ЧТО РАССКАЖЕТ О НОЖЕ ПОКАЗАТЕЛЬ HRC? @ Японские кухонные ножи
В мире японских ножей, в числе прочих параметров изделия, принято указывать и показатель HRC. Уже несколько клиентов поинтересовались у нас, что же обозначает этот показатель. Постараемся внести в дело немного ясности.
HRC (HardnessRockwellC—scale) отображает твердость материала. Если речь идет о ножах, то в этом случае HRC говорит о твердости стали после термообработки. Однако этот показатель связан не только с миром ножей. На самом деле HRC можно использовать для отображения твердости любого материала. И все же данный показатель чаще всего применяется относительно изделий из стали. Твердость материала важна, например, при изготовлении инструментов, подшипников, пружин, болтов-гаек и т.д. Чем выше показатель HRC, тем тверже сталь.
Немного истории
Тесты и прибор для их проведения (пресс Роквелла), используемые для определения твердости стали, разработали в 1914 году в Америке братья Хью и Стэнли Роквеллы, которые работали на предприятии NewDepartureManufacturing: оно производило подшипники. В 1919 году братья запатентовали пресс. Использование метода и шкалы Роквелла и по сей деньявляется наиболее применяемым (наряду, например, с методами Бринелля и Виккерса) способом определения твердости стали. Безусловно, механический испытательный пресс, бывший в ходу изначально, сменился автоматическими и цифровыми приборами. В Эстонии испытания по методу Роквелла проводит, например, ответственная испытательная лаборатория Taltech.
В 1919 году братья запатентовали пресс. Использование метода и шкалы Роквелла и по сей деньявляется наиболее применяемым (наряду, например, с методами Бринелля и Виккерса) способом определения твердости стали. Безусловно, механический испытательный пресс, бывший в ходу изначально, сменился автоматическими и цифровыми приборами. В Эстонии испытания по методу Роквелла проводит, например, ответственная испытательная лаборатория Taltech.
Как определяется твердость стали?
Измерение твердости осуществляется путем вдавливания наконечника в тестируемый материал. После вдавливания наконечника на поверхности материала остается след. Чем ниже твердость, тем глубже проникает наконечник и тем заметнее след.
В ходе теста Роквелла в тестируемый материал вдавливают твердосплавный конус с углом при вершине 120°. С помощью пресса в течение определенного времени на материал воздействуют силой 1470 Н. Измерительная шкала, присоединенная к прибору, показывает глубину следа, оставшегося на поверхности стали. Чем мягче сталь, тем сильнее след и ниже показатель на шкале Роквелла. Высокий показатель HRC, соответственно, означает, что на стали остался небольшой след, а сама сталь – крепкая.
Чем мягче сталь, тем сильнее след и ниже показатель на шкале Роквелла. Высокий показатель HRC, соответственно, означает, что на стали остался небольшой след, а сама сталь – крепкая.
Почему показатель HRC часто указывается в виде интервала?
В описании японских ножей можно нередко увидеть варьирущийся показатель HRC, например, HRC 60-61 и т.д. Это обусловлено тем обстоятельством, что тесты Роквелла обязательно проводят производители сырья, поставляющие изготовителям ножей незакаленную сталь или заготовки. Известными японскими производителями ножевой стали являются, например, HitachiMetals, DaidoSteel, TakefuSpecialSteel и т.д.
Конечный показатель HRC зависит от горячей обработки и закалки, осуществляемых изготовителем ножей, и может несколько отличаться от представленных производетелем стали показателей. Случается и так, что у ножей, произведенных из одной и той же стали, но прошедших разную обработку, отличается и показатель HRC. Это касается, например, предлагаемой нашим магазином популярнейшей серии ножей Kanetsune Hon-Warikomi.
Это касается, например, предлагаемой нашим магазином популярнейшей серии ножей Kanetsune Hon-Warikomi.
Трехслойные сердцевины лезвий этих ножей изготовлены из углеродистой стали TakefuShiro 2, однако показатели твердости разных моделей варьируются в промежутке между 59 и 63. Вариативность показателей твердости часто также наблюдается у изделий небольших японских производителей и мастеров, которые точно не проводят тесты Роквелла для своей конечной продукции (маленьких партий товаров и ножей ручной работы).
Что показатель HRC обозначает на практике?
Показатель HRC (то есть твердость стали) невероятно важен для японских ножей. Как правило, можно сказать, что высоким показателем HRC обозначают дорогое, качественное сырье с высоким содержанием углерода. Нож, умело изготовленный из такой стали, сохраняет остроту на протяжении длительного времени и долго не изнашивается.
Однако HRC является далеко не единственным показателем, на основании которого можно оценить качество режущего инструмента. Важны также особенности, связанные с упругостью, эластичностью и устойчивостью перед крошением. Одновременно при выборе ножа, помимо качества материала, следует также оценить десятки других факторов. К ним, например, относятся размеры и вес ножа, качество сборки, геометрия лезвия и рукояти и зависящий от этих показателей баланс ножа, материал рукояти, тип крепежа лезвия, а также эргономическая, эстетическая и визуальная составляющие и т.д. По этой причине выбор подходящего ножа является сложным, но невероятно увлекательным занятием.
Важны также особенности, связанные с упругостью, эластичностью и устойчивостью перед крошением. Одновременно при выборе ножа, помимо качества материала, следует также оценить десятки других факторов. К ним, например, относятся размеры и вес ножа, качество сборки, геометрия лезвия и рукояти и зависящий от этих показателей баланс ножа, материал рукояти, тип крепежа лезвия, а также эргономическая, эстетическая и визуальная составляющие и т.д. По этой причине выбор подходящего ножа является сложным, но невероятно увлекательным занятием.
Примеры показателей HRC различных изделий
-
Рабочие инструменты (например, молотки, топоры, зубила и т.д.) – 45-55 HRC
-
ПоварскиеножиFiskarsFunctionalForm – HRC 52-53
-
ПоварскиеножиJ.A. Henckels – HRC 54
-
ПоварскиеножиFiskarsNorden – HRC 56
-
ПоварскиеножиVictrinoxFibrox — HRC 56
-
ПоварскиеножиWüsthof– HRC 58
-
Однослойныеножи Samura – HRC 58
-
Поварские ножи SakaiTakayuki из дамасской стали – HRC 60-61
-
Поварскиеножи KanetsuneHonWarikomi — HRC 59-63
-
Метчикии напильники – HRC 62-64
-
Нержавеющая порошковая сталь R2/SG2 — 63-64
-
Нержавеющая порошковая сталь ZDP 189 – HRC 65-67
Сталь, из которой изготовлены ножи, представленные в нашем интернет-магазине
Нержавеющая сталь
-
Нержавеющая сталь AUS 8 – HRC 58-59
-
Нержавеющая сталь VG-1 – HRC 58-59
-
Нержавеющая сталь AUS-10 – HRC 59-60
-
Нержавеющаясталь Silver 3 (Ginsan) – HRC 59-60
-
Нержавеющая сталь VG-10 – HRC 60-61
Углеродистая сталь
-
Белая углеродистая сталь #2 (Shirogami) – HRC 60-61
-
Белая углеродистая сталь TakefuShiro-2 – HRC 59-63
-
Синяя углеродистая сталь #2 (Aogami) – HRC 61-62
-
Синяя углеродистая сталь SuperAogami – HRC 64-65
Эллиптический эргометр OXYGEN EX-45 HRC
Описание
Эллиптический эргометр OXYGEN EX-45 HRC
EX-45 HRC относится к эллиптическим тренажерам серии “X” OXYGEN FITNESS с переднерасположенным маховиком. Такая конструкция признана самой современной и перспективной разработкой в биомеханике эллипсоидов. Расположенный спереди маховик позволяет значительно лучше настроить общую траекторию движения, уменьшить расстояние между педалями и проще добиться увеличения длины шага. В конечном счете, пользователь получает действительно эффективную и щадящую для суставов тренировку, в то время как эллипсы с заднерасположенным маховиком грешат недостаточной расфокусированной нагрузкой на мышцы бедер и ног и, наоборот, излишним давлением на колени.
Такая конструкция признана самой современной и перспективной разработкой в биомеханике эллипсоидов. Расположенный спереди маховик позволяет значительно лучше настроить общую траекторию движения, уменьшить расстояние между педалями и проще добиться увеличения длины шага. В конечном счете, пользователь получает действительно эффективную и щадящую для суставов тренировку, в то время как эллипсы с заднерасположенным маховиком грешат недостаточной расфокусированной нагрузкой на мышцы бедер и ног и, наоборот, излишним давлением на колени.
По своим остальным характеристикам тренажер вплотную приближается к эллипсоидам премиального уровня — запатентованная приводная система высшего класса (EMS) с технологическим блоком magicFLOW™ FRONT PLUS, состоящим из утяжеленного сбалансированного маховика весом 11 кг. и инерционной нагрузкой 24.2 кг., трехкомпонентного дискового педального узла с реверсивным ходом, многожильного кевларового ремня и преднатяжителя, а также трех внутренних высококачественных впрессованных подшипников. Каркасная часть тренажера спроектирована известным тайваньским бюро Sportech E.L., разрабатывающим эллиптические рамные конструкции для ряда ведущих мировых брендов профессионального уровня. Длина шага составляет внушительные 452 мм. — эта величина вплотную приближается к параметрам профессиональных эллипсоидов и гарантирует самую эффективную тренировку. Благодаря заимствованию различных запатентованных решений от тренажеров клубного уровня, OXYGEN EX-45 HRC выдерживает пользователя весом до 150 кг. Кроме того, здесь есть функция складывания — она позволяет существенно уменьшить площадь хранения.
Каркасная часть тренажера спроектирована известным тайваньским бюро Sportech E.L., разрабатывающим эллиптические рамные конструкции для ряда ведущих мировых брендов профессионального уровня. Длина шага составляет внушительные 452 мм. — эта величина вплотную приближается к параметрам профессиональных эллипсоидов и гарантирует самую эффективную тренировку. Благодаря заимствованию различных запатентованных решений от тренажеров клубного уровня, OXYGEN EX-45 HRC выдерживает пользователя весом до 150 кг. Кроме того, здесь есть функция складывания — она позволяет существенно уменьшить площадь хранения.
Тренировочный компьютер представлен многофункциональным черно-голубым LCD дисплеем размером 5.5 дюйма (14 см.) высокой четкости. В программный пакет входят 12 предустановленных программ, направленных на тренировку скоростных качеств, выносливости, укрепления сердечно-сосудистой системы и похудания. Помимо предустановленных программ, можно воспользоваться самостоятельно регулируемым ручным режимом, а также создать собственную программу. Для тренировок с контролем пульса существуют 4 пульсозависимые программы с предустановленными значениями 55%, 75%, 90% и 100% от целевого максимального пульса. Для точного определения пульса и просто комфортной тренировки в компьютер встроен беспроводной приемник (нагрудный ремень-передатчик приобретается отдельно). Эргонометрическая функция (Ватты) позволяет зафиксировать необходимый уровень нагрузки – он останется постоянным вне зависимости от скорости вращения педалей. По завершении тренировки функция Recovery оценит способность сердечно-сосудистой системы к восстановлению. Жироанализатор (Body Fat) предоставит дополнительную информацию o состоянии организма.
Для тренировок с контролем пульса существуют 4 пульсозависимые программы с предустановленными значениями 55%, 75%, 90% и 100% от целевого максимального пульса. Для точного определения пульса и просто комфортной тренировки в компьютер встроен беспроводной приемник (нагрудный ремень-передатчик приобретается отдельно). Эргонометрическая функция (Ватты) позволяет зафиксировать необходимый уровень нагрузки – он останется постоянным вне зависимости от скорости вращения педалей. По завершении тренировки функция Recovery оценит способность сердечно-сосудистой системы к восстановлению. Жироанализатор (Body Fat) предоставит дополнительную информацию o состоянии организма.
Во всех моделях OXYGEN FITNESS используются только самые высококачественные материалы. Электронные и электрические компоненты производятся на таких известных японских и тайваньских заводах, как Fuji Electric, AIT Japan, Edison-Opto и других. Металлический профиль проходит пескоструйную и 4-ех ступенчатую химическую очистку, затем окрашивается в два слоя с добавлением «металлика» красками американской компании DuPont и лакируется. Для производства пластика используются только чистые «свежие» пластмассы (акрилонитрил-бутадиен-стирен ABS, поливинилхлорид RAU-PVC 1202), в то время как подавляющее большинство других производителей применяют более дешевые переработанные пластмассы, вредные для здоровья из-за повышенного выделения таких веществ как фосген и различных диоксинов (группа канцерогенов). Качество, безопасность и соответствие самым жестким экологическим стандартам продукции OXYGEN FITNESS подтверждено следующими сертификатами: международный стандарт в области управления производством ISO 9001, европейский стандарт безопасности потребителей и окружающей среды CE, немецкий стандарт качества и безопасности GS TÜV, японский стандарт безопасности SG. Покупая оборудование OXYGEN FITNESS, Вы не только получаете высококачественный продукт, но и проявляете заботу о собственном здоровье и окружающей среде.
Для производства пластика используются только чистые «свежие» пластмассы (акрилонитрил-бутадиен-стирен ABS, поливинилхлорид RAU-PVC 1202), в то время как подавляющее большинство других производителей применяют более дешевые переработанные пластмассы, вредные для здоровья из-за повышенного выделения таких веществ как фосген и различных диоксинов (группа канцерогенов). Качество, безопасность и соответствие самым жестким экологическим стандартам продукции OXYGEN FITNESS подтверждено следующими сертификатами: международный стандарт в области управления производством ISO 9001, европейский стандарт безопасности потребителей и окружающей среды CE, немецкий стандарт качества и безопасности GS TÜV, японский стандарт безопасности SG. Покупая оборудование OXYGEN FITNESS, Вы не только получаете высококачественный продукт, но и проявляете заботу о собственном здоровье и окружающей среде.
Оригинальная идея – Neotren GmbH, Германия. Проектирование – конструкторское бюро Sportech E.L., Тайвань. Дизайн – дизайнерская студия Skrekkøgle, Норвегия.
Характеристики:
| Рама | высокопрочная с двухслойной покраской «металлик» и лакировкой |
| Система нагружения | электромагнитная magicFLOW™ FRONT PLUS |
| Кол-во уровней нагрузки | 32 (10-350 Ватт) |
| Маховик | 11.0 / 24.2 кг. (собственный / инерционный вес) |
| Педальный узел | трехкомпонентный дисковый с реверсивным ходом |
| Педали | антискользящие |
| Длина шага | 452 мм. |
| Наклон | нет |
| Измерение пульса | сенсорные датчики, Polar™ / Oxygen™ совместимый приемник |
| Консоль | 5.5 дюймовый (14 см. ) черно-голубой многофункциональный LCD дисплей |
| Показания консоли | профиль, время, дистанция, скорость, калории, обороты в мин., пульс, Ватты, фитнес-тест (Recovery), жироанализатор (Body Fat) |
| Кол-во программ | 19 (в т. ч. пульсозависимые) ч. пульсозависимые) |
| Спецификации программ | ручной режим, холм, гора, пик, склон, ралли, кардио холмы, кардио подъем, кардио интервалы, «качели», сжигание жира, выносливость 1, выносливость 2, 1 Ватт-фиксированная, 1 пользовательская, 4 пульсозависимые |
| Статистика тренировок | нет |
| Мультимедиа | нет |
| Интеграция | нет |
| Интернет | нет |
| Язык(и) интерфейса | английский |
| Вентилятор | нет |
| Транспортировочные ролики | есть |
| Компенсаторы неровностей пола | есть |
| Складывание | есть |
| Размер в сложенном виде (Д*Ш*В) | 123*69*165 см. |
| Размер в рабочем состоянии (Д*Ш*В) | 179*69*173 см. |
| Вес нетто | 64 кг. |
| Макс. вес пользователя | 150 кг. |
| Питание | сеть 220 Вольт |
| Энергосбережение | есть |
| Гарантия | 2 года |
| Производитель | Neotren GmbH, Германия |
| Страна изготовления | КНР |
Отзывы
ОткрытьСкрыть отзывы: 0
Пока нет отзывов
Оставить отзыв
Сопутствующие товары
Непрерывное обучение онлайн-недвижимости для лицензии штата Калифорния
Непрерывное обучение онлайн-недвижимости для лицензии штата Калифорния
Непрерывное обучение для владельцев лицензий на недвижимость в Калифорнии… Спонсор DRE № 4295 |
¡Внимание всем, у кого срок действия лицензии истекает после этого года (2022)! :
Выполните следующие действия, чтобы зарегистрироваться для продолжения обучения, необходимого для продления лицензии: (1) сначала зарегистрируйтесь для нашего текущего 45-часового пакета, а затем для нашего бесплатного пакета SB 263, (2) пройдите все курсы в 45-часовом пакете. кроме Fair Housing и оба курса в вашем пакете SB 263 и (3) продлить вашу лицензию, используя номера сертификатов из обоих пакетов (всего будет девять номеров). Позвоните нам (818/716-1028), если у вас есть вопросы. Нажмите
кроме Fair Housing и оба курса в вашем пакете SB 263 и (3) продлить вашу лицензию, используя номера сертификатов из обоих пакетов (всего будет девять номеров). Позвоните нам (818/716-1028), если у вас есть вопросы. Нажмите
эта ссылка для полного объяснения этого требования.
| ● | Мы предоставляем один пакет , который гарантированно содержит все необходимое для продления ЛЮБАЯ лицензия! |
| ● | По состоянию на 18 августа th , 2022, ни один другой провайдер не предлагает более низкой цены! ( Детали ) |
| ● | № рабочее время ; нет таймер . |
| ● | Доступен демонстрационный курс. Сдать свой экзамен до вы зарегистрируетесь на 10% скидку. ( Подробнее ) |
| ● | Учебники отформатированы как электронные книги (как файлы PDF), и их можно просматривать, загружать, распечатывать и выполнять поиск. ( Подробнее ) |
| ● | Учебники цитируют только законы штата Калифорния и учреждения штата Калифорния. |
| ● | Наш 27-часовой курс «Читатель по защите прав потребителей » обновляется каждый год; наши шесть трехчасовых курсов, каждые два года. |
| ● | Неограниченное количество пересдач курса без каких-либо дополнительных «плат за перерегистрацию». |
| ● | Выдающиеся учебники (ссылки на образцы см. на страницах продуктов); ( одобрения ). |
| ● | Поддержка обычно доступна по телефону, но всегда по электронной почте. |
| ● | Все курсы одобрены Департаментом недвижимости (DRE). ( Детали ) |
| ● | Учебники и экзамены имеют минимальную длину, разрешенную DRE. |
| ● | Безопасный платеж с помощью Authorize. |
| ● | Если к нам обратился один из наших клиентов (при условии, что клиент прошел хотя бы один курс), мы предоставляем вам скидку 25%. |
| ● | Мы никогда не отказывали в полном возврате средств. ( Подробнее ) |
| ● | Принимаются все основные кредитные карты и PayPal. |
| ● | Мы предлагаем тесты для каждого курса, чтобы помочь вам подготовиться к финалу каждого курса. |
| ● | Крупный шрифт, понятный каждому. |
| ● | Мы предоставляем лицензиатам Калифорнии сертификаты CE с 2006 года. |
 Читайте наши книги офлайн или онлайн; принять участие в наших викторинах и финалах онлайн.( Подробнее )
Читайте наши книги офлайн или онлайн; принять участие в наших викторинах и финалах онлайн.( Подробнее )
 Net TM . ( Подробнее )
Net TM . ( Подробнее )
Преобразование 45 часов в дни
Сколько времени составляет 45 часов? Что такое 45 часов в сутках? Преобразование 45 часов в d.
От
СтолетияДниДесятилетияЧасыЧасы:Минуты:СекундыМикросекундыМилленияМиллисекундыМинутыМесяцыНаносекундыСекундыНеделиРабочие неделиГоды
Кому
CenturiesDaysDecadesHoursHours:Minutes:SecondsMicrosecondsMilleniaMillisecondsMinutesMonthsNanosecondsSecondsWeeksWork WeeksYears
swap единиц ↺
Amount
45 часов =
1,875 Дни
(точный результат)
Показать результат как
NumberFraction (точное значение)
Час — это единица времени, равная 60 минутам или 3600 секундам.
День — это примерное время, за которое Земля совершает один оборот. Он определяется как ровно 86 400 секунд.
Перевод часов в дни
(некоторые результаты округлены)
| час | д |
|---|---|
| 45,00 | 1,875 |
| 45,01 | 1,8754 |
| 45,02 | 1,8758 |
| 45,03 | 1,8763 |
| 45,04 | 1,8767 |
| 45,05 | 1. 8771 8771 |
| 45.06 | 1,8775 |
| 45,07 | 1,8779 |
| 45,08 | 1,8783 |
| 45,09 | 1,8788 |
| 45,10 | 1,8792 |
| 45,11 | 1,8796 |
| 45,12 | 1,88 |
| 45,13 | 1.8804 |
| 45,14 | 1.8808 |
| 45,15 | 1,8813 |
| 45,16 | 1,8817 |
| 45,17 | 1,8821 |
| 45,18 | 1,8825 |
| 45,19 | 1,8829 |
| 45,20 | 1,8833 |
| 45,21 | 1,8838 |
| 45,22 | 1,8842 |
| 45,23 | 1,8846 |
| 45,24 | 1,885 |
| час | д |
|---|---|
| 45,25 | 1,8854 |
| 45,26 | 1,8858 |
| 45,27 | 1,8863 |
| 45,28 | 1,8867 |
| 45,29 | 1,8871 |
| 45,30 | 1,8875 |
| 45,31 | 1,8879 |
| 45,32 | 1,8883 |
| 45,33 | 1,8888 |
| 45,34 | 1,8892 |
| 45,35 | 1,8896 |
| 45,36 | 1,89 |
| 45,37 | 1. 8904 8904 |
| 45,38 | 1,8908 |
| 45,39 | 1,8913 |
| 45,40 | 1,8917 |
| 45,41 | 1,8921 |
| 45,42 | 1,8925 |
| 45,43 | 1,8929 |
| 45,44 | 1,8933 |
| 45,45 | 1,8938 |
| 45,46 | 1,8942 |
| 45,47 | 1,8946 |
| 45,48 | 1,895 |
| 45,49 | 1.8954 |
| д | |
|---|---|
| 45,50 | 1,8958 |
| 45,51 | 1,8963 |
| 45,52 | 1,8967 |
| 45,53 | 1,8971 |
| 45,54 | 1,8975 |
| 45,55 | 1,8979 |
| 45,56 | 1,8983 |
| 45,57 | 1,8988 |
| 45,58 | 1,8992 |
| 45,59 | 1,8996 |
| 45,60 | 1,9 |
| 45,61 | 1. 9004 9004 |
| 45,62 | 1.9008 |
| 45,63 | 1.9013 |
| 45,64 | 1.9017 |
| 45,65 | 1,9021 |
| 45,66 | 1,9025 |
| 45,67 | 1,9029 |
| 45,68 | 1,9033 |
| 45,69 | 1,9038 |
| 45,70 | 1,9042 |
| 45,71 | 1,9046 |
| 45,72 | 1,905 |
| 45,73 | 1,9054 |
| 45,74 | 1.9058 |
| час | д | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 45,75 | 1,9063 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45,76 | 1,9067 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45,77 | 1,9071 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45,78 | 1,9075 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45,79 | 1,9079 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45,80 | 1,9083 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45,81 | 1,9088 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45,82 | 1,9092 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
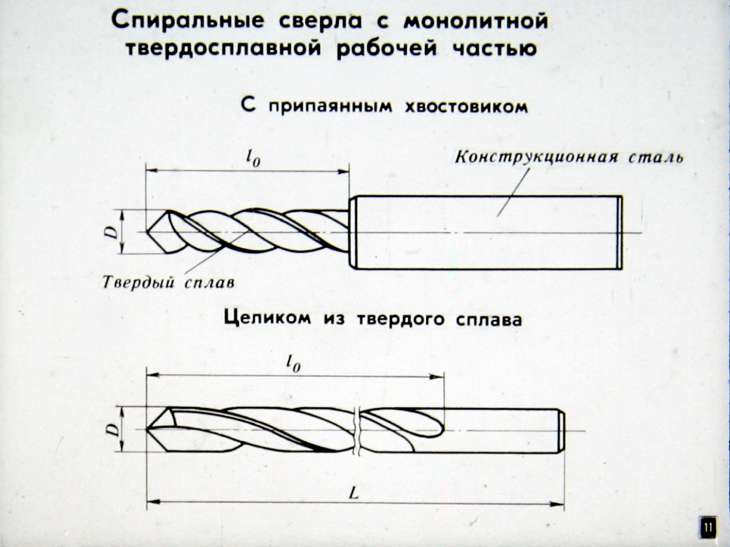
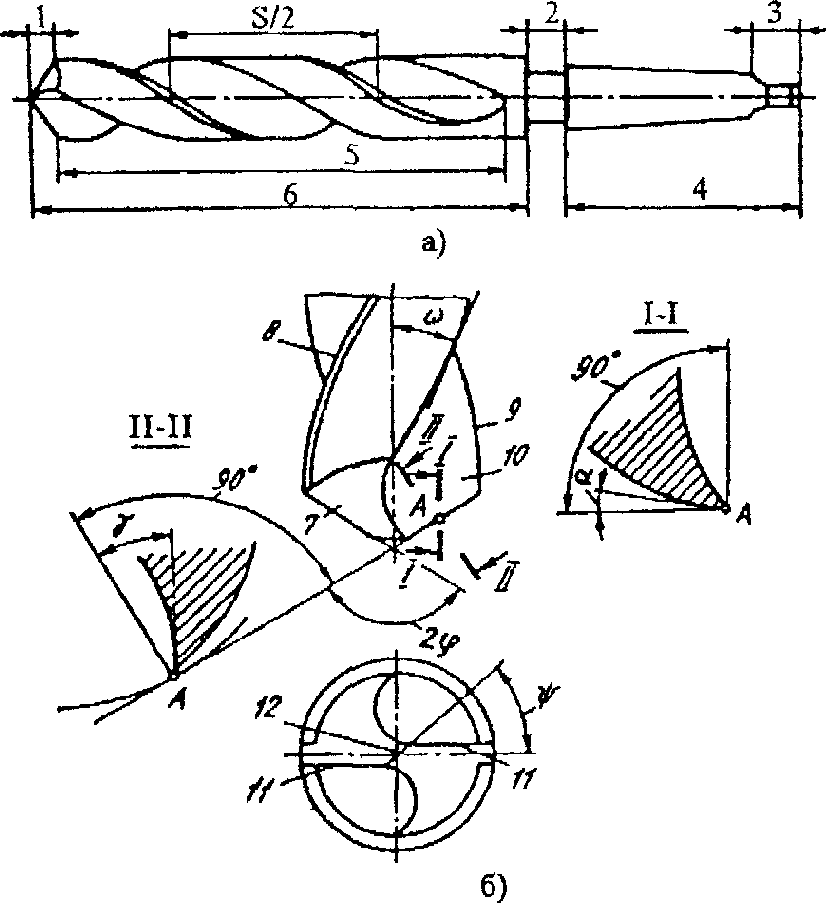
| 45,83 | 1. Конструкция сверла: Сверла — конструкция, виды,применение3.3 Конструкция сверла По
Сверло Рабочая Режущий На Шейка Хвостовик Зенкерование Рисунок 9 Зенкер l1 Цельный Зенкеры-зенковки Зенкер-цековка Развертывание Рисунок а Рисунок l1 Виды сверл по металлу и их назначение, характеристики спиральных сверл — РИНКОМВиды сверл по металлу и их назначение, характеристики спиральных сверл — РИНКОМ Главная Статьи Виды сверл по металлу и их назначение, характеристики спиральных сверл Виды сверл по металлу и их назначение, характеристики спиральных сверл 15 мая 2018 Гирин Кирилл
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Это отличает зенкер
Это отличает зенкер Обратный конус делают для
Обратный конус делают для

 У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
 На торцах имеются режущие зубья.
На торцах имеются режущие зубья.
 Наличие ступеней значительно облегчает обработку заготовок.
Наличие ступеней значительно облегчает обработку заготовок.
 Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
 Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
 Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
 Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.
Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.



 При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Студия разработала несколько брендов для своих клиентов и представила их миру. С партнерами в Японии, которые используют оригинальные технологии при использовании высококачественных материалов, Drill Design имеет ценную сеть знающих профессионалов. Студия также предлагает проекты для таких компаний, как MUJI, CANON, Mercedes, Camper и т. д. DRILL DESIGN выставляла свои работы в Токио, Сингапуре, Милане, Париже и Стокгольме. Они были удостоены многих национальных и международных наград, таких как Red Dot Design Award, German Design Award, The Good Design Award в Японии, The Design For Asia Award и The Wallpaper* Design Award.
Студия разработала несколько брендов для своих клиентов и представила их миру. С партнерами в Японии, которые используют оригинальные технологии при использовании высококачественных материалов, Drill Design имеет ценную сеть знающих профессионалов. Студия также предлагает проекты для таких компаний, как MUJI, CANON, Mercedes, Camper и т. д. DRILL DESIGN выставляла свои работы в Токио, Сингапуре, Милане, Париже и Стокгольме. Они были удостоены многих национальных и международных наград, таких как Red Dot Design Award, German Design Award, The Good Design Award в Японии, The Design For Asia Award и The Wallpaper* Design Award. Изучал социологию в Университете Васэда.
Изучал социологию в Университете Васэда.
 [method inc. / 2014]
[method inc. / 2014] 


 Это сохраняет пирамиду звука более неповрежденной.
Это сохраняет пирамиду звука более неповрежденной.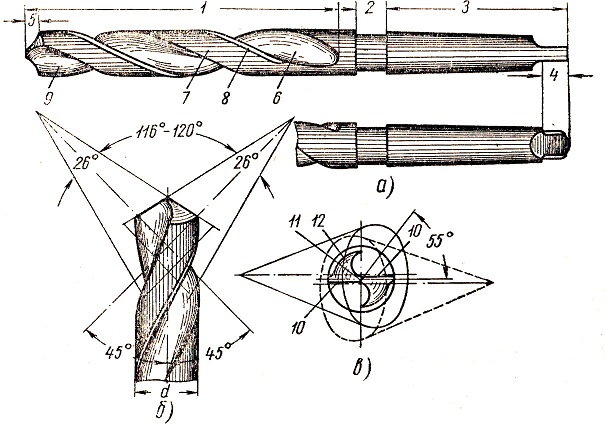 В том же духе попробуйте
В том же духе попробуйте

| Наименование | Наличие | Цена
опт с НДС | Дата обновления | Добавить в корзину | Срок поставки |
|---|---|---|---|---|---|
|
Трубка термоусадочная ТТУ 1/0.5 черн. 1м IEK UDRS-D1-1-K02 |
4336 |
4. 81
р. |
22.10.2022 | От 1 дня | |
|
Трубка термоусаживаемая ТТУ 1/0.5 черная (1м) — UDRS-D1-1-K02 |
Под заказ |
4.81 р. |
21.10.2022 | От 30 дней | |
|
Термоусадочная трубка ТТУ 1/0,5 черная 1 м | UDRS-D1-1-K02 | IEK |
Под заказ |
4.81 р. |
22.10.2022 | От 30 дней | |
| … … … … … … … … … … | |||||
Условия поставки термоусадочной трубки ТТУ 1/0,5 черной 1 м | UDRS-D1-1-K02 IEK (ИЭК)
Купить термоусадочные трубки ТТУ 1/0,5 черные 1 м | UDRS-D1-1-K02 IEK (ИЭК) могут физические и юридические лица, по безналичному и наличному расчету,
отгрузка производится с пункта выдачи на следующий день после поступления оплаты.
Цена термоусадочной трубки ТТУ 1/0,5 черной 1 м | UDRS-D1-1-K02 IEK (ИЭК) 1м зависит от общей суммы заказа, на сайте указана оптовая цена.
Доставим термоусадочную трубку ТТУ 1/0,5 черную 1 м | UDRS-D1-1-K02 IEK (ИЭК) на следующий день после оплаты, по Москве и в радиусе 200 км от МКАД, в другие регионы РФ отгружаем транспортными компаниями.
Похожие товары
Термоусадочная трубка ТТУ 1/0,5 зеленая 1 м | UDRS-D1-1-K06 IEK (ИЭК) | Под заказ | 5.39 р. | |
Термоусадочная трубка ТТУ 1,5/0,75 желтая 1 м | UDRS-D15-1-K05 IEK (ИЭК) | 1599 | 5. | |
Термоусадочная трубка ТТУ 1/0,5 прозрачная 1 м | UDRS-D1-1-K00| IEK (ИЭК) | 74 | 5.06 р. | |
Термоусадочная трубка ТТУ 1,5/0,75 черная 1 м| UDRS-D15-1-K02 | IEK (ИЭК) | 2699 | 5.04 р. | |
Термоусадочная трубка ТТУ 1,5/0,75 белая 1 м | UDRS-D15-1-K01 IEK (ИЭК) | 1398 | 5. | |
 59 р.
59 р. 59 р.
59 р.
Сопутствующие товары
Изолента 0,13х15 мм зеленая 10 метров | UIZ-13-10-10M-K06 IEK (ИЭК) | 100 | 18.04 р. | |
Изолента 0,13х15 мм синяя 10 метров | UIZ-13-10-10M-K07 IEK (ИЭК) | 1742 | 18.04 р. | |
Линокром РЕМ ТКП 5,0 сланец серый, 8х1 м (Рулонные кровельные материалы)
Линокром РЕМ ТКП 5,0 сланец серый, 8х1 м
ЛИНОКРОМ РЕМ ТКП — наплавляемый кровельный гидроизоляционный материал, производится из смеси битума с добавкой полимеров и наполнителя.
Основа материала – прочная каркасная стеклоткань.
В качестве верхнего защитного слоя материала используется крупнозернистая сланцевая посыпка серого цвета. Лещадная форма посыпки служит защитой от механических повреждений и дополнительно препятствует разогреву под солнцем.
С нижней стороны материал закрывается легкоплавкой защитной пленкой с индикаторным рисунком, которую необходимо нагреть на этапе монтажа.
Особенности материала
ЛИНОКРОМ РЕМ ТКП предназначен для восстановления гидроизоляционных свойств верхнего слоя старого кровельного ковра.
Материал является одним из самых толстых материалов «стандарт» класса. Увеличенная толщина ЛИНОКРОМ РЕМ ТКП позволяет без проблем наплавить его на защитную посыпку старого кровельного ковра.
Пленка с нижней стороны материала имеет индикаторный рисунок (логотип ТЕХНОНИКОЛЬ), с помощью которого можно контролировать величину боковых нахлестов.
Масса рулонного материла на 1 м2 составляет 5 кг.
Максимальная сила при растяжении в продольном направлении – не менее 800 Н.
Максимальная сила при растяжении в поперечном направлении – не менее 800 Н.
Более подробную информацию о технических характеристиках материала и его применению можно узнать на данной странице в соответствующих разделах.
Основные преимущества ЛИНОКРОМ РЕМ ТКП
Удачное решение для малобюджетных проектов;
Гибкость на брусе 0 С;
Позволяет увеличить срок эксплуатации ремонтного решения до 10 лет.
Логистические характеристики
Кровельная гидроизоляция ЛИНОКРОМ РЕМ ТКП производится в виде рулонов размером 8х1 м, поставляется на поддоне (25 рулона), упакованном в белый термоусадочный пакет. Площадь покрытия 1 рулона составляет 8 квадратных метров (1 поддона – 200 кв.м.).
Продается гидроизоляция ЛИНОКРОМ РЕМ ТКП рулонами (объем 0,06 м3, вес 39,2 кг.), которые удобно транспортировать, хранить и переносить по строительной площадке или помещению.
Для оптовых покупателей есть вариант приобретения рулонного кровельного гидроизоляционного материала ЛИНОКРОМ РЕМ ТКП на поддонах (объем 1,38 м3, вес 1011,5 кг, количество рулонов на поддоне 25 шт. ).
).
Купить и узнать цены на гидроизоляцию ЛИНОКРОМ РЕМ ТКП ТЕХНОНИКОЛЬ просто: добавьте товар в корзину, указав количество, или позвоните по телефону 8 (800) 737-77-44.
ЛИНОКРОМ РЕМ ТКП — наплавляемый кровельный гидроизоляционный материал, производится из смеси битума с добавкой полимеров и наполнителя.
Основа материала – прочная каркасная стеклоткань.
В качестве верхнего защитного слоя материала используется крупнозернистая сланцевая посыпка серого цвета. Лещадная форма посыпки служит защитой от механических повреждений и дополнительно препятствует разогреву под солнцем.
С нижней стороны материал закрывается легкоплавкой защитной пленкой с индикаторным рисунком, которую необходимо нагреть на этапе монтажа.
Особенности материала
ЛИНОКРОМ РЕМ ТКП предназначен для восстановления гидроизоляционных свойств верхнего слоя старого кровельного ковра.
Материал является одним из самых толстых материалов «стандарт» класса. Увеличенная толщина ЛИНОКРОМ РЕМ ТКП позволяет без проблем наплавить его на защитную посыпку старого кровельного ковра.
Пленка с нижней стороны материала имеет индикаторный рисунок (логотип ТЕХНОНИКОЛЬ), с помощью которого можно контролировать величину боковых нахлестов.
Масса рулонного материла на 1 м2 составляет 5 кг.
Максимальная сила при растяжении в продольном направлении – не менее 800 Н.
Максимальная сила при растяжении в поперечном направлении – не менее 800 Н.
Более подробную информацию о технических характеристиках материала и его применению можно узнать на данной странице в соответствующих разделах.
Основные преимущества ЛИНОКРОМ РЕМ ТКП
Удачное решение для малобюджетных проектов;
Гибкость на брусе 0 С;
Позволяет увеличить срок эксплуатации ремонтного решения до 10 лет.
Логистические характеристики
Кровельная гидроизоляция ЛИНОКРОМ РЕМ ТКП производится в виде рулонов размером 8х1 м, поставляется на поддоне (25 рулона), упакованном в белый термоусадочный пакет. Площадь покрытия 1 рулона составляет 8 квадратных метров (1 поддона – 200 кв. м.).
м.).
Продается гидроизоляция ЛИНОКРОМ РЕМ ТКП рулонами (объем 0,06 м3, вес 39,2 кг.), которые удобно транспортировать, хранить и переносить по строительной площадке или помещению.
Для оптовых покупателей есть вариант приобретения рулонного кровельного гидроизоляционного материала ЛИНОКРОМ РЕМ ТКП на поддонах (объем 1,38 м3, вес 1011,5 кг, количество рулонов на поддоне 25 шт.).
Купить и узнать цены на гидроизоляцию ЛИНОКРОМ РЕМ ТКП ТЕХНОНИКОЛЬ просто: добавьте товар в корзину, указав количество, или позвоните по телефону 8 (800) 737-77-44.
Читать все
Скрыть
- Страна происхождения
- Россия
- Высота, мм.

- 1200
- Водопоглощение по объему, % не более
- 1
- Верхняя сторона
- Сланец
- Размер
- 8 х 1 м
- Разрывная сила в продольном/поперечном направлении, Н/50 мм, не менее
- 800/800
- Температура гибкости на брусе R=25 мм, не выше, С
- 0
- Длина, м
- 8
Все характеристики
- Показатель
- Значение
- Бренд
- ТехноНИКОЛЬ
- Материал
- Битумные и битумно-полимерные материалы
- Страна происхождения
- Россия
- Способ монтажа
- Наплавление
- Высота, мм.
- 1200
- Вид кровли
- Плоская
- Водопоглощение по объему, % не более
- 1
- Ширина, мм.
- 1200
- Длина, мм.
- 1000
- Срок службы
- 10-15 лет
- Верхняя сторона
- Сланец
- Размер
- 8 х 1 м
- Основа
- Стеклоткань
- Гарантийный срок хранения, месяцев
- 12
- Вес материала
- 5 кг/кв. м.
 м.
м.- Вид материала
- Битумный
- Вид вяжущего
- Битумное
- Разрывная сила в продольном/поперечном направлении, Н/50 мм, не менее
- 800/800
- Температура гибкости на брусе R=25 мм, не выше, С
- 0
- Теплостойкость, °С
- 120
- Длина, м
- 8
Скачать PDF
Распечатать
Применяется при текущем ремонте кровель. Укладка производится наплавлением в один слой по старой кровле без удаления старого кровельного ковра. Материал может использоваться и при устройстве новых кровель в сочетании с материалами нижнего слоя марок Линокром, Бикрост, Линокром Тропик на стеклотканной основе.
Укладка производится наплавлением в один слой по старой кровле без удаления старого кровельного ковра. Материал может использоваться и при устройстве новых кровель в сочетании с материалами нижнего слоя марок Линокром, Бикрост, Линокром Тропик на стеклотканной основе.
Скачать все
Все документы
1Прочее
1
Об этом товаре отзывов пока нет. Оставьте первым!
Квантовые числа для атомов — Химия LibreTexts
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 1709
В общей сложности четыре квантовых числа используются для полного описания движения и траекторий каждого электрона внутри атома. Комбинация всех квантовых чисел всех электронов в атоме описывается волновой функцией, удовлетворяющей уравнению Шрёдингера. Каждый электрон в атоме имеет уникальный набор квантовых чисел; Согласно принципу запрета Паули никакие два электрона не могут иметь одну и ту же комбинацию четырех квантовых чисел. Квантовые числа важны, потому что их можно использовать для определения электронной конфигурации атома и вероятного местоположения электронов атома. Квантовые числа также используются для понимания других характеристик атомов, таких как энергия ионизации и атомный радиус.
Комбинация всех квантовых чисел всех электронов в атоме описывается волновой функцией, удовлетворяющей уравнению Шрёдингера. Каждый электрон в атоме имеет уникальный набор квантовых чисел; Согласно принципу запрета Паули никакие два электрона не могут иметь одну и ту же комбинацию четырех квантовых чисел. Квантовые числа важны, потому что их можно использовать для определения электронной конфигурации атома и вероятного местоположения электронов атома. Квантовые числа также используются для понимания других характеристик атомов, таких как энергия ионизации и атомный радиус.
В атомах существует четыре квантовых числа: главное квантовое число ( n ), квантовое число орбитального углового момента ( l ), магнитное квантовое число ( m l ) и квантовое число спина электрона ( м с ). Главное квантовое число \(n\) описывает энергию электрона и наиболее вероятное расстояние электрона от ядра. Другими словами, это относится к размеру орбитали и энергетическому уровню, на котором находится электрон. Количество подоболочек, или \(l\), описывает форму орбитали. Его также можно использовать для определения количества угловых узлов. Магнитное квантовое число, m l описывает энергетические уровни в подоболочке, а m s относится к спину электрона, который может быть направлен вверх или вниз.
Количество подоболочек, или \(l\), описывает форму орбитали. Его также можно использовать для определения количества угловых узлов. Магнитное квантовое число, m l описывает энергетические уровни в подоболочке, а m s относится к спину электрона, который может быть направлен вверх или вниз.
Главное квантовое число (\(n\))
Главное квантовое число, \(n\), обозначает основную электронную оболочку. Поскольку n описывает наиболее вероятное расстояние электронов от ядра, чем больше число n , тем дальше от ядра находится электрон, тем больше размер орбитали и тем больше размер атома. n может быть любым положительным целым числом, начиная с 1, так как \(n=1\) обозначает первую основную оболочку (самую внутреннюю оболочку). Первая основная оболочка также называется основным состоянием или состоянием с наименьшей энергией. Это объясняет, почему \(n\) не может быть 0 или любым отрицательным целым числом, потому что не существует атомов с нулевым или отрицательным количеством энергетических уровней/основных оболочек. Когда электрон находится в возбужденном состоянии или получает энергию, он может перейти на вторую основную оболочку, где \(n=2\). Это называется поглощением, потому что электрон «поглощает» фотоны или энергию. Известная как эмиссия, электроны также могут «излучать» энергию, когда они прыгают на более низкие основные оболочки, где n уменьшается на целые числа. С увеличением энергии электрона увеличивается и главное квантовое число, например, 9.0026 n = 3 указывает на третью основную оболочку, n = 4 указывает на четвертую основную оболочку и так далее.
Когда электрон находится в возбужденном состоянии или получает энергию, он может перейти на вторую основную оболочку, где \(n=2\). Это называется поглощением, потому что электрон «поглощает» фотоны или энергию. Известная как эмиссия, электроны также могут «излучать» энергию, когда они прыгают на более низкие основные оболочки, где n уменьшается на целые числа. С увеличением энергии электрона увеличивается и главное квантовое число, например, 9.0026 n = 3 указывает на третью основную оболочку, n = 4 указывает на четвертую основную оболочку и так далее.
\[n=1,2,3,4…\]
Пример \(\PageIndex{1}\)
Если n = 7, то какова главная электронная оболочка?
Пример \(\PageIndex{2}\)
Если электрон перепрыгнул с уровня энергии n = 5 на уровень энергии n = 3, произошло ли поглощение или испускание фотона?
- Ответить
Излучение, потому что энергия теряется при испускании фотона.

Квантовое число орбитального углового момента (\(l\))
Квантовое число орбитального углового момента \(l\) определяет форму орбитали и, следовательно, угловое распределение. Количество угловых узлов равно значению квантового числа углового момента \(l\). (Для получения дополнительной информации об угловых узлах см. Электронные орбитали.) Каждое значение \(l\) указывает на конкретную подоболочку s, p, d, f (каждая уникальна по форме). Значение \(l\) зависит от главное квантовое число \(n\). В отличие от \(n\), значение \(l\) может быть равно нулю. Это также может быть положительное целое число, но оно не может быть больше, чем на единицу меньше главного квантового числа (\(n-1\)):
\[l=0, 1, 2, 3, 4…, (n-1)\]
Пример \(\PageIndex{3}\)
Если \(n = 7\), какие возможные значения \(l\)?
- Ответить
Поскольку \(l\) может быть нулем или целым положительным числом меньше (\(n-1\)), оно может принимать значения 0, 1, 2, 3, 4, 5 или 6.
Пример \(\PageIndex{4}\)
Если \(l = 4\), сколько угловых узлов имеет атом?
- Ответить
Количество угловых узлов равно значению l , поэтому количество узлов также равно 4.
Магнитное квантовое число (\(m_l\))
Магнитное квантовое число \(m_l\) определяет количество орбиталей и их ориентацию внутри подоболочки. Следовательно, его значение зависит от квантового числа орбитального углового момента \(l\). При заданном \(l\) \(m_l\) представляет собой интервал от \(–l\) до \(+l\), поэтому он может быть нулем, отрицательным целым числом или положительным целым числом.
\[m_l= -l, (-l +1),(-l +2),…, -2, -1, 0, 1, 2, … (l – 1), (l – 2), +l\]
Пример \(\PageIndex{5}\)
Пример: Если \(n=3\) и \(l=2\), то каковы возможные значения \(m_l\) ?
- Ответить
Поскольку \(m_l\) должен находиться в диапазоне от \(–l\) до \(+l\), тогда \(m_l\) может быть: -2, -1, 0, 1 или 2.
Квантовое число спина электрона (\(m_s\))
В отличие от \(n\), \(l\) и \(m_l\), квантовое число спина электрона \(m_s\) не зависит от другое квантовое число. Он обозначает направление вращения электрона и может иметь спин +1/2, представленный ↑, или -1/2, представленный ↓. Это означает, что когда \(m_s\) положителен, электрон имеет восходящий спин, который можно назвать «спин вверх». Когда он отрицательный, электрон имеет нисходящий спин, поэтому он «спин нисходящий». Значение квантового числа спина электрона состоит в том, что оно определяет способность атома генерировать магнитное поле или нет. (Электронный спин.)
\[m_s= \pm \dfrac{1}{2}\]
Пример \(\PageIndex{5}\)
Перечислите возможные комбинации всех четырех квантовых чисел, когда \(n=2\), \(l=1\) и \(m_l=0\).
- Ответить
Четвертое квантовое число не зависит от первых трех, что позволяет совпадать первым трем квантовым числам двух электронов.
Так как спин может быть +1/2 или =1/2, есть две комбинации:- \(n=2\), \(l=1\), \(m_l =0\), \(m_s=+1/2\)
- \(n=2\), \(l=1\), \(m_l=0\), \(m_s=-1/2\)
 Так как спин может быть +1/2 или =1/2, есть две комбинации:
Так как спин может быть +1/2 или =1/2, есть две комбинации:Пример \(\PageIndex{6}\)
Может ли электрон с \(m_s=1/2\) иметь направленный вниз спин?
- Ответить
Нет, если значение \(m_s\) положительное, электрон «раскручивается».
Пристальный взгляд на оболочки, подоболочки и орбитали
Основные оболочки
Значение главного квантового числа n — это уровень главной электронной оболочки (главный уровень). Все орбитали с одинаковым значением n находятся на одном главном уровне. Например, все орбитали на втором главном уровне имеют главное квантовое число n=2. Чем выше значение n, тем больше количество основных электронных оболочек. Это приводит к большему расстоянию между самым дальним электроном и ядром. В результате увеличивается размер атома и его атомный радиус.
Поскольку радиус атома увеличивается, электроны удаляются от ядра. Таким образом, атому легче вытолкнуть электрон, потому что ядро не оказывает на него такого сильного притяжения, и энергия ионизации уменьшается.
Пример \(\PageIndex{7}\)
Какая орбиталь имеет более высокую энергию ионизации: \(n=3\) или \(n=2\)?
- Ответить
Орбиталь с n=2, потому что чем ближе электрон к ядру или чем меньше атомный радиус, тем больше энергии требуется, чтобы вытолкнуть электрон.
Подоболочки
Количество значений орбитального углового числа l также можно использовать для определения количества подоболочек в главной электронной оболочке:
- Когда n = 1, l = 0 (l принимает одно значение и, таким образом подоболочка может быть только одна)
- Когда n = 2, l = 0, 1 (l принимает два значения и, таким образом, возможны две подоболочки)
- Когда n = 3, l = 0, 1, 2 (l принимает три значения и, следовательно, существует три возможных подоболочки)
После рассмотрения приведенных выше примеров мы видим, что значение n равно количеству подоболочек в основной электронной оболочке:
- Основная оболочка с n = 1 имеет одну подоболочку
- Основная оболочка с n = 2 имеет две подоболочки
- Основная оболочка с n = 3 имеет три подоболочки
Чтобы определить тип возможных подоболочек n, этим подоболочкам были присвоены буквенные имена. Значение l определяет имя подоболочки:
Значение l определяет имя подоболочки:
| Название подоболочки | Значение \(л\) |
|---|---|
| подоболочка | 0 |
| р подоболочка | 1 |
| d подоболочка | 2 |
| f подоболочка | 3 |
Следовательно:
- Главная оболочка с n = 1 имеет одну s подоболочку (l = 0)
- Основная оболочка с n = 2 имеет одну подоболочку s и одну подоболочку p (l = 0, 1)
- Основная оболочка с n = 3 имеет одну подоболочку s, одну подоболочку p и одну подоболочку d (l = 0, 1, 2)
Мы можем обозначить главное квантовое число n и определенную подоболочку, комбинируя значение n и имя подоболочки (которое можно найти с помощью l). Например, 3p относится к третьему главному квантовому числу (n=3) и подоболочке p (l=1).
Например, 3p относится к третьему главному квантовому числу (n=3) и подоболочке p (l=1).
Пример \(\PageIndex{8}\)
Как называется орбиталь с квантовыми числами n=4 и l=1?
- Ответить
Зная, что главное квантовое число n равно 4, и используя приведенную выше таблицу, мы можем заключить, что оно равно 4p.
Пример \(\PageIndex{9}\)
Как называются орбитали с квантовым числом n=3?
- Ответить
3s, 3p и 3d. Поскольку n=3, возможные значения l = 0, 1, 2, что указывает на формы каждой подоболочки.
Орбитали
Количество орбиталей в подоболочке эквивалентно количеству значений, которые принимает магнитное квантовое число ml. Полезным уравнением для определения количества орбиталей в подоболочке является 2l +1. Это уравнение даст вам не значение ml, а число возможных значений, которые может принимать ml на конкретной орбитали. Например, если l=1 и ml может принимать значения -1, 0 или +1, значение 2l+1 будет равно трем и будет три различных орбитали. Названия орбиталей названы в честь подоболочек, в которых они находятся:
Например, если l=1 и ml может принимать значения -1, 0 или +1, значение 2l+1 будет равно трем и будет три различных орбитали. Названия орбиталей названы в честь подоболочек, в которых они находятся:
| s-орбитали | р-орбитали | d-орбитали | f орбитали | |
|---|---|---|---|---|
| л | 0 | 1 | 2 | 3 |
| м л | 0 | -1, 0, +1 | -2, -1, 0, +1, +2 | -3, -2, -1, 0, +1, +2, +3 |
| Количество орбиталей в указанной подоболочке | 1 | 3 | 5 | 7 |
На рисунке ниже мы видим примеры двух орбиталей: p-орбиталь (синяя) и s-орбиталь (красная). Красная s-орбиталь — это 1s-орбиталь. Чтобы изобразить 2s-орбиталь, представьте слой, похожий на поперечное сечение челюсти, вокруг круга. Слои изображают угловые узлы атомов. Чтобы изобразить 3s-орбиталь, представьте еще один слой вокруг круга и так далее и тому подобное. Орбиталь p похожа на форму гантели, ее ориентация внутри подоболочки зависит от m л . Форма и ориентация орбитали зависят от l и m l .
Красная s-орбиталь — это 1s-орбиталь. Чтобы изобразить 2s-орбиталь, представьте слой, похожий на поперечное сечение челюсти, вокруг круга. Слои изображают угловые узлы атомов. Чтобы изобразить 3s-орбиталь, представьте еще один слой вокруг круга и так далее и тому подобное. Орбиталь p похожа на форму гантели, ее ориентация внутри подоболочки зависит от m л . Форма и ориентация орбитали зависят от l и m l .
Чтобы визуализировать и систематизировать первые три квантовых числа, мы можем думать о них как о составных частях дома. На следующем изображении крыша представляет главное квантовое число n, каждый уровень представляет подоболочку l, а каждая комната представляет различные орбитали ml в каждой подоболочке. Орбиталь s, поскольку значение ml может быть только 0, может существовать только в одной плоскости. Однако p-орбиталь имеет три возможных значения ml и, следовательно, три возможные ориентации орбиталей, показанные Px, Py и Pz. Паттерн продолжается: орбиталь d содержит 5 возможных орбитальных ориентаций, а f имеет 7:9. 0024
0024
Еще одним полезным наглядным пособием для рассмотрения возможных орбиталей и подоболочек с набором квантовых чисел будет диаграмма электронной орбиты. (Дополнительные диаграммы электронных орбит см. в разделе « Конфигурации электронов» .) Характеристики каждого квантового числа изображены в разных областях этой диаграммы.
Ограничения
- Принцип исключения Паули: В 1926 году Вольфганг Паули обнаружил, что набор квантовых чисел специфичен для определенного электрона. То есть никакие два электрона не могут иметь одинаковые значения n, l, ml и ms. Хотя первые три квантовых числа определяют конкретную орбиталь и могут иметь одинаковые значения, четвертое имеет значение и должно иметь противоположные спины.
- Правило Хунда: орбитали могут иметь одинаковые энергетические уровни, если они находятся в одной и той же основной оболочке. Эти орбитали называются вырожденными или «равноэнергетическими». Согласно правилу Хунда, электроны заполняют орбитали по одному. Это означает, что при рисовании электронных конфигураций с помощью модели со стрелками вы должны заполнить каждую оболочку одним электроном, прежде чем начинать их спаривание. Помните, что заряд электрона отрицательный и электроны отталкиваются друг от друга. Электроны будут пытаться создать расстояние между ним и другими электронами, оставаясь неспаренными. Это также объясняет, почему спины электронов на орбитали противоположны (то есть +1/2 и -1/2).
- Принцип неопределенности Гейзенберга: Согласно принципу неопределенности Гейзенберга, мы не можем одновременно точно измерить импульс и положение электрона. По мере того, как импульс электрона становится все более и более определенным, положение электрона становится менее определенным, и наоборот. Это помогает объяснить целые квантовые числа и почему n=2,5 не может существовать как главное квантовое число. Должно быть целое число длин волн (n), чтобы электрон мог поддерживать стоячую волну. Если бы существовали парциальные волны, то целые волны и парциальные волны компенсировали бы друг друга, и частица не двигалась бы. Если бы частица покоилась, то ее положение и импульс были бы определенными. Поскольку это не так, n должно иметь целочисленное значение. Дело не в том, что главное квантовое число может быть измерено только целыми числами, а в том, что гребень одной волны будет накладываться на впадину другой, и волна гаснет.
 Это означает, что при рисовании электронных конфигураций с помощью модели со стрелками вы должны заполнить каждую оболочку одним электроном, прежде чем начинать их спаривание. Помните, что заряд электрона отрицательный и электроны отталкиваются друг от друга. Электроны будут пытаться создать расстояние между ним и другими электронами, оставаясь неспаренными. Это также объясняет, почему спины электронов на орбитали противоположны (то есть +1/2 и -1/2).
Это означает, что при рисовании электронных конфигураций с помощью модели со стрелками вы должны заполнить каждую оболочку одним электроном, прежде чем начинать их спаривание. Помните, что заряд электрона отрицательный и электроны отталкиваются друг от друга. Электроны будут пытаться создать расстояние между ним и другими электронами, оставаясь неспаренными. Это также объясняет, почему спины электронов на орбитали противоположны (то есть +1/2 и -1/2). Если бы частица покоилась, то ее положение и импульс были бы определенными. Поскольку это не так, n должно иметь целочисленное значение. Дело не в том, что главное квантовое число может быть измерено только целыми числами, а в том, что гребень одной волны будет накладываться на впадину другой, и волна гаснет.
Если бы частица покоилась, то ее положение и импульс были бы определенными. Поскольку это не так, n должно иметь целочисленное значение. Дело не в том, что главное квантовое число может быть измерено только целыми числами, а в том, что гребень одной волны будет накладываться на впадину другой, и волна гаснет.Ссылки
- Чанг, Рэймонд. Физическая химия для биологических наук. 2005, Университетские научные книги. стр. 427-428.
- Гиллеспи, Рональд. Демистификация вводной химии. Форум: вклад Целевой группы по общей химии. 1996: 73; 617-622.
- Петруччи, Ральф. Общая химия: принципы и современные приложения, десятое издание.
Проблемы
- Предположим, что все, что вы знаете об определенном электроне, это то, что его главное квантовое число равно 3. Каковы возможные значения остальных четырех квантовых чисел?
- Возможно ли иметь электрон с такими квантовыми числами: \(n=2\), \(l=1\), \(m_l=3\), \(m_s=1/2\)? Почему или почему нет?
- Возможно ли иметь два электрона с одинаковыми \(n\), \(l\) и \(m_l\)?
- Сколько подоболочек находится на главном квантовом уровне \(n=3\)?
- Какой тип орбитали обозначается квантовыми числами \(n=4\), \(l=3\) и \(m_l=0\)?
Решения
- Когда \(n=3\), \(l=0\), \(m_l = 0\) и \(m_s=+1/2 \text{ или } -1/2\)
- \(l=1\), \(m_l = -1, 0 или +1\) и \(m_s=+1/2 \text{ или } -1/2\)
- \(l=2\), \(m_l = -2, -1, 0, 1, \text{ или }+2\) и \(m_s=+1/2 \text{ или } -1/ 2\)
- Нет, это невозможно. \(m_l=3\) не находится в диапазоне от \(-l\) до \(+l\). Значение должно быть равно -1, 0 или +1.
- Да, возможно иметь два электрона с одинаковыми \(n\), \(l\) и \(m_l\). Спин одного электрона должен быть +1/2, а спин другого электрона должен быть -1/2.
- На главном квантовом уровне \(n=3\) есть три подоболочки.
- Поскольку \(l=3\) относится к подоболочке f, тип представленной орбитали — 4f (комбинация главного квантового числа n и имени подоболочки).
 \(m_l=3\) не находится в диапазоне от \(-l\) до \(+l\). Значение должно быть равно -1, 0 или +1.
\(m_l=3\) не находится в диапазоне от \(-l\) до \(+l\). Значение должно быть равно -1, 0 или +1.Авторы и авторство
Quantum Numbers for Atoms распространяется по незаявленной лицензии и был создан, изменен и/или курирован LibreTexts.
- Наверх
- Была ли эта статья полезной?
- Тип изделия
- Раздел или Страница
- Показать страницу TOC
- № на стр.

Как подобрать дюбель к саморезу: Как правильно подобрать саморез к дюбелю? – KrepShop
Как правильно подобрать саморез к дюбелю? – KrepShop
18.08.2021
Конструкция дюбеля и его назначение
Так только кажется, что подобрать саморез к дюбелю просто, как оказалось, некоторые даже не знают, что саморез нельзя просто так вкрутить в бетон или кирпич, поскольку он не вкрутится в такой твердый и плотный материал. Просто просверлить отверстие и вкрутить туда саморез тоже не получится – он просто не будет держаться. Так что в любом случае для бетонных или кирпичных стен саморезы придется закручивать с использованием дюбелей.
Самые популярные дюбели сейчас делают из пропилена, но есть еще металлическое дюбели – самые надежные, и дюбели из дерева – простейшие и устаревшие, но все еще пригодные для работы, если ничего более современного под рукой нет.
Каждый дюбель, кроме деревянного, имеет усы, ребра или специальные пластинки, которые не дают дюбелю выскочить через просверленное отверстие. В металлических дюбелях (анкерах) роль распорки выполняет конусообразные гайки, которые при затягивании расширяют дюбель.
Как подобрать так, чтобы саморез держался крепко?
При подборе инструментов нужно ориентироваться на предполагаемую нагрузку на дюбель. Чем больше нагрузка, тем дюбель должен быть большей длины и диаметра. Материал стены, пола или потолка, в котором будет сверлиться отверстие, тоже играет роль – чем плотнее материал, тем большую нагрузку выдержит дюбель.
Именно под диаметр дюбеля подбирается диаметр сверла. Некоторые засверливаются буром в 10 мм для дюбелей 8 мм, утверждая, что так дюбели проще вставлять в отверстие, а их все равно разопрет при закручивании самореза. Так делать нельзя – потом дюбель может выпасть из стены при большой нагрузке, и, если его резко дернуть на себя. Глубина отверстия должна быть чуть больше, чем длина дюбеля.
Обычно, диаметр самореза или шурупа в среднем подбирается на 4 мм меньше, чем диаметр дюбеля, но все индивидуально, лучше ориентироваться по специальной таблице ниже. Чем меньше диаметр дюбеля, тем меньше от условных 4 мм будет разница в диаметре самореза.
Кроме диаметра самореза, очень важно подобрать и правильную длину для самореза. Прикрепляемый материал может иметь разную толщину, поэтому и длина самореза должна соответствовать. Саморез должен быть достаточно длинным, чтобы дюбель раскрылся плотно и зафиксировался, при этом длина самореза должна быть достаточна для толщины прикрепляемого материала.
Определяется необходимая длина самореза просто – к дюбелю прибавляем толщину поверхности, и получаем минимально необходимую нам длину дюбеля.
Не забываем, что использование слишком коротких дюбелей неприемлемо при высоких предполагаемых нагрузках! Длина дюбеля должна подбираться не только в соответствии с нагрузкой, но и с толщиной прикрепляемого материала. Лучше взять дюбель длиннее, зато будет запас прочности.
Для справки, толщина материала, который предполагается прикрепить саморезом, не должна превышать 60% длины дюбеля в стенах из плотных материалов, вроде бетона, и 35% в рыхлых материалах.
Таблица соответствия саморезов и дюбелей
|
Диаметр дюбеля (мм) |
Длина дюбеля (мм) |
Толщина прикрепляемого материала (мм) |
Размер самореза (мм) |
| 5 | 25 | 5 | 3х30 |
| 5 | 25 | 10 | 3х35 |
| 6 | 25 | 5 | 4х30 |
| 6 | 30 | 5 | 4х35 |
| 6 | 30 | 10 | 4х40 |
| 6 | 35 | 10 | 4х45 |
| 6 | 35 | 15 | 4х50 |
| 6 | 40 | 10 | 4х50 |
| 6 | 40 | 15 | 4х60 |
| 6 | 40 | 20 | 4х60 |
| 6 | 50 | 10 | 4×60 |
| 6 | 50 | 15 | 4х70 |
| 6 | 50 | 20 | 4х70 |
| 8 | 30 | 5 | 5х35 |
| 8 | 30 | 10 | 5х40 |
| 8 | 40 | 10 | 5х50 |
| 8 | 40 | 15 | 5х60 |
| 8 | 50 | 10 | 5х60 |
| 8 | 50 | 20 | 5х70 |
| 8 | 60 | 10 | 5х70 |
| 8 | 60 | 20 | 5х80 |
| 8 | 60 | 30 | 5х90 |
| 8 | 80 | 10 | 5х90 |
| 8 | 80 | 20 | 5х100 |
| 8 | 80 | 30 | 5х120 |
| 10 | 50 | 10 | 6х60 |
| 10 | 50 | 20 | 6х70 |
| 10 | 60 | 20 | 6х80 |
| 10 | 60 | 30 | 6х90 |
| 10 | 80 | 20 | 6х100 |
| 10 | 80 | 40 | 6х120 |
| 10 | 80 | 60 | 6х140 |
| 10 | 100 | 40 | 6х140 |
| 10 | 100 | 50 | 6х150 |
| 10 | 100 | 60 | 6х160 |
| 12 | 70 | 10 | 8х80 |
| 12 | 70 | 20 | 8х90 |
| 12 | 70 | 30 | 8х100 |
| 12 | 100 | 20 | 8х120 |
| 12 | 100 | 40 | 8х140 |
| 12 | 100 | 60 | 8х160 |
| 12 | 120 | 40 | 8х160 |
| 12 | 120 | 60 | 8х180 |
| 12 | 120 | 80 | 8х200 |
| 14 | 75 | 25 | 10х100 |
| 14 | 75 | 35 | 10х120 |
| 14 | 100 | 20 | 10х120 |
| 14 | 100 | 40 | 10х140 |
| 14 | 100 | 60 | 10х160 |
| 14 | 135 | 25 | 10х160 |
| 14 | 135 | 35 | 10х180 |
| 14 | 135 | 45 | 10х180 |
Подбор самореза к дюбелю
Многие сталкиваются с проблемой подбора дюбеля к саморезу, когда необходимо какую либо конструкцию закрепить к бетону, кирпичу, газобетону или гипсокартону при помощи самореза, но без дюбеля в данном случае не обойтись.
Нужно учитывать диаметр и длину самореза, и диаметр и длину дюбеля, и толщину прикрепляемого материала. Если дюбель будет диаметром меньше положенного, то саморез его разорвет, если больше, то саморез не разопрет его как следует и не будет надежного монтажа, тоже самое будет, если саморез дойдет не до конца дюбеля. Та как же, всё-таки правильно подобрать саморез и дюбель?
Начинать подбор нужно с дюбеля, с его размера (диаметр, длина). Чем больше размер дюбеля, тем большую нагрузку он сможет выдержать. Самый маленький диаметр 4 мм и 5 мм, рассчитаны на малую нагрузку, 6 мм и 8 мм на среднюю, 10 мм и 12 мм на большую нагрузку, 14 мм и 16 мм для очень больших нагрузок, для крепления строительных лесов и т.д. Еще следует учитывать плотность материала в котором будет находиться дюбель. Чем более плотный материал, тем большую нагрузку сможет выдержать дюбель, одного и того же размера.
После того как мы подобрали нужный размер дюбеля, можно к нему подобрать саморез.
-
Для дюбеля диаметром 4 мм, подойдет саморез диаметром 2 мм. -
Для дюбеля диаметром 5 мм, подойдет саморез диаметром 2,5 мм. (от 2 мм до 3 мм.) -
Для дюбеля диаметром 6 мм, подойдет саморез диаметром 4 мм. (от 3,5 мм до 4,5 мм) -
Для дюбеля диаметром 8 мм, подойдет саморез диаметром 5 мм. (от 4,5 мм до 5,5 мм) -
Для дюбеля диаметром 10 мм, подойдет саморез диаметром 6 мм. (от 5,5 мм до 6,5 мм) -
Для дюбеля диаметром 12 мм, подойдет саморез диаметром 8 мм. (от 6,5 мм до 8,5 мм) -
Для дюбеля диаметром 14 мм, подойдет саморез диаметром 10 мм. (от 8,5 мм до 10,5 мм) -
Для дюбеля диаметром 16 мм, подойдет саморез диаметром 12 мм. (от 10,5 мм до 12,5 мм)
Ну вот, мы подобрали нужный размер дюбеля, подобрали к нему нужный диаметр самореза, теперь только осталось подобрать нужную длину самореза.
Для этого берется длина нашего дюбеля, добавляется толщина прикрепляемого материала и у нас получается нужная минимальная длина самореза. Толщина скрепляемого материала не должна быть больше чем на 35 % в рыхлых основаниях, и не больше 60 % в плотных основаниях от длины дюбеля.
Толщина скрепляемого материала не должна быть больше чем на 35 % в рыхлых основаниях, и не больше 60 % в плотных основаниях от длины дюбеля.
Саморез может немного выходить из дюбеля, это не страшно, главное чтобы он обязательно прошел до конца дюбеля и полностью раскрыл его, для надежного монтажа, если он вкрутится не до конца, то дюбель может проворачиваться, и монтаж будет не надежным. Сверлить отверстие под дюбель нужно чуть больше его длины и такого же диаметра.
Например: нам нужно закрепить фанеру толщиной 20 мм к бетонному полу. Для этого мы берем дюбель 8х50 (8 мм диаметр дюбеля, 50 мм его длина), и к нему саморез 5х70 (5 мм диаметр саморезы, 70 мм его длина). Для сверления нам понадобится бур 8х110 (8 мм диаметр, 110 мм общая длина бура, 80 мм длина рабочей части). Сверлить нужно на глубину не менее 60 мм. После сверления, отверстие очищается от пыли, вставляется дюбель, потом в него вкручивается саморез через фанеру.
Таблица соответствия саморезов и дюбелей
|
Диаметр дюбеля (мм.  ) )
|
Длина дюбеля (мм.) |
Толщина прикрепляемого материала (мм.) |
Размер самореза (мм.) |
|---|---|---|---|
|
5 |
25 |
5 |
3х30 |
|
5 |
25 |
10 |
3х35 |
|
6 |
25 |
5 |
4х30 |
|
6 |
30 |
5 |
4х35 |
|
6 |
30 |
10 |
4х40 |
|
6 |
35 |
10 |
4х45 |
|
6 |
35 |
15 |
4х50 |
|
6 |
40 |
10 |
4х50 |
|
6 |
40 |
15 |
4х60 |
|
6 |
40 |
20 |
4х60 |
|
6 |
50 |
10 |
4×60 |
|
6 |
50 |
15 |
4х70 |
|
6 |
50 |
20 |
4х70 |
|
8 |
30 |
5 |
5х35 |
|
8 |
30 |
10 |
5х40 |
|
8 |
40 |
10 |
5х50 |
|
8 |
40 |
15 |
5х60 |
|
8 |
50 |
10 |
5х60 |
|
8 |
50 |
20 |
5х70 |
|
8 |
60 |
10 |
5х70 |
|
8 |
60 |
20 |
5х80 |
|
8 |
60 |
30 |
5х90 |
|
8 |
80 |
10 |
5х90 |
|
8 |
80 |
20 |
5х100 |
|
8 |
80 |
30 |
5х120 |
|
10 |
50 |
10 |
6х60 |
|
10 |
50 |
20 |
6х70 |
|
10 |
60 |
20 |
6х80 |
|
10 |
60 |
30 |
6х90 |
|
10 |
80 |
20 |
6х100 |
|
10 |
80 |
40 |
6х120 |
|
10 |
80 |
60 |
6х140 |
|
10 |
100 |
40 |
6х140 |
|
10 |
100 |
50 |
6х150 |
|
10 |
100 |
60 |
6х160 |
|
12 |
70 |
10 |
8х80 |
|
12 |
70 |
20 |
8х90 |
|
12 |
70 |
30 |
8х100 |
|
12 |
100 |
20 |
8х120 |
|
12 |
100 |
40 |
8х140 |
|
12 |
100 |
60 |
8х160 |
|
12 |
120 |
40 |
8х160 |
|
12 |
120 |
60 |
8х180 |
|
12 |
120 |
80 |
8х200 |
|
14 |
75 |
25 |
10х100 |
|
14 |
75 |
35 |
10х120 |
|
14 |
100 |
20 |
10х120 |
|
14 |
100 |
40 |
10х140 |
|
14 |
100 |
60 |
10х160 |
|
14 |
135 |
25 |
10х160 |
|
14 |
135 |
35 |
10х180 |
|
14 |
135 |
45 |
10х180 |
Таблица саморезов и дюбелей
В этой статье мы показали Вам как правильно подобрать саморезы под дюбель. Если у вас еще остались вопросы, обращайтесь в наш интернет-магазин KREP-KOMP, по телефону, электронной почте, скайпу. Наши менеджеры с радостью проконсультируют Вас по всем вопросам!
Если у вас еще остались вопросы, обращайтесь в наш интернет-магазин KREP-KOMP, по телефону, электронной почте, скайпу. Наши менеджеры с радостью проконсультируют Вас по всем вопросам!
дюбель-шурупы | Двусторонние винты
Запрос цен Свяжитесь с нами
Нажмите на картинку, чтобы увеличить
Шурупы с дюбелями представляют собой безголовый крепеж с запаздывающей резьбой на обоих концах. Шурупы-дюбеля предназначены для вставки в предварительно просверленное направляющее отверстие. Конец деревянной резьбы выполнен в виде конуса с резьбой до самого тупого конца. Шурупы с дюбелями используются в качестве крепежных элементов для соединения двух деревянных частей. Это помогает постоянно удерживать их в правильном относительном положении, которое обычно отделено друг от друга.
Как пользоваться дюбелями
Существует множество способов использования дюбелей в столярных изделиях. Приведенные ниже рекомендации не являются исчерпывающими для использования дюбелей, это просто один пример, демонстрирующий, как используются дюбели.
Приведенные ниже рекомендации не являются исчерпывающими для использования дюбелей, это просто один пример, демонстрирующий, как используются дюбели.
- Отверстия для сверления – Просверлите начальные отверстия на 1/4 дюйма в древесине и дайте дюбелям сделать все остальное. Найдите сверло немного уже, чем дюбель. Если вы не сделаете отверстие более узким, у дюбельного шурупа не будет дерева, за которое он мог бы зацепиться, когда он опустится в материал.
- Зажим для ножки — Для ножки обеденного стола или барного стула закрепите ножку в прямом положении вверх-вниз к переносному рабочему столу. Для этого поместите ногу в зажим и затяните ее. Возьмите уровень против ноги, чтобы определить, является ли деревянная часть вертикальной. Установите уровень поверх ножки, чтобы убедиться, что ножка ровная. Просверлите ножку, чтобы сделать отверстие и вытрите лишние опилки.
- Закрепляющие дюбели . Нанесите немного клея для дерева в только что сделанное направляющее отверстие. Вставьте головку отвертки с дюбелем в беспроводную отвертку. Продолжайте поворачивать дюбель, пока последний край резьбы не исчезнет в дереве. Дайте клею полностью схватиться.
- Готово — Просверлите отверстие в предмете мебели, который идет с ножкой. Поверните ножку по часовой стрелке или вправо, чтобы затянуть дюбель в большую часть мебели. Когда все ножки будут на месте, установите стол или стул вертикально в нормальное положение.
 Вставьте головку отвертки с дюбелем в беспроводную отвертку. Продолжайте поворачивать дюбель, пока последний край резьбы не исчезнет в дереве. Дайте клею полностью схватиться.
Вставьте головку отвертки с дюбелем в беспроводную отвертку. Продолжайте поворачивать дюбель, пока последний край резьбы не исчезнет в дереве. Дайте клею полностью схватиться.Столярные изделия с дюбелями
Шурупы с дюбелями — это шурупы с двумя концами, которые используются для крепления двух деревянных частей. Как и типичные крепежные детали для дерева, они представляют собой двусторонние винты без головки с резьбой по дереву на обоих концах. Типичные области применения, в том числе:
- Изготовление мебели
- Крепление для балясин
- Напольное покрытие
- Строительство швов встык
- Прочие виды работ по дереву
Сочетание ценности и стремления к совершенству Для этого мы предлагаем высококачественный крепеж по конкурентоспособным ценам.
 Наши крепления прослужат долго, будут работать оптимально и добавят небольшую сумму в ваш бюджет.
Наши крепления прослужат долго, будут работать оптимально и добавят небольшую сумму в ваш бюджет.
- Мы располагаем широким ассортиментом экономичных крепежных решений, подходящих для различных промышленных и бытовых применений.
- Мы стремимся предоставлять самые высокие стандарты услуг и продуктов, при этом вся наша практика соответствует строгой системе управления качеством, аккредитованной в соответствии со стандартом ISO 9001:2015.
- У нас есть преданная команда экспертов, каждый из которых готов предоставить квалифицированную техническую поддержку.
- Мы являемся веб-службой, которая поставляет как коммерческие, так и военные крепежные детали.
Контактная информация Fastener Today
Свяжитесь с нами для получения дополнительной информации о нашем большом ассортименте дюбелей и других крепежных изделий типа «дерево-к-дереву» или запросите предложение сегодня.
САМОРЕЗНОЙ ДЮБЕЛЬ | СБД
- СБД
- Видео
- Описание
- Документы
- Коды и размеры
- Технические данные
- Состав
- Сопутствующие товары
Видео
cookies. consent_necessary
consent_necessary
Откройте для себя эффективность SBD, самонарезающего дюбеля для скрытых соединений дерева и металла .
Дюбель SBD идеально подходит для соединения головных балок и создания неразрезных балок, восстанавливающих силы сдвига и импульс.
Специальная геометрия самооткрывающегося деревянно-металлического наконечника снижает вероятность поломки на этапе завинчивания.
Диаметр 7,5 мм обеспечивает сопротивление сдвигу более 15 % и позволяет оптимизировать количество креплений.
Резьба на кончике облегчает завинчивание; увеличенная длина резьбы под головкой обеспечивает быстрое и точное закрытие соединения.
Малый диаметр дюбеля гарантирует соединений с высокой жесткостью . Может использоваться с шуруповертами, работающими на скорости 600-1500 об/мин.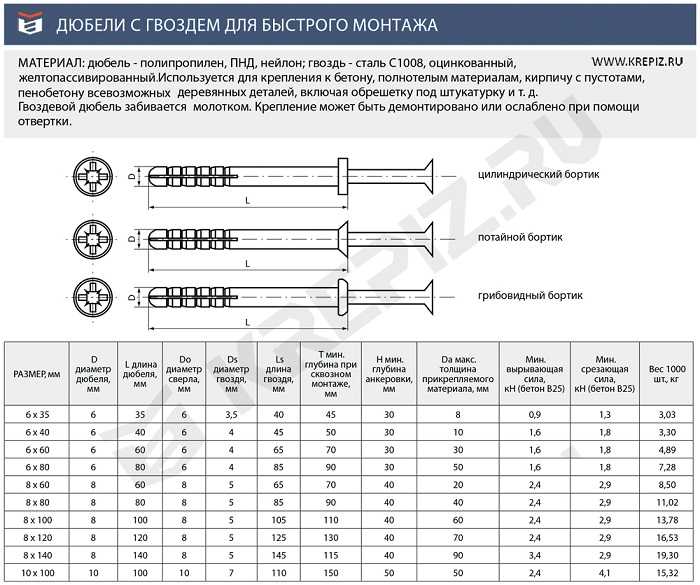
Из углеродистой стали с блестящим цинковым покрытием, может использоваться на стали и алюминии. Классы обслуживания 1 и 2.
Найти ближайшего агента
Скачать каталог
Документы
| Листы технических данных | Выберите язык Английский итальянский словенский Японский немецкий Французский венгерский язык словацкий Шведский румынский испанский португальский китайский язык польский чешский язык греческий Русский Латвия финский Голландский хорватский |
|---|---|
| Декларация о характеристиках (DOP) | Скачать |
| Файл САПР | Выберите язык Английский итальянский немецкий Французский испанский португальский |
Файл BIM.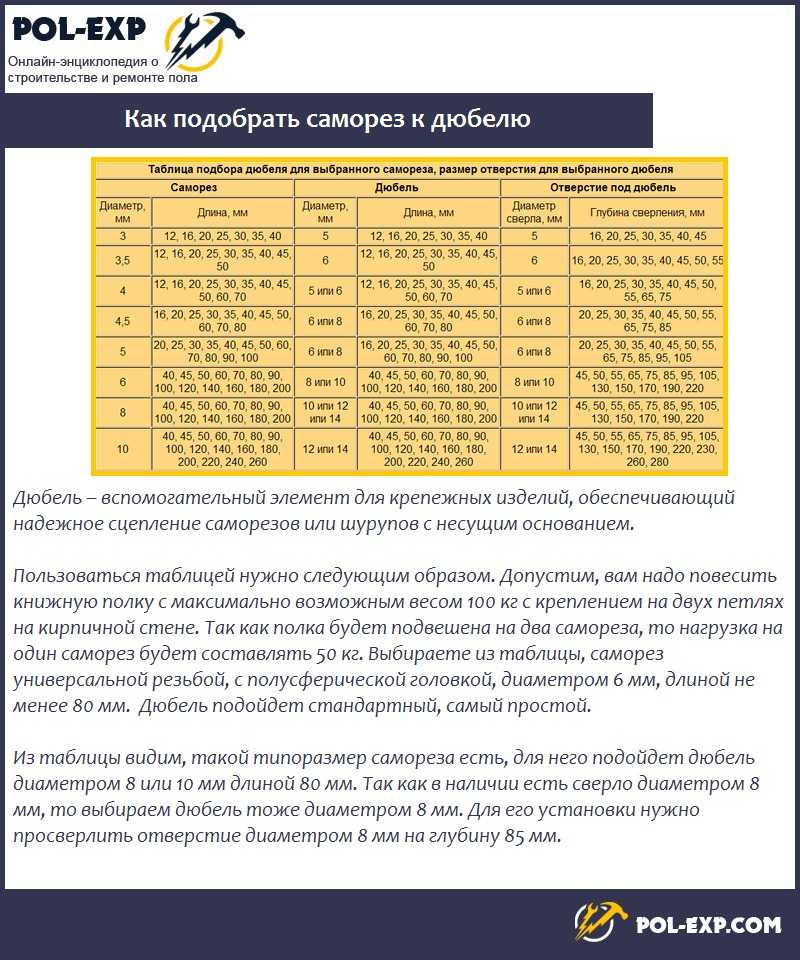 ifc ifc | Выберите язык Английский |
| Файл БИМ.рфа | Выберите язык Английский |
Найти ближайшего агента
Скачать каталог
СБД
| КОД | д₁ [мм] | л [мм] | Техас | шт. Как работает плазморез видео: Плазменная резка металла: принцип работы плазморезаТОП-10 популярных плазморезов © ГеостартРубрика: Электроприборы и освещение Плазморезы активно используются на металлообрабатывающих предприятиях. Также их иногда применяют в хозяйстве: в частных домах или гаражах. С помощью этого инструмента можно быстро получить металл необходимого размера, а качество среза довольно высокое. Раскаленная плазма режет практически любой металл. Основное преимущество по сравнению с болгаркой заключается в возможности выполнять фигурные пропилы без необходимости выполнения финишной обработки. Стоит рассмотреть ТОП-10 моделей, которые присутствуют сегодня на рынке. Устройство плазморезаСовременный плазморез, независимо от его размеров, состоит из нескольких элементов, которые используются обязательно:
Также возможно дополнять устройство дополнительными комплектующими, чтобы работать было удобнее. Принцип работыИнвертор выдает постоянный ток. В зависимости от модели, используется напряжение электросети 220V или 380V. Первые можно использовать в домашних условиях, но последние являются трехфазными и могут применяться только на предприятиях. При использовании дома проводка может не выдержать, что приведет к пожару. Во время работы устройства происходит натяжение электрической дуги. Сжатый воздух подается в нее, а во время нагрева он трансформируется в плазму. Его температура достигает 20 000 градусов, что позволяет быстро резать практически любой металл. Вот как происходит резка металла плазморезом:
Видео — Как работает плазморезСфера примененияСегодня плазморезы применяют в следующих сферах:
Стоит рассмотреть основные достоинства и недостатки этого инструмента.
Виды плазморезовНесмотря на большое количество моделей на рынке, есть несколько способов их разделения по видам.
Это основные способы разделения плазморезов. ТОП-10 лучших плазморезовНиже указаны лучшие плазморезы на сегодня. Это рейтинг составляется с учетом характеристик инструментов и реальных отзывов специалистов. Последние довольно подробно описывают работу приборов на различных тематических форумах. Это позволяет создать объективный рейтинг, которому можно доверять.
Какой бы вы выбрали плазморез или посоветовали? Принять участие в опросе 1010. РЕСАНТА ИПР-40КОтличный инструмент отечественного производства, который несколько уступает устройству РЕСАНТА ИПР-40. Характеристики:
Плюсы
Минусы
Видео — Инверторный плазменный резак РЕСАНТА ИПР 40к99. Aurora AIRHOLD 42Достаточно мощный инверторный плазморез, который работает от электросети 220V. Характеристики:
Плюсы
Минусы
Видео — Первый рез AURORA AIRHOLD 4288. РЕСАНТА ИПР-40Компактный и популярный в России прибор, который удобен в использовании. Здесь есть ручка для переноски. Менять силу тока можно с помощью специального тумблера. Управление интуитивно понятное. На панели используются индикаторы, которые позволяют понять, в каком режиме работает инструмент. Характеристики:
Плюсы
Минусы
Видео — Плазменная резка металла плазморезом Ресанта ИПР4077. Fubag PLASMA 40Отличное устройство, которое часто используется сотрудниками ЖКХ. Использовать дома не рекомендуется, потому что может не выдержать проводка из-за повышенной мощности. ПВ достигает 60%. Прибор компактный и весит немного, поэтому переводить его удобно. Характеристики:
Плюсы
Минусы
Видео — Распаковка и обзор плазмореза FUBAG PLASMA 4066. Сварог REAL CUT 70 (L204)Этот инструмент стоит использовать для резки тонких металлов: сталь, медь, латунь, алюминий и др. Инверторный механизм работает от трехфазной сети. Потребляемая мощность 7 кВт. Есть фильтр-регулятор, который позволяет задать оптимальное рабочее давление для воздействия на металл. Ширин реза достигает 30 мм, длина кабеля 5 метров. Характеристики:
Плюсы
Минусы
Видео — Обзор Сварог REAL CUT 70 (L204)55. Fubag PLASMA 65 TЭто устройство режет металл толщиной до 35 мм. Немецкая разработка позволила обеспечить максимальный уровень ПВ. Он составляет 90%. Несмотря на использование трехфазного тока, эта модель относится к полупрофессиональной. Характеристики:
Плюсы
Минусы
Видео — Тестирование ЧПУ плазмореза с источником Fubag 6544. Grovers CUT 40 kompressorОднофазная модель, которая может конкурировать с профессиональными устройствами по своим характеристикам. Производитель предусмотрел силу тока до 40 А. Характеристики:
Плюсы
Минусы
Видео — Реальные испытания плазмы GROVERS CUT40 Kompressor33. Telwin SUPERIOR PLASMA 90 HFВ этой модели итальянского производства используется высокий режущий ток (до 90 А), что позволяет обрабатывать металлы толщиной до 30 мм. Но при максимальной производительности продолжительность работы ограничивается 40%, чего бывает недостаточно при использовании инструмента на профессиональной основе. Вес 30 кг, что больше, чем у многих конкурентов. Характеристики:
Плюсы
Минусы
22. BLUEWELD Best Plasma 100Это профессиональный плазморез с током до 100 А. с его помощью легко можно разрезать металл до 35 мм. Длительность работы на максимальной мощности небольшая – 30%, поэтому требуются частые перерывы. Управление полуавтоматического типа, работает инструмент от трехфазной электросети. Характеристики:
Плюсы
Минусы
11. ESAB CUTMASTER 120На сегодня это один из лучших плазморезов, который обладает током до 120 А. Толщина металла до 55 мм. Используется трехфазное подключение к электросети. Важным преимуществом является тот факт, что основные параметры для обработки металла задаются автоматически. Но их можно отрегулировать вручную по мере необходимости. Продолжительность работы на максимальной мощности 40%. Характеристики:
Плюсы
Минусы
Видео — Наставления по корректной работе ESAB CUTMASTER 120Это наиболее популярные и надежные плазморезы на сегодня. Советы и рекомендации при выборе плазморезовСуществует несколько рекомендаций от специалистов, которые могут помочь выбрать оптимальную модель. Вот на что необходимо обращать внимание перед покупкой:
Видео — Как выбрать плазморез
Это основные нюансы, которые стоит помнить при покупке плазмореза. Выбирая из указанных выше инструментов, можно совершить отличную покупку по достойной цене. Но на рынке постоянно появляются новые модели, поэтому важно понимать, на что обращать внимание при выборе. Это позволит купить инструмент, который будет действительно необходим в конкретно взятом случае. Видео — Как собрать плазморез своими руками и из чего он состоит
принцип работы, что им можно делать и как резать металлПлазменная резка – одна из наиболее современных эффективных технологий, позволяющая работать с металлом, а также с некоторыми материалами, не проводящими ток, в том числе древесиной, пластиком и камнем. Неудивительно, что метод пользуется спросом и активно применяется в различных сферах деятельности, в ЖКХ, в строительстве, промышленности. Главным устройством во всем процессе является плазморез, продуцирующий дугу, сформированную плазмой огромной температуры. Дуга позволяет вести работу с высокой точностью, проводить раскрой не только по прямым линиям, но и формировать сложные фигуры. Чтобы разобраться в тонкостях всего процесса, рассмотрим подробнее конструкцию устройства, а также основные принципы, на которых построено его функционирование. Содержание
Плазморезка сформирована следующими элементами: 1. Элемент питания, который отвечает за подачу тока той или иной силы. В качестве элемента применяют либо трансформаторы, либо инверторы. Первый вариант характеризуется значительной массой, зато почти неуязвим для колебаний напряжения, а также дает возможность осуществлять рез металлических заготовок огромной толщины. Инвертор – хороший выбор в том случае, если манипуляции ведутся с не слишком толстыми заготовками. Они экономичны в отношении потребления энергии, характеризуются высоким КПД и рекомендуются для использования в частном хозяйстве. 2. Плазмотрон. Основной элемент, посредством которого и ведется рез. Корпус детали скрывает электрод, отвечающий за формирование мощной дуги. Сделан электрод из тугоплавкого металла, благодаря чему исключены его деформации и разрушения вследствие высокотемпературных нагрузок. На конце находится сопло, формирующее струю плазмы, с легкостью разрезающую заготовку. Производительность и мощность устройства, во многом, определяется именно диаметром сопла. Чем шире сопло, тем больше воздуха оно пропускает за единицу времени, а увеличение объемов воздуха непосредственно увеличивает производительность. Наиболее распространенный диаметр – 3 миллиметра.
3. Компрессор. Его главная задача – нагнетание воздуха, без которого плазменный резак по металлу просто не может функционировать. Процесс построен на использовании газа для формирования плазменной струи и защиты. Если сила тока устройства ограничена 200А, то необходим просто сжатый воздух, его достаточно и для отвода лишнего тепла, и для формирования струи. Установки промышленного типа используют не обычный сжатый воздух, а концентрированные газовые смеси на основе гелия, водорода, азота. 4. Комплекс кабелей и шлангов соединяет все модули между собой. Шланги транспортируют сжатый воздух, кабеля передают электрический ток. Смотрите полезное видео, устройство и как работает плазменная резка: Рабочий принципТеперь изучим непосредственно принцип работы устройства. Когда оператор нажимает на клавишу розжига, элемент питания подает ток на плазмотрон. Это приводит к формированию первичной дуги огромной температуры, которая составляет от 6 до 8 тысяч градусов. Формирование дуги между наконечником электрода и сопла происходит из-за того, что крайне трудно добиться такого результата непосредственно между заготовкой и электродом. Более того, если работа ведется с материалом, характеризующимся изолирующими свойствами, это просто невозможно. Когда сформирована первичная дуга, к ней подается воздушная смесь. Данный воздух контактирует с ней, его температура растет, а объем – увеличивается, причем увеличение может быть даже стократным. Вдобавок к этому, воздух теряет свои диэлектрические свойства, ионизируется. За счет того, что сопло имеет сужение к своему окончанию, воздушный поток разгоняется до 2-3 метров в секунду и вырывается наружу, имея температуру почти в 30 тысяч градусов. Из-за высокой степени ионизации и огромной температуры воздух называется плазмой, показатель электрической проводимости которой равняется этому параметру у обрабатываемого металла. В момент соприкосновения с обрабатываемой поверхностью первичная дуга угасает, а дальнейшая работа ведется уже за счет вновь образованной режущей дуги. Такое описание того, как работает система, является наиболее простым и распространенным. Области примененияТеперь рассмотрим, что им можно делать:
Штамповка в такой ситуации не применяется, так как данная технология, хоть и дешево, не обеспечивает достаточной точности. Плазморез же, несмотря на огромную температуру струи, нагревает обрабатываемый элемент точечно, что полностью исключает вероятность температурной деформации.
Получается, что сферы использования разнообразны. Выполнение в металлических листах отверстий любой конфигурации, резка труб, уголков и заготовок другого сечения, обработка кромок кованых изделий с целью “спаивания” металла и закрытия его структуры – для всего этого плазморез подходит оптимально. Основные инструкцииНесколько правил, позволяющие понять, как резать плазморезом эффективно и безопасно:
Смотрите видео-урок работы плазморезом: ЗаключениеИтак, мы разобрались, что такое плазморез. Можно сделать вывод, что в ситуации, когда вам регулярно приходится работать с металлическими элементами, резать арматуру, трубы или другие детали, его помощь окажется полезной. Так что расходы на его покупку будут полностью компенсированы удобством и эффективностью дальнейшей работы. Как работает плазменный резакЧто такое плазма? Чтобы правильно объяснить, как работает плазменный резак, мы должны начать с ответа на основной вопрос «Что такое плазма? Проще говоря, плазма — это четвертое состояние вещества. Формирование плазменной дуги начинается, когда газ, такой как кислород, азот, аргон или даже воздух из цеха, нагнетается через небольшое отверстие сопла внутри горелки. Затем в этот поток газа под высоким давлением вводится электрическая дуга, генерируемая внешним источником питания, что приводит к тому, что обычно называют «струей плазмы». Компоненты плазменной системы
Подавляющее большинство современных систем плазменной резки можно разделить на обычные или прецизионные. В обычных плазменных системах в качестве плазменного газа обычно используется воздух цеха, а форма плазменной дуги в основном определяется отверстием сопла. Приблизительная сила тока плазменной дуги этого типа составляет 12-20К ампер на квадратный дюйм. Во всех портативных системах используется обычная плазма, и она до сих пор используется в некоторых механизированных приложениях, где допуски деталей менее строгие. Прецизионные плазменные системы (высокая плотность тока) спроектированы и спроектированы для получения самых четких и качественных резов, которые достижимы с помощью плазмы. Конструкция горелки и расходных материалов более сложна, и в комплект входят дополнительные детали для дальнейшего сужения и придания формы дуге. Работа в ручном режиме В типичной портативной системе плазменной резки, такой как наша воздушно-плазменная система Tomahawk®, расходуемые части электрода и сопла находятся в контакте друг с другом внутри резака, когда он находится в выключенном состоянии. При нажатии на спусковой крючок источник питания вырабатывает постоянный ток, протекающий через это соединение, а также инициирует поток плазмообразующего газа. Как только плазменный газ (сжатый воздух) создает достаточное давление, электрод и сопло расходятся, что вызывает электрическую искру, которая превращает воздух в струю плазмы. Затем поток постоянного тока переключается с электрода на сопло, на путь между электродом и заготовкой. Прецизионный плазменный режим Внутри прецизионной плазменной горелки электрод и сопло не соприкасаются, а изолированы друг от друга завихряющим кольцом с небольшими вентиляционными отверстиями, которые превращают предварительный поток/плазменный газ в завихряющийся вихрь. Когда на источник питания подается команда пуска, он создает напряжение холостого хода до 400 В постоянного тока и инициирует подачу газа предварительной подачи через шланг, подключенный к горелке. Сопло временно подключается к положительному потенциалу источника питания через цепь дежурной дуги, а электрод — к отрицательному. Затем из Консоли запуска дуги генерируется высокочастотная искра, которая вызывает ионизацию плазменного газа и его электропроводность, что приводит к прохождению тока от электрода к соплу и созданию вспомогательной плазменной дуги. Как только вспомогательная дуга соприкасается с заготовкой (которая соединена с заземлением через планки режущего стола), путь тока смещается от электрода к заготовке, высокочастотный сигнал отключается, а цепь вспомогательной дуги выключается. Затем источник питания увеличивает постоянный ток до силы тока резки, выбранной оператором, и заменяет газ предварительной подачи оптимальным плазменным газом для разрезаемого материала. Также используется вторичный защитный газ, который выходит за пределы сопла через защитный колпачок. Форма защитного колпачка и диаметр его отверстия заставляют защитный газ дополнительно сужать плазменную дугу, что приводит к более чистому резу с очень малыми углами скоса и меньшим пропилом. Как работают плазменные резаки?Невероятная прочность металла сделала его идеальным материалом для изготовления многих вещей, от которых мы все зависим как в производстве, так и в нашей повседневной жизни. Однако его сила может также удвоиться как слабость, потому что его нелегко формовать, резать или манипулировать. Плазменные резаки призваны помочь в решении этой задачи. Что такое плазменный резак? Плазменный резак посылает электрическую дугу через газ, проходя через суженное отверстие. Совершенствование производственного процессаПлазменные резаки необходимы в обрабатывающей промышленности, от строительных компаний и автомастерских до слесарей. По мере развития технологий менялись и дизайн, и возможности этого инструмента. Плазменные резаки и горелки обычно делятся на две категории: ручные и машинные. Ручные резаки универсальны и часто портативны, что делает сварочные работы более удобными. Они обеспечивают высокую силу тока при резке, но обычно используются при обработке легких металлов для обрезки лишнего материала. С другой стороны, механизированные плазменные резаки используются для крупномасштабных работ. Столы для резки с ЧПУ включают программное обеспечение, которое можно запрограммировать для выполнения сложных конструкций. Газокислородная горелка, вариантМашины для газокислородной резки также используются в механической обработке и производстве для резки твердых материалов. Эти машины работают с использованием пламени кислорода / топливного газа для предварительного нагрева стали до температуры воспламенения. Затем на металл направляется мощная струя кислорода, вызывая химическую реакцию с образованием оксида железа, также известного как шлак. Затем струя удаляет шлак из разреза. Ручные резаки, также называемые газокислородными резаками, также используются для резки твердых материалов, таких как металл, и используются чаще, чем режущие машины. 25 сталь расшифровка: Сталь марки 25Л — Металлургическая компания
Расшифровка марки стали 25Л: цифра 25 в названии говорит о том, что в марке содержиться около 0,25% углерода, а буква Л — что сталь является литейной. Свойства сварных соединений на отливках из стали 25Л: заварка дефектов в отливках из стали 25Л производилась проволокой Св-10ГС. Химический анализ наплавленного металла, а также электродной проволоки и основного металла приведен в табл. Результаты испытаний механических свойств сварного соединения (табл. ниже, рисунок справа) показали, что свойства наплавленного металла и сварного соединения в исходном состоянии и после нормализации удовлетворяют требованиям технических условий на отливки из стали 25Л. Механические свойства металла, наплавленного проволокой Св-10ГС, удовлетворяют также требованиям технических условий (см. табл. ниже). Необходимо, однако, отметить, что в приведенных выше опытах использовалась проволока со средним содержанием легирующих элементов. Опыты показали, что при сварке этой стали проволокой Св-10ГС с содержанием кремния и марганца по нижнему пределу заметно снижаются механические свойства швов. Поэтому при сварке в углекислом газе сталей 25Л и 30Л рекомендуется использовать проволоку Св-10ГС с содержанием углерода не более 0,11%, кремния 0,7-0,9% и марганца 0,9-1,1%. Химический состав металла, наплавленного проволокой Св-10ГС на сталь 25Л: Механические свойства сварного соединения, выполненного на стали 25Л проволокой Св.
Сталь 25 характеристики, расшифровка, твердость, химический состав, механические и физические свойства, плотностьСодержание
Заменители
Иностранные аналоги
Расшифровка стали 25Цифра 25 обозначает, что среднее содержание углерода в стали составляет 0,25%. Химический состав, % (ГОСТ 1050-88)
Химический состав, % (ГОСТ 1050-2013)
Характеристики и свойстваСталь 25 является нелегированной конструкционной сталью с нормальным содержанием марганца. Для повышения поверхностной твердости и, следовательно, увеличения стойкости против износа детали, изготовленные из сталь марки 25 в ряде случаев подвергаются цементации или цианированию (например пальцы крейцкопфов, шестерни, оси). Вместо стали марки 25 для изготовления ответственных деталей нефтепромыслового и нефтезаводского оборудования может быть рекомендована сталь с повышенным содержанием марганца 20Г. Эта сталь обладает большей прочностью при сохранении высоких пластических свойств. Назначение и применениеСталь 25 применяется для изготовления деталей требующих большой вязкости и не подвергающихся при эксплуатации высоким напряжениям, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины, например:
Сталь 25 применяется для изготовления неогневой аппаратуры нефтеперерабатывающих заводов, например:
В нефтяном машиностроении из стали этих марок также изготовляют:
Применение стали 25 для крепежных деталей (ГОСТ 32569-2013)
Условия применения стали 25 для крепежных деталей арматуры (ГОСТ 33260-2015)
Коэффициент относительной эрозионной стойкости деталей арматуры из стали 25 (ГОСТ 33260-2015)
ПРИМЕЧАНИЕ.
Стойкость стали 25 против щелевой эрозии (ГОСТ 33260-2015)
Термообработка — цементацияЦементация стали 25 производится при температуре 910-930°С; цементованные изделия закаливаются с температуры 780-800°C в воде и отпускаются при 150-180°C. Термообработка — цианированиеЦианируют, как правило, в ваннах из расплавленных солей, содержащих 20-25% цианистого натрия, при температуре 820-850°C в течении 20-40 мин. Температура критических точек, °С
Твердость HB (ГОСТ 1050-2013)
Механические свойства металлопродукции для стали 25 (ГОСТ 1050-2013)
ПРИМЕЧАНИЕ. Механические свойства металлопродукции в нагартованном или термически обработанном состоянии (ГОСТ 1050-2013)
Механические свойства металлопродукции из стали 25 в зависимости от размера (ГОСТ 105-2013)
ПРИМЕЧАНИЕ.
Механические свойства проката
Механические свойства поковок (ГОСТ 8479-70)
Механические свойства стали после ХТО
ПРИМЕЧАНИЕ.
Предел выносливости (n = 107)
Ударная вязкость KCU
Механические свойства при повышенных температурах
ПРИМЕЧАНИЕ. Технологические свойстваТемпература ковки, °С: начала 1280, конца 700. Охлаждение на воздухе. Плотность ρп кг/см3 при температуре испытаний, °С
Коэффициент линейного расширенияα*106, К-1
Коэффициент теплопроводности λ Вт/(м*К)
Модуль Юнга (нормальной упругости) Е, ГПа
Модуль упругости при сдвиге на кручение G, ГПа
Удельная теплоемкостьc, Дж/(кг*К)
Удельное электросопротивление ρ нОм*м
Вид поставки
т.р. Decode Pro 90 Bright Combo | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
 Параметры плазмы можно отрегулировать самостоятельно.
Параметры плазмы можно отрегулировать самостоятельно.

 95 / 5
95 / 5 7 / 5
7 / 5 Этот прибор больше подходит для бытового использования. Рабочий цикл обладает параметрами ПВ: 35% (40 А), 60% (30 А), 100% (20 А). Максимальная толщина стали 12 мм, алюминия 6 мм. Работа от электросети 220V, однако при работе на максимальной мощности требуется следить за температурой устройства. При достижении предельной величины плазморез автоматически выключается.
Этот прибор больше подходит для бытового использования. Рабочий цикл обладает параметрами ПВ: 35% (40 А), 60% (30 А), 100% (20 А). Максимальная толщина стали 12 мм, алюминия 6 мм. Работа от электросети 220V, однако при работе на максимальной мощности требуется следить за температурой устройства. При достижении предельной величины плазморез автоматически выключается. Здесь используется ток до 40А, поэтому возможно применять изделие в гараже или небольших мастерских. Используется микропроцессорное управление. Встроенная система защиты от перегрузок позволяет продлить срок эксплуатации инструмента.
Здесь используется ток до 40А, поэтому возможно применять изделие в гараже или небольших мастерских. Используется микропроцессорное управление. Встроенная система защиты от перегрузок позволяет продлить срок эксплуатации инструмента. Производитель предусмотрел качественную систему охлаждения, что позволяет экономить расходный материал. Горелка несъемного типа, но работать с ней удобно. Рекомендуется для резки черных и цветных металлов в домашних условиях и мелких мастерских.
Производитель предусмотрел качественную систему охлаждения, что позволяет экономить расходный материал. Горелка несъемного типа, но работать с ней удобно. Рекомендуется для резки черных и цветных металлов в домашних условиях и мелких мастерских.

 ПВ 60%, что считается отличным показателем. Это значит, что работать на максимальной производительности можно достаточно долго. То есть, удастся обработать большие заготовки толщиной до 15 мм.
ПВ 60%, что считается отличным показателем. Это значит, что работать на максимальной производительности можно достаточно долго. То есть, удастся обработать большие заготовки толщиной до 15 мм. Зато цена у прибора ниже.
Зато цена у прибора ниже.
 Они отвечают требованиям специалистов и могут использоваться дома или в производственных помещениях.
Они отвечают требованиям специалистов и могут использоваться дома или в производственных помещениях. Она варьируется от 1,5 до 8 метров. При работе с большими заготовками лучше покупать максимальную длину, чтобы не тратить время на то, чтобы переставить плазморез.
Она варьируется от 1,5 до 8 метров. При работе с большими заготовками лучше покупать максимальную длину, чтобы не тратить время на то, чтобы переставить плазморез.

 Как правило, используется гафний, как наиболее прочный и безопасный материал.
Как правило, используется гафний, как наиболее прочный и безопасный материал. Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
 Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.
Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.

 Мы обычно думаем, что материя имеет три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет введения энергии, например тепла. Например, вода переходит из твердого состояния (льда) в жидкое состояние при приложении определенного количества тепла. Если уровень тепла увеличится, он снова превратится из жидкости в газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводными, превратившись в плазму. Плазменная резка будет использовать этот электропроводный газ для передачи энергии от источника питания к любому проводящему материалу, что приведет к более чистому и быстрому процессу резки, чем при кислородном топливе.
Мы обычно думаем, что материя имеет три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет введения энергии, например тепла. Например, вода переходит из твердого состояния (льда) в жидкое состояние при приложении определенного количества тепла. Если уровень тепла увеличится, он снова превратится из жидкости в газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводными, превратившись в плазму. Плазменная резка будет использовать этот электропроводный газ для передачи энергии от источника питания к любому проводящему материалу, что приведет к более чистому и быстрому процессу резки, чем при кислородном топливе. Плазменная струя сразу же достигает температуры до 40 000°F, быстро прокалывая заготовку и сдувая расплавленный материал.
Плазменная струя сразу же достигает температуры до 40 000°F, быстро прокалывая заготовку и сдувая расплавленный материал. Для дальнейшего улучшения качества резки можно использовать дополнительный защитный колпачок, а все детали удерживаются вместе внутренним и внешним удерживающими колпачками.
Для дальнейшего улучшения качества резки можно использовать дополнительный защитный колпачок, а все детали удерживаются вместе внутренним и внешним удерживающими колпачками.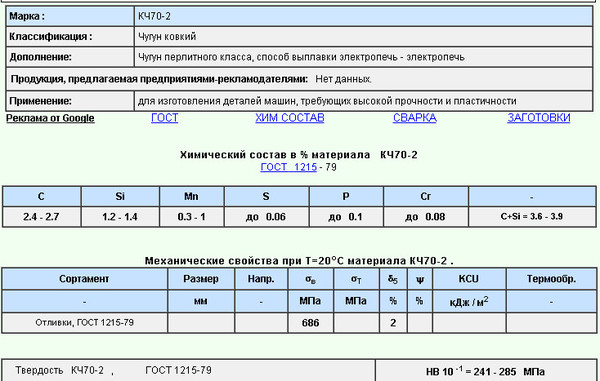
 т.: 1,0
т.: 1,0 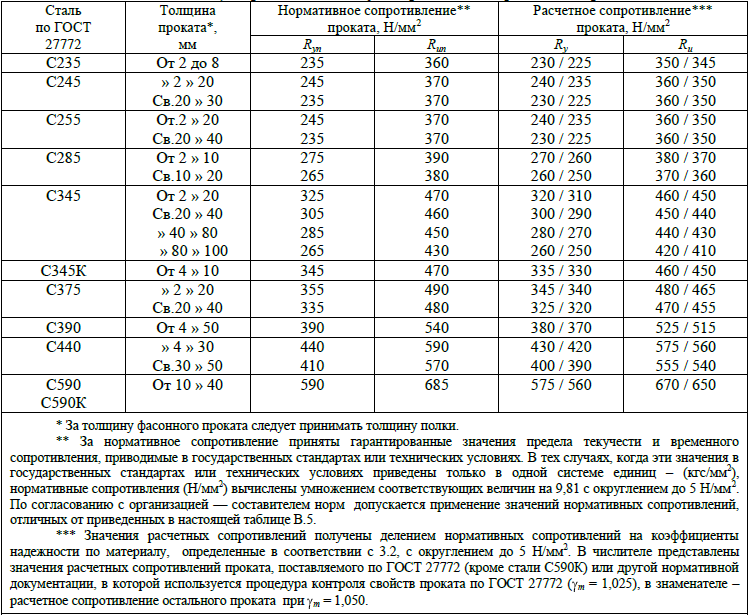 Закалка 880 °С. Отпуск 580 °С
Закалка 880 °С. Отпуск 580 °С Отпуск 620-680 °С, воздух
Отпуск 620-680 °С, воздух 5
5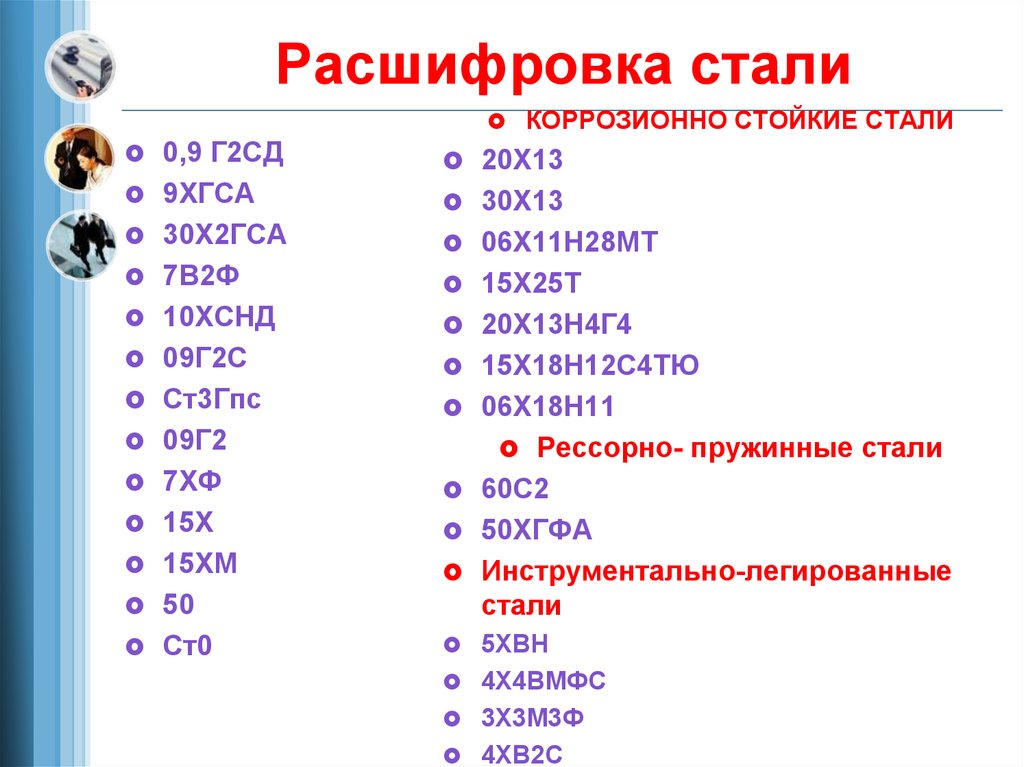 ниже.
ниже.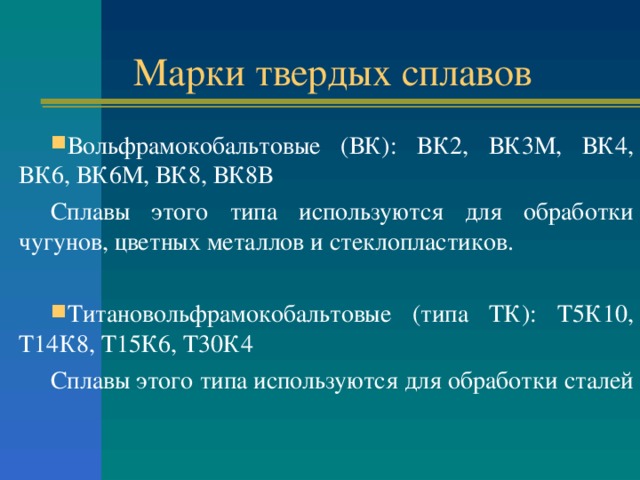 -10ГС:
-10ГС: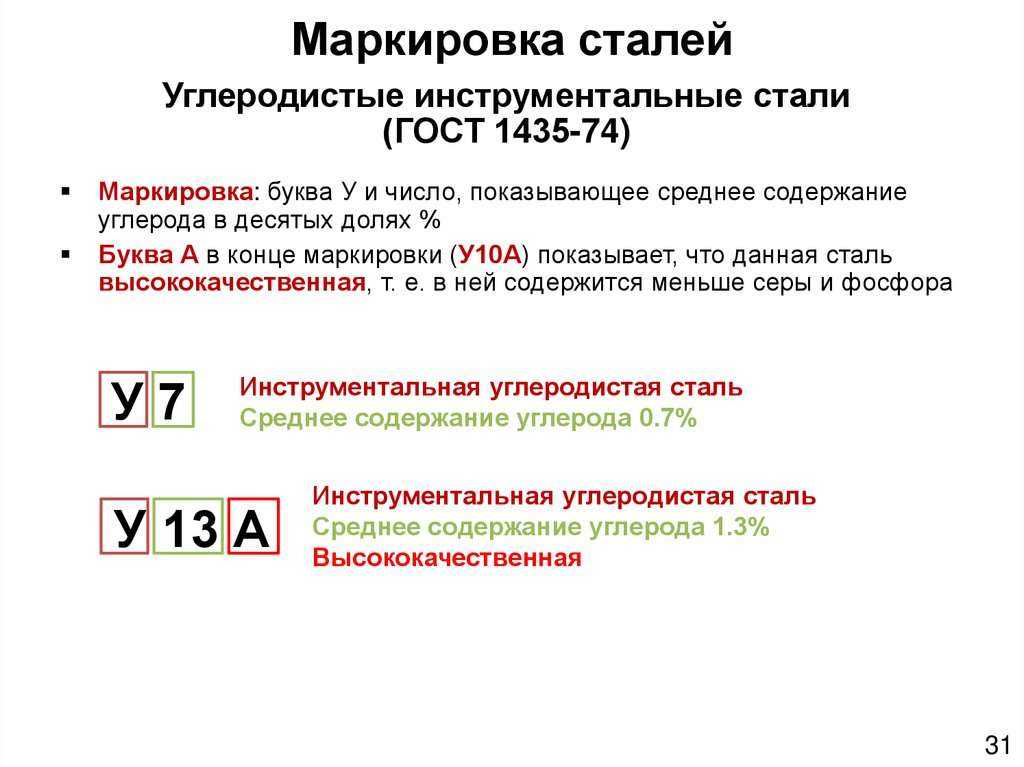
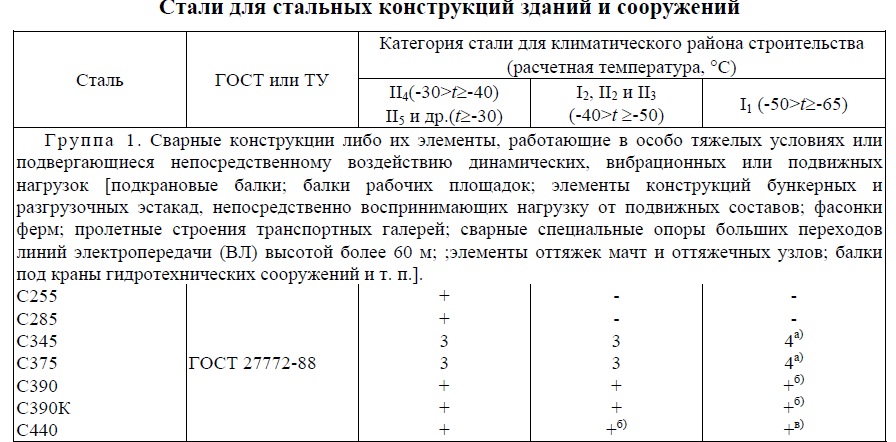

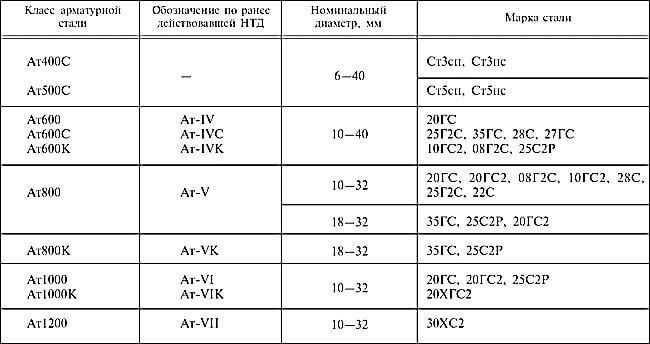 0
0
 При таком режиме
При таком режиме По согласованию изготовителя с заказчиком для металлопродукции из стали марки 25 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на
По согласованию изготовителя с заказчиком для металлопродукции из стали марки 25 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на
 на воздухе
на воздухе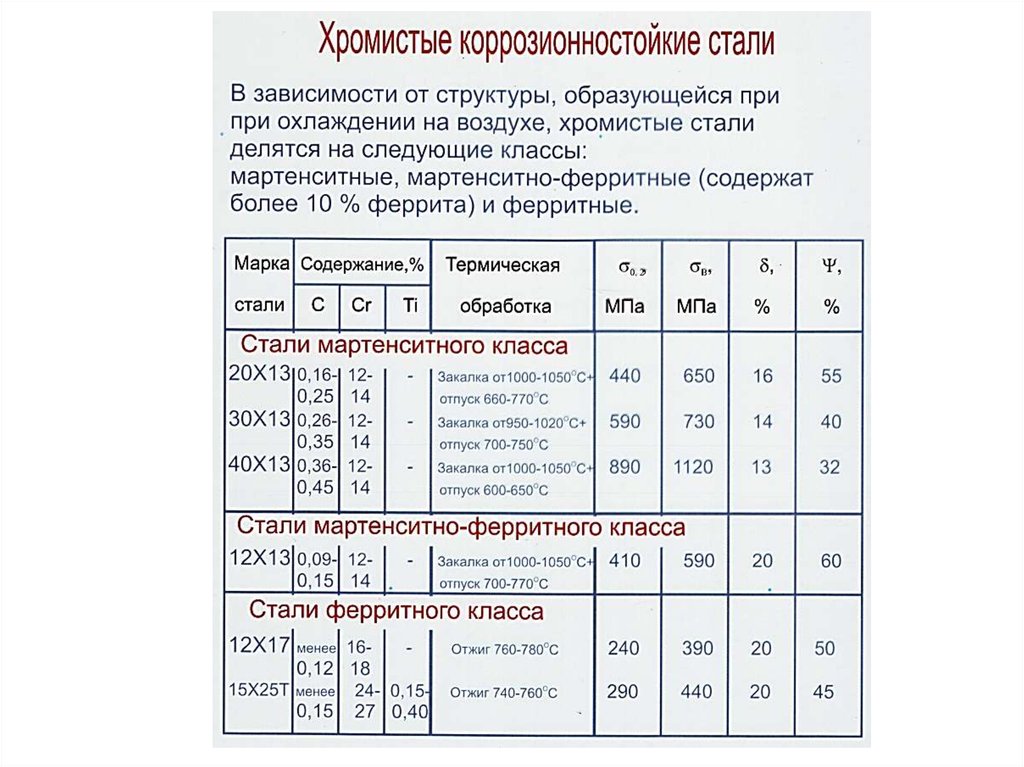 , °C
, °C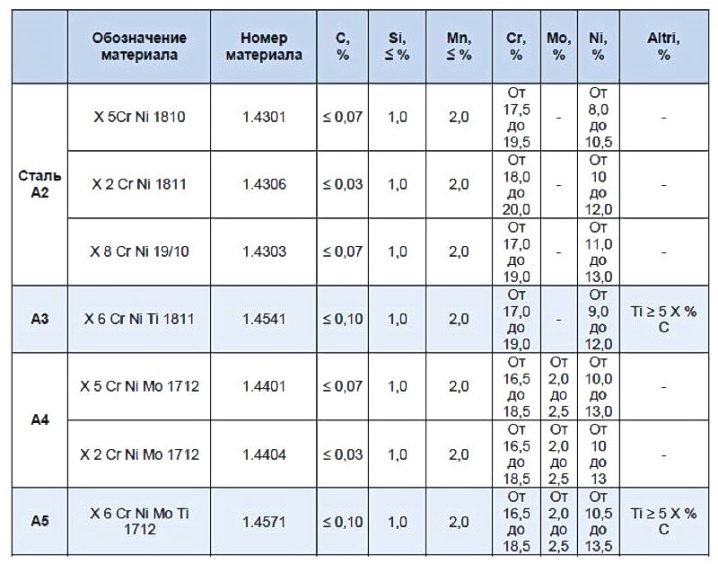 σ4001/10000 = 137 МПа, σ4001/100000 = 103 МПа, σ4501/10000 = 81 МПа, σ4501/100000 = 52 МПа.
σ4001/10000 = 137 МПа, σ4001/100000 = 103 МПа, σ4501/10000 = 81 МПа, σ4501/100000 = 52 МПа.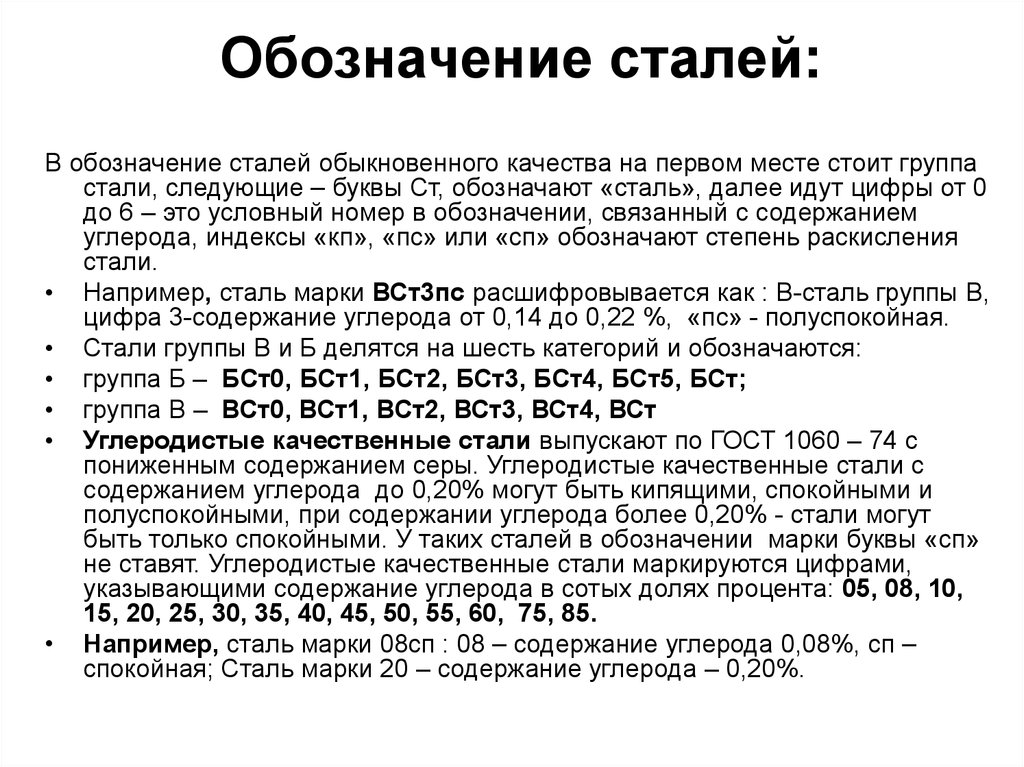 ГОСТ 8240-89, ГОСТ 8239-89.
ГОСТ 8240-89, ГОСТ 8239-89.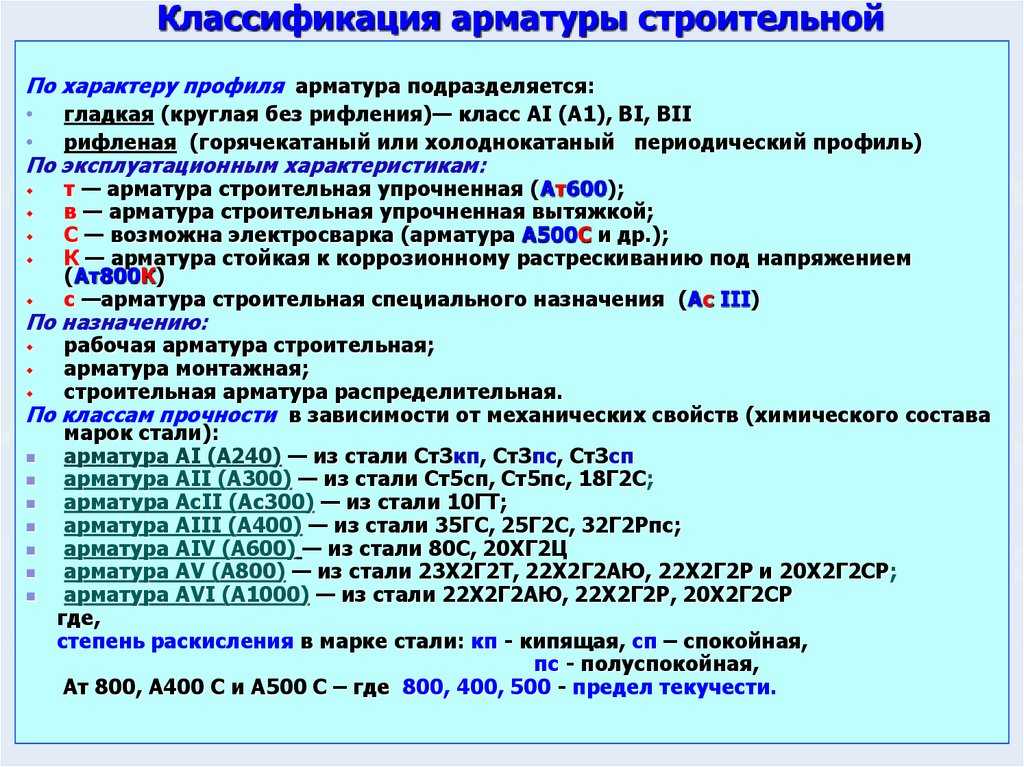 Лицензированный стандарт крепления TRINITY для превосходного контроля и максимально низкого центра тяжести. Качественные рамы для всех видов городского и уличного катания с максимальным размером колес 3×110 или 4×9.0мм. Просто лезвие.
Лицензированный стандарт крепления TRINITY для превосходного контроля и максимально низкого центра тяжести. Качественные рамы для всех видов городского и уличного катания с максимальным размером колес 3×110 или 4×9.0мм. Просто лезвие.| Материал: | 7003 АЛ |
|---|---|
| Настройка: | 4×90, 3×110, 2×90 + 2×72 + Grindblock (проверьте файл конфигурации) |
| Монтажный стандарт: | ТРИНИТИ |
| Материал рамы: | 7003 АЛ |
|---|---|
| Процесс изготовления рамы: | Экструдированный + ЧПУ |
| Рама Колесная база (дюймы/мм): | макс.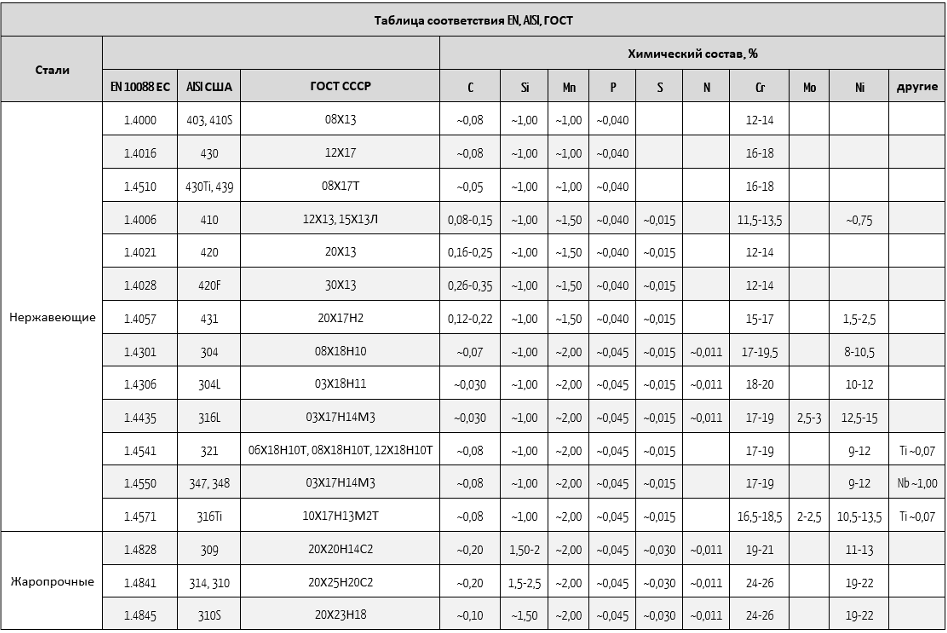 275 мм (4×90) 275 мм (4×90) |
| Макс. Размер колеса: | 3×110 мм, 4×90мм |
| Оси рамы: | двойная ось, сталь, 8 мм, T25, коромысло 1 мм / одинарная ось T25 |
| Регулируемый из стороны в сторону: | правда |
| Регулировка спереди назад: | правда |
| Марка подшипника: | ИКОН |
|---|---|
| Стандарт: | Расшифровать ЗОЛОТО |
| Материал: | хромистая сталь |
| Марка подшипника: | ИКОН |
|---|---|
| Стандарт подшипника: | Расшифровать ЗОЛОТО |
| Материал подшипника: | хромистая сталь |
| Щит подшипника: | RZ сталь с односторонним резиновым покрытием |
| Смазка подшипников: | смазка |
| Аксессуары в комплекте: | 1 пара рам, 16 подшипников IQON GOLD, 6 осей коромысел стали 1 мм, 10 проставок AL 10,25, 10 одинарных алюминиевых осей Torx T25, 6 шайб толщиной 1 мм, 6 винтов 10 мм, 6 винтов 12 мм, 6 винтов 15 мм, 1 IQON инструмент |
Быстрый просмотр
Decode CERAM1K 12set
114,99 EUR
Быстрый просмотр
Decode CERAM1K 16set
149,99
евро
Быстрый просмотр
Decode GOLD 12set
27,50 EUR
Быстрый просмотр
Decode GOLD 16set
34,99 EUR
В настоящее время нет в наличии
Decode Grindblock L
19,99 евро
Посмотреть все
товаров
Расшифровка требований к противопожарным рамам
В кодах соответствия не забудьте сопоставить огнестойкие рамы и стекла. Нормы устанавливают требования как к огнестойкому стеклу, так и к каркасу. На самом деле вся сборка должна соответствовать требованиям кода. В этой статье обсуждаются требования к каркасу с классом огнестойкости на основе текущих требований кода IBC и стандартов испытаний NFPA, ASTM и UL.
Нормы устанавливают требования как к огнестойкому стеклу, так и к каркасу. На самом деле вся сборка должна соответствовать требованиям кода. В этой статье обсуждаются требования к каркасу с классом огнестойкости на основе текущих требований кода IBC и стандартов испытаний NFPA, ASTM и UL.
Несоответствие огнестойких стекол и рам встречается чаще, чем вы думаете. Отсутствие подтверждения того, что протестированные и заявленные эксплуатационные характеристики системы каркаса соответствуют характеристикам остекления, может обернуться финансовым кошмаром для владельца здания, архитектора, генерального подрядчика и их субподрядчика. Проще говоря, вся сборка должна полностью соответствовать требованиям кода.
Противопожарное обрамление разрешено в тех случаях, когда правила допускают огнезащитное остекление, испытанное в соответствии с NFPA 252/257. Если нормы требуют, чтобы огнестойкое остекление соответствовало требованиям ASTM E-119/UL 263, необходимо использовать огнестойкий каркас, а вся сборка должна соответствовать тем же рейтинговым требованиям, что и стена. Так почему же мы видим противопожарные полые металлические рамы, используемые в ограждениях лестничных клеток, противопожарных преградах или других устройствах, где огнестойкие сборки (как стекло, так и рамы) соответствуют стандарту ASTM E119./UL 263 требуются? Вот несколько причин путаницы и способы избежать дорогостоящих ошибок.
Так почему же мы видим противопожарные полые металлические рамы, используемые в ограждениях лестничных клеток, противопожарных преградах или других устройствах, где огнестойкие сборки (как стекло, так и рамы) соответствуют стандарту ASTM E119./UL 263 требуются? Вот несколько причин путаницы и способы избежать дорогостоящих ошибок.
1. Несмотря на то, что стандартные полые металлические рамы указаны до 90 минут, они не могут использоваться во многих случаях 60 и 90 минут.
Подобно огнестойкому стеклу, огнестойкие рамы должны быть внесены в список признанной на национальном уровне испытательной лаборатории (например, UL и Intertek/Warnock-Hersey), чтобы подтвердить испытания на соответствие эталонным стандартам. Однако документированное тестирование в соответствии с определенным стандартом, результатом которого является определенный уровень производительности, — это только первый шаг. Например, список полых металлических каркасов может указывать на соответствие стандартам испытаний NFPA 252/257 до 90 минут, но в соответствии с строительными нормами и ограничениями по размерам могут потребоваться испытания противопожарных рам, установленных с огнестойким остеклением, в соответствии со стандартом ASTM E-119. Или вот еще один пример: боковые стенки/фрамуги, окружающие дверь с повышением температуры на 90 минут, должны быть установлены с остеклением с классом огнестойкости, испытанным в сборе в соответствии со стандартом ASTM E119, и должны быть оценены как стена. А поскольку полые металлические рамы соответствуют только требованиям NFPA 252/257, их нельзя использовать в приложениях, требующих ASTM E-119, даже если они соответствуют необходимой огнестойкости. В таблице 716.5 IBC 2012 года изложены кодовые требования для боковых стенок и ригелей, а также приложений, когда ASTM E119требуется для.
Или вот еще один пример: боковые стенки/фрамуги, окружающие дверь с повышением температуры на 90 минут, должны быть установлены с остеклением с классом огнестойкости, испытанным в сборе в соответствии со стандартом ASTM E119, и должны быть оценены как стена. А поскольку полые металлические рамы соответствуют только требованиям NFPA 252/257, их нельзя использовать в приложениях, требующих ASTM E-119, даже если они соответствуют необходимой огнестойкости. В таблице 716.5 IBC 2012 года изложены кодовые требования для боковых стенок и ригелей, а также приложений, когда ASTM E119требуется для.
2. Многие не понимают, что такое сборка.
Для стен и оконных проемов совершенно очевидно, что полная сборка означает и стекло, и рамы. Тем не менее, многие, кажется, сбиты с толку, когда дело доходит до дверных сборок. NFPA 80 определяет дверные блоки как комбинацию двери, рамы, фурнитуры, боковых стенок и фрамуг. (1) IBC также разъясняет, что боковые панели, фрамуги и коробки являются частью дверной конструкции. (2) Это означает, что и стекло, и рамы должны пройти необходимые испытания для применения. Использование огнестойкого каркаса, такого как пустотелый металл, с огнестойким остеклением аннулирует класс огнестойкости всей сборки. (3)
(2) Это означает, что и стекло, и рамы должны пройти необходимые испытания для применения. Использование огнестойкого каркаса, такого как пустотелый металл, с огнестойким остеклением аннулирует класс огнестойкости всей сборки. (3)
3. Применение боковых стенок/фрамуг и внутренних окон с использованием полых металлических рам более 45 минут ограничено.
В соответствии с таблицей 716.5 IBC 2012 г. использование противопожарного остекления в дверных панелях обзора ограничено максимальным размером 100 кв. рейтинг защиты листинг. (4) Полые металлические рамы, испытанные в соответствии с NFPA 252, которые включают боковые панели и ригели, ограничены отверстиями, требующими оценки 45 минут или менее. Полые металлические рамы нельзя использовать 60 и 90-минутные дверные узлы, которые включают боковые панели и фрамуги, например, те, которые находятся в ограждениях выхода на 1-2 часа, лестничных клетках и противопожарных стенах, где разрешено остекление с рейтингом огнестойкости ASTM E119 при испытании в качестве сборки, соответствующей ASTM E119.
Как насчет 45-минутных оконных проемов в 1-часовых выходных коридорах или других 1-часовых противопожарных перегородках/барьерах, которые превышают 25% площади стены? Чтобы превысить 25%, остекление должно иметь класс огнестойкости и соответствовать рейтингу стены. (5) Каркас также должен быть огнестойким, что еще раз ограничивает использование полых металлических каркасов в этом случае. Обратите внимание, что в большинстве случаев противопожарной защиты, рассчитанной на 1 час (например, в ограждениях выходов и проходах, рассчитанных на 1 час), противопожарные окна, рассчитанные на 45 минут, не допускаются, но разрешены остекления с рейтингом огнестойкости.
4. Заблуждения при наличии спринклеров.
Какое влияние спринклеры оказывают на требования стандартов для огнестойких конструкций? В частности, что говорят коды о стекле и обрамлении, используемых в 60 и 90 мин. дверные узлы в выходных проходах и выходных ограждениях? Несмотря на то, что двери с повышенной температурой не требуются в тех случаях, когда здание полностью опрыскивается, остекление с классом противопожарной защиты в 60-минутных и 90-минутных панелях обзора двери ограничено 100 кв. Дюймами из-за проблем с лучистым теплом. (6) Превышать 100 кв. дюйм в дверном смотровом стекле, остекление с классом огнестойкости 60 и 9Необходимо использовать 0 минут, равных двери. Однако боковые стенки и фрамуги в выходных проходах и выходных ограждениях должны соответствовать более высокому стандарту и оцениваться как стена. Следовательно, полые металлические боковины и ригели, испытанные только в соответствии с NFPA 252, не допускаются, даже если здание полностью обрызгано.
Дюймами из-за проблем с лучистым теплом. (6) Превышать 100 кв. дюйм в дверном смотровом стекле, остекление с классом огнестойкости 60 и 9Необходимо использовать 0 минут, равных двери. Однако боковые стенки и фрамуги в выходных проходах и выходных ограждениях должны соответствовать более высокому стандарту и оцениваться как стена. Следовательно, полые металлические боковины и ригели, испытанные только в соответствии с NFPA 252, не допускаются, даже если здание полностью обрызгано.
ССЫЛКИ НА КОДИРОВКИ:
1 – Согласно NFPA 80 дверной узел, противопожарная дверная рама и противопожарная дверная рама для освещения определяются следующим образом:
3.3.50 Противопожарная дверная сборка. Любая комбинация противопожарной двери, рамы, фурнитуры и других аксессуаров, которые вместе обеспечивают определенную степень противопожарной защиты проема.
3.3.51 Противопожарная дверная рама. Компонент, образующий периметр проема противопожарной двери, который поставляется сваренным или сбитым и прикрепленным к окружающей конструкции.
3.3.52* Рама противопожарной двери для освещения. Рама, которая помимо дверного проема содержит проем(а) для использования с материалами остекления.
2 Из определений раздела 202 IBC:
Противопожарная дверь в сборе. Любая комбинация противопожарной двери, рамы, фурнитуры и других аксессуаров, которые вместе обеспечивают определенную степень противопожарной защиты проема.
3 Из приложения NFPA 80 Информация, поясняющая эффект от установки остекления с рейтингом огнестойкости в полых металлических оконных рамах:
D.10 Почасовое обозначение указывает продолжительность огневого испытания и известно как рейтинг огнестойкости. Классы противопожарной защиты окон, соответствующих этому стандарту, должны определяться и сообщаться испытательным агентством в соответствии со стандартом NFPA 257 «Испытание на огнестойкость окон и стеклянных блоков». (См. ANSI/UL 9, Стандарт испытаний оконных блоков на безопасность при возгорании, и CAN4-S106-M80, Стандартный метод испытаний окон и стеклянных блоков на огнестойкость. ) Огнестойкое остекление может быть установлено в окне, испытанном в соответствии с NFPA. 257. Однако огнестойкое остекление, установленное в пустотелой металлической раме, не является узлом с классом огнестойкости. Узлы с номинальной огнестойкостью должны быть испытаны в соответствии с ASTM E119., Стандартные методы испытаний строительных конструкций и материалов на огнестойкость.
) Огнестойкое остекление может быть установлено в окне, испытанном в соответствии с NFPA. 257. Однако огнестойкое остекление, установленное в пустотелой металлической раме, не является узлом с классом огнестойкости. Узлы с номинальной огнестойкостью должны быть испытаны в соответствии с ASTM E119., Стандартные методы испытаний строительных конструкций и материалов на огнестойкость.
4 IBC 2012
716.5.6 Рамы противопожарных дверей с верхним и боковым освещением. Дверные рамы с оконными проемами, боковыми фонарями
или с тем и другим допускаются, если в соответствии с таблицей 716.5 требуется степень огнестойкости 3/4 часа или меньше. Рамы противопожарных дверей с оконными проемами, боковыми фонарями или и тем, и другим, установленные с огнестойким остеклением, испытанные в сборе в соответствии со стандартом ASTM E 119.или UL 263, если в соответствии с таблицей 716.5 требуется класс огнестойкости, превышающий 3/4 часа.
Кроме того, в Комментарии IBC 2012 указано:
Целью данного раздела является рассмотрение использования огнестойкого остекления в противопожарных дверных коробках с фрамугами или боковыми окнами, где класс огнестойкости превышает 3/4 часа.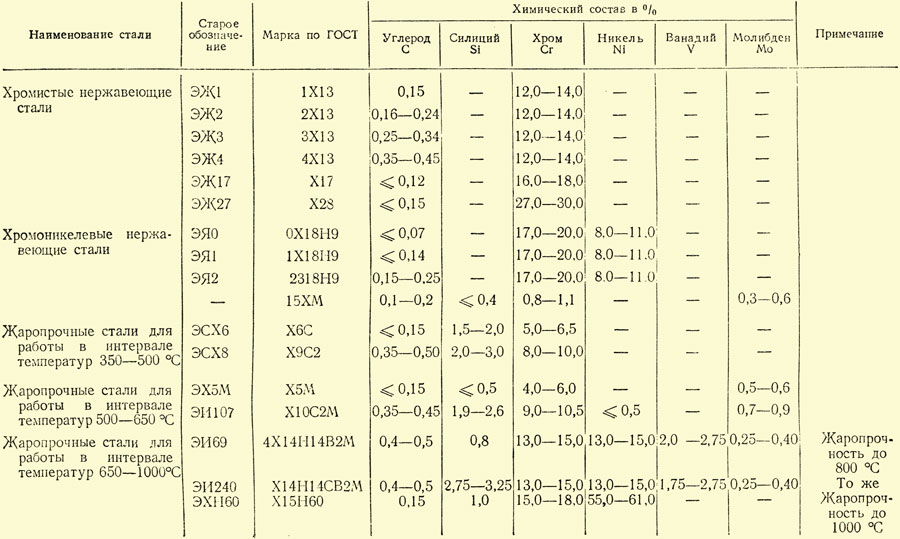 В случаях, когда требуемый рейтинг составляет 3/4 часа или меньше, должно применяться остекление с рейтингом огнестойкости, отвечающее требованиям испытаний NFPA 252. Остекление с классом огнестойкости требуется, если требуемый рейтинг превышает 3/4 часа, и сборка должна быть испытана в соответствии со стандартом ASTM E 119.или UL 263. Испытания сборок по этим критериям подвергают остекление соответствующему повышению температуры, чтобы подтвердить более высокий класс огнестойкости.
В случаях, когда требуемый рейтинг составляет 3/4 часа или меньше, должно применяться остекление с рейтингом огнестойкости, отвечающее требованиям испытаний NFPA 252. Остекление с классом огнестойкости требуется, если требуемый рейтинг превышает 3/4 часа, и сборка должна быть испытана в соответствии со стандартом ASTM E 119.или UL 263. Испытания сборок по этим критериям подвергают остекление соответствующему повышению температуры, чтобы подтвердить более высокий класс огнестойкости.
5716.6.7.1 Там, где разрешены 3/4-часовые противопожарные оконные конструкции. Противопожарное остекление, требующее 45-минутной защиты от открытия в соответствии с таблицей 716.6, должно быть ограничено противопожарными перегородками, разработанными в соответствии с разделом 708, и противопожарными барьерами, используемыми в приложениях, указанных в разделах 707.3.6 и 707.3.8, где огонь — рейтинг стойкости не превышает 1 часа. Остекление с классом огнестойкости испытано в соответствии со стандартом ASTM E 119.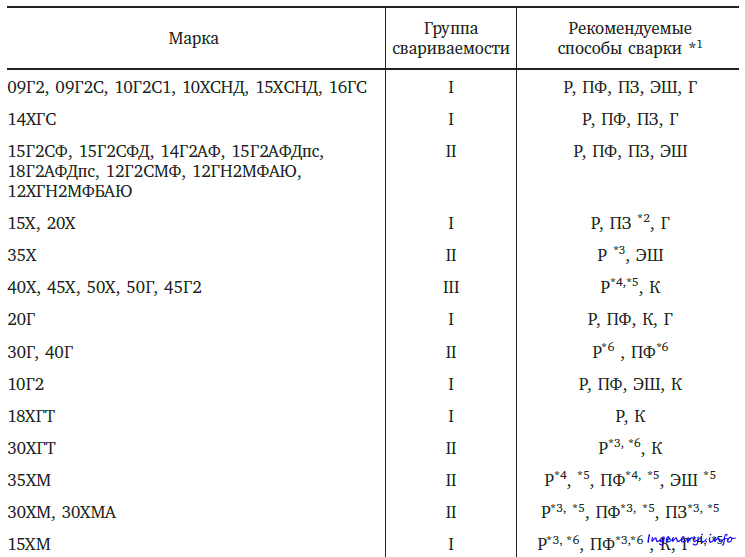 или UL 263 не должны подпадать под ограничения этого раздела.
или UL 263 не должны подпадать под ограничения этого раздела.
716.6.7.2 Ограничения площади. Общая площадь остекления в противопожарных оконных конструкциях не должна превышать 25 процентов площади общей стены с любым помещением. Ограничения по площади для внутренних противопожарных окон отличаются от ограничений, указанных в Разделе 707.6 для противопожарных преград. Проемы всех типов в противопожарных преградах ограничиваются 25 процентами длины стены, в то время как этот раздел основывается на ограничении противопожарных окон площадью стены; следовательно, при работе с противопожарным барьером применимы как 25-процентная длина, так и площадь. При работе с противопожарной перегородкой будет применяться только ограничение площади.
6 В соответствии с IBC 2012 716.5.5.1, для смотровых окон площадью более 100 кв. дюймов в 60- и 90-минутных дверях в выходных ограждениях и выходных проходах необходимо использовать огнестойкое остекление:
Остекление В дверях. Остекление с противопожарной защитой площадью более 100 квадратных дюймов (0,065 кв.
Схема установки циркуляционного насоса: установка, как подключить, куда ставить, где установить
Схема установки циркуляционного насоса, советы по установке
Главная » Насосы и насосное оборудование
Автор Монтажник На чтение 3 мин Просмотров 9.8к.
Обновлено
Существует схема установки циркуляционного насоса двух видов: однотрубная, двухтрубная. Первая схема установки циркуляционного насоса характеризуется постоянным расходом теплоносителя и небольшим температурным перепадом, а вторая, наоборот, — переменным расходом и высоким температурным перепадом.
Содержание
- Однотрубная схема установки циркуляционного насоса:
- Двухтрубная схема установки циркуляционного насоса:
- Расчет расхода циркуляционного насоса для отопления
- Советы по установке циркуляционного насоса
Однотрубная схема установки циркуляционного насоса:
Однотрубная схема установки циркуляционного насоса
1 — котел;
2 — главный стояк;
3 — расширительный бак;
4 — сигнальная линия;
5 — подающая линия;
6 — воздухосборник;
7 — подающие стояки;
8 — обратные стояки;
9 — обратная линия;
10 — насос;
11 — расширительная труба;
Двухтрубная
схема установки циркуляционного насоса:
Двухтрубная схема установки циркуляционного насоса
1 — котел;
2 — подающая линия;
3 — обратная линия;
4 — подающие стояки;
5 — обратные стояки;
6 — воздушная линия;
7 — воздухосборник;
8 — расширительный бак;
9 — насос;
10 — расширительная труба
Расчет расхода циркуляционного насоса для отопления
Любой циркуляционный насос имеет ряд показателей, за которыми и определяется его производительность. Основными являются напор и расход. Эти параметры отражаются в техническом паспорте.
Расход циркуляционного насоса отопления рассчитывается за формулой:
Q = N/(t2-t1)
где:
Q – величина, определяющая расход насосного оборудования;
N- мощность котла;
t1,t2- температура, выходящая из источника тепла (в большинстве случаев — 90-95 градусов) и находящаяся в оборотном трубопроводе (в основном -60-70 градусов) соответственно.
Таким же образом рассчитывается и напор насоса отопления, согласно европейским стандартам на 1 м.кв площади частного дома необходимо 100 Вт мощности.
Советы по установке циркуляционного насоса
- Насосы с мокрым ротором всегда устанавливают так,чтобы вал находился в горизонтальном положении.
- Не включайте насос, до заполнения системы водойи полного удаления воздуха из системы. Даже непродолжительные периоды “работы в сухую” могут повредить насос.
- Перед пуском насоса, промойте систему чистой водой для удаления инородных частиц.
- Насос размещайте как можно ближе к расширительному бачку.
- В “закрытых системах”, если возможно, насос размещают на обратном трубопроводе из-за более низкой температуры на данном участке.
- Не устанавливайте насос большей производительности, так как это может привести к шуму в системе .
- В системах с переменным расходом всегда устанавливают насос с регулятором частоты вращения.
- Убедитесь, что возможно стравить воздух из насоса и трубопровода. Если это невозможно, установите насос с воздушным сепаратором.
- Устанавливайте насос таким образом, чтобы избежать попадания воды в клеммную коробку через кабельный ввод.
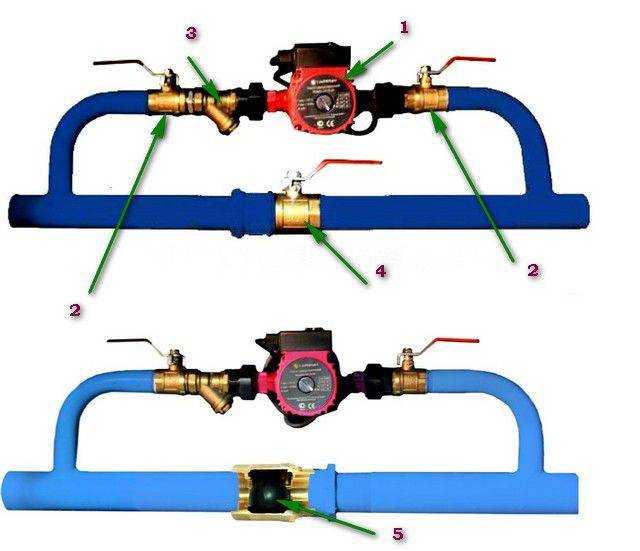
схема установки циркуляционного насоса
Насосы Нормативы Отопление дома и квартиры Проектирование трубопроводов
Оцените автора
Установка циркуляционного насоса: схемы, правила монтажа
В системы отопления с принудительной или естественной циркуляцией ставят циркуляционные насосы.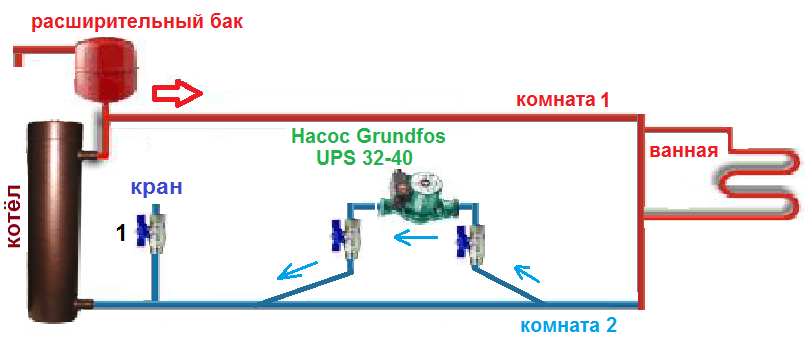 Он нужны для повышения теплоотдачи и для возможности регулировки температуры в помещении. Установка циркуляционного насоса — задача не самая сложная, при наличии минимума навыков справиться можно самостоятельно, своими руками.
Он нужны для повышения теплоотдачи и для возможности регулировки температуры в помещении. Установка циркуляционного насоса — задача не самая сложная, при наличии минимума навыков справиться можно самостоятельно, своими руками.
Содержание статьи
- 1 Что такое циркуляционный насос и для чего он нужен
- 2 Куда ставить
- 3 Обвязка
- 3.1 Принудительная циркуляция
- 3.2 Естественная циркуляция
- 3.3 Особенности монтажа
- 4 Подключение к электропитанию
Что такое циркуляционный насос и для чего он нужен
Циркуляционный насос это такое устройств, которое изменяет скорость движения жидкой среды без изменения давления. В системах отопления ставится для более эффективного обогрева. В системах с принудительной циркуляцией он — обязательный элемент, в гравитационных — можно ставить, если требуется увеличить тепловую мощность. Установка циркуляционного насоса с несколькими скоростями дает возможность менять количество переносимого тепла в зависимости от температуры на улице, поддерживая таким образом стабильную температуру в помещении.
Циркуляционный насос с мокрым ротором в разрезе
Есть два типа подобных агрегатов — с сухим и мокрым ротором. Устройства с сухим ротором имеют высокий КПД (порядка 80%), но сильно шумят, требуют регулярного обслуживания. Агрегаты с мокрым ротором работают почти бесшумно, при нормальном качестве теплоносителя могут качать воду без отказов более 10 лет. Они имеют меньший КПД (порядка 50%), но их характеристик более чем достаточно для отопления любого частного дома.
Про выбор циркуляционного насоса для систем отопления читайте тут.
Куда ставить
Устанавливать циркуляционный насос рекомендуют после котла, до первого ответвления, а вот на подающем или обратном трубопроводе — все равно. Современные агрегаты делают из материалов, которые нормально переносят температуры до 100-115°C. Мало найдется систем отопления, которые работают с более горячим теплоносителем, потому соображения более «комфортной» температуры несостоятельны, но если вам так спокойнее, ставьте в обратке.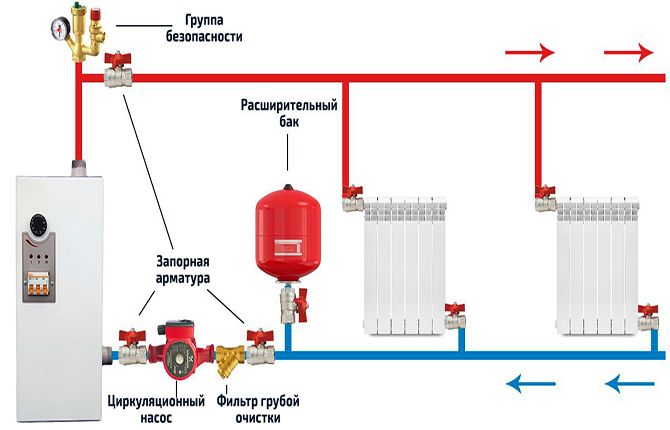
Можно ставить в обратном или прямом трубопроводе после/перед котлом до первого ответвления
Нет разницы и по гидравлике — котлу, да и остальной системе, абсолютно все равно, в подающей или обратной ветке стоит насос. Что имеет значение — это правильность установки, в смысле обвязки, и правильная ориентация ротора в пространстве. Остальное неважно.
Обвязка
Есть два типа систем отопления — с принудительной и естественной циркуляцией. Системы с принудительной циркуляцией работать без насоса не могут, с естественной — работают, но в таком режиме имеют более низкую теплоотдачу. Тем не менее, меньшее количество тепла, это все-таки намного лучше, чем его полное отсутствие, потому в местностях, где электричество отключают часто, проектируют систему как гидравлическую (с естественной циркуляцией), а затем в нее врезают насос. Это дает высокую эффективность и надежность отопления. Понятное дело, что установка циркуляционного насоса в этих системах имеет отличия.
Понятное дело, что установка циркуляционного насоса в этих системах имеет отличия.
Все системы отопления с теплым полом принудительные — без насоса через такие большие контура теплоноситель не пройдет
Принудительная циркуляция
Так как система отопления с принудительной циркуляцией без насоса неработоспособна, его устанавливают прямо в разрыв подающей или обратной трубы (по вашему выбору).
Большинство проблем с циркуляционным насосом возникают из-за наличия в теплоносителе механических примесей (песка, других абразивных частиц). Они способны заклинить крыльчатку и остановить мотор. Потому перед агрегатом обязательно ставят сетчатый фильтр-грязевик.
Установка циркуляционного насоса в систему с принудительной циркуляцией
Также желательно с двух сторон установка шаровых кранов. Они дадут возможность заменить или отремонтировать устройство без слива теплоносителя из системы. Перекрываете краны, снимаете агрегат. Сливается только та часть воды, которая была непосредственно в этом куске системы.
Естественная циркуляция
Обвязка циркуляционного насоса в гравитационных системах имеет одно существенное отличие — необходим байпас. Это перемычка, которая делает систему работоспособной при неработающем насосе. На байпасе ставят один шаровый отсечной кран, который закрыт, все время, пока работает перекачка. В таком режиме система работает как принудительная.
Схема установки циркуляционного насоса в системе с естественной циркуляцией
Когда пропадает электричество или агрегат выходит из строя, кран на перемычке открывают, кран, ведущий на насос, перекрывают, система работает как гравитационная.
Особенности монтажа
Есть один важный момент, без которого установка циркуляционного насоса будет требовать переделки: требуется разворачивать ротор так, чтобы он был направлен горизонтально. Второй момент — направление потока. На корпусе есть стрелка, указывающая в какую сторону должен течь теплоноситель. Вот так и разворачивайте агрегат, чтобы направление движения теплоносителя было «по стрелке».
Подключение к электропитанию
Работают циркуляционные насосы от сети 220 в. Подключение — стандартное, желательна отдельная линия электропитания с автоматом защиты. Для подключение требуются три провода — фаза, ноль и заземление.
Схема электрического подключения циркуляционного насоса
Само подключение к сети можно организовать при помощи трехконтактных розетки и вилки. Такой способ подключения используется, если насос идет с подключенным питающим проводом. Также можно подключить через клеммную колодку или напрямую кабелем к клеммам.
Клеммы располагаются под пластиковой крышкой. Ее снимаем, открутив несколько болтов, находим три разъема. Они обычно подписаны (нанесены пиктограммы N — нулевой провод, L — фаза, а «земля» имеет интернациональное обозначение), ошибиться трудно.
Куда подключать кабель электропитания
Так как от работоспособности циркуляционного насоса зависит вся система, имеет смысл сделать резервированное питание — поставить стабилизатор с подключенными аккумуляторами. При такой системе электропитания все будет работать и несколько суток, так как сам насос и автоматика котла «тянут» электричества по максимуму 250-300 Вт. Но при организации надо все просчитать и подобрать емкость аккумуляторов. Недостаток такой системы — необходимость следить за тем, чтобы аккумуляторы не разряжались.
При такой системе электропитания все будет работать и несколько суток, так как сам насос и автоматика котла «тянут» электричества по максимуму 250-300 Вт. Но при организации надо все просчитать и подобрать емкость аккумуляторов. Недостаток такой системы — необходимость следить за тем, чтобы аккумуляторы не разряжались.
Как подключить циркуляционник к электричеству через стабилизатор
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .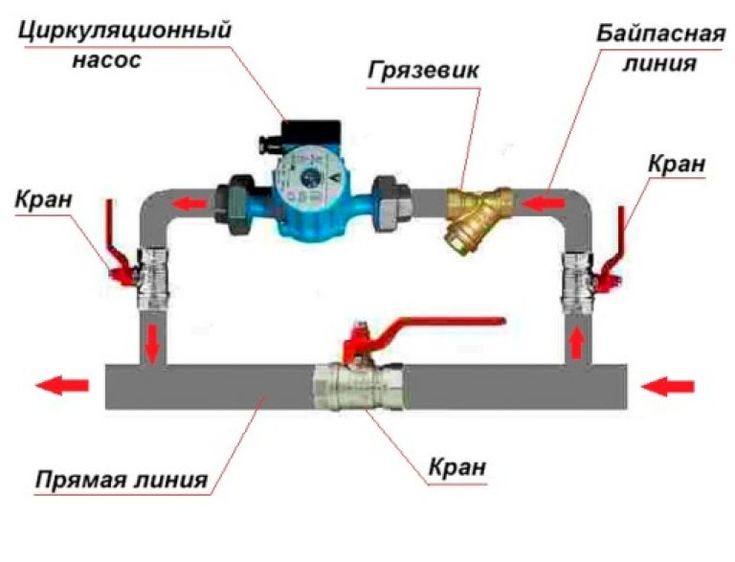 htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или ваша учетная запись должна быть создана заново. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где изображение отсутствует. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши на странице, затем выберите «Просмотреть информацию о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра символов PNG и png не совпадают.
404 Ошибки после перехода по ссылкам WordPress
При работе с WordPress часто могут возникать ошибки 404 Page Not Found, когда была активирована новая тема или когда были изменены правила перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1: Исправьте постоянные ссылки
- Войдите в WordPress.
- В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
- Выберите По умолчанию .
- Нажмите Сохранить настройки .
- Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
- Нажмите Сохранить настройки .

Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2. Измените файл .htaccess
Добавьте следующий фрагмент кода 9index.php$ — [L]
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPress
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .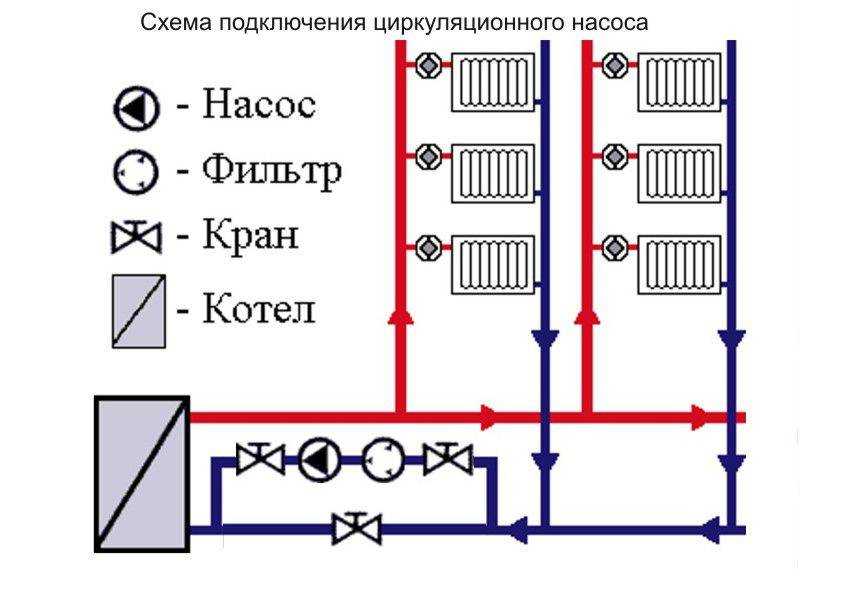 htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess
- Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
- Использовать режим редактирования программы FTP
- Используйте SSH и текстовый редактор
- Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.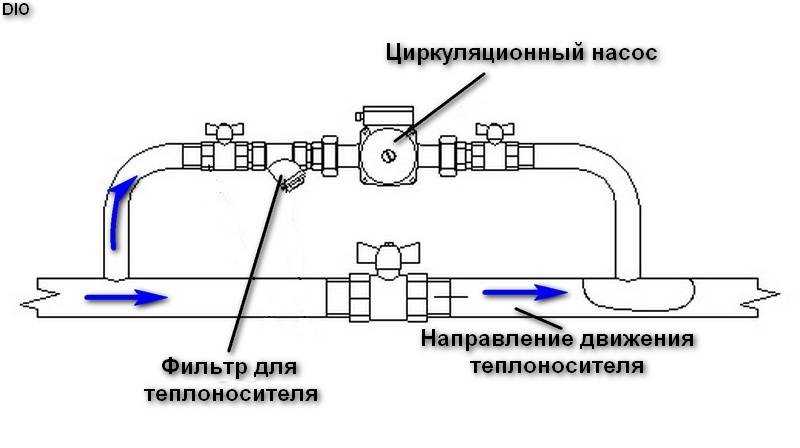
Откройте файловый менеджер
- Войдите в cPanel.
- В разделе «Файлы» щелкните значок «Диспетчер файлов ».
- Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
- Убедитесь, что установлен флажок Показать скрытые файлы (точечные файлы) «.
- Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
- Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Для редактирования файла .htaccess
- Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
- Может появиться диалоговое окно с вопросом о кодировании. Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
- При необходимости отредактируйте файл.
- Нажмите Сохранить изменения в правом верхнем углу, когда закончите. Изменения будут сохранены.
- Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
- После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.
 Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.Как работает насос рециркуляции горячей воды? #Диаграмма
Если у вас на кухне или в другом месте есть горячая вода, вы могли заметить, что горячая вода не поступает именно в тот момент, когда вы открываете кран. Вам нужно подождать пару минут, прежде чем вы сможете получить доступ к горячей воде. Во многих случаях это может сильно раздражать. Хотя может показаться, что это не так много в расчете на один экземпляр, это действительно может быть потеря тысяч литров воды, если посмотреть на это с годовой точки зрения.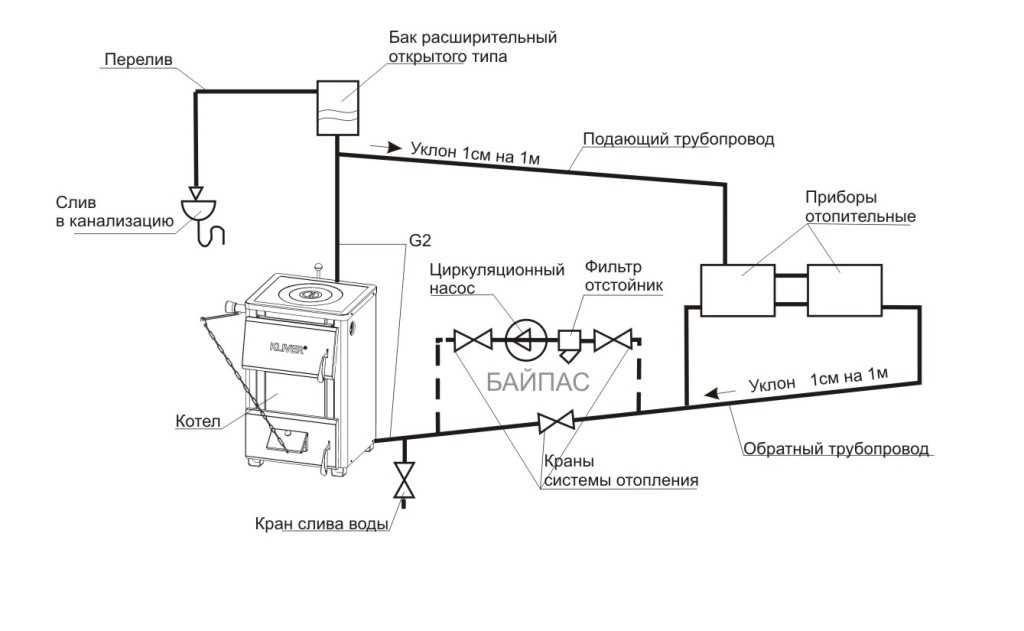
Циркуляционный насос для горячей воды поможет вам решить эту проблему. Давайте посмотрим, что такое рециркуляционный насос для горячей воды и как он может решить эту проблему для вас.
Содержание
- 1 Для чего служит рециркуляционный насос?
- 2 Какова основная причина медленного нагрева воды?
- 3 Как работает насос рециркуляции горячей воды?
- 4 Что такое сенсорный клапан?
- 5 Как работает циркуляционный насос горячей воды «под раковиной»?
- 6 Как работает «выделенная линия возврата»?
- 7 Типы рециркуляционных насосов для горячей воды
- 8 Сколько воды можно сэкономить с помощью рециркуляционного насоса?
- 9 Каковы затраты на электроэнергию насосов рециркуляции воды?
- 10 Традиционные водонагреватели и водонагреватели без резервуара – в чем разница?
- 10.1 Проточные водонагреватели
- 10.2 Традиционные водонагреватели
- 11 Итоги
Для чего служит циркуляционный насос?
Рециркуляционный насос для горячей воды позволяет получить горячую воду в тот момент, когда вы открываете кран. По определению, рециркуляционный насос для горячей воды — это водяной насос особого типа, установленный в вашем доме, который обеспечивает мгновенную или почти мгновенную подачу горячей воды в ваш кран или другие приспособления.
По определению, рециркуляционный насос для горячей воды — это водяной насос особого типа, установленный в вашем доме, который обеспечивает мгновенную или почти мгновенную подачу горячей воды в ваш кран или другие приспособления.
Рециркуляционный насос для горячей воды просто сокращает время, необходимое для того, чтобы горячая вода достигла крана. Это существенно повышает уровень удобства в дополнение к экономии миллионов литров воды впустую ежегодно.
Что является основной причиной медленного нагрева воды?
Одной из основных причин медленной подачи горячей воды является расстояние между источником горячей воды и каждым из приборов, где требуется горячая вода. Большинство домов сегодня имеют водопроводные трубы большего диаметра, и для того, чтобы горячая вода достигла места назначения, требуется много времени.
Несколько распространенных и основных причин медленного нагрева воды могут включать несколько из следующих:
- Коррозия труб – Если ваша сантехника достаточно старая, то основной причиной медленного нагрева воды могут быть проржавевшие трубы. В большинстве случаев это может быть одним из самых дорогих вопросов. Было бы неплохо заменить водопроводную систему медными или ПВХ трубами.
- Температура окружающей среды – Температура также может быть решающим фактором, влияющим на расход горячей воды. В идеале вы будете испытывать более быструю горячую воду летом, чем зимой.
- Весы для жесткой воды – Накипь жесткой воды может быть одним из решающих факторов и может определять скорость, с которой горячая вода течет в вашей системе. Жесткая вода может привести к образованию накипи в трубопроводе и вызвать серьезные проблемы. В конечном итоге это может привести к падению потока жесткой воды.
 В большинстве случаев это может быть одним из самых дорогих вопросов. Было бы неплохо заменить водопроводную систему медными или ПВХ трубами.
В большинстве случаев это может быть одним из самых дорогих вопросов. Было бы неплохо заменить водопроводную систему медными или ПВХ трубами.Как работает циркуляционный насос для горячей воды?
Рециркуляционный насос для горячей воды, как следует из названия, создает контур, по которому горячая вода проходит через все приспособления, краны и смесители в вашей системе циркуляции воды. Горячая вода непрерывно циркулирует по всей сантехнике, включая даже самые дальние приборы. Сенсорный клапан на самом дальнем светильнике отключает насос, когда до него доходит горячая вода, и включает его, когда температура горячей воды падает ниже установленного порога. Контур горячей воды постоянно поддерживается, чтобы избежать ожидания горячей воды на каком-либо из приборов.
Водяной насос, используемый в рециркуляционном насосе для горячей воды, в идеале должен иметь размер мяча для софтбола. Обычно он устанавливается над водонагревателем или чуть ниже раковины. В большинстве случаев установка над обогревателем считается одним из лучших вариантов. Однако известно, что даже установка под раковиной имеет свои преимущества.
Рециркуляционный насос горячей воды может быть в основном двух типов:
- По запросу
- Гравитационный
Система управления по запросу имеет переключатель или датчик движения, расположенный рядом с каждым из светильников. Это используется для активации энергосберегающей системы циркуляции. Насос также оснащен датчиком температуры и обратным клапаном для предотвращения попадания холодной воды в обратку. Датчик используется для определения того, достигла ли горячая вода самого дальнего из приборов, и если это происходит, насос отключается.
Гравитационная система основана на концепции термосифона. Это связано с тем, что горячая вода поднимается вверх, а холодная вода достигает дна. В такой циркуляционной насосной системе горячего водоснабжения водонагреватель требуется размещать под кранами горячей воды, для которых вы планируете его использовать.
Что такое сенсорный клапан?
Вы когда-нибудь задумывались о том, как работает система циркуляции воды? Он использует технику, называемую сенсорным клапаном. Сенсорный клапан сообщает клапану циркуляции горячей воды, когда следует отключить и включить насос.
Что такое сенсорный клапан? Сенсорный клапан — это термостатический клапан, который помогает вам считывать температуру воды, а затем либо открывает, либо закрывает клапан. Как правило, сенсорный клапан устанавливается под раковиной, наиболее удаленной от водонагревателя.
Сенсорный клапан открывается или закрывается в зависимости от температуры воды. Когда температура в линии горячей воды падает до заданного значения, она просто открывается, и, таким образом, начинает работать насос горячей воды. Когда температура воды достигает 95 градусов по Фаренгейту, сенсорный клапан закрывается, и насос горячей воды выключается.
Сенсорные клапаны могут быть оснащены таймерами, чтобы насос горячей воды мог работать только в течение определенного периода времени.
Как работает циркуляционный насос горячей воды «под раковиной»?
Во многих случаях циркуляционный насос горячей воды устанавливается над водонагревателем. Хотя это была стандартная процедура, бывают случаи, когда насос для горячей воды устанавливается под раковиной. Процедура установки остается такой же, как и в случае с системой над водонагревателем, но вы получаете локальную установку.
Одно из огромных преимуществ, связанных с установкой под раковиной, заключается в простоте установки, к которой она обеспечивает доступ. Вам нужно будет просто подключить гибкие соединители воды, чтобы выполнить задачу. Нет необходимости в сложной процедуре установки, такой как пайка и депайка.
По стандарту над установками отопителя необходимо установить сенсорный клапан между насосом и краном. В случае установки насоса горячей воды под раковиной сенсорный клапан устанавливается внутри насоса, что дополнительно устраняет необходимость в отдельном процессе установки. Однако подавать горячую воду он может только к тем приборам, которые установлены между водонагревателем и раковиной, под которыми установлен насос.
Как работает «выделенная линия возврата»?
Выделенная обратная линия, как следует из самого названия, состоит из отдельных обратных линий от каждого из приборов. Это создает выделенную петлю и не использует линию холодной воды в качестве линии возврата. Вместо этого вы получите доступ к выделенной линии возврата воды.
В случае выделенной обратной линии, обратная линия проходит от самого дальнего из светильников и соединяется обратно с водонагревателем. В идеале обратная линия используется в традиционной конструкции рециркуляционного насоса горячей воды.
Преимущество выделенной линии возврата в том, что она создает идеальную петлю для системы циркуляции воды.
Типы рециркуляционных насосов для горячей воды
В основном вы найдете два типа рециркуляционных насосов для горячей воды – Полная поршневая насосная система и Рециркуляционная насосная система Comfort. Каждая из этих двух систем отличается настройками, навыками, трудозатратами и стоимостью.
Полная система поршневых насосов
Полная система поршневых насосов включает монтаж дополнительной трубы для всей водопроводной системы дома. Система предназначена для создания петли от нагревателя к светильникам и обратно к нагревателю. Если в трубе есть неиспользованная горячая вода, она возвращается в нагреватель.
Это означает, что в трубопроводе не осталось воды для охлаждения. У вас есть доступ к мгновенному горячему водоснабжению в тот момент, когда вы открываете кран.
Это, возможно, заставит вас поверить, что система существенно увеличивает затраты на электроэнергию. Поскольку насос и нагреватель должны работать постоянно, это будет связано с затратами на электроэнергию. Однако на практике это не так. Насосы поставляются с датчиками и клапанами. Датчик просто отключает насос, как только горячая вода сможет создать полный контур. Таймер, если он используется, можно настроить на активацию датчика только при необходимости.
Система полного поршневого насоса может быть довольно дорогой, и большая часть этой стоимости связана с необходимостью дополнительного трубопровода. Кроме того, это также будет ограничено в зависимости от того, позволяет ли проект вашего дома установить дополнительный трубопровод.
Система комфорта с циркуляционным насосом
Система комфорта с циркуляционным насосом использует существующую систему трубопроводов холодной воды для возврата неиспользованной воды обратно в водонагреватель. Отсутствие необходимости прокладки какого-либо дополнительного трубопровода значительно снижает стоимость. Это может сделать его отличным вариантом для тех из вас, кто ищет бюджетное решение проблемы с медленной подачей горячей воды.
Эти насосы имеют простую конструкцию и обеспечивают доступ к недорогой системе рециркуляции горячей воды. Если ваша система водоснабжения находится довольно далеко от кухни или душа, система комфорта с рециркуляционным насосом может помочь вам вернуть систему к работе.
Однако в системе есть несколько проблем. Поскольку система использует одну и ту же трубу для горячей и холодной воды, вы можете получить теплую воду из крана. На самом деле, ваш холодный кран, скорее всего, получит немного горячей воды, что иногда может быть нежелательным, особенно летом. Возможно, это объясняет, почему некоторые домовладельцы предпочитают отключать насос летом.
Сколько воды можно сэкономить с помощью насоса рециркуляции воды?
Вопрос о том, экономит ли рециркуляционный насос воду, всегда вызывал споры. Были разные школы мысли об этом. Тем не менее, предполагается, что в среднем 31 галлон воды в день может быть потрачено впустую, пока вы ждете, пока горячая вода будет доступна в кране. Глядя на среднюю стоимость подъема воды, это можно считать огромными потерями.
Исследования показали, что в среднем 11 461 галлонов воды тратится впустую в год во всех Соединенных Штатах в ожидании горячей воды. Исходя из этих статистических данных, может быть целесообразно считать, что это эквивалентно экономии не менее 11000 галлонов воды в год. Фактическая экономия на дом может зависеть от количества человек в домохозяйстве и широкого круга других факторов.
Каковы затраты на электроэнергию насосов рециркуляции воды?
Фактическая стоимость электроэнергии для водяных циркуляционных насосов может зависеть от системы и мощности вашего насоса. Если у вас есть таймер на насосе, средняя стоимость — при условии, что в среднем от трех до четырех часов работы — вы будете нести от 20 до 30 долларов в год на затраты на электроэнергию для вашего насоса рециркуляции воды.
Средняя стоимость электроэнергии для небольшого насоса должна составлять от 0,12 до 0,15 долларов США за кВт.
Виды хвостовиков сверл: Что такое хвостовик и какие виды хвостовиков бывают?
Что такое хвостовик и какие виды хвостовиков бывают?
Усім добрий час доби. Сьогодні торкнемося теми витратних матеріалів. А саме таких, як свердла, бури, зубила. А якщо бути ще більш точним, то ми розповімо вам, що таке хвостовик і яких видів вона буває.
Що таке хвостовик?
Хвостовик — це частина свердла або бура на кінці, яка затискається в патроні пристрою, будь то дриль або перфоратор.
Види хвостовиків
- Циліндричний хвостовик. Використовується на оснащенні яку використовують для кріплення в дрилі, тобто такий хвостовик ви можете побачити у свердел. Зазвичай діаметр самого хвостовика збігається з діаметром робочої частини, але бувають випадки, коли діаметр робочої частини тонше. Це зроблено для більш надійного і міцного кріплення. У даного виду є недолік — це те, що неможливо при такому кріпленні передати великий крутний момент. Але є і плюс — це те, що такий затискач буде своєрідним захистом інструменту і оператора при виклинюванні свердла в робочому матеріалі.
- Шестигранний хвостовик — або як його ще називають гексагональний (hex). Конструкція — правильний шестигранник і така форма кріплення забезпечує високу стійкість до проворачиванию. Можливість використання такої оснастки в трехкулочковом патроні або при вставлянні у тримачі вставок для викруток. Таким хвостовиком обладнані спіральні та перові свердла.
- Чотиригранний хвостовик — в експлуатації з 1850 року. Форма випливає з назви — усічена чотиригранна піраміда. У наш час використання така виду — не раціонально, так як сучасні затискачі і патрони — не призначені для них.
- Хвостовик SDS — найпоширеніший варіант в наш час. Технологія була вигадана і введена в експлуатацію торговою маркою Bosch. Якщо розшифрувати це з німецької мови, то вийде — Steck – Dreh – Sitzt — «встав», «поверни» і «бур закріплений». Вона призначалася для швидке зміни буров. Чистий SDS — це хвостовик з двома жолобками діаметром 10 мм, що на 40 мм вставляється в патрон перфоратора. Наступні види — це підвиди SDS хвостовика.
 Наступні види — це підвиди SDS хвостовика.
Наступні види — це підвиди SDS хвостовика.
- SDS-plus — додатково має 4 паза для (два відкритих для направляючих клинів і два закритих для фіксації стопорними кульками), які збільшують площу контакту клинів до 75 мм в квадраті. Застосовуються вони на легких перфораторах. Згадаємо, що даний тип є найпоширенішим хвостовиком. Друге ж місце буде займати циліндричний хвостовик.
- SDS-top. Призначається для перфораторів середнього розміру. Являє собою два закритих і два відкритих паза. Площа контакту клинів становить 212 мм2. Даний тип мало поширений. Був введений в експлуатацію в 1996 році для того, щоб вирішити проблему виходу з ладу хвостовиків SDS-plus при свердлінні отворів понад 16 мм.
- SDS-max. Призначений тільки для бурів великого діаметру (зазвичай більше 20 мм) використовуються у важких перфораторах. Діаметр хвостовика 18 мм, площа контакту клинів становить 389 мм2, є три відкритих і два закритих паза, хвостовик вставляється в патрон на 90 мм.

- SDS-quick. Цікаво, що в даному виді замість пазів використовуються виступи. Використовуються з 2008 року тільки для перфораторів зі специфічним патроном.
- SDS-hex — використовуються для пік і доліт в відбійних молотках, в той час як інші SDS можуть використовуватися також і для бурів.
- Тригранні хвостовики — переставляють з себе трикутник з округленими кутами. Висока стійкість до проворачиванию. Використовуються для затиску трехкулочковыми патронами.
Ось і всі основні і маловикористовувані види хвостовиків, які зустрічаються на видатковому інструмент і оснащення. Дані інструменти ви можете знайти і придбати у нас на сайті. Сподіваємося, що дана інформація відповість вам — що таке хвостовик і які види їх бувають. Бажаємо вам тільки вигідних і хороших покупок, ваш інтернет магазин «Аксіс-Буд».
Хвостовики свёрл и буров | это… Что такое Хвостовики свёрл и буров?
Хвостовик — часть сверла или бура, зажимаемая в патроне дрели, станка или строительного перфоратора.
Содержание
|
Виды хвостовиков
Четырёхгранные хвостовики
Хвостовик сверла с четырёхгранным хвостовиком для коловорота
Такой хвостовик вошёл в практику с 1850 года. Первоначально хвостовик в форме усечённой четырёхгранной пирамиды просто вставлялся в отверстие соответствующей формы в шпинделе дрели и фиксировался винтом. Затем появились разного рода патроны, приспособленные для зажима таких хвостовиков. Свёрла с такими хвостовиками широко использовались для коловоротов.
Современные трёхкулачковые патроны, устанавливаемые на большинстве выпускаемых дрелей не могут надёжно зажать такое сверло и не могут его центрировать. Преимуществами такого типа хвостовиков является простота изготовления кузнечным способом, устойчивость к прокручиванию.
Преимуществами такого типа хвостовиков является простота изготовления кузнечным способом, устойчивость к прокручиванию.
Цилиндрические хвостовики
Сверло с цилиндрическим хвостовиком
Наиболее распространённый тип хвостовиков для дрелей в наше время. Как правило, диаметр хвостовика соответствует диаметру сверла, но в некоторых случаях хвостовик толще сверла (для более надёжной фиксации свёрл небольших диаметров) или тоньше сверла (для свёрл больших диаметров, которые надо зажать в стандартный кулачковый патрон). Недостатком такого типа свёрл является возможность передачи относительно небольшого крутящего момента из-за проскальзывания сверла.
Шестигранные (гексагональные, hex) хвостовики
| Проверить нейтральность. На странице обсуждения должны быть подробности. |
Шестигранный хвостовик
Хвостовик такого сверла может зажиматься как обычным трёхкулачковым патроном, так и (в случае если размер хвостовика это позволяет) вставляться в обычный держатель для бит 1/4 дюйма (это ускоряет замену сверла). Фирмы Festool и Protool выпускают свёрла с шестигранным хвостовиком особой разновидности — схожие по геометрическим размерам, но со слегка скруглённым гранями (свёрла Centrotec). Такое сверло можно вставить как в держатель Centrotec, так и в обычный держатель, но обычные сверла не входят в держатель Centrotec. Использование свёрл Centrotec уменьшает общий недостаток свёрл с шестигранным хвостовиком — меньшую точность при использовании не кулачкового патрона, а держателя 1/4 дюйма.
Фирмы Festool и Protool выпускают свёрла с шестигранным хвостовиком особой разновидности — схожие по геометрическим размерам, но со слегка скруглённым гранями (свёрла Centrotec). Такое сверло можно вставить как в держатель Centrotec, так и в обычный держатель, но обычные сверла не входят в держатель Centrotec. Использование свёрл Centrotec уменьшает общий недостаток свёрл с шестигранным хвостовиком — меньшую точность при использовании не кулачкового патрона, а держателя 1/4 дюйма.
С хвостовиком такого типа (хотя не обязательно соответствующим размеру 1/4 дюйма) выпускаются не только спиральные, но и перьевые свёрла, свёрла Фостнера и др.
Хвостовики SDS
Хвостовики SDS (нем. Steck – Dreh – Sitzt — «вставь», «поверни» и «бур закреплён», в англоязычных странах расшифровывается как англ. Special Direct System — «специальная направляющая система») были разработаны фирмой Bosch для быстрой смены буров в строительных перфораторах. Существует пять разновидностей таких хвостовиков[1][2]:
SDS
Хвостовик с двумя желобками диаметром 10 мм, который на 40 мм вставляется в патрон перфоратора. Такой хвостовик на 100 % совместим с хвостовиком SDS-plus.
Такой хвостовик на 100 % совместим с хвостовиком SDS-plus.
SDS-plus
Хвостовик SDS-plus
Наиболее распространённый тип хвостовиков диаметром 10 мм, который на 40 мм вставляется в патрон перфоратора. Имеет четыре паза (два открытых для направляющих клиньев и два закрытых для фиксации стопорными шариками). Площадь контакта клиньев составляет 75 мм2. Буры с таким хвостовиком применяются на лёгких строительных перфораторах, минимальная длина буров с таким хвостовиком около 110 мм и максимальная — 1000 мм. Диаметр бура обычно от 4 до 26 мм (наиболее распространены диаметры 6, 8, 10 и 12 мм). Стандарт был введён фирмой Bosch в 1977-м году[3][4] (по другим данным[5] — в 1975-м году). Уже в 1998-м году было продано более 10 миллионов перфораторов этого стандарта[4].
SDS-top
Мало распространённый тип хвостовика для перфораторов среднего размера. Имеется два закрытых и два открытых паза. Диаметр хвостовика 14 мм, он вставляется в патрон на 70 мм, площадь контакта клиньев составляет 212 мм2. Диаметр бура обычно от 16 до 25 мм. Введён фирмой Bosch в 1999-м году[6], чтобы решить проблему выхода из строя хвостовиков SDS-plus при сверлении отверстий свыше 16 мм. Для работы бурами SDS-top используются перфораторы четырёхкилограммового класса со сменным патроном (патрон SDS-plus меняется на патрон SDS-top).
Диаметр хвостовика 14 мм, он вставляется в патрон на 70 мм, площадь контакта клиньев составляет 212 мм2. Диаметр бура обычно от 16 до 25 мм. Введён фирмой Bosch в 1999-м году[6], чтобы решить проблему выхода из строя хвостовиков SDS-plus при сверлении отверстий свыше 16 мм. Для работы бурами SDS-top используются перфораторы четырёхкилограммового класса со сменным патроном (патрон SDS-plus меняется на патрон SDS-top).
SDS-max
Второй по распространённости тип хвостовика, предназначен для буров большого диаметра (обычно более 20 мм.) используемых в тяжёлых перфораторах. Диаметр хвостовика 18 мм, площадь контакта клиньев составляет 389 мм2, имеется три открытых и два закрытых паза, хвостовик вставляется на 90 мм. Стандарт был представлен фирмой Bosch публике в Кёльне в 1989-м году[7] и начал производиться с 1990-го года[3][4].
SDS-quick
Введённый в 2008 году фирмой Bosch тип хвостовика для буров, вместо пазов применяются выступы. В держатель такого хвостовика также можно вставлять биты и свёрла с шестигранным хвостовиком 1/4 дюйма. На начало 2010 года применяется только для перфоратора Bosch Uneo. В продаже есть буры диаметром от 4 до 10 мм.
В держатель такого хвостовика также можно вставлять биты и свёрла с шестигранным хвостовиком 1/4 дюйма. На начало 2010 года применяется только для перфоратора Bosch Uneo. В продаже есть буры диаметром от 4 до 10 мм.
Трёхгранные хвостовики
Трёхгранный хвостовик
Свёрла с хвостовиками такого типа могут зажиматься в стандартные трёхкулачковые патроны и имеют то преимущество, что позволяют передавать большие крутящие моменты из-за стойкости к проворачиванию.
Сверла с хвостовиком конус Морзе от 13,5 мм до 30 мм. (конусы Морзе от № 1 до № 4)
Используются главным образом в промышленном ручном инструменте и станках.
Примечания
- ↑ SDS drill bits explained
- ↑ SDS-Quick drill bit system
- ↑ 1 2 Каталог Bosch 2009/2010/ Раздел «Профессиональные инструменты для сверления и долбления»
- ↑ 1 2 3 75 years of BOSCH Hammer Technology
- ↑ 1975 — The world greets a new drilling system
- ↑ 1999 — SDS-top fills a gap in the system
- ↑ 1989 — New standard bayonet mounting system for large drills
Ссылки
- О системе крепления SDS от Bosch, SDS-max, SDS-plus, SDS-top, сверла
- SDS drill bits explained
Системы патронов и хвостовики сверл для перфораторов
Выбор правильного типа хвостовика для перфоратора
При работе с перфоратором одним из самых важных моментов, который следует учитывать, является тип патрона, установленного на вашей дрели. . Важно знать систему патрона вашей дрели, поскольку она определяет диаметр хвостовика сверла, а также типы канавок, которые фиксируют сверло в патроне дрели. Доступны три основных типа хвостовиков патронов/сверл: SDS и SDS-Plus, SDS Max и Spline 9.0006 . Типы хвостовиков SDS и SDS-Plus полностью взаимозаменяемы. Диаметр хвостовика и типы канавок останутся одинаковыми для каждого из этих типов хвостовиков независимо от диаметра, длины или других характеристик сверла. Читайте дальше, чтобы узнать больше о каждом из этих различных типов патронов и хвостовиков, доступных для вас.
. Важно знать систему патрона вашей дрели, поскольку она определяет диаметр хвостовика сверла, а также типы канавок, которые фиксируют сверло в патроне дрели. Доступны три основных типа хвостовиков патронов/сверл: SDS и SDS-Plus, SDS Max и Spline 9.0006 . Типы хвостовиков SDS и SDS-Plus полностью взаимозаменяемы. Диаметр хвостовика и типы канавок останутся одинаковыми для каждого из этих типов хвостовиков независимо от диаметра, длины или других характеристик сверла. Читайте дальше, чтобы узнать больше о каждом из этих различных типов патронов и хвостовиков, доступных для вас.
Хвостовики SDS и SDS-Plus
Патроны SDS были специально разработаны для ударной обработки бетона и кирпичной кладки. Плоский конец сверла — это единственная часть, в которую ударит поршень, что делает его использование энергии более эффективным и действенным. Одной из самых удобных функций системы SDS является возможность замены сверла одной рукой . Патроны SDS имеют подпружиненные шарики, предназначенные для установки и фиксации в канавках хвостовиков SDS. После установки биты в патрон простой поворот позволит этим подпружиненным шарикам встать на место и удерживать биту. На рынках Германии SDS расшифровывается как « Steck, Dreh, Sitz» (вставка, поворот, фиксация). Хвостовик SDS-Plus появился, когда в исходную конструкцию были внесены улучшения. Система SDS-Plus позволяет более надежно удерживать хвостовик на месте . На хвостовиках SDS-Plus есть четыре углубления: два с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона.
После установки биты в патрон простой поворот позволит этим подпружиненным шарикам встать на место и удерживать биту. На рынках Германии SDS расшифровывается как « Steck, Dreh, Sitz» (вставка, поворот, фиксация). Хвостовик SDS-Plus появился, когда в исходную конструкцию были внесены улучшения. Система SDS-Plus позволяет более надежно удерживать хвостовик на месте . На хвостовиках SDS-Plus есть четыре углубления: два с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона.
- Типы хвостовиков SDS и SDS-Plus полностью взаимозаменяемы
- Обычно используется с твердосплавными сверлами 5/32” – 1-1/8”
- Тонкостенные твердосплавные коронки до 4 дюймов
- SDS-Plus являются наиболее распространенными, поскольку они адаптированы для бурения с относительно небольшими нагрузками
- Хвостовики SDS и SDS-Plus имеют диаметр 10 мм
Системы
Хвостовики SDS-Max
Система патронов SDS-Max изначально была разработана для замены шлицевого привода для более крупных бит, но улучшила возможность подключения аналогично системам SDS и SDS-Plus. Система SDS Max позволяет поршню перемещаться дальше и, в свою очередь, позволяет поршню сильнее ударять по долоту, а долото режет более эффективно. Система SDS Max была разработана для работы в более тяжелых условиях , чем система SDS-Plus. На хвостовиках бит SDS Max есть пять углублений: три с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона.
Система SDS Max позволяет поршню перемещаться дальше и, в свою очередь, позволяет поршню сильнее ударять по долоту, а долото режет более эффективно. Система SDS Max была разработана для работы в более тяжелых условиях , чем система SDS-Plus. На хвостовиках бит SDS Max есть пять углублений: три с открытым концом и два с закрытым концом, которые предотвращают выпадение биты из патрона.
- Биты SDS Max совместимы только с системами патронов SDS Max
- Размеры сверла SDS Max больше склоняются к большему концу сверл по каменной кладке
- Обычно используется с твердосплавными сверлами 1/2–2 дюйма
- Толстостенные твердосплавные коронки до 4 дюймов (тонкостенные до 6 дюймов)
- Система SDS Max — новейшая и в целом лучшая система для бурения самой тяжелой каменной кладки
- Хвостовики SDS Max имеют диаметр 18 мм
Шлицевые хвостовики
Системы шлицевых патронов предназначены для самых тяжелых сверлильных работ , как и система SDS Max, но сплайн — это просто более старая система. Хвостовик Spline имеет 12 «зубьев» или шлицев, которые входят в патрон и удерживаются на месте стопорным штифтом. Эти хвостовики выдерживаются с точным допуском, чтобы обеспечить идеальную посадку. Несмотря на преимущества, которые может иметь система SDS Max по сравнению с приводом Spline, многие пользователи по-прежнему предпочитают использовать ее. Основным преимуществом хвостовика Spline является максимальный крутящий момент при сверлении.
Хвостовик Spline имеет 12 «зубьев» или шлицев, которые входят в патрон и удерживаются на месте стопорным штифтом. Эти хвостовики выдерживаются с точным допуском, чтобы обеспечить идеальную посадку. Несмотря на преимущества, которые может иметь система SDS Max по сравнению с приводом Spline, многие пользователи по-прежнему предпочитают использовать ее. Основным преимуществом хвостовика Spline является максимальный крутящий момент при сверлении.
- Биты с приводом Spline совместимы только с системами патронов с приводом Spline
- Обычно используется с твердосплавными сверлами 1/2–2 дюйма
- Толстостенные твердосплавные коронки до 4 дюймов (тонкостенные до 6 дюймов)
- Также имеется ряд насадок для рубки, долбления, втулок, резцов и копателей
- Шлицевые хвостовики имеют диаметр 19 мм
Январь
27,
2016
Все о хвостовиках сверл
Хвостовик сверла — это концевая часть сверла, которая соединяется с патроном вращающейся оправки. По сути, это охватываемый конец сверла, который не сверлит и не фрезерует. Поскольку существует много типов сверл, хвостовики сверл также различаются. Основное различие между хвостовиками заключается в форме, но они также могут иметь функциональные различия.
По сути, это охватываемый конец сверла, который не сверлит и не фрезерует. Поскольку существует много типов сверл, хвостовики сверл также различаются. Основное различие между хвостовиками заключается в форме, но они также могут иметь функциональные различия.
Стойка скобы
Стержень скобы представляет собой многогранный стержень, который сужается к острию и фиксируется в патроне посредством углового распределения. Стержни скоб были более популярны до того, как современные методы обработки упростили создание более сложных и прочных форм и размеров хвостовика, потому что их несложно изготовить. Допуски по крутящему моменту разумны для хвостовиков скоб, хотя может произойти зачистка, особенно если не используется специальный патрон.
Цилиндрический хвостовик
Очень распространенный тип хвостовика, прямой хвостовик напоминает хвостовик скобы, за исключением того, что его кончик не сужается. Вместо этого цилиндрический наконечник просто вставляется в патрон заподлицо. Некоторые прямые хвостовики представляют собой правильные цилиндры, в то время как другие имеют угловые стороны. Круглые хвостовики имеют низкий крутящий момент, что помогает предотвратить сверление очень твердых материалов прямыми хвостовиками. Некоторые сверла имеют прямой хвостовик меньшего диаметра, чем само сверло, что позволяет использовать различные размеры патрона. Для прямых хвостовиков также не требуются специальные патроны, что обеспечивает их широкое применение.
Некоторые прямые хвостовики представляют собой правильные цилиндры, в то время как другие имеют угловые стороны. Круглые хвостовики имеют низкий крутящий момент, что помогает предотвратить сверление очень твердых материалов прямыми хвостовиками. Некоторые сверла имеют прямой хвостовик меньшего диаметра, чем само сверло, что позволяет использовать различные размеры патрона. Для прямых хвостовиков также не требуются специальные патроны, что обеспечивает их широкое применение.
Шестигранный хвостовик
Шестигранный хвостовик назван в честь шестиугольной формы хвостовика, похожей на биту отвертки. Благодаря такой форме шестигранные хвостовики можно использовать как в специальных патронах для сверлильных оправок, так и в патронах для отверток. Угловая форма хвостовика позволяет долоту выдерживать более высокие передачи крутящего момента, чем раскосные или прямые хвостовики, что означает, что они могут работать с материалами с более высоким сопротивлением, такими как твердые металлы или геологические образования. Однако угол также может вызвать децентрировку, что приведет к менее точному сверлению.
Однако угол также может вызвать децентрировку, что приведет к менее точному сверлению.
Треугольный хвостовик
Треугольный хвостовик похож на шестигранный в том, что он расположен под углом, но имеет только три угла по сравнению с шестью шестигранниками. Он обладает многими из тех же преимуществ, что и шестигранник, в том числе высоким крутящим моментом и хорошей центровкой. Однако он не может крепиться к такому количеству различных сверлильных патронов, как шестигранник.
Хвостовик SDS
SDS означает немецкое выражение «Steck-Dreh-Sitz» или «Insert-Twist-Stay», хотя английская аббревиатура означает «Special Direct System». Эти хвостовики специально разработаны с функцией установки подпружиненной нагрузки, которая позволяет рабочему вставлять хвостовик в патрон вручную. Во время сверления пружина поддается давлению, поэтому дрель может выполнять ударную или кладочную деятельность. Относительно молодой для хвостовика сверла SDS был впервые выпущен в 1975, и его изготовление сложнее, чем у большинства других хвостовиков.
Оловянные припои: Припои оловянно-свинцовые ПОС
Припой ПОС оптом
Припой ПОС оптом Перейти к содержимому
мы поставляем металлопрокат и литье по России
8 (800) 201-54-71
Звонок по России бесплатный
Пишите в любое время!
- г. Москва, ул. Косинская, д.11А
- Пн.-Сб. 8:00-20:00
Заказать звонок
В наличии припои оловянно-свинцовые: Припой ПОС 40, Припой ПОС 30, Припой ПОС 90, Припой ПОССу 40-05, Припой ПОССу 40-2, Припой ПОС 50-05, Припой ПОССу 35-05.
В нашей ассортиментной линейке представлены как бессурьмянистые припои, имеющие маркировку ПОС, так и сурьмянистые и малосурьмянистые оловянно-свинцовые припои, обозначенные как ПОССу.
Уточнить стоимость и наличие конкретного изделия можно по телефону 8-800-201-54-71, написав на электронную почту [email protected] или через форму на сайте.
Отправить заявку
Оловянно-свинцовые припои в наличии:
Бессурьмянистые припои ГОСТ 21931-76 – чушка, пруток, проволока. ПОС 4, ПОС 10, ПОС 40, ПОС 30, ПОС 35, ПОС 60, ПОС 61, ПОС 63, ПОС 61М, ПОСК 50-18, ПОС ОСВ 120.
Малосурьмянистые припои ГОСТ 21931-76 – чушка, пруток, проволока. ПОССУ 61-05, ПОССУ 40-05, ПОССУ 50-05, ПОССУ 35-05, ПОССУ 30-05, ПОССУ 25-05, ПОССУ 18-05.
Сурьмянистые припои – ГОСТ 21931-76 – чушка, пруток, проволока. ПОССу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6, ПОССу 3-4.
Области применения свинцово-оловянных припоев:
Олово О1 – лужение автоклавов для дезинфекции медицинских и хирургических инструментов.
Олово О2 – лужение посуды и баков для воды.
ПОС90 – пайка внутренних швов никелевой посуды, медицинской аппаратуры.
ПОС50 – пайка авиационных радиаторов.
ПОС40 – пайка и лужение коллекторов, якорей и соединительных клемм для подводки тока к электродвигателям от силового кабеля. Пайка проводов толщиной 0,1 мм и менее. Пайка серебряных изделий. Пайка нейзильбера, оцинкованного и луженого железа. Для работ общего назначения и тонких работ по жести и меди. Пайка монтажных схем и общая пайка в радиоаппаратуре.
Пайка проводов толщиной 0,1 мм и менее. Пайка серебряных изделий. Пайка нейзильбера, оцинкованного и луженого железа. Для работ общего назначения и тонких работ по жести и меди. Пайка монтажных схем и общая пайка в радиоаппаратуре.
ПОС30 – механизированная пайка радиаторных трубок. Лужение чугунных, стальных и бронзовых вкладышей для последующей заливки их свинцовистыми баббитами. Пайка изделий из оцинкованного железа, черного железа, бронзы и латуни. Пайка изделий из цинковых сплавов. Лужение выводных концов проводников и контактов в радиоппаратуре и аппаратах связи. Пайка обмоток якорей, роторов, статоров при электромонтажных работах. Лужение и пайка бензобаков. Пайка химической аппаратуры и посуды. Лужение подшипников и втулок под заливку их свинцовистыми баббитами. Пайка водяных, бензиновых, керосиновых баков. Пайка оцинкованного железа с ковким чугуном, цинковых и оцинкованных листов, железнодорожной арматуры, оцинкованного железа с медью.
ПОС18 – пайка свинцовых труб и свинцовых деталей. Пайка листового цинка, меди, латуни и жести. Пайка оцинкованного железа.
Пайка листового цинка, меди, латуни и жести. Пайка оцинкованного железа.
Отправьте заявку и получите расчет стоимости
В рабочее время ответим в течение 5 минут.
Телефон
Сообщение
Сайт защищён Google reCAPTCHA с применением Политики конфиденциальности и Правилами пользования.
Отгружаем ежедневно
ООО “НПФ Технология” осуществляет оптовые и розничные поставки металлопроката по территории России и СНГ. Чтобы сделать доставку быстрой и надежной, сотрудничаем только с проверенными транспортными компаниями. Возможна перевозка железнодорожным транспортом.
Для защиты поверхности приобретенного металлопроката во время транспортировки применяется упаковка: упаковка с помощью полиэтиленовой пленки (ПВХ), упаковка с помощью полиэстеровой ленты (ПЭТ), дополнительно: стальные зажимы, поддоны и т.д.
3а время работы мы помогли более чем 2500 заказчиков. Когда это было необходимо – доставляли изделия самолетом в самые удаленные города страны.
Реквизиты
ООО “НПФ ТЕХНОЛОГИЯ”
ОГРН 1197746729839
ИНН 7720489571
КПП 772001001
Продукция
Информация
Контакты
- 8 (800) 201-54-71
- [email protected]
- г. Москва, ул. Косинская, д.11А
- 08:00 — 20:00 МСК
Поставляем металлопрокат. Гарантируем качество.
Поставляем литье из бронзовых, латунных, алюминиевых и медных сплавов. Прокат цветных металлов. Втулки, круги, трубы и плиты различных типоразмеров. Указанная на сайте информация не является публичной офертой, размещена в целях ознакомления. Фактические цены на товары могут отличаться, уточняйте у сотрудников компании.
Форма заявки
Свяжемся с Вами через несколько минут в рабочее время.
Телефон
Сообщение
Сайт защищён Google reCAPTCHA с применением Политики конфиденциальности и Правилами пользования.
Заказ обратного звонка
В рабочее время мы перезвоним Вам за несколько минут.
Телефон
Сайт защищён Google reCAPTCHA с применением Политики конфиденциальности и Правилами пользования.
чем отличается ПОС сплав и почему делают на основе олова?
Свинцово-оловянные припои широко используются в радиоэлектронике для спаивания различных микросхем. Достичь качественных результатов с их использованием становится возможным лишь тогда, когда мастер достаточно хорошо разбирается с процессом пайки и понимает основные правила работы и выбора припоев.
Начинающие же радиолюбители достаточно часто задаются вопросом: какой лучше выбрать в данном конкретном случае, и какими свойствами они обладают. Эта статья поможет разобраться с поставленной задачей.
Содержание
- Свинцово-оловянные припои
- Состав
- Назначение
- Свойства
- Итог
Свинцово-оловянные припои
Свинцово-оловянные припои разделяют на мягкие и твердые. Первые являются легкоплавкими и широко применяются в работе с радиоаппаратурой. Их температура плавления находится в интервале 300–450 градусов.
Первые являются легкоплавкими и широко применяются в работе с радиоаппаратурой. Их температура плавления находится в интервале 300–450 градусов.
Составы свинцово-оловянных припоев.
Данный тип сплава характеризуется меньшей твердостью по сравнению с тугоплавкими вариантами, однако в монтаже микросхем именно они используются наиболее часто.
Состав мягких вариантов представляет собой сочетание двух элементов: свинца и олова. Также могут добавляться и легирующие элементы. Содержание подобных примесей незначительно. Их вводят для придания соединению определенных свойств, таких как пластичность, прочность и так далее.
Почему их делают на основе олова? Дело в том, что станум – лучший материал для . Он обладает рядом преимуществ. К ним относится высокая проводимость и отличное смачивание. Тем не менее есть и недостатки, например, оно подвержено явлению оловянной чумы, формированию интерметаллических поверхностей и т.д.
Избежать появления подобных проблем можно путем добавления плюмбума, меди, серебра, золота.
 Если в составе первый элемент отсутствует, то сплав называют бессвинцовым. Он отличается большей безопасностью для мастера. На практике чаще всего используются припои, содержащие свинец и обозначающиеся буквами «ПОС».
Если в составе первый элемент отсутствует, то сплав называют бессвинцовым. Он отличается большей безопасностью для мастера. На практике чаще всего используются припои, содержащие свинец и обозначающиеся буквами «ПОС».Состав
Как уже было отмечено выше, свинцовый припой обычно содержит Sn и Pb. Количество процентного содержания первого элемента обозначается цифрами, стоящими за буквами. Например, в ПОС-40 содержится сорок процентов станума, а в ПОС-60 – шестьдесят. Стоит отметить, что у ПОС-60 и 61 состав одинаковый, однако маркируются по-разному.
Многие зачастую не обращают должного внимания на состав сплава при занятии пайкой. Тем не менее данный момент очень важен, ведь он определяет характеристики монтажа и качество выполненной работы.
Назначение
В зависимости от содержания того или иного материала имеют разные области применения.
Таблица видов припоев.
ПОС-90 используется в ремонте пищевой посуды и медицинских принадлежностей. В нем содержится незначительное количество плюмбума – токсичного для человека материала.
ПОС-40 наиболее часто применяют в работе с электрическими приборами и деталями из оцинкованного железа. Также служит основой ремонта латунных и медных трубопроводов. Данное соединение может заменить припой ПОС 18, используемый в тех же целях.
Сплавы с 30% содержанием станума отлично подходят для кабельной промышленности, лужения и пайки цинка.
Пайку плат радиоаппаратуры чаще всего осуществляют с помощью ПОС-61. Именно этот вариант служит основным в монтаже деталей радиоэлектроники. Паять микросхемы с этим сплавом можно с применением простого паяльника.
Свойства
Как уже было отмечено ранее существует деление припоев на две категории в зависимости от температуры плавления. Мягкие или легкоплавкие – это сплавы плавящиеся при менее 450 °С. Стоит отметить, что они не обязательно изготавливаются из олова. Тут может использоваться галлий, висмут, кадмий, индий.
Мягкие или легкоплавкие – это сплавы плавящиеся при менее 450 °С. Стоит отметить, что они не обязательно изготавливаются из олова. Тут может использоваться галлий, висмут, кадмий, индий.
Тем не менее зачастую используется не один, а смесь нескольких элементов. Это нужно, чтобы придать сплаву необходимые характеристики и параметры. Наиболее распространёнными являются ПОСы.
Важно знать: отличить одну марку сплава от другого можно и без знания его точного состава, благодаря тому, что от содержания определенных элементов может меняться цвет проволоки, блеск, пластичность, твердость и т.д.
Таблица припоев для пайки алюминия.
Таким образом, взяв в руки проволоку, попробовав погнуть ее и оценив вес, можно с определённой точность определить содержание в ней станума или плюмбума.
В зависимости от концентрации олова выделяют несколько десятков сплавов, производящихся в соответствии с государственным стандартом – ГОСТом.
Когда речь заходит про , то они в основном определяются содержанием олова. Оно имеет две полиморфные модификации. Белое – с тетрагональной кристаллической решеткой, серое – с кубической. Переход от одной модификации к другой сопровождается выделением тепла, то есть реакция является экзотермической.
Оно имеет две полиморфные модификации. Белое – с тетрагональной кристаллической решеткой, серое – с кубической. Переход от одной модификации к другой сопровождается выделением тепла, то есть реакция является экзотермической.
Данное превращение приводит также и к увеличению объема, сопровождающегося разрушением с образованием серого порошка. Такой процесс называется «оловянной чумой».
Скорость превращения белой модификации в серую – мала. Данный процесс ограничивает применение чистого станума в пайке. В связи с этим добавляются различные химические элементы, препятствующие указанному переходу.
Известно также об увеличении и таких характеристик олова, как прочность и твердость, с помощью добавления никеля, меди, магния, цинка. А вот наличие висмута и цинка повысит смачиваемость и понизит температуру плавления.
ПОСы не поддаются упрочнению посредством наклепа. В отличии от чистого станума, сплавы со свинцом после деформирования обладают меньшей твердостью и прочностью, чем литые.
В результате, комбинируя различные варианты концентрации примесей, можно добиться желанных параметров сплава, которые наилучшим образом подойдут в каждой конкретной задаче.
Итог
Припои являются незаменимыми при осуществлении паяльных работ. Они широко применяются в различных областях человеческой деятельности: от крупных производств, до мелких мастерских.
Монтаж микросхем, ремонт трубопроводов, соединение медных и латунных деталей выполняют с использованием данного материала. Самыми распространенными являются припои на основе олова и свинца, и маркируются, как ПОС.
Товары — Гоночные автомобили оловянных солдатиков
#5 Дзус Таб
Обычная цена
4,49 доллара США
Футболка Cincy Street Nights 2022
Обычная цена
20 долларов США
3/4 x 1/2 хроммолибденовый наконечник стержня
Обычная цена
25 долларов США
3/4 x 3/4 хроммолибденовый наконечник стержня
Обычная цена
25 долларов США
Комплект из 4 звеньев
От 399,00 долларов США
4 и 1 охладитель банок — Americana
Обычная цена
25 долларов США
Охладитель для банок 4 и 1 — розовый/фиолетовый
Обычная цена
25 долларов США
Трос дроссельной заслонки 48 дюймов
Обычная цена
$50. 00
00
8-32 Алюминиевая черная стопорная гайка с шестигранной головкой
Обычная цена
0,70 доллара США
8-32 x 1/2 Алюминий Черный Плоский Шестигранник
Обычная цена
0,60 доллара США
8-32 x 3/8 Алюминиевая черная головка с круглой головкой
Обычная цена
0,60 доллара США
8,8-дюймовые кронштейны LCA с удвоителями
От $175. 00
00
9-дюймовые кронштейны LCA с удвоителями
От $185.00
Корпус A/G Chromoly Fab 9 Корпус
От 3095,00 долларов США
Корпус A/G Корпус из мягкой стали Fab 9
Обычная цена
2495,00 долларов США
Комплект для крепления регулируемой листовой рессоры
От $200. 00
00
Болты AN
Обычная цена
$9,99
Комплект звеньев стабилизатора поперечной устойчивости
Обычная цена
120,00 долларов США
Вкладки стабилизатора поперечной устойчивости
Обычная цена
$10.00
Язычок стабилизатора поперечной устойчивости
Обычная цена
2,99 доллара США
Проволока для оловянно-сурьмяного припоя — 95/5 проволочный припой
Меню
Счет
5 шт.
Посмотреть как
Сетка
Список
Показывать
12
24
36
на страницу
Сортировать по
Должность
наименование товара
Цена
Установить нисходящее направление
5 шт.
Посмотреть как
Сетка
Список
Показывать
12
24
36
на страницу
Сортировать по
Должность
наименование товара
Цена
Установить нисходящее направление
KappAnt™ Оловянно-сурьмяный припой соответствует требованиям NSF и не содержит свинца для замены оловянно-свинцового припоя в электрооборудовании, медных трубах и охлаждающих змеевиках для холодильников. Соединения имеют среднюю прочность, когда нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™. KappAnt с более высоким содержанием олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях. Также используется там, где свинец может представлять опасность, например, при контакте с пищевыми продуктами или водопроводными трубами. Припой KappAnt™ подходит для использования при более высоких температурах, чем припои KappLead™.
Соединения имеют среднюю прочность, когда нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™. KappAnt с более высоким содержанием олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях. Также используется там, где свинец может представлять опасность, например, при контакте с пищевыми продуктами или водопроводными трубами. Припой KappAnt™ подходит для использования при более высоких температурах, чем припои KappLead™.
Спецификация: ASTM B32, класс 95TA.
Этот продукт соответствует стандарту NSF/ANSI 372: Компоненты системы питьевой воды – содержание свинца. Продукт также сертифицирован в соответствии с NSF/ANSI 61, приложение G и соответствует требованиям к содержанию свинца для «бессвинцовой» сантехники, как это определено законами штатов Калифорния, Вермонт, Мэриленд и Луизиана, а также Законом США о безопасной питьевой воде, действующим с 4 января. , 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
, 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
Применение
- Применение в сантехнике при соединении меди, латуни или нержавеющей стали
- Линии горячей воды на медной трубе, аэрозольных баллончиках и ведрах для сока
- Соединения средней прочности, где нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™
- Используется там, где свинец может представлять опасность – при контакте с пищевыми продуктами или водопроводными трубами. Соответствует NSF.
- Припои KappAnt™ , содержащие 5 % сурьмы (Sb), подходят для использования при более высоких температурах, чем припои оловянно-свинцовый
- В паре с флюсом Kapp Comet™
.
Преимущества и особенности
- Более высокое содержание олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях
- Это недорогая альтернатива более дорогим серебряным припоям
- Широкий рабочий диапазон позволяет регулировать соединение во время пайки
.
Недвижимость
Состав | |
Sn (олово): | 95% |
Sb (сурьма): | 5% |
| |
Технические характеристики | |
Диапазон плавления: | 452-464°F (234-240°C) |
Прочность на растяжение: | 5900 фунтов на кв. дюйм |
Прочность на сдвиг: | 6000 фунтов на кв. Качество деталей техническая документация: Тема 21. Техническая документация контроля.Тема 21. Техническая документация контроля.Техническую
Под Операционные Выбор Операционные Ведомости Ведомости В Наименование Операции Для Совместно При Сопроводительная Технологический Технологический Технологическая Сопроводительный На Накопительные Акты Рекламационные Накопительная При •Сначала •Область •Устанавливаются •Анализ •Определяют •Если При
Металлургические Технологические • • • • • •
КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ КОНТРОЛЬ Государственный Технический Основными При Контроль Улучшению Эта Технический Техническим Объектами
Технический На Основными
Объектами
При При Контроль Контроль Контроль В Главная Объектами
Контроль Качество Качество Контроль В Целью Контроль На
При
Объектами
Технический Техническим Объектами
Технический На Основными
Объектами
При При Контроль Контроль Контроль В Главная Объектами
Контроль Качество Качество Контроль В Целью Контроль На
При
Объектами
Контроль Стабильность Технический Для Контроль Сплошной По При Однако Необходимо Различают Если Для Контроль Следует Качество технической документации | Брилл
Введение «Качество или удобство? Качественное письмо побуждает к качественному чтению», Патриция Райт Техническая документация | Определение, структура, советыЧто такое техническая документация? Что такое техническая документация? Проще говоря, техническая документация — это часть информации о продукте, которая объясняет продукт и позволяет пользователям реально его использовать. В дополнение к информации о продукте для клиентов, техническая документация также может быть предназначена для штатных сотрудников (внутренняя техническая документация), например, в виде рабочих инструкций. Здесь также цель состоит в том, чтобы сообщить, как сделать продукты пригодными для использования, но часто речь идет также о документировании определенных операций (например, в графике обслуживания, который должен выполняться обслуживающим персоналом). Какие документы составляют техническую документацию изделия? Какие документы составляют техническую документацию изделия? Как вы уже догадались, окончательного списка нет. Кстати, техническая документация не обязательно должна быть печатной; большинство руководств в наши дни приходят в цифровой форме. И техническая документация не обязательно означает письменный текст. Техническая документация также включает видеоуроки, приложения дополненной реальности и многие другие аудиовизуальные форматы. Структура и содержание: что должна включать в себя техническая документация? Структура и содержание: что должна включать в себя техническая документация? Содержание руководства по эксплуатации, конечно же, также зависит от продукта.
Какие требования должны быть соблюдены и что необходимо учитывать? Какие требования должны быть соблюдены и что необходимо учитывать? Если вы много знаете о компаниях-производителях, вы знаете, что техническая документация во многом связана со стандартами и директивами. Наконец, существуют специальные стандарты для руководств пользователя и других технических документов (например, DIN 82079-1). Все становится еще сложнее, когда продукция экспортируется, поскольку разные целевые рынки, естественно, имеют свои собственные стандарты. К этому добавляются стандарты перевода инструкций. И последнее, но не менее важное: у большинства компаний также есть свои собственные внутренние нормы и стандарты для управления качеством своих руководств и инструкций. Всего значительное количество стандартов. Из чего состоит хорошая техническая документация? Из чего состоит хорошая техническая документация? Первое, на что следует обратить внимание, это то, что хорошие инструкции должны быть понятными. Также особенно важно предупредить обо всех потенциальных опасностях использования продукта, потому что в противном случае существует риск того, что компания может быть привлечена к ответственности, не говоря уже о том, что в худшем случае пользователи могут пострадать. , или даже лишиться жизни. С точки зрения компании также важно, чтобы руководство было завершено вовремя (т. е. было готово к моменту доставки продукта). В конце концов, поскольку инструкции по эксплуатации являются неотъемлемой частью продукта, продукт не может продаваться без инструкций. И последнее, но не менее важное: руководство по эксплуатации должно быть составлено максимально эффективным и экономичным способом. Редакционное руководство, руководство по документации, руководство по стилю? Редакционное руководство, руководство по документации, руководство по стилю?Редакционное руководство является ключевым компонентом лингвистического качества технического письма. В отличие от руководств по КИ, используемых для маркетингового контента, его основной задачей является регулирование не дизайна и макета, а лингвистического стиля руководств по продукту. Основные цели документации заключаются в том, чтобы тексты были последовательными, хорошо переводились и были легкими для понимания. ► Дополнительная информация Достижение оптимальной разборчивости текста? Достижение оптимальной разборчивости текста? Оптимальная разборчивость технической документации может быть достигнута только в том случае, если у вас есть четкое представление о целевой группе, для которой вы пишете. ► Подробнее Кто создает техническую документацию? Кто создает техническую документацию?Техническая документация создается техническими писателями в отделах технического письма. Многие другие люди также участвуют в подготовке документов. Разработчики или другие лица, обладающие соответствующим опытом работы с продуктом, обеспечивают техническую поддержку. Специалисты по терминологии следят за тем, чтобы термины использовались последовательно. Инженеры-чертежники и чертежницы создают графику как во время разработки, так и во время создания документации. В компаниях-экспортерах переводчики следят за тем, чтобы документация была переведена на языки, на которых говорят клиенты. Что на самом деле делает хороший технический писатель? Что на самом деле делает хороший технический писатель?Технические писатели делают гораздо больше, чем просто пишут инструкции и руководства; они также охватывают такие аспекты, как исследование, концепция текста и управление контентом. В дополнение к этому существует ряд организационных задач, таких как управление печатью или переводом. Технические писатели часто также берут на себя дополнительные задачи, которые имеют мало общего с написанием, например, управление терминологией или управление каталогами запасных частей. ► Подробнее Английская документация, немецкий технический писатель — как это возможно? Английская документация, немецкий технический писатель — как это возможно? Во многих компаниях нормально иметь документацию на английском языке и технического писателя на немецком языке. Каков порядок оформления технической документации? Каков порядок оформления технической документации? Каждое руководство по эксплуатации начинается с изучения имеющейся информации о (будущем) продукте. Отделы технического письма используют различные источники, такие как предыдущие модели и их документация, документы по разработке, прототипы, интервью с экспертами по продуктам и многое другое. После изучения фактов технические писатели разрабатывают информационную концепцию, чтобы определить, какая информация будет передана какой целевой группе и насколько глубоко. Фактическое написание начинается только после завершения всей этой предварительной работы. Как только тексты (или модули контента) готовы, они проходят процесс утверждения и выпуска, состоящий как минимум из двух этапов. Утверждение требует, чтобы эксперт по продукту проверил правильность того, что указано в руководствах. За этим следует авторская проверка, во время которой технические авторы проверяют лингвистическую правильность содержания и соблюдение авторских стандартов. За этим двухэтапным процессом выпуска часто следует проверка удобства использования с целевой группой для руководства по эксплуатации. Документация публикуется и доставляется только после ее полного утверждения и выпуска, например, в виде печатного руководства или интерактивного руководства пользователя на дисплее машины. Помимо собственно создания руководства, отделы технического письма должны выполнять ряд междисциплинарных задач. К ним относятся, например, установление стандартов написания в руководстве по стилю, определение метаданных и онтологий для описания продуктов и их функций или управление и мониторинг переводов. Какие распространенные проблемы возникают при создании технической документации? Какие распространенные проблемы возникают при создании технической документации? Одной из основных проблем многих отделов технического письма является нехватка времени. Исследование, написание, рецензирование, перевод и производство — все это требует времени; а в некоторых крайних случаях даже дольше, чем изготовление специальной машины. Поэтому многие отделы технического письма полагаются на мощные и эффективные программные решения, такие как системы управления контентом, которые могут ускорить отдельные этапы процесса, но при этом на них можно положиться при предоставлении правильной информации. Другая проблема связана с вариантами. Ассортимент продукции современных производителей зачастую сильно кастомизирован: покупатель может выбрать практически любой понравившийся товар. Отделы технического письма также должны уметь отражать эту индивидуальность, чтобы клиентам всегда давали объяснения только по функциональности их конкретной версии продукта. Другие варианты документов производятся для различных целевых групп (базовая и профессиональная версии), а также для различных языковых вариантов и региональных различий (переводы, версии для рынка Великобритании и США). Мощная и эффективная система управления контентом также помогает отслеживать эти проблемы. Как я могу убедиться, что дизайн удобен для пользователя? Как я могу убедиться, что дизайн удобен для пользователя? Давно прошли те времена, когда единственной документацией по продукту была небольшая информационная брошюра. Тесты удобства использования обычно проводятся, чтобы установить, какой тип информации наиболее подходит для целевой группы и ситуации использования. Это включает репрезентативные тестовые группы, работающие над задачами, связанными с продуктом, или отвечающие на вопросы о продуктах. Затем можно определить, насколько хорошо работают инструкции. Что понимается под управлением терминологией в технической документации? Что понимается под управлением терминологией в технической документации? Задача обновления терминологии также ложится на плечи многих отделов технического письма. Дополнительную информацию см. в следующих статьях: ► Терминология, разработанная собственными силами ► Управление терминологией: призыв к ясности и понятности Что такое метаданные в технической документации? Что такое метаданные в технической документации? Метаданные являются ключом к автоматизации технической документации. Они используются для определения того, как модуль контента можно использовать позже: Какие части продукта он описывает? На каком этапе жизненного цикла товара это актуально? Какова предполагаемая целевая группа? Метаданные могут быть указаны индивидуально для разных компаний, продуктов, приложений и сценариев использования. Хотите узнать больше? ► Кому вообще нужны метаданные? Что такое «контролируемый язык»? Что такое «контролируемый язык»?Контролируемый язык поначалу может показаться пугающим, но он действительно облегчает повседневную работу. На самом деле здесь контролируется не технический писатель, а язык. Это должно быть максимально последовательно и понятно. Тогда больше нет необходимости принимать так много решений при написании; а инструкции по эксплуатации могут изготавливаться быстрее и с неизменно высоким качеством. Программные комплексы управляемого языка проверяют тексты в процессе их написания в системе управления контентом, предлагают формулировки, указывают на проблемные места. Хотите узнать больше? ► Меньше значит больше: контролируемый язык для более эффективной документации Стандарты и нормы технической документации Стандарты и нормы технической документации Стандарты и нормы играют важную роль в технической документации. Хотите узнать больше? ► Нормы и стандарты технической документации – где посмотреть Что такое БЕЗОПАСНАЯ формула для технической документации? Что такое БЕЗОПАСНАЯ формула для технической документации? Одной из наиболее важных функций руководств пользователя является предотвращение материального ущерба и травм. Хотите узнать больше? ► Как предупреждать – навык, которому нужно учиться Как можно оптимизировать процессы рецензирования технической документации? Как можно оптимизировать процессы рецензирования технической документации? Качество играет важную роль в технической документации и, соответственно, предъявляет весьма специфические требования к процессу рецензирования. На этапе вычитки должны быть задействованы разные роли. Руководство должно быть не только технически правильным, но и отвечать лингвистическим требованиям, иметь правильную структуру и удобство использования. ► Улучшение процессов рецензирования в техническом письме Зачем техническим писателям нужны 3D-модели? Зачем техническим писателям нужны 3D-модели?3D-модели имеют много преимуществ для технических писателей. Они понятнее, чем текст или простые иллюстрации. Пользователь может выбрать угол обзора, а также приблизить объект или постепенно разобрать его на составные части. Более того, 3D-модели можно использовать в качестве инструмента навигации: просто щелкнув деталь, вы откроете соответствующую страницу описания. И последнее, но не менее важное: 3D-модели — хорошая отправная точка для анимации в руководствах. ► Узнайте больше о технической документации и 3D Как программное обеспечение может помочь технической документации? Как программное обеспечение может помочь технической документации? Современные авторские системы поддерживают отделы технического письма во всех аспектах документации. Они делают информацию доступной на любом носителе, позволяя публиковать один и тот же контент для широкого круга каналов связи (например, физическое руководство, онлайн-портал, приложение для документации). Они автоматически доставляют макеты обширных руководств одним нажатием кнопки. Они обеспечивают административную поддержку для различных языков и версий продукта. Они автоматизируют процессы и публикуют подходящие руководства, ориентированные на целевые группы и всегда актуальные. И они организуют утверждение и выпуск, чтобы всегда можно было гарантировать, что пользователи всегда получают только правильную информацию.
Что такое компонентная система управления контентом? Какие преимущества дает CCMS? Какие преимущества дает CCMS? Модульность вашего контентаМодульность — ключевой фактор успеха технической документации. Разделяя контент на модули, вы стремитесь создать информационные модули, которые хранятся в центральном месте и могут повторно использоваться в максимально возможном количестве контекстов. Руководства требуют меньше внимания с модульным содержанием, так как изменения могут быть реализованы одновременно во многих точках одним нажатием кнопки, а стоимость перевода снижается. ► Модульность для начинающих Хорошее сцепление с переводом Гораздо проще выполнять переводы в системе управления контентом компонентов на основе XML. Простое создание целевого формата XML разделяет макет, содержимое и структуру. Макет создается автоматически. Если внешний вид изменяется или требуется содержимое в другом формате, изменяется только макет; контент можно просто опубликовать еще раз. Все, что нужно, это нажать кнопку — никаких знаний в области программирования не требуется! С компонентной системой управления контентом компоновка и вывод вашей технической документации становятся детской игрой. Простое управление вариантамиСистема управления контентом компонентов на основе XML разбивает ваши документы на множество небольших текстовых и графических модулей, которые вы можете повторно использовать в самых разных местах во всей вашей документации. К этим модулям добавлены метаданные, чтобы их было легче искать и находить, они управляются и модифицируются в центральной точке и даже могут предлагать подходящие текстовые модули авторам по мере их написания. Вы всегда можете отслеживать все с помощью системы управления контентом компонентов. Утомительные ручные задачи автоматизированы, а количество ошибок намного ниже. Сэкономьте время, деньги и нервы Компонентная система управления контентом предоставляет эффективные решения для различных областей применения.
Уменьшить подверженность ошибкам, повысить качествоКомпонентная система управления контентом автоматизирует и упрощает процессы в вашем отделе технических текстов. Ваша документация становится гораздо менее подверженной ошибкам, и в то же время ее качество значительно улучшается. Вас интересует компонентная система управления контентом? Тогда взгляните на наши SCHEMA ST4 система авторинга может предложить.
Зачем разделять содержание, структуру и макет в технической документации? Зачем разделять содержание, структуру и макет в технической документации? Процесс разделения содержимого, структуры и макета изначально кажется шагом назад. ► Зачем разделять контент, структуру и макет? Что такое СХЕМА ST4? Что такое СХЕМА ST4? SCHEMA ST4 — это компонентная система управления контентом (CCMS), или, другими словами, авторская система, в которой контент создается и поддерживается в модулях. Модульная конструкция позволяет гибко комбинировать контент и использовать его во многих различных контекстах, например, в качестве мастер-копии, веб-страницы, базы данных знаний или мобильного приложения. Техническая документация является ключевой областью, в которой используется SCHEMA ST4, но она также имеет множество других применений, например, для администрирования контрактов или создания учебных материалов. SCHEMA ST4 используется в самых разных отраслях, включая машиностроение, разработку программного обеспечения, технологии производства, производство медицинского оборудования и фармацевтическую промышленность. Это успешный международный продукт и технический лидер на рынке компонентных систем управления контентом. ► Подробнее о SCHEMA ST4 Что такое доставка контента? Что такое доставка контента? Доставка контента — это больше, чем просто слоган. В основе лежит идея о том, что пользователи могут получить доступ к нужной им информации в подходящей форме на любой платформе в любое время. ► Узнайте больше о Quanos InfoCube Какую роль играет техническая документация в программных проектах? Какую роль играет техническая документация в программных проектах? Отдел технического письма играет несколько ролей в проектах по программному обеспечению. Первый из них заключается в том, что он отвечает за создание руководств по эксплуатации и контекстно-зависимых текстов справки. Но это также часто первый орган, который анализирует программное обеспечение с точки зрения клиента и, следовательно, выявляет ошибки удобства использования в интерфейсе программного обеспечения или запутанные средства работы. Отдел технического письма также обеспечивает терминологическую согласованность, чтобы функции и элементы интерфейса в программном обеспечении имели одно и то же имя в любом месте. |


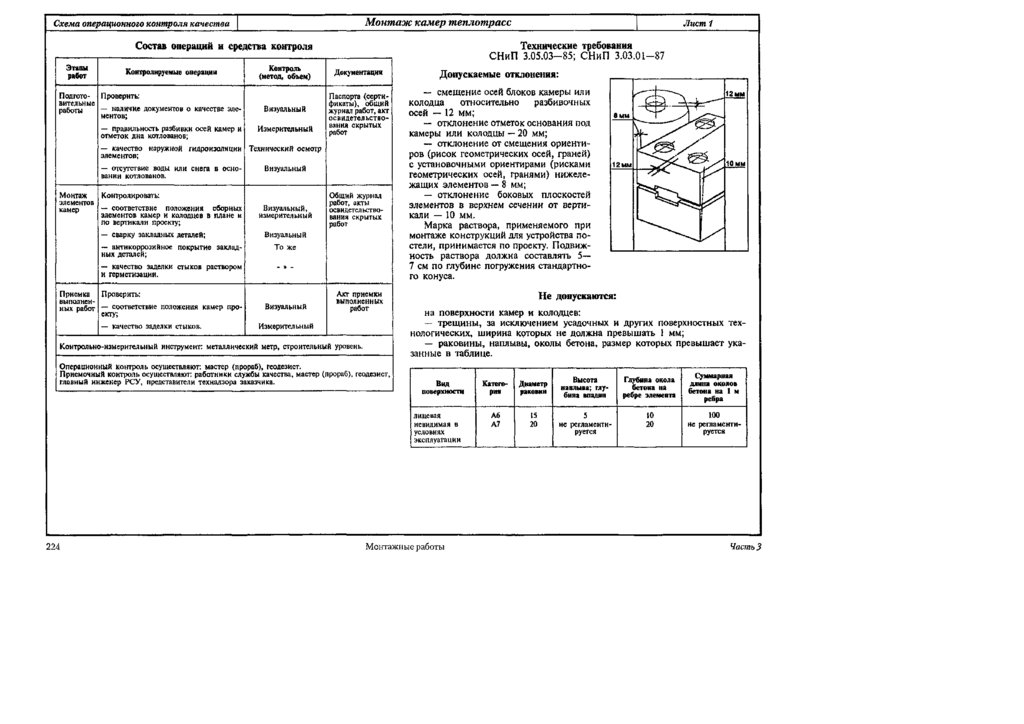 п.
п. Этот документ после
Этот документ после К таким
К таким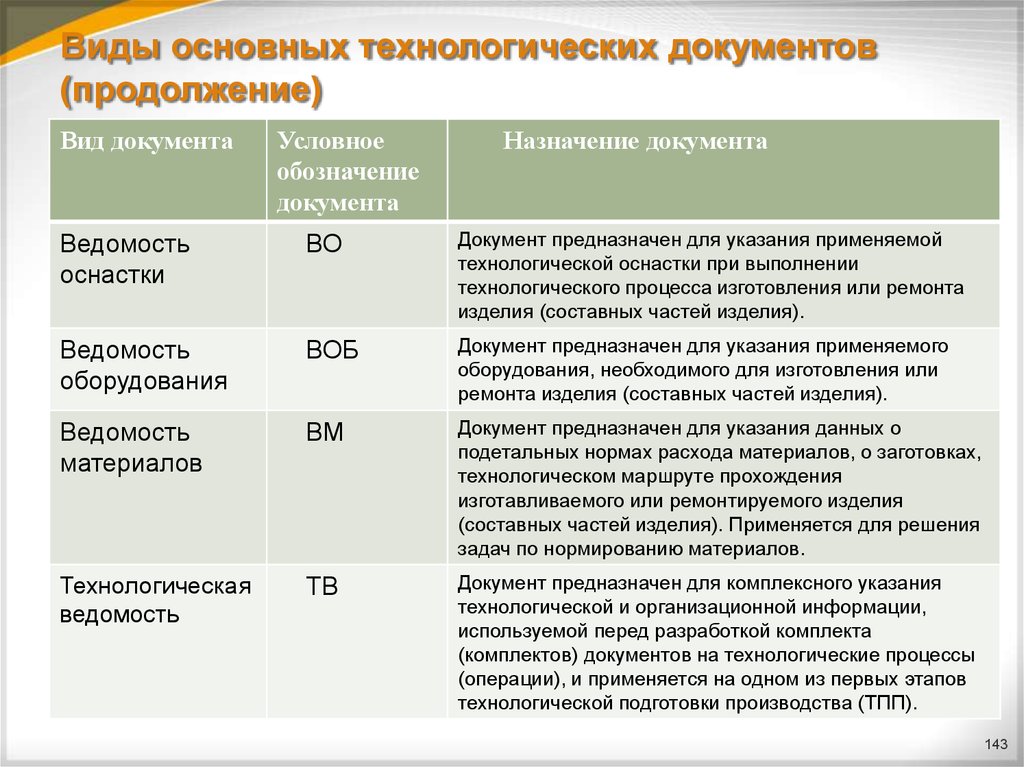 Для систематизации сведений
Для систематизации сведений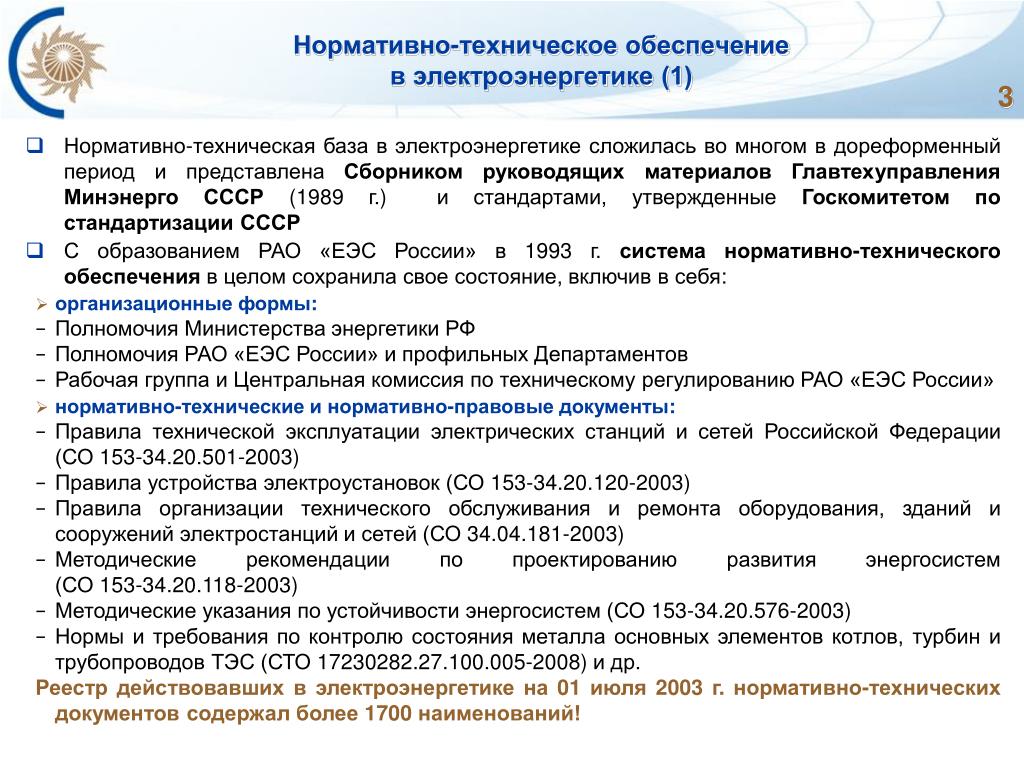
 Его основные функции:
Его основные функции:
 Эффективность технического
Эффективность технического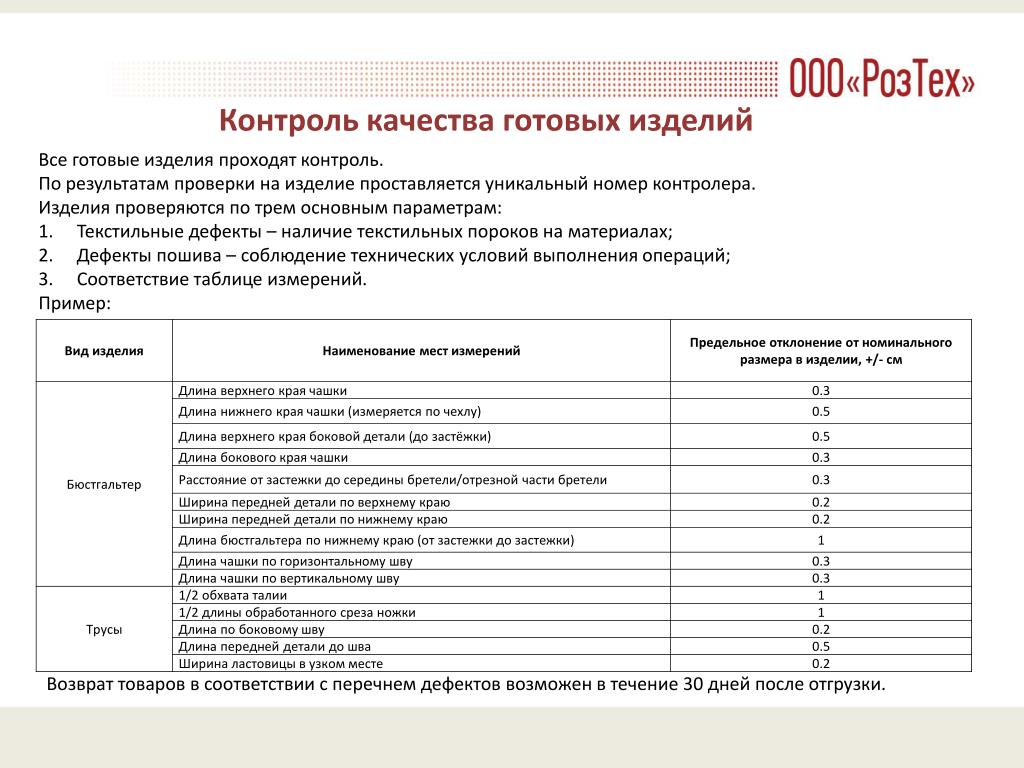
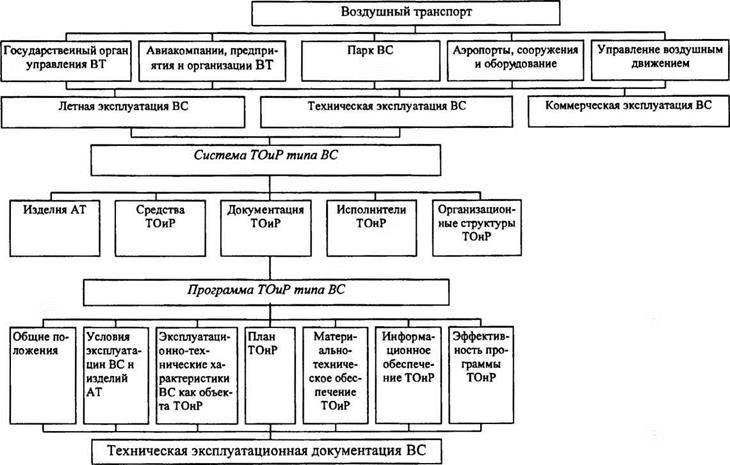 Такой контроль включает
Такой контроль включает
 При этом
При этом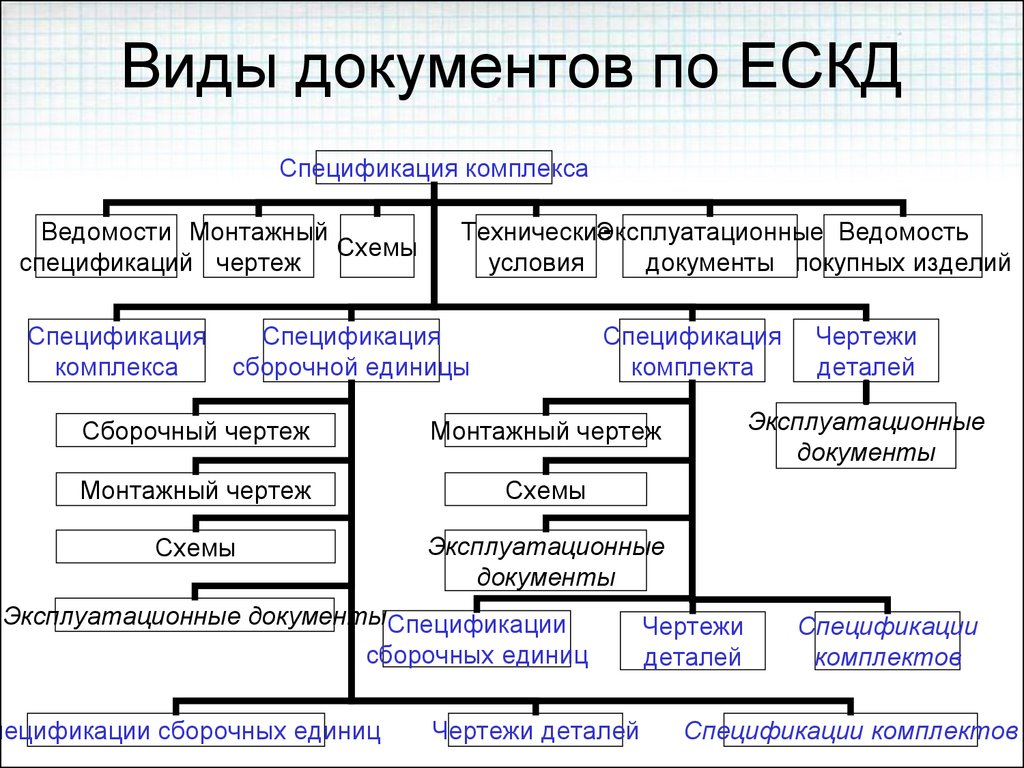

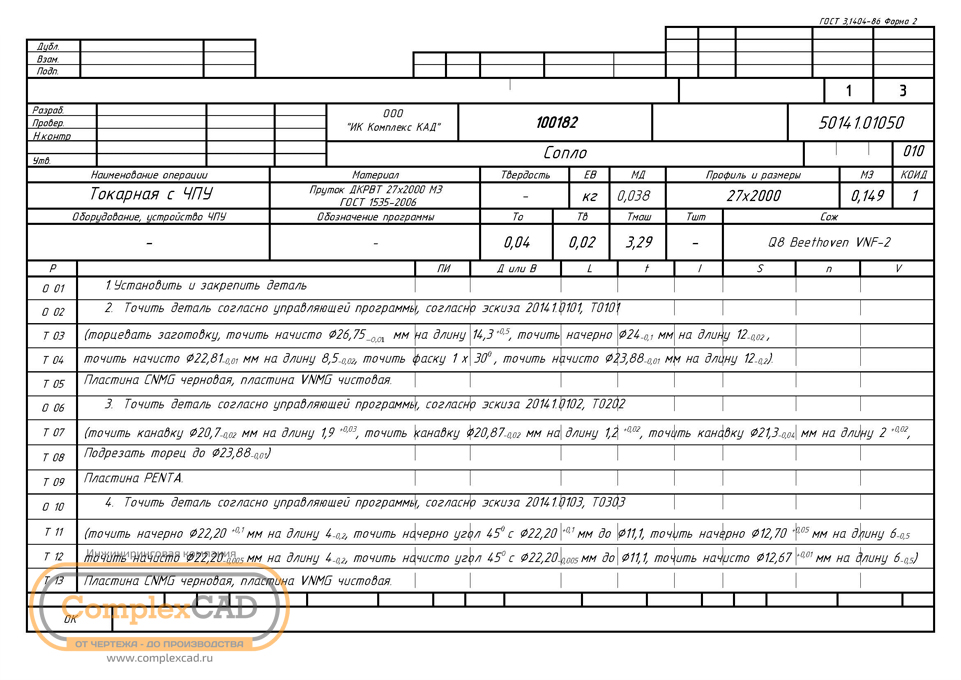 Такой контроль включает
Такой контроль включает
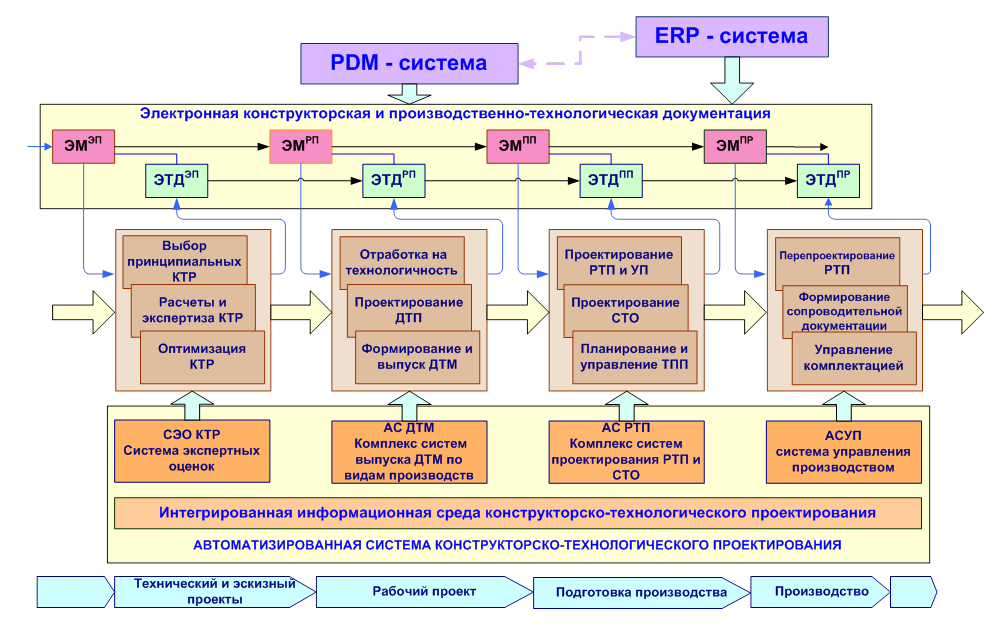 При этом
При этом
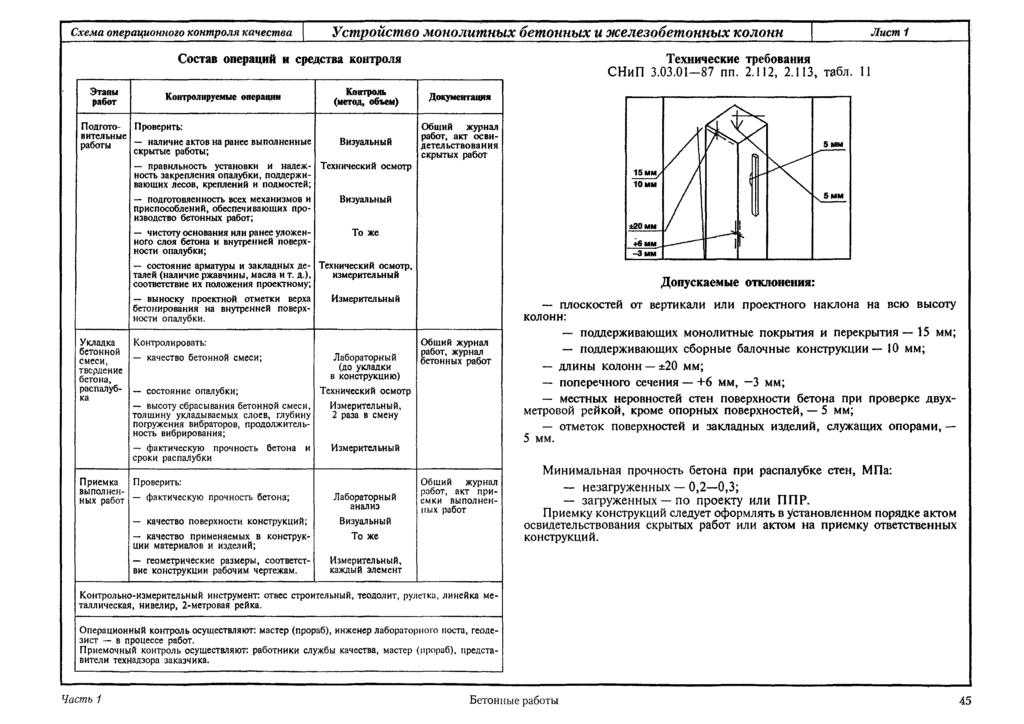
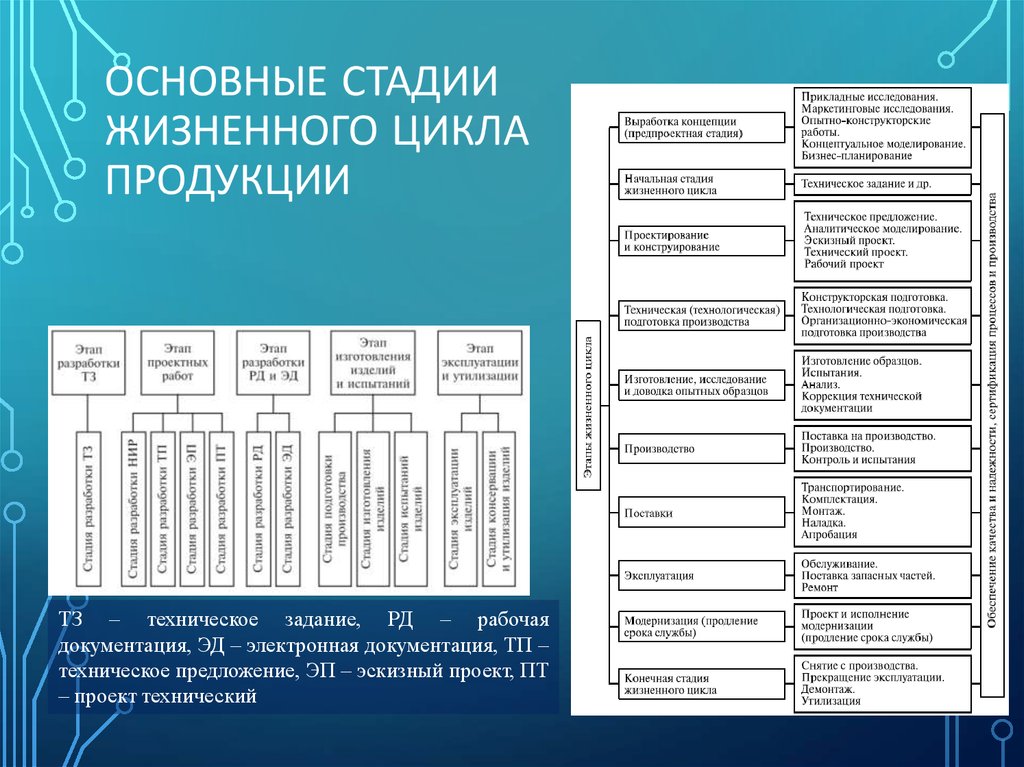 В
В п.) а также при проверке
п.) а также при проверке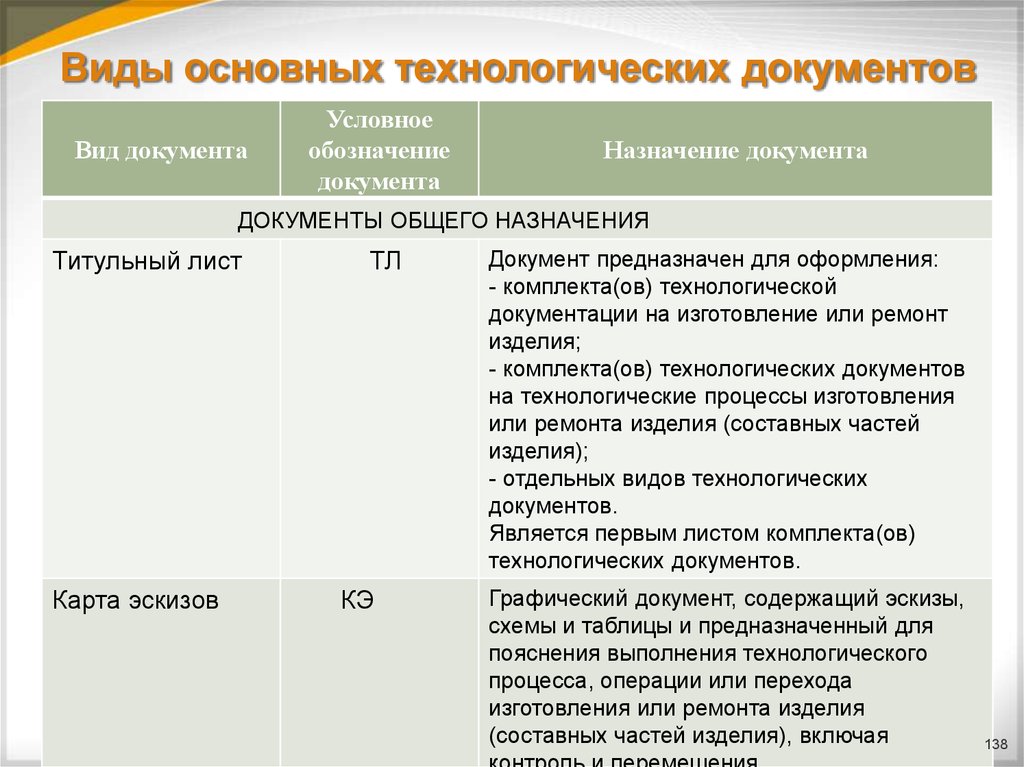
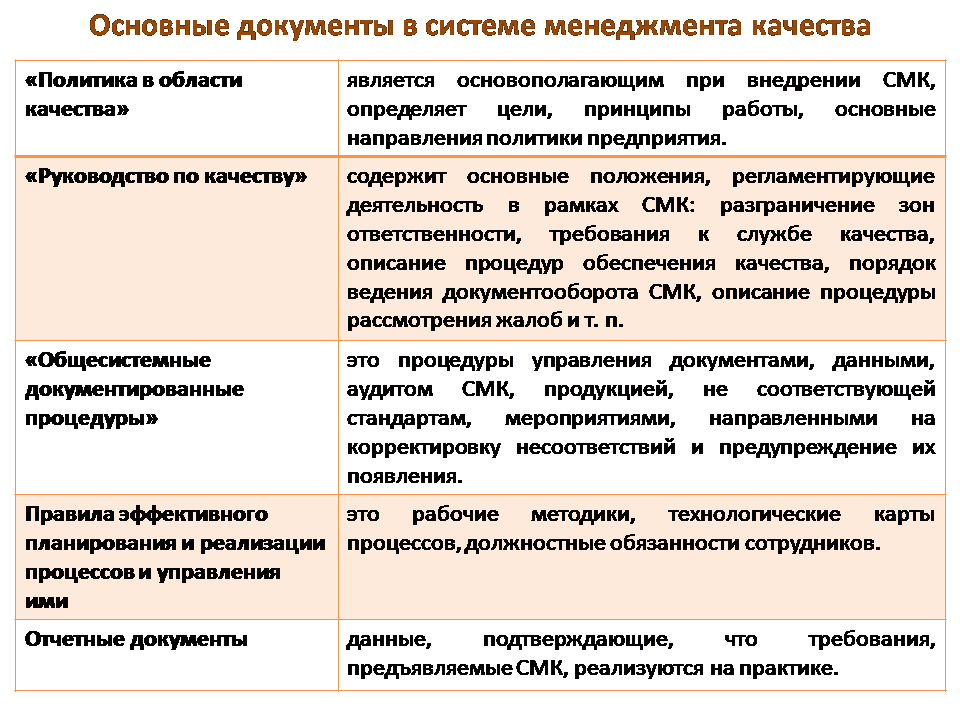 Пооперационный контроль
Пооперационный контроль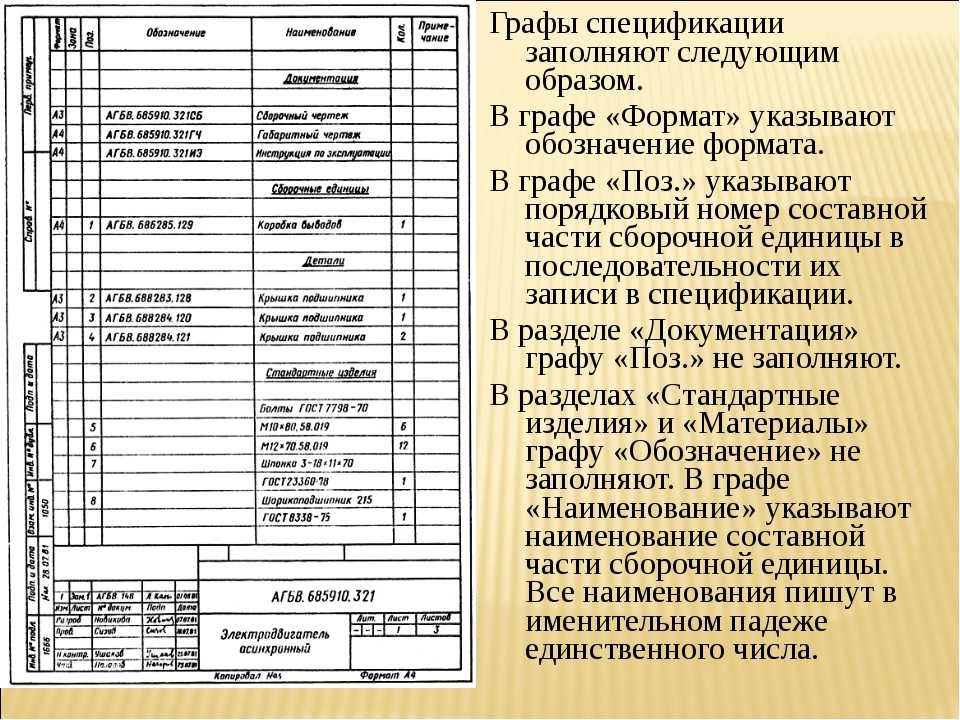 п.), а
п.), а Кэрролл
Кэрролл  Поэтому речь идет не о рекламе и пресс-релизах, а о «жестких» фактах. Техническая документация может выглядеть очень по-разному, конечно, в зависимости от продукта. Распечатанные инструкции для Airbus займут целые комнаты; инструкции для нового iPhone, с другой стороны, содержатся в крошечной брошюре (с дополнительной информацией о самом устройстве в цифровой форме).
Поэтому речь идет не о рекламе и пресс-релизах, а о «жестких» фактах. Техническая документация может выглядеть очень по-разному, конечно, в зависимости от продукта. Распечатанные инструкции для Airbus займут целые комнаты; инструкции для нового iPhone, с другой стороны, содержатся в крошечной брошюре (с дополнительной информацией о самом устройстве в цифровой форме). Техническая документация по существу предназначена для того, чтобы сделать продукт пригодным для использования, поэтому ключевым элементом технической документации является руководство пользователя (или инструкция по эксплуатации, руководство по эксплуатации и т. д.). Он может включать все аспекты жизненного цикла продукта, но также может быть разделен на несколько документов, таких как руководство по ремонту, инструкции по применению, руководство по техническому обслуживанию и инструкции по утилизации.
Техническая документация по существу предназначена для того, чтобы сделать продукт пригодным для использования, поэтому ключевым элементом технической документации является руководство пользователя (или инструкция по эксплуатации, руководство по эксплуатации и т. д.). Он может включать все аспекты жизненного цикла продукта, но также может быть разделен на несколько документов, таких как руководство по ремонту, инструкции по применению, руководство по техническому обслуживанию и инструкции по утилизации. Но есть некоторые фиксированные константы, применимые ко всем устройствам:
Но есть некоторые фиксированные константы, применимые ко всем устройствам: Во-первых, документация должна учитывать все стандарты, применимые к вашей отрасли и вашему продукту (например, Директива по машинному оборудованию 2006/42/EC). Существует также большое количество стандартов, касающихся процессов, управления качеством (например, DIN 9001) и формат текста (например, DIN 1450) в целом.
Во-первых, документация должна учитывать все стандарты, применимые к вашей отрасли и вашему продукту (например, Директива по машинному оборудованию 2006/42/EC). Существует также большое количество стандартов, касающихся процессов, управления качеством (например, DIN 9001) и формат текста (например, DIN 1450) в целом. Поэтому технические писатели должны очень внимательно следить за целевыми группами, для которых они пишут, то есть за тем, кто будет использовать их продукты. Само собой разумеется, что информация, содержащаяся в документации, должна быть точной. Но документация также должна быть полной, а это значит, что она должна раскрывать весь спектр функций продукта тем, кто использует руководство.
Поэтому технические писатели должны очень внимательно следить за целевыми группами, для которых они пишут, то есть за тем, кто будет использовать их продукты. Само собой разумеется, что информация, содержащаяся в документации, должна быть точной. Но документация также должна быть полной, а это значит, что она должна раскрывать весь спектр функций продукта тем, кто использует руководство.
 Инструкции должны быть не только четко сформулированы, но и изложены максимально простым языком. Также здесь применим принцип минимализма, не обременять пользователей лишними деталями, чтобы они могли быстро найти искомую информацию.
Инструкции должны быть не только четко сформулированы, но и изложены максимально простым языком. Также здесь применим принцип минимализма, не обременять пользователей лишними деталями, чтобы они могли быстро найти искомую информацию. В области технического письма также постоянно появляются новые профессиональные области, такие как архитектура контента, редактирование видео, моделирование чат-ботов или мастер схватки в гибких процессах документирования.
В области технического письма также постоянно появляются новые профессиональные области, такие как архитектура контента, редактирование видео, моделирование чат-ботов или мастер схватки в гибких процессах документирования. И даже если эта ситуация не идеальна, можно принять меры, чтобы авторская работа на иностранном языке могла работать. Важно иметь хорошо продуманное редакционное руководство, профессиональное управление переводом и, прежде всего, тщательную корректуру. В этом обзоре должны участвовать как программное обеспечение для автоматизированного тестирования, так и обученные корректоры.
И даже если эта ситуация не идеальна, можно принять меры, чтобы авторская работа на иностранном языке могла работать. Важно иметь хорошо продуманное редакционное руководство, профессиональное управление переводом и, прежде всего, тщательную корректуру. В этом обзоре должны участвовать как программное обеспечение для автоматизированного тестирования, так и обученные корректоры. Отделы технического письма часто работают с системами управления контентом. На этом этапе они затем устанавливают, какие информационные модули уже существуют, какие необходимо изменить или создать, и как информационные модули должны быть объединены.
Отделы технического письма часто работают с системами управления контентом. На этом этапе они затем устанавливают, какие информационные модули уже существуют, какие необходимо изменить или создать, и как информационные модули должны быть объединены.
 Теперь пользователи ожидают получить нужную документацию в нужное время, в том носителе и в том объеме, который наилучшим образом соответствует их потребностям. Таким образом, современная документация не просто цифровая и интерактивная. Это помогает пользователям продукта быстро и наглядно удовлетворить свою потребность в информации, например, с помощью 3D-анимации или видеороликов о продукте.
Теперь пользователи ожидают получить нужную документацию в нужное время, в том носителе и в том объеме, который наилучшим образом соответствует их потребностям. Таким образом, современная документация не просто цифровая и интерактивная. Это помогает пользователям продукта быстро и наглядно удовлетворить свою потребность в информации, например, с помощью 3D-анимации или видеороликов о продукте. Управление терминологией следит за тем, чтобы обозначения продуктов, технические термины и типичные процессы, например, всегда назывались последовательно. Это гарантирует, что термины-кандидаты определены, термины стандартизированы, а терминология распределена и опубликована. Управление терминологией также упрощает перевод, поскольку ключевые понятия определены и всегда могут быть переведены одним и тем же способом.
Управление терминологией следит за тем, чтобы обозначения продуктов, технические термины и типичные процессы, например, всегда назывались последовательно. Это гарантирует, что термины-кандидаты определены, термины стандартизированы, а терминология распределена и опубликована. Управление терминологией также упрощает перевод, поскольку ключевые понятия определены и всегда могут быть переведены одним и тем же способом. Они также могут иметь взаимные зависимости, поэтому концепция метаданных для пула контента должна быть тщательно продумана.
Они также могут иметь взаимные зависимости, поэтому концепция метаданных для пула контента должна быть тщательно продумана.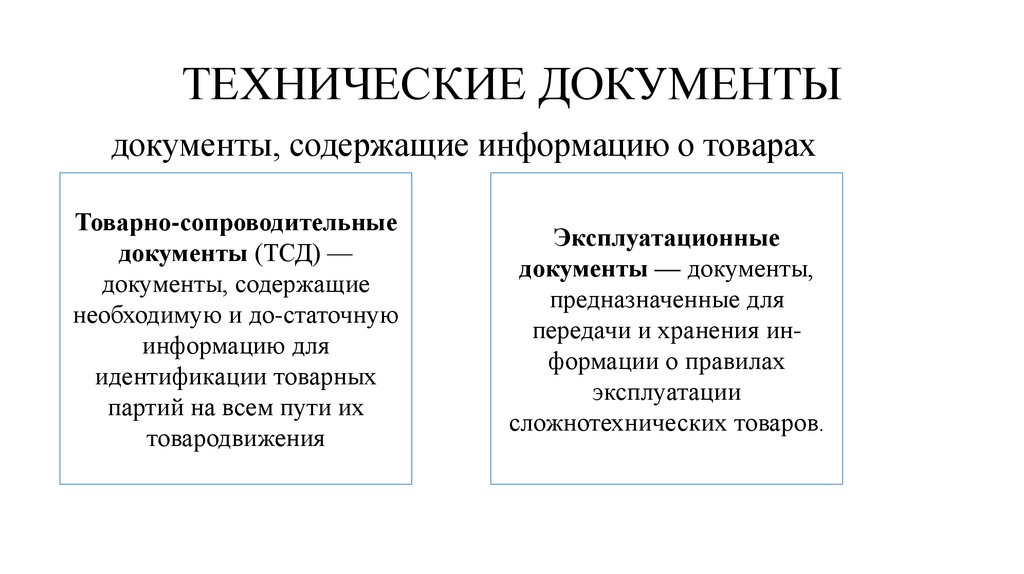 Во-первых, это стандарты самого продукта. Документация должна учитывать их и явно называть. Есть также некоторые стандарты, которые применяются к инструкциям по использованию и работе в отделах технического письма. В центре внимания находятся «Стандарты руководств пользователя» DIN EN 82079.-1 и ISO 20607. Существуют также более общие стандарты, например стандарты управления переводами (например, ISO 17100) или управления качеством (например, ISO 9001). И последнее, но не менее важное: многие отделы технического письма создают свои собственные стандарты, в которых они фиксируют дизайн и формулировку инструкций по эксплуатации.
Во-первых, это стандарты самого продукта. Документация должна учитывать их и явно называть. Есть также некоторые стандарты, которые применяются к инструкциям по использованию и работе в отделах технического письма. В центре внимания находятся «Стандарты руководств пользователя» DIN EN 82079.-1 и ISO 20607. Существуют также более общие стандарты, например стандарты управления переводами (например, ISO 17100) или управления качеством (например, ISO 9001). И последнее, но не менее важное: многие отделы технического письма создают свои собственные стандарты, в которых они фиксируют дизайн и формулировку инструкций по эксплуатации.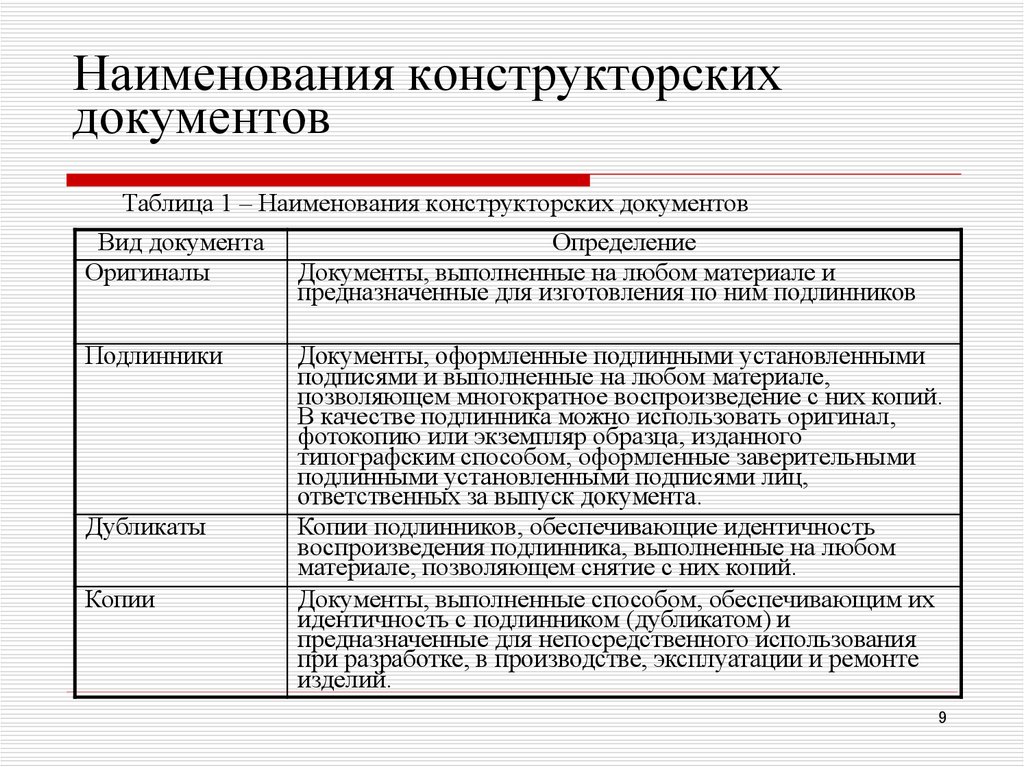 Поэтому отделы технического письма разработали свои собственные стандарты для разделов безопасности и предупреждений. Наиболее важным принципом является так называемая формула БЕЗОПАСНОСТИ, которая описывает, как указывается уровень опасности и как сочетать описание опасности с мерами по ее предотвращению.
Поэтому отделы технического письма разработали свои собственные стандарты для разделов безопасности и предупреждений. Наиболее важным принципом является так называемая формула БЕЗОПАСНОСТИ, которая описывает, как указывается уровень опасности и как сочетать описание опасности с мерами по ее предотвращению.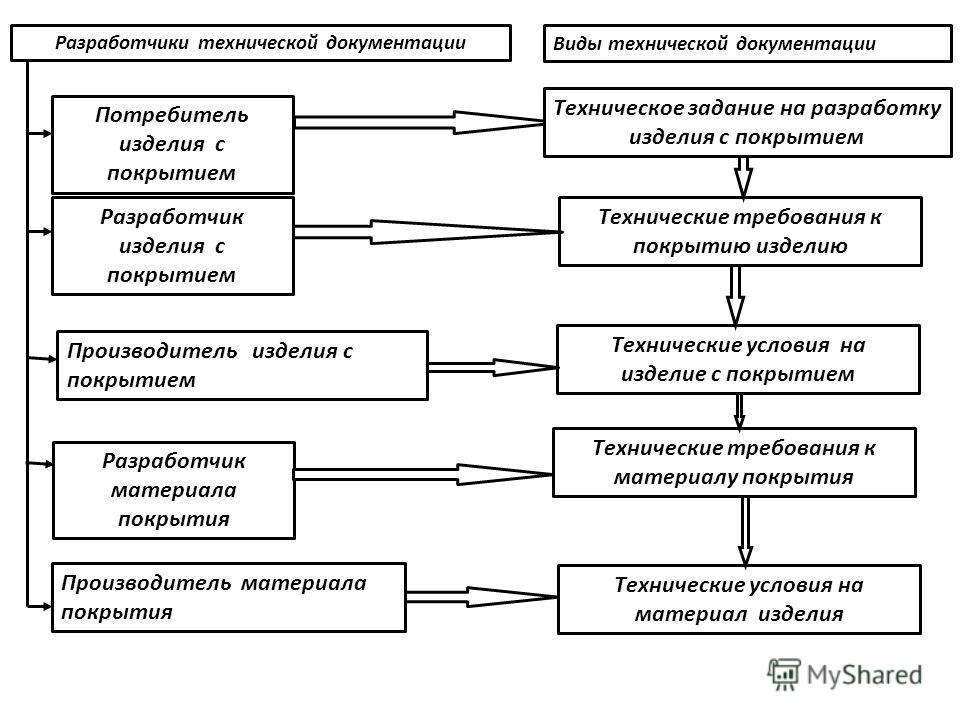 Поэтому обзор обычно организуется в несколько циклов. Часто для обзора также определяется цель качества, которая применяется на практике, например, с использованием принципа четырех глаз. Контрольные списки дают более четкое представление о задачах, которые необходимо выполнить при каждом обзоре.
Поэтому обзор обычно организуется в несколько циклов. Часто для обзора также определяется цель качества, которая применяется на практике, например, с использованием принципа четырех глаз. Контрольные списки дают более четкое представление о задачах, которые необходимо выполнить при каждом обзоре. Понятно, что 3D-модели могут играть важную роль в документации.
Понятно, что 3D-модели могут играть важную роль в документации. 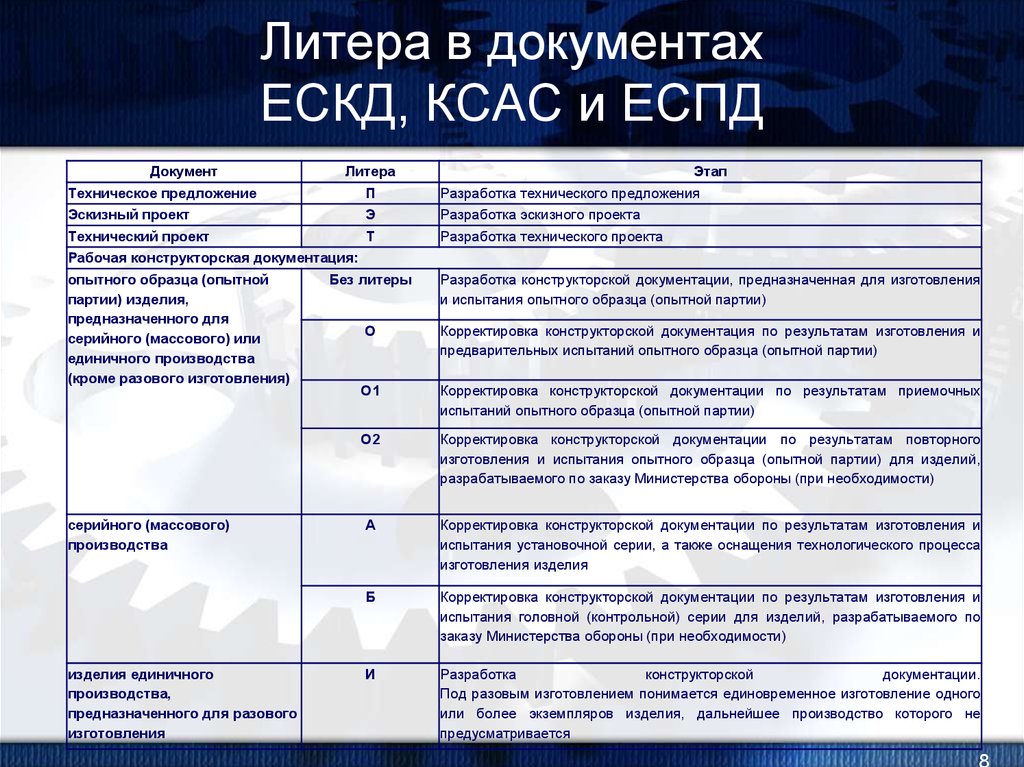
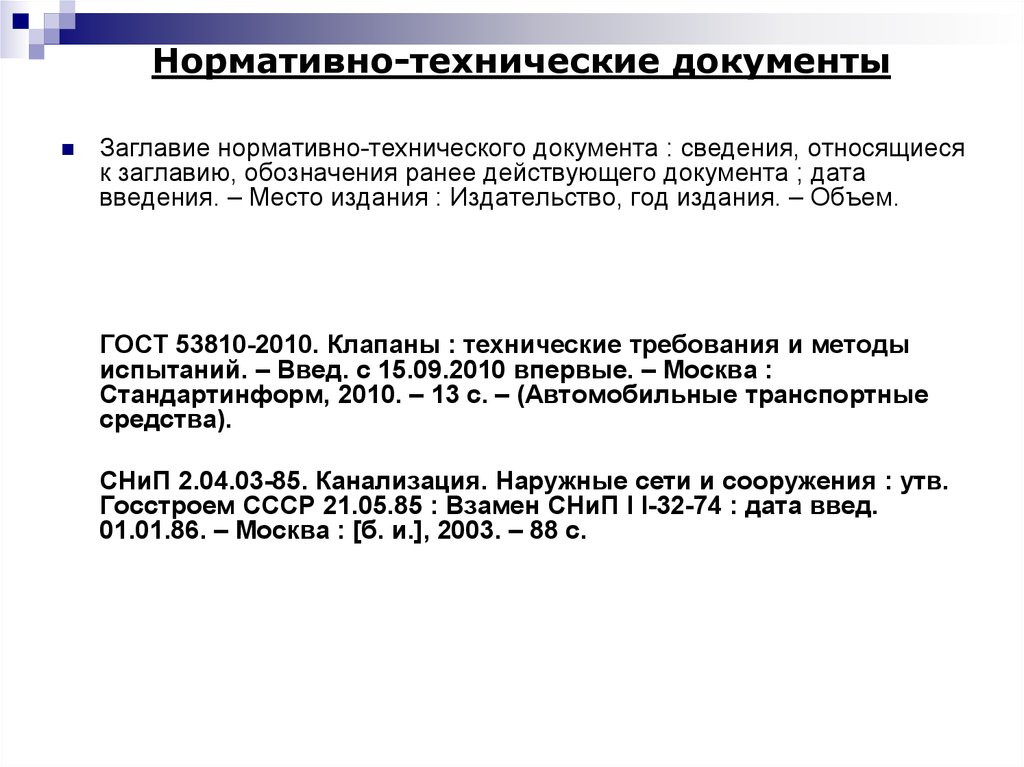 Например, вам не нужно постоянно переводить все руководство, а только те отрывки, которые были изменены или недоступны на соответствующем целевом языке. Контент также можно легко заменить в режиме реального времени через интерфейс с переводчиками, не предоставляя им доступ к вашей авторской системе. Используя компонентную систему управления контентом, вы значительно снижаете стоимость своих переводов, а также экономите время на управлении переводами и на сотрудничестве с переводчиками.
Например, вам не нужно постоянно переводить все руководство, а только те отрывки, которые были изменены или недоступны на соответствующем целевом языке. Контент также можно легко заменить в режиме реального времени через интерфейс с переводчиками, не предоставляя им доступ к вашей авторской системе. Используя компонентную систему управления контентом, вы значительно снижаете стоимость своих переводов, а также экономите время на управлении переводами и на сотрудничестве с переводчиками. Вы экономите свое время, деньги и нервы. Или, другими словами: компоновка и формат вывода в технической документации никогда не были проще!
Вы экономите свое время, деньги и нервы. Или, другими словами: компоновка и формат вывода в технической документации никогда не были проще! Авторские процессы легко оптимизируются, затраты снижаются, требуется меньше времени, и ситуация для технических писателей становится гораздо менее напряженной. Каждый отдел технического письма может извлечь выгоду из преимуществ использования такой системы управления контентом!
Авторские процессы легко оптимизируются, затраты снижаются, требуется меньше времени, и ситуация для технических писателей становится гораздо менее напряженной. Каждый отдел технического письма может извлечь выгоду из преимуществ использования такой системы управления контентом!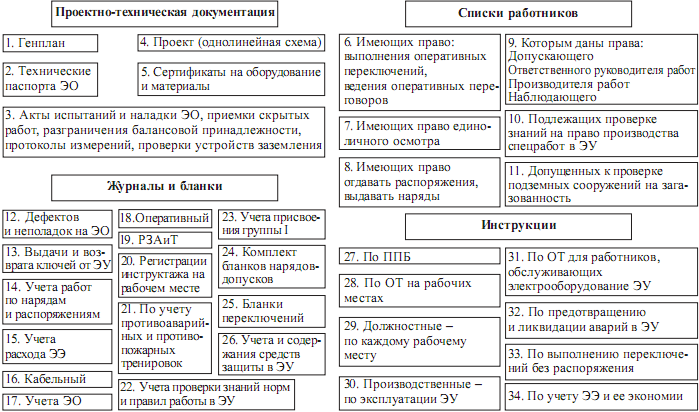 В конце концов, WYSIWYG уже много лет является стандартным подходом к созданию документов. Если вы хотите эффективно использовать большое количество документов, то предпочтительным методом является разделение макета, структуры и содержимого. Вы получаете возможность повторного использования и нейтральность в отношении СМИ. Блоки контента можно повторно использовать в совершенно разных контекстах и размещать для каждого возможного (печатного и онлайн) формата. Одни и те же фрагменты текста могут появляться в самых разных контекстах — в печатном руководстве или как часть интерактивной справки на дисплее машины.
В конце концов, WYSIWYG уже много лет является стандартным подходом к созданию документов. Если вы хотите эффективно использовать большое количество документов, то предпочтительным методом является разделение макета, структуры и содержимого. Вы получаете возможность повторного использования и нейтральность в отношении СМИ. Блоки контента можно повторно использовать в совершенно разных контекстах и размещать для каждого возможного (печатного и онлайн) формата. Одни и те же фрагменты текста могут появляться в самых разных контекстах — в печатном руководстве или как часть интерактивной справки на дисплее машины. Мощный и настраиваемый механизм макета SCHEMA ST4 автоматически создает правильный макет для каждой публикации.
Мощный и настраиваемый механизм макета SCHEMA ST4 автоматически создает правильный макет для каждой публикации.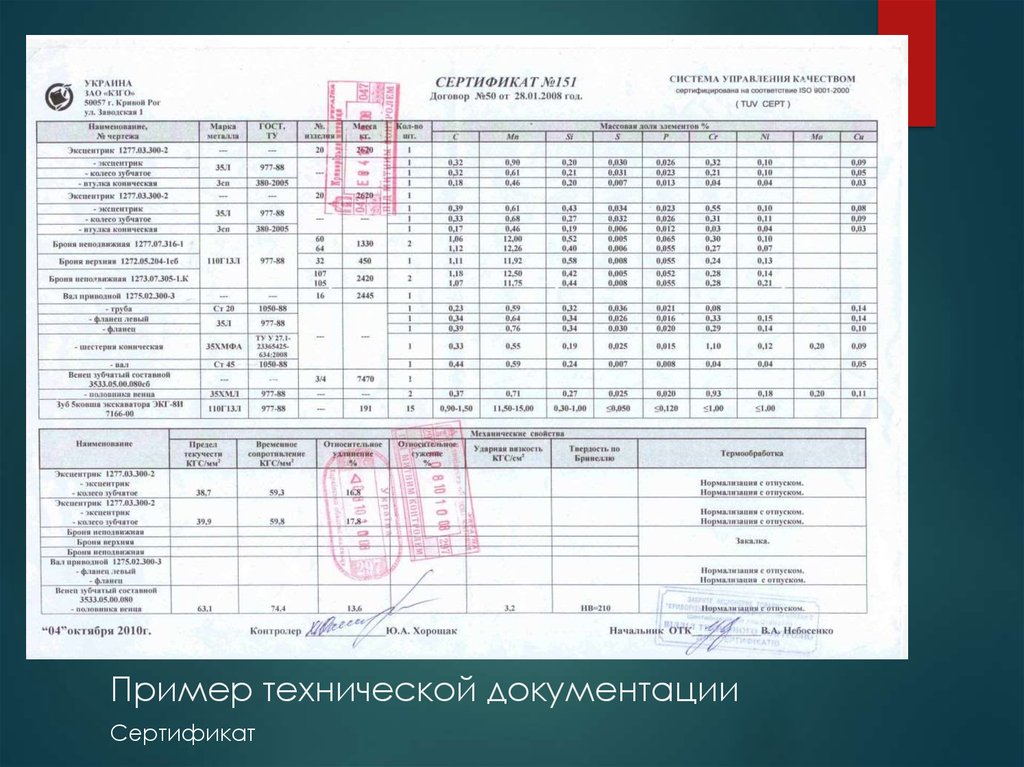 Для этого требуется сложная концепция целевой группы и прав, метаданные для управления контентом и, конечно же, сервер для распространения контента. Кстати, мы рекомендуем Quanos InfoCube.
Для этого требуется сложная концепция целевой группы и прав, метаданные для управления контентом и, конечно же, сервер для распространения контента. Кстати, мы рекомендуем Quanos InfoCube.