Труба дюймовая цена | ПКФ «Айсберг АС»
| Продукция: | Ед. измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Труба 4″ дюйма | м | 511 ₽ 511511 ₽ | В наличии | ||
Труба 3/4″ дюйма | м | 119 ₽ 119119 ₽ | В наличии | ||
Труба 1″ дюйм (дюймовка) | м | 126 ₽ 126126 ₽ | В наличии | ||
Труба 1/2″ дюйма | м | 83 ₽ 8383 ₽ | В наличии | ||
Труба 3/8″ дюйма | м | 53 ₽ 5353 ₽ | В наличии | ||
Труба 1 1/2″ дюйма | м | 182 ₽ 182182 ₽ | В наличии | ||
Труба 2″ дюйма (двух дюймовая) | м | 227 ₽ 227227 ₽ | В наличии | ||
Труба 1 1/4″ дюйма | м | 163 ₽ 163163 ₽ | В наличии | ||
Труба 5″ дюймов | м | 724 ₽ 724724 ₽ | В наличии | ||
Труба 3″ дюйма (трёх дюймовая) | м | 451 ₽ 451451 ₽ | В наличии | ||
Труба 2 1/2″ дюйма | м | 308 ₽ 308308 ₽ | В наличии | ||
Труба 3 1/2″ дюйма | м | 506 ₽ 506506 ₽ | В наличии |
Труба дюймовая от ведущего бренда
На сегодняшний день труба дюймовая является востребованной среди владельцев крупных предприятий и небольших организаций. Поэтому предлагаемая в нашем каталоге труба дюймовая, размеры которой указаны в таблице, стала доступней для всех заинтересованных лиц. И если вы решили купить её с идеальным соотношением цены и качества выпуска, тогда вы обратились по адресу.
Поэтому предлагаемая в нашем каталоге труба дюймовая, размеры которой указаны в таблице, стала доступней для всех заинтересованных лиц. И если вы решили купить её с идеальным соотношением цены и качества выпуска, тогда вы обратились по адресу.
Выбор оптимального маршрута трубопровода, диаметра, материала, толщины стенок, расположения насосной станции, насосных агрегатов и эксплуатационного оборудования или сооружений обычно является результатом экономического анализа и оценки инвестиционного капитала наиболее разумных сценариев, разработанных на этапе проектирования. Уточнить диаметр дюймовой трубы можно при помощи консультации от нашего штата специалистов.
Как правило, даже до того, как начнется детальное проектирование трубопроводной системы, будет выполнено предварительное исследование затрат с целью определения возможности продолжения инвестирования времени и капитала на этапе проектирования проекта.
Для типичного проекта трубопровода через всю страну стоимость трубы и связанных с ней затрат на строительство и установку может составлять до 80% капитальных вложений. Следовательно, выбор трубы с учетом типа материала, размера очень важен.
Следовательно, выбор трубы с учетом типа материала, размера очень важен.
Инженеру по трубопроводу требуются не только обширные инженерные знания — не обязательно глубокие, но, безусловно, понимание, но он также должен иметь понимание инженерной экономики, затрат на металлургические работы, методов изготовления труб, монтажа и достаточные знания в области механики, строительства и строительства. Электротехника и приборостроение для обсуждения требований.
Прямые и косвенные затраты, связанные с трубопроводом
Прямая стоимость трубопровода связана с покупкой и установкой трубопровода вместе с принадлежностями, то есть речь идет о сырье, рабочей силе,
энергии и т. д.
Косвенная стоимость включает:
- Затраты на проектирование и инжиниринг, которые покрывают стоимость проектирования и «инжиниринга» системы трубопроводов, закупок, материально-технического снабжения и строительного надзора.
- Гонорары Подрядчика (Плата за технологию)
- Пособие на непредвиденные обстоятельства, это пособие на непредвиденные обстоятельства (трудовые споры, ошибки проектирования и т.
 Д.).
Д.).
 Д.).
Д.).
Экономическая оценка системы трубопроводов
Поскольку цель вложения денег в современную систему трубопроводов — заработать деньги, необходимы некоторые средства сравнения экономических показателей трубопроводов.
Для небольшой системы трубопроводов и для простого выбора между альтернативными схемами обработки решения обычно могут быть приняты путем сравнения капитальных и эксплуатационных затрат. Более сложные методы оценки и экономические критерии необходимы, когда необходимо принять решение между большими сложными системами трубопроводов, особенно когда системы трубопроводов сильно различаются по объему, масштабу времени и т. д.
Принятие крупных инвестиционных решений перед лицом неопределенности, которая, несомненно, будет существовать в отношении производительности завода, затрат, рыночной политики правительства и мировой экономической ситуации, является сложной и сложной задачей и для крупной проектной организации, оценка будет сделана группой специалистов.
Экономика диаметра трубы — Концепция
Размер технологических линий можно разделить на две категории:
Линии без насосного оборудования.
Линии, содержащие насосы или компрессоры.
Размеры трубопроводов в первой группе выбираются на основе имеющегося перепада давления, в то время как трубопроводы во второй должны быть основаны на экономичном размере трубы. Чем меньше труба, тем меньше стоимость трубы, но тем выше затраты на перекачку, и, следовательно, оптимальная размер должен существовать.
Однако, как это ни парадоксально, проводить экономические исследования каждой технологической линии для предлагаемой установки неэкономично. Поэтому у проектировщика должны быть средства для определения того, какие линии оправдывают тщательный анализ затрат.
Дизайнер может выбрать консервативный размер линии, который определенно будет соответствовать требованиям. Но будет ли следующий меньший размер более экономичным? Единственный способ, которым это может быть определено определенно, — это тщательный экономический анализ. Если возможная экономия, однако, не отличается от затрат в человеко-часах, необходимых для проведения исследования, лучше выбрать консервативный размер без дальнейшего использования драгоценного времени. Если же, с другой стороны, возможная экономия значительна, то требуется дальнейшее детальное изучение. Реализуемая в каталоге труба дюймовая цена, которой не высокая, предлагается нашего производства с гарантией надежности.
Если возможная экономия, однако, не отличается от затрат в человеко-часах, необходимых для проведения исследования, лучше выбрать консервативный размер без дальнейшего использования драгоценного времени. Если же, с другой стороны, возможная экономия значительна, то требуется дальнейшее детальное изучение. Реализуемая в каталоге труба дюймовая цена, которой не высокая, предлагается нашего производства с гарантией надежности.
✔Труба стальная диаметры таблица цена за метр
✔Труба стальная диаметры таблица цена за метр
Купить трубы оптом и в розницу цена от 18р/мп
| Труба профильная цена за метр | Труба э/с круглая цена за метр | Труба ВГП цена за метр | Труба бесшовная цена за метр |
| Цена от 18 ₽/метр пог. | Цена от 28 ₽/метр пог. | Цена от 71 ₽/метр пог. | Цена от 153 ₽/метр пог. |
↓ ТРУБА СТАЛЬНАЯ РАЗМЕРЫ И ЦЕНЫ ↓
| труба стальная квадратная (в таблице представлен краткий список) | |||
| ☐ 15х15х1 32 ₽/мп | ☐ 15х15х1,2 37 ₽/мп | ☐ 15х15х1,5 41 ₽/мп | ☐ 20х20х1,5 56 ₽/мп |
| ☐ 20×20х2 67 ₽/мп | ☐ 25×25х1,2 64 ₽/мп | ☐ 25×25х1,5 69 ₽/мп | ☐ 25×25х2 86 ₽/мп |
| ☐ 30×30х1,5 83 ₽/мп | ☐ 30×30х2 106 ₽/мп | ☐ 40×40х1,5 111 ₽/мп | ☐ 40×40х2 142 ₽/мп |
| ☐ 50х50х2 176 ₽/мп | ☐ 50х50х3 1 ₽/мп | ☐ 60х60х2 1 ₽/мп | ☐ 60х60х3 295 ₽/мп |
| ☐ 80х80х2 1 ₽/мп | ☐ 80х80х3 1 ₽/мп | ☐ 80х80х4 616 ₽/мп | ☐ 80х80х5 691 ₽/мп |
| ☐ 100х100х2 408 ₽/мп | ☐ 100х100х3 596 ₽/мп | ☐ 100х100х4 726 ₽/мп | ☐ 100х100х5 905 ₽/мп |
| труба стальная прямоугольная | |||
| ▯ 20х10х1,2 1 ₽/мп | ▯ 20х10х1,5 44 ₽/мп | ▯ 28x25x1. 2 1 ₽/мп 2 1 ₽/мп | ▯ 28х25х1,5 76 ₽/мп |
| ▯ 30х15х1,5 64 ₽/мп | ▯ 30х15х2 73 ₽/мп | ▯ 30х20х1,5 74 ₽/мп | ▯ 30x20x2 84 ₽/мп |
| ▯ 40x20x1.2 70 ₽/мп | ▯ 40х20х1,5 81 ₽/мп | ▯ 40х20х2 105 ₽/мп | ▯ 40x20x3 154 ₽/мп |
| ▯ 50x20x2 138 ₽/мп | ▯ 50x25x1.5 106 ₽/мп | ▯ 50x25x2 148 ₽/мп | ▯ 50x25x3 206 ₽/мп |
| ▯ 50x30x2 157 ₽/мп | ▯ 50x40x2 158 ₽/мп | ▯ 50x40x3 1 ₽/мп | ▯ 60x30x1.5 1 ₽/мп |
| ▯ 60x30x2 179 ₽/мп | ▯ 60x30x3 247 ₽/мп | ▯ 60x30x4 273 ₽/мп | ▯ 60x40x1.5 141 ₽/мп |
| ▯ 60x40x2 200 ₽/мп | ▯ 60x40x2,5 287 ₽/мп | ▯ 60x40x3 1 ₽/мп | ▯ 60x40x4 1 ₽/мп |
| ▯ 80x40x2 224 ₽/мп | ▯ 80x40x3 302 ₽/мп | ▯ 80x40x4 407 ₽/мп | ▯ 80x40x5 539 ₽/мп |
| ▯ 80x60x2 264 ₽/мп | ▯ 80x60x3 390 ₽/мп | ▯ 80x60x4 528 ₽/мп | ▯ 80x60x5 739 ₽/мп |
| ▯ 100x40x3 1 ₽/мп | ▯ 100x40x4 1 ₽/мп | ▯ 100x50x3 442 ₽/мп | ▯ 100x50x4 527 ₽/мп |
| ▯ 100x60x3 463 ₽/мп | ▯ 100x60x4 614 ₽/мп | ▯ 100x60x5 883 ₽/мп | ▯ 100x80x4 1 ₽/мп |
| ▯ 100x80x5 912 ₽/мп | ▯ 120x40x5 1 ₽/мп | ▯ 120x60x4 679 ₽/мп | ▯ 150x100x5 1326 ₽/мп |
| труба стальная электросварная | |||
| Ø 16х1 28 ₽/мп | Ø 16х1,2 31 ₽/мп | Ø 16х1,5 1 ₽/мп | Ø 18х1 31 ₽/мп |
| Ø 18х1,2 35 ₽/мп | Ø 18х1,5 1 ₽/мп | 19×1,2 35 ₽/мп | 19×1,5 45 ₽/мп |
| Ø 20х1,2 1 ₽/мп | Ø 20х1,5 1 ₽/мп | Ø 22х1,2 1 ₽/мп | Ø 22х1,5 1 ₽/мп |
| Ø 51х1,5 111 ₽/мп | Ø 51х2 1 ₽/мп | Ø 51х2,5 1 ₽/мп | Ø 51х3 1 ₽/мп |
| Ø 57х2 171 ₽/мп | Ø 57х2,5 216 ₽/мп | Ø 57х3 230 ₽/мп | Ø 57х4 295 ₽/мп |
| Ø 60х2 174 ₽/мп | Ø 60х2,5 1 ₽/мп | Ø 60х3 237 ₽/мп | Ø 76х2,5 298 ₽/мп |
| Ø 76х3 310 ₽/мп | Ø 76х3,5 358 ₽/мп | Ø 76х4 419 ₽/мп | Ø 89х3 378 ₽/мп |
| Ø 89х3,5 419 ₽/мп | Ø 89х4 509 ₽/мп | Ø 102х3 443 ₽/мп | Ø 102х3,5 502 ₽/мп |
| Ø 108х3 466 ₽/мп | Ø 108х3,5 538 ₽/мп | Ø 108х4 637 ₽/мп | Ø 108х5 846 ₽/мп |
| труба стальная водогазопроводная ду | |||
| Ø 15х2,8 71 ₽/мп | Ø 20х2,8 101 ₽/мп | Ø 25х2,8 118 ₽/мп | Ø 25х3,2 134 ₽/мп |
| Ø 32х2,8 158 ₽/мп | Ø 32х3,2 191 ₽/мп | Ø 40х3 189 ₽/мп | Ø 40х3,5 231 ₽/мп |
| Ø 50х3 238 ₽/мп | Ø 50х3,5 1 ₽/мп | Ø 40х3,5 231 ₽/мп | Ø 65х4 384 ₽/мп |
| Ø 80х4 453 ₽/мп | Ø 100х4,5 703 ₽/мп | Ø оц. 15х2,8 136 ₽/мп 15х2,8 136 ₽/мп | Ø оц. 20х2,5 143 ₽/мп |
| Ø оц. 20х2,8 157 ₽/мп | Ø оц. 25х3,2 212 ₽/мп | Ø оц. 32х3,2 272 ₽/мп | Ø оц. 40х3,5 325 ₽/мп |
| Ø оц. 50х3,5 415 ₽/мп | Ø оц. 65х4 1 ₽/мп | Ø оц. 80х4 728 ₽/мп | Ø оц 100х4,5 1 ₽/мп |
Купить трубы стальные в Москве
Виды и типы современных труб, применяемые в трубопроводах. При покупке трубы необходимо знать её точные размеры диаметр и толщину. Диаметр может быть внутренним (ду) это относится к водогазопроводным трубам и внешним — все остальные. Наша компания занимается продажей труб круглого, квадратного и прямоугольного сечения больших, средних и малых диаметров и размеров. Так же мы осуществляем доставку до вашего объекта или транспортной компании при заказе из регионов. Купить трубы стальные у нас на Металлобазе можно кратно стандартной длине, так же мы можем порезать по вашим размерам. Если вы ищите трубы железные или трубы металлические, то имейте ввиду что данный вид товара и есть труба стальная. Позвонив по телефону нашим консультантам вы можете узнать цену за метр в розницу и оптом. Купить трубы стальные в Москве, можно на нашем сайте различными способами: оформить заказ через форуму на сайте, оформить через интернет магазин или заказать товар по телефону. У наших менеджеров вы можете узнать стоимость трубы стальной с резкой и доставкой по Москве и МО, а так же заказать предварительный расчет стоимости вашей заявки.
Купить трубы стальные у нас на Металлобазе можно кратно стандартной длине, так же мы можем порезать по вашим размерам. Если вы ищите трубы железные или трубы металлические, то имейте ввиду что данный вид товара и есть труба стальная. Позвонив по телефону нашим консультантам вы можете узнать цену за метр в розницу и оптом. Купить трубы стальные в Москве, можно на нашем сайте различными способами: оформить заказ через форуму на сайте, оформить через интернет магазин или заказать товар по телефону. У наших менеджеров вы можете узнать стоимость трубы стальной с резкой и доставкой по Москве и МО, а так же заказать предварительный расчет стоимости вашей заявки.
Труба стальная цена
Цены на трубы зависят от их размера, толщины стенок, способа производства, завода изготовителя, а так же от объема закупаемой продукции. Чем больше объем, тем цена может быть дешевле. Труба является одним из видов металлопроката. Она имеет свои достоинства и недостатки, которые ограничивают области ее применения.
В настоящее время трубы малого диаметра применяются очень редко. Это связано с тем, что сталь подвержена коррозии, а трубы маленького диаметра испытывают большие нагрузки в процессе эксплуатации. Это может привести к прорыву. Трубы небольших диаметров используются для других целей, например при строительстве заборов в качестве столбов. Трубы больших диаметров применяются в нефтепроводах и газопроводах. Толщина стенок таких стальных труб велика, поэтому они способны выдерживать большие нагрузки в процессе эксплуатации.
Таким образом, подводя итог всему вышесказанному, можно отметить, что покупка стальных труб — это наилучший вариант для универсального использования в частном строительстве. Она может применяться как для организации трубопровода, изготовлению заборов, так и в качестве незаменимого конструктивного элемента в строительстве.
заполните форму: получите счет или кп
Имя
Телефон
Адрес доставки
Наименование продукции
Загрузка файла
Таблица размеров труб — прокатные сплавы
Номинальный размер трубы (NPS)
Номинальный размер трубы — это набор североамериканских стандартов, используемых для обозначения диаметра и толщины труб.
Размер трубы определяется двумя безразмерными числами: номинальным размером трубы (NPS) для внутреннего диаметра в дюймах и графиком (Sched. или Sch.) для толщины стенки
ТАБЛИЦА ТОЛЩИНА СТЕНКИ ТРУБ (дюймы)
Номинальная | Н.Д. Дюймы | 10 с | 10 | 40 с и стандарт | 40 | 80-е и Э.Х. | 80 | 160 |
|---|---|---|---|---|---|---|---|---|
1/8 | .405 | .049 | .049 | .068 | .068 | .095 | .095 | |
1/4 | .540 | .065 | .065 | .088 | .088 | .119 | . | |
3/8 | .675 | .065 | .065 | .091 | .091 | .126 | .126 | |
1/2 | .840 | .083 | .083 | .109 | .109 | .147 | .147 | .187 |
3/4 | 1.050 | .083 | .083 | .113 | .113 | .154 | .154 | .218 |
1 | 1.315 | .109 | .109 | .133 | .133 | . | .179 | .250 |
1 1/4 | 1.660 | .109 | .109 | .140 | .140 | .191 | .191 | .250 |
1 1/2 | 1.900 | .109 | .109 | .145 | .145 | .200 | .200 | .281 |
2 | 2,375 | .109 | .109 | .154 | .154 | .218 | .218 | .343 |
2 1/2 | 2,875 | .120 | . | .203 | .203 | .276 | .276 | .375 |
3 | 3.500 | .120 | .120 | .216 | .216 | .300 | .300 | .437 |
3 1/2 | 4.000 | .120 | .120 | .226 | .226 | .318 | .318 | |
4 | 4.500 | .120 | .120 | .237 | .237 | .337 | .337 | .531 |
4 1/2 | 5. | .247 | .355 | |||||
5 | 5,563 | .134 | .134 | .258 | .258 | .375 | .375 | .625 |
6 | 6,625 | .134 | .134 | .280 | .280 | .432 | .432 | .718 |
7 | 7,625 | .301 | .500 | |||||
8 | 8,625 | .148 | .148 | .322 | . | .500 | .500 | .906 |
9 | 9,625 | .342 | .500 | |||||
10 | 10.750 | .165 | .165 | .365 | .365 | .500 | .593 | 1,125 |
11 | 11.750 | .375 | .500 | |||||
12 | 12.750 | .180 | .180 | .375 | .406 | .500 | .687 | 1.312 |
14 | 14. | .188 | .250 | .375 | .437 | .500 | .750 | 1.406 |
16 | 16.000 | .188 | .250 | .375 | .500 | .500 | .843 | 1,593 |
18 | 18.000 | .188 | .250 | .375 | .562 | .500 | .937 | 1,781 |
 119
119 179
179 120
120 000
000 322
322 000
000РАЗМЕРЫ И ВЕС ТРУБЫ
- Легенда
- Толщина стенки в дюймах
- Вес стали в фунтах. за фут
| 1/8 | . 405 405 | .035 .1383 | .049 .1863 | .049 .1863 | .068 .2447 | .068 .2447 | .095 .3145 | .095 .3145 | |||||||||
| 1/4 | .540 | .049 .2570 | .065 .3297 | .065 .3297 | .088 .4248 | .088 .4248 | .119 .5351 | .119 .5351 | |||||||||
| 3/8 | . 675 675 | .049 .3276 | .065 .4235 | .065 .4235 | .091 .5676 | .091 .5676 | .126 .7338 | .126 .7338 | |||||||||
| 1/2 | .840 | .065 .5383 | .065 .5383 | .083 .6710 | .083 .6710 | .109 .8510 | .109 .8510 | .147 1.088 | .147 1.088 | .187 1.  304 304 | .294 1.714 | ||||||
| 3/4 | 1.050 | .065 .6838 | 0,065 0,6838 | .083 .8572 | .083 .8572 | .113 1.131 | .113 1.131 | .154 1.474 | .154 1.474 | .218 1,937 | .308 2.441 | ||||||
| 1 | 1,315 | .065 .8678 | .065 .8678 | .109 1.404 | .109 1.404 | .133 1.679 | .133 1.679 | .179 2,172 | . 179 179 2,172 | .250 2.844 | .358 3,659 | ||||||
| 1-1/4 | 1,660 | .065 1.107 | .065 1.107 | .109 1.806 | .109 1.806 | .140 2,273 | .140 2,273 | .191 2,997 | .191 2,997 | .250 3,765 | .382 5.214 | ||||||
| 1-1/2 | 1.900 | 0,065 1,274 | 0,065 1,274 | .109 2,085 | .109 2,085 | . 145 145 2,718 | .145 2,718 | .200 3,631 | .200 3,631 | .281 4.859 | .400 6.408 | ||||||
| 2 | 2,375 | .065 1.604 | .065 1.604 | .109 2,638 | .109 2,638 | .154 3,653 | .154 3.653 | .218 5.022 | .218 5.022 | .343 7.444 | .436 9.029 | ||||||
| 2-1/2 | 2,875 | 0,083 2,475 | 0,083 2,475 | . 120 120 3,531 | .120 3,531 | .203 5,793 | .203 5,793 | .276 7,661 | .276 7,661 | .375 10.01 | .552 13,70 | ||||||
| 3 | 3.500 | 0,083 3,029 | 0,083 3,029 | .120 4.332 | .120 4.332 | .216 7,576 | .216 7,576 | .300 10,25 | .300 10,25 | .437 14,32 | .600 18,58 | ||||||
| 3-1/2 | 4. 000 000 | .083 3,472 | .083 3,472 | .120 4,973 | .120 4,973 | .226 9.109 | .226 9.109 | .318 12,51 | .318 12,51 | .636 22,85 | |||||||
| 4 | 4.500 | .083 3,915 | .083 3,915 | .120 5.613 | .120 5,613 | .237 10,79 | .237 10,79 | .281 12,66 | .337 14,98 | .337 14,98 | .437 19.01 | . 531 531 22,51 | .674 27,54 | ||||
| 4-1/2 | 5.000 | .247 12,53 | .355 17,61 | .710 32,53 | |||||||||||||
| 5 | 5,563 | .109 6,349 | .109 6,349 | .134 7.770 | .134 7.770 | .258 14,62 | .258 14,62 | .375 20,78 | .375 20,78 | . 500 500 27.04 | .625 32,96 | .750 38,55 | |||||
| 6 | 6,625 | .109 7,585 | .109 7,585 | .134 9.290 | .134 9.290 | .280 18,97 | .280 18,97 | .432 28,57 | .432 28,57 | .562 36,39 | .718 45,3 | 0,864 53,16 | |||||
| 7 | 7,625 | .301 23,57 | .500 38,05 | . 875 875 63,08 | |||||||||||||
| 8 | 8,625 | .109 | .109 | .148 13,40 | .148 13,40 | .250 22,36 | .277 24,70 | .322 28,55 | .322 28,55 | .406 35,64 | .500 43,39 | .500 43,39 | .593 50,87 | .718 60,93 | .812 67,76 | .906 74,69 | .885 72,42 |
| 9 | 9,625 | .342 33,9 | .500 48,72 | ||||||||||||||
| 10 | 10. 750 750 | .134 15,19 | .134 15,19 | .165 18,65 | .165 18,65 | .250 28.04 | .307 34,24 | .365 40,48 | .365 40,48 | .500 54,74 | .500 54,74 | .593 64,33 | .718 76,93 | .843 89,20 | 1.000 104,1 | 1,125 115,7 | |
| 11 | 11.750 | .375 45,55 | .500 60,07 | ||||||||||||||
| 12 | 12. 750 750 | .156 21.07 | .165 22,18 | .180 24,17 | .180 24.17 | .250 33,38 | .307 34,24 | .365 40,48 | .365 40,48 | .500 54,74 | .500 54,74 | .593 64,33 | .718 76,93 | .843 89,20 | 1.000 104,1 | 1,125 115,7 | |
| 14 | 14.000 | .156 23.07 | .188 27,73 | .250 36,71 | .312 45,38 | .375 54,57 | .375 54,57 | .437 63,37 | .593 84,91 | .500 72,09 | .750 106.  1 1 | .937 130,7 | 1,093 150,7 | 1,250 170,2 | 1,406 189,1 | ||
| 16 | 16.000 | .165 27,90 | .188 31,75 | .250 42,05 | .312 52,36 | .375 62,58 | .375 62,58 | .500 82,77 | .656 107,5 | .500 82,77 | .843 136,5 | 1,031 164,8 | 1,218 192,3 | 1,427 223,5 | 1,593 245,1 | ||
| 18 | 18.00 | .165 31,43 | .188 35,76 | .250 47,39 | .312 59,03 | . 437 437 82,06 | .375 70,59 | .562 104,2 | .750 138,2 | .500 93,45 | .937 170,8 | 1,156 208,0 | 1,375 244,1 | 1,562 274,2 | 1,781 308,5 | ||
| 20 | 20.000 | .188 39,78 | .218 46,05 | .250 52,73 | .375 78,6 | .500 104,1 | .375 78,6 | .593 122,9 | .812 166,4 | .500 104,1 | 1,031 208,9 | 1,280 256,1 | 1.500 296,4 | 1,750 341,1 | 1,968 379,0 | ||
| 22 | 22. 000 000 | .188 43,8 | .218 50,71 | .250 58,07 | .375 86,61 | .500 114,81 | .375 86,61 | .875 197,41 | .500 114,81 | 1,125 250,81 | 1,375 302,88 | 1,625 353,61 | 1,875 403,0 | 2,125 451,06 | |||
| 24 | 24.000 | .218 55,37 | .250 63,41 | .250 63,41 | .375 94,62 | .562 140,8 | .375 94,62 | .687 171,2 | .968 238,1 | .500 125,5 | 1,218 296,4 | 1,531 367,4 | 1,812 429,4 | 2,062 483,1 | 2,344 542,13 | ||
| 26 | 26. 000 000 | .312 85,60 | .500 136,17 | .375 102,63 | .500 136,17 | ||||||||||||
| 28 | 28.000 | .312 92,26 | .500 146,85 | .625 182,73 | .375 110,64 | ||||||||||||
| 30 | 30. 000 000 | .250 79,43 | .312 98,93 | .312 98,93 | .500 157,53 | .625 196,08 | .375 118,65 | .500 157,53 | |||||||||
| 32 | 32.000 | .312 105,59 | .500 168,21 | .625 209.43 | .375 126,66 | .688 230,08 | .500 168,21 | ||||||||||
| 34 | 34. 000 000 | .312 112,25 | .500 178,89 | .625 222,78 | .375 134.667 | .688 244,77 | |||||||||||
| 36 | 36.000 | .312 118,92 | .625 236,13 | .375 142,68 | .750 262,35 | .500 189,57 |
Спецификация труб — USA Industries
| Номинальный размер трубы: ——- 1/8″1/4″3/8″1/2″3/4″1″1 1/4″1 1/2″2″2 1/2″3″3 1 /2″4″4 1/2″5″6″8″10″12″14″16″18″20″24″30″36″48″ | Выберите расписание: ——-1010S20304040S608080S100120140160XSXXSTD | |
| Размер трубы | ОД | ID | Расписания | Стена | Расчетное время. Фунт на фут Фунт на фут (Стальная труба) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/8″ | .405 | .307 | 10, 10С | .049 | .1863 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .269 | 40, СТД, 40С | .068 | .2447 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .215 | 80, XS, 80S | .095 | .3145 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4″ | .540 | .410 | 10, 10С | .065 | .3297 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .364 | 40, СТД, 40С | .088 | .4248 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .302 | 80, XS, 80S | .119 | .5351 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/8″ | .675 | .545 | 10, 10С | .065 | .4235 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .493 | 40, СТД, 40С | .091 | .5676 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .423 | 80, XS, 80S | .126 | .7388 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/2 дюйма | . 840 840 | .674 | 10, 10С | .083 | .6710 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .622 | 40, СТД, 40С | .109 | .8510 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .546 | 80, XS, 80S | .147 | 1,088 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .466 | 160 | .187 | 1.304 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .252 | ХХ | .294 | 1,714 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/4 дюйма | 1.050 | .884 | 10, 10С | .083 | .8572 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .824 | 40, СТД, 40С | .113 | 1.131 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .742 | 80, XS, 80S | .154 | 1,474 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .614 | 160 | .218 | 1,937 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .434 | ХХ | .308 | 2,441 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1″ | 1,315 | 1,097 | 10, 10С | . 109 109 | 1.404 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,049 | 40, СТД, 40С | .133 | 1,679 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .957 | 80, XS, 80S | .179 | 2,172 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .815 | 160 | .250 | 2,844 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .599 | ХХ | .358 | 3,659 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/4″ | 1,660 | 1,442 | 10, 10С | .109 | 1,806 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.380 | 40, СТД, 40С | .140 | 2,273 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,278 | 80, XS, 80S | .191 | 2,997 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.160 | 160 | .250 | 3,765 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| .896 | ХХ | .382 | 5.214 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/2 дюйма | 1.900 | 1,682 | 10, 10С | .109 | 2,085 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1. 610 610 | 40, СТД, 40С | .145 | 2,718 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.500 | 80, XS, 80S | .200 | 3,631 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,337 | 160 | .281 | 4,859 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.100 | ХХ | .400 | 6.408 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 дюйма | 2,375 | 2,157 | 10, 10С | .109 | 2,638 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,067 | 40, СТД, 40С | .154 | 3,853 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,939 | 80, XS, 80S | .218 | 5.022 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,687 | 160 | .344 | 7,462 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,503 | ХХ | .436 | 9.029 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 1/2 дюйма | 2,875 | 2,635 | 10, 10С | .120 | 3,531 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,469 | 40, СТД, 40С | . 203 203 | 5,793 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,323 | 80, хз, 80с | .276 | 7,651 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,125 | 160 | .375 | 10.01 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,771 | ХХ | .552 | 13,70 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 дюйма | 3.500 | 3.260 | 10, 10С | .120 | 4,332 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3,068 | 40, СТД, 40С | .216 | 7,576 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2.900 | 80, XS, 80S | .300 | 10,25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,624 | 160 | .438 | 14,32 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2.300 | ХХ | .600 | 18,58 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 1/2 дюйма | 4.000 | 3,760 | 10, 10С | .120 | 4,937 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3,548 | 40, СТД, 40С | .226 | 9.109 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3,364 | 80, XS, 80S | . 318 318 | 12,51 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,728 | ХХ | .636 | 22,85 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 дюйма | 4.500 | 4.260 | 10, 10С | .120 | 5,613 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4.026 | 40, СТД, 40С | .237 | 10.790 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3,826 | 80, XS, 80S | .337 | 14,98 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3.624 | 120 | .438 | 19 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3,438 | 160 | .531 | 22,51 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3,152 | ХХ | .674 | 27,54 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 1/2 дюйма | 5.000 | 4,506 | СТД, 40S | .247 | 12,54 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4.290 | XS, 80S | .355 | 17,61 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 дюймов | 5,563 | 5,295 | 10, 10С | . 134 134 | 7,770 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5.047 | 40, СТД, 40С | .258 | 14,62 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4,813 | 80, XS, 80S | .375 | 20,78 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4,563 | 120 | .500 | 27.04 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4.313 | 160 | .625 | 32,96 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4.063 | ХХ | .750 | 38,55 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 дюймов | 6,625 | 6,357 | 10, 10С | .134 | 9.290 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6.065 | 40, СТД, 40С | .280 | 18,97 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5,761 | 80, XS, 80S | .432 | 28,57 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5.501 | 120 | .562 | 35,39 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5.189 | 160 | .719 | 43,35 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4,897 | ХХ | .864 | 53,16 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 дюймов | 8,625 | 8. 329 329 | 10, 10С | .148 | 13.40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8.125 | 20 | .250 | 22,36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8.071 | 30 | .277 | 24,70 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7.981 | 40, СТД, 40С | .322 | 28,55 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7,813 | 60 | .406 | 35,64 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7,625 | 80, XS, 80S | .500 | 43,39 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7.439 | 100 | .594 | 50,95 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7.189 | 120 | .719 | 61,71 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7.001 | 140 | .812 | 67,76 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6.813 | 160 | .906 | 74,79 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6,875 | ХХ | .875 | 72,42 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 дюймов | 10.750 | 10.420 | 10, 10С | . 165 165 | 18,65 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.250 | 20 | .250 | 28.04 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.136 | 30 | .307 | 34,24 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.020 | 40, СТД, 40С | .365 | 40,48 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9.750 | 60, XS, 80S | .500 | 54,74 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9,564 | 80 | .594 | 64,43 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9.314 | 100 | .719 | 77.03 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9.064 | 120 | .844 | 82,29 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8.750 | 140, ХХ | 1.000 | 104.1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8.500 | 160 | 1,125 | 115,6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 дюймов | 12.750 | 12.390 | 10, 10С | .180 | 24.16 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12.250 | 20 | .250 | 33,38 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
12.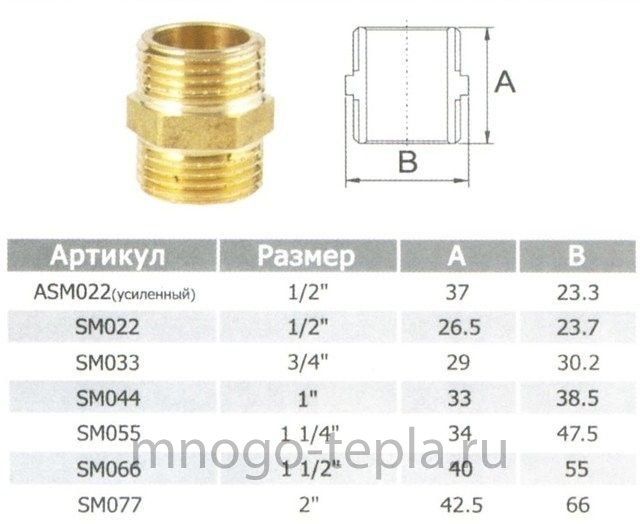 090 090 | 30 | .330 | 43,77 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12.000 | СТД, 40S | .375 | 49,56 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.938 | 40 | .406 | 53,52 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.750 | XS, 80S | .500 | 65,42 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.626 | 60 | .562 | 73,15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.376 | 80 | .688 | 88,63 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.064 | 100 | .844 | 107,9 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.750 | 120, ХХ | 1.000 | 125,5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 500 | 140 | 1,125 | 136,7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.126 | 160 | 1,312 | 150,3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 дюймов | 14.000 | 13.624 | 10С | .188 | 27,73 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13.500 | 10 | . 250 250 | 36,71 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13.375 | 20 | .312 | 45,61 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13.250 | 30, СТД, 40С | .375 | 54,57 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13.124 | 40 | .438 | 63,44 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13.000 | XS, 80S | .500 | 72,09 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12.814 | 60 | .594 | 85,05 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12.500 | 80 | .750 | 106,1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12.124 | 100 | .938 | 130,9 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.814 | 120 | 1,09 | 150,8 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.500 | 140 | 1.250 | 170,2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.188 | 160 | 1.406 | 189,1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 дюймов | 16.000 | 15.624 | 10С | .188 | 31,75 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
15. 500 500 | 10 | .250 | 42.05 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15.375 | 20 | .312 | 52,27 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15.250 | 30, СТД, 40С | .375 | 62,58 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15.000 | 40, XS, 80S | .500 | 82,77 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14.688 | 60 | .656 | 107,5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14.314 | 80 | .844 | 136,6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13,938 | 100 | 1,031 | 164,8 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13.564 | 120 | 1,22 | 192,4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13.124 | 140 | 1,438 | 223,6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12.814 | 160 | 1,594 | 245,3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18 дюймов | 18.000 | 17.624 | 10С | .188 | 35,76 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17.500 | 10 | .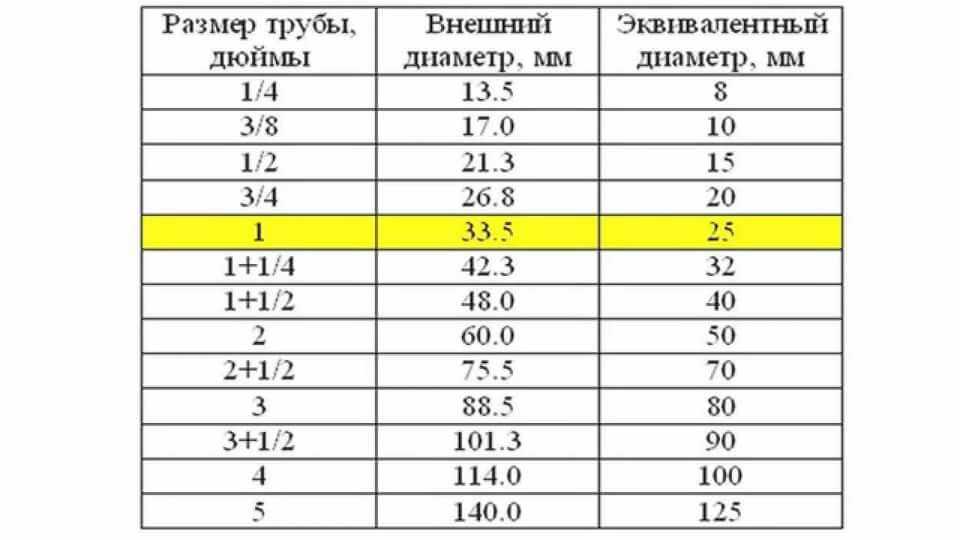 250 250 | 47,99 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17.375 | 20 | .312 | 58,94 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17.250 | СТД, 40S | .375 | 70,59 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17.124 | 30 | .438 | 82,15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17.000 | XS, 80S | .500 | 93,45 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16.876 | 40 | .562 | 104,7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16.500 | 60 | .750 | 138,2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16.126 | 80 | .938 | 170,9 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15.688 | 100 | 1,156 | 208,0 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15.250 | 120 | 1,38 | 244.10 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14.876 | 140 | 1,562 | 274,20 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14.438 | 160 | 1,781 | 308,5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 дюймов | 20.000 | 19. 564 564 | 10С | .218 | 48.05 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19 500 | 10 | .250 | 52,73 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19.250 | 20, СТД, 40С | .375 | 78,6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19.000 | 30, XS, 80S | .500 | 104.10 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18.812 | 40 | .594 | 123.10 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18.376 | 60 | .812 | 155,40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17,938 | 80 | 1,031 | 208,90 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17.438 | 100 | 1,281 | 256,10 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17.000 | 120 | 1.500 | 296,40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16.500 | 140 | 1.750 | 341.10 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16.064 | 160 | 1,969 | 379,20 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 24 дюйма | 24.000 | 23.500 | 10, 10С | . 250 250 | 63,41 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 23.250 | 20, СТД, 40С | .375 | 96,42 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 23.000 | XS, 80S | .500 | 125,50 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22.876 | 30 | .562 | 140,70 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22.626 | 40 | .688 | 171,30 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22.064 | 60 | .969 | 238,40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21.564 | 80 | 1,219 | 296,80 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20,938 | 100 | 1,531 | 357,40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20.376 | 120 | 1,812 | 429,40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19.876 | 140 | 2,062 | 483.10 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19.314 | 160 | 2,344 | 542.10 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 30 дюймов | 30.000 | 29.376 | 10, 10С | .312 | 98,93 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
29. Какой диаметр 1 2: О диаметрах труб для отопления и водопроводаТаблица диаметров труб из дюймов в мм. Торговый Дом «Профиль»Таблица перевода диаметров труб из дюймов в мм.
Таблица перевода дюймовых размеров в метрические
Телефоны8 800 100 17 62 (бесплатно по всей территории России) +7 495 543 91 20 (многоканальный) +7 985 739 17 20 Поделиться: Корзина0 элементов 3/4 дюйма — какой диаметр в мм? Диаметр 1/2 дюйма — сколько в мм?
Трубы обширно используются в машиностроении и строительстве зданий, поэтому их точные геометрические параметры стратегически важны для правильных расчетов и использования. Чаще всего трубы изготавливают из стали, меди, чугуна, пластика и металлопластика. В основном отечественные производители маркируют параметры труб в миллиметрах, но иностранные поставщики могут указывать данные материала в дюймах. И тут важно знать, что пытаться перевести дюймы в миллиметры с помощью каких-то математических формул будет ошибкой, так как получившиеся расчеты будут мало соответствовать правильным значениям. Здесь вы узнаете о том, какой диаметр в мм у 3/4 дюйма. Также вы увидите таблицу с достоверными измерениями размеров трубы 1/2 дюйма и других значений. Какой диаметр трубы на 1/2 дюйма в миллиметрахДиаметр подобных изделий вычисляется по этим критериям:
Условный проход обозначает значение внутренней поверхности. На его основе производятся все остальные расчеты. Наружный диаметр – величина, включающая в себя еще и толщину металла трубы (измеряется и фиксируется также в миллиметрах). Если хотите быстро узнать диаметр трубы, то можно прибегнуть к помощи таблицы, в которой зафиксированы наиболее вероятные и достоверные измерения. В ней указано, что внешний диаметр трубы ½ дюйма будет составлять 20 мм. 3/4 дюйма — какой диаметр трубы в ммТруба с таким параметром будет иметь наружный диаметр 26 мм. Причем данные размеров трубы будут зависеть также и от материала или металла, из которого ее изготовили. ВГП-трубы (водогазопроводные) в основном производятся на заводах по ГОСТ 3262-75 в различных размерах, также все диаметры принято указывать в миллиметрах. Похожие статьи
Инструменты и оборудование
Какой лучше выбрать тостер для дома: обзор моделей, характеристики, отзывы
Инструменты и оборудование
Какой каркасный бассейн выбрать: обзор моделей, размеры, формы, производители
Инструменты и оборудование
Как правильно в мясорубку вставить нож? Порядок сборки мясорубки
Инструменты и оборудование
Какие светодиодные лампы лучше: типы, формы, мощность, обзор производителей
Инструменты и оборудование
Станок для заточки цепей бензопил — какой лучше: рейтинг, обзор и характеристики, советы по выбору, отзывы
Инструменты и оборудование
Как выбрать стул для школьника для дома: правила и полезные советы
Таблица метчиков UNC/UNF Threads — указаны размеры метчиков, размеры сверления, шаг, (количество резьбы на дюйм) основной наружный диаметр, основной рабочий диаметр, основной меньший диаметр наружной резьбы и основной внутренний диаметр внутренней резьбы для резьбы UNC/UNF Таблица метчиков UNC/UNF Threads — указаны размеры метчиков, размеры сверления, шаг, (количество резьбы на дюйм) основной наружный диаметр, базовый эффективный диаметр, базовый вспомогательный диаметр наружной резьбы и базовый вспомогательный диаметр внутренней резьбы для резьбы UNC/UNF.
Таблица резьб (UNF-UNC) | Большой и малый диаметрыПереключить навигацию Поиск
Меню Счет
В настоящее время на выбор предлагаются различные типы и размеры резьбы. Иногда вам нужно знать размеры, связанные с этими потоками, поэтому мы разрабатываем подобные сообщения, чтобы упростить вам задачу. В этом посте вы найдете краткую справочную таблицу для UNC/UNF — унифицированных национальных потоков. Если вы плохо знакомы с какой-либо терминологией, прокрутите таблицу вниз, и вы найдете список определений, которые помогут вам лучше. В приведенной ниже таблице основное внимание уделяется основным диаметрам наружной резьбы и вспомогательным диаметрам внутренней резьбы. Мы включили изображение ниже, чтобы лучше показать эти области. ТАБЛИЦА РЕЗЬБЫ (UNF-UNC РЕЗЬБА)
Загрузить полную таблицу стандартных резьбУкажите свой адрес электронной почты ниже, чтобы получить доступ к полной стандартной резьбе в формате PDF Основные сведения о резьбах UNF и UNC Резьбы UNF и UNC являются наиболее распространенными типами резьб UN (Unified National). Резьба UNCРезьба UNC представляет собой унифицированную резьбу с крупным шагом.
Резьба UNFРезьба UNF представляет собой унифицированную резьбу с мелким шагом.
Посадка на резьбу Посадка на резьбу является мерой ослабления или натяжения сопрягаемой резьбы.
. Использование таблицы для выбора маскирующих колпачков и заглушек Существует множество различных причин, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она оказалась для вас полезной! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы.
ЗаглушкаПростая версия подбора заглушки нужного размера заключается в том, что мы предлагаем найти заглушку с внутренним диаметром, который на 1-2 размера меньше основного диаметра резьбы, которую вы маскируете. . Вы хотите получить более плотное прилегание к таким процессам, как электронное покрытие. Plug ItДля конических заглушек необходимо, чтобы малый диаметр точно соответствовал среднему диаметру заглушки (см. рисунок). Если это не точно, установите заглушку глубже в отверстие. Когда вы устанавливаете эти заглушки, вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение. Резьба UNF представляет собой мелкую резьбу , поэтому для затягивания дюбеля в отверстие потребуется больше оборотов. ВИДЕО: Как замаскировать резьбовые отверстияО компании Echo Engineering Компания Echo Engineering уже более 50 лет предлагает решения для маскирования для промышленных отделочников. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из крупнейших в мире линий отделки металлов. Вес пнд труба: Таблица веса ПНД трубТаблица весов полиэтиленовых труб
Вес и толщина стенки трубы ПНД 225Каким бывает вес полиэтиленовой трубы ПНД 225 мм?
Труба полиэтиленовая (ПЭ) диаметром 225 мм бывает различных вариантов по толщине стенки.
Вес трубы ПНД 225 : таблица №1 Расчетная масса 1 метра труб из полиэтилена ПЭ 100 225 мм:
Труба ПНД 225 толщина стенки мм и SDR: таблица №2
Труба ПНД 225 купить PE Pipes — WeightsApproximately weights of polyethylene high density — PEH — pipes:
PE трубы производятся в различных классах давления — классы PN — с указанием давления в барах, которое труба может выдержать с водой при 20 или С . Оценки давления, доступные в соответствии с европейскими стандартами, —
В чем разница между трубой из полиэтилена высокой плотности и трубой из полиэтилена? Трубы из ПЭВП и ПЭ выполняют схожие функции, но имеют несколько важных отличий. Здесь мы рассмотрим различия между прочностью труб из полиэтилена высокой плотности и полиэтилена, сроком службы, коррозионной стойкостью и многим другим. Что такое труба из полиэтилена высокой плотности?Труба из полиэтилена высокой плотности — это тип пластиковой трубы, которая используется для передачи жидкостей и газов или для замены стареющих бетонных или стальных магистральных трубопроводов. Труба из полиэтилена высокой плотности (полиэтиленовая труба высокой плотности) гибкая, очень непроницаемая и подходит для трубопроводов высокого давления . Чаще всего трубы из полиэтилена высокой плотности используются для водопроводных и газопроводных сетей, канализационных сетей, линий перекачки навозной жижи, сельского орошения, линий подачи противопожарной системы, электрических кабелепроводов, коммуникационных и дренажных труб. Что такое полиэтиленовые трубы? Полиэтиленовая труба (расшифровывается как полиэтиленовая труба) — более широкий термин, относящийся к любой термопластичной трубе, изготовленной из газообразного этилена . Полиэтиленовые трубы бывают различных типов, включая трубы с низкой плотностью, сшитые, со сверхнизкой молекулярной массой, с высокой молекулярной массой, со средней плотностью, со сверхвысокой молекулярной массой, хлорированные и линейные с низкой плотностью. Разница между трубами из ПЭВП и ПЭПЭВП — это тип полиэтиленовой трубы. Однако 9Трубы из полиэтилена высокой плотности 0559 более долговечны, чем другие трубы из полиэтилена , поскольку они имеют высокие температуры плавления и удара. Труба из полиэтилена высокой плотности прочна, устойчива к химическим веществам, устойчива к коррозии и имеет малый вес. Трубы из полиэтилена высокой плотности прочнее, чем трубы из полиэтилена? При сравнении прочности трубы из полиэтилена высокой плотности с прочностью трубы из полиэтилена, , важно учитывать материал, толщину и качество конкретной полиэтиленовой трубы , поскольку полиэтиленовые трубы бывают разных стилей. Как правило, труба из ПЭВП считается очень прочной трубой, особенно когда речь идет о соединении; Трубы из ПНД могут быть соединены сваркой встык, электромуфтовой сваркой, раструбной сваркой или экструзионной сваркой. Эти сварные швы создают однородное соединение, которое, по крайней мере, такое же прочное, как (если не прочнее) существующая труба, без необходимости использования резиновых уплотнений или химикатов для соединения. Помимо долговечности, трубы ПНД обладают низкой теплопроводностью, что означает, что они могут сохранять нормальные рабочие температуры, несмотря на внешние факторы. В отличие от обычных полиэтиленовых труб, трубы из ПНД устойчивы к ржавчине и очень надежны . Трубы из ПЭВП сохраняют первоначальную пропускную способность, несмотря на преобладающие факторы окружающей среды, и для поддержания их работоспособности практически не требуются затраты на техническое обслуживание. Устойчивы ли трубы из полиэтилена высокой плотности к коррозии? В отличие от других трубопроводных систем, подверженных коррозии со временем, трубы из полиэтилена высокой плотности не гниют, не ржавеют и не подвергаются коррозии. Он устойчив к химическим веществам и биологическому разрастанию, что означает, что труба имеет длительный срок службы и экономит деньги на ремонте и замене. Долгий ли срок службы трубы из ПНД?Ожидаемый срок службы трубы из ПЭВП может составлять от 50 до 100 лет, в зависимости от применения, конструкции и установки. Это делает эту трубу одной из самых долговечных из имеющихся на рынке . Имеют ли трубы из полиэтилена высокой плотности герметичные соединения?В отличие от других популярных трубных систем, труба из ПНД может быть соединена сваркой встык, электромуфтовой сваркой, сваркой враструб или экструзионной сваркой . Эти сварные швы создают однородный шов, по прочности не уступающий существующей трубе и практически не имеющий утечек. Предусматривается ли бестраншейная установка труб из полиэтилена высокой плотности? Большинство систем трубопроводов из полиэтилена необходимо прокладывать путем рытья канавы , что приводит к нарушению пешеходного движения, движения транспорта и окружающей среды. ПНД может укладываться открытым способом или с использованием экологически чистой бестраншейной технологии . Экологичны ли трубы из полиэтилена высокой плотности?Труба из полиэтилена высокой плотности оказывает меньшее воздействие на окружающую среду, чем большинство других типов труб из полиэтилена . ПЭВП легкий и более экономичный в транспортировке, чем металлические трубы. Благодаря гибкости ПЭВП и использованию термосплавных соединений требуется меньшее количество фитингов. При бестраншейной прокладке можно использовать трубы меньшего размера, что приводит к меньшему нарушению грунта. Соединения труб из ПНД сводят на нет вредные утечки, а ПНД не выделяет токсины в воздух ни при производстве, ни при использовании. По всем этим причинам ПЭВП признан минимальным воздействием на окружающую среду . Покупайте и продавайте с Eiffel Trading Eiffel Trading — универсальный магазин, где можно купить тяжелые строительные материалы. Зубр насадки для гравера: Мини насадки для граверовМини насадки для граверовКаталог Мини насадки для граверов Шлифовальные Наборы алмазных шлифовальных мини насадок Мини-насадки алмазные, серия ПРОФЕССИОНАЛ
Алмазные Мини-шарошки алмазные Наборы алмазных отрезных мини-кругов Наборы алмазных отрезных мини-кругов, серия ЭКСПЕРТ
Без электрогравёра в кейсе Наборы мини-насадок для электрогравёра
Зачистные Мини-насадки для электрогравёра Набор универсальный Наборы мини-насадок для электрогравёра Набор цанг Наборы мини-насадок для электрогравёра Оправка Мини-насадки для электрогравёра Отрезные Мини-насадки для электрогравёра Полировальные Мини-насадки для электрогравёра Гибкий вал Для электрических граверов Гибкий вал для электрогравера, серия МАСТЕР
Шлифовальные Мини-насадки для электрогравёра Насадки для гравера Archives — IronMID
Насадки для гравера
Отображение 1–25 из 30 Исходная сортировкаПо популярностиСортировка от последнегоЦены: по возрастаниюЦены: по убыванию
No-mod Air Assist Nozzle для лазерного гравера Xtool D1В настоящее время известно три варианта: 13 мм, 14 мм и 16 мм. Вам нужно будет измерить диаметр (расстояние поперек) латунного кольца объектива на вашем лазерном модуле, чтобы узнать, какой размер вам нужен. Информация о Air Assist: Ассистент с печатным полимерным покрытием располагается сзади от фокальной точки лазерного луча, а его латунное сопло находится впереди, по центру фокальной точки. Подача воздуха: Трубка: Качество: Установка: — Гравировка на акриле — Темперная краска против черной гессо для гравировки на стекле Бизон | ПродуктРуководство по продукту Что это?Свойства
Наверх Что он делает?Подходит для: Склеивает многие пористые и непористые материалы за считанные секунды, такие как дерево, металл, камень, стекло, плитка, керамика, кожа, текстиль и многие пластмассы. Не подходит для:Не подходит для ПЭ, ПП, ПТФЭ, а также термочувствительных материалов. Опорные элементы или объекты, постоянно находящиеся под напряжением.
Советы по клею и герметику Получить совет Наверх Начало работыПеред использованием:Условия работы При использовании этого клеевого пистолета всегда соблюдайте основные меры предосторожности. Личная безопасностьКонтакт с горячим соплом или расплавленным клеем может вызвать ожоги. Всегда держите устройство в недоступном для детей месте. Никогда не пытайтесь ускорить процесс охлаждения, держа пистолет под краном. Всегда давайте остыть естественным путем. Регулярно проверяйте шнур на наличие повреждений или разрывов. В целях безопасности не используйте клеевой пистолет, если он поврежден. Требования к поверхностиСклеиваемые участки должны быть сухими и очищенными от пыли и жира. Во время использования:Указания по применению При использовании этого клеевого пистолета всегда соблюдайте основные меры предосторожности. Поместите пистолет в зажим и включите розетку. Вставьте клеевой стержень Ø 11 мм в клеевой пистолет и дайте ему прогреться в течение 5-8 минут. Нажмите на спусковой крючок, чтобы нанести клей на более твердый материал и не наносите тонким слоем. Примечания Когда этот инструмент не используется, его следует ставить на подставку. Он предназначен только для использования в помещении. Никогда не оставляйте клеевой пистолет без присмотра, если он еще горячий или подключен к электросети. После использования:Пятна/остаткиЗатвердевшие остатки клея можно удалить только механическим способом. Условия храненияПосле использования дайте клеевому пистолету полностью остыть перед хранением. Когда клеевой пистолет не используется, его следует хранить в сухом и безопасном месте, недоступном для детей. Пошаговые руководства Гофрированная труба большого диаметра: Купить гофрированные трубы в Москве – выгодные ценыГофрированные трубы | Группа ПОЛИПЛАСТИКПластиковая гофрированная труба сегодня распространена не меньше, чем обычная гладкая. На бытовом уровне мы знакомы с такими видами этой продукции, как гофрированные шланги для полива, гофра для сантехники и подключения бытовой техники. Наибольшее распространение гофрированные трубы получили при обустройстве систем канализации. Разных диаметров и даже типов, они позволяют организовать простой, качественный и безопасный процесс утилизации стоков и используются как для монтажа труб локальной канализации, таки при ремонте и создании общегородских коллекторов. Основные сведенияГофрированные трубы могут быть однослойными и многослойными. Пример однослойной – тот самый шланг, которым поливают грядки. Могут изготавливаться из ПВХ, ПП, ПНД. Выбор материала определяет характеристики трубы. Так, для канализационных сетей сегодня чаще всего выбирают полиэтилен низкого давления, как более стойкий, эластичный и устойчивый к статическим и динамическим нагрузкам материал. Что такое гофрированный профиль и для чего он нуженЭтот тип труб отличается специальным строением стенки: она состоит из двух слоев. Внутренний слой абсолютно гладкий, ничем не отличается от классической тубы. Внешний имеет рельеф, представленный одинаковыми и расположенными на равном расстоянии друг от друга бороздками. Для чего это делается? Дело в том, что канализационные сети проходят под землей. Проблема не только в глубине залегания, но и нагрузках, которые испытывает труба вслед за непосредственным воздействием на лежащий поверх нее грунт. Это и проезжающие автомобили, и вновь укладываемый асфальт, и ливневые и талые воды. Характеристика, благодаря которой труба не деформируется, называется кольцевой жесткостью. Кольцевая жесткость тем выше, чем прочнее стенка трубы. В случае с пластиками пришлось бы многократно увеличивать толщину, наращивая не только прочность, но и вес, и затраты материала. Рифленый второй слой и стал решением. Он позволяет повышать кольцевую жесткость без существенного увеличения веса и изменения материалоемкости. Современные инженеры разработали несколько видов профиля с разной высотой и типом бороздок, в том числе с полым и армированным профилем, спиральновитые и усиленные трубы со сложным профилем для обеспечения стабильности даже на очень больших диаметрах. Сфера применения, преимущества, особенностиИзначально гофрированные трубы применялись для дренирования почв. Сегодня их назначение шире. Более того, производители выпускают специальную продукцию для разных целей, позволяет потребителю выбирать не только тип, но и качество, стоимость, надежность. Самые распространенные виды гофрированных труб
Гофрированные трубы занимают порядка 25% всех полимерных труб в мире. Самыми распространенными среди них являются трубы из ПНД. Полиэтилен низкого давления сообщает качественные характеристики изготовленной из него продукции, среди которых главными являются долговечность и универсальность. Рассмотрим остальные преимущества подробнее. Плюсы гофрированных труб ПНД
НедостаткиГофрированные трубы имеют не слишком большое число минусов, но они все же есть. Первым является относительно низкая температура плавления, что и является причиной, почему их не рекомендовано использовать на горячей воде. Где применяются гофрированные трубыКанализационные трубы используются для организации отвода сточных вод в самотечных системах частных и многоквартирных домов, при строительстве общегородских коллекторов и ливневой канализации. Также они служат основой утилизационных систем промышленных предприятий, консолидируя и подавая жидкие отходы промышленности на очистные сооружения или к месту непосредственного сброса. В дорожном строительстве гофрированная труба находит применение как канальная для проведения воды под дорожным полотном. Может укладываться для постоянного потока (река) либо на случай ливневого затопления. В городах с помощью канализационных труб большого размера осуществляется поддержка русла реки, если необходимо сохранить естественный водоем, пустив его под территорией города без нарушения ландшафта и экосистемы. Дренажные трубы наиболее часто применяют для осушения сложных участков, стабилизации грунтов на метах, склонных к подтоплению. Они также прокладываются под автомагистралями, взлетно-посадочными полосами аэропортов для обеспечения сохранности полотна при осадках любой интенсивности. Также их применяют в частном строительстве для санации участка период подстройкой и дальнейшего обеспечения необходимого качества грунта. Имеют они и ситуационное применение при подтоплениях, большом количестве дождей, весеннем половодье. Также они необходимы при осушении сельхозземель, строительстве полигонов бытовых отходов. Трубы для кабельной продукции используются для прокладки силовых и телекоммуникационных кабелей, включая оптоволокно. Активно применяются для оснащения новостроек, при проведении коммуникаций в отдаленные районы, при санации существующих сетей. Защищают от влаги, грызунов, деформаций. Благодаря свойствам полиэтилена являются мощной оболочкой, позволяющей поддерживать качество положенного кабеля без потерь. МонтажМонтаж гофрированных труб из ПНД может осуществляться разными способами, что определяется типом самой трубы и особенностями профиля. Так, КОРСИС АРМ монтируются методом сварки стыкового соединения с использованием термоусаживаемой муфты либо электродиффузионным способом. Изделия серии СПИРОЛАЙН имеют винтовое соединение. КОРСИС, КОРСИС ПЛЮС, КОРСИС ПРО И ПЕРФОКОР монтируются с использованием фасонных частей, как типовых, так и производимых по заказу сегментных и литых, к которым относятся раструбы, муфты, тройники, отводы и другое. В заключениеПринимая во внимание доступность полимеров, гофрированные трубы и в будущем не утратят популярности. Постепенно замещая устаревшие сети, они позволят создать новый стандарт коммунального хозяйства с минимальными потерями тепла, затратами на обслуживание и сопутствующие работы. Труба гофрована ПП Ø 1000*6000 (SN 8) | Двошарова гофрированая каналізаціяКаналізаційні труби InCor мають ряд незаперечних переваг у порівнянні з аналогічними системами труб з інших полімерів (поліетилен ПЕ, полівінілхлорид ПВХ), а саме: периметральних (кільцева) жорсткість труб InCor® — Sn 8, що відповідає максимальному типом навантаження; зважаючи високої хімічної стійкості поліпропілену ПП (PP), труби InCor можуть застосовуватися не тільки для відведення побутових стоків дощової води, а і у виробничих системах та хімічно забрудненому грунті; завдяки високій термостійкості поліпропіленових труб InCor, транспортуються рідини можуть мати температуру 60°С при безперервному перебігу і 95°С при короткочасному; при цьому труби InCor мають високу ударостійкість при низьких температурах, через що можуть застосовуватися при температурах до -20°С; поліпропіленові труби InCor відрізняються найвищою міцністю на стирання серед труб з інших матеріалів, що дозволяє конструювати канали з великим ухилом, а також транспортувати рідини сильно забруднені мулом або піском; і багато іншого. Гофровані каналізаційні труби InCor призначені для будівництва безнапірних (самопливних) підземних систем загальносплавної, санітарної та зливової (дощової) каналізації. Також вони застосовуються в гидромелиоративном будівництві, сільському господарстві, для захисту навколишнього середовища, виконання відвідних трубопроводів, дренажних систем.Труби поліпропіленові каналізаційні труби гофровані та для кабелів незамінні в якості будь-якого типу захисту систем телекомунікації та енергетики. Ключові слова: гофрированая каналізація, каналізаційні труби, труба, гофра, поліпропіленові труби, поліпропіленові труби ціна, труби для каналізації, гофротруба, пластикові труби ціна, труба поліпропіленова ціна, труба каналізаційна, поліпропіленова труба каналізаційна труба, пластикова труба, каналізаційні труби ціна, труба гофрована, труби пластикові, купити пластикові труби, каналізаційні труби, купити каналізаційні труби, труба каналізаційна ціна, труби поліпропілен, труба пластикова ціна, труби каналізаційні, пластикові труби, гофрована труба, труба пластикова, каналізаційні труби поліпропіленові, каналізаційні труби для зовнішньої каналізації, труба пластикова 500, труби пластикові для каналізації, труба гофрована чорна, ціни на каналізаційні труби, пластикові труби для каналізації діаметр, труба пластикова 250, розміри каналізаційних труб, ціни на поліпропіленові труби, труба каналізаційна пластикова, труба пластикова 300, труба 400 ціна, ціна каналізаційних труб, труба каналізаційна розміри, труба каналізаційна поліпропіленова, пластмасові труби для каналізації, поліпропіленові труби для каналізації, пластикова труба для каналізації, труба каналізаційна купити, каналізаційні пластикові труби, каналізаційна труба діаметр, труба 250, виробництво гофрованих труб, труба 200 мм, ціни на пластикові труби, пластикова гофра, діаметр каналізаційної труби, труби пвх для каналізації, гофра вулична, фітинги для гофрованих труб, пластикова труба купити, труба гофрована двостінна, пластикові труби для каналізації ціна, труби для каналізації купити, діаметр пластикових труб для каналізації, труба пп каналізаційна, труба корсіс ціна, каналізаційні труби діаметр 200, труби поліпропіленові каналізаційні, пластикові труби розміри, труба гофрована сантехнічна, виробництво гофрованої труби, труби пвх ціна, каналізаційна труба ціна, каналізаційна труба 110, труба 200, гофротруба пвх ціна, труба корсіс купити, труба каналізаційна поліпропіленова ціна, каталог каналізаційних труб, каналізаційні труби корсис, труба корсіс sn8, труби корсіс для каналізації, діаметр труби для каналізації, труба діаметр 500, ту 2248 001 73011750 2013, 110 труба, труба 110 каналізаційна, труби корсіс каталог, ujahf, корсис про, труби корсіс прайс, каналізаційний, корсіс ціна, купити трубу діаметр 500, труба корсіс виробник, руда труба для каналізації, каналізаційна труба 160, купити гофру для проводів, труба каналізаційна 110 руда, труба sn8, з’єднання труб корсіс, двошарові, rjhcbc, установка гофри, sn8 труба, полипропеленовые труби, муфта корсіс, каналізаційні труби корсис, корсіс sn8, ghfuvf, що таке гофра, труба гофрована гост, діаметр труби каналізації, гост р 54475 2011, ту 2248, гафрированная труба, труба каналізаційна 200 ціна, труба каналізаційна 160 ціна, труба каналізаційна діаметр, труби каналізації ціна, ціна каналізаційної труби, труба сантехнічна пластикова, труби каналізаційні пластикові ціна, труба корсіс 160 ціна, пластикові труби та комплектуючі, пластикові труби каналізація ціна, труби поліпропіленові київ, купити труби для зовнішньої каналізації, каналізаційна труба купити, поліпропіленові каналізаційні труби, двостінна гофрована труба, купити пластикові труби для каналізації, двостінна гофрована труба, рифлена труба, каналізаційні труби пластикові, труби на каналізацію, труба каналізаційна помаранчева ціна, вартість пластикових труб для каналізації, труба корсіс, каналізаційні, каталог труб, гофрована труба пнд 110, каналізаційна труба 110 ціна, ціна на каналізаційну трубу, каналізаційні труби труби для каналізації, каналізаційні труби з поліпропілену, каналізаційна труба 200, труба каналізаційна поліпропіленова, скільки коштує каналізаційна труба, пластикова труба для каналізації ціна, труба пластикова каналізаційна ціна, труба 1000 ціна, труба гофрована двостінна ціна, купити каналізаційні труби пвх, труба 300 ціна, каналізація труби ціна, труба гофрована купити, гофра ціна, гофрована труба пнд, гофрована труба, купити гофровану трубу, гофрована поліетиленова труба, гофра пон, гофрована труба купити, гофрована труба пластикова, труба двошарова гофрована, каналізаційна гофрована труба, труба каналізаційна гофрований 110, гофра труба ціна, труба каналізаційна 110 ціна, гофра труба, каналізаційні труби розміри, гофрована труба пнд ціна, труби для зовнішньої каналізації, каналізаційні труби діаметр, гофрована труба пластикова, пластикова гофрована труба, труби пропіленові, гофрована труба пнд, гофровані труби пвх, пластикові труби для каналізації, труба гофрована пвх ціна, труба 110, гофротруба пон, пластикові гофровані труби, труба каналізаційна 110, гофра труба гофрована каналізаційна труба гофрована труба ціна, гофровані каналізаційні труби, труба прагма, гофрована труба пнд, гофрована труба каналізаційна, гофрована труба пвх гофрована труба для каналізації ціна, гофровані труби для каналізації, гофровані труби для зовнішньої каналізації, купити гофровану трубу, гофрована труба каналізаційна, труба гофрована ціна, труба гофрована пвх, гофровані труби, гофрована труба для каналізації, гнучка гофрована труба, труба каналізаційна гофрована ціна, двошарова гофрована труба, каналізаційні труби гофровані, гофрована труба каналізаційна ціна, труби гофровані каналізаційні, труби гофровані двошарові, труба прагма ціна, труби гофровані каналізаційні, труба гофрована для каналізації, гофра труба для каналізації, гофрована труба пвх для каналізації, труба пвх гофрована, труби гофровані для зовнішньої каналізації, труби для каналізації ціна, ціни на труби, монтаж гофрованої труби, труба каналізаційна 200, гофра купити труби каналізаційні пластикові, труби каналізаційні ціна, гофрована труба пнд, пп труби, купити труби каналізаційні, труби каналізаційні зовнішні, каналізаційні труби пп, купити трубу каналізаційну, труба каналізаційна 250, труба каналізаційна зовнішня, труба нпвх, pragma труба, труби для зовнішньої каналізації ціна, пнд гофрована труба, корсіс, ціна каналізаційної труби 110, труба каналізаційна 250 ціна, скільки коштує гофрована труба, труби пластикові каналізаційні, труба каналізаційна 110 руда ціна, купити труби каналізаційні, гофровані труби великого діаметру, пнд гофрована труба, труба 110 ціна, труба корсіс, каналізаційні труби пвх, гофра для каналізації, гофровані пластикові труби, гофра каналізація, труба каналізаційна пп, гофрована труба поліетиленова, пластикові каналізаційні труби, пластикова труба ціна, поліетиленові труби ціна, гофра каналізаційна, труби пвх купити, пнд гофра, труба гофрована 110, труба двошарова гофрована ціна, труби прагма прайс, труба каналізаційна 300, пвх гофрована труба, труба пластикова каналізаційна, пластмасові труби, полімерні труби, каналізаційні труби і фітинги, труба каналізаційна 160, купити труби для каналізації , труба гофрована 110 ціна, гофрована пластикова труба, пластикові труби великого діаметру, з’єднання гофрованих труб Дренажные изделия – Гофрированная стальная труба | Сент-Реджис Калверт Наша гофрированная стальная труба (CSP) доступна с различной толщиной, длиной и покрытием.
Стандартные размеры CSP, торцевые поверхности и рабочий вес Гофрированная стальная труба Ограничения по высоте покрытия Руководство по установке CSP Спецификации, стандарты и документы Отчет CSP о сравнительных размерах труб ливневой канализации
CSP – Дренажная труба с прорезями Щелевой слив можно использовать для эффективного удаления поверхностных стоков с бордюров и желобов или для перехвата стоков на относительно плоских участках. Деталь сливного отверстия с прорезями 1 Деталь сливного отверстия 2 CSP — максимальный расход / спирально-ребристая трубаMax Flow доступен как в оцинкованном, так и в алюминированном исполнении типа II. Этот полезный продукт был разработан в ответ на потребности наших клиентов в трубном продукте с гидравлическими свойствами гладкостенной трубы и исключительной ценностью гофрированной металлической трубы. CSP – Твердая мозговая оболочкаТруба Dura-Flow TM , гладкая внутренняя гофрированная стальная труба, сочетает в себе стандартную гофрированную наружную оболочку с гидравлически гладкой внутренней поверхностью. Подкладка непрерывно прикреплена к внешней оболочке по замковому шву. CSP – защитные покрытияЗащитные покрытия CSP включают:
Пример использования полимера Если для вашего проекта требуются трубы размеров и форм, которые превышают возможности гофрированной стальной трубы с замковым швом, St. Структурные плиты имеют много преимуществ по сравнению с их альтернативами, а именно:
Брошюра по конструкционным плитам, сегмент 1 Брошюра по конструкционным плитам, сегмент 2 Брошюра по конструкционным плитам, сегмент 3
Кессоны 3 лучших фотографии: кессоны диаметром 126 дюймов для Ривер-Пойнт, Чикаго, Иллинойс Нижние 3 фотографии: кессоны Wrigley Field для Case Foundation St. Regis Culverts’ Super Cor — это революционная альтернатива обычному гофрированному стальному листу, в котором используется гофрированный профиль 15″ x 5-1/2″ для обеспечения превосходной прочности и долговечности. Эти конструктивные усовершенствования позволили создать продукт из гофрированной стали, который может перекрывать расстояния более 75 футов и обеспечивать экономичную и надежную конструкцию моста. Пример использования Super Cor Опции инвертирования Деталь оголовка Деталь фундамента Водопропускные трубы из алюминия Dura Span
St. Regis Culvert производит полный набор аксессуаров для любого мыслимого проекта. Среди наших наиболее распространенных применений фитинги; локти, Ts и Ys и концевые секции. Фитинги облегчают соединения на месте и сводят к минимуму нарушение потока в местах слияния линий или изменения направления потока. Фитинги CSP Муфта против просачивания Стальной водослив
Круглые или арочные различных размеров, наклонов и материалов, концевые секции доступны для стальных, пластиковых и бетонных труб. Простые в установке и обслуживании, эти концевые секции можно спасти, если трубу необходимо переместить или заменить. Имеются также охранники для мусора. Все материалы для изделий St. Regis Culvert сертифицированы и соответствуют стандартам, установленным Американской ассоциацией государственных служащих автомобильных дорог и транспорта (AASHTO) и Американским обществом по испытаниям и материалам (ASTM). Наши материалы также соответствуют критериям Закона о покупке Америки. Металлическая концевая секция (MES) Представление Металлическая торцевая секция (MES) Arch Представление Деталь соединения концевой секции Концевые секции безопасного склонаОбеспечивает решение проблем безопасности, эти концевые секции предлагают проходимые параллельные или поперечные водосточные стержни и различные уклоны, чтобы соответствовать требованиям к более безопасным ровным придорожным насыпям, повышая при этом гидравлическую эффективность. Сдача ГСЭС Гладкая коническая втулкаГладкие конические втулки могут использоваться для соединения бетонных и пластиковых труб с металлическим концом. Деталь гладкой конической втулки Вариант трубы CSP Фотографии
Система покрытия водопропускных труб большого диаметра из полиэтилена высокой плотности Snap-Tite: Snap-Tite
Линия большого диаметра Snap-Tite изготовлена из профильной трубы из полиэтилена высокой плотности, отвечающей требованиям стандарта ASTM F894 для канализационных труб прямого заглубления. Эти продукты обладают всеми преимуществами нашей линейки сплошных стенок, но имеют больший диаметр. Использование профильной стеновой трубы обеспечивает меньший вес при меньших затратах даже при реконструкции самых крупных водопропускных труб. Продукты, предлагаемые Snap-Tite, от сплошного полиэтилена высокой плотности до нашего профильного стенового полиэтилена высокой плотности, были выбраны на основе репутации производителей, качества их продукции и потребностей наших клиентов. Кузнечные станки для холодной ковки своими руками: ручное кузнечное оборудование для холодной ковки металла, станок холодной ковки своими руками, электрические станки для холодной ковкиХолодная ковка своими руками: оборудование и приспособленияОглавление публикации: Сделать кованый забор или решетку на окна для мастеровитого человека не так уж и сложно, и обзаводиться собственной кузней для этого не обязательно. Не придется даже приобретать всевозможные кованые элементы, хотя, по сути, они тоже не окажутся лишними. Речь идет о так называемой холодной ковке, декоративной гибке стального прутка, с которой мы и познакомимся в данной статье. Вместе с сайтом stroisovety.org мы ответим на вопросы, что такое ковка на холодную, какое оборудование для нее используется и можно ли сделать его самостоятельно. Возможности холодной ковки фото Холодная ковка: что это такоеНа самом деле процесс изготовления ажурных завитков на холодную называется ковкой весьма условно, так как никакие кузнечные приспособления в их классическом варианте не применяются. В отличие от классического кузнечного дела, ковка на холодную:
Холодная ковка своими руками фото Что касается недостатков, то самый главный из них заключается в том, что на холодную можно изготовить далеко не каждый декоративный элемент – для осуществления сложных проектов некоторые кованые элементы придется покупать в специализированном магазине или заказывать в кузнечной мастерской. Что можно изготовить, используя технологию холодной ковкиПрактически все самое основное:
Все остальное по мере необходимости придется приобретать. В принципе, возможностей холодной ковки вполне достаточно, чтобы собрать красивую решетку на окна или забор. Приспособления для холодной ковки своими руками фото Оборудование для холодной ковки: основные приспособленияНа сегодняшний день в магазине можно приобрести несколько типов станков для ковки металла по холодной технологии: Далеко не каждый указанный выше станок легко можно изготовить своими руками. В принципе, все они и не нужны – для частного производства или для домашней мастерской понадобится парочка основных приспособлений, изготовление которых является несложным делом. Какие приспособления можно сделать своими рукамиОпять-таки, речь идет о самых основных станках, без которых процесс изготовления кованых на холодную изделий практически невозможен. Наличие этих двух станков уже позволяет говорить о производстве любых кованых изделий – скамейки, решетки, ограждения, стулья, столы, сделанные своими руками, становятся реальными. Что еще не окажется лишним в мастерскойСуществует достаточно много изделий со специфическими деталями, изготовить которые с помощью двух указанных выше станков не получится. К примеру, простая дуга в нескольких экземплярах не может быть сделана ни на улитке, ни на торсионном станке. Поэтому чем больше различных приспособлений, тем шире возможности. Несложным в изготовлении является станок для кручения корзинок, который, по сути, является некоторой модернизацией торсионного приспособления, предназначенного для скрутки прутка в спираль. Изменения в этом случае касаются исключительно зажимов. В принципе, торсион и без того должен иметь универсальный крепежный арсенал, позволяющий работать с прутками различного сечения – немного подогнать его под корзинки будет несложно. В заключение темы, холодная ковка своими руками, остается добавить только одно – со временем арсенал различных приспособлений придется расширять. Как и говорилось выше, каждое изделие может потребовать уникального оборудования, поэтому конструкцию некоторых из них придется продумывать самостоятельно. Автор статьи Александр Куликов гнутики, оборудование и инструмент для художественной ковкиА давайте-ка сначала разберемся с горячими и холодными ковками, штамповками, гибками и прочими гнутиками. Чтобы затем с чувством и толком решить, нужен ли вам станок для холодной ковки, и если нужен, то какой именно. Расставим понятия по теме «ковка» по правильным местам и приведем в порядок план своих дальнейших действий. Ковка металла своими руками – дело нешуточное, подойдем к этому вопросу со всей ответственностью. Содержание
Может быть, вам нужен пуансон? Главные понятияВы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах. Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей — насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков. Виды станков для ковки. Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться. Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания. Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть. Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки». Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше. Виды станков холодной ковкиРассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками. Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке. Берем прут. Есть только два варианта согнуть его:
Разновидности инструментов для ковки. Все станки для холодной ковки делятся на четыре группы по такому же принципу:
Какой станок самый нужный? своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм. Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
Совсем не обязательно иметь все это сразу. Работу вполне можно начинать, имея два станка из первых двух пунктов — твистер и гнутик. Делаем улитку с рычагомЧертеж станка для ковки. Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование. Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками — самый удобный вариант для вас и только для вас. Вот что нужно собрать перед тем, как приступить к сборке:
Базовые частиБазовых частей у твистера всего четыре. К их подготовке и, самое главное, монтажу уделить особое внимание:
СтойкаТолько из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
СтолешницаСамодельный станок для ковки. Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку. Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток. Основной валИз этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой. Рычаг или рукояткаИ снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице. Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее. Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром. Навесные деталиЗдесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу. Ни в коем случае не игнорируем требование в чертежах — холодная ковка любит точность и продуманность во всем. Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли. Станок для гибки металла. Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, простая статичная станет самым оптимальным вариантом.
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице. Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду? Делаем торсионный станокТорсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания. В одном конце прут должен крепко держаться, в другом – с помощью рычага вращаться. Составные части торсиона — металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут. Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче. Гнутики, фонарики, волны и другие станкиКак видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета: Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Виды холодной ковки. Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос. Ручной привод или электрический?Электрический привод можно установить на любой станок. Другой вопрос – нужно ли? И снова решение зависит от ваших планов. Электрический привод позволит вам сэкономить собственные силы. Но это не главное его преимущество. Вращательный момент при электрической силе будет более равномерным, а это приведет к ровным и одинаковым элементам ковки. Чертеж станка для холодной ковки. Претендент номер один для электрического привода – торсионный станок, где равномерность винтового скручивания вручную соблюсти чрезвычайно трудно. Что же касается электрификации остальных станков, решайте сами. Если вы планируете заниматься холодной ковкой для собственных нужд, электрическая тяга вам вряд ли понадобится. Сделать станок для холодной ковки своими руками – задача непростая и очень увлекательная. Чем качественнее будет его выполнение, тем легче вам будет работать на нем. И тем красивее выйдут ваши металлические кружева. Желаем прочных улиток, качественных прутьев и настоящих ценителей вашего кузнечного искусства. Руководство по типам ковки — холодная ковка и горячая ковка Горячая ковка и холодная ковка — это два разных процесса обработки металлов давлением, которые дают схожие результаты. Процессы ковки Ковка определяется как формование или деформация металла в его твердом состоянии. Большая часть ковки выполняется в процессе осадки, когда молоток или поршень перемещаются горизонтально, чтобы прижать конец стержня или стержня, чтобы расширить и изменить форму конца. Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. При кузнечной ковке деталь забивается в штампе по форме готовых деталей, что очень похоже на кузнечную ковку в открытом штампе, когда металл забивается на наковальне до желаемой формы. Различают ковку в открытых и закрытых штампах. При свободной ковке металл никогда полностью не ограничивается штампом. При штамповке с закрытым штампом или штамповке металл зажимается между половинами штампа. Повторяющиеся удары молотком по штампу заставляют металл принимать форму штампа, и половинки штампа в конечном итоге встречаются. Энергия для молота может быть обеспечена паром или пневматически, механически или гидравлически. В настоящей кузнечной ковке только сила тяжести толкает молот вниз, но многие системы используют усиление в сочетании с силой тяжести. Молоток наносит серию относительно высокоскоростных ударов с малой силой, чтобы закрыть матрицу. При ковке на прессах высокое давление заменяется высокой скоростью, и половинки штампов смыкаются за один ход, обычно выполняемый силовым винтом или гидравлическими цилиндрами. Горячая ковкаКогда кусок металла подвергается горячей ковке, его необходимо значительно нагреть. Средняя температура ковки, необходимая для горячей штамповки различных металлов, составляет:
При горячей ковке заготовку или блюм нагревают либо индукционно, либо в ковочной печи или сушильном шкафу до температуры выше точки рекристаллизации металла. Для ковки некоторых металлов, таких как жаропрочные сплавы, используется тип горячей ковки, называемый изотермической ковкой. Здесь штамп нагревают примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы свести к минимуму образование накипи. Традиционно производители выбирают горячую ковку для изготовления деталей, потому что она позволяет деформировать материал в его пластическом состоянии, когда с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом формуемости, который показывает, насколько сильно металл может подвергаться деформации без образования дефектов. Другие соображения по поводу горячей штамповки включают:
К возможным недостаткам горячей штамповки относятся:
Холодная ковка (или холодное формование) Холодная ковка деформирует металл, пока он ниже точки рекристаллизации. Холодная ковка обычно предпочтительнее, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее дорог, чем горячая ковка, и конечный продукт практически не требует отделочных работ. Иногда, когда металлу холодной ковки придают желаемую форму, его подвергают термической обработке для снятия остаточного поверхностного напряжения. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда для изготовления пригодных к эксплуатации деталей могут использоваться материалы меньших сортов, которые не могут быть изготовлены из того же материала механической обработкой или горячей ковкой. Производители могут выбрать холодную ковку, а не горячую ковку по ряду причин — поскольку детали, изготовленные методом холодной ковки, требуют очень мало отделочных работ или не требуют их вообще, этот этап производственного процесса часто необязателен, что экономит деньги. Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую чистоту поверхности. К другим преимуществам холодной штамповки относятся:
Возможные недостатки:
Теплая ковка Теплая ковка проводится при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы устранить недостатки и получить преимущества как горячей, так и холодной ковки. приложений В автомобильной промышленности поковка используется для изготовления компонентов подвески, таких как промежуточные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии. Для изготовления штоков, корпусов и фланцев трубопроводной арматуры часто используются поковки, иногда изготавливаемые из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие фитинги для тросов, такие как розетки и талрепы. Поковки широко используются в судостроении, для деталей аэрокосмической, сельскохозяйственной и внедорожной техники. В компонентах электропередачи, таких как подвесные зажимы и крышки пьедестала, используются поковки из медного сплава для повышения устойчивости к атмосферным воздействиям. Ковочные стали, используемые для осей, шатунов, штифтов и т. д., обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых колесах содержание углерода иногда увеличивают до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости. РезюмеВ этой статье представлено краткое обсуждение горячей и холодной штамповки. Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на веб-сайте Ассоциации кузнечной промышленности. Другие изделия из металла
Прочие «Типы» изделий
Еще от Изготовление и изготовление на заказХолодная ковка против горячей ковки: плюсы и минусы Холодная ковка — важный процесс, используемый для придания формы и упрочнения металлов. Что такое ковка?Ковка – это производственный процесс, при котором цельная металлическая заготовка деформируется, а затем ей придается новая форма с помощью сжатия. В отличие от других методов придания формы металлу, ковка дает творцу больший контроль над конечным результатом, поскольку зерна металла деформируются, принимая новую форму. Это означает, что фальсификатор может решить, какие части нового металлического предмета будут самыми прочными. В результате кованая деталь прочнее той же детали, созданной путем литья или механической обработки. Для выполнения ковки используются различные инструменты, в том числе более традиционные молот и наковальня, а также промышленное использование молотов, приводимых в действие электричеством, паром или гидравликой. Сегодня ковка в основном выполняется машинами на промышленном уровне и является всемирной отраслью. Ковка производится «горячей», «теплой» или «холодной». винтовые прессы Что такое холодная ковка?Холодная ковка, также называемая холодной штамповкой, представляет собой процесс, который происходит при температуре, близкой к комнатной, а не при более высоких температурах, как при горячей и горячей ковке. Для этого заготовку помещают между двумя штампами и растирают штампы до тех пор, пока металл не примет их форму. Из-за трения, создаваемого процессом, температура кованого металла может подняться до 250°C или 482°F. Холодная ковка имеет свои преимущества и недостатки.
Преимущества холодной ковки Поскольку этот процесс происходит без предварительного нагрева металла, он дает много преимуществ и часто используется в автомобильной промышленности. Еще одним преимуществом является то, что, хотя пластичность металла снижается в процессе холодной ковки, в металле наблюдается значительное увеличение как предела текучести, так и прочности на растяжение. Поскольку металл не нагревается, зерна металла сохраняют свой размер и меняют направление, чтобы соответствовать изменению формы самой детали, что приводит к увеличению прочности.
Недостатки холодной ковки Основным недостатком холодной ковки является то, что ее нельзя использовать для всех металлов, потому что некоторые типы с большей вероятностью треснут или сломаются в процессе. Другим недостатком является то, что холодная ковка позволяет создавать только определенные формы. Эти формы обычно более простые и производятся серийно. Если вы ищете нестандартную металлическую деталь, другой процесс, вероятно, лучше подойдет для достижения желаемого результата.
Чем отличается горячая штамповка? Самая очевидная разница между холодной и горячей ковкой заключается в температуре. В отличие от холодной ковки, которая начинается при комнатной температуре или близкой к ней, горячая ковка происходит, когда металл нагревается выше температуры его рекристаллизации. Обычно это чрезвычайно высокая температура, например, сталь нагревают до 1150°С или 2202°F, а медные сплавы до 700-800°С или 1300-1470°F, что составляет около 75% температуры плавления. Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. Горячая ковка обычно выполняется посредством процесса, называемого штамповкой, при котором нагретый металл помещается в пресс, а затем сжимается между матрицей и инструментом.
Преимущества горячей штамповкиПоскольку процесс ковки происходит при высоких температурах, пластичный металл пластичен и легко формуется. Во время горячей ковки можно создавать сложные формы и узоры, в отличие от холодной ковки, где это может быть чрезвычайно сложно. Если вы хотите изготовить металлические детали по индивидуальному заказу, горячая ковка — лучший вариант из-за ее ковкого состояния перед закалкой. Этот метод идеально подходит для создания объемных и сложных форм. В отличие от холодной ковки, которая иногда требует дополнительной стадии нагревания металла снаружи для придания ему нужных свойств, поверхность металла, прокованная при высоких температурах, идеальна для большинства видов отделочных работ. Горячая ковка также идеально подходит для металлов с высоким коэффициентом формуемости, поскольку целостность металла не нарушается при высокой температуре. Эти металлы можно легко деформировать, не видя в металле никаких дефектов, что делает их одновременно прочными и пластичными.
Недостатки горячей ковкиНедостатком горячей ковки по сравнению с холодной ковкой является то, что некоторые металлы могут деформироваться, если не внимательно следить за ними при нагревании, ковке и последующем охлаждении. Это означает менее точные допуски, чем у металла, кованого холодной штамповкой. Горячая ковка также часто дороже холодной ковки из-за термической обработки, необходимой для начала процесса ковки, а также процесса охлаждения, предотвращающего коробление. Эту термообработку лучше всего проводить в автоматическом режиме, особенно в промышленных масштабах, что может привести к дополнительным первоначальным затратам на покупку инструментов.
В конечном счете, процесс, который вы выберете, зависит от необходимого вам продукта и типа металла, который вы будете использовать.
Для получения дополнительной информации о том, как GK может поддержать ваш процесс ковки, ознакомьтесь с нашим оборудованием или поговорите с нашими экспертами сегодня! Корпорация General Kinematics, основанная в 1960 году, была создана для продажи, проектирования и изготовления на заказ инновационного вибрационного оборудования для обработки и обработки материалов. Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Насос для колодца с обратным клапаном и автоматикой: Насос для колодца с обратным клапаномКакие колодезные насосы с автоматикой лучше?Содержание
Автоматизация системы водоснабжения – это первое, что приходит на ум практически любому человеку, когда он задумывается об обустройстве этой системы у себя дома. В первую очередь это касается частных домов, которые не подключены к центральному водоснабжению. Реле давления и электронные автоматические блоки для колодезных насосов В таких случаях необходимо вырывать колодец или скважину и погружать в него насос. Ну а для автоматизации всех процессов необходимо пользоваться автоматикой. Колодезный насос имеет тот же спектр автоматики, что и все остальные образцы такого оборудования. 1 Виды автоматики для насосовСтоит понимать, что насос – это обычная установка, которая занимается исключительно подкачкой воды. Он не регулирует ее количество, не может самовольно выключаться или включаться. Совершенно очевидно для любого человека, что оставлять насос без автоматики – это значит просто добавить себе огромное количество проблем. Ведь вам придется каждый раз бегать к оборудованию для включения или блокирования действия системы. Ситуация усугубляется, если мы рассматриваем колодезные или скважинные насосы. Насосы для колодца, как правило, производят в погружном исполнении. А это значит, что они постоянно находятся в воде. Проблема здесь в том, что колодец – это не статичный источник. Уровень воды колодца может понижаться или повышаться. В то время как колодезные насосы подвешены на определенной высоте. Работать без жидкости им совершенно запрещено, так как сухой ход постепенно разрушает насос. Насос Педроло с встроенным поплавковым выключателем Бегать же каждый раз для включения или отключения системы при изменении уровня заполнения колодцев – это дело очень хлопотное. Если же на насосы устанавливают автоматические блоки, то всю работу на себя возьмут именно они. Таким образом, у вас существенно поубавится дел. Современные насосы практически всегда снабжаются блоками автоматического действия. Как правило, это могут быть как простейшие реле для включения или выключения оборудования, так и сложные системы с кучей электроники. 1.1 Простейшая автоматикаДаже самые обыкновенные колодезные насосы снабжаются простейшей системой автоматического включения и выключения. Происходит она за счет изменения уровня заполнения колодцев. Сейчас мы имеем в виду регуляторы уровня воды колодца и блокираторы сухого хода. Самым популярным и востребованным на данный момент является поплавковый выключатель. Он же и самый простой. Поплавковый выключатель работает по очень простой технологии. Насос реагирует на движение поплавка, вернее, на уровень его положения. Если поплавок находится выше устройства, значит колодец имеет достаточный уровень жидкости, который оптимален для нормальной работы насоса. Если же поплавок опустился ниже уровня насоса, то оборудование автоматически отключится. Стоит понимать, что колодезные насосы способны работать до тех пор, пока их рабочая, заборная часть погружена в воду. В одних моделях эта часть находится внизу насоса, в других же забор воды происходит в верхней части. Колодезный насос с поплавковым выключателем, блокиратором сухого хода и панелью управления Аналогичным образом работают датчики уровня воды. Только они уже монтируются на стенки колодцев, откуда и происходит наблюдение. Еще один интересный прибор – это непосредственно блокиратор сухого хода. Колодезные и скважинные насосы сейчас им оборудуются еще на заводе, однако это касается далеко не всех моделей. Блокиратор состоит из нескольких контактов с разными полюсами. Когда насос начинает работу, они заряжаются. В нормальных условиях его рабочая камера полностью заполняется водой, а потому цепь в контактах замыкается. Если же устройство работает вхолостую, то цепь замкнуться не может, что приводит к аварийному отключению двигателя. Основные плюсы:
Основные минусы:
к меню ↑ 1.2 Автоматические релеАвтоматические реле включения и выключения стоят практически на каждой насосной станции AL-KO. Но и насосы для колодцев ими оборудуют не реже. Без этого реле нормальное функционирование системы водоснабжения практически невозможно и вот почему. Реле давления с манометром Чтобы нормально работать, в системе водоснабжения должно быть достаточное давление. Для упрощения работы всей системы и оптимизации ее работы устанавливают гидроаккумуляторы. Это специальные баки с мембраной, в которой находится воздух. Воздух в мембране есть постоянно, и в зависимости от наполненности бака, образует оптимальное давление. Если воды в баке становится слишком мало – давление понижается. Если же гидроаккумулятор полностью заполнен, тогда наоборот, давление повысится. Именно на изменения уровня давления в системе и реагирует это реле. Его же подключают и к насосу. При понижении давления реле автоматически запускает программу включения насосной установки. И качать воду она будет до тех пор, пока давление в системе не выровняется. В этот момент сработает обратный контакт, и реле отключит устройство. Такой простой и очень эффективный подход сразу же завоевал доверие у огромного количества людей, что и сказалось на его популярности. Основные плюсы:
Улучшенное реле давление электронного образца от компании Грундфос Что же до минусов, то их у такой автоматики практически нет. Более того, замену ей могут составлять только блоки автоматического контроля электронного образца, о которых мы поговорим выше. В остальных же случаях ничего лучше вы все равно не найдете. 1.3 Электронная продвинутая автоматикаСтоит понимать, что практически все колодезные насосы, как мы уже упоминали выше, являются обычными инструментами для подкачки жидкости. Для их включения или выключения надо использовать дополнительную автоматику. Равно, как и для контроля их работы. Именно этим и занимаются электронные блоки автоматического управления. Особенность такой автоматики в ее чрезвычайной эффективности и функциональности. Во-первых, она не только дублирует функции реле давления, но и улучшает свое взаимодействие. Например, реле давления способно отреагировать только на крайние изменения в системе. Поэтому для включения или выключения подкачки воды из колодца необходимо преодоление одного из установленных положений. Электронная же автоматика реагирует намного качественнее. Она анализирует уровень давления в режиме реального времени и способна запустить насос в любой момент. Например, как только в ванной кто-то открутит кран, как автоматика тут же зафиксирует незначительный спад давления и запустит насос. Если же кран закрыт, автоматика продолжит работу насоса до тех пор, пока в системе давление не выровняется. Таким образом, вам не нужен будет даже гидроаккумулятор, ведь всю работу на себя берет электронный блок. Электронный блок автоматики с возможностью настройки и манометром Более того, с его помощью можно забыть о проблемах, что связаны со слабым напором в трубах, в случае использования нескольких сантехнических приборов. Такое часто случается, когда например, кто-то собирается помыться в тот же момент, как другой его сожитель запускает стиральную машинку или поливает цветы. Давление в системе падает, а гидроаккумулятор не способен удовлетворить его полностью. В итоге ни вы не помоетесь нормально, ни ваш сосед цветы не польет. Электронные блоки решают эту проблему. Они способны подавать на насос у колодца определенный уровень напряжения. Если напряжение повысится, то и скорость его работы существенно увеличится, а значит, трубопровод будет получать достаточное количество жидкости. Здесь есть еще один момент. Так как электронная автоматика регулирует уровень напряжения, то это же может привести к экономии средств. Так как установка будет подавать слабое напряжение в момент, когда вы берете мало воды. В таком случае насос будет потреблять меньше электричества, что сразу же положительно скажется на ваших затратах. Плюс к этому электронные блоки полностью настраиваемые. Им можно менять алгоритмы работы, регулировать работу и т.д. Основные плюсы:
Основные минусы:
к меню ↑ 2 Монтаж автоматики для колодезных насосовМонтаж колодезного насоса с подключенным предохранительным поплавком Монтировать автоматику для насосов можно самостоятельно, так как процесс это достаточно простой. Например, блокираторы сухого хода, как правило, уже вмонтированы в сам насос. Но подключить их отдельно не так просто, особенно если разработчик это заранее не предусмотрел. Поплавковые реле уровня воды подключаются по стандартной процедуре. Нужно всего лишь соединить все контакты и заизолировать их специальным герметиком. Часто он продается в комплекте с реле. После этого нужно очень аккуратно опустить насос в колодезь, не повредив при этом сам поплавок. Важно монтировать устройство по центру колодца и позаботиться о его чистоте. Чтобы поплавок не мог случайно зацепиться за что-то, так как это сразу же отразится на его работе. В некоторых случаях его закрепляют к стабилизатору уровня, например, к арматуре. Но используется такой способ редко. Реле давления монтируют непосредственно на насос. Его подключают к нему с помощью специальных контактов. После монтажа реле настраивают и тщательно тестируют. Важно выставить правильный порог как верхнего, так и нижнего давления. Электронную автоматику самому лучше не ставить. Она для этого слишком дорога. Да и настройка ее работы – это дело довольно хлопотное. А потому его лучше доверить профессионалу. Он со своей работой справится не в пример лучше и быстрее. Расходы же на монтаж блока управления будут незначительны, особенно на фоне его стоимости.
к меню ↑ 2.1 Как работает колодезный насос Grundfos с автоматикой? (видео)Главная страница » Насосы для колодцев Погружной насос для колодца с автоматикой: виды, выбор, установка
Погружные насосы различных типов сегодня активно применяются собственниками загородных домов и дач для того, чтобы откачивать воду из колодцев на приусадебных участках и под требуемым напором подавать ее в автономную систему водоснабжения.
Автоматическая насосная станция, состоящая из погружного вибрационного насоса и управляющего устройства
Автоматизация погружных насосов, используемых для обслуживания колодцев и скважин, почти исключает человеческий фактор из управления работой такого оборудования, что значительно повышает надежность и долговечность эксплуатации этих устройств.
Типы погружных насосов
Для обслуживания колодцев используют преимущественно два типа водяных погружных насосов, функционирование которых может быть организовано с помощью автоматики:
Кроме невысокой стоимости, насосы данного типа обладают и рядом других достоинств:
В качестве автоматического оборудования для вибрационного насоса можно приобрести комплект с гидроаккумулятором
Среди недостатков вибрационных насосов обычно называют:
Причины высокой популярности таких насосов заключаются в преимуществах их применения. Сюда следует отнести:
Погружной центробежный насос «Джилекс» с поплавковым выключателем
Между тем, выбрав для оснащения колодца глубинный насос центробежного типа, следует иметь в виду: содержание в перекачиваемой таким устройством жидкой среде ила, песка и других твердых включений значительно сокращает срок службы оборудования.
Чем руководствоваться при выборе
Основными параметрами, которыми руководствуются, выбирая колодезный насос погружного типа с автоматикой или без, являются:
Зависимость между напором и производительностью указывается в техническом описании насоса в виде графика
Кроме того, при выборе погружного насоса с автоматикой следует учитывать характеристики источника водоснабжения – глубину, на которой располагается вода, а также толщину водного слоя.
Для правильного выбора колодезного или скважинного насоса с автоматикой по производительности необходимо рассчитать, какое количество жидкости должно подаваться в трубопроводную систему в единицу времени, чтобы обеспечить потребности всех пользователей водопровода, а также бытовой техники, которая к нему подключена. При выполнении этих расчетов также учитывают требуемое количество воды, используемой для полива сада и огорода в летний период.
Средний расход воды, учитываемый при подборе насоса
Выбирая погружной насос для колодца с автоматикой по значению напора потока жидкости, который способно сформировать такое устройство, можно воспользоваться следующими рекомендациями.
Для оснащения недавно отремонтированных и очищенных колодцев можно использовать автоматический погружной насос как вибрационного, так и центробежного типа. Если же колодец давно не чистили, для его обслуживания лучше использовать электронасос вибрационного типа, который, как уже говорилось выше, менее критично, чем центробежный, реагирует на твердые и илистые включения, содержащиеся в перекачиваемой жидкой среде.
Cредние цены на насосы и автоматику к ним
Элементы автоматики
Автоматика для погружного насоса, отдельные элементы которой могут входить в его заводскую комплектацию либо приобретаются и устанавливаются отдельно, позволяет минимизировать риск возникновения ситуаций, приводящих к выходу из строя насосных устройств.
Кроме того, автоматика для скважинного насоса или оборудования, используемого для обслуживания колодца, решает задачу по обеспечению бесперебойной работы всей системы водоснабжения. Так, специальное реле, которым может оснащаться погружное насосное оборудование, автоматически отключает помпу при повышении давления воды в трубопроводе и запускает при понижении этого параметра.
Блоки управления насосами могут контролировать поток, минимальное давление и перепады напряжения
В перечень элементов, обеспечивающих работу автоматического погружного насоса для колодца или насоса скважинного с автоматикой, входят:
Все перечисленные выше элементы автоматики погружных насосов можно приобрести по отдельности. Иногда выбирают комбинированные блоки, включающие в себя сразу несколько таких технических средств. С учетом того, что к автоматике для погружных насосов (точнее, к надежности ее функционирования) предъявляются высокие требования, отдавать предпочтение при выборе следует продукции от проверенных производителей.
Принципы взаимодействия погружных насосов с элементами автоматики
Прежде чем приобретать элементы насосной автоматики и разбираться в том, как выполняется их подключение, следует понять, каким образом такие технические средства взаимодействуют со скважинным насосом или с оборудованием для оснащения колодца.
Принцип действия автоматических защитных элементов электрического типа, реагирующих на понижение уровня воды в колодце
Принцип действия таких элементов основан на том, что сила тока, питающего приводной двигатель электронасоса, при уменьшении плотности перекачиваемой жидкой среды также уменьшается.
Схема включения блока автоматического управления погружным насосом
Следует иметь в виду, что элементами автоматики, принцип действия которых описан выше, оснащаются только центробежные насосы. Оборудование вибрационного типа работает по-другому, поэтому для обеспечения его защиты от холостого хода применяется другая схема.
Еще одним элементом защиты электрического типа является устройство, состоящее из двух электродов, которые подсоединяют к блоку управления. Электроды такого устройства опускаются в колодец до отметки, находящейся на 3–5 см выше минимального критического уровня воды в источнике.
Схема включения погружного насоса с электродами
Принцип действия датчиков давления воды
Такая автоматика для скважинных насосов, как датчик давления, работает по следующему принципу.
Схема включения датчика давления воды
Датчиками давления могут оснащаться погружные насосы любого типа.
Принцип действия механических элементов автоматики, отключающих насос при понижении уровня воды в колодце
Колодезные насосы с автоматикой могут оснащаться и механическими элементами защиты от понижения уровня воды в подземном источнике. Сюда относятся поплавковые выключатели, автоматически прекращающие работу насоса при падении уровня воды в колодце ниже критической отметки и включающие его, когда уровень жидкой среды в подземном источнике поднимается до нормального значения. При установке таких элементов в колодце очень важно разобраться в том, как подключить их таким образом, чтобы они запускали и останавливали работу насоса именно в те моменты, когда уровень вода в источнике достигает требуемых значений.
Схема подключения насоса с поплавковым выключателем
Для обеспечения эффективной и бесперебойной работы автономной системы водоснабжения может использоваться не только отдельный насос с элементами автоматики, но и погружная насосная станция для колодца.
Взгляд на обратные и донные клапаныОбратные и донные клапаны используются в различных областях, в том числе в скважинах. Они просты в использовании и установке, но являются ключевым компонентом общей безопасности вашей помпы. Без обратного или обратного клапана вам может грозить дорогостоящий ремонт. У вас нет на это времени? В этом посте мы узнаем, что такое обратный клапан и донный клапан и почему они так важны. Возможно, вы сталкивались с обратными клапанами, которые называются обратными клапанами или односторонними клапанами, для простоты в этом посте мы будем называть их обратными клапанами. Поток жидкости (жидкости или газа) в обратном и обратном клапане может проходить через клапан только в одном направлении. Когда давление на входе клапана увеличивается, например, при запуске насоса, клапан открывается. Когда это давление прекращается, насос останавливается, клапан затем закрывается и предотвращает смену направления потока. Этот процесс автоматический и не требует помощи. Различные типыТип пружиныВ обратных и донных клапанах пружинного типа тарелка удерживается на месте с помощью пружины. Давление на входной стороне клапана заставляет тарелку открываться, а пружина сжиматься. Когда это давление спадает, пружина заставляет тарелку вернуться в закрытое положение. Их можно устанавливать как вертикально, так и горизонтально. Тип заслонки Обратные и донные клапаны откидного типа работают под действием силы тяжести. Они используют диск и резиновую или кожаную заслонку, прикрепленную к одной стороне отверстия. Тип шараЭтот тип встречается только в обратных клапанах. Вместо использования пружины или заслонки они используют шарик, чтобы предотвратить изменение направления потока. Подробнее о них можно узнать в нашем посте о шаровых обратных клапанах и обратных клапанах. Обратный клапанОбратные клапаны обычно имеют соединения NPT (национальная трубная резьба) с обеих сторон корпуса. Они устанавливаются непосредственно в трубопровод системы. Обратные клапаны обычно просты в использовании и установке и, как правило, недороги. Вы можете найти обратные клапаны из бронзы, латуни, нержавеющей стали, ковкого чугуна или пластика. Преимуществом установки обратного клапана является увеличение эффективности и срока службы насоса. Донный клапанДонные клапаны обычно имеют соединение NPT на стороне выхода и сетчатый фильтр на стороне входа. Добавление сетчатого фильтра предотвращает засорение нижнего клапана крупными частицами мусора, когда он находится в открытом положении, а также предотвращает повреждение водяного насоса. Донные клапаны используются в установках струйных насосов для неглубоких скважин и глубинных струйных насосов. Донный клапан необходимо установить в нижней части трубопровода всасывающей линии скважины. Подобно обратному клапану, донный клапан препятствует обратному вытеканию воды из струйного насоса. Это защищает от потери заливки в системе трубопроводов скважины. Если вы заметили, что в неглубоком колодце больше нет воды, в первую очередь нужно проверить, не нужно ли заменить донный клапан. Преимущество установки донных клапанов заключается в том, что они гарантируют, что насос не потеряет свою заливку.
Термины для пониманияДавление открытияДавление срабатывания — это минимальное давление на входе, при котором клапан открывается. Это важно как для обратного клапана, так и для нижнего клапана. Как правило, клапаны рассчитаны на определенное давление срабатывания, поэтому важно знать, какое давление срабатывания требуется на клапане, который вам нужен. Гидравлический молотКогда вода течет по системе трубопроводов, вода имеет определенное количество энергии. Как только перекачка прекращается, вода продолжает двигаться, сохраняя ту же энергию, которую нужно каким-то образом поглощать. Поглощение энергии может создать громкий шум или повреждение, которое называется гидравлическим ударом. Гидравлический удар может разрушить вашу систему трубопроводов или клапаны. Интенсивность гидравлического удара зависит от скорости движения воды в момент остановки насоса. Важно помнить о гидравлическом ударе при выборе размера системы и принятии решения о том, из какого материала должен быть клапан. Хорошее эмпирическое правило заключается в том, что на каждый фут скорости в секунду создается обратное давление 54 фунта на квадратный дюйм. Например, в 1-дюймовой трубе поток всего 10 галлонов в минуту потенциально может создать противодавление до 370 фунтов на квадратный дюйм при остановке насоса. Имейте в виду, что это не учитывает вес водяного столба в скважине. Обратные и донные клапаны предназначены для снижения разрушительного воздействия гидравлического удара на трубопроводы и другое оборудование.
Хотя обратные и донные клапаны являются простым продуктом, они оказывают большое влияние. Отсутствие обратного или обратного клапана может привести к значительному повреждению насоса из-за гидравлического удара, что гарантирует дорогостоящий ремонт. Не рискуйте, установите обратный или обратный клапан. Так просто, как, что. Есть дополнительные вопросы по этой теме? Перейдите в базу знаний Boshart: техническая информация о продукте, рекомендации и многое другое. Водные системы Baker — Схема колодцаРекомендуемые продуктыСадовые гидранты
Адаптеры без ямок
Крышки для колодцев
Предохранители крутящего момента
Схема скважины
Жилой секторФильтрующие материалыИзделия для скважин на водуАксессуары для водяных колодцевУстановка и электрические аксессуарыРазъединители насосов для сточных водИндустриальныйОкружающая среда
Класс прочности гаек: Классы прочностиКлассы прочности. Маркировка прочности крепежа. Из какой стали изготовлены Болты, Винты, Шпильки, Гайки. Статьи компании «ООО «ТАНТАЛ»»Стали і міцність кріплення Машинобудівний кріплення може мати різне призначення і виконувати найрізноманітніші завдання — від простого формування цілісності конструкції до сприйняття основної несучої силового навантаження на конструкцію. Чим більше навантаження на кріплення, тим більш високою міцністю він повинен володіти. Залежно від призначення і галузі застосування кріплення виготовляють різних класів міцності, відповідно з різних марок сталей. Немає ніякої потреби використовувати високоміцні болти для кріплення, скажімо, козирка на кіоску, і навпаки — зовсім неприпустимо використовувати болти звичайного, низького, класу міцності у відповідальних конструкціях баштових або козлових кранів — тут застосовуються виключно високоміцні болти по ГОСТ 7817-70 — звідси і народна назва таких болтів «кранові болти». Для різних видів кріплення (болти, гвинти, гайки, шпильки) використовуються різні сталі, різні класи міцності і різна їх маркування. Розглянемо по-порядку. Болти, гвинти і шпильки Болти, гвинти і шпильки виробляються з різних вуглецевих сталей — різних сталей відповідають різні класи міцності. Хоча, іноді можна з однієї і тієї ж сталі виготовити болти різних класів міцності, використовуючи при цьому різні способи обробки заготовки або додаткову термічну обробку — загартування. Наприклад, зі Сталі 35 можна виготовити болти декількох класів міцності: класу міцності 5.6 — якщо виготовити болти методом точіння на токарному та фрезерному верстаті: класів 6.6 та 6.8 — вийдуть при виготовленні болтів методом об’ємного штампування на высадочном пресі; і класу 8. Клас міцності болтів, гвинтів і шпильок з вуглецевих сталей позначають двома цифрами через точку. Затверджений прозорого ряд для болтів, гвинтів і шпильок з вуглецевих сталей містить 11 класів міцності: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9 Перша цифра маркування класу міцності болта позначає 0,01 частина номінального тимчасового опору — це межа міцності на розтяг — вимірюється в МПа (мегапаскалях) або Н/мм2 (ньютонах на квадратний міліметр). Також перша цифра маркування класу міцності позначає ≈0,1 частина номінального тимчасового опору, якщо Ви вимірюєте межа міцності на розтягання в кгс/мм2 (кілограмах-силах на квадратний міліметр). Приклад: Шпилька класу міцності 5.8: Визначаємо межа міцності на розтяг 5/0,01=500 МПа (або 500 Н/мм2; або ≈50 кгс/мм2) Друга цифра позначає 0,1 частину відношення межі текучості (напруги, при якому вже починається пластична деформація) до номінального тимчасовому опору (межі міцності на розтяг) — таким чином для шпильки класу міцності 10. Приклад: Шпилька класу міцності 5.8: Визначаємо межа текучості 500х0,8=400 МПа (або 400 Н/мм2; або ≈40 кгс/мм2) Значення межі текучості — це максимально допустима робоча навантаження болта, гвинта або шпильки, при перевищенні якої відбувається невідновлювальна деформація. При розрахунках навантаження на болти, гвинти або шпильки використовують 1/2 або 1/3 від межі текучості, тобто, з дворазовим або трикратним запасом міцності відповідно. Класи міцності і марки сталей для болтів, гвинтів і шпильок
У таблиці наведено найпоширеніші у метизному виробництві та рекомендовані марки сталей, але в різних особливих випадках також застосовуються й інші стали, коли їх застосування обумовлене додатковими вимогами до кріплення. Значками позначено в таблиці: * стосовно до номінальних діаметрів до 16 мм. ** стосовно до номінальних діаметрів більше,ніж 16 мм. Існують спеціальні стандарти на високоміцні болти узкоотраслевого застосування, мають свою градацію міцності. Наприклад, стандарти на високоміцні болти із збільшеним розміром «під ключ», що застосовуються в мостобудуванні — так звані «мостові болти»: ГОСТ 22353-77 і російський стандарт ГОСТ Р 52644-2006. Міцність болтів згідно цих стандартів позначається значенням тимчасового опору на розрив (межі міцності) в кгс/см2: тобто, 110, 95, 75 і т. д. Такі болти можуть проводитися в двох виконаннях:
У виробництві високоміцних болтів за даними стандартам використовуються також стали 30Х3МФ, 30Х2АФ і 30Х2НМФА. Застосування таких сталей дозволяє досягти ще більш високої міцності. Маркування міцності болтів, гвинтів, шпильок Маркування болтів і гвинтів під шестигранний ключ Система маркування метричного кріплення розроблена інженерами ISO (International Standard Organization — Міжнародна Організація Стандартів). Радянські, російські та українські стандарти спираються саме на цю систему. Маркуванню підлягають болти і гвинти з діаметром різьби понад 6 мм. Болти і гвинти діаметром менше 6 мм маркувати необов’язково — виробник може наносити маркування за власною ініціативою. Необхідно відзначити, що серед гвинтів маркуються тільки гвинти, мають шліц під шестигранний ключ, з різною формою головки: з циліндричної, з напівкруглою і з потайною головкою. Гвинти з усіма типами голівки, що мають хрестової або прямий шліц, не маркуються позначенням класу міцності. Необхідно також відзначити, що не маркуються болти і гвинти виготовлені методом різання, точіння (тобто не штампуванням) — у цьому випадку маркування класу міцності можлива по додатковому вимогу Замовника. Знаки маркування наносять на торцевій або боковій поверхні головки болта або гвинта. Якщо знаки наносяться на бічну поверхню головки, то вони мають бути поглибленими. Допускається маркування опуклими знаками, при цьому збільшення висоти головки болта або гвинта не повинно перевищувати:
Болти і гвинти з шестигранною і зіркоподібною головкою (в тому числі вироби з фланцем) маркують товарним знаком виробника і позначенням класу міцності. Болти з напівкруглою головкою і квадратним підголівником по ГОСТ 7802-80 класів міцності 8.8 і вище маркують знаком виробника і позначенням класу міцності. Символи маркування класів міцності болтів і гвинтів під шестигранний ключ, наведені в наступній таблиці: Якщо дані символи неможливо нанести через форми головки або її малих розмірів, застосовуються символи маркування по системі циферблата. Ці символи наведено у наступній таблиці: Також, в окремих випадках, на голівці болта може маркуватися сталь з якої виготовлений болт. Показаний приклад болта із Сталі 40Х. Маркування шпильок Шпильки маркують цифрами класу міцності тільки з діаметром різьби понад 12 мм. Шпильки маркують тавруванням з поглибленими знаками і нанесенням позначення класу міцності c товарним знаком виробника на безрезьбовом ділянці шпильки. Маркуванню підлягають шпильки класів міцності 5.6, 8.8 і вище. Гайки Клас міцності гайок з вуглецевих сталей нормальної висоти (Н≈0,8 d), гайок високих (Н≈1,2 d) і особливо високих (Н≈1,5 d) позначається одним числом. Затверджений прозорого ряд містить сім класів міцності: 4; 5; 6; 8; 9; 10; 12 Це число позначає 1/100 частину межі міцності болта з яким в парі повинна компонуватися гайка в різьбовому з’єднанні. Таке поєднання болта і гайки називається рекомендованим та дозволяє рівномірно розподілити навантаження в різьбовому з’єднанні. Наприклад, гайка класу міцності 8 повинна компонуватися з болтом, у якого межа міцності не менше, ніж: 8 х 100 = 800 МПа (або 800 Н/мм2; або ≈80 кгс/мм2) Отже, можна використовувати болти класів міцності 8.8; 9.8; 10.9; 12.9 — оптимальної буде пара з болтом класу міцності 8.8. Класи міцності і марки сталей для гайок нормальної висоти, гайок високих і гайок особливо високих
Правило підбору гайок до болтів полягає у збереженні цілісності різьби гайки, навінченной на болт, при додатку пробної випробувальної навантаження — просто кажучи, при випробуваннях гайку не повинно «зірвати» від випробувальної навантаження для вибраного болта. При підборі класів міцності болтів і гайок, що сполучаються в різьбовому з’єднанні, можна користуватися наступною таблицею згідно з ГОСТ 1759.4-87:
Як правило, гайки вищих класів міцності можуть замінити гайки нижчих класів міцності. Класи міцності і марки сталей для гайок низьких З причини того, що низькі шестигранні гайки призначені, в основному, для перешкоди отвинчиванию сполучаються шестигранних гайок нормальною або збільшеною висоти, і не несуть силового навантаження — їх виготовляють із низьковуглецевих сталей. Клас міцності низькою гайки позначається двозначним числом з двох цифр: перша — 0 (означає, що гайка не призначена для несення силового навантаження), друга 4 або 5 (позначає 1/100 частину навантаження, при якій зривається різьба гайки). Прозорого ряд для низьких гайок складається з двох класів міцності: 04 і 05 Також існує група особливо низьких гайок з висотою Н менше 0,5 d. У цю групу включені гайки для легких сполук, які не піддаються якимось суттєвим навантаженням. Для таких гайок не визначається клас міцності — замість цього може бути вказана 1/10 частина від мінімальної твердості за Брінеллем, HV. У наступній таблиці наведено марки сталей, що використовуються при виготовленні низьких гайок:
Значками позначено в таблиці: * для номінальних діаметрів до 16 мм. Спільно з високоміцними болтами узкоотраслевого застосування, мають свою градацію міцності, застосовуються відповідні високоміцні гайки. Наприклад, із вже згаданими «мостовими болтами» по ГОСТ 22353-77 і ГОСТ Р 52644-2006 застосовуються гайки із збільшеним розміром «під ключ» за стандартами ГОСТ 22354-77 і ГОСТ Р 52645-2006. Міцність гайок згідно цих стандартів позначається таким же значенням, як у сопрягаемого болта — значенням тимчасового опору на розрив (межі міцності) в кгс/см2: 110, 95, 75 і т.
У виробництві високоміцних гайок за даними стандартам використовуються також стали 30Х3МФ, 30Х2АФ і 30Х2НМФА спільно з болтами з відповідних сталей. Маркування шестигранних гайок Маркують гайки з діаметром різьби більше 6 мм. Знаки маркування наносять на одну з торцевих поверхонь. Гайки найменшого класу міцності 4 не маркують. У деяких технічно обгрунтованих випадках допускається наносити маркування на бічних поверхнях (гранях) гайки. Знаки повинні бути заглибленими.
Допускається маркування гайок по системі циферблата. Така система використовується в основному на гайках малих розмірів, коли для цифрових знаків просто немає місця. При цьому способі маркування наноситься:
Відповідність маркування з класом міцності гайки наведено на схемі: Точка на 12 годин може бути замінена товарним знаком виробника. Міцність шайб На відміну від болтів і гайок, які мають класи міцності позначаються кількісно цифрами, виходячи з показників міцності на розрив і пластичності, шайби несуть навантаження на стиск, кручення, зріз і, в основному, покликані розподілити навантаження в болтовом з’єднанні на більшу величину. У такому разі для шайб визначальним параметром є поверхнева твердість, і до всіх видів шайб пред’являються вимоги по твердості. Якщо мова йде про клас міцності шайб, то мається на увазі саме твердість шайб. За аналогією з болтами, гвинтами і гайками багато називають твердість у шайб їх класом міцності. Класс прочности DIN и ГОСТ
Классом прочности показывается важная механическая характеристика
Для удобного подбора метизов по механическим и другим свойствам
Класс прочности болтовПрочность болтов маркируется Проверяется на разрыв
Болты класс прочности 5.8 по ГОСТ Болты класс прочности 5.8 по DIN Болты класс прочности 6.8 по ГОСТ Болты класс прочности 6.8 по ГОСТ Болты класс прочности 8.8 по ГОСТ Болты класс прочности 8.8 по ГОСТ Болты класс прочности 10.9, 11.0 ХЛ, по ГОСТ Болты класс прочности 10. Класс прочности гаекВнимание! Класс прочности гаек маркируется только начиная с 8 класса прочности! Гайки класс прочности 5.8 по ГОСТ Гайки класс прочности 5.8 по DIN Гайки класс прочности 8.8 по ГОСТ Гайки класс прочности 8.0 по DIN Гайки класс прочности 10.9, 11.0 ХЛ по ГОСТ Класс прочности шайбУ шайб класса прочности не бывает. Твердость шайб измеряется единицами HV. У обычной шайбы DIN 125 твердость по нормативу составляет 140 HV. У высокопрочной шайбы EN 14399твердость 300 HV. Вы можете заказать и купить крепёж оптом по договорным ценам в Торговом Доме
Знакомство с марками и классами крепежаМегамагазин крепежа™ по сниженным ценам и Оптовые скидки! Поиск 0 Проверить Технические данные крепежа | Общие сведения о серии Введение Многие крепежные изделия (винты и т.
Поскольку существует так много различных марок стали, а все крепежные детали выглядят примерно одинаково, марки среднеуглеродистой и легированной стали маркируются для идентификации. Болты и винты также имеют маркировку производителя. Если важна прочность, убедитесь, что присутствуют как маркировка марки, так и идентификационная маркировка производителя.
Винты маркируются на верхней части их головок, за исключением небольших (менее 1/4″) крепежных изделий с прорезями и углублениями, на которых недостаточно места для маркировки головок. Гайки маркируются несколькими способами — см. «Идентификационные метки для шестигранных и тяжелых шестигранных гаек» ниже. Для получения информации о других сортах и классах прочности см. эти справочные таблицы…
Обязательно посетите наш раздел «Технические данные крепежа», чтобы получить дополнительную информацию. Технические данные крепежа | Понимание Введение в серию Класс | Fastenal2Этот сорт по шкале SAE изготовлен из низкоуглеродистой стали. Эта классификация является низкой по шкале оценок. 2HЭто гайка для высоких давлений и температур, изготовленная из среднеуглеродистой стали, подвергнутая закалке и отпуску. Этот сорт соответствует спецификации ASTM A 194. Эти гайки также используются во фланцах и фитингах, а также в тяжелом строительстве зданий и мостов. 5Этот класс соответствует шкале SAE. Изготовлен из стали со средним и низким содержанием углерода, имеет среднюю прочность по шкале класса. 6/6 Это особое обозначение полиамидного или нейлонового пластика. Этот легкий материал не подвержен коррозии, немагнитен, не вызывает коррозии, не токсичен, негорюч и не проводит электричество. Он намного слабее, чем стандартный класс SAE 2, но отлично подходит для приложений с низкой прочностью, где вес имеет большое значение. 8Этот сорт является частью классификации SAE; это минимальный стандарт для автомобильной и строительной промышленности, кроме того, он используется в высокотемпературных приложениях. Класс 8 находится ближе к верхнему пределу шкалы оценок, хотя для более специализированных крепежных изделий существуют более высокие классы и прочности. 9В верхней части шкалы этот сорт обеспечивает наибольшую прочность соединения. Для этой марки нет отраслевых стандартов, однако большинство из них имеют прочность на растяжение около 180 000 фунтов на квадратный дюйм. Этот сорт используется в приложениях с высокой прочностью. 18-8 Общее обозначение наиболее распространенной и популярной нержавеющей стали (серия 300), относящейся к 18% хрома и 8% никеля. Его сила имеет диапазон от среднего до нижнего конца шкалы оценок. Все нержавеющие стали серии 300 имеют одинаковое соотношение хрома и никеля с различными другими элементами, улучшающими различные свойства. 316Второй по распространенности сорт нержавеющей стали, этот материал прочнее, чем сорт 2, немного слабее, чем сорт 5, или, как правило, такой же прочный, как сталь со средним и низким содержанием углерода. Он находится в нижней средней части шкалы оценок. Он используется в более агрессивных средах, чем нержавеющая сталь 304, поэтому он используется в более промышленных условиях, таких как технологические химикаты, текстиль, отбеливатели, соленая вода и резина. Он также используется в хирургических имплантатах. Обозначение DIN/ISO для очень похожего сорта – A4-70. 6061-T6 Самый дешевый и самый популярный алюминиевый сплав, 6061 обладает хорошими механическими свойствами, хорошей свариваемостью и коррозионной стойкостью, а также является наиболее универсальным термообработанным алюминием. Обозначение состояния Т6 означает, что это самый прочный из алюминиевых сплавов 6061 с пределом прочности при растяжении около 40 000 фунтов на квадратный дюйм. AЭтот сорт используется в низкопрочных материалах. Этот сорт соответствует спецификациям ASTM для A563 и обычно используется с болтами ASTM класса A и B или болтами класса 1 и 2 по SAE. A2Тип наиболее распространенной марки нержавеющей стали. По прочности он сравним с материалами класса 2, но немного слабее и легче сваривается. Эта оценка всегда метрическая. Обозначение ASTM для очень похожего сорта — 304. Коррозионная стойкость и простота изготовления — вот почему этот сорт используется в машинах пищевой промышленности, приборах, архитектурной отделке и водных крепежах. A4Второй по распространенности сорт нержавеющей стали, этот материал прочнее, чем сорт 2, и в целом такой же прочный, как средне- и низкоуглеродистая сталь. Он находится в нижней средней части шкалы оценок. Эта оценка всегда метрическая. Обозначение ASTM для очень похожего класса составляет 316. C Это обозначение класса гаек относится к гайкам, которые используются в тяжелом строительстве. Погреб в доме с ленточным фундаментом своими руками: Как сделать подвал в доме с ленточным фундаментом своими руками: Пошагово- Обзор +ВидеоКак сделать подвал в доме с ленточным фундаментом своими руками: Пошагово- Обзор +ВидеоЛенточный фундамент с подвалом. Уже не один десяток лет подвальные помещения весьма популярны среди владельцев дачных домов. Это помещение удобно для хранения в нем продуктов, консервации, а еще в нем можно создать техническое помещение или даже комнату для проживания. Да, сейчас невозможно представить хорошие загородные дома без этой постройки. Давайте узнаем, как строить подвал в доме с ленточным фундаментом, а также чем отличаются погреб от подвала и как их обустраивать. Но сначала нужно узнать, какие подготовительные работы потребуются. Содержание:
Подготовка
Далее – важно знать глубину залегания грунтовых вод. Часто бывает так, что этим показателем люди пренебрегают и в целях экономии не проводят анализ почвы. Но в последствии при строительстве фундамента приходится тратить дополнительные средства и силы, чтобы закончить начатое. А бывают и такие случаи, когда приходится и вовсе приостанавливать строительство. И еще следует узнать, какая пучнистость почвы. Иными словами, это показатель, который дает знать о глубине промерзания почвы. Влага, которая находится в земле, при замерзании увеличивается в объеме и может поднять даже большое здание. Узнать, какая пучнистость у почвы следует для того, чтобы правильно сделать ленточный фундамент под подвал и построить его ниже уровня промерзания. Процесс строительстваВыбор глубины
Очень часто ленточный сборный фундамент делают из боков ФБС, внутри которых заливают раствор. Достоинства такой основы заключаются в том, что строительство занимают немного времени. Еще часто для такого фундамента используют железобетонные блоки, которые делают на заводе. Чтобы установить монолитный фундамент, вам потребуется опалубка, в которую следует установить металлический каркас. После этого можно будет за раз произвести заливку бетона. План процессаЧтобы сделать ленточный фундамент с подвалом, вам потребуется:
Строительство подвалаДля начала следует провести тонкую грань между тем, что такое погреб и подвальное помещение. Погреб представляет собой малое помещение, которое может возвести даже после окончания строительства фундамента и требует больших финансовых затрат. А если говорить о подвальном помещении, то это лучше погреба. В таком случае делают глубину котлована в 2.7 метров. Помимо этого, в подвальном помещении можно сделать комнату, баню, бильярдную. Распространенное явление – создание подвала по всей площади дома. Если коснуться финансовой стороны вопроса, то следует учитывать необходимость использовать грузовых машин и разной тяжелой техники. К примеру, вам потребуется заказывать экскаватор, который выкопает траншею, причем ее глубина обязательно должна быть ниже глубины промерзания земли. Еще понадобятся грузовики, который вывезут выкопанную землю.
Когда котлован будет готов полностью, вычистите дно и хорошо его утрамбуйте. После этого можно приступать к засыпанию дна щебнем и песком. После засыпания каждого слоя хорошенько его выравнивайте и утрамбовывайте. Переходим к следующему этапу – заливка цементной стяжки. Это не только выровняет всю поверхность, но и создаст гидро- и теплоизоляцию подвального помещения. Когда стяжка полностью засохнет, следует уложить слой гидроизоляции. Когда это будет готово, можно приступать к созданию плиты для дома и подвала:
Делаем вентиляциюАбсолютно в каждом подвальном помещении следует создать хорошую циркуляцию воздуха. В подвале доме с ленточным фундаментом вентиляция нужна для того, чтобы на стенках не образовывались грибок и плесень. Для создания вентиляции пробейте в цокольной части отверстия, благодаря которым в подвал будет проникать воздух с улицы.
ЗаключениеКак вы увидели, можно сделать качественное и долговечное подвальное помещение даже без помощи профессионалов. Для этого проведите нужные анализы грунта и ответственно отнеситесь к подготовительным работам. Если вы будете придерживаться этой технологии и у вас есть базовые навыки, то вам гарантирован качественный подвал и фундамент! Погреб в доме с ленточным фундаментом: технология строительства подвалаСодержание
Фундамент с подвалом не под всем домом Для жильцов частного дома погреб – это предмет первой необходимости. Для строительства погреба и подвала желательно нанять специалиста, так как подобные работы имеют массу подводных камней. Но можно обойтись и своими руками, при соблюдении определенных правил. Содержание
Условия для строительстваФото траншеи под ленточный фундамент в погребе Погреб, в отличие от традиционного подвала обладает меньшими размерами, а его строительство можно проводить после возведения дома. Для уменьшения потери тепла входная дверь погреба должна быть утеплена. Над погребом желательно наличие строения, такого как сарай или переходное помещение, чтобы была возможность вентиляции и сушки подвала. Для постоянной вентиляции и поддержания микроклимата нужно делать специальные отверстия и ниши в стенах.
Строить погреб лучше всего в летнее время года, так как грунтовые воды в это период находятся на относительно низком уровне, а количество осадков – минимальное. Особенности строительства подвалаФото устройства погреба с монолитным основанием Строительство любого подпола в доме начинается с рытья котлована. После того как котлован вырыт, нужно приступать к возведению фундамента. Стоит отметить, что для погреба фундамент может быть как ленточным, так и монолитным. Первый – наиболее дешевый, требует меньших трудозатрат и материалов, однако, его строительство представляется возможным только при отсутствии пучинистых грунтов. Если же на дне подвала грунт пучинистый, то придется возводить монолитную плиту.
Для строительства монолитной плиты используются материалы:
При наличии пучинистого грунта, его желательно удалить и заменить песком крупной фракции или гравийно-песчаной смесью, чтобы влага не подходила близко к монолитной плите. Для монолитной плиты котлован нужно рыть на полметра глубже расчетной отметки пола подвала. После того как песчаное дно будет выровнено по уровню и уплотнено, ему необходимо дать просохнуть. Песчаное дно желательно застелить полиэтиленовой пленкой, после чего засыпать 5 см песка и около 10 см щебня мелкой фракции. Каждый слой следует уплотнить по отдельности. Если не устроить подобный дренажный слой, то верх будет сохнуть быстрее, чем низ, что в итоге приведет к возникновению трещин. Видео о том, что необходимо учитывать при строительстве: Пошаговая инструкция по возведению погребаПосле застывания фундамента подвала выводятся его стены После подготовки основания нужно сделать арматурный каркас, для чего нарезанные арматурные прутья следует уложить по всей площади внутри фундамента, соблюдая расчетный шаг ячейки. После того как прутья арматуры будут связаны монтажной проволокой в единый каркас, под него следует подложить кирпичи или распорки, чтобы каркас не лежал на земле. Технологией строительства предусматривается каркас, который должен состоять из двух ярусов, каждый из которых должен быть удален от поверхности земли или монолитной плиты минимум на 5 см. Когда каркас уложен, можно приступать к устройству опалубки. Ее желательно делать из деревянных щитов с водонепроницаемым покрытием, в случае их отсутствия, сойдет и опалубка из досок, но ее внутреннюю поверхность желательно обтянуть полиэтиленом, чтобы предотвратить быструю потерю влаги бетоном. Опалубка должна быть немного выше уровня фундамента. Теперь остается только залить бетонную смесь по всей поверхности. Лить фундамент нужно весь сразу, не давая застывать отдельным участкам. Для удаления пор и пустот желательно воспользоваться глубинным вибратором или виброрейкой. После укладки, бетонную поверхность выравнивают, придавая нужные уклоны, в случае такой необходимости. Первые несколько дней поверхность плиты рекомендуется смачивать водой, для предотвращения неравномерного высыхания верхней и нижней части плиты. Для полного затвердевания потребуется до 6 дней. После того как фундамент затвердеет, можно возводить стены и перекрытие. Самым лучшим материалом для стен подвала считается морозостойкий кирпич. https://www.youtube.com/watch?v=bnLAtLKYiEw Построить бетонный погребДороти Эйнсворт Выпуск № 168 • Ноябрь/декабрь, 2017 Я должен был быть кротом — под землей так безопасно и прохладно. Поэтому, когда мой дом сгорел 20 лет назад, и экскаваторщик копал новые ямы для фундамента, я попросил его выкопать в земле яму глубиной 12x16x8 футов, чтобы я мог построить большой огнеупорный погреб. Я планировал использовать его в основном для хранения всех моих фотографий, негативов, компакт-дисков, видео и 70 фотоальбомов — за всю жизнь фотографирования и видеосъемки. Но его также можно использовать как бомбоубежище, убежище от ураганов, помещение для хранения продуктов или что-то еще, что может понадобиться вашему товарищу-кроту — с учетом соответствующих настроек. В нашем округе мы можем построить строение менее 200 квадратных футов без разрешения (но без водопровода и электропроводки), поэтому я начал исследовать подземное строительство. У меня есть склонность строить все даже прочнее, чем требует код, поэтому я решил, что этот подвал будет в целости и сохранности и перестроен, как и все мои другие проекты. Сначала я подумывал об использовании обработанных под давлением пиломатериалов и обработанной фанеры, чтобы работать в одиночку со скоростью улитки, но быстро передумал использовать вместо этого бетон и привлек моего добродушного друга Кирта, чтобы тот помогал мне на каждом этапе пути. Мы были командой! Пол Сначала мы выровняли дно ямы, уложили 6-8 дюймов гравия и снова выровняли. Мы стратегически разместили распорки на гравии (половинка кирпича), чтобы удерживать арматуру на расстоянии 2 дюймов от дна, и уложили 12-дюймовую сетку арматурных стержней № 5 (⅝ дюйма). (Мы арендовали ручной станок для резки арматуры, чтобы резать по мере необходимости.) Затем мы вызвали Ready Mix, чтобы они подошли и сделали заливку. Опалубка, брусья и защелкиПосле того, как пол был зачищен, выровнен, идеально выровнен и установлен твердо, как камень, мы построили стеновые опалубки (например, поддоны) из 2 × 4 шпильки и 4 × 8-футовых листа фанеры ¾ дюйма и уложите их вдоль, чтобы каждая заливка была высотой 4 фута. При закачке бетона выталкивается так много веса и давления, поэтому максимальная высота заливки составляет 4 фута. Мы укрепили каждую пару форм, установленных на расстоянии 8 дюймов друг от друга, с помощью двухъярусной тележки 2×4, идущей горизонтально — с каждой стороны — и крепко скрепили их защелками, используя конусы и металлические клинья, сделанные специально для этой цели. Эти ряды горизонтальных элементов, называемых «стенками», располагались на расстоянии всего одного фута, чтобы стены не «выдуло» во время заливки, а дно опалубки было закреплено двойными распорками. После первой 4-футовой заливки мы методично подняли формы и вызвали вторую заливку, чтобы поднять стены до 8 футов. (Формы оторвались легко, потому что мы предварительно слегка побрызгали их водяным затвором Томпсона). хорошее кредитное плечо. Перед второй заливкой мы проткнули 2-дюймовую ПВХ-трубу через стену в качестве канала для кабеля питания. Плавающая крыша После второй заливки мы выровняли верхний периметр шириной 8 дюймов по всему периметру и через каждые 3 фута или около того вставили арматуру для анкерных болтов крыши. Нашей целью было сделать так, чтобы крыша «плавала» независимо от стен. Чтобы предотвратить его прилипание к стенам во время заливки, мы положили полосу толя шириной 8 дюймов (30 # войлок) поверх стен по всему периметру. Примечание. Один из бывших строителей резервуаров для воды на пенсии посоветовал нам сделать это, чтобы «крышка» никогда не треснула. Гениальный торговый трюк. Все прошло отлично. Мы построили раму для крыши, а также обрамили проем для лестницы и надежно закрепили все, чтобы предотвратить выпячивание рамы обратным давлением. Мы уложили фанеру, которую подпирали сверхмощные строительные леса с регулируемыми роликами, плотно прижатыми к ней. Мы потратили довольно много времени на стяжку и затирку окончательной заливки, а также на финишную обработку поверхности «бычьей теркой» настолько идеально, насколько это было возможно. Сын Эрик и друг Вадим бросились на помощь; было жарко, и надо было торопиться с чистовой отделкой. После того, как крыша, наконец, установилась и долго выдерживалась, опираясь на леса, мы решили, что она достаточно прочная, чтобы на ней можно было парковать машину! Обратная засыпка и дренажКогда все было сделано, мы покрыли наружную часть стен гидроизоляционным герметиком для каменной кладки и дополнительно защитили их 1-дюймовой жесткой изоляцией из пенопласта, а затем вызвали гравийщика, чтобы тот пришел и засыпал грунт. стороны с гравием. Компания называется CAD (Конвейерная доставка заполнителей), и они отлично справляются с полной обратной засыпкой вокруг конструкции, точно стреляя гравием на расстоянии, контролируя его с помощью дистанционного управления. Я не помню, какова была плата, но я помню, что это стоило каждой копейки! До прибытия CAD я проложил черную гофрированную дренажную трубу диаметром 10 футов на 12 дюймов вертикально вниз по стене на нижней стороне холма, чтобы, если когда-либо скопилась вода, мы могли опустить небольшой дренажный насос на 8 футов вниз. Думаю, нам повезло с местом. Большинство подвалов вырыто в холме, так что одна сторона находится на уровне земли с дверью в ней, а не вырыта прямо со всех сторон, как подвал. Строитель должен принять во внимание затопление и спланировать дренаж. Я рискнул в этом сухом месте и подумал, что если ничего не получится, мы могли бы использовать его как крытый бассейн! Последние штрихи Я построил коньки 12 футов длиной и ступени шириной 4 фута из 2×12 и установил их под удобным углом «подъем и бег» (8 дюймов на 11 дюймов). Мы разобрали леса и вытащили их вверх по лестнице. Затем Кирт построил симпатичный «маленький домик» над лестничной клеткой, чтобы он гармонировал с другими постройками на участке, и установил белые полупрозрачные поликарбонатные панели на навесную часть его крыши, чтобы впустить свет. Я сделал дощатый «хоббит» двери для него, а затем продолжал попытки украсить внутреннюю часть места. Внутренние стены и потолок я обшил мелкосучковыми сосновыми досками 1х12, расположенными горизонтально. Мне пришлось арендовать пистолет для гвоздей по бетону, который использовал пули калибра .22 для крепления вертикальных полос обрешетки 2×4 к бетону. (беруши обязательны!) Затем я прикрепил красивые платы красивыми винтами и сделал несколько снимков. Как только он наполнился, я понял, что он никогда больше не будет таким чистым и просторным. Я постелила клеевой ковер, а в него временно передвинула кровать, стол и стулья, чтобы попить кофе или вздремнуть. Затраты и расчеты На строительство погреба ушло примерно 21 кубический ярд бетона, и на его завершение ушло два месяца. Средняя стоимость бетона по стране сейчас составляет около 100 долларов за кубический ярд. Двадцать лет назад он стоил 85 долларов, так что он совсем не сильно вырос. Это еще доступно! В целом, весь проект действительно стоил 5000 долларов (бетон стоил 2000 долларов) и является отличным дополнением к собственности. Я могу сбежать туда, когда на улице жара или мороз, а температура колеблется между 50 и 70 градусами круглый год. Кроты сделали это. Правовая оговорка В этой статье рассказывается, как я построил свою подземную комнату, а не так, как вы должны строить свою. Расположение и детали конструкции подземного сооружения зависят от климата, количества осадков, почвы, уровня грунтовых вод, корней деревьев поблизости и дренажа. Чтобы узнать больше о строительных проектах Дороти, перейдите на сайт dorothyainsworth.com или ознакомьтесь с ее книгой на Amazon.com:Дом, который построила Дороти . Ремонт плиточных и ленточных фундаментов своими руками | Сделайте это самостоятельноСодержание ✓
Мы уже рассказали о коррекции пластин КОЛУМБ ФУНДАМЕНТ ПОД ДОМА, РАСПОЛОЖЕННЫЕ НА ЛЕМИНАРНОЙ ЗЕМЛЕ. СЕГОДНЯ РАССКАЗЫВАЕМ О ЛЕНТОЧНЫХ И ПЛИТНЫХ ФУНДАМЕНТАХ. РЕМОНТ ЛЕНТОЧНЫХ ФУНДАМЕНТОВ Поврежденные бесфундаментные дома, регулярно отапливаемые в зимний период и неотапливаемые (дачи), возводились на ленточных фундаментах из сборных блоков или на монолитных фундаментах, заглубленных ниже глубины промерзания. В пучинистых грунтах фундаменты из сборных блоков под легкие дома не подходят. Если при их исправлении необходимо выкопать траншеи и заменить пучинистый грунт, возможны дополнительные осадки. Также существует опасность того, что блоки выйдут за пределы ряда. Поэтому самый простой и надежный способ в отапливаемом доме – укладка утеплителя под отмостку. ВСЕ НЕОБХОДИМОЕ ДЛЯ ЭТОЙ СТАТЬИ ЗДЕСЬ >>> Внутри отапливаемого дома утепление по грунту не требуется, а в неотапливаемом доме утепление следует укладывать внутрь. Для этого при наличии деревянного основания перекрытия придется снимать. В случае цокольных этажей практически невозможно уложить утепление по грунту монолитной плитой или сборными плитами. Тогда необходимо увеличить толщину утеплителя пола или заменить его более эффективным утеплителем такой же толщины. Теплотехнические расчеты необходимо выполнять из условия, чтобы грунт зимой промерзал на глубину не более допустимой для устойчивости фундаментов. Если крен дома значителен, то при определенном навыке рытья траншей его можно устранить. Выберите, копать ли траншеи нужной ширины и засыпать их песком или уложить изоляцию, что поможет технико-экономическому сравнению вариантов. Рассчитайте объем работ и стоимость материалов и выберите более экономичный вариант. Но во всех случаях планировку, отмостку и дождеприемники нужно делать обязательно.
Диаметр отверстий под метрическую резьбу таблица: Диаметр сверла под резьбу: таблица размеров по ГОСТРазмеры отверстий под метрическую и дюймовую резьбуИзначально поверхность необходимо просверлить корончатым сверлом, а только потом метчиком нарезать резьбу. Подготовленное отверстие должно быть на 0,14-0,4 мм меньше диаметра резьбы. Ниже для точного расчета приведена таблица.
Неверный подбор параметров приведет к некачественному результату и даже поломке метчика. В процессе работы для увеличивается срока службы инструмента используется эмульсия. При обработке чугуна или бронзы СОЖ необязательна. таблицы для нарезания отверстий (отв) метчиками и сверления по размерам из ГОСТа – каким инструментом нужно сверлить06Дек Содержание статьи
Выполнить такую операцию, как создание посадочных мест, достаточно просто. Подбор подходящего инструмента тоже не составит труда, если перед глазами будет таблица диаметра сверла под резьбу метчика и вы будете знать, какое отверстие сверлить. РазмерыДействующий сегодня государственный стандарт был введен в уже далеком 1973 году, еще в Советском Союзе. Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными. Номер нормативного акта – ГОСТ 19257-73, – и он обладает следующими особенностями:
Размеры отверстий, используемые инструменты, процесс нанесенияДля создания спирали сначала требуется просверлить посадочное место с двойным радиусом на 1—2 мм уже необходимого сечения. Далее следует выбрать диаметр сверла для нарезки резьбы из таблицы (приведем ее ниже, она указывает параметры как внутреннего, так и наружного рисунка), зафиксировать прибор в патроне дрели и немного поработать. Да, вероятно, придется применить еще и некоторые дополнительные приспособления – им мы тоже уделим должное внимание чуть позже. Основные параметрыОпределяясь, следует учитывать такие важные практические характеристики:
Чтобы эти параметры было проще учитывать, ввели ряд условных обозначений, проставляемых в схемах и на чертежах:
Данные маркеры также являются составной частью номенклатуры целого ряда выпускаемых крепежных элементов. Полезная таблица свёрл и метчиков: диаметр отверстий (отв) для нарезания и шаг резьбыСначала нелишним будет привести немного важной информации. Один и тот же виток можно обозначать по-разному, но не составляет труда рассчитать его – нужна лишь обычная линейка и терпение. Необходимо измерить расстояние между соседними боковинами профиля – ближайшие стороны и дадут нам заветную величину Р. Для большей точности есть альтернативный способ:
Ph, то есть ход, рассчитывается похожим образом, только вычисления следует проводить по оборотам одной нити. Если взять в качестве примера двухзаходной болт, стоит ориентироваться по верхним точкам – учитывается каждая вторая. Как правило, Ph в 2—3 раза превышает P, но также он может быть нестандартным. А вот и таблица с размерами, что поможет проследить зависимость от диаметра отверстия для нарезания под метрическую резьбу по ГОСТу.
Используемые приспособленияНаносить витки можно как вручную, так и на предназначенном для этого станке.
Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее. Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
Также существует метчик, то есть специальное приспособление для нанесения рисунка изнутри, например, на гайку. Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они похожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1—3 кромками, формирующими соответствующее количество нитей. Чтобы такой помощник оказался эффективным, он должен быть изготовлен из более стойкого к разрушению материала, чем металл заготовки, то есть из высокопрочной углеродной стали, которую, кстати, длительное время вообще не нужно затачивать. Как правильно наносить виткиВыбирая сверло для нарезания резьбы, необходимо помнить и о том, как и когда его использовать. Например, бессмысленно и даже вредно пытаться сделать посадочное место в каленом железе, ведь оно прошло термическую подготовку, а значит приобрело низкую устойчивость к подобным воздействиям и может просто раскрошиться. Перед проведением технологической операции следует позаботиться о том, чтобы под рукой были зажимы и тиски. Станок, естественно, должен быть в пригодном к эксплуатации состоянии. В процессе труда следует:
ПодготовкаПрежде чем браться за работу, тщательно счистите ржавчину, маслянистые разводы и любые другие загрязнения или посторонние вещества с контактных поверхностей. Затем просушите деталь и смажьте ту ее часть, на которой появится нить. Чем? Смотря из чего сделаны ваши резьбовые сверла, таблица совместимости выглядит так:
Процесс создания наружной насечкиТруба или прут зажимаются тисками в вертикальном положении. Технология нанесения внутренней насечкиПоступаете сходным образом:
Порядок работ хорошо показан в ролике ниже. Ну а теперь еще немного полезной статистики. Таблица подбора сверла под метчик с учетом его диаметров: сверление отверстий для нарезания резьбыОбратите внимание, она также учитывает шаг, чтобы насечку можно было сделать как мелкой, так и крупной.
Диаметр прута для наружной насечки
Таблица размеров сверл для нарезания резьбы, метрической, дюймовойОна нужна для быстрого перевода российской маркировки в западную.
Определяясь, будьте внимательны, не торопитесь, не стесняйтесь сверяться со справочными данными. Помните, что ошибка в таком случае чревата недостаточным качеством крепежа и, в перспективе, преждевременной поломкой функционального узла. Обращайтесь к нам для заказа станков, на которых можно выполнить все работы по созданию технологических отверстий. Теперь, когда вам известно, как по таблице размеров подобрать сверла под метчики для сверления нарезания резьбы, с нанесением необходимой насечки не должно возникнуть сложностей. Если требуется дополнительная консультация от профессионалов – обращайтесь в компанию «Рокта», мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контактному телефону. Метрическая резьба — размеры отверстий с зазором и размеры метчикаРекомендуемые размеры отверстий с зазором и размеры метчика.Спонсируемые ссылки Отверсти для зазора для метрических болтов:
Рекламные ссылки Связанные темыСвязанные документыEngineering ToolBox — Расширение SketchUp — 3D-моделирование в режиме онлайн! Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. Перевести О Engineering ToolBox! Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем. Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные. Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию. AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации. Реклама в ToolBoxЕсли вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords. CitationЭту страницу можно цитировать как
Изменить дату доступа. . . закрыть ISO 724 — Метрическая резьба ISO 724 определяет основные размеры метрической резьбы в соответствии с ISO 261. Размеры относятся к основному профилю в соответствии с ISO 68. Шаг варьируется от крупного до очень мелкого до 5 различных шагов для некоторых размеров. Угол резьбы 60 или , а глубина резьбы составляет 0,614 x шаг. Метрическая резьба – Более крупная резьбаВ таблице ниже указаны некоторые из наиболее часто используемых крупных резьб до размера M 68. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300. Приведенная ниже таблица не является полной.
1) For metric threads pitch is the distance between threads. Загрузите и распечатайте метрическую резьбу с крупным зазором и таблицу отверстий под метчик Метрическая резьба — мелкая резьбаОбычно метрическую мелкую резьбу обозначают заглавной буквой М, а также указывают номинальный внешний диаметр и шаг:
Пример:
В таблице ниже указаны обычно используемые более тонкие резьбы до размера M 100. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300.
Связанные стандарты ISO0299 ISO 261:1973 Метрическая резьба ISO общего назначения. Общий план | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

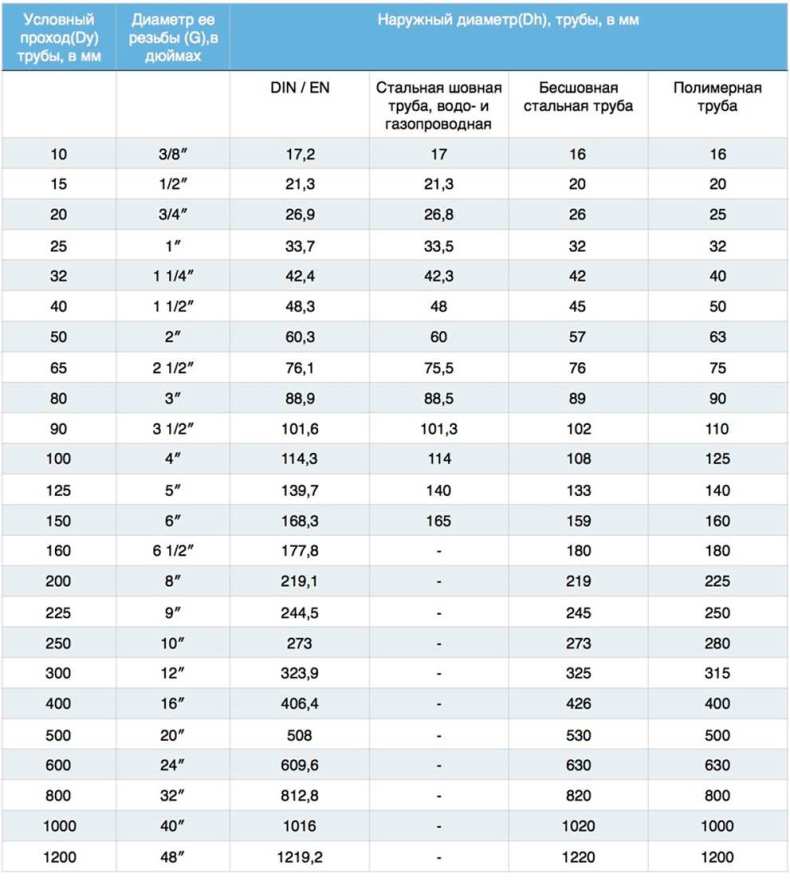 Все эти критерии важно учитывать при расчете размеров материала для достоверных расчетов.
Все эти критерии важно учитывать при расчете размеров материала для достоверных расчетов. резьба (дюймы)
резьба (дюймы)  0629
0629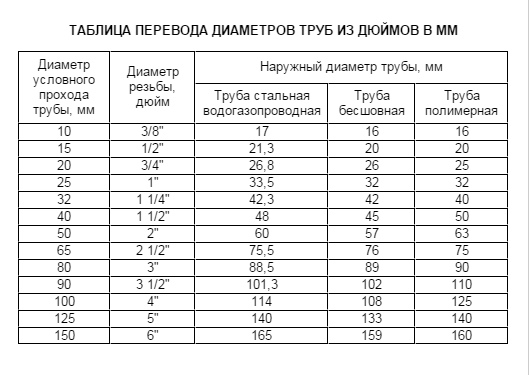 1177
1177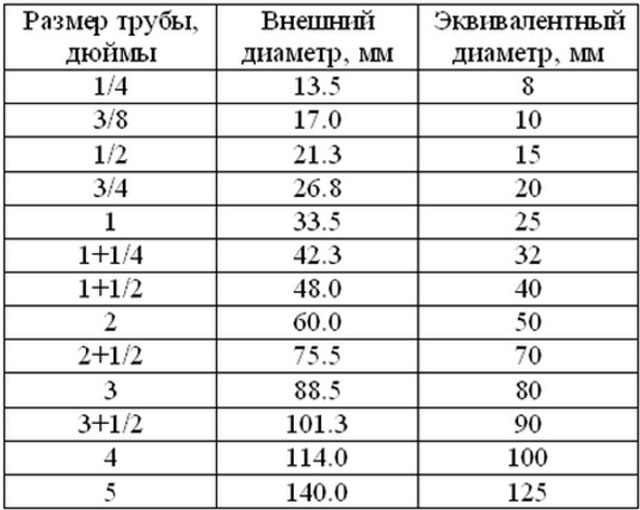 1257
1257 1449
1449 2500
2500 2854
2854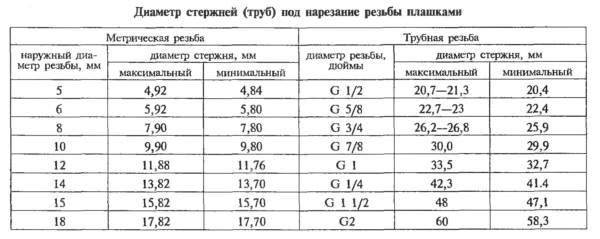 3834
3834 5625
5625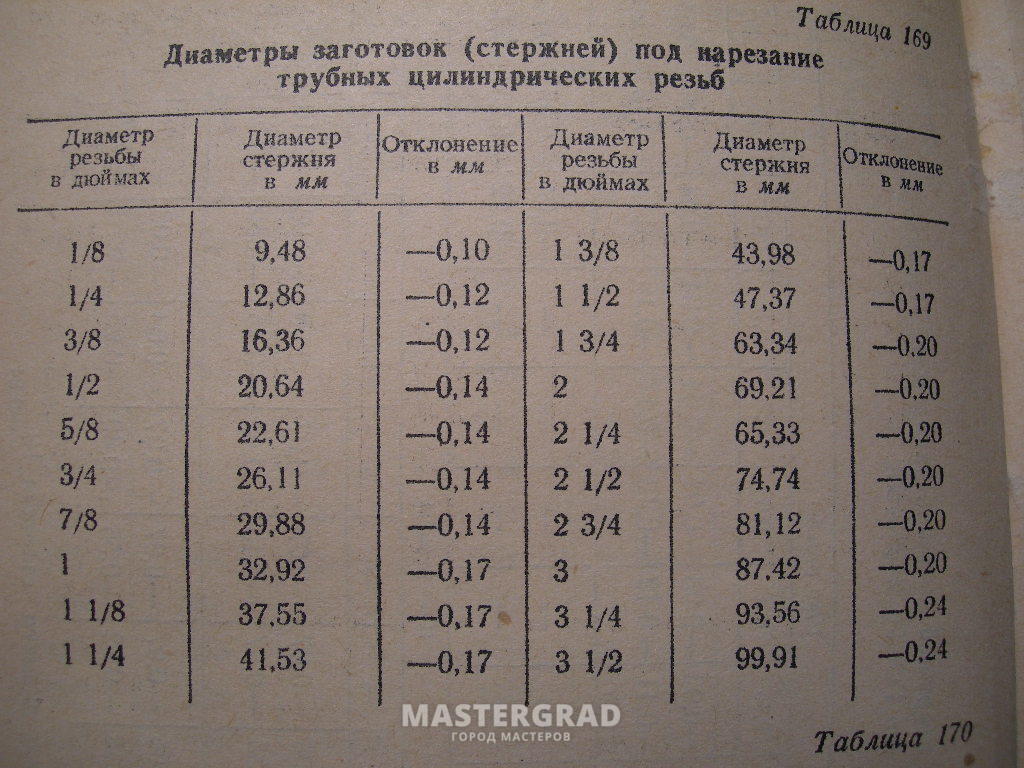 5660
5660 7547
7547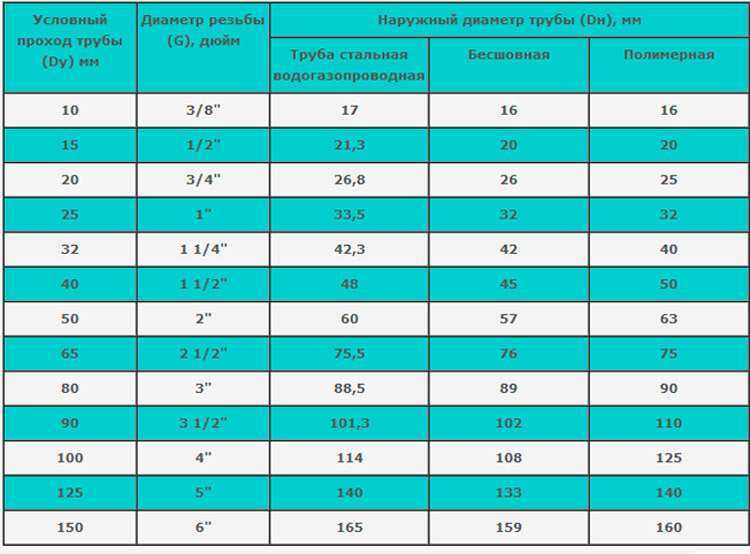 000
000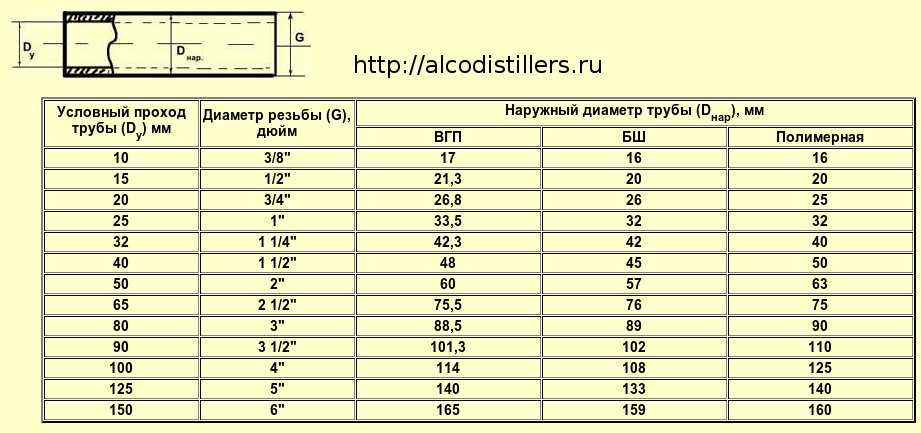 0709
0709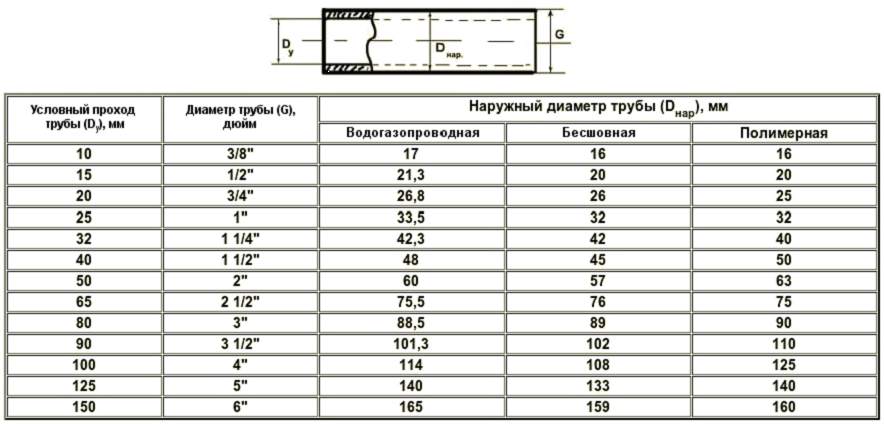 3196
3196
 000
000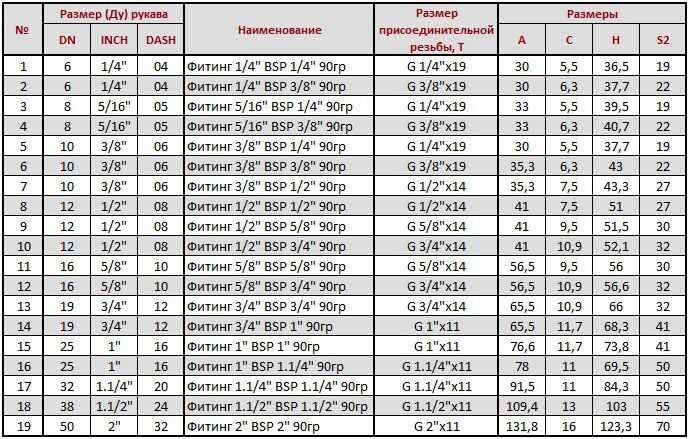
 Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы:
Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы: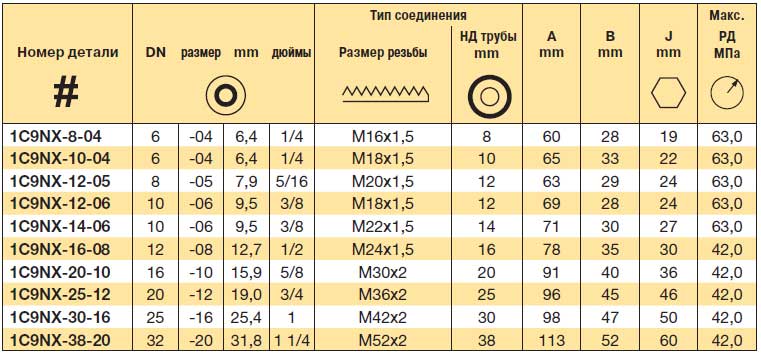 Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.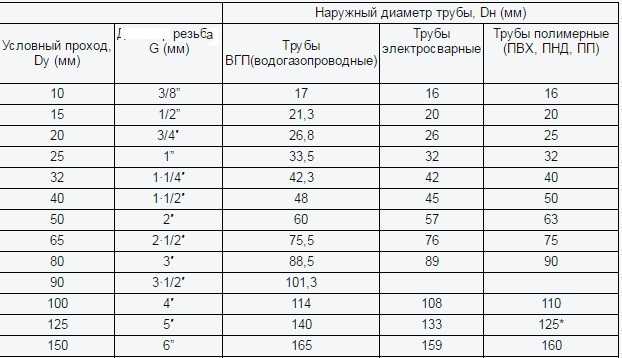
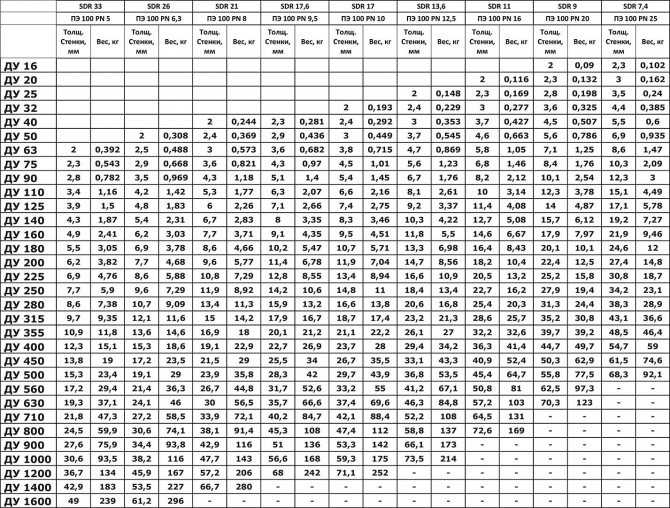 SDR — это соотношение наружного диаметра и толщины стенки. Вес трубы ПНД 225 является производной величиной от плотности материала. Теоретическая масса, указанная в таблице, поможет определить численное значение веса трубы ПНД 225 при различных SDR. Для удобства ваших расчетов, предлагаем две таблицы.
SDR — это соотношение наружного диаметра и толщины стенки. Вес трубы ПНД 225 является производной величиной от плотности материала. Теоретическая масса, указанная в таблице, поможет определить численное значение веса трубы ПНД 225 при различных SDR. Для удобства ваших расчетов, предлагаем две таблицы.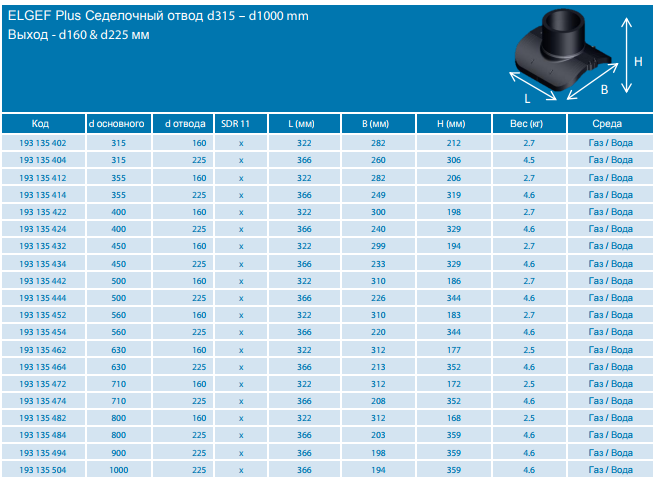
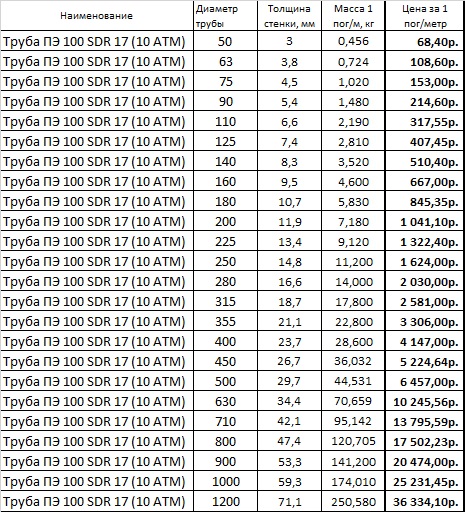 5
5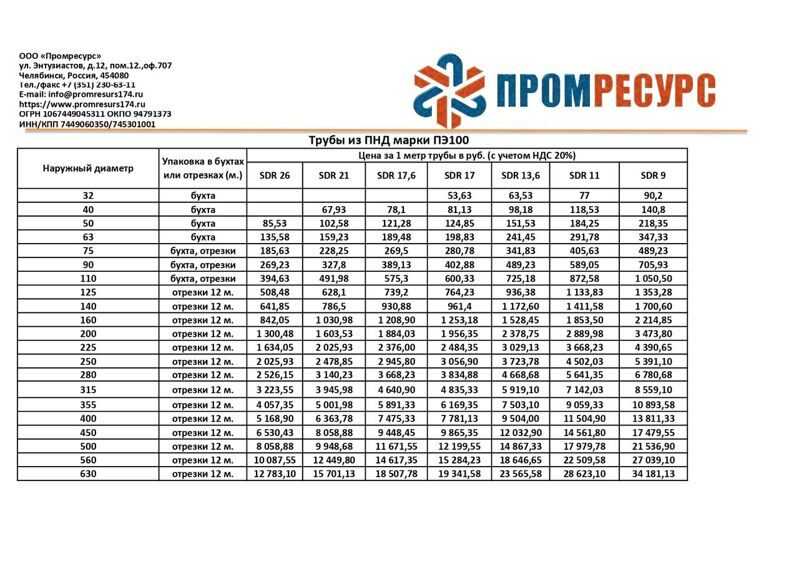 4
4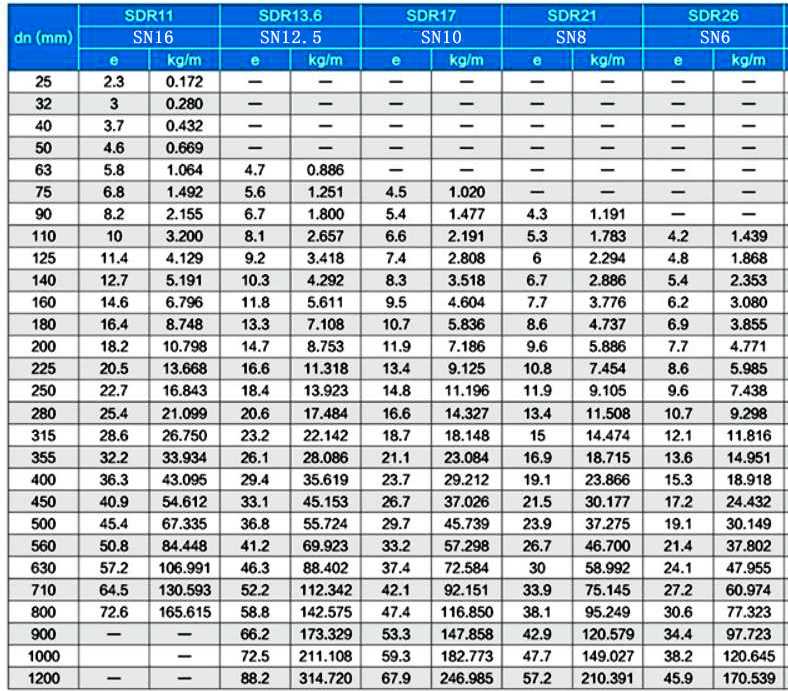 4
4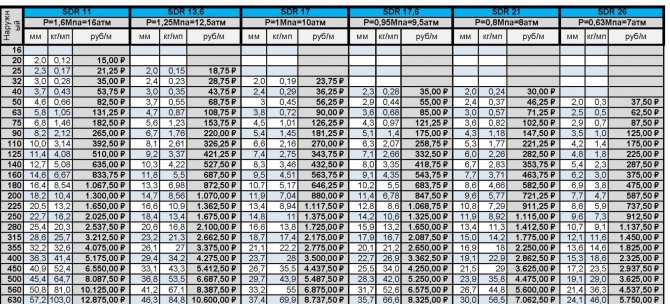 0
0
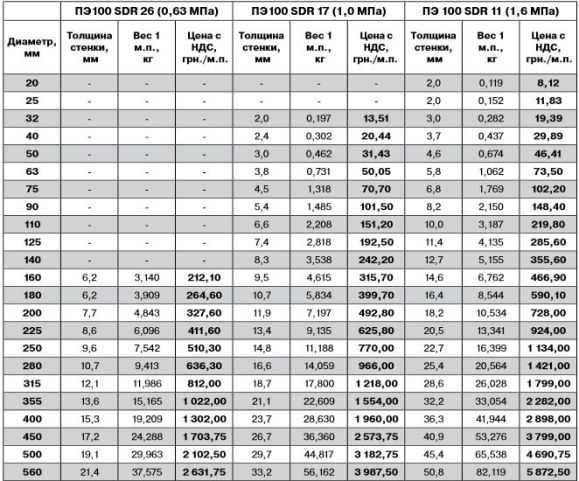
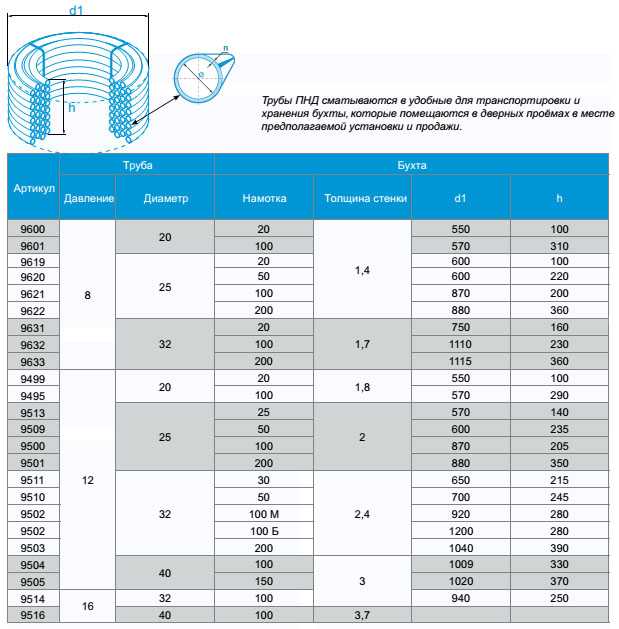
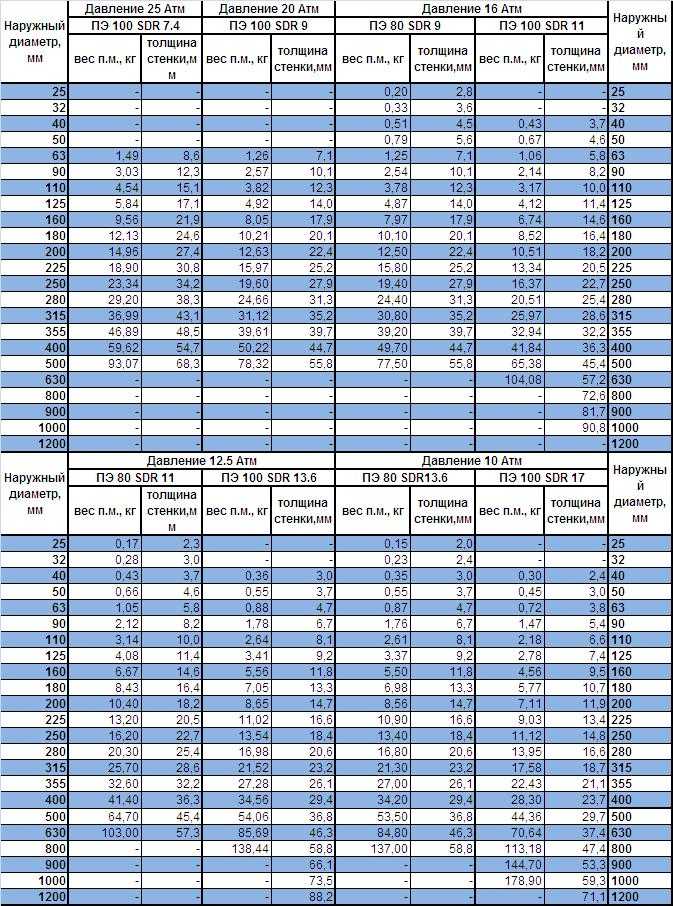 В результате Труба из ПЭВП имеет более длительный срок службы и менее подвержена влиянию корня .
В результате Труба из ПЭВП имеет более длительный срок службы и менее подвержена влиянию корня .
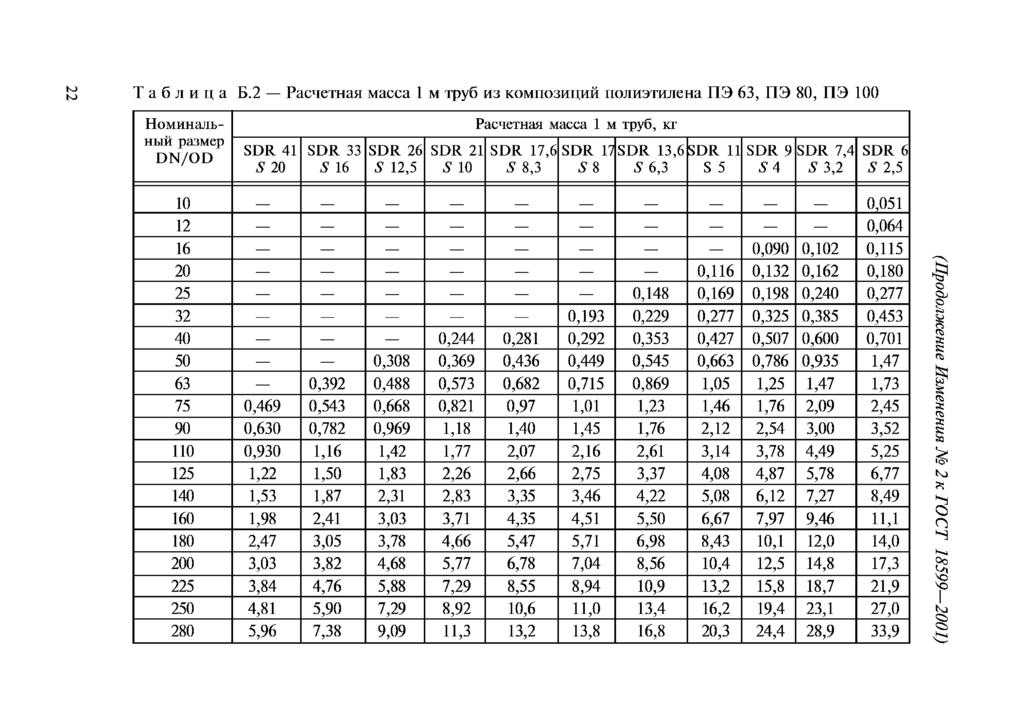 Эта технология также может быть использована для прокладки труб из полиэтилена высокой плотности под ручьями, реками, озерами и дорогами с минимальным воздействием на окружающую среду.
Эта технология также может быть использована для прокладки труб из полиэтилена высокой плотности под ручьями, реками, озерами и дорогами с минимальным воздействием на окружающую среду.
 Универсальность при обработке различных материалов. Возможность обработки труднодоступных мест и сложных профилей.
Универсальность при обработке различных материалов. Возможность обработки труднодоступных мест и сложных профилей. Возможность обработки труднодоступных мест и сложных профилей.
Возможность обработки труднодоступных мест и сложных профилей.

 Улучшенная балансировка и отсутствие вибрации. Увеличенный рабочий ресурс.
Улучшенная балансировка и отсутствие вибрации. Увеличенный рабочий ресурс. 00 ₽
00 ₽ Равномерное нанесение алмазного порошка на поверхность рабочей части обеспечивает качественную и аккуратную обработку материала без сколов и заусенцев. Нанесение из высококачественных синтетических алмазов. Ассортимент мини-насадок различных форм позволяет обрабатывать самые сложные участки деталей разной конфигурации.
Равномерное нанесение алмазного порошка на поверхность рабочей части обеспечивает качественную и аккуратную обработку материала без сколов и заусенцев. Нанесение из высококачественных синтетических алмазов. Ассортимент мини-насадок различных форм позволяет обрабатывать самые сложные участки деталей разной конфигурации. 00 ₽
00 ₽
 Неоспоримым преимуществом шлифовально-полировальных инструментов ЗУБР являются их высокая производительность, большой рабочий ресурс и универсальность применения при обработке различных материалов.
Неоспоримым преимуществом шлифовально-полировальных инструментов ЗУБР являются их высокая производительность, большой рабочий ресурс и универсальность применения при обработке различных материалов. 00 ₽
00 ₽ Универсальность при обработке различных материалов. Возможность обработки труднодоступных мест и сложных профилей.
Универсальность при обработке различных материалов. Возможность обработки труднодоступных мест и сложных профилей. В случае воспламенения материала воздушная струя из сопла отбрасывает пламя от лазерного модуля и самого корпуса ассистента, так что они оба имеют некоторую защиту. Из-за своего расположения он также не так подвержен повреждениям от мгновенного воспламенения, как конусные конструкции.
В случае воспламенения материала воздушная струя из сопла отбрасывает пламя от лазерного модуля и самого корпуса ассистента, так что они оба имеют некоторую защиту. Из-за своего расположения он также не так подвержен повреждениям от мгновенного воспламенения, как конусные конструкции. Комплект v9 включает быстроразъемное соединение, подвеску и винт для фитинга,
Комплект v9 включает быстроразъемное соединение, подвеску и винт для фитинга, google.com /Document/D/1LF8G2DOFSUWTOT5AXPSHGGIQTGHV56IVZP54P9D7RJY/РЕДАКТИРОВАТЬ? я делаю все возможное, чтобы создавать безопасные для использования продукты, но используйте их на свой страх и риск. Я не несу ответственности за все, что может произойти в связи с использованием этого продукта.
google.com /Document/D/1LF8G2DOFSUWTOT5AXPSHGGIQTGHV56IVZP54P9D7RJY/РЕДАКТИРОВАТЬ? я делаю все возможное, чтобы создавать безопасные для использования продукты, но используйте их на свой страх и риск. Я не несу ответственности за все, что может произойти в связи с использованием этого продукта. Обладает высокой плавкостью и подходит для ремонта своими руками и любых бытовых работ. Склеивает почти все материалы быстро, аккуратно, надолго и надежно. Идеально подходит для фиксации, ремонта, изоляции и герметизации. Например, ковры, подошвы и каблуки для обуви, монтажные планки, плинтусы или приклеивание отставшей плитки. Многофункциональный.
Обладает высокой плавкостью и подходит для ремонта своими руками и любых бытовых работ. Склеивает почти все материалы быстро, аккуратно, надолго и надежно. Идеально подходит для фиксации, ремонта, изоляции и герметизации. Например, ковры, подошвы и каблуки для обуви, монтажные планки, плинтусы или приклеивание отставшей плитки. Многофункциональный. Это снизит вероятность случайных травм из-за заусенцев или поражения электрическим током.
Это снизит вероятность случайных травм из-за заусенцев или поражения электрическим током. Плотно прижмите детали в течение 15–20 секунд. Соединение прочное и может быть нагружено в течение 2 минут (в зависимости от толщины слоя клея). Окончательная прочность соединения достигается через 2 часа. Важно: Своевременно вставляйте новый клей-карандаш за старый во избежание перегрева. Избегайте контакта с горячей насадкой. Если пистолет не используется в течение 60 минут или дольше, выньте вилку шнура из розетки. Нанесите клей каплями на гибкие материалы и каплями или точками на твердые материалы. Большие поверхности трудно склеивать, потому что клей может затвердеть до того, как будет нанесен на всю поверхность. Прочность склеивания наилучшая, когда детали соединяются сразу после нанесения клея. После загрузки нового патрона дайте пистолету снова нагреться.
Плотно прижмите детали в течение 15–20 секунд. Соединение прочное и может быть нагружено в течение 2 минут (в зависимости от толщины слоя клея). Окончательная прочность соединения достигается через 2 часа. Важно: Своевременно вставляйте новый клей-карандаш за старый во избежание перегрева. Избегайте контакта с горячей насадкой. Если пистолет не используется в течение 60 минут или дольше, выньте вилку шнура из розетки. Нанесите клей каплями на гибкие материалы и каплями или точками на твердые материалы. Большие поверхности трудно склеивать, потому что клей может затвердеть до того, как будет нанесен на всю поверхность. Прочность склеивания наилучшая, когда детали соединяются сразу после нанесения клея. После загрузки нового патрона дайте пистолету снова нагреться. Некоторые материалы чувствительны к теплу и могут быть повреждены горячим соплом или даже горячим клеем. Никогда не вынимайте клеевые стержни из клеевого пистолета, это может повредить механизм. Никогда не вставляйте в клеевой пистолет другие предметы, кроме рекомендуемых клеевых стержней. Будьте осторожны при использовании клеевого пистолета вблизи горючих материалов. Не используйте клеевой пистолет во взрывоопасных средах.
Некоторые материалы чувствительны к теплу и могут быть повреждены горячим соплом или даже горячим клеем. Никогда не вынимайте клеевые стержни из клеевого пистолета, это может повредить механизм. Никогда не вставляйте в клеевой пистолет другие предметы, кроме рекомендуемых клеевых стержней. Будьте осторожны при использовании клеевого пистолета вблизи горючих материалов. Не используйте клеевой пистолет во взрывоопасных средах.
 Это привело бы к потере экономики и эргономики процесса: трубы из ПНД стали бы в разы дороже как в закупке, так и при прокладке.
Это привело бы к потере экономики и эргономики процесса: трубы из ПНД стали бы в разы дороже как в закупке, так и при прокладке. Выпускаются в линейке типоразмеров от 110 мм до 3000 мм с кольцевой жесткостью от SN2 до SN16. Имеют белый внутренний слой и черный наружный. Некоторые модификации имеют защитную оболочку. Толщина стенки, тип профиля и технические характеристики определяются модификацией и могут регулироваться под заказчика (производство на заказ). Самые известные гофрированные трубы для канализационных сетей – КОРСИС.
Выпускаются в линейке типоразмеров от 110 мм до 3000 мм с кольцевой жесткостью от SN2 до SN16. Имеют белый внутренний слой и черный наружный. Некоторые модификации имеют защитную оболочку. Толщина стенки, тип профиля и технические характеристики определяются модификацией и могут регулироваться под заказчика (производство на заказ). Самые известные гофрированные трубы для канализационных сетей – КОРСИС. Представлены в линейке ЭЛЕКТРОКОР.
Представлены в линейке ЭЛЕКТРОКОР.
 Также стенка наращивает хрупкость при постоянном воздействии солнечных лучей, поэтому важно соблюдать технологию укладки, исключая период длительного хранения на открытых площадках.
Также стенка наращивает хрупкость при постоянном воздействии солнечных лучей, поэтому важно соблюдать технологию укладки, исключая период длительного хранения на открытых площадках.
 Возможна траншейная и бестраншейная прокладка.
Возможна траншейная и бестраншейная прокладка.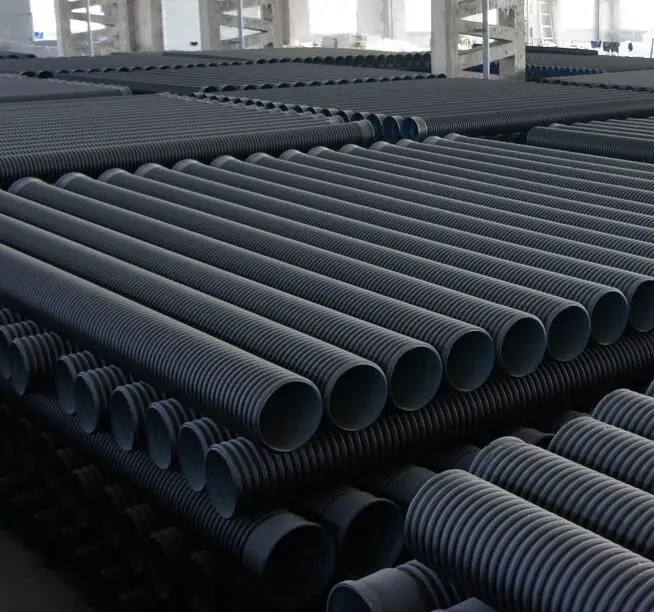
 Вся наша продукция производится в соответствии с последними спецификациями LRFD AASHTO и ASTM. Эти продукты широко используются в системах защиты от наводнений, дренажа и ливневых вод, потому что сталь надежна, прослеживаема, устойчива и прочна.
Вся наша продукция производится в соответствии с последними спецификациями LRFD AASHTO и ASTM. Эти продукты широко используются в системах защиты от наводнений, дренажа и ливневых вод, потому что сталь надежна, прослеживаема, устойчива и прочна. Наши трубы изготавливаются из оцинкованной или алюминированной стали типа II и доступны в диаметрах от 12 до 48 дюймов. Щелевые дренажные материалы обычно используются для строительства аэропортов, автострад и парковок.
Наши трубы изготавливаются из оцинкованной или алюминированной стали типа II и доступны в диаметрах от 12 до 48 дюймов. Щелевые дренажные материалы обычно используются для строительства аэропортов, автострад и парковок.
 Regis отвечает на вызов с помощью Structural Plate, также называемого Multi Plate. Гофры 6″ x 2″ в сочетании с увеличенной толщиной стали обеспечивают прочную и долговечную конструкцию. В дополнение к круглой форме и форме арки трубы, конструкционная плита доступна в форме горизонтального эллипса, подземного перехода и прямоугольного водопропускного канала.
Regis отвечает на вызов с помощью Structural Plate, также называемого Multi Plate. Гофры 6″ x 2″ в сочетании с увеличенной толщиной стали обеспечивают прочную и долговечную конструкцию. В дополнение к круглой форме и форме арки трубы, конструкционная плита доступна в форме горизонтального эллипса, подземного перехода и прямоугольного водопропускного канала.
 Super Cor доступен в круглой, арочной или прямоугольной форме с водопропускными трубами и без них.
Super Cor доступен в круглой, арочной или прямоугольной форме с водопропускными трубами и без них.
 Один конец втулки плотно вклинивается в трубу, а другой крепится к концевому участку с помощью соединителей. Муфта обеспечивает стабильное соединение с выкидной линией.
Один конец втулки плотно вклинивается в трубу, а другой крепится к концевому участку с помощью соединителей. Муфта обеспечивает стабильное соединение с выкидной линией. 22
22 19
19 23
23


 Сейчас тоже себе не изменим: понятие в привычном значении в корне неверное, читайте внимательно, разъясняем.
Сейчас тоже себе не изменим: понятие в привычном значении в корне неверное, читайте внимательно, разъясняем.
 Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – , на которых мы тоже остановимся, но попозже.
Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – , на которых мы тоже остановимся, но попозже.
 А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.
А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками. У ковки своими руками есть великолепное преимущество: можно выбирать, что делать и с чего начинать. Начнем обзор с самого популярного станка – твистера или знаменитой улитки.
У ковки своими руками есть великолепное преимущество: можно выбирать, что делать и с чего начинать. Начнем обзор с самого популярного станка – твистера или знаменитой улитки.


 Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Модули готовятся на отдельных металлических площадках, на которых сегменты приварены. Их можно выполнить из подшипниковых узлов.
Их можно выполнить из подшипниковых узлов. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
 Выполнить его тоже очень просто. Понадобятся полуось ведущего моста старого автомобиля, зубчатая пара дифференциала, защитный рукав. Мощность самодельного двигателя не должны быть высокой – не больше трех кВт и не выше 900 оборотов в минуту.
Выполнить его тоже очень просто. Понадобятся полуось ведущего моста старого автомобиля, зубчатая пара дифференциала, защитный рукав. Мощность самодельного двигателя не должны быть высокой – не больше трех кВт и не выше 900 оборотов в минуту. Ковка — это процесс придания металлу заданной формы с помощью определенных инструментов и оборудования — деформация осуществляется с помощью процессов горячей, холодной или даже горячей ковки. В конечном счете, производитель рассмотрит ряд критериев, прежде чем выбрать, какой тип поковки лучше всего подходит для конкретного применения. Ковка используется, когда расположение зернистой структуры придает детали направленные свойства, выравнивая зернистость таким образом, чтобы она выдерживала самые высокие нагрузки, с которыми может столкнуться деталь. Для сравнения, литье и механическая обработка обычно меньше контролируют расположение зернистой структуры.
Ковка — это процесс придания металлу заданной формы с помощью определенных инструментов и оборудования — деформация осуществляется с помощью процессов горячей, холодной или даже горячей ковки. В конечном счете, производитель рассмотрит ряд критериев, прежде чем выбрать, какой тип поковки лучше всего подходит для конкретного применения. Ковка используется, когда расположение зернистой структуры придает детали направленные свойства, выравнивая зернистость таким образом, чтобы она выдерживала самые высокие нагрузки, с которыми может столкнуться деталь. Для сравнения, литье и механическая обработка обычно меньше контролируют расположение зернистой структуры. Таким образом, высокопрочные болты имеют «холодную головку». Клапаны двигателя также изготавливаются методом высаженной ковки.
Таким образом, высокопрочные болты имеют «холодную головку». Клапаны двигателя также изготавливаются методом высаженной ковки. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как штамповка обычно предназначена для больших тиражей и автоматизации. Медленное применение ковки на прессе лучше обрабатывает внутреннюю часть детали, чем ковка, и часто применяется к крупным высококачественным деталям (например, титановым переборкам самолетов). Другие специализированные методы ковки варьируются в зависимости от этих основных тем: например, кольца подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого ковкой с прокатным кольцом, который позволяет получать бесшовные круглые детали.
Молотковая ковка часто используется для производства небольших объемов деталей, в то время как штамповка обычно предназначена для больших тиражей и автоматизации. Медленное применение ковки на прессе лучше обрабатывает внутреннюю часть детали, чем ковка, и часто применяется к крупным высококачественным деталям (например, титановым переборкам самолетов). Другие специализированные методы ковки варьируются в зависимости от этих основных тем: например, кольца подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого ковкой с прокатным кольцом, который позволяет получать бесшовные круглые детали. Такой экстремальный нагрев необходим, чтобы избежать деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и ковким.
Такой экстремальный нагрев необходим, чтобы избежать деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и ковким. Холодная ковка несколько увеличивает предел прочности при растяжении и существенно увеличивает предел текучести при одновременном снижении пластичности. Холодная ковка обычно происходит при температуре, близкой к комнатной. Наиболее распространенными металлами для холодной ковки обычно являются стандартные или углеродистые стали. Холодная ковка обычно представляет собой процесс с закрытым штампом.
Холодная ковка несколько увеличивает предел прочности при растяжении и существенно увеличивает предел текучести при одновременном снижении пластичности. Холодная ковка обычно происходит при температуре, близкой к комнатной. Наиболее распространенными металлами для холодной ковки обычно являются стандартные или углеродистые стали. Холодная ковка обычно представляет собой процесс с закрытым штампом.
 Образование окалины представляет собой меньшую проблему, и допуски могут быть меньше, чем при горячей ковке. Затраты на инструмент меньше, и для производства требуются меньшие силы по сравнению с холодной ковкой. Деформационное упрочнение уменьшается, а пластичность улучшается по сравнению с холодной обработкой.
Образование окалины представляет собой меньшую проблему, и допуски могут быть меньше, чем при горячей ковке. Затраты на инструмент меньше, и для производства требуются меньшие силы по сравнению с холодной ковкой. Деформационное упрочнение уменьшается, а пластичность улучшается по сравнению с холодной обработкой.
 Изготовление металла — преимущества и недостатки
Изготовление металла — преимущества и недостатки Чтобы лучше понять, как это работает, важно сначала понять, что такое ковка и что предлагает каждый тип ковки.
Чтобы лучше понять, как это работает, важно сначала понять, что такое ковка и что предлагает каждый тип ковки.
 Например, он часто более экономичен, чем другие процессы, поскольку конечный продукт не требует особой отделки, если вообще требует ее. После этого также практически не остается лишнего материала, поскольку чистый вес исходного металла примерно равен весу готового продукта. Помимо отсутствия лишнего материала, штампы, используемые при холодной ковке, служат дольше, чем при горячей ковке, что означает меньшее количество замен.
Например, он часто более экономичен, чем другие процессы, поскольку конечный продукт не требует особой отделки, если вообще требует ее. После этого также практически не остается лишнего материала, поскольку чистый вес исходного металла примерно равен весу готового продукта. Помимо отсутствия лишнего материала, штампы, используемые при холодной ковке, служат дольше, чем при горячей ковке, что означает меньшее количество замен. Например, в то время как некоторые стали могут быть кованы при комнатной температуре, типы стали с содержанием углерода 0,5% или выше не могут.
Например, в то время как некоторые стали могут быть кованы при комнатной температуре, типы стали с содержанием углерода 0,5% или выше не могут. При этих температурах металл находится в пластичном состоянии, технически все еще твердом, но гораздо более податливом.
При этих температурах металл находится в пластичном состоянии, технически все еще твердом, но гораздо более податливом.
 Оба метода ковки могут быть эффективными способами укрепить ваши металлические заготовки и превратить их в конечный продукт, который вам нужен.
Оба метода ковки могут быть эффективными способами укрепить ваши металлические заготовки и превратить их в конечный продукт, который вам нужен.

 Колодезный насос оборудуется специальным датчиком. К нему прикрепляется поплавок.
Колодезный насос оборудуется специальным датчиком. К нему прикрепляется поплавок.
 Давление должно образовываться в тот момент, когда открывается кран. Причем если вами не куплен специальный накопительный бак, то насос должен качать воду из колодца каждый раз, когда вы откроете кран.
Давление должно образовываться в тот момент, когда открывается кран. Причем если вами не куплен специальный накопительный бак, то насос должен качать воду из колодца каждый раз, когда вы откроете кран. Автоматические реле монтируют практически повсеместно. Они используются как для обслуживания колодцев или скважин, так и для куда более серьезных работ.
Автоматические реле монтируют практически повсеместно. Они используются как для обслуживания колодцев или скважин, так и для куда более серьезных работ. Их монтируют на системы, что обслуживают колодец, скважину или любой другой источник.
Их монтируют на системы, что обслуживают колодец, скважину или любой другой источник.
 Например, когда собрались просто умыться или набрать стакан воды.
Например, когда собрались просто умыться или набрать стакан воды. Однако здесь все зависит от конкретных моделей как автоматических систем контроля, так и самых насосных установок.
Однако здесь все зависит от конкретных моделей как автоматических систем контроля, так и самых насосных установок. Также реле можно ставить на гидроаккумулятор, хотя, здесь все определяется конкретной схемой системы.
Также реле можно ставить на гидроаккумулятор, хотя, здесь все определяется конкретной схемой системы. Можно значительно повысить эффективность и удобство эксплуатации такого оборудования, а также минимизировать риск возникновения сбоев при его функционировании, если использовать насос для колодца погружной с автоматикой. Контроль корректности функционирования погружных насосов для колодцев, а также управление их работой осуществляются в автоматическом режиме, что дает пользователю возможность уделять минимум времени таким процедурам.
Можно значительно повысить эффективность и удобство эксплуатации такого оборудования, а также минимизировать риск возникновения сбоев при его функционировании, если использовать насос для колодца погружной с автоматикой. Контроль корректности функционирования погружных насосов для колодцев, а также управление их работой осуществляются в автоматическом режиме, что дает пользователю возможность уделять минимум времени таким процедурам.

 Так, если в перекачиваемой центробежным насосом воде содержатся растворенный ил и песчинки размером 1–2 мм, то срок службы устройства сокращается в 5–10 раз. Более крупные песчинки вообще могут стать причиной серьезных повреждений деталей насоса.
Так, если в перекачиваемой центробежным насосом воде содержатся растворенный ил и песчинки размером 1–2 мм, то срок службы устройства сокращается в 5–10 раз. Более крупные песчинки вообще могут стать причиной серьезных повреждений деталей насоса.

 Наиболее распространенными из таких ситуаций являются:
Наиболее распространенными из таких ситуаций являются:
 Таким образом, в тот момент, когда во внутреннюю камеру вместе с водой начинает поступать воздух, и плотность перекачиваемой жидкой среды снижается, уменьшается и сила питающего устройство тока (в 2–3 раза), на что сразу реагирует датчик, подающий об этом сигнал блоку управления погружным насосом, который и останавливает работу гидромашины.
Таким образом, в тот момент, когда во внутреннюю камеру вместе с водой начинает поступать воздух, и плотность перекачиваемой жидкой среды снижается, уменьшается и сила питающего устройство тока (в 2–3 раза), на что сразу реагирует датчик, подающий об этом сигнал блоку управления погружным насосом, который и останавливает работу гидромашины. В тот момент, когда уровень воды в колодце опускается ниже такой отметки, электрическая цепь между электродами размыкается, что и становится сигналом для отключения насоса.
В тот момент, когда уровень воды в колодце опускается ниже такой отметки, электрическая цепь между электродами размыкается, что и становится сигналом для отключения насоса.
.png) Такие станции, оснащенные гидроаккумулятором, обратным клапаном и элементами автоматики, обеспечивают не только стабильность давления воды в трубопроводной системе, но и подачу в течение некоторого времени жидкой среды в водопровод даже при неработающем насосе.
Такие станции, оснащенные гидроаккумулятором, обратным клапаном и элементами автоматики, обеспечивают не только стабильность давления воды в трубопроводной системе, но и подачу в течение некоторого времени жидкой среды в водопровод даже при неработающем насосе.
 Давление со стороны впуска заставляет диск и заслонку открываться, а сила тяжести плюс вес жидкости над заслонкой заставляют ее закрываться. Как правило, они устанавливаются вертикально, но могут быть установлены и горизонтально, если заслонка закрыта.
Давление со стороны впуска заставляет диск и заслонку открываться, а сила тяжести плюс вес жидкости над заслонкой заставляют ее закрываться. Как правило, они устанавливаются вертикально, но могут быть установлены и горизонтально, если заслонка закрыта.
 8 — якщо отримані перерахованими способами болти піддати термічній обробці — загартуванню.
8 — якщо отримані перерахованими способами болти піддати термічній обробці — загартуванню. 9 друге число означає, що у шпильки, що відноситься до цього класу, мінімальний межа плинності дорівнює 90% від значення межі міцності на розтягування, тобто буде рівний: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (або Н/мм2; або ≈90 кгс/мм2)
9 друге число означає, що у шпильки, що відноситься до цього класу, мінімальний межа плинності дорівнює 90% від значення межі міцності на розтягування, тобто буде рівний: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (або Н/мм2; або ≈90 кгс/мм2) 6
6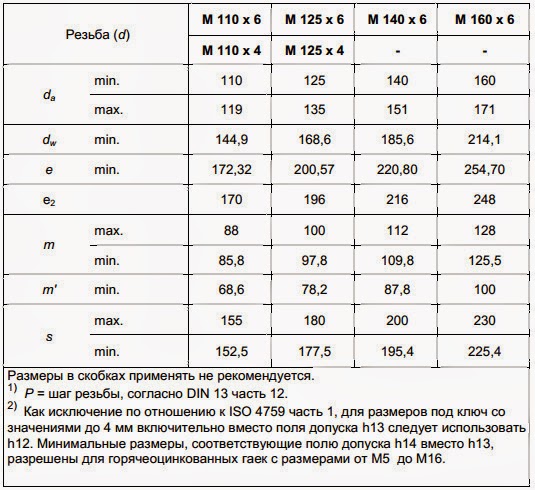 30ХГСА, Ст.35ХГСА, Ст.20Г2Р
30ХГСА, Ст.35ХГСА, Ст.20Г2Р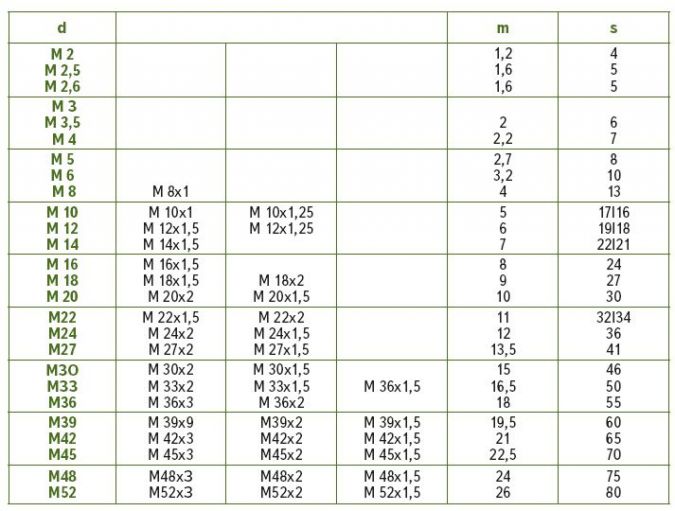
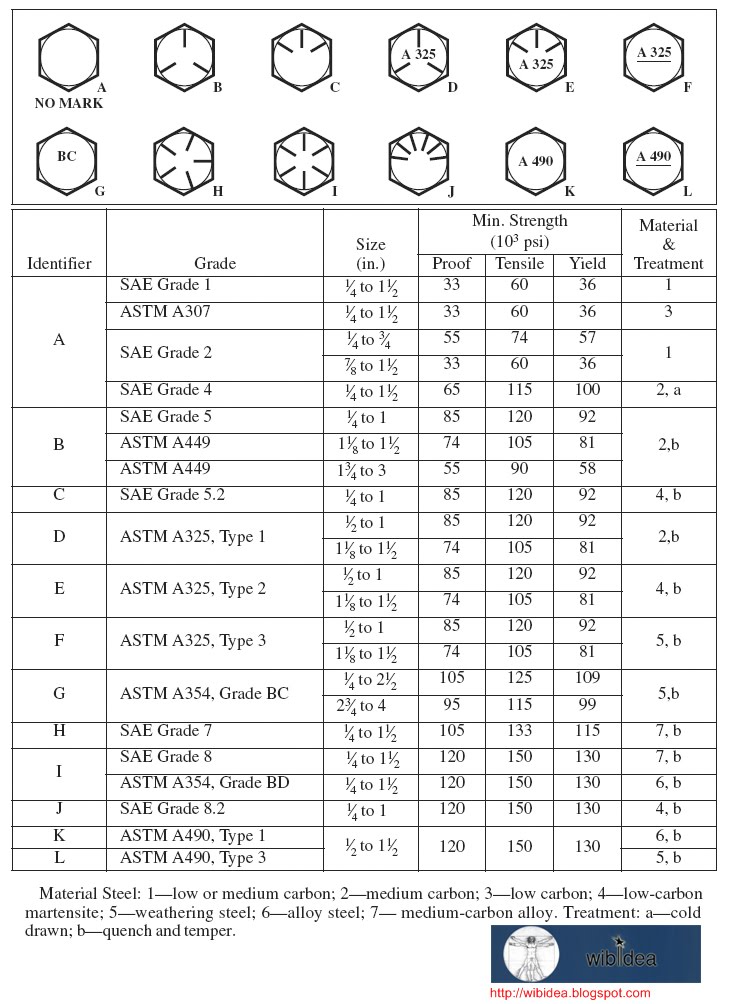 ..1350 (135)
..1350 (135)
 Дана маркування наноситься на верхній частині головки опуклими або заглибленими знаками; може також наноситися на бічній частині головки заглибленими знаками. Для болтів і гвинтів з фланцем, якщо в процесі виробництва неможливо нанести маркування на верхній частині голівки, маркування наносять на фланці.
Дана маркування наноситься на верхній частині головки опуклими або заглибленими знаками; може також наноситися на бічній частині головки заглибленими знаками. Для болтів і гвинтів з фланцем, якщо в процесі виробництва неможливо нанести маркування на верхній частині голівки, маркування наносять на фланці. Так як маленькі діаметри шпильок важко маркувати з допомогою цифрових клейм, то допускається маркувати такі шпильки, з діаметрами різьби М8, М9, М10, М11, використовуючи альтернативні знаки, наведені на малюнку. Знаки наносять на торці гайкового кінця шпильки.
Так як маленькі діаметри шпильок важко маркувати з допомогою цифрових клейм, то допускається маркувати такі шпильки, з діаметрами різьби М8, М9, М10, М11, використовуючи альтернативні знаки, наведені на малюнку. Знаки наносять на торці гайкового кінця шпильки.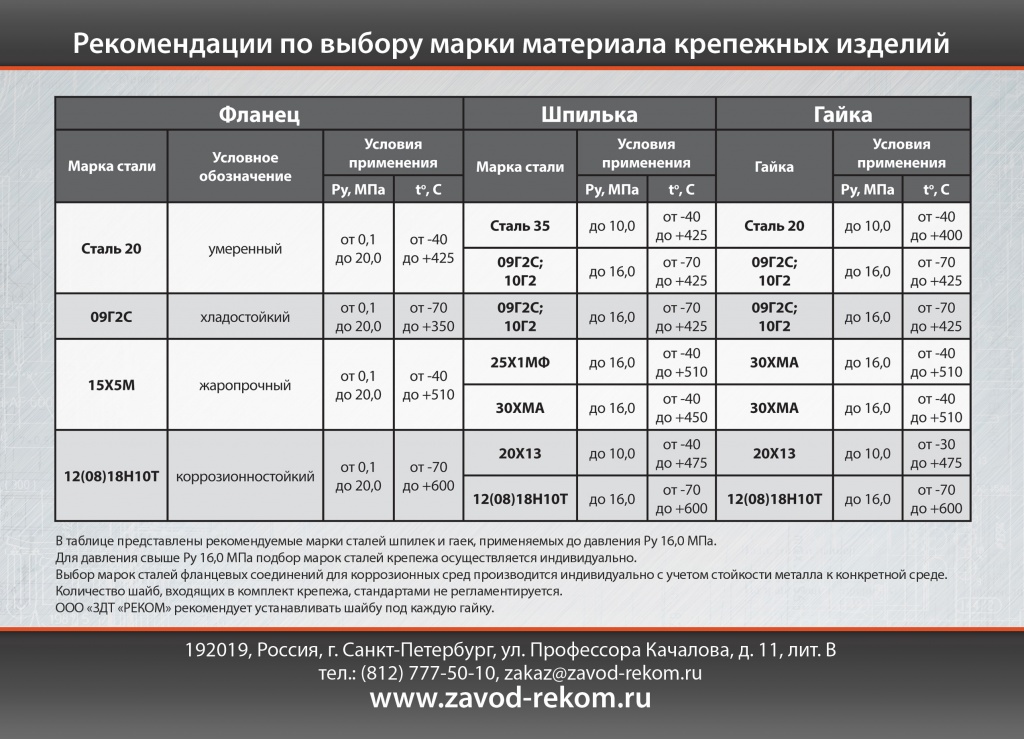
 ..
..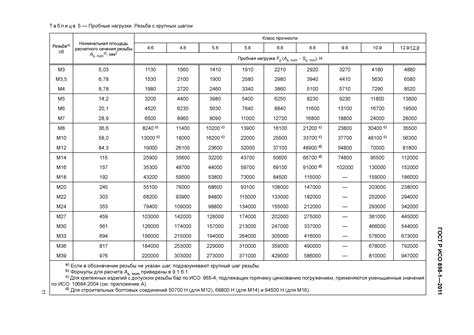 6; 4.6; 4.8
6; 4.6; 4.8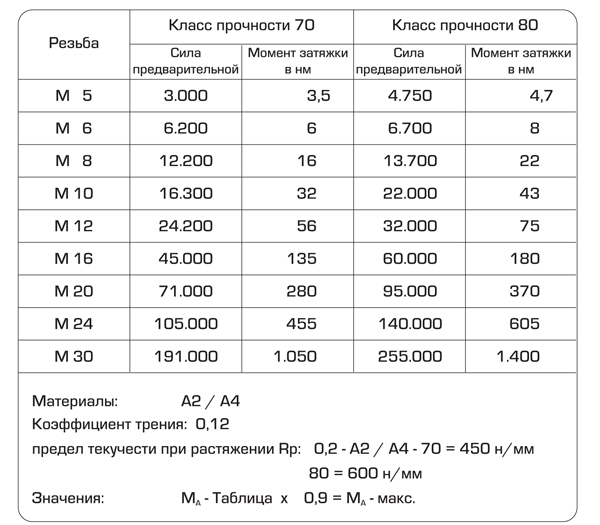 Така заміна рекомендується для з’єднань «болт + гайка», напруга в яких буде вище межі плинності, або напруги від пробної навантаження болта.
Така заміна рекомендується для з’єднань «болт + гайка», напруга в яких буде вище межі плинності, або напруги від пробної навантаження болта.
 д. Такі гайки, болти можуть проводитися в двох виконаннях:
д. Такі гайки, болти можуть проводитися в двох виконаннях: После того, как будут известны данные о глубине залегания грунтовых вод и пучнистости, вы можете приступить к постройке ленточного фундамента. Он бывает монолитным и сборным.
После того, как будут известны данные о глубине залегания грунтовых вод и пучнистости, вы можете приступить к постройке ленточного фундамента. Он бывает монолитным и сборным. Еще нужно рассчитать количество бетона.
Еще нужно рассчитать количество бетона. Идеально, если арматура будет расположена на расстоянии 30 мм от стенок.
Идеально, если арматура будет расположена на расстоянии 30 мм от стенок. youtube.com/embed/bMsAstp48A0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/bMsAstp48A0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Не стоит экономить на этом, так как при использовании техники работа будет идти быстрее, и вы существенно сэкономите свое драгоценное время.
Не стоит экономить на этом, так как при использовании техники работа будет идти быстрее, и вы существенно сэкономите свое драгоценное время.

 Такое помещение, вырытое под землей, благодаря своему микроклимату, позволяет хранить продукты питания и консервацию в любое время года. В прошлом, таким подвалом заменяли холодильники, если в населенном пункте не было электричества. Сегодня погреб в частном строительстве так же востребован, как и раньше, и его прямое назначение – хранение продуктов. Подвал же может использоваться в абсолютно разных целях, например, как технический этаж.
Такое помещение, вырытое под землей, благодаря своему микроклимату, позволяет хранить продукты питания и консервацию в любое время года. В прошлом, таким подвалом заменяли холодильники, если в населенном пункте не было электричества. Сегодня погреб в частном строительстве так же востребован, как и раньше, и его прямое назначение – хранение продуктов. Подвал же может использоваться в абсолютно разных целях, например, как технический этаж. Устройство такого помещения внутри существующего жилья возможно лишь в том случае, если строение располагается на ленточном фундаменте. В домах с монолитной плитой строительство погреба невозможно. В таких случаях подполы обустраивают только за пределами фундамента дома, например, в пристройках.
Устройство такого помещения внутри существующего жилья возможно лишь в том случае, если строение располагается на ленточном фундаменте. В домах с монолитной плитой строительство погреба невозможно. В таких случаях подполы обустраивают только за пределами фундамента дома, например, в пристройках. Во время проведения землеройных работ следует соблюдать меры безопасности, и не допускать обвала стен котлована, для чего нужно укреплять стены распорками, сетками и прочими приспособлениями.
Во время проведения землеройных работ следует соблюдать меры безопасности, и не допускать обвала стен котлована, для чего нужно укреплять стены распорками, сетками и прочими приспособлениями.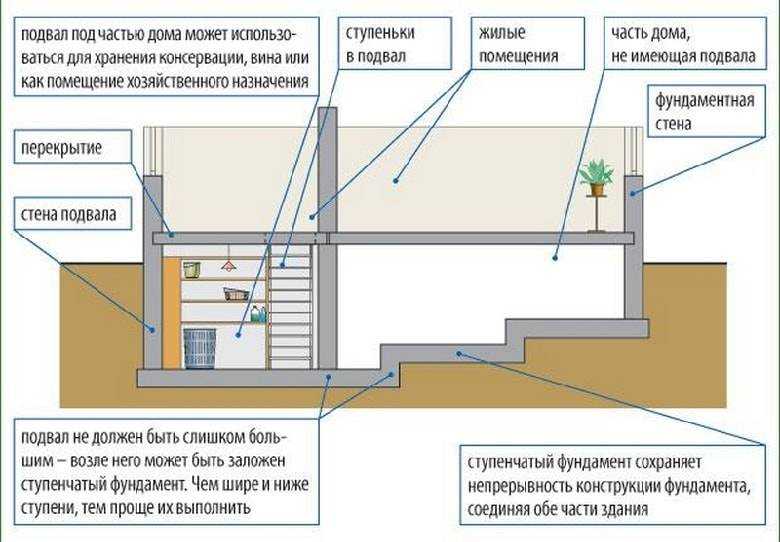 Если нет возможности заказать его на производстве, то можно изготовить самому, для чего дополнительно потребуются бетономешалка, песок, щебень, вода и цемент марки не ниже М100.
Если нет возможности заказать его на производстве, то можно изготовить самому, для чего дополнительно потребуются бетономешалка, песок, щебень, вода и цемент марки не ниже М100. Такую работу придется переделать, так как через эти трещины подвал будет постоянно затапливаться грунтовыми водами.
Такую работу придется переделать, так как через эти трещины подвал будет постоянно затапливаться грунтовыми водами.
 Но это один из самых дорогих вариантов, поэтому сегодня стены возводят из сборных конструкций, которые стоят намного дешевле. В качестве материала для перекрытия подойдет обычная доска, которую необходимо будет утеплить и обработать полимерными материалами.
Но это один из самых дорогих вариантов, поэтому сегодня стены возводят из сборных конструкций, которые стоят намного дешевле. В качестве материала для перекрытия подойдет обычная доска, которую необходимо будет утеплить и обработать полимерными материалами.
 Затем мы установили отвес, уровень и квадратную раму 2 × 8 по периметру, закрепили по углам под углом 45 градусов и вбили шипы, чтобы стороны не расползались во время заливки пола толщиной 8 дюймов. По всему периметру на нижней внутренней стороне рамы 2×8 мы прикрепили 2×4, уложенных горизонтально, с рядами отверстий, просверленных на расстоянии 16 дюймов посередине, чтобы поддерживать ⅝-дюймовую арматуру, торчащую внутри еще не сформированной полости стены, и чтобы держать его на расстоянии в середине этой полости. Перед формированием стен мы также прикрепили горизонтальную арматуру к вертикалям на расстоянии 16 дюймов друг от друга, чтобы создать 16-дюймовую сетку внутри стен.
Затем мы установили отвес, уровень и квадратную раму 2 × 8 по периметру, закрепили по углам под углом 45 градусов и вбили шипы, чтобы стороны не расползались во время заливки пола толщиной 8 дюймов. По всему периметру на нижней внутренней стороне рамы 2×8 мы прикрепили 2×4, уложенных горизонтально, с рядами отверстий, просверленных на расстоянии 16 дюймов посередине, чтобы поддерживать ⅝-дюймовую арматуру, торчащую внутри еще не сформированной полости стены, и чтобы держать его на расстоянии в середине этой полости. Перед формированием стен мы также прикрепили горизонтальную арматуру к вертикалям на расстоянии 16 дюймов друг от друга, чтобы создать 16-дюймовую сетку внутри стен. Они порекомендовали добавить в смесь стекловолокно для защиты от растрескивания в дальнейшем, поэтому, конечно, я согласился и заплатил символическую дополнительную плату.
Они порекомендовали добавить в смесь стекловолокно для защиты от растрескивания в дальнейшем, поэтому, конечно, я согласился и заплатил символическую дополнительную плату. Длинные защелки зажаты между сдвоенными 2×4 и проходят через каждую стену (через отверстия, предварительно просверленные в фанере) и надежно удерживаются на месте конусами или шайбами и металлическими клиньями с каждой стороны — каждые 18-22 дюйма вдоль валеры. (Застежки-молнии имеют концы пуговиц, которые вставляются в прорези на металлических клиньях.)
Длинные защелки зажаты между сдвоенными 2×4 и проходят через каждую стену (через отверстия, предварительно просверленные в фанере) и надежно удерживаются на месте конусами или шайбами и металлическими клиньями с каждой стороны — каждые 18-22 дюйма вдоль валеры. (Застежки-молнии имеют концы пуговиц, которые вставляются в прорези на металлических клиньях.) Затем мы помещаем кусок трубы диаметром 1,5 дюйма на каждый отрезок арматуры диаметром ⅝ дюйма, чтобы создать пространство для маневра, чтобы крыша могла немного сместиться, если это когда-либо понадобится, например, при землетрясении или просто при обычном расширении и сжатии из-за жары и холода. .
Затем мы помещаем кусок трубы диаметром 1,5 дюйма на каждый отрезок арматуры диаметром ⅝ дюйма, чтобы создать пространство для маневра, чтобы крыша могла немного сместиться, если это когда-либо понадобится, например, при землетрясении или просто при обычном расширении и сжатии из-за жары и холода. . Чтобы сделать неподдерживаемую конструкцию крыши более прочной, мы установили плотную 6-дюймовую сетку из арматуры, удерживаемую на фанере «стульями из арматуры» (профессиональные распорки более точны, чем полкирпича). Я вырезал 12-дюймовое отверстие в фанере и вставил ветряную турбину диаметром 12 дюймов сбоку от лестничного проема — для будущей циркуляции воздуха — а затем потребовал заливки крыши толщиной 8 дюймов.
Чтобы сделать неподдерживаемую конструкцию крыши более прочной, мы установили плотную 6-дюймовую сетку из арматуры, удерживаемую на фанере «стульями из арматуры» (профессиональные распорки более точны, чем полкирпича). Я вырезал 12-дюймовое отверстие в фанере и вставил ветряную турбину диаметром 12 дюймов сбоку от лестничного проема — для будущей циркуляции воздуха — а затем потребовал заливки крыши толщиной 8 дюймов.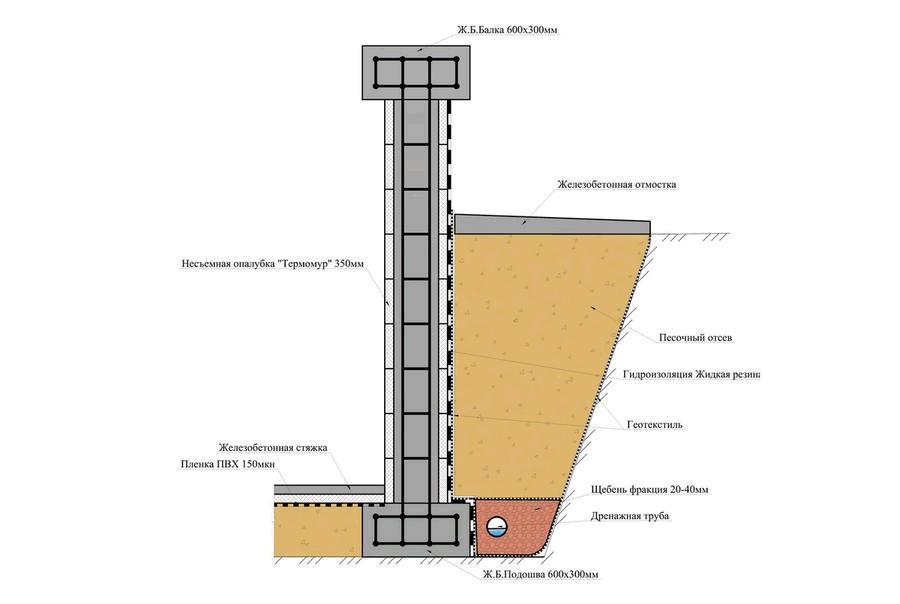
 отверстие и выкачать его. Но за последние 20 лет мне ни разу не приходилось этого делать. Этот конкретный корневой погреб не имеет дренажных приспособлений, за исключением перфорированного / гофрированного французского дренажа диаметром 4 дюйма на верхней стороне погреба. Он заглублен на 12 дюймов и уложен по большой дуге, так что дневной свет освещает каждую сторону за пределами подвала. Если когда-нибудь затопит, я выкопаю траншею поглубже.
отверстие и выкачать его. Но за последние 20 лет мне ни разу не приходилось этого делать. Этот конкретный корневой погреб не имеет дренажных приспособлений, за исключением перфорированного / гофрированного французского дренажа диаметром 4 дюйма на верхней стороне погреба. Он заглублен на 12 дюймов и уложен по большой дуге, так что дневной свет освещает каждую сторону за пределами подвала. Если когда-нибудь затопит, я выкопаю траншею поглубже.
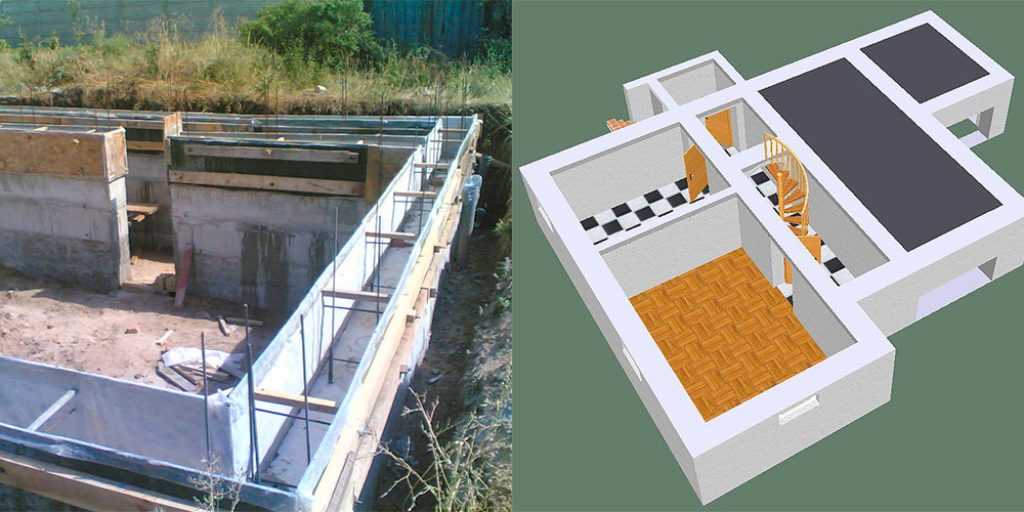 Мне пришлось заплатить дополнительную плату за откачку узких стенок, потому что для установки бочек приходилось использовать насосный шланг, а для пола и крыши использовали желоб.
Мне пришлось заплатить дополнительную плату за откачку узких стенок, потому что для установки бочек приходилось использовать насосный шланг, а для пола и крыши использовали желоб.  Есть много соображений, прежде чем начать проект, подобный этому. Проведите исследование и ознакомьтесь с местными правилами и положениями. Существуют замечательные веб-сайты (и книги), которые объясняют и иллюстрируют, как именно создавать и устанавливать конкретные формы. Удачного закапывания!
Есть много соображений, прежде чем начать проект, подобный этому. Проведите исследование и ознакомьтесь с местными правилами и положениями. Существуют замечательные веб-сайты (и книги), которые объясняют и иллюстрируют, как именно создавать и устанавливать конкретные формы. Удачного закапывания! Засыпка траншей О6 производится местным грунтом. В домах на сборных блоках есть трещины. В домах на монолитных фундаментах при отсутствии трещин формируется крен дома.
Засыпка траншей О6 производится местным грунтом. В домах на сборных блоках есть трещины. В домах на монолитных фундаментах при отсутствии трещин формируется крен дома. Скорее всего, в этом случае необходимо утеплить основание снаружи.
Скорее всего, в этом случае необходимо утеплить основание снаружи.

 Стены цокольных этажей блочные или монолитные, соединенные арматурой с плитой в единую конструкцию. Обратная засыпка выполнена из местного пучинистого грунта. В кладке стен подвала и фундаментах образовались трещины.
Стены цокольных этажей блочные или монолитные, соединенные арматурой с плитой в единую конструкцию. Обратная засыпка выполнена из местного пучинистого грунта. В кладке стен подвала и фундаментах образовались трещины.

 Вот только на какие ее данные смотреть? Ниже мы расскажем, на что обращать внимание, что за параметры должны быть ориентирами.
Вот только на какие ее данные смотреть? Ниже мы расскажем, на что обращать внимание, что за параметры должны быть ориентирами.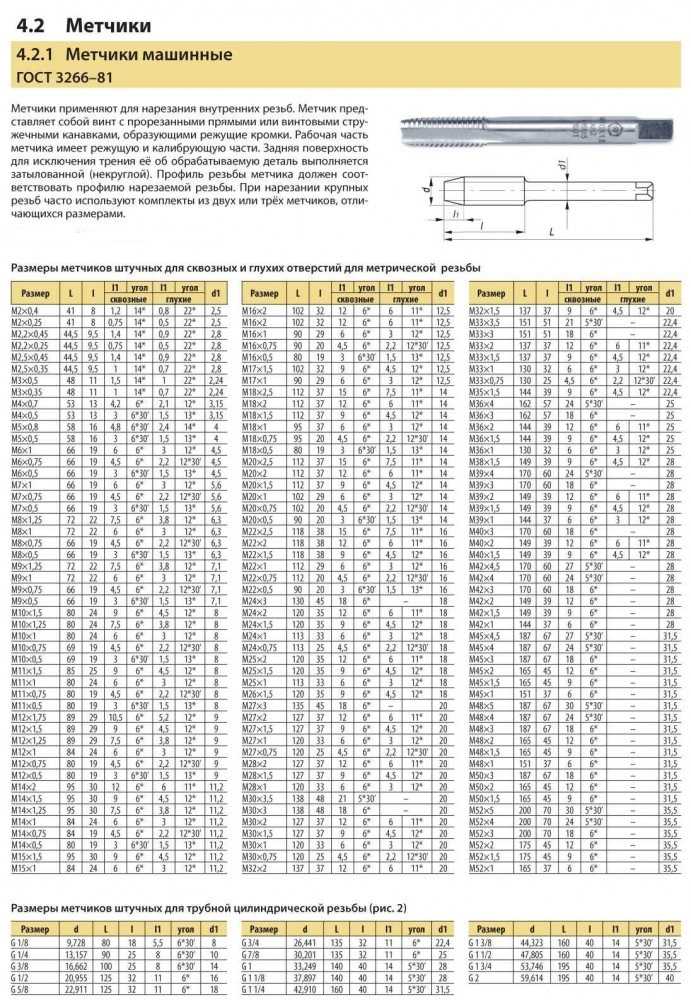 Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.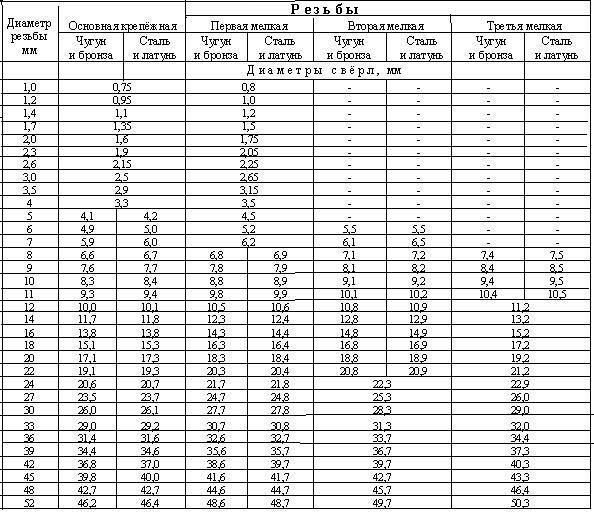
 Хотя лучше, чтобы он все-таки соответствовал стандарту, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично.
Хотя лучше, чтобы он все-таки соответствовал стандарту, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен: Конечно, у таких приспособлений тоже есть своя маркировка.
Конечно, у таких приспособлений тоже есть своя маркировка.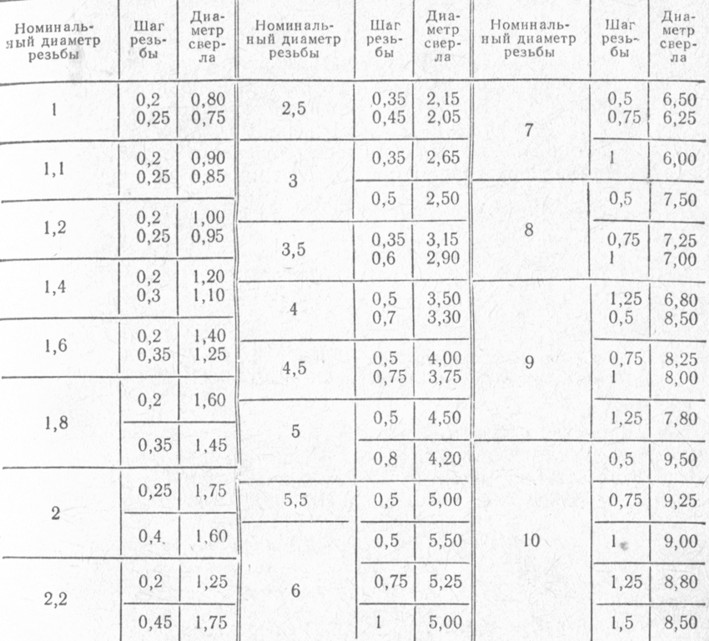 Тогда он создаст в детали точное зеркальное отражение своего профиля.
Тогда он создаст в детали точное зеркальное отражение своего профиля.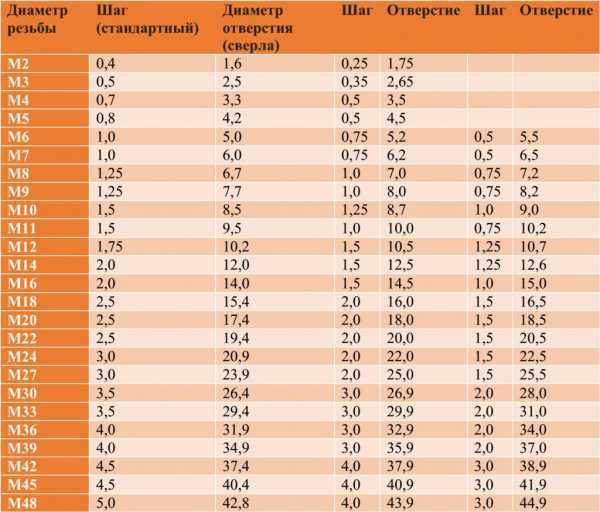
 Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые щели вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые щели вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс: