым высоким сварочным током, но сварочного аппарата на 160 или 250 А на самом деле более чем достаточно для домашнего использования. Мы бы порекомендовали выбирать только те, у которых более 250 А, для профессионального использования.
Типы инверторных сварочных аппаратов
Инверторные сварочные аппараты также можно разделить по предлагаемым методам сварки. Как и в случае с трансформаторными аппаратами, сварочные аппараты бывают трех типов.
Первыми являются инверторные сварочные аппараты MIG/MAG, которые позволяют сваривать плавкими электродами в виде проволоки и инертными или активными защитными газами. Сварочные аппараты MIG/MAG используются для сварки материалов в виде цветных металлов, таких как медь, алюминий и их сплавы. Наиболее часто в качестве инертных защитных газов применяют гелий или аргон, а в качестве активных газов используют углекислый газ или его смесь с аргоном.
Вторым типом сварочных аппаратов по способу сварки являются инверторные сварочные аппараты ММА. В них используются покрытые электроды. Оболочка, служащая экраном для сварочной дуги, изготовлена из ферросплавов, металлов и органических компонентов, пропорции которых зависят от типа электрода. Сварочные аппараты ММА идеально подходят для работы на открытых пространствах и в труднодоступных местах.
Третий тип инверторных сварочных аппаратов – это сварочные аппараты TIG. Они работают путем сварки неплавящегося электрода и свариваемого материала. В этом методе используется инертный защитный газ – аргон или гелий, а в качестве материалов – нержавеющая сталь, высоколегированные стали, медь, никель, титан и их сплавы. Сварочные аппараты TIG также могут использоваться для сварки MMA.
Следует отметить, что из-за непохожести электродов сварочные аппараты, предназначенные для определенных методов сварки, отличаются конструкцией сварочных держателей.
Какой сварочный аппарат купить — инверторный или трансформаторный?
Люди, планирующие приобрести сварочные аппараты, часто сталкиваются с дилеммой: купить инверторный или трансформаторный сварочный аппарат. На самом деле они оба служат одной цели. Более того, и трансформаторные, и инверторные машины предлагают абсолютно одинаковые способы сварки. Так в чем же разница? Давайте посмотрим поближе.
Первое заметное отличие — это их размер. Инверторные сварочные аппараты намного меньше своих трансформаторных собратьев, к тому же они легче. Поэтому неудивительно, что сварщики трансформаторов гораздо менее мобильны. Однако они имеют более привлекательную цену, а инверторные сварочные аппараты стоят значительно дороже. Это из-за того, как они сделаны.
Трансформаторные устройства намного проще. В случае поломки их можно отремонтировать гораздо проще и с гораздо меньшими затратами. С другой стороны, более дорогие инверторные сварочные аппараты менее чувствительны к колебаниям и скачкам тока. Поэтому вероятность поломки у них меньше, чем у более дешевых трансформаторных устройств. №
Несомненным преимуществом инверторных сварочных аппаратов является также то, что их можно подключить к любой розетке переменного тока без необходимости использования коммерческих генераторов. Кроме того, благодаря передовым электронным системам аппараты, оснащенные инвертором, позволяют сварщику более точно устанавливать сварочный ток, а также использовать множество дополнительных функций.
Поэтому перед принятием окончательного решения следует тщательно взвесить все за и против и учесть вышеперечисленные особенности, чтобы выбрать машину, отвечающую вашим запросам.
Сварочные инверторные аппараты для домашнего и профессионального использования
Выбор сварочного аппарата должен зависеть от того, для чего он будет использоваться. Это касается не только типов материала, который вы собираетесь сваривать, но и того, будет ли оборудование предназначено для домашнего или профессионального использования. Так что стоит учитывать силу тока, как было сказано ранее. Самый дешевый тип машины может быть достаточным, если вы собираетесь сваривать только тонкие металлические элементы.
При поиске инверторного сварочного аппарата для профессионального использования вам следует выбрать аппарат с силой тока 250 А, хотя из-за потенциально высокой интенсивности работы вы также должны убедиться, что выбираете аппарат, который справится с любой задачей, с которой вы столкнетесь. Еще один аспект, на который стоит обратить внимание, — рабочий цикл. Этот параметр определяет, как долго вы можете непрерывно сваривать в течение десяти минут. Например – 180А в цикле 60% означает, что вы можете сваривать током 180А в течение 6 минут, при этом 4 минуты должны уходить на охлаждение аппарата.
Поэтому при выборе инверторного сварочного аппарата для профессионального использования следует выбирать аппарат с длительным рабочим циклом.
Какой инверторный сварочный аппарат вам следует купить – резюме
Покупка сварочного аппарата может быть хорошей инвестицией. Его параметры, возможные методы сварки, а также доступные функции, размеры и цена имеют большое значение. Вы также должны учитывать, для чего вы будете использовать машину.
Как выбрать источник сварочного тока
Сварщики-любители должны рассмотреть возможность приобретения аппарата SMAW с функцией горячего пуска, которая обеспечивает более высокую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.
Сварка часто считается пугающим ремеслом. Но выбор правильного источника сварочного тока может быть в равной степени пугающим и ошеломляющим. Если вы новичок в сварке или хотите модернизировать свой аппарат, может быть трудно понять, что искать.
Для тех, кто плохо знаком со сваркой, имеет небольшой опыт или работает неполный рабочий день, важно понимать, как вы собираетесь использовать источник питания. Какова средняя толщина свариваемого материала? Будете ли вы работать в помещении, на открытом воздухе или и то, и другое одновременно? Вам нужен источник питания, предназначенный для одного процесса сварки, или вам нужна многофункциональная машина? Реальный взгляд на то, что вы собираетесь делать с машиной, поможет вам найти ту, которая соответствует вашим потребностям, и избежать перерасхода средств на возможности, которые вам не нужны.
Большинство сварщиков можно отнести к одной из трех категорий: самодельщики (сделай сам), фермеры/владельцы ранчо и генеральный подрядчик. Следующие рекомендации помогут вам принять решение и разобраться в технологиях и областях применения сварки.
Источники питания для самодельного сварщика
Сварщики, которые относятся к категории «сделай сам», обычно сваривают небольшие ремонтные работы в своем гараже, такие как газонокосилки, изделия из металла, тележки, небольшие тракторы и ремонт автомобилей. Сварка в условиях гаража обычно означает, что портативность машины не является важным фактором.
Большинство домашних мастеров в основном используют дуговую сварку в среде защитного металла, также известную как сварка электродами, или дуговую сварку с флюсовой проволокой (FCAW), поэтому им не приходится тратиться на защитный газ. Однако, если вы предприимчивы и хотите улучшить свои навыки или изучить другие процессы, подумайте о многопроцессорной машине, которая может выполнять FCAW, дуговую сварку металлическим электродом (GMAW), сварку электродом и дуговую сварку вольфрамовым электродом (GTAW).
Обычные сварщики-любители не будут сваривать материал толще ¼ дюйма, что означает, что мощность сварки составляет не менее 100 ампер, а для плазменной резки — 20 ампер. Обычно это можно найти в машинах на 110–120 В. Если вам требуется больше мощности для иногда более толстого материала, рассмотрите машину, которая способна работать как от 110 до 120 В, так и от 208 до 240 В. Тщательно выбирайте машину, которая будет максимально использовать вашу входную мощность.
Пятнадцать лет назад все источники питания, сделанные своими руками, были трансформаторными, потому что они были недорогими. Рынок изменился и движется к инверторным машинам, потому что они намного более энергоэффективны и обычно имеют немного более высокую производительность и рабочий цикл. Выбор инверторного станка FCAW даст вам больше возможностей; более плавная дуга; и позволяют бесконечно регулировать напряжение и подачу проволоки, что упрощает обучение и настройку.
Сварка стержнем — отличный процесс для сварки таких материалов, как сталь, нержавеющая сталь, чугун и наплавка. Дополнительным преимуществом является то, что для этого не требуется защитный газ, что может сократить ваши первоначальные инвестиции. Ищите аппарат SMAW с функцией горячего пуска, которая производит большую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.
Рассмотрите возможность приобретения как 3⁄32-, так и 1⁄8-дюймового диаметра. электроды для 120-вольтовой машины, которая позволит вам сваривать листовой металл толщиной до ¼ дюйма. Иногда можно найти 5⁄64-дюймовый. электрод, который идеально подходит для сварки тонколистового металла. Электрод большого диаметра, например, 5⁄32 дюйма, не рекомендуется использовать для машин на 120 В, потому что он будет плохо проваривать и вам, вероятно, не хватит выходной силы тока для зажигания дуги.
Помните, что некоторые стержни, такие как E6013 и E7014, рассчитаны на малую силу тока и просты в использовании и обучении. Некоторые марки электродов разработаны для лучшей работы на низковольтных сварочных аппаратах, поэтому попробуйте пару разных марок, чтобы увидеть, что лучше всего работает на вашем аппарате.
Распространенное заблуждение при выборе провода для GMAW заключается в том, что провода большего диаметра, например 0,035 дюйма, лучше, но это не относится к машинам на 120 В. Большинство аппаратов с подачей проволоки начального уровня рекомендуют использовать диаметр 0,030 дюйма. провод, который является лучшим выбором. Проволока малого диаметра будет иметь более равномерную дугу, более широкую зону наилучшего восприятия, лучшую плотность тока и лучшее проплавление, при этом она сможет сваривать материалы различной толщины, включая листовой металл до ¼ дюйма.
Если вам нужно сваривать вдали от гаража, подумайте о выборе генератора. Большинство машин на 120 В могут работать от высококачественного генератора непрерывного действия мощностью 4000 Вт, если он производит чистую мощность (менее 5% общих гармонических искажений). Убедитесь, что производитель источника питания говорит, что это сварочный аппарат, пригодный для работы с генератором, прежде чем пытаться его использовать.
Источники питания для сварщика на ферме/ранчо
Требования сварщиков на ферме и ранчо аналогичны требованиям домашних мастеров, но они сваривают чаще, на более крупном оборудовании и из более толстых материалов. Кроме того, важна портативность, так как часто ремонтную сварку проводят в полевых условиях.
Примерно 15–20 лет назад большинство фермеров и владельцев ранчо нуждались в специальной машине для сварки электродами, которая была бы надежной и простой в использовании на открытом воздухе. Однако выбор между палкой и GMAW больше не является проблемой, потому что производители машин теперь производят несколько хороших многопроцессорных машин по цене менее 1500 долларов. Эти машины могут выполнять FCAW, палки, GMAW и GTAW, что дает вам большую универсальность и лучшую общую ценность. На более новых машинах гораздо проще переключаться между процессами, чем на некоторых старых источниках питания. Если вы относитесь к категории фермеров/владельцев ранчо, постарайтесь найти машину, которая позволяет легко переключаться между палкой и GMAW (процесс TIG не так распространен в этой отрасли).
Толщина материала, наиболее часто используемого в этой категории, находится между листовым металлом и толщиной до ½ дюйма. Это означает, что для достижения хороших результатов вам потребуется мощность сварки 200 ампер и мощность плазменной резки 40 ампер. Аппараты с несколькими или двумя напряжениями питания могут значительно улучшить вашу гибкость при сварке в различных местах и занимают первое место в списке рекомендуемых функций.
Машины-трансформеры чаще используются фермерами и владельцами ранчо из-за надежности, ремонтопригодности и привычности. Хотя вы, скорее всего, найдете трансформаторную машину на ферме, инверторные машины начинают занимать их место.
Инверторные машины весят намного меньше (точнее, на 65-75% меньше), чем трансформаторы, и их легче ремонтировать. Типичная трансформаторная машина на 250 ампер может весить до 220 фунтов, но инверторная машина с аналогичной мощностью может весить 50 фунтов.
Время гарантийного ремонта составляет в среднем от 25 до 35 минут для инверторной машины и от 45 до 60 минут для трансформаторной машины, при условии, что требуется замена всей печатной платы инвертора.
Наконец, у большинства фермеров и владельцев ранчо есть кислородно-ацетиленовая установка для нагрева и резки металлов или ремонта сломанных чугунных деталей. Если у вас нет кислородно-ацетиленовой установки, рассмотрите возможность добавления плазменной резки. Плазменные резаки безопасны и требуют только чистого и сухого сжатого воздуха для качественной резки. Эти машины обычно стоят около 1000 долларов и позволяют резать материал толщиной до ½ дюйма.
Источники питания для генерального подрядчика
Есть разница между подрядчиком по сварке, который занимается сваркой весь день, каждый день, и генеральным подрядчиком, который занимается сваркой от случая к случаю. Категория генерального подрядчика предназначена для тех, кто может выполнять сварку для обслуживания зданий, ОВКВ, изготовления кухонь из нержавеющей стали, металлических ограждений или лестниц или других металлических конструкций для ландшафтного дизайна. Универсальность и портативность являются наиболее важными факторами для сварщиков, относящихся к этой категории.
Большинство генеральных подрядчиков работают с тонкими металлами, толщина которых редко превышает ½ дюйма, что означает, что лучше всего использовать сварочный аппарат мощностью до 200 ампер для сварки и 40 ампер для плазменной резки. Ищите машину с двойным напряжением, чтобы вы могли сваривать в разных местах, и ищите инверторную машину, легкую и универсальную.
Если вы свариваете в основном сталь или нержавеющую сталь, рассмотрите возможность использования многопроцессорного аппарата с выходом постоянного тока, который позволяет использовать либо GMAW, либо электроды. Многопроцессорная машина добавляет универсальности и позволяет переключаться между FCAW, GMAW, палкой и GTAW. Газ тримикс часто рекомендуется для сварки нержавеющей стали с помощью GMAW, но это может быть немного дороже. Процесс сварки нержавеющей стали может быть дешевле. Обычные нержавеющие электроды: E308L, E309.Л и E316L. Для работы с нержавеющей сталью, например, в пищевой промышленности, где переходы носка сварного шва должны быть идеальными, попробуйте GTAW, используя специальную машину для сварки стержнем/GTAW с импульсным управлением.
Если вам нужно сваривать алюминий, убедитесь, что ваш многопроцессорный аппарат поддерживает работу с катушечным пистолетом. Прецизионная алюминиевая GTAW на тонких конструкционных рамах (таких как мотоциклы и некоторые лодки), вероятно, потребует специальной машины GTAW с выходом переменного тока (AC). Для алюминиевого GTAW вам понадобится возможность регулировки баланса, частоты и пульса. Возможно, вы слышали термин «управление формой волны». Это хорошая функция для очень специфических приложений, но она также увеличивает сложность и затраты. Генеральному подрядчику необходима машина с двойным напряжением, работающая от 110 до 120 В или от 208 до 240 В.
Большинству подрядчиков необходимо регулярно резать металл. Эффективность имеет важное значение, поэтому рассмотрите плазменный резак, способный выполнять чистый рез толщиной до ½ дюйма. Если вы находитесь в затруднительном положении и работаете с ¾ дюйма, вы обычно можете отрезать 3⁄4 дюйма с помощью плазменного резака, рассчитанного на ½ дюйма. оценка различных машин. Проблема № 1 с плазменными станками — грязный или маслянистый воздух, поэтому обязательно фильтруйте и осушайте воздух и никогда не используйте компрессор с масляной ванной. Лучшим вариантом будет поиск сухого сверхтихого компрессора со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком бережно, так как внутри есть движущиеся части, которые легко заклинить или повредить. Замена поврежденной или неработающей головки плазменного резака является обычным явлением, и большинство производителей не дают гарантии на резак или головку.
Перед покупкой
Одним из наиболее важных элементов, которые следует учитывать при покупке новой машины, являются гарантия и сертификация. Скорее всего, вам понадобится хорошая гарантия и техническая поддержка в течение всего срока службы вашей машины. Обязательно приобретайте машину от известной компании и бренда.
Кроме того, приобретение сертифицированной машины (сертифицированной CSA и ETL) гарантирует соответствие машины стандартам безопасности UL, применимым в США и Канаде (примечание: сертификация CE не является).
Добро пожаловать в компанию «Зона-Сварки»! Срочный ремонт сварки в нашем центре — это прозрачность, доступность, скорость, качество и гарантия на услуги!
Мы выполняем техническое обслуживание сварочного оборудования в регионах России, на выезде и в сервисном центре!
Своевременная диагностика силовых модулей позволит предотвратить серьезные сбои в работе техники, а качественные ремонтные работы вернут аппарату полную функциональность.
Мы поможем избежать простоев на площадке! Сервисный центр Welding-Zone выполняет диагностику, гарантийный и негарантийный (платный) ремонт сварочного оборудования любых марок и моделей: наши сотрудники имеют уникальный опыт обслуживания техники отечественного и зарубежного производства; на складе доступен обширный запас комплектующих; работы выполняются с соблюдением регламента производителя, все аппараты после починки тестируются. Наши сервисные центры расположены в Московском регионе, Санкт-Петербурге и Ростове-на-Дону.
В строительстве не обойтись без применения сварочной техники. Она необходима при возведении различных сооружений, проведении их ремонта и реконструкции, для надёжного и прочного соединения элементов из металла.
Современное сварочное оборудование – это высокотехнологичная техника, изготавливаемая с применением последних достижений электроники.
Сварочное оборудование нуждается в ремонте, если:
Нет своевременного сервисного и технического обслуживания.
Произошли механические поломки, ставшие следствием падения или опрокидывания.
Было проникновение во внутреннюю часть аппаратов стружки или влаги.
Из-за чрезмерно высокого или низкого напряжения в сети или его скачков оборудование вышло из строя.
Не соблюдались режимы ПВ.
Просто взял и сломался :)
Если произошла поломка, нужно обратиться в сервисную службу, которая выполнит ремонт сварки!
Компания «Зона-Сварки» приглашает к сотрудничеству владельцев сварочного оборудования. Наша основная специализация – ремонт и техническое обслуживание трансформаторных и инверторных сварочных аппаратов.
Что мы предлагаем
Наша компания производит ремонт сварочной техники всех известных производителей.
«Welding-Zone» предлагает обслуживание сварочного оборудования любого типа: инверторов, полуавтоматов, аргонок постоянного и переменного тока, споттеров и машин контактной сварки, плазморезов, аргонодуговой сварки, сварочных тракторов.
Из-за наличия в большинстве моделей электронных компонентов работать с ними могут только специалисты с профильным образованием и наличием всех необходимых инструментов и приборов.
Наши мастера быстро определят причины поломок оборудования и предложат меры по их устранению.
Качественно и недорого
Не стоит пытаться сэкономить, доверив срочный ремонт сварки низкоквалифицированным специалистам. Часто они не могут грамотно установить причину выхода оборудования из строя, не выполняют наладку качественно, не предоставляют гарантию на проведённые работы. Вот почему необходимо обращаться в сервисные центры с хорошей репутацией.
Как минимум, шесть преимуществ сотрудничества с нами:
Штат мастеров, обладающих теоретическими знаниями и имеющих практические навыки.
Наличие запасных частей на складе.
Оперативное выполнение даже самых сложных работ.
Для постоянных клиентов действуют скидки от 7 до 15 %.
Предоставление всех необходимых документов.
Оплата производится только по факту выполненных работ двумя способами:наличный, безналичный расчеты. Возможна оплата с НДС и без НДС.
Не знаете, где отремонтировать сварочное оборудование? Обращайтесь в компанию «Welding- Zone» (Зона-Сварки) по телефону +7(495)215-17-22 , и наша бригада профессионалов приедет на помощь. Или же приезжайте самостоятельно по адресам:
Если у вас нет возможности приехать в один из наших сервисных центров, закажите услугу мобильная приемка по телефону горячей линии +7 (495) 215-17-22
ООО ЗОНА-СВАРКИ, Москва (ИНН 9721015031), реквизиты, выписка из ЕГРЮЛ, адрес, почта, сайт, телефон, финансовые показатели
Компания ООО ЗОНА-СВАРКИ, адрес: г. Москва, шоссе Щёлковское, д. 26 к. 2 пом. III ком. 3-5 этаж 1 зарегистрирована 20.09.2016. Организации присвоены ИНН 9721015031, ОГРН 1167746881400, КПП 771901001. Основным видом деятельности является ремонт металлоизделий, всего зарегистрировано 19 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют. Количество совладельцев (по данным ЕГРЮЛ): 1, генеральный директор — Омельянчук Алла Ивановна. Размер уставного капитала 20 000₽. Компания ООО ЗОНА-СВАРКИ не принимала участие в тендерах. В отношении компании нет исполнительных производств. ООО ЗОНА-СВАРКИ не участвовало в арбитражных делах. Реквизиты ООО ЗОНА-СВАРКИ, юридический адрес, официальный сайт и выписка ЕГРЮЛ доступны в системе СПАРК (демо-доступ бесплатно).
Полная проверка контрагентов в СПАРКе
Неоплаченные долги
Арбитражные дела
Связи
Реорганизации и банкротства
Прочие факторы риска
Полная информация о компании ООО ЗОНА-СВАРКИ
299₽
Регистрационные данные компании
Руководитель и основные владельцы
Контактная информация
Факторы риска
Признаки хозяйственной деятельности
Ключевые финансовые показатели в динамике
Проверка по реестрам ФНС
Купить
Пример
999₽
Включен мониторинг изменений на год
Регистрационные данные компании
История изменения руководителей, наименования, адреса
Заявки с указанием корпоративных email рассматриваются быстрее.
Вход в систему будет возможен только с IP-адреса, с которого подали заявку.
Компания
Телефон
Вышлем код подтверждения
Эл. почта
Вышлем ссылку для входа
Нажимая кнопку, вы соглашаетесь с правилами использования и обработкой персональных данных
Что такое «зона термического влияния» при сварке и какие типы сварочных процессов производят меньше ЗТВ?
Что такое «зона термического влияния» при сварке?
Зона термического влияния (ЗТВ) – участок металла, не расплавившийся и претерпевший изменения свойств в результате воздействия относительно высоких температур при сварке. Зона термического влияния расположена между сварным швом и неповрежденным основным металлом и показана графически на рис. 1.9 . 0004
Рис. 1 Графическое представление расположения зоны термического влияния
Ширина зоны термического влияния (ЗТВ) зависит от количества тепла, поступающего в материал, которое связано с подводимой теплотой. процесса сварки. На размер ЗТВ также влияет коэффициент температуропроводности. Материалы с высоким коэффициентом температуропроводности способны быстрее отдавать тепло, а значит, при определенном уровне тепловложения они быстрее остывают и, как следствие, уменьшается ширина их ЗТВ. Температуропроводность меди значительно выше, чем у стали, поэтому при одинаковой подводимой теплоте ЗТВ меди будет уже, чем у стали.
При каких типах сварочных процессов образуется меньше ЗТВ?
Что касается процессов сварки, при условии, что один и тот же материал, толщина и свариваемое соединение, то те процессы, которые дают более низкие тепловложения, будут охлаждаться быстрее. Это приведет к уменьшению ЗТВ. И наоборот, процессы с более высокой подводимой теплотой будут иметь меньшую скорость охлаждения, что приведет к увеличению ЗТВ.
В целях обсуждения мы можем ранжировать погонную энергию обычных сварочных процессов следующим образом:
Низкий уровень: Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Среда: Защитная металлическая дуга (SMAW), газометаллическая дуга (GMAW, дуга с флюсовым сердечником (FCAW) и дуга с металлическим сердечником (MCAW)
Высокий: дуговая сварка под флюсом (SAW)
Очень высокий: электрошлаковая сварка (ESW). Процесс электрошлаковой сварки нельзя рассматривать как обычный процесс сварки, но он используется для изготовления толстых материалов за один проход и включен сюда для целей сравнения.
В соответствии с приведенной ниже таблицей 1 для сварки стали были выбраны три процесса с типичными подводами тепла (типовыми параметрами сварки) в диапазоне от среднего до очень высокого. Сразу бросается в глаза разница в размерах ЗТВ. Процесс SMAW с погонной энергией 1,4 кДж/мм имеет ЗТВ шириной 2 мм, в то время как процесс ЭШС с очень высокой погонной энергией при погонной энергии 88 кДж/мм имеет ЗТВ шириной 17,80 мм
Процесс
Текущий
Напряжение
Скорость перемещения
Потребление тепла
Ширина ЗТВ
Ампер
Вольт
мм/сек
КДж/мм
мм
Электрошлак (ЭШО)
800
34
0,32
88
17,80
Поддуга (SAW)
600
28
5. 1
3,3
3.10
Экранированная металлическая дуга (SMAW)
200
23
3,4
1,4
2,00
Таблица 1. Сравнение процесса сварки и haz Width
SO, из этого репрезентативного таблицы, можно увидеть, что нагрузочный нагреватель сварка процессы дают наименьшие зоны теплового влияния при прочих равных условиях. На рис. 2 показан макроразрез участка многопроходного сварного шва SMAW диаметром 75 мм при увеличении менее 5 раз. Видна более темная зона термического влияния травления, расположенная между металлом шва и основным (основным) металлом. Подводимая теплота контролировалась на уровне не более 1,5 кДж/мм, а материал из-за его толщины также был предварительно нагрет до 150°С. Ширина полученной ЗТВ составляет 2,00 мм.
Рис. 2. Макрос сварного шва SMAW, показывающий три зоны. Основной металл, металл сварного шва и зона термического влияния (ЗТВ)
Что касается свойств металла, при оценке свойств самой ЗТВ следует учитывать и другие факторы. Из-за различий в температуре в ЗТВ отдельные части будут иметь разные свойства, поскольку они будут подвергаться разным температурам в течение разных периодов времени. Этот факт, его важность или иное значение выходят за рамки данной статьи, но могут быть рассмотрены в родственной статье в будущем.
Помимо сварки, большинство процессов резки также создают ЗТВ, и после резки могут потребоваться меры предосторожности в зависимости от металла и используемого процесса резки. И наоборот, процесс гидроабразивной резки не создает ЗТВ, поскольку материал не нагревается.
Mick J Pates IWE, президент PPC and Associates
Что такое зона термического влияния (ЗТВ)?
Зона термического влияния (ЗТВ) представляет собой нерасплавленный участок металла, свойства материала которого изменились в результате воздействия высоких температур. Эти изменения свойств материала обычно происходят в результате сварки или высокотемпературной резки. ЗТВ — это область между сварным швом или разрезом и основным (не затронутым) основным металлом.
Зона ЗТВ может различаться по степени тяжести и размеру в зависимости от свойств материалов, концентрации и интенсивности тепла, а также используемого процесса сварки или резки.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить экспертную консультацию:
contactus@twi. co.uk
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Каковы причины возникновения зон термического влияния?
При нагреве, связанном со сваркой и/или резкой, в зависимости от используемого процесса сварки обычно используются температуры, которые часто достигают температуры плавления рассматриваемого материала и часто превышают ее. Однако тепловой цикл нагревания и охлаждения, связанный с этими процессами, отличается от любой обработки, которая происходила с исходным материалом ранее. Это приводит к изменению микроструктуры, связанному с процессом нагрева и охлаждения.
На размер зоны термического влияния влияет уровень температуропроводности, который зависит от теплопроводности, плотности и удельной теплоемкости вещества, а также от количества тепла, поступающего в материал. Материалы с высоким коэффициентом температуропроводности способны быстрее переносить колебания тепла, а значит, быстрее остывают и, как следствие, уменьшается ширина ЗТВ. С другой стороны, материалы с более низким коэффициентом сохраняют тепло, а это означает, что ЗТВ шире. Вообще говоря, расширение ЗТВ зависит от количества применяемого тепла, продолжительности воздействия тепла и свойств самого материала. Когда материал подвергается воздействию большего количества энергии в течение более длительных периодов времени, ЗТВ увеличивается.
Что касается сварочных процедур, процессы с низкой погонной энергией будут охлаждаться быстрее, что приведет к меньшему размеру ЗТВ, тогда как с высокой погонной энергией скорость охлаждения будет медленнее, что приведет к большей ЗТВ в том же материале. Кроме того, размеры ЗТВ также растут по мере снижения скорости процесса сварки. Геометрия сварного шва — еще один фактор, влияющий на размер ЗТВ, так как он влияет на теплоотвод, а более крупный радиатор обычно приводит к более быстрому охлаждению.
Операции резки при высоких температурах также могут вызывать ЗТВ, и, как и в случае сварки, процессы, выполняемые при более высоких температурах и малых скоростях, имеют тенденцию к увеличению ЗТВ, в то время как процессы резки при более низких температурах или более высоких скоростях имеют тенденцию к уменьшению размера ЗТВ. Ширина ЗТВ от кромки реза определяется процессом резки, скоростью резки, свойствами и толщиной материала.
Различные процессы резки по-разному влияют на ЗТВ, независимо от разрезаемого материала. Например, резка и гидроабразивная резка не создают ЗТВ, поскольку они не нагревают материал, в то время как лазерная резка создает небольшую ЗТВ из-за того, что тепло воздействует только на небольшую площадь. Между тем, плазменная резка приводит к промежуточной ЗТВ, при этом более высокие токи обеспечивают повышенную скорость резки и, следовательно, более узкую ЗТВ, в то время как кислородно-ацетиленовая резка создает самую широкую ЗТВ из-за высокой температуры, низкой скорости и ширины пламени. Дуговая сварка находится между двумя крайностями, при этом отдельные процессы различаются по подводимой теплоте.
Области ЗТВ
В то время как ЗТВ возникает между зоной сварки или резки и незатронутым основным металлом, сама ЗТВ имеет различные области в зависимости от того, насколько близко они расположены к месту, где к материалу применялось тепло резки или сварки.
Зона резания или сварки – это жидкая область, где протекает сам процесс и к которой примыкает граница сплавления. Граница сплавления – это граница зоны плавления, где сосуществуют жидкая и твердая фазы металла. Далее от зоны сварки или резки находится ЗТВ, где нерасплавленный основной металл претерпел изменения в микроструктуре. В обычных сталях ЗТВ можно разделить на зону укрупнения зерна (ближайшую к зоне нагрева), зону измельчения зерна, зону частичного превращения (межкритического нагрева) и зону отпуска. В других материалах, которые не претерпевают твердофазного превращения при охлаждении, обычно можно увидеть зону роста зерен и зону рекристаллизации с некоторыми признаками зоны отпуска. За пределами этих зон ЗТВ находится неповрежденный основной материал.
Различные зоны ЗТВ образуются из-за разной температуры основного металла вдали от самого сварного шва или разреза. Это не следует путать с серией видимых цветных полос, вызванных окислением поверхности, вблизи сварного шва из нержавеющей стали. «Цвета закалки» представляют гораздо более низкие температуры, чем те, которые образуют зону термического влияния, и простираются на некоторое расстояние за пределы фактической зоны термического влияния. Эти различные цвета, также известные как оттенок тепла, дают приблизительное представление о температуре, достигнутой металлом. В случае нержавеющей стали типа 1.4301 (AISI 304), нагретой на открытом воздухе, цвета полос и соответствующие температуры будут следующими:
Свето -желтый 290 ° C / 550 ° F
Солома Желтая 340 ° C / 640 ° F
Желтый 370 ° C / 700 ° F
Brown 390 ° C / 700 ° C /
370 ° C /
370 ° C / 700 ° C / 700 ° F
370 ° C / 700 ° F
.
Purple brown 420 °C / 790 °F
Dark purple 450 °C / 840 °F
Blue 540 °C / 1000 °F
Dark blue 600 °C / 1110 °F
Цвета теплового оттенка зависят от устойчивости материала к окислению, при этом металлы с более высоким содержанием хрома в стали имеют менее интенсивную окраску, поскольку они более устойчивы к окислению. Использование защитного газа и покрытий электродов также может уменьшить оттенок нагрева, поскольку они частично защищают металл от окисления. И наоборот, более шероховатые поверхности окисляются быстрее, что приводит к более темным цветам. Кроме того, краска, масло, ржавчина и даже отпечатки пальцев могут изменить оттенок нагрева, хотя они не влияют на степень самой ЗТВ.
Каково влияние зон термического влияния?
Из-за нагрева в ЗТВ микроструктура и свойства в этой области изменяются так, что они отличаются от свойств основного материала. Эти изменения, как правило, нежелательны, в зависимости от материала изменения могут давать – более высокую или более низкую прочность, склонность к растрескиванию, снижение коррозионной стойкости или снижение ударной вязкости. В результате этого ЗТВ часто является местом, где могут возникать отказы.
Снижение коррозионной стойкости является обычным побочным эффектом высоких температур, которым подвергается ЗТВ в нержавеющих сталях. Тепло, выделяющееся в зоне сварного шва, вызывает осаждение карбидов хрома вокруг границ зерен в ЗТВ, в результате чего локальное содержание хрома падает ниже 10,5%, после чего сталь теряет способность образовывать пассивную пленку и больше не является нержавеющей. . Это приводит к межкристаллитной коррозии, также известной как сенсибилизация или распад сварного шва.
В обычных сталях водородное охрупчивание является еще одним нежелательным побочным эффектом высоких температур, в результате чего атомарный водород, растворенный в металле сварного шва, задерживается в охлаждающемся сварном шве и отбрасывается в преобразующую ЗТВ. Водород диффундирует в область наибольшей деформации (обычно к краям сварного шва или в ЗТВ), создавая дополнительное давление внутри решетки и потенциально вызывая растрескивание. Водород можно удалить путем правильного выбора параметров сварки, а также предварительного или последующего нагрева в зависимости от ситуации.
В некоторых случаях ЗТВ тверже и прочнее основного материала, что может вызвать проблемы, но в других случаях, например, в случае алюминия, ЗТВ мягче и слабее основного материала. Это может быть проблемой для проектирования и использования компонентов.
Как уменьшить зону термического влияния
Уменьшение наличия или влияния зоны термического влияния может помочь облегчить связанные с этим проблемы, связанные с растрескиванием ЗТВ, коррозией, охрупчиванием и т.д. Это может быть достигнуто термической обработкой после операции сварки или резки. Применяемая термическая обработка будет зависеть от требуемых свойств и предполагаемых необходимых изменений — это может быть обработка дисперсионным твердением или обработка размягчением, в зависимости от материала. Однако этот процесс может быть дорогостоящим и трудоемким и может не обеспечивать полного решения. Термическая обработка также ограничена сравнительным размером детали и используемой горелки или печи.
Резка также может использоваться в качестве альтернативы термообработке для снижения воздействия ЗТВ. Этого можно добиться путем шлифовки или резки, хотя необходимо соблюдать осторожность, чтобы не нагреть деталь.
Сварка нержавейки аргоном: как правильно варить нержавеющие трубы из стали
12Ноя
Содержание статьи
Общая информация
Особенности сварки нержавеющей стали аргоном
Оборудование и расходные материалы для аргоновой сварки нержавейки
Подготовка материала
Соединение тонкого металла
Соединение труб
Pulse
Как правильно варить нержавейку аргоном
Аргонно-дуговая сварка нержавейки с инородным металлом
Сварка нержавейки полуавтоматом (MIG)
TIG
Сварка аргоном нержавеющих труб
Технология
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Заключение
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности. Правила, которые нужно запомнить:
снизьте привычный ток минимум на 20%;
между двумя свариваемыми элементами оставляйте зазор побольше;
не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
не допускайте нагрева выше 500 градусов;
быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
баллона сжиженного газа;
горелки;
инвертора;
осциллятора;
проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
смойте все видимые загрязнения;
просушите;
тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Сварочная проволока: марка описание
Классификация
Типичный хим. состав наплавленного металла
Механические свойства
OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+).
ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9
С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6
Предел текучести 440 МПа Предел прочности 640 МПа Удлинение 37% KSV +20° C 110 Дж -60° C 80 Дж
OK Autrod 308LSi (OK Autrod 16. 12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+).
ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: 06X19H9T 01X18h20 01X19H9
С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0
Предел текучести 370 МПа Предел прочности 620 МПа Удлинение 36% KSV+20° C 110 Дж -60° C 80 Дж -196° C 60 Дж
OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование:
-ниобием надлежащей стойкости против межкристаллической коррозии;
-кремнием — высокое качество шва.
Применяется в пищевой промышленности, нефтехиммашиностроении. Ток = (+).
G 1912 3 Nb Si / EN 12072 Аналог проволок: 08X19h20M3Б06X20h211M3TB
С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7
Предел текучести 460 МПа Предел прочности 615 МПа Удлинение 35% KSV +20° C 100 Дж -60° C 70 Дж
Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
защита от деформации шва с обратной стороны;
поглощение избыточного тепла;
фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
Листовой металл мм.
Тип шва
Ток
Электрод мм.
Наполнитель мм.
Сварочная скорость мм./ мин.
Рргон л./мин.
Число проходов
горизонтальное положение
вертикальное положение
1 (. 039i n)
стыковой
25-60
25-35
1.0
1.6
250-300
6
1
накладной
60
55
1.0
1.6
250-300
6
1
угловой внешний
40
35
1.0
1.6
250-300
6
1
угловой внутренний
55
50
1.6
1.6
250-300
6
1
2 (. 078i n)
стыковой
80-110
75-100
1. 6-2.4
1.6-2.4
175-225
6
1
накладной
110
100
1.6-2.4
1.6
175-225
6
1
угловой внешний
80
75
1.6-2.4
1.6
175-225
6
1
угловой внутренний
105
95
1.6-2.4
2.4
175-225
6
1
3 (. 012i n)
стыковой
120-200
110-185
2.4-3.2
2.4
125-175
7
1
накладной
130
120
2.4-3.2
2.4
125-175
7
1
угловой внешний
110
100
2.4-3.2
2.4
125-175
7
1
угловой внутренний
125
115
2.4-3.2
3.2
125-175
7
1
4 (. 16i n)
стыковой
120-200
110-185
2. 4-3.2
3.2
100-150
7
1
накладной
185
170
2.4-3.2
2.4
100-150
7
1
угловой внутренний
180
165
2.4-3.2
2.4-3.2
100-150
7
1
5 (. 2i n)
угловой внешний
160
140
3.2-4.0
2.4-3.2
100-150
7
1
6 (. 24i n)
стыковой
220-275
190-230
3.2-4.0
3.00-4.00
150-240
7
2
накладной
250-300
210-250
3.2-4.0
3.00-4.00
150-240
7
2
угловой внутренний
280-320
230-280
3.2-4.0
3.00-4.00
150-240
7
2
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
можно применять и переменный, и постоянный ток;
вольфрамовый проводник должен быть неплавким;
газ выдувается из жерла горелки;
присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
движение ровное, без отклонений в стороны;
продуйте соединение изнутри для обеспечения красивого стыка;
для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
в проволоке должен содержаться никель;
вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
штучные электроды с обмоткой в режиме ММА;
вольфрамовые проводники, неплавкие;
с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
Марка
Тип
Материал стержня К
Коэффициент наплавки, r/a. чП
Применение
озл-8
э-07 х20н9
св-04 х19н9
12-14
хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии
озл-3
э-10х17 н13с4
св-15х-18н12с-4тю
11,5-12,5
типа 15х18н12с4тю. Аналогично
зио-8
э-10х25 н13г2
св-07х-25н13
13,3
конструкции и трубопроводы из двухслойных составов. Аналогично
уонии-13/нж
э-12х13
in-luna_2012
10-12
ответственные системы из хромистых 08х13, 12х13
озл-22
э-02х21 н10г2
св-01х-18н10
12-14
конструкции из х8н10
озл-14а
э-04 х20н9
св-01 х19н9
10-12
хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии
озл-36
э-04 х20н9
св-01 х19н9
13-14
Аналогично
озл-7
э-08х20 н9г2б
св-01 х19н9
11,5-12
Аналогично
цл-11
э-08х20 н9г2б
св-07х19-н10б
1-12
хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии
цл-9
э-10х25-н13г2б
св-07 х2513
10,5-11,5
хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично
озл-20
э-02х20-н14г2м2
св-01х17-н14м2
12,5-14,5
конструкции из 03х16н15м3, 03х17н14м2. Аналогично
ниат-1
э-08х17 н8м2
св-04 х19н9
10-11
сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла
эа-400/10у
э-07х19-н11м3г2
св-01х19-н11м3
12
соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с
ха-400/10t
э-07х19-н11м3г2
св-01х19-н11м3
14,5
Аналогично
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их. Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
Лист, мм
Проволока, мм
Сила тока, а
1
0,8
65
1,5
0,8
115
2
0,8
130
3
1
215
3
1
210
4
1
220
4
1,2
280
5
1,2
300
5
1,2
190
6
1,2
300
6
1
115
8
1,2
300
8
1
130
10
1,2
300
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
сразу образуется очень красивый шов, не требующий зачистки;
предотвращение пористости;
присадочная проволока – из того же состава, что и заготовка;
отсутствие окисления;
небольшая зона прогрева, поэтому можно не бояться деформаций;
легкий метод, им могут пользоваться даже новички;
мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
с одной стороны заткните отверстие пробкой из любого подручного материала;
стык можно проклеить изолентой или скотчем;
в разъем второй трубы производится подача небольшой струей;
после наполнения, последнее отверстие также закрывается тканью или бумагой;
производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Компания «Рокта» занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Аргонодуговая сварка нержавейки: технологии и основные правила
Неразъемное соединение нержавеющих деталей чаще всего осуществляют с применением недорогой, однако эффективной технологии сварки в аргоновой среде. Этот инертный газ позволяет обеспечивать низкий уровень разбрызгивания и создавать фактически идеальную атмосферу сварочного процесса. При этом необходимо учитывать, что на готовых изделиях из нержавейки проблематично зачистить места соединения. А применение метода TIG дает возможность получать швы с высоким качеством поверхности.
1 / 1
Грамотно осуществляемая аргонодуговая сварка нержавейки позволяет предусмотреть все негативные нюансы процесса сваривания изделий из высоколегированной стали:
операция неразъемного соединения деталей из нержавеющих сплавов осуществляется при низком токе, это дает возможность максимально исключить вероятность их перегрева;
создание среды инертного газа позволяет обеспечить быстрое охлаждение свариваемых заготовок.
Сфера применения
Изделия из нержавеющих сплавов отличаются высокой антикоррозионной устойчивостью. В связи с этим они применяются во многих областях, где требуется строгое соблюдение санитарных норм. Технология аргонодуговой сварки занимает главенствующие позиции при неразъемном соединении труб и тонких листовых деталей. Метод TIG используют для соединения деталей не только из нержавейки, но и при сваривании их с заготовками из латунных, бронзовых, алюминиевых, титановых, никелевых, медных сплавов. Данная технология пользуется большим спросом во многих производственных сферах. Это касается:
Преимущества данного метода
Технология ТИГ-сварки гарантирует массу признанных достоинств перед способом MIG, MMA и MAG:
позволяет зрительно контролировать сварочный процесс и рабочую дугу
предоставляет возможность получать высококачественные швы;
практически исключается разбрызгивание металла в ходе выполнения операции сварки;
сваривание деталей можно осуществлять в любом пространственном положении;
обеспечивается равномерный проплав шва по глубине, за счет проведения процесса сварки в среде инертного газа позволяет исключить воздействие на расплавленный металл воздуха, оказывающего негативное действие на место соединения деталей.
Несмотря на такое количество положительных факторов, TIG-сварка нержавейки имеет и один существенный минус. По сравнению с методами MMA и MIG на сваривание в аргоновой среде требуется значительно больше времени.
В связи с этим данная технология применяется в ситуациях, когда приоритет отдается получению изделия, сваренному на высоком качественном уровне, а время, затраченное на эту операцию, не играет основной роли.
Нужно понимать, что аргонодуговая сварка нержавеющих полуфабрикатов характеризуется рядом сложностей, требующих от сварщика определенных практических навыков.
Особенности сварочного процесса
Планируя сварку изделий из нержавеющих сплавов аргоном, стоит особо следить за положением горелки. Ее нужно держать так, чтобы во время процесса сваривания ось горелки имела наклон к плоскости соединяемых заготовок в 75…800. А мундштук должен быть наклонен в обратную сторону по отношению к направлению сварки.
Осуществляя сварочную операцию, требуется исключить различные колебания электрода. Потому что это может спровоцировать нарушение защитной «оболочки» сварки, создавая условия нежелательного окисления металла в шве.
Выполняя операцию сварки, необходимо присадочную проволоку располагать с наклоном в 900 к оси горелки. К тому же их наклон к горизонтальной плоскости соединяемых полуфабрикатов должен составлять 15-200.
Наибольшей эффективности можно достичь, если присадочный стержень расположить непосредственно над соединяемыми полуфабрикатами. Это даст возможность минимизировать перенос в зону сварки капель с присадочного металла.
Вольфрамовый электрод требуется перемещать перед дугой, обеспечивая равномерное его введение в свариваемое пространство. Рекомендуется исключить при создании неразъемного соединения по методу ТИГ поперечное перемещение присадочного стержня. Это не позволит спокойно подавать из горелки струю защитного газа, создавая предпосылки поступления воздуха в район сваривания.
По завершению сварочного процесса рекомендуется производить резкое отключение подачи аргона. Задержка на 10…15 секунд прекращения поступления защитного газа, позволит снизить расход вольфрамового присадочного прутка. В результате такого действия нагретый электрод будет менее интенсивно окисляться, значительно увеличивая срок его службы.
Качественные и прочностные параметры сваренного шва позволят обеспечить лишь строгое выдерживание определенных нюансов осуществления процесса сварки ТИГ.
Придать сваренному изделию из нержавейки законченный товарный вид дадут возможность лишь проведенные дополнительные работы. На поверхности соединительного шва в ходе выполнения операции образуется оксидная пленка. Она становится причиной уменьшения показателя коррозионной устойчивости металла. Для повышения этого параметра требуется осуществлять обработку готового изделия из нержавеющих сплавов.
Необходимое оборудование
Качественная сварка нержавейки аргоном осуществляется с помощью современных аргонодуговых установок. В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
КЕДР TIG-200PN DC. Несмотря на доступную цену, предлагаемая установка аргонодуговой сварки является представителем прогрессивного сварочного оборудования. Сварочный процесс TIG можно осуществлять как в линейном, так и импульсном режиме. При этом есть возможность легко задавать баланс импульса и настройку частоты.
КЕДР UltraTIG-200P AC/DC. За счет хорошей универсальности станет незаменимой в любой ремонтной бригаде либо мастерской. С помощью данной модели можно осуществлять качественное неразъемное соединение деталей из нержавеющих сплавов, из-за возможности гарантировать постоянную глубину проплавления. При этом обеспечивается красивый внешний вид и стабильные геометрические параметры.
КЕДР MultiTIG-2000P DC. Отличается широким функционалом, небольшим весом и компактностью. Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Читайте также
Аргонодуговая сварка: принцип, технология, применение и особенности
Инвертор постоянного или переменного тока – какой выбрать
Виды и назначение средств индивидуальной защиты сварщиков
Сварка в мостостроении
Насадки для сварки TIG нержавеющей стали
Carlos Plaza 10 комментариев
Кевин Стоун — старший изготовитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс дуговой сварки вольфрамовым электродом (GTAW/AKA TIG) для создания впечатляющей коллекции. орлов, драконов, динозавров и многого другого. Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как деформация, охрупчивание и ржавчина. На самом деле, всего пять ампер могут отличить идеальный сварной шов от вороненой или прогоревшей детали. К счастью для нас, есть ряд проверенных и верных советов, которые все мы можем использовать для контроля тепловложения и овладения искусством сварки TIG на нержавеющей стали.
Надлежащая установка – Надлежащая установка гарантирует использование только необходимого количества присадочного металла. Вы не можете добавить присадочный металл без добавления тепла, поэтому вы не хотите заполнять промежутки.
Присадочный металл – Чем толще стержень или проволока, тем больше тепла требуется для их плавления. Поэтому диаметр присадочного металла должен быть тоньше основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимы и иметь одинаковые механические свойства.
Размер электрода – Стандартные размеры вольфрамовых электродов варьируются от 3/32 до 1-1/4 дюйма. Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для правильного размера.
Геометрия электрода – Конусность, не превышающая диаметр электрода более чем в 2,5 раза, создает сфокусированную дугу, способную образовывать глубокие тонкие валики и узкую зону термического влияния. Если электрод имеет конусность, превышающую его диаметр более чем в 2,5 раза, дуга может раздуваться веером. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Управление кончиками пальцев и ногой – Ножное управление позволяет более точно контролировать силу тока и не мешает руке с горелкой. Однако при сварке на лестницах или в неудобных положениях управление кончиками пальцев может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварочный аппарат относительно точен, вам нужно будет только немного отрегулировать управление кончиком пальца или ногой, чтобы управлять подачей тепла. Начните с низкой силы тока и дайте луже сформировать . Затем оттяните два-три ампера и добавьте наполнитель.
Размер ванны – Толщина сварочной ванны должна быть равна толщине основного металла. Если лужа становится слишком большой, используйте управление кончиками пальцев или ножной педалью, чтобы уменьшить тепловложение. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавляя присадочный металл, пока лужа не затвердеет.
Поток газа и скорость движения – Продолжайте подавать газ и направляйте его на лужу, пока оранжевый цвет не исчезнет. Постпоток также охлаждает ванну и электрод. Не перемещайте горелку слишком быстро. Это может сдуть газ с электрода, сделать его черным и затруднить запуск в следующий раз.
Нажмите, чтобы посмотреть учебное пособие по импульсной сварке ВИГ для начинающих
Полярность и импульсная сварка – Используйте импульсную дуговую сварку вольфрамовым электродом (GTAW-P) с отрицательным током электрода постоянного тока. При пульсации ток чередуется между высокой пиковой силой тока и низкой фоновой силой тока. Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет зоне сварки охлаждаться, предотвращая коробление, охрупчивание и выделение карбида. Чем выше частота импульсов (измеряемая в импульсах в секунду или PPS), тем более узким и концентрированным является конус дуги. Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Кроме того, скорость импульсов ограничивает поступление тепла. Высокоскоростная пульсация (обычно выше 100 импульсов в секунду) помогает взбалтывать сварочную ванну и высвобождать любую пористость или газ, оставшиеся в сварном шве.
Обычные сварочные аппараты TIG ограничены примерно 10 PPS. Для повышения квалификации неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду. Для сварки углеродистой или нержавеющей стали начните со 100 PPS и доведите до 500 PPS. Не забывайте нормально дышать. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун. «Кроме того, мягкий хват делает руку более устойчивой. Держите факел крепко, но не слишком крепко, иначе наступит усталость и дрожь». Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКУЙТЕСЬ, ПРАКТИЧЕСКИ, ПРАКТИЧЕСКИ! Сварка нержавеющей стали TIG может быть сложной задачей, но результаты стоят затраченных усилий.
ИСТОЧНИКИ: Художник Кевин Стоун использует усовершенствованный сварочный аппарат TIG для создания произведения искусства «Шок и трепет» Справочник по сварке; Издание 9, том 2
Как сварить нержавеющую сталь методом TIG
перейти к содержанию Сварка нержавеющей стали
TIG во многих отношениях проще, чем сварка низкоуглеродистой стали, если вы будете следовать правильным шагам. Лужа немного более заметна и управляема, плюс этот материал обеспечивает приятную обратную связь по цветокоррекции, чтобы вы знали, хорошо ли вы поработали.
В этой статье вы узнаете весь процесс сварки нержавеющей стали методом TIG. Вы узнаете о проблемах, типах нержавеющей стали, о том, как настроить все, от газа до вашего аппарата TIG, и, наконец, как применить все на практике для получения высококачественных сварных швов TIG на этом прекрасном металле.
Источник изображения: @mfurick
Что сложного в сварке нержавеющей стали
Нержавеющая сталь представляет собой сплав железа, углерода, никеля и хрома. Так, в отличие от мягкой стали (сплав железа и углерода), нержавеющая сталь не подвержена коррозии благодаря содержанию хрома.
Но эта разница в химической структуре создает определенные проблемы со свариваемостью.
Во-первых, нержавеющая сталь удерживает тепло. Расплавленный шов и зона термического влияния («ЗТВ») не рассеивают тепло в остальную часть свариваемой детали и воздух так же эффективно, как мягкая сталь.
Но вот здесь все принимает худший оборот. Если нержавеющая сталь нагреется достаточно, чтобы пройти процесс осаждения карбида, она потеряет коррозионную стойкость. Это делает материал бесполезным и серьезно влияет на его несущую способность.
Источник изображения: https://www.ssina.com/education/corrosion/intergranular-corrosion/
Выпадение карбида выглядит следующим образом: хром и углерод имеют сильное сродство друг к другу, но расположены равномерно в материале при нормальных условиях. Однако хром и углерод образуют карбид хрома при хранении нержавеющей стали при температурах от 800 до 1400°F (от 426 до 760°C).
В результате хром (предотвращающий коррозию) в определенных зонах истощается, потому что он мигрировал, чтобы соединиться с углеродом. Обычно это происходит между двумя границами зерен, создавая идеальное место для межкристаллитной коррозии. Поскольку на границах зерен отсутствует хром, легко возникает коррозия, создавая слабое место в структуре материала.
Межкристаллитная коррозия, разрушение границ зерен и выпадение зерен.
Источник изображения: TMR Consulting
Считывание сварных швов из нержавеющей стали и предотвращение осаждения карбида
К счастью для нас, сварщиков, нержавеющая сталь обеспечивает столь необходимую обратную связь. Судя по цвету сварного шва, вы можете быстро определить, подверглись ли сварной шов и ЗТВ осаждению карбида.
Ярко-желтые сварные швы соломенного цвета безопасны и высокого качества
Сварные швы голубого цвета, скорее всего, безопасны
Темно-синие и фиолетовые сварные швы имеют более высокую вероятность выделения карбида
Черные сварные швы и ЗТВ подверглись выделению карбида и должны быть обработаны заново
Источник изображения: @ss_custom_welding
Чтобы предотвратить осаждение карбида, вам «просто» нужно поддерживать температуру соединения нержавеющей стали при экстремальных температурах, выполнять сварку быстро и обеспечивать соответствующее покрытие защитным газом. Это легче сказать, чем сделать, и мы объясним необходимые стратегии в оставшейся части статьи, но давайте сначала быстро коснемся типов нержавеющей стали.
Различные типы нержавеющей стали
В нашей статье обсуждается наиболее распространенная и свариваемая нержавеющая сталь серии 300 аустенитного типа.
Нержавеющая сталь серии 300 немагнитна. Так вы всегда можете определить, является ли материал аустенитной нержавеющей сталью. Только будьте осторожны, не перепутайте его с алюминием, который тоже немагнитен. Алюминий намного легче, но если вы не уверены, немного отшлифуйте его. Нержавеющая сталь создаст поток искр, а алюминий искр не создаст.
Что касается магнитного испытания, вы также должны знать, что некоторые аустенитные нержавеющие стали, такие как марка 304, могут стать магнитными после холодной обработки давлением, в то время как марки 310 и 316 с большей вероятностью останутся немагнитными даже после холодной обработки давлением (прессование, резка, гибка). , так далее.).
304 стержень для медицинского устройства
-обработка стали
Типы нержавеющей стали:
Аустенитная сталь — серия 300, в основном 304 и 316. Обладает отличной свариваемостью и является наиболее широко используемым типом нержавеющей стали.
Ферритный — серия 400, в основном 430 и 434. Он магнитный и имеет более низкое содержание никеля. Ферритная нержавеющая сталь сваривается немного сложнее, чем аустенитная.
Мартенситный — Тоже 400-й серии, в основном 420. Обладает высокой прочностью на растяжение, но используется реже.
Дуплекс — семейство нержавеющих сталей, изготовленных путем смешивания аустенитной и ферритной нержавеющей стали. Он часто используется в трубопроводах, потому что он очень прочен и устойчив к коррозии.
Источник изображения: https://www.britannica.com/technology/stainless-steel
Установка TIG для сварки нержавеющей стали
Теперь, когда мы обсудили наиболее важные вопросы сварки нержавеющей стали и ее типов давайте объясним, как настроить все для сварки TIG этого материала.
Защитный газ
Использование 100% аргона в качестве защитного газа лучше всего подходит практически во всех ситуациях. Однако иногда требуется добавление гелия к аргону для улучшения проплавления сварного шва и текучести ванны. Чем больше гелия вы добавляете, тем выше тепловложение. Так что, если вы точно не знаете, что делаете, лучше всего придерживаться прямого аргона для сварки нержавеющей стали TIG.
Полярность
Для сварки TIG нержавеющей стали используйте аппарат постоянного тока с отрицательной полярностью электрода (DCEN). Это означает, что вы должны подключить горелку TIG к отрицательной полярности сварочного аппарата, а заземляющий зажим — к положительной полярности.
Источник изображения: https://www.britannica.com/technology/stainless-steel
Вольфрамовый электрод
Вы можете использовать любой тип вольфрама для нержавеющей стали, кроме чистого вольфрама, который предназначен для алюминия. Красный торированный вольфрам — очень популярный выбор, но он радиоактивен. Если вы предпочитаете большую безопасность, обратите внимание на синие вольфрамовые электроды с лантановым покрытием.
Подготовка вольфрамового наконечника
Не делайте конус более чем в 2,5 раза больше диаметра электрода. Вы добьетесь хорошего проникновения, тонкого валика и узкой ЗТВ, оставаясь ниже этого конуса.
Источник изображения: https://yeswelder.com/products/tungsten-electrode-wl20
Присадочный металл
В таблице ниже показано, какую присадочную проволоку TIG можно купить для сплавов из нержавеющей стали. Наиболее распространенной присадочной проволокой TIG является E308/E308L, но вы всегда должны стремиться использовать соответствующий присадочный материал в качестве свариваемого нержавеющего сплава.
Присадочная проволока TIG, тип
Сварные сплавы нержавеющей стали
Э308
301, 302, 304л, 321
Э309
304, 304L, 309, 309L, также используется для сварки нержавеющей стали с углеродистой
Э316
316, 316л
Присадочная проволока должна быть тоньше свариваемого материала. Если он толще, вам потребуется больше тепла, чтобы расплавить проволоку, чем основной металл. В результате вы перегреете нержавеющую сталь до расплавления присадочного материала.
Источник изображения: @marylandmoonshinerswelding
Сила тока
Поскольку нержавеющая сталь хорошо удерживает тепло, для нее требуется примерно на 10–20 % меньше тепла, чем для мягкой стали. Общее эмпирическое правило для низкоуглеродистой стали заключается в том, что мощность в 1 ампер сваривает сталь толщиной около 0,001 дюйма. Таким образом, 200 А может сваривать от 3/16” до 1/4”. Но эти правила недооценивают большинство сварочных аппаратов; тем не менее, это хорошая отправная точка. Какой бы ни была толщина соединения из нержавеющей стали, преобразуйте ее в ампер и снизьте выходную силу тока. примерно на 10-20%.
Это может занять некоторое время методом проб и ошибок в зависимости от вашей скорости движения, техники и возможностей машины.
Предварительная очистка Нержавеющая сталь
Нержавеющая сталь должна быть абсолютно чистой. Поэтому, если вы возьмете что-то из этого руководства и примените его, убедитесь, что это именно оно.
Перед сваркой сварочное соединение должно быть очищено от масел, жиров, красок, грязи и других загрязнений. Нержавеющая сталь не прощающий металл. Вы должны тщательно очистить соединение, если хотите получить качественный сварной шов.
Использование напильника для подготовки и очистки трубы из нержавеющей стали для сварки TIG
Источник изображения: https://welderslab.com/what-are-the-5-basic-types-of-welding соединения
Если вы покупаете новый лист из нержавеющей стали, он может поставляться с пластиковым кожухом. Это гарантирует, что материал готов к сварке, как только вы снимите слой и очистите его салфеткой с растворителем.
Вам также следует очистить присадочную проволоку, которую вы планируете использовать. На всякий случай очистите несколько дополнительных проводов, если только вы не можете точно оценить, сколько проводов вам понадобится для заполнения соединения.
Кроме того, следите за чистотой рабочей среды от частиц пыли из углеродистой стали и никогда не допускайте перекрестного загрязнения нержавеющей стали мягкой сталью. Используйте проволочную щетку из нержавеющей стали и шлифовальные круги только для нержавеющей стали. В противном случае углерод из мягкой стали загрязнит нержавеющую сталь.
Механическая очистка сварных швов обеспечивает низкие затраты на приобретение, но требует много времени и усилий.
Источник изображения: https://blog.perfectwelding.fronius.com/en/cleaning-stainless-steel-welds/
Методы сварки ВИГ нержавеющей стали
Теперь, когда ваше оборудование для сварки ВИГ подготовлено и вы очистили материал, пришло время обсудить, как на самом деле сваривать соединение. Есть много аспектов, которые нужно учитывать, поэтому давайте разберем все по одному.
Продувка газом
Вы, должно быть, уже слышали о продувке газом. Но вопрос в том, нужно ли продувать газом соединение из нержавейки?
Если вы свариваете трубы из нержавеющей стали и вам требуется отличное качество сварки изнутри трубы, вы должны продуть трубу. В большинстве случаев сварка нержавеющих труб требует продувки. Но часто также необходимо очистить заднюю сторону соединения при сварке двух пластин из нержавеющей стали рядом друг с другом с конфигурацией сварки встык.
На рисунке показана разница между качеством сварки изнутри трубы при продувке трубы (слева) и при сварке трубы без продувочного газа (справа).
Источник изображения: https://www.penflex.com/weld-purging-with-argon-gas/
Если не продуть трубы, кислород изнутри ослабит сварной шов. Сварной шов защищен от защитного газа аргона, поступающего из чаши горелки TIG, но нижняя сторона сварного шва не защищена от кислорода, находящегося внутри трубы.
Таким образом, удаление кислорода путем выпуска газообразного аргона внутри трубы вытесняет кислород наружу и оставляет внутри трубы защитную атмосферу аргона. Таким образом, вы защищаете сварной шов снаружи и изнутри.
Чтобы продуть трубу, все, что вам нужно сделать, это заклеить оба конца трубы лентой, проткнуть отверстие в одном конце и воткнуть внутрь аргоновый шланг с диффузором, ткнуть в другое место на противоположном конце для удаления кислорода и отпустить. газ аргон. Это элементарный метод очистки своими руками. Существуют более совершенные системы продувки газа, которые не рассматриваются в этой статье.
Источник изображения: https://www.engineerlive.com/content/rapid-purge-pipes
Важное примечание. Для закрытия концов труб используйте термостойкую алюминиевую ленту, не содержащую галогенов! Большинство обычных лент содержат галогены, такие как хлор. Если эти соединения нагреваются, они могут впитаться в сварной шов и вызвать слабые, ломкие сварные швы.
Медно-алюминиевая подложка
Если вы не хотите добиться максимального качества сварного шва из нержавеющей стали, но хотите создать прочное, достаточно хорошее соединение, вы можете заменить продувку подложкой. Это особенно полезно при сварке пластин из нержавеющей стали.
Иногда просто не нужно добиваться идеального сварного шва снизу стыка. Продувка шва снизу требует времени, усилий и защитного газа, который стоит дорого.
Вместо этого вы можете поместить медную или алюминиевую подложку под линию стыка и надежно зажать ее, чтобы между подложкой и соединением из нержавеющей стали оставался минимальный зазор. Это не идеально, поэтому вы не получите чистый серебристый шов из-под стыка. Но, в большинстве случаев, этого будет достаточно.
Источник изображения: http://weldingstudentofsliet.weebly.com/tig-welding/tig-welding
Медь и алюминий не расплавятся при сварке, поскольку они быстро отводят тепло, в отличие от нержавеющей стали. стали. В результате эти материалы требуют большей силы тока для плавления, чем нержавеющая сталь. Но, чтобы быть уверенным, используйте более толстые опорные детали, чем приваренная нержавеющая сталь.
Поток защитного газа до и после сварки
Рекомендуется обеспечить подачу защитного газа перед сваркой, чтобы тщательно пропитать соединение до того, как дуга начнет плавить основной металл. Предварительный поток предотвращает загрязнение, выталкивая атмосферные загрязняющие вещества из соединения, и создает безопасную среду с высоким содержанием аргона. Около одной секунды должно быть достаточно для большинства работ по сварке нержавеющей стали. Просто убедитесь, что чашка TIG находится прямо над соединением.
Расход защитного газа после сварки еще более важен. Он предотвращает повреждение сварного шва кислородом на заключительном этапе. Вы не можете просто завершить сварку и убрать горелку TIG. Сверхгорячая нержавеющая сталь будет окисляться при контакте с воздухом. Необходимо удерживать защитный газ над конечной точкой сварного шва в течение примерно одной секунды на каждые 10 А сварочного тока.
На этом изображении показано увеличение расхода газа (слева направо). По мере увеличения расхода защитного газа столб ламинарного потока становится более турбулентным, что повышает вероятность загрязнения сварного шва и/или вольфрама. По мере уменьшения расхода столб защитного газа становится более ламинарным и менее турбулентным.
Источник изображения: https://www. canadianmetalworking.com/canadianfabricatingandwelding/article/welding/cover-me-proper-shielding-gas-coverage-is-key-to-gtaw-success
Управление теплом
Управление теплом при сварке нержавеющей стали имеет решающее значение. Итак, давайте обсудим все методы, которые вы можете использовать, чтобы предотвратить перегрев нержавеющей стали от осаждения карбида.
Пусковой ток
Пусковой ток с малым током удобен при сварке нержавеющей стали, поскольку вы даете материалу больше времени для медленного нагрева. Если вы подадите слишком много тепла сразу после зажигания дуги, высока вероятность того, что вы деформируете материал. Кроме того, поскольку нержавеющая сталь слишком хорошо удерживает тепло, вы можете избежать концентрации тепла в течение первых двух секунд, пока вы не начнете двигаться по линии стыка.
Высокий коэффициент теплового расширения нержавеющей стали и низкая теплопроводность делают ее легко деформируемой при сварке.
Источник изображения: http://weldingstudentofsliet.weebly.com/tig-welding/tig-welding
Начальный ток следует устанавливать в зависимости от толщины материала. Но где-то между 5А и 20А это хорошая отправная точка. Вы быстро научитесь устанавливать этот параметр, имея некоторый опыт. Так что потренироваться на куске нержавеющей стали — хорошая идея.
Ножная педаль управления
Ножная педаль TIG станет вашим лучшим другом при сварке нержавеющей стали. Поскольку этот материал сохраняет тепло, он будет нагреваться во время сварки. Это означает, что вам, возможно, придется снизить силу тока по мере прохождения соединения.
Ножная педаль управления позволяет установить минимальную и максимальную выходную силу тока. Самая высокая сила тока — это когда вы нажимаете педаль до упора, как будто даете машине полный газ. Но когда вы отпустите педаль, сварочный аппарат TIG будет выдавать меньшую силу тока. В результате вы можете изменять подачу тепла в режиме реального времени по мере необходимости.
Использование импульсной сварки TIG подходит для сварки нержавеющей стали
Источник изображения: https://vietmfg.com/tig-stainless
Но педаль управления в целом усложняет сварку TIG. При выполнении этого метода сварки вы будете управлять горелкой TIG одной рукой, а присадочной проволокой — другой. Таким образом, управление педалью одновременно усложняет задачу.
Импульсная сварка TIG
Импульсная сварка TIG — еще один отличный способ контроля подводимого тепла. Импульсную сварку можно использовать как с ножной педалью, так и без нее. Таким образом, вы можете удвоить контроль нагрева или просто использовать импульсную сварку TIG отдельно, если ваш сварочный аппарат поддерживает эту функцию.
Эта функция также имеет низкий и высокий выходной ток, как и при использовании ножной педали. Но машина автоматически переключается между высокой и низкой силой тока много раз в секунду. Вы можете пульсировать с частотой от 1 импульса в секунду («PPS») до 200 PPS.
Импульсный режим также позволяет настроить глубину провара, ширину сварного шва и внешний вид валика.
Источник изображения: @stainless_bros
YesWelder предлагает следующие аппараты с поддержкой импульсной сварки TIG:
YesWelder TIG 250P AC/DC
YesWelder TIG-225P TIG постоянного тока и TIG холодной точки
YesWelder CT2050 — сварочный аппарат «7 в 1»
YesWelder TIG 250P DC Только
Размер ванны
Старайтесь, чтобы размер ванны был равен толщине основного металла. Если лужа становится больше, вы без необходимости плавите материал и подводите слишком много тепла. Отпустите педаль и увеличьте скорость движения, чтобы решить эту проблему.
В конце сварки вам нужно будет отпустить педаль TIG и добавить присадочный металл, чтобы охладить сварочную ванну и избежать растрескивания кратера. После выключения дуги не забудьте оставить активным пост-поток, поэтому не удаляйте присадку TIG подальше от сварного шва.
Скорость перемещения
При сварке нержавеющей стали методом TIG необходимо двигаться быстро. В противном случае вы сконцентрируете слишком много тепла. В результате сварной шов и ЗТВ будут подвергаться выделению карбидов, что приведет к межкристаллитной коррозии и растрескиванию.
Если вас не устраивают высокие скорости движения, вы можете использовать подкладные охлаждающие стержни из алюминия или меди, как мы обсуждали ранее. Эти два металла быстро отводят тепло, поэтому они возьмут на себя часть тепла, которое вы вводите в нержавеющую сталь. Тем не менее, это только поможет вам так много. Вы должны быстро перемещать горелку для сварки нержавеющей стали методом TIG.
Источник изображения: https://www.researchgate.net/figure/e-Effect-of-travel-speed-on-welding-formation-of-the-butt-joint-a-125-mm- s-b-15_fig4_346872535
Угол горелки
Держите горелку под углом около 70 градусов к сварному шву, а присадочный металл под углом примерно от 10 до 25 градусов к стыку. Это типичная установка. Но вам, возможно, придется отрегулировать углы в зависимости от типа соединения и доступности.
Источник изображения: https://www.hobartwelders.com/projects-and-advice/welding-how-to/tig-welding-how-to/how-to-tig-weld
Заключение
Сварка ВИГ нержавеющей стали относительно проста, если вы освоите все, что обсуждается в этой статье. Очень важно предварительно очистить материал, избежать чрезмерного накопления тепла и обеспечить достаточное покрытие защитным газом.
Чтобы научиться сваривать нержавеющую сталь, может потребоваться некоторое количество проб и ошибок. Этот материал легко сгорает, деформируется и разрушает его коррозионную стойкость. Поэтому мы советуем собрать как можно больше кусков металлолома и практиковать всю настройку, пока не обретете уверенность в сварке ценных элементов, таких как выхлопные трубы из нержавеющей стали, вентиляционные отверстия, рамы, крылья или детали интерьера.
Крупный план сварочной дуги TIG и защитного зонта аргонового сварочного газа
Источник изображения:
6 комментариев
Назад к YesWelder
Как получить самый прочный сварной шов с флюсовой проволокой
Сравнение сварочных электродов
: какой из них труднее всего использовать?
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
Сколько будет стоить отправка вашего груза до места назначения? Чтобы ответить на это вопрос, нужно знать его объем в кубических метрах, т. к. транспортные компании чаще всего в прайсе указывают стоимость услуг именно в таких единицах измерения.
Картонные коробки — наиболее выгодный и удобный вид упаковки для большинства товаров. Выбирая гофроупаковку для своей продукции, вам нужно, в первую очередь, рассчитать объем коробок и заказать нужное количество коробок, чтобы не перевозить воздух и не переплачивать за транспортные услуги.
Если в результате расчета оказалось, что вам требуется гофротара индивидуальных размеров, наша компания «МС-ПАК» изготовит нужный тираж на заказ.
Рассмотрим, как правильно рассчитать объем картонной коробки.
Поэтапный расчет объема картонной коробки
Для расчета нужно:
Измерить длину а и ширину b, если дно коробки квадратное, то а=b;
Измерить высоту h как расстояние от нижнего до верхнего клапана коробки.
Сначала нужно рассчитать внутренний объем коробки, необходимый для размещения груза. Габаритные размеры груза должны быть на 5–10 мм меньше, чем внутренние размеры гофроупаковки.
Формула для вычисления объема V в м3 коробки с прямоугольным или квадратным основанием:
V=a*b*h где a – длина основания (м), b – ширина основания (м), h – высота коробки (м).
Если в основании коробки не прямоугольник, а треугольник, пяти- или шестиугольник, то формула вычисления объема будет:
V=S*h
где S — площадь основания коробки, а h — ее высота.
Объем, занимаемый заготовкой (коробкой) (с учетом толщины стенок) рассчитывается для правильного размещения внутри транспортного средства или хранения на складе. Формула для расчета занимаемого объема:
V=Площадь (S) * толщину листа
*как рассчитать площадь (S) картонной коробки — в этой статье
Тип:
Профиль:
Толщина (мм):
Трехслойный гофрокартон
B
3
Трехслойный гофрокартон
C
3,7
Трехслойный гофрокартон
E
1,6
Пятислойный гофрокартон
BC
7
Пятислойный гофрокартон
BE
4
Перемножив полученные значения, получим объем коробки в кубических метрах. Чтобы получить результат в литрах необходимо полученное значение в м3 умножить на 1000.
Рассчитать объем коробки в м
3 и литрах онлайн
Для обычных коробок в форме куба или параллелепипеда (со сторонами в виде квадратов или прямоугольников) на нашем сайте есть онлайн-калькулятор, который ускорит расчет.
После измерения получены значения: а=600 мм, b=400 мм, h= 400 мм.
Переводим их в метры: а=600/1000=0,6 м, b=400/1000=0,4 м, h=400/1000=0,4 м.
Подставляя полученные результаты в формулу для расчета объема, получим значение: V=a*b*h=0,6*0,4*0,4=0,096 м3.
Если в коробки фасуются сыпучие или жидкие грузы, то для расчета необходимого объема используем соотношение 1 м3 = 1000 л и, умножив полученное значение объема в м3 на 1000, получим объем в литрах.
Для нашего примера объем коробки (внутренний) в литрах равен 0,096*1000=96 литров.
раcсчитать объем щебня, песка и других материалов. калькулятор расчета кубов в тонне песка или щебня.
Главная
Нерудные стройматериалы часто нужны нашим заказчикам для засыпки емкостей, ям и площадей разных форм и размеров. Чтобы упростить нашим клиентам задачу расчета необходимого им объема материалов, мы разработали удобный онлайн калькулятор. С его помощью вы легко сможете рассчитать объем щебня, песка, керамзита и иных, необходимых вам материалов.
Инструкция к применению:
Кликните по вкладке с названием нужной вам формы емкости (куб, цилиндр, конус и т.д.).
В появившихся полях введите необходимые для расчета данные (длина, ширина, радиус и т. п.).
Нажмите кнопку «рассчитать».
Результат расчета отобразится крупными цифрами под кнопкой «рассчитать», а также в соответствующем поле переводчика кубов в тонны (см. ниже).
Расcчитать необходимый объем материалов
КубЦилиндрКонусПолусфераПирамидаУсеченный конус
Высота (a): Длина (b): Ширина (c):
Высота (h): Радиус (R):
Высота (h): Радиус (R):
Радиус (R):
Высота (h): Ребро (a):
Радиус-1 (R): Радиус-2 (r): Глубина (h):
Также, нашим клиентам нередко требуется перевести объем материала в тонны и обратно. Для решения этой задачи вы можете воспользоваться онлайн переводчиком.
Для точного расчета необходимо знать насыпную плотность необходимого вам материала. Помните, что плотность любого нерудного материала в значительной степени варьируется от множества переменных (погода, влажность, карьер добычи, расстояние от карьера до места назначения и т.п.). Разброс плотности, напрмер песка или щебня, может варьироваться до 1,5-2 раз.
Для получения конкретных и точных данных по текущей плотности того или иного сыпучего материала просто позвоните нам по телефону (343)372-15-80 (81,82,83) и наши специалисты подскажут вам актуальные данные.
Чтобы перевести кубы в тонны:
Введите в поле «Объем материала» количество кубов(м3).
В поле «насыпная плотность» укажите актуальную плотность материала (тонн/м3).
Нажмите кнопку «Кубы в тонны».
Результат рассчета отобразится в поле «Масса материала» (тонны).
Чтобы перевести тонны в кубы:
Введите в поле «Масса материала» количество тонн.
В поле «насыпная плотность» укажите актуальную плотность материала (тонн/м3).
Нажмите кнопку «Тонны в кубы».
Результат рассчета отобразится в поле «Объем материал» (м3).
Раcсчитать сколько тонн в кубе или сколько кубов в тонне материала
Насыпная плотность:
Объем материала:
Масса материала:
Вспомогательные статьи:
Почему автоматический расчет, сколько тонн в кубе песка, зачастую бывает только усредненным?
Почему объемный вес разных типов щебня сильно отличается?
Расчет объема и веса щебня/песка в машине
Расчет объема | SkillsYouNeed
На этой странице объясняется, как рассчитать объем твердых предметов, т. е. сколько вы могли бы вместить в предмет, если, например, вы наполнили его жидкостью.
Площадь — это мера того, сколько места находится внутри двухмерного объекта (дополнительную информацию см. на нашей странице: Расчет площади).
Объем — это мера пространства внутри трехмерного объекта. Наша страница о трехмерных фигурах объясняет основы таких фигур.
В реальном мире вычисление объема, вероятно, не будет использоваться так часто, как вычисление площади.
Тем не менее, это может быть важно. Возможность рассчитать объем позволит вам, например, определить, сколько места у вас есть для упаковки при переезде, сколько офисного пространства вам нужно или сколько варенья вы можете поместить в банку.
Это также может быть полезно для понимания того, что имеют в виду СМИ, когда говорят о мощности плотины или расходе реки.
Примечание по единицам измерения
Площадь выражается в квадратных единицах ( 2 ), поскольку она измеряется в двух измерениях (например, длина × ширина).
Объем выражается в кубических единицах ( 3 ), поскольку он измеряется в трех измерениях (например, длина × ширина × глубина). Кубические единицы включают см3, м3 и кубические футы. Кубические единицы включают 3 см, 3 м и кубические футы.
ВНИМАНИЕ!
Объем также может быть выражен как емкость по жидкости.
Метрическая система
В метрической системе вместимость жидкости измеряется в литрах, что напрямую сравнимо с кубическим измерением, поскольку 1 мл = 1 см 3 . 1 литр = 1000 мл = 1000 см 3 .
Имперская/английская система
В имперской/английской системе эквивалентными единицами измерения являются жидкие унции, пинты, кварты и галлоны, которые нелегко перевести в кубические футы. Поэтому лучше всего придерживаться либо жидких, либо твердых единиц объема.
Для получения дополнительной информации см. нашу страницу о системах измерения.
Основные формулы для вычисления объема
Объем тел, основанных на прямоугольниках
В то время как основная формула площади прямоугольной формы равна длине × ширине, основная формула для объема равна длине × ширине
6 ×
высота.
То, как вы ссылаетесь на различные измерения, не влияет на расчет: вы можете, например, использовать «глубину» вместо «высоты». Важно то, что три измерения умножаются вместе. Вы можете умножать в любом порядке, поскольку это не изменит ответ (см. нашу страницу на умножить на для большего).
Коробка с размерами 15 см в ширину, 25 см в длину и 5 см в высоту имеет объем: 15 × 25 × 5 = 1875 см для покрытия объема цилиндров и призм тоже. Вместо прямоугольного конца у вас просто другая форма: круг для цилиндров, треугольник, шестиугольник или любой другой многоугольник для призмы.
Фактически, для цилиндров и призм объем равен площади одной стороны, умноженной на глубину или высоту формы.
Таким образом, основная формула для объема призм и цилиндров:
Площадь торца × высота/глубина призмы/цилиндра.
Остерегайтесь несовместимых единиц!
Прямой отрезок круглой трубы имеет внутренний диаметр 2 см и длину 1,7 м. Рассчитайте объем воды в трубе.
В этом примере вам нужно рассчитать объем очень длинного тонкого цилиндра, образующего внутреннюю часть трубы. Площадь одного конца можно рассчитать по формуле площади круга πr 2 . Диаметр 2см, значит радиус 1см. Таким образом, площадь равна π × 1 2 , что составляет 3,14 см 2 .
Длина трубы 1,7 м, поэтому вам нужно умножить площадь конца на длину, чтобы найти объем.
Остерегайтесь несовместимых юнитов! Площадь в сантиметрах, а длина в метрах. Сначала преобразуйте длину в см 1,7 × 1000 = 1700 см.
Таким образом, объем равен 3,14 × 1700 = 5338 см 3 . Это эквивалентно 5,338 литра или 0,0053 м 3 .
Объем конусов и пирамид
Тот же принцип, что и выше (ширина × длина × высота), применяется для расчета объема конуса или пирамиды, за исключением того, что, поскольку они сходятся в точке, объем составляет лишь долю сумма, которая была бы, если бы они продолжали иметь ту же форму (поперечное сечение) насквозь.
Объем конуса или пирамиды составляет ровно одну треть объема коробки или цилиндра с таким же основанием.
Таким образом, формула выглядит следующим образом:
Площадь основания или торца × высота конуса/пирамиды × 1 / 3
Если не можете, вернитесь на нашу страницу
0 0 Расчет площади помните, как вычислить площадь круга или треугольника.
Например, чтобы вычислить объем конуса с радиусом 5 см и высотой 10 см:
Площадь внутри круга = πr 2 (где π (пи) приблизительно равно 3,14, а r — радиус круг).
В этом примере площадь основания (круга) = πr 2 = 3,14 × 5 × 5 = 78,5 см 2 .
78,5 × 10 = 785
785 × 1/3 = 261,6667 см 3
Объем сферы
Как и в случае с кругом, для вычисления объема сферы требуется π (пи).
Формула 4/3 × π × радиус 3 .
Вам может быть интересно, как можно вычислить радиус мяча. Если не считать протыкания вязальной спицы (эффективно, но смертельно для мяча!), есть более простой способ.
Расстояние вокруг самой широкой точки сферы можно измерить напрямую, например, рулеткой. Этот круг является окружностью и имеет тот же радиус, что и сама сфера.
Длина окружности рассчитывается как 2 x π x радиус.
Чтобы вычислить радиус по длине окружности:
Разделите длину окружности на (2 x π) .
Примеры работы: Расчет объема
Расчет объема неправильных тел
Точно так же, как вы можете рассчитать площадь неправильных двумерных фигур, разбив их на правильные, вы можете сделать то же самое, чтобы вычислить объем неправильных тел. Просто разделите тело на более мелкие части, пока не получите только многогранники, с которыми вам будет легко работать.
Дальнейшее чтение из книги «Навыки, которые вам нужны»
Понимание геометрии Часть руководства «Навыки, которые вам необходимы для счета»
В этой электронной книге рассматриваются основы геометрии и рассматриваются свойства форм, линий и твердых тел. Эти концепции построены в книге, с примерами работы и возможностями для вас, чтобы попрактиковаться в ваших новых навыках.
Если вы хотите освежить свои знания или помочь своим детям в обучении, эта книга для вас.
В заключение…
Используя эти принципы, если необходимо, теперь вы сможете рассчитать объем почти всего в вашей жизни, будь то упаковочный ящик, комната или цилиндр с водой.
Калькулятор объема сфер
Автор: Ханна Памула, кандидат наук
Проверено Богной Шик и Аденой Бенн
Последнее обновление: 10 сентября 2022 г.
Содержание:
Формула объема сферы
Как найти объем сферы?
Расчет объема сферической крышки
Расчет объема полушария
Хотите узнать больше?
Часто задаваемые вопросы
Если вы когда-нибудь задавались вопросом, каков объем Земли, футбольного мяча или гелиевого шара, наш калькулятор объема сферы здесь для вас. Это может помочь рассчитать объем сферы, учитывая радиус или длину окружности. Также благодаря этому калькулятору можно определить объем сферической шапки или объем полушария.
Формула объема сферы
Сфера — это идеально круглый геометрический трехмерный объект. Формула для его объема равна:
объем = (4/3) × π × r³
Обычно вы не знаете радиус, но вместо этого вы можете измерить длину окружности сферы, например, с помощью веревки. или веревка. Окружность сферы — это одномерное расстояние вокруг сферы в ее самом широком месте.
длина окружности = 2 × π × r , поэтому r = длина окружности / (2 × π)
Как найти объем шара?
Знаете ли вы, каков объем официального футбольного мяча чемпионата мира по футболу под названием размер 5 ? Или баскетбольный мяч размер 7 ? Давай проверим!
Введите радиус сферы . Для размера 5 радиус футбольного мяча должен быть равен 4,3-4,5 дюйма. Возьмем 4,4 в .
Объем сферы появился как окружность. Он равен 357 у.е. в и 27,6 в .
Предположим, что нам неизвестен радиус баскетбольного мяча. Введите окружность вместо . Для размера баскетбольного мяча 7 типичным является 29,5 в .
Отображается объем сферы и радиус, 433,5 у.е. в и 4,7 в соответственно.
А теперь попробуй вычислить что-нибудь другое, возьми что-нибудь побольше… Может быть, ты хочешь узнать объем Земли? Средний радиус составляет примерно 6,37 × 10 6 м. Тогда объем равен:
объем = ((π × h²) / 3) × (3r - h) или объем = (1/6) × π × h × (3a² + h²) , где радиус сферы r , высота шапки (синяя) h , а a это радиус основания колпачка.
Мы также можем использовать эти формулы, чтобы найти объем противоположного купола (оранжевого), как показано на рисунке. Однако обязательно используйте правильное измерение для h , которое всегда должно быть высотой сферического колпака или купола , которые мы хотим найти.
Одним из примеров сферического купола является аквариум. Подсчитаем, сколько воды нам нужно, чтобы его наполнить:
Найдите высоту кепки . Например, 7 в .
Определить радиус основания колпачка . Это также то же самое, что и радиус открытия аквариума. Допустим, он равен 3.1305 в .
Введите эти значения в наш калькулятор . После этого наш калькулятор покажет, что объем сферической шапки равен 287,35 у.е. в , а соответствующий радиус сферы равен 4.2 в .
Чтобы рассчитать объем полной сферы, используйте базовый калькулятор. Введите радиус 4.2 в .
Теперь вы знаете, что в нашем примере аквариум имеет объем 287,35 у.е. в , по сравнению с 310,3 у.е. в для объема полной сферы с тем же радиусом.
Расчет объема полушария
Как его рассчитать? Просто используйте формулу объема сферической шапки с параметрами, равными друг другу: радиус сферы = высота шапки = радиус основания кепки . Кроме того, вы можете разделить результат полной сферы на 2.
Хотите больше?
Калькулятор объема сферы — это только один из наших потрясающих инструментов для измерения объема. Ознакомьтесь с другими:
Калькулятор объема цилиндра;
Калькулятор объема конуса;
Калькулятор объема – для всех основных твердых тел; и
Конвертер объема – преобразование единиц измерения объема.
Часто задаваемые вопросы
Как рассчитать объем сферы с диаметром?
объем = (1/6) × π × d³
Чтобы получить это из стандартной формулы объема сферы объем = (4/3) × π × r³ , замените r на d/2 . Таким образом, мы используем тот факт, что радиус равен половине диаметра.
Каков объем сферы радиусом 2?
объем = (4/3) × π × 8 ≈ 33,5
Чтобы получить этот результат, вспомните формулу объема объем = (4/3) × π × r³ и вставляем r = 2 .
Каков объем сферы с окружностью 10?
Чтобы получить объем сферы из ее окружности c = 10 :
Вычислите радиус из окружности: r = c / (2 × π) ≈ 1,59 .
Примените формулу объем = (4/3) × π × r³ с r = 2 .
Получаем объем = (4/3) × π × 1,59³ ≈ 16,89 .
Как найти радиус сферы по объему?
Нам нужно решить формулу объем = (4/3) × π × радиус³ для радиуса:
Разделить обе стороны на (4/3) × π . Получаем 3/(4π) × объем = радиус³ .
Возьмем кубический корень ∛ с обеих сторон: ∛(3/(4π) × объем) = радиус .
Самодельный споттер из аккумулятора и втягивающего реле
Содержание
Необходимый материал
Преимущества и недостатки
Если ваша деятельность, так или иначе, связана с исправлением геометрии деталей на кузове автомобилей, лучшим помощником в этом вопросе станет споттер. Этот аппарат, с помощью которого осуществляется точечная сварка, поможет вам вернуть изначальное состояние таким кузовным деталям, как:
двери;
заднее или переднее крыло;
пороги, арки.
Главное преимущество использования споттера для кузовного ремонта, заключается в возможности аппарата осуществить выравнивание поверхности, имея доступ лишь к ее внешней части. Это позволяет осуществить ремонт любой конструкционной детали. Оснащен такой аппарат обратным молотком.
Принцип работы устройства таков: он приваривается к металлической поверхности автомобиля и при помощи точечного воздействия сантиметр за сантиметром вытягивает металл.
Рихтовка кузова самодельным споттером из АКБ
Вся работа происходит быстро и не требует засверливания технологических отверстий, которые предназначаются для правки металла. Кроме того, не нужно крепить к кузову автомобиля дополнительные комплектующие.
Если вы занимаетесь ремонтом авто, у вас, скорее всего, наблюдается большой поток клиентов. Чтобы ускорить работу по выравниванию вмятин, вам требуется:
купить споттер;
изготовить его самостоятельно.
Сделать споттер своими руками довольно реально, воспользовавшись верной схемой.
Причем самодельный споттер ничем не будет уступать покупному, вот только обойдется вам в несколько раз дешевле. Все, что требуется — старый аккумулятор большой мощности.
Аккумулятор для самодельного споттера
Необходимый материал
От знакомых работников автосервиса можно нередко услышать, что аккумуляторный споттер ничем не уступает обычному. Брать для него желательно старый аккумулятор: во-первых, его не жаль, а во-вторых, он будет функционировать на токе, близком к току короткого замыкания. Конечно, срок эксплуатации такого изделия будет более коротким, чем эксплуатация обыкновенного споттера, однако потраченные на покупку деньги с лихвой покроются сниженными затратами на ремонт авто.
Чтобы изготовить аккумуляторный споттер, вам понадобится:
аккумулятор. Подойдет модель на 75А/ч и выше;
втягивающее реле. Воспользуйтесь комплектующей от стартера авто;
зарядка для аккумулятора;
провод из меди с сечением больше 100 м2;
обратный молоток. Его может заменить пистолет, приваривающий шайбы.
Электрическая схема споттера
Споттер из АКБ и втягивающего реле подключается так, как показано на схеме, а именно:
на минусовую клемму подсоединяется корпус реле, а также провод длиной не больше 1,5 м. На конце провода содержится контакт, предназначающийся для корпуса детали, которая будет вытягиваться. Хорошо, если вы будете использовать контакт резьбы из меди, чтобы обеспечить минимальное сопротивление в контактном с деталью месте;
плюсовая клемма подсоединяется к реле своими руками при помощи болта. Второй болт от реле прикрепляет к нему провод, идущий к обратному молотку или пистолету. Плюсовой кабель не должен быть длиннее 2,5 м. Это позволит снизить падение напряжения в кабеле;
от плюсовой клеммы также подведите провод к контакту управления. Завершите провод кнопкой, которой и будет управляться споттер аккумуляторный. Длина проводника для кнопки не является строго фиксированной.
Втягивающее реле устанавливается на АКБ, чтобы соединить множество контактов. Если у вас есть возможность, установите разборное реле, которое вы в любой момент сможете снять и почистить. Если можно вытянуть внутреннюю его часть, она нуждается в укорачивании и завальцовке. Это предотвращает потерю штока. На этом все трансформации реле заканчиваются.
Кроме того, вам потребуется своими руками вмонтировать кнопку, чтобы управлять импульсом.
Она монтируется либо на самом проводе, либо на пистолете. Подключение детали происходит от положительно заряженного провода (в авто к этому контакту подходит кабель от замка зажигания). К свойствам самодельной кнопки нет определенных требований — нужно, чтобы она выдержала 5—7 А тока.
Втягивающее реле для аккумуляторного споттера
Также уделите внимание проводам. Эффективной работа с ними будет тогда, когда вы возьмете короткий и толстый кабель. Его длина должна быть меньше 1,5 м и ограничиваться потерями в самом изделии, ведь сварка характеризуется большими токами.
Пистолет для сваривания деталей можно соорудить своими руками даже из дерева, а фиксатор для шайб — из латуни или же меди. Можете использовать трубку от кондиционера, а на конце небольшой трубки сделать прорезь. Это даст возможность удобно вставить шайбу на место.
Перед тем как начать работу, произведите зарядку аккумулятора. Соответственно, после работы снова поставьте устройство заряжаться.
Набор расходных материалов для споттера
Преимущества и недостатки
Изготовленный своими руками споттер имеет такие достоинства по сравнению с покупным аналогом:
низкий уровень затрат при производстве аппарата;
возможность изготовить аппарат в домашних условиях даже при отсутствии опыта работы с электроникой;
возможность работы в месте, где существуют перебои с электричеством (гараже).
Однако и недостатков у самодельной техники достаточно. Среди них специалисты выделяют:
отсутствие временного реле;
постоянную необходимость заряжать аккумулятор;
более короткий период эксплуатации устройства;
коммутируемый контакт рабочего тока;
невозможность регулировать множество параметров, среди которых сила тока.
Чтобы понизить затраты на изготовление самодельного устройства, некоторые делают споттер из трансформатора, который стоит в микроволновой печи. Многие скептически настроены к такой технике, так как считают, что она не сможет обеспечить необходимое количество рабочего тока. Это происходит из-за меньшего размера сечения железа трансформатора. Если вам не подходит вариант с аккумулятором, можете попробовать изготовить технику из трансформатора освещения или от аппарата для сварки, произведя перемотку вторичной обмотки. Сила тока в таком устройстве должна достигать хотя бы 500 А.
4
1
vote
Рейтинг статьи
[democracy]
[democracy]
Расскажем, как сделать споттер из аккумулятора и втягивающего реле своими руками
Применение споттеров (вытягивающих приспособлений, работающих по принципу точечной сварки) в кузовном ремонте, давно зарекомендовало себя с положительной стороны. Бывают случаи деформации металла, при которых без этого полезного приспособления не обойтись. Если вы решили сэкономить на посещении жестянщика – споттер вам необходим.
Существуют удобные и простые в использовании заводские варианты, однако их стоимость может превысить затраты на оплату работ автосервиса. Выход один – изготовить самодельный споттер.
Можно изготовить трансформаторный споттер, который также используется для точечной сварки. Однако если вы не занимаетесь ремонтными работами постоянно – иметь такой прибор нецелесообразно. Тем более что комплектующие для него также стоят определенных денег. Оптимальный вариант — споттер из аккумулятора и втягивающего реле от стартера.
Как самому изготовить недорогой аккумуляторный споттер
Схема устройства приведена на рисунке.
Для изготовления понадобятся:
Аккумуляторная батарея. Можно использовать старую стартерную, с емкостью от 60 А/ч. Главное – чтобы она сохранила 60-70% от первоначальных параметров;
Пускатель. Подойдет любой не фиксируемый выключатель или кнопка, выдерживающая ток более 5 ампер;
Втягивающее реле от стартера. Можно неисправное в механической части, главное – чтобы функционировал соленоид и контактная группа;
Соединительный кабель. Самая ответственная часть конструкции. Сечение нагрузочного провода должно быть 50-100 квадратов. При работе через него будет протекать ток до 1000 ампер. Управляющий провод для реле может быть более тонким;
Приспособления для рихтовки – пуллер, обратный молоток, шайбы, крюки.
Сборка устройства
Аккумуляторный споттер собирается по следующей блок-схеме:
Длина нагрузочного кабеля не должен превышать 1,5 метра;
Вообще, чем он короче – тем меньше токовых потерь будет во время работы. Подойдут сварочные кабели. Если их сечение меньше требуемого – можно соединить их параллельно. Желательно, чтобы плюсовой и минусовой провода были одной длины. Контактные клеммы надо выбрать надежные, способные выдержать токи в сотни ампер.
Выводы аккумуляторной батареи обязательно зачищаются, для надежности контакта. Искрение во время нагрузки приводит к образованию окислов, повышающих общее сопротивление цепи.
В разрыв плюсового кабеля включается нагрузочными контактами втягивающее реле;
Его удобнее расположить рядом с батареей, можно закрепить на корпусе, для компактности конструкции. Главное – обеспечить защиту от замыкания плюсового и минусового выводов АКБ. При выборе реле, отдается предпочтение конструкции с разборным корпусом. Во время работы контакты пригорают, и у вас должна быть возможность время от времени их чистить. Если шток реле не фиксируемый – необходимо предусмотреть ограничитель, предотвращающий выпадение подвижного элемента.
Минусовой контакт соединяем управляющим проводом с корпусом реле. Плюс подаем через пусковую кнопку на управляющий контакт.
Клавиша управления крепится на рихтующем инструменте, через изолирующую прокладку;
ВАЖНО! Напряжение на споттере не превышает 10-12 вольт, поэтому электрическая защита оператора не требуется.
Однако большие токи могут сильно нагревать элементы устройства, поэтому следует защитить себя от ожогов.
Минусовой кабель крепится к зачищенной до металла части обрабатываемой поверхности при помощи медного контакта;
Оптимальный вариант фиксатора – струбцина. Плюсовой конец оснащается клеммой, которая при работе фиксируется болтовым соединением с инструментом – пуллером или обратным молотком.
ВАЖНО! Применять соединения типа «крокодил» нежелательно, поскольку слабый контакт приведет к токовым потерям на сопротивление, снижая эффективность работ.
Особенности эксплуатации аккумуляторного споттера и меры безопасности
При работе необходимо помнить, что шоковые нагрузки губительны для аккумуляторной батареи. В момент прихватывания насадки к металлу, фактически происходит короткое замыкание. Ток, протекающий через АКБ, может достигать 1000-1500 ампер. Типовой стартерный аккумулятор емкостью 60 А/ч рассчитан на ток не более 500-600 ампер.
Следовательно, пластины батареи перегреваются, и происходит их сульфатация. К тому же, электролит от чрезмерных токов может закипеть. Поэтому при интенсивной работе необходимо делать перерывы для остывания АКБ. Периодически контролируйте температуру аккумулятора и напряжение остаточного заряда.
ВАЖНО! Предельно допустимый минимум напряжения на свинцовом аккумуляторе – 10,5 вольта.
При снижении этого уровня в батарее происходят необратимые процессы деградации пластин. Поэтому, перед началом работ АКБ должна быть полностью заряжена.
Для контроля желательно снабдить батарею вольтметром, чтобы контролировать напряжение во время работы. По мере приближения к предельно допустимому значению – аккумулятор следует зарядить. Использование предохранителей в данной конструкции нецелесообразно, по причине высоких рабочих токов.
Поэтому оператор должен следить за противопожарной безопасностью на рабочем месте. При замыкании контактов в течение продолжительного времени, рабочий кабель может разогреться до температуры возгорания изоляции. К тому же, при длительном протекании больших токов может лопнуть корпус аккумуляторной батареи, что повлечет за собой утечку и разбрызгивание электролита.
Продолжительное «прижигание» контактов к поверхности обрабатываемой детали приводит к порче металла, вплоть до сквозного отверстия, а также возгоранию лакокрасочного покрытия. Прихватывание следует производить короткими импульсами, не более 1 секунды.
Видео инструкция по изготовлению самодельного споттера и пуллера
Мастер подробно описывает все нюансы при изготовлении споттера и технические моменты, на которые стоит обратить внимание, например, длина и сечение кабеля.
В этом видео, подробный рассказ как сделать пуллер своими руками из того, что имеется в гараже. Правда, некоторые детали пришлось заказать у токаря.
ВАЖНО! Перед применением споттера на кузове автомобиля, следует потренироваться на ненужных кусках металла, чтобы получить навыки и определить оптимальное время нагрева в точке сварки.
Как сделать самодельный аппарат для точечной сварки литий-ионных аккумуляторов
Как и в случае со многими другими моими проектами, мне нужно создать отдельный проект, чтобы создать для него инструмент. В этом случае мне нужно было сделать литий-ионный аккумулятор. Вместо пайки я решил сделать точечную сварку, чтобы собрать аккумулятор.
Литий-ионные аккумуляторы чувствительны к теплу. Их можно спаять вместе, если соблюдать осторожность и не подвергать сильному нагреву в течение длительного периода времени. Однако гораздо более безопасным методом является использование точечной сварки для сварки батарей вместе. Для меня это был отличный повод заняться еще одним проектом! Кроме того, вы никогда не знаете, когда вам понадобится точечный сварщик.
Этот аппарат для точечной сварки в основном использует аккумулятор автомобиля или газонокосилки, чтобы обеспечить ток, необходимый для точечной сварки. Сила тока, подаваемого на сварной шов, довольно высока. Я ожидаю более 200 ампер. Чтобы приспособиться к этому, мы будем использовать соленоид стартера для пропуска тока. Мы будем контролировать время подачи тока с помощью платы управления и триггера. Я также сделаю сварочную ручку, чтобы завершить точечную сварку.
Вот краткий список компонентов, которые я использовал для сборки аппарата для точечной сварки.
Стартовый соленоид
Схема управления ГРМ
3 мм медные стержни (для сварочной ручки)
Красный и черный 8 -калибра Первичный проволоки
Клемма Lugs (8 калиб)
Bell Trial
Momentaral Switch
9912
. Основа для точечной сварки
Я начал эту сборку, сделав основу из нескольких сосновых досок, которые у меня были. По сути, я сделал L-образный пут из двух частей. Одна часть является основанием, а другая – вертикальной. Вертикальная часть будет той, к которой я тоже прикрепил компоненты. Нижняя часть предназначена только для устойчивости.
Установка компонентов
Затем я прикрепил соленоид к вертикальной деревянной стойке на основании. Я просверлил два отверстия и использовал болты и гайки, чтобы прикрепить его. Я также добавил плату управления синхронизацией. Эта плата поставляется с двумя пластиковыми стойками, чтобы снять плату с любой поверхности, на которой она установлена. Я установил крепления на плату управления, а затем закрепил ее горячим клеем.
Соленоид, установленный на аппарате для точечной сварки Плата управления, установленная на аппарате для точечной сварки
Прежде чем продолжить монтаж проводки, мне нужно было сделать две вещи. Один из них был спусковым крючком с мгновенным выключателем. Другой — сварочная ручка. И то, и другое было довольно легко сделать, и я дам вам краткий обзор здесь.
Изготовление триггера
Чтобы сделать триггер, я использовал мгновенный переключатель SPST. Сначала я убедился, что у меня достаточно провода звонка, чтобы у меня был небольшой провис для перемещения переключателя при использовании сварочного аппарата, в итоге я использовал около двух футов проволоки. Я припаял красный и черный провода звонка (около 20 калибра) к выключателю.
Затем я вставил провод через 6-дюймовый кусок ПВХ толщиной 3/4 дюйма. К счастью, край переключателя был достаточно широким, чтобы сидеть на краю ПВХ. После этого я надел термоусадочную трубку на всю сборку, убедившись, что край термоусадочной трубки перекрывает край переключателя. Ударяя по трубке тепловым пистолетом, я убедился, что трубка скручивается вокруг края переключателя, удерживая его на месте.
Изготовление сварочной ручки
Сварочная ручка была немного сложнее в изготовлении. В качестве электродов я использовал два медных стержня диаметром 3 мм. Первой задачей было разработать метод удержания их на месте во время сварки. Второй заключался в том, чтобы прикрепить их к первичному проводу 8 калибра. Сначала я пытался паять, но это превратилось в огромный беспорядок. В итоге я использовал медные обжимные соединители. Они скользили прямо по проволоке и медному стержню и прочно удерживали все вместе при обжатии.
Изготовление ручки для ручки точечной сварки
Ручка должна быть достаточно прочной, чтобы удерживать на месте два медных стержня, а также удобной для удержания. В итоге я использовал старую деревянную лестницу от чердачной лестницы. В ступенях лестницы были канавки, в которые могли укладываться стержни. В конце концов я вырезал две части, которые я прикрутил вместе так, чтобы канавки были обращены друг к другу. Идея заключалась в том, что медные стержни будут удерживаться на месте канавками.
Я использовал инструмент Dremel, чтобы вырезать области на одном конце, чтобы освободить место для проволоки 8 калибра. Пришлось немного подрезать, чтобы медные стержни легли в канавку, а также хватило места для провода. Как только я это сделал, я использовал маленькие винты, чтобы закрепить две деревянные части на месте. В качестве последнего шага я оборачиваю ручку прочной термоусадочной пленкой.
Подключение самодельного аппарата для точечной сварки
Кабели калибра 8
Первичный провод калибра 8 служит двум целям. Первая и, пожалуй, самая важная — это передача тока от батареи через соленоид к сварочному стержню. Второе, и не менее важное, это подключение к аккумулятору. Я выбрал кабели калибра 8 из-за силы тока, которую они будут выдерживать. Даже калибр 8 технически недостаточно велик, но с учетом небольшого количества времени, в течение которого они будут проводить ток, я подумал, что они будут в порядке. Если вам интересно, они были.
Сварочная ручка
Я приобрел кабельные наконечники специально для провода 8 калибра. Конкретные, которые я получил, пришли с прочной термоусадочной пленкой, одна красная и одна черная. В термоусадочной пленке также был клей внутри, поэтому, когда вы ее сжимали, она также расплавляла клей и помещала защитный слой внутрь термоусадочной пленки.
Я отрезал около 12 дюймов красного и черного провода и пока отложил их в сторону. Затем я обжал два клеммных наконечника на концах красного и черного проводов, идущих от сварочной ручки, которую я сделал. Наконечник красного провода подключен к одной стороне соленоида. Наконечник клеммы черного провода соединен с болтом, которым соленоид крепится к стойке.
Соединения с батареей
Используя два провода, которые я обрезал и отложил в сторону, я сделал последние соединения с батареей. Я обжал клемму на одном конце красного провода и большой зажим типа «крокодил» на другом. Далее я повторил те же подключения к черному проводу.
Оба эти провода будут использоваться для подключения аппарата точечной сварки к аккумулятору. Красный провод подключается к другой стороне соленоида с помощью клеммной колодки.
Черный провод соединяется с болтом на задней стороне стойки (к этому же болту мы соединили черный провод от сварочной ручки).
Сделал так, чтобы было удобно подключать к аккумулятору. Прохождение черной (отрицательной) стороны через болт также обеспечивает заземление соленоида. В этот момент я также проложил кусок черного провода звонка между передней массой (болт, удерживающий соленоид) и одним из выступов управления на соленоиде (маленький разъем)
Проводка модуля управления
Проводка в модуле управления было довольно просто. Ключевыми цепями, о которых мы беспокоимся, являются выходная цепь, которая управляет соленоидом, питанием платы управления и триггера. Ниже приведена схема, показывающая электрические соединения, которые я использовал, чтобы заставить это работать.
Чтобы подать питание на плату управления, я в основном протянул провод от наконечника клеммы на соленоиде (сторона, подключенная к аккумулятору) к плате управления. Оттуда я подключился к тому же соединению, чтобы запитать триггер и общую сторону выходного реле на плате управления.
Я также протянул провод (черный) к клемме заземления, которую мы использовали ранее для заземления печатной платы. Затем я подключил его к общей стороне триггерного входа. Возможно, это звучит сложнее, чем есть на самом деле, поэтому я добавил электрическую схему в эту статью!
Программирование модуля управления
Программирование модуля оказалось сложной задачей. Инструкции, прилагаемые к нему, являются плохим переводом и не имеют для меня абсолютно никакого смысла. Что ж, вроде как, но я нашел отличное руководство по программированию этого модуля на YouTube Programming the Control Module. В итоге я перевел модуль в режим 1.
Режим 1 закрывает реле на плате управления на определенное время, а затем размыкает его. Это, в свою очередь, закрывает соленоид на это время. По сути, плата управления позволяет точно запрограммировать время закрытия соленоида и подачи сварочного тока.
Тестирование устройства точечной сварки
Сначала я установил устройство точечной сварки на 100 мс. Это выглядело немного жарко. Он определенно приварил никелевую полосу к старой литий-ионной батарее, которая у меня была. Но это бросило немного искры. Я поэкспериментировал с настройками времени и, наконец, обнаружил, что 70 мс с этой батареей кажутся идеальными.
Я думаю, что с батареями разного размера в качестве источника вам придется поиграться с синхронизацией на плате управления. Батарея усилителя холодного пуска 800 будет выдавать намного больший ток, чем меньшая батарея 200CCA. Поэтому придется внести некоторые коррективы. Я бы определенно рекомендовал протестировать любую установку на металлоломе или батареях, прежде чем приваривать батарейный блок точечной сваркой.
Вы можете посмотреть видеоверсию этой статьи здесь: Как сделать свой собственный аппарат для точечной сварки своими руками для литий-ионных аккумуляторов 18650
Ниже приведены партнерские ссылки на детали, которые я использовал в этом проекте.
Учебное пособие по сборке батарейного блока
Эта третья часть в основном посвящена особым соображениям, которые необходимы при сборке мощного аккумуляторного блока, плюс… я перечислю некоторые продукты и инструменты, которые иногда используются для сборки аккумуляторного блока. Итак, приступим.
Аппараты для точечной сварки, используемые в промышленности для изготовления аккумуляторов для электровелосипедов, большие и дорогие, и нереально даже рассматривать их для сборки домашнего гаража своими руками. Это важно, потому что во многих странах до сих пор очень сложно купить полный аккумуляторный блок, поскольку самые известные продавцы аккумуляторов не доставляют его во многие страны.
Правила доставки полного комплекта аккумуляторов сложны и с каждым годом становятся все хуже. Даже если вам удастся заставить сборщика пакетов доставить вам его, это дорого и рискованно. Кроме того, даже самые успешные производители упаковки не производят упаковки всех возможных форм и размеров.
Тем не менее, на самом деле довольно легко купить отдельные компоненты для сборки пакета, независимо от того, где вы живете (как указано в части 2, нажмите здесь), и это означает, что находчивые строители гаража будут продолжать собирать свои собственные паки. Это главная причина, по которой я написал эту серию статей о сборке пакетов.
Используемые методы и материалы постоянно совершенствуются, но… Я надеюсь задокументировать некоторые из наиболее распространенных «лучших практик» в том виде, в каком они известны в настоящее время, чтобы помочь новым энтузиастам избежать распространенных дорогостоящих ошибок при их первой сборке.
Аппараты для точечной сварки Sunkko
Я просто не могу порекомендовать какой-либо продукт этой марки (извиняюсь перед Sunkko, но… должен быть честен). Я вообще упоминаю о них только потому, что они так хорошо известны, и они сразу же появятся в любом поиске Google о «18650 точечной сварке».
Главный вывод, который я сделал, изучив их, заключается в том, что… версия на 220 В немного более надежна, чем версия на 110 В (а у версии на 110 В ужасная репутация… Не верьте мне, исследуйте это сами).
Во многих странах, таких как ЕС и Австралия, уже есть 220 В переменного тока в качестве системы по умолчанию во всех домах. Дома в США, как правило, на 110 В, но имейте в виду, что нетрудно подключить в гараже напряжение 220 В для электрической сушилки для белья, а также во многих кондиционерах в США есть розетка, рассчитанная на 220 В.
Типовая модель аппарата точечной сварки Sunkko.
Поскольку версия на 110 В и на 220 В потребляют примерно одинаковое количество ватт, версия на 110 В потребляет вдвое больше AMPS от электрической розетки вашего дома, которая часто отключает прерыватель (15A обычно в США, 110V X 15A = 1650W). Даже если вы приобретете версию на 220 В (и либо найдете розетку на 220 В где-нибудь в своем доме, либо добавите ее), электроника для обоих является известным слабым местом. Если у вас уже есть Sunkko, вот веб-сайт с информацией о том, как его обновить и исправить в случае поломки (нажмите здесь).
Кроме того, вот видео (нажмите здесь), где строитель открывает Sunkko 709 за 240 долларов (плюс доставка).AD, и показывает, как модернизировать внутренности, чтобы он работал надлежащим образом (600 ампер).
Аппарат для точечной сварки Malectrics
Этот «карманный точечный сварочный аппарат» из Германии работает очень хорошо, и у него много довольных клиентов. Программируемый мозговой чип — популярный «Arduino Nano». Длительность сварочного импульса можно регулировать от 1 миллисекунды до 500 мс.
Где-то в процессе кто-то понял, что если у вас есть большая батарея, способная выдавать много ампер, вы можете добавить какой-нибудь переключатель включения/выключения и таймер, чтобы сделать точечную сварку. этого.
Я видел ютубы, которые сделали это, где они добавили соленоидный переключатель автомобильного стартера в качестве элемента включения / выключения. Проблема с этой конструкцией заключается в том, что соленоидный переключатель автомобильного стартера представляет собой один физический переключатель, который пропускает все полные ампер 12-вольтового автомобильного аккумулятора (12 В X 200 А = 2400 Вт)…
Общая мощность (без сопротивления на линии) может включать мощность до 800-CCA (усилители холодного пуска). Если в качестве нагрузки используется стартер двигателя («сопротивление» цепи), то типичный 4-цилиндровый двигатель обычно потребляет около 200 А в течение полсекунды, а затем стабилизируется до 100 А, чтобы продолжать крутить двигатель.
Однако использование автомобильного электромагнитного стартера в качестве элемента включения/выключения в аппарате для точечной сварки, работающем от автомобильного аккумулятора, является «плохим проектом». Этот тип переключателя может иногда навсегда завариться во включенном положении, поскольку обычно он пропускает ТОЛЬКО пики 200 А, но «теперь» вы убрали сопротивление стартера автомобиля, и переключатель проходит полные 800 А, которые аккумулятор на это способен.
Это такие усилители, которые производят достаточно тепла, чтобы плавить никелевые полоски при точечной сварке. Я упоминаю об этом только для того, чтобы указать, что обычной автомобильной батареи на 12 В оказалось достаточно для питания операции точечной сварки элементов 18650.
Кроме того… поскольку соленоид автомобильного стартера зависит от двух физических металлических контактов, которые должны соприкасаться [и затем оттягиваться пружиной], это приведет к очень непостоянной продолжительности сварочного импульса (измеряемой в миллисекундах, что это одна тысячная секунды)
Итак… что мы можем использовать в качестве переключателя включения/выключения, способного выдерживать высокие токи? а также можно ли регулировать импульс точечной сварки в тысячных долях секунды? Возможно, скромный и распространенный полупроводник MOSFET?
«ПТ» (полевой транзистор) — это интеллектуальный тип транзистора, который можно использовать в качестве усилителя сигнала, диода или переключателя включения/выключения… в зависимости от того, как он сконфигурирован в схеме.
Комплект Malectrics представляет собой точный таймер, который использует группу полевых транзисторов [параллельно] для включения и выключения БОЛЬШОГО тока батареи в качестве точечной сварки. Вам также нужно будет добавить большой [и довольно новый] автомобильный аккумулятор на 12 В в качестве источника питания, и самая распространенная ошибка для нового строителя — использовать «маленький и старый» автомобильный аккумулятор, который у них уже был. Если вы используете самую длинную настройку сварочного импульса, но все равно получаете слабые сварные швы? вполне вероятно, что батарея, которую вы используете, слабая.
12 В X 800 А = импульсная мощность 9 600 Вт
Если вас заинтересовало устройство Malectrics, вы можете найти их веб-сайт, нажав здесь.
kWeld
В интересах полного раскрытия информации… когда я впервые увидел kWeld, я стал их первым дилером в США, чтобы увеличить количество пользователей в США. Это выглядело очень инновационным и многообещающим, и я хотел, чтобы реальные пользователи побили их, чтобы увидеть, есть ли у него слабые места, и… результаты были впечатляющими. Я продавал их в розницу около года, и компания быстро росла, поэтому теперь у них есть «настоящий» деловой партнер, который управляет всеми продажами в США [18650 термоусадка и держатели ячеек, вкл. ].
На первый взгляд КВелд очень похож на Малектрикс. Что касается функциональности, то один кабель для точечной сварки просто пропускает свой ток через большой плавкий предохранитель от клеммы автомобильного аккумулятора к зонду для точечной сварки. Второй аккумуляторный стержень пропускает ток через группу параллельно соединенных полевых транзисторов, которые действуют как переключатель включения/выключения, на пути ко второму датчику точечной сварки.
КВелд стоит дороже, чем Малектрикс, и вот почему. Он использует запатентованную систему управления электроникой, которая измеряет ток, проходящий через устройство, в режиме реального времени. Это означает, что если входное напряжение медленно падает во время использования сварочного аппарата, устройство автоматически регулирует длительность импульса, чтобы общее количество подаваемой энергии было очень постоянным от одного сварного шва к другому.
Он также имеет режим проверки батареи, чтобы сообщить вам, сможет ли батарея, которую вы собираетесь использовать, выполнять свою работу. Первоначальная версия KWeld была специально разработана для использования либо со свинцово-кислотным автомобильным аккумулятором, либо с литий-полимерным аккумулятором 3S (3S, 11,1 В номинальное LiPo, 12,6 В при полной зарядке). Тем не менее, приемлемый выбор аккумуляторов LiPo ограничен лишь несколькими конкретными моделями, которые, как известно, имеют очень низкое сопротивление и способны к внезапным всплескам тока без каких-либо повреждений (ищите обозначение батареи 3S «130C, 5000 мАч”… или больше).
Благодаря использованию легкодоступных автомобильных аккумуляторов (местного производства, поскольку они тяжелые, а доставка будет дорогой) и аккумуляторов LiPo с большим усилием первые устройства KWeld заработали отличную репутацию.
Однако почти сразу же… некоторые клиенты запросили возможность использования суперконденсаторов (которые обычно работают при более низких напряжениях). Во второй версии kWeld был расширен диапазон напряжений, так что kWeld будет работать с входным напряжением от 3 до 30 В (многие литиевые батареи с номинальным напряжением 24 В / 7S имеют полностью заряженное напряжение примерно 28 В).
Блок суперконденсаторов «kCap» 8,2 В в качестве опции. Некоторые строители считают, что автомобильные аккумуляторы громоздки и тяжелы, а некоторые клиенты предпочитают избегать использования аккумуляторов LiPo из-за опасений возгорания аккумуляторов LiPo.
Прибор KWeld производится компанией Keenlab.de в Германии, им владеет и управляет инженер-электрик. Основываясь на успехе нескольких энтузиастов, которые использовали суперконденсаторы, Keenlab разработала и начала производить вариант батареи суперконденсаторов, работающий от 8,2 В, а также источник питания, который может потреблять 110 В переменного тока в доме и обеспечивать 8,2 В при очень высокие токи, так что банк питания быстро пополняется.
Если у вас есть доступ к большому количеству бывших в употреблении элементов 18650, использование группы 2P, заряженной до рекомендуемого нами значения 4,1 В на элемент, обеспечит 8,2 В , необходимые для блока суперконденсаторов kCap. Ячейки с низким усилием могут медленно заряжать kCap, и когда вы приводите в действие устройство kWeld, суперконденсаторы очень быстро разряжают всю энергию.
Хотя заводская гарантия имеет ограничения, этот сварочный аппарат использовался при 8,2 В x 1400 А с импульсной мощностью 11 500 Вт.
Клиенты kWeld, находящиеся в США, могут связаться с Китом по телефону «18650 Heat Shrink and Cell Holders INC», нажав здесь.
Группу поддержки KWeld North American Facebook можно найти, нажав здесь.
Медные и никелевые шины
Если вас устраивает «обычный» комплект для электровелосипеда, то вас также устроит обычный аккумулятор для электровелосипеда [моя рекомендация по умолчанию для аккумуляторного блока — высококачественный Пакет 48V-52V, как и пакеты Luna Cycle, по состоянию на лето 2019 г.].
При этом, может быть, вы строите электрический мотоцикл или мощный электрический велосипед? Вам НЕОБХОДИМО, чтобы ваш блок обеспечивал большее количество усилителей, чем «обычный» блок. Существуют ячейки формата 18650, которые могут обеспечить 15A-30A (в настоящее время Samsung 30Q и 25R, LG HB2, Sony VTC6). Если для вашей конструкции батареи требуется ячейка с высоким усилием, подобная этой, узким местом конструкции будут межсоединения ячеек и два коллектора батареи (положительный и отрицательный выводы).
Чистый никель в качестве материала шины (и точечная сварка в качестве метода сборки) является выбором по умолчанию для «обычных» межсоединений ячеек (цилиндрические ячейки 18650/21700). Однако, когда в вашей конструкции требуются усилители ВЫСОКОЙ мощности, выбор материала шины становится критическим проектным решением.
Обычная ленточная шина из чистого никеля имеет ширину примерно 8 мм (1/3 дюйма в ширину), а ее допустимая нагрузка по току измеряется ее толщиной. Обычные аккумуляторные блоки (пиковое значение 25 А от 5P?) используют толщину 0,15 мм для 5 А на элемент с номиналом 8 А. Никелевая лента толщиной 0,20 мм является обычной для популярных аккумуляторов «высокой емкости» с номиналом 10 А, таких как LG MJ1, Samsung 35E и Panasonic GA.
В настоящее время дилемма строителей возникает при использовании ячейки с большим усилием (15A-30A). Я видел строителей, использующих двойные слои никелевой ленты для последовательных соединений, но… я не рекомендую такой подход. При более высоких токах использование никеля в качестве материала шины оказывается скорее резистором, чем проводником. Под этим я подразумеваю… он преобразует МНОГО ватт батареи в тепло вместо того, чтобы выполнять работу. Кроме того, два клеммных коллектора будут испытывать просадку напряжения, поэтому строитель не получит полных ампер, за которые они заплатили, используя подлинные ячейки с большим усилием.
Использование МАГНИТОВ!
Звучит как шутка, но уверяю вас, это действительно работает. Я бы не стал использовать магниты на никелевой шине, потому что никель слишком жесткий, чтобы соответствовать поверхности наконечников ячеек. Я считаю, что медный лист является очень подходящим материалом для высокоамперных ячеек 15A-30A, таких как 30Q, 25R, HG2 и VTC6.
Если вы хотите поэкспериментировать с материалами медных шин, я бы начал с 30-ga или, возможно, 32-ga (толщина листового металла отличается от уже знакомой нам проволоки). Один мил — это одна тысячная часть дюйма.
0,20 мм___8-mil__32 ga 0,25 мм__10-mil__30 ga
Медный лист такой толщины достаточно тонкий, чтобы его можно было разрезать ножницами. Медь при такой толщине мягкая, но никель такой же толщины очень жесткий.
Обратите внимание, что этот сборщик использует дополнительные шайбы из термостойкого волокна на положительных концах. Кроме того, он собирает рюкзак на жестком пластиковом листе над своим верстаком. Показан пакет 12S / 4P
. На рисунке выше мягкий медный лист разрезается на пластины шин, которые обеспечивают как последовательное, так и параллельное соединение. Неодимовые «кнопочные» магниты удивительно мощные, а электроды ячеек формата 18650 — «никелированная сталь». Никель обладает очень низким магнитным притяжением, но стальные сердечники на кончиках электродов ячейки будут сильно притягиваться к этим магнитам.
Поскольку магниты также очень сильно притягиваются друг к другу, строитель выше приклеил магниты к медному листу с помощью геля «суперклей». Вы также можете приобрести магниты-кнопки со скошенным отверстием в центре, что позволит вам вставить винт с плоской головкой со стороны ячейки через магнит и ввинтить его в боковую панель какого-либо типа (например, 1/4-дюймовую фанеру, или пластиковая кухонная разделочная доска?).
Я бы также порекомендовал каким-либо образом прочно прикрепить пластины-шины к пластиковым держателям ячеек, чтобы пластины не двигались. Мне сказали, что магниты прочно удерживают пластины на месте, но я обеспокоен тем, что при аварии они могут сместиться и, возможно, закоротить.
Точечная сварка сэндвича из меди/никеля
Это новая разработка. Было проведено много экспериментов с никелированным медным материалом шины в надежде, что это позволит легко сваривать его точечной сваркой. Однако его не всегда можно купить, и такие компании, как Makita, Milwaukee и DeWalt, используют дорогой лазер для приваривания их к аккумуляторным инструментальным ячейкам. Это оставило домашнюю самодельную никелировку предметом многих экспериментов, которые до сих пор не увенчались успехом.
Недавно анонимный ютубер сообщил, что если поместить никель поверх медной ленты, она легко сварится с помощью обычных устройств для точечной сварки, перечисленных выше (kWeld, Malectrics, Boss-Level, Riba и т. д.). Вот ссылка на YouTube, перемотайте вперед на 8:38, чтобы увидеть часть для сварки меди.
Точечная сварка никель-медного сэндвича на ячейке 18650
Показанные выше медные и никелевые полоски имеют толщину 0,20 мм, и, как сообщается, никель толщиной 0,15 мм также подходит. Дальнейшие эксперименты продолжаются, чтобы определить все другие толщины, которые будут работать. Увидев это, мое исследование показало, что это старый трюк слесарей при попытке точечной сварки алюминиевых листов друг с другом. Вот ссылка на видео на YouTube, в котором показан метод металлического сэндвича, используемый на алюминии.
Я собрал эти части вместе, чтобы быстро сфотографировать то, что я предлагаю в качестве варианта с высоким усилителем. Эта черная пластиковая сетка предназначена для 7S/4P (24 В). На этом рисунке медные полоски предназначены для последовательного тока с большим усилием, а никель — только для параллельного выравнивания ячеек, плюс… никелевый сэндвич необходим для точечной сварки меди с наконечниками ячеек 18650-х годов. . Никель 0,15 мм ОЧЕНЬ легко режется ножницами, как и медь 0,20.
Есть некоторые предположения относительно того, почему это работает, но это было проверено, так что это захватывающая разработка для сборок, когда вы хотите использовать ячейки с высоким усилием. Интересным примечанием является то, что некоторые строители в прошлом заказывали чистый никель в качестве материала для автобусов, и когда он прибыл… они обнаружили, что им продали никелированную сталь.
Это было достаточно плохо, чтобы быть ограбленным, но теперь они должны были ждать подлинного чистого никеля, чтобы прибыть во втором заказе. Однако, если у вас или вашего друга есть какая-либо никелированная стальная лента, просто лежащая на полке, медь в никель-медном сэндвиче будет проводить ток, поэтому никелевая часть сэндвича может быть дешевой лентой со стальным сердечником.
Это два распространенных типа никелевых лент «лестница» для выполнения как последовательных, так и параллельных соединений. На этом рисунке я добавил медь на некоторые последовательные соединения. Я думаю, что может быть некоторая польза от разделения посередине меди, чтобы заставить весь сварочный ток проходить через наконечник ячейки, а не только через саму медь. Медь может удерживаться на месте крошечным мазком клея в центре длины полосы, где не будет мест сварки, на полпути между ячейками. Никелевые шины любезно предоставлены термоусадочными и держателями ячеек 18650, найдены здесь
Пакет 20S/6P, выполненный методом точечной сварки сэндвичем из меди. Один слой меди толщиной 0,10 мм выполняет как последовательную, так и параллельную функции. Небольшие квадраты никеля толщиной 0,15 мм помещаются над каждым концом ячейки для облегчения сварки. В этом пакете значение энергии в кВт составляло 50 Дж.
Использование плоских аккумуляторов с высоким усилием
Хотя я иногда видел крупноформатные плоские аккумуляторы на электровелосипедах и аккумуляторы 18650, используемые на электромотоциклах, чаще всего вы увидите обратное. Для большинства электровелосипедов элементы 18650 по-прежнему легко конфигурируются в индивидуальный пакет, который соответствует необычной форме, а производительность и диапазон пакетов 18650 часто лучше всего подходят для большинства байкеров, а ячейки мешка являются предпочтительным стилем для E-мотоциклов. Цилиндрическая ячейка 18650 — это, по сути, просто ячейка-мешочек, свернутая и вставленная в металлический цилиндр.
Чем выше сила тока, на которую рассчитаны эти ячейки, тем больше будут выводы, чтобы они не стали узким местом для тока. Отверстия под болты в ушках вырезались обычным канцелярским дыроколом.
Однако, несмотря на то, что использование плоских ячеек вынуждает сборщика использовать довольно большую прямоугольную форму в качестве строительного блока рюкзака, переоборудование мотоциклов часто требует таких высоких токов, что плоские ячейки являются единственным жизнеспособным вариантом.
Как только вы решите, что будете использовать этот формат ячеек, я полагаю, что соединения ячеек на самом деле легче собрать вместе, по сравнению с точечной сваркой с большим усилием.
Плоские ламинированные ячейки пакета, здесь показаны широкие язычки на одном конце (слева) или… широкие язычки на противоположных концах (справа). Соединения лепестков между ячейками для плоских ламинированных ячеек гораздо проще надежно выполнить по сравнению с цилиндрическими ячейками, такими как 18650 и 21700.
Эти плоские мешкообразные элементы сжимаются на своих боковых поверхностях, что помогает снизить внутреннее электрическое сопротивление. Показанные выступы были приварены друг к другу точечной сваркой. Показанная упаковка 12S / 1P
Если вы добавите физическое сжатие к боковым сторонам плоских мешкообразных ячеек, это снизит внутреннее электрическое сопротивление. При этом ток распределяется более равномерно по всем химически активным внутренним поверхностям. Если половина внутренних поверхностей имеет плохой контакт, они будут пропускать меньший ток и меньше нагреваться, но поверхности с хорошим контактом будут вынуждены пропускать гораздо больший ток, чем они были рассчитаны.
Если это произойдет, то внутренние «горячие точки» вызовут выделение электролита в этих местах, что приведет к вздутию элемента. Чем больше образуется газа, тем хуже становится это состояние (газы, образующиеся внутри, вызывают расслоение внутренних слоев).
Использование только силы сжатия 20 фунтов на квадратный дюйм намного лучше, чем ничего, и я видел опубликованные отчеты о том, что давление до 100 фунтов на квадратный дюйм может быть полезным.
Вырезание листов-разделителей ячеек со стенок старой пластиковой емкости для хранения. Они оказались толщиной 1,5 мм.
На картинке выше я купил несколько аккумуляторов с высоким усилием и обрисовываю форму, чтобы вырезать разделители ячеек, которые помогут предотвратить короткое замыкание между выступами, когда они будут у меня на рабочем столе, пока я работаю. соединение вкладок ячеек.
Начало сборки карманного аккумуляторного блока.
На картинке выше я использую мешочные элементы, чтобы собрать 12-вольтовый чемодан для зарядки моего телефона и ноутбука во время отключения электроэнергии, так как я живу в стране торнадо (а раньше я жил в стране землетрясений). Очень большие выступы являются подсказкой о том, что я выбрал аккумуляторы с высоким усилием, и я сделал это, чтобы я мог также использовать этот пакет, чтобы «завести» мою машину, если это необходимо.
Пользуясь случаем, я сфотографировал несколько этапов процесса сборки рюкзака, которые, по моему мнению, важны для новичков. Обратите внимание, что я выполняю эту задачу поверх красной пластиковой крышки контейнера для хранения, а под этой ячейкой находится зеленый пластиковый разделитель ячеек (виден на рисунке выше предыдущего абзаца).
[вернитесь через месяц, чтобы увидеть дополнительные фотографии этой сборки]
Язычки были отмечены как + / – , но это было очень мелким шрифтом, поэтому я использовал войлочные маркеры, чтобы сделать крупные отметки. Я также использовал ножницы, чтобы вырезать крышку язычка для положительного язычка, используя пакеты для сэндвичей с застежкой-молнией в качестве материала покрытия. Затем я прикрепил пластиковую крышку с застежкой-молнией с помощью синего малярного скотча с низкой липкостью, который легко снимается и не оставляет следов клея.
Обратите внимание, что на этой конкретной марке кюветы небольшая часть правого верхнего угла язычка негатива срезана под углом, чтобы облегчить идентификацию.
Я нашел несколько алюминиевых плоских стержней, которые можно использовать в качестве фиксаторов, и в них уже были отверстия с резьбой. Имейте в виду, что язычки-зажимы могут быть сделаны из стали, если вы хотите, так как они не должны проводить ток (два язычка-клетки прижимаются друг к другу, кожа к коже). Я целенаправленно использую алюминиевые зажимы в качестве радиатора. Ранее я считал, что алюминиевая пластина, расположенная между ячейками, будет отводить внутреннее тепло к краю в качестве меры охлаждения, но это приводит к тому, что поверхности сторон ячеек становятся холоднее, чем ядра.
Если различные области внутри ячейки нагреваются сильнее или холоднее друг друга, это также изменит внутреннее сопротивление этой ячейки. Обширные исследования показали, что охлаждение вкладок приводит к наиболее стабильным и ровным внутренним температурам в активных материалах, в то же время вытягивая часть внутреннего тепла из активных слоев ячейки.
120F (49C) очень теплый, почти слишком горячий для прикосновения. Однако, если эта температура распределена равномерно, то ячейка должна прослужить как можно дольше. 140F (60C) слишком жарко, и никакая часть ячейки не должна достигать такой температуры. Если одна часть элемента горячая, а другая часть остается холодной, то горячая часть умрет, что приведет к преждевременному умиранию этой ячейки, что приведет к просадке напряжения, при которой вся батарея выходит из строя.
Теперь перейдем к конструкции язычковых зажимов…
Довольно легко нарезать резьбу в просверленном отверстии на алюминиевом стержне из сплава 7075 (нажмите здесь, чтобы выбрать один из вариантов), потому что этот сплав более хрупок, что позволяет чипсы отломить. Алюминий из сплава 6061 лучше проводит электричество, но он очень мягкий, и вы можете легко сломать метчик, используя его в качестве материала для стержневого зажима, пытаясь нарезать резьбу в просверленном отверстии.
В этом приложении мне нравится использовать резьбовые отверстия в алюминиевом стержне (со скошенным отверстием под головкой винта с плоской головкой), чтобы зажимы были максимально толстыми, поскольку использование обычных болтов и гаек на сквозное отверстие потребует, чтобы зажимы были тоньше. Поскольку нет стопорной шайбы, чтобы уменьшить возможное ослабление соединителя из-за вибрации, я буду использовать жидкость для скрепления резьбы, например, Locktite.
Этот метод позволяет использовать зажимные стержни той же ширины/толщины, что и ячейка. Последовательное соединение выполняется между двумя ячейками-выводами, а показанный тип зажима состоит из двух одинаковых частей, поэтому расчеты при покупке материала будут легкими. Измерьте толщину ячейки, и эта толщина является толщиной зажимного материала, или тоньше.
Из LFP
Это всплыло в недавней дискуссии на форуме, где сравнивали паяльные шины с ячейками и точечной сваркой. ЛФП (Люк) был главным инженером по аккумуляторным батареям в мотоциклах Zero.
«…Тема этой ветки может быть перефразирована так: лучше бить себя по яйцам бейсбольной битой или клюшкой для гольфа?
Во-первых, использование FLIR на блестящих никелевых поверхностях смехотворно, потому что это что-то вроде коэффициента излучения 5-10%, поэтому те значения температуры, которые он считывает, составляют + или-> 100-градусов Цельсия для чего-то полезного.
Наконец, температура верхней части никеля совершенно не имеет значения, так как верхняя часть никеля не является термочувствительным участком.
Когда вы спаиваете банку, а затем разрезаете ячейку, вы увидите, что разделительный слой сплавлен и деформирован на торцах, а в банке избыточное давление газа и продукты термического разложения карбонатных эфиров в электролит приведет к его плохому старению и развитию саморазряда от примесей, выделяемых этим тепловым пробоем.
При точечной сварке банки внешняя сторона вообще не имеет значения. Не имеет значения даже для того, чтобы об этом говорить, или смотреть, или рассматривать. Когда вы разрезаете эту ячейку и видите внутреннюю часть банки, которая была раскалена докрасна (2500 градусов по Фаренгейту) для возможности сварки, вы видите, что внутренняя коррозионно-стойкая облицовка поверхности банки испаряется. прочь, и на его месте углеродные остатки от карбонатов электролита мгновенного кипения, и теперь этот углерод будет загрязнять вашу батарею, чтобы увеличить скорость саморазряда.
Если вы пытаетесь выполнить точечную сварку, вы делаете это не исходя из того, как сварные швы выглядят снаружи или насколько трудно их [физически] снять с банки, эти показатели — детская игра, чтобы прибить их, и просто не имеет значения в отношении создания пакета, который прослужит долго. Вы должны настроить процесс, разрезав дно каждой ячейки, к которой вы присоединились, и осмотрев повреждение конца желейного рулета, а также осмотрев дно поверхности банки на предмет того, какие виды продуктов термического разложения теперь отравляют ваш в остальном очень чистый электролит. .
Пакеты для пайки предназначены для приложений, где вам все равно, сработает ли он хотя бы один раз, и допустимы случайные уровни саморазряда, и желателен случайный отказ в течение короткого времени.
Точечная сварка (к днищам банок) — когда не волнует утечка электролита из банок из концентраторов напряжений в околошовную зону вблизи места сплавления шва (где было 2500 град. по Фаренгейту) , и вы не заботитесь о том, чтобы коррозионностойкие покрытия банки оставались функциональными, и хотите загрязнить электролит случайным углеродным мусором (подумайте о том, чтобы поставить свой завтрак на сковороду при температуре 2500 градусов по Фаренгейту)…»
Итак, какой метод следует использовать?
Что ж… только вы можете решить, на какой риск вы готовы пойти и что впишется в ваш бюджет.

 При этом жидкость смазывает и охлаждает механизм.
При этом жидкость смазывает и охлаждает механизм.
 Кроме того, установленные в настоящее время двигатели могут развивать значительно более высокие скорости, чем обычные системы при той же номинальной мощности.
Кроме того, установленные в настоящее время двигатели могут развивать значительно более высокие скорости, чем обычные системы при той же номинальной мощности.  Это позволяет безболезненно увеличивать габариты и мощность двигателя для прокачки большого объема жидкости. Достоинством таких устройств является КПД, достигающий 80%, а недостатком — высокий уровень шума, создаваемый при работе. Также насосы такого типа требуют регулярного дорогостоящего обслуживания.
Это позволяет безболезненно увеличивать габариты и мощность двигателя для прокачки большого объема жидкости. Достоинством таких устройств является КПД, достигающий 80%, а недостатком — высокий уровень шума, создаваемый при работе. Также насосы такого типа требуют регулярного дорогостоящего обслуживания. Конечно, точный расчет…
Конечно, точный расчет…
 Его рабочая часть изолирована от двигателя с помощью уплотнительных колец, которые изготавливаются из угольного агломерата, керамики или нержавеющей стали. Для устранения трения между элементами уплотнения (уплотнительного кольца) постоянно находится тонкая пленка жидкости, играющая роль смазки.
Его рабочая часть изолирована от двигателя с помощью уплотнительных колец, которые изготавливаются из угольного агломерата, керамики или нержавеющей стали. Для устранения трения между элементами уплотнения (уплотнительного кольца) постоянно находится тонкая пленка жидкости, играющая роль смазки.
 Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
 youtube.com/embed/TZVJV5TVvPQ?rel=0″ loading=»lazy» data-video-player=»»>
youtube.com/embed/TZVJV5TVvPQ?rel=0″ loading=»lazy» data-video-player=»»> 
 давление
давление

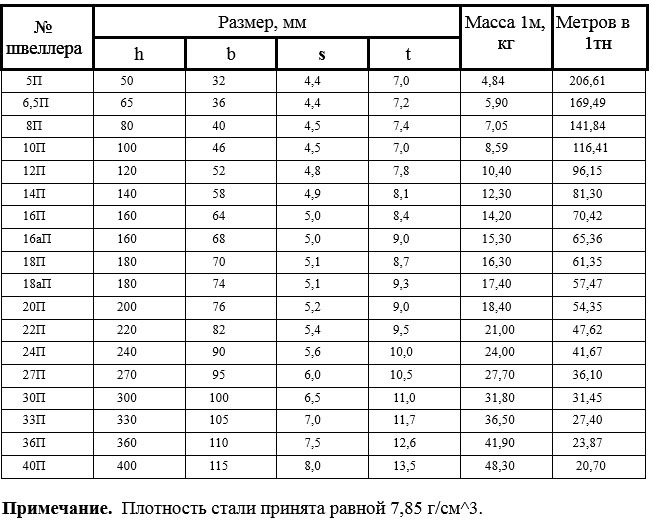
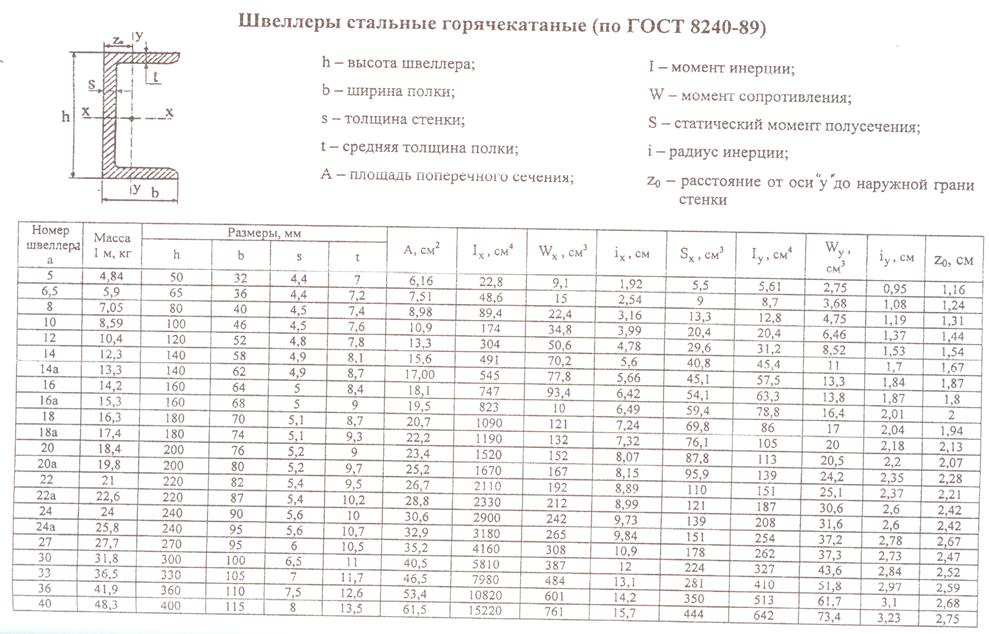
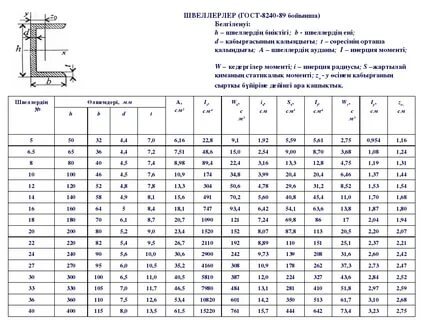 К тому же весьма незначительная масса изделия позволяет без опаски использовать его даже на участках с проблемными грунтами.
К тому же весьма незначительная масса изделия позволяет без опаски использовать его даже на участках с проблемными грунтами.
 Благодаря новаторской концепции Eppendorf PhysioCare Concept ® , Research plus обладает высокой эргономичностью и защищает ваше здоровье в лаборатории. Он отличается очень малым весом и рабочим усилием, чрезвычайно надежен, полностью автоклавируется и прост в использовании.
Благодаря новаторской концепции Eppendorf PhysioCare Concept ® , Research plus обладает высокой эргономичностью и защищает ваше здоровье в лаборатории. Он отличается очень малым весом и рабочим усилием, чрезвычайно надежен, полностью автоклавируется и прост в использовании.  В 2021 году линейка одноканальных пипеток переменного объема Research plus получила сертификат ACT 9.0006 ® Маркировка фактора воздействия на окружающую среду от некоммерческой организации My Green Lab ® , что делает ее идеальным выбором для лабораторий, которым нужны более экологичные продукты.
В 2021 году линейка одноканальных пипеток переменного объема Research plus получила сертификат ACT 9.0006 ® Маркировка фактора воздействия на окружающую среду от некоммерческой организации My Green Lab ® , что делает ее идеальным выбором для лабораторий, которым нужны более экологичные продукты. В зависимости от типа сосуда вы можете выбрать одноканальные микропипетки, которые идеально подходят для пробирок, или многоканальные пипетки, которые лучше подходят для планшетов.
В зависимости от типа сосуда вы можете выбрать одноканальные микропипетки, которые идеально подходят для пробирок, или многоканальные пипетки, которые лучше подходят для планшетов. 0004 и Функция SOFTeject . Рабочие усилия можно еще больше снизить за счет сочетания 16- и 24-канальных пипеток Research plus с наконечниками epT.I.P.S ® 384 с технологией SOFTattach .
0004 и Функция SOFTeject . Рабочие усилия можно еще больше снизить за счет сочетания 16- и 24-канальных пипеток Research plus с наконечниками epT.I.P.S ® 384 с технологией SOFTattach . Это незаметно для пользователя, но снижает усилия выброса наконечника на 50 %. Вы просто слегка нажимаете кнопку выброса один раз, и наконечники последовательно автоматически выбрасываются.
Это незаметно для пользователя, но снижает усилия выброса наконечника на 50 %. Вы просто слегка нажимаете кнопку выброса один раз, и наконечники последовательно автоматически выбрасываются. Наши пипетки объемом 1200 мкл идеально подходят для заполнения планшетов с глубокими лунками.
Наши пипетки объемом 1200 мкл идеально подходят для заполнения планшетов с глубокими лунками.
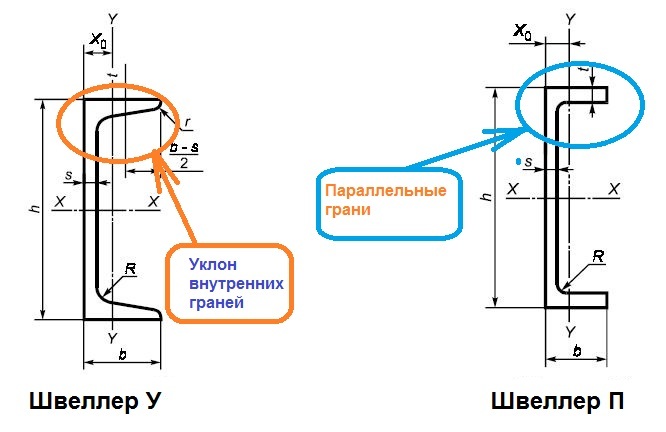 Благодаря последнему воплощению концепции Eppendorf PhysioCare, эта система обеспечивает идеальное прилегание наконечника при минимальном рабочем усилии.
Благодаря последнему воплощению концепции Eppendorf PhysioCare, эта система обеспечивает идеальное прилегание наконечника при минимальном рабочем усилии.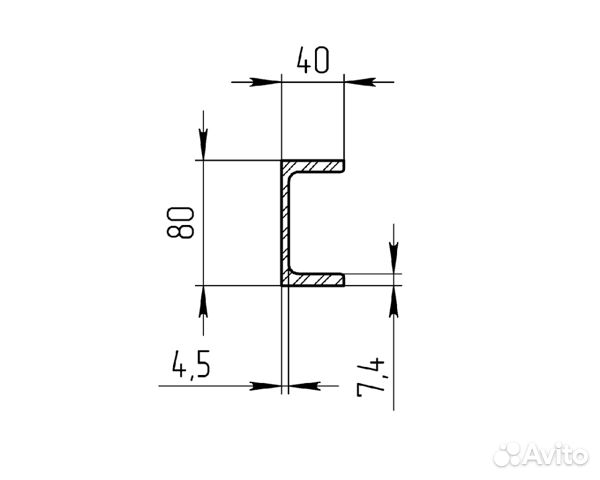 77 % вторичного сырья. Пожалуйста, поддержите глобальную инициативу по переработке ценного сырья, собирая картон и утилизируя его в соответствующем контейнере для сбора в вашей организации. Что касается упаковочной пленки из полиэтилена низкой плотности, мы рекомендуем выбрать специализированного партнера по переработке, который может перерабатывать полиэтиленовый материал.
77 % вторичного сырья. Пожалуйста, поддержите глобальную инициативу по переработке ценного сырья, собирая картон и утилизируя его в соответствующем контейнере для сбора в вашей организации. Что касается упаковочной пленки из полиэтилена низкой плотности, мы рекомендуем выбрать специализированного партнера по переработке, который может перерабатывать полиэтиленовый материал.


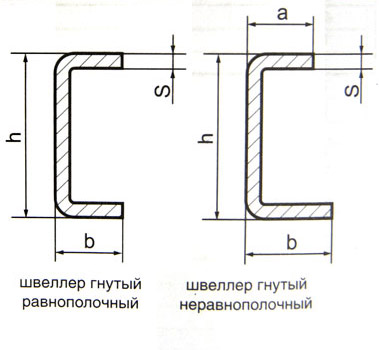
 FX)
FX) 4 микрофонных/10 линейных входа (4 моно + 3 стерео)
4 микрофонных/10 линейных входа (4 моно + 3 стерео) 10 микрофонных / 16 линейных входов (8 моно + 4 стерео)
10 микрофонных / 16 линейных входов (8 моно + 4 стерео) 6 микрофонных / 12 линейных входов (4 моно + 4 стерео)
6 микрофонных / 12 линейных входов (4 моно + 4 стерео)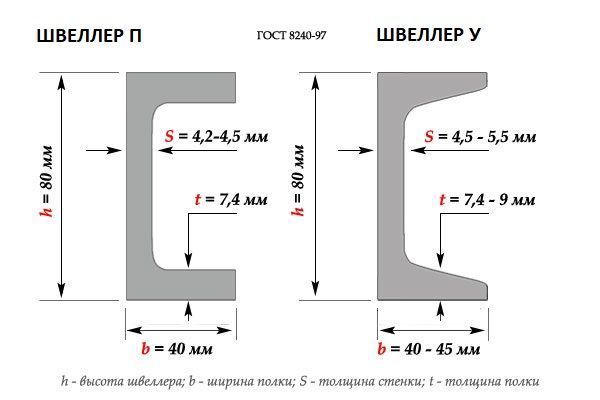 4 микрофонных/10 линейных входа (4 моно + 3 стерео)
4 микрофонных/10 линейных входа (4 моно + 3 стерео)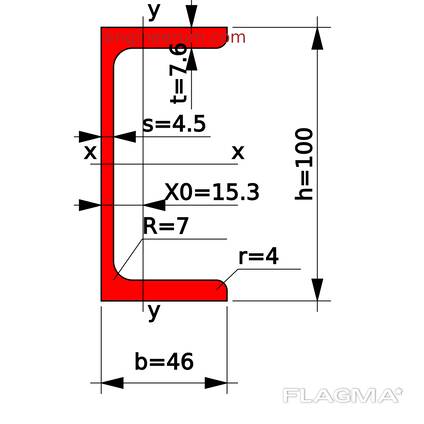 2 микрофонных / 6 линейных входа (2 моно + 2 стерео)
2 микрофонных / 6 линейных входа (2 моно + 2 стерео)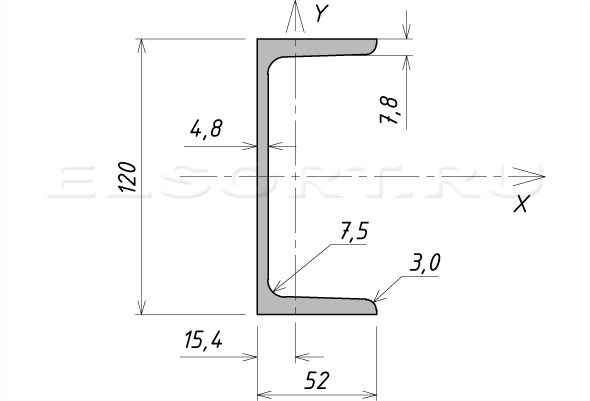 10 микрофонных / 16 линейных входов (8 моно + 4 стерео)
10 микрофонных / 16 линейных входов (8 моно + 4 стерео)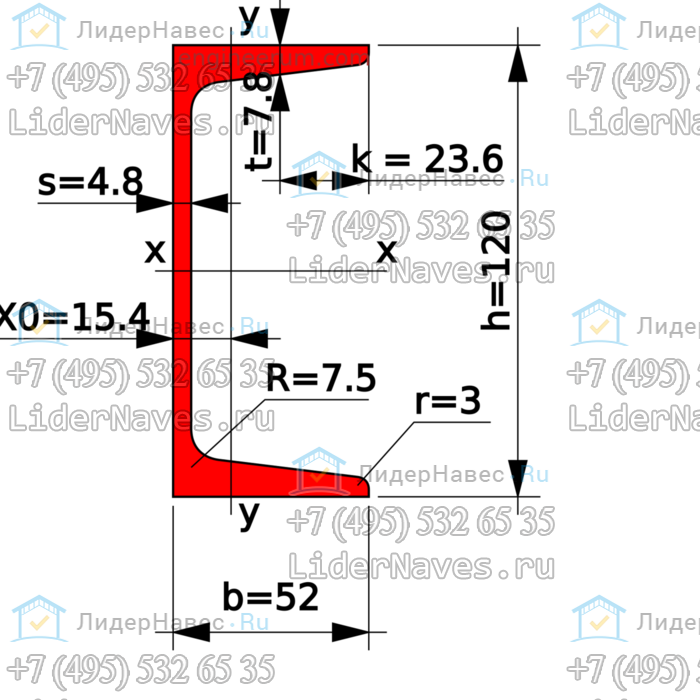 6 микрофонных / 12 линейных входов (4 моно + 4 стерео)
6 микрофонных / 12 линейных входов (4 моно + 4 стерео)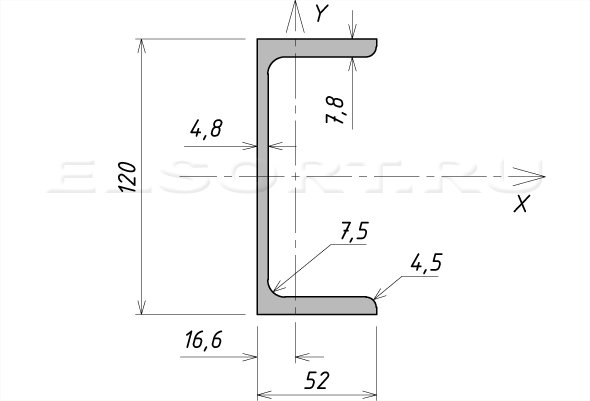 4 микрофонных/10 линейных входа (4 моно + 3 стерео)
4 микрофонных/10 линейных входа (4 моно + 3 стерео)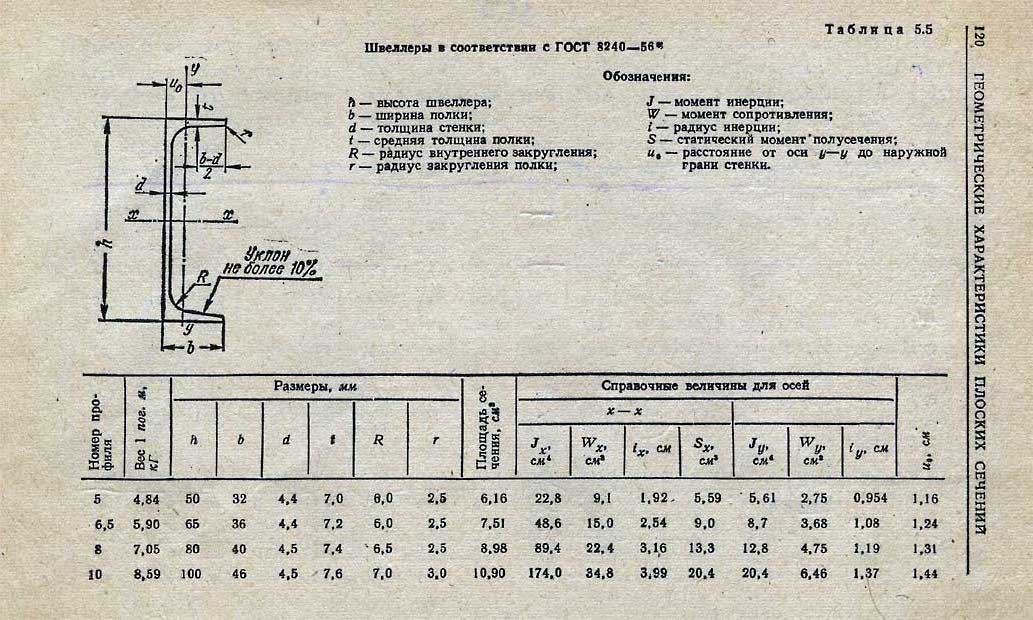 2 микрофонных / 6 линейных входа (2 моно + 2 стерео)
2 микрофонных / 6 линейных входа (2 моно + 2 стерео)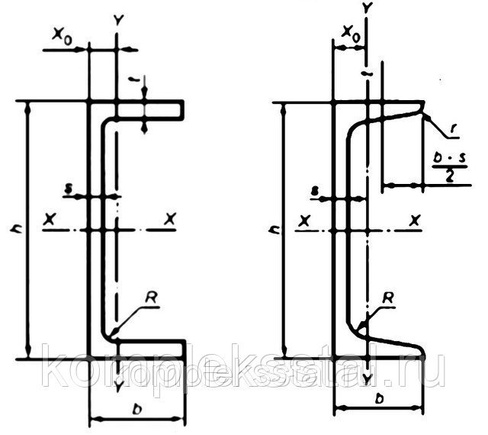
 Берете пластиковое ведро, собираете в него ржаво-окисленное отвертки, ключи, замки, все заливаем дистиллированной водой и убираем это дело в гараж, подвал чтоб не мешало!
Берете пластиковое ведро, собираете в него ржаво-окисленное отвертки, ключи, замки, все заливаем дистиллированной водой и убираем это дело в гараж, подвал чтоб не мешало!
 Вытащить из углей, полностью поместить в тару с водой. До момента чтобы металл остыл. Почистить щеточкой по металлу в тазу с водой.
Вытащить из углей, полностью поместить в тару с водой. До момента чтобы металл остыл. Почистить щеточкой по металлу в тазу с водой.
 Вот список лучших чистящих средств, помогающих удалить ржавчину, которые не только безвредны, но и продаются в любом супермаркете.
Вот список лучших чистящих средств, помогающих удалить ржавчину, которые не только безвредны, но и продаются в любом супермаркете. Мало кто помнит, что в состав популярного соуса входит фолиевая кислота и уксус, а между тем они отлично очищают следы коррозии и предотвращают ее дальнейшее появление.
Мало кто помнит, что в состав популярного соуса входит фолиевая кислота и уксус, а между тем они отлично очищают следы коррозии и предотвращают ее дальнейшее появление.
 В ванной комнате это лучше всего делать сразу: чем дольше скапливается ржавая вода на поверхности ванны или раковины, тем сложнее будет вывести пятно при помощи подручных средств.
В ванной комнате это лучше всего делать сразу: чем дольше скапливается ржавая вода на поверхности ванны или раковины, тем сложнее будет вывести пятно при помощи подручных средств. Консистенция должна быть густой и похожей на кашицу.
Консистенция должна быть густой и похожей на кашицу. Обязательно используй перчатки, чтобы не повредить кожу рук.
Обязательно используй перчатки, чтобы не повредить кожу рук.
 Но сейчас этот способ считается негигиеничным, и хозяйки моют чугун, а потом чистят его от ржавчины. Чтобы сковородки вновь засияли блеском и чистотой, нужно всего-навсего применить несколько средств, которые легко изготовить своими руками.
Но сейчас этот способ считается негигиеничным, и хозяйки моют чугун, а потом чистят его от ржавчины. Чтобы сковородки вновь засияли блеском и чистотой, нужно всего-навсего применить несколько средств, которые легко изготовить своими руками.
 А вот чугунные сковородки покрываются ржавчиной достаточно часто. Причины её появления таковы:
А вот чугунные сковородки покрываются ржавчиной достаточно часто. Причины её появления таковы: Также, выбирая сковороду, обрати внимание на поверхность – она должна быть однородной по структуре и цвету. Доверяй только известным производителям с хорошей репутацией.
Также, выбирая сковороду, обрати внимание на поверхность – она должна быть однородной по структуре и цвету. Доверяй только известным производителям с хорошей репутацией.  Добавь несколько капель моющей жидкости (можно заменить газировкой). Доведи до кипения и поставь сковороду в воду, прокипяти в течение 40-60 минут.
Добавь несколько капель моющей жидкости (можно заменить газировкой). Доведи до кипения и поставь сковороду в воду, прокипяти в течение 40-60 минут.  Оставь на несколько часов, вылей средство и помой сковородку.
Оставь на несколько часов, вылей средство и помой сковородку. Съёмные детали лучше убирать перед машинной стиркой. Если это невозможно, стирай застегивай молнии и кнопки, а затем выворачивай вещи наизнанку.
Съёмные детали лучше убирать перед машинной стиркой. Если это невозможно, стирай застегивай молнии и кнопки, а затем выворачивай вещи наизнанку. Чтобы приготовить состав, смешай 5 столовых ложек уксусной кислоты с 5 литрами тёплой воды. Опусти вещь в раствор с пятном и замочи на 12 часов. Смой холодной водой и постирай вещь в машинке.
Чтобы приготовить состав, смешай 5 столовых ложек уксусной кислоты с 5 литрами тёплой воды. Опусти вещь в раствор с пятном и замочи на 12 часов. Смой холодной водой и постирай вещь в машинке.

 Оставь смесь на 15-20 минут для воздействия, затем насыпь на загрязнение соду и оставь ещё на 5 минут. Постирай вещь как обычно.
Оставь смесь на 15-20 минут для воздействия, затем насыпь на загрязнение соду и оставь ещё на 5 минут. Постирай вещь как обычно.

 Они могут разъедать, окрашивать или тускнеть, но не ржавеют.
Они могут разъедать, окрашивать или тускнеть, но не ржавеют.

 Соль и лимонный сок/уксус
Соль и лимонный сок/уксус




 Воздух перед подачей в тракт плазмореза, нужно очистить от пыли, масла, а также осушить. Чтобы достичь оптимального результата, воздух должен соответствовать требованиям ISO 8573-1: 2010 Class 1.2.2.
Воздух перед подачей в тракт плазмореза, нужно очистить от пыли, масла, а также осушить. Чтобы достичь оптимального результата, воздух должен соответствовать требованиям ISO 8573-1: 2010 Class 1.2.2. Резку необходимо проводить со скоростью, которая не позволит потоку искр попадать на сопло и изолирующую втулку плазмотрона. Слишком медленная скорость влечет возникновение грата с обратной стороны детали, широкой зоны резки и перегрева детали, а высокая скорость не позволит прорезать металл насквозь. Скорость резки всегда подбирается эмпирически для каждого случая отдельно.
Резку необходимо проводить со скоростью, которая не позволит потоку искр попадать на сопло и изолирующую втулку плазмотрона. Слишком медленная скорость влечет возникновение грата с обратной стороны детали, широкой зоны резки и перегрева детали, а высокая скорость не позволит прорезать металл насквозь. Скорость резки всегда подбирается эмпирически для каждого случая отдельно.
 Плазморез. Ресанта, ИПР40 .
Плазморез. Ресанта, ИПР40 .



 Плазменный резак или по-другому плазмотрон, а также называемый плазменной горелкой предназначается для образования плазмы при резке металла. Они используются как для ручной, так и механизированной плазменной резки.
Плазменный резак или по-другому плазмотрон, а также называемый плазменной горелкой предназначается для образования плазмы при резке металла. Они используются как для ручной, так и механизированной плазменной резки. Также активно используются плазмотроны с водяной завесой и газожидкостной системой охлаждения. Они также укомплектованы системой водяных каналов, которые создают завесу вокруг дуги.
Также активно используются плазмотроны с водяной завесой и газожидкостной системой охлаждения. Они также укомплектованы системой водяных каналов, которые создают завесу вокруг дуги. При подборе необходимого тока и скорости резки лучше всего выполнить несколько разрезов при более высоком токе. Затем, при необходимости, в зависимости от скорости резки, можно уменьшать ток.
При подборе необходимого тока и скорости резки лучше всего выполнить несколько разрезов при более высоком токе. Затем, при необходимости, в зависимости от скорости резки, можно уменьшать ток. Если на обратной стороне металлического листа не видно искр, это значит, что металл не прорезан насквозь.
Если на обратной стороне металлического листа не видно искр, это значит, что металл не прорезан насквозь. Преимущества плазменной резки: В отличии от газовой резки, плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется и не закаливается.
Преимущества плазменной резки: В отличии от газовой резки, плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется и не закаливается. Отправьте мне курьера Пожалуйста, заполните это поле. Перезвоните мне Пожалуйста, заполните это поле. Заказать двигатель Пожалуйста, заполните это поле. Купить в один клик Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле. Нашли предложение лучше? Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле.
Отправьте мне курьера Пожалуйста, заполните это поле. Перезвоните мне Пожалуйста, заполните это поле. Заказать двигатель Пожалуйста, заполните это поле. Купить в один клик Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле. Нашли предложение лучше? Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле.
 В зависимости от тока реза, образуется плазма с разной температурой и, соответственно, от этого зависит маскимальная толщина реза. То есть, по сути, основополагающей характеристикой плазмореза является конечная велечина толщины реза. Толщина также зависит от разрезаемого материала.
В зависимости от тока реза, образуется плазма с разной температурой и, соответственно, от этого зависит маскимальная толщина реза. То есть, по сути, основополагающей характеристикой плазмореза является конечная велечина толщины реза. Толщина также зависит от разрезаемого материала. Как подключить все элементы аппарата воздушно-плазменной резки, подробно описано в инструкции к аппарату, поэтому сразу перейдем к дальнейшим нюансам:. Первое время подбирать скорость ведения резака будет сложно, необходим опыт. Поэтому поначалу можно ориентироваться на такое правило: вести плазмотрон необходимо так, чтобы с обратной стороны заготовки были видны искры. Если искр не видно, значит, заготовка не разрезана насквозь. Обратите также внимание, что слишком медленное ведение резака негативно сказывается на качестве реза, на нем появляются окалина и наплывы, а также может нестабильно гореть дуга и даже гаснуть.
Как подключить все элементы аппарата воздушно-плазменной резки, подробно описано в инструкции к аппарату, поэтому сразу перейдем к дальнейшим нюансам:. Первое время подбирать скорость ведения резака будет сложно, необходим опыт. Поэтому поначалу можно ориентироваться на такое правило: вести плазмотрон необходимо так, чтобы с обратной стороны заготовки были видны искры. Если искр не видно, значит, заготовка не разрезана насквозь. Обратите также внимание, что слишком медленное ведение резака негативно сказывается на качестве реза, на нем появляются окалина и наплывы, а также может нестабильно гореть дуга и даже гаснуть. Но если требования к скорости и объему проводимых процессов достаточно жесткие, то без плазмореза не обойтись. Поэтому его используют в машиностроительной промышленности, в изготовлении больших металлических конструкций, при резке труб и прочего. На вопрос, как выбрать плазморез, необходимо ответить так, все будет зависеть от того, в какой области вы его собираетесь использовать.
Но если требования к скорости и объему проводимых процессов достаточно жесткие, то без плазмореза не обойтись. Поэтому его используют в машиностроительной промышленности, в изготовлении больших металлических конструкций, при резке труб и прочего. На вопрос, как выбрать плазморез, необходимо ответить так, все будет зависеть от того, в какой области вы его собираетесь использовать.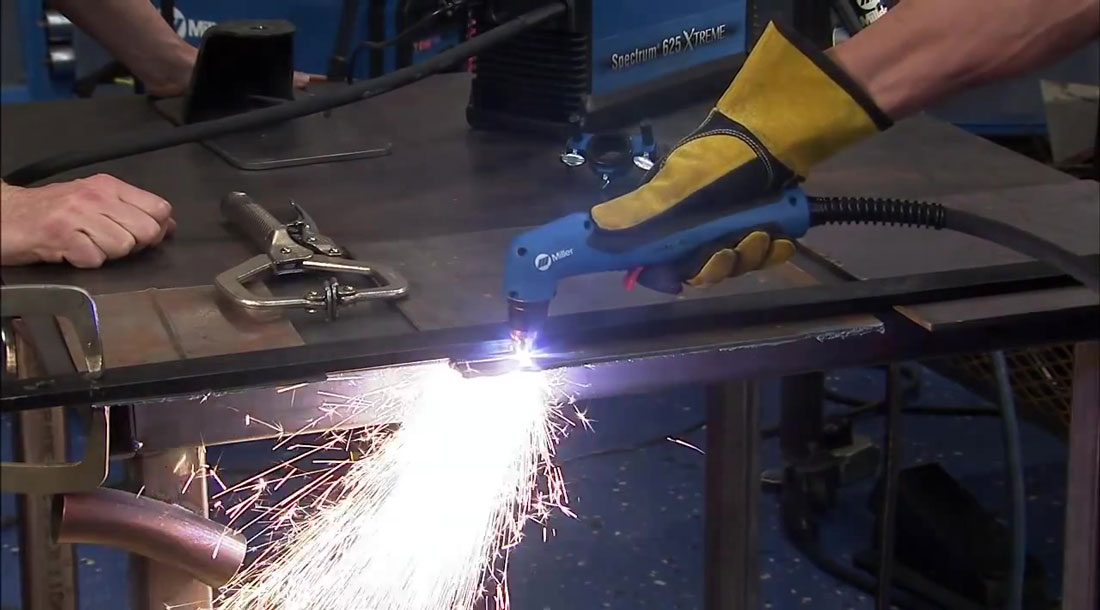 Он становится ионизированным и начинает проводить электроток, плавящий металлы и выдувающий его со среза. Широко применяется плазменная резка в машиностроении, также она популярна в хозяйственной и рекламной отраслях и коммунальной сфере. Принцип действия данного сварочного оборудования основывается на изменении воздушных свойств в результате моментального разогревания воздуха до очень высокой температуры. Плазморез, в отличие от ручной болгарки, функционирует быстрее и гораздо качественней. Места разреза выходят ровными и аккуратными, без окалины и заусениц.
Он становится ионизированным и начинает проводить электроток, плавящий металлы и выдувающий его со среза. Широко применяется плазменная резка в машиностроении, также она популярна в хозяйственной и рекламной отраслях и коммунальной сфере. Принцип действия данного сварочного оборудования основывается на изменении воздушных свойств в результате моментального разогревания воздуха до очень высокой температуры. Плазморез, в отличие от ручной болгарки, функционирует быстрее и гораздо качественней. Места разреза выходят ровными и аккуратными, без окалины и заусениц. Да и сам рез будет заметно точнее. Существует несколько видов плазменных резаков — от промышленных, которые могут резать большие и толстые металлические заготовки, до ручных бытовых аппаратов. Нюансы в них немного различаются, но в целом принцип работы у них общий.
Да и сам рез будет заметно точнее. Существует несколько видов плазменных резаков — от промышленных, которые могут резать большие и толстые металлические заготовки, до ручных бытовых аппаратов. Нюансы в них немного различаются, но в целом принцип работы у них общий. Как правило, все, что вам нужно, это:
Как правило, все, что вам нужно, это:
 Кроме того, некоторые системы, такие как Powermax45 ® XP, также может маркировать металл.
Кроме того, некоторые системы, такие как Powermax45 ® XP, также может маркировать металл. Как правило, чтобы получить наилучшее качество резки и срок службы расходных материалов, необходимо использовать более низкую силу тока для более тонкого металла и более высокую силу тока для более толстого металла.
Как правило, чтобы получить наилучшее качество резки и срок службы расходных материалов, необходимо использовать более низкую силу тока для более тонкого металла и более высокую силу тока для более толстого металла. Вы также можете использовать круглую направляющую для вырезания отверстий.
Вы также можете использовать круглую направляющую для вырезания отверстий.

 Если вы держите резак дальше от заготовки, так что дуга становится длиннее, вы получите более узкую канавку.
Если вы держите резак дальше от заготовки, так что дуга становится длиннее, вы получите более узкую канавку.

 Обычно учитываются три критерия: номинальная огранка, качество и резка. Номинальная резка — это толщина мягкого металла, которую оператор может резать вручную со скоростью 10 дюймов в минуту (IPM). Качественный рез оценивается на меньшей скорости, но на более толстом металле. Резка — это максимальная толщина, с которой может справиться плазменный резак. Скорость движения ниже, и может потребоваться очистка разреза.
Обычно учитываются три критерия: номинальная огранка, качество и резка. Номинальная резка — это толщина мягкого металла, которую оператор может резать вручную со скоростью 10 дюймов в минуту (IPM). Качественный рез оценивается на меньшей скорости, но на более толстом металле. Резка — это максимальная толщина, с которой может справиться плазменный резак. Скорость движения ниже, и может потребоваться очистка разреза.
 стали AISI 316
стали AISI 316 нитрил, BSP
нитрил, BSP 30₽
30₽ Максимальное рабочее давление зависит от диаметра присоединения клапана и может достигать 6, 8, или 10 бар. Оснащён фильтрующей сеткой.
Максимальное рабочее давление зависит от диаметра присоединения клапана и может достигать 6, 8, или 10 бар. Оснащён фильтрующей сеткой.
 Доступные варианты закрытия с рычагом и грузом, воздушной подушкой и рычагом и пружиной позволяют эффективно использовать клапан в широком диапазоне применений в насосных системах.
Доступные варианты закрытия с рычагом и грузом, воздушной подушкой и рычагом и пружиной позволяют эффективно использовать клапан в широком диапазоне применений в насосных системах. Сравните
Сравните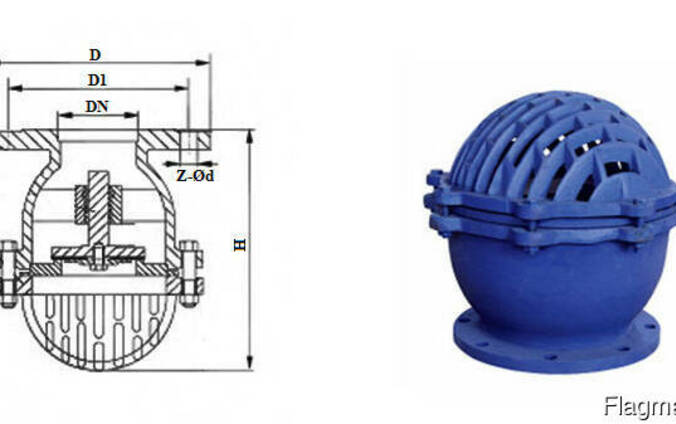 Сравните
Сравните Сравнить
Сравнить
 У каждого сварщика, даже начинающего, есть свои требования к сварочному агрегату. При выборе аппарата для сварочных работ нужно обратить внимание на следующие параметры:
У каждого сварщика, даже начинающего, есть свои требования к сварочному агрегату. При выборе аппарата для сварочных работ нужно обратить внимание на следующие параметры: Для дома лучше всего подойдет аппарат для MMA-сварки. Такой выбор обоснован тем, что аппараты для MMA-сварки потребляют в разы меньше электроэнергии, а качество сварного шва остается на должном уровне.
Для дома лучше всего подойдет аппарат для MMA-сварки. Такой выбор обоснован тем, что аппараты для MMA-сварки потребляют в разы меньше электроэнергии, а качество сварного шва остается на должном уровне. Чтобы не ошибиться с выбором, следует заранее узнать параметры сети, которая приходит на ваш участок. Бытовые инверторы с мощностью от 3 до 5 кВт отлично подойдут для этих целей.
Чтобы не ошибиться с выбором, следует заранее узнать параметры сети, которая приходит на ваш участок. Бытовые инверторы с мощностью от 3 до 5 кВт отлично подойдут для этих целей.
 Родоначальником всех аппаратов для сварки следует считать сварочный трансформатор. Первичную обмотку рассчитывали на напряжение сети и требуемое количество фаз. Вторичную обмотку рассчитывали на выходное напряжение около 48 Вольт. Это напряжение считалось безопасным и позволяло касаться электрода руками. На трансформаторах такого типа удавалось получать сварочные токи величиной до 500 ампер.
Родоначальником всех аппаратов для сварки следует считать сварочный трансформатор. Первичную обмотку рассчитывали на напряжение сети и требуемое количество фаз. Вторичную обмотку рассчитывали на выходное напряжение около 48 Вольт. Это напряжение считалось безопасным и позволяло касаться электрода руками. На трансформаторах такого типа удавалось получать сварочные токи величиной до 500 ампер.
 Дуга стала стабильнее, даже без дополнительного дросселя. Появилась возможность сваривания металлов не только переменным, но и постоянным током. Однако весогабаритные показатели не улучшились, что отодвинуло на второй план эти устройства.
Дуга стала стабильнее, даже без дополнительного дросселя. Появилась возможность сваривания металлов не только переменным, но и постоянным током. Однако весогабаритные показатели не улучшились, что отодвинуло на второй план эти устройства.

 От этого будет зависеть, на каком сварочном устройстве необходимо остановить выбор. Большим спросом пользуются ММА инверторы для ручной дуговой сварки, позволяющие варить большинство видов нержавеющих сталей, черных и цветных металлов. На основе инвертора созданы модели аргонно-дуговой сварки. Реже интересуются моделями для точечной и полуавтоматической сварки.
От этого будет зависеть, на каком сварочном устройстве необходимо остановить выбор. Большим спросом пользуются ММА инверторы для ручной дуговой сварки, позволяющие варить большинство видов нержавеющих сталей, черных и цветных металлов. На основе инвертора созданы модели аргонно-дуговой сварки. Реже интересуются моделями для точечной и полуавтоматической сварки.

 Можно было бы и более, но условия безопасности этого не позволяют. Обойти этот запрет помогает очень полезная функция VRD. В таком случае, до момента касания металла электродом напряжение на нем, как правило, не превышает 20 вольт. И лишь в момент касания стремительно вырастает до значений, необходимых для надежного зажигания дуги.
Можно было бы и более, но условия безопасности этого не позволяют. Обойти этот запрет помогает очень полезная функция VRD. В таком случае, до момента касания металла электродом напряжение на нем, как правило, не превышает 20 вольт. И лишь в момент касания стремительно вырастает до значений, необходимых для надежного зажигания дуги.
 Вы узнали, какие характеристики важны для использования этих аппаратов. Зная объёмы и характер работ, которые Вы будете выполнять с помощью данного аппарата, можно выбрать домашний аппарат для сварки, наиболее полно отвечающий Вашим потребностям.
Вы узнали, какие характеристики важны для использования этих аппаратов. Зная объёмы и характер работ, которые Вы будете выполнять с помощью данного аппарата, можно выбрать домашний аппарат для сварки, наиболее полно отвечающий Вашим потребностям.
 Они относительно небольшие, легкие и могут использоваться практически в любом месте, где есть стандартная розетка на 230 В переменного тока. Если вам интересно, какой инверторный сварочный аппарат вам нужен, читайте дальше, чтобы узнать.
Они относительно небольшие, легкие и могут использоваться практически в любом месте, где есть стандартная розетка на 230 В переменного тока. Если вам интересно, какой инверторный сварочный аппарат вам нужен, читайте дальше, чтобы узнать.  Таким образом, вы можете видеть, что инвертор играет важную роль в преобразовании тока. Есть у него и еще одна, крайне важная функция.
Таким образом, вы можете видеть, что инвертор играет важную роль в преобразовании тока. Есть у него и еще одна, крайне важная функция. Программируя микроконтроллер, также известный как драйвер, вместо того, чтобы вносить изменения в течение многих последовательных циклов, вы можете делать это мгновенно. Таким образом, сварочные аппараты с инвертором могут быть оснащены различными функциями, облегчающими их использование.
Программируя микроконтроллер, также известный как драйвер, вместо того, чтобы вносить изменения в течение многих последовательных циклов, вы можете делать это мгновенно. Таким образом, сварочные аппараты с инвертором могут быть оснащены различными функциями, облегчающими их использование. expondo.co.uk» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
expondo.co.uk» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Мы бы порекомендовали выбирать только те, у которых более 250 А, для профессионального использования.
Мы бы порекомендовали выбирать только те, у которых более 250 А, для профессионального использования. Сварочные аппараты ММА идеально подходят для работы на открытых пространствах и в труднодоступных местах.
Сварочные аппараты ММА идеально подходят для работы на открытых пространствах и в труднодоступных местах. Так в чем же разница? Давайте посмотрим поближе.
Так в чем же разница? Давайте посмотрим поближе.
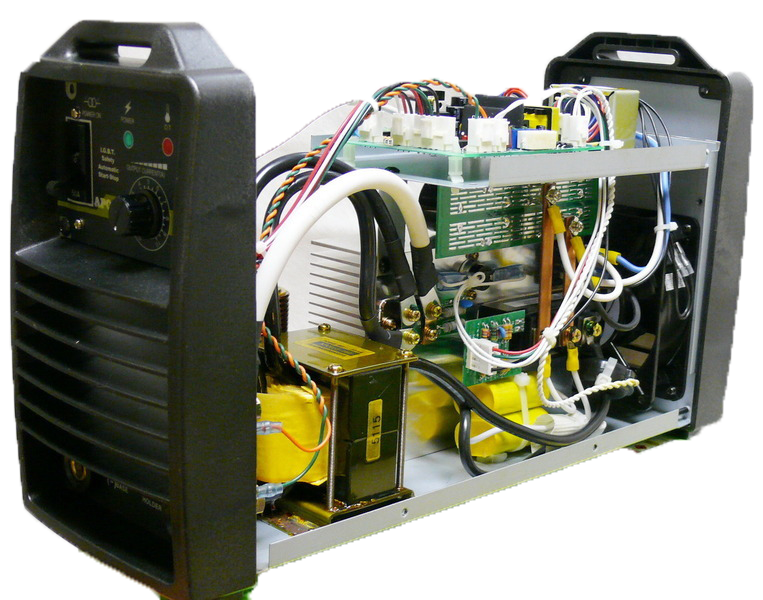 Еще один аспект, на который стоит обратить внимание, — рабочий цикл. Этот параметр определяет, как долго вы можете непрерывно сваривать в течение десяти минут. Например – 180А в цикле 60% означает, что вы можете сваривать током 180А в течение 6 минут, при этом 4 минуты должны уходить на охлаждение аппарата.
Еще один аспект, на который стоит обратить внимание, — рабочий цикл. Этот параметр определяет, как долго вы можете непрерывно сваривать в течение десяти минут. Например – 180А в цикле 60% означает, что вы можете сваривать током 180А в течение 6 минут, при этом 4 минуты должны уходить на охлаждение аппарата.
 Следующие рекомендации помогут вам принять решение и разобраться в технологиях и областях применения сварки.
Следующие рекомендации помогут вам принять решение и разобраться в технологиях и областях применения сварки.
 Дополнительным преимуществом является то, что для этого не требуется защитный газ, что может сократить ваши первоначальные инвестиции. Ищите аппарат SMAW с функцией горячего пуска, которая производит большую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.
Дополнительным преимуществом является то, что для этого не требуется защитный газ, что может сократить ваши первоначальные инвестиции. Ищите аппарат SMAW с функцией горячего пуска, которая производит большую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.



.jpg)

 оценка различных машин. Проблема № 1 с плазменными станками — грязный или маслянистый воздух, поэтому обязательно фильтруйте и осушайте воздух и никогда не используйте компрессор с масляной ванной. Лучшим вариантом будет поиск сухого сверхтихого компрессора со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком бережно, так как внутри есть движущиеся части, которые легко заклинить или повредить. Замена поврежденной или неработающей головки плазменного резака является обычным явлением, и большинство производителей не дают гарантии на резак или головку.
оценка различных машин. Проблема № 1 с плазменными станками — грязный или маслянистый воздух, поэтому обязательно фильтруйте и осушайте воздух и никогда не используйте компрессор с масляной ванной. Лучшим вариантом будет поиск сухого сверхтихого компрессора со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком бережно, так как внутри есть движущиеся части, которые легко заклинить или повредить. Замена поврежденной или неработающей головки плазменного резака является обычным явлением, и большинство производителей не дают гарантии на резак или головку.


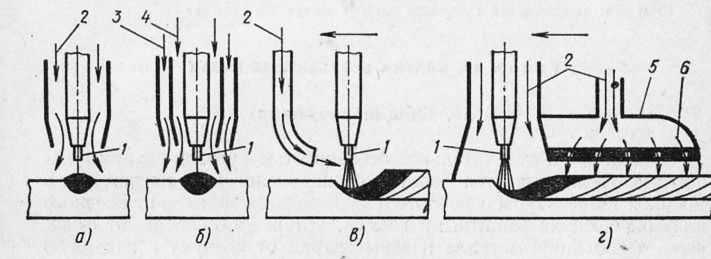 Возможна оплата с НДС и без НДС.
Возможна оплата с НДС и без НДС. Москва, шоссе Щёлковское, д. 26 к. 2 пом. III ком. 3-5 этаж 1 зарегистрирована 20.09.2016. Организации присвоены ИНН 9721015031, ОГРН 1167746881400, КПП 771901001. Основным видом деятельности является ремонт металлоизделий, всего зарегистрировано 19 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют.
Москва, шоссе Щёлковское, д. 26 к. 2 пом. III ком. 3-5 этаж 1 зарегистрирована 20.09.2016. Организации присвоены ИНН 9721015031, ОГРН 1167746881400, КПП 771901001. Основным видом деятельности является ремонт металлоизделий, всего зарегистрировано 19 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют.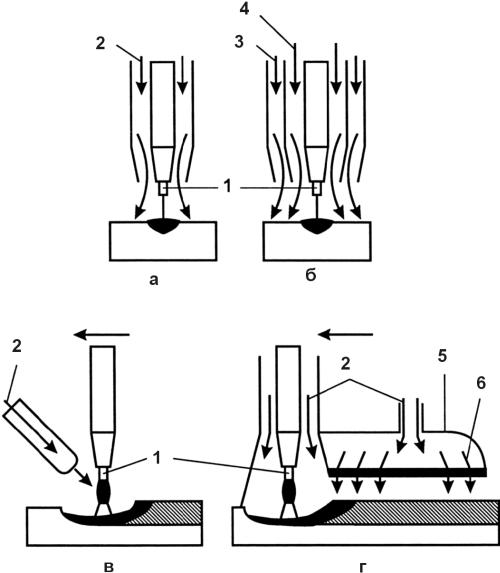
 0004
0004 И наоборот, процессы с более высокой подводимой теплотой будут иметь меньшую скорость охлаждения, что приведет к увеличению ЗТВ.
И наоборот, процессы с более высокой подводимой теплотой будут иметь меньшую скорость охлаждения, что приведет к увеличению ЗТВ. Сразу бросается в глаза разница в размерах ЗТВ. Процесс SMAW с погонной энергией 1,4 кДж/мм имеет ЗТВ шириной 2 мм, в то время как процесс ЭШС с очень высокой погонной энергией при погонной энергии 88 кДж/мм имеет ЗТВ шириной 17,80 мм
Сразу бросается в глаза разница в размерах ЗТВ. Процесс SMAW с погонной энергией 1,4 кДж/мм имеет ЗТВ шириной 2 мм, в то время как процесс ЭШС с очень высокой погонной энергией при погонной энергии 88 кДж/мм имеет ЗТВ шириной 17,80 мм 1
1 На рис. 2 показан макроразрез участка многопроходного сварного шва SMAW диаметром 75 мм при увеличении менее 5 раз. Видна более темная зона термического влияния травления, расположенная между металлом шва и основным (основным) металлом. Подводимая теплота контролировалась на уровне не более 1,5 кДж/мм, а материал из-за его толщины также был предварительно нагрет до 150°С. Ширина полученной ЗТВ составляет 2,00 мм.
На рис. 2 показан макроразрез участка многопроходного сварного шва SMAW диаметром 75 мм при увеличении менее 5 раз. Видна более темная зона термического влияния травления, расположенная между металлом шва и основным (основным) металлом. Подводимая теплота контролировалась на уровне не более 1,5 кДж/мм, а материал из-за его толщины также был предварительно нагрет до 150°С. Ширина полученной ЗТВ составляет 2,00 мм.
 co.uk
co.uk С другой стороны, материалы с более низким коэффициентом сохраняют тепло, а это означает, что ЗТВ шире. Вообще говоря, расширение ЗТВ зависит от количества применяемого тепла, продолжительности воздействия тепла и свойств самого материала. Когда материал подвергается воздействию большего количества энергии в течение более длительных периодов времени, ЗТВ увеличивается.
С другой стороны, материалы с более низким коэффициентом сохраняют тепло, а это означает, что ЗТВ шире. Вообще говоря, расширение ЗТВ зависит от количества применяемого тепла, продолжительности воздействия тепла и свойств самого материала. Когда материал подвергается воздействию большего количества энергии в течение более длительных периодов времени, ЗТВ увеличивается. Ширина ЗТВ от кромки реза определяется процессом резки, скоростью резки, свойствами и толщиной материала.
Ширина ЗТВ от кромки реза определяется процессом резки, скоростью резки, свойствами и толщиной материала.
 «Цвета закалки» представляют гораздо более низкие температуры, чем те, которые образуют зону термического влияния, и простираются на некоторое расстояние за пределы фактической зоны термического влияния. Эти различные цвета, также известные как оттенок тепла, дают приблизительное представление о температуре, достигнутой металлом. В случае нержавеющей стали типа 1.4301 (AISI 304), нагретой на открытом воздухе, цвета полос и соответствующие температуры будут следующими:
«Цвета закалки» представляют гораздо более низкие температуры, чем те, которые образуют зону термического влияния, и простираются на некоторое расстояние за пределы фактической зоны термического влияния. Эти различные цвета, также известные как оттенок тепла, дают приблизительное представление о температуре, достигнутой металлом. В случае нержавеющей стали типа 1.4301 (AISI 304), нагретой на открытом воздухе, цвета полос и соответствующие температуры будут следующими: Использование защитного газа и покрытий электродов также может уменьшить оттенок нагрева, поскольку они частично защищают металл от окисления. И наоборот, более шероховатые поверхности окисляются быстрее, что приводит к более темным цветам. Кроме того, краска, масло, ржавчина и даже отпечатки пальцев могут изменить оттенок нагрева, хотя они не влияют на степень самой ЗТВ.
Использование защитного газа и покрытий электродов также может уменьшить оттенок нагрева, поскольку они частично защищают металл от окисления. И наоборот, более шероховатые поверхности окисляются быстрее, что приводит к более темным цветам. Кроме того, краска, масло, ржавчина и даже отпечатки пальцев могут изменить оттенок нагрева, хотя они не влияют на степень самой ЗТВ. Тепло, выделяющееся в зоне сварного шва, вызывает осаждение карбидов хрома вокруг границ зерен в ЗТВ, в результате чего локальное содержание хрома падает ниже 10,5%, после чего сталь теряет способность образовывать пассивную пленку и больше не является нержавеющей. . Это приводит к межкристаллитной коррозии, также известной как сенсибилизация или распад сварного шва.
Тепло, выделяющееся в зоне сварного шва, вызывает осаждение карбидов хрома вокруг границ зерен в ЗТВ, в результате чего локальное содержание хрома падает ниже 10,5%, после чего сталь теряет способность образовывать пассивную пленку и больше не является нержавеющей. . Это приводит к межкристаллитной коррозии, также известной как сенсибилизация или распад сварного шва. Это может быть проблемой для проектирования и использования компонентов.
Это может быть проблемой для проектирования и использования компонентов.

 Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели: 12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+).
12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование:
Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование: Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
 6-2.4
6-2.4 4-3.2
4-3.2 Рекомендации для работы:
Рекомендации для работы: Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник: Аналогично
Аналогично Аналогично
Аналогично Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала: Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
 Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
 Данная технология пользуется большим спросом во многих производственных сферах. Это касается:
Данная технология пользуется большим спросом во многих производственных сферах. Это касается:



 В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
 Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
 С тех пор он использовал процесс дуговой сварки вольфрамовым электродом (GTAW/AKA TIG) для создания впечатляющей коллекции. орлов, драконов, динозавров и многого другого. Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как деформация, охрупчивание и ржавчина. На самом деле, всего пять ампер могут отличить идеальный сварной шов от вороненой или прогоревшей детали. К счастью для нас, есть ряд проверенных и верных советов, которые все мы можем использовать для контроля тепловложения и овладения искусством сварки TIG на нержавеющей стали.
С тех пор он использовал процесс дуговой сварки вольфрамовым электродом (GTAW/AKA TIG) для создания впечатляющей коллекции. орлов, драконов, динозавров и многого другого. Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как деформация, охрупчивание и ржавчина. На самом деле, всего пять ампер могут отличить идеальный сварной шов от вороненой или прогоревшей детали. К счастью для нас, есть ряд проверенных и верных советов, которые все мы можем использовать для контроля тепловложения и овладения искусством сварки TIG на нержавеющей стали. Поэтому диаметр присадочного металла должен быть тоньше основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимы и иметь одинаковые механические свойства.
Поэтому диаметр присадочного металла должен быть тоньше основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимы и иметь одинаковые механические свойства. Однако при сварке на лестницах или в неудобных положениях управление кончиками пальцев может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварочный аппарат относительно точен, вам нужно будет только немного отрегулировать управление кончиком пальца или ногой, чтобы управлять подачей тепла. Начните с низкой силы тока и дайте луже сформировать . Затем оттяните два-три ампера и добавьте наполнитель.
Однако при сварке на лестницах или в неудобных положениях управление кончиками пальцев может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварочный аппарат относительно точен, вам нужно будет только немного отрегулировать управление кончиком пальца или ногой, чтобы управлять подачей тепла. Начните с низкой силы тока и дайте луже сформировать . Затем оттяните два-три ампера и добавьте наполнитель. Постпоток также охлаждает ванну и электрод. Не перемещайте горелку слишком быстро. Это может сдуть газ с электрода, сделать его черным и затруднить запуск в следующий раз.
Постпоток также охлаждает ванну и электрод. Не перемещайте горелку слишком быстро. Это может сдуть газ с электрода, сделать его черным и затруднить запуск в следующий раз.
 Лужа немного более заметна и управляема, плюс этот материал обеспечивает приятную обратную связь по цветокоррекции, чтобы вы знали, хорошо ли вы поработали.
Лужа немного более заметна и управляема, плюс этот материал обеспечивает приятную обратную связь по цветокоррекции, чтобы вы знали, хорошо ли вы поработали.

 Это легче сказать, чем сделать, и мы объясним необходимые стратегии в оставшейся части статьи, но давайте сначала быстро коснемся типов нержавеющей стали.
Это легче сказать, чем сделать, и мы объясним необходимые стратегии в оставшейся части статьи, но давайте сначала быстро коснемся типов нержавеющей стали. , так далее.).
, так далее.).
 Красный торированный вольфрам — очень популярный выбор, но он радиоактивен. Если вы предпочитаете большую безопасность, обратите внимание на синие вольфрамовые электроды с лантановым покрытием.
Красный торированный вольфрам — очень популярный выбор, но он радиоактивен. Если вы предпочитаете большую безопасность, обратите внимание на синие вольфрамовые электроды с лантановым покрытием. Если он толще, вам потребуется больше тепла, чтобы расплавить проволоку, чем основной металл. В результате вы перегреете нержавеющую сталь до расплавления присадочного материала.
Если он толще, вам потребуется больше тепла, чтобы расплавить проволоку, чем основной металл. В результате вы перегреете нержавеющую сталь до расплавления присадочного материала. Поэтому, если вы возьмете что-то из этого руководства и примените его, убедитесь, что это именно оно.
Поэтому, если вы возьмете что-то из этого руководства и примените его, убедитесь, что это именно оно.
 В большинстве случаев сварка нержавеющих труб требует продувки. Но часто также необходимо очистить заднюю сторону соединения при сварке двух пластин из нержавеющей стали рядом друг с другом с конфигурацией сварки встык.
В большинстве случаев сварка нержавеющих труб требует продувки. Но часто также необходимо очистить заднюю сторону соединения при сварке двух пластин из нержавеющей стали рядом друг с другом с конфигурацией сварки встык. газ аргон. Это элементарный метод очистки своими руками. Существуют более совершенные системы продувки газа, которые не рассматриваются в этой статье.
газ аргон. Это элементарный метод очистки своими руками. Существуют более совершенные системы продувки газа, которые не рассматриваются в этой статье.
 Около одной секунды должно быть достаточно для большинства работ по сварке нержавеющей стали. Просто убедитесь, что чашка TIG находится прямо над соединением.
Около одной секунды должно быть достаточно для большинства работ по сварке нержавеющей стали. Просто убедитесь, что чашка TIG находится прямо над соединением. canadianmetalworking.com/canadianfabricatingandwelding/article/welding/cover-me-proper-shielding-gas-coverage-is-key-to-gtaw-success
canadianmetalworking.com/canadianfabricatingandwelding/article/welding/cover-me-proper-shielding-gas-coverage-is-key-to-gtaw-success 



 Это типичная установка. Но вам, возможно, придется отрегулировать углы в зависимости от типа соединения и доступности.
Это типичная установка. Но вам, возможно, придется отрегулировать углы в зависимости от типа соединения и доступности. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть 
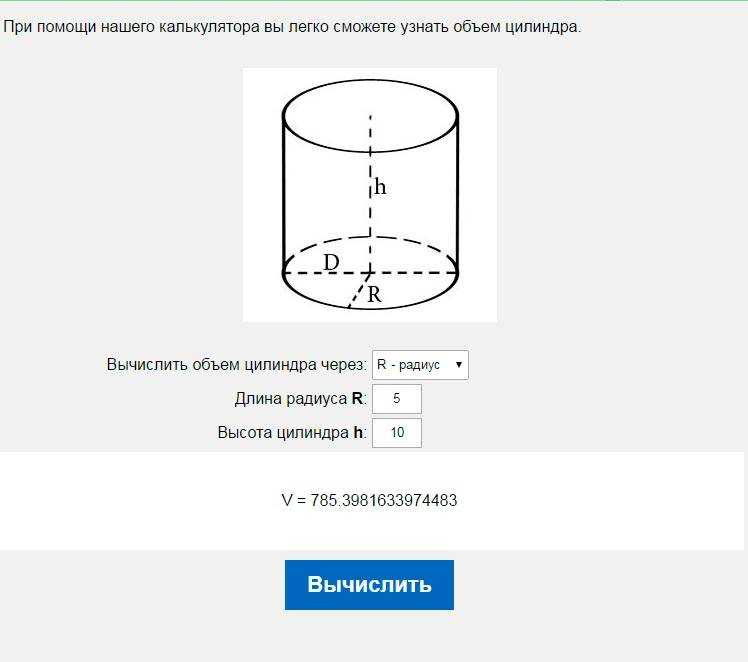 Чтобы получить результат в литрах необходимо полученное значение в м3 умножить на 1000.
Чтобы получить результат в литрах необходимо полученное значение в м3 умножить на 1000.

 п.).
п.).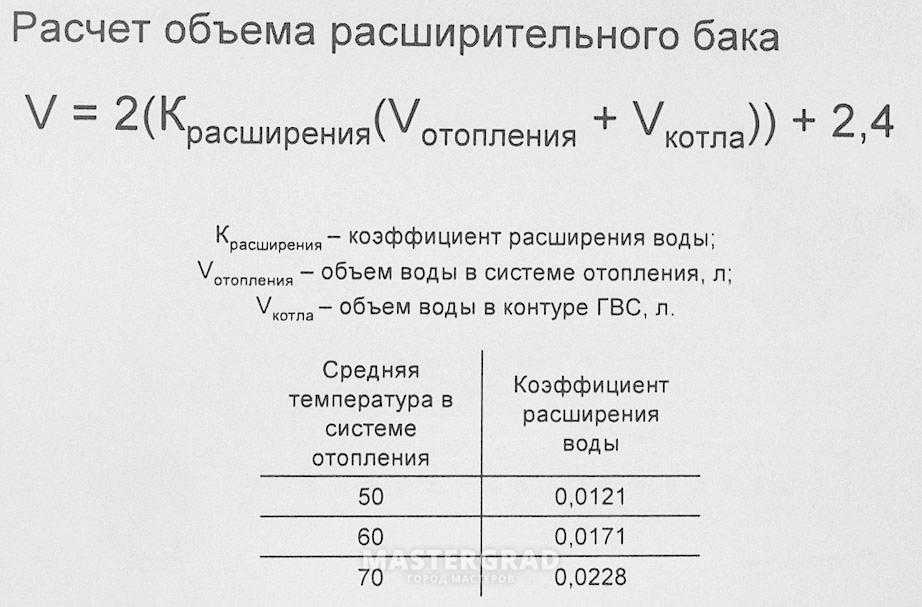

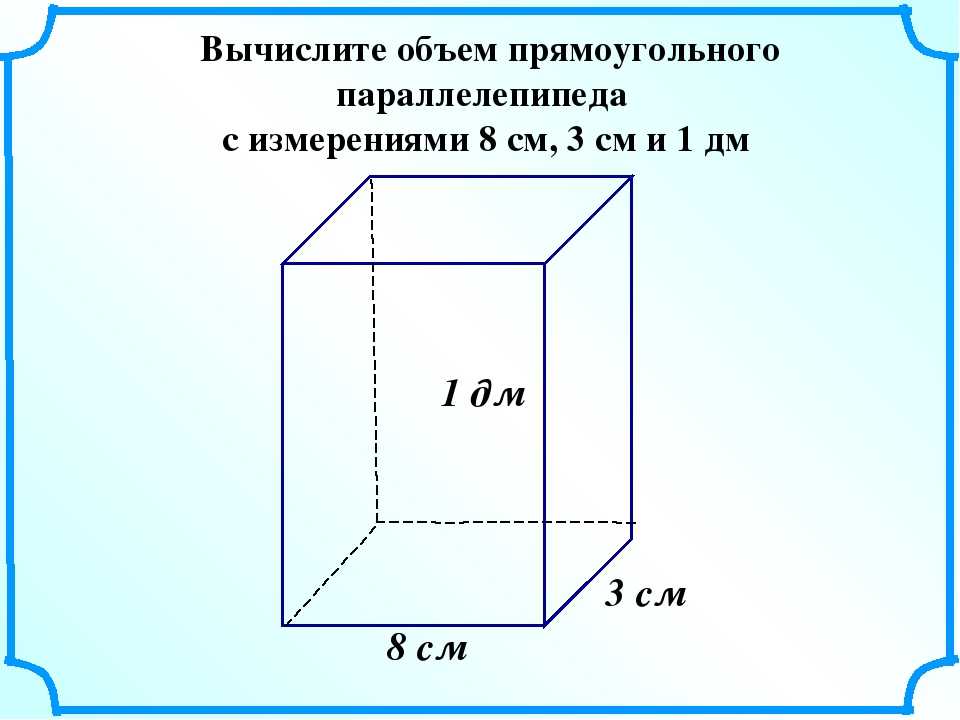 е. сколько вы могли бы вместить в предмет, если, например, вы наполнили его жидкостью.
е. сколько вы могли бы вместить в предмет, если, например, вы наполнили его жидкостью.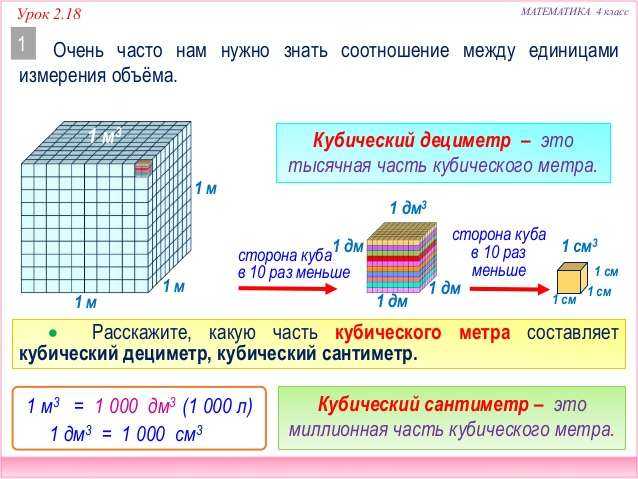
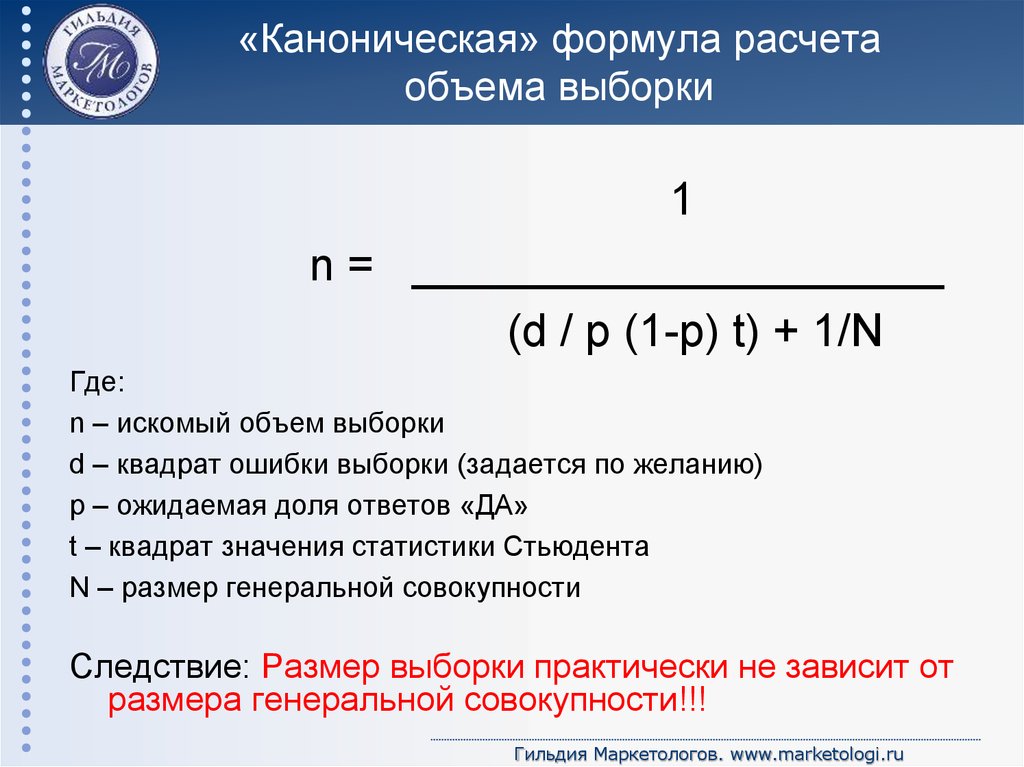

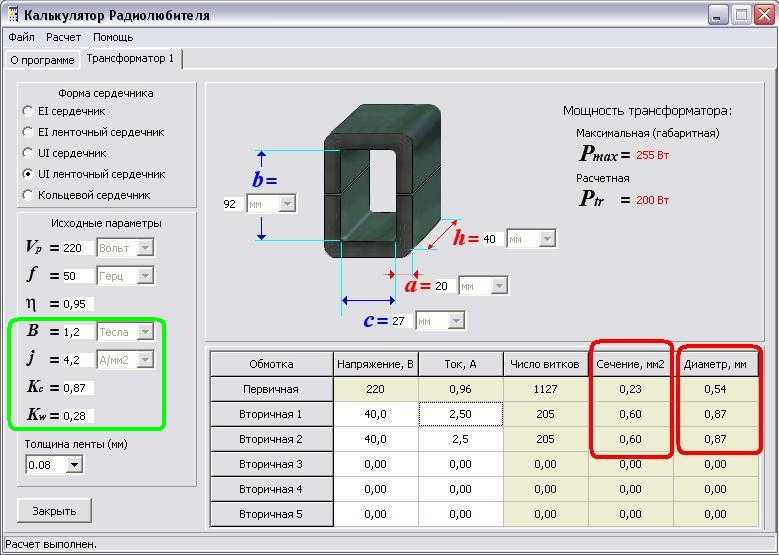

 Просто разделите тело на более мелкие части, пока не получите только многогранники, с которыми вам будет легко работать.
Просто разделите тело на более мелкие части, пока не получите только многогранники, с которыми вам будет легко работать.
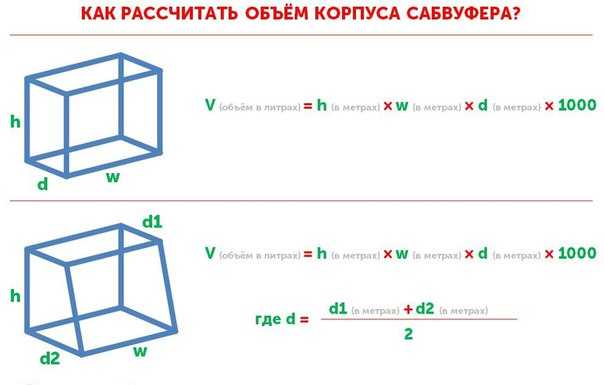 Для размера 5 радиус футбольного мяча должен быть равен 4,3-4,5 дюйма. Возьмем 4,4 в .
Для размера 5 радиус футбольного мяча должен быть равен 4,3-4,5 дюйма. Возьмем 4,4 в .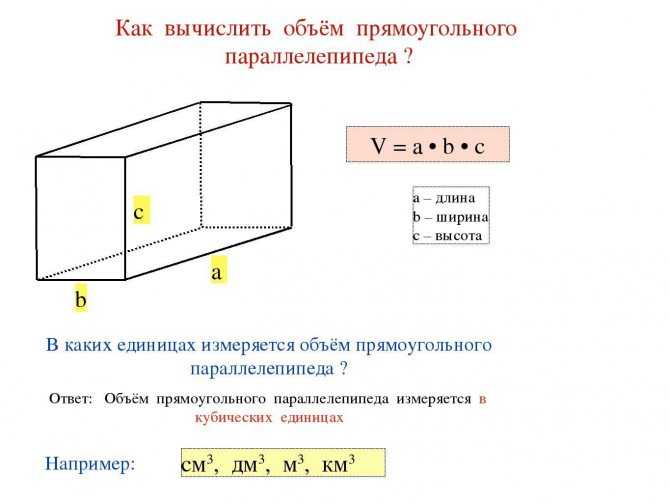
 Введите радиус 4.2 в .
Введите радиус 4.2 в .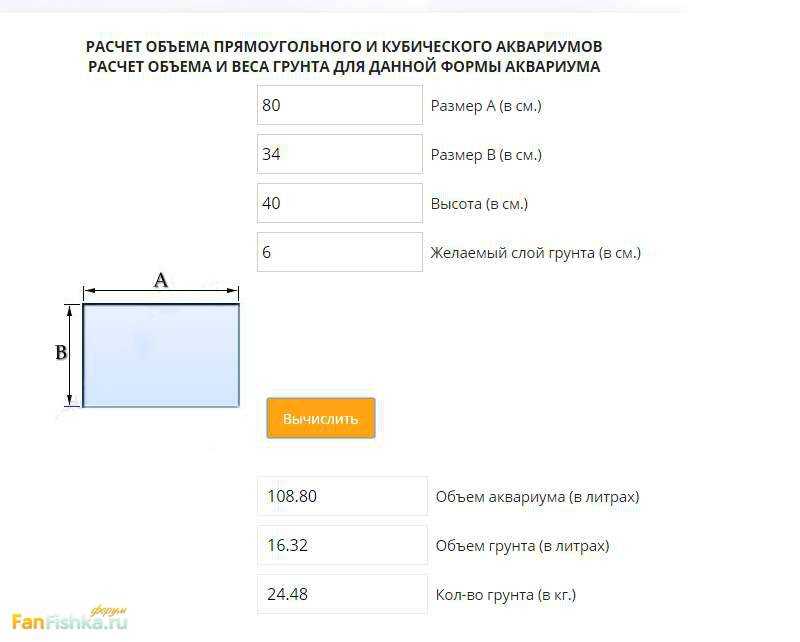 Таким образом, мы используем тот факт, что радиус равен половине диаметра.
Таким образом, мы используем тот факт, что радиус равен половине диаметра.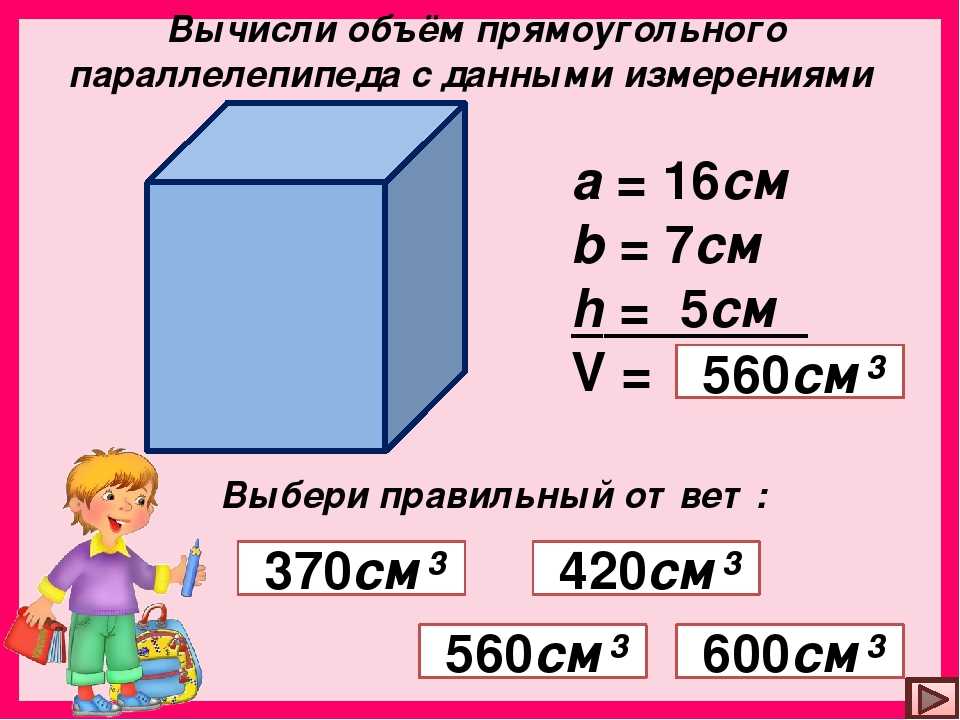
 Конечно, срок эксплуатации такого изделия будет более коротким, чем эксплуатация обыкновенного споттера, однако потраченные на покупку деньги с лихвой покроются сниженными затратами на ремонт авто.
Конечно, срок эксплуатации такого изделия будет более коротким, чем эксплуатация обыкновенного споттера, однако потраченные на покупку деньги с лихвой покроются сниженными затратами на ремонт авто. Второй болт от реле прикрепляет к нему провод, идущий к обратному молотку или пистолету. Плюсовой кабель не должен быть длиннее 2,5 м. Это позволит снизить падение напряжения в кабеле;
Второй болт от реле прикрепляет к нему провод, идущий к обратному молотку или пистолету. Плюсовой кабель не должен быть длиннее 2,5 м. Это позволит снизить падение напряжения в кабеле;

 Многие скептически настроены к такой технике, так как считают, что она не сможет обеспечить необходимое количество рабочего тока. Это происходит из-за меньшего размера сечения железа трансформатора. Если вам не подходит вариант с аккумулятором, можете попробовать изготовить технику из трансформатора освещения или от аппарата для сварки, произведя перемотку вторичной обмотки. Сила тока в таком устройстве должна достигать хотя бы 500 А.
Многие скептически настроены к такой технике, так как считают, что она не сможет обеспечить необходимое количество рабочего тока. Это происходит из-за меньшего размера сечения железа трансформатора. Если вам не подходит вариант с аккумулятором, можете попробовать изготовить технику из трансформатора освещения или от аппарата для сварки, произведя перемотку вторичной обмотки. Сила тока в таком устройстве должна достигать хотя бы 500 А.
 Самая ответственная часть конструкции. Сечение нагрузочного провода должно быть 50-100 квадратов. При работе через него будет протекать ток до 1000 ампер. Управляющий провод для реле может быть более тонким;
Самая ответственная часть конструкции. Сечение нагрузочного провода должно быть 50-100 квадратов. При работе через него будет протекать ток до 1000 ампер. Управляющий провод для реле может быть более тонким; Главное – обеспечить защиту от замыкания плюсового и минусового выводов АКБ. При выборе реле, отдается предпочтение конструкции с разборным корпусом. Во время работы контакты пригорают, и у вас должна быть возможность время от времени их чистить. Если шток реле не фиксируемый – необходимо предусмотреть ограничитель, предотвращающий выпадение подвижного элемента.
Главное – обеспечить защиту от замыкания плюсового и минусового выводов АКБ. При выборе реле, отдается предпочтение конструкции с разборным корпусом. Во время работы контакты пригорают, и у вас должна быть возможность время от времени их чистить. Если шток реле не фиксируемый – необходимо предусмотреть ограничитель, предотвращающий выпадение подвижного элемента.
 Поэтому, перед началом работ АКБ должна быть полностью заряжена.
Поэтому, перед началом работ АКБ должна быть полностью заряжена.
 Их можно спаять вместе, если соблюдать осторожность и не подвергать сильному нагреву в течение длительного периода времени. Однако гораздо более безопасным методом является использование точечной сварки для сварки батарей вместе. Для меня это был отличный повод заняться еще одним проектом! Кроме того, вы никогда не знаете, когда вам понадобится точечный сварщик.
Их можно спаять вместе, если соблюдать осторожность и не подвергать сильному нагреву в течение длительного периода времени. Однако гораздо более безопасным методом является использование точечной сварки для сварки батарей вместе. Для меня это был отличный повод заняться еще одним проектом! Кроме того, вы никогда не знаете, когда вам понадобится точечный сварщик. Основа для точечной сварки
Основа для точечной сварки Другой — сварочная ручка. И то, и другое было довольно легко сделать, и я дам вам краткий обзор здесь.
Другой — сварочная ручка. И то, и другое было довольно легко сделать, и я дам вам краткий обзор здесь. В качестве электродов я использовал два медных стержня диаметром 3 мм. Первой задачей было разработать метод удержания их на месте во время сварки. Второй заключался в том, чтобы прикрепить их к первичному проводу 8 калибра. Сначала я пытался паять, но это превратилось в огромный беспорядок. В итоге я использовал медные обжимные соединители. Они скользили прямо по проволоке и медному стержню и прочно удерживали все вместе при обжатии.
В качестве электродов я использовал два медных стержня диаметром 3 мм. Первой задачей было разработать метод удержания их на месте во время сварки. Второй заключался в том, чтобы прикрепить их к первичному проводу 8 калибра. Сначала я пытался паять, но это превратилось в огромный беспорядок. В итоге я использовал медные обжимные соединители. Они скользили прямо по проволоке и медному стержню и прочно удерживали все вместе при обжатии. Пришлось немного подрезать, чтобы медные стержни легли в канавку, а также хватило места для провода. Как только я это сделал, я использовал маленькие винты, чтобы закрепить две деревянные части на месте. В качестве последнего шага я оборачиваю ручку прочной термоусадочной пленкой.
Пришлось немного подрезать, чтобы медные стержни легли в канавку, а также хватило места для провода. Как только я это сделал, я использовал маленькие винты, чтобы закрепить две деревянные части на месте. В качестве последнего шага я оборачиваю ручку прочной термоусадочной пленкой. В термоусадочной пленке также был клей внутри, поэтому, когда вы ее сжимали, она также расплавляла клей и помещала защитный слой внутрь термоусадочной пленки.
В термоусадочной пленке также был клей внутри, поэтому, когда вы ее сжимали, она также расплавляла клей и помещала защитный слой внутрь термоусадочной пленки.

 Это выглядело немного жарко. Он определенно приварил никелевую полосу к старой литий-ионной батарее, которая у меня была. Но это бросило немного искры. Я поэкспериментировал с настройками времени и, наконец, обнаружил, что 70 мс с этой батареей кажутся идеальными.
Это выглядело немного жарко. Он определенно приварил никелевую полосу к старой литий-ионной батарее, которая у меня была. Но это бросило немного искры. Я поэкспериментировал с настройками времени и, наконец, обнаружил, что 70 мс с этой батареей кажутся идеальными. Итак, приступим.
Итак, приступим.

 Программируемый мозговой чип — популярный «Arduino Nano». Длительность сварочного импульса можно регулировать от 1 миллисекунды до 500 мс.
Программируемый мозговой чип — популярный «Arduino Nano». Длительность сварочного импульса можно регулировать от 1 миллисекунды до 500 мс. Если в качестве нагрузки используется стартер двигателя («сопротивление» цепи), то типичный 4-цилиндровый двигатель обычно потребляет около 200 А в течение полсекунды, а затем стабилизируется до 100 А, чтобы продолжать крутить двигатель.
Если в качестве нагрузки используется стартер двигателя («сопротивление» цепи), то типичный 4-цилиндровый двигатель обычно потребляет около 200 А в течение полсекунды, а затем стабилизируется до 100 А, чтобы продолжать крутить двигатель. ].
].
 Во второй версии kWeld был расширен диапазон напряжений, так что kWeld будет работать с входным напряжением от 3 до 30 В (многие литиевые батареи с номинальным напряжением 24 В / 7S имеют полностью заряженное напряжение примерно 28 В).
Во второй версии kWeld был расширен диапазон напряжений, так что kWeld будет работать с входным напряжением от 3 до 30 В (многие литиевые батареи с номинальным напряжением 24 В / 7S имеют полностью заряженное напряжение примерно 28 В). Ячейки с низким усилием могут медленно заряжать kCap, и когда вы приводите в действие устройство kWeld, суперконденсаторы очень быстро разряжают всю энергию.
Ячейки с низким усилием могут медленно заряжать kCap, и когда вы приводите в действие устройство kWeld, суперконденсаторы очень быстро разряжают всю энергию. Существуют ячейки формата 18650, которые могут обеспечить 15A-30A (в настоящее время Samsung 30Q и 25R, LG HB2, Sony VTC6). Если для вашей конструкции батареи требуется ячейка с высоким усилием, подобная этой, узким местом конструкции будут межсоединения ячеек и два коллектора батареи (положительный и отрицательный выводы).
Существуют ячейки формата 18650, которые могут обеспечить 15A-30A (в настоящее время Samsung 30Q и 25R, LG HB2, Sony VTC6). Если для вашей конструкции батареи требуется ячейка с высоким усилием, подобная этой, узким местом конструкции будут межсоединения ячеек и два коллектора батареи (положительный и отрицательный выводы).


 Это оставило домашнюю самодельную никелировку предметом многих экспериментов, которые до сих пор не увенчались успехом.
Это оставило домашнюю самодельную никелировку предметом многих экспериментов, которые до сих пор не увенчались успехом. Эта черная пластиковая сетка предназначена для 7S/4P (24 В). На этом рисунке медные полоски предназначены для последовательного тока с большим усилием, а никель — только для параллельного выравнивания ячеек, плюс… никелевый сэндвич необходим для точечной сварки меди с наконечниками ячеек 18650-х годов. . Никель 0,15 мм ОЧЕНЬ легко режется ножницами, как и медь 0,20.
Эта черная пластиковая сетка предназначена для 7S/4P (24 В). На этом рисунке медные полоски предназначены для последовательного тока с большим усилием, а никель — только для параллельного выравнивания ячеек, плюс… никелевый сэндвич необходим для точечной сварки меди с наконечниками ячеек 18650-х годов. . Никель 0,15 мм ОЧЕНЬ легко режется ножницами, как и медь 0,20.
 Для большинства электровелосипедов элементы 18650 по-прежнему легко конфигурируются в индивидуальный пакет, который соответствует необычной форме, а производительность и диапазон пакетов 18650 часто лучше всего подходят для большинства байкеров, а ячейки мешка являются предпочтительным стилем для E-мотоциклов. Цилиндрическая ячейка 18650 — это, по сути, просто ячейка-мешочек, свернутая и вставленная в металлический цилиндр.
Для большинства электровелосипедов элементы 18650 по-прежнему легко конфигурируются в индивидуальный пакет, который соответствует необычной форме, а производительность и диапазон пакетов 18650 часто лучше всего подходят для большинства байкеров, а ячейки мешка являются предпочтительным стилем для E-мотоциклов. Цилиндрическая ячейка 18650 — это, по сути, просто ячейка-мешочек, свернутая и вставленная в металлический цилиндр.

 Очень большие выступы являются подсказкой о том, что я выбрал аккумуляторы с высоким усилием, и я сделал это, чтобы я мог также использовать этот пакет, чтобы «завести» мою машину, если это необходимо.
Очень большие выступы являются подсказкой о том, что я выбрал аккумуляторы с высоким усилием, и я сделал это, чтобы я мог также использовать этот пакет, чтобы «завести» мою машину, если это необходимо.

 Поскольку нет стопорной шайбы, чтобы уменьшить возможное ослабление соединителя из-за вибрации, я буду использовать жидкость для скрепления резьбы, например, Locktite.
Поскольку нет стопорной шайбы, чтобы уменьшить возможное ослабление соединителя из-за вибрации, я буду использовать жидкость для скрепления резьбы, например, Locktite.

