Электрическое сопротивление r (Ом) 1м проволоки (провода…) в зависимости от ее диаметра d и материала.
ГОСТы, СНиПы
Карта сайта TehTab.ru
Поиск по сайту TehTab.ru
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Физический справочник/ / Электрические и магнитные величины/ / Электрическое сопротивление и проводимость. / / Электрическое сопротивление r (Ом) 1м проволоки (провода…) в зависимости от ее диаметра d и материала.
Электрическое сопротивление r (Ом) 1м проволоки (провода…) в зависимости от ее диаметра d или сечения и материала при 20 °С.
..) в зависимости от ее диаметра d и материала при 20 °С.»>
Электрическое сопротивление r (Ом) 1м проволоки (провода…) в зависимости от ее диаметра d и материала при 20 °С..
d, мм
сечение, мм2
Материал проволоки
алюминиевая
медная
вольфрамовая
стальная
никелиновая
нихромовая
0,05
0,001963
13,68
8,66
28
51
204
510
0,10
0,00785
3,42
2,16
7,0
12,7
51
128
0,30
0,0707
0,379
0,240
0,778
1,41
5,41
14,14
0,50
0,1963
0,137
0. 087
0,280
0,51
2,04
5,10
0.70
0,3847
0,0695
0,044
0,143
0,260
1,04
2,60
1,0
0,785
0,0341
0,0216
0,070
0,127
0,51
1,28
1,2
1,130
0,0237
0,0150
0,0486
0,088
0,354
0,884
1,4
1,539
0,0174
0,0110
0,0357
0,065
0,260
0,650
1,6
2,0
0,0134
0,0085
0,0273
0,0497
0,199
0,498
1,8
2,54
0,0106
0,0067
0,0216
0,0393
0,157
0,393
2,0
3,14
0,0085
0,0054
0,0175
0,0318
0,127
0,318
2,6
5,31
0,0055
0,0035
0,0112
0,0204
0,081
0,204
3,0
7,07
0,0038
0,0024
0,078
0,0141
0,057
0,142
Дополнительная информация от TehTab. ru:
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу.
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями.
Самостоятельная работа 8. Электрическое сопротивление. 8 класс
Категория: Физика.
Самостоятельная работа 8. Электрическое сопротивление. 8 класс
Начальный уровень
1. Кусок медной проволоки разрезали пополам. Изменилось ли сопротивление проволоки? Во сколько раз?
2. Имеются две проволоки одинакового сечения и изготовленные из одного материала. Длина одной – 20 см, другой – 4 0см. Какая проволока имеет большое сопротивление и во сколько раз?
3. Имеются две медные проволоки одинаковой длины. У одной площадь поперечного сечения 1 мм2, а у другой – 5 мм2. У какой проволоки сопротивление меньше и во сколько раз?
4. Каково сопротивление стального провода длиной 1 м и площадью поперечного сечения 1 мм?
5. Размеры медного и железного проводов одинаковы. Сопротивление какого провода больше?
6. Какое вещество из приведенных в таблице обладает самым большим сопротивлением? Самым маленьким?
Средний уровень
1. Почему проводники обладают сопротивлением? Почему сопротивление разных проводников различно?
2. Имеются две проволоки одинакового сечения и длины. Одна проволока – из меди, другая – из никелина. Какая из них имеет меньшее сопротивление? Почему? Во сколько раз?
3. Ученик заменил перегоревшую медную спираль на стальную такого же сечения и длины. Как изменится сила тока в новой спирали по сравнению с медной, если напряжение на ее концах такое же, какое было на медной?
4. Сопротивление проводника сечением 4 мм равно 40 Ом. Какое сечение должен иметь проводник той же длины и из такого же материала, чтобы его сопротивление было равно 100 Ом?
5. Определите общее сопротивление 100-метрового отрезка провода, имеющего 0,2 Ом на 1 м длины.
6. Удельное сопротивление нихрома -1,1 Ом *мм2/м. Что это значит? Каково сопротивление проволоки длиной 1 м и поперечным сечением 10 мм2?
Достаточный уровень
1. Во сколько раз отличаются сопротивления двух алюминиевых проводов, если один из них имеет в 6 раз большую длину и в 3 раза большую площадь поперечного сечения, чем другой?
2. Из двух отрезков проволоки первый в 8 раз длиннее, но второй имеет вдвое большую площадь поперечного сечения. Как велико отношение сопротивлений этих отрезков?
3. Чему равно сопротивление 200 м медного провода сечением 2 мм2?
4. Сопротивление алюминиевого провода длиной 0,9 км и сечением 1 мм2 равно 2,5 Ом. Определите его удельное сопротивление.
5. Сколько метров никелинового провода сечением 0,1 мм2 потребуется для изготовления реостата сопротивлением 180 Ом?
6. Какого сечения взят медный провод, если при длине 1000 м его сопротивление равно 1,1 Ом ?
Высокий уровень
1. а) Железная и алюминиевая проволоки имеют равные массы и одинаковые длины. Какая из них обладает большим сопротивлением?
б) Константановая проволока длиной 3 м и площадью поперечного сечения 0,25 мм2 имеет сопротивление 6 Ом. Чему равно удельное сопротивление константана?
2. а) Как определить длину изолированного медного провода, свернутого в большой моток, не разматывая его?
б) На катушку электромагнита намотан медный провод сечением 0,03 мм2 и длиной 200 м. Найдите сопротивление и массу обмотки.
3. а) Какой проводник представляет большее сопротивление для постоянного тока: медный сплошной стержень или медная трубка, имеющая внешний диаметр, равный диаметру стержня? Длину обоих проводников считать одинаковой.
б) Провод состоит из 20 медных проволочек сечением 0,05 мм2 каждая. Определите сопротивление 5 м такого провода.
4. а) Ученику предложили определить площадь кабинета с помощью батарейки, амперметра, вольтметра и мотка медной проволоки известного сечения. Можно ли выполнить это задание? Как это сделать?
б) Нужно изготовить провод длиной 100м и сопротивлением 1 Ом. В каком случае провод получится легче: если его сделать из алюминия или из меди? Во сколько раз?
5. а) Ученик заменил медную проволоку на алюминиевую такой же массы и сечения. Сравните сопротивления медной и алюминиевой проволоки.
б) Из металла массой 1 кг нужно изготовить провод длиной 1 км. В каком случае сопротивление провода будет меньше: если его сделать из меди или серебра? Во сколько раз?
6. а) Как вы думаете, от чего может зависеть сопротивление проводников? Запишите свои гипотезы.
б) Найдите массу и сопротивление алюминиевых проводов, используемых для изготовления электропроводки в жилом помещении, если сечение провода 0,6 мм2, а длина проводки 80 м.
А. В. Крушин, МАОУ «СОШ № 7», г. Южноуральск, Челябинская область
Метки: Физика
Медная проволока — электрическое сопротивление в зависимости от калибра
Электрическое сопротивление в медной проволоке:
Для полной таблицы с электрическим сопротивлением и весом — поверните экран!
AWG Gauge *
Area (Circular Mils)
Diameter (mils, 1000th in)
Electrical Resistance (Ohms/1000 ft)
Масса (lb/1000 ft)
at 77 o F (25 o C)
at 149 o F (65 o C)
0000 (4/0)
212000
460
0. 0500
0.057
641
000 (3/0)
168000
410
0.0630
0.073
508
00 (2/0)
133000
365
0.0795
0.092
403
0 (1/0)
106000
325
0.100
0.116
319
1
83700
289
0.126
0.146
253
2
66400
258
0.159
0.184
201
3
52600
229
0.201
0.232
159
4
41700
204
0.253
0.292
126
5
33100
0,319
100
6
26300
162
0,403
0,465
79. 5 9003
0,465
79.5 9003
0,465
9006
0,465
9003
0.0067
7
20800
0.508
63.0
8
16500
128
0.641
0.739
50.0
9
13100
0.808
39,6
10
10400
102
1,02
1,18
31,4
11
11
0066 8230
1.28
24.9
12
6530
81
1.62
1.87
19.8
13
5180
2.04
15.7
14
4110
64
2,58
2,97
12,4
15
3260
3,25
9007
3,25
9007 9007
3,25
3,25
0182
9. 86
16
2580
51
4.09
4.73
7.82
17
2050
5.16
6.20
18
1620
40
6.51
7,51
4,92
19
1290
8,21
3,90
11119
200182
3,90
111119
3,90
111119
3,90
11111
3,90
.0067
1020
32
10.4
11.9
3.09
21
810
13.1
2.45
22
642
25.3
16.5
19.0
1.94
23
509
20.8
1.54
24
404
20. 1
26.2
30.2
1.22
25
320
33.0
0.970
26
254
15.9
41.6
48.0
0.769
27
202
52.5
0.610
28
160
12.6
66.2
76.4
0.484
29
127
83.4
0.384
30
101
10
105
121
0.304
31
79.7
133
0,241
32
63,2
8
167
193
0,191
33
50.19007
33
50.19007
33
50. 1 9007
33
50.19007
33
50.0182
211
0.152
34
39.8
6.3
266
307
0.120
35
31.6
335
0.095
36
25.0
5
423
488
0.076
37
19.8
533
0.060
38
15.7
4
673
776
0.048
39
12.5
848
0.038
40
9.9
3.1
1070
1230
0,020
*) Сплошная цепь
1 фунт = 0,4536 кг
1 (Foot Fort) = 0,3048. 0029
Американский калибр проводов (AWG) — это стандарт США для размеров проводников. Калибр связан с диаметром проволоки.
Загрузите и распечатайте Медный провод — электрическое сопротивление в зависимости от температуры
Алюминиевые и медные провода — Электрическое сопротивление в зависимости от площади поперечного сечения
Алюминиевые и медные провода — Электрическое сопротивление в зависимости от площади поперечного сечения
Engineering ToolBox — Ресурсы, инструменты и базовая информация для проектирования и проектирования технических приложений!
Электрическое сопротивление в простых медных или алюминиевых проводах.
Sponsored Links
Electrical resistance in single core conductors:
Cross Sectional Area (mm 2 )
Resistance (ohm/km)
Copper
Алюминий
0,5
34,5
53
0,75
23
35. 3
1.0
17.2
26.5
1.5
11.5
17.7
2.5
6.9
10.6
4.0
4.3
6.6
6.0
2,9
4.4
10
1,7
2,7
16
1.1
119
16
1.1
119
16
1.1
19
16
1.1
16
1.1
16
1.1
16
1.1
0067
25
0.69
1.1
35
0.49
0.76
50
0.34
0.53
70
0.25
0.38
95
0.18
0.28
120
0. 14
0.22
150
0.11
0.18
185
0.093
0.14
240
0.072
0.11
300
0.058
0.088
400
0.043
0.066
500
0.035
0,053
630
0,027
0,042
значения основаны на удельном электрическом сопротивлении меди 1,724 x 10 -8 ω m (0,0174 мкм м) и электрическое удельное сопротивление для алюминия 2,65 x 100013 -8 Ом м. (0,02665 мкм м) 917 Ом М (0,02665 мкм м) 17 991999999999999999999999999999199919991999199. Ом. , круговой мил, диаметр в мм и площадь в мм 2
Закон Ома
Загрузите и распечатайте Медные и алюминиевые провода — таблица электрического сопротивления
Рекламные ссылки
Связанные темы
30673
Рекламные ссылки
Engineering ToolBox — Расширение SketchUp — 3D-моделирование онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, увлекательными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
нужно заварить трещину на охладительном блоке из дюралюминия американского трактора Cat, при сварке ВИГ,сплавление и очистка шва происходит нормально, присадочный материал ложится ровно и плотно, но после остывания, даже не полного, шов дает трещину в около шовной зоне, пробовал с предварительным и последующем прогревом тех. феном, не помогает. Может быть сложный дюралюминий аналогичные блоки от БМВ варились и не лопались.
Наверх
Вставить ник
#2
tig
Отправлено 23 October 2011 17:29
С каких это пор дюралюминий стал литейным сплавом? Вернее с чего это Вы взяли что это дюраль? Трещина от неправильной присадки(разный ТКТР) Варили небось алюминиевой жилой из проводки? 4043 нет, или религия не позволяет пользоватся нормальной присадкой? http://websvarka. ru/…ch=1 -примерно таже ситуация.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
Наверх
Вставить ник
#3
митька51
Отправлено 23 October 2011 20:09
alsi5 или 4043 рулит.По моему мнению(может ошибочному)безошибочная присадка для сварки алюминия.
Наверх
Вставить ник
#4
swamp
Отправлено 26 October 2011 22:06
посмотри на совет в теме д16
Наверх
Вставить ник
#5
ARGONIUS
Отправлено 31 October 2011 01:30
сложный дюралюминий аналогичные блоки от БМВ
блоки от БМВ,как и все остальные -силумин. Правильно говорят, нужна присадка 4043. Если есть 4047- ещё лучше.
http://argonius52.ru/
Наверх
Вставить ник
#6
tig
Отправлено 31 October 2011 01:44
Если есть 4047- ещё лучше.
Вот тут категорически не согласен-если в основном металле кремния 5-6 процентов, то 4047 со своими 12% ну никак не подходит. Другое дело АК9М2 (9-12% кремния) 4047 оптимален, а 4043 уже нет. Прежде чем совать в сварочную ванну присадку какую ни попадя иногда стоит посмотреть на маркировку самой детали. Правда должен признать что в этом плане наши детали более информативны чем вражеские забугорные.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
Наверх
Вставить ник
#7
ARGONIUS
Отправлено 01 November 2011 01:39
-если в основном металле кремния 5-6 процентов, то 4047 со своими 12% ну никак не подходит.
Я так понимаю излишек легирующих добавок в металле шва вредить не должен. Или слишком много «хорошо»- тоже нехорошо? Просветите по данному вопросу.
http://argonius52.ru/
Наверх
Вставить ник
#8
tig
Отправлено 01 November 2011 06:28
Чем меньше шов отличается от основного металла тем лучше. Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
Наверх
Вставить ник
#9
ARGONIUS
Отправлено 01 November 2011 22:27
Чем меньше шов отличается от основного металла тем лучше. Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного
хорошо сказано.
http://argonius52.ru/
Наверх
Вставить ник
#10
Тоха
Отправлено 05 November 2011 07:25
хорошо сказано.
Вот я попал на форум. Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.
Наверх
Вставить ник
#11
copich
Отправлено 07 November 2011 09:40
Вот я попал на форум. Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.
+1 добавлять уже не чего!
Наверх
Вставить ник
#12
ARGONIUS
Отправлено 09 November 2011 02:08
На «ЧИПе» выдвигалось предположение что если неизвестен химсостав свариваемого ал-сплава можно скрутить присадки 4043 и 5356 и варить такой скруткой. Кто нибудь так пробовал делать? Мнения и предположения есть?
http://argonius52.ru/
Наверх
Вставить ник
#13
tig
Отправлено 09 November 2011 08:16
При всем моем уважении к участникам форума Desti подобное предложение могу назвать только ламерским бредом. «Авось получится и морду не набьют» примерно так рассуждает автор этого предложения. Даже по цвету дуги на ремонтируемой детали можно примерно определить лигатуру. Тем более что для алюминия их всего две-кремний и магний. Остальные (медь, титан, цинк, берилий и прочие) во внимание можно не принимать-их процентное содержание мало, влияние на сварку минимально и присадок со сложным хим составом промышленность не выпускает. Магний подсвечивает дугу зеленым (вести скользящим движением, не дожидаясь сварочой ванны, смотреть не на дугу а на околодуговое пространство)-присадка 5356. Кремний дугу не окрашивает-присадка 4043 Цинк окрашивает дугу в красноватые цвета(малиновый, сиреневый)+ копоть в околошовной зоне-это сплавы ЦАМ. Варить довольно гиморойное дело, цинковую провлоку найти для меня проблематично. Варю только по настоятельным просьбам клиентов, без никаких гарантий по минимальным расценкам (лиш бы хватило на аргон и электричество)-доверия к этим швам у меня никакого.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
Наверх
Вставить ник
#14
ARGONIUS
Отправлено 12 November 2011 04:38
предложение
предположение
мне кажется это кардинально разные понятия…
Тем более что для алюминия их всего две-кремний и магний. Остальные (медь, титан, цинк, берилий и прочие) во внимание можно не принимать-их процентное содержание мало, влияние на сварку минимально и присадок со сложным хим составом промышленность не выпускает. Магний подсвечивает дугу зеленым (вести скользящим движением, не дожидаясь сварочой ванны, смотреть не на дугу а на околодуговое пространство)-присадка 5356. Кремний дугу не окрашивает-присадка 4043
Замечательное в смысле практического применения определение. Очень толково и доходчиво.
http://argonius52.ru/
Наверх
Вставить ник
#15
MGSD843
Отправлено 20 November 2011 22:15
При всем моем уважении к участникам форума Desti подобное предложение могу назвать только ламерским бредом. «Авось получится и морду не набьют» примерно так рассуждает автор этого предложения. Даже по цвету дуги на ремонтируемой детали можно примерно определить лигатуру. Тем более что для алюминия их всего две-кремний и магний. Остальные (медь, титан, цинк, берилий и прочие) во внимание можно не принимать-их процентное содержание мало, влияние на сварку минимально и присадок со сложным хим составом промышленность не выпускает. Магний подсвечивает дугу зеленым (вести скользящим движением, не дожидаясь сварочой ванны, смотреть не на дугу а на околодуговое пространство)-присадка 5356. Кремний дугу не окрашивает-присадка 4043 Цинк окрашивает дугу в красноватые цвета(малиновый, сиреневый)+ копоть в околошовной зоне-это сплавы ЦАМ. Варить довольно гиморойное дело, цинковую провлоку найти для меня проблематично. Варю только по настоятельным просьбам клиентов, без никаких гарантий по минимальным расценкам (лиш бы хватило на аргон и электричество)-доверия к этим швам у меня никакого.
а какие расценки при сварки нормальной дюрали, качественном шве?
Наверх
Вставить ник
#16
ARGONIUS
Отправлено 20 November 2011 23:13
сварки нормальной дюрали,
Насколько я знаю дюраль не варится, либо варится очень плохо, функциональный сварной шов на дюрали я не видел. Её обычно клепают. Если вы спрашиваете про силумин или АМГ, то везде по -разному. Примерно от 50-80р. за 1см шва. Но может быть и больше, в зависимости от сложности случая, или наоборот дешевле если швы очень длинные.
http://argonius52.ru/
Наверх
Вставить ник
#17
MGSD843
Отправлено 21 November 2011 11:20
спасибо большое
Наверх
Вставить ник
#18
copich
Отправлено 21 November 2011 14:07
Насколько я знаю дюраль не варится, либо варится очень плохо, функциональный сварной шов на дюрали я не видел. Её обычно клепают. Если вы спрашиваете про силумин или АМГ, то везде по -разному. Примерно от 50-80р. за 1см шва. Но может быть и больше, в зависимости от сложности случая, или наоборот дешевле если швы очень длинные.
Не вся дюраль не варится либо варится очень плохо. Да, есть дюраль которая совсем не вартися. Из-за ее свойств ее только клепают. Крылья, седушки пилотов и пр конструкции. Но дюраль которая вартися — собственно современными инверторами легко варится, только присадок нужен хороший и тип подобрать.
Наверх
Вставить ник
#19
ARGONIUS
Отправлено 21 November 2011 16:45
Но дюраль которая вартися — собственно современными инверторами легко варится, только присадок нужен хороший и тип подобрать.
простите, не затруднит уточнить, или дать ссылку, какие марки дюрали варятся и какой присадок при этом используется? В общем если не затруднит-поподробней. Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.
http://argonius52.ru/
Наверх
Вставить ник
#20
copich
Отправлено 24 November 2011 06:19
простите, не затруднит уточнить, или дать ссылку, какие марки дюрали варятся и какой присадок при этом используется? В общем если не затруднит-поподробней. Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.
ни как не могу найти фотографии. Дело было под аргонную сварку. Есть фирма, которая делает люки (люки невидимки). Так у них задача стояла, по сварке алюминиевых люков. Алюминий они освоили, но после пошла дюраль. Тип дюрали сейчас точно (да и приблизительно) уже не вспомню. Но под рукой было две присадки, одна АМг, вторая АМц. Я АМц попробовал, не получалось, АМг5 шов начал хорошо ложиться и трещины не появлялись. Т.е. если своим телом сварить, то в месте шва (по центру) медленно с остыванием проявлялась трещина. С применением присадка ни каких трещин не было. Так собственно когда встал вопрос про сварку, я попросил образцы, т.к. слышал про сварку дюрали. После пробы и посоветовал аппарат. На заводе «Звезда», изготавливают кресла для пилотов. Так там дюраль которая совсем не варится. Поэтому только заклепки применяют. Аппарат применял CEA, с прямоугольным импульсом.
Наверх
Вставить ник
Как сварить алюминий полуавтоматом? — новости и статьи
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.
Самыми распространенными сплавами алюминия, используемыми при сварке являются:
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Рисунок 1
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
Рисунок 2
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
Рисунок 3
Рисунок 4
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull(рис. 5) или SpoolGun (рис. 6).
Рисунок 5
Рисунок 6
— Из-за более высокого коэффициента теплового расширенияалюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
Таблица 2
Диаметр проволоки, мм
Тип защитного газа
Токи струйного переноса, А
0.8
100% Аргон
85-95
1.0
100% Аргон
105-115
1. 2
100% Аргон
130-140
1.6
100% Аргон
175-185
Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Сварщик по классификации алюминиевых сплавов
Промышленные деформируемые алюминиевые сплавы делятся на семь серий. Есть еще восемь — сплавов, не попавших в первую семерку и девятую — резервную. Разница между партиями заключается в разных основных легирующих элементах. Различные легирующие элементы придают различные свойства алюминиевым сплавам.
Сварка чистого алюминия
Серия сплавов 1ххх называется «Сплав» весьма условно. Это высокочистые варианты технически чистого алюминия. ГОСТ 4784 так и называет их: «алюминиевые марки». Однако железо часто является не только примесью, но и легирующим элементом — оно повышает прочность алюминия. Предел прочности сплавов этой серии составляет от 70 до 150 МПа. Они сварные, хотя из-за узкого интервала затвердевания требуют особой технологии сварки. Их высокая коррозионная стойкость делает их пригодными для использования в химических резервуарах и трубопроводах. Из-за их высокой электропроводности используется для изготовления шинопроводов. Эти алюминиевые сплавы обладают относительно низкими прочностными характеристиками и поэтому редко используются для конструкционных элементов. Чаще всего это сварка сварочных материалов с одинаковым химическим составом или сварка алюминиевых сплавов серии 4ххх в зависимости от назначения изделия и условий его эксплуатации.
сварка дюралюминия
серия 2ххх. Это серия термически упрочняемых алюминиевых сплавов. Их предел прочности при растяжении от 190 до 430 МПа. Они содержат меди от 0,7 до 6,8 %. Эти высокопрочные сплавы часто используются в аэрокосмической и авиационной технике. Они сохраняют высокую прочность в широком диапазоне температур.
Большинство из них не считаются свариваемыми дуговой сваркой из-за их склонности к горячему растрескиванию и коррозии под напряжением. Однако в этой серии есть специально разработанные хорошо свариваемые дугой алюминиевые сплавы 2219.(наш Д20) и 2519. К ним часто приваривают свариваемый высокопрочный сплав 2319. Иногда, в зависимости от условий эксплуатации сварного шва, применяют для сварки алюминиевые сплавы из серии 4ххх, содержащие кремний или кремний в сочетании с медью.
Сварка алюминиево-марганцевых сплавов
серия 3ххх. Сплавы алюминиевые серии — нетермоупрочненные до предела прочности при растяжении от 110 до 280 МПа. Основной легирующий элемент — марганец, от 0,05 до 1,8 %. Они обладают умеренной прочностью, хорошей коррозионной стойкостью, хорошей формуемостью и пригодны для эксплуатации при повышенных температурах. В последние годы нам нравилось делать посуду. Сейчас они являются основным материалом для изготовления теплообменников автомобилей, химических заводов и электростанций. Их скромные прочностные характеристики делают их непригодными для конструкционных применений. Алюминиевые сплавы серии 3ххх сваривают сварочными сплавами серий 1ххх, 4ххх и 5ххх в зависимости от их химического состава, условий применения и эксплуатации.
Сварка алюминиевых сплавов
серия 4XXX. Эта серия состоит из как термически упрочняемых, так и термически неупрочняемых алюминиевых сплавов. Прочность на растяжение – от 170 до 380 МПа. Они содержат кремния от 0,6 до 21,5 %. Кремний снижает температуру плавления и увеличивает текучесть материала при плавлении. Эти свойства весьма благоприятны для них как материалов для сварки плавлением и пайки. Кремний, когда он сам по себе, делает алюминий термически неупрочняемым, однако добавки магния или меди делают его термически упрочняемым сплавом. Обычно эти термически упрочняемые сплавы применяют только для сварки, когда сварную конструкцию после сварки необходимо подвергнуть термической обработке.
Сварка алюминиево-магниевых сплавов
Серия 5ххх. Термически неупрочняемые алюминиевые сплавы этой серии имеют предел прочности при растяжении от 125 до 350 МПа. Они содержат магния от 0,2 до 6,2 %. Эти сплавы обладают самой высокой прочностью среди неупрочняемых сплавов и хорошо свариваются термически. Они широко применяются в виде листов и плит для судостроения, транспортного машиностроения, при изготовлении сосудов высокого давления, строительстве мостов и зданий. Алюминиевые сплавы с содержанием магния до 2,5 % чаще всего успешно свариваются сваркой алюминиевых сплавов серий 5ххх и 4ххх. Сплав 5052 (сплав АМг2,5 по ГОСТ 4784) обычно считается предельным по содержанию магния, когда можно сваривать сварочный сплав серии 4ххх. Это связано со снижением механических свойств сварных швов вследствие эвтектического подплавления. Поэтому сплавы с повышенным содержанием магния не свариваются сплавами серии 4ххх, а сплавами серии 5ххх с близким химическим составом.
Сварочные сплавы магний-алюминий-кремний
серия 6ххх. Эти термически упрочняемые алюминиевые сплавы имеют предел прочности при растяжении от 125 до 400 МПа. Они содержат небольшое количество магния и кремния – около 1 % каждого. Сплавы серии 6ххх широко применяются в сварных строительных конструкциях, преимущественно в виде штампованных профилей. Эти алюминиевые сплавы склонны к горячему растрескиванию во время затвердевания сварного шва. Поэтому их не сваривают без присадочной проволоки или сварочной проволоки. Сварочный сплав смешивается в сварочной ванне со свариваемым сплавом и предотвращает горячее растрескивание сварного шва. Сплавы 6ххх сваривают как при сварке сплавов 4ххх, так и при сварке сплавов 5ххх в зависимости от назначения свариваемого изделия и условий его применения.
Сварка высокопрочных алюминиевых сплавов
серия 7ххх. Данная серия включает термически упрочняемые алюминиевые сплавы с пределом прочности от 220 до 610 МПа. Основным легирующим элементом является цинк в количестве от 0,8 до 12,0 %. К этому ряду относятся самые прочные алюминиевые сплавы. Сплавы серии 7ххх применяются в авиационной, космической технике, спортивном инвентаре. Как и в серии 2ххх, большинство сплавов этой серии не считаются свариваемыми дуговой сваркой. Однако он имеет и хорошо свариваемые сплавы, как, например, сплав 7005 (сплав 1915 ГОСТ 4784), который приваривается к основным сварочным сплавам серии 5ххх.
Источник: Т. Андерсон, www.thefabricator.com
Сварка дюралюминия – Цифровая библиотека ЕНТ
Один из 1 438 отчетов в
серии:
Технические меморандумы NACA доступны на этом сайте.
Показаны 1-4 из
14 страниц в этом отчете.
PDF-версия также доступна для скачивания.
Описание
Рассмотрены газовая и электросварка дюралюминия. Также описаны некоторые элементы, которые влияют на определение успешного сварного шва и проверку на наличие дефектов.
Физическое описание
[12] с. : больной.
Информация о создании
Нельсон, Ум.
Февраль 1927 года.
Контекст
Этот
отчет
входит в состав сборника под названием:
Коллекция Национального консультативного комитета по аэронавтике
а также
предоставлено отделом государственных документов библиотек ЕНТ к Электронная библиотека ЕНТ,
цифровой репозиторий, размещенный на Библиотеки ЕНТ.
Его просмотрели 850 раз, из них 4 за последний месяц.
Более подробную информацию об этом отчете можно посмотреть ниже.
Поиск
Кто
Люди и организации, связанные либо с созданием этого отчета, либо с его содержанием.
Автор
Нельсон, Ум.
лейтенант Комдр. Вт. Нельсон, (СС), USN
Создатель
Соединенные Штаты. Национальный консультативный комитет по аэронавтике.
Предоставлено
Библиотеки ЕНТ Отдел государственных документов
Являясь одновременно федеральной и государственной депозитарной библиотекой, отдел государственных документов библиотек ЕНТ хранит миллионы единиц хранения в различных форматах. Департамент является членом Программы партнерства по контенту FDLP и Аффилированного архива Национального архива.
О |
Просмотрите этого партнера
Свяжитесь с нами
Исправления и проблемы Вопросы
какая
Описательная информация, помогающая идентифицировать этот отчет. Перейдите по ссылкам ниже, чтобы найти похожие элементы в электронной библиотеке.
Титулы
Основное название:
Сварка дюралюминия
Название серии:
Технические меморандумы NACA
Описание
Рассмотрены газовая и электросварка дюралюминия. Также описаны некоторые элементы, которые влияют на определение успешного сварного шва и проверку на наличие дефектов.
Физическое описание
[12] с. : больной.
Предметы
Ключевые слова
дюралюминий
металлические свойства
сварка
Язык
Английский
Тип вещи
Отчет
Идентификатор
Уникальные идентификационные номера для этого отчета в электронной библиотеке или других системах.
Этот отчет является частью следующих сборников связанных материалов.
Коллекция Национального консультативного комитета по аэронавтике
Национальный консультативный комитет по аэронавтике (NACA) был федеральным агентством США, основанным 3 марта 1915 года для проведения, продвижения и институционализации авиационных исследований. 1 октября 1958 года агентство было распущено, а его активы и персонал переданы недавно созданному Национальному управлению по аэронавтике и исследованию космического пространства (НАСА).
О |
Просмотреть эту коллекцию
Архив технических отчетов и библиотека изображений
Эта подборка материалов из Архива технических отчетов и библиотеки изображений (TRAIL) включает труднодоступные отчеты, опубликованные различными государственными учреждениями. Технические публикации содержат отчеты, изображения и технические описания исследований, выполненных для правительственных учреждений США. Темы варьируются от добычи полезных ископаемых, опреснения и радиации до более широких исследований в области физики, биологии и химии. Некоторые отчеты включают карты, раскладки, чертежи и другие материалы большого размера.
О |
Просмотрите эту коллекцию
Какие обязанности у меня есть при использовании этого отчета?
Цифровые файлы
14
файлы изображений
доступны в нескольких размерах
1
файл
(. pdf)
API метаданных: описательные и загружаемые метаданные, доступные в других форматах
Когда
Даты и периоды времени, связанные с этим отчетом.
Дата создания
февраль 1927 г.
Добавлено в цифровую библиотеку ЕНТ
17 ноября 2011 г., 22:13
Описание Последнее обновление
7 сентября 2018 г. , 10:47
Статистика использования
Когда последний раз использовался этот отчет?
Вчерашний день: 0
Последние 30 дней: 4
Всего использовано: 850
Дополнительная статистика
Взаимодействие с этим отчетом
Вот несколько советов, что делать дальше.
Поиск внутри
Поиск
Начать чтение
PDF-версия также доступна для скачивания.
Все форматы
Цитаты, права, повторное использование
Ссылаясь на этот отчет
Обязанности использования
Лицензирование и разрешения
Связывание и встраивание
Копии и репродукции
Международная структура взаимодействия изображений
Мы поддерживаем IIIF Презентация API
Распечатать/поделиться
Полезные ссылки в машиночитаемом формате.
Архивный ресурсный ключ (ARK)
ERC Запись: /арк:/67531/metadc65211/?
Заявление о стойкости: /ark:/67531/metadc65211/??
Международная структура совместимости изображений (IIIF)
Фланцы больших размеров изготавливаются секторными согласно ГОСТ или по чертежам Заказчика.
Компания «Петротех» изготавливает плоские приварные фланцы из сталей стандартов РФ. Все материалы для производства фланцев сертифицированы и имеют сертификаты соответствия. По требованию Заказчика возможно вносить изменения в количество крепежных отверстий, толщину, размеры плоских фланцев, согласно чертежу или тех. заданию.
Фланцы плоские приварные применяются для соединения труб, установки насосов, клапанов, затворов в инженерных линиях трубопроводов. Плоские фланцы применяются в качестве стыковочных деталей для патрубков емкостей и резервуаров, теплообменных и других аппаратов для давлений рабочей среды не более 25 кгс/ см2 (2,5 Мпа). Диаметры плоских фланцев ГОСТ 12820 от Ду10 до Ду2400. Для плоских приварных фланцев установлен температурный диапазон рабочей среды от – 70 до 300 градусов.
Плоские фланцы. Таблица размеров с максимально допустимыми давлениями.
Фланцы плоские, Ду
10- 2400
10- 1600
10- 1600
10- 1200
10- 800
Pу мах (кгс/см2)
0 — 2.5
6
10
16
25
Фланцы ГОСТ 12820-80 плоские. Изготовление и марки стали .
Фланцы плоские приварные фото
Основные методы производства приварных плоских фланцев:
Вырезка заготовки из листового металлопроката
Ковка
Штамповка
Гибка полосы металла со сваркой места соединения
Фланцы плоские сварные секторами с последующей проваркой стыков
Способ производства зависит от оборудования производителя и требований к техническим прочностным характеристикам изделия согласно проектной документации или месту монтажа.Плоские фланцы больших размеров обычно изготавливаются из секторов, вырезанных из стального листа требуемой толщины, с проваркой мест соединения и последующей обработкой на карусельных станках.
Самыми распространенными для производства приварных фланцев материалами стали являются углеродистые и низколегированные стали:
Ст 20, 40, 40Х, 09Г2С, вст3сп2
Для изготовления нержавеющих фланцев используют высоколегированные стали марок:
08Х18Н10Е, 12Х18Н10Т
Фото плоского фланца
Плоские приварные фланцы больших размеров изготавливаются из секторов листового металла. Нарезанные из листа металла секторы, имеют специальные угловые стыки на торцах, которые позволяют провести качественную проварку соединения при сборе секторов в кольцо для дальнейшей обработки на карусельном или токарном станке. Изготовления плоского фланца большого диаметра секторами, требует специального оборудования и квалификации рабочего персонала.
Небольшие диаметры изготавливаются из заготовок или круга на токарных станках со специальной обработкой зеркала поверхности под прокладку.
Гост 12820 -80 для приварных плоских фланцев больших размеров рекомендует расточку внутренних отверстий по фактическому наружному диаметру трубы с зазором до 2.5 мм по всей окружности.
Фланцы приварные плоские ГОСТ 12820-80. Тип уплотнительной поверхности.
Фланцы плоские приварные ГОСТ 12820 обычно изготавливаются с поверхностями под уплотнительную прокладку исполнений 1, 2, 3. В отдельных случаях возможно изготовление исполнений 4, 5, 8, 9.
Исполнение 1 – фланец с соединительным выступом
Исполнение 2 – фланец с выступом
Исполнение 3 – фланец с впадиной
Исполнения 2 и 3 образуют сопряженную пару для более плотного соединения. Используются для давлений больше 10кгс/ см2.
Фланец стальной. Исполнение 1 с соединительным выступом фото
Фланец стальной Исполнение 2,3 фото
Типы исполнений поверхностей приварных фланцев под уплотнительную прокладку: ГОСТ 12815-80
Маркировка фланцев.
Маркировка наносится на боковую поверхность фланца и указывает тип уплотнительной поверхности под прокладку, условный диаметр, давление, марку стали и номер ГОСТа.
Пример условного обозначения плоского фланца с соединительным выступом ГОСТ 12820:
Фланец плоский приварной исп 1 ,круглый, Ду100 мм, на давление Ру16 из стали 20:
1-100- 16 Ст20 ГОСТ 12820 -80
Фланец приварной плоский нержавеющий с соединительным выступом Ду 200 мм, на давление 6 из нержавеющей стали 12Х18Н10Т, исп 1:
Размеры плоских фланцев ГОСТ 12820 -80, вес, обработку поверхностей, крепеж, прочую техническую информацию Вы можете уточнить
Фланцы плоские приварные на Pу от 0. 1 до 2.5 МПа (от 1 до 25 кгс/см2)
Конструкция и размеры фланцев ГОСТ 12820-80.
Купить фланцы плоские приварные требуемых размеров и характеристик, получить техническую консультацию!
ОФОРМИТЬ ЗАЯВКУ НА СТР. «КОНТАКТЫ»
Фланцы ГОСТ 12820 сопровождаются необходимыми сертификатами и паспортами.
Гарантийный срок — 1 год с момента продажи.
Смотрите наши новости и фото в соц.сетях
на странице
ООО»Петротех»СПб — Детали трубопроводов
Фото плоских фланцев производства ООО «Петротех»
смотрите на странице «Наши работы»
Фланцы плоские ГОСТ 12820-80 — цены от производителя
Во время монтажа магистралей, в случае, если необходимо присоединить участок к фланцевой арматуре, измерительным приборам или технологическому оборудованию, используются особые приспособления — плоские фланцы ГОСТ 12820 80.
Плоский стальной фланец ГОСТ 12820 80 — крепёжное устройство, выполненное в форме плоских колец. На внешнем радиусе изделия на равном расстоянии располагаются технологические отверстия, предназначенные для шпилек, болтов и прочих аналогичных приспособлений.
Сфера применения
Фланцы стальные плоские ГОСТ отличаются высокой надёжностью и прочностью, благодаря которым нашли широкое применение в самых разных отраслях:
химическое производство;
перерабатывающая отрасль;
водопроводные сети;
коммунальная сфера.
нефте- и газопромышленность.
Способ производства
Существует несколько технологий изготовления стальных плоских фланцев 12820-80:
штамповка;
ковка;
литьё;
прокат с предварительной плазменной или лазерной резкой.
Вне зависимости от выбранной методики, готовое изделие отличается высоким качеством, надёжностью и долговечностью.
Требования ГОСТ
Плоские стальные фланцы, изготовленные с соблюдением всех требований ГОСТ 12820, обладают следующими параметрами:
Ру, МПа: от 0,6 до 2,5;
диапазон температур, оС: от -70 до +300;
рабочая среда: нефть и её производные, газ и газопродукты, холодная и горячая вода, углеводороды.
Фланец стальной приварной: размеры и исполнения
Таблица 1 — Фланец плоский 12820-80
Таблица 2 — Фланец плоский 12820-80
Таблица 3 — Фланец плоский 12820-80
Таблица 4 — Фланец плоский 12820-80
Фланец плоский 12820 80 обладает рядом достоинств:
сохраняет эффективность даже при сильных нагрузках и при контакте с агрессивной рабочей средой;
представлен в разных размерах;
не подвержен воздействию высокого давления и перепадам температур;
продолжительный срок жизни;
устойчивость к образованию коррозии;
при изготовлении используется сырьё высочайшего качества;
невысокая стоимость.
Благодаря обширному списку достоинств, плоский фланец становится незаменимым элементом в самых разных отраслях, где используется трубопровод.
Санкт-Петербургский завод крепежных изделий предлагает купить плоские фланцы ГОСТ 12820-80, выбрав подходящий размер изделия в таблице, или заказать детали по индивидуальному чертежу.
Гуанчжоу Kingmetal Steel Industry Co. , Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.
У нас две фабрики. Один из них расположен в городе Вэньчжоу, он был основан в 1989 году. Этот завод является ведущим производителем бесшовных труб и фитингов из нержавеющей стали в Китае. Это …
Просмотреть все
Доска объявлений
7 шт.
Группа экспорта Kingmetal
ответственный отдел продаж
счастливый отдел продаж
счастливый кингметал
счастливых продаж Kingmetal
счастливых продаж Kingmetal
happy kingmetal sales
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Миссис Шелли
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Фланец стандартный ГОСТ
, Размеры фланцев ГОСТ 12820 и 12821
Стандартные фланцы ГОСТ представляют собой фланец из нержавеющей стали, размеры которого могут варьироваться от DIN15 до DIN1600. Фланцы ГОСТ используются в морской нефтяной промышленности, нефтяных месторождениях, газовой промышленности и системах водоснабжения. Фланец ГОСТ 12821 80 бывает разных типов: с приварной горловиной, встык, глухой и накладной. Фланцы из нержавеющей стали ГОСТ 12821 также могут быть настроены в соответствии с потребностями наших клиентов. Marcel Forged предлагает полный ассортимент фланцев ГОСТ 12821-80, фланцев заглушек ГОСТ в наличии на складе различных размеров.
Итак, если вы ищете лучшую цену на Фланцы ГОСТ 12821 или Фланцы накидные ГОСТ, Фланцы ГОСТ ANSI B16.47 с доставкой в кратчайшие сроки или бесплатный образец Фланцы ГОСТ 12820. Проверьте один раз нашу цену Фланцы для очковых жалюзи ГОСТ / ГОСТ 12820-80, прежде чем покупать фланцы глухие ГОСТ 33259 из Индии или Китая.
Производитель фланцев ГОСТ в Мумбаи, Индия
Поставщик фланцевых фланцев ГОСТ в Мумбаи, Индия
Мы признаны надежным производителем и продавцом размеров фланцев ГОСТ 12820, фланцев ГОСТ 12821 по лучшим ценам.
Стандартные фланцы ГОСТ Технические характеристики
ANSI B16.47 ГОСТ Фланцы класса материала
Стандарты фланцев стальных труб
Размеры фланцев ГОСТ
ГОСТ 12820 Фланцы промышленности и применения
ГОСТ 12821 Фланцы Сеть снабжения и экспорта
Стандартные фланцы ГОСТ
Типы
Фланец приварной встык ГОСТ
Фланец с длинной приварной шейкой ГОСТ
Фланец накидной ГОСТ
Фланцы заглушки очковые ГОСТ
Фланцы приварные враструб
ГОСТ
Фланцы глухие ГОСТ / Фланец-заглушка
Фланцы резьбовые/резьбовые ГОСТ
Фланцы диафрагмы ГОСТ
Фланцы внахлестку ГОСТ
Фланцы квадратные ГОСТ
Фланцы с кольцевым соединением ГОСТ
Фланец с пазом и пазом ГОСТ
Фланцы расширительные ГОСТ
Фланцы переходные ГОСТ
Фланцы с наружной и внутренней резьбой ГОСТ
ГОСТ Weldolet Фланец
ГОСТ Ниполет Фланец
Фланцы с опорным кольцом
ГОСТ
Фланцы дистанционные кольцевые ГОСТ
Фланцы заглушки ГОСТ
Фланец пластины ГОСТ
Фланец глухой ступичный высокий ГОСТ
Фланцы нестандартные ГОСТ
Фланец с поворотным кольцом ГОСТ
Мы являемся ведущим экспортером и поставщиком ГОСТ класса 600, класса 1000, класса 1600, класса 2500, класса 4000, фланца с опорным кольцом в США, Великобритании, Катаре, Мексике, Нигерии, Саудовской Аравии, Кувейте, Иране, Казахстане, Бахрейне, Вьетнам, Индонезия, Норвегия, Гана, Колумбия, Азербайджан, Ливия, Индия.
ГОСТ Фланцы стандартные Технические характеристики Таблица спецификаций ГОСТ
Диапазон размеров фланцев
1/2″ НБ ДО 48″ НБ
Размеры фланца
Фланцы стандартные ГОСТ Класс 600, Класс 1000, Класс 1600, Класс 2500, Класс 4000
Типы поверхностей фланцев
Фланец с плоской поверхностью (FF), фланец с выступом (RF), фланец с кольцевым соединением (RTJ), фланец с соединением внахлестку, фланец с наружной и внутренней резьбой (M&F), большой и малый фланец с выступом и канавкой (T&G)
Крышка стандартная ГОСТ
размеры, допуски, вес, номинальные температуры и давление, маркировка, материалы, испытания
Индивидуальный дизайн
По вашему чертежу
Сертификаты испытаний материалов (MTC)
Согласно EN 10204 3.2 и EN 10204 3.1, сертификаты испытаний, подтверждающие NACE MR0175, NACE MR0103
Сертификаты испытаний
Отчет о 100% рентгенографических испытаниях, EN 10204/3. 1B, сертификат сырья, отчет о проверке третьей стороной и т. д.
ANSI B16.47 ГОСТ Классы материалов фланцев ГОСТ Фланцевые материалы
Фланец из нержавеющей стали ГОСТ
ASTM/ASME A/SA182:- F304, F304L, F316, F316L, ASTM/ASME A/SA351:- CF3, CF3M, CF8, CF8M, DIN 1.4306, DIN 1.4301, DIN 1.4404, DIN 1.4401, DIN 1.4408, DIN 1.4308 , ДИН 1.4306, ДИН 1.4409
Метод — радиальная подача — Большая Энциклопедия Нефти и Газа, статья, страница 4
Cтраница 4
В качестве другого примера на рис. IV-15, б показан технологический процесс изготовления цапф из калиброванного прутка диаметром 18 мм фасонно-отрезным шлифованием взамен обычной фасонно-продольной обработки. Цапфа ( рис. W-15, а) изготовляется методом радиальной подачи профильного шлифовального круга со скоростью резания до 60 м / с. Кругу сообщается быстрый подвод ( 2) со скоростью 50 мм / мин. В момент касания круга с деталью происходят переключение на черновую подачу ( 3) s 25 мм / мин и обработка торца. В момент касания круга боковой образующей включается первая чистовая подача ( 4) s 5 мм / мин. Окончательная обработка ( 5) происходит при подаче s — 0 08 мм / об. Общее время обработки одной цапфы tp 0 55 мин при точности 4 мкм, что значительно превышает соответствующие характеристики токарной обработки тех же деталей.
[46]
Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой. При нарезании с радиальной подачей червячных колес с углом подъема линии зуба свыше 8 и сравнительно большим обхватом червяка перед достижением номинального межосевого расстояния происходит срез металла с профиля зубьев колеса. Срезанный участок профиля зуба не участвует в зацеплении.
[47]
Наличием осевой подачи фрезы s0 ( рис. 28, б) обусловливается необходимость изменения соотношения между вращением фрезы и заготовки. Если бы фреза и заготовка вращались так же, как они вращаются при нарезании колес методом радиальной подачи, зубья червячного колеса были бы срезаны.
[48]
Нижняя накатная рейка получает поступательно-возвратное движение от гидравлического привода. Верхняя накатная рейка получает движение через передачу, состоящую из двух реек и зубчатого колеса. Накатывание производится методом радиальной подачи.
[49]
Схема зубо-нарезания зубчатых колес методом обкатки. а-червячной фрезой. б — дол бя ком-рейкой. в — дисковым долбяком ( стрелками показано направление движения инструмента и заготовки.
[50]
Рейки обычно нарезаются дисковой фрезой или зуборезным долбяком цилиндрической формы. На зубофрезерных станках можно нарезать прямозубые и коеозубые цилиндрические и червячные колеса. Червячные колеса нарезают двумя методами: методом радиальной подачи ( рис. 20, а) и методом тангенциальной ( осевой) подачи ( рис. 20, б) При наречении методом радиальной подачи заготовка колеса подается на вращающуюся фрезу или, наоборот, фреза подается на заготовку.
[51]
Общий вид суппорта показан на фиг. Нарезание зубьев червячного колеса методом радиальной подачи осуществляется на обыкновенном зубо-фрезерном станке без дополнительного специального суппорта. Настройка цепи деления станка при обработке червячного колеса методом радиальной подачи фрезы аналогична настройке при нарезании цилиндрических зубчатых колес с прямым зубом. Дополнительная настройка радиального перемещения стола производится в зависимости от радиальной подачи, исходя из технологических условий работы станка, отнесенной к одному обороту заготовки.
[52]
Летучий резец для нарезания червячных колес.
[53]
Число оборотов фрезы выбирается в зависимости от скорости резания, а число оборотов нарезаемого червячного колеса определяется передаточным отношением данной червячной пары. Величина радиальной подачи задается на один оборот колеса и зависит от обрабатываемого материала и требуемой точности обработки. При переточках червячная фреза уменьшается в диаметре и дает искажение теоретического профиля зубьев нарезаемого колеса, а поэтому червячные колеса, полученные методом радиальной подачи, обладают меньшей точностью, чем нарезанные методом тангенциальной подачи. [54]
Рейки обычно нарезаются дисковой фрезой или зуборезным долбяком цилиндрической формы. На зубофрезерных станках можно нарезать прямозубые и коеозубые цилиндрические и червячные колеса. Червячные колеса нарезают двумя методами: методом радиальной подачи ( рис. 20, а) и методом тангенциальной ( осевой) подачи ( рис. 20, б) При наречении методом радиальной подачи заготовка колеса подается на вращающуюся фрезу или, наоборот, фреза подается на заготовку.
[55]
Оставшиеся после отбора варианты операций, применение которых в данном случае возможно, сопоставляются по производительности с учетом, конечно, заданного выпуска. При отборе вариантов построения станочных операций в целях повышения производительности оставляют те из них, которые обеспечивают возможность сокращения расчетной длины обработки. Расчетная длина обработки может быть сокращена, например, путем многорезцового обтачивания и двустороннего сверления, применением многониточной фрезы вместо дисковой резьбовой фрезы или резца при нарезании резьбы, а также применением метода радиальной подачи при обработке тел вращения. Производительность станочных операций эффективно повышается также за счет уменьшения доли вспомогательного времени в штучном путем полного перекрытия основным временем и путем уменьшения его продолжительности. Например, применяя винторезные головки с разжимными плашками и гаикорезные головки с утопающими плашками, исключают необходимость реверсирования и значительно сокращают холостой ход.
[56]
Подачу указывают в технологической карте в зависимости от типа станка: для токарных работ указывают подачу резца в миллиметрах на один оборот шпинделя, для строгальных работ указывают подачу резца в миллиметрах на один двойной ход стола, для поперечно-строгальных и долбежных станков — на один двойной ход резца, для сверлильных работ — на один оборот шпинделя. Для фрезерных работ указывают подачу изделия в минуту, а также подачу на один зуб фрезы. Для зубофрезерных станков, работающих червячными фрезами, при нарезании цилиндрических колес с прямыми и спиральными зубьями указывают подачу фрезы в миллиметрах на один оборот стола. При нарезании червячных колес методом радиальной подачи указывают радиальную подачу стола на один его оборот, а при нарезании методом тангенциальной подачи — осевую подачу фрезы в миллиметрах на один оборот стола. При круглом шлифовании методом продольной подачи и внутреннем шлифовании отверстий подачу указывают дробью, в числителе — продольная подача стола или круга в миллиметрах на один оборот детали, в знаменателе — поперечная подача в миллиметрах на один двойной ход стола. При шлифовании методом врезания указывают только поперечную подачу в миллиметрах на один оборот детали. При плоском шлифовании торцом круга для станков с круглым и прямоугольным столом указывают вертикальную подачу круга в миллиметрах на один оборот или двойной ход стола.
[57]
Зуботлвфование гипоидных и конических колес.| Схемы методов нарезания зубьев червячного колеса.
[58]
Нарезание зубьев червячных колес выполняют на универсальных зубофрезерных станках методом обкатки и специально предназначенных для этой цели мастер-станках. Фреза и колесо вращаются при нарезании зубьев так же, как червяк и червячное колесо в собранном агрегате. Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой.
[59]
Страницы:
1
2
3
4
10.5 Расчет режима резания при плоском шлифовании периферией круга
Скорость резания зависит в основном от материала связки шлифовального круга. Допустимая скорость резания для выбранного шлифовального круга определяется по маркировке на круге.
Поперечная подача назначается в зависимости от ширины круга и вида шлифования по табл. 8.
Поперечная подача при плоском шлифовании
Таблица 8
Ширина шлифовального круга
Вк, мм, до
Вид шлифования
черновое
получистовое
чистовое
Поперечная подача Sn, им/ход
30
16
10
4
32
26
15
8
40
32
20
10
50
40
25
12
80
64
35
20
Продольная подача и подача на глубину резания определяются в зависимости от материала заготовки и его состояния припуска на обработку и поперечной подачи по табл. 9.
Продольная подача и подача на глубину резания при плоском шлифовании
Таблица 9
Материал детали
Продольная подача Sпр
м/мин
Припуск на обработку Z, ми, до
Поперечная подача Sn
8
12
18
27
39
Подача на глубину резания Sв, мм
Сталь незакаленная
6-10
0,17
0,35
0,50
0,085
0,133
0,168
0,056
0,089
0,113
0,038
0,059
0,076
0,025
0,039
0,051
0,018
0,028
0,36
Сталь закаленная
10-20
0,25
0,35
0,50
0,042
0,058
0,069
0,042
0,043
0,045
0,028
0,089
0,031
0,020
0,021
0,028
0,013
0,013
0,014
10.
6. Определение основного времени при плоском шлифовании
Основное время при плоском шлифовании периферией крута То (в мин) рассчитывается по формуле
Т0 = L * B * Z / 1000 Sn* Sпр*Sв (4)
где,
L = Lшл + 30 — длина шлифования, мм;
Lшл – длина шлифуемой поверхности;
В = Вшл + Вк+ 5 — ширина шлифования, мм;
Вшл — ширина шлифуемой поверхности, мм;
Вк — ширина шлифовального круга, мм;
Z — припуск на обработку, мм;
Sпр — продольная подача, м/мин;
Sn поперечная подача мм/ход;
Sв — подача на глубину резания, мм.
10.7. Пример расчета режима резания и основного времени при круглом шлифовании
Требуется провести чистовое шлифование цилиндрического вала размером 350х180 мм (dз x Lшл) из закаленной стали, используя шлифовальный круг 500х80 мм (Dк x Bк).
Расчёт проводится в следующем порядке.
а) По формуле (1) определяем фактическую рабочую скорость резания (Частота вращения шлифовального круга берется из паспортных данных стайка):
Vк= 3,14 ·500·1200 / 1000·60 = 31,4 м/с
б) По табл. 4 выбирается припуск на обработку 2Z = 0,5 мм.
в) Определяем круговую подачу Sкр = 48 и/мин и продольную минутную подачу Sпр = 2500 мм/мин по табл. 6. Из формулы (2) находим, что частота вращения заготовки
nз = 1000· 48 / 3,14· 78196 об/мин.
Принимаем по станку (из паспортных данных) ближайшую к расчетной частоту вращения заготовки nз = 150 об/мин.
г) По табл. 7 определяем поперечную подачу Sn = 0,008 мм/ход.
Формирование эффективного цикла круглого шлифования с радиальной подачей
[1] Режимы резания при операциях, выполняемых на шлифовальных и отделочных станках с ручным и полуавтоматическим управлением. Путеводитель, типография АТОКСО, Челябинск, (2007).
[2] Общие машиностроительные правила о режимах резания для технического регулирования работы шлифовально-отделочных станков. НИИтруда, Москва, (1967).
[3] Общие машиностроительные правила о режимах резания для технического регулирования работы металлорежущих станков. Часть 3: Протяжные, шлифовальные и отделочные станки, Типография ЦУНТИ, Москва, (1978).
[4] Общие машиностроительные нормы о времени и режимах резания регламентирующих работ, выполняемых на многоцелевых и универсальных станках с числовым программным управлением. Ч. 2. Правила режимов резания. М.: Экономика, 1990.
[5] П. Крайник, Р. Дразумерик, Дж. Бэджер, Ф. Хашимото, Оптимизация цикла шлифования кулачковых кулачков для повышения производительности, J. CIRP Annals – Manufacturing Technology, 63 (2014) 333-336.
DOI: 10. 1016/j.cirp.2014.03.036
[6] И. Гальего, Интеллектуальное бесцентровое шлифование: глобальное решение для нестабильности процесса и оптимального проектирования цикла, J. CIRP Annals — Manufacturing Technology, 56 (1) (2007) 347-352.
DOI: 10.1016/j.cirp.2007.05.080
[7] П. Крайник, Р. Дразумерик, Дж. Бэджер, Оптимизация периферийного некруглого цилиндрического шлифования с помощью адаптируемого процесса с постоянной температурой, J. CIRP Annals — Manufacturing Technology, 62 (2013) 347-350.
DOI: 10.1016/j.cirp.2013.03.012
[8] Д. Барренечеа, Х. Альварес, Х. Маркинес, И. Гальего, И. М. Перелло, П. Крайник, Анализ стабильности и алгоритмы оптимизации для настройки бесцентрового шлифования с подачей, Международный журнал станков и производства, 84 (2014) 17-32.
[10] П. Комли, И. Уолтон, Т. Джин, Д.Дж. Стефенсон, Процесс шлифования с высокой скоростью съема материала для производства автомобильных коленчатых валов. J. Анналы CIRP — Технология производства, 55 (1) 2006 г. , стр. 347–350.
DOI: 10.1016/s0007-8506(07)60432-6
[11] Д.Э. Анельчик, Циклы бездефектной обработки на шлифовальных станках, металлорежущих станках; Республиканский междисциплинарный научно-технический сборник, 17 (1989) 68-71.
[12] Дж. Петерс, Р. Аренс, Процедура оптимизации трехфазных циклов шлифования серии без промежуточной правки, J. Annals of the CIRP 29(1) (1980) 195-200.
DOI: 10.1016/s0007-8506(07)61321-3
[13] С. Малкин, Оптимизация цикла измельчения, J. Annals of the CIRP 30(1) (1981) 223-226.
DOI: 10.1016/s0007-8506(07)60930-5
[14] Б. Роу, Принципы современной технологии шлифования, Издательство Уильяма Эндрю, Норидж, (2009).
[15] С.Н. Корчак, Эффективность процесса заземления стальных деталей, Машиностроение, Москва, (1974).
Радиальное шлифование – Радиальное шлифование, Вертикальное шлифование, шлифование по внутреннему диаметру, внешнему диаметру, Шлифование по Бланшару, Бесцентровое шлифование, Хонингование
Радиальное шлифование имеет более чем 41-летний опыт, обеспечивая внутреннее и внешнее шлифование, плоское шлифование, хонингование, вертикальное, бесцентровое шлифование и шлифование по Бланшару. Мы предоставляем все проекты с отчетом об инспекции и пакетом документации. Нашими основными ценностями являются обслуживание клиентов и качество.
Свяжитесь с нами сегодня. Мы рассчитываем на сотрудничество с вами по всем вашим потребностям в шлифовании.
Что отличает радиальное шлифование
Помещение контроля качества, температура и влажность регулируются
Возможности контроля КИМ (Mitutoyo)
Записи – электронные и печатные копии – хранятся в течение 10 лет
Вальцовка, разбартовка для развальцевания медных труб
Вальцовка. Что это такое? Прежде, чем выбрать инструмент или детали, нужно вникнуть в смысл их предназначения, ознакомиться с характеристиками. по сути, вальцовка — это процесс деформации металла в заданном направлении. Случаи применения вальцовки В первую очередь, данное действие просто необходимо, если нужно получить некоторое изделие, а в серийном или масштабном производстве такого не выпускают. Вальцовка для монтажа кондиционера широко применяется. Ведь обеспечить целостность и функции устройства можно лишь с полным набором даже самых маленьких деталей. Также технология подразумевает в процессе выполнения работ подбор нужного размера с учетом углов изгиба труб, диаметра, измеренного внутри. Такая особенность широко используется в монтаже водопроводных систем.
Особенности применения в частных случаях В условиях повседневности выполняются вальцовочные работы при монтаже кондиционеров, ремонте холодильников, морозильных установок, теплонасосов.
В первом случае медные трубки развальцовывают. Гайки для кондиционера устанавливают в нужное положение и завершают работу, заполнив изолированную систему фреоном. Соединение наружного и внутреннего корпуса с помощью медных трубок – неотъемлемая часть всей системы. Чтобы отремонтировать морозильную систему, холодильник или теплонасос, нужно провести те же действия, что и с кондиционером. Потому как принцип монтажа и работы в этих разновидностях бытовой техники одинаковый. Если же произошла разгерметизация системы, были заменены детали, нужно восстановить прежнее функциональное состояние. Для этого участки трубы пропаивают и проводят вальцовку. Без таких манипуляций невозможно выполнить всю работу до конца и закачать фреон. Процесс как таковой
Развальцовку труб выполняют с помощью специального инструмента. Чтобы не пришлось, как некоторые это делают в кустарных условиях, натягивать медную трубку на конусный шаблон вручную, что далеко не всегда дает нужный результат. Ведь в итоге может получиться замятие тонкого металла, а что еще хуже – разрыв трубки в месте растяжения.
В домашних условиях можно воспользоваться экспандером. Он растягивает диаметр трубки до нужного размера по принципу рычага. Такое приспособление может быть полезно, но если нет необходимости менять трубы и устанавливать кондиционер каждый год, то можно обойтись и без него. Адаптер для прямых соединений просто необходим. Ведь состояние каждого элемента, стыка и шва должно быть идеальным. Специализированное техническое приспособление
В профессиональной деятельности используют твердосплавные валики. Они прокатываются внутри трубок до тех пор, пока не получится желаемый результат. Каждый оборот валика в заданном направлении увеличивает степень деформации в нужном месте. За счет постепенное воздействие оказывает нужный эффект без появления побочных действий и брака. В конечном итоге отсутствуют следы разрывов, ведь постепенное воздействие на металл плодотворно влияет на структуру изделия. По всей площади стенки трубок остаются одинаковой толщины. Даже если они изначально были разной толщины, то механическое воздействие сравняет погрешности до равномерного слоя. Непосредственно на поверхности трубки металл будет гладким, без дефектов. Такой результат можно получить, если вальцовщик качественный и надежный. Дорогостоящее устройство должно себя окупить. Оно необходимо тем, кто планирует предоставлять услуги по монтажу различных систем. Ведь без этих приспособлений невозможно развивать данное направление бизнеса.
Общие требования Медная труба и соединения должны отвечать эксплуатационным требованиям. Лишь полное соответствие параметров и характеристик позволит получить надежное использование кондиционера, холодильника, тепловой системы. Все условия представлены в соответствующих нормативах. Их можно проверить в инструкции по применению устройства или по ГОСТу. Выбирая проверенные, надежные технические приспособления и детали, пользователь обеспечивает продолжительный эксплуатационный срок без возникновения неудобств с этими изделиями.
Автор: viselega
Вальцовка металла | Компания Невские Ресурсы
ГлавнаяСпец. предложенияПодробности
Профессиональная вальцовка металла — еще одна задача, которую с успехом решают специалисты компании «Невские Ресурсы». Собственное производство на основе оборудованной современной технической базы позволяет нам поддерживать гибкую, демократичную ценовую политику и гарантировать безупречное качество вальцевания металлов в любые формы. Мы используем в работе современные станки и последние мировые технологии обработки высокопрочных материалов. Если возникают трудности в понимании самого процесса, предлагаем вам ознакомиться более визуально на сам процесс вальцовки металла.
Вальцовка или вальцевание – это процесс изменения формы, размера, диаметра металлической заготовки с помощью специального металлопрокатного оборудования.
Способы пластической деформации стальных деталей и придание им нужной конфигурации (конусной, цилиндрической, квадратной, овальной) используются людьми со времен старинного кузнечного дела. Теперь трудоемкую ручную ковку железа могут заменить «умные» машины. Вальцовочный парк в нашей компании «Невские Ресурсы» состоит из нескольких станков. Большие вальцы — вальцовка до 25 мм, средние вальцы — вальцевание толщиной до 8 мм, и малые вальцы — сгибаем вальцовкой минимальный диаметр 60 мм и толщиной до 4 мм. Для закатки вальцовкой толщин более 60 мм применяем доработанный станок.
Технологии нового тысячелетия стали более совершенны. Методы вальцовки металла упрощены и автоматизированы. Созданы мощные высокопроизводительные гидравлические станки с электроприводом, удобные инструменты, конструкции с ручным управлением, позволяющие легко работать в различных масштабах, с любым сырьем. Наш мини завод позволяет решить задачи простым техническим путем! Вся обработка от резки развертки до получения конуса или обечайки в одном месте — в компании «Невские Ресурсы»!
Выгодные условия компании «Невские Ресурсы»:
Стоимость вальцовки листов металла – 100 р. за шт., труб – 50 р. за штуку;
Возможно выполнение заказа всего за 1 рабочий день;
Вы получаете предварительные расчеты, бесплатные консультации;
Прием заказов на штучные изделия и большие партии;
Предоставляем все современные виды вальцевания;
Для вас разработают индивидуальную инженерно-проектную документацию, чертежи;
Наши станки способны обрабатывать металл толщиной 0,5-6 см, шириной до 2,5 метра;
Применяем разные виды стали (оцинкованная, нержавеющая), алюминий, медь, углеродистые сплавы, цветные и черные металлы, твердые полимеры и резину;
Обширный каталог наших изделий поможет вам легко сориентироваться в заказе;
Выполним работу по вашему эскизу или предложим свой профессиональный вариант;
Ведется строгий контроль над качеством обработки материалов;
Вы получите приятные скидки при постоянных заказах;
Предлагаем выгодные условия партнерам, разработаем коммерческое предложение;
Вы приобретаете надежные гарантии и добросовестное отношение наших сотрудников.
Мы также будем рады вам предложить целый спектр дополнительных услуг по металлопрокатным работам. К ним относится развальцовка, завальцовка труб, способ вальцевания «в радиус» и др. Эти методы обеспечивают более прочные, надежные соединения деталей и труб, герметичные швы и долгий срок эксплуатации.
В понятие вальцовки входит целый перечень технических процессов, которые изменяют параметры твердых заготовок. Это может быть формирование стального уголка, швеллера, узкой полосы, сужение и расширение стенок трубы, создание профнастила, изменение поперечного сечения, формы (круг, овал, квадрат, конус и т.п.). Кроме того, применяется холодный и горячий (сварочный) методы обработки твердого сырья.
Холодная вальцовка листов металла – безупречный способ обработки.
Технологию холодного вальцевания сегодня предпочитают все цивилизованные страны мира. Такую популярность легко объяснить целым рядом весомых преимуществ. К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
Виды вальцовки металла и их назначение
3 основных вида вальцовки металла:
Штамповочная технология. Этот способ применяется для деталей с одинаковыми размерами и техническими параметрами. Он позволяет поддерживать высокую производительность процесса, необходимую для работы с крупной партией сырья. Как правило, штампованные детали используются в больших промышленных цехах и заводах.
Формовочная технология вальцовки металла. Такая техническая операция позволяет обрабатывать самые разные заготовки и детали. Формовочное вальцевание включает в себя: одноручьевый тип (высокая производительность), многоручьевый (сложные формы с разным сечением), периодический (повторяющиеся изделия).
Отделочная технология вальцовки металла. Такой способ позволяет создавать на обрабатываемой детали рельефную поверхность. В качестве заготовок применяются стальные профили, пруты, турбины, лопасти и другие сложные заготовки. В этой технологии мы используем наиболее эффективный, холодный тип вальцевания.
Мы принимаем заказы на изготовление партий деталей, а также единичных изделий. С заказчиком всегда согласовывается применение определенных технологий исходя из объема заказа, а также требований к качеству продукции. При этом наша компания устанавливает разумные цены на услуги вальцовки металла.
Оборудование для вальцовки металла компании «Невские ресурсы»
На рынке современного металлопроката сегодня представлены высокотехнологичные инструменты, позволяющие производить вальцовку сложных нестандартных изделий с высокой точностью. Наша производственная база оснащена самыми последними техническими разработками, инструментом и оборудованием. Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации.
Промышленные машины для вальцевания, которыми оснащена наша производственная база, представляют собой мощные станки из высокопрочной стали с длительным сроком службы. Принцип работы заключается в обкатке материала вокруг вращающихся вальцев, имеющих разный радиус. У нас работают лучшие 3-х и 4-х валковые универсальные машины самого последнего технического образца.
В устройстве станка располагается основной верхний вал и 3 или 4 вальца, позволяющие изменять угол обработки изделия, создавая на выходе заданную форму детали или диаметр трубы. Функциональность металлопрокатного оборудования зависит от объемов работ, от толщины обрабатываемого металла или ширины листа.
Чем толще лист, тем радиус полученной детали становится соответственно меньше. Наиболее продуктивны трёх-четырёх-роликовые машины. Обычно парные валы располагаются симметрично либо асимметрично друг другу. Их количество напрямую влияет на производительность и уровень качества полученного результата.
3-х-валковое устройство – имеет доступную стоимость, обладает скоростью 5 м в минуту и рассчитано на заготовки от 6 мм толщиной. Слишком тонкий стальной лист не всегда зажимается валиками и может выпасть из станка во время обработки.
В 4-х валковом универсальном станке процесс полностью автоматизирован, скорость 6 м/мин, исключены сбои, выскальзывание детали и другие неполадки. Станок управляется удобным пультом. Это самое дорогое, но и самое совершенное современное оборудование для вальцовки.
Для разных целей используются соответствующие листогибочные станки и инструменты. Если для заготовок из мягкой меди достаточно простых инструментов, то для вальцевания труб и прутов твердой стали мы применяем специальные многофункциональные машины для создания изделий по индивидуальному и серийному заказу.
Процесс вальцевания должен производиться в установленной последовательности и с соблюдением всех норм, поэтому оптимальным решением станет обращение в специализированную металлообрабатывающую компанию с хорошей деловой репутацией! Профессиональный подход к решению вопроса позволит избежать необоснованных финансовых потерь и быть уверенным в качестве готовой продукции.
На текущий момент у нас есть возможность изготовления, вальцевания обечаек из листового металлашириной до 2000 мм и толщиной от 0,5 мм до 60 мм.
Этапы вальцовки металла:
Анализ технических параметров металла, физико-химических свойств сырья;
Замеры (расстояния между деталями и технические характеристики;
Изгибание листа, трубы и внутренней решетки под давлением;
Снятие нагрузки с готового изделия.
Несмотря на почти полную автоматизацию нашего производства, процесс качественного вальцевания требует специальных навыков и технических знаний. В компании «Невские Ресурсы» работают инженеры и мастера высокой квалификации, настоящие профессионалы в сфере современного металлопроката. Мы выполняем любые заказы в минимальные сроки.
Почему вальцовка металла – становится все более востребована в современном мире?
Применение вальцовки в разных областях.
Металлопрокатные операции выполняют ряд многочисленных задач по изменению, деформации металлических деталей и заготовок. Вальцовка используется в строительстве, турбинном производстве, при формировании инженерных коммуникаций (вентиляция, теплообменное оборудование), при обработке кромок изделий, в мебельной промышленности и пр.
Как сделать заказ?
Заполнить форму заявки на нашем сайте;
Получить бесплатную консультацию о ценах и сроках;
Заказать предварительную смету.
Вы можете также связаться с нашими менеджерами по телефону либо написать нам на e-mail . Доверьте работу надежным профессионалам!
Наши контактные телефоны: (812) 906-55-55, (921) 945-44-44, (900) 626-33-11
В техническом отделе вы сможете получить консультацию по всем вопросам, включая стоимость изделий.
Для оформления заказа достаточно связаться с нашими менеджерами по указанным телефонам или электронной почте : [email protected]
Rolling in It (TV Series 2020–2021)
Episode guide
Cast & crew
User reviews
Trivia
IMDbPro
TV Series
2020–20212020–2021
1h
IMDb RATING
5.5/10
33
ВАША ОЦЕНКА
Игровое шоу
Стивен Малхерн представляет новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера, знаменитые гости, объединяются в три команды, чтобы скатывать монеты по конвейерной ленте и выигрывать наличные. .. Читать всеСтивен Малхерн представляет новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера, знаменитые гости в трех командах, катят монеты по конвейерной ленте, чтобы выиграть денежные призы. Стивен Малхерн представляет это новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера звездных гостей в трех командах катят монеты по конвейерной ленте, чтобы выиграть денежные призы.
IMDb RATING
5.5/10
33
YOUR RATING
Stars
Stephen Mulhern
Jimmy Carr
John Thomson
Stars
Stephen Mulhern
Jimmy Carr
John Thomson
Смотрите производство, кассовые сборы и информацию о компании
Смотрите больше на IMDbPro
Episodes14
Обзор эпизодов
2 сезона
21See all
2 years
20212020See all
Photos
Top cast
Stephen Mulhern
Self — Presenter
Jimmy Carr
Self — Contestant
John Thomson
Self — Участник
Флер Ист
Самостоятельно участник
Джо Суош
Самостоятельно участник
Джоэл Доммет
0003 Self — конкурсант
Samia Longchambon
Self — конкурсант
Vick Hope
Self — конкурс
Марк.
Саир Хан
Самоучастник
Крис Камара
Самоучастник
Энтони Коттон
Самоучастник
Jennie McAlpine
Self — Contestant
Gemma Collins
Self — Contestant
Jordan Banjo
Self — Contestant
Will Mellor
Self — Contestant
Martine McCutcheon
Самостоятельный участник конкурса
Все актеры и съемочная группа
Производство, кассовые сборы и многое другое на IMDbPro
Еще
в копейке
Знаменитый сок
Эпик -геймшоу Алана Карра
Сюжетная линия
Знаете ли вы
Обзоры пользователей 3
Обзор
Показанный пробуждение
1/
0
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111t Я имею в виду, да, это относительно развлекательное игровое шоу, но одна пара всегда в конечном итоге крадет все внимание и получает все деньги, а в последний момент их крадут другие, и все меняется или нет. Общие знания настолько просты, что все зависит только от того, насколько хорошо вы умеете бросать монету в правильном направлении. Стивен, пожалуйста, просто придерживайся крылатой фразы, у тебя уже достаточно денег. Это шоу — переломный момент для Wish.
Полезно • 0
0
ElodiedaNzelman
28 августа, 2021
Подробности
Дата выпуска
Август 8, 2020 (Великобритания)
9000 9000 9000
.
Официальный сайт
ITV Hub (Великобритания)
Язык
Английский
Компании-производители
Over the Top Productions
ITV — Independent Television
See more company credits at IMDbPro
Technical specs
Runtime
1 hour
Color
Sound mix
Stereo
Related news
Contribute to эта страница
Предложить редактирование или добавить отсутствующий контент
Top Gap
Под каким названием Rolling in It (2020) был официально выпущен в Индии на английском языке?
Ответить
Еще для изучения
Недавно просмотренные
У вас нет недавно просмотренных страниц
App Store: Rolling In It
Описание
Загрузите официальную игру Rolling In It БЕСПЛАТНО уже сегодня!
Вы любите мелочи? Вы всегда мечтали забрать домой крупный выигрыш с игрового шоу? Теперь у вас есть шанс с официальной игрой Rolling In It. Основанный на популярном телевизионном игровом шоу, вы можете продемонстрировать свои знания викторины и выиграть по-крупному на гигантском аркадном автомате Rolling In It!
• В главной роли Стивен Малхерн • Играйте онлайн и офлайн • Потрясающая 3D-графика • Фантастический звук и музыка • Собирайте специальные монеты • Отвечайте на тысячи забавных вопросов • Сражайтесь с другими игроками по всему миру • Поднимайтесь в списках лидеров
Rolling In It также предлагает подписку VIP Pass со множеством эксклюзивных преимуществ!
Когда вы зарегистрируетесь, оплата будет снята с вашей учетной записи iTunes при подтверждении покупки. Ваша подписка будет автоматически продлеваться, если она не будет отключена по крайней мере за 24 часа до окончания текущего периода, после чего с вашей учетной записи будет взиматься плата за продление в течение 24 часов. После покупки вы можете управлять своей подпиской в настройках своего аккаунта.
Загружая это приложение, вы соглашаетесь с нашей политикой конфиденциальности и условиями обслуживания, доступными по адресу https://www.barnstormgames.com/rii-app-privacy-policy/ и https://www.barnstormgames.com/terms. -of-service/
Загрузите официальную игру Rolling In It БЕСПЛАТНО сегодня!
Версия 1.5.3
• Исправлена ошибка, из-за которой очень высокие баллы иногда сбивались • Различные настройки и улучшения
Рейтинги и обзоры
1,1 тыс. оценок
Обычно не пишут обзоры приложений, но…
Посмотрел первое шоу на ITV и подумал, что это выглядит весело, рад, что у них есть приложение. Я попробую. Пользовался им почти каждый день в этом месяце. Недостатком является два аспекта: во-первых, ваши противники ненастоящие, но это нормально. Компьютер хорошо уравновешивает игру, как в сериале. Изначально в нем также было несколько ошибок, в большинстве случаев награды замораживали игру. К счастью, есть полезный инструмент для связи с разработчиками, которые быстро и вежливо отвечают и исправляют проблему. Именно по этой причине я пишу этот отзыв. Часто я использую приложение, и если в нем есть ошибка, трудно сообщить и исправить. Здесь нет проблем.
Спасибо, что нашли время написать такой приятный отзыв, мы ценим это!
5/5
Я смотрел это шоу много раз, я большой поклонник Стивена Малхерна, и я думаю, что шоу великолепно, и я люблю играть в него на своем телефоне, это потрясающе, когда я получаю вопросы, на которые я не знаю ответов. Я узнаю что-то новое, я рекомендую играть в эту игру! Это одна из тех игр, где вы на грани, задаваясь вопросом, где окажется монета, и это заставляет вас нервничать
Не могу решиться на эту игру…
Несмотря на то, что вы можете играть в нее, и она может вызвать привыкание, сама игра временами просто глупа. Наличные в значительной степени бесполезны, они просто необходимы для уровней и для входа в игру и улучшения флип-монет. Больше всего вам нужны золотые слитки для такого реролла. Награды, которые вы можете получить, будь то 5, 10 или 15 баров, которые вы получаете за выполнение миссий, просто недостаточны, когда вам нужно 200. Это нормально, если вы хотите потратить на игру реальные деньги, но если вы хотите играть для удовольствия, как большинство людей хотели бы, чтобы это нужно было изменить. Будь то одиночная игра или многопользовательская, не важно, в этом вопросе должен быть какой-то запас хода, потому что я не собираюсь тратить реальные деньги на улучшение своих результатов.
Спасибо за подробный отзыв! У нас есть ряд новых вещей, которые позволят вам получить больше золота бесплатно. Кроме того, не забывайте, что каждые несколько часов у вас есть шанс получить бесплатное золото во фриролле.
Разработчик, Barnstorm Games, указал, что политика конфиденциальности приложения может включать обработку данных, как описано ниже. Для получения дополнительной информации см. политику конфиденциальности разработчика.
Данные, используемые для отслеживания вас
Следующие данные могут использоваться для отслеживания вас в приложениях и на веб-сайтах, принадлежащих другим компаниям:
Расположение
Идентификаторы
Данные об использовании
Данные, связанные с вами
Следующие данные могут быть собраны и связаны с вашей личностью:
Покупки
Контактная информация
Идентификаторы
Данные об использовании
Данные, не связанные с вами
Могут быть собраны следующие данные, но они не связаны с вашей личностью:
Расположение
Диагностика
Методы обеспечения конфиденциальности могут различаться в зависимости, например, от используемых вами функций или вашего возраста.
Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях. Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
В этой статье:
Термитная сварка
Электродуговая контактная сварка
Газопламенная сварка
Электрошлаковая сварка
Плазменная сварка
Термомеханический класс сварки
Термитная сварка
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают. Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.
Термическая сварка применяется для соединения:
рельс;
труб;
контуров заземления;
наплавки металлов;
заполнения трещин.
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой «ССР» — «стыковое соединение рельсов».
Электродуговая контактная сварка
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Ручная дуговая сварка (ММА, РДС)
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
мало- и высокоуглеродистые стали;
чугун;
нержавеющую сталь;
алюминий.
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Аргоновая сварка (TIG)
Аргоновой сваркой соединяют:
черные металлы;
легированные стали;
алюминий;
титан;
медь.
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.
Сварка полуавтоматом (MIG/MAG)
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:
черные металлы;
легированную сталь;
алюминий.
Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Сварка под флюсом
Газопламенная сварка
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени). Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Для сварки труб используют небольшие модели с длиной 40 см.
Для разогрева битума при укладке рубероида нужны длинные версии до 90 см.
Ювелирная сварка выполняется маленькими горелками длиной 16 см.
Электрошлаковая сварка
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной. Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
алюминий;
никель;
медь;
жаропрочные стали;
титан.
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Плазменная сварка
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
горение плазменной дуги между плазмотроном и изделием;
горение дуги между двумя неплавящимися электродами плазмотрона и выдувание плазмы газовой струей.
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
молибдена;
вольфрама;
никеля — тех металлов, которые соединить другим способом невозможно из-за высокой температуры плавления.
Термомеханический класс сварки
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная. Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Какой вид сварки легче всего освоить?
СкрытьПодробнее
Легче всего научиться варить полуавтоматом. Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Какой аппарат купить для гаража, дачи?
СкрытьПодробнее
Зависит от будущих решаемых задач. Для сварки мангала, калитки — хватит простого ММА инвертора. Чтобы варить двери, ворота, теплицы — купите полуавтомат MIG. Если предстоит работать с нержавейкой или алюминием, используйте инвертор TIG AC/DC.
Существуют ли универсальные аппараты?
СкрытьПодробнее
Да, есть сварочное оборудование 2 в 1 или 3 в 1. В них сочетается ММА с MIG или TIG, или все три режима сразу. Купив такой аппарат, можно легко переключаться с одной задачи по сварке на другую.
Чем газовая сварка пропаном отличается от сварки ацетиленом?
СкрытьПодробнее
По принципу выполнения — ничем. По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Взаимозаменяемы ли пропановая и ацетиленовые горелки?
СкрытьПодробнее
Нет! У них разная форма мундштуков.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
принципы классификации. Особенности, сферы применения
Мосты, корабли, самолёты – всё, чем так гордится человечество, первоначально строилось при помощи ковки либо клёпки. В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.
Первый мост, созданный методом сваривания, был сделан в СССР в городе Киеве. Он соединил левый и правый берега Днепра. Мощный толчок развитию сварочных технологий, как ни странно, принесла беда. В годы Великой Отечественной Войны на заводах, эвакуированных за Урал, танки стали собирать сваркой. Время потребовало технологию быстрой и качественной сборки, и она была создана в кратчайшие сроки.
После окончания войны, необходимость быстрого восстановления страны подтолкнула внедрение сварочных технологий в различные отрасли народного хозяйства. Не осталась в стороне от этой прогрессивной технологии и космонавтика. Поскольку Советский Союз был пионером в освоении космоса, то сварка на орбите впервые в мире была произведена на советском космическом корабле «Союз-6» в 1969 году.
Именно в это время сваривание металлов прочно вошло во все отрасли народного хозяйства. Клёпка и ковка остались разве что в арсенале мастеров художественных изделий.
Дальнейшее развитие сварочных технологий в современном мире пошло в сторону улучшения самого процесса, наращивания возможностей сварочных аппаратов и расширения областей применения этой прогрессивной техники.
Принципы классификации сварки
Количество способов и видов сваривания различных материалов уверенно перевалило за полторы сотни. Для того, чтобы качественно сварить металлы, необходимо правильно выбрать метод сваривания. В этом поможет классификация видов сварки. Существует множество «самодельных» классификаций, которые создают хаос в данном вопросе и способствуют закупке оборудования, несоответствующего поставленным задачам. Единственно правильным подходом следует считать практику классифицирования по принципу осуществления физического воздействия, степени технического обеспечения и применению различных технологий.
Признаки физического воздействия
Для определения класса сварки необходимо рассмотреть форму приложенной энергии.
Различают три класса сварки:
термический;
термомеханический;
механический.
Термический класс объединяет в себе процессы, происходящие за счёт использования различных видов тепловой энергии. Наибольший объём работ в этом классе выполняется дуговой и газовой сваркой. Эти два вида обязательны в любых производствах, связанных с созданием металлических конструкций или их ремонтом.
Термомеханический класс предполагает два вида воздействия: нагрев и давление. Ярким примером служит контактная сварка, когда электроды одновременно разогревают и сжимают детали. Гораздо реже встречаются другие представители этого класса: дугопрессовая, диффузионная и кузнечная.
Состав механического класса не велик, но достаточно интересен. С одной стороны это экономически выгодные виды сварки, а с другой стороны, они требуют столь специфических условий, что имеют очень малую область применения. Экономическая выгода обусловлена отсутствием нагрева. К этому классу относят холодную сварку давлением (гипербарическая),сварку трением, ультразвуковую сварку и сварку взрывом.
Технические признаки
Для этой классификации задействованы такие принципы:
принцип защиты от окисления;
непрерывность процесса;
уровень механизации.
Качество шва зависит от степени защиты от окисления. Наиболее распространёнными считаются технологии сваривания в среде защитных газов. Часто встречается защита флюсом, пеной и различными комбинированными способами.
Классификация видов сварки по непрерывности процесса не требует особых разъяснений и имеет всего два вида: непрерывные процессы или прерывистые. По степени механизации тоже сильно не мудрили и остановились на следующем варианте классификации:
ручные;
механизированные;
автоматизированные;
автоматические.
Классификация по технологическим принципам
По технологическим принципам виды сварки классифицируются в зависимости от того, какие технологии лежат в основе процесса сваривания. Это очень разветвлённая и не лишённая противоречий классификация, которая постоянно уточняется и обновляется. Например, в отдельный вид выделена технология дуговой сварки, здесь же она разделяется на mig/mag, mma, tig, которые, в свою очередь, разделяются по виду сварочного тока, диаметру и виду электрода и многим другим признакам.
Виды сварки
Ручная дуговая сварка (MMA)
Это основа всех основ. Именно с этого вида сваривания начинался победный марш сварочных технологий по различным отраслям производства. В те времена достаточно было иметь сварочный трансформатор и пачку электродов, чтобы варить везде: от судостроения, трубопроводов, до ворот на даче. В наше время источники сварочного тока стали на порядок легче, намного экономичнее и мощнее. Разработано множество технологий сваривания в зависимости от пространственного положения шва, химического состава и толщины металла.
Основное преимущество данного вида сварки – простота и доступность оборудования, возможность выдвинуться в любую точку на местности (при наличии электросети или мобильного генератора). Из недостатков можно отметить небольшой перечень свариваемых материалов. В основном, это чёрные металлы. Как любой вид ручной работы, требует значительной квалификации сварщика. Особенно это касается сваривания потолочных и вертикальных швов, сваривания толстых листов металла.
Этим видом сваривания охвачено не более 1% от всей массы сварочных работ. Но обойтись без него невозможно, если речь идет о цветных металлах. Этот способ позволяет варить практически всё. Причем шов получается высочайшего качества, даже при сваривании тонких листов металла. Отсюда и область применения этого метода распространяется на судостроение, авиастроение, создание космических аппаратов. Самое массовое применение этого вида сваривания можно наблюдать в автомобилестроении и кузовном ремонте.
Сварка осуществляется вольфрамовым или графитовым электродом в среде, которая создаётся подачей защитного газа в район сварочной ванны. Применяются смеси из активных и инертных газов, в зависимости от материала свариваемых деталей. Основными недостатками этого метода принято считать значительную стоимость работ, которая складывается из дорогого оборудования, расхода газов и использования сварщиков высокой квалификации.
Полуавтоматическая сварка (MIG/MAG)
Этот вид соединения деталей очень похож на предыдущий, но в качестве электрода здесь используется специальная проволока, которая подаётся в зону сваривания автоматически. Для этого в аппаратах MIG/MAG предусмотрен подающий механизм. Защита сварочной ванны от воздействия кислорода воздуха может производиться либо подачей защитного газа, либо применением порошковой проволоки, либо флюсом. Основная область применения полуавтоматов – сваривание цветных металлов и легированных сталей.
Чаще всего в качестве защитного газа используется углекислый газ. Работа на полуавтомате не требует высокой квалификации у сварщика. Ещё один плюс этого вида – его высокая производительность. Поэтому повсеместно распространено использование этого способа на массовых производствах, где имеет место сваривание длинных швов на листовых металлах.
Газовая сварка
Этот вид сваривания имеет больше недостатков, чем преимуществ, но остаётся актуальным более 100 лет. Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
простота оборудования;
высокая мобильность;
широчайший перечень свариваемых материалов;
сварка и резка «в одном флаконе».
Недостатки, которые сдерживают её применение на производстве, в основном, определяются неизбежно широкой зоной нагрева. Из-за этого процессы происходят медленно с большим расходом газа, что сказывается на себестоимости работ. Ещё один минус – это невозможность автоматизации таких процессов и как следствие — необходимость высокой квалификации сварщика.
Точечная (контактная) сварка
В более широком понимании эта сварка называется контактной, но большее распространение получила одна из её разновидностей – точечная сварка, поэтому в обиходе этот вид соединения деталей называют точечной сваркой. Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Этот вид не требует особой рабочей квалификации, но невозможен без дорогого оборудования и ограничен в толщине и форме соединяемых деталей. Зато точечная сварка хорошо автоматизируется и имеет высокую производительность. Наибольшее распространение она получила на массовых производствах, конвейерных линиях. Самый яркий и весомый пример – сварочные роботы в автомобильной промышленности.
Механическая сварка
Чаще её называют сваркой взрывом. С её помощью покрывают одни металлы другими. Выполняется за счёт нагрева, который образуется при трении одного металла о другой.
Электрошлаковая сварка
Очень редкий вид, применяется для получения ковано-сварных изделий. Сварочный ток пропускают через шлак, используя в качестве электродов проволоку, стержни и т. п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
Плазменная сварка
Один из тепловых видов сваривания и резки металлов. Очень производительный вид, поддающийся полной автоматизации. Характеристика плазмотрона позволяет создать мощный концентрированный поток плазмы, которым и производится сваривание (чаще резка) металла.
Электронно-лучевая сварка
В этом виде сваривания тепло создаётся электронным лучом. Понятно, что работы должны проводиться в вакуумной камере или на выходе из неё. Вид очень редкий, требует специального дорогого оборудования и применяется в редких случаях.
Лазерная сварка
В отличие от предыдущего вида, лазерная сварка нашла широкое применение в различных отраслях промышленности. Созданы разные типы лазеров (твердотельные, газовые, жидкостные, полупроводниковые), доступные широким слоям населения. Кроме промышленных установок, имеется большое количество самодельных станков с ЧПУ, созданных на основе лазера и микроконтроллерного управления.
Диффузионная сварка
Одна из разновидностей тепломеханической сварки. Детали разогревают и сдавливают одновременно. Для качественного прохождения процессов необходим вакуум. Как следствие, возникает необходимость создания дорогих установок, поэтому применяется только в очень ответственных узлах космической, авиационной и электронной промышленности.
Сварка высокочастотными токами
Специфический вид создания неразъёмных соединений, который традиционно закрепился на автоматизированных линиях по изготовлению трубопроводов. Очень высокопроизводительный и максимально автоматизированный метод. К месту сваривания труб подводится специальный высокочастотный индуктор и через несколько секунд разогретые токами высокой частоты трубы соединены. Ни огня, ни копоти.
Правильный выбор – основа успеха
4 различных типа сварочных процессов 2022
Если вы думаете о карьере сварщика, важно определить область, в которой вы хотели бы специализироваться. Существует более 30 различных типов сварочных процессов, от газокислородной к более сложным практикам лазерного луча. Тем не менее, эти разновидности обычно делятся на четыре основных типа.
4 основных типа сварочных процессов
Подайте заявку на получение степени сварщика в NEIT!
Загрузка…
Существует четыре основных типа сварки: дуговая сварка металлическим электродом в среде защитного газа (GMAW/MIG), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и дуговая сварка порошковой проволокой (FCAW).
В этом посте мы подробно расскажем об особенностях, назначенных каждому процессу, и выделим различия между ними. Продолжайте читать, чтобы узнать все, что вам нужно знать о четырех основных типах сварки и о том, для чего они используются.
Дуговая сварка металлическим газом (GMAW/MIG)
Этот процесс, также известный как сварка в среде инертного газа или MIG, использует тонкую проволоку в качестве электрода. Проволока нагревается по мере прохождения через сварочный аппарат к месту сварки. Защитный газ должен использоваться для защиты сварного шва от загрязняющих веществ в воздухе.
Обычно это двуокись углерода, кислород, аргон или гелий. Этот метод часто используется для обработки таких металлов, как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и т. д. Из всех сварочных процессов этот наиболее популярен в строительной и автомобильной промышленности.
Дуговая сварка металлическим электродом в среде защитного газа считается одной из самых простых в освоении технологий сварки, что делает ее особенно интересной для начинающих сварщиков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Некоторые недостатки, связанные с этим типом процесса сварки, связаны с затратами на получение защитного газа, а также с невозможностью сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG)
Этот тип сварки, также известный как сварка вольфрамовым электродом в среде инертного газа или сварка TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Это обычно применяется к производству велосипедов или самолетов.
В отличие от других типов сварки, при сварке TIG для получения сварного шва используется неплавящийся вольфрамовый электрод. Вам по-прежнему потребуется внешний источник газа, обычно это аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных для освоения, и он обеспечивает самое высокое качество сварных швов.
Поскольку между дугой и областью сварки находится лишь крошечная область, для выполнения требуется огромная точность и мастерство. Сварные швы, полученные этим методом, известны своей чрезвычайной прочностью.
Дуговая сварка в защитном металле (SMAW)
Этот тип сварки основан на ручной технике с использованием плавящегося электрода, покрытого флюсом. Этот метод, как правило, наиболее популярен среди сварщиков на дому. Этот процесс также более неофициально известен как сварка стержнем.
Прозвище относится к электроду, используемому для сварки металла, который имеет форму «палки». Поскольку дуговая сварка защитным металлом требует минимального оборудования, это один из самых недорогих процессов.
Этот вид сварки не требует защитного газа и может выполняться на открытом воздухе при ветре или дожде. Он также хорошо работает с грязью и ржавыми материалами. Тем не менее, недостатки действительно существуют.
Сварка электродом
обычно не позволяет производить продукцию самого высокого качества. Они склонны к пористости, трещинам и неглубокому проникновению. В целом, сварные швы менее долговечны, чем другие виды сварки.
Дуговая сварка порошковой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка с флюсовой проволокой вращается вокруг процесса непрерывной подачи проволоки. Существует два отдельных процесса, связанных с дуговой сваркой с флюсовой проволокой.
В одном из них используется защитный газ, а в другом используются самозащитные вещества, образующиеся при разложении флюса внутри проволоки.
Этот вид сварки известен тем, что он недорогой и простой в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в этой области.
Также позволяет сварщикам выполнять работу на открытом воздухе (ветер не повлияет на сварку). Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярным процессом для строительных проектов.
Начните свою карьеру сварщика в Технологическом институте Новой Англии
Степень младшего специалиста в области технологии сварки в NEIT, одной из лучших школ сварки в стране, дает интенсивный практический опыт, необходимый для начала карьеры в области сварки.
Программа предназначена для того, чтобы помочь учащимся овладеть навыками сварки и монтажа трубопроводов, познакомить их с САПР, проектированием зданий и научить читать чертежи. Дополнительная теория и практика также включены в учебную программу.
Выпускники
будут подготовлены к ряду различных отраслевых должностей, включая инженера по сварке, сварщика на производстве, техника по промышленному проектированию, инженера по контролю качества, дизайнера CADD, техника CADD, продавца сварочной промышленности и техника по испытанию материалов.
Учащиеся также будут подготовлены к будущим сертификационным экзаменам посредством имитационного квалификационного теста сварщика.
9 типов сварочных процессов и их применение
Последнее обновление
Когда вы начинаете учиться сварке, вы легко можете быть ошеломлены огромным количеством доступной информации по этому вопросу. Может быть трудно начать свое путешествие по сварке, не зная о различных существующих типах сварки. Некоторым легче научиться, а другим довольно сложно.
В то время как при определенных типах сварочных процессов получаются чистые валики, которые имеют привлекательный внешний вид и практически не требуют очистки, другие типы приводят к прямо противоположному результату. Какой металл планируете сваривать? Это имеет значение. Чтобы упростить тему, мы собрали важную информацию о девяти различных типах сварочных процессов.
9 типов сварки
1. TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Изображение предоставлено: Prowelder87, Wikimedia
Первым типом сварки является сварка TIG, которая также известна под названиями Heliarc и дуговой сварки вольфрамовым электродом (GTAW). При этом виде сварки электрод неплавящийся и изготовлен из вольфрама. Это один из немногих видов сварки, который можно выполнять без присадочного металла, используя только два свариваемых металла. Вы можете добавить присадочный металл, если хотите, но вам придется подавать его вручную. Газовый баллон необходим при сварке TIG, чтобы обеспечить постоянный поток газа, необходимый для защиты сварного шва. Это означает, что его обычно лучше выполнять в помещении и вдали от элементов.
Сварка ВИГ — это точный тип сварки, который создает визуально привлекательные сварные швы и не требует очистки, так как не оставляет брызг. Из-за этих особенностей это сложный вид сварки, который лучше всего подходит для опытных сварщиков.
2. Дуговая сварка порошковой проволокой (FCAW)
Изображение предоставлено: Alfred T. Palmer, Wikimedia
Этот тип сварки аналогичен сварке MIG. Фактически, сварщики MIG часто могут выполнять двойную функцию сварщика FCAW. Как и при сварке MIG, проволока, служащая электродом, и присадочный металл подаются через вашу трубку. Здесь все начинает отличаться. Для FCAW проволока имеет ядро из флюса, которое создает газовую защиту вокруг сварного шва. Это устраняет необходимость во внешнем газоснабжении.
FCAW лучше подходит для более толстых и тяжелых металлов, так как это тип сварки при высокой температуре. По этой причине его часто используют для ремонта тяжелой техники. Это эффективный процесс, который не создает много отходов. Поскольку нет необходимости во внешнем газе, это также низкая стоимость. Тем не менее, останется немного шлака, и его потребуется немного очистить, чтобы получить красиво законченный сварной шов.
Читайте также: Что такое холодная сварка? Тщательное понимание
3. Дуговая сварка в защитном металле (SMAW)
Изображение предоставлено Джастином МакГарри из Hull Technicians, Wikimedia
Этот процесс сварки начался в 1930-х годах, но продолжает обновляться и совершенствоваться сегодня. Он остается популярным видом сварки, потому что он прост и легок в освоении, а также дешев в эксплуатации. Однако он не создает самых аккуратных сварных швов, так как легко разбрызгивается. Обычно требуется очистка.
Сменный электрод «палка» также выполняет роль присадочного металла. Создается дуга, которая соединяется от конца стержня с основным металлом, расплавляя электрод в присадочный металл и создавая сварной шов. Стержень покрыт флюсом, который при нагревании образует газовое облако и защищает металл от окисления. При охлаждении газ оседает на металле и превращается в шлак.
Поскольку для этого не требуется газ, этот процесс можно использовать на открытом воздухе даже в неблагоприятных погодных условиях, таких как дождь и ветер. Он также хорошо работает на ржавых, окрашенных и грязных поверхностях, что делает его идеальным для ремонта оборудования. Доступны различные типы электродов, которые легко заменяются, что упрощает сварку металлов самых разных типов, хотя это не очень удобно для тонких металлов. Сварка стержнем — это высококвалифицированный процесс, требующий длительного обучения.
4. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Сварка MIG — это простая форма сварки, которую могут легко выполнять начинающие сварщики. MIG означает металлический инертный газ, хотя его иногда называют газовой дуговой сваркой металлическим электродом (GMAW). Это быстрый процесс, который включает в себя подачу присадочного металла через трубку, в то время как газ выбрасывается вокруг него, чтобы защитить его от внешних элементов. Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, который можно использовать для сварки различных типов металлов различной толщины.
Присадочный металл представляет собой расходуемую проволоку, которая подается с катушки и действует также как электрод. Когда дуга создается от кончика проволоки до основного металла, проволока плавится, становясь присадочным металлом и создавая сварной шов. Проволока непрерывно подается через трубку, что позволяет вам выбрать желаемую скорость. При правильном выполнении сварка MIG дает гладкий и плотный сварной шов, который выглядит привлекательно.
5. Лазерная сварка
Изображение предоставлено: Krorc, Wikimedia Commons
Этот тип сварки можно использовать для металлов или термопластов. Как следует из названия, он предполагает использование лазера в качестве источника тепла для создания сварных швов. Его можно использовать на углеродистой стали, нержавеющей стали, стали HSLA, титане и алюминии. Он легко автоматизируется с помощью робототехники и поэтому часто используется в производстве, например, в автомобильной промышленности.
6. Электронно-лучевая сварка
Изображение предоставлено: SDASM Archives, Flickr
Это тип сварки, при котором высокоскоростной пучок электронов создает тепло за счет кинетической энергии, сваривая два материала вместе. Это очень сложная форма сварки, которая выполняется машиной, как правило, в вакууме.
См. также: Таблица символов сварки: объяснение основ (с иллюстрациями)
7. Плазменная дуговая сварка
Плазменно-дуговая сварка похожа на GTAW, но использует меньшую дугу, что повышает точность сварки. Он также использует другую горелку, достигая гораздо более высоких температур. Газ сжимается внутри палочки, создавая плазму. Затем плазма ионизируется, делая ее электропроводной. Это позволяет создавать дугу, создавая невероятно высокие температуры, которые могут расплавить основные металлы. Это позволяет выполнять плазменно-дуговую сварку без присадочного металла, что еще одно сходство со сваркой TIG.
Этот тип сварки обеспечивает глубокий провар с узкими швами, получение эстетически привлекательных швов, а также высокий уровень прочности. Кроме того, возможны высокие скорости сварки.
8. Атомно-водородная сварка
Атомно-водородная сварка представляет собой сварку с очень высокой температурой, которая раньше была известна как дуговая атомная сварка. Этот тип сварки предполагает использование газообразного водорода для защиты двух электродов из вольфрама. Он может достигать температур выше температуры ацетиленовой горелки и может выполняться с присадочным металлом или без него. Это более старая форма сварки, которая в последние годы была заменена сваркой MIG.
См. также: Что такое кузнечная сварка? Тщательное понимание
9. Электрошлаковая сварка
Это усовершенствованный процесс сварки, который используется для вертикального соединения тонких кромок двух металлических пластин. Вместо того, чтобы сваривать снаружи соединения, он будет располагаться между краями двух пластин. Медная электродная проволока подается через расходуемую металлическую направляющую трубку, которая будет выступать в качестве присадочного металла. Когда подается электричество, создается дуга, и сварной шов начинается в нижней части шва и медленно продвигается вверх, создавая сварной шов на месте шва по мере его прохождения. Это автоматизированный процесс, выполняемый машиной.
См. также: 17 интересных фактов о сварке, которые могут вас удивить
Заключение
Надеюсь, теперь у вас есть общее представление о различных типах сварки. Некоторые виды выполняются машинным способом и требуют дорогостоящего специального оборудования.
что это такое, какой бывает, устройство, назначение и расчет
Содержание
1 Что такое ростверк и для чего он нужен?
1.1 Виды по признакам
2 Материалы для изготовления
2.1 Железобетон
2.2 Металл
2.3 Дерево
2.4 Бетон
3 Какие бывают?
3.1 Высокий (надземный)
3.2 Повышенный (наземный)
3.3 Низкий (подземный)
4 Где применяется?
4.1 Фундамент для забора
4.2 Свайный куст
5 Зависимость типа ростверка от свай
6 Размеры и габариты
7 Нормативная документация
Столбчатый фундамент состоит из двух функциональных элементов — свай и ростверка.
В буквальном переводе с немецкого Rostwerk — решетка и строение, что описывает конструкцию, но не объясняет ее предназначения.
Главная задача, для которой устанавливают ростверк — равномерное распределение нагрузки на несущее основание строения.
Что такое ростверк и для чего он нужен?
Обычно при строительстве жилых домов и других сооружений долгой эксплуатации укладывают ленточный фундамент, но это не всегда возможно из-за грунтовых вод, глубокого промерзания почвы или нестабильных грунтов. В этих случаях используют свайный фундамент или монолитную плиту, а для равномерности нагрузки сверху устанавливают конструкцию ростверка.
[stextbox id=’info’]Наиболее распространенный вариант — рама из железобетонных балок или плит, прочно опирающаяся на надежно установленные столбы. Ростверк объединяет оголовки свай и создает жесткую опору для сооружения.[/stextbox]
Также ростверком называют бревенчатый настил, уложенный на подушку из щебня, песка или гравия — такой фундамент в сочетании со сваями пригоден для легких сооружений.
В многоэтажных домах решетчатые конструкции устанавливают между этажами и наверху здания для повышения жесткости и разделения нагрузки на вертикальные конструкции. Выбор ростверка зависит от типа грунтов, фундамента и специфики будущего сооружения.
Виды по признакам
Место. Ростверки укладывают на землю, заглубляют или подвешивают.
Материал. Используется дерево, металл, бетон или железобетон.
Исполнение. Монолитные, сборные и сборно-монолитные.
Равномерное распределение нагрузки от строения на опорную часть фундамента и несущее основание — главная задача, которую решает ростверк. Горизонтальная конструкция связывает столбы или сваи фундамента.
Платформа равномерно распределяет вес строения на опоры, передающие нагрузку на грунтовое основание. Единая конструкция фундамента предотвращает неравномерную просадку постройки, появление трещин в стенах, сырости и коррозии.
Материалы для изготовления
Выбор материала для изготовления ростверка зависит от нескольких факторов:
типа фундамента;
нагрузки на фундамент;
типа грунта;
высоты грунтовых вод.
Железобетон
Наиболее удобный вариант ростверка для бетонных свай — надежный, стабильный, долговечный и распространенный материал. Изготавливают из стальной арматуры и бетона, образующих прочную и износостойкую конструкцию. Используется в строительстве тяжелых многоэтажных зданий и промышленных объектов, реже — для загородного жилья (смотрите: типы частных домов).
Различают сборные и монолитные железобетонные ростверки. Сборные изготавливают в заводских условиях и собирают на площадке.
преимущества — прочность и легкость монтажа;
недостатки — необходимость использования грузоподъемной техники и гидроизоляции соединительных узлов.
Арматура в виде плоского или объемного каркаса многократно повышает прочность, затвердевший бетон хорошо переносит нагрузки при сжатии.
Металл
Используется двутавр или швеллер. Профильный прокат обеспечивает жесткость и прочность конструкции. Металлический ростверк подходит для одноэтажных домов и в свайно-винтовых фундаментах. Металл прикрепляют к оголовкам свай сваркой.
Металлические сваи и ростверк требуют предварительной защитной обработки, так как они подвержены коррозии. Обычно используют на пучинистых грунтах.
преимущества — жесткая и надежная конструкция;
недостатки — необходимость использования крановой техники, обработки швов из-за коррозийной неустойчивости сварочных соединений.
Дерево
Деревянный брус или короб из доски под ростверки используют для легких деревянных или каркасно-щитовых домов. Между брусьями и сваями следует уложить гидроизоляцию из толя или рубероида. Чтобы сохранить древесину от гниения, необходимо обработать элементы специальной биозащитной пропиткой.
Брусья к сваям прикрепляют кронштейнами или болтами. Этот материал сейчас почти не используется.
преимущества — конструкции легкие и недорогие, быстрый монтаж;
недостатки — невысокая прочность, необходимость дополнительной обработки.
Бетон
Используется для небольших строений при максимальном количестве опор. Оголовки свай должны быть заглублены в бетон ростверка минимум на 10 см. Отсутствие арматуры не позволяет сильно нагружать подобные конструкции, критичны нагрузки на изгиб. Специалисты не рекомендуют использовать этот тип ростверков.
преимущества — простота и дешевизна;
недостатки — ненадежность.
Какие бывают?
Существуют три типа ростверка по расположению относительно нулевой отметки.
Высокий (надземный)
Располагается значительно выше отметки грунта или воды. Пояс балок висит над поверхностью грунта или воды, не касаясь их. Нагрузка в этом случае принимается только опорами фундамента. Используют в холодном климате или при угрозе подтопления построек, а также для строительства над водой или на заболоченных участках.
Повышенный (наземный)
Основание ростверка совпадает с нулевой отметкой. Верхний слой грунта иногда убирают и насыпают устойчивый к вспучиванию грунт, например, песок. Этот вид ростверка считают самым надежным, поскольку нагрузку удается распределить равномерно на опоры и на грунт через балки.
Низкий (подземный)
Часто используется в строительстве промышленных объектов. Ростверк заглублен в грунт ниже нулевой отметки. Под него копают неглубокий котлован, на основании которого устраивают подстилающий слой из стабильного при замерзании грунта.
Далее устанавливают опалубку, арматурный каркас и бетонируют. Можно также использовать сборную железобетонную или металлическую конструкцию.
Где применяется?
Классические ленточные фундаменты надежны, но часто не могут быть использованы в сложных грунтах. Ленточно-ростверковые (свайно-ростверковые) фундаментные конструкции лишены этого недостатка: они отлично справляются с нагрузкой и почти не имеют ограничений в применении.
При строительстве на склонах и в неустойчивых грунтах свайно-ленточные фундаменты позволяют обойтись без насыпи или снятия грунта. Они надежнее и дешевле — стоимость ниже классических ленточных на 10-25%.
Фундамент для забора
Свайно-ленточные фундаменты для заборов эффективны на глубоко промерзающих или пучинистых грунтах, хотя возможно использование в любых условиях. Если планируется тяжелый забор (облицовочный кирпич, бутовый камень), то такой тип фундамента также окажется самым удачным.
Опорами служат глубоко врытые столбы или сваи, заглубленные до отметки на 10 см ниже глубины промерзания. Лента из монолитного бетона на высоте 15–20см от поверхности грунта равномерно распределяет нагрузку на опоры.
[stextbox id=’alert’]Важно! Устройство такого фундамента обходится недешево, поэтому предварительно рекомендуем обратиться к профессионалам для выбора типа фундамента и расчетов.[/stextbox]
Свайный куст
Несколько опор, объединенных ростверком, используется для массивных конструкций. Виды свайных кустов:
три сваи треугольником;
четыре сваи квадратом;
пять свай: четыре квадратом, пятая в центре, расстояние между сваями 2,5–3,5 диаметров свай;
лента: сваи в одну или две линии, расстояние между ними не менее трех диаметров;
свайное поле — ряды свай, образующие сплошное поле, расстояние между сваями 3–6 м.
Ростверк для куста свай также может быть высоким, поверхностным или заглубленным.
Зависимость типа ростверка от свай
Сваи для фундаментов изготавливают предварительно или бетонируют непосредственно на месте установки (буронабивные сваи).
На готовых сваях делают ростверки из деревянного бруса, железобетона, металлического профиля или бетона. Брус к оголовку опоры крепят болтами, металлический профиль и закладные детали балок ростверка приваривают.
Буронабивные сваи бетонируют в стальных или полимерных трубах, в которые устанавливается арматурный каркас и используют высокопрочный бетон. Ростверки после изготовления свай бетонируют в опалубке, в которую при необходимости предварительно устанавливают арматуру.
Размеры и габариты
Рассчитывают ростверки под колонны и ленточные по несущей способности при основных, дополнительных и особых нагрузках. Может проводиться расчет на раскрытие трещин при разных нагрузках. Аналогично рассчитывают ростверки круглого и квадратного сечения.
Основные характеристики ростверков:
Минимальная ширина ленточного ж/б — 40 см, высота — 30 см. Точные размеры определяются расчетами.
Размеры подошвы под колонны, ступени, подколонник принимаются размерами, кратными 300 мм, а высота плиты, ступеней и подколонника — кратной 150 мм.
В плане размеры принимаются кратными 30 см, а размер наружного контура на 20 см должен превышать размер свайного куста.
Высота ростверка на 40 см превышает глубину стакана (следует учесть необходимость заделки анкерных болтов). Расчетная высота должна быть минимальной и кратной 15 см.
Поперечные сетки арматуры стенок стакана ростверка устанавливаются на расстоянии не более 20 см и до ¼ глубины заделки колонны.
Количество арматурных сеток под ж/бколоннами — не менее 2, под стальными — не менее 4. По высоте между сетками должно быть 5–10 см.
Фундаменты полей свай размерами более 10х10 м проектируют аналогично кустовым.
При наличии агрессивных грунтовых вод под ростверк устраивают втрамбованную в грунт и пролитую битумом щебеночную подушку толщиной от 10 см.
[stextbox id=’warning’]Советуем почитать: Виды и этапы строительства столбчатых фундаментов[/stextbox]
Нормативная документация
[stextbox id=’info’ defcaption=»true»]Свайные фундаменты с ростверками проектируют и строят, используя СНиП и прочую нормативную документацию. Это касается всех типов фундаментов.[/stextbox]
Для расчетов и соблюдения строительных норм используются следующие документы:
СНИП 3.02.01-87 Земляные сооружения.
СП 50-101-2004 Организация оснований зданий.
СП 24.13330.2011 Фундаменты свайные.
СНиП-2.02.01.83 Основания зданий и сооружений.
ГОСТ24022-80 Железобетонные фундаменты.
ГОСТ 24476-80 Железобетонные сборные фундаменты.
[stextbox id=’warning’]Еще по теме: Калькулятор фундамента онлайн с расчетами всех основных параметров[/stextbox]
Свайные фундаменты с ростверками удобны, у них отличная несущая способность, устраивать их можно в любых гидрогеологических условиях. Дополнительным преимуществом таких конструкция является минимальная подготовка строительного участка и небольшой объем земляных работ.
Что такое ростверк, классификация и типы ростверков
Ростверк (от нем. «рост» – решётка и «верк» – здание) – конструкция осуществляющая равномерную нагрузку здания на сваи или фундамент.
Ростверк – история и современность.
Первые ростверки представляли собой брусчатые решётки, на которые укладывался настил. Современные ростверки могут быть выполнены из дерева или бетона. Деревянные укладываются на подушку из щебня или гравия и применяются для постройки лёгких зданий. Бетонные же способны выдерживать большие нагрузки и широко применяются а гражданском и промышленном строительстве.
Классификация ростверков по уровню относительно нулевой отметки.
Различают три типа ростверков в зависимости от их расположения относительно нулевой отметки.
Высокий, повышенный или надземный ростверк. Расположен значительно выше нулевой отметки почвы или воды и обустраивается в портовых сооружениях, при строительстве зданий на воде или в заболоченной местности. Он приподнят над землёй и как бы висит в воздухе, позволяя избежать повреждения здания в случае наводнения.
Повышенный или наземный ростверк. Обустраивается таким образом, что его верх находится на нулевой отметке. Иногда для его создания с земли снимается верхний слой и укладывается специальный грунт, который имеет устойчивость к вспучиванию.
Низкий ищи подземный ростверк. Применяется при строительстве большинства промышленных сооружений и зданий. Характеризуется некоторой заглубленностью ниже нулевой отметки планировки. Под него роется небольшой котлован, на дно которого засыпается грунт, несущественно расширяющийся при замерзании.
Типы ростверков в зависимости от используемых свай.
Ростверки могут размешаться на готовых сваях или на сваях, формируемых по ходу строительства, существует также вариант размещения ростверков на буронабивных сваях.
Ростверки на готовых сваях связывают между собой специально подготовленные деревянные столбы, трубы, или железобетонные столбы.
Ростверки на буронабивные сваях формируются при помощи армирования и заливки бетоном во время строительства. Для создания свай используются металлические или полимерные трубы, внутрь которых устанавливается металлическая арматура, песок и щебень для подсыпки на дно, а также полимерная плёнка, предохраняющая основание сваи от воздействия грунтовых вод. Материалом для их заливки является бетон высокой прочности. После его затвердения сваи связываются между собой ростверками, которые заливаются в опалубку и при необходимости армируются.
Какие бывают ростверки по способу обустройства?
Существуют различные варианты создания ростверка. Это может быть бетонная лента, созданная методом литья в опалубку с армированием или без него, а может быть цельная железобетонная плита, соединяющая между собой столбы или сваи.
Ростверк для легких сооружений может представлять собой деревянные брусья, связывающие собой сваи и являющиеся опорами для будущих стен дома.
Ростверковый фундамент: виды, конструкция и преимущества
🕑 Время чтения: 1 минута
Ростверковый фундамент состоит из одного или нескольких ярусов балок (стальных или деревянных), уложенных под прямым углом друг к другу на слой бетона для распределения нагрузки по обширная территория.
Этот тип фундамента обычно используется для тяжелых несущих колонн, опор и лесов, где ожидается, что фундамент будет распределять большие нагрузки на большие площади.
При использовании ростверкового фундамента можно избежать глубоких котлованов, а глубину фундамента ограничить от 1 м до 1,5 м.
Содержание:
Типы фундаментов гриля
1. Фонд Grillage Grillage
2. Фонд деревянного гриля
Строительный фонд
.
Фундамент ростверк стальной
Фундамент ростверк деревянный
1.
Фундамент ростверк стальной
Фундамент ростверк стальной состоит из стальных балок, уложенных в один или два яруса и забетонированных.
Балки ростверка каждого яруса удерживаются на месте трубными сепараторами диаметром 25 мм и распорками 20 мм. Балки располагаются на соответствующем расстоянии друг от друга, чтобы можно было размещать и уплотнять бетон между ними.
Фундамент стальной ростверк
Между двумя балками рекомендуется сохранять зазор не менее 8 см. В любом случае расстояние между полками балок не должно превышать 1,5–2 ширины полки, но не более 30 см.
На наружных кромках внешних балок и над верхней полкой верхнего яруса сохраняется покрытие толщиной не менее 10 см для защиты балок от коррозии. Защитный слой бетона под нижней балкой должен быть не менее 15 см.
2. Фундамент под ростверк из дерева
Фундамент под ростверк из дерева применяется там, где грунт мягкий и постоянно заболоченный. Правильно спроектированный ростверковый фундамент из дерева может экономично поддерживать стены здания.
За счет ограничения веса грунта до 5,5 тонн/кв.м деревянная платформа заменяет бетонный блок, который обычно размещается под фундаментом стены в этом стиле строительства.
Деревянная платформа состоит из досок, которые обычно имеют толщину от 8 до 10 см и укладываются в два слоя, один продольный, а другой поперек стены, выходя на 45-60 см за основание основания с каждой стороны.
Доски имеют толщину от 5 см до 10 см на нижних уровнях, в зависимости от нагрузки и условий площадки. Прямоугольные отрезки бруса, расположенные на расстоянии не более 38 см от центра к центру, глубиной в 0,75 раза больше ширины, разделяют два слоя досок.
Устройство ростверкового фундамента
Ниже перечислены этапы возведения ростверкового фундамента:
Каркас должен удерживать ростверк на месте для прочного монолитного ростверкового фундамента.
Опалубка изготавливается из обрезных досок в виде прямоугольных желобов.
Высота опалубки колеблется от 1 до 1,5 футов, а ширина должна быть равна минимальной толщине стены здания
В опалубку заливается бетон для формирования бетонной подушки от 450 мм до 600 мм.
Секции ростверка (деревянные или стальные) укладываются над бетонной подушкой с достаточным покрытием со всех сторон.
Бетон заливается в фундамент до нужной глубины.
Минимальный защитный слой 10 мм должен сохраняться на верхнем ростверке во избежание коррозии стальных балок.
Устройство ростверкового фундамента
Преимущества ростверкового фундамента
Время, необходимое для установки и заливки ростверкового фундамента, сравнительно меньше, чем у обычного фундамента.
Ростверковый фундамент способен успешно трансформировать большие нагрузки на большую площадь.
Эти фундаменты используются для строительства важных конструкций, таких как опоры колонн и строительные леса.
Ростверковый фундамент позволяет избежать глубоких котлованов в слабых грунтах, а глубину фундамента можно ограничить 1-1,5 м.
Часто задаваемые вопросы
Что такое ростверк?
Ростверковый фундамент состоит из одного или нескольких ярусов балок (стальных или деревянных), уложенных под прямым углом друг к другу на слой бетона для распределения нагрузки на обширной площади.
Преимущества ростверкового фундамента перед обычным фундаментом: 1. Время, необходимое для устройства и заливки ростверкового фундамента, сравнительно меньше, чем для обычного фундамента. 2. Ростверковый фундамент способен успешно трансформировать большие нагрузки на большую площадь. 3. Эти фундаменты используются для строительства важных конструкций, таких как опоры колонн и строительные леса. 4. Ростверковый фундамент позволяет избежать глубоких котлованов в слабых грунтах, а глубина фундамента может быть ограничена 1-1,5 м.
Подробнее
Как построить фундамент из буронабивных свай?
10 Наиболее частые причины обрушения фундамента
Типы фундаментов для зданий и их использование [PDF]
Фундамент для ростверка – типы, конструкция, монтаж два или более яруса балок (обычно стальных), уложенных на слой бетона для распределения нагрузки по обширной площади, составляет
Фундамент ростверка . Используется в основании колонн. Эти ярусы залиты бетоном и расположены под прямым углом друг к другу. Этот тип фундамента обычно используется для колонн и лесов тяжелой конструкции.
Несмотря на то, что фундамент и ростверк выглядят одинаково, они разные. Там, где фундамент передает нагрузку от конструкции на грунт, ростверк распределяет большие нагрузки на большие площади.
Типы ростверкового фундамента
По материалам, используемым в строительстве, Ростверковый фундамент бывает двух видов:
Фундамент ростверка стальной
Фундамент ростверка деревянный
Фундамент ростверка стальной
Фундамент стальной ростверка состоит из стальных соединений или балок, которые устанавливаются в один или два яруса. Его название определяет его функцию и структуру, поскольку он состоит из стальных балок, структурно известных как прокатная стальная балка. С внешней стороны внешних балок, а также над верхними полками верхнего яруса сохраняется минимальное покрытие толщиной 10 см. Глубина бетона должна быть не менее 15 см. После того, как мы выровняли основание и залили бетон, мы должны проверить, чтобы уплотнение было выполнено правильно и образовался непроницаемый слой толщиной не менее 15 см. Он защищает стальную балку от грунтовых вод, которые могут привести к коррозии. Затем укладываем первый слой балок поверх бетонного основания на расстоянии от 100мм до 300мм, с помощью трубных разделителей. Далее заливаем бетон между и вокруг балок первого яруса. После этого укладываем второй ярус бруса под прямым углом к первым ярусам с помощью разделителя. Затем снова заливаем бетон между стальными балками и вокруг них. При этом соединяем стальные стойки с верхним ярусом с помощью опорной плиты, боковых уголков и косынки. Эти соединительные элементы также заделываются в бетон, чтобы сделать соединение жестким.
Строительство фундамента ростверка Всемирного Торгового Центра. Ссылка на фото: raredelights.com
Фундамент деревянного ростверка
Фундамент деревянного типа предназначен для тяжелонагруженных каменных стен деревянных колонн. Этот фундамент особенно удобен в заболоченных районах, где несущая способность грунта очень низкая и где нагрузка на грунт ограничена 50-60 кН/м 2 . Вместо стальных балок используются деревянные доски и деревянные балки. Между деревянными стыками нет бетона. Однако нижний бетон, предусмотренный в стальном ростверке, заменен деревянным настилом из деревянных досок. Выемка основания выравнивается. Нижний слой деревянных досок размером 20-30см, шириной 5-7,5см укладывается вплотную друг к другу без зазора между ними. Поверх этого слоя под прямым углом укладывается деревянный брус того же сечения, что и деревянный столб. Затем снова укладывается еще один слой досок под прямым углом к направлению балок. Верхний слой досок может быть 7,5-10 см. Толстый, заходящий на всю ширину основания стены, по которому возводится каменная стена.
Расчет фундамента ростверка
Для расчета фундамента ростверка требуется расчет нагрузок и моментов от надстройки. Исходя из этого, мы должны определить требуемую площадь основания для подходящего допустимого давления на грунт в данном состоянии. Разделив эту площадь, мы узнаем номера и размер каждого слоя ростверка. Затем мы должны спроектировать слой так, чтобы он выступал за край слоя выше. Он определит размеры балки, необходимые для сопротивления изгибающим моментам и силам сдвига. Ростверк нельзя заключать в бетон и порядок, потому что тогда композиционное действие балки и бетона будет деморализовано. Метод конструкции и нагрузки должны быть совместимы с проектными требованиями
Монтаж ростверкового фундамента
Ниже приведены этапы монтажа ростверкового фундамента:
Сначала для монолитного монолитного ростверка необходимо изготовить и установить каркас. Мы предпочитаем этот ростверк, потому что он более надежен.
Опалубка изготавливается из обрезной доски в виде прямоугольных желобов. Его высота составляет 1 фут, а ширина равна минимальной толщине стены дома. Между каждым ростверком должен быть установлен зазор около 6-8 дюймов.
Внутри опалубки необходимо установить каркас соединения арматуры с помощью вязальной проволоки.
Трубный калькулятор может выполнять следующие расчеты: вес погонного метра профильной трубы, квадратной, прямоугольной и круглой электросварной трубы стальной. Также можно рассчитать вес трубы из других металлов, и задать длину трубы в метрах.
Расчет ведется по формуле m = ro / 7850 * 0.0157 * S * (2 * a — 2.86 * S) * L, где m — вес трубы, ro — плотность материала (углеродистая сталь — 7850 кг/м³).
26% москвичей в деле ТВ-6 видят экономическую подоплеку — РБК
www.adv.rbc.ru
www.adv.rbc.ru
www.adv.rbc.ru
Скрыть баннеры
Ваше местоположение ?
ДаВыбрать другое
Рубрики
Курс евро на 26 октября EUR ЦБ: 60,46
(+0,31)
Инвестиции, 25 окт, 16:27
Курс доллара на 26 октября USD ЦБ: 61,33
(+0,17)
Инвестиции, 25 окт, 16:27
Как составить исчерпывающий портрет потенциального клиента
Pro, 15:32
В «Авито» назвали регионы, где сильнее всего подорожало загородное жилье
Недвижимость, 15:32
Акция памяти в связи с 20-й годовщиной «Норд-Оста». Фоторепортаж
Общество, 15:30
www.adv.rbc.ru
www.adv.rbc.ru
Iltalehti узнала, что Финляндия не откажется от военных баз НАТО в стране
Политика, 15:26
Военная операция на Украине. Главное
Политика, 15:24
Путин счел высоким конфликтный потенциал в мире
Политика, 15:21
Как устроены профессиональные сервисы организации командировок
РБК и Smartway, 15:21
Объясняем, что значат новости
Вечерняя рассылка РБК
Подписаться
Суд ЕС поручил отменить санкции против экс-главы Севастополя
Политика, 15:12
Экс-генерала СБУ обвинили в мошенничестве из-за второй зарплаты
Политика, 15:10
ТАСС узнал, что Собчак собирались задержать
Политика, 15:06
Как новичку в продажах быстро стать руководителем отдела
Pro, 14:58
Как ограничить курение: сингапурский подход
Партнерский проект, 14:58
Военная операция на Украине. Онлайн
Политика, 14:57
В Сочи 31 октября пройдет встреча Путина, Алиева и Пашиняна
Политика, 14:55
www.adv.rbc.ru
www.adv.rbc.ru
www.adv.rbc.ru
«Выгодное начало» от
Ваш доход
0 ₽
Ставка
0%
Подробнее
БАНК ВТБ (ПАО). Реклама. 0+
Согласно исследованию РОМИР, большинство москвичей (26,1%) считают основной причиной происходящего с телеканалом ТВ-6 экономический конфликт между его владельцами. В этой группе преобладают самые молодые респонденты (18-29 лет) и участники опроса с высшим и неполным высшим образованием.
19,6% респондентов считают, что происходящее — это эпизод борьбы власти с олигархами. Борьбу властей с творческим коллективом телеканала и лично Евгением Киселевым усматривают в происходящем 15,6% опрошенных, среди которых преобладают женщины.
3,8% респондентов полагают, что события вокруг ТВ-6 — это проявление борьбы властей против свободы слова в России. Другие версии происходящего выдвинули 9,1% опрошенных. Затруднились с ответом на данный вопрос 25,8% участников исследования. Всего были опрошены 500 москвичей.
Напомним, что телекомпания ТВ-6 сегодня с 00:00 полностью прекратила свое вещание. Приказ о прекращении вещания канала издан Министерством печати в соответствии со вступившими в законную силу решениями арбитражного суда Москвы и постановлением судебного пристава Центрального административного округа Москвы. Постановление суда также содержит запрет на передачу в любой форме действующей лицензии на телевизионное вещание иному юридическому лицу.
Киселев
«Выгодное начало» от
Ваш доход
0 ₽
Ставка
0%
Подробнее
БАНК ВТБ (ПАО). Реклама. 0+
Страница не найдена — РОО «Ассоциация победителей олимпиад»
Ваши ФИО*
Ваш email*
Ваш номер телефона*
Какой предмет вы хотели бы преподавать?*
Расскажите кратко о своих олимпиадных достижениях*
Приложите резюме* Объём файлов не должен превышать 20 Мбайт / Доступные форматы: doc / docx / rtf / pdf / html / txt
Please leave this field empty.
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
Ваша электронная почта*
Из какого вы региона?*
Расскажите, как мы могли бы сотрудничать*
Please leave this field empty.
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
ФИО*
Ваша электронная почта*
Ваш номер телефона*
Образовательное учреждение*
Расскажите кратко, какая у вас сложилась ситуация с олимпиадным движением в школе и какого результата вы ожидаете от сотрудничества с АПО*
Please leave this field empty.
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
Ваш email
Каким предметом вы интересуетесь
Выберите наиболее подходящий статус Статус не выбранУченикРодительПредставитель школыПедагог
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
ФИО ученика
Дата рождения ученика
Класс
Образовательное учреждение
Город образовательного учреждения
ФИО родителя
Телефон родителя
Email родителя
Выберите группу Группа не выбрана
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
ФИО ученика
Дата рождения ученика
Класс
Образовательное учреждение
Город образовательного учреждения
ФИО родителя
Телефон родителя
Email родителя
Выберите группу Группа не выбрана
Мотивационное письмо Объём файла не должен превышать 2 Мбайт / Доступные форматы: doc / docx / rtf / pdf / html / txt
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
ФИО
Телефон
Email
Образовательное учреждение
Город образовательного учреждения
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
ФИО
Телефон
Email
Проект / отдел
Должность
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
ФИО ребенка
Название образовательного учреждения
Город образовательного учреждения
ФИО родителя
Телефон родителя
Email родителя
Нажимая на кнопку, вы принимаете положение и согласие на обработку персональных данных.
Войти
Родитель
Буду покупать курсы для своего ребёнка Зарегистрироваться
Обучающийся
Сам буду проходить курсы Зарегистрироваться
Представитель школы
Буду заказывать услуги для своего образовательного учреждения и контролировать их исполнение Зарегистрироваться
Home
Мужчина погиб после того, как его сбил грузовик на автомагистрали I-44 в Талсе
1-я годовщина двух пропавших без вести в Терли; Семья ищет ответы
Полиция Талсы ищет пропавшего 75-летнего мужчину
Государственные школы Бристоу отменяют занятия по средам из-за отключения воды
Результаты чтения детей в Оклахоме резко упали после пандемии
Жить сейчас
Новости 6 утра
16 минут назад
Новости В 6:5 утра Выпуск новостей
18 минут назад
30:00 Выпуск новостей
Самое популярное
«Я чувствую, что живу в фильме ужасов:» Семья человека, убитого топором, говорит
Нация чероки открывает мясоперерабатывающий завод в резервации
Strother Государственные школы закрыты в понедельник после убийства
Серебряное предупреждение о пропаже 70-летнего мужчины
Предупреждение о наводнении действует в нескольких округах Оклахомы
1-я годовщина двух пропавших без вести в Терли; Семья ищет ответы
Получайте ежедневные обновления!
Будьте в числе первых, кто получит последние новости, прогноз погоды и общие новости от News on 6 прямо на ваш почтовый ящик!
Только 6
Прогноз на утро среды с Аланом Кроуном
Ссылки, упомянутые 26 октября 2022 г.
Обратный отсчет 6 мест в Оклахоме, где обитают самые привидения
Нация чероки открывает мясоперерабатывающий завод в резервации
Город Бартлсвилль принимает предложения по реконструкции первой христианской церкви
Серебряное предупреждение о пропаже 70-летнего мужчины
Управление шерифа компании Rogers Co. присудило грант на оказание помощи заключенным в лечении психических расстройств
Уолтерс выступает за «патриотическое обучение» учителей Оклахомы
Сезон дебатов: кандидаты выходят на сцену по всей стране
Спорт
Помощь Gilgeous-3 OKC 3 Top Short-Handed Clippers
Дональд из НФЛ и Браун из НБА прекращают свои сделки с агентством Йе
Гром в поисках первой победы в сезоне
Рецепты
Копченая грудка индейки без костей с медом из Оклахомы Джо
Кухонный уголок: кольцо для тако с жутким пауком
Приготовление пищи: Хэллоуин угощений
Дом
Пропустить до контента
Lawcall
Спросите эксперта
Rising Star
Конкурсы
Business Builder
Постановка Alabama для работы
9003 9002 9003
. Постановка Alabama
9003 9002 9003
. : Будьте готовы к вторичному сезону суровых погодных условий
Угроза суровой погоды во вторник закончилась, но в это время года мы все еще можем наблюдать сильные штормы в конце октября, ноябре и декабре.
Некоторые школы, посвященные росту гриппа,
Blount Co. Шериф: мужчина, предположительно, нарезал подругу более чем 100 раз, расчленяла ее тело
Инфляционный бастер
222 ‘У нас в плане. существующих заявителей: многие нуждаются в помощи по аренде жилья в Бирмингеме
Прогноз
ПЕРВОЕ ПРЕДУПРЕЖДЕНИЕ: в среду станет прохладнее и суше
Обновлено: 10 часов назад
|
Лорен Линахан
Некоторые проплывающие облака будут держаться всю ночь, но к утру температура должна снова упасть до 40 градусов.
Округ Шелби
Округ Шелби проводит тренинг для работников избирательных участков
Обновлено: 11 часов назад
|
Аажен Робинсон
Сотрудники избирательных участков округа Шелби собрались во вторник на первую тренировку перед предстоящими выборами.
Shelby County
ATF проводит тренинг по расследованию взрывов в Калере
Обновлено: 11 часов назад
|
Автор: Aajene Robinson
Мы никогда не хотели бы об этом думать, но офицеры должны тренироваться на предмет взрывов и взрывов, чтобы обеспечить нашу безопасность.
Anniston устанавливает новые камеры видеонаблюдения
Обновлено: 14 часов назад
|
By Bria Chatman
Полицейское управление Аннистона устанавливает еще шесть камер в качестве еще одной меры безопасности в районе.
Центральная Алабама
Бывший сотрудник больницы Грандвью арестован за сексуальное насилие над несколькими людьми
Обновлено: 16 часов назад
|
Персонал WBRC
Власти установили, что подозреваемый был идентифицирован как 39-летний Корнелл Ричардс из Бирмингема, Алабама.
National
Clorox отзывает некоторые продукты Pine-Sol из-за возможного бактериального заражения
Обновлено: 13 часов назад
|
Автор Greg Brobeck
Компания Clorox отзывает несколько ароматизированных чистящих средств для различных поверхностей, продаваемых под торговой маркой Pine-Sol, поскольку они могут быть заражены бактериями, которые могут быть опасны для людей с ослабленной иммунной системой.
Спутник и радар
ХАРАКТЕРИСТИКИ
ПОСЛЕДНИЕ ВИДЕО
ВИДЕО; Юго -восточная полоса HS
Инфляция Buster
25% алабамцев позади аренды
Центральная точка Расширяя отдел общественной безопасности
Magic Classics Classicers Morest News и Rain
9003
More Citlish Classicers Broved Wind Wind и Rain
More City Classicers Braved Wind и Rah
ВИДЕО: водитель UPS делает впечатляющий баскетбольный бросок во время доставки
Обновлено: 13 часов назад
|
Кесия Кэмерон и Джордан Гартнер
На этой неделе домовладелец из Южной Дакоты запечатлел трогательный момент на камеру видеонаблюдения Ring.
Эксклюзив WBRC: Аудит Бирмингемского водопроводного хозяйства показывает, что проблемы с выставлением счетов начались раньше, более широко распространены, чем признано коммунальными службами
Обновлено: 15 часов назад
|
Джонатан Хардисон
Новый аудит проблем с выставлением счетов, преследующих Совет по водоснабжению Бирмингема, обнаружил, что накопление непрочитанных счетчиков или невыставленных счетов началось намного раньше, чем считалось ранее, и затронуло больше клиентов, чем ранее публично признавалось,
Мэр Айрондейла обсуждает новые разработки для привлечения туристов и домовладельцев в город
Обновлено: 16 часов назад
|
By Gillian Brooks
Мэр Стюарт надеется, что строительство привлечет туристов и домовладельцев, но также говорит, что планы уже привлекают людей в этот район.
Национальный
Прокуроры: Подозреваемый на параде в Висконсине намеревался причинить вред людям
Обновлено: 13 часов назад
|
Ассошиэйтед Пресс и ТОДД РИЧМОНД
Дарреллу Бруксу предъявлено обвинение в шести убийствах и 70 других пунктах. Ему грозит обязательное пожизненное заключение, если его признают виновным по любому из пунктов обвинения в убийстве.
Штормовые убежища открываются в Центральной Алабаме в преддверии непогоды
Обновлено: 17 часов назад
|
Автор WBRC Staff
Несколько убежищ от штормов открыты сегодня днем и вечером из-за угрозы непогоды.
Национальный
8 кубинских женщин спасены от торговли людьми, говорит шериф
Обновлено: 22 часа назад
|
От сотрудников WFTS
В департаменте шерифа сообщили, что операция была начата после того, как они получили наводку.
Предварительные слушания по делу Маркуса Спаневело по делу Кэсси Карли
Обновлено: 18 часов назад
|
Персонал WBRC и персонал WALA
Назначено предварительное слушание по делу Маркуса Спаневело, человека, обвиненного в жестоком обращении с трупом в связи с исчезновением и смертью Наварры, штат Флорида, мамы Кэсси Карли.
Хорошие вещи
Городской совет утвердил 1 миллион долларов на переговоры в Бирмингеме
Обновлено: 19 часов назад
|
Автор: WBRC Staff
Программа обучения грамоте детей в Бирмингеме скоро расширится благодаря 1 миллиону долларов от городских властей.
Мужчина и женщина найдены мертвыми в результате пожара в доме Клэнтона; полиция расследует поджог
Обновлено: 19 часов назад
|
Персонал WBRC
Полиция сообщает, что в настоящее время расследуется способ поджога, который был начат, чтобы скрыть убийство двух человек.
Несколько школьных систем в Центральной Алабаме закрываются рано утром во вторник из-за угрозы непогоды
Обновлено: 19 часов назад
|
Автор WBRC Staff
Из-за угрозы потенциально неблагоприятных погодных условий в Центральной Алабаме школьная система объявила о досрочном увольнении и закрытии на вторник, 25 октября.
Sideline
Oak Mountain HS расстается с главным футбольным тренером
Обновлено: 20 часов назад
|
Персонал WBRC и Линден Блейк
Директор средней школы Оук-Маунтин Эндрю Ганн говорит, что 24 октября школа рассталась с главным футбольным тренером Тайлером Крейном.
Обновлено: 21 час назад
|
Шира Шерфилд
Следователи говорят, что ее тело было найдено 3 марта на клумбе сдаваемого в аренду дома на улице Норт-Монтгомери недалеко от Мидтауна.
ДОПОЛНИТЕЛЬНЫЕ НОВОСТИ
Хиропрактик Hartselle, обвиняемый в отравлении жены, отказался от залога
Обновлено: 16 сентября 2022 г., 10:26 CDT
|
Авторы: Джейвон Уильямс и Ник Кремер
Мужчина из Хартселла, обвиняемый в попытке убить свою жену, был освобожден под залог, и назначена дата слушания.
Национальный
Российский суд отклонил апелляцию Бритни Гринер о тюремном заключении
Обновлено: 17 часов назад
|
Ассошиэйтед Пресс
Однако в постановлении суда указано, что время, которое Гринер должна будет отбыть в тюрьме, будет пересчитано с учетом времени ее содержания под стражей до суда.
National
Adidas прекращает сотрудничество с Канье Уэстом из-за антисемитских высказываний
Обновлено: 12 часов назад
|
Авторы: ALEXANDRA OLSON и ANNE D’INNOCENZIO
Новости Таскалузы
Архитектор выбран для проектирования Saban Center и Tuscaloosa Event Center
Обновлено: 23 часа назад
|
By Kelvin Reynolds
Член городского совета Мэтью Уилсон, который представляет Первый округ, где будут построены оба здания, назвал это захватывающим временем для дальнейшего развития этой части Таскалузы.
22-летний подросток застрелен ночью недалеко от Pratt Hwy
Обновлено: 25 октября 2022 г., 7:24 CDT
|
Автор WBRC Staff
Полиция утверждает, что, по их мнению, Кейон Поллок подошел к дому, чтобы попросить о помощи, когда в него стреляли.
Большой шаг вперед для амфитеатра за 50 миллионов долларов от туристического бюро
Обновлено: 24 октября 2022 г., 22:59 CDT
|
Olivianna Calmes
Сегодня местные лидеры проголосовали за большой шаг в создании нового амфитеатра в Бирмингеме. Бюро посетителей района Большого Бирмингема сообщает WBRC, что это действительно огромный первый шаг к месту проведения мероприятия стоимостью 50 миллионов долларов.
Обновление расширения Birmingham on Demand
Обновлено: 24 октября 2022 г., 22:43 CDT
|
Стив Крокер
Бирмингем расширяет одну из своих новейших и самых популярных транспортных платформ. Сегодня мэрия объявила о планах расширить городскую услугу Birmingham on Demand на 19 районов к востоку от аэропорта.
Программа экстренной помощи в аренде жилья для округа Джефферсон снова принимает заявления
Обновлено: 24 октября 2022 г., 20:40 CDT
|
Автор Aajene Robinson
Комиссия округа Джефферсон в партнерстве с Бирмингемской городской лигой открывает резервные заявки на участие в Программе экстренной помощи в аренде жилья в связи с COVID-19, или ERAP.
Алабама полностью укомплектована работниками избирательных участков для предстоящих выборов
Обновлено: 24 октября 2022 г., 20:09 CDT
|
Автор Aajene Robinson
Буквально в прошлом месяце государственный секретарь просил больше людей подавать заявления о приеме на работу в день выборов. За несколько недель до дня выборов госсекретарь Джон Меррилл заявил, что у них достаточно сотрудников для проведения избирательных участков, а в некоторых округах даже есть дополнительные рабочие в резерве.
Как плавить алюминий в домашних условиях: два простых способа
Предметы быта, фурнитура, различные элементы интерьера из алюминия есть в любом доме. Они довольно прочны, надежны и функциональны, но со временем могут прийти в негодность.
Содержание:
Плавим алюминий в цветочном горшке
Сырье и приспособления
Порядок действий
Изготовление печи и плавка алюминия
Как пользоваться алюминием
Плавка алюминия в ведре с помощью гипса
org/ListItem»> Как сделать печь для плавки алюминия
Как доделать печь и расплавить металл
Ненужные алюминиевые детали можно самостоятельно расплавить и использовать для изготовления других вещиц. Несмотря на высокую температуру плавления, работать с этим металлом можно даже в домашних условиях, используя нехитрые народные методы.
Плавим алюминий в цветочном горшке
Температура, при которой начинает плавиться алюминий, составляет около +660 градусов. Конечно, обычная газовая или электрическая плита такой нагрев не обеспечивает, зато самостоятельно сделанная мини-плавильня с задачей справится успешно.
Печь для плавки алюминия из цветочного горшка
Кроме того, можно несколько уменьшить температуру плавления при использовании готового порошкового алюминия. Но это довольно дорогой продукт, и его домашнее применение невыгодно.
к содержанию ↑
Сырье и приспособления
Для работы нужно приготовить алюминиевый лом – это может быть проволока, нарезанная на кусочки, любые изделия из металла или специально приобретенная алюминиевая чушка.
В ходе расплавления алюминия понадобятся:
газовая горелка;
горшок глиняный цветочный с поддоном;
банка из жести;
3-4 кирпича;
дрель со сверлами;
отвертка;
стальная форма для отливки металла;
дремель с насадками;
пассатижи;
пылесос;
маркер.
Горелка пропановая ГЗУ-3-23
к содержанию ↑
Порядок действий
В любой печи для плавления металла (даже в заводской) важная роль отводится футеровке – облицовке огнеупорным теплоизоляционным материалом внутренней стороны самой печи. Посредством этого процесса тепловая энергия удерживается внутри устройства и помогает расплавить алюминий или другой материал.
Важно! В домашних условиях роль футеровки может исполнить цветочный горшок из прочной керамики или глины, который обеспечивает снижение теплопроводности и уменьшает потери энергии.
Первым делом подготавливают горшок: с одной стороны в нижней части высверливают дырку для подведения энергии к находящемуся внутри тиглю. Крышкой в данном случае послужит поддон для горшка, который продается в комплекте с ним.
Перед проделыванием дыры наносят разметку и только потом применяют дрель. Изначально работают тонким сверлом, потом средним по размеру и в завершение действий – самым большим.
Чтобы сделать отверстие идеально подходящим под газовую горелку, применяют дремель с фрезой. С его помощью можно легко придать дырке нужную форму.
По мере готовности отверстия убирают образовавшуюся пыль пылесосом и примеряют головку горелки. Важно убедиться, что она точно входит в получившуюся прорезь. Также в качестве подготовительных мероприятий перед сборкой печи делают тигель из жестяной банки.
На дремель закрепляют режущий диск, отрезают буртик, который помешает металлу вылиться в форму. Очищают банку от этикетки и загрязнений.
к содержанию ↑
Изготовление печи и плавка алюминия
Внутрь банки укладывают лом металла, устанавливают ее прямо в центр цветочного горшка. Последний предварительно ставят на кирпичи, расположенные на любой ровной поверхности.
К отверстию в горшочке подводят головку горелки, которую тоже ставят на кирпич для удобства работы. Сама головка должна быть надежно соединена с газовым баллоном.
Далее действуют так:
Поворачивают кран горелки, поджигают газ.
Головку ставят в отверстие, вырезанное в горшке, регулируют точное направление и силу пламени.
Закрывают горшок с тиглем крышкой.
Периодически проверяют состояние металла – он должен полностью расплавиться, стать жидким.
По мере готовности убирают крышку, отверткой удаляют все загрязнения и шлак с расплавленного алюминия.
Выключают горелку и убирают ее из горшка.
к содержанию ↑
Как пользоваться алюминием
Ближе к окончанию процесса плавления подготавливают форму для заливки металла и ставят ее в непосредственной близости от мини-печи на кирпич или другой огнеупорный материал. Пассатижами ухватывают край тигля и аккуратно выливают алюминий прямо в форму.
Литье алюминия в силиконовые формы
Спустя некоторое время, когда металл остынет и схватится, теми же пассатижами вытряхивают заготовку в любую металлическую емкость. Затем осматривают ее на предмет целостности, отсутствия дефектов и посторонних включений.
к содержанию ↑
Плавка алюминия в ведре с помощью гипса
Существует еще один простой и не затратный вариант плавки алюминия, который можно осуществить в домашних условиях.
Для работы потребуется следующий набор материалов, расходников и инструментов:
9-литровое ведро из металла;
4-литровое ведро из пластика;
пластиковый таз;
тигель;
песок, гипс, вода для раствора;
кусок стальной трубы;
Плавильная печь из ведра
глубокая тарелка из железа;
пара металлических крючков;
тиски и верстак;
дрель со сверлами;
пассатижи;
рулетка;
молоток, дюбель;
перчатки резиновые;
салфетки или ветошь.
к содержанию ↑
Как сделать печь для плавки алюминия
Вначале готовят раствор – соединяют гипс и песок в равных частях, тщательно перемешивают массу, насыпают в металлическое ведерко и разводят водой. Вымешивают состав, пока он не будет полностью однородным, без комочков.
Совет! Для отмеривания строго одинакового количества гипса и песка применяют пластиковое ведерко. Но всегда оставляют оба компонента про запас (если раствора не хватит, все усилия по созданию печи будут напрасными).
После ведро из пластика вдавливают прямо внутрь раствора, вращая его в разные стороны и вкручивая. Чтобы емкость не выдавилась назад, ее утяжеляют: наливают воду или укладывают внутрь камни, осколки кирпичей. Оставляют ведро до схватывания гипса, но предварительно убирают все неровности, бугры, лишнюю массу, заглаживают края.
Формовка гипса с помощью пластикового ведра
Примерно через час смачивают тряпку водой, протирают наружную поверхность металлического ведра и кромки обеих емкостей. Еще через какое-то время осторожно достают пластиковое ведерко из гипса, пока он полностью не застыл.
Важно! Если ведро раскололось, убирают его части пассатижами и внимательно осматривают гипсовую поверхность на предмет мелких частичек, крошек. Все дефекты заглаживают и оставляют будущую печку сохнуть.
к содержанию ↑
Как доделать печь и расплавить металл
Из трубы готовят устройство подачи энергии внутрь печки. Для этого ставят на дрель подходящее сверло и высверливают в боковой части плавильни отверстие, заранее наметив его границы.
Предварительно пробивают дырку при помощи молотка и дюбеля, а затем сверлом придают нужные очертания. После вводят в отверстие трубу с приваренным трубным отводом.
В таз насыпают песок и гипс в равных частях, перемешивают до однородности и разводят водой до состояния густой массы.
В центр раствора вдавливают металлическую тарелку, устанавливают крючки-ручки.
После некоторого отверждения гипса посуду убирают, сглаживают кромки и дефекты.
После застывания крышки в плавильню ставят тигель (например, большую жестяную банку) и собирают всю конструкцию воедино.
Печь готова. Ее можно сразу использовать для плавки алюминия и изготовления любых предметов, деталей и фурнитуры.
Плавка алюминия в домашних условиях
Долгие годы алюминий применяется в быту и промышленности. Благодаря его свойствам, из него можно делать разнообразные изделия.
Плавить алюминий допустимо в домашних условиях, так как для этого не нужна высокая температура. Для проведения такой процедуры, нужно знать только свойства металла.
Прочитав статью, вы узнаете, как происходит плавка алюминия в домашних условиях — пошаговая инструкция.
Содержание статьи:
1 Характеристика
2 Подробности
2.1 Технологический процесс — инструкция видео
2.2 Используемые источники тепла
2.3 Изготовление формы для отливки — инструкция
3 Возможные ошибки и способы и избежать
4 Меры предосторожности
Характеристика
Температура плавления материалов определяется их чистотой. Из-за своей легкости и хорошей пластичности, алюминий подходит для различных технологических процедур. Под действием высоких температур идет реакция с кислородом.
На поверхности металла появляется оксидная пленка, защищающая его от окисления и коррозии. Во время плавления алюминий изменяет свою структуру, поэтому защитное покрытие ему необходимо. При резком охлаждении появляется дополнительное внутреннее напряжение и усадка.
Подробности
Технологический процесс — инструкция видео
Для разогрева металла используется тугоплавкая емкость (тигель). Изделия применяются из таких материалов, как сталь, фарфор, корунд, чугун. В домашних условиях используется емкость, сделанная из широкой железной трубы или готовый тигель. Для ее изготовления нужна только болгарка и сварочный аппарат. Объем тигеля может быть разным и выбирается индивидуально, прогревается он равномерно. Металл должен быть измельчен и плавится он в ходе теплопередачи.
Температура плавления должна быть уменьшена перед термообработкой для того, чтобы состояние металла изменялось быстрее. Для этого его измельчают на мелкие детали. Часто после этого происходит окисление или воспламенение. Образуется оксид алюминия, который меняет свое состояние при более высоких температурах. Данное вещество удаляется после переплавки металла вместе с остальными шлаками.
СПРАВКА! Во время плавки алюминия дома нужно избегать попадания в тигель жидкости. Это обусловлено тем, что испарение воды может стать причиной взрыва. Поэтому перед тем, как опускать металл в тигель, нужно убедиться в его абсолютной сухости.
В основном плавят проволоку из алюминия. Для этого ее разделяют ножницами на кусочки, а потом сдавливается пассатижами. С помощью данного способа предотвращается воздействие на металл кислорода. Если вы не планируете получение деталей высокого качества, то измельчать сырье не обязательно.
Технология литья при необходимости получения расплавленного алюминия в домашних условиях придется смоделировать самостоятельно. Материал нужно сначала очистить от грязи, шлаков и примесей. Большие заготовки необходимо разделить на несколько небольших. Отливку совершают по инструкции, для плавки применяют наиболее удобный вариант. С поверхности текучего вещества нужно удалить шлак. Расплавленный алюминий наливают в форму, которую после застывания металла нужно разбить.
Используемые источники тепла
Для того, чтобы переплавить алюминий в бытовых условиях, можно применять:
Плавка алюминия в муфельной печи, которая может быть сделана самостоятельно. Этот способ очень эффективен и позволяет быстро перевести металл в жидкую форму.
Паяльную лампу. С ее помощью можно расплавить небольшие количества алюминия.
Газовый резак — используется редко.
Очаг делается из кирпичей, из металлической емкости делается каркас. С одной стороны с помощью сверла делается отверстие для подачи кислорода. К трубке из металла присоединяется фен, пылесос или другой подобный прибор. Тигель ставят в очаг после разведения костра. Для лучшей термообработки угли можно выложить еще и по бокам. Чтобы не потерять тепло, можно сделать крышку, оставив отверстие для выхода дыма. Делать печь не стоит, если металл необходимо расплавить всего один раз.
Плавка алюминия на газовой плите также имеет место быть. Обычная газовая плита способна раскалить металл до необходимой температуры. Маленькие кусочки алюминия расплавятся где-то за полчаса.
В качестве тигеля обычно используется жестяная банка. Банку ставят в другую банку так, чтобы зазор между ними двумя составлял около одного сантиметра. Это нужно для равномерного распределения температуры. В той банке, которая побольше, нужно проделать несколько отверстий для обеспечения доступа огня. Диаметр этих отверстий должен быть 3-4 см в диаметре. При этом рассекатель на конфорке можно не убирать. Таким способом можно добиться равномерного нагрева банки с алюминием. Банку, которая больше, накрывают крышкой, чтобы тепло не выходило.
Изготовление формы для отливки — инструкция
Если вам нужно сделать что-то простое, то изготовление специальной формы не потребуется, металл можно вылить на стальной лист.
Если же изделие будет более сложным, то нужна форма, которую можно сделать из следующих материалов:
— глина;
— гипс;
— жидкое стекло;
— песок;
— каменноугольный пепел.
Заливать сплав в форму можно двумя способами — открытым и закрытым.
Открытый — простой способ. Металл, который расплавили, переливают в обыкновенную емкость, чашку, консервную банку и так далее. После остывания сплава, болванку вынимают из емкости. Если неважно, какая форма будет у металлического предмета, алюминий оставляют на прочной поверхности.
Формировочные элементы используются для сложной отливки, когда изделие должно соответствовать указанным параметрам. При открытой заливки часто используется кремнезем. Предмет сделан из двух емкостей, в которых находится утрамбованная земля. Части кремнезема сжимаются, а между ними кладется макет для отливки. Таким образом получают четкий отпечаток нужной детали. Макет убирается, а в форму заливают раскаленный алюминий. При закрытом методе отливки берут речной песок и смешивают его с жидким стеклом.
Для одноразового литья можно пользоваться гипсом. Макеты делают из пенопласта или парафина.
ВАЖНО! Использование этих материалов возможно только на открытом пространстве с хорошим доступом воздуха.
Пенопласт не вынимается из твердого гипса, заполняется расплавленным алюминием. Продукты его горения наносят вред для здоровья человека.
Возможные ошибки и способы и избежать
Формы из гипса очень удобны и обладают высокой чувствительностью к влаге. Обычная сушка не удаляет влагу, поэтому качество отливки становится хуже. Чтобы добиться полного высыхания формы из гипса, придется ждать несколько дней. Алюминий надо подогревать на огне до момента заливки в форму, чтобы потом успеть распределить его по форме до застывания.
Не стоит пользоваться водой для охлаждения изделия. Это обусловлено тем, что под воздействием воды появляются трещины — нарушается внутренняя структура вещества.
Меры предосторожности
Для работы с расплавленным алюминием необходимо пользоваться средствами индивидуальной защиты. Все открытые участки тела, руки, лицо должны быть защищены.
СПРАВКА! Лучше всего пользоваться перчатками сварщика, они выдерживают температуру более 600 0С. Это средство защиты является самым основным, так как возможность попадания расплавленного металла на руки очень высока.
Также лучше пользоваться очками и маской во избежание попадания раскаленных элементов на лицо и в глаза. Для защиты всего тела можно найти костюм металлурга, имеющим высокую огнестойкость. При очистке алюминия сварочных флюсом используется химический респиратор.
Как плавить и отливать алюминий
••• Дэвид МакНью/Getty Images Entertainment/Getty Images
Обновлено 25 апреля 2017 г. материалов и соблюдайте соответствующие меры предосторожности. Вам понадобится печь для плавки металла, чтобы довести алюминиевый лом до температуры выше 1220 градусов по Фаренгейту, точки, при которой алюминий плавится. Вам также понадобится ящик, наполненный песком, чтобы сделать форму, в которую вы будете заливать алюминий. Этот тип литья называется литьем в песчаные формы.
Подготовка формы
Заполните деревянный ящик сухим песком. Уровень должен быть достаточно глубоким, чтобы вместить форму, которую вы хотите сделать из расплавленного алюминия, и при этом оставить несколько дюймов песка под ним. Это защитит деревянное дно от экстремальной температуры расплавленного алюминия.
Поставьте ящик на стол в нескольких футах от печи для плавки металла. Убедитесь, что пространство между печью и столом чистое и сухое. Вам придется нести через это пространство тигель с расплавленным алюминием. Плотно утрамбуйте песок.
Сделайте форму, вдавливая предмет в песок, чтобы образовалась полость той же формы. Для первой попытки ненадолго погрузите дно банки или украшение в песок. Удалите объект и безопасно уберите его с дороги.
Плавление и литье алюминия
Защитные очки Don, длинные брюки, рубашка с длинными рукавами и пара перчаток. Металлоплавильные печи используются безопасно все время, но они достигают высоких температур, которые могут вызвать серьезные ожоги при неразумном использовании. Расплавленный алюминий может разбрызгиваться при контакте с непористой поверхностью и водой. Держите пространство вокруг печи и литейной формы полностью сухим.
Очистить алюминиевый лом от грязи и мусора. Тщательно высушите. Поместите алюминий в тигель.
Поместите тигель в плавильную печь. Доведите температуру до минимума 1220 градусов по Фаренгейту. Подождите, пока алюминий полностью расплавится.
Выключить печь. Снимите тигель с расплавленным алюминием. Налейте чайную ложку буры в расплавленный алюминий. Это растворит оксиды и другие окалины, оставшиеся в алюминии.
Осторожно поднесите тигель к ящику с песком. Залейте расплавленный алюминий в предварительно сделанную полость. Не трогайте алюминий. Выровняется самостоятельно.
Дайте алюминию остыть. Удалите литой алюминий из песка. Стряхните все частицы песка, которые прилипли к нему.
Вещи, которые вам понадобятся
Dry Sand
Тигель
Металлоплавильная печь
Статьи по теме
Ссылки
Инженерный инструментарий: Металлы — Температура плавления
3 Роберт 2002, когда он опубликовал свой первый роман. Он также публиковал рассказы и стихи и писал рекламные тексты для различных веб-сайтов. Окончил Аризонский университет в 1995 со степенью бакалавра писательского мастерства. Пакстон — обученный Монтессори-инструктор, который преподавал как на начальном, так и на среднем уровне.
Авторы фотографий
David McNew/Getty Images Entertainment/Getty Images
Плавление алюминиевых банок с самодельным металлическим тиглем за 20 долларов
Автор: Автор Эрик
Опубликовано — Последнее обновление:
Делиться заботой!
19972 акции
Давайте расплавим металл! King Of Random снова сделал это, построив самодельный мини-литейный завод со стальным тиглем. Он расплавит алюминиевые банки при температуре более 1000 градусов от обычного старого древесного угля и фена.
Грант Томпсон решил построить самодельный литейный завод из смеси 50% гипса и 50% игрового песка.
Король рандома | YouTube
Штукатурка и песок являются хорошим изолятором и сосредотачивают тепло в одной центральной области. Воздушный поток контролируется простым феном за 3 доллара из магазина за доллар и приводит к положительному потоку воздуха в сердце тигля. Это увеличивает тепло в геометрической прогрессии — как в ракетной печи — используя очень мало топлива.
Король рандома | YouTube
King of Random
Это крутейшая, удивительно практичная самодельная литейная. При цене всего 20 долларов он намного доступнее, чем дорогие промышленные модели.
Безопасность — это вопрос, и Грант делает все возможное, чтобы это было ясно. Это литейный цех, и он становится ГОРЯЧИМ, ГОРЯЧИМ! При неправильном обращении существует опасность получения сильных ожогов.
Вероятно, хорошей идеей было бы приобрести настоящий тигель, предназначенный для плавки металлов, и, как описывает Грант, такой тигель можно купить примерно за 30 долларов. Это стоит денег из соображений безопасности.
Король рандома | YouTube
Есть множество автономных и приусадебных применений для самодельного литейного цеха, подобного этому. Вы можете делать всевозможные практические предметы, если вы знакомы с тем, как делать и использовать формы и отливки.
«В итоге я предпочел ведро из оцинкованной стали и смесь из 50% гипса и 50% игрового песка по объему, вдохновленным видео NightHawkInLight «Как сделать банку для супа» http:/ /bit.ly/IBSoupCanForge
В зависимости от того, где вы получаете или находите материалы, стоимость может варьироваться от 5 до 25 долларов за единицу. С материалами, которые я использовал, я смог сделать 2 единицы менее чем за 40 долларов (по 20 долларов каждая). Даже на самом высоком уровне это, вероятно, один из самых дешевых и надежных литейных цехов, которые можно изготовить на заднем дворе.
Король рандома | Ютуб
Целью моего литейного цеха на заднем дворе является демонстрация самой базовой установки для литья металлов. Однако, если вы планируете попробовать этот подход самостоятельно, некоторые важные вещи, которые следует учитывать заранее, заключаются в следующем:
— Банки из-под газировки работают очень хорошо, однако алюминиевые банки — один из худших источников алюминия для литья, а некоторые банки из-под газировки в Великобритании на самом деле сделаны из стали. Сплав предназначался для экструзии, поэтому не подходит для литья. Они также производят больше окалины (шлака), потому что тонкие стенки быстро окисляются, а пластиковое покрытие банок добавляет примеси. Лучшим источником алюминия для литья были бы литые алюминиевые изделия из комиссионных магазинов, такие как электрические сковороды или небольшие блоки двигателей из магазинов газонокосилок.
Король рандома | Ютуб
— Тигель, который я использовал, был стальным, но важно отметить, что сталь может растворяться в расплавленном алюминии. Вполне возможно, что когда вы поднимаете тигель из литейного цеха, дно может раствориться, и расплавленный алюминий прольется вам на ноги и на землю. Хороший огнеупорный тигель можно купить примерно за 30 долларов в Интернете.
Король рандома | Ютуб
– Наконец, при заливке бетона существует риск паровых взрывов. Если расплавленный алюминий падает на землю, он может перегреть влагу в бетоне и вызвать его растрескивание (взрыв пара) в месте падения алюминия. Это потенциально может привести к распылению горячего бетона и расплавленного алюминия повсюду. По возможности расплавляйте и выливайте металл на песок, чтобы свести к минимуму риски.
Король рандома | Ютуб
Примечание. Ношение полиэфирных перчаток, подобных тем, что были на мне в видео, сопряжено с риском, поскольку материал может расплавиться на ваших руках, если на вас забрызгается горячий алюминий. Это потенциально может оставить ожоги в местах приземления металла, окруженного пластиком, пригоревшим к коже».
А когда вы не используете свою самодельную литейную мастерскую, она даже служит кашпо для домашнего декора!
Если вы хотите узнать, как сделать кузницу для супа, вот классное видео, которое вдохновило эту удивительную литейную мастерскую.
Очень крутая самодельная техника своими руками. Однако ВСЕГДА будьте в безопасности!
***
Кредиты: Подпишитесь на King of Random, чтобы получать новые видео каждые 5 дней! http://bit.ly/TKoRSubscribe
***
ВНИМАНИЕ: Расплавленный алюминий не только очень ГОРЯЧИЙ и представляет опасность ожога при неправильном обращении, но и выделяет токсичные пары.
 087
087 ru:
ru:
 Какая из них имеет меньшее сопротивление? Почему? Во
Какая из них имеет меньшее сопротивление? Почему? Во Как велико отношение сопротивлений этих
Как велико отношение сопротивлений этих Найдите сопротивление и массу обмотки.
Найдите сопротивление и массу обмотки.
 0500
0500 86
86 1
1 1 9007
1 9007 5 9003
5 9003 0029
0029 0029
0029 3
3 14
14 д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, увлекательными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, увлекательными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
 ru/…ch=1 -примерно таже ситуация.
ru/…ch=1 -примерно таже ситуация. Правильно говорят, нужна присадка 4043. Если есть 4047- ещё лучше.
Правильно говорят, нужна присадка 4043. Если есть 4047- ещё лучше.
 Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного
Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.
Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.


 Её обычно клепают.
Её обычно клепают. Её обычно клепают.
Её обычно клепают.
 Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.
Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов. Так там дюраль которая совсем не варится. Поэтому только заклепки применяют. Аппарат применял CEA, с прямоугольным импульсом.
Так там дюраль которая совсем не варится. Поэтому только заклепки применяют. Аппарат применял CEA, с прямоугольным импульсом.
 Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).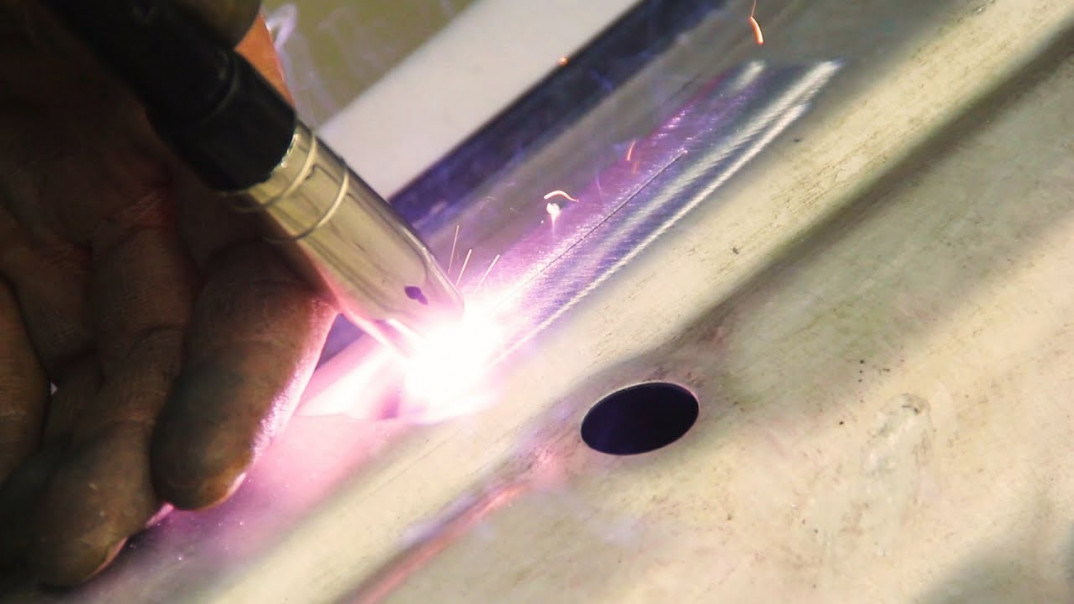 Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4). 7) .
7) . Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость. 2
2
 Это серия термически упрочняемых алюминиевых сплавов. Их предел прочности при растяжении от 190 до 430 МПа. Они содержат меди от 0,7 до 6,8 %. Эти высокопрочные сплавы часто используются в аэрокосмической и авиационной технике. Они сохраняют высокую прочность в широком диапазоне температур.
Это серия термически упрочняемых алюминиевых сплавов. Их предел прочности при растяжении от 190 до 430 МПа. Они содержат меди от 0,7 до 6,8 %. Эти высокопрочные сплавы часто используются в аэрокосмической и авиационной технике. Они сохраняют высокую прочность в широком диапазоне температур. Они обладают умеренной прочностью, хорошей коррозионной стойкостью, хорошей формуемостью и пригодны для эксплуатации при повышенных температурах. В последние годы нам нравилось делать посуду. Сейчас они являются основным материалом для изготовления теплообменников автомобилей, химических заводов и электростанций. Их скромные прочностные характеристики делают их непригодными для конструкционных применений. Алюминиевые сплавы серии 3ххх сваривают сварочными сплавами серий 1ххх, 4ххх и 5ххх в зависимости от их химического состава, условий применения и эксплуатации.
Они обладают умеренной прочностью, хорошей коррозионной стойкостью, хорошей формуемостью и пригодны для эксплуатации при повышенных температурах. В последние годы нам нравилось делать посуду. Сейчас они являются основным материалом для изготовления теплообменников автомобилей, химических заводов и электростанций. Их скромные прочностные характеристики делают их непригодными для конструкционных применений. Алюминиевые сплавы серии 3ххх сваривают сварочными сплавами серий 1ххх, 4ххх и 5ххх в зависимости от их химического состава, условий применения и эксплуатации. Обычно эти термически упрочняемые сплавы применяют только для сварки, когда сварную конструкцию после сварки необходимо подвергнуть термической обработке.
Обычно эти термически упрочняемые сплавы применяют только для сварки, когда сварную конструкцию после сварки необходимо подвергнуть термической обработке. Поэтому сплавы с повышенным содержанием магния не свариваются сплавами серии 4ххх, а сплавами серии 5ххх с близким химическим составом.
Поэтому сплавы с повышенным содержанием магния не свариваются сплавами серии 4ххх, а сплавами серии 5ххх с близким химическим составом. Данная серия включает термически упрочняемые алюминиевые сплавы с пределом прочности от 220 до 610 МПа. Основным легирующим элементом является цинк в количестве от 0,8 до 12,0 %. К этому ряду относятся самые прочные алюминиевые сплавы. Сплавы серии 7ххх применяются в авиационной, космической технике, спортивном инвентаре. Как и в серии 2ххх, большинство сплавов этой серии не считаются свариваемыми дуговой сваркой. Однако он имеет и хорошо свариваемые сплавы, как, например, сплав 7005 (сплав 1915 ГОСТ 4784), который приваривается к основным сварочным сплавам серии 5ххх.
Данная серия включает термически упрочняемые алюминиевые сплавы с пределом прочности от 220 до 610 МПа. Основным легирующим элементом является цинк в количестве от 0,8 до 12,0 %. К этому ряду относятся самые прочные алюминиевые сплавы. Сплавы серии 7ххх применяются в авиационной, космической технике, спортивном инвентаре. Как и в серии 2ххх, большинство сплавов этой серии не считаются свариваемыми дуговой сваркой. Однако он имеет и хорошо свариваемые сплавы, как, например, сплав 7005 (сплав 1915 ГОСТ 4784), который приваривается к основным сварочным сплавам серии 5ххх.

 Диаметры плоских фланцев ГОСТ 12820 от Ду10 до Ду2400. Для плоских приварных фланцев установлен температурный диапазон рабочей среды от – 70 до 300 градусов.
Диаметры плоских фланцев ГОСТ 12820 от Ду10 до Ду2400. Для плоских приварных фланцев установлен температурный диапазон рабочей среды от – 70 до 300 градусов. Плоские фланцы больших размеров обычно изготавливаются из секторов, вырезанных из стального листа требуемой толщины, с проваркой мест соединения и последующей обработкой на карусельных станках.
Плоские фланцы больших размеров обычно изготавливаются из секторов, вырезанных из стального листа требуемой толщины, с проваркой мест соединения и последующей обработкой на карусельных станках.
 Исполнение 1 с соединительным выступом фото
Исполнение 1 с соединительным выступом фото 1 до 2.5 МПа (от 1 до 25 кгс/см2)
1 до 2.5 МПа (от 1 до 25 кгс/см2)

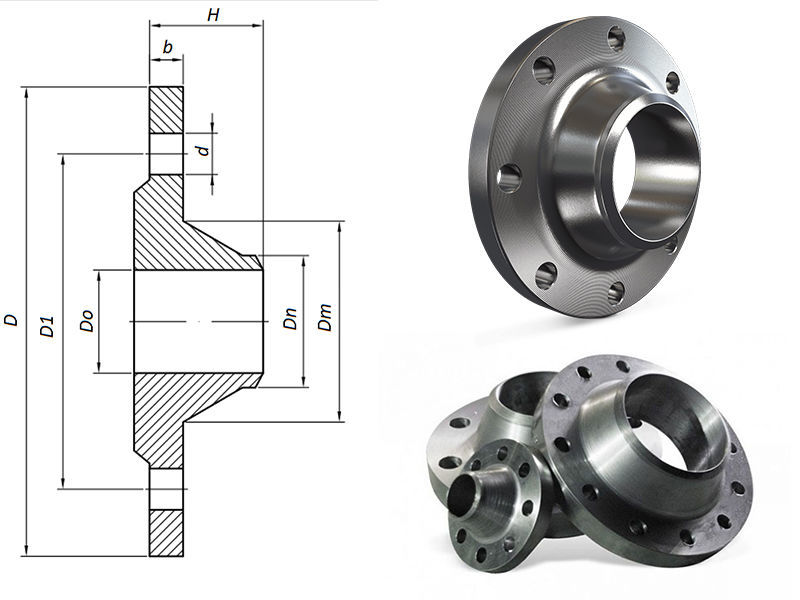
/5c1ace9e9101dae.ru.s.siteapi.org/img/1e5ad52d5c8fa451d0c3375a089a80a695e22ff5.jpg) each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}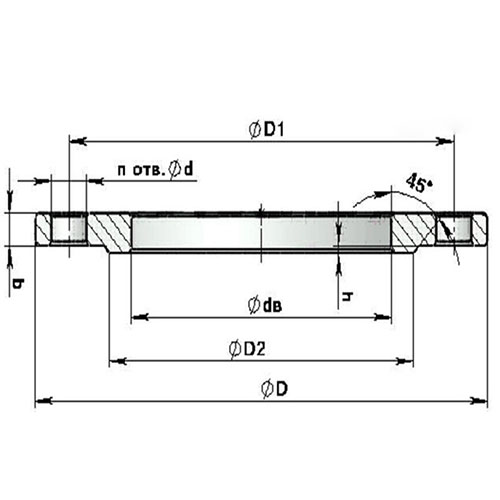 ..
..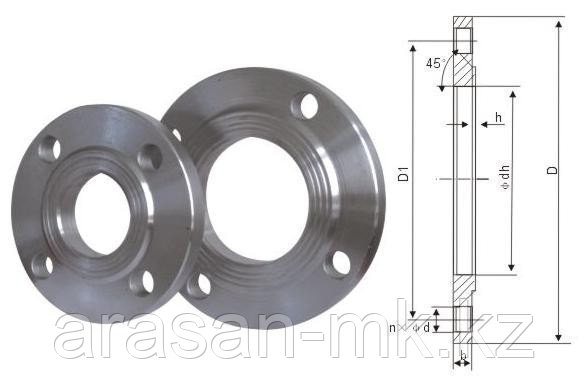 , Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.
, Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.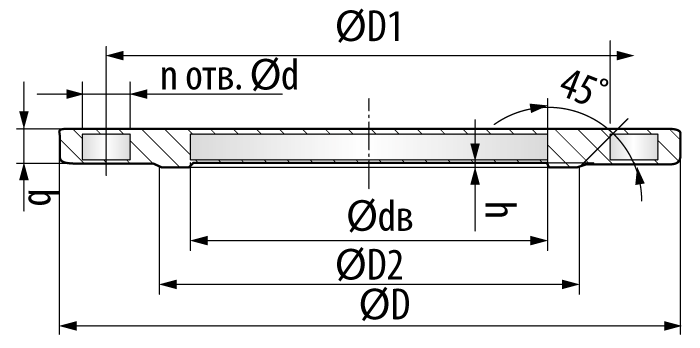
 Проверьте один раз нашу цену Фланцы для очковых жалюзи ГОСТ / ГОСТ 12820-80, прежде чем покупать фланцы глухие ГОСТ 33259 из Индии или Китая.
Проверьте один раз нашу цену Фланцы для очковых жалюзи ГОСТ / ГОСТ 12820-80, прежде чем покупать фланцы глухие ГОСТ 33259 из Индии или Китая.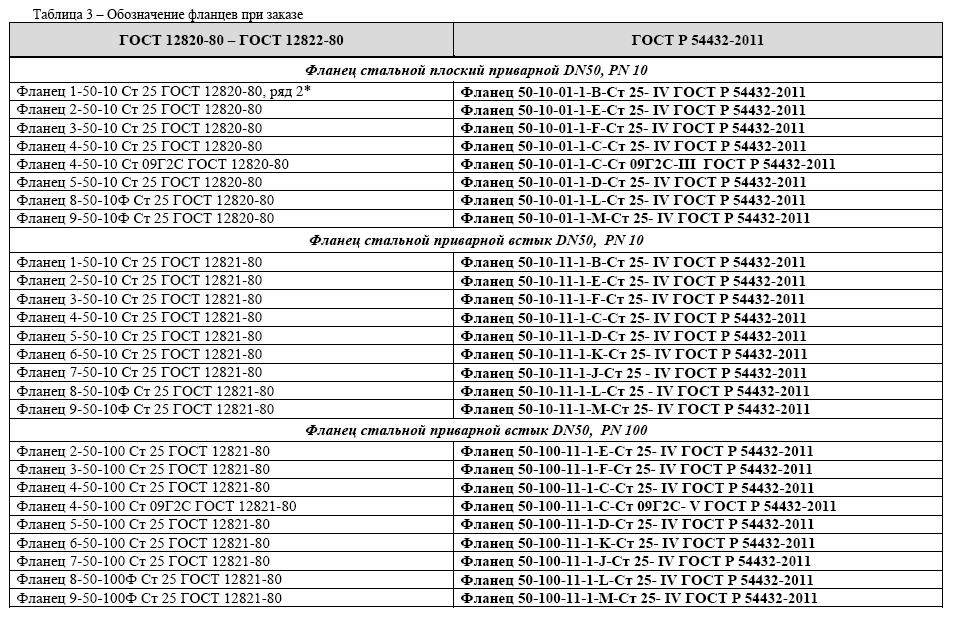
 1B, сертификат сырья, отчет о проверке третьей стороной и т. д.
1B, сертификат сырья, отчет о проверке третьей стороной и т. д. 1, титан гр. 2, титан гр. 4, титан гр. 5, титан гр. 7
1, титан гр. 2, титан гр. 4, титан гр. 5, титан гр. 7 0460, DIN 1.0402, DIN 1.0619, штамповая сталь, ASTM A105 / ASME SA105, A105N, ASTM A350 LF2 / ASME SA350, CS High Yield ASTM A694 / А694 (Ф52, Ф56, Ф60, Ф65, Ф70, Ф80)
0460, DIN 1.0402, DIN 1.0619, штамповая сталь, ASTM A105 / ASME SA105, A105N, ASTM A350 LF2 / ASME SA350, CS High Yield ASTM A694 / А694 (Ф52, Ф56, Ф60, Ф65, Ф70, Ф80)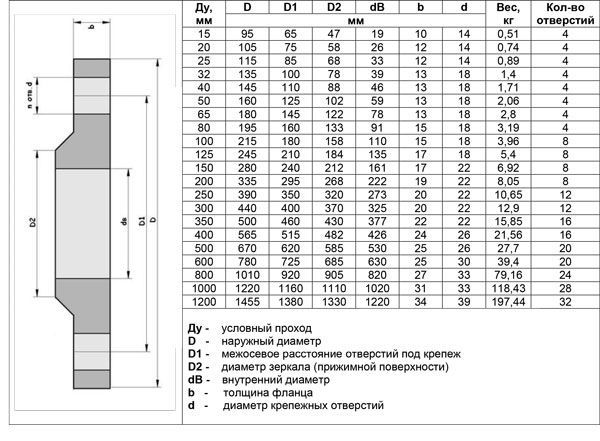
 Накатывание производится методом радиальной подачи.
Накатывание производится методом радиальной подачи.
 Настройка цепи деления станка при обработке червячного колеса методом радиальной подачи фрезы аналогична настройке при нарезании цилиндрических зубчатых колес с прямым зубом. Дополнительная настройка радиального перемещения стола производится в зависимости от радиальной подачи, исходя из технологических условий работы станка, отнесенной к одному обороту заготовки.
Настройка цепи деления станка при обработке червячного колеса методом радиальной подачи фрезы аналогична настройке при нарезании цилиндрических зубчатых колес с прямым зубом. Дополнительная настройка радиального перемещения стола производится в зависимости от радиальной подачи, исходя из технологических условий работы станка, отнесенной к одному обороту заготовки.

 Производительность станочных операций эффективно повышается также за счет уменьшения доли вспомогательного времени в штучном путем полного перекрытия основным временем и путем уменьшения его продолжительности. Например, применяя винторезные головки с разжимными плашками и гаикорезные головки с утопающими плашками, исключают необходимость реверсирования и значительно сокращают холостой ход.
Производительность станочных операций эффективно повышается также за счет уменьшения доли вспомогательного времени в штучном путем полного перекрытия основным временем и путем уменьшения его продолжительности. Например, применяя винторезные головки с разжимными плашками и гаикорезные головки с утопающими плашками, исключают необходимость реверсирования и значительно сокращают холостой ход.
 При нарезании червячных колес методом радиальной подачи указывают радиальную подачу стола на один его оборот, а при нарезании методом тангенциальной подачи — осевую подачу фрезы в миллиметрах на один оборот стола. При круглом шлифовании методом продольной подачи и внутреннем шлифовании отверстий подачу указывают дробью, в числителе — продольная подача стола или круга в миллиметрах на один оборот детали, в знаменателе — поперечная подача в миллиметрах на один двойной ход стола. При шлифовании методом врезания указывают только поперечную подачу в миллиметрах на один оборот детали. При плоском шлифовании торцом круга для станков с круглым и прямоугольным столом указывают вертикальную подачу круга в миллиметрах на один оборот или двойной ход стола.
При нарезании червячных колес методом радиальной подачи указывают радиальную подачу стола на один его оборот, а при нарезании методом тангенциальной подачи — осевую подачу фрезы в миллиметрах на один оборот стола. При круглом шлифовании методом продольной подачи и внутреннем шлифовании отверстий подачу указывают дробью, в числителе — продольная подача стола или круга в миллиметрах на один оборот детали, в знаменателе — поперечная подача в миллиметрах на один двойной ход стола. При шлифовании методом врезания указывают только поперечную подачу в миллиметрах на один оборот детали. При плоском шлифовании торцом круга для станков с круглым и прямоугольным столом указывают вертикальную подачу круга в миллиметрах на один оборот или двойной ход стола.
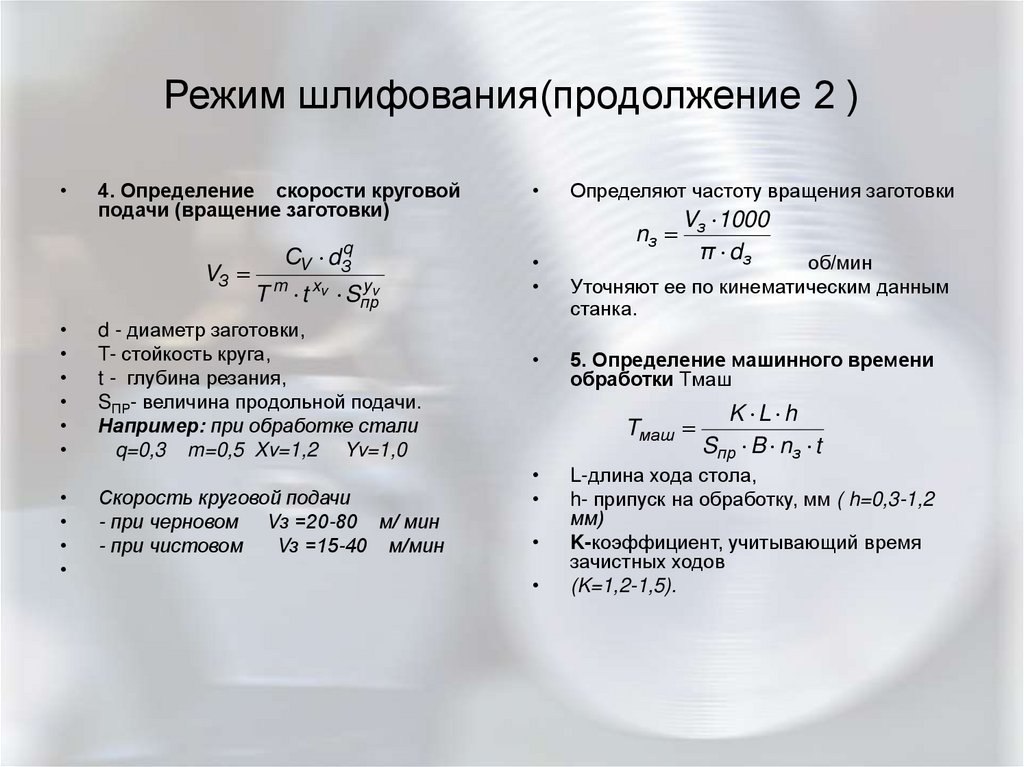 Фреза и колесо вращаются при нарезании зубьев так же, как червяк и червячное колесо в собранном агрегате. Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой.
Фреза и колесо вращаются при нарезании зубьев так же, как червяк и червячное колесо в собранном агрегате. Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой.

 6. Определение основного времени при плоском шлифовании
6. Определение основного времени при плоском шлифовании

 75
75 Часть 3: Протяжные, шлифовальные и отделочные станки, Типография ЦУНТИ, Москва, (1978).
Часть 3: Протяжные, шлифовальные и отделочные станки, Типография ЦУНТИ, Москва, (1978). 1016/j.cirp.2014.03.036
1016/j.cirp.2014.03.036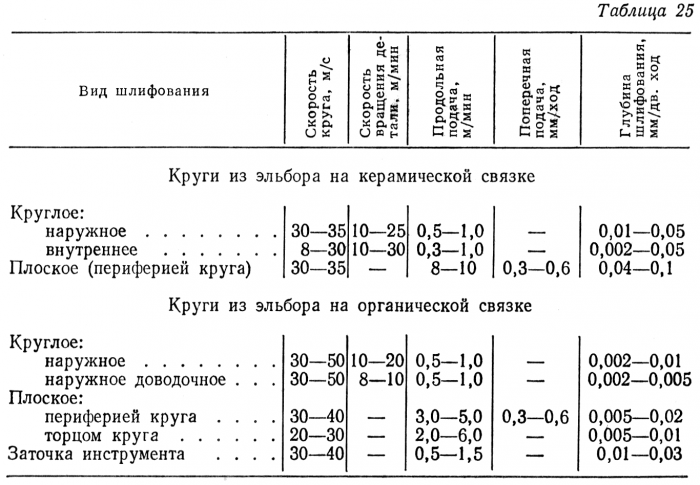 Барренечеа, Х. Альварес, Х. Маркинес, И. Гальего, И. М. Перелло, П. Крайник, Анализ стабильности и алгоритмы оптимизации для настройки бесцентрового шлифования с подачей, Международный журнал станков и производства, 84 (2014) 17-32.
Барренечеа, Х. Альварес, Х. Маркинес, И. Гальего, И. М. Перелло, П. Крайник, Анализ стабильности и алгоритмы оптимизации для настройки бесцентрового шлифования с подачей, Международный журнал станков и производства, 84 (2014) 17-32. , стр. 347–350.
, стр. 347–350. Малкин, Оптимизация цикла измельчения, J. Annals of the CIRP 30(1) (1981) 223-226.
Малкин, Оптимизация цикла измельчения, J. Annals of the CIRP 30(1) (1981) 223-226. Мы предоставляем все проекты с отчетом об инспекции и пакетом документации. Нашими основными ценностями являются обслуживание клиентов и качество.
Мы предоставляем все проекты с отчетом об инспекции и пакетом документации. Нашими основными ценностями являются обслуживание клиентов и качество. 01178 9.011715 9.01116 9.1116 ШЛИФОВАЛЬНЫЙ:
01178 9.011715 9.01116 9.1116 ШЛИФОВАЛЬНЫЙ:  Д. ДИАПАЗОН РАЗМЕРОВ – ОТ 0,070″ ДО 8″
Д. ДИАПАЗОН РАЗМЕРОВ – ОТ 0,070″ ДО 8″ 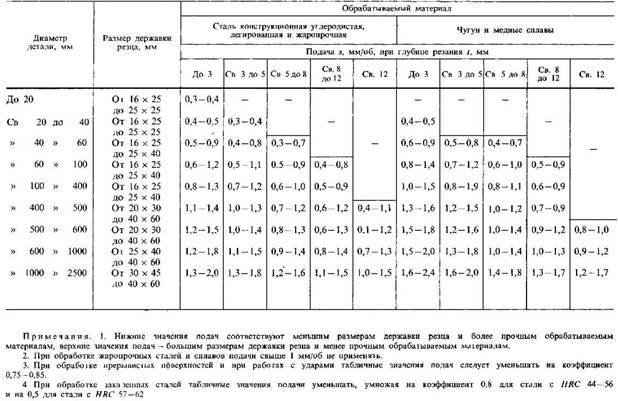 Д. ДО 6″ Н.Д.
Д. ДО 6″ Н.Д.
 Ведь в итоге может получиться замятие тонкого металла, а что еще хуже – разрыв трубки в месте растяжения.
Ведь в итоге может получиться замятие тонкого металла, а что еще хуже – разрыв трубки в месте растяжения. По всей площади стенки трубок остаются одинаковой толщины. Даже если они изначально были разной толщины, то механическое воздействие сравняет погрешности до равномерного слоя. Непосредственно на поверхности трубки металл будет гладким, без дефектов. Такой результат можно получить, если вальцовщик качественный и надежный.
По всей площади стенки трубок остаются одинаковой толщины. Даже если они изначально были разной толщины, то механическое воздействие сравняет погрешности до равномерного слоя. Непосредственно на поверхности трубки металл будет гладким, без дефектов. Такой результат можно получить, если вальцовщик качественный и надежный.
 Теперь трудоемкую ручную ковку железа могут заменить «умные» машины. Вальцовочный парк в нашей компании «Невские Ресурсы» состоит из нескольких станков. Большие вальцы — вальцовка до 25 мм, средние вальцы — вальцевание толщиной до 8 мм, и малые вальцы — сгибаем вальцовкой минимальный диаметр 60 мм и толщиной до 4 мм. Для закатки вальцовкой толщин более 60 мм применяем доработанный станок.
Теперь трудоемкую ручную ковку железа могут заменить «умные» машины. Вальцовочный парк в нашей компании «Невские Ресурсы» состоит из нескольких станков. Большие вальцы — вальцовка до 25 мм, средние вальцы — вальцевание толщиной до 8 мм, и малые вальцы — сгибаем вальцовкой минимальный диаметр 60 мм и толщиной до 4 мм. Для закатки вальцовкой толщин более 60 мм применяем доработанный станок.  за шт., труб – 50 р. за штуку;
за шт., труб – 50 р. за штуку;
 К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
 Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации.
Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации. Их количество напрямую влияет на производительность и уровень качества полученного результата.
Их количество напрямую влияет на производительность и уровень качества полученного результата.


 .. Читать всеСтивен Малхерн представляет новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера, знаменитые гости в трех командах, катят монеты по конвейерной ленте, чтобы выиграть денежные призы. Стивен Малхерн представляет это новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера звездных гостей в трех командах катят монеты по конвейерной ленте, чтобы выиграть денежные призы.
.. Читать всеСтивен Малхерн представляет новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера, знаменитые гости в трех командах, катят монеты по конвейерной ленте, чтобы выиграть денежные призы. Стивен Малхерн представляет это новое игровое шоу с участием гигантского аркадного автомата. Члены публичного партнера звездных гостей в трех командах катят монеты по конвейерной ленте, чтобы выиграть денежные призы.
 Общие знания настолько просты, что все зависит только от того, насколько хорошо вы умеете бросать монету в правильном направлении. Стивен, пожалуйста, просто придерживайся крылатой фразы, у тебя уже достаточно денег. Это шоу — переломный момент для Wish.
Общие знания настолько просты, что все зависит только от того, насколько хорошо вы умеете бросать монету в правильном направлении. Стивен, пожалуйста, просто придерживайся крылатой фразы, у тебя уже достаточно денег. Это шоу — переломный момент для Wish. Основанный на популярном телевизионном игровом шоу, вы можете продемонстрировать свои знания викторины и выиграть по-крупному на гигантском аркадном автомате Rolling In It!
Основанный на популярном телевизионном игровом шоу, вы можете продемонстрировать свои знания викторины и выиграть по-крупному на гигантском аркадном автомате Rolling In It!
 Я попробую. Пользовался им почти каждый день в этом месяце. Недостатком является два аспекта: во-первых, ваши противники ненастоящие, но это нормально. Компьютер хорошо уравновешивает игру, как в сериале. Изначально в нем также было несколько ошибок, в большинстве случаев награды замораживали игру. К счастью, есть полезный инструмент для связи с разработчиками, которые быстро и вежливо отвечают и исправляют проблему. Именно по этой причине я пишу этот отзыв. Часто я использую приложение, и если в нем есть ошибка, трудно сообщить и исправить. Здесь нет проблем.
Я попробую. Пользовался им почти каждый день в этом месяце. Недостатком является два аспекта: во-первых, ваши противники ненастоящие, но это нормально. Компьютер хорошо уравновешивает игру, как в сериале. Изначально в нем также было несколько ошибок, в большинстве случаев награды замораживали игру. К счастью, есть полезный инструмент для связи с разработчиками, которые быстро и вежливо отвечают и исправляют проблему. Именно по этой причине я пишу этот отзыв. Часто я использую приложение, и если в нем есть ошибка, трудно сообщить и исправить. Здесь нет проблем. Я узнаю что-то новое, я рекомендую играть в эту игру! Это одна из тех игр, где вы на грани, задаваясь вопросом, где окажется монета, и это заставляет вас нервничать
Я узнаю что-то новое, я рекомендую играть в эту игру! Это одна из тех игр, где вы на грани, задаваясь вопросом, где окажется монета, и это заставляет вас нервничать


 Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
 Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.

 Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
 Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.

 Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.

 По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
 В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.
В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.




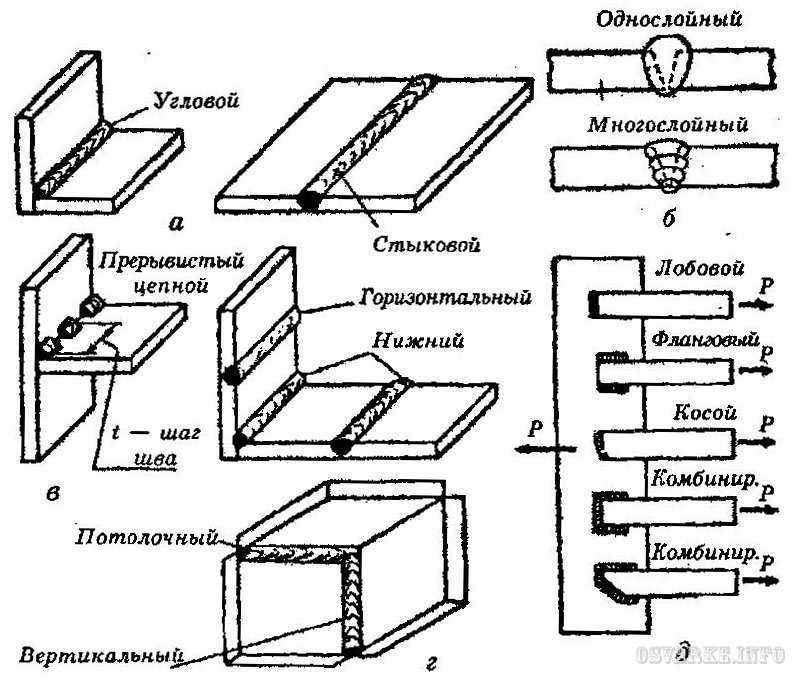

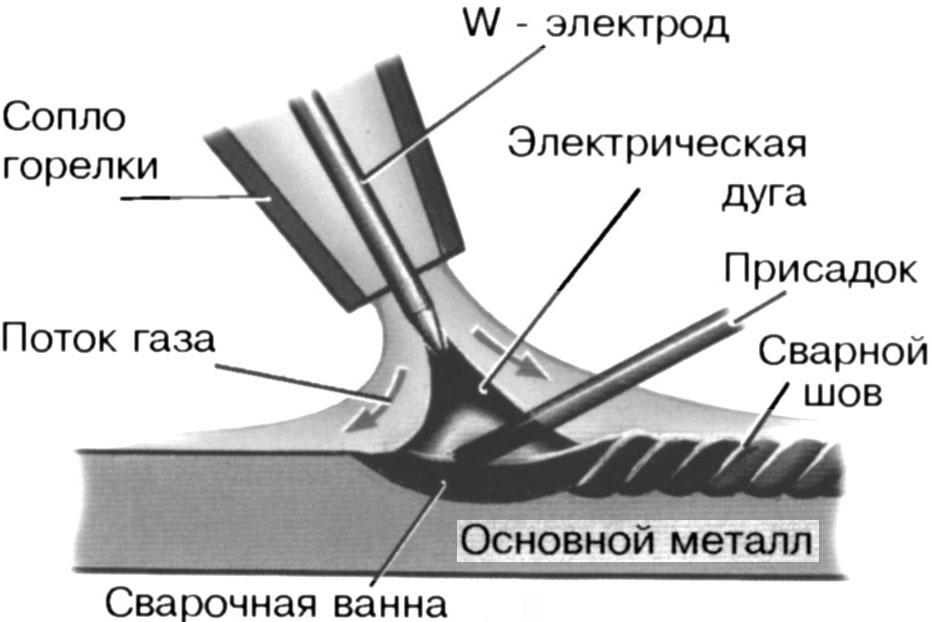
 Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
 Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
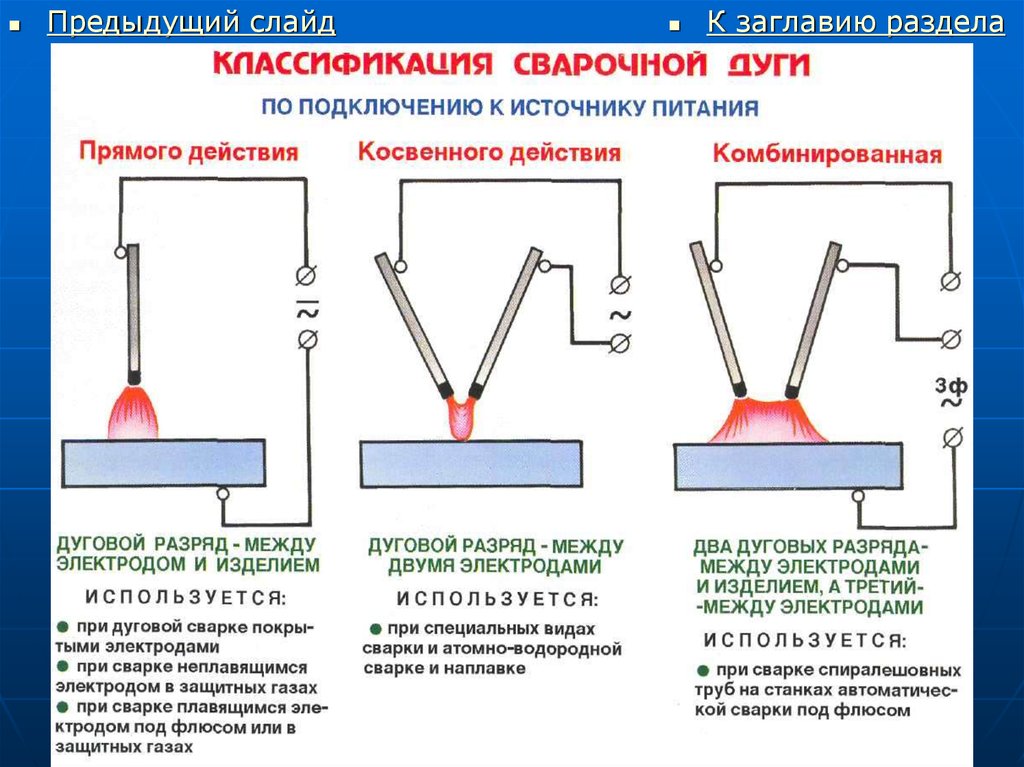 п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
 Существует более 30 различных типов сварочных процессов, от газокислородной к более сложным практикам лазерного луча. Тем не менее, эти разновидности обычно делятся на четыре основных типа.
Существует более 30 различных типов сварочных процессов, от газокислородной к более сложным практикам лазерного луча. Тем не менее, эти разновидности обычно делятся на четыре основных типа.
 Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
 Они склонны к пористости, трещинам и неглубокому проникновению. В целом, сварные швы менее долговечны, чем другие виды сварки.
Они склонны к пористости, трещинам и неглубокому проникновению. В целом, сварные швы менее долговечны, чем другие виды сварки.
 Может быть трудно начать свое путешествие по сварке, не зная о различных существующих типах сварки. Некоторым легче научиться, а другим довольно сложно.
Может быть трудно начать свое путешествие по сварке, не зная о различных существующих типах сварки. Некоторым легче научиться, а другим довольно сложно.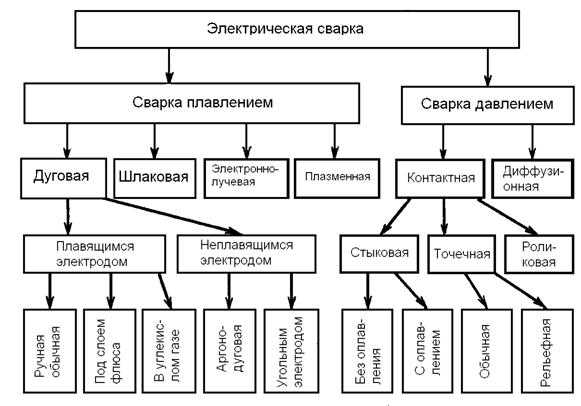 Вы можете добавить присадочный металл, если хотите, но вам придется подавать его вручную. Газовый баллон необходим при сварке TIG, чтобы обеспечить постоянный поток газа, необходимый для защиты сварного шва. Это означает, что его обычно лучше выполнять в помещении и вдали от элементов.
Вы можете добавить присадочный металл, если хотите, но вам придется подавать его вручную. Газовый баллон необходим при сварке TIG, чтобы обеспечить постоянный поток газа, необходимый для защиты сварного шва. Это означает, что его обычно лучше выполнять в помещении и вдали от элементов.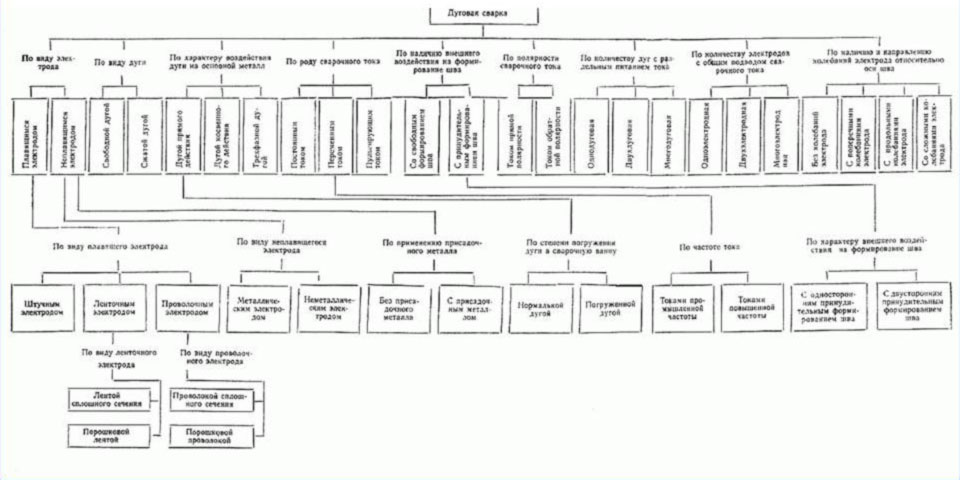 Это устраняет необходимость во внешнем газоснабжении.
Это устраняет необходимость во внешнем газоснабжении.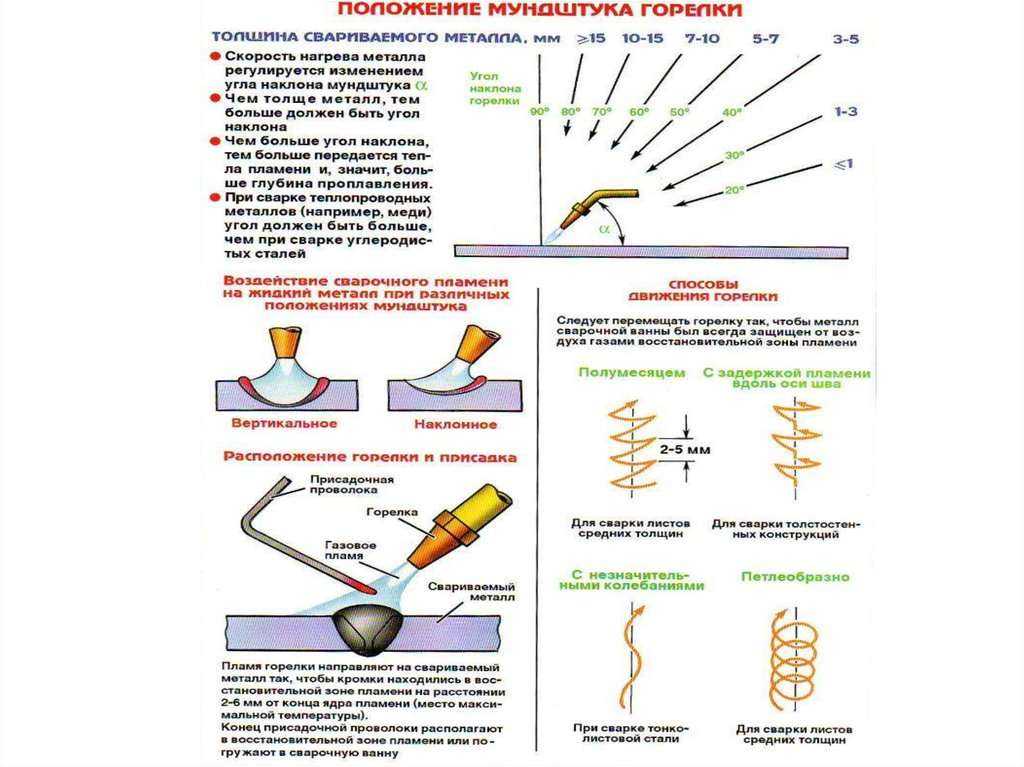 Обычно требуется очистка.
Обычно требуется очистка. MIG означает металлический инертный газ, хотя его иногда называют газовой дуговой сваркой металлическим электродом (GMAW). Это быстрый процесс, который включает в себя подачу присадочного металла через трубку, в то время как газ выбрасывается вокруг него, чтобы защитить его от внешних элементов. Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, который можно использовать для сварки различных типов металлов различной толщины.
MIG означает металлический инертный газ, хотя его иногда называют газовой дуговой сваркой металлическим электродом (GMAW). Это быстрый процесс, который включает в себя подачу присадочного металла через трубку, в то время как газ выбрасывается вокруг него, чтобы защитить его от внешних элементов. Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, который можно использовать для сварки различных типов металлов различной толщины. Как следует из названия, он предполагает использование лазера в качестве источника тепла для создания сварных швов. Его можно использовать на углеродистой стали, нержавеющей стали, стали HSLA, титане и алюминии. Он легко автоматизируется с помощью робототехники и поэтому часто используется в производстве, например, в автомобильной промышленности.
Как следует из названия, он предполагает использование лазера в качестве источника тепла для создания сварных швов. Его можно использовать на углеродистой стали, нержавеющей стали, стали HSLA, титане и алюминии. Он легко автоматизируется с помощью робототехники и поэтому часто используется в производстве, например, в автомобильной промышленности.
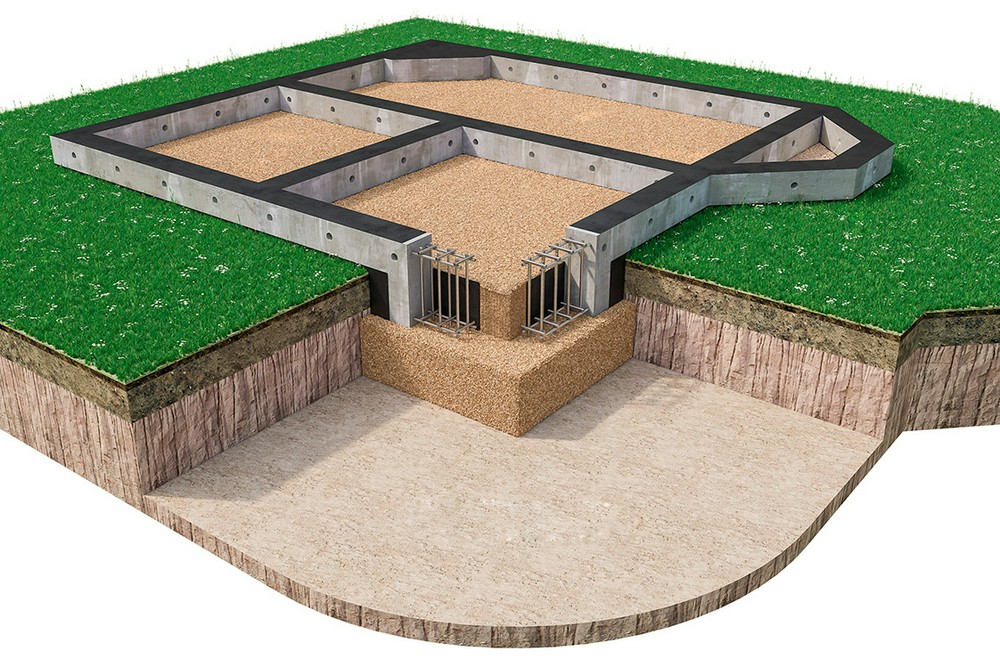 Изготавливают из стальной арматуры и бетона, образующих прочную и износостойкую конструкцию. Используется в строительстве тяжелых многоэтажных зданий и промышленных объектов, реже — для загородного жилья (смотрите: типы частных домов).
Изготавливают из стальной арматуры и бетона, образующих прочную и износостойкую конструкцию. Используется в строительстве тяжелых многоэтажных зданий и промышленных объектов, реже — для загородного жилья (смотрите: типы частных домов). Обычно используют на пучинистых грунтах.
Обычно используют на пучинистых грунтах. Отсутствие арматуры не позволяет сильно нагружать подобные конструкции, критичны нагрузки на изгиб. Специалисты не рекомендуют использовать этот тип ростверков.
Отсутствие арматуры не позволяет сильно нагружать подобные конструкции, критичны нагрузки на изгиб. Специалисты не рекомендуют использовать этот тип ростверков.
 Если планируется тяжелый забор (облицовочный кирпич, бутовый камень), то такой тип фундамента также окажется самым удачным.
Если планируется тяжелый забор (облицовочный кирпич, бутовый камень), то такой тип фундамента также окажется самым удачным.


 Дополнительным преимуществом таких конструкция является минимальная подготовка строительного участка и небольшой объем земляных работ.
Дополнительным преимуществом таких конструкция является минимальная подготовка строительного участка и небольшой объем земляных работ. Он приподнят над землёй и как бы висит в воздухе, позволяя избежать повреждения здания в случае наводнения.
Он приподнят над землёй и как бы висит в воздухе, позволяя избежать повреждения здания в случае наводнения.

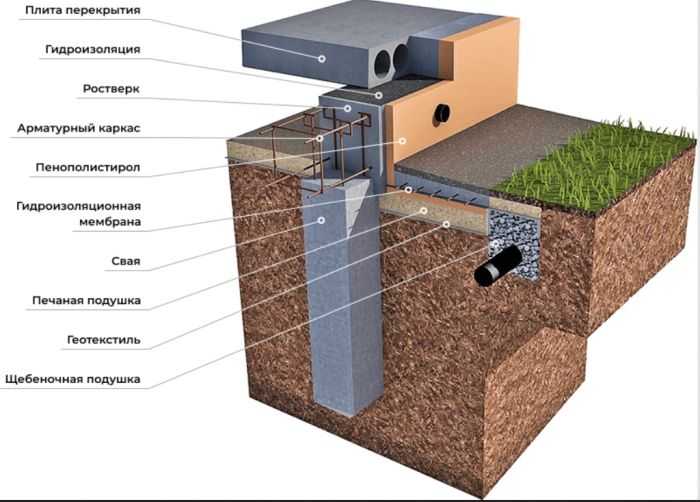 Фундамент ростверк стальной
Фундамент ростверк стальной


 Используется в основании колонн. Эти ярусы залиты бетоном и расположены под прямым углом друг к другу. Этот тип фундамента обычно используется для колонн и лесов тяжелой конструкции.
Используется в основании колонн. Эти ярусы залиты бетоном и расположены под прямым углом друг к другу. Этот тип фундамента обычно используется для колонн и лесов тяжелой конструкции. Глубина бетона должна быть не менее 15 см. После того, как мы выровняли основание и залили бетон, мы должны проверить, чтобы уплотнение было выполнено правильно и образовался непроницаемый слой толщиной не менее 15 см. Он защищает стальную балку от грунтовых вод, которые могут привести к коррозии. Затем укладываем первый слой балок поверх бетонного основания на расстоянии от 100мм до 300мм, с помощью трубных разделителей. Далее заливаем бетон между и вокруг балок первого яруса. После этого укладываем второй ярус бруса под прямым углом к первым ярусам с помощью разделителя. Затем снова заливаем бетон между стальными балками и вокруг них. При этом соединяем стальные стойки с верхним ярусом с помощью опорной плиты, боковых уголков и косынки. Эти соединительные элементы также заделываются в бетон, чтобы сделать соединение жестким.
Глубина бетона должна быть не менее 15 см. После того, как мы выровняли основание и залили бетон, мы должны проверить, чтобы уплотнение было выполнено правильно и образовался непроницаемый слой толщиной не менее 15 см. Он защищает стальную балку от грунтовых вод, которые могут привести к коррозии. Затем укладываем первый слой балок поверх бетонного основания на расстоянии от 100мм до 300мм, с помощью трубных разделителей. Далее заливаем бетон между и вокруг балок первого яруса. После этого укладываем второй ярус бруса под прямым углом к первым ярусам с помощью разделителя. Затем снова заливаем бетон между стальными балками и вокруг них. При этом соединяем стальные стойки с верхним ярусом с помощью опорной плиты, боковых уголков и косынки. Эти соединительные элементы также заделываются в бетон, чтобы сделать соединение жестким. Этот фундамент особенно удобен в заболоченных районах, где несущая способность грунта очень низкая и где нагрузка на грунт ограничена 50-60 кН/м 2 . Вместо стальных балок используются деревянные доски и деревянные балки. Между деревянными стыками нет бетона. Однако нижний бетон, предусмотренный в стальном ростверке, заменен деревянным настилом из деревянных досок. Выемка основания выравнивается. Нижний слой деревянных досок размером 20-30см, шириной 5-7,5см укладывается вплотную друг к другу без зазора между ними. Поверх этого слоя под прямым углом укладывается деревянный брус того же сечения, что и деревянный столб. Затем снова укладывается еще один слой досок под прямым углом к направлению балок. Верхний слой досок может быть 7,5-10 см. Толстый, заходящий на всю ширину основания стены, по которому возводится каменная стена.
Этот фундамент особенно удобен в заболоченных районах, где несущая способность грунта очень низкая и где нагрузка на грунт ограничена 50-60 кН/м 2 . Вместо стальных балок используются деревянные доски и деревянные балки. Между деревянными стыками нет бетона. Однако нижний бетон, предусмотренный в стальном ростверке, заменен деревянным настилом из деревянных досок. Выемка основания выравнивается. Нижний слой деревянных досок размером 20-30см, шириной 5-7,5см укладывается вплотную друг к другу без зазора между ними. Поверх этого слоя под прямым углом укладывается деревянный брус того же сечения, что и деревянный столб. Затем снова укладывается еще один слой досок под прямым углом к направлению балок. Верхний слой досок может быть 7,5-10 см. Толстый, заходящий на всю ширину основания стены, по которому возводится каменная стена. Разделив эту площадь, мы узнаем номера и размер каждого слоя ростверка. Затем мы должны спроектировать слой так, чтобы он выступал за край слоя выше. Он определит размеры балки, необходимые для сопротивления изгибающим моментам и силам сдвига. Ростверк нельзя заключать в бетон и порядок, потому что тогда композиционное действие балки и бетона будет деморализовано. Метод конструкции и нагрузки должны быть совместимы с проектными требованиями
Разделив эту площадь, мы узнаем номера и размер каждого слоя ростверка. Затем мы должны спроектировать слой так, чтобы он выступал за край слоя выше. Он определит размеры балки, необходимые для сопротивления изгибающим моментам и силам сдвига. Ростверк нельзя заключать в бетон и порядок, потому что тогда композиционное действие балки и бетона будет деморализовано. Метод конструкции и нагрузки должны быть совместимы с проектными требованиями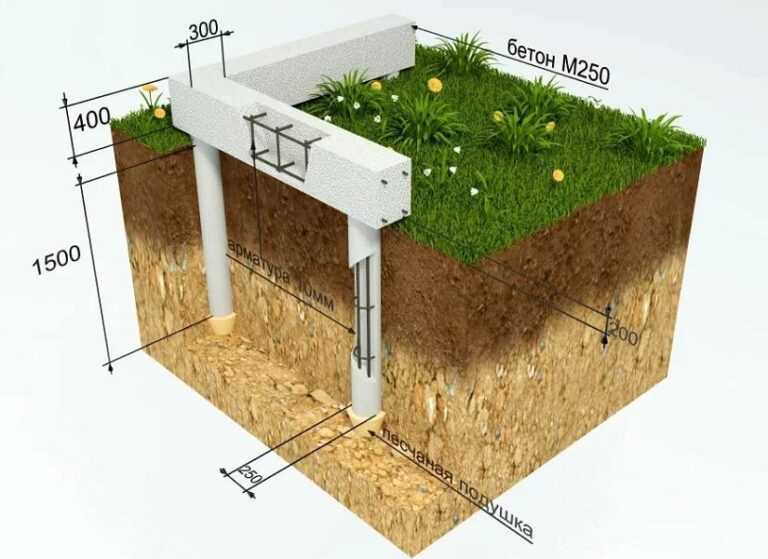

 Онлайн
Онлайн Реклама. 0+
Реклама. 0+ Постановление суда также содержит запрет на передачу в любой форме действующей лицензии на телевизионное вещание иному юридическому лицу.
Постановление суда также содержит запрет на передачу в любой форме действующей лицензии на телевизионное вещание иному юридическому лицу.



 Постановка Alabama
Постановка Alabama

 Ему грозит обязательное пожизненное заключение, если его признают виновным по любому из пунктов обвинения в убийстве.
Ему грозит обязательное пожизненное заключение, если его признают виновным по любому из пунктов обвинения в убийстве.



 Сегодня мэрия объявила о планах расширить городскую услугу Birmingham on Demand на 19 районов к востоку от аэропорта.
Сегодня мэрия объявила о планах расширить городскую услугу Birmingham on Demand на 19 районов к востоку от аэропорта.

 Крышкой в данном случае послужит поддон для горшка, который продается в комплекте с ним.
Крышкой в данном случае послужит поддон для горшка, который продается в комплекте с ним. Последний предварительно ставят на кирпичи, расположенные на любой ровной поверхности.
Последний предварительно ставят на кирпичи, расположенные на любой ровной поверхности.

 Еще через какое-то время осторожно достают пластиковое ведерко из гипса, пока он полностью не застыл.
Еще через какое-то время осторожно достают пластиковое ведерко из гипса, пока он полностью не застыл.
 Для проведения такой процедуры, нужно знать только свойства металла.
Для проведения такой процедуры, нужно знать только свойства металла.
 Это обусловлено тем, что испарение воды может стать причиной взрыва. Поэтому перед тем, как опускать металл в тигель, нужно убедиться в его абсолютной сухости.
Это обусловлено тем, что испарение воды может стать причиной взрыва. Поэтому перед тем, как опускать металл в тигель, нужно убедиться в его абсолютной сухости. Этот способ очень эффективен и позволяет быстро перевести металл в жидкую форму.
Этот способ очень эффективен и позволяет быстро перевести металл в жидкую форму. Это нужно для равномерного распределения температуры. В той банке, которая побольше, нужно проделать несколько отверстий для обеспечения доступа огня. Диаметр этих отверстий должен быть 3-4 см в диаметре. При этом рассекатель на конфорке можно не убирать. Таким способом можно добиться равномерного нагрева банки с алюминием. Банку, которая больше, накрывают крышкой, чтобы тепло не выходило.
Это нужно для равномерного распределения температуры. В той банке, которая побольше, нужно проделать несколько отверстий для обеспечения доступа огня. Диаметр этих отверстий должен быть 3-4 см в диаметре. При этом рассекатель на конфорке можно не убирать. Таким способом можно добиться равномерного нагрева банки с алюминием. Банку, которая больше, накрывают крышкой, чтобы тепло не выходило. После остывания сплава, болванку вынимают из емкости. Если неважно, какая форма будет у металлического предмета, алюминий оставляют на прочной поверхности.
После остывания сплава, болванку вынимают из емкости. Если неважно, какая форма будет у металлического предмета, алюминий оставляют на прочной поверхности.
 Это средство защиты является самым основным, так как возможность попадания расплавленного металла на руки очень высока.
Это средство защиты является самым основным, так как возможность попадания расплавленного металла на руки очень высока. Этот тип литья называется литьем в песчаные формы.
Этот тип литья называется литьем в песчаные формы. Металлоплавильные печи используются безопасно все время, но они достигают высоких температур, которые могут вызвать серьезные ожоги при неразумном использовании. Расплавленный алюминий может разбрызгиваться при контакте с непористой поверхностью и водой. Держите пространство вокруг печи и литейной формы полностью сухим.
Металлоплавильные печи используются безопасно все время, но они достигают высоких температур, которые могут вызвать серьезные ожоги при неразумном использовании. Расплавленный алюминий может разбрызгиваться при контакте с непористой поверхностью и водой. Держите пространство вокруг печи и литейной формы полностью сухим.
 При цене всего 20 долларов он намного доступнее, чем дорогие промышленные модели.
При цене всего 20 долларов он намного доступнее, чем дорогие промышленные модели. С материалами, которые я использовал, я смог сделать 2 единицы менее чем за 40 долларов (по 20 долларов каждая). Даже на самом высоком уровне это, вероятно, один из самых дешевых и надежных литейных цехов, которые можно изготовить на заднем дворе.
С материалами, которые я использовал, я смог сделать 2 единицы менее чем за 40 долларов (по 20 долларов каждая). Даже на самом высоком уровне это, вероятно, один из самых дешевых и надежных литейных цехов, которые можно изготовить на заднем дворе.