Нарезание резьбы является одной из самых медленных операций, выполняемой на токарном станке. Для получения точной резьбы необходимо выдержать жесткие требования по подаче, шагу резьбы, соосности инструмента и отверстия.
Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
Некоторые варианты решения этой проблемы, такие как применение специального резьбонарезного патрона, используются в станках нового поколения.
Нарезание резьбы на токарных станках выполняется в единичном и мелкосерийном производстве, для больших партий деталей применяются специализированные резьбонарезные станки и автоматы.
Принцип нарезки резьбы на токарном станке
К вращающейся заготовке, закрепленной в шпинделе, подводится инструмент. Инструмент врезается в заготовку и перемещается вдоль неё с одинаковой скоростью. Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.
У резьбы выделяют такие параметры:
Расположение. Резьба может находиться на внутренней и наружной поверхности.
Направление. Выделяют левые и правые резьбы. Изделие с правой резьбой закручивается по часовой стрелке, это направление более распространено.
Шаг. Представляет собой расстояние между одинаковыми точками соседних винтовых линий, измеренное вдоль центральной оси заготовки. Регулируется отношением скорости перемещения инструмента к скорости вращения заготовки.
Наклон винтовой линии. Это понятие связано с шагом. Определяется относительно перпендикулярной плоскости к оси заготовки. Тангенс угла наклона равен шагу, разделенному на произведение π и внешнего диаметра заготовки.
Тип опорной поверхности. Выделяют цилиндрические и конические резьбы.
Профиль. Представляет собой контур резьбы в продольном сечении. В зависимости от профиля резьбы делят на треугольные, прямоугольные и трапециевидные.
Количество резьбовых линий. По этому параметру резьбы можно разделить на однозаходные и многозаходные. Количество заходов видно на торцах резьбы, в зависимости от этого параметра различается расстояние, которое проходит вкручиваемая или накручиваемая деталь за один оборот.
Нарезание резьбы при помощи резцов
Наиболее широкое применение имеет нарезание резьбы специальным резьбовым резцом. Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Предварительная подготовка детали перед нарезанием наружной резьбы заключается в её обточке до диаметра, который меньше диаметра резьбы на 1/40-1/12. Во время нарезания резьбы происходит деформация металла, и наружный диаметр резьбы возрастает. Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Нарезание резьбы при помощи резцов выполняется в несколько проходов. После одного прохода резец перемещается в исходное положение. Нарезание резьбы производится только одной режущей кромкой инструмента, одновременное использование двух кромок приводит к снижению качества поверхности. Количество черновых и чистовых проходов определяется материалом заготовки, резцом, высотой резьбы, требованиями к чистоте поверхности резьбы.
Нарезание резьбы при помощи плашек и метчиков
Плашка предназначается для нарезания наружной резьбы, а метчик — для внутренней. Предварительная обработка поверхностей также выполняется с учетом деформации металла. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
На токарно-винторезных станках плашка устанавливается в патроне, закрепляемом в пиноли задней бабки. Скорость резания стальных заготовок составляет 3-4 м/мин, чугунных 2-3 м/мин, мягких медных сплавов 10-15 м/мин.
Метчик во многих случаях позволяет выполнить резьбу за один проход. Для твердых материалов применяются комплекты из 2-3 инструментов. Черновой метчик удаляет 75% металла, чистовой выполняет доводку. Скорость резки стали составляет 5-12 м/мин, чугуна — 6-22 м/мин. При нарезке резьбы подается СОЖ.
Нарезание резьбы при помощи резьбонарезных головок
Для получения резьбы на револьверных станках и токарных автоматах используются резьбонарезные головки. Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Головки для нарезания наружной резьбы представляют собой полый цилиндр, в котором находятся гребенки — элементы с режущей поверхностью. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
Головки, предназначенные для формирования внутренней резьбы, имеют противоположное строение. Они выполнены в виде вала, в передней части которого находятся гребенки. Их число зависит от диаметра головки. Режущая кромка гребенок обладает заходным конусом, который упрощает начало нарезки резьбы. Настройка гребенок на диаметр производится при помощи резьбового калибра или эталонной детали.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Нарезание резьбы на токарном станке
Правильный выбор метода и оснастки может оптимизировать процесс нарезания резьбы.Для резьбонарезных инструментов были разработаны усовершенствованные покрытия и марки материалов, используемые для современных токарных резцов в целом. Кроме того, конструктивные улучшения коснулись резьбовых пластин, благодаря чему контроль стружки стал еще более надежным. Однако, несмотря на эти изменения, инженеры-технологи уделяют недостаточно внимания оптимизации операций по нарезанию резьбы, рассматривая данный процесс как нечто неизменное и не поддающееся улучшениям.
В действительности токарный процесс может быть спроектирован более эффективно. Прежде всего, нужно более глубоко разобраться в некоторых принципах нарезания резьбы.
Почему к нарезанию резьбы выдвигаются жесткие требования
К нарезанию резьбы на токарном станке предъявляются более жесткие требования, чем к обычным токарным операциям. Рабочие усилия при нарезании резьбы, как правило, выше, а радиус закругления режущей кромки резьбовой пластины меньше, что снижает ее стойкость.
При токарной обработке подача должна точно соответствовать шагу резьбы. Если шаг составляет 8 ниток на дюйм (25,4 мм), то инструмент должен совершать 8 оборотов на дюйм, проходя 3,175 мм на оборот. Сравните это с обычной токарной операцией, где подача составляет, как правило, около 0,3 мм на оборот. Подача при нарезании резьбы в 10 раз выше, чем при обычном точении, и соответствующие усилия на кромке резьбовой пластины могут увеличиваться от 100 до 1000 раз.
Радиус при вершине режущей кромки, соответствующий такому усилию, составляет обычно 0,4 мм, по сравнению с 0,8 мм для обычной токарной пластины. Что касается резьбовой пластины, данный радиус серьезно ограничен допустимым радиусом на впадине профиля резьбы, определенным соответствующим стандартом. Радиус также ограничен необходимой операцией резания, так как обычная токарная обработка неприменима из-за возможной деформации резьбы.
В результате высоких усилий резания и более плотной их концентрации резьбовые пластины подвергаются гораздо большей нагрузке, чем обычные токарные пластины.
Рис. 1. Пластина с неполным профилем может применяться для различной величины шага при врезании на разную глубину. Наименьший шаг нарезаемой резьбы определяется величиной малого радиуса закругления вершины (не показан на схеме). Наибольший шаг нарезаемой резьбы определяется прочностью зоны закругления вершины
Пластины с полным и неполным профилем
Пластины с неполным профилем обрабатывают впадину резьбы, не достигая вершины (см. рис. 1). Одна пластина может обрабатывать различные виды шагов, вплоть до самого крупного (с наименьшим количеством ниток на дюйм), что определяется прочностью зоны закругления режущей кромки.
Радиус закругления режущей кромки должен быть достаточно малым, чтобы пластина могла обрабатывать резьбы разного размера. Для небольших шагов требуется очень малый радиус, при этом пластина проникает глубже. Например, для обработки резьбы с шагом 8 ниток на дюйм пластиной с неполным профилем необходима глубина врезания 2,7 мм, в то время как та же самая резьба, нарезаемая полнопрофильной пластиной, требует глубины 2 мм. При этом пластина с полным профилем позволяет получить более прочную резьбу. Более того, для обработки резьбы такой пластиной требуется в четыре раза меньше проходов.
Рис. 2. Многозубые пластины имеют ряд последовательных зубьев. Это позволяет увеличить эффективность нарезания резьбы, но усилия резания при этом высоки
Многозубые пластины
Многозубые пластины имеют ряд последовательно расположенных зубьев, где каждый последующий зуб врезается во впадину резьбы глубже, чем предыдущий (см. рис. 2). Количество шагов, требуемых для нарезания резьбы такой пластиной, может быть сокращено на величину вплоть до 80 процентов. Срок службы инструмента значительно больше, чем у однозубых пластин, поскольку на последний зуб приходится лишь половина или третья часть от общего снимаемого металла.
Однако из-за высоких усилий резания данные пластины не рекомендуются для тонкостенных деталей – во избежание сильных колебаний. Кроме того, конструкция заготовки, обрабатываемой такой пластиной, должна иметь достаточно канавок для выхода всех зубьев из зоны резания.
Глубина врезания на проход
Глубина врезания на проход – крайне важный параметр нарезания резьбы. Каждый последующий проход задействует бо́льшую часть режущей кромки пластины. Если глубина врезания на проход постоянна (что не рекомендуется), то усилие резания и интенсивность съема металла могут существенно увеличиваться с каждым проходом.
Например, при нарезании 60-градусной резьбы с постоянной глубиной врезания 0,25 мм на проход, при втором проходе снимается в три раза большее количество металла, чем при первом. И с каждым следующим проходом количество снимаемого металла увеличивается в геометрической прогрессии.
Чтобы избежать этого и сохранить более практичные усилия резания, с каждым проходом глубину врезания необходимо уменьшать.
Рис. 3. Выбор угла врезания оказывает существенное влияние на эффективность процесса
Методы врезания
Существует как минимум четыре метода врезания (см. рис. 3). Мало кто знает, насколько сильно выбор определенного метода может повлиять на эффективность нарезания резьбы.
А. Радиальное врезание
Хотя это самый распространенный метод нарезания резьбы, он наименее рекомендован. Если резец подается радиально (перпендикулярно к оси заготовки), металл снимается с обеих сторон профиля резьбы, в результате чего формируется стружка в форме буквы V. Такая форма стружки трудно поддается разлому, поэтому стружкоотвод может представлять проблему. Кроме того, на обе стороны режущей кромки оказывается сильное тепловое и ударное воздействие, что значительно сокращает срок службы инструмента по сравнению с другими методами врезания.
Рис. 4. Вместо формы буквы V в результате одностороннего бокового врезания образуется стружка, аналогичная получаемой при стандартном точении
В. Одностороннее боковое врезание
В этом методе направление врезания параллельно одной стороне резьбы, и инструмент, как правило, движется вдоль линии под углом 30º. В результате образуется стружка, аналогичная получаемой при обычном точении (см. рис. 4). В сравнении с радиальным врезанием формирование стружки и отделение от режущей кромки происходит легче, что гарантирует лучший отвод тепла. Однако при таком методе вместо резания происходит трение вспомогательной режущей кромки о боковую поверхность резьбы. Это приводит к истиранию, негативно влияет на качество обработки поверхности и может вызывать вибрации.
С. Модифицированное одностороннее боковое врезание (рекомендуется)
Данный метод похож на метод одностороннего бокового врезания, за исключением того, что угол врезания меньше угла профиля резьбы – менее 30º. Он сохраняет преимущества метода одностороннего врезания, при этом проблемы, связанные со вспомогательной кромкой, отсутствуют. Наилучший результат обеспечивается с углом врезания 29½º, но на практике приемлем любой угол от 25 до 29½º.
D. Двухстороннее боковое врезание
В этом случае пластина подается попеременно вдоль обеих сторон профиля резьбы и, следовательно, в процессе задействуются обе стороны режущей кромки. Это позволяет распределить нагрузку и способствует увеличению срока службы инструмента. Однако такое врезание также может вызвать проблемы с отводом стружки, что может ухудшить качество поверхности и стойкость инструмента. Данный метод обычно используется лишь при очень больших величинах шага и для таких форм резьбы, как трапецеидальная и ACME.
Рис. 5. Регулировка относительно угла подъема винтовой линии, как в «наклонной» пластине справа, позволяет выравнивать задние углы главной и вспомогательной кромок. Это обеспечивает более равномерный износ
Выравнивание задних углов
Некоторые резьбовые пластины и державки имеют возможность точного наклона пластины в направлении врезания при изменении угла подъема винтовой линии. Это свойство обеспечивает высокое качество резьбы, предотвращая трение пластины о боковую поверхность профиля. Оно также позволяет продлить срок службы резца в силу равномерного распределения усилий резания по всей длине режущей кромки.
Пластина, не имеющая такой возможности, где режущая кромка подается параллельно осевой линии заготовки, образует неравные задние углы главной и вспомогательной кромок пластины (см. рис. 5). В частности, при крупном шаге это неравенство может стать причиной трения кромки о поверхность профиля резьбы.
Регулируемые системы позволяют изменять угол наклона пластины путем воздействия на головку державки с помощью опорных пластин. Точная регулировка получается в результате выравнивания углов главной и вспомогательной кромок, благодаря чему износ становится более равномерным.
Рис. 6. Данный специальный резьбонарезной инструмент используется для одновременной обработки двух отдельных резьб на шестишпиндельном токарном станке. Резьбы обрабатываются по отдельности. Используемые здесь пластины предназначены для резьбофрезерного инструмента, но в данном случае они применяются в качестве токарных
Миниатюризация и специализация
Резцы со вставными пластинами обеспечивают нарезание внутренней резьбы в отверстиях диаметром вплоть до 7,6 мм. Использование токарных инструментов для нарезания резьбы в таких малых отверстиях дает множество преимуществ. Качество формируемой резьбы, как правило, выше, конструкция пластины способствует отводу стружки из отверстия с незначительным ущербом для резьбы, а возможность индексации пластин позволяет снизить затраты на оснастку.
Для подобных инструментов обычно используется твердый сплав, позволяющий выполнять обработку на низких скоростях. Что же касается нарезания резьбы в малых отверстиях, использование низкой скорости резания является единственно возможным вариантом ввиду ограничений по кинематике станка.
Технологические инновации расширили сферу применения резьбонарезных инструментов, и переход к нарезанию внутренней резьбы малого диаметра резцами – яркий тому пример. Несмотря на широкую номенклатуру стандартных инструментов, производители продолжают сталкиваться с определенными проблемами, оправдывающими применение специализированной оснастки (см. рис. 6.). Особая оснастка, проектируемая в сотрудничестве с поставщиком, – это возможность, которой нельзя пренебрегать при поиске рациональных параметров резца для конкретного вида работ.
Источник материала: перевод статьи Threading On A Lathe, Modern Machine Shop
Автор статьи-оригинала: Стюарт Палмер (Stuart Palmer)
Об авторах:
Стюарт Палмер (Stuart Palmer) – маркетолог израильской компании-производителя режущих инструментов Vargus Ltd. , расположенной в г. Нагария.
Майк Канаговски (Mike Kanagowski) – директор компании VNE Corp., которая является партнером Vargus Ltd. и находится в г. Джейнсвилл, штат Висконсин (США).
Процедура нарезания резьбы на токарном станке
Прежде чем говорить о том, как нарезать резьбу на токарном станке, очень важно знать, что такое резьба? С точки зрения непрофессионала, резьба представляет собой «ряд гребней и впадин» или «спиральных канавок», образованных вдоль цилиндрической или конической поверхности. Технически он определяется как спиральный гребень с однородным поперечным сечением, огибающий цилиндрическое или коническое тело. Резьбы обычно классифицируются как наружная резьба и внутренняя резьба и иногда называются наружной и внутренней резьбой. Резьба может использоваться в качестве крепежных элементов или датчиков движения или, среди прочего, для преобразования вращательного движения в линейное движение.
Инструмент для внутренней резьбы
После того, как мы познакомились с резьбой, давайте поговорим о токарных станках. Токарный станок — это машина, которая используется для придания формы дереву, металлу и т. д. путем удаления материала. Токарные станки могут выполнять различные операции, такие как точение, накатка, чистовая обработка и т. Д. В токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются разные станки.
Некоторые основные термины для резьбы:
1. Шаг: Он определяется как расстояние между двумя точками, измеренное от одной точки на резьбе до другой точки в аналогичном положении на непрерывной резьбе, параллельно оси цилиндра.
2. Шаг: Определяется как расстояние, на которое резьба перемещается в осевом направлении во время полного оборота.
3. Большой диаметр: это максимальный диаметр резьбы, измеренный в противоположном направлении от одной вершины к другой.
4. Внутренний диаметр: это наименьший диаметр резьбы, измеренный в противоположном направлении от одного корня к другому.
5. Количество витков на дюйм: Как следует из названия, это количество витков на дюйм. Его измеряют, помещая шкалу рядом с резьбой и подсчитывая количество шагов.
6. Глубина: расстояние, измеренное между вершиной и корнем в направлении, перпендикулярном оси цилиндра.
Инструмент для внешней резьбы
Процедура нарезания резьбы на токарном станке:
Теперь обсуждается нарезание резьбы на токарном станке. Чтобы нарезать резьбу, сначала рассчитываются шаг, шаг, большой диаметр, меньший диаметр и глубина. Для нарезания резьбы используется однолезвийный токарный инструмент с твердосплавной пластиной. Теперь выполните следующие действия.
Сначала заготовка обрабатывается до большого диаметра нарезаемой резьбы с помощью токарного центра.
Теперь заготовка помещена в патрон для нарезания резьбы между центрами. Патрон соединен со шпинделем, который находится в зацеплении с ходовым винтом. Для обеспечения правильного соотношения скоростей шпинделя и ходового винта используется быстросменный редуктор.
Поэтому быстросменный редуктор настраивается в соответствии с требуемым шагом резьбы.
Используйте калибр для резьбы, чтобы выровнять головку с заготовкой под углом.
Теперь переместите резьбовую головку к заготовке, используя комбинированную подачу и поперечную подачу.
Микрометр должен быть установлен на ноль для обеих подач.
Благодаря вращению ходового винта каретка скольжения перемещается на заданное расстояние при каждом рабочем обороте. Это достигается путем установки полугайки затворной рамы в зацепление с ходовым винтом.
Полугайка или разрезная гайка должны срабатывать точно в заданное время, чтобы обеспечить правильную непрерывную резку. Это может быть достигнуто с помощью диска или циферблата для нарезки нити. Этот циферблат прикреплен к ползунку и приводится в движение червячной передачей, прикрепленной к ходовому винту. Этот шаг известен как отслеживание резьбового инструмента.
Поверхность циферблата разделена на четное количество полных и половинных делений.
Если разрезная гайка не зацеплена, а ходовой винт вращается, то также вращается циферблат с резьбой.
Теперь, если количество обрезаемых нитей четное число, то накидная гайка должна срабатывать при совпадении любой из линий на шкале резьбы с нулевой линией, а при нечетном количестве обрезаемых нитей число, любая из пронумерованных строк должна совпадать с нулевой строкой.
Очистите деталь без использования смазки. Отсоедините полугайку на краю разреза, остановите токарный станок и выйдите из инструмента, используя поперечную подачу. Верните карету в исходную точку.
Теперь проверьте шаг резьбы с помощью шагомера. Если все верно, переходите к следующему шагу.
Используя смазочно-охлаждающую жидкость, подайте компаунд в первый проход на расстоянии от 0,20 до 0,50 мм. По мере приближения к последнему проходу уменьшите глубину резания до 0,025–0,075 мм.
Этот процесс продолжается или продолжается до тех пор, пока резьба не станет ближе к желаемой глубине или в пределах 0,025 мм от конечной глубины.
Затем выполняется окончательный рез глубиной от 0,025 до 0,075 мм.
Теперь проверьте размеры с помощью резьбового микрометра или с помощью трехпроводной системы.
После этого срежьте фаски на концах резьбы, чтобы не повредить их.
Компания также предоставляет Инструмент для ремонта резьбы . При необходимости обращайтесь к нам
Как нарезать резьбу на токарном станке
васкон2196
Известный член
#1
Искал, искал и не нашел подходящего места, чтобы посмотреть, как на станке нарезают резьбу. Сегодня утром я попытался навернуть резьбу на 3/4″-10 и продолжал накручивать ее. Затем я попробовал навернуть на 1/2″-20, и это тоже не сработало… резьба гайки натянута, но очень рыхлая. Я думаю, что правильно устанавливаю рычаги, запуская поперечный салазок в одном и том же месте, каждый раз подавая смесь от 0,003 до 0,005, и установка очень жесткая.
Соединение было расположено под углом около 30 градусов, как предполагалось. Я запускаю токарный станок на самой низкой скорости.
Я просмотрел несколько видеороликов о многопоточности, но ни один из них не помог. Всегда выглядит проще, когда это делает кто-то другой. :wall:
петерв51
петерв51
#2
Привет, Крис, я буду с интересом следить за твоим ответом, так как это то, что я пытаюсь понять, я уверен, что ты получишь необходимую информацию от участников, поскольку они кажутся хорошими людьми!
альберторк19
Известный член
#3
Попробуйте видео mrpete222 на Youtube, у него есть несколько видео по нарезке винтов, включая резьбу Acme. Вы также можете попробовать небольшую книгу Мартина Клива «Нарезание резьбы на токарном станке»
кункв
Известный член
#4
Привет, Крис,
В книге Саут-Бенда «Как запустить токарный станок» есть хороший раздел о нарезании резьбы. Книга Мартина Клива тоже хороша, но книга Саут-Бенд была бы моей первой остановкой. Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги.
Какой токарный станок вы используете и как вы набираете резьбу для каждого прохода, нарезной диск?
Чак
Замковый ствол
Известный член
#5
Привет, Крис, Если я могу дать вам один совет «Сын мой», ВЫ ЭТО ТРУБКА. Как нарезать резьбу на токарном станке по металлу. Или любые другие вопросы с инструкциями, которые у вас могут возникнуть.
Это открыло для меня совершенно новый мир в CAD-чертеже, зачем изобретать велосипед, когда кто-то уже научился выполнять эту работу и готов поделиться. Удачи. С уважением Бигли.
квом
Известный член
#6
Предполагая, что ходовой винт имеет 8 tpi, резка 10 tpi означает, что вам нужно вернуть каретку в исходное положение с помощью ходового винта. Вы не можете использовать шкалу резьбы, если число точек на дюйм не кратно 4. Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Соединение должно быть на 29.5 градусов, а не «около 30 градусов».
Резьба 1/2–20 имеет внутренний диаметр 0,4392, поэтому глубина нарезки составляет (0,5–0,4392)/2 = 0,0304. При 29,5 подача 0,0349. Вы можете взять больший DOC в начале резьбы и уменьшить его по мере продвижения. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать посадку.
Вы должны выровнять режущую насадку перпендикулярно заготовке, иначе резьба будет деформирована. Используйте для этого 60-градусный «центральный калибр». Вы можете заказать один из Enco за 6 долларов. Центровочный калибр также полезен при шлифовании инструмента из быстрорежущей стали для проверки угла 60 градусов на конце. Чтобы избежать хлопот, вы можете приобрести твердосплавные вставки для точной нарезки резьбы. Кончик должен быть в середине работы.
Другой способ получить качественную окончательную резьбу — нарезать ее по большей части и использовать плашку для окончательной обработки. Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно.
васкон2196
Известный член
#7
kuhncw сказал:
Привет, Крис,
. В книге Саут-Бенда «Как запустить токарный станок» есть довольно хорошая часть о нарезке резьбы. Книга Мартина Клива тоже хороша, но книга Саут-Бенд была бы моей первой остановкой. Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги.
Какой токарный станок вы используете и как вы набираете резьбу для каждого прохода, нарезной диск?
Чак
Нажмите, чтобы развернуть…
Привет Чак,
Я использую токарный станок Supermax. Я выношу инструмент, перемещаю каретку обратно в начало, увеличивая состав с 0,002 до 0,005. Я также выбираю тот же номер на вращающемся циферблате. Я уже слышал о книге Саут-Бенд… Постараюсь достать экземпляр.
Спасибо, Чак.
Мосей
Известный член
#8
Есть прекрасное видео покойного Руди Кухоупта о нарезании резьбы на 9-дюймовом токарном станке South Bend, которое мне было легко изучить как новичку. Я полагаю, что оно все еще доступно.
Я искал информацию о токарных станках Supermax и нашел множество моделей коммерческого размера. Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.
Старая поговорка: чем лучше вопрос, тем лучше ответ.
Серия supermax имеет возможность нарезания как метрической, так и дюймовой резьбы. Вам необходимо знать, какой у вас ходовой винт: британский или метрический. поэтому возьмите штангенциркуль и измерьте 3 витка резьбы на ходовом винте, это 0,375 дюйма или 0,480. Если 0,375 — это винт с шагом 8 витков на дюйм, если 0,480 — это метрический винт с шагом 4 мм. между, или кружок цифр 1.125, 2..7 и т.д., что также скажет , если метрическая или имперская. И, наконец, проверьте все рычаги и ручки, чтобы резьба была настроена на имперские обороты, а не на метрические. Также может быть возможно, что набор шестерен в квадранте должен быть изменен для выполнения метрической/британской резьбы. Для этого поможет nmanual.
Давай послушаем, как дела.
Если у вас метрический ходовой винт, то при нарезании резьбы полугайки должны быть постоянно затянуты, чтобы нарезать дюймовую резьбу
Кункв
Известный член
#11
vascon2196 сказал:
Привет Чак,
Я использую токарный станок Supermax. Я выношу инструмент, перемещаю каретку обратно в начало, увеличивая состав с 0,002 до 0,005. Я также выбираю тот же номер на вращающемся циферблате. Я уже слышал о книге Саут-Бенд… Постараюсь достать экземпляр.
Спасибо, Чак.
Нажмите, чтобы развернуть…
Привет, Крис,
Этот Supermax должен отлично сработать. Моя мельница 9X42 — это Supermax.
Мне кажется, у вас правильный подход. Вы нарезаете четные нитки, а в моей книге по токарному станку SB говорится, что для четных нитей нужно вставлять половинчатые гайки в любую линию на циферблате. Это для ходового винта 8 т / д, но я думаю, что ваш циферблат соответствует вашему ходовому винту, если он имеет другой шаг.
Пожалуйста, сообщите нам, в чем причина проблемы.
С уважением,
Чак
васкон2196
Известный член
#12
квом сказал:
Предполагая, что ваш ходовой винт имеет 8 tpi, резка 10 tpi означает, что вам нужно вернуть каретку в исходное положение с помощью ходового винта. Вы не можете использовать шкалу резьбы, если число точек на дюйм не кратно 4. Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Смесь должна иметь температуру 29,5 градусов, а не «около 30 градусов».
Резьба 1/2–20 имеет внутренний диаметр 0,4392, поэтому глубина нарезки составляет (0,5–0,4392)/2 = 0,0304. В 29.5 подача .0349. Вы можете взять больший DOC в начале резьбы и уменьшить его по мере продвижения. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать посадку.
Вы должны выровнять режущую насадку перпендикулярно заготовке, иначе резьба будет деформирована. Используйте для этого 60-градусный «центральный калибр». Вы можете заказать один из Enco за 6 долларов. Центровочный калибр также полезен при шлифовании инструмента из быстрорежущей стали для проверки угла 60 градусов на конце. Чтобы избежать хлопот, вы можете приобрести твердосплавные вставки для точной нарезки резьбы. Кончик должен быть в середине работы.
Другой способ получить качественную окончательную резьбу — нарезать ее по большей части и использовать плашку для окончательной обработки. Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно.
Нажмите, чтобы развернуть…
Спасибо… теперь это имеет немного больше смысла. Токарный станок 8tpi. Значит, мне нужно остановить токарный станок, изменить направление ходового винта и заставить инструмент двигаться назад по той же резьбе, которую я только что нарезал?
Отведите инструмент с помощью поперечной подачи при реверсивном движении. Диск поперечной подачи должен быть установлен на 0 перед началом заправки нити. Затем, после реверса, можно вернуть его в правильное положение с помощью циферблата.
Техника, которую я использую для циферблата поперечной подачи, следующая:
1) В начале расположите поперечную подачу так, чтобы инструмент располагался достаточно близко к ложе, а рукоятка находилась на расстоянии прибл. 11 часов. Обнулить и заблокировать циферблат.
2) Используя состав, продвиньте инструмент так, чтобы он едва касался ложи. Обнулите составной циферблат.
3) Обрезая нить, я держу левую руку на рукоятке поперечной подачи, а правую руку на рычаге подачи (при условии, что я использую регулятор нити). В конце резьбы быстрое движение левой руки вниз отсоединяет инструмент от ложи, а я также отключаю подачу. Как только вы привыкнете к этому, вы сможете работать на токарном станке довольно быстро.
4) После перемещения каретки обратно в исходное положение можно легко переместить поперечную подачу обратно в положение 0. Продвиньте соединение, и идите снова.
при нарезании резьбы 10 tpi, метрической или другой подобной резьбы вы не можете отключить ходовой винт, но техника поперечной подачи по-прежнему хороша. Просто остановите шпиндель после этого и включите реверс.
Резьбовая сталь Я всегда использую заднюю передачу для крутящего момента на низкой скорости. Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь.
Последнее редактирование:
Филджо5
Известный член
№15
Крис, Я не видел упоминания об этом, и это может быть очевидно, но у меня были непоследовательные потоки из-за одной вещи, которую я не смог сделать. Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза.
Фил
васкон2196
Известный член
№16
Что ж, спасибо всем, я наконец-то вырезал свой первый удачный 1/2″-13 на токарном станке! Почему на этот раз получилось, спросите вы? Понятия не имею.
Я выбрал «1» на циферблате и остановился на ней из-за ходового винта 8 точек на дюйм, верно? Может быть, это было оно?
Я также уменьшил диаметр между максимальным и минимальным большим диаметром… Я не делал этого для резьбы 1/2″-20 или 3/4″-10.
Теперь мне просто нужно попрактиковаться… еще раз спасибо за ваш ценный вклад!
Джейтрен
Известный член
# 17
Просто подумал, у меня очень мало опыта, но нельзя ли использовать любую позицию на шкале резьбы? Таким образом, до тех пор, пока в каком положении на шкале резьбы вы не начнете свой первый разрез, вы должны оставаться в этом положении для каждого начала отрезания. Джон
Оловянный сокол
Известный член
# 18
четное количество витков на любой градуировке на циферблате Нечетное количество потоков задействовано в любом основном разделе дробная нить одно и то же деление каждый раз
Несколько ходовых винтов каждый раз, когда разрезная гайка входит в зацепление.
вы всегда в безопасности, используя один и тот же каждый раз в главном дивизионе.
Олово
Оловянный сокол
Известный член
# 19
Достойный PDF-файл SB HTRAL
Вот руководство 60 по нарезанию резьбы на токарном станке он был написан для Mach 3 cnc, но многие соображения являются общими для ручной нарезки резьбы.
при нарезании резьбы 10 tpi, метрической или другой подобной резьбы вы не можете отсоединить ходовой винт, но техника поперечной подачи все еще хороша.
Расскажем, как выбрать долговечную кувалду и попробуем ее сломать.
Почитайте советы экспертов и результаты краш-тестов.
Выберите кувалду за 3 шага:
Выберите боек
Выберите материал рукоятки
Выберите способ крепления бойка к рукоятке
От слов к делу: Посмотрите наш жёсткий краш-тест кувалд
Шаг 1: выберите боек кувалды
Вес
1-3 кг монтажные и демонтажные работы, не требующие значительного физического воздействия, кузнечное дело, рубка металла.
4-5 кг демонтаж полов, стен, кирпичной кладки, забивание свай, правка и гибка листового металла.
8-10 кг монтажные и демонтажные работы, требующие значительного физического воздействия.
Форма
Рабочая поверхность должна иметь скругления небольшого радиуса. Кроме того, на бойке не должно быть трещин, сколов и иных повреждений.
Дополнительно обратите внимание на наличие резинового кольца под бойком деревянной кувалды. Такое кольцо защитит рукоятку, если удар по случайности придется на нее. Помните, что пластиковые кольца малоэффективны. Только кольцо из резины надежно предохранит ручку от повреждений.
Шаг 2: выберите материал рукоятки кувалды
Дерево
Для изготовления кувалд используют древесину твердых и вязких пород: гикори, бук, кизил, береза, рябина, клен. В профессиональных инструментах, как правило, применяют гикори — в сравнении с другими породами, материал почти не рассыхается, не образует трещин и не гниет.
Рукоятка из дерева должна быть гладко отполирована и покрыта лаком. На качественной кувалде нет заусенцев, трещин и выбоин. Кроме того, волокна дерева должны быть направлены строго в одном направлении. Все это гарантирует, что инструмент не переломится пополам в ваших руках
Фибергласс
Материал состоит из стекловолокна и связующих полимеров. Он более упругий и прочный, чем древесина, но инструменты из него стоят дороже.
Фибергласс частично гасит вибрацию от удара. Рукоятки из этого материала, как правило, имеют резиновые накладки с анатомическими углублениями. Благодаря этому, они удобно лежат в руке и не скользят.
Шаг 3: выберите способ крепления ручки к бойку кувалды
Расклинивание (дерево)
В основе рукоятки два цилиндрических клина, которые представляют собой стальные трубки. Они обеспечивают равномерный распор ручки внутри бойка и, как результат, надежную фиксацию.
Расклинивание (фибергласс)
Рукоятка, как и в предыдущем случае, соединяется с бойком при помощи клиньев. Дополнительно элементы прессуют под натяжкой, после чего заливают крепление компаундом или другим полимером. Результат — надежное крепление, защита от негативных воздействий окружающей среды и механических повреждений. Даже если удар придется на ручку, в худшем случае останется небольшая вмятина на покрытии.
Обратный клин (кувалда с обратной рукояткой)
Рукоятку запрессовывают в боек, после чего она расклинивается внутри по ходу работы. При таком креплении рукоятка должна расширяться по направлению к бойку и немного выступать из него.
Крепление с помощью металлических пластин
Крепление бойка к рукоятке с помощью анкерных стержней и металлических пластин
Наиболее надежное соединение. В данном случае, несущая часть рукоятки — это шесть анкерных стержней из упругой инструментальной стали. Их соединяют с бойком при помощи металлических пластин. В результате срок службы инструмента возрастает в несколько десятков раз и заметно снижается вибрация. Такое крепление реализовано в кувалдах серии Monolith.
В нашем каталоге представлен широкий ассортимент кувалд для решения любых задач. Если вам требуется помощь, то обратитесь по указанным телефонам. Наши специалисты ответят на все вопросы и подберут инструмент, в соответствии с вашими потребностями и бюджетом.
В компании ГАРВИН с 2019 года. Пишу статьи и снимаю видео о профессиональном инструменте.
инструментов — Типичный вес кувалды общего назначения?
Спросил
Изменено 2 месяца назад
Просмотрено 37k раз
Каков типичный вес головки (или диапазон веса) для кувалды общего назначения?
Предыстория: Я ходил по магазинам в Интернете и видел все, от маленького молотка весом 2 фунта до гирь весом до 20 фунтов. Покупая в Интернете, у меня не было возможности взять его в руки и почувствовать вес.
Я так понял, что вес во многом зависит от приложения (и человека). Итак, предположим, что я домовладелец, намеревающийся использовать его для работ по благоустройству дома от легких до средних (разрушение бетонной дорожки, стены из шлакоблоков, иногда колка дров клином и т. д.)
Примечание: Прямо сейчас я’ м с учетом 8-фунтового молотка и 12-фунтового молотка. 12 фунтов это перебор? У них одинаковая цена, так что все упирается в вес.
Избыточный вес может иметь два минуса — один больше изнашивает вас, оператор, а другой в том, что вы можете получить более низкую скорость при ударах, а поскольку энергия равна массе, умноженной на скорость в квадрате, молоту весом 12 фунтов по-прежнему необходимо развивать по крайней мере 81% скорости 8-фунтового молота, чтобы нанести такой же «удар», поэтому у вас есть чтобы качать на 50% больше веса только на 20% медленнее.
За исключением необычных обстоятельств, я бы посоветовал вам придерживаться 8 фунтов. Он стал стандартным, потому что он работает для большинства вещей.
….также найдите (и, возможно, даже покровительствуйте) строительный магазин… пока можете.
3
Я знаю, что этот вопрос старый, но я чувствовал, что могу добавить к нему некоторые детали. Я использовал все, от одноручной кувалды «4 фунта» до более тяжелой 20-фунтовой кувалды. Экнервал прав, для общего «бытового использования» вам действительно когда-либо понадобится 8 фунтов. 20 фунтов, по моему опыту, действительно только для коммерческого / промышленного использования. Сказав это, и не зная, как выглядит ваш дом/собственность, если вы обнаружите, что вам приходится брать кучу ударов, используя 8-фунтовые или 10-фунтовые молотки, вы можете обнаружить, что увеличение веса полезно. Обратная сторона увеличения веса,
отсутствие точности
Большая вероятность истощения и травм
Если вы более сильный человек, кто много занимается ручным трудом, и вы обнаружите, что разбиваете камень/бетон или забиваете столб в вечной мерзлоте, в области, где точность не важна, то вы можете увеличить вес, чтобы сделать быстрее. Я использую (d) 20-фунтовую 20-фунтовую плиту для разбивания асфальта при ремонтных работах и обнаружил, что 20-фунтовая в сочетании с мотыгой отлично работает. Однако, как и во всем, что касается работы, применима поговорка «работай умнее, а не усерднее». Используйте инструменты, которые лучше всего подходят для текущей работы, и выберите инструмент, который лучше всего поможет выполнить работу быстро и эффективно.
Также я считаю, что использование кувалды с ручкой из стекловолокна в целом лучше, чем с деревянной ручкой. Ваши руки будут вам благодарны, если вы когда-нибудь промахнетесь головой, а вместо этого ударите по ручке стойки.
Если вы не профессионал, ограничьтесь санками весом от 6 до 8 фунтов. У меня был 10-фунтовый снаряд, когда я был тяжелоатлетом весом шесть-два 275 фунтов, и размахивая этой штукой через плечо в течение более десяти минут, мне пришлось сделать долгий перерыв, чтобы отдышаться. Я также был очень неточен с этой вещью. Я знаю, что есть желание почувствовать себя мачо и размахивать гигантским молотом, но вы сделаете больше с тем, которым легче размахивать. Я мог жать 400 фунтов. тогда, но эта 10-фунтовая пушка была контрпродуктивной.
1
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
5 лучших кувалд (обзор 2022 г.)
Кувалда является важной частью арсенала инструментов любого профессионала или домашнего мастера. Хотя большинство кувалд состоят из стальной головки, прикрепленной к рукоятке, многие характеристики отличают качественную кувалду от заурядного продукта. Материал рукоятки, ее длина и расположение играют важную роль в качестве кувалды и назначении ее использования.
Чтобы помочь вам отсеять второсортные продукты, команда This Old House Reviews изучила лучшие кувалды на Amazon, чтобы помочь вам найти продукт, который подходит именно вам. Вот наши главные рекомендации для кувалд.
Топ-5 кувалд
Лучшее решение для тяжелых работ: Wilton B.A.S.H. 20-фунтовая кувалда (22036)
Лучший для домашнего использования: восьмифунтовая кувалда Craftsman
Лучшее решение для тяжелых работ: Wilton B.
A.S.H. 20-фунтовая кувалда (22036)
Кувалда Wilton 22036 имеет прочную рукоятку со стальным сердечником и усиленную ударную головку, которая подходит профессионалам или домовладельцам, которым нужен мощный инструмент для сноса. Кувалда поставляется со стандартной 36-дюймовой рукояткой, покрытой нескользящей резиновой накладкой для максимального контроля и уменьшения ударов во время удара.
Кувалда защищена от заводских дефектов пожизненной гарантией и гарантией Wilton на 1000 долларов, по которой вы получите 1000 долларов, если ручка вашей кувалды сломается в течение двух лет после покупки.
Основные характеристики
Зеленая головка кувалды весом 20 фунтов
Ручка со стальным сердечником
Антивибрационная шейка
Нескользящая прорезиненная ручка
Пожизненная гарантия на дефекты производителя
Что говорят покупатели
Положительные отзывы восторженно отзываются о мощности этой кувалды, отмечают ее прочную, но удобную раму. Многие клиенты писали о 20-фунтовом весе этого продукта, при этом многие утверждали, что такой вес был необходим для нанесения сокрушительного удара по плотному камню, кирпичу и бетону. Отрицательные отзывы были сосредоточены на сильном химическом запахе, исходящем от продукта, а также на хрупкости ручки, поскольку один рецензент сломал ручку.
Уилтон Б.А.С.Х. 20-фунтовая кувалда (22036)
Лучшее решение для тяжелых проектов
Купить на Амазоне
Лучший многоцелевой инструмент: 10-фунтовая кувалда Fiskars IsoCore
Эта двусторонняя кувалда от Fiskars идеально подходит для строителей, которым нужна кувалда как для сноса, так и для строительства. Наконечник этой кувалды оснащен клиновидным концом для дробления каменной кладки и плоским концом для забивания кольев или закрепления другой арматуры. Несмотря на то, что эта высококачественная кувалда идеально подходит для строителей, она также может служить мощным инструментом для сноса зданий домовладельцами и профессионалами различных профессий.
Основные характеристики
Запатентованная система управления вибрацией IsoCore
Приводная поверхность сверхбольшого диаметра
Двусторонняя головка
Изолированная втулка ручки
Пожизненная гарантия
Что говорят клиенты
Положительные рецензенты высоко оценили ударную нагрузку кувалды с низким уровнем ударов, а также мощность, обеспечиваемую его скошенной режущей кромкой. Кроме того, многие рецензенты отметили безопасность, обеспечиваемую нескользящей ручкой. Большинство негативных отзывов были связаны с тем, что продукт ломался со временем или клиенты получали неправильные или поврежденные продукты.
10-фунтовая кувалда Fiskars IsoCore
Лучший многоцелевой
Купить на Амазоне
Лучшая рукоятка из стекловолокна: 16-фунтовая кувалда Jackson
16-фунтовая кувалда Jackson — это тяжелая кувалда, в которой качество важнее стиля. Кувалда имеет базовую конструкцию, состоящую из 16-фунтовой кованой стальной головки и 36-дюймовой рукоятки из стекловолокна для минимизации ударных вибраций. Эта минималистичная кувалда — мощный инструмент, предназначенный для ударов по дереву, забивания столбов забора или разрушения бетона.
Основные характеристики
Изготовлен из двусторонней кованой стали
Синяя, 36-дюймовая ручка из стекловолокна
Головка 16 фунтов
Вес около 18 фунтов
Ограниченная пожизненная гарантия
Что говорят клиенты
Многие положительные отзывы касаются стабильности и баланса кувалды. Кроме того, многие клиенты отметили мощность, генерируемую при каждом качании, и общую мощность саней. В одном критическом обзоре подчеркивается, что продукт плохо держится за ручку, что приводит к снижению контроля.
Эта трехфунтовая кувалда с головкой из кованой стали и рукояткой из стекловолокна удобна для небольших работ по сносу или может использоваться в сочетании с долотами, звездообразными сверлами или другими инструменты для сноса. Универсальные и компактные сани отлично подходят для работы в ограниченном пространстве, поскольку они обеспечивают контролируемый, но мощный удар. Для увеличения захвата и минимизации вибраций этот отбойный молоток также оснащен рукояткой из стекловолокна, обернутой в ребристую рукоятку.
Основные характеристики
Стекловолоконная оболочка
Сбалансированная трехфунтовая головка
Головка из кованой стали
3 фунта
Гладкая поверхность
Что говорят покупатели
Многие обзоры отмечают удобство легкой, но мощной рамы трехфунтовой кувалды. Другие рецензенты хвалили молот за его способность использоваться вне проектов по сносу, и многие клиенты использовали этот продукт для раскалывания древесины или долбления. Ограниченное количество негативных отзывов было сосредоточено на том, что Estwing производит эти сани за границей, и некоторые клиенты были разочарованы тем, что продукт не был произведен в Соединенных Штатах.
Трехфунтовые санки Estwing Sure Strike
Лучшее портативное устройство
Купить на Амазоне
Лучше всего подходит для домашнего использования: 8-фунтовая кувалда Craftsman
Эта легкая кувалда от Craftsman представляет собой доступный мощный инструмент, который может стать хорошим вариантом для домашних мастеров. При весе чуть менее 10 фунтов эта кувалда позволяет пользователям наносить контролируемые удары своей пулевидной головкой. Кроме того, кувалда оснащена сердечником из стекловолокна, обернутым в амортизирующую манжету для снижения ударной нагрузки при ударе.
Основные характеристики
Форма носовой части пули
Небьющаяся ручка из стекловолокна
Текстурированная рукоятка
Сосредоточенное попадание в носовую часть пули
Полная пожизненная гарантия
Что говорят покупатели
Некоторые из положительных отзывов касаются качества кувалды и прочной конструкции. Некоторые рецензенты даже использовали кувалду для упражнений и отметили ее идеальный размер для тренировок. Единственный отзыв с 1 звездой, который получил этот кувалда Craftsman, был получен от покупателя, который получил свой инструмент в поврежденном состоянии.
Восьмифунтовая кувалда мастера
Лучший для домашнего использования
Купить на Амазоне
Руководство по покупке
Покупая кувалду, клиенты, как правило, ищут продукт, который может обеспечить максимальную силу и легко пробить гипсокартон, плитку, кирпич и бетон. Хотя кувалды предназначены для сноса, важно выбрать правильную марку и модель для вашей конкретной работы.
В этом руководстве по покупке мы стремимся помочь вам выбрать правильную кувалду, объяснив, как ручка кувалды, вес, стоимость и предполагаемое использование влияют на удобство использования.
Материал рукоятки
Рукоятки кувалды обычно изготавливаются из дерева, стекловолокна или стали с резиновой рукояткой. Как правило, большинство кувалд оснащены ручками из стекловолокна из-за их легкого и прочного состава. Стекловолокно придает кувалде прочную рукоятку, амортизирующую удары и способную сохранять свое состояние от удара к удару. Однако некоторые кувалды оснащены низкокачественным стекловолокном, что делает их тяжелыми и хрупкими.
Древесина — традиционный выбор для рукояти кувалды из-за ее гибкости и ощущения. В отличие от стекловолокна, деревянные ручки не могут сохранять свою форму с течением времени и склонны к растрескиванию, осколкам и косметическим повреждениям.
Сталь — самый прочный из всех материалов для рукояток и устойчив к растрескиванию. Хотя кувалды со стальными рукоятками эффективны, они могут быть дороже и тяжелее, чем их аналоги из дерева и стекловолокна.
В качестве кувалды со стальной рукояткой мы рекомендуем 20-фунтовую кувалду Wilton B.A.S.H, чья прочная стальная рукоятка с резиновым покрытием сводит к минимуму вибрации и повышает управляемость.
Вес
Большая часть веса кувалды приходится на ее головку, которая может варьироваться от трех до более чем 20 фунтов. Вес головки кувалды важен, потому что он обычно определяет конструкцию головки и длину рукоятки. Взгляните на характеристики головок кувалды следующих размеров:
3–6 фунтов : Кувалды с головками весом 3–6 фунтов отличаются небольшой длиной рукоятки. Эти кувалды напоминают молотки и используются для небольших проектов по сносу, таких как растрескивание плитки на полу или ограждений ванны.
8–12 фунтов: Головки кувалды весом от 8 до 12 фунтов имеют более традиционный вид кувалды с длинной ручкой и большой головкой. Эти кувалды полезны для тяжелых домашних работ, таких как удаление стен или разрушение бетона. Наша главная рекомендация для легкой кувалды традиционного размера — кувалда Craftsman Eight-Pound Sledge Hammer.
20+ фунтов: Головки весом 20 фунтов и более предназначены для профессионального использования в тяжелых условиях. Эти кувалды можно узнать по их большой головке и длинной рукоятке, и они эффективны для забивания арматуры и дробления камня или бетона.
Использование
Каждая кувалда предназначена для определенной цели, поэтому перед покупкой убедитесь, что предполагаемое использование кувалды соответствует вашим потребностям. Если вам нужна кувалда для небольших работ по дому, трехфунтовый молоток может быть хорошим выбором. Однако, если вы сбиваете стену или разбиваете бетон, вам может понадобиться 10-фунтовая модель.
Стоимость
Как и у многих предметов, цена не обязательно является показателем качества, хотя может быть полезно понять среднюю стоимость кувалды, особенно если у вас ограниченный бюджет. Если вы ищете 3- или 6-фунтовую кувалду, вы можете рассчитывать на то, что заплатите от 15 до 20 долларов. Цены на более тяжелые модели, такие как 10-фунтовая кувалда, колеблются от 40 до 50 долларов.
Как пользоваться кувалдой
Прежде чем использовать кувалду, вы должны освоиться с весом и ощущениями от инструмента. Если кувалда кажется вам слишком тяжелой или вы чувствуете, что не можете ею управлять, немедленно остановитесь. Если вы новичок в использовании кувалды, выполните следующие действия, чтобы правильно размахивать тяжелым инструментом.
Возьмите кувалду за нижнюю часть рукоятки неосновной рукой.
Снова возьмитесь за рукоять доминирующей рукой у основания головки кувалды.
Расположите ноги в зависимости от типа маха, который вам нужен. Если вы собираетесь взмахнуть молотом вертикально, встаньте прямо перед мишенью, поставив ноги на ширине плеч. Для диагонального замаха поставьте ступни в шахматном порядке так, чтобы неведущая нога была впереди, а доминирующая сзади.
Чтобы начать замах, поднимите кувалду вверх и выровняйте ее с головой, прежде чем вонзить ее в центр мишени. Во время замаха ваша ведущая рука должна контролировать удар и встречаться с второстепенной рукой в нижней части рукоятки. Повторите шаги, чтобы качать снова.
Примечание. Эти насадки предназначены для кувалд с 36-дюймовой рукояткой.
Часто задаваемые вопросы
Что делает кувалду такой дорогой?
Материал ручки и размер головки обычно влияют на цену кувалды. Например, кувалда с широкой головкой из стали и усиленной стальной ручкой дороже, чем маленькая кувалда с деревянной ручкой.
Какой самый распространенный размер кувалды?
Большинство кувалд имеют 36-дюймовую ручку и весят около 10 фунтов. Этот размер отлично подходит для тяжелых домашних работ и небольших профессиональных проектов.
Должен ли я носить защитное снаряжение при работе с кувалдой?
Да. При работе с кувалдой важно защитить руки и глаза. Чтобы защитить глаза от летящего мусора и пыли, подумайте о том, чтобы надеть противоударные защитные очки или защитные очки. Вы также должны носить рабочие перчатки с защитой от порезов для защиты от волдырей и порезов.
Зачем доверять группе обзора этого старого дома
Этот старый дом уже более четырех десятилетий предоставляет домовладельцам первоклассный контент по благоустройству дома в виде телевизионных программ, печатных СМИ и цифрового контента на своем веб-сайте и платформы социальных сетей. Группа по обзору This Old House занимается созданием подробных обзоров продуктов и услуг, чтобы помочь вам принять обоснованное решение о покупке практически любого предмета или ресурса, который может вам понадобиться для вашего дома. This Old House Reviews Team написала более 1000 отзывов о товарах для дома, от аккумуляторных дрелей до кухонных мусорных баков, газонокосилок и украшений для столовых.
Мы рекомендуем продукты в каждом обзоре, используя интенсивный процесс исследования, тратя часы на просмотр лучших доступных моделей на Amazon. Чтобы продукт попал в наш список лучших, он должен иметь солидный рекорд продаж на Amazon, иметь неизменно положительные отзывы клиентов и предлагать уникальные функции, помимо других факторов. После сужения нашего списка рекомендаций мы проводим дополнительные исследования, а иногда и личное тестирование, чтобы убедиться, что продукты соответствуют нашим стандартам. После того, как мы завершим этап исследования, мы создадим всестороннюю, удобную для пользователя статью, которая включает наши рекомендуемые продукты и дополнительную информацию, чтобы помочь домовладельцам, таким как вы, сделать правильную покупку.
Такой справочный материал как таблица трубной резьбы должен быть под рукой практически у каждого мастера, ведь для ряда сантехнических работ знание диаметра и других характеристик резьбы просто необходимо.
Именно поэтому данную статью мы решили посвятить этому, казалось бы, довольно узкому – но все же очень важному вопросу.
Трубная резьба
Типы резьбы
Характеристики резьбы
Резьба как таковая представляет собой последовательность винтовых канавок с постоянной величиной сечения и шага, которые наносятся на поверхности цилиндрической либо же конической формы. Резьба применяется для обустройства резьбовых соединений труб различного назначения.
Резьба характеризуется такими показателями как:
Единиц измерения диаметра
Расположение
Профиль резьбообразующей поверхности
Направление
Число заходов резьбы
Трубная резьба представляет собой достаточно обособленную группу стандартов, которые регламентируют параметры соединения с использованием труб из различного материала. Ниже мы рассмотрим несколько типов трубных резьб.
Цилиндрическая трубная резьба
Резьба трубная цилиндрическая Также известна как резьба Витворда. (BritishStandardWhitworth). Данный вид резьбы применяется для цилиндрического резьбового соединения, а также – при соединении внутренней цилиндрической и наружной конической трубной резьбы.
Цилиндрическая резьба
Параметры данного типа резьбы следующие:
Обозначение формы профиля – резьба дюймовая (профиль резьбы в форме равнобедренного треугольника с верхним углом 55 градусов)
Наибольший диаметр трубы для резьбового соединения – 6 дюймов
Обратите внимание!
Для соединения труб диаметром более 6 дюймов следует использовать сварное соединение.
Коническая трубная резьба
Резьба этого типа используется для трубного конического соединения, а также для стыковки внутренней цилиндрической резьбы с наружной конической.
Функцию уплотнения в данном случае использует сама резьба, при этом обязательным является использование герметика.
Двойная коническая резьба
Характеристики резьбы:
Резьба дюймового типа с конусностью
Буквенный индекс резьбы указывает не ее тип (R – наружная резьба и Rc – внутренняя резьба, LH – левая резьба)
Резьба круглая (для санитарно-технической арматуры)
Круглая резьба для сантехнической арматуры применяется там, где необходимо обустройство часто разъемных соединений. Благодаря конструктивным особенностям данный тип резьбы отличается длительным сроком службы и высокой сопротивляемостью к нагрузкам (даже весьма значительным).
Круглая резьба используется в таких элементах как:
Смесители
Краны
Вентили
Шпиндели
Допускается применение данного типа резьбы в элементах, которые работают в загрязненной среде.
Схема круглой резьбы
Резьба NPSM
Данный тип резьбы расшифровывается как National pipe thread и соответствует американскому стандарту трубных резьб NSI/ASME B1.20.1. Резьба NPSM относится к цилиндрическим дюймовым резьбам (профиль резьбы в форме треугольника с углом в 60 градусов) и производится в диапазоне от 1/16 дюйма до 24 дюймов.
Резьба NPSM
Обратите внимание!
Данный тип резьбы не следует путать с резьбой NPT, которая является американским стандартом конической трубной резьбы и используется для обеспечения повышенной надежности соединения труб под высоким давлением.
Естественно, здесь мы рассмотрели лишь наиболее часто встречающиеся типы трубных резьб. Однако и этой информации будет вполне достаточно для тех, кто будет самостоятельно обустраивать трубные соединения. Ну, а чтобы необходимая информация всегда была под рукой, ниже мы приведем нужный каждому мастеру справочный материал.
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
Резьба, дюймов
Размеры, мм
Число ниток
диаметр
шаг резьбы
высота профиля
радиус
на дюйм
на 127 мм
наружный
внутренний
средний
1/8
9,729
8,567
9,148
0,907
0,581
0,125
28
140
1/4
13,158
11,446
12,302
1,337
0,856
0,184
19
95
3/8
16,663
14,951
15,807
1,337
0,856
0,184
19
95
1/2
20,956
18,632
19,794
1,814
1,162
0,249
14
70
5/8
22,912
20,588
21,750
1,814
1,162
0,249
14
70
3/4
26,442
24,119
25,281
1,814
1,162
0,249
14
70
7/8
30,202
27,878
29,040
1,814
1,162
0,249
14
70
1
33,250
30,293
31,771
2,309
1,479
0,317
11
55
1 1/8
37,898
34,941
36,420
2,309
1,479
0,317
11
55
1 1/4
41,912
38,954
40,433
2,309
1,479
0,317
11
55
1 3/8
44,325
41,367
42,846
2,309
1,479
0,317
11
55
1 1/2
47,805
44,817
46,326
2,309
1,479
0,317
11
55
1 3/4
53,748
50,791
52,270
2,309
1,479
0,317
11
55
2
59,616
56,659
58,137
2,309
1,479
0,317
11
55
2 1/4
65,712
62,755
64,234
2,309
1,479
0,317
11
55
2 1/2
75,187
72,230
73,708
2,309
1,479
0,317
11
55
2 3/4
81,537
78,580
80,058
2,309
1,479
0,317
11
55
3
87,887
84,930
86,409
2,309
1,479
0,317
11
55
3 1/4
93,984
91,026
92,505
2,309
1,479
0,317
11
55
3 1/2
100,334
97,376
98,855
2,309
1,479
0,317
11
55
3 3/4
106,684
103,727
105,205
2,309
1,479
0,317
11
55
4
113,034
110,077
111,556
2,309
1,479
0,317
11
55
4 1/2
125,735
122,777
124,256
2,309
1,479
0,317
11
55
5
138,435
135,478
136,957
2,309
1,479
0,317
11
55
5 1/2
151,136
148,178
149,657
2,309
1,479
0,317
11
55
6
163,836
160,879
162,357
2,309
1,479
0,317
11
55
Резьбовое соединение труб
Как видите, в качестве способа соединения труб широко применяется резьба трубная: таблица таких резьб, которая включена в данную статью, обязательно вам пригодится, если вы займетесь самостоятельными сантехническими работами. И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
таблица и основные типы / Новости / Труборезофф.ру
Такой справочный материал как таблица трубной резьбы должен быть под рукой практически у каждого мастера, ведь для ряда сантехнических работ знание диаметра и других характеристик резьбы просто необходимо.
Именно поэтому данную статью мы решили посвятить этому, казалось бы, довольно узкому – но все же очень важному вопросу.
Трубная резьба
Типы резьбы
Характеристики резьбы
Резьба как таковая представляет собой последовательность винтовых канавок с постоянной величиной сечения и шага, которые наносятся на поверхности цилиндрической либо же конической формы. Резьба применяется для обустройства резьбовых соединений труб различного назначения.
Резьба характеризуется такими показателями как:
Единиц измерения диаметра
Расположение
Профиль резьбообразующей поверхности
Направление
Число заходов резьбы
Трубная резьба представляет собой достаточно обособленную группу стандартов, которые регламентируют параметры соединения с использованием труб из различного материала. Ниже мы рассмотрим несколько типов трубных резьб.
Цилиндрическая трубная резьба
Резьба трубная цилиндрическая Также известна как резьба Витворда. (BritishStandardWhitworth). Данный вид резьбы применяется для цилиндрического резьбового соединения, а также – при соединении внутренней цилиндрической и наружной конической трубной резьбы.
Цилиндрическая резьба
Параметры данного типа резьбы следующие:
Обозначение формы профиля – резьба дюймовая (профиль резьбы в форме равнобедренного треугольника с верхним углом 55 градусов)
Наибольший диаметр трубы для резьбового соединения – 6 дюймов
Коническая трубная резьба
Резьба этого типа используется для трубного конического соединения, а также для стыковки внутренней цилиндрической резьбы с наружной конической.
Функцию уплотнения в данном случае использует сама резьба, при этом обязательным является использование герметика.
Двойная коническая резьба
Характеристики резьбы:
Резьба дюймового типа с конусностью
Буквенный индекс резьбы указывает не ее тип (R – наружная резьба и Rc – внутренняя резьба, LH – левая резьба)
Вот как это происходит
youtube.com/embed/F_FhEziusM0″ frameborder=»0″>
Резьба круглая (для санитарно-технической арматуры)
Круглая резьба для сантехнической арматуры применяется там, где необходимо обустройство часто разъемных соединений. Благодаря конструктивным особенностям данный тип резьбы отличается длительным сроком службы и высокой сопротивляемостью к нагрузкам (даже весьма значительным).
Круглая резьба используется в таких элементах как:
Смесители
Краны
Вентили
Шпиндели
Допускается применение данного типа резьбы в элементах, которые работают в загрязненной среде.
Резьба NPSM
Данный тип резьбы расшифровывается как National pipe thread и соответствует американскому стандарту трубных резьб NSI/ASME B1.20.1. Резьба NPSM относится к цилиндрическим дюймовым резьбам (профиль резьбы в форме треугольника с углом в 60 градусов) и производится в диапазоне от 1/16 дюйма до 24 дюймов.
Резьба NPSM
Обратите внимание!
Данный тип резьбы не следует путать с резьбой NPT, которая является американским стандартом конической трубной резьбы и используется для обеспечения повышенной надежности соединения труб под высоким давлением.
Естественно, здесь мы рассмотрели лишь наиболее часто встречающиеся типы трубных резьб. Однако и этой информации будет вполне достаточно для тех, кто будет самостоятельно обустраивать трубные соединения. Ну, а чтобы необходимая информация всегда была под рукой, ниже мы приведем нужный каждому мастеру справочный материал.
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
Резьба, дюймов
Размеры, мм
Число ниток
диаметр
шаг резьбы
высота профиля
радиус
на дюйм
на 127 мм
наружный
внутренний
средний
1/8
9,729
8,567
9,148
0,907
0,581
0,125
28
140
1/4
13,158
11,446
12,302
1,337
0,856
0,184
19
95
3/8
16,663
14,951
15,807
1,337
0,856
0,184
19
95
1/2
20,956
18,632
19,794
1,814
1,162
0,249
14
70
5/8
22,912
20,588
21,750
1,814
1,162
0,249
14
70
3/4
26,442
24,119
25,281
1,814
1,162
0,249
14
70
7/8
30,202
27,878
29,040
1,814
1,162
0,249
14
70
1
33,250
30,293
31,771
2,309
1,479
0,317
11
55
1 1/8
37,898
34,941
36,420
2,309
1,479
0,317
11
55
1 1/4
41,912
38,954
40,433
2,309
1,479
0,317
11
55
1 3/8
44,325
41,367
42,846
2,309
1,479
0,317
11
55
1 1/2
47,805
44,817
46,326
2,309
1,479
0,317
11
55
1 3/4
53,748
50,791
52,270
2,309
1,479
0,317
11
55
2
59,616
56,659
58,137
2,309
1,479
0,317
11
55
2 1/4
65,712
62,755
64,234
2,309
1,479
0,317
11
55
2 1/2
75,187
72,230
73,708
2,309
1,479
0,317
11
55
2 3/4
81,537
78,580
80,058
2,309
1,479
0,317
11
55
3
87,887
84,930
86,409
2,309
1,479
0,317
11
55
3 1/4
93,984
91,026
92,505
2,309
1,479
0,317
11
55
3 1/2
100,334
97,376
98,855
2,309
1,479
0,317
11
55
3 3/4
106,684
103,727
105,205
2,309
1,479
0,317
11
55
4
113,034
110,077
111,556
2,309
1,479
0,317
11
55
4 1/2
125,735
122,777
124,256
2,309
1,479
0,317
11
55
5
138,435
135,478
136,957
2,309
1,479
0,317
11
55
5 1/2
151,136
148,178
149,657
2,309
1,479
0,317
11
55
6
163,836
160,879
162,357
2,309
1,479
0,317
11
55
Резьбовое соединение труб
Как видите, в качестве способа соединения труб широко применяется резьба трубная: таблица таких резьб, которая включена в данную статью, обязательно вам пригодится, если вы займетесь самостоятельными сантехническими работами. И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
источник статьи: http://o-trubah.ru
Таблица размеров конической трубной резьбы по национальному стандарту NPT
Коническая трубная резьба по национальному стандарту Таблица размеров NPT
Стандартное оборудование ANSI
Производство Процессы приложений и дизайн
Национальный стандарт Коническая трубная резьба Размер NPT Диаграмма — включает данные как о внешней, так и о внутренней трубной резьбе. Скорость конусности для всех резьб NPT составляет 1⁄16 (3⁄4 дюйма на фут) измеряется изменением диаметра (трубной резьбы) на расстоянии. Угол между конусом и центральной осью трубы составляет 1° 47» 24″″ (1,7899°). Обычно используется размеры 1/⁄8, 1/⁄4, 3/⁄8, 1⁄/2, 3⁄/4, 1, 1 1⁄/4, 1 1⁄/2 и 2 дюйма, которые чаще всего встречаются на трубах и фитингах. поставщиков США. Иногда встречаются размеры меньше 1/⁄8 дюйма. используется для сжатого воздуха, в то время как размеры более 2 дюймов редко, из-за использования альтернативных методов соединения, что используются с этими большими размерами. NPT определяется ANSI/ASME стандарт B1.20.1.
Номинальный размер трубы слабо связан с внутренним диаметром трубы сортамента 40. Из-за толщины стенки трубы фактический диаметр резьбы больше, чем NPS, значительно так для малых NPS. Другие графики трубы имеют другую стенку толщина, но внешний диаметр (внешний диаметр) и профиль резьбы остаются одинаковые, поэтому внутренний диаметр трубы разный от номинального диаметра.
Родственный:
Основные размеры конической трубы американского национального стандарта Резьба, NPT
Формулы и калькулятор делительного диаметра NPT American National Стандартная коническая трубная резьба
Примечания:
Ссылка ANSI/ASME B1. 20.1-1983 (R1992) Угол между сторонами резьбы 60 градусов. Конус резьбы, 3⁄4 дюйма на фут.
Все единицы измерения указаны в дюймах.
Внешний диаметр D
Номинальный размер трубы
Резьба на дюйм (шаг)
Длина шага резьбы, P
Делительный диаметр в начале наружной резьбы E0
Затягивание резьбы вручную
Длина, L1
Диаметр E1
Максимальное зацепление резьбы L2
Диаметр E2
0,3125
1⁄16
27
0,03704
0,27118
0,160
0,28118
0,2611
0,28750
0,405
1⁄8
27
0,03704
0,36351
0,1615
0,37360
0,2639
0,38000
0,540
1⁄4
18
0,05556
0,47739
0,2278
0,49163
0,4018
0,50250
0,675
3⁄8
18
0,05556
0,61201
0,240
0,62701
0,4078
0,63750
0,840
1/2
14
0,07143
0,75843
0,320
0,77843
0,5337
0,79179
1. 050
3⁄4
14
0,07143
0,96768
0,339
0,98887
0,5457
1.00179
1,315
1
11 1/2
0,08696
1.21363
0,400
1.23863
0,6828
1.25630
1,660
1 1/4
11 1/2
0,08696
1.55713
0,420
1.58338
0,7068
1.60130
1.900
1 1/2
11 1/2
0,08696
1.79609
0,420
1.82234
0,7235
1.84130
2,375
2
11 1/2
0,08696
2. 26902
0,436
2,29627
0,7565
2.31630
2,875
2 1/2
8
0,12500
2,71953
0,682
2,76216
1.1375
2.79062
3.500
3
8
0,12500
3.34062
0,766
3.38850
1.2000
3.41562
4.000
3 1/2
8
0,12500
3,83750
0,821
3,88881
1.2500
3,91562
4.500
4
8
0,12500
4.33438
0,844
4. 38712
1.3000
4.41562
5,563
5
8
0,12500
5.39073
0,937
5.44929
1.4063
5.47862
6,625
6
8
0,12500
6.44609
0,958
6.50597
1,5125
6.54062
8,625
8
8
0,12500
8.43359
1,063
8.50003
1,7125
8.54062
10.750
10
8
0,12500
10.54531
1.210
10.62094
1,9250
10,66562
12. 750
12
8
0,12500
12.53281
1.360
12.61781
2.1250
12.66562
14.000
14
8
0,12500
13.77500
1,562
13.87262
2,2500
13.91562
16.000
16
8
0,12500
15.76250
1,812
15.87575
2.4500
15.91562
18.000
18
8
0,12500
17,75000
2.000
17.87500
2,6500
17.91562
20. 000
20
8
0,12500
19.73750
2,125
19.87031
2,8500
19.91562
24.000
24
8
0,12500
23.71250
2,375
23.86094
3.2500
23.91562
Связанные
Прямая трубная резьба Таблица таблиц ANSI
Таблица размеров метчика и сверла для трубной резьбы
ANSI NPT
Конструкция наружной трубной резьбы, технические характеристики и допуски на трубную резьбу NPT
Таблица моментов затяжки при установке трубной резьбы
Рекомендации по размерам сверл для трубной резьбы с внутренним сухим уплотнением
Whitworth BS Таблица размеров трубной резьбы и метчиков DIN/ISO 228
ANSI B1.
20.1 — NPT — американский национальный стандарт конической трубной резьбы
NPT — коническая трубная резьба национального стандарта США для конической резьбы, используемой для соединения труб и фитингов, определяется ANSI B1.20.1 Трубная резьба общего назначения, дюймы
NPTF — Национальная коническая трубная резьба с тонкой резьбой — также называемая Dryseal Американский национальный стандарт конической трубной резьбы — это стандарт США для конической резьбы, используемой для соединения труб и фитингов, определенный ANSI. B1.20.3
Для резьбы NPT необходимо использовать герметик или ленту из политетрафторэтилена (ПТФЭ) для герметичного уплотнения. Для NPTF не требуется герметик для герметичного соединения. Резьба NPTF имеет ту же базовую форму, но с высотой гребня и впадины, отрегулированной для посадки с натягом, что исключает спиральный путь утечки.
Резьба NPT может обозначаться как MPT («наружная трубная резьба»), MNPT или NPT(M) для наружной (внешней) резьбы и FPT («внутренняя трубная резьба»), FNPT или NPT(F) для внутренняя (внутренняя) резьба. Обратите внимание, что FPT и MPT не являются разрешенными обозначениями в соответствии со стандартом ANSI.
Характеристики резьбы NPT (также известной как ANSI/ASME B1.20.1 Трубная резьба общего назначения):
угол между конусом и центральной осью трубы 1 o 47 футов 24 дюйма (1,7899 о )
усечение корней и гребней плоские
60 o угол резьбы
шаг измеряется в витках на дюйм — TPI
Примечание! Размеры труб не относятся к каким-либо физическим размерам. Внешний диаметр трубы или фитинга необходимо измерить и сравнить с таблицей для определения размера. Трубная резьба 3/4″ NPT имеет наружный диаметр — OD — 1,050 дюйма . Каждый размер резьбы имеет определенное количество витков на дюйм — TPI или шаг.1056 3/4″ NPT трубная резьба имеет 14 витков резьбы на дюйм. Для достоверной идентификации размера резьбы требуются как TPI, так и OD резьбы, поскольку несколько размеров имеют одинаковый TPI.
Для полной таблицы с Tap Drill Sizes — rotate the screen!
NPT — American Standard Pipe Thread Taper 1)
Pipe Size (inches)
TPI
Approximate Length of Thread (inches)
Approximate Number of Threads to be Cut
Approximate Total thread Makeup, Hand and Wrench (inches)
Nominal Outside Diameter Pipe OD (inches)
Tap Drill (inches)
1/16″
27
0.313
1/8″
27
3/8
10
1/4
0.405
R
1/4″
18
5/8
11
3/8
0.540
7/16
3/8 »
18
5/8
11
3/8
0. 675
37/64
1/2″
14
3/4
10
7/16
0,840
23/32
3/4″
14
3/4
10
1/2
1.050
59/64
1″
11-1/2
7/8
10
9/16
1.315
1-5/32
1-1/4″
11-1/2
1
11
9/16
1.660
1- 1/2
1-1/2″
11-1/2
1
11
9/16
1.900
1-47/64
2″
11-1/2
1
11
5/8
2.375
2-7/32
2-1/2″
8
1 1/2
12
7/8
2.875
2-5/8
3″
8
1 1/ 2
12
1
3. 500
3-1/4
3-1/2 «
8
1 5/8
13
1 1/16
4.000
3-3/4
4″
4 «
4″
4 «
4″
4 «
4″
/4
4 » 8
13
1 1/16
4.500
4-1/4
4 1/2″
8
5.000
4-3/4
5 »
8
1 3/4
14
1 3/16
5.563
5-9/32
6″
8
1 3/4
14
1 3/16
6.625
6-11/32
8″
8
1 7/8
15
1 5.
12 дюймов
8
2 1/8
17
1 5/8
12. 750
14″
8
14.000
16″
8
16.000
1) Скорость конуса 1 в 16 дюймов (3/4 дюйма в ноге или 62,5 мм в метре)
TPI = на наращивание
TPI = на нарастании
TPI = на нарастании
TP0020
1 дюйм = 25,4 мм
Резьба NPT не взаимозаменяема с резьбой NPS — National Pipe Straight.
Пример — типовое обозначение резьбы NPT:
1/8–27 NPT
Резьба NPT может выглядеть аналогично резьбе ISO 7-1. Однако не следует смешивать резьбы ISO и NPT. Резьба ISO имеет угол конусности 55 o по сравнению с 60 o для NPT. Конфигурации корня и гребня NPT также отличаются от ISO. Шаг резьбы ISO обычно измеряется в миллиметрах (может быть выражен в дюймах).
Раствор М200 | Цементно-песчаные смеси завода «Соржа»
РАСТВОР МАРКИ М200
Заказать
Марка
Морозостойкость F
Марка по удобоукладке
Цена за 1 м3 ( с НДС 20%)
Кладочный
Монтажный
М200
75
Пк3
3070 руб
Завод «Соржа» предлагает строительным организациям и частным лицам Санкт-Петербурга и области приобрести готовый цементный раствор М200. Производство материала осуществляется непосредственно на предприятии в точном соответствии с нормативным технологическим процессом. Затем раствор марки М200 отгружается в автомобили, обустроенные бетономешалками, и отправляется на объект. Такой тип взаимодействия выгоден в первую очередь строителям, поскольку позволяет экономить рабочее время и выделенный бюджет.
Цементно песчаный раствор М200. Технические характеристики
Раствор М200 – один из наиболее востребованных материалов в современном строительстве. Его характеризуют в первую очередь прочность и надежность. Раствор М200 показывает лучшие технические характеристики в заводских условиях приготовления, так как производством занимается автоматизированное оборудование. Высокого качества невозможно добиться без добротного сырья. Цементно песчаный раствор М200 приготовляется из цемента, песка. По желанию заказчика, для улучшения качества и придания материалу особенных свойств в материал добавляются специальные компоненты.
Класс раствора кладочного М200
Плотность материала
Морозостойкость
Водостойкость
Подвижность
Вес 1м3
В15
2385 кг/м3
F 200
W6
П3
Около 2,4 тонны
В производстве раствора готового кладочного цементного марки 200 используется исключительно мытый песок и цемент М400 или М500. Пропорции компонентов зависят от марки цемента.
Раствор М200: для стяжки, несущих конструкций, фундамента и другого
Отличные эксплуатационные технические характеристики строительного цементного раствора М200 позволяют использовать его при выполнении следующих работ:
каменная и кирпичная кладка стен, перегородок, колон и прочих конструкций;
сооружение железобетонных бетонных элементов зданий и сооружений, в том числе фундамента;
оштукатуривание поверхностей в потенциально влажных помещениях, таких как подвалы;
оштукатуривание фасадов, в том числе цоколей;
строительство гидротехнических сооружений, в том числе колодцев, сливных систем и прочее.
Как купить раствор М200 в СПб
Завод «Соржа» реализует раствор М200 по цене за куб. Сформировать заказа вы можете несколькими способами:
позвонить в нашу компанию;
заказать на сайте обратный звонок;
заполнить форму на сайте;
посетить офис продаж.
В прайс листе на раствор М200 цена указана на покупку небольших объемов строительного материала. В случае заключения продолжительного контракта и поставок крупных партий предполагаются значительные скидки. В результате цена на цементно песчаный раствор М200 зависит от масштабов заказа. Условия и время доставки четко согласуется с клиентом. Наши производственные мощности позволяют заключать дополнительные контракты. Звоните, мы готовы к новому взаимовыгодному сотрудничеству!
Если остались вопросы, позвоните по телефонам +7 (812) 404-55-34 / 8-967-593-17-23 (Анна) или воспользуйтесь формой обратной связи. Наши специалисты помогут Вам! Мы ждем ваших заявок!
Калькулятор расчета количества раствора
Другие марки раствора
Наши преимущества
Стабильное
качество
Проводим испытания бетона в собственной лаборатории
Низкие
цены
Оптовые цены на строительные материалы
Аренда
Спецтехники
Автобетононасосы и автобетоносмесители в наличии
Оперативная
доставка
Cвоевременная отгрузка бетона, соблюдаем сроки
Аккредитованная лаборатория
Доставляем бетон по СПб и ЛО
Реализованные объекты
Заливка фундамента под коттедж в Всеволожском районеСтроительство офисного здания в ЯниноСтроительство «СКА» арены у метро «Проспект Большевиков»Строительство жилого комплекса по Кондратьевскому проспектуСтроительство коттеджей в поселке МанушкиноСтроительство детского садика в Красногвардейском районе
Остались вопросы?
технические характеристики, состав, свойства, технические условия (цена)
Цемент М200 относится к штукатурно-кладочным смесям и предназначен для формирования цементных стяжек, укладки строительных блоков небольшого размера (кирпич и др. ), а также для выполнения кладочных, штукатурных и других видов работ. Основанием могут служить бетонные и кирпичные поверхности достаточной крепости. А еще вы можете прочитать про цемент М500 М600: отличие, технические характеристики, инуструкция.
Цемент М200 свойства отличаются от технических характеристик некоторых минеральных составляющих (гипса или воздушной извести), т. к. он обладает способностью набирать прочность даже во влажных условиях. Так же почитайте какие есть отличия между цементами М300 от М400 здесь.
Содержимое
1 Исторические сведения
2 Производство
3 Технические характеристики
4 Технические условия применения
5 Расход материала
6 Назначение
7 Вывод
Исторические сведения
Римлянестали первыми экспериментировать с известью, подмешивая в нее некоторые компоненты для придания материалусоответствующих свойств. Позже, в эпоху Средневековья было обнаружено, что продукты обжига известняков совершенно не уступали по водостойкости вулканическим пуццолановым смесям находчивых римлян.
Основателем современной цементной промышленности, по праву, можно назвать химика Шуляченко А.Р., а в производстве клинкера обширное применение получила известеобжигательная шахтная печь Антонова. Вопросам технологии изготовления цементови отверждения гидравлических вяжущих смесейв Советском Союзе много времени посвятили известные ученые-химики Пономарев И. Ф.,Бутт Ю. М., Рояк С. М. и др.
Производство
Сухую порошкообразную тонкодисперсную смесь получают путем измельчения силикатного клинкера и гипса (регулирует срокиотверждения будущего раствора). В дальнейшем, выполняется обжиг полученного сырья при температуре 1450 — 1480°C. Для улучшения отдельных свойств и снижения себестоимости конечного продуктов смесь вводят до 15 % активных добавок (например, бокситы, пески, пиритные огарки, опоки и др.).
На всех стадиях производства цемент М200 состав имеет сходный с марками других цементов, однако на финальном этапе происходит добавление различных компонентов в исходное сырье, что предопределяет дальнейшую маркировку материала.
Технические характеристики
Цемент М200 технические характеристики соответствует ГОСТу 28013-98. Одним из решающих параметроввыступаетпрочность материала. Так, при плотном взаимодействии с жидкостями (водой, соляными р-рами и др.)сухая серая смесь искусственного происхождения образует пластичную вязкую массу, которая со временем превращается в камне видный материал.
Цемент М200 технические условия зависят, главным образом, от температуры застывания раствора. Кроме того, важнейшим фактором, влияющим на скорость схватывания цементного раствора, являются специальные добавки, ускоряющие либо замедляющие процесс застывания (отверждения). Еще вы можете узнать чем цемент марки М700 лучше других материалов.
Для материала цемент М200 температура застывания и время «схватывания» после замешивания показаны в таблице:
М200
Температура воздуха, оС
Время первого «схватывания», мин.
Время окончательного «схватывания», мин.
приближается к + 20оС
2 ч.
спустя 3 ч. после замешивания
приближается к 0оС
6—10 ч.
спустя 20 ч. после замешивания
Технические условия применения
Чтобы правильно использовать раствор цемент М 200 техническая характеристикакоторого соответствовала бы всем требованиям ГОСТ и техническим условиям, необходимо соблюдать последовательность его приготовления. В частности:
Добавлять сухой цементный порошок необходимо только в чистую холодную воду (не наоборот!).
Необходимо разводить смесь механическим способом (строительным миксером, дрельюс насадкой) до получения однородной массы, избегая комкования порошка.
Время выдержки раствора – не более 5 мин., после чего следует повторно перемешать смесь бетона.
Помнить, что время первого «схватывания» раствора наступает уже через 2 часа, а время набора полной прочности – не менее 28 суток.
Наносить цементный раствор следует на предварительно очищенные и подготовленные поверхности при температуре не ниже +5°C, чтобы избежать образования трещин.
Расход материала
Как правило, чистый М200 цемент цена и стоимость готового раствора ниже стоимости сходного с маркировкой бетона М200. Дело в том, что в составе готовой цементной смеси отсутствуют крупно фракционные заполнители (например, гравий, щебень и др.).
Оптимальный расход цемента на бетон М200 – 1 кг сухой смеси на 190 мл жидкости. Расфасовка цемента М200 – мешки из крафт-бумаги по 50 кг.
Назначение
Цементно-песчаная смесь находит широкое применение. В частности, цемент марки 200 назначение:
выполнение кладочных и штукатурных работ;
устройство бетонных поверхностей полов;
устройство фундаментов легкого типа;
мощение тротуарных дорожек плиткой;
обработка швов при ремонте бетонных и ж/б изделий (заделка сколов, трещин).
Для чего используется цемент М200, если учесть, что цемент М200 характеристики показывает слабые? Ответ прост, т. к. именно маркировка материала указывает на предельно допустимую нагрузку 200 кг/куб.м, которую он способен выдержать после высыхания раствора. Это означает, что такой цемент ориентирован, в большей степени, на выполнение небольших по объему работ строительно-бытового характера. Для сравнения, на объектах строительства применяются марки прочных цементов М350 и М500 (их максимальная нагрузка составляет 350 и 500 кг/куб.м).
Тем не менее,цемент пцт 200(портландцемент тампонажный) не рекомендуется использовать вответственных строительных конструкциях, если предполагается перепад температур (частое замораживание/оттаивание). Зато портландцемент цемент пц 200 успешно используют там, где поверхности конструкций подвергаются воздействию пресной воды (под землей или в воде). Еще можете узнать больше про белый цемент перейдя по этой ссылке.
Несколько рекомендаций при работе с цементом М200:
В процессе «схватывания» подвижность бетона сохраняется!
Загустевший раствор цемента становится непригодным для дальнейшего использования!
Покупая цемент с обозначениями М400 или М500, можно «нарваться» на пескобетон марки цемент 200. Происходит это, как правило, по вине недобросовестных дилеров, которые стремятся закупить материал низшей маркировки (М200 или М300) у производителя с тем, чтобы благополучно фасовать его в упаковку дорогого цемента.
В качестве рекомендаций хотелось бы отметить, что выбрать надежного поставщика цемента реально! Достаточно изучить ценовую политику рыночных продаж. Цемент 200 цена ниже себестоимости должна насторожить и предостеречь от покупки некачественного материала.
При работе с сухими смесями М200, впрочем, как с любыми другими марками цемента, необходимо избегать попадания порошка в глаза. Во время приготовления цементного раствора выделяется едкая щелочь, поэтому всегда нужно иметь необходимые средства защиты. В случае попадания цемента в глаза, следует немедленно их промыть чистой водой.
Вывод
Наиболее востребованный в области строительства цемент М200 – неорганический немодифицированный материал в процессе приготовления раствора образует вязкую массу прочностью после высыхания 20 МПа.
В основном, цементы такой марки используются для приготовлениястроительных растворов (ЦПС и бетонов), т. к.относительно низкаясебестоимость материала позволяет выполнить широкий спектр строительных работ при минимальных затратах. А еще вы можете узнать про технические характеристики цемента М400 нажав сюда.
Калькулятор веса бетона
Создано Марией Клужиак
Отзыв от Bogna Szyk и Jack Bowater
Последнее обновление: 09 августа 2021 г.
Содержание:
Как пользоваться калькулятором веса бетона?
Формула расчета веса бетона и пример
Типы бетона
Если вам когда-либо приходилось рассчитывать вес бетона на кубический фут, этот калькулятор веса бетона как раз для вас! Используйте его, чтобы увидеть, сколько будет весить конкретный объем бетона, и наслаждайтесь тем, насколько проще становятся ваши строительные проекты с бетоном!
Как пользоваться калькулятором веса бетона?
Наш калькулятор веса бетона очень прост и интуитивно понятен в использовании. Все, что вам нужно сделать, это:
Выберите тип бетона из первого поля калькулятора . У вас есть пять типов на выбор: асфальт, гравий, портланд-известняк, портленд и железобетон. Причина этого в том, что эти типы бетона имеют различных плотностей . Это влияет на последующие расчеты, так как плотность является одним из факторов, определяющих вес бетона.
Введите необходимый объем бетона . Не забудьте выбрать устройство, соответствующее вашим потребностям. Вы можете получить вес бетона на кубический фут, кубический ярд или кубический метр.
Выберите нужную единицу измерения в поле плотности. Чтобы избавить вас от хлопот, мы уже снабдили калькулятор соответствующими значениями плотности.
Калькулятор веса бетона вернет вес бетона , рассчитанный на основе предоставленных вами данных. Не забудьте проверить, совпадают ли единицы измерения и здесь!
Формула расчета веса бетона и пример
Формула, используемая для расчета веса бетона, очень проста. На самом деле, вы, скорее всего, уже знаете это, так как это простое старое уравнение веса , которому учат в школах! Напомню, что это выглядит следующим образом:
вес = объем * плотность
Для ясности давайте рассмотрим быстрый пример.
Допустим, у нас есть 15 кубометров портландбетона. плотность этого типа бетона в килограммах на кубический метр составляет 2300 , поэтому расчет происходит следующим образом:
вес бетона = 15 м3 * 2300 кг/м3 = 34500 кг
Типы бетона
Этот калькулятор предлагает вам выбор между пятью различными типами бетона. Вот некоторая информация о них:
Асфальт (плотность : 2243 кг/м³ / 140,03 фунта/фут³ ) — композитный материал, наиболее часто используемый для покрытия дорог, аэропортов и сердцевины насыпных дамб. Обычно известный как просто асфальт или асфальт, его выбирают для дорог и улиц, потому что в условиях движения он производит намного меньше шума, чем другие бетоны.
Гравий (плотность : 2404 кг/м³ / 150,01 фунта/фут³ ) — гравий на самом деле является заполнителем бетона — сам по себе он не является бетоном, но часто используется как его неотъемлемая часть. Он образован камнями разного размера (в случае бетона, как правило, крошечными), не связанными друг с другом.
Портланд-известняк (плотность : 2371 кг/м³ / 148,02 фунта/фут³ ) — изготовлен из особого вида известняка, впервые обнаруженного на острове Портленд, графство Дорсет. Это один из самых дорогих видов цемента. , хотя все еще очень популярен в строительной торговле.
Portland (плотность : 2300 кг/м³ / 143,58 фунта/фут³ ) — один из самых недорогих материалов благодаря широкой доступности.
Армированный (плотность : 2500 кг/м³ / 156,07 фунта/фут³ ) — также называемый армированным цементным бетоном или для краткости RCC, он армирован дополнительным материалом (чаще всего стальными арматурными стержнями) для пластичности и долговечности.
Мария Клужяк
Тип бетона
Том
Плотность
Вес
Проверьте 46 аналогичных калькуляторов строительных материалов 🏗
Алюминиевый вес Balausterbeam … еще 43
Бетонные блоки калькулятор
, созданный Maria Kluziak
. Просматривали Bogna Szykek и Jack Bowater
. 20, 2022
Содержание:
Как пользоваться калькулятором бетонных блоков?
Сколько бетонных блоков мне нужно?
Расчет бетонных блоков — пример
Замечание по использованию калькулятора бетонных блоков
Часто задаваемые вопросы
Если вы планируете построить стену из бетонных блоков, обязательно используйте этот калькулятор бетонных блоков, прежде чем закладывать первый камень! Вопрос « Сколько бетонных блоков мне нужно для этого проекта? » у вас на уме? Если это так, то этот инструмент, несомненно, вам очень поможет. Вы можете использовать его, чтобы узнать, сколько шлакоблоков необходимо для стены определенного размера, оценить необходимое количество раствора, а также получить представление о том, сколько будут стоить материалы, необходимые для вашего проекта, исходя из среднего бетона. стоимость блоков.
Как пользоваться калькулятором бетонных блоков?
Наш калькулятор прост и интуитивно понятен в использовании. Чтобы оценить все, что нужно вашему проекту, просто следуйте этим инструкциям:
Введите размеры стены из бетонных блоков, которую вы строите , то есть ее ширину и высоту. Они нужны для определения метража стены.
Решите, хотите ли вы выбрать предустановленный размер блока или ввести пользовательский :
Предустановленные размеры блоков — это шесть наиболее распространенных типов, которые вы можете найти в США. Не стесняйтесь использовать наш конвертер длины, если вы хотите узнать, что они представляют собой в метрической системе. Все, что вам нужно сделать здесь, это выбрать размер, который вы хотите.
Если вы выберете нестандартный размер , вам необходимо предоставить калькулятору высоту и ширину одного бетонного блока. Появится иллюстрация сегмента стены, чтобы точно показать, какие размеры необходимы, чтобы избежать путаницы.
В обоих случаях вы увидите общее количество бетонных блоков, необходимых для вашего проекта.
Рассчитайте стоимость бетонных блоков , что делается путем ввода цены одного блока .
Взгляните на поле оценки миномета . В среднем для соединения 100 бетонных блоков требуется три стандартных мешка с раствором. Обратите внимание, что это приблизительная оценка, и вам может потребоваться рассчитать ее отдельно, используя такие факторы, как тип раствора.
Сколько бетонных блоков мне нужно?
Если после использования нашего калькулятора вы все еще думаете: «Но как они узнали, сколько бетонных блоков мне нужно?», мы будем рады помочь вам в этом процессе!
При расчете необходимого количества блоков первое, что нужно сделать, это рассчитать размер стены из бетонных блоков. Для этого нужно умножить высоту и ширину стены:
размер стены = высота стены * ширина стены
Чтобы рассчитать количество блоков, нужно общую площадь стены разделить на площадь одиночный блок:
необходимое количество блоков = площадь стены / площадь блока
площадь блока = высота блока * ширина блока
Затем вам необходимо рассчитать стоимость бетонных блоков; просто умножьте количество шлакоблоков на цену одного блока:
затраты на бетонные блоки = цена за блок * количество блоков
Когда дело доходит до оценки необходимого раствора, хорошим эмпирическим правилом является три стандартных мешка. обычно покрывает 100 блоков. Чтобы рассчитать количество таких мешков, нужно количество блоков разделить на 33,3:
оценка мешков с раствором = количество необходимых блоков / 33,3
Расчет бетонных блоков – пример
С помощью приведенных выше уравнений вы можете без особых проблем ответить на вопрос « Сколько бетонных блоков мне нужно? » . На всякий случай мы рассмотрим пример, чтобы развеять все сомнения, которые могут еще остаться.
Допустим, ваша стена должна быть 10 футов высотой и 50 футов шириной . С такими размерами он покроет 10 * 50 = 500 квадратных футов . Если вы используете стандартный блок размером 16 x 8 дюймов , площадь одного блока составляет 128 квадратных дюймов , и вам потребуется 563 бетонных блока , так как 500 футов² / 128 дюймов² = 72 000 дюймов² / 128 дюймов² = 562 9005,5 9005,5 (с округлением до ближайшего целого числа).
Если один шлакоблок стоит 1,5 доллара , вы заплатите 563 * 1,5 доллара = 844,5 доллара
Что касается оценки мешков с раствором, то деление 563 на 33,3 дает 16,9.. Поскольку вы ограничены покупкой целых мешков, вы должны получить 17 стандартных мешков с раствором для этой конкретной стены.
Заметка об использовании калькулятора бетонных блоков
Как и в случае со всеми строительными проектами, мы советуем вам купить как минимум на 10% больше материала, чем вы считаете необходимым , на случай непредвиденных обстоятельств. Ведь лучше заранее подготовиться, чем ездить туда-сюда по магазину и тратить время и бензин.
Если вам нужна помощь в расчете нужного количества дополнительных материалов, попробуйте воспользоваться нашим процентным калькулятором.
Часто задаваемые вопросы
Сколько бетонных блоков мне нужно, чтобы построить стену площадью 10 квадратных метров?
Определите, какую площадь будет занимать каждый блок. Блок размером 16 дюймов на 8 дюймов покрывает 0,0826 квадратных метров.
Разделите желаемую площадь стены на площадь кирпича. В данном случае у нас есть 10 квадратных метров, разделенных на 0,0826 квадратных метра, поэтому нам понадобится 121 бетонный блок.
Как рассчитать необходимое количество блоков для стены?
Измерьте размер стены, найдя ее высоту и ширину. Используйте калькулятор бетонных блоков Omni, умножьте их вместе.
Вычислите площадь блока, умножив его высоту и ширину.
Разделите площадь стены на площадь блока. Результатом является общее количество блоков, которое вам нужно.
Как рассчитать общую стоимость моей стены?
Определите, сколько блоков вы будете использовать, разделив площадь вашей стены на площадь каждого блока.
Узнайте цену за блок, затем умножьте количество блоков на цену за единицу.
Результат представляет собой общую стоимость блока вашей стены. Это не включает другие разные расходы, такие как требуемый раствор.
Сколько мешков с раствором мне нужно?
Обычно для 100 блоков размером 16 дюймов на 8 дюймов требуется три стандартных мешка раствора (40 кг). Чтобы быть более точным, некоторые производители раствора рекомендуют 26 мешков на 1000 блоков, то есть 2,6 мешка на 100 блоков.
Мария Клужяк
Расчет стен
Высота стены
Ширина стены
Площадь стены
Расчет бетонных блоков
Я хочу
Вы можете выбрать один из стандартных размеров блоков в США или на заказ.
Сталь 40Х выплавляется согласно ГОСТ 1577-93. Продукция имеет сертификаты качества завода изготовителя. Сталь 40Х это сталь конструкционная легированная с добавлением хрома. Сталь 40Х применяется в машиностроительной отрасли, применяется при изготовлении коленчатых и кулачковых валов, при изготовлении полуосей, вал-шестерни, реек и других деталей машиностроения, где требуется повышенная прочность.
Подробную информацию о свойствах, закалке и термической обработке стали 40Х читайте в нашей статье.
Ознакомится с образцами сертификатов на Сталь 40Х, можно в рубрике полезные статьи – сертификаты.
Компания МЕТПРОМСНАБ на своих складах имеет резерв горячекатаного листа толщиной 60 мм и до 160 мм. Листовой прокат толщиной от 6 до 160 мм также изготавливается на заказ, перейдите в раздел: ОПТ для просмотра.
Для более подробной информации, о нашей компании вы можете перейти в раздел сайта – о компании. Мы регулярно обновляем наличие склада, но в связи с ежедневными отгрузками металлопроката со склада просим наличие уточнять по телефонам компании.
Получить действующий прайс с актуальными ценами можно нажав кнопку расположенную ниже и заполнив нужные поля.
Прайс вам будет отправлен сразу на ваш электронный адрес. Цены в прайсе указаны на лист из наличия со склада компании, оптовые цены ищите в разделе опт.
Лист горячекатаный конструкционный Сталь 40Х:
Дата обновления: 21.11.2018г.
Раскрой листа
Вес листа
Кол-во
Вес
10мм 2000х6000 40Х ГОСТ 4543-71
0.948
4
3.792
16мм 2000х6000 40Х ГОСТ 4543-71
1.516
4
6.064
20мм 2000х6000 40Х ГОСТ 4543-71
1. 9
8
15.2
30мм 2000х6000 40Х ГОСТ 4543-71
2.85
7
19.95
40мм 2000х6000 40Х ГОСТ 4543-71
3.799
1
3.799
50мм 2000х6000 40Х ГОСТ 4543-71
4.749
2
9.498
60мм 2000х6000 40Х ГОСТ 4543-71
5.699
3
17.097
90мм 2000х6000 40Х ГОСТ 4543-71
8.62
1
8.62
50мм 2000х6000 40Х ГОСТ 4543-71
4.749
1
4.749
100мм 2000х4000 40Х ГОСТ 4543-71
6.398
1
6.398
100мм 2000х5500 40Х ГОСТ 4543-71
8.783
1
8.783
110мм 2000х3500 40Х ГОСТ 4543-71
6.224
1
6.224
120мм 2000х4500 40Х ГОСТ 4543-71
8.709
2
17.418
130мм 2000х4000 40Х ГОСТ 4543-71
8.395
2
16.79
140мм 2000х3500 40Х ГОСТ 4543-71
7. 921
1
7.921
160мм 2000х3000 40Х ГОСТ 4543-71
7.773
2
15.546
Ожидаемый металл
12Х2000Х6000 — 11,304тн.
14Х2000Х6000 — 5,275тн.
16Х2000Х6000 — 6,028тн.
20Х2000Х6000 — 30,144тн.
25Х2000Х6000 — 11,775тн.
30Х2000Х6000 — 8,478тн.
40Х2000Х6000 — 18,840тн.
50Х2000Х6000 — 14,130тн.
60Х2000Х6000 — 16,956тн.
70Х2000Х6000 — 32,970тн.
80Х2000Х6000 — 52,752тн.
90Х2000Х6000 — 16,956тн.
100Х2000Х6000 — 9,420тн.
110Х2000Х4000 — 6,908тн.
140Х2000Х3500 — 7,693тн.
ВСЕГДА ГОТОВЫ ОТВЕТИТЬ НА ВАШИ ВОПРОСЫ И НАДЕЕМСЯ НА ВЗАИМОВЫГОДНОЕ СОТРУДНИЧЕСТВО !
Нажав на форму расположенную ниже и заполнив обязательные поля, вам будет выслан актуальное наличие металлопроката на складах компании Метпромснаб.
Уважаемые посетители нашего сайта, предлагаем вам дополнительно ознакомится с ГОСТ, полезными статьями и тематическими видео о производстве, применении, обработке сталина нашем сайте.
Мы создали специальный проект где публикуем ГОСТ относительно различных марок стали, подбираем видео и публикуем статьи которые помогут вам в работе с листовым металлопрокатом, и окунуться в мир производства стали, понять что значит труд металлурга.
Данный раздел будет полезен как начинающим менеджерам, так и профессионалам своего дела.
Так же в данной рубрике собраны исследования и рекомендации заводов изготовителей листового металлопроката, приводятся примеры и сравнения использования: Стали 3, Сталь 09Г2С, Сталь 45, Сталь 40Х, Сталь S355JL, представлены аналоги и замена Сталь 16ХГМФТР, Сталь S690QL импортным высокопрочным сталям таким как HARDOK, WELDOX что поможет вам производить высококачественную продукцию но по минимальной цене и с хорошей прибылью для вашего предприятия.
Для перехода в данный раздел кликните по интерактивной ссылке – полезные статьи.
ГП «Стальмаш» поставляет лист ГОСТ 19903-74, лист поставляется толщиной от 2 до 200 мм, углеродистые и легированные стали:
Купить лист 40Х можно следующим образом: 1. Позвонить по телефонам отдела сбыта (343) 268-7815 или 2. Отправить запрос на e-mail: [email protected]
Продажа листовой стали 40Х из наличия от 1 листа (осуществляем резку)
ГП Стальмаш производит отгрузку металлопродукции со склада в г.Екатеринбург:
на самовывоз,
контейнерами,
вагонами,
отправка автотранспортными компаниями по всей территории России,
отгрузка через желдорэкспедицию.
Оперативная информация о ПОЛНОМ наличии на складе, ценах, условиях ОТГРУЗКИ по телефонам ГП «Стальмаш»:
(343) 268-7815; (343) 213-2014; (950) 208-1282
https://ооостальмаш.рф
СКЛАДСКОЕ НАЛИЧИЕ листовой стали 40Х (наличие меняется ежедневно — уточняйте по телефону или пишите на E-mail)
Лист 2.0*1000*2200мм, производство ПАО «Ашинский метзавод», сталь 40Х — 2.371 тонн; Лист 2.5*1000*2500мм, производство ПАО «Ашинский метзавод», сталь 40Х — 2.637 тонн; Лист 3.0*1000*2500мм, производство ПАО «Ашинский метзавод», сталь 40Х — 0.739 тонн; Лист 5.0*1000*2500мм, производство ПАО «Ашинский метзавод», сталь 40Х — 3.111 тонн; Лист 6.0*1000*2500мм, производство ПАО «Ашинский метзавод», сталь 40Х — 1.571 тонн; Лист 8.0*1800*5500мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0. 624 тонн; Лист 10.0*1500*6000мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 11.747 тонн; Лист 12.0*1500*5500мм, производство ММК, сталь 40Х — 0.78 тонн; Лист 12.0*1500*6000мм, производство ММК, сталь 40Х — 4.26 тонн; Лист 14.0*2000*3000мм, производство ММК, сталь 40Х — 0.659 тонн; Лист 14.0*2000*1870мм, производство ММК, сталь 40Х — 0.401 тонн; Лист 14.0*2000*6000мм, производство ММК, сталь 40Х — 1.327 тонн; Лист 14.0*2000*6000мм, производство ММК, сталь 40Х — 0.237 тонн; Лист 16.0*2000*1540мм, производство ММК, сталь 40Х — 0.397 тонн; Лист 16.0*1500*1470мм, производство ММК, сталь 40Х — 0.2 тонн; Лист 16.0*1500*6000мм, производство ММК, сталь 40Х — 1.137 тонн; Лист 18.0*2000*5500мм, производство ММК, сталь 40Х — 1.564 тонн; Лист 18.0*2000*1250мм, производство ММК, сталь 40Х — 0.367 тонн; Лист 20.0*1500*2270мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0. 541 тонн; Лист 20.0*1500*6000мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 11.424 тонн; Лист 25.0*1500*5490мм, производство ММК, сталь 40Х — 1.633 тонн; Лист 30.0*2000*6000мм, производство ММК, сталь 40Х — 1.594 тонн; Лист 30.0*2000*6000мм, производство ММК, сталь 40Х — 2.885 тонн; Лист 40.0*1500*1170мм, производство ММК, сталь 40Х — 0.554 тонн; Лист 40.0*1500*3990мм, производство ММК, сталь 40Х — 1.93 тонн; Лист 40.0*2000*3060мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.934 тонн; Лист 40.0*1500*1700мм, производство ММК, сталь 40Х — 0.677 тонн; Лист 40.0*2000*6000мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.275 тонн; Лист 45.0*1500*1580мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.843 тонн; Лист 45.0*1500*1350мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.719 тонн; Лист 45.0*1500*6000мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 6.424 тонн; Лист 50. 0*1500*1110мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.661 тонн; Лист 50.0*1500*4570мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 2.717 тонн; Лист 50.0*1500*1030мм, производство ММК, сталь 40Х — 0.616 тонн; Лист 50.0*2000*1570мм, производство ММК, сталь 40Х — 1.256 тонн; Лист 50.0*2000*1820мм, производство ММК, сталь 40Х — 1.455 тонн; Лист 50.0*2000*8000мм, производство ММК, сталь 40Х — 6.414 тонн; Лист 60.0*1500*5130мм, производство ММК, сталь 40Х — 3.722 тонн; Лист 60.0*2000*1760мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.668 тонн; Лист 60.0*1500*6000мм, производство ММК, сталь 40Х — 8.708 тонн; Лист 70.0*1500*2330мм, производство ММК, сталь 40Х — 1.99 тонн; Лист 70.0*1500*2170мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.829 тонн; Лист 70.0*2000*8000мм, производство ММК, сталь 40Х — 18.08 тонн; Лист 80.0мм, производство ПАО «Ашинский метзавод», сталь 40Х — 0. 302 тонн; Лист 80.0*1500*3970мм, производство ММК, сталь 40Х — 3.89 тонн; Лист 80.0*1500*1770мм, производство ММК, сталь 40Х — 1.731 тонн; Лист 80.0*2000*1840мм, производство ММК, сталь 40Х — 2.373 тонн; Лист 80.0*1500*5290мм, производство ММК, сталь 40Х — 5.171 тонн; Лист 80.0*1500*1790мм, производство ММК, сталь 40Х — 1.758 тонн; Лист 80.0*1500*6000мм, производство ММК, сталь 40Х — 5.865 тонн; Лист 90.0*1500*3380мм, производство ММК, сталь 40Х — 3.714 тонн; Лист 90.0*1500*6000мм, производство ММК, сталь 40Х — 6.598 тонн; Лист 90.0*2000*6000мм, производство ММК, сталь 40Х — 8.726 тонн; Лист 100.0*2000*6000мм, производство ММК, сталь 40Х — 9.696 тонн; Лист 110.0*2000*3840мм, производство ММК, сталь 40Х — 6.885 тонн; Лист 120.0*2000*990мм, производство ММК, сталь 40Х — 1.942 тонн; Лист 120.0*2000*3180мм, производство ММК, сталь 40Х — 6.236 тонн; Лист 130. 0*2000*4090мм, производство ММК, сталь 40Х — 7.703 тонн; Лист 130.0*1500*3840мм, производство ММК, сталь 40Х — 6.161 тонн; Лист 130.0*1500*6000мм, производство ММК, сталь 40Х — 9.627 тонн; Лист 140.0*1500*4590мм, производство ММК, сталь 40Х — 7.054 тонн; Лист 140.0*1500*1140мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.938 тонн; Лист 140.0*1500*5500мм, производство ММК, сталь 40Х — 9.509 тонн; Лист 160.0*2000*1260мм, производство ММК, сталь 40Х — 3.3 тонн; Лист 160.0*1500*5000мм, производство ММК, сталь 40Х — 19.772 тонн;
(наличие меняется ежедневно — уточняйте по телефону или пишите на E-mail)
Сталь
40Х: характеристики, свойства, аналоги Сталь
40Х – конструкционная легированная сталь, предназначенная для использования в тяжелонагруженных деталях. Изделия из этой стали соответствуют стандартам ДСТУ 7806 и ГОСТ 4543.
Конструкционная легированная сталь 40Х используется в тяжелонагруженных компонентах (валах, осях, зубчатых валах, плунжерах, стержнях, кривошипных и кулачковых валах, кольцах, шпинделях, пробойниках, планках, зубчатых колесах, болтах, полуоси, втулки, винты и др. ). Хромистая сталь 40Х также используется в кованых, холодно- и горячештампованных компонентах, а стальная продукция используется в производстве труб, резервуаров и других изделий.
Сварка
Сталь 40Х плохо поддается сварке, при этом сварной шов является одной из основных причин дефектов материала. Таким образом, детали из стали 40X нагреваются перед сваркой, что помогает избежать многих потенциальных проблем при использовании готового изделия.
Сталь 40X : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 40Х.
Общие сведения о стали 40Х
Замещающая марка
стали: 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР.
Тип поставки
Круг 40х, сортовой, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Пруток калиброванный ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Полированный слиток и серебряный слиток ГОСТ 14955-77. Лист толстолистовой ГОСТ 1577-81, ГОСТ 19903-74. Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81. Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68.
Приложение
оси, валы, валы-шестерни, плунжеры, шатуны, коленчатые и распределительные валы, кольца, шпиндели, оправки, рейки, зубчатые кольца, болты, полуоси, втулки и другие усовершенствованные детали повышенной прочности.
Химический состав стали 40Х
Химический элемент
%
Кремний (Si)
0,17−0,37
Марганец (Mn)
0,50−0,80
Медь (Cu), не более
0,30
Никель (Ni), не более
0,30
Сера (S), не более
0,035
Углерод (С)
0,36−0,44
Фосфор (P), не более
0,035
Хром (Cr)
0,80−1,10
Механические свойства стали 40Х
Механические свойства
Термообработка в состоянии поставки
Сечение, мм
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
ККУ, Дж/м 2
HB
Бар. Закалка 860°С, масло. Отпуск 500°С, вода или масло
25
780
980
десять
45
59
Поковки. Нормализация. КП 245
500−800
245
470
пятнадцать
тридцать
34
143−179
Поковки. Нормализация. КП 275
300-500
275
530
пятнадцать
32
29
156−197
Поковки. Закалка, отпуск. КП 275
500-800
275
530
тринадцать
тридцать
29
156−197
Поковки. Нормализация. КП 315
<100
315
570
17
38
39
167−207
Поковки. Нормализация. КП 315
100−300
315
570
четырнадцать
35
34
167−207
Поковки. Закалка, отпуск. КП 315
300-500
315
570
12
тридцать
29
167−207
Поковки. Закалка, отпуск. КП 315
500-800
315
570
одиннадцать
тридцать
29
167−207
Поковки. Нормализация. КП 345
<100
345
590
восемнадцать
45
59
174−217
Поковки. Нормализация. КП 345
100−300
345
590
17
40
54
174−217
Поковки. Закалка, отпуск. КП 345
300-500
345
590
четырнадцать
38
49
174−217
Поковки. Закалка, отпуск. КП 395
<100
395
615
17
45
59
187−229
Поковки. Закалка, отпуск. КП 395
100−300
395
615
пятнадцать
40
54
187−229
Поковки. Закалка, отпуск. КП 395
300-500
395
615
тринадцать
35
49
187−229
Поковки. Закалка, отпуск. КП 440
<100
440
635
шестнадцать
45
59
197−235
Поковки. Закалка, отпуск. КП 440
100−300
440
635
четырнадцать
40
54
197−235
Поковки. Закалка, отпуск. КП 490
<100
490
655
шестнадцать
45
59
212−248
Поковки. Закалка, отпуск. КП 490
100−300
490
655
тринадцать
40
54
212−248
Механические свойства при повышенных температурах
t испытаний, °С
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
KCU, Дж/м 2
Закалка 830°С, масло. Отпуск 550°С,
200
700
880
пятнадцать
42
118
300
680
870
17
58
400
610
690
восемнадцать
68
98
500
430
490
21
80
78
Образец диаметром 10 мм, длиной 50 мм, кованый и отожженный. Скорость деформации 5 мм/мин, скорость деформации 0,002 1/с.
700
140
175
33
78
800
54
98
59
98
900
41
69
65
100
1000
24
43
68
100
1100
одиннадцать
26
68
100
1200
одиннадцать
24
70
100
Механические свойства в зависимости от температуры отпуска
Что такое инвертор/бесперебойник для дома — это электронное устройство, которое необходимо для преобразования постоянного (низкого) напряжения аккумуляторов в переменное напряжение 220 В. Инверторы/Бесперебойники являются центральным звеном любой системы бесперебойного электроснабжения вашего дома в случае отключения электроэнергии. Поэтому очень важно правильно подобрать инвертор, который станет сердцем вашей системы электроснабжения.
Системы электроснабжения, в которых применяются инверторы.
Система бесперебойного питания для дома, либо промышленного объекта при пропадании основной сети.
Система бесперебойного питания с солнечными батареями или другим альтернативным источником электроэнергии. В такой системе инвертор/бесперебойник, должен иметь функцию приоритетного использования энергии от альтернативного источника (солнечные батареи, ветрогенератор), благодаря которой, сначала на ваши электроприборы поступает энергия от солнечных батарей, и только если её не хватает, будет «добор» электроэнергии из сети. Данная возможность позволит свести счета за электроэнергию к нулю.
Полностью автономная система электроснабжения, когда центральной сети нет вообще.
Путешествия, походы ит.д.
При одинаковой мощности инверторы могут существенно отличаться по возможностям и цене, например:
инверторы с модифицированной синусоидой (устаревшая технология, так как не всё оборудование может работать от таких инверторов)
инверторы с чистым синусом
высокочастотные
низкочастотные
без зарядного устройства
с зарядным устройством и автоматическим переключением сеть/инвертор (бесперебойник)
со встроенным стабилизатором или солнечным контроллером
гибридные инверторы
сетевые инверторы
Итак, что такое модифицированная синусоида и чистая синусоида
Модифицированный синус
Чистый синус
Это форма напряжения 220В на выходе инвертора. Инвертор должен иметь чистый синус, в противном случае, многие электроприборы и котлы отопления не будут работать.
Высокочастотные инверторы
Обычно это инверторы маленькой мощности, без зарядного устройства, с маленьким трансформатором, маленькими конденсаторами, небольшого размера, с низкой ценой. Так же, низкие надёжность и КПД данных устройств.
Чаще всего данные инверторы используются в автономных системах электроснабжения с маленьким потреблением.
Низкочастотные инверторы
Низкочастотные инверторы работают на низкой частоте преобразования энергии от аккумуляторов, частота 50 Гц., которая соответствует частоте централизованной сети. На такой частоте работают, более менее большие и тяжёлые трансформаторы. Такой трансформатор является промежуточным буфером между электроникой инвертора и нагрузкой, что увеличивает надёжность инвертора.
На фото ниже инвертор TrippLite 6 кВт (внутри, вид сбоку, стандартный трансформатор справа)
У инвертора МАП HYBRID 6 кВт внутри (вид сверху, трансформатор «тор» слева). Тор имеет большее КПД чем у обычного трансформатора и меньше наводит помех. Так же у инверторов с тором ниже самопотребление электричества на холостом ходу.
Трансформатор занимает чуть менее половины корпуса приборов, увеличивая размер и вес низкочастотного инвертора, по сравнению, с высокочастотниками. Благодаря трансформатору возрастает мощность и надёжность инверторных систем.
Самые именитые и дорогие мировые бренды, из-за непревзойдённых параметров торов, используют в своих инверторах только низкочастотные трансформаторы в виде тора.
Какой инвертор выбрать на 12-ть, 24 или 48 Вольт
Аккумуляторные батареи могут быть 2-х, 6-ти и 12-ти вольтовые, а коммутировать их можно последовательно либо параллельно, либо последовательно-параллельно, наращивая их общую ёмкость. Чаще всего инверторы выпускают рассчитанные на 12 В или на 24 В или на 48 В. Очень редко можно встретить модели на 96 В, т. к. такое напряжение уже считается опасным. Напряжение 12 В можно встретить в бортовой сети автомобиля, 24 В – в автобусах и на яхтах. В принципе, любое из этих напряжений может работать с инвертором, для бесперебойного питания электрооборудования дома. Однако низкое напряжение не позволяет технически получить большую мощность. Так, например, из 12-и вольт невозможно получить мощность более 3-х кВт, из 24-х вольт – более 9 кВт, а из 48-и В – более 18 кВт. Понятно, что высокочастотные инверторы обычно делаются на 12 В и мощностью до 3-х кВт (и рассчитаны они на применение в автомобилях), а мощные низкочастотные инверторы обычно представлены моделями на 24 или 48 В с мощностью от 3 кВт и выше (и рассчитаны они на применение в доме или здании). Это в среднем. Но бывают и исключения, когда например, высокочастотные инверторы, прежде всего за счёт своей низкой цены, пытаются занять свою нишу в домашнем сегменте или наоборот, бесперебойники, сделанные по низкочастотной технологии с тором мощностью всего 900 Вт, имеющие относительно большой вес и цену, пытаются занять нишу в сегменте высокочастотных инверторов за счёт таких своих качеств, как надёжность, мощные зарядные возможности и широкий функционал.
Инверторы со встроенным стабилизатором
Что такое стабилизатор напряжения? Обычно это отдельное устройство, позволяющее в широком диапазоне, и с хорошей точностью, выравнивать напряжение промышленной сети, если оно очень низкое или высокое. Например, качественный стабилизатор, позволяет поднять до 220 В сетевое напряжение, даже если в сети всего 120 В. Или наоборот, понизить сетевое напряжение, допустим с 270 В, до тех же 220 В. Качественные стабилизаторы выполнены на долговечных и быстродействующих симисторах, имеют минимум 8 переключающихся порогов. Ну а теперь посмотрите на характеристики встроенной в инвертор функции стабилизатора. Обычно это только 2 или 3 порога, используются не симисторы, а реле. В итоге, малая долговечность и узкий диапазон выравнивая сетевого напряжения. И есть ещё одна неприятная особенность у инверторов со встроенным стабилизатором. Они мало подходят для использования в условиях автономии, то есть там, где нет сети вообще. Ведь даже имея хорошее встроенное зарядное устройство, они не могут заряжать аккумуляторы от большинства обычных бензо/дизель генераторов. Почему? Потому, что именно из-за встроенного стабилизатора, они требуют очень качественного и устойчивого напряжения на своём сетевом входе. Т.е. генератор должен быть дорогим и с большим запасом мощности (а такой стоит в несколько раз дороже обычных генераторов).
Почему же встроенный в инверторе стабилизатор так повышает его требования к качеству и мощности бензо/дизель или газо генератора? Посудите сами. Генератор при увеличении нагрузки, чтобы удержать напряжение в районе 220 В, автоматически прибавляет обороты. При снижении нагрузки – снижает обороты по той же причине. Теперь рассмотрим цепочку генератор – стабилизатор – инвертор – меняющаяся нагрузка. Допустим, что-то включили, например электрочайник мощностью 2 кВт. Нагрузка подастся на 220 В, проходящее через стабилизатор, от работающего генератора. Напряжение в первую долю секунды начнёт проваливаться. Как вы думаете – кто среагирует первым стабилизатор или генератор? Правильно, стабилизатор, так как генератор более инерционен, обороты мгновенно не поднимешь.
Итак, стабилизатор переключится на повышающую обмотку, чтобы компенсировать провал. Но затем этот провал всё же доходит и до генератора. Генератор со своей стороны тоже повысит напряжение. На это повышение снова среагирует стабилизатор и понизит порог, на стабилизатор опять среагирует генератор и т.д. Возникнет колебательный процесс, который может пойти в разнос. И тогда одно из двух – система будет аварийно отключаться, или, этот колебательный процесс быстро затухнет и всё войдёт в норму. Так вот всё почти мгновенно «устаканивается», в том случае, если генератор качественный и имеет большой запас мощности. Тогда он на чайник 2 кВт будет реагировать как на «муху залетевшую в окно», потому что тогда чайник не сможет раскачать его обороты. Но стоят такие генераторы слишком дорого.
Инверторы с встроенным солнечным контроллером
Теперь посмотрим насколько правильно встраивать солнечный контроллер внутрь инвертора. Вообще, солнечный контроллер необходим чтобы можно было солнечные панели (некоторые называют их солнечными батареями) подключить к аккумуляторам, к тем самым, к которым подключён инвертор. Солнечный контроллер преобразует энергию от высокого напряжения солнечных панелей в более низкое напряжение аккумуляторов. Таких инверторов со встроенным солнечным контроллером не много. Но у такого решения есть плюсы – ведь цена такого решения несколько ниже и, кроме того, проводов подключения будет чуть меньше. Теперь посмотрим на минусы такого решения. Высококачественные и мощные солнечные контроллеры (имеющие КПД 98%, высокое входное напряжение и управление внешними нагрузками) довольно большие и внутрь инвертора их не вставишь. Посмотрите на разобранный солнечный контроллер КЭС Dominator 200/100.
Поэтому контроллеры заряда, встроенные в инверторы, как и встроенные стабилизаторы, несколько урезаны по своим возможностям.
Сравните на фото инвертор со встроенным солнечным контроллером (слева) и два полноценных отдельных солнечных контроллера. Отдельный контроллер по размеру это почти половина инвертора. Разница в функционале и параметрах у них тоже заметна.
Другой минус – в случае порчи солнечного контроллера, придётся отдавать в ремонт всё устройство, т.е. лишаться и инвертора. Равно как и в случае порчи инвертора, лишаться и контроллера.
В общем, самые дорогие и качественные брендовые инверторы никогда не содержат в себе ни стабилизаторов, ни солнечных контроллеров. Поэтому, само их наличие в инверторе, говорит о уровне изделия. Говорит о том, что ради рекламы присутствия эфемерных преимуществ или вроде бы, как бы, более низкой цены (по сумме якобы двух продуктов в одном), производитель готов идти на некий компромисс с реальной целесообразностью. Особенно это касается встроенного стабилизатора. Наш совет-приобретать инверторы с встроенным стабилизатором или со встроенным солнечным контроллером, можно при стеснении в средствах, и при условии их использования не в полной автономии, а как резервной системы.
Сетевой инвертор
Сетевой инвертор – это одновременно и инвертор и солнечный контроллер с технологией МРРТ. Но у сетевого инвертора совсем другая идеология, нежели чем у рассмотренного нами выше обычного, подключаемого к аккумуляторным батареям, высокочастотного инвертора со встроенным солнечным контроллером. Он отличается принципиально. Эта идеология имеет свои истоки от других условий стран Евро-зоны, США и др.
Вот так выглядит, например, сетевой инвертор мощностью 500 Вт. На первый взгляд ничего необычного. Только удивляет отсутствие клемм для подключения аккумуляторов.
Идеология сетевого инвертора – энергию, полученную от солнечных панелей (соединённых на ВЫСОКОЕ напряжение, обычно в диапазоне 200 – 600 В), преобразовать сразу в переменное ВЫСОКОЕ напряжение 220 В и сразу подавать её в промышленную сеть, синхронизируясь с ней. Так как напряжение на входе и на выходе высокое, можно обойтись без трансформаторов, что должно удешевлять сетевые инвертора (хотя они почему-то стоят раза в 2 дороже обычных батарейных инверторов).
Как используют сетевые инверторы за рубежом? Если нагрузка в доме большая, а солнечной энергии поступает немного, то она вся уходит на домашнее потребление. Если же нагрузки почти нет, и солнце в зените – тогда эта не используемая владельцем энергия закачивается в промышленную энергосеть. Т.е. его счётчик крутится в обратную сторону, сматывая показания. Кроме того, сетевой инвертор обходится и без аккумуляторных батарей! Иначе пришлось бы их, подсоединять к очень высокому напряжению (на линию между узлом солнечного контроллера и узлом инвертора), что весьма опасно. Получается, что вместо аккумуляторов задействуется огромная электросеть. В неё можно качать солнечную электроэнергию, выкручивая счётчик в большой минус, а потом, вечером, или гораздо позже, в зимний период, возвращать себе обратно то, что отдавали летом! Промышленная электросеть это гигантский неисчерпаемый аккумулятор, вечный и не имеющий потерь. Но, к сожалению, пока в России есть два фактора, которые сводят на нет все преимущества сетевых инверторов:
У нас не разрешено частным лицам что-либо закачивать в сеть. И таких счётчиков (которые позволяют вычитать обратную энергию) больше нет. Причём многие современные счётчики эту энергию (которая подаётся обратно в сеть) приплюсуют к потреблённой, и счета за электричества увеличатся!
Если в Европе электричество практически не отключают, и там зачастую можно не иметь резервную систему на аккумуляторах, то в России такие отключения и аварии не редкость.
Поэтому аккумуляторные батареи жизненно необходимы не только в случае полной автономии, но и для резерва, даже если сеть 220 В имеется. Хотим обратить Ваше внимание, что в случае отключения промышленного 220 В, сетевой инвертор не будет выдавать свои 220 В даже если светит солнце и энергии как бы в избытке. Его конструкция сделана так, что промышленное 220 В для него является опорным и ведущим. И, кроме того, по требованиям безопасности – чтобы когда ничего не подозревающий электрик отключит подачу сетевого 220 В и, допустим, приступит к ремонту сети голыми руками, – чтобы его не убило, сетевой инвертор не должен при этом продолжать генерировать 220 В. Поэтому, если электричество в сети исчезнет, а будет установлен только сетевой инвертор с солнечными панелями, то вы останетесь без электричества. Большие деньги затрачены, а резервного электроснабжения не будет. И так будет, пока регламент электросетей не изменят, пока у нас аварии электроснабжения не прекратятся, пока электричество не перестанут планово отключать…
Гибридные инверторы
Что же такое гибридный инвертор (HYBRID)? Это вершина эволюции инверторов. Это и обычный, то есть батарейный, и сетевой инвертор, объединённые в один, то есть в гибрид!
Гибридный инвертор, как и сетевой инвертор, умеет синхронизироваться с промышленной сетью и подкачивать туда энергию как от аккумуляторов, так и от солнечных панелей с солнечным контроллером. Т.е. он умеет делать не только тоже, что и сетевой инвертор, но и больше. Например, «умощнять» сеть при перегрузках – при возникновении необходимости, он сможет приплюсовать к выделенной мощности сети мощность от аккумуляторов и/или от солнечного контроллера. Гибрид будет работать и при исчезновении в сети 220 В. Гибрид по вашему желанию может ограничить подкачку солнечной энергии только в домашнюю сеть или же и во внешнюю сеть. Т.е. проблема со счетчиками, плюсующими отданную энергию к счетам на оплату, снимается.
Гибрид накладывает свой синус на синус сети с чуть большей амплитудой и может перехватывать на себя всю нагрузку или часть нагрузки. Если в меню установлено разрешение подкачки пока напряжение на 1 аккумуляторе будет выше 12,7 В (что соответствует 100% заряда), то при отсутствии внешнего поступления энергии (например от Солнца), подкачка прекратится, и тогда далее всё будет питаться только от сети. Появится Солнце – снова продолжится подкачка, настолько, насколько позволит эта энергия солнца, или насколько израсходуют потребители.
Отметим, что аккумуляторы при наличии сетевого 220 В не расходуются и не портятся, хотя солнечная энергия подкачивается в сеть. Но можно и разрешить небольшой разряд аккумуляторов – это позволит подкачивать накопленное и вечером, правда ресурс аккумуляторных батарей тогда будет в небольшой степени сокращаться.
Подкачка необходимой энергии непосредственно в домашнюю сеть – на порядок лучше, чем автоматическое переключение потребителей с сети, на 220 В получаемые от аккумуляторов и солнечных панелей, не только потому, что в последнем случае расходуются, а значит портятся аккумуляторы, но и потому что частые переключения ведут к ускоренному износу внутреннего реле в обычном инверторе.
Наличие аккумуляторов как резерва, позволяет гибридным инверторам работать и при исчезновении 220 В в сети.
Ещё один плюс гибридов – только они могут обеспечить трёхфазное автономное или резервное напряжение. В этом случае используются три инвертора, каждый на свою фазу. Они связанны между собой дополнительными проводами для обеспечения синхронной работы со смещением фаз на 120 градусов. Естественно возможна и генерация всех трёх фаз от аккумуляторов, либо регенерация одной или двух исчезнувших фаз. А ведь если необходимо обеспечить питание трехфазных двигателей или трёхфазных насосов, без таких инверторов не обойтись.
Получается, что только гибридные инверторы это единственное идеальное решение для России.
Инверторы с широкими функциональными возможностями и без таковых.
«Зачем нужны какие-то возможности? – может подумать кто-то. – Мне нужно чтобы инвертор давал 220 В, всё остальное – напрасно потраченные деньги!»
Давайте, разберёмся напрасно или нет, судить, конечно, вам…
О каких же функциональных возможностях речь?
Нам удобней показать все эти возможности на примере российского низкочастотного инвертора, сделанном на основе тора, модификации МАП HYBRID.
Режим поддержки сети или генератора, то есть автоматическое добавление мощности инвертора с аккумуляторами, к мощности сети или генератора
Например, если на дом (или на одну фазу) выделено только 5 кВт мощности, то используя, например, МАП HYBRID 12,0 кВт с аккумуляторами, можно выставить в его меню ограничение потребления от сети 5 кВт. Тогда прибор будет сам увеличить мощность на своём выходе вплоть до 11 кВт, добавляя к имеющейся сетевой, необходимую мощность от аккумуляторов. Эта возможность может быть полезна и при использовании генератора. Ведь генератор, например, всего 2 кВт, с помощью инвертора гибрида, сможет вытягивать большие пусковые мощности.
Установка периодов времени заряда аккумуляторов и приоритета аккумуляторов
Если установлен двухтарифный счётчик, то можно, для экономии, разрешить инвертору заряжать аккумуляторы от сети только в ночное время. Ещё есть возможность использования двухтарифного режима ЭКО, то есть приоритетная зарядка аккумуляторов в ночное время и приоритетная генерация от аккумуляторов в дневное время, вместо использования сети. Реализована и возможность приоритетной генерации от аккумуляторов днём, запасённой ночью энергии. Однако на сегодня это не выгодно, т.к. один цикл расхода аккумулятора пока дороже выигрыша от перекидывания ночного тарифа на день. Но времена меняются – аккумуляторы ведь медленно, но дешевеют, а тарифы за электроэнергию растут. Рано или поздно наступит день, когда и эта возможность будет востребована.
Возможность работы с аккумуляторами любого типа (кислотные, гелевые, AGM, щелочные и литий железо-фосфатные)
У хорошего инвертора должна быть возможность обеспечить качественный, интеллектуальный четырёхстадийный заряд с температурной компенсацией и доступностью любых регулировок. Для работы с литий железо-фосфатными аккумуляторами, предусмотрен автоматически отключаемый выход на BMS. Это особые самые передовые и перспективные аккумуляторы. Они имеют рекордный срок службы, до 30-и лет, но и стоят дороже обычных и требуют особого управления зарядом с помощью специальных устройств – BMS.
Возможность совместной работы с сетевыми инверторами (автоматическое управление ими)
Мы рассказали ранее о сетевых инверторах. Но у них есть ещё одно возможное применение. В случае подключения сетевого инвертора к выходу 220 В продвинутого инвертора, последний будет являться опорным источником напряжения для сетевого инвертора (в том числе при пропадании 220 В в сети).
При наличии излишков энергии от солнечных панелей, инвертор будет направлять их в аккумуляторы. Однако, если не будет нагрузки, а аккумуляторы окажутся заряженными, то для прекращения заряда, надо временно отключить выработку энергии сетевым инвертором. В соответствии с заложенными в сетевой инвертор возможностями, это достигается изменением частоты выходного напряжения на которое он «опирается» 220В с 50 Гц до 52 Гц (и последующем возвратом к 50 Гц, когда напряжение на аккумуляторах снова упадёт). Отметим, что мало какие инверторы обладают функцией изменения частоты на своём выходе в зависимости от состояния аккумуляторов (т.е. умеют управлять сетевыми инверторами). Чтобы это происходило автоматически, используя сетевой инвертор, необходимо соответственно запрограммировать в меню гибридного инвертора, например, МАП HYBRID, отметив соответствующую опцию в ПО Монитор МАП. Подчеркнём, что эта возможность больше заложена на будущее. Использовать сетевой инвертор вместо солнечного контроллера, это более дорогое решение и заряжает он не так плавно, и многих важных функций солнечного контроллера в нём нет. К тому же, это решение не годится для России, если речь идёт не об автономии, а о подкачке в сеть. Потому что гибридный инвертор только собственное 220 умеет не подкачивать во внешнюю сеть. А ограничивать от этого сетевой инвертор он не умеет. Напомним, что выше шла речь об ограничении заряда аккумуляторов. Тем не менее, если в России разрешат отдачу в сеть свободной энергии потребителей, это решение может стать востребованным.
Возможность прямого подключения к компьютеру для мониторинга и программирования
У серьёзных инверторов должно быть доступно бесплатное ПО для мониторинга электросетей и оборудования, в том числе дистанционно. В том числе весьма полезной может быть возможность отправки СМС по событиям или по запросу, и накопление статистических данных по всем меняющимся параметрам. Для инвертора МАП SIN создано уже четыре варианта разного программного обеспечения (в том числе независимыми разработчиками), с немного разным функционалом и под разные операционные системы, включая Андроид.
Возможность выбора напряжений защиты от выбросов или провалов напряжения в сети
Защита от выбросов и провалов напряжения в сети может обеспечиваться переходом на аккумуляторы, при выходе напряжения во входной сети за указанные рамки, в большую или в меньшую сторону. Транслируемый со входа на выход диапазон допустимого входного напряжения (без перехода на аккумуляторные батареи, по умолчанию 175В – 250В), настраивается пользователем. Диапазон может быть сужен, что обеспечивает дополнительную защиту потребляющей аппаратуры.
Возможность модернизации (апгрейда) самого инвертора, и/или модернизации с помощью новых прошивок
Некоторые новые возможности современного инвертора могут получить пользователи, купившие инвертор ранее, с помощью простой его перепрошивки на новую версию ПО. Так, например, за последнее время, покупатели купившие инвертор МАП SIN и обновившие прошивку, получили следующие новые важные возможности инвертора:
Появился заряд новейших литий-железо фосфатных аккумуляторов и работа с BMS.
Добавилось управление внешним реле, в том числе на включение генератора.
Добавилась совместная работа инвертора с солнечным контроллером по шине I2C.
Разумеется, всем понятно, что быть здоровым и богатым, конечно лучше, чем бедным и больным. Но не всегда наши возможности совпадают с нашими желаниями. Грамотный выбор, позволяет найти оптимальное решение проблемы.
Для задач попроще, например, использование в автомобиле, в походных условиях, или при серьёзных затруднениях в деньгах, можно остановить выбор на высокочастотных моделях инверторов или упрощённых низкочастотных, с обычным трансформатором, без широких функциональных возможностей
СОВЕТ ОТ АЛЬТЭКО
Для серьёзных задач, таких как резервное энергообечение домов, предприятий, тем более для автономного электроснабжения и/или использования солнечных панелей для уменьшения потребления от сети нужны серьёзные инверторы. А именно:
с чистым синусом на выходе
разработанные по низкочастотной технологии (лучше с трансформатором в виде тора)
с возможностью быстрого заряда любых типов аккумуляторов
с богатыми функциональными возможностями (и с программным обеспечением)
при наличии сети 220 В и планируемых (пусть даже в перспективе) солнечных панелях, необходимы только гибридные инверторы
Итак, мы рассмотрели разные варианты конструкций инверторов. Мы надеемся, что помогли сделать ваш выбор более осмысленным.
Предлагаем ознакомиться с таблицей сравнительных характеристик инверторов, ведущих производителей (МикроАрт(МАП), Schneider Electric, Victron, Studer, Outback, Rich, SMA)
Желаем вам правильного и удачного выбора!
Инвертор напряжения для дома, дачи, квартиры
org/ListItem»>
Инверторы
Инвертор напряжения для дома, дачи
Инвертор напряжения для дома и дачи — это устройство в которое интегрирована микропроцессорная схема, позволяющая в автоматическом режиме определять требуемый режим функционирования, преобразуя электрическое напряжение в сети. Прибегая к использованию инвертора вы сможете добиться преобразования постоянного электрического тока 12 – 24 Вольт, получаемого от аккумуляторных батарей, в переменный со стандартными показателями 220В, которое необходимо для работы подавляющего числа современных электрических приборов. Можно сказать, что инвертор напряжения используют в целях снабжения электрической энергией оборудования подключаемого к стандартной сети.
Преобразователь напряжения используют в местностях серьезно удаленных от центральных электрических сетей. Очень подойдет для дачников, владельцев загородных коттеджей. Наличие инвертора необходимо применять в паре со всевозможными электрогенераторами, работающими в области возобновляемой энергетики (солнце, ветер, вода).
Сортировать:
По умолчаниюПо Имени (A — Я)По Имени (Я — A)По Цене (возрастанию)По Цене (убыванию)По Рейтингу (убыванию)По Рейтингу (возрастанию)По Модели (A — Я)По Модели (Я — A)
Показывать:
15255075100
Инвертор Энергия ПН-750Н
Быстрый заказ»>
На складе
Эффективный преобразователь напряжения Энергия ПН-750Н создан для работы в однофазных электросетях переменного тока напряжением 220 вольт настенного исполнения. Представляет собой комбинированное устройство бесперебойного питания функционально оснащённого надежным стабилизатором ..
Инвертор Энергия ПН-1000
Быстрый заказ»>
На складе
Преобразователь 12 в 220 Энергия ПН-1000 является достаточно мощным бесперебойником со встроенным стабилизатором напряжения. Инвертор преобразует 12 вольт постоянного напряжения в 220 вольт переменного тока с частотой 50 Гц. Инверторный преобразователь импульсного типа оснащён выс..
Инвертор Энергия ПН-1000Н
Быстрый заказ»>
На складе
Инверторный преобразователь напряжения Энергия ПН-1000Н рекомендуем для защиты автоматики газовых котлов, автоматических электрических подъемных и распашных ворот, а так же для обеспечения длительного бесперебойного питания в случаях отключения электричества. ВозможностиМоде..
Инвертор Энергия ПН-500
Быстрый заказ»>
На складе
Инвертор Энергия ПН-500 предназначен для бесперебойного снабжения электроэнергией любых подключенных к нему потребителей общей мощностью до 500 ватт. Это может быть газовый котёл, телевизор, аудиотехника, компьютер или другие маломощные электроприборы. В данную модификацию инверт..
Инвертор Энергия ПН-500Н
Быстрый заказ»>
На складе
В отличии от модели Энергия ПН-500 преобразователь напряжения Энергия ПН-500Н имеет новый дизайн корпуса и возможность его настенного крепления. По основным спецификациям эти инверторы идентичны.Применение от аккумулятораДля работы в инверторном режиме требуется внешний аккумулят..
Инвертор Энергия ПН-750
Быстрый заказ»>
На складе
Эффективный преобразователь напряжения Энергия ПН-750 создан для работы в однофазных электросетях переменного тока напряжением 220 вольт напольного исполнения. Представляет собой комбинированное устройство бесперебойного питания функционально оснащённого надежным стабилизатором н..
Показано с 1 по 6 из 6 (всего 1 страниц)
Руководство по покупке силового инвертора
| Tripp Lite
Что такое инвертор?
Инвертор мощности — это устройство, которое преобразует низковольтную энергию постоянного тока (постоянного тока) от батареи в стандартную бытовую мощность переменного тока (переменного тока). Инвертор позволяет вам управлять электроникой, бытовой техникой, инструментами и другим электрическим оборудованием, используя энергию, вырабатываемую аккумулятором автомобиля, грузовика или лодки, или возобновляемыми источниками энергии, такими как солнечные панели или ветряные турбины. Инвертор дает вам энергию, когда вы находитесь «вне сети», поэтому у вас есть портативное питание, когда и где бы оно вам ни понадобилось.
В чем разница между инвертором и инвертором/зарядным устройством?
Инвертор просто преобразует мощность постоянного тока (батареи) в мощность переменного тока, а затем передает ее подключенному оборудованию. Инвертор/зарядное устройство делает то же самое, за исключением того, что это инвертор с подключенными батареями. Он остается подключенным к источнику питания переменного тока для непрерывной зарядки подключенных аккумуляторов, когда доступно питание от сети переменного тока, также известное как береговое питание.
Инвертор/зарядное устройство — это тихая альтернатива газовым генераторам, не требующая дыма, топлива или шума. Во время длительных отключений вам может потребоваться время от времени запускать генератор для подзарядки батарей, но инвертор/зарядное устройство позволяет вам запускать генератор реже, экономя топливо.
Для чего используется инвертор?
Проще говоря, инвертор выдает энергию переменного тока, когда нет доступной розетки или подключение к ней нецелесообразно. Это может быть автомобиль, грузовик, дом на колесах или лодка, строительная площадка, машина скорой помощи или машина скорой помощи, кемпинг или передвижная медицинская тележка в больнице. Инверторы или инверторы/зарядные устройства могут обеспечить питание для вашего дома во время отключения, чтобы поддерживать работу холодильников, морозильников и дренажных насосов. Инверторы также играют важную роль в системах возобновляемой энергии.
Преобразование постоянного тока в переменный: как работают инверторы
Постоянный ток, или мощность постоянного тока, поступающая от батареи, течет в одном направлении от отрицательной клеммы батареи, через замкнутую цепь и обратно к положительной клемме батареи. Однако типичные 12-вольтовые или 24-вольтовые батареи обеспечивают только относительно низковольтную мощность. В зависимости от вашего местоположения приборы должны работать от сети переменного тока с напряжением 120 или 230 вольт.
Инверторы мощности 120 В
Силовые инверторы 230 В
Инвертор устраняет это несоответствие, увеличивая напряжение и используя транзисторы или полупроводники для быстрого изменения полярности входа постоянного тока туда и обратно, посылая его в одном направлении по цепи, затем очень быстро меняя его и отправляя в другом направлении. В большинстве случаев он делает это 60 раз в секунду (60 Гц).
Типы инверторов мощности
Инверторы мощности для дома
Если вам требуется аварийное резервное электроснабжение дома из-за того, что в вашем доме происходит отключение электроэнергии во время гроз, ураганов или суровых зимних погодных условий, инвертор/зарядное устройство поможет поддерживать работу основных приборов.
Чаще всего аварийный домашний источник питания питается от стандартного автомобильного аккумулятора, превращая ваш автомобиль в генератор. Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор без непрерывно работающего двигателя, заводите автомобиль каждый час и дайте ему поработать в течение 10 минут, чтобы зарядить аккумулятор.
Для создания резервной системы без автомобиля можно подключить два автомобильных аккумулятора 12 В к одному инвертору. Этого будет достаточно для работы среднего домашнего холодильника на срок до двух дней, в зависимости от размера батарей, размера холодильника и степени его заполнения. Разумно иметь под рукой запасную батарею или две на случай, если сбой питания превысит время работы от батареи.
Ищите инвертор или инвертор/зарядное устройство с мощностью, превышающей мощность электроприборов, необходимых для работы. См. Таблицу 2 : Стандартная мощность обычных бытовых приборов ниже. Готовы купить инвертор/зарядное устройство прямо сейчас? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
Инверторы питания для автомобилей, внедорожников и фургонов
Прикуриватель на 12 В в автомобиле или грузовике можно использовать с небольшим портативным инвертором для зарядки телефонов, планшетов, ноутбуков, DVD-плееров, легких инструментов и других устройств. Портативные инверторы — отличный выбор для семейных поездок. Эти мобильные инверторы оснащены одной или двумя розетками переменного тока, а некоторые модели также имеют два USB-порта для зарядки. Ассортимент компактных портативных инверторов Tripp Lite включает модели мощностью до 400 Вт.
Преобразователи мощности для жилых автофургонов, грузовиков и лодок
Не отказывайтесь от (электрических) домашних удобств, когда вы отправляетесь в поход, катаетесь на лодке или доставляете товары по дороге. Для грузовиков, лодок и транспортных средств для отдыха стационарный инвертор/зарядное устройство, подключенный напрямую к аккумуляторной батарее, позволяет запускать компьютеры, планшеты, телевизоры, кофеварки, блендеры и другие подключаемые устройства.
При наличии источника переменного тока, такого как генератор или береговое электроснабжение, инвертор/зарядное устройство передает питание на ваше оборудование и одновременно заряжает подключенные батареи. При отключении от источника питания инвертор/зарядное устройство автоматически переключается на питание от батареи, и ваша электроника и бытовая техника продолжают работать без перебоев. Ознакомьтесь с нашим ассортиментом инверторов/зарядных устройств, предназначенных для жилых автофургонов и морских судов.
Мобильные инверторы питания для рабочих площадок и промышленного применения
Инверторы/зарядные устройства, предназначенные для автономных рабочих площадок и рабочих грузовиков с ограниченным доступом к береговому источнику питания, используют аккумуляторы отдельно от основного аккумулятора транспортного средства или полностью вне транспортного средства. Многие электроинструменты, приборы и электроника, используемые в промышленности, требуют кратковременных всплесков мощности, превышающих их непрерывную номинальную мощность, либо при запуске, либо во время использования, либо в обоих случаях. Мощные инверторы/зарядные устройства временно обеспечивают дополнительную выходную мощность, чтобы справиться с этими пиковыми нагрузками без отключения. См. инверторы/зарядные устройства PowerVerter APS компании Tripp Lite.
Преобразователи мощности для больничных тележек
Инвертор медицинского назначения может быть использован для модернизации передвижной медицинской тележки в медицинских учреждениях. Мобильность дает врачу, медсестре или техническому специалисту возможность доставлять пациенту лечебное, контрольное или диагностическое оборудование. Инверторы для мобильных медицинских тележек должны иметь розетки больничного класса и соответствовать стандарту UL 60601-1. См. подборку Tripp Lite инверторов медицинского назначения для питания больничных тележек.
Преобразователи мощности для машин скорой помощи/автомобилей скорой помощи
Специальные медицинские инверторы обеспечивают безопасное и надежное мобильное питание для критически важного бортового оборудования скорой помощи/скорой помощи. Инверторы, используемые в медицинских транспортных средствах, должны соответствовать требованиям UL 458. Tripp Lite предлагает инвертор со встроенной системой зарядки, предназначенный для установки в машинах скорой помощи/скорой помощи. См. инвертор Tripp Lite для автомобилей скорой помощи/скорой помощи.
Инверторы мощности для чувствительной электроники
Многие устройства, такие как электроинструменты с регулируемой скоростью, банкоматы, компьютеры с активными источниками питания PFC, лазерные принтеры, сетевое оборудование и аудио/видео компоненты, требуют чистой синусоидальной энергии. Стабильная, управляемая микропроцессором синусоидальная мощность позволяет вашему оборудованию работать с меньшим нагревом, служить дольше и работать без сбоев или снижения производительности, вызванных нестандартным питанием. Tripp Lite оснащен несколькими инверторами, которые обеспечивают чистую синусоиду на выходе.
Как купить инвертор мощности
Инверторы мощности бывают разной мощности, измеряемой в ваттах. Вот 12 ключевых факторов, которые следует учитывать при покупке инвертора:
Инвертор или инвертор/зарядное устройство — И инверторы, и инверторы/зарядные устройства обеспечивают ток от аккумуляторной батареи, но только инверторы/зарядные устройства подключаются к источникам переменного тока, пропускают переменный ток через к оборудованию, заряжать аккумуляторы и автоматически переключаться на питание от аккумуляторов, когда сеть переменного тока недоступна. Инверторы, которые не являются инверторами/зарядными устройствами, полагаются на работающие транспортные средства для перезарядки аккумуляторов и не подключаются напрямую к источникам переменного тока.
Напряжение In – Чаще всего для питания инверторов используются аккумуляторы на 12 В. Это тип аккумулятора в вашем автомобиле. Также доступны сверхмощные инверторы/зарядные устройства, в которых используются батареи 24 В, 36 В или 48 В для приложений, требующих более высокой мощности. Убедитесь, что выбранные вами батареи соответствуют входному напряжению инвертора.
Выходное напряжение . В Северной Америке электроэнергия, поступающая в ваш дом, представляет собой напряжение переменного тока 120 вольт. Если вы находитесь в Северной Америке, убедитесь, что выход вашего инвертора совместим с сетью 120 В для питания вашей электроники, электроинструментов или небольших бытовых приборов.
Номинальная непрерывная выходная мощность — Определите общую мощность, необходимую для всех подключенных устройств. Номинальная непрерывная выходная мощность инвертора или инвертора/зарядного устройства должна быть больше, чем мощность всего оборудования, которое будет питаться одновременно. Вы можете оценить требуемую мощность, используя Таблицу 2: Типичная мощность обычных бытовых приборов .
Входное соединение – Небольшие портативные инверторы подключаются непосредственно к автомобильной розетке 12 В (прикуриватель). Инверторы для тяжелых условий эксплуатации имеют входные клеммы постоянного тока, которые подключаются непосредственно к батареям с помощью кабелей, предоставляемых пользователем. Инверторы/зарядные устройства подключаются как к батареям, так и к источнику питания переменного тока, чтобы батареи могли перезаряжаться, когда доступно береговое питание.
Пиковая и непрерывная мощность — Многим инструментам, приборам и насосам требуются кратковременные скачки мощности при запуске, во время использования или в обоих случаях. Это означает, что требуется временная мощность, превышающая постоянную номинальную мощность инвертора. Ищите инвертор или инвертор/зарядное устройство, которые могут справиться с такими пиковыми потребностями в мощности, обеспечивая до 200% номинальной мощности в непрерывном режиме.
Розетки — Подумайте, сколько розеток вам понадобится и нужна ли вам специальная защита от розеток GFCI для влажной или влажной среды. Многие сверхмощные инверторы/зарядные устройства могут быть жестко подключены к вашему основному электрическому щиту, чтобы подавать ток непосредственно к розеткам переменного тока вашего дома. В целях безопасности используйте для установки профессионального электрика.
Время работы (количество времени, в течение которого инвертор будет подавать питание на ваше оборудование) — если вы используете инвертор, подключенный к аккумулятору работающего автомобиля, у вас будет питание до тех пор, пока автомобиль продолжает работать. Если ваш инвертор или инвертор/зарядное устройство работает от аккумулятора без другого источника питания, время работы зависит от количества доступного заряда аккумулятора и нагрузки, которую он поддерживает. Вы можете увеличить время работы, подключив больше батарей. Количество аккумуляторов, которые можно подключить, не ограничено.
Охлаждающие вентиляторы – Многоскоростные охлаждающие вентиляторы предотвращают накопление тепла и продлевают срок службы инвертора.
3-этапная зарядка — инверторы/зарядные устройства Tripp Lite используют усовершенствованное 3-этапное зарядное устройство, которое заряжает батареи быстрее, защищая их от перезарядки, чрезмерной разрядки и случайного разряда.
Сбрасываемые автоматические выключатели — Защитите свой инвертор/зарядное устройство от повреждений в результате перегрузок или отказа зарядного устройства.
Специальные функции — При покупке инвертора или инвертора/зарядного устройства подумайте, нужны ли вам какие-либо из этих специальных функций для безопасного и эффективного питания вашего оборудования:
USB-порты — легко заряжайте телефоны, планшеты, носимые фитнес-трекеры и другие мобильные устройства.
Выходной сигнал с чистой синусоидой — для электроинструментов с регулируемой скоростью и чувствительной электроники, такой как компьютеры, сетевые устройства и аудио/видео оборудование.
Розетки
GFCI — соответствуют требованиям OSHA для использования во влажной среде, в том числе вблизи раковин.
Розетки для больниц — сертифицированы UL для использования в медицинских учреждениях.
Возможность дистанционного управления — некоторые инверторы/зарядные устройства имеют коммуникационный порт RJ45, который позволяет подключать дополнительный модуль дистанционного управления.
Светодиоды состояния
— показывают уровень заряда батареи и предупреждения о низком заряде батареи, уровни нагрузки, предупреждения о перегрузке, системные сбои и режимы работы.
DIP-переключатели конфигурации
— настраивайте автоматическое переключение высокого и низкого напряжения в соответствии с вашим приложением.
Высокая начальная мощность — поддерживает пиковые нагрузки устройств с высокими требованиями к начальной мощности, таких как двигатели, компрессоры и насосы.
Häufig gestellte Fragen
В чем разница между инвертором и источником бесперебойного питания (ИБП)?
Инверторы и системы ИБП обеспечивают питание от батарей при отсутствии питания переменного тока. ИБП обычно включает в себя аккумулятор и зарядное устройство в одном автономном блоке. Аккумуляторы для инвертора обычно поставляются пользователем.
Система ИБП также может поддерживать связь с оборудованием, на которое она подает питание, сообщая оборудованию, что оно работает в режиме ожидания, выдавая ему предупреждения об отключении или связываясь с человеком в контуре. Инверторы обычно не имеют такой возможности.
В зависимости от инвертора он будет реагировать на отключение питания через 4,2–16,7 миллисекунд. ИБП реагирует за долю этого времени, что делает ИБП лучшим выбором для приложений, которые должны оставаться под напряжением, таких как компьютерное сетевое оборудование.
В чем разница между инвертором и генератором?
Генератор работает на бензине, дизельном топливе или пропане для производства электроэнергии. Инвертор преобразует энергию постоянного тока, хранящуюся в батареях, в мощность переменного тока, необходимую для работы инструментов, электроники, бытовой техники и других устройств.
Генератор может быть лучшим выбором, когда требуется большое количество энергии в течение длительных периодов времени. Тем не менее, инвертор/зарядное устройство является более чистым и экологичным выбором. Он тихий и не выделяет дыма, что делает его предпочтительным для жилых районов или для использования в помещении.
Инвертор/зарядное устройство может работать вместе с питанием от генератора, когда генератор работает, что позволяет отключать генератор на время для экономии топлива, не выключая оборудование.
Что такое инвертор/зарядное устройство?
Инвертор/зарядное устройство преобразует мощность постоянного тока (аккумулятора) в мощность переменного тока, а затем передает ее подключенному оборудованию. Когда он подключен к источнику питания переменного тока, он непрерывно заряжает подключенные аккумуляторы. При отключении электроэнергии инвертор/зарядное устройство автоматически переключается на питание от батареи, чтобы обеспечить питание подключенного оборудования. Батареи будут перезаряжены, когда снова станет доступен источник питания переменного тока.
Как использовать инвертор для основного домашнего аварийного питания?
Чаще всего аварийное домашнее электроснабжение работает от стандартного автомобильного аккумулятора, превращая ваш автомобиль в генератор. Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор при выключенном двигателе, запускайте автомобиль каждый час и дайте ему поработать около 10 минут, чтобы зарядить аккумулятор.
Для создания резервной системы без автомобиля можно подключить два автомобильных аккумулятора 12 В к одному инвертору. Это обеспечит достаточную мощность для работы среднего домашнего холодильника до двух дней, в зависимости от размера батарей и размера вашего холодильника. Разумно иметь под рукой запасную батарею или две на случай, если продолжительность сбоя питания превысит время работы от батареи.
Ищите инвертор с мощностью больше, чем электроприборы, необходимые для работы. См. Таблица 2: Стандартная мощность обычных бытовых приборов ниже. Готовы купить? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
Могу ли я запитать свой дом, используя свой автомобиль и инвертор?
Абсолютно! Во-первых, узнайте общую мощность приборов, которые вам нужны для работы, используя приведенные ниже рекомендации. Это поможет вам купить правильный инвертор для вашей домашней аварийной системы резервного копирования.
Инвертор не является водонепроницаемым, поэтому держите его подальше от дождя, пыли и прямых солнечных лучей. Хотя вы можете подключить инвертор к аккумулятору автомобиля с помощью соединительных кабелей и зажимов типа «крокодил», предпочтительным методом является использование кольцевой клеммы, которая надежно закрепляется на опоре инвертора. Затем подключите удлинитель на расстоянии не более 200 футов от инвертора к устройствам, которые вы хотите запустить. За пределами этого расстояния вы, вероятно, испытаете потерю сигнала.
Чтобы аккумулятор оставался заряженным, вы должны запускать машину примерно на 10 минут каждый час. Инвертор будет работать, когда автомобиль выключен, пока вы не разрядите аккумулятор.
Обеспечивает ли инвертор защиту от перенапряжения?
Да. Поскольку инвертор преобразует мощность постоянного тока в мощность переменного тока, выходной сигнал переменного тока обрабатывается до того, как он достигнет вашего оборудования. Инвертор обеспечивает стабильное выходное напряжение и частоту для защиты вашего оборудования от скачков напряжения и сетевых шумов, позволяя вашему оборудованию работать на пике своих возможностей.
Может ли инвертор питать холодильник или морозильник?
Да, но следует помнить об одном важном моменте. Когда холодильник или морозильник включается, он потребляет высокий пусковой импульс мощности, в несколько раз превышающий мощность, которая требуется при непрерывной работе. Убедитесь, что ваш инвертор может справиться с пиковым выбросом. Как правило, убедитесь, что ваш инвертор может выдерживать пиковые нагрузки 500–750 Вт для холодильника и 500–1000 Вт для морозильного ларя.
Какой тип батареи следует использовать с инвертором?
Чаще всего для питания инверторов используются аккумуляторы на 12 В, подобные тем, что установлены в вашем автомобиле. Доступны инверторы/зарядные устройства для тяжелых условий эксплуатации, в которых используются батареи на 24 В, 36 В или 48 В для приложений, требующих более высокой мощности. Убедитесь, что выбранные вами батареи соответствуют входному напряжению вашего инвертора.
Аккумуляторы глубокого разряда выглядят как обычные автомобильные аккумуляторы, но могут обеспечивать постоянную мощность в течение более длительного периода времени и надежно работать до разрядки до 80%. Они идеально подходят для инверторных применений, особенно в жилых автофургонах, лодках и автономных возобновляемых источниках энергии из-за их способности почти полностью разряжаться до того, как их нужно будет перезарядить.
Помимо батареек вам понадобятся предохранитель и держатель предохранителя. Одним из самых простых типов предохранителей является предохранитель «ANL», который можно вставить в положительный провод, идущий от аккумуляторной батареи.
Какой тип кабеля следует использовать для подключения батарей?
Большинство инверторов продаются без кабелей, поэтому пользователь может выбрать кабель, наиболее подходящий для его применения. В общем, расстояние между батареей и инвертором должно быть как можно короче, в идеале не более 10 футов. Кабели, используемые для подключения инверторов, должны быть типа SGX, который обычно используется для подключения аккумулятора к электронной системе автомобиля и его заземления.
Приведенная ниже таблица рекомендуемых размеров проводов является общим практическим правилом. Фактический размер провода, который вам нужен, будет варьироваться в зависимости от напряжения вашей батареи, общей силы тока, потребляемой вашим оборудованием, и длины кабеля. Наш лучший совет — придерживаться того, что указано в руководстве пользователя вашего инвертора.
Таблица 1: Рекомендуемые калибры проволоки
Действительно ли важен инвертор с чистой синусоидой?
В зависимости от того, какое оборудование вы используете, ответ может быть утвердительным. Инвертор с чистой синусоидой формирует плавный синусоидальный сигнал на выходе переменного тока с очень низким уровнем гармонических искажений. Чувствительная электроника, инструменты с регулируемой скоростью, медицинское оборудование, такое как кислородные концентраторы, телевизоры и аудио- и видеокомпоненты, люминесцентные лампы с электронными балластами и любые приборы с микропроцессорным управлением не будут хорошо работать при измененной мощности синусоидального сигнала.
Инвертор мощности какого размера мне нужен?
Чтобы определить правильный размер инвертора для вашего приложения, вам необходимо суммировать мощность всех приборов, инструментов или электроники, которые будут работать от инвертора одновременно. У многих бытовых приборов и электроинструментов номинальная мощность указана на этикетке на самом изделии или в руководстве по эксплуатации изделия. Если ваши устройства показывают только ампер, мощность можно получить, используя эту простую формулу:
Вольт x Ампер = Ватт
Пример: Вы хотите запустить небольшой мини-холодильник. Вы знаете из этикетки продукта, что он использует 0,7 ампер. В США напряжение 120. Следовательно:
120 x 0,7 А = 84 Вт
Теперь учтите, как долго вы хотите, чтобы устройство работало. Это его время выполнения. Предполагая, что вы используете батареи на 12 В, разделите общую мощность на 12.
В примере с нашим мини-холодильником:
84 ÷ 12 = 7 ампер постоянного тока
Это количество ампер-часов постоянного тока, необходимое для работы холодильника в течение 1 часа, если бы он работал непрерывно. Вам нужно будет понаблюдать за работой холодильника в течение определенного периода времени, чтобы определить, как долго он активно работает, поэтому понаблюдайте за ним в течение 15 минут и запишите продолжительность его работы.
Допустим, вы хотите, чтобы холодильник работал в течение 12 часов, прежде чем потребуется подзарядка аккумуляторов. Ваше наблюдение показывает, что холодильник работает в течение 5 минут в течение 15-минутного периода наблюдения. Используйте эту формулу:
Требуемое активное время работы = Минуты работы ÷ Минуты наблюдения x Общее требуемое время работы
12 часов = 5 минут ÷ 15 минут x 4 часа
Затем умножьте требуемый ток постоянного тока на предполагаемое количество часов, в течение которых холодильник может работать без зарядки аккумуляторов.
7 ампер постоянного тока x 4 часа = 28 ампер-часов. оценка с коэффициентом 1,2.
28 ампер-часов x 1,2 = 33,6 ампер-часов
Это минимальное количество ампер-часов, которое должны обеспечивать ваши аккумуляторы.
Сколько ватт потребляют обычные бытовые приборы и инструменты?
Эта таблица общих приборов, электроники и инструментов поможет вам оценить ваши потребности. Обязательно ознакомьтесь с фактическими требованиями к мощности на этикетке продукта и помните, что многие инструменты и устройства имеют значительно более высокие требования к пиковым перенапряжениям при запуске/цикле.
Таблица 2: Типовая мощность обычных бытовых приборов
Установка инвертора и инвертора/зарядного устройства: Советы по безопасности
Внутри инвертора/зарядного устройства существует потенциально опасное для жизни напряжение, когда подключен источник питания от батареи и/или вход переменного тока. Прежде всего, внимательно следуйте всем инструкциям по технике безопасности, приведенным в руководстве пользователя или руководстве по установке, прилагаемом к вашему инвертору/зарядному устройству и батареям. Установка инвертора предполагает работу с током под напряжением, поэтому вы должны иметь хотя бы базовые знания об электричестве и проводке. Если сомневаетесь, наймите опытного электрика. Вот общие рекомендации, о которых следует помнить:
Инверторы мощностью 400 Вт и выше должны иметь жесткую проводку и соответствующие предохранители.
Инвертор выделяет тепло. Убедитесь, что ваша установка обеспечивает надлежащую вентиляцию и рассеивание тепла, оставляя зазор не менее двух дюймов со всех сторон и сверху.
Аккумуляторы могут выделять потенциально взрывоопасный газообразный водород, который может скапливаться рядом с аккумуляторами, если они плохо вентилируются. Аккумуляторный отсек должен иметь некоторую вентиляцию для наружного воздуха.
Не размещайте инвертор рядом с источником тепла, рядом с чем-либо легковоспламеняющимся или под местом, где используются или перекачиваются жидкости. Убедитесь, что место не подвергается воздействию дождя, влаги и пыли и не подвергается воздействию прямых солнечных лучей.
При установке инвертора в доме на колесах подключите его к аккумулятору, используемому для питания салона дома на колесах, а не к аккумулятору, питающему двигатель.
Заземлите инвертор с помощью основного вывода заземления. Обычно это можно сделать, установив заземляющий разъем инвертора на стержень болта в раме автомобиля. Используйте провод того же калибра для кабеля заземления, что и для кабеля питания.
Products Mentioned in this Article
Mobil
Kompakt
Hochleistung
Wechserichter/Ladegeräte
Reine Sinuswelle
Stromversorgung für Krankenhauswagen
Дополнительная литература
Как выбрать и установить систему резервного питания инвертора/зарядного аккумулятора для дренажного насоса
Зачем покупать у Tripp Lite от Eaton?
Мы знаем, что у вас есть из чего выбрать. На первый взгляд все они могут показаться одинаковыми. Разница в том, что вы не видите. Приобретая Tripp Lite от Eaton, вы получаете надежные инженерные решения, проверенную надежность и исключительное обслуживание клиентов. Все наши продукты проходят строгий контроль качества, прежде чем они поступят в продажу, а независимые испытательные агентства проверяют, соответствуют ли наши продукты последним стандартам безопасности и производительности. Наша приверженность качеству позволяет нам поддерживать нашу продукцию ведущими в отрасли гарантиями и отзывчивым обслуживанием клиентов. Это отличие Tripp Lite от Eaton.
Для чего предназначены аварийные домашние инверторы
Предыдущая Следующая
Давайте взглянем на преимущества инвестирования и наличия инвертора мощности для резервного питания дома во время чрезвычайной ситуации, стихийного бедствия или зимнего шторма, а также на то, как использовать инвертор аварийного питания дома, если в вашем доме когда-либо отключится электричество. выходить.
Что такое инвертор мощности?
Инверторы мощности, которые варьируются от небольших устройств мощностью 150 Вт до моделей мощностью 7000 Вт и выше, преобразуют энергию постоянного тока 12 В, 24 В, 36 В и даже 48 В (вольт) в электричество переменного тока, которое можно использовать для питания электроприборов и электротонических устройств. в вашем доме, если вы когда-либо страдаете от отключения электроэнергии.
Инвертор мощности (для домашнего резервного питания) может получать энергию от аккумулятора автомобиля или грузовика, а также аккумуляторов глубокого разряда. Инверторы часто продаются как часть автономных комплектов солнечной энергии для людей, которые не подключены к сети или испытывают регулярные перебои в подаче электроэнергии.
Преобразователи мощности с модифицированной синусоидой и инверторы мощности с чистой синусоидой
Два наиболее распространенных типа инверторов — это инверторы мощности с модифицированной синусоидой и инверторы мощности с чистой синусоидой. Оба типа инверторов могут использоваться для аварийного резервного питания. Короче говоря, модифицированные синусоидальные инверторы, которые могут питать компьютеры, электронику и насосы, работают не так «чисто» или «плавно», как чистые синусоидальные инверторы.
Чистое синусоидальное питание, также известное как «чистое питание», представляет собой надежный вариант резервного питания при работе компьютерных систем или сложного электронного оборудования (например, медицинского оборудования). Инверторы мощности с чистым синусоидальным сигналом работают тише и быстрее, чем другие инверторы, в целом с меньшим количеством сбоев, обеспечивая более плавные и эффективные волны мощности. При этом модифицированные синусоидальные преобразователи мощности по-прежнему являются отличным инструментом в чрезвычайной ситуации, способным управлять морозильными камерами, бытовой техникой, двигателями, электроинструментами, насосами, холодильниками и многим другим.
Инверторы для аварийного домашнего резервного питания
Как мы уже отмечали, инверторы для аварийного домашнего резервного питания бывают разных размеров (напряжения). Но инвертор мощности какого размера вы должны инвестировать? Что ж, это зависит от того, сколько приборов, устройств и инструментов вы хотите или должны запустить, если у вас возникнет перебой в подаче электроэнергии.
Если вы хотите подключить только несколько светильников, зарядить сотовый телефон или аварийное радио (другими словами, самое необходимое), вы можете выбрать инвертор меньшего размера.
Электросварные трубы прямошовные изготавливают из листового проката путем электросварки (сварки прямого стыка, параллельно оси электросварной прямошовной трубы). Материалы, применяемые при изготовлении электросварных труб соответствуют ГОСТ 3262, 10704, 10705, 10706, 10707. Электросварные трубы изготавливают из углеродистой стали. Трубы, работающие под давлением подвергаются гидроиспытаниям.
Применение электросварной прямошовной трубы
Электросварная прямошовная труба имеет различное применение — для трубопроводов и газопроводов. Допустимое давление внутри трубы электросварное не более 16 МПа. Эти трубы легко поддаются электросварке, поэтому монтаж происходит достаточно быстро. Удельный вес незначителен, поэтому доставка электросварной трубы получается не слишком затратной. Трубы могут быть установлены при наличии сварочного аппарата и навыков работы. Таким образом, электросварная труба — универсальная труба для различного применения.
Виды электросварных прямошовных труб
Трубы изготавливаются из спокойной (сп), полуспокойной (пс), кипящей (кп) стали, поэтому бывают со следующими аббревиатурами:
Трубы электросварные прямошовные СП
Трубы электросварные прямошовные ПС
Трубы электросварные прямошовные КП
Электросварные трубы различают по типу электросварного шва::
Продажа металлопроката ТУ 1381-051-05757848-2011 Трубы ППУ труба 12х1мф ОАО АК ТРАНСНЕФТЬ ОАО ВМЗ труба котельная
Трубы сварные — продукция ООО «ATM STEEL»
Более доступная стоимость, по сравнению с бесшовной продукцией, и постоянное совершенствование сварочных технологий, способствует росту популярности сварных труб, на долю которых, сегодня, приходится до половины всей трубной продукции.
Эксплуатационные характеристики шовных труб определяет технология производства и используемая марка стали.
Технология производства
Для изготовления сварных труб используется углеродистая, легированная и нержавеющая, листовая или рулонная сталь. Технология производства предполагает сварку краев заготовки, формовка которой, выполняется путем холодной или горячей деформации. Изделия могут иметь прямой либо спиралевидный шов.
Производство продукции, с прямым продольным швом, регламентирует ГОСТ 10704-91. Прямошовные трубы выполняются из стальных листов, изгибаемых по форме конечного изделия. Для получения конструкции особо большого диаметра, выполняется сварка двух листов, имеющих ограниченную ширину. Соответственно, она будет иметь два продольных шва.
Согласно действующим стандартам, прямошовная трубная продукция выпускается:
— диаметром 10-1420 миллиметров;
— с толщиной стенок 1-32 миллиметра. (Трубы, диаметром менее 426 миллиметров, могут иметь мерную и немерную длину)
Выпуск изделий со спиралевидным швом, подчиняется ГОСТ 8696-74. Они производятся из рулонной стали:
— диаметром 159-2520 миллиметров;
— с толщиной стенок 3,5-25 миллиметров;
— длиной 10-13 метров.
К преимуществам спиральной сварки можно отнести возможность получать трубы, диаметром до 2,5 метров, с соотношением толщины стенки к диаметру, которое может быть больше 100. Кроме того, при достаточно высокой точности исполнения, производство труб со спиралевидным швом, предполагает использование мене сложного оборудования, чем для продукции с прямым швом.
Способы сварки
В производстве шовных труб, может быть использована технология:
— печной сварки. Она предполагает нагрев стального листа в тоннельной печи, до температуры 1400 градусов, с последующей деформацией на формовочно-сварочном стане;
— электросварки. Применяется в производстве тонкостенных труб большого диаметры, выполненных из холоднокатаных заготовок;
— сварку в среде защитных газов. Используется в производстве труб из нержавеющей и высоколегированных сталей. Сварка в защитной среде позволяет предупредить карбидизацию легирующих элементов, ухудшающую качество швов. Может быть использована, как газовая, так и электрическая сварка.
Достоинства и области применения
Несомненным преимуществом сварных труб, перед бесшовными, является более доступная стоимость, объясняемая менее затратным и более быстрым производством. Кроме того, шовная продукция, выполняемая из листовой либо рулонной стали, имеет равномерную толщину стенок. Причем, технология позволяет получать трубу существенно большего диаметра, чем у цельнотянутых изделий.
Наличие шва можно отнести к фактору слабости шовной продукции, однако, совершенствование сварочных технологий, постепенно лишает его актуальности.
Шовная трубная продукция успешно используется в нефтегазовой и энергетической отрасли, строительстве и коммунальном хозяйстве. А изделия из нержавейки – в пищевой, фармацевтической и легкой промышленности.
Сварная и бесшовная стальная труба
По мере того, как промышленные приложения развивались и становились все более сложными, трубопроводная продукция и системы, которые их обслуживают, должны были идти в ногу со временем.
Несмотря на то, что существует множество методов производства труб, наиболее активное обсуждение в отрасли проводится по сравнению стальных труб, сваренных сопротивлением (ERW), и бесшовных (SMLS) стальных труб.
Методы изготовления ВПВ и бесшовных стальных труб используются десятилетиями; со временем методы, используемые для производства каждого из них, усовершенствовались. Так что лучше?
Изготовление сварных труб
Сварная труба представляет собой длинную спиральную стальную ленту, называемую заготовкой. Заготовку обрезают до нужной длины, в результате чего получается плоский прямоугольный лист. Ширина более коротких концов этого листа станет внешней окружностью трубы, значение, которое можно использовать для расчета ее возможного внешнего диаметра.
Прямоугольные листы подаются через прокатную машину, которая скручивает более длинные стороны друг к другу, образуя цилиндр. В процессе ВПВ между кромками пропускается высокочастотный электрический ток, заставляющий их плавиться и сплавляться вместе.
Преимущество трубы ERW заключается в том, что не используются плавящиеся металлы, а сварной шов не виден и не ощущается. В отличие от двойной дуговой сварки под флюсом (DSAW), которая оставляет после себя очевидный валик сварного шва, который затем необходимо устранить в зависимости от применения.
Технологии производства сварных труб с годами совершенствовались. Возможно, самым важным достижением стал переход на высокочастотные электрические токи для сварки. До 1970-х годов использовался низкочастотный ток. Сварные швы, выполненные низкочастотными ВПВ, были более подвержены коррозии и разрушению шва.
Большинство типов сварных труб после изготовления требуют термической обработки.
Производство бесшовных труб
Бесшовные трубы начинаются с твердого цилиндрического куска стали, называемого заготовкой. Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента.
Некоторые типы бесшовных труб затвердевают в процессе производства, поэтому термическая обработка после изготовления не требуется. Другие требуют термической обработки. Обратитесь к спецификации типа бесшовной трубы, которую вы рассматриваете, чтобы узнать, потребует ли она термообработки.
Исторические перспективы и варианты использования сварных и бесшовных стальных труб
ВПВ и бесшовные стальные трубы сегодня существуют в качестве альтернатив во многом благодаря историческим представлениям.
Как правило, сварные трубы считались более слабыми по своей природе, поскольку они имели сварной шов. Бесшовная труба не имела этого предполагаемого структурного недостатка и считалась более безопасной. Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
Отраслевые стандарты, регулирующие производство и спецификации ВПВ и бесшовных стальных труб, по-прежнему отражают это восприятие. Например, бесшовные трубопроводы необходимы для многих применений с высоким давлением и температурой в нефтегазовой, энергетической и фармацевтической промышленности. Сварные трубопроводы (которые, как правило, дешевле в производстве и более широко доступны) используются во всех отраслях промышленности, если температура, давление и другие эксплуатационные параметры не превышают параметры, указанные в применимом стандарте.
В конструкционных применениях нет никакой разницы в производительности между ERW и бесшовной стальной трубой. Хотя они могут быть указаны как взаимозаменяемые, не имеет смысла указывать бесшовные трубы, когда более дешевые сварные трубы работают одинаково хорошо.
Надлежащая практика закупок сварных и бесшовных стальных труб
Важное примечание, которое необходимо сделать, поскольку трубопроводная продукция указана для проекта, заключается в том, что книги спецификаций (например, предоставленные ASTM, ASME, ANSI и API, среди прочих), которые инженеры используют для руководства при составлении спецификаций, которые они пишут, перечисляют только марки труб без со ссылкой на то, произведены ли они с помощью ERW или производства бесшовных труб. Не все сорта могут быть получены обоими способами.
Например, возможная путаница может возникнуть, если инженер закажет сварную трубу с большим наружным диаметром и толщиной стенки, не зная, что ее невозможно изготовить. Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
Кроме того, хорошее понимание отраслевых стандартов может привести к экономии средств. Хорошим примером являются стандарты труб из углеродистой стали A106 и A53. В этой статье мы обсудим, как труба соответствует прежним должен быть бесшовным , в то время как трубы, соответствующие последнему, могут быть как бесшовными, так и сварными. Например, если инженер должен следовать стандарту A53 в данном проекте, он или она все еще может иметь возможность выбирать, какой тип указать, исходя из специфики приложения.
Покажите нам свои характеристики, запросите предложение и быстро получите трубу
American Piping Products полностью укомплектован лучшим ассортиментом сварных и бесшовных стальных трубопроводов в отрасли. Мы поставляем наши запасы с заводов по всему миру, гарантируя, что покупатели получат необходимую трубу быстрее, независимо от каких-либо применимых законодательных ограничений.
В нашем руководстве покупателя стальных труб мы поможем вам сориентироваться в процессе закупки труб от начала до конца, чтобы вы могли получить то, что вам нужно, как можно быстрее, когда придет время покупать. Если в ближайшем будущем вам предстоит закупка трубопроводов, запросите расценки. Мы предоставим вам тот, который доставит вам именно те продукты, которые вам нужны, и быстро.
Бесшовная стальная труба
и сварная труба: в чем разница?
Последнее обновление
В связи с постоянно развивающимся промышленным применением трубопроводные системы и изделия стали широко использоваться во многих отраслях строительства. За последнее десятилетие производители удвоили объемы производства, чтобы не отставать от требований рынка.
Формование труб может выполняться только двумя особыми методами, в результате которых получают бесшовную стальную или сварную трубу. Первым этапом является сырое сырье, такое как руда или металлический лом, отлитые в слитки. Последним этапом производственного процесса является придание формы трубам путем удлинения бесшовной трубы.
Существует тонкая грань между стальными бесшовными и сварными трубами. В этой статье будет представлен подробный обзор каждого, преимущества и недостатки, их различия, применение и когда их использовать.
Обзор бесшовной стали
Предоставлено: Jatinsanghvi, Common Wikimedia
Бесшовная стальная труба изготовлена из цельного куска металла, в отличие от сварной трубы, и на ее поверхности нет соединенной стальной трубы. Как следует из названия, бесшовная стальная труба не имеет шва (сгиба) или сварного соединения.
Бесшовные стальные трубы отличаются идеальной отделкой, безупречной и желаемой, что приводит к повышенному спросу. Они изготавливаются круглой, прямоугольной или квадратной формы, а трубы имеют трубчатую (полую) форму, поскольку в большинстве из них проходят текучие вещества, такие как газы, жидкости, взвеси и порошки.
Бесшовная сталь прочная и долговечная, потому что она не сваривается и не имеет соединений; это означает, что труба имеет однородную структуру, обеспечивающую равномерное распределение прочности.
Области применения
Бесшовные стальные трубы имеют особые области применения из-за их уникальных свойств, таких как равномерное распределение прочности, несварные соединения и их способность выдерживать высокие температуры, способность выдерживать давление, высокое качество, лучший предел веса и многое другое.
Ниже приведены некоторые области применения, в которых используются стальные бесшовные трубы:
Химические заводы
Производство нефтегазопроводов
Производство медицинского оборудования
Гидравлика
Атомные электростанции
Водоочистные сооружения
Приборы для высоких температур и давлений
Чувствительные измерительные блоки
Как изготавливают бесшовные стальные трубы?
Изготовление бесшовных стальных труб из круглого и прочного куска стали, известного как заготовка. Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой.
Бесшовные стальные трубы (ASTM и API 5L) принимают свою форму, проходя через перфорированную трубу.
На этом этапе бесшовная стальная труба формируется посредством следующего процесса:
Горячекатаный
Холоднокатаный
Холодная вытяжка
Производство горячекатаных бесшовных стальных труб осуществляется путем ковки заготовок, перфорации, прокатки и формовки. Трубы изготавливаются методом промышленной экструзии и используются для изготовления толстостенных бесшовных стальных труб и труб большого диаметра.
С другой стороны, холоднотянутые бесшовные стальные трубы используют технологию холодного волочения, которая подходит для труб малого диаметра и тонкостенных, поскольку они имеют более низкую прочность материала. Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры.
Некоторые бесшовные стальные трубы часто затвердевают в процессе производства; в таких случаях производитель не будет использовать методы термообработки.
Профи
Тяжелые и толстостенные
Без сварных швов
Коррозионная стойкость
Улучшенная овальность (круглость)
Прочный
Повышенная устойчивость к давлению
Плавкие металлы не используются
Проверка целостности сварного шва не требуется
Минусы
Более короткая длина из-за производственных трудностей
Ограничение размера с номинальным размером 24 дюйма или меньше
Дорого
Процесс экструзии делает его грубым
Несоответствующая толщина стенки
Обзор сварных труб
Авторы и права: bbeavis, Pixabay
Сварка стальных труб — это многомиллионная отрасль. Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов.
Стальные сварные трубы всегда доступны в большом количестве из-за их более низкой себестоимости и доступности сырья. Таким образом, это один из наиболее широко используемых металлов в мире. Его применение в различных отраслях промышленности и производстве многочисленных изделий. Примеры сварных стальных труб ASTM или API 5L включают трубы SSAW, стальные трубы ERW и трубы LSAW.
Многие путают ВПВ трубу с бесшовной сталью, потому что в ней не используются плавящиеся металлы, сварной шов не всегда виден, и его не прощупаешь. Напротив, двойная дуговая сварка под флюсом (DSAW) оставляет очевидные следы сварных швов, которые можно устранить с помощью различных процессов в зависимости от метода применения.
Области применения
Сварные стальные трубы, в отличие от бесшовных стальных труб, широко используются в нескольких отраслях промышленности, поскольку они экономически выгодны. Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Ниже приведены некоторые области применения:
Архитектура
Производство продуктов питания и напитков
Автомобильная промышленность
Аэрокосмическое строительство
Фармацевтика
Судоходство и рыболовство
Строительство и добыча полезных ископаемых
Трубопроводы
Как изготавливают сварные стальные трубы?
Большинство сварных стальных труб изготавливаются из стальных листов и стальных полос. Эти полосы и пластины изготавливаются путем перемещения стальных петель и рулонов с надлежащей толщиной, чтобы сформировать выровненный материал. Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Процесс начинается с гибки стального листа, а затем ему приваривают желаемую форму, будь то круг, прямоугольник, квадрат и многое другое, используя ряд гибочных машин или роликов. Сварка металлической трубы с использованием мощного источника энергии. Некоторые трубы также могут быть сварены вместе с присадочным материалом. Большинство сварных стальных труб должны пройти процесс термической обработки.
Самым слабым местом сварной стальной трубы всегда являются стыки. Качество сварного соединения определяет качество сварной трубы — роботизированная сварка в основном на автоматизированных производственных линиях, например, в автомобильной промышленности. В качестве альтернативы, для более прочных сварных швов стальных труб человеческий труд оказался идеальным; например, в аэрокосмическом строительстве.
Pros
Может изготавливаться большей длины
Дешевле
Без ограничений по размеру
Более гладкие поверхности
Доступен
Сокращенный срок поставки
Тонкие стенки
Легче
Жесткий допуск
Постоянство толщины стенки
Минусы
Сварные швы подвержены коррозии
Он может выдерживать лишь на 20 % меньший вес
Необходимо проверить перед использованием
Плохая овальность
См. также: Что такое кузнечная сварка? Тщательное понимание
Бесшовные стальные и сварные трубы
Процесс производства бесшовных стальных и сварных труб отличается, и у обоих есть другие свойства. Изучите приведенную ниже таблицу, чтобы определить, какую стальную трубу вы выберете, чтобы получить желаемый результат.
Бесшовная стальная труба
Сварная стальная труба
Длина
Короче из-за производственных трудностей
Может изготавливаться различных размеров и длины
Эконом
Дорого
Более экономичный
Поверхность трубы
Шероховатая поверхность в результате процесса экструзии
Более гладкие поверхности
Производственный процесс
Комплекс с более длительным временем изготовления и закупки
Проще с меньшими затратами времени на изготовление и закупку
Применение
Высокая температура, высокое давление, чувствительные блоки и агрессивная среда
Низкое давление, менее коррозионная среда, меньший бюджет
Испытания
Тесты не требуются
Необходимо протестировать перед использованием
Форма
Улучшенная овальность, круглая
Плохая овальность
Диаметр
Более толстый диаметр
Диаметр разбавителя
Прочность
Способен выдерживать очень высокое давление
Может выдерживать только на 20 % меньшую нагрузку благодаря сварным швам
Размер
Номинальный размер 24 дюйма или меньше
Без ограничений по размеру
Наличие
Меньше доступно из-за ограниченного количества сырья
Доступен из-за наличия сырья
Проверка внутренней поверхности
Проверка внутренней поверхности невозможна
Проверка внутренней поверхности перед производственным процессом
Молдинг Процесс
Может быть изготовлен один раз в процессе прокатки
Изготовлено из стальных полос и листов, свариваемых после гибки
Предпочтительная область применения
Производство оборудования высокого давления, промышленных котлов,
Стоимость бесшовных стальных труб по сравнению со сварными трубами
Прочность и долговечность являются одними из факторов, определяющих стоимость как сварных, так и бесшовных труб. Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости.
С другой стороны, сварные стальные трубы проще в производстве из-за более дешевой стоимости производства и доступности сырья. Кроме того, процесс производства бесшовной стали сложен и требует много времени. Поскольку каждая из трубок имеет свои уникальные особенности, преимущества и недостатки, необходимо изучить приемлемую практику закупок, чтобы составить разумный бюджет.
Здоровая практика закупок бесшовных стальных труб и сварных труб
Хорошие привычки при закупках имеют большое значение для сокращения материальных затрат за счет сведения к минимуму отходов металлических труб. Это также гарантирует, что лучший материал завершит работу.
Вот несколько советов, которые следует помнить при следующем заказе:
Понимание окружающей среды – Среда, которой будет подвергаться металлическая труба, должна определять, какую металлическую трубку вы приобретете. Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
Планируйте заранее . Наличие отличного рабочего плана является ключом к экономии тысяч долларов. Простая методика поможет вам понять точное количество металлических труб со всеми их предполагаемыми размерами. Таким образом, это упрощает закупку и своевременное размещение заказов.
Связаться со специалистом – Независимо от того, уверены ли вы в том, что хотите, или нет, всегда обращайтесь за профессиональным мнением, чтобы быть уверенным. Кто-то, кто был в этой области в течение десятилетий, имеет такой опыт, который вам понадобится, чтобы составить бюджет и купить правильную вещь. Свяжитесь с нашими офисами, чтобы узнать о сварных трубах и бесшовной стали
Разместите свой заказ вовремя – Раннее размещение заказа позволяет вам планировать свои финансы и покупать нужные трубки.
Собрались залить фундамент и задумались над сооружением арматурного каркаса? Опытный строитель скажет, что качественный каркас позволяет залить прочное и долговечное основание. Бетон прочен на сжатие, но вот на излом хрупок. Поэтому надо использовать арматуру. Осталось только ответить на вопрос: как соединить пруты между собой – сварить их или связать?
Арматура, чем тебя крепить?
На первый взгляд, что может быть надежнее сварочного шва? Но полностью сваренный каркас не так уж и прочен – при заливке бетона и вибрации он может треснуть, что скажется на качестве фундамента. Связанные соединения более подвижны, что позволяет им выдерживать нагрузки при заливке. К тому же такой каркас обойдется дешевле. Необходимо лишь соблюдать технологию вязки и использовать качественную вязальную проволоку.
Связать узел нам поможет специальный инструмент – крючок для вязки арматуры. Его можно приобрести в магазине или соорудить самому.
Как, собственно, затянуть узел? Вот наглядный пошаговый пример:
Конечно, вы можете попробовать взять в руки пассатижи, но поверьте, крючок более удобен для этой работы. Только не переусердствуйте при затяжке, иначе проволока может лопнуть.
Давайте разберемся, что же такое проволока?
Проволока — это металлическая нить. И состав, и форма сечения проволоки может сильно различаться, в зависимости от того, где она применяется. Обычно её изготавливают путём протяжки (волочения) заготовки через последовательно уменьшаемые отверстия, либо путем непрерывного литья и проката.
Вязальная проволока производится из низкоуглеродистой стали, а качество, тип, упаковка и хранение регламентируется ГОСТ 3282-74. Она имеет широкий спектр применения и встречается, практически, на каждом шагу. В хозяйстве ее используют для изготовления пружин, сеток. Всем известная сетка-рабица делается из вязальной проволоки диаметром 5 — 6 мм. Более тонкие провода применяются в производстве штукатурных сеток. И даже колючую проволоку для заборов и ограждений делают из этой проволоки.
Выбираем вязальную проволоку
Проволока может быть разного диаметра, прошедшая термообработку и необожженная, с цинковым покрытием и без него, с нормальной точностью изготовления или с повышенной. Не стоит пугаться такого разнообразия — в магазине на вашу просьбу дать вязальную проволоку для арматуры, обязательно подберут то, что нужно.
Для армирования рекомендуют использовать отожженную проволоку. Она гибкая, прочная и устойчива к внешним воздействиям. Узлы из нее сделать проще, и соединение получится крепким. Метод обжига на технические свойства не влияет, но чтобы руки при работе с проволокой черного обжига остались чистые, придется использовать перчатки. Проволока светлого обжига не пачкается, так как процесс термообработки проходит без участия кислорода, но ее стоимость при этом возрастает.
Если имеются особые требования к сроку службы железобетонной конструкции, используйте оцинкованную проволоку, она имеет повышенную коррозийную устойчивость. К тому же, по отзывам на форумах, она еще и удобна в работе.
Важно правильно подобрать диаметр проволоки и ориентир в этом – диаметр арматуры. Для малоэтажных домов используют арматуру 8-12 мм и обвязывают проволокой 1,2-1,4 мм. При выборе не стоит забывать, что чем больше диаметр проволоки, тем тяжелее с ней работать, но недостаточная толщина ухудшит крепежные свойства.
Теперь разберемся в маркировке
Термообработанная проволока обозначается буквой «О», при этом светлый обжиг – «С», темный – «Ч». Проволока с цинковым покрытием обозначается «1Ц» или «2Ц», где число — это класс плотности цинкового покрытия.
Теперь нужно рассчитать, сколько же проволоки потребуется. Самый простой способ вычисления такой – количество узлов умножаем на 0,5 и получаем требуемый метраж проволоки. Мы рекомендуем удвоить это количество, так как при вязке отрезки рвутся и теряются. После подсчета — переводим метры в килограммы. Это совсем несложно: посмотрите ниже таблицу соотношения массы и длины проволоки популярных диаметров.
Обычно проволоку поставляют в мотках или же намотанную на катушки. В мотке отрезок проволоки всегда один, а вот на катушке может быть до 3-х отрезков.
В интернет-магазине ООО «Первая Металлобаза» вы можете выбрать популярную в быту вязальную проволоку диаметром 1,2 мм (в бухтах от 50 до 300 кг).
как правильно поступать с арматурой
Каждый авторитетный знаток вам ответит, что арматуру не варят. Так к чему тогда эти разговоры? Вообще сварка – это верный способ испортить арматурный каркас, потому что все преимущества арматуры при таком способе соединения нивелируются. Почему это так, и нет ли подвоха в этом утверждении – давайте разберёмся.
Читайте в статье
1 Особые свойства и характеристики арматуры
2 Как скрепляют стержни арматуры
3 Некоторые нюансы сварки арматуры
Особые свойства и характеристики арматуры
Все, кто брался за стройку собственноручно, знают, что есть такие этапы строительства, преодолевать которые лучше с помощью узких специалистов-профессионалов. То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
Что такого сложного в арматуре, ведь это всего-навсего стальной прут? Прежде всего это закалённый прут, и важно грамотно разместить его в толще бетона, чтобы он правильно принимал нагрузку. Для верного закрепления его нужно не просто зафиксировать перед заливкой, но и упереть в фиксаторы на стенках опалубки и в местах стыков стержней.
ФОТО: fgpip.ruКаркас должен прочно стоять в опалубке, и для этого в нескольких местах быстрее прихватить его сваркой, чем вязать. Но не испортит ли сварка всё дело?
Как скрепляют стержни арматуры
Итак, арматуру можно скреплять двумя основными способами – сваркой или связкой при помощи специальной проволоки. И тогда вопрос: если варить нельзя, зачем вообще об этом говорить? Не спешите делать вывод: нужно посмотреть на марку арматуры. Профессионалы всегда обращают на неё внимание, а вот домашние мастера зачастую не придают ей значения – и совершенно напрасно.
ФОТО: resursmsk.ruПомимо аббревиатуры А300, А400, А500 и т. д., в маркировке есть ещё и буквы, указывающие на особые свойства материала
Если есть буква К, значит, арматура устойчива к коррозии, если Т – она изготовлена из термомеханически упрочнённой стали, а вот С означает, что арматуру можно соединять с помощью сварки. То есть А400С – варить можно, а просто А400 – нельзя.
Если обозначения с буквой С нет, то при попытке варки будет нарушена структура стали, в местах сварки она утратит свою прочность, достигнутую закаливанием.
А маркировка, к примеру, А500С говорит о том, что эта арматура, имеющая высокую пластичность с минимальным содержанием легирующих добавок, может выдержать даже дуговую сварку без потери прочности.
ФОТО: dom.dacha-dom.ruТак что если вам нужно в некоторых местах для устойчивости и прочности прихватить арматуру сварочным аппаратом, нужно покупать материал с соответствующей маркировкой
Некоторые нюансы сварки арматуры
Важно помнить, что варить арматуру можно встык или внахлёст. И для каждого типа арматуры следует подбирать соответствующую силу тока.
Внахлёст варят такие детали каркаса, которые не будут подвергаться повышенным нагрузкам. Это совершенно ненадёжный способ, который не применяется в фундаментах. Для повышения прочности при сварке внахлёст шов делают как можно длиннее, а свариваемые поверхности предварительно зачищаются металлической щёткой.
ФОТО: media.bobruisk.ruТочечная сварка считается самой быстрой, но качественно выполнить её можно только в заводских условиях
Стыковая сварка, как и сварка внахлёст, не отличается прочностью. Её используют только в случае крайней необходимости, предварительно обваривая концы стыкуемых прутов.
Что касается выбора электродов, то профессионалы предпочитают АНО и МР. Для арматуры толщиной 5–8 мм берутся электроды 3 мм, для 8–10 мм, соответственно, 4 мм, а более 10 мм – 5. Сила тока тоже различается. Для арматуры с диаметром 5 мм достаточно 200А, 6 – 250А, 8 – 300А, 10 – 350А, 20 – 450А.
Подробнее о методах сварки – в этом видео:
Watch this video on YouTube
Остаётся только добавить, что все мы, к сожалению, зависим от порядочности производителей той же самой арматуры. А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А что вы думаете по этому поводу? Поделитесь своим мнением к комментариях!
Слабое звено из армированного нейлона
Этот автомобильный впускной коллектор, состоящий из двух частей, изготовленный методом литья под давлением из нейлона 6, имеет две половинки, сваренные вместе вибрационной сваркой.
Волокна на линии вязания, ориентированные под углом 90° к приложенным нагрузкам, не добавляют прочности. На самом деле, трикотажные линии обладают прочностью ненаполненной смолы.
Программное обеспечение Moldflow от Moldflow Corp., Вейланд, Массачусетс, моделирует течение жидкого пластика в форму для литья под давлением. Это помогает дизайнерам предсказать, где могут образоваться линии вязания и соединения. Области, окрашенные в красный цвет, заполняются меньше всего, а синие — дольше всего.
Линии переплетения образуются при встрече двух противоположных потоков. Линии плавления образуются на границе двух параллельных потоков.
Нейлоновые термопласты используются в самых разных областях, от автомобильных воздухозаборных коллекторов и бамперов до бытовой техники и электроинструментов. Изготовленные литьем под давлением нейлоны не деформируются при сварке, что делает их идеальными для сборок со сложной геометрией. Нейлон также остается жестким при температурах, близких к расплавленным, и имеет предсказуемую скорость усадки, поэтому детали легко извлекаются из оснастки и могут быть изготовлены с жесткими допусками. Относительно низкая вязкость позволяет ему легко затекать в формы сложной формы, в том числе с более тонкими сечениями. А детали с более тонкими стенками сокращают время охлаждения и время цикла, а также снижают вес продукта.
Но просто иметь возможность заполнить каждый уголок и трещину формы пластиком или сварить две формованные детали вместе, недостаточно. Потоки расплава также должны быть равномерно распределены и ориентированы, особенно при использовании армированных волокном пластиков. В этом отношении литье под давлением и сварка имеют нечто общее: линии вязания. Хотя механизмы, ответственные за их формирование, различны, но результаты схожи.
Линии вязания в формованных деталях Жидкий пластик (расплав), обтекающий препятствия в формовочном инструменте, такие как вставки, ребра, сердцевины и т. д., образует так называемые линии вязания и соединения. Линии сплетения (плоскости) образуются там, где фронты потока встречаются с противоположных направлений, а линии слияния — с одного и того же направления.
Количество линий вязки определяется по формуле:
N = G + Co — 1
, где N = количество линий сварки, G — количество ворот, а Co = количество перекрывающих стержней или штифтов. Трикотажные линии, как правило, вызывают большую озабоченность, потому что они механически слабее, чем линии сплава, и могут быть значительно слабее, чем сыпучий материал. Прочность на растяжение ненаполненного нейлона примерно равна или примерно на 17% меньше, чем у объемного материала. Та же смола, содержащая 30% (по весу) стекловолокна, напротив, может терять 50% или более своей прочности на линиях вязания. И механическая прочность не улучшается с дополнительными или более сильными волокнами.
Столь резкое падение прочности вокруг линий вязания происходит из-за того, что напряжение концентрируется на острых V-образных вырезах. Вырезы образуются, когда волокна ориентированы ортогонально основному потоку расплава. Это, в свою очередь, способствует неполному молекулярному запутыванию или диффузии и даже образованию микропустот. В воротах (местах инъекций) волокна располагаются случайным образом, а затем выравниваются с основным потоком. Когда фронты потока встречаются, волокна, поворачивающиеся на 90° к основному потоку, не добавляют прочности. Фактически, испытательные образцы (33 мас. % стекловолокна и нейлона 6) демонстрируют на 50-60% меньшую прочность в поперечном направлении.
Эти трещины также усиливают модификаторы ударопрочности. Ударопрочные пластики при впрыскивании в форму, особенно при чрезмерно высоких температурах расплава, демонстрируют так называемый «фонтанный поток». Здесь добавка не достигает слоя замороженной стенки напрямую, а вместо этого стекает сначала по центру полости формы к фронту расплава. Это может изменить направление потока и ориентацию полимерных молекул и волокон, способствуя образованию V-образного надреза.
Повышение температуры формы и расплава — ниже уровней, при которых разрушается полимер, — способствует более медленному охлаждению и в большинстве случаев повышает прочность. Хотя доминируют эффекты температуры расплава, чрезмерно холодные стенки формы могут слишком быстро затвердевать жидким пластиком, создавая корки с более низкой кристалличностью, чем при более медленном охлаждении сердцевины. Повышение температуры формы, более быстрое заполнение форм, отказ от разделительных смазок и более высокое давление упаковки — все это может укрепить трикотажные линии.
Тем не менее, детали, изготовленные из наполненных термопластов (армирование стекловолокном, наполнители, модификаторы ударной вязкости и т. д.), должны иметь соответствующее пониженное допустимое рабочее напряжение. Кроме того, на поверхностях, несущих более высокие нагрузки, не должно быть линий переплетения. То же самое относится и к сварным конструкциям.
Формирование линии сварки Линии сварки очень похожи на линии переплетения в том смысле, что они образуются при встрече двух потоков расплава. В этом случае плавление ограничивается границей раздела компонентов или линией сварки. Тепло для процесса поступает от трения (линейная или орбитальная вибрация, вращение или ультразвук), контакта с горячей пластиной или лазерного излучения. Инфракрасная лазерная сварка на просвет является относительно новой технологией, но ожидается, что она будет быстро развиваться, в то время как другие методы, такие как линейная вибрационная сварка, уже широко используются.
Как и при литье под давлением, линейная вибрационная сварка имеет ряд регулируемых параметров, каждый из которых может повлиять на целостность сварного шва. К ним относятся амплитуда, давление и продолжительность зажима и удержания, а также расплавление. Повышение амплитуды сварки и снижение давления повышают прочность сварного шва на растяжение. Увеличение толщины плавления или межфазной толщины также улучшает прочность на растяжение. Аналогичные улучшения происходят при более высоких температурах плавления. Однако форма и направление колебаний не оказывают заметного влияния на механические свойства сварного шва.
В большем количестве конструкций используется пластмасса на основе нейлона Меньший вес и более низкие производственные затраты — вот две причины, по которым использование нейлона для автомобильных компонентов под капотом выросло с 87 500 тонн в 1999 году до 165 000 тонн в настоящее время. ожидается, что к 2005 г. он достигнет 230 000 тонн (Северная Америка и Европа). Нейлон, армированный стекловолокном и минеральным волокном, позволяет автопроизводителям изготавливать сварные резервуары для жидкости, резонаторы, крышки и компоненты шасси, которые могут весить на 40–55 % меньше, чем штампованные стальные или литые аналоги.
Аналогичное снижение веса возможно для различных электроинструментов и садово-огородного инвентаря. Армированные стекловолокном и наполненные нейлоны также помогают сократить количество отходов, поскольку они в основном сохраняют свои механические свойства даже после нескольких циклов повторной формовки/переточки. Сегодня доступно более десятка классов нейлоновых смол (полиамидов).
Влияние наполнителей на прочность трикотажа и шва
СТЕКЛОВОЛОКНО, мас. %
МИНЕРАЛЬНОЕ ВОЛОКНО, вес. %
МОДИФИКАТОР УДАРА, мас. %
PLASTIC TENSILE STRENGTH, MPa
KNIT LINE TENSILE STRENGTH, MPa
WELD LINE TENSILE STRENGTH, MPa
0
82. 0
85.5
81.0
0
40
90.0
77.0
81.5
0
4
54.0
51.6
6
85.0
83,1
14
125,0
89,1
1
10008 90.7
15
25
126.0
90.0
84.8
25
160.0
90.2
33
185,0
89,2
85,6
3
70011
5
152. 0
62.0
45
208.0
82.1
50
220.0
83,3
80,5
63
229,0
9,0008
79.2
При температуре 23°C, в сухом состоянии, как формованный пластик на основе нейлона-6 и оптимизированные условия обработки. Испытания проводились в Honeywell International, Engineered Applications & Solutions, Морристаун, Нью-Джерси,
Большое спасибо доктору Вэлу Кагану, Honeywell International, Engineered Applications & Solutions, Морристаун, Нью-Джерси, за помощь в написании этой статьи.
В чем разница между линиями сварки, вязания и плавки и почему это важно?
В индустрии литья пластмасс под давлением мы работаем с материалами, которые являются побочными продуктами переработки нефти и формами, изготовленными из металлического литья, поэтому наша терминология должна быть, по крайней мере, немного запутанной.
Три термина, которые часто путают, — это линии сварки, слияния и вязания. Линии плавления и вязания на самом деле являются разными типами линий сварки. Давайте рассмотрим, что вызывает дефекты линий оплавления и вязания, как они влияют на долговечность детали и в чем разница между ними.
Что вызывает появление линий вязания и оплавления?
Как и многие несоответствия деталей, эти нежелательные функции коренятся в дизайне продукта. Поскольку наш материал вводится через ворота, он должен проходить через полость и вокруг различных элементов, таких как отверстия или выступы (показаны на изображении 1).
Если в бобышке винта присутствует линия переплетения, бобышка, скорее всего, треснет, когда в нее ввинчивают винт, что приведет к несоответствию деталей.
Для автомобильных деталей это приводит к ударам, скрипу или грохоту деталей.
Для электроники сломанная втулка винта не позволит должным образом сжать уплотнение, что приведет к повреждению драгоценной печатной платы (печатной платы) водой.
Для деталей сантехники, если они находятся в канавке уплотнительного кольца, существует вероятность того, что будет просачивание жидкости, вызывающее медленное капание.
В отрасли производства трубных фитингов, если с ними не справляются должным образом, фитинг не пройдет испытания на разрыв или разрушение, что приведет к выходу продукта из строя в полевых условиях.
Изображение 1: Винтовая втулка
Думайте об этом, как о воде, текущей по реке с торчащим из поверхности камнем. Как только вода достигает скалы, поток должен разделиться, продолжить движение вокруг и сойтись на противоположной стороне.
На чем мы хотим сосредоточиться, так это на схождении, чтобы определить, является ли это вязанием или соединением.
Линия плавки
Линия соединения определяется как повторное слияние двух фронтов потока после того, как пластический поток был разделен элементом в конструкции детали. Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока.
Изображение 2: Материал обтекает и сходится после выхода прямоугольного сердечника, продолжая течь и формируя линию сплава
Этот стык не такой прочный, как непрерывный поток. Поскольку фронт потока может сливаться и продолжать течь через полость, больше шансов, что он сможет герметизировать эту область, тем самым увеличивая ее прочность.
Линия вязания
Линия переплетения — это когда два фронта потока сходятся, но вместо того, чтобы сливаться, это похоже на лобовое столкновение на остановке с четырьмя направлениями. Это некрасиво и добром не кончится.
Изображение 3: Материал, обтекающий стоячий керн
Как только эти два фронта потока встречаются, геометрия полости для протекания больше не существует, что затрудняет создание давления в этой области детали, впоследствии результат становится даже слабее, чем линия сплавления.
Выбор материала
Некоторые материалы более щадящие по прочности, чем другие. Материалы (ПЭВП, ПП, ПОМ) с обтекаемой структурой (показаны на Рисунке 4) обычно обладают более высокой прочностью, поскольку полимерные цепи легче переплетаются. Случайные структуры, содержащие бензольные кольца, встречающиеся в других материалах (ПК, ПММА, АБС), снижают способность полимерных цепей легко сливаться вместе. Эти бензольные кольца также увеличивают вязкость, снижают скорость усадки и повышают прочность, за исключением линий вязания и/или оплавления.
Рис. 4: Верх, обтекаемая структура из полиэтилена высокой плотности Нижняя часть, поликарбонат произвольной формы
Материалы с физическими наполнителями, такими как стекло, углерод, металлические чешуйки и т. д., снижают способность положительно влиять на прочность вязания или сшивки. Это происходит по нескольким причинам.
Во-первых, температуры, при которых мы обрабатываем большинство термопластов (от 400 до 600 o F), значительно ниже точки плавления этих типов наполнителей (стекло от 2552 до 2912 o F) … если они даже растают. В этой ситуации у нас есть не только элемент внутри полости, препятствующий течению пластика, но и твердое тело, взвешенное во фронте потока, что еще больше сеет хаос. Поэтому нам необходимо проверить ориентацию волокна до элемента и то, как она отличается после элемента (показано на изображении 5).
Изображение 5: Ориентация волокон до и после сердцевины
Ключом к пониманию изменений прочности поврежденной части является понимание того, как разбиваются тестовые образцы и как собираются данные.
Испытание на удар по Изоду, показанное ниже на Рисунке 6, использует утяжеленный маятник для удара по образцу. Показания представлены в количестве энергии, необходимой для разрушения образца, обычно в футо-фунтах/дюймах 2 . Чем больше энергии требуется для разрушения образца, тем прочнее материал.
Изображение 6: Прибор для испытания на удар по Изоду
Еще одна область, которую нам необходимо рассмотреть, — это данные ASTM для образцов с надрезом и без надреза, показанные ниже на изображении 7. Из-за элементов, из которых состоит полимер, их расположение и связи определяют, насколько сохраняется прочность. Линия переплетения аналогична надрезу в образце ASTM.
Изображение 7: Тестовые образцы ASTM
Хотя формованная деталь с линией вязания может вести себя не совсем так, как тестовый образец, лист технических данных покажет нам, насколько потенциально может быть потеряна прочность.
Например, есть определенные материалы, которые настолько прочны, что тест ASTM не может разрушить образец без надреза, но ценность образца с надрезом чрезвычайно низка. Одним из примеров этого является ПК, используемый в медицинской промышленности (показан ниже на диаграмме 1).
Таблица 1: Калибр™ MEGARAD™ 2081-15
Другие материалы, такие как полипропилен, показанный ниже в Таблице 2, разрушаются по методу испытаний ASTM как с надрезом, так и без надреза.
Таблица 2: Gapex® HP RPP20EU98HB
Ни один из этих материалов не является плохим, но мы должны понимать их ограничения и то, как правильно приспособить дизайн для достижения желаемой цели.
То, на что мы обращаем внимание в качестве признаков прочности, — это падение между образцом без надреза и образцом с надрезом. Это может помочь нам понять, насколько слаба вязаная линия потенциально по сравнению с непрерывным потоком пластика.
Дизайн пресс-формы
Место, где линия сшивания или соединения будет находиться в пределах геометрии детали, сильно зависит от расположения литника. Используя моделирование потока, мы можем предсказать, где это может произойти. Тем не менее, расположение ворот может быть выбрано на основе функциональности детали, размещая линии вязания или соединения в критических областях для обеспечения надлежащей функциональности.
Обработка
Улучшение прочности трикотажных или литейных линий может быть чрезвычайно затруднено при обработке, поскольку существует так много факторов, которые уже зафиксированы, например, геометрия детали, расположение ворот, длина потока и материал. Лучшее, на что мы можем надеяться, — это улучшить давление на линию вязания или соединения за счет сочетания температуры расплава, температуры формы, скорости потока и удерживающего давления.
характеристики и расшифовка, применение и свойства стали
Механические свойства стали 06ХН28МДТ
Механические свойства стали при повышенных температурах
Температура испытаний, °С
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость, KCU, Дж/см2
Лист толщиной 12 мм. Закалка при 1050 °С, вода
20
270
620
55
78
350
200
210
550
45
75
350
400
180
550
50
60
350
600
150
500
45
60
350
Лист толщиной 16 мм. Закалка при 1080 °С, вода
800
180
250
40
45
110
900
150
180
30
40
120
1000
90
100
25
40
100
1100
—
50
35
40
100
Механические свойства в зависимости от степени холодной деформации
Степень деформации, %
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Закалка при 1050 °С, вода
0
230
600
23
62
10
710
750
20
42
20
750
810
15
42
40
930
950
10
40
60
1080
1100
3
—
80
—
1200
2
—
Свойства по стандарту
ГОСТ 4986-79
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Лента холоднокатаная. Закалка при 930-1050 °С, вода или воздух.
До 0,2
—
560
13
—
—
Лента холоднокатаная. Закалка при 930-1050 °С, вода или воздух.
0,2 — 2,0
—
560
25
—
—
Свойства по стандарту ГОСТ 5582-75
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Лист горячекатаный и холоднокатаный. Закалка при 1050-1080 °С, вода или воздух
До 3,9
—
540
35
—
—
Свойства по стандарту
ГОСТ 9941-81
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Трубы бесшовные холодно- и теплодеформированные, термообработанные
0,2 — 22
—
490
30
—
—
Свойства по стандарту
ГОСТ 25054-81
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Поковки. Закалка при 1050-1100 °С, вода или воздух.
До 100
216
510
30
30
—
Свойства по стандарту
ТУ 14-1-2214-77
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Загатовка трубная. Закалка при 1100-1150 °С, воздух, масло или вода. Закалка при 1050-1080 °С, вода
80
195
490
45
70
—
Загатовка трубная. Закалка при 1100-1150 °С, воздух, масло или вода. Закалка при 1050-1080 °С, вода
—
245
540
35
50
98
Физические свойства 06ХН28МДТ
Температура, °С
Модуль упругости, Е 10-5, МПа
Коэффициент температурного расширения, a 106, 1/°C
Коэффициент теплопроводности, I, Вт/м·°С
Удельная теплоемкость, С, Дж/кг·°С
Удельное электросопротивление, R 10 9, Ом·м
20
—
—
13
—
750
100
1,91
10,9
13
—
—
200
1,86
12,9
15
—
—
300
1,79
13,6
17
—
—
400
1,71
14,4
—
—
—
500
1,61
14,9
22
—
—
600
1,56
15,3
24
—
—
700
1,51
16,8
25
—
—
800
1,45
16,3
26
—
900
—
16,8
—
—
—
Свойства по стандарту ГОСТ 5582-75
Плотность, г/см3: 7,76*
* Типичное значение свойства для низкоуглеродистой и низколегированной
стали. Эта величина не предусмотрена стандартами, она носит
ориентировочный характер и не может быть использована с целью
проектирования
Сталь 06ХН28МДТ: применение, характеристики, состав, свойства
Нержавеющая сталь 06ХН28МДТ – сплав на железоникелевой основе, ранее известный как ЭИ943. Сталь обладает высокими антикоррозионными качествами, стойкостью к температурным перепадам и воздействию химически активных соединений. Высокие эксплуатационно-технические свойства позволяют использовать изделия из этого сплава в различных отраслях промышленности, а также в быту.
Зарубежные аналоги марки стали 06ХН28МДТ ( стар. 0Х23Н28М3Д3Т ЭИ943 )
США
AISI 904L
Германия
1.4563
Япония
SCS23
Франция
Z1NCDU31-27-03
Расшифровка, химический состав 06ХН28МДТ и основные характеристики сплава
Маркировка сплава состоит из цифр и букв, которые указывают на основные химические элементы в составе материала и на их процентное соотношение. Поэлементная расшифровка 06ХН28МДТ выглядит следующим образом:
Х-хром.
Н-никель.
М-молибден.
Д- медь.
Т-титан.
06 – процент содержания углерода не превышает 0.06%.
28 – усредненное количество никеля в сплаве (допускается от 26% до 29%никеля).
В основе химического состава 06ХН28МДТ доминируют три элемента – железо, хром и никель. Такая комбинация указывает на высокую коррозионную и температурную стойкость сплава. Буква Т в конце маркировки указывает на наличие в химсоставе титана с массовой долей около 1%, что существенно увеличивает прочность сплава и его стойкость к деформациям.
Основные технические характеристики стали 06ХН28МДТ:
Допускаемое напряжение (деформация на разрыв при температуре 20 градусов) составляет 490-550 МПа.
Сталь имеет плотность 7.96 г/см3, что типично для большинства сплавов с аналогичным химсоставом.
Твердость 06ХН28МДТ равна 200 МПа.
Предел текучести стали от 215 до 245 МПа.
Химический состав и технические характеристики сплава регламентированы нормами ГОСТ 5632.
Применение сплава 06ХН28МДТ и его зарубежные аналоги
Благодаря высоким эксплуатационным качествам, стойкости к коррозии, температурным перепадам и воздействию химически активных веществ (особенно, серной кислоты), сплав нашел широкое применение в следующих отраслях:
Химическая промышленность – трубопроводы, отводы химаппаратуры, емкости для хранения и транспортировки различных веществ.
Используется сплав и в строительстве, а также в монтаже магистральных коммуникаций для бытового и промышленного применения. Одно из ключевых преимуществ материала заключается в сохранении прочности сварных швов в кислых средах. Режется сплав удовлетворительно, места реза не требуют дополнительной обработки.
Выпускается сталь этой марки в виде проката разного типа – труба, лист, пруток и лента.
Зарубежные аналоги 06ХН28МДТ:
AISI 904L (США).
1.4563 (Германия).
Z1NCDU31-27-03 (Франция).
SCS23 (Япония).
У нас можно выгодно купить нержавейку 06ХН28МДТ, а также заказать изготовление из нее различных изделий таких как фланцы по индивидуальным эскизам. Для оформления заказа или получения дополнительной информации, позвоните нашим специалистам по указанным телефонам или оставьте онлайн заявку на сайте.
Механические свойства стали 06ХН28МДТ ( стар. 0Х23Н28М3Д3Т ЭИ943 )
ГОСТ
Состояние поставки, режим термообработки
Сечение, мм
σ0,2 (МПа)
σв(МПа)
δ5(δ4)(%)
ψ %
KCU (Дж / см2)
ГОСТ 5582-75 (Образец поперечный)
Лист горячекатаный и холоднокатаный. Закалка 1050-1080 °С, вода или воздух.
До 3,9
—
540
35
—
—
ГОСТ 4986-79
Лента холоднокатаная. Закалка 930-1050 °С, вода или воздух.
До 0,2 0,2-2,0
— —
560 560
(13) (25)
— —
— —
ГОСТ 25054-81
Поковки. Закалка 1050-1100 °С, вода или воздух.
До 1000
216
510
30
30
—
ГОСТ 9941-81
Трубы бесшовные холодно- и теплодеформированные, термообработанные.
Термическая обработка стали – процесс температурного воздействия на материал. Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Термическая обработка стали – это процесс температурного воздействия на материал. Он позволяет поменять размеры зерен внутри металла, то есть изменить его характеристики, улучшить.
При обработке применяется сразу несколько методов. Металл нагревают, выдерживают при определенной температуре и равномерно охлаждают. Делать это можно на разных этапах, как с заготовками, так и с уже готовыми изделиями.
Метод используется для достижения следующих целей:
значительное увеличение прочности и износостойкости;
защита материала от последующего воздействия высоких температур;
снижение риска появления коррозии;
устранение внутреннего напряжения в заготовках;
подготовка материала к последующей обработке, увеличение его пластичности.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Сталь должна соответствовать трем основным требованиям:
относиться к категории инструментальных, конструкционных или специальных;
быть по составу легированной или углеродистой;
содержать не более 0,25% углерода для низкоуглеродистых сплавов и менее 0,7 % для высокоуглеродистых.
Рассмотрим, какие способы применяются в работе, их особенности и другие параметры, влияющие на результат и уровень качества.
Отпуск
Отпуск стали часто применяется в машиностроении, а также при изготовлении деталей разного назначения из стальных заготовок. Обычно используется с закалкой, потому что помогает снизить внутреннее напряжение материала. Это делает сырье значительно прочнее, снимает хрупкость, которая может появиться при воздействии повышенных температур.
Еще одна цель применения – увеличение показателей ударной вязкости. Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Технология отпуска разделена на три типа:
Низкий. Технология используется для создания мартенситной структуры металла. Главная цель – значительно увеличить вязкость сырья и при этом сохранить его твердость.
Максимальная температура нагрева – до 250 °С. Обычно она составляет не более 150 °С. При таком нагреве сталь нужно будет держать около полутора часов. Охлаждение проводится внутри масла или воздуха, что помогает также упрочнить заготовку или готовое изделие.
Чаще всего низкий отпуск применяется при создании измерительного инструмента или разных типов режущих изделий.
Средний. Отличие заключается в повышении максимальной температуры до 500 °С. Обычно детали обрабатываются при нагреве до 340 °С. Применяется воздушное охлаждение.
Главная задача среднего отпуска – перевести мартенсит в троостит. Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Высокий. Одно из наиболее успешных средств, позволяющих снизить высокий уровень внутренней напряженности. Изделие прогревается до высоких температур, что помогает создать и нарастить вязкость и пластичность без потери прочности. Хотя методика сложна в использовании для ответственных деталей, она оптимальна. Диапазон нагрева – 450-650°С.
Отжиг
Метод применяется для стабилизации внутренней структуры материала и увеличения ее однородности. Это также помогает сильно уменьшить уровень напряжения. Технологический процесс предполагает нагрев до высоких температур, выдержку и длительное, медленное охлаждение.
В промышленности используется несколько основных подходов:
Гомогенизация. Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
Рекристаллизация. Это низкий отжиг, необходимый после проведения деформации. Главная задача – сделать материал значительно прочнее путем изменения формы зерна во внутренней структуре. Температурный диапазон составляет 100-200 °С. По сравнению с гомогенизацией, длительность выдерживания сильно уменьшилась – до двух часов. Медленное остывание проходит внутри печи.
Изометрическое воздействие. Подходит только для легированных сталей. При создаваемом состоянии аустенит постепенно распадается. Температура зависит от природного максимума для конкретной марки металла. Предел должен быть превышен на 20-30°С. Остывание проходит в два этапа – быстрый и медленный.
Избавление от внутреннего и остаточного напряжения. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Полный. Если вам нужно достичь мелкозернистой структуры материала с преобладанием перлита и феррита. Методика подойдет для разных типов заготовок – от штампованных и литых до кованных. Метод нагревания здесь такой же, как у изометрического отжига – прогрев выполняется до предельной точки и еще на 30-50°С выше него. Охлаждение проводится до 500°С. Секрет качественного выполнения операции в том, чтобы контролировать скорость остывания. Она указывается из расчета на 60 минут. Для углеродистой стали остывание должно быть менее 150°С, а для легированной – 50°С.
Неполный. Основной задачей проведения неполного отжига является перевод перлита в ферритно-цементитную структуру. Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Закалка
Закалка и отпуск стали являются одними из наиболее распространенных режимов термической обработки.
Такой вариант воздействия нужен, чтобы нарастить важные показатели материала – от твердости и максимальной упругости до защиты от износа и твердости. При помощи закалки удается уменьшить предел на сжатие и пластичность.
Такой формат обработки является одним из наиболее старых. Он основывается на быстром охлаждении прогретого до высоких температур металла. Предел нагрева отличается в зависимости от типа сплава. Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
В зависимости от марки стали меняется несколько основных параметров:
Среда охлаждения. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Скорость охлаждения. Меняется в зависимости от изначальной степени прогрева. Температура воды, соляного раствора или газа также может отличаться.
Нагрев. Выбирается в зависимости от пределов, нужных для изменения внутренней структуры. Для многих видов сырья этот показатель составляет около 900°С.
Нормализация
Процесс нормализации необходим для того, чтобы изменить структуру и создать внутри металла мелкое зерно. Этот вариант подходит как для легированных, так и для низкоуглеродистых сталей.
Главное преимущество технологии позволяет довести твердость до 300 НВ. Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
В качестве среды охлаждения используется воздух. Максимальные температуры нагрева – не более 50°С сверх установленного для материала предела.
Криогенная термообработка
Основы термической обработки стали криогенного типа заключаются в значительном охлаждении ранее закаленных заготовок. Главная цель использования – прекращение мартенситного преобразования.
Как и в случае с другими перечисленными средствами, заготовку потребуется постепенно прогреть до стандартной температуры.
Химико-термическая обработка
В ходе обработки происходит преобразование внешнего слоя материала. Это позволяет повысить твердость, защитить сырье от коррозии и дополнительно нарастить износостойкость.
В процессе могут использоваться следующие методы:
Цементация. Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.
Азотирование. В отличие от цементации вместо углерода применяется азот. Для этого создается нагретая аммиачная среда. Температурный диапазон составляет 500-520°С.
Цианирование. Применяется как углерод, так и азот в разных соотношениях в зависимости от температуры. Процесс возможен как в газовой, так и в жидкой среде.
Хромирование. Один из видов металлизации. Назван так по основному веществу, которым насыщается материал (хром). Улучшает прочность, коррозийную стойкость, внешний вид детали.
Технология выбирается с ориентиром на особенности и характеристики конкретного типа сплава.
Закалка стали — температура, скорость и режимы закалки, свойства и структура закаленной стали
Закалка стали – термическая обработка, включающая в себя нагрев, выдержку и охлаждение. Процесс направлен на улучшение механических характеристик стали, металлов и сплавов.
Закалка – вид термической обработки, состоящий из основных операций – нагрева до определенной температуры, выдержки, быстрого охлаждения. Он применяется в сочетании с другой разновидностью термообработки – отпуском. Эта технология позволяет улучшить механические характеристики недорогих марок стали, цветных металлов и сплавов, за счет чего снижается себестоимость получаемых изделий и конструкций.
Общие сведения о технологии закалки стали
Основные цели, решаемые комплексом закалка + отпуск:
повышение твердости;
повышение прочностных характеристик;
снижение пластичности до допустимой величины;
возможность использования пустотелых изделий вместо полнотелых, что позволяет снизить массу металлоизделия и металлоемкость производственного процесса.
Основные этапы закалки:
нагрев до температур, при которых осуществляется изменение структурного состояния металла;
выдержка, установленная в технологической карте;
охлаждение со скоростью, обеспечивающей формирование заданной кристаллической структуры.
После закалки проводят отпуск, который заключается в нагреве металла до температур, лежащих ниже линии фазовых превращений, с дальнейшим медленным понижением температуры. На результат термообработки влияют:
температура нагрева;
скорость роста температуры;
период выдержки при закалочных температурах;
охлаждающая среда и скорость снижения температуры.
Ключевым параметром является температура нагрева, от которой зависит перестройка и формирование новой структурной решетки. По глубине действия закалку разделяют на объемную и поверхностную. В машиностроении обычно используется объемная закалка, после которой твердость поверхности и сердцевины отличается незначительно. Поверхностная термообработка востребована для деталей, для которых важна высокая твердость поверхности и вязкая сердцевина.
Какие стали подвергают закалке
Не все марки сталей могут подвергаться закалке. Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
Таблица правильных режимов закалки и отпуска для некоторых типов инструментальных сталей
Марка стали
Температура закалки стали
Среда охлаждения после закалочного нагрева
Температура отпуска
Среда охлаждения после отпуска
У7
800°C
вода
170°C
вода, масло
У7А
800°C
вода
170°C
вода, масло
У8, У8А
800°C
вода
170°C
вода, масло
У10, У10А
790°C
вода
180°C
вода, масло
У11, У12
780°C
вода
180°C
вода, масло
Р9
1250°C
масло
580°C
воздух в печи
Р18
1250°C
масло
580°C
воздух в печи
ШХ6
810°C
масло
200°C
воздух
ШХ15
845°C
масло
400°C
воздух
9ХС
860°C
масло
170°C
воздух
Виды закалки – с полиморфным превращением и без него
Закалка сталей протекает с полиморфным превращением, цветных металлов и сплавов – без них.
Закалка сталей с полиморфным превращением
В углеродистых сталях при повышении температур выше определенного уровня происходит ряд фазовых превращений, вызывающих изменения кристаллической решетки. При критических температурах, значение которых зависит от процентного содержания углерода, происходит распад карбида железа и образование раствора углерода в железе, называемого аустенитом. При медленном остывании аустенит постепенно распадается, и кристаллическая решетка приобретает исходное состояние. Если углеродистые стали охлаждать с высокой скоростью, то в зависимости от режима закалки в них образуются различные фазовые состояния, самый прочный из них – мартенсит.
Для получения мартенситной структуры доэвтектоидные стали(до 0,8% C) нагревают до температур, лежащих выше точки Ас3 на 30-50°C, для заэвтектоидных – на 30-50° выше Ас1.По такой технологии закаливают металлорежущий инструмент и упрочняют изделия, которые в процессе эксплуатации подвергаются трению: шестерни, валы, обоймы, втулки. При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
Закалка без полиморфного превращения
Закалка без полиморфного превращения протекает в цветных металлах и сплавах, имеющих ограниченную растворимость вторичных фаз при обычных температурах, в которых при высоких температурах не происходят полиморфные превращения. При повышении температур выше линии солидус (это линия, ниже которой находится только твердая фаза) вторичные фазы полностью растворяются. При быстром охлаждении вторичные фазы не выделяются, поскольку для этого необходимо определенное время. После такой термообработки цветной сплав является термодинамически неустойчивым, поэтому со временем он начинает распадаться с постепенным выделением вторичной фазы. Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
Закалка цветных металлов и сплавов, в отличие от углеродистых сталей, часто не приводит к повышению прочности. Сплавы на основе меди, например, после такой ТО часто становятся более пластичными. Для таких материалов обычно используют отпуск, благодаря которому снимаются напряжения после литья, прокатки, штамповки, ковки или прессования.
Способы закалки стали
Способ закалки выбирают в зависимости от химического состава стали и запланированных свойств.
Закаливание с охлаждением в одной среде
Скорость охлаждения стали после закалки зависит от среды, в которой оно проводится. Самую высокую скорость обеспечивает охлаждение в воде. Такой способ используется для среднеуглеродистых низколегированных сталей и некоторых марок коррозионностойких сталей. При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
Прерывистая закалка в двух охлаждающих средах
Ступенчатую закалку применяют для деталей, изготовленных из сложнолегированных сталей. Крупногабаритные детали после нагрева на несколько минут окунают в воду, а затем охлаждают в масле до +320…300°C, после чего оставляют на воздухе. При охлаждении в масле до комнатных температур твердость изделия значительно снижается.
Изотермическая ТО
Закалка высокоуглеродистых марок – сложный процесс, состоящий из нормализации с последующим нагревом до температуры закалки. Нагретые детали опускают в ванну с селитрой, нагретой до температур +320…+350°C, выдерживают.
Светлая ТО
Такая термообработка применяется для высоколегированных сталей и заключается в их нагреве в среде инертных газов или в вакууме, что обеспечивает светлую поверхность металла. Светлая закалка используется в серийном производстве типовых изделий.
Термообработка с самоотпуском
При высокой скорости охлаждения внутри детали остается тепло, которое при постепенном выходе снимает напряжения внутренней структуры. Этот процесс можно доверить только специалистам, которые могут точно рассчитать время нахождения изделия в охлаждающей среде.
Струйная
Охлаждение осуществляют интенсивной струей воды. Такой процесс применяется при необходимости закаливания отдельных частей изделий.
Оборудование для проведения закалки
Оборудование разделяется на две основные группы – установки для нагрева и ванны для охлаждения. На современных предприятиях для получения закалочных температур используются:
муфельные термические печи;
оборудование для индукционного нагрева;
установки для нагрева в расплавах;
аппараты лазерного нагрева;
газоплазменные устройства.
Первые три типа установок востребованы для осуществления объемной закалки, три последние – для поверхностного процесса.
Закалочное оборудование – это стальные емкости, графитовые тигли, печи, в которых содержатся расплавленные металлы или соли. Закалочные ванны для жидких сред оборудованы системами обогрева и охлаждения. В их конструкции могут быть предусмотрены специальные мешалки для перемешивания жидких сред и устранения паровой рубашки.
Охлаждающие среды
Условия охлаждения стали после закалки выбирают в зависимости от химического состава обрабатываемого металла и требуемых характеристик конечного продукта. Это могут быть:
вода;
воздушная или струя или струя инертного газа;
минмасло;
водополимерные смеси;
расплавленные соли – бария, натрия, калия;
металлические расплавы – свинцовые или оловянные.
Технология закалочного процесса
Нагрев и выдержка
Температура нагрева стали при закалке зависит от ее химического состава. В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:
обезуглероживание;
окисление поверхности;
увеличение внутреннего напряжения;
изменение структурных составляющих.
Изделия сложных форм предварительно подогревают. Для этого их два-три раза опускают на несколько минут в соляные ванны или держат короткое время в печах, нагретых до температур +400…500°C. Период выдержки определяется габаритами изделия и их количеством в печи. Все части изделия должны прогреваться равномерно.
Таблица температур закалки различных марок стали
Марка
Температура, °C
Марка
Температура, °C
15Г
800
50Г2
805
65Г
815
40ХГ
870
15Х, 20Х
800
3Х13
1050
30Х, 35Х
850
35ХГС
870
40Х, 45Х
840
30ХГСА
900
50Х
830
Температуру нагрева измеряют с помощью пирометров – контактных и бесконтактных, инфракрасных приборов.
Охлаждение
Для охлаждения используется вода – чистая или с растворенными в ней солями, щелочные растворы. Для легированных сталей используется обдув или охлаждение в минмаслах. В изотермических и ступенчатых процессах для охлаждения используются расплавы солей, щелочей и металлов. Такие среды могут чередоваться между собой.
Отпуск
В зависимости от необходимой температуры отпуск осуществляется в масляных, щелочных или селитровых ваннах, печах с принудительной циркуляцией воздушных потоков, горячем песке.
Низкий отпуск, проводимый при +150…+200°C,служит для устранения внутренних напряжений, некоторого повышения пластичности и вязкости без существенного ухудшения твердости. Низкий отпуск востребован для измерительного и металлообрабатывающего инструмента, других деталей, которые должны сочетать твердость и устойчивость к износу.
Для быстрорежущих сталей отпуск осуществляют при температурах +550…580°C. Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
Возможные дефекты после закалки
Нагрев, выдержку, охлаждение и отпуск стали осуществляют в соответствии с технологическими картами, разработанными специалистами. Нарушение разработанного и утвержденного техпроцесса и/или неоднородность структуры заготовки могут стать причиной появления различных дефектов. Среди них:
Неравномерный нагрев и/или охлаждение. Приводят к деформациям и образованию трещин, неоднородному составу и неоднородным механическим характеристикам.
Пережог. Возникает из-за проникновения кислородных молекул в металлическую поверхность. В результате образуются оксиды, изменяющие рабочие характеристики поверхностного слоя. Этот дефект возникает из-за выгорания из стали углерода, вызванного избыточным количеством кислорода в печи.
Попадание в масляную охлаждающую ванну воды. Это нарушение техпроцесса приводит к появлению трещин на изделии.
Все перечисленные выше дефекты являются неисправимыми.
Другие статьи:
Виды и марки стали Отпуск стали Состав и свойства стали
Улучшение баланса между прочностью, ударной вязкостью и твердостью в предварительно закаленной литейной стали 718H большого поперечного сечения
1. Ву С., Сюй Л. Новые продукты и методы изготовления литейных сталей. Спрингер; Берлин/Гейдельберг, Германия: 2011. стр. 423–441. [Google Scholar]
2. Ву Р., Ли Дж., Су Ю., Лю С., Ю З. Повышение однородности твердости за счет непрерывного низкотемпературного бейнитного превращения в предварительно закаленной литейной стали большого сечения. Матер. науч. англ. А. 2017; 706:15–21. doi: 10.1016/j.msea.2017.08.104. [Перекрестная ссылка] [Академия Google]
3. Ву Р.М., Чжэн Ю.Ф., Ву С.С., Ли С.С. Влияние титана на микроструктуру и однородность твердости незакаленной и отпущенной предварительно закаленной стали для крупногабаритных пластиковых форм. Айронмак. Стилмак. 2016;44:17–22. doi: 10.1080/03019233.2016.1155830. [CrossRef] [Google Scholar]
4. Гонсалес Х., Кальеха А., Перейра О., Ортега Н., Норберто Лопес де Лакалье Л., Бартон М. Суперабразивная обработка цельных вращающихся компонентов с использованием шлифовальных инструментов. Металлы. 2018;8:24. дои: 10.3390/мет8010024. [CrossRef] [Google Scholar]
5. Хосейни Х., Хогман Б., Клемент У., Киннандер А. Оценка обрабатываемости предварительно закаленных сталей для пресс-форм. Междунар. Дж. Мах. Мах. Матер. 2012; 11: 355–364. [Google Scholar]
6. Hoseiny H., Caballero F.G., Saoubi R.M., Högman B., Weidow J., Andrén H.O. Влияние термической обработки на микроструктуру и обрабатываемость предварительно закаленной литейной стали. Металл. Матер. Транс. А. 2015;46:2157–2171. doi: 10.1007/s11661-015-2789-4. [Перекрестная ссылка] [Академия Google]
7. Луо Ю., Ву С.С., Ван Х.Б., Мин Ю.А. Сравнительное исследование незакаленной и закаленной предварительно закаленной стали для пластиковых форм большого сечения. Дж. Матер. Процесс. Технол. 2009; 209:5437–5442. doi: 10.1016/j.jmatprotec.2009.04.019. [CrossRef] [Google Scholar]
8. Firrao D., Matteis P., Spena P.R., Gerosa R. Влияние микроструктуры на усталостную прочность и вязкость разрушения сталей, подвергнутых термической обработке для пресс-форм. Матер. науч. англ. А. 2013;559:371–383. doi: 10.1016/j.msea.2012.08.113. [Перекрестная ссылка] [Академия Google]
9. Фиррао Д., Маттеис П., Скавино Г., Уберталли Г., Иенко М.Г., Пинаско М.Р., Стагно Э., Джероса Р., Риволта Б., Сильвестри А. и др. Взаимосвязь между механическими свойствами при растяжении и разрушении и усталостными свойствами больших стальных блоков для пластиковых форм. Матер. науч. англ. А. 2007; 468–470: 193–200. doi: 10.1016/j.msea.2006.07.166. [CrossRef] [Google Scholar]
10. Hoseiny H., Klement U., Sotskovszki P., Andersson J. Сравнение микроструктур предварительно закаленных литейных сталей с непрерывным охлаждением и закалкой. Матер. Дес. 2011; 32:21–28. doi: 10.1016/j.matdes.2010.06.045. [Перекрестная ссылка] [Академия Google]
11. Liu H.H., Fu P.X., Liu H.W., Sun C., Ma X.P., Li D.Z. Эволюция микроструктуры и механических свойств предварительно закаленной литейной стали 718Н во время отпуска. Матер. науч. англ. А. 2018; 709: 181–192. doi: 10.1016/j.msea.2017.10.047. [CrossRef] [Google Scholar]
12. Вэнь С.Л., Мэй З., Цзян Б., Чжан Л.С., Лю Ю.З. Влияние температуры нормализации на микроструктуру и механические свойства микролегированной Nb-V стали для крупногабаритной поковки. Матер. науч. англ. А. 2016; 671: 233–243. doi: 10.1016/j.msea.2016.06.059. [CrossRef] [Google Scholar]
13. Tu M.Y., Hsu C.A., Wang W.H., Hsu Y.F. Сравнение микроструктуры и механического поведения нижнего бейнита и мартенсита отпуска в стали JIS SK5. Матер. хим. физ. 2008; 107: 418–425. doi: 10.1016/j.matchemphys.2007.08.017. [CrossRef] [Google Scholar]
14. Ким С., Ли Ю. Влияние остаточного аустенита на пружинение холоднокатаных листов из стали TRIP. Матер. науч. англ. А. 2011;530:218–224. doi: 10.1016/j.msea.2011.09.077. [Перекрестная ссылка] [Академия Google]
15. Кутюрье Л., Гойзер Ф.Д., Дескоин М., Дешам А. Эволюция микроструктуры мартенситной нержавеющей стали 15-5PH в процессе термообработки с дисперсионным твердением. Матер. Дес. 2016;107:416–425. doi: 10.1016/j.matdes.2016.06.068. [CrossRef] [Google Scholar]
17. Li X.L., Wang Z.D. Влияние одностадийного процесса Q&P на микроструктуру и механические свойства двухмартенситной стали. Акта Металл. Грех. 2015; 51: 537–544. [Google Scholar]
18. Бхадешия Х.К.Д.Х. Бейнит в сталях: превращение, микроструктура и свойства. Коммуникации Iom Кембриджского университета; Лондон, Великобритания: 2001. [(по состоянию на 9 апреля 2018 г.)]. Доступно в Интернете: http://www.phase-trans.msm.cam.ac.uk/2004/z/personal.pdf [Google Scholar]
19. Dong J., Zhou X., Liu Y., Li C., Liu C., Guo Q. Осаждение карбида в микролегированной Nb-V-Ti сверхвысокопрочной стали во время отпуска. Матер. науч. англ. А. 2017; 683: 215–226. doi: 10.1016/j.msea.2016.12.019. [CrossRef] [Google Scholar]
20. Чен Дж., Чжан В., Лю З., Ван Г. Роль остаточного аустенита в механических свойствах низкоуглеродистой стали 3Mn-1,5Ni. Металл. Матер. Транс. А. 2017; 48:5849–5859. doi: 10.1007/s11661-017-4362-9. [Перекрестная ссылка] [Академия Google]
21. Zhang K., Zhang M., Guo Z., Chen N., Rong Y. Новый эффект остаточного аустенита на повышение пластичности высокопрочной мартенситной стали с закалкой, разделением и отпуском. Матер. науч. англ. А. 2011;528:8486–8491. doi: 10.1016/j.msea.2011.07.049. [CrossRef] [Google Scholar]
22. Gao G., An B., Zhang H., Guo H., Gui X., Bai B. Одновременное повышение пластичности и ударной вязкости сверхвысокопрочной тощей легированной стали, обработанной бейнитом. на основе процесса закалки-разделения-отпуска. Матер. науч. англ. А. 2017; 702: 104–112. doi: 10.1016/j.msea.2017.05.087. [Перекрестная ссылка] [Академия Google]
23. Zhang J., Wang F.M., Yang Z.B., Li C.R. Микроструктура, осаждение и механические свойства V-N-легированной стали после различных процессов охлаждения. Металл. Матер. Транс. А. 2016;47:6621–6631. doi: 10.1007/s11661-016-3763-5. [CrossRef] [Google Scholar]
24. Chen J., Lv M.Y., Tang S., Liu Z.Y., Wang G.D. Влияние путей охлаждения на микроструктурные характеристики и характер осаждения в низкоуглеродистой микролегированной стали V–Ti. Матер. науч. англ. А. 2014; 594: 389–39.3. doi: 10.1016/j.msea.2013.09.086. [CrossRef] [Google Scholar]
25. Букерель Дж., Вербекен К., Куман Б.Д. Основанная на микроструктуре модель статического механического поведения многофазных сталей. Acta Mater. 2006; 54:1443–1456. doi: 10.1016/j.actamat.2005.10.059. [CrossRef] [Google Scholar]
26. Yen H.W., Chen P.Y., Huang C. Y., Yang J.R. Межфазное выделение карбидов нанометрового размера в титаномолибденсодержащей низкоуглеродистой стали. Acta Mater. 2011;59:6264–6274. doi: 10.1016/j.actamat.2011.06.037. [Перекрестная ссылка] [Академия Google]
27. Халфа Х. Последние тенденции в производстве сверхмелкозернистых сталей. Дж. Майнер. Матер. Характер. англ. 2014;2:428–469. doi: 10.4236/jmmce.2014.25047. [CrossRef] [Google Scholar]
28. Cheng X.Y., Zhang H.X., Li H., Shen H.P. Влияние температуры отпуска на микроструктуру и механические свойства швартовной цепной стали. Матер. науч. англ. А. 2015; 636: 164–171. doi: 10.1016/j.msea.2015.03.102. [CrossRef] [Google Scholar]
29. Kim B., Boucard E., Sourmail T., Martin D.S., Gey N., Rivera-Díaz-del-Castillo P.E.J. Понимание взаимосвязи микроструктуры и свойств сталей с содержанием углерода 0,5–0,6 мас.%. Acta Mater. 2014;68:169–178. doi: 10.1016/j.actamat.2014.01.039. [CrossRef] [Google Scholar]
30. Daigne J., Guttmann M., Naylor J. P. Влияние границ реек и распределения карбидов на предел текучести мартенситных сталей с отпуском на 0,4% C. Матер. науч. англ. 1982; 56: 1–10. doi: 10.1016/0025-5416(82)
-8. [CrossRef] [Google Scholar]
31. Шибата А., Нагоши Т., Соне М., Морито С., Хиго Ю. Оценка граничной прочности блоков и подблоков железного реечного мартенсита с использованием микроизгиба тест. Матер. науч. англ. А. 2010;527:7538–7544. doi: 10.1016/j.msea.2010.08.026. [Перекрестная ссылка] [Академия Google]
33. Qin S., Liu Y., Hao Q., Wang Y., Chen N.L., Zuo X.W., Rong Y.H. Механизм высокой пластичности новой высокоуглеродистой мартенситной стали с закалкой, разделением и отпуском. Металл. Матер. Транс. А. 2015;46:4047–4055. doi: 10.1007/s11661-015-3021-2. [Перекрестная ссылка] [Академия Google]
34. Chen J.D., Mo W.L., Wang P., Lu S.P. Влияние температуры отпуска на ударную вязкость стали 42CrMo. Акта Металл. Грех. 2012;48:1186–1193. doi: 10.3724/SP.J.1037.2012.00340. [CrossRef] [Google Scholar]
35. Soto R., Saikaly W., Bano X., Issartel C., Rigaut G., Charai A. Статистический и теоретический анализ выделений в двухфазных сталях, микролегированных титаном, и их влияние на механические свойства. Acta Mater. 1999;47:3475–3481. дои: 10.1016/S1359-6454(99)00190-1. [CrossRef] [Google Scholar]
36. Gladman T., Dulieu D., Mivor I.D. проц. Междунар. конф. по высокопрочным низколегированным сталям — микролегирование 75. Union Carbide Corporation; Нью-Йорк, штат Нью-Йорк, США: 1977. стр. 32–55. [Google Scholar]
37. Cao J.C., Yong Q.L., Liu Q.Y., Sun X. Выделение фазы MC и дисперсионное упрочнение в горячекатаных сталях Nb-Mo и Nb-Ti. Дж. Матер. науч. 2007;42:10080–10084. doi: 10.1007/s10853-007-2000-4. [CrossRef] [Академия Google]
38. Гао Г.Х., Чжан Х., Гуй С. Л., Луо П., Тан З.Л., Бай Б.З. Повышенная пластичность и ударная вязкость сверхвысокопрочной стали Mn–Si–Cr–C: огромный потенциал сверхтонкозернистого остаточного аустенита. Acta Mater. 2014;76:425–433. doi: 10.1016/j.actamat.2014.05.055. [CrossRef] [Google Scholar]
39. Накада Н., Мизутани К., Цучияма Т., Такаки С. Разница в поведении при трансформации между ферритными и аустенитными образованиями в среднемарганцовистой стали. Acta Mater. 2014;65:251–258. doi: 10.1016/j.actamat.2013.10.067. [Перекрестная ссылка] [Академия Google]
40. Chen J., Lv M.Y., Tang S., Liu Z., Wang G. Корреляция между механическими свойствами и характеристиками остаточного аустенита в стальном листе из низкоуглеродистой среднемарганцевой стали. Матер. Характер. 2015;106:108–111. doi: 10.1016/j.matchar.2015.05.026. [CrossRef] [Google Scholar]
41. Chen J., Lv M.Y., Liu Z.Y., Wang G.D. Влияние термической обработки на микроструктурную эволюцию и результирующие механические свойства низкоуглеродистой среднемарганцевой толстой стали. Металл. Матер. Транс. А. 2016;47:2300–2312. doi: 10.1007/s11661-016-3378-x. [Перекрестная ссылка] [Академия Google]
42. Накада Н., Цучияма Т., Такаки С., Мияно Н. Температурная зависимость поведения зародышеобразования аустенита из лат-мартенсита. ISIJ Междунар. 2011;51:299–304. doi: 10.2355/isijinternational.51.299. [CrossRef] [Google Scholar]
43. Xiong X.C., Chen B., Huang M.X., Wang J.F., Wang L. Влияние морфологии на стабильность остаточного аустенита в закаленной и разделенной стали. Скр. Матер. 2013; 68: 321–324. doi: 10.1016/j.scriptamat.2012.11.003. [Перекрестная ссылка] [Академия Google]
44. Li Y.J., Li X.L., Yuan G., Kang J., Chen D., Wang G.D. Характеристики микроструктуры и поведения при разделении в низкоуглеродистых сталях, подвергнутых горячей прокатке, прямой закалке и процессам динамического разделения. Матер. Характер. 2016; 121:157–165. doi: 10.1016/j.matchar.2016.10.005. [CrossRef] [Google Scholar]
45. Slycken J.V., Verleysen P., Degrieck J. , Samek L., Cooman B.C.D. Высокоскоростное поведение низколегированных многофазных сталей с пластичностью на основе алюминия и кремния. Металл. Матер. Транс. А. 2006; 37: 1527–1539.. doi: 10.1007/s11661-006-0097-8. [CrossRef] [Google Scholar]
46. Curtze S., Kuokkala V.T., Hokka M., Peura P. Деформационное поведение сталей TRIP и DP при растяжении при различных температурах в широком диапазоне скоростей деформации. Матер. науч. англ. А. 2009; 507: 124–131. doi: 10.1016/j.msea.2008.11.050. [CrossRef] [Google Scholar]
47. Hao Q., Qin S., Liu Y., Zuo X.W., Chen N.L., Huang W., Rong Y.H. Влияние остаточного аустенита на динамическое поведение при растяжении новой мартенситной стали с закалкой-распределением-отпуском. Матер. науч. англ. А. 2016; 662:16–25. doi: 10.1016/j.msea.2016.03.007. [Перекрестная ссылка] [Академия Google]
48. Сон С.С., Хонг С., Ли Дж., Сун Б.К., Ким С.К., Ли Б.Дж., Ким Н.Дж., Ли С. Влияние содержания Mn и Al на криогенную прочность на растяжение и ударные свойства по Шарпи в четырех аустенитных высокопрочных марганцевые стали. Acta Mater. 2015;100:39–52. doi: 10.1016/j.actamat.2015.08.027. [CrossRef] [Google Scholar]
49. Seo E.J., Cho L., Estrin Y., Cooman B.C.D. Взаимосвязь между микроструктурой и механическими свойствами для закалки и разделения (Q&P) обработанной стали. Acta Mater. 2016;113:124–139. [Google Scholar]
50. Li YJ., Kang J., Zhang W.N., Liu D., Wang X.H., Yuan G., Misra R.D.K., Wang G.D. Новое поведение фазового перехода во время динамического разделения и анализа остаточного аустенита в закаленных и секционные стали. Матер. науч. англ. А. 2018; 710:181–191. doi: 10.1016/j.msea.2017.10.104. [CrossRef] [Google Scholar]
52. Ван К., Тан З., Гу К., Гао Б., Гао Г.Х., Мисра Р.Д.К., Бай Б.З. Влияние глубокой криогенной обработки на соотношение структура-свойство сверхвысокопрочной многофазной рельсовой стали Mn-Si-Cr бейнит/мартенсит. Матер. науч. англ. А. 2017; 684: 559–566. doi: 10.1016/j.msea.2016.12.100. [CrossRef] [Google Scholar]
53. Liu J., Yu H., Zhou T., Song C., Zhang K. Влияние двойной закалки и термообработки с отпуском на микроструктуру и механические свойства новой обработанной стали 5Cr. методом электрошлакового литья. Матер. науч. англ. А. 2014; 619: 212–220. doi: 10.1016/j.msea.2014.09.063. [CrossRef] [Google Scholar]
54. Морито С., Танака Х., Кониси Р., Фурухара Т., Маки Т. Морфология и кристаллография реечного мартенсита в сплавах Fe-C. Acta Mater. 2003; 51: 1789–1799. doi: 10.1016/S1359-6454(02)00577-3. [CrossRef] [Google Scholar]
55. Guan Q., Jiang Q., Fang J., Jiang H. Микроструктуры и поведение термической усталости Cr-Ni-Mo стали штампов для горячей обработки, модифицированной редкоземельными элементами. ISIJ Междунар. 2003; 43: 784–789. doi: 10.2355/isijinternational.43.784. [Перекрестная ссылка] [Академия Google]
56. Ван С.Д., Го Ч.Х., Жун Ю.Х. Исследование механизма сверхвысокопрочной стали методом закалки-разделения-отпуска. Матер. науч. англ. А. 2011;529:35–40. doi: 10.1016/j.msea.2011.08.050. [CrossRef] [Google Scholar]
57. Bai Y., Momotani Y., Chen M.C., Shibata A., Tsuji N. Влияние измельчения зерна на характеристики водородного охрупчивания стали TWIP с высоким содержанием марганца. Матер. науч. англ. А. 2016; 651: 935–944. doi: 10.1016/j.msea.2015.11.017. [CrossRef] [Академия Google]
58. Крайник П., Копач Ю. Современная обработка пресс-форм. Дж. Матер. Процесс. Технол. 2004; 157: 543–552. doi: 10.1016/j.jmatprotec.2004.07.146. [CrossRef] [Google Scholar]
Закалка, закалка, отпуск в Метлаб Уиндмура, Пенсильвания.
Три больших комплекта подшипников извлекаются из печи науглероживания Metlab диаметром 180 дюймов и высотой 156 дюймов после температуры закалки (1550 °F) для последующей закалки в перемешиваемом горячем масле. Детали были науглерожены до глубины корпуса более 0,200 дюйма ECD. Вес приспособления и компонентов составляет около 40 000 фунтов.
Закалка металла
Использование этой обработки приведет к улучшению механических свойств, а также к повышению уровня твердости, в результате чего изделие станет более прочным и долговечным. Сплавы нагревают выше критической температуры превращения материала, а затем достаточно быстро охлаждают, чтобы мягкий исходный материал превратился в гораздо более твердую и прочную структуру. Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале. Закаленные материалы обычно подвергают отпуску или снятию напряжения для улучшения их размерной стабильности и ударной вязкости.
Стальные детали часто требуют термической обработки для получения улучшенных механических свойств, таких как повышение твердости или прочности. Процесс закалки состоит из нагрева компонентов выше критической (нормализующей) температуры, выдержки при этой температуре в течение одного часа на дюйм толщины, охлаждения со скоростью, достаточной для того, чтобы материал превратился в гораздо более твердую и прочную структуру, а затем отпуска. . Сталь по существу представляет собой сплав железа и углерода; другие стальные сплавы имеют другие металлические элементы в растворе. Нагрев материала выше критической температуры приводит к тому, что углерод и другие элементы переходят в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Детали впоследствии закаляются для преобразования микроструктуры, достижения соответствующей твердости и устранения напряжений.
Закалка металла
Материал нагревается до подходящей температуры, а затем закаливается в воде или масле для затвердевания до полной твердости в зависимости от типа стали.
Материал нагревают до температуры, подходящей для затвердевания, затем быстро охлаждают, погружая горячую часть в воду, масло или другую подходящую жидкость, чтобы преобразовать материал в полностью затвердевшую структуру. Детали, подвергающиеся закалке, обычно должны быть состарены, отпущены или сняты напряжения для достижения надлежащей ударной вязкости, окончательной твердости и стабильности размеров.
Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале и требуемых конечных механических свойств. Закаленные материалы закаляются для улучшения их размерной стабильности и ударной вязкости.
Закалка металла
Отпуск проводится для получения требуемого сочетания твердости, прочности и ударной вязкости или для снижения хрупкости полностью закаленных сталей. Стали никогда не используются в закаленном состоянии. Сочетание закалки и отпуска важно для изготовления прочных деталей.
Эта обработка следует за закалкой или охлаждением на воздухе. Отпуск обычно считается эффективным для снятия напряжений, вызванных закалкой, в дополнение к снижению твердости до определенного диапазона или удовлетворению определенных требований к механическим свойствам.
Отпуск — это процесс повторного нагрева стали при относительно низкой температуре, приводящий к осаждению и сфероидизации карбидов, присутствующих в микроструктуре.
 Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.
Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.

 Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы. Для резьбонарезных инструментов были разработаны усовершенствованные покрытия и марки материалов, используемые для современных токарных резцов в целом. Кроме того, конструктивные улучшения коснулись резьбовых пластин, благодаря чему контроль стружки стал еще более надежным. Однако, несмотря на эти изменения, инженеры-технологи уделяют недостаточно внимания оптимизации операций по нарезанию резьбы, рассматривая данный процесс как нечто неизменное и не поддающееся улучшениям.
Для резьбонарезных инструментов были разработаны усовершенствованные покрытия и марки материалов, используемые для современных токарных резцов в целом. Кроме того, конструктивные улучшения коснулись резьбовых пластин, благодаря чему контроль стружки стал еще более надежным. Однако, несмотря на эти изменения, инженеры-технологи уделяют недостаточно внимания оптимизации операций по нарезанию резьбы, рассматривая данный процесс как нечто неизменное и не поддающееся улучшениям. Если шаг составляет 8 ниток на дюйм (25,4 мм), то инструмент должен совершать 8 оборотов на дюйм, проходя 3,175 мм на оборот. Сравните это с обычной токарной операцией, где подача составляет, как правило, около 0,3 мм на оборот. Подача при нарезании резьбы в 10 раз выше, чем при обычном точении, и соответствующие усилия на кромке резьбовой пластины могут увеличиваться от 100 до 1000 раз.
Если шаг составляет 8 ниток на дюйм (25,4 мм), то инструмент должен совершать 8 оборотов на дюйм, проходя 3,175 мм на оборот. Сравните это с обычной токарной операцией, где подача составляет, как правило, около 0,3 мм на оборот. Подача при нарезании резьбы в 10 раз выше, чем при обычном точении, и соответствующие усилия на кромке резьбовой пластины могут увеличиваться от 100 до 1000 раз. 1. Пластина с неполным профилем может применяться для различной величины шага при врезании на разную глубину. Наименьший шаг нарезаемой резьбы определяется величиной малого радиуса закругления вершины (не показан на схеме). Наибольший шаг нарезаемой резьбы определяется прочностью зоны закругления вершины
1. Пластина с неполным профилем может применяться для различной величины шага при врезании на разную глубину. Наименьший шаг нарезаемой резьбы определяется величиной малого радиуса закругления вершины (не показан на схеме). Наибольший шаг нарезаемой резьбы определяется прочностью зоны закругления вершины При этом пластина с полным профилем позволяет получить более прочную резьбу. Более того, для обработки резьбы такой пластиной требуется в четыре раза меньше проходов.
При этом пластина с полным профилем позволяет получить более прочную резьбу. Более того, для обработки резьбы такой пластиной требуется в четыре раза меньше проходов.

 рис. 4). В сравнении с радиальным врезанием формирование стружки и отделение от режущей кромки происходит легче, что гарантирует лучший отвод тепла. Однако при таком методе вместо резания происходит трение вспомогательной режущей кромки о боковую поверхность резьбы. Это приводит к истиранию, негативно влияет на качество обработки поверхности и может вызывать вибрации.
рис. 4). В сравнении с радиальным врезанием формирование стружки и отделение от режущей кромки происходит легче, что гарантирует лучший отвод тепла. Однако при таком методе вместо резания происходит трение вспомогательной режущей кромки о боковую поверхность резьбы. Это приводит к истиранию, негативно влияет на качество обработки поверхности и может вызывать вибрации. Это позволяет распределить нагрузку и способствует увеличению срока службы инструмента. Однако такое врезание также может вызвать проблемы с отводом стружки, что может ухудшить качество поверхности и стойкость инструмента. Данный метод обычно используется лишь при очень больших величинах шага и для таких форм резьбы, как трапецеидальная и ACME.
Это позволяет распределить нагрузку и способствует увеличению срока службы инструмента. Однако такое врезание также может вызвать проблемы с отводом стружки, что может ухудшить качество поверхности и стойкость инструмента. Данный метод обычно используется лишь при очень больших величинах шага и для таких форм резьбы, как трапецеидальная и ACME. рис. 5). В частности, при крупном шаге это неравенство может стать причиной трения кромки о поверхность профиля резьбы.
рис. 5). В частности, при крупном шаге это неравенство может стать причиной трения кромки о поверхность профиля резьбы.
 , расположенной в г. Нагария.
, расположенной в г. Нагария.  Токарный станок — это машина, которая используется для придания формы дереву, металлу и т. д. путем удаления материала. Токарные станки могут выполнять различные операции, такие как точение, накатка, чистовая обработка и т. Д. В токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются разные станки.
Токарный станок — это машина, которая используется для придания формы дереву, металлу и т. д. путем удаления материала. Токарные станки могут выполнять различные операции, такие как точение, накатка, чистовая обработка и т. Д. В токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются разные станки. Количество витков на дюйм: Как следует из названия, это количество витков на дюйм. Его измеряют, помещая шкалу рядом с резьбой и подсчитывая количество шагов.
Количество витков на дюйм: Как следует из названия, это количество витков на дюйм. Его измеряют, помещая шкалу рядом с резьбой и подсчитывая количество шагов.


 Затем я попробовал навернуть на 1/2″-20, и это тоже не сработало… резьба гайки натянута, но очень рыхлая. Я думаю, что правильно устанавливаю рычаги, запуская поперечный салазок в одном и том же месте, каждый раз подавая смесь от 0,003 до 0,005, и установка очень жесткая.
Затем я попробовал навернуть на 1/2″-20, и это тоже не сработало… резьба гайки натянута, но очень рыхлая. Я думаю, что правильно устанавливаю рычаги, запуская поперечный салазок в одном и том же месте, каждый раз подавая смесь от 0,003 до 0,005, и установка очень жесткая.

 При 29,5 подача 0,0349. Вы можете взять больший DOC в начале резьбы и уменьшить его по мере продвижения. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать посадку.
При 29,5 подача 0,0349. Вы можете взять больший DOC в начале резьбы и уменьшить его по мере продвижения. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать посадку.
 49
49 Если 0,375 — это винт с шагом 8 витков на дюйм, если 0,480 — это метрический винт с шагом 4 мм. между, или кружок цифр 1.125, 2..7 и т.д., что также скажет
Если 0,375 — это винт с шагом 8 витков на дюйм, если 0,480 — это метрический винт с шагом 4 мм. между, или кружок цифр 1.125, 2..7 и т.д., что также скажет  Я выношу инструмент, перемещаю каретку обратно в начало, увеличивая состав с 0,002 до 0,005. Я также выбираю тот же номер на вращающемся циферблате. Я уже слышал о книге Саут-Бенд… Постараюсь достать экземпляр.
Я выношу инструмент, перемещаю каретку обратно в начало, увеличивая состав с 0,002 до 0,005. Я также выбираю тот же номер на вращающемся циферблате. Я уже слышал о книге Саут-Бенд… Постараюсь достать экземпляр.
 Затем, после реверса, можно вернуть его в правильное положение с помощью циферблата.
Затем, после реверса, можно вернуть его в правильное положение с помощью циферблата.



 Рукоятки из этого материала, как правило, имеют резиновые накладки с анатомическими углублениями. Благодаря этому, они удобно лежат в руке и не скользят.
Рукоятки из этого материала, как правило, имеют резиновые накладки с анатомическими углублениями. Благодаря этому, они удобно лежат в руке и не скользят. При таком креплении рукоятка должна расширяться по направлению к бойку и немного выступать из него.
При таком креплении рукоятка должна расширяться по направлению к бойку и немного выступать из него. org/BreadcrumbList» data-v-5466daea=»» data-v-1d52551d=»»>
org/BreadcrumbList» data-v-5466daea=»» data-v-1d52551d=»»> Покупая в Интернете, у меня не было возможности взять его в руки и почувствовать вес.
Покупая в Интернете, у меня не было возможности взять его в руки и почувствовать вес.
 Я использую (d) 20-фунтовую 20-фунтовую плиту для разбивания асфальта при ремонтных работах и обнаружил, что 20-фунтовая в сочетании с мотыгой отлично работает. Однако, как и во всем, что касается работы, применима поговорка «работай умнее, а не усерднее». Используйте инструменты, которые лучше всего подходят для текущей работы, и выберите инструмент, который лучше всего поможет выполнить работу быстро и эффективно.
Я использую (d) 20-фунтовую 20-фунтовую плиту для разбивания асфальта при ремонтных работах и обнаружил, что 20-фунтовая в сочетании с мотыгой отлично работает. Однако, как и во всем, что касается работы, применима поговорка «работай умнее, а не усерднее». Используйте инструменты, которые лучше всего подходят для текущей работы, и выберите инструмент, который лучше всего поможет выполнить работу быстро и эффективно. Я мог жать 400 фунтов. тогда, но эта 10-фунтовая пушка была контрпродуктивной.
Я мог жать 400 фунтов. тогда, но эта 10-фунтовая пушка была контрпродуктивной.
 A.S.H. 20-фунтовая кувалда (22036)
A.S.H. 20-фунтовая кувалда (22036) Многие клиенты писали о 20-фунтовом весе этого продукта, при этом многие утверждали, что такой вес был необходим для нанесения сокрушительного удара по плотному камню, кирпичу и бетону. Отрицательные отзывы были сосредоточены на сильном химическом запахе, исходящем от продукта, а также на хрупкости ручки, поскольку один рецензент сломал ручку.
Многие клиенты писали о 20-фунтовом весе этого продукта, при этом многие утверждали, что такой вес был необходим для нанесения сокрушительного удара по плотному камню, кирпичу и бетону. Отрицательные отзывы были сосредоточены на сильном химическом запахе, исходящем от продукта, а также на хрупкости ручки, поскольку один рецензент сломал ручку.
 Кувалда имеет базовую конструкцию, состоящую из 16-фунтовой кованой стальной головки и 36-дюймовой рукоятки из стекловолокна для минимизации ударных вибраций. Эта минималистичная кувалда — мощный инструмент, предназначенный для ударов по дереву, забивания столбов забора или разрушения бетона.
Кувалда имеет базовую конструкцию, состоящую из 16-фунтовой кованой стальной головки и 36-дюймовой рукоятки из стекловолокна для минимизации ударных вибраций. Эта минималистичная кувалда — мощный инструмент, предназначенный для ударов по дереву, забивания столбов забора или разрушения бетона. Универсальные и компактные сани отлично подходят для работы в ограниченном пространстве, поскольку они обеспечивают контролируемый, но мощный удар. Для увеличения захвата и минимизации вибраций этот отбойный молоток также оснащен рукояткой из стекловолокна, обернутой в ребристую рукоятку.
Универсальные и компактные сани отлично подходят для работы в ограниченном пространстве, поскольку они обеспечивают контролируемый, но мощный удар. Для увеличения захвата и минимизации вибраций этот отбойный молоток также оснащен рукояткой из стекловолокна, обернутой в ребристую рукоятку.
 Некоторые рецензенты даже использовали кувалду для упражнений и отметили ее идеальный размер для тренировок. Единственный отзыв с 1 звездой, который получил этот кувалда Craftsman, был получен от покупателя, который получил свой инструмент в поврежденном состоянии.
Некоторые рецензенты даже использовали кувалду для упражнений и отметили ее идеальный размер для тренировок. Единственный отзыв с 1 звездой, который получил этот кувалда Craftsman, был получен от покупателя, который получил свой инструмент в поврежденном состоянии. Как правило, большинство кувалд оснащены ручками из стекловолокна из-за их легкого и прочного состава. Стекловолокно придает кувалде прочную рукоятку, амортизирующую удары и способную сохранять свое состояние от удара к удару. Однако некоторые кувалды оснащены низкокачественным стекловолокном, что делает их тяжелыми и хрупкими.
Как правило, большинство кувалд оснащены ручками из стекловолокна из-за их легкого и прочного состава. Стекловолокно придает кувалде прочную рукоятку, амортизирующую удары и способную сохранять свое состояние от удара к удару. Однако некоторые кувалды оснащены низкокачественным стекловолокном, что делает их тяжелыми и хрупкими.
 Эти кувалды можно узнать по их большой головке и длинной рукоятке, и они эффективны для забивания арматуры и дробления камня или бетона.
Эти кувалды можно узнать по их большой головке и длинной рукоятке, и они эффективны для забивания арматуры и дробления камня или бетона. Если кувалда кажется вам слишком тяжелой или вы чувствуете, что не можете ею управлять, немедленно остановитесь. Если вы новичок в использовании кувалды, выполните следующие действия, чтобы правильно размахивать тяжелым инструментом.
Если кувалда кажется вам слишком тяжелой или вы чувствуете, что не можете ею управлять, немедленно остановитесь. Если вы новичок в использовании кувалды, выполните следующие действия, чтобы правильно размахивать тяжелым инструментом. Эти насадки предназначены для кувалд с 36-дюймовой рукояткой.
Эти насадки предназначены для кувалд с 36-дюймовой рукояткой. Группа по обзору This Old House занимается созданием подробных обзоров продуктов и услуг, чтобы помочь вам принять обоснованное решение о покупке практически любого предмета или ресурса, который может вам понадобиться для вашего дома. This Old House Reviews Team написала более 1000 отзывов о товарах для дома, от аккумуляторных дрелей до кухонных мусорных баков, газонокосилок и украшений для столовых.
Группа по обзору This Old House занимается созданием подробных обзоров продуктов и услуг, чтобы помочь вам принять обоснованное решение о покупке практически любого предмета или ресурса, который может вам понадобиться для вашего дома. This Old House Reviews Team написала более 1000 отзывов о товарах для дома, от аккумуляторных дрелей до кухонных мусорных баков, газонокосилок и украшений для столовых.

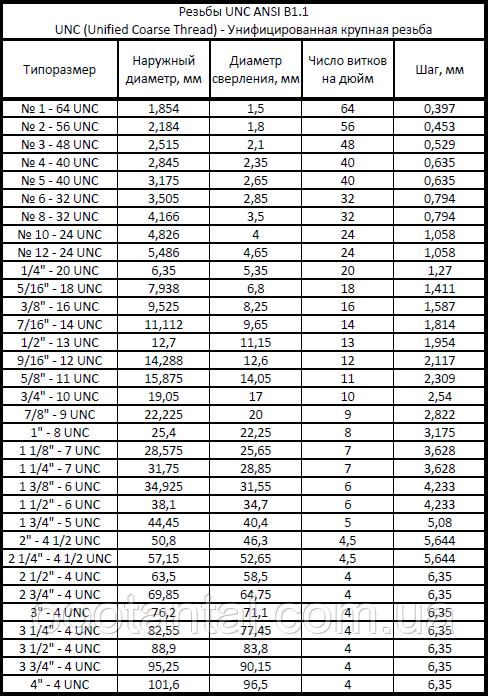 Резьба NPSM относится к цилиндрическим дюймовым резьбам (профиль резьбы в форме треугольника с углом в 60 градусов) и производится в диапазоне от 1/16 дюйма до 24 дюймов.
Резьба NPSM относится к цилиндрическим дюймовым резьбам (профиль резьбы в форме треугольника с углом в 60 градусов) и производится в диапазоне от 1/16 дюйма до 24 дюймов.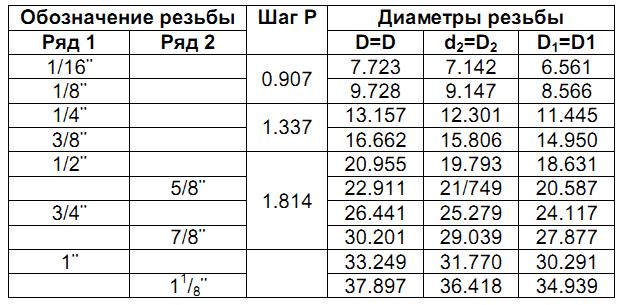 И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!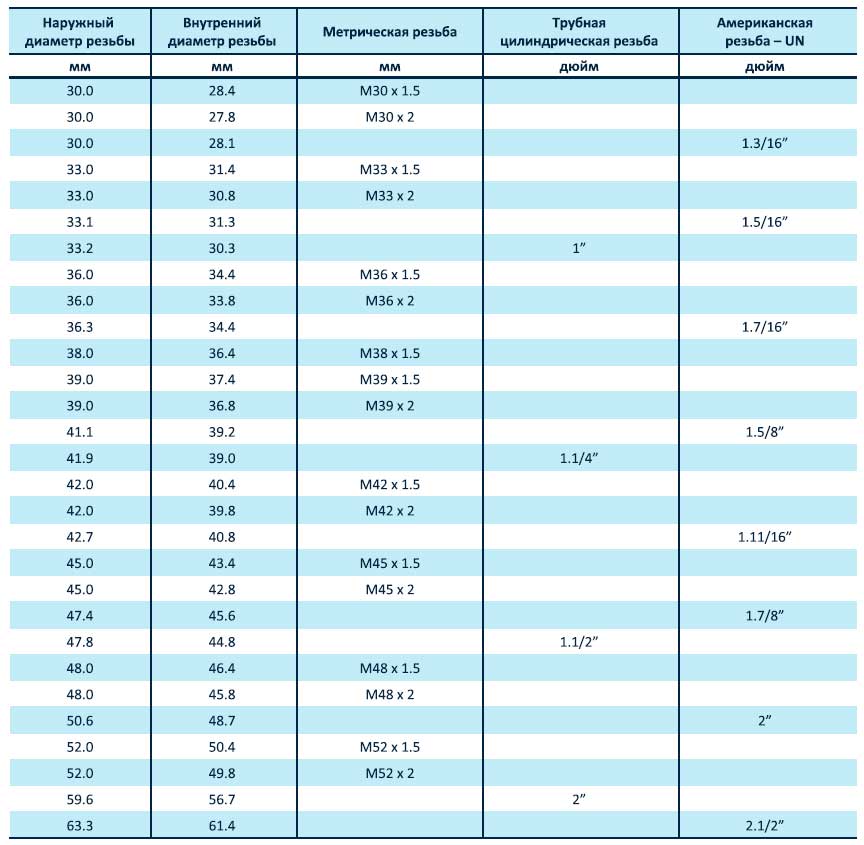 Ниже мы рассмотрим несколько типов трубных резьб.
Ниже мы рассмотрим несколько типов трубных резьб. youtube.com/embed/F_FhEziusM0″ frameborder=»0″>
youtube.com/embed/F_FhEziusM0″ frameborder=»0″> 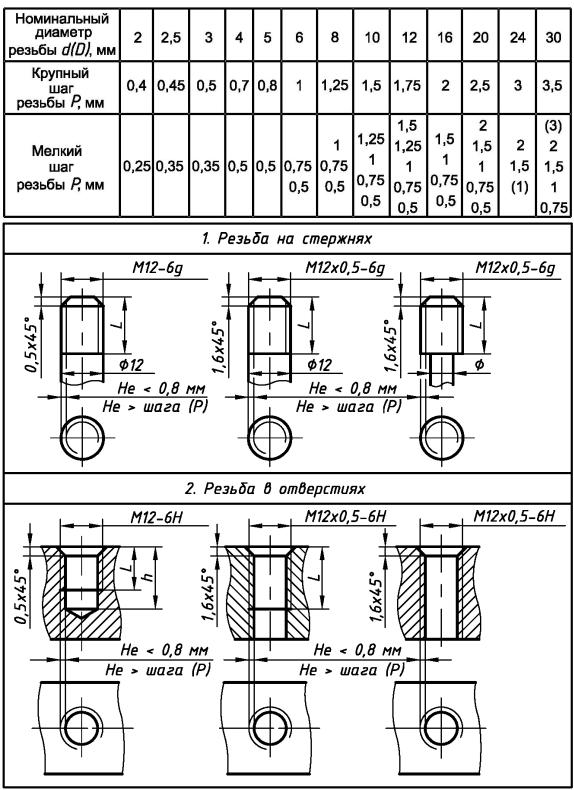
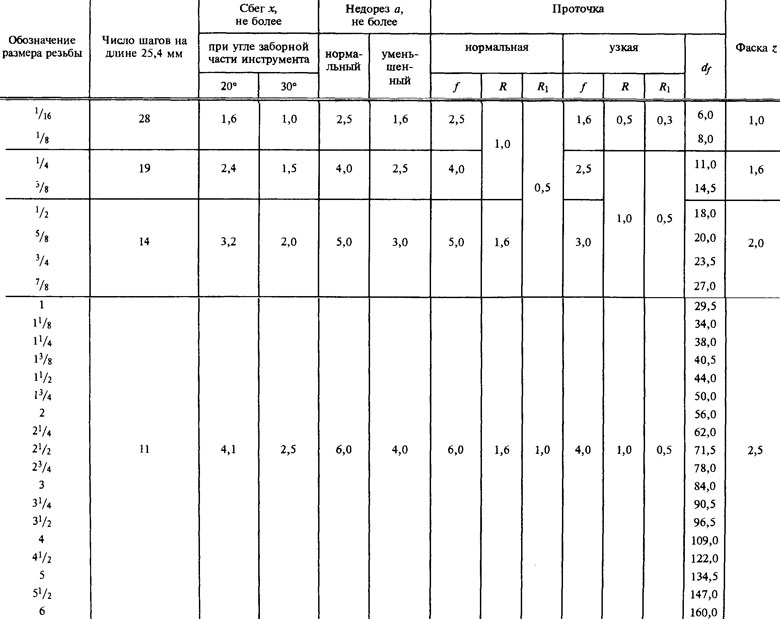 И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
 20.1-1983 (R1992)
20.1-1983 (R1992)  050
050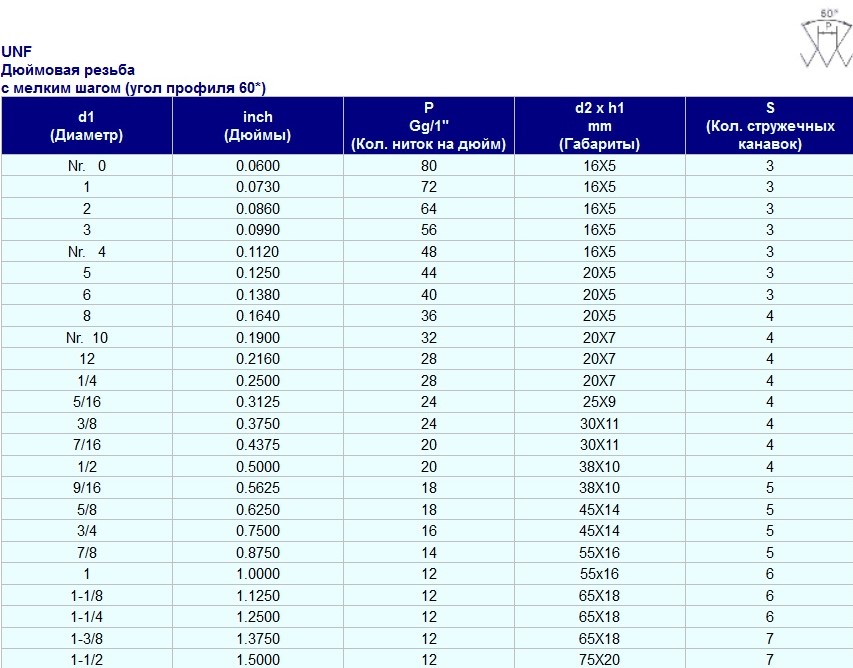 26902
26902 38712
38712 750
750 000
000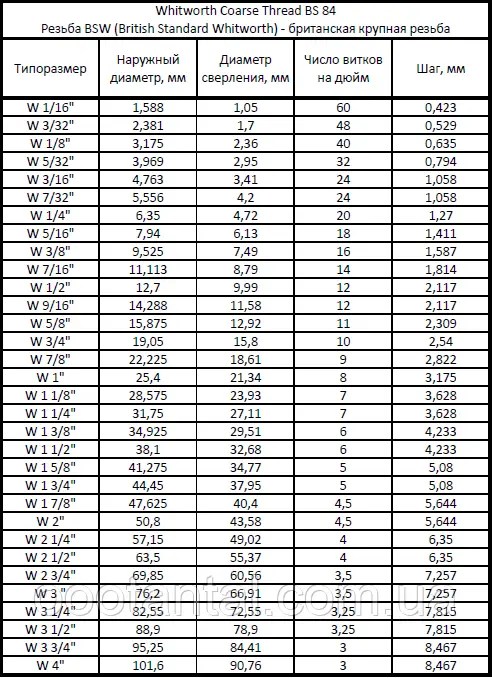 20.1 — NPT — американский национальный стандарт конической трубной резьбы
20.1 — NPT — американский национальный стандарт конической трубной резьбы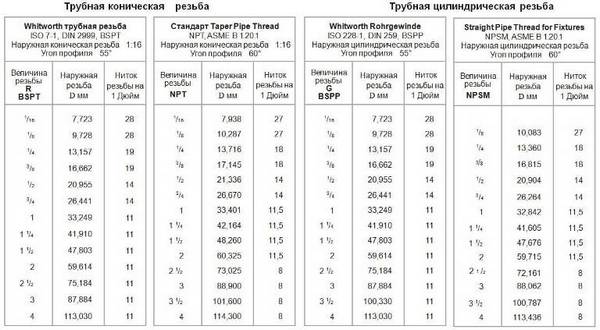 Обратите внимание, что FPT и MPT не являются разрешенными обозначениями в соответствии со стандартом ANSI.
Обратите внимание, что FPT и MPT не являются разрешенными обозначениями в соответствии со стандартом ANSI.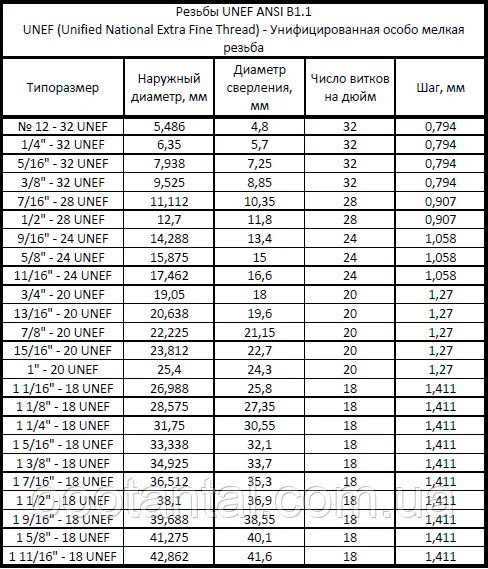
 675
675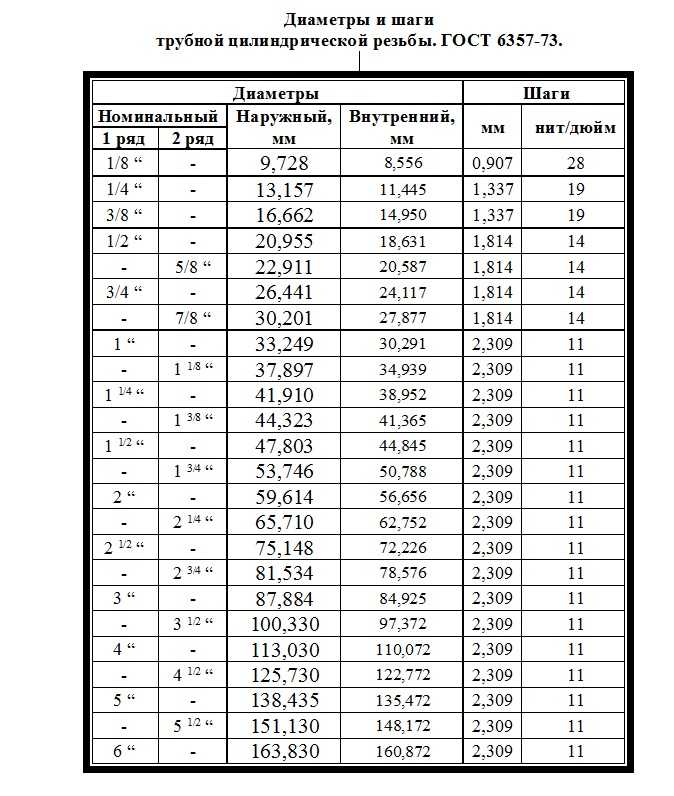 500
500 750
750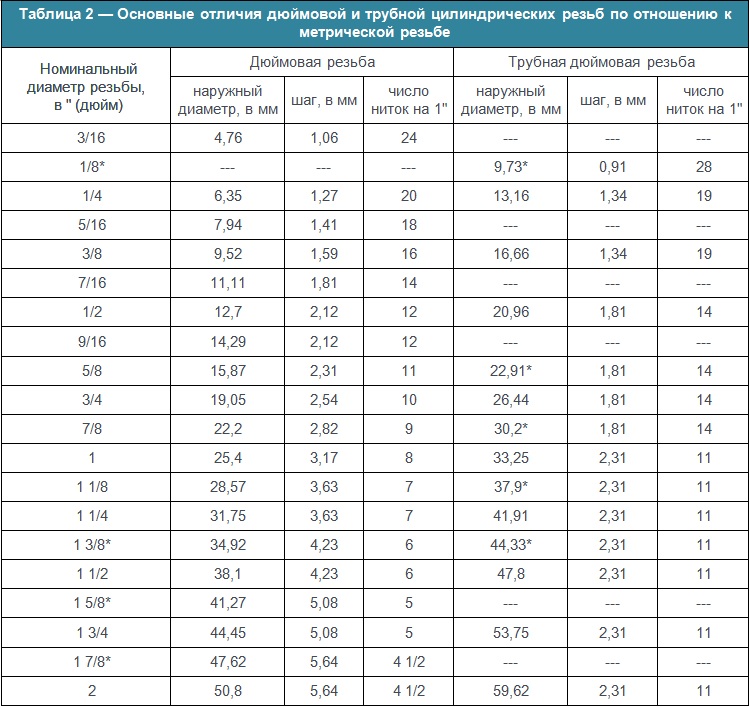

 В случае заключения продолжительного контракта и поставок крупных партий предполагаются значительные скидки. В результате цена на цементно песчаный раствор М200 зависит от масштабов заказа. Условия и время доставки четко согласуется с клиентом. Наши производственные мощности позволяют заключать дополнительные контракты. Звоните, мы готовы к новому взаимовыгодному сотрудничеству!
В случае заключения продолжительного контракта и поставок крупных партий предполагаются значительные скидки. В результате цена на цементно песчаный раствор М200 зависит от масштабов заказа. Условия и время доставки четко согласуется с клиентом. Наши производственные мощности позволяют заключать дополнительные контракты. Звоните, мы готовы к новому взаимовыгодному сотрудничеству! ), а также для выполнения кладочных, штукатурных и других видов работ. Основанием могут служить бетонные и кирпичные поверхности достаточной крепости. А еще вы можете прочитать про цемент М500 М600: отличие, технические характеристики, инуструкция.
), а также для выполнения кладочных, штукатурных и других видов работ. Основанием могут служить бетонные и кирпичные поверхности достаточной крепости. А еще вы можете прочитать про цемент М500 М600: отличие, технические характеристики, инуструкция.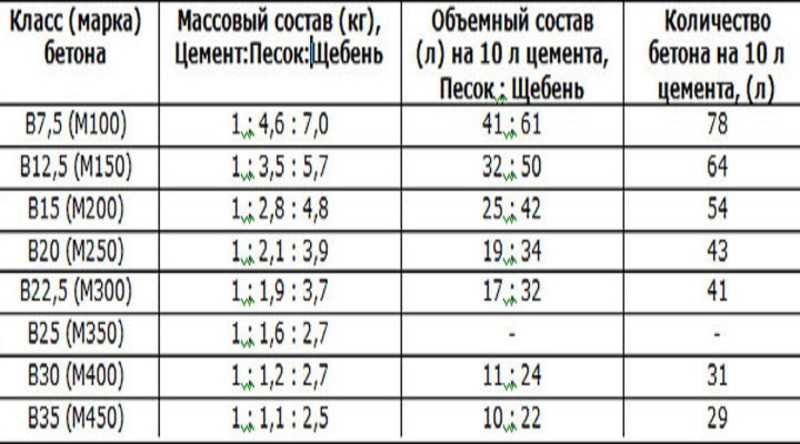

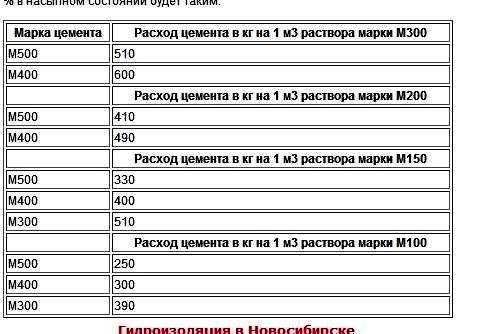

 к. именно маркировка материала указывает на предельно допустимую нагрузку 200 кг/куб.м, которую он способен выдержать после высыхания раствора. Это означает, что такой цемент ориентирован, в большей степени, на выполнение небольших по объему работ строительно-бытового характера. Для сравнения, на объектах строительства применяются марки прочных цементов М350 и М500 (их максимальная нагрузка составляет 350 и 500 кг/куб.м).
к. именно маркировка материала указывает на предельно допустимую нагрузку 200 кг/куб.м, которую он способен выдержать после высыхания раствора. Это означает, что такой цемент ориентирован, в большей степени, на выполнение небольших по объему работ строительно-бытового характера. Для сравнения, на объектах строительства применяются марки прочных цементов М350 и М500 (их максимальная нагрузка составляет 350 и 500 кг/куб.м). Происходит это, как правило, по вине недобросовестных дилеров, которые стремятся закупить материал низшей маркировки (М200 или М300) у производителя с тем, чтобы благополучно фасовать его в упаковку дорогого цемента.
Происходит это, как правило, по вине недобросовестных дилеров, которые стремятся закупить материал низшей маркировки (М200 или М300) у производителя с тем, чтобы благополучно фасовать его в упаковку дорогого цемента.
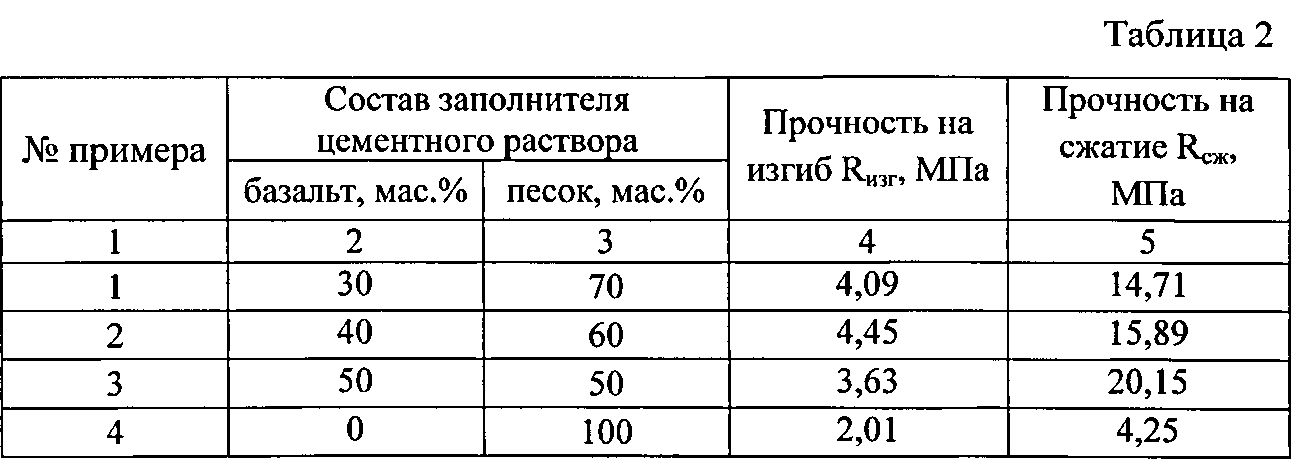 Все, что вам нужно сделать, это:
Все, что вам нужно сделать, это: На самом деле, вы, скорее всего, уже знаете это, так как это простое старое уравнение веса , которому учат в школах! Напомню, что это выглядит следующим образом:
На самом деле, вы, скорее всего, уже знаете это, так как это простое старое уравнение веса , которому учат в школах! Напомню, что это выглядит следующим образом:
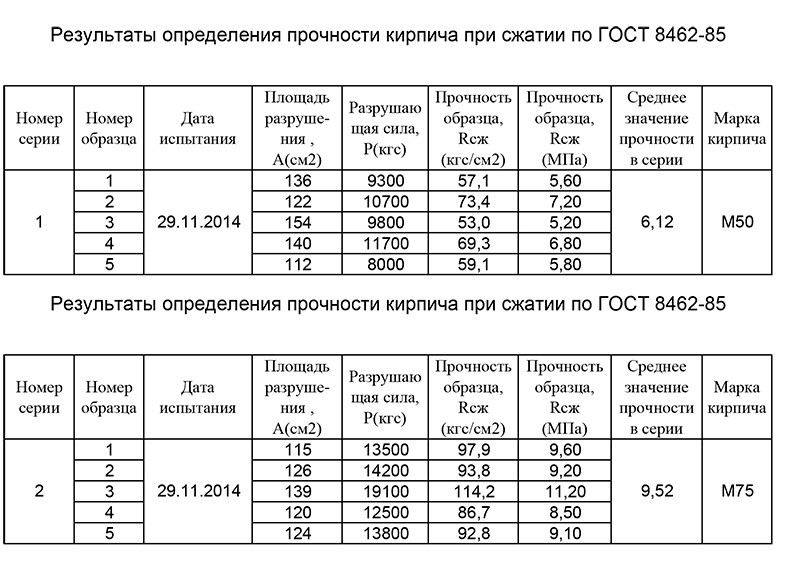
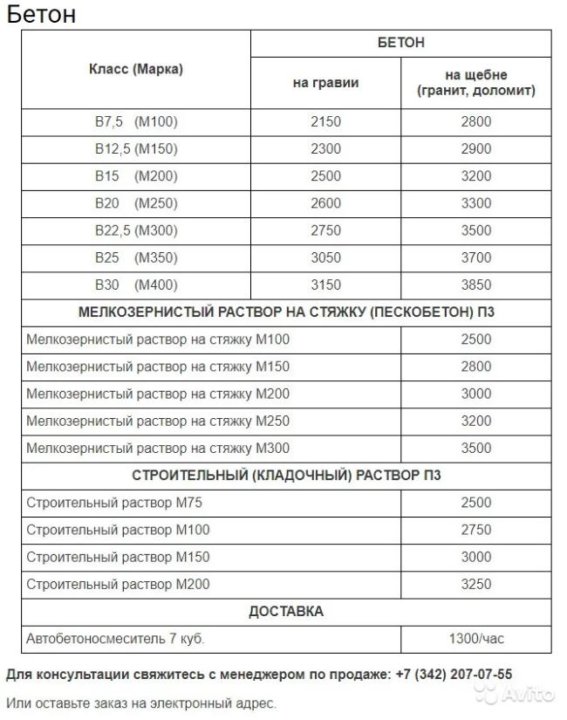 стоимость блоков.
стоимость блоков. Появится иллюстрация сегмента стены, чтобы точно показать, какие размеры необходимы, чтобы избежать путаницы.
Появится иллюстрация сегмента стены, чтобы точно показать, какие размеры необходимы, чтобы избежать путаницы. Для этого нужно умножить высоту и ширину стены:
Для этого нужно умножить высоту и ширину стены: На всякий случай мы рассмотрим пример, чтобы развеять все сомнения, которые могут еще остаться.
На всякий случай мы рассмотрим пример, чтобы развеять все сомнения, которые могут еще остаться.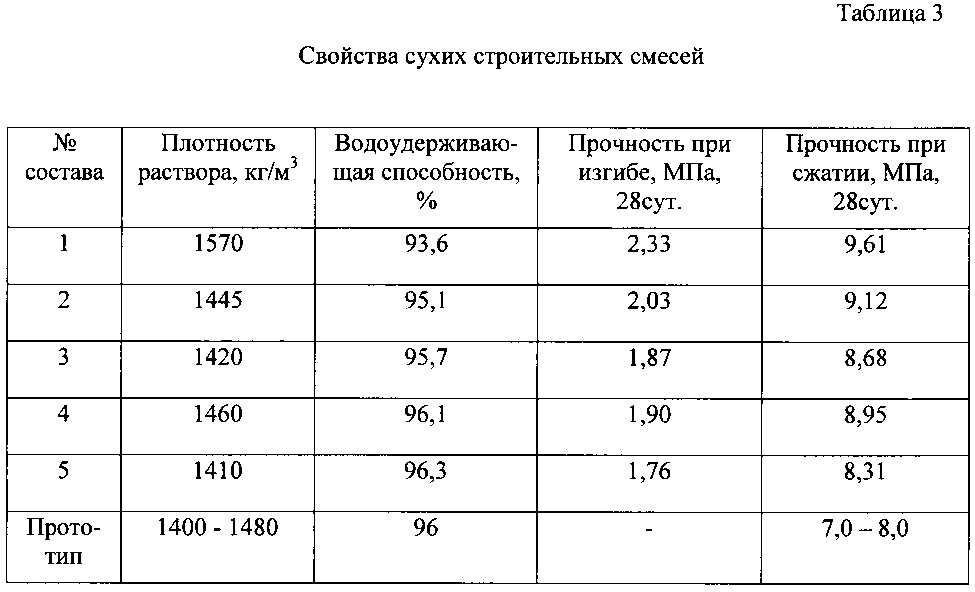 Ведь лучше заранее подготовиться, чем ездить туда-сюда по магазину и тратить время и бензин.
Ведь лучше заранее подготовиться, чем ездить туда-сюда по магазину и тратить время и бензин. Результатом является общее количество блоков, которое вам нужно.
Результатом является общее количество блоков, которое вам нужно.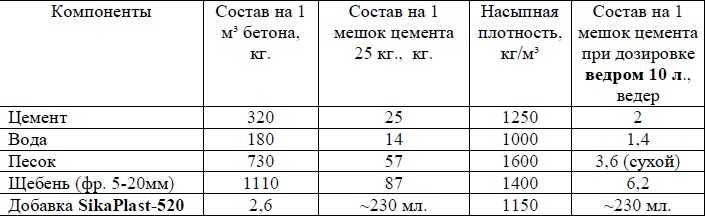
 9
9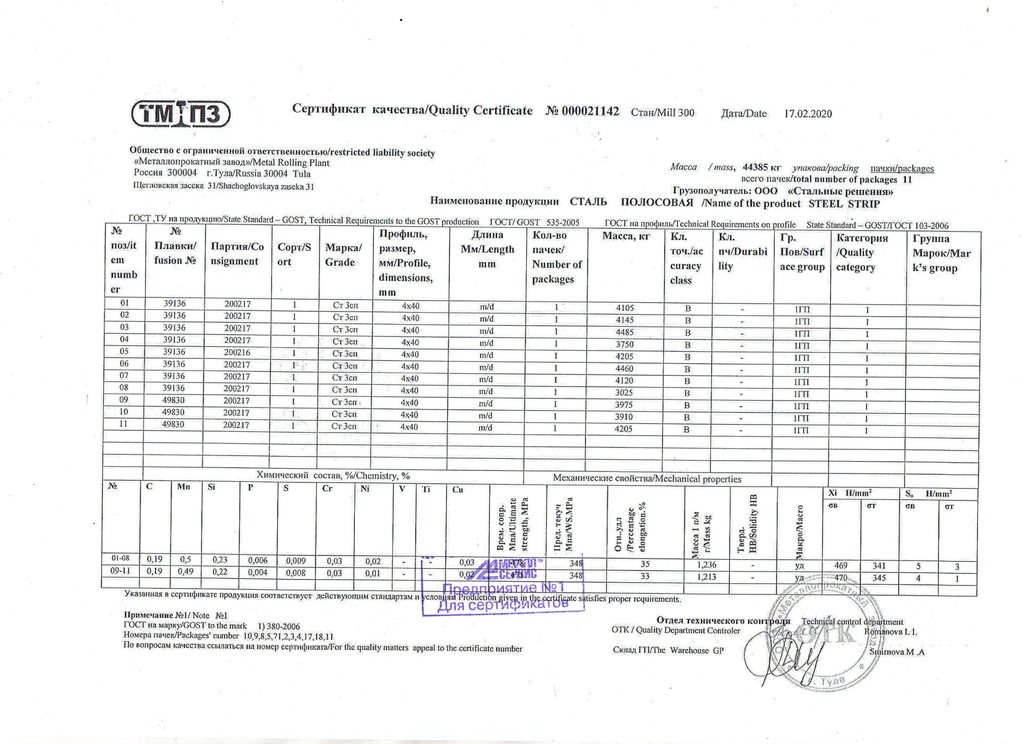 921
921


 624 тонн;
624 тонн; 541 тонн;
541 тонн; 0*1500*1110мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.661 тонн;
0*1500*1110мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.661 тонн;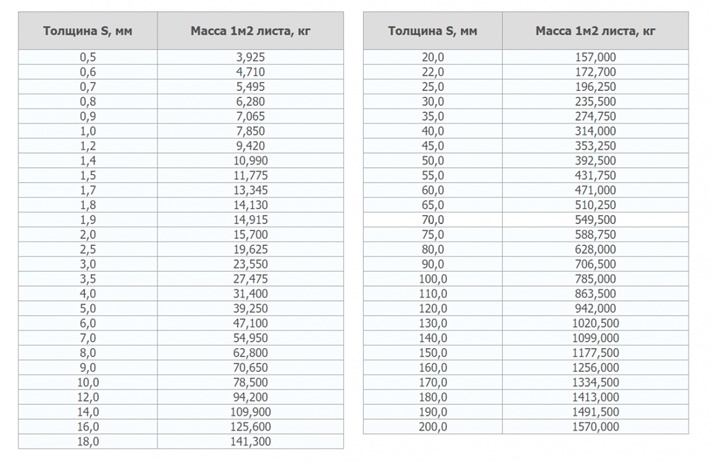 302 тонн;
302 тонн; 0*2000*4090мм, производство ММК, сталь 40Х — 7.703 тонн;
0*2000*4090мм, производство ММК, сталь 40Х — 7.703 тонн;
 ). Хромистая сталь 40Х также используется в кованых, холодно- и горячештампованных компонентах, а стальная продукция используется в производстве труб, резервуаров и других изделий.
). Хромистая сталь 40Х также используется в кованых, холодно- и горячештампованных компонентах, а стальная продукция используется в производстве труб, резервуаров и других изделий. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 40Х.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 40Х.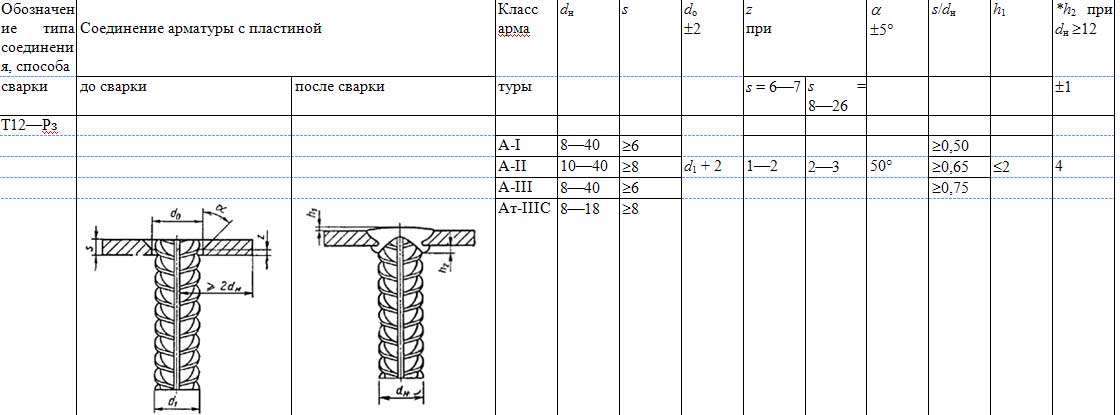
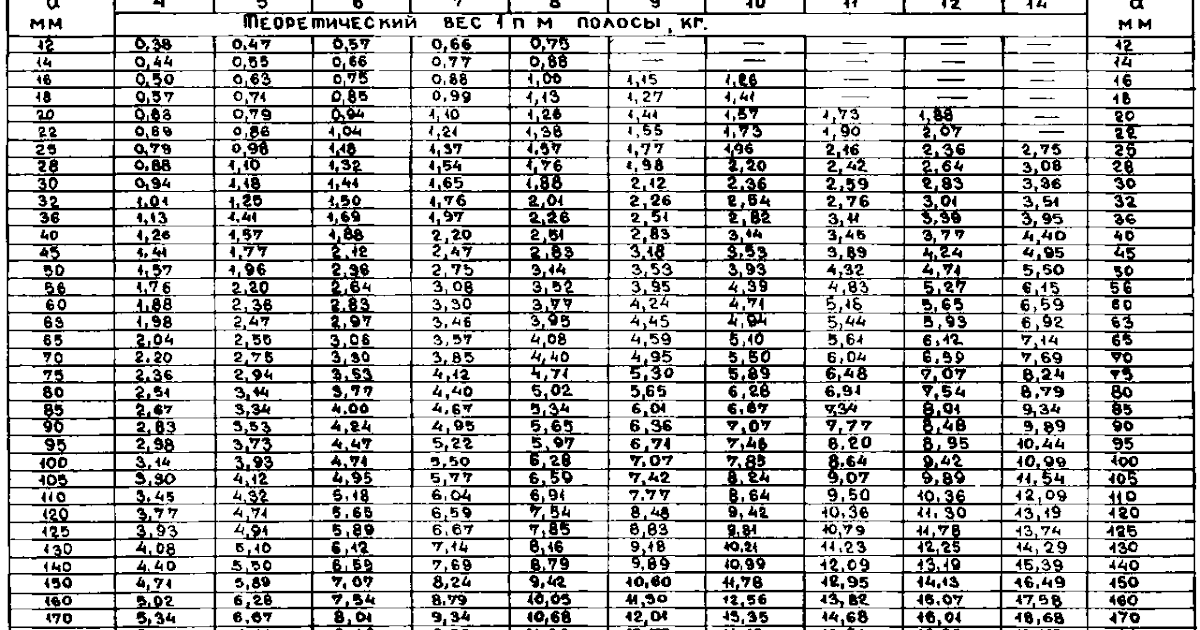 Отпуск 500°С, вода или масло
Отпуск 500°С, вода или масло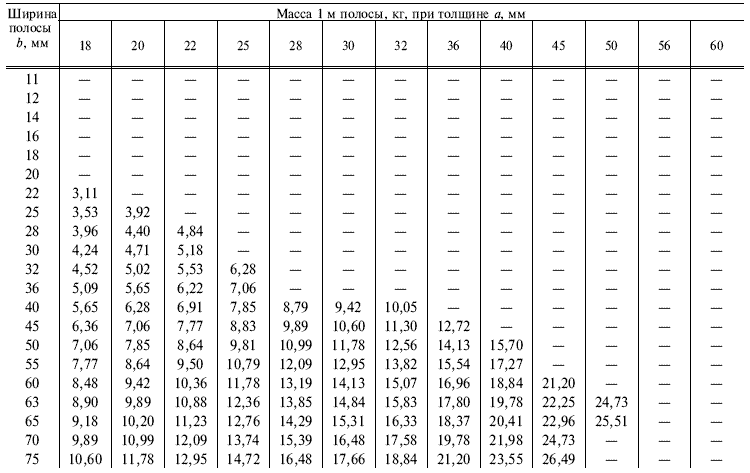 Закалка, отпуск. КП 315
Закалка, отпуск. КП 315 Закалка, отпуск. КП 395
Закалка, отпуск. КП 395 Отпуск 550°С,
Отпуск 550°С, Отпуск 580-650°С, вода, воздух.
Отпуск 580-650°С, вода, воздух.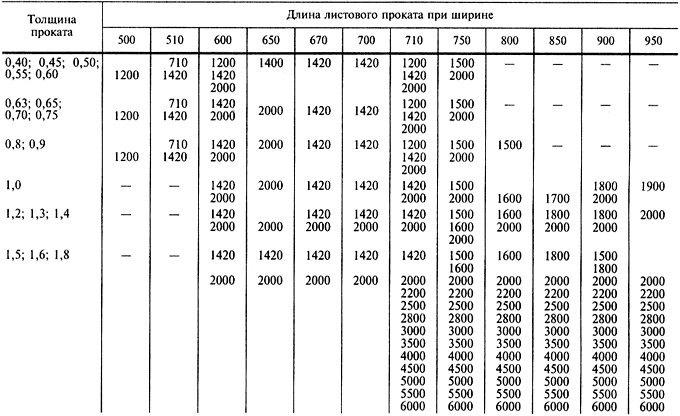 спл. = 0,20, K υ б.ст. = 0,95.
спл. = 0,20, K υ б.ст. = 0,95.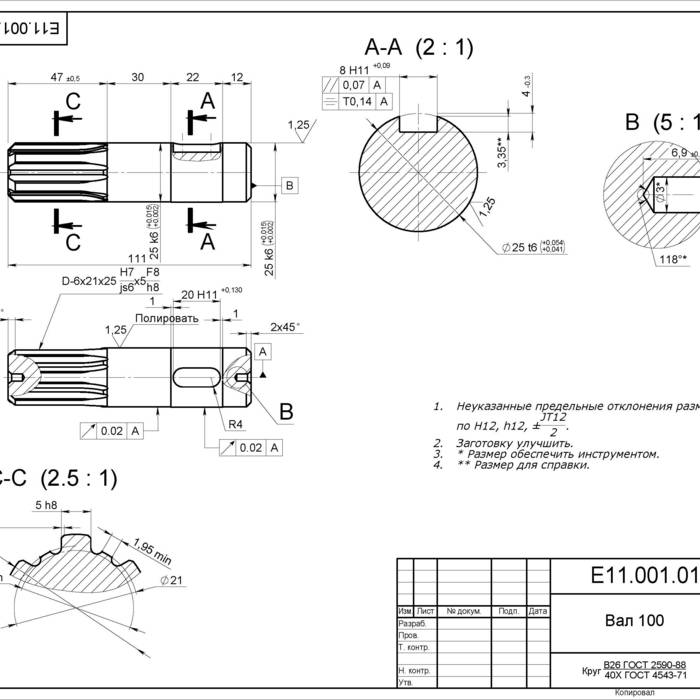
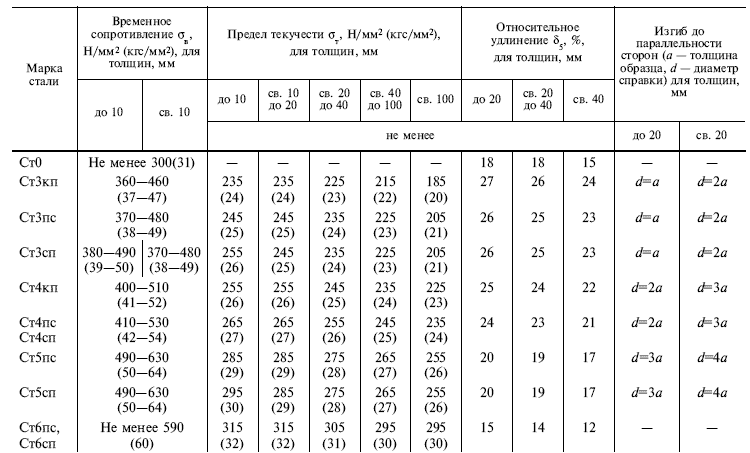
 Инвертор должен иметь чистый синус, в противном случае, многие электроприборы и котлы отопления не будут работать.
Инвертор должен иметь чистый синус, в противном случае, многие электроприборы и котлы отопления не будут работать.
 Тор имеет большее КПД чем у обычного трансформатора и меньше наводит помех. Так же у инверторов с тором ниже самопотребление электричества на холостом ходу.
Тор имеет большее КПД чем у обычного трансформатора и меньше наводит помех. Так же у инверторов с тором ниже самопотребление электричества на холостом ходу.
 к. такое напряжение уже считается опасным. Напряжение 12 В можно встретить в бортовой сети автомобиля, 24 В – в автобусах и на яхтах. В принципе, любое из этих напряжений может работать с инвертором, для бесперебойного питания электрооборудования дома. Однако низкое напряжение не позволяет технически получить большую мощность. Так, например, из 12-и вольт невозможно получить мощность более 3-х кВт, из 24-х вольт – более 9 кВт, а из 48-и В – более 18 кВт. Понятно, что высокочастотные инверторы обычно делаются на 12 В и мощностью до 3-х кВт (и рассчитаны они на применение в автомобилях), а мощные низкочастотные инверторы обычно представлены моделями на 24 или 48 В с мощностью от 3 кВт и выше (и рассчитаны они на применение в доме или здании). Это в среднем. Но бывают и исключения, когда например, высокочастотные инверторы, прежде всего за счёт своей низкой цены, пытаются занять свою нишу в домашнем сегменте или наоборот, бесперебойники, сделанные по низкочастотной технологии с тором мощностью всего 900 Вт, имеющие относительно большой вес и цену, пытаются занять нишу в сегменте высокочастотных инверторов за счёт таких своих качеств, как надёжность, мощные зарядные возможности и широкий функционал.
к. такое напряжение уже считается опасным. Напряжение 12 В можно встретить в бортовой сети автомобиля, 24 В – в автобусах и на яхтах. В принципе, любое из этих напряжений может работать с инвертором, для бесперебойного питания электрооборудования дома. Однако низкое напряжение не позволяет технически получить большую мощность. Так, например, из 12-и вольт невозможно получить мощность более 3-х кВт, из 24-х вольт – более 9 кВт, а из 48-и В – более 18 кВт. Понятно, что высокочастотные инверторы обычно делаются на 12 В и мощностью до 3-х кВт (и рассчитаны они на применение в автомобилях), а мощные низкочастотные инверторы обычно представлены моделями на 24 или 48 В с мощностью от 3 кВт и выше (и рассчитаны они на применение в доме или здании). Это в среднем. Но бывают и исключения, когда например, высокочастотные инверторы, прежде всего за счёт своей низкой цены, пытаются занять свою нишу в домашнем сегменте или наоборот, бесперебойники, сделанные по низкочастотной технологии с тором мощностью всего 900 Вт, имеющие относительно большой вес и цену, пытаются занять нишу в сегменте высокочастотных инверторов за счёт таких своих качеств, как надёжность, мощные зарядные возможности и широкий функционал.
 Почему? Потому, что именно из-за встроенного стабилизатора, они требуют очень качественного и устойчивого напряжения на своём сетевом входе. Т.е. генератор должен быть дорогим и с большим запасом мощности (а такой стоит в несколько раз дороже обычных генераторов).
Почему? Потому, что именно из-за встроенного стабилизатора, они требуют очень качественного и устойчивого напряжения на своём сетевом входе. Т.е. генератор должен быть дорогим и с большим запасом мощности (а такой стоит в несколько раз дороже обычных генераторов).

 Солнечный контроллер преобразует энергию от высокого напряжения солнечных панелей в более низкое напряжение аккумуляторов. Таких инверторов со встроенным солнечным контроллером не много. Но у такого решения есть плюсы – ведь цена такого решения несколько ниже и, кроме того, проводов подключения будет чуть меньше. Теперь посмотрим на минусы такого решения. Высококачественные и мощные солнечные контроллеры (имеющие КПД 98%, высокое входное напряжение и управление внешними нагрузками) довольно большие и внутрь инвертора их не вставишь. Посмотрите на разобранный солнечный контроллер КЭС Dominator 200/100.
Солнечный контроллер преобразует энергию от высокого напряжения солнечных панелей в более низкое напряжение аккумуляторов. Таких инверторов со встроенным солнечным контроллером не много. Но у такого решения есть плюсы – ведь цена такого решения несколько ниже и, кроме того, проводов подключения будет чуть меньше. Теперь посмотрим на минусы такого решения. Высококачественные и мощные солнечные контроллеры (имеющие КПД 98%, высокое входное напряжение и управление внешними нагрузками) довольно большие и внутрь инвертора их не вставишь. Посмотрите на разобранный солнечный контроллер КЭС Dominator 200/100.

 Но у сетевого инвертора совсем другая идеология, нежели чем у рассмотренного нами выше обычного, подключаемого к аккумуляторным батареям, высокочастотного инвертора со встроенным солнечным контроллером. Он отличается принципиально. Эта идеология имеет свои истоки от других условий стран Евро-зоны, США и др.
Но у сетевого инвертора совсем другая идеология, нежели чем у рассмотренного нами выше обычного, подключаемого к аккумуляторным батареям, высокочастотного инвертора со встроенным солнечным контроллером. Он отличается принципиально. Эта идеология имеет свои истоки от других условий стран Евро-зоны, США и др.
 Если же нагрузки почти нет, и солнце в зените – тогда эта не используемая владельцем энергия закачивается в промышленную энергосеть. Т.е. его счётчик крутится в обратную сторону, сматывая показания. Кроме того, сетевой инвертор обходится и без аккумуляторных батарей! Иначе пришлось бы их, подсоединять к очень высокому напряжению (на линию между узлом солнечного контроллера и узлом инвертора), что весьма опасно. Получается, что вместо аккумуляторов задействуется огромная электросеть. В неё можно качать солнечную электроэнергию, выкручивая счётчик в большой минус, а потом, вечером, или гораздо позже, в зимний период, возвращать себе обратно то, что отдавали летом! Промышленная электросеть это гигантский неисчерпаемый аккумулятор, вечный и не имеющий потерь. Но, к сожалению, пока в России есть два фактора, которые сводят на нет все преимущества сетевых инверторов:
Если же нагрузки почти нет, и солнце в зените – тогда эта не используемая владельцем энергия закачивается в промышленную энергосеть. Т.е. его счётчик крутится в обратную сторону, сматывая показания. Кроме того, сетевой инвертор обходится и без аккумуляторных батарей! Иначе пришлось бы их, подсоединять к очень высокому напряжению (на линию между узлом солнечного контроллера и узлом инвертора), что весьма опасно. Получается, что вместо аккумуляторов задействуется огромная электросеть. В неё можно качать солнечную электроэнергию, выкручивая счётчик в большой минус, а потом, вечером, или гораздо позже, в зимний период, возвращать себе обратно то, что отдавали летом! Промышленная электросеть это гигантский неисчерпаемый аккумулятор, вечный и не имеющий потерь. Но, к сожалению, пока в России есть два фактора, которые сводят на нет все преимущества сетевых инверторов:
 Причём многие современные счётчики эту энергию (которая подаётся обратно в сеть) приплюсуют к потреблённой, и счета за электричества увеличатся!
Причём многие современные счётчики эту энергию (которая подаётся обратно в сеть) приплюсуют к потреблённой, и счета за электричества увеличатся! Поэтому, если электричество в сети исчезнет, а будет установлен только сетевой инвертор с солнечными панелями, то вы останетесь без электричества. Большие деньги затрачены, а резервного электроснабжения не будет. И так будет, пока регламент электросетей не изменят, пока у нас аварии электроснабжения не прекратятся, пока электричество не перестанут планово отключать…
Поэтому, если электричество в сети исчезнет, а будет установлен только сетевой инвертор с солнечными панелями, то вы останетесь без электричества. Большие деньги затрачены, а резервного электроснабжения не будет. И так будет, пока регламент электросетей не изменят, пока у нас аварии электроснабжения не прекратятся, пока электричество не перестанут планово отключать…
 Гибрид будет работать и при исчезновении в сети 220 В. Гибрид по вашему желанию может ограничить подкачку солнечной энергии только в домашнюю сеть или же и во внешнюю сеть. Т.е. проблема со счетчиками, плюсующими отданную энергию к счетам на оплату, снимается.
Гибрид будет работать и при исчезновении в сети 220 В. Гибрид по вашему желанию может ограничить подкачку солнечной энергии только в домашнюю сеть или же и во внешнюю сеть. Т.е. проблема со счетчиками, плюсующими отданную энергию к счетам на оплату, снимается.


 Тогда прибор будет сам увеличить мощность на своём выходе вплоть до 11 кВт, добавляя к имеющейся сетевой, необходимую мощность от аккумуляторов. Эта возможность может быть полезна и при использовании генератора. Ведь генератор, например, всего 2 кВт, с помощью инвертора гибрида, сможет вытягивать большие пусковые мощности.
Тогда прибор будет сам увеличить мощность на своём выходе вплоть до 11 кВт, добавляя к имеющейся сетевой, необходимую мощность от аккумуляторов. Эта возможность может быть полезна и при использовании генератора. Ведь генератор, например, всего 2 кВт, с помощью инвертора гибрида, сможет вытягивать большие пусковые мощности.
 Но времена меняются – аккумуляторы ведь медленно, но дешевеют, а тарифы за электроэнергию растут. Рано или поздно наступит день, когда и эта возможность будет востребована.
Но времена меняются – аккумуляторы ведь медленно, но дешевеют, а тарифы за электроэнергию растут. Рано или поздно наступит день, когда и эта возможность будет востребована.
 В случае подключения сетевого инвертора к выходу 220 В продвинутого инвертора, последний будет являться опорным источником напряжения для сетевого инвертора (в том числе при пропадании 220 В в сети).
В случае подключения сетевого инвертора к выходу 220 В продвинутого инвертора, последний будет являться опорным источником напряжения для сетевого инвертора (в том числе при пропадании 220 В в сети).
 Подчеркнём, что эта возможность больше заложена на будущее. Использовать сетевой инвертор вместо солнечного контроллера, это более дорогое решение и заряжает он не так плавно, и многих важных функций солнечного контроллера в нём нет. К тому же, это решение не годится для России, если речь идёт не об автономии, а о подкачке в сеть. Потому что гибридный инвертор только собственное 220 умеет не подкачивать во внешнюю сеть. А ограничивать от этого сетевой инвертор он не умеет. Напомним, что выше шла речь об ограничении заряда аккумуляторов. Тем не менее, если в России разрешат отдачу в сеть свободной энергии потребителей, это решение может стать востребованным.
Подчеркнём, что эта возможность больше заложена на будущее. Использовать сетевой инвертор вместо солнечного контроллера, это более дорогое решение и заряжает он не так плавно, и многих важных функций солнечного контроллера в нём нет. К тому же, это решение не годится для России, если речь идёт не об автономии, а о подкачке в сеть. Потому что гибридный инвертор только собственное 220 умеет не подкачивать во внешнюю сеть. А ограничивать от этого сетевой инвертор он не умеет. Напомним, что выше шла речь об ограничении заряда аккумуляторов. Тем не менее, если в России разрешат отдачу в сеть свободной энергии потребителей, это решение может стать востребованным.
 Для инвертора МАП SIN создано уже четыре варианта разного программного обеспечения (в том числе независимыми разработчиками), с немного разным функционалом и под разные операционные системы, включая Андроид.
Для инвертора МАП SIN создано уже четыре варианта разного программного обеспечения (в том числе независимыми разработчиками), с немного разным функционалом и под разные операционные системы, включая Андроид.
 Так, например, за последнее время, покупатели купившие инвертор МАП SIN и обновившие прошивку, получили следующие новые важные возможности инвертора:
Так, например, за последнее время, покупатели купившие инвертор МАП SIN и обновившие прошивку, получили следующие новые важные возможности инвертора:
 А именно:
А именно:
 org/ListItem»>
org/ListItem»> Наличие инвертора необходимо применять в паре со всевозможными электрогенераторами, работающими в области возобновляемой энергетики (солнце, ветер, вода).
Наличие инвертора необходимо применять в паре со всевозможными электрогенераторами, работающими в области возобновляемой энергетики (солнце, ветер, вода). Инверторный преобразователь импульсного типа оснащён выс..
Инверторный преобразователь импульсного типа оснащён выс...jpg) По основным спецификациям эти инверторы идентичны.Применение от аккумулятораДля работы в инверторном режиме требуется внешний аккумулят..
По основным спецификациям эти инверторы идентичны.Применение от аккумулятораДля работы в инверторном режиме требуется внешний аккумулят.. Инвертор дает вам энергию, когда вы находитесь «вне сети», поэтому у вас есть портативное питание, когда и где бы оно вам ни понадобилось.
Инвертор дает вам энергию, когда вы находитесь «вне сети», поэтому у вас есть портативное питание, когда и где бы оно вам ни понадобилось.
 В зависимости от вашего местоположения приборы должны работать от сети переменного тока с напряжением 120 или 230 вольт.
В зависимости от вашего местоположения приборы должны работать от сети переменного тока с напряжением 120 или 230 вольт. Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор без непрерывно работающего двигателя, заводите автомобиль каждый час и дайте ему поработать в течение 10 минут, чтобы зарядить аккумулятор.
Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор без непрерывно работающего двигателя, заводите автомобиль каждый час и дайте ему поработать в течение 10 минут, чтобы зарядить аккумулятор. Готовы купить инвертор/зарядное устройство прямо сейчас? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
Готовы купить инвертор/зарядное устройство прямо сейчас? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
 Мощные инверторы/зарядные устройства временно обеспечивают дополнительную выходную мощность, чтобы справиться с этими пиковыми нагрузками без отключения. См. инверторы/зарядные устройства PowerVerter APS компании Tripp Lite.
Мощные инверторы/зарядные устройства временно обеспечивают дополнительную выходную мощность, чтобы справиться с этими пиковыми нагрузками без отключения. См. инверторы/зарядные устройства PowerVerter APS компании Tripp Lite. Инверторы, используемые в медицинских транспортных средствах, должны соответствовать требованиям UL 458. Tripp Lite предлагает инвертор со встроенной системой зарядки, предназначенный для установки в машинах скорой помощи/скорой помощи. См. инвертор Tripp Lite для автомобилей скорой помощи/скорой помощи.
Инверторы, используемые в медицинских транспортных средствах, должны соответствовать требованиям UL 458. Tripp Lite предлагает инвертор со встроенной системой зарядки, предназначенный для установки в машинах скорой помощи/скорой помощи. См. инвертор Tripp Lite для автомобилей скорой помощи/скорой помощи. Вот 12 ключевых факторов, которые следует учитывать при покупке инвертора:
Вот 12 ключевых факторов, которые следует учитывать при покупке инвертора: Убедитесь, что выбранные вами батареи соответствуют входному напряжению инвертора.
Убедитесь, что выбранные вами батареи соответствуют входному напряжению инвертора. Инверторы для тяжелых условий эксплуатации имеют входные клеммы постоянного тока, которые подключаются непосредственно к батареям с помощью кабелей, предоставляемых пользователем. Инверторы/зарядные устройства подключаются как к батареям, так и к источнику питания переменного тока, чтобы батареи могли перезаряжаться, когда доступно береговое питание.
Инверторы для тяжелых условий эксплуатации имеют входные клеммы постоянного тока, которые подключаются непосредственно к батареям с помощью кабелей, предоставляемых пользователем. Инверторы/зарядные устройства подключаются как к батареям, так и к источнику питания переменного тока, чтобы батареи могли перезаряжаться, когда доступно береговое питание. Многие сверхмощные инверторы/зарядные устройства могут быть жестко подключены к вашему основному электрическому щиту, чтобы подавать ток непосредственно к розеткам переменного тока вашего дома. В целях безопасности используйте для установки профессионального электрика.
Многие сверхмощные инверторы/зарядные устройства могут быть жестко подключены к вашему основному электрическому щиту, чтобы подавать ток непосредственно к розеткам переменного тока вашего дома. В целях безопасности используйте для установки профессионального электрика.

 ИБП обычно включает в себя аккумулятор и зарядное устройство в одном автономном блоке. Аккумуляторы для инвертора обычно поставляются пользователем.
ИБП обычно включает в себя аккумулятор и зарядное устройство в одном автономном блоке. Аккумуляторы для инвертора обычно поставляются пользователем.
 Батареи будут перезаряжены, когда снова станет доступен источник питания переменного тока.
Батареи будут перезаряжены, когда снова станет доступен источник питания переменного тока.
 За пределами этого расстояния вы, вероятно, испытаете потерю сигнала.
За пределами этого расстояния вы, вероятно, испытаете потерю сигнала. Убедитесь, что ваш инвертор может справиться с пиковым выбросом. Как правило, убедитесь, что ваш инвертор может выдерживать пиковые нагрузки 500–750 Вт для холодильника и 500–1000 Вт для морозильного ларя.
Убедитесь, что ваш инвертор может справиться с пиковым выбросом. Как правило, убедитесь, что ваш инвертор может выдерживать пиковые нагрузки 500–750 Вт для холодильника и 500–1000 Вт для морозильного ларя.
 Наш лучший совет — придерживаться того, что указано в руководстве пользователя вашего инвертора.
Наш лучший совет — придерживаться того, что указано в руководстве пользователя вашего инвертора. У многих бытовых приборов и электроинструментов номинальная мощность указана на этикетке на самом изделии или в руководстве по эксплуатации изделия. Если ваши устройства показывают только ампер, мощность можно получить, используя эту простую формулу:
У многих бытовых приборов и электроинструментов номинальная мощность указана на этикетке на самом изделии или в руководстве по эксплуатации изделия. Если ваши устройства показывают только ампер, мощность можно получить, используя эту простую формулу:
 Обязательно ознакомьтесь с фактическими требованиями к мощности на этикетке продукта и помните, что многие инструменты и устройства имеют значительно более высокие требования к пиковым перенапряжениям при запуске/цикле.
Обязательно ознакомьтесь с фактическими требованиями к мощности на этикетке продукта и помните, что многие инструменты и устройства имеют значительно более высокие требования к пиковым перенапряжениям при запуске/цикле.

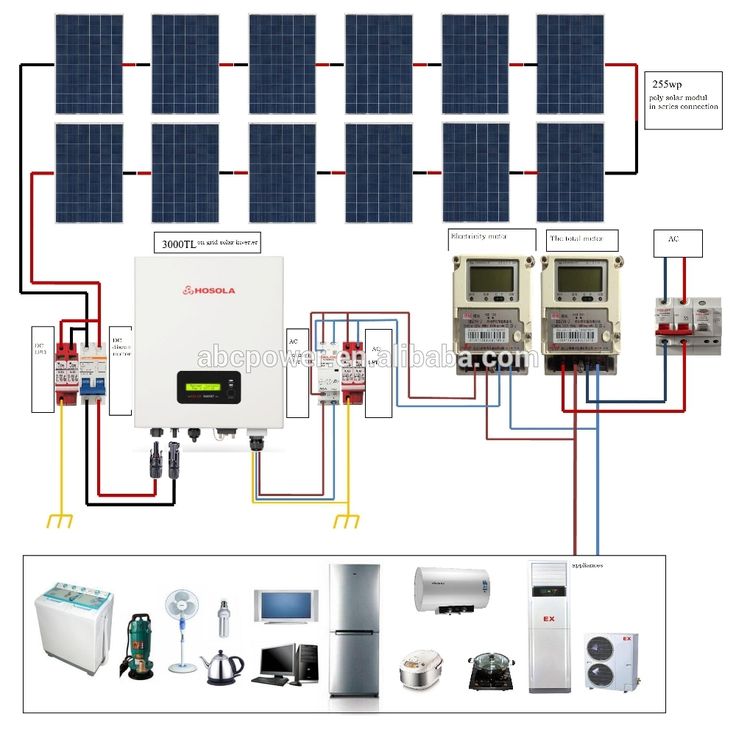 Все наши продукты проходят строгий контроль качества, прежде чем они поступят в продажу, а независимые испытательные агентства проверяют, соответствуют ли наши продукты последним стандартам безопасности и производительности. Наша приверженность качеству позволяет нам поддерживать нашу продукцию ведущими в отрасли гарантиями и отзывчивым обслуживанием клиентов. Это отличие Tripp Lite от Eaton.
Все наши продукты проходят строгий контроль качества, прежде чем они поступят в продажу, а независимые испытательные агентства проверяют, соответствуют ли наши продукты последним стандартам безопасности и производительности. Наша приверженность качеству позволяет нам поддерживать нашу продукцию ведущими в отрасли гарантиями и отзывчивым обслуживанием клиентов. Это отличие Tripp Lite от Eaton. в вашем доме, если вы когда-либо страдаете от отключения электроэнергии.
в вашем доме, если вы когда-либо страдаете от отключения электроэнергии. Инверторы мощности с чистым синусоидальным сигналом работают тише и быстрее, чем другие инверторы, в целом с меньшим количеством сбоев, обеспечивая более плавные и эффективные волны мощности. При этом модифицированные синусоидальные преобразователи мощности по-прежнему являются отличным инструментом в чрезвычайной ситуации, способным управлять морозильными камерами, бытовой техникой, двигателями, электроинструментами, насосами, холодильниками и многим другим.
Инверторы мощности с чистым синусоидальным сигналом работают тише и быстрее, чем другие инверторы, в целом с меньшим количеством сбоев, обеспечивая более плавные и эффективные волны мощности. При этом модифицированные синусоидальные преобразователи мощности по-прежнему являются отличным инструментом в чрезвычайной ситуации, способным управлять морозильными камерами, бытовой техникой, двигателями, электроинструментами, насосами, холодильниками и многим другим.
 Размеры труб соответствуют ГОСТу, по длине изготавливаются от 4 до 12,5 м.
Размеры труб соответствуют ГОСТу, по длине изготавливаются от 4 до 12,5 м.
 Они производятся из рулонной стали:
Они производятся из рулонной стали: Используется в производстве труб из нержавеющей и высоколегированных сталей. Сварка в защитной среде позволяет предупредить карбидизацию легирующих элементов, ухудшающую качество швов. Может быть использована, как газовая, так и электрическая сварка.
Используется в производстве труб из нержавеющей и высоколегированных сталей. Сварка в защитной среде позволяет предупредить карбидизацию легирующих элементов, ухудшающую качество швов. Может быть использована, как газовая, так и электрическая сварка.

 Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента.
Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента. Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
 Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
 Первым этапом является сырое сырье, такое как руда или металлический лом, отлитые в слитки. Последним этапом производственного процесса является придание формы трубам путем удлинения бесшовной трубы.
Первым этапом является сырое сырье, такое как руда или металлический лом, отлитые в слитки. Последним этапом производственного процесса является придание формы трубам путем удлинения бесшовной трубы.
 Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой.
Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой. Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры.
Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры. Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов.
Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов. Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов. Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Затем плоский выровненный материал измеряется и отрезается до нужной длины. также: Что такое кузнечная сварка? Тщательное понимание
также: Что такое кузнечная сварка? Тщательное понимание Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости.
Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости. Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
 И даже колючую проволоку для заборов и ограждений делают из этой проволоки.
И даже колючую проволоку для заборов и ограждений делают из этой проволоки. К тому же, по отзывам на форумах, она еще и удобна в работе.
К тому же, по отзывам на форумах, она еще и удобна в работе.
 То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
 И для каждого типа арматуры следует подбирать соответствующую силу тока.
И для каждого типа арматуры следует подбирать соответствующую силу тока. А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке. Это помогает дизайнерам предсказать, где могут образоваться линии вязания и соединения. Области, окрашенные в красный цвет, заполняются меньше всего, а синие — дольше всего.
Это помогает дизайнерам предсказать, где могут образоваться линии вязания и соединения. Области, окрашенные в красный цвет, заполняются меньше всего, а синие — дольше всего. А детали с более тонкими стенками сокращают время охлаждения и время цикла, а также снижают вес продукта.
А детали с более тонкими стенками сокращают время охлаждения и время цикла, а также снижают вес продукта. Трикотажные линии, как правило, вызывают большую озабоченность, потому что они механически слабее, чем линии сплава, и могут быть значительно слабее, чем сыпучий материал. Прочность на растяжение ненаполненного нейлона примерно равна или примерно на 17% меньше, чем у объемного материала. Та же смола, содержащая 30% (по весу) стекловолокна, напротив, может терять 50% или более своей прочности на линиях вязания. И механическая прочность не улучшается с дополнительными или более сильными волокнами.
Трикотажные линии, как правило, вызывают большую озабоченность, потому что они механически слабее, чем линии сплава, и могут быть значительно слабее, чем сыпучий материал. Прочность на растяжение ненаполненного нейлона примерно равна или примерно на 17% меньше, чем у объемного материала. Та же смола, содержащая 30% (по весу) стекловолокна, напротив, может терять 50% или более своей прочности на линиях вязания. И механическая прочность не улучшается с дополнительными или более сильными волокнами. Фактически, испытательные образцы (33 мас. % стекловолокна и нейлона 6) демонстрируют на 50-60% меньшую прочность в поперечном направлении.
Фактически, испытательные образцы (33 мас. % стекловолокна и нейлона 6) демонстрируют на 50-60% меньшую прочность в поперечном направлении. Повышение температуры формы, более быстрое заполнение форм, отказ от разделительных смазок и более высокое давление упаковки — все это может укрепить трикотажные линии.
Повышение температуры формы, более быстрое заполнение форм, отказ от разделительных смазок и более высокое давление упаковки — все это может укрепить трикотажные линии.
 Нейлон, армированный стекловолокном и минеральным волокном, позволяет автопроизводителям изготавливать сварные резервуары для жидкости, резонаторы, крышки и компоненты шасси, которые могут весить на 40–55 % меньше, чем штампованные стальные или литые аналоги.
Нейлон, армированный стекловолокном и минеральным волокном, позволяет автопроизводителям изготавливать сварные резервуары для жидкости, резонаторы, крышки и компоненты шасси, которые могут весить на 40–55 % меньше, чем штампованные стальные или литые аналоги. 0
0 0
0

 Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока.
Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока. Это некрасиво и добром не кончится.
Это некрасиво и добром не кончится. 4: Верх, обтекаемая структура из полиэтилена высокой плотности
4: Верх, обтекаемая структура из полиэтилена высокой плотности 


 Закалка при 930-1050 °С, вода или воздух.
Закалка при 930-1050 °С, вода или воздух.
 Закалка при 1050-1080 °С, вода или воздух
Закалка при 1050-1080 °С, вода или воздух
 Закалка при 1050-1100 °С, вода или воздух.
Закалка при 1050-1100 °С, вода или воздух.
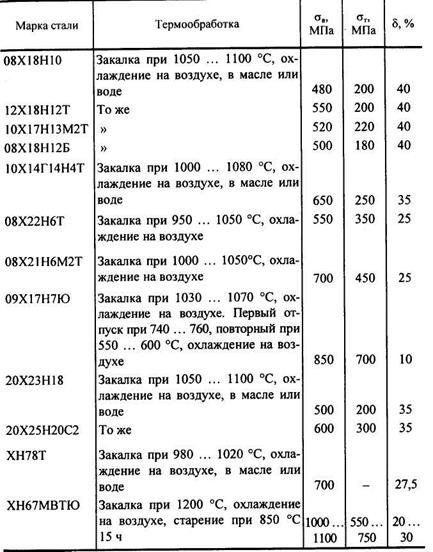 Закалка при 1100-1150 °С, воздух, масло или вода. Закалка при 1050-1080 °С, вода
Закалка при 1100-1150 °С, воздух, масло или вода. Закалка при 1050-1080 °С, вода
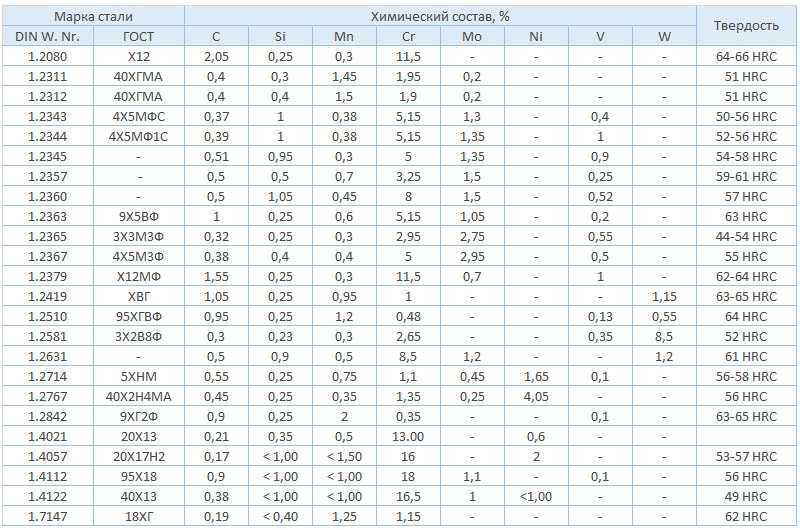 Эта величина не предусмотрена стандартами, она носит
Эта величина не предусмотрена стандартами, она носит
 Поэлементная расшифровка 06ХН28МДТ выглядит следующим образом:
Поэлементная расшифровка 06ХН28МДТ выглядит следующим образом: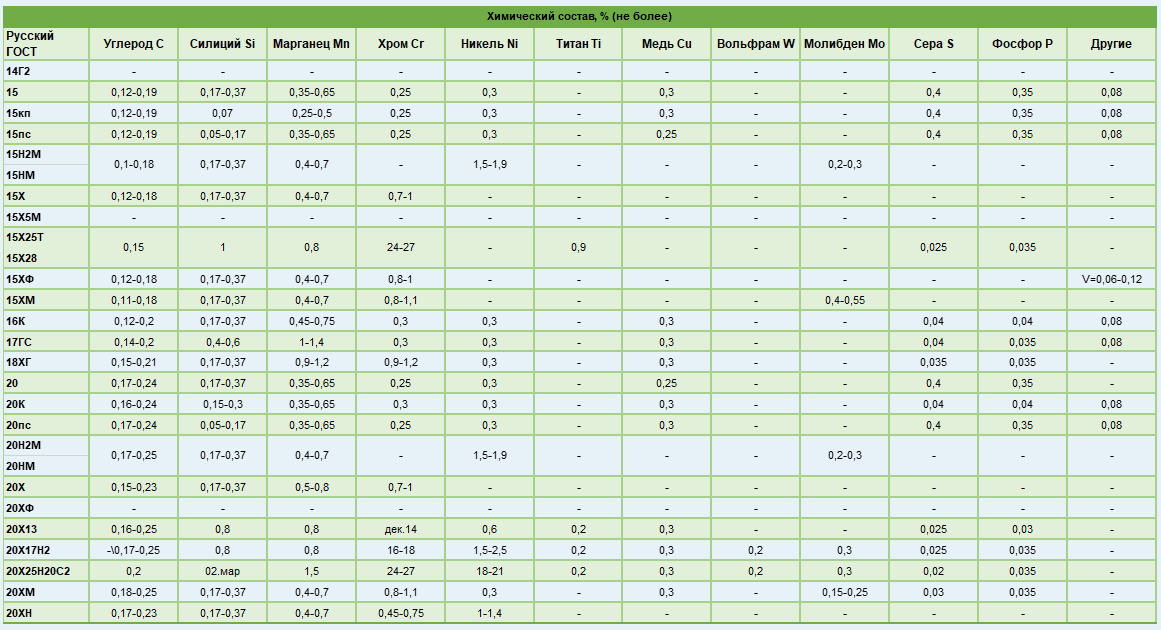

 Закалка 930-1050 °С, вода или воздух.
Закалка 930-1050 °С, вода или воздух.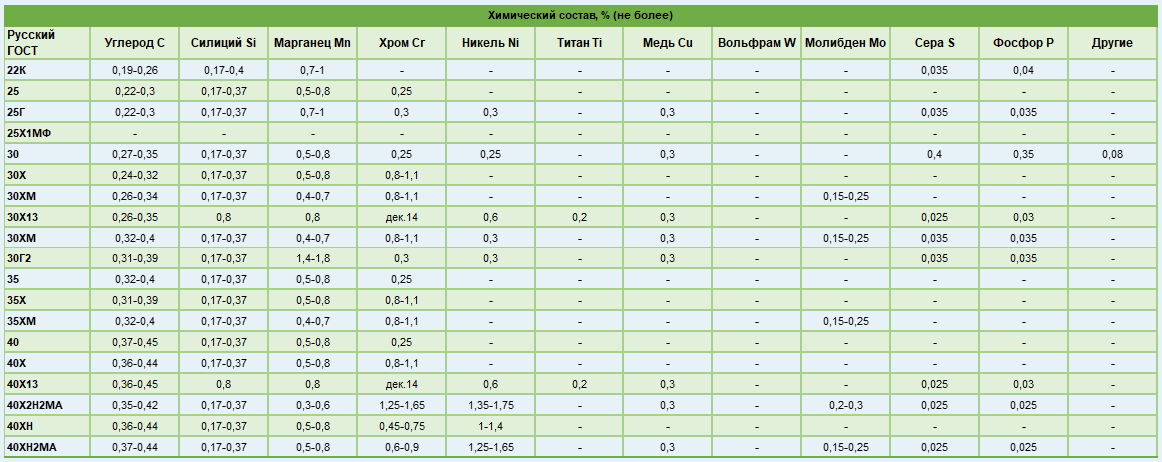 Закалка 1050 ºС, вода
Закалка 1050 ºС, вода 0Х23Н28М3Д3Т ЭИ943 ) при Т=20oС
0Х23Н28М3Д3Т ЭИ943 ) при Т=20oС
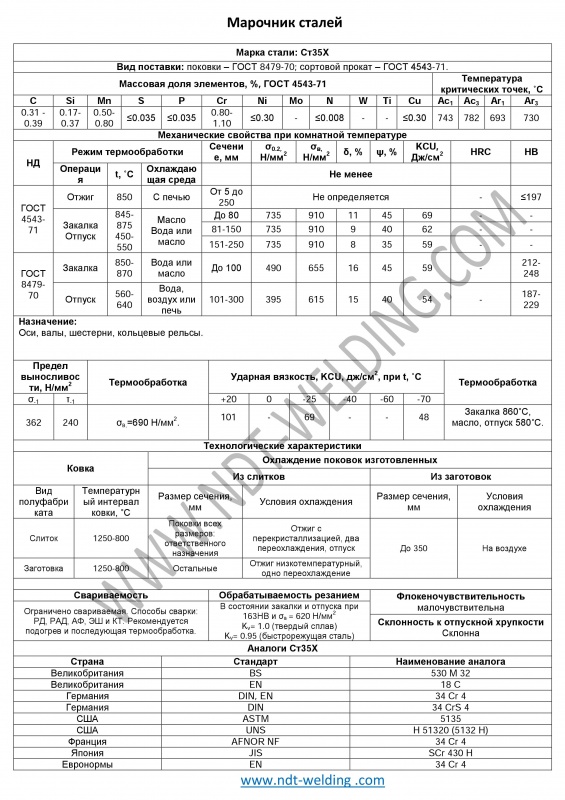
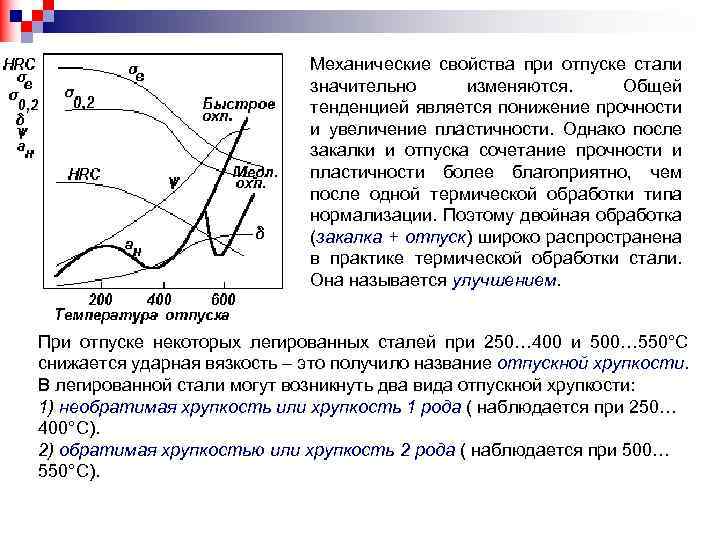 Применяется воздушное охлаждение.
Применяется воздушное охлаждение.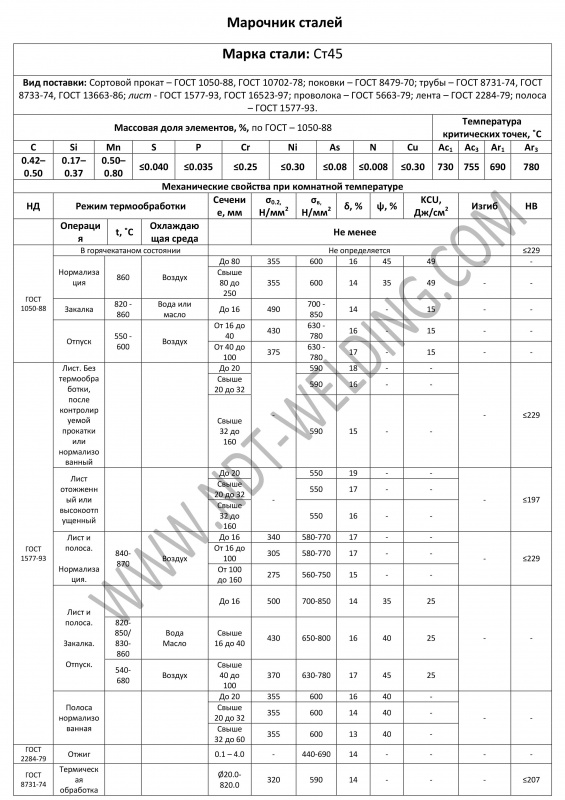 Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.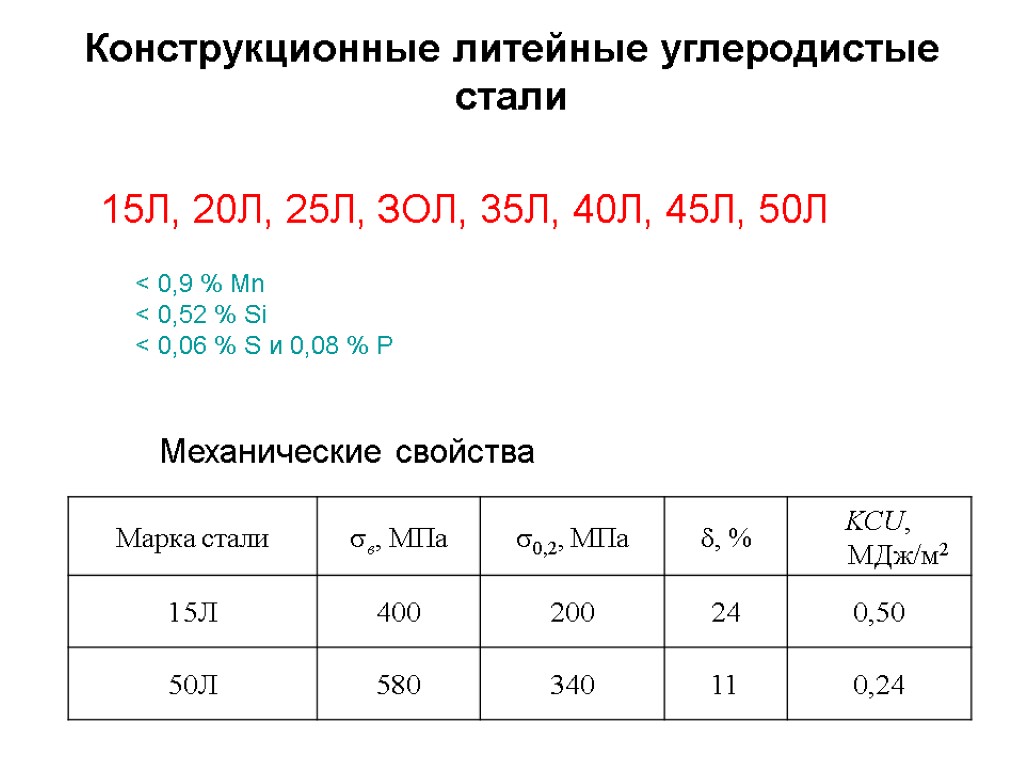 Остывание проходит в два этапа – быстрый и медленный.
Остывание проходит в два этапа – быстрый и медленный.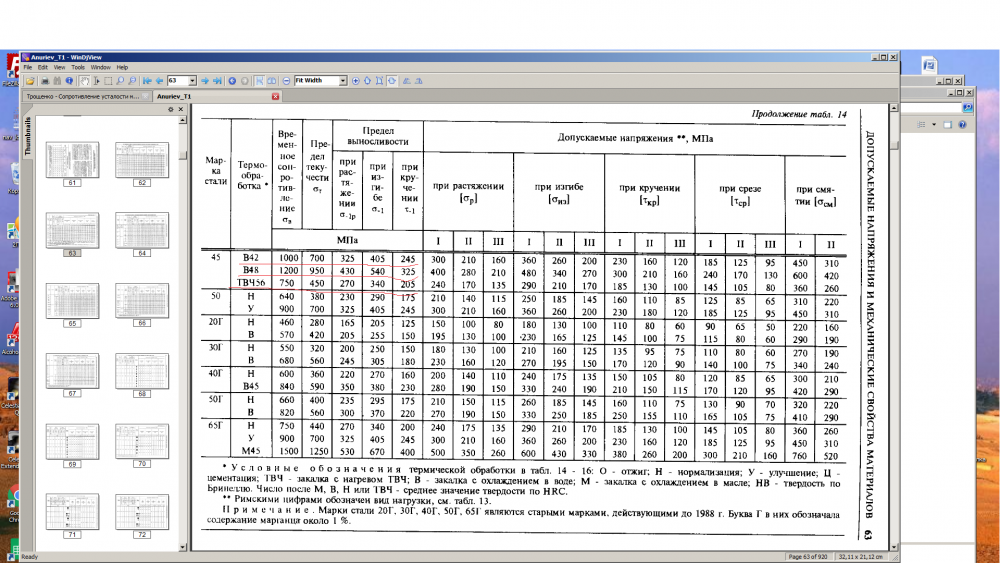
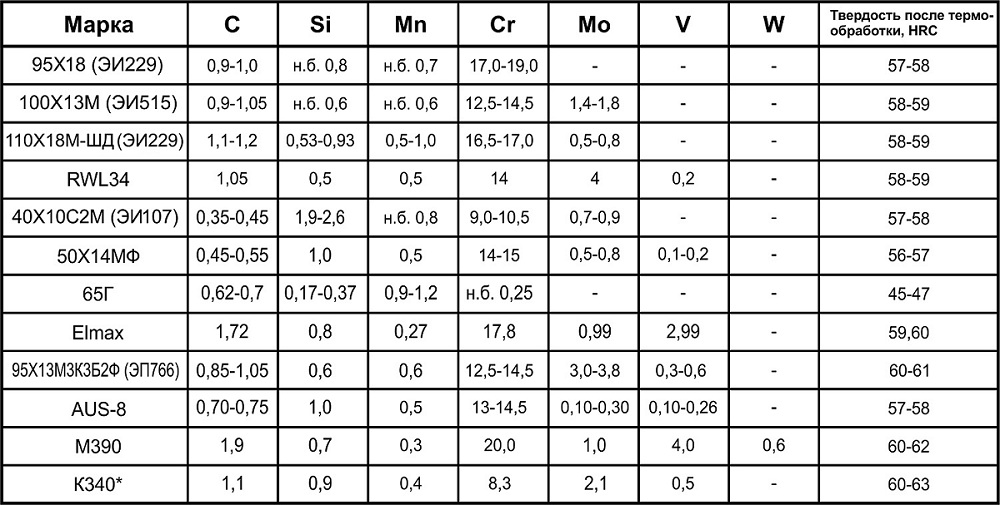 Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
 Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
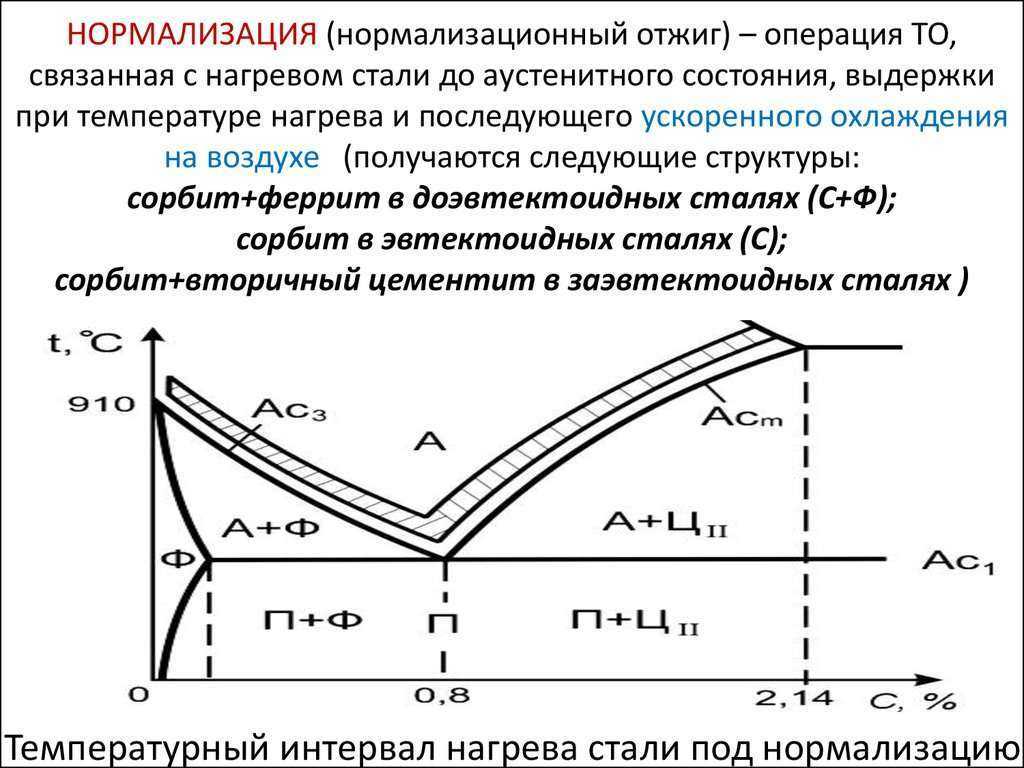 Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.
Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.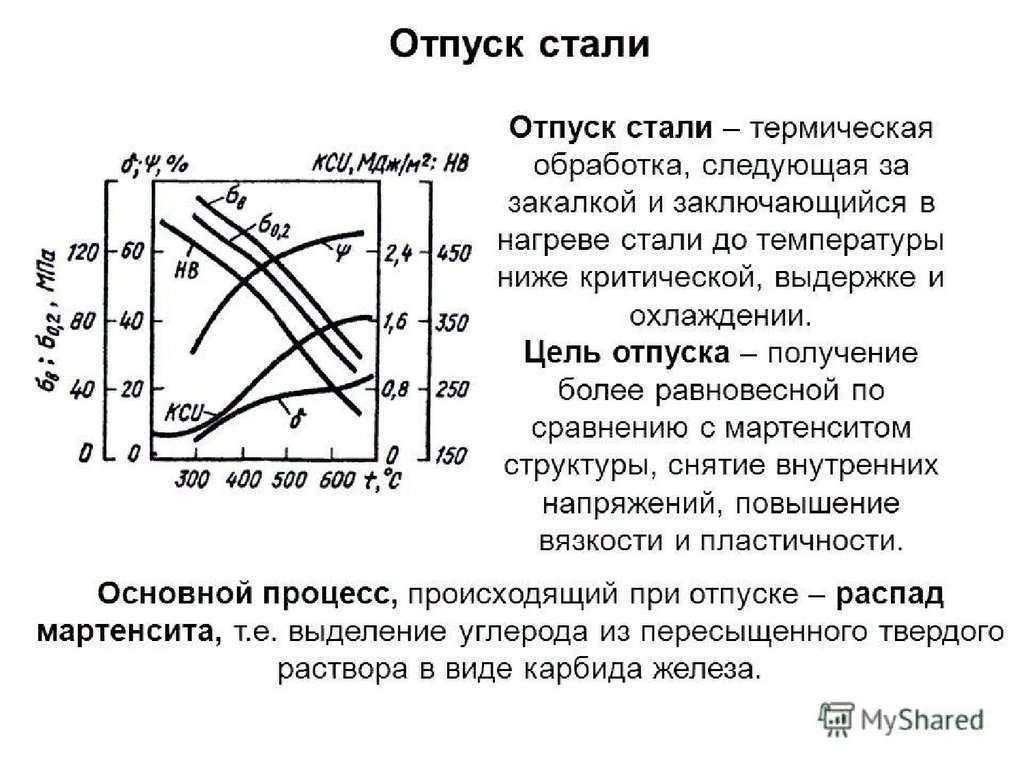 Процесс направлен на улучшение механических характеристик стали, металлов и сплавов.
Процесс направлен на улучшение механических характеристик стали, металлов и сплавов.
 Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
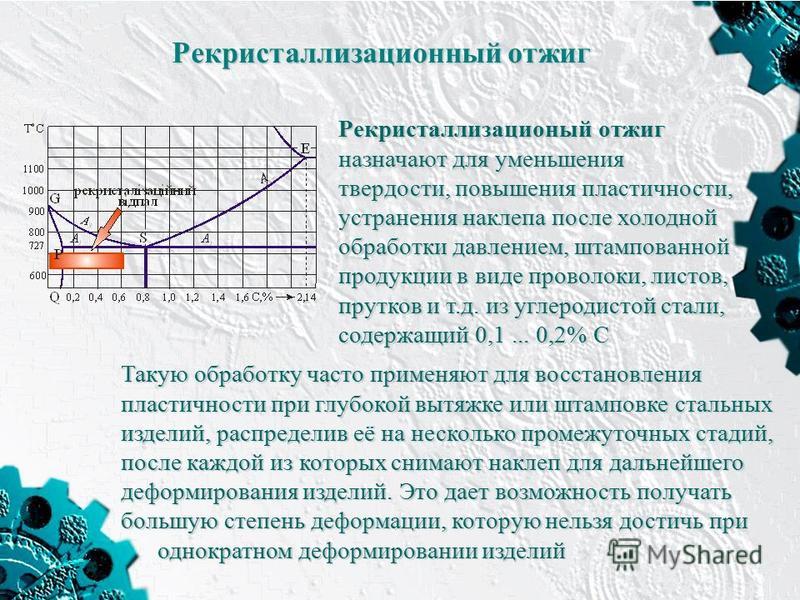
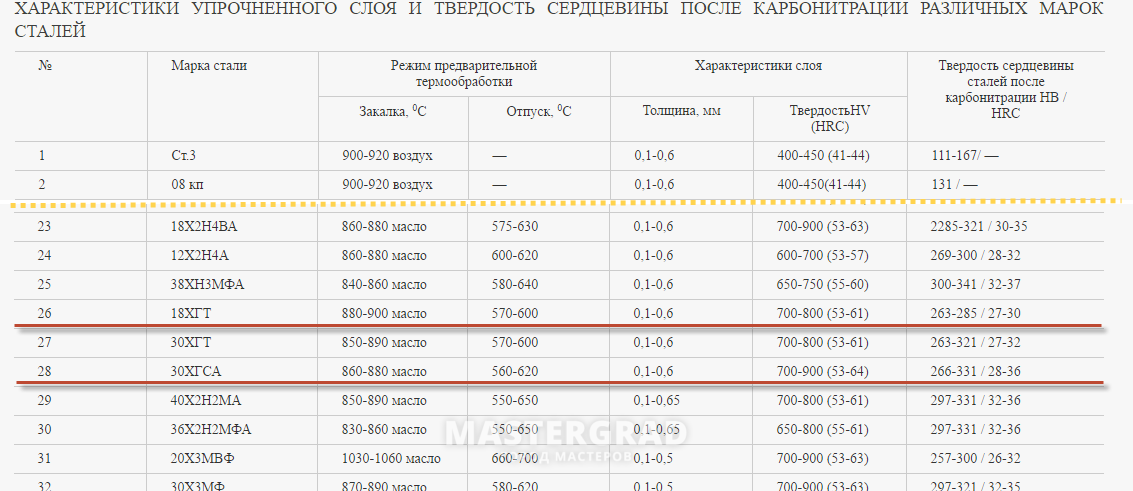 При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
 Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
 При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
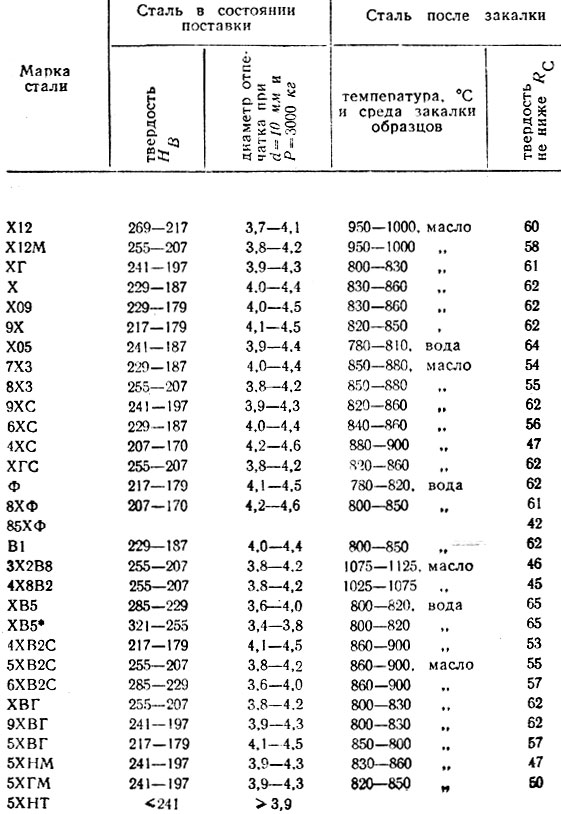 Светлая закалка используется в серийном производстве типовых изделий.
Светлая закалка используется в серийном производстве типовых изделий.

 В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:
В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:

 Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
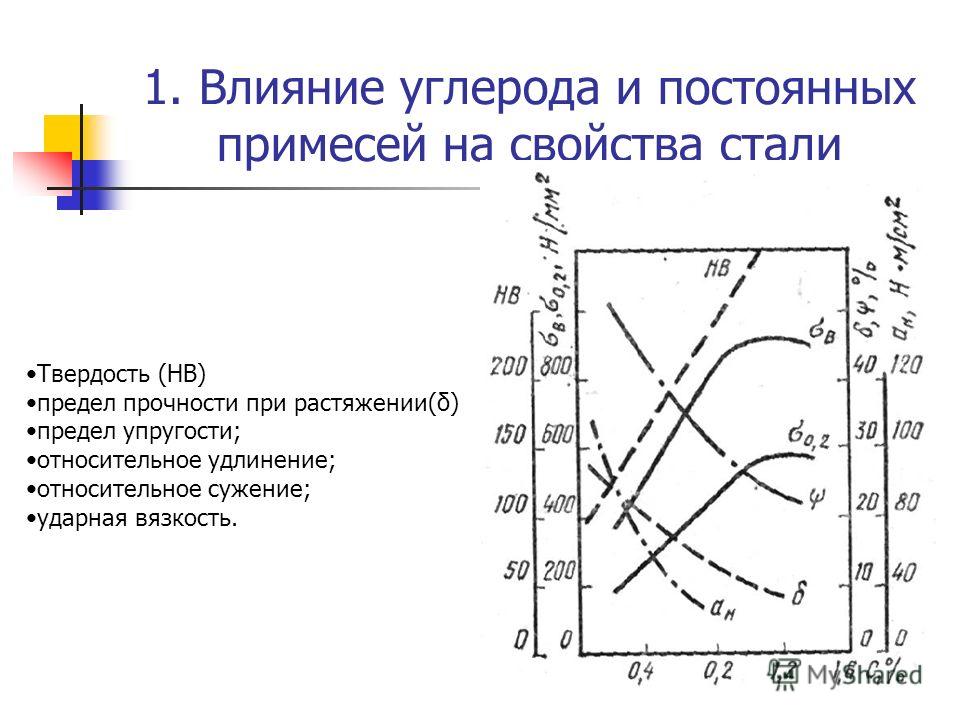 Это нарушение техпроцесса приводит к появлению трещин на изделии.
Это нарушение техпроцесса приводит к появлению трещин на изделии.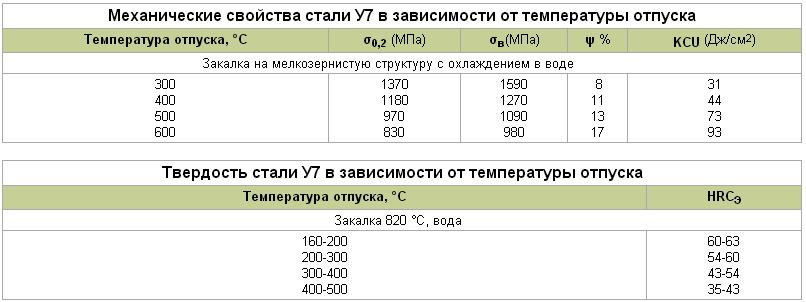 Айронмак. Стилмак. 2016;44:17–22. doi: 10.1080/03019233.2016.1155830. [CrossRef] [Google Scholar]
Айронмак. Стилмак. 2016;44:17–22. doi: 10.1080/03019233.2016.1155830. [CrossRef] [Google Scholar] Дж. Матер. Процесс. Технол. 2009; 209:5437–5442. doi: 10.1016/j.jmatprotec.2009.04.019. [CrossRef] [Google Scholar]
Дж. Матер. Процесс. Технол. 2009; 209:5437–5442. doi: 10.1016/j.jmatprotec.2009.04.019. [CrossRef] [Google Scholar]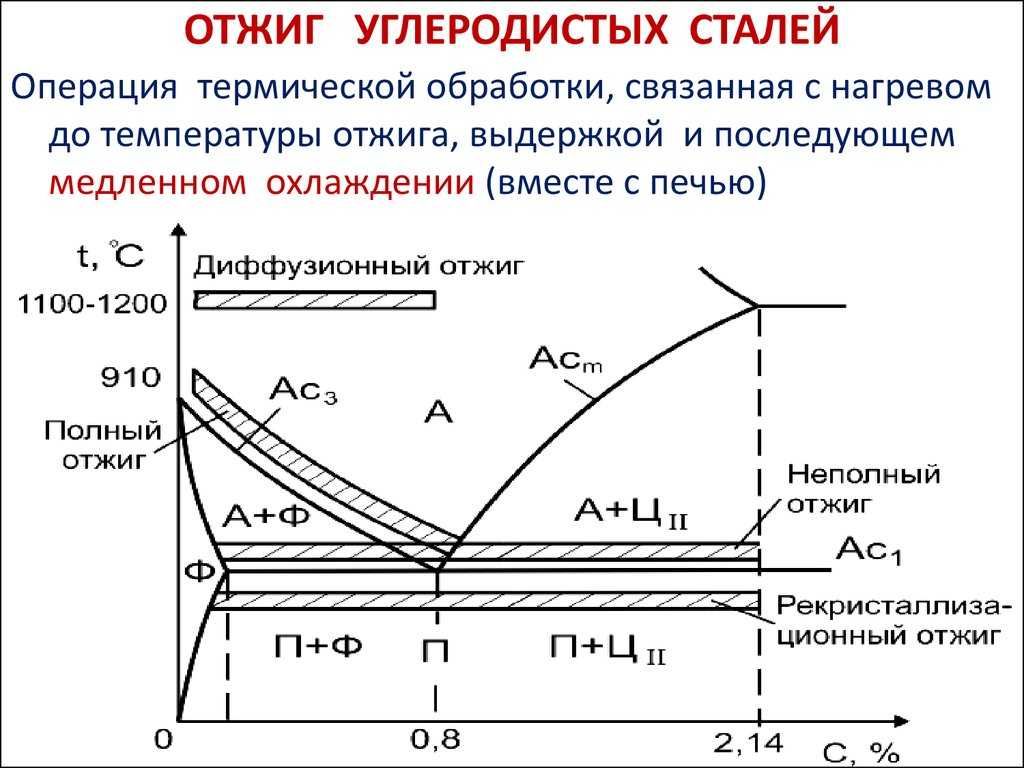 doi: 10.1016/j.matdes.2010.06.045. [Перекрестная ссылка] [Академия Google]
doi: 10.1016/j.matdes.2010.06.045. [Перекрестная ссылка] [Академия Google] Матер. науч. англ. А. 2011;530:218–224. doi: 10.1016/j.msea.2011.09.077. [Перекрестная ссылка] [Академия Google]
Матер. науч. англ. А. 2011;530:218–224. doi: 10.1016/j.msea.2011.09.077. [Перекрестная ссылка] [Академия Google]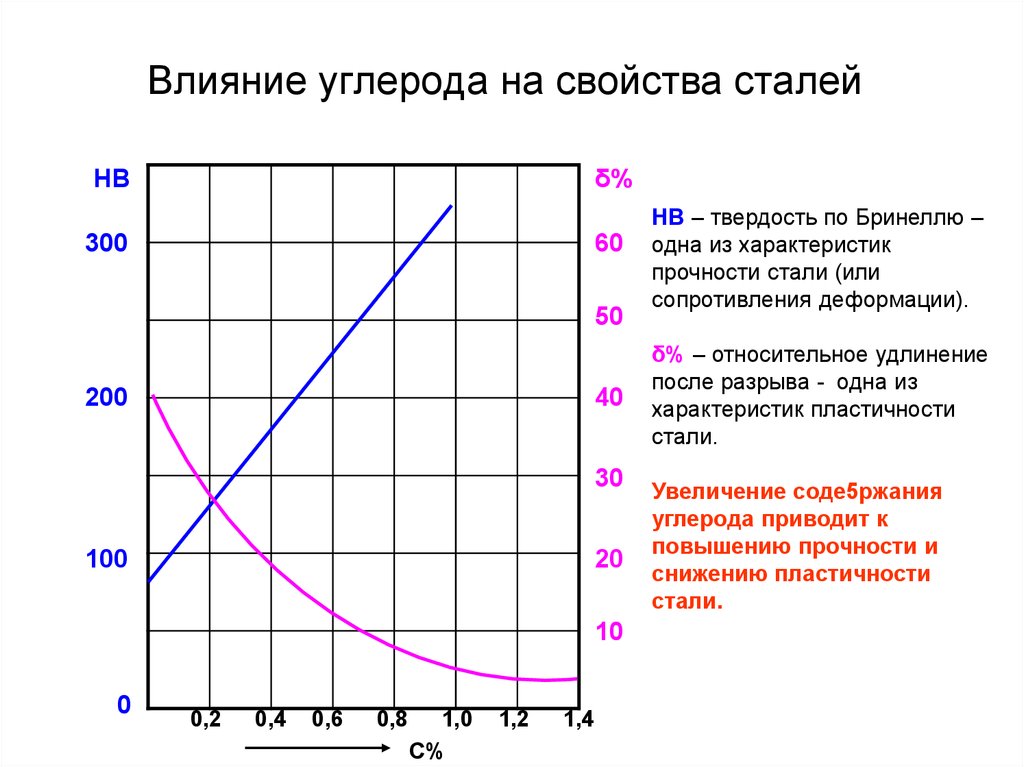 [(по состоянию на 9 апреля 2018 г.)]. Доступно в Интернете: http://www.phase-trans.msm.cam.ac.uk/2004/z/personal.pdf [Google Scholar]
[(по состоянию на 9 апреля 2018 г.)]. Доступно в Интернете: http://www.phase-trans.msm.cam.ac.uk/2004/z/personal.pdf [Google Scholar]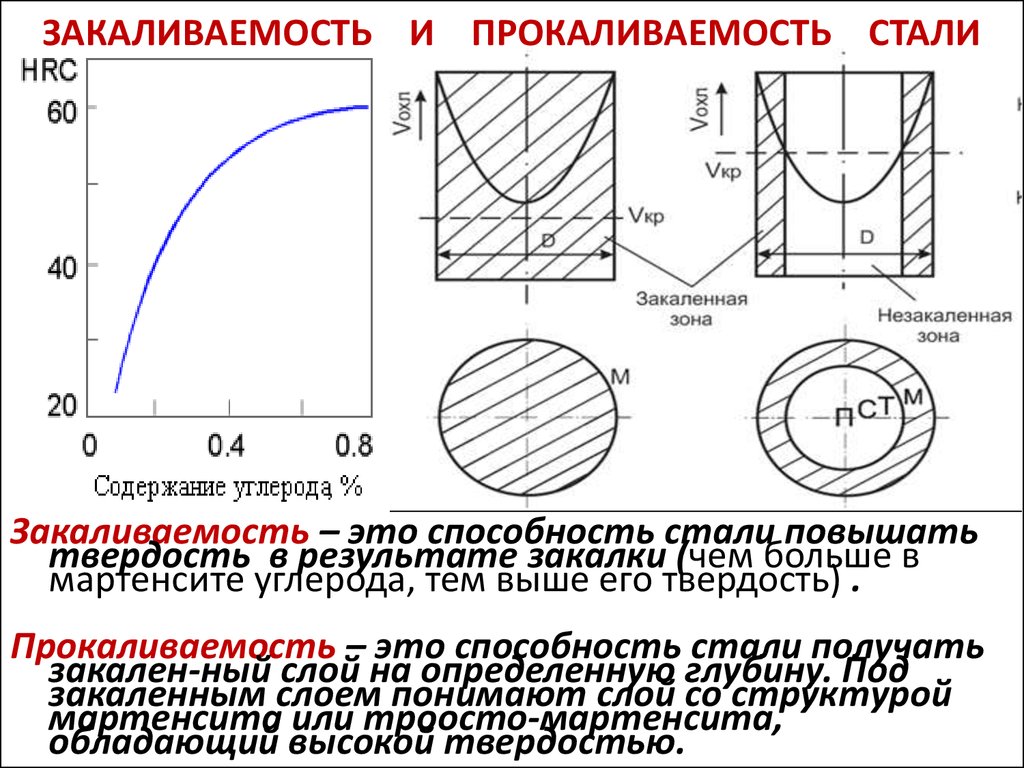 на основе процесса закалки-разделения-отпуска. Матер. науч. англ. А. 2017; 702: 104–112. doi: 10.1016/j.msea.2017.05.087. [Перекрестная ссылка] [Академия Google]
на основе процесса закалки-разделения-отпуска. Матер. науч. англ. А. 2017; 702: 104–112. doi: 10.1016/j.msea.2017.05.087. [Перекрестная ссылка] [Академия Google]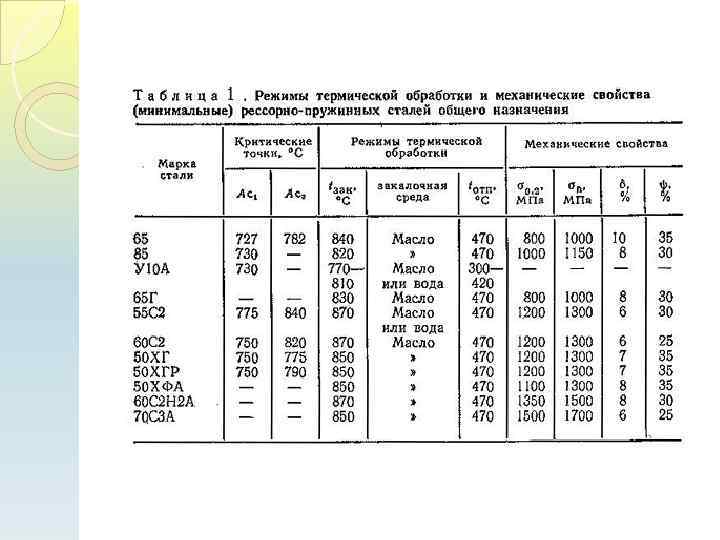 Y., Yang J.R. Межфазное выделение карбидов нанометрового размера в титаномолибденсодержащей низкоуглеродистой стали. Acta Mater. 2011;59:6264–6274. doi: 10.1016/j.actamat.2011.06.037. [Перекрестная ссылка] [Академия Google]
Y., Yang J.R. Межфазное выделение карбидов нанометрового размера в титаномолибденсодержащей низкоуглеродистой стали. Acta Mater. 2011;59:6264–6274. doi: 10.1016/j.actamat.2011.06.037. [Перекрестная ссылка] [Академия Google] P. Влияние границ реек и распределения карбидов на предел текучести мартенситных сталей с отпуском на 0,4% C. Матер. науч. англ. 1982; 56: 1–10. doi: 10.1016/0025-5416(82)
P. Влияние границ реек и распределения карбидов на предел текучести мартенситных сталей с отпуском на 0,4% C. Матер. науч. англ. 1982; 56: 1–10. doi: 10.1016/0025-5416(82)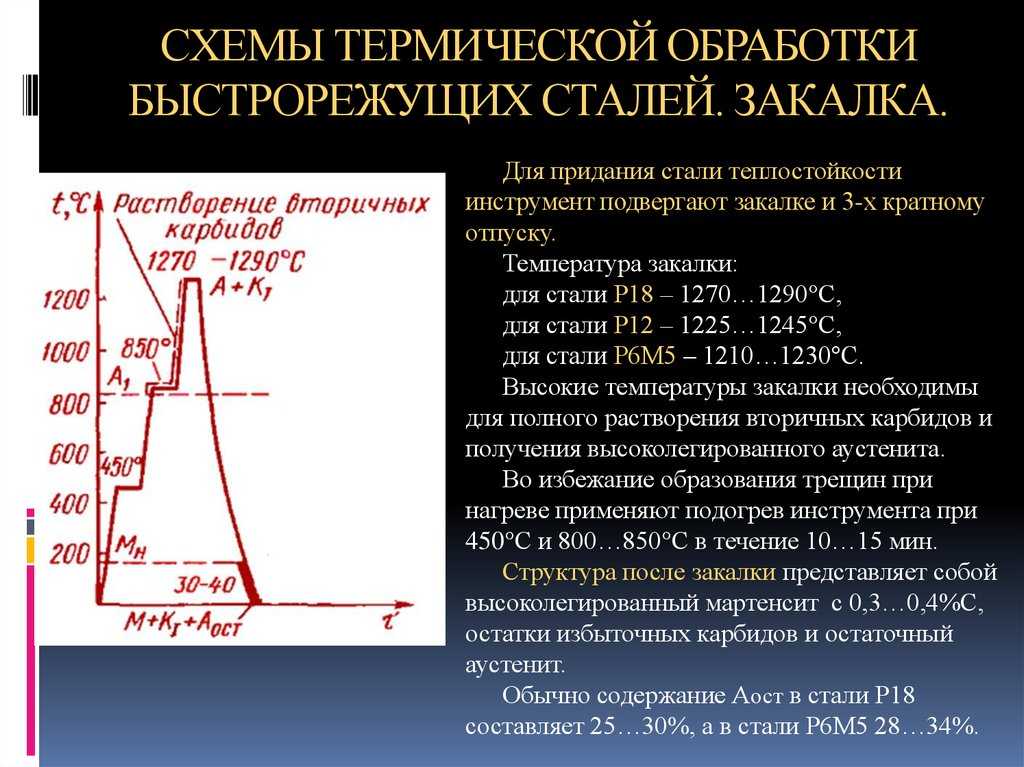 Chen J.D., Mo W.L., Wang P., Lu S.P. Влияние температуры отпуска на ударную вязкость стали 42CrMo. Акта Металл. Грех. 2012;48:1186–1193. doi: 10.3724/SP.J.1037.2012.00340. [CrossRef] [Google Scholar]
Chen J.D., Mo W.L., Wang P., Lu S.P. Влияние температуры отпуска на ударную вязкость стали 42CrMo. Акта Металл. Грех. 2012;48:1186–1193. doi: 10.3724/SP.J.1037.2012.00340. [CrossRef] [Google Scholar]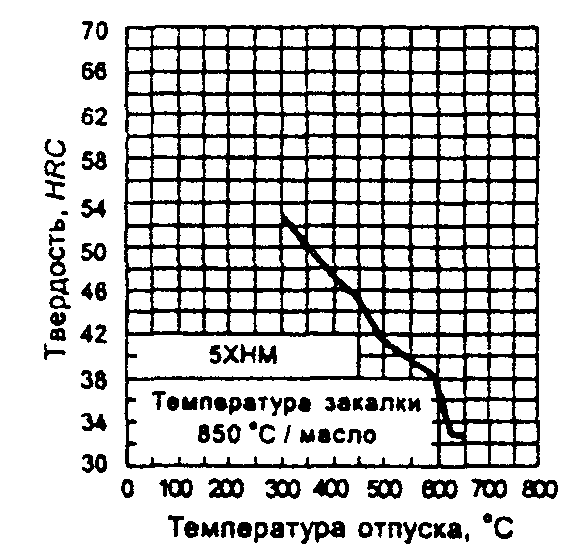 Л., Луо П., Тан З.Л., Бай Б.З. Повышенная пластичность и ударная вязкость сверхвысокопрочной стали Mn–Si–Cr–C: огромный потенциал сверхтонкозернистого остаточного аустенита. Acta Mater. 2014;76:425–433. doi: 10.1016/j.actamat.2014.05.055. [CrossRef] [Google Scholar]
Л., Луо П., Тан З.Л., Бай Б.З. Повышенная пластичность и ударная вязкость сверхвысокопрочной стали Mn–Si–Cr–C: огромный потенциал сверхтонкозернистого остаточного аустенита. Acta Mater. 2014;76:425–433. doi: 10.1016/j.actamat.2014.05.055. [CrossRef] [Google Scholar] Металл. Матер. Транс. А. 2016;47:2300–2312. doi: 10.1007/s11661-016-3378-x. [Перекрестная ссылка] [Академия Google]
Металл. Матер. Транс. А. 2016;47:2300–2312. doi: 10.1007/s11661-016-3378-x. [Перекрестная ссылка] [Академия Google] , Samek L., Cooman B.C.D. Высокоскоростное поведение низколегированных многофазных сталей с пластичностью на основе алюминия и кремния. Металл. Матер. Транс. А. 2006; 37: 1527–1539.. doi: 10.1007/s11661-006-0097-8. [CrossRef] [Google Scholar]
, Samek L., Cooman B.C.D. Высокоскоростное поведение низколегированных многофазных сталей с пластичностью на основе алюминия и кремния. Металл. Матер. Транс. А. 2006; 37: 1527–1539.. doi: 10.1007/s11661-006-0097-8. [CrossRef] [Google Scholar] Acta Mater. 2015;100:39–52. doi: 10.1016/j.actamat.2015.08.027. [CrossRef] [Google Scholar]
Acta Mater. 2015;100:39–52. doi: 10.1016/j.actamat.2015.08.027. [CrossRef] [Google Scholar]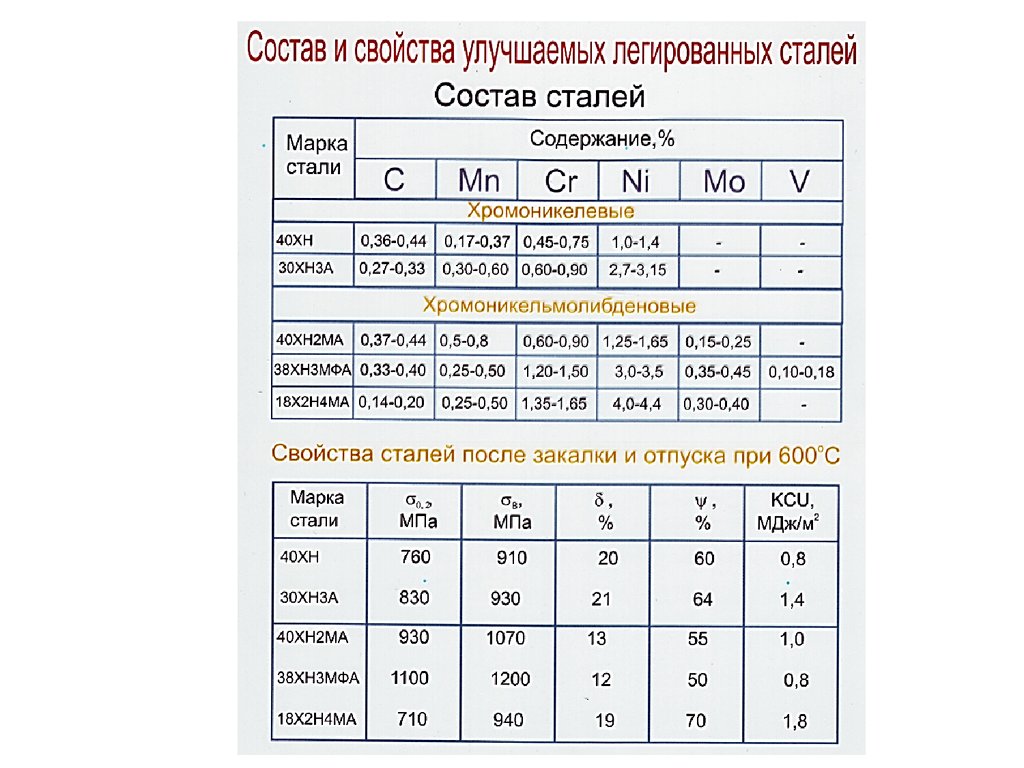 Матер. науч. англ. А. 2017; 684: 559–566. doi: 10.1016/j.msea.2016.12.100. [CrossRef] [Google Scholar]
Матер. науч. англ. А. 2017; 684: 559–566. doi: 10.1016/j.msea.2016.12.100. [CrossRef] [Google Scholar]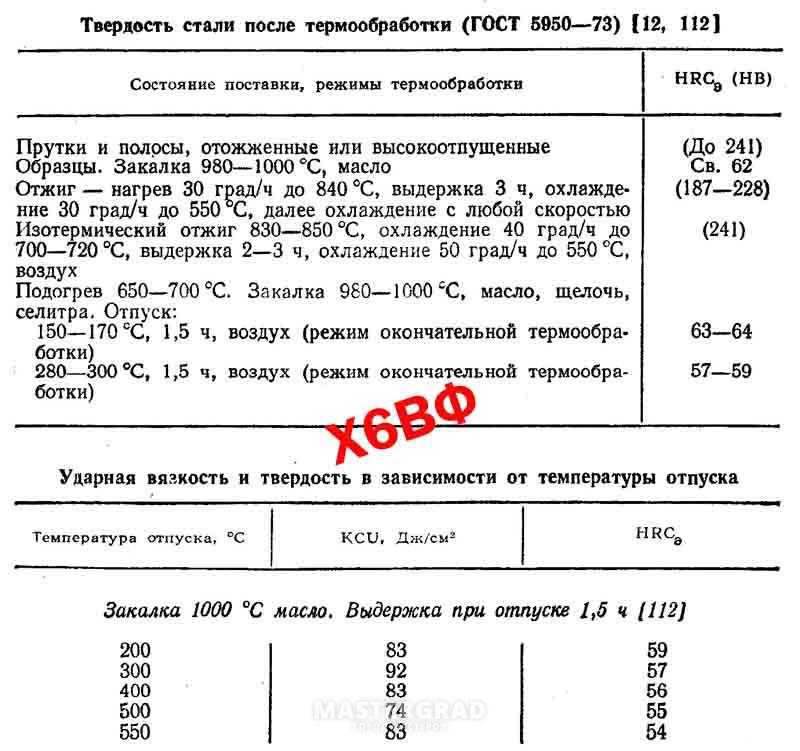 Матер. науч. англ. А. 2011;529:35–40. doi: 10.1016/j.msea.2011.08.050. [CrossRef] [Google Scholar]
Матер. науч. англ. А. 2011;529:35–40. doi: 10.1016/j.msea.2011.08.050. [CrossRef] [Google Scholar]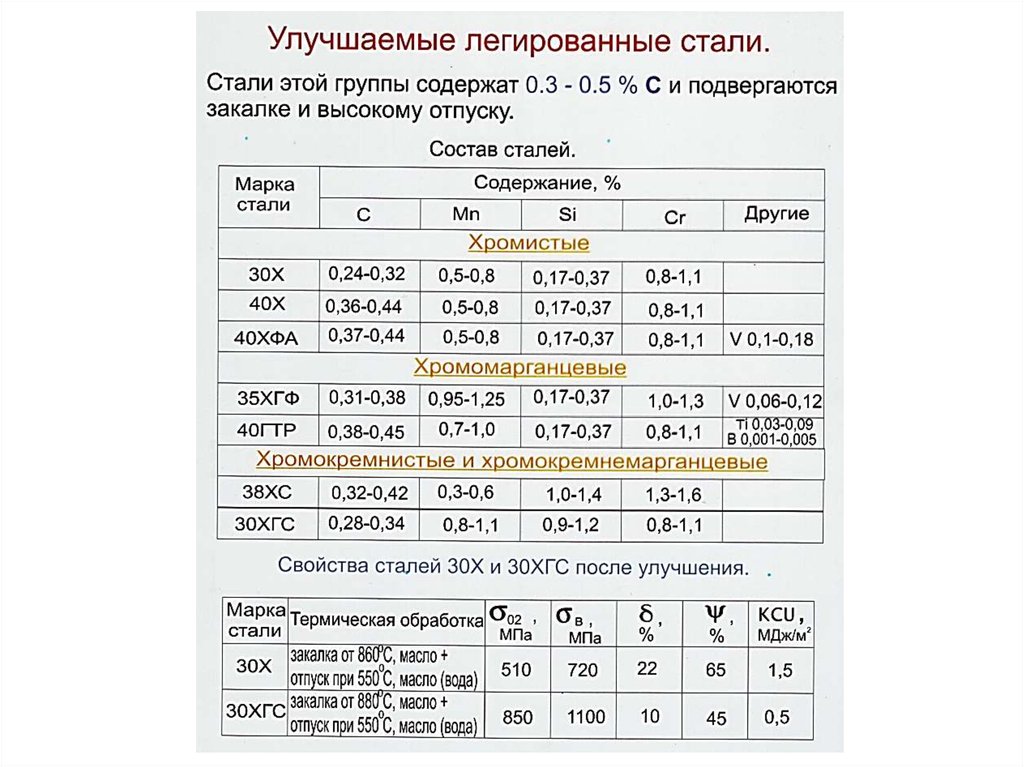 Вес приспособления и компонентов составляет около 40 000 фунтов.
Вес приспособления и компонентов составляет около 40 000 фунтов.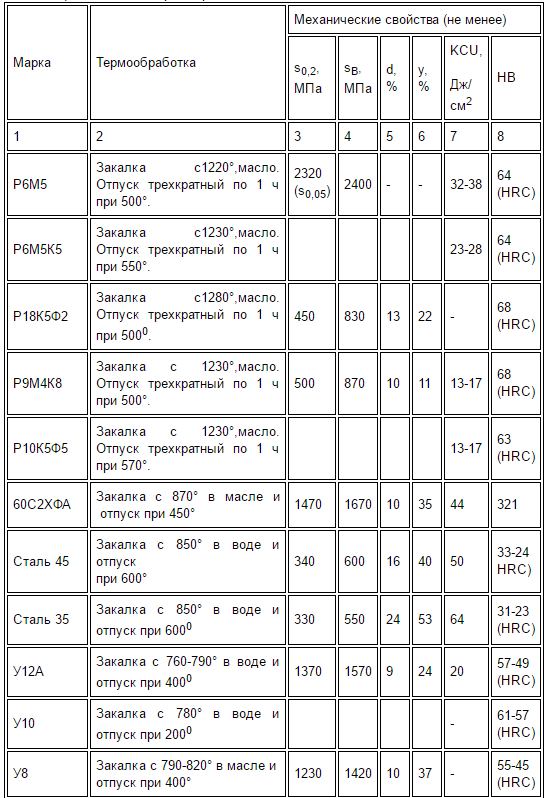 . Сталь по существу представляет собой сплав железа и углерода; другие стальные сплавы имеют другие металлические элементы в растворе. Нагрев материала выше критической температуры приводит к тому, что углерод и другие элементы переходят в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Детали впоследствии закаляются для преобразования микроструктуры, достижения соответствующей твердости и устранения напряжений.
. Сталь по существу представляет собой сплав железа и углерода; другие стальные сплавы имеют другие металлические элементы в растворе. Нагрев материала выше критической температуры приводит к тому, что углерод и другие элементы переходят в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Детали впоследствии закаляются для преобразования микроструктуры, достижения соответствующей твердости и устранения напряжений.