Сварочный аппарат аргон в категории «Промышленное оборудование и станки»
Плазморез аргоновый сварочный аппарат Procraft Industrial TMC350 [MMA, TIG, CUT] плазморез, аргон [3 в 1]
Доставка из г. Львов
10 908 — 10 910 грн
от 2 продавцов
13 635 грн
10 908 грн
Купить
Интернет-магазин GIGATOOLS
Зварювальний інверторний апарат Procraft Industrial TMC350 [MMA, TIG, CUT] плазморіз, аргон [3 в 1]
Доставка по Украине
11 330 грн
Купить
СВІТ БЕНЗО ТА ЕЛЕКТРОІНСТРУМЕНТА
Инверторный сварочный аппарат Procraft Industrial TMC350 Long Range 3в1 Аргон Плазморез Электрод
Доставка из г. Черновцы
10 100 грн
Купить
Интернет-магазин «Tehnotool»
Аргонодуговой сварочный аппарат Edon PulseTIG 315 AC/DC
На складе
Доставка по Украине
32 100 грн
Купить
Интернет-магазин «БензоБум»
Сварочный аппарат JASIC TIG-315P AC/DC (E103)
На складе в г. Запорожье
Доставка по Украине
36 000 — 46 324 грн
от 5 продавцов
46 324 грн
Купить
«Аргон» Все для сварки
Аргонно-дуговой сварочный аппарат Edon PulseTig 200AC/DC
На складе
Доставка по Украине
25 600 грн
Купить
Интернет-магазин «БензоБум»
Сварочный аппарат JASIC TIG 200P AC DC (E 201) digital compact
На складе в г. Киев
Доставка по Украине
37 200 грн
Купить
ЕВРОСВАРКА
Аргонодуговой аппарат MAGNITEK TIG/MMA-250 (220V)
На складе
Доставка по Украине
по 8 428 грн
от 2 продавцов
8 428 грн
Купить
PROFSVARKA
Сварочный аппарат Протон ИСА-320С
На складе в г. Днепр
Доставка по Украине
2 499 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Сварочный аппарат Vitals Professional MTC 4000 Air
На складе
Доставка по Украине
по 14 803 грн
от 2 продавцов
14 803 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Сварочный аппарат Vitals Master MMA-1600 LCDk
На складе в г. Днепр
Доставка по Украине
по 5 307 грн
от 3 продавцов
5 307 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Сварочный аппарат TIG 200Р AC/DC (Е101)
Доставка по Украине
24 000 грн
Купить
«Вся Сварка»
Аргонодуговой аппарат MAGNITEK PulseTIG-200P AC/DC/220V
На складе
Доставка по Украине
по 25 950 грн
от 2 продавцов
25 950 грн
Купить
PROFSVARKA
Аргонодуговой аппарат MAGNITEK PulseTIG-315P AC/DC (220V/380V)
На складе
Доставка по Украине
по 34 350 грн
от 2 продавцов
34 350 грн
Купить
PROFSVARKA
Аргонодуговой аппарат MAGNITEK PulseTIG-500P AC/DC/380V
На складе
Доставка по Украине
по 98 200 грн
от 2 продавцов
98 200 грн
Купить
PROFSVARKA
Смотрите также
Аргонодуговая сварка TIG + ММА AC/DC 200 А, Латвия Vitals Professional AC/DC-2000 TIG Alu Puls для алюминия
На складе в г. Днепр
Доставка по Украине
31 047 грн
Купить
Motohome
Аппарат для аргоновой сварки алюминия JASIC TIG 315 P AC/DC (E103)
На складе в г. Киев
Доставка по Украине
45 300 грн
Купить
ЕВРОСВАРКА
Сварочный аппарат JASIC TIG 200 P (W212)
Доставка из г. Ивано-Франковск
17 700 грн
Купить
Сварочный аппарат JASIC TIG 200 P AC DC (E 201) digital compact
Доставка из г. Ивано-Франковск
37 200 грн
Купить
Сварочный аппарат Vitals B 1600
Доставка по Украине
3 999 — 4 134 грн
от 2 продавцов
4 134 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Сварочный аппарат Vitals Professional MIG 2000 Digital
Заканчивается
Доставка по Украине
по 15 362 грн
от 6 продавцов
15 362 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Сварочный аппарат для аргонодуговой сварки Magnitek WSME 315 AC/DC
На складе
Доставка по Украине
29 150 грн
Купить
PROFSVARKA
Аргонная сварка — JASIC TIG 200 P (W212)
На складе в г. Киев
Доставка по Украине
17 700 грн
Купить
ЕВРОСВАРКА
Аргоно-дуговой аппарат Jasic TIG-200 AC/DC PRO (E201)
Доставка по Украине
37 999 грн
Купить
Интернет магазин ВсеИнструменты!
Аргонодуговой сварочный аппарат W-MASTER TIG-250PULSE AC\DC
Доставка по Украине
24 360 грн
Купить
СВАРМАСТЕР
Сварка алюминия Днепр
Услуга
от 1 000 грн
Кузня Талісмана
Аргоновый аппарат PATON ProTIG-200 AC/DC TIG/MMA (без горелки)
Доставка из г. Киев
30 000 грн
Купить
ЕВРОСВАРКА
Аппарат для аргоновой сварки алюминия JASIC TIG 315 P AC/DC (E103)
Доставка из г. Ивано-Франковск
45 100 грн
Купить
Аргонодуговая сварка алюминия JASIC TIG 200 P AC/DC (E101)
На складе в г. Киев
Доставка по Украине
28 200 грн
Купить
ЕВРОСВАРКА
Настройка tig сварки – от А до Я + Полезные советы
Ранее мы рассказывали о том,
как подобрать электрод
, газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Как подготовить tig горелку к работе?
Как настроить сварочный аппарат?
Как начать аргонодуговую сварку?
Как правильно вести сварочную горелку?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Род тока
Сила тока¸А
Стальные сплавы
1,0
DC
20 — 30
1,5
DC
40 — 60
2,0
DC
70 -90
3,0
DC
100 — 120
4, 0
DC
120 — 140
Алюминий
1-2
AC
20 — 60
4-6
AC
120-180
6-10
AC
220-230
11-15
AC
280-360
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера — финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Получите 10 самых читаемых статей + подарок!
*
Купить Аргонно-дуговой сварочный аппарат Power flex Tig сварочный аппарат Tig 400Ai онлайн в GZ Industrial Supplies Nigeria.
(2 отзыва)
Написать рецензию
Powerflex
Power flex Аргонно-дуговой сварочный аппарат Tig сварочный аппарат Tig 400Ai
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Обязательно
комментариев Обязательно
₦330 831,25
Артикул:
powerTIG400Ai
Вес:
23,80 сом
Доставка:
₦2 687,50 (фиксированная стоимость доставки)
Описание
В GZ Industrial Supplies у нас есть сварочный аппарат Power Flex Arc сварщик Tig сварочный аппарат Tig400Ai в больших количествах купить и забрать в магазине
ХАРАКТЕРИСТИКИ ПРОДУКТА И ПРЕИМУЩЕСТВА
1. Высокая эффективность. Энергосбережение и малый вес 2. Компактный размер, малый вес, простая установка и простота в эксплуатации 3. Характеристика с отличными динамическими характеристиками, стабильной электрической дугой и хорошей надежностью 4. Возможность регулировки тяги и тока может быть отображать в цифровом виде, нажав
ПРИМЕНЕНИЕ МОЩНОСТИ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ POWER FLEX:
1. Может широко использоваться для сварки углеродистой, нержавеющей, легированной стали и других цветных металлов. Полный комплект сварочных головок 3. Зажим заземления
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И ДЕТАЛИ ПРОДУКТА
Напряжение на входе (В) : 415 В +_ 10%
Частота (Гц) : 50/60 : 50/60
3 R : ТИГ: 23
Напряжение холостого хода (В) : 68
Диапазон регулировки тока (А) : 12–360
Рабочий цикл (%) : 60
2 отзыва
Скрыть отзывы
Показать отзывы
сопутствующие товары
Клиенты также просмотрели
Сварочные аппараты и принадлежности: MIG/TIG/Stick и с приводом от двигателя
Поиск
Все категории/
Все сварочное оборудование/
Сварочные аппараты
Сварщики МИГ
Палочные сварщики
сварщики
Сварочные аппараты с приводом от двигателя
Сварочные аксессуары
Многопроцессорные сварочные аппараты
424 шт. найдено
Сварочный аппарат Millermatic 211 Auto-Set Mig
Millermatic 211 Auto-Set/Small Cart Сварочный аппарат Mig 110/220 В
Сварочный аппарат Miller Multimatic 215 MIG/Stick/TIG
Миллер Мультиматик 220 AC/DC
Б/у Miller Dynasty 210 DX и педаль управления
Многофункциональный сварочный аппарат POWER MIG® 215 MPi™
Millermatic 252 208/230 вольт сварочный аппарат +бесплатный шлем
Многофункциональный сварочный аппарат POWER MIG 215 MPi для алюминия One-Pak
Сварочный аппарат Millermatic® 255 MIG/Pulsed MIG
Многопроцессорный сварочный аппарат Miller Multimatic® 255 с двухцилиндровым рабочим колесом EZ-Latch™…
POWER MIG 215 MPi Многофункциональный сварочный аппарат TIG One-Pak
Сварочный аппарат Millermatic® 255 MIG/Pulsed MIG с ходовой частью EZ-Latch™
Multimatic 215 с комплектом TIG Kit
Комплект беспроводной педали Miller Dynasty 400
Сварочный аппарат Lincoln AC225 #K1170
Multimatic 235 с тележкой EZ Latch Cart и комплектом TIG
Miller MULTIMATIC 200 115/230 50/60 Гц 1PH #907518
Комплект для сварки TIG Miller Diversion 180AC/DC
Сварочный аппарат с приводом от двигателя Lincoln Ranger 305 LPG (Kohler) Ready-Pak
Miller Bobcat 225 с GFCI
Многопроцессорный сварочный аппарат Multimatic® 235 с ходовой частью EZ-Latch™
Сварочный аппарат с механизмом подачи проволоки Lincoln SP-140T
Комплект Miller Syncrowave 210 TIG/MIG
Miller Trailblazer® 325 (KOHLER) с электрическим топливным насосом 907797002
Горячие предложения на сварочные аппараты уже в наличии!
Эти сварочные аппараты уже есть на складе, доставка быстрая и бесплатная в любую точку континентальной части США. Каждый из этих сварочных аппаратов поставляется с SIX FREBIES без дополнительной оплаты. Запасы ограничены — покупайте, пока они горячие!
Сварочный аппарат Millermatic 211 Autoset Mig #907614
Millermatic 211 Autoset + тележка #951603
Miller Multimatic 220 Multiprocess #907757
Miller Multimatic 215 MIG/Stick #907693
Среди наших наиболее популярных сварочных аппаратов:
Millermatic 211 Autoset Mig Welder
Узнать больше
Сварочный аппарат Millermatic 252 208/230 В
Узнать больше
Miller Spectrum 875 Auto-Line XT60
Подробнее
Лучшие онлайн-цены на сварочные аппараты
Компания Welders Supply предлагает полную линейку качественных сварочных аппаратов и расходных материалов известных марок, чтобы сделать ваш следующий сварочный проект успешным. Вы не найдете лучшего предложения нигде, и все заказы на сумму более 300 долларов США имеют право на бесплатную доставку в пределах континентальной части США.
Сварочные аппараты
Используя самый старый и простой способ сварки, аппараты для сварки стержнями являются наиболее экономичным вариантом и широко используются новичками и в промышленных условиях. Сварочные аппараты для стержневой сварки универсальны и могут использоваться для сварки сплавов железа, стали, алюминия, никеля и меди. Большинство сварщиков, способных выполнять электродуговую сварку, также могут выполнять сварку MIG.
Популярные сварочные аппараты:
Millermatic 211 (БЕСПЛАТНЫЕ перчатки!)
Миллер Мультиматик 215
Сварочные аппараты MIG
Сварка MIG позволяет получить более аккуратный сварной шов, чем сварка электродами, но не сложнее сварки TIG, что делает ее популярной в производстве. Сварщики MIG используют защитный газ для защиты сварного шва. Как только это настроено, его просто использовать почти как пистолет для горячего клея.
Популярные сварочные аппараты MIG:
Millermatic 252 (Шлем БЕСПЛАТНО!)
Millermatic 211 с маленькой тележкой
Аппараты для сварки ВИГ
Сварка ВИГ обеспечивает самый красивый и чистый сварной шов из возможных, но ее сложнее освоить, чем сварку МИГ или дуговую сварку. Сварщики TIG дают сварщику максимальный контроль. Компромисс — крутая кривая обучения и более низкая скорость. Сварка TIG — лучший тип сварки для декоративных деталей и автосварки.
Популярные аппараты для сварки TIG:
Miller Syncrowave 400 Tig Runner
Сварочный аппарат ESAB Warrior 300i Stick/MIG/TIG
Другие типы сварочных аппаратов
Многопроцессорные сварочные аппараты могут выполнять как минимум два процесса, описанных выше, предлагая большую универсальность в одном аппарате. Для сварщиков, которые планируют сварку в полевых условиях или вдали от традиционных источников энергии, лучше всего подходят сварочные аппараты с приводом от двигателя, которые могут работать как на газе, так и на дизельном топливе.
Многопроцессорный сварочный аппарат Miller Multimatic 220 AC/DC
Многопроцессорный сварочный аппарат Miller Multimatic 255
Популярные сварочные аппараты с приводом от двигателя:
Miller Trailblazer 302 AIR PACK Сварочный аппарат с приводом от двигателя
Сварочный аппарат с двигателем Miller Bobcat 260 LP
Принадлежности для сварочных аппаратов
Покупайте широкий ассортимент сварочных принадлежностей для аппаратов для сварки электродом, сварки MIG и TIG от крупнейших брендов в игре. Аксессуары включают в себя продувочные камеры, педали управления, системы очистки сварных швов и многое другое. Будьте на высоте и держите сварные швы и оборудование в идеальном состоянии с помощью принадлежностей Welders Supply.
Оборудование для газовой/кислородно-ацетиленовой сварки и резки
Газовая сварка существует уже давно и исторически была стандартом в районах с недостаточным электричеством, таких как фермы и сельские общины. Горелочное сварочное оборудование зарекомендовало себя благодаря своей простоте, универсальности и портативности. В Welders Supply вы найдете комплекты для фонарей от ведущих брендов, таких как Victor, Miller и Tillman.
Сварочные аппараты, сварочный газ, сварочное оборудование — Welders Supply Есть все
Welders Supply Company — ваш универсальный магазин всего, от сварочных аппаратов и сварочного газа до защитного оборудования и автозатемняющихся касок. Нет необходимости делать покупки в 5 разных магазинах. Независимо от того, являетесь ли вы любителем, ищущим выгодное предложение на бывшее в употреблении сварочное оборудование, или профессиональным подрядчиком по сварке, желающим экипировать всю бригаду, у Welders Supply есть то, что вам нужно, и у нас есть это по самой низкой цене.
С 1938 года компания Welders Supply поставляет в южный штат Висконсин и северный регион Иллинойса качественное сварочное оборудование и расходные материалы от ведущих производителей. Мы также продаем, сдаем в аренду и обмениваем заправленные газовые баллоны и баллоны в наших магазинах в Кеноша, Висконсин, Вест-Бенд, Висконсин, ДеКалб, Иллинойс, и Вокеган, Иллинойс.
Наши магазины предлагают доставку в тот же день в: Милуоки, Висконсин; Рокфорд, Иллинойс; Кристал-Лейк, Иллинойс; Белойт, Висконсин; Джейнсвилл, Висконсин; Биг-Бенд, Висконсин; и округ Расин, штат Висконсин.
Самые низкие онлайн-цены и бесплатная доставка для всех заказов на сумму более 300 долларов США
Помимо самых низких онлайн-цен на качественное сварочное оборудование и принадлежности, Welders Supply предлагает бесплатную доставку по континентальной части США для всех заказов на сумму более 300 долларов США.
Коррозия – разрушение поверхности сталей и сплавов под воздействием различных физико-химических факторов – наносит огромный ущерб деталям и металлоконструкциям. Ежегодно этот невидимый враг «съедает» около 13 млн. т металла. Для сравнения – металлургическая промышленность стран Евросоюза в прошлом, 2014 году произвела всего на 0,5 млн. тонн больше. И это только – прямые потери. А длительная эксплуатация стальных изделий без их эффективной защиты от коррозии вообще невозможна.
Что такое коррозия и её разновидности
Основной причиной интенсивного окисления поверхности металлов (что и является основной причиной коррозии) являются:
Повышенная влажность окружающей среды.
Наличие блуждающих токов.
Неблагоприятный состав атмосферы.
Соответственно этому различают химическую, трибохимическую и электрохимическую природу коррозии. Именно они в совокупности своего влияния и разрушают основную массу металла.
Химическая коррозия
Такой вид коррозии обусловлен активным окислением поверхности металла во влажной среде. Безусловным лидером тут является сталь (исключая нержавеющую). Железо, являясь основным компонентом стали, при взаимодействии с кислородом образует три вида окислов: FeO, Fe2O3 и Fe3O4. Основная неприятность заключается в том, что определённому диапазону внешних температур соответствует свой окисел, поэтому практическая защита стали от коррозии наблюдается только при температурах выше 10000С, когда толстая плёнка высокотемпературного оксида FeO сама начинает предохранять металл от последующего образования ржавчины. Это процесс называется воронением, и активно применяется в технике для защиты поверхности стальных изделий. Но это – частный случай, и таким способом активно защищать металл от коррозии в большинстве случаев невозможно.
Химическая коррозия активизируется при повышенных температурах. Склонность металлов к химическому окислению определяется значением их кислородного потенциала – способности к участию в окислительно-восстановительных реакциях. Сталь – ещё не самый худший вариант: интенсивнее её окисляются, в частности, свинец, кобальт, никель.
Электрохимическая коррозия
Эта разновидность коррозии более коварна: разрушение металла в данном случае происходит при совокупном влиянии воды и почвы на стальную поверхность (например, подземных трубопроводов). Влажный грунт, являясь слабощёлочной средой, способствует образованию и перемещению в почве блуждающих электрических токов. Они являются следствием ионизации частиц металла в кислородсодержащей среде, и инициирует перенос катионов металла с поверхности вовне. Борьба с такой коррозией усложняется труднодоступностью диагностирования состояния грунта в месте прокладки стальной коммуникации.
Электрохимическая коррозия возникает при окислении контактных устройств линий электропередач при увеличении зазоров между элементами электрической цепи. Помимо их разрушения, в данном случае резко увеличивается энергопотребление устройств.
Трибохимическая коррозия
Данному виду подвержены металлообрабатывающие инструменты, которые работают в режимах повышенных температур и давлений. Антикоррозионное покрытие резцов, пуансонов, фильер и пр. невозможно, поскольку от детали требуется высокая поверхностная твёрдость. Между тем, при скоростном резании, холодном прессовании и других энергоёмких процессах обработки металлов начинают происходить механохимические реакции, интенсивность которых возрастает с увеличением температуры на контактной поверхности «инструмент-заготовка». Образующаяся при этом окись железа Fe2O3 отличается повышенной твёрдостью, и поэтому начинает интенсивно разрушать поверхность инструмента.
Методы борьбы с коррозией
Выбор подходящего способа защиты поверхности от образования ржавчины определяется условиями, в которых работает данная деталь или конструкция. Наиболее эффективны следующие методы:
Легирование металла элементами, обладающими большей стойкостью к участию в окислительно-восстановительных реакциях;
Изменение химического состава окружающей среды.
Механические поверхностные покрытия
Поверхностная защита металла может быть выполнена его окрашиванием либо нанесением поверхностных плёнок, по своему составу нейтральных к воздействию кислорода. В быту, а также при обработке сравнительно больших площадей (главным образом, подземных трубопроводов) применяется окраска. Среди наиболее стойких красок – эмали и краски, содержащие алюминий. В первом случае эффект достигается перекрытием доступа кислороду к стальной поверхности, а во втором – нанесением алюминия на поверхность, который, являясь химически инертным металлом, предохраняет сталь от коррозионного разрушения.
Положительными особенностями данного способа защиты являются лёгкость его реализации и сравнительно небольшие финансовые затраты, поскольку процесс достаточно просто механизируется. Вместе с тем долговечность такого способа защиты невелика, поскольку, не обладая большой степенью сродства с основным металлом, такие покрытия через некоторое время начинают механически разрушаться.
Химические поверхностные покрытия
Коррозионная защита в данном случае происходит вследствие образования на поверхности обрабатываемого металла химической плёнки, состоящей из компонентов, стойких к воздействию кислорода, давлений, температур и влажности. Например, углеродистые стали обрабатывают фосфатированием. Процесс может выполняться как в холодном, так и в горячем состоянии, и заключается в формировании на поверхности металла слоя из фосфатных солей марганца и цинка. Аналогом фосфатированию выступает оксалатирование – процесс обработки металла солями щавелевой кислоты. Применением именно таких технологий повышают стойкость металлов от трибохимической коррозии.
Недостатком данных методов является трудоёмкость и сложность их применения, требующая наличия специального оборудования. Кроме того, конечная поверхность изменяет свой цвет, что не всегда приемлемо по эстетическим соображениям.
Легирование и металлизация
В отличие от предыдущих способов, здесь конечным результатом является образование слоя металла, химически инертного к воздействию кислорода. К числу таких металлов относятся те, которые на линии кислородной активности находятся возможно дальше от водорода. По мере возрастания эффективности этот ряд выглядит так: хром→медь→цинк→серебро→алюминий→платина. Различие в технологиях получения таких антикоррозионных слоёв состоит в способе их нанесения. При металлизации на поверхность направляется ионизированный дуговой поток мелкодисперсного напыляемого металла, а легирование реализуется в процессе выплавки металла, как следствие протекания металлургических реакций между основным металлом и вводимыми легирующими добавками.
Изменение состава окружающей среды
В некоторых случаях существенного снижения коррозии удаётся добиться изменением состава атмосферы, в которой работает защищаемая металлоконструкция. Это может быть вакуумирование (для сравнительно небольших объектов), или работа в среде инертных газов (аргон, неон, ксенон). Данный метод весьма эффективен, однако требует дополнительного оборудования — защитных камер, костюмов для обслуживающего персонала и т.д. Используется он главным образом, в научно-исследовательских лабораториях и опытных производствах, где специально поддерживается необходимый микроклимат.
Кто нам мешает, тот нам поможет
В завершение укажем и на довольно необычный способ коррозионной защиты: с помощью самих окислов железа, точнее, одного из них — закиси-окиси Fe3O4. Данное вещество образуется при температурах 250…5000С и по своим механическим свойствам представляет собой высоковязкую технологическую смазку. Присутствуя на поверхности заготовки, Fe3O4 перекрывает доступ кислороду воздуха при полугорячей деформации металлов и сплавов, и тем самым блокирует процесс зарождения трибохимической коррозии. Это явление используется при скоростной высадке труднодеформируемых металлов и сплавов. Эффективность данного способа обусловлена тем, что при каждом технологическом цикле контактные поверхности обновляются, а потому стабильность процесса регулируется автоматически.
Коррозия металла – виды и способы защиты – рекомендации от ТК Газметаллпроект
Коррозийные процессы представляют наиболее реальную угрозу для металлических конструкций. Вне зависимости от толщины стали, ржавчина способна быстро привести материал в негодность. В некоторых случаях, при небольших повреждениях, развитие коррозии удается остановить, а последствия ликвидировать. Чаще всего приходится менять металлические элементы полностью. Поэтому защита стали от коррозии является первоочередной задачей при строительстве и эксплуатации конструкций.
Причины и последствия образования коррозии на металле
В идеальных условиях любой металл сохраняет свои характеристики в течение длительного периода времени. Даже если в состав материала не входят дополнительные примеси, отсутствие внешних воздействий позволяет сохранять прочность и жесткость конструкции. В реальной жизни таких условий добиться практически невозможно. Коррозийные процессы могут быть вызваны следующими причинами:
повышенная влажность воздуха, за счет которой металл постоянно подвергается значительным нагрузкам и очень быстро начинает окисляться;
выпадение осадков на незащищенную поверхность стали также влечет за собой распространение очагов коррозии;
часто причиной окисления металла являются блуждающие токи, присутствующие на поверхности изделия;
атмосфера с различным содержанием химически активных элементов также может вызвать увеличение скорости распространения коррозии.
На начальном этапе окисления на поверхности металла становятся заметны яркие пятна, впоследствии металл полностью покрывается ржавчиной. Если не обращать внимания на подобные явления, со временем коррозия проникает внутрь изделия, полностью разрушая его.
Разновидности коррозийных процессов
Коррозия стали по типу может быть химической и электротехнической. В первом случае атомы металла и окислителя вступают в реакцию и образуют прочные связи. Образовавшаяся структура не проводит электричество, в отличие от первоначального состава изделия. Для электротехнической коррозии характерно полное разложение металла, который становится непригоден в дальнейшей эксплуатации.
Кроме химической и электротехнической можно выделить и другие виды коррозии:
чаще других встречается газовая коррозия, протекающая при высокой температуре и минимальном содержании влаги в рабочей среде;
атмосферная коррозия развивается при нахождении металлического изделия в газовой среде высокой влажности;
биологические микроорганизмы также могут оказывать негативное влияние на прочность и целостность стальных конструкций, вызывая окисление материала;
при взаимодействии различных металлов, состав и стационарный потенциал которых отличается, пятна ржавчины могут появиться в точках соприкосновения изделий;
воздействие радиоактивного излучения приводит к разрушению структуры стали и развитию коррозийных процессов.
В большинстве случаев сложно выделить какой-то один вид коррозии, негативно воздействующий на состояние металлоконструкций. Разрушение и деградация стали вызвана влиянием нескольких факторов, таких как повышенная влажность, неблагоприятный состав атмосферы, биологическая активность микроорганизмов, радиационный фон. Единственным способом исключить или снизить скорость распространения коррозии является защита материала специальными составами и средствами.
Технология защиты стали от возникновения и развития коррозии
Оптимальным вариантом для исключения коррозии является использование при строительстве и монтаже специальных марок стали, неподверженных окислению. В противном случае от собственника металлоконструкций потребуется обеспечить своевременную защиту стали от окисления. Возможными вариантами подобного подхода являются:
поверхностная обработка металла специальными составами, устойчивыми к атмосферным воздействиям;
металлизация конструкций, также выполняемая поверхностным методом;
легирование стали специальными составами, особенностью которых является устойчивость к окислительным процессам;
непосредственное воздействие на окружающую химическую среду с целью изменения ее состава.
Каждая из указанных методик имеет свои достоинства и условия использования. Выбор способа зависит от текущего состояния стальной конструкции, интенсивности развития коррозии, условий эксплуатации металлических изделий.
Поверхностная обработка металла
Самым простым и наиболее распространенным способом является механическая обработка стали. Конструкция окрашивается эмалями и красками с высоким содержанием алюминия. В результате полностью перекрывается доступ окружающего воздуха к металлу. Простота и невысокая стоимость технологии являются ее основными достоинствами. К минусам можно отнести недолговечность покрытия и необходимость периодически его обновлять.
Химическая обработка металла
Отличным способом защиты стали от коррозии является ее обработка химическим способом. На поверхности создается тонкая и прочная пленка, наличие которой предотвращает проникновение к металлу влаги и других негативных сред. Технология применяется только с использованием специальных средств, а ее стоимость доступна не каждому собственнику металлоконструкций.
Металлизация и легирование
Нанесение слоя цинка, хрома, серебра или алюминия также является отличным способом обработки стали. Металлизация и легирование позволяет создать на поверхности стали дополнительный слой металла, устойчивого к воздействию окружающей среды. Способ обработки меняется в зависимости от используемого сплава, эффективность метода доказана на практике.
Изменение окружающей среды
Для многих металлоконструкций и изделий, работающих в замкнутом пространстве, гораздо выгоднее создать благоприятные условия. В таких случаях используется технология вакуумирования, в камеру закачивают различные по составу газы. В результате исключается контакт металла и окружающей среды, процессы коррозии полностью отсутствуют.
Каждая из указанных технологий имеет свой диапазон использования. При этом бороться с коррозией необходимо сразу после начала использования металлоконструкций. В противном случае окисление металла будет необратимым, изделие придется ремонтировать или полностью менять гораздо раньше требуемого срока эксплуатации.
Классификация методов защиты от коррозии – Служба транспортной информации
Классификация методов защиты от коррозии
[немецкая версия]
Активная защита от коррозии
Пассивная защита от коррозии
Постоянная защита от коррозии
Временная защита от коррозии
Активная защита от коррозии
Целью активной защиты от коррозии является воздействие на реакции, протекающие во время коррозии, при этом можно контролировать не только содержимое упаковки и коррозионное вещество, но и саму реакцию таким образом, чтобы избежать коррозии. Примерами такого подхода являются разработка коррозионно-стойких сплавов и введение в агрессивную среду ингибиторов.
К началу
Пассивная защита от коррозии
При пассивной защите от коррозии повреждение предотвращается за счет механической изоляции содержимого упаковки от агрессивных коррозионных агентов, например, с помощью защитных слоев, пленок или других покрытий. Однако этот тип защиты от коррозии не изменяет ни общей способности содержимого упаковки к коррозии, ни агрессивности коррозионного агента, поэтому такой подход известен как пассивная защита от коррозии. Если защитный слой, пленка и т. д. будут разрушены в какой-либо точке, в течение очень короткого времени может возникнуть коррозия.
Назад к началу
Постоянная защита от коррозии
Целью методов постоянной защиты от коррозии в основном является обеспечение защиты на месте использования. Стрессы, представляемые климатическими, биотическими и химическими факторами, в этой ситуации относительно невелики. Машины размещаются, например, в заводских навесах и, таким образом, защищены от резких перепадов температуры, которые часто являются причиной образования конденсата. Примеры методов пассивной защиты от коррозии:
Лужение
Гальванизация
Покрытие
Эмалирование
Медное покрытие
Вернуться к началу
Временная защита от коррозии
Нагрузки, возникающие при транспортировке, погрузочно-разгрузочных работах и хранении, намного выше, чем на месте использования. Такие напряжения могут проявляться, например, в виде экстремальных колебаний температуры, что приводит к риску образования конденсата. Особенно при морском транспорте повышенное содержание солей в воде и воздухе в так называемых аэрозолях морской соли может вызвать повреждения, поскольку соли обладают сильным антикоррозионным действием. Ниже приведены основные методы временной защиты от коррозии:
1. Способ нанесения защитного покрытия
2. Осушительный метод
3. Метод VCI
Назад к началу
1. Метод защитного покрытия
Метод защитного покрытия является методом пассивной защиты от коррозии. Защитное покрытие изолирует металлические поверхности от агрессивных сред, таких как влага, соли, кислоты и т.п..
Используются следующие средства защиты от коррозии:
Антикоррозийные средства на основе растворителей
Получаются защитные пленки очень высокого качества.
После нанесения антикоррозионного средства растворитель должен испариться, чтобы образовалась необходимая защитная пленка.
В зависимости от природы растворителя и толщины пленки этот процесс сушки может занять несколько часов. Чем толще пленка, тем дольше время высыхания. Если искусственно ускорить процесс сушки, могут возникнуть проблемы с адгезией защитной пленки к металлической поверхности.
Поскольку защитная пленка очень тонкая и мягкая, всегда следует обращать внимание на температуру каплепадения, так как при повышенных температурах существует опасность того, что защитная пленка скатится, особенно с вертикальных поверхностей.
Поскольку средства защиты от коррозии на основе растворителей часто легко воспламеняются, их можно использовать только в закрытых системах по соображениям безопасности труда.
Антикоррозионные средства на водной основе
Антикоррозионные средства на водной основе не содержат растворителей и поэтому не требуют закрытых систем.
Время высыхания меньше, чем у антикоррозионных средств на основе растворителей.
Из-за повышенного содержания воды антикоррозионные средства на водной основе сильно зависят от температуры (риск замерзания или повышенной вязкости).
Преимущество этого метода заключается в том, что защитная пленка легко удаляется, но недостатком является повышенное содержание воды, которое может увеличить относительную влажность в местах упаковки.
Масла для защиты от коррозии без растворителя
Масла для защиты от коррозии без растворителя образуют только защитные пленки низкого качества. Хорошее качество защиты достигается добавлением ингибиторов. Поскольку эти антикоррозионные масла часто представляют собой высококачественные смазочные масла, они в основном используются для обеспечения защиты от коррозии в закрытых системах (двигатели и т. д.).
Погружной воск
Защитный слой наносится погружением упаковываемого предмета в горячий воск. В зависимости от типа воска температура может быть выше 100°C. Снять защитную пленку относительно просто, так как между воском и металлической поверхностью не образуется прочной связи. Поскольку применение воска для окунания является относительно сложным, его использование ограничено несколькими изолированными применениями.
Назад к началу
2. Влагопоглощающий метод
Введение
В соответствии с DIN 55 473 влагопоглотители предназначены для следующих целей: „пакеты с влагопоглотителем предназначены для защиты содержимого упаковки от влаги во время транспортировки и хранения. для предотвращения коррозии, роста плесени и т. п.».
Пакеты с влагопоглотителем содержат влагопоглотители, которые поглощают водяной пар, нерастворимы в воде и химически инертны, такие как силикагель, силикат алюминия, оксид алюминия, голубой гель, бентонит, молекулярный сита и т. д. Благодаря впитывающей способности влагопоглотителей влажность в атмосфере упаковки может быть снижена, что устраняет риск коррозии. Поскольку впитывающая способность ограничена, этот метод возможен только в том случае, если содержимое упаковки заключено в термосвариваемый барьерный слой, непроницаемый для водяного пара. Это известно как упаковка с климат-контролем или герметичная упаковка. Если барьерный слой не является непроницаемым для водяного пара, дополнительный водяной пар может проникнуть извне, так что пакеты с влагопоглотителем относительно быстро насыщаются без снижения относительной влажности в упаковке.
Влагопоглотители имеются в продаже в блоках влагопоглотителя. Согласно DIN 55 473:
«Единицей осушителя является количество осушителя, которое при равновесии с воздухом при температуре 23 ± 2°C поглощает следующие количества водяного пара:
мин. 3,0 г при относительной влажности 20 %
мин. 6,0 г при относительной влажности 40%
Количество единиц влагопоглотителя является мерой адсорбционной способности мешка с влагопоглотителем. “
Влагопоглотители поставляются в пакетах по 1/6, 1/3, 1/2, 1, 2, 4, 8, 16, 32 или 80 единиц. Они доступны в малопылящих и пыленепроницаемых формах. Последние используются, если к содержимому упаковки предъявляются особые требования в этом отношении.
Расчет необходимого количества единиц влагопоглотителя
Необходимое количество единиц влагопоглотителя определяется объемом упаковки, фактической и желаемой относительной влажностью внутри упаковки, содержанием воды в любых гигроскопичных упаковочных материалах, характером барьера пленка (паропроницаемость).
Формула для расчета количества единиц влагопоглотителя в упаковке (DIN 55 474):
n = (1/a) × (V × b + m × c + A × e × WVP × t)
п
Количество осушителей
и
количество абсорбируемой воды на единицу влагопоглотителя в соответствии с максимально допустимой влажностью в упаковке:
допустимая конечная влажность
20%
40%
50%
60%
фактор а
3
6
7
8
и
Поправочный коэффициент относительно допустимой конечной влажности в %:
допустимая конечная влажность
20%
40%
50%
60%
фактор е
0,9
0,7
0,65
0,6
В
внутренний объем упаковки в м 3
б
абсолютная влажность воздуха в помещении, г/м 3
м
масса гигроскопической упаковки в кг
с
Коэффициент содержания влаги в гигроскопичных упаковочных материалах в г/кг
А
площадь поверхности барьерной пленки в м 2
ВВП
Паропроницаемость барьерной пленки в предполагаемых климатических условиях в г/м 2 d, измерено по DIN 53 122, Pt. 1 или ч. 2 (д = день)
т
общая продолжительность перевозки в днях
Следующий пример расчета показывает расположение наибольших потенциальных рисков:
Немецкий производитель должен экспортировать упаковочную машину покупателю в Бразилию. Машина упакована в деревянный ящик следующих размеров:
Длина внутренняя
:
7,00 м
Ширина внутренняя
:
2,75 м
Высота внутренняя
:
3,00 м
Это дает внутренний объем (V) из: 7,00 м × 2,75 × 3,00 м = 57,75 м 3 .
Площадь (A) барьерного слоя рассчитывается на основе площади внутренних сторон коробки:
2 × (7,00 м × 2,75 м)
= 38,50 м 2
2 × (7,00 м × 3,00 м)
= 42,00 м 2
2 × (2,75 м × 3,00 м)
= 16,50 м 2
Всего
= 97,00 м 2
Упаковочная машина крепится с помощью распорок из 6 брусков бруса из сосны. Они расположены внутри пакета с климат-контролем. Пиломатериал воздушно-сухой, содержание воды 15% => 9Коэффициент 0016 для содержания влаги в гигроскопическом упаковочном материале (c) = 150 г/кг.
Размеры бруса 2,70 м × 0,20 м × 0,20 м (Д×Ш×В). При приблизительной плотности древесины сосны 500 кг/м 3 , масса (м) будет следующей:
6 × 2,70 м × 0,20 м × 0,20 м = 0,648 м 3
0,648 м 3 × 500 кг/м 3 = 324 кг пиломатериала
Также были сделаны следующие допущения:
Допустимая конечная влажность была установлена равной 40%. (a) таким образом = 6 г и (e) = 0,7
В качестве барьерного слоя используется алюминиевая композитная пленка, паропроницаемость (WVP) которой составляет 0,1 г/м 2 d .
Абсолютная влажность воздуха в помещении (б) составляет 13,8 г/м 3 при 20°C и относительной влажности 80 %
Защита от коррозии должна сохраняться в течение 100 дней (д) .
Когда эти значения подставляются в уравнение, получается следующий результат:
n = 1/6 г × [(57,75 м 3 × 13,8 г/м 3 ) + (324 кг × 150 г/кг) + (97 м 2 × 0,7 × 0,1 г/м 2 д × 100 д)]
n = 1/6 г × (796,95 г + 48600,00 г + 679,00 г)
n = 1/6 г × 50075,95 г
n = 8346 единиц влагопоглотителя
Расчет показывает, что общее количество водяного пара, равное 50075,95 г, находится внутри упаковки с климат-контролем или диффундирует через барьерный слой. В общей сложности 8346 единиц влагопоглотителя должны быть помещены в коробку, чтобы поглотить такое количество водяного пара, что нецелесообразно. При внимательном рассмотрении деталей расчета выявляются наибольшие потенциальные риски:
В × b
=
796,95 г
=
водяной пар, присутствующий в закрытом помещении воздуха
м × в
=
50075,95 г
=
водяной пар, связанный в гигроскопической упаковке
А × e × WVP × t
=
679,00 г
=
водяной пар, диффундирующий через барьерный слой на весь период защиты
Из вышеизложенного ясно, что гигроскопические упаковочные материалы в упаковке с климат-контролем несут наибольшую потенциальную опасность, поэтому было бы целесообразно размещать их за пределами барьерного слоя. Однако любые шурупы, болты или гвозди, проходящие через барьерный слой, должны быть надлежащим образом герметизированы. Следовательно, требуемое количество осушителя будет меняться следующим образом.
n = 1/6 г × (796,95 г + 679,00 г)
n = 246 единиц влагопоглотителя
Это количество единиц влагопоглотителя может быть легко размещено в рассматриваемой коробке.
При расчете необходимого количества единиц влагопоглотителя в соответствии с DIN 55 474 необходимо принять во внимание, что вся вода, присутствующая в упаковке с климат-контролем, должна быть поглощена влагопоглотителем. Соответственно предполагается, что, как и в настоящем примере, брусок высыхает до содержания воды 0%. В действительности, однако, это не так, так как при относительной влажности 40% (согласованная допустимая конечная влажность) содержание воды в сосновой древесине все еще составляет ок. 8% и эта вода не выделяется из пиломатериала. Однако этот факт не учитывается при расчете, а значит, расчетное количество единиц влагопоглотителя на самом деле завышено. На основе приведенного выше примера это будет иметь следующее значение:
сушка до содержания воды 0%: 150 г/кг × 324 кг = 48600 г воды
сушка до содержания воды 8%: 80 г/кг × 324 кг = 25920 г воды
48600 г – 25920 г = 22680 г воды выделяется при сушке с 18% до 8%.
Необходимое количество осушителей можно рассчитать следующим образом:
n = 1/6 г × (796,95 г + 22680,00 г + 679,00 г)
n = 1/6 г × 24155,95 г
n = 4026 единиц влагопоглотителя
В результате количество необходимых единиц влагопоглотителя сократится на 4320 единиц. Тем не менее, количество блоков осушителя все еще настолько велико, что их практически невозможно разместить. Факт остается фактом: гигроскопические вспомогательные средства упаковки остаются самым большим потенциальным риском в упаковке с климат-контролем.
Защитные пленки
Защитные пленки доступны в различных формах, например, в виде полиэтиленовой пленки или композитной пленки с двумя внешними полиэтиленовыми слоями и алюминиевой сердцевиной. Композитная пленка обладает гораздо лучшими показателями паропроницаемости (WVP), достигая значений WVP ниже 0,1 (г/м 2 d). В композитной пленке барьерные слои расположены таким образом, чтобы вызвать значительное снижение проницаемости по сравнению с одиночным слоем.
В соответствии с действующими стандартами DIN паропроницаемость всегда указывается как для 20°C, так и для 40°C. По информации производителя можно сделать вывод, что паропроницаемость повышается с повышением температуры и падает с увеличением толщины. Эта проблема чаще всего возникает с полиэтиленовыми пленками, в то время как алюминиевые композитные пленки практически нечувствительны к повышению температуры.
Размещение пакетов с влагопоглотителем
Влагопоглотители следует подвешивать на веревках в верхней части упаковки с климат-контролем, чтобы обеспечить хорошую циркуляцию воздуха вокруг них.
Важно избегать прямого контакта пакета с влагопоглотителем с содержимым упаковки, так как влажный влагопоглотитель может вызвать коррозию.
Рекомендуется использовать большое количество маленьких мешков, а не меньшее количество больших, так как это увеличивает доступную площадь поверхности влагопоглотителя и, таким образом, улучшает адсорбцию воды.
Чтобы обеспечить максимально возможную продолжительность защиты, барьерную пленку необходимо запаивать сразу же после установки пакетов с влагопоглотителем.
Пакеты с влагопоглотителем всегда поставляются в упаковках определенных основных размеров, которые, в зависимости от размера блока с влагопоглотителем, могут содержать один пакет (80 единиц) или до 100 пакетов (1/6 единицы). Основную внешнюю упаковку следует открывать только непосредственно перед извлечением пакета и сразу же снова запаивать.
Сравнение преимуществ и недостатков осушительного метода
Преимущества
Влагопоглотители обеспечивают превосходную защиту от коррозии как металлических, так и неметаллических предметов
Удаление влагопоглотителя при доставке к приемнику выполняется просто, в отличие от удаления защитных пленок методом защитного покрытия. Содержимое упаковки доступно сразу.
Особых требований по гигиене труда не предъявляется, так как осушитель безопасен.
Недостатки
Размещение пакетов с влагопоглотителем и термосваривание барьерных пленок являются относительно трудоемкими.
Малейшее повреждение барьерного слоя может свести на нет эффективность защиты от коррозии.
Расчет необходимого количества единиц влагопоглотителя не совсем прост, и его легко пересчитать. Однако лучше слишком много защиты, чем слишком мало.
Индикаторы влажности внутри упаковки не очень надежны, так как действительны только для определенных температурных диапазонов.
Назад к началу
3. Метод летучих ингибиторов коррозии (VCI)
Способ действия и применение
Ингибиторы – это вещества, способные ингибировать или подавлять химические реакции. Их можно считать противоположностью катализаторов, которые запускают или ускоряют определенные реакции.
В отличие от метода защитного покрытия, метод ЛИК является активным методом защиты от коррозии, так как на процессы химической коррозии активно воздействуют ингибиторы.
Проще говоря, принцип действия (см. рис. 1) следующий: благодаря своим свойствам испарения вещество ЛИК (нанесенное на бумагу, картон, пленку или пену или в виде порошка, аэрозоля или масла) проходит относительно непрерывно переходит в газовую фазу и осаждается в виде пленки на защищаемом предмете (металлических поверхностях). Это изменение состояния происходит в значительной степени независимо от обычных температур или уровней влажности. Его притяжение к металлическим поверхностям сильнее, чем у молекул воды, что приводит к образованию непрерывного защитного слоя между металлической поверхностью и окружающей атмосферой, что означает, что водяной пар в атмосфере удерживается вдали от металлической поверхности, предотвращая тем самым любое коррозия. Однако молекулы ЛИК также способны проходить через уже существующие пленки воды на металлических поверхностях, тем самым вытесняя воду с поверхности. Присутствие ЛИК ингибирует электрохимические процессы, приводящие к коррозии, подавляя либо анодные, либо катодные полуреакции. При определенных обстоятельствах срок действия может быть продлен до двух лет.
Рисунок 1: Принцип действия ЛИК
Механизм действия определяет, как используются материалы ЛИК. Например, защищаемый объект завернут в бумагу VCI. Металлические поверхности предмета должны быть максимально чистыми, чтобы обеспечить эффективность метода. Материал VCI должен находиться на расстоянии не более 30 см от защищаемого предмета. На 1 м³ объема воздуха следует допускать примерно 40 г активных веществ. Целесообразно обеспечить этот объем таким образом, чтобы газ не удалялся непрерывно из упаковки из-за движения воздуха. Этого можно добиться, обеспечив как можно более надежную герметизацию контейнера, но не требуется воздухонепроницаемой термосварки, как в осушительном методе.
Метод VCI в основном используется для изделий из углеродистой стали, нержавеющей стали, чугуна, оцинкованной стали, никеля, хрома, алюминия и меди. Предусмотренное защитное действие и вопросы совместимости должны быть согласованы с производителем.
N.B.: Использование смешиваемых с водой, смешиваемых с водой и не смешиваемых с водой средств защиты от коррозии, смазок и восков для защиты от коррозии, летучих ингибиторов коррозии (VCI) и материалов, из которых могут выделяться летучие ингибиторы коррозии (например, бумага с VCI). , пленки ЛИК, пена ЛИК, порошок ЛИК, упаковка ЛИК, масла ЛИК) регулируется Немецким техническим регламентом по опасным веществам, TRGS 615 «Ограничения на использование средств защиты от коррозии, которые могут образовывать N-нитрозамины во время использования».
Сравнение преимуществ и недостатков метода VCI
Преимущества
Так как газ также проникает в отверстия и полости, эти зоны также должным образом защищены.
Срок действия может быть продлен до двух лет.
Обертка не должна быть снабжена воздухонепроницаемой термосваркой.
По завершении транспортировки упакованный предмет не нужно очищать, но он доступен немедленно.
Недостатки
Метод VCI подходит не для всех металлов. Это может привести к значительному повреждению неметаллических предметов (пластика и т. д.).
Большинство активных веществ ЛИК могут представлять опасность для здоровья, поэтому рекомендуется получить подтверждение их безвредности у производителя и получить инструкции по применению.
Ни один металл не защищен от коррозии. Но можно замедлить, контролировать или остановить коррозию до того, как она вызовет проблемы.
Существуют практические способы предотвращения коррозии металлических деталей. Инженеры могут включить контроль коррозии в процесс проектирования. Производители могут применять защитные барьеры от коррозии. Наконец, люди, которые используют эту деталь, могут принять профилактические меры, чтобы продлить ее жизнь.
Запросить цену
Что такое коррозия?
Коррозия возникает, когда металл вступает в реакцию с окислителем в окружающей среде. Эта химическая реакция может привести к деградации металла с течением времени, потускнению его внешнего вида и нарушению его структурной целостности.
Каждый тип металла имеет разные электрохимические свойства. Эти свойства определяют типы коррозии, которым подвержена деталь. Например, железные инструменты подвержены ржавчине из-за длительного воздействия влаги, а медная кровля тускнеет под воздействием погодных условий. Хотя некоторые металлы противостоят коррозии лучше, чем другие (в зависимости от окружающей среды), ни один металл не свободен от всех типов коррозии.
Не существует универсального решения для предотвращения коррозии металлических деталей. С таким количеством типов металлов и тысячами возможных применений производители должны использовать различные методы для предотвращения и контроля коррозии различных металлов.
Предотвращение коррозии металлических деталей необходимо учитывать на всех этапах технологического процесса, от проектирования и изготовления до отделки и технического обслуживания.
Запросить цену
1. Проектирование
Борьба с коррозией начинается на этапе проектирования. Если деталь предназначена для использования в среде, где она подвержена коррозии, изготовители должны проектировать деталь с учетом этого.
Например, детали, подверженные воздействию погодных условий, должны позволять воде и мусору стекать, а не собираться на поверхности. Чтобы уменьшить щелевую коррозию, проектировщики должны устранить узкие зазоры, которые позволяют воздуху или жидкости проникать и застаиваться. Для коррозионно-активных сред, таких как соленая вода, может быть целесообразно предусмотреть определенный допуск на коррозию.
2. Защитное покрытие
Покрытия могут обеспечить слой защиты от коррозии, действуя как физический барьер между металлическими частями и окисляющими элементами в окружающей среде. Одним из распространенных методов является гальванизация, при которой производители покрывают деталь тонким слоем цинка.
Порошковые покрытия — еще один эффективный способ предотвращения коррозии металлических деталей. При правильном применении порошковое покрытие может изолировать поверхность детали от окружающей среды для защиты от коррозии.
3. Контроль окружающей среды
Многие факторы окружающей среды влияют на вероятность коррозии. Это помогает держать металлические детали в чистом и сухом месте, когда они не используются. Если вы собираетесь хранить их в течение длительного времени, рассмотрите возможность использования методов контроля уровня серы, хлоридов или кислорода в окружающей среде.
Гальваническая коррозия возникает, когда металлические детали с двумя разными электродными потенциалами находятся в контакте с электролитом, таким как соленая вода. Это вызывает коррозию металла с более высокой электродной активностью в месте контакта. Можно предотвратить гальваническую коррозию, храня эти части отдельно. Этот эффект также может работать как антикоррозионная мера, как описано ниже.
Запросить предложение
4. Катодная защита
Можно предотвратить коррозию, подав противоположный электрический ток на поверхность металла. Одним из методов катодной защиты является подача тока с использованием внешнего течения электрического тока для преодоления коррозионного тока в детали.
Менее сложным методом катодной защиты от коррозии является использование расходуемого анода.
Выбирая в магазине нож, мы хотим самый-самый. Удобный, красивый, из лучшей стали. Но как определить, что конкретная сталь действительно превосходит остальные? Расскажем без лишней химии.
Во-первых, если смотреть только на страну-изготовителя, то можно упустить из вида более важные параметры. Твердость, пластичность, стойкость к воздействиям (вода, кислоты, механическая), цена на худой конец.
Во-вторых, ножевые стали различаются по назначению. Одни – легко затачиваются «в бритву», вторые – совершенно не ржавеют, третьи – позволяют эффектно снимать стружку с гвоздей, четвертые – объединяют в себе несколько качеств, да и просто красивы.
В-третьих, любая характеристика может быть как плюсом, так и минусом, в зависимости от применения.
Клинок из «нержавейки» удобен и неприхотлив — но его придется чаще точить, зато это можно делать в походе о любой камень, не таская с собой полноценный заточный станок.
«Супер-твердый» клинок из высокоуглеродистой стали будет резать почти все, но его режущая кромка скоро начнет выкрашиваться, а затачивать его придется в мастерской.
Дамаск дорогой, капризный, но справляется с большим спектром задач и выглядит сказочно.
Для каждой сферы подходит своя сталь, и при выборе идеального для себя клинка нужно учитывать условия его работы.
За десятилетия работы ООО ПП «Кизляр» мы подобрали в свою линейку оптимальный набор сталей, которые вместе способны решить задачи любой сложности.
AUS-8.
Японская нержавеющая сталь, достаточно универсальная и недорогая. Обладает оптимальным на наш взгляд сочетанием гибкости и твердости (57-59 HRC), механически вынослива и не требует каких-то специальных навыков при заточке. Есть стали в чем-то лучше, есть в чем-то хуже, но AUS-8 – поистине «золотая середина, проверенная годами. Наша основная заводская сталь.
Х12МФ.
Отечественная инструментальная сталь с высокой твердостью (59-61 HRC) и, как следствие, малой гибкостью, с хорошей стойкостью к коррозии. Подходит для универсальных ножей с агрессивным резом. Очень медленно затупляется, а заточку лучше проводить в мастерской. Если любите ножи с «долгой» заточкой, то х12мф – лучший выбор.
Сталь ШХ-15.
Российская подшипниковая сталь с превосходными режущими способностями. Твердость по шкале Роквелла – 61-63 HRC. Клинки из ШХ-15 дополнительно покрываются защитным слоем «черный хром», поскольку сталь обладает низкой стойкостью к коррозии, и за режущей кромкой требуется уход. При соблюдении всех рекомендаций нож с клинком из ШХ-15 прослужит исключительно долго.
Сталь У-8.
Российская инструментальная сталь с повышенной износоустойчивостью, очень долго сохраняющая свои режущие способности. Твердость 60-63 HRC. Благодаря содержанию углерода долго сохраняет остроту, но требует ухода, чтобы клинок не ржавел. Клинки из стали У-8 дополнительно покрываются защитным слоем «черный хром».
Сталь 65Г.
Российская «пружинная» сталь. Выдерживает серьезные нагрузки, отличается износостойкостью и упругостью, стойкостью к ударам. Не зря из этой стали изготавливают не только ножи, но и рессоры и пружины. В линейке ООО ПП «Кизляр» из стали 65Г изготавливаются клинки для мачете и топориков. Сталь обладает низкой устойчивостью к коррозии и поэтому клинки из стали 65Г дополнительно покрываются защитным слоем «черный хром».
Сталь 50х14.
Российская нержавеющая сталь — отлично выдерживает воздействие агрессивной среды, хорошо сохраняет заточку, используется в том числе и для изготовления медицинского инструмента. Из 50х14 наш завод изготавливает клинки для шашек и кинжалов.
Сталь D2.
Американская «инструментальная» сталь премиум-класса, обладающая высокой твердостью (60-62 HRC) и прекрасным резом. Ножи из D2 присутствуют в линейках у всех крупных производителей, благодаря своей прочности и долгому сохранению заточки. Соответственно, клинки обрабатываются чуть сложнее «обычных». Примерный аналог отечественной стали Х12МФ, но D2 имеет лучшую стойкость к коррозии.
Дамасская сталь.
Эту сталь делают в кузнице «по старинке». Состоит из нескольких видов подшипниковых сталей и одной нержавеющей. Обладает одновременно и твердостью (до 62 HRC) и пластичностью, чего не наблюдается ни в одном из видов классических сталей. Красивый и уникальный рисунок на клинке – бонус к потрясающим эксплуатационным свойствам. За сталью требуется уход, из-за присутствия в ней подшипниковых сталей. После использования необходимо промыть чистой водой и вытереть насухо, либо протереть оружейным маслом.
Все современные стали, отобранные нами для создания ножей, прилично держат заточку, выдерживают нагрузки на излом (если обух достаточно толстый), обладают хорошей устойчивостью к коррозии.
Безусловно, есть некоторые отличия в эксплуатации: например, ножи из х12мф и D2 придется точить гораздо реже – но когда клинок «подсядет», об обычный камень его поправить будет сложнее неприхотливой AUS-8.
65Г позволит не только резать, но и эффективно рубить. Ножи из ШХ-15 и У-8 потребуют от вас потратить немного времени на мытье и просушку после каждого использования, но в ответ вознаградят красивым и точным «резом».
А прекрасная дамасская сталь обойдется дороже, но объединит в себе качества остальных.
Вернуться
из какой марки металла делают железнодорожные рельсы
Длительная и беспроблемная эксплуатация элементов ВСП возможна лишь тогда, когда они выполнены из подходящего материала. И сегодня мы посмотрим, из какой марки стали изготавливают железнодорожные рельсовые конструкции, почему выбран именно этот металл для рельсов, какими свойствами и характеристиками он обладает. Информация поможет вам правильно выбрать подходящие прокатные изделия для непосредственного строительства колеи.
Содержание
Рельсовая сталь
Основные материалы для изготовления рельсов
Химический состав и его преимущества
Механические свойства
Применение и марки рельсовой стали
Колесные стали – для железнодорожных колес
Углерод в колесных сталях
Японские колесные стали
Выше углерод в колесах – меньше износ рельсов
Японские колеса на немецкой железной дороге
Важно учитывать специфику современности. За почти 100 лет грузоподъемность ЖД-транспорта увеличилась в 8-10 раз, а скорость его передвижения по полотну возросла в 5 раз. Получается, что опорные конструкции испытывают совсем другие нагрузки. Поэтому необходимо, чтобы они были более прочными, твердыми и износостойкими, чем век назад.
Рельсовая сталь
Объединяет в себе сразу несколько типов сходных металлов, аналогичных по способу применения – используемых для изготовления элементов ВСП (верхнего строения пути). Мелкоигольчатый перлит составляет основу фазовой структуры для всех вариантов, выплавляемых в конверторных или дуговых печах. После термической обработки он становится максимально однородным, приобретая вязкость, достаточную твердость и высокое сопротивление износу.
По раскислителям делится на 2 принципиальные группы:
I – вредные примеси убираются с помощью ферромарганца или ферросилиция;
II – для удаления кислорода применяются алюминиевые включения (считающиеся более предпочтительными из-за их природы).
Основные материалы для изготовления рельсов
Многое зависит от того, в какой сфере будут использоваться прокатные изделия. Из конвертерной стали исполняются элементы ВСП, укладываемые в ЖД-путь и формирующие широкую или узкую колею. А вот крановым опорным металлоконструкциям уже необходимо выдерживать совсем другие нагрузки, поэтому для их выпуска заводы берут высокоуглеродистые сплавы.
Совсем другой случай – так называемые контактные, монтируемые для создания полотна метрополитена. Они не принимают огромные напряжения, зато должны эффективно снимать ток, поэтому их делают из сравнительно мягких металлов.
Химический состав и его преимущества
Для основных марок стали ЖД рельса он регламентирован ГОСТом Р 554 97-2013. Данный межгосударственный стандарт устанавливает, что основной компонент – это железо, но помимо него в сплав обязан входить еще ряд элементов – в следующих массовых долях:
Углерод (карбон) – от 0,71 до 0,82%, усиливает механические свойства примерно вдвое. Его частицы связывают ферро-молекулы, превращая их в карбиды, которые гораздо прочнее и крупнее. И высокотемпературные воздействия становятся не настолько критичными.
Марганец – от 0,25 до 1,05%, улучшает ударную вязкость (на четверть-треть), а также износостойкость и твердость. Причем пластичность не ухудшается, что самым положительным образом влияет на технологичность готового прокатного изделия.
Кремний – от 0,18 до 0,4%, требуется для удаления кислородных примесей, а значит и для оптимизации внутренней кристаллической структуры материала. С такой добавкой существенно уменьшается вероятность появления ликвационных пятен, а долговечность повышается примерно в 1,4 раза.
Ванадий – от 0,012 до 0,08%, в зависимости от конкретной марки стали для изготовления железнодорожных рельсов. Важен для обеспечения достаточной контактной прочности. В соединении с углеродом образует карбиды, повышающие предел выносливости (а именно нижний его порог).
Похожие новости
Технология и способы сварки железнодорожных рельсов
Дефекты рельсов: классификация, коды, виды, группы и инструкция по дефектности железнодорожных путей
Бесстыковой путь: что это, устройство без стыков и бесшовных рельсов, преимущества и недостатки
Путь «Москва -Казань» за 3 ч. 30 мин.
Какие рельсы лучше брать новые или б/у?
Отдельного рассмотрения заслуживают нежелательные или даже вредные примеси, вычленить которые до конца с помощью современных технологий пока не удается. Это:
Азот – от 0,03 до 0,07%, плох тем, что нейтрализует легирующий эффект. Из-за него в толще профиля образуются нитриды, которые не поддаются термоупрочнению, а значит снижают механические свойства готовых элементов ВСП.
Сера – до 0,045%. Ее включения не дают сплаву быть податливым при горячей обработке под давлением. В результате после проката может получиться изделие, склонное к образованию трещин, и его придется сразу же отбраковать.
Фосфор – до 0,035. Он тоже повышает хрупкость металлоконструкции. С ним быстро накапливается усталость, что приводит к скорым расслоениям и разломам.
Ради максимальной наглядности представляем химический состав популярных марок стали для железнодорожных рельсов в следующей сводной таблице:
Марка стали
Массовая доля элементов %
Углерод
Марганец
Кремний
Ванадий
Титан
Хром
Фосфор
Сера
Алюминий
Не более
К78ХСФ
0,76-0,82
0,75-1,05
0,40-0,80
0,05-0,15
0,040-0,60
0,025
0,025
0,005
Э78ХСФ
М76Ф
0,71-0,82
0,25-0,45
0,03-0,15
0,035
0,040
0,020
К76Ф
0,030
0,035
Э76Ф
0,025
0,030
М76Т
0,007-0,025
0,035
0,040
К76Т
0,030
0,035
Э76Т
0,025
0,030
М76
0,035
0,040
0,025
К76
0,030
0,035
Э76
0,025
0,030
Примечания:
В марках стали буквы М, К, Э – обозначают способ выплавки, цифры – среднюю массовую долю углерода, Буквы Ф, С, Х, Т – легирование стали ванадием, кремнием, хромом и титаном соответственно.
Допускается массовая доля остаточных элементов – хрома (В рельсах категории Т1, Т2, H), никеля и меди не более 0,15% каждого, при суммарной массовой доле не более 0,40%.
Химический состав для Р65К должен соответствовать указанному, за исключением массовой доли углерода, которая должна быть 0,83 – 0,87%. При этом цифры в марке стали заменяют на 85.
Как видите, дополнительно указаны еще два компонента – титан и хром. Мы не будем их подробно описывать, так как они присутствуют далеко не всегда, но первый из них является полезной примесью, чей положительный эффект сводится к повышению прочности, а второй – остаточным элементом. Также стоит обратить внимание на наличие алюминия, помогающего снизить вес без ухудшения других качественных показателей.
Механические свойства
Сопротивляемость ударным воздействиям – твердость легированного добавками материала после объемной закалки достигает 60 HRC по шкале Роквелла, вязкость – 2,5 кг/см2. Благодаря этому уже уложенные металлоконструкции сложно случайно повредить.
Стойкость к циклическим нагрузкам – жд металлопрокат изготавливают из стали, потому что предел его прочности доходит до 1000 МПа. В климатических условиях наших широт они не деформируются в течение десятилетий (особенно при грамотном уходе).
Умеренная пластичность – изделие горячего проката при производстве можно нагревать до температуры в 1000 градусов Цельсия. Показатель его относительного сужения не выйдет за пределы 25%. Получается профиль без пустот и мелких дефектов, которые в процессе эксплуатации могли бы быстро превратиться в серьезные изъяны.
Сочетание настолько практичных свойств также обуславливает постоянную популярность и повсеместное использование двутавровых направляющих именно из рассматриваемого сплава.
Применение и марки рельсовой стали
Основная сфера использования металла (что ясно из его названия) – выпуск прокатных изделий для укладки ВСП.
Теперь рассмотрим самые востребованные вариации сплавов:
76 – самая популярная. Из нее изготавливаются профили серий Р50 и Р65, составляющие 3/4 всех опорных конструкций ширококолейных ЖД-полотен.
76Ф – уже усиленная ванадием, с повышенным ресурсом. Поэтому используется для производства проката, который в дальнейшем будет укладываться в линии для высокоскоростного движения локомотивов и другого быстрого транспорта.
К63 – легирована никелем (до 0,3%), отличается впечатляющей твердостью и лучшей коррозионной стойкостью. Из нее выполняются крановые рельсы, марка стали позволяет выдерживать нагрузки, в других случаях ставшие критическими.
К63Ф – с добавками вольфрама, а значит с еще более высокой циклической прочностью.
М54 – обогащенная марганцем и за счет этого обладающая хорошей вязкостью. Нашла свое применение при выпуске накладок для мест стыка и стрелочных переводов.
М68 – актуальная при производстве специфических элементов верхнего строения пути.
Необходимость механических свойств в различных сочетаниях и определила такое разнообразие вариантов. Добавьте сюда сравнительно малый вес и низкую стоимость, и получите очень практичную конструкцию для строительства транспортных линий и узлов развязки.
Указывается тип рельсовой стали на маркировке, которая может быть как постоянной, так и временной. В первом случае она наносится клеймением, во втором – краской. В числе прочих обозначений – соответствие прокатного изделия ГОСТу, а также дополнительные его особенности (укороченная длина, сорт, расположение технических отверстий и тому подобное).
Эксплуатировать профили можно вплоть до истечения срока наработки, указанного заводом-производителем и исчисляемого по пропущенному тоннажу. Возможен и преждевременный выход элементов ВСП из строя, вызванный появлением дефектов. Тогда их нужно менять или ремонтировать. О различных видах дефектах вы можете прочитать в этой статье.
Итак, мы выяснили, что для железнодорожного полотна марка стали это 76 и 76Ф, с высоким содержанием углерода и с добавками ванадия (во втором случае). Выплавляется в конвертерных и дуговых печах, с раскислением ферросилицием и алюминием, с последующей дефосфорацией и обновлением шлака, с вакуумной и термической обработкой. При таком подходе готовый прокат отличается высокой степенью чистоты и низкой склонностью к появлению изъянов.
Сходным образом заводы-производители выпускают не только конструкции для формирования полотна, но и другие важные элементы используемые на ЖД-объектах. Взглянем на них подробнее.
Колесные стали – для железнодорожных колес
Ободья подвижных частей транспорта просто обязаны быть износостойкими (иначе все прочностные преимущества верхнего строения пути будут сведены к нулю). Поэтому они и производятся из тех типов рассматриваемого нами металла, которые обогащены карбидами. Тогда они реже выходят из строя, а значит меньше провоцируют возникновение аварийных ситуаций, а в долгосрочной перспективе еще и удешевляют стоимость эксплуатации локомотивов и вагонов.
Внимание, ошибочно считать, что все риски нивелируются подходящими примесями. Даже полезные добавки должны вводиться в сплав умеренно – сейчас объясним почему.
Углерод в колесных сталях
Анализируя химический состав, мы сделали вывод, что включения карбона усиливают сопротивление металла к износу, но они же и повышают восприимчивость к критическим температурам. В случае с ободьями особенно важно сделать их несклонными к термическим повреждениям. Нужно помнить, что преждевременный износ (тем более при халатном обслуживании) способен привести к тому, что движущийся на внушительной скорости транспорт сойдет с пути.
Поэтому нет смысла ориентироваться исключительно на высокоуглеродистые сплавы – их прочность в данном случае вполне способна сыграть во вред. Для выпуска колес может не подойти обычная рельсовая сталь, марка для их изготовления обязана соответствовать следующим стандартам:
AAR M-107/M-208 – американский;
EN 13262 – европейский;
JIS E 5402-1 – японский;
ГОСТ 10791-2011 – межотраслевой.
Отдельного внимания заслуживают проектные решения Страны восходящего солнца. ЖД-сообщение там достаточно сильно развито и сегодня находится на том современном уровне, на который стоит равняться уже не только государствам СНГ. Локомотивы там передовые и движутся на внушительных скоростях. Каким же образом подвижные части этого транспорта выдерживают серьезнейшие нагрузки? Попробуем разобраться.
Японские колесные стали
Примерно 90 лет назад тамошние инженеры и строители столкнулись с глобальной проблемой: специалисты обнаружили, что колеса их транспорта преждевременно изнашиваются, хотя ресурс был рассчитан на годы вперед.
Объяснение было найдено и оказалось простым: в сплаве для выпуска металлических элементов, изготовленным по заимствованным европейским технологиям, содержалось всего 0,5% углерода. Такой массовой доли было явно недостаточно для обеспечения необходимой износостойкости.
Ученые из Японии понимали, что повышение процента карбона в толще профиля может привести и к негативным последствиям (в частности, к появлению склонности к термическим повреждениям). Поэтому были запущены масштабные исследования, целью которых стало нахождение оптимальной концентрации добавки с сохранением всех полезных свойств. В результате остановились на отметке в 0,6-0,75%, которой и соответствует стандарт JIS E 5402-1.
Выше углерод в колесах – меньше износ рельсов
Поиски позволили сделать еще один важный вывод: при балансе примесей и основного металла дольше эксплуатируются не только подвижные части транспорта, но и те элементы ВСП, по которым они едут.
Объяснение данному эффекту тоже нашли: мельчайшие частицы, откалываются от колес, оседают в месте контакта и выходит абразивное воздействие на поверхность катания. В итоге на головке появляются царапины, а со временем и трещины.
Эти результаты побудили инженеров экспериментальным путем повышать содержание углерода – вплоть до того уровня, которым сейчас может похвастать марка стали для JIS E 5402-1 (то есть до 0,75%).
Японские колеса на немецкой железной дороге
В ЖД-сообщении Германии наблюдалась проблема: подвижные части местных поездов (ICE) быстро деформировались, что приводило к их выходу из строя, к потере качества сцепления, к возникновению аварийных ситуаций. Когда специалисты Deutsche Bann узнали, что локомотивы компании Shinkan-sen из Страны восходящего солнца не испытывают подобных сложностей даже при движении на максимально допустимых скоростях, они захотели провести сравнительные испытания.
На немецкие составы установили как европейские колеса, изготовленные из сплава ER7 (с массовой долей карбона до 0,52%), так и японские, выполненные по стандарту JIS E 5402-1. После 6 лет независимых испытаний, с 2003 по 2009 год, второй вариант показал, что он в 1,5 раза эффективнее сопротивляется износу.
Параллельно регулярно проверялись и металлоконструкции, уложенные в колею. Оказалось, что они тоже стираются медленнее – ровно в 1,5 раза. На поверхности контакта остается меньше абразивных частиц. Обогащение сырья карбоном дает неплохую прибавку к эксплуатационному ресурсу – спасибо японцам за это открытие.
Преимущества железнодорожных рельсов
Современные их разновидности обладают следующими плюсами (и такой материал, как рельсовая сталь, помогает подчеркнуть эти практические достоинства):
равномерно распределяют испытываемые нагрузки по всей длине полотна;
обеспечивают надежную поверхность для колес транспорта, помогая тому развивать и поддерживать высокую скорость передвижения;
обладают значительным ресурсом (свыше 50 лет), в течение которого стойко выдерживают серьезные напряжения и эффективно сопротивляются износу.
Тем самым они помогают справиться с главной задачей – являются залогом быстрой и безопасной перевозки пассажиров и грузов.
___________________
Теперь, когда вы знаете, какой бывает материал для производства железнодорожного металлопроката, его характеристики, химический состав, а также механические свойства, будет проще выбрать конкретную марку, оптимально подходящую для обустройства ЖД-объекта. А компания «ПромПутьСнабжение» всегда поможет быстро получить необходимый объем металлоконструкций по привлекательной цене – обращайтесь для заказа.
О стали — worldsteel.org
Железо производится путем удаления кислорода и других примесей из железной руды. Когда железо соединяется с углеродом, переработанной сталью и небольшим количеством других элементов, оно становится сталью.
Сталь представляет собой сплав железа и углерода, содержащий менее 2% углерода и 1% марганца и небольшое количество кремния, фосфора, серы и кислорода.
Сталь — самый важный инженерный и строительный материал в мире. Он используется во всех аспектах нашей жизни; в автомобилях и строительных изделиях, холодильниках и стиральных машинах, грузовых кораблях и хирургических скальпелях.
Сталь производится двумя основными способами: доменная печь-конвертерный конвертер (ДП-КК) и электродуговая печь (ЭДП). Также существуют вариации и комбинации производственных маршрутов.
Основное различие между маршрутами заключается в типе потребляемого ими сырья. Для маршрута BF-BOF это преимущественно железная руда, уголь и переработанная сталь, в то время как маршрут EAF производит сталь, используя в основном переработанную сталь и электроэнергию. В зависимости от конфигурации завода и наличия переработанной стали, другие источники металлического железа, такие как железо прямого восстановления (DRI) или чугун, также могут использоваться на маршруте ЭДП.
В общей сложности около 70% стали производится по технологии BF-BOF. Во-первых, железные руды восстанавливаются до железа, также называемого чугуном или чугуном. Затем железо превращается в сталь в кислородном конвертере. После разливки и прокатки сталь поставляется в виде рулонов, листов, профилей или прутков.
Сталь, изготовленная в ЭДП, использует электричество для плавки переработанной стали. Добавки, такие как сплавы, используются для достижения желаемого химического состава. Электрическая энергия может быть дополнена кислородом, впрыскиваемым в ЭДП. Последующие этапы процесса, такие как литье, повторный нагрев и прокатка, аналогичны тем, которые используются в маршруте BF-BOF. Около 30% стали производится по маршруту ЭДП.
Еще одна технология производства стали, мартеновская печь (МПП), составляет около 0,4% мирового производства стали. Процесс МОГ является очень энергоемким и находится в упадке из-за его экологических и экономических недостатков.
Более подробную информацию о приведенных выше данных можно найти в нашем Статистическом ежегоднике стали.
Большинство изделий из стали используются десятилетиями, прежде чем их можно будет переработать. Следовательно, переработанной стали недостаточно для удовлетворения растущего спроса с использованием только метода производства стали в ЭДП. Спрос удовлетворяется за счет комбинированного использования методов производства BF-BOF и EAF.
Все эти методы производства могут использовать переработанный стальной лом в качестве сырья. Большинство новой стали содержит переработанную сталь.
Ознакомьтесь с нашей публикацией World Steel в рисунках для получения дополнительной информации.
Сталь полностью пригодна для вторичной переработки, обладает высокой прочностью и, по сравнению с другими материалами, требует относительно мало энергии для производства. Инновационные легкие стали (например, те, которые используются в автомобилях и зданиях) помогают экономить энергию и ресурсы. Сталелитейная промышленность приложила огромные усилия для ограничения загрязнения окружающей среды в последние десятилетия. Производство одной тонны стали сегодня требует всего 40% энергии, которая производилась в 1960. Выбросы пыли сократились еще больше.
Британскому изобретателю Генри Бессемеру обычно приписывают изобретение первой технологии массового производства стали в середине 1850-х годов. Сталь по-прежнему производится с использованием технологии, основанной на бессемеровском процессе продувки воздухом расплавленного чугуна для окисления материала и отделения примесей. Для получения дополнительной информации ознакомьтесь с нашей Белой книгой стали, доступной в колонке справа на этой странице.
сталь | Состав, свойства, типы, сорта и факты
производство
Посмотреть все СМИ
Ключевые сотрудники:
Эндрю Карнеги Генри Бессемер Сэр Уильям Сименс Джон Огастес Роблинг Чарльз М. Шваб
сталь , сплав железа и углерода, в котором содержание углерода колеблется до 2 процентов (при более высоком содержании углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкая стоимость ее производства, формовки и обработки, изобилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
Свойства стали
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье
Основным компонентом стали является железо, металл, который в его чистое состояние ненамного тверже меди. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912°C (1674°F) и от 1394°C (2541°F) до температуры плавления 1538°C (2800°F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в диапазоне более низких температур и дельта-железом в зоне более высоких температур. Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а скорее к сильным магнитным характеристикам железа. Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Викторина «Британника»
Строительные блоки предметов повседневного обихода
Из чего сделаны сигары? К какому материалу относится стекло? Посмотрите, на что вы действительно способны, ответив на вопросы этого теста.
В чистом виде железо мягкое и обычно непригодно для использования в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода. В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известным как цементит) или карбидом легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
Воздействие углерода лучше всего иллюстрируется диаграммой равновесия железа и углерода. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа.
Резьба стальная КАЗ Ду50 Ру16 удлиненная L=70мм из труб по ГОСТ 3262-75 является деталью трубопровода, с одной стороны присоеденяется к трубе с помощью сварки, с другой стороны имеет короткую резьбу. Применяется резьба стальная для разъемного соединения трубопровода, производится из труб согласно 3262-75.
Устанавливаются резьбы на трубопроводах, работающих в условиях неагрессивных сред при температуре проводимой среды не выше 150 ° и давлении Ру ≤ 1,6 МПа (16 Бар).
Параметры резьбы Без покрытия удлиненная ГОСТ 3262-75 Ду50:
Диаметр номинальный DN — 50 мм
Давление номинальное PN — 16 бар
Температура — 150 С°
Материал корпуса — сталь
Класс материала корпуса — сталь
Тип присоединения — Резьбовой / под приварку
Присоединение — наружная резьба / сварка
Условия производства — ГОСТ 3262-75
Вес — 0.242 кг
Страна производитель — Россия
Резьба стальная КАЗ Ду50 Ру16 удлиненная L=70мм из труб по ГОСТ 3262-75
Габаритные и установочные размеры
резьбы Без покрытия удлиненная ГОСТ 3262-75 Ду50:
Тип резьбы — трубная цилиндрическая
Диаметр, Dn — 50 мм
Диаметр наружный, d — 60 мм
Толщина стенки, T — 3. 5 мм
Строительная длина, L — 70 мм
Длина резьбы, l — 17 мм
Эскиз резьбы Без покрытия удлиненная ГОСТ 3262-75 Ду50
Предельные отклонения по размерам труб для резьб:
Размеры труб
Предельное отклонение для труб точности изготовления
Наружный диаметр с условным проходом: до 40 мм включительно
+-0.4-0.5мм
Наружный диаметр с условным проходом: св. 40 мм
+-0.8-0.1%
Размеры труб
Предельное отклонение для труб точности изготовления
Толщина стенки
+-10-15%
Для резьбы изг. методом накатки допускается уменьшение внутреннего диаметра до 10%.
Резьба Ду50 | Водоснабжение и канализация
50 лет Октября, 109б, Тюмень (склад)
6:00 — 20:00
В наличии 171 шт
Бурлаки, 2а к1, п. Московский
8:00 — 21:03
В наличии 10 шт
Федюнинского, 79, Тюмень
7:00 — 21:00
В наличии 9 шт
50 лет Октября, 109б, Тюмень
7:00 — 21:00
В наличии 9 шт
Щербакова, 99а, Тюмень
Круглосуточно
В наличии 9 шт
Московский тракт, 130, Тюмень
7:00 — 21:00
В наличии 9 шт
Мельникайте, 123 ст1, Тюмень
Круглосуточно
В наличии 7 шт
Клары Цеткин, 2а, Тюмень
7:00 — 21:00
В наличии 6 шт
Республики, 252к, Тюмень
7:00 — 21:00
В наличии 6 шт
Трактовая, 15, с.Ембаево
8:00 — 21:03
В наличии 6 шт
Садовая, 3а, д. Ожогина
Круглосуточно
В наличии 5 шт
Домостроителей, 32, Тюмень
7:00 — 21:00
В наличии 5 шт
Самарцева, 3, Тюмень
8:00 — 21:03
В наличии 5 шт
Дамбовская, 10 ст19, Тюмень
Круглосуточно
В наличии 5 шт
Панфиловцев, 86, Тюмень
Круглосуточно
В наличии 4 шт
Ставропольская, 120 к2, Тюмень
Круглосуточно
В наличии 3 шт
Жуковского, 84 ст1, Тюмень
7:00 — 0:00
В наличии 2 шт
Виктора Тимофеева, 9, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Сергея Джанбровского, 4, д. Дударева
8:00 — 21:03
Привезем завтра при заказе сегодня
Профсоюзная, 63, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Монтажников, 57, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Орджоникидзе, 29, п. Боровский
8:00 — 21:03
Привезем завтра при заказе сегодня
Тимофея Чаркова, 81, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Широтная, 100 к5, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Константина Посьета, 16, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Салманова, 12, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
50 лет Октября, 57в, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
2-я Луговая, 22 к1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Строителей, 6б, с. Червишево
8:00 — 21:03
Привезем завтра при заказе сегодня
Старый Тобольский тракт 4 км, 48, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Олимпийская , 31, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Газовиков, 73 к1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Заводоуковская, 12а, п. Березняки
8:00 — 21:03
Привезем завтра при заказе сегодня
Авторемонтная, 49, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Минская, 11, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Тульская, 7, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
2-я Дачная, 80, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Ямская, 92, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Магистральная, 14, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Моторостроителей, 5, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Ватутина, 12/1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Московский тракт, 125б, с. Успенка
8:00 — 21:03
Привезем завтра при заказе сегодня
Щербакова, 172, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Газовиков, 65, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Губернская, 42, мкр. Комарово
8:00 — 21:03
Привезем завтра при заказе сегодня
Максима Горького, 31, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Федюнинского, 60, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Полевая, 109, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Пермякова, 83 к2, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Широтная, 193, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Малыгина, 57, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Согласия, 4, д. Субботина
8:00 — 21:03
Привезем завтра при заказе сегодня
Республики, 204 к4, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Первооткрывателей, 14, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Интернациональная, 199 к7, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Сеченова, 161в, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Михаила Сперанского, 17, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Станционная, 24 к1/4, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Федорова, 12 к4, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Мельникайте, 2 к2, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Кремлевская, 112 к4, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Холодильная, 120а, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
70 лет Победы, 15, с. Нижняя Тавда
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Титова, 5, п. Богандинский
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Интернациональная, 117, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Пермякова, 2 ст1, Тюмень
7:00 — 21:00
Привезем послезавтра при заказе сегодня
Пожарных и спасателей, 5 к1, Тюмень
8:00 — 21:03
Привезем 27 октября при заказе сегодня
Наконечник с наружной резьбой DN 50 | Аксессуары AB-QM | Регулирующие клапаны, независимые от давления (PICV) | Независимая от давления балансировка и контроль | Гидравлическая балансировка и управление | Климатические решения для отопления
Переключить сайт
Если вы продолжите, вы войдете в систему и будете перенаправлены в магазин Данфосс по умолчанию.
Вы покидаете магазин
Если вы продолжите, вы выйдете из своего магазина Danfoss и будете перенаправлены в выбранный вами магазин.
Вы выходите из системы, поскольку у вас нет учетных данных для совершения покупок в выбранной стране.
Сменить магазин
Вы находитесь в магазине {0}.
Страна
Дом
Климатические решения для отопления
Гидравлическая балансировка и управление
Независимая от давления балансировка и контроль
Регулирующие клапаны, независимые от давления (PICV)
Аксессуары AB-QM
003Z0278
Страница экспорта
Наконечник с наружной резьбой DN 50
Наконечник с наружной резьбой DN 50
Информация о продукте
Вес брутто
0,83 кг
Масса нетто
0,83 кг
EAN
5702421554777
Вес брутто
0,83 кг
Масса нетто
0,83 кг
EAN
5702421554777
Соединение с трубой
2
р.
Соединение с клапаном
Ду 50
Описание
Наконечник с наружной резьбой DN 50
Группа продуктов
Независимые от давления балансировочные и регулирующие клапаны
Список веществ-кандидатов REACH >0,1%
Свинец
Тип
Аксессуары AB-QM
Применение
АБ-КМ
Соединение с трубой
2
р.
Соединение с клапаном
Ду 50
Описание
Наконечник с наружной резьбой DN 50
Группа продуктов
Независимые от давления балансировочные и регулирующие клапаны
Список веществ-кандидатов REACH >0,1%
Свинец
Тип
Аксессуары AB-QM
Применение
АБ-КМ
Аксессуары
Запасные части
Замена
Замена
Замена
Услуги
Что означают NPS или DN?
Что означают NPS или DN?
Обычно трубы обозначаются в дюймах, используя NPS или « Номинальный размер трубы ». NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). Метрический эквивалент называется DN или « номинальный диаметр ».
Метрические обозначения соответствуют I международным стандартам S O организации (ISO) и применимы ко всем водопроводным трубам, трубопроводам природного газа, мазута и различным трубопроводам, используемым в зданиях.
Использование NPS не соответствует обозначениям труб Американского стандарта, где термин NPS означает «Национальная прямая трубная резьба». В зависимости от NPS и спецификации трубы наружный диаметр трубы ( OD ), а толщина стенки может быть получена из справочных таблиц, таких как приведенные ниже, которые основаны на стандартах ASME B36.10M и B36.19M.
Технологические соединения для MASS-VIEW: G 1/4″ BSPP с внутренней резьбой и G 1/2″ BSPP с внутренней резьбой, в зависимости от модели. У нас есть наборы адаптеров для различных размеров трубок: 3 мм, 6 мм, 8 мм, 12 мм и 1/2″, 1/4″, 1/8″.
MAG-VIEW имеет внутреннюю трубу со следующими номинальными диаметрами: DN 2, 3, 6, 7, 8, 10, 20, 25
Болт — крепёжная резьбовая деталь в виде цилиндрического стержня с головкой, часть которого снабжена резьбой, предназначенной для навинчивания гайки.
Болты бывают черные (необработанные) и оцинкованные. Черный болт применяется при крепежных работах, не имеющих требований к эстетическому содержанию (например, при промышленном строительстве, машиностроении или под покраску). Оцинкованный болт нужен тогда, когда имеются повышенные требования к внешнему виду конструкции, так как он не подвержен коррозии.
В зависимости от назначения, применяются болты разнообразных конструкций, с головками различной формы:
анкерные болты (анкеры)
рым-болты DIN 580 (ГОСТ 4751-73)
болты с шестигранной головкой ГОСТ 7798-70 (DIN 931, DIN 933 с полной резьбой), ГОСТ 7796-70
болты с полукруглой головкой ГОСТ 7801-81 (DIN 607),7802-81 (DIN 603)
болты с потайной головкой ГОСТ 7786-81
Наиболее распространены болты с шестигранной головкой под гаечный ключ. Для закрепления соединяемых деталей, болт вставляется в сквозное отверстие в этих деталях, затем на резьбу болта навинчивают гайку и стягивают детали с её помощью. Фиксация деталей в направлениях, перпендикулярных стержню болта, обеспечивается за счёт сил трения от затяжки болта, при условии, что эта сила больше чем сдвигающая сила. В том случае, когда часть нагрузки в этом направлении несёт болт, стержень болта и отверстия в деталях изготавливают с большей точностью. При этом болты работают как штифты. Для предотвращения деформации деталей и/или самооткручивания гайки под головку болта и под гайку подкладывают различные шайбы.
Болты с шестигранной головкой применяются в машиностроении, приборостроении и строительстве в качестве деталей соединения.
Болты с полукруглой головкой (болты мебельные) используется для скрепления деталей тех или иных элементов мебели. Как правило, болты применяются при сборка стенок, для соединения боковых частей и задней, а так же при сборке кроватей, трюмо, тумбочек, столов и так далее. Болты мебельные могут иметь различные формы и размеры. В зависимости от того, какой именно вариант нужен в каждом конкретном случае.
Болты с потайной головкой и квадратным подголовком ГОСТ 7786-81 применяются в различных отраслях промышленности (сельскохозяйственном машиностроении) для скрепления металлических и деревянных конструкций.
Анкерный болт (анкер) — это крепёжный металлический узел, служащий для скрепления каменной кладки или для прикрепления машин к их фундаментам. Анкерные болты имеют широкий спектр применения в строительных и ремонтных работах. Анкерные болты (анкеры) могут быть различных видов и, соответственно, также различны сферы их использования. В зависимости от вида применения анкерные болты имеют различную форму и размер. Применяются анкерные болты (анкеры) для крепления оконных рам и дверных блоков, ответственного монтажа, светильников, подвесных потолков, крепления элементов в пустотелых строительных материалах и др.
Рым-болты применяются для крепления цепей и тросов. Их конструкция удобна для подъема грузов в такелажных работах. Конструктивно рым-болт представляет собой обычный болт из легированной стали, который вместо головки имеет монтажное кольцо. Рым-болт может иметь кольцо, жёстко соединённое с резьбовой частью или свободно вращающееся на шарнире. В зависимости от вида работ, преимущество отдаётся тому или иному типу. Удобство, простота конструкции и незаменимость сделали рым-болт популярнейшим типом крепежа. Он используется везде — от небольших монтажных скоб до швартовочных колец в портах. Рым-болт сегодня на современном строительном рынке применяется широко, поэтому модельный ряд у него довольно широкий и профилированный в зависимости от последующего применения.
Основные типы болтов, винтов, шпилек. Классификация и особенности применения
Основные типы болтов
В соответствии с ГОСТ 27017-86 «Изделия крепежные. Термины и определения» болтом называется крепежное изделие в форме стержня с наружной резьбой на одном конце, с головкой на другом, образующее соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Отметим, что похожее определение в стандарте получает и винт: крепежное изделие для образования соединения или фиксации, выполненное в форме стержня с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом.
Полной ясности в вопросе, чем отличается болт от винта, нет до сих пор. Например, иногда признаком болта считают неполную резьбу, хотя существуют болты и с полной резьбой. Если резьба выполнена не по всей длине болта, то диаметр гладкой части стержня примерно такой же, как и диаметр резьбы, измеренный на вершинах ее витков. Но бывают и исключения.
Иногда говорят, что болт должен обязательно иметь шестигранную головку. Но, в то же время, болтами называют изделия с полукруглой и потайной головкой. Рассмотрим наиболее популярные варианты болтов, имеющиеся в ассортименте ЦКИ.
Шестигранная головка производится в нескольких модификациях: основная, с опорным выступом, с буртом, с фланцем.
Болты с шестигранной головкой и основной резьбой разделяют на болты с полной (DIN 933) и неполной резьбой (DIN 931) и мелким и сверхмелким шагом резьбы (DIN 960 и DIN 961).
Отдельно могут быть выделены болты с шестигранной головкой с увеличенным размером под ключ для высоконагруженных предварительно напряженных резьбовых соединений стальных конструкций DIN 6914.
Болты с уменьшенным размером под ключ отличаются разнообразием исполнений.
Наряду с шестигранными головками болты могут иметь полукруглую головку:
низкую с квадратным подголовком (DIN 603) с усом (DIN 607)
И потайную головку:
с усом (DIN 604) с высоким и низким квадратным подголовком (DIN 608)
К таким болтам устойчиво применяется определение «мебельный». Отчасти это объясняется тем, что некоторые из них широко применяются при производстве мебели. При этом усы и подголовки препятствуют проворачиванию изделия при сборке.
Примерами болтов называемых по назначению являются «откидной» и «приварной».
У откидного болта DIN 444 вместо привычной головки расположена втулка со сквозным отверстием – её еще называют кольцом. Как правило, втулка сидит на оси и болт вращается вокруг нее. Толщина кольца и длина резьбы в конструкции могут варьироваться.
Приварной болт вообще мало похож на болт. На месте головы у него расположен маленький цилиндрический выступ. Часто это изделие называют ещё шпилька приварная.
Именно он обеспечивает стыковую сварку болта и основания. Вместо цилиндра с резьбой привариваться могут и другие внешние элементы.
Под формальное наименование «болт» попадают также болты анкерные и призонные.
Анкерные болты предназначены для замуровывания в бетон. Их стержень имеет резьбу на одном конце – том, который выходит наружу. Форма другого конца может быть разной.
Его задача – обеспечить максимальное сопротивление вырыву анкера из основания. Поэтому второму концу придают расширяющуюся форму. При установке болта эта часть опускается в шурф и заливается бетоном.
Призонный болт – это болт, диаметр гладкой части стержня которого обеспечивает его установку по посадке без зазора в точно обработанное отверстие. Для этого резьбовая часть исполняется заведомо меньшего диаметра.
«Призонный» болт DIN 609 — это искаженное «прецизионный», то есть высокой точности. Также в качестве призонных применяются «Болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки. ГОСТ 7817-80».
Технология производства болтов
Наиболее распространенная технология производства болтов представлена на рисунке ниже.
Классификация винтов
Рассмотрим теперь винты, имеющиеся в ассортименте ЦКИ. Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.
Винт с цилиндрической головкой (на самом деле, слегка скошенной на конус) и прямым шлицем DIN 84.
Винт с цилиндрической скругленной головкой и прямым шлицем DIN 85.
Винт с полукруглой головкой и шестигранным углублением под ключ ISO 7380.
Винт с полукруглой головкой, буртиком и шестигранным углублением под ключ ISO7380 исп. 2.
Винт с цилиндрической головкой, со сферой и крестообразным шлицем Pz, Ph DIN 7985.
Винт с цилиндрической головкой, со сферой, радиальными отверстиями и прямым шлицем. Пломбировочный, DIN 404.
Винт с потайной головкой и прямым шлицем DIN 963.
Винт с потайной головкой и крестообразным шлицем DIN 965.
Винт с потайной головкой и шестигранным углублением под ключ DIN 7991.
Винт с полупотайной головкой и прямым шлицем DIN 964.
Винт с полупотайной головкой и крестообразным шлицем DIN 966.
Винт с увеличенной плоской цилиндрической головкой и прямым шлицем DIN 921.
Винт с полукруглой низкой головкой, с буртом и крестообразным комбинированым шлицем.
Винт с цилиндрической головкой и шестигранным углублением под ключ DIN 912.
Винт с низкой цилиндрической головкой и шестигранным углублением под ключ DIN 7984.
Винт с низкой цилиндрической головкой, шестигранным углублением под ключ и направляющей для ключа DIN 6912.
Другая большая группа винтов – винты установочные. Название пошло от их назначения. В своем большинстве они предназначены для точной установки и фиксации деталей в механизмах. Для этого на своих концах они имеют различные выступы или углубления.
По ГОСТ 12414-94 (ISO 4753:1999): «Концы болтов, винтов и шпилек. Размеры» предусматриваются следующие концы установочных винтов:
Привод крутящего момента осуществляется следующими элементами:
В сводной таблице представлены реально существующие, наиболее распространённые сочетания головок и концов установочных винтов с указанием стандарта DIN.
Конический
Плоский
Цилиндрический
Засверленный
Прямой шлиц
DIN 553
DIN 551
DIN 417
DIN 438
Шестигранная с углублением под ключ
DIN 914
DIN 913
DIN 915
DIN 916
Мебельные винты представлены двумя изделиями:
винтом для мебельных ручек с полукруглой головкой, буртиком и комбинированным шлицем;
винтом мебельным с плоской головкой и шестигранным углублением под ключ:
Группа винтов имеет головки в форме крючков и петель разного вида:
винт с крючком
винт с петлей
винт с L-образным крючком
винт с крючком спиральным (витым)
Винт-барашек DIN 316 представлен двумя модификациями, отличающимися формой крылышек. Более остроконечные относятся к т.н. «американской» форме.
Классический винт-барашек «Американская» форма винта-барашка
Резьбонарезающий винт DIN 7516 имеет конец в виде метчика, которым он нарезает метрическую резьбу в предварительно высверленном отверстии.
Что касается головок, то их используется довольно много:
АЕ – цилиндрическая головка со сферой и крестообразным шлицем;
DЕ – потайная головка с крестообразным шлицем;
ЕЕ – полупотайная головка с крестообразным шлицем;
А – шестигранная головка;
ВЕ – цилиндрическая головка с прямым шлицем;
FЕ – потайная головка с прямым шлицем;
GЕ – полупотайная головка с прямым шлицем.
Еще один винт, самостоятельно образующий резьбу – DIN 7500 выдавливает ее в первоначально нанесенном гладком отверстии. Это удобно при установке изделий в условиях односторонне доступом и существенно увеличивает плотность соединения, особенно с металлическим листом. Его конец имеет форму трехгранного стержня с заходной частью и плавным сбегом резьбы.
Виды шпилек
Шпильки – еще одно крепёжное изделие из стержня с наружной резьбой, образующее соединение при помощи гайки или резьбового отверстия. В отличие от болта или винта шпилька не имеет головки, но зато имеет два резьбовых конца, или даже сплошную резьбу по всей длине стержня.
Шпильки широко используются при глухих посадках. Естественно, что при этом длина ввинчиваемого конца строго регламентируется. В соответствии с ГОСТ она может составлять только 1; 1,25; 2; 2,5 от диаметра резьбы. Длина второго конца в сумме с длиной безрезьбового участка может изменяться в широких пределах.
Кроме того изготавливаются шпильки с равными длинами резьбы на концах, а также со сплошной резьбой.
Шпильки по DIN 975 и DIN 976 – это наиболее распространенные варианты. По сути это просто длинные шпильки со сплошной резьбой: их длина обычно составляет 1 или 2 м (но бывают и 3 и 4 метра). Основное отличие в том, что DIN 976 может быть разной длины, а DIN 975 только 1 или 2 м. Подробнее о шпильках и их особенностях можно ознакомиться у нас в блоге. Отметим, что для удобства работы штанги в зависимости от материала и класса прочности маркируются окрашиванием торцов. Ниже приводится таблица применяемых цветов.
Класс прочности
Цвет
4.8
без цвета
5.6
коричневый
5.8
синий
8.8
жёлтый
10.9
белый
12.9
чёрный
А2-70
зелёный
А4-70
красный
Понравился материал?
comments powered by HyperComments
типов болтов — Руководство по покупке Томаса
Изображение предоставлено: Billion Photos/Shutterstock. com
Болты — это типы механических крепежных изделий, которые имеют наружную резьбу и используются с гайкой для соединения деталей с использованием момента затяжки. Эти застежки предназначены для вставки через отверстия, предварительно просверленные в соединяемом материале. В отличие от винтов, которые также являются крепежными элементами с внешней резьбой, гайки и болты работают вместе, а это означает, что для правильной работы болтов требуется навинчивание на них гайки, а также требуется просверленное отверстие, в которое можно вставить болт.
Термины «болтовое крепление» или «типы болтового соединения» редко используются в связи с болтами в контексте крепежных изделий, эти термины больше связаны с болтовым креплением ткани и машинами для болтового соединения, используемыми в текстильной промышленности.
Преимущество гаек и болтов
По сравнению с другими типами крепежа использование гаек и болтов имеет то преимущество, что их можно разбирать по мере необходимости, в то время как другие виды крепежа, такие как заклепки, предназначены для стационарной установки. Болты часто используются с гайками и шайбами, где шайба обеспечивает увеличение площади поверхности, на которую действует усилие крепления. Существует множество различных типов гаек, которые можно использовать с болтом, наиболее распространенными из которых являются шестигранные гайки. Другие типы орехов включают в себя:
Контргайки
Шестигранные гайки со шлицем
Фланцевые гайки
Колпачковые гайки
Соединительные гайки
Барашковые гайки (также известные как барашковые гайки)
Квадратные гайки
Гайки для панелей
Гайки для поверхностного монтажа
Гайки и болты можно использовать для соединения различных материалов, включая дерево, листовой металл, сталь, железо и полимеры. В других случаях, например, с шестигранными гайками со шлицем, их можно использовать с ответным болтом и шплинтом, чтобы надежно зафиксировать гайку на месте.
Доступны обычные ручные или электроинструменты для использования с болтами и гайками, включая наборы головок, гаечные ключи с открытым зевом, накидные гаечные ключи и механические отвертки. Дополнительную информацию о наборах сокетов можно найти в нашем соответствующем руководстве xxxx.
Марки и варианты материалов для гаек и болтов
Болты и гайки
доступны из различных материалов в зависимости от предполагаемого применения. Болтам, винтам и другим видам крепежных изделий обычно присваивается класс. Марка устанавливает минимальный приемлемый стандарт механических свойств или характеристик, которым должен соответствовать крепеж. Более высокие марки подразумевают болты с более высокими характеристиками механической прочности.
Маркировка болтов
Идентификационные метки класса создаются и появляются на головке болта и используются для обозначения их класса. Для широко используемых марок стали ASTM и SAE существуют идентификационные таблицы марок, в которых обозначены эти маркировки и указаны минимальные допустимые значения прочности, предела прочности на растяжение и предела текучести, которые требуются для соответствия конкретному классу болтов. Также отмечены типичные варианты материалов и термическая обработка, используемые для готового продукта.
Например, классы SAE для болтов ASTM варьируются от класса 1 до класса 8.2. Болты SAE Grade 1 имеют минимальный предел прочности 33, минимальный предел прочности при растяжении 60 и минимальный предел текучести 36 (все в 10 3 фунтов на квадратный дюйм). На верхнем уровне шкалы болты класса SAE 8.2 будут иметь минимальный предел условного сопротивления 120, минимальный предел прочности при растяжении 150 и минимальный предел текучести 130 (измеряется в 10 3 фунтов на квадратный дюйм).
Аналогичные классы существуют для марок ASTM, а также для метрических крепежных изделий. В случае метрических болтов ISO 898 определяет механические свойства и определение марки.
Стандартные варианты материалов
Болты класса
ASTM/SAE могут быть изготовлены из различных материалов. Наиболее распространены следующие материалы стали:
Низкоуглеродистая сталь
Среднеуглеродистая сталь
Низкоуглеродистая мартенситная сталь
Атмосферостойкая сталь
Легированная сталь
Среднеуглеродистая легированная сталь
Болты также доступны из альтернативных материалов, отличных от обычных сталей. Эти варианты включают нержавеющую сталь, металлические сплавы, такие как латунь и бронза, и полимеры, такие как нейлон или PEEK (полиэфирэфиркетон). Нержавеющая сталь обладает отличной коррозионной стойкостью и прочностью, в то время как полимерные варианты используются, когда внутренняя прочность не имеет большого значения, но необходим стабильный материал, устойчивый к химическим веществам.
Варианты обработки материалов и отделки
Для обеспечения стабильности материала и защиты от коррозии и ржавчины в результате условий окружающей среды или воздействия коррозионных веществ можно использовать как термическую обработку, так и нанесение различных покрытий. Варианты обработки включают холодное волочение и закалку и отпуск.
Стандартные варианты отделки включают:
Анодирование
Броневое покрытие
Черный оксид
Синий фосфат
Хромирование
Горячее цинкование
Желтый пассивированный
Цинковое покрытие
Типы болтов Видео
В этом коротком видео показаны некоторые типы болтов.
Стандарты для болтов
Болты
производятся в соответствии с серией стандартов, обеспечивающих единообразие размерных характеристик и материалов. При указании стандартных болтов размерные параметры должны указываться в соответствии с таблицами стандартов, установленных ANSI/ASME. К этим параметрам относятся:
Номинальный размер в дробях или десятичном эквиваленте
Количество витков на дюйм
Общая длина
Материал
Отделка
Дополнительные сведения о винтовых соединениях см. в нашем руководстве по типам винтов.
Какие бывают болты?
Существует множество различных типов болтов, каждый из которых имеет различные характеристики, которые делают их подходящими для использования в самых разных областях. Основные типы обычно используемых болтов включают:
Анкерные болты
Заглушки
Болты с квадратным подголовком
Двусторонние болты
Рым-болты
Фланцевые болты
Болты с шестигранной головкой
Крепежные болты и крепежные винты
Болты с пятигранной головкой
Болты с круглой головкой
Болты с буртиком
Болты с головкой под торцевой ключ
Болты с квадратной головкой
Болты с Т-образной головкой
U-образные болты
Ниже приведены краткие сведения о каждом из этих распространенных типов застежек и описание их важных характеристик и способов применения. В этой презентации намеренно опущены такие элементы, как болты. Стяжной болт, хотя и называется болтом по имени, на самом деле более точно описывается как стягивающий винт, учитывая заостренный конец и обычное использование в более мягких материалах, таких как дерево. Дополнительную информацию об этих типах крепежа можно найти в соответствующем руководстве «Типы винтов — руководство по покупке Томаса».
Анкерные болты
Изображение предоставлено Krizde/Shutterstock.com
Анкерные болты
— это болты, предназначенные для крепления конструктивного элемента или компонента к бетонной плите или залитому фундаменту. Анкерные болты могут быть предварительно установлены на место во время заливки бетонной конструкции, как в случае с плитой, используемой поверх залитого фундамента дома. Или анкеры могут быть прикреплены после затвердевания бетона путем использования операции сверления для создания канала, в который может быть вставлен анкерный болт.
Заглушки
Изображение предоставлено: Hans Geel/Shutterstock.com
Глухие болты относятся к типу болтов, который позволяет использовать застежку в случаях, когда применение не позволяет получить доступ к обеим сторонам болта для затяжки или крутящего момента болта. Простым примером этого является обычный рычажный болт, который используется для крепления предметов к стене в месте между опорными балками. Здесь часть болта, которая находится за поверхностью гипсокартона, недоступна, поэтому весь процесс установки рычажного болта должен выполняться с внешней (видимой) стороны стены.
Болты с квадратным подголовком
Изображение предоставлено AlexLMX/Shutterstock.com
Болты с квадратным подголовком
представляют собой разновидность самоконтрящихся болтов, обеспечивающих определенный уровень безопасности за счет использования куполообразной головки для скрытого монтажа, которая обеспечивает доступ для снятия или ослабления этих болтов только со стороны болта с гайкой. Под куполообразной головкой болта с квадратным подголовком находится квадратная секция, которую можно вставить в соответствующий квадратный вырез, прорезанный в соединяемом материале, чтобы обеспечить функцию самоблокировки, которая позволяет затягивать болт со стороны гайки без необходимость удерживать голову гаечным ключом. Головки болтов с квадратным подголовком
Двусторонние болты
Изображение предоставлено: limipix/Shutterstock.com
Двусторонние болты иногда называют шпильками и имеют резьбовую часть на каждом конце болта без традиционной головки. Один конец предназначен для ввинчивания в подходящее отверстие, в котором нарезана ответная резьба, а другой конец выступает и имеет резьбу для поддержки гайки. Внешний вид похож на резьбовой стержень, но традиционно он не имеет резьбы по всей длине шпильки и может иметь разную резьбу на каждом конце. Некоторые болты-шпильки, такие как тот, что показан на изображении выше, имеют резьбу на одном конце вместо резьбы болтов на обоих концах.
Рым-болты
Изображение предоставлено Джейсоном Ванаджеком/Shutterstock.com
Рым-болты
имеют полностью закрытый или частично замкнутый конец вместо традиционной головки болта. В некоторых случаях петлю можно использовать для подъема объекта, к которому прикреплен рым-болт. Некоторые рым-болты не предназначены для подъема, но их можно использовать для чистой прокладки проводов, кабелей или других подобных элементов, чтобы избежать случайного вмешательства. Рым-болты могут предлагать дополнительные возможности в зависимости от состава материала и отделки — некоторые из них подходят для работы при низких температурах, а другие предназначены для того, чтобы не отражать свет и, следовательно, сливаться с фоном.
Рым-болты доступны с буртиком у основания петли или без него. Другие варианты включают в себя, является ли петля открытой или закрытой (включая сварную), является ли резьба внутренней или внешней, а также разработана ли она с заостренным концом, таким как шуруп, или предназначена для использования с гайкой для его фиксации. Доступны как метрические, так и дюймовые размеры и различные длины. Различные размеры диаметра ушка позволяют использовать эти крепежные детали для различных целей.
Фланцевые болты
Изображение предоставлено: Прабхжит С. Калси/Shutterstock.com
Болты с фланцем
— это болты, которые имеют шайбообразную поверхность или фланец под головкой этих крепежных изделий, что позволяет распределять зажимную нагрузку по большей площади поверхности, тем самым уменьшая потенциальное повреждение поверхности, с которой эти крепежные детали будут сопрягаться. Фланцевые болты часто используются в таких областях, как сантехника и автомобилестроение. Фланцевые болты традиционно изготавливаются из стали или нержавеющей стали и доступны с мелкой и крупной резьбой и различных марок. Фланец может быть гладким или зубчатым, последний из которых помогает застежке сцепляться с сопрягаемой поверхностью.
Болты с шестигранной головкой
Изображение предоставлено: Кевин Крамплин/Shutterstock. com
Болты с шестигранной головкой
, также называемые болтами с шестигранной головкой или болтами с шестигранной головкой, являются очень распространенной формой болтов, которые доступны в стандартных дюймовых и метрических размерах. Как следует из названия, эти болты имеют шестигранную или шестигранную головку, которая подходит для затягивания с помощью гаечного ключа или гнезда. Болт с шестигранной головкой может иметь полную резьбу или может иметь плечо без резьбы. Болты с шестигранной головкой часто используются для крепления дерева к дереву, металла к дереву или металла к металлу. Шестигранные гайки и шайбы обычно используются с шестигранными болтами, причем шайбы полезны в ситуациях, когда соединяемый материал более мягкий и может деформироваться под действием силы затяжки, приложенной к шестигранному болту.
Болты с шестигранной головкой
иногда называют винтами с шестигранной головкой, если они используют шайбу под головкой и имеют скошенный конец. Болты с шестигранной головкой лишены этих функций.
Крепежные болты и крепежные винты
Изображение предоставлено Сарой Марчант/Shutterstock.com
Крепежные болты используются для скрепления двух кусков материала и аналогичны болтам с шестигранной головкой, за исключением того, что они не имеют скошенной вершины и не имеют поверхности с опорной шайбой на нижней стороне головки. Обычно они доступны как с шестигранной, так и с квадратной головкой. Другой крепежный продукт, крепежные винты, часто используется как синоним крепежных болтов, что является источником путаницы. Крепежные винты, как правило, меньше по размеру, чем крепежные болты, но обычно имеют равномерную резьбу по всей длине крепежного изделия. В отличие от других типов шурупов, таких как шурупы для дерева или шурупы для листового металла, крепежные детали имеют плоский наконечник, а не заостренный или конический наконечник, как это обычно бывает с этими другими типами шурупов. Винты, как правило, предназначены для использования либо с предварительно нарезанными отверстиями, либо для ввинчивания в материалы, где винт будет создавать собственную резьбу в материале при затягивании. Напротив, болты предназначены для затягивания путем наложения и затягивания ответной гайки на конце болта. Таким образом, хотя гайки и болты представляют собой парные крепежные элементы, гайки обычно не используются с винтами, которые вместо этого ввинчиваются в предварительно нарезанные отверстия. Крепежные болты и крепежные винты доступны с разными типами головок, в том числе с шестигранной головкой, которая часто сочетается с шестигранными гайками, а также с плоской головкой, овальной головкой и сырой головкой, и это лишь некоторые из них.
Болты с пятигранной головкой
Болты с пятигранной головкой
являются примером защищенного от несанкционированного доступа болта, который можно использовать в приложениях, где желательно снизить вероятность того, что человек, вооруженный стандартными инструментами, может ослабить или удалить болт. С головкой болта в форме пятиугольника стандартные наборы ключей или торцевых головок нельзя использовать на этих болтах.
Болты с круглой головкой
Изображение предоставлено: Upadim/Shutterstock.com
Внешне похожие на болты с квадратным подголовком, болты с круглой головкой не имеют квадратного конуса под куполообразной головкой болта и обычно используются для соединения дерева. Более мягкая природа древесины позволяет болту прижиматься к поверхности дерева и цепляться за счет трения, чтобы предотвратить проворачивание болта при затягивании гайки.
Болты с буртиком
Изображение предоставлено Funtay/Shutterstock.com
Болты с буртиком
, также называемые съемными болтами, имеют резьбовую часть болта меньшего диаметра, чем буртик болта (участок болта между головкой и началом резьбовой части). Болты с буртиком используются в качестве вала или оси, которые могут содержать вращающуюся часть, такую как подшипник или втулка.
Болты с головкой под торцевой ключ
Изображение предоставлено Picmin/Shutterstock.com
Болты с головкой под торцевой ключ
имеют утопленную головку, которая затягивается с помощью шестигранного ключа или инструмента с шестигранной головкой. Тип головки этих болтов может варьироваться от цилиндрического профиля до потайной головки с плоской головкой и куполообразной головки с круглой головкой, в зависимости от желаемого использования. Более глубокая головка с шестигранным углублением позволяет увеличить крутящий момент, прилагаемый к этим крепежным элементам, при этом сводя к минимуму риск сорвать или повредить головку.
Болты с головкой под торцевой ключ часто называют винтами с головкой под торцевой ключ, в зависимости от поставщика.
Болты с квадратной головкой
Изображение предоставлено: Прабхжит С. Калси/Shutterstock.com
Болты с квадратной головкой
, также называемые болтами с квадратной головкой, когда-то очень широко использовались до создания болтов с шестигранной головкой. Хотя квадратные болты все еще доступны, они в основном используются на железных дорогах или для достижения более старого или более традиционного внешнего вида.
Болт с шестигранной головкой используется гораздо чаще, учитывая преобладание вариантов инструментов, таких как наборы торцевых головок, но многие инструменты все еще можно использовать для затяжки болтов с квадратной головкой. Болты с квадратной головкой доступны в классах низкой, средней и высокой прочности и доступны как с квадратной головкой, так и с Т-образным пазом. Сталь и нержавеющая сталь являются наиболее распространенными материалами. Доступны варианты как с полной, так и с частичной резьбой. Некоторые поставщики используют для них термин «винты», а также болты.
Квадратные головы иногда имеют декоративный вид, чтобы имитировать стили, распространенные в более старых конструкциях. Квадратные головки могут иметь форму пирамиды, чеканку или иметь неправильную форму, отражающую способ, которым эти застежки создавались с использованием методов ручной ковки до эпохи массового производства.
Болты с Т-образной головкой
Изображение предоставлено Дамианом Эллертом/Shutterstock.com
Болты
с Т-образной головкой или болты с Т-образным пазом имеют конструкцию головки, которая позволяет вставлять болт в паз или выемку, тем самым фиксируя болт на месте и предотвращая его проворачивание при затягивании крепежной гайки. Т-образные болты используются в таких приложениях, как крепление топливных баков на месте, где доступ к обеим сторонам крепежа может быть невозможен во всех случаях. Разновидность болта с Т-образной головкой может быть подана в канал в машине, называемой направляющей с Т-образным пазом, и может использоваться для закрепления объекта в любом положении по длине канала.
U-образные болты
Изображение предоставлено: Tawansak/Shutterstock.com
U-образные болты
представляют собой крепежные детали в форме буквы U, которые содержат две наружные резьбы, по одной на каждом конце болта, на которые крепится кронштейн монтажной пластины и крепежные гайки. В то время как большинство U-образных болтов имеют полукруглый профиль, некоторые имеют прямоугольную форму. Эти крепежные детали обычно не имеют полной резьбы, поскольку они служат для фиксации объекта на месте. Они используются в различных областях, от опорных труб до автомобильных приводных валов и выхлопных систем. Некоторые конструкции включают резиновое покрытие для предотвращения износа от движения металла по металлу. В других конструкциях U-образных болтов добавляются толстые резиновые прокладки для снижения эффекта вибрации и контроля шума. Неметаллические конструкции также доступны для использования в приложениях, где существует риск контакта U-образного болта с проводником, находящимся под напряжением.
Резюме
В этой статье представлен краткий обзор некоторых распространенных типов болтов. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, где вы найдете более 2200 поставщиков болтов.
Прототипы в электронике, компьютерном программном обеспечении и вычислительной технике
Типы электрощеток
Типы помех в электроснабжении
Типы грузовиков и тележек — руководство по покупке Томаса
Типы клеев для аэрокосмической отрасли — Руководство для покупателей ThomasNet
Пластиковые прототипы печатных плат
Типы пускателей двигателей
Типы систем сбора данных — Руководство по покупке ThomasNet
Типы чистых помещений — Руководство для покупателей ThomasNet
Типы тиристоров — Руководство для покупателей ThomasNet
Типы светильников
Типы изоляции — руководство по покупке Томаса
Типы ламп и лампочек
Типы магнитов
Различные типы процессов литья, используемые в производстве
Лабораторная посуда: типы лабораторных пробирок
Типы петель
Типы картонных коробок
Типы направляющих для выдвижных ящиков
Типы бронзы
Больше из оборудования
28 различных типов болтов (Руководство по покупке)
Фейсбук
Количество различных болтов ошеломляет. Мы закатали рукава и разбили все типы на удобный для чтения список. Каждый включает пример фото.
Болт — это не то, о чем большинство из нас тратит много времени на размышления, но если бы у нас их не было, все бытовые приборы и гаджеты, которыми мы владеем, буквально развалились бы.
Считается, что первый болт был использован в 400 г. до н.э. Однако потребовалось почти 2000 лет, чтобы болт и прилагаемая к нему гайка были изготовлены на станке.
Источник: Nord Lock История болта
Болт очень похож на винт в том, что он имеет ту же форму и используется для скрепления материалов. Сам болт имеет резьбу и предназначен для соединения с гайкой. Важно убедиться, что и гайка, и болт имеют одинаковый размер, чтобы они хорошо подходили друг к другу без дополнительного пространства.
На выбор предлагаются различные болты. Они различаются по использованию в зависимости от их формы, типа головы и размера. Читайте дальше, чтобы узнать, какой тип болта подходит для вас и вашего проекта.
Родственный: Типы гаек | Типы строительных гвоздей | Части винта | Скальные болты | Болты с буртиком | Болты с запаздыванием
Типы болтов по форме и типу головки
Основные болты состоят из головки и цилиндрического корпуса, часть длины (или стержня) которого имеет резьбу (если она полностью нарезана, это винт). Болт ввинчивается в гайку с внутренней резьбой, соответствующей резьбе болта. Плоская шайба часто используется для предотвращения ослабления гайки.
Анкерные болты
Позволяет прикреплять объекты к бетону, при этом головка болта обычно помещается в бетон до его затвердевания, чтобы резьбовой конец был открыт и готов к использованию. Существуют различные виды анкерных болтов, самые простые и прочные из которых отливаются на месте.
У закладных болтов закладной конец имеет обычный болт с шестигранной головкой и шайбой, фланец или изгиб на 90°, механизм передачи нагрузки находится в механической блокировке. Существуют также анкеры с последующей установкой, которые можно вставлять в бетон после сверления.
Узнайте больше об анкерных болтах здесь.
Болты с оправкой
Несъемная шайба и перевернутая резьба. Они предназначены для использования в определенных инструментах, таких как торцовочная пила, чтобы инструмент оставался безопасным и лезвие не выпадало.
Узнайте больше о болтах с оправкой здесь.
Болты с квадратным подголовком
Имеют гладкую закругленную головку и квадратное сечение, что предотвращает проворачивание болта; они также имеют резьбовую часть для гайки. Болты с квадратным подголовком также называются болтами с квадратной головкой и используются для крепления металла к дереву.
Обычно с обеих сторон деревянных балок имеются усиливающие пластины, которые затем крепятся болтами с квадратным подголовком. Они также используются для нужд, таких как замки и петли.
О болтах с квадратным подголовком читайте здесь.
Элеваторные болты
Имеют большую плоскую головку и обычно используются в установках конвейерных систем.
Подробнее о болтах подъемника читайте здесь.
Подвесные болты
Вообще не имеют головок, а состоят только из корпуса с машинной резьбой и наконечника с деревянной резьбой. Технически подвесные болты представляют собой шпильки, и с их помощью можно подвешивать предметы к дереву или прикреплять предметы к дереву.
На каждой стороне подвесного болта есть резьба, на одном конце резьба для вкручивания в древесину, а на другом конце резьба для крепления гайки или резьбы в уже нарезанном отверстии. Крепления с резьбой на шпильке обычно могут выдерживать около 300 фунтов.
Болты с шестигранной головкой
Болты с шестигранной головкой имеют шестигранную головку и корпус с резьбой. Секция прямо под головкой может не иметь резьбы.
Узнайте все о болтах с шестигранной головкой здесь.
J-болты
Имеют форму буквы J и используются для крепления, помогая удерживать материалы или оборудование для их безопасности.
Болты с затяжкой
Также называются винтами с затяжкой и на самом деле не являются болтами, с шестигранной головкой и наконечником с резьбой, поэтому их можно использовать в древесных материалах.
Анкерные болты
Помогают стабилизировать стены при строительстве тоннелей.
Половые болты или Болты Чикаго
Имеют как охватываемую, так и охватывающую части с внутренней резьбой и головками болтов на обоих концах. Они обычно используются для переплета бумаги.
Болты с буртиком или S Болты спускового устройства
Помогите создать ось или точку крепления. У них широкое гладкое плечо, но небольшой резьбовой конец.
U-образные болты
В форме буквы U, с двумя прямыми участками с резьбой.
Типы болтов по форме и использованию
Болты также можно охарактеризовать по их форме и использованию.
Болты с шестигранной головкой
Это один из наиболее распространенных видов крепежа, который будет использоваться во многих проектах в качестве стандартного болта. Болты с шестигранной головкой имеют три стандартные длины или сорта и разные диаметры хвостовика от 1/4″ до 4″. По сравнению с квадратным болтом, шестигранная головка обеспечивает большую прочность, ее легче собирать, легче применять крутящий момент, а также имеется больше места для идентификации производителя.
Изогнутый болт
В отличие от большинства традиционных болтов, изогнутые болты не являются прямыми. Конец изогнут или имеет форму для удовлетворения особых требований, например, изгиб под прямым углом или форму глаза. Изогнутые болты используются в различных отраслях промышленности, включая гидротехнические сооружения, производство стали, металлоконструкции и другие специальные виды работ.
Существуют различные виды изогнутых болтов:
Анкерные болты — обычно используются для крепления конструкций к бетону и для всех других типов проектов.
U-образные болты — вокруг изогнутых болтов, которые можно использовать для крепления трубы или стального круглого стержня к круглой деревянной или стальной стойке; они часто используются со стяжками или цельнорезьбовыми стержнями для затягивания соединения; для подвешивания кованых труб в механических установках; их также можно заливать в бетон и использовать в качестве анкерных болтов.
Рым-болты — чаще всего используются для крепления проушины к конструкции, чтобы к ней можно было привязать веревки или тросы.
Болты с проушиной со смещением (также называемые стяжными болтами) — в сочетании со стяжными стержнями или стержнями со сплошной резьбой они используются для затягивания соединения.
Изогнутые болты также могут быть специально изготовлены в различных формах для удовлетворения конкретных потребностей.
Болты с квадратным подголовком
Они хорошо выглядят, с закругленной головкой, которая имеет более эстетичный вид. Корпус болта имеет обычную резьбу, но когда вы доберетесь до стержня, вы увидите ребра или лыски, которые не дадут болту провернуться после того, как он будет затянут. Некоторые болты с квадратным подголовком просто вставляются на место, в то время как другие имеют предварительно пробитый квадратный зажим.
Гусеничный болт
Гусеничный болт фактически используется для железнодорожных путей. Их также называют болтами с клыками или анкерными болтами для рельсов, и они используются для крепления рельсовых стыков к рельсам или для крепления стальных рельсов и рельсовых опор к железнодорожным шпалам. Это очень прочные высококачественные болты, особо устойчивые к вибрациям. Гусеничные болты бывают разных размеров и форм, включая
гусеничные болты с полукруглой головкой
.
Болты с алмазной шейкой
Рельсовый болт NF F50-008
Зажимной болт с резьбой BSW
Угловой болт, используемый для соединения рельсов (с рельсовыми гайками и пружинными шайбами)
Зажимной болт HS26 и HS32
Зажимной болт и закладной болт для России
Анкерный болт
Т-образный болт
Специальный болт
Туннельный болт
Из-за строгих требований безопасности к гусеничным болтам предъявляются особые требования. Они должны быть правильной формы и размера, и они должны быть всегда плотно на месте. Они должны быть установлены с пружинными шайбами AREMA, а места должны быть очищены и смазаны должным образом. Если болты отсутствуют или неэффективны, существуют правила, позволяющие исправить ситуацию.
Квадратный болт
Квадратный болт обычно используется во многих проектах и имеет квадратную головку и корпус с резьбой. Эти болты часто используются в эстетических целях, например, чтобы придать вашему проекту простоватый вид или чтобы соответствовать существующим болтам (или другим видам крепежа) в старой конструкции. Они бывают разных классов прочности и имеют диаметр от 1/2″ до 1-1/2″.
Круглый болт
Круглые болты хорошо смотрятся, придавая законченный вид проектам в конце. Они похожи на болты с квадратным подголовком, но отличаются отсутствием квадратной шейки под головкой. Они отличаются гладкой круглой головкой и затягиваются затяжкой прилагаемой к ним гайки. Круглые болты часто используются в деревянных соединениях.
Авиационный болт
Авиационный болт на самом деле включает в себя несколько видов креплений, которые имеют 12-стороннюю головку и обладают большей прочностью, чем стандартные болты. Головка обеспечивает гораздо лучший захват во время сборки с такой большой дополнительной площадью, а также обеспечивает более высокий уровень крутящего момента при ее затягивании.
Несмотря на то, что существует большое разнообразие авиационных болтов, авиационным болтом также может быть любой болт, соответствующий стандартам Министерства обороны США.
Болт плуга
Болты плуга отличаются плоской головкой с потайной головкой, квадратной шейкой и одинаковым шагом резьбы. Болт плуга также похож на болт с квадратным подголовком, но болт плуга отличается вогнутой или плоской головкой.
Необычная конструкция позволяет устанавливать его заподлицо, а иногда имеется также шпонка, которая предотвращает вращение болта плуга. Из-за этого болты от плуга часто используются в плугах, дорожных терках, бульдозерах и множестве другого тяжелого промышленного оборудования.
Стяжной болт
Стяжные болты имеют квадратную головку с коническими наконечниками с резьбой и обычно используются для проектов, связанных с деревом или кирпичной кладкой. Они наносятся и закрепляются распорным анкером и очень прочны.
Они могут соединять очень тяжелые пиломатериалы и другие тяжелые материалы и намного больше, чем обычные шурупы для дерева или листового металла. Винты с запаздыванием доступны только с шестигранными головками, в то время как другие винты бывают самых разных форм.
Фланцевый болт
Фланцевые болты, как и многие другие болты здесь, имеют большую головку, что облегчает закрепление болта и идентификацию объекта. Круглый фланец под головкой действует как шайба, распределяя нагрузку, фактически обеспечивая площадь опоры примерно в четыре раза больше, чем у стандартного шестигранного винта.
Фланцевые болты часто используются в рамах транспортных средств, особенно грузовиков. Фланцевые болты без зазубрин обычно называются болтами рамы .
Элеваторный болт
Элеваторный болт поставляется со своими специальными шайбами и характеризуется квадратной шейкой, плоской головкой и частичной резьбой. Квадратная головка может быть утоплена и будет сопротивляться вращению, что облегчает поворот болта.
Элеваторные болты бывают разных форм и размеров и даже имеют разные способы крепления к поверхности, поэтому важно знать, что вы выбираете правильный болт для текущей работы.
Элеваторные болты удобны тем, что их можно использовать на мягких поверхностях, даже на мягкой древесине, оставаясь при этом прочными и безопасными. Элеваторные болты необходимы при создании некоторых систем конвейерных лент, а также используются для подъемников с повышенной грузоподъемностью.
Эти типы болтов также используются в полах транспортных средств, таких как дома на колесах и кемперы, потому что обычные болты не выдерживают постоянного изгиба и изгиба.
Болт с потайной головкой
Болт с потайной головкой также называют болтом с потайной головкой, когда он работает вместе с крепежными винтами. Болты с потайной головкой используются для монтажа заподлицо и доступны в различных формах и размерах в зависимости от текущих потребностей. Эти виды болтов часто используются в настилах мостов, пешеходных дорожках и перилах.
Типы материала болта
Материал болта зависит от того, для чего используется болт, особенно от того, какие материалы крепятся. Даже среди различных материалов существуют разные уровни прочности болта. Например, болт класса 2 изготавливается из стали стандартного метизного класса.
Легированная сталь класса 5 представляет собой оцинкованную легированную сталь со средним содержанием углерода, которая была подвергнута термической обработке для повышения твердости. Сталь класса 8 была еще более закалена, поэтому ее можно использовать в особо требовательных приложениях, таких как автомобильные подвески.
Сталь
Это наиболее распространенный материал, используемый для изготовления болтов, который подходит для большинства целей. Около 90% всех болтов изготавливаются из обычной стали. С присущей ей прочностью и низкой ценой сталь можно использовать в большинстве работ, если нет проблем с окружающей средой или с материалами, которые вы используете для проекта.
Нержавеющая сталь
Нержавеющая сталь представляет собой стальной сплав и обеспечивает дополнительную прочность и защиту. Например, в качестве сплава нержавеющая сталь обладает коррозионной стойкостью, что полезно для определенных видов конструкций, где болты будут подвергаться воздействию различных погодных условий.
Поскольку на самом деле это сплав, нержавеющая сталь не потеряет своих особых свойств, даже если ее поцарапать или повредить. Из-за этого болты из нержавеющей стали являются популярным выбором в районах, близких к воде или в районах с высоким уровнем загрязнения.
Бронза
Другой сплав, бронза, также содержит медь и иногда другие металлы и неметаллы. Бронза может использоваться, когда продукт должен быть водонепроницаемым. В частности, бронзовые болты обычно используются в морской среде, особенно при строительстве и ремонте деревянных лодок.
Нейлон
Нейлон, очевидно, намного легче, чем другие материалы здесь, и используется из-за этой характеристики, а также когда конечный продукт должен быть водонепроницаемым. Поскольку они не такие прочные, нейлоновые болты не смогут выдержать такой большой вес, как большинство других видов болтов.
Однако они полезны для удержания таких материалов, как пластик, дерево, резина, ДСП и металл. Они часто используются в бытовой технике, такой как стиральные машины, и в автомобильных деталях.
Титан
Титан легкий, устойчивый к коррозии и прочный. Болты, изготовленные из титана, используются там, где требуется высокое соотношение прочности и веса, и могут быть в 4 раза прочнее, чем нержавеющая сталь. Эти болты в основном используются в самолетах, кораблях и подводных лодках.
Правильный выбор болта
Существует много различных типов болтов, разных форм и размеров, и становится еще более запутанным, когда вы видите, что между различными типами болтов и их названиями есть совпадения.
Некоторые болты обладают большей прочностью для использования в определенных материалах, в то время как другой болт, который обычно считается более прочным, в этой ситуации совсем не подойдет. Существует также вопрос поиска правильного размера для вашего проекта, что может сбивать с толку, если вы раньше не делали этого самостоятельно.
Выбор правильного размера болта
Вам необходимо знать длину и диаметр любого крепежа, который вы собираетесь использовать. Если у вас есть застежка, вы измеряете ее от внешней резьбы с одной стороны до внешней резьбы с другой стороны. Это называется большим диаметром и будет размером болта, который вам нужен. Длина – это вся длина, от плоской части головки до кончика или тупого конца винта или торца болта.
Выбор болта правильного размера очень важен. Выбор неправильного размера болта может привести к целому ряду повышенных затрат, например, в виде потраченного впустую времени — а мы все знаем, что время — деньги, растраты стоимости и неправильного использования материалов, а также возможной потери продаж, если вы планируете при продаже своих работ.
Одной из наиболее распространенных ошибок является слишком большой размер болта, поэтому помните о фактических требованиях, которым должен соответствовать ваш болт, а затем выберите соответствующий размер болта.
Выбор подходящего материала
При выборе болта на основе материала помните, что прочнее не обязательно лучше, если материалы плохо сочетаются друг с другом. Кроме того, помните о преимуществах и недостатках каждого из них и обратите внимание на большую разницу в цене на некоторые материалы.
Нет смысла тратить на болты больше, чем на другие материалы. Например, нержавеющая сталь устойчива к коррозии, но это гораздо более дорогой материал.
Медь, как металл обладает выраженной пластичностью. Цвет меди имеет золотисто розовый оттенок с присутствием характерного металлического блеска. В качестве элемента периодической системы он имеет обозначение Cu. Название происходит от латинского Cuprum, что связано с именем острова Кипр. Имеются научные доказательства того, что в древние времена именно там находились рудники, где добывали, а затем выплавляли этот металл.
Древняя культура связана с изготовлением из нее украшений, посуды, иных предметов обихода. Но главным достижением древней металлургии было обстоятельство, при котором получили бронзу – сплав на ее основе.
Содержание
Основные свойства и параметры меди
Отличия меди от латуни
Отличия меди от бронзы
Отличия меди от алюминия
Основные свойства и параметры меди
Характерны следующие моменты:
В контакте с кислородом воздуха способна образовывать оксидную пленку, что обусловлено появлением желтовато-красного оттенка. Этим можно ответить на вопрос, какого цвета медь. Если на свет посмотреть тонкую пластинку, то она будет зеленовато-голубого оттенка.
В чистом виде обладает достаточно выраженной мягкостью и пластичностью. Ее легко прокатать и вытянуть. С добавлением примесей твердость повышается.
Широта применения обусловлено ее способностью отличной электропроводности.
Обладает хорошими показателями теплопроводности. По этой характеристике ее опережает лишь серебро.
Для нее характерна высокая плотность, температура плавления и кипения.
С добавлением примесей свойства теплопроводности и электропроводности падают.
Стойкость по отношению к процессам, связанным с коррозией. В воде, например, железо будет окисляться значительно быстрее.
Материал легко протянуть в довольно тонкую проволоку.
Металл обладает диамагнетическими свойствами.
В химическом плане активность незначительная по своей величине. Если воздух сухой, то окисления не произойдет. Процесс проходит только на воздухе с достаточным содержанием влаги. Не поддается действию кислот без окислительных свойств. С химических позиций отличается выраженной амфотерностью. В зависимости от условий ее характеристики отличаются и принимают характер кислоты или основания.
Отличия меди от латуни
Нередко возникает вопрос о том, как отличить медь от латуни. Латунь представляет собой сплав, где в 30% содержится цинк. В половине случаев для производства латуни проводят использование технического цинка, где его присутствует только 50%. Остальная часть состоит из свинца и других примесей. Для того чтобы различить эти представители, надо знать их характеристики. В связи с этим уместен вопрос, как определить медь?
Для отличия латуни от меди требуется выполнение ряда действий, с помощью которых можно распознать медь в домашних условиях:
Чистят предмет, который необходимо проверить. Для удаления загрязнений используют водный раствор уксуса. Таким способом происходит удаление и окислов.
Лучше определение проводить при белом свете. Медные изделия характеризуются красно-коричневым цветом. Латунная поверхность переливается несколькими цветами. Это связано с присутствием в ее составе нескольких представителей.
Медные предметы мягкие и удар о твердую поверхность сопровождает приглушенность звука. У латуни этого нет. Звук более звонкий по своим характеристикам.
Предметы способны содержать пометки в виде литеры «М» или «Л». По этому признаку эти два вида также могут отличаться.
Узнать, что перед вами конкретно, можно и по области применения изделия. Медные изделия встретишь довольно редко, зато она повсеместно используется для производства проводов.
Перечисленными способами и проводят определение меди прямо дома.
Отличия меди от бронзы
Эти два вида имеют сходство по цвету. Поэтому иногда бывает необходимость провести разграничения. Это сделать не так сложно, если знать особенности бронзового состава. Узнать, что конкретно перед вами, можно по следующим характеристикам.
Вещи из более пластичного материала характеризуются присутствием красновато-коричневого цвета. А вот для бронзы характерен желто-розовый оттенок. Даже по этому признаку можно отличить медь от бронзы.
Отличить изделия можно и по характеру их взаимодействия с солевым раствором. Если им пролить медный предмет, то будет наблюдаться изменение цвета. Цвет у бронзы останется неизменным. Это также является характерным отличием.
Оба вида отличаются свойствами эластичности. Если медная проволока легко сгибается одной рукой, то согнуть бронзовое изделие весьма проблематично.
Медные вещи подвержены процессу естественного патинирования. При длительном взаимодействии с воздухом они покрываются зеленоватым налетом. У бронзовых изделий такой особенности не наблюдается.
Отличия меди от алюминия
Нередко актуальным становится вопрос, как отличать медь от алюминия.
По свойствам электропроводности она в 1,5 раза превышает этот показатель у алюминия. Такие предметы по прочности превосходят алюминиевые предметы. Если несколько раз согнуть алюминиевую проволоку, она сломается, а рыжая катанка останется невредимой. Можно даже отличить эти виды по весу. Изделия из алюминия гораздо легче. Температура плавления у алюминия гораздо меньше. Если при температуре 660 градусов он начинает плавиться, то такой температуры явно недостаточно для расплавления меди.
Рыжий провод легко спаять и контакт при этом будет весьма надежным. А вот обычным способом спаять алюминиевый провод весьма проблематично.
Он является представителем более молодым в плане его получения. В чистом виде он в природе не встречается, а, взаимодействуя с кислородом воздуха, способен образовывать стойкое соединение. Получать его стали лишь в 1825 году, в то время, как медь выплавляли уже в древние времена. Поскольку он гораздо легче, его активно используют при производстве самолетов. Поэтому он и получил название «крылатого металла». Добавляя в алюминий медь, получают сплав, имеющий название дюралюминий, для которого присущи более высокие характеристики прочности.
Медь и виды ее сплавов
С какими веществами взаимодействует медь
Твитнуть
Отправить
[Deposit Photos]
Медь – это мягкий цветной металл, который используется человеком вот уже несколько тысяч лет. В настоящее время медь не потеряла своей популярности и широко используется в промышленных и других целях.
Общая характеристика металла
Cu (от латинского cuprum – «медь») относится к четвертому большому периоду и одиннадцатой группе периодической системы Менделеева. Порядковый номер элемента — 29, атомный вес — 63,546. Медь имеет два стабильных природных изотопа, массовые числа которых — 63 и 65.
Плавление меди
[Wikimedia]
Медь обладает высокой ковкостью и отлично проводит тепло и электричество. Температура плавления меди равна 1084,62 °С. Плотность металла составляет 8,96 г/см³. В природе элемент встречается как в минералах, так и в самородном виде.
Химические свойства меди
Химически довольно инертный металл, имеет две степени окисления, проявляющиеся в соединениях (+1 и +2).
[Deposit Photos]
Вещества, в которых эти значения заменяются на +3, встречаются редко. Медь взаимодействует с кислородом, соляной кислотой и другими соединениями при высоких температурах. Также при нагревании на поверхности металла образуется оксидная пленка, защищающая его от дальнейшего окисления. Медь взаимодействует с простыми веществами: селеном, галогенами, серой. Элемент способен формировать комплексные соединения или двойные соли. Почти все сложные соединения меди — это ядовитые вещества. Одновалентная медь в составе различных соединений легко окисляется до двухвалентной.
Здесь вы найдете интересные эксперименты на изучение свойств меди.
Медные сплавы и их свойства
На основе меди изготавливают множество сплавов. Медные сплавы с добавлением некоторых компонентов обладают значительно лучшими свойствами, чем в случае чистой меди.
Виды медных сплавов
Чаши из латуни
[Flickr, Creative commons by The Living Room is licensed under CC BY 2. 0]
Латунь образуется при сочетании меди и цинка в различных соотношениях. Такой сплав имеет высокую прочность и устойчивость к химическим воздействиям.
Бронза — это сплав меди с оловом (12%).
Мельхиор — это сплав никеля (5–30%) и меди.
Константан — это сплав никеля (45%) и меди (55%).
Оксид меди
Оксид меди(I)
[Wikimedia]
Оксид меди(I) (закись меди) — это коричнево-красное твердое вещество с молярной массой 143,09 г/моль.
Температура плавления соединения — 1232 °C, температура кипения — 1800 °C. Закись меди не растворяется в воде, но растворяется в кислотах. Оксид меди(I) разводится в концентрированном растворе аммиака, образуя бесцветный комплекс [Cu(NH₃)₂]⁺, который легко окисляется на воздухе до аммиачного комплекса сине-фиолетового цвета [Cu(NH₃)₄(H₂O)₂]²⁺, растворяющегося в соляной кислоте с образованием CuCl₂. Оксид меди(I) может быть получен окислением меди в недостатке кислорода. Уравнение реакции:
4Cu + O₂ → 2 Cu₂O.
Твитнуть
Отправить
Больше статей о химии:
Эксперимент «Дым без огня» Как сделать, чтобы две жидкости задымились в другой колбе?
Эксперимент «Натрий на воде» Почему металл не тонет, а бегает по воде?
Делайте эксперименты дома!
Трансмутация
Узнать больше
25 идей цвета медных волос, которые заставят вас хотеть стать красными
Волосы
Цвет волос
По
Аманда Монтелл
Аманда Монтелл
Аманда Монтелл более трех лет работала редактором отдела красоты в Лос-Анджелесе, занимаясь вопросами ухода за волосами, кожей и многим другим. Ранее она работала редактором статей в Byrdie, а в настоящее время является внештатным сотрудником для Time Magazine, Cosmopolitan и других.
Редакционные правила Byrdie
Обновлено 14 октября 2022 г.
Рассмотрено
Джереми Тардо
Отзыв от Джереми Тардо
Джереми Тардо — колорист из двух прибрежных районов и член Совета по красоте и здоровью Byrdie.
О совете по красоте и здоровью Byrdie’s
Колорист по волосам
@jourdandunn / Дизайн Микелы Буттиньол
Колорист из Мэриленда по имени Кейси О вдохновила тысячи пользователей Instagram, создав образ под названием «медно-персиковое омбре». Как и все, мы падали в обморок от теплых тонов, которые напоминали нам о самых свежих летних фруктах. В ответ на холодные, пепельные блондинки, которые были в тренде, любители красоты и их колористы начали жаждать более солнечных тонов (подумайте, больше клубники, меньше черники), вероятно, поэтому поиск Google по запросу «медные цвета волос» был заоблачным. высокая.
Колорист Joico Марк Милети описал нам медные волосы как более дерзкую сестру каштанового и более яркую, пузырчатую сестру бордового. Это очень теплый, насыщенный тон, в котором есть немного звона, как у медного пенни. Что касается рыжих цветов волос, это один из наших личных фаворитов. Но, по словам колористов Тиффани Ричардс и Джилл Бак, существует не только один вариант медных волос — есть оттенки более каштановые или более светлые, а есть даже оттенки более монохромные или объемные.
Познакомьтесь с экспертом
Тиффани Ричардс — мастер-колорист салона Луизы О’Коннор в Нью-Йорке.
Джилл Бак — знаменитый колорист Joico. Она также является старшим стилистом салона Nine Zero One в Лос-Анджелесе.
Если вы подумываете о более теплом оттенке волос, мы знаем, что ниже вы обязательно найдете для себя подходящий медный оттенок.
Медная краска для волос
Выбор оттенка: «Не существует особых «оттенков» меди, но ваш колорист подскажет, насколько светлой, темной или интенсивной должна быть ваша медь», — говорит Ричардс.
Уровень обслуживания: Высокий. «Обычно этот цвет наносится как единый процесс, в результате чего отрастание происходит по прямой линии», — отмечает Ричардс.
Отлично сочетается с: Все цвета лица. «Медные тона, честно говоря, могут отлично смотреться на ком угодно, если все сделано правильно», — говорит Ричардс.
Цена: $150+. «Если это изменение предыдущего цвета брюнетки или блондинки, это может быть немного дороже», — добавляет Ричардс.
01 из 25
Классическая медь
Гетти Изображений
После долгих лет блондинки Джулианна Хаф покрасила волосы в этот потрясающий медный оттенок в салоне Nine Zero One в Западном Голливуде. Ее рыжие локоны получили много похвал, особенно от самой Хаф: «Я никогда не чувствовала себя более похожей на меня , чем сейчас», — написала Хаф в Instagram после того, как рассказала о своей трансформации.
02 из 25
Copper-Meets-Auburn
Гетти Изображений
У Рианны много сказочных красных оттенков, но мы особенно любим этот натуральный оттенок медного и каштанового. В сочетании с помадой винного цвета и золотыми кольцами этот оттенок идеально дополняется аксессуарами.
03 из 25
Яркая медь
Гетти Изображений
Эмма Робертс известна тем, что пробовала практически все цвета волос на свете, и каждый оттенок всегда подходил ей естественно. Этот ярко-медный цвет ничем не отличается и идеально сочетается с ее персиковым оттенком кожи. Этот оттенок идеально подойдет тем, кто переходит от золотистого или клубничного блонда к красному.
04 из 25
Глубокая медь
Гетти Изображений
Джордан Данн ошеломляет глубоким медным цветом и упругими локонами. Яркие, почти красно-бархатные оттенки такие декадентские и смелые — мы хотим попробовать это сами, стат.
05 из 25
Натуральная медь
Гетти Изображений
Невероятно, но факт: этот яркий цвет волос появился не из бутылки. Лили Коул, пожалуй, наша идеальная муза, рожденная из меди, с яркими, драматическими распущенными кудрями, которые выглядят как классическая картина эпохи Возрождения.
06 из 25
Богатая медь
Гетти Изображений
Этот насыщенный монохромно-медный оттенок занимает первое место в нашем списке желаний для волос. Зендае всегда можно доверить прохладные волосы, и этот яркий оттенок и короткая стрижка дополняют ее бронированный наряд. По словам Ричардса,
Медь — чрезвычайно универсальный красный цвет. «Для более темных, более оливковых тонов кожи я рекомендую немного углубить цвет, включив в формулу немного брюнетки», — говорит он. «Более светлые тона кожи выиграют от светлых и средних медных тонов».
07 из 25
Яркий медный
@annettaprimadonna
Есть что-то невероятно шикарное в сочетании яркого медного цвета и крупных локонов. Этот образ от актрисы, модели и редактора Аннетт Кемп имеет такой естественный объем и упругость, что вызывает сильную зависть к волосам.
08 из 25
Корица Медь
Гетти Изображений
Известная тем, что пробует различные оттенки, SZA не уклоняется от яркого тона и предлагает большое вдохновение для волос своим великолепным медным афро с оттенками корицы.
09 из 25
Имбирь Медь
Гетти Изображений
Хотя ярко-медный цвет может быть визитной карточкой Эммы Стоун, на самом деле это не ее натуральный цвет волос. Стоун — блондинка, и хотя мы приносим свои извинения за то, что лопнули ваш пузырь, если вы не знали, хорошая новость заключается в том, что вы тоже можете создать этот богатый красный образ с помощью проверенного стилиста.
10 из 25
Томатная медь
Имакстри
Задолго до своего Squid Game дней актриса и модель Хойон Чжон носила томатно-медный оттенок с темным корнем на показе Rag and Bone Spring 2017. Юнг была единственной моделью на показе, которая использовала этот оттенок, что привело к ошеломляющему и приятному сюрпризу на подиуме.
11 из 25
Глянцевая медь
Гетти Изображений
Чтобы ваша медь оставалась такой же блестящей, как у Айлы Фишер, чьи волосы действительно ослепляют (в лучшем случае, конечно), попробуйте укрепляющий цвет кондиционер глубокого действия, такой как dpHue Color Boosting Gloss+ Deep Conditioning Treatment in Burnt Copper (35 долларов США).
12 из 25
«Клубничные ощущения»
Ева Мендес называет этот цвет «клубничным ощущением», и можно с уверенностью сказать, что мы его чувствуем. Тонкий, но очаровательный стиль согревает комнату и заставляет задуматься о том, чтобы запланировать ретушь раньше, чем обычно.
13 из 25
Глубокая медь
Гетти Изображений
Джулианна Мур известна своими фирменными темно-медными волосами, особенно тем, как они дополняют ее нефритово-зеленые глаза. С таким сплошным цветом выбирайте длинные слои, чтобы добавить движения и объема.
14 из 25
Пламенная медь
@lizzobeating
Мы не можем забыть сказочный медный цвет Лиззо на ее кудрявых волосах. Такого оттенка можно добиться с помощью полуперманентного цвета на определенных волосах, если для вас слишком много медных волос.
15 из 25
Медный омбре
Гетти Изображений
Мэтт Рез, один из любимых колористов Берди, наиболее известен своим фирменным 4D Blonde, но он также одержим созданием впечатляющих оттенков красного. Он даже усовершенствовал комплекс 4D Red. Рез также является знаменитым парикмахером для некоторых из наших любимых рыжеволосых и усовершенствовал этот низкий конский хвост на Богоматери Джей, у которой шикарное и тонкое медное омбре.
16 из 25
Вдохновение 90-х
Гетти Изображений
Этот насыщенный красный цвет 90-х с коричневым оттенком дополняет тон кожи Тайры Бэнкс, бордовую помаду и пышные локоны. Мы здесь для всего этого.
17 из 25
Мягкая медь
Гетти Изображений
Джессика Честейн — одна из естественных рыжеволосых, о которых мы все должны помнить, представляя себе идеальный медный оттенок. Принесите эту картинку своему колористу, если вам нужен мягкий летний оттенок, который сияет круглый год.
18 из 25
Выцветшая медь
Гетти Изображений
Инфлюенсер Айрин Ким постоянно меняет прическу. Нам нравится этот блеклый оттенок меди, который ближе к оранжевому от красного. Ярко-оранжевая помада завершает монохромный образ.
«Использование профессиональной линии для окрашенных волос является обязательным, — говорит Бак. «Шампунь, такой как Joico’s Color Infuse Red (20 долларов США), сохранит ваши волосы блестящими и яркими до следующего обслуживания».
19 из 25
Глубокий медный пенни
Гетти Изображений
Независимо от того, какой цвет волос Хейли Уильямс пробовала, она всегда будет известна своим фирменным огненно-рыжим цветом. Здесь она демонстрирует более глубокий медный пенни-цвет в сочетании с большим количеством текстуры.
20 из 25
Бургундия Медь
@ayeshacurry
Этот более темный, почти бордовый красный цвет выглядит потрясающе на фоне среднего загорелого тона кожи Айеши Карри. «Медный цвет также очень забавный цвет для брюнеток», — отмечает Ричардс.
21 из 25
Spiced Copper
Колорист салона Nine Zero One Линдси Нивитт создала этот красивый пряный медный оттенок для певицы Girl Wilde. Издалека кажется, что все они одного цвета, но если присмотреться, можно увидеть морковные блики на более глубоком основании.
22 из 25
Пламми Медь
Гетти Изображений
Что касается прически, Амандла Стенберг любит экспериментировать со стрижками, цветами и стилями. Здесь ее медные косы сливового оттенка представляют собой свежий взгляд на классический цвет волос.
23 из 25
Бронзированная медь
Гетти Изображений
Медно-бронзовая коса короны Софи Тернер такая царственная. «Регулярное использование увлажняющего кондиционера (или маски) и отказ от любых масел помогут сохранить цвет наиболее ярким», — говорит Ричардс о домашнем уходе. «Кроме того, если вы используете горячие инструменты, обязательно используйте термозащитное средство». Нам нравится спрей для защиты от жары Ouai (28 долларов).
24 из 25
Тонкая медь
Гетти Изображений
Исса Рэй всегда остается близкой к своему естественному темному цвету и использует цвет, чтобы добавить объема, как она сделала здесь с этим тонким медным оттенком по всей поверхности. Поскольку цветовой контраст едва уловим, уход за ним очень прост.
25 из 25
Тонированная медь
Гетти Изображений
Тонированные медные локоны Эми Адамс ошеломляют рядом с ее темно-зеленым атласным топом. Ричардс называет медь «лучшим оттенком красного для цвета волос» из-за того, насколько естественно он может выглядеть.
14 оттенков оранжевого цвета волос, идеально подходящих для любого времени года
30 медных идей для окрашивания волос, чтобы начать свое путешествие в рыжие волосы
Независимо от того, являетесь ли вы натуральной рыжеволосой, ищущей способ улучшить свой образ, или новичком в мире солнечных красок для волос, медный цвет волос — это определенно тот вариант, который вам стоит примерить в этом году, поскольку он официально в моде.
Мы собрали 30 вариантов цвета медных волос, которые помогут вам выбрать лучший вариант этого теплого оттенка, который будет дополнять ваш цвет лица и соответствовать вашим предпочтениям.
1. Цвет волос пыльно-светло-медный. Волосы медного цвета не должны быть шумными, что прекрасно доказывает этот мягкий оттенок красного с оттенком клубники.
Кианна
2. Глубокий темно-медный цвет волос. Этот удивительно глубокий оттенок идеально сочетает в себе шоколадно-коричневый и темно-медный цвет, создавая долговечный образ, в котором коричневый цвет остается на месте, пока медный цвет смывается.
Автор: sarabotsfordhair
3. Кремово-медный цвет волос с мелированием. Мастерски сделанные денежные знаки в сочетании со светлыми прядями на длинных волосах превращают эту медную копеечную гриву в настоящее восхищение.
Родольфокарвальо
4. Металлическая медь для начинающих. Выбор более мягкого оттенка меди — еще одно умное решение для новичков в мире рыжих волос. Тем не менее, мягкость не означает тусклость, а немного металлика улучшит внешний вид.
5. Мягкий медно-русый цвет волос. Медь может быть самых нежных оттенков и хорошо сочетаться с розовыми тонами, чтобы создать мечтательные волосы, такие как эти персиковые локоны.
Камилла Линд
6. Темная сторона медно-бронзового цвета волос. Вот хороший пример для брюнетки, желающей использовать красный цвет: пусть ваш насыщенный медный оттенок выделяется на фоне более холодного тона темно-коричневого.
Эмили
7. Пылающие блики на коричневой основе. На следующем изображении видно, что медь хорошо сочетается даже с более холодными оттенками коричневого, всегда увеличивая объемность при добавлении светлых участков.
По цветуbyandi
8. Блестящие медные волны с акцентом красного. Эта полноцветная версия меди сочетает в себе почти алые оттенки, чтобы поразить нас своим сиянием и глубиной.
Эшли
9. Бесшовный медный переход. Смешивание красноватых и желтоватых оттенков при переходе от темного к светлому — отличная идея, если вы хотите сбалансировать розовый или золотистый оттенок лица.
Автор: alicalibicennn
10. Натуральная краска для волос «Шоколад медный». Иногда все, что вам нужно, чтобы оживить ваши естественные каштановые локоны, — это чрезвычайно плавный переход от шоколадного к темно-медному.
Стефани Кинстлер
11. Абрикосовые блики на теплых коричневых волнах. Знаете ли вы, что светлые оттенки лучше отражают свет? Что ж, взгляните на эти великолепные медные блики и на то, как они придают блеск темно-каштановым локонам.
Роб.леви
12. Насыщенный медно-имбирный цвет волос. Такой интенсивный оттенок меди обязательно привлечет внимание, так что увеличьте его с помощью хорошей укладки, но не забудьте сместить акцент на лицо с парой волнистых локонов вокруг него.
Алехандро Лопес
13. Шикарная краска для волос «Медно-красное дерево». Добавление немного коричневого или даже фиолетового в краску для волос медного цвета — хороший ход, если вы ищете более глубокие и спокойные тона.
Карен Андреа
14. Насыщенный медно-рыжий цвет волос. Девушки со средним тоном кожи могут носить яркие оттенки меди, не вымываясь, но более высокая доля красного в цвете лучше подходит розовым оттенкам.
ryennesnow.hair
15. Многоцветный красный балаяж. От малинового до золотисто-русого, эти локоны излучают все оттенки красного, с преобладанием медных оттенков.
Автор: manely.summer
16. Переход от яркого бордового к медному. Если вам интересно, как сделать свой симпатичный боб сияющим, не ищите дальше — этот блестящий переход имеет правильное соотношение оранжевого, красного и коричневого, чтобы подчеркнуть любой тон кожи.
Автор hollys_hairdos
17. Краска для волос «Ярко-оранжевый медный». Несмотря на то, что этот ярко-оранжевый оттенок действительно требует особого ухода, смелые девушки со светлой кожей не должны упускать шанса сразиться с ним.
Ричард Уайт
18. Дерзкий медно-оранжевый цвет волос. Девушкам с бледным цветом лица можно беззаботно носить ржавый оттенок меди, особенно если у них есть желтый оттенок кожи.
Джеймс
19. Объемный медно-коричневый цвет волос. В то время как каштаново-медный цвет волос может показаться пресным, если нанести его на всю голову, деликатные пряди подсвечивают пряди изнутри.
20. Волны из красного кирпича со светло-медными лентами. Эти локоны выглядят поистине потрясающе благодаря контрастным потокам светлого и темно-красного, освещающим лицо.
Автор hair.by.jessv
21. Красно-медный балаяж. Разве это не похоже на потоки пламени, спускающиеся по волнам волос? Темно-красная основа и медные блики, размещенные по слоям и на концах, сделают свое дело.
Микаэла
22. Пепельно-медные волосы Тонкий балаяж. Черпайте вдохновение из этих едва заметных медных оттенков, если хотите добавить немного теплоты в холодный светло-коричневый цвет.
Автор: gaiarevenge
23. Теневые корни с горячими медными волосами. Кто сказал, что теневые корни только для блондинок? Они не только придают глубину ярко-рыжим волосам, но и избавляют вас от частого подкрашивания, пока ваши волосы отрастают.
Вито Саталино
24. Мелированный медный цвет волос для темнокожих женщин. Оранжевый хорошо сочетается с черным, создавая потрясающий контраст. Денежные монеты — это то, что нужно, когда нужно скрасить лицо.
Автор: dereqc
25. Причудливая смесь меди и клубники. Мы любим медь за ее способность органично сочетаться с множеством красных и коричневых оттенков, и это прекрасное цветовое сочетание, кажется, объединяет их все.
26. Полная медь. Что может быть лучше, чем сочетать озорную прическу с не менее дерзким медным оттенком рыжего? Прерывистая концовка дает достаточно движения и текстуры, чтобы обойтись без других прибамбасов.
27. Яркий имбирно-медный цвет волос. Эта великолепная грива издалека кажется одноцветной, но у нее есть более яркие части вокруг лица, которые подчеркивают синеву глаз.
Джесси
28. Желто-медный цвет волос на смуглой коже. Эта черная шевелюра щедро перемежается желтыми полосками, создавая причудливую, но приглушенную цветовую палитру.
Автор: dereqc
29. Медный цвет волос афроамериканца. Специалисты по цвету говорят, что красное дерево — один из лучших вариантов для темно-коричневой кожи, но вы можете проявить творческий подход и дополнить его более светлыми медными деталями.
Автор audrina__thestylist
30. Коричневое пятно с оттенком меди. Шатенки могут оставаться на более безопасной стороне своего превращения в рыжеволосых с медным окрашиванием, которое сохраняет естественную основу, но создает видимый контраст и сияние.
Как достать вещь из канализации • ЭКСКЛЮЗИВ • Мой дом Москва
Бывает, что ценный предмет упал в сливное отверстие раковины, ванны или унитаза. Можно ли ее спасти из канализационного плена?
Чаще всего страдают от этого женщины. Ведь именно женщины носят украшения, которые вполне способны проскользнуть сквозь узкое отверстие. Конечно, на этот счет есть весьма полезные рекомендации. Например, снимать кольца, когда моешь посуду. А еще лучше — мыть посуду в перчатках. И ювелирные украшения не соскользнут с пальцев, и кожа рук не будет пересыхать, трескаться и стариться раньше времени. Но кто из нас прислушивается к рекомендациям! Мороки-то с этим сколько — каждый раз надевать, снимать. А посуду обычно приходится мыть не один раз в день, и не два. И даже не три!
Но даже если вы решили проблему радикальным способом — покупкой посудомоечной машины — все равно остается опасность в виде ванны, душевой кабины или простого умывания по утрам и вечерам. Со скользких намыленных рук соскальзывают кольца и браслеты, сережки расстегиваются и вываливаются из ушей, может расстегнуться и ускользнуть с током воды цепочка…
Но, прежде чем исчезнуть безвозвратно, украшение имеет все шансы застрять и вернуться к владельцу.
Если предмет провалился неглубоко, его можно достать с помощью пылесоса. Плотно прижать трубу к сливному отверстию, включить, подержать две-три минуты, затем отвести в сторону, выключить (иначе вещь может свалиться обратно), а затем начать поиски в самом пылесосе.
Перед этой операцией очень желательно с помощью спринцовки или шприца откачать из сифона воду.
Важный момент: пылесос должен быть моющим! Только в них предусмотрена защита мотора от попадания воды при всасывании. Обычный пылесос скорее всего перегорит. Предварительная откачка воды может помочь, а может и нет — если вода осталась в горизонтальной трубе, то она может попасть в пылесос.
Насколько удачным будет этот способ? Во-первых, это зависит от глубины падения предмета. Мощности обычного бытового пылесоса хватает где-то на 6-7 сантиметров. Во-вторых — от того, что именно упало. Лучше всего таким способом доставать гладкое кольцо или небольшую сережку. Тяжелый браслет пылесос не поднимет, цепочка может за что-то зацепиться и тоже остаться на месте.
Идеальным для поиска пропавших предметов считается сифон бутылочного типа. У него внизу имеется специальная крышка. Итак, подставляем под сифон ведро, откручиваем удерживающую крышку гайку, снимаем крышку. В ведро падает куча мусора, скопившегося в сифоне и немного воды. Если пропавшего предмета там нет, то можно ощупать стенки сифона и с помощью тонкой палочки проверить примыкающую трубу — возможно, предмет застрял там. Вуаля! – мы не только нашли потеряшку, но и прочистили сифон.
И если пылесос пригоден для того, чтобы достать легкую вещь, то с сифоном ситуация обратная. Тяжелое, массивное украшение скорее всего провалится на самое его дно. А вот легонькое колечко вполне может быть увлечено потоком воды дальше, в трубу.
Стоит сказать пару слов про сифоны другой конструкции. Во-первых, он может быть трубным — жесткая труба, изогнутая в виде букв S или U. Удачно, если такой сифон окажется разборным. Еще лучше, если в его нижней части предусмотрена пробка для очистки. Но вообще такие модели безнадежны и в плане поиска пропавших предметов, и в плане подключения стиральных машин — а потому популярностью не пользуются.
Есть еще один тип сифона — скрытый, вделанный в стену. Это дорогая конструкция, которая позволяет экономить место. Но вот для поиска пропавшего предмета точно придется вызывать специалиста. Да и то с непредсказуемым результатом.
Если от сифона к общей сливной трубе идет гофрированный шланг, то у нас появляется дополнительный шанс. Готовьте ведра! Не меньше двух. А также большой разводной ключ и длинный щуп из проволоки.
Подставляем ведро, ослабляем крепления колена трубы сифона, снимаем трубу, сливаем и вытряхиваем ее содержимое во второе ведро. Внимательно обследуем содержимое ведра, колено сифона (там скапливается много грязи, вполне может застрять), а также по возможности трубу. Потом собираем все обратно.
Гофрированная труба хороша тем, что за ее ребра пропавшая вещь может легко зацепиться и вернуться к нам в руки.
Драгоценности в унитаз падают редко. Обычная его добыча — содержимое брючных карманов: телефоны, ключи, портмоне, кошельки и пластиковые карточки. В этом случае есть настоятельная рекомендация: доставать рукой упавшую вещь только в том случае, если она лежит на виду, прямо под сливным отверстием. Если же предмет утянуло слегка вбок, то туда лезть опасно — рука может застрять. Толщина и изгибы унитаза не рассчитаны на то, чтобы там шарили руками. И тогда придется вызывать не только сантехника, но и спасателей, которые распилят ваш унитаз на мелкие кусочки.
Можно воспользоваться проволокой или сантехническим тросом и попытаться зацепить вещь и передвинуть ее в зону видимости. Но если у вас пластиковые трубы, то лучше этого не делать — неопытный человек может легко пропороть пластик.
Вантузом тоже лучше не пользоваться. Его задача — разбивать засоры. Вантуз может вытащить упавший предмет в зону видимости, а может и пропихнуть его дальше в канализацию. Это вам не пылесос: он «качает» в обе стороны.
Но лучше всего перекрыть воду и вызвать сантехников.
Конечно, предотвратить легче, чем исправить. Но что делать, если мы забывчивы и регулярно моем руки, не снимая колец? В таком случае можно купить и установить специальную защитную сетку. Она очень похожа на ситечко для чайника. Вставляется в сливное отверстие мойки на кухне, умывальника, ванной, душевой кабины. Такая сетка не только предотвратит потерю ювелирных украшений, но и поможет бороться с засорами. Достаточно будет регулярно вытряхивать ее в мусорное ведро и промывать.
А еще стоит взять за правило не класть ничего в задние карманы брюк. Это защитит не только от падений в унитаз, но и от воришек.
Майя Пчелкина.
Фото из открытых источников.
Читайте также:
В жилом доме затопило подвал из-за кошачьего наполнителя
Семь способов сэкономить на оплате коммунальных услуг
От крыши до подвала. И обратно
Как достать предмет, упавший в канализацию / Гостевая / НеПропаду
Даже у самых осторожных и аккуратных людей случаются невезучие дни, когда в буквальном смысле слова все валится из рук. В столь незадачливые жизненные моменты с нами и происходят неприятности в виде исчезновения в недрах канализации какого-либо весьма ценного небольшого предмета. Чаще всего такое приключается с женскими ювелирными украшениями (не застегнутой сережкой, колечком или случайно расстегнувшейся цепочкой). Если подобная неприятность произойдет у вас на глазах, постарайтесь не паниковать и вспомнить советы, как достать предмет, упавший в канализацию, детально изложенные в данной статье.
Итак, если ваше обручальное колечко вдруг соскользнуло с пальца во время мытья посуды и скрылось в канализационной трубе кухонной раковины, сразу примите экстренные меры по его извлечению, следуя поэтапно нижеописанным способам.
Способ 1
С помощью пылесоса:
1. Первым делом закройте кран, чтобы под напором воды ваше колечко не стало недосягаемым, продолжив начатое путешествие по канализационной системе.
2. Ни в коем случае не пользуйтесь раковиной до тех пор, пока кольцо не будет извлечено из потемок обратно на белый свет.
3. Если оброненное вами украшение не унесло потоком воды слишком далеко в канализационные глубины, то можете попытаться достать его при помощи домашнего пылесоса:- быстро воткните в розетку штепсельную вилку пылесоса;
— снимите со шланга насадку;- если конструкция вашего пылесоса предполагает сухой метод чистки, то предварительно при помощи груши-спринцовки удалите остатки воды из слива;
— затем как можно плотнее прижмите к отверстию кухонной раковины отверстие шланга;- плотно зафиксировав шланг, включите пылесос на минуту; по истечении указанного времени выключите пылесос;
— и начинайте поиск своего колечка в мешке для сбора пыли.Если вам не повезло, то придется воспользоваться другим способом извлечения, правда, он менее приятный и более трудоемкий.
Способ 2
Разобрать сифон
Суть его заключается в том, чтобы достать драгоценную утрату из сифона.
1. Для начала проверьте его наличие в канализационной трубе кухонной раковины. Обычно очистной лючок крепится под раковиной на изгибе канализационной трубы. Большей частью, все маленькие предметы, уплывшие с водой в канализацию, оседают в этом месте.
2. Если лючок-прочистка найден, приступайте к процедуре извлечения из него соскользнувшего колечка при помощи имеющихся в доме подручных средств.
3. Но прежде, чем приступить к открыванию сифона, поставьте под ним пустое ведро с предварительно вложенным в него старым полотенцем. Такая предусмотрительность необходима для того, чтобы не дать имеющейся в сифоне воде пролиться на пол.
4. Если ведро находится на положенном месте, откройте очистной лючок и увидите как быстро все его содержимое (мелкие предметы и вода) окажутся в заблаговременно подставленном ведре.
5. Внимательно осмотрите все предметы, находящиеся на полотенце. Возможно, вам на это раз повезет.
6. Если колечка на полотенце не оказалось, не опускайте руки. При помощи тонкой палочки исследуйте внутреннюю поверхность трубы. Может оказаться, что ваша пропажа застряла внутри нее.
Если же колечко вы так и не нашли, то никуда не денешься, придется разбирать канализационную трубу.
Способ 3
Осмотреть «канализационные трубы»
1. Поищите среди имеющегося дома инструмента большой разводной (водопроводный) ключ, а заодно и приготовьте два ведра.
2. Одно из двух ведер подставьте непосредственно под колено трубы, чтобы в него стекала вода.
6. Если колечка в ведре по-прежнему нет, внимательно обследуйте внутренние стенки колена сифона, поскольку на его стенках обычно скапливается много грязи, к которой могло прилипнуть украшение.
Результат столь тщательного поиска может быть только один – колечко найдено. С чем вас и поздравляем!
Будет намного все проще, если вы просто вызовите сантехника из ЖЭУ.
Как вернуть что-то, что вы уронили в раковину
Если вы только что пережили душераздирающий момент, когда увидели, как что-то важное, например бесценное украшение , падает в слив раковины в ванной, не волнуйтесь. Есть способ вернуть этот предмет.
В некоторых случаях вы сможете извлечь объект сверху вниз, но если объект упал слишком далеко в канализацию, для его возвращения потребуется разобрать часть сантехники под раковиной. Ниже мы рассмотрим оба метода того, как вытащить что-то из стока раковины, и поговорим о том, когда лучше всего привлекать сантехника.
Метод для начинающих: дотянитесь до сливного отверстия
В некоторых случаях вы можете достать упавший предмет через сливное отверстие, избавляя от необходимости разбирать сантехнику под раковиной. Во-первых, если на сливе есть пробка, ее придется снять, чтобы она не мешала. Затем вам нужно будет выбрать инструмент, с помощью которого можно вырвать или выловить упавший предмет.
Использование магнита: Если объект металлический, вы можете попытаться извлечь его с помощью магнита. Самый простой инструмент для использования — это телескопический магнит, который по сути представляет собой палочку, которую вы можете удлинить с помощью магнита на одном конце. Вы также можете привязать магнит к веревке или тонкому стержню и с его помощью ловить рыбу в канализации. Опустите магнит в слив и медленно потяните его обратно, чтобы он лучше притягивал объект. Имейте в виду: чистое золото и серебро не обладают магнитными свойствами, но если украшения покрыты только золотом или серебром, трюк с магнитом все равно может сработать на металле под покрытием.
Используйте инструмент для захвата: Чтобы получить лучший доступ к сливу, чем в предыдущем методе, вам может понадобиться инструмент для захвата с четырьмя зубцами. Этот инструмент сделан из гибкого намотанного металлического троса с ручкой на одном конце и четырьмя выдвижными захватами на другом. Поскольку он сгибаемый, вы можете использовать этот инструмент дальше, чем телескопический магнит, и вы можете использовать когти, чтобы схватить потерянный предмет. Вы также можете использовать это устройство для устранения засоров, вызванных волосами.
Усовершенствованный метод: разборка P-ловушки
Вы когда-нибудь заглядывали под раковину на кухне или в ванной и замечали трубу, изогнутую в виде буквы P? Это известно как P-ловушка, область в вашей сантехнике с постоянным резервуаром стоячей воды, который предотвращает попадание канализационных газов и отходов в ваши стоки. Когда вы роняете что-то маленькое в канализацию, велика вероятность того, что этот предмет попадет в P-ловушку.
Извлечение предмета из P-ловушки требует определенных навыков обращения с инструментами. Если вы сомневаетесь в своей способности разобрать несколько частей сантехники под раковиной и собрать их заново, обратитесь за помощью к сантехнику.
Инструкции:
Поместите ведро или другую большую емкость под P-ловушку, чтобы избежать беспорядка и собрать все, что из нее выпадет.
Найдите стяжную гайку на обоих концах сифона (изогнутая часть трубопровода, в котором находится вода).
Ослабляйте гайки с осторожностью.
Осторожно опустите ловушку и дайте воде из нее вылиться в ведро. Надеюсь, в этот момент ваш потерянный предмет выльется вместе с водой. В противном случае он может попасть в грязь, которая может скапливаться внутри ловушки.
Очистите внутреннюю часть ловушки, пока не найдете потерянный предмет.
Снова прикрепите сифон к трубопроводу. Следите за тем, чтобы не перетянуть стяжные гайки.
Нужен сантехник?
Если ничего не помогает, нет ничего постыдного в том, чтобы вызвать сантехника, чтобы помочь вам найти потерянную вещь. Наша семейная сантехническая компания работает с 1959 года, и поверьте нам, мы все это видели. Если вам нужен сантехник в Шривпорте, Боссье-Сити, свяжитесь с нашей командой сегодня онлайн или позвоните нам по телефону (318) 771-7551.
Что будет, если что-то уронить в раковину?
Вы что-то уронили в слив раковины в ванной. Или слив на кухне. Может быть, это была серьга, а может быть, это аэродромы вашего подростка. В любом случае, у вас в трубе застрял предмет, и вы задаетесь вопросом, как его вытащить.
Большинство предметов, падающих в канализацию, попадают где-нибудь в р-ловушку, между светильником и стеной. Не паникуйте, мы покажем вам, как снова вытащить то, что упало в канализацию. Мы начнем с удаления сливной пробки и закончим тем, что покажем вам, как разобрать P-ловушку. Просто выполните каждый из этих шагов:
1. Выключите воду
Сделайте это как можно скорее после того, как уроните что-нибудь в канализацию. Убедитесь, что вода отключена, прежде чем переходить к любому из шагов ниже . Запорные краны для воды (горячей и холодной) должны быть под раковиной.
2. Очистите пространство под приспособлением
Возможно, вам придется работать под ним, поэтому вам понадобится место для передвижения.
3. Поместите ведро под трубопровод приспособления
Трубы P-ловушки, которые вам, возможно, придется снять, обычно собирают шлам, поэтому вам нужно место для этого, которое не должно быть повсюду. Валовой.
4. Найдите P-ловушку
P-ловушку представляет собой секцию трубопровода, обычно расположенную непосредственно под дренажной арматурой. Это называется P-ловушка, потому что она похожа на букву «P». Обычно это выглядит так:
Или как на этой схеме P-Trap для раковины:
Вероятно, ваш P-trap изготовлен из труб из ПВХ или стали. Ищите трубы из ПВХ, если ловушка не видна, и стальные, если она есть. P-ловушка состоит из двух соединений под углом 90 градусов: одно соединяется непосредственно с нижней частью раковины, а другое соединяется с канализационной линией через стену. Он также содержит U-образную переливную трубу.
Эта U-образная труба под вашей раковиной содержит систему водяного затвора, которая предотвращает попадание канализационных газов в ваш дом через канализацию. Эта система позволяет воде поступать в трубу из раковины, но не позволяет ей вернуться в раковину, оказавшись внутри.
5. Как снять сливную пробку с раковины
Прежде чем опорожнять переливную трубу, мы должны снять сливную пробку. Вот как это сделать:
Закройте сливную пробку
Полностью закройте пробку в раковине, потянув вверх поршень за краном, который открывает и закрывает пробку.
Найдите соединительный стержень вилки
Найдите горизонтальный поворотный рычаг, соединенный с вилкой. Вы найдете его под раковиной на верхнем 90-градусном угловом соединении («90-градусное угловое соединение 1» на фотографии выше), на ее задней стороне. Там будет металлический стержень, выходящий из p-ловушки вверх через отверстие в приспособлении.
Отвинтите соединительный стержень
Более короткий конец металлического стержня будет удерживаться на p-ловушке стопорной гайкой. Отвинтите эту гайку, повернув ее против часовой стрелки.
Отсоедините зажим плунжера
Также будет зажим, соединяющий удерживающий стержень с плунжером раковины. Отсоедините этот зажим вручную, чтобы поршень больше не был соединен с металлическим удерживающим стержнем.
Открутите сливную пробку
После отвинчивания стопорной гайки и отсоединения плунжера потяните металлический стопорный стержень прямо назад. Это должно освободить сливную пробку. Расположите ведро так, чтобы оно собирало лишнюю воду, вытекающую из канализации.
Снимите сливную пробку
Поднимите сливную пробку прямо из сливного отверстия в раковине.
6. Используйте плоскогубцы или аналогичный инструмент, чтобы достать ваш предмет.
Теперь, когда сливная пробка удалена, вы, возможно, сможете войти прямо в слив, чтобы вернуть потерянный предмет. Дотянитесь до стока с помощью инструмента для захвата, чтобы увидеть, сможете ли вы достать свой предмет. Не удивляйтесь, если вы столкнетесь с волосами или слизью.
Если вам удастся забрать свой предмет на этом этапе, все, что вам нужно сделать, это переустановить сливную пробку и убедиться, что она работает правильно. Пробка должна плотно входить в сливное отверстие в закрытом состоянии и подниматься, когда оно открыто. Не забудьте снова прикрепить зажим поршня!
Не удалось найти?
Не сдавайся! У нас есть еще несколько советов, или вы всегда можете позвонить нам за помощью!
Свяжитесь с нами 972-787-2158
Если ваш потерянный предмет не находится в канализации, возможно, он был смыт в переливную трубу p-ловушки. Чтобы получить его, нам нужно снять и очистить переливную трубу р-ловушки. Пока не устанавливайте сливную пробку! Вместо этого выполните следующие действия:
7. Наденьте резиновые перчатки
Следующая часть немного испачкается.
8. Ослабьте накидные гайки
Отвинтите две накидные гайки, соединяющие переливную трубу с 90-градусными соединениями на обоих концах. Помните, что эти накидные гайки — единственное, что удерживает переливную трубу. Убедитесь, что ваше ведро готово для сбора грязи, которая может перелиться через край, когда труба опрокинута.
Большинство накидных гаек можно снять вручную, особенно если они изготовлены из ПВХ. Некоторые накидные гайки придется снимать плоскогубцами. Будьте осторожны, чтобы не перегрузить накидные гайки, иначе вы можете сорвать или повредить их. Попробуйте ослабить накидные гайки плоскогубцами настолько, чтобы их можно было повернуть рукой.
9. Снимите и вылейте переливную трубу.
Выверните переливную трубу и вылейте ее содержимое в ведро.
ГОСТ 10006-80 (Трубы металлические. Метод испытания на растяжение)ГОСТ 103-2006 (Прокат сортовой стальной горячекатаный полосовой)ГОСТ 103-76 (Полоса стальная горячекатаная)ГОСТ 10498-82 (Трубы бесшовные особотонкостенные из коррозионно-стойкой стали)ГОСТ 1050-88 (Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали)ГОСТ 1060-83 (Трубы стальные бесшовные холоднодеформированные для судостроения)ГОСТ 10702-78 (Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки)ГОСТ 10704-91 (Трубы стальные электросварные прямошовные)ГОСТ 10705-80 (Трубы стальные электросварные)ГОСТ 10706-76 (Трубы стальные электросварные прямошовные)ГОСТ 10707-80 (Трубы стальные электросварные холоднодеформированные)ГОСТ 10884-94 (Сталь арматурная термомеханически упрочненная для железобетонных конструкций)ГОСТ 10885-85 (Сталь листовая горячекатаная двухслойная коррозионно-стойкая)ГОСТ 11017-80 (Трубы стальные бесшовные высокого давления)ГОСТ 11068-81 (Трубы электросварные из коррозионно-стойкой стали)ГОСТ 11249-80 (Трубы стальные свертные паяные двухслойные)ГОСТ 11268-76 (Прокат тонколистовой специального назначения из конструкционной легированной высококачественной стали)ГОСТ 11269-76 (Прокат листовой и широкополосный универсальный специального назначения из конструкционной легированной высококачественной стали)ГОСТ 1133-71 (Сталь кованая круглая и квадратная)ГОСТ 11474-76 (Профили стальные гнутые)ГОСТ 11706-78 (Трубы. Метод испытания на раздачу кольца конусом)ГОСТ 12004-81 (Сталь арматурная. Методы испытания на растяжение)ГОСТ 12132-66 (Трубы стальные электросварные и бесшовные для мотовелопромышленности)ГОСТ 12501-67 (Трубы. Метод испытания крутящим моментом)ГОСТ 13603-89 (Сетки проволочные крученые с шестиугольными ячейками)ГОСТ 13663-86 (Трубы стальные профильные)ГОСТ 1414-75 (Прокат из конструкционной стали высокой обрабатываемости резанием)ГОСТ 14162-79 (Трубки стальные малых размеров (капиллярные))ГОСТ 1435-99 (Прутки, полосы и мотки из инструментальной нелегированной стали)ГОСТ 14637-89 (Прокат толстолистовой из углеродистой стали обыкновенного качества)ГОСТ 14918-80 (Сталь тонколистовая оцинкованная с непрерывных линий)ГОСТ 14955-77 (Сталь качественная круглая со специальной отделкой поверхности)ГОСТ 14959-79 (Прокат из рессорно-пружинной углеродистой и легированной стали)ГОСТ 1577-93 (Прокат толстолистовой и широкополосный из конструкционной качественной сталиГОСТ 16523-97 (Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения)ГОСТ 17066-94 (Прокат тонколистовой из стали повышенной прочности)ГОСТ 17375-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные. Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные. Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические. Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая. Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные. Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь. Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
ГОСТ 3262-75 трубы стальные водогазопроводные г. Первоуральск ООО Исток-Реал
Новости
Главная Каталог продукции Трубы стальные ГОСТ 3262-75 Трубы стальные водогазопроводные
ГОСТ 3262-75 Трубы стальные водогазопроводные
Условный проход: 10, 15, 20, 25, 32, 40, 50, 65, 80, 90, 100 мм Толщина стенки: легкие: 2 — 4 мм; обычные: 2,2 — 4,5; усиленные: 4,5 — 5 мм. Предельные отклонения: по условному проходу: D 10 — 40 мм: + 0,4 мм — 0,5 мм D 50 — 100 мм: + 0,8% — 1,0%
по стенке: — 15 %
Примечания:
Марки стали — 08кп, 08пс, 10, 15, 15кп, 15пс, 20, 20кп, 20пс, Ст1сп, Ст1пс, Ст2сп, Ст2пс, Ст3кп, Ст3пс, Ст3сп
Длина труб — немерная: 4 — 9 м; мерная: 6 — 8 м
Масса труб расчитывается с помощью трубного калькулятора
Трубы поставляются неоцинкованными, без резьбы, без муфт, обычной точности.
Механические свойства
Марка стали
Временное сопротивление, Н/мм2 (min)
Предел текучести, Н/мм2 (min)
Относительное удлинение, % (min)
наружный диаметр от 12 до 19 мм вкл.
08пс, 08кп
372
176
для ст. до 0,06 от н.д. — 6; свыше 0,06 от н.д. — 15
Ст1пс, Ст1кп
372
176
— // —
08, Ст1сп
372
186
— // —
10кп, Ст2кп
372
176
— // —
10пс, Ст2пс
372
186
— // —
10, Ст2сп
372
196
— // —
15кп
441
186
для ст. до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14
15пс, 20кп
441
196
— // —
15, 20пс
441
206
— // —
20
441
216
— // —
Ст3кп
441
196
для ст. до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 13
Ст3пс
441
206
— // —
Ст3сп
441
216
— // —
наружный диаметр от 19 до 60 мм вкл.
08пс, 08кп
314
176
для ст. до 0,06 от н.д. — 6; свыше 0,06 от н.д. — 15
Ст1пс, Ст1кп
314
176
— // —
08, Ст1сп
314
186
— // —
10кп, Ст2кп
333
176
— // —
10пс, Ст2пс
333
186
— // —
10, Ст2сп
333
196
— // —
15кп
372
186
для ст. до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14
15пс, 20кп
372
196
— // —
15, 20пс
372
206
— // —
20
372
216
— // —
Ст3кп
392
196
для ст. до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 13
Ст3пс
392
206
— // —
Ст3сп
392
216
— // —
наружный диаметр свыше 60 мм
08пс, 08кп
264
176
23
Ст1пс, Ст1кп
294
176
23
08, Ст1сп
294
186
23
10кп, Ст2кп
314
176
23
10пс, Ст2пс
314
186
23
10, Ст2сп
314
196
23
15кп
353
186
21
15пс, 20кп
353
196
21
15, 20пс
353
206
21
20
353
216
21
Ст3кп
372
196
20
Ст3пс
372
206
20
Ст3сп
372
216
20
Химический состав (%, максимум)
марка стали
C
Si
Mn
Cr
Ni
Mo
S
P
Cu
N
08пс
0,05-0,11
0,05-0,17
0,35-0,65
0,10
—
0,04
0,035
—
—
0,006
08кп
0,05-0,12
0,03
0,25-0,50
0,10
—
0,04
0,035
—
—
0,006
10
0,07-0,14
0,17-0,37
0,35-0,65
0,15
0,3
—
—
—
—
—
15
0,12-0,19
0,17-0,37
0,35-0,65
0,25
—
—
0,04
0,035
—
—
15пс
0,12-0,19
0,05-0,17
0,35-0,65
0,25
—
—
0,04
0,035
—
0,006
15кп
0,12-0,19
0,07
0,25-0,50
0,25
—
—
0,04
0,035
—
0,006
20
0,17-0,24
0,17-0,37
0,35-0,65
0,25
0,25
—
0,03
0,025
0,3
—
20кп
0,17-0,24
0,07
0,25-0,50
0,25
—
—
0,04
0,035
—
—
20пс
0,17-0,24
0,05-0,17
0,35-0,65
0,25
—
—
0,04
0,035
—
—
Ст3сп
0,14-0,22
0,15-0,30
0,40-0,65
0,30
—
—
0,05
0,04
—
0,01
Ст3пс
0,14-0,22
0,05-0,15
0,40-0,65
0,30
—
—
0,05
0,04
—
0,01
Ст3кп
0,14-0,22
0,05
0,30-0,60
0,30
—
—
0,05
0,04
—
0,01
ГОСТ 3262-75 / Ауремо
ГОСТ ИСО 13680-2016 ГОСТ 34004-2016 ГОСТ Р 57385-2017 ГОСТ 19277-2016 ГОСТ Р 54864-2016 ГОСТ Р ИСО 13679-2016 ГОСТ Р 56594-2015 ГОСТ 32931-2015 ГОСТ Р 51906-2015 ГОСТ 32678-2014 ГОСТ 33228-2015 ГОСТ 32528-2013 ГОСТ Р 56349-2015 ГОСТ Р 56329-2014 ГОСТ Р 56175-2014 ГОСТ Р 56030-2014 ГОСТ Р 55942-2014 ГОСТ Р 54918-2012 ГОСТ Р ИСО 21809-2-2013 ГОСТ 31448-2012 ГОСТ Р 55436-2013 ГОСТ Р 54929-2012 ГОСТ Р 54864-2011 ГОСТ Р 54159-2010 ГОСТ Р 54157-2010 ГОСТ Р ИСО 2531-2008 ГОСТ Р 53365-2009ГОСТ Р 53384-2009 ГОСТ Р 53383-2009 ГОСТ Р ИСО 3183-1-2007 ГОСТ Р ИСО 3183-3-2007 ГОСТ Р ИСО 3183-2-2007 ГОСТ 6238-77 ГОСТ 11017-80 ГОСТ 12132-66 ГОСТ 8646-68 ГОСТ 8645-68 ГОСТ 8733-74 ГОСТ 8965-75 ГОСТ 10707-80 ГОСТ 632-80 ГОСТ 8644-68 ГОСТ 8966-75 ГОСТ 9567-75 ГОСТ 8967-75 ГОСТ 8968-75 ГОСТ 8969-75 ГОСТ 21945-76 ГОСТ 10706-76 ГОСТ 24950-81 ГОСТ 9941-81 ГОСТ 631-75 ГОСТ 550-75 ГОСТ 21729-76 ГОСТ 800-78 ГОСТ 14162-79 ГОСТ 8696-74 ГОСТ 11249-80 ГОСТ 10498-82 ГОСТ 26250-84 ГОСТ 20295-85 ГОСТ 13663-86 ГОСТ 7909-56 ГОСТ 8638-57 ГОСТ 8642-68 ГОСТ 8731-74 ГОСТ 5654-76 ГОСТ 633-80 ГОСТ 24030-80 ГОСТ 5005-82 ГОСТ 8467-83 ГОСТ 1060-83 ГОСТ 22897-86 ГОСТ Р 50278-92 ГОСТ 30564-98 ГОСТ 22786-77 ГОСТ 11068-81 ГОСТ 10705-80 ГОСТ Р 52568-2006 ГОСТ 8639-82 ГОСТ 30563-98 ГОСТ 3262-75 ГОСТ 8732-78 ГОСТ 8734-75 ГОСТ 9940-81 ГОСТ 10704-91
гост-3262-75. pdf (333,04 КиБ)
ГОСТ 3262-75
ГОСТ 3262-75
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ДЛЯ ВОДОСНАБЖЕНИЯ
Технические условия
Трубы стальные для водопровода и газоснабжения. SpeSifications
ISS 23.040.10 OKP 13 8500, 8501 13
Дата введения 1977–01–01
Информационные данные
1. Разработаны и введены Министерством металлургии USSR
. Стругар, кандидат медицинских наук. тех. наук; В. М. Кроу, к.т.н. тех. наук; Ю. М. Миронов, канд. тех. наук; А. И. Постолов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта СССР от 11.09.75 N 2379
3. Периодичность проверок — 5 лет
4. ЗАМЕНА ГОСТ 3262-62
5. НОРМАТИВНАЯ СПРАВКА И ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение ссылочного документа
Артикул
ГОСТ 9.301-86
4,5
ГОСТ 9. 302-88
4,5
ГОСТ 9.307-89
2,7
ГОСТ 380-94
2.1
ГОСТ 1050-88
2.1; 2.10; 3.1
ГОСТ 2216-84
4,9
ГОСТ 2533-88
4,6; 4.9
ГОСТ 3728-78
4,4
ГОСТ 3749-77
4,8
ГОСТ 3845-75
4.3
ГОСТ 5378-88
4,8
ГОСТ 6357-81
2.11
ГОСТ 6507-90
4,9
ГОСТ 7502-98
4,9
ГОСТ 8026-92
4,7
ГОСТ 8694-75
4.4 и
ГОСТ 8695-75
4,4 б
ГОСТ 8944-75
2. 3
ГОСТ 8954-75
2.3
ГОСТ 8965-75
2.3
ГОСТ 8966-75
2.3
ГОСТ 10006-80
4.1
ГОСТ 10692-80
3.1; 5.1
ГОСТ 11358-89
4,9
ГОСТ 18242-72
3.2
ГОСТ 18360-93
4.9
6. Срок годности снят Постановлением Госстандарта от 12.11.91 N 1726
7. ИЗДАНИЕ (май 2007 г.), с Изменениями N 1, 2, 5, 4, 3, 6, утверждено 19 ноября.77, декабрь 1978 г., январь 1987 г., май 1988 г., ноябрь 1989 г., ноябрь 1991 г. (IUS 1–78, 2–79, 4–87, 8–88, 2–90, 2–92)
трубы стальные оцинкованные и оцинкованные сварные с накатанной или нарезанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления и для деталей водогазопроводных сооружений.
(Измененная редакция, ред. № 2, 3, 5).
1. НАБОР
1.1. Трубы, изготовленные по размерам и массе, приведены в табл.1.
По требованию потребителя трубки светлых серий проектируются под накатную резьбу, изготавливают размеры и массу, приведенные в табл.2.
(Измененная редакция, ред. № 1, 3).
1.2. Длина трубы, изготавливаемой от 4 до 12 м:
или кратная мерная длина с припуском на каждый разрез 5 мм и продольное отклонение всей длины плюс 10 мм.
произвольной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % длины труб от 1,5 до 4 м.
(Измененная редакция, ред. № 3, 4).
Таблица 1
Размеры, мм
Условный проход
Внешний диаметр
Толщина стенки трубы
Масса 1 м трубы, кг
легкая
общий
усиленный
светлый
обычный
усиленный
6
10,2
1,8
2,0
2,5
0,37
0,40
0,47
8
13,5
2,0
2,2
2,8
0,57
0,61
0,74
10
17,0
2,0
2,2
2,8
0,74
0,80
0,98
15
21,3
2,35
—
—
1,10
—
—
15
21,3
2,5
2,8
3,2
1,16
1,28
1,43
20
26,8
2,35
—
—
1,42
—
—
20
26,8
2,5
2,8
3,2
1,50
1,66
1,86
25
33,5
2,8
3,2
4,0
2,12
2,39
Из 2,91
32
42,3
2,8
3,2
4,0
2,73
3,09
3,78
40
48,0
3,0
3,5
4,0
3,33
3,84
4,34
50
60,0
3,0
3,5
4,5
4,22
4,88
6,16
65
75,5
3,2
4,0
4,5
Из 5. 71
7.05
Из 7,88
80
88,5
3,5
4,0
4,5
7.34
До 8,34
9,32
90
101,3
3,5
4,0
4,5
8,44
9,60
10,74
100
114,0
4,0
4,5
5,0
10,85
12,15
Из 13.44
125
140,0
4,0
4,5
5,5
13,42
15,04
18,24
150
165,0
4,0
4,5
5,5
15,88
17.81
21,63
Таблица 2
Размеры, мм
Условный проход
Внешний диаметр
Толщина стенки
Масса 1 м трубы, кг
10
16
2, 0
0,69
15
20
2,5
1,08
20
26
2,5
1,45
25
32
2,8
2,02
32
41
2,8
2,64
40
47
3,0
3,26
50
59
3,0
4,14
65
74
3,2
5,59
Примечания:
1. Для резьбы, изготовленной накаткой, допускается уменьшение внутреннего диаметра трубы на 10 % по всей длине резьбы.
2. Масса 1 м труб в расчете на плотность стали равна 7,85 г/см. Оцинкованные трубы тяжелее неоцинкованных на 3%.
1.3. Допуски на размеры труб не должны превышать указанные в табл.3.
Таблица 3
Размер труб
Максимальное отклонение для прецизионного изготовления труб
нормальный
высокий
Номинальные размеры наружного диаметра:
до 40 мм вкл.
+0,4 мм -0,5
±0,4 мм
более 40 мм
+0,8% А 1,0
±0,8%
Толщина стенки
-15%
— 10%
Примечания:
1. Предельное отклонение в плюс толщины стенки ограничивается предельными отклонениями по массе трубы.
2. Трубы обычной точности изготовления применяются для водопроводных, газовых и отопительных систем. Изготовление труб высокой точности для водо- и газоснабжения.
(Измененное издание, версия № 3).
1.4. Допуски по весу труб не должны превышать +8%.
По требованию потребителя предельные отклонения по массе не должны превышать:
+7,5% — на партию;
+10% — для отдельных пробирок.
(Измененная редакция, ред. № 2, 5).
1.5. Кривизна трубы на 1 м длины не должна превышать:
2 мм — при условном проходе до 20 мм включительно;
1,5 мм — с условным проходом более 20 мм.
1.6. Резьба на трубе может быть длинной или короткой. Обозначения тем должны соответствовать указанным в таблице 4.
Таблица 4
Условный проход, мм
Количество потоков для условного прохода
Длина резьбы до конусности, мм
длинная
короткий
6
—
—
—
8
—
—
—
10
—
—
—
15
14
14
9,0
20
14
16
10,5
25
11
18
11,0
32
11
20
13,0
40
11
22
15,0
50
11
24
17,0
65
11
27
19,5
80
11
30
22,0
90
11
33
26,0
100
11
36
30,0
125
11
38
33,0
150
11
42
36,0
1. 7. Труба номинальным размером 6, 8, 10,15 и 20 мм по требованию потребителя наматывается в бухты.
Примеры условного обозначения
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с внутренним диаметром 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
То же с цинковым покрытием нестандартной длины, резьба:
Труба ТС-Р-20Х2,8 ГОСТ 3262-75
То же с цинковым покрытием, длина, резьба:
Труба ТС-Р-20Х2,8-4000 ГОСТ 3262-75
Для труб под накатную резьбу в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в легенде после слова «труба» указывается буква Д.
Трубы и трубки производства высокой точности в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Ред. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Труба изготавливается в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке, из стали по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Детали труб водогазопроводных сооружений из сталей погост 1050.
2.2. По требованию потребителя на концах свариваемых труб с толщиной стенки 5 мм и более должна быть снята фаска под углом 35°-40° к торцу трубы. При этом следует оставить ширину кольца гнезда 1-3 мм.
По требованию потребителя для обычных и армированных труб с внутренним диаметром более 10 мм резьбу наносят на оба конца трубы.
2.1, 2.2. (Измененная редакция, ред. N 3, 4).
2.3. По требованию потребителя муфты для труб изготовили погол 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966, из расчета одна муфта на каждую трубу.
(Измененная редакция, версия № 3).
2.4. На поверхности трубы не допускаются трещины, заусенцы, вздутия и закаты.
Концы трубок пучка не допускаются.
Допускаются отдельные вмятины, сколы, риски, следы зачистки и другие дефекты, обусловленные способом изготовления, если они не принимают толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
Трубы, изготовленные печной сваркой, допускаются в шве уменьшение наружного диаметра до 0,5 мм при наличии в этом месте наклонного утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, ред. № 3, 4).
2.5. По требованию потребителя для труб с условным проходом 20 мм и более на внутренней поверхности шва трубы решетка должна быть срезана или скошена, а высота заусенцев или их следов не должна превышать 0,5 мм.
По требованию потребителя для труб номинальным размером более 15 мм, изготовленных печной сваркой и методом горячего обжатия, на внутренней поверхности трубы в зоне шва допускается пологая выпуклость высотой не более 0,5 мм.
(Измененная редакция, ред. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина наклона торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При удалении заусенцев допускается образование тупых (закругленных) концов. Разрешена резка линейных труб на мельнице.
По согласованию изготовителя с потребителем на трубах номинальным размером 6-25 мм, изготовленных печной сваркой, допускается наличие заусенцев до 1 мм.
(Измененная редакция, ред. № 4, 6).
2.7. Оцинкованная труба должна иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 микрон. Допускается отсутствие цинкового покрытия на концах и труб с резьбой.
На поверхности оцинкованных труб не допускаются пузырьки и посторонние включения (харцинк, окислы, нагар), отслоение покрытия от основного металла.
Допускаются отдельные пятна флюса и следы захвата грузоподъемных устройств, шероховатости и небольшие локальные наплывы цинка.
Исправления неотделимых участков 0,5% наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, ред. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см) труба обычная и легкая;
При 3,1 МПа (32 кгс/см) — трубы.
По требованию заказчика трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см).
2.9. Трубы номинальным диаметром до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки с радиусом, равным 2,5 наружного диаметра, и условным проходом 50 мм на оправке с радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание рукой:
для труб с условным проходом от 15 до 50 мм — не менее 7%;
для труб с условным проходом 65 мм — не менее 4%.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между коническими поверхностями, равного 2/3 наружного диаметра трубы.
2.8, 2.9. (Измененная редакция, ред. N 2, 3, 5).
2.10. По требованию заказчика механические свойства труб для водогазопроводных частей сооружений должны соответствовать ГОСТ 1050.9.0003
2.11. Трубы с резьбой должны быть чистыми, без дефектов и заусенцев и соответствовать ГОСТ 6357, класс точности В.
Трубы с цилиндрической резьбой применять при наращивании с уплотнениями.
2.10, 2.11. (Измененная редакция, ред. N 3, 4).
2.12. В шве допускается чернота на нитке, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а требование потребителя превышает 10 %.
Допускаются резьбы со снятой (нарезанной) или неполной (под накатку) резьбой при условии, что их длина в размере не превышает 10 % требуемой длины резьбы, а по требованию потребителя менее 5 %.
2.13. Допускается в резьбе уменьшение полезной длины резьбы (без конусности) до 15 % по сравнению с приведенной в табл.4, а по требованию потребителя — до 10 %.
2. 12, 2.13. (Измененная редакция, ред. N 2, 3, 5).
2.14. Врезка в оцинкованную трубу осуществляется после оцинковки.
2.15. (Исключено, ред. N 3).
2.16. По требованию заказчика сварные трубы подвергаются методам неразрушающего контроля.
(Измененная редакция, ред. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут по сторонам. Партия должна состоять из труб одного размера, одной марки стали и сопровождаться одним документом о качестве по ГОСТ 10692 с добавлением труб, предназначенных для изготовления деталей водогазопроводных сооружений, из стали ГОСТ 1050; химический состав и механические свойства стали в соответствии с документом о качестве изготовителя заготовки.
Масса партии — не более 60 т
(Измененная редакция, ред. № 3, 4).
3.2. Проверке поверхности, размера и кривизны подвергается каждая труба партии.
Возможно использование статистических методов контроля ГОСТ 18242* с нормальным уровнем. Планы контроля устанавливаются по соглашению между производителем и потребителем. ________________ * На территории Российской Федерации ГОСТ Р 50779.71-99.
Контроль наружного диаметра труб осуществляется не менее чем на 15 мм от конца трубы.
(Измененная редакция, ред. № 3, 4, 5).
3.3. Для контроля параметров резьбы, на растяжение, сплющивание, изгиб, высоту внутреннего валика, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками) механические свойства принимают не более 1%, но не менее двух труб из партии, а для труб, изготовленных методом сварки в печи непрерывного действия, двух труб из партии.
(Измененная редакция, ред. № 3, 4).
3.4. Контрольной массе подвергаются все трубы.
(Измененная редакция, версия № 3).
3.5. Испытанию гидравлического давления подвергается каждая труба. При 100% прочности контроль качества сварного шва неразрушающими методами контроля гидравлическим давлением допускается не проводить. Гарантируется способность трубы выдерживать гидравлическое испытательное давление.
(Измененная редакция, ред. № 6).
3.6. Проверить толщину цинкового покрытия на внешней поверхности и в доступных местах внутренней поверхности двух труб, выбранных партией.
(Измененная редакция, ред. N 2).
3.7. При неудовлетворительных результатах испытаний хотя бы по одному из показателей проводится повторное испытание на двукратной выборке.
Результаты повторных тестов распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества каждой выбранной трубы вырезали по одному образцу для каждого испытания.
Испытание на растяжение проводят по ГОСТ 10006. Допускается замена испытания на растяжение для контроля механических свойств неразрушающими методами.
(Измененная редакция, ред. № 3, 6).
4.2. Осмотр поверхности трубы осуществляется визуально.
4.3. Гидравлические испытания проводят по ГОСТ 3845 с выдержкой под испытательным давлением не менее 5 с.
4.4. Испытательный изгиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают до покрытия.
(Измененная редакция, версия № 3).
4.4. Испытание разводкой проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.
Проведение испытаний на оправке с углом конусности 30°.
(Измененная редакция, ред. № 3, 4).
4.4 б. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, ред. N 3).
4.4 V. Контроль сварных швов проводится неразрушающими методами согласно нормативной документации.
(добавлено, версия № 3).
4.5. Толщину цинкового покрытия на наружных поверхностях и участках внутренней поверхности контролируют по ГОСТ 9.301 и 9.302 ГОСТ, а также приборы типов МТ-41НЦ, МТСОН или типа «Импульс» в нормативной документации.
4.6. Резьбу проверяют размерами винтов-колец по ГОСТ 2533 (третий класс точности).
Винчестер непроходимый калибр-кольцо до резьбы должно быть не более трех витков.
(Измененная редакция, ред. № 3, 4).
4. 7. Кривизну труб контролируют линейкой по ГОСТ 8026 и набором щупов для НД.
(Измененная редакция, ред. № 3, 5).
4.8. Концы труб прямого угла контролируют углом 90° размером 160х100 мм 3 класса по ГОСТ 3749, щупами-крыльчатками комплектом из 4 шт. на НД или транспортиром по ГОСТ 5378. Угол фаски фаски контролируют угломером по ГОСТ 5378.
(Измененная редакция, ред. N 3, 6).
4.9. Контроль наружного диаметра осуществляется гладким микрометром по ГОСТ 6507, калибрами-зажимами по ГОСТ 2216 или ГОСТ 18360.
Толщина стенки, внутренний заусенец и высота заусенца измеряются микрометром погоном 6507 или сантомером по ГОСТ 11358 оба конца трубы.
Длина трубной рулетки по ГОСТ 7502. Резьбовые контрольные калибры по ГОСТ 2533.
Контроль массы партии труб осуществляется на весах не более 10 т с делениями не более 20 кг.
(Измененная редакция, ред. № 3, 4, 5, 6).
4.10. Контроль сварного шва осуществляется неразрушающими методами по технической документации.
(добавлено, ред. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение осуществляют по ГОСТ 10692 с Приложением.
5.1.1. Резьбовые трубы должны быть защищены от механических повреждений и коррозии смазкой в нормативной документации.
сек. 5. (Измененная редакция, ред. N 3).
Трубы стальные электросварные прямошовные
Эксплуатационные характеристики и область применения
Трубы стальные электросварные прямошовные находят широкое применение во многих областях, но чаще всего в строительстве и промышленности. В основном они используются для прокладки трубопроводов, создания различных трубчатых металлоконструкций и многих других изделий. Эти трубы также используются при изготовлении мебели на металлическом каркасе, в различных металлоконструкциях, при строительстве заборов. В производстве более широко используются круглые профили.
Для производства изделий используется метод электросварки. Стальные полосы сваривают на специальном оборудовании, придавая шву спиральную или прямую форму. Сама труба может иметь любой профиль, не только круглый, но и квадратный, прямоугольный, овальный.
Продольные трубы широко используются в нефтяной и газовой промышленности.
Эксплуатационные характеристики позволяют прокладывать такие трубы в местах с резкими перепадами температур, скачками давления и другими сложными условиями.
Виды стальных электросварных труб.
Все изделия изготавливаются по Межгосударственным стандартам:
Диаметр круглых труб различается в зависимости от модификации и может быть от 10 до 530 мм или от 478 до 1420 мм по ГОСТ 10705-91 и ГОСТ 10706-76 соответственно.
Квадратные и прямоугольные трубы в зависимости от их назначения могут быть выполнены следующим образом:
немерная – длина 1,5–9м;
измерено;
кратность мер — длина может быть равна любой кратности в пределах установленного минимума для измерения труб.
Трубы мерной длины бывают следующих размеров:
5–9 м, если диаметр трубы не превышает 70 мм;
6–9 м, если диаметр трубы от 70 до 219 мм;
10–12 м для труб диаметром 219–426 мм.
При диаметре трубы более 426 мм допускается изготовление только немерной длины.
Прямоугольные и квадратные трубы производятся в двух вариантах — с обрезкой концов, удалением заусенцев или без такой обработки. Также есть модели с термической обработкой под сварку либо всего изделия, либо без нее.
Электросварные трубы также классифицируют по показателям качества:
А – улучшенные механические характеристики;
Б – улучшенные химические свойства;
Б – улучшенный химический состав и механические свойства;
Э – с нормированием испытательного гидравлического давления.
Некоторые электрические трубки могут иметь швы. Для круглых труб диаметром 57 мм допускается один поперечный шов. В изделиях диаметром 820 мм и более допускается наличие 1 поперечного и 2 продольных швов.
Из всего модельного ряда наиболее востребованными считаются 2 вида труб:
Стальные водогазопроводные трубы.
Сфера применения продукции – разработка водо- и газопроводов, в том числе металлоконструкций для них, а также систем отопления.
Трубы изготавливаются из следующих материалов:
холоднокатаный лист;
горячекатаный лист;
катаная сталь.
Катаная сталь считается оптимальным вариантом.
По ГОСТ 3262-75 трубы способны выдерживать гидравлические испытания. Весь материал для производства труб проходит строгий входной контроль – на химический состав, механические свойства и т. д. Полученные данные сравниваются с данными, указанными в заводском паспорте качества.
В каталоге Ferges вы найдете большой ассортимент стальных труб различных размеров, типов, длин и конструкций, в том числе электросварные трубы.
Кладочный раствор для кирпича: состав и пропорции для укладки кирпичной стены
На прочность конструкции влияет не только качество основного материала — нужно правильно приготовить кладочный раствор для кирпича. Его применяют для внешних и внутренних стен, подземных сооружений, каминов, каналов под прокладку коммуникаций, а также при внутренней и внешней отделке. Свойства смеси зависят от ее предназначения. Условия внутри и снаружи здания сильно отличаются. Снаружи поверхность должна выдерживать низкие температуры в зимний период, механические нагрузки и постоянные температурно-влажностные перепады. Керамику применяют при строительстве цокольных этажей и фундаментов, находящихся в постоянном контакте с грунтом. Подземные стены выдерживают давление грунтовых вод и смещающихся земляных пластов. Она используется при строительстве печей и облицовке топок. Особые требования предъявляются к влажным помещениям — вода разрушает твердую минеральную структуру так же, как удары и трение.
Все о приготовлении раствора для кладки кирпича
Требования к готовым материалам Состав Приготовление раствора на основе цемента и песка Использование измельченной извести
Соответствие своему назначению — противоморозные материалы должны хорошо переносить холод, а влагостойкие — сырость. Особые свойства создают при помощи специальных добавок. Их можно ввести самостоятельно или купить готовый порошок, который остается просто перемешать с водой и песком.
Пластичность — от этого качества зависит удобоукладываемость. Пластичная масса заполняет пустоты основания и укрепляет его структуру. Она лучше держится на его поверхности. Это свойство важно не только при строительстве, но и при заделке трещин. Оно зависит от консистенции и количества вяжущего вещества. Чтобы его улучшить, вводят добавки-пластификаторы. Удообукладываемость позволяет наносить тонкие равномерные слои, не прилагая значительных усилий.
Адгезия — сцепление с поверхностью. Она зависит от пластичности. Для ее улучшения вводят клей.
Время схватывания — под него приходится подстраиваться, чтобы успеть выработать замес до его затвердевания. Если нижние ряды еще не схватились, верхние могут их разрушить. Существуют ускорители и замедлители твердения.
Тепло- и звукоизоляционные характеристики — на них влияет пористость материала. Чем больше пустот, тем выше эти показатели, и тем ниже прочность. Требования по тепло- и звукоизоляции, как правило, не высоки, но их берут не ниже, чем у керамического камня. На производстве применяются специальные воздухововлекающие и газообразующие добавки.
ShutterStock
Фундамент
Как рассчитать пропорции бетона для фундамента и правильно замесить раствор
Его можно купить в готовом виде или сделать самому. Он включает в себя три обязательных компонента.
Вяжущее вещество — цемент, известь или их смесь. Как правило, применяется цемент. Он обладает наиболее высокой прочностью. Его технические характеристики зависят от марки. Чем она выше, тем лучше прочностные показатели, и тем больше усадка.
Наполнитель — песок мелкой фракции. Размер песчинок — не больше 2 мм. Чем меньше примесей, тем выше его качество. Чтобы избавиться от мусора, материал просеивают. Очищать его от химических примесей сложнее. Делать это можно только в производственных условиях. Белый песок самый чистый. В желтом больше инородных включений.
Вода — от ее количества зависит пластичность. Она не должна содержать примеси в большом количестве. Желательно ее отфильтровать от ржавчины и крупных частиц. Брать ее из стоков и заболоченных водоемов нельзя.
Часто используют добавки, улучшающие определенные свойства. Готовить сложные химические реагенты в домашних условиях не придется. Есть народные способы, которые применяют до сих пор. Например, чтобы повысить адгезию и удобоукладываемость до нужного уровня, в цементную смесь добавляют глину. Рассчитать ее точный расход на один куб не всегда возможно, так как для этого нужно знать ее характеристики. Адгезию повышает клей ПВА.
Instagram @betonika74
Проще работать с готовыми порошками. Их заливают водой, дают отстояться 5-15 минут перед укладкой, затем наносят на поверхность с учетом времени схватывания, указанного в инструкции на упаковке.
Чтобы придать шву нужный оттенок, добавляют водоэмульсионную краску или минеральную крошку. Для создания темных тонов подойдет сажа или тонко молотый уголь.
Необходимые инструменты
Пластиковый таз, корыто или другая плоская вместительная емкость. Ее следует очистить, чтобы мусор не попал в шов. Если в ней раньше проводился замес, схватившиеся остатки удаляют — они уже не могут вступать в реакцию с водой и только снижают прочность. При большом объеме удобнее готовить массу в бетономешалке.
Лопата или строительный миксер. Небольшое количество перемешивают дрелью с насадкой.
Ведра для воды и наполнителя.
Весы.
Instagram @stroitorg.su
Соотношение компонентов
Пропорции рассчитываются по весу. Чем выше марка цемента, тем ниже его расход для получения смеси с определенными свойствами.
Марки готовой смеси
М25 — подходят для декоративной отделки.
М50 — применяется в малоэтажном строительстве.
М75 и М100 — универсальные материалы, способные выдерживать большие нагрузки. Подходят для внешних и внутренних работ.
М150 — используется в экстремальных условиях, например, при строительстве фундаментов в подвижных грунтах.
Таблица с пропорциями раствора для кладки кирпича
Марка смеси
Марка цемента
Пропорции сухих компонентов (цемент:песок)
25
300
1:9,5
50
300
1:5,8
50
400
1:7,4
75
300
1:4,2
75
400
1:5,4
75
500
1:6,7
100
300
1:3,4
100
400
1:4,3
100
500
1:5,3
150
300
1:2,6
150
400
1:3,25
150
500
1:3,9
Калькулятор расхода
Расчет производят после оставления пропорций, когда соотношение компонентов уже известно. Если вычислить, сколько требуется вяжущего вещества, несложно будет узнать количество песка.
Вычисляем объем стен: умножаем их площадь на толщину, затем вычитаем объем оконных и дверных проемов.
Объем готовой смеси рассчитываем, умножая объем стен на коэффициент 0,25.
Зная пропорции, вычисляем количество компонентов.
Расход указан в массе. Чтобы перевести объем в массу, умножаем его на плотность. Плотность цемента составляет 1300 кг/м3.
Чтобы понять, сколько нужно упаковок, делим полученное значение на массу одной упаковки.
Pixabay
Перемешивание компонентов
Сначала проверяем количество материалов и их состояние. Вяжущее вещество не должно быть влажным, иначе оно начнет схватываться в упаковке, образуя комки. Желательно его просеять перед укладкой. Мешки хранят на паллетах или пленке. Нельзя допускать их контакта с водой.
Сначала производят сухой замес, затем постепенно в него добавляют воду с температурой 15-20 градусов. Образовавшаяся масса должна быть однородной. Благодаря правильному приготовлению можно задать небольшую толщину раствора в кирпичной кладке даже при малом содержании воды.
Количество раствора зависит от производительности строительной бригады и сроков схватывания. Нужно управиться за час, пока замес не начал подсыхать и твердеть. Температура воздуха должна быть выше нуля — иначе схватывание не произойдет.
Они отличаются от цементных низкой прочностью и теплопроводностью, более высокой пластичностью. Их применяют при создании печей, дымоходов, легких стен. Перед перемешиванием вяжущее вещество просеивают, удаляя комки при помощи сита с ячейками до 1х1 см.
Известковое тесто также используется в качестве добавки, повышающей подвижность цементно-песчаных смесей. Материал хорошо подходит для возведения фундаментов и нижних этажей, испытывающих большие нагрузки. Его свойства зависят от соотношения компонентов и особенностей химических добавок.
Рассмотрим процесс создания раствора для кирпичной кладки марки М100.
Что понадобится
10 кг цемента М400.
50 кг песка.
5 кг извести.
50 л воды — ее объем равен массе.
Процесс приготовления
Сначала просеиваем компоненты. Затем заливаем 30 л воды в таз или бетономешалку и засыпаем весь цемент и известь. После перемешивания засыпаем остатки песка и доливаем оставшуюся воду. Мешаем в течение 5 минут.
ShutterStock
Пропорции цементного раствора для кладки кирпича
Содержание
Виды составов
Описание основных компонентов
Характеристика и пропорции различных растворов
Известковый
Цементный и цементно-известковый
Технология приготовления
Требования к готовому составу
Вопрос как правильного приготовить для кирпичной кладки раствор на основе цемента с годами не теряет своей актуальности. При кажущейся простоте процесса он обладает нюансами, знание которых поможет избежать ошибок. Свидетельством многогранности изучаемой темы является неразгаданная тайна приготовления составов, используемых при строительстве древних храмов, которые сохранили свою целостность до нашего времени.
Виды составов
Для создания прочной кладки из кирпича применяют строительные растворы разных видов. Технология их приготовления обладает определенным сходством. Любой состав для кладки кирпича имеет в наличии три ключевых компонента: наполнитель, в роли которого чаще всего выступает песок, вяжущее вещество и вода. Ключевое отличие состоит в вяжущем элементе. Добиться большей вязкости или пластичности помогают дополнительные вещества в виде глины, клея ПВА и прочих добавок.
Цементная смесь является основным вяжущим компонентом при приготовлении для кладки кирпича строительного раствора. Кроме нее эти функции выполняют:
известь;
глина;
цементно-известковая смесь.
Исходя из технологических свойств, можно приготовить следующие цементные составы для кладки кирпича:
Тощие. Обладают малым количеством связующего вещества. Для них характерна низкая пластичность и прочность, что в дальнейшем приведет к растрескиванию материала. Положительным моментом является дешевизна смеси.
Жирные. Содержат увеличенный объем вяжущего компонента. Пластичность и высокая прочность в этом случае гарантирована, однако появляется склонность к растрескиванию и риск усадки при отвердевании.
Оптимально приготовить нормальный цементный раствор, где соблюдение пропорций способствует сохранению всех положительных качеств при кладке кирпича.
Описание основных компонентов
Тщательный подбор основных компонентов цементного раствора позволит приготовить качественную массу, которая обеспечит прочную кладку кирпича. Для этого необходимо:
Вода для замешивания требуется чистая, без примесей, грязи и инородных веществ. Идеально набрать ее из колодца. Температура жидкости зависит от сезона, когда требуется приготовить цементную массу: в летний период подойдет холодная вода, зимой она нуждается в дополнительном подогреве.
Песок – неотъемлемый компонент цементного состава. Отсутствие следов глины и прочих примесей – обязательное условие, в противном случае период выветривания раствора из кладки ускорится.
Совет! Определить качество песка непосредственно при закупке легко. Интенсивно желтый цвет свидетельствует о наличии дополнительных примесей, поэтому приготовить с ним раствор можно исключительно для забутовочной кладки.
Основным компонентом, определяющим свойства будущего состава, является цемент. Для того, чтобы грамотно приготовить раствор и соблюсти правильные пропорции, ключевое значение имеет марка цементной смеси. Существует закономерность: чем выше марка вяжущего компонента – тем меньший объем нужен, чтобы приготовить раствор. При желании приготовить состав более темного оттенка, достаточно добавить в него графит или сажу или приобрести более высокую марку цемента. При этом следить за соответствием установленных пропорций обязательно!
Приготовить цементную массу без закупки дорогостоящих пластификаторов помогут моющие средства. Для этой роли подойдут шампунь, стиральный порошок или жидкость для мытья посуды. Исключение составляет чистящее средство ввиду вероятности появления трещин на кладке кирпича.
Характеристика и пропорции различных растворов
Помимо цементного раствора в чистом виде, для кладки кирпича периодически применяют известковую и цементно-известковую смесь. Свойства, пропорции и в каких случаях лучше приготовить каждый из видов, рассмотрим подробно.
Известковый
Известковый раствор для кирпичной кладки применяется редко, это связано с ухудшением показателей прочности. Основная сфера его эксплуатации – дымоходные трубы из кирпичей или кладка фундамента для печи. Пропорции раствора для этих целей варьируются исходя из жирности извести. Чтобы приготовить оптимальный состав, на одну часть вяжущего компонента добавляют от 2 до 5 частей песка.
Цементный и цементно-известковый
При кладке кирпича неизменной популярностью среди строителей пользуется цементный раствор. Его отличительные характеристики:
повышенная жесткость;
самый холодный состав среди всех видов;
однако эти характеристики одновременно обеспечивают и его повышенную прочность.
Пластичность состава напрямую связана с пропорциями вносимых компонентов. Отталкиваясь от марки сухой цементной смеси и требований, предъявляемых к кладке кирпича, раствор формируется в пропорциях, аналогичных известковому составу: на одну долю вяжущего компонента добавляют от 2 до 5 долей песка.
Известковое молоко увеличивает пластичность состава по сравнению с чисто цементным вариантом. Он становится более теплым, сохраняя при этом необходимую прочность, что обеспечивает широкий спектр применения. Единственное условие – невозможность применения, если уровень влажности выше нормы. Оптимальные пропорции вяжущих компонентов (в виде цемента и извести) и наполнителя составляют:
для раствора М25 – 1/1/4;
для раствора М50 – 1/0,5/4,5.
Технология приготовления
Секрет как приготовить качественный цементный раствор, предназначенный для кладки кирпича, предельно прост – правильно подобрать пропорции. Следует заранее подготовить инструменты – чистые ведра, объемную емкость для смешивания, совковую лопату и мастерок.
Ускорить весь процесс кирпичной кладки поможет применение бетономешалки (при наличии бригады строителей), для небольших объемов цементную смесь лучше замешивать вручную. Для этого следует:
Подготовить к использованию песок путем просеивания с целью очищения от мусора и посторонних примесей. Желательно применять речной песок, если в наличии есть карьерный, то ограничение по фракции составляет не более 2,5 мм.
Емкость наполняют цементом и песком. Если точные пропорции для кладки кирпича неизвестны, лучше приготовить классический вариант – на 1 ведро цемента добавить 4 ведра песка. При смешивании на выходе получится 40 л смеси, а не ожидаемые 50 л, благодаря заполнению цементном пространства между песком.
Внимание! Количество необходимых компонентов рассчитывают по объему емкости в литрах, ориентироваться на вес в килограммах нельзя.
Предварительно составляющие будущего цементного раствора тщательно смешивают до однородности, после чего добавляют воду. Усредненный показатель составляет 0,8 л в расчете на 1 кг цемента. Цементный раствор желательно приготовить с водой комнатной температуры (в пределах 15-20оС). Процедура постепенного добавления жидкости сопровождается периодическим перемешиванием состава для кладки кирпича. В противном случае тяжелый песок будет оседать на дно и выдавливать воду наверх.
Если приготовить цементную массу получилось правильно, и все пропорции были соблюдены, по своей консистенции она будет напоминать домашнюю густую сметану.
Требования к готовому составу
Чтобы кладка кирпича не разочаровала в ближайшем будущем, приготовленная цементная масса должна соответствовать установленным требованиям:
Пластичность состава. Это влияет на заполнение пустот и неровностей в кладке кирпича.
Высокий уровень адгезии с кирпичом.
Оптимальное время схватывания. Быстрое застывание делает невозможным нормальный процесс работы. Цементные составы должны сохранять пластичность на протяжении полутора-двух часов. При добавлении извести период продлевается еще на 3 часа.
Качественный раствор обеспечивает формирование тонкого равномерного слоя.
После застывания смесь должна сохранять прочность, иначе кладка кирпича подвергнется деформации.
Обладает достаточными изоляционными свойствами.
Совет! При кладке кирпича в условиях летней жары лучше приготовить смесь с повышенной подвижностью.
Изменить пластичность и подвижность готовой цементной смеси позволит введение пластификаторов. Помимо стандартных поверхностно-активных средств существуют и народные способы в виде обычных моющих средств.
Соблюдение рекомендаций позволит грамотно приготовить раствор из цемента, который будет способствовать качественному строительному процессу.
Состав и пропорции раствора для кладки кирпича
Как сделать цветной раствор для кирпича
Размер и вес белого силикатного кирпича
Кирпич облицовочный силикатный
Руководство по соотношению растворных смесей
Введение в приготовление растворных смесей
Поиск идеального соотношения растворных смесей является важной частью любого проекта строительства или технического обслуживания, в котором используется раствор.
В этой статье объясняется, что такое раствор, и обсуждаются такие темы, как материалы, которые следует использовать в растворной смеси, и идеальное соотношение для различных форм раствора.
Наше руководство будет полезно, если вы планируете реализовать проект, который использовать строительный раствор или если вы хотите просто расширить свои знания о соотношениях растворных смесей.
Оглавление
Введение в приготовление раствора
Что такое раствор?
Материалы, используемые в растворе
.0041
Отношение смеси растворов из известных растворов
Смесь раствора для указания
Смешание цементного песчаника
Что такое раствор?
В этом разделе мы расскажем, что такое раствор. Мы также обсудим, почему это важно в строительной отрасли, как долго он используется и для чего он используется.
Раствор представляет собой пастообразную смесь, которая отличается от бетонных смесей на основе он имеет более высокое отношение воды к цементу по сравнению с соотношением бетонной смеси. Существуют различные виды строительных растворов, в том числе известковый. раствор и портландцементный раствор.
Хотя раствору не хватает прочности бетона, его ценность в строительной отрасли отчасти объясняется тем, что он действует как клей для скрепления кирпичных блоков.
Другие преимущества использования строительного раствора включают его долговечность, прочность на сжатие и его способность предотвращать утечки воды. Обычно раствор используется в качестве кирпичного раствора с использованием смеси для кирпичного раствора.
В то время как древний раствор может быть датирован как минимум 14 000 лет назад, новые современные растворы, такие как раствор из портландцементной смеси, выросли известность в 19 в. Основное назначение раствора — скреплять кирпичи и другие кладочные материалы.
Материалы, используемые в строительном растворе
Теперь мы обсудим различные материалы, которые могут использоваться в строительном растворе, и в каком типе строительного раствора эти материалы можно найти. отрицательные температуры.
Противоморозные средства можно найти в портландцементе и белом цементном растворе. Некоторые продукты могут быть ограничены тем или иным типом строительного раствора.
Существуют различные предупреждения, связанные с защитой от замерзания, относительно того, когда ее следует использовать и когда ее нельзя использовать.
Ускорители
Ускорители используются для ускорения твердения цемента. Ускорители можно использовать в растворах любого типа, хотя некоторые продукты могут быть специфичными для определенных типов строительных растворов.
Цветовые добавки
Красители наносятся на раствор для придания ему определенного цвета. Добавки могут быть смешаны с портландцементом среди других типов строительных растворов. Некоторые продукты можно использовать с любой растворной смесью.
Цемент
Цемент состоит из таких элементов, как алюминий, железо и кремний. Цемент является основным материалом многих видов растворов. Его можно найти в растворах, таких как портландцементный раствор, пеноцементный раствор и мерный раствор.
Острый песок
Песок — еще один ключевой материал для строительных растворов. Острый песок имеет больший размер зерна, чем большинство песков. Этот тип песка обычно используется, когда аспект конструкции требует большей гибкости и прочности.
Острый песок следует использовать в растворе только в определенных случаях. строительные работы, такие как работа с камнем и подоконниками, а также работа с дымоходом. Для работы дымохода следует использовать раствор на известковой основе с острым песком. в домах старого периода.
Мягкий песок
Мягкий песок чаще используется в строительных растворах, чем острый песок. Мягкий песок, также известный как песок каменщиков, представляет собой песчаный песок. тип, состоящий из мелких зерен. Большинство продуктов из мягкого песка можно использовать для приготовления раствора любого типа.
Песок для штукатуров
Песок для штукатуров не такой грубый, как острый песок, и при этом не такой мелкий, как мягкий песок. Соль и глина вымываются из этот песок, чтобы предотвратить засоление. Штукатурный песок часто можно использовать для любого вида раствора.
Пластификатор
Пластификатор – это жидкость, используемая для уменьшения содержания воды в растворах с одновременным улучшением удобоукладываемости и адгезии смеси.
Пластификаторы обычно смешиваются с большинством типов строительных растворов. Для некоторых продуктов может быть указано, что их нельзя смешивать с известковым раствором или раствором для стяжки пола.
Известь
Формы карбоната кальция, включая известняк, используются для изготовления строительной извести. Известь можно добавлять в смеси для придания растворы, такие как негидравлический известковый раствор и гидравлический известковый раствор.
Известь также может быть обнаружена в мерных растворах и растворах сурхи и может быть присутствует в глиняных, легких и звукопоглощающих строительных растворах.
Гидроизоляционный состав
Гидроизоляционный состав используется для гидроизоляции наружных и внутренних каменных поверхностей, а также для изготовления специальных растворов. Гидроизолятор обычно можно наносить на любой тип раствора. Однако, сколько следует наносить и какой продукт следует наносить. используемые для каждого типа миномета, будут различаться.
Соотношение смешивания известкового раствора
В этом разделе мы обсудим известковый раствор и ответим на такие вопросы, как, например, какие материалы необходимы для достижения наилучшего результата. соотношение смеси известкового раствора. Известковый раствор — это давняя форма раствора, который в основном изготавливается из воды и извести.
Предпочтительное соотношение смеси известкового раствора составляет от 1:3 до 1:5 при сочетании извести и песка. Сколько песка вы должны использовать, зависит от того, какой прочности вы хотите, чтобы раствор был.
Для исторических зданий предпочтительно использовать натуральную гидравлическую растворную смесь, состоящую из таких материалов, как мелкий песок, который хорошо отсортирован, и вы можете включить добавки, такие как кирпичная пыль и фарфоровая глина.
Вода и известь, конечно, два основные материалы, которые вам понадобятся. Когда дело доходит до новых построек, вам также следует использовать природную гидравлическую известь, которая может нуждаться в тонком измельчении. или острый песок в зависимости от того, над какой частью конструкции вы работаете. Еще раз, вода и известь будут ключевыми материалами.
Растворная смесь для шпаклевки
В этом разделе мы рассмотрим идеальную растворную смесь для шпаклевки. Указание относится к отделке, которая существует между кирпичами. которые составляют внешний вид данной структуры. Раствор используется для кладки кирпичей, и со временем может потребоваться повторная точка.
Предпочтительное соотношение смеси раствора для шпаклевки: 1 часть раствора и 4 или 5 частей строительного песка. Соотношение будет варьироваться в зависимости на что именно указывает. Для кирпичной кладки обычно требуется соотношение 1:4 с добавлением в смесь пластификатора.
Для вышеуказанных блоков DPC Airtech предпочтительнее использовать 5 частей строительного песка и 1 часть цемента. В ветреных и влажных частях Великобритании вы Для дымоходов следует использовать соотношение 1:3. Смесь для патио, как правило, требует соотношения 1:4.
Мощение с высокой проходимостью необходимо растворная смесь для мощения в соотношении 1:3, так как это позволит получить прочную растворную смесь. В большинстве случаев вам понадобится вода, мягкая строительный песок и, возможно, пластификатор. В зависимости от того, на что указываете, могут потребоваться дополнительные материалы.
Цементно-песчаный раствор является популярной формой раствора. В этом разделе мы обсудим идеальное соотношение песка и цемента. Обычный цементно-песчаный раствор — это раствор, в котором в первую очередь сочетается мягкий каменный песок с цементом. Используется цементно-песчаный раствор. для широкого спектра работ, в том числе в качестве клея для кирпичей, колонн, стен, а также для ремонта или обслуживания старых памятников архитектуры.
Однако для структурных проектов вместо цементно-песчаного раствора используется смесь с бетонным соотношением. Предпочтительное соотношение 1:3 или 1:4 цемента и строительного песка. Для создания песчано-цементной смеси вам понадобится цемент, вода и мягкий строительный песок.
Соотношение смеси для штукатурки
Теперь мы обсудим, что такое смесь для штукатурки, и рассмотрим ее идеальное соотношение материалов. Смесь для штукатурки – это та, которая используется для штукатурки стен путем нанесения растворной смеси для получения гладкой или текстурированной поверхности. Эта работа выполняется как на внутренние и внешние поверхности стены. Он используется для этой цели в настоящее время.
Предпочтительное соотношение смеси: 1 часть извести, 1 часть цемента. и 6 частей песка. Наряду с вышеупомянутыми материалами вам, конечно, понадобится вода. Рассматриваемый песок должен быть либо рендеринг песок или штукатурный песок. Можно приобрести готовый рендер или сделать его с нуля.
Соотношение смешивания раствора для черепицы
У кровельной черепицы есть свое предпочтительное соотношение смешивания раствора, которое мы обсудим в этом разделе. Раствор для черепицы — это тот, который смешивается специальные материалы в определенном соотношении для облицовки крыши черепицей.
Растворные смеси для черепицы в настоящее время могут использоваться на современных зданиях, но его также можно использовать для поддержания исторических зданий.
Растворные смеси можно наносить на различную плитку, включая коньковую, бетонная черепица и вальмовая черепица. Наиболее важными британскими стандартами для черепицы являются BS 8000-6, BS 5534 и BS 5250.
Первые два стандарта сосредоточены на спецификации, установке и дизайне. BS 5250 касается контроля конденсации. Гвозди требуются или рекомендуются для различных видов черепицы.
Точные требования или рекомендации варьируются в зависимости от используется плитка. Например, плитка с одинарным перекрытием должна быть закреплена механически с помощью гвоздя или зажима, а плитка с двойным перекрытием должна закрепите двумя гвоздями на каждую плитку.
Дополнительная информация описана в BS 5534. Растворная смесь для черепицы должна состоять из 1 части цемента, 2 части строительного песка и 1 часть промывочного песка. В качестве альтернативы вы можете использовать соотношение 1 части цемента и 3 частей строительного песка. Вам понадобится вода, чтобы закончить смесь.
Соотношение смеси раствора для дымохода
В этом разделе мы рассмотрим идеальное соотношение смеси раствора для дымохода и какие материалы должны быть включены в эту смесь. Этот тип растворной смеси предназначен для работы на дымоходах.
Сегодня дымоходный раствор используется на дымоходах, которые все еще используются, и для дымоходы исторических зданий в рамках консервационных работ.
Если вы живете в ветреной и часто дождливой части страны, вам следует использовать смесь 1:3 строительного песка и цемента. Для более мягких и проницаемых кирпичей предпочтительно использовать смесь из 1 части извести, половины цемента и 4 частей мягкого песка.
Для облицовки дымохода предпочтительнее использовать 1 часть мягкого песка, 2 части острого песка, 1 часть цемента и, по желанию, половину части извести. Вам потребуется мягкий песок, вода, цемент и, возможно, известь или/и острый песок, в зависимости от характера вашего дымохода и выполняемой работы.
Готовая растворная смесь
Теперь мы обсудим, что такое готовая или готовая растворная смесь. Готовый раствор представляет собой смесь материалов для использования в строительстве или техобслуживание.
Обычно готовая смесь требует только добавления воды, прежде чем ее можно будет использовать. Готовые растворные смеси могут варьироваться в зависимости от включенных материалов и соотношения указанных смесей.
Некоторые готовые растворные смеси могут использоваться в качестве строительных растворов для террас. в то время как другие могут быть предназначены для ремонта дымоходов. Однако многие готовые растворы можно использовать в качестве смесей общего назначения.
Доступные готовые смеси включают смеси на основе извести, а также смеси на основе кладочного цемента, цемента с пластификатором и т.д.
Качество готовой строительной смеси зависит от производителя, но на рынке есть много популярных продуктов, которые высокие рейтинги и положительные отзывы на надежных веб-сайтах в Интернете. К ним относятся товары таких брендов, как Bostik, Полиселл и Эвербилд.
Использование готовой смеси зависит от продукта. Некоторые из них можно использовать для небольших работ, таких как ремонт. окружающих трубопроводов, водоемов и водосточных желобов.
Прочие могут использоваться для кладки любых и любых типов блоков и кирпичей. Вам следует убедитесь, что вы покупаете подходящий готовый раствор для работы, которую вы выполняете.
Часто задаваемые вопросы
В: Сколько времени сохнет раствор?
A: Для высыхания раствора обычно требуется от 24 до 48 часов.
В: Сколько раствора мне нужно?
A: Количество раствора, которое вам понадобится, конечно же, зависит от того, сколько кирпичей вы используете и от размера рассматриваемой конструкции. Вы можете использовать растворный калькулятор для точных оценок.
В: Какой толщины раствор между бетонными блоками?
A: Толщина швов, нанесенных строительным раствором, обычно составляет около 10 мм.
В: Что такое растворная доска?
A: Растворная плита используется для хранения растворной смеси перед ее использованием. Эти доски можно использовать для выкладки раствора.
В: Что такое портландцементный раствор?
A: Портландцементный раствор или просто цементный раствор — это современная растворная смесь, запатентованная в 1824 году. пдф
У меня есть степень бакалавра в области творческих цифровых медиа, я писатель-фрилансер, я работал для таких клиентов, как Британская ассоциация блокчейнов, и у меня есть опыт написания статей, сценариев видео для YouTube, онлайн справочники и информационные бюллетени. Я написал и продюсировал множество короткометражных фильмов, а также веб-сериалы и художественные фильмы. Я также сейчас работаю над романом.
Как приготовить раствор для кладки кирпича
После того, как вы определились с пропорциями раствора и у вас есть все необходимые ингредиенты, пришло время замесить раствор. Для этого вам понадобится вода, тачка, лопата, грязевая доска и мастерок.
Чтобы получить раствор нужной консистенции, вы начинаете с того, что насыпаете сухие материалы в тачку и добавляете воду. Используйте лопату, чтобы смешать все вместе. Зачерпните дно, чтобы поднять сухие материалы наверх, и проткните, чтобы вода полностью впиталась.
Если вы учитесь строить кирпичную стену, вы быстро поймете важность смешивания раствора.
Не существует универсального подхода к раствору с различными соотношениями, типами песка и использованием. Читайте дальше, чтобы узнать больше о различных типах растворов и о том, как их смешивать.
Соотношение раствора
Для приготовления основного раствора вам понадобятся только цемент, известь и песок. То, где вы используете раствор, и тип используемого песка могут повлиять на то, сколько вы должны использовать. Обычные пропорции раствора для кладки кирпича:
Хотя вы можете купить готовые пакеты для рендеринга, смешивать их самостоятельно дешевле из-за легкого доступа к ингредиентам.
Какой песок использовать для кладки кирпича
При приготовлении раствора важно использовать правильные материалы. Так какой песок использовать для кладки кирпича? Существует два основных типа: строительный песок и крупнозернистый песок.
Вы можете обнаружить, что строительный песок также маркируется как кирпичный песок (желтый или белый) и называется жирным песком.
Какой бы тип песка вы ни использовали, убедитесь, что вы просеяли его перед смешиванием, чтобы исключить попадание камней в раствор.
Читайте: Как класть брусчатку
Сколько раствора нужно для кладки
Размер ваших кирпичей.
Как правило, на каждый квадратный метр стены требуется 75 кирпичей дома. Итак, если вы строите стену длиной пять и два метра, это 10 м². Умножьте на 75, и вы получите 750 кирпичей.
Как только вы определите, сколько кирпичей вам нужно, вы можете умножить это на 0,9, чтобы определить, сколько килограммов сухого раствора вам нужно — в данном случае 650 кг.
Сколько песка для кладки кирпича
Сколько песка нужно для раствора, зависит от размера возводимой стены и соотношения используемого раствора.
В приведенном выше случае, когда нам нужно 650 кг раствора для стены площадью 10 м², вам необходимо определить соотношение типа раствора, который вы хотите.
При стандартном соотношении раствора 1:1:6 (цемент:известь:песок) вам необходимо сложить эти числа вместе (8), разделить 650 кг на это число, а затем умножить полученное соотношение на 6. Это дает чуть менее 500 кг песка.
Как замешивать раствор
После того, как вы определились с пропорциями раствора и у вас есть все необходимые ингредиенты, пришло время замесить раствор. Для этого вам понадобится вода, тачка, лопата, грязевая доска и мастерок.
Чтобы получить раствор нужной консистенции, вы начинаете с загрузки сухих материалов в тачку и добавления воды.
Копирование материалов сайта, без указания прямой ссылки на источник запрещено. Информация на сайте не является публичной офертой, цена завит от объема.
Калькулятор веса стальной пластины
Создано Kenneth Alambra
Отзыв от Dominik Czernia, PhD и Jack Bowater
Последнее обновление: 13 августа 2022 г.
Содержание:
Что такое сталь?
Стальные листы и некоторые виды их использования
Насколько важно знать вес стальных листов?
Как измерить вес стального листа?
Как работает калькулятор стальных пластин?
Хотите узнать больше?
Калькулятор веса стального листа поможет вам определить вес стального листа, независимо от его площади и толщины. Этот калькулятор является расширением нашего калькулятора веса стали, но фокусируется на стальных листах. Мы снабдили этот калькулятор тем же списком распространенных стальных сплавов , чтобы предоставить вам вес вашего стального листа.
В этом калькуляторе стального листа мы кратко опишем, что такое сталь, и как измерить вес стального листа, используя его плотность и объем. Вы также узнаете о некоторых вариантах использования стальных пластин. Так чего же ты ждешь? Давайте начнем!
Что такое сталь?
Сталь представляет собой металлический сплав, состоящий из железа и углерода . Наличие углерода делает сталь более прочной и устойчивой к разрушению. Чем больше углерода в стали, тем прочнее она становится.
Добавление в сталь других легирующих элементов может даже улучшить ее пластичность, твердость, долговечность, коррозионную стойкость и многое другое. Чтобы узнать больше об этом, посмотрите, что такое сталь? раздел нашего калькулятора веса стали.
Стальные пластины и некоторые виды их применения
Стальные пластины имеют множество применений, в первую очередь строительство и изготовление различных стальных изделий . Мы можем разрезать стальные пластины на различные формы, пробить их, просверлить в них отверстия и скрепить их болтами для подвижных соединений или полностью отказаться от сверления и сварить их вместе для фиксированного соединения.
Стальные листы используются в различных целях: в качестве косынок в фермах, в качестве фланцев и ребристых опор для стоек, а также при изготовлении сосудов под давлением, таких как лодки, корабли и даже военные транспортные средства.
Насколько важно знать вес стальных листов?
Как и другие сырьевые материалы, такие как гравий, песок и бетон, сталь также обычно стоит за единицу веса . Поскольку мы можем приобретать сталь различных типов, форм и размеров, установление цены на единицу веса стало проще и обеспечивает стабильные цены на рынке. Этот способ ценообразования является причиной, по которой мы рассчитываем вес стали в целом.
Определение общего веса покупаемой нами продукции, включая стальные листы, помогает нам правильно спланировать их транспортировку со склада поставщика на наш проект или производственную площадку. Помимо этих причин, знание веса стальных пластин, которые мы используем в наших проектах, также может помочь нам решить, сможем ли мы поднять конечный продукт, как тот, который мы проиллюстрировали в разделе примера расчета веса стали в этом тексте.
Как измерить вес стального листа?
Определить вес стальных листов очень просто. Во-первых, нам нужно знать плотность стального сплава , из которого сделана наша плита. В нашем калькуляторе веса стального листа у нас есть плотности наиболее распространенных стальных сплавов, найденных в поле Тип стали . В качестве справки, вот таблица плотности каждого стального сплава или типа стали в нашем калькуляторе стального листа:
Тип стали
Плотность (кг/м³)
Инструментальная сталь
7715
Кованое железо
7750
Инструментальная углеродистая сталь
7820
Холоднотянутая сталь
7830
Углеродистая сталь
7840
Высокопрочная сталь C1020
7850
Чистое железо
7860
Мягкая сталь
7870
Нержавеющая сталь
8030
После того, как мы определили плотность нашего стального листа, следующим шагом будет получение всего объем нашей стальной пластины . Мы можем сделать это разными способами, но проще всего получить площадь нашей пластины и умножить ее на толщину пластины. После получения объема нашей стальной пластины мы можем теперь умножить этот объем на плотность нашей стальной пластины, чтобы рассчитать ее вес, как показано ниже:
вес стальной пластины = объем стальной пластины * плотность
стальных листов одинаковых размеров, вы можете ввести количество стальных листов, которое у вас есть, в наш калькулятор веса стального листа, чтобы получить общий вес стального листа. Как насчет того, чтобы рассмотреть пример, чтобы лучше понять, как рассчитать вес стального листа?
Как работает калькулятор стальных пластин?
Для нашего примера определим вес стальных пластин, которые нам потребуются, например, для изготовления формы для бетонных блоков кубической формы. Для нашей формы нам нужно вырезать 5 квадратов , каждый со стороной 20 см из толщиной 1 см плиты из мягкой стали (7870 кг/м³) , как показано на рисунке ниже:
Чтобы определить вес этих разрезанных стальных пластин, давайте сначала рассчитаем объем стальной пластины, перемножив ее размеры. Поскольку мы уже знаем, что плотность мягкой стали составляет килограмма на кубический метр , давайте решим объем стального листа в кубических метра . 20-сантиметровая сторона равна 0,2 метра, а 1-сантиметровая толщина равна 0,01 метра. Итак, мы можем найти объем цельного квадратного листа:
объем стального листа = 0,2 м * 0,2 м * 0,01 м
объем стального листа = 0,0004 м³
3 9000 для решения веса , у нас есть:
вес стального листа = объем стального листа * плотность
Вес стального листа = 0,0004 м³ * 7,870 кг/м³
Вес стального листа = 3,148 кг
тогда вес будет 3,148 кг * 5 = 15,74 кг . Это большой вес для всего лишь небольшого кусочка кубической формы!
Хотите узнать больше?
Если вы нашли наш калькулятор веса стального листа информативным, вам также может понравиться наш калькулятор веса металла. Там вы можете узнать больше о других металлах, о том, как рассчитать их вес, плотность, а также о некоторых областях их применения.
Kenneth Alambra
Стальной тип
Форма пластины
Подробности пластины
Длина (L)
Ширина (W)
Толщина (T)
Том
Количество Платс
Конако
Общий вес
Посмотреть 46 похожих калькуляторов строительных материалов 🏗️
Вес алюминияБалясинаНагрузка на балку… Еще 43
Легко рассчитать вес металлического листа
Кроме того, экономия материала имеет не только конструкционные преимущества. Экономия веса также может иметь положительный экономический эффект. Определение веса целостной конструкции довольно сложно, но вес деталей из листового металла можно легко определить по стандартной формуле.
Определите вес вашего материала с помощью нашего инструмента расчета!
 Запорожье
Запорожье Днепр
Днепр Днепр
Днепр Киев
Киев В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:

 Устанавливаем керамическое сопло
Устанавливаем керамическое сопло
 Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.

 Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
 Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).

 Высокая эффективность. Энергосбережение и малый вес
Высокая эффективность. Энергосбережение и малый вес  найдено
найдено Каждый из этих сварочных аппаратов поставляется с SIX FREBIES без дополнительной оплаты. Запасы ограничены — покупайте, пока они горячие!
Каждый из этих сварочных аппаратов поставляется с SIX FREBIES без дополнительной оплаты. Запасы ограничены — покупайте, пока они горячие!

 Для сварщиков, которые планируют сварку в полевых условиях или вдали от традиционных источников энергии, лучше всего подходят сварочные аппараты с приводом от двигателя, которые могут работать как на газе, так и на дизельном топливе.
Для сварщиков, которые планируют сварку в полевых условиях или вдали от традиционных источников энергии, лучше всего подходят сварочные аппараты с приводом от двигателя, которые могут работать как на газе, так и на дизельном топливе. Аксессуары включают в себя продувочные камеры, педали управления, системы очистки сварных швов и многое другое. Будьте на высоте и держите сварные швы и оборудование в идеальном состоянии с помощью принадлежностей Welders Supply.
Аксессуары включают в себя продувочные камеры, педали управления, системы очистки сварных швов и многое другое. Будьте на высоте и держите сварные швы и оборудование в идеальном состоянии с помощью принадлежностей Welders Supply. Независимо от того, являетесь ли вы любителем, ищущим выгодное предложение на бывшее в употреблении сварочное оборудование, или профессиональным подрядчиком по сварке, желающим экипировать всю бригаду, у Welders Supply есть то, что вам нужно, и у нас есть это по самой низкой цене.
Независимо от того, являетесь ли вы любителем, ищущим выгодное предложение на бывшее в употреблении сварочное оборудование, или профессиональным подрядчиком по сварке, желающим экипировать всю бригаду, у Welders Supply есть то, что вам нужно, и у нас есть это по самой низкой цене.
 Склонность металлов к химическому окислению определяется значением их кислородного потенциала – способности к участию в окислительно-восстановительных реакциях. Сталь – ещё не самый худший вариант: интенсивнее её окисляются, в частности, свинец, кобальт, никель.
Склонность металлов к химическому окислению определяется значением их кислородного потенциала – способности к участию в окислительно-восстановительных реакциях. Сталь – ещё не самый худший вариант: интенсивнее её окисляются, в частности, свинец, кобальт, никель.
 Помимо их разрушения, в данном случае резко увеличивается энергопотребление устройств.
Помимо их разрушения, в данном случае резко увеличивается энергопотребление устройств.
 Наиболее эффективны следующие методы:
Наиболее эффективны следующие методы:
 Применением именно таких технологий повышают стойкость металлов от трибохимической коррозии.
Применением именно таких технологий повышают стойкость металлов от трибохимической коррозии.

 Присутствуя на поверхности заготовки, Fe3O4 перекрывает доступ кислороду воздуха при полугорячей деформации металлов и сплавов, и тем самым блокирует процесс зарождения трибохимической коррозии. Это явление используется при скоростной высадке труднодеформируемых металлов и сплавов. Эффективность данного способа обусловлена тем, что при каждом технологическом цикле контактные поверхности обновляются, а потому стабильность процесса регулируется автоматически.
Присутствуя на поверхности заготовки, Fe3O4 перекрывает доступ кислороду воздуха при полугорячей деформации металлов и сплавов, и тем самым блокирует процесс зарождения трибохимической коррозии. Это явление используется при скоростной высадке труднодеформируемых металлов и сплавов. Эффективность данного способа обусловлена тем, что при каждом технологическом цикле контактные поверхности обновляются, а потому стабильность процесса регулируется автоматически.

 Если не обращать внимания на подобные явления, со временем коррозия проникает внутрь изделия, полностью разрушая его.
Если не обращать внимания на подобные явления, со временем коррозия проникает внутрь изделия, полностью разрушая его.

 Примерами такого подхода являются разработка коррозионно-стойких сплавов и введение в агрессивную среду ингибиторов.
Примерами такого подхода являются разработка коррозионно-стойких сплавов и введение в агрессивную среду ингибиторов. Машины размещаются, например, в заводских навесах и, таким образом, защищены от резких перепадов температуры, которые часто являются причиной образования конденсата. Примеры методов пассивной защиты от коррозии:
Машины размещаются, например, в заводских навесах и, таким образом, защищены от резких перепадов температуры, которые часто являются причиной образования конденсата. Примеры методов пассивной защиты от коррозии: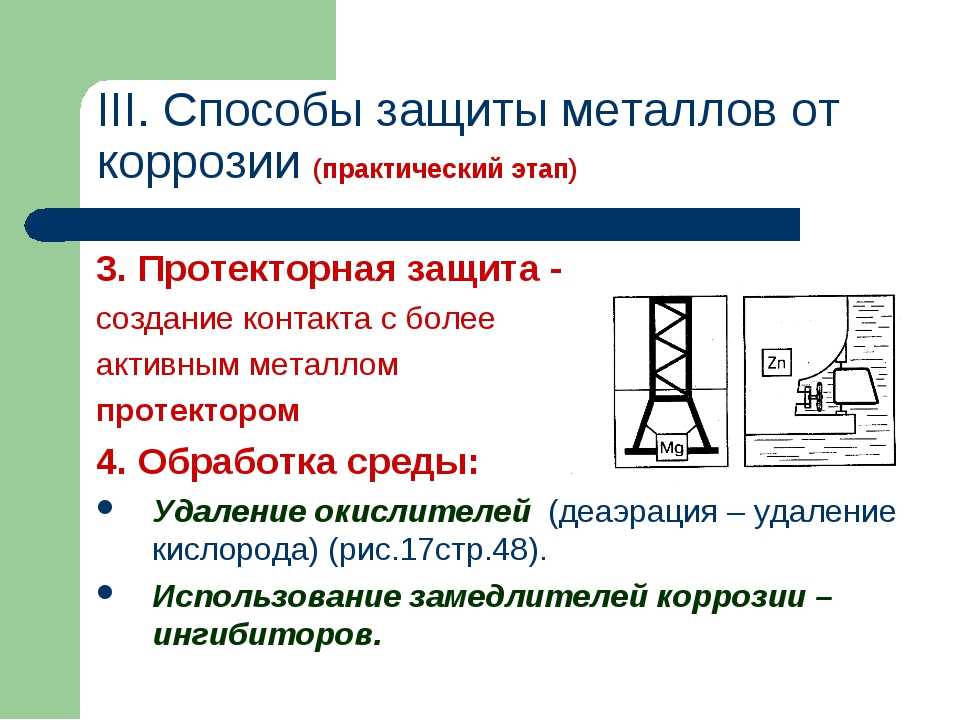 Ниже приведены основные методы временной защиты от коррозии:
Ниже приведены основные методы временной защиты от коррозии: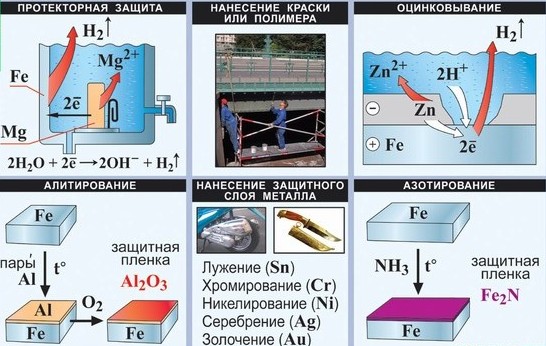
 В зависимости от типа воска температура может быть выше 100°C. Снять защитную пленку относительно просто, так как между воском и металлической поверхностью не образуется прочной связи. Поскольку применение воска для окунания является относительно сложным, его использование ограничено несколькими изолированными применениями.
В зависимости от типа воска температура может быть выше 100°C. Снять защитную пленку относительно просто, так как между воском и металлической поверхностью не образуется прочной связи. Поскольку применение воска для окунания является относительно сложным, его использование ограничено несколькими изолированными применениями. Поскольку впитывающая способность ограничена, этот метод возможен только в том случае, если содержимое упаковки заключено в термосвариваемый барьерный слой, непроницаемый для водяного пара. Это известно как упаковка с климат-контролем или герметичная упаковка. Если барьерный слой не является непроницаемым для водяного пара, дополнительный водяной пар может проникнуть извне, так что пакеты с влагопоглотителем относительно быстро насыщаются без снижения относительной влажности в упаковке.
Поскольку впитывающая способность ограничена, этот метод возможен только в том случае, если содержимое упаковки заключено в термосвариваемый барьерный слой, непроницаемый для водяного пара. Это известно как упаковка с климат-контролем или герметичная упаковка. Если барьерный слой не является непроницаемым для водяного пара, дополнительный водяной пар может проникнуть извне, так что пакеты с влагопоглотителем относительно быстро насыщаются без снижения относительной влажности в упаковке. “
“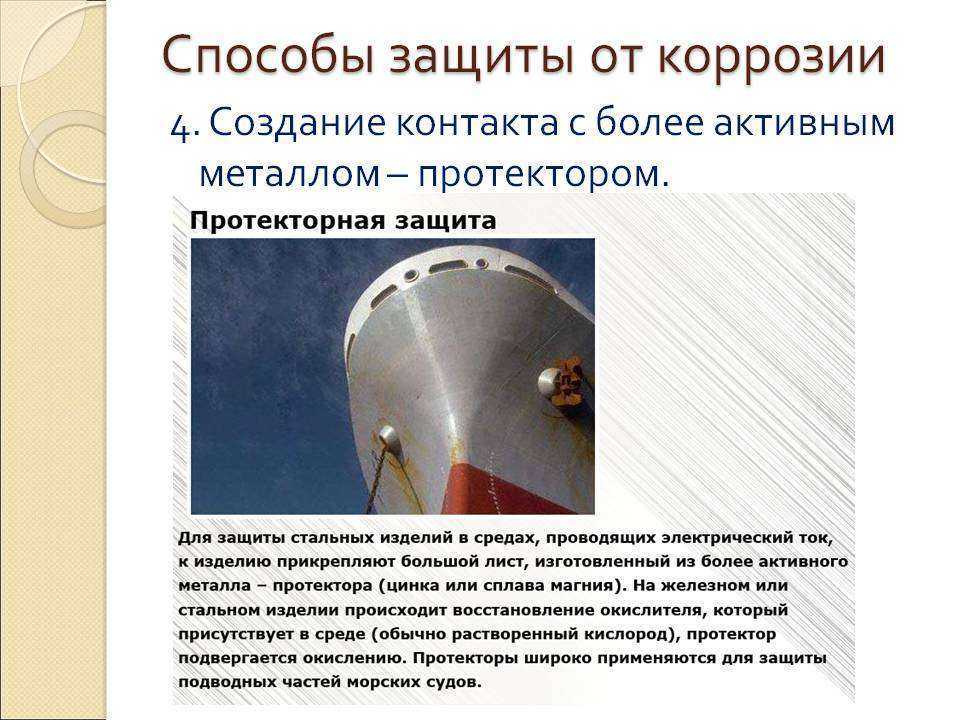 1 или ч. 2 (д = день)
1 или ч. 2 (д = день) Они расположены внутри пакета с климат-контролем. Пиломатериал воздушно-сухой, содержание воды 15% => 9Коэффициент 0016 для содержания влаги в гигроскопическом упаковочном материале (c) = 150 г/кг.
Они расположены внутри пакета с климат-контролем. Пиломатериал воздушно-сухой, содержание воды 15% => 9Коэффициент 0016 для содержания влаги в гигроскопическом упаковочном материале (c) = 150 г/кг.
 Однако любые шурупы, болты или гвозди, проходящие через барьерный слой, должны быть надлежащим образом герметизированы. Следовательно, требуемое количество осушителя будет меняться следующим образом.
Однако любые шурупы, болты или гвозди, проходящие через барьерный слой, должны быть надлежащим образом герметизированы. Следовательно, требуемое количество осушителя будет меняться следующим образом. 8% и эта вода не выделяется из пиломатериала. Однако этот факт не учитывается при расчете, а значит, расчетное количество единиц влагопоглотителя на самом деле завышено. На основе приведенного выше примера это будет иметь следующее значение:
8% и эта вода не выделяется из пиломатериала. Однако этот факт не учитывается при расчете, а значит, расчетное количество единиц влагопоглотителя на самом деле завышено. На основе приведенного выше примера это будет иметь следующее значение: Тем не менее, количество блоков осушителя все еще настолько велико, что их практически невозможно разместить. Факт остается фактом: гигроскопические вспомогательные средства упаковки остаются самым большим потенциальным риском в упаковке с климат-контролем.
Тем не менее, количество блоков осушителя все еще настолько велико, что их практически невозможно разместить. Факт остается фактом: гигроскопические вспомогательные средства упаковки остаются самым большим потенциальным риском в упаковке с климат-контролем. Эта проблема чаще всего возникает с полиэтиленовыми пленками, в то время как алюминиевые композитные пленки практически нечувствительны к повышению температуры.
Эта проблема чаще всего возникает с полиэтиленовыми пленками, в то время как алюминиевые композитные пленки практически нечувствительны к повышению температуры. Основную внешнюю упаковку следует открывать только непосредственно перед извлечением пакета и сразу же снова запаивать.
Основную внешнюю упаковку следует открывать только непосредственно перед извлечением пакета и сразу же снова запаивать.
 При определенных обстоятельствах срок действия может быть продлен до двух лет.
При определенных обстоятельствах срок действия может быть продлен до двух лет.
 Инженеры могут включить контроль коррозии в процесс проектирования. Производители могут применять защитные барьеры от коррозии. Наконец, люди, которые используют эту деталь, могут принять профилактические меры, чтобы продлить ее жизнь.
Инженеры могут включить контроль коррозии в процесс проектирования. Производители могут применять защитные барьеры от коррозии. Наконец, люди, которые используют эту деталь, могут принять профилактические меры, чтобы продлить ее жизнь.
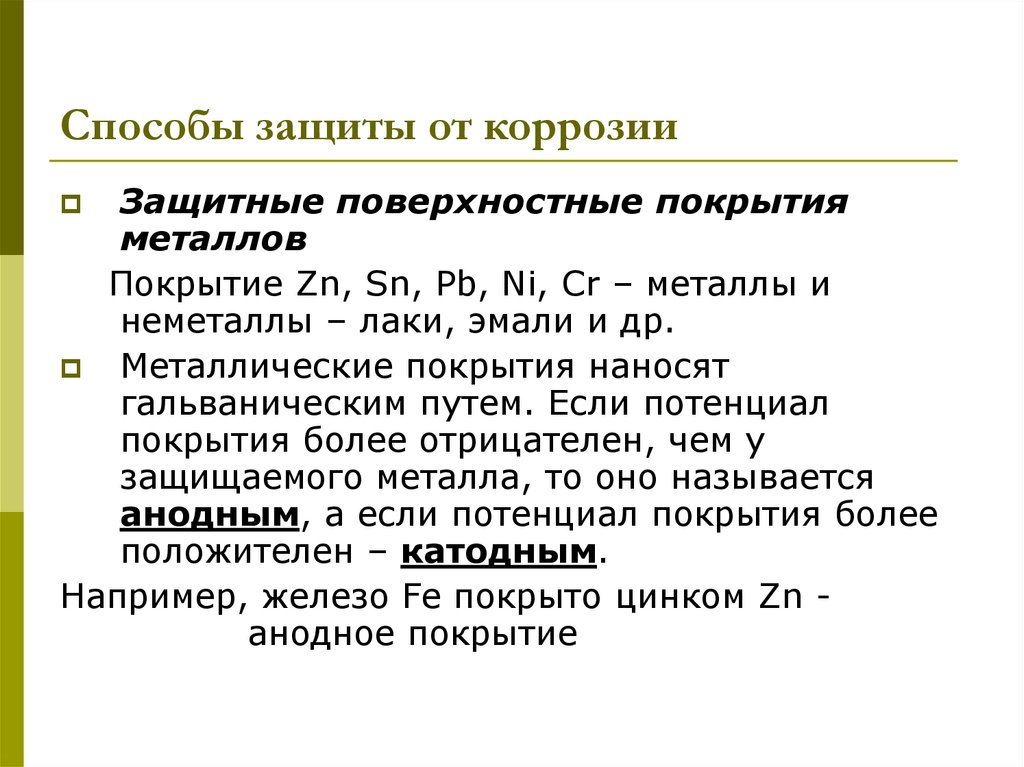 Чтобы уменьшить щелевую коррозию, проектировщики должны устранить узкие зазоры, которые позволяют воздуху или жидкости проникать и застаиваться. Для коррозионно-активных сред, таких как соленая вода, может быть целесообразно предусмотреть определенный допуск на коррозию.
Чтобы уменьшить щелевую коррозию, проектировщики должны устранить узкие зазоры, которые позволяют воздуху или жидкости проникать и застаиваться. Для коррозионно-активных сред, таких как соленая вода, может быть целесообразно предусмотреть определенный допуск на коррозию. Если вы собираетесь хранить их в течение длительного времени, рассмотрите возможность использования методов контроля уровня серы, хлоридов или кислорода в окружающей среде.
Если вы собираетесь хранить их в течение длительного времени, рассмотрите возможность использования методов контроля уровня серы, хлоридов или кислорода в окружающей среде.
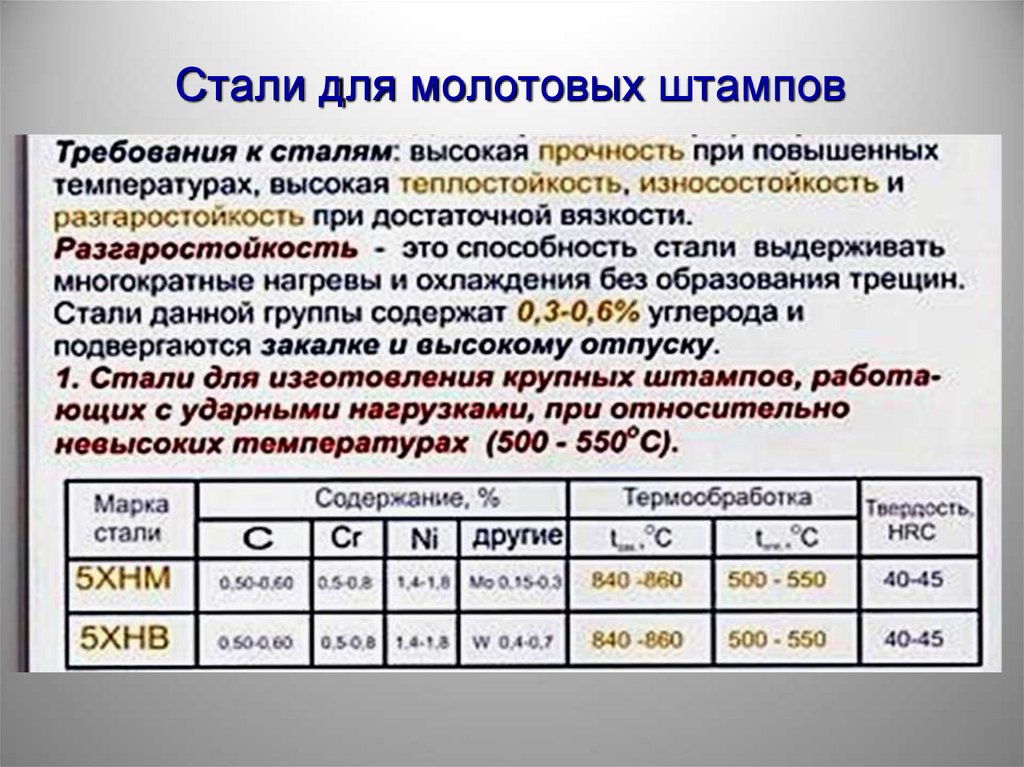
 Твердость 60-63 HRC. Благодаря содержанию углерода долго сохраняет остроту, но требует ухода, чтобы клинок не ржавел. Клинки из стали У-8 дополнительно покрываются защитным слоем «черный хром».
Твердость 60-63 HRC. Благодаря содержанию углерода долго сохраняет остроту, но требует ухода, чтобы клинок не ржавел. Клинки из стали У-8 дополнительно покрываются защитным слоем «черный хром».
 Из 50х14 наш завод изготавливает клинки для шашек и кинжалов.
Из 50х14 наш завод изготавливает клинки для шашек и кинжалов.
 После использования необходимо промыть чистой водой и вытереть насухо, либо протереть оружейным маслом.
После использования необходимо промыть чистой водой и вытереть насухо, либо протереть оружейным маслом.
 И сегодня мы посмотрим, из какой марки стали изготавливают железнодорожные рельсовые конструкции, почему выбран именно этот металл для рельсов, какими свойствами и характеристиками он обладает. Информация поможет вам правильно выбрать подходящие прокатные изделия для непосредственного строительства колеи.
И сегодня мы посмотрим, из какой марки стали изготавливают железнодорожные рельсовые конструкции, почему выбран именно этот металл для рельсов, какими свойствами и характеристиками он обладает. Информация поможет вам правильно выбрать подходящие прокатные изделия для непосредственного строительства колеи. Поэтому необходимо, чтобы они были более прочными, твердыми и износостойкими, чем век назад.
Поэтому необходимо, чтобы они были более прочными, твердыми и износостойкими, чем век назад.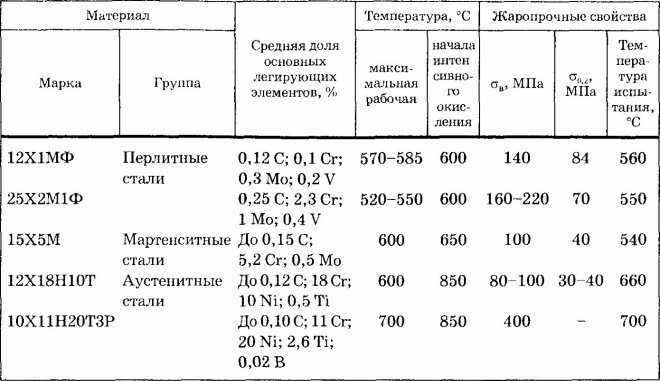 А вот крановым опорным металлоконструкциям уже необходимо выдерживать совсем другие нагрузки, поэтому для их выпуска заводы берут высокоуглеродистые сплавы.
А вот крановым опорным металлоконструкциям уже необходимо выдерживать совсем другие нагрузки, поэтому для их выпуска заводы берут высокоуглеродистые сплавы. Причем пластичность не ухудшается, что самым положительным образом влияет на технологичность готового прокатного изделия.
Причем пластичность не ухудшается, что самым положительным образом влияет на технологичность готового прокатного изделия. 30 мин.
30 мин.
 Благодаря этому уже уложенные металлоконструкции сложно случайно повредить.
Благодаря этому уже уложенные металлоконструкции сложно случайно повредить. Из нее изготавливаются профили серий Р50 и Р65, составляющие 3/4 всех опорных конструкций ширококолейных ЖД-полотен.
Из нее изготавливаются профили серий Р50 и Р65, составляющие 3/4 всех опорных конструкций ширококолейных ЖД-полотен.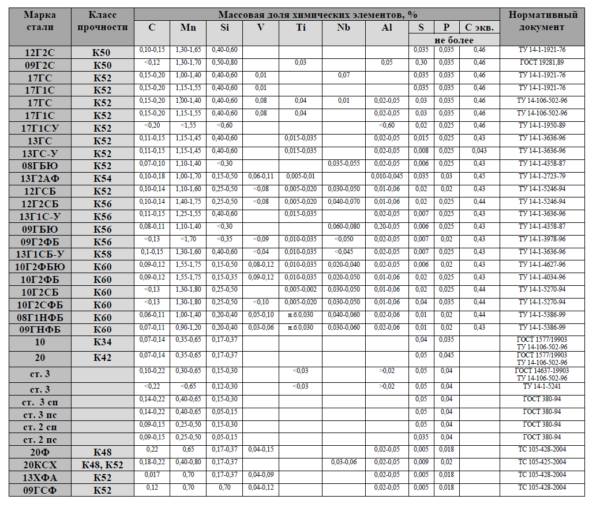 Добавьте сюда сравнительно малый вес и низкую стоимость, и получите очень практичную конструкцию для строительства транспортных линий и узлов развязки.
Добавьте сюда сравнительно малый вес и низкую стоимость, и получите очень практичную конструкцию для строительства транспортных линий и узлов развязки. Выплавляется в конвертерных и дуговых печах, с раскислением ферросилицием и алюминием, с последующей дефосфорацией и обновлением шлака, с вакуумной и термической обработкой. При таком подходе готовый прокат отличается высокой степенью чистоты и низкой склонностью к появлению изъянов.
Выплавляется в конвертерных и дуговых печах, с раскислением ферросилицием и алюминием, с последующей дефосфорацией и обновлением шлака, с вакуумной и термической обработкой. При таком подходе готовый прокат отличается высокой степенью чистоты и низкой склонностью к появлению изъянов. Даже полезные добавки должны вводиться в сплав умеренно – сейчас объясним почему.
Даже полезные добавки должны вводиться в сплав умеренно – сейчас объясним почему.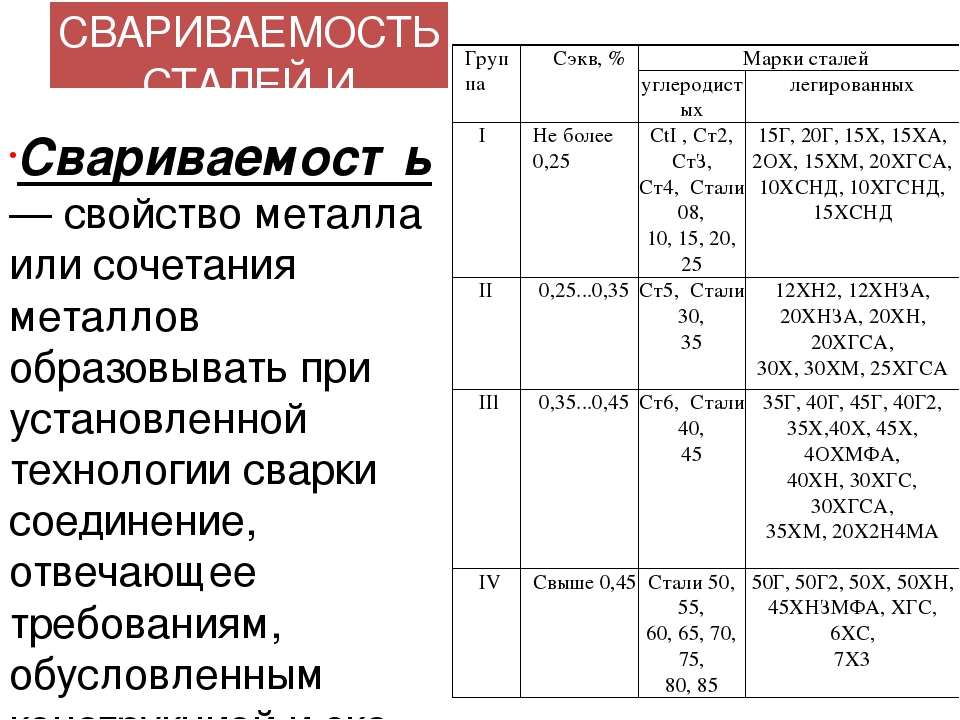
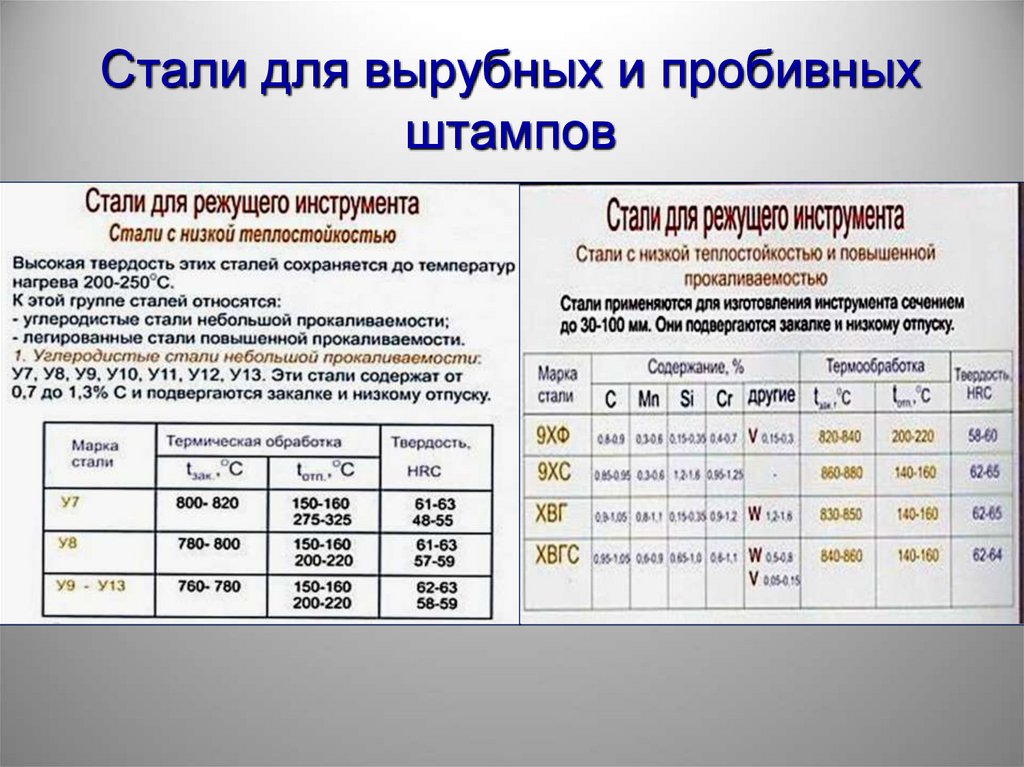 Поэтому были запущены масштабные исследования, целью которых стало нахождение оптимальной концентрации добавки с сохранением всех полезных свойств. В результате остановились на отметке в 0,6-0,75%, которой и соответствует стандарт JIS E 5402-1.
Поэтому были запущены масштабные исследования, целью которых стало нахождение оптимальной концентрации добавки с сохранением всех полезных свойств. В результате остановились на отметке в 0,6-0,75%, которой и соответствует стандарт JIS E 5402-1.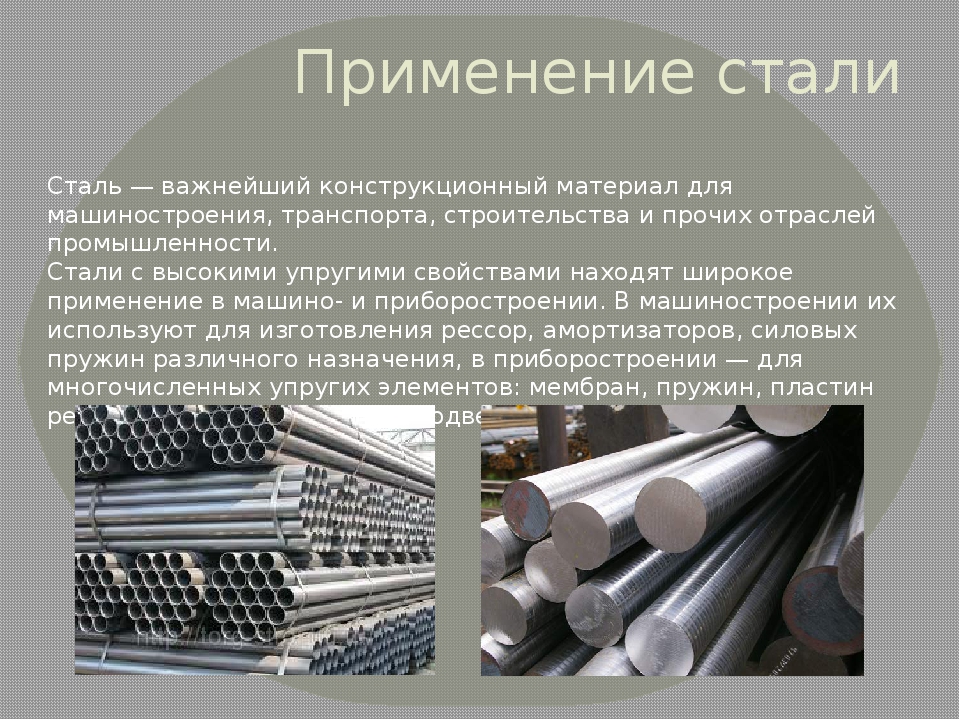 Когда специалисты Deutsche Bann узнали, что локомотивы компании Shinkan-sen из Страны восходящего солнца не испытывают подобных сложностей даже при движении на максимально допустимых скоростях, они захотели провести сравнительные испытания.
Когда специалисты Deutsche Bann узнали, что локомотивы компании Shinkan-sen из Страны восходящего солнца не испытывают подобных сложностей даже при движении на максимально допустимых скоростях, они захотели провести сравнительные испытания.
 Он используется во всех аспектах нашей жизни; в автомобилях и строительных изделиях, холодильниках и стиральных машинах, грузовых кораблях и хирургических скальпелях.
Он используется во всех аспектах нашей жизни; в автомобилях и строительных изделиях, холодильниках и стиральных машинах, грузовых кораблях и хирургических скальпелях. Затем железо превращается в сталь в кислородном конвертере. После разливки и прокатки сталь поставляется в виде рулонов, листов, профилей или прутков.
Затем железо превращается в сталь в кислородном конвертере. После разливки и прокатки сталь поставляется в виде рулонов, листов, профилей или прутков. Следовательно, переработанной стали недостаточно для удовлетворения растущего спроса с использованием только метода производства стали в ЭДП. Спрос удовлетворяется за счет комбинированного использования методов производства BF-BOF и EAF.
Следовательно, переработанной стали недостаточно для удовлетворения растущего спроса с использованием только метода производства стали в ЭДП. Спрос удовлетворяется за счет комбинированного использования методов производства BF-BOF и EAF. Выбросы пыли сократились еще больше.
Выбросы пыли сократились еще больше. На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкая стоимость ее производства, формовки и обработки, изобилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкая стоимость ее производства, формовки и обработки, изобилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т.
За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.
е. сплавов) атомов в твердом растворе.
 (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа.
(Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа.
 5 мм
5 мм методом накатки допускается уменьшение внутреннего диаметра до 10%.
методом накатки допускается уменьшение внутреннего диаметра до 10%. Ожогина
Ожогина Червишево
Червишево Успенка
Успенка Нижняя Тавда
Нижняя Тавда




 Как правило, болты применяются при сборка стенок, для соединения боковых частей и задней, а так же при сборке кроватей, трюмо, тумбочек, столов и так далее. Болты мебельные могут иметь различные формы и размеры. В зависимости от того, какой именно вариант нужен в каждом конкретном случае.
Как правило, болты применяются при сборка стенок, для соединения боковых частей и задней, а так же при сборке кроватей, трюмо, тумбочек, столов и так далее. Болты мебельные могут иметь различные формы и размеры. В зависимости от того, какой именно вариант нужен в каждом конкретном случае. Применяются анкерные болты (анкеры) для крепления оконных рам и дверных блоков, ответственного монтажа, светильников, подвесных потолков, крепления элементов в пустотелых строительных материалах и др.
Применяются анкерные болты (анкеры) для крепления оконных рам и дверных блоков, ответственного монтажа, светильников, подвесных потолков, крепления элементов в пустотелых строительных материалах и др.
 Но бывают и исключения.
Но бывают и исключения.


 Поэтому второму концу придают расширяющуюся форму. При установке болта эта часть опускается в шурф и заливается бетоном.
Поэтому второму концу придают расширяющуюся форму. При установке болта эта часть опускается в шурф и заливается бетоном. Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.
Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.
 Пломбировочный, DIN 404.
Пломбировочный, DIN 404.
 Более остроконечные относятся к т.н. «американской» форме.
Более остроконечные относятся к т.н. «американской» форме.
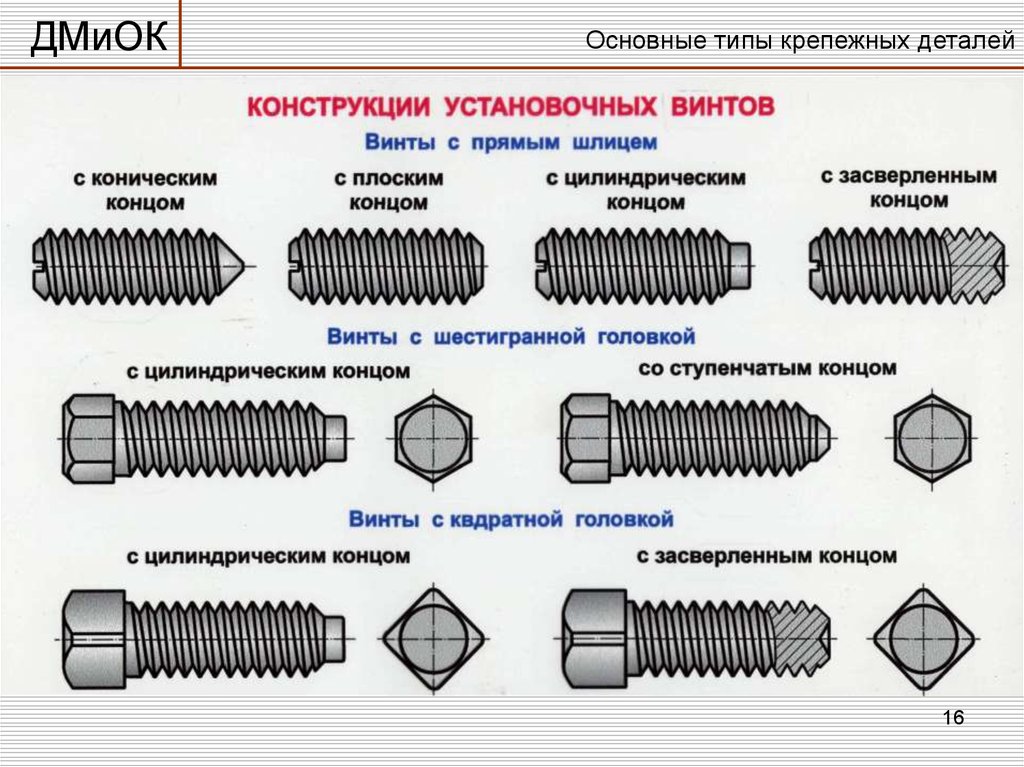
 В соответствии с ГОСТ она может составлять только 1; 1,25; 2; 2,5 от диаметра резьбы. Длина второго конца в сумме с длиной безрезьбового участка может изменяться в широких пределах.
В соответствии с ГОСТ она может составлять только 1; 1,25; 2; 2,5 от диаметра резьбы. Длина второго конца в сумме с длиной безрезьбового участка может изменяться в широких пределах.
 Ниже приводится таблица применяемых цветов.
Ниже приводится таблица применяемых цветов.
 com
com Болты часто используются с гайками и шайбами, где шайба обеспечивает увеличение площади поверхности, на которую действует усилие крепления. Существует множество различных типов гаек, которые можно использовать с болтом, наиболее распространенными из которых являются шестигранные гайки. Другие типы орехов включают в себя:
Болты часто используются с гайками и шайбами, где шайба обеспечивает увеличение площади поверхности, на которую действует усилие крепления. Существует множество различных типов гаек, которые можно использовать с болтом, наиболее распространенными из которых являются шестигранные гайки. Другие типы орехов включают в себя: В других случаях, например, с шестигранными гайками со шлицем, их можно использовать с ответным болтом и шплинтом, чтобы надежно зафиксировать гайку на месте.
В других случаях, например, с шестигранными гайками со шлицем, их можно использовать с ответным болтом и шплинтом, чтобы надежно зафиксировать гайку на месте. Для широко используемых марок стали ASTM и SAE существуют идентификационные таблицы марок, в которых обозначены эти маркировки и указаны минимальные допустимые значения прочности, предела прочности на растяжение и предела текучести, которые требуются для соответствия конкретному классу болтов. Также отмечены типичные варианты материалов и термическая обработка, используемые для готового продукта.
Для широко используемых марок стали ASTM и SAE существуют идентификационные таблицы марок, в которых обозначены эти маркировки и указаны минимальные допустимые значения прочности, предела прочности на растяжение и предела текучести, которые требуются для соответствия конкретному классу болтов. Также отмечены типичные варианты материалов и термическая обработка, используемые для готового продукта. В случае метрических болтов ISO 898 определяет механические свойства и определение марки.
В случае метрических болтов ISO 898 определяет механические свойства и определение марки.

 Основные типы обычно используемых болтов включают:
Основные типы обычно используемых болтов включают: В этой презентации намеренно опущены такие элементы, как болты. Стяжной болт, хотя и называется болтом по имени, на самом деле более точно описывается как стягивающий винт, учитывая заостренный конец и обычное использование в более мягких материалах, таких как дерево. Дополнительную информацию об этих типах крепежа можно найти в соответствующем руководстве «Типы винтов — руководство по покупке Томаса».
В этой презентации намеренно опущены такие элементы, как болты. Стяжной болт, хотя и называется болтом по имени, на самом деле более точно описывается как стягивающий винт, учитывая заостренный конец и обычное использование в более мягких материалах, таких как дерево. Дополнительную информацию об этих типах крепежа можно найти в соответствующем руководстве «Типы винтов — руководство по покупке Томаса».
 Под куполообразной головкой болта с квадратным подголовком находится квадратная секция, которую можно вставить в соответствующий квадратный вырез, прорезанный в соединяемом материале, чтобы обеспечить функцию самоблокировки, которая позволяет затягивать болт со стороны гайки без необходимость удерживать голову гаечным ключом. Головки болтов с квадратным подголовком
Под куполообразной головкой болта с квадратным подголовком находится квадратная секция, которую можно вставить в соответствующий квадратный вырез, прорезанный в соединяемом материале, чтобы обеспечить функцию самоблокировки, которая позволяет затягивать болт со стороны гайки без необходимость удерживать голову гаечным ключом. Головки болтов с квадратным подголовком
 Доступны как метрические, так и дюймовые размеры и различные длины. Различные размеры диаметра ушка позволяют использовать эти крепежные детали для различных целей.
Доступны как метрические, так и дюймовые размеры и различные длины. Различные размеры диаметра ушка позволяют использовать эти крепежные детали для различных целей. com
com  Болты с шестигранной головкой лишены этих функций.
Болты с шестигранной головкой лишены этих функций. Винты, как правило, предназначены для использования либо с предварительно нарезанными отверстиями, либо для ввинчивания в материалы, где винт будет создавать собственную резьбу в материале при затягивании. Напротив, болты предназначены для затягивания путем наложения и затягивания ответной гайки на конце болта. Таким образом, хотя гайки и болты представляют собой парные крепежные элементы, гайки обычно не используются с винтами, которые вместо этого ввинчиваются в предварительно нарезанные отверстия. Крепежные болты и крепежные винты доступны с разными типами головок, в том числе с шестигранной головкой, которая часто сочетается с шестигранными гайками, а также с плоской головкой, овальной головкой и сырой головкой, и это лишь некоторые из них.
Винты, как правило, предназначены для использования либо с предварительно нарезанными отверстиями, либо для ввинчивания в материалы, где винт будет создавать собственную резьбу в материале при затягивании. Напротив, болты предназначены для затягивания путем наложения и затягивания ответной гайки на конце болта. Таким образом, хотя гайки и болты представляют собой парные крепежные элементы, гайки обычно не используются с винтами, которые вместо этого ввинчиваются в предварительно нарезанные отверстия. Крепежные болты и крепежные винты доступны с разными типами головок, в том числе с шестигранной головкой, которая часто сочетается с шестигранными гайками, а также с плоской головкой, овальной головкой и сырой головкой, и это лишь некоторые из них. С головкой болта в форме пятиугольника стандартные наборы ключей или торцевых головок нельзя использовать на этих болтах.
С головкой болта в форме пятиугольника стандартные наборы ключей или торцевых головок нельзя использовать на этих болтах.
 Хотя квадратные болты все еще доступны, они в основном используются на железных дорогах или для достижения более старого или более традиционного внешнего вида.
Хотя квадратные болты все еще доступны, они в основном используются на железных дорогах или для достижения более старого или более традиционного внешнего вида.
 В то время как большинство U-образных болтов имеют полукруглый профиль, некоторые имеют прямоугольную форму. Эти крепежные детали обычно не имеют полной резьбы, поскольку они служат для фиксации объекта на месте. Они используются в различных областях, от опорных труб до автомобильных приводных валов и выхлопных систем. Некоторые конструкции включают резиновое покрытие для предотвращения износа от движения металла по металлу. В других конструкциях U-образных болтов добавляются толстые резиновые прокладки для снижения эффекта вибрации и контроля шума. Неметаллические конструкции также доступны для использования в приложениях, где существует риск контакта U-образного болта с проводником, находящимся под напряжением.
В то время как большинство U-образных болтов имеют полукруглый профиль, некоторые имеют прямоугольную форму. Эти крепежные детали обычно не имеют полной резьбы, поскольку они служат для фиксации объекта на месте. Они используются в различных областях, от опорных труб до автомобильных приводных валов и выхлопных систем. Некоторые конструкции включают резиновое покрытие для предотвращения износа от движения металла по металлу. В других конструкциях U-образных болтов добавляются толстые резиновые прокладки для снижения эффекта вибрации и контроля шума. Неметаллические конструкции также доступны для использования в приложениях, где существует риск контакта U-образного болта с проводником, находящимся под напряжением. Существуют также анкеры с последующей установкой, которые можно вставлять в бетон после сверления.
Существуют также анкеры с последующей установкой, которые можно вставлять в бетон после сверления.




 Они должны быть правильной формы и размера, и они должны быть всегда плотно на месте. Они должны быть установлены с пружинными шайбами AREMA, а места должны быть очищены и смазаны должным образом. Если болты отсутствуют или неэффективны, существуют правила, позволяющие исправить ситуацию.
Они должны быть правильной формы и размера, и они должны быть всегда плотно на месте. Они должны быть установлены с пружинными шайбами AREMA, а места должны быть очищены и смазаны должным образом. Если болты отсутствуют или неэффективны, существуют правила, позволяющие исправить ситуацию. Круглые болты часто используются в деревянных соединениях.
Круглые болты часто используются в деревянных соединениях. Из-за этого болты от плуга часто используются в плугах, дорожных терках, бульдозерах и множестве другого тяжелого промышленного оборудования.
Из-за этого болты от плуга часто используются в плугах, дорожных терках, бульдозерах и множестве другого тяжелого промышленного оборудования.


 Бронза может использоваться, когда продукт должен быть водонепроницаемым. В частности, бронзовые болты обычно используются в морской среде, особенно при строительстве и ремонте деревянных лодок.
Бронза может использоваться, когда продукт должен быть водонепроницаемым. В частности, бронзовые болты обычно используются в морской среде, особенно при строительстве и ремонте деревянных лодок.

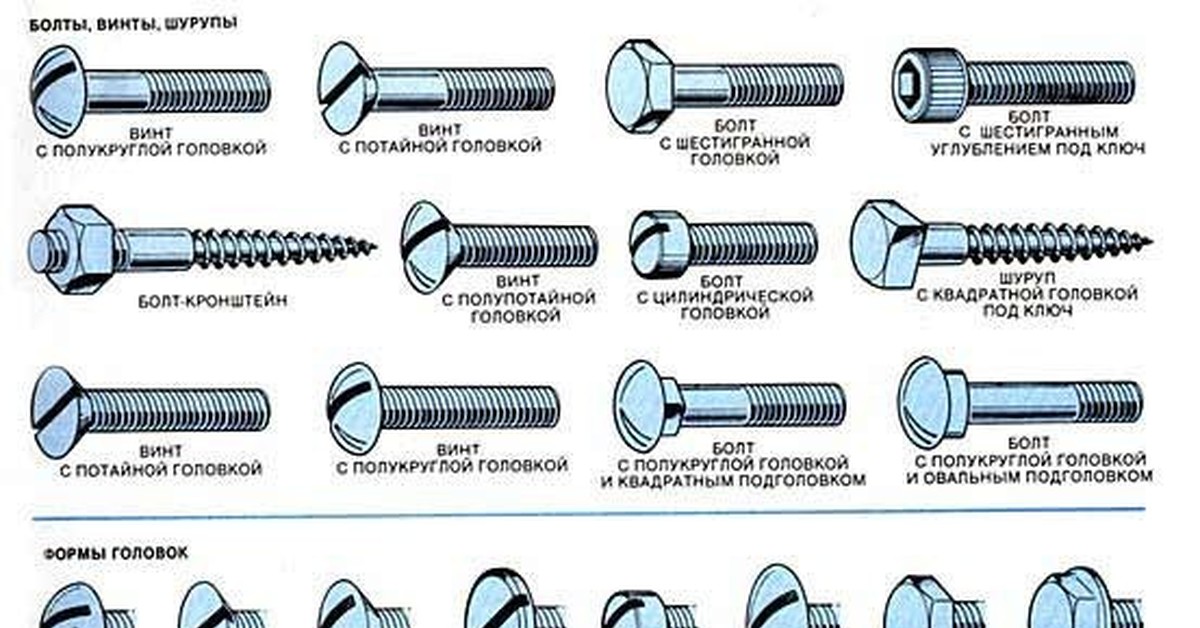

 Остальная часть состоит из свинца и других примесей. Для того чтобы различить эти представители, надо знать их характеристики. В связи с этим уместен вопрос, как определить медь?
Остальная часть состоит из свинца и других примесей. Для того чтобы различить эти представители, надо знать их характеристики. В связи с этим уместен вопрос, как определить медь? Медные изделия встретишь довольно редко, зато она повсеместно используется для производства проводов.
Медные изделия встретишь довольно редко, зато она повсеместно используется для производства проводов.
 В чистом виде он в природе не встречается, а, взаимодействуя с кислородом воздуха, способен образовывать стойкое соединение. Получать его стали лишь в 1825 году, в то время, как медь выплавляли уже в древние времена. Поскольку он гораздо легче, его активно используют при производстве самолетов. Поэтому он и получил название «крылатого металла». Добавляя в алюминий медь, получают сплав, имеющий название дюралюминий, для которого присущи более высокие характеристики прочности.
В чистом виде он в природе не встречается, а, взаимодействуя с кислородом воздуха, способен образовывать стойкое соединение. Получать его стали лишь в 1825 году, в то время, как медь выплавляли уже в древние времена. Поскольку он гораздо легче, его активно используют при производстве самолетов. Поэтому он и получил название «крылатого металла». Добавляя в алюминий медь, получают сплав, имеющий название дюралюминий, для которого присущи более высокие характеристики прочности.
 Медь взаимодействует с кислородом, соляной кислотой и другими соединениями при высоких температурах. Также при нагревании на поверхности металла образуется оксидная пленка, защищающая его от дальнейшего окисления. Медь взаимодействует с простыми веществами: селеном, галогенами, серой. Элемент способен формировать комплексные соединения или двойные соли. Почти все сложные соединения меди — это ядовитые вещества. Одновалентная медь в составе различных соединений легко окисляется до двухвалентной.
Медь взаимодействует с кислородом, соляной кислотой и другими соединениями при высоких температурах. Также при нагревании на поверхности металла образуется оксидная пленка, защищающая его от дальнейшего окисления. Медь взаимодействует с простыми веществами: селеном, галогенами, серой. Элемент способен формировать комплексные соединения или двойные соли. Почти все сложные соединения меди — это ядовитые вещества. Одновалентная медь в составе различных соединений легко окисляется до двухвалентной. 0]
0] Оксид меди(I) может быть получен окислением меди в недостатке кислорода. Уравнение реакции:
Оксид меди(I) может быть получен окислением меди в недостатке кислорода. Уравнение реакции: Ранее она работала редактором статей в Byrdie, а в настоящее время является внештатным сотрудником для Time Magazine, Cosmopolitan и других.
Ранее она работала редактором статей в Byrdie, а в настоящее время является внештатным сотрудником для Time Magazine, Cosmopolitan и других. высокая.
высокая.

 Лили Коул, пожалуй, наша идеальная муза, рожденная из меди, с яркими, драматическими распущенными кудрями, которые выглядят как классическая картина эпохи Возрождения.
Лили Коул, пожалуй, наша идеальная муза, рожденная из меди, с яркими, драматическими распущенными кудрями, которые выглядят как классическая картина эпохи Возрождения.

 Такого оттенка можно добиться с помощью полуперманентного цвета на определенных волосах, если для вас слишком много медных волос.
Такого оттенка можно добиться с помощью полуперманентного цвета на определенных волосах, если для вас слишком много медных волос. Принесите эту картинку своему колористу, если вам нужен мягкий летний оттенок, который сияет круглый год.
Принесите эту картинку своему колористу, если вам нужен мягкий летний оттенок, который сияет круглый год. «Медный цвет также очень забавный цвет для брюнеток», — отмечает Ричардс.
«Медный цвет также очень забавный цвет для брюнеток», — отмечает Ричардс. Нам нравится спрей для защиты от жары Ouai (28 долларов).
Нам нравится спрей для защиты от жары Ouai (28 долларов).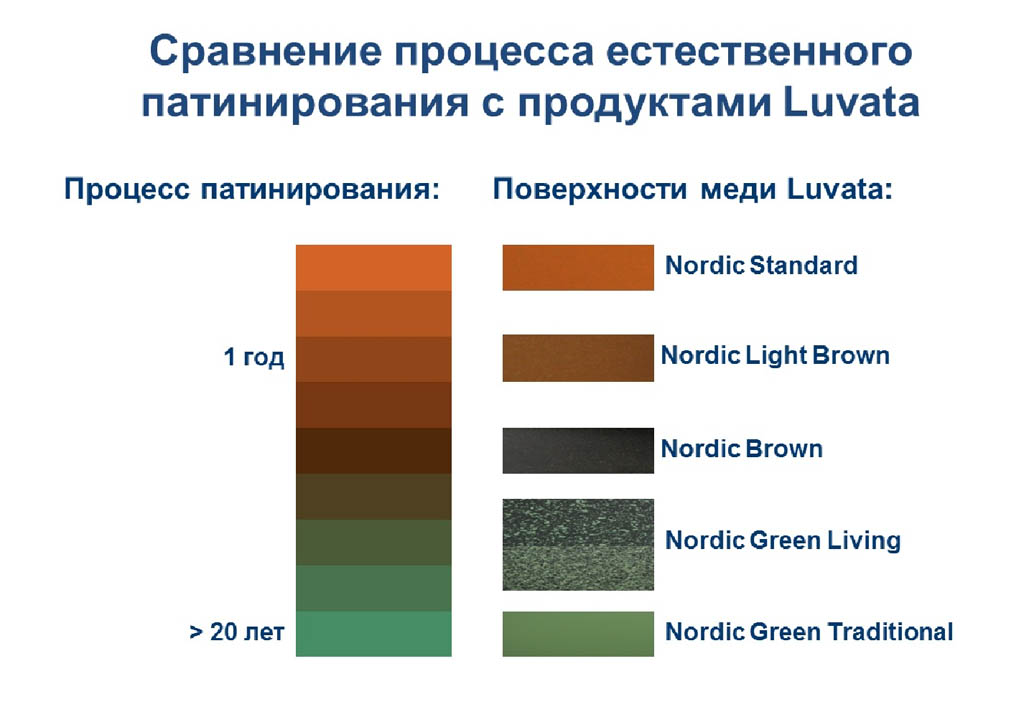
 Выбор более мягкого оттенка меди — еще одно умное решение для новичков в мире рыжих волос. Тем не менее, мягкость не означает тусклость, а немного металлика улучшит внешний вид.
Выбор более мягкого оттенка меди — еще одно умное решение для новичков в мире рыжих волос. Тем не менее, мягкость не означает тусклость, а немного металлика улучшит внешний вид. Эта полноцветная версия меди сочетает в себе почти алые оттенки, чтобы поразить нас своим сиянием и глубиной.
Эта полноцветная версия меди сочетает в себе почти алые оттенки, чтобы поразить нас своим сиянием и глубиной.
 Краска для волос «Ярко-оранжевый медный». Несмотря на то, что этот ярко-оранжевый оттенок действительно требует особого ухода, смелые девушки со светлой кожей не должны упускать шанса сразиться с ним.
Краска для волос «Ярко-оранжевый медный». Несмотря на то, что этот ярко-оранжевый оттенок действительно требует особого ухода, смелые девушки со светлой кожей не должны упускать шанса сразиться с ним.
 Полная медь. Что может быть лучше, чем сочетать озорную прическу с не менее дерзким медным оттенком рыжего? Прерывистая концовка дает достаточно движения и текстуры, чтобы обойтись без других прибамбасов.
Полная медь. Что может быть лучше, чем сочетать озорную прическу с не менее дерзким медным оттенком рыжего? Прерывистая концовка дает достаточно движения и текстуры, чтобы обойтись без других прибамбасов.

 Но вообще такие модели безнадежны и в плане поиска пропавших предметов, и в плане подключения стиральных машин — а потому популярностью не пользуются.
Но вообще такие модели безнадежны и в плане поиска пропавших предметов, и в плане подключения стиральных машин — а потому популярностью не пользуются.

 В столь незадачливые жизненные моменты с нами и происходят неприятности в виде исчезновения в недрах канализации какого-либо весьма ценного небольшого предмета. Чаще всего такое приключается с женскими ювелирными украшениями (не застегнутой сережкой, колечком или случайно расстегнувшейся цепочкой). Если подобная неприятность произойдет у вас на глазах, постарайтесь не паниковать и вспомнить советы, как достать предмет, упавший в канализацию, детально изложенные в данной статье.
В столь незадачливые жизненные моменты с нами и происходят неприятности в виде исчезновения в недрах канализации какого-либо весьма ценного небольшого предмета. Чаще всего такое приключается с женскими ювелирными украшениями (не застегнутой сережкой, колечком или случайно расстегнувшейся цепочкой). Если подобная неприятность произойдет у вас на глазах, постарайтесь не паниковать и вспомнить советы, как достать предмет, упавший в канализацию, детально изложенные в данной статье.
 Обычно очистной лючок крепится под раковиной на изгибе канализационной трубы. Большей частью, все маленькие предметы, уплывшие с водой в канализацию, оседают в этом месте.
Обычно очистной лючок крепится под раковиной на изгибе канализационной трубы. Большей частью, все маленькие предметы, уплывшие с водой в канализацию, оседают в этом месте.
 Есть способ вернуть этот предмет.
Есть способ вернуть этот предмет. Вы также можете привязать магнит к веревке или тонкому стержню и с его помощью ловить рыбу в канализации. Опустите магнит в слив и медленно потяните его обратно, чтобы он лучше притягивал объект. Имейте в виду: чистое золото и серебро не обладают магнитными свойствами, но если украшения покрыты только золотом или серебром, трюк с магнитом все равно может сработать на металле под покрытием.
Вы также можете привязать магнит к веревке или тонкому стержню и с его помощью ловить рыбу в канализации. Опустите магнит в слив и медленно потяните его обратно, чтобы он лучше притягивал объект. Имейте в виду: чистое золото и серебро не обладают магнитными свойствами, но если украшения покрыты только золотом или серебром, трюк с магнитом все равно может сработать на металле под покрытием. Когда вы роняете что-то маленькое в канализацию, велика вероятность того, что этот предмет попадет в P-ловушку.
Когда вы роняете что-то маленькое в канализацию, велика вероятность того, что этот предмет попадет в P-ловушку. В противном случае он может попасть в грязь, которая может скапливаться внутри ловушки.
В противном случае он может попасть в грязь, которая может скапливаться внутри ловушки.
 Это называется P-ловушка, потому что она похожа на букву «P». Обычно это выглядит так:
Это называется P-ловушка, потому что она похожа на букву «P». Обычно это выглядит так:
 Это должно освободить сливную пробку. Расположите ведро так, чтобы оно собирало лишнюю воду, вытекающую из канализации.
Это должно освободить сливную пробку. Расположите ведро так, чтобы оно собирало лишнюю воду, вытекающую из канализации. Чтобы получить его, нам нужно снять и очистить переливную трубу р-ловушки. Пока не устанавливайте сливную пробку! Вместо этого выполните следующие действия:
Чтобы получить его, нам нужно снять и очистить переливную трубу р-ловушки. Пока не устанавливайте сливную пробку! Вместо этого выполните следующие действия:
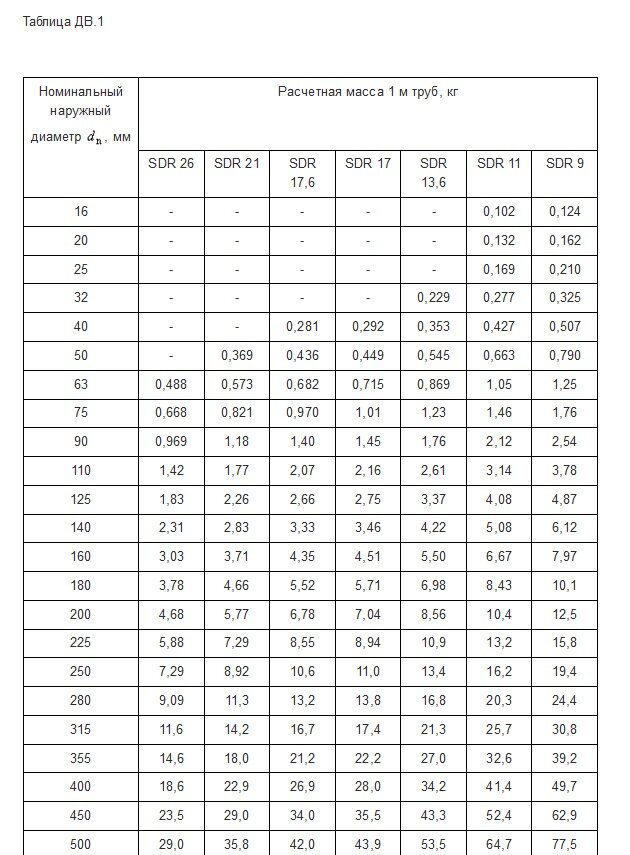 Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные.
Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные. Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные.
Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные. Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические.
Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические.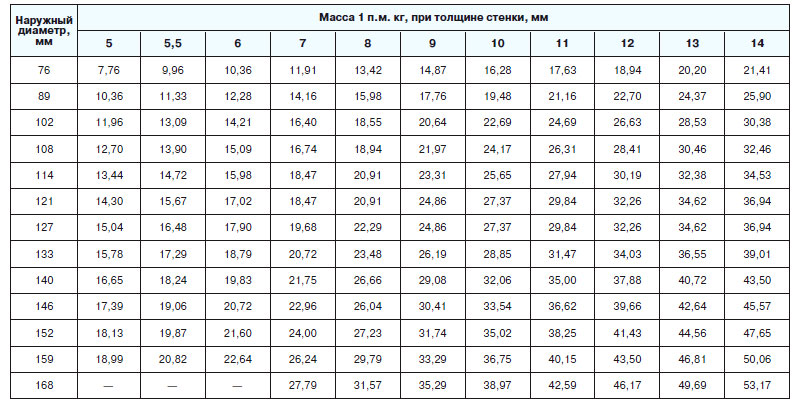 Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая.
Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая. Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные.
Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные. Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов.
Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов.
Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа.
Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь.
Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь.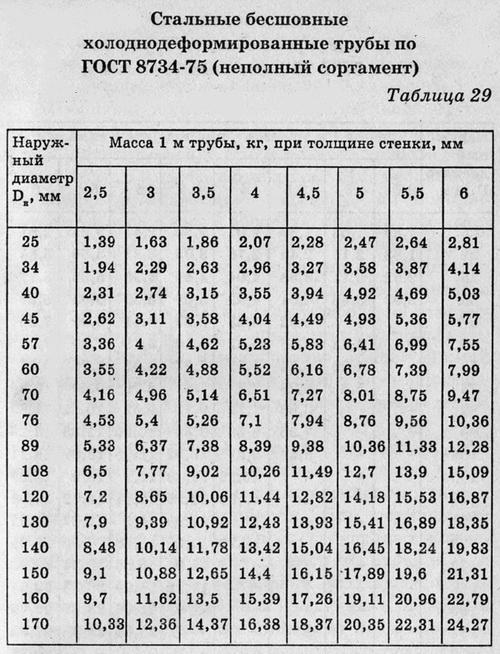 Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)

 до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14
до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14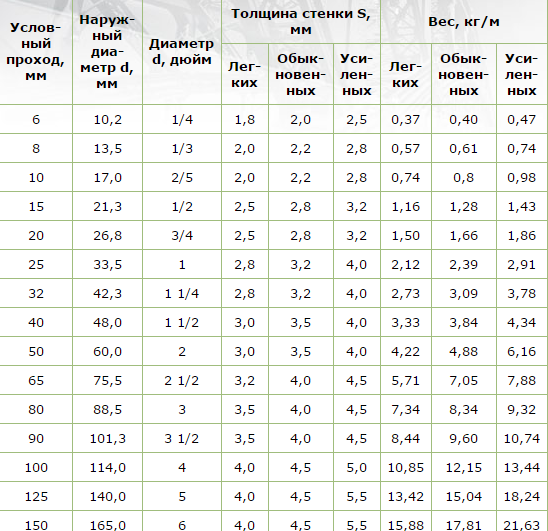
 до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14
до 0,06 от н.д. — 5; свыше 0,06 от н.д. — 14 pdf
pdf 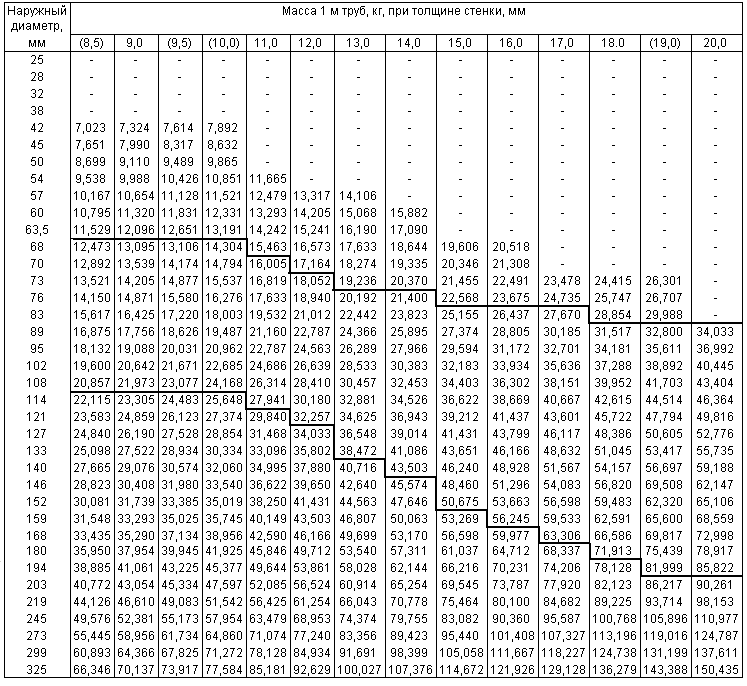 302-88
302-88 3
3
 Для резьбы, изготовленной накаткой, допускается уменьшение внутреннего диаметра трубы на 10 % по всей длине резьбы.
Для резьбы, изготовленной накаткой, допускается уменьшение внутреннего диаметра трубы на 10 % по всей длине резьбы.

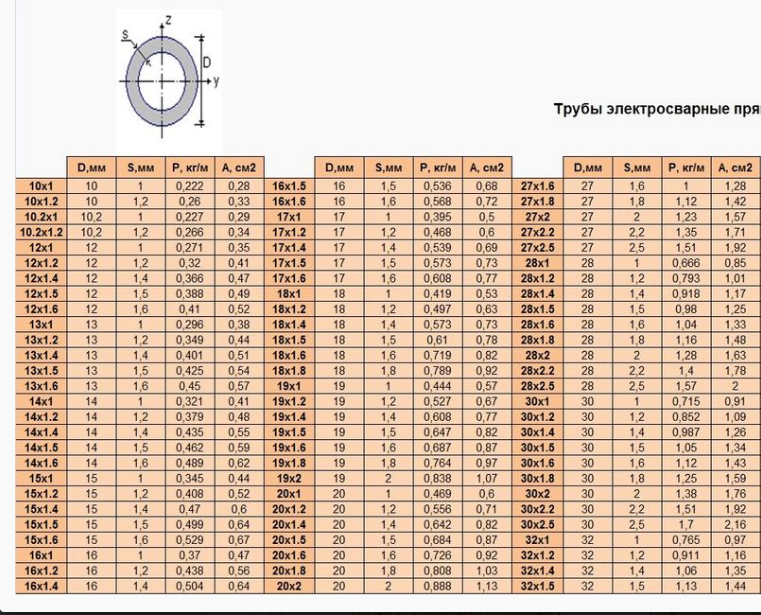


 12, 2.13. (Измененная редакция, ред. N 2, 3, 5).
12, 2.13. (Измененная редакция, ред. N 2, 3, 5).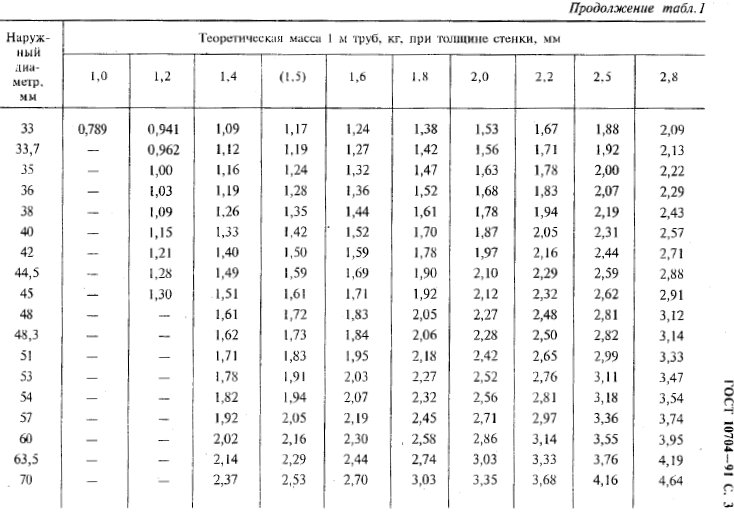

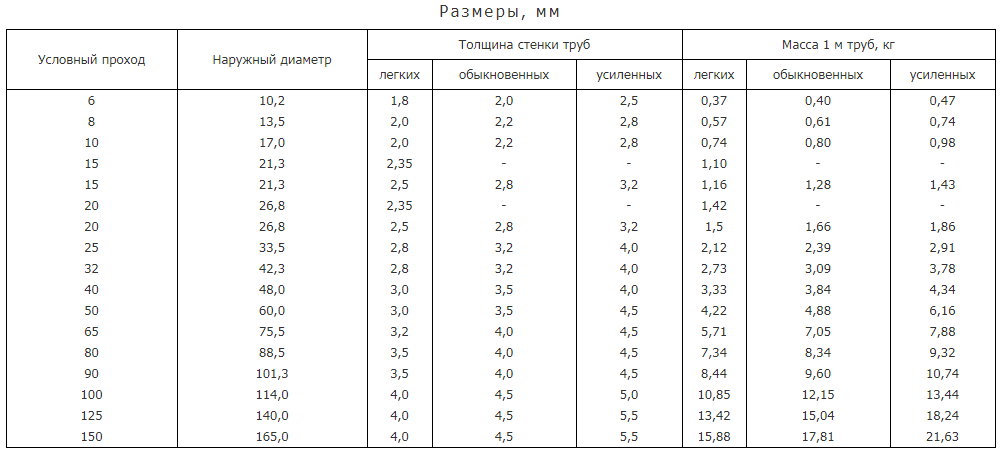 Оцинкованные трубы испытывают до покрытия.
Оцинкованные трубы испытывают до покрытия. 7. Кривизну труб контролируют линейкой по ГОСТ 8026 и набором щупов для НД.
7. Кривизну труб контролируют линейкой по ГОСТ 8026 и набором щупов для НД.
 Стальные полосы сваривают на специальном оборудовании, придавая шву спиральную или прямую форму. Сама труба может иметь любой профиль, не только круглый, но и квадратный, прямоугольный, овальный.
Стальные полосы сваривают на специальном оборудовании, придавая шву спиральную или прямую форму. Сама труба может иметь любой профиль, не только круглый, но и квадратный, прямоугольный, овальный.
 Для круглых труб диаметром 57 мм допускается один поперечный шов. В изделиях диаметром 820 мм и более допускается наличие 1 поперечного и 2 продольных швов.
Для круглых труб диаметром 57 мм допускается один поперечный шов. В изделиях диаметром 820 мм и более допускается наличие 1 поперечного и 2 продольных швов.
 Чем больше пустот, тем выше эти показатели, и тем ниже прочность. Требования по тепло- и звукоизоляции, как правило, не высоки, но их берут не ниже, чем у керамического камня. На производстве применяются специальные воздухововлекающие и газообразующие добавки.
Чем больше пустот, тем выше эти показатели, и тем ниже прочность. Требования по тепло- и звукоизоляции, как правило, не высоки, но их берут не ниже, чем у керамического камня. На производстве применяются специальные воздухововлекающие и газообразующие добавки. Размер песчинок — не больше 2 мм. Чем меньше примесей, тем выше его качество. Чтобы избавиться от мусора, материал просеивают. Очищать его от химических примесей сложнее. Делать это можно только в производственных условиях. Белый песок самый чистый. В желтом больше инородных включений.
Размер песчинок — не больше 2 мм. Чем меньше примесей, тем выше его качество. Чтобы избавиться от мусора, материал просеивают. Очищать его от химических примесей сложнее. Делать это можно только в производственных условиях. Белый песок самый чистый. В желтом больше инородных включений. Их заливают водой, дают отстояться 5-15 минут перед укладкой, затем наносят на поверхность с учетом времени схватывания, указанного в инструкции на упаковке.
Их заливают водой, дают отстояться 5-15 минут перед укладкой, затем наносят на поверхность с учетом времени схватывания, указанного в инструкции на упаковке. Чем выше марка цемента, тем ниже его расход для получения смеси с определенными свойствами.
Чем выше марка цемента, тем ниже его расход для получения смеси с определенными свойствами. Если вычислить, сколько требуется вяжущего вещества, несложно будет узнать количество песка.
Если вычислить, сколько требуется вяжущего вещества, несложно будет узнать количество песка.

 При кажущейся простоте процесса он обладает нюансами, знание которых поможет избежать ошибок. Свидетельством многогранности изучаемой темы является неразгаданная тайна приготовления составов, используемых при строительстве древних храмов, которые сохранили свою целостность до нашего времени.
При кажущейся простоте процесса он обладает нюансами, знание которых поможет избежать ошибок. Свидетельством многогранности изучаемой темы является неразгаданная тайна приготовления составов, используемых при строительстве древних храмов, которые сохранили свою целостность до нашего времени.
 Идеально набрать ее из колодца. Температура жидкости зависит от сезона, когда требуется приготовить цементную массу: в летний период подойдет холодная вода, зимой она нуждается в дополнительном подогреве.
Идеально набрать ее из колодца. Температура жидкости зависит от сезона, когда требуется приготовить цементную массу: в летний период подойдет холодная вода, зимой она нуждается в дополнительном подогреве. При этом следить за соответствием установленных пропорций обязательно!
При этом следить за соответствием установленных пропорций обязательно!

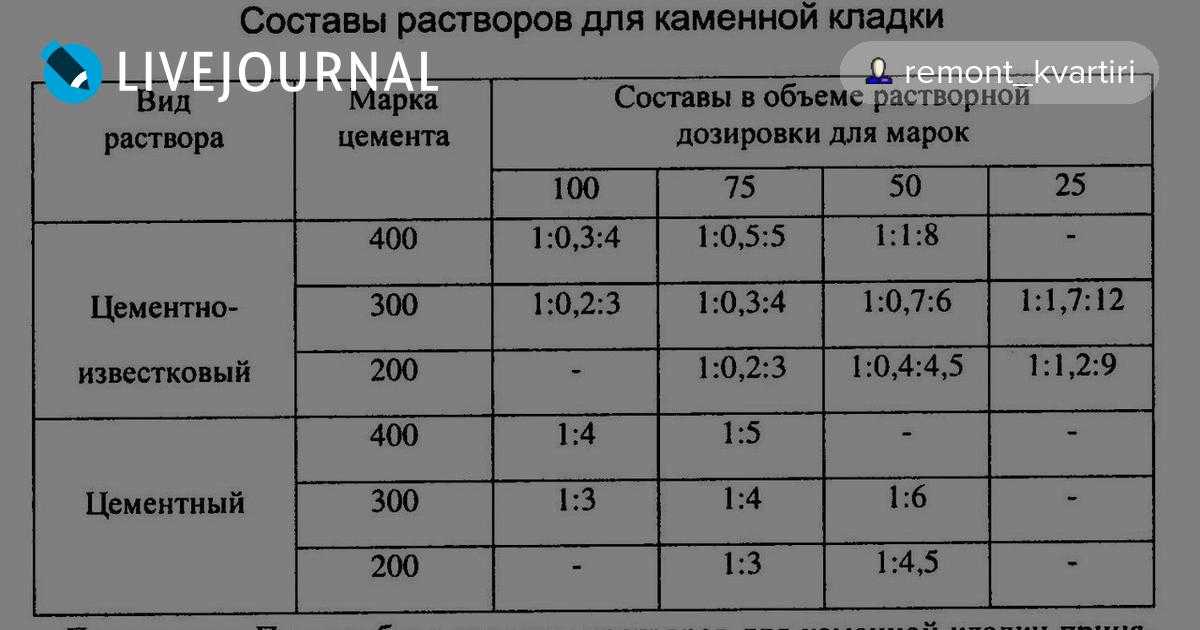
 Это влияет на заполнение пустот и неровностей в кладке кирпича.
Это влияет на заполнение пустот и неровностей в кладке кирпича.






 Для создания песчано-цементной смеси вам понадобится цемент, вода и мягкий строительный песок.
Для создания песчано-цементной смеси вам понадобится цемент, вода и мягкий строительный песок. Раствор для черепицы — это тот, который смешивается
Раствор для черепицы — это тот, который смешивается Растворная смесь для черепицы должна состоять из 1 части цемента,
Растворная смесь для черепицы должна состоять из 1 части цемента,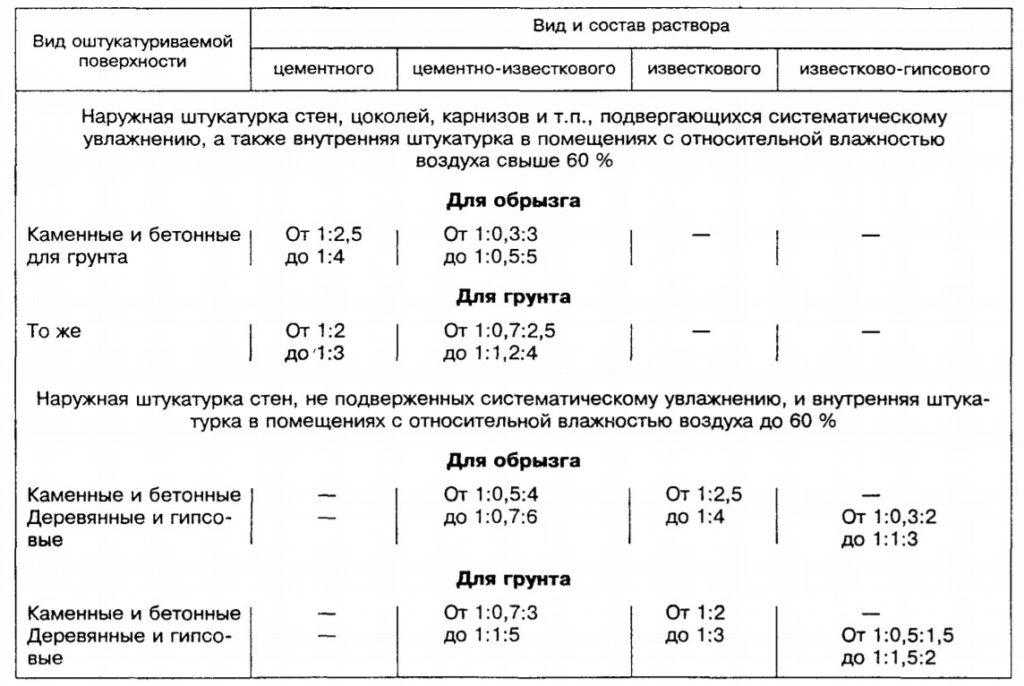

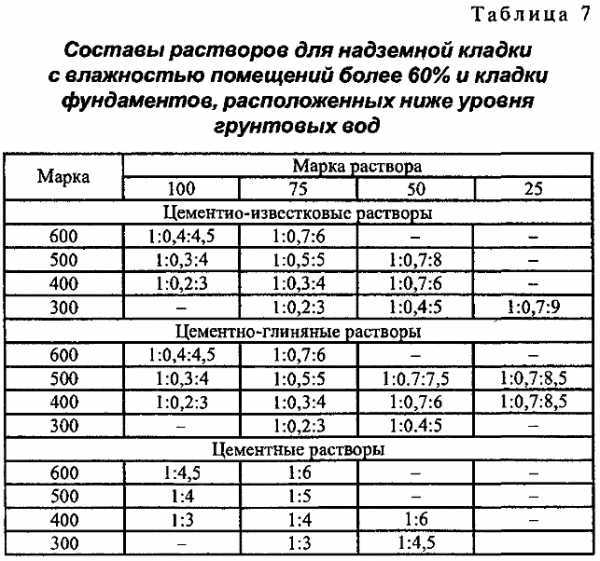 Вы можете использовать растворный калькулятор для точных оценок.
Вы можете использовать растворный калькулятор для точных оценок.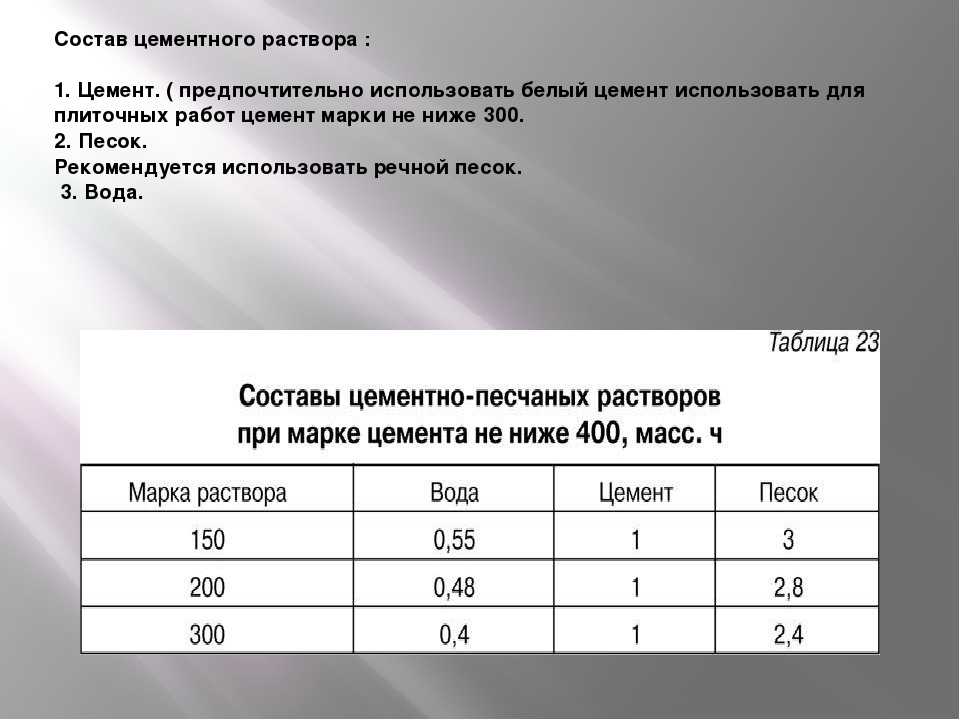 avonmaterialsupplies.co.uk/AMS/index.php/common-uses-of-washed-sharp-sand-grit/
avonmaterialsupplies.co.uk/AMS/index.php/common-uses-of-washed-sharp-sand-grit/ Для этого вам понадобится вода, тачка, лопата, грязевая доска и мастерок.
Для этого вам понадобится вода, тачка, лопата, грязевая доска и мастерок.

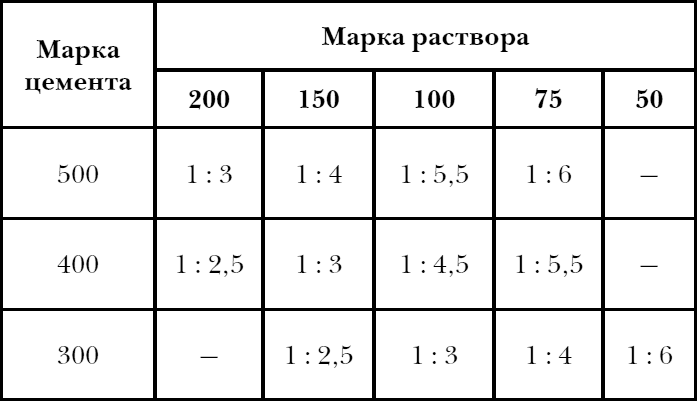
 18 мм х/к
18 мм х/к 95
95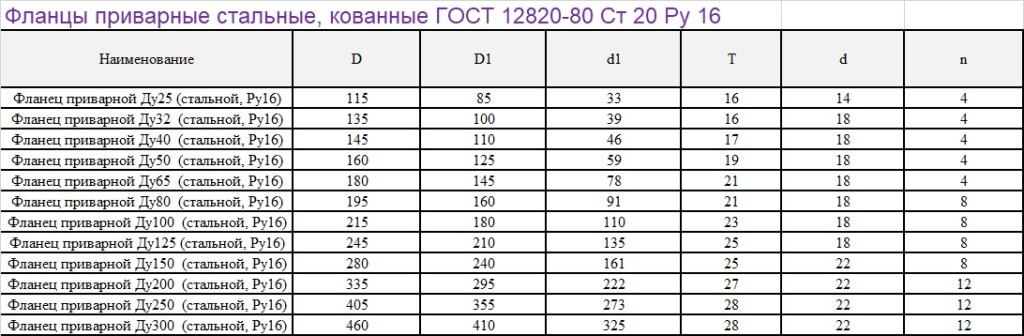 2 кг/1м2
2 кг/1м2 48 кг/1м2
48 кг/1м2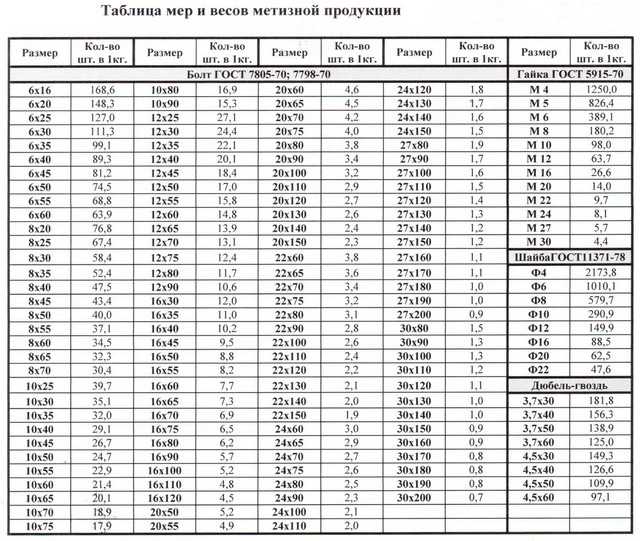 87 кг/1м2
87 кг/1м2 9 кг/1м2
9 кг/1м2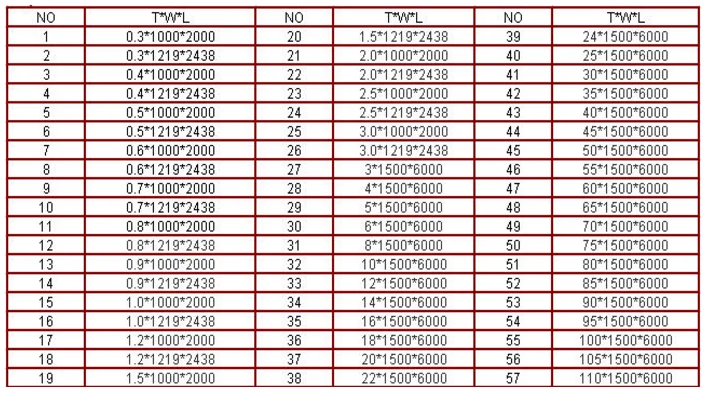 8 кг/1м2
8 кг/1м2 82 кг/1м2
82 кг/1м2 75 мм г/к
75 мм г/к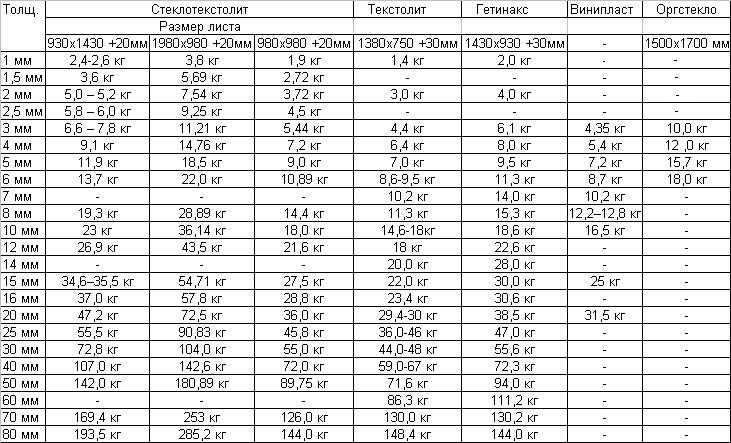 5 мм рифленый
5 мм рифленый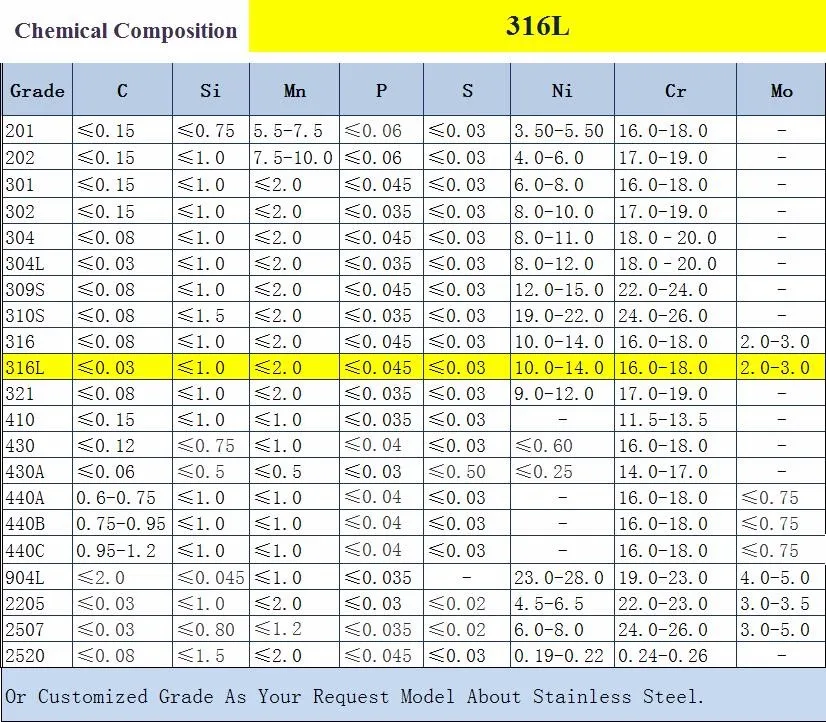 ru
ru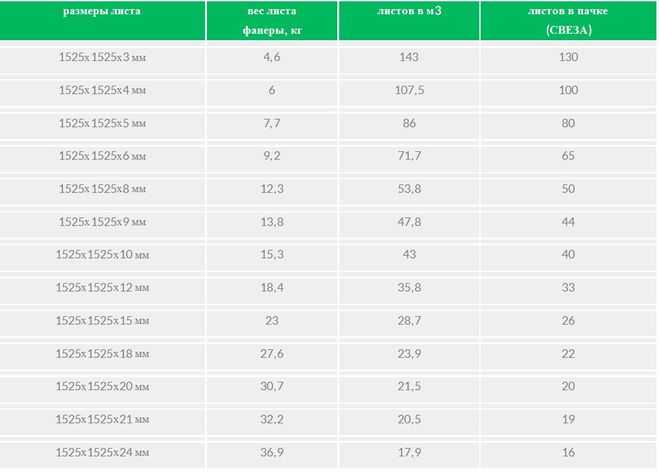 5
5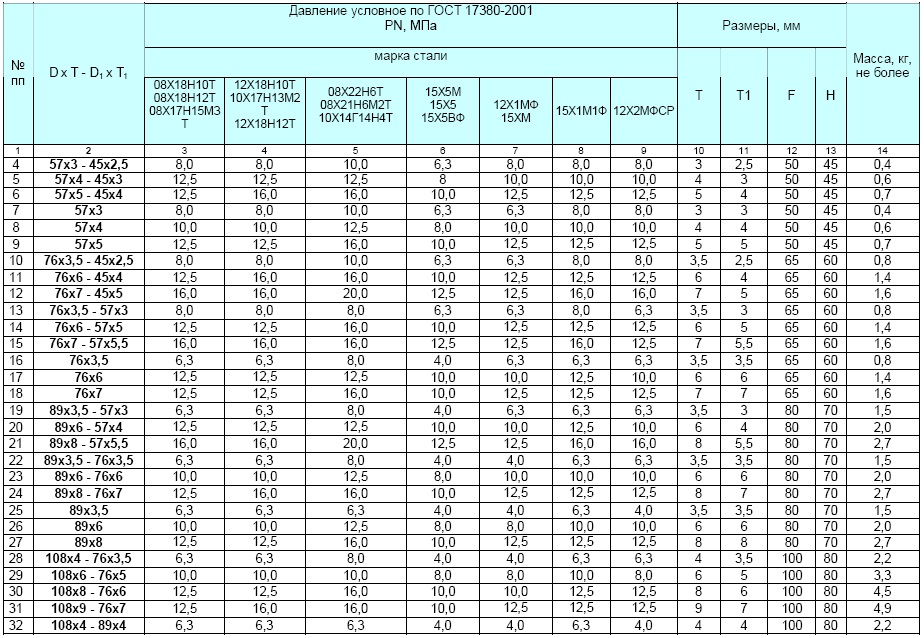 5
5 0
0 0.4
0.4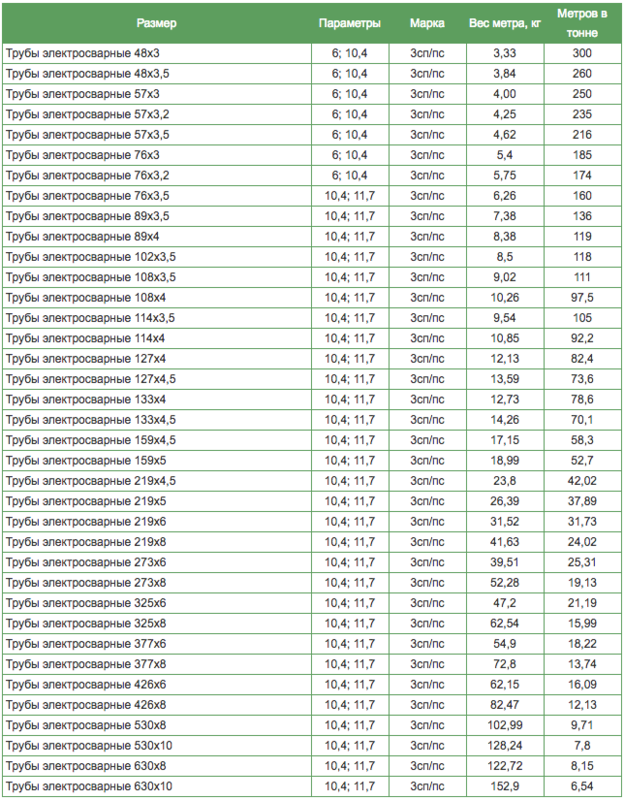 1.5
1.5 8
8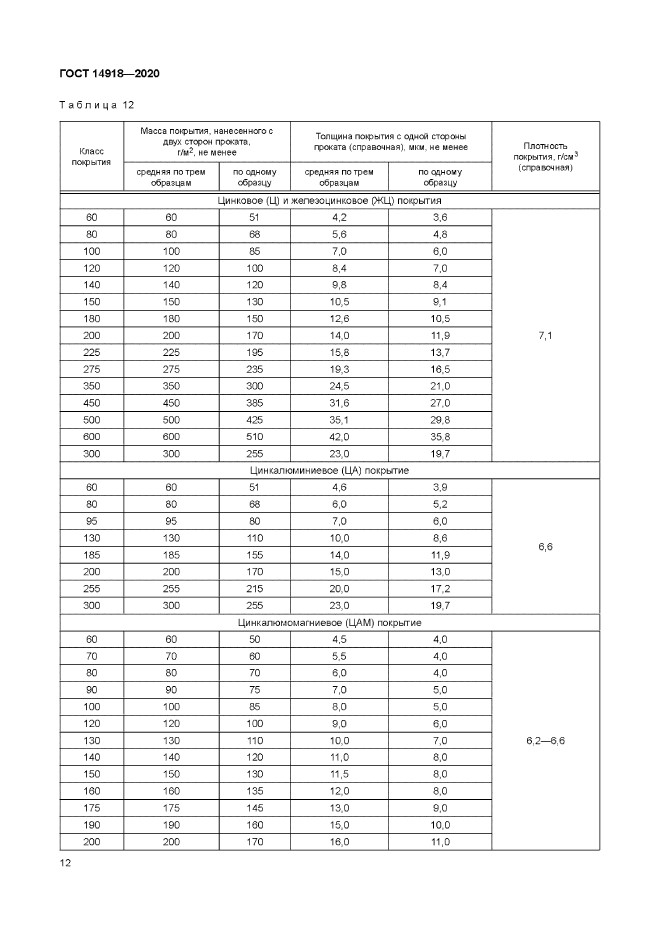 0
0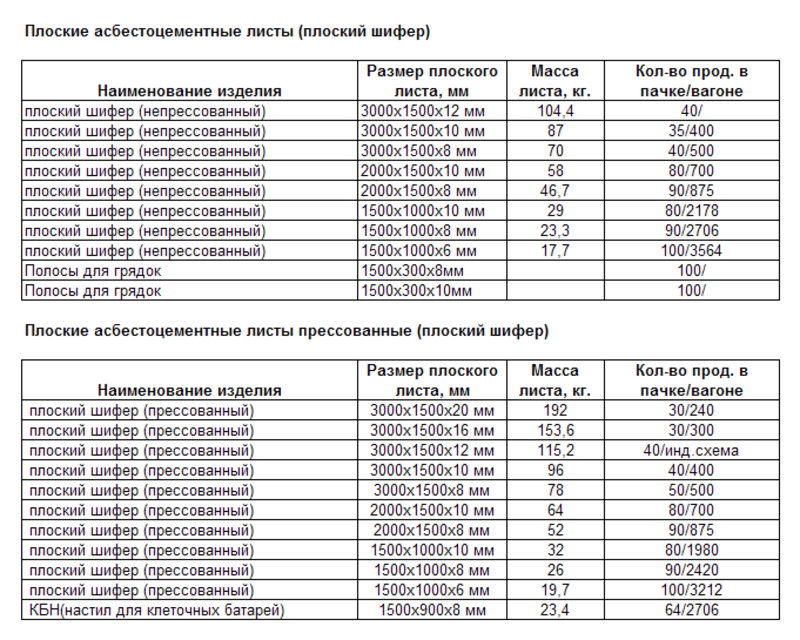 Копирование материалов сайта, без указания прямой ссылки на источник запрещено. Информация на сайте не является публичной офертой, цена завит от объема.
Копирование материалов сайта, без указания прямой ссылки на источник запрещено. Информация на сайте не является публичной офертой, цена завит от объема.
 Мы можем разрезать стальные пластины на различные формы, пробить их, просверлить в них отверстия и скрепить их болтами для подвижных соединений или полностью отказаться от сверления и сварить их вместе для фиксированного соединения.
Мы можем разрезать стальные пластины на различные формы, пробить их, просверлить в них отверстия и скрепить их болтами для подвижных соединений или полностью отказаться от сверления и сварить их вместе для фиксированного соединения.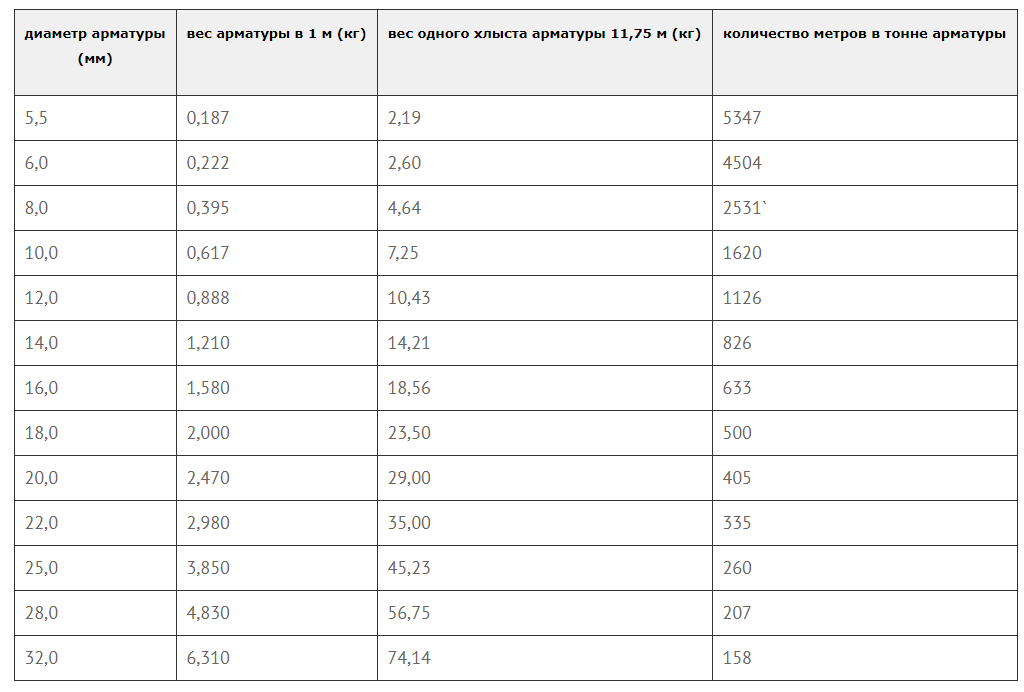 Помимо этих причин, знание веса стальных пластин, которые мы используем в наших проектах, также может помочь нам решить, сможем ли мы поднять конечный продукт, как тот, который мы проиллюстрировали в разделе примера расчета веса стали в этом тексте.
Помимо этих причин, знание веса стальных пластин, которые мы используем в наших проектах, также может помочь нам решить, сможем ли мы поднять конечный продукт, как тот, который мы проиллюстрировали в разделе примера расчета веса стали в этом тексте. Мы можем сделать это разными способами, но проще всего получить площадь нашей пластины и умножить ее на толщину пластины. После получения объема нашей стальной пластины мы можем теперь умножить этот объем на плотность нашей стальной пластины, чтобы рассчитать ее вес, как показано ниже:
Мы можем сделать это разными способами, но проще всего получить площадь нашей пластины и умножить ее на толщину пластины. После получения объема нашей стальной пластины мы можем теперь умножить этот объем на плотность нашей стальной пластины, чтобы рассчитать ее вес, как показано ниже: Поскольку мы уже знаем, что плотность мягкой стали составляет килограмма на кубический метр , давайте решим объем стального листа в кубических метра . 20-сантиметровая сторона равна 0,2 метра, а 1-сантиметровая толщина равна 0,01 метра. Итак, мы можем найти объем цельного квадратного листа:
Поскольку мы уже знаем, что плотность мягкой стали составляет килограмма на кубический метр , давайте решим объем стального листа в кубических метра . 20-сантиметровая сторона равна 0,2 метра, а 1-сантиметровая толщина равна 0,01 метра. Итак, мы можем найти объем цельного квадратного листа: Там вы можете узнать больше о других металлах, о том, как рассчитать их вес, плотность, а также о некоторых областях их применения.
Там вы можете узнать больше о других металлах, о том, как рассчитать их вес, плотность, а также о некоторых областях их применения.