20Л сталь: характеристики и расшифовка, применение и свойства стали
Стали
Стандарты
Всего сталей
| Страна | Стандарт | Описание | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Россия | ГОСТ 977-88 | Отливки стальные. Общие технические условия Общие технические условия | ||||||||||
| Россия | ГОСТ 4491-2016 | Центры колесные литые железнодорожного подвижного состава. Общие технические условия | ||||||||||
Характеристики стали 20Л
| Классификация | Сталь конструкционная обыкновенная |
| Применение | Используется во многих областях промышленности: для изготовления арматуры, отливок различных деталей для машиностроения. Любые детали и элементы, которые производят с применением метода выплавки, сварно-литьевым способом, которые предназначены для эксплуатации в температурных режимах -40 до 450 °С. Любые детали и элементы, которые производят с применением метода выплавки, сварно-литьевым способом, которые предназначены для эксплуатации в температурных режимах -40 до 450 °С. |
Маркировка стали расшифровывается: «Л» — сталь литейная, 20 – процентное содержание углерода — 0,20% (примеси пр. элементов минимальны).
Сталь марки 20Л отличается слабой стойкостью к воздействию кислотных и щелочных сред. В условиях повышенной влажности поверхность изделий из 20Л подвержена сильной коррозии, что резко снижает прочность. Для её повышения на изделия рекомендовано наносить защитные покрытия – цинк, хром, пр.
К особенностям стали 20Л относят её структуру — смесь перлита и феррита. Используя термическую обработку 20Л, можно создать структуру пакетного мартенсита. Все эти мероприятия существенно повышают прочность и снижают пластичность стали. После упрочнения термическим способом прокат 20Л применяют для производства метизов, так как прочность достигает 8,8 класса.
Механические свойства 20Л
Механические свойства по стандарту ГОСТ 977-88
|
Категория прочности |
Предел текучести, МПа, min |
Временное сопротивление, МПа, min |
Относительное удлинение, %, min |
Относительное сужение, %, min |
Ударная вязкость KCU, кДж/м2, min |
|
К20 |
216 |
412 |
22 |
35 |
491 |
Механические свойства по стандарту
ГОСТ 4491-2016
|
Предел текучести, МПа, min |
Временное сопротивление, МПа, min |
Относительное удлинение, %, min |
Относительное сужение, %, min |
Ударная вязкость KCU, кДж/м2, min | |
|
при 20 °С |
при минус 60 °С | ||||
|
245 |
440 |
22 |
32 |
49,0 |
24,5 |
×
Отмена
Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена
Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сталь 20Л — расшифровка марки и все характеристики » Металлобазы.
 ру
ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Сталь для отливок марки 20Л предназначена для производства деталей общего машиностроения, а так-же детали сварно-литых конструкций, работающие при температуре от -40 до +450 °С, изготовляемые методом выплавляемых моделей.
Цифра 20 расшифровывается как сталь — содержащая в своем химическом составе около 0,20% углерода, а буква Л классифицирует сталь как — литейную.
- Заменитель (сталь — близкая по основным параметрам): 25Л, 35Л.
- Основное назначение стали: шаботы, арматура, фасонные отливки деталей
Химический состав
| C | Mn | Si | Cr | Ni | Cu | S | P |
| не более | |||||||
| 0,17 — 0,25 | 0,35 — 0,90 | 0,20 — 0,52 | 0,30 | 0,30 | 0,30 | 0,045 | 0,04 |
|
C — углерод; Mn — марганец; Si — кремний; |
Cr — хром; Ni — никель; Cu — медь; |
S — сера; P — фосфор. 
|
Механические свойства в сечениях до 100мм
| Состояние поставки, режимы термообработки | σ0,2 | σв | δ5 | ψ | KCU Дж/см2 | |
| Мпа | % | |||||
| Не менее | ||||||
| Нормализация 910-930 °С. Отпуск 670-690°С. | 220 | 420 | 22 | 35 | 500 | |
Механические свойства в зависимости от сечения литой заготовки
| Сечение (мм) | Место вырезки образца | σ0,2 | σв | δ5 | ψ | KCU Дж/см2 | НВ |
| Мпа | % | ||||||
Нормализация 870-890 °С, воздух до 250-300 °С. Отпуск 630-650 °С, воздух Отпуск 630-650 °С, воздух
| |||||||
| 10 | Ц | 215-255 | 450-495 | 27-37 | 45-63 | - | 131 |
| 30 | 200-265 | 425-480 | 31-37 | 48-63 | 60-83 | 134-143 | |
| 50 | 200-275 | 460-480 | 31-33 | 48-57 | 64-96 | 124-143 | |
| 100 | Ц, К | 200-245 | 420-485 | 29-36 | 44-64 | 107-141 | 131-134 |
| 210-245 | 440-490 | 30-34 | 44-64 | 92-153 | 131-143 | ||
| 200 | Ц, К | 210-255 | 430-470 | 14-34 | 24-61 | 103-149 | 121-143 |
| 210-265 | 430-485 | 19-37 | 28-64 | 90-127 | 131 | ||
| σ0,2 — условный предел текучести; σв — временное сопротивление разрыву; δ5 — относительное удлинение после разрыва; | ψ — относительное сужение; KCU — ударная вязкость. 
|
Температура критических точек
| Ас1 | Ас3 (Асм) | Ар (Арсм) | Ар1 |
| 735°С | 854°С | 835°С | 680°С |
Технологические свойства
| Наименование свойств | Показатель |
| Свариваемость: | сваривается без ограничений. Способы сварки РДС, АДС — под газовой защитой, ЭШС. |
| Обрабатываемость резанием: | в нормализованном состоянии при |
| Флокеночувствительность | не чувствительна |
| Склонность к отпускной хрупкости | не склонна |
Литейные свойства
| Наименование свойств | Значение |
| Температура начала затвердевания: | 1512-1251°С |
| Показатель трещиноустойчивости: | 1,0 |
| Склонность к образованию усадочных раковин: | 0,9 |
| Жидкотекучесть: | 0,9 |
| Линейная усадка: | 2,2-2,3% |
| Склонность к образованию усадочной пористости: | 1,0 |
При составлении характеристик стали 20Л использованы материалы книги «Марочник сталей и сплавов» (Авт. Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сталь 20л / Ауремо
Сталь 08Л
Сталь 15л
Сталь 20л
Сталь 25л
Сталь 30л
Сталь 35л
Сталь 40л
Сталь 45л
Сталь 50L
Обозначение
| Наименование | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | 20Л |
| Обозначение ГОСТ латинское | 20 л |
| Транслитерация | 20 л |
| Элементы химические | 20 |
Описание
Сталь 20Л применяется : для изготовления арматуры, арматуры, деталей машин общего назначения, изготавливаемых методом литья по выплавляемым моделям; детали кузовных конструкций и другие детали, работающие при температуре от минус 40 до 450°С; литейные детали, паровые, газовые, гидротурбины и компрессоры, работающие при температуре от -40 до +350 °С; отливка в него 2-й и 3-й частей арматуры и приводов (корпуса присоединения к сварке и литейно-сварные конструкции) с температурой рабочей среды от -30 до +450 °С без ограничения номинального рабочего давления; литые центры колесных пар локомотивов и моторных вагонов электро- и дизель-поездов железных дорог 1520 мм в климатическом исполнении УХЛ; литье деталей оборудования (арматуры) атомных станций, тепловых пунктов, теплоэлектростанций, экспериментальных и исследовательских ядерных реакторов и установок; Центробежнолитые трубы применяются в качестве комплектующих в оборудовании для металлургической, машиностроительной, стекольной, керамической, горно-обогатительной, нефтехимической промышленности и предназначены для изготовления заготовок и деталей, используемых в составе изделий авиационной и атомной промышленности.
Примечание
Сталь перлитного класса.
Допускается применять отливки деталей трубной арматуры из стали марки 20Л до рабочей температуры минус 40 °С при условии термической обработки в режиме закалки плюс отпуск или нормализации плюс отпуск с испытанием на ударную вязкость ККУ -40 ≥200 кДж /м 2 (2,0 кгс·м/см 2 ).
Стандарты
| Наименование | Код | Стандарты |
|---|---|---|
| Бинты. Колеса. Оси | В41 | ГОСТ 4491-86 |
| Отливки стальные | В82 | ГОСТ 977-88, ОСТ 108.961.04-80, ОСТ 26-07-402-83, ОСТ 24.920.01-80, ОСТ 3-4365-79, ОСТ 5Р.9285-95, ТУ 26-02-19- 75, ТУ 108.11.352-87, ТУ 4112-091-00220302-2006, СТ ЦКБА 014-2004, ТУ 5.961-11151-92 |
| Твердые сплавы, металлокерамические изделия и порошки, металл | В56 | ОСТ 107.750001.001-91 |
| Классификация, номенклатура и общие нормы | В20 | ОСТ 84-218-85 |
Сварка и резка металлов. Пайка, клепка Пайка, клепка | В05 | РТМ 108.020.122-78 |
| Трубы стальные и соединительные детали к ним | В62 | ТУ 1333-003-76886532-2014 |
Химический состав
| Стандарт | С | С | Р | Мн | Кр | Си | Ni | Фе | Медь |
|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 4491-86 | 0,17-0,25 | ≤0,025 | ≤0,03 | 0,6-0,9 | ≤0,5 | 0,2-0,52 | ≤0,5 | Остальные | ≤0,4 |
| ТУ 5.961-11151-92 | 0,17-0,25 | ≤0,025 | ≤0,025 | 0,45-0,9 | — | 0,2-0,52 | — | Остальные | — |
| ТУ 1333-003-76886532-2014 | 0,17-0,25 | ≤0,04 | ≤0,04 | 0,45-0,9 | — | 0,2-0,52 | — | Остальные | — |
| СТ ЦКБА 014-2004 | 0,17-0,25 | ≤0,04 | ≤0,04 | 0,45-0,9 | ≤0,45 | 0,2-0,52 | ≤0,4 | Остальные | ≤0,4 |
Fe – основа.
По ГОСТ 977-88 массовая доля содержания S и P указывается для 1 группы отливок из основной стали. Содержание серы и фосфора в отливках групп 2 и 3, в кислой и основной мартеновской стали — см. табл. 4а по ГОСТ 977-88.
Согласно ТУ 5.961-11151-92 для отливок марок 1 и 2 массовая доля кобальта в стали не должна превышать 0,20%, а для отливок в зоне прямого облучения — 0,15%.
Механические характеристики
| Сечение, мм | с Т |с 0,2 , МПа | σ B , МПа | д | г, % | кДж/м 2 , кДж/м 2 | Число твердости по Бринеллю, МПа |
|---|---|---|---|---|---|---|
| Литые детали газовых турбин. Нормализация при 880-900°С или Нормализация при 880-900°С, охлаждение на воздухе + отпуск при 630-650°С, охлаждение на воздухе | ||||||
| 100 | ≥216 | ≥412 | ≥22 | ≥35 | ≥491 | 116-144 |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 100 | 210-245 | 440-490 | 30-34 | 44-64 | — | 131-143 |
Отливки с толщиной стенки до 100 мм в состоянии поставки на др 5. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| — | ≥216 | ≥412 | ≥22 | ≥35 | ≥490 | 116-144 |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 200 | 210-265 | 430-485 | 19-37 | 28-64 | — | 131 |
| Отливки для судостроения. При нормализации 890-920°С + отпуск при 630-670°С, охлаждение на воздухе | ||||||
| — | ≥220 | ≥420 | ≥22 | ≥35 | ≥500 | 116-144 |
Отливки с толщиной стенки до 100 мм в состоянии поставки по др. 5.961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| — | ≥170 | ≥370 | — | ≥35 | — | — |
| Центры литые колесных пар вагонов по ГОСТ 4491-86. Нормализация при 940-960 °С (выдержка 2,5-3,0 ч), ускоренное охлаждение до 300-400 °С со скоростью не менее 0,4 °С·с-1 + Отпуск при 640-660 °С, выдержка 2,5- 3,0 ч (KCU+20°/KCU-60°) | ||||||
| ≥245 | ≥440 | ≥22 | ≥32 | ≥490/245 | — | |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 10 | 215-225 | 450-495 | 27-37 | 45-63 | — | 131 |
Отливки с толщиной стенки до 100 мм в состоянии поставки по др. 5. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| — | ≥160 | ≥370 | — | ≥33 | — | — |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 100 | 200-245 | 420-485 | 31-33 | 44-64 | — | 131-134 |
| Отливки с толщиной стенки до 100 мм в состоянии поставки на др 5.961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| — | ≥140 | ≥360 | — | ≥32 | — | — |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 200 | 210-255 | 430-470 | 14-34 | 24-61 | — | 121-143 |
| 30 | 200-265 | 425-480 | 31-37 | 48-63 | — | 134-143 |
| 50 | 200-275 | 460-480 | 31-33 | 48-57 | — | 124-143 |
Описание механических меток
| Наименование | Описание |
|---|---|
| Раздел | Секция |
| с Т | с 0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2% |
| о В | Предел кратковременной прочности |
| у | Относительное сужение |
| кДж/м 2 | Прочность |
Физические характеристики
| Температура | Е, ГПа | Г, ГПа | р, кг/м3 | л, Вт/(м · °С) | Р, НОМ · м | а, 10-6 1/°С | С, Дж/(кг·°С) |
|---|---|---|---|---|---|---|---|
| 20 | 201 | 78 | 7850 | 54 | 170 | — | — |
| 100 | 196 | 76 | — | 53 | 220 | 122 | 487 |
| 200 | 188 | 73 | — | 51 | 294 | 127 | 500 |
| 300 | 183 | 71 | — | 48 | 385 | 131 | 517 |
| 400 | 173 | 67 | — | 43 | 490 | 135 | 533 |
| 500 | 165 | 63 | — | 39 | 604 | 139 | 559 |
| 600 | 152 | 58 | — | 35 | 761 | 144 | 588 |
| 700 | 132 | 50 | — | 32 | 932 | 149 | 638 |
| 800 | 120 | 45 | — | 27 | 1101 | 126 | 706 |
| 900 | — | — | — | 27 | 1139 | 126 | 706 |
| 1100 | — | — | — | — | — | 124 | 706 |
Технологические свойства
| Имя | Значение |
|---|---|
| Свариваемость | Сваривается без ограничений. Способы сварки: РДС, АДС, электрошлаковая сварка в газовой защите. После ремонта дефектов сваркой применяется отпуск при 619-660°С. Способы сварки: РДС, АДС, электрошлаковая сварка в газовой защите. После ремонта дефектов сваркой применяется отпуск при 619-660°С. |
| Склонность к отпускной хрупкости | Нет. |
| Чувствительность к флоку | не чувствителен. |
| Наплавка | Наплавка уплотнительных поверхностей арматуры по ОСТ 26-07-2028-81 производится ручной дуговой наплавкой электродами типа Э-20Х13 гипсовой СССИ-13НЖ, НИИ-48, НИИ-48Ж-1 или проволокой СВ-12х23 или СВ-20Х13. Подготовка поверхности под наплавку производится механической обработкой. Наплавку производят с предварительным и сопутствующим подогревом до 400-450 °С не менее чем в 3 слоя толщиной не менее 4 мм без учета припуска на механическую обработку. Термическую обработку после сварки производят отпуском при 550-600 °С (выдержка 2-5 ч) твердостью НВ=301-350, при 600-650 °С (выдержка 2-5 ч) твердостью НВ=240-300, при 400-450 °С (выдержка 2-5 ч) твердость НВ=351-400. Температура печи при загрузке деталей для дома должна быть не более 300 °С. |
| Дефект сварки | Сварку дефектов отливок после резки обычно проводят без предварительного и сопутствующего нагрева. При полуавтоматической сварке в среде углекислого газа применяют сварочную проволоку СВ-08Г2С диаметром 2 мм при силе тока 380-420 А. Заварку дефектов ручной сваркой производят электродами типа Э42А (ГОСТ 9467) марки УОНИ-13/45. При сварке жесткого контура отливки или образца объемом более 2000 см3 рекомендуется перед нанесением первого ролика произвести предварительный подогрев на 120-150 °С. При сварке образцов объемом более 5000 см3 необходимо производить предварительный и сопутствующий нагрев до 150-180 °С. |
IWISTAO 1 шт. Басовый 8-дюймовый динамик Пустой корпус Корпус пассивного динамика Дерево МДФ высокой плотности Объем 2BL DIY — IWISTAO HIFI MINIMART
№ модели: WHFSC-B8WMDECB18
Это пара 8-дюймовых полнодиапазонных динамиков с пассивным пустым корпусом с 18-мм плитой из МДФ высокой плотности и 2 перевернутыми направляющими отверстиями сзади, за исключением передней панели, а толщина передней панели составляет 25 мм.
Характеристики
1. Корпус изготовлен из МДФ высокой плотности толщиной 18 мм, за исключением задней панели.
2. Внешняя коробка изготовлена из импортного шпона ПВХ, а коробка покрыта звукопоглощающим хлопком.
3. Конструкция переднего направляющего отверстия с сетчатой крышкой.
4. Задняя часть шкафа оснащена высококачественными стойками из чистой меди.
Технические характеристики
1. Толщина плиты: МДФ высокой плотности 18 мм.
2. Объем: 24 литра
3. Размеры (Ш*В*Г): 282 мм * 365 мм * 305 мм
4. Диаметр перевернутого направляющего отверстия: 66 мм, длина 140 мм
5. Вес: 9 кг/шт.
6. Количество: 1 пьеса
Приложения
Судоходство
1. Независимые: импорт, налоги и другие таможенные сборы. Покупатели несут всю ответственность за все дополнительные расходы (если таковые имеются).
2. Мы отправляем только по подтвержденным адресам заказа. Ваш адрес заказа ДОЛЖЕН СОВПАДАТЬ с адресом доставки. Мы можем отправить практически на любой адрес в мире. Обратите внимание, что существуют ограничения на некоторые продукты, а некоторые продукты не могут быть отправлены в международные пункты назначения.
3. Когда вы размещаете заказ, мы оцениваем дату доставки и доставки для вас на основе наличия ваших товаров и выбранных вами вариантов доставки. В зависимости от выбранной вами службы доставки предполагаемые даты доставки могут отображаться на странице цен на доставку.
4. Обратите внимание, что стоимость доставки многих товаров, которые мы продаем, зависит от веса. Вес любого такого предмета можно найти на странице сведений о нем. Чтобы отразить политику транспортных компаний, которые мы используем, все веса будут округлены до следующего полного фунта. Стоимость доставки можно посмотреть на странице оформления заказа. Есть два варианта доставки, как показано ниже.
A. Стандартная доставка (≤2 кг): Почта заказной авиапочтой, USPS/ePacket, PostNL, Singapore Post или DHL Global Mail
B. Экспресс-доставка: EMS, DHL, UPS или Fedex, специальный маршрут и т. д. Для более быстрой доставки и гладкой транзакции мы изменим транспортную компанию среди них
C. Экономичная доставка: China Air Post Mail / Parcel, Hongkong Air Post Mail / Parcel или доставка морем и т. Д.
Политика возврата
Большинство новых неоткрытых товаров можно вернуть в течение 7 дней с момента доставки для получения полного возмещения. Мы также оплатим стоимость обратной доставки, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Вы должны рассчитывать на возмещение в течение четырех недель после передачи посылки обратному отправителю, однако во многих случаях вы получите возмещение быстрее. Этот период времени включает в себя время доставки вашего возврата от грузоотправителя (от 5 до 10 рабочих дней), время, необходимое нам для обработки вашего возврата после его получения (от 3 до 5 рабочих дней), и время, которое требуется ваш банк для обработки нашего запроса на возврат средств (от 5 до 10 рабочих дней).
 а то совет дадут а потом еще виноваты остануться=) взрослый человек=)
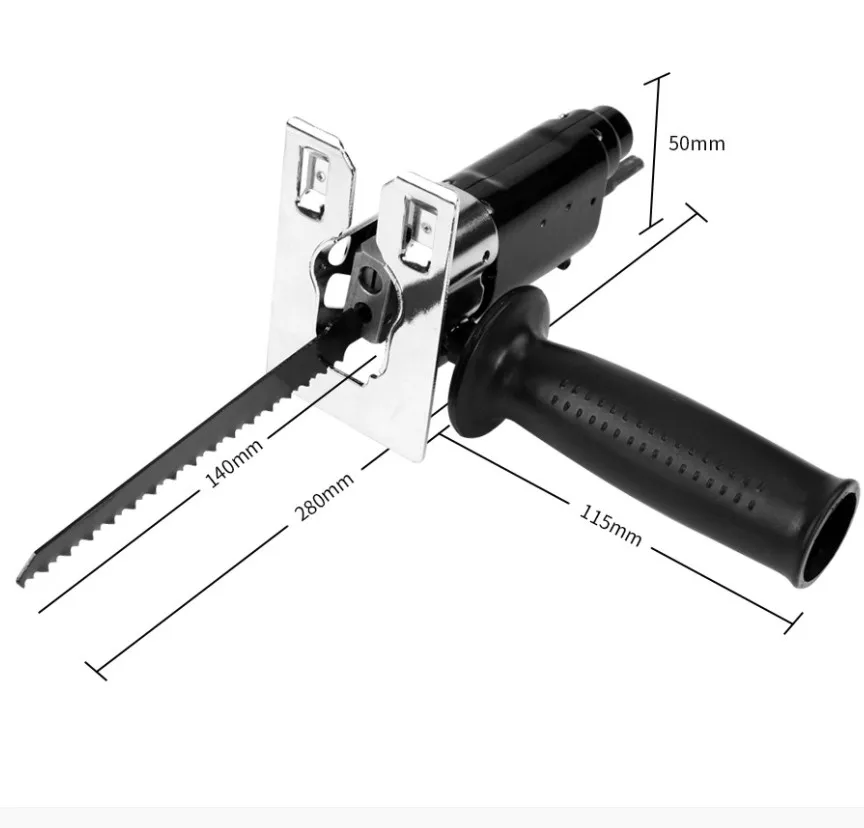
а то совет дадут а потом еще виноваты остануться=) взрослый человек=) Раздумываю между 80(заявленная глубина реза 30) и 100(заявленная глубина реза 40). Не знаю, если он режет 30мм черной стали, то возьмет ли 20мм нержавейки?
Раздумываю между 80(заявленная глубина реза 30) и 100(заявленная глубина реза 40). Не знаю, если он режет 30мм черной стали, то возьмет ли 20мм нержавейки? пилотная удобна ржавчине краске или сетка
пилотная удобна ржавчине краске или сетка Лучше хипертермовский Powermax 125 HAND или эсабовский PowerCut™ 1600 , Короче чистовой рез по черняге должен быть в районе 40мм
Лучше хипертермовский Powermax 125 HAND или эсабовский PowerCut™ 1600 , Короче чистовой рез по черняге должен быть в районе 40мм Проконсультироваться. Так вот. На мои слова о том, что газом нержавейку 20мм хрен порежешь, усатый сварщик сказал что плохому танцору яйца мешают) А в доказательство взял газовый резак и на моих глазах отрезал кусок от плиты нержавейки шириной 400мм и толщиной 100мм за 3 минуты. Вон оно как.
Проконсультироваться. Так вот. На мои слова о том, что газом нержавейку 20мм хрен порежешь, усатый сварщик сказал что плохому танцору яйца мешают) А в доказательство взял газовый резак и на моих глазах отрезал кусок от плиты нержавейки шириной 400мм и толщиной 100мм за 3 минуты. Вон оно как.
 ,интересно было бы посмотреть.
,интересно было бы посмотреть. Повышенная стоимость
Повышенная стоимость
 При
При

 При этом металл переходит в жидкое состояние при
При этом металл переходит в жидкое состояние при
 С
С

 Поэтому Metabo предлагает правильный инструмент для любой задачи с широким ассортиментом Inox, а также идеально подобранными аксессуарами — от угловых шлифовальных машин Inox до шлифовальных машин для угловых швов, полировальных машин и ленточных шлифовальных машин для труб, ленточных напильников и угловых полировальных машин. Используя электроинструменты Metabo для обработки нержавеющей стали, вы справитесь с любой задачей на самом высоком уровне: от грубой шлифовки до сатинирования и зеркальной полировки.
Поэтому Metabo предлагает правильный инструмент для любой задачи с широким ассортиментом Inox, а также идеально подобранными аксессуарами — от угловых шлифовальных машин Inox до шлифовальных машин для угловых швов, полировальных машин и ленточных шлифовальных машин для труб, ленточных напильников и угловых полировальных машин. Используя электроинструменты Metabo для обработки нержавеющей стали, вы справитесь с любой задачей на самом высоком уровне: от грубой шлифовки до сатинирования и зеркальной полировки. Будь то в мастерской или без прямого источника питания на строительной площадке. Metabo — единственный в мире производитель, предлагающий все машины Inox также в аккумуляторном исполнении. Для идеальных результатов вдали от электрической розетки — в любое время. Чтобы сделать вас мобильными при обработке нержавеющей стали, Metabo предлагает вам самый широкий ассортимент аккумуляторных инструментов Inox на рынке: аккумуляторная угловая шлифовальная машина Inox, аккумуляторная шлифовальная машина для угловых сварных швов, аккумуляторная полировальная машина, аккумуляторная ленточная шлифовальная машина для труб и аккумуляторный ленточный напильник. Они относятся к большому классу 18-вольтовых аккумуляторов Metabo и могут работать с любым аккумуляторным блоком Li-Power или LiHD и заряжаться любым подходящим зарядным устройством. Metabo делает ставку на 100-процентную совместимость в пределах класса напряжения. Можно использовать даже аккумуляторные блоки других ведущих брендов партнеров CAS.
Будь то в мастерской или без прямого источника питания на строительной площадке. Metabo — единственный в мире производитель, предлагающий все машины Inox также в аккумуляторном исполнении. Для идеальных результатов вдали от электрической розетки — в любое время. Чтобы сделать вас мобильными при обработке нержавеющей стали, Metabo предлагает вам самый широкий ассортимент аккумуляторных инструментов Inox на рынке: аккумуляторная угловая шлифовальная машина Inox, аккумуляторная шлифовальная машина для угловых сварных швов, аккумуляторная полировальная машина, аккумуляторная ленточная шлифовальная машина для труб и аккумуляторный ленточный напильник. Они относятся к большому классу 18-вольтовых аккумуляторов Metabo и могут работать с любым аккумуляторным блоком Li-Power или LiHD и заряжаться любым подходящим зарядным устройством. Metabo делает ставку на 100-процентную совместимость в пределах класса напряжения. Можно использовать даже аккумуляторные блоки других ведущих брендов партнеров CAS. CAS расшифровывается как Cordless Alliance System, самая эффективная в мире система аккумуляторных батарей на рынке. Узнайте прямо сейчас на www.cordless-alliance-system.com
CAS расшифровывается как Cordless Alliance System, самая эффективная в мире система аккумуляторных батарей на рынке. Узнайте прямо сейчас на www.cordless-alliance-system.com Есть несколько ключевых факторов, определяющих выбор как подходящего электроинструмента для вашего проекта, так и наиболее эффективного абразива для резки стали для вашего проекта. Для пользователей, занимающихся самостоятельным производством, эти факторы во многом зависят от типа материала, который необходимо разрезать, толщины металла, который необходимо разрезать, и доступности области металла, которую необходимо разрезать. Мы стремимся пройти через лучший абразив для работы ниже.
Есть несколько ключевых факторов, определяющих выбор как подходящего электроинструмента для вашего проекта, так и наиболее эффективного абразива для резки стали для вашего проекта. Для пользователей, занимающихся самостоятельным производством, эти факторы во многом зависят от типа материала, который необходимо разрезать, толщины металла, который необходимо разрезать, и доступности области металла, которую необходимо разрезать. Мы стремимся пройти через лучший абразив для работы ниже. Ограничение этого инструмента в том, что он будет резать только по прямой 9.угол 0º. Для тонких, неудобных автомобильных работ вам может подойти роторный или воздушный инструмент. Это особенно полезные электроинструменты для работы в труднодоступных местах, где нельзя маневрировать более тяжелыми и громоздкими инструментами. Вы также можете резать металл ножовкой, однако это гораздо более интенсивная работа, которую электроинструмент может сделать за долю времени.
Ограничение этого инструмента в том, что он будет резать только по прямой 9.угол 0º. Для тонких, неудобных автомобильных работ вам может подойти роторный или воздушный инструмент. Это особенно полезные электроинструменты для работы в труднодоступных местах, где нельзя маневрировать более тяжелыми и громоздкими инструментами. Вы также можете резать металл ножовкой, однако это гораздо более интенсивная работа, которую электроинструмент может сделать за долю времени.
 Настоятельно рекомендуется, чтобы обычный пользователь-сделай сам приобрел плоский отрезной круг типа 1, который является более популярным типом круга.
Настоятельно рекомендуется, чтобы обычный пользователь-сделай сам приобрел плоский отрезной круг типа 1, который является более популярным типом круга.
 Однако важно отметить, что более толстые круги режут медленнее и создают большее трение и тепло при резке, что часто приводит к обесцвечиванию заготовки и требует дополнительных операций для финишной обработки.
Однако важно отметить, что более толстые круги режут медленнее и создают большее трение и тепло при резке, что часто приводит к обесцвечиванию заготовки и требует дополнительных операций для финишной обработки. Австралийская компания Smith & ARROW предлагает режущие абразивы, подходящие для всех размеров пил, пневматических инструментов, вращающихся инструментов, роликовых инструментов и угловых шлифовальных машин. Мы продаем очень качественные отрезные диски для рынка металлообработки.
Австралийская компания Smith & ARROW предлагает режущие абразивы, подходящие для всех размеров пил, пневматических инструментов, вращающихся инструментов, роликовых инструментов и угловых шлифовальных машин. Мы продаем очень качественные отрезные диски для рынка металлообработки.

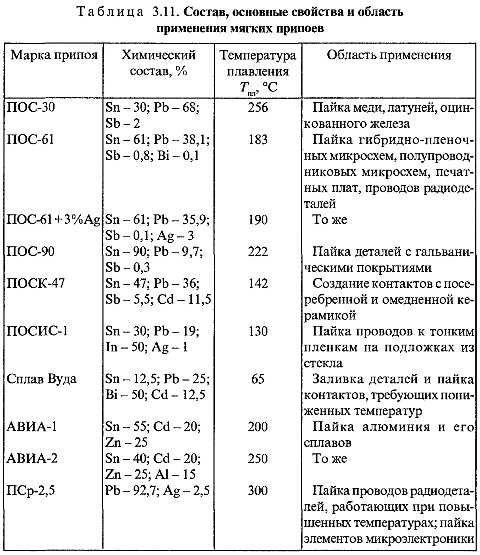
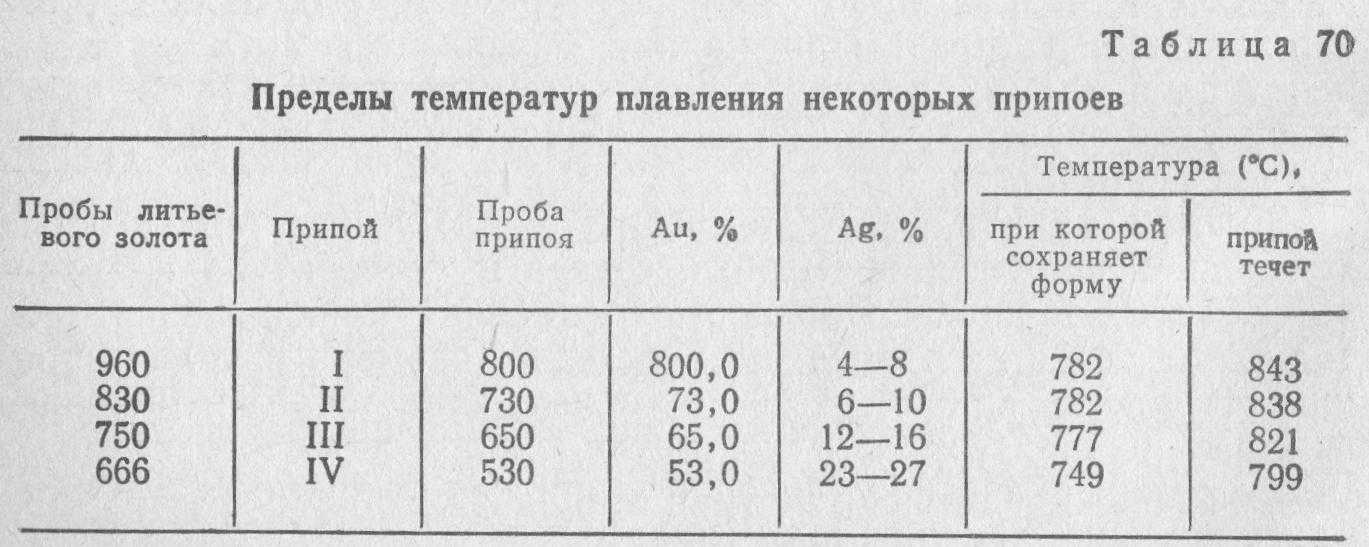
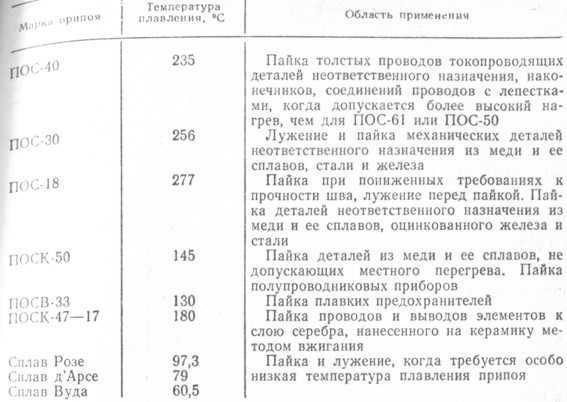 Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.


 Обычно указывается в графе «Состав» на упаковке.
Обычно указывается в графе «Состав» на упаковке. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.
На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.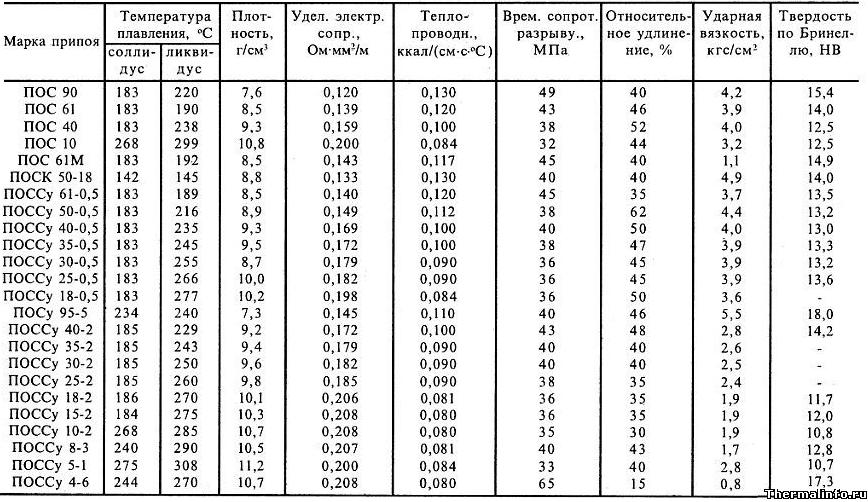 Формирование неразъемных соединений в данном случае происходит при температуре выше температуры плавления припоя без расплавления материала соединяемых элементов. Распространение получили припои в форме порошка, пасты, проволоки, ленты или фольги. Пайка применяется преимущественно для соединения разнородных и трудносвариваемых материалов. В числе примеров применения технологии:
Формирование неразъемных соединений в данном случае происходит при температуре выше температуры плавления припоя без расплавления материала соединяемых элементов. Распространение получили припои в форме порошка, пасты, проволоки, ленты или фольги. Пайка применяется преимущественно для соединения разнородных и трудносвариваемых материалов. В числе примеров применения технологии:

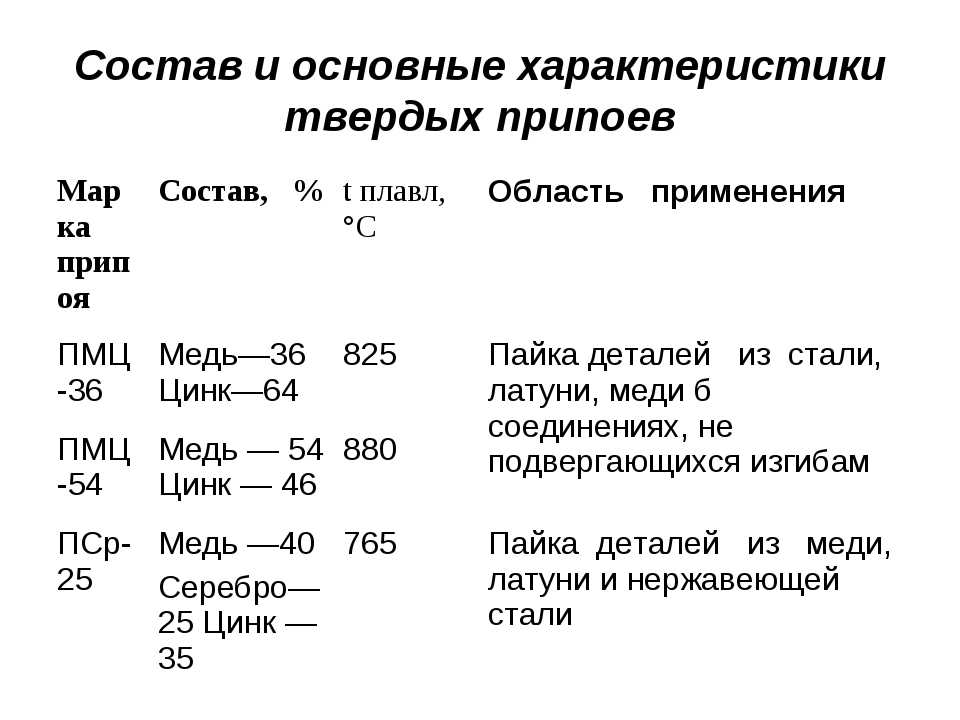
 д. Для реализации этих требований в состав вводят разные элементы: хром — для повышения жаростойкости и стойкости к высокотемпературной солевой коррозии; молибден, вольфрам, тантал, алюминий, титан — для повышения жаропрочности; кобальт — для повышения пластичности соединения.
д. Для реализации этих требований в состав вводят разные элементы: хром — для повышения жаростойкости и стойкости к высокотемпературной солевой коррозии; молибден, вольфрам, тантал, алюминий, титан — для повышения жаропрочности; кобальт — для повышения пластичности соединения. Основное требование к органическому связующему для изготовления лент и паст порошковых припоев – способность удаляться при нагреве в вакууме без образования зольного остатка. Для нанесения припоя на сложные криволинейные поверхности разработан полуфабрикат порошкового припоя – пасты на органическом связующем, предназначенные для экструзии из туб или шприцов через дюзы различного диаметра.
Основное требование к органическому связующему для изготовления лент и паст порошковых припоев – способность удаляться при нагреве в вакууме без образования зольного остатка. Для нанесения припоя на сложные криволинейные поверхности разработан полуфабрикат порошкового припоя – пасты на органическом связующем, предназначенные для экструзии из туб или шприцов через дюзы различного диаметра. Припой в виде аморфных лент позволяет ограничить эрозию основного материала за счёт снижения температуры пайки, например, температура пайки припоя ВПр51 составляет 1040-1080 С. Относительно низкое содержание хрома и молибдена в совокупности с введением бора позволяет существенно снизить температуру пайки и обеспечить низкую эрозионную активность припоя, и не сказывается на уровне жаростойкости припоя и паяных соединений.
Припой в виде аморфных лент позволяет ограничить эрозию основного материала за счёт снижения температуры пайки, например, температура пайки припоя ВПр51 составляет 1040-1080 С. Относительно низкое содержание хрома и молибдена в совокупности с введением бора позволяет существенно снизить температуру пайки и обеспечить низкую эрозионную активность припоя, и не сказывается на уровне жаростойкости припоя и паяных соединений.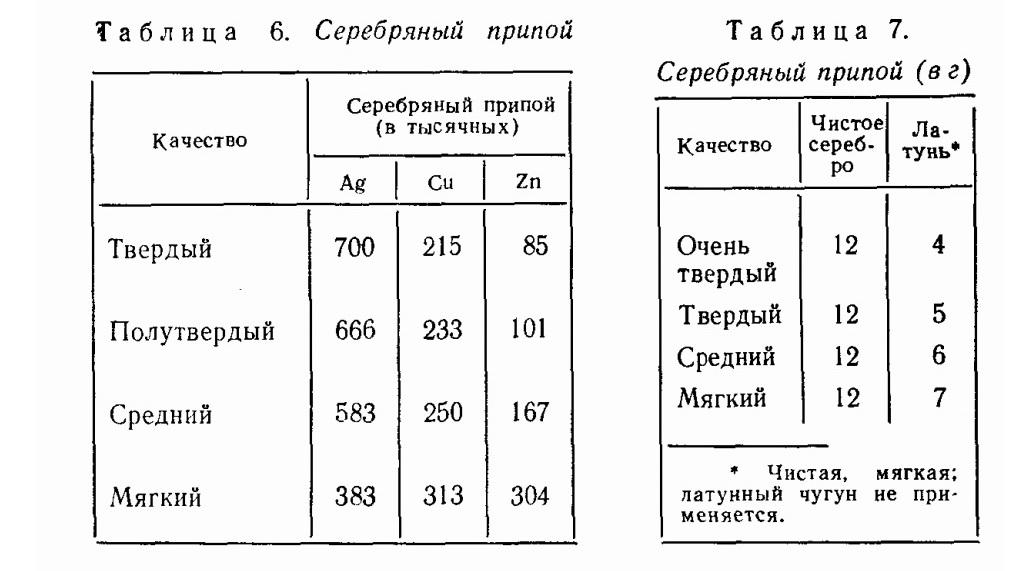



 Во ФГУП ВИАМ организована производственная и исследовательская инфраструктура необходимая для реализации большинства задач в области разработки материалов и технологий высокотемпературной пайки.
Во ФГУП ВИАМ организована производственная и исследовательская инфраструктура необходимая для реализации большинства задач в области разработки материалов и технологий высокотемпературной пайки. Труды ВИАМ. 2018.
Труды ВИАМ. 2018. В.И. Лукин, А.Н. Афанасьев-Ходыкин, И.А. Галушка, О.В. Шевченко. Клеи. Герметики. Технологии. 2017.
В.И. Лукин, А.Н. Афанасьев-Ходыкин, И.А. Галушка, О.В. Шевченко. Клеи. Герметики. Технологии. 2017. E.B. Kachanov, R.S. Kurochko, V.P. Migunov, V.I. Lukin, V.S. Ryl’Nikov. Welding International. 1994. https://doi.org/10.1080/09507119409548651
E.B. Kachanov, R.S. Kurochko, V.P. Migunov, V.I. Lukin, V.S. Ryl’Nikov. Welding International. 1994. https://doi.org/10.1080/09507119409548651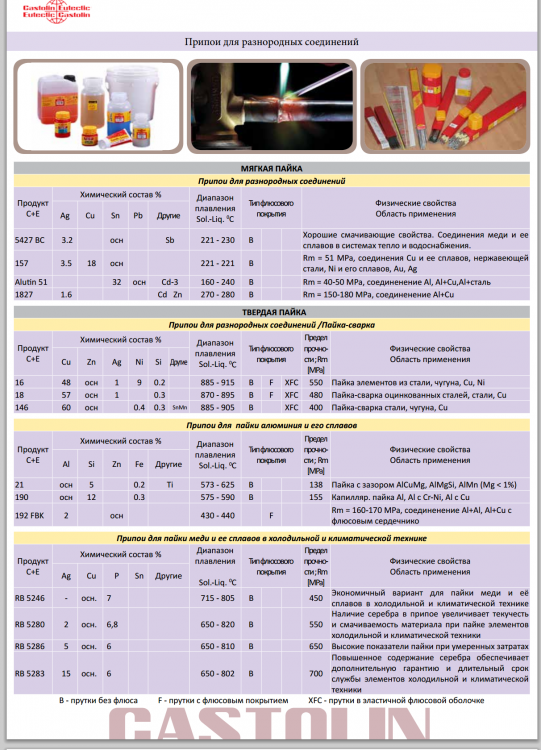
 5Sn4.0Ag0.5Cu
5Sn4.0Ag0.5Cu 
 Tin-Antimony
Tin-Antimony Например, состав припоя 95,5% Sn/3,8% Ag/0,7% Cu – эвтектика, плавящаяся и замерзающая при температуре 217°С. Неэвтектический припой имеет диапазон плавления. Например, 96,5% Sn/3% Ag/0,5% Cu (SAC305) представляет собой неэвтектический припой, который начинает плавиться при 217°C и становится полностью жидким при 220°C.
Например, состав припоя 95,5% Sn/3,8% Ag/0,7% Cu – эвтектика, плавящаяся и замерзающая при температуре 217°С. Неэвтектический припой имеет диапазон плавления. Например, 96,5% Sn/3% Ag/0,5% Cu (SAC305) представляет собой неэвтектический припой, который начинает плавиться при 217°C и становится полностью жидким при 220°C. Итак, без лишних слов, приступим.
Итак, без лишних слов, приступим. Он состоит из олова с 3% меди и 0,5% серебра, используемого в сборке поверхностного монтажа. Далее в списке находится SAC387, который представляет собой олово с 3,8%, медь 0,7% и серебро. Это самые дорогие. Далее у нас есть SAC405 с содержанием олова 4%, меди 0,5% и серебра.
Он состоит из олова с 3% меди и 0,5% серебра, используемого в сборке поверхностного монтажа. Далее в списке находится SAC387, который представляет собой олово с 3,8%, медь 0,7% и серебро. Это самые дорогие. Далее у нас есть SAC405 с содержанием олова 4%, меди 0,5% и серебра. Он плавится при температуре около 190°C и образует мягкие швы, которые не трескаются. Но если соединение перемещается до того, как припой успеет полностью расплавиться, полученное соединение называется «холодным соединением» и имеет плохие электрические и механические свойства. Он имеет свойство очень легко ломаться.
Он плавится при температуре около 190°C и образует мягкие швы, которые не трескаются. Но если соединение перемещается до того, как припой успеет полностью расплавиться, полученное соединение называется «холодным соединением» и имеет плохие электрические и механические свойства. Он имеет свойство очень легко ломаться.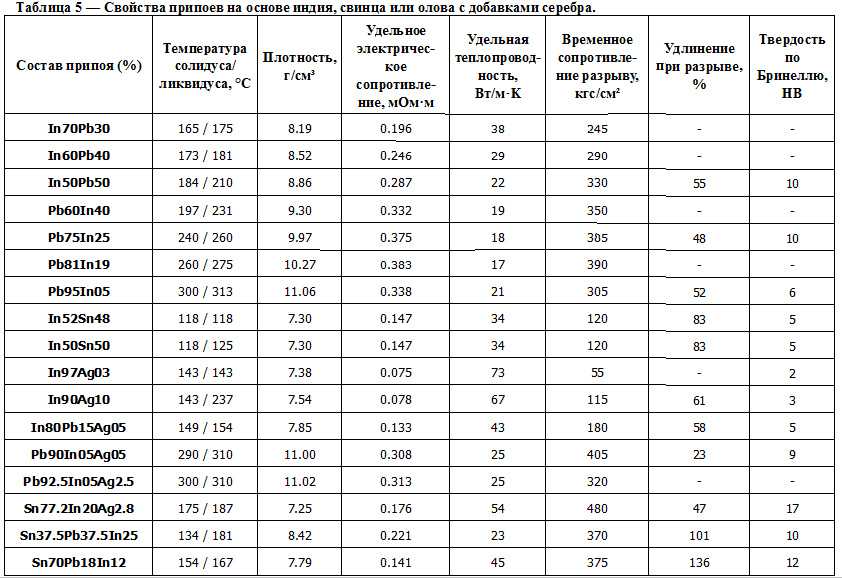 Более высокая температура плавления усугубляет проблему.
Более высокая температура плавления усугубляет проблему.

 Дорновый трубогиб имеет вытянутую в длину конструкцию, так как длина штанги дорна фактически определяет длину станка. Безусловно, дорновый трубогиб с ЧПУ сложнее, технологичнее и дороже любого бездорнового станка. Как правило, на трубогибе имеется более высокий уровень автоматизации, к примеру — перемещение дорна, гидравлический зажим трубы, бустер ползуна, который, в отличие от конструкции бездорновых станков, позволяет сопровождать трубу во время гибки. ЧПУ программа дорнового трубогиба уже имеет достаточно развитую функциональность и элементы программирования.
Дорновый трубогиб имеет вытянутую в длину конструкцию, так как длина штанги дорна фактически определяет длину станка. Безусловно, дорновый трубогиб с ЧПУ сложнее, технологичнее и дороже любого бездорнового станка. Как правило, на трубогибе имеется более высокий уровень автоматизации, к примеру — перемещение дорна, гидравлический зажим трубы, бустер ползуна, который, в отличие от конструкции бездорновых станков, позволяет сопровождать трубу во время гибки. ЧПУ программа дорнового трубогиба уже имеет достаточно развитую функциональность и элементы программирования.
 ..
..
 Какими возможностями обладают мини станки с ЧПУ для дома?
Какими возможностями обладают мини станки с ЧПУ для дома? Такие станки заслуживают внимания предприятий и частных лиц, приобретающих эту технику.
Такие станки заслуживают внимания предприятий и частных лиц, приобретающих эту технику. Как выбрать мини токарный станок с ЧПУ?
Как выбрать мини токарный станок с ЧПУ? Виды станков, их особенности. Как сделать станок самому. Правила работы и техника безопасности.
Виды станков, их особенности. Как сделать станок самому. Правила работы и техника безопасности. Трубогибочные станки Ercolina с ЧПУ на оправке спроектированы с использованием современных технологий и стандартов станков. Производительность оценивается по размеру материала, а также по модулю сечения, что позволяет заказчику определить истинную производительность машины для применения. Если вы планируете приобрести станок для гибки труб, труб или профильных оправок для тяжелых условий эксплуатации, обратите внимание на преимущества Ercolina.
Трубогибочные станки Ercolina с ЧПУ на оправке спроектированы с использованием современных технологий и стандартов станков. Производительность оценивается по размеру материала, а также по модулю сечения, что позволяет заказчику определить истинную производительность машины для применения. Если вы планируете приобрести станок для гибки труб, труб или профильных оправок для тяжелых условий эксплуатации, обратите внимание на преимущества Ercolina. Чем старше станок и оснастка, тем хуже становится состояние. Когда гибочная матрица наклоняется под нагрузкой зажима, верхние части поверхности зажима фактически отрываются от заготовки, что приводит к уменьшению усилия зажима.
Чем старше станок и оснастка, тем хуже становится состояние. Когда гибочная матрица наклоняется под нагрузкой зажима, верхние части поверхности зажима фактически отрываются от заготовки, что приводит к уменьшению усилия зажима. Главная балка гибочного станка с поворотным рычагом находится под прямым углом к салазкам пресс-формы. Эти гибочные станки используют неподвижную основную раму для функций, связанных с переменным расположением осевой линии заготовки, таких как поддержка 3-осевых направляющих каретки и установка экстрактора оправки. Тяжелые нагрузки, создаваемые более крупными заготовками, передаются через излишне сложные и/или непрямые механизмы. Кроме того, рычаг и зажим становятся помехой при продвижении трубы между изгибами. Эта трудность может быть решена либо с помощью откидного зажимного механизма, либо с помощью отдельного поворотного коаксиального поворотного рычага и главного вала, каждый из которых более сложный и слабый, что представляет собой компромисс для устаревшей конструкции машины. Устранение помех зажима механическими средствами увеличивает затраты на техническое обслуживание и снижает надежность.
Главная балка гибочного станка с поворотным рычагом находится под прямым углом к салазкам пресс-формы. Эти гибочные станки используют неподвижную основную раму для функций, связанных с переменным расположением осевой линии заготовки, таких как поддержка 3-осевых направляющих каретки и установка экстрактора оправки. Тяжелые нагрузки, создаваемые более крупными заготовками, передаются через излишне сложные и/или непрямые механизмы. Кроме того, рычаг и зажим становятся помехой при продвижении трубы между изгибами. Эта трудность может быть решена либо с помощью откидного зажимного механизма, либо с помощью отдельного поворотного коаксиального поворотного рычага и главного вала, каждый из которых более сложный и слабый, что представляет собой компромисс для устаревшей конструкции машины. Устранение помех зажима механическими средствами увеличивает затраты на техническое обслуживание и снижает надежность. C Ось приводится в движение двумя цепями, непосредственно соединенными с осью, что устраняет звездочки и люфт в оси. Давление обратного изгиба контролируется на уровне 50 бар в целях безопасности. Ось гибочной головки перемещается для регулировки осевой линии, поддерживая выравнивание оси с кареткой оправки. Ось головки изгиба, регулируемая по радиусу осевой линии, поддерживает выравнивание оси. Модели с ЧПУ7 имеют моторизованное выравнивание осей для выравнивания гибочной головки, а также загрузки и выгрузки заготовок. Механическая регулировка радиуса центральной линии гибочной головки позволяет столу оправки оставаться неподвижным и жестким. Все литые детали имеют сертифицированную стальную конструкцию GS500 Spheroid. Многочисленные усовершенствования конструкции и патенты устраняют устаревшие механические системы и ненужную массу.
C Ось приводится в движение двумя цепями, непосредственно соединенными с осью, что устраняет звездочки и люфт в оси. Давление обратного изгиба контролируется на уровне 50 бар в целях безопасности. Ось гибочной головки перемещается для регулировки осевой линии, поддерживая выравнивание оси с кареткой оправки. Ось головки изгиба, регулируемая по радиусу осевой линии, поддерживает выравнивание оси. Модели с ЧПУ7 имеют моторизованное выравнивание осей для выравнивания гибочной головки, а также загрузки и выгрузки заготовок. Механическая регулировка радиуса центральной линии гибочной головки позволяет столу оправки оставаться неподвижным и жестким. Все литые детали имеют сертифицированную стальную конструкцию GS500 Spheroid. Многочисленные усовершенствования конструкции и патенты устраняют устаревшие механические системы и ненужную массу. Делительная тележка Ercolina с приводом продвигает и вращает заготовку между гибами. В первую очередь каретка представляет собой погрузочно-разгрузочный механизм, позиционирующий заготовку для каждого изгиба так же точно, как каретка гибочного станка с ЧПУ. Стандарт с позиционирующей задней бабкой для управления перемещениями Y и B, что означает расстояние между изгибами DBB и POB, что означает плоскость изгиба POB Включает стандарт DRO. Задняя бабка с гидравлическим зажимом и разъемной цанговой вместимостью позволяет надежно удерживать материал. Одним из наиболее важных преимуществ каретки с приводом на большом трубогибочном станке является механизированная загрузка, позиционирование и выгрузка тяжелой заготовки, особенно когда трубу или трубку необходимо вытянуть на большое расстояние. над плотно прилегающей оправкой. Базовый гибочный станок дополняется балкой каретки без каких-либо конструктивных компромиссов. Поскольку главная балка и приводной цилиндр находятся под направляющей пресс-формы, а не под балкой оправки, как в большинстве гибочных станков, каретка спроектирована с учетом высоты центральной линии инструмента гибочного станка, а не наоборот.
Делительная тележка Ercolina с приводом продвигает и вращает заготовку между гибами. В первую очередь каретка представляет собой погрузочно-разгрузочный механизм, позиционирующий заготовку для каждого изгиба так же точно, как каретка гибочного станка с ЧПУ. Стандарт с позиционирующей задней бабкой для управления перемещениями Y и B, что означает расстояние между изгибами DBB и POB, что означает плоскость изгиба POB Включает стандарт DRO. Задняя бабка с гидравлическим зажимом и разъемной цанговой вместимостью позволяет надежно удерживать материал. Одним из наиболее важных преимуществ каретки с приводом на большом трубогибочном станке является механизированная загрузка, позиционирование и выгрузка тяжелой заготовки, особенно когда трубу или трубку необходимо вытянуть на большое расстояние. над плотно прилегающей оправкой. Базовый гибочный станок дополняется балкой каретки без каких-либо конструктивных компромиссов. Поскольку главная балка и приводной цилиндр находятся под направляющей пресс-формы, а не под балкой оправки, как в большинстве гибочных станков, каретка спроектирована с учетом высоты центральной линии инструмента гибочного станка, а не наоборот. Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии матрицы для гибки должна быть увеличена, чтобы соответствовать высоте цанги каретки над главной балкой. Эта дополнительная высота инструмента усугубляет риск перекоса матрицы для гибки. Длина перемещения и нагрузки также не ограничивается длиной главной балки трубогиба и не требует удлиненной рамы или других модификаций. Каретка движется по ровному грунту, по круговым путям для плавного движения (движение расстояния между изгибами) – приводится в движение мощным гидравлическим двигателем через зубчатую рейку. Вращение патрона (движение в плоскости изгиба) также осуществляется с помощью гидравлического привода. Каретка обеспечивает безопасное и точное позиционирование одним человеком с механическим приводом для перемещения на расстоянии между изгибами и в плоскости изгиба. Позиционирование достигается за счет использования цифровых энкодеров со считыванием для каждой оси. Каретка с приводом устраняет необходимость в дополнительных операторах, снижает трудозатраты и повышает точность.
Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии матрицы для гибки должна быть увеличена, чтобы соответствовать высоте цанги каретки над главной балкой. Эта дополнительная высота инструмента усугубляет риск перекоса матрицы для гибки. Длина перемещения и нагрузки также не ограничивается длиной главной балки трубогиба и не требует удлиненной рамы или других модификаций. Каретка движется по ровному грунту, по круговым путям для плавного движения (движение расстояния между изгибами) – приводится в движение мощным гидравлическим двигателем через зубчатую рейку. Вращение патрона (движение в плоскости изгиба) также осуществляется с помощью гидравлического привода. Каретка обеспечивает безопасное и точное позиционирование одним человеком с механическим приводом для перемещения на расстоянии между изгибами и в плоскости изгиба. Позиционирование достигается за счет использования цифровых энкодеров со считыванием для каждой оси. Каретка с приводом устраняет необходимость в дополнительных операторах, снижает трудозатраты и повышает точность. Каретки с механическим приводом идеально подходят для операций с несколькими изгибами, требующих большей точности. Охладитель гидравлического масла работает в переменных температурных условиях.
Каретки с механическим приводом идеально подходят для операций с несколькими изгибами, требующих большей точности. Охладитель гидравлического масла работает в переменных температурных условиях. Поэтому смена инструмента происходит быстрее и проще. Зажим открывается вверх, устраняя помехи для подачи изогнутой заготовки вперед. Усилия зажима являются автономными — они не передаются через крепление матрицы, шпиндель или любую другую часть станка. Таким образом, никогда не возникает перекоса матрицы изгиба, вызванного усилиями зажима. Инструмент остается правильно выровненным, потому что матрица для гибки вращается в горизонтальной плоскости по всему изгибу. Техническое обслуживание станков и инструментов сокращается. Нет направляющих поворотного рычага или рычажных соединений, которые могли бы сработать или сломаться, а также меньшая нагрузка и износ инструментов. Зажим над головой более безопасен. Устранены опасные «точки защемления» между поворотным рычагом и рычагом пресс-формы. Оператор гибочного станка имеет прямой контроль над усилием зажима. Они легко считываются с манометра и легко настраиваются с помощью предохранительного клапана, обеспечивая последовательную и точную настройку.
Поэтому смена инструмента происходит быстрее и проще. Зажим открывается вверх, устраняя помехи для подачи изогнутой заготовки вперед. Усилия зажима являются автономными — они не передаются через крепление матрицы, шпиндель или любую другую часть станка. Таким образом, никогда не возникает перекоса матрицы изгиба, вызванного усилиями зажима. Инструмент остается правильно выровненным, потому что матрица для гибки вращается в горизонтальной плоскости по всему изгибу. Техническое обслуживание станков и инструментов сокращается. Нет направляющих поворотного рычага или рычажных соединений, которые могли бы сработать или сломаться, а также меньшая нагрузка и износ инструментов. Зажим над головой более безопасен. Устранены опасные «точки защемления» между поворотным рычагом и рычагом пресс-формы. Оператор гибочного станка имеет прямой контроль над усилием зажима. Они легко считываются с манометра и легко настраиваются с помощью предохранительного клапана, обеспечивая последовательную и точную настройку.

 Обновляемое программное обеспечение машины с USB. Неограниченное хранилище программ с USB, запоминает угол изгиба с индивидуальными настройками пружины. Страница настройки профиля инструмента автоматически создает программу гибки из координат xyz. Рассчитывает длину материала, необходимую для применения, требования к нагрузке на машину на основе спецификаций материала. Рассчитывает растяжение материала и теоретический процент утончения стенки, минимизируя настройку. Полная диагностика функций машины, страница данных параметров машины с 500 запрограммированными значениями и функциями и полный список аварийных сигналов с определенными предупреждениями.
Обновляемое программное обеспечение машины с USB. Неограниченное хранилище программ с USB, запоминает угол изгиба с индивидуальными настройками пружины. Страница настройки профиля инструмента автоматически создает программу гибки из координат xyz. Рассчитывает длину материала, необходимую для применения, требования к нагрузке на машину на основе спецификаций материала. Рассчитывает растяжение материала и теоретический процент утончения стенки, минимизируя настройку. Полная диагностика функций машины, страница данных параметров машины с 500 запрограммированными значениями и функциями и полный список аварийных сигналов с определенными предупреждениями. Запросите расценки на любой из этих гибочных станков или позвоните по телефону 563-391-7700.
Запросите расценки на любой из этих гибочных станков или позвоните по телефону 563-391-7700.




 Статья предназначена для простых потребителей, которые хотят поменять радиаторы или трубопровод. При разработке проектов теплоснабжения специалистами и инженерных расчетах используются другие подходы и данные.
Статья предназначена для простых потребителей, которые хотят поменять радиаторы или трубопровод. При разработке проектов теплоснабжения специалистами и инженерных расчетах используются другие подходы и данные.
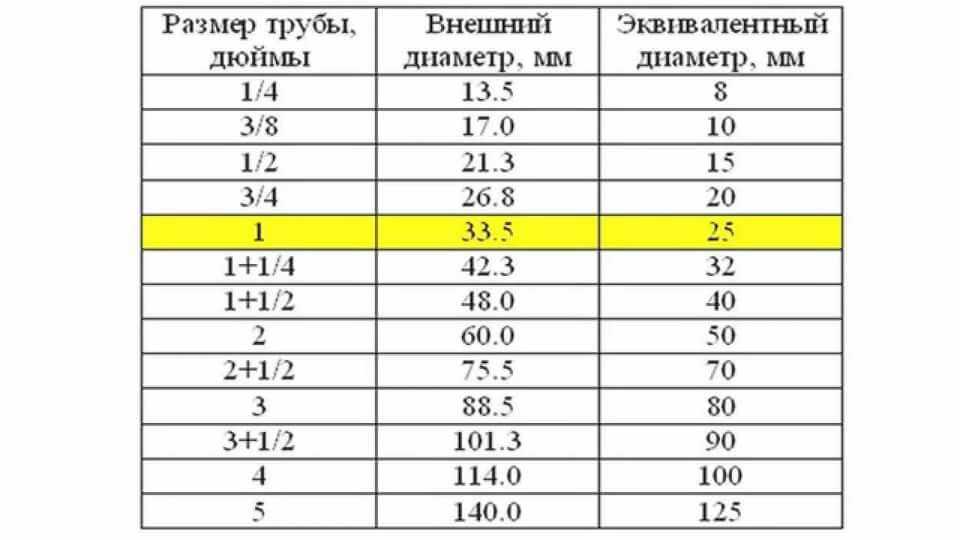
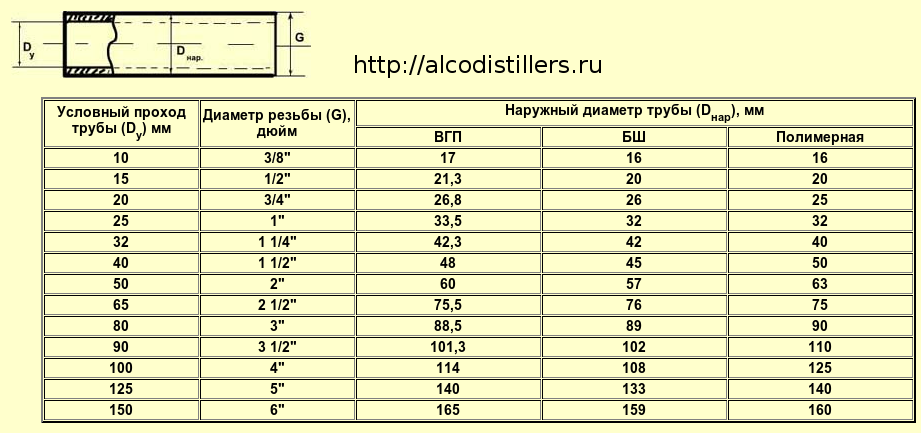
 Но и тут мы сталкиваемся с условностями обозначений — внутренний диаметр дюймовой обыкновенной трубы 27,1мм, усиленной — 25,5мм — самый близкий к 1″; размер. Секрет в том, что правильным является обозначение трубопроводных систем в единицах условного прохода Ду (Dn). Условный проход примерно соответствует диаметру просвета элемента трубопровода и не имеет единицы измерения и указывается в целых числах, причем, шаг условного прохода выбирается так, чтобы пропускная способность трубопровода возрастала на 40-60% с ростом индекса. Для определения точных метрических размеров надо смотреть в таблицу.
Но и тут мы сталкиваемся с условностями обозначений — внутренний диаметр дюймовой обыкновенной трубы 27,1мм, усиленной — 25,5мм — самый близкий к 1″; размер. Секрет в том, что правильным является обозначение трубопроводных систем в единицах условного прохода Ду (Dn). Условный проход примерно соответствует диаметру просвета элемента трубопровода и не имеет единицы измерения и указывается в целых числах, причем, шаг условного прохода выбирается так, чтобы пропускная способность трубопровода возрастала на 40-60% с ростом индекса. Для определения точных метрических размеров надо смотреть в таблицу. 8
8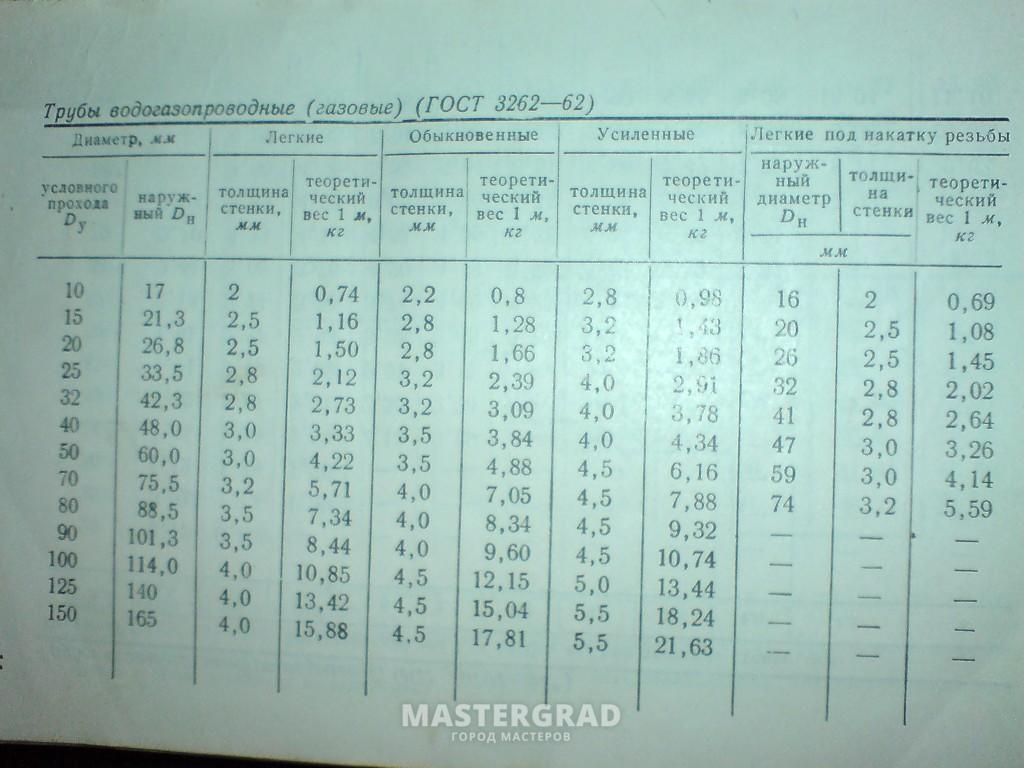 16
16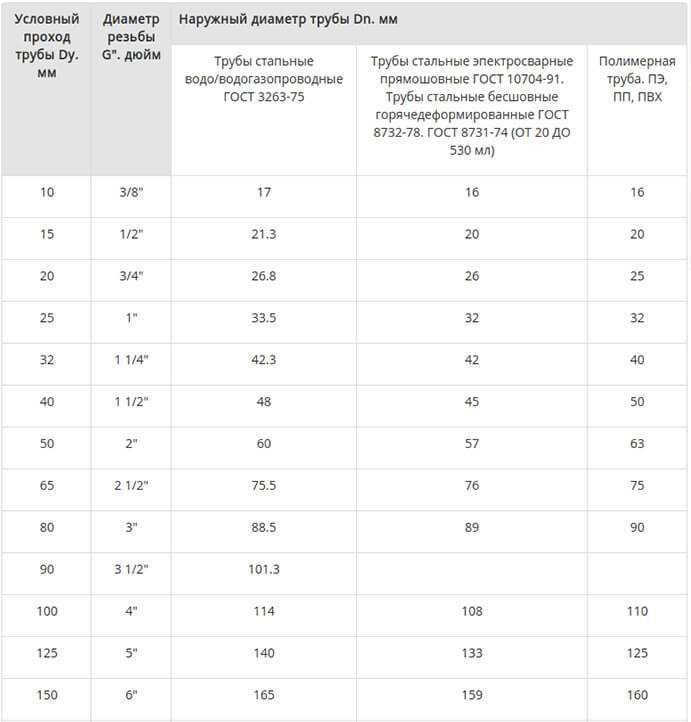 78.
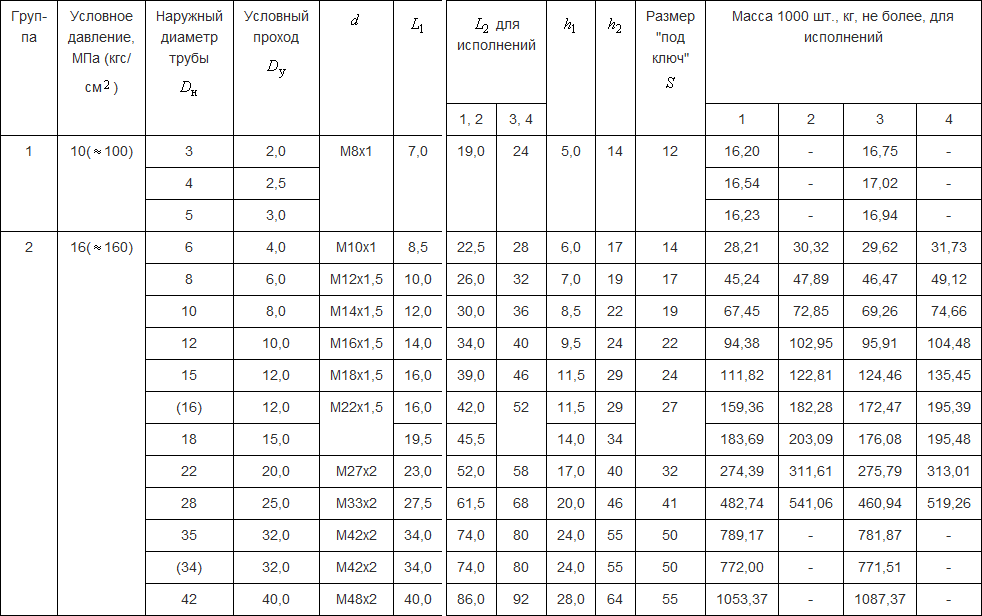
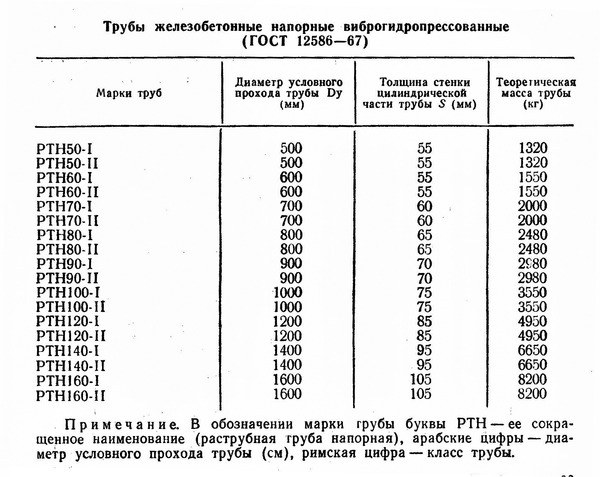
78. Для резьбы, которая изготавливается методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Масса 1м трубы подсчитана при плотности стали 7,85 г/м3. Оцинкованые трубы тяжелее неоцинкованых на 3%.
Для резьбы, которая изготавливается методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Масса 1м трубы подсчитана при плотности стали 7,85 г/м3. Оцинкованые трубы тяжелее неоцинкованых на 3%. Для труб с длинной резьбой в условном обозначении указывается буква Д после слова «труба». Для дюймовых труб повышенной точности игзотовления резьбы в условном обозначении указывается буква П после размера.
Для труб с длинной резьбой в условном обозначении указывается буква Д после слова «труба». Для дюймовых труб повышенной точности игзотовления резьбы в условном обозначении указывается буква П после размера.
 Если вашего размера нет в списке, напишите мне, я добавлю.
Если вашего размера нет в списке, напишите мне, я добавлю.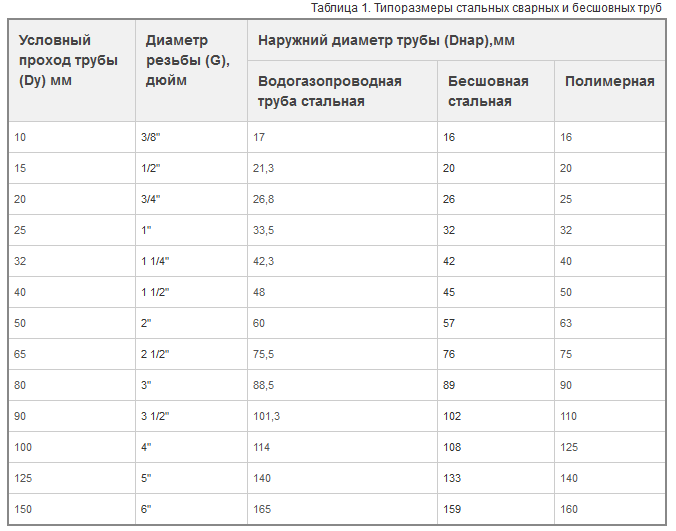
 Велосипедные камеры с клапаном Шредера можно накачать автомобильным шинным насосом, но имейте в виду, что давление может быть совершенно разным.
Велосипедные камеры с клапаном Шредера можно накачать автомобильным шинным насосом, но имейте в виду, что давление может быть совершенно разным.
 Ранние производители труб делали стенки меньших размеров слишком толстыми, и, исправляя эту ошибку в конструкции, они убирали излишки изнутри, чтобы избежать изменения размеров сопутствующих фитингов.
Ранние производители труб делали стенки меньших размеров слишком толстыми, и, исправляя эту ошибку в конструкции, они убирали излишки изнутри, чтобы избежать изменения размеров сопутствующих фитингов.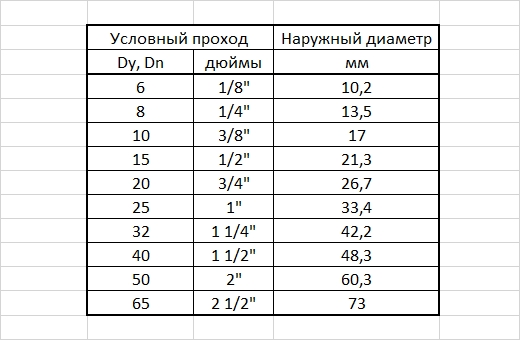 Вы можете видеть на диаграмме справа, что не все 12 Gauge допускают толщину от 0,101 до 0,111. Типичное значение, которое не является промежуточным, используется для расчета свойств сечения.
Вы можете видеть на диаграмме справа, что не все 12 Gauge допускают толщину от 0,101 до 0,111. Типичное значение, которое не является промежуточным, используется для расчета свойств сечения.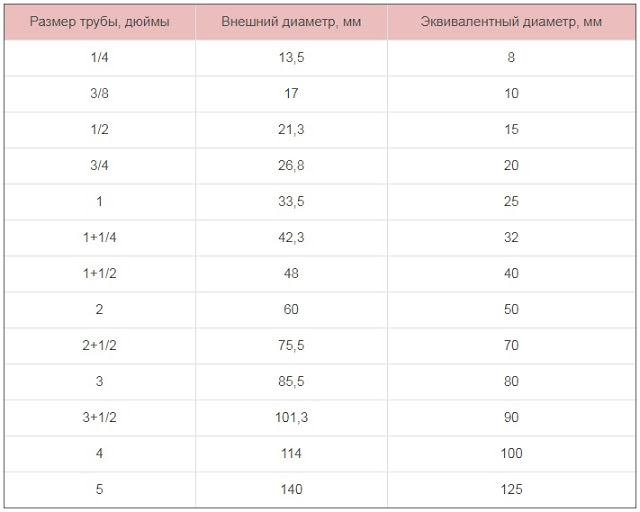 19 для размеров до 12 дюймов. Добавление буквы «S» после номера спецификации идентифицировало его как относящееся к нержавеющей стали.
19 для размеров до 12 дюймов. Добавление буквы «S» после номера спецификации идентифицировало его как относящееся к нержавеющей стали.

 Если используется лента, то форма может сходить с кантователя без необходимости использовать доски; а если используется тип конвейерный, то необходимо использовать доски.
Если используется лента, то форма может сходить с кантователя без необходимости использовать доски; а если используется тип конвейерный, то необходимо использовать доски. kantować, нем. kanten — переворачивать)
kantować, нем. kanten — переворачивать) Хобот может вращаться вокруг своей оси, перемещаться в вертикальном направлении. Грузоподъёмность таких К. от 0,75 до 75 т.
Хобот может вращаться вокруг своей оси, перемещаться в вертикальном направлении. Грузоподъёмность таких К. от 0,75 до 75 т. В.Н. Тришин.2013.
В.Н. Тришин.2013.
 Применяются различные конструкции Кантователя с рычажным, фрикционным, цепным или гидравлическим приводом. В судостроении Кантователь используется при изготовлении изделий судового машиностроения, при сборке и сварке секций, крупных блок-модулей, блоков корпусов и корпусов мелких и средних судов. Масса устанавливаемых на Кантователь изделий может достигать 600 т. Кантователь обеспечивает также возможность механизации и автоматизации разл. др. операций при изготовлении судна. Применение Кантователя целесообразно при поточно-позиционной организации работ в условиях серийной постройки судов и при работах с унифицированными изделиями.
Применяются различные конструкции Кантователя с рычажным, фрикционным, цепным или гидравлическим приводом. В судостроении Кантователь используется при изготовлении изделий судового машиностроения, при сборке и сварке секций, крупных блок-модулей, блоков корпусов и корпусов мелких и средних судов. Масса устанавливаемых на Кантователь изделий может достигать 600 т. Кантователь обеспечивает также возможность механизации и автоматизации разл. др. операций при изготовлении судна. Применение Кантователя целесообразно при поточно-позиционной организации работ в условиях серийной постройки судов и при работах с унифицированными изделиями. д. Применяются разл. конструкции К. в кузнечном производстве, прокатном производстве, на складах и т. д.
д. Применяются разл. конструкции К. в кузнечном производстве, прокатном производстве, на складах и т. д.
 спец.
спец.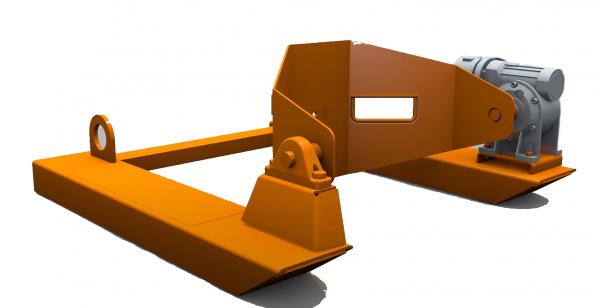 kantowac, нем. kanten — переворачивать), механизм для переворачивания (кантовки) заготовок, деталей, изделий при их изготовлении (напр., прокатке, ковке), транспортировании и упаковке.
kantowac, нем. kanten — переворачивать), механизм для переворачивания (кантовки) заготовок, деталей, изделий при их изготовлении (напр., прокатке, ковке), транспортировании и упаковке. Механизм для кантования заготовок, деталей, изделий при их обработке, осмотре, упаковке и т.п.
Механизм для кантования заготовок, деталей, изделий при их обработке, осмотре, упаковке и т.п.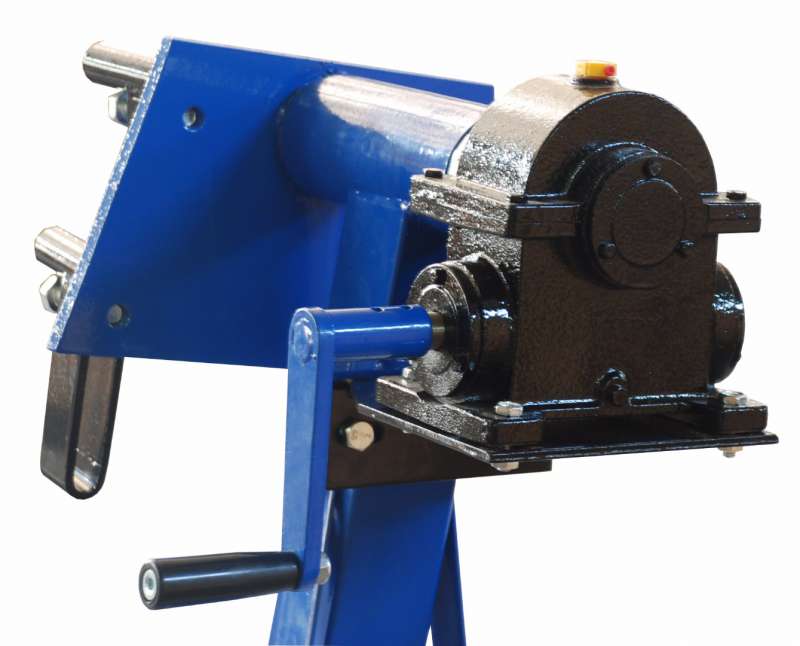
 Наши настоящие гуру отпусков знают, как держать вас на прямой и узкой дороге, когда отпуск поворачивает боком.
Наши настоящие гуру отпусков знают, как держать вас на прямой и узкой дороге, когда отпуск поворачивает боком. Наши настоящие гуру отпусков знают, как держать вас на прямой и узкой дороге, когда отпуск поворачивает боком.
Наши настоящие гуру отпусков знают, как держать вас на прямой и узкой дороге, когда отпуск поворачивает боком. Дайте нам свои самые разочаровывающие «дело» и расслабьтесь… мы сделали управление рабочими отпусками простым, безопасным и возвышенным.
Дайте нам свои самые разочаровывающие «дело» и расслабьтесь… мы сделали управление рабочими отпусками простым, безопасным и возвышенным.
 Она была хорошо осведомлена, предоставила своевременные ответы, но, что более важно, проявила сочувствие и понимание. Это действительно отличный сервис, и я очень рад, что Glassdoor работает с Tilt над процессом ухода.
Она была хорошо осведомлена, предоставила своевременные ответы, но, что более важно, проявила сочувствие и понимание. Это действительно отличный сервис, и я очень рад, что Glassdoor работает с Tilt над процессом ухода. 5/5
5/5
 .. это когда кто-то ошибается в своем мышлении.
.. это когда кто-то ошибается в своем мышлении.






 Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний.
Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний. Прижимное усилие будет генерироваться струбциной.
Прижимное усилие будет генерироваться струбциной. org/BreadcrumbList»>
org/BreadcrumbList»>

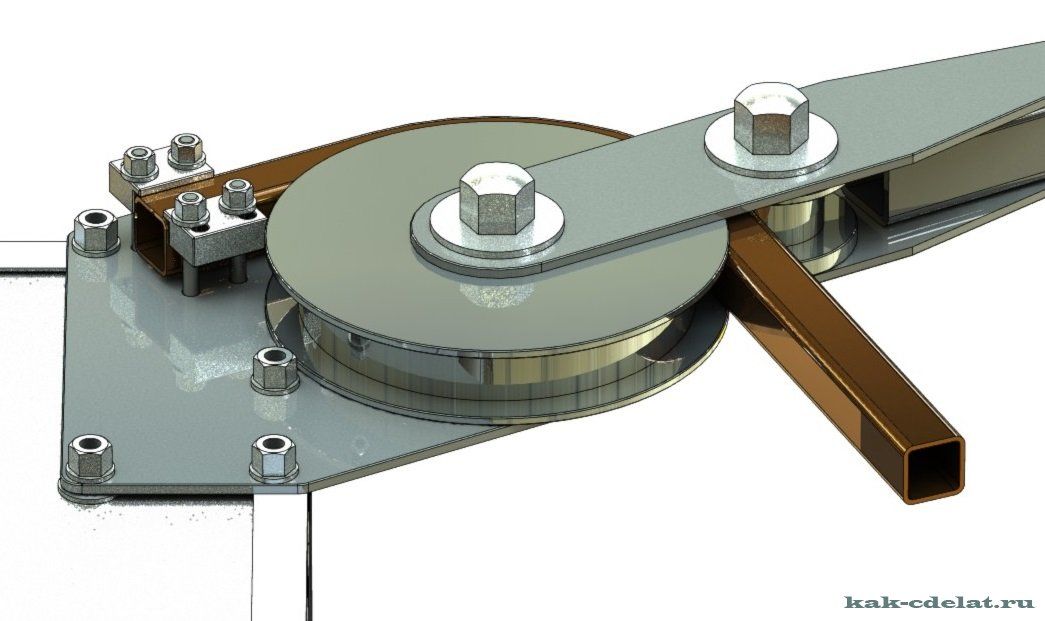

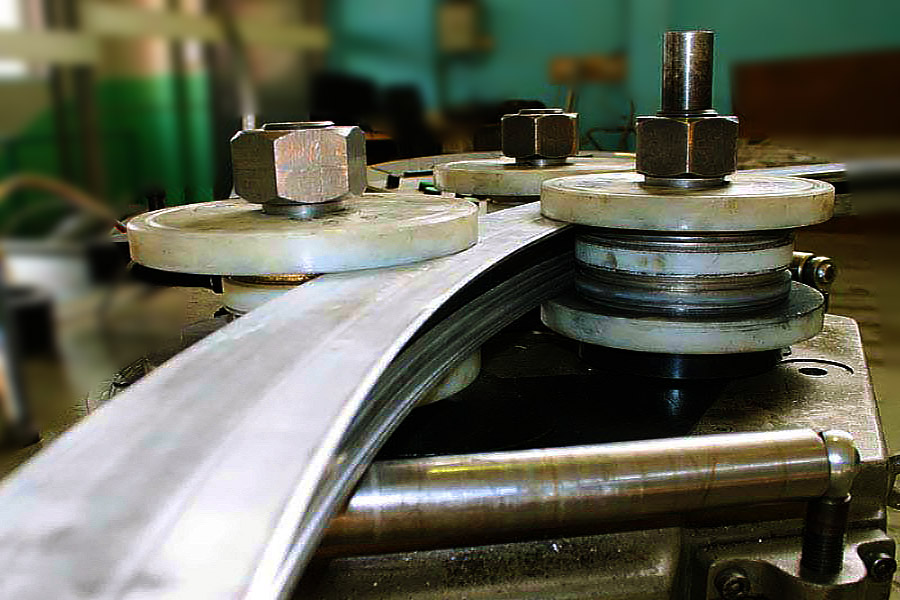 Суть данного вида изгиба – радиус изгиба, который равен как минимум 3-4 диаметрам трубы и зависит от толщины стенки профиля.
Суть данного вида изгиба – радиус изгиба, который равен как минимум 3-4 диаметрам трубы и зависит от толщины стенки профиля. Кроме того, заготовку можно согнуть под углом до 360 градусов — на полный круг. Гибка труб большого диаметра осуществляется на электрических станках по следующему принципу гибки: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Кроме того, заготовку можно согнуть под углом до 360 градусов — на полный круг. Гибка труб большого диаметра осуществляется на электрических станках по следующему принципу гибки: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.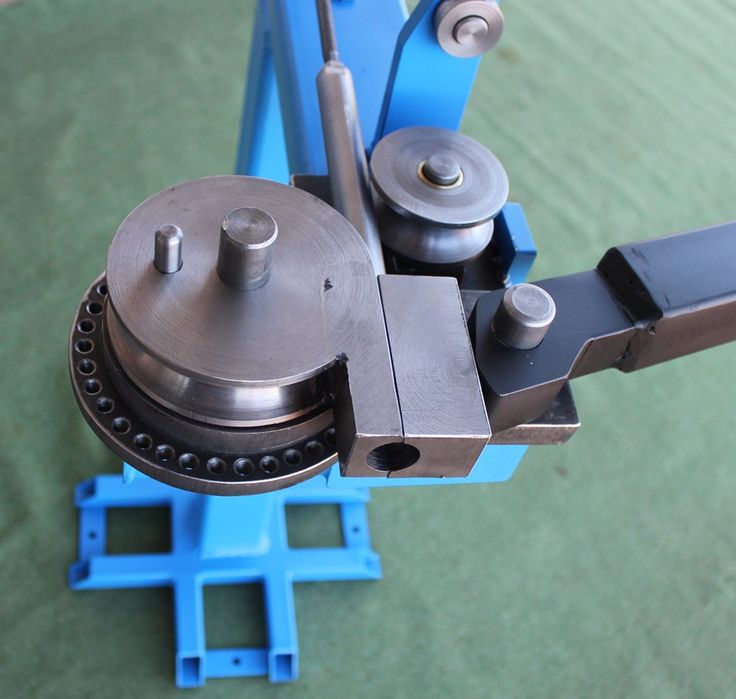


 Вы можете нажать на конкретную модель, чтобы прочитать более подробную информацию о машине и некоторые связанные истории о машине.
Вы можете нажать на конкретную модель, чтобы прочитать более подробную информацию о машине и некоторые связанные истории о машине.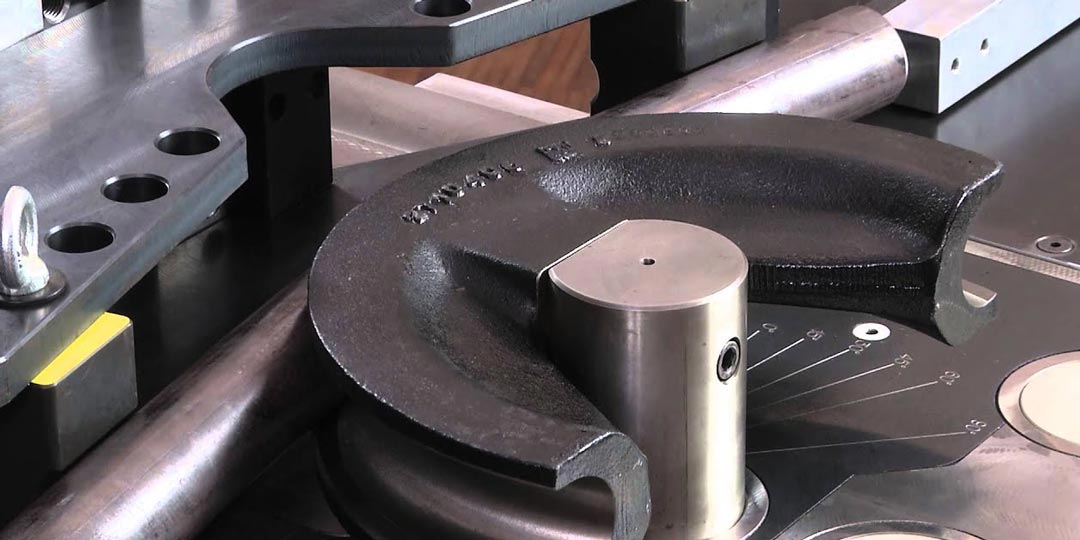
 Но сделать это легко, ведь латунь очень хорошо полируется.
Но сделать это легко, ведь латунь очень хорошо полируется.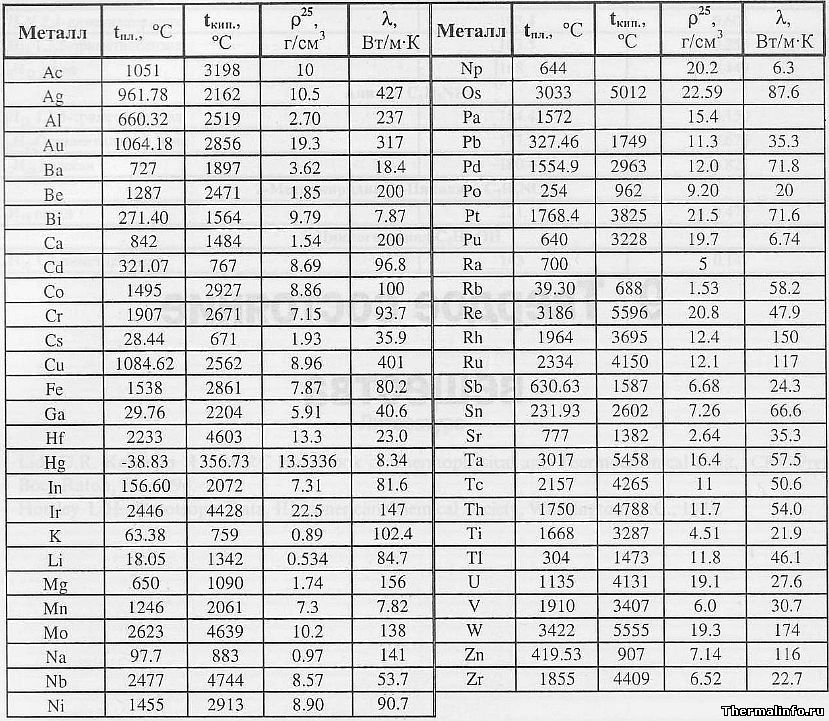 Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.
Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.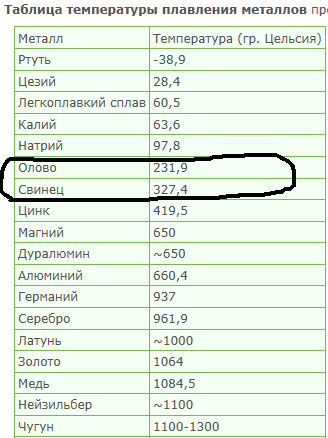 Для этого необходимо собрать специальное оборудование и иметь большую рабочую область, позволяющую соблюдать все меры безопасности, требующиеся при работе с раскалённым или расплавленным металлом.
Для этого необходимо собрать специальное оборудование и иметь большую рабочую область, позволяющую соблюдать все меры безопасности, требующиеся при работе с раскалённым или расплавленным металлом. Для дополнительной жаропрочности и надёжности можно обмазать его раствором силиката калия, или просто «жидким стеклом» с примесью талька. Такой тигель прослужит намного дольше и выдержит большее количество расплавлений. Есть также и тигли, выполненные из графита, но они сильно уступают глиняным по надёжности. Для операций с тиглем необходимо изготовить или приобрести щипцы. Они должны обладать довольно длинными ручками и иметь закруглённые губки.
Для дополнительной жаропрочности и надёжности можно обмазать его раствором силиката калия, или просто «жидким стеклом» с примесью талька. Такой тигель прослужит намного дольше и выдержит большее количество расплавлений. Есть также и тигли, выполненные из графита, но они сильно уступают глиняным по надёжности. Для операций с тиглем необходимо изготовить или приобрести щипцы. Они должны обладать довольно длинными ручками и иметь закруглённые губки.
 Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.
Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.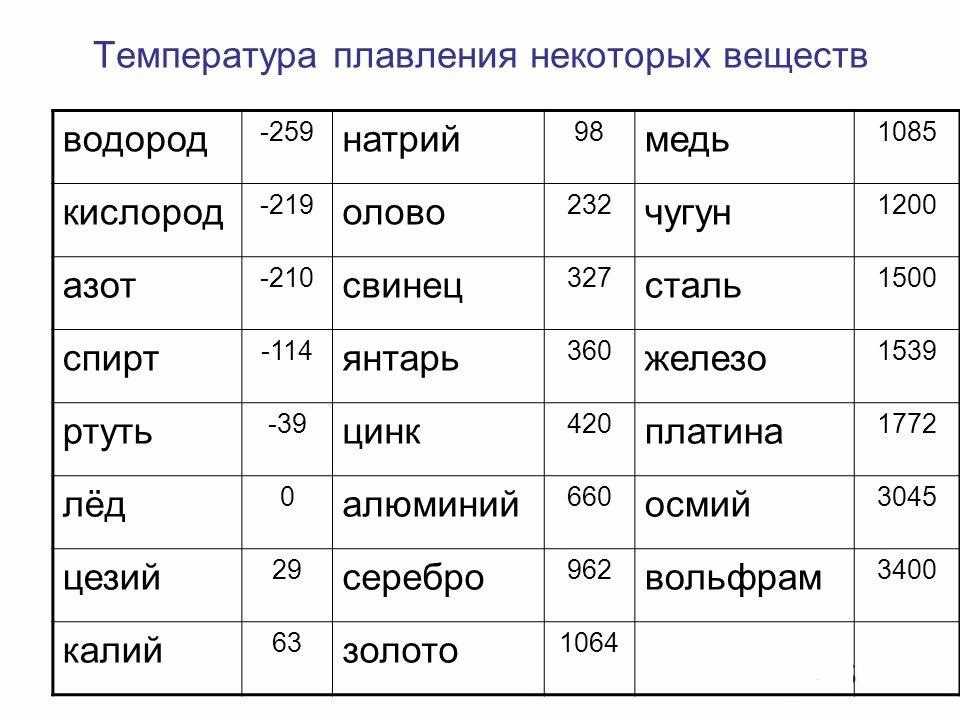 Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.


 Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.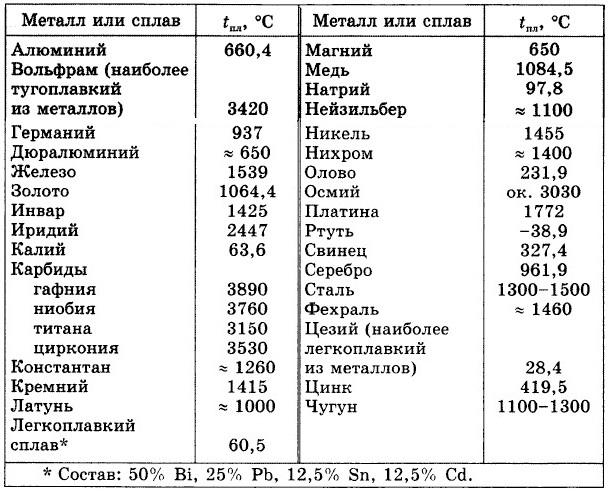 Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.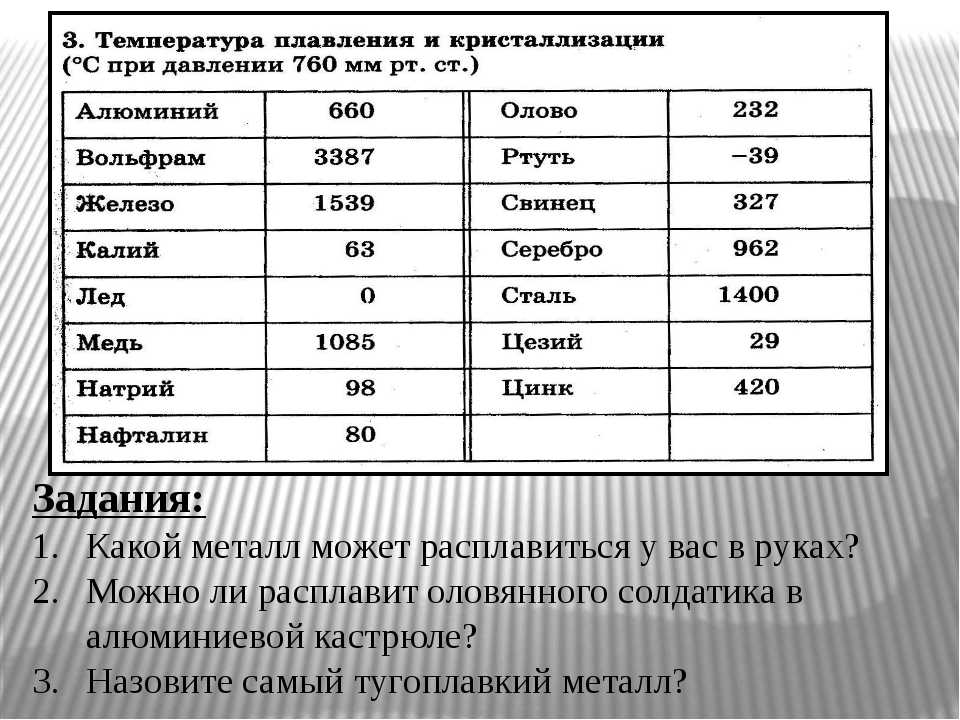 Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь. В зависимости от проекта или конечного использования температура плавления может иметь огромное влияние на результат. Если вы пытаетесь расплавить металл или подвергаете металл воздействию высоких температур, вам нужно знать температуру плавления конкретного материала, который вы используете.
В зависимости от проекта или конечного использования температура плавления может иметь огромное влияние на результат. Если вы пытаетесь расплавить металл или подвергаете металл воздействию высоких температур, вам нужно знать температуру плавления конкретного материала, который вы используете. Просканируйте ниже, чтобы узнать температуры плавления популярных металлов, которые вы можете приобрести в Online Metals сегодня.
Просканируйте ниже, чтобы узнать температуры плавления популярных металлов, которые вы можете приобрести в Online Metals сегодня.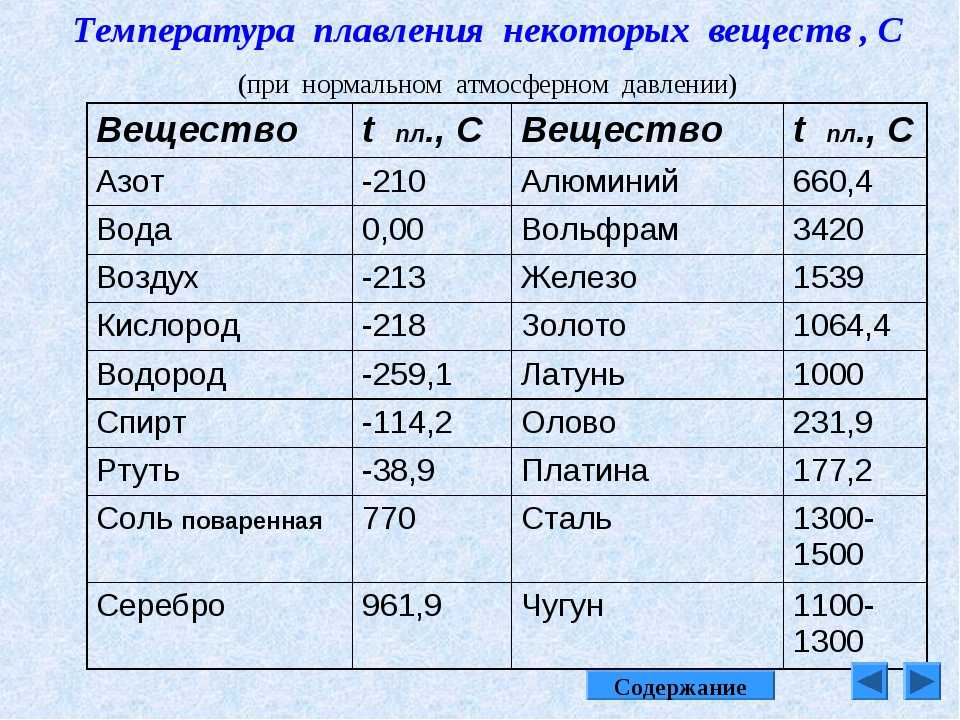
 автор: ИМС
автор: ИМС
 По мере плавления наполнитель втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
По мере плавления наполнитель втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые части никогда не достигают точки плавления, а это означает, что соединение не является постоянным. 0°F (977°С). Кремниевая бронза представляет собой латунный сплав с низким содержанием свинца, который обычно состоит из 96% меди и небольшого процента кремния. Его температура плавления составляет 1880 F (1025 C).
0°F (977°С). Кремниевая бронза представляет собой латунный сплав с низким содержанием свинца, который обычно состоит из 96% меди и небольшого процента кремния. Его температура плавления составляет 1880 F (1025 C).
 Функция сверления дополняется возможностью выполнения глухих отверстий. К примеру, при помощи различных насадок можно выполнять углубления для дверных петель. Для такой цели применяется сверло Форстнера. Основание углубления получается довольно плоским, а края отверстия отличаются гладкостью. Вместо такой насадки, можно использовать перьевые сверла.
Функция сверления дополняется возможностью выполнения глухих отверстий. К примеру, при помощи различных насадок можно выполнять углубления для дверных петель. Для такой цели применяется сверло Форстнера. Основание углубления получается довольно плоским, а края отверстия отличаются гладкостью. Вместо такой насадки, можно использовать перьевые сверла. Такие изделия используются для обработки тонких листов металла. Обычно с их помощью режет профильные металлические листы, а также поликарбонат, металлочерепицу и профилированный пластик. Насадка «Сверчок» часто используется при строительстве заборов из металлопрофиля.
Такие изделия используются для обработки тонких листов металла. Обычно с их помощью режет профильные металлические листы, а также поликарбонат, металлочерепицу и профилированный пластик. Насадка «Сверчок» часто используется при строительстве заборов из металлопрофиля. Минимальное количество оборотов равняется 1500.
Минимальное количество оборотов равняется 1500. Среди них можно выделить следующие:
Среди них можно выделить следующие:
 Оно включает корпус и материал для шлифования. Основным отличием таких моделей является направление щетины. Она располагается от центра к краям корпуса. При использовании дисковых насадок следует соблюдать особую осторожность. В противном случае покрытие может быть испорчено.
Оно включает корпус и материал для шлифования. Основным отличием таких моделей является направление щетины. Она располагается от центра к краям корпуса. При использовании дисковых насадок следует соблюдать особую осторожность. В противном случае покрытие может быть испорчено. Вместо них, может использоваться любой другой абразивный материал. Закрепляется такая насадка стандартным способом. Благодаря ей можно хорошо отшлифовать внутреннюю поверхность отверстия.
Вместо них, может использоваться любой другой абразивный материал. Закрепляется такая насадка стандартным способом. Благодаря ей можно хорошо отшлифовать внутреннюю поверхность отверстия. youtube.com/embed/eliySJYp1LQ»>
youtube.com/embed/eliySJYp1LQ»> 
 Для такой операции отлично подойдёт сверло Форстнера. Отверстие получится плоским, а края абсолютно гладкими. А также можно использовать вместо Форстнера перовые свёрла.
Для такой операции отлично подойдёт сверло Форстнера. Отверстие получится плоским, а края абсолютно гладкими. А также можно использовать вместо Форстнера перовые свёрла. Такое приспособление применяется для того, чтобы нарезать тонкий листовой металл:
Такое приспособление применяется для того, чтобы нарезать тонкий листовой металл: оборотов в минуту. Минимальное количество составляет 1500 оборотов в минуту.
оборотов в минуту. Минимальное количество составляет 1500 оборотов в минуту.

 Корпус изготавливают из прочного пластика или металла. Если купили мягкую насадку на дрель, то её можно использовать для полировки покрытия автомобиля.
Корпус изготавливают из прочного пластика или металла. Если купили мягкую насадку на дрель, то её можно использовать для полировки покрытия автомобиля.
 Обработке можно подвергнуть стекло, металл или дерево. Обычно применяется для того, чтобы заточить торец стекла. Различаются жёсткие и мягкие в зависимости от цели покупки.
Обработке можно подвергнуть стекло, металл или дерево. Обычно применяется для того, чтобы заточить торец стекла. Различаются жёсткие и мягкие в зависимости от цели покупки. Это своеобразный корпус с поводком и точильным камнем, который расположен внутри. Отверстия для затачивания сверла имеют разный диаметр. Количество их может достигать 15 штук.
Это своеобразный корпус с поводком и точильным камнем, который расположен внутри. Отверстия для затачивания сверла имеют разный диаметр. Количество их может достигать 15 штук. Приспособление изготавливают из лёгких материалов, которые занимают очень мало места.
Приспособление изготавливают из лёгких материалов, которые занимают очень мало места.
 Доступны шурупы из нержавеющей стали для настила и оцинкованные для пола. Запатентованная насадка Pro Plug Glue Nozzle покрывает боковую часть отверстия для максимальной удерживающей способности (клей не входит в комплект).
Доступны шурупы из нержавеющей стали для настила и оцинкованные для пола. Запатентованная насадка Pro Plug Glue Nozzle покрывает боковую часть отверстия для максимальной удерживающей способности (клей не входит в комплект).

 в разделе «ЗАГРУЗКИ» выше.
в разделе «ЗАГРУЗКИ» выше.
 ESUPVC ГНЕЗДОВЕНТИЛЯЦИОННОЕ ПОКРЫТИЕ UPVCЛакДекор для стенОРЕХОВОЕ ДЕРЕВОВОДОСТОКВодоизоляцияВосковая полирольВилы для прополкиКОЛЕСОКолесная тачкаWhite SpritWHITE WOODЛебедкиОКОННЫЙ ПРОФИЛЬКлей для дереваЗащитное средство для дереваОборудование и снаряжение для обеспечения безопасности работРазрушение и монтажные брусьяРазрушительные брусьяГаечные ключиY BRANCH UPVC
ESUPVC ГНЕЗДОВЕНТИЛЯЦИОННОЕ ПОКРЫТИЕ UPVCЛакДекор для стенОРЕХОВОЕ ДЕРЕВОВОДОСТОКВодоизоляцияВосковая полирольВилы для прополкиКОЛЕСОКолесная тачкаWhite SpritWHITE WOODЛебедкиОКОННЫЙ ПРОФИЛЬКлей для дереваЗащитное средство для дереваОборудование и снаряжение для обеспечения безопасности работРазрушение и монтажные брусьяРазрушительные брусьяГаечные ключиY BRANCH UPVC ESUPVC ГНЕЗДОВЕНТИЛЯЦИОННОЕ ПОКРЫТИЕ UPVCЛакДекор для стенОРЕХОВОЕ ДЕРЕВОВОДОСТОКВодоизоляцияВосковая полирольВилы для прополкиКОЛЕСОКолесная тачкаWhite SpritWHITE WOODЛебедкиОКОННЫЙ ПРОФИЛЬКлей для дереваЗащитное средство для дереваОборудование и снаряжение для обеспечения безопасности работРазрушение и монтажные брусьяРазрушительные брусьяГаечные ключиY BRANCH UPVC
ESUPVC ГНЕЗДОВЕНТИЛЯЦИОННОЕ ПОКРЫТИЕ UPVCЛакДекор для стенОРЕХОВОЕ ДЕРЕВОВОДОСТОКВодоизоляцияВосковая полирольВилы для прополкиКОЛЕСОКолесная тачкаWhite SpritWHITE WOODЛебедкиОКОННЫЙ ПРОФИЛЬКлей для дереваЗащитное средство для дереваОборудование и снаряжение для обеспечения безопасности работРазрушение и монтажные брусьяРазрушительные брусьяГаечные ключиY BRANCH UPVC
 1
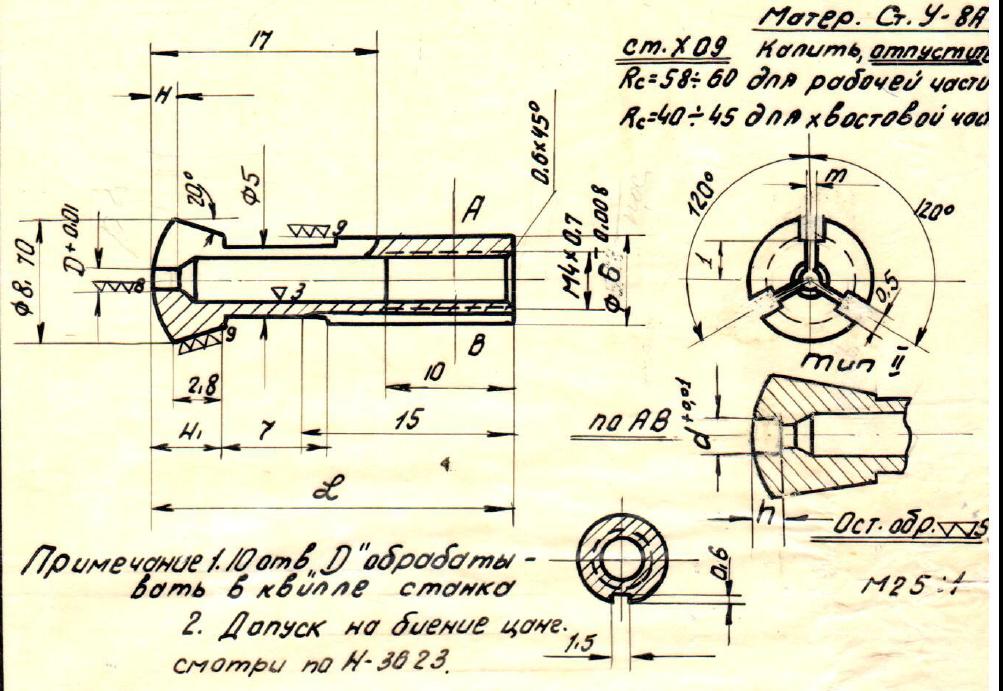
1 2). Диафрагма 11 под давлением сжатого воздуха переместится вправо и передвинет диск 12. Усилие от диска 12 передастся на три штифта 16, которые, упираясь в распорный конус 17, переместят его вправо. Конусы 17 и 5 войдут в конические отверстия цанги 18, вследствие чего и увеличится ее наружный диаметр, так как цанга имеет по три прорези с каждой стороны, позволяющие ей деформироваться. Деталь закреплена
2). Диафрагма 11 под давлением сжатого воздуха переместится вправо и передвинет диск 12. Усилие от диска 12 передастся на три штифта 16, которые, упираясь в распорный конус 17, переместят его вправо. Конусы 17 и 5 войдут в конические отверстия цанги 18, вследствие чего и увеличится ее наружный диаметр, так как цанга имеет по три прорези с каждой стороны, позволяющие ей деформироваться. Деталь закреплена 35.00.14 — Крышка — чертеж
35.00.14 — Крышка — чертеж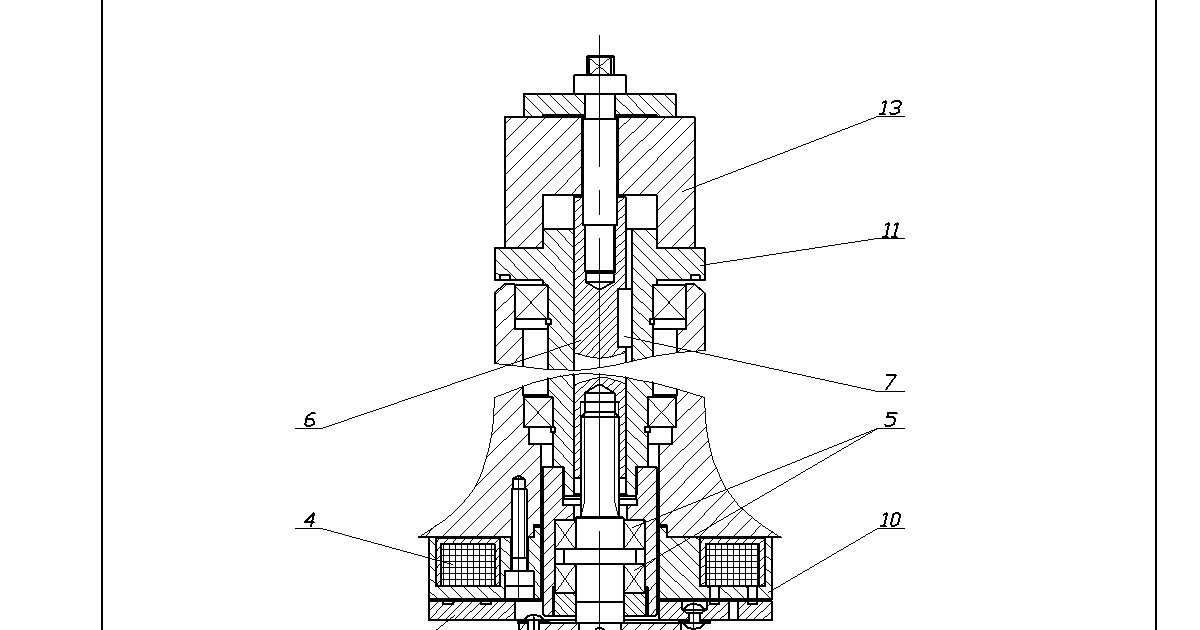 35.00.17 — Конус распорный
35.00.17 — Конус распорный 00
00 И00.35.01.00 — Трубка в сборе — чертеж.c..
И00.35.01.00 — Трубка в сборе — чертеж.c.. 2
2 
 5
5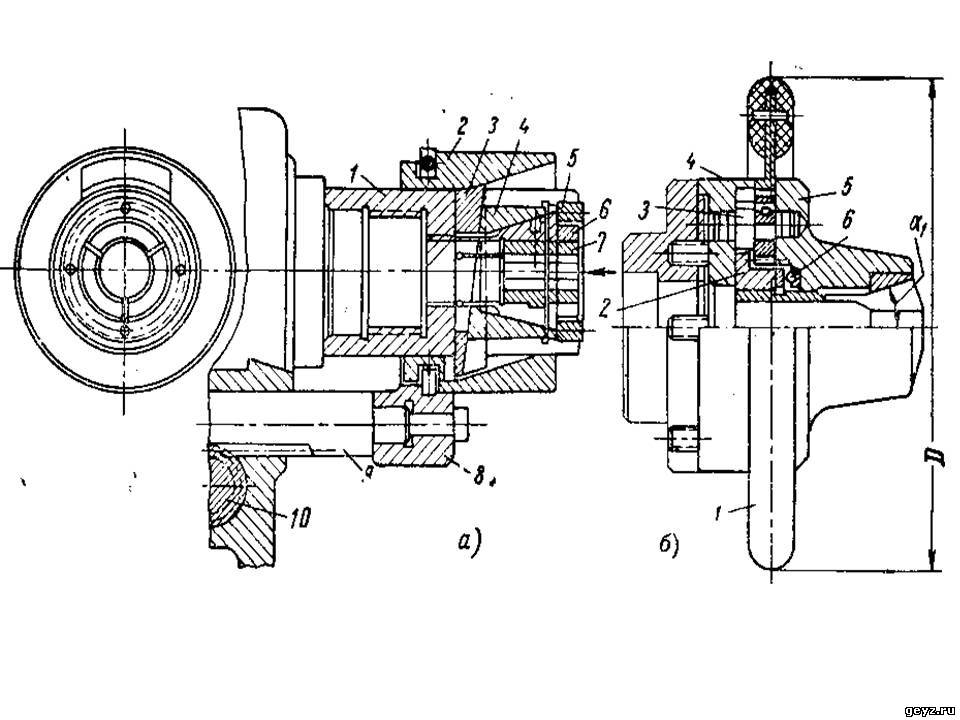 5
5 4
4 4
4
 025.16.3.ХП
025.16.3.ХП