2 Построение третьей проекции детали по двум заданным проекциям
Произведя компоновку чертежа и выполнив две заданных проекции детали, приступают к выполнению следующего этапа работы – построению третьей проекции детали.
Двумя заданными проекциями могут быть: фронтальная и горизонтальная, фронтальная и профильная. И в том, и в другом случае построение выполняется аналогично.
На рис. 2 показано построение профильной проекции по заданным фронтальной и горизонтальной проекциям.
Построение выполнено методом прямоугольного (ортогонального) проецирования, т. е. все три изображения (проекции) построены без нарушения проекционной связи, но оси координат и линии проекционной связи на чертеже отсутствуют. Чтобы при построении изображений не нарушалась проекционная связь, необходимо прикладывать рейсшину или треугольник в направлении соответствующей проекционной связи одновременно к двум проекциям, на которых в данный момент проводят построение.
Рис. 2
По двум заданным проекциям, в данном случае фронтальной и горизонтальной, строится профильная методом переноса размеров по высоте с фронтальной проекции, а по ширине — с горизонтальной проекции. Для этого сначала определяют место положения профильного габаритного прямоугольника, проводят ось симметрии и выполняют построения в следующем порядке. Размер ас фронтальной проекции (высота детали) и размергс горизонтальной проекции (ширина детали) используют при построении габаритного прямоугольника. Основание модели представляет собой параллелепипед ширинойг(уже построенной) и высотойв, которую строят на профильной проекции, взяв с фронтальной. Для этого к фронтальной проекции по высотевприкладывают рейсшину, а на профильной проводят тонкую горизонтальную линию в пределах габаритного прямоугольника. Нижнее основание модели на профильной проекции построено.
На основании модели стоит четырехугольная призма с двумя наклонными гранями. Ее верхнее основание расположено на высоте аот нижнего основания детали и уже построено как высота габаритного прямоугольника. Остается построить ширину верхнего и нижнего оснований. По размеру они одинаковые и равны размеруд,,который берется на горизонтальной проекции. Для этого на горизонтальной проекции измеряют половину расстоянияди откладывают его на профильной проекции в обе стороны от оси симметрии. Через построенные точки проводят две вертикальные линии, ограничивающие изображение этой призмы. Призма, стоящая на основании детали, построена.
Деталь имеет две прорези: слева и справа. На фронтальной проекции они изображены линиями невидимого контура, а на горизонтальной — линией видимого контура. Для их построения на горизонтальной проекции от осевой линии измеряют половину расстояния еи, соответственно, откладывают на нижнем основании профильной проекции. От построенных точек вверх проводят параллельные оси симметрии две тонкие линии. Они ограничат расстояние по ширине прорези. Ее высоту (расстояниеб) строят по фронтальной проекции, для чего к верхней точке расстояниябприкладывают рейсшину и на этой высоте, на профильной проекции проводят тонкую горизонтальную линию, ограничивающую прорезь сверху.
Построение третьей проекции отрезка по двум заданным
Заглавная страница
Избранные статьи
Случайная статья
Познавательные статьи
Новые добавления
Обратная связь
КАТЕГОРИИ:
Археология Биология Генетика География Информатика История Логика Маркетинг Математика Менеджмент Механика Педагогика Религия Социология Технологии Физика Философия Финансы Химия Экология
Балочные системы. Определение реакций опор и моментов защемления
⇐ ПредыдущаяСтр 7 из 14Следующая ⇒
В нашем примере мы будем рассматривать построение прямой общего положения в первой четверти (табл. 3.3).
Таблица 3.3
Вербальная форма
Графическая форма
1. Прямая AB задана двумя проекциями А1В1 и А2В2. Необходимо построить третью проекцию А3В3
2. Построить третью проекцию точки А – А3:
а) на оси z и y отложить координаты
точки А: Az и Aу
a)
б) построить Ау для профильной проекции
б)
в) построить перпендикуляры из Аz и Ay. y.
Обозначить профильную проекцию точки В3
в)
4. Соединить полученные проекции А3 и В3 – это и будет проекция отрезка АВ на плоскость p 3
Задача № 1
При решении задач использовать алгоритм построения третьей проекции прямой по двум заданным (табл. 3.3).
1. По двум заданным проекциям построить третью на рис. 3.1–3.9:
Рис. 3.1.
Рис. 3.2.
Рис. 3.3.
Рис. 3.4.
Рис. 3.5.
Рис. 3.6.
Рис. 3.7.
Рис. 3.8.
Рис. 3.9.
Задача № 2
Определить, на каком из комплексных чертежей данная прямая является натуральной величиной отрезка. Где можно определить углы наклона прямой к плоскостям проекций (рис. 3.1–рис. 3.9)?
Способ прямоугольного треугольника. Определение натуральной величины отрезка прямой линии и углов наклона прямой к плоскостям проекций
Построение проекций отрезка прямой общего и частного положения позволяет решать не только позиционные задачи (расположение относительно плоскостей проекций), но и метрические – определение длины отрезка и углов наклона к плоскостям проекций. Но эта задача может быть решена только в случае, если отрезок параллелен или перпендикулярен к одной или нескольким плоскостям. Рассмотрим способ решения такой задачи для отрезка общего положения.
Пусть дан отрезок АВ общего положения относительно плоскостей p1 и p2. АВ’В – прямоугольный треугольник (рис. 3.10), в котором катет АВ’ = А1В1 (проекции отрезка АВ на плоскость p1), а катет ВВ’ равен z – разности расстояний точек А и В до плоскости p1. Угол a в прямоугольном треугольнике АВ’В определяет угол наклона прямой АВ к плоскости p1.
Рассмотрим треугольник ВА’А (рис. 3.11), где катет ВА’ равен проекции А2В2 (ВА’ = А2В2), а второй катет АА’ равен D y – разности расстояний точек А и В от плоскости p 2. Угол в прямоугольном треугольнике ВАА’ определяет угол наклона прямой АВ к плоскости p2.
Таким образом, натуральная длина отрезка прямой общего положения определяется гипотенузой прямоугольного треугольника, у которого один катет равен проекции отрезка, а второй катет – алгебраической разности расстояний от концов отрезка до одной из плоскостей проекций.
Рис. 3.10
Рис. 3.11
⇐ Предыдущая234567891011Следующая ⇒
Читайте также:
Где возникла философия и почему?
Относительная высота сжатой зоны бетона
Сущность проекции Гаусса-Крюгера и использование ее в геодезии
Тарифы на перевозку пассажиров
Последнее изменение этой страницы: 2016-12-10; просмотров: 545; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)
Трехугольная проекция | TECHNIA (US)
Проекция под третьим углом или проекция под первым углом, в разных странах и регионах обычно используется тот или иной метод, хотя это может зависеть от клиента компании.
После Второй мировой войны, когда Великобритания отправила технические чертежи в США для производства, Великобритания приняла проекцию 3-го угла в качестве общего стандарта. США, Канада, Япония и Австралия — единственные другие регионы, которые обычно используют проекцию 3-го угла в качестве стандарта.
Проект 3rd Angle — это проект, в котором трехмерный объект виден в 3-м квадранте. Он расположен ниже и позади плоскостей обзора, плоскости прозрачны, и каждый вид натягивается на ближайшую к нему плоскость. Видно, что передняя плоскость проекции находится между наблюдателем и объектом.
На изображениях ниже показана проекция объекта на трехмерную рамку, окружающую объект. Затем ящик постепенно разворачивается, чтобы затем представить серию 2D-изображений в проекции 3-го угла, как их видит наблюдатель.
Следующая демонстрация показывает это в движении:
Представления ниже показывают тот же объект сначала в изометрическом 3D-виде, а затем в соответствующих 2D-проекциях под 3-м углом в определенной трассе. Аннотации к 2D-видам показывают, как виды сверху и слева выровнены с видом спереди.
Вид спереди — это рисунок блока, как будто вы смотрите прямо на объект спереди.
Вид сбоку — это рисунок блока, когда он был повернут так, что одна из его сторон теперь находится прямо в поле зрения.
Вид сверху — это вид «с высоты птичьего полета».
Символ проекции 3-го угла показывает ориентацию конуса в проекции 3-го угла.
Расширьте свои знания GD&T
Определение геометрических размеров и допусков позволяет вам полностью сообщить функциональные требования вашей конструкции, сообщая производителю о максимально допустимом отклонении при производстве жизнеспособного компонента.
Попробуйте наши виртуальные учебные курсы
Автор
Сэм Смит
Руководитель группы доставки PLM
Занимаясь различными ролями в области САПР, PLM, разработки процессов, развертывания программного обеспечения и управления проектами, Сэм стремится находить решения, которые продвигают бизнес вперед и обеспечивают результаты, которых они заслуживают. Кроме того, ранее работая над различными проектными проектами, Сэм обладает глубоким пониманием и оценкой требований клиентов и пользователей в области консультирования по САПР и PLM посредством использования и развертывания программного обеспечения и процессов.
Свяжитесь с нами
В TECHNIA мы прокладываем путь вашим инновациям, творчеству и прибыльности.
Мы сочетаем лучшие в отрасли инструменты управления жизненным циклом продукта со специальными знаниями, чтобы вы могли наслаждаться путешествием от концепции продукта до его реализации. Наш опыт позволяет сделать вещи простыми, индивидуальными и доступными, чтобы вместе мы превратили ваше видение в ценность.
О TECHNIA
Хотите получать больше подобного контента?
Связанные новости и статьи прямо на ваш почтовый ящик
Советы, советы и инструкции
Статьи об идейном лидерстве
Практические инструкции, советы и подсказки
Узнайте, как работать лучше, используя передовые знания в области PLM, которые позволят вашему инженерному проектированию, моделированию и производству идти на опережение.
Читать посты
Первый и третий угол – Орфографические виды
Орфографические виды позволяют нам представлять 3D-объект в 2D на чертеже. Ортографические виды могут показать нам объект, рассматриваемый с каждого направления. Расположение видов на чертеже зависит от того, используется ли угловая проекция 3 rd или 1 st . Вы можете сказать, какая угловая проекция используется символом, показанным на чертеже.
Проекция под третьим углом
Проекцию под третьим углом можно визуализировать, «развернув коробку», как если бы сам объект разворачивался, чтобы показать виды с каждой стороны. На рис. 1 показаны виды куба, представленные проекцией под третьим углом.
Рис. 1. Виды в проекции под третьим углом
Виды в проекции под третьим углом интуитивно понятны, так как они представляют, что вы смотрите на объект с соответствующей стороны. Вид спереди всегда отображается в центре. Вид объекта справа показан справа от вида спереди, вид объекта слева показан слева от вида спереди, а виды сверху и снизу показаны выше и ниже вида спереди , соответственно. Если бы нам нужно было показать вид сзади, вид сзади был бы размещен под видом снизу.
Краткая заметка о представлении символа для третьего угла. На самом деле существует четыре способа представления проекции под третьим углом на отпечатке, и все они приемлемы (рис. 2). Главный вывод здесь заключается в том, что не имеет значения, находится ли «боковой» вид «конуса» справа или слева . Для проекции под третьим углом «заостренный» конец бокового вида конуса в символе всегда указывает вперед/на «круг», как показано на рисунке 2 ниже. Все четыре варианта вполне приемлемы для третьего угла:
Рис. 2. Допустимые представления проекции под третьим углом Символ
Проекция под первым углом
Представления под первым углом менее интуитивно понятны. Их можно визуализировать, «опрокинув коробку». На рис. 2 показаны виды куба, представленные проекцией первого угла.
Рис. 3. Виды в проекции под первым углом
Вид спереди показан в центре, как и в проекции под третьим углом. Чтобы разместить вид на правую сторону, вы должны наклонить коробку так, чтобы правая сторона была обращена к вам. Для этого коробку нужно наклонить влево. Это приводит к тому, что вид справа на объект располагается слева от вида спереди. Повернув коробку лицевой стороной к себе еще раз, наклоните коробку вправо, и левая сторона будет обращена к вам. Таким образом, вид слева будет расположен справа от вида спереди. Этот же метод используется для просмотра сверху и снизу. Повернув перед собой объект, наклоните куб вниз. Теперь у вас есть верхняя сторона, обращенная к вам, при этом вид сверху расположен под видом спереди на чертеже. Если наклонить вид спереди вверх, вид снизу объекта будет обращен к вам, а вид снизу расположен над видом спереди.
Снова часто возникает путаница в представлении символов для проекта First Angle. Существует четыре способа представления проекции первого угла на отпечатке (рис. 4), и все они приемлемы. Главный вывод здесь заключается в том, что не имеет значения, находится ли «боковой» вид «конуса» справа или слева . Для первого угла «заостренный» конец бокового вида конуса в символе всегда направлен в сторону от передней части/«круга», как показано на рисунке 4 ниже. Все четыре из них вполне приемлемы для Первого Угла.
Рисунок 4: Допустимые представления символа проекции первого угла
Третий угол и ортогональные виды первого угла
Как видно из рис. 1 и 2, ортогональные виды первого и третьего угла противоположны в том месте, где расположена проекция каждой стороны вид расположен на чертеже. Если человек не знает, какая угловая проекция используется на чертеже, это может привести к путанице. Важно не забывать искать символ проекции и понимать, относится ли символ к третьему или первому виду проекции.
Чтобы помочь вам вспомнить, какой символ относится к какому представлению, давайте посмотрим на символ для каждого из них. Символ третьего угла показан в верхнем левом углу Рисунка 1. Символ первого угла показан в левом верхнем углу Рисунка 2.
Каждый символ представляет виды конуса с этого углового вида. Символы третьего и первого угла показывают круговой вид конуса сверху и вид конуса справа.
Погружной дренажный насос: принцип работы, устройство, производители
В подвальных помещениях многоквартирных и частных домах после обильных дождей, прорыва водопроводной системы или во время паводка скапливается вода. В результате там формируется антисанитарная обстановка. Влага также негативно влияет на фундамент здания, способствуя его разрушению. Избежать подобных последствий и предотвратить разлив воды можно с помощью дренажного насоса. Его используют не только в подвалах, но и в колодцах, бассейнах и на других затопленных участках.
Дренажный насос: что это такое?
Дренажный насос представляет собой устройство, которым можно откачивать большие объемы воды. Он функционален и подходит для использования в различных условиях. Единственным условием, ограничивающим сферу применения устройства, является объем примесей в воде. Он должен быть менее 10%. Несоблюдение этого требования приведет к поломке насоса.
Устройство поднимает воду на небольшое расстояние. Это обусловлено тем, что функционал дренажного насоса не позволяет создать большое давление. Особенность устройства этого типа заключается в том, что его ремонт – достаточно трудоемкая процедура. Самостоятельно устранить неисправности в работе дренажного насоса удается редко.
Устройство имеет широкую сферу применения. Так, дренажным насосом откачивают или отводят фекальные стоки в многоэтажных зданиях. Для этих целей выпускают особые модели устройства. Принцип работы у дренажного и фекального насоса один. Однако между этими видами устройства есть одно отличие.
Дренажный насос нормально работает с примесями, диаметр которых составляет 12 мм. В случае с устройствами, используемыми при работе с канализационными стоками, посторонние частицы в диаметре могут достигать 120 мм. Внутри таких насосов часто дополнительно устанавливаются режущие ножи. Они измельчают примеси, благодаря чему не забиваются шланги. В то же время фекальные насосы качают жидкости, в которых практически нет примесей и взвесей.
Дренажные насосы: какие они бывают?
В зависимости от особенностей работы дренажные насосы могут быть, например, погружными. В процессе эксплуатации они находятся в воде. Такой насос используют для того, чтобы поднять жидкость на значительную высоту. Это возможно благодаря большой мощности устройства. Компактность и бесшумность – вот основные преимущества такого дренажного насоса. Глубина его погружения достигает 50 м.
Однако у этого вида есть и недостатки. Погружные насосы с трудом поддаются ремонту. Это объясняется тем, что вскрыть корпус устройства достаточно сложно, как и найти причину его поломки. Чтобы устранить неисправность, приходится доставать устройство из воды, а это достаточно трудоемкий процесс, осуществить который может только опытный специалист.
Погружной дренажный насос по принципу работы похож на наружный насос. Хотя в их функционировании есть одно отличие. Оно заключается в том, что погружной насос сам всасывает жидкость. В устройстве наружного типа этот процесс осуществляется через шланг. Для всасывания воды днище погружного насоса оснащено специальными отверстиями, после которых внутри конструкции расположены сетчатые фильтры. Они обеспечивают импеллеру надежную защиту от крупных примесей и камней.
Еще одним преимуществом погружного насоса является то, что его не нужно включать. Он начинает свою работу, когда стоки достигают определенного уровня. При использовании важно качественно изолировать насос от жидкости, чтобы предотвратить возможное замыкание. Его можно использовать не только в бытовых, но и в промышленных целях.
Погружной насос также классифицируется на следующие типы:
вертикальный – максимальная глубина погружения составляет 7 м;
горизонтальный – глубина погружения составляет более 100 м.
Погружной насос очень удобен в эксплуатации, так как не нуждается в системе охлаждения. Через него проходит жидкость, и за счет этого теряется лишняя тепловая энергия. Устройство используется при любой температуре. Даже сильные морозы не помешают его работе. Главное, правильно установить насос. В процессе монтажа часто возникают проблемы, так как устройство надо спускать на большую глубину.
Подтипом устройства погружного типа является полупогружной насос. Его рабочая часть полностью оказывается в воде, а над ней остается двигатель. Устройство не подходит для откачивания жидкости, которая содержит частицы крупного размера.
Дренажные насосы бывают также поверхностными.
Устройства этого вида устанавливается в колодцах и скважинах. Поверхностный насос не погружается в жидкость. Вода поступает в него через длинный шланг. Насос подходит для применения в условиях, когда жидкость находится на небольшой глубине. Чаще всего устройство используется для откачки грунтовых вод.
Легкость монтажа и демонтажа поверхностного насоса является одним из главных его преимуществ. Осуществлять техническое обслуживание устройства также удобно. Основные элементы конструкции время от времени должны прочищаться и смазываться. Это позволит предотвратить поломки устройства и увеличить срок его эксплуатации.
У всех видов насосов есть специальный поплавок. С помощью этой детали отслеживается уровень жидкости. Когда он достигает критической отметки, насос начинает откачивать воду. Устройство при необходимости легко транспортируется с места на место. Высокая мобильность и компактность является одним из его преимуществ.
По функциональности поверхностный насос уступает погружному. Однако при этом они потребляют одинаковое количество электроэнергии. Поверхностный насос нельзя использовать для откачки воды с большой глубины, что существенно ограничивает сферу его применения. Еще один недостаток устройства заключается в том, что оно быстро нагревается и сильно шумит в процессе работы. Срок эксплуатации поверхностного насоса существенно меньше, чем у погружного.
Конструкция дренажного насоса
Основным элементом в конструкции насоса является его электродвигатель. От его мощность зависит объем воды, который может перекачиваться в единицу времени. Электродвигатель начинает работать, как только устройство подключается к источнику электроэнергии, в качестве которого часто выступает бензиновый генератор.
Одновременно с электродвигателем начинается работа вала с крольчаткой. Вначале вода попадает внутрь насоса, а затем выходит через шланг наружу. Ее перемещение внутри осуществляется за счет действия центробежной силы.
Еще одним важным элементом конструкции является поплавок. Он обеспечивает автоматическое отключение и включение устройства. Если бы не было поплавка, пользователю пришлось бы постоянно наблюдать за процессом перекачивания жидкости. Ведь если насос окажется полностью в воде или же будет работать, когда вода в резервуаре уже закончится, это может стать причиной поломки.
Попадание внутрь конструкции крупных частиц или камней также приводит к выходу из строя насоса. Чтобы предотвратить это, следует внимательно ознакомиться с техническими характеристиками и особенностями конструкции. В руководстве пользователя есть информацию о том, наличие каких примесей допустимо. Если устройство не рассчитано на перекачивание воды, в которой встречаются крупные частицы, то оно не подойдет для работы с загрязненной жидкостью.
Принцип действия дренажного насоса
Понять, как действует дренажный насос, может каждый. Устройство откачивает воду, которая отводится в специально предназначенное для этого очистное сооружение. Сложность монтажа напрямую зависит от глубин погружения насоса. Модели, находящиеся у поверхности, установить проще всего.
В некоторых случаях функционирование устройства ограничено, так как вода, которую оно откачивает, имеет высокую температуру. Вследствие этого насос нагревается, что осложняет его работу. Производители дренажных насосов в инструкции обычно указывают максимальную температуру, при которых может функционировать каждая модель. Некоторые устройства разрабатываются специально для применения в особых условиях. Например, для работы при высокой температуре (более 50 градусов).
Преимущества по сравнению с другими насосами
Доступная цена
(При относительно невысокой стоимости дренажный насос обладает достаточно большой мощностью. В час некоторые модели способны перекачивать до 8 куб. м жидкости. Напор насоса составляет около 7 м. Такие технические характеристики позволяют применять устройства в быту. Например, с помощью дренажного насоса можно легко и быстро заменить воду в домашнем бассейне.)
Простота и удобство в эксплуатации
(Поверхностные насосы легко монтировать и демонтировать. Устройства погружного типа требуют больше времени при установке, однако с ними реально справиться без посторонней помощи. Дренажный насос работает бесшумно и имеет небольшой вес. Компактные размеры позволяют быстро перемещать устройство с одного места на другое.)
Длительный срок эксплуатации.
(Дренажные насосы очень надежны. Они обладают простой конструкцией, детали которой при соблюдении правил эксплуатации редко выходят из строя. Если уровень откачиваемой жидкости достигнет определенного значения, дренажный насос автоматически отключится. Эта функция позволяет продлить срок эксплуатации устройства, предотвратить поломку двигателя и сэкономить электроэнергию.)
Применение дренажного насоса в быту
Чтобы начать использовать дренажный насос, необходимо подвесить его за рукоятку. Если устройство устанавливается на ровную поверхность, например, на дно водоема, необходимо использовать подставку. Она позволит предотвратить попадание в рабочее колесо грунта. Песок со дна водоема также негативно влияет на работу устройства, сокращая срок его эксплуатации.
У основания насоса размещена специальная решетка. Через нее в устройство закачивается вода. Размер отверстий в решетке определяет, насколько крупными могут быть частицы примесей, находящиеся в жидкости. После запуска устройства нужно постоянно контролировать температуру откачиваемой воды. Она должна быть менее 40 градусов. Бытовые дренажные насосы подключаются к источнику электроэнергии с напряжением в 220 Вт. Чтобы устройство работало дольше, не следует применять его для работы с жидкостями, которые содержат более 10% примесей.
Функциональные возможности дренажного насоса ограничиваются необходимостью подключения к источнику электроэнергии. Чтобы сделать устройство более мобильным, можно воспользоваться бензиновым генератором.
Где используется дренажный насос?
В промышленности
(Для работы на крупных предприятиях необходимые самые мощные модели. С их помощью откачивают промышленные стоки и дождевую воду. Насосы на заводах являются частью аварийной системы. Устройства для промышленного использования отличаются высокой надежностью и износостойкостью. Эти характеристики наряду с экономичностью являются основными при выборе конкретной модели.
В строительстве
(Осушение котлованов на стройплощадках осуществляется с помощью дренажного насоса. Устройство, как и при его использовании на промышленных предприятиях, должно быть достаточно мощным и надежным.)
В быту
(Невысокая стоимость и отличные эксплуатационные характеристики позволяют применять дренажный насос в различных целях в быту. Устройство станет незаменимым помощником для владельцев приусадебных участков. Дренажный насос позволяет решить проблему с подтоплением подвала и погреба. Те, у кого есть бассейн, точно оценят преимущества устройства. Менять воду в резервуаре с дренажным насосом будет проще и быстрее. В процессе его работы не нужно находиться постоянно рядом. Насос отключается автоматически. Устройство также может использоваться для полива культур на приусадебном участке.)
Выбираем дренажный насос: самые важные моменты
Прежде чем покупать дренажный насос, следует определиться, в каких условиях он будет использоваться. Чтобы оборудование работало нормально, нужно соблюдать требования, которые устанавливает производитель, к примесям, присутствующим в жидкостях. Так, большинство моделей выходят из строя, если применять их для работы с жидкостями, в которых содержатся крупные частицы.
Для определения мощности насоса потребуется знать объем воды, которую нужно будет откачать за фиксированный отрезок времени. Устройства с напором в 7 м поднимает воду в вертикальном направлении на 7 м, а в горизонтальном – на 70 м.
Материал корпуса – это еще один важный критерий, который следует учитывать. При производстве промышленных моделей используют чугун. Это прочный и износостойкий материал, который обеспечивает устройству длительный срок службы. Однако изделия из чугуна получаются тяжелыми, и их трудно транспортировать.
В продаже представлены бытовые насосы из различных видов пластика, например, полипропилена или армированного полиамида. Эти недорогие материалы позволяют получить бюджетные устройства. Они подойдут для использования в быту.
Единственным недостатком таких моделей является то, что они недолговечны и быстро выходят из строя. Устранить неисправности в этих устройствах невозможно. По этой причине лучше не экономить, а приобрести более надежную модель. Ее корпус должен быть выполнен из прочного пластика, а механизм – из нержавеющей стали. Эта модель будет устойчива к коррозии и сможет долго работать даже под воздействием факторов внешней среды.
Все эти характеристики указаны в описании устройства. Например, дренажный насос Unipump Inoxvort-400 sw подходит для перекачивания воды, допустимый размер твердых частиц в которой может достигать 35 мм. Уровень воды в нем контролируется с помощью поплавка. В минуту этот насос способен перекачивать 130 л воды. Его можно погружать максимум на 8 метров под землю. Напор по вертикали составляет 6 м. У насоса Unipump Inoxvort-400 sw длина сетевого шнура 10 м, поэтому его удобно использовать, даже если в непосредственной близости нет источника электропитания. Корпус выполнен из нержавеющей стали, что обеспечивает устройству длительный срок службы.
Устройство дренажного насоса позволяет использовать его в разных сферах. Главное, выбрать качественную модель. Она должна быть выполнена из прочных и износостойких материалов, обладать достаточной мощностью. Наиболее практичными считаются чугунные модели. Корпус некоторых насосов также изготавливают из современных видов пластика. Он менее надежен, чем у чугунных конструкций, но по своим характеристикам отлично подходит для бытовых устройств.
Вид насоса следует подбирать из целей, для которых оно будет использоваться. У погружных и поверхностных моделей есть свои преимущества и недостатки. После приобретения нужно правильно осуществить монтаж и можно использовать устройство. Чтобы продлить его срок службы, следует соблюдать все рекомендации производителя по эксплуатации насоса.
25. 07.2017
Возврат к списку
Как работает поплавок на дренажном насосе. Все о поплавках
Поплавковый выключатель обеспечивает автоматическую работу насоса без постоянного контроля со стороны пользователя: отслеживает уровень воды и, при необходимости, приостанавливает работу агрегата (при критически низком уровне жидкости) или запускает его (при подъеме воды). Этот прибор, как правило, устанавливается на насосах погружного типа.
Дренажные насосы со встроенными поплавковыми выключателями бывают облегченного и тяжелого типа. Первые имеют помпу с поплавком и используются для перекачки чистой и слабозагрязненной воды. Тяжелые насосы предназначены для жидкостей с большим количеством примесей и используются в сложных условиях: в канализации, при осушении затопленных помещений, выкачивании сточных и дождевых вод.
Поплавковый выключатель состоит из нескольких элементов:
пластиковый корпус, наполненный воздухом,
переключатель с рычагом (размыкатель),
шарик из стали,
провода (подключаются к открытому и закрытому контакту).
При опускании или поднятии поплавка стальной шарик меняет свое положение и переключает рычаг, который воздействует на контакты переключателя. От последнего тянутся провода непосредственно к насосу. Переключатели бывают 2- и 3-хпроводные. С их помощью происходит разрыв электроцепи (выключение насоса) и соединение (включение), в зависимости от уровня воды. 2-хпроводные отслеживают только критическое снижение массы жидкости, 3-хпроводные более функциональны, так как защищают не только от сухого хода, но и от избытка воды и перелива. В этой системе 3-й провод является общим.
Кабель, идущий от поплавка к насосу, должен быть влагостойким, а сам корпус поплавка быть полностью герметичным. Полость ввода кабеля заполнена полимерной смолой, которая препятствует попаданию воды к проводам. Сам кабель и корпус поплавка устойчивы к воздействию агрессивных веществ: фекальных масс, технических жидкостей, спирта, кислот и др. Поверхность корпуса непористая, поэтому не цепляет грязь, песок и другие твердые частицы.
Как работает поплавок на дренажном насосе
Процесс работы поплавкового выключателя: при погружении насоса в резервуар с достаточным количеством воды поплавок всплывает на поверхность и включает насос. При снижении уровня жидкости поплавок начнет опускаться, и когда опустится ниже минимального уровня, устройство активизируется и остановит работу насоса.
При желании можно подключить один поплавок к двум насосам, но такая конструкция имеет низкую эффективность.
Обслуживание поплавкового выключателя
Правильная эксплуатация поплавкового выключателя обеспечит долговечность устройства. При использовании насоса для перекачивания чистой и слабозагрязненной воды можно не беспокоиться об обслуживании поплавка. Если же прибор используется в канализации вместе с фекальным насосом, его следует очищать не реже 1 раза в месяц под сильной струей воды. Данные манипуляции позволят избежать опускания поплавка под тяжестью грязи, а также его прилипания к насосу или к трубе. Поплавковый выключатель, не справляющийся со своими функциями, подлежит обязательной замене, желательно специалистом.
При обнаружении мелких неисправностей можно выполнить ремонт насоса самостоятельно:
застревание прибора – освободить его своими руками;
заклинивание крыльчатки – очистить ее от налипшего мусора;
обрыв или неисправность кабеля – отключить от сети насос и путем прощупывания найти поврежденный участок под изоляционным слоем. Замотать его изолентой.
Не следует самостоятельно пытаться исправить следующие неисправности:
Поломка клапана,
Обрыв штока,
Сгоревшая обмотка после короткого замыкания.
Это серьезные поломки, которые требуют вмешательства специалиста. Кроме того, ремонт и запчасти могут обойтись в ту же сумму, сколько стоит новый агрегат, поэтому в данном случае рациональнее будет приобрести новый насос.
Смотрите также:
Выбор счётчика
Выбор перфоратора
Выбор мотобура
Что такое погружной насос?
Содержание
1 Что такое погружной насос?
2 Как работает погружной насос?
3 типы погружных насоса
3.1 1) Глубокодиочный погруженный водяной насос
3,2 2) Насосы из нержавеющей стали
3,3 3) Нижние всасывающие насосы
3,4 4) Масляные насосы
3,5). Насос
3.6 6) Смешанные и осевые насосы
3.7 7) Погружной насос
3.8 8) Погружной насос Crompton
4 Как заполнить погружной скважинный насос?
5 Components of Submersible Pump
6 Advantages and Disadvantages of Submersible Water Pump
6.1 Advantages of Submersible Pump
6. 2 Disadvantages of Submersible Pumps
7 Applications of Submersible Pumps
8 FAQ Section
8.1 What is погружной насос используется для?
8.2 Могут ли погружные насосы работать всухую?
8.3 Чем лучше погружной насос?
8.4 Как долго может работать погружной насос?
8.5 Почему конструкция погружных насосов отличается от конструкции других насосов?
Насос — это устройство, которое используется для перекачки жидкостей из одного места в другое. Существует несколько типов насосов, которые используются в различных отраслях промышленности по всему миру. Погружной насос — известный тип насоса. Это тип многоступенчатого центробежного насоса. Погружной насос также известен как скважинный насос .
Что такое погружной насос?
Погружной насос – это механическое оборудование, которое толкает воду к поверхности, а не вытягивает ее . Он имеет герметичный двигатель, соединенный с корпусом насоса, который помогает выталкивать жидкость к поверхности. Это самый известный тип центробежного насоса.
Погружной насос в основном используется для откачки воды из скважин. Этот тип насоса выталкивает воду к поверхности, превращая вращательное движение (скорость) в кинетическую энергию, а лопасти диффузора дополнительно преобразуют эту KE в энергию давления.
Существенным преимуществом этого насоса является то, что он может предотвратить кавитацию в насосе. Эти насосы известны как погружные насосы, поскольку они полностью погружаются в воду. Следовательно, основное назначение этих насосов — откачивать воду из резервуаров, колодцев или других сосудов путем погружения в воду или другие жидкости. Эти насосы также используются в системах с горячей водой и мазутом, где жидкость под давлением из земли используется для питания гидравлического двигателя в скважинах вместо электрического двигателя.
В 1928 году Армаис Арутюнофф обнаружил 1 st погружной насос. Он был инженером в системе транспортировки нефти в Армении. Конструкция этого насоса была разработана компанией Pleuger Pumps в 1929 году.
Как правило, этот насос не требует заливки, поскольку он полностью погружается в жидкость. Однако этот высококачественный насос создает сложности и не может нормально функционировать без проблем, поэтому его никогда не вынимают из воды.
Эти насосы являются хорошим выбором во многих случаях, поскольку они предотвращают кавитацию в насосе.
Погружные насосы используются во многих отраслях промышленности. Например, одноступенчатые погружные насосы используются для промышленных, канализационных и дренажных целей, а многоступенчатые насосы предпочтительны для промышленных, коммерческих, коммунальных и бытовых целей.
Читайте также: Различные типы насосов
Как работает погружной насос?
Работа погружного насоса немного отличается от струйного насоса . Потому что струйные насосы перекачивают жидкость, втягивая ее, а погружные насосы перекачивают жидкость, толкая ее. Погружной водяной насос представляет собой машину, соединенную с полностью герметичным двигателем. Это тип центробежного насоса. Поэтому его работа очень похожа на другие типы центробежных насосов. Погружные насосы полностью погружаются в воду.
Во время работы погружной водяной насос выталкивает воду на поверхность. Когда вода из скважины или резервуара поступает в насос через донный клапан, она ударяется о рабочее колесо. Рабочее колесо представляет собой вращающийся блок с несколькими неподвижными лопастями. Эта крыльчатка соединена с электродвигателем через вал. Рабочее колесо вращается вместе с вращением вала.
Когда вода попадает на лопасти рабочего колеса, лопасти преобразуют кинетическую энергию воды в скорость и увеличивают скорость воды. Пройдя через крыльчатку, вода попадает в диффузор, который дополнительно преобразует скорость воды в энергию давления. Таким образом, диффузор увеличивает желаемое давление воды; после этого вода под давлением выпускается через выпускной клапан насоса.
Таким образом, погружные насосы выталкивают воду на поверхность.
Для лучшего понимания посмотрите следующее видео:
Типы погружных насосов
Погружные насосы бывают нескольких типов, которые в основном используются в разных резервуарах и колодцах. Наиболее известные типы погружных скважинных насосов приведены ниже:
Глубинный насос
Насос из нержавеющей стали
Донный всасывающий насос
Маслонаполненный насос
Насос охладителя воды
Погружной насос общего назначения
Насос смешанного и осевого потока
Погружной насос Crompton
Погружной скважинный насос используется для перекачки воды из скважины в ваш дом или желаемое место. Этот насос полностью погружается в колодезную воду. Поскольку он используется в колодце, поэтому он известен как « погружной скважинный насос ».
Глубинный насос можно использовать и в коммунальных целях. С корпусом этих насосов соединен электродвигатель, который также работает под водой. Как только эти насосы начнут работать, они должны быть полностью погружены в воду. В результате эти насосы часто могут перекачивать пресную или слабокислую воду.
2) Насосы из нержавеющей стали
Эти насосы имеют лучшую производительность, чем насосы из чугуна. Этот тип насоса полностью покрыт нержавеющей сталью, поэтому он известен как 9.0059 насос из нержавеющей стали . Весь насос полностью погружается в воду во время работы.
Обладает высокой кислотостойкостью. Этот тип насоса часто перекачивает горячую или слабокислую воду. Источники воды, такие как скважина, также могут защищать своими уникальными плесенями, а пресная вода также может часто перемещаться.
3) Донные всасывающие насосы
Эти насосы в основном используются в реках, горнодобывающей промышленности, водоотливе, плавательных бассейнах и озерах. Они снабжены направляющей втулкой под насос. Погружной водяной насос донного всасывания всасывает воду со дна скважины и эффективно обеспечивает качественную функцию охлаждения двигателя.
Это аварийные и экспедиционные насосы. Эти насосы имеют более простую установку, чем другие типы насосов. Нижний всасывающий насос имеет высокий напор.
4) Маслонаполненные насосы
В масляном насосе используется электродвигатель, погруженный в масло. Эти насосы широко используются для подачи воды в горные районы, дренажные системы, технической воды, подъема воды в колодцы, орошения сельскохозяйственных угодий, холмов, водоснабжения домов и т. д.
В этом насосе требуется впрыск масла для охлаждения мотор. Так как масло не замерзает, следовательно, его можно использовать и в прохладных местах.
Эти типы погружных насосов очень просты в установке и ремонте. Они доставляют чистую воду в реку, бассейн или озеро.
5) Погружной насос для водяного охлаждения
Погружные насосы для водяного охлаждения обычно используются в промышленных зонах, бытовом водоснабжении, орошении сельскохозяйственных угодий и других областях. Как и маслонаполненный насос, он также может работать под водой. Двигатель этого насоса также может быть установлен для работы под водой. Пресная вода может быть введена для охлаждения электродвигателя.
Эти типы насосов подходят для мест, где требуется вода высокого качества.
6) Насосы со смешанным и осевым потоком
Этот насос широко используется в дренаже, насосных станциях для отверждения воды, дренаже сточных вод, дренаже рек, очистке сточных вод и контроле за переливом. Незасоряемость и массивная текучесть улучшают условия его работы. Кроме того, система тройного уплотнения может продлить срок службы трубопровода, предотвращая его утечку.
7) Погружной вспомогательный насос
Погружной коммунальный насос является многофункциональным и универсальным насосом. Они используются для удаления дренажа аквариума и проблематичной застойной воды из жилых помещений и открытых площадок. Это очень известные типы насосов из-за их превосходных характеристик. Погружной насос для хозяйственно-питьевой воды может полностью погружаться в воду на длительное время для использования в более крупных приложениях. Он предлагает автоматические и ручные настройки. Он имеет вес всего 9 фунтов.
Погружной насос изготовлен из литого алюминия. Кроме того, это портативный насос. Литой корпус насоса не имеет следов ржавчины или коррозии. Он может перекачивать до 27 галлонов в минуту.
Коммунальный насос также может удалять стоячую воду из затопленного подвала или двора. Напротив, Дренажные насосы удаляют воду, которая собирается вокруг фундамента вашего дома.
8) Погружной насос Crompton
Погружной насос Crompton изготовлен из чугуна. Имеет одно рабочее колесо. Этот тип насоса может перекачивать твердые частицы размером до 30 мм. Его кабельный кожух изготовлен из нержавеющей стали.
В основном эти насосы используются на бумажных фабриках, сахарной промышленности, очистных сооружениях, строящихся зданиях, бассейнах, отелях и ресторанах.
Как заправить погружной скважинный насос?
Погружной скважинный насос перекачивает воду в скважинных системах. Эти насосы работают по комбинированному принципу инжекторных насосов и центробежных насосов, а затем перекачивают воду из скважины. Заливка является важным фактором для правильной работы глубинного насоса. Если ваш погружной скважинный насос не заполняется, выполните следующие действия, чтобы заполнить его:
Шаг 1: –
Во-первых, выключите ваш насос и отсоедините его от электрических выключателей.
Шаг 2: –
Тщательно осмотрите разъемы и насос на наличие трещин или повреждений.
Шаг 3: –
Удалите пластиковую или резиновую заливную пробку с верхней стороны помпы. После этого вставьте водопроводную трубу в открытое отверстие в верхней части насоса.
Шаг 4: –
Передача воды в корпус насоса по водопроводу или трубке. Позвольте трубе или трубке перемещать воду внутри корпуса до тех пор, пока вода не начнет вытекать из корпуса насоса из-за заполнения корпуса.
Шаг 5: –
Теперь снимите водопроводную трубу и частично вставьте заглушку в отверстие, расположенное в верхней части насоса. Включайте насосную систему до тех пор, пока из основания заглушки не перестанут выходить пузырьки воздуха.
Шаг 6: –
Если из насоса выходят пузырьки воздуха, снова удалите заливную пробку и заполните корпус насоса. После повторения описанных выше шагов снова вставьте заглушку частично в отверстие и Включите насос, пока не прекратятся пузырьки воздуха.
Шаг 7: –
Повторяйте весь процесс снова и снова, пока из насоса не начнет вытекать вода вместо воздуха. После этого полностью вставьте заглушку заливного отверстия в отверстие насоса.
Шаг 8: –
При необходимости повторите вышеуказанный процесс.
Components of Submersible Pump
A submersible pump has the following components:
Safety Rope
Clamps
Check Valve
Submersible Pump
Pump cable
Safety Rope
Pressure Gauges
Pressure Switch
Предохранитель крутящего момента
Тройники резервуара
Клапаны управления потоком
Осадочный фильтр
шаровые клапаны
дренажные клапаны
Свободные клапаны
Работочный печень поверхность. Он работает очень эффективно. Обладает способностью самовсасывания.
2) Обратный клапан
Обратный клапан — известный тип клапана. Он используется для остановки обратного потока жидкости внутри насоса. Он также известен как обратный клапан. Расположение и количество обратных клапанов, необходимых для насоса, зависит от глубины конфигурации скважинного насоса. Для установок ниже 200 футов требуется обратный клапан на поверхности ствола скважины и обратный клапан на выходе из насоса.
Если выставить положение глубже, то вам понадобится больше обратных клапанов. Ниже приведены некоторые факторы, которые следует учитывать при установке обратного клапана:
Шланг
Объем воды
Вес погружного скважинного насоса
Падение давления на клапане
Потери на трение в шланге
Скорость вода.
3) Хомуты
Трубный хомут используется для герметизации полиэтиленовой трубы по отношению к вставному фитингу с зазубринами для обеспечения надежного отрывного соединения и водонепроницаемого уплотнения. Все хомуты из нержавеющей стали марки 300 позволяют хомутам обеспечивать срок службы насоса во время монтажа скважины или когда требуется высочайшая коррозионная стойкость.
4) Страховочный трос
В вашем погружном водяном насосе страховочный трос соединяется непосредственно с насосом и располагается на устье скважины. Его основная цель состоит в том, чтобы предотвратить разделение трубы, которое может привести к потерям насоса в основании скважины. В случае выхода из строя стояка предохранительный трос также обеспечивает резервную копию, чтобы монтажник мог вытащить насос из скважины. Перед тем, как каждый насос будет подвешен в колодце, его необходимо закрепить страховочной веревкой.
5) Кабель насоса
Кабели насоса используются для передачи электроэнергии на насос. В основном погружные насосы используют кабели с 2 или 3 проводами.
6) Кабельные стяжки
Используются для надежной фиксации стояка кабеля насоса между ограждениями кабеля. Кроме того, некоторые кабели требуют прикрепления стяжек к стояку на расстоянии не более 10 футов друг от друга.
7) Реле давления
Реле давления регулирует работу погружного водяного насоса. Он имеет встроенную мембрану, которая перемещается вперед и назад для обмена давлением в системе водоснабжения. Реле давления доступны в тяжелых, средних и стандартных моделях для управления большим разнообразием значений давления и электрических характеристик.
8) Манометр
С помощью манометров вы можете легко контролировать рабочее состояние вашего насоса. Вы также можете просмотреть настройки включения и выключения переключателя помпы по манометру. Эти манометры расположены в дополнительных частях, которые указывают на Т-образную головку резервуара для воды.
9) Рабочее колесо
Это вращающийся компонент насоса. Имеет несколько фиксированных лезвий. Он преобразует КЭ воды в скорость.
10) Впускной и выпускной клапаны
Впускной клапан используется для всасывания воды внутрь насоса, а выпускной клапан используется для слива воды из насоса.
Преимущества и недостатки погружного водяного насоса
Погружной водяной насос имеет следующие преимущества и недостатки:
Преимущества погружного насоса
Этот насос предотвращает кавитацию.
Нет необходимости в ручной заливке, так как он погружается в воду и оттуда получает заливку.
Кабель погружного водяного насоса можно использовать как в пресной, так и в соленой воде.
Имеет более высокую эффективность, чем другие типы.
Экономит большую часть энергии, потому что всасывает воду внутрь себя, используя давление воды.
Погружной водяной насос может перекачивать как жидкости, так и твердые вещества.
Бесшумная работа.
Эти насосы более эффективны, чем струйные насосы.
Погружные насосы перекачивают жидкости, выталкивая их, а струйные насосы перекачивают жидкости, вытягивая их.
Этот насос может сэкономить большое количество энергии.
Он также может работать при полном погружении в воду.
У него нет проблем с кавитацией.
Этот тип насоса имеет достаточное внутреннее давление для перекачки воды
Недостатки погружных насосов
Если уплотнение насоса потеряет свою целостность, это может привести к протечке насоса и, в конечном итоге, к повреждению внутренних компонентов.
Отсутствие воды может привести к перегреву двигателя.
Насос погружен в воду, поэтому неисправность насоса не может быть быстро обнаружена.
Если насос не полностью погружен в воду, это может привести к серьезному повреждению.
По сравнению с непогружными насосами погружные насосы имеют высокую стоимость.
Уплотнение насоса со временем изнашивается.
Для разных применений требуются разные типы насосов, и один насос не может обслуживать все применения.
Двигатель насоса требует тщательного ухода; в противном случае он будет перегреваться.
Погружной водяной насос герметичен, который со временем ржавеет. Поэтому вода может попасть в двигатель и повредить его детали.
Эти насосы трудно ремонтировать из-за того, что они могут погружаться в воду.
Этот тип насоса имеет высокую цену из-за его механических свойств
Его нельзя использовать для всех типов приложений.
Сложный уход.
Применение погружных насосов
Погружные насосы используются для осушения, добычи нефти, питьевого водоснабжения, орошения.
Эти насосы работают в колодцах, дренах и мокрых колодцах.
Этот насос также можно использовать на заводах и в бассейнах. В бассейнах обычно используются погружные водяные насосы для откачки сточных вод, которые попадают в дома и другие здания, на строительные площадки и в канализацию.
Часто задаваемые вопросы Раздел
Для чего используется погружной насос?
Погружной насос используется для следующих применений:
Используется для перекачки воды из колодца
Используется в ирригационных системах, особенно в сельском хозяйстве
желаемая область
Также используется для перекачки сточных вод
Могут ли погружные насосы работать всухую?
Да, погружной насос может работать в сухих условиях, когда уровень воды становится ниже минимально необходимого уровня.
Погружные насосы лучше?
Да, потому что для работы этих насосов требуется меньше энергии, а также они работают эффективнее, чем другие насосы.
Как долго может работать погружной насос?
Максимальный срок службы погружных насосов от 8 до 10 лет. Погружной насос также может проработать до 15 лет при умеренном использовании.
Почему конструкция погружных насосов отличается от конструкции других насосов?
Двигатель погружного насоса должен быть полностью герметизирован, чтобы предотвратить попадание воды в электрическую систему.
Проблемы или повреждения обычных насосов можно легко определить, поскольку они работают вне воды. Пока погружные насосы погружаются в воду, трудно определить их проблемы.
Уникальная конструкция погружных насосов предотвращает эти проблемы. По этой причине погружные насосы имеют конструкцию, отличную от других насосов.
Узнать больше:
Какие существуют типы насосов?
Как работает буровой насос?
Как работает септический насос?
Как работает погружной скважинный насос?
Если вы получаете воду из частного колодца, вы несете ответственность за тестирование, мониторинг, очистку и доставку питьевой воды в ваш дом. Ваша система водоснабжения состоит из ряда компонентов, которые работают вместе, чтобы обеспечить ваш дом чистой безопасной питьевой водой. Погружной колодезный насос – это оборудование, которое доставляет воду из колодца в ваш дом.
Типичная система колодезной воды состоит из погружного насосного агрегата, который поднимает воду из колодца под землей и доставляет ее в резервуар для хранения, где она хранится и находится под давлением до тех пор, пока она вам не понадобится. Существует множество различных типов, видов и размеров насосов, предназначенных для использования в бытовых системах водоснабжения. Некоторые насосы служат для специальных целей, таких как повышение давления воды или подача воды к специальному выпускному отверстию, как в дистилляционной системе.
Давайте посмотрим, как на самом деле работает погружной скважинный насос в основе вашей системы подачи воды.
Что такое погружной скважинный насос?
Погружной скважинный насос предназначен для работы под землей. Подобно дренажному насосу, установленному во многих домах, погружной скважинный насос не будет работать, если он полностью не погружен в жидкость. В отличие от надземной насосной системы, которая всасывает воду из-под земли, погружной насос предназначен для выталкивания воды на поверхность.
Насосы могут различаться по размеру, и существует два основных типа погружных насосов, используемых для подачи питьевой воды: мелководные и глубинные. Типичный погружной скважинный насос состоит из цилиндра длиной от 2 до 4 футов и диаметром от 3 до 5 дюймов. Эта трубка имеет герметичный двигатель, тесно связанный с корпусом водяного насоса. Герметизация двигателя предотвращает попадание воды внутрь и короткое замыкание. Двигатель приводит в движение рабочее колесо. При включении реле давления крыльчатка начинает вращаться, всасывая воду в насос. Затем вода проталкивается через корпус насоса и выносится на поверхность. Остальная часть агрегата состоит из кабеля, соединенного с двигателем, и трубы, по которой вода транспортируется на поверхность и в резервуар для хранения.
Размер единицы зависит от производительности колодца и потребностей вашей семьи. Насос должен быть рассчитан на нормальную пиковую нагрузку в вашем домашнем хозяйстве, а не просто на среднее использование. Одним из важных правил является никогда не устанавливать систему, которая имеет большую производительность насоса, чем ваша скважина, если только вам не нужно использовать хранилище скважин вместе с нормальным дебитом для удовлетворения пикового спроса.
Преимущество погружных колодезных насосов
Надземные водяные насосы имеют более высокий уровень механических проблем и отказов из-за динамики подъема воды из колодца. Наземные насосы могут потерять напор, что приведет к перегоранию двигателя и необходимости его замены. Погружные насосы имеют меньше проблем и могут прослужить до 25 лет, прежде чем потребуется их замена. Кавитация является распространенной проблемой наземных насосов. Погружные насосы не подвержены проблемам кавитации из-за того, что они обычно находятся глубоко под поверхностью воды.
Напряжения и деформации в металлических сварных конструкциях возникают в результате нарушений технологии выполнения работ. О надежности в таких случаях говорить не приходится, поскольку на стыках образуются трещины, которые в конечном итоге приводят к разрушению конструкции. Помимо этого не исключается деформация металлических элементов. Часто она настолько критична, что эксплуатация изделия невозможна.
СОДЕРЖАНИЕ
Определение мест образования деформаций и напряжений
Причины возникновения деформаций и напряжений при сварке
Виды сварочных деформаций
Как избежать деформации металла при сварке
Временные и остаточные напряжения – методы устранения
Методы устранения деформаций
Определение мест образования деформаций и напряжений
Сварочные напряжения – это направленные на соединительный шов механические воздействия постоянного характера. Они могут быть:
изгибающего действия;
растягивающего;
срезающего;
сжимающего;
растягивающего.
Сварочные деформации – это изменение формы конструкции в результате воздействия внутренней силы. Точка приложения этой силы приходится на места сварки. Деформации могут проявляться не сразу, а по истечении некоторого времени как результат усталости металла или после начала эксплуатации под воздействием дополнительных нагрузок. При благоприятных раскладах возможен минимальный ущерб, который выражается снижением устойчивости к воздействию коррозии. Если же внутреннее напряжение слишком высокое, то не исключается разрушение конструкции.
Причины возникновения деформаций и напряжений при сварке
Напряжения и деформации во время сварки могут возникать по нескольким причинам. Их принято разделять на две группы: основные и побочные. Отличительная особенность между ними состоит в том, что первые образуются во время сварочного процесса и объективно неизбежны. А вот побочные напряжения можно и нужно предотвращать.
Основные причины деформаций, относящиеся к второй группе (побочные):
Неравномерный нагрев металлической заготовки. Суть физического процесса сводится к тому, что металл с более высокой температурой расширяется больше. Между двумя примыкающими слоями с разной температурой образуется напряженность. Она тем больше, чем выше показатели температуры и, соответственно, коэффициент теплового расширения. С возрастанием значений прямо пропорционально увеличивается и вероятность деформации конструкции.
Усадки имеют место в тех случаях, когда жидкий металл резко охлаждается и переходит в твердое состояние. Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.
Структурные изменения. Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
К побочным причинам деформаций причисляют:
неверный выбор электродов,
сварка выполнялась в неправильном режиме;
нарушения технологии выполнения сварочных работ;
плохая подготовка кромок;
ошибка при выборе типа шва;
слишком маленькое расстояние между двумя разными швами;
большое количество точек пересечения;
неопытность специалистов;
ошибки конструктивного характера.
Виды сварочных деформаций
Сварочные напряжения могут быть структурными или тепловыми в зависимости от причин их образования. Как понятно из названия, тепловые возникают в процессе нагрева или остывания заготовок, а структурные – в результате внутренних изменений материала. Они могут проявляться и комплексно, например, в случае сваривания высокоуглеродистых и легированных сортов стали.
Если принять во внимание место действия, то напряжения возникают в пределах всей конструкции, сварного соединения, в зернах или кристаллической решетке металла. По виду напряженного состояния их разделяют на три группы:
Плоские. Имеют двустороннюю направленность воздействия;
Объемные. Действие напряжения направлено по трем осям.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Деформация, которая возникает во время сварочных работ, называется общей. В случаях, когда меняются форма и размеры одной или нескольких расположенных рядом свариваемых деталей, деформация называется местной.
Деформации принято различать и по продолжительности действия. Временными называют те, воздействие которых проявляется исключительно в период выполнения сварочных работ. Геометрические параметры восстанавливаются после остывания металла. Изменение формы, которое остается и после того, как устранена сама причина ее образования, называется остаточной. В случаях, когда геометрические параметры после работы приходят в начальную форму, деформации принято называть упругими, в обратном случае – пластическими.
Как избежать деформации металла при сварке
Для уменьшения вероятности деформации деталей и готовой конструкции специалисты рекомендуют придерживаться некоторых правил:
На этапе проектирования сделать расчет деформаций для нормального формирования сварочного шва, выбрать оптимальные припуски для усадки.
Расположить швы желательно симметрично относительно осей узлов.
При проектировании не допускать, чтобы в одной точке пересекалось больше трех швов.
Перед началом сварочных работ проверить, все ли зазоры на стыках соответствуют расчетным показателям.
Не формировать сварочные швы в местах предполагаемой концентрации внутренних напряжений металла.
В целях уменьшения деформации металла и напряжений внутри материалов во время выполнения сварочных работ специалисты используют специальные приемы. Наиболее эффективные из них:
Создание дополнительных очагов деформации, вектор которых направлен в противоположную сторону.
Длинные швы (1 метр и более) разбиваются на несколько участков до 15 см каждый. Сваривание выполняется обратноступенчатым методом.
Часто помогает снижение температуры в сварочной зоне. Для этого во время сварки под стыки подкладываются графитовые или медные пластины.
Расположенные недалеко друг от друга стыки свариваются так, чтобы деформации компенсировали одна другую.
При соединении заготовок из вязких металлов применяются технологии и методы, направленные на снижение остаточных явлений.
Если условиями эксплуатации допускается возможность создания коротких швов, то следует делать стыки как можно меньше.
При сваривании желательно делать как можно меньше проходов.
В случаях, когда предусматривается формирование двухстороннего шва, следует наплавлять слои с каждой стороны попеременно.
Перед началом работы можно выгнуть края заготовок в сторону противоположную направлению деформации. После остывания они вернутся в исходное положение.
Количество прихваток должно быть минимальным.
Небольшие заготовки и узлы приваривать с использованием кондукторов и шаблонов.
Временные и остаточные напряжения – методы устранения
Для снятия напряжений отлично подходят механическая обработка и отжиг. Температурное воздействие выполняется в случаях, когда возникает необходимость в точном соблюдении заданных размеров. Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Механическое снятие напряжений включает обработку соединений проковкой, взрывом, вибрацией или прокаткой. Преследуемая цель – создание обратно направленной нагрузки. Для проковки горячей или холодной чаще всего применяется пневматический молот. Для создания вибраций применяется специальное устройство, генерирующее колебания в диапазоне от 10 до 120 Гц. Способ воздействия выбирается с учетом сложности конструкции, формы и размеров деталей.
Методы устранения деформаций
Существует несколько способов устранения дефектов геометрии конструкции: термический с местным или общим нагревом, чисто механический и комбинация этих двух способов – термомеханическое устранение дефектов. В случае применения термического способа правки с полным обжигом конструкцию изначально закрепляют в устройстве, которое будет создавать давление на деформированный участок. После этого ее нагревают в печи.
При локальном нагреве упор делается на сжимании металла при остывании. Для устранения изъяна участок прогревается с помощью сварочной дуги или газовой горелки. Поскольку соседние участки металла остаются холодными, то зона нагрева носит локальный характер и расширяется незначительно. После остывания дефективный участок выпрямляется, а его форма становится приемлемой.
Термическое воздействие является пригодным для исправления всех вариантов дефектов. Но при работе с тонкостенными листовыми материалами следует учитывать особенности:
нагрев очень быстро распространяется по большой площади тонкого листа. В силу этих причин силы сжатия бывает недостаточно для устранения деформации;
максимально допустимая температура локального нагрева составляет 600-650 °C. В противном случае буду образовываться новые дефективные участки и деталь станет непригодной для дальнейшей эксплуатации.
Исправление механическим путем подразумевает создание обратно направленных нагрузок на растянутые участки. Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Термомеханическая правка включает разогрев участка до 700-800 °C с последующим механическим воздействием. Участки с сильным деформированием исправляют следующим способом. Сначала делают обратные куполообразные выступы, после чего нагревают и резко охлаждают.
Способ устранения деформации выбирается в зависимости от сложности и размеров конструкции. При этом учитываются показатели трудозатрат, финансовые издержки и расход материалов.
Напряжения и деформации при сварке
Оцените, пожалуйста, статью
12345
Всего оценок: 11, Средняя: 3
Деформации и напряжения при сварке: причины, виды, способы устранения
Содержание:
Что являют собой напряжения и деформации
Почему образуются деформации и напряжения
Виды деформаций и напряжений
Тестирование сварных швов и расчет деформаций
Способы устранения сварочных напряжений
Способы устранения деформации
Как предотвратить возникновение напряжений и деформации
Методы противодействия сварочным деформациям и напряжениям
Интересное видео
В производстве металлоконструкций самые надежные и долговечные соединения обеспечивает сварочная технология при условии безошибочного проведения работ. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.
Что являют собой напряжения и деформации
Появлением напряжений и искажений сопровождается любое силовое воздействие на металлическое изделие. Силу, которая оказывает давление на единицу площади называют напряжением, а нарушение целостности форм и размеров в результате силовой нагрузки называют деформацией.
Напряжение может быть вызвано физическим усилием сжимающего, растягивающего, срезающего или изгибающего характера. Когда сварочные напряжения и деформации превышают допустимые значения, то это влечет за собой разрушению отдельных элементов и всей конструкции.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке: структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
Характер возникновения
Тип напряжения
Чем вызвано нарушение
В соответствии причины появления
Тепловые
Неравномерный прогрев из-за перепада температур в процессе сварки
Структурные
Изменения в структуре металла при нагревании его выше предельно допустимой температуры
По времени существования
Временные
Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения
Остаточные
Даже после ликвидации причин их появления присутствуют в изделии
По охватываемой площади
Действующие в пределах всей конструкции
Действующие только в зернах структуры материала
Присутствующие в кристаллической решетке металла
По направленности действия
Продольные
Образуются вдоль линии сварочного шва
Поперечные
Располагаются перпендикулярно к оси соединения
По виду напряженного состояния
Линейные
Только в одном направлении распространяется действие
Плоскостные
Образуются в двух разных направлениях
Объемные
Оказывают одновременно трехстороннее воздействие
Виды деформаций при сварке бывают:
местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем — остаточными;
упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются — пластичная.
Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Тестирование сварных швов и расчет деформаций
С целью определения прочности и надежности шва, и выявления возникших дефектов проводится тестирование сварных соединений. Такой контроль позволяет своевременно обнаружить браки и оперативно их устранить.
Для выявления изъянов используют следующие типы контроля:
разрушающий. Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
неразрушающий. Проводится посредством внешнего осмотра, капиллярного метода, магнитной или ультразвуковой дефектоскопии, контролем на проницаемость и другими способами.
При производстве конструкций с применением сварки одним из важных нюансов является точное определение возможных деформаций и напряжений. Их наличие приводит к отклонениям от первоначальных размеров и форм изделий, понижает прочность конструкций и ухудшает эксплуатационные качества.
Расчет сварочных напряжений и деформаций позволяет проанализировать разные варианты проведения сварочных операций и спланировать их последовательность так, чтобы в процессе работ конструкция подвергалась минимальным напряжениям и образованию дефектов.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Способы устранения деформации
Деформация металла при сварке устраняется термомеханической, холодной механической и термической правкой с общим или местным нагревом. При полном отжиге конструкция прочно фиксируется в специальном устройстве, которое на требуемые участки образует давление. После закрепления изделие помещается в печь для нагрева.
Принцип термического способа состоит в том, что в процессе охлаждения металл сжимается. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Холодная правка проводится с применением постоянных нагрузок, которые образуют с помощью разнообразных прессов, валков для прокатки длинных конструкций. В сильно растянутых конструкциях для ликвидации деформаций используют термическую правку. Сперва собираются излишки металла, после чего проблемные участки прогреваются.
Какой из методов считается самым лучшим? Однозначного ответа здесь не существует. При выборе технологии следует учитывать тип, размеры и формы металлического изделия, какие особенности вызвали деформации и сварочные напряжения, и деформации, возникшие в плоскости или снаружи. Также внимание стоит обратить на эффективности методики и предстоящих трудозатратах.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
очень важно, чтобы в одной точке не было пересечений более чем трех швов;
перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
при выполнении длинных швов применять обратноступенчатый способ на проход;
использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ. Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.
Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует обратить внимание, что у такого метода есть один недостаток — повышенные риски появления внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
Интересное видео
Основы искривления при сварке
Как возникает искривление?
Сварка обычно включает нагрев материалов в месте соединения для их сплавления. Это тепло вызывает расширение и сжатие. Если нагрев и охлаждение неравномерны, могут возникнуть искажения. Это искажение возникает из-за остаточного напряжения.
Возникают два основных напряжения.
сжимающее напряжение, возникающее в области, окружающей кромки основного металла, из-за теплового расширения в областях рядом со сварочной ванной.
Напряжение растяжения
возникает, когда остальная часть металла сопротивляется сжатию нагретой области и металла сварного шва.
Вы можете определить величину термического напряжения, вызванного материалом, только по изменению объема зоны сварки и результирующему перемещению материала, когда он затвердевает и охлаждается до комнатной температуры.
Если напряжение, возникающее при расширении и сжатии, превышает предел текучести основного металла, в соединении может возникнуть локальная пластическая деформация. Пластическая деформация искажает структуру сварного соединения. Это приводит к постоянному изменению размеров или формы компонентов. Для лучшего понимания того, как это происходит, для иллюстрации примера используется следующий рисунок со стальным стержнем.
Рис. 1
Виды сварочной деформации
Продольная деформация
Продольная усадка происходит по длине шва. При охлаждении сварной шов и окружающая его область сжимаются, в результате чего заготовка укорачивается. Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
Рис. 2: Продольная деформация
Поперечная деформация
Эта деформация возникает, когда металл сжимается после сварки и тянет его края друг к другу. Это происходит потому, что металл изначально расширился, но при охлаждении испытал более высокую скорость сжатия.
Рис. 3: Поперечная деформация
Угловая деформация
Угловая деформация возникает, когда углы между свариваемыми деталями изменяются в результате усадки. Сжатие больше вверху, так как в верхней части сварочная ванна больше, чем в нижней. См. рисунок ниже.
Рис. 4: Угловая деформация
Изгиб, искривление и деформация
Если все вышеперечисленные типы деформации возникают в одном соединении, результатом является несколько сложных деформаций. Искажения могут быть в виде изгиба, коробления и искривления. При изгибе центр сварного шва не совпадает с нейтральной осью поперечного сечения.
Деформация образуется, когда части сварной тарелки находятся внутри между несколькими точками жесткости. По длине сварного шва может быть несколько тарельчатых секций.
С другой стороны, из-за упругой потери устойчивости металлический лист изгибается по ширине. Если вы попытаетесь расплющить такой сустав, он, скорее всего, сломается.
Рис. 6: Потеря устойчивости
Причины деформации
Как правило, в металлообрабатывающей и сварочной промышленности существует три основные причины деформации. Их:
Остаточное напряжение
Термическая резка
Сварка
Остаточные напряжения
Остаточные напряжения представляют собой заблокированные напряжения, присутствующие в технических компонентах даже при отсутствии внешней нагрузки, и они возникают в основном из-за неравномерного объемного изменения металлического компонента независимо от производственных процессов, таких как термообработка, механическая обработка, механическое деформирование, литье, сварка, нанесение покрытий и т. д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей.
Остаточные напряжения могут быть растягивающими или сжимающими в зависимости от местоположения и типа неравномерного объемного изменения, происходящего из-за дифференциального нагрева и охлаждения, например, при сварке и термической обработке, или локализованных напряжений, таких как контурная прокатка, механическая обработка, дробеструйная обработка и т. д. Влияние остаточных напряжений можно наблюдать на свариваемом материале, когда валик металла шва наплавляется продольно на плоскую пластину. Сварное соединение во время охлаждения имеет тенденцию сжиматься и изгибает стальной лист в сторону свариваемой стороны.
Термическая резка
Помимо сварки, термическая резка, используемая при обработке стали, подготовке швов и кромок, также вызывает деформацию основного металла и вызывает остаточное напряжение. При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.
Эта высокая температура вызывает расширение стали, прилегающей к поверхности реза, что вызывает деформацию листа во время резки. Не все естественное расширение краев материала может быть компенсировано, и произойдет некоторая пластическая деформация. Когда материал охлаждается, края сжимаются, и из-за начальной пластической деформации, вызвавшей утолщение, конечная длина оказывается меньше исходной, что приводит к деформации в противоположном направлении.
Сварка
Когда накладывается сварной шов, это расплавленный металл и, следовательно, горячий, при охлаждении он дает усадку, эта усадка создает нагрузку на сварной шов и основной материал вблизи сварного шва.
Деформация также создается локальным нагревом основных металлов, что вызывает локальное расширение и сжатие во время операции сварки. Локальное расширение и сжатие происходит в холодном основном металле вблизи зоны сварки, что ограничивает движение от этих сил, за счет этого действия накапливаются остаточные напряжения.
Эти напряжения в первую очередь возникают из-за дифференциального термического цикла сварки (нагрев, пиковая температура и охлаждение в любой момент сварки), испытываемого металлом шва и областью, близкой к границе сплавления, т.е. зоной термического влияния (рис.2). Вид и величина остаточных напряжений непрерывно изменяются на разных стадиях сварки, т. е. при нагреве и охлаждении. При нагреве преимущественно возникают сжимающие остаточные напряжения в области нагреваемого для плавления основного металла за счет теплового расширения, которое (тепловое расширение) ограничивается низкой температурой окружающего основного металла. После достижения пикового значения остаточные напряжения сжатия постепенно уменьшаются за счет разупрочнения металла при нагреве.
Остаточное напряжение сжатия снижается до нуля, как только начинается плавление, и наблюдается обратная тенденция на стадии охлаждения сварки. При охлаждении, когда металл начинает сжиматься (уменьшаться в размерах), возникают растягивающие остаточные напряжения (если усадка не допускается ни из-за ограничений со стороны материала, ни из-за зажима заготовки), и величина напряжения продолжает увеличиваться до тех пор, пока не будет достигнута комнатная температура.
Рис. 7: расположение термического цикла сварки A, B и C
Тепловложение
Чем больше общее тепловложение, тем больше искажение. Подвод тепла идет рука об руку с увеличением количества используемых сварных швов. Это часто является результатом диаметра электрода/наполнителя и силы тока. Говорят, что одиночные более крупные прогоны производят меньшую деформацию из-за меньшего количества тепловых циклов и, следовательно, меньшего общего подводимого тепла. Этот подход должен учитывать другие требуемые механические свойства сварного соединения, такие как ударная вязкость сварного шва и ЗТВ.
Подготовка стыков и сварных швов размер
Силы усадки увеличиваются с увеличением количества металла шва, помещенного в соединение. Использование подготовки шва правильного размера и размера галтели уменьшает деформацию и экономит время и деньги. Путем размещения углового сварного шва правильного размера и сведения к минимуму деформации усиления сварного шва можно легко свести к минимуму.
Процесс сварки
По сравнению с ручной дуговой сваркой полуавтоматическая и автоматическая сварка обычно дает меньшую деформацию. Это связано с тем, что он обычно имеет более высокую скорость осаждения, обладает высокой способностью создавать более непрерывный валик, что приводит к более равномерному распределению тепла. Последовательность пусков и остановок, обычная для ручной дуговой сварки, приводит к неравномерному тепловому расширению. Это может вызвать повышенную деформацию в соединениях, сваренных вручную дуговой сваркой.
Свойства исходного материала
Коэффициент теплового расширения на единицу объема тепла является основным свойством, влияющим на деформацию. Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
Как контролировать деформацию при сварке
Деформацию необходимо контролировать на всех этапах изготовления (перед сваркой, во время сварки и после операции сварки).
Перед сваркой
Хорошая конструкция соединения
Хорошо спроектированные соединения требуют минимального объема сварки и не страдают от переваривания. Это важно при работе со стыковыми швами.
Рис. 8: Иллюстрация правильной конструкции соединения
Приспособления и приспособления
Приспособления и приспособления для сварки помогают поддерживать точность и уменьшают деформацию металла, когда соединение подвергается термоусадке после охлаждения. Идея состоит в том, что приспособление или приспособление будет препятствовать перемещению основного материала, заставляя охлаждающийся сварной шов поддаваться (или поддаваться), а не окружающий материал.
Рис. 9. Установка шаблонов и приспособлений
Прихватка
Прихватка работает как зажимы, скрепляя основной металл в нужном месте. Количество и размер этих сварных швов зависят от толщины и типа основного материала. Более тонкие материалы обычно требуют более частых прихваток.
Предварительная настройка
Предварительная настройка включает в себя сборку компонентов таким образом, чтобы они компенсировали искажения и обеспечивали правильность размеров изделия после отделки. См. пример ниже.
Рис. 10: Пример предварительной настройки
Во время сварки
Последовательность сварки
Это порядок выполнения сварных швов в любом проекте. Правильная последовательность обеспечивает равномерное распределение тепла и повышает жесткость сварных соединений. В результате он обеспечивает равномерное распределение остаточных напряжений по всему компоненту, тем самым уменьшая деформацию.
Балансная сварка
Эта процедура включает балансировку остаточного напряжения с обеих сторон сварного соединения. Балансировочные сварные швы распространены при ремонте валов и других круглых сечений. Место сварщика проходит вдоль валов, которые проходят прямо напротив предыдущих. Это уравновешивает напряжение сжатия (заставляет их работать друг против друга) и ограничивает искажения.
Другие области применения сбалансированной сварки включают в себя стыковые соединения в форме двойной буквы U и двойной буквы V. При уравновешивании сварки (сварка с обеих сторон соединения) напряжения сжатия противодействуют друг другу. То же самое касается угловых швов. Немного подумав, вы можете заставить искажение работать на вас, а не против вас.
Рис. 11: Сбалансированная сварка в стыковом соединении с двойным V-образным вырезом
Сварка с обратным шагом и пропуском
При движении в одном направлении непрерывного сварного шва поперечные усадочные напряжения накапливаются, особенно при сварке встык. Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже.
Рис. 12: Методы обратного шага
После сварки
Большая часть контроля деформации выполняется до и во время процесса сварки. Однако, если вы в конечном итоге столкнетесь с искажением, вы можете исправить его, есть несколько процедур, которые можно выполнить после этого.
Первый — это выпрямление пламенем, представляющее собой метод нагревания для устранения искажений с использованием основных принципов искажения. Звучит нелогично, но это работает. При «контрнагреве» окружающий материал действует как тиски в первом примере и препятствует движению материала. При остывании он безудержно сжимается, тем самым исправляя искажения.
См. рисунок ниже.
Рис. 13: Методы правки пламенем
Еще один метод – упрочнение. Это включает снижение остаточного напряжения за счет растяжения сварного шва и близлежащего основного металла за счет удара по металлу. Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие.
Получите помощь, чтобы избежать искривления при сварке
Technoweld может предоставить процедуры сварки, исключающие искривление, обучение отслеживанию процесса и визуальный контроль сварки, чтобы убедиться, что ваши сварные швы соответствуют требованиям. Позвоните сегодня, чтобы узнать, как мы можем помочь!
Что такое остаточное напряжение? — TWI
Остаточные напряжения – это те напряжения, которые остаются в объекте (в частности, в сварной детали) даже при отсутствии внешней нагрузки или температурных градиентов. В ряде случаев остаточные напряжения приводят к значительным пластическим деформациям, приводящим к короблению и деформации объекта. В других они влияют на склонность к разрушению и усталость.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Содержание
Каковы причины?
Какие эффекты они имеют?
Как измерить остаточное напряжение?
Как снизить остаточное напряжение?
Остаточные напряжения возникают, когда объект (особенно сварной компонент) подвергается напряжению, превышающему его предел упругости, что приводит к пластической деформации. Существуют три основные причины возникновения этих напряжений:
Тепловые изменения
Когда объект охлаждается от высокой температуры (например, после сварки), часто существует большая разница в скорости охлаждения по всему телу. Разница в скорости охлаждения поверхности и внутренней части объекта приводит к локальным изменениям теплового сжатия. Различные термические сжатия вызывают неравномерные напряжения. Во время охлаждения поверхность остывает быстрее, сжимая нагретый материал в центре. Поскольку материал в центре пытается охладиться, он ограничивается более холодным внешним материалом. Следовательно, внутренняя часть будет иметь остаточное напряжение растяжения, а внешняя часть компонента будет иметь остаточное напряжение сжатия.
Фазовые превращения
Когда материал подвергается фазовому превращению, возникает разница в объеме между новообразованной фазой и окружающим материалом, который еще не претерпел фазового превращения. Разница в объеме вызывает расширение или сжатие материала, что приводит к остаточным напряжениям.
Механическая обработка
Остаточное напряжение также возникает, когда пластическая деформация неравномерна по поперечному сечению объекта, подвергающегося производственному процессу, такому как гибка, волочение, выдавливание и прокатка. Когда материал подвергается деформации, одна его часть эластична, а другая пластична. После снятия нагрузки материал пытается восстановить упругую часть деформации, но полностью восстанавливается из-за соседнего пластически деформированного материала.
В зависимости от применения остаточные напряжения могут быть положительными или отрицательными. Например, остаточные напряжения реализуются в конструкциях некоторых приложений для получения положительного эффекта. Этого можно достичь с помощью лазерной наклепа, которая придает сжимающие остаточные напряжения поверхности объекта, что позволяет упрочнить тонкие срезы или упрочнить хрупкие поверхности.
Однако, как правило, остаточные напряжения имеют негативные последствия. Остаточные напряжения часто незаметны для производителя, если только они не приводят к значительным деформациям, но могут отрицательно сказаться на целостности конструкции. Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции со снятыми напряжениями.
Нежелательные напряжения также влияют на усталостные характеристики.
Давно признано, что для несвариваемых материалов в условиях усталостного нагружения только растягивающие части цикла приложенного напряжения способствуют росту усталостной трещины (см. нижнюю часть рисунка 1). -сварное состояние, эффекты остаточных сварочных напряжений должны быть добавлены к эффектам приложенного циклического напряжения, в результате чего весь усталостный цикл (растяжение и сжатие) приводит к усталостному повреждению (см. верхнюю часть рисунка 1).
Рис. 1 Влияние остаточного напряжения при сварке на усталостное повреждение.
К счастью, влияние остаточных сварочных напряжений как на разрушение, так и на усталость прописано в нормах и стандартах таким образом, что большинство пользователей не знают о них, и им не нужно учитывать их в явном виде. Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений.
Существует множество методов измерения остаточных напряжений. Они в целом подразделяются на три области: разрушающие, полуразрушающие и неразрушающие. Используемый подход часто зависит от требуемой информации. Из-за сложности некоторых методов измерения измерение должно выполняться в специализированном помещении. Это особенно верно для многих неразрушающих методов.
Ниже перечислены три основные категории:
Разрушающие
Эти методы включают разрушение измеряемого объекта и обычно используются с точки зрения исследований и разработок. Разрушающий контроль часто намного дешевле в реализации, чем неразрушающий контроль.
Примеры методов включают:
Контурный метод. Контурный метод определяет остаточное напряжение путем разрезания объекта на две части и измерения карт высот поверхности вдоль свободной плоскости, созданной разрезом. Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.
Резка. Метод продольной резки — это метод измерения остаточного напряжения по толщине, нормального к плоскости, проходящей через объект. Он включает в себя нарезание тонкой щели с шагом глубины по толщине заготовки и измерение результирующих деформаций в зависимости от глубины щели. Остаточное напряжение затем рассчитывается как функция положения по толщине, определяемого путем решения обратной задачи с использованием измеренных деформаций.
Полуразрушающий
Методы полуразрушения сравнимы с методами разрушения тем, что они используют принцип снятия напряжения для определения остаточного напряжения. Однако удаляется лишь небольшое количество материала, что позволяет конструкции лучше сохранять свою целостность.
Примеры:
Глубокое бурение. Сверление глубоких отверстий включает в себя просверливание отверстия через толщину объекта, измерение диаметра отверстия, вырезание круглой прорези вокруг отверстия для удаления сердцевины материала вокруг отверстия, а затем повторное измерение диаметра отверстия. Остаточное напряжение определяется по геометрическому изменению.
Сверление центрального отверстия. Сверление центрального отверстия работает по принципу сверления небольшого отверстия в объекте. Когда материал, содержащий остаточное напряжение, удаляется, оставшийся материал достигает нового состояния равновесия, которое имеет связанные с ним деформации вокруг отверстия. Деформации вокруг отверстия измеряются во время анализа с помощью тензодатчиков или оптических методов. Исходное остаточное напряжение в материале рассчитывается по измеренным деформациям.
Неразрушающий контроль
Существует множество методов, используемых для неразрушающего контроля, которые включают измерение влияния соотношения между остаточными напряжениями и их изменениями материала в интервале кристаллической решетки.
Примеры неразрушающих методов включают:
Нейтронная дифракция. Использует нейтроны для измерения шага кристаллической решетки в объекте. Нейтроны, выходящие из объекта, имеют энергию, сравнимую с энергией падающих нейтронов, что позволяет определить остаточное напряжение по расстоянию решетки.
Синхротронная рентгеновская дифракция. Требуется синхротрон для ускорения электромагнитного излучения, чтобы обеспечить понимание расстояния между решетками объектов по толщине. В этом процессе используется подход, аналогичный дифракции нейтронов, для расчета остаточного напряжения.
Рентгеновская дифракция. Этот процесс позволяет измерять остаточное поверхностное напряжение, поскольку рентгеновское излучение проникает в поверхность объекта только на несколько сотен микрон.
Существует ряд методов, которые можно использовать для перераспределения или снятия остаточных напряжений. Соответствующая производственная схема и выбор параметров сварки могут уменьшить образование остаточных напряжений. Например, методы обработки сварки, которые уменьшают температурный градиент внутри объекта, уменьшают величину создаваемых напряжений.
После производственного процесса могут быть предприняты дополнительные шаги для радикального снижения остаточных напряжений внутри объекта. Этого можно добиться с помощью термической или механической обработки. Термическая обработка после сварки часто используется для снятия или перераспределения остаточных напряжений в свариваемом объекте. С механической точки зрения для достижения желаемого эффекта можно применять такие методы, как дробеструйная обработка, холодная прокатка и растяжение.
Чем может помочь TWI?
В настоящее время TWI предоставляет ряд услуг своим членам в отношении остаточных напряжений, вызванных технологическими процессами, в том числе:
Измерение
Численное моделирование
Консультации по:
Влияние остаточных напряжений на целостность конструкции (главным образом, разрушение и усталость)
Методы снижения остаточных напряжений (например, послесварочная термообработка, проклевка и т.
Меднолитые кресты, иконы и складни это наиболее многочисленная группа русских предметов старины, которые отражают тысячелетнюю историю христианства в России. Основные особенности подобных изделий: тиражированность, прочность, небольшие размеры, красота и относительная дешевизна, способствовали их широкому распространению как предметов личного благочестия в различных слоях русского населения.
Медные иконы, кресты и складни пользовались спросом по всей территории России. Уже в XII столетии производство появляется в древнем Киеве, а в дальнейшем во многих древнерусских городах, массовое изготовление существовало в Новгороде и Москве. Новой страницей в истории развития данного вида прикладного искусства стало появление произведений старообрядческих меднолитых мастерских XVIII-начала XX веков.
В годы советской власти производство меднолитой пластики прекратилось, создавались лишь кустарные и малотиражированные изделия. Но спустя 70 лет, благодаря продолжателям традиций русского медного литья, это искусство стало возрождаться. Современные мастера постарались воссоздать всё многообразие и былое великолепие медной пластики, придумывая новые изводы, а также дублируя старые, которые были созданы ранее и бытовали у наших предков. Поэзия искусства и металла получила новую жизнь!
Почему стоит купить cтарообрядческую медную или бронзовую икону именно у нас?
Не каждый коллекционер может приобрести редкую старинную бронзовую икону. Некоторые меднолитые иконы имеют высокую стоимость, а иные в хорошем качестве тяжело найти. В этом случае, хорошая копия может на какое-то время занять место в Вашей коллекции, став достойной альтернативой еще не найденному Вами шедевру.
Знакомым и родственникам будет очень приятно получить такой оригинальный подарок к любому семейному событию – Дню рождения, к Крещению, даже к новоселью . Медная или бронзовая икона-это частица вечного, нематериального, со временем она может стать настоящей семейной реликвией и украсить Ваш домашний иконостас, или станет замечательной «путевой» иконой, которая будет сопровождать Вас в путешествиях!
«Являясь, по сути, не столько собирателем, сколько ценителем, медной Российской миниатюры, без ложной скромности скажу, что работу, которую осуществляют создатели этих шедевров, мы оценим по достоинству лишь десятки, а то и сотни лет спустя.Фактически они восприняли старинную, русскую традицию сохранив дух, и многолепость древлеправославных икон, найдя их место в современном мире и обществе. Их продукция может быть не только пополнением частной и музейной коллекции так остро иной раз нуждающейся в восполнении недостающих звеньев иконографических образов. Но и по достоинству может украсить любой домашний иконостас. Огромное спасибо мастерам за их труд приумножающей красоту в мире, и дай Бог процветания их делу и творческих успехов. Директор Шиловского районного краеведческого музея А.П.Гаврилов.»— цитата из книги отзывов нашего сайта.
Также мы предлагаем услуги профессионального реставратора изделий из меди и её сплавов (бронзовые или медные иконы, кресты, складни; монеты; предметы быта; пряги), серебра (ювелирные украшения, награды). Это уникальная возможность дать вторую жизнь вещам, которые не пощадило время. Подробнее…
Традиция изготовления медных икон и крестов в Великом Новгороде зародилась еще в домонгольский период. Затем в период роста и развития этого промысла Великий Новгород оставался одним из центров медного литья вплоть до XVII века, когда после церковного раскола литье икон было прекращено во всех традиционных центрах.Однако новгородские мастера-литейщики не забыли свой промысел. Именно новгородцы были первыми литейщиками в старообрядческой обители на реке Выг в Карелии, где древние традиции русского медного литья получили свое второе рождение…
В настоящее время мы стараемся возродить исконно новгородский промысел литья медных икон и крестов.
Со всем разнообразием меднолитых икон можно ознакомиться в работе Михаила Воробьева «Старинный образ медный: сюжетное многообразие старообрядческого медного литья».
Для описания икон использованы материалы из альбома Е.С. Сиротникова «Неповторимые краски русской эмали», текст для которого был написан старшим научным сотрудником Русского музея Т.А. Петренко.
Полезные материалы
Сюжетное многообразие старообрядческого медного литья I: История литья икон. Образ Иисуса Христа
Сюжетное многообразие старообрядческого медного литья II: Образ Пресвятой Богородицы
литая медь Stock-Photografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Панорама с карьера Эскондида. Рабочий осматривает только что отлитый медный анодный лист во время его охлаждения в форме на медеплавильном заводе ПАО «ГМК «Норильский никель» в Норильске, Россия, на… Рабочий осматривает недавно отлитый медный анодный лист на ГМК Медный аффинажный завод ПАО «Норильский никель» в Норильске, Россия, в четверг, 19 октября., 2017. Норильск… Рабочий проверяет только что отлитый медный анодный лист на медеперерабатывающем заводе ПАО «ГМК «Норильский никель» в Норильске, Россия, в четверг, 19 октября 2017 г. Норильск… Рабочий проверяет только что отлитый медный анодный лист пока он остывает в форме в металлургическом цехе ОАО «Кольская горно-металлургическая компания», медный рудник «Эскондида», медный рудник с самой высокой добычей в мире, Чили. Аэрофотоснимки с дрона Вавдоса руда, заброшенный магнезитовый карьер недалеко от деревни Вавдос в горах Халкидики, Греция. Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG, сотрудник контролирует процесс плавки и литья, 4 декабря… Расплавленная медь Медные аноды отливаются в литейном цехе компании Aurubis AG, сотрудник контролирует процесс плавки и литья 7 февраля 2014 года… Открытый медный рудник Эскондида, Чили. Расплавленная медь отливается в медные аноды на литейном заводе Aurubis AG, сотрудник контролирует плавку и Процесс литья, 7 февраля 2014 г…. Расплавленная медь отливается в медные аноды в литейном цехе компании Aurubis AG, 7 февраля 2014 г., Люнен, Германия. «Аурубис» — крупнейший переработчик в Германии… Панорама карьера «Эскондида». Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 7 февраля 2014 года в Люнен, Германия. «Аурубис» — крупнейший переработчик в Германии… Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 7 февраля 2014 года в Люнен, Германия. Aurubis — крупнейший в Германии… Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG 7 февраля 2014 года в Люнене, Германия. Аурубис является крупнейшим переработчиком Германии… Расплавленная медь отливается в медные аноды в литейном цехе Аурубис АГ, сотрудник контролирует процесс плавки и литья 4 декабря… Поезд, перевозящий медные катоды из открытого медного рудника Эскондида в Антофагасту Port.Portable Overland Conveyors в ряд в медном карьере, Эскондида, Чили. Самые большие карьерные самосвалы в мире на карьере в Замбии. Панорама из карьера Candelaria Open Cast, в Копьяпа, Чили. Медный карьер, Эскондида Норте, Чили. Самосвал с электрической лопатой, загружающий самосвал в медном карьере Эскондида, Чили. Рабочий с радио и роторным экскаватором позади в Чукикамата, крупнейший в мире открытый медный рудник. Литография Г. Шарфа по эскизу П. С., изображающая чилийцев, отливающих и моющих металл. Иллюстрация из книги «Путешествие в Чили, через Анды, в… Заливка жидкой меди в слитки на литейном заводе Лубумбаши в районе Шаба в Заире. | Место: Литейный завод Лубумбаши, Шаба,… Расплавленная медь выливается в колесо для литья анодов на металлургическом заводе Aurubis AG в Гамбурге, Германия, в четверг, 21 апреля 2016 года. Китай… Расплавленная медь выливается в колесо для литья анодов на металлургическом заводе Aurubis AG в Гамбурге, Германия, в четверг, 21 апреля 2016 г. Китай… Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG 7 февраля 2014 г. в Люнене, Германия. «Аурубис» — крупнейший переработчик в Германии… Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 4 декабря в Гамбурге, Германия. Aurubis AG является крупнейшим медеплавильным предприятием в Европе… Расплавленная медь вытекает из электропечи перед разливкой на медеплавильном заводе KGHM Polska Miedz SA в Глогове, Польша, во вторник… Расплавленная медь вытекает из электропечи перед разливкой на плавильном заводе KGHM Polska Miedz SA в Глогове, Польша, во вторник, 9 марта,…Рабочий осматривает процесс литья медного анодного листа в металлургическом цехе ОАО «Кольская горно-металлургическая компания», входящего в состав ГМК…Три самосвала движутся по медному карьеру Эскондидас, Чили. Хвост серной кислоты На севере Чили, в Эскондиде, медный рудник с самым большим производством в мире. Пилоны в Эскондиде, медном карьере с самой высокой добычей в мире. Привязные ремни и персональная блокировка в автомастерской в Эскондиде, чилийский медный карьер. Панорама медного карьера Радомиро Томик, Codelco. под землей на пути к медному карьеру Эскондида, Чили. Переносной сухопутный конвейер на сульфидном выщелачивании в медном карьере Эскондида в Чили. Чукикамата — крупнейший в мире открытый карьер. Самосвал Тру cks транспортирует руду из медного карьера Эскондида, Чили. Техническое обслуживание электрического экскаватора в карьере, Чукикамата, Чили. Мастерская самосвалов в Чукикамата, крупнейший карьер Чили. Вид снизу с самосвала на медном карьере Эскондида, Чили. Самосвал вывозит руду из медного карьера Эскондида, Чили. Самосвал движется к электрической лопате для погрузки в медный карьер Эскондида, Чили. Приводная станция ленточного конвейера в Эскондиде Медный карьер в Чили. Антенна Вид с сульфидного выщелачивания Эскондиды, открытого медного рудника с самой высокой производительностью в мире. Флотационные резервуары на закате в Эскондиде, карьера с самой высокой производительностью в мире. Пожарный в действии на открытом медном руднике Эскондида, Чили. Образец бурового керна из разведки Эскондидас, Чили, Эскондида — открытый рудник с самым высоким производством меди в мире. Деталь медного карьера Эскондида, Чили. Пакеты медных катодов Завод в Чукикамата, крупнейший в Чили открытый медный рудник. Строительство нового ленточного конвейера в карьере Эскондида, Чили. Поезд, перевозящий медные катоды из открытого медного рудника Эскондида в порт Антофагаста. Расплавленная медь вытекает из электропечи перед разливкой, на принадлежащем KGHM Miedz плавильном заводе в Глогове, Польша, в четверг, 4 марта… Сотрудник наблюдает за расплавленной медью, вытекающей из электропечи перед разливкой, на плавильном заводе KGHM Miedz в Глогуве,… фон 12
Cast Copper — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных.
Переходники различной размерности с внешними и внутренними резьбами.
В системах полива преобладает использование пластмассовых (полиэтиленовых) резьбовых соединений, в отличие от домовой сантехники.
Будьте внимательны, большинство представленных переходников — не металлические.
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Код Товара (А — Я)Код Товара (Я — А)
Показать: 255075100
VR12
VR34
VR1
Отвод для ёмкостей 1″НР с заглушкой
Отвод с наружной резьбой 1″ и резиновой прокладкой.
Комплектуется резьбовой крышкой также с резинов. .
140.00 р.
VR114
VR2
SC011212
SC041034
SC013412
SC013434
NP0112
NP0134
NP0110
EC0412
MF061212A
Уголок, 1/2″НР х 1/2″ВР
Уголок с внутренней и наружной резьбой полдюйма (1/2″НР х 1/2″ВР).
Материал: полипропилен, цвет чёр..
50.00 р.
EC0434
MF073434A
TC0412
TC0434
MR1210S
MF021012
4733
Переходник 3/4″НР-1″ВР
Переходник 3/4″НР-1″ВР (три четверти наружная резьба, один дюйм внутренняя). ..
90.00 р.
IR62020F0N400
Муфта 1-1/4″ВР Irritec
Муфта с внутренней резьбой 1-1/4″ВР (дюйм с четвертью).
Производство Irritec, артикул IR62020F..
80.00 р.
IR62320D0N40B
Футорка 1/2″ВР х 1-1/4″НР Irritec
Футорка — резьбовой переходник с наружной резьбой 1-1/4″ (дюйм с четвертью) и внутренней резьбой 1/2..
70.00 р.
AM011412
AM011434
AM011410
FL0180
MF063434A
Уголок, 3/4″НР х 3/4″ВР
Уголок с наружной и внутренней резьбой 3/4″ (три четверти 3/4″НР х 3/4″ВР).
Материал: полипропилен,..
80.00 р.
NP023412
NP021034
0613
Отвод для ёмкостей 32 х 1″
С помощью отвода можно соединить ёмкость (бочку, канистру, бак) с трубой или шлангом, через резьбово. .
320.00 р.
VR112
IR60720M0N320
F1234
Футорка 1/2″ВР-3/4″НР
Футорка 1/2″ВР-3/4″НР — переходник с внутренней резьбой полдюйма и наружной резьбой три четверти.&nb..
90.00 р.
IR61920M0N40D
NP0150
IR62320D0N40C
Футорка 3/4″ВР х 1-1/4″НР Irritec
Футорка — резьбовой переходник с наружной резьбой 1-1/4″ (дюйм с четвертью) и внутренней резьбой 1/2..
70.00 р.
NP0132
4811
IR63020FON500
IR63020FON900
IR60520MON250
114112INT
4713
4812
4730
4822
4823
F134
Футорка 3/4″ВР-1″НР
Футорка — резьбовой переходник с внутренней резьбой 3/4″ и наружной резьбой 1″. .
100.00 р.
0611
Отвод для ёмкостей 20 х 1/2″
С помощью отвода можно соединить ёмкость (бочку, канистру, бак) с трубой или шлангом, через резьбово..
290.00 р.
Показано с 1 по 50 из 52 (всего 2 страниц)
Ударный адаптер Williams 1 1/2» Dr 1 1/2» F x 1» M
Описание продукта
Ударный адаптер Williams 1 1/2» Dr Impact Adapter 1 1/2» F x 1 » М-8-7 подвергается специальной термообработке для ударных нагрузок, что обеспечивает долгий срок службы, безопасность и долговечность.
Подходит для использования с пневматическими и электрическими гайковертами.
Сделано в США!
Гарантия
Информация о гарантии Williams Гарантия Williams Безопасность Ручные инструменты, как правило, предназначены для выполнения одной функции. Не используйте их ненадлежащим образом. Отвертки — это не стамески, разводные ключи — это не молотки, а плоскогубцы не предназначены для замены гаечных ключей. Каждая из наших групп продуктов содержит конкретные советы по безопасности для правильного использования инструмента. Кроме того, носите соответствующую одежду для работы и всегда надевайте защитные очки. Особое примечание по безопасности и использованию ручных головок (хромированная отделка) с механическим (ударным) оборудованием является неправильным использованием инструмента и может привести к серьезной травме. Товарные знаки Следующие товарные знаки принадлежат Snap-on Technologies, Inc. или Williams в США, а некоторые из них зарегистрированы в других странах. Все другие товарные знаки, знаки обслуживания, доменные имена, логотипы и названия компаний Williams, упомянутые в этом каталоге, являются товарными знаками, зарегистрированными товарными знаками, знаками обслуживания, доменными именами, логотипами, названиями компаний или иным образом являются собственностью Snap-on Technologies, Inc. или ее филиалы. В странах, где какие-либо товарные знаки, знаки обслуживания, доменные имена, логотипы и названия компаний Snap-on не зарегистрированы, Snap-on Technologies, Inc. заявляет о других правах, связанных с незарегистрированными товарными знаками, знаками обслуживания, доменными именами, логотипами и компаниями. имена. Другие названия продуктов или компаний, упомянутые в этом каталоге, могут быть товарными знаками соответствующих владельцев. Williams® CDI Torque Products® Bahco ® SUPERTORQUE® Wms.® SUPER-WMS® SUPERECTOR® PALMSTER® SUPERADJUSTABLE® SUPERBLACK® PHILLIPS® SUPERCOMBO® TORX® SUPERSOCKET® POZIDRIV® SUPERRATCHET® ROBERTSON® SUPERRENCH® Ограниченная гарантия: Компания Williams гарантирует, что ее продукция не будет иметь дефектов изготовления и материалов в течение всего срока службы изделия. Эта гарантия распространяется только на продукты, приобретенные у авторизованных дистрибьюторов Williams. Snap-on Industrial Brands по своему усмотрению отремонтирует, заменит или предоставит кредит на продукт, который не соответствует данной гарантии. Изделие должно быть возвращено дистрибьютору Williams, у которого оно было приобретено, для гарантийного обслуживания. Если дистрибьютор недоступен, продукт следует вернуть Уильямсу, 69 лет.69 Jamesson Rd, Midland, GA 31820, фрахт оплачен заранее. Укажите контактное имя, номер телефона и обратный адрес; пожалуйста, не поставляйте почтовый ящик. Williams не предоставляет никаких гарантий на: 1) расходные материалы, 2) продукты, которые использовались не по назначению, 3) нормальный износ продуктов. потребительские товары – это товары, которые, как разумно предполагается, будут израсходованы или повреждены в процессе использования. Неправильное использование включает неправильное использование, модификацию, небрежное обращение или отсутствие технического обслуживания. Гарантия на ящики для инструментов: На все ящики для инструментов, продаваемые под брендом Williams, распространяется гарантия сроком на один (1) год с даты покупки в отношении дефектов материалов и изготовления. Любая(ые) деталь(и), которая будет определена Williams как дефектная в материале или качестве изготовления, будет, по усмотрению Williams, отремонтирована, заменена или предоставлен кредит. Любые ящики с инструментами, подлежащие возврату, должны быть выполнены в соответствии с действующей Политикой возврата товаров Snap-on Industrial Brands, должны быть отправлены обратно с предоплатой доставки и сопровождаться датированной копией заказа на поставку. Трещотки: Гарантийные трещотки, купленные новыми, будут заменены новыми трещотками. Все сломанные трещотки должны быть возвращены Уильямсу, 69 лет.69 Jamesson Rd, Midland, GA 31820 с номером разрешения на возврат товара (RGA #), с предоплатой фрахта, для получения кредита. Разрушенные в полевых условиях трещотки не будут засчитываться. В СТЕПЕНИ, ПОЗВОЛЯЕМОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ, НАСТОЯЩАЯ ГАРАНТИЯ ЗАМЕНЯЕТ ВСЕ ДРУГИЕ ГАРАНТИИ, ВЫРАЖЕННЫЕ ИЛИ ПОДРАЗУМЕВАЕМЫЕ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ. ПОСЛЕДУЮЩИЕ РАСХОДЫ ИЛИ УЩЕРБ, ПОНЕСЕННЫЕ ПОКУПАТЕЛЕМ ИЛИ ДРУГИМИ ЛИЦАМИ. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата или страны. Williams, гарантийный информационный центр 6969 Jamesson Road Midland, GA 31820 Williams является подразделением IDSC Holdings, LLC. / 4-дюймовые адаптеры с шестигранной головкой
Набор аккумуляторных инструментов имеет ценность, но домовладельцу может не понадобиться излишек электроинструментов, и именно здесь аксессуары для электроинструментов создают универсальность для одной дрели.
В какой-то момент я понял, что звук отбойного молотка ударного шуруповерта слишком раздражает для проектов по благоустройству дома, и вернулся к использованию дрели для вставки и удаления крепежных элементов.
Да, намного тише. И через некоторое время я понял, что мне больше не нужно хранить еще один инструмент, и избавился от своего ударного шуруповерта. Отлично, меньше беспорядка!
Но иногда я сталкивался с крепежом, с которым не справились мои маломощные аккумуляторные дрели-шуруповерты. Что теперь?
Несмотря на то, что мне не нравится чрезмерный шум ударного гайковерта для небольших строительных проектов; при техническом обслуживании и ремонте автомобилей квадратный ударный гайковерт ½ дюйма является очень ценным инструментом для снятия обычных плотно затянутых болтов и гаек.
Тот же самый ударный гайковерт с квадратом ½ дюйма может также использоваться в качестве переделанного ударного гайковерта — с использованием упомянутых адаптеров — для тех немногих строительных проектов, с которыми дрель-шуруповерт не справляется.
Для чего нужны эти адаптеры?
Преобразуйте квадратную ударную отвертку ½” в шестигранную отвертку ¼” для забивания сложных крепежных деталей.
Что такое Power Bit (шаровой фиксатор)?
Глубокая канавка на конце хвостовика зацепляется металлическим шариком или проволокой от патрона, чтобы зафиксировать биту на месте.
Ограниченные возможности для переходников от ½” до ¼”
Поиск переходников от ½” до ¼” может быть непростой задачей, и вам, скорее всего, придется покупать через Интернет, если поблизости нет специализированного магазина инструментов.
Два из наиболее распространенных продуктов с рейтингом ударопрочности, которые мы обнаружили, произведены DeWALT и Milwaukee. Мы связались с Wera по поводу их адаптера 784C ½ дюйма; мы получили подтверждение того, что этот адаптер не является ударопрочным.
Быстрая загрузка DEWALT (DW2298)
Распродажа
DEWALT DW2298 1/2-дюймовый квадратный переходник на 1/4-дюймовый шестигранник с быстрой загрузкой, черный
АДАПТЕР 1/2″ SQ на 1/4″ шестигранник с быстрой загрузкой
Адаптеры для торцевых головок с рейтингом ударного шуруповерта — лучшие в своем классе по долговечности
Подрядчики по механическому оборудованию — HVAC
Строители палуб
Адаптеры для торцевых головок ударного действия — лучшая в своем классе долговечность
проволока блокирует биту.
Я оценил простоту установки и извлечения удила одной рукой. После многих применений и отсутствия проблем я решил оставить этот адаптер в своем футляре для ударного гайковерта.
** В ответе службы поддержки клиентов DeWALT нам сообщили, что адаптер Rapid Load снят с производства и больше не указан на веб-сайте DeWALT. Однако этот адаптер по-прежнему можно купить в Интернете у дистрибьюторов инструментов.
Милуоки Шоквейв (48-03-4410)
Продажа
MILWAUKEE’S 48-03-4410 Shockwave 1/2-дюймовый квадрат на 1/4-дюймовый шестигранный переходник
Головки, биты и приводные инструменты
Производитель: Milwaukee
Страна происхождения: Тайвань
Milwaukee 48-03 -4410 Shockwave 1/2-дюймовый квадратный переходник на 1/4-дюймовый шестигранник
Моя коллекция инструментов состоит из многих брендов, включая Milwaukee; и я был очень уверен в покупке этого стильного адаптера, но с самого начала что-то было не так.
Вставлять и вынимать биты было сложно с Milwaukee Shockwave (48-03-4410), и после нескольких тестов механизм блокировки вышел из строя, что наводит нас на мысль, что сценарии могут быть связаны, но никакие другие продукты не были приобретены для дальнейшее тестирование.
Несколько моментов привлекли наше внимание во время тестирования
Если важна более компактная конструкция ударного гайковерта, использование ударного гайковерта с адаптером может оказаться неподходящей альтернативой.
Квадратный ударный гайковерт ½ дюйма с переходником в среднем на 1,6 дюйма (40 мм) длиннее по сравнению с ударным гайковертом.
** Длина инструмента зависит от производителя.
Жалоба – «Шестигранник ¼” слишком глубокий, и короткую отвертку трудно извлечь».
My Response – Правильнее использовать более длинные биты, например. Биты Power DeWALT 2″, как показано в начале этой статьи.
Короткий, напр. Вставка DeWALT не работает с этими адаптерами должным образом.
Жалоба – «Переходник трудно снять с ударного инструмента по сравнению с обычными головками».
My Response – В целях безопасности ударные головки требуют нажатия на подпружиненный стопорный штифт как для установки, так и для снятия.
2011-2021 все права защищены. Копирование материалов сайта, без указания прямой ссылки на источник запрещено. Информация на сайте не является публичной офертой, цена завит от объема.
калькулятор веса — портал гражданского строительства
Стандартные коэффициенты преобразования дюйма = 25,4 миллиметра фута = 0,3048 метра ярд = 0,9144 метра миль = 1,6093 Kilogers ACRE = 0,4047 Hectare фунт = 0,4536 KILOGRAM 5. 9 — 32 = степень Цельсий миллиметра = 0,0394 дюйма метра = 3,2808 фута метра = 1,0936 Ярд
1) Мягкая сталь (мс) Лист Вес (кг) = длина (мм) x Шири (мм . ) X 0. 00000785 X ТОЛЩИНА Пример — вес листа MS толщиной 1 мм и размером 1250 мм х 2500 мм должен составлять 2500 мм x 1250 мм x 0,00000785 x 1 = 24,53 кг/ лист
Стальные каналы
9000 2 9003 МС кв. ВЕС (КГС) = ШИРИНА X ШИРИНА X 0,00000785 X ДЛИНА. Пример: Квадрат размером 25 мм и длиной 1 метр, тогда вес должен быть. 25x25X 0,00000785 X 1000 мм = 4,90 кг/м
MS КРУГЛЫЙ ВЕС (КГС) = 3,14 X 0,00000785 X ((диаметр / 2) X (диаметр / 2)) X ДЛИНА. Пример: Круг диаметром 20 мм и длиной 1 метр, тогда вес должен быть равен. 3,14 X 0,00000785 X ((20/2) X (20/2)) X 1000 мм = 2,46 кг/метр METER SS / MS Труба Наружный диаметр (мм) – W.Tтолщина (мм) X W.Толщина (мм) X 0,0248 = Вес на метр OD (мм) – W.Tthick (мм) X W.Thick (мм) X 0,00756 = Вес на фут
SS / MS CIRCLE ДИАМ. (мм) X ДИАМ. (мм) X ТОЛЩИНА (мм) 0,0000063 = кг на штуку
лист из нержавеющей стали длина (м) х ширина (м) х толщина (мм) х 8 = вес на штуку длина (футы) х ширина (футы) х толщина (дюймы) х 3/4 = Вес за штуку
ШЕСТИУГОЛЬНЫЙ СТЕРЖЕНЬ ДИАМ. (мм) X ДИАМ. (мм) X 0,00680 = ВЕС. PER Mtr Диаметр (мм) X Диаметр (мм) X 0,002072 = Вес. За фут.
ЛИСТ ЛАТУННЫЙ ВЕС (КГ) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0. 0000085 X ТОЛЩИНА 0,0000085 X 1 = 3,68 кг/лист
Реклама
МЕДНЫЙ ЛИСТ ВЕС (КГС) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0,0000087 X ТОЛЩИНА мм Пример – толщина листа меди , длина 1220 мм и ширина 355 мм должны быть 1220×355 x 0,0000087 x 1 = 3,76 кг / лист
Латунь / медная труба OD (мм) — толщина (мм) x толщина (мм) x 0,0260 = вес на метр
Алюмин лист (кг. ) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0. 00000026 X ТОЛЩИНА Пример – Вес алюминиевого листа толщиной 1 мм, длиной 2500 мм и шириной 1250 мм должен составлять 2500x1250X 0,0000026 X 1 = 8,12 кг/лист
АЛЮМИНИЕВАЯ ТРУБА Наружный диаметр (мм) – ТОЛЩИНА (мм) X ТОЛЩИНА (мм) X 0,0083 = ВЕС НА МЕТР
Объявления
Мы очень благодарны Эр. Harpal Aujla за то, что поделились этим на нашем сайте и тем самым помогли студентам-строителям.
Поделиться этой публикацией
Если у вас есть вопросы, вы можете задать вопрос здесь .
Этот инструмент на сегодняшний день является самым популярным как среди домашних умельцев, так и среди профессионалов.
Действительно, трудно сейчас представить среднестатистическую квартиру, в которой не нужно ничего сверлить, закручивать или делать другие работы, связанные с работой электродрелью.
Кроме того, этот инструмент наименее подвержен поломкам. Что бы сгорел двигатель, нужно очень постараться.
Если посмотреть этот инструмент изнутри, можно убедиться, что общий принцип работы этого механизма у всех моделей: от самой простой до профессиональной с различными дополнительными устройствами одинаковый. Вся разница в этих дополнительных устройствах. На рисунке показана её конструкция.
Внутреннее устройство электродрели, упрощённый вариант
Кроме этих основных элементов можно выделить и такие, какие есть практически у большинства электродрелей. Это:
Решетка на корпусе для удаления пыли.
Крыльчатка для принудительной подачи воздуха, находящаяся на двигателе.
Устройство для регулирования мощности, если дрель применять в качестве шуруповёрта.
Переключатель скорости для регулировки величины крутящегося момента. Он устанавливается в инструментах, которые имеют две скорости.
Если это ударная дрель, она имеет переключатель на работу с ударом.
Быстрозажимной патрон или ключевой патрон.
Устройство реверса для выкручивания шурупов.
Шнур питания совместно с клеммами.
От электродвигателя, который практически всегда ставят коллекторный, вращающий момент идет на понижающий редуктор, оттуда через выходной вал на патрон. В патрон вставляется сверло или выбранная вами насадка.
Разновидности патронов для дрели
Дополнительные опции у дрели позволяют работать инструментом более комфортно, удлинять срок работы и разнообразить сферу применения электрической дрели.
Дело в том, что дрель можно применять при помощи различных насадок очень широко.
Например, при помощи специальной насадки ею можно сверлить под выбранным углом. Меняя насадки, можно шлифовать деревянные изделия, металлические, пластиковые и стеклянные. Также можно шлифовать бетон, штукатуренные и шпаклёванные стены. Можно резать металл, использовать как токарный станок для маленьких деталей, размешивать краску и растворы для строительства при помощи насадки – миксера, утрамбовывать бетон, ощипывать кур, затачивать сверла и много чего ещё.
Нестандартное применение дрели
Поэтому дополнительные опции у дрели будут никак не лишними. Этими опциями может быть электронная регулировка скорости , при которой слишком большой нагрузке установленная скорость будет сохраняться.
Реверс и ударное действие будут не лишние, что бы расширить границы применения инструмента. Также фиксация кнопки пуск, которая помогает работе и обеспечивает незапланированное включение инструмента.
Применение электрической дрели для шлифовки дерева
Как указывалось выше, электродрель можно с успехом применять для шлифовки деревянных изделий, как новых, так и реставрируемых.
Конечно, нужно быть честным, заменить полноценную шлифовальную машину дрель с насадкой не сможет, но помочь заменить ручной труд вполне может.
Сейчас очень распространено реставрирование старой деревянной мебели своими руками. Некоторые мастера сделали это своим хобби.
Поэтому процесс снятия старой краски или лакового покрытия вручную потребовало механизировать этот процесс. Для этой цели существуют специальные насадки: щетки и кордщетки чашечной и цилиндрической формы, закрепляемые в патрон при помощи стандартного хвостовика. Покрытие насадок абразивное, но с разным размером зерна, что бы переходить от обдирочных работ к шлифовальным. Потом, переходя к полировке, меняют такие насадки на мягкие, из кожи, фетра, войлока и тому подобным материалам.
Щетка круглая для дрели
Кордщетка абразивная чашечная
Есть насадки, которые имеют крепление с дрелью при помощи хвостовика с резьбой. Они имеют чашечную и дисковую форму. Чашечные насадки изготавливаются из металлической или проволоки или специальных абразивных полимерных волокон. Такими насадками пользуются для снятия толстого слоя краски на больших площадях. Дисковыми насадками пользуются для работы с небольшими площадями.
Выпускают и такие насадки для угловых шлифовальных машин, которыми можно пользоваться, при помощи переходника, и дрелью. Со стороны переходника нарезана наружная резьба, на которую крепится насадка, а другим концом при помощи хвостовика переходник закрепляется в патроне. При помощи такого переходника можно использовать гораздо большее количество насадок.
Шлифовальный круг для дрели по дереву без переходника
Сами шлифовальные круги для дрели по дереву и для УШМ одинаковые. Единственно, нужно приобрести переходник.
Войлочные насадки для первичной полировки
После грубой обработки нужно дерево отполировать. Сначала полировка изделия идет более твердыми войлочными насадками, затем более мягкими, из кожи, мягкого мелкоячеистого поролона или других мягких материалов для окончательной доводки. Ведь перед покрытием лаком изделия должна быть видна структура дерева. В этом вся суть реставрации.
Сменные насадки для полировки дерева и чаша с хвостовиком для крепления к дрели
Насадки цилиндрические, их ещё называют «торцовыми» применяются, для обработки отверстий и торцевых срезов досок, брусков. Обычно они продаются в наборе, покрыты абразивными материалами.
Полировка металлических поверхностей при помощи дрели
Автомобиль работает на улице в условиях различной агрессивной среды: реагенты зимой, мелкие камешки летом, грязь, вода. Всё это достаточно негативно отражается на состоянии кузова автомобиля и не только в эстетическом плане. Разрушение лакокрасочного слоя неизбежно ведёт к тому, что на месте сколов, царапин появляется коррозия, после чего следуют серьезные затраты на шпаклёвку и покраску.
Для восстановления этого покрытия используется такая операция, как полировка. Но у неё есть определённые правила – её можно проводить в случаях с неповреждённым верхним слоем, при наличии изменения цвета, микротрещин и прочего.
Если в наличии есть мелкие сколы, царапины, трещины, здесь нужна полировка с применением абразивов, которые при отсутствии опыта лучше проводить в мастерских.
Конечно, для таких операций нужна полировочная машина, но если её нет, может вполне применяться дрель, единственное условие для которой – наличие такой дополнительной опции, как плавная регулировка скорости.
Можно посоветовать для тех, кто ранее не занимался такими видами работ, потренироваться на ненужной металлической детали и подобрать и режим работы дрелью и смесь для полировки, и очередность применения кругов.
Кузов автомобиля обязательно готовим к предстоящей операции, то есть полировке. Для этого его нужно помыть от загрязнений, причем плохо смываемые загрязнения устранить растворителями. Всё, что не подлежит полировке, например, стеклянные или покрытые хромом детали закрываем при помощи строительного скотча.
Опорная тарелка – шлифовальный круг для дрели по металлу
Затем, применяя шлифовальный круг для дрели по металлу, проводят полировку абразивной пастой. Это будет первый этап работ по восстановлению полировки. Его цель – удаление дефектов.
Затем производим второй этап – это шлифование мягкими шлифовальными кругами с применением пасты, не имеющей в составе абразив.
Насадка на дрель для полировки автомобиля
Если проводить защитную полировку, начинаем со второго этапа.
Для этого на шлифовальный круг для дрели по металлу наносят смесь с мелким размером зёрен абразива. Лучше применять полироль жидкую для капота и пастообразную для вертикальных поверхностей. При этом круг предварительно смачиваем водой. Дрель уставляем на 2000 оборотов и как можно равномерней обрабатывается кузов. Затем все нужно хорошо помыть и высушить. Затем снижаем скорость вращения у дрели до 1000 оборотов, наносим на мягкие круги пасту без абразива. Полировка осуществляется таким образом, чтобы последующий слой не перекрывал предыдущий.
Далее опять автомобиль моем, сушим и полируем сухим мягким кругом при высокой скорости около 3500 оборотов. Если полировка сделана правильно и качественно, это можно проверить путем такого теста. Обливаем автомобиль чистой водой, и она стекает, быстро и крупного размера каплями.
Защитную полировку можно наносить и сразу после покупки автомобиля, что бы лаковое покрытие служило дольше. Со временем защитная полировка сходит и её нужно обновлять.
Купить шлифовальные круги для дрели не является сложным процессом. Нужно просто знать, первой, второй или третьей группы нужны насадки. То есть, с цилиндрическим хвостовиком, с резьбовым хвостовиком или с переходником, при котором можно использовать большее разнообразие насадок. К тому же можно использовать насадки от УШМ. Цены, естественно, разные, в зависимости от производителя и от вида насадок.
Например, насадки ПАТРИОТ и Matrix находятся примерно в одной цене, Bosh и Makita немного дороже.
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
zakaz@themechanic. ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Шлифовальные круги для дрели в категории «Инструмент»
Шлифовальные круги 75 мм 100 шт и шлифовального диска, хвостовик 2,9 мм, на липучке для дрели (100 шт)
На складе в г. Днепр
Доставка по Украине
600 грн/комплект
499 грн/комплект
Купить
ПриДБАЙ
Шлифовальные круги на липучке 50 мм и шлифовальный диск для гравера дрели (100 штук)
На складе в г. Днепр
Доставка по Украине
310 грн
299 грн
Купить
Круг лепестковый шлифовальный для дрели 40х20мм зерно П40 Yato YT-83351
На складе
Доставка по Украине
45 грн
Купить
Інтернет-магазин «Lew-74»
Комплект шлифовальных кругов 50 мм 100 шт шлифовального диска, хвостовик, на липучке для гравера, дрели
На складе в г. Днепр
Доставка по Украине
310 грн/комплект
299 грн/комплект
Купить
ПриДБАЙ
Набор из 100 шлифовальных кругов 50 мм и шлифовального диска на липучке для гравера дрели
На складе в г. Днепр
Доставка по Украине
320 грн/комплект
299 грн/комплект
Купить
LisaSHOP
Круг шлифовальный лепестковый для дрели YATO 50 х 30 х 6 мм К100
Доставка по Украине
по 96 грн
от 2 продавцов
96 грн
Купить
MasterHoz
Круг шлифовальный лепестковый для дрели YATO 80 x 50 x 6 мм К60
Доставка по Украине
по 184 грн
от 2 продавцов
184 грн
Купить
MasterHoz
Круг шлифовальный лепестковый для дрели YATO 80 x 50 x 6 мм К200
Доставка по Украине
по 184 грн
от 2 продавцов
184 грн
Купить
MasterHoz
Круг шлифовальный лепестковый для дрели YATO 60 х 50 х 6 мм К150
Доставка по Украине
по 135 грн
от 2 продавцов
135 грн
Купить
MasterHoz
Круг шлифовальный лепестковый для дрели YATO 60 х 30 х 6 мм К120
Доставка по Украине
по 62 грн
от 2 продавцов
62 грн
Купить
MasterHoz
Набор кругов для полировки авто на дрель 10 см + шлифовальный диск
На складе в г. Днепр
Доставка по Украине
240 грн
219 грн
Купить
Круг лепестковый для дрели, 60 х 30 х 6 мм, P 40. MTX 741209
На складе
Доставка по Украине
40 грн
Купить
Інтернет-магазин «Lew-74»
Набор из шлифовального диска и 200 кругов 50мм на липучке для гравера дрели
На складе в г. Днепр
Доставка по Украине
550 грн
449 грн
Купить
LisaSHOP
Круг шлифовальный лепестковый для дрели YATO 60 х 50 х 6 мм К60 YT-83394
Доставка из г. Киев
137.50 грн
Купить
Vizborn
Набор кругов для полировки авто на дрель 180 мм и шлифовальный диск (6 штук)
На складе в г. Днепр
Доставка по Украине
500 грн/набор
479 грн/набор
Купить
Смотрите также
Набор кругов для полировки авто на дрель 125 мм и шлифовальный диск (6 шт)
На складе в г. Днепр
Доставка по Украине
400 грн
329 грн
Купить
Круг лепестковый шлифовальный для дрели 40х20 мм П40 Yato YT-83351
Доставка по Украине
56 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Круг лепестковый шлифовальный для дрели 40х20 мм П60 Yato YT-83352
Доставка по Украине
65 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Круг лепестковый шлифовальный для дрели 40х20 мм П80 Yato YT-83353
Доставка по Украине
65 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Круг лепестковый шлифовальный для дрели 40х20 мм П100 Yato YT-83354
Доставка по Украине
65 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Круг лепестковый шлифовальный для дрели 40х20 мм П120 Yato YT-83355
Доставка по Украине
72 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Тарілка опорна для УШМ в комплекті з кругами шліфувальними, 7пр. (125мм, М14 + адаптер для дрилі, Р4
На складе
Доставка по Украине
129 грн
Купить
TWIST AUTO — инструмент по доступной цене
Диск универсальный для шлифовальных кругов Dnipro-M 125 10 мм (с адаптером для дрели)
На складе в г. Белая Церковь
Доставка по Украине
75 грн
Купить
ЧП «Таволга» — магазин запчастей и инструментов
Круги на дрель шуроповерт болгарку для полировки авто 7.5/10/12.5/15/18см + шлифовальны
На складе в г. Днепр
Доставка по Украине
369 грн/набор
349 грн/набор
Купить
Интернет-магазин Quick Buy
Диск универсальный для шлифовальных кругов Magtools 125 10 мм с адаптером для дрели 22407
На складе в г. Калуш
Доставка по Украине
62 грн
58 грн
Купить
Інтернет-магазин «Аура»
Набор из шлифовального диска и кругов 50 мм на липучке для дрели гравера (200 шт)
На складе в г. Днепр
Доставка по Украине
550 грн
449 грн
Купить
ПриДБАЙ
Круг лепестковый для дрели P 40 60х20х6 мм MTX
Доставка по Украине
35.78 — 36 грн
от 2 продавцов
36 грн
Купить
Инструмастер
Круг лепестковый для дрели P 60 60х30х6 мм MTX
Доставка по Украине
46.7 — 47 грн
от 2 продавцов
47 грн
Купить
Инструмастер
Круг лепестковый для дрели P 60 80х40х6 мм MTX
Доставка по Украине
84.66 — 85 грн
от 2 продавцов
85 грн
Купить
Инструмастер
Power Grinding Wheels — Шлифовальные головки и круги
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Выберите 2 или более продуктов для параллельного сравнения характеристик.0006
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями comparrishson. compare
Выбрать 2 или более продуктов для бок о бок по боковой функции.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2
04 Выберите 2 или более продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения. Выберите 2 или более продуктов для параллельного сравнения функций. Сравнить
Показаны 30 из 81
Как использовать дрель в качестве шлифовальной машины (преобразование дрели в шлифовальную машину)
Не хотите покупать еще один дорогой инструмент для сарая?
Используете ли вы дрель на полную мощность?
Нужно заточить ржавые или изношенные инструменты? В этой статье я покажу вам, как превратить вашу повседневную дрель в станок для заточки инструментов или шлифовальный станок, чтобы вы могли извлечь максимальную пользу из своей дрели.
Оглавление
Может быть много причин, по которым вам может понадобиться шлифовальная машина, будь то удаление ржавчины с металлической детали, полировка и резка плитки или даже исправление уродливой покраски здесь и там, вы можете выполнить и все это, не уронив свой кошелек на настоящую мясорубку. Шлифовальные машины довольно дорогие, и если вы не планируете использовать их для большого количества работ, вам лучше использовать шлифовальную насадку.
Эти насадки позволяют превратить вашу дрель в шлифовальную машину, просто вставив насадку в сверлильную головку. Существуют меры предосторожности и ограничения в отношении того, что может делать шлифовальная машина, поскольку это всего лишь быстрая альтернатива, поскольку вы определенно не сможете использовать все возможности шлифовальной машины из своей дрели.
Как превратить дрель в угловую шлифовальную машину
Есть несколько вещей, которые вам нужно будет купить, если только они не завалялись где-нибудь в вашем гараже. Они включают в себя шлифовальный круг и адаптер для сверла. Сверло не требует пояснений, а шлифовальный круг зависит от размера адаптера оправки. Адаптер для сверла представляет собой длинный винт с двумя шайбами и винтом. Размеры каждой детали различаются, но вам следует еще раз проверить, какой размер оправки (просверленного отверстия) подходит для вашей дрели. Большинство стандартных аккумуляторных дрелей имеют диаметр сверла ¼ дюйма. Обычно другая сторона адаптера имеет немного больший диаметр (например, 1/2 дюйма), чтобы другие насадки, такие как резак или шлифовальный станок. После сборки дрели можно использовать болгарку разными способами; вы можете построить станцию или держать ее под рукой, если вам нужно переместить кофемолку.
Как прикрепить шлифовальный круг к дрели?
Первое, что нужно сделать после того, как вы возьмете все необходимые детали, это посмотреть, какая сторона входит в сверлильную головку. После этого взгляните на адаптеры и проверьте, используются ли только один или два винта, так как это подскажет вам, как установить кофемолку на адаптер. Если есть отдельный винт, который входит в другую половину адаптера (должен иметь форму отверстия), просто прикрепите шлифовальный круг к одинокому винту, а затем снова прикрепите его к адаптеру.
Обязательно затяните конец адаптера, чтобы колесо не качалось во время использования. Однако, если ваш переходник поставляется только с одним длинным винтом с двумя шайбами и гайками, ослабьте гайку на переходнике с хвостовиком ½ и вставьте шлифовальный круг. После этого вставьте шайбу и гайку обратно в винт и затяните все это. способ предотвращения скольжения. При использовании кофемолки обязательно надевайте перчатки и защитные очки, чтобы не повредить глаза и кожу. Когда вы вставите переходник обратно в сверлильную головку, обязательно затяните сверлильную головку, как только она будет полностью вставлена.
Некоторые дрели имеют специальную отвертку, предназначенную специально для сверлильной головки. В этом случае обязательно полностью вставьте переходник оправки и с помощью отвертки затяните отверстия на головке сверла. Этот же метод сборки можно также использовать для установки других насадок, таких как проволочная щетка для полировки, резак по металлу для резки плитки, дерева и металла или наждачная бумага для шлифования и полировки.
Если вам не хочется идти и покупать шлифовальную насадку, а вам нужно всего лишь заточить небольшой предмет, я покажу вам, как сделать одноразовый шлифовальный круг из старого компакт-диска и наждачной бумаги. Имейте в виду, что это подойдет только для заточки/шлифовки мелких предметов, и даже тогда это будет не так хорошо…
Сначала возьмите компакт-диск и обведите его на наждачной бумаге (не забудьте дважды). Затем используйте острый инструмент, чтобы вырезать центральное отверстие, достаточное для винта. Вставьте один слой наждачной бумаги в винт вместе с шайбой, а затем вставьте компакт-диск внутрь. Вы можете нанести клей, чтобы склеить слои, но это не так, поскольку центростремительная сила будет отталкивать бумагу. Вставьте гайку и другую шайбу и затяните оба конца гаечным ключом. Наконец, вставьте конец винта в дрель и затяните. Этот метод будет работать, если вам нужно заточить только мелкие детали, и не будет работать против больших проектов, таких как полировка раствора или резка чего-либо!
Связанный материал: Как использовать дрель в качестве дремель
Как использовать дрель в качестве шлифовальной машины пальцы после этого. Правило номер один — всегда отключайте дрель или убедитесь, что она выключена всякий раз, когда вы меняете круг. Второе правило — никогда не применять давление во время шлифовки. Это связано с тем, что скорость позаботится о тяжелом подъеме, а нажатие только разорвет колесо на части, в результате чего осколок может порезать вам глаза.
Третье правило: никогда не направляйте круг под очень острым углом, так как это может привести к заклиниванию круга в материале, что приведет к поломке круга и сверла. В зависимости от материала, который вы используете для шлифовки, угол должен составлять 20-30 градусов. Если вы режете, то круг должен быть направлен под углом 90 градусов прямо к материалу. Шлифовальный материал должен располагаться под углом 5-10 градусов, а круг должен соприкасаться только на один дюйм. При использовании проволочной щетки также держите угол 5-10 градусов и позволяйте только кончику проволочной щетки соприкасаться с материалом. Последнее правило — всегда проверяйте, чтобы колесо перестало вращаться, прежде чем ставить сверлильный станок на стол.
Что следует знать.
При использовании дрели в качестве шлифовальной машины у вас не будет такой устойчивости, как если бы вы купили обычную угловую шлифовальную машину. Это связано с тем, что на дрели отсутствует дополнительная рукоятка в УШМ. Еще одна вещь, которую следует учитывать, это то, что когда вы шлифуете металл о металл, вылетают искры, поэтому наденьте термостойкие перчатки. При выборе правильного шлифовального круга важно проверить максимальные обороты вашей дрели и круга. Максимальное число оборотов шлифовального круга должно быть больше, чем максимальное число оборотов дрели, иначе круг может разбиться и слететь со сверла и рикшейда, когда он соприкоснется с чем-либо, поскольку скорость слишком велика, чтобы с ней справиться. Кроме того, имейте в виду, что у дрели просто не будет достаточно мощности для резки крупных предметов, и она будет работать значительно медленнее, чем настоящая угловая шлифовальная машина.
Лучшие насадки для шлифовальных машин для дрели
Для универсального шлифования, например, для очистки металла или заточки инструментов, я рекомендую стандартный шлифовальный круг, так как он подходит всем.
Для резки металла лучше всего подходит отрезной шлифовальный круг, так как он очень гладкий и острый. Существует более высокая вероятность поломки и изгиба этого колеса, поскольку его толщина меньше, чем у стандартного колеса.
Для удаления краски и ржавчины круг с проволочной щеткой завершит работу быстрее, чем любой другой шлифовальный круг.
Не требуется маслораспыление — снижение затрат и предотвращение загрязнения.
Прочная, надёжная и компактная конструкция с возможностью лёгкого обслуживания компонентов.
Высокочувствительный золотник обеспечивает немедленную реакцию на изменение давления.
Насосы поставляются как отдельный компонент, так и в виде инжиниринговых систем с установленными клапанами, датчиками и контрольно-измерительной аппаратурой.
Отличное сервисное обслуживание и запчасти в любой точке мира.
Возможность изготовления для соответствия стандартам API 675, ATEX, CE и NACE.
Принцип действия жидкостных насосов
Принцип действия основан на возвратно-поступательном движении поршней различной площади. Больший поршень приводится в движение тносительно низким давлением и воздействует на поршень меньшей площади.
Номинальный коэффициент (НК) — отношение между размерами поршней, которое кодируется в названии моделей насосов и приближённо выражает максимальное рабочее давление. Фактический коэффициент (ФК) — примерно на 15 % больше номинального, что связано с инерцией системы, когда поршень продолжает своё движение после достижения номинального давления в системе.
При включении насос начинает работу на максимальной скорости, чтобы обеспечить на выходе необходимое давление. Затем скорость работы замедлится из-за возрастающего сопротивления среды, пока полностью не остановится при достижении максимального давления. При снижении давления в напорной линии поршни возобновят своё движение, компенсируя это снижение.
Момент достижения максимального давления характеризуется балансом сил, возникающих на поршнях. Конструкция насосов обеспечивает очень высокую чувствительность к изменению давления, что достигается низким трением большего поршня и высококачественными уплотнительными кольцами в гидравлической части.
Мембранный жидкостный насос — FP 70
меню Закрыть
Выберите страну
Регион
Выберите регионАзиатско-Тихоокеанский регионАфрика и Ближний ВостокЗападная и Центральная ЕвропаСеверная и Южная АмерикаСкандинавияЮжная и Восточная Европа
Техническая документация (даташит)Руководства по эксплуатации
Преимущества
Может работать всухую
Низкий уровень пульсаций
Незаурядная надежность
Низкий уровень шума
Перекачивание без загрязнения
Не требует техобслуживания
Высокая устойчивость к агрессивным средам
Самозаливной
Регулируемая производительность
Цифровой регулятор двигателя
Технические параметры
Низкий уровень пульсаций
Сертификация NSF (Национальный санитарный фонд США)
Объем потока (макс.)
0.85 l/min
Рабочее давление (макс.)
)» data-imperial-label=»psig» data-conversion-factor=»14.5038″>2 bar (rel.)
Высота всасывания (макс.)
3 mH₂O
Материал клапана — Опции
EPDM, FFKM
Материал мембраны — Опции
EPDM, PTFE
Материал головки насоса — Опции
PP
Типы двигателей — Опции
Постоянный ток (DC), Бесщеточный двигатель постоянного тока (DC)
Безопасность и оборона
Струйные принтеры
Медицинское оборудование
Лабораторное применение
Аналитические приборы
Сельское хозяйство
Химическая промышленность
Технология для защиты окружающей среды
Пищевая промышленность
Анализ продуктов сгорания
Очистка и дезинфекция
Автомобильная промышленность
FP 70 — Инструкция по сборке
Здесь вы найдете нашу анимированную инструкцию на английском языке по разборке и сборке насоса для очистки и сервисного обслуживания.
Кликните здесь
FP 70
Datasheet FP 70
PDF (10 MB) — Техническая документация (даташит) — Английский
Operating Manual FP 70
PDF (627 KB) — Руководства по эксплуатации — Английский
3D CAD Model FP 70
ZIP (165 MB) — CAD-файлы — Английский
Installation Instruction FP 70
PDF (1 MB) — Руководства по эксплуатации — Английский
Объем потока (макс.)
0.85 l/min
Рабочее давление (макс.)
2 bar (rel.)
Высота всасывания (макс.)
3 mH₂O
Материал клапана — Опции
EPDM, FFKM
Материал мембраны — Опции
EPDM, PTFE
Материал головки насоса — Опции
PP
Типы двигателей — Опции
Постоянный ток (DC), Бесщеточный двигатель постоянного тока (DC)
Преимущества
Может работать всухую
Низкий уровень пульсаций
Незаурядная надежность
Низкий уровень шума
Перекачивание без загрязнения
Не требует техобслуживания
Высокая устойчивость к агрессивным средам
Самозаливной
Регулируемая производительность
Цифровой регулятор двигателя
Технические параметры
Низкий уровень пульсаций
Сертификация NSF (Национальный санитарный фонд США)
Безопасность и оборона
Струйные принтеры
Медицинское оборудование
Лабораторное применение
Аналитические приборы
Сельское хозяйство
Химическая промышленность
Технология для защиты окружающей среды
Пищевая промышленность
Анализ продуктов сгорания
Очистка и дезинфекция
Автомобильная промышленность
FP 70 — Инструкция по сборке
Здесь вы найдете нашу анимированную инструкцию на английском языке по разборке и сборке насоса для очистки и сервисного обслуживания.
Кликните здесь
Datasheet FP 70
PDF (10 MB) — Техническая документация (даташит) — Английский
Operating Manual FP 70
PDF (627 KB) — Руководства по эксплуатации — Английский
3D CAD Model FP 70
ZIP (165 MB) — CAD-файлы — Английский
Installation Instruction FP 70
PDF (1 MB) — Руководства по эксплуатации — Английский
Здесь представлен общий перечень принадлежностей, доступных для данного продукта. Для получения дополнительной информации или оформления заказа обратитесь к нашим специалистам.
Связаться с нами
Глушители и фильтры
Код заказа
Клапан регулировки давления FDV 30 / 31
Техническая документация (даташит) клапан регулировки давления — PDF (972 KB) — Техническая документация (даташит) — Английский
Руководства по эксплуатации клапан регулировки давления — PDF (183 KB) — Руководства по эксплуатации — Английский
Код заказа
On request
Фильтр FS 60
Техническая документация (даташит) Фильтр — PDF (669 KB) — Техническая документация (даташит) — Английский
Код заказа
On request
Монтажные комплекты и амортизаторы
Код заказа
Монтажный фиксатор FP 70
Код заказа
On request
Вернуться на сайт
Насосы для перекачки жидкости | Транспортные решения
Спросите наших экспертов
Запросите предложение
Сервис и поддержка
Назад к продуктам
Наши насосы для перекачки жидкости предлагают ряд вариантов для перекачивания жидкостей из автоцистерн и для наземных применений. Грузовые насосы спроектированы так, чтобы обеспечить эффективную работу, простоту обслуживания и способность перекачивать жидкости широкого спектра типов и вязкости.
Благодаря давлению нагнетания до 10 бар для грузовых насосов и 20 бар для промышленных насосов для перекачки жидкостей, мы предлагаем вам широкий спектр операций с наилучшими результатами для сложных задач, где необходимо тщательно контролировать целостность нагрузки. Основные сегменты рынка включают продукты питания и напитки, фармацевтику, косметику, химию и нефтехимию.
Proven Performance
Maximum Flexibility
Food, Feed, Chemical Applications
Lightweight Build
Rotary Лопастные насосы для перекачки жидкости
Благодаря нашему новому, легкому и компактному насосу STP из нержавеющей стали мы обеспечиваем нашим клиентам максимальную полезную нагрузку. Насос для перекачки жидкости STP из нержавеющей стали предназначен для химической, кормовой и пищевой промышленности.
Насосы для перекачки жидкости в резервуарах
Ассортимент стационарных насосов для перекачки жидкости SSP предназначен для предоставления нашим клиентам технически разработанных решений, специально предназначенных для их применения. Наши насосы для хранения в резервуарах сконструированы так, чтобы обеспечить плавную перекачку продуктов с высокой и низкой вязкостью, что делает их идеальными для чувствительных к сдвигу продуктов, таких как; кремы, йогурты, гели и эмульсии. В нашем портфолио SSP мы предлагаем широкий спектр конфигураций с несколькими типами портов и вариантами накопителей.
Новые двухвинтовые насосы для перекачки жидкости
Новый двухвинтовой насос для перекачки жидкости разработан для обеспечения гибкости процесса и построен на прочной и надежной платформе, отвечающей строгим гигиеническим стандартам. Он может выполнять как перекачку продукта, так и очистку на месте (CIP). Низкая пульсация и отличная способность работать с твердыми частицами снижают риск повреждения продукта, тем самым улучшая его качество. Обслуживание упрощается, а время безотказной работы увеличивается.
Роторные лопастные грузовые насосы
STP из нержавеющей стали были специально разработаны для загрузки и разгрузки автоцистерн и контейнеров-цистерн.
Гигиенические насосы серии X
— это наши специализированные санитарные насосы, специально разработанные для использования в чувствительных и сверхчистых средах, где чистота имеет первостепенное значение.
Series S — это наши насосы для перекачки жидкости премиум-класса, предназначенные для работы с перекачиваемыми средами с низкой и высокой вязкостью в ряде сложных отраслей промышленности.
Роторно-лопастные насосы
серии N были специально разработаны для перекачки жидкости с малым объемом, например, для дозирования, где пространство ограничено.
Насосы серии
L предназначены для общего применения и представляют собой экономичное решение для перекачивания жидких сред с бескомпромиссным качеством.
Насосы для перекачки большого объема жидкости серии
A изготавливаются по индивидуальному заказу в соответствии с требованиями применения в химической, пищевой и фармацевтической промышленности.
Шестеренчатые насосы для перекачки жидкости
Наши насосы для перекачки жидкости серии SSP M были специально разработаны для наполнения малых объемов, включая химическую, пищевую и фармацевтическую промышленность. Конструкция насоса из нержавеющей стали обеспечивает легкую очистку и быстрое обслуживание, гарантируя максимальное время безотказной работы. Там, где необходимо перекачивать заранее определенные объемы продукта, наша компактная конструкция обеспечивает большую степень контроля скорости потока для конкретных объемов жидкости.
Насосы серии
M оптимизированы для перекачки жидкости в малых объемах и прекрасно подходят для таких задач, как наполнение, дозирование и отбор проб.
Применение и отрасли, связанные с насосами для перекачки жидкости
Наши жидкостные компрессоры и насосы для автоцистерн собирают или доставляют ваши жидкости из автоцистерн в кратчайшие сроки.
Наши компрессоры и воздуходувки для транспортировки сухих и жидких сыпучих материалов специально разработаны для решения задач, связанных с транспортировкой химических веществ.
Наши насосы и компрессоры для пищевых продуктов предназначены для выгрузки вашего материала с оптимальной скоростью, чтобы сократить время выгрузки.
Ротационно-лопастные бумажные насосы
SSP обеспечивают плавную перекачку различных перекачиваемых сред, обеспечивая соответствие стандартам надежности и гигиены бумажной промышленности.
Обеспечивая исключительную надежность для гигиеничного перекачивания, насосы для перекачки химикатов серии SSP могут безопасно работать с перекачиваемыми средами с низкой и высокой вязкостью.
Наши насосы для перекачки жидкости представляют собой надежное, гигиеничное и не требующее особого обслуживания решение для перекачивания широкого спектра сыпучих жидких продуктов без примесей.
Вычислить общий вес арматуры 10 довольно просто: достаточно суммировать общую протяженность и умножить ее на массу погонного метра материала. Особенно это важно учитывать при предполагаемых больших объемах сварочных работ. Таким образом, для выполнения данного объема работ потребуется 2 тонны 783 килограмма стальных прутьев. В зависимости от длины арматуры соответствующее значение подставляют в формулу и по ней рассчитывают вес. Именно на арматуре 12 был рассмотрен пример вычисления веса погонного метра изделия. К разряду сортового металлопроката относится арматура 16.
Во внимание также берется марка материала, из которого производят арматуру. Таблица массы арматуры: ГОСТ , регламентирующий качество товара. Таким образом, получаем, что радиус равен 6 мм или 0,006 м. Это металлические стержни средней толщины с высокой степенью прочности. Широко употребляются 16-миллиметровые прутья в обустройстве сваренных металлоконструкций, армировании бетонных сооружений, строительстве дорог, мостов, пролетов. Показатель стандарта массы арматуры соответствующего диаметра регламентируют разработанные нормативы – ГОСТ 5781-82 и ГОСТ Р 52544-2006. Арматура широко используется в строительстве, отличается высококачественными характеристиками, соответствует всем требованиям ГОСТа.
В третьей колонке отображена общая длина арматурных элементов в одной тонне. Они колеблются в диапазоне от 1 до 6%. Самостоятельный расчет достаточно несложно произвести по уже накатанной формуле, он будет выглядеть следующим образом: 1м*(3,14*0,01м*0,01м/4)*7850 кг/м³=0,617 кг. Чтобы рассчитать вес арматуры, необходимо сложить общую протяженность всех стержней и умножить ее на массу одного метра. Вес арматуры 16 мм за метр: особенности и технические характеристики. В данном случае пригодятся знания по геометрии.
Если необходимо рассчитать массу конкретного прута, то площадь круга умножают на его длину. В первой колонке указаны данные о диаметре стрежня, во второй – масса погонного метра арматурного стержня конкретного типа. Для подсчета веса арматурной сетки используются следующие способы. Таким образом, сама бетоноконструкция в таком случае обладает более высокими качественными характеристиками. Вес материала, рассчитанный точно и правильно, поможет реально оценить не только расходы на организацию строительных работ, но и важную часть стоимости всего объекта. На первый взгляд, они напоминают простую проволоку. Если необходимо рассчитать массу конкретного прута арматуры, то площадь круга умножают на его длину.
Самостоятельно его лучше не измерять во избежание погрешностей. Арматурные прутья диаметром 8 мм считаются тонкими. Наличие ребер и рифлений снаружи обеспечивает более надежное сцепление прутьев с бетонным раствором. Способ расчётов по удельной массе требует специальных умений и знаний. Технологический процесс их изготовления регламентирует ГОСТ 5781. Последовательность самостоятельных расчетов с использованием формулы следующая: Определение площади круга: 3,14*0,006²=0,00011304 м². Таблица соотношений веса и длины разных видов конструкций помогут сделать правильные вычисления.
Масса сетки из арматурной проволоки для штукатурки, армокаркаса для фундамента из железобетона, армосетки под кладку из кирпича зависит от габаритов полотна, площади ячеек и диаметра прутьев в миллиметрах. Вес прутьев 8 мм за метр наиболее уместен в местах, где недопустима излишняя масса, но необходима дополнительная прочность. Порядок расчетов веса арматуры 12 мм за метр, длины всего стержня. Буквой А маркируют горячекатаную и термоупрочненную арматуру, буквой В – холоднодеформированный материал, буквой С – свариваемый прокат. Таблица веса погонного метра арматуры, длины и диаметра прута поможет выполнить правильные вычисления: Пользоваться этой таблицей довольно просто.
Арматура: вес и длина, соотношение и расчеты в строительных работах. Вычисление объема метра стержней: 0,00011304*1=0,00011304 м³. Вес арматуры необходимо знать еще на этапе проектирования строительного объекта. Площадь квадратного метра включает 18 стержней по 1 м. Вычисления выполняют с использованием приведенной таблицы арматуры. Формула расчета веса арматуры очень простая – длина арматуры, умноженная на вес погонного метра арматуры.
Аналогичный показатель веса 1 метра арматуры 10 содержит таблица соотношения диаметра и массы одного метра. Количество расхода материалов производится из расчетов на кубометр бетона. Таким образом, получается всего 18 м арматуры 6, вес которой составляет 0,222 кг/м. Определяем, сколько весит один метр арматуры 12 мм. Если измерить его самостоятельно, то это повлечет за собой погрешности в расчетах, так как поверхность арматурных стержней имеет ребристую структуру. Общие характеристики арматуры 10 следующие: диаметр стержня – 10 мм, в одной тонне насчитывается 1622 м проката, вес 1 метра арматуры 10 мм – 616,5 г, допустимая погрешность при расчете веса составляет +6%, классы стали, используемые в производстве данного вида металопроката: Располагая приведенными параметрами, можно легко узнать необходимое количество и вес строительного материала. Арматура 20, к примеру, более уязвима к воздействию коррозии, но она идеально подходит для сварки.
Поэтому выбор материала индивидуален. Данный показатель во всех случаях составил 887,8 г. Расчет имеет такой вид: 10/0,092 = 108,69 метра. Если брать за основу механические характеристики арматурной стали, такие как прочность и масса, то материал подразделяют на отдельные классы сортамента с соответствующими специальными обозначениями от A-I до A-VI. В капитальном строительстве загородных домов из монолита не обойтись без армированных конструкций. Служит в качестве опоры для удержания растягивающего напряжения и с целью усиления бетоноконструкции в зоне сжатия. Аналогично рассчитывается количество стержней соответствующего диаметра в одной тонне.
Ее габариты являются наиболее оптимальными в разных видах строительных работ. Вычислить вес всей сетки можно путем умножения значения, полученного для 1 м², на нужное количество квадратных метров в армокаркасе. Здесь не обойтись без знаний веса арматуры в метре. Чем выше показатель диаметра арматуры, тем больше вес метра материала. Его площадь вычисляют по другой формуле, где постоянное число Пи со значением 3,14 умножают на радиус в квадрате. Общая длина в одной тонне, наоборот, обратно пропорциональна толщине прутьев. Допуск возможен только в большую сторону и не более 10 см, а кривизна не должна превышать показатель 0,6%.
Маркировка материала, вес 1 метра: таблица сортамента. Вес арматуры рассчитывается разными способами: по данным о нормативном весе, взяв за основу удельную массу, с использованием онлайн-калькулятора. Масса арматуры в данном случае равна весу всего каркаса из стали, включая фундамент, стены и бетонные перекрытия, а также массу сваренных сеток, заливаемых бетоном. Необходимое количество прутьев по нормативному весу определяют с использованием приведенной выше таблицы веса в соотношении с погонным метром. Необходимость расчетов веса арматуры: таблицы соответствия веса и длин.
Арматура, произведенная согласно ГОСТ 5781-82, – это прутья с гладкой поверхностью класса А, а также профили из периодической стали классов от А-ІІ до А-VI. Арматура 16 способна воспринимать существенные нагрузки на растяжение и изгиб, перераспределяя их равномерно по всей поверхности. Проводим вычисление: 2300*1,21=2783 килограмм. Сколько весит метр арматуры, необходимо знать и проектировщикам, и строителям зданий и сооружений из армируемого бетона. Арматуру 10 мм относят к легкообрабатываемым материалам, поскольку стержень легко сгибается или подвергается любой другой необходимой деформации. Необходимо добавить приблизительно 1%, учитывая погрешность при сварке. Объём определяется самостоятельно, с учетом того, что стержень арматуры имеет цилиндрическую форму.
Это самый сложный и трудоемкий вариант вычисления веса. Именно арматура 12 рекомендуется стандартами строительства для сооружения ленточного фундамента для коттеджей и частных домов. Удельный вес арматуры: таблицы соответствий с учетом погонного метража. Поверхность арматуры 8 бывает рифленой или гладкой. Арматура 10 мм применяется при создании легких построек: частных домов, гаражей, где используется ленточная заливка фундамента. Основные характеристики следующие: гладкий и рифлёный тип профиля, в производстве применяется сталь марок: 35ГС, 25Г2С, 32Г2Рпс, А400, вес 1 метра арматуры 16 мм – 1580 г, площадь диаметра – 2,010 см², длина прутьев – от 2 до 12 м. Диаметр арматурного стержня в диапазоне от 8 до 25 мм считается самым популярным размером профилей на строительном рынке. Полезный совет!
При любых расчетах и вычислениях массы арматуры не следует забывать о допустимых показаниях погрешностей. Арматура – стройматериал, представляющий совокупность определенных металлических элементов, предназначенный для сооружения монолитной конструкции с цементным раствором. Это же касается и веса. В его основе заложена формула определения массы с использованием таких величин, как объем предмета и его удельный вес. Погонный метр стержня профиля – это отрезок материала протяженностью в один метр. Все нужные данные, с учетом класса стали и диаметра прутьев, приводят в расчетных таблицах. Он может иметь как гладкую, так и рельефную поверхность.
Длина арматурного стержня 11700
Она выдерживает высокие нагрузки на гибкость и растяжку, распределяя ее равномерно по всей поверхности. Например, размеры сетки – 50х50х4. Согласно проведенным расчетам, по аналогии с предыдущими марками арматуры и в соответствии с таблицей соотношения диаметра и массы одного метра вес арматуры 16 в 1 метре равен 1,580 кг. Формулы расчета двутавров. Сортамент имеет два класса: B-I – с гладкой поверхностью и Вр-1 – материал из периодического профиля. Наглядно рассмотреть данные расчеты можно на примере определения веса 1 метра арматуры 12 мм. Чаще всего арматура 16 используется для качественного армирования бетоноконструкций.
Такая арматура, как и прутья другой толщины, производится горячекатаным или холоднокатаным способом. Сам процесс вычисления (при составлении плана строительства, учитывая возведение арматурной сетки) включает такие этапы: выбрать соответствующий диаметр прутьев, вычислить метраж требующейся арматуры, умножить вес одного метра арматуры соответствующего диаметра на количество необходимых стержней. Расчет будет выглядеть следующим образом: 92*100 = г (или 9 кг 200 г). Значительная часть времени, сил и материальных расходов при строительстве здания из бетона приходится именно на создание армокаркаса, который изготавливают из армированных прутьев и сеток. Если полученный результат сверить с таблицей, то обнаружим соответствие данных государственным стандартам. Одним из наиболее популярных в строительстве считается стержень диаметром 10 миллиметров.
Универсальные особенности и идеальный вес арматуры 12. У стали этот показатель соответствует 7850 кг/м³. При этом вес метра арматуры горячекатаной стали от них не зависит. Таким образом, зная вес арматуры по ГОСТ 5781-82, легко вычислить коэффициент общей армированной конструкции, можно определить массу арматуры по отношению к необходимым объемам бетона. Чем выше показатель диаметра арматуры, тем больше вес метра материала. Вес 1 метра арматуры 8 равен 394,6 граммам. Вес проволоки рассчитывают в соответствии со специальными стандартами и данными, приведенными в таблице: Вычислить вес для конкретного случая можно по следующему алгоритму.
Для производства арматурной проволоки используется низкоуглеродистая сталь. При самостоятельном расчете объёма арматуры нужно учитывать то, что стержень имеет цилиндрическую форму. Формула гласит: объем цилиндра вычисляется путем умножения сечения площади на высоту фигуры. Изучив таблицу, можно заметить одну закономерность. При этом большинство затрат в процессе приобретения материалов в основном приходится именно на арматуру. Они практически не поддаются разрушению.
Особенности технологического процесса изготовления арматурной стали определяют весь сортамент арматуры. Если умножить его на объем, то получится общий показатель удельной массы одного метра арматуры. За основу материала взята периодическая сталь. Получим полные 4 килограмма. Таким образом, безошибочно рассчитав массу и метраж арматурных стержней, можно значительно сэкономить в процессе стройки и, наоборот, избежать недостатка прутьев уже на этапе сооружения армированной конструкции. Вес 1 погонного метра зависит от внешнего строения профиля, который бывает рифленым или гладким.
Для того чтобы определить массу ста метров арматурной проволоки диаметром 4 мм, необходимо удельный вес умножить на метраж. Арматура диаметром 12 мм считается самой популярной и востребованной в строительной сфере. Вес 1 метра прутьев составляет 1,21 кг. Вес и качество материала обеспечивают его надежность, поэтому строители характеризуют его как прочный, надежный, износостойкий и экологичный. Расчет веса арматуры 12 в 1 метре: 0,00011304 м³*7850 кг/м³=0,887 кг. Полезный совет! Наиболее простой способ расчетов – использование специальных программ (или онлайн-калькулятора).
Радиус – это, как известно, половина диаметра. Имея в наличии эти данные, несложно рассчитать общее количество материалов, которое потребуется для сооружения конкретной конструкции – будь то фундамент или монолитное здание. Вся отечественная арматура до попадания на металлобазы проходит этапы контроля качества, что гарантирует ее соответствие ГОСТу. Арматурная сталь, выпускаемая на отечественном рынке, широко используется в строительстве, отличается высококачественными характеристиками, соответствует всем требованиям ГОСТа на металлопрокат. В данной арматуре удивительным образом сочетаются такие качества, как прочность, гибкость и довольно низкий вес.
Рассчитывается вес 1 метра арматуры 8 мм по вышеприведенной формуле с применением значения удельного веса соответствующей стали: 1м*(3,14*0,008м*0,008м/4)*7850кг/м3=0,394 кг. ГОСТ Р 52544-2006 – это профили классов А500С и В500С из периодической стали, предназначенные для сварки. Это наиболее простой вариант расчета. Важно! Каждый вид арматуры имеет свои особенности, и необязательно большой диаметр гарантирует хорошую прочность.
Цена погонного метра двутаврового профиля. Сфера применения и вычисление веса арматуры 10 мм за метр. Для этого в определенные ячейки вводят данные массы арматуры в тоннах, номер соответствующего профиля и длину прута в миллиметрах. Арматура: вес и различные варианты его вычисления. Можно провести и обратное вычисление. Диаметральные значения обычной проволоки – 3, 4 и 5 мм. Данные берутся из таблицы.
Соответствие класса, диаметра и марки наглядно продемонстрировано в таблице: Если взять, к примеру, арматуру класса A-ІІІ, то ее используют для укрепления основы зданий из бетона, возводимых в короткие сроки. Армакаркасы и конструкции с ее применением служат очень долгое время. Характеристики, размеры и расчет веса арматуры 8 мм за метр. Необходимые данные можно найти в общей таблице. Кроме того, он доступен по цене и удобен в монтаже, а также применяется в других сферах производства. Расчет веса арматурной проволоки в квадратном метре.
Результат идентичен предыдущему. Для ее производства используют низкоуглеродистую сталь. Например, моток проволоки диаметром 4 мм весит 10 кг. Удельный вес арматуры – 7850 кг/м³. Чтобы определить метраж, нужно разделить общую массу на удельный вес.
Основные технические характеристики материала следующие: для изготовления используют сталь с маркировкой 25Г2С и 35ГС, Арматурные прутья диаметром 8 мм считаются самыми тонкими и напоминают обычную проволоку. ребристый шаг – А400 и А500, класс арматуры А3. Характеристики арматуры 12: диаметр стержня – 12 мм, в одной тонне насчитывается 1126 м проката, овальность прута – не более 1,2 мм, шаг поперечных выступов – от 0,55 до 0,75* dH, вес 1 метра составляет 887,8 г, длина проката – от 6 до 12м. Главное условие проведения таких подсчетов – наличие соответствующей таблицы. Во избежание лишних затрат следует максимально точно рассчитать необходимое количество материала. Расчет массы арматуры поможет при оценке стоимости строительства, а также цены уже готового объекта. Для начала необходимо вспомнить формулу вычисления веса из курса физики, согласно которой масса равна объёму предмета, умноженному на его плотность, то есть удельный вес.
Масса прутьев, соответственно, регламентирует их диаметр. Вычисления по удельной массе на примере расчета веса метра арматуры 12. Проведенные расчеты совпали с данными таблицы веса арматуры за метр 12 мм . По таким показателям сталь бывает горячекатаной стержневой или холоднотянутой проволочной. Для примера вычислим вес арматуры 14. D – это диаметр. Арматурные составляющие в основном применяются в сооружении фундамента и возведении стен зданий бетономонолита. Стандартная длина стержней – 6000 или 12000 мм.
Погонный метр проволоки в конструкции рассчитывается таким образом: кг/м². Во время проведения строительных работ необходим точный расчет массы армированных конструкций. В цилиндре сечение – это круг. Именно такое значение веса арматуры 8 приведено в таблице соответствия веса и длины арматуры. Он применим исключительно в тех случаях, когда в распоряжении нет таблицы с нормами и исключена возможность использовать онлайн-калькулятор. Арматурный материал подразделяется на классы сортамента со специальными обозначениями от A-I до A-VI.
Арматурная проволока соответствует требованиям ГОСТ 6727-80. Например, для стройки предполагается использовать 2300 метров арматуры 14. В тонне количество материала составит 2 534,2 м. В целом алгоритм расчетов аналогичный. В производстве используют сталь высокого качества в соответствии с ГОСТ 5781-82. Полный порядок проведения вычислений веса 1 метра арматуры 12, представленный математическим выражением, будет выглядеть таким образом: Чтобы самостоятельно обчислить вес арматуры 12 мм за метр, нужно использовать определенную формулу.
ГОСТом установлены показатели от 6 до 80 миллиметров. Статья по теме: Особенности конструкции изделия. Арматура диаметром 12 мм по праву считается самой популярной в сфере металлопроката и самой востребованной. Диаметр арматурных стержней берется из планов и расчётов стройки. Справка! Объем стального прута рассчитывается путем умножения метража на геометрическую площадь круга – 3,14*D*D/4.
Среди главных достоинств присущих арматуре 16 можно выделить: прочность, надёжность и устойчивость к коррозии. Полезный совет! Размер диаметра нужно узнавать у производителя. Правильные вычисления помогут в составлении сметы и позволят избежать лишних затрат на материалы. В то же время она обладает высокой степенью сцепления с бетоном.
Смотрите также
ДЛИНА АРМАТУРНОГО СТЕРЖНЯ С ЗАВОДА
Буквы после цифры – дополнительная информация: «С» – арматура применима для сварки. Классификация и разновидности. Допускается применение №5781-82, Р…
АРМАТУРНЫЕ СТЕРЖНИ ДЛИНА
Интересные и нужные сведения о строительных материалах и технологиях. Сортамент арматурных стержней для железобетонных элементов (табл. 6.1) строится по…
АРМАТУРНЫЙ СТЕРЖЕНЬ
Буква С указывает на возможность стыкования стержневой сваркой, К — на повышенную стойкость арматуры против коррозионного растрескивания. Арматурный…
ВЕС АРМАТУРНЫХ СТЕРЖНЕЙ ТАБЛИЦА
Еще один пример. Арматура строительная классов А240 -А600 а1, а2, а3, а4 производится горячекатанной, и выше — с низкотемпературным отпуском или…
АРМАТУРНЫЕ СТЕРЖНИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ
Низколегированная сталь, содержащая кремний и марганец, обеспечивает высокое качество арматурной продукции. Металлопрокат закупают тоннами, стоимость…
Длина арматуры 12 мм — Астим
Длина арматуры 12 мм представляет собой крайне важный параметр, от которого зависят многочисленные нюансы строительства вне зависимости от стадии реализации. Как и любая другая характеристика, протяженность описывается определенным набором критериев.
Виды арматуры и характеристики, оказывающие влияние на ее длину
Вся арматура подразделяется на виды, классы, марки. Каждое изделие производится в соответствии с нормативами ГОСТ, где описывается стандартный показатель. Кстати, он определяется не только видом, но также диаметральным сечением и классом продукта.
На практике выделяют стальную и композитную полимерную арматуру. Первый тип включает в себя три подвида, при этом длина арматуры 12 мм может быть любой:
Горячекатаный товар для изделий со стандартным и повышенным напряжением и железобетонных конструкций, в качестве регламентирующего стандарта используется ГОСТ5781-82;
Термический механический стержень для моделей, сделанных из ЖБ-материалов, регулирующий документ – ГОСТ-10884-94;
Прутки свариваемого типа для аналогичных изделий, регламент – ГОСТ-Р-52544-2006.
Стандарт, который предполагает длина арматуры 12 мм, используемый для изготовления полимерной продукции, является аналогичным – ГОСТ31938-2012.
Классические и дополнительные длины
Длина арматуры 12 мм может быть стандартной или увеличенной. Номинальное диаметральное сечение находится в диапазоне от 6 до 80 мм, причем многое зависит от конкретной отметки параметра, в частности – тип, в котором представлена арматура. Это может быть стержень, моток. Некоторые виды арматуры (не 12 мм) изготавливают в прутках.
Прочие модели, производимые по стандарту 5781, делают в форме стержней. Это А600, 800, 1000. Поперечный размер роли не играет. Наряду с этим в нормах ГОСТ указано, что арматура, относящаяся к трем этим классам, может быть произведена в мотках. Что касается прутков, по другому стандарту длина арматуры диаметром 12 мм должна составлять 6-12 сантиметров. При этом в соответствии с длиной партии могут наблюдаться отклонения.
Так, выделяют продукты с мерной длиной, с мерной длиной и немерными отрезками, с немерной длиной. В первом случае речь идет об арматуре, которая на 100% соответствует нормам и стандартам в плане длины. Протяженность должна иметь определенное и идентичное значение. В двух остальных ситуациях допустимы другие виды поставляемого товара с конкретными отклонениями.
На основании согласования с клиентом допустимо производство прутков, имеющих протяженность в 5-25 метров. Наряду с этим существует еще один фактор, оказывающий влияние на параметр реальной длины стержней. Речь идет о допустимом предельном отклонении, которое зависит от изначальной длины прута и степени точности и составляет от +25 до +70 миллиметров.
Почему следует обратиться к нам?
Длина арматуры 12 мм может быть стандартной и нестандартной. В нашей компании можно получить консультацию по любому вопросу и сделать окончательный выбор, основываясь на собственные потребности, предпочтения и финансовые возможности. К нам обращаются частные лица и владельцы строительных организации, а также те, кто регулярно проводят комплекс работ по возведению и ремонту построек.Длина арматуры диаметром в 12 мм может быть любой, главная задача состоит в том, чтобы этот параметр соответствовал конкретным нуждам и потребностям и подходил под цели. Для этого достаточно обратиться к менеджеру или ознакомиться с характеристиками материала, представленного в онлайн каталоге, в самостоятельном порядке.
Длина стального стержня 8 мм, 10 мм, 12 мм, 16 мм, 20 мм и 25 мм
Длина стального стержня 8 мм, 10 мм, 12 мм, 16 мм, 20 мм и 25 мм | длина стального стержня | длина стального стержня tmt | длина 1 стального стержня | длина стального стержня в метрах | длина стального стержня в Индии.
По всему миру существуют различные компании-производители стали, которые производят и поставляют стальной стержень разного размера, например, от № 2 до № 10 (британский стандарт США) и в метрической системе 8 мм, 10 мм, 12 мм, 16 мм, 20 мм, 25 мм, 32 мм. и выше, которые доступны на рынке.
Согласно различным стандартам, британской и метрической системе измерения, как правило, длина одного стального стержня/арматурного стержня размером 8 мм, 10 мм, 12 мм, 16 мм, 20 мм и 25 мм составляет около 40 футов или 12 м. Это стандартная длина стального стержня, используемого для различных строительных проектов.
Стальной стержень, также известный как Арматура, представляет собой краткую форму арматурного стержня, это стальной стержень или стальная проволока, используемая в качестве натяжного стержня, используемая в железобетонных конструкциях, таких как колонны, балки и плиты домостроения, а также используемые в железобетонных конструкциях. . Применяется для повышения прочности бетонной конструкции.
Длина стального стержня 8 мм, 10 мм, 12 мм, 16 мм, 20 мм и 25 мм
Поверхность арматурного стержня/арматуры/стального стержня часто деформируется ребрами, чтобы способствовать лучшему сцеплению с бетонным материалом и снизить риск проскальзывания. Наиболее распространенный арматурный стержень / арматурный стержень представляет собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации. Стальная арматура также может быть покрыта эпоксидной смолой, чтобы противостоять воздействию коррозии в основном в морской среде.
Как мы знаем, в разных странах мира есть своя градация, спецификация стального стержня и протокол измерений для арматурного стержня. Во-первых, помните, что арматура измеряется по-разному в США и Европе. в то время как Соединенные Штаты используют имперскую систему измерения. В Европе и большей части остального мира используется метрическая система.
В этой статье мы кратко объясним длину стального стержня / арматурного стержня / арматурного стержня / стержня TMT в метрах и футах на основе британской системы измерения. Это поможет зрителям лучше понять и легко выбрать наиболее подходящую длину арматуры / стального стержня, которую вы хотите, в соответствии с требованиями.
США Имперский стандарт и стандарт метрической системы в Европе, Индии и других странах, обычное использование, доступный на рынке, обычно длина стального стержня / арматурного стержня / стального стержня tmt / арматурного стержня / стальной арматуры / железного стержня составляет 9метр или 12 метров. Этот деформированный арматурный стальной стержень поставляется длиной 9 м или 12 м, как обычные, так и стандартные размеры. Стальной стержень других размеров также доступен на рынке: 20 футов (6 м), 30 футов (9 м), 40 футов (12 м) и 60 футов (18 м). Это будет круглый ребристый, деформированный TMT или TMX, обработанный, черный, арматурный стержень с эпоксидным покрытием. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
Длина стального стержня в метрах
Длина стального стержня, измеренная в различных единицах измерения в метрах и футах, если длина стального стержня измеряется в метрах. Как правило, стальной стержень поставляется в виде прямых стержней длиной 12 метров, если это П-образный изгиб, его длина может варьироваться в пределах 5,5 – 6 метров.
Длина стального стержня в Индии
В Индии доступны различные размеры стального стержня/TMT Стальной стержень, доступный на рынке, имеет диаметр 8 мм, 10 мм, 12 мм, 16 мм, 20 мм, 25 мм и 32 мм и выше, эти размеры TMT Стальная арматура поставляется в виде прямых стержней длиной 40 футов или 12 метров, если это U-образный изгиб, то его длина может варьироваться от 18 – 20 футов или 5,5 – 6 метров.
Длина арматурного стержня в США
Различные размеры стальных арматурных стержней или арматурных стержней, используемых в США, основаны на британских размерах арматуры № 3, № 4, № 5, № 6, № 7, № 8, № 9., № 10 и т. Д., Эта арматура или стальной арматурный стержень доступны на рынке и поставляются длиной 20 футов, 30 футов, 40 футов и 60 футов, но наиболее распространенная арматура длиной 40 футов используется для различных строительных работ. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
◆Вы можете следить за мной на Facebook и
Подпишитесь на наш канал Youtube
Длина арматурного стержня в Великобритании 8 мм, 10 мм, 12 мм, 16 мм, 20 мм, 25 мм и 32 мм и выше в диаметре и т. д., эти арматурные или стальные арматурные стержни доступны на рынке и поставляются длиной до 60 футов, другая длина стального стержня также доступна в 30 футов и 40 футов. , но наиболее распространенная арматура / стальной стержень длиной 40 футов используются для различных строительных работ. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
Длина арматурного стержня в Австралии
В Австралии арматурная сталь или арматурный стержень доступны на рынке в диапазоне диаметров от 10 до 36 мм или N12 – N36 от 500 МПа, каждый из этих диаметров стального стержня/арматурного стержня доступен в различных длины – 6 м, 9 м и 12 м. Как правило, стальной стержень/арматура N12 и N16, рассчитанный на давление 500 МПа, доступен длиной 6 м, 9 м и 12 м, арматура N20 поставляется длиной 6 м и 12 м, а арматура N24–N40 поставляется длиной 12 м.
Длина арматурного стержня в Канаде
В Канаде, в соответствии со стандартами CSA, доступны стальные арматурные стержни различных размеров от 10 м до 40 м с типичной длиной 20 футов, 30 футов, 40 футов и 60 футов. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
Длина арматурного стержня на Филиппинах
На Филиппинах доступны стальные арматурные стержни различных размеров от 10 мм до 40 мм стандартной длины 6 м, 7,5 м, 9 м, 10,5 м и 12 м. Другие размеры и длина стального стержня 13,5 м и 15 м также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
Длина арматурного стержня в Новой Зеландии
В Новой Зеландии доступны стальные арматурные стержни различных размеров от 10 мм до 40 мм с типичной длиной 6 м, 9 м, 12 м и 18 м. Другие размеры и длина стального стержня 20 м также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
Калькулятор длины развертывания арматуры в соответствии с ACI 318
Калькулятор длины развертывания арматуры в соответствии с ACI 318 Перейти к содержимому
Категории Железобетон, веб-расчеты
Удобный онлайн-инструмент для быстрого вычисления длины развертывания арматуры в соответствии с кодом ACI в метрических единицах СИ.
от CCStruct
Этот онлайн-инструмент позволяет рассчитать длину развития растяжения и сжатия деформированного арматурного стержня.
Ввод:
СИ Метрические единицы Обычные единицы США
Диаметр стержня (мм)
f’c (МПа)
fy (МПа)
Тип бетона:
90 Re 03 90 90 90 Нормальный вес0 90 90 90 Легкий вес
Турник с более чем 300 мм свежего бетона снизуВсе остальные типы положения арматуры
Покрытие арматуры:
Без покрытия С эпоксидным покрытием (покрытие <3db или s<6db) С эпоксидным покрытием (все остальные типы) не менее db , прозрачная крышка не менее db , хомуты или стяжки по всей длине ld не менее кодового минимума
Расстояние между стержнями или проволоками в свету не менее 2 db и прозрачная крышка не менее db
Все остальные случаи
cb (мм)
Меньшее из расстояний от центра арматурного стержня до ближайшей бетонной поверхности или до половины центра бетона -межцентровое расстояние между разрабатываемыми барами
Ktr
40(Atr/sn), можно консервативно принять равным 0
Расстояние между стержнями или проводами в свету не менее 2 db и чистое покрытие не менее дб
Все остальные случаи
Результат:
Длина натяжного анкера:
Ld = 0,00 x db Ld = 0,00 мм
Длина соединения внахлестку на растяжение:
L = 0,00 x db (соединение класса B 05) Для соединения 90,0005 L мм = L мм , используйте то же, что и длина анкеровки.
LDH = 0,00 x DB LDH = 0,00 мм R = 0,00 x DB = 0,00 мм C = 0,00 мм Vext = 0,00 мм H = 0,00 мм
9995 Ext = 0,00 мм
H = 0,00 мм
99950505. Стандартный крюк 180°
Ldh = 0,00 x db Ldh = 0,00 мм r = 0,00 x db = 0,00 мм c = 0,00 мм ext = 0,00 мм h = 0,00 мм
Исходная информация:
Описание
Развертка арматурного стержня — это наименьшая длина заделки, необходимая для того, чтобы арматурный стержень достиг полного предела текучести в бетоне. Эта длина определяется прочностью бетона и пределом текучести арматурного стержня. Как правило, если бетон слабее или арматурный стержень имеет более высокий предел текучести, потребуется большая длина разработки, и наоборот. Другие факторы, такие как тип покрытия арматурного стержня, расстояние, ограничение и положение арматурного стержня, также влияют на определение длины разработки.
Формулы длины разработки, используемые в этом онлайн-инструменте расчета, основаны на положениях ACI 318-14. Эти формулы не сильно изменились по сравнению с более ранними версиями кода, такими как ACI 318-11 или ACI-318-08, поэтому рассчитанные выходные значения совместимы со старыми кодами.
Длина развития растяжения: упрощенный метод
В этом методе используется раздел 25.4.2.2 ACI 318-14 или раздел 12.2.2 ACI 318-11 или более ранней версии. Кодекс рассматривает распространенные случаи строительства.
ACI 318M-14, таблица 25.4.2.2 или ACI 318M-11, таблица 12.2.2
Это положение признает, что во многих текущих практических случаях строительства используются значения зазоров и защитного покрытия вместе с ограничивающей арматурой, такой как хомуты или связи, что приводит к значение (кб + Ктр)/дб не менее 1,5.
Выдержка из ACI 318M-14 R25.4.2.2
Длина развития растяжения: подробный метод
В этом методе используется раздел 25.4.2.3 ACI 318-14 или раздел 12.2.3 ACI 318-11 или более ранней версии. Во многих ситуациях можно получить меньшую длину развития растяжения, используя детальный метод.
ACI 318M-14, уравнение 25.4.2.3a или ACI 318M-11, уравнение 12-1
В любом из методов минимальная длина развертывания должна быть не менее 300 мм.
Длина развития сжатия
Длина развития сжатия рассчитывается с использованием Раздела 25.4.9 ACI 318-14 или Раздела 12.3 ACI 318-11 или более ранней версии.
ACI 318M-14, уравнение 25.4.3.1 или ACI 318M-11, уравнение 12-1
Минимальная длина развития сжатия должна быть не менее 200 мм. Для совместимости со старыми кодами ACI, Ψr принимается за 1,0. Этот коэффициент относится к ограничению арматурного стержня и может быть принят как 0,75 при соблюдении определенных условий, установленных в таблице 25. 4.9.3 ACI 318-14 (например, если используются спиральные связи).
Длина соединения внахлест при растяжении
Строго говоря, длина развития растяжения относится к длине анкеровки , необходимой для достижения полного предела текучести арматурного стержня, залитого в бетон. С другой стороны, длина соединения — это длина, необходимая для полной передачи усилия от одного стержня к соседнему стержню.
Для соединений внахлестку класса А необходимая длина натяжения внахлест равна длине развития натяжения (длине анкеровки). Чтобы классифицировать круг как класс А, он должен соответствовать обременительным условиям, указанным в таблице ниже.
ACI 318M-14, таблица 25.5.2.1 или ACI 318M-11, таблица R12.15.2
В наиболее распространенных случаях натяжной нахлест считается классом B. В этом случае необходимая длина соединения внахлестку составляет 1,3 x длина развертывания но не менее 300 мм.
Компрессионное соединение внахлестку, длина
Длина компрессионного соединения внахлестку зависит от следующих условий:
ACI 318M-14 Раздел 25. 5.5.1 или ACI 318M-11 Раздел 12.16.1
Минимальная длина компрессионного соединения внахлест составляет 200 мм.
Притирочные стержни разного диаметра
Если притирочные стержни имеют разные диаметры, длина соединения внахлест берется как большее из значений длины развертывания большего стержня или длины соединения меньшего стержня. Как правило, стержни диаметром более 36 мм не должны притираться (есть исключения, см. код).
Эти правила применяются к расчету длины нахлеста как при растяжении, так и при сжатии.
Коэффициенты длины развертывания
Следующие коэффициенты (поправочные коэффициенты) применимы для определения длины развертывания.
Выдержка из таблицы 25.4.2.4 ACI 318M-14 Коэффициенты модификации для развития деформированных стержней и деформированных проволок при растяжении
Разработка стандартных крюков при растяжении
9Стандартный крюк с углом 0° или 180°, позволяющий арматурному стержню развить полную прочность при растяжении. ACI 318-14 определяет минимальную геометрию для стандартных крючков.
Выдержка из таблицы 25.3.1 ACI 318M-14 Стандартная геометрия крюка для разработки деформированных стержней при растяжении
Длина разработки рассчитывается из максимального значения:
ACI 318M-14 Раздел 25.4.3.1 или ACI 318M-11 Раздел 12.5 .1 и 12.5.2
Коэффициент Ψe учитывает покрытие арматуры (с эпоксидным покрытием или без покрытия), которое предоставляется пользователю в качестве входных данных в этом инструменте расчета. Другие модифицирующие факторы Ψc и Ψr относятся к покрытию и наличию удерживающих связей соответственно. Для простоты этот онлайн-калькулятор консервативно предполагает, что эти два коэффициента равны 1,0 . Инженер может обратиться к таблице ниже, чтобы решить, применимы ли эти модификаторы.
Выдержка из таблицы 25.4.3.2 ACI 318M-14 Модифицирующие факторы для развития изогнутых стержней при растяжении
Эта справочная информация является только обзором.
Помпы для откачки воды в категории «Техника и электроника»
Помпа (насос) для откачки воды Askoll Mod. M224XP / M231XP (медная катушка)
На складе
Доставка по Украине
294 — 332 грн
от 2 продавцов
333 грн
295 грн
Купить
INTERPARTS
Автоматическая помпа для откачки воды из судна низкого профиля SeaFlo 1100 SFBP1-G1100-14A
Доставка по Украине
1 722 грн
1 688 грн
Купить
DVmarket
Помпа трюманя для откачки воды из лодки катера 13.2 л/м 12В WWB-20101A
Доставка по Украине
2 593 грн
2 541 грн
Купить
DVmarket
Автоматическая Помпа трюмная лодочная для откачки воды из лодки катера 1100 GPH A02-111001
Доставка по Украине
710 грн
696 грн
Купить
DVmarket
Автоматическая Помпа трюмная лодочная для откачки воды из лодки катера 750 GPH A02-107501
Доставка по Украине
710 грн
696 грн
Купить
DVmarket
Автоматическая Помпа трюмная лодочная для откачки воды из лодки катера 600 GPH A02-106001
Доставка по Украине
710 грн
696 грн
Купить
DVmarket
Помпа трюмная для откачки воды из лодки и катера электрическая 1100 GPH
Доставка по Украине
517 грн
507 грн
Купить
Интернет-магазин Priliv
Помпа трюмная для откачки воды из лодки и катера электрическая 500 GPH
Доставка по Украине
517 грн
507 грн
Купить
Интернет-магазин Priliv
Помпа трюмная погружная для откачки воды Europump II 1000 12 В 64 л/мин Osculati
Доставка по Украине
по 890 грн
от 2 продавцов
890 грн
Купить
Интернет-магазин Priliv
Помпа трюмная погружная для откачки воды Europump II 2000 24 В 128 л/мин Osculati
Доставка по Украине
по 2 185 грн
от 2 продавцов
2 185 грн
Купить
Интернет-магазин Priliv
Помпа трюмная погружная для откачки воды Europump II 3000 24 В 192 л/мин Osculati
Доставка по Украине
по 3 395 грн
от 2 продавцов
3 395 грн
Купить
Интернет-магазин Priliv
Помпа, трюмный насос для откачки/выкачки воды 750GPH 12В из лодки
На складе в г. Полтава
Доставка по Украине
710.50 грн
Купить
IT Electronics
Помпа трюмная лодочная автоматическая 1500gph для откачки воды из лодки
Доставка по Украине
1 916 грн
1 896 грн
Купить
Vkladovke.com.ua
Помпа трюмная автомат лодочная 750gph Seaflo для откачки воды из судна
Доставка по Украине
1 229 грн
1 217 грн
Купить
Vkladovke.com.ua
Помпа трюмная лодочная 550gph для откачки воды из яхты
Доставка по Украине
574 грн
569 грн
Купить
Vkladovke.com.ua
Смотрите также
Помпа трюмная лодочная автоматическая 1100gph для откачки воды из судна
Доставка по Украине
1 770 грн
1 753 грн
Купить
Vkladovke.com.ua
Помпа трюмная лодочная автоматическая 500gph для откачки воды из лодки
Доставка по Украине
1 474 грн
1 460 грн
Купить
Vkladovke.com.ua
Помпа трюмная лодочная для откачки воды из лодки катера 1100 GPH A01-111001
Доставка по Украине
517 грн
507 грн
Купить
DVmarket
Электрическая помпа для бутылированной воды ZSW-C06 диспенсер для бутылок, USB, 1500 мАч Чёрная KIVI
На складе в г. Киев
Доставка по Украине
826 грн
660 грн
Купить
KIVISHOP Интернет магазин
Помпа для воды электрическая с подставкой USB Water Pump аккумуляторная, диспенсер на бутыль White KIVI
На складе в г. Киев
Доставка по Украине
681 грн
524 грн
Купить
KIVISHOP Интернет магазин
Помпа трюмная лодочная для откачки воды из лодки катера 500 GPH A01-105001
Доставка по Украине
517 грн
507 грн
Купить
DVmarket
Электрическая помпа для бутылированной воды ZSW-C06 диспенсер для бутылок, USB, 1500 мАч Чёрная BNN
На складе в г. Киев
Доставка по Украине
835 грн
669 грн
Купить
BANANSHOP
Автоматическая трюмная Помпа трюмная лодочная для откачки воды из лодки катера SEAFLO SFBP1-G750-11
Доставка по Украине
1 396 грн
1 368 грн
Купить
DVmarket
Помпа трюмная погружная для откачки воды Europump II 550 12 В 32 л/мин Osculati
Доставка по Украине
по 855 грн
от 2 продавцов
855 грн
Купить
Интернет-магазин Priliv
Электрическая помпа для воды Gallon Pump Automatic SS
Доставка по Украине
830. 19 грн
415.10 грн
Купить
Электрическая помпа для воды с подставкой UKC U-8087 2 в 1 настольная и набутыльная SS
Доставка по Украине
1 231.30 грн
615.65 грн
Купить
Автоматическая трюмная Помпа трюмная лодочная для откачки воды из лодки катера SEAFLO SFBP1-G600-11
Доставка по Украине
1 396 грн
1 368 грн
Купить
DVmarket
Электро помпа для бутилированной воды Water Dispenser EL-1014 электрическая аккумуляторная на бутыль Top
Доставка по Украине
490 грн
365 грн
Купить
Shop_trend_buy
Электро помпа для бутилированной воды Water Dispenser EL-1014 электрическая аккумуляторная на бутыль Top
Доставка по Украине
500 грн
450 грн
Купить
Shop_trend_buy
Помпа для откачки воды: ручная, механическая, электрическая
Содержание
Какой принцип работы ручной помпы для откачки воды?
Как сделать ручную помпу для откачки воды своими руками?
Как работает самодельная помпа для откачки воды? (видео)
Бывает так, что внезапно создаются аварийные условия, и помещение оказывается наполнено водой. В этом случае требуется незамедлительная помощь с применением оборудования, которое помогает производить откачку грязной воды.
Наиболее распространенный вариант такого оборудования – это ручная помпа для воды. Помпа для откачки воды, по сравнению с другими видами насосного оборудования, отличается высокой степенью мобильности.
Помпа ручная рычажная
Она способно быстро произвести перекачку необходимого объема воды, не нуждается в источнике электропитания и может применяться в качестве обычного насоса для бытовых нужд.
Читайте также: какими бывают насосы для откачки грязной воды?
1 Какой принцип работы ручной помпы для откачки воды?
Ручная помпа для воды может быть полезной в любом хозяйстве. Для этого нужно знать технические характеристики представленных моделей и быть ознакомленным с ее целевым предназначением.
Ручная помпа для воды наибольшей популярностью пользуется среди владельцев загородных домов и дачных участков. Этот агрегат представлен в виде альтернативного устройства, которое может с высокой степенью эффективности заменить насосную станцию при несанкционированном отключении электричества.
Кроме того, насосное оборудование не предназначено для коротких и быстрых циклов включения и выключения – от этого оно быстро выходит из строя.
В таких случаях совершенно незаменимо устройство, с помощью которого вручную можно за короткий промежуток времени накачать одно-два ведра воды.
Кроме того ручная помпа при желании может с легкостью быть подключена к скважине и применяться по мере возникшей необходимости.
Ручная помпа представлена в виде поршневого насоса. Принцип работы этого агрегата схож с принципом работы его электрического аналога.
Устройство оснащено корпусом, который во всех видах модификаций имеет вытянутую цилиндрическую форму. Внутри корпуса осуществляет свое поступательное движение поршень.
Принцип действия помпы
Благодаря его движению производится перекачка воды. Корпус насоса снабжен входным отверстием. Через это отверстие происходит подача и поступление рабочей жидкости.
В данном случае, через проделанное выходное отверстие выкачанная вода подается непосредственно к потребителю. Устройство оснащено фланцем, который дополнен резиновым уплотнителем для того, чтобы образовывалась мощная тяга поршня.
Нижнее отверстие, предназначенное для забора воды, оборудовано встроенными клапанами обратного типа. Они являются одной из самых важных деталей, обеспечивающих корректную работу всего механизма.
В тот момент, когда пользователь производит опускание тяги поршня, поршень по каналу перемещается вниз. В результате этого вода начинает подаваться через клапан, размещенный в поршне в свободное пространство над ним.
В это время клапан обратного типа, находящийся вблизи входного отверстия, находится в захлопнутом положении. Это происходит потому, что деталь испытывает давление поступающей воды.
В этот момент, в камере, которая находится над поршнем, начинает формироваться разрежение. Наблюдается резкое снижение уровня давления, и вода начинает засасываться из источника в связи с работой клапана обратного действия.
В процессе повторения такого цикла вода подвергается перемещению из камеры под поршнем в пространство, находящееся над ним. После этого вода попадает в выходную трубу, а затем к конечному потребителю.
По большому счету, принцип работы ручной помпы основан на работе с перепадами давления. Вода перемещается за счет увеличения давления в одной камере и его уменьшения в другой.
Труба, которая входит в помпу, должна обладать достаточно высокой степенью жесткости. Это нужно для того, чтобы предотвратить ее схлопывание во время процесса всасывания воды. К примеру, применение садового шланга в таких случаях нерационально.
Принцип действия самодельной помпы типа гармошка
Наиболее подходящий вариант – это пластиковая либо выполненная с применением металла труба. Сам привод штока в большинстве конфигураций выполняется в виде рычага-маховика по типу «журавль».
Применение такой конструкции удобно тем, что для перемещения рычага требуется минимальное количество усилий. Таким образом, осуществив один-два больших взмаха можно наполнить водой целое ведро.
Представленные агрегаты применяются для осуществления забора воды с глубины, не превышающей 8 метров. С большей глубины забор воды невозможен по причине воздействия атмосферного давления.
Важно учитывать соответствие формы корпуса насоса диаметру поршня. Это обеспечит плотность его соприкосновения с внутренними стенками цилиндра, что поможет формировать нужные перепады давления внутри устройства.
Изделие оснащено еще одним важным элементом – клапаном обратного типа. Эта деталь полностью обеспечивает уровень производительности всего агрегата.
Обратный клапан в ручных помпах может быть двух видов – мембранным и шариковым. Мембранный клапан представлен в виде пластины, которая выполнена с применением толстой резины.
Она прикреплена заклепками неподалеку от выходного отверстия устройства. Во всех случаях данная пластинка должна с высокой степенью герметичности обеспечивать перекрытие отверстия.
В большинстве модификаций, крепление обратного клапана производится на входе со внутренней стороны самого корпуса агрегата. На поршне закрепление обратного клапана производится со стороны надпоршневой камеры.
При поднятии поршня вверх в нижней камере формируется разрежение. Затем производится открытие клапана, пластина приподнимается под напором воды, после чего камера наполняется ей.
Читайте также: какие фильтры под мойку лучше покупать и почему?
Принцип забора воды помпой
В тот же момент, обратный клапан, установленный на поршне, плотно придавливается под воздействием давления к верхней крышке камеры.
При опускании поршня под давлением воды закрывается расположенный вверху клапан обратного типа. Обратный клапан шарикового типа очень похож на мембранную разновидность, однако его отверстие закрывается с участие шарика.
Во время работы движение шарика может быть ограниченно специальными перильцами или сеткой. Вес шарика рассчитывается таким образом, что он не плавает в воде, а тонет. С этой целью шарики изготавливаются с применением эбонита или плотного и утяжеленного пластика.
Читайте также: пошаговая инструкция по строительству винного погреба.
к меню ↑
2 Как сделать ручную помпу для откачки воды своими руками?
Ручной помповый насос можно с легкостью собрать самостоятельно. Впоследствии его можно активно использовать на даче и в загородном доме в качестве аварийного запасного насоса. Для того чтобы изготовить ручную помпу волнового типа необходимо наличие:
Гофрированной трубы;
Двух втулок с клапанами;
Кронштейна;
Бревна.
Если планируется использовать втулку, изготовленную с применением латуни, то вес бревна должен превышать 60 кг. Предварительно заготовленные труды закупориваются с обоих концов втулками со встроенными клапанами.
При этом один конец трубы прикрепляется к кронштейну, а второй – к бревну. Бревно опускается в водоем, и естественные колебания воды приводят к тому, что пластиковая гармошка, создающая давление в помпе придет в движение.
В том случае, если скорость ветра будет достигать более двух метров в секунду, уровень давления увеличится до четырех атмосфер. Исходя из этого, в течение суток можно перекачать из водоема порядка 20 тысяч литров воды.
Ручная помпа вращательного типа РШ 25-5
Такой агрегат будет работать надежней и эффективнее, если при помощи болтов на подъемнике произвести закрепление кольцевого ограничителя.
Еще одна конфигурация ручной помпы – это так называемая печь-насос. Принцип работы такого агрегата также основывается на разнице давления. Для того чтобы сконструировать такое изделие, нужно позаботиться о наличии:
Стальной двухсотлитровой бочки;
Паяльной лампы;
Патрубка, оборудованного краном;
Резинового шланга;
Сетчатой насадки на шланг;
Дрели.
Такое устройство вполне способно обеспечить полив приусадебного участка или огорода. Для этого в дно бочки врезается труба с патрубком и краном.
В резьбовой пробке после этого просверливается отверстие, к которому монтируется гибкий шланг. Второй конец шланга плотно прикрывается сетчатой насадкой. Этот шланг опускается в водоем.
Под дном бочки надежно устанавливают на платформе паяльную лампу. Предварительно бочка заполняется водой примерно на одну треть своего объема, а под ее дном разжигается костер.
Далее горячий пар производит вытеснение воздуха. Этот воздух по шлангу проникает в водоем. После чего огонь паяльной лампы или разведенного костра тушится.
Бочка начинает медленно остывать, в результате уровень давления падает, и вода из водоема начинает подаваться к получателю. Помпа, основанная на питании от солнечной энергии, сконструирована таким образом, что в специальных трубах, изготовленных в виде решетки, находится пропанобутановая смесь.
Ручная помпа для откачки воды с диафрагмой
Конструкция напрямую соединяется с грушей, изготовленной из резины, которая опускается в бидон. Крышка бидона оборудована двумя встроенными клапанами.
Один из них способен пропускать воздух внутрь, а второй выпускает его под давлением, равным 1 атм. Для того, чтобы запустить агрегат, летом нужно лишь полить решетку струей холодной воды.
В результате этого резиновая груша согнется, а в бидоне появится воздух. Солнце нагреет и высушит решетку, пары от жидкости вновь расширят грушу и образовавшаяся воздушная пробка начнет гнать воду к выходу.
Представленная система способна работать даже в холодное время года. Только, этом случае, морозный воздух будет приводить решетку к охлаждению, а вода, находящаяся под землей будет ее нагревать.
Если приусадебный участок находится на берегу водоема, то такая разновидность помпы обеспечит практически бесперебойный поток воды в любое время года.
Читайте также: где в Москве можно купить насосы?
к меню ↑
2.1 Как работает самодельная помпа для откачки воды? (видео)
ЭЛЕКТРИЧЕСКИЙ ВОДЯНОЙ НАСОС | Орошение сада или газона
Эта страница может содержать партнерские ссылки. Учить больше.
Приколоть для безопасного хранения!
571 акция
акция
ЭЛЕКТРИЧЕСКИЙ ВОДЯНОЙ НАСОС — удобный способ поливать сад или газон! Наличие достаточного количества воды и жизнеспособной системы полива жизненно важно для вашего сада или газона, особенно если вы живете в сухом или засушливом месте. Рассмотрите возможность использования небольшого насоса для орошения сада или двора.
Вот несколько важных советов о том, как настроить идеальный садовый поливочный насос для полива сада и газона.
Электрический водяной насос
Обратите внимание: мы продолжаем использовать этот небольшой электрический насос из года в год для полива сада и газона.
Этот ирригационный насос устанавливается у пруда каждую весну, а затем каждую осень/зиму осушается и хранится в нашем гараже.
#1 Определение местоположения
Источник воды:
У нас на территории есть небольшой пруд, которым мы пользуемся, но подойдет любой тип источника воды: ручей, река, арык, пруд или озеро.
Важно, чтобы помпа располагалась рядом с источником воды, так как помпа будет всасывать воду через приемный сифон, а затем перекачивать ее в спринклер, оросительную систему или канаву.
Большие расстояния вызывают дополнительную нагрузку на насос, если ему приходится откачивать воду слишком далеко от первоначального источника, поэтому по возможности держите его на расстоянии не более 20 футов.
Расположение помпы :
Помпа должна быть удобно расположена на достаточно ровной поверхности рядом с источником воды.
Наш конкретный насос может забирать воду с расстояния 25 футов, но он не предназначен для подачи воды вертикально на такое расстояние.
Наш источник воды находится примерно в 5 футах ниже насоса, поэтому ему приходится немного тянуть вверх по склону.
Связанная запись на: Как найти лучшее место для сада
Расположение источника питания:
Убедитесь, что источник питания находится поблизости, но обратите внимание, что наша электрическая розетка находится примерно в 125 футах, поэтому мы используем толстый провод 10-го калибра.
Электрическая коробка на насосной площадке
Садовый поливочный насос №2
Тип электрического водяного насоса:
Вам необходимо определить тип насоса для вашего конкретного применения.
Первоначально мы купили газовый двигатель ирригационный насос , но с тех пор его заменили небольшим электрическим водяным насосом .
С газовым насосом все в порядке, но мы обнаружили, что бензобак слишком мал и его нужно часто заправлять. Кроме того, масло нужно было менять часто, почти ежедневно… и это было очень шумно!
Кроме того, найдите время, чтобы просмотреть электрических и газовых насосов , чтобы определить лучший для вашей ситуации.
Из-за этих минусов мы решили заменить эту газовую модель на небольшой электрический насос и никогда не оглядывались назад. Кроме того, наш электронасос стоил 1/2 стоимости бензонасоса !
Мы купили наш насос в магазине фермы и ранчо~ вот аналогичный на Amazon . Кроме того, обратите внимание на компанию по поставке инструментов или даже в магазин кормов.
Наш насос стоит примерно 200 долларов плюс 100 долларов за все насадки. Это может отличаться для вас в зависимости от вашего региона.
Модель, которую мы купили, это Электрический спринклерный насос Red Lion Этот насос можно подключить к любой обычной розетке.
Red Lion Electric Sprinkler насос
Мы использовали толстый провод с трехконтактной заземляющей вилкой на одном конце и розеткой на другом конце. Мы сделали этот провод большого сечения своими руками, который предназначен для использования вне помещений.
Розетка, прикрепленная к насосной станции
Также подойдет длинный удлинитель большого сечения. Просто будьте осторожны, если вы косите или поедаете сорняки вокруг или поверх него. Обязательно проверьте правильность сечения провода для усилителей накачки.
Садовые скобы для проволоки идеально подходят для закрепления электрических проводов или удлинителей в земле, чтобы никто не споткнулся о них и не перерезал их.
Мы добавили розетку на конец провода и прикрепили ее к деревянному сараю. Насос можно подключать и отключать прямо на месте, вместо того, чтобы возвращаться к источнику питания.
Самое главное, это чрезвычайно удобно, если вам нужно отключить насос для ремонта или засорения.
Крупный план электрической коробки насоса
Если вы присмотритесь, то увидите провод большого сечения с розеткой, прикрепленный к насосной станции.
Электрический шнур насоса просто вставляется в розетку. Это огромная экономия времени, если помпа должна быть отключена по какой-либо причине.
Вы также можете увидеть квадратную гайку с накатанной головкой в верхнем левом углу у выпускного шланга, где насос заполняется водой.
Вы заполните помпу, а затем включите ее. Он должен немедленно начать набирать воду.
Обязательно ознакомьтесь с:
Все оригинальные стойки Homesteading
#3 Принадлежности для дренажного насоса или ирригационного насоса для пруда
Насадки и клапаны для насоса необходимы:
3 для вашего насоса. Следующее должно быть доступно в вашем местном магазине оборудования.
ПОДЪЕМНЫЙ ШЛАНГ — это толстый 2-дюймовый гибкий шланг, который помещается в ваш источник воды.
ПРИЕМНЫЙ КЛАПАН С СЕТЧАТОЙ СЕТКОЙ на КОНЦЕ ШЛАНГА — защищает насос от попадания палочек, веток, камней, скоплений водорослей, мусора и т. д.
Приемный клапан для водяного насоса
насос ПРИМЕЧАНИЕ: очень полезны быстросъемные насадки
Короткий удлинительный шланг (у нас черный, но этот хороший), который крепится непосредственно к насос , а затем к вашим шлангам, ведущим к разбрызгивателям
2-ходовой пластиковый запорный шланговый клапан
Y-образное крепление для насоса для полива сада:
Мы добавили 2-ходовое Y-образное запорное устройство насадка для клапана (вы можете приобрести пластиковую модель или латунный клапан с более длительным сроком службы) на конце 6-футового шланга, идущего от выпускного отверстия насоса. Затем мы присоединили 2 садовых шланга к этому Y-образному запорному клапану.
В зависимости от длины ваших шлангов вам нужно будет определить, можете ли вы использовать 1 или 2 спринклера одновременно.
Мы шли довольно далеко, поэтому обычно запускаем только один Латунный ударный спринклер Rainbird за раз.
Поэтому, в зависимости от вашего местоположения, вам необходимо определить тип разбрызгивателей, которые вам потребуются:
Импульсный дождеватель Gardena Classic на базе утяжеленных салазок
СВЯЗАННАЯ СТАТЬЯ: Мульчирование вашего огорода для сохранения влаги
Фото нашей установки:
#4 Защита насоса
Деревянный навес для защиты насоса :
Мы построили небольшой деревянный навес для насоса , чтобы защитить его от прямых солнечных лучей. Это работает очень хорошо, так как насос привинчен к полу убежища.
Таким образом, он защищает вашу помпу от падающих предметов, а также от солнца.
Точно так же теперь мы можем загрузить насос и укрытие в фургон, садовую тележку или тачку, чтобы легко перемещать их на место и обратно.
В заключение:
Этот электрический насос Red Lion используется более 3 лет. Его просто установить, легко перемещать и просто хранить.
Это идеальное устройство для наших потребностей в ирригации и поливе, и оно может подойти для ваших нужд.
СВЯЗАННЫЕ САДОВЫЕ СООБЩЕНИЯ которые могут вас заинтересовать:
⇒Выращивание салата и зелени
⇒Как хранить торф Машины на зиму 0017
⇒ Навыки преследования посадки. .
Приколоть для безопасного хранения!
571 акция
акция
НАЧАЛО0003
Этот сайт может содержать партнерские ссылки. Чтобы прочитать наше полное раскрытие, нажмите здесь.
 2
2 Ее верхнее основание
Ее верхнее основание Они ограничат
Они ограничат
 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 y.
y.
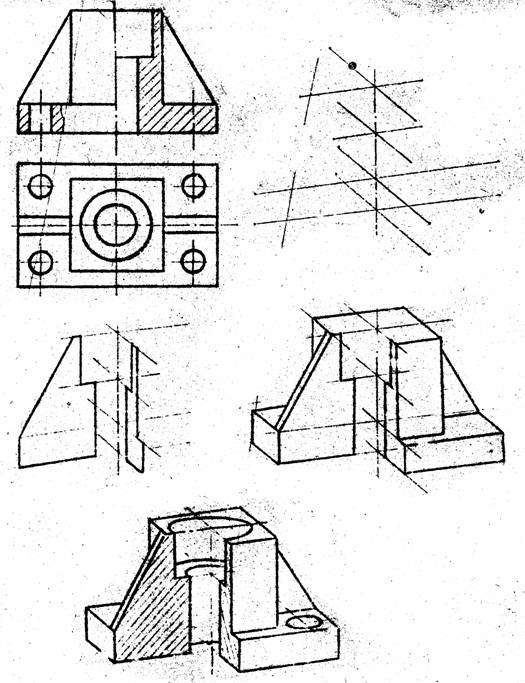 Где можно определить углы наклона прямой к плоскостям проекций (рис. 3.1–рис. 3.9)?
Где можно определить углы наклона прямой к плоскостям проекций (рис. 3.1–рис. 3.9)? Угол a в прямоугольном треугольнике АВ’В определяет угол наклона прямой АВ к плоскости p1.
Угол a в прямоугольном треугольнике АВ’В определяет угол наклона прямой АВ к плоскости p1. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)

 Наш опыт позволяет сделать вещи простыми, индивидуальными и доступными, чтобы вместе мы превратили ваше видение в ценность.
Наш опыт позволяет сделать вещи простыми, индивидуальными и доступными, чтобы вместе мы превратили ваше видение в ценность.

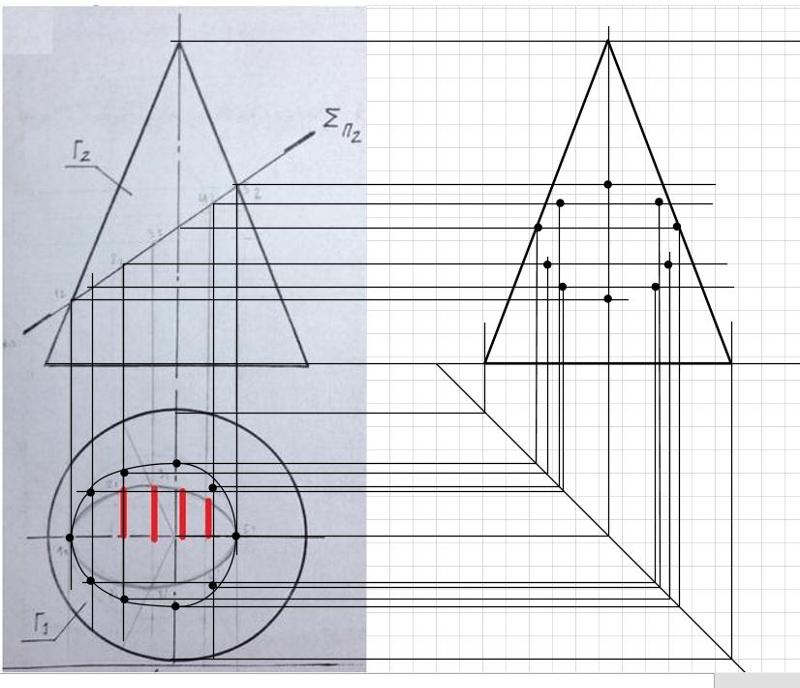 Для этого коробку нужно наклонить влево. Это приводит к тому, что вид справа на объект располагается слева от вида спереди. Повернув коробку лицевой стороной к себе еще раз, наклоните коробку вправо, и левая сторона будет обращена к вам. Таким образом, вид слева будет расположен справа от вида спереди. Этот же метод используется для просмотра сверху и снизу. Повернув перед собой объект, наклоните куб вниз. Теперь у вас есть верхняя сторона, обращенная к вам, при этом вид сверху расположен под видом спереди на чертеже. Если наклонить вид спереди вверх, вид снизу объекта будет обращен к вам, а вид снизу расположен над видом спереди.
Для этого коробку нужно наклонить влево. Это приводит к тому, что вид справа на объект располагается слева от вида спереди. Повернув коробку лицевой стороной к себе еще раз, наклоните коробку вправо, и левая сторона будет обращена к вам. Таким образом, вид слева будет расположен справа от вида спереди. Этот же метод используется для просмотра сверху и снизу. Повернув перед собой объект, наклоните куб вниз. Теперь у вас есть верхняя сторона, обращенная к вам, при этом вид сверху расположен под видом спереди на чертеже. Если наклонить вид спереди вверх, вид снизу объекта будет обращен к вам, а вид снизу расположен над видом спереди.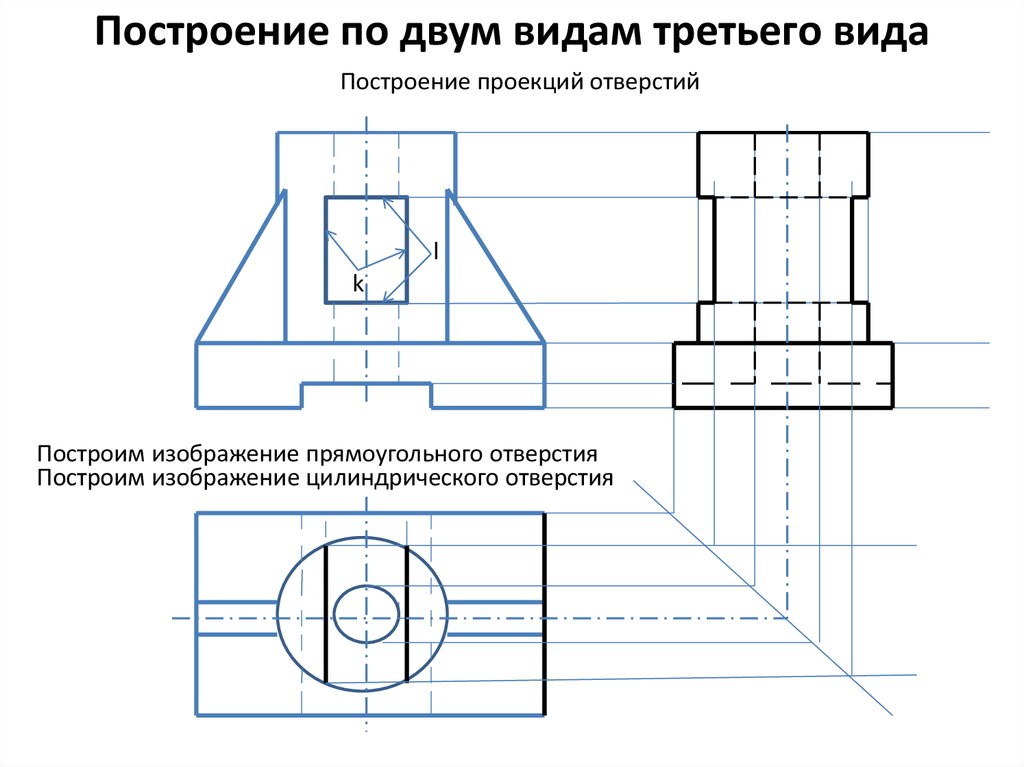 Все четыре из них вполне приемлемы для Первого Угла.
Все четыре из них вполне приемлемы для Первого Угла.

 В устройстве наружного типа этот процесс осуществляется через шланг. Для всасывания воды днище погружного насоса оснащено специальными отверстиями, после которых внутри конструкции расположены сетчатые фильтры. Они обеспечивают импеллеру надежную защиту от крупных примесей и камней.
В устройстве наружного типа этот процесс осуществляется через шланг. Для всасывания воды днище погружного насоса оснащено специальными отверстиями, после которых внутри конструкции расположены сетчатые фильтры. Они обеспечивают импеллеру надежную защиту от крупных примесей и камней. Устройство используется при любой температуре. Даже сильные морозы не помешают его работе. Главное, правильно установить насос. В процессе монтажа часто возникают проблемы, так как устройство надо спускать на большую глубину.
Устройство используется при любой температуре. Даже сильные морозы не помешают его работе. Главное, правильно установить насос. В процессе монтажа часто возникают проблемы, так как устройство надо спускать на большую глубину. Основные элементы конструкции время от времени должны прочищаться и смазываться. Это позволит предотвратить поломки устройства и увеличить срок его эксплуатации.
Основные элементы конструкции время от времени должны прочищаться и смазываться. Это позволит предотвратить поломки устройства и увеличить срок его эксплуатации.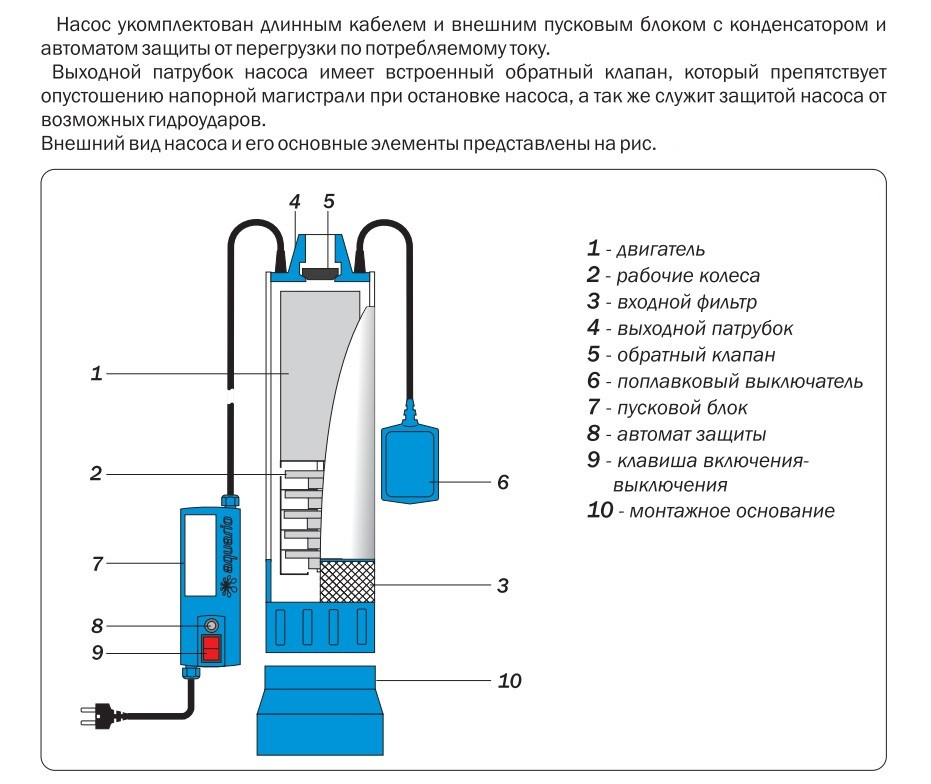 От его мощность зависит объем воды, который может перекачиваться в единицу времени. Электродвигатель начинает работать, как только устройство подключается к источнику электроэнергии, в качестве которого часто выступает бензиновый генератор.
От его мощность зависит объем воды, который может перекачиваться в единицу времени. Электродвигатель начинает работать, как только устройство подключается к источнику электроэнергии, в качестве которого часто выступает бензиновый генератор.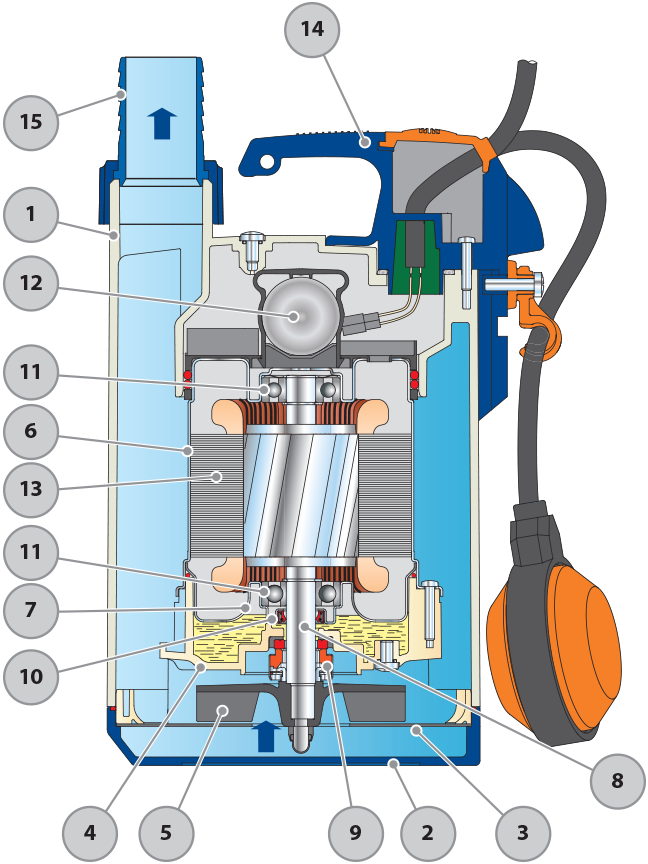 В руководстве пользователя есть информацию о том, наличие каких примесей допустимо. Если устройство не рассчитано на перекачивание воды, в которой встречаются крупные частицы, то оно не подойдет для работы с загрязненной жидкостью.
В руководстве пользователя есть информацию о том, наличие каких примесей допустимо. Если устройство не рассчитано на перекачивание воды, в которой встречаются крупные частицы, то оно не подойдет для работы с загрязненной жидкостью.
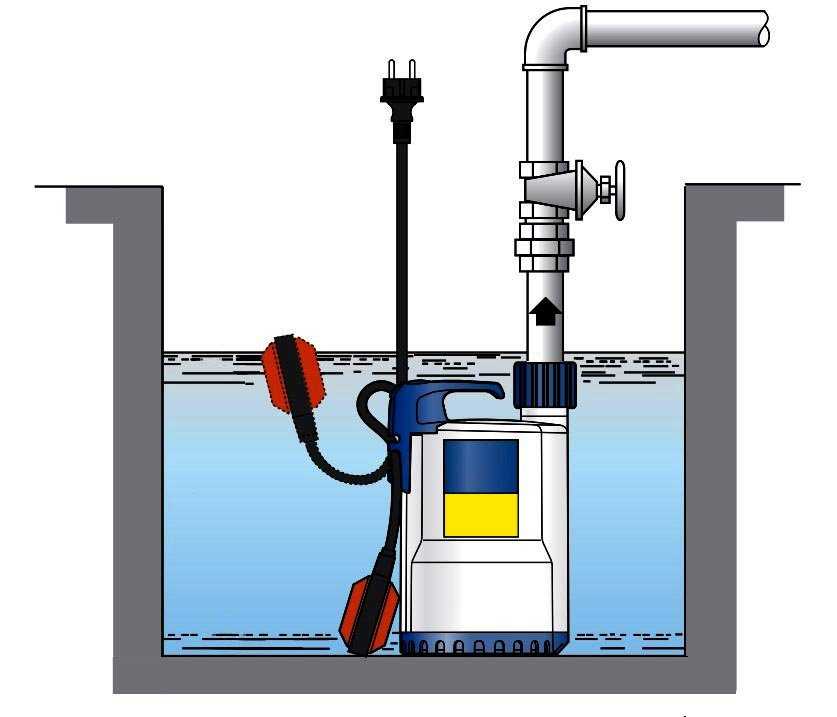
 Если уровень откачиваемой жидкости достигнет определенного значения, дренажный насос автоматически отключится. Эта функция позволяет продлить срок эксплуатации устройства, предотвратить поломку двигателя и сэкономить электроэнергию.)
Если уровень откачиваемой жидкости достигнет определенного значения, дренажный насос автоматически отключится. Эта функция позволяет продлить срок эксплуатации устройства, предотвратить поломку двигателя и сэкономить электроэнергию.)
 Бытовые дренажные насосы подключаются к источнику электроэнергии с напряжением в 220 Вт. Чтобы устройство работало дольше, не следует применять его для работы с жидкостями, которые содержат более 10% примесей.
Бытовые дренажные насосы подключаются к источнику электроэнергии с напряжением в 220 Вт. Чтобы устройство работало дольше, не следует применять его для работы с жидкостями, которые содержат более 10% примесей.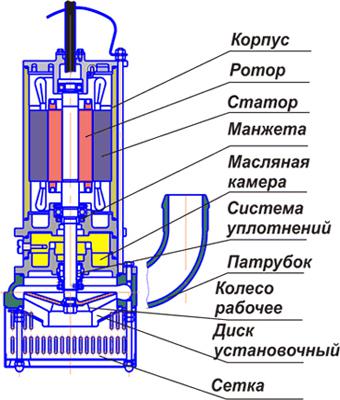 Устройство, как и при его использовании на промышленных предприятиях, должно быть достаточно мощным и надежным.)
Устройство, как и при его использовании на промышленных предприятиях, должно быть достаточно мощным и надежным.)
 Так, большинство моделей выходят из строя, если применять их для работы с жидкостями, в которых содержатся крупные частицы.
Так, большинство моделей выходят из строя, если применять их для работы с жидкостями, в которых содержатся крупные частицы. Устранить неисправности в этих устройствах невозможно. По этой причине лучше не экономить, а приобрести более надежную модель. Ее корпус должен быть выполнен из прочного пластика, а механизм – из нержавеющей стали. Эта модель будет устойчива к коррозии и сможет долго работать даже под воздействием факторов внешней среды.
Устранить неисправности в этих устройствах невозможно. По этой причине лучше не экономить, а приобрести более надежную модель. Ее корпус должен быть выполнен из прочного пластика, а механизм – из нержавеющей стали. Эта модель будет устойчива к коррозии и сможет долго работать даже под воздействием факторов внешней среды.

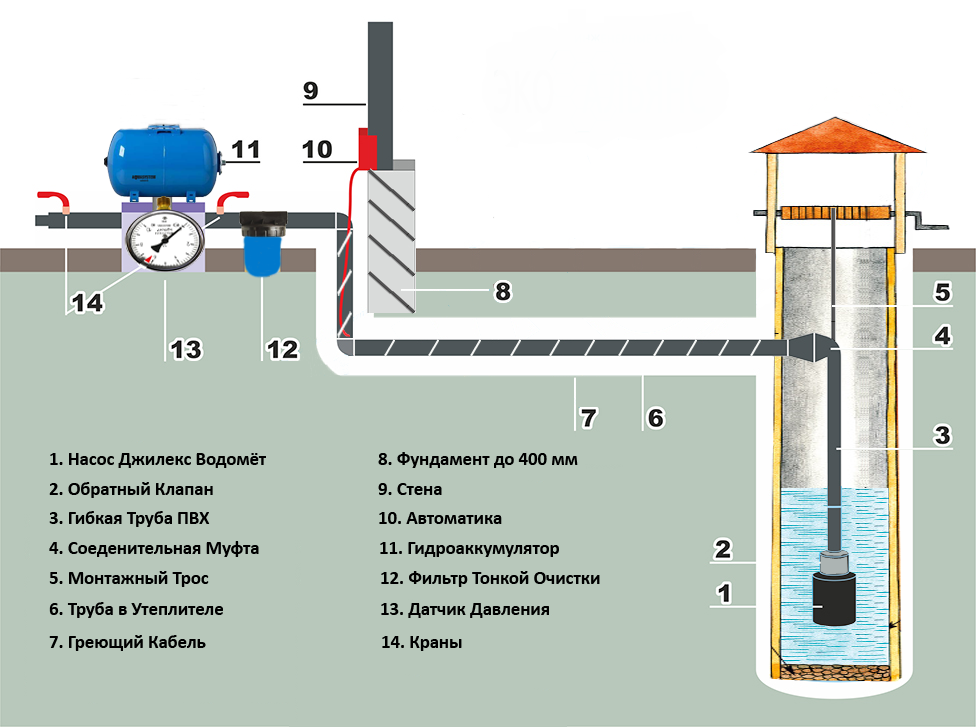 07.2017
07.2017

 Поплавковый выключатель, не справляющийся со своими функциями, подлежит обязательной замене, желательно специалистом.
Поплавковый выключатель, не справляющийся со своими функциями, подлежит обязательной замене, желательно специалистом.
 Кроме того, ремонт и запчасти могут обойтись в ту же сумму, сколько стоит новый агрегат, поэтому в данном случае рациональнее будет приобрести новый насос.
Кроме того, ремонт и запчасти могут обойтись в ту же сумму, сколько стоит новый агрегат, поэтому в данном случае рациональнее будет приобрести новый насос.
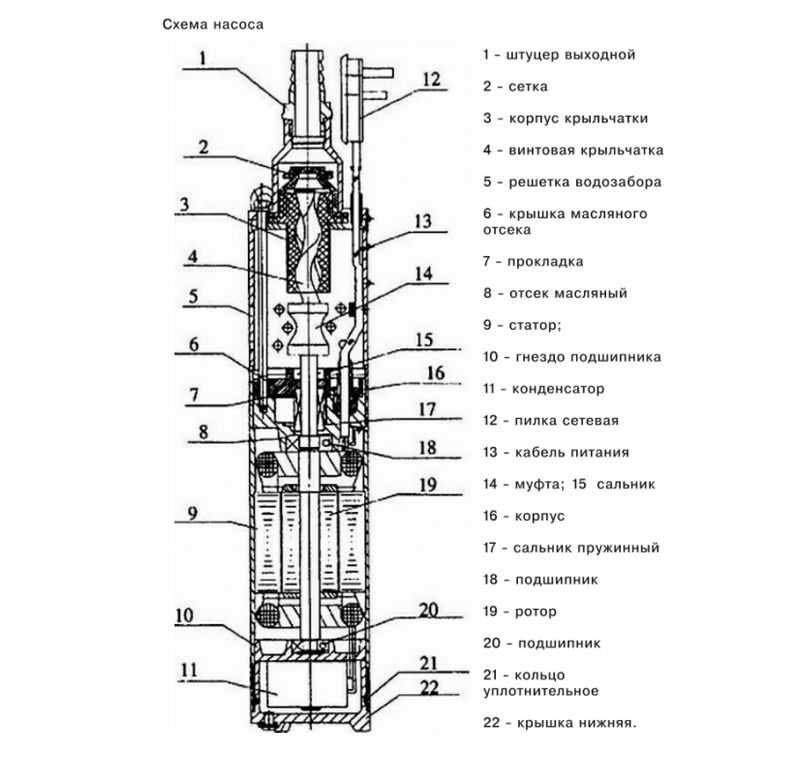 2 Disadvantages of Submersible Pumps
2 Disadvantages of Submersible Pumps Он имеет герметичный двигатель, соединенный с корпусом насоса, который помогает выталкивать жидкость к поверхности. Это самый известный тип центробежного насоса.
Он имеет герметичный двигатель, соединенный с корпусом насоса, который помогает выталкивать жидкость к поверхности. Это самый известный тип центробежного насоса.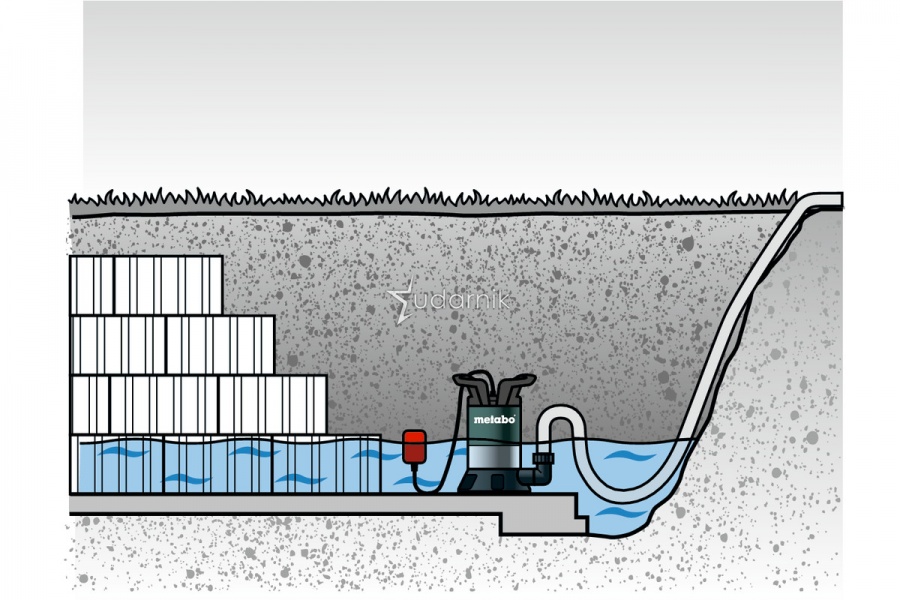 Он был инженером в системе транспортировки нефти в Армении. Конструкция этого насоса была разработана компанией Pleuger Pumps в 1929 году.
Он был инженером в системе транспортировки нефти в Армении. Конструкция этого насоса была разработана компанией Pleuger Pumps в 1929 году. Таким образом, диффузор увеличивает желаемое давление воды; после этого вода под давлением выпускается через выпускной клапан насоса.
Таким образом, диффузор увеличивает желаемое давление воды; после этого вода под давлением выпускается через выпускной клапан насоса.
 Они снабжены направляющей втулкой под насос. Погружной водяной насос донного всасывания всасывает воду со дна скважины и эффективно обеспечивает качественную функцию охлаждения двигателя.
Они снабжены направляющей втулкой под насос. Погружной водяной насос донного всасывания всасывает воду со дна скважины и эффективно обеспечивает качественную функцию охлаждения двигателя.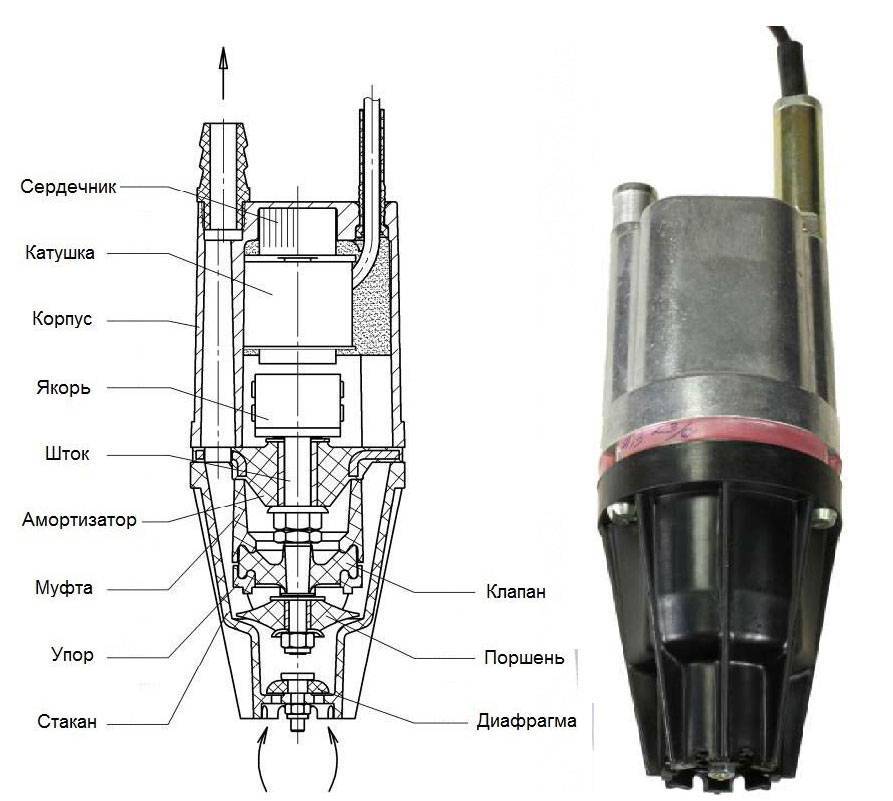
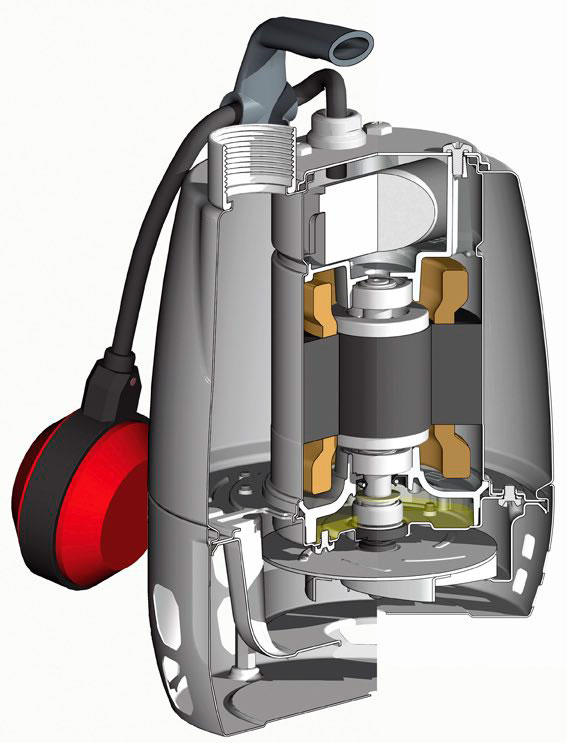 Они используются для удаления дренажа аквариума и проблематичной застойной воды из жилых помещений и открытых площадок. Это очень известные типы насосов из-за их превосходных характеристик. Погружной насос для хозяйственно-питьевой воды может полностью погружаться в воду на длительное время для использования в более крупных приложениях. Он предлагает автоматические и ручные настройки. Он имеет вес всего 9 фунтов.
Они используются для удаления дренажа аквариума и проблематичной застойной воды из жилых помещений и открытых площадок. Это очень известные типы насосов из-за их превосходных характеристик. Погружной насос для хозяйственно-питьевой воды может полностью погружаться в воду на длительное время для использования в более крупных приложениях. Он предлагает автоматические и ручные настройки. Он имеет вес всего 9 фунтов. Этот тип насоса может перекачивать твердые частицы размером до 30 мм. Его кабельный кожух изготовлен из нержавеющей стали.
Этот тип насоса может перекачивать твердые частицы размером до 30 мм. Его кабельный кожух изготовлен из нержавеющей стали.

 Он используется для остановки обратного потока жидкости внутри насоса. Он также известен как обратный клапан. Расположение и количество обратных клапанов, необходимых для насоса, зависит от глубины конфигурации скважинного насоса. Для установок ниже 200 футов требуется обратный клапан на поверхности ствола скважины и обратный клапан на выходе из насоса.
Он используется для остановки обратного потока жидкости внутри насоса. Он также известен как обратный клапан. Расположение и количество обратных клапанов, необходимых для насоса, зависит от глубины конфигурации скважинного насоса. Для установок ниже 200 футов требуется обратный клапан на поверхности ствола скважины и обратный клапан на выходе из насоса.




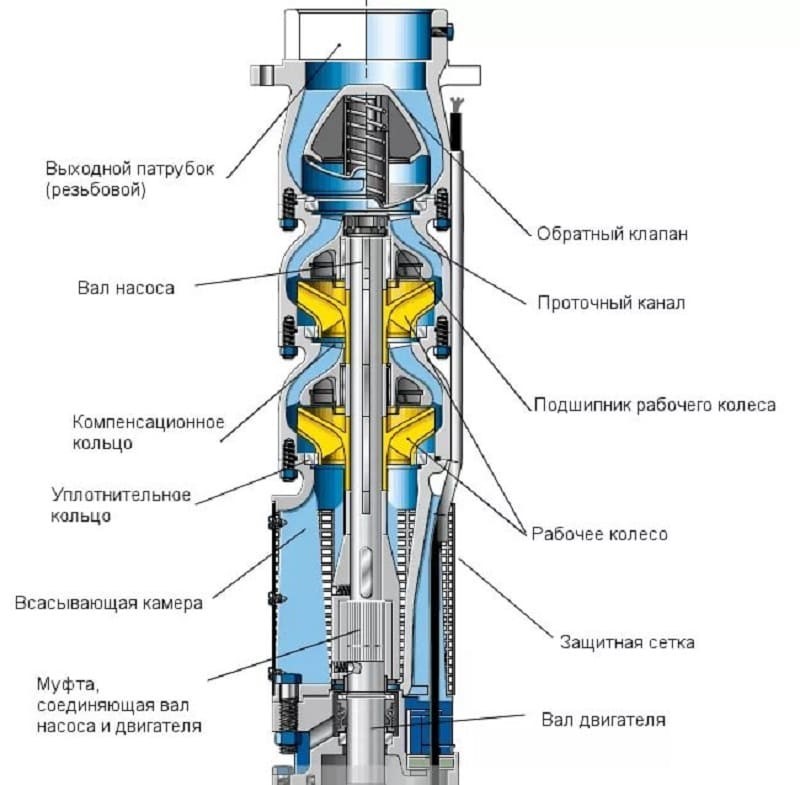
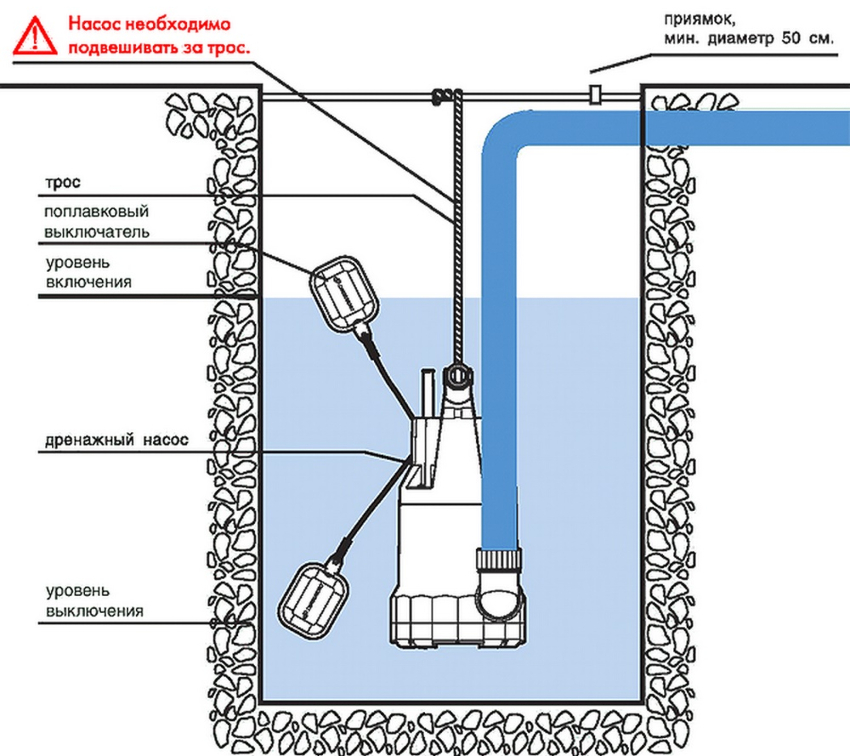 Ваша система водоснабжения состоит из ряда компонентов, которые работают вместе, чтобы обеспечить ваш дом чистой безопасной питьевой водой. Погружной колодезный насос – это оборудование, которое доставляет воду из колодца в ваш дом.
Ваша система водоснабжения состоит из ряда компонентов, которые работают вместе, чтобы обеспечить ваш дом чистой безопасной питьевой водой. Погружной колодезный насос – это оборудование, которое доставляет воду из колодца в ваш дом. Подобно дренажному насосу, установленному во многих домах, погружной скважинный насос не будет работать, если он полностью не погружен в жидкость. В отличие от надземной насосной системы, которая всасывает воду из-под земли, погружной насос предназначен для выталкивания воды на поверхность.
Подобно дренажному насосу, установленному во многих домах, погружной скважинный насос не будет работать, если он полностью не погружен в жидкость. В отличие от надземной насосной системы, которая всасывает воду из-под земли, погружной насос предназначен для выталкивания воды на поверхность.

 А вот побочные напряжения можно и нужно предотвращать.
А вот побочные напряжения можно и нужно предотвращать. Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
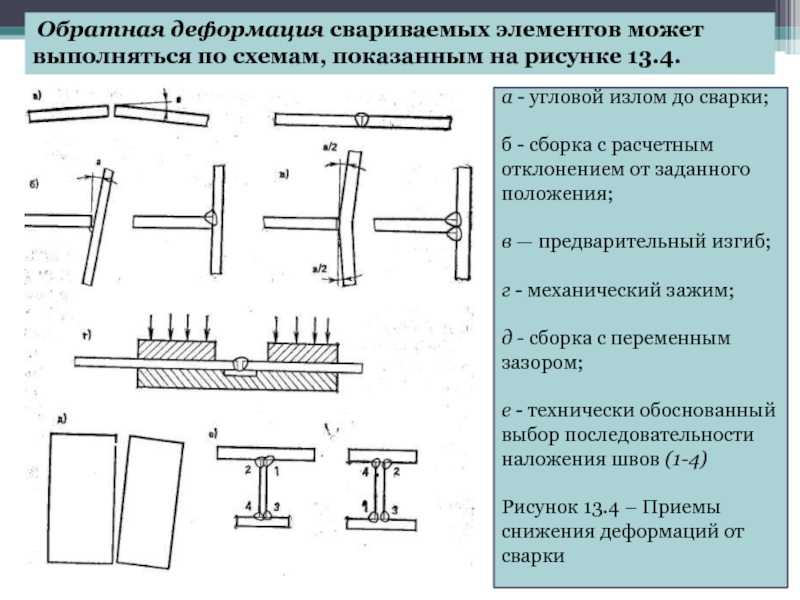


 Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение. После этого ее нагревают в печи.
После этого ее нагревают в печи. Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.
Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве; д.;
д.; Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;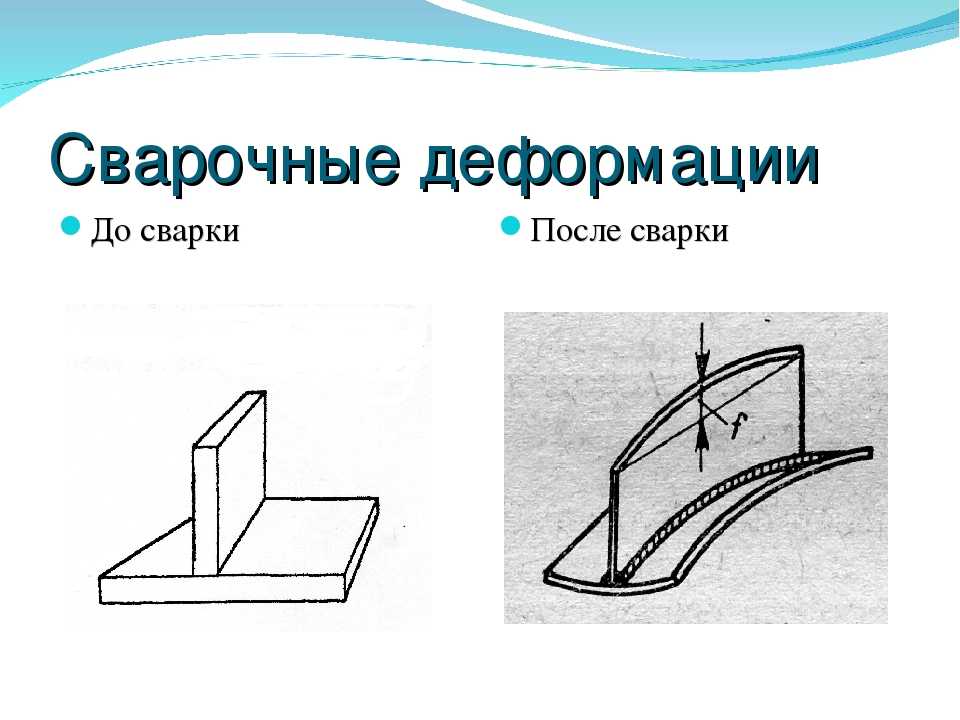 Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях; Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.

 Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.
Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.

 Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
 д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей.
д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей. При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.
При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.


 Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
 Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже.
Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже. Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие.
Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие. Существуют три основные причины возникновения этих напряжений:
Существуют три основные причины возникновения этих напряжений:
 Остаточные напряжения часто незаметны для производителя, если только они не приводят к значительным деформациям, но могут отрицательно сказаться на целостности конструкции. Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции со снятыми напряжениями.
Остаточные напряжения часто незаметны для производителя, если только они не приводят к значительным деформациям, но могут отрицательно сказаться на целостности конструкции. Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции со снятыми напряжениями. Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений.
Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений. Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.
Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.

 Соответствующая производственная схема и выбор параметров сварки могут уменьшить образование остаточных напряжений. Например, методы обработки сварки, которые уменьшают температурный градиент внутри объекта, уменьшают величину создаваемых напряжений.
Соответствующая производственная схема и выбор параметров сварки могут уменьшить образование остаточных напряжений. Например, методы обработки сварки, которые уменьшают температурный градиент внутри объекта, уменьшают величину создаваемых напряжений.
 Фактически они восприняли старинную, русскую традицию сохранив дух, и многолепость древлеправославных икон, найдя их место в современном мире и обществе. Их продукция может быть не только пополнением частной и музейной коллекции так остро иной раз нуждающейся в восполнении недостающих звеньев иконографических образов. Но и по достоинству может украсить любой домашний иконостас. Огромное спасибо мастерам за их труд приумножающей красоту в мире, и дай Бог процветания их делу и творческих успехов.
Фактически они восприняли старинную, русскую традицию сохранив дух, и многолепость древлеправославных икон, найдя их место в современном мире и обществе. Их продукция может быть не только пополнением частной и музейной коллекции так остро иной раз нуждающейся в восполнении недостающих звеньев иконографических образов. Но и по достоинству может украсить любой домашний иконостас. Огромное спасибо мастерам за их труд приумножающей красоту в мире, и дай Бог процветания их делу и творческих успехов. Затем в период роста и развития этого промысла Великий Новгород оставался одним из центров медного литья вплоть до XVII века, когда после церковного раскола литье икон было прекращено во всех традиционных центрах.Однако новгородские мастера-литейщики не забыли свой промысел. Именно новгородцы были первыми литейщиками в старообрядческой обители на реке Выг в Карелии, где древние традиции русского медного литья получили свое второе рождение…
Затем в период роста и развития этого промысла Великий Новгород оставался одним из центров медного литья вплоть до XVII века, когда после церковного раскола литье икон было прекращено во всех традиционных центрах.Однако новгородские мастера-литейщики не забыли свой промысел. Именно новгородцы были первыми литейщиками в старообрядческой обители на реке Выг в Карелии, где древние традиции русского медного литья получили свое второе рождение… Образ Иисуса Христа
Образ Иисуса Христа 1
1 Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG, сотрудник контролирует процесс плавки и литья, 4 декабря… Расплавленная медь Медные аноды отливаются в литейном цехе компании Aurubis AG, сотрудник контролирует процесс плавки и литья 7 февраля 2014 года… Открытый медный рудник Эскондида, Чили. Расплавленная медь отливается в медные аноды на литейном заводе Aurubis AG, сотрудник контролирует плавку и Процесс литья, 7 февраля 2014 г…. Расплавленная медь отливается в медные аноды в литейном цехе компании Aurubis AG, 7 февраля 2014 г., Люнен, Германия. «Аурубис» — крупнейший переработчик в Германии… Панорама карьера «Эскондида». Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 7 февраля 2014 года в Люнен, Германия. «Аурубис» — крупнейший переработчик в Германии… Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 7 февраля 2014 года в Люнен, Германия. Aurubis — крупнейший в Германии… Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG 7 февраля 2014 года в Люнене, Германия.
Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG, сотрудник контролирует процесс плавки и литья, 4 декабря… Расплавленная медь Медные аноды отливаются в литейном цехе компании Aurubis AG, сотрудник контролирует процесс плавки и литья 7 февраля 2014 года… Открытый медный рудник Эскондида, Чили. Расплавленная медь отливается в медные аноды на литейном заводе Aurubis AG, сотрудник контролирует плавку и Процесс литья, 7 февраля 2014 г…. Расплавленная медь отливается в медные аноды в литейном цехе компании Aurubis AG, 7 февраля 2014 г., Люнен, Германия. «Аурубис» — крупнейший переработчик в Германии… Панорама карьера «Эскондида». Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 7 февраля 2014 года в Люнен, Германия. «Аурубис» — крупнейший переработчик в Германии… Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 7 февраля 2014 года в Люнен, Германия. Aurubis — крупнейший в Германии… Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG 7 февраля 2014 года в Люнене, Германия. Аурубис является крупнейшим переработчиком Германии… Расплавленная медь отливается в медные аноды в литейном цехе Аурубис АГ, сотрудник контролирует процесс плавки и литья 4 декабря… Поезд, перевозящий медные катоды из открытого медного рудника Эскондида в Антофагасту Port.Portable Overland Conveyors в ряд в медном карьере, Эскондида, Чили. Самые большие карьерные самосвалы в мире на карьере в Замбии. Панорама из карьера Candelaria Open Cast, в Копьяпа, Чили. Медный карьер, Эскондида Норте, Чили. Самосвал с электрической лопатой, загружающий самосвал в медном карьере Эскондида, Чили. Рабочий с радио и роторным экскаватором позади в Чукикамата, крупнейший в мире открытый медный рудник. Литография Г. Шарфа по эскизу П. С., изображающая чилийцев, отливающих и моющих металл. Иллюстрация из книги «Путешествие в Чили, через Анды, в… Заливка жидкой меди в слитки на литейном заводе Лубумбаши в районе Шаба в Заире. | Место: Литейный завод Лубумбаши, Шаба,… Расплавленная медь выливается в колесо для литья анодов на металлургическом заводе Aurubis AG в Гамбурге, Германия, в четверг, 21 апреля 2016 года.
Аурубис является крупнейшим переработчиком Германии… Расплавленная медь отливается в медные аноды в литейном цехе Аурубис АГ, сотрудник контролирует процесс плавки и литья 4 декабря… Поезд, перевозящий медные катоды из открытого медного рудника Эскондида в Антофагасту Port.Portable Overland Conveyors в ряд в медном карьере, Эскондида, Чили. Самые большие карьерные самосвалы в мире на карьере в Замбии. Панорама из карьера Candelaria Open Cast, в Копьяпа, Чили. Медный карьер, Эскондида Норте, Чили. Самосвал с электрической лопатой, загружающий самосвал в медном карьере Эскондида, Чили. Рабочий с радио и роторным экскаватором позади в Чукикамата, крупнейший в мире открытый медный рудник. Литография Г. Шарфа по эскизу П. С., изображающая чилийцев, отливающих и моющих металл. Иллюстрация из книги «Путешествие в Чили, через Анды, в… Заливка жидкой меди в слитки на литейном заводе Лубумбаши в районе Шаба в Заире. | Место: Литейный завод Лубумбаши, Шаба,… Расплавленная медь выливается в колесо для литья анодов на металлургическом заводе Aurubis AG в Гамбурге, Германия, в четверг, 21 апреля 2016 года. Китай… Расплавленная медь выливается в колесо для литья анодов на металлургическом заводе Aurubis AG в Гамбурге, Германия, в четверг, 21 апреля 2016 г. Китай… Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG 7 февраля 2014 г. в Люнене, Германия. «Аурубис» — крупнейший переработчик в Германии… Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 4 декабря в Гамбурге, Германия. Aurubis AG является крупнейшим медеплавильным предприятием в Европе… Расплавленная медь вытекает из электропечи перед разливкой на медеплавильном заводе KGHM Polska Miedz SA в Глогове, Польша, во вторник… Расплавленная медь вытекает из электропечи перед разливкой на плавильном заводе KGHM Polska Miedz SA в Глогове, Польша, во вторник, 9 марта,…Рабочий осматривает процесс литья медного анодного листа в металлургическом цехе ОАО «Кольская горно-металлургическая компания», входящего в состав ГМК…Три самосвала движутся по медному карьеру Эскондидас, Чили. Хвост серной кислоты На севере Чили, в Эскондиде, медный рудник с самым большим производством в мире.
Китай… Расплавленная медь выливается в колесо для литья анодов на металлургическом заводе Aurubis AG в Гамбурге, Германия, в четверг, 21 апреля 2016 г. Китай… Расплавленная медь отливается в медные аноды в литейном цехе Aurubis AG 7 февраля 2014 г. в Люнене, Германия. «Аурубис» — крупнейший переработчик в Германии… Расплавленная медь отливается в медные аноды в литейном цехе «Аурубис АГ» 4 декабря в Гамбурге, Германия. Aurubis AG является крупнейшим медеплавильным предприятием в Европе… Расплавленная медь вытекает из электропечи перед разливкой на медеплавильном заводе KGHM Polska Miedz SA в Глогове, Польша, во вторник… Расплавленная медь вытекает из электропечи перед разливкой на плавильном заводе KGHM Polska Miedz SA в Глогове, Польша, во вторник, 9 марта,…Рабочий осматривает процесс литья медного анодного листа в металлургическом цехе ОАО «Кольская горно-металлургическая компания», входящего в состав ГМК…Три самосвала движутся по медному карьеру Эскондидас, Чили. Хвост серной кислоты На севере Чили, в Эскондиде, медный рудник с самым большим производством в мире. Пилоны в Эскондиде, медном карьере с самой высокой добычей в мире. Привязные ремни и персональная блокировка в автомастерской в Эскондиде, чилийский медный карьер. Панорама медного карьера Радомиро Томик, Codelco. под землей на пути к медному карьеру Эскондида, Чили. Переносной сухопутный конвейер на сульфидном выщелачивании в медном карьере Эскондида в Чили. Чукикамата — крупнейший в мире открытый карьер. Самосвал Тру cks транспортирует руду из медного карьера Эскондида, Чили. Техническое обслуживание электрического экскаватора в карьере, Чукикамата, Чили. Мастерская самосвалов в Чукикамата, крупнейший карьер Чили. Вид снизу с самосвала на медном карьере Эскондида, Чили. Самосвал вывозит руду из медного карьера Эскондида, Чили. Самосвал движется к электрической лопате для погрузки в медный карьер Эскондида, Чили. Приводная станция ленточного конвейера в Эскондиде Медный карьер в Чили. Антенна Вид с сульфидного выщелачивания Эскондиды, открытого медного рудника с самой высокой производительностью в мире.
Пилоны в Эскондиде, медном карьере с самой высокой добычей в мире. Привязные ремни и персональная блокировка в автомастерской в Эскондиде, чилийский медный карьер. Панорама медного карьера Радомиро Томик, Codelco. под землей на пути к медному карьеру Эскондида, Чили. Переносной сухопутный конвейер на сульфидном выщелачивании в медном карьере Эскондида в Чили. Чукикамата — крупнейший в мире открытый карьер. Самосвал Тру cks транспортирует руду из медного карьера Эскондида, Чили. Техническое обслуживание электрического экскаватора в карьере, Чукикамата, Чили. Мастерская самосвалов в Чукикамата, крупнейший карьер Чили. Вид снизу с самосвала на медном карьере Эскондида, Чили. Самосвал вывозит руду из медного карьера Эскондида, Чили. Самосвал движется к электрической лопате для погрузки в медный карьер Эскондида, Чили. Приводная станция ленточного конвейера в Эскондиде Медный карьер в Чили. Антенна Вид с сульфидного выщелачивания Эскондиды, открытого медного рудника с самой высокой производительностью в мире. Флотационные резервуары на закате в Эскондиде, карьера с самой высокой производительностью в мире. Пожарный в действии на открытом медном руднике Эскондида, Чили. Образец бурового керна из разведки Эскондидас, Чили, Эскондида — открытый рудник с самым высоким производством меди в мире. Деталь медного карьера Эскондида, Чили. Пакеты медных катодов Завод в Чукикамата, крупнейший в Чили открытый медный рудник. Строительство нового ленточного конвейера в карьере Эскондида, Чили. Поезд, перевозящий медные катоды из открытого медного рудника Эскондида в порт Антофагаста. Расплавленная медь вытекает из электропечи перед разливкой, на принадлежащем KGHM Miedz плавильном заводе в Глогове, Польша, в четверг, 4 марта… Сотрудник наблюдает за расплавленной медью, вытекающей из электропечи перед разливкой, на плавильном заводе KGHM Miedz в Глогуве,… фон 12
Флотационные резервуары на закате в Эскондиде, карьера с самой высокой производительностью в мире. Пожарный в действии на открытом медном руднике Эскондида, Чили. Образец бурового керна из разведки Эскондидас, Чили, Эскондида — открытый рудник с самым высоким производством меди в мире. Деталь медного карьера Эскондида, Чили. Пакеты медных катодов Завод в Чукикамата, крупнейший в Чили открытый медный рудник. Строительство нового ленточного конвейера в карьере Эскондида, Чили. Поезд, перевозящий медные катоды из открытого медного рудника Эскондида в порт Антофагаста. Расплавленная медь вытекает из электропечи перед разливкой, на принадлежащем KGHM Miedz плавильном заводе в Глогове, Польша, в четверг, 4 марта… Сотрудник наблюдает за расплавленной медью, вытекающей из электропечи перед разливкой, на плавильном заводе KGHM Miedz в Глогуве,… фон 12
 Ровно
Ровно Киев
Киев Киев
Киев 99 грн
99 грн .
. ..
.. .
. .
. Не используйте их ненадлежащим образом. Отвертки — это не стамески, разводные ключи — это не молотки, а плоскогубцы не предназначены для замены гаечных ключей. Каждая из наших групп продуктов содержит конкретные советы по безопасности для правильного использования инструмента. Кроме того, носите соответствующую одежду для работы и всегда надевайте защитные очки. Особое примечание по безопасности и использованию ручных головок (хромированная отделка) с механическим (ударным) оборудованием является неправильным использованием инструмента и может привести к серьезной травме.
Не используйте их ненадлежащим образом. Отвертки — это не стамески, разводные ключи — это не молотки, а плоскогубцы не предназначены для замены гаечных ключей. Каждая из наших групп продуктов содержит конкретные советы по безопасности для правильного использования инструмента. Кроме того, носите соответствующую одежду для работы и всегда надевайте защитные очки. Особое примечание по безопасности и использованию ручных головок (хромированная отделка) с механическим (ударным) оборудованием является неправильным использованием инструмента и может привести к серьезной травме. или ее филиалы. В странах, где какие-либо товарные знаки, знаки обслуживания, доменные имена, логотипы и названия компаний Snap-on не зарегистрированы, Snap-on Technologies, Inc. заявляет о других правах, связанных с незарегистрированными товарными знаками, знаками обслуживания, доменными именами, логотипами и компаниями. имена. Другие названия продуктов или компаний, упомянутые в этом каталоге, могут быть товарными знаками соответствующих владельцев. Williams® CDI Torque Products® Bahco ® SUPERTORQUE® Wms.® SUPER-WMS® SUPERECTOR® PALMSTER® SUPERADJUSTABLE® SUPERBLACK® PHILLIPS® SUPERCOMBO® TORX® SUPERSOCKET® POZIDRIV® SUPERRATCHET® ROBERTSON® SUPERRENCH®
или ее филиалы. В странах, где какие-либо товарные знаки, знаки обслуживания, доменные имена, логотипы и названия компаний Snap-on не зарегистрированы, Snap-on Technologies, Inc. заявляет о других правах, связанных с незарегистрированными товарными знаками, знаками обслуживания, доменными именами, логотипами и компаниями. имена. Другие названия продуктов или компаний, упомянутые в этом каталоге, могут быть товарными знаками соответствующих владельцев. Williams® CDI Torque Products® Bahco ® SUPERTORQUE® Wms.® SUPER-WMS® SUPERECTOR® PALMSTER® SUPERADJUSTABLE® SUPERBLACK® PHILLIPS® SUPERCOMBO® TORX® SUPERSOCKET® POZIDRIV® SUPERRATCHET® ROBERTSON® SUPERRENCH® Изделие должно быть возвращено дистрибьютору Williams, у которого оно было приобретено, для гарантийного обслуживания. Если дистрибьютор недоступен, продукт следует вернуть Уильямсу, 69 лет.69 Jamesson Rd, Midland, GA 31820, фрахт оплачен заранее. Укажите контактное имя, номер телефона и обратный адрес; пожалуйста, не поставляйте почтовый ящик. Williams не предоставляет никаких гарантий на: 1) расходные материалы, 2) продукты, которые использовались не по назначению, 3) нормальный износ продуктов. потребительские товары – это товары, которые, как разумно предполагается, будут израсходованы или повреждены в процессе использования. Неправильное использование включает неправильное использование, модификацию, небрежное обращение или отсутствие технического обслуживания.
Изделие должно быть возвращено дистрибьютору Williams, у которого оно было приобретено, для гарантийного обслуживания. Если дистрибьютор недоступен, продукт следует вернуть Уильямсу, 69 лет.69 Jamesson Rd, Midland, GA 31820, фрахт оплачен заранее. Укажите контактное имя, номер телефона и обратный адрес; пожалуйста, не поставляйте почтовый ящик. Williams не предоставляет никаких гарантий на: 1) расходные материалы, 2) продукты, которые использовались не по назначению, 3) нормальный износ продуктов. потребительские товары – это товары, которые, как разумно предполагается, будут израсходованы или повреждены в процессе использования. Неправильное использование включает неправильное использование, модификацию, небрежное обращение или отсутствие технического обслуживания. Любые ящики с инструментами, подлежащие возврату, должны быть выполнены в соответствии с действующей Политикой возврата товаров Snap-on Industrial Brands, должны быть отправлены обратно с предоплатой доставки и сопровождаться датированной копией заказа на поставку.
Любые ящики с инструментами, подлежащие возврату, должны быть выполнены в соответствии с действующей Политикой возврата товаров Snap-on Industrial Brands, должны быть отправлены обратно с предоплатой доставки и сопровождаться датированной копией заказа на поставку. Williams, гарантийный информационный центр 6969 Jamesson Road Midland, GA 31820 Williams является подразделением IDSC Holdings, LLC. / 4-дюймовые адаптеры с шестигранной головкой
Williams, гарантийный информационный центр 6969 Jamesson Road Midland, GA 31820 Williams является подразделением IDSC Holdings, LLC. / 4-дюймовые адаптеры с шестигранной головкой
 Мы связались с Wera по поводу их адаптера 784C ½ дюйма; мы получили подтверждение того, что этот адаптер не является ударопрочным.
Мы связались с Wera по поводу их адаптера 784C ½ дюйма; мы получили подтверждение того, что этот адаптер не является ударопрочным.


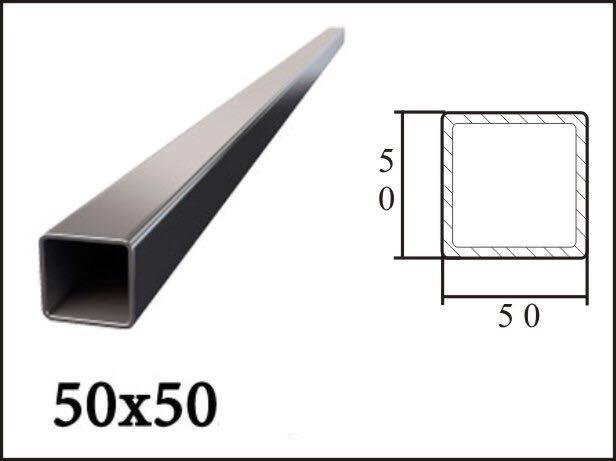 8 (33,5)
8 (33,5)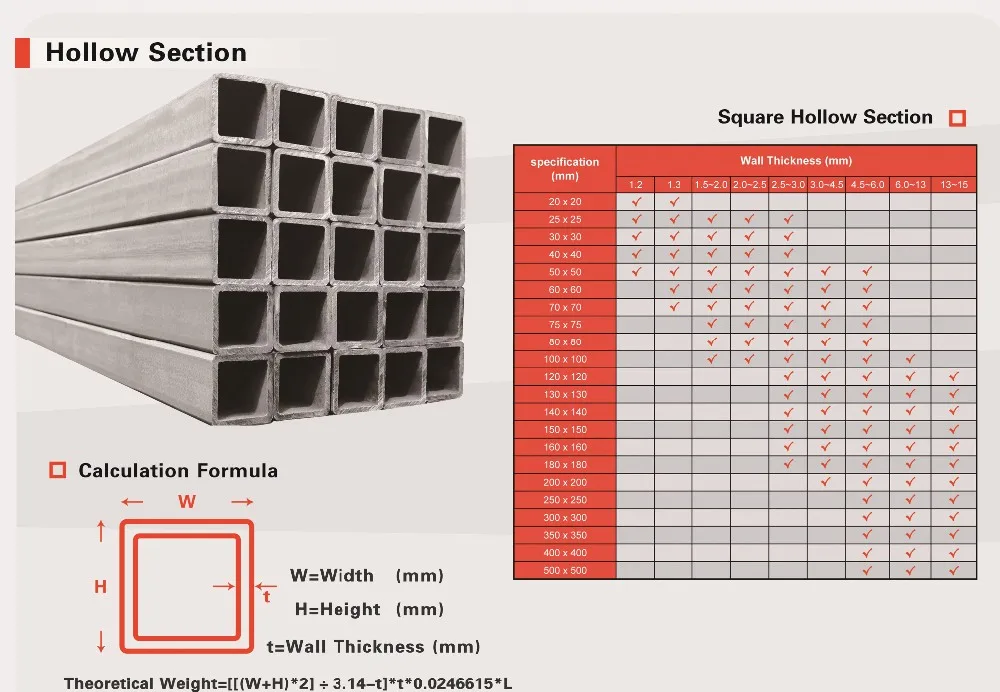 22
22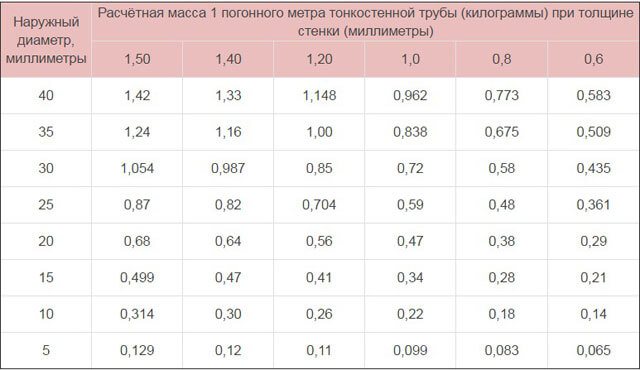 5м-12м
5м-12м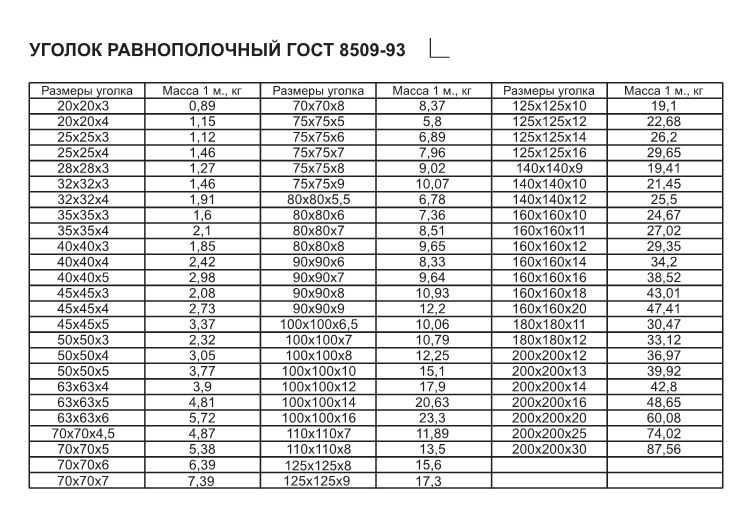 5 (140)
5 (140) 8м-6м-10.5м-12м
8м-6м-10.5м-12м 8 (33,5) оцинк
8 (33,5) оцинк 8м-6м-10.5м-12м
8м-6м-10.5м-12м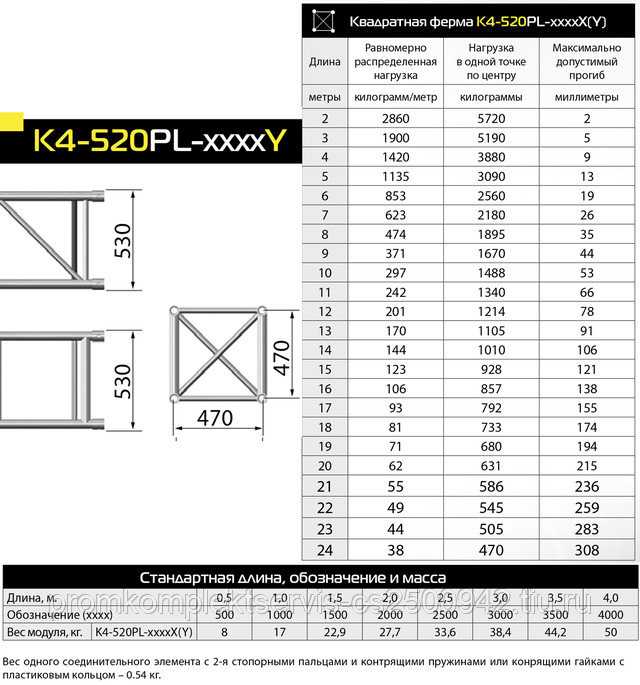 5м-12м
5м-12м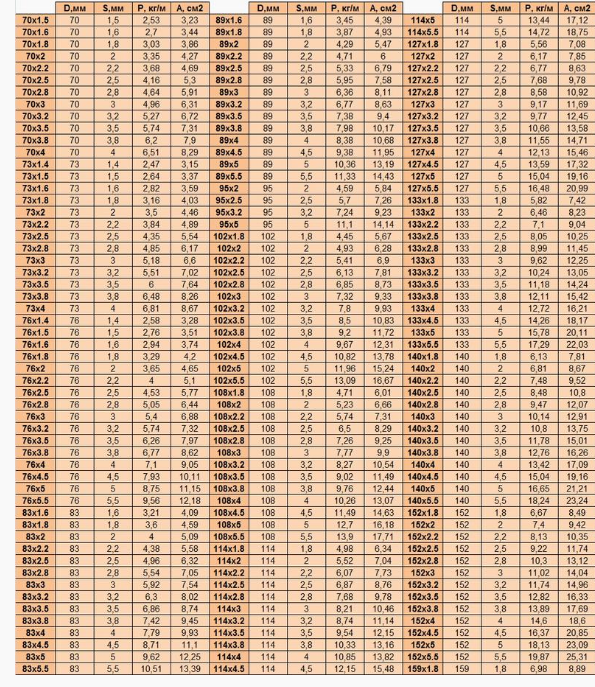 5 (165) оцинк
5 (165) оцинк 8
8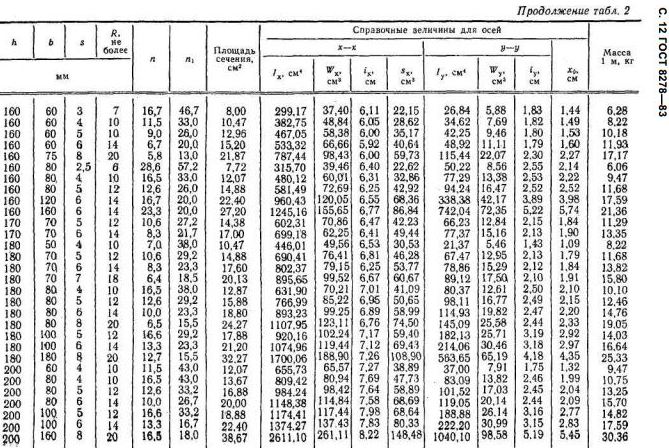 12
12 5
5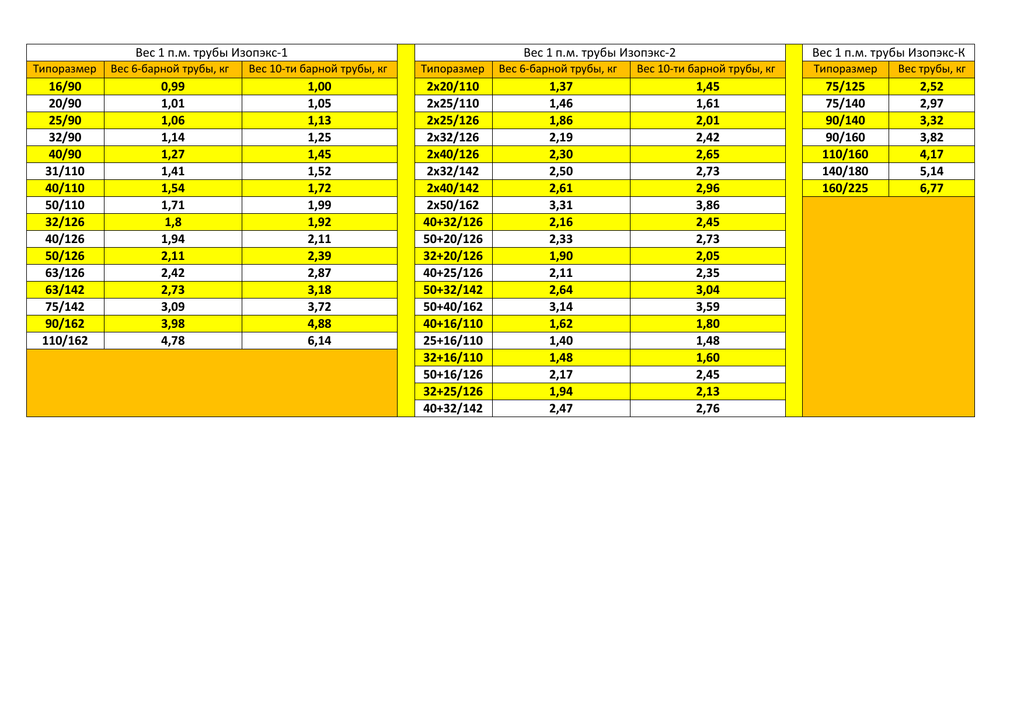 0
0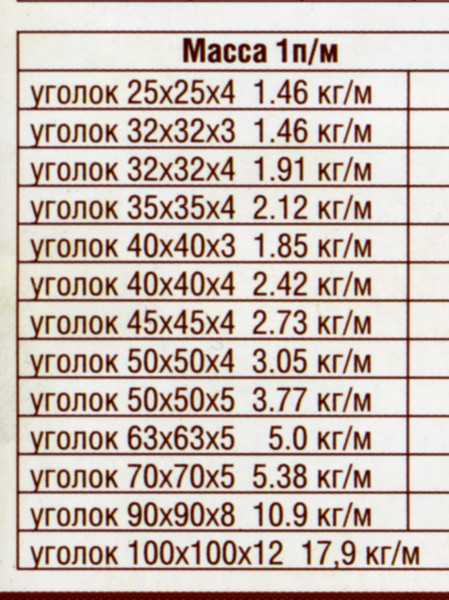 5
5 5
5 43
43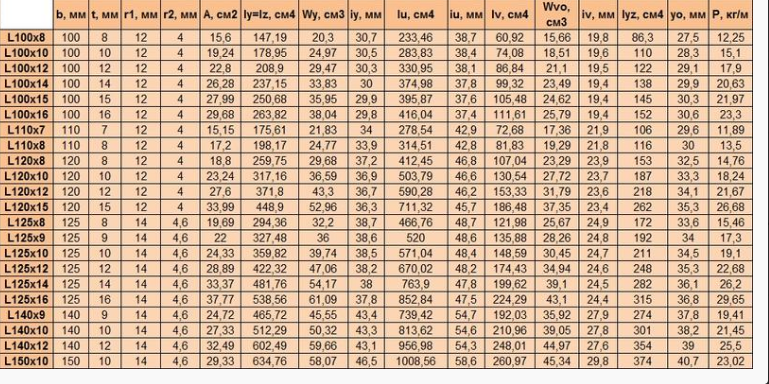 32
32 ru
ru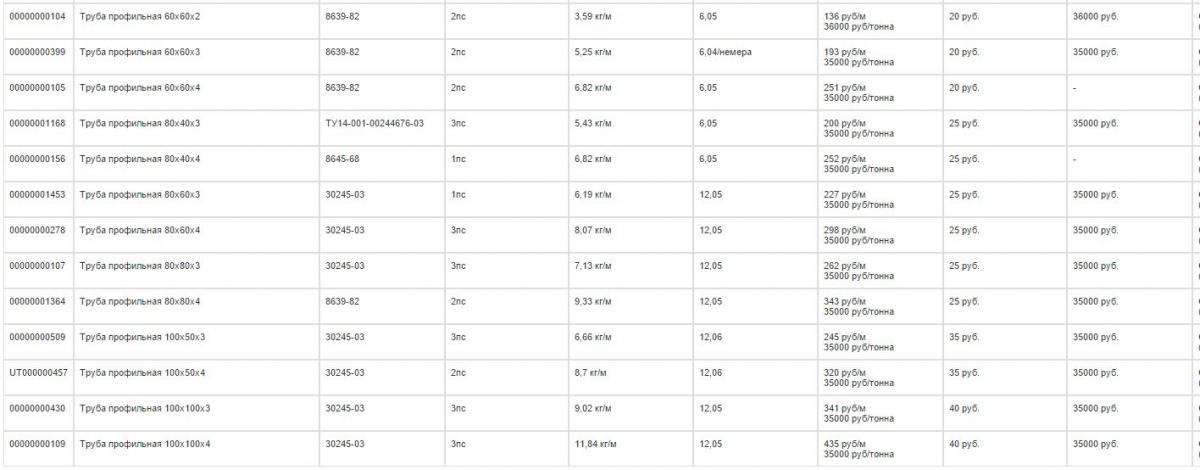

 ) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0. 00000026 X ТОЛЩИНА
) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0. 00000026 X ТОЛЩИНА 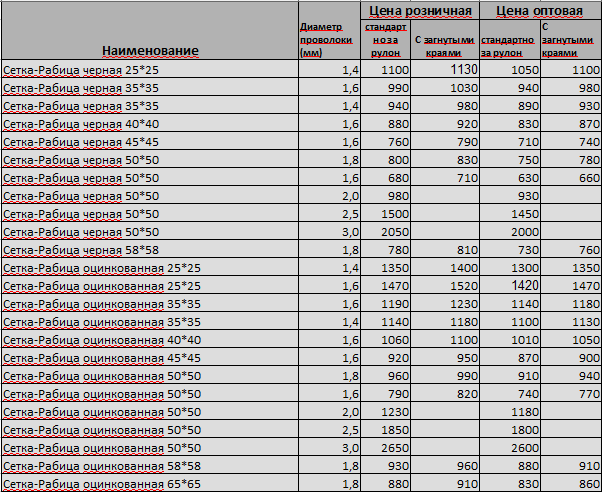 5
5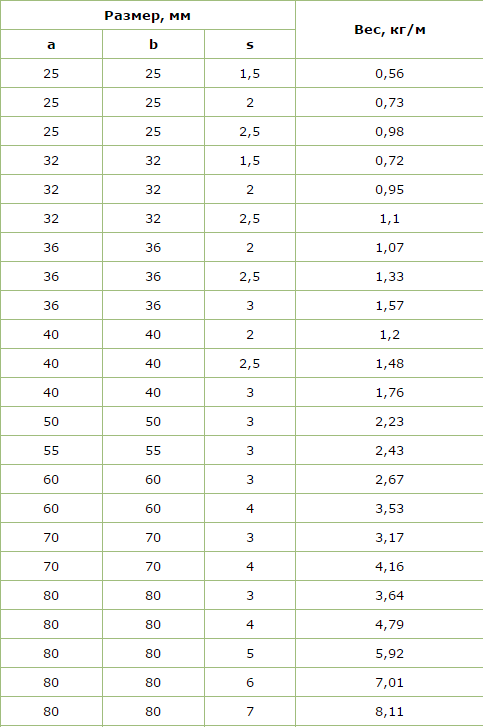 50
50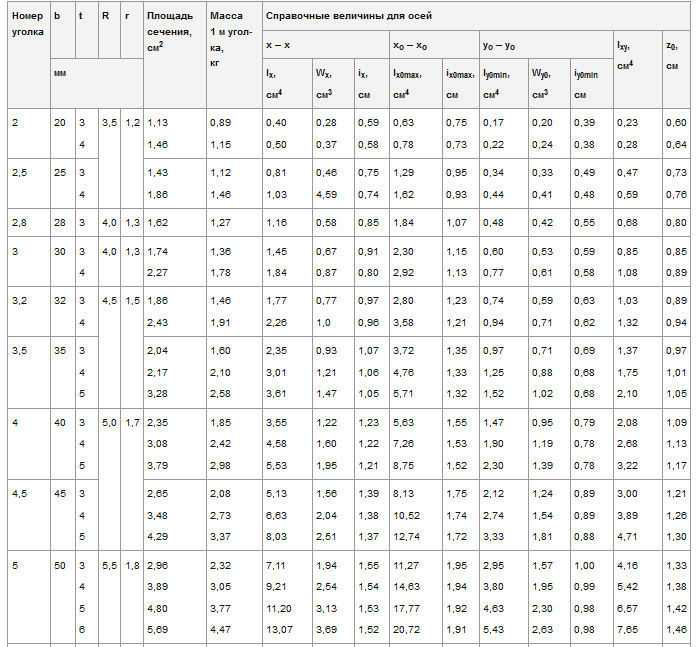 30
30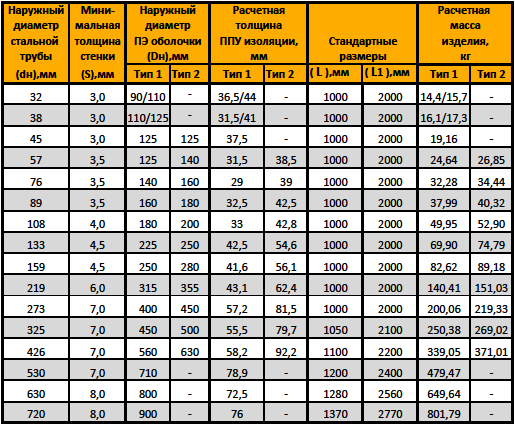
 Меняя насадки, можно шлифовать деревянные изделия, металлические, пластиковые и стеклянные. Также можно шлифовать бетон, штукатуренные и шпаклёванные стены. Можно резать металл, использовать как токарный станок для маленьких деталей, размешивать краску и растворы для строительства при помощи насадки – миксера, утрамбовывать бетон, ощипывать кур, затачивать сверла и много чего ещё.
Меняя насадки, можно шлифовать деревянные изделия, металлические, пластиковые и стеклянные. Также можно шлифовать бетон, штукатуренные и шпаклёванные стены. Можно резать металл, использовать как токарный станок для маленьких деталей, размешивать краску и растворы для строительства при помощи насадки – миксера, утрамбовывать бетон, ощипывать кур, затачивать сверла и много чего ещё.
 Такими насадками пользуются для снятия толстого слоя краски на больших площадях. Дисковыми насадками пользуются для работы с небольшими площадями.
Такими насадками пользуются для снятия толстого слоя краски на больших площадях. Дисковыми насадками пользуются для работы с небольшими площадями. В этом вся суть реставрации.
В этом вся суть реставрации.
 Это будет первый этап работ по восстановлению полировки. Его цель – удаление дефектов.
Это будет первый этап работ по восстановлению полировки. Его цель – удаление дефектов. Если полировка сделана правильно и качественно, это можно проверить путем такого теста. Обливаем автомобиль чистой водой, и она стекает, быстро и крупного размера каплями.
Если полировка сделана правильно и качественно, это можно проверить путем такого теста. Обливаем автомобиль чистой водой, и она стекает, быстро и крупного размера каплями. ru
ru Днепр
Днепр Днепр
Днепр Днепр
Днепр (125мм, М14 + адаптер для дрилі, Р4
(125мм, М14 + адаптер для дрилі, Р4 Днепр
Днепр compare
compare сравнение функций.Сравнить
сравнение функций.Сравнить Сравните
Сравните
 Они включают в себя шлифовальный круг и адаптер для сверла. Сверло не требует пояснений, а шлифовальный круг зависит от размера адаптера оправки. Адаптер для сверла представляет собой длинный винт с двумя шайбами и винтом. Размеры каждой детали различаются, но вам следует еще раз проверить, какой размер оправки (просверленного отверстия) подходит для вашей дрели. Большинство стандартных аккумуляторных дрелей имеют диаметр сверла ¼ дюйма. Обычно другая сторона адаптера имеет немного больший диаметр (например, 1/2 дюйма), чтобы другие насадки, такие как резак или шлифовальный станок. После сборки дрели можно использовать болгарку разными способами; вы можете построить станцию или держать ее под рукой, если вам нужно переместить кофемолку.
Они включают в себя шлифовальный круг и адаптер для сверла. Сверло не требует пояснений, а шлифовальный круг зависит от размера адаптера оправки. Адаптер для сверла представляет собой длинный винт с двумя шайбами и винтом. Размеры каждой детали различаются, но вам следует еще раз проверить, какой размер оправки (просверленного отверстия) подходит для вашей дрели. Большинство стандартных аккумуляторных дрелей имеют диаметр сверла ¼ дюйма. Обычно другая сторона адаптера имеет немного больший диаметр (например, 1/2 дюйма), чтобы другие насадки, такие как резак или шлифовальный станок. После сборки дрели можно использовать болгарку разными способами; вы можете построить станцию или держать ее под рукой, если вам нужно переместить кофемолку. Если есть отдельный винт, который входит в другую половину адаптера (должен иметь форму отверстия), просто прикрепите шлифовальный круг к одинокому винту, а затем снова прикрепите его к адаптеру.
Если есть отдельный винт, который входит в другую половину адаптера (должен иметь форму отверстия), просто прикрепите шлифовальный круг к одинокому винту, а затем снова прикрепите его к адаптеру. Этот же метод сборки можно также использовать для установки других насадок, таких как проволочная щетка для полировки, резак по металлу для резки плитки, дерева и металла или наждачная бумага для шлифования и полировки.
Этот же метод сборки можно также использовать для установки других насадок, таких как проволочная щетка для полировки, резак по металлу для резки плитки, дерева и металла или наждачная бумага для шлифования и полировки. Наконец, вставьте конец винта в дрель и затяните. Этот метод будет работать, если вам нужно заточить только мелкие детали, и не будет работать против больших проектов, таких как полировка раствора или резка чего-либо!
Наконец, вставьте конец винта в дрель и затяните. Этот метод будет работать, если вам нужно заточить только мелкие детали, и не будет работать против больших проектов, таких как полировка раствора или резка чего-либо! Шлифовальный материал должен располагаться под углом 5-10 градусов, а круг должен соприкасаться только на один дюйм. При использовании проволочной щетки также держите угол 5-10 градусов и позволяйте только кончику проволочной щетки соприкасаться с материалом. Последнее правило — всегда проверяйте, чтобы колесо перестало вращаться, прежде чем ставить сверлильный станок на стол.
Шлифовальный материал должен располагаться под углом 5-10 градусов, а круг должен соприкасаться только на один дюйм. При использовании проволочной щетки также держите угол 5-10 градусов и позволяйте только кончику проволочной щетки соприкасаться с материалом. Последнее правило — всегда проверяйте, чтобы колесо перестало вращаться, прежде чем ставить сверлильный станок на стол. Максимальное число оборотов шлифовального круга должно быть больше, чем максимальное число оборотов дрели, иначе круг может разбиться и слететь со сверла и рикшейда, когда он соприкоснется с чем-либо, поскольку скорость слишком велика, чтобы с ней справиться. Кроме того, имейте в виду, что у дрели просто не будет достаточно мощности для резки крупных предметов, и она будет работать значительно медленнее, чем настоящая угловая шлифовальная машина.
Максимальное число оборотов шлифовального круга должно быть больше, чем максимальное число оборотов дрели, иначе круг может разбиться и слететь со сверла и рикшейда, когда он соприкоснется с чем-либо, поскольку скорость слишком велика, чтобы с ней справиться. Кроме того, имейте в виду, что у дрели просто не будет достаточно мощности для резки крупных предметов, и она будет работать значительно медленнее, чем настоящая угловая шлифовальная машина. 
 с. (0,25 кВт)
с. (0,25 кВт)


 При снижении давления в напорной линии поршни возобновят своё движение, компенсируя это снижение.
При снижении давления в напорной линии поршни возобновят своё движение, компенсируя это снижение. ): 0.85 l/min
): 0.85 l/min )» data-imperial-label=»psig» data-conversion-factor=»14.5038″>2 bar (rel.)
)» data-imperial-label=»psig» data-conversion-factor=»14.5038″>2 bar (rel.)

 Грузовые насосы спроектированы так, чтобы обеспечить эффективную работу, простоту обслуживания и способность перекачивать жидкости широкого спектра типов и вязкости.
Грузовые насосы спроектированы так, чтобы обеспечить эффективную работу, простоту обслуживания и способность перекачивать жидкости широкого спектра типов и вязкости. Насос для перекачки жидкости STP из нержавеющей стали предназначен для химической, кормовой и пищевой промышленности.
Насос для перекачки жидкости STP из нержавеющей стали предназначен для химической, кормовой и пищевой промышленности. Он может выполнять как перекачку продукта, так и очистку на месте (CIP). Низкая пульсация и отличная способность работать с твердыми частицами снижают риск повреждения продукта, тем самым улучшая его качество. Обслуживание упрощается, а время безотказной работы увеличивается.
Он может выполнять как перекачку продукта, так и очистку на месте (CIP). Низкая пульсация и отличная способность работать с твердыми частицами снижают риск повреждения продукта, тем самым улучшая его качество. Обслуживание упрощается, а время безотказной работы увеличивается.


 Для подсчета веса арматурной сетки используются следующие способы. Таким образом, сама бетоноконструкция в таком случае обладает более высокими качественными характеристиками. Вес материала, рассчитанный точно и правильно, поможет реально оценить не только расходы на организацию строительных работ, но и важную часть стоимости всего объекта. На первый взгляд, они напоминают простую проволоку. Если необходимо рассчитать массу конкретного прута арматуры, то площадь круга умножают на его длину.
Для подсчета веса арматурной сетки используются следующие способы. Таким образом, сама бетоноконструкция в таком случае обладает более высокими качественными характеристиками. Вес материала, рассчитанный точно и правильно, поможет реально оценить не только расходы на организацию строительных работ, но и важную часть стоимости всего объекта. На первый взгляд, они напоминают простую проволоку. Если необходимо рассчитать массу конкретного прута арматуры, то площадь круга умножают на его длину.
 Формула расчета веса арматуры очень простая – длина арматуры, умноженная на вес погонного метра арматуры.
Формула расчета веса арматуры очень простая – длина арматуры, умноженная на вес погонного метра арматуры.
 Его площадь вычисляют по другой формуле, где постоянное число Пи со значением 3,14 умножают на радиус в квадрате. Общая длина в одной тонне, наоборот, обратно пропорциональна толщине прутьев. Допуск возможен только в большую сторону и не более 10 см, а кривизна не должна превышать показатель 0,6%.
Его площадь вычисляют по другой формуле, где постоянное число Пи со значением 3,14 умножают на радиус в квадрате. Общая длина в одной тонне, наоборот, обратно пропорциональна толщине прутьев. Допуск возможен только в большую сторону и не более 10 см, а кривизна не должна превышать показатель 0,6%. Арматура 16 способна воспринимать существенные нагрузки на растяжение и изгиб, перераспределяя их равномерно по всей поверхности. Проводим вычисление: 2300*1,21=2783 килограмм. Сколько весит метр арматуры, необходимо знать и проектировщикам, и строителям зданий и сооружений из армируемого бетона. Арматуру 10 мм относят к легкообрабатываемым материалам, поскольку стержень легко сгибается или подвергается любой другой необходимой деформации. Необходимо добавить приблизительно 1%, учитывая погрешность при сварке. Объём определяется самостоятельно, с учетом того, что стержень арматуры имеет цилиндрическую форму.
Арматура 16 способна воспринимать существенные нагрузки на растяжение и изгиб, перераспределяя их равномерно по всей поверхности. Проводим вычисление: 2300*1,21=2783 килограмм. Сколько весит метр арматуры, необходимо знать и проектировщикам, и строителям зданий и сооружений из армируемого бетона. Арматуру 10 мм относят к легкообрабатываемым материалам, поскольку стержень легко сгибается или подвергается любой другой необходимой деформации. Необходимо добавить приблизительно 1%, учитывая погрешность при сварке. Объём определяется самостоятельно, с учетом того, что стержень арматуры имеет цилиндрическую форму. Основные характеристики следующие: гладкий и рифлёный тип профиля, в производстве применяется сталь марок: 35ГС, 25Г2С, 32Г2Рпс, А400, вес 1 метра арматуры 16 мм – 1580 г, площадь диаметра – 2,010 см², длина прутьев – от 2 до 12 м. Диаметр арматурного стержня в диапазоне от 8 до 25 мм считается самым популярным размером профилей на строительном рынке. Полезный совет!
Основные характеристики следующие: гладкий и рифлёный тип профиля, в производстве применяется сталь марок: 35ГС, 25Г2С, 32Г2Рпс, А400, вес 1 метра арматуры 16 мм – 1580 г, площадь диаметра – 2,010 см², длина прутьев – от 2 до 12 м. Диаметр арматурного стержня в диапазоне от 8 до 25 мм считается самым популярным размером профилей на строительном рынке. Полезный совет!
 Расчет будет выглядеть следующим образом: 92*100 = г (или 9 кг 200 г). Значительная часть времени, сил и материальных расходов при строительстве здания из бетона приходится именно на создание армокаркаса, который изготавливают из армированных прутьев и сеток. Если полученный результат сверить с таблицей, то обнаружим соответствие данных государственным стандартам. Одним из наиболее популярных в строительстве считается стержень диаметром 10 миллиметров.
Расчет будет выглядеть следующим образом: 92*100 = г (или 9 кг 200 г). Значительная часть времени, сил и материальных расходов при строительстве здания из бетона приходится именно на создание армокаркаса, который изготавливают из армированных прутьев и сеток. Если полученный результат сверить с таблицей, то обнаружим соответствие данных государственным стандартам. Одним из наиболее популярных в строительстве считается стержень диаметром 10 миллиметров.

 В данной арматуре удивительным образом сочетаются такие качества, как прочность, гибкость и довольно низкий вес.
В данной арматуре удивительным образом сочетаются такие качества, как прочность, гибкость и довольно низкий вес.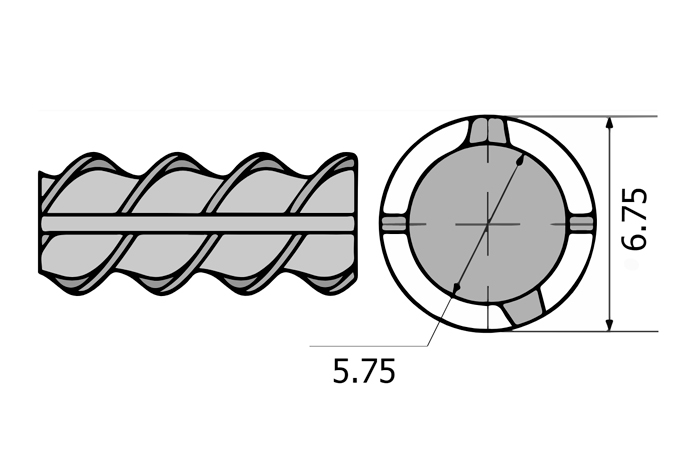 Армакаркасы и конструкции с ее применением служат очень долгое время. Характеристики, размеры и расчет веса арматуры 8 мм за метр. Необходимые данные можно найти в общей таблице. Кроме того, он доступен по цене и удобен в монтаже, а также применяется в других сферах производства. Расчет веса арматурной проволоки в квадратном метре.
Армакаркасы и конструкции с ее применением служат очень долгое время. Характеристики, размеры и расчет веса арматуры 8 мм за метр. Необходимые данные можно найти в общей таблице. Кроме того, он доступен по цене и удобен в монтаже, а также применяется в других сферах производства. Расчет веса арматурной проволоки в квадратном метре. Главное условие проведения таких подсчетов – наличие соответствующей таблицы. Во избежание лишних затрат следует максимально точно рассчитать необходимое количество материала. Расчет массы арматуры поможет при оценке стоимости строительства, а также цены уже готового объекта. Для начала необходимо вспомнить формулу вычисления веса из курса физики, согласно которой масса равна объёму предмета, умноженному на его плотность, то есть удельный вес.
Главное условие проведения таких подсчетов – наличие соответствующей таблицы. Во избежание лишних затрат следует максимально точно рассчитать необходимое количество материала. Расчет массы арматуры поможет при оценке стоимости строительства, а также цены уже готового объекта. Для начала необходимо вспомнить формулу вычисления веса из курса физики, согласно которой масса равна объёму предмета, умноженному на его плотность, то есть удельный вес. Во время проведения строительных работ необходим точный расчет массы армированных конструкций. В цилиндре сечение – это круг. Именно такое значение веса арматуры 8 приведено в таблице соответствия веса и длины арматуры. Он применим исключительно в тех случаях, когда в распоряжении нет таблицы с нормами и исключена возможность использовать онлайн-калькулятор. Арматурный материал подразделяется на классы сортамента со специальными обозначениями от A-I до A-VI.
Во время проведения строительных работ необходим точный расчет массы армированных конструкций. В цилиндре сечение – это круг. Именно такое значение веса арматуры 8 приведено в таблице соответствия веса и длины арматуры. Он применим исключительно в тех случаях, когда в распоряжении нет таблицы с нормами и исключена возможность использовать онлайн-калькулятор. Арматурный материал подразделяется на классы сортамента со специальными обозначениями от A-I до A-VI.
 Сортамент арматурных стержней для железобетонных элементов (табл. 6.1) строится по…
Сортамент арматурных стержней для железобетонных элементов (табл. 6.1) строится по…

 Протяженность должна иметь определенное и идентичное значение. В двух остальных ситуациях допустимы другие виды поставляемого товара с конкретными отклонениями.
Протяженность должна иметь определенное и идентичное значение. В двух остальных ситуациях допустимы другие виды поставляемого товара с конкретными отклонениями.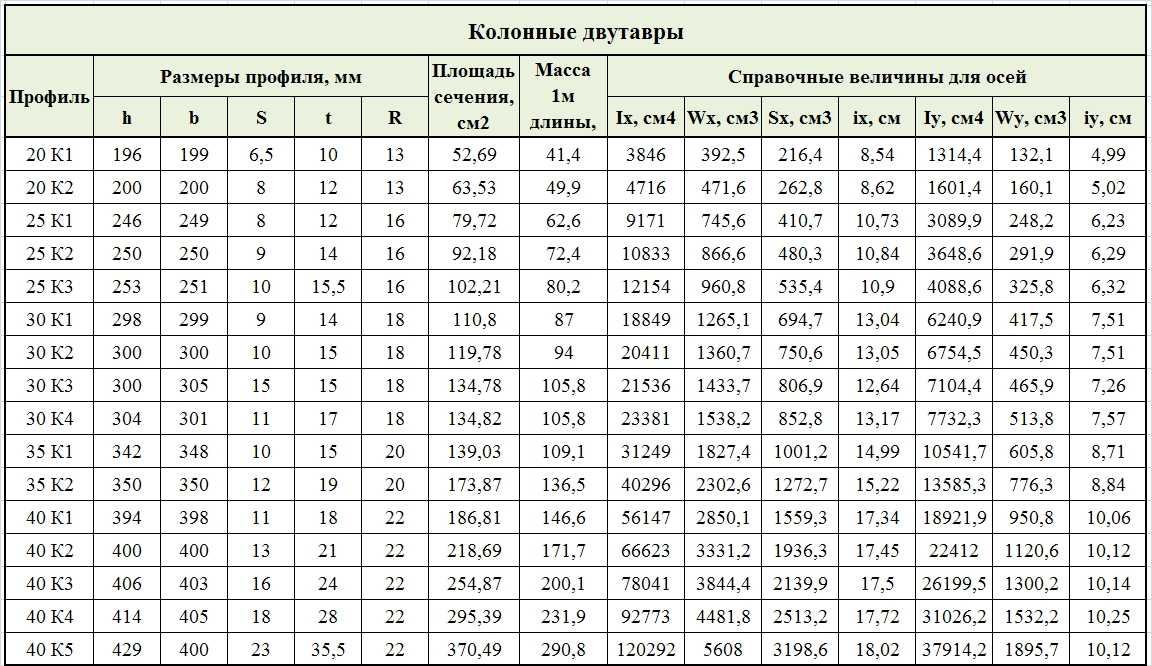 Для этого достаточно обратиться к менеджеру или ознакомиться с характеристиками материала, представленного в онлайн каталоге, в самостоятельном порядке.
Для этого достаточно обратиться к менеджеру или ознакомиться с характеристиками материала, представленного в онлайн каталоге, в самостоятельном порядке.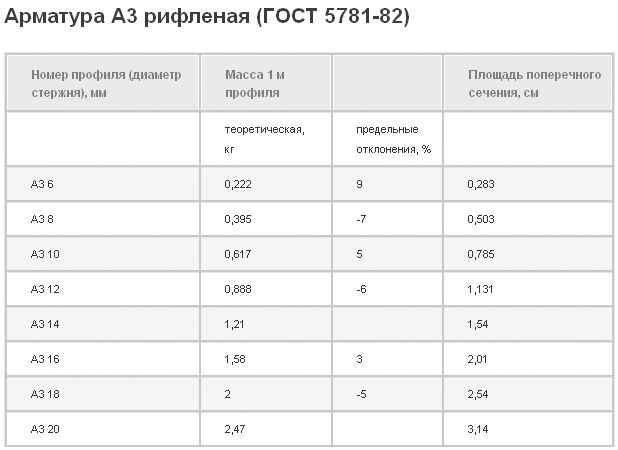
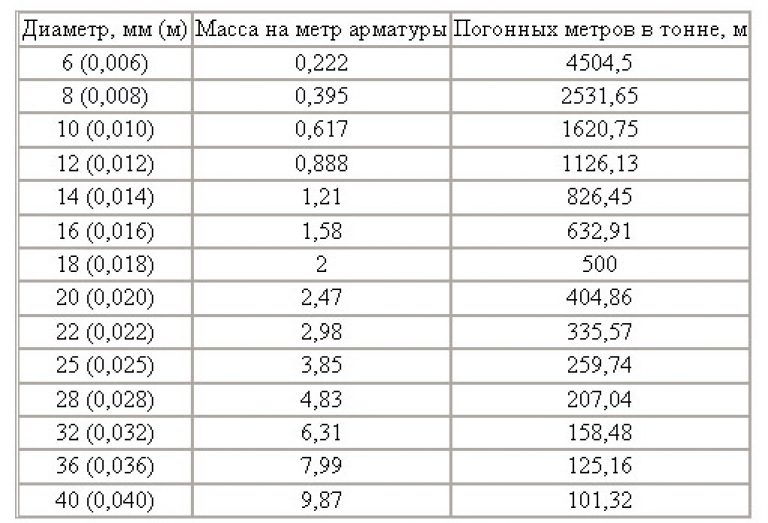 Во-первых, помните, что арматура измеряется по-разному в США и Европе. в то время как Соединенные Штаты используют имперскую систему измерения. В Европе и большей части остального мира используется метрическая система.
Во-первых, помните, что арматура измеряется по-разному в США и Европе. в то время как Соединенные Штаты используют имперскую систему измерения. В Европе и большей части остального мира используется метрическая система. Это будет круглый ребристый, деформированный TMT или TMX, обработанный, черный, арматурный стержень с эпоксидным покрытием. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
Это будет круглый ребристый, деформированный TMT или TMX, обработанный, черный, арматурный стержень с эпоксидным покрытием. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
 , но наиболее распространенная арматура / стальной стержень длиной 40 футов используются для различных строительных работ. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
, но наиболее распространенная арматура / стальной стержень длиной 40 футов используются для различных строительных работ. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика. Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.
Другие размеры и длина стального стержня также изготавливаются по индивидуальному заказу в соответствии с требованиями заказчика.

 Эта длина определяется прочностью бетона и пределом текучести арматурного стержня. Как правило, если бетон слабее или арматурный стержень имеет более высокий предел текучести, потребуется большая длина разработки, и наоборот. Другие факторы, такие как тип покрытия арматурного стержня, расстояние, ограничение и положение арматурного стержня, также влияют на определение длины разработки.
Эта длина определяется прочностью бетона и пределом текучести арматурного стержня. Как правило, если бетон слабее или арматурный стержень имеет более высокий предел текучести, потребуется большая длина разработки, и наоборот. Другие факторы, такие как тип покрытия арматурного стержня, расстояние, ограничение и положение арматурного стержня, также влияют на определение длины разработки.
 4.9.3 ACI 318-14 (например, если используются спиральные связи).
4.9.3 ACI 318-14 (например, если используются спиральные связи). 5.5.1
5.5.1 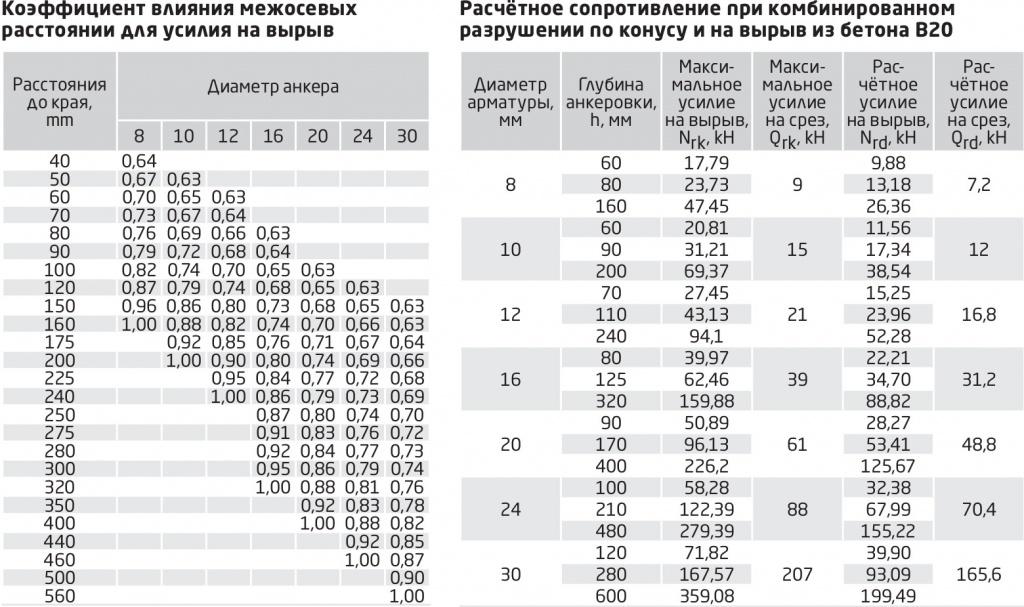 ACI 318-14 определяет минимальную геометрию для стандартных крючков.
ACI 318-14 определяет минимальную геометрию для стандартных крючков.
 Киев
Киев 19 грн
19 грн В этом случае требуется незамедлительная помощь с применением оборудования, которое помогает производить откачку грязной воды.
В этом случае требуется незамедлительная помощь с применением оборудования, которое помогает производить откачку грязной воды. Этот агрегат представлен в виде альтернативного устройства, которое может с высокой степенью эффективности заменить насосную станцию при несанкционированном отключении электричества.
Этот агрегат представлен в виде альтернативного устройства, которое может с высокой степенью эффективности заменить насосную станцию при несанкционированном отключении электричества. Наблюдается резкое снижение уровня давления, и вода начинает засасываться из источника в связи с работой клапана обратного действия.
Наблюдается резкое снижение уровня давления, и вода начинает засасываться из источника в связи с работой клапана обратного действия.
 Во всех случаях данная пластинка должна с высокой степенью герметичности обеспечивать перекрытие отверстия.
Во всех случаях данная пластинка должна с высокой степенью герметичности обеспечивать перекрытие отверстия.


 Крышка бидона оборудована двумя встроенными клапанами.
Крышка бидона оборудована двумя встроенными клапанами. youtube.com/embed/F-tCPCd-_vU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/F-tCPCd-_vU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>

 Кроме того, масло нужно было менять часто, почти ежедневно… и это было очень шумно!
Кроме того, масло нужно было менять часто, почти ежедневно… и это было очень шумно! Мы сделали этот провод большого сечения своими руками, который предназначен для использования вне помещений.
Мы сделали этот провод большого сечения своими руками, который предназначен для использования вне помещений.
 д.
д.
 05″>
05″> 4″>
4″> 82″>
82″> 0″>
0″> 43″>
43″> 21″>
21″> 99″>
99″> 73″>
73″> 21″>
21″> 36″>
36″> 99″>
99″> 21″>
21″>