Что такое стяжка пола и зачем она нужна: виды и технология монтажа
Выравнивание полов – обязательная процедура, которая производится во время любого ремонта. Самый лучший способ получить идеально ровное черновое основание – это обустройство стяжки. Однако, несмотря на массу разговоров и статей, что такое стяжка пола и зачем она нужна, знают немногие. Какие существуют разновидности стяжки? Какой вид лучше? Пришло время ознакомиться с этим подробнее.
Что такое стяжка пола и зачем она нужна
Схема двухслойной стяжки по маякам
Содержание статьи
- 1 Что такое стяжка пола?
- 2 Для чего нужно делать стяжку пола?
- 3 Цены на модельный ряд наливных полов Старатели
- 4 Необходимость стяжки в квартире
- 5 Виды стяжки пола
- 6 Особенности бетонной стяжки для пола
- 7 Гипсовая стяжка пола
- 8 Финишная стяжка пола
- 9 Какой вид лучше?
- 10 Бетонная стяжка пола и технология укладки
- 10.1 Цены на демпферную ленту для стяжки пола
- 10.
 2 Видео – Монтаж стяжки
2 Видео – Монтаж стяжки
Что такое стяжка пола?
Стяжка – это достаточно толстый слой песчано-цементной смеси, уложенный поверх перекрытия, изоляционного слоя или чернового основания. Именно эта прослойка и будет служить поверхностью, на которую будет монтироваться плитка, ламинат, линолеум или любое другое покрытие.
Обустройство полусухой стяжки пола
На заметку! В подсобных помещениях, подвалах, гаражах сама стяжка может служить и финишным покрытием полов. Также она становится завершающим слоем в цехах, складских помещениях, на предприятиях.
Состав стяжки
Для чего нужно делать стяжку пола?
Главное предназначение стяжки – это выравнивание чернового основания пола, однако на самом деле этот слой выполняет ряд других функций:
- повышение гидроизоляционных характеристик пола;
- увеличение значений теплоизоляции основания;
- повышение механической прочности полов;
- возможность прокладки внутри стяжки некоторых коммуникаций — проводов, трубопроводов и т. д.;
- поднятие полов при необходимости до определенного уровня;
- создание наклона поверхности;
- монтаж системы теплого пола водяного или электрического типа.
 д.;
д.;Внимание! Отказавшись от использования стяжки, полы не удастся сделать идеально ровными.
Стяжка — это лучший способ выравнивания пола
Мнение эксперта
Афанасьев Е.В.
Главный редактор проекта pol-exp.com
Инженер.
Задать вопрос эксперту
В случае если полы в помещении неровные, это негативно отразится на всем, что находится внутри. Мебель будет стоять криво, перекашиваться, из-за чего может потерять внешний вид. Также отдельные виды напольного покрытия требовательно относятся к ровности чернового основания. Например, керамическая плитка может легко поломаться или неровно лечь, если полы будут кривыми. Ламинат и другие подобные материалы быстро придут в негодность, если будут лежать на таком основании. И линолеум легко «продемонстрирует» все огрехи пола ямками и буграми, так как повторяет все изгибы поверхности. Также паркет или ламинат, уложенный на неровной поверхности, будет скрипеть во время ходьбы.
И линолеум легко «продемонстрирует» все огрехи пола ямками и буграми, так как повторяет все изгибы поверхности. Также паркет или ламинат, уложенный на неровной поверхности, будет скрипеть во время ходьбы.
Разбираемся с предназначением стяжки пола
На заметку! В доме, построенном с нуля, стяжка становится еще и защитным слоем. Она позволяет создать наилучшие условия гидроизоляции и теплоизоляции, что дает возможность сделать жилье теплым и уютным. Также этот слой обязательно должен быть уложен в комнатах, находящихся непосредственно над подвалами.
Стяжка пола
Если все вышесказанное не убедило начинающих мастеров сделать монтаж стяжки, то можно обратиться к нормативной документации. Согласно СНиП 2.03.13-88, стяжка используется для:
- создания ровных поверхностей;
- распределения теплоизоляционных нагрузок;
- создания уклонов пола;
- монтажа трубопроводов;
- регулирования нормирования теплоусвоения пола.

СНиП 2.03.13-88. Полы. Файл для скачивания (нажмите на ссылку, чтобы открыть PDF-файл в новом окне).
СНиП 2.03.13-88
Документы, в которых прописаны все эти моменты, игнорировать уже не получится, и стяжку делать все равно необходимо, как бы не хотелось сэкономить на ней. Зато потом можно без опаски проводить другие ремонтные работы и не переживать за результат – он будет отличным, если стяжка была смонтирована по всем правилам.
Наливной пол
Цены на модельный ряд наливных полов Старатели
наливной пол старатели
Необходимость стяжки в квартире
Для некоторых необходимость обустройства стяжки в квартире не очевидна. Однако даже в таком помещении этот слой укладывать настоятельно рекомендуется. Одна из причин – стяжка способна обеспечить хорошую звукоизоляцию квартиры. Если стяжки нет либо она некачественная или тонкая, то соседи снизу будут прекрасно слышать и топот детей, и громкие разговоры, а это неприятно и неправильно по отношению к другим жильцам многоквартирных домов.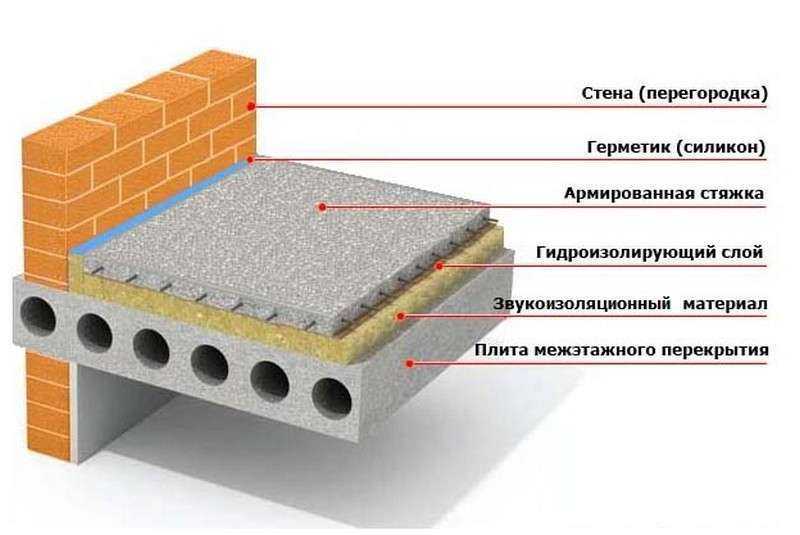 Потому чем лучше звукоизоляционные свойства, тем приятнее проживание в таком доме.
Потому чем лучше звукоизоляционные свойства, тем приятнее проживание в таком доме.
Приготовление раствора для стяжки пола
Внимание! Существуют определенные нормы и правила, касающиеся соблюдения тишины в доме. Им следовать необходимо, если хочется избежать проблем с жильцами из других квартир. Днем допустимый уровень шума не может быть более 40-55 децибел, а в ночное время – всего 30-45 децибел.
Источники шумов в городских квартирах
Шум подразделяется на две категории – это ударный и воздушный. К последнему относятся все бытовые, «домашние» звуки. Это речь людей, звук работающего радио и телевизора, рычание собаки и т. д. Чтобы все эти звуки не распространялись за пределы квартиры, при строительстве домов используются толстостенные перегородки и массивные элементы. И чем толще стены, полы, тем меньше вероятности, что этот шум будет слышен кому-либо, кроме находящихся в квартире. К ударному типу шумов относятся движения предметов по полу, прыжки, громкие шаги. Эти звуки обычно распространяются через перекрытия. Сделать так, чтобы ничего этого не было слышно за пределами жилья, достаточно сложно. Однако уровень такого шума хорошо снижает стяжка плавающая.
Эти звуки обычно распространяются через перекрытия. Сделать так, чтобы ничего этого не было слышно за пределами жилья, достаточно сложно. Однако уровень такого шума хорошо снижает стяжка плавающая.
Цементно-песчаная стяжка пола
Внимание! Отсутствие стяжки в квартире или неправильный монтаж не спасет соседей от любого типа шума.
Также стяжку в квартире делать придется в том случае, если при строительстве дома она была уложена некачественно. Из нее или плит перекрытия могут торчать куски арматуры, поверхность может быть перекошенной, а если квартира расположена на первом этаже, то при отсутствии стяжки пол будет очень холодным.
Виды стяжки пола
Стяжки бывают разные. Они имеют несколько классификаций, подразделяются по типу используемых смесей, по конструктивным особенностям и т. д.
Виды стяжек
Например, стяжка может быть:
- самовыравнивающаяся;
- сухая;
- полусухая;
- мокрая.

Таблица. Типы стяжек в зависимости от материала.
| Вид | Характеристика |
|---|---|
Мокрая | Смесь для заливки такой стяжки будет содержать достаточно большой объем воды. По внешнему виду и составу материал для монтажа напоминает бетон марки М300. После укладки этого варианта стяжки необходимо выждать не менее месяца, чтобы материал просох. Для увеличения прочности конструкции поверхность покрывается разными специальными составами. Как правило, в жилом доме такая стяжка не монтируется, но это – отличный вариант для производственного цеха. |
Полусухая | Довольно часто используемый вариант основания. В таком растворе воды будет намного меньше, чем в приготовленном для мокрой стяжки. Зато много песка. Такая стяжка сохнет быстрее, ее можно укладывать в квартире. Ее прочность меньше, чем мокрого типа стяжки. |
Сухая | Как нетрудно догадаться, такая стяжка монтируется вовсе без воды. Ждать, когда полы просохнут, чтобы проводить другие работы, не придется. Полы выравниваются специальной сухой смесью, на поверхность которой укладываются ровные листы ДСП, ГВЛ, фанеры и закрепляются. Самый простой вариант выравнивания пола в квартире. Такая стяжка не будет оказывать значительной дополнительной нагрузки на перекрытия и фундамент. Ждать, когда полы просохнут, чтобы проводить другие работы, не придется. Полы выравниваются специальной сухой смесью, на поверхность которой укладываются ровные листы ДСП, ГВЛ, фанеры и закрепляются. Самый простой вариант выравнивания пола в квартире. Такая стяжка не будет оказывать значительной дополнительной нагрузки на перекрытия и фундамент. |
Самовыравнивающаяся | Это тот самый наливной пол. В зависимости от состава, раствор может иметь различную консистенцию и разное предназначение. Есть финишные варианты стяжек, а есть и те, которые придется покрывать отделочным покрытием дополнительно. Смесь во время заливки самостоятельно распределяется по поверхности основания. Однако такие стяжки не считаются полноценными, лучше всего самовыравнивающуюся смесь наносить на любой другой тип стяжки для придания идеальной ровности основанию. |
Стяжки мокрого типа подразделяются еще на два вида. Есть монолитные, которые полностью и прочно соединяются с основанием, так как заливаются без использования других материалов. А есть и плавающие. Они обустраиваются на поверхности теплоизоляционного или гидроизоляционного слоев. При этом с черновым основанием они непосредственно не соединяются. Именно плавающие типы стяжек обеспечивают максимальную звукоизоляцию от ударного шума.
А есть и плавающие. Они обустраиваются на поверхности теплоизоляционного или гидроизоляционного слоев. При этом с черновым основанием они непосредственно не соединяются. Именно плавающие типы стяжек обеспечивают максимальную звукоизоляцию от ударного шума.
Также стяжки могут выполняться не только из цементных составов. Есть стяжки гипсовые.
Стяжка гипсовая самовыравнивающаяся
Особенности бетонной стяжки для пола
У каждого типа стяжки есть свои особенности использования и рекомендации по укладке. Бетонная стяжка – не исключение. Этот вариант из-за своей массивности не подойдет для монтажа в помещениях с легким основанием или основной из дерева, поскольку такой пол может обрушиться. Также у бетонной стяжки есть особый параметр – прочность на растяжение. Из-за того, что деревянное основание останется в любом случае достаточно подвижным, стяжка сама по себе может растрескаться. Качество такого пола оставляет желать лучшего. Именно поэтому бетонный вариант рекомендуется монтировать или в многоквартирных домах, или в частных, где есть прочное и неподвижное основание.
Пример бетонной стяжки
Гипсовая стяжка пола
Это относительно новый тип стяжки. В основе смеси лежит гипсовый состав, благодаря чему материал быстро сохнет и подобные смеси пользуются заслуженной популярностью. Также гипс отличается высокими показателями экологичности, он имеет небольшую плотность, а потому считается легким материалом. Еще такая стяжка имеет отличные шумо- и теплоизоляционные показатели.
На заметку! Гипсовые стяжки из-за высокой пористости могут «дышать», что значительно улучшает микроклимат в комнатах.
Гипсовая стяжка
Гипсовая стяжка подходит для укладки в жилом помещении, но не может использоваться в помещениях с высокими показателями влажности воздуха и основания. Является отличным вариантом основания для укладки практически любого финишного покрытия. Материал не требует дополнительного выравнивания и сохнет всего около 10 суток.
Финишная стяжка пола
Все вышеописанные варианты стяжек полов считаются черновыми вариантами. Но есть и такие смеси, которые могут стать финишным слоем и не потребуют дополнительного оформления. Они позволяют сделать полы идеально ровными и аккуратными. Их толщина обычно – всего около 10 мм. Как правило, этот вариант выполняется при помощи самовыравнивающихся смесей. Такая стяжка маскирует мелкие дефекты черновой стяжки.
Но есть и такие смеси, которые могут стать финишным слоем и не потребуют дополнительного оформления. Они позволяют сделать полы идеально ровными и аккуратными. Их толщина обычно – всего около 10 мм. Как правило, этот вариант выполняется при помощи самовыравнивающихся смесей. Такая стяжка маскирует мелкие дефекты черновой стяжки.
Финишная стяжка пола
Какой вид лучше?
Выбор среди всего этого многообразия делать, конечно, сложно, особенно новичку в строительстве. Однако важно всегда правильно оценить условия эксплуатации материала, а также прочность/структуру основания и даже то, где будет заливаться стяжка.
В квартире самый лучший вариант стяжки – это сухая или полусухая. В гараже, подсобке можно заливать мокрую стяжку, хотя новичкам не рекомендуется ее использовать, так как работы по созданию такого основания довольно сложны. Редко у кого получается создать такую стяжку идеальной с первого раза. Сухая или полусухая стяжка монтируется гораздо проще, да и срок высыхания будет максимально коротким. Сухую и вовсе сушить не придется, можно в этот же день продолжить выполнять другие работы. И сухая, и полусухая стяжки отлично ложатся на грунтовое основание и стоят небольших денег.
Сухую и вовсе сушить не придется, можно в этот же день продолжить выполнять другие работы. И сухая, и полусухая стяжки отлично ложатся на грунтовое основание и стоят небольших денег.
Полусухая стяжка пола
Бетонная стяжка пола и технология укладки
Перед тем как приступить к работам по монтажу стяжки, следует провести все подсчеты. Например, важно знать, что, согласно СП 29.13330.2011 готовый стяжечный слой не должен быть меньше 40 мм толщиной. Исходя из этого, высчитывается необходимое количество смеси. Обычно раствор изготавливается из смеси песка и портландцемента. Рекомендуется также проложить слои звуко- и теплоизоляции. Например, для звукоизоляции отлично подойдет пенополистирол либо обычная ДВП.
СП 29.13330.2011. Полы. Файл для скачивания (нажмите на ссылку, чтобы открыть PDF-файл в новом окне).
СП 29.13330.2011
В толщу стяжки также будет укладываться слой армирующей сетки для увеличения прочности основания.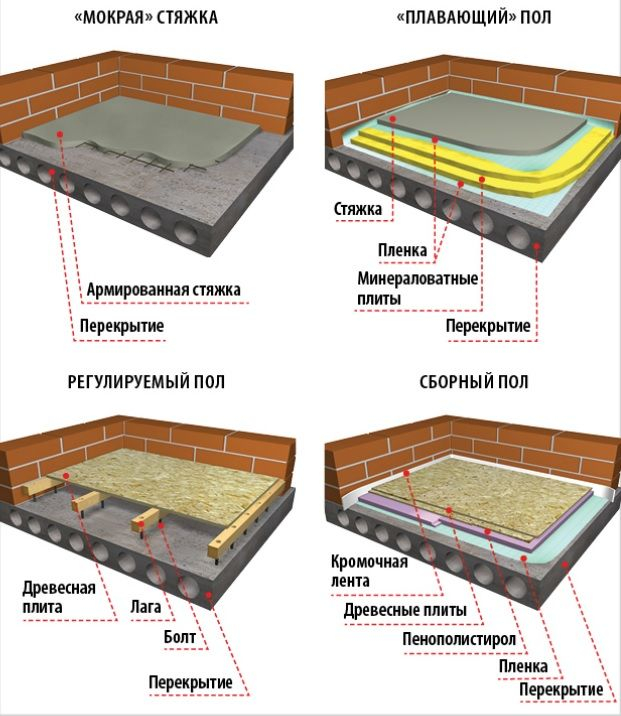 Для этого подойдет сетка с ячейками 5х5 см.
Для этого подойдет сетка с ячейками 5х5 см.
Сетка для стяжки пола
Вдоль стен обязательно монтируется демпферная лента, которая будет компенсировать расширение стяжки и не даст ей потрескаться.
Демпферная (кромочная) лента для стяжки пола
Шаг 1. Черновое основание полностью очищается от любого мусора, в том числе пыли. Желательно, чтобы в помещении были уже проведены другие черновые работы, касающиеся стен и потолка, замены окон и т. д. Также все трещины и сколы в черновом основании заделываются герметиком или монтажной пеной. Удаляются выступы и бугры.
Подготовка основания
Дефект пола задувается монтажной пеной
Все выступы на поверхности нужно удалить
Шаг 2. Если внутри стяжки предполагается укладка электрокабелей, то она выполняется на этом этапе. Все провода укладываются внутрь трубок из ПВХ (негорючих), прокладываются на отведенные для них места. Обычно проводка кладется вдоль стены. Все трубки соединяются между собой хомутами из пластика и крепятся к полам.
Прокладка электрокабелей
Внимание! Если внутри стяжки прокладываются трубы или проводка, то стяжечный слой должен быть такой толщины, чтобы в два раза превышать толщину коммуникаций.
Шаг 3. Поверхность грунтуется специальной грунтовкой глубокого проникновения или составом для бетонных поверхностей. Грунтовочный слой должен быть хорошо просушен перед проведением дальнейших работ.
Нанесение грунтовки
Шаг 4. Приготавливается самонивелирующая смесь. Она выливается на подготовленное основание и разравнивается при помощи шпателя. При этом она успевает и сама растекаться, и выравниваться. Этот слой также хорошо высушивается.
Заливка смеси
Выравнивание смеси шпателем
Шаг 5. Поверхность стен вдоль периметра основания обрабатывается грунтовкой. Это улучшит соединение между стенами и демпферной лентой. Слой грунтовки просушивается.
Нанесение грунтовки по периметру
Шаг 6. Демпферная лента при помощи клея приклеивается вдоль основания на нижнюю часть стен.
Демпферная лента при помощи клея приклеивается вдоль основания на нижнюю часть стен.
Приклеивание демпферной ленты
Шаг 7. Небольшие дефекты основания дополнительно выравниваются тонким слоем песка или цементно-песчаной смесью. Подсыпка тщательно разравнивается шпателем, излишки должны быть удалены.
Устранение незначительных дефектов поверхности
Шаг 8. Производится укладка пенополистирольных плит. Плиты должны плотно подгоняться друг к другу, плотно прижиматься к ленте демпферной и лежать на основании без зазоров, не продавливаться. Если плиты друг с другом не стыкуются, то они могут быть подрезаны при помощи острого ножа.
Укладка пенополистирольных плит
Процесс укладки
Шаг 9. Производится укладка армирующей сетки. Полотна укладываются с нахлестом минимум в 2 ячейки и связываются между собой при помощи проволоки.
Укладка армирующей сетки
Шаг 10. Производится замес бетонной смеси в соответствии с инструкцией. Для улучшения физических свойств стяжки в смесь может быть добавлена фибра. Замес может производиться в емкости или на ровной поверхности. Для этого цементная смесь высыпается на ровную поверхность, формируется небольшая воронка, а необходимый объем воды с фиброй выливается в нее. Сверху вода засыпается сухой смесью. Состав перемешивается до однородного состояния.
Для улучшения физических свойств стяжки в смесь может быть добавлена фибра. Замес может производиться в емкости или на ровной поверхности. Для этого цементная смесь высыпается на ровную поверхность, формируется небольшая воронка, а необходимый объем воды с фиброй выливается в нее. Сверху вода засыпается сухой смесью. Состав перемешивается до однородного состояния.
Добавляется вода с фиброй
Компоненты смешиваются
Шаг 11. Раствор равномерно распределяется по подготовленному основанию. Толщина слоя — около 1,5 см.
Распределение смеси по поверхности
Шаг 12. Металлическая сетка приподнимается. Таким образом, смесь уйдет ниже, а сама сетка будет в результате находиться внутри стяжки.
Металлическая сетка приподнимается
Шаг 13. В случае если планируется обустройство системы теплого пола, оно производится на этом этапе. Осуществляется укладка электро- или водяного кабеля в зависимости от выбранного типа.
Укладка кабелей теплого пола
Тёплые полы — серьёзная статья затрат при ремонте, поэтому важно точно рассчитать, сколько и каких материалов понадобится. Чтобы облегчить ваши трудозатраты, мы подготовили специальную инструкцию, рассказывающую, как произвести расчёт тёплого пола — водяного или электрического. Онлайн-калькуляторы прилагаются. А в статье «Что нужно для тёплого пола?» найдёте полный список всего, что может понадобиться при монтаже.
Шаг 14. Раствором укрывается система теплых полов до требуемой толщины стяжечного слоя.
Засыпка смеси
Шаг 15. Производится установка маяков. При помощи лазерного уровня на стенах легко обозначается итоговая высота стяжки.
Обозначается итоговая высота стяжки
Шаг 16. При помощи правила по маякам создаются направляющие полосы, которые также проверяются по уровню.
Пример направляющей полосы
Шаг 17. По полосам при помощи правила стяжка разравнивается.
По полосам при помощи правила стяжка разравнивается.
Выравнивание стяжки правилом
Шаг 18. Небольшие дефекты убираются.
Устраняются небольшие дефекты
Шаг 19. До идеального состояния поверхность стяжки поможет довести затирочная машина.
Использование затирочной машины
Шаг 20. Далее в течение 10-12 суток стяжка должна регулярно увлажняться. Затем стяжка высушивается при естественных условиях. Излишки демпферной ленты срезаются ножом.
Стяжку нужно регулярно увлажнять 10-12 дней
Цены на демпферную ленту для стяжки пола
демпферная лента для стяжки пола
Видео – Монтаж стяжки
После окончания работ и просушки стяжка может укрываться любым отделочным материалом. Правильно смонтированное основание будет идеально ровным и прослужит долгие годы.
Стяжка пола в квартире – что нужно о ней знать
Стяжка и рациональное планирование ремонта квартиры
- Очередность устройства стяжки в квартире
- Минимальный уровень стяжки и ее приблизительная стоимость
В среднестатистической квартире многоэтажного дома применяются те же технологии, что и при стяжке пола в коттедже или общественном здании. Однако, существует ряд нюансов, характерных только для типовых квартир. В этом обзоре поговорим о них.
Однако, существует ряд нюансов, характерных только для типовых квартир. В этом обзоре поговорим о них.
Типы стяжек и их толщина в квартирах
Важнейшие характеристики выравнивающего слоя — качество получаемой плоскости, прочность на сжатие, отсутствие трещин и толщина. Если первые три свойства зависят от навыков исполнителей, то последнее связано с типом применяемой технологии.
Традиционная мокрая технология
Этим способом можно формировать как обычные цементно-песчаные стяжки, так и бетонные слои. Бетон отличается от ЦПР добавлением щебня, либо другого наполнителя — перлита, керамзита, мраморной или гранитной крошки, полимерных гранул. Но прочность бетона в квартирах практически не востребована. С нагрузками, характерными для жилых помещений, справляется стяжка из ЦПР.
Рис. 1. Мокрую стяжку из ЦПР может сделать любая строительная бригада.
Единственный оправданный вариант применения бетона в квартире — устройство чистовых бетонных полов. Мокрая стяжка шлифуется и после высыхания обрабатывается пропиткой и лаками. Такие полы встречаются в интерьерах, выполненных в стилистике хай-тек и лофт. Они демонстрируют сопротивление истираемости на уровне плитки из керамогранита.
Мокрая стяжка шлифуется и после высыхания обрабатывается пропиткой и лаками. Такие полы встречаются в интерьерах, выполненных в стилистике хай-тек и лофт. Они демонстрируют сопротивление истираемости на уровне плитки из керамогранита.
Минимальная толщина мокрой стяжки, при которой она набирает проектную прочность без деформаций — 3 – 4 см. Отливка из мокрого раствора толщиной 3 см возможна, если применять высокомарочные смеси с цементами ПЦ 400 и ПЦ 500. При выполнении слоя сечением более 5 см без армирования риск образования трещин значительно увеличивается.
Максимальная толщина мокрой стяжки не ограничивается технологически. Здесь важнее проектные ограничения: нет смысла перегружать перекрытия и оплачивать значительное повышение уровня пола с помощью ПЦР (для этого есть другие способы).
Сухая стяжка на керамзитовой подсыпке
Это лучший инструмент для подъема уровня пола в квартире на 10 – 20 см (и выше). Конечно, в типовом жилье редко встречаются перепады такой высоты или достаточно большие коммуникации, которые необходимо укрыть под полом (встроенные в пол отопительные конвекторы, канализационные трубы, которые невозможно закрыть фальшстенами и т.д.).
Конечно, в типовом жилье редко встречаются перепады такой высоты или достаточно большие коммуникации, которые необходимо укрыть под полом (встроенные в пол отопительные конвекторы, канализационные трубы, которые невозможно закрыть фальшстенами и т.д.).
Рис. 2. Даже толстые слои керамзитовой подсыпки не перегружают межэтажные перекрытия.
С помощью сухой стяжки проводится подготовка полов в квартирах под укладку паркета из массива ценных пород дерева. Когда технологии Knauf с керамзитом нормированных свойств и листами ГВЛ еще не существовало, строители использовали обычный керамзит и влагостойкую фанеру, закрепляемую на деревянных рейках.
Дорогой паркет — не повод для сухого выравнивания. Любую паркетную доску кладут на шлифованную полусухую стяжку или двухслойную композицию «мокрая стяжка + наливной пол».
Минимальная толщина сухого выравнивания складывается из вертикального сечения реек и толщины листа ГВЛ. Она составляет около 4 см.
Она составляет около 4 см.
Полусухая стяжка пола в квартире
Стала доступной благодаря разработке рецептур ЦПР с добавлением пластификаторов. Воды в такой раствор добавляется лишь необходимый минимум — для протекания гидратации цемента с небольшим запасом. Мало воды — значит меньше усадка и меньше риск образования трещин. Полусухая стяжка стала универсальным инструментом выравнивания полов в квартирах, так как подходит без дополнительных финишных слоев под покрытия всех типов.
Рис. 3. Затирка полусухой стяжки формирует безупречную финишную поверхность
По физическим свойствам набравший полную прочность монолит ничем не отличается от аналога, полученного с помощью мокрого процесса. Однако, особенности технологии позволяют значительно сокращать сроки ремонта.
Минимальная толщина полусухой стяжки составляет 4 см.
Наливные полы
Наливные полы формируют ровный и гладкий финишный слой по стяжке (обычно по мокрой). Содержат в составе высокомарочные цементы, небольшое количество песка мелкой фракции и значительный процент пластификаторов. Из наливных полов делают слои толщиной 1,0 – 20 мм.
Содержат в составе высокомарочные цементы, небольшое количество песка мелкой фракции и значительный процент пластификаторов. Из наливных полов делают слои толщиной 1,0 – 20 мм.
Рис. 4. Финишный слой наливного пола по мокрой стяжке
В обсуждениях на строительных форумах встречается вопрос «наливной пол или стяжка»? Дилеммы нет: каждая технология хороша на своем месте, в той ситуации, для которой она разрабатывалась.
Прочитать про все виды стяжек и их особенности можно в этой статье.
Сравнение типов стяжек по условиям формирования слоев
Данные из профильных технических стандартов, рекомендации производителей и опыт наших специалистов объединены в таблице.
|
Толщина слоя, см и условия формирования стяжки пола | |||
|---|---|---|---|
|
Толщина |
Мокрый процесс |
Полусухая стяжка |
Сухая стяжка |
|
MIN по бетону с г/изоляцией |
3 |
4 |
4 |
|
MIN по бетону без г/изоляции |
5 |
5 |
4 |
|
MIN по упругому основанию |
7 |
6 |
4 |
|
MAX без армирова-ния (в 1 слой) |
8 |
8 |
— |
|
MAX с капроновой сеткой (в 1 слой) |
7 — 8 |
7 |
— |
|
MAX с мет.  сеткой (в 1 слой) сеткой (в 1 слой)
|
10 — 12 |
12 |
— |
Функциональные достоинства и недостатки стяжек
Не будем писать о технологичности и удобстве в работе по разным методикам, а зафиксируем, какие профиты или неудобства для заказчика несут в себе технологии стяжки.
|
Достоинства и недостатки типов стяжки пола | |||
|---|---|---|---|
|
Функциональные параметры |
Мокрый процесс |
Полусухая стяжка |
Сухая стяжка |
|
Требует доп. выравнивания |
да |
нет |
нет |
|
Загрязняет объект |
сильно |
незначительно |
не загрязняет |
|
Делать до ошту-катуривания стен |
можно |
можно |
нельзя |
|
Делать после ошту-катуривания стен |
нельзя |
можно |
можно |
|
Можно укладывать напольное покрытие |
через 3 недели |
Через 1 неделю |
сразу |
|
Поглощает шум при ходьбе |
да |
да |
нет |
|
Относительная проч-ность и жесткость |
высокая |
высокая |
умеренная |
|
Долговечность |
высокая |
высокая |
умеренная |
|
Нагрузка на перекрытия |
высокая |
высокая |
низкая |
|
Отн.  цена стяжки толщиной 4 – 8 см цена стяжки толщиной 4 – 8 см
|
низкая |
низкая |
высокая |
|
Отн. цена стяжки толщиной 14 — 20 см |
умеренная |
умеренная |
умеренная |
|
Требуется специали-зированная бригада |
нет |
да |
да |
Стяжка по утепленному/теплому полу
Под утепленным полом понимается наличие в нем теплоизолирующего слоя. Теплый пол — это водяная или электрическая система отопления. Электрический теплый пол делится на кабельный и пленочный (инфракрасный). Пленочный укладывается непосредственно под напольное покрытие, а водяной и кабельный интегрируются в стяжку пола.
Рис. 5. Теплый пол готов под укладку стяжки. Под разводкой труб видна армирующая металлическая сетка.
С точки зрения особенностей стяжки с теплым полом между водяной и кабельной системами разницы нет. И в первом, и во втором случае выравнивающий слой относится к плавающим стяжкам, так как отсутствует жесткая связь с бетонным основанием, от стен есть отделение демпфирующей лентой.
Типичная схема пола в квартире с теплым полом:
- Теплоизолирующий слой из ЭППС толщиной 30 мм, уложенный на межэтажное перекрытие.
- Металлическая армирующая сетка с уложенной по ней сетью труб или кабелей.
- Мокрая или полусухая стяжка.
- Клеевой слой/демпфирующая прослойка.
- Напольное покрытие.
Иногда поверх теплоизолирующего слоя укладывают гидроизоляционную мембрану с размерной сеткой, облегчающей укладку труб и кабелей. Такая пленка необходима для изоляции от влаги гигроскопичных материалов типа базальтовых ват. ЭППС не пропускает влагу и не нуждается в дополнительной гидроизоляции.
ЭППС не пропускает влагу и не нуждается в дополнительной гидроизоляции.
В квартире на первом этаже в доме с неотапливаемым подвалом, толщина ЭППС увеличивается до 50 – 80 мм.
Толщина выравнивающего слоя выбирается по соображениям минимальной прочности (35 мм от верха трубы/кабеля) и комфортного распределения тепла. Кабель по диаметру меньше трубы на 1,0 – 1,8 см, но никто не выбирает электрическую систему из соображения минимизации толщины стяжки. Обычно хозяин квартиры вынужден использовать один из типов энергии, исходя из экономических соображений.
Одноуровневая стяжка — стандарт для квартир?
Когда хозяин квартиры видит в смете количество требуемого для стяжки материала (а это в среднем 120 — 160 мешков смеси для площади в 50 м2), у него возникает подозрение. А не завышены ли объемы работ? Существуют же дизайнерские решения с несколькими уровнями пола — почему бы не обыграть это, отказавшись от лишних слоев стяжки?
И терпеливому прорабу или дизайнеру приходится в очередной раз развенчивать мифы о рациональности разноуровневых интерьеров и стяжек.
Миф 1 — перепад сантехнический
От некоторых мастеров до сих пор можно услышать, что уровень пола в ванной и туалете необходимо устраивать на 2 – 2,5 см ниже, чем в остальных помещениях. Цель: дать возможность хозяевам квартиры отреагировать на течь, пока вода не начала проникать в коридор и комнаты.
От этого подхода отказались давно, когда поняли, что надежность полимерных сантехнических труб и фитингов достаточно высока, чтобы не портить эстетику квартиры перепадами уровней. В СНиП’е 2.03.13-88 речь идет не об обязательном занижении пола в ванной, а о наличии порожков между санузлами и смежными помещениями.
Рис. 6. Один из вариантов порожка между полами ванной и прихожей, выполненными в одном уровне.
Миф 2 — ступенчатая стяжка для экономии на материалах и объемах работ
Идея возникла из простого соображения: а что, если сделать несколько стяжек, каждая из которых имеет минимальную для выравнивания толщину? Например, общая зона (прихожая, санузлы, кухня, столовая) — это уровень I, а приватная (спальни, кабинеты) — уровень II.
Эстетически и эргономически такое решение оправдано в одном случае: если приватная и общая зоны не разделены дверными проемами. То есть, если мы имеем дело с квартирой-студией.
Миф 3 — дизайнерское обыгрывание значительного перепада
Как и сантехнический перепад, данный казус потерял свою актуальность. Когда встречается настолько большой разброс отметок по бетонному основанию, применяют сухие стяжки, либо выравнивание по слою теплоизоляционных плит. Это не перегружает межэтажные перекрытия толстым слоем бетона и значительно ускорять отделочные работы.
Миф 4 — перепад уровня стяжки из-за разницы в толщине покрытий
Еще лет 10 – 15 назад считалось в порядке вещей выравнивание неровной основы под плитку клеевым слоем 1.0 – 2,0 см. Сегодня, когда стяжка пола стала специализацией серьезных строительных компаний, стандарты качества строже. Средняя разница между слоями «клей + плитка» и «подложка + ламинат» составляет 0 — 2 мм и скрывается компенсирующими порожками.
Если же в отделке смежных помещений используются материалы с большой разницей в толщине (например, паркетная доска 15 мм и виниловая плитка 3 мм), нивелировка двух чистовых поверхностей осуществляется за счет слоя наливного пола под более тонкое покрытие.
Стяжка и рациональное планирование ремонта квартиры
Чтобы сэкономить время, деньги и избежать дополнительных задержек и расходов из-за переделок, хозяин квартиры должен придерживаться следующего порядка действий:
- Пригласить специалиста для замера перепада высот по черновому полу и определения минимального уровня стяжки.
- Определить план перепланировки самостоятельно, либо заказать проект интерьера дизайнеру, передав ему данные по минимальному уровню стяжки.
- Исходя из плана перепланировки и плана прокладки коммуникаций по полу, установить (самостоятельно или с прорабом) тип выравнивающего слоя, его толщину и очередность устройства стяжки в общем плане работ по объекту.

Очередность устройства стяжки в квартире
Выравнивать полы можно до устройства стен и межкомнатных перегородок, либо после. У каждого из подходов есть свои плюсы и минусы.
Преимущества стяжки по открытому пространству без стен и перегородок:
- Простота и точность высотной разметки — все маяки выставляются по одному уровню из одного положения лазерного осепостроителя.
- Выравнивание по открытому пространству занимает меньше времени независимо от используемого метода.
- Полусухим и сухим способом стяжку во всей квартире можно сделать за 1 день. Мокрым — тоже, если заказать готовый раствор с подачей на объект бетононасосом.
- Экономически целесообразно, если возводятся каркасно-гипсокартонные или любые другие перегородки по каркасной схеме.
- Проще и точнее размечать дверные проемы при возведении перегородок по уже готовой стяжке (не будет ошибок с высотой).

Рис. 7. Стяжка по открытому пространству позволяет использовать производительные методы работ.
Плюсы выравнивания после возведения стен и перегородок:
- Нет проблемы с размещением материалов, инструментов, оборудования и бытового инвентаря на время работ по стяжке (комнаты можно освобождать по очереди).
- Если использовать сухой или полусухой метод, стяжку допустимо ставить в любом месте графика ремонтных работ (главное, чтобы это было после монтажа коммуникаций, укрываемых полом, и до монтажа дверных блоков и напольных покрытий).
- Экономически целесообразно, если стены и перегородки возводятся из кирпича, пенобетона и других кладочных материалов.
Рис. 8. Полусухая стяжка после возведения перегородок.
Минимальный уровень стяжки и ее приблизительная стоимость
Доверять эту работу конечно лучше специалисту. Но такой навык может пригодиться любому человеку, выбирающему квартиру для покупки, а также девелоперам, риэлторам, дизайнерам интерьера.
Минимальный уровень будущей стяжки — это отметка самой высокой точки бетонного перекрытия плюс MIN технологическая толщина слоя. За редким исключением минимальный уровень и будет соответствовать реальной высотной отметке будущей стяжки.
Порядок действий:
- Осепостроитель (желательно с эволюционным штативом — для простоты и скорости работы) устанавливается примерно по центру квартиры. Высота размечаемой им горизонтальной плоскости не важна. Главное, чтобы она фиксировалась.
- По световой разметке необходимо пройтись с маркером по всем помещениям и поставить метки на стенах (каждый простенок должен отмечаться как минимум 2 метками).
- Затем осепостроитель устанавливается в одном из помещений примерно по центру, и его плоскость совмещается с имеющимися метками. По лучу размечаются все остальные простенки.
- Повторяем предыдущее действие во всех остальных помещениях квартиры. Единая горизонтальная плоскость (ЕГП) на объекте зафиксирована.
- Проходимся с рулеткой по всей квартире, измеряя расстояние от ЕГП до чернового пола. Показания записываем возле соответствующих отмечаемых точек на плане объекта.
- Там, где расстояние минимальное — самая высокая точка перекрытия (условно называется «нулем чернового пола», «нулем стяжки» или просто «нулем»). Все остальные отметки, соответственно, должны быть со знаком минуса. Среди них одна — самая низкая. Ее значение понадобится для расчета толщины выравнивающего слоя
- Прибавим к нулю MIN технологическую толщину стяжки — и получим минимальный уровень стяжки. Можно заниматься точным проектированием интерьера!
- Определим примерную стоимость выравнивания полов. Для этого к значению (по модулю) самой низкой точки перекрытия прибавляем высоту (от нуля) минимального уровня стяжки, и полученную сумму делим пополам — это средняя толщина стяжки в новостройке и доме старой постройки. Теперь, зная толщину и площадь стяжки, можно получить коммерческие предложения с ценой от любого исполнителя.
 Единая горизонтальная плоскость (ЕГП) на объекте зафиксирована.
Единая горизонтальная плоскость (ЕГП) на объекте зафиксирована.
 Теперь, зная толщину и площадь стяжки, можно получить коммерческие предложения с ценой от любого исполнителя.
Теперь, зная толщину и площадь стяжки, можно получить коммерческие предложения с ценой от любого исполнителя.
Основы стяжки для бетона и кирпичной кладки
По
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s
Редакционный процесс
Обновлено 03.05.22
Рассмотрено
Дин Бирмайер
Рассмотрено
Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s
Обзорная комиссия
elenaleonova / Getty Images
Когда вы заливаете бетон, укладываете брусчатку или камень для патио или дорожек, все должно быть идеально ровным и ровным. С бетоном одним из завершающих этапов является стяжка. В случае каменной кладки, брусчатки, кирпича или каменной кладки стяжка выполняется ближе к концу проекта, до того, как будут уложены материалы с твердым покрытием.
Стяжка – это любое действие по разглаживанию податливого материала в плоский, гладкий и ровный слой. Существуют инструменты, изготовленные специально для стяжки, но вы также можете использовать любую прямую доску для выполнения этой работы.
Что такое бетонная стяжка
При бетонных работах стяжка представляет собой выравнивание залитого бетона в гладкий, плоский слой перед отделкой поверхности.
Стяжка — это только первый шаг в отделке бетона, и он не предназначен для получения абсолютно гладкой конечной поверхности. Стяжка заполняет большие зазоры и устраняет выступы в укладываемом бетонном материале. Окончательная отделка создается затиркой бетона одним или несколькими инструментами с гладкой поверхностью, предназначенными для вытягивания мелкого заполнителя и цемента на поверхность плиты. Для больших плит, таких как проезжие части или гаражные полы, поверхность заглаживается с помощью большого инструмента, известного как 9.0035 поплавок .
Стяжка заполняет большие зазоры и устраняет выступы в укладываемом бетонном материале. Окончательная отделка создается затиркой бетона одним или несколькими инструментами с гладкой поверхностью, предназначенными для вытягивания мелкого заполнителя и цемента на поверхность плиты. Для больших плит, таких как проезжие части или гаражные полы, поверхность заглаживается с помощью большого инструмента, известного как 9.0035 поплавок .
Меньшие по размеру деревянные и металлические ручные терки используются для тротуаров и других поверхностей, но какие бы инструменты ни использовались, они могут создать гладкую поверхность только в том случае, если бетон был предварительно выровнен для создания однородного слоя.
Как сделать бетонную стяжку
В процессе заливки бетона стяжка обычно представляет собой длинную прямую доску размером два на четыре или алюминиевый стержень, изготовленный для этой цели. Какой бы объект ни использовался, стяжка выполняется путем проведения инструмента по влажной поверхности бетона.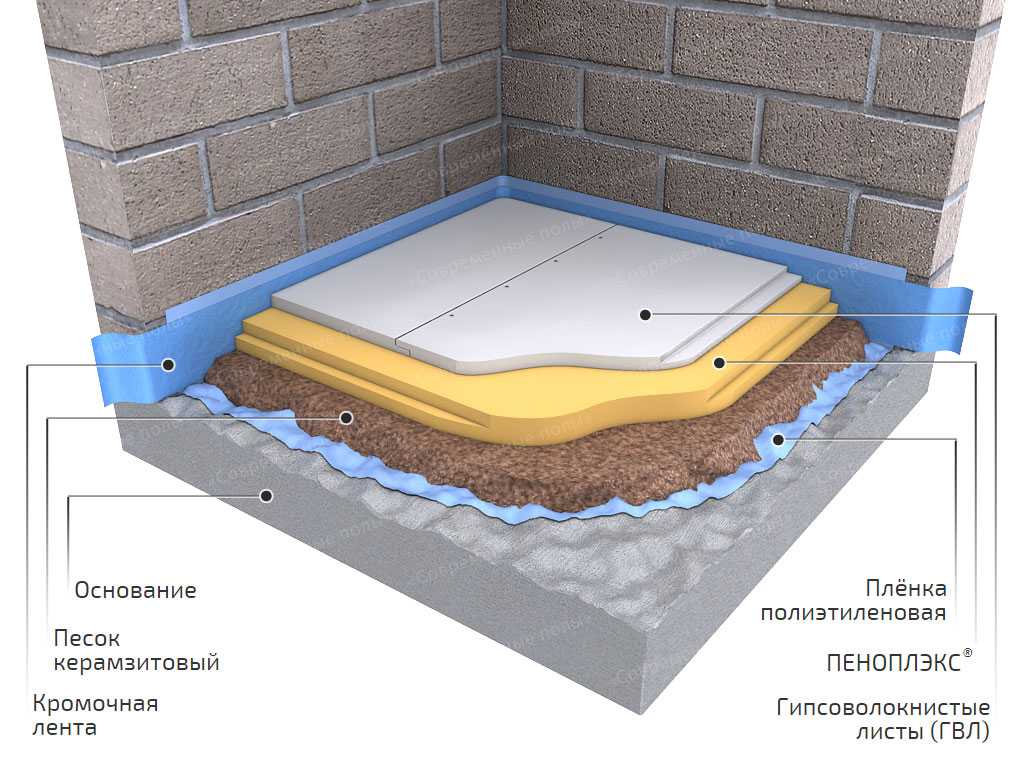
Инструмент для стяжки обычно имеет достаточную длину, чтобы его концы могли опираться на противоположные стороны бетонной формы. Стяжка подтягивается к рабочим пилящими, скребковыми движениями, которые одновременно выравнивают поверхность и выдавливают излишки бетона в любые щели или впадины.
Это помогает иметь двух рабочих, по одному с каждой стороны разравнивающего инструмента, особенно для больших плит. Алюминиевые стяжки часто используются там, где требуется точность, поскольку они обеспечивают более ровный край.
Для более профессиональной и быстрой работы можно использовать моторизованную стяжку. Инструмент имеет длинную рукоятку, чтобы исключить трудоемкие изгибы и дергания.
Что такое каменная стяжка
Стяжка также описывает действие по выравниванию слоя раствора, песка или гравия под слоем под поверхностью при подготовке к укладке брусчатки.
В этом контексте выполняется стяжка, чтобы помочь последующему верхнему слою (бетонная брусчатка, камень или кирпич) прочно лежать на гладком ровном слое.
Другим контекстом, в котором используется стяжка, являются выравнивающие составы. Возможно, у вас есть неровный черный пол, который необходимо заполнить выравнивающей смесью. Если смесь , а не является самовыравнивающейся, то перед укладкой напольного покрытия необходимо нанести стяжку поверху, чтобы выровнять и выровнять смесь.
Как выполнить стяжку каменной кладки
Для каменных изделий, таких как кирпичи или брусчатка, сначала насыпается слой крупнозернистого песка толщиной 1 дюйм и равномерно распределяется по площади. Поскольку это последний слой подстилки перед укладкой каменной кладки, важно сделать его как можно более гладким и идеальным.
Один из приемов, позволяющих поддерживать равномерную стяжку, заключается в том, чтобы выложить 1-дюймовые трубы из ПВХ перед тем, как высыпать песок. Когда вы засыпаете песок трубами, трубы выступают в качестве ограждений, не давая вам залить еще глубже.
После стяжки аккуратно снимите трубы ПВХ и засыпьте углубления рыхлым песком. Всегда полезно затереть рыхлый песок, чтобы сгладить заполненные участки.
Всегда полезно затереть рыхлый песок, чтобы сгладить заполненные участки.
Разравнивание с помощником
Работа с помощником имеет решающее значение для идеальной стяжки. В противном случае вы стоите на коленях в слое песка перед стяжным инструментом. Инструмент для стяжки поможет сгладить впадины на коленях и ботинках. Но лучше вообще не становиться на колени в песок. Когда вы работаете с помощником, вы оба можете оставаться за пределами области проекта.
Кроме того, инструменты для стяжки могут быть сложными в обращении. Выровнять дорожку шириной 3 метра может один человек. Но когда разравнивающий инструмент представляет собой полноразмерный инструмент размером два на четыре (8 футов или даже больше), одному человеку очень сложно эффективно обращаться с инструментом. Вам понадобятся два человека — по одному на каждом конце — для управления этим более тяжелым и большим инструментом.
Стяжка пола: виды, стоимость и способ нанесения
(Изображение предоставлено: Self Build and Contract Floors)
Нанесение стяжки пола может стать интересной частью вашего проекта — шагом к тому, чтобы ваша конструкция стала похожа на готовую комнату. Они в основном используются для выравнивания конструкции пола и в качестве эффективной основы для полов с подогревом пола, но, хотя стяжка пола может быть не видна после укладки напольного покрытия, выбор правильного типа для вашего проекта по-прежнему важен.
Они в основном используются для выравнивания конструкции пола и в качестве эффективной основы для полов с подогревом пола, но, хотя стяжка пола может быть не видна после укладки напольного покрытия, выбор правильного типа для вашего проекта по-прежнему важен.
В нашем руководстве по стяжке пола мы рассмотрим плюсы и минусы различных вариантов и их стоимость, а также то, как они применяются и как это повлияет на ваш график в ожидании высыхания стяжки.
( ПОДРОБНЕЕ : Узнайте, какие типы полов лучше всего подходят для полов с подогревом)
Для чего нужна стяжка пола?
Нет закона, согласно которому вы должны использовать стяжку пола для покрытия конструкции первого этажа перед укладкой выбранного вами покрытия.
Стяжки полов не являются конструкционными. Например, при перестройке гаража половые доски обычно кладут поверх толстых листов изоляции.
Одна из основных причин, по которой стяжки используются в подавляющем большинстве домов, несмотря на дополнительные расходы, заключается в том, что они очень полезны для выравнивания неровных конструкций пола. Это особенно важно для современных сборных железобетонных балок и блочных перекрытий, которые имеют отчетливую выпуклость, что может вызвать проблемы при укладке полов.
Это особенно важно для современных сборных железобетонных балок и блочных перекрытий, которые имеют отчетливую выпуклость, что может вызвать проблемы при укладке полов.
Стяжки также являются предпочтительной средой для труб напольного отопления , поскольку этот материал превосходно поглощает и излучает тепло, становясь неотъемлемой частью процесса отопления.
( ПОДРОБНЕЕ : узнайте, как выровнять пол с помощью этого руководства)
Какие существуют типы стяжек пола
В настоящее время используются два основных типа стяжки пола:
- Песчано-цементная стяжка пола
- Ангидридные стяжки пола, нагнетаемые насосом
В традиционной песчано-цементной стяжке используется относительно прочная смесь (1:3 цемента и мелкозернистого песка) с довольно сухой, почти порошкообразной консистенцией.
Традиционно его готовят на месте, но загрузка песка и цемента в смеситель очень трудоемка и подвержена неравномерности, поэтому на большинстве крупных площадок теперь используются готовые стяжки, доставляемые грузовиками, аналогично фундаменту.
Готовые стяжки также содержат добавки, замедляющие схватывание, поэтому одной загрузки хватает на весь день. Но, несмотря на такое улучшение качества, заливные жидкие стяжки, устанавливаемые специализированными фирмами, начинают активно завоевывать рынок, на котором до сих пор доминировали традиционные песок и цемент.
Эшли Секстон, директор Express Liquid Screeds , говорит: «За последние пять лет популярность перекачиваемых ангидридных стяжек резко возросла; по оценкам, сейчас на них приходится почти 20% рынка», — говорит он.
(Изображение предоставлено getty images)
Терминология может быть немного запутанной, поскольку термины «ангидрит», «сульфат кальция» и «гипс» используются взаимозаменяемо.
Ключевым ингредиентом является безводный (сухой) сульфат кальция, обычно содержащий около 35% переработанного содержимого. При смешивании с водой он образует гипс, тот же материал, что и современные штукатурки и гипсокартон. Гипс заменяет обычный цемент в качестве связующего.
Цемент, похоже, тоже возвращается. Продукты на основе цемента, такие как Cemfloor McGraths и Belitex , утверждают, что обладают такими же преимуществами, как гипс, но без недостатков.
Другим доступным вариантом является жидкая цементная стяжка , которая наносится так же, как ангидрит, и укладывается на ту же толщину. По своим свойствам они схожи с ангидритом: они самоуплотняющиеся, быстро укладываются и совместимы с UFH. Производители утверждают, что они быстрее сохнут даже в неблагоприятных условиях, и их можно укладывать практически без подготовки поверхности.
Тем не менее, они относительно новые для Великобритании, и до сих пор существует мало веских доказательств, подтверждающих эффективность, хотя они добились успеха за границей. Они также примерно на 20% дороже с точки зрения материалов, хотя стоимость может снизиться по мере роста спроса.
Плюсы и минусы различных типов стяжки пола
Плюсы песчано-цементных стяжек
- Старомодная песчано-цементная стяжка относительно дешева в производстве.
- Может быть приготовлен неквалифицированным рабочим и затерт на месте.
- Также требуется минимальная подготовка, кроме проклейки швов между изоляционными плитами.
- В отличие от наливных жидких стяжек, песок/цемент легко поддается формированию наклонных полов во влажных помещениях.

Минусы песчано-цементных стяжек
- Песчано-цементные смеси могут привести к пятнистому качеству, неровному покрытию и склонности к образованию трещин.
- Если пол неровный, может потребоваться нанесение самовыравнивающейся смеси перед укладкой напольной плитки.
- Несмотря на то, что смешанный вручную песок/цемент совместим с напольным отоплением, он не подходит идеально, поскольку он относительно толстый (обычно укладывается на глубину 65–75 мм) и склонен к образованию воздушных карманов, которые могут действовать как барьер для теплопередачи
Плюсы ангидридных стяжек с насосом
Ангидридные стяжки (жидкий сульфат кальция) обладают рядом преимуществ:
- Хотя сам материал стоит примерно на 50 % дороже на м3, чем песок/цемент, заливка из большого шланга делает его намного быстрее. укладывать (заявлено в 20 раз быстрее) с последующей экономией на рабочей силе.
- Затраты также снижаются, поскольку его можно наносить на глубину до 35 мм. При напольном отоплении вам обычно требуется 30-миллиметровое покрытие над трубами UFH, что в сумме составляет около 45 мм, что по-прежнему невероятно тонко по обычным стандартам.
- Жидкие стяжки, наносимые насосом, эффективно самовыравниваются и самоотверждаются, что обеспечивает хорошее ровное покрытие. В то время как традиционные песчано-цементные стяжки нацелены на достижение стандарта, известного как «SR3», который допускает разницу в 10 мм на 2 м, жидкие стяжки стремятся к совершенству (стандарт SR1), но гарантируют SR2 с отклонением плюс-минус 5 мм. Качество также гарантируется, поскольку жидкие стяжки наносятся сертифицированными специалистами подрядчиками.
- Ангидрит гораздо менее склонен к усадке, чем цемент, и требует гораздо меньше компенсационных швов (только на порогах некоторых дверных проемов). Это делает его совместимым с большими каменными плитами, которые могут растрескиваться, если стяжка под ними даст усадку.
- Лучше всего то, что жидкие стяжки идеально подходят для UFH, потому что жидкость обволакивает трубы, устраняя пустоты, тем самым улучшая теплопередачу между трубами и стяжкой. Кроме того, более тонкое покрытие труб обеспечивает более быстрое время реакции с лучшим откликом/управляемостью.
 укладывать (заявлено в 20 раз быстрее) с последующей экономией на рабочей силе.
укладывать (заявлено в 20 раз быстрее) с последующей экономией на рабочей силе. Это делает его совместимым с большими каменными плитами, которые могут растрескиваться, если стяжка под ними даст усадку.
Это делает его совместимым с большими каменными плитами, которые могут растрескиваться, если стяжка под ними даст усадку.Минусы ангидридных стяжек с насосом
- Одним из недостатков ангидридных стяжек является то, что перед укладкой плитки необходимо подготовить поверхность путем шлифования.
Убедитесь, что вы выбрали правильную стяжку для укладки трубопровода системы теплого пола, чтобы оптимизировать ее эффективность. (Изображение предоставлено getty images)
Сколько стоит стяжка пола?
Ориентировочно, укладка обычной песчано-цементной стяжки стоит около 15 фунтов стерлингов за м2, а при доставке в готовом виде увеличивается примерно на 5 фунтов стерлингов за м2.
Нагнетаемые насосом ангидридные стяжки пола ненамного дороже, чем готовая смесь из песка/цемента, и стоят около 25 фунтов стерлингов/м3 (укладка на глубину 50 мм).
Как подготовить пол к стяжке?
При использовании жидких стяжек всех типов важно правильно подготовиться:
- Пол должен быть «резервуаром», как в мини-бассейне, с использованием полиэтиленовой листовой мембраны (обычно толщиной 500)
- В большинстве случаев поверхность стяжка будет состоять из слоев изоляционных плит толщиной от 50 до 100 мм поверх DPM (влагонепроницаемой мембраны) поверх конструкции пола. Важно, чтобы эти листы были устойчивыми при ходьбе и укладке, чтобы они не раскачивались на неровных основаниях.
- Этот базовый слой изоляции должен быть выстлан полиэтиленовой пленкой, чтобы остановить утечку жидкости и, в худшем случае, вызвать поднятие изоляционных плит и их плавание по комнате.
- Подкладка также помогает предотвратить любую потенциальную химическую реакцию с находящейся под ней изоляцией.
- Для обеспечения 100-процентной водонепроницаемости может потребоваться установка временной опалубки вокруг любых сантехнических сооружений или препятствий.
- Чтобы удержать жидкость, полиэтиленовая листовая мембрана накладывается на стены под острым прямым углом и приклеивается аэрозольным клеем. Это в дополнение к существующим слоям, таким как влагонепроницаемый слой/влагонепроницаемая мембрана, изоляционные полосы по краям стен и тонкие полосы сжимаемой пены, предназначенные для компенсации любого расширения после высыхания стяжки.
- Заключительная работа заключается в том, чтобы заклеить все стыки скотчем и соскоблить все комки штукатурки или мусора, чтобы они не всплывали на поверхность после заливки стяжки.
- Если вы устанавливаете пол с подогревом, важно, чтобы трубы находились под давлением, чтобы утяжелить их, и они были надежно закреплены над полиэтиленовой мембраной, чтобы предотвратить их поднятие и всплытие при заливке стяжки.

Как остановить растрескивание стяжки пола?
Чтобы избежать растрескивания, стяжки, наносимые вручную, обычно укладываются в пролетах длиной 5 м, иногда с добавлением сетки против трещин или волокон.
При использовании жидких стяжек легко недооценить объем необходимого материала, если структура пола неровная. Например, выпуклость балочных и блочных перекрытий означает, что точка, от которой вы измеряете, может быть немного выше или ниже медианы. Таким образом, вы можете заказать глубину 50 мм и обнаружить, что на самом деле она колеблется от 40 мм до 70 мм.
Как наносится жидкая стяжка пола?
Монтажники обычно прибывают на место за пару часов, чтобы установить насос и проверить размеры пола, чтобы убедиться, что заказанного количества стяжки будет достаточно. Работая от точки отсчета уровня, такой как основание лестницы или дверной проем, несколько штативных нивелиров размещаются вокруг пола в различных точках и с помощью лазера настраиваются на постоянную глубину, тем самым обеспечивая готовую стяжку. поверхность ровная на всем протяжении.
По прибытии автобетоносмесителя предварительно смешанная стяжка выливается из здоровенного на вид шланга до тех пор, пока уровень поверхности не достигнет маркерных штативов, которые затем удаляются. Обычно в обычном новом доме на укладку всего первого этажа уходит меньше часа.
Обычно в обычном новом доме на укладку всего первого этажа уходит меньше часа.
Чтобы убедиться, что стяжка гладкая и ровная, без пузырьков воздуха, свеженанесенная стяжка ненадолго взбалтывается вручную кем-то, кто пробирается через нее с помощью «ячеистой планки».
Сколько времени сохнет стяжка пола?
Обычные песчано-цементные и ангидридные стяжки
По полу можно ходить примерно через 48 часов после того, как он затвердеет. Нормальное движение на участке может возобновиться примерно через неделю после возведения перегородок. Еще неделя, и можно будет установить кухню. Наливной пол идеально ровный, по нему можно ходить через 48 часов.
К сожалению, нельзя укладывать напольное покрытие, пока стяжка не высохнет на 100%. Разрешить день на каждый мм глубины до первых 40 мм, затем два дня на мм. Оптимальными условиями сушки являются температура окружающей среды около 20°C и хорошо проветриваемые помещения (окна должны быть закрыты в течение первых 72 часов, чтобы сквозняки не вызывали слишком быстрое высыхание).
Чтобы убедиться, что пол полностью высох (менее 75% относительной влажности или 0,5% влажности), можно использовать специальный ареометр. В некоторых случаях допустимо укладывать водостойкую напольную плитку чуть раньше.
На время высыхания влияют несколько факторов:
- В случае песка/цемента указание модифицированной добавки может ускорить процесс, так что напольное покрытие можно будет укладывать примерно через три недели.
- Ангидриты очень чувствительны к условиям высыхания — помогает, если стены предварительно оштукатурены и просушены, чтобы уровень влажности в помещении не был слишком высоким.
- Если времени мало, процесс можно ускорить с помощью методов «форсированной сушки», сокращая время сушки до менее чем 40 дней.
- Осушители можно использовать для ускорения высыхания через 72 часа после укладки.
- После первой недели UFH можно установить на самую низкую температуру и постепенно повышать ее на 3°C в день, пока не будет достигнута рабочая температура.

Цементные жидкие стяжки
Заявленное время их высыхания составляет всего две-три недели для пола толщиной 40 мм при хороших условиях высыхания, по сравнению с примерно 40 днями при использовании сульфата кальция. Они также могут подвергаться принудительной сушке и не будут повторно впитывать влагу, поэтому они более надежны в плохих условиях сушки.
В этой новой пристройке стяжка пола была нанесена поверх влажных труб теплого пола. (Изображение предоставлено: getty images)
Подготовка стяжки пола к укладке напольного покрытия
Поверхность песчано-цементных стяжек обычно слегка запылена или покрыта песком из-за осадков или плохого смешивания, поэтому их, как правило, необходимо тщательно очистить щеткой перед грунтовкой и плитка.
Стяжки из сульфата кальция более требовательны в этом отношении, потому что по мере отверждения ангидрита на поверхности осаждается хрупкое покрытие из мелких частиц, известное как «цементное молоко», вместе с любыми кусочками мусора, которые могли всплыть. Эта слабая поверхностная пленка слишком рыхлая и шелушащаяся, чтобы на нее можно было укладывать плитку, и ее необходимо отшлифовать наждачной бумагой примерно через 5-10 дней, а пыль убрать пылесосом. Невыполнение этого требования является основной причиной поломки напольной плитки, так как она может отслоиться. Профессиональное выполнение этой шлифовки может добавить к стоимости около 8 фунтов стерлингов за м2.
Эта слабая поверхностная пленка слишком рыхлая и шелушащаяся, чтобы на нее можно было укладывать плитку, и ее необходимо отшлифовать наждачной бумагой примерно через 5-10 дней, а пыль убрать пылесосом. Невыполнение этого требования является основной причиной поломки напольной плитки, так как она может отслоиться. Профессиональное выполнение этой шлифовки может добавить к стоимости около 8 фунтов стерлингов за м2.
Однако есть некоторые новые сорта с низким содержанием цементного молока, которые требуют только жесткой щетки или легкой шлифовки наждачной бумагой с зернистостью 60. Проблемы могут возникнуть, если цементное молоко оставить слишком долго, так как его становится труднее удалить, а также это может затруднить процесс сушки. Это не такая проблема, если вы планируете укладывать полы без клея, такие как инженерные деревянные доски. Но перед укладкой плитки необходимо очистить полы от незакрепленных частиц и загрунтовать для герметизации пористых поверхностей и предотвращения всасывания влаги.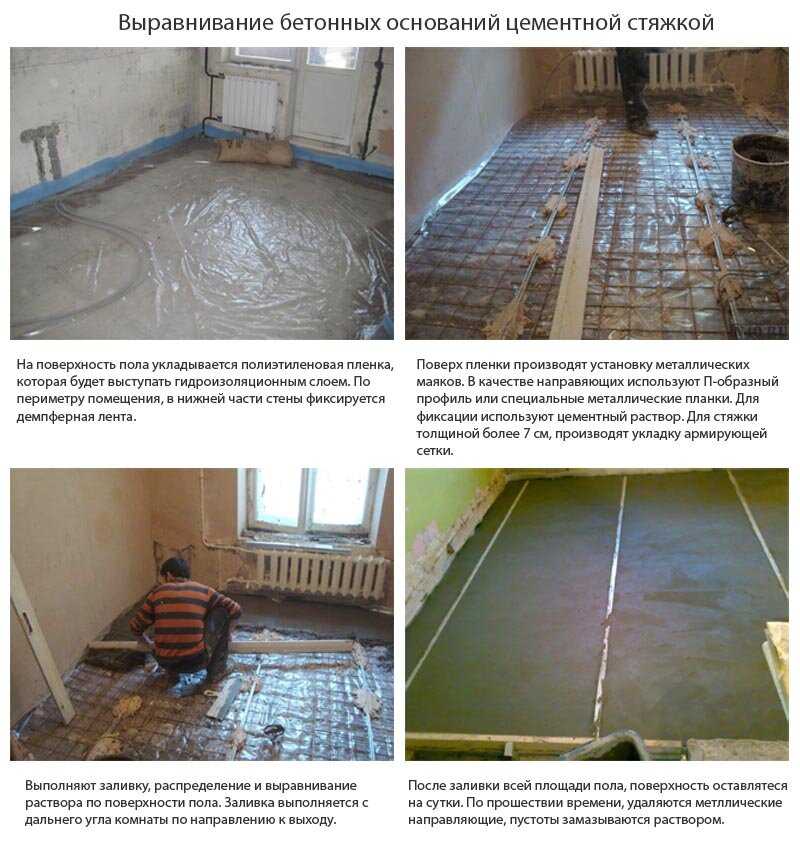
Также необходимо использовать специальные плиточные клеи, совместимые с ангидритом, химически не вступающие в реакцию с гипсом, такие как AnhyFix или Keracoll h50.
Часто задаваемые вопросы
Какие существуют специальные стяжки для пола?
Такие производители, как Tarmac , предоставляют специально разработанные продукты, такие как Topflow Soundbar — акустическая стяжка, изначально предназначенная для улучшения звукоизоляции между квартирами. Их можно укладывать поверх деревянных полов, предварительно укрепив их слоем упругой пены под ДСП толщиной 24 мм.
Для использования с напольным отоплением, специально разработанному Thermio Plus (открывается в новой вкладке) требуется только сверхтонкое покрытие толщиной 20 мм поверх труб, что делает его более эффективным для отвода тепла в помещение с более быстрой реакцией на изменения температуры и меньшим высыханием. раз. Другие специальные стяжки были разработаны для использования с листовым покрытием типа «ласточкин хвост» Lewis Deck, для обогрева пола и акустики на верхних этажах с деревянными балками.
Заменят ли жидкие стяжки традиционные цементные стяжки?
Мелкие застройщики давно хотели использовать жидкие стяжки, особенно с подогревом полов. Но песок/цемент по-прежнему будет использоваться, потому что нагнетаемые стяжки экономически выгодны только для полов площадью не менее 40 м2. Во многих небольших пристройках полы в обозримом будущем будут по-прежнему укладываться традиционным способом.
Сертифицированный геодезист Ян Рок. MRICS является директором Rightsurvey.co.uk (открывается в новой вкладке) и автором восьми популярных руководств Haynes House Manuals, в том числе Руководство по расширению дома , Руководство по самостоятельной сборке и Руководство по собственности периода .
Ян также является основателем Zennor Consultants. В дополнение к обследованию домов Zennor Consultants предоставляет профессиональные рекомендации по ремонту и техническому обслуживанию недвижимости, а также консультирует по вопросам проектирования и строительства пристроек к дому и переоборудованию чердаков, включая планирование и соблюдение строительных норм и правил.
 Часть клея,
Часть клея,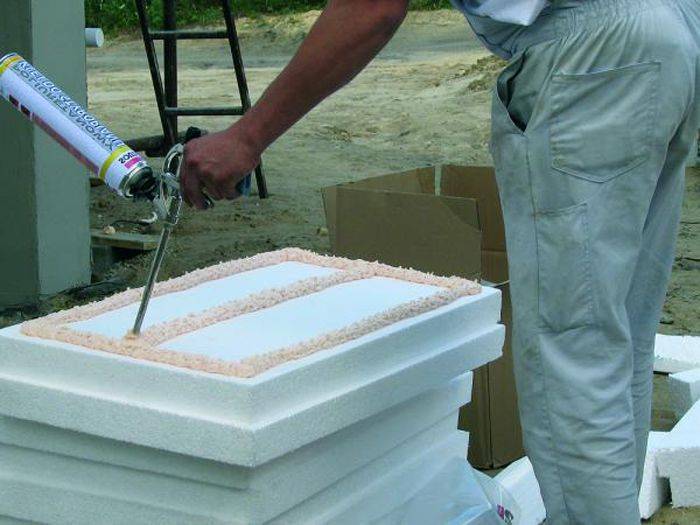


 Подходит, как для наружного применения, включая садовую и уличную мебель, скворечники, почтовые ящики и многое другое, так и для внутреннего. В том числе может применяться для монтажа деревянных и ламинатных полов, приклеивания деталей, украшения деревянных изделий, изготовления разного типа мебели и декора и т.д.
Подходит, как для наружного применения, включая садовую и уличную мебель, скворечники, почтовые ящики и многое другое, так и для внутреннего. В том числе может применяться для монтажа деревянных и ламинатных полов, приклеивания деталей, украшения деревянных изделий, изготовления разного типа мебели и декора и т.д.




 Приложение фильма здесь 5.
Приложение фильма здесь 5.
 В настоящее время самое инновационное автоматизированное оборудование для нанесения пневматических пистолетов надежно и имеет длительный срок службы, что снижает затраты на замену. Большая часть этого клеевого оборудования может работать со скоростью 3500 циклов в минуту и более.
В настоящее время самое инновационное автоматизированное оборудование для нанесения пневматических пистолетов надежно и имеет длительный срок службы, что снижает затраты на замену. Большая часть этого клеевого оборудования может работать со скоростью 3500 циклов в минуту и более. При сборке электроники струйная обработка является распространенным методом применения, поскольку она позволяет распределять материал в небольших пространствах. В этом клеевом аппликаторе струя движется над подложкой и использует высокоскоростной механизм для нанесения на подложку точных и однородных точек, узоров или линий. Это позволяет очень быстро и точно наносить клей. Кроме того, форсунки требуют минимальной очистки и обслуживания, что снижает затраты.
При сборке электроники струйная обработка является распространенным методом применения, поскольку она позволяет распределять материал в небольших пространствах. В этом клеевом аппликаторе струя движется над подложкой и использует высокоскоростной механизм для нанесения на подложку точных и однородных точек, узоров или линий. Это позволяет очень быстро и точно наносить клей. Кроме того, форсунки требуют минимальной очистки и обслуживания, что снижает затраты. Избыточное распыление также может привести к более тщательной очистке, чем при работе с другими методами и оборудованием для нанесения клея. Тем не менее, сегодняшние инновационные системы машин для распыления клея уменьшили избыточное распыление – если вы хотите узнать больше о системах с нулевым избыточным распылением, свяжитесь с нами.
Избыточное распыление также может привести к более тщательной очистке, чем при работе с другими методами и оборудованием для нанесения клея. Тем не менее, сегодняшние инновационные системы машин для распыления клея уменьшили избыточное распыление – если вы хотите узнать больше о системах с нулевым избыточным распылением, свяжитесь с нами. Эти системы также обеспечивают автоматизацию, контролируемое осаждение и снижение избыточного распыления. Безвоздушное распыление лучше всего работает при использовании клеев средней вязкости. Пневматические распылительные системы предпочтительны, когда требуется точное нанесение и высокая скорость.
Эти системы также обеспечивают автоматизацию, контролируемое осаждение и снижение избыточного распыления. Безвоздушное распыление лучше всего работает при использовании клеев средней вязкости. Пневматические распылительные системы предпочтительны, когда требуется точное нанесение и высокая скорость. Обычно размер клеевого волокна, плотность и ширину рисунка можно контролировать. Можно изготавливать узоры с низкой плотностью и крупными волокнами для лучшей прочности сцепления, открытые узоры для впитывающей способности и высокой плотности, узоры из тонких волокон для термочувствительных подложек.
Обычно размер клеевого волокна, плотность и ширину рисунка можно контролировать. Можно изготавливать узоры с низкой плотностью и крупными волокнами для лучшей прочности сцепления, открытые узоры для впитывающей способности и высокой плотности, узоры из тонких волокон для термочувствительных подложек. Нанесение клея для покрытия полотна можно автоматизировать, что увеличивает скорость процесса.
Нанесение клея для покрытия полотна можно автоматизировать, что увеличивает скорость процесса. Как следует из названия, деталь погружается в клей. Это позволяет наносить клей на детали сложной формы и труднодоступные углы.
Как следует из названия, деталь погружается в клей. Это позволяет наносить клей на детали сложной формы и труднодоступные углы. Однако толщину слоя и количество наносимого клея контролировать сложнее, и в худшем случае это может привести к непредвиденным затратам или отказу клеевой системы. Следует также иметь в виду, что кистью или шпателем можно наносить только ограниченное количество клеев.
Однако толщину слоя и количество наносимого клея контролировать сложнее, и в худшем случае это может привести к непредвиденным затратам или отказу клеевой системы. Следует также иметь в виду, что кистью или шпателем можно наносить только ограниченное количество клеев. Кроме того, наливное покрытие представляет собой автоматизированный процесс, который снижает трудозатраты и повышает эффективность процесса. Однако оборудование, как правило, дороже, чем оборудование, необходимое для других методов нанесения клея. Также недостатком можно считать ограниченное количество подходящих клеев.
Кроме того, наливное покрытие представляет собой автоматизированный процесс, который снижает трудозатраты и повышает эффективность процесса. Однако оборудование, как правило, дороже, чем оборудование, необходимое для других методов нанесения клея. Также недостатком можно считать ограниченное количество подходящих клеев. К ним относятся тип клея, природа продукта, требования к субстрату и схема процесса. Также в процессе принятия решения играют роль финансовые факторы: сколько стоит оборудование? Требуется ли частое техническое обслуживание? Как насчет уборки? У нас есть ответы на все эти и многие другие вопросы. Свяжитесь с нами, если вы ищете лучший метод нанесения клея для вашего процесса и продукта.
К ним относятся тип клея, природа продукта, требования к субстрату и схема процесса. Также в процессе принятия решения играют роль финансовые факторы: сколько стоит оборудование? Требуется ли частое техническое обслуживание? Как насчет уборки? У нас есть ответы на все эти и многие другие вопросы. Свяжитесь с нами, если вы ищете лучший метод нанесения клея для вашего процесса и продукта. Это позволит клею отойти от вашей графики на следующем шаге.
Это позволит клею отойти от вашей графики на следующем шаге.

 Эта настройка доступна для очень многих объектов; что касается кабельных жгутов, то для всех соответствующих компонентов и данных может быть установлен один слой.
Эта настройка доступна для очень многих объектов; что касается кабельных жгутов, то для всех соответствующих компонентов и данных может быть установлен один слой.

 Можно редактировать свойства Цвет, Тип линии и Толщина линии в разделе Представление и свойство Размер в разделе Расширенный.
Можно редактировать свойства Цвет, Тип линии и Толщина линии в разделе Представление и свойство Размер в разделе Расширенный. С помощью свойства Усадка задается фактическая длина сегмента в сборочной панели, Вырезанная длина — это длина удаленного сегмента, Соотношение остаточной длины — это соотношение между вырезанной длиной и длиной при Усадке, а с помощью опции Только символ пробела можно скрыть значение Вырезанная длина.
С помощью свойства Усадка задается фактическая длина сегмента в сборочной панели, Вырезанная длина — это длина удаленного сегмента, Соотношение остаточной длины — это соотношение между вырезанной длиной и длиной при Усадке, а с помощью опции Только символ пробела можно скрыть значение Вырезанная длина.
 Изготовленный на заказ жгут проводов Molex с двойным экраном.
Изготовленный на заказ жгут проводов Molex с двойным экраном.





 Присутствие влаги, например, может потребовать водостойкого материала, такого как полиэтилен, чтобы избежать повреждения проводников.
Присутствие влаги, например, может потребовать водостойкого материала, такого как полиэтилен, чтобы избежать повреждения проводников. Практически любая отрасль, в которой используются кабели, может извлечь выгоду из использования жгутов проводов. Следующие отрасли, среди прочего, часто полагаются на жгуты проводов, чтобы максимизировать эффективность и защитить сотрудников от опасностей, связанных с беспорядочной проводкой:
Практически любая отрасль, в которой используются кабели, может извлечь выгоду из использования жгутов проводов. Следующие отрасли, среди прочего, часто полагаются на жгуты проводов, чтобы максимизировать эффективность и защитить сотрудников от опасностей, связанных с беспорядочной проводкой:
 Среди прочих преимуществ жгуты проводов приносят компаниям следующие преимущества:
Среди прочих преимуществ жгуты проводов приносят компаниям следующие преимущества: Оболочки защищают провода от истирания или воздействия опасностей, сводя к минимуму риск несчастных случаев на рабочем месте. Соединители, зажимы, шнуровка и другие организационные стратегии значительно сокращают количество места, которое должна занимать проводка, и гарантируют, что технические специалисты могут легко найти нужные им компоненты. Для оборудования или транспортных средств, которые регулярно борются с паутиной длинных проводов, жгут проводов, несомненно, принесет пользу всем.
Оболочки защищают провода от истирания или воздействия опасностей, сводя к минимуму риск несчастных случаев на рабочем месте. Соединители, зажимы, шнуровка и другие организационные стратегии значительно сокращают количество места, которое должна занимать проводка, и гарантируют, что технические специалисты могут легко найти нужные им компоненты. Для оборудования или транспортных средств, которые регулярно борются с паутиной длинных проводов, жгут проводов, несомненно, принесет пользу всем. А благодаря различным вариантам экранирования, наполнителей, материалов, идентификации и стиля наиболее эффективное организационное решение для вашего проекта — это просто вопрос стратегического проектирования.
А благодаря различным вариантам экранирования, наполнителей, материалов, идентификации и стиля наиболее эффективное организационное решение для вашего проекта — это просто вопрос стратегического проектирования.



 Слегка меняются эмоциональный настрой, ритм, манера исполнения. Каждое мгновение по-своему неповторимо. Не важно, сколько раз уже исполнялась та или иная композиция, обладатель черного пояса знает, что она звучит в первый и последний раз».
Слегка меняются эмоциональный настрой, ритм, манера исполнения. Каждое мгновение по-своему неповторимо. Не важно, сколько раз уже исполнялась та или иная композиция, обладатель черного пояса знает, что она звучит в первый и последний раз». На картине Рубенса «Даниил в яме со львами» отлично видно, как сочетается контраст светлой фигуры главного героя с нюансами тёмной массы львов. Возле такого полотна можно простоять целый день, так и не рассмотрев всех деталей, но чётко усвоив главную суть произведения.
На картине Рубенса «Даниил в яме со львами» отлично видно, как сочетается контраст светлой фигуры главного героя с нюансами тёмной массы львов. Возле такого полотна можно простоять целый день, так и не рассмотрев всех деталей, но чётко усвоив главную суть произведения. Процесс создания цветочного оформления ландшафта увлекателен и может продолжаться бесконечно, доставляя оформителю массу положительных эмоций и принося радость окружающим.
Процесс создания цветочного оформления ландшафта увлекателен и может продолжаться бесконечно, доставляя оформителю массу положительных эмоций и принося радость окружающим. А.
А. С.
С.

 Контраст и Нюанс это замечательные правила, которыми следует руководствоваться при продумывании компонентов изображения.
Контраст и Нюанс это замечательные правила, которыми следует руководствоваться при продумывании компонентов изображения. Это означает различать нюансы.
Это означает различать нюансы. (Обратите внимание, что путь через французский язык был необходим, чтобы открыть глагол nuer , «затенять». К сожалению, в английском языке «obnubilated» взято прямо из латыни, что имеет почти такое же значение. «ennew» в последний раз видели в 1573 году, и даже тогда его нужно было определить.)
(Обратите внимание, что путь через французский язык был необходим, чтобы открыть глагол nuer , «затенять». К сожалению, в английском языке «obnubilated» взято прямо из латыни, что имеет почти такое же значение. «ennew» в последний раз видели в 1573 году, и даже тогда его нужно было определить.) … Они откровенно сокрушали Джимми Клаузена вместо того, чтобы смотреть на некоторые из реальных обнадеживающих признаков того, что на самом деле происходило на поле с Медведями. … И если вы думаете, что увидели улучшенное нападение при Джимми Клаузене, я не знаю, что вам сказать, кроме как бросить вам цифры. Цифры не хорошие….
… Они откровенно сокрушали Джимми Клаузена вместо того, чтобы смотреть на некоторые из реальных обнадеживающих признаков того, что на самом деле происходило на поле с Медведями. … И если вы думаете, что увидели улучшенное нападение при Джимми Клаузене, я не знаю, что вам сказать, кроме как бросить вам цифры. Цифры не хорошие…. Джо должно быть стыдно, Трою должно быть стыдно. Они пришли что-то искать, вместо того, чтобы просто вызвать игру, которая перед ними. Они пришли что-то искать и пытались заставить вас это увидеть.
Джо должно быть стыдно, Трою должно быть стыдно. Они пришли что-то искать, вместо того, чтобы просто вызвать игру, которая перед ними. Они пришли что-то искать и пытались заставить вас это увидеть. ..
.. Врачу, например, хорошо платят за то, что он знает, какой орган резать, какой нож использовать. То же самое касается юристов и бухгалтеров. Пилот знает тонкости взлета и посадки. При необходимости гидросамолет может иметь лыжи.
Врачу, например, хорошо платят за то, что он знает, какой орган резать, какой нож использовать. То же самое касается юристов и бухгалтеров. Пилот знает тонкости взлета и посадки. При необходимости гидросамолет может иметь лыжи. Ранние триллиумы. Первые ласточки. Яркие лишайники. Голубые пузыри на зеленом льду. Тонкие градации отраженного света. Тени внутри теней. Нюансов не видел, пока не напомнил. Нюансов не видел, пока не увидел.
Ранние триллиумы. Первые ласточки. Яркие лишайники. Голубые пузыри на зеленом льду. Тонкие градации отраженного света. Тени внутри теней. Нюансов не видел, пока не напомнил. Нюансов не видел, пока не увидел.

 Этот инструмент представляет собой планку со сверлом и регулируемыми резцами. Установив необходимое расстояние между режущими элементами, помещаем приспособление в патрон электроинструмента (дрель, миксер, перфоратор), высверливаем отверстие.
Этот инструмент представляет собой планку со сверлом и регулируемыми резцами. Установив необходимое расстояние между режущими элементами, помещаем приспособление в патрон электроинструмента (дрель, миксер, перфоратор), высверливаем отверстие.


 Если сделать разметку и обрезку кафельной плитки таким образом, чтобы она заходила местами на подрозетник, – это создаст дополнительную фиксацию последнего. Некоторые евровилки туго входят в гнездо и при вытаскивании вырывают розетку.
Если сделать разметку и обрезку кафельной плитки таким образом, чтобы она заходила местами на подрозетник, – это создаст дополнительную фиксацию последнего. Некоторые евровилки туго входят в гнездо и при вытаскивании вырывают розетку. И сделать его можно намного быстрее круглого отверстия:
И сделать его можно намного быстрее круглого отверстия:
 Для каждого из этих надрезов используются одни и те же инструменты, но измерение центрального надреза плитки требует новых приемов измерения. В отличие от разрезов по краям, вы не можете просто отметить линию и защелкнуть плитку. Поскольку вы не можете видеть сквозь плитку, вам нужно отметить точное местоположение сосуда другим способом. Тогда резка требует ловкости, чтобы не сломать плитку вместе с несколькими специфическими инструментами.
Для каждого из этих надрезов используются одни и те же инструменты, но измерение центрального надреза плитки требует новых приемов измерения. В отличие от разрезов по краям, вы не можете просто отметить линию и защелкнуть плитку. Поскольку вы не можете видеть сквозь плитку, вам нужно отметить точное местоположение сосуда другим способом. Тогда резка требует ловкости, чтобы не сломать плитку вместе с несколькими специфическими инструментами. Отметьте кромку плитки
Отметьте кромку плитки

 Затем сотрите оставшиеся следы на плитке или смойте их средством для чистки плитки. При мытье полностью высушите плитку перед установкой.
Затем сотрите оставшиеся следы на плитке или смойте их средством для чистки плитки. При мытье полностью высушите плитку перед установкой.

 Маркировка плитки
Маркировка плитки  Затем отметьте плитку, где заканчивается выпускная коробка.
Затем отметьте плитку, где заканчивается выпускная коробка.
 Делать это нужно очень аккуратно, поскольку она может легко порваться. Наматывая фольгу, её нужно приминать, чтобы она села очень плотно.
Делать это нужно очень аккуратно, поскольку она может легко порваться. Наматывая фольгу, её нужно приминать, чтобы она села очень плотно.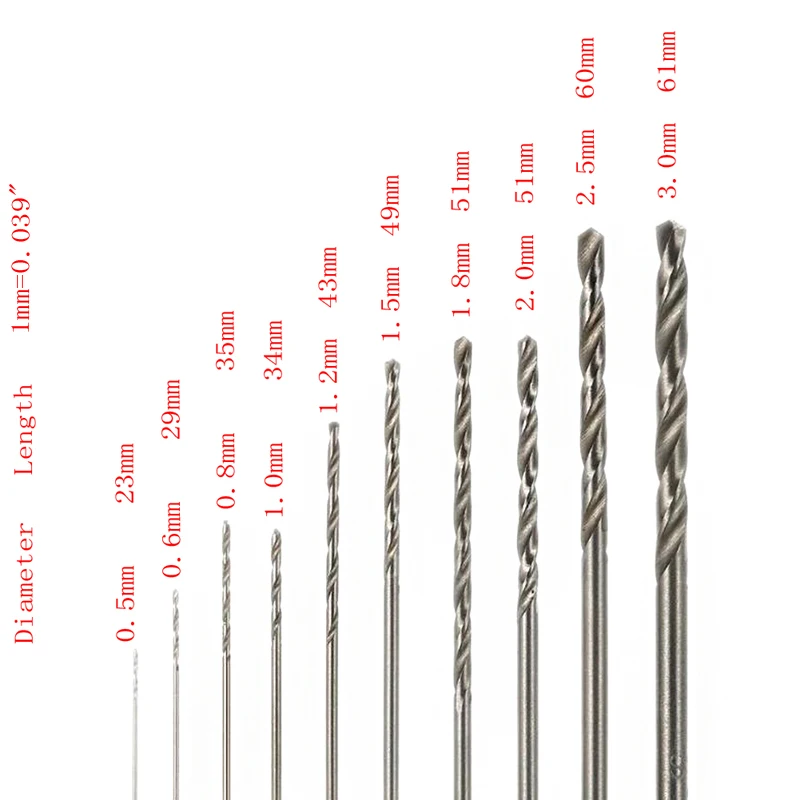
 И, как итог, чтобы работа принесла вам пользу.
И, как итог, чтобы работа принесла вам пользу. 200
200 000
000 000
000 200
200 900
900 )
) Более узкая линия, которую он прорезает, более тонкая и менее грубая. Зернистость также имеет меньший размер частиц, чем у стандартных сверл, поэтому при входе образуется меньше микросколов.
Более узкая линия, которую он прорезает, более тонкая и менее грубая. Зернистость также имеет меньший размер частиц, чем у стандартных сверл, поэтому при входе образуется меньше микросколов. MM
MM 



 Частицы абразива, приводимые в движение давлением воздуха, ударяют по загрязнению, разбивая его мощным ударом, а воздушная струя удаляет остатки загрязнения и абразива. Таким образом, абразивоструйный метод очистки с использованием абразивного порошка обладает целым рядом очевидных преимуществ по сравнению с другими технологиями очистки:
Частицы абразива, приводимые в движение давлением воздуха, ударяют по загрязнению, разбивая его мощным ударом, а воздушная струя удаляет остатки загрязнения и абразива. Таким образом, абразивоструйный метод очистки с использованием абразивного порошка обладает целым рядом очевидных преимуществ по сравнению с другими технологиями очистки:

 Ударная вязкость напрямую зависит от твердости частицы, которую измеряют по шкале Мосса: у речного песка она составляет 7, у купрошлака и никельшлака – свыше 7 единиц. Прочность гранул абразивного порошка обеспечивает низкий уровень запыленности в процессе очистки. Не требуется дополнительное обеспыливание поверхностей, что упрощает технологию обработки поверхностей. В отличии от очистки с применением абразивного порошка, при ударе частиц песка об обрабатываемую поверхность образуется большое количество мелкой пыли диаметром 15-30 микрон, которая кроме загрязнения рабочей зоны забивается между пиками обработанной поверхности покрытой на 70-85 % частицами песка в виде пленки, не заметной для человеческого глаза. Для удаления этих частиц требуется проведение трудоёмких операций по обеспыливанию (смывание водой с высоким давлением), которые влекут дополнительные затраты денежных средств и времени. В случаях же, когда клиент отказывается от проведения таких операций, происходит образование промежутков между покрытием и обработанной поверхностью, вследствие чего металл начинает коррозировать, а через 2-3 года происходит отслоение антикоррозионного покрытия.
Ударная вязкость напрямую зависит от твердости частицы, которую измеряют по шкале Мосса: у речного песка она составляет 7, у купрошлака и никельшлака – свыше 7 единиц. Прочность гранул абразивного порошка обеспечивает низкий уровень запыленности в процессе очистки. Не требуется дополнительное обеспыливание поверхностей, что упрощает технологию обработки поверхностей. В отличии от очистки с применением абразивного порошка, при ударе частиц песка об обрабатываемую поверхность образуется большое количество мелкой пыли диаметром 15-30 микрон, которая кроме загрязнения рабочей зоны забивается между пиками обработанной поверхности покрытой на 70-85 % частицами песка в виде пленки, не заметной для человеческого глаза. Для удаления этих частиц требуется проведение трудоёмких операций по обеспыливанию (смывание водой с высоким давлением), которые влекут дополнительные затраты денежных средств и времени. В случаях же, когда клиент отказывается от проведения таких операций, происходит образование промежутков между покрытием и обработанной поверхностью, вследствие чего металл начинает коррозировать, а через 2-3 года происходит отслоение антикоррозионного покрытия.
 Наши специалисты для выполнения абразивоструйной очистки и окрасочных работ используют качественное оборудование и в соответствии с планируемыми Вами задачами порекомендуют наиболее соответствующие Вашим требованиям материалы.
Наши специалисты для выполнения абразивоструйной очистки и окрасочных работ используют качественное оборудование и в соответствии с планируемыми Вами задачами порекомендуют наиболее соответствующие Вашим требованиям материалы.

 Принцип работы дробеметного оборудования основан на метании дроби посредством лопаток, смонтированных на дробеметном колесе (в дробеметном аппарате).
Принцип работы дробеметного оборудования основан на метании дроби посредством лопаток, смонтированных на дробеметном колесе (в дробеметном аппарате). Это название устарело, но в должностных справочниках остается до сих пор. Правильное название профессии — абразивоструйщик.
Это название устарело, но в должностных справочниках остается до сих пор. Правильное название профессии — абразивоструйщик. Абразивоструйная очистка заключается в ускорении частиц размером с песок с помощью сжатого воздуха для создания потока высокоскоростных частиц, используемых для очистки металлических объектов, таких как стальные конструкции, или для придания текстуры залитому бетону. Этот процесс обычно приводит к образованию большого количества пыли от абразива, всего, что находится на истираемой подложке, и/или от самой подложки.
Абразивоструйная очистка заключается в ускорении частиц размером с песок с помощью сжатого воздуха для создания потока высокоскоростных частиц, используемых для очистки металлических объектов, таких как стальные конструкции, или для придания текстуры залитому бетону. Этот процесс обычно приводит к образованию большого количества пыли от абразива, всего, что находится на истираемой подложке, и/или от самой подложки. Струя абразива сама по себе может причинить физический вред оператору или окружающим. Существуют руководящие принципы NIOSH и правила OSHA, касающиеся многих аспектов абразивоструйной очистки, включая такие аспекты, как правильная длина воздуховода и качество воздуха для дыхания, подаваемого в респиратор для абразивоструйной очистки. Необходимо многое знать об абразивоструйной очистке и связанных с ней опасностях, чтобы постоянно безопасно выполнять эту задачу.
Струя абразива сама по себе может причинить физический вред оператору или окружающим. Существуют руководящие принципы NIOSH и правила OSHA, касающиеся многих аспектов абразивоструйной очистки, включая такие аспекты, как правильная длина воздуховода и качество воздуха для дыхания, подаваемого в респиратор для абразивоструйной очистки. Необходимо многое знать об абразивоструйной очистке и связанных с ней опасностях, чтобы постоянно безопасно выполнять эту задачу.


 )
) 
 2005. Абразивно-струйные реагенты: разработка исследований для оценки относительного риска. Журнал токсикологии и гигиены окружающей среды, Часть A 68(11):999-1016.
2005. Абразивно-струйные реагенты: разработка исследований для оценки относительного риска. Журнал токсикологии и гигиены окружающей среды, Часть A 68(11):999-1016. Цитирование не должно восприниматься как одобрение со стороны NIOSH содержания веб-сайта или спонсирующей организации.
Цитирование не должно восприниматься как одобрение со стороны NIOSH содержания веб-сайта или спонсирующей организации.  659-667.
659-667.


 Во-вторых, системы прямого давления способны работать с более тяжелыми средами, чем традиционные пескоструйные шкафы.
Во-вторых, системы прямого давления способны работать с более тяжелыми средами, чем традиционные пескоструйные шкафы.
 Применение содовой струйной обработки включает восстановление автомобилей, удаление ржавчины, очистку дерева, удаление граффити, удаление сажи и очистку корпусов лодок. При струйной очистке содой обычно используется гораздо более низкое давление в фунтах на квадратный дюйм, чем при традиционной абразивно-струйной очистке: около 20 фунтов на квадратный дюйм.
Применение содовой струйной обработки включает восстановление автомобилей, удаление ржавчины, очистку дерева, удаление граффити, удаление сажи и очистку корпусов лодок. При струйной очистке содой обычно используется гораздо более низкое давление в фунтах на квадратный дюйм, чем при традиционной абразивно-струйной очистке: около 20 фунтов на квадратный дюйм. Идея, вероятно, возникла в результате наблюдения за естественным характером эрозии в природе из-за проточной воды и переносимого ветром песка. Первым использовавшимся абразивным материалом был песок, но было обнаружено, что вдыхание частиц кремнезема приводит к силикозу, серьезному респираторному заболеванию.
Идея, вероятно, возникла в результате наблюдения за естественным характером эрозии в природе из-за проточной воды и переносимого ветром песка. Первым использовавшимся абразивным материалом был песок, но было обнаружено, что вдыхание частиц кремнезема приводит к силикозу, серьезному респираторному заболеванию.
 Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами. com/embed/UyLcUSaH0sM»>
com/embed/UyLcUSaH0sM»>  Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов. Конденсатор должен быть напряжением не менее 1000 В.
Конденсатор должен быть напряжением не менее 1000 В.

 В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
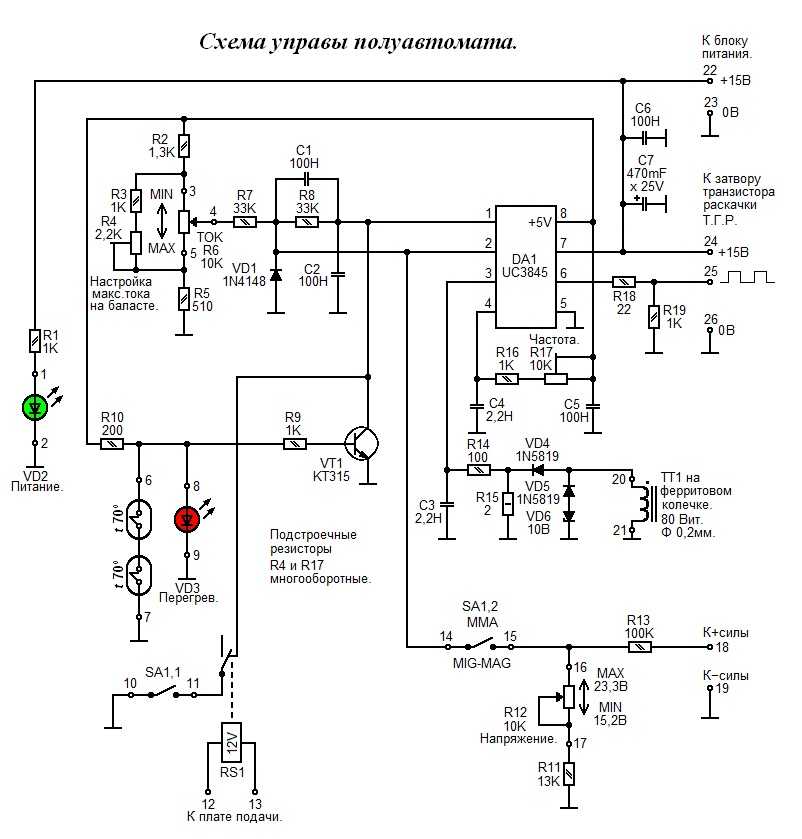 План сварочного инвертора. Появление сварочных инверторов. Принципиальная и электрическая схемы, принципы их работы.
План сварочного инвертора. Появление сварочных инверторов. Принципиальная и электрическая схемы, принципы их работы.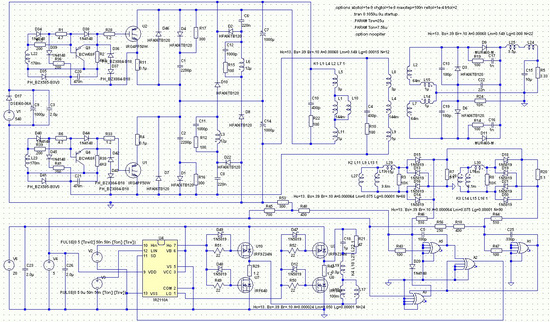
 Входное напряжение выпрямляется им, а также выравнивается фильтрующими конденсаторами таким образом, что на выходе первого этапа мы получаем мощный постоянный ток напряжением свыше 220В.
Входное напряжение выпрямляется им, а также выравнивается фильтрующими конденсаторами таким образом, что на выходе первого этапа мы получаем мощный постоянный ток напряжением свыше 220В.


 Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети. Сварочное оборудование стало одним из наиболее важных инструментов, которым может владеть производитель, поэтому необходимо спроектировать и построить машину для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц с использованием местных материалов. Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
Сварочное оборудование стало одним из наиболее важных инструментов, которым может владеть производитель, поэтому необходимо спроектировать и построить машину для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц с использованием местных материалов. Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
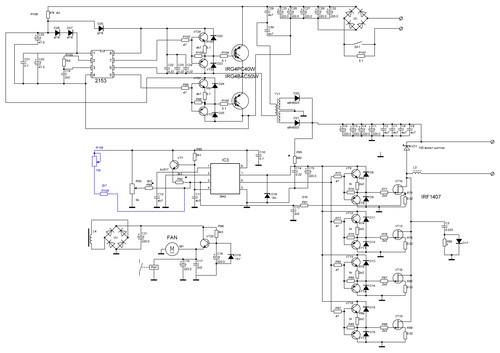 Выбор частоты 20 кГц для дуговой сварочной машины инверторного типа был определен, чтобы удовлетворить вышеуказанные ожидания. Управление питанием трансформатора на высокой частоте регулирует выходной сварочный ток. Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.
Выбор частоты 20 кГц для дуговой сварочной машины инверторного типа был определен, чтобы удовлетворить вышеуказанные ожидания. Управление питанием трансформатора на высокой частоте регулирует выходной сварочный ток. Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.  Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Это снижает вес, размер и уровень шума трансформатора, используемого для сварки. 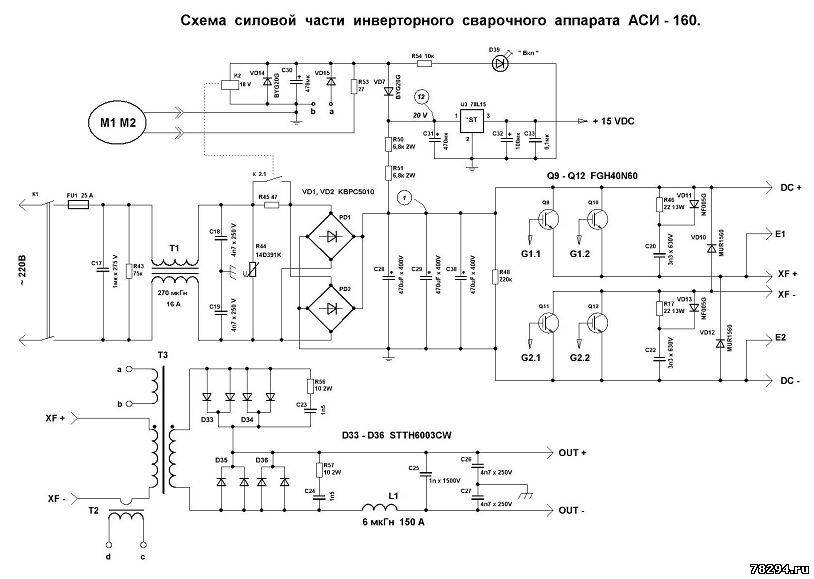 Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3].
Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3]. Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4]. 933
933
 Спецификация конструкции
Спецификация конструкции  ………………………. …………………………………………. …………………………… (4)
………………………. …………………………………………. …………………………… (4) ……………………………….. ………………………………………. (7)
……………………………….. ………………………………………. (7)  …………… (10)
…………… (10)  ………….. …………………………………………. ……………………………….. (14)
………….. …………………………………………. ……………………………….. (14)  Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет
Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет ijser.org
ijser.org 95-134, 2008.
95-134, 2008. 29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)},
год = {1998},
объем = {2},
страницы = {1636-1641 том 2}
}
29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)},
год = {1998},
объем = {2},
страницы = {1636-1641 том 2}
}  Мок, Г. Чой, Чунг-Юн Вон, Кю Сик Ким
Мок, Г. Чой, Чунг-Юн Вон, Кю Сик Ким Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два… В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
 Его принцип и реализация описаны,…
Его принцип и реализация описаны,…
 2 Гражданского кодекса РФ.
2 Гражданского кодекса РФ.
 д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком

 Прочтите обо всех них, а затем решите, какой инструмент лучше всего подходит для вас и ваших потребностей в изготовлении бумаги!
Прочтите обо всех них, а затем решите, какой инструмент лучше всего подходит для вас и ваших потребностей в изготовлении бумаги! В этом нет ничего плохого!
В этом нет ничего плохого! Если вы набираете всего несколько карт, папка с костями — идеальный маленький инструмент. Просто убедитесь, что вы держите линейку прямо.
Если вы набираете всего несколько карт, папка с костями — идеальный маленький инструмент. Просто убедитесь, что вы держите линейку прямо. Оценка (без каламбура).
Оценка (без каламбура).
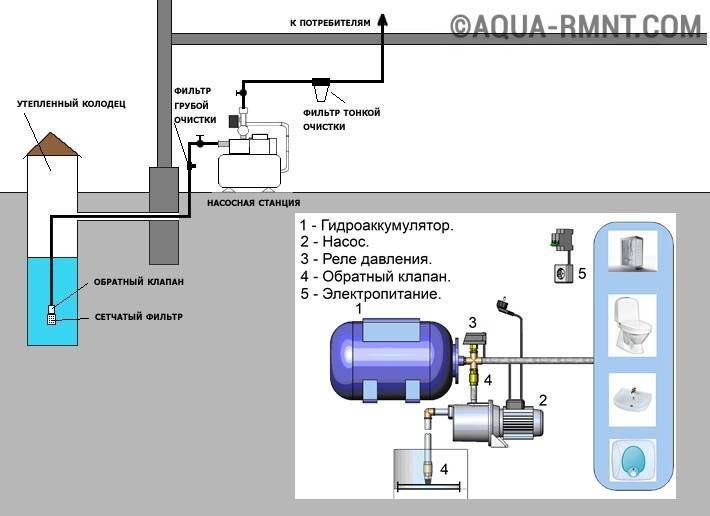
 Для водоснабжения в основном внутри устанавливают резиновую грушу. Как работает такая система? Пока внутри есть только воздух, давление внутри штатное — то, которое выставлено на заводе (1,5 атм) или которое вы выставили сами. Включается насос, начинает закачивать в бак воду, груша начинает увеличиваться в размерах. Вода постепенно заполняет все больший объем, все больше сжимая воздух, который находится между стенкой бака и мембраной. При достижении некоторого давления (обычно для одноэтажных домов это 2,8 — 3 атм) насос отключается, давление в системе стабилизируется. При открытии крана или другом расходе воды, она поступает из гидроаккумулятора. Течет она до тех пор, пока в баке давление не упадет ниже определенной отметки (обычно около 1,6-1,8 атм). После чего насос включается, цикл повторяется снова.
Для водоснабжения в основном внутри устанавливают резиновую грушу. Как работает такая система? Пока внутри есть только воздух, давление внутри штатное — то, которое выставлено на заводе (1,5 атм) или которое вы выставили сами. Включается насос, начинает закачивать в бак воду, груша начинает увеличиваться в размерах. Вода постепенно заполняет все больший объем, все больше сжимая воздух, который находится между стенкой бака и мембраной. При достижении некоторого давления (обычно для одноэтажных домов это 2,8 — 3 атм) насос отключается, давление в системе стабилизируется. При открытии крана или другом расходе воды, она поступает из гидроаккумулятора. Течет она до тех пор, пока в баке давление не упадет ниже определенной отметки (обычно около 1,6-1,8 атм). После чего насос включается, цикл повторяется снова.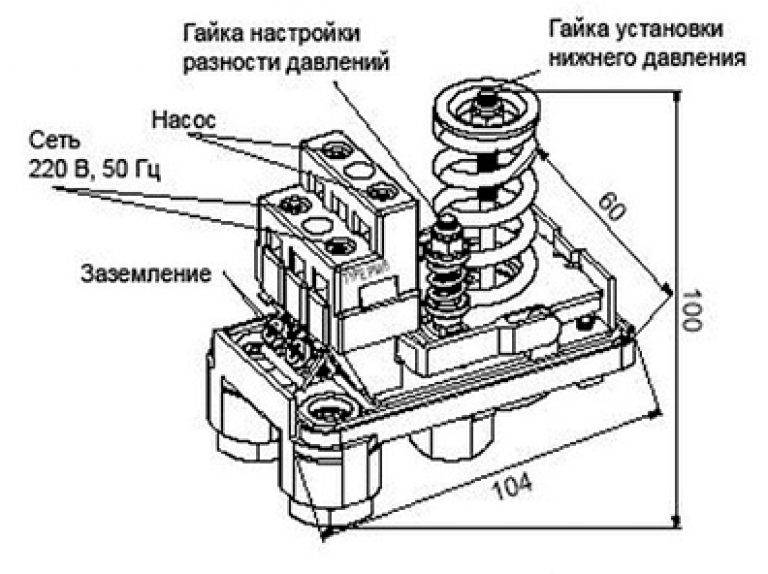
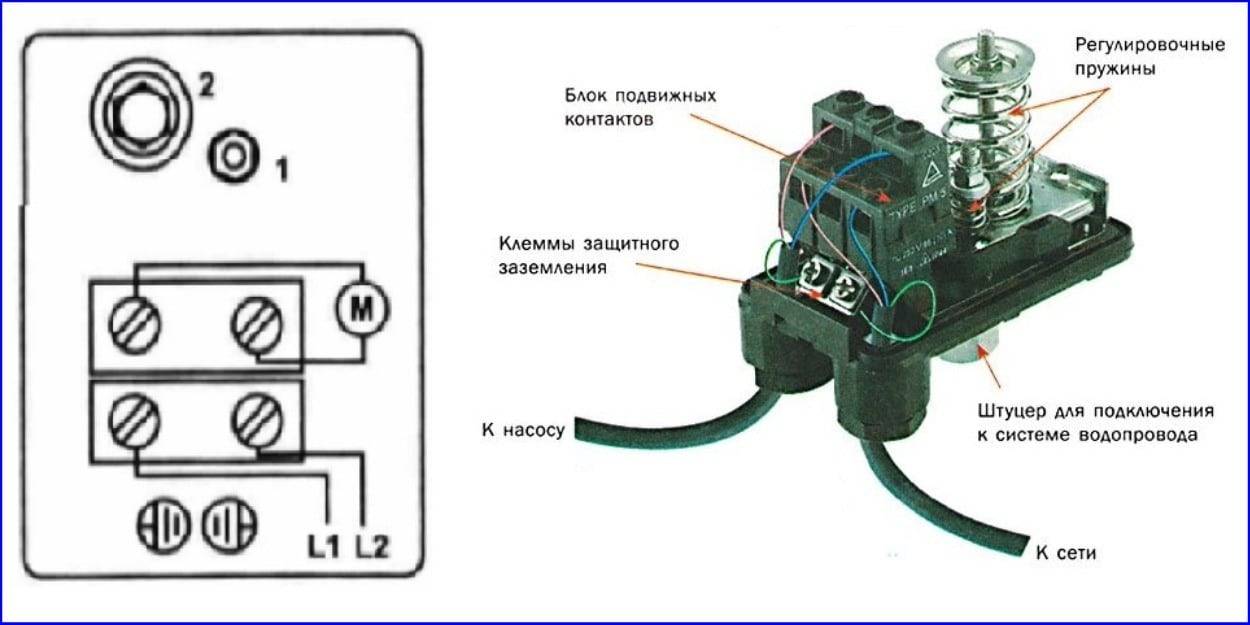 Воды в ней будет почти вполовину меньше. Второе что надо иметь в виду — это габаритные размеры емкости. Бак на 100 литров это приличная такая бочка — около 850 мм высотой и 450 мм в диаметре. Для нее и обвязки надо будет где-то найти место. Где-то — это в помещении, куда приходит труба от насоса. Там обычно и устанавливают все оборудование.
Воды в ней будет почти вполовину меньше. Второе что надо иметь в виду — это габаритные размеры емкости. Бак на 100 литров это приличная такая бочка — около 850 мм высотой и 450 мм в диаметре. Для нее и обвязки надо будет где-то найти место. Где-то — это в помещении, куда приходит труба от насоса. Там обычно и устанавливают все оборудование. Он обеспечит нормальное функционирование совсем небольшой системы: кран, унитаз, мойка и небольшой водонагреватель. При наличии другой бытовой техники емкость надо увеличивать. Хорошая новость в том, что если вы решите, что имеющегося резервуара вам недостаточно, можно всегда установить дополнительный.
Он обеспечит нормальное функционирование совсем небольшой системы: кран, унитаз, мойка и небольшой водонагреватель. При наличии другой бытовой техники емкость надо увеличивать. Хорошая новость в том, что если вы решите, что имеющегося резервуара вам недостаточно, можно всегда установить дополнительный. Контролировать давление в гидробаке можно при помощи манометра, подключенного к специальному входу в верхней части бака (емкость от 100 литров и больше) или установленного в нижней его части как одну из деталей обвязки. Временно, для контроля, можно подключить автомобильный манометр. Погрешность у него обычно невелика и работать им удобно. Если такого нет, можно использовать штатный для водопроводов, но они обычно точностью не отличаются.
Контролировать давление в гидробаке можно при помощи манометра, подключенного к специальному входу в верхней части бака (емкость от 100 литров и больше) или установленного в нижней его части как одну из деталей обвязки. Временно, для контроля, можно подключить автомобильный манометр. Погрешность у него обычно невелика и работать им удобно. Если такого нет, можно использовать штатный для водопроводов, но они обычно точностью не отличаются. Если в баке давление 1,5 атм, то давление в системе не должно быть ниже чем 1,6 атм. Это значение и выставляют на реле давления воды, которое работает в паре с гидроаккумулятором. Это оптимальные настройки для небольшого одноэтажного дома.
Если в баке давление 1,5 атм, то давление в системе не должно быть ниже чем 1,6 атм. Это значение и выставляют на реле давления воды, которое работает в паре с гидроаккумулятором. Это оптимальные настройки для небольшого одноэтажного дома.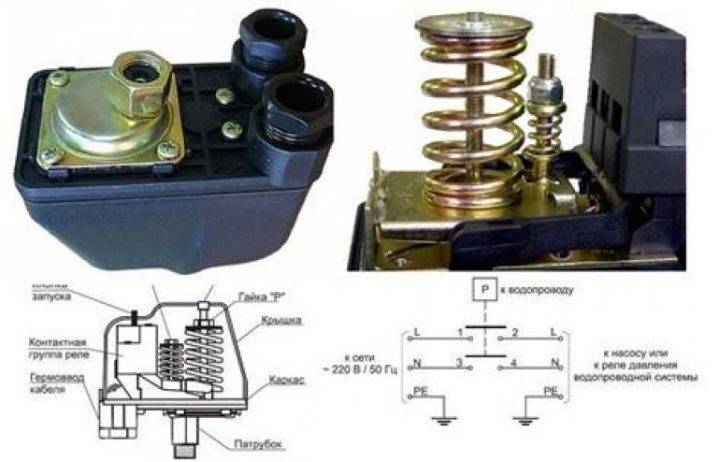


 Вся разница в том, где установлен насос и куда подавать питание, но к установке гидроаккумулятора это не имеет отношения. Его ставит в том месте, куда заходят трубы от насоса. Подключение — один в один (смотрите схему).
Вся разница в том, где установлен насос и куда подавать питание, но к установке гидроаккумулятора это не имеет отношения. Его ставит в том месте, куда заходят трубы от насоса. Подключение — один в один (смотрите схему).
 Для оптимизации восприятия представленную информацию дополняют фото, схемы и видео.
Для оптимизации восприятия представленную информацию дополняют фото, схемы и видео.
 Для работы в паре с погружными насосами объем берут больше, рассчитывают исходя из технических характеристик конкретного агрегата
Для работы в паре с погружными насосами объем берут больше, рассчитывают исходя из технических характеристик конкретного агрегата
 Давление внутри гидроаккумулятора тоже регулируется с помощью сжатого воздуха.
Давление внутри гидроаккумулятора тоже регулируется с помощью сжатого воздуха. В этот момент должен заработать насос, нагнетающий в бак воду.
В этот момент должен заработать насос, нагнетающий в бак воду.
 Это очень неприятно, особенно для тех домочадцев, которые в этот момент принимают душ. Благодаря гидроаккумулятору таких недоразумений можно избежать.
Это очень неприятно, особенно для тех домочадцев, которые в этот момент принимают душ. Благодаря гидроаккумулятору таких недоразумений можно избежать.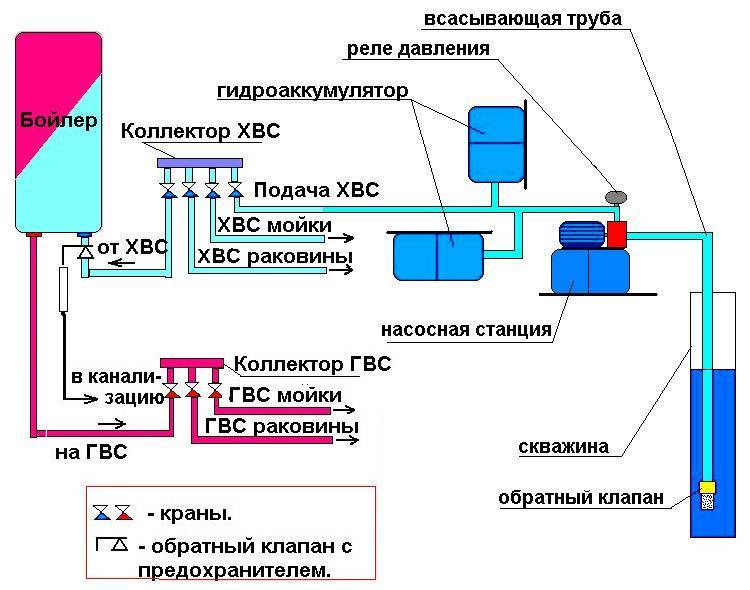 Бак применяется для накопления и подачи холодной воды, защищает разнообразные бытовые приборы от гидроударов при изменении давления в системе. Продлевает срок эксплуатации насосов путем сокращения количества их включений.
Бак применяется для накопления и подачи холодной воды, защищает разнообразные бытовые приборы от гидроударов при изменении давления в системе. Продлевает срок эксплуатации насосов путем сокращения количества их включений. Этот воздух, как уже говорилось выше, скапливается в верхней части камеры по мере работы устройства. Поэтому присутствие в этом месте стравливающего клапана – вполне обоснованная мера.
Этот воздух, как уже говорилось выше, скапливается в верхней части камеры по мере работы устройства. Поэтому присутствие в этом месте стравливающего клапана – вполне обоснованная мера. Выбор схемы подключения гидроаккумулятора зависит от того, в каком качестве он будет использован, и какие функции на него предполагается возложить. Рассмотрим те схемы подключения, которые наиболее популярны.
Выбор схемы подключения гидроаккумулятора зависит от того, в каком качестве он будет использован, и какие функции на него предполагается возложить. Рассмотрим те схемы подключения, которые наиболее популярны. Обычно на таких станциях имеется насос, который работает в постоянном режиме.
Обычно на таких станциях имеется насос, который работает в постоянном режиме. Обычно этот показатель порядка 5-20 раз.
Обычно этот показатель порядка 5-20 раз.
 Металл корпуса изделия важен только для расширительных баков. Там же, где вода содержится в груше, характеристики металла не имеют решающего значения.
Металл корпуса изделия важен только для расширительных баков. Там же, где вода содержится в груше, характеристики металла не имеют решающего значения.
 Резкая струя воды может её повредить и даже полностью вывести из строя. Правильнее удалить из груши мембраны весь воздух до того, как вы приступите к заполнению её водой. Место для установки гидроаккумулятора должно быть выбрано с учетом его доступности.
Резкая струя воды может её повредить и даже полностью вывести из строя. Правильнее удалить из груши мембраны весь воздух до того, как вы приступите к заполнению её водой. Место для установки гидроаккумулятора должно быть выбрано с учетом его доступности.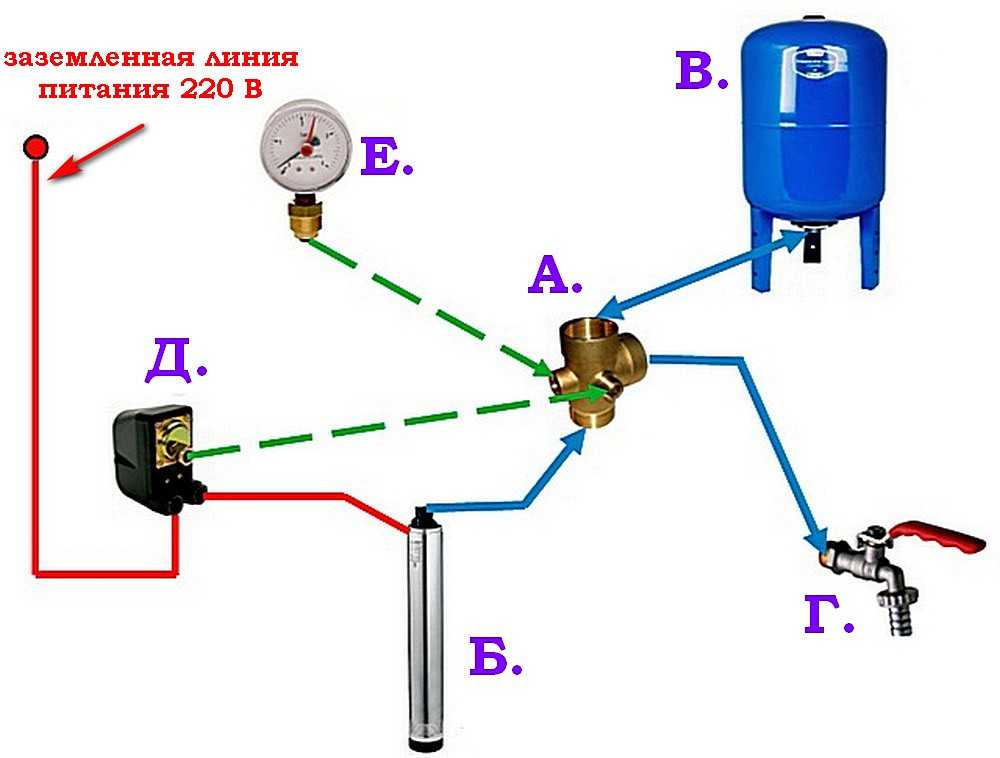 Предполагается, что он должен составлять 1,5 атм. Но в процессе транспортировки изделия от места производства до склада и во время хранения могла произойти утечка, снизившая на момент продажи этот важный показатель. Проверить давление можно, сняв колпачок на золотнике и выполнив замеры.
Предполагается, что он должен составлять 1,5 атм. Но в процессе транспортировки изделия от места производства до склада и во время хранения могла произойти утечка, снизившая на момент продажи этот важный показатель. Проверить давление можно, сняв колпачок на золотнике и выполнив замеры.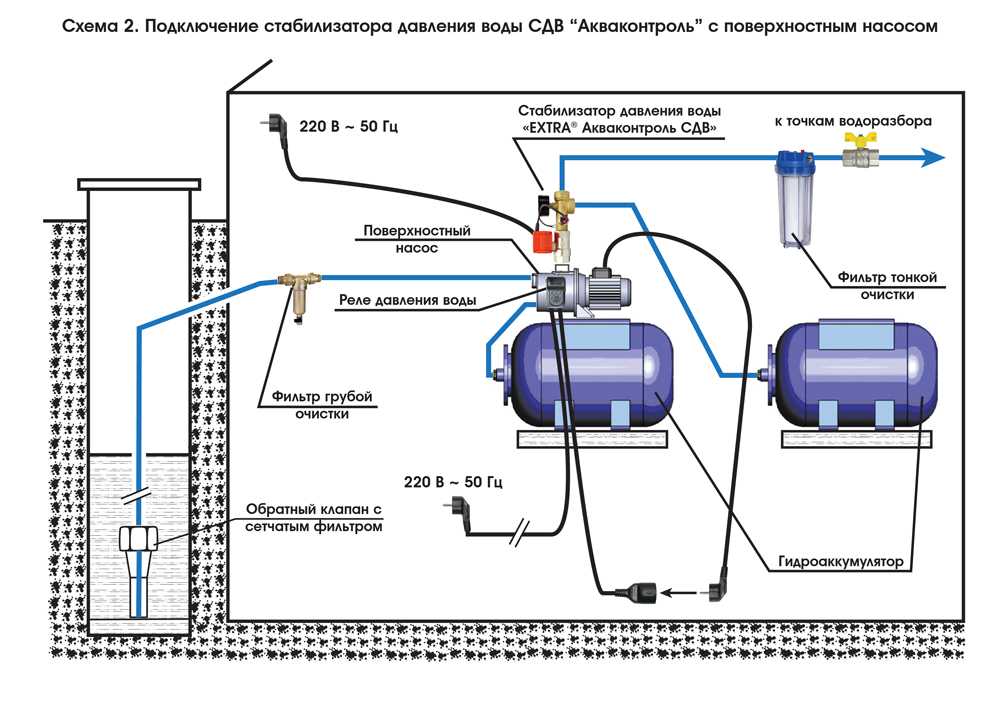
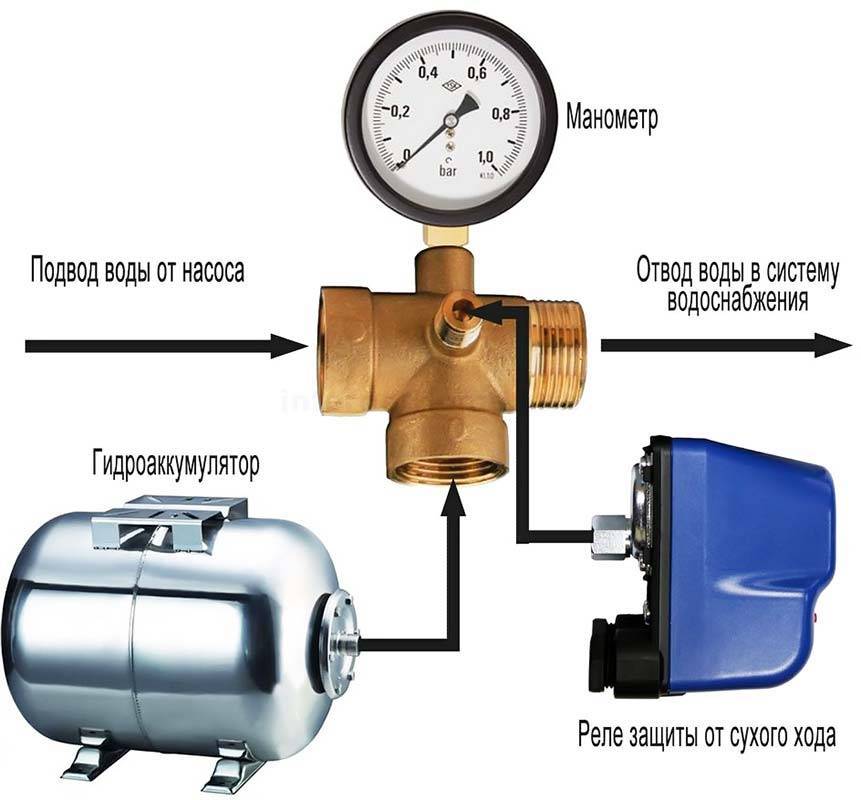 Для лучшей сохранности мембраны необходимо, чтобы давление в системе водопровода на 0,1-0,2 атм. превышало давление в баке. Например, если внутри мембранного бака давление составляет 1,5 атм., то в системе оно должно быть 1,6 атм.
Для лучшей сохранности мембраны необходимо, чтобы давление в системе водопровода на 0,1-0,2 атм. превышало давление в баке. Например, если внутри мембранного бака давление составляет 1,5 атм., то в системе оно должно быть 1,6 атм.


 Для автоматизации работы насосного оборудования и подачи воды в краны потребуется установка гидробака. Согласитесь, далеко не каждый домовладелец знает, как его установить, да и вообще, что это за устройство.
Для автоматизации работы насосного оборудования и подачи воды в краны потребуется установка гидробака. Согласитесь, далеко не каждый домовладелец знает, как его установить, да и вообще, что это за устройство. Фактически мембрана, помещенная в корпус бака и прикрепленная к его корпусу фланцем с патрубком, делит его емкость на две части: водную и воздушную.
Фактически мембрана, помещенная в корпус бака и прикрепленная к его корпусу фланцем с патрубком, делит его емкость на две части: водную и воздушную.