Арматурные каркасы для буронабивных свай
Обновлено: 29 декабря 2021
Создание надёжного и долговечного фундамента — сложная и ответственная задача. При её выполнении необходимо использовать передовые строительные технологии, высококачественные современные материалы. К таковым относятся арматурные каркасы для свай, изготовленные по действующим стандартам качества.
Преимущества использования буронабивных свай
Длительное время в нашей стране использовались сборные сваи из железобетона. Однако им на замену пришли более совершенные конструкции — буроинъекционные и буронабивные. Они активно применяются на многочисленных строительных объектах по всей России, изготавливаются по тем же технологиям, что и в Европе. Это выгодное и удобное решение для возведения зданий всех типов в условиях плотной застройки, характерной для быстрорастущих городов и мегаполисов.
Эта продукция проходит многоуровневые тесты на проверку прочности, подтвердив надёжность и эффективность даже при пиковых нагрузках.
Сваи обладают рядом объективных преимуществ. Рассмотрим основные, наиболее важные в строительстве:
- Экономия времени. БНС устанавливаются в минимальные сроки. Останется лишь дождаться, когда раствор станет достаточно прочным, в соответствии с принятыми нормами.
- Простота монтажа. Достаточно буром подготовить лунки под сваи, вместо выполнения сложных земляных работ.
- Финансовая экономия. Использование буронабивных свай дешевле, чем обустройство плитного или ленточного фундамента.
- Высокая вариативность. Вы можете выбрать опоры разной длины и диаметра, в зависимости от сложности предстоящих работ, типа грунта.
- Длительный срок службы. Фундамент, базирующийся на таких опорах, сохраняет характеристики до 150 лет, даже при неблагоприятных условиях.
- Стойкость к нагрузкам. Как уже говорилось, эти сваи могут выдержать внушительный вес. Это позволяет применять их при возведении тяжелых построек.
Это универсальное решение. Подойдёт как для установки на пучинистых и сухих грунтах, так и при возведении построек вблизи водоёмов. Не помешают строительству даже большие уклоны.
Не помешают строительству даже большие уклоны.
Производители таких свай могут изготавливать их по чертежу, который предоставит заказчик. При использовании таких изделий снижается общая масса и увеличивается прочность конструкции. При установке нет ударов и сильной вибрации. Отсутствует большое количество грунта на рабочей площадке. Соответственно, выполнение проектных задач обходится дешевле, а сроки сдачи объекта уменьшаются.
Типы каркасов для свай
Арматурные каркасы предотвращают возникновение повреждений сваи. Высокопрочные металлоконструкции такого типа изготавливаются обычно из проволоки (катанки, ВП-1), арматурных стержней, бухтовой арматуры. Каркасы — это простая, но надёжная конструкция (вязаная либо сварная), для изготовления которой используют пруты арматуры, имеющих различный диаметр. Готовый армокаркас повторяет форму будущего ЖБИ.
Производятся изделия двух типов — плоские и объёмные. Первые изготавливаются путём соединения двух или трёх слоёв продольных сеток, соединяемых прутьями. Они, в свою очередь, соединены непрерывными, поперечными и наклонными прутьями. Сфера применения — армирование линейных железобетонных конструкций. Использование такого каркаса позволяет повысить прочность при одновременном снижении материальных затрат. Строители таким способом исключают риск прогиба или образования трещин.
Они, в свою очередь, соединены непрерывными, поперечными и наклонными прутьями. Сфера применения — армирование линейных железобетонных конструкций. Использование такого каркаса позволяет повысить прочность при одновременном снижении материальных затрат. Строители таким способом исключают риск прогиба или образования трещин.
Объёмные арматурные каркасы для буронабивных свай бывают квадратной или круглой формы. Они используются для защиты буронабивных свай. Диаметр сечения конструкции варьируется в пределах 8-12 мм для свай диаметром 0,3 м. Это оптимальное решение при заливке большого объёма раствора. Каркасы производятся путём сваривания 3-10 решёток.
Плюсы арматурных каркасов
Эти изделия имеют немало достоинств. Вот некоторые из наиболее очевидных:
- Увеличение скорости монтажа.
- Сокращение цикла выполняемых работ.
- Повышение общей рентабельности строительства.
- Возможность эксплуатации на всех типах поверхностей.
Если планируется закладка фундамента с большой глубиной залегания, буронабивная свая в каркасе из арматуры позволяет повысить прочность и надёжность. При изготовлении учитываются нормы СНиП для фундаментных армокаркасов.
При изготовлении учитываются нормы СНиП для фундаментных армокаркасов.
Если вы планируете осуществлять закладку фундамента на участке, арматурные каркасы для свай, выполненные из качественных материалов, позволяют существенно улучшить эксплуатационные характеристики.
Дата публикации: 29 декабря 2021
Другие статьи
Металлические трубы для забора
Металлические трубы считаются универсальным решением при сооружении каркаса забора. Они прочны и долговечны, к ним легко крепить любые ограждения.
Подробнее
Отличия горячекатаного и холоднокатаного металлопроката
Большая часть стальных изделий с которыми мы сталкиваемся в повседневной жизни производится из материалов полученных в результате горячекатаного или холоднокатаного проката.
Подробнее
Плазменная резка металла
Одним из самых эффективных и широко применяющихся методов резки по металлу является плазма. Она хорошо справляется с листами металла большой толщины, не уступая по качеству обработки.
Подробнее
Арматурные каркасы для свай — что нужно знать о них?
Арматурный каркас для свай — это конструкция из металлической арматуры, изготовленная из стержней одного направления, но разных сфер армирования железобетонного элемента.
Арматура соединяется стержнями — поперечными или косыми — и хомутами, превращаясь в единую металлическую конструкцию.
Всё это нужно, чтобы повысить прочность элемента и устойчивость всего строения.
Навигация по статье:
- Разновидности каркасов из арматуры.
- Объёмные каркасы.
- Плоские каркасы.
- Как вязать арматурные каркасы?
- Автоматизированная сборка на заводе.
- Ручная сборка.
- Применение арматурных каркасов.
- Преимущества арматурных каркасов.
Разновидности каркасов из арматуры
В настоящий момент существует 2 вида арматурных каркасов.
Объёмные каркасы
По назначению объёмные каркасы бывают разные:
- круглые и квадратные — для свай,
- клеточного вида — для заливки значительного объёма бетона, например, при строительстве массивных промышленных зданий.


Объёмный каркас — это конструкция, сделанная из нескольких решёток, между которыми — соединения в виде стержней из металла, которые перпендикулярно прикрепляются к плоскости решётки.
Чтобы изготовить подобный каркас, понадобятся стержни диаметром по 8 и 12 миллиметров, что позволит сформировать сваи с необходимым под данный вид работы диаметром.
Способы производства зависят от формы каркаса: большой каркас изготовляется в индивидуальном порядке, а вот каркас для свай — с применением автоматизированных сварочных линий.
Плоские каркасы
У плоских арматурных каркасов — 2–3 продольных слоя арматурной сетки, приваренных друг к другу прутами. Продольные стержни закрепляются прутьями:
- наклонными,
- поперечными,
- непрерывными,
- стальными.
Основная цель, для чего применяют каркас — укрепить конструкцию без особого увеличения её массы, для закладки фундамента и армирования железобетона.
Как вязать арматурные каркасы?
Основные материалы при изготовлении каркасов:
- гладкий и рифлёный арматурный стержень,
- горячекатаная катанка,
- проволока ВР-1,
- гладкая и рифлёная бухтовая арматура 6–12 миллиметров.

Металлические пруты, бывает, покрывают антикоррозийной защитой, но не всегда. Обычно для этого используют стальные стержни без покрытия и добавок или же — металлические прутья. Отдельные пруты соединяются проволокой или путём сварки. Большие каркасы собирают из готовых деталей.
Изготовление арматурных каркасов может производиться как на специализированном предприятии, так и прямо на стройплощадке. Что позволяет производить не только стандартные формы каркаса, но и индивидуальные, под конкретное строение.
В настоящий момент существует 2 технологии производства каркасов.
Автоматизированная сборка на заводе
Параметры:
- сечение — цилиндрическое, призматическое;
- длина (максимум) — 14 метров;
- масса (максимум) — 4,5 тонны;
- соединение — автосварка;
- диаметр — 20–150 сантиметров.
Ручная сборка
Параметры:
- сечение — не ограничено;
- длина (максимум) — 16 метров;
- масса (максимум) — 10 тонн;
- соединение — полуавтоматом.

При изготовлении каркасов круглой формы применяется сварка несущих стержней с арматурой, навитой по спирали. Благодаря этим технологиям достигаются идеальные геометрические формы каркаса, а также — высокая производительность и качественная сварка.
Сегодня на стройплощадках применение забивных свай ограничено по, поэтому фундаменты сейчас закладывают по новой технологии буронабивных свай. Такие сваи конструируются прямо в грунте. Арматурный каркас ставят в скважину, и заливают бетоном до застывания. Особый плюс такой технологии — мало шума при производстве, поэтому можно строить там, где забивные сваи использовать нельзя было бы. Для армирования буронабивных свай используется круглый арматурный каркас.
Применение арматурных каркасов
Перво‑наперво, арматурные каркасы для свай используются для создания крепких, долговечных и предельно надёжных строений из железобетона, или для дополнительного укрепления построек, уже находящихся в эксплуатации. Обширную популярность арматурные каркасы приобрели при строительстве различных инженерных объектов, например, промышленных комплексов.
Арматурный каркас для основания обязательно используется при заливке фундамента железобетонных конструкций.
Преимущества арматурных каркасов
Преимущества применения арматурных каркасов:
- ускоряется монтаж конструкций из железобетона,
- сокращается общий цикл работ,
- можно работать на любой поверхности,
- можно использовать арматурные отходы,
- растёт рентабельность производства.
Заказать расчет стоимости монолитного дома в СПб и ЛО
Наш специалист свяжется с вами, внимательно выслушает и предложит проект дома, который подходит вам, с расчетом стоимости. Оставьте телефон для связи:
- 05.10.2018
- Статьи
Металлический каркас из арматурных стержней…. | Стоковое видео
Сэкономьте до 20% на первом заказе •
Apply HELLO20
Похожие категории
сварка,
сильный,
сотовый,
сталь,
бары,
рама,
промышленный,
строительство,
бетон,
горячий,
металл,
крест,
инженерная,
круг,
промышленность
CageCaster Описание продукта: Центраторы арматуры для тяжелых условий эксплуатации
Расположение арматурных каркасов и расстояние между ними имеют решающее значение для общей производительности фундамента с пробуренной шахтой. CageCaster обеспечивает расстояние и поддержку, необходимые для централизации тяжелых арматурных каркасов во время размещения арматуры и бетонирования.
CageCaster обеспечивает расстояние и поддержку, необходимые для централизации тяжелых арматурных каркасов во время размещения арматуры и бетонирования.
CageCasters можно прикрепить той же проволокой, которая используется для связывания собранного каркаса из арматурной стали. Он также доступен в версии с оцинкованной стальной рамой, если существует опасность коррозии.
CAGECASTER
Стальная рама для тяжелых условий эксплуатации и прочная опорная прокладка из полиэтилена высокой плотности, прочная и долговечная, разработанная для централизации тяжелых каркасов из армирующей стали внутри пробуренных стволов, поврежденных пробуренных стволов, а также в гнездах для скальных пород. Они также используются в приложениях, где используются спиральные армирующие стальные клетки.
ПРИМЕНЕНИЕ
- Фундаменты зданий
- Фундамент подпорной стены
- Фундаменты для уличных фонарей
- Фундаменты высоких мачт
- Фундамент линии электропередачи
- Фундамент подстанции
- Фундамент башни
- Шламовые стенки
КОНСТРУКЦИОННЫЕ ПРЕИМУЩЕСТВА
- Обеспечивает превосходную направляющую систему для размещения изготовленных арматурных каркасов в пробуренных или выкопанных шахтах.
- Экономичен в использовании.
- Обеспечивает правильное расположение изготовленных арматурных каркасов для укладки бетона.
- Обеспечивает надлежащий зазор между стержневой арматурой и земляными стенами котлована.
- Обеспечивает гарантию качества работы субподрядчика для подрядчика и владельца.
- Обеспечивает гарантию качества работы подрядчика для инженера и владельца.
- Низкая потребность в рабочей силе, что приводит к экономии затрат на проект.

РЕКОМЕНДАЦИИ ПО РАЗМЕЩЕНИЮ CAGECASTER
- Используйте один CageCaster на каждый фут (или 304,8 мм) диаметра ствола (минимум четыре на ярус).
- Максимальное расстояние шесть (6) футов (или 1,83 м) от верха шахты.
- Максимальное расстояние в два (2) фута (или 0,61 м) от нижней части шахты.
- Максимальное расстояние между интервалами восемь (8) футов (или 2,44 м) вдоль продольной оси шахты.
Ролики можно прикрепить той же проволокой, которая используется для связывания собранного каркаса из арматурной стали.
 41
41 47
47 23
23 07
07 Прутки пресованные из алюминия и алюминиевых сплавов. Технические условия. Скачать (pdf, 806 кБ)
Прутки пресованные из алюминия и алюминиевых сплавов. Технические условия. Скачать (pdf, 806 кБ) 24
24 96
96 38
38


 Мы предлагаем индивидуальную отделку, форму и размер алюминиевых заготовок, чтобы помочь вам достичь конечной цели продукта. Свяжитесь с представителем, чтобы узнать больше о наших металлических услугах.
Мы предлагаем индивидуальную отделку, форму и размер алюминиевых заготовок, чтобы помочь вам достичь конечной цели продукта. Свяжитесь с представителем, чтобы узнать больше о наших металлических услугах. Экструдированный металл считается «финишным». Весь алюминий имеет оксид различной толщины. В зависимости от потребностей вашего проекта, наши операторы будут работать с вами, чтобы выбрать точное качество отделки.
Экструдированный металл считается «финишным». Весь алюминий имеет оксид различной толщины. В зависимости от потребностей вашего проекта, наши операторы будут работать с вами, чтобы выбрать точное качество отделки. Мы позаботимся о ваших металлоконструкциях!
Мы позаботимся о ваших металлоконструкциях! Эта отделка обеспечивает изделиям высокую коррозионную стойкость, высокую тепло- и электропроводность и низкие механические свойства.
Эта отделка обеспечивает изделиям высокую коррозионную стойкость, высокую тепло- и электропроводность и низкие механические свойства.

 Закалка при 860-880 °С, вода. Отпуск при 180-220 °С, воздух.
Закалка при 860-880 °С, вода. Отпуск при 180-220 °С, воздух.
 Эта величина не предусмотрена стандартами, она носит
Эта величина не предусмотрена стандартами, она носит
 и последующей термообработке
и последующей термообработке Параметры, свойства и состав
Параметры, свойства и состав Для создания алюминиевого сплава и улучшения некоторых качеств базового алюминия необходимо добавить в чистый алюминий химический элемент. Это требует тщательного смешивания этих элементов, таких как магний, кремний, цинк или медь, с алюминием, пока металл расплавлен. Эти элементы могут повысить прочность алюминия, плотность, обрабатываемость, электропроводность и многое другое.
Для создания алюминиевого сплава и улучшения некоторых качеств базового алюминия необходимо добавить в чистый алюминий химический элемент. Это требует тщательного смешивания этих элементов, таких как магний, кремний, цинк или медь, с алюминием, пока металл расплавлен. Эти элементы могут повысить прочность алюминия, плотность, обрабатываемость, электропроводность и многое другое. Когда система была впервые внедрена, в ней было указано 75 химических составов — сегодня зарегистрировано более 530 активных химических элементов, и это число продолжает расти.
Когда система была впервые внедрена, в ней было указано 75 химических составов — сегодня зарегистрировано более 530 активных химических элементов, и это число продолжает расти.
 Сплавы 5ххх обладают хорошей коррозионной стойкостью в морской среде и обладают самой высокой прочностью среди всех нетермообрабатываемых сплавов. Однако сплавы 5xxx с содержанием магния более 3–3,5 % не рекомендуются для эксплуатации при температуре выше 65,6 °C (150 °F) из-за возможности коррозионного растрескивания под напряжением.
Сплавы 5ххх обладают хорошей коррозионной стойкостью в морской среде и обладают самой высокой прочностью среди всех нетермообрабатываемых сплавов. Однако сплавы 5xxx с содержанием магния более 3–3,5 % не рекомендуются для эксплуатации при температуре выше 65,6 °C (150 °F) из-за возможности коррозионного растрескивания под напряжением.
 Это поможет группам разработчиков определить подходящее применение для конкретных алюминиевых сплавов и при необходимости защитить компоненты от высоких температур.
Это поможет группам разработчиков определить подходящее применение для конкретных алюминиевых сплавов и при необходимости защитить компоненты от высоких температур. x), где первая цифра (Xxx.x) указывает на основной легирующий элемент.
x), где первая цифра (Xxx.x) указывает на основной легирующий элемент. Например, алюминий 5052-х42 прошел деформационную закалку плюс стабилизацию и является относительно мягким.
Например, алюминий 5052-х42 прошел деформационную закалку плюс стабилизацию и является относительно мягким.
 Может возникнуть некоторая путаница в отношении возраста шин, и именно поэтому мы решили составить это руководство по расшифровке вашей шины и, следовательно, определению возраста шины. В шинной промышленности существуют некоторые расплывчатые рекомендации по возрасту шин, которые требуют замены шин через 6–10 лет эксплуатации. При ежедневном вождении вы, вероятно, изнашиваете протектор в течение 6-10 лет, но на автомобиле-коллекционере срок службы шины может истечь задолго до того, как протектор исчезнет. Даже если автомобиль хранится в помещении и шины прошли визуальный осмотр (отсутствие трещин, сухой гнили или других видимых повреждений), мы обычно предлагаем замену через 10 лет, если вы планируете ездить на нем.
Может возникнуть некоторая путаница в отношении возраста шин, и именно поэтому мы решили составить это руководство по расшифровке вашей шины и, следовательно, определению возраста шины. В шинной промышленности существуют некоторые расплывчатые рекомендации по возрасту шин, которые требуют замены шин через 6–10 лет эксплуатации. При ежедневном вождении вы, вероятно, изнашиваете протектор в течение 6-10 лет, но на автомобиле-коллекционере срок службы шины может истечь задолго до того, как протектор исчезнет. Даже если автомобиль хранится в помещении и шины прошли визуальный осмотр (отсутствие трещин, сухой гнили или других видимых повреждений), мы обычно предлагаем замену через 10 лет, если вы планируете ездить на нем.

 Может возникнуть путаница, относится ли эта цифра к 19.76, 1986 или 1996, так что давайте копнем немного глубже.
Может возникнуть путаница, относится ли эта цифра к 19.76, 1986 или 1996, так что давайте копнем немного глубже. Первые две цифры кода даты — это неделя производства, а последние две — год производства. Это помогает устранить путаницу с однозначным годом, которая существовала до 2000 года. Итак, шина с кодом даты 4817 была произведена на 48-й неделе 2017 года. Суть в том, что если вы восстанавливаете автомобиль, который будет ездить , ему нужны шины, которым меньше 10 лет. В Coker Tire мы приложили огромные усилия, чтобы устранить оправдание «они больше не производят эту шину», производя диагональные шины оригинального стиля с использованием новых материалов. Конечно, есть небольшие различия, такие как идентификационные номера шин и обязательная информация о безопасности, но с точки зрения размера, стиля и бренда мы охватили 100-летний период эксплуатации автомобилей, чтобы вы могли безопасно ездить по дорогам без необходимости используйте обычные современные шины. Мы также вышли на рынок радиальных шин с несколькими брендами и стилями, которые сочетают винтажный вид диагональных шин с плавностью хода современных радиальных шин.
Первые две цифры кода даты — это неделя производства, а последние две — год производства. Это помогает устранить путаницу с однозначным годом, которая существовала до 2000 года. Итак, шина с кодом даты 4817 была произведена на 48-й неделе 2017 года. Суть в том, что если вы восстанавливаете автомобиль, который будет ездить , ему нужны шины, которым меньше 10 лет. В Coker Tire мы приложили огромные усилия, чтобы устранить оправдание «они больше не производят эту шину», производя диагональные шины оригинального стиля с использованием новых материалов. Конечно, есть небольшие различия, такие как идентификационные номера шин и обязательная информация о безопасности, но с точки зрения размера, стиля и бренда мы охватили 100-летний период эксплуатации автомобилей, чтобы вы могли безопасно ездить по дорогам без необходимости используйте обычные современные шины. Мы также вышли на рынок радиальных шин с несколькими брендами и стилями, которые сочетают винтажный вид диагональных шин с плавностью хода современных радиальных шин.

 Расчетные характеристики строительных сталей регламентируются СП 16.13330 (актуализированная редакция СНиП II-3-81), которые вводят коэффициенты надежности по строительному материалу для разных групп конструкций (с 1 по 4).
Расчетные характеристики строительных сталей регламентируются СП 16.13330 (актуализированная редакция СНиП II-3-81), которые вводят коэффициенты надежности по строительному материалу для разных групп конструкций (с 1 по 4). Для прокатки используют высокие температуры, так как при более низких температурах затраты на энергию и время работы увеличиваются.
Для прокатки используют высокие температуры, так как при более низких температурах затраты на энергию и время работы увеличиваются. Примерно таким образом проходит процесс прокатки листов.
Примерно таким образом проходит процесс прокатки листов.
 Листы и плиты Производители, поставщики, экспортеры, дилеры в Индии. Одним из наших популярных продуктов на рынке металлов являются листы и пластины. Листы и пластины доступны в различных размерах, формах и размерах, а также могут быть адаптированы для удовлетворения потребностей наших клиентов. Листы и плиты разрабатываются под наблюдением опытных мастеров с использованием материалов только самого высокого качества. Мы предлагаем листы и пластины различных спецификаций для удовлетворения разнообразных потребностей наших клиентов.
Листы и плиты Производители, поставщики, экспортеры, дилеры в Индии. Одним из наших популярных продуктов на рынке металлов являются листы и пластины. Листы и пластины доступны в различных размерах, формах и размерах, а также могут быть адаптированы для удовлетворения потребностей наших клиентов. Листы и плиты разрабатываются под наблюдением опытных мастеров с использованием материалов только самого высокого качества. Мы предлагаем листы и пластины различных спецификаций для удовлетворения разнообразных потребностей наших клиентов. 11
11 Марки алюминия включают 6061, 7075, 5052, 2024 и т.д.; толщина включает обычно используемые 0,5 мм, 0,8 мм, 1 мм, 2 мм, 2,5 мм, 3 мм, 4 мм, 5 мм, 6 мм, 10 мм и т. д.
Марки алюминия включают 6061, 7075, 5052, 2024 и т.д.; толщина включает обычно используемые 0,5 мм, 0,8 мм, 1 мм, 2 мм, 2,5 мм, 3 мм, 4 мм, 5 мм, 6 мм, 10 мм и т. д.
 1
1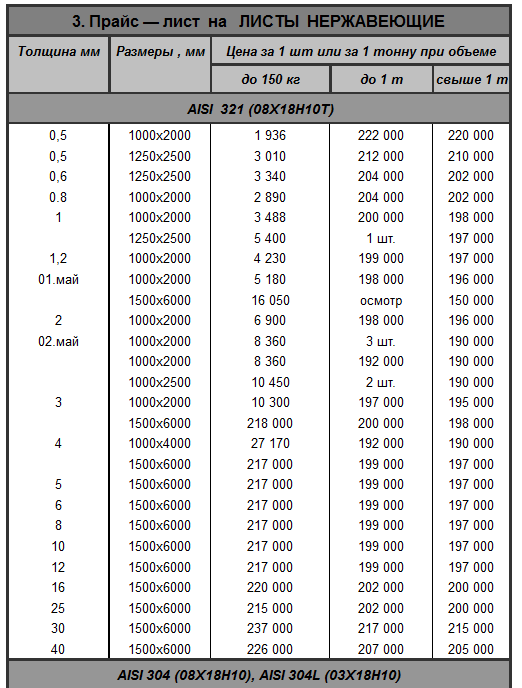

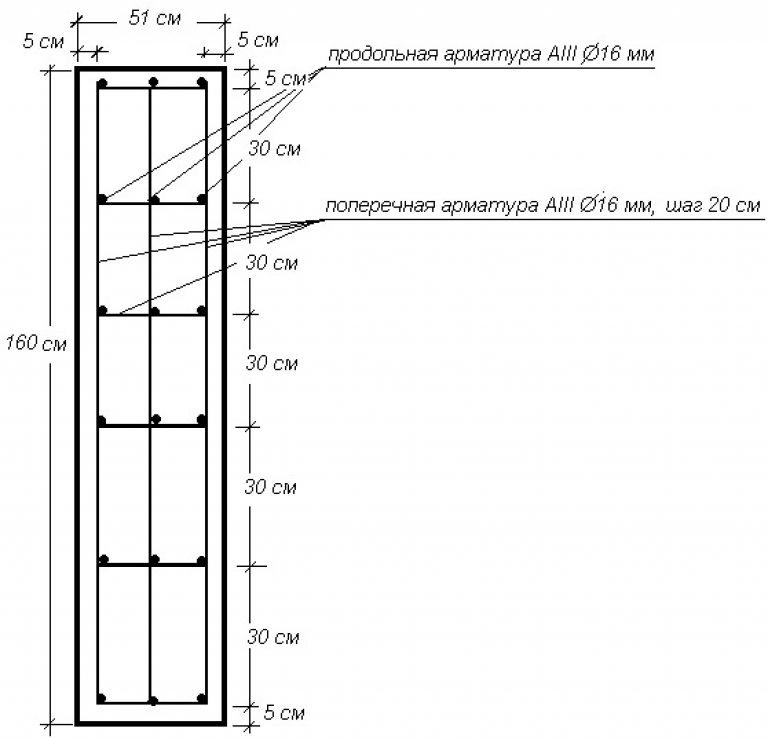
 Данный элемент располагается под всеми несущими стенами дома. Армопояс сооружается по традиционной технологии – в подготовленную траншею укладывается каркас из арматуры диаметром 16 – 20 мм и поперечных перемычек диаметром 8 – 10 мм (могут быть заменены сварной сеткой из проволоки соответствующего диаметра с шагом 200 мм). Каркас должен возвышаться над основанием, для этого под него подкладываются кирпичи или иные проставки.
Данный элемент располагается под всеми несущими стенами дома. Армопояс сооружается по традиционной технологии – в подготовленную траншею укладывается каркас из арматуры диаметром 16 – 20 мм и поперечных перемычек диаметром 8 – 10 мм (могут быть заменены сварной сеткой из проволоки соответствующего диаметра с шагом 200 мм). Каркас должен возвышаться над основанием, для этого под него подкладываются кирпичи или иные проставки. Изготавливается по опалубочной технологии с применением арматуры или сварной сетки из проволоки 10 – 12 мм. В зданиях со стенами из газобетона вместо опалубки могут использоваться перегородочные блоки (при стенах шириной не менее 40 см) или U-блоки со специально выполненным желобом.
Изготавливается по опалубочной технологии с применением арматуры или сварной сетки из проволоки 10 – 12 мм. В зданиях со стенами из газобетона вместо опалубки могут использоваться перегородочные блоки (при стенах шириной не менее 40 см) или U-блоки со специально выполненным желобом. Армирующий каркас, как указывалось выше, можно изготавливать из рифленой арматуры или готовой сварной сетки, дополнительно необходимо иметь вязальную проволоку и анкеры под мауэрлат. В ряде случаев имеет смысл утеплять пояс с помощью листовых теплоизоляционных материалов – пенополистирола, минеральной ваты и иных.
Армирующий каркас, как указывалось выше, можно изготавливать из рифленой арматуры или готовой сварной сетки, дополнительно необходимо иметь вязальную проволоку и анкеры под мауэрлат. В ряде случаев имеет смысл утеплять пояс с помощью листовых теплоизоляционных материалов – пенополистирола, минеральной ваты и иных.
 В таком случае он способен принять на себя неравномерное распределение нагрузок, таким образом, сохраняя стеновые конструкции от разрывов.
В таком случае он способен принять на себя неравномерное распределение нагрузок, таким образом, сохраняя стеновые конструкции от разрывов.

 При диаметрах до 12 мм такая арматура упаковывается в мотки, при больших диаметрах — выпускается только в прутках.
При диаметрах до 12 мм такая арматура упаковывается в мотки, при больших диаметрах — выпускается только в прутках.

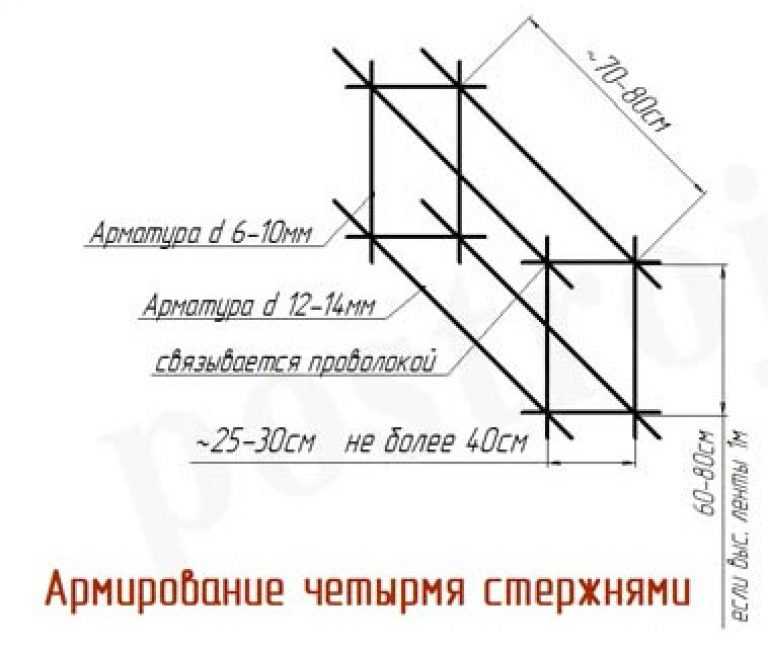
 Как правило, она выполняется из 4-х рабочих стержней установленных продольно, а также хомутов-перемычек, размещенных в промежутках и скрепленных вязальной проволокой. В сечении подобный каркас должен иметь прямоугольник или квадрат
Как правило, она выполняется из 4-х рабочих стержней установленных продольно, а также хомутов-перемычек, размещенных в промежутках и скрепленных вязальной проволокой. В сечении подобный каркас должен иметь прямоугольник или квадрат
 Ширина армопояса в этом случае равняется ширине фундамента.
Ширина армопояса в этом случае равняется ширине фундамента. Это вызвано нагрузками, которые создаются в зоне крепежа балки, при установке кровли со стропильной системой.
Это вызвано нагрузками, которые создаются в зоне крепежа балки, при установке кровли со стропильной системой.




 Его цель — усиление стенового материала и увеличение несущих характеристик дома за счет создания монолитного железобетонного пояса.
Его цель — усиление стенового материала и увеличение несущих характеристик дома за счет создания монолитного железобетонного пояса.








 Его стены имели толщину 350 мм, а крыша 220 мм. Купол дальномера еще не установлен.
Его стены имели толщину 350 мм, а крыша 220 мм. Купол дальномера еще не установлен.


 Наши подвесные электромагниты удаляют повреждающие металлические частицы, которые могут привести к дорогостоящему ремонту и простоям.
Наши подвесные электромагниты удаляют повреждающие металлические частицы, которые могут привести к дорогостоящему ремонту и простоям.
 Эти мощные модели оснащены прочным резиновым ремнем для удаления черных металлов из потока материала. Другие стили и размеры шипов доступны для использования в различных приложениях по извлечению черных металлов. Для привода магнитного ремня используется мотор-редуктор с прямым редуктором, который также доступен со специальными напряжениями.
Эти мощные модели оснащены прочным резиновым ремнем для удаления черных металлов из потока материала. Другие стили и размеры шипов доступны для использования в различных приложениях по извлечению черных металлов. Для привода магнитного ремня используется мотор-редуктор с прямым редуктором, который также доступен со специальными напряжениями. Используется для предотвращения застревания транспортируемого материала между магнитной коробкой и самоочищающейся лентой
Используется для предотвращения застревания транспортируемого материала между магнитной коробкой и самоочищающейся лентой Если лента сместилась слишком далеко в одну сторону от магнита, датчик смещения остановит ленту, что предотвратит дорогостоящий ремонт и простои
Если лента сместилась слишком далеко в одну сторону от магнита, датчик смещения остановит ленту, что предотвратит дорогостоящий ремонт и простои Magnetic Group в качестве долговечной ленты для чистки магнитов для установок, в которых встречается много железных предметов с острыми краями. Непрерывные удары острой сталью могут привести к быстрому износу стандартных чистящих лент. Вся зона удара «Durabelt» защищена армированным барьером из толстых накладок из нержавеющей стали. Самоочищающаяся лента непрерывно перемещается по сепаратору, автоматически удаляя притягивающееся железо. Отдельные пластины можно легко заменить в полевых условиях, что экономит затраты на замену ремня и сокращает время простоя
Magnetic Group в качестве долговечной ленты для чистки магнитов для установок, в которых встречается много железных предметов с острыми краями. Непрерывные удары острой сталью могут привести к быстрому износу стандартных чистящих лент. Вся зона удара «Durabelt» защищена армированным барьером из толстых накладок из нержавеющей стали. Самоочищающаяся лента непрерывно перемещается по сепаратору, автоматически удаляя притягивающееся железо. Отдельные пластины можно легко заменить в полевых условиях, что экономит затраты на замену ремня и сокращает время простоя Черный металл вытягивается из потока материала к поверхности магнита и удерживается на месте до выключения магнита. Предназначен для легкой установки; эта модель поставляется с 3-точечной системой подвески, которая включает в себя два троса и один талреп, соединенный с общим рингом. Регулировка угла подвески магнита проста и требует только регулировки талрепа. Нет необходимости измерять, укорачивать, удлинять или резать кабель. Эти магниты имеют нижнюю изнашиваемую пластину из нержавеющей стали в зоне удара 9.0021
Черный металл вытягивается из потока материала к поверхности магнита и удерживается на месте до выключения магнита. Предназначен для легкой установки; эта модель поставляется с 3-точечной системой подвески, которая включает в себя два троса и один талреп, соединенный с общим рингом. Регулировка угла подвески магнита проста и требует только регулировки талрепа. Нет необходимости измерять, укорачивать, удлинять или резать кабель. Эти магниты имеют нижнюю изнашиваемую пластину из нержавеющей стали в зоне удара 9.0021 Они специально разработаны для тяжелых условий эксплуатации, таких как переработка бетона. Они созданы для того, чтобы выдерживать самые суровые условия. Конструкция для тяжелых условий эксплуатации оснащена армированным ремнем Dings Armor-Clad «Durabelt», который предотвращает прокалывание резинового ремня заостренными стержнями, такими как арматура, усиленным приводным узлом, отставанием на ведущем шкиве и усиленной подвеской/монтажным устройством
Они специально разработаны для тяжелых условий эксплуатации, таких как переработка бетона. Они созданы для того, чтобы выдерживать самые суровые условия. Конструкция для тяжелых условий эксплуатации оснащена армированным ремнем Dings Armor-Clad «Durabelt», который предотвращает прокалывание резинового ремня заостренными стержнями, такими как арматура, усиленным приводным узлом, отставанием на ведущем шкиве и усиленной подвеской/монтажным устройством описание выше;
описание выше; Не требуется внешний масляный бак или дополнительная сантехника. Клапан сброса давления предотвращает попадание влаги в магнитную коробку. Магнит заполнен охлаждающим маслом на заводе перед отгрузкой
Не требуется внешний масляный бак или дополнительная сантехника. Клапан сброса давления предотвращает попадание влаги в магнитную коробку. Магнит заполнен охлаждающим маслом на заводе перед отгрузкой напрасно тратить. Он используется на заводах, которые перерабатывают сталь и производят отходы, полученные из топлива. Эта запатентованная система состоит из отдельных установленных электромагнитов (доступны одинарные, двойные или тройные варианты) для создания длинного и глубокого проникающего магнитного поля, Dings Armor-Clad ‘Durabelt’, сверхмощного приводного узла, отстающего от привода. шкив и усиленная подвеска/установка. SWMS (система обращения с твердыми отходами) активно работает для производства чистой, пригодной для продажи стали
напрасно тратить. Он используется на заводах, которые перерабатывают сталь и производят отходы, полученные из топлива. Эта запатентованная система состоит из отдельных установленных электромагнитов (доступны одинарные, двойные или тройные варианты) для создания длинного и глубокого проникающего магнитного поля, Dings Armor-Clad ‘Durabelt’, сверхмощного приводного узла, отстающего от привода. шкив и усиленная подвеска/установка. SWMS (система обращения с твердыми отходами) активно работает для производства чистой, пригодной для продажи стали Положение конвейера регулируется и оснащено Dings Armor-Clad Durablet, юбками, футеровкой на приводном шкиве
Положение конвейера регулируется и оснащено Dings Armor-Clad Durablet, юбками, футеровкой на приводном шкиве

 Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
 Верхняя граница толщины соединения определяется только мастерством сварщика.
Верхняя граница толщины соединения определяется только мастерством сварщика. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.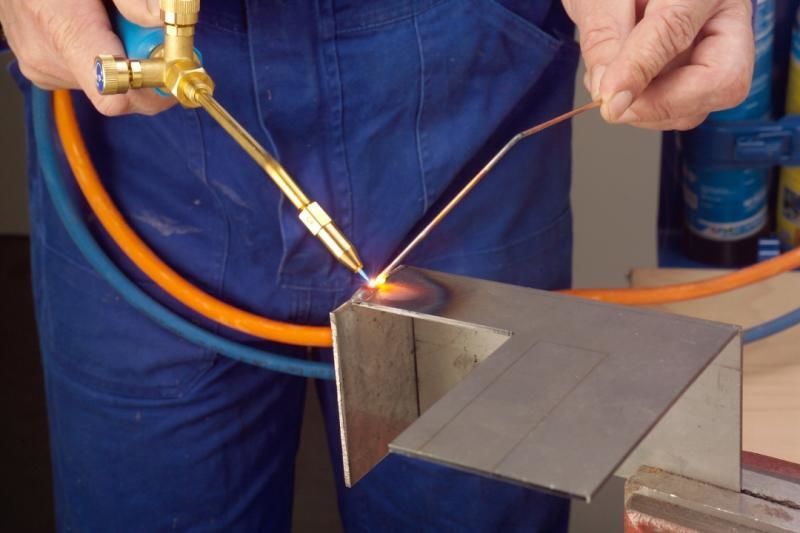 Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
 Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Газ поступает все время: как при активной, так и потухшей электрической дуге. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов. Газовый флюс улетучивается сразу после прекращения подачи смеси.
Газовый флюс улетучивается сразу после прекращения подачи смеси.
 Эти элементы не пытаются соединиться с другими атомами, чтобы получить или потерять электроны, поэтому они, как правило, не реагируют с окружающей средой. Таким образом, инертные газы обычно инертны, хотя некоторые из них могут реагировать при определенных условиях.
Эти элементы не пытаются соединиться с другими атомами, чтобы получить или потерять электроны, поэтому они, как правило, не реагируют с окружающей средой. Таким образом, инертные газы обычно инертны, хотя некоторые из них могут реагировать при определенных условиях.
 Электроды в определенных сварочных процессах имеют покрытие, которое выделяет газ при нагревании. Электрод является проводником.
Электроды в определенных сварочных процессах имеют покрытие, которое выделяет газ при нагревании. Электрод является проводником.



 Распылительный перенос способствует глубокому и целенаправленному проникновению и не вызывает разбрызгивания. Легкая уборка!
Распылительный перенос способствует глубокому и целенаправленному проникновению и не вызывает разбрызгивания. Легкая уборка!



 Более высокий уровень CO2 начнет увеличивать истощение сплава, и более 20% станут нестабильными.
Более высокий уровень CO2 начнет увеличивать истощение сплава, и более 20% станут нестабильными. adv.rbc.ru
adv.rbc.ru
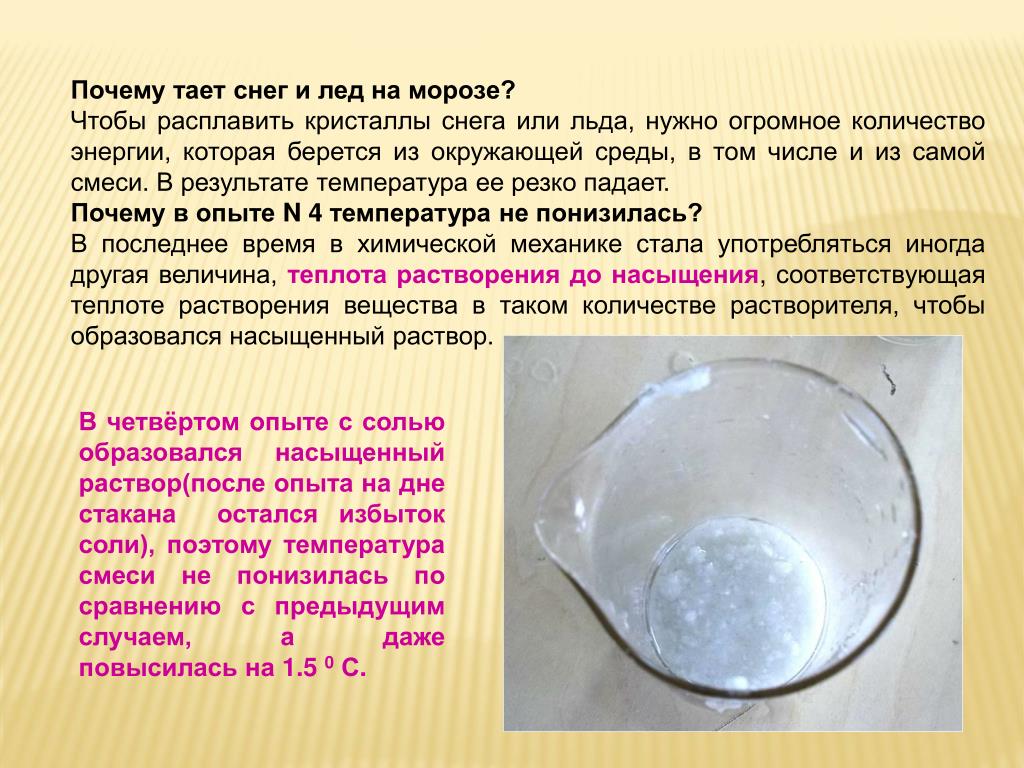
 человек. В результате они не обнаружили доказательств того, что снижение потребления соли уменьшает риск развития сердечно-сосудистых заболеваний или выкидыша.
человек. В результате они не обнаружили доказательств того, что снижение потребления соли уменьшает риск развития сердечно-сосудистых заболеваний или выкидыша.
 .. Бурятская народная мудрость гласит: «Собираясь пить чай, клади в него щепотку соли; от нее быстрее усваивается пища, исчезнут болезни желудка».
.. Бурятская народная мудрость гласит: «Собираясь пить чай, клади в него щепотку соли; от нее быстрее усваивается пища, исчезнут болезни желудка». Наблюдательные охотники первобытных племен могли заметить, что животные любят лизать солонцы – белые кристаллы каменной соли, выступающие кое-где из-под земли, и попробовали добавлять соль в пищу. Могли быть и другие случаи первого знакомства людей с этим удивительным веществом.
Наблюдательные охотники первобытных племен могли заметить, что животные любят лизать солонцы – белые кристаллы каменной соли, выступающие кое-где из-под земли, и попробовали добавлять соль в пищу. Могли быть и другие случаи первого знакомства людей с этим удивительным веществом. Чаще он буроватый или желтоватый из-за примесей соединений железа. Встречаются, но очень редко, кристаллы галита голубого цвета. Это означает, что они долгое время в глубинах земли находились по соседству с породами, содержащими уран, и подверглись радиоактивному облучению.
Чаще он буроватый или желтоватый из-за примесей соединений железа. Встречаются, но очень редко, кристаллы галита голубого цвета. Это означает, что они долгое время в глубинах земли находились по соседству с породами, содержащими уран, и подверглись радиоактивному облучению. Кстати, при растворении в воде синего кристалла соли образуется бесцветный раствор – совсем как из обычной соли.
Кстати, при растворении в воде синего кристалла соли образуется бесцветный раствор – совсем как из обычной соли. Соль употреблялась при жертвоприношениях, новорожденных детей у древних евреев посыпали солью, а в католических церквах при крещении в ротик младенца клали кристаллик соли.
Соль употреблялась при жертвоприношениях, новорожденных детей у древних евреев посыпали солью, а в католических церквах при крещении в ротик младенца клали кристаллик соли. В Лечебнике-травнике, изданном в России в 17 в., написано: «Две сути соли, одну копали из горы, а другую находили в море, а которая из моря, та лутчи, а кроме морской соли та лутчи, которая бела».
В Лечебнике-травнике, изданном в России в 17 в., написано: «Две сути соли, одну копали из горы, а другую находили в море, а которая из моря, та лутчи, а кроме морской соли та лутчи, которая бела». .. У разных народов во все времена рассыпать соль значило накликать беду и потерять здоровье.
.. У разных народов во все времена рассыпать соль значило накликать беду и потерять здоровье. Позднее соленые воды стали выпаривать на больших противнях, а для удаления примесей добавляли кровь животных, собирая образующуюся пену. Примерно с конца 16 в. растворы соли очищали и концентрировали, пропуская через башни, заполненные соломой и ветками кустарников. Выпаривание раствора соли на воздухе производили и совсем примитивным способом, сливая рассол по стене, сложенной из связок хвороста и соломы.
Позднее соленые воды стали выпаривать на больших противнях, а для удаления примесей добавляли кровь животных, собирая образующуюся пену. Примерно с конца 16 в. растворы соли очищали и концентрировали, пропуская через башни, заполненные соломой и ветками кустарников. Выпаривание раствора соли на воздухе производили и совсем примитивным способом, сливая рассол по стене, сложенной из связок хвороста и соломы.

 Это происходит с расплавленным алюминием, который TheBackyardScientist регулярно выливает в воду (и арбузы), чтобы сделать всевозможные красивые образования без взрывов.
Это происходит с расплавленным алюминием, который TheBackyardScientist регулярно выливает в воду (и арбузы), чтобы сделать всевозможные красивые образования без взрывов. На поверхности воды этот пар высокого давления может легко выйти наружу. Но по мере того, как капля расплавленной соли погружается глубже, сжатый пар удерживается водой вокруг нее. Это заставляет давление повышаться еще больше, даже быстрее, пока оно не преодолеет давление воды, сдерживающее его, и вы получите взрыв».0009
На поверхности воды этот пар высокого давления может легко выйти наружу. Но по мере того, как капля расплавленной соли погружается глубже, сжатый пар удерживается водой вокруг нее. Это заставляет давление повышаться еще больше, даже быстрее, пока оно не преодолеет давление воды, сдерживающее его, и вы получите взрыв».0009 Смотрите это место, мы добавим его, как только отснятый материал будет выпущен.**
Смотрите это место, мы добавим его, как только отснятый материал будет выпущен.**



 влажн.
влажн. Оставляется только проем двери, который обязательно усиливается. В любом случае пиломатериалы в основном имеют длину 6 метров, и сильно сэкономить на проемах все равно не удастся.
Оставляется только проем двери, который обязательно усиливается. В любом случае пиломатериалы в основном имеют длину 6 метров, и сильно сэкономить на проемах все равно не удастся.  Таблица с расчетами
Таблица с расчетами Мы предлагаем познакомиться с калькулятором и удобными в использовании таблицами «шпаргалками». Это поможет легко перевести погонные метры бруса в кубы.
Мы предлагаем познакомиться с калькулятором и удобными в использовании таблицами «шпаргалками». Это поможет легко перевести погонные метры бруса в кубы. В качестве примера для расчета количества бруса размером 150*150 в одном кубе древесины необходимо произвести следующие действия. Размер грани балки бруса, который указывается в миллиметрах, возводится в квадрат. Затем 100000 нужно разделить на то значение, которое получилось. В результате выясняется, что в одном кубе содержится 44,4 погонных метров материала. Количество шестиметровых балок в кубе будет равно 7,4 штук. Четырехметровых балок в нем будет 11 штук.
В качестве примера для расчета количества бруса размером 150*150 в одном кубе древесины необходимо произвести следующие действия. Размер грани балки бруса, который указывается в миллиметрах, возводится в квадрат. Затем 100000 нужно разделить на то значение, которое получилось. В результате выясняется, что в одном кубе содержится 44,4 погонных метров материала. Количество шестиметровых балок в кубе будет равно 7,4 штук. Четырехметровых балок в нем будет 11 штук. 3 из 5)
3 из 5) .. введенный вами адрес недоступен.
.. введенный вами адрес недоступен.


 Предположим, что один досковой фут пиломатериала стоит 4,15 доллара, тогда:
Предположим, что один досковой фут пиломатериала стоит 4,15 доллара, тогда:


 Таким образом возникает среда для роста бактерий, а так же разрушается глазурный слой.
Таким образом возникает среда для роста бактерий, а так же разрушается глазурный слой. ru/index.php/from-the-world/209-snezhnoe-krakle
ru/index.php/from-the-world/209-snezhnoe-krakle «
« В современной технологии для глазурования изделий используется размолотое в тонкий порошок стекло, которое разводится с водой. Затем изделие покрывается слоем этого стекла и ставится на второй обжиг, в результате которого стекло тончайшим слоем растекается по поверхности изделия. Стекло считается одним из самых экологически чистых материалов и поэтому часто используется в медицинской промышленности. Дополнительный обжиг керамических изделий – дорогостоящий процесс, но добросовестные производители идут на увеличение себестоимости, так как заботятся о своем имидже качественного и экологически чистого производителя и соответственно о здоровье своих потребителей. Покрытая глазурью поверхность изделия чаще всего имеет блеск и гладкую поверхность, в чем можно убедиться, проведя по ней пальцами, неглазурованная поверхность будет сухой и шероховатой на ощупь.
В современной технологии для глазурования изделий используется размолотое в тонкий порошок стекло, которое разводится с водой. Затем изделие покрывается слоем этого стекла и ставится на второй обжиг, в результате которого стекло тончайшим слоем растекается по поверхности изделия. Стекло считается одним из самых экологически чистых материалов и поэтому часто используется в медицинской промышленности. Дополнительный обжиг керамических изделий – дорогостоящий процесс, но добросовестные производители идут на увеличение себестоимости, так как заботятся о своем имидже качественного и экологически чистого производителя и соответственно о здоровье своих потребителей. Покрытая глазурью поверхность изделия чаще всего имеет блеск и гладкую поверхность, в чем можно убедиться, проведя по ней пальцами, неглазурованная поверхность будет сухой и шероховатой на ощупь. Особенно сильно цек проявляется после термической обработки изделия и лучше всего заметен на светлых изделиях. Каждый, наверное, сталкивался со случаем, когда выпив в первый раз чай из красивой чашки, обнаруживал на её внутренней поверхности некрасивую темную сетку из мелких трещин, которую невозможно удалить мытьем. Правильно будет в таком случае поставить изделие на полку в качестве предмета интерьера, так как при последующем использовании такого изделия, все перегнившие в трещинках продукты будут попадать в пищу и могут нанести непоправимый вред вашему здоровью. Проверить изделие на цек можно близко рассмотрев его, при наличии цека внутренняя и внешняя поверхность черепка будут испещрены сеткой из неглубоких трещин прозрачного слоя.
Особенно сильно цек проявляется после термической обработки изделия и лучше всего заметен на светлых изделиях. Каждый, наверное, сталкивался со случаем, когда выпив в первый раз чай из красивой чашки, обнаруживал на её внутренней поверхности некрасивую темную сетку из мелких трещин, которую невозможно удалить мытьем. Правильно будет в таком случае поставить изделие на полку в качестве предмета интерьера, так как при последующем использовании такого изделия, все перегнившие в трещинках продукты будут попадать в пищу и могут нанести непоправимый вред вашему здоровью. Проверить изделие на цек можно близко рассмотрев его, при наличии цека внутренняя и внешняя поверхность черепка будут испещрены сеткой из неглубоких трещин прозрачного слоя. После обжига изделие шкурят мелкой наждачной бумагой, но запеченная органика никуда не делась и при влажном термоударе, а готовка это и есть влажный термоудар, поверхность вступает в контакт с пищей и активная реакция продолжается. Пассивная реакция проходит после того, как вы помыли посуду и поставили на просушивание и хранение, так как структура черепка пористая, а нанесенная органическая поверхность не защищает изделие, пища проникшая в черепок начинает разлагаться, образуются токсины, яды, плесень, грибки, о чем может свидетельствовать неприятный запах и плесень, которой заражается пористое изделие, а при молочении внутри именно это и происходит. Нередко задают домохозяйки вопрос: почему воняют черные состаренные горшки для жаркого? Да потому что органика (молочение внутри) разлагается, да еще и продукт, который туда попал ранее при готовке. Почему применяют этот метод изготовления изделий, причина проста — это очень экономически выгодно, молочные продукты гораздо дешевле, чем глазури, нанесение поверхности не требует ни аккуратности, ни особых ухищрений, брак сведен к нулю, температура обжига в 3-4 раза ниже чем на глазури, цикл производства существенно короче.
После обжига изделие шкурят мелкой наждачной бумагой, но запеченная органика никуда не делась и при влажном термоударе, а готовка это и есть влажный термоудар, поверхность вступает в контакт с пищей и активная реакция продолжается. Пассивная реакция проходит после того, как вы помыли посуду и поставили на просушивание и хранение, так как структура черепка пористая, а нанесенная органическая поверхность не защищает изделие, пища проникшая в черепок начинает разлагаться, образуются токсины, яды, плесень, грибки, о чем может свидетельствовать неприятный запах и плесень, которой заражается пористое изделие, а при молочении внутри именно это и происходит. Нередко задают домохозяйки вопрос: почему воняют черные состаренные горшки для жаркого? Да потому что органика (молочение внутри) разлагается, да еще и продукт, который туда попал ранее при готовке. Почему применяют этот метод изготовления изделий, причина проста — это очень экономически выгодно, молочные продукты гораздо дешевле, чем глазури, нанесение поверхности не требует ни аккуратности, ни особых ухищрений, брак сведен к нулю, температура обжига в 3-4 раза ниже чем на глазури, цикл производства существенно короче. Если же делать молочение только снаружи, а внутри все же пищевую глазурь, то экономический смысл практически теряется. В давние времена этот вид посуды использовался в быту ввиду невозможности в домашних условиях (как работало большинство гончаров) соблюсти технологический процесс и для удешевления изделий. Поэтому такой посудой были вынуждены пользоваться бедные слои населения. Те же, кто побогаче, имели возможность приобрести посуду, покрытую глазурью, и молоченую посуду не использовали. Изделие, изготовленное в технике молочения, как правило имеет темный цвет, его поверхность шероховатая на ощупь и как правило внутри такого же цвета как и снаружи, кроме того, изделие обладает запахом, который должен отсутствовать, если технология производства посуды соблюдена.
Если же делать молочение только снаружи, а внутри все же пищевую глазурь, то экономический смысл практически теряется. В давние времена этот вид посуды использовался в быту ввиду невозможности в домашних условиях (как работало большинство гончаров) соблюсти технологический процесс и для удешевления изделий. Поэтому такой посудой были вынуждены пользоваться бедные слои населения. Те же, кто побогаче, имели возможность приобрести посуду, покрытую глазурью, и молоченую посуду не использовали. Изделие, изготовленное в технике молочения, как правило имеет темный цвет, его поверхность шероховатая на ощупь и как правило внутри такого же цвета как и снаружи, кроме того, изделие обладает запахом, который должен отсутствовать, если технология производства посуды соблюдена. Удостовериться в том, что перед вами действительно изделие из красной глины, можно перевернув его и посмотрев на дно. На каждом изделии имеется неглазурованный ободок, на котором оно стоит (это обусловлено особенностью технологии производства керамической посуды). Если перед вами изделие из красной глины, то цвет ободка будет от светло-розового до кирпично-красного.
Удостовериться в том, что перед вами действительно изделие из красной глины, можно перевернув его и посмотрев на дно. На каждом изделии имеется неглазурованный ободок, на котором оно стоит (это обусловлено особенностью технологии производства керамической посуды). Если перед вами изделие из красной глины, то цвет ободка будет от светло-розового до кирпично-красного.
 , Agar.helcharcharcharchercher., Agarchi, а -саус -эрэнси, а -саусфрийр. , baiedankie, lekkerbydiesee
, Agar.helcharcharcharchercher., Agarchi, а -саус -эрэнси, а -саусфрийр. , baiedankie, lekkerbydiesee 07
07  Классическая футболка
Классическая футболка , африканер, южноафриканский, саффа, веселая, уходи, Tsek, tsjek, розовый, шрифт, voetsek voetsek
, африканер, южноафриканский, саффа, веселая, уходи, Tsek, tsjek, розовый, шрифт, voetsek voetsek 92
92  66
66  shopify.com/s/files/1/2242/6427/products/Die-beste-oupa-ouma_grande.png?v=1504858740″ data-title=»Oupa en Ouma — beste»>
shopify.com/s/files/1/2242/6427/products/Die-beste-oupa-ouma_grande.png?v=1504858740″ data-title=»Oupa en Ouma — beste»>
 Сила в тренажерном зале или сила внутри силовых тренировок — это навык, особенно при отсутствии силы.
Сила в тренажерном зале или сила внутри силовых тренировок — это навык, особенно при отсутствии силы.
 Это должно быть выражение. И это.
Это должно быть выражение. И это. Это настоящая сила, это выражение. И именно это выражение того, кто вы есть, позволяет вам жить своей жизнью с целью.
Это настоящая сила, это выражение. И именно это выражение того, кто вы есть, позволяет вам жить своей жизнью с целью. Сильные стороны человека служат ему барометром самоудовлетворенности. Особенно важно время, когда вы можете расслабиться и оценить свои сильные и слабые стороны, когда вы подаете заявление о поступлении в колледж или на работу или готовитесь к собеседованию. Давайте взглянем на длинный список личных сильных сторон, многие из которых рекламируются в этих руководствах по уходу за собой.
Сильные стороны человека служат ему барометром самоудовлетворенности. Особенно важно время, когда вы можете расслабиться и оценить свои сильные и слабые стороны, когда вы подаете заявление о поступлении в колледж или на работу или готовитесь к собеседованию. Давайте взглянем на длинный список личных сильных сторон, многие из которых рекламируются в этих руководствах по уходу за собой. На рабочем месте способность хорошо работать с другими является показателем успеха. Каковы ваши сильные стороны? Организация? Бюджетирование?
На рабочем месте способность хорошо работать с другими является показателем успеха. Каковы ваши сильные стороны? Организация? Бюджетирование?
 Вот некоторые сильные стороны, связанные с направлением и советом:
Вот некоторые сильные стороны, связанные с направлением и советом: Вот несколько примеров сильных сторон, связанных со здравым смыслом:
Вот несколько примеров сильных сторон, связанных со здравым смыслом: