почему не работает, часто срабатывает, щелкает, можно ли провести ремонт и предотвратить поломку
Содержание
Список частых поломок
Диагностика системы
Почему не работает и что с этим делать?
Часто срабатывает
Не отключает насос
Щелкает и часто отключается
Просто не срабатывает
Как предотвратить появление проблем?
Заключение
Список частых поломок
К характерным причинам неполадок в автоматике относятся:
подгоревшие контакты;
солевые отложения на спиралях;
засор и ржавчина гидравлического входа;
попадание в мембранный отсек песка, других инородных частиц и образование отложений;
неправильные механические настройки автоматики.
Еще одной причиной сбоя с прокачкой воды, не связанной напрямую с неисправностью самого реле, могут быть скачки напряжения в электросети.
Диагностика системы
Сбой в работе насоса — еще не повод для поспешного вывода о неисправном реле давления, и не надо спешить пытаться сразу провести ремонт или регулировать его.
Если нормально работающий насос внезапно засбоил, то необходимо предварительно принять простые меры:
Внимательно осмотреть на герметичность систему водоснабжения.
Провести ревизию и, при необходимости, почистить фильтры.
Обратить внимание на давление в гидроаккумуляторе станции.
Поводами для периодических отключений, а в последующем и полной его остановки могут быть:
Воздушная пробка в заборной магистрали и нагнетательном отделе насоса.
Обмельчание источника.
Поломка либо засорение обратного клапана насоса.
Неисправность мембраны гидроаккумулятора.
Снижение давления в гидроаккумуляторе.
О завоздушивании системы водоснабжения можно понять по пузырькам и прерыванию водяного потока.Для решения проблемы часто бывает достаточно проверить герметичность соединений и заменить изношенный сальник.
В остальных случаях, требуется чистка фильтров, обслуживание или замена вышедшего из строя оборудования.
Почему не работает и что с этим делать?
Если диагностика показала, что сама насосная станция исправна, то тогда следует обратить внимание непосредственно на реле давления. Алгоритм действий будет зависеть от того, как проявляется неисправность этого блока.
Часто срабатывает
При стабильном давлении в гидробаке, главная причина самопроизвольных частых включений насоса — сбой настроек автоматики. Для регулировок к системе должен быть подключен манометр.
Наиболее востребовано в местном водоснабжении реле РДМ-5, с предустановленными настройками порогов срабатывания:
нижнее давление — 1,4 атм.,
верхнее — 2,8 атм.
Пошагово, это стандартное реле регулируется так:
Снять крышку блока.
Правым вращением гайки пружины большего размера поднять до нужного, например 3,8 атм., давление отключения. При этом поднимется и нижняя граница запуска.
Левым вращением регулятора меньшей спирали установить нужную дельту давлений.
Спирали, особенно меньшая, очень восприимчивы к регулировкам, поэтому настраивать их следует очень аккуратно, с постепенным, по 45о оборотами закручиванием гаек.
Не отключает насос
К самым распространенным причинам несрабатывания реле на отключение насоса относятся:
Залипание и в, тяжелых случаях при мощных пусковых токах, оплавление контактов прерывателя. Если контакты не повреждены, то дефект устраняется их зачисткой тонкозернистой наждачкой, мелким надфилем или пилкой для ногтей.
Завышен перепад между порогами срабатывания реле. Следует выставить рекомендованные производителем или оптимальные для конкретного насоса настройки.
Желательно поддерживать дельту давлений в интервале от 1,2 до 1,6 атм.
Щелкает и часто отключается
На практике можно встретиться с еще одной неисправностью блока автоматики, отвечающего за давление воды, — периодическое щелкание.
Если причина не связана, как описывалось выше, с поломкой в самой системе водоснабжения, (чаще – завоздушивание) или отсутствие давления в гидробаке (порвана мембрана), значит дело в автоматике.
Обобщив многочисленные мнения по этой проблеме на форумах инженерной тематики, можно сделать вывод, что имеется только один возможный вариант ее решения — попытаться устранить частое срабатывание автоматики (щелкание) увеличением разницы порогов срабатывания реле.
Если проблема этим не решается, то — только замена блока.
Просто не срабатывает
Реле может не замыкается на включение по следующим причинам:
Недостаточное напряжение в сети — автоматика требовательна к этому параметру.
Окисление контактной группы — необходимо разобрать устройство и почистить контакты.
Установлен завышенный предел давления отключения автоматики.
Известковые и прочие отложения в пятивыводном штуцере с манометром, подключающем реле к насосу (пятернике), или забито отверстие мембранного отсека — необходимо снять реле и почистить деталь.
Попадание песка в мембранную часть блока, что мешает воздействию диафрагмы на поршень. Последнее часто наблюдается, если насос закачал песок. Необходимо разобрать реле, аккуратно все вычистить и промыть.
Как предотвратить появление проблем?
Чтобы избежать возможных проблем необходимо грамотно подойти к подбору реле давления. Характеристики автоматики должны быть оптимальными для работы с конкретным оборудованием. Лучше в этом вопросе обратиться к помощи специалиста.
Профилактическими мерами для предотвращения проблем являются:
Применение магнитного пускателя для снятия нагрузки от больших токов с контактов реле.
Периодический внешний осмотр реле и проверка наиболее критических точек — соединительный патрубок и контакты.
Не реже 1 раза в 2 месяца проверка, и при необходимости, настройка регулировок.
Важно! Порог давления включения реле на запуск насоса должно быть на 0,2 атм. ниже, чем давление в гидроаккумуляторе.
Заключение
Реле давления воды — небольшое по размеру, но важное по значимости устройство в системе водоснабжения. Приведенные советы по диагностике и устранению возможных неполадок в его работе окажут практическую помощь даже непосвященному в инженерные тонкости пользователю.
А какова Ваша оценка данной статье?
Загрузка…
Настройка и ремонт реле давления насосной станции
Главная Полезное
Автоматизация работы насосной станции осуществляется посредством механического реле давления. Оно управляет включением и выключением насоса, благодаря чему поддерживается стабильный напор в водопроводе.
Автоматизация работы насосной станции осуществляется посредством механического реле давления. Оно управляет включением и выключением насоса, благодаря чему поддерживается стабильный напор в водопроводе.
Насосная станция в определенных ситуациях может давать нарушения и сбои в работе. В результате этого минимизируется напор воды или нарушается работа конструкции в указанном диапазоне необходимого давления. Причиной выхода прибора из строя обычно становится неисправное реле давления или неправильно выставленные настройки.
Диагностика неполадок реле
Процесс автоматизации станции происходит благодаря работе реле давления. Именно этот элемент осуществляет управление режимом включения и выключения электронасоса. С его помощью осуществляется стабильный уровень напора в водопроводных путях. На начальном этапе рекомендуется проверить показатели уровня давления, при которых происходит работа режимов станции. Все производители насосных станций придерживаются одинаковых стандартных установок:
1,5 – 1,8 атм. необходимо для включения электронасоса;
2,5 – 3 атм. обеспечивают режим отключения прибора.
Распространенное ошибочное действие – попытка регулирования сразу всех параметров давления. Специалисты настоятельно рекомендуют проверять показатели влияния сжатых воздушных масс в емкости гидроаккумулятора.
Перед началом работы необходимо обесточить насосную электростанцию, открыть крышку из пластика, расположенную на торцевой стороне бака. Рекомендуется замерить давление при помощи манометра на автомобильном насосе. При полученных показателях менее полутора атмосфер, нужно последующее повышение режима давления при помощи насоса для автомобиля. В дальнейшем проверку рекомендуется осуществлять регулярно.
Для полноценного процесса функционирования мембраны аккумулятора и длительного периода его эксплуатации необходимо соблюдение постоянного режима равномерного давления воздушных масс в баке.
После успешного поднятия показателей давления, станция начнет функционировать в обычном режиме. Если этого не произошло, рекомендуется начать подробную регуляцию настроек и режимов реле.
Крайний показатель порога выключения насосного аппарата не должен превышать уровня давления заданных параметров. Иначе это будет обеспечивать непрерывную работу электронасоса и невозможность создания нужного давления.
Установка и регуляция настроек реле
Процесс коррекции настроек универсален для всех моделей бытовых насосных электростанций.
Осуществление корректировки происходит в рабочем состоянии оборудования. В начале необходимо подключить систему к сети и ожидать поднятия уровня давления в трубопроводных путях. При последующем отключении электрического прибора рекомендуется выполнить ряд манипуляций:
Открываем крышку реле и уменьшаем степень прижимания меньшей пружины путем ослабления гайки.
Поворачивая гайку большей пружины, осуществляем процесс настройки показателей уровня нижнего давления. Это позволит впоследствии осуществить включение насоса.
На следующем этапе специалисты рекомендуют открыть кран и слить жидкость. В процессе этого необходимо засечь показатель давления, при котором насос включился в работу. Если значение показателя оказалось неудовлетворительным, нужно повторить процедуру корректировки и настройки.
Устанавливаем нужные показатели режима выключения электронасоса. Для осуществления этого действия нужно произвести запуск системы и дождаться момента срабатывания реле. При получении неудовлетворительных результатов, осуществляют настройку посредством поворачивания гайки малой пружины до получения желаемого результата.
Если все вышеописанные манипуляции не помогли наладить работу реле — оно вышло из строя. В этом случае необходим профессиональный ремонт или полная замена элемента.
Как определить неисправность реле давления скважинного насоса
Как определить неисправность реле давления скважинного насоса
Angi
Центр решений
Сантехника
Эрин Лестер / Источник изображения через Getty Images
Если ваша скважина подача воды внезапно заканчивается, это может быть жизненно важная, но простая механическая часть, которая вызывает проблему
Получите предложения от 3 профессионалов!
Введите почтовый индекс ниже и найдите лучших профессионалов рядом с вами.
Если вы относитесь к 15% населения США, которое использует бытовую скважину для водоснабжения, такая простая вещь, как реле давления скважинного насоса, может вызвать серьезные проблемы. Это может привести к потере давления воды или даже полному прекращению подачи воды. Узнайте, как определить, неисправно ли реле давления вашего скважинного насоса и нуждается ли оно в замене.
Что такое реле давления скважинного насоса?
Реле давления сигнализирует скважинному насосу, когда ему необходимо начать или остановить откачку воды. Это происходит за счет повышения давления в системе водоснабжения. Переключатель обычно имеет следующий диапазон номеров: 20–40, 30–50, 40–50. Они относятся к уровням давления в фунтах на квадратный дюйм (psi).
Когда давление упадет до минимального значения «включения», реле давления включится, и насос наполнит ваш бак. Он выключится и перестанет качать, когда достигнет наивысшего «отсечного» числа. Вы можете настроить низкие и высокие числа на любой из трех параметров настройки в зависимости от потребностей вашего дома в водоснабжении.
Где находится реле давления скважинного насоса?
Поиск реле давления скважинного насоса будет вашей первой задачей; его расположение может варьироваться в зависимости от типа помпы и вашей домашней установки. Обычно вы найдете переключатель на боковой стороне струйного насоса. Тем не менее, если у вас есть погружной насос, вы найдете местонахождение скрытого переключателя в другом месте. Как правило, вы найдете его в подвале, гараже или где-нибудь во дворе, иногда он установлен на небольшой трубке рядом с гидробаком.
Причины отказа реле давления скважинного насоса
Реле давления состоит из простого внутреннего пружинного механизма, соединенного с набором электрических контактов. Со временем пружина ослабевает, детали забиваются мусором, а электрические контакты корродируют и деградируют. Несмотря на то, что переключатель обычно имеет прочную крышку, влажность и частое использование играют свою роль в неизбежном износе этого простого элемента оборудования.
Кэтрин Циглер / DigitalVision через Getty Images
Некоторые общие признаки того, что может быть проблема с реле давления скважинного насоса, включают:
Насос не включается, хотя давление воды упало ниже установленной точки включения.
Насос не выключается, несмотря на то, что давление воды превысило установленное значение отключения.
Давление воды низкое, несмотря на работающий насос
Насос включается и тут же выключается.
Эти проблемы также могут указывать на более серьезные проблемы с вашей системой подачи воды из скважины, такие как поломка насоса, утечка в системе или разгерметизация гидробака. Если вы не можете обнаружить каких-либо явных проблем с реле давления, лучше всего вызвать ближайший к вам сервис по ремонту скважинных насосов. Они диагностируют проблему и проведут необходимый ремонт или замену.
Устранение неполадок Неполадки переключателя давления скважинного насоса
Прежде чем вызывать специалиста, попробуйте выполнить несколько простых действий по устранению неполадок. В целях безопасности убедитесь, что вы заранее отключили электропитание системы скважинных насосов. Чтобы осмотреть внутреннюю работу переключателя, вам необходимо снять пластиковое покрытие.
Проверка на наличие проблем с электрическим подключением
Перед отключением питания ударьте рукояткой отвертки по трубке, на которой включен выключатель скважинного насоса. Если вы заметили искру или насос снова включился, это может быть признаком проблем с электрическими соединениями реле давления.
Контакты могут подвергнуться коррозии, между ними могут застрять насекомые или мусор, а также они изнашиваются при постоянном использовании. При выключенном питании , можно разомкнуть контакты и аккуратно подпилить пилочкой для ногтей любую поврежденную часть. Этого может быть достаточно, чтобы коммутатор снова заработал в качестве временного исправления, пока вы ждете, пока профессионал выйдет, чтобы сделать полную замену.
Прочистите датчик давления
Водяной осадок и железосодержащие бактерии могут скапливаться в датчике давления переключателя. Вы можете очистить трубку, которая соединяет ваш выключатель с водопроводом, при выключенном питании.
Проверка на наличие утечек
Иногда вода может просачиваться в корпус переключателя и механизмы. Если это произошло, немедленно отключите электричество и замените выключатель. Если вода протекает под переключателем в месте подключения водопровода, возможно, это удастся затянуть и решить проблему.
Иногда утечка в другом месте дома или в насосной системе может привести к падению давления. Обратите внимание на признаки скопления воды.
Проверка цикла водяного насоса
Если внутренняя пружина слишком ослаблена, это может привести к остановке работы переключателя, что потребует замены. Чтобы проверить герметичность пружины, откройте водопроводный кран и дайте насосу выполнить полный цикл. Если переключатель не включается, это может быть признаком проблемы с пружиной.
Могу ли я самостоятельно заменить неисправное реле давления скважинного насоса?
Новые выключатели недороги, но вам следует пытаться заменить их самостоятельно только в том случае, если вы уверены в электрических компонентах , отключено питание и вы уверены, что проблема связана с переключателем. Замена реле давления — это простой, быстрый и недорогой ремонт для профессионалов по сравнению со сложностью и стоимостью полной замены скважинного насоса.
Если вы не уверены, что переключатель вызывает проблемы с давлением в скважинном насосе, или если вы заменили переключатель, но проблема не устранена, вызовите местного специалиста. Проблемы со скважинными насосами часто бывают обширными, сложными, и их лучше всего доверить профессионалам для диагностики и решения.
Нужна профессиональная помощь с вашим проектом?
Получите цитаты от профессионалов с самым высоким рейтингом.
Рекомендуемые статьи
8 причин, по которым вам может понадобиться заменить сантехнику в ванной
Энни Сиск • 12 мая 2022 г.
4 признака того, что вам нужен новый туалет , 2013
Как определить, стоит ли тестировать качество воды для вашей семьи
Элисон Каш • 29 сентября, 2015
Как определить неисправность реле давления скважинного насоса
18 декабря 2018 г. Опубликовано писателем Оставь свои мысли
Даже если вы какое-то время владели своим домом, есть неплохая вероятность, что вам никогда раньше не приходилось иметь дело с реле давления скважинного насоса. На самом деле, вы можете даже не знать, что это такое и что оно делает. Но если у вас возникла внезапная проблема с колодцем, причиной может быть проблема с реле давления.
Вот что вам следует знать о реле давления и ремонте скважинных насосов в округе Хиллсборо, штат Флорида.
Все о реле давления
Реле давления — это часть насосной системы скважины, которая посылает насосу сигнал о запуске или остановке откачки в зависимости от давления, создаваемого в системе водоснабжения. У этих реле давления всего две настройки: включение и выключение. На переключателе есть две цифры, которые обозначают, в какой момент переключатель включается и отключается. Например, реле давления 30-50 указывает, что насос включается при давлении 30 фунтов на квадратный дюйм и отключается при давлении 50 фунтов на квадратный дюйм. Вы можете изменить эти цифры по мере необходимости в зависимости от того, что вам нужно от вашего водоснабжения.
Расположение вашего реле давления зависит от того, как настроена ваша скважинная система. Это может быть ваш подвал или гараж, он может быть рядом с бассейном (если он у вас есть) или просто где-то снаружи. Если у вас есть струйный насос, реле давления может быть прикреплено к самому насосу. Однако, если у вас есть погружной насос, переключатель будет в другом месте.
Что происходит, когда реле давления выходит из строя?
Как и в случае любой механической системы, общий износ может привести к тому, что реле давления со временем выйдет из строя. Пружины внутри коммутатора могут ослабнуть, или порты для проводов, прикрепленные к коммутатору, могут подвергнуться коррозии. Мусор, попавший внутрь системы, может помешать компонентам переключателя функционировать должным образом, а любые ржавые компоненты также могут помешать правильной работе переключателя.
Несмотря на то, что по этим причинам коммутатор обычно хорошо защищен, он не является непобедимым. Со временем он изнашивается, и вам, вероятно, придется заменить его несколько раз за эти годы.
Как узнать, что ваше реле давления начинает выходить из строя? Некоторые из явных признаков неисправности реле давления включают в себя:
Насос, работающий непрерывно без видимой причины
Насос, который работает, но имеет очень слабый напор воды
Насос, который не включается и не подает воду
Эти симптомы могут указывать на другие проблемы, возникающие внутри вашей скважинной системы, но, скорее всего, причиной проблемы является реле давления. Чтобы определить корень проблемы, вам необходимо, чтобы сертифицированный специалист по скважинным насосам приехал к вам на объект и провел тщательный осмотр, чтобы вы знали, как лучше действовать.
Свяжитесь с Advanced Pump & Well Service для получения дополнительной информации о неисправных реле давления или для планирования ремонта скважинного насоса в округе Хиллсборо, штат Флорида.
Сталь 10 — конструкционная углеродистая качественная сталь, сваривается без ограничений. Сварка осуществляется без подогрева и без последующей термообработки, способы: ручная дуговая сварка, автоматическая дуговая сварка под флюсом и газовой защитой, КТС, ЭШС.
Пластичность металла позволяет использовать их для изготовления штампованных частей и деталей. Для выпуска промышленного количества товара осуществляется технология холодной штамповки. Не склонна к флокеночувствительности, склонность к отпускной хрупкости отсутствует. Твердость стали 10: HB 10 -1 = 143 МПа. Обрабатываемость резанием В горячекатанном состоянии при НВ 99-107 и σB = 450 МПа, Kυ тв.спл. = 2,1, Kυ б.ст. = 1,6. Нашла свое применение в производстве труб и крепежных деталей котлов и трубопроводов ТЭЦ, из стали 10 изготавливают трубные крепежные детали АЭС, крепежные детали паровых и газовых турбин. При применении химико-термической обработки спектр применения резко расширяется, из нее изготавливают втулки, ушки рессор, диафрагмы, шайбы, винты, детали работающие до 350 °С к которымпредъявляются требования высокой поверхностной твердости и износоустойчивости при невысокой прочности сердцевины. Высокий предел выносливости определяет применение материала при изготовлении ответственных деталей, которые предназначены для длительной работы. Ковку производят при температурном режиме от 1300 до 700 0С, охлаждение на воздухе.
Расшифровка стали марки 10
Расшифровка стали: Получают конструкционные углеродистые качественные стали в конвертерах или в мартеновских печах. Обозначение этих марок сталей начинается словом «Сталь». Следующие две цифры указывают на среднее содержание углерода в сотых долях процента, цифры 10 обозначают содержание его около 0,1 процента.
Механические свойства сталь 10 при повышенных температурах
Температура испытаний, °С
σ0,2 (МПа)
σв(МПа)
δ5 (%)
ψ %
KCU (кДж / м2)
нормализация 900-920 °С
20
260
420
32
69
221
200
220
485
20
55
176
300
175
515
23
55
142
400
170
355
24
70
98
500
160
255
19
63
78
Исследование релаксационной стойкости методом свободного изгиба показало, что образцы, подвергнутые ММТО, обладают более низкой релаксационной стойкостью при 150° С, чем в исходном состоянии (после отжига). Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Полученные экспериментальные данные позволяют предположить, что низкая релаксационная стойкость образцов после ММТО связана с недостаточной стабильностью тонкой структуры металла. Дополнительный дорекристаллизационный отжиг после ММТО позволяет более полно стабилизировать структуру и, таким образом, резко повысить сопротивление металла микропластическим деформациям при кратковременном и длительном нагружениях.
Физические свойства сталь 10
Tемпература
E 10— 5
a 10 6
l
r
C
R 10 9
0С
МПа
1/Град
Вт/(м·град)
кг/м3
Дж/(кг·град)
Ом·м
20
2. 1
7856
140
100
2.03
12.4
57
7832
494
190
200
1.99
13.2
53
7800
532
263
300
1.9
13.9
49.6
7765
565
352
400
1.82
14.5
45
7730
611
458
500
1.72
14.85
39.9
7692
682
584
600
1.6
15.1
35.7
7653
770
734
700
15.2
32
7613
857
905
800
12.5
29
7582
875
1081
900
14. 8
27
7594
795
1130
1000
12.6
666
1100
14.4
668
При температуре +20 0С плотность стали составляет 7856 кг/м3
Технологические свойства стали 10
Свариваемость:
без ограничений.
Флокеночувствительность:
не чувствительна.
Склонность к отпускной хрупкости:
не склонна.
Твердость стали марки 10
Твердость сталь 10, Калиброванного нагартованного проката по ГОСТ 1050-88
HB 10 -1 = 187 МПа
Твердость сталь 10, Горячекатанного проката по ГОСТ 1050-88
HB 10 -1 = 143 МПа
Твердость сталь 10, Лист термообработаный по ГОСТ 4041-71
HB 10 -1 = 117 МПа
Твердость сталь 10, Трубы бесшовные по ГОСТ 8731-87
HB 10 -1 = 137 МПа
Твердость сталь 10, Трубы горячедеформированные по ГОСТ 550-75
HB 10 -1 = 137 МПа
Твердость сталь 10, Пруток горячекатаный по ГОСТ 10702-78
Сталь 10 (ст 10): марочник сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах поставок, заменителях, температуре критических точек, физических, механических, технологических и литейных свойствах для марки — Сталь 10 (ст 10).
Детали, работающие при температуре от -40 до 450 °C, к которым предъявляются требования высокой пластичности, после химико-термической обработки — детали с высокой поверхностной твёрдостью при невысокой прочности сердцевины.
Химический состав стали 10 (ст 10)
Химический элемент
%
Кремний (Si)
0.17−0.37
Марганец (Mn)
0.35−0.65
Медь (Cu), не более
0.25
Мышьяк (As), не более
0.08
Никель (Ni), не более
0.25
Сера (S), не более
0.04
Углерод (C)
0.07−0.14
Фосфор (P), не более
0.035
Хром (Cr), не более
0.15
Механические свойства стали 10 (ст 10)
Термообработка, состояние поставки
σB, МПа
δ5, %
δ4, %
ψ, %
HB
HRCэ
Сталь горячекатаная, кованая калиброванная и серебрянка 2-й категории после нормализации
335
31
55
Сталь калиброванная и калиброванная со специальной отделкой: после отжига или отпуска
335−450
55
143
Сталь калиброванная и калиброванная со специальной отделкой: после сфероидизирующего отжига
315−410
55
143
Сталь калиброванная и калиброванная со специальной отделкой: нагартованная без термообработки
390
8
50
187
Полосы нормализованные или горячекатаные
335
31
55
Лист горячекатаный
295−410
24
Лист холоднокатаный
295−410
25
Лист термически обработанный 1−2-й категории
295−420
32
117
Трубы горячедеформированные термообработанные
355
24
137
Трубы холодно- и теплодеформированные термообработанные
Сталь 10 (арт 10) : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 10 (ст. 10).
Детали, работающие при температуре от минус 40 до 450 °С, к которым предъявляются повышенные требования по пластичности, после химико-термической обработки — детали с высокой твердостью поверхности и низкой прочностью сердцевины.
Химический состав стали 10 (ст 10)
Химический элемент
%
Кремний (Si)
0,17−0,37
Марганец (Mn)
0,35−0,65
Медь (Cu), не более
0,25
Мышьяк (As), не более
0,08
Никель (Ni), не более
0,25
Сера (S), не более
0,04
Углерод (С)
0,07−0,14
Фосфор (P), не более
0,035
Хром (Cr), не более
0,15
Механические свойства стали 10 (ст 10)
Термообработка в состоянии поставки
σ B , МПа
δ 5 ,%
δ 4 ,%
ψ, %
ХБ
HRC e
Сталь горячекатаная, кованая калиброванная и серебристая 2 после нормализации
335
31
55
Сталь калиброванная и калиброванная со специальной отделкой: после отжига или отпуска
335−450
55
143
Сталь калиброванная и калиброванная со специальной отделкой: после сфероидизирующего отжига
315−410
55
143
Сталь калиброванная и калиброванная со специальной отделкой: нагартованная без термической обработки
390
8
50
187
Нормализованные или горячекатаные полосы
335
31
55
Горячекатаный лист
295−410
24
Холоднокатаный лист
295−410
25
Лист термообработанный 1-2 категории
295−420
32
117
Трубы горячедеформированные термообработанные
355
24
137
Трубы холодно- и термодеформированные термообработанные
Свариваемость без ограничений, кроме деталей после химико-термической обработки; методы сварки: РДС, АДС под флюсом и в среде защитных газов, КТС.
Обрабатываемость резанием
В горячекатаном состоянии при НВ 99-107 и σ В = 450 МПа, К υ тв.пл. = 2,1, К υ б.ст. = 1,6.
Склонность к высвобождению
Не склонна.
Чувствительность стада
Не чувствителен.
Температура критических точек стали 10 (ст 10)
Критическая точка
°С
Ас1
732
Ас3
870
Ar3
854
Ар1
680
Ударная вязкость стали 10 (ст 10)
Ударная вязкость, KCU, Дж/см 2
Состояние поставки, термическая обработка
+20
-20
— тридцать
-40
-50
-60
Прокток диаметром 35 мм.
235
196
157
78
Прокток диаметром 35 мм. Нормализация
73−265
203−216
179
Прокток диаметром 35 мм. Отжиг
59-245
49−174
45−83
19−42
Сталь предела выносливости 10 (ст 10)
σ -1 , МПа
τ -1 , МПа
п
Термическая обработка, состояние стали
157−216
51
1Э + 6
Normalization 900−920 C.
Hardenability of steel 10 (st 10)
Hardness for strips of calcination, HRCэ
Distance from the end, mm / HRC e
1.5
3
4,5
6
31
29
26
20,5
Физические свойства стали 10 (ст 10)
Температура испытания, °С
20
100
200
300
400
500
600
700
800
900
Нормальный модуль упругости, Е, ГПа
206
199
195
186
178
169
157
Модуль упругости при кручении G, ГПа
78
77
76
73
69
66
59
Плотность стали, pn, кг/м 3
7856
7832
7800
7765
7730
7692
7653
7613
7582
7594
Коэффициент теплопроводности Вт/(м°С)
58
54
49
45
40
36
32
29
27
Уд. электрическое сопротивление (p, ном. м)
190
263
352
458
584
734
905
1081
1130
Температура испытания, °С
20−100
20−200
20−300
20−400
20−500
20−600
20−700
20-800
20−900
20−1000
Коэффициент линейного расширения (а, 10−6 1/°С)
12,4
13,2
13,9
14,5
14,9
15,1
15,3
12.1
14,8
12,6
Удельная теплоемкость (С, Дж/(кг°С))
466
479
512
567
Источник: Марка сталей и сплавов
Источник: www.manual-steel.ru/10.html
для нержавеющей стали, SUS304, соединительный тройник, ST | Fuji Special
org/BreadcrumbList»>
MISUMI Главная>
Компоненты автоматизации>
Трубы, трубки, шланги и фитинги>
Трубная арматура>
Фитинги для труб из нержавеющей стали>
для нержавеющей стали, SUS304, тройник, ST
Fuji Special
Fuji Special
Имеет прочную конструкцию, устойчивую к ударам и вибрации, с полностью герметизирующей жидкостью под высоким давлением типа Ermeto, в которой режущая кромка втулки плотно прилегает к трубе.
Номер детали
ST-6
ST-8
ST-10
ST-12
ST-15
ST-18
ST-20
ST-22
ST-25
ST-28
STG-1
STG-1/2
STG-1/4
STG- 1/8
СТГ-3/4
STG-3/8
Номер детали
Скидка за объем
Дней до отгрузки
Применимый диаметр трубы (φ)
Спецификация размера
Спецификация размера в дюймах Применимый внешний диаметр трубки (дюйм)
Сталь – рукотворный сплав железа и углерода – пользуется сегодня постоянным спросом в самых разных областях промышленности. Без него трудно возводить города, монтировать трубопроводы, производить транспорт, технику, разнообразные агрегаты и детали.
Доля железа в стальном сплаве должна составлять не менее 45 %. От содержания углерода и легирующих элементов зависят все свойства стали, а в итоге, и полученных из нее изделий металлопроката.
Одна из самых востребованных марок сырья – сталь 45. Характеристики и свойства определяют ее популярность на рынке металлопроката. Относится она к разряду конструкционных углеродистых качественных сталей.
Расшифровка и химический состав
Наличие числа 45 в названии марки сырья «сообщает» о содержании около 0,45% углерода (C). Остальные «ингредиенты» распределились следующим образом: кремний (Si) – от 0,17 – до 0,37, хром (Cr) – до 0,25, марганец (Mn) — 0,5 — 0,8, никель (Ni) – до 0,25, медь (Cu) – до 0,25, фосфор (P) – до 0,035, сера (S) – до 0,04, мышьяк (As) — 0,08.
Некоторые физические и технологические характеристики
Вес (удельный): 7826 кг/м3.
Твердость стали 45: HB = 50 HRC (после закалки).
Температура ковки: от 1250 до 700 о С с последующим охлаждением на воздухе (для деталей, сечение которых варьируется до 400 мм).
Токарная обработка рекомендуется в горячекатаном состоянии.
Варианты сварки: РДС, КТС (при подогреве). Требуется дальнейшая термообработка.
Флокеночувствительность: низкая
Склонность ко хрупкости при отпуске: отсутствует.
Механические и физические свойства можно посмотреть в таблице:
Особенности стали марки 45
Сталь 45 отличается повышенными характеристиками прочности, выносливости, хорошо обрабатывается, доступна по стоимости. Нашла применение практически во всех областях промышленности, там, где имеют место постоянные механические нагрузки, сложные температурные условия. Изделия из стали 45, к примеру, крайне востребованные круг, шестигранник ст45, выдерживают перепады в диапазоне от 200 до 600 о С.
Если сравнить некоторые характеристики сырья марки 45 и, к примеру, марки 35, то становится очевидным влияние доли углерода в составе сплава. Так, 0,42 – 0,5% против 0,32 – 0,4% (соответственно) указывает на повышенные характеристики твердости стали 45.
Если ст 35 классифицируется как ограниченно свариваемая, то сталь 45 (ГОСТ 1050-88) – варится очень трудно. Это, пожалуй, является первым из «недостатков» последней. Второй – подверженность коррозии из-за присутствия никеля и хрома.
Сталь 35 обычно служит для изготовления деталей не слишком высокой прочности, подвергаемых в процессе эксплуатации слабым и средним нагрузкам: это – оси, цилиндры, коленчатые валы, шатуны, тогда как из сырья марки 45 выполняют варианты деталей более надежные, с улучшенными прочностными характеристиками.
Сравнительные характеристики сырья можно уточнить здесь:
Об обработке стали 45
В машиностроении сталь марки 45 сначала подвергают термообработке. После нормализации любой механический «декор» (фрезерование, точение) проходит проще и легче. Именно таким образом получают различные валы, шестерни, цилиндры, шпиндели, кулачки.
После финишной термообработки или закалки выполненные детали могут «похвастаться» большей устойчивостью к износу. На выходе их охлаждают в воде и подвергают низкотемпературному отпуску (200-300 о С), показатели твердости составляют порядка 50 HRC.
Сортамент изделий, выполненных из ст 45, ГОСТы
Согласно действующим стандартам, из стали марки 45 изготавливают достаточное количество известнейших изделий металлопроката – круг г/к ст. 45, лист, квадрат ст45, трубы.
Сортовой прокат, включая фасонный, изготавливают по строгим требованиям ГОСТов: 1050-88, 10702-78, 2590-2006 и 2591-2006, 2879-2006, 8509-93 и 8510-86, а также 8239-89, 8240-97.
Для изготовления калиброванного прутка необходимо соблюдать требования стандартов 1050-88, 8559-75 и 8560-78, 7417-75,
труб – стандарты 8732-78, 8731-74, 8733-74, 8734-75, а также 21729-76,
проволоки – ГОСТы 17305-91, 5663-79.
СТАЛЬ 45: характеристики, применение, свойства
Данный вид стали относится к классу конструкционных углеродистых. При изготовлении изделий обладает трудной свариваемостью. Требует дополнительного нагрева и термообработки. Процесс охлаждения происходит на свежем воздухе. Не обладает отпускной хрупкостью. Применяется при изготовлении валов цилиндры, зубчатые колеса, шестеренок, коленчатых и распределительных валов, цилиндров, кулачков. То есть, из данного сплава изготавливаются те детали, которые подвергаются поверхностной обработке. Они должны обладать повышенной прочностью.
Механические свойства стали 45
ГОСТ
Состояние поставки, режим термообработки
Сечение, мм
σв(МПа)
δ5 (%)
ψ %
1050-88
Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации
25
600
16
40
Сталь калиброванная 5-й категории после нагартовки
Образцы
640
6
30
10702-78
Сталь калиброванная и калиброванная со специальной отделкой после отпуска или отжига
до 590
40
1577-93
Листы нормализованный и горячекатаные Полосы нормализованные или горячекатаные
80 6-25
590 600
18 16
40
16523-97
Лист горячекатаный
Лист холоднокатаный
до 2 2-3,9 до 2 2-3,9
550-690
550-690
14 15 15 16
Механические свойства поковок из стали 45
Термообработка
Сечение, мм
σ0,2 (МПа)
σв(МПа)
δ5 (%)
ψ %
KCU (кДж / м2)
НВ, не более
Нормализация
100-300 300-500 500-800
245
470
19 17 15
42 34 34
39 34 34
143-179
до 100 100-300
275
530
20 17
40 38
44 34
156-197
Закалка. Отпуск
300-500
275
530
15
32
29
156-197
Нормализация Закалка. Отпуск
до 100 100-300 300-500
315
570
17 14 12
38 35 30
39 34 29
167-207
до 100 100-300 до 100
345 345 395
590 590 620
18 17 17
45 40 45
59 54 59
174-217 174-217 187-229
Механические свойства стали 45 в зависимости от температуры отпуска
Температура отпуска, °С
σ0,2 (МПа)
σв(МПа)
δ5 (%)
ψ %
KCU (кДж / м2)
HB
Закалка 850 °С, вода. Образцы диаметром 15 мм.
450 500 550 600
830 730 640 590
980 830 780 730
10 12 16 25
40 45 50 55
59 78 98 118
Закалка 840 °С, Диаметр заготовки 60 мм.
400 500 600
520-590 470-820 410-440
730-840 680-770 610-680
12-14 14-16 18-20
46-50 52-58 61-64
50-70 60-90 90-120
202-234 185-210 168-190
Механические свойства стали 45 при повышенных температурах
Температура испытаний, °С
σ0,2 (МПа)
σв(МПа)
δ5 (%)
ψ %
KCU (кДж / м2)
Нормализация
200 300 400 500 600
340 255 225 175 78
690 710 560 370 215
20 22 21 23 33
36 44 65 67 90
64 66 55 39 59
Образец диаметром 6 мм и длиной 30 мм, кованый и нормализованный. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с
700 800 900 1000 1100 1200
140 64 54 34 22 15
170 110 76 50 34 27
43 58 62 72 81 90
96 98 100 100 100 100
Механические свойства стали 45 в зависимости от сечения
Сечение, мм
σ0,2 (МПа)
σв(МПа)
δ5 (%)
ψ %
KCU (кДж / м2)
Закалка 850 °С, отпуск 550 °С. Образцы вырезались из центра заготовок.
Горячекатаное состояние Отжиг Нормализация Закалка. Отпуск
Пруток диаметром 120 мм
42-47 47-52 76-80 112-164
24-26 32 45-55 81
15-33 17-33 49-56 80
12 9 47 70
Горячекатаное состояние Отжиг Нормализация Закалка. Отпуск
Прокаливаемость стали 45 (ГОСТ 4543-71)
Расстояние от торца, мм
Примечание
1,5
3
4,5
6
7,5
9
12
16,5
24
30
Закалка 860 °С
50,5-59
41,5-57
29-54
25-42,5
23-36,5
22-33
20-31
29
26
24
Твердость для полос прокаливаемости, HRC
Физические свойства стали 45
T (Град)
E 10— 5 (МПа)
a 10 6 (1/Град)
l (Вт/(м·град))
r (кг/м3)
C (Дж/(кг·град))
R 10 9 (Ом·м)
20
2
7826
100
2. 01
11.9
48
7799
473
200
1.93
12.7
47
7769
494
300
1.9
13.4
44
7735
515
400
1.72
14.1
41
7698
536
500
14.6
39
7662
583
600
14.9
36
7625
578
700
15.2
31
7587
611
800
27
7595
720
900
26
708
C45 Круглый пруток | AISI 1045 | DIN 1.
1191 | ДЖИС С45К
перейти к содержанию
C45 Круглый пруток | AISI 1045 | DIN 1.1191 | JIS S45CJeremy He2020-03-10T16:19:18+08:00
Сталь C45 Round Bar — это нелегированная среднеуглеродистая сталь, которая также относится к конструкционным углеродистым сталям общего назначения. C45 — сталь средней прочности с хорошей обрабатываемостью и отличными свойствами при растяжении. Круглая сталь C45 обычно поставляется в черном горячекатаном или иногда в нормализованном состоянии, с типичным диапазоном прочности на растяжение 570–700 МПа и диапазоном твердости по Бринеллю 170–210 в любом состоянии. Однако он неудовлетворительно реагирует на азотирование из-за отсутствия подходящих легирующих элементов.
Сталь круглого проката C45 эквивалентна EN8 или 080M40. Пруток или пластина из стали C45 подходят для изготовления таких деталей, как шестерни, болты, оси и валы общего назначения, шпонки и шпильки.
1. Ассортимент стального круглого проката C45
Стальной круглый прокат C45: диаметр 8–3000 мм
Стальная плита C45: толщина 10–1500 мм x ширина 200–3000 мм
Стальной плоский стержень C45: 200–1000 мм
Квадрат C45 Сталь: 20–800 мм
Шестигранная сталь.
Отделка поверхности : Черная, черновая, точеная или в соответствии с заданными требованиями.
Запрос цен на сталь C45
2. Общие технические характеристики стали C45
Страна
США
Британский
Япония
Австралия
Стандарт
АСТМ А29
ЕН 10083-2
ДЖИС Г4051
КАК 1442
Классы
1045
С45/1.1191
С45К
1045
3. Свойства химического состава круглой стали C45
Стандарт
Класс
С
Мн
Р
С
Си
Ni
Кр
АСТМ А29
1045
0,43-0,50
0,60-0,90
0,04
0,050
ЕН 10083-2
С45/1. 1191
0,42-0,50
0,50-0,80
0,03
0,035
0,4
0,4
0,4
ДЖИС Г4051
С45К
0,42-0,48
0,60-0,90
0,03
0,035
0,15-0,35
4. Механические свойства материала из стали круглого проката C45
Механические свойства в условиях закалки+отпуска
Диаметр d (мм)
Толщина т (мм)
0,2 % условное напряжение (Н/мм 2 )
Прочность на растяжение (Н/мм 2 )
Удлинение A 5 (%)
Уменьшение Z (%)
<16
<8
мин. 490
700-850
мин. 14
мин. 35
<17-40
<8<=20
мин. 430
650-800
мин. 16
мин. 40
<41-100
<20<=60
мин. 370
630-780
мин. 17
мин. 45
Механические свойства в нормализованном состоянии
Диаметр d (мм)
Толщина т (мм)
0,2 % условное напряжение (Н/мм 2 )
Прочность на растяжение (Н/мм 2 )
Удлинение A 5 (%)
<16
<16
мин. 390
мин. 620
мин. 14
<17-100
<16<=100
мин. 305
мин. 305
мин. 16
<101-250
<100<250
мин. 275
мин. 560
мин. 16
5. Ковка круглого проката из углеродистой стали C45
Температура горячей штамповки: 850-1200oC.
Предварительный нагрев до 750 oC – 800 oC, затем продолжить нагрев до 1100 oC – 1200 oC максимум, выдержать до тех пор, пока температура не станет однородной по всему сечению, и немедленно приступить к ковке. Ковка не работает при температуре ниже 850 oC. Готовые поковки могут охлаждаться на воздухе.
Мы сильны в кованой стали C45. Добро пожаловать на запрос стальных материалов C45.
6. Термическая обработка круглого проката DIN C45
Ковка или горячая прокатка:
1100 – 850°С
Нормализация:
840 – 880°C/воздух
Мягкий отжиг:
680 – 710°C/печь
Закалка:
820 – 860°C/вода, масло
Закалка:
550–660°C/воздух
7. Закалка стали DIN C45 Закалка
Закалка от температуры 820-860oC с последующей закалкой в воде или масле.
Нагреть до 820 oC – 850 oC, выдержать до тех пор, пока температура не станет однородной по всему сечению, выдержать в течение 10 – 15 минут на 25 мм сечения и охладить в воде или рассоле. Или
Нагреть до 830 oC – 860 oC, замочить, как указано выше, и охладить в масле. Немедленно темперировать, пока руки еще теплые.
Твердость поверхности круглого прутка из специальной стали C45 после пламенной или индукционной закалки:
Наименование стали Номер стали Поверхностная твердость
C45 1.1191 мин. 55 HRc
8. Применение круглого проката из углеродистой стали DIN C45
Материал круглого проката по стандарту DIN C45 и стальной лист C45, листы широко используются во всех отраслях промышленности для применений, требующих большей прочности и износостойкости, чем низкоуглеродистая мягкая сталь.
Закаленная и впоследствии отпущенная сталь для круглого проката из стали марки С45, стальной лист, плоский и квадратный используется для осей, болтов, кованых шатунов, коленчатых валов, торсионов, легких шестерен, направляющих стержней, винтов, поковок, колесных шин, валов , серпы, топоры, ножи, сверла по дереву, молотки и т. д.
Приветствуем клиентов на запрос Круглый пруток DIN C45, стальной лист CK45 / 1.1191, листовая сталь по цене стали C45. Мы являемся профессиональным поставщиком и экспортером более 20 лет. Мы предлагаем вам глобальное решение для круглого проката из стали C45.
Запрос предложений из стали C45
Обеспечение качества ISO 9001
Ссылка для загрузки страницы
Перейти к началу
Китай 45 Стальной эквивалент, механические свойства и химический состав
Китай 45 Сталь
Китайский стандарт GB 45 сталь — это качественная углеродистая конструкционная сталь, распространена холодная пластичность. Отжиг и нормализация несколько лучше, чем закалка и отпуск, имеют высокую прочность и хорошую обрабатываемость. Определенную степень прочности, пластичности и износостойкости можно получить после соответствующей термической обработки. Подходит для водородной и аргонодуговой сварки, не подходит для газовой сварки. Перед сваркой требуется предварительный нагрев, а после сварки необходимо выполнить отжиг для снятия напряжений.
Китай 45 сталь = 45# сталь = #45 сталь
Лист данных и технические характеристики
45 Химический состав стали
Химический состав %
Марка стали
С
Си
Мн
Р (≤)
С (≤)
Кр (≤)
Ni (≤)
Медь (≤)
45
0,42-0,50
0,17-0,37
0,50-0,80
0,035
0,035
0,25
0,30
0,25
#45 Механические свойства стали
Размер образца: 25 мм
Прочность на растяжение: ≥600 МПа (Н/мм2)
Предел текучести: ≥355 МПа
Удлинение: ≥16%
Скорость уменьшения площади: ≥40%
Энергия поглощения удара: 39 Дж
Твердость материала при поставке: ≤229HB; ≤197HB (отжиг)
Свойства и применение Сталь
45 является распространенным материалом для деталей валов. После закалки и отпуска (или нормализации) он может получить лучшие характеристики резания и высокую механическую прочность, такую как высокая прочность и ударная вязкость. Твердость поверхности после закалки может достигать 45-52 HRC. Материал
#45 широко используется в механическом производстве и высокопрочных движущихся частях, таких как рабочие колеса турбин, поршни компрессоров, валы, шестерни, рейки, стальная проволока и проволочные канаты.
Сталь 40Cr и другие легированные стали подходят для деталей вала со средней точностью и высокой скоростью. Эти стали обладают хорошими комплексными механическими свойствами после закалки и закалки.
Эквивалент марки
Сталь 45#, эквивалентная американскому стандарту AISI SAE ASTM, европейскому стандарту EN (немецкий DIN EN, британский BS EN, французский NF EN), японскому JIS и стандарту ISO.
Таблица сортамента уголков неравнополочных по ГОСТ 8510-86
Наименование, размер полки, толщина стенки
Масса кг/м
№, уголка
t, толщина полки мм
Сортамент уголков неравнополочных ГОСТ 8510
уголок неравн. 25х16*3
0,91 кг/мп
№2,5/1,6
3 мм
уголок неравн. 30х20*3
1,12 кг/мп
№3/2
3 мм
уголок неравн. 30х20*4
1,46 кг/мп
№3/2
4 мм
уголок неравн. 32х20*3
1,17 кг/мп
№3,2/2
3 мм
уголок неравн. 32х20*4
1,52 кг/мп
№3,2/2
4 мм
уголок неравн. 40х25*3
1,48 кг/мп
№4/2,5
3 мм
уголок неравн. 40х25*4
1,94 кг/мп
№4/2,5
4 мм
уголок неравн. 40х25*5
2,37 кг/мп
№4/2,5
5 мм
уголок неравн. 40х30*4
2,26 кг/мп
№4/3
4 мм
уголок неравн. 40х30*5
2,46 кг/мп
№4/3
5 мм
уголок неравн. 45х28*3
1,68 кг/мп
№4,5/2,8
3 мм
уголок неравн. 45х28*4
2,20 кг/мп
№4,5/2,8
4 мм
уголок неравн. 50х32*3
1,9 кг/мп
№5/3,2
3 мм
уголок неравн. 50х32*4
2,4 кг/мп
№5/3,2
4 мм
уголок неравн. 56х36*4
2,81 кг/мп
№5,6/3,6
4 мм
уголок неравн. 56х36*5
3,46 кг/мп
№5,6/3,6
5 мм
уголок неравн. 63х40*4
3,17 кг/мп
№6,3/4,0
4 мм
уголок неравн. 63х40*5
3,91 кг/мп
№6,3/4,0
5 мм
уголок неравн. 63х40*6
4,63 кг/мп
№6,3/4,0
6 мм
уголок неравн. 63х40*8
6,03 кг/мп
№6,3/4,0
8 мм
уголок неравн. 65х50*5
4,36 кг/мп
№6,5/5
5 мм
уголок неравн. 65х50*6
5,18 кг/мп
№6,5/5
6 мм
уголок неравн. 65х50*7
5,98 кг/мп
№6,5/5
7 мм
уголок неравн. 65х50*8
6,77 кг/мп
№6,5/5
8 мм
уголок неравн. 70х45*5
4,39 кг/мп
№7/4,5
5 мм
уголок неравн. 75х60*5
4,79 кг/мп
№7,5/5
5 мм
уголок неравн. 75х60*6
5,69 кг/мп
№7,5/5
6 мм
уголок неравн. 75х60*7
6,57 кг/мп
№7,5/5
7 мм
уголок неравн. 75х60*8
7,43 кг/мп
№7,5/5
8 мм
уголок неравн. 80х50*5
4,49 кг/мп
№8/5
5 мм
уголок неравн. 80х50*6
5,92 кг/мп
№8/5
6 мм
уголок неравн. 80х60*6
6,39 кг/мп
№8/6
6 мм
уголок неравн. 80х60*7
7,39 кг/мп
№8/6
7 мм
уголок неравн. 80х60*8
8,37 кг/мп
№8/6
8 мм
уголок неравн. 90х56*5,5
6,17 кг/мп
№9/5,6
5,5 мм
уголок неравн. 90х56*6
6,70 кг/мп
№9/5,6
6 мм
уголок неравн. 90х56*8
8,77 кг/мп
№9/5,6
8 мм
уголок неравн. 100х63*6
7,53 кг/мп
№10/6,3
6 мм
уголок неравн. 100х63*7
8,70 кг/мп
№10/6,3
7 мм
уголок неравн. 100х63*8
9,87 кг/мп
№10/6,3
8 мм
уголок неравн. 100х63*10
12,14 кг/мп
№10/6,3
10 мм
уголок неравн. 100х65*7
8,81 кг/мп
№10/6,5
7 мм
уголок неравн. 100х65*8
9,99 кг/мп
№10/6,5
8 мм
уголок неравн. 100х65*10
12,30 кг/мп
№10/6,5
10 мм
уголок неравн. 110х70*6,5
8,98 кг/мп
№11/7
6,5 мм
уголок неравн. 110х70*8
10,93 кг/мп
№11/7
8 мм
уголок неравн. 125х60*7
11,04 кг/мп
№12,5/8
7 мм
уголок неравн. 125х60*8
12,53 кг/мп
№12,5/8
8 мм
уголок неравн. 125х60*10
15,47 кг/мп
№12,5/8
10 мм
уголок неравн. 125х60*12
18,34 кг/мп
№12,5/8
12 мм
уголок неравн. 140х90*8
4,13 кг/мп
№14/9
8 мм
уголок неравн. 140х90*10
17,46 кг/мп
№14/9
10 мм
уголок неравн. 160х100*9
17,96 кг/мп
№16/10
9 мм
уголок неравн. 160х100*10
19,85 кг/мп
№16/10
10 мм
уголок неравн. 160х100*12
23,58 кг/мп
№16/10
12 мм
уголок неравн. 160х100*14
27,26 кг/мп
№16/10
13 мм
уголок неравн. 180х110*10
22,20 кг/мп
№18/11
10 мм
уголок неравн. 180х110*12
26,40 кг/мп
№18/11
12 мм
уголок неравн. 200х125*11
27,37 кг/мп
№20/12,5
11 мм
уголок неравн. 200х125*12
29,74 кг/мп
№20/12,5
12 мм
уголок неравн. 200х125*14
34,43 кг/мп
№20/12,5
14 мм
уголок неравн. 200х125*16
39,07 кг/мп
№20/12,5
16 мм
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
Уголок 100x100x10 равнополочный по ГОСТ 8509-93. Размеры и геометрические характеристики
Сортамент
ГОСТ 8509-93
Уголок равнополочный
100x100x10
Размеры профиля
Геометрические характеристики
Высота сечения
h=100,0мм
Ширина сечения
b=100,0мм
Толщина стенки
s=10,0мм
Толщина полки
t=10,0мм
Радиус сопряжения
R=12,0мм
Площадь сечения
A=19,24см2
Масса одного метра сечения
M=15,1кг
Момент инреции относительно оси «x»
Ix=178,95см4
Момент сопротивления относительно оси «x»
Wx=24,97см3
Статический момент половины сечения
Sx=см3
Радиус инерции относительно оси «x»
ix=30,5см
Момент инерции относительно оси «y»
Iy=178,95 см4
Момент сопротивления относительно оси «y»
Wy=24,97 см3
Радиус инерции относительно оси «y»
iy=30,5 см
Момент инерции относительно оси «u»
Iu=283,83 см4
Другие названия:
L100x100x10
Поделиться/сохранить:
Отправить ссылку:
К таблице
20x20x3
20x20x4
25x25x3
25x25x4
25x25x5
28x28x3
30x30x3
30x30x4
30x30x5
32x32x3
32x32x4
35x35x3
35x35x4
35x35x5
40x40x3
40x40x4
40x40x5
40x40x6
45x45x3
45x45x4
45x45x5
45x45x6
50x50x3
50x50x4
50x50x5
50x50x6
50x50x7
50x50x8
56x56x4
56x56x5
60x60x4
60x60x5
60x60x6
60x60x8
60x60x10
63x63x4
63x63x5
63x63x6
65x65x6
65x65x8
70x70x4
70x70x5
70x70x6
70x70x7
70x70x8
70x70x10
75x75x5
75x75x6
75x75x7
75x75x8
75x75x9
80x80x5
80x80x6
80x80x7
80x80x8
80x80x10
80x80x12
90x90x6
90x90x7
90x90x8
90x90x9
90x90x10
90x90x12
100x100x6. 5
100x100x7
100x100x8
100x100x10
100x100x12
100x100x14
100x100x15
100x100x16
110x110x7
110x110x8
120x120x8
120x120x10
120x120x12
120x120x15
125x125x8
125x125x9
125x125x10
125x125x12
125x125x14
125x125x16
140x140x9
140x140x10
140x140x12
150x150x10
150x150x12
150x150x15
150x150x18
160x160x10
160x160x11
160x160x12
160x160x14
160x160x16
160x160x18
160x160x20
180x180x11
180x180x12
180x180x15
180x180x18
180x180x20
200x200x12
200x200x13
200x200x14
200x200x16
200x200x18
200x200x20
200x200x24
200x200x25
200x200x30
220x220x14
220x220x16
250x250x16
250x250x18
250x250x20
250x250x22
250x250x25
250x250x28
250x250x30
250x250x35
Все профили
Нормальный (балочный)
Широкополочный
Колонный
Балочный нормальный
Балочный широкополочный
Колонный
Свайный
Дополнительной серии балочный
Дополнительной серии колонный
Нормальный (балочный)
Широкополочный
Колонный
Дополнительной серии
С уклоном полок
С уклоном полок
Квадратная
Прямоугольная
Квадратная
Прямоугольная
Квадратная
Прямоугольная
Квадратная
Прямоугольная
Квадратная
Квадратная специального размера
Равнополочный
Неравнополочный
С параллельными гранями полок
С уклоном полок
С параллельными гранями полок
С уклоном полок
Экономичный с параллельными гранями полок
Легкой серии с параллельными гранями полок
Специальный
С уклоном полок
С уклоном полок
Сделано в США Банданы Paisley Random Assortment 6 Pack
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
33 533 продажи |
5 из 5 звезд
€31,93
Загрузка
Включая НДС (где применимо), плюс доставка
Исследуйте связанные категории и поиски
Внесен в список 2 октября 2022 г.
288 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Аксессуары
9Набор детских уголков 0000 (кейс) — Red Apple Fireworks
Самовывоз в магазине
Самовывоз в магазине | Всегда свободен
Это так же просто, как нажать…BOOM™! Выберите, в каком магазине Red Apple® вы хотите забрать товар, выберите желаемый фейерверк, выберите дату получения и все! Мы сообщим вам, как только ваш заказ будет готов, и ваш фейерверк будет ждать вас, когда вы приедете!
Перевозки
Отправка в ближайший к вам тайник™/терминал (доставка и получение)
Наш самый популярный вариант! Мы упакуем и отправим ваш заказ практически в любую точку США на ближайший к вашему адресу терминал доставки. Обычно доставка вашего заказа в Stash House™ занимает от 8 до 12 дней после того, как он покинет наш склад. The Stash House™ позвонит вам, чтобы запланировать доставку, как только она прибудет. Затем вы отправитесь в Stash House™, заберете свой заказ и пойдете веселиться!
Доставка на дом (Доставка на дом)
Закажите доставку фейерверков прямо к вам домой! Этот вариант лучше всего подходит, если вам нужна удобная доставка на дом, у вас нет доступа к более крупному транспортному средству или вы не живете рядом с Stash House™. Обычно доставка вашего заказа к вам домой занимает от 9 до 12 дней после того, как он покинет наш склад. Подготовьтесь к доставке фейерверков, освободив место для большого грузовика, который доставит ваш заказ!
Доставка + Самовывоз из магазина
Отправка в ближайший к вам тайник™/терминал (доставка и получение)
Наш самый популярный вариант! Мы упакуем и отправим ваш заказ практически в любую точку США на ближайший к вашему адресу терминал доставки. Обычно доставка вашего заказа в Stash House™ занимает от 8 до 12 дней после того, как он покинет наш склад. The Stash House™ позвонит вам, чтобы запланировать доставку, как только она прибудет. Затем вы отправитесь в Stash House™, заберете свой заказ и пойдете веселиться! Узнать больше
Доставка на дом (Доставка на дом)
Закажите доставку фейерверков прямо к вам домой! Этот вариант лучше всего подходит, если вам нужна удобная доставка на дом, у вас нет доступа к более крупному транспортному средству или вы не живете рядом с Stash House™. Обычно доставка вашего заказа к вам домой занимает от 9 до 12 дней после того, как он покинет наш склад. Подготовьтесь к доставке фейерверков, освободив место для большого грузовика, который доставит ваш заказ!
Самовывоз в магазине | Всегда свободен
Это так же просто, как щелкнуть…БУМ™! Выберите, в каком магазине Red Apple® вы хотите забрать товар, выберите желаемый фейерверк, выберите дату получения и все! Мы сообщим вам, как только ваш заказ будет готов, и ваш фейерверк будет ждать вас, когда вы приедете! Узнать больше
Обратите внимание: Вы можете забрать свой заказ в магазине не раньше, чем через 24 часа после оформления онлайн-заказа.
Клапаны смесительные и регулирующие, краны и клапаны распределительные.
Клапаны предохранительные и обратные, устройства импульсно-предохранительные и мембранноразрывные.
Обратные клапаны и затворы трехэксцентриковые, клапаны невозвратнозапорные и невозвратно-управляемые, шиберные задвижки (гильотинного типа).
Конденсатоотводчики.
1.Запорнаяарматура
Основное назначение запорной арматуры – перекрывать поток рабочей среды в трубопроводе. Для этого применяются четыре основных типа трубопроводной арматуры: краны, клапаны, задвижки и затворы дисковые (стоит не забывать о различии между затворами, как одним из элементов запорного органа, и затвором – типом трубопроводной арматуры). Они отличаются способом перекрытия потока, т.е. формой основной детали (или деталей) затвора, характером перемещения затвора относительно седла (или седел) корпуса, а также направлением перемещения затвора по отношению к направлению потока среды.
В шаровом кране затвор имеет форму тела вращения (т.е. конус, шар или цилиндр) с отверстием для пропуска среды. При перекрытии потока затвор поворачивается вокруг своей оси за один оборот.
В зависимости от формы затвора, который в шаровых кранах называют пробкой, краны делятся на конусные, шаровые и цилиндрические.
В конусных шаровых кранах нужно создавать необходимое усилие прижатия конусных поверхностей пробки и корпуса. Это возможно сделать двумя путями. Один из них — с использованием резьбовой пары (гайка навернута на резьбовой хвостовик пробки) или пружины. Такие краны называют натяжными. Второй способ – при помощи затяжки сальника, создающей прижатие пробки к конусной поверхности корпуса и одновременно перекрывающей выход рабочей среды в атмосферу. Такой кран называют сальниковым или пробко-сальниковым.
По форме проточной части можно выделить краны проходные и трехходовые.
В клапане затвор (его обычно называют золотник) перемещается возвратно-поступательно в направлении, которое совпадает с направлением потока рабочей среды через седло.
При всем разнообразии конструкций запорных клапанов отметим только их отличия по форме проточной части для прохождения рабочей среды — проходные и угловые. Среди проходных выделяются клапаны прямоточные, внешним признаком которых служит расположение шпинделя не перпендикулярно, а наклонно к оси прохода корпуса.
В задвижках запорный орган, имеет форму клина или диска (дисков), перемещается как и в клапанах возвратно-поступательно, но перпендикулярно оси потока. При этом закрывается или открывается проход рабочей среды через кольцевые седла корпуса.
В зависимости от конструкции запорного органа задвижки подразделяются на параллельные, клиновые, шланговые и шиберные.
В параллельных задвижках (30ч6бр – самый яркий представитель этого вида) седла корпуса и соответственно два диска затвора располагаются параллельно друг другу. Прижатие затвора к корпусу в положении “Закрыто” происходит, как правило, за счет клинового устройства, помещенного между дисками затвора. В клиновых задвижках (30ч39р тип МЗВ) седла корпуса расположены под углом друг к другу. Затвор выполнен в виде клина или двух дисков, расположенных под углом. Имеются также задвижки только с одним плоским запирающим элементом, работающим с использованием самоуплотнения. Такие задвижки называют шиберными (гильотинного типа) .
Клиновые и параллельные задвижки изготавливаются с невыдвижным или выдвижным шпинделем. Отличаются они расположением резьбы шпинделя – внутри задвижки или вне зоны рабочей среды. Первые – меньше по габариту, но у них менее благоприятные условия для работы резьбовой пары шпиндель – ходовая гайка.
Также существует запорная арматура, в которой перекрытие потока среды осуществляется пережатием эластичного (как правило, резинового) шланга, внутри которого проходит среда. Шланг – специальный патрубок – помещен внутри корпуса. Движение деталей, пережимающих шланг – возвратно-поступательное перпендикулярно направлению потока среды – как в задвижках . Такие изделия называются -ШЛАНГОВЫЕ ЗАДВИЖКИ .
В дисковых затворах запирающий элемент (затвор) имеет форму диска. Открывание и закрывание прохода среды через кольцевое седло в корпусе происходит путем поворота (как правило, на 90 градусов) затвора вокруг ocи перпендикулярной направлению потока среды. При этом ось вращения диска не является его собственной осью. Следует заметить, что форма диска, в середине которого проходит его ось вращения, несколько напоминает бабочку, из-за этого иногда дисковые затворы называют – “затвор типа Баттерфляй”.
Очень часто необходимо контролировать уровень жидкости в сосудах, емкостях, котлах. Для этого используются системы указания уровня, состоящие из водомерных стекол (стекла Клингера) и запорных устройств (12б1бк, 12б2бк, 12б3бк, 12с13бк, 12нж13бк, 12кч11бк). Запорные устройства указателей уровня примыкают к запорной арматуре (по назначению) и используются для выпуска воздуха при заполнении системы, а также при замене водомерного стекла.
Полный комплект запорных устройств, включает в себя верхнее и нижнее устройства (соответственно устанавливаются над и под стеклом) и спускного крана для продувки. Запорные устройства бывают кранового или вентильного типа. Вторые, как правило, имеют специальные клапаны, автоматически перекрывающие проход среды при поломке стекла. Управляются запорные устройства вручную.
2. Регулирующая арматура
Регулировка параметров рабочей среды включает в себя немало функций. Это и регулировка расхода среды, поддержание давления среды в заданных пределах, и смешивание различных сред в необходимых пропорциях, и поддержание заданного уровня жидкости в сосудах, и другие. При этом в зависимости от различных условий эксплуатации применяются разные виды управления регулирующей арматурой. Обычно, это управление с использованием внешних источников энергии по команде от датчиков, фиксирующих параметры среды в трубопроводе. Применяется также управление автоматическое непосредственно от рабочей среды.
В то же время, хотя и встречается не так часто, используется ручное управление – затвор устанавливается вручную в определенное постоянное положение относительно седла в корпусе. Этим обеспечивается заданный максимальный расход рабочей среды через проходное сечение регулирующего органа.
Требования, предъявляемые к каждому виду регулирования с учетом параметров рабочих сред (давление, температура, химический состав и др.), определяют многообразие конструктивных типов регулирующей арматуры. Наиболее часто встречаются регулирующие клапаны, регуляторы давлния прямого действия, регуляторы уровня и смесительные клапаны.
3. Распределительная арматура
Из числа наиболее часто применяемых следует назвать два типа: трехходовые краны и клапаны электромагнитные распределительные (или распределители электромагнитные).
Кран распределительный трехходовой аналогичен по основным конструктивным характеристикам крану проходному. Но если последний имеет два патрубка для присоединения к трубопроводу, то кран распределительный является трехходовым, т. е. имеет три присоединительных патрубка; один входной и два выходных. Соответственно конструкция затвора крана позволяет при его повороте направить поток рабочей среды в необходимом направлении. Управление такими кранами – как правило, ручное.
Распределительный клапан (распределитель) с электромагнитным приводом предназначается для дистанционного управления гидравлическими или пневматическими приводами арматуры, путем отбора проб воздуха из нескольких объектов и для некоторых других функций.
Серийно выпускаются четырехходовые распределители, которые имеют присоединительные патрубки для приема рабочей среды, подачи ее в нужном направлении и для выпуска отработанной среды. Применяются они для управления приводами двустороннего действия. Управление осуществляется электромагнитным приводом. Выпускаются также различные конструкции трехходовых, четырехходовых и многоходовых распределителей с различными видами электромагнитных приводов.
4. Предохранительная арматура
Для обеспечения защиты трубопровода и оборудования в системе от повышения давления сверх допустимого, применяются в основном три типа арматуры: предохранительные клапаны, импульсно-предохранительные устройства и мембранные разрывные устройства. Общий принцип их действия заключается в следующем: при нарушении режима технологического процесса в системе давление рабочей среды повышается до той величины, которая может привести к повреждению трубопровода и оборудования. В этих условиях защитные устройства автоматически срабатывают, сбрасывая избыток рабочей среды до восстановления нормального рабочего давления в трубопроводе.
Различия в способах срабатывания и соответственно конструктивных исполнениях защитных устройств определяются конкретными условиями их эксплуатации.
К предохранительной арматуре относятся также дыхательные клапаны, которые предохраняют нефтяные резервуары от недопустимого повышения или понижения давления, возникающих под действием температурных режимов окружающей среды.
Предохранительный клапан, предотвращая аварийное повышение давления, открывается и выпускает часть pабочей среды из трубопровода, после чего закрывается, восстанавливая рабочее давление. Затвор клапана в закрытом положении прижимается к седлу усилием, которое противодействует давлению на него со стороны рабочей среды. По способу создания этого усилия клапаны делятся на рыжачно-грузовые и пружины. В рычажно-грузовых клапанах давлению среды на золотник противодействует усилие, передаваемое от груза, закрепленного на рычаге. В пружинном клапане – сила пружины.
В выпускаемых клапанах предусмотрена возможность использования их в различных диапазонах давлений рабочей среды, при которых клапан должен срабатывать.
В рычажно-грузовых это осуществляется установкой груза определенной массы на соответствующем плече рычага, в пружинных – большим или меньшим поджатием (настройкой) пружины.
В рычажно-грузовых клапанах для этого используется рычаг, на котором укреплен груз. В пружинных – рычаг, специально предназначенный для этой цели.
Важной характеристикой является высота подъема золотника при срабатывании, так как этим определяется пропускная способность клапана. По этой характеристике предохранительные клапаны делятся на полноподъемные, у которых высота подъема составляет 1/4 или более диаметра седла, и малоподъемные, где этот показатель составляет не более 1/20.
Рычажно-грузовые клапаны – малоподъемные, пружинные – как мало, так и полноподъемные.
Импульсно-предохранительное устройство (ИПУ) выполняет ту же функцию, что и предохранительный клапан , но применяется для защиты систем с высокими рабочими параметрами при необходимости сброса больших количеств рабочей среды. ИПУ состоит из главного предохранительного клапана с большой пропускной способностью и импульсного клапана, управляющего приводом главного клапана.
Импульсный клапан открывается по команде от датчика при соответствующем давлении рабочей среды и направляет ее в поршневой привод главного клапана, который при этом открывается и сбрасывает избыточное количество среды. Применяются ИПУ на тепловых электростанциях для пара высоких давлений и температур, а также в системах атомных электростанций.
Мембранное разрывное устройство применяется на трубопроводах с высокой токсичностью или агрессивностью рабочей среды, когда протечка через запорный орган предохранительного клапана абсолютно недопустима. Назначение такого устройства состоит в том, чтобы при нормальных условиях работы установки надежно отделять технологическую линию от выпускной, а при возникновении аварийного давления путем разрушения мембраны открыть выход для избыточной среды. Разумеется, после срабатывания разрушенную мембрану следует заменить.
Дыхательные клапаны предназначены для предохранения резервуаров нефти и светлых нефтепродуктов от разрушений и деформаций вследствие чрезмерного повышения давления или образования вакуума.
В этих случаях клапаны автоматически обеспечивают сообщение газового пространства резервуара с атмосферой. В корпусе клапана – два седла (одно для давления, другое для вакуума). На каждом седле установлен затвор, прижатый грузами. При изменении давления в резервуаре сверх допустимых пределов, открывается проход для поступления в резервуар атмосферного воздуха при вакууме, либо для выпуска из резервуара паровоздушной смеси при избыточном давлении.
5. Защитная арматура
При работе трубопроводной системы могут возникнуть ситуации, когда на отдельных участках трубопровода происходит технологическое или аварийное падение давления, а на соседних участках рабочее давление сохраняется. В таких случаях возникает так называемый обратный поток рабочей cpeды недопустимый по отношению к оборудованию и трубопроводу (гидроудар, поломка насоса и т.п.). Для предотвращения возможности образования обратного потока среды применяются такие типы автоматически срабатывающей арматуры, как обратные клапаны и обратные затворы.
Такая арматура устанавливается, например, за насосной установкой для ее защиты от обратного потока среды.
Клапаны обратные имеют затвор в виде золотника и в редких случаях – шара, совершающего возвратно-поступательное движение вдоль направления потока среды через седло корпуса. В основном они предназначены для установки только на горизонтальных участках трубопровода. Исключение составляют клапаны с пружиной, обеспечивающей посадку золотника на седло, клапаны специально предназначенные для вертикально расположения, а также клапаны с сеткой (приемные) для установки на вертикальной всасывающей линии перед насосом.
В затворах обратных затворный элемент (затвор) поворачивается вокруг горизонтальной оси, расположенной выше оси седла клапана, как правило, за пределами проходного отверстия седла. Затвор выполнен в форме диска, часто называемого захлопкой.
Затворы обратные могут устанавливаться как на горизонтальных, так и на вертикальных трубопроводах. Имеется несколько затворов, которые устанавливаются только на горизонтальных трубопроводах больших диаметров.
Кроме срабатывающей только автоматически, имеется защитная арматура, в конструкции которой предусмотрено принудительное управление. Обратный клапан или затвор, имеющий принудительное закрытие называется невозвратно запорный клапан, а имеющий принудительно закрытие и открытие – невозвратно-управляемый клапан.
6. Фазоразделительная арматура
При работе энергетических и обогревательных установок часть пара, конденсируясь, превращается в воду. Для автоматического вывода из системы конденсата, который не участвует в рабочем или технологическом процессе, используются конденсатоотводчики.
Конденсатоотводчики бывают — термодинамические, поплавковые и термостатные.
В термодинамическом конденсатоотводчике затвором является тарелка, свободно лежащая на седле корпуса. Тарелка поднимается над седлом, открывая выход конденсата, и прижимается к седлу после его выхода. Этот процесс происходит автоматически при изменениях давлений под тарелкой и над ней, что вызывается различиями плотностей и температур пара и конденсата.
Некоторые термодинамические конденсатоотводчики снабжены устройством (обводом) для принудительного открывания и продувки.
В поплавковом конденсатоотводчике (иногда его называют “Конденсационный горшок”) по мере накопления конденсата поплавок всплывает, управляя выпуском конденсата.
В термостатном конденсатоотводчике затвор открывает отверстие для выпуска конденсата под воздействием сильфонного термостата или биметаллического элемента, paбота которых основана на использовании расширения тел при нагревании и разности температур между паром и конденсатом. Применение тех или иных типов конденсатоотводчиков определяется конкретными условиями установок и их эксплуатации.
Отправить заявку на данное оборудование можно на электронный адрес: wodouzel@yandex. ru или воспользовавшись формой обратной связи.
Позвоните по телефону +7 (812) 406-85-21, чтобы получить консультацию наших специалистов.
Цены, характеристики и таблицы аналогов продукции на сайте носят исключительно информационный характер и не являются публичной офертой.
Трубопроводная арматура: виды и применение
Трубопроводная арматура — это устройства, устанавливаемые на трубопроводах, которые предназначены для управления потоком рабочей среды за счет изменения площади проходного сечения.
От качества трубопроводной арматуры, грамотного ее подбора по параметрам и характеристикам, правильной установки и эксплуатации зависит безопасность объектов, на которых она установлена.
Для обеспечения качества промышленной арматуры разработана система стандартов. Государственный стандарт, которому должна соответствовать арматура трубопроводная это — ГОСТ Р 53672-2009. Настоящий стандарт распространяется на трубопроводную арматуру и приводные устройства к ней и устанавливает общие требования безопасности при ее проектировании, изготовлении, монтаже, эксплуатации, ремонте, транспортировании, хранении и утилизации.
С 1 апреля 2016 г., в качестве национального стандарта Российской Федерации веден в действие ГОСТ 12.2.063-2015 «Арматура трубопроводная. Общие требования безопасности».
Приказом Федерального агентства по техническому регулированию и метрологии от 26 мая 2015 г. N 439-ст национальный стандарт ГОСТ Р 53672-2009 «Арматура трубопроводная. Общие требования безопасности» отменен с 1 апреля 2017 г.
Виды трубопроводной арматуры
Виды трубопроводной арматуры различают по ее функциональному назначению, в зависимости от которого она подразделяется на несколько крупных сегментов: запорная, обратная, предохранительная, распределительно — смесительная, регулирующая, отключающая.
Запорная арматура
Запорная арматура, предназначенная для перекрытия потока рабочей среды с определенной герметичностью. Включает в себя спускную арматуру, назначение которой — сброс рабочей среды из емкостей и систем трубопроводов, а также контрольную арматуру, используемую для проверки уровня жидкой среды в ёмкостях, отбора проб, выпуска воздуха из верхних полостей, дренажа и т. д. Она имеет наиболее широкое применение и составляет обычно около 80% от всего количества применяемых изделий.
Запорная арматура является одним из наиболее распространенных и востребованных видов трубопроводной арматуры. Благодаря ее использованию, удаётся той или иной степенью герметичности полностью перекрывать поток рабочей среды. Поэтому герметичность и ресурс герметичности служат базовыми показателями функциональности и качества запорной трубопроводной арматуры.
Применительно к запорной арматуре говорят о двух состояниях – «открыто» и «закрыто». Промежуточное положение рабочего органа может не предусматриваться.
Сфера применения запорной арматуры очень широка и охватывает морской транспорт, глубоководные аппараты, авиационную и космическую технику, атомную энергетику и, конечно же, «двигатели российской экономики» ─ магистральные нефте- и газопроводы.
Современный трубопровод представляет собой сложный комплекс инженерных сооружений, любые сбои в работе которых, чреватые нарушением нормального хода технологического процесса, могут привести к тяжелейшим экономическим и экологическим последствиям.
Повсеместное распространение запорной арматуры ярко иллюстрирует тот факт, что по умолчанию слова «запорный», «запорная» в сочетании с типом (подробнее о типах будет сказано ниже) арматуры не применяют. Например, не говорят «запорная задвижка», хотя именно задвижки являются самым распространенным типом запорной арматуры.
Обратная арматура
Назначение обратной трубопроводной арматуры — автоматическое предотвращение обратного потока рабочей среды. Она применяется там, где необходимо обеспечить движение потока рабочей среды в одном направлении.
Одно из важнейших назначений обратной арматуры — ограничить эмиссию рабочей среды во внешнюю среду в случае аварийного разрушения участка трубопровода.
Обратная арматура востребована не только в аварийных ситуациях, но и в «штатном» режиме эксплуатации трубопроводных систем — везде, где необходимо однонаправленное движение жидкости или газа. Например, при одновременной работе нескольких насосов для исключения их взаимного влияния друг на друга. Или в фильтрационных установках, чтобы избежать смешивания загрязненной и очищенной жидкости. «Классический» пример задачи, решаемой с помощью обратной арматуры, — не допустить попадания жидкости из трубопровода обратно в насос в случае отключения электродвигателей при открытых задвижках. Следствием отсутствия обратной арматуры или неполадок в ее работе могут стать серьезные поломки и даже аварии насосной установки.
Предохранительная арматура
Задача предохранительной арматуры ─ защитить оборудование от аварийного превышения давления или иных параметров рабочей среды посредством автоматического сброса ее избытка.
Предохранительная арматура незаменима в обеспечение безотказной работы и общей надежности систем трубопроводного транспорта, промышленных и энергетических установок. Она устраняет последствия выхода параметров рабочей среды за границы допустимого, по какой бы причине они не происходили: поломка оборудования, ошибка обслуживающего персонала, внутренние физические процессы или воздействие сторонних факторов.
Распределительно-смесительная арматура
При помощи распределительно-смесительной арматуры выполняется распределение потока рабочей среды по определенным направлениям и ее смешивание. Самый наглядный пример ее работы, — перемешивая горячую и холодную воду, обеспечивать получение требуемой температуры потока.
Трубопроводная арматура, предназначенная только для распределения потока, называется распределительной, а только для его смешивания ─ смесительной.
Регулирующая арматура
Регулирующая трубопроводная арматура, обеспечивает регулирование параметров рабочей среды, для организации экономичных и безопасных технологических процессов, а так же формирования сложных многокомпонентных производственных цепочек.
Регулирующая арматура в своем «чистом» виде и в комбинации с запорной обеспечивает условия нормального функционирования оборудования и его хорошую управляемость на самых ответственных объектах, включая АЭС.
Отключающая арматура
Отключающая трубопроводная арматура (или защитная арматура) предназначена для перекрытия потока рабочей среды при превышении заданной скорости его течения за счет изменения перепада давления на чувствительном элементе.
В отличие от предохранительной трубопроводной арматуры в том, что поток не стравливается, а лишь отключается конкретный элемент.
Возможны комбинации видов трубопроводной арматуры, такие как запорно-регулирующая арматура или запорно-обратная арматура.
Типы трубной арматуры и их применение
По Benjamin Franklin Plumbing® of Rosenberg
Для необразованного домовладельца фитинги для труб так же многочисленны и запутаны, как выбор правильного шурупа или гвоздя для строительного проекта. Материалы различаются, и конкретная цель, хотя и точная, кажется сложной для понимания. Наши сантехники в Хьюстоне и Розенберге помогут отремонтировать или отремонтировать ваш двор. Мы можем помочь в ремонте и ремонте газовых и водопроводных линий, все, что вам нужно, наши сантехники могут помочь! Вот краткий обзор трубной арматуры, ее назначения и предлагаемых материалов.
Очевидно, фитинги прикрепляются к концам труб, что позволяет им изменять направление, контролировать поток и изменять диаметр трубы. Будучи нетривиальной частью сантехнических и трубопроводных систем, консультирование с нами по вашим потребностям определенно рекомендуется, чтобы сэкономить время, деньги, материалы и головные боли.
Типы трубной арматуры и их назначение:
Отводы: Используются для изменения угла или направления участка трубы. Чаще всего в 90 градусов и повороты на 45 градусов. Развертка фитинга описывает, насколько быстро происходит переход или изменение направления.
Уличные отводы: Один конец фитинга имеет наружную резьбу, а другой конец — внутреннюю резьбу. Они распространены в оцинкованной стали и медных трубах. Они удобны тем, что избавляют от необходимости использовать соску и хорошо работают в тесных помещениях.
Тройник: В форме буквы Т. Позволяет использовать ответвления.
Муфты: Используются для соединения двух прямых отрезков трубы одинакового диаметра.
Переходники: Используются для соединения труб разного диаметра. Делает постепенное изменение диаметра.
Втулки: Используются для уменьшения диаметра фитингов. Они отличаются от редукторов тем, что делают резкое изменение диаметра и занимают мало места.
Муфты: Используются для соединения отрезков трубы, когда трубы нельзя поворачивать или когда часть оборудования необходимо снять для обслуживания или замены.
Переходные фитинги: Используется для замены конца трубы без резьбы на наружную или внутреннюю резьбу по мере необходимости. Наиболее часто используется в медных и пластиковых сантехнических работах.
Заглушки: Используется для закрытия конца тупиковой трубы.
Заглушки: Используются для закрытия концов трубных фитингов, обычно используемых для осмотра или очистки.
Ниппели: Короткие отрезки труб с резьбой на обоих концах.
Тройники: Используется в основном для доступа внутрь систем DWV (дренаж-сброс-вентиляция).
Клапаны: Устройства, регулирующие поток жидкости или газа через или из трубы. (Компрессионные клапаны, шаровые краны, клапаны с гильзовым патроном, керамические дисковые клапаны и т. д.)
Фитинги из ПВХ: Доступны различные конфигурации и могут быть склеенными (S) или резьбовыми (T)
Фитинги для медных труб : Используйте компрессионные фитинги. Обычными фитингами являются муфты, локти и тройники.
Для получения дополнительной информации свяжитесь с нами сегодня по телефону (281) 616-3978!
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
НС
«Нумизматический сборник»
с 1911 по 1915
издание Московского нумизматического общества
издание, Москва
НС
«Новософт»
http://www.novosoft.ru/
НС
научное судно
морск. , образование и наука
НС
надводные силы
Словарь: Словарь сокращений и аббревиатур армии и спецслужб. Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
НС
нервная система
мед.
НС
Народный союз
партия
Исландия, полит.
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
НС
начальник службы
морск.
Словарь: Словарь сокращений и аббревиатур армии и спецслужб. Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
НС
нейтральное стекло
оптика
физ.
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
НС
Народное собрание
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
НС
непосредственно-составляющий
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
НС
научный совет
образование и наука
НС
начальник связи
связь
Словарь: Словарь сокращений и аббревиатур армии и спецслужб. Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
НС
Национальное собрание
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
нс
наносекунда
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
НС
наливное судно
морск.
НС
нефтесборщик
энерг.
НС
нормальная свеча
НС
начальствующий состав
Словарь: Словарь сокращений и аббревиатур армии и спецслужб. Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
НС
начальная скорость
Словарь: Словарь сокращений и аббревиатур армии и спецслужб. Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
НС
Нудельман — Суранов
авиационная пушка конструкции А. Э. Нудельмана и А. С. Суранова
авиа, истор.
Словарь: Словарь сокращений и аббревиатур армии и спецслужб. Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
НС
несчастный случай
чаще — случаи
НС
насосная станция
НС
нейтрально-серый фильтр
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
Профнастил в зависимости от назначения выпускается с различной геометрией и высотой гофра, кроме того, варьируется толщина и монтажная ширина стального листа, наличие и качество антикоррозийных и полимерных покрытий. Все эти характеристики указывают при маркировке профнастила.
Профилированный лист является экономичным и удобным в работе материалом, который предназначен для устройства кровли, межэтажных перекрытий, временных или постоянных ограждающих конструкций, стеновых перегородок. Согласно регламенту ГОСТ в зависимости от назначения профнастил выпускают несущим, стеновым или сочетающим обе эти функции.
Распространенные варианты профнастила(профлистов)
В зависимости от области применения профилированные листы выпускают с различной высотой и геометрией гофра.
Профнастил Н75
Технические характеристики профлиста с высотой гофра 75 мм и трапециевидной формой профиля обеспечивают высокую несущую способность материала при его небольшом весе. Специальная форма профилирования позволяет укладывать листы внахлёст, формируя герметичную кровлю практически любой конфигурации. Для производства профнастила данного типа применяют листовую оцинкованную сталь толщиной 0,45–0,9 мм. Дополнительно поверхность может быть покрыта полимерным слоем, который улучшает защитные свойства материала, а также увеличивает его декоративную ценность.
Профнастил Н75 отлично противостоит деформациям, ветровым и снеговым нагрузкам благодаря прокатанным на поверхности полок канавкам. Они формируют дополнительные рёбра жёсткости, которые придают материалу большую прочность.
Благодаря своим характеристикам профнастил Н75 получил широкое распространение для устройства кровель промышленных, коммерческих и жилых зданий. Кроме того, этот материал находит применение для возведения каркасных конструкций, в качестве листовой арматуры, несъёмной опалубки, для внешней отделки стен.
Профнастил НС35
Профнастил НС35 представляет универсальный (кровельный профнастил и стеновой) материал с трапециевидной формой профиля и высотой гофра 35 мм. На верхних и нижних полках профилированного листа прокатывают канавки глубиной 7 мм, которые играют роль дополнительных рёбер жёсткости.
Профнастил НС35 производится из листовой оцинкованной стали толщиной от 0,45 ммдо 0.70 мм с нанесённым на поверхность полимерным покрытием, что позволяет применять данный вариант профлиста в том числе и при монтаже ненагруженных арочных и полукруглых кровель.
Материал широко используют при возведении ограждающих и щитовых конструкций, при установке перекрытий, в качестве несъёмной опалубки, при устройстве каркасных несущих конструкций, сооружении временных построек (типа бытовок) и быстровозводимых строений, установке внутренних перегородок, в качестве защитно–декоротивной отделке стен.
Профнастил С8
Профнастил С8 относится к стеновым (высота гофра составляет 8 мм). Форма профиля трапециевидная, при этом ширина полок 50 мм существенно превышает высоту волны, что придаёт материалу рельефность и отличные декоративные характеристики.
Данный тип профлиста производится из тонколистового (толщина 0,35–0,7 мм) оцинкованного стального проката. Дополнительно на поверхность может быть нанесено полимерное покрытие.
Стеновой профнастил С8 находит применение при облицовке стен, устройстве подвесных потолков, для обустройства ненагруженных кровель с большими углами наклона (на мансардах, торговых павильонах и т.п.), при установке щитовых и каркасных конструкций, заборов, для сооружения стеновых перегородок, в качестве защитно–декоративного покрытия.
Профнастил Н60
Профнастил Н60 относится к несущим материалам и представляет кровельное покрытие с трапециевидной формой профиля и высотой волны 60 мм. Листы характеризуются повышенной жёсткостью, прекрасно противостоят нагрузкам и деформациям. Данный тип профнастила производится из листовой оцинкованной стали толщиной 0,45–0,9 мм, на поверхность которой может быть нанесено полимерное покрытие.
Несущие способности материала увеличиваются в результате вспомогательного профилирования, при котором появляются дополнительные рёбра жёсткости. С этой целью по всей длине полки прокатывается небольшой жёлобок, который придаёт профлисту повышенную прочность.
Профнастил Н60 находит применение в качестве кровельного материала, устойчивого к ветровым и снеговым нагрузкам, для возведения технических помещений, при установке как временных, так и постоянных ограждающих конструкций, в качестве перекрытий, несъёмной опалубки, листовой арматуры, при строительстве быстровозводимых сооружений.
Расшифровка маркировки профлистов
Листы маркируют буквенно–цифровым кодом: для несущих используют литеру Н, стеновых — С, универсальных — НС. Например: С8–0,55–1150–12 000.
— Цифра, стоящая сразу после буквенного обозначения, указывает на высоту гофра в мм. В данном примере 8 мм.
— Вторая цифра — толщина профнастила (0,55 мм).
— Третья — монтажная ширина листа (1150 мм).
— Последняя — длина листа (12 000 мм).
Листы с маркировкой Н:
используют для устройства кровли, межэтажных перекрытий (высота гофра более 44 мм).
— Н75: кровельный профнастил со сложным рельефом поверхности обеспечивает высокую несущую способность листа и предназначен для использования в качестве кровельного материала, несъёмной опалубки, при монтаже межэтажных перекрытий.
Листы с маркировкой С:
(высота гофра от 8 до 44 мм) предназначены в качестве стенового профнастила.
— С8: стеновой профнастил с профилем в форме равнополочной трапеции (высота гофра равна 8 мм, период повтора — 80мм). Материал декоративный, тонколистовой, при этом ширина полки существенно превышает высоту профиля, обеспечивая привлекательный рельеф поверхности.
— МП20: профнастил многопрофильного применения, лист с профилем в форме равнобедренной трапеции. Симметричный рельеф при относительно небольшой высоте волны обеспечивают достаточную жёсткость материала.
Листы с маркировкой НС:
находят применение в качестве универсального (кровельного и стенового) профнастила.
— НС35: универсальный профиль, имеющий волнообразную поверхность, которая имитирует традиционный асбестоцементный шифер. Находит применение в качестве стенового покрытия, а также для устройства кровель.
Чем больше толщина листа и величина гофра, тем большей жёсткостью обладает лист и тем выше его несущая способность. В качестве лёгких стеновых перегородок и ограждения применяют профилированный лист с небольшой высотой профиля. При устройстве кровли высота гофра подбирается в зависимости от расчётной снеговой и ветровой нагрузки (чем больше предполагаемая нагрузка, тем больше должна быть высота профиля). Кроме того, следует учитывать угол ската: профнастил монтируют на скатные крыши (угол наклона от 12 0), при этом чем меньше угол, тем выше должна быть величина гофра.
На листах профнастила с алюмоцинковым покрытием к маркировке добавляется буквенное обозначение АЦ. Электролитическое цинковое покрытие соответствует аббревиатуре ЭОЦП. Кроме того, в качестве характеристик профнастила могут быть указаны сведения о полимерных покрытиях.
Заинтересовала информация? Свяжитесь с нами!
(812)560-20-08 или (812)438-56-65
Декодировать принятые символы с помощью алгоритма декодирования сферы
Перейти к содержимому
Main Content
System object: comm.SphereDecoder Package: comm
Decode received symbols using sphere decoding algorithm
Syntax
Y = step(H, RXSYMBOLS, CHAN)
Description
Y = шаг(H, RXSYMBOLS, CHAN) декодирует полученные символы, RXSYMBOLS, с использованием алгоритма декодирования сферы. Алгоритм может быть использован для декодирования Ns реализаций канала в один вызов, где в каждой реализации канала принимается Nr символов.
CHAN : сложный двойной [Ns Nt Nr] или [1 Nt Nr] матрица, представляющая коэффициенты канала с замираниями MIMO-канал. Для случая [Ns Nt Nr] объект применяет каждый канал матрица для каждого набора символов Nr. Для случая блочного замирания, т. е. когда размер CHAN [1 Nt Nr], тот же канал применяется ко всем полученным символам.
Выход Y , который зависит от настройки Свойство DecisionType представляет собой двойную матрицу, содержащую Логарифмические отношения правдоподобия (LLR) декодированных битов или самих битов. Для обоих случаев размер вывода равен [Ns*bitsPerSymbol Nt], где bitsPerSymbol представляет количество битов на передаваемый символ, определенный свойством BitTable .
Выберите веб-сайт, чтобы получить переведенный контент, где он доступен, и ознакомиться с местными событиями и предложениями. В зависимости от вашего местоположения мы рекомендуем вам выбрать: .
Вы также можете выбрать веб-сайт из следующего списка:
Америка
Америка Латина (Испания)
Канада (английский)
США (английский)
Европа
Бельгия (английский)
Дания (английский)
Германия (немецкий)
Испания (Испания)
Финляндия (английский)
Франция (французский)
Ирландия (английский)
Италия (итальяно)
Люксембург (английский)
Нидерланды (английский)
Норвегия (английский)
Австрия (Германия)
Португалия (английский)
Швеция (английский)
Швейцария
Немецкий
Английский
Французский
Великобритания (английский)
Азиатско-Тихоокеанский регион
Австралия (английский)
Индия (английский)
Новая Зеландия (английский)
中国
简体中文
Английский
日本 (日本語)
한국 (한국어)
Обратитесь в местный офис
Пробная версия ПО
Пробная версия ПО
Обновления продукта
Обновления продукта
Кодирование Base64 «ns» — Кодирование и декодирование Base64
Встречайте Base64 Decode and Encode, простой онлайн-инструмент, который делает именно то, что говорит: декодирует из кодировки Base64, а также быстро и легко кодирует в нее. Base64 кодирует ваши данные без проблем или декодирует их в удобочитаемый формат.
Схемы кодирования Base64 обычно используются, когда необходимо кодировать двоичные данные, особенно когда эти данные необходимо хранить и передавать через носители, предназначенные для работы с текстом. Это кодирование помогает гарантировать, что данные останутся нетронутыми без изменений во время транспортировки. Base64 обычно используется в ряде приложений, включая электронную почту через MIME, а также для хранения сложных данных в XML или JSON.
Дополнительные параметры
Набор символов: Наш веб-сайт использует набор символов UTF-8, поэтому ваши входные данные передаются в этом формате. Измените этот параметр, если вы хотите преобразовать данные в другой набор символов перед кодированием. Обратите внимание, что в случае текстовых данных схема кодирования не содержит набора символов, поэтому вам может потребоваться указать соответствующий набор в процессе декодирования. Что касается файлов, то по умолчанию используется двоичный вариант, который исключает любое преобразование; эта опция необходима для всего, кроме обычных текстовых документов.
Разделитель новой строки: В системах Unix и Windows используются разные символы разрыва строки, поэтому перед кодированием любой вариант будет заменен в ваших данных выбранным параметром. Для раздела файлов это частично не имеет значения, так как файлы уже содержат соответствующие разделители, но вы можете определить, какой из них использовать для функций «кодировать каждую строку отдельно» и «разбить строки на куски».
Каждую строку кодируйте отдельно: Даже символы новой строки преобразуются в их формы, закодированные в Base64. Используйте эту опцию, если вы хотите закодировать несколько независимых записей данных, разделенных разрывами строк. (*)
Разделить строки на части: Закодированные данные станут непрерывным текстом без пробелов, поэтому установите этот флажок, если хотите разбить его на несколько строк. Применяемое ограничение на количество символов определено в спецификации MIME (RFC 2045), в которой указано, что длина закодированных строк не должна превышать 76 символов. (*)
Выполнить безопасное кодирование URL-адресов: Использование стандартного Base64 в URL-адресах требует кодирования символов «+», «/» и «=» в их процентно-кодированную форму, что делает строку излишне длинной. Включите этот параметр для кодирования в вариант Base64, совместимый с URL и именами файлов (RFC 4648 / Base64URL), где символы «+» и «/» соответственно заменены на «-» и «_», а также отступы «=». знаки опущены.
Режим реального времени: Когда вы включаете эту опцию, введенные данные немедленно кодируются встроенными функциями JavaScript вашего браузера, без отправки какой-либо информации на наши серверы. В настоящее время этот режим поддерживает только набор символов UTF-8.
(*) Эти параметры нельзя включить одновременно, так как результирующий вывод будет недействителен для большинства приложений.
Надежно и надежно
Вся связь с нашими серверами осуществляется через безопасные зашифрованные соединения SSL (https). Мы удаляем загруженные файлы с наших серверов сразу после обработки, а полученный загружаемый файл удаляется сразу после первой попытки загрузки или 15 минут бездействия (в зависимости от того, что короче). Мы никоим образом не храним и не проверяем содержимое отправленных данных или загруженных файлов. Ознакомьтесь с нашей политикой конфиденциальности ниже для получения более подробной информации.
Совершенно бесплатно
Наш инструмент можно использовать бесплатно. Отныне вам не нужно скачивать какое-либо программное обеспечение для таких простых задач.
Подробная информация о кодировании Base64
Base64 — это общий термин для ряда подобных схем кодирования, которые кодируют двоичные данные, обрабатывая их численно и переводя в представление base-64. Термин Base64 происходит от конкретной кодировки передачи контента MIME.
Дизайн
Конкретный выбор символов, составляющих 64 символа, необходимых для Base64, зависит от реализации. Общее правило состоит в том, чтобы выбрать набор из 64 символов, который является одновременно 1) частью подмножества, общего для большинства кодировок, и 2) также пригодным для печати. Эта комбинация оставляет маловероятной возможность изменения данных при передаче через такие системы, как электронная почта, которые традиционно не были 8-битными. Например, реализация MIME Base64 использует A-Z, a-z и 0-9 для первых 62 значений, а также «+» и «/» для последних двух. Другие варианты, обычно производные от Base64, разделяют это свойство, но отличаются символами, выбранными для последних двух значений; примером является безопасный вариант URL и имени файла «RFC 4648 / Base64URL», в котором используются «-» и «_».
Пример
Вот фрагмент цитаты из «Левиафана» Томаса Гоббса:
» Человек отличается не только своим разумом, но..
Как определить минимальный процент армирования конструкции?
Нормы дают нам ограничение в армировании любых конструкций в виде минимального процента армирования – даже если по расчету у нас вышла очень маленькая площадь арматуры, мы должны сравнить ее с минимальным процентом армирования и установить арматуру, площадь которой не меньше того самого минимального процента армирования.
Где мы берем процент армирования? В «Руководстве по конструированию железобетонных конструкций», например, есть таблица 16, в которой приведены данные для всех типов элементов.
Но вот есть у нас на руках цифра 0,05%, а как же найти искомое минимальное армирование?
Во-первых, нужно понимать, что ищем мы обычно не площадь всей арматуры, попадающей в сечение, а именно площадь продольной рабочей арматуры. Иногда эта площадь расположена у одной грани плиты (в таблице она обозначена как А – площадь у растянутой грани, и А’ – площадь у сжатой грани), а иногда это вся площадь элемента. Каждый случай нужно рассматривать отдельно.
На примерах, думаю, будет нагляднее.
Пример 1. Дана монолитная плита перекрытия толщиной 200 мм (рабочая высота сечения плиты h₀ до искомой арматуры 175 мм). Определить минимальное количество арматуры у нижней грани плиты.
1) Найдем площадь сечения бетона 1 погонного метра плиты:
1∙0,175 = 0,175 м² = 1750 см²
2) Найдем в таблице 16 руководства минимальный процент армирования для плиты (изгибаемого элемента):
0,05%
3) Составим известную со школы пропорцию:
1750 см² — 100%
Х – 0,05%
4) Из пропорции найдем искомую минимальную площадь арматуры:
Х = 0,05∙1750/100 = 0,88 см²
5) По сортаменту арматуры находим, что данная площадь соответствует 5 стержням диаметром 5 мм. То есть меньше этого мы устанавливать не имеем права.
Обратите внимание! Мы определяем площадь арматуры у одной грани плиты (а не площадь арматуры всего сечения плиты), именно она соответствует минимальному проценту армирования.
Пример 2. Дана плита перекрытия шириной 1,2 м, толщиной 220 мм (рабочая высота сечения плиты h₀ до искомой арматуры 200 мм), с круглыми пустотами диаметром 0,15м в количестве 5 шт. Определить минимальное количество арматуры в верхней зоне плиты.
Заглянув в примечание к таблице, мы увидим, что в случае с двутавровым сечением (а при расчете пустотных плит мы имеем дело с приведенным двутавровым сечением), мы должны определять площадь плиты так, как описано в п. 1:
2) Найдем площадь сечения плиты, требуемую условиями расчета:
0,45∙0,2 = 0,09 м² = 900 см²
3) Найдем в таблице 16 руководства минимальный процент армирования для плиты (изгибаемого элемента):
0,05%
4) Составим пропорцию:
900 см² — 100%
Х – 0,05%
5) Из пропорции найдем искомую минимальную площадь арматуры:
Х = 0,05∙900/100 = 0,45 см²
6) По сортаменту арматуры находим, что данная площадь соответствует 7 стержням диаметром 3 мм. То есть меньше этого мы устанавливать не имеем права.
И снова обратите внимание! Мы определяем площадь арматуры у одной грани плиты (а не площадь арматуры всего сечения плиты), именно она соответствует минимальному проценту армирования.
Пример 3. Дан железобетонный фундамент под оборудование сечением 1500х1500 мм, армированная равномерно по всему периметру. Расчетная высота фундамента равна 4 м. Определить минимальный процент армирования.
1) Найдем площадь сечения фундамента:
1,5∙1,5 = 2,25 м² = 22500 см²
2) Найдем в таблице 16 руководства минимальный процент армирования для фундамента, предварительно определив l₀/h = 4/1.5 = 4,4 < 5 (для прямоугольного сечения):
0,05%
3) Из пункта 2 примечаний к таблице 16 (см. рисунок выше) определим, что мы должны удвоить процент армирования, чтобы найти минимальную площадь арматуры всего сечения фундамента (а не у одной его грани!), т.е. минимальный процент армирования у нас будет равен:
2∙0,05% = 0,1%
4) Составим пропорцию:
22500 см² — 100%
Х – 0,1%
4) Из пропорции найдем искомую минимальную площадь арматуры:
Х = 0,1∙22500/100 = 22,5 см²
5) Принимаем шаг арматуры фундамента 200 мм, значит по периметру мы должны установить 28 стержней, а площадь одного стержня должна быть не меньше 22,5/28 = 0,8 см²
6) По сортаменту арматуры находим, что мы должны принять диаметр арматуры 12 мм. То есть меньше этого мы устанавливать не имеем права.
И снова обратите внимание! В данном примере мы определяем площадь арматуры не у одной грани фундамента, а сразу для всего фундамента, т.к. он заармирован равномерно по всему периметру.
Пример 4. Дана железобетонная колонна сечением 500х1600 (рабочая высота сечения колонны в коротком направлении h₀= 460 мм). Расчетная высота колонны равна 8 м. Определить минимальный процент армирования у длинных граней колонны.
1) Найдем площадь сечения колонны:
0,46∙1,6 = 0,736 м² = 7360 см²
2) Найдем в таблице 16 руководства минимальный процент армирования для колонны (внецентренно-сжатого элемента с l₀/h = 8/0.5 = 16):
0,2%
3) Составим известную со школы пропорцию:
7360 см² — 100%
Х – 0,2%
4) Из пропорции найдем искомую минимальную площадь арматуры:
Х = 0,2∙7360/100 = 14,72 см²
5) Из руководства по проектированию находим, что максимальное расстояние между продольной арматурой в колонне не должно превышать 400 мм. Значит, у каждой грани мы можем установить по 4 стержня (между угловой арматурой колонны, которая является рабочей, и ее площадь определялась расчетом), площадь каждого из стержней равна 14,72/4 = 3,68 см²
6) По сортаменту находим, что у каждой грани нам нужно установить 4 стержня диаметром 22 мм. Если считаем, что диаметр великоват, увеличиваем количество стержней, уменьшая тем самым диаметр каждого.
Обратите внимание! Мы определяем площадь арматуры у каждой из двух граней колонны, именно она соответствует минимальному проценту армирования в данном случае.
Пример 5. Дана стена и толщиной 200 мм (рабочая высота сечения плиты h₀ до искомой арматуры 175 мм), рабочая высота стены l₀ = 5 м. Определить минимальное количество арматуры у обеих граней стены.
1) Найдем площадь сечения бетона 1 погонного метра стены:
1∙0,175 = 0,175 м² = 1750 см²
2) Найдем в таблице 16 руководства минимальный процент армирования для стены, предварительно определив l₀/h = 5/0. 2 = 25 > 24:
0,25%
3) Составим пропорцию:
1750 см² — 100%
Х – 0,25%
4) Из пропорции найдем искомую минимальную площадь арматуры:
Х = 0,25∙1750/100 = 4,38 см²
5) По сортаменту арматуры находим, что данная площадь соответствует 5 стержням диаметром 12 мм, которые нужно установить у каждой грани на каждом погонном метре стены.
Заметьте, если бы стена была толще, минимальный процент армирования резко бы упал. Например, при толщине стены 210 мм потребовалось бы уже 5 стержней диаметром 10 мм, а не 12.
Процент армирования железобетонных конструкций: минимальный и максимальный
Бетон / Расчеты и пропорции /
Содержание
1 Армирование бетона
2 Минимальный армирующий процент
3 Максимальный армирующий процент
4 Защитный слой бетона
5 Заключение
Арматурный каркас является необходимой частью в железобетонных конструкциях. Цель его использования — усиление и повышение прочности бетонных изделий. Арматурный каркас изготавливается из стальных прутьев или готовой металлической сетки. Необходимое количество усиления рассчитывается с учетом возможных нагрузок и воздействий на изделие. Расчетная арматура называется рабочей. При укреплении в конструктивных или технологических целях производится монтажное армирование. Чаще используются оба типа для обеспечения более равномерного распределения усилий между отдельными элементами арматурного каркаса. Арматура выдерживает нагрузку от усадки, колебаний температур и прочих воздействий.
Армирование бетона
Прочность на излом, повышенная надежность являются основными характеристиками, которым наделяется железобетонная конструкция при армировании. Стальной каркас многократно усиливает выносливость материала, расширяя область его применения. Горячекатаная сталь используется для армирования в железобетоне. Она наделена максимальной стойкостью к негативным воздействиям и коррозии.
Сваренный скелет из арматуры размещается внутри бетона. Однако недостаточно просто поместить его туда. Чтобы армирование выполняло свое назначение, требуются специальный расчет усиления бетона, соответствующий минимальному и максимальному проценту.
Вернуться к оглавлению
Минимальный армирующий процент
Расчетная схема нормального сечения железобетонного элемента с внешним армированием.
Под предельно минимальным армирующим процентом принято понимать степень преобразования бетона в железобетон. Недостаточная величина этого параметра не дает права считать изделие усиленным до ЖБИ. Это будет простым упрочнением конструкционного типа. Площади сечения бетонного изделия учитываются в минимальном проценте усиления при использовании продольного армирования в обязательном порядке:
Усиление прутьями будет соответствовать 0,05 процентам от площади разреза изделия из бетона. Это актуально для объектов с внецентренно изгибаемыми и растянутыми нагрузками, когда оказывается продольное давление за пределами действительной высоты.
Армирование прутьями равно не менее 0,06 процентам, когда давление во внецентренно растянутых изделиях осуществляется на пространство между армирующими прутьями.
Упрочнение будет составлять 0,1—0,25 процента, если железобетонные материалы усиливаются во внецентренно сжатых частях, то есть между арматурами.
При расположении продольного усиления по периметру сечения, то есть равномерно, степень армирования должна равняться величинам, вдвое большим указанных для всех перечисленных выше случаев. Это правило аналогично и для усиления центрально-растянутых изделий.
Вернуться к оглавлению
Максимальный армирующий процент
При армировании нельзя укреплять бетонную конструкцию слишком большим количеством прутьев. Это приведет к существенному ухудшению технических показателей железобетонного материала.ГОСТ предлагает определенные нормативы максимального процента армирования.
Максимально допустимая величина усиления, вне зависимости от марки бетона и типа арматуры, не должна превышать пяти процентов. Речь идет о расположении в разрез сечения изделия с колоннами. Для других изделий допускается максимально четыре процента. При заливке арматурного каркаса, бетонный раствор должен проходить сквозь каждый отдельный конструкционный элемент.
Вернуться к оглавлению
Защитный слой бетона
Армирование элементов монолитных железобетонных зданий.
Для защиты арматуры от коррозии, влаги и прочих неблагоприятных внешний воздействий, бетон должен полностью покрывать стальной каркас. Толщина бетонного пласта над металлическим скелетом в монолитных стенах более 10 см должна составлять максимально 1,5 см. Для плит толщиной до 10 см величина слоя составляет 1 см. Если речь идет о 25-сантиметровых ребрах, слой бетона должен достигать 2 см. При армировании балок до 25 см пласт цементного раствора равен 1,5 см, но для балок в фундаментах — 3 см. Для колонн стандартных размеров следует заливать бетон слоем более 2 см.
Что касается фундаментов, то для монолитных конструкций с прослойкой из цемента требуемая толщина слоя над арматурным каркасом составляет 3,5 см. При обустройстве сборных основ — 3 см. Монолитные базы без подушки требуют 7-сантиметровый слой бетона над скелетом из арматуры. При использовании толстых защитных слоев бетона рекомендуется проводить дополнительное усиление. Для этого используется стальная проволока, вязанная в виде сетки.
При дальнейшей обработке железобетонных конструкций алмазными кругами важно учитывать расположение каждого армирующего элемента и структуру его скелета. Это особенно касается процессов сверления отверстий в железобетоне и его резки. Такая обработка материалов может снизить потенциальную прочность изделия. Когда железобетон демонтируется полностью, учет перечисленных выше требований не производится.
Вернуться к оглавлению
Заключение
Индивидуальное строительство немыслимо без использования бетонных растворов. Для повышения надежности и прочности возводимых конструкций армирование является важным условием.
При наличии базовых знаний и опытных помощников усиление бетонных объектов не составит труда. В этом деле важно выполнять требования и следовать правилам расположения арматуры. Только так можно получить гарантированно долговечные и надежные железобетонные конструкции.
% стали в балках, колоннах, плитах фундамента
Содержание
1 Процент стали в бетоне для балок, колонн, плит и фундаментов | Гражданское строительство | Проектирование здания | проектирование конструкций
1.1 Максимальные и минимальные значения в соответствии со стандартами кодов IS
1.2 Выводы по процентному содержанию стали в балках, колоннах, плитах и фундаменте
Процентное содержание стали является важным понятием при проектировании зданий. Без использования максимального и минимального значений процентного содержания стали невозможно получить окончательные детали армирования. После проектирования модели здания с использованием ручного или программного метода важно сравнить окончательный результат с заданными максимальными и минимальными значениями.
Если процентное содержание стали в балках, колоннах, плите и фундаменте превышает допустимые значения, то стоимость проекта увеличивается, в то же время это приводит к снижению прочности конструкции здания. Поэтому важно знать максимальные и минимальные значения процентного содержания стали в железобетонных конструкциях.
Доля стали в здании
Максимальные и минимальные значения армирования согласно спецификациям зависят от факторов, описанных ниже.
Состояние нагрузки
Несущая способность грунта
Высота колонны и длина балки
Диаметр стержня
1. Условия нагрузки
Нагрузка — это первый фактор, влияющий на значения армирования балки, колонны, плиты и фундамента, он зависит от общей суммы нагрузки (поперечной или гравитационной). Если сумма интенсивностей велика, то значения армирования увеличиваются, а если нагрузка меньше, то значения армирования, наоборот, уменьшаются.
Изгибающий момент от приложенной нагрузки
2. Несущая способность грунта
Несущая способность грунта выражается в единицах кН/м2, это зависит от типа состояния грунта на площадке. Чем выше значение несущей способности, тем выше прочность здания. При проектировании зданий учитываются три типа грунтовых условий, которые относятся к рыхлым, средним и скальным грунтам. Например, если мы рассматриваем проект здания в рыхлом грунте и с меньшей несущей способностью, требуется меньшее количество значений арматуры.
3. Высота колонны и длина балки
Высота колонны и длина балки — это третий фактор, влияющий на значения армирования. Если такие размеры, как высота и длина, увеличиваются, то значения армирования увеличиваются, чтобы противостоять общей нагрузке на здание.
4. Диаметр прутка
Для основных малоэтажных зданий предпочтительны стержни диаметром 12 мм и 16 мм, если мы увеличим диаметр стержня после 16 мм, процент стали увеличится в конструкции здания.
Стержни диаметром 12 мм и 16 мм
Максимальные и минимальные значения в соответствии со стандартами кодов IS
Минимальное и максимальное процентное содержание армирования для балки, колонны, плиты и фундамента показано в таблице ниже, которая соответствует положениям кода IS
.
Примечание. Процент армирования будет меняться в зависимости от технических характеристик здания, показанного ниже, только для образовательных целей, чтобы получить знания в концепции.
С. №
Элемент конструкции
Минимальный процент
Максимальный процент
1
Балка
1%
2%
2
Столбец
1%
6%
3
Плита
0,7%
1%
4
Фонд
0,7%
0,8%
Полная концепция минимальных и максимальных процентных значений объясняется на моем канале YouTube, пожалуйста, нажмите здесь, чтобы посмотреть.
Выводы по процентному содержанию стали в балках, колоннах, плитах и фундаменте
Итак, поясняемые понятия связаны с процентным соотношением минимального и максимального количества стали в здании. Для балки это минимум 1% и максимум 2%, для колонны минимум 1% и максимум 6%, для плиты минимум 0,7% и максимум 1%, а для фундамента минимум 0,7% и максимум 0,8%. Пожалуйста, следите за моим каналом YouTube для получения дополнительной информации о процентном содержании стали в строительстве.
Если у вас есть какие-либо вопросы о процентном содержании стали в бетоне, не стесняйтесь обращаться к нам на странице контактов.
Пожалуйста, смотрите интересные концепты на моем YouTube-канале Гражданское строительство от shravan. Пожалуйста, не стесняйтесь писать нам на странице контактов для любых карьеров.
Спасибо
Ваш Шраван
Добрый день.
Минимальный и максимальный коэффициент армирования в различных железобетонных элементах
🕑 Время чтения: 1 минута
Минимальный коэффициент армирования — это наименьшее возможное количество стали, которое должно быть встроено в конструкционные бетонные элементы для предотвращения преждевременного разрушения после потери прочности на растяжение. Минимальный коэффициент армирования контролирует растрескивание бетонных элементов.
Максимальный коэффициент армирования — это наибольшая площадь стали, которая может быть помещена в бетонные элементы, такие как колонны и балки. В железобетонной балке дополнительное армирование сверх максимального коэффициента армирования не принесет пользы, поскольку бетон будет разрушен до того, как будет использована полная прочность стали.
Обрушение бетонной конструкции происходит внезапно и не имеет никаких признаков до разрушения. Максимальный коэффициент армирования обеспечивает экономию бетонных элементов и обеспечивает безопасность от хрупкого разрушения бетона.
Наконец, необходимая площадь армирования проектируемого бетонного элемента не должна превышать максимальный коэффициент армирования и должна быть меньше минимального коэффициента армирования. Следовательно, проектируемый элемент должен быть проверен на соответствие этому требованию.
Состав:
Минимальный коэффициент армирования
1. Минимальный коэффициент армирования в балках
2. Минимальный коэффициент армирования в плитах
3. Минимальный коэффициент армирования в однородном фундаменте
4. Минимальный коэффициент армирования в колоннах
5. Минимальный коэффициент армирования для соединений между монолитными элементами и фундаментом
Максимальный коэффициент армирования
1. Максимальный коэффициент армирования в балках
8
8
Колонны
Минимальный коэффициент армирования на сдвиг
1. Минимальный коэффициент армирования на сдвиг в балках
2. Минимальный продольный и поперечный армирование в монолитных стенах
Часто задаваемые вопросы
Целью минимального коэффициента армирования является контроль над растрескиванием и предотвращение внезапного разрушения путем придания элементу адекватной пластичности после потери прочности бетона на растяжение из-за растрескивания.
Строительные нормы и правила, такие как ACI 318-19, обеспечивают минимальный коэффициент армирования для различных железобетонных элементов, таких как балки и колонны.
1. Минимальный коэффициент усиления в балках
В железобетонных балках, если прочность на изгиб секции с трещинами ниже, чем момент, вызвавший растрескивание секции, ранее не имеющей трещин, тогда балка разрушится при образовании первой трещины на изгиб без каких-либо повреждений.
Минимальный коэффициент армирования, который можно рассчитать с помощью уравнения, приведенного в ACI 318-19, может предотвратить преждевременное разрушение бетонной балки. Минимальное армирование балок можно рассчитать, используя следующее выражение:
Где:
A s,min : минимальная площадь стали, мм 2
fc’: прочность бетона на сжатие, МПа
fy: предел текучести стали, МПа
b 9027 ширина 9027 стенки тавровой балки и ширины балки прямоугольного сечения, мм
d: эффективная глубина, измеренная от предельно сжатой бетонной фибры до центра стальных стержней, мм
Минимальный коэффициент армирования в плитах
Минимальная площадь армирования плиты – это температурная и усадочная арматура, установленная для предотвращения образования трещин из-за усадки бетона и колебаний температуры. Не требуется предусматривать площадь армирования больше температурно-усадочной арматуры.
As= ρbd Уравнение 2
As: усадка и температурное усиление, мм 2
b: ширина полосы плиты, учитываемая при расчете, равная 1 м
d: эффективная глубина, мм
Рисунок-2: Распределение или усадка и температура арматурных стержней в односторонней бетонной плите
3. Минимальный коэффициент армирования в однородном фундаменте
Минимальный коэффициент армирования для однородного фундамента аналогичен коэффициенту плиты т.е. температура и коэффициент усадки армирования.
4. Минимальный коэффициент армирования в колоннах
Минимальный коэффициент армирования для колонн требуется для обеспечения сопротивления изгибу, который может возникнуть независимо от результатов анализа. Это также необходимо для уменьшения эффекта усадки и ползучести бетона при длительных сжимающих напряжениях.
Минимальный коэффициент армирования в колонне предотвращает деформацию стальных стержней под длительной эксплуатационной нагрузкой. ACI 318-19 определяет минимальный коэффициент продольной арматуры для колонны, равный 0,01 общей площади колонны.
5. Минимальная арматура для соединений между монолитными элементами и фундаментом
Минимальная площадь арматуры, которая пересекает монолитную колонну или пьедестал и поверхность сопряжения фундамента, должна составлять 0,005 общей площади поддерживаемого элемента.
Максимальный коэффициент армирования — это верхний предел количества стали, которое может быть помещено в бетонные элементы. Он обычно предоставляется по разным причинам, которые обсуждаются ниже:
1. Максимальный коэффициент армирования в балках
Максимальный коэффициент армирования в балках предусмотрен для предотвращения разрушения бетона, что является нежелательным видом разрушения и предотвращается код АСИ. Это также позволяет избежать использования чрезмерной площади стали, что не дает реальных преимуществ. Следовательно, это помогает сэкономить при проектировании бетонных балок.
Если балка имеет более высокий коэффициент армирования, чем максимальный коэффициент армирования, она называется переармированной бетонной балкой и обычно разрушается при сжатии.
Переармированная бетонная балка разрушается при сжатии до того, как полностью используется потенциал стальных стержней. Максимальный коэффициент армирования балок можно рассчитать по уравнению 3.
2. Максимальный коэффициент армирования в колоннах
разработанные колонны аналогичны испытательным образцам в соответствии с ACI 318.19..
Максимальный коэффициент армирования для колонн составляет 0,08 от общей площади колонны. Это обеспечивает экономию при проектировании колонн и предотвращает скопление стали, которое в противном случае препятствует правильной укладке бетона.
На практике рекомендуется учитывать максимальный коэффициент армирования, равный 0,04 от общей площади колонны, чтобы избежать чрезмерного армирования в местах стыковки стальных стержней.
Аналогично рассмотренному выше минимальному армированию на изгиб, ACI 318-19 устанавливает минимальный коэффициент армирования для поперечного сдвига в балках и т. д.
1. Минимальный коэффициент поперечной арматуры в балках
Минимальная площадь сдвиговой арматуры должна быть обеспечена во всех областях балки, где приложенный сдвиг превышает половину расчетной прочности бетона на сдвиг.
Минимальная поперечная арматура (A v,min ) в балках должна быть большей из следующих: s/f yt ) Уравнение 4
A 9Уравнение 5 напряжение стального стержня хомута, МПа
2. Минимальное продольное и поперечное армирование в монолитных стенах
Если сдвиг в плоскости (V u ) монолитной стены равен или меньше значения, полученного из уравнения 6, используйте значения, указанные в таблице 1, в качестве минимального армирования как в продольном, так и в поперечном направлении.
Однако, если сдвиг в плоскости (V u ) больше, чем значение, полученное из уравнения 6, тогда ( ρt = 0,0025), а значение ( ρℓ ) является наибольшим из 0,0025 и результат уравнения 7.
Где:
h w : высота всей стены от основания до верха, мм
l w : длина всей стены, мм
Поперечная арматура для стен
Тип непрерывного арматуры
БАР/размер провода
FY, MPA
Минимальный длинный положений.
деформированные стержни
≤ № 16
≥420
0,0012
0,0020
УДОГОВАНИЯ
> № 16
.0021 <420
0.0015
0.0025
Welded-wire reinforcement
≤ MW200 or MD200
Any
0.0015
0.0025
Deformed bars or welded-wire reinforcement
Any
Any
0,0012
0,0020
Рис. 3: Продольные и поперечные арматурные стержни в бетонной стене
Часто задаваемые вопросы
Какое минимальное количество арматуры в балке?
Минимальное армирование — это самая низкая стальная зона, которая предотвращает раннее пластическое разрушение балки, когда бетон теряет свою прочность на растяжение из-за приложенных нагрузок.
Почему в балке предусмотрена арматура с минимальным сдвигом?
1. Для предотвращения внезапного разрушения балки при разрыве бетонного покрытия и потере связи с натяжной сталью. 2. Чтобы избежать хрупкого разрушения при сдвиге, которое может произойти без поперечной арматуры 3. Предотвратить разрушение при растяжении из-за усадки и термических напряжений, а также внутренних трещин в балке 4. Для удержания продольных стальных стержней во время бетонирования.
Каков минимальный коэффициент армирования в колонне?
Минимальный коэффициент армирования колонны составляет 0,01.
Как рассчитать минимальную площадь арматуры для колонны?
Минимальная площадь арматуры в колонне равна общей площади колонны, умноженной на 0,01.
Почему в плитах используют усадочное и температурное армирование?
Бетонная плита расширяется и сжимается при колебаниях температуры.
Окисление меди — естественный процесс. В периодической таблице Д. И. Менделеева медь расположена в группе «Металлы» под номером 29. Как и остальные металлы, она способна окисляться и образовывать устойчивые соединения в виде окисей и солей. Чтобы понять, что же такое окись меди, стоит приглядеться к старой бронзовой статуе. Со временем фигурка становится светло-зеленой из-за окисленной меди в составе бронзы. «Свежеизготовленная» бронзовая статуя окрашена в кирпичный цвет, но спустя время под действием влажного воздуха и углекислого газа протекает такая реакция:
2Cu + H₂O + CO₂ + O₂ → CuCO₃•Cu(OH)₂
Полученное сочетание соли и гидроксида меди — это малахит. Из него делают краски и всевозможные украшения.
Малахитовая шкатулка
[Deposit Photos]
Окислить медные изделия можно различными способами. В промышленности проводят анодное окисление с помощью электродов. Этот сложный и дорогостоящий процесс требует специального оборудования. В домашних условиях окислять медь гораздо проще.
Чтобы в полной мере понять, что такое окисление меди, проведем эксперимент. В домашних условиях получить окись меди несложно. Для этого понадобится:
медная проволока;
пассатижи;
газовая или спиртовая горелка;
раствор соляной кислоты;
раствор этилового спирта;
соль хлорида аммония;
фаянсовая тарелка.
Итак, зажав медную проволоку пассатижами с одной стороны, вносим свободный конец проволоки в пламя горелки и прокаливаем на открытом огне. Благодаря высокой температуре горения, с течением времени медное изделие чернеет. В процессе химической реакции медь преобразуется в оксид:
2Cu + O₂ = 2CuO
Затем опускаем медную проволоку в раствор соляной кислоты. Сразу же видим, как бесцветный раствор становится бирюзовым. Такой цвет характерен для хлорида меди, который образуется в процессе реакции:
CuО + 2HCl = CuCl₂ + H₂О
Медная проволока снова стала светло-кирпичной.
Неокисленная (слева) и окисленная (справа) медная проволока
[Wikipedia]
Также черная медная проволока восстанавливается с помощью этилового спирта. Для этого во флакон с этиловым спиртом опускаем медное изделие, и оно снова приобретет привычный золотистый цвет. Таким образом, в результате сложной химической реакции этиловый спирт окисляется до уксусного альдегида. Нажмите здесь, чтобы провести интересные опыты с медью.
Вернуть потемневшей медной проволоке первоначальный цвет можно также солью хлорида аммония.
[Deposit Photos]
При этом будет протекать химическое взаимодействие:
CuО + 2NH₄Cl = 2NH₃ + H₂О + CuCl₂
Для этого раскаленную проволоку опускаем на донышко фаянсовой тарелки с хлоридом аммония (NH₄Cl). В результате реакции будет выделяться газ аммиак, а потемневшее медное изделие снова приобретет рыжий оттенок.
Проводите химические эксперименты очень осторожно: аккуратно работайте с газовой или спиртовой горелкой, а также с соляной кислотой и другими агрессивными веществами.
Твитнуть
Отправить
Больше статей о химии:
Эксперимент «Клеточка Траубе» Как вырастить искусственную клетку в ходе химической реакции
Эксперимент «Резиновое яйцо» Как растворить яичную скорлупу в уксусе
Делайте эксперименты дома!
Трансмутация
Узнать больше
Коррозия меди: виды, ингибиторы, скорость развития
Медь относится к категории материалов, которые подвергаются коррозии при воздействии агрессивных сред. В результате происходит порча материала, постепенное разрушение и потеря нормальных эксплуатационных качеств.
Во многом особенности процесса и его динамика могут отличаться в зависимости от среды, температурных условий и других характеристик.
Рассмотрим, в каких средах материал начинает портиться быстрее всего и как дополнительно защитить его от процесса ржавения.
Особенности разных видов агрессивных сред
Тип повреждений и скорость коррозии меди напрямую зависят от того, в какой атмосфере она находится. Даже самые качественные материалы не могут выдержать на протяжении длительного времени под сильным агрессивным воздействием.
Далее опишем основные виды сред и их воздействие на материал.
Вода
Медные детали могут использоваться в различных вариантах водных сред. Меняется состав жидкости, скорость ее движения и другие важные характеристики.
Основной параметр, влияющий на интенсивность протекания процесса – наличие на поверхности материала уже успевшей сформироваться оксидной пленки.
Есть несколько параметров, влияющих на протекание процесса в водной среде:
Интенсивность движения потока. Коррозия меди в воде усиливается, когда поток движется с большой скоростью. В таком случае процесс ржавения будет называться ударным.
Степень аэрированности. Чем больше в воде кислорода, тем выше скорость протекания ударной коррозии. Это особенно актуально для воды с пониженной жесткостью и значительной степенью содержания хлора.
Климатическая зона. Обычно в теплых и влажных областях скорость протекания процесса становится значительно выше.
Состав воды. Как и для других видов металлов, морская вода представляет для меди самую большую опасность. Есть значительный риск развития электрохимической коррозии меди при контакте нескольких видов металлических изделий, расположенных неподалеку друг от друга. Но есть и преимущество – исключено биологическое ржавение, потому что на медных поверхностях вредоносные морские микроорганизмы не выживают. При использовании в чистой воде, опасность намного меньше, потому часто медные трубы применяются для монтажа системы отопления и водоснабжения в частном секторе.
Иногда разрушение может стимулироваться и неожиданными катализаторами. Один из них – прохождение воды через сильно изношенные коммунальные сети. Если в воде большое количество железа, есть большой риск начала электрохимического процесса.
Стоит также обратить внимание на то, какие материалы располагаются рядом с медными изделиями в условиях высокой влажности.
Среди наиболее опасных – алюминий и цинк.
Универсальным решением для проблемы использования труб в коммунальных сетях, становится применение в процессе их изготовления луженой меди. В этом случае изнутри труба покрывается оловом.
Стоимость производства становится выше, но процесс окупает себя за счет увеличения продолжительности использования без замен.
Атмосферное воздействие
Этот тип материала – один из наиболее стойких среди всех представленных на рынке, когда дело доходит до применения на открытом воздухе.
Главное свойство материала в таком случае – возможность постепенного появления оксидной пленки (патины). Именно патина становится естественным защитным покрытием, которое ограничивает контакт такого вида сырья со множеством типов потенциальных окислителей.
Таким образом достигается аналогичный цинкованию эффект, но без использования дополнительных примесей и составов.
По причине склонности к патинированию, можно свободно использовать медь на открытом воздухе. Этим часто пользуются архитекторы, когда нужно обеспечить покрытие кровли, создание малых архитектурных форм и решить другие вопросы в рамках комплексного благоустройства.
Скорость появления патины может отличаться в зависимости от климатической зоны, средних температур и других особенностей.
Вероятность негативного воздействия атмосферы увеличивается в том случае, если в воздухе много посторонних примесей. Особенно часто начинает развиваться коррозия в местах, где в воздушной среде рассеяно много хлоридов и сульфидов.
Почва
При ответе на вопрос о том, может ли медь ржаветь, когда изделие помещается в почву, важно учитывать главный параметр грунта – рН или степень щелочности.
Чем она выше, тем больше будет кислотность. Так как кислоты негативно влияют на состояние меди и запускают процесс коррозии, лучше не использовать материал в сильно щелочных грунтах.
Еще один потенциальный фактор опасности – большая концентрация грунтовых микроорганизмов.
Проблем связана с тем, что в процессе своей жизни они выделяют сероводород.
Это еще одно вещество, которое негативно влияет как на саму медь, так и на ее многочисленные сплавы.
Обычно при контакте с негативными факторами грунта, на поверхности материала начинают накапливаться продукты коррозии. Они наслаиваются друг на друга, пленка может становиться рыхлой, неоднородной.
Потому если в атмосфере на материале возникает благородная патина, то в почве структура сильно отличается. Чаще всего – это крупные слоистые твердые наросты.
Интересная особенность меди заключается в том, что даже если она провела в земле много лет, большинство продуктов окисления можно удалить механическим или химическим методами.
Может ли ржаветь луженая медь
Выше отмечалось, что одним из средств борьбы с коррозией медных труб становится использование процесса лужения – нанесения на внутреннюю поверхность слоя олова. Но важно понимать, что для металлического изделия это не панацея.
Само оловянное покрытие становится анодом. Это значит, что по отношению к меди у него более отрицательный потенциал.
Главное условие защиты от ржавения заключается в том, чтобы на оловянном слое не было трещин и иных дефектов. Если они все-таки появляются, коррозия меди на воздухе протекает намного быстрее.
В каких средах можно и нельзя использовать медь
При правильной обработке, материал прослужит без коррозии более 100 лет. Но важно понимать, где медь будет устойчива к катализаторам коррозии, а где есть большой риск ее появления.
Безопаснее всего применять материал на открытом воздухе и в пресной воде, вне зависимости от степени охлаждения или нагрева. В морской воде материал также долго остается неповрежденным и сохраняет свои эксплуатационные характеристики.
Также можно не беспокоиться за сохранность медной детали, если в окружающей среде нет сильных окислителей.
Опасность потенциально может появляться в том случае, если в почве, воде или воздухе есть много сероводорода, присутствует угольная кислота, соли тяжелых металлов, амины.
Когда вода сильно аэрирована, также возникает значительная опасность ударной коррозии и других видов постепенного разрушения.
Потому при покупке такого материала очень важно понимать, где вы будете использовать медное изделие, и какие внешние угрозы будут действовать на него в процессе эксплуатации.
О важности чистки
Чтобы продлить срок использования вашего изделия, его нужно регулярно чистить.
Постепенно большинство типов бытовых приборов и других материалов могут потерять товарный вид и потускнеть из-за образования оксидной пленки.
Это красивое средство для состаривания посуды или других видов изделий, но многим присутствие патины не нравится.
Есть несколько наиболее распространенных методов очистки, помогающих снять патину и оставить основной материал без повреждений:
Специальные растворы для мытья посуды. В таком случае поверхность становится более восприимчивой к удалению оксидной пленки. Если она появилась недавно, снять продукты окисления можно будет, не прикладывая серьезных усилий.
Лимонная кислота. Может использоваться как в составе раствора, так и при простом воздействии на поверхность свежеразрезанной долькой. Патина удаляется быстро и эффективно.
Уксус. Оказывает такое же действие, как и лимон. Для улучшения эффекта, его часто смешивают с солью или мукой.
И это только часть методов, которые можно применять для борьбы с патиной.
Как защитить медь от коррозии
Существует множество средств, которые позволяют уменьшить вероятность появления коррозии в различных средах. Среди них такие, как:
Изменение состава материала. Использование легирования позволяет значительно увеличить уровень коррозийной стойкости. При этом примеси могут быть разные – главное учитывать область использования готовой детали и понимать потенциальные риски, чтобы их устранить.
Лужение. Процесс заключается в обработке жидким оловом. На поверхности создается эффективный защитный слой. При условии отсутствия дефектов, он ограничит контакт с атмосферой и другими факторами, приводящими к появлению коррозии.
Контроль за областью использования. При закупке медных изделий важно понимать, где вы будете их применять. Требуется оградить материал от контакта с серой и ее соединениями, не допустить, чтобы поблизости располагались цинковые или алюминиевые детали. Они могут спровоцировать появление электрохимической коррозии.
Учет стандартных требований по использованию медных изделий позволит значительно увеличить срок их службы и не допустить проблем с возникновением коррозии.
Вернуться к статьям
Поделиться статьей
Медная патина | Как наносить патину Медь
Наука о том, как медь образует патину
Медная мебель для дома придает элегантную красоту, поскольку медь является «живым» металлом, то есть она меняет цвет со временем. Красота меди уникальна среди декоративных материалов, потому что изменения, которые она претерпевает, уникальны для каждого дома и места.
Естественные изменения, происходящие с медными предметами, делают их единственным в своем роде символом наследия, который трудно воспроизвести. Оттенки патины, образующиеся на поверхности медной мебели, могут хранить воспоминания о трапезах, разливах, новых домах и переменах в жизни на протяжении веков.
Медь — это больше, чем блестящий металл. Это металл, который можно украсить красивой резьбой, рассказывающей историю. Знание того, как образуется медная патина, позволит вам глубже оценить уникальную патину, которая появляется в истории вашей семьи. Эти знания также позволят вам влиять на то, какой цвет патины образуется и как быстро это произойдет.
Химическая реакция
Вы когда-нибудь задавались вопросом: «Почему медь зеленеет?» Образование патины на меди аналогично образованию ржавчины на железе. И то, и другое происходит, когда кислород воздуха взаимодействует с атомами металла в присутствии воды.
Медь реагирует с кислородом воздуха, в результате чего образуется диоксид меди (уравнение 1). Затем диоксид меди реагирует с большим количеством кислорода с образованием оксида меди (уравнение 2). Этот оксид меди из реакции 2 является основным виновником, который позже сформирует цвет патины. Если на поверхности меди присутствует сера, то они могут реагировать с образованием сульфида меди черного цвета (уравнение 3). Зеленоватые и голубоватые цвета патины меди возникают в результате следующего набора реакций.
Воздух содержит не только кислород, которым мы дышим. Он содержит углекислый газ, который мы выдыхаем вместе с водяным паром.
Первая реакция, придающая патине ее цвет, это когда одна молекула углекислого газа и одна молекула воды, находящиеся в воздухе, реагируют с двумя молекулами оксида меди на поверхности меди. В результате получается соединение под названием малахит (уравнение 4), цвет которого варьируется от оттенков темно-зеленого до оттенков синего.
Вторая реакция, которая добавляет цвет патине, это когда три молекулы оксида меди из уравнения 2 могут реагировать с двумя молекулами диоксида углерода и одной молекулой воды (уравнение 5). В результате получается азурит, представляющий собой соединение, цвет которого варьируется от оттенков синего до оттенков фиолетового.
Третья реакция, которая влияет на цвет патины, это когда четыре молекулы оксида меди из уравнения 2 реагируют с одной молекулой сульфата и тремя молекулами воды (уравнение 6). В результате получается соединение под названием брошантит, цвет которого варьируется от оттенков темно-зеленого до изумрудного.
Химические реакции, описанные выше, могут быть записаны атомарными символами следующим образом:
Уравнение 1: 4Cu + O2 → 2Cu2O [от красного до розового]
Уравнение 2: 2Cu2O + O2 → 4CuO [черный]
Уравнение 3: Cu + S → CuS [черный]
Уравнение 4: 2CuO + CO2 + h3O → Cu2CO3(OH)2 [«малахит», от темно-зеленого до синего]
Уравнение 5: 3CuO + 2CO2 + h3O → Cu3(CO3)2(OH)2 [«азурит», от синего до фиолетового]
Уравнение 6: 4CuO + SO3 + 3h3O → Cu4SO4(OH)6 [«брохантит», от темно-зеленого до изумрудного]
Причины, по которым патина может быть зеленой и синей
Патина имеет разные цвета и узоры, которые зависят от уникального опыта, полученного каждым медным предметом. В следующем разделе объясняется физика и химия того, почему цвета патины могут так сильно различаться от места к месту и время от времени. В этом разделе в общих чертах описывается, почему присутствие определенных химических соединений может влиять на зеленые и синие оттенки, часто наблюдаемые в патине.
Продукты, полученные в результате уравнений 4-6 в предыдущем разделе, имеют свои собственные оттенки цвета:
Малахит: от темно-зеленого до синего
Азурит: от синего до фиолетового
Брохантит: от темно-зеленого до изумрудного
В зависимости от того, какое сочетание этих трех элементов присутствует, цвет патины может варьироваться от оттенков зеленого до оттенков синего. Более темный зеленый цвет указывает на обилие малахита и брошантита, а синий указывает на обилие азурита. Каждое из этих трех соединений само по себе может образовывать красивые кристаллические структуры, подобные драгоценным камням. При смешивании в небольших количествах и удерживании на поверхности меди эти три соединения производят приятный блеск патины.
Интересно отметить, что человеческая кровь имеет красный цвет, потому что молекула, которая переносит кислород в нашей крови, — это железо, которое придает красный цвет. Моллюски, такие как крабы, имеют зеленовато-голубую кровь, потому что атом металла, который переносит кислород в их телах, — это медь.
Факторы, влияющие на образование патины
Почему со временем образуется медная патина? Как мы установили, патина на меди образуется в результате химических реакций. Чем быстрее идет химическая реакция, тем больше продуктов образуется. Несколько факторов в меди и окружающей среде могут повлиять на то, как быстро образуется патина и какие цвета она будет иметь.
Знание этих факторов не только поможет вам оценить патину на меди, но и позволит вам влиять на ее формирование. Эти знания, несомненно, впечатлят ваших друзей и родственников, поскольку они восхищаются элегантностью вашей меди и изысканностью, которую она привносит как в ваш дом, так и в ваши разговоры.
Температура
Химические реакции происходят, когда молекулы движутся и сталкиваются друг с другом. Молекулы слишком малы, чтобы увидеть их невооруженным глазом, но мы знаем, что химические реакции происходят благодаря множеству признаков, таких как изменение цвета. Тепло заставляет молекулы двигаться быстрее, независимо от того, подпрыгивают ли эти молекулы в воздухе или в жидкости. Более высокие температуры вызывают больше реакций на поверхности меди.
Чем выше температура, тем быстрее могут протекать химические реакции. Более быстрые молекулы движутся с большей энергией, поэтому их столкновения друг с другом с большей вероятностью разрушат связи внутри молекулы. Более того, высокоэнергетические столкновения помогают формировать связи между двумя молекулами. Это похоже на то, как легче растворить сахар в горячем чае, чем в чае со льдом. Вы никогда не задумывались, почему сахар всегда остается на дне вашего чая со льдом, даже если вы перемешивали его в течение пяти минут?
Географическое положение
Климат в разных регионах разный. Внутренние и пустынные районы могут быть очень жаркими, а прибрежные районы холодными. В высокогорных районах холоднее, чем в долинах. Часто место, где вы храните свои медные изделия, определяет температуру, которой подвергается ваша медь.
Вентиляция помещений и близлежащие источники тепла
В помещениях без окон и вентиляции летом может быть очень жарко. Печи, камины, топки, обогреватели и холодильники производят тепло. Это тепло может нагреть всю комнату или близлежащие медные предметы.
Влажность и осадки
Химические реакции, приводящие к образованию патины, требуют присутствия воды. Вода существует в виде влаги в воздухе, тумана, дождя и снега. В некоторых местах высокая влажность, то есть в воздухе много влаги. В некоторых регионах наблюдаются как высокие температуры, так и высокая влажность, что способствует химическим реакциям, образующим патину. Некоторые регионы очень сухие, поэтому естественный водяной пар в воздухе минимален.
Количество осадков
В разных регионах выпадает разное количество дождя и снега. Медные предметы, подвергающиеся воздействию влажной погоды, часто промокают или становятся влажными. В некоторых регионах дожди идут большую часть года, в то время как в других дожди идут всего несколько недель в году.
Ближайшие источники пара
Бытовые приборы могут производить пар, который увлажняет воздух. Чайники, водогрейные котлы и скороварки выделяют значительное количество пара, который может воздействовать на близлежащие медные предметы или предметы в той же комнате.
Примеси в меди
Медная руда, добытая из-под земли, содержит много примесей. В процессе электролиза получается чистая медь. Однако медь может содержать примеси в виде других металлов, таких как железо, никель, кобальт и молибден. Эти примеси также могут вступать в реакцию с кислородом и водяным паром, как и медь, с образованием цветных соединений.
Железо может образовывать оксиды железа красновато-коричневого цвета. Кобальт может образовывать оксиды кобальта, имеющие зеленовато-коричневый цвет. Количество примесей в меди может повлиять на цвет патины.
Загрязнение воздуха
В приведенном выше уравнении 6 оксид меди реагирует с оксидом серы и водой с образованием брошантита, который придает патине зеленоватый цвет. Сера существует в атмосфере в виде оксида серы. Одним из источников загрязнения воздуха оксидом серы является сжигание ископаемого топлива, такого как нефть и бензин. На самом деле, кислотный дождь, который повреждает здания и статуи, частично получает свою кислотность из-за оксидов серы, которые смешиваются с водяным паром, образуя серную кислоту. Городские районы с большим количеством автомобилей будут иметь большое количество оксидов серы в атмосфере. Другими источниками образования оксида серы в воздухе являются промышленные районы, которые выделяют дым, такие как электростанции и химические заводы.
Медная патина в действии
Теперь, когда мы ознакомились с научными данными о медной патине, приведем несколько примеров использования этого элемента дизайна в действии? Как только вы научитесь распознавать его отчетливый зеленый цвет, вы удивитесь, насколько он распространен. Медь была ключевым архитектурным материалом на протяжении всей истории.
Статуя Свободы может быть самой известной медной патиной в мире. Трудно представить, что он был коричневым при первой сборке! Вот еще несколько зданий с медной патиной различных оттенков зеленого:
Берлинский собор
Берлинский собор — одно из самых узнаваемых зданий Берлина. Он был построен между 1894 и 1905 годами и имеет пять медных куполов и несколько медных статуй. Хотя он был поврежден во время Второй мировой войны, с тех пор он был восстановлен и сохранил свою культовую зеленую патину.
Посольства Северных стран, Берлин
Посольства Северных стран, также расположенные в Берлине, являются еще одним уникальным примером использования меди в архитектуре, на этот раз с отчетливо современным внешним видом. Он состоит из зданий, представляющих каждую из стран Северной Европы, окруженных зеленой медной стеной, которая огибает комплекс. По словам его архитектора, «медная полоса представляет собой последовательность из 3850 медных ламелей одного типа». Завершено в 1999, стена придает зданиям цельный вид, а ламели наклонены под разными углами, чтобы обеспечить прохождение света и воздуха.
Дворец Бельведер, Вена
Дворец Бельведер в Вене является примером использования меди в архитектуре барокко. Построенная в начале 1700-х годов, медная крыша все еще не повреждена 300 лет спустя и выглядит великолепно сегодня. Предположительно, дизайн был вдохновлен формой палаток османской армии, разбивших лагерь за пределами Вены.
Церковь Темппелиауко, Хельсинки
Церковь Темппелиауко в Хельсинки, Финляндия, — еще один потрясающий образец современной архитектуры. Завершенная в 1969 году, эта церковь была выкопана из твердой гранитной породы и имеет большой медный купол, окруженный 180 оконными стеклами, которые действуют как просвет.
Церковь известна своей великолепной акустикой и имеет орган с 3001 трубой! Медь дополняет прочный, похожий на пещеру интерьер, а его покрытая патиной внешность видна на вершине холма.
Юрский музей Астурии, Испания
Расположенный в северной Испании на атлантическом побережье, Юрский музей Астурии спроектирован в форме следа динозавра. Крыша сделана из фанерного каркаса, покрытого медной пластиной для защиты от морского воздуха. Поскольку здание было открыто только в 2004 году, вы можете видеть, что крыша по-прежнему в основном имеет свой первоначальный коричневато-медный цвет и постепенно покрывается зеленой патиной.
Мэрия Миннеаполиса
Мэрия Миннеаполиса была построена между 1888 и 1909 годами и изначально имела терракотовую крышу. Но когда она начала протекать, ее заменили на медную крышу. На момент установки это была самая большая и тяжелая крыша в США, она весила более 180 000 фунтов!
Fairmont Le Chateau Frontenac, Монреаль
Chateau Frontenac — одно из самых знаковых зданий в Квебеке, Канада. Поскольку часть крыши была заменена в 2011-2012 годах, легко увидеть разницу между оригинальной крышей, на которой все еще есть зеленый налет, и обновленной крышей, которая теперь имеет блестящий коричневый цвет.
Библиотека Пекхэма, Лондон
Наконец, давайте взглянем на Библиотеку Пекхэма, удостоенное наград здание, открытое в Лондоне в 2000 году. Внешний вид здания выполнен из предварительно патинированной меди и имеет отчетливый ярко-зеленый цвет. внешний вид, дополненный стальной сеткой и окнами из цветного стекла. Часть здания приподнята над улицей, чтобы создать пешеходную зону и уменьшить шум от уличного движения.
Приобретенная и нанесенная патина
При проектировании с использованием меди важно иметь представление не только о том, как она будет выглядеть сегодня, но и о том, как она будет выглядеть в будущем. Не все медные здания будут образовывать патину с одинаковой скоростью, и окончательный вид патины зависит от окружающей среды.
Здания, расположенные в промышленной среде, будут образовывать налет сульфида меди из-за кислотных дождей, в то время как здания в сельской местности будут образовывать налет основного карбоната меди. Медь во влажной морской среде, такой как Музей Юрского периода, может ожидать более быстрого образования патины. Некоторые экстерьеры покрыты медными сплавами, а не чистой копией, которая выветривается с разной скоростью.
Если вы не хотите ждать образования приобретенной патины, вы можете создать накладную патину с помощью химических процессов. Простая смесь уксуса и соли может создать патину на медном украшении или декоративном изделии. Мгновенная патина не подходит для использования в архитектуре, но может быть достаточно долговечной для художественного проекта или элемента дизайна интерьера.
Медь — не единственный материал, покрывающийся патиной. Котелки из углеродистой стали, терракотовые кастрюли и предметы деревянной мебели могут образовывать патину, хотя каждый из них имеет свой собственный внешний вид. Например, японские ножи традиционно изготавливаются с использованием процесса, называемого неконошобен, в котором используется кислый раствор для получения защитного голубоватого налета на лезвии из углеродистой стали.
Слесарь по металлу может помочь вам определить наилучший способ ухода за медной патиной, чтобы обеспечить постоянный внешний вид или помочь ей изящно стареть с течением времени.
Типы патины, доступные в компании CopperSmith
В компании CopperSmith мы не без веской на то причины хвастаемся превосходным выбором красивой патины. У нас есть широкий выбор цветов патины, поэтому у вас не должно возникнуть проблем с поиском правильного оттенка, который соответствует вашему домашнему декору. Вам не нужно ждать годы или десятилетия, чтобы получить нужный оттенок патины. Мы предлагаем созревшую патину, которой вы можете наслаждаться немедленно.
Оттенки патины, доступные в компании CopperSmith, включают:
Мы не только понимаем нюансы различных оттенков медной патины, но и придаем медной мебели дополнительный слой красоты, которого не может достичь сама патина: текстуру. Физическая текстура меди придает глубину и придает характер патине.
Текстуры медной патины, доступные в CopperSmith, включают:
Smooth
Колпак кованый
Улей кованый
Легкая чеканка
Ручная чеканка
Красота медной патины имеет еще одно уникальное измерение глубины и элегантности. Точно так же, как чеканная текстура меди меняет то, как свет отражается от ее поверхности, трехмерная резьба захватывает воображение, предлагая скрытые истории за каждым изгибом. Изысканная резьба может придать медному изделию очаровательный характер. В качестве альтернативы, они могут добавить черту королевской гордости к обычному домашнему приспособлению.
Специальная резьба в изделиях CopperSmith включает:
Пейзажи
Сады
Королевские эмблемы
Геометрические узоры
Птицы
Рыба
Кирпичи
Типы медной мебели, доступные в компании CopperSmith
Компания CopperSmith предлагает медную мебель для каждой комнаты в доме: кухни, ванной комнаты, столовой, спальни и даже гаража. Просмотрите наш веб-сайт, чтобы увидеть все различные изделия из меди, которые мы предлагаем.
Медные вытяжки
Медные вытяжки над плитой могут легко стать центральным элементом кухни. Медная патина неизбежно привлечет внимание со всех уголков комнаты. Украсьте вытяжку ремешками и заклепками, которые сами по себе могут иметь фактурные узоры. Вытяжки не только выполняют важную функцию безопасности по удалению паров и твердых частиц из воздуха, но и могут радовать глаза.
Раковины
Кухонная мойка, помимо плиты, является неотъемлемым элементом кухонной мебели. У CopperSmith есть передние раковины и раковины в сарае, обращенные лицом к кухне, что привлекает внимание со всех концов комнаты. Раковины есть не только на кухне, но и в ванной. В гаражах могут быть раковины рядом со стиральной машиной или для повседневного использования, так что даже это помещение можно украсить медью. Некоторые люди предпочитают иметь медные раковины рядом с уличным грилем или во внутреннем дворике, что облегчает приготовление пищи и уборку. Проверьте это, если вам интересно узнать о различных стилях кухонных раковин.
Ванны
Медные ванны создают неповторимое ощущение роскоши и характера. Они не только имеют элегантный дизайн, но и легко чистятся.
Столешницы
Медные столешницы — это универсальные предметы мебели, которые подходят для любой комнаты в доме, будь то обеденный стол, журнальный столик или тумбочка.
Примеры других изделий из меди в компании CopperSmith:
Светильники
Зеркала
Ручки и ручки
Вешалки и кольца для полотенец
Фотообои для фартука
Вешалки для гобеленов
И многое другое!
Как создать желаемую патину
Поскольку мы знаем химические реакции, вызывающие различные оттенки цвета в медной патине, мы можем повлиять на то, какой цвет приобретет патина и как быстро она образуется. Создание искусственной патины — обычное дело среди людей, которые делают медные украшения и посуду. Следующие советы научат вас, как патинировать медь.
Нанесение равномерного рисунка искусственной патины на крупную мебель, такую как ванны, столы и вытяжки, сложнее, чем на украшения. Для крупных предметов лучше всего выбрать кусок меди, патина которого создана профессионалами в промышленных масштабах.
Для каждого из следующих методов: чем дольше медь подвергается воздействию самодельной смеси химикатов, тем интенсивнее становится патина. Вы должны обязательно проверить силу своего лечения на мелких предметах, таких как монеты и пенни, прежде чем делать это на ваших ценных медных вещах.
Сохраняйте записи о том, какое количество каждого химиката было смешано, что позволит вам отрегулировать силу или действие вашей самодельной смеси для патинирования в соответствии с желаемым эффектом. Протестируйте метод, чтобы увидеть, как быстро образуется патина, чтобы знать, когда остановить инкубационный период.
Убедитесь, что вы соблюдаете меры безопасности при обращении с любым чистящим средством для дома. Взрослый должен присматривать за детьми до 18 лет. Бытовые чистящие средства могут вызывать раздражение глаз, кожи, носовых ходов и легких. Они также могут быть опасны при попадании внутрь.
Инкубация с измельченными горячими вареными яйцами
Метод горячего вареного яйца идеально подходит для создания коричневатой патины на меди. Яйца варят вкрутую, а затем разбивают на кусочки в повторно закрывающемся пластиковом пакете или контейнере, пока они еще горячие. Затем медь помещают в пакет и запечатывают от нескольких минут до нескольких часов, в зависимости от желаемого оттенка коричневой патины. Чем дольше время инкубации, тем темнее коричневый цвет. Этот метод идеально подходит для небольших изделий из меди, но с большими изделиями с его помощью трудно справиться.
Использование Miracle-Gro
Удобрение для растений Miracle-Gro является отличным окислителем меди. Для синей патины смешайте одну часть Miracle-Gro с тремя частями воды, чтобы получился раствор, которым можно распылить или протереть медь. Для получения зеленой патины смешайте одну часть Miracle-Gro с тремя частями красного винного уксуса. Патина образуется в течение 30 минут и становится постоянной в течение 24 часов.
Замачивание в белом уксусе и соли, опилках или картофельных чипсах
Замачивание меди в белом уксусе и соли создаст синий или зеленый налет. Другой способ сделать это — закопать медь в опилках или измельченных картофельных чипсах, смоченных в белом уксусе. Чем дольше закапывается медь, тем темнее становится патина.
Воздействие на медь соленой воды и паров аммиака
Опрыскайте медь раствором соленой воды, а затем поместите медь в контейнер, содержащий недетергентный аммиак. Медь не должна касаться аммиачной жидкости, а должна быть приподнята над ней.
Герметичный контейнер улавливает пары аммиака, которые затем контактируют с медью. Будьте осторожны при обращении с аммиаком: надевайте защитные перчатки, защитные очки и будьте рядом с водой на случай, если вам понадобится смыть с себя аммиак. Кроме того, не вдыхайте аммиак и не используйте его на открытом воздухе или убедитесь, что помещение хорошо проветривается.
Как естественным образом повлиять на цвет патины
Существуют способы естественного формирования патины без применения к ней химикатов. Воздействие на медь внешних условий способствует образованию патины. Наружные условия включают туман, дождь, снег и жару. Если оставить окна открытыми, изменится температура и содержание влаги в комнате, поэтому любые медные предметы в этой комнате также испытают изменения.
Вы можете намеренно оставить медную мебель рядом с источниками тепла и влаги, например, на кухне рядом с плитой или задней стенкой холодильника. Если оставить медь рядом с окном, чтобы на нее попадало много солнечного света, медь подвергается воздействию естественного тепла.
Запечатывание патины для сохранения желаемого цвета
Патину, образующуюся искусственными методами, можно легко удалить щеткой, поэтому ее необходимо запечатать, чтобы она оставалась постоянной. Герметиками могут быть воск, лак или запатентованная смесь химических веществ. В ювелирных и ремесленных магазинах продаются различные марки герметиков для защиты патины.
Поскольку патина образуется в результате химических реакций между медью и молекулами в воздухе, предотвращение попадания воздуха на медь предотвратит дальнейшее образование патины. Нанесение герметика также может быть способом сохранить патину, которая вам нравится, предотвращая ее дальнейшее изменение.
Получите совет по использованию медной мебели в вашем домашнем декоре
Эксперты компании CopperSmith ждут, чтобы дать экспертный совет о том, как спроектировать медную мебель, идеально подходящую для вашего дома и ваших потребностей. Мы поддерживаем нашу гарантию возврата денег, потому что мы верим в предоставление только лучших услуг и продуктов. Мы можем выслать вам образцы нашей медной патины, чтобы вы могли лично оценить внешний вид нашей меди.
Наши опытные дизайнеры проведут вас через процесс и варианты, избавив вас от догадок в процессе покупки и планирования. Наши знания и опыт помогут вам подобрать правильную мебель, которая подойдет для любого места и цели.
Зачем ждать дальше? Свяжитесь с нами, и мы добавим сияния в ваш день!
19 сентября 2016 г.
Методы окисления меди — MEL Chemistry
Взаимодействие с воздухом
Окисление меди – естественный процесс. Медь — элемент, относящийся к группе металлов и занимающий 29-е место в периодической таблице Менделеева. Медь, как и все другие металлы, способна к окислению, образуя прочные связи в виде оксидов и солей. Чтобы понять, что такое оксид меди, можно посмотреть на старинную бронзовую статую, которая простояла много лет. Статуя будет светло-зеленого цвета, потому что медь, содержащаяся в бронзе, окислилась. Новая бронзовая статуя будет цвета кирпича, но от влажного воздуха и углекислого газа со временем происходит следующая реакция:
2Cu + H₂O + CO₂ + O₂ → CuCO3•Cu(OH)₂
Эта комбинация соли меди и гидроксида называется малахитом, который используется для изготовления красок и ювелирных изделий:
Шкатулка из малахита
[Депозитные фотографии]
Существует множество методов окисления изделий из меди. В промышленности оксидированную медь производят анодным оксидированием с использованием электродов. Этот метод, требующий специального оборудования, является сложным и дорогостоящим процессом. Окисление в домашних условиях намного проще.
Чтобы полностью понять, что такое окисление меди, мы можем провести эксперимент. Сделать окись меди в домашних условиях несложно. Нам понадобится: медный провод
;
плоскогубцы;
горелка газовая или спиртовая;
раствор соляной кислоты;
раствор этилового спирта;
хлорид аммония;
фаянсовая тарелка.
Итак, придерживая пассатижами медную проволоку с одной стороны, вставляем свободный конец проволоки в пламя горелки и нагреваем его. Благодаря высокой температуре горения провод со временем чернеет. В процессе химической реакции медь превращается в оксид меди:
2Cu + O₂ = 2CuO
Затем мы помещаем медную проволоку в раствор соляной кислоты. Мы сразу видим, что раствор меняется с бесцветного на бирюзовый. Этот цвет характерен для хлорида меди, который образуется в процессе реакции:
CuО + 2HCl = CuCl₂ + H₂О
Обратите внимание, что медная проволока снова приобрела светло-кирпичный цвет.
Неокисленная медная проволока (слева) и окисленная медная проволока (справа)
[Википедия]
Черная медная проволока также восстанавливается этиловым спиртом. Поместите его в колбу с этиловым спиртом, и медный предмет снова станет золотистого цвета. Таким образом, в результате сложной химической реакции этиловый спирт окисляется до уксусного альдегида. Нажмите здесь, чтобы провести удивительные эксперименты с медью.
Чтобы вернуть потемневшему медному проводу его первоначальный цвет, мы также можем использовать порошок в виде хлорида аммония.
[Депозитные фотографии]
Нам нужно создать следующее химическое взаимодействие:
CuО + 2NH₄Cl = 2NH₃ + H₂О + CuCl₂
Кладем горячую медную проволоку на дно глиняной миски с хлоридом аммония (NH₄Cl).
Нарезание резьбы на токарном станке — как нарезать внутреннюю и наружную резьбу резцом, метчиком и плашкой
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Рис. 2. Геометрия винтовой линии:
µ — угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.
Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
прямоугольный;
трапецеидальный;
остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Создание резьбы с помощью резцов
Резцы получили всеобщее признание в качестве лучшего инструмента для нарезания резьб – как внутренней так и наружной на токарно-винторезных станках (рис. 4). Для нарезания резьбы используются резцы:
круглые;
призматические;
стержневые.
Геометрия инструментов – аналогичная фасонным. Резцами, имеющими углы вершины ε=60˚±10′ метрической резьбы и ε=55˚±10′ дюймовой резьбы. Поскольку суппорт станка, перемещаясь, допускает погрешности, они приводят к возрастанию резьбового угла. По этой причине часто используют резцы, имеющие угол ε=59˚30′ .
На его вершине имеется либо фаска либо скругление. Это зависит от конфигурации впадины резьбы, которую нарезают.
Рис. 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
1 – заготовка; 2 – суппорт; 3 – ходовой винт; M – электродвигатель; d1, d2 – диаметры шкивов; P – шаг ходового винта; z1, …, z10 – шестерни; n – частота вращения заготовки; Ds – направление движения подачи
Резцы для нарезания резьб оснащаются специальными пластинами. Их предварительно изготавливают из твердых сплавов и быстрорежущих сталей. Детали обрабатываются до состояния, когда внешнее сечение меньше внешнего сечения резьбы, которая будет нарезаться.
У метрических резьб сечением до 30 мм такая разбежность будет равняться 0,14…0,28 мм, сечением до 48 мм – 0,17…0,34 мм, сечением до 80 мм – 0,2…0,4 мм. Металл обрабатываемой детали в процессе нарезания резьбы подвергается деформации. Из-за этого внешнее сечение резьбы увеличивается. Поэтому сечение заготовки уменьшено.
Для нарезания особо точной резьбы в отверстии, данную операцию совершают после его растачивания. Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
d˳=d-P,
где d – внешнее сечение резьбы, мм; Р – шаг резьбы, мм.
Сечение отверстия для резьбы рекомендуется делать немного больше, чем ее внутреннее сечение. В процессе обработки заготовки и нарезания резьбы материал повергается деформациям. Поэтому сечение отверстия становится меньше. Вследствие этого значение вышеприведенной формулы необходимо увеличить.
Увеличение производится на 0,2…0,4 мм в процессе работы с вязкими металлами – сталь, латунь и на 0,1…0,02 мм при обработке хрупких металлов – бронзы и чугуна. Часто резьбу заканчивают специальной канавкой для выхода инструмента. Это может быть обязательным условием чертежно-технической документации.
Диаметр внутри канавки рекомендуется делать меньше на 0,1…0,3 мм, чем внутреннее сечение резьбы. Ширина канавки b=(2…3)Р. Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
Сечение выступа равняется внутреннему сечению резьбы. Этой меткой засекают последний проход инструмента. Нарезав резьбу, выступ обрезают. Точность, с которой установлен резец по отношению к линии центровки, во многом влияет на качество резьбы в целом. Необходимо правильное расположение инструмента, соблюдая биссектрису угла в профиле резьбы перпендикулярно к осевой линии заготовки.
Для этого существует специальный шаблон. Он прикладывается к уже обработанной поверхности заготовки вдоль осевой линии станка. Совмещаются два профиля – шаблона и резца. По величине зазора между ними определяют точность крепления резца. Инструменты для нарезания резьб крепятся строго на центровочной линии станков.
Резцами на токарно-винторезных станках нарезают резьбы в течение нескольких проходов. Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
Нарезая резьбу с шагом до 2 мм, подачу необходимо выставить 0,05…0,2 мм за каждый проход. Нарезая резьбу сразу двумя кромками резания, наматывающаяся на резец стружка снижает качество и чистоту работы.
С целью предотвращения спутывания стружки, начиная рабочий проход, резец необходимо смещать на величину 0,1…0,15 мм по очереди влево и вправо. Эта операция достигается движением суппорта, расположенного сверху. При этом деталь обрабатывается одной кромкой резания. Черновых проходов необходимо 3…6, чистовых – 3.
Как нарезать резьбу метчиком и плашкой
Внешнюю резьбу на шпильках, болтах, винтах, резьбовых валах нарезают плашками. Перед этим часть заготовки, где будет нарезаться резьба, подвергают предварительной обработке. Сечение поверхности обработки оставляют немного меньшим, чем внешнее сечение резьбы. У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
Чтобы облегчить заход, на торце заготовки снимается фаска, которая должна соответствовать высоте профиля резьбы. Плашка закрепляется в специальном патроне. Патрон устанавливается в пиноль задней бабки либо гнездо револьверной головки. Нарезание резьб плашками производится со скоростью v=3…4 м/мин для стальных деталей, 2…3 м/мин для чугунных, 10…15 м/мин для латунных.
Метрические резьбы внутри деталей сечением до 50 мм нарезаются метчиками. В токарных станках используются машинные метчики. Данная технология позволяет выполнять работы по нарезанию резьбы за один проход. В вязких и твердых металлах практикуют нарезание резьб комплектами из метчиков.
Комплекты состоят из двух, трех либо нескольких метчиков одновременно. Если используются два метчика, то первый из них (черновой) осуществляет 75% от всего объема работы. Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
Все метчики из комплектов различаются по величине заборной кромки. Наибольшая длина у заборной кромки чернового метчика. Устанавливая метчик в револьверную головку, на хвостовик закрепляют с помощью винта специальное кольцо. Этим кольцом метчик держится в патроне по аналогии с плашкой.
Резьбонарезные винторезные головки используют при необходимости нарезания внутренних и наружных резьб. Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
Для винторезных головок используют круглые, тангенциальные, радиальные гребенки. Закончив нарезание резьбы, гребенки раздвигаются в автоматическом режиме. При осуществлении обратного хода они не взаимодействуют с резьбой.
Наружная резьба чаще всего выполняется головкой, имеющей круглые гребенки. Она имеет простое устройство, с возможностью множественных переточек. Ее стойкость намного выше, чем тангенциальной и радиальной. По конструктивным особенностям и принципу работы различия незначительные.
Внутренняя резьба обычно нарезается резьбонарезными головками с установленными гребенками призматического типа. Кромки для резания у них находятся на одном сечении. Имеется конус для захода в резьбу. Количество гребенок в одном комплекте соответствует величине головки.
В рабочем комплекте гребенки смещены относительно друг друга. Смещение соответствует углу подъема винтовой линии резьбы нарезания. Обрабатывая червяки и винты с длинной резьбой, повышают производительность, используя резцовые головки, закрепляя их на суппорте станка.
Контроль состояния резьб при нарезании
Резьбовым шаблоном проверяется шаг резьбы. Инструмент состоит из пластины 2 с вырезанными на ней зубцами (рис. 5). Шаг резьбы нанесен на плоскую часть шаблона. Набор всех шаблонов с дюймовыми и метрическими резьбами помещен в кассету 1. Этими шаблонами проверяется только шаг резьбы.
Рис. 5. Резьбовой шаблон:
1 – кассета; 2 – пластина
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 6). Резьбовые калибры разделяют на:
проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения;
непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Рис. 6. Резьбовые калибры:
А – предельная резьбовая роликовая скоба; б – проходное кольцо; в – резьбовой калибр; г – непроходное кольцо
Шаг резьбы, внутренний, средний и наружный диаметр проверяют резьбовыми микрометрами (рис. 7). Прибор имеет посадочные отверстия в пятке и шпинделе, в них закрепляют комплекты со сменными вставками. Они соответствуют параметрам резьб, которые необходимо измерять. Чтобы удобнее было работать, инструмент закрепляется в стойке и настраивается по эталону либо образцу.
Рис. 7. Измерение резьбовым микрометром
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Нарезание резьбы на токарном станке резцом и другими инструментами
Нарезание резьбы с использованием токарного оборудования
Применение резцов
Технология использования метчиков и плашек
Применение резьбонарезных головок
Нарезание резьбы на токарном станке относится к тем операциям, для которых могут быть использованы различные инструменты. Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
Процесс нарезания резьбы на токарном станке резцом
Нарезание резьбы с использованием токарного оборудования
При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа. Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки;
частотой, с которой вращается деталь.
Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали.
Перемещаясь вдоль оси вращающейся заготовки, резец врезается в нее и создает винтовую поверхность, которую и принято называть резьбой. Элементы с резьбовой поверхностью используют для решения различных задач: обеспечения перемещения элементов друг относительно друга, их сочленения и уплотнения формируемых соединений.
Наиболее распространенные виды профиля резьбы: а — треугольная, б — прямоугольная, в — трапецеидальная, г — упорная, д – круглая
Поверхность заготовки с резьбой может быть цилиндрической и конической. На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
треугольные;
трапецеидальные;
прямоугольные;
упорные;
круглые.
Резьба на поверхности детали может быть сформирована одной винтовой ниткой (однозаходная) или несколькими (многозаходная). Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу.
Посчитать количество ниток можно в начале резьбовой поверхности. Многозаходная резьба, кроме шага, характеризуется таким параметром, как ход. Это расстояние, измеряемое между двумя однотипными точками двух соседних витков, которые сформированы одной ниткой. Измеряется такое расстояние по линии, располагающейся параллельно оси резьбовой детали. У однозаходной резьбы, сформированной одной ниткой, ход равен шагу, а для многозаходной его можно вычислить, если умножить шаг на количество заходов.
Все разновидности резьбы со схемами, параметрами и регламентирующими их ГОСТ
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
призматические;
стержневые;
круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
Резьбонарезные резцы
Заготовки, которые сделаны из стали, обрабатывают на токарном станке при помощи инструментов с пластинами, выполненными из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Если деталь изготовлена из чугуна, то для нарезания резьбы на ней используют инструмент с пластинами из следующих марок твердых сплавов: ВК4, В2К, ВК6М, ВК3М.
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
5–12 м в минуту – для стальных заготовок.
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.
Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
10–15 м в минуту – на изделиях, выполненных из латуни;
2–3 м в минуту – на чугунных деталях;
3–4 м в минуту – на заготовках из стали.
Чтобы плашка беспрепятственно зашла на деталь, на торце последней снимают фаску, по высоте совпадающую с высотой профиля резьбы.
Применение резьбонарезных головок
При нарезании резьбы с применением токарных станков к специальным головкам обращаются значительно реже, чем к вышеописанным инструментам. Использоваться такие головки могут для нарезания резьбы любого типа. Их рабочими элементами являются гребенки: призматические применяются, когда нужно нарезать внутреннюю резьбу, для нарезания наружной необходимы радиальные, круглые и тангенциальные. Особенность таких головок заключается в том, что их рабочие органы автоматически расходятся при совершении обратного хода, таким образом, они не контактируют с только что нарезанной резьбой.
Резьбонарезные головки
Гребенки для нарезания резьбы
Гребенки для нарезания внутренней резьбы (их количество в комплекте может быть различным) выполняются с заходным конусом. При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
В том случае, если на токарном станке необходимо нарезать винтовую поверхность на червяках или винтах, отличающихся большой длиной, то резьбонарезные головки фиксируют на суппорте станка, что способствует повышению производительности технологического процесса. Оснащаться такие головки могут как обычными резцами, так и инструментом чашечного типа.
Понять технологию нарезания резьбы при помощи токарного станка можно по видео, на котором хорошо видно, как осуществляется этот процесс. Ниже приведено несколько видео, на которых запечатлен процесс изготовления резьбы разными способами.
Нарезание резьбы на токарном станке – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Определите глубину подачи.
• Опишите, как правильно нарезать резьбу.
• Объясните, как рассчитать шаг, глубину и внутренний диаметр, ширину плоскости.
• Опишите, как установить правильные обороты.
• Опишите, как правильно настроить быстросменный редуктор.
• Опишите, как правильно установить составной люнет.
• Опишите, как установить правильную насадку.
• Опишите, как установить нулевое значение для компаунда и перекрестной подачи на обоих циферблатах.
• Опишите операцию нарезания резьбы.
• Опишите развертывание.
• Опишите, как заточить насадку инструмента.
Нарезание резьбы на токарном станке — это процесс, при котором на заготовке образуется спиральный гребень одинакового сечения. Это выполняется путем выполнения последовательных надрезов резьбонарезным инструментом той же формы, что и требуемая форма резьбы.
Практическое упражнение:
1. Для этого практического упражнения по нарезанию резьбы вам понадобится кусок круглого материала, повернутый к внешнему диаметру протектора.
2. С помощью отрезного или специально заточенного инструмента сделайте надрез для протектора, равный его глубине плюс 0,005 дюйма.
3. Приведенная ниже формула даст вам единую глубину для выполнения унифицированных резьб:
d = Р х 0,750
Где d = одинарная глубина
P = Шаг
n = количество витков на дюйм (TPI)
Глубина подачи = 0,75 / n
Чтобы нарезать правильную резьбу на токарном станке, необходимо сначала произвести расчеты, чтобы резьба имела правильные размеры. Следующие диаграммы и формулы будут полезны при расчете размеров резьбы.
Пример. Рассчитайте шаг, глубину, внутренний диаметр и ширину лыски для резьбы ¾-10 NC.
P = 1 / n = 1 / 10 = 0,100 дюйма
Глубина = 0,7500 x Шаг = 0,7500 x 0,100 = 0,0750 дюйма
Ширина плоскости = P / 8 = (1/8) x (1/10) = .0125 дюйма
Процедура нарезания резьбы:
1. Установите скорость примерно на четверть скорости, используемой для поворота.
2. Установите быстросменный редуктор на требуемый шаг резьбы. (количество резьб на дюйм)
Рис. 1. Таблица резьбы и подачи
Рисунок 2. Настройка редуктора
3. Установите остаточную часть на 29 градусов вправо для правой резьбы.
Рисунок 3. 29 градусов
4. Установите насадку для нарезания резьбы под углом 60 градусов и отрегулируйте высоту до центральной точки токарного станка.
Рис. 4. Инструмент для нарезания резьбы под углом 60 градусов
5. Установите насадку и прямые углы на заготовку, используя резьбовой калибр.
Рисунок 5. Использование калибра центра для позиционирования инструмента для обработки резьбы
6. Используя раствор для компоновки, покройте участок резьбы.
Рисунок 6. Компоновка
7. Переместите резьбонарезной инструмент к детали, используя как компаунд, так и поперечную подачу. Установите микрометр на ноль на обоих циферблатах.
Рисунок 7. Соединение Рисунок 8. Поперечная подача
8. Переместите поперечную подачу на задний инструмент с заготовки, переместите каретку к концу детали и сбросьте поперечную подачу на ноль.
Рис. 9. Конец детали и поперечная подача до нуля
9. Используя только составной микрометр, подайте от 0,001 до 0,002 дюйма.
Рисунок 10: Комбикорм в 0,002 дюйма
10. Включите токарный станок и затяните полугайку.
Рисунок 11: Рычаг включения/выключения и полугайка
11. Сделайте надрез на детали без смазочно-охлаждающей жидкости. Отсоедините полугайку в конце реза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Рис. 12. Исходное положение
12. С помощью калибра или линейки проверьте шаг резьбы. (количество резьб на дюйм)
13. Подайте компаунд размером от 0,005 до 0,020 дюйма для первого прохода, используя смазочно-охлаждающую жидкость. Когда вы приблизитесь к окончательному размеру, уменьшите глубину резания до 0,001–0,002 дюйма.
14. Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от конечной глубины.
Рисунок 15. Операция нарезания резьбы
15. Проверьте размер с помощью микрометра резьбы, резьбомера или трехпроводной системы.
Рис. 16. Измерение по трем проводам
16. Срежьте фаску на конце резьбы, чтобы защитить его от повреждений.
Развертки
используются для быстрой и точной доводки просверленных отверстий или отверстий до отверстия заданного размера и для получения хорошего качества поверхности. Расширение может быть выполнено после того, как отверстие было просверлено или расточено в пределах от 0,005 до 0,015 дюйма от конечного размера, поскольку расширитель не предназначен для удаления большого количества материала.
Заготовка устанавливается в патрон на шпинделе передней бабки, а развёртка поддерживается задней бабкой.
Скорость токарного станка для машинного развертывания должна быть примерно 1/2 скорости, используемой для сверления.
Расширение с помощью ручного развертки
Отверстие, которое нужно развернуть вручную, должно быть в пределах 0,005 дюйма от требуемого готового размера.
Заготовка крепится к шпинделю передней бабки в патроне, и шпиндель передней бабки блокируется после точной настройки заготовки. Ручная развертка устанавливается в регулируемый ключ для развертки и опирается на центр задней бабки. Поскольку ключ вращается вручную, ручная развертка одновременно подается в отверстие путем поворота маховика задней бабки. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Развёртка с помощью развёртки
Отверстие, подлежащее расширению с помощью машинной развертки, должно быть просверлено или рассверлено с точностью до 0,010 дюйма от конечного размера, чтобы машинной развертке оставалось только удалить следы режущего инструмента. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Процедура:
1. Крепко возьмитесь за насадку, поддерживая рукой набор инструментов для шлифовальной машины.
2. Держите насадку под правильным углом, чтобы отшлифовать угол режущей кромки. При этом наклонить нижнюю часть резца к кругу и отшлифовать 10-градусный боковой затыльник или задний угол на режущей кромке. Режущая кромка должна быть около 0,5 дюйма в длину и должна быть примерно на ¼ ширины насадки.
3. Затачивая насадку, перемещайте насадку вперед и назад по поверхности шлифовального круга. Это ускоряет шлифование и предотвращает образование канавок на круге.
4. Во время заточки необходимо часто охлаждать насадку, опуская ее в воду. Никогда не перегревайте инструментальную насадку.
5. Отшлифуйте торцевой режущий угол так, чтобы он образовывал угол чуть меньше 90 градусов с боковой режущей кромкой. Держите инструмент так, чтобы угол торцевой режущей кромки и задний задний угол в 15 градусов были отшлифованы одновременно.
6. Проверьте величину торцевой разгрузки, когда насадка находится в держателе инструмента.
7. Держите верхнюю часть насадки примерно под углом 45 градусов к оси круга и отшлифуйте боковую переднюю часть примерно на 14 градусов.
8. Отшлифуйте кончик режущего инструмента по небольшому радиусу, сохраняя одинаковый передний и боковой задний угол.
Передняя шлифовка Боковая шлифовка Радиус заточки
Насадки для токарных станков обычно изготавливаются из четырех материалов:
1. Быстрорежущая сталь
2. Литейные сплавы
3. Цементированные карбиды
4. Керамика
Свойства, которыми обладает каждый из этих материалов, различны, и применение каждого из них зависит от обрабатываемого материала и состояния станка.
Насадки для токарных станков должны обладать следующими свойствами.
1. Они должны быть жесткими.
2. Должны быть износостойкими.
3. Они должны выдерживать высокие температуры, возникающие при резке.
4. Они должны выдерживать удары во время резки.
Режущие инструменты, используемые на токарных станках, обычно представляют собой однолезвийные режущие инструменты, хотя форма инструмента изменяется для различных применений. Та же номенклатура применяется ко всем режущим инструментам.
Процедура:
1. Основание: нижняя поверхность хвостовика инструмента.
6. Радиус носа: Радиус, до которого заточен нос. Размер радиуса будет влиять на отделку. Для черновой обработки используется радиус вершины 1/16 дюйма. Для чистовой обработки используется радиус вершины от 1/16 до ⅛ дюйма.
7. Острие: Конец инструмента, отшлифованный для резки.
8. Хвостовик: корпус насадки или часть, удерживаемая в держателе инструмента.
9. Углы и зазоры токарных резцов
Надлежащая работа насадки зависит от зазора и переднего угла, которые должны быть отшлифованы на насадке. Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
• Угол боковой режущей кромки: угол, который образует режущая кромка со стороной хвостовика инструмента. Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол превышает 30 градусов, инструмент будет вибрировать.
• Конечный угол режущей кромки. Угол, образованный концевой режущей кромкой и линией, расположенной под прямым углом к центральной линии насадки инструмента. Этот угол может составлять от 5 до 30 градусов в зависимости от типа огранки и желаемой отделки. Для черновой обработки под углом от 5 до 15 градусов, для токарных инструментов общего назначения используют угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких пропилов вблизи упора или патрона или при повороте к плечу.
• Боковой задний угол: угол заточки на боковой поверхности инструмента ниже режущей кромки. Этот угол может быть от 6 до 10 градусов. Боковой зазор на инструментальной насадке позволяет режущему инструменту продвигаться вдоль вращающейся детали и предотвращает трение боковой поверхности о заготовку.
• Конечный задний угол (зазор): угол, отшлифованный ниже носовой части резца, который позволяет режущему инструменту входить в заготовку. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерять, когда насадка удерживается в держателе инструмента. Концевой задний угол зависит от твердости и типа материала, а также типа разреза. Концевой задний угол меньше для более твердых материалов, чтобы обеспечить опору под режущей кромкой.
• Боковой передний угол: угол, под которым торец отшлифован от режущей кромки. Этот угол может составлять 14 градусов для насадок инструментов общего назначения. Боковой передний центрирует более острую режущую кромку и позволяет стружке быстро стекать. Для более мягких материалов боковой передний угол обычно увеличивается.
• Задний (верхний) передний угол: обратный наклон поверхности инструмента от носика. Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. Задний передний угол позволяет стружке стекать с острия режущего инструмента.
1. Что такое шаг для метчика ¼-20?
2. На какой угол нужно повернуть компаунд для Unified Thread?
3. Объясните, почему вы поворачиваете соединение в вопросе 2.
4. Какая глубина резьбы у винта UNF ½-20?
5. Как бы вы сделали левую резьбу? Об этом не говорится в чтении — подумайте об этом?
6. Какие насадки мы используем для нарезания резьбы?
7. Пожалуйста, опишите Center Gage.
8. Что мы используем для проверки шага резьбы (резьбы на дюйм)?
9. Первый и последний проход, сколько мы подаем компаунда?
10. Назовите четыре материала, из которых изготавливаются насадки для инструментов.
Терминология режущего инструмента получена из документа Режущие инструменты токарного станка – Формы режущего инструмента Технического колледжа Висконсина, CC:BY-NC 4.0.
Терминология режущего инструмента получена из Типы резцов (токарный станок) Университета Айдахо, CC:BY-SA 3. 0.
Центрирование взято из [документа по токарным станкам с ручным управлением]
Нарезание резьбы на токарном станке
Автор Том Липтон
Опубликовано
01 августа 2012 г. — 11:15
Винты и резьба скрепляют миллионы вещей. Существует почти столько же типов и форм резьбы, сколько продуктов, в которых используются резьбовые крепления и соединения. Точно так же среди тех, кто не является «механизмом», существует много путаницы и неправильного использования потоков.
С точки зрения машиниста нарезание резьбы доставляет удовольствие. Когда вы закончите, надеюсь, у вас есть две детали, которые соединяются вместе с уровнем точности и гладкости, которых нет в заурядных крепежных изделиях аппаратного класса. Мне всегда нравилось нарезать резьбу на ручном токарном станке, и за эти годы я научился нескольким приемам.
Предоставлено Все изображения: T. Lipton
Совместите инструмент для нарезания резьбы с новым концом или со стороной патрона.
■ Совместите инструмент для нарезания резьбы с новым концом или со стороной патрона. Маленькие инструменты для выравнивания в форме стрелок, которые вы видите, доставляют неудобства и годятся только для проверки отшлифованных вручную битов инструментов.
■ Если вы много нарезаете резьбу на ручном токарном станке, купите инструмент, который принимает вставки. Вставки точно отшлифованы и легко заменяются. Одна пластина нарезает десятки шагов резьбы.
■ Я научился нарезать резьбу на токарном станке методом комбинированной подачи. Вопреки распространенному мнению, составной набор не обязательно должен быть на половине угла резьбы. Используя так называемую «подачу с измененной боковой поверхностью» и изменяя этот угол, вы помогаете решить проблемы с нарезанием резьбы в труднообрабатываемых материалах.
■ Еще одно преимущество нарезания резьбы с помощью герметика заключается в том, что вам не нужно следить за положением шкалы. Циферблат поперечной подачи всегда обнуляется после каждого прохода, поэтому вам меньше нужно помнить, например, был ли последний проход на 0,030 дюйма или 0,050 дюйма. Основным недостатком является изменение положения оси Z при подаче. Обычно это не проблема для наружной резьбы, но может быть для внутренней резьбы, которая заканчивается у заплечика.
■ Попробуйте следующие стратегии, когда вы завершаете потоки, а конструктор деталей не указал поток. Когда я хочу что-то сделать с канавкой, которая прорезается на конце резьбы, я обычно использую инструмент для нарезания резьбы и прохожу небольшой рельеф на конце. Он сохраняет смену инструмента и выглядит нормально. Если я хочу получить более красивый вид, я переключаюсь на инструмент радиуса. Просто убедитесь, что рельеф немного меньше, чем меньший диаметр резьбы, чтобы сопрягаемая часть навинчивалась до упора.
Держите полный набор гаек на кольцах, одно кольцо для крупной резьбы, а другое для мелкой.
■ Используйте большой DOC при первом проходе во время нарезания резьбы. Точка маленькая; на первых парах проходов площадь зацепления режущей кромки также мала. Уменьшайте свой DOC по мере того, как вы углубляетесь. На последнем проходе подавайте прямо с поперечной подачей с легким пружинным резом 0,001 дюйма. Это врезается в обе стороны инструмента и удаляет вибрацию и следы от инструмента на резьбе.
■ Я никак не могу вспомнить, какую линию на шкале заправки нити использовать с каким шагом резьбы. Если вам повезет, он будет отмечен. Если вы сомневаетесь, просто используйте один и тот же номер или строку каждый раз. Всегда используйте один и тот же номер при нарезании многозаходной резьбы.
Нарезание внутренней резьбы изнутри наружу с помощью инструментов для левой руки. Вы получите меньше болтовни и увидите, что происходит в глубине скважины. Вам понадобятся инструменты для нарезания левой резьбы, работающие на токарном станке в обратном направлении. Помните, тянуть за веревку легко; одного толкнуть очень сложно.
■ Если у вас есть выбор, мелкую резьбу легче нарезать и требуется меньше проходов, чем грубую. Меньшая глубина на труднообрабатываемых материалах может спасти ваш бекон.
■ Чтобы быстро и легко выполнять повседневную резьбонарезку, я держу в своем ящике с инструментами полный набор гаек на кольцах для навинчивания резьбы. Одно кольцо удерживает грубые нити, а другое – тонкие. При нарезке обязательно навинтите гайку на всю длину резьбы. Предоставленные сами себе, машинисты обычно нарезают резьбу туже, чем необходимо.
■ Сопрягаемые материалы в резьбовых соединениях имеют важное значение. Если вы должны использовать один и тот же материал для наружной и внутренней резьбы, сделайте себе одолжение и нанесите на них несколько молекул смазки для резьбы или противозадирного средства, прежде чем скручивать их вместе.
Напильник идеален для выпрямления надоедливого выцветания нити в начале и конце внешней резьбы.
■ Если вам случится заклинить охватываемую и охватывающую нити в тесном объятии, простой способ их разделить — быстро нагреть охватывающую часть до 100 ° F или около того с помощью пропановой горелки. Быстрый выстрел проникающей смазки перед тем, как крутить, может спасти работу.
■ При измерении резьбы специальный микрометр для резьбы удобен и прост в использовании на станке. Но для наибольшей точности используйте трехпроволочный метод измерения резьбы. Этот метод является более точным, поскольку провода представляют собой истинную параллельную поверхность для измерения. Если это достаточно хорошо для производителей измерительных приборов, это достаточно хорошо и для меня.
■ Кусок пластилина или замазки для оконных стекол поможет удерживать надоедливые провода для измерения резьбы. А еще лучше купите набор пластиковых держателей, которые подходят для шпинделя микрометра.
■ Файлы потоков действительно работают. Они отлично подходят для выпрямления надоедливого выцветания половин нити в начале и конце внешней нити. CTE
Связанные термины глоссария
вибрация
вибрация
Состояние вибрации станка, заготовки и режущего инструмента. Как только это состояние возникает, оно часто самоподдерживается, пока проблема не будет устранена. Вибрацию можно определить, когда на заготовке через равные промежутки времени появляются линии или канавки. Эти линии или канавки вызваны зубьями фрезы, когда они вибрируют в заготовке и из нее, а расстояние между ними зависит от частоты вибрации.
патрон
патрон
Зажимное устройство, которое крепится к шпинделю фрезерного, токарного или сверлильного станка. Он удерживает инструмент или заготовку за один конец, позволяя ему вращаться. Также может быть установлен на столе станка для удержания заготовки. Две или более регулируемых губки фактически удерживают инструмент или деталь. Может приводиться в действие вручную, пневматически, гидравлически или электрически. См. цангу.
подача
подача
Скорость изменения положения инструмента в целом относительно заготовки при резке.
токарный станок
токарный станок
Токарный станок, способный выполнять распиловку, фрезерование, шлифование, зубонарезание, сверление, развертывание, расточку, нарезание резьбы, торцевание, снятие фаски, накатку канавок, накатку, вращение, отрезку, вырезание шейки, нарезание конуса и кулачково- и эксцентриково-режущие, а также ступенчато- и прямотокарно-токарные. Поставляется в различных формах, от ручных до полуавтоматических и полностью автоматических, основными типами которых являются токарные станки с двигателем, токарные станки и контурные станки, токарные станки с револьверной головкой и токарные станки с числовым программным управлением. Токарно-винторезный станок состоит из передней бабки и шпинделя, задней бабки, станины, каретки (в комплекте с фартуком) и поперечных салазок. Особенности включают в себя рычаги переключения передач (скорости) и подачи, инструментальную стойку, составной упор, ходовой винт и реверсивный ходовой винт, шкалу нарезания резьбы и рычаг быстрого хода. К специальным типам токарных станков относятся сквозные, распределительные и коленчатые, тормозные барабанные и роторные, прядильные и ружейно-ствольные. Инструментальные и настольные токарные станки используются для точной работы; первые для работы с инструментами и штампами и подобных задач, вторые для небольших заготовок (инструменты, часы), обычно без механической подачи. Модели обычно обозначаются в соответствии с их «поворотом» или заготовкой самого большого диаметра, которую можно вращать; длина кровати или расстояние между центрами; и произведенная лошадиная сила. См. токарный станок.
микрометр
микрометр
Прецизионный инструмент со шпинделем, перемещаемым винтом с мелкой резьбой, который используется для измерения толщины и коротких длин.
параллельный
параллельный
Полоса или блок прецизионно отшлифованного материала, используемый для подъема заготовки, удерживая ее параллельно рабочему столу, чтобы предотвратить контакт фрезы со столом.
шаг
шаг
1. Число зубьев на дюйм пильного диска. 2. При нарезании резьбы количество витков на дюйм.
рельеф
рельеф
За режущими кромками предусмотрено пространство для предотвращения трения. Иногда называется первичным рельефом. Вторичный рельеф обеспечивает дополнительное пространство за основным рельефом. Рельеф на концевых зубьях осевой рельеф; рельеф на боковых зубах периферический рельеф.
нарезание резьбы
нарезание резьбы
Процесс как внешнего (например, нарезание резьбы), так и внутреннего (например, нарезание резьбы, нарезание резьбы) нарезания, токарной обработки и накатывания резьбы на конкретный материал. Доступны стандартные спецификации для определения желаемых результатов процесса нарезания резьбы. Многочисленные обозначения серий резьб написаны для конкретных приложений. Нарезание резьбы часто выполняется на токарном станке. Такие характеристики, как высота резьбы, имеют решающее значение для определения прочности резьбы. Используемый материал принимается во внимание при определении ожидаемых результатов любого конкретного применения этой резьбовой детали. При нарезании наружной резьбы требуется расчетная глубина, а также определенный угол нарезки. Для выполнения внутренней резьбы точный диаметр отверстия имеет решающее значение перед нарезанием резьбы.
Технические характеристики — сварочный аппарат Ресанта САИ-250Проф, ток 250 А
Mma сварочные аппараты дуговой сварки электродами
Персональная скидка
Характеристики сварочный аппарат Ресанта САИ-250Проф, ток 250 А
Арт. X131102279
Персональная скидка
Дарим скидки за
вход в личный кабинет
Арт. X131102279
Характеристики
Производитель
Макс. сварочный ток MMA, А
250
Напряжение сети, В
220
Напряжение холостого хода MMA, В
65
Мин. сварочный ток MMA, А
10
Вес, кг
7.9
Все характеристики
Дарим скидки за
вход в личный кабинет
С этим товаром смотрят
1 719 ₽
1 910 ₽
Регулятор кислородный ПТК БКО-50-5
-191 ₽
Персональная скидка
799 ₽
970 ₽
Масло для 4-х тактного двигателя Patriot Specific High-Tech 30594, 0. 946 л, вязкость 5W-30
-171 ₽
1 150 ₽
Электроды Esab ОК 46.00 3.0мм (2.5кг)
35 361 ₽
Бензиновый генератор Huter DY6500L, ручной запуск, количество розеток 2
1 280 ₽
1 460 ₽
Электроды Esab ОК 46.00 2.0мм
-180 ₽
Персональная скидка
3 411 ₽
Станок для заточки цепей Ресанта Т-100 75/10/1
849 ₽
1 070 ₽
Пропановый регулятор ПТК ОЛИМП БПО-5 мини
-221 ₽
Персональная скидка
Нет в наличии
Маска сварщика хамелеон Fubag Ultima 5-13 Panoramic Black 992500
Смотреть
Нет в наличии
Сварочная маска Ресанта МС-5
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Производитель
Антизалипание
Да
Форсаж дуги
Да
Горячий старт
Да
Дисплей
Да
Класс товара
профессиональный
Макс. сварочный ток MMA, А
250
Нет
TIG сварка
Нет
Напряжение сети, В
220
Наличие сетевой вилки
Да
Мин. диаметр электрода MMA, мм
1
Макс. диаметр электрода MMA, мм
6
Мин. диаметр электрода TIG, мм
0.5
Макс. диаметр электрода TIG, мм
1
ПВ на максимальном токе, %
70
Степень защиты
IP 21
Длина силовых кабелей, м
2.5, 3
Макс. рабочее напряжение ММА, В
30
Сварка алюминия
Нет
Защита от перегрева
Да
Пульт ДУ
Нет
Сварочный провод
DX25
Тип охлаждения
воздушное
Мин. рабочее напряжение ММА, В
20
Коэффициент мощности
0.95
Производительность, %
70
Напряжение холостого хода MMA, В
65
Макс. потребляемая мощность, кВА
4.8
Мин. сварочный ток MMA, А
10
инвертор
Сертификат Накс
Нет
Частота, Гц
50
Мин. температура эксплуатации, °С
-20
Макс. температура эксплуатации, °С
50
Вес, кг
7.9
Габариты, мм
300x165x430
Страна производства
Китай
Родина бренда
Латвия
Нашли неточность в описании?
В комплекте
Сварочный аппарат
1 шт.
Кабель с клеммой заземления — 2 м
1 шт.
Кабель с электрододержателем — 3 м
1 шт.
Инструкция
1 шт.
Гарантийный талон
1 шт.
Упаковка
1 шт.
Сварочный инвертор Ресанта САИ 250К в Екатеринбурге
Категории
Сварочный аппарат РЕСАНТА САИ-250К применяется в работе с ручной дуговой сваркой штучным электродом до 6 мм. Данная модель считается профессиональной и применяется в основном на производстве.
Регулировка тока плавная и удобная, можно проконтролировать ход работы и сварить качественный шов. Система защиты от перегрева обеспечивает безопасность и продлевает срок службы аппарата.
Особенности:
— Максимальный сварочный ток 220А позволяет использовать электроды диаметром до 6 мм и сварить стальные конструкции толщиной от 15 мм.
— Небольшой вес и габариты.
— В серии «Компакт» это самая мощная модель, применяется на производстве.
— Функция форсажа дуги («ARC FORCE») повышает устойчивость дуги и улучшает текучесть металла для повышения качества шва.
Преимущества:
— Аппарат защищен от перегрева при работе на максимальной мощности и в условиях с повышенной температурой.
— Плавная регулировка сварочного тока дает ровный и качественный шов.
— Малое энергопотребление экономит электричество и позволяет работать от обычной розетки 220 В.
— Функция анти залипания («ANTI STICK») позволяет обезопасить работу и продлить срок службы аппарата.
— Начать работу со сваркой теперь легче с удобной функцией горячего старта («HOT START»).
— Система принудительного туннельного охлаждения дает возможность дольше сохранять аппарат в рабочем состоянии.
— Металлический корпус защищает аппарат от внешних воздействий и попадания вертикально падающих капель.
Сварочный инвертор Ресанта САИ 250К – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Сварочный инвертор Ресанта САИ 250К, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Мощность, Вт
9350
Тип
Инверторный
Тип сварки
дуговая (электродом, MMA)
Диапазон сварочного тока, А
10 — 250
Максимальный диаметр электрода, мм
6
Максимальный потребляемый ток, А
42,5
Напряжение сети, В
220
Допустимое входное напряжение, В
140 — 240
Напряжение холостого хода, В
80
Продолжительность нагружения, %
70% 250А
Рабочий диапазон температуры окружающей среды, °C
от -20 до +50
Класс защиты
IP21
Функции
Возможности
Горячий старт, Легкий поджиг дуги, Антизалипание электрода, работа при низком напряжении в сети, работа при отрицательных температурах, Автоматический форсаж дуги
Наличие сетевой вилки
Да
Защита
Защита от перегрева, защита от перегрузки, защита от залипания электрода. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Охлаждение
Активное, продувка корпуса
Технология транзисторов
IGBT
Комплектация
Кейс
Нет
Комплектация
Сварочный аппарат, Кабель с электрододержателем, Кабель с клеммой заземления, Паспорт (инструкция), Упаковка.
Производитель
Серия
САИ
Гарантия, мес.
24
Размеры и вес
Вес без упаковки, кг
4,7
Вес в упаковке, кг
5,25
Габариты, см
31,0 x 13,5 x 25,0
Размеры в коробке, см
31 x 13,5 x 25
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.
Авторские права защищены.
Сколько стоит аннуитет в размере 250 000 долларов?
Шон Пламмер
Генеральный директор The Annuity Expert
Когда дело доходит до аннуитетов, у людей возникает множество вопросов. Сколько денег вы будете получать каждый месяц? Как долго будут продолжаться выплаты? Сегодня мы ответим на эти и многие другие вопросы! Мы рассмотрим аннуитетную выплату в размере 250 000 долларов США для людей из разных возрастных групп. Продолжайте читать, чтобы узнать больше об этом важном финансовом решении!
Содержание
Сколько ежемесячно выплачивается по аннуитету в размере 250 000 долларов?
Какая выплата по аннуитетам в размере 250 000 долларов?
Сколько будет выплачиваться аннуитет в размере 250 000 долларов в будущем?
Когда лучше всего покупать аннуитет за 250 000 долларов?
Заключение
Расчет аннуитетной выплаты в размере 250 000 долларов США
Часто задаваемые вопросы
Дополнительная литература
Сколько ежемесячно выплачивается аннуитетная выплата в размере 250 000 долларов США?
Аннуитет в размере 250 000 долларов принесет вам примерно 1094 доллара в месяц на всю оставшуюся жизнь, если вы приобрели аннуитет в возрасте 60 лет и сразу начали получать платежи. Аннуитет в размере 250 000 долларов будет приносить вам приблизительно 1198 долларов в месяц до конца вашей жизни, если вы купите аннуитет в возрасте 65 лет и сразу же начнете получать платежи. Аннуитет в размере 250 000 долларов принесет вам приблизительно 1302 доллара в месяц до конца жизни, если вы приобретете аннуитет в возрасте 70 лет и сразу начал принимать платежи.
Какая выплата по аннуитетам в размере 250 000 долларов?
Аннуитеты — это инвестиционный инструмент, обеспечивающий стабильный пожизненный доход. Аннуитетные платежи варьируются в зависимости от возраста покупателя и того, сколько времени осталось до того, как аннуитеты получат выплату.
Используя калькуляторы аннуитета и программное обеспечение для котировок, я изучил 1319 аннуитетных продуктов и 307 доходных райдеров от 61 ведущих страховых компаний , чтобы определить, какой годовой доход будет выплачиваться.
Это таблица выплат, которую вы хотите использовать, если вы уже вышли на пенсию или скоро уйдете на пенсию. Он показывает, какой годовой доход в размере 250 000 долл. США обеспечит аннуитет, если аннуитетные платежи начнутся немедленно (не в будущем). Чем дольше вы ждете, прежде чем начать доход, тем выше будет сумма дохода.
$250 000 Немедленные выплаты
Возраст
Ежемесячно
Ежегодно
55
$923
$11,070
56
$945
$11,340
57
$968
$11,610
58
$990
$11,880
59
$ 1,013
$ 12,150
60
$ 1,094
$ 13,125
61
,094
. 0078
62
$1,094
$13,125
63
$1,103
$13,230
64
$1,125
$13,500
65
$1,198
$14,375
66
$1,198
$14,375
67
$1,198
$14,375
68
$1,215
$14,580
69
$ 1,215
$ 14 850
$ 1 302
$ 15 625
$ 15 625
$ 15 625
88 8 625 $
88888.
В следующей таблице приведена оценка гарантированного дохода в размере 250 000 долларов США, который будет выплачиваться ежегодно до конца жизни человека.
Возраст
Через 5 лет
Через 10 лет
Через 20 лет
40
$26,345
45
$29,700
50
$22,180
$32,512
55
$16,431
$25,085
$36,082
60
$19,120
$26,672
65
$20,400
$29,222
70
$22,525
$35,271
75
$26,420
Когда лучше покупать аннуитет за $5,028?
Лучшее время для покупки аннуитета — от 5 до 10 лет до предполагаемой даты начала ежемесячного снятия доходов. Ставки аннуитета могут и меняются.
Оцените свои пенсионные выплаты
Воспользуйтесь преимуществами 17 различных калькуляторов аннуитета для получения оценок, а затем запросите расценки.
Заключение
Запросите расценки, чтобы определить, сколько будет выплачиваться аннуитет в размере 250 000 долларов США в месяц. Таким образом, вы можете быть уверены, что принимаете лучшее решение о выходе на пенсию. Аннуитет в настоящее время является единственным пенсионным планом в Соединенных Штатах, который обеспечивает гарантированный доход на всю жизнь, поэтому важно понимать преимущества, прежде чем совершать покупку. Затем, когда вы будете готовы, мы будем рады предоставить вам цитату.
Рассчитать аннуитетную выплату в размере 250 000 долларов США
На нашей странице калькуляторов аннуитета вы найдете 17 различных калькуляторов, которые помогут рассчитать стоимость аннуитета. Запросите предложение для индивидуального аннуитета. Мы ответим в течение 24 часов, также вы можете заказать бесплатную консультацию здесь. Мы получаем комиссию от страховой компании за продажу аннуитета, поэтому нам не нужно взимать с вас никаких сборов.
Часто задаваемые вопросы
Сколько стоит аннуитет в размере 250 000 долларов США?
Гарантированные ежемесячные платежи, которые вы будете получать до конца своей жизни, составляют примерно 1,09 доллара США.4, если вы купите аннуитет в размере 250 000 долларов в возрасте 60 лет. Вы будете получать примерно 1 198 долларов в месяц в возрасте 65 лет и примерно 1 302 доллара в месяц в возрасте 70 лет до конца своей жизни. Конечно, чем дольше вы ждете получения платежей, тем крупнее будут платежи.
Похожие материалы
Сколько мне нужно для выхода на пенсию
Как долго хватит моих пенсионных сбережений?
Похожие посты
Прокрутите вверх
По окончании национального траура 250 000 просмотров королевы, лежащей в штате
ЛОНДОН, 20 сентября (Рейтер) — Около 250 000 скорбящих прошли мимо гроба королевы Елизаветы в Вестминстер-холле в Лондоне во время ее пребывания в больнице, сообщило правительство во вторник, когда в стране закончился период траура.
В понедельник внимание всего мира было приковано к Лондону, когда королева была похоронена после ее 70-летнего правления в ослепительном зрелище пышности и церемонии, которая включала одну из крупнейших военных процессий, когда-либо виденных в Британии. читать дальше
Во вторник движение возобновилось на дорогах, по которым несли ее гроб, рабочие направились в свои офисы, а улицы Лондона были вычищены после более чем 10 дней, в течение которых реальность была приостановлена для многих по всей стране.
Зарегистрируйтесь сейчас и получите БЕСПЛАТНЫЙ неограниченный доступ к Reuters.com
Королевская семья будет соблюдать длительный период траура, который заканчивается на седьмой день после похорон, а флаги в королевских резиденциях остаются приспущенными.
За четыре с половиной дня до похорон в понедельник представители общественности круглосуточно стояли в очереди, чтобы засвидетельствовать свое почтение королеве внутри парламента, причем многие ждали в течение ночи более 12 часов, чтобы получить шанс пройти мимо гроба. 900:03 Похоронная процессия Ее Величества королевы Елизаветы движется по Длинной дорожке к Виндзорскому замку, 19 сентября 2022 года. Сержант Дек Трейлор/Пул через REUTERS
По предварительным оценкам, 250 000 человек присутствовали на похоронах, по словам министра культуры Мишель. Донелан, чей отдел организовал многокилометровую очередь, извивавшуюся вдоль южного берега Темзы.
Хотя это и не окончательное число, оно намного меньше первоначальных оценок, согласно которым в нем могли принять участие до миллиона человек. Донелан назвал эти оценки «спекуляциями СМИ».
«Было много других способов, которыми люди оплакивали себя — клали цветы в парках или ждали и наблюдали за королевской семьей, когда они входили в это бдение», — сказала она на Talk TV.
Национальная телекомпания Би-би-си в прямом эфире транслировала скорбящих из всех слоев общества, проходящих мимо поднятого гроба в окружении церемониального караула в изысканной униформе.





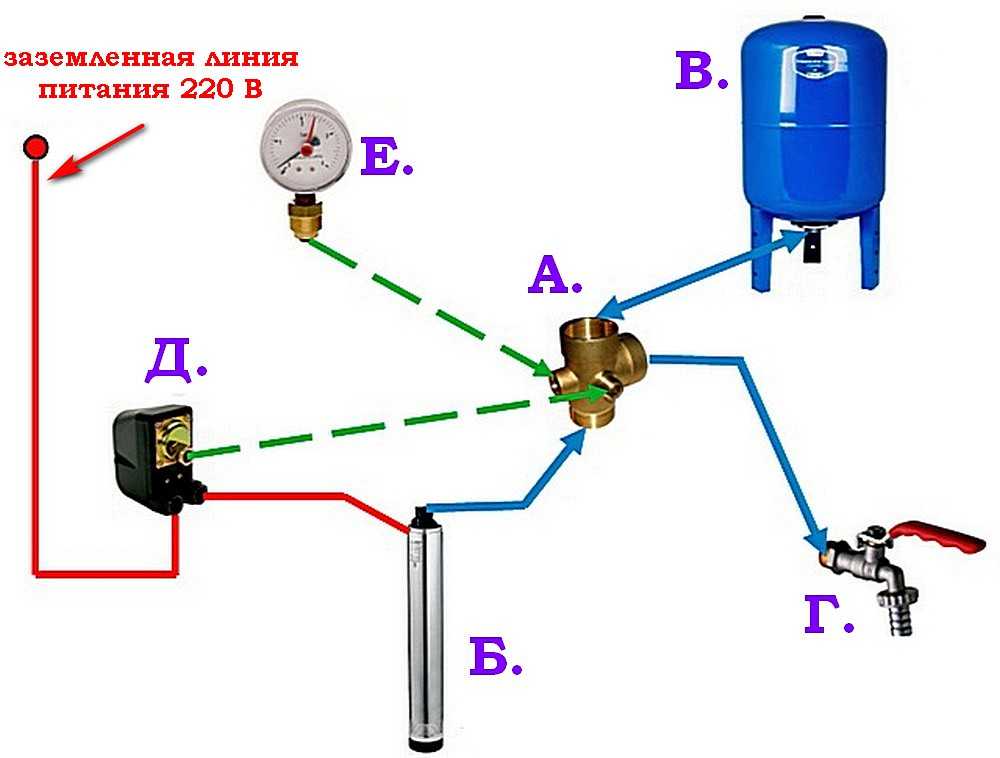 Последнее часто наблюдается, если насос закачал песок. Необходимо разобрать реле, аккуратно все вычистить и промыть.
Последнее часто наблюдается, если насос закачал песок. Необходимо разобрать реле, аккуратно все вычистить и промыть. Приведенные советы по диагностике и устранению возможных неполадок в его работе окажут практическую помощь даже непосвященному в инженерные тонкости пользователю.
Приведенные советы по диагностике и устранению возможных неполадок в его работе окажут практическую помощь даже непосвященному в инженерные тонкости пользователю. Причиной выхода прибора из строя обычно становится неисправное реле давления или неправильно выставленные настройки.
Причиной выхода прибора из строя обычно становится неисправное реле давления или неправильно выставленные настройки. Рекомендуется замерить давление при помощи манометра на автомобильном насосе. При полученных показателях менее полутора атмосфер, нужно последующее повышение режима давления при помощи насоса для автомобиля. В дальнейшем проверку рекомендуется осуществлять регулярно.
Рекомендуется замерить давление при помощи манометра на автомобильном насосе. При полученных показателях менее полутора атмосфер, нужно последующее повышение режима давления при помощи насоса для автомобиля. В дальнейшем проверку рекомендуется осуществлять регулярно.
 При получении неудовлетворительных результатов, осуществляют настройку посредством поворачивания гайки малой пружины до получения желаемого результата.
При получении неудовлетворительных результатов, осуществляют настройку посредством поворачивания гайки малой пружины до получения желаемого результата.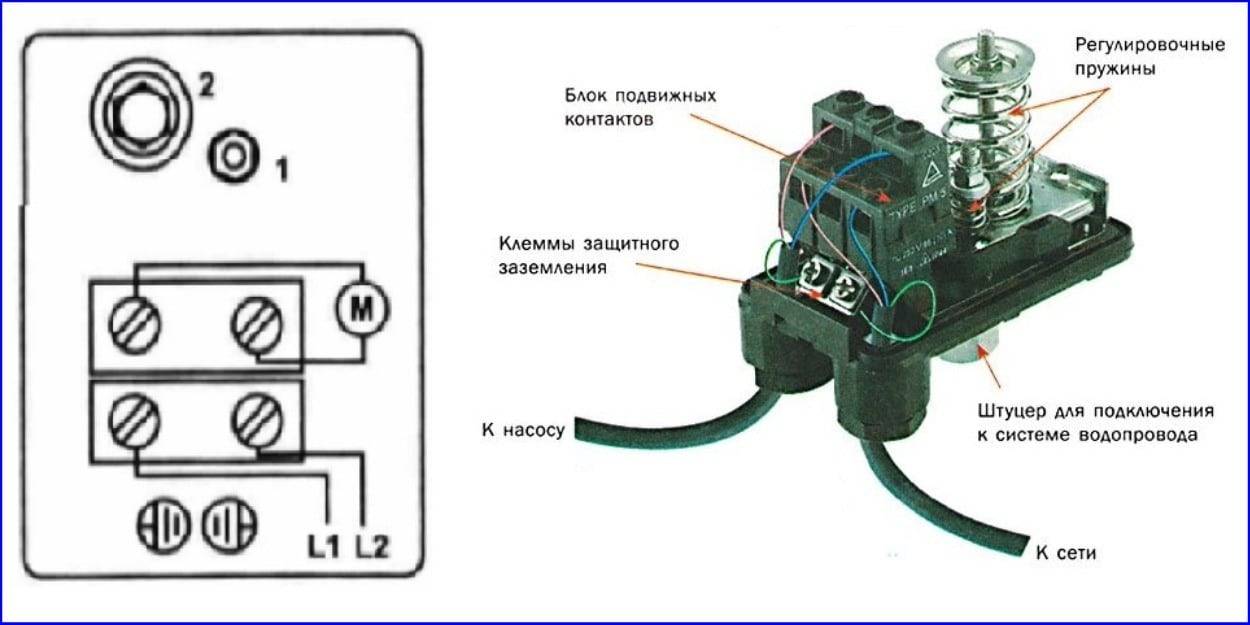 Это может привести к потере давления воды или даже полному прекращению подачи воды. Узнайте, как определить, неисправно ли реле давления вашего скважинного насоса и нуждается ли оно в замене.
Это может привести к потере давления воды или даже полному прекращению подачи воды. Узнайте, как определить, неисправно ли реле давления вашего скважинного насоса и нуждается ли оно в замене. Обычно вы найдете переключатель на боковой стороне струйного насоса. Тем не менее, если у вас есть погружной насос, вы найдете местонахождение скрытого переключателя в другом месте. Как правило, вы найдете его в подвале, гараже или где-нибудь во дворе, иногда он установлен на небольшой трубке рядом с гидробаком.
Обычно вы найдете переключатель на боковой стороне струйного насоса. Тем не менее, если у вас есть погружной насос, вы найдете местонахождение скрытого переключателя в другом месте. Как правило, вы найдете его в подвале, гараже или где-нибудь во дворе, иногда он установлен на небольшой трубке рядом с гидробаком.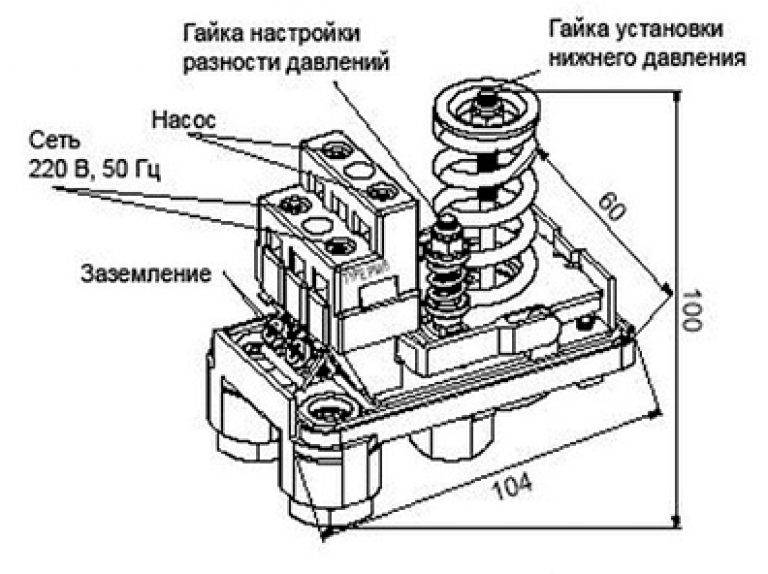
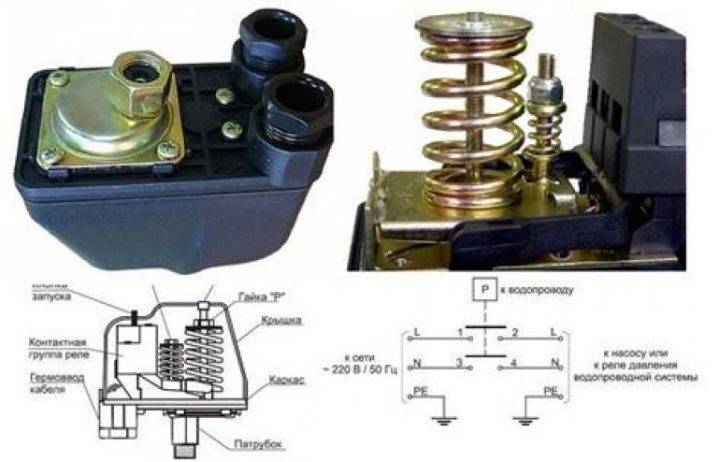

 Замена реле давления — это простой, быстрый и недорогой ремонт для профессионалов по сравнению со сложностью и стоимостью полной замены скважинного насоса.
Замена реле давления — это простой, быстрый и недорогой ремонт для профессионалов по сравнению со сложностью и стоимостью полной замены скважинного насоса.
 Вы можете изменить эти цифры по мере необходимости в зависимости от того, что вам нужно от вашего водоснабжения.
Вы можете изменить эти цифры по мере необходимости в зависимости от того, что вам нужно от вашего водоснабжения.

 07 — 0.14
07 — 0.14 Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух.
Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух.  Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости. 1
1 8
8 A, M1010, M1012
A, M1010, M1012
 Ниже представлена систематизированная информация о назначении, химическом составе, видах поставок, заменителях, температуре критических точек, физических, механических, технологических и литейных свойствах для марки — Сталь 10 (ст 10).
Ниже представлена систематизированная информация о назначении, химическом составе, видах поставок, заменителях, температуре критических точек, физических, механических, технологических и литейных свойствах для марки — Сталь 10 (ст 10).
 Закалка 790−810°С, вода. Отпуск 180−200°С, воздух.
Закалка 790−810°С, вода. Отпуск 180−200°С, воздух.
 Нормализация
Нормализация электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м)
 10).
10).
 Закалка 790-810°С, вода. Отпуск 180-200°С, воздух.
Закалка 790-810°С, вода. Отпуск 180-200°С, воздух.

 электрическое сопротивление (p, ном. м)
электрическое сопротивление (p, ном. м) org/BreadcrumbList»>
org/BreadcrumbList»>
 Изделия из стали 45, к примеру, крайне востребованные круг, шестигранник ст45, выдерживают перепады в диапазоне от 200 до 600 о С.
Изделия из стали 45, к примеру, крайне востребованные круг, шестигранник ст45, выдерживают перепады в диапазоне от 200 до 600 о С.
 После нормализации любой механический «декор» (фрезерование, точение) проходит проще и легче. Именно таким образом получают различные валы, шестерни, цилиндры, шпиндели, кулачки.
После нормализации любой механический «декор» (фрезерование, точение) проходит проще и легче. Именно таким образом получают различные валы, шестерни, цилиндры, шпиндели, кулачки.

 Отпуск
Отпуск Образцы диаметром 15 мм.
Образцы диаметром 15 мм.
 Отпуск
Отпуск 01
01 1191 | ДЖИС С45К
1191 | ДЖИС С45К Ассортимент стального круглого проката C45
Ассортимент стального круглого проката C45  1191
1191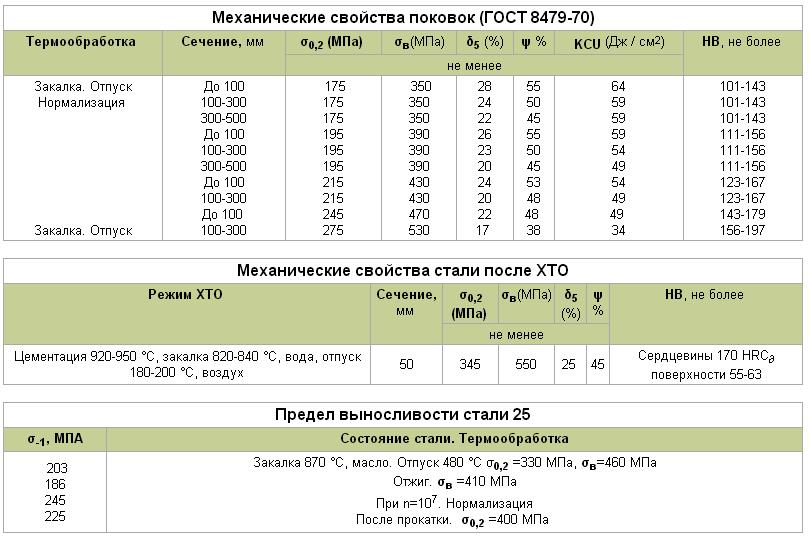 40
40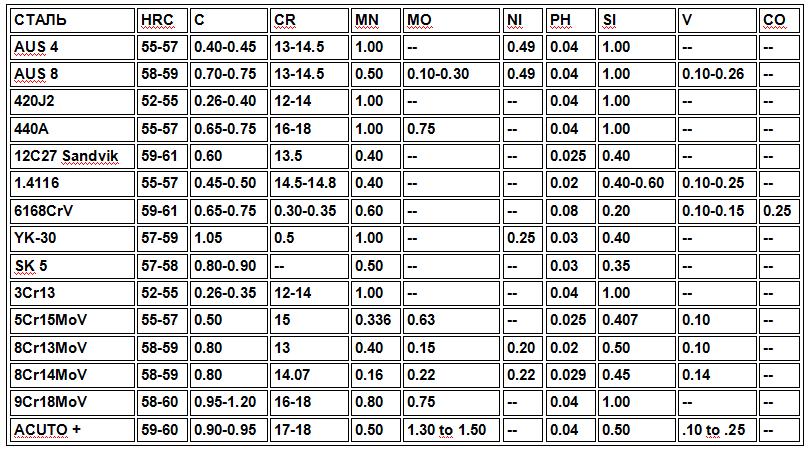

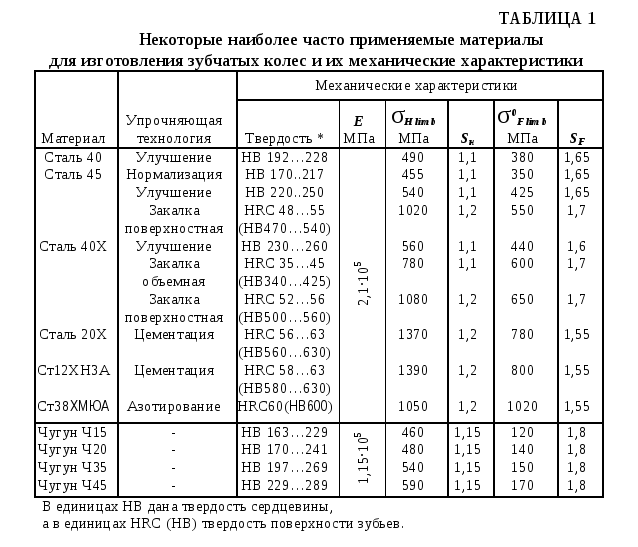 д.
д.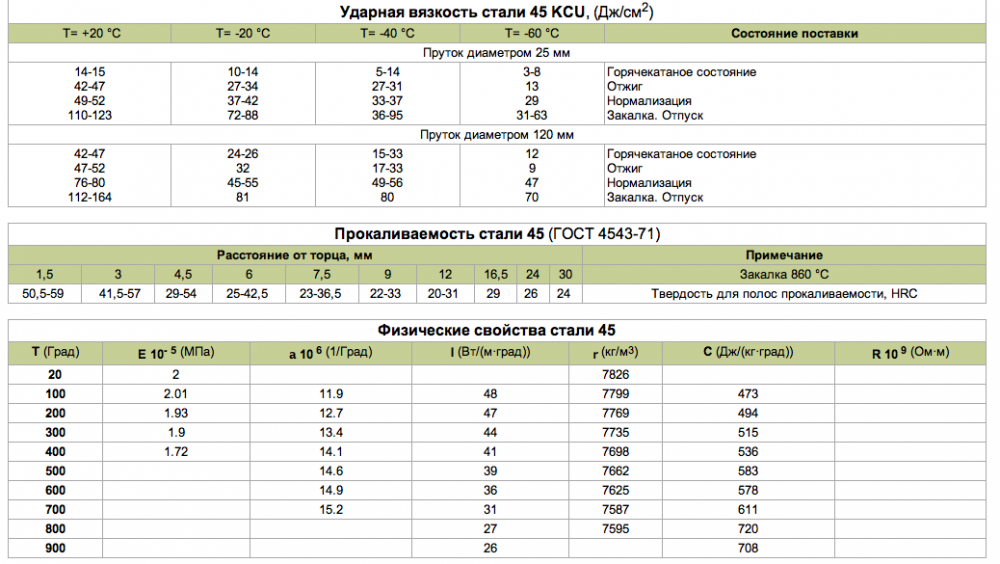 Перед сваркой требуется предварительный нагрев, а после сварки необходимо выполнить отжиг для снятия напряжений.
Перед сваркой требуется предварительный нагрев, а после сварки необходимо выполнить отжиг для снятия напряжений. После закалки и отпуска (или нормализации) он может получить лучшие характеристики резания и высокую механическую прочность, такую как высокая прочность и ударная вязкость. Твердость поверхности после закалки может достигать 45-52 HRC. Материал
После закалки и отпуска (или нормализации) он может получить лучшие характеристики резания и высокую механическую прочность, такую как высокая прочность и ударная вязкость. Твердость поверхности после закалки может достигать 45-52 HRC. Материал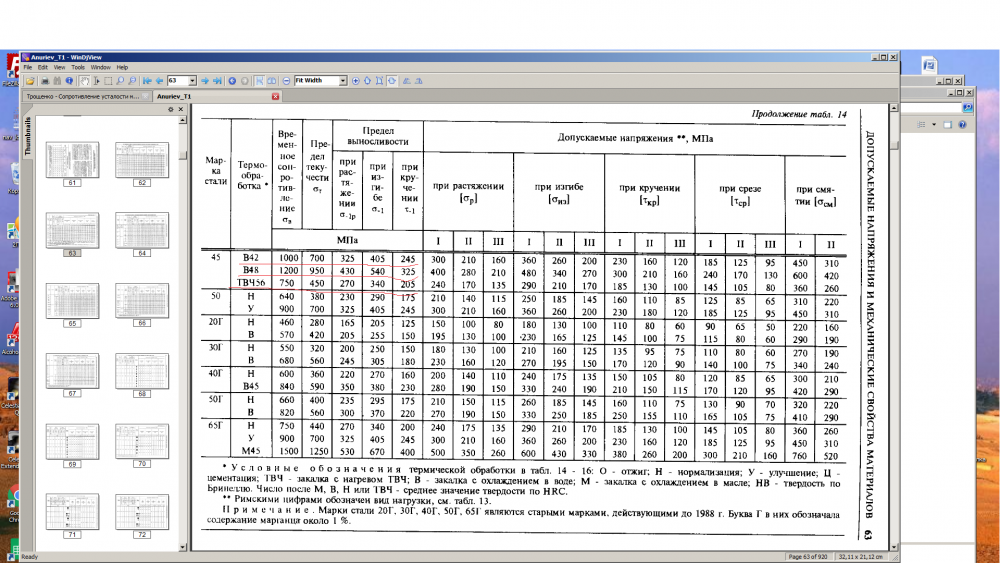
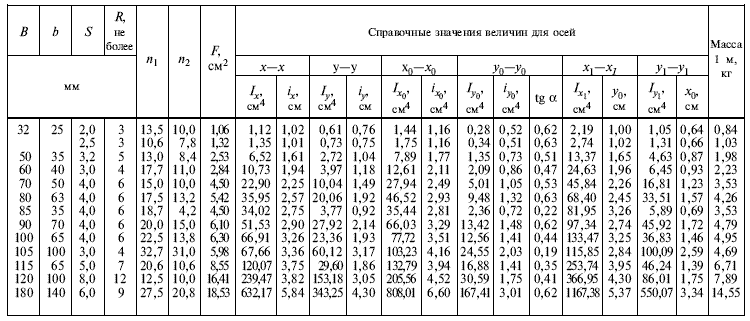 63х40*6
63х40*6 80х50*6
80х50*6 100х65*8
100х65*8 160х100*12
160х100*12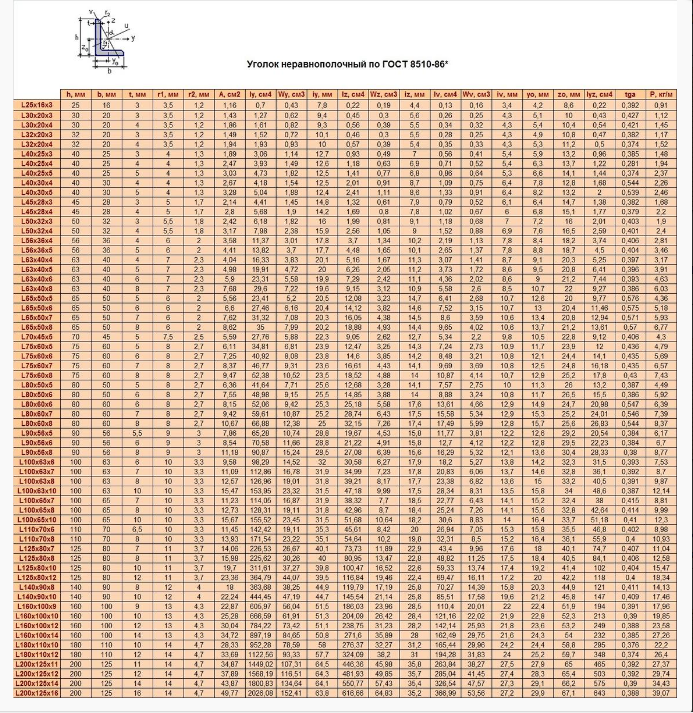 5
5 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.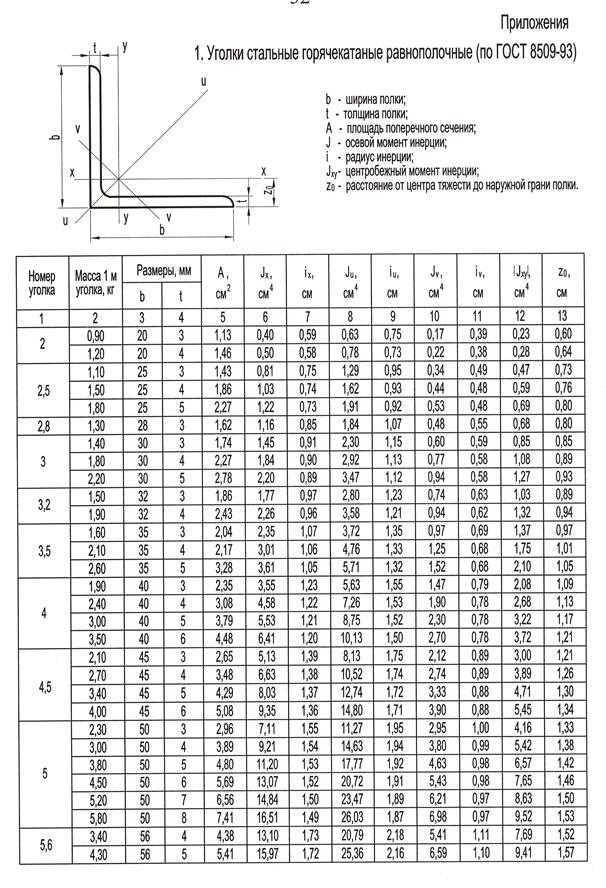


 Обычно доставка вашего заказа в Stash House™ занимает от 8 до 12 дней после того, как он покинет наш склад. The Stash House™ позвонит вам, чтобы запланировать доставку, как только она прибудет. Затем вы отправитесь в Stash House™, заберете свой заказ и пойдете веселиться!
Обычно доставка вашего заказа в Stash House™ занимает от 8 до 12 дней после того, как он покинет наш склад. The Stash House™ позвонит вам, чтобы запланировать доставку, как только она прибудет. Затем вы отправитесь в Stash House™, заберете свой заказ и пойдете веселиться! Обычно доставка вашего заказа в Stash House™ занимает от 8 до 12 дней после того, как он покинет наш склад. The Stash House™ позвонит вам, чтобы запланировать доставку, как только она прибудет. Затем вы отправитесь в Stash House™, заберете свой заказ и пойдете веселиться! Узнать больше
Обычно доставка вашего заказа в Stash House™ занимает от 8 до 12 дней после того, как он покинет наш склад. The Stash House™ позвонит вам, чтобы запланировать доставку, как только она прибудет. Затем вы отправитесь в Stash House™, заберете свой заказ и пойдете веселиться! Узнать больше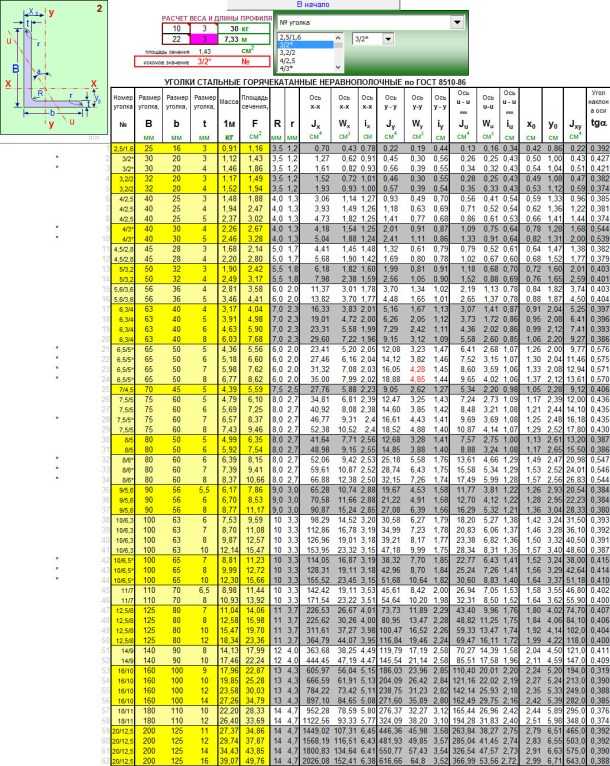
 Такой кран называют сальниковым или пробко-сальниковым.
Такой кран называют сальниковым или пробко-сальниковым. Прижатие затвора к корпусу в положении “Закрыто” происходит, как правило, за счет клинового устройства, помещенного между дисками затвора. В клиновых задвижках (30ч39р тип МЗВ) седла корпуса расположены под углом друг к другу. Затвор выполнен в виде клина или двух дисков, расположенных под углом. Имеются также задвижки только с одним плоским запирающим элементом, работающим с использованием самоуплотнения. Такие задвижки называют шиберными (гильотинного типа) .
Прижатие затвора к корпусу в положении “Закрыто” происходит, как правило, за счет клинового устройства, помещенного между дисками затвора. В клиновых задвижках (30ч39р тип МЗВ) седла корпуса расположены под углом друг к другу. Затвор выполнен в виде клина или двух дисков, расположенных под углом. Имеются также задвижки только с одним плоским запирающим элементом, работающим с использованием самоуплотнения. Такие задвижки называют шиберными (гильотинного типа) . Движение деталей, пережимающих шланг – возвратно-поступательное перпендикулярно направлению потока среды – как в задвижках . Такие изделия называются -ШЛАНГОВЫЕ ЗАДВИЖКИ .
Движение деталей, пережимающих шланг – возвратно-поступательное перпендикулярно направлению потока среды – как в задвижках . Такие изделия называются -ШЛАНГОВЫЕ ЗАДВИЖКИ .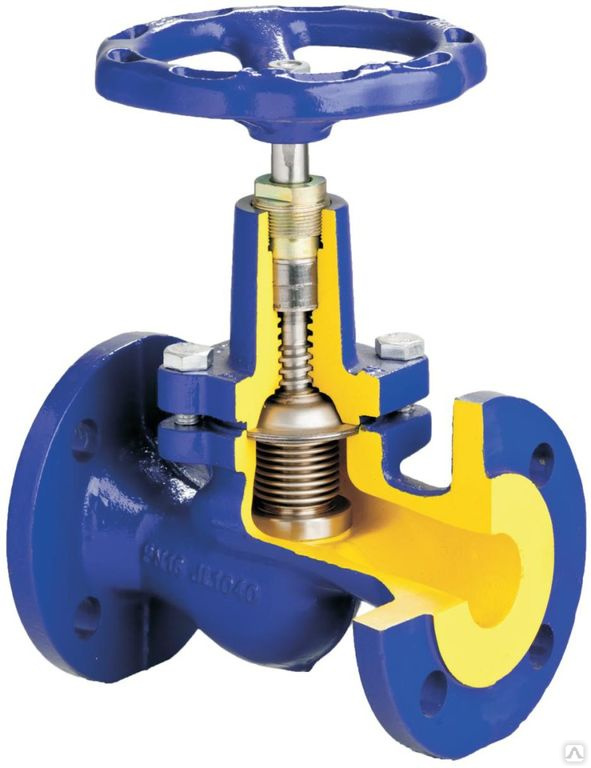

 е. имеет три присоединительных патрубка; один входной и два выходных. Соответственно конструкция затвора крана позволяет при его повороте направить поток рабочей среды в необходимом направлении. Управление такими кранами – как правило, ручное.
е. имеет три присоединительных патрубка; один входной и два выходных. Соответственно конструкция затвора крана позволяет при его повороте направить поток рабочей среды в необходимом направлении. Управление такими кранами – как правило, ручное. Общий принцип их действия заключается в следующем: при нарушении режима технологического процесса в системе давление рабочей среды повышается до той величины, которая может привести к повреждению трубопровода и оборудования. В этих условиях защитные устройства автоматически срабатывают, сбрасывая избыток рабочей среды до восстановления нормального рабочего давления в трубопроводе.
Общий принцип их действия заключается в следующем: при нарушении режима технологического процесса в системе давление рабочей среды повышается до той величины, которая может привести к повреждению трубопровода и оборудования. В этих условиях защитные устройства автоматически срабатывают, сбрасывая избыток рабочей среды до восстановления нормального рабочего давления в трубопроводе. По способу создания этого усилия клапаны делятся на рыжачно-грузовые и пружины. В рычажно-грузовых клапанах давлению среды на золотник противодействует усилие, передаваемое от груза, закрепленного на рычаге. В пружинном клапане – сила пружины.
По способу создания этого усилия клапаны делятся на рыжачно-грузовые и пружины. В рычажно-грузовых клапанах давлению среды на золотник противодействует усилие, передаваемое от груза, закрепленного на рычаге. В пружинном клапане – сила пружины.
 Назначение такого устройства состоит в том, чтобы при нормальных условиях работы установки надежно отделять технологическую линию от выпускной, а при возникновении аварийного давления путем разрушения мембраны открыть выход для избыточной среды. Разумеется, после срабатывания разрушенную мембрану следует заменить.
Назначение такого устройства состоит в том, чтобы при нормальных условиях работы установки надежно отделять технологическую линию от выпускной, а при возникновении аварийного давления путем разрушения мембраны открыть выход для избыточной среды. Разумеется, после срабатывания разрушенную мембрану следует заменить. В таких случаях возникает так называемый обратный поток рабочей cpeды недопустимый по отношению к оборудованию и трубопроводу (гидроудар, поломка насоса и т.п.). Для предотвращения возможности образования обратного потока среды применяются такие типы автоматически срабатывающей арматуры, как обратные клапаны и обратные затворы.
В таких случаях возникает так называемый обратный поток рабочей cpeды недопустимый по отношению к оборудованию и трубопроводу (гидроудар, поломка насоса и т.п.). Для предотвращения возможности образования обратного потока среды применяются такие типы автоматически срабатывающей арматуры, как обратные клапаны и обратные затворы.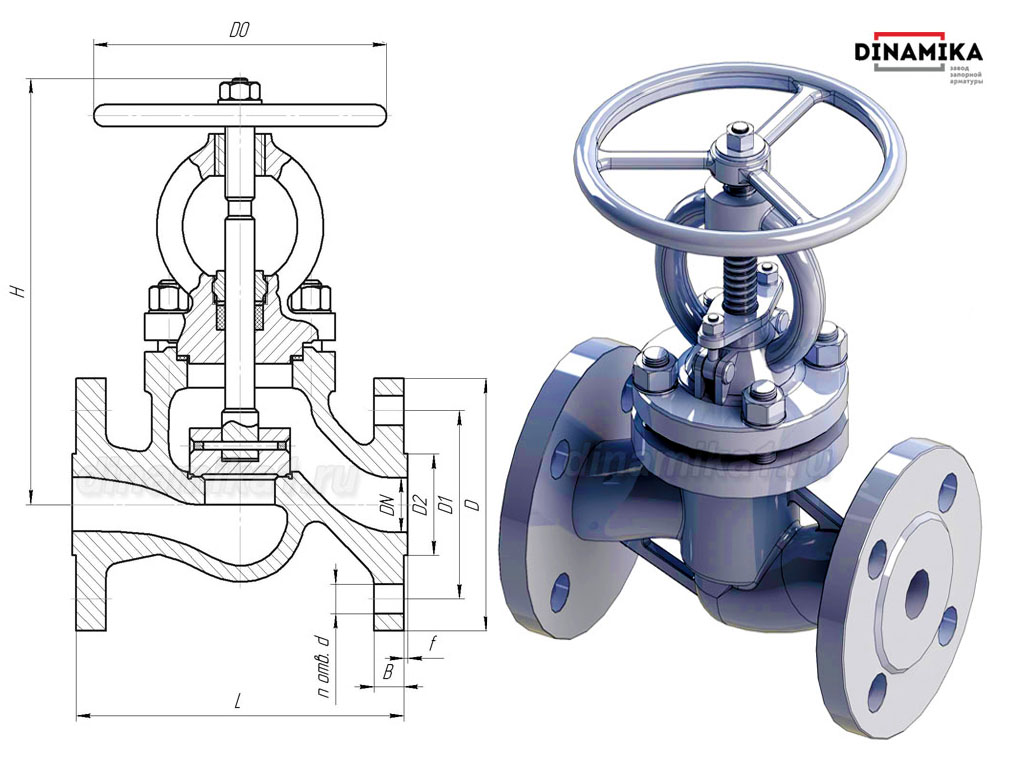 Затвор выполнен в форме диска, часто называемого захлопкой.
Затвор выполнен в форме диска, часто называемого захлопкой. Тарелка поднимается над седлом, открывая выход конденсата, и прижимается к седлу после его выхода. Этот процесс происходит автоматически при изменениях давлений под тарелкой и над ней, что вызывается различиями плотностей и температур пара и конденсата.
Тарелка поднимается над седлом, открывая выход конденсата, и прижимается к седлу после его выхода. Этот процесс происходит автоматически при изменениях давлений под тарелкой и над ней, что вызывается различиями плотностей и температур пара и конденсата. ru или воспользовавшись формой обратной связи.
ru или воспользовавшись формой обратной связи.
 д. Она имеет наиболее широкое применение и составляет обычно около 80% от всего количества применяемых изделий.
д. Она имеет наиболее широкое применение и составляет обычно около 80% от всего количества применяемых изделий.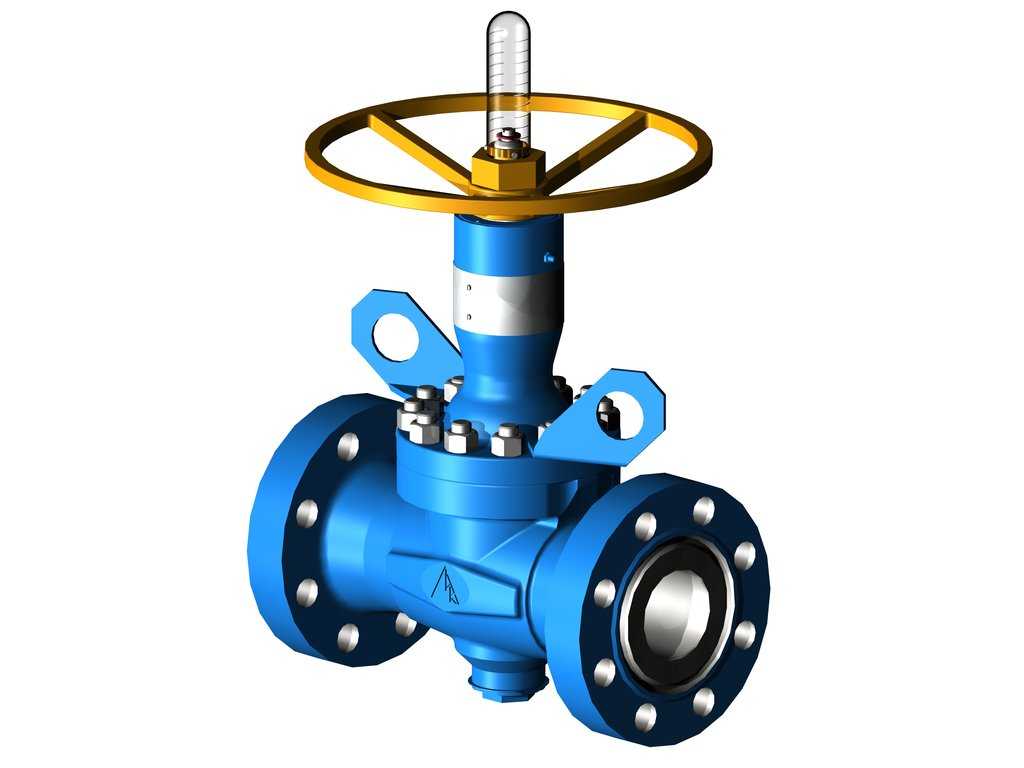
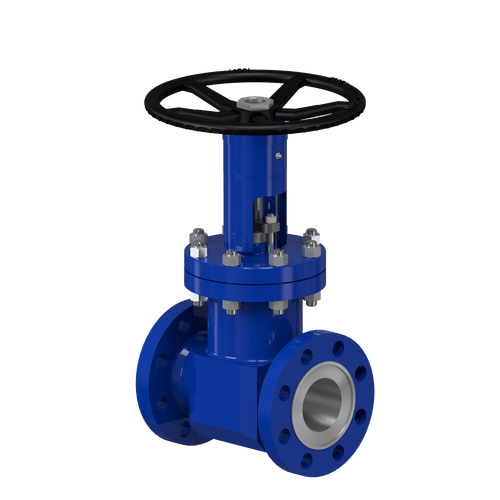 Или в фильтрационных установках, чтобы избежать смешивания загрязненной и очищенной жидкости. «Классический» пример задачи, решаемой с помощью обратной арматуры, — не допустить попадания жидкости из трубопровода обратно в насос в случае отключения электродвигателей при открытых задвижках. Следствием отсутствия обратной арматуры или неполадок в ее работе могут стать серьезные поломки и даже аварии насосной установки.
Или в фильтрационных установках, чтобы избежать смешивания загрязненной и очищенной жидкости. «Классический» пример задачи, решаемой с помощью обратной арматуры, — не допустить попадания жидкости из трубопровода обратно в насос в случае отключения электродвигателей при открытых задвижках. Следствием отсутствия обратной арматуры или неполадок в ее работе могут стать серьезные поломки и даже аварии насосной установки.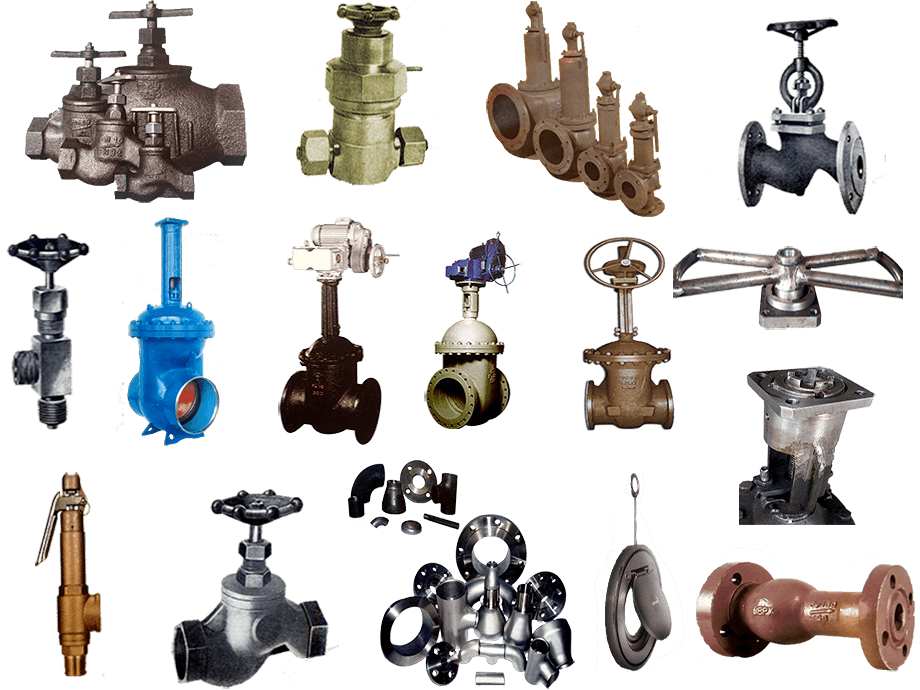




 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq2v6&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq2v6&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq2v6&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq2v6&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq2v6&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq2v6&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq2v6&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq2v6&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq2v6&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq2v6&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq2v6&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq2v6&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbq2v6&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq2v6&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq2v6&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq2v6&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq2v6&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq2v6&sr=everywhere»> jsp?/category/rheem/_/N-zbrmod&n=zbq2v6&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq2v6&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq2v6&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq2v6&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq2v6&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq2v6&sr=everywhere»>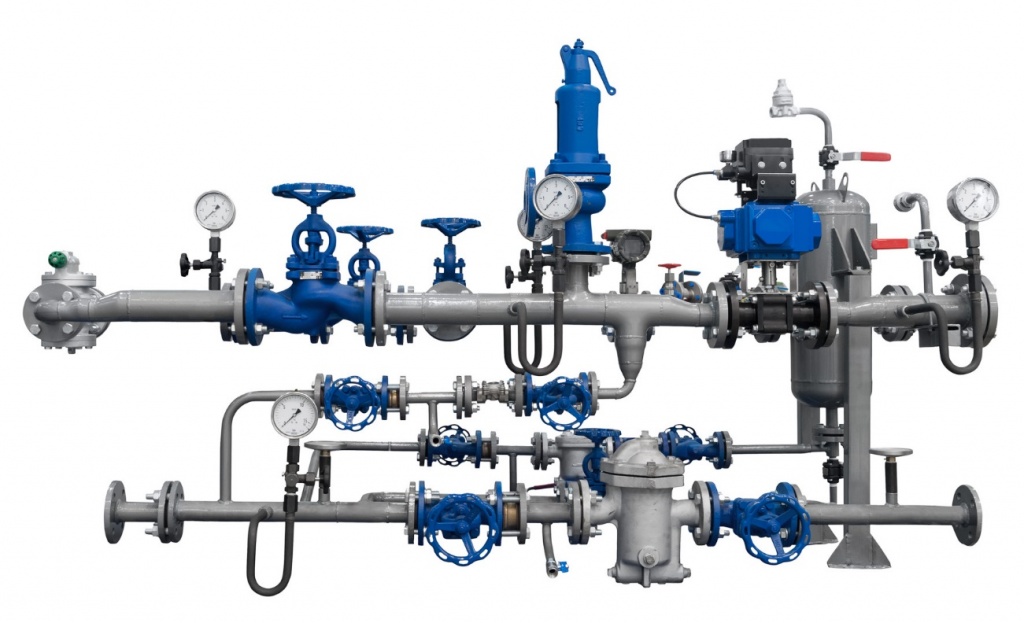
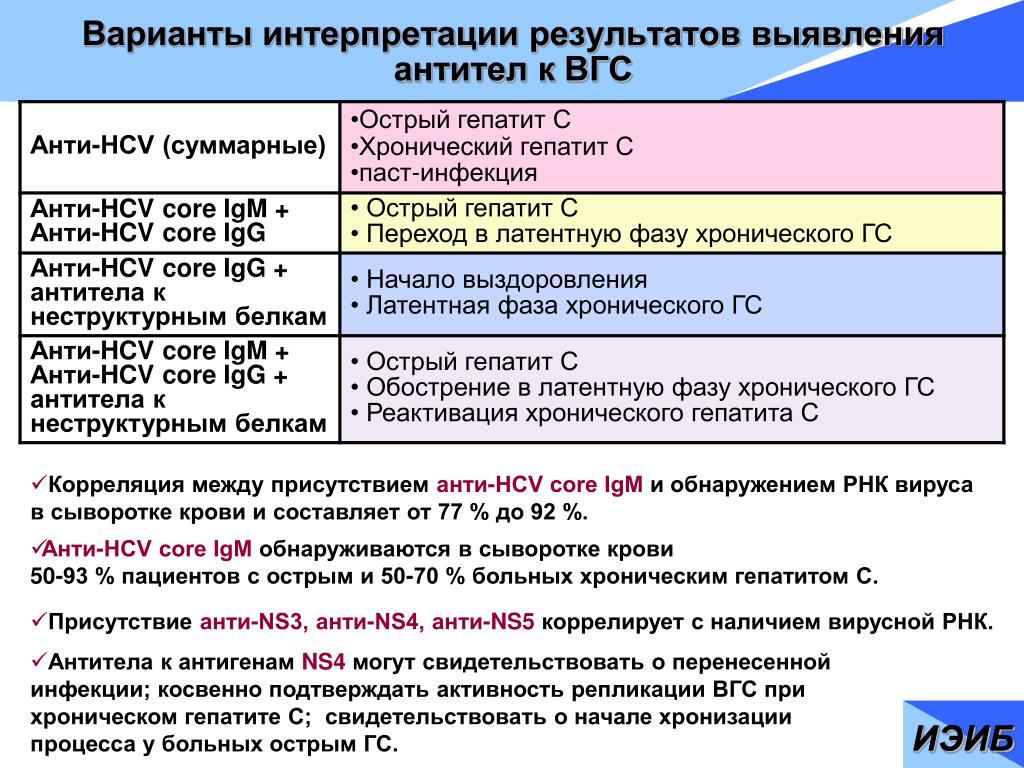 , образование и наука
, образование и наука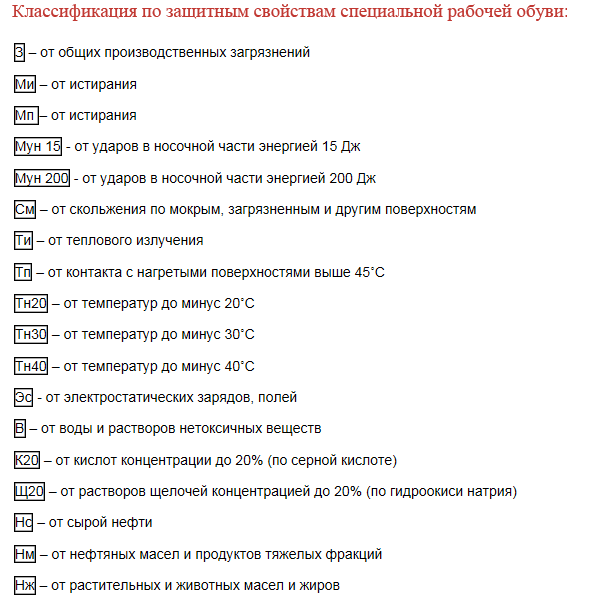 Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с. Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.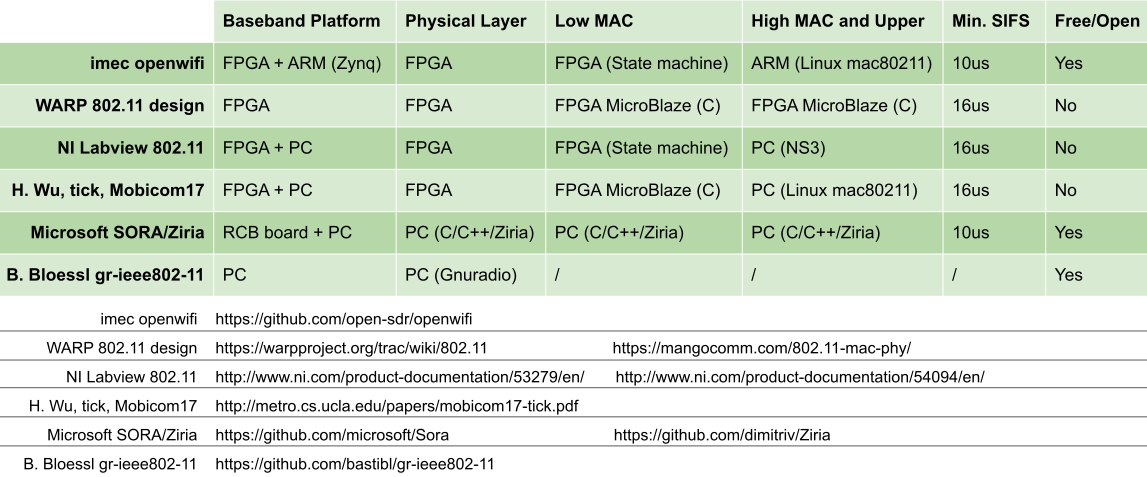 Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.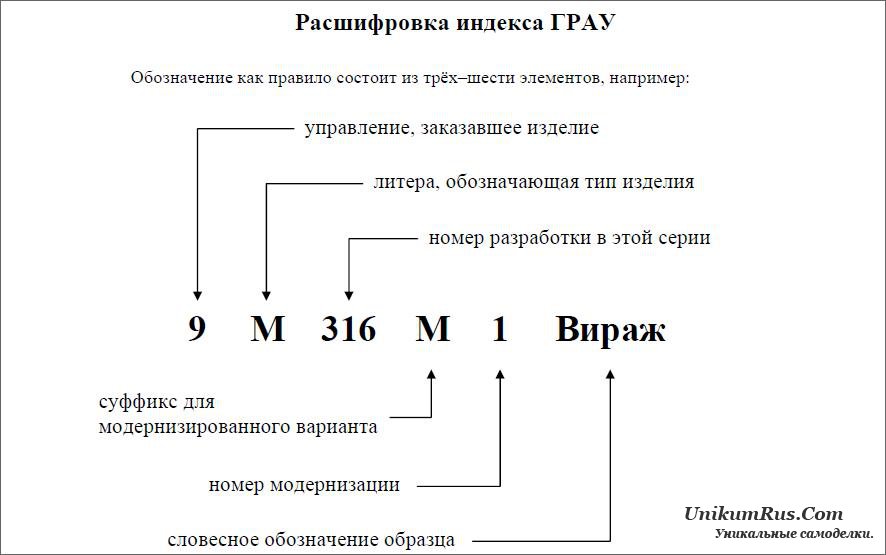 Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с. , Сербия
, Сербия respublika.info/3998/society/article14293/
respublika.info/3998/society/article14293/ cis.ru/
cis.ru/
 Все эти характеристики указывают при маркировке профнастила.
Все эти характеристики указывают при маркировке профнастила. Дополнительно поверхность может быть покрыта полимерным слоем, который улучшает защитные свойства материала, а также увеличивает его декоративную ценность.
Дополнительно поверхность может быть покрыта полимерным слоем, который улучшает защитные свойства материала, а также увеличивает его декоративную ценность.
 Дополнительно на поверхность может быть нанесено полимерное покрытие.
Дополнительно на поверхность может быть нанесено полимерное покрытие. С этой целью по всей длине полки прокатывается небольшой жёлобок, который придаёт профлисту повышенную прочность.
С этой целью по всей длине полки прокатывается небольшой жёлобок, который придаёт профлисту повышенную прочность.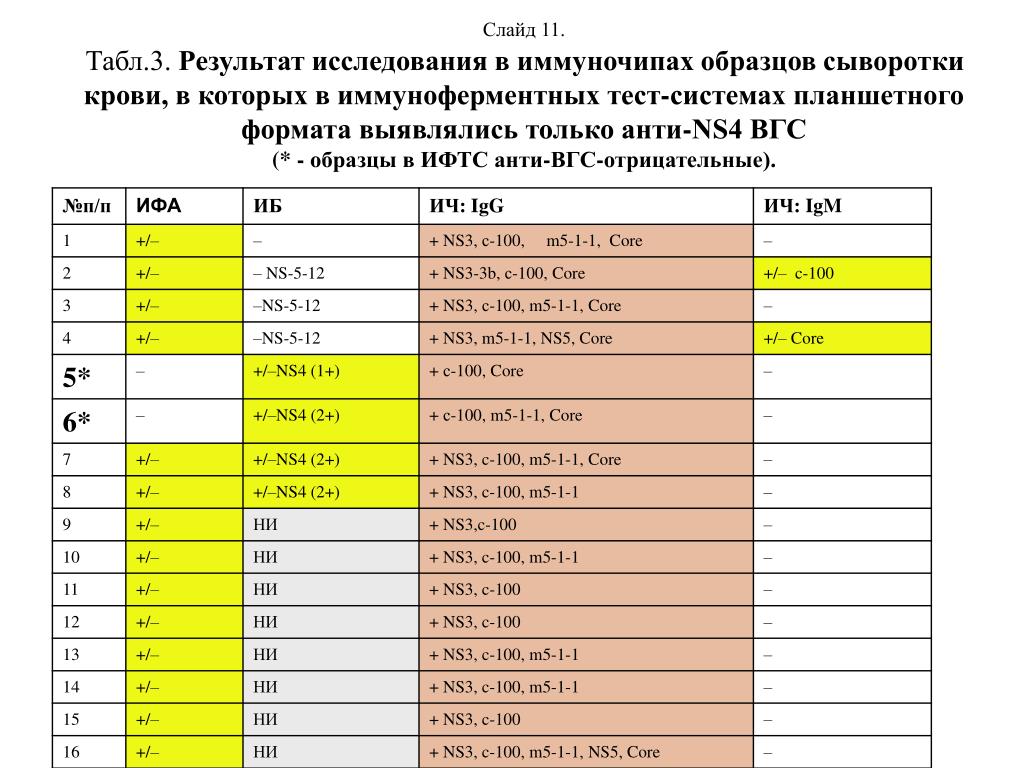
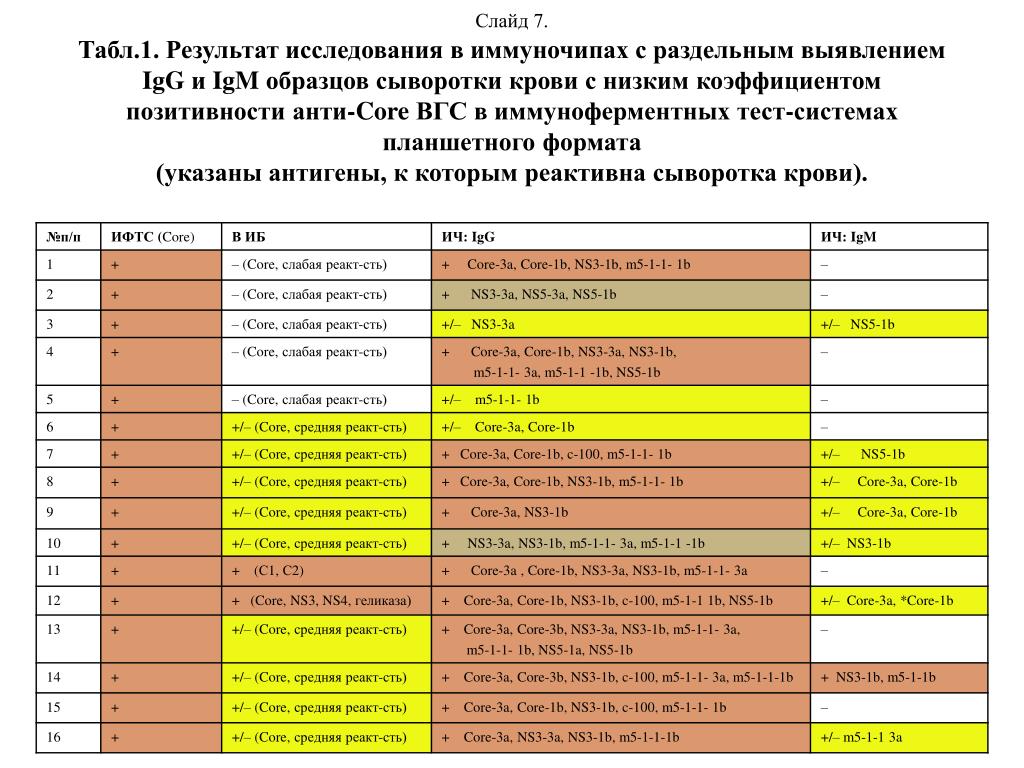
 Электролитическое цинковое покрытие соответствует аббревиатуре ЭОЦП. Кроме того, в качестве характеристик профнастила могут быть указаны сведения о полимерных покрытиях.
Электролитическое цинковое покрытие соответствует аббревиатуре ЭОЦП. Кроме того, в качестве характеристик профнастила могут быть указаны сведения о полимерных покрытиях.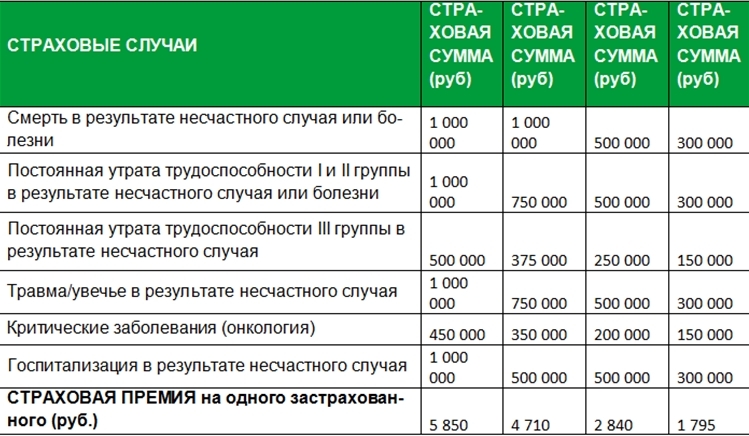
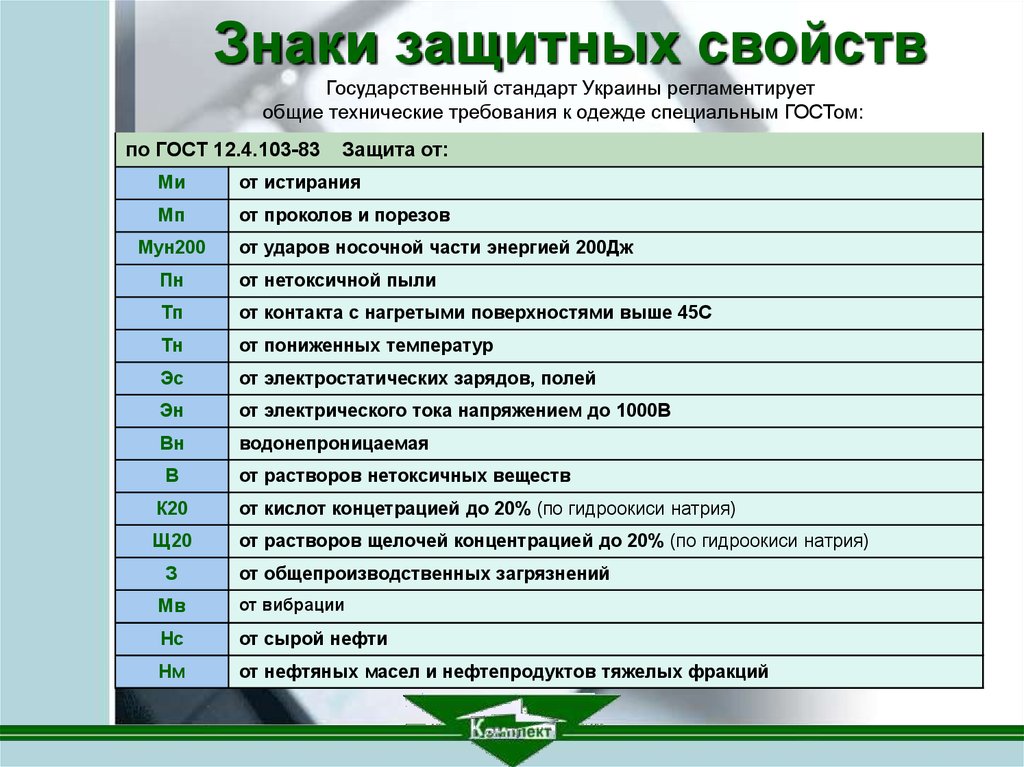 В зависимости от вашего местоположения мы рекомендуем вам выбрать: .
В зависимости от вашего местоположения мы рекомендуем вам выбрать: .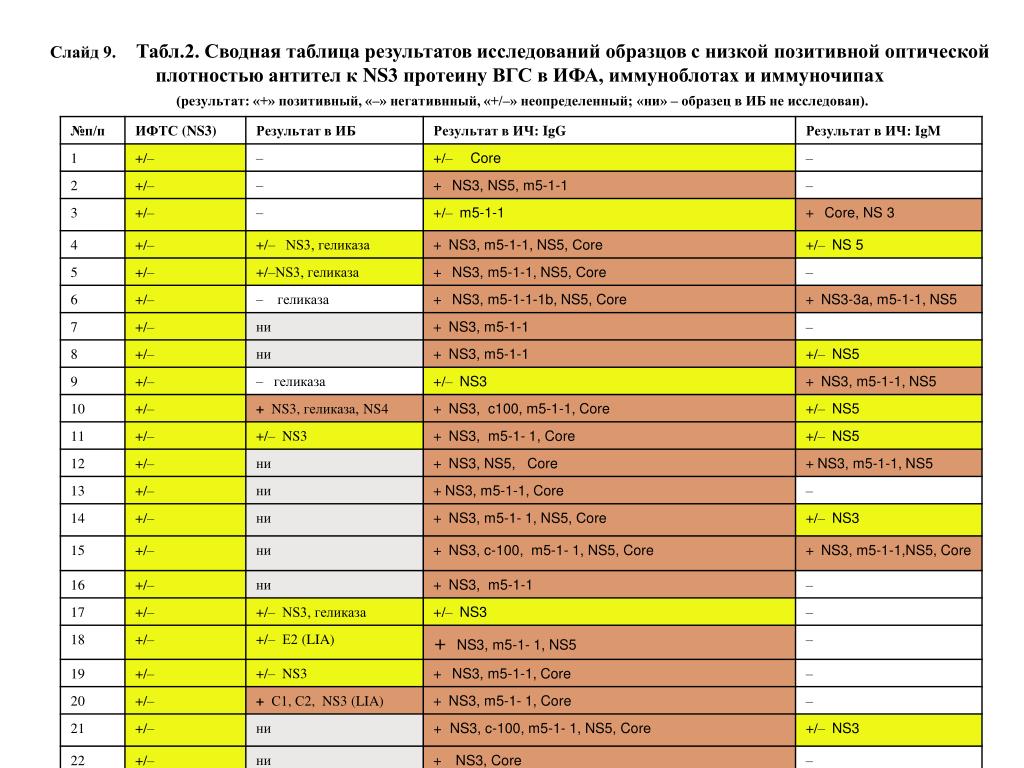 Base64 кодирует ваши данные без проблем или декодирует их в удобочитаемый формат.
Base64 кодирует ваши данные без проблем или декодирует их в удобочитаемый формат. Что касается файлов, то по умолчанию используется двоичный вариант, который исключает любое преобразование; эта опция необходима для всего, кроме обычных текстовых документов.
Что касается файлов, то по умолчанию используется двоичный вариант, который исключает любое преобразование; эта опция необходима для всего, кроме обычных текстовых документов.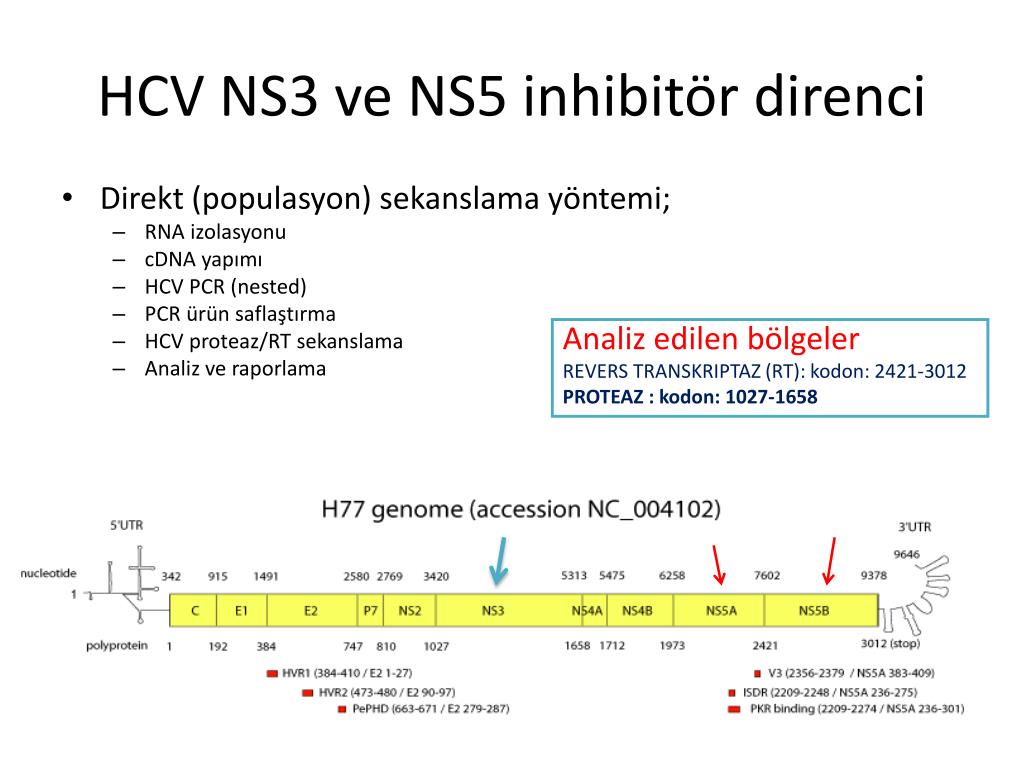 Применяемое ограничение на количество символов определено в спецификации MIME (RFC 2045), в которой указано, что длина закодированных строк не должна превышать 76 символов. (*)
Применяемое ограничение на количество символов определено в спецификации MIME (RFC 2045), в которой указано, что длина закодированных строк не должна превышать 76 символов. (*) 
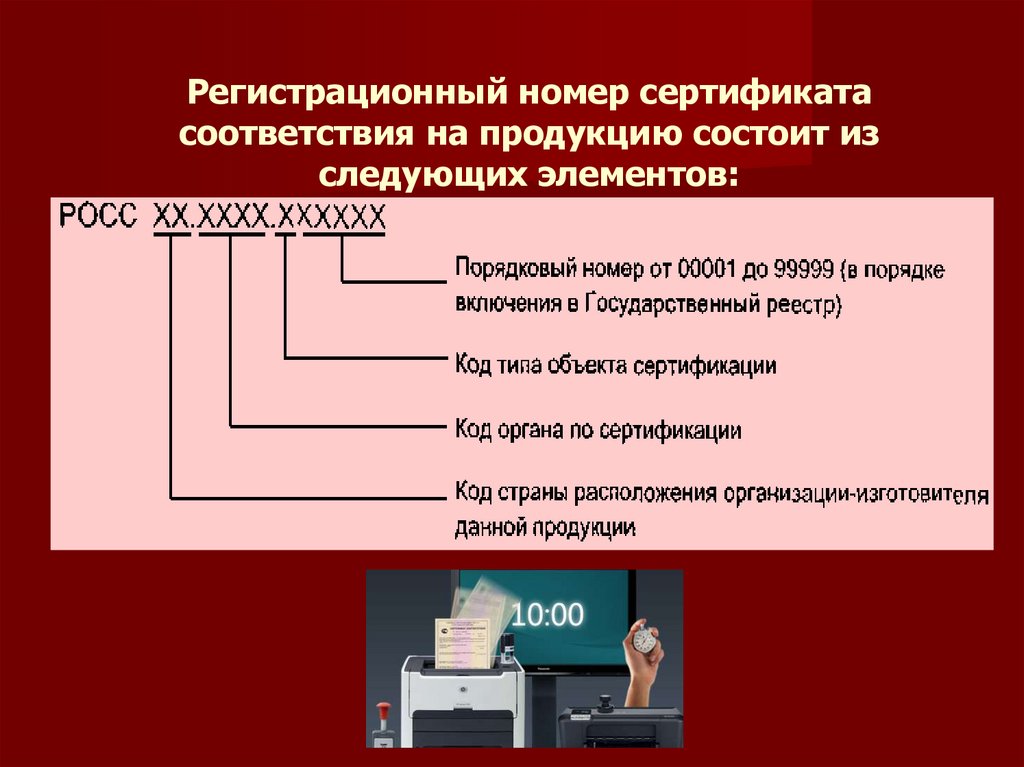
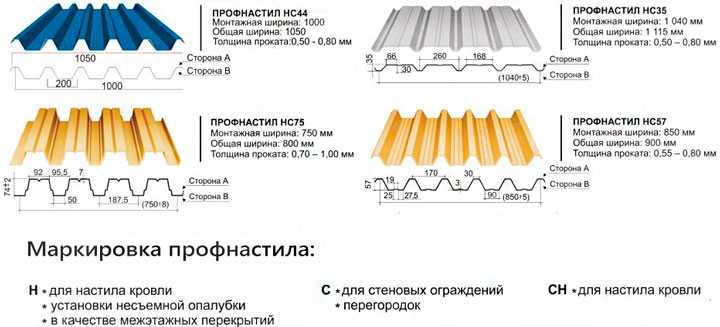
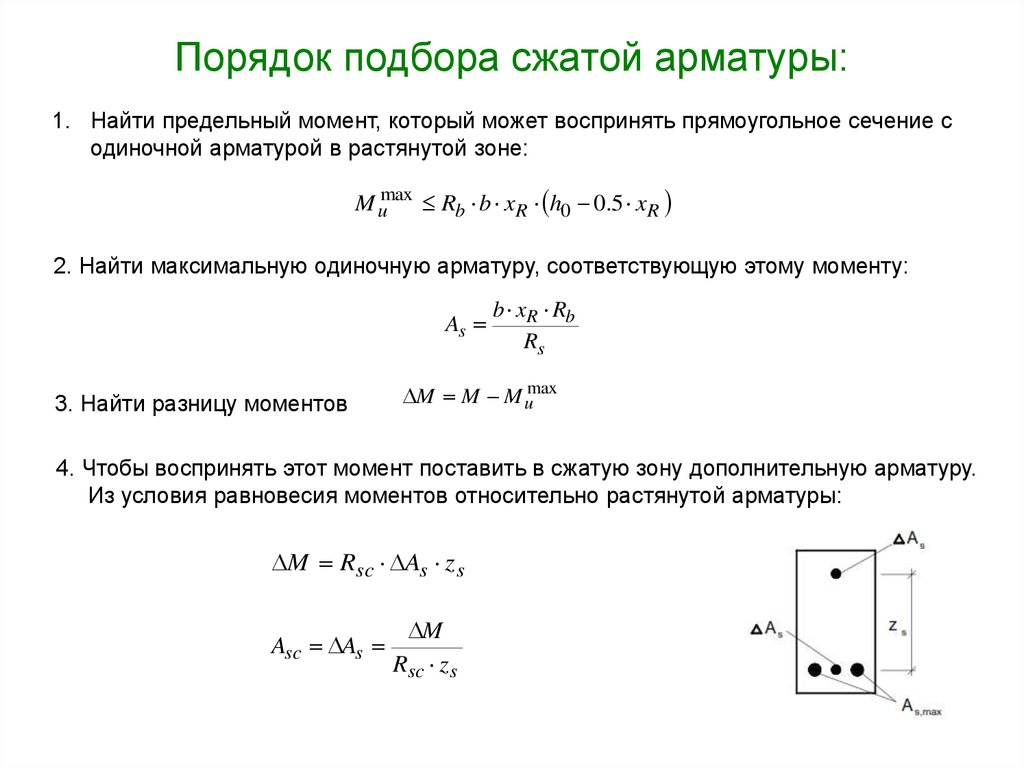
 То есть меньше этого мы устанавливать не имеем права.
То есть меньше этого мы устанавливать не имеем права. То есть меньше этого мы устанавливать не имеем права.
То есть меньше этого мы устанавливать не имеем права.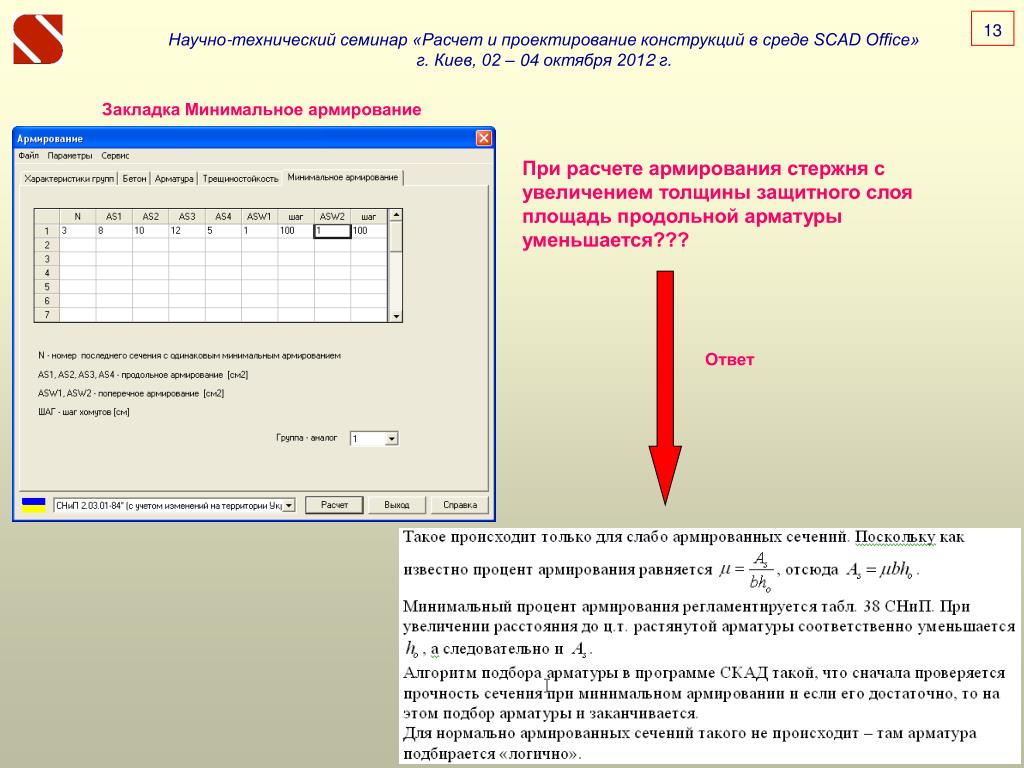 Значит, у каждой грани мы можем установить по 4 стержня (между угловой арматурой колонны, которая является рабочей, и ее площадь определялась расчетом), площадь каждого из стержней равна 14,72/4 = 3,68 см²
Значит, у каждой грани мы можем установить по 4 стержня (между угловой арматурой колонны, которая является рабочей, и ее площадь определялась расчетом), площадь каждого из стержней равна 14,72/4 = 3,68 см²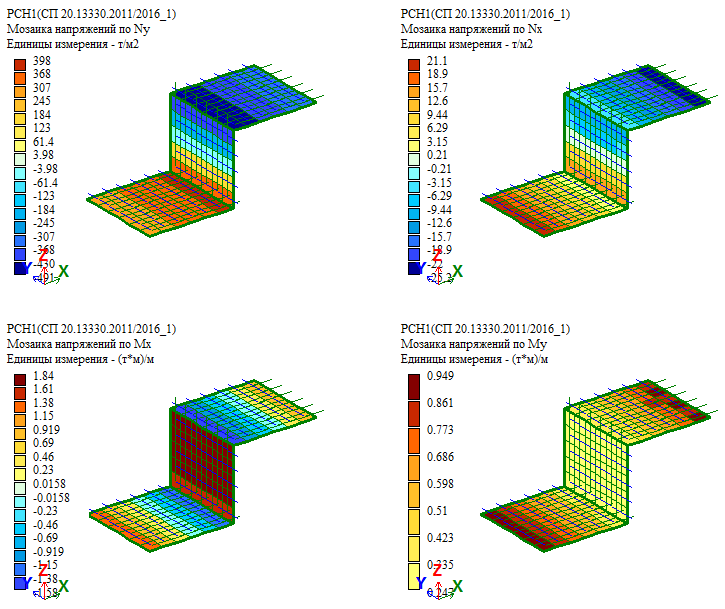 2 = 25 > 24:
2 = 25 > 24: Арматурный каркас изготавливается из стальных прутьев или готовой металлической сетки. Необходимое количество усиления рассчитывается с учетом возможных нагрузок и воздействий на изделие. Расчетная арматура называется рабочей. При укреплении в конструктивных или технологических целях производится монтажное армирование. Чаще используются оба типа для обеспечения более равномерного распределения усилий между отдельными элементами арматурного каркаса. Арматура выдерживает нагрузку от усадки, колебаний температур и прочих воздействий.
Арматурный каркас изготавливается из стальных прутьев или готовой металлической сетки. Необходимое количество усиления рассчитывается с учетом возможных нагрузок и воздействий на изделие. Расчетная арматура называется рабочей. При укреплении в конструктивных или технологических целях производится монтажное армирование. Чаще используются оба типа для обеспечения более равномерного распределения усилий между отдельными элементами арматурного каркаса. Арматура выдерживает нагрузку от усадки, колебаний температур и прочих воздействий.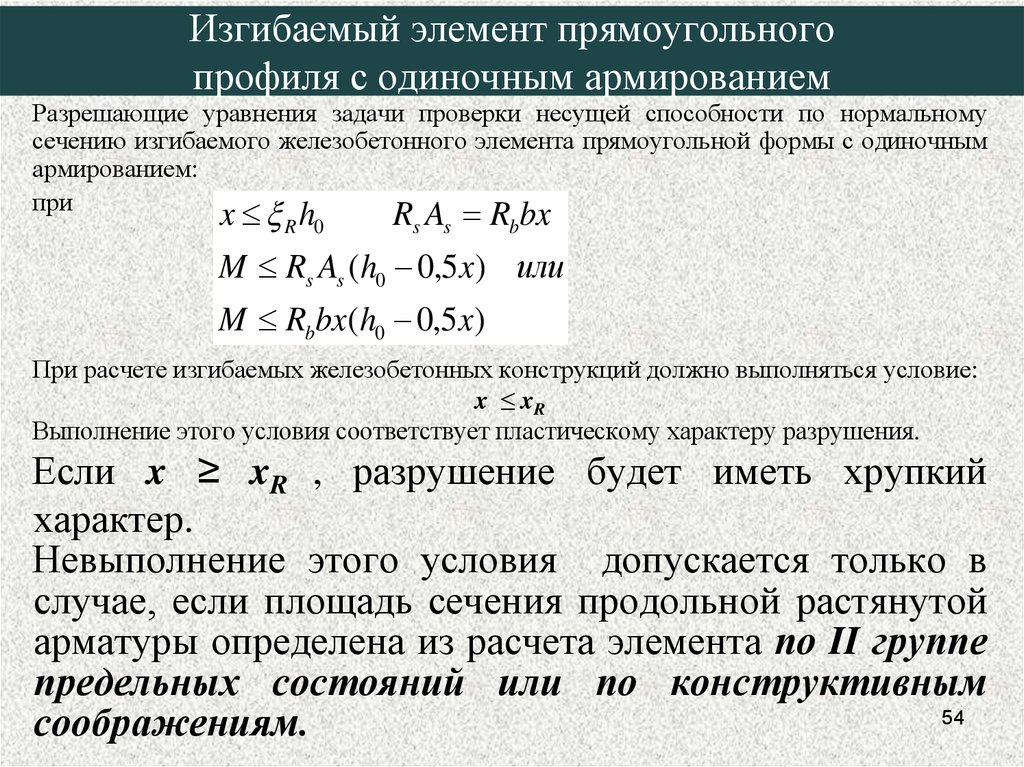 Однако недостаточно просто поместить его туда. Чтобы армирование выполняло свое назначение, требуются специальный расчет усиления бетона, соответствующий минимальному и максимальному проценту.
Однако недостаточно просто поместить его туда. Чтобы армирование выполняло свое назначение, требуются специальный расчет усиления бетона, соответствующий минимальному и максимальному проценту.
 Речь идет о расположении в разрез сечения изделия с колоннами. Для других изделий допускается максимально четыре процента. При заливке арматурного каркаса, бетонный раствор должен проходить сквозь каждый отдельный конструкционный элемент.
Речь идет о расположении в разрез сечения изделия с колоннами. Для других изделий допускается максимально четыре процента. При заливке арматурного каркаса, бетонный раствор должен проходить сквозь каждый отдельный конструкционный элемент. При обустройстве сборных основ — 3 см. Монолитные базы без подушки требуют 7-сантиметровый слой бетона над скелетом из арматуры. При использовании толстых защитных слоев бетона рекомендуется проводить дополнительное усиление. Для этого используется стальная проволока, вязанная в виде сетки.
При обустройстве сборных основ — 3 см. Монолитные базы без подушки требуют 7-сантиметровый слой бетона над скелетом из арматуры. При использовании толстых защитных слоев бетона рекомендуется проводить дополнительное усиление. Для этого используется стальная проволока, вязанная в виде сетки. com/embed/YUW9OxFbcMo?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=1&showinfo=1&fs=1&theme=dark&color=red&autohide=2&controls=2&playsinline=0&» title=»YouTube player» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
com/embed/YUW9OxFbcMo?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=1&showinfo=1&fs=1&theme=dark&color=red&autohide=2&controls=2&playsinline=0&» title=»YouTube player» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»> 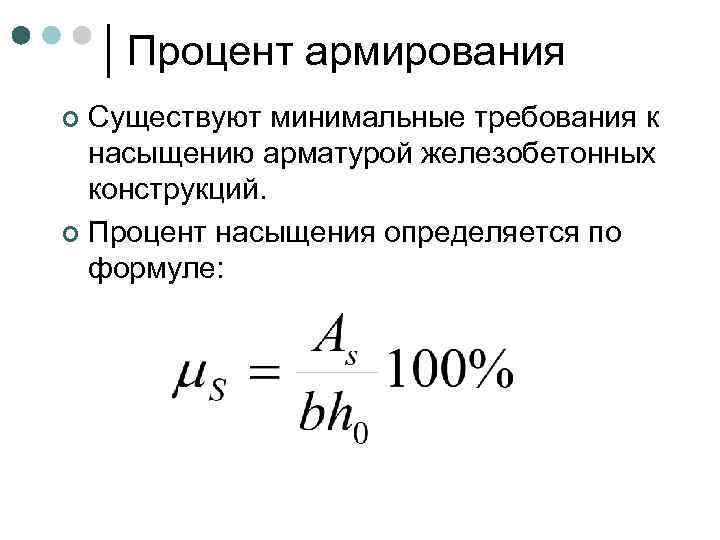 Без использования максимального и минимального значений процентного содержания стали невозможно получить окончательные детали армирования. После проектирования модели здания с использованием ручного или программного метода важно сравнить окончательный результат с заданными максимальными и минимальными значениями.
Без использования максимального и минимального значений процентного содержания стали невозможно получить окончательные детали армирования. После проектирования модели здания с использованием ручного или программного метода важно сравнить окончательный результат с заданными максимальными и минимальными значениями.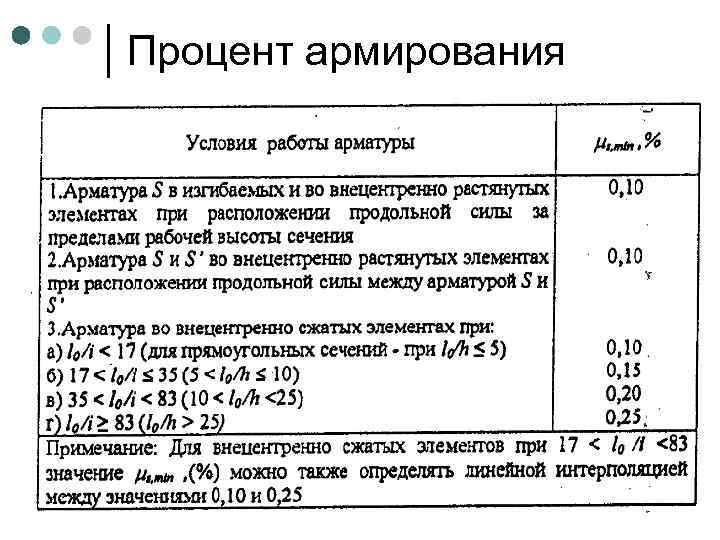 Условия нагрузки
Условия нагрузки 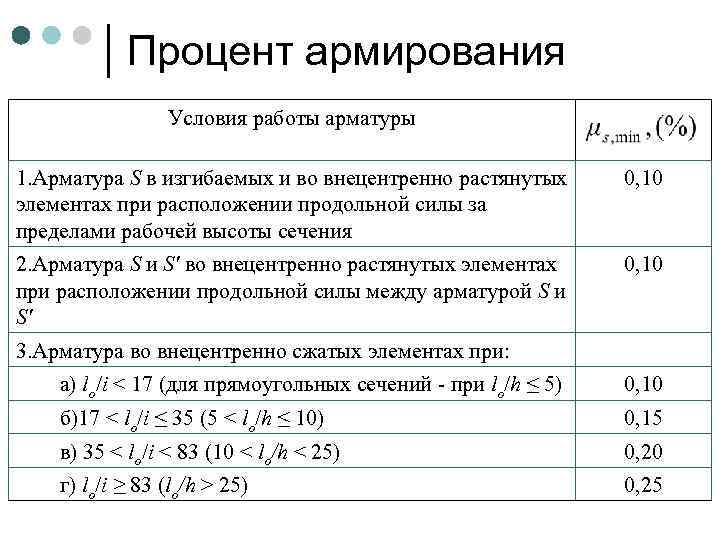
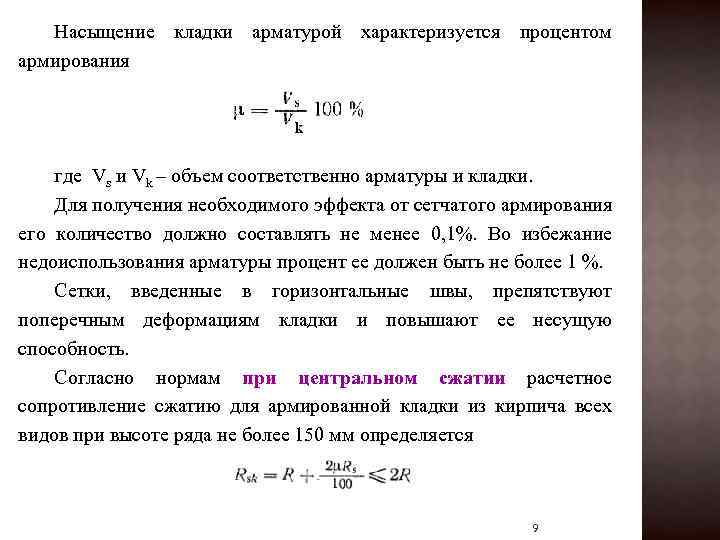
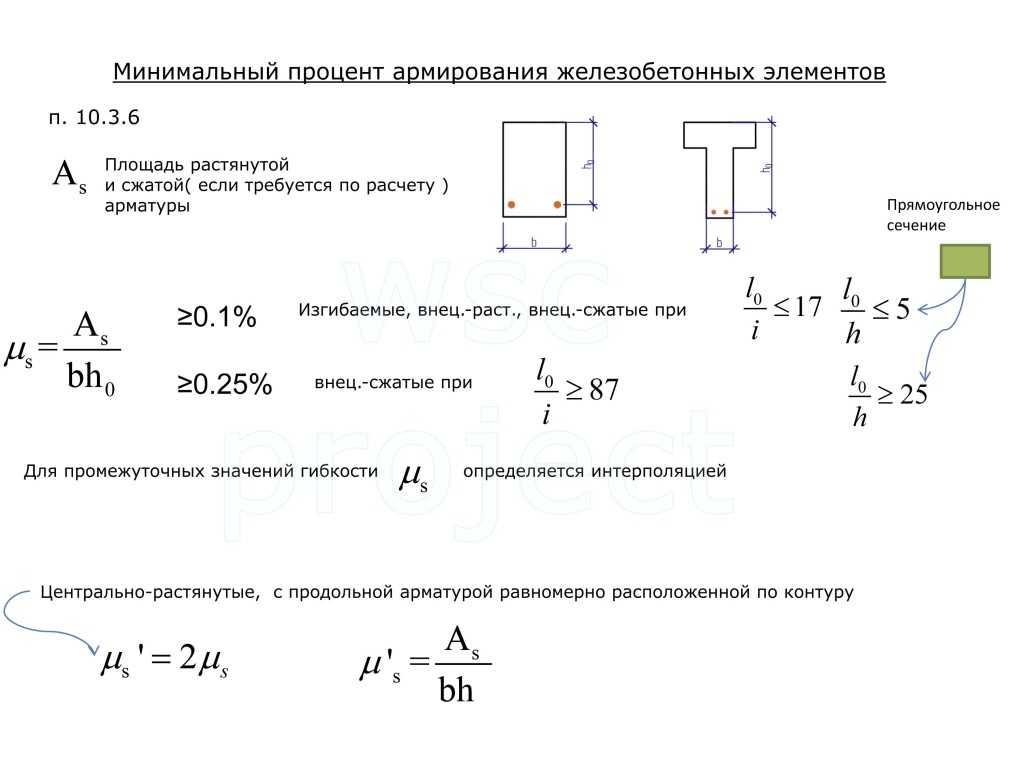
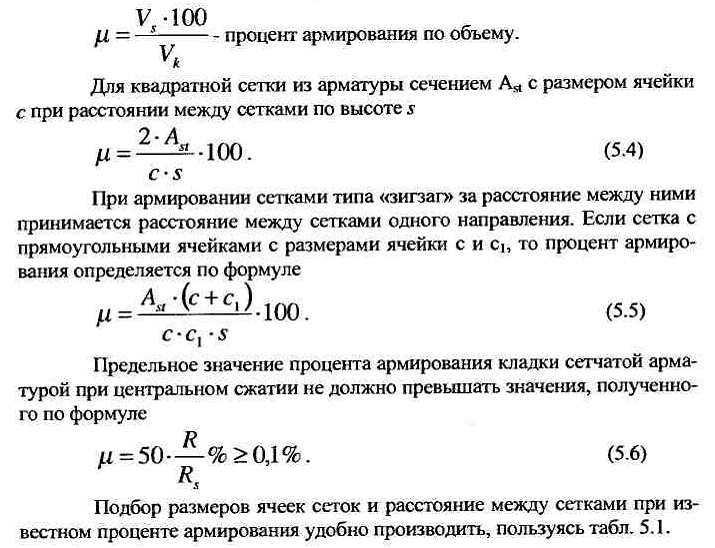
 Максимальный коэффициент армирования обеспечивает экономию бетонных элементов и обеспечивает безопасность от хрупкого разрушения бетона.
Максимальный коэффициент армирования обеспечивает экономию бетонных элементов и обеспечивает безопасность от хрупкого разрушения бетона.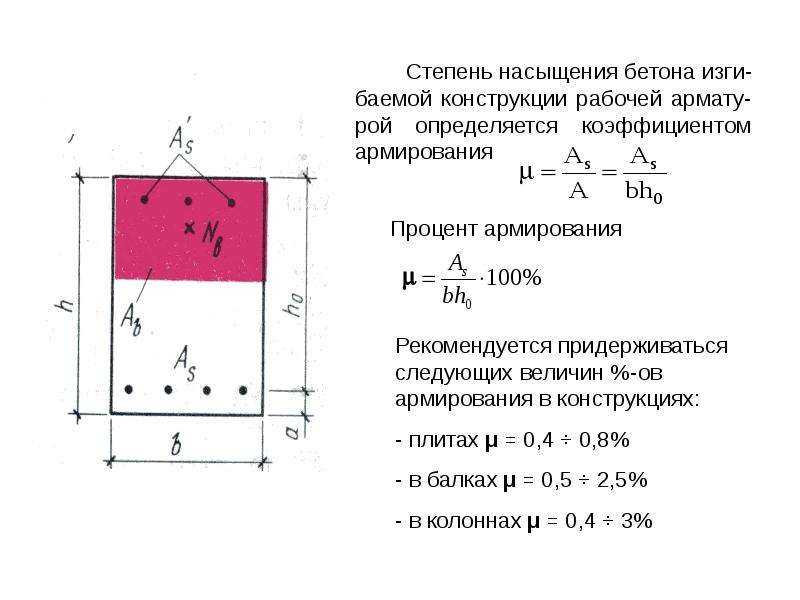 Минимальный коэффициент армирования на сдвиг в балках
Минимальный коэффициент армирования на сдвиг в балках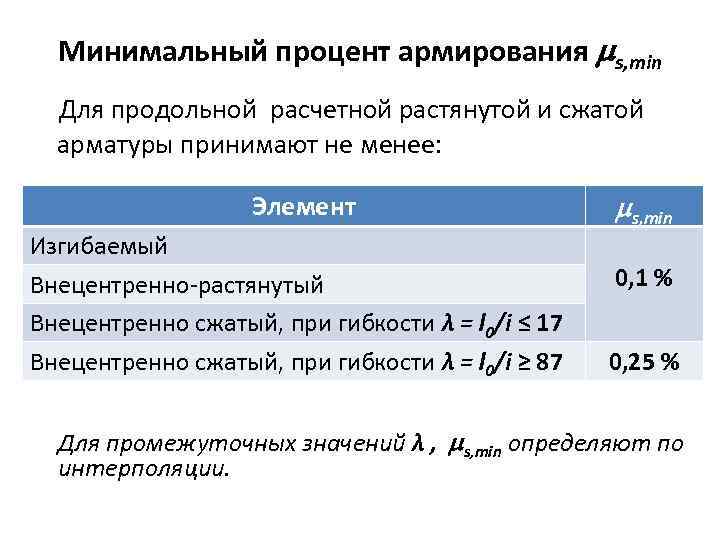 Минимальное армирование балок можно рассчитать, используя следующее выражение:
Минимальное армирование балок можно рассчитать, используя следующее выражение: Минимальный коэффициент армирования в однородном фундаменте
Минимальный коэффициент армирования в однородном фундаменте 

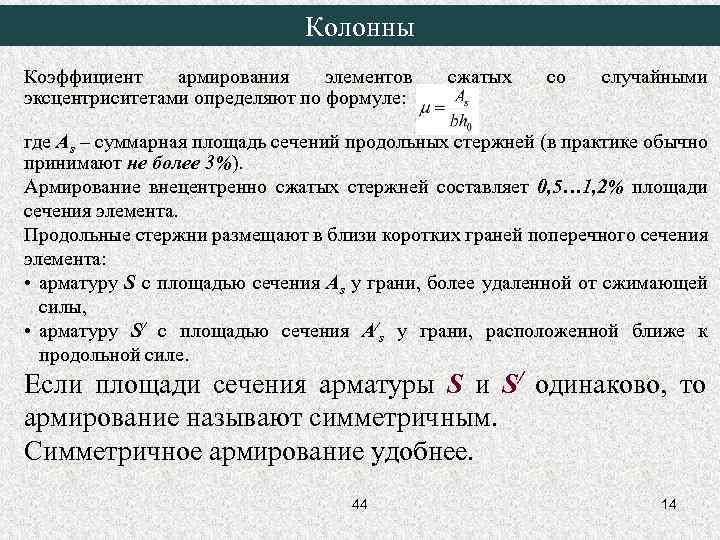

 Для предотвращения внезапного разрушения балки при разрыве бетонного покрытия и потере связи с натяжной сталью.
Для предотвращения внезапного разрушения балки при разрыве бетонного покрытия и потере связи с натяжной сталью. 

 В результате реакции будет выделяться газ аммиак, а потемневшее медное изделие снова приобретет рыжий оттенок.
В результате реакции будет выделяться газ аммиак, а потемневшее медное изделие снова приобретет рыжий оттенок. В результате происходит порча материала, постепенное разрушение и потеря нормальных эксплуатационных качеств.
В результате происходит порча материала, постепенное разрушение и потеря нормальных эксплуатационных качеств.
 При использовании в чистой воде, опасность намного меньше, потому часто медные трубы применяются для монтажа системы отопления и водоснабжения в частном секторе.
При использовании в чистой воде, опасность намного меньше, потому часто медные трубы применяются для монтажа системы отопления и водоснабжения в частном секторе.

 Чаще всего – это крупные слоистые твердые наросты.
Чаще всего – это крупные слоистые твердые наросты.

 Среди них такие, как:
Среди них такие, как:
 Эти знания также позволят вам влиять на то, какой цвет патины образуется и как быстро это произойдет.
Эти знания также позволят вам влиять на то, какой цвет патины образуется и как быстро это произойдет.
 В следующем разделе объясняется физика и химия того, почему цвета патины могут так сильно различаться от места к месту и время от времени. В этом разделе в общих чертах описывается, почему присутствие определенных химических соединений может влиять на зеленые и синие оттенки, часто наблюдаемые в патине.
В следующем разделе объясняется физика и химия того, почему цвета патины могут так сильно различаться от места к месту и время от времени. В этом разделе в общих чертах описывается, почему присутствие определенных химических соединений может влиять на зеленые и синие оттенки, часто наблюдаемые в патине. При смешивании в небольших количествах и удерживании на поверхности меди эти три соединения производят приятный блеск патины.
При смешивании в небольших количествах и удерживании на поверхности меди эти три соединения производят приятный блеск патины.
 Внутренние и пустынные районы могут быть очень жаркими, а прибрежные районы холодными. В высокогорных районах холоднее, чем в долинах. Часто место, где вы храните свои медные изделия, определяет температуру, которой подвергается ваша медь.
Внутренние и пустынные районы могут быть очень жаркими, а прибрежные районы холодными. В высокогорных районах холоднее, чем в долинах. Часто место, где вы храните свои медные изделия, определяет температуру, которой подвергается ваша медь. Медные предметы, подвергающиеся воздействию влажной погоды, часто промокают или становятся влажными. В некоторых регионах дожди идут большую часть года, в то время как в других дожди идут всего несколько недель в году.
Медные предметы, подвергающиеся воздействию влажной погоды, часто промокают или становятся влажными. В некоторых регионах дожди идут большую часть года, в то время как в других дожди идут всего несколько недель в году. Количество примесей в меди может повлиять на цвет патины.
Количество примесей в меди может повлиять на цвет патины. Медь была ключевым архитектурным материалом на протяжении всей истории.
Медь была ключевым архитектурным материалом на протяжении всей истории. Завершено в 1999, стена придает зданиям цельный вид, а ламели наклонены под разными углами, чтобы обеспечить прохождение света и воздуха.
Завершено в 1999, стена придает зданиям цельный вид, а ламели наклонены под разными углами, чтобы обеспечить прохождение света и воздуха.
 Взрослый должен присматривать за детьми до 18 лет. Бытовые чистящие средства могут вызывать раздражение глаз, кожи, носовых ходов и легких. Они также могут быть опасны при попадании внутрь.
Взрослый должен присматривать за детьми до 18 лет. Бытовые чистящие средства могут вызывать раздражение глаз, кожи, носовых ходов и легких. Они также могут быть опасны при попадании внутрь. Для получения зеленой патины смешайте одну часть Miracle-Gro с тремя частями красного винного уксуса. Патина образуется в течение 30 минут и становится постоянной в течение 24 часов.
Для получения зеленой патины смешайте одну часть Miracle-Gro с тремя частями красного винного уксуса. Патина образуется в течение 30 минут и становится постоянной в течение 24 часов. Кроме того, не вдыхайте аммиак и не используйте его на открытом воздухе или убедитесь, что помещение хорошо проветривается.
Кроме того, не вдыхайте аммиак и не используйте его на открытом воздухе или убедитесь, что помещение хорошо проветривается. Герметиками могут быть воск, лак или запатентованная смесь химических веществ. В ювелирных и ремесленных магазинах продаются различные марки герметиков для защиты патины.
Герметиками могут быть воск, лак или запатентованная смесь химических веществ. В ювелирных и ремесленных магазинах продаются различные марки герметиков для защиты патины. Наши знания и опыт помогут вам подобрать правильную мебель, которая подойдет для любого места и цели.
Наши знания и опыт помогут вам подобрать правильную мебель, которая подойдет для любого места и цели. В промышленности оксидированную медь производят анодным оксидированием с использованием электродов. Этот метод, требующий специального оборудования, является сложным и дорогостоящим процессом. Окисление в домашних условиях намного проще.
В промышленности оксидированную медь производят анодным оксидированием с использованием электродов. Этот метод, требующий специального оборудования, является сложным и дорогостоящим процессом. Окисление в домашних условиях намного проще. Этот цвет характерен для хлорида меди, который образуется в процессе реакции:
Этот цвет характерен для хлорида меди, который образуется в процессе реакции:
 Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
 3. Многозаходная резьба:
3. Многозаходная резьба:
 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
 Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
 Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
 Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
 У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
 Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
 Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
 Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.

 По конструкции такие резцы подразделяются на следующие типы:
По конструкции такие резцы подразделяются на следующие типы: Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.



 При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.  youtube.com/embed/vz1X2vlFXLU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/vz1X2vlFXLU» frameborder=»0″ allowfullscreen=»allowfullscreen»/> Это выполняется путем выполнения последовательных надрезов резьбонарезным инструментом той же формы, что и требуемая форма резьбы.
Это выполняется путем выполнения последовательных надрезов резьбонарезным инструментом той же формы, что и требуемая форма резьбы.
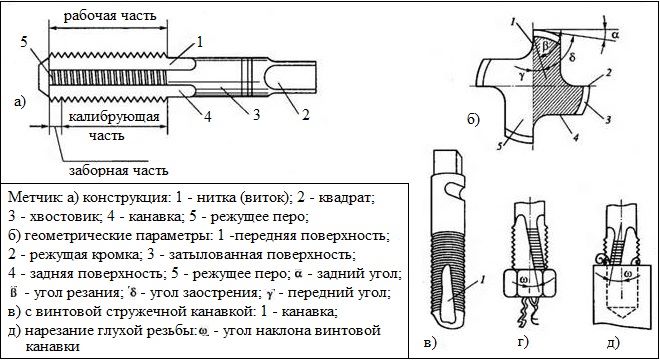
 Отсоедините полугайку в конце реза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Отсоедините полугайку в конце реза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходное положение. Расширение может быть выполнено после того, как отверстие было просверлено или расточено в пределах от 0,005 до 0,015 дюйма от конечного размера, поскольку расширитель не предназначен для удаления большого количества материала.
Расширение может быть выполнено после того, как отверстие было просверлено или расточено в пределах от 0,005 до 0,015 дюйма от конечного размера, поскольку расширитель не предназначен для удаления большого количества материала. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Используйте большое количество смазочно-охлаждающей жидкости для развертывания. Это ускоряет шлифование и предотвращает образование канавок на круге.
Это ускоряет шлифование и предотвращает образование канавок на круге. Быстрорежущая сталь
Быстрорежущая сталь
 Если угол превышает 30 градусов, инструмент будет вибрировать.
Если угол превышает 30 градусов, инструмент будет вибрировать. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерять, когда насадка удерживается в держателе инструмента. Концевой задний угол зависит от твердости и типа материала, а также типа разреза. Концевой задний угол меньше для более твердых материалов, чтобы обеспечить опору под режущей кромкой.
Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерять, когда насадка удерживается в держателе инструмента. Концевой задний угол зависит от твердости и типа материала, а также типа разреза. Концевой задний угол меньше для более твердых материалов, чтобы обеспечить опору под режущей кромкой. Объясните, почему вы поворачиваете соединение в вопросе 2.
Объясните, почему вы поворачиваете соединение в вопросе 2. 0.
0. Lipton
Lipton 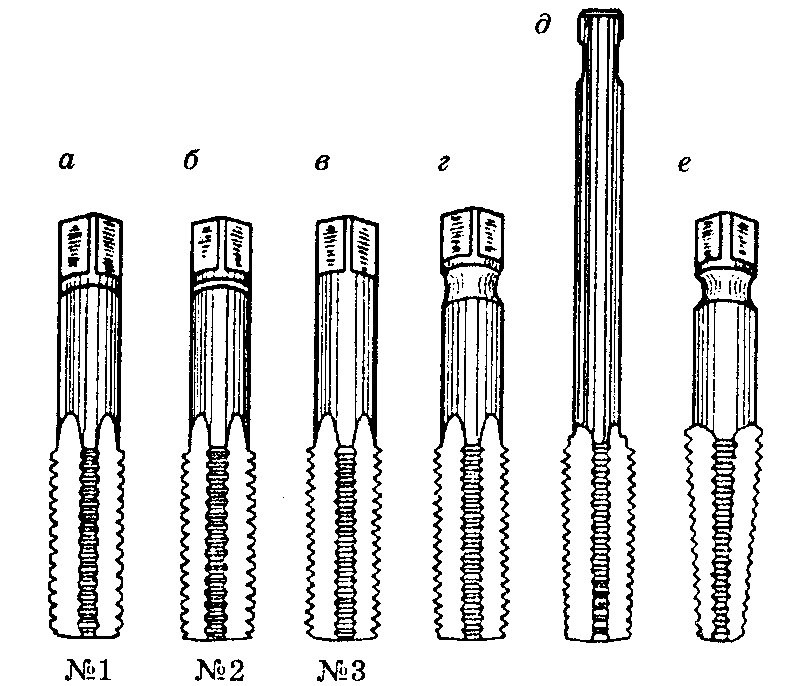 Циферблат поперечной подачи всегда обнуляется после каждого прохода, поэтому вам меньше нужно помнить, например, был ли последний проход на 0,030 дюйма или 0,050 дюйма. Основным недостатком является изменение положения оси Z при подаче. Обычно это не проблема для наружной резьбы, но может быть для внутренней резьбы, которая заканчивается у заплечика.
Циферблат поперечной подачи всегда обнуляется после каждого прохода, поэтому вам меньше нужно помнить, например, был ли последний проход на 0,030 дюйма или 0,050 дюйма. Основным недостатком является изменение положения оси Z при подаче. Обычно это не проблема для наружной резьбы, но может быть для внутренней резьбы, которая заканчивается у заплечика.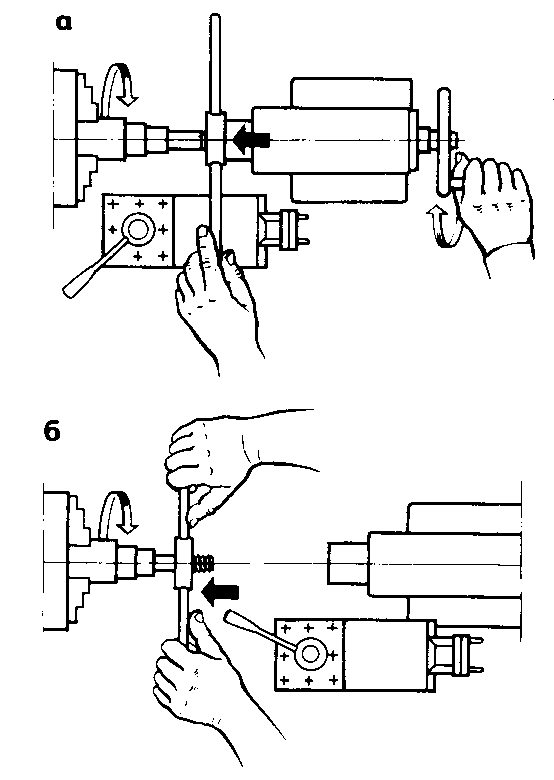 Точка маленькая; на первых парах проходов площадь зацепления режущей кромки также мала. Уменьшайте свой DOC по мере того, как вы углубляетесь. На последнем проходе подавайте прямо с поперечной подачей с легким пружинным резом 0,001 дюйма. Это врезается в обе стороны инструмента и удаляет вибрацию и следы от инструмента на резьбе.
Точка маленькая; на первых парах проходов площадь зацепления режущей кромки также мала. Уменьшайте свой DOC по мере того, как вы углубляетесь. На последнем проходе подавайте прямо с поперечной подачей с легким пружинным резом 0,001 дюйма. Это врезается в обе стороны инструмента и удаляет вибрацию и следы от инструмента на резьбе. Меньшая глубина на труднообрабатываемых материалах может спасти ваш бекон.
Меньшая глубина на труднообрабатываемых материалах может спасти ваш бекон. Быстрый выстрел проникающей смазки перед тем, как крутить, может спасти работу.
Быстрый выстрел проникающей смазки перед тем, как крутить, может спасти работу. Как только это состояние возникает, оно часто самоподдерживается, пока проблема не будет устранена. Вибрацию можно определить, когда на заготовке через равные промежутки времени появляются линии или канавки. Эти линии или канавки вызваны зубьями фрезы, когда они вибрируют в заготовке и из нее, а расстояние между ними зависит от частоты вибрации.
Как только это состояние возникает, оно часто самоподдерживается, пока проблема не будет устранена. Вибрацию можно определить, когда на заготовке через равные промежутки времени появляются линии или канавки. Эти линии или канавки вызваны зубьями фрезы, когда они вибрируют в заготовке и из нее, а расстояние между ними зависит от частоты вибрации.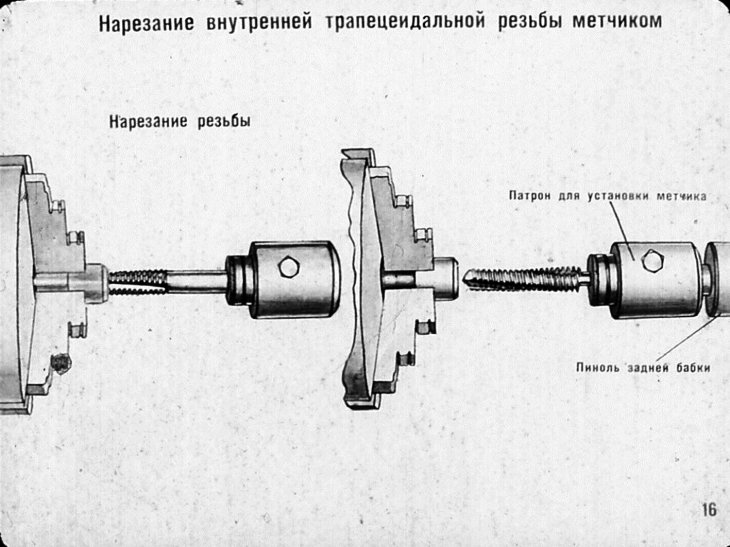 Поставляется в различных формах, от ручных до полуавтоматических и полностью автоматических, основными типами которых являются токарные станки с двигателем, токарные станки и контурные станки, токарные станки с револьверной головкой и токарные станки с числовым программным управлением. Токарно-винторезный станок состоит из передней бабки и шпинделя, задней бабки, станины, каретки (в комплекте с фартуком) и поперечных салазок. Особенности включают в себя рычаги переключения передач (скорости) и подачи, инструментальную стойку, составной упор, ходовой винт и реверсивный ходовой винт, шкалу нарезания резьбы и рычаг быстрого хода. К специальным типам токарных станков относятся сквозные, распределительные и коленчатые, тормозные барабанные и роторные, прядильные и ружейно-ствольные. Инструментальные и настольные токарные станки используются для точной работы; первые для работы с инструментами и штампами и подобных задач, вторые для небольших заготовок (инструменты, часы), обычно без механической подачи.
Поставляется в различных формах, от ручных до полуавтоматических и полностью автоматических, основными типами которых являются токарные станки с двигателем, токарные станки и контурные станки, токарные станки с револьверной головкой и токарные станки с числовым программным управлением. Токарно-винторезный станок состоит из передней бабки и шпинделя, задней бабки, станины, каретки (в комплекте с фартуком) и поперечных салазок. Особенности включают в себя рычаги переключения передач (скорости) и подачи, инструментальную стойку, составной упор, ходовой винт и реверсивный ходовой винт, шкалу нарезания резьбы и рычаг быстрого хода. К специальным типам токарных станков относятся сквозные, распределительные и коленчатые, тормозные барабанные и роторные, прядильные и ружейно-ствольные. Инструментальные и настольные токарные станки используются для точной работы; первые для работы с инструментами и штампами и подобных задач, вторые для небольших заготовок (инструменты, часы), обычно без механической подачи. Модели обычно обозначаются в соответствии с их «поворотом» или заготовкой самого большого диаметра, которую можно вращать; длина кровати или расстояние между центрами; и произведенная лошадиная сила. См. токарный станок.
Модели обычно обозначаются в соответствии с их «поворотом» или заготовкой самого большого диаметра, которую можно вращать; длина кровати или расстояние между центрами; и произведенная лошадиная сила. См. токарный станок.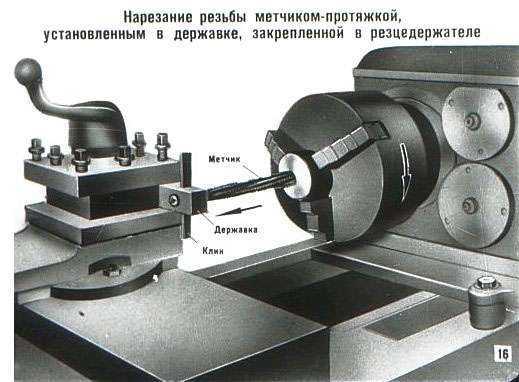 Рельеф на концевых зубьях осевой рельеф; рельеф на боковых зубах периферический рельеф.
Рельеф на концевых зубьях осевой рельеф; рельеф на боковых зубах периферический рельеф.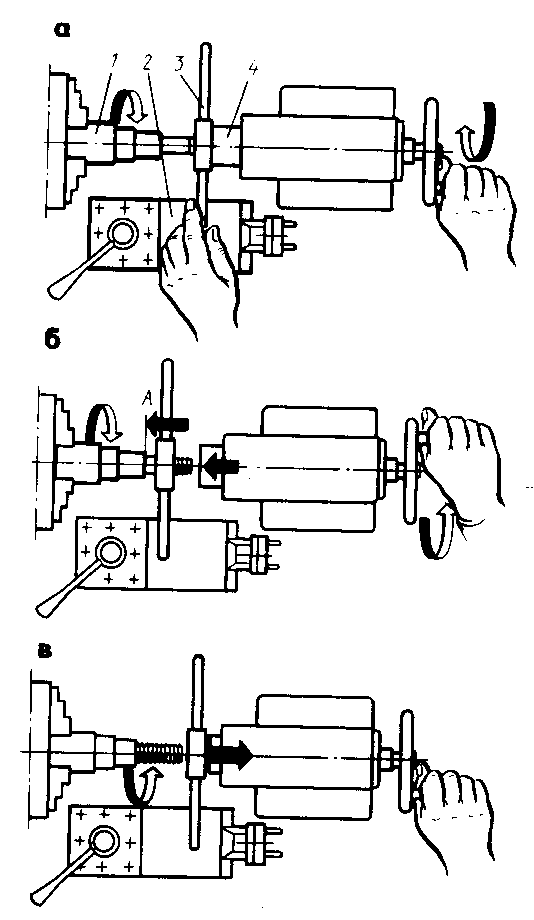
 сварочный ток MMA, А
сварочный ток MMA, А рабочее напряжение ММА, В
рабочее напряжение ММА, В


 Вы лично можете открыть, запустить и проверить купленный товар.
Вы лично можете открыть, запустить и проверить купленный товар. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
 Продолжайте читать, чтобы узнать больше об этом важном финансовом решении!
Продолжайте читать, чтобы узнать больше об этом важном финансовом решении! Аннуитет в размере 250 000 долларов принесет вам приблизительно 1302 доллара в месяц до конца жизни, если вы приобретете аннуитет в возрасте 70 лет и сразу начал принимать платежи.
Аннуитет в размере 250 000 долларов принесет вам приблизительно 1302 доллара в месяц до конца жизни, если вы приобретете аннуитет в возрасте 70 лет и сразу начал принимать платежи.
 0078
0078
 Ставки аннуитета могут и меняются.
Ставки аннуитета могут и меняются. Мы получаем комиссию от страховой компании за продажу аннуитета, поэтому нам не нужно взимать с вас никаких сборов.
Мы получаем комиссию от страховой компании за продажу аннуитета, поэтому нам не нужно взимать с вас никаких сборов.
 900:03 Похоронная процессия Ее Величества королевы Елизаветы движется по Длинной дорожке к Виндзорскому замку, 19 сентября 2022 года. Сержант Дек Трейлор/Пул через REUTERS
900:03 Похоронная процессия Ее Величества королевы Елизаветы движется по Длинной дорожке к Виндзорскому замку, 19 сентября 2022 года. Сержант Дек Трейлор/Пул через REUTERS