Простые вещества: молекулы состоят из атомов одного вида (атомов одного элемента).
Пример: h3, O2,Cl2, P4, Na, Cu, Au.
Сложные вещества (или химические соединения): молекулы состоят из атомов разного вида (атомов различных химических элементов).
Пример: h3O, Nh4, OF2, h3SO4, MgCl2, K2SO4.
Аллотропия — способность одного химического элемента образовывать несколько простых веществ, различающихся по строению и свойствам.
Пример:
С — алмаз, графит, карбин, фуллерен.
O — кислород, озон.
S — ромбическая, моноклинная, пластическая.
P — белый, красный, чёрный.
Явление аллотропии вызывается двумя причинами:
Различным числом атомов в молекуле, например кислород O2 и озон O3.
Образованием различных кристаллических форм, например алмаз, графит, карбин и фуллерен (смотри рисунок выше).
Основные классы неорганических веществ
Бинарные соединения
Вещества, состоящие из двух химических элементов называются бинарными (от лат. би – два) или двухэлементными.
Названия бинарных соединений образуют из двух слов – названий входящих в их состав химических элементов.
Первое слово обозначает электроотрицательную часть соединения – неметалл, его латинское название с суффиксом –ид стоит всегда в именительном падеже.
Второе слово обозначает электроположительную часть – металл или менее электроотрицательный элемент, его название стоит в родительном падеже, затем указывается степень окисления (только в том случае, если она переменная):
Запомни!
Bh4 — боран
B2H6 — диборан
Ch5 — метан
Sih5 — силан
Nh4 — аммиак
Ph4 — фосфин
Ash4 — арсин
Оксиды
Оксиды — сложные вещества, состоящие из двух химических элементов, один из которых кислород в степени окисления -2.
Общая формула оксидов: ЭхОу
Основные оксиды
Основные оксиды — оксиды, которым соответствуют основания.
Основные оксиды образованы металлом со степенью окисления +1, +2.
Пример
Соответствие основных оксидов и оснований
Na2O — Na2(+1)O(-2) — NaOH
MgO — Mg(+2)O(-2) — Mg(OH)2
FeO — Fe(+2)O(-2) — Fe(OH)2
MnO — Mn(+2)O(-2) — Mn(OH)2
Амфотерные оксиды
Амфотерные оксиды — оксиды, которые в зависимости от условий проявляют либо основные, либо кислотные свойства.
Амфотерные оксиды образованы металлом со степенью окисления +3, +4, а также некоторыми металлами (Zn, Be) со степенью окисления +2.
Кислотные оксиды — оксиды, которым соответствуют кислоты.
Кислотные оксиды образованы неметаллом, а также металлом со степенью окисления +5, +6, +7.
Пример
Соответствие кислотных оксидов и кислот
SO3 — S(+6)O3(-2) — h3SO4
N2O5 — N2(+5)O5(-2) — HNO3
CrO3 — Cr(+6)O3(-2) — h3CrO4
Mn2O7 — Mn2(+7)O7(-2) — HMnO4
Гидроксиды
Гидроксиды — сложные вещества, состоящие из трех элементов, два из которых водород со степенью окисления +1 и кислород со степенью окисления -2.
Общая формула гидроксидов: ЭхОуНz
Основания
Основания — сложные вещества, состоящие из ионов металла и одной или нескольких гидроксо-групп (ОН-).
В основаниях металл имеет степень окисления +1, +2 или вместо металла стоит ион аммония Nh5+
Пример
NaOH, Nh5OH, Ca(OH)2
Амфотерные гидроксиды
Амфотерные гидроксиды — сложные вещества, которые в зависимости от условий проявляют свойства оснований или кислот.
Амфотерные гидроксиды имеют металл со степенью окисления +3, +4, а также некоторые металлы (Zn, Be) со степенью окисления +2.
Пример
Zn(OH)2, Be(OH)2, Al(OH)3, Cr(OH)3
Кислоты
Кислоты — сложные вещества, состоящие из атомов водорода и кислотных остатков.
В состав кислот входит неметалл или металл со степенью окисления +5, +6, +7.
Пример
h3SO4, HNO3, h3Cr2O7, HMnO4
Соли
Соли- соединения, состоящие из катионов металлов (или Nh5+) и кислотных остатков.
Общая формула солей: MexAcy
Me — металл
Ac — кислотный остаток
Пример
KNO3 — нитрат калия
(Nh5)2SO4 — сульфат аммония
Mg(NO3)2 — нитрат магния
Названия кислот и кислотных остатков
Кислота
Кислотный остаток
Название
Формула
Название
Формула
Соляная (хлороводородная)
HCl
Хлорид
Cl(-)
Плавиковая (фтороводородная)
HF
Фторид
F(-)
Бромоводородная
HBr
Бромид
Br(-)
Иодоводородная
HI
Иодид
I(-)
Азотистая
HNO2
Нитрит
NO2(-)
Азотная
HNO3
Нитрат
NO3(-)
Сероводородная
h3S
Сульфид Гидросульфид
S(2-) HS(-)
Сернистая
h3SO3
Сульфит Гидросульфит
SO3(2-) HSO3(-)
Серная
h3SO4
Сульфат Гидросульфат
SO4(2-) HSO4(-)
Угольная
h3CO3
Карбонат Гидрокарбонат
СО3(2-) НСО3(-)
Кремниевая
h3SiO3
Силикат
SiO3(2-)
Ортофосфорная
h4PO4
Ортофосфат Гидроортофосфат Дигидроортофосфат
РО4(3-) НРО4(2-) Н2РО4(-)
Муравьиная
НСООН
Формиат
НСОО(-)
Уксусная
СН3СООН
Ацетат
СН3СОО(-)
Полезные ссылки
Источник материала
Классификация неорганических веществ (видео)
Классификация неорганических веществ. Сложные вопросы (видео)
Кислотные оксиды (видео)
Основные оксиды (видео)
Основания (видео)
Характеристика солей (видео)
Дополнительные материалы
Классификация и номенклатура неорганических веществ (видео)
Классификация соединений (видео)
Аллотропные формы углерода (видео)
Вопрос 4 § 1 Химия 9 класс Габриелян Что такое аллотропия? – Рамблер/класс
Вопрос 4 § 1 Химия 9 класс Габриелян Что такое аллотропия? – Рамблер/класс
Интересные вопросы
Школа
Подскажите, как бороться с грубым отношением одноклассников к моему ребенку?
Новости
Поделитесь, сколько вы потратили на подготовку ребенка к учебному году?
Школа
Объясните, это правда, что родители теперь будут информироваться о снижении успеваемости в школе?
Школа
Когда в 2018 году намечено проведение основного периода ЕГЭ?
Новости
Будет ли как-то улучшаться система проверки и организации итоговых сочинений?
Вузы
Подскажите, почему закрыли прием в Московский институт телевидения и радиовещания «Останкино»?
Кто помжет ответить? Что такое аллотропия? Какой тип химической связи реа- лизуется в молекулах состава: а) S8; б) Н2S? Какие физиче- ские свойства имеет наиболее устойчивая модификация серы — ромбическая сера? Запишите уравнения реакций серы со следующими веществами: а) натрием; б) кальцием; в) алюминием; г) кислородом; д) водородом; е) фтором F2. Рассмотрите их с позиций процессов окисления-восстановления.
ответы
Аллотропия — явление существования химического элемента в ви- де нескольких простых веществ, различных по строению и свойствам (так называемых аллотропных форм). а) В молекулах состава S8 реализуется ковалентно-неполярный тип связи (т.е. не происходит смещения электронной пары, образующей связь). б) В молекулах состава H2S реализуется ковалентно-полярный тип связи, т.к. происходит смещение электронной пары к более электроотрицательному атому — сере (S). Н → S ← Н Физические свойства ромбической серы (S8): Вещество лимонно-желтого цвета, устойчивое до t = 95,6°С, раство- ряется в сероуглероде (CS2), анилине, бензоле, феноле. Уравнения реакций:
ваш ответ
Можно ввести 4000 cимволов
отправить
дежурный
Нажимая кнопку «отправить», вы принимаете условия пользовательского соглашения
похожие темы
ЕГЭ
10 класс
11 класс
Физика
похожие вопросы 5
Приготовление раствора сахара и расчёт его массовой доли в растворе. Химия. 8 класс. Габриелян. ГДЗ. Хим. практикум № 1. Практ. работа № 5.
Попробуйте провести следующий опыт. Приготовление раствора сахара и расчёт его массовой доли в растворе. Отмерьте мерным (Подробнее…)
ГДЗШкола8 классХимияГабриелян О.С.
Здравствуйте.
(Подробнее…)
Химия
Васильевых. 50 вариантов ответов по русскому языку. Вариант 31 ч.2 Задание 13 ОГЭ Русский язык 9 класс Однородное подчинение придаточных
Среди предложений 21-29: (21) И Митрофанов услышал в этом смехе и прощение себе, и даже какое-то (Подробнее…)
ГДЗРусский языкОГЭ9 классВасильевых И.П.
16. Расставьте все знаки препинания: укажите цифру(-ы), на месте которой(-ых)… Цыбулько И. П. Русский язык ЕГЭ-2017 ГДЗ. Вариант 13.
16. Расставьте все знаки препинания: укажите цифру(-ы), на месте которой(-ых) в предложении должна(-ы) стоять запятая(-ые). (Подробнее…)
ГДЗЕГЭРусский языкЦыбулько И.П.
ЕГЭ-2017 Цыбулько И. П. Русский язык ГДЗ. Вариант 13. 18. Расставьте все знаки препинания: укажите цифру(-ы), на месте которой(-ых)…
18. Расставьте все знаки препинания: укажите цифру(-ы), на месте которой(-ых) в предложении должна(-ы) стоять запятая(-ые). (Подробнее…)
ГДЗЕГЭРусский языкЦыбулько И.П.
Перспективы экспериментальной реализации двумерных аллотропов алюминия
Игорь Лукачевич, * и
Майя Варга Пайтлер, и
Матко Мужевич a а также
Санджив К. Гупта б
Принадлежности автора
*
Соответствующие авторы
и
Группа прикладных наноматериалов, Осиекский университет имени Йосипа Юрая Штроссмайера, факультет физики, Осиек 31000, Хорватия
Электронная почта: ilukacevic@fizika. unios.hr
б
Группа вычислительных материалов и нанонауки, Колледж Св. Ксавьера, факультет физики и электроники, Ахмедабад 380009, Индия
Аннотация
На примере графена недавние исследования обнаружили ряд атомарно тонких моноэлементных материалов. Многие из них были синтезированы, а некоторые еще ждут своей экспериментальной реализации. Мотивированное огромным потенциалом применения, унаследованным от его массивного аналога, настоящее исследование касается условий, при которых монослой алюминия, алюминен, может быть впервые синтезирован в лаборатории. Начнем с рассмотрения четырех различных аллотропных модификаций: плоской, изогнутой, треугольной и складчатой. Исследование показывает, что плоские и треугольные аллотропы могут быть стабилизированы с помощью инженерии деформации, наложенной на монослой. Моделирование Ab initio показывает, что эти аллотропы имеют соответствующие когезионные энергии и стабильную динамику решетки. Мы обнаружили, что Cu(111) и графен могут выступать в качестве подходящих субстратов для синтеза алюмина. Взаимодействие подложки и монослоя вызывает необходимую плоскую деформацию для стабилизации фононной динамики. Исследуемые аллотропы алюминена устойчивы к тепловым воздействиям при комнатной температуре. Изображения СТМ моделируются для облегчения будущих экспериментальных характеристик алюмина. Алюминен сохраняет хорошие тепловые свойства (удельную теплоемкость) алюминия, что еще больше расширяет возможности его применения в качестве ультратонкого теплоизолятора или радиатора. Исследование будет стимулировать экспериментальные исследования, направленные как на синтез наноматериалов, так и на применение атомарно-тонких слоев алюминия. Это ключевое исследование для будущей нанотехнологии, основанной на алюминии.
Словарь – А | МеталМарт Интернэшнл, Инк.
Запрос котировок:
ТРОСТЬ ДЛЯ АККОРДЕОНА СТАЛЬ
КИСЛОТОХРУПКОСТЬ
КИСЛОТНЫЙ ПРОЦЕСС
КИСЛОТА-СТАЛЬ
СТАРЕНИЕ
СТАРЕНИЕ
ВОЗДУШНОЕ ОХЛАЖДЕНИЕ
СТАЛЬ ДЛЯ ЗАКАЛИВАНИЯ НА ВОЗДУХЕ
СТАЛЬ AISI
АЛКЛАД
АЛЛОТРОПИЯ
СПЛАВ
ЛЕГИРОВАННАЯ СТАЛЬ
АЛЬФА ЛАТУНЬ
АЛЬФА БРОНЗА
АЛЬФА-ЖЕЛЕЗ
АЛЮМИНИЙ
АЛЮМИНИЕВАЯ РАССЛАБЛЕННАЯ СТАЛЬ
АМОРФНЫЙ
ОТЖИГ
АНОДИРОВАНИЕ (покрытие из анодно-оксидного алюминия)
ИСКУССТВЕННОЕ СТАРЕНИЕ
А. С.Т.М.
АУСТЕМПЕРИНГ
АУСТЕНИТ
АУСТЕНИТНАЯ СТАЛЬ
ТРОСТЬ АККОРДЕОН СТАЛЬ
Закаленная, отпущенная, полированная и вороненая или желтая плоская сталь с зачищенными кромками. Содержание углерода около 1,00%. Материал должен обладать хорошей плоскостностью, равномерной твердостью и высокой эластичностью.
КИСЛОТОХРУПКОСТЬ
Хрупкость в результате травления стали в кислоте; водород, образующийся при взаимодействии железа и кислоты, частично поглощается металлом, вызывая кислотоломкость.
КИСЛОТНЫЙ ПРОЦЕСС
Процесс производства стали, бессемеровский, мартеновский или электрический, при котором печь футерована кремнеземистым огнеупором и для которого требуется чугун с низким содержанием фосфора, поскольку этот элемент не удаляется.
КИСЛОТНАЯ СТАЛЬ
Термин не относится к кислотности стали. (См. Кислотный процесс.)
СТАРЕНИЕ
Этот термин применительно к мягким или низкоуглеродистым сталям относится к медленным, постепенным изменениям свойств сталей после окончательной обработки. Эти изменения, которые приводят к состоянию повышенной твердости, предела упругости и сопротивления растяжению с последующей потерей пластичности, происходят в течение периода, когда сталь находится при нормальных температурах.
СТАРЕНИЕ
Самопроизвольное изменение физических свойств некоторых металлов, происходящее при стоянии, при атмосферных температурах после окончательной холодной обработки давлением или после окончательной термической обработки. Часто является синонимом термина «возрастная закалка».
ВОЗДУШНОЕ ОХЛАЖДЕНИЕ
Охлаждение нагретого металла, промежуточное по скорости между медленным охлаждением в печи и закалкой, при котором металлу позволяют стоять на открытом воздухе.
СТАЛЬ ДЛЯ ЗАКАЛИВАНИЯ НА ВОЗДУХЕ
Легированная сталь, которая может быть закалена путем охлаждения на воздухе от температуры выше диапазона превращения. Такие стали приобретают мартенситную структуру, не проходя процесс закалки. С этой целью эффективны добавки хрома, никеля, молибдена и марганца.
СТАЛЬ AISI
Стали Американского института чугуна и стали. Обычные и легированные стали нумеруются по системе, практически такой же, как SAE. Система AISI является более сложной, чем SAE, в том, что всем цифрам предшествуют буквы: «A» представляет собой основную мартеновскую легированную сталь, «B» кислую бессемеровскую углеродистую сталь, «C» основную мартеновскую углеродистую сталь, «CB» либо кислая бессемеровская, либо основная мартеновская углеродистая сталь, электропечная легированная сталь марки «Е».
АЛКЛАД
Общее название типа плакированных изделий из кованого алюминия, таких как листы и проволока, с покрытиями из алюминия высокой чистоты или алюминиевого сплава, состав которого отличается от сплава сердцевины. Покрытия являются анодными по отношению к сердечнику, поэтому они электролитически защищают открытые участки сердечника во время воздействия агрессивных сред.
АЛЛОТРОПИЯ
(см. Полиморфизм)
СПЛАВ
(Met.) Металл, полученный путем добавления других металлов или неметаллов к основному металлу для обеспечения желаемых свойств.
ЛЕГИРОВАННАЯ СТАЛЬ
Сталь, содержащая значительные количества элементов, отличных от углерода, и общепринятые ограниченные количества марганца, серы, кремния и фосфора. Добавление таких легирующих элементов обычно осуществляется с целью повышения твердости, прочности или химической стойкости. Металлы, наиболее часто используемые для формирования легированных сталей: никель, хром, кремний, марганец, вольфрам, молибден и ванадий. Низколегированная сталь ” обычно считается сталью, содержащей менее 5% таких добавленных компонентов.
АЛЬФА ЛАТУНЬ
Медно-цинковый сплав, содержащий до 38 % цинка. Используется в основном для холодной обработки.
АЛЬФА БРОНЗА
Медно-оловянный сплав, состоящий из альфа-твердого раствора олова в меди. Коммерческие формы содержат 4 или 5% олова. Этот сплав используется в чеканке монет, пружинах, турбинах, лопастях и т. д.
АЛЬФА-ЖЕЛЕЗ
Полиморфная форма железа, стабильная при температуре ниже 1670°F. имеет объемно-центрированную кубическую решетку и обладает магнитными свойствами до 1410 ° F.
АЛЮМИНИЙ
(Химический символ Al ) Элемент № 13 периодической системы;. Атомный вес 26,97; серебристо-белый металл валентности 3; температура плавления 1220°F; температура кипения приблизительно 4118°F; пластичный и податливый; устойчив к нормальной атмосферной коррозии, но подвергается воздействию как кислот, так и щелочей. Алюминий широко используется в изделиях, требующих легкости, коррозионной стойкости, электропроводности и т. д. Его основные функции как сплава при производстве стали: (1) Эффективно раскисляет (см. Раскисленную алюминием сталь) (2) Ограничивает рост зерна (путем образования диспергированных оксидов или нитридов) (3) Легирующий элемент в азотированной стали.
АЛЮМИНИЕВАЯ РАССЛАБЛЕННАЯ СТАЛЬ
Сталь, в которой алюминий используется в качестве раскислителя. (См. Убитая сталь.)
АМОРФНЫЕ
Не –кристаллический.
ОТЖИГ
Операция нагрева и охлаждения, обычно подразумевающая относительно медленное охлаждение. Отжиг — это всеобъемлющий термин. Процесс такой термической обработки может быть: для снятия напряжений; вызвать мягкость; изменить пластичность; прочность; электрические магнитные или другие физические свойства; уточнить кристаллическую структуру; для удаления газов; для получения определенной микроструктуры. В отжиг , рабочая температура и скорость охлаждения зависят от материала, подвергаемого термообработке, и цели обработки.
АНОДИРОВАНИЕ (покрытие из анодно-оксидного алюминия)
Процесс покрытия алюминия анодной обработкой, в результате которого образуется тонкая пленка оксида алюминия чрезвычайной твердости. Благодаря пропитке в процессе обработки возможно получение широкого спектра цветных покрытий красителями.
ИСКУССТВЕННОЕ СТАРЕНИЕ
Старение при температуре выше комнатной. (См. термическую обработку осаждением и сравните с естественным старением)
А.С.Т.М.
Аббревиатура Американского общества тестирования материалов. Организация по выдаче стандартных спецификаций на материалы, в том числе металлы и сплавы.
АУСТЕМПЕРИРОВАНИЕ
Торговое название запатентованного процесса термообработки, заключающегося в закалке ферросплава от температуры, превышающей диапазоны превращения, в среде с достаточно высокой скоростью отвода тепла, чтобы предотвратить образование продуктов высокотемпературного превращения, и в поддержании сплава , до завершения превращения, при температуре ниже температуры образования перлита и выше температуры образования мартенсита.
При необходимости монтажа массивного и тяжелого предмета или элемента конструкции на стену или потолок наиболее надежным вариантом будет крепление анкерными болтами. Это метизы, рассчитанные на эксплуатацию в наиболее тяжелых условиях. Например, с их помощью крепят оптоволоконные провода, протянутые между зданиями. Они создают значительные нагрузки, которые без проблем выдерживают анкеры.
Использование анкерных болтов оправдано при соблюдении двух условий:
требуется закрепить тяжелый груз;
основание выполненное из твердого, плотного материала.
Использовать анкеры можно только по бетону, полнотелому кирпичу, природному камню, другим плотным стройматериалам. Материал малой плотности не удержит такой крепеж. Рассмотрим основные виды анкерных болтов, их особенности и способы монтажа.
Виды анкерных болтов
Для решения монтажных задач сегодня применяются многочисленные виды анкерных болтов. Это позволяет подобрать крепеж для монтажа разных типов грузов в разных условиях. В том числе есть узкоспециализированные метизы, рассчитанные только на определенные грузы.
Основные разновидности анкерных болтов:
с гайкой;
с крюком;
с кольцом;
распорные;
двухраспорные.
Анкерные болты с гайкой
Классический тип крепежа, оптимальный вариант как крепить анкерный болт в стену. Метиз состоит из таких частей:
шпилька клиновым распором;
корпус анкера – металлическая втулка;
гайка;
шайба.
Анкер вставляется в предварительно просверленное монтажное отверстие. При навинчивании гайки на шпильку происходит расклинивание втулки. Ее корпус распирается. В результате возникает значительная сила трения между втулкой и стенками отверстия в строительном материале. Благодаря этому, крепежный элемент плотно садится и выдерживает большой вес закрепляемого груза.
Чтобы обеспечить надежность монтажа, крепить анкер необходимо в прочный строительный материал – бетон, кирпич, природный камень.
Анкерный болт с кольцом
На конце болта расположено кольцо. При монтаже оно служит опорой для вертикально закрепляемого груза. Метод, как установить анкерный болт с кольцом, не отличается от технологии монтажа предыдущих видов крепежа. Анкер устанавливается в просверленное монтажное отверстие. При закручивании стержня втулка распирается и надежно фиксируется в теле материала.
Анкер этого типа подходит для монтажа кабельных растяжек между зданиями. Кроме того, использование метизов этого типа – оптимальный вариант, как крепить анкерный болт в потолок, например, для монтажа люстры.
Анкерный болт с крюком
Конструктивно этот тип анкер практически не отличается от предыдущего типа. Основная разница состоит в наличии монтажного крюка на конце стержня, закручиваемого во втулку. Крепежный элемент хорошо подходит для монтажа канатов, кабеля, троса, навески грузов. Благодаря крюку, закрепленный груз можно легко снять при необходимости.
Технология, как крепить анкерный болт с крюком, аналогична способу монтажа модели с гайкой.
Распорный анкерный болт
Этот тип анкера отличается от предыдущих по конструкции и способу монтажа. Он монтируется только в плотный бетон. При его креплении не используются резьбовые детали. Основным рабочим элементом является шток, изготовленный из высокопрочного сплава.
Для крепления такого анкерного болта в стене его устанавливают в отверстие, просверленное в материале основы. После этого необходимо сильно ударить молотком по штоку. При забивании он расклинивает втулку, обеспечивая надежную фиксацию. В закрепленный анкер вкручивается шпилька с гайкой или болт. Это позволяет создать резьбовой узел для крепления груза.
Распорные анкерные болты имеют ограниченную грузоподъемность по сравнению с другими разновидностями. Однако для бытовой сферы его характеристик вполне достаточно.
Двухраспорный анкерный болт
Двухраспорный анкерный болт – улучшенный вариант традиционного анкера с гайкой. Особенность его конструкции состоит в двойной металлической трубке. Таким образом обеспечивается намного более сильный распор в конечной и средней части крепежного элемента. Такая конструкция обеспечивает более равномерную нагрузку на рабочую часть метиза, что повышает надежность соединения, позволяет выдерживать более значительные нагрузки, увеличивает срок службы.
Как закрепить анкерный болт
Технология крепления грузов или оборудования анкерными болтами на полу, стене или на потолке отличается простотой. Даже начинающий мастер легко освоит ее, просмотрев пару видео. Также вам поможет наше простое пособие по креплению анкерными болтами.
В первую очередь нужно выполнить точную разметку монтажных отверстий. Для их сверления важно правильно подобрать размер бура или сверла. Учитывая большой диаметр отверстия под анкер, при ошибке исправить ситуацию будет непросто. Поэтому выбору бура уделяется особое внимание. Его диаметр должен соответствовать диаметру втулки анкерного болта. Длину инструмента важно выбрать не короче крепежа и предусмотреть небольшой запас. Если ошибиться с длиной, придется тратить силы и время на то, чтобы достать анкер из отверстия, которое нужно будет досверливать.
В просверленном отверстии остается пыль и мусор, которые будут препятствовать нормальной установки крепежа. Не рекомендуется выполнять продувку ртом. Используйте для этого ручной насос или пылесос. После продувки установите анкер в отверстие. Он должен заходить в него с усилием. Лучше всего, если для установки приходится выполнять легкие удары молотком.
Далее остается только расклинить гильзу анкера. В классической конструкции анкерного болта с гайкой эта операция выполняется закручиванием гайки. После ее завинчивания до упора шпилька распирает гильзу и надежно фиксирует ее в отверстие. Далее можно открутить гайку, закрепить на шпильке груз и зафиксировать его обратным навинчиванием гайки.
На этом монтаж закончен. Эта задача не представляет никакой сложности. Главное, не экономить на качественных метизах.
Видео: Как крепить анкерный болт
7 правил при установки анкерного болта
Такой крепежный элемент из металлического материала как анкер очень востребован на современном рынке строительства. Он помогает продлить срок службы многих элементов строительства. Крепление, произведённое с помощью анкерного болта, выдерживает колоссальные нагрузки. Это делает этот вид соединения еще более популярным. Проводить соединение с помощью такого крепежного элемента достаточно просто. Этот навык легко освоить даже не совсем профессиональному строителю. Однако, при установке анкерного болта необходимо соблюдать некоторые правила. Чтобы понять это, нужно разобраться в особенностях такого крепежа и его сфере использования.
Особенности крепежа, влияющие на правила крепления
До того, как анкеры вошли в использование у строителей, для крепления в каменные сооружения использовались болты и шурупы. Они не могли обеспечить должное и надежное соединение. Такая особенность портила функциональные возможности конструкции и делает не надежными.
Сложно представить себе крепление, которое надежнее анкерного болта. Он может быть с химическим алгоритмом крепления и механическим. Химическое крепление предполагает капсулу с клеем, которая входит в стену и раздавливается там под давлением вкручиваемого крепежа. Этот тип крепления достаточно надежный, но имеет серьёзный недостаток. Нужно ждать время до полного застывания клеевой смеси внутри стены или другой конструкции. При этом, анкер отличают незаменимые достоинства. Он дает возможность надежно закрепить что-либо в полой конструкции, в которой негде зацепить привычный якорный болт.
В основном в строительной сфере сегодня используется анкер не с клеевой начинкой, а работающий по принципу увеличения силы трения. За счет особенностей конструкции и вкручивания дополнительного элемента анкер расширяется и крепится намертво в конструкции.
Механические болты для крепления делятся:
· Анкер клинового типа. Представляет собой гильзу с внутренними кольцами. В пройму гильзы забивается клин и этим расширяет ее края. Иногда расширение проводится отдельным клином, который после изымается и заменяется резьбовой шпилькой. Чтобы надежно зафиксировать клиновый анкерный болт нужно четко соблюдать диаметр просверла для анкера и допусков.
· Забиваемый тип анкера. Это особенный вид анкерного болта не имеет дополнительного клина, который действует как расширитель. Края гильзы выполнена металла, который легко поддается деформации. Они искажают свои формы при забивании анкера в стену и таким образом крепятся в ней. Анкеры забивного типа применяют в монолитны стенах. Они требуют точности в размерах отверстия.
· Анкер разжимного типа. Такой тип болтов достаточно распространен и универсален. Он используется в тонких стенах и даже листовых конструкциях. Анкер представляет собой колбу с прорезями. Благодаря им, стенки раскрываются лепестками при закручивании.
· Анкер распорного типа. Это самый распространенный вид анкерного болта. Он достаточно востребован в строительстве, так как не требует соблюдения размеров глубины отверстия под анкер. Однако, ширину отверстия стоит измерить и соблюсти. Гильза расширяется в задней части после закручивания втулки в виде конуса. Этот тип анкера распространен, но применяется только в бетоне и кирпичных конструкциях.
Чтобы изготовить анкерный болт используют качественные материалы, которые способны выдержать большую нагрузку и давление. Нержавеющая сталь сверху также покрывается дополнительным защитным покрытием. Это помогает избежать коррозии. Для каждого типа анкеров установлены нормы. Они определяют номинальную возможность изделия и его допустимую нагрузку.
Основные правила для установки анкерного болта
При проведении монтажа анкерного крепежа используются молот, перфоратор с буром необходимого диаметра и пылесос. Чтобы просверлить дыру в бетоне понадобятся сверла с напылением, которое устойчиво к бурению твердых материалов.
Установить анкер очень просто. Нет никакой необходимости его разбирать. Он продается в полностью укомплектованном виде. Он легко крепит разные конструкции и широко применяется в разных сферах. Все основные правила установки анкерного болта можно рассмотреть на самом его распространенном типе – распорном анкере. К основным правилам монтажа анкерного болта можно отнести:
1. Выбирая длину анкерного крепления, нужно учитывать толщину штукатурного и других слоев. Именно в бетон, анкерный болт должен углубиться на 5 см.
2. Важно с первого раза правильно рассчитать место установки анкера. Демонтировать его очень сложно.
3. Отверстие под крепеж должно соответствовать его диаметру. Анкер должен входить с усилием.
4. Отверстие необходимо очистить от мусора с использованием пылесоса или щетки.
5. Анкер вбивается легким ударом молотка.
6. После полного введения, гай ку закручивают ключом до конца.
7. При установке анкера нужно учитывать потенциальную нагрузку на него. При углублении гайки в штукатурку нужно докрутить ее и использовать дополнительно вторую гайку сверху.
Нужно помнить, что распорный анкерный болт нельзя монтировать в пустотелый кирпич. Отдельные правила существуют для установки анкерных болтов в конструкцию фундамента. Как правило, это делают до заливания бетона. Важно соблюдать их расстояние и расположение вертикально. После установки их нужно закрыть полиэтиленовой пленкой, для избежание попадания на них бетонной смеси.
Для того, чтобы определить необходимый тип анкера, нужно оценить способ его крепления и предполагаемую нагрузку на крепёж в дальнейшем. Также немаловажным является выбрать анкер только от надежного производителя, который отвечает за качество товара.
На сайте Машкрепеж Вы найдете большой ассортимент метизов: болты, гайки, винты, шурупы, саморезы, дюбели, заклёпки, шайбы, штифты, шпильки и другие.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
Всем известно, что сейф настолько надежен, насколько надежна его система крепления. Если у вас нет встроенного настенного или напольного сейфа, подумайте о том, чтобы закрепить свой сейф болтами в бетоне, чтобы гарантировать, что ни один грабитель не сможет уйти со всем сейфом, где они смогут взломать его на досуге и без давления нежелательности в другом месте. дом человека. Это описание предоставлено ConFast — нашим предпочтительным поставщиком услуг по креплению бетона:
Техническая информация:
Забивной анкер состоит из трубчатого расширительного щитка из оцинкованной стали и массивной конической заглушки. Пробка расширителя закалена и отпущена, чтобы предотвратить истирание и заедание во время расширения. Экран имеет четыре равноотстоящих прорези на части своей длины, а нижняя часть может иметь накатку. Экран также имеет гладкую верхнюю часть без фланцев, что позволяет устанавливать его заподлицо или с потайной головкой. Нижняя кромка щитка сужается, чтобы обеспечить максимальную глубину и удерживающую способность.
Просверлите отверстие в бетоне с помощью перфоратора и сверла по камню с твердосплавной напайкой в соответствии со стандартом ANSI B94, 12-77, подходящего к долоту. размер с наружным диаметром используемого забивного анкера. Убедитесь, что глубина отверстия превышает минимальную заделку.
Очистите отверстие от мусора.
Забивайте анкер в отверстие до тех пор, пока он не окажется на одном уровне с поверхностью бетона.
Используя установочный инструмент соответствующего размера для анкера, расширьте анкер, вставив установочный инструмент в анкер, и установите его несколькими сильными ударами молотка. Анкер установлен правильно, если плечо установочного инструмента находится на одном уровне с верхней частью анкера.
Чтобы установить анкер ниже поверхности: Просверлите отверстие глубже, чем длина анкера. Вверните болт в анкер. Забивайте вставной анкер в отверстие до тех пор, пока головка болта не окажется на нужной глубине. Снимите болт и установите анкер с помощью установочного инструмента подходящего размера, как описано выше.
Независимо от того, думаете ли вы о самостоятельной установке безопасной установки или вызовете профессионала, который сделает эту работу за вас, хорошо быть хорошо осведомленным о лучших способах сделать это.
Вы когда-нибудь брались за такой крупный проект, как ввинчивание сейфа в бетон? Каким был ваш опыт?
Доминик Швебс
Доминик Швебс, эксперт по домашней безопасности и безопасности с более чем 15-летним опытом работы, является менеджером по цифровому маркетингу и электронной коммерции магазина Safe and Vault. Он хорошо разбирается в искусстве повышения узнаваемости бренда и умелого маркетинга продуктов с использованием возможностей социальных сетей, создания информативных и привлекательных блогов, создания подкастов, видео на YouTube и многого другого. Руководствуясь желанием обеспечить максимальный пользовательский опыт, он помог превратить safeandvaultstore.com в самый продаваемый, признанный на национальном уровне сайт электронной коммерции. Он неутомим в своем стремлении к творческому расширению контента, обучению домашним и деловым сейфам и хранилищам, а также выводу веб-сайта на новый уровень. Доминик гордится тем, что живет, работает и называет Спокан, штат Вашингтон, своим домом.
Установка анкеров для бетона
По
Ли Валлендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Опубликовано 24.03.22
Рассмотрено
Дин Бирмайер
Рассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Ремус86 / Getty Images
Надежно прикрепить предметы к бетону сложно, так как бетон твердый как камень, склонен к растрескиванию и его трудно просверлить. Но с помощью всего лишь небольшой горстки подходящих инструментов и материалов это можно сделать эффективно и безопасно.
С помощью анкеров для бетона вы можете всего за несколько минут прикрепить к бетону даже тяжелые материалы, такие как палубные доски и элементы каркаса.
Что такое бетонные анкеры?
Анкер для бетона представляет собой стальной крепеж, который заделывается в бетон для фиксации другого элемента на месте, позволяя бетону выдерживать нагрузку.
Анкеры для бетона и шурупы для бетона
Бетонные анкеры и бетонные винты могут использоваться для крепления элементов к бетону. Бетонные анкеры, вообще говоря, расширяются в предварительно просверленном отверстии, а бетонные шурупы врезаются или нарезают резьбу в предварительно просверленном отверстии.
Анкеры для бетона
Бетонные анкеры вставляются в предварительно просверленное отверстие и расширяются внутри отверстия, либо ударяя по анкеру молотком, либо поворачивая его гаечным ключом. Используйте бетонные анкеры для тяжелых предметов, таких как элементы каркаса, палубные доски, вывески, камеры видеонаблюдения и перила крыльца.
Шурупы по бетону
Шурупы по бетону вставляются в предварительно просверленные отверстия в бетоне и самонарезают окружающий материал, поворачивая их по часовой стрелке. Используйте шурупы для бетона для более легких предметов, таких как катушки для шлангов, водосточные трубы, электрические коробки, хомуты для кабелепроводов, полосы обшивки, а также оконные и дверные рамы.
Анкеры для бетона
Вдавить в предварительно просверленное отверстие
Сверхмощный
Диаметр от 3/8 до 1/2 дюйма
Не подходит для использования вблизи краев, т. к. отверстие расширено
Некоторые съемные, некоторые нет
Шурупы по бетону
Врезка в предварительно просверленное отверстие
Для легких и средних нагрузок
До 1/4 дюйма
Подходит для использования вблизи краев, поскольку не деформирует отверстие
Съемный
Типы анкеров для бетона
Забивные анкеры для бетона
Забивные бетонные анкеры состоят из двух частей: болта с наружной резьбой и втулки с внутренней резьбой с накатанным концом и прорезями. Прорези позволяют нижней части анкера расширяться. Втулка вставляется, а затем прочно устанавливается на место с помощью металлического инструмента. После того, как втулка установлена на место, ее нельзя извлечь из бетона, хотя болт с наружной резьбой можно извлечь из втулки.
Клиновые анкеры для бетона
Клиновой анкер представляет собой болт с наружной резьбой с экранированным клином в нижней части, который расширяется при повороте гайки против шайбы на болте. Болт и экранированный клин представляют собой одну деталь, а не две отдельные детали, как в случае вставных анкеров и анкеров-втулок. Клиновые анкеры для бетона легко вставляются, но они очень прочно держатся в бетоне. После установки клиновые анкеры нельзя снимать, но можно снять гайку с анкера.
Гильзовые анкеры для бетона
Втулочный анкер состоит из четырех частей: болта с резьбой и металлической втулки с большими прорезями и узкими поперечными разрезами, а также гайки и шайбы. Прорези и прорези позволяют втулке расширяться при затягивании болтом. Кроме того, гладкий клин в нижней части болта с резьбой тянет вверх, заставляя нижнюю часть втулки расширяться.
Вопросы безопасности
Внимательно изучите технические характеристики бетонного анкера перед установкой. Помните об ограничениях веса бетонного анкера, как с точки зрения прочности на сдвиг, так и прочности на отрыв. Не перетягивайте бетонные анкеры. Используйте защитные очки, когда забиваете или поворачиваете бетонные анкеры.
Вставьте втулку с внутренней резьбой в отверстие разрезом вперед.
Поместите набор инструментов
Поместите узкий конец инструмента во втулку.
Ударь по якорю
Ударьте молотком по верхней части установочного инструмента несколько раз, пока втулка полностью не встанет на место.
Предупреждение
Не стучите по самому болту, так как это может сорвать резьбу. Используйте только набор инструментов.
Добавить болт
Добавьте болт с резьбой и шайбу во втулку. С помощью гаечного ключа поверните болт по часовой стрелке, пока он не встанет на место.
Как использовать клиновые анкеры для бетона
Просверлить отверстие
Просверлите отверстие ударной дрелью и уберите мусор магазинным пылесосом.
Установите клиновой анкер
Вставьте клиновидный конец клинового анкера в предварительно просверленное отверстие.
Удар по якорю клина
Вбейте клиновой анкер в отверстие с помощью молотка, пока нижняя часть резьбы не окажется на одном уровне с верхней частью бетона.
Добавьте шайбу и гайку
Проделайте отверстие в крепежном приспособлении над анкерным болтом и поместите шайбу и гайку на резьбовой конец клинового анкера.
Затянуть гайку
С помощью рожкового ключа поверните гайку по часовой стрелке, пока она не затянется на шайбе. Это расширяет клин, удерживая анкер на месте в отверстии.
Наконечник
Обратите внимание, что клиновой анкер слегка приподнимется (примерно на 1/4 дюйма) при затягивании в отверстие.
Как использовать анкерные втулки
Просверлить отверстие
Просверлите отверстие в бетоне перфоратором и очистите отверстие от мусора.
Медно-фосфористый припой Stella L-CuP6 специально разработан для пайки меди без флюса. Компоненты сплава: Cu; P 6,2-6,5%. Спаиваемые материалы: медь с медью, медь с бронзой и латунью.
1’725,49 P
28,84 €
Припой серебряный 2% Stella L-Ag2P, 1 кг
Артикул: 133001
Страна: Италия
В наличии: 9 упак
Припой Stella L-Ag2P специально разработан для пайки меди без флюса. Компоненты сплава: Cu; P 6,5%; Ag 2%. Спаиваемые материалы: медь с медью, медь с бронзой и латунью.
3’246,32 P
54,25 €
Припой серебряный 5% Stella L-Ag5P, 1 кг
Артикул: 133002
Страна: Италия
В наличии: нет
Припой Stella L-Ag5P специально разработан для пайки меди без флюса. Компоненты сплава: Cu; P 6%; Ag 5%. Спаиваемые материалы: медь с медью, медь с бронзой и латунью. Паяное соединение обладает хорошей вибростойкостью.
Временно не продается
Припой серебряный 15% Stella L-Ag15P, 1 кг
Артикул: 133003
Страна: Италия
В наличии: 8 упак
Припой Stella L-Ag15P специально разработан для пайки меди без флюса. Компоненты сплава: Cu; P 5%; Ag 15%. Спаиваемые материалы: медь с медью, медь с бронзой и латунью. Паяное соединение обладает отличной вибростойкостью.
16’163,39 P
270,12 €
Припой серебряный 20% Stella L-Ag20 с флюсом, 0.5 кг
Артикул: 133004
Страна: Италия
В наличии: 8 упак
Припой Stella L-Ag20 покрытый флюсом для пайки меди. Компоненты сплава: Cu 44%; Ag 20%; Zn 36%; Si 0,15%. Спаиваемые материалы: черные и цветные металлы и их сплавы, такие как сталь, медь и медные сплавы.
7’765,03 P
129,77 €
Припой серебряный 30% Stella L-Ag30Sn с флюсом, 0.5 кг
Артикул: 133005
Страна: Италия
В наличии: нет
Припой Stella L-Ag30Sn покрытый флюсом для пайки меди. Компоненты сплава: Cu 36%; Ag 30%; Zn 32%; Sn 2%. Спаиваемые материалы: черные и цветные металлы и их сплавы, такие как сталь, нержавеющая сталь, медь, медные сплавы.
Временно не продается
Припой серебряный 34% Stella L-Ag34Sn с флюсом, 0.5 кг
Артикул: 133006
Страна: Италия
В наличии: 3 упак
Припой Stella L-Ag34Sn покрытый флюсом для пайки меди. Компоненты сплава: Cu 36%; Ag 34%; Zn 27,5%; Sn 2,5%. Спаиваемые материалы: черные и цветные металлы и их сплавы, такие как сталь, медь, медные сплавы, никель, никелевые сплавы.
13’177,73 P
220,22 €
Припой серебряный 40% Stella L-Ag40Sn с флюсом, 0.
5 кг
Артикул: 133007
Страна: Италия
В наличии: нет
Припой Stella L-Ag40Sn покрытый флюсом для пайки меди. Компоненты сплава: Cu 30%; Ag 40%; Zn 28%; Sn 2%. Спаиваемые материалы: черные и цветные металлы и их сплавы, такие как сталь, медь, медные сплавы, никель, никелевые сплавы.
Временно не продается
Припой серебряный 45% Stella L-Ag45Sn с флюсом, 0.5 кг
Артикул: 133008
Страна: Италия
В наличии: нет
Припой Stella L-Ag45Sn покрытый флюсом для пайки меди. Компоненты сплава: Cu 27%; Ag 45%; Zn 25,5%; Sn 2,5%. Спаиваемые материалы: чёрные и цветные металлы и их сплавы, такие как сталь, нержавеющая сталь, медь, медные сплавы, никель, никелевые сплавы.
Временно не продается
Припой серебряный 2%, по пруткам
Артикул: 333120501
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 2Ag;91,8Cu;6,2P.
Временно не продается
Припой серебряный 5%, по пруткам
Артикул: 33332050
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 5Ag;88,8Cu;6,2P.
Временно не продается
Припой серебряный 15%, по пруткам
Артикул: 33402050
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы, стали и комбинаций этих металлов. Формула сплава: 15Ag;80,3Cu;4,7P.
Временно не продается
Припой серебряный 30% флюсованный, по пруткам
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 30Ag;28Cu;21Zn;21Cd.
Временно не продается
Припой серебряный 40% флюсованный, по пруткам
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы, стали и комбинаций этих металлов
Временно не продается
Припой серебряный L-Ag2P, 1 кг
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder L-Ag 2P для твердой пайки с содержанием серебра 2%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 2Ag;91,8Cu;6,2P.
Временно не продается
Припой серебряный L-Ag5P, 1 кг
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder L-Ag 5P для твердой пайки с содержанием серебра 5%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 5Ag;88,8Cu;6,2P.
Временно не продается
Припой серебряный L-Ag15P, 1 кг
Страна: Германия
В наличии: 2 кг
Медно-фосфорные твердые припои Felder L-Ag 15P для твердой пайки с содержанием серебра 15%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 15Ag;80.3Cu;4.7P
17’757,47 P
296,76 €
Припой серебряный L-Ag25, 1 кг
Артикул: AG 205
Страна: Германия
В наличии: нет
Медно-цинково твердые припои Felder L-Ag 25 для твердой пайки с содержанием серебра 25%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 25Ag; 40Cu; 35Zn
Временно не продается
Припой серебряный L-Ag30, 1 кг
Артикул: AG 107
Страна: Германия
В наличии: нет
Медно-цинково-оловянные твердые припои Felder L-Ag 30Sn для твердой пайки с содержанием серебра 30%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 30Ag; 28Cu; 21Zn; 21Sn
Временно не продается
Припой серебряный L-Ag40, 1 кг
Артикул: AG 105
Страна: Германия
В наличии: нет
Медно-цинково-оловянные твердые припои Felder L-Ag 40Sn для твердой пайки с содержанием серебра 40%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn
Временно не продается
Припой серебрянный L-Ag45Sn, 1кг
Артикул: AG108
Страна: Германия
В наличии: нет
Медно-цинково-оловянные твердые припои Felder специально разработаны для пайки стали, меди и сплавов меди. Формула сплава: 45Ag; 27Cu; 25Zn; 3Sn.
Временно не продается
Припой серебряный L-Ag20 с флюсом, 1 кг
Артикул: AG 206
Страна: Германия
В наличии: нет
Медно-цинково твердые припои Felder L-Ag 20 для твердой пайки с содержанием серебра 20%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 20Ag; 45Cu; 35Zn.
Временно не продается
Припой серебряный L-Ag30Sn с флюсом, 1 кг
Артикул: AG 107Sn
Страна: Германия
В наличии: нет
Припой Felder L-Ag 30SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (30%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 30Ag; 36Cu; 32Zn.
Временно не продается
Припой серебряный L-Ag34Sn с флюсом, 1 кг
Артикул: AG 106
Страна: Германия
В наличии: нет
Припой Felder L-Ag 34SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (34%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 34Ag; 36Cu; 27,5Zn; 2,5Sn
Временно не продается
Припой серебряный L-Ag30Cd с флюсом, 1 кг
Страна: Германия
В наличии: нет
Припой Felder L-Ag 30Cd покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (30%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 30Ag; 28Cu; 21Zn; 21Cd.
Временно не продается
Припой серебряный L-Ag40Sn с флюсом, 1 кг
Артикул: AG 105Sn
Страна: Германия
В наличии: нет
Припой Felder L-Ag 40SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (40%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn.
Временно не продается
Припой серебряный L-Ag45Sn с флюсом, 1 кг
Артикул: AG 104
Страна: Германия
В наличии: нет
Припой Felder L-Ag 45SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (45%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 45Ag; 27Cu; 25Zn; 3Sn.
Временно не продается
Припой серебряный L-Ag55Sn с флюсом, 1 кг
Артикул: AG102
Страна: Германия
В наличии: нет
Припой Felder L-Ag 55SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (55%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 55Ag; 22Cu; 17Zn; 5Sn.
Временно не продается
Припой медный L-CuP6, 1 кг
Артикул: Rophos 94
Страна: Германия
В наличии: нет
Медно-фосфорный припой Felder L-CuP6 специально разработан для пайки меди без флюса. Формула сплава: 94Cu; 6P.
Временно не продается
Припой медный Dullfos 70, 1 кг
Артикул: FOS 70
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Dullfos Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди без флюса. Формула сплава: 93Cu;7P.
Временно не продается
Припой серебряный Silverfos 050, 1 кг
Артикул: Silverfos 050
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Saldflux Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 0,5Ag;93,5Cu;6P.
Временно не продается
Припой серебряный Silverfos 2, 1 кг
Артикул: Silverfos 2
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Saldflux Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 2Ag;91,7Cu;6,3P.
Временно не продается
Припой серебряный Silverfos 5, 1 кг
Артикул: Silverfos 5
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Saldflux Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди без флюса, меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 5Ag; 89Cu; 6P.
Временно не продается
Припой серебряный Silverfos 15, 1 кг
Артикул: Silverfos 15
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Saldflux Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди без флюса, меди, бронзы и комбинаций этих металлов. Формула сплава: 15Ag; 80Cu; 5P.
Временно не продается
Припой серебряный Ternalloy 25S F, 1 кг
Артикул: Ternalloy 25
Страна: Италия
В наличии: нет
Твердые флюсованные медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовоя оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки меди, никеля и никелиевых сплавов и практически любой стали. Формула сплава: 20Ag; 44Cu; 36Zn; 0,2Si.
Временно не продается
Припой серебряный Ternalloy 30T F, 1 кг
Артикул: Ternalloy 30
Страна: Италия
В наличии: нет
Твердые флюсованные медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, никеля и комбинаций этих металлов. Формула сплава: 25Ag; 40Cu; 33Zn; 2Sn.
Временно не продается
Припой серебряный Ternalloy 35T B, 1 кг
Артикул: Ternalloy 35B
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, латуни и комбинаций этих металлов, за исключением алюминия и его сплавов. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn.
Временно не продается
Припой серебряный Ternalloy 35T F, 1 кг
Артикул: Ternalloy 35F
Страна: Италия
В наличии: нет
Твердые флюсованные медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, латуни и комбинаций этих металлов, за исключением алюминия и его сплавов. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn.
Временно не продается
Припой серебряный Ternalloy 40S F, 1 кг
Артикул: Ternalloy 40
Страна: Италия
В наличии: нет
Твердые флюсованные медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовоя оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки меди, никеля и никелиевых сплавов и практически любой стали. Формула сплава: 35Ag; 32Cu; 32Zn.
Временно не продается
Припой серебряный Ternalloy 45T B, 1 кг
Артикул: Ternalloy 45B
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, никеля и их сплавов. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn.
Временно не продается
Серебряный припой своими руками
Серебряный припой постоянно применяют для промышленных производств и в домашних условиях, ведь он является самым высококачественным. Однако стоимость его достаточно большая, ведь в составе присутствует материал драгоценного типа. Именно поэтому часто люди стараются самостоятельно сделать данный припой. Однако это могут сделать только те, у которых имеются специализированные знания в этой области, ведь необходимо сделать такой материал, который будет обладать всеми нужными характеристиками и свойствами.
Серебро в чистом виде довольно дорогой металл, поэтому для припоя его используют в редких случаях, в основном он необходим для ювелирного производства. У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы.
При содержании чистого серебра около 25 % материал качественно спаивает латунные заготовки. Поверхность в итоге получается аккуратно и выглядит привлекательно.
Очень часто припои производятся в виде сплошных листов. Перед работой его необходимо аккуратно разделить на полоски размером около 2 мм, ну а ширину можно сделать по собственному усмотрению, это зависит от того, как будет происходить применение материла. Зазорная пайка таким способом получается наиболее качественной. После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени.
Характеристики и свойства припоя из серебра
Собственноручное создание серебряного припоя часто делается для применения в домашней обстановке. В большинстве случаев серебряный припой необходим для того, чтобы спаять вместе сразу несколько слоев разнообразных металлов, ведь в итоге должен получиться большой по толщине слой, который нужно создавать несколько раз. Именно поэтому у материала должна быть высокая температура плавления для проведения ступенчатой пайки, чтобы при спаивании очередного металла не испортился и предыдущий слой. Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
При создании данного типа материала необходимо обеспечить, чтобы в состав входило 30 % серебра. Меди должно быть около 20 %, цинка 16 %, а кадмия 33 %. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Материалы и инструменты для создания припоя
Имеется несколько вариантов создания серебряного припоя самостоятельно. Однако даже самые простые из них требуют тщательной работы, причем не факт, что материал получится качественным. Для начала стоит найти все инструменты и необходимые материалы. Для этого понадобятся:
ломик для серебра;
другие металлы, входящие в состав, к примеру, бура для пайки, латунь, медь;
весы;
ложечка;
кусачки;
ножницы;
наждачка;
горелка газовая;
лопаточка;
фальцы;
ингус.
Технология создания серебряного припоя
Сначала потребуется определиться с составом материала, а затем подготовить нужные элементы в необходимых пропорциях. Налить серебро в ложку и расплавить его при помощи горелки. После этого можно приступать к добавлению других элементов, главное не спешить и делать все аккуратно, чтобы полученная смесь оказалась однородной. Поэтому на это потратить придется некоторое количество времени, но результат однозначно того стоит. Однако стоит помнить, что составляющие постепенно выгорают и происходит испарение, если процесс окажется слишком долгим. Потом можно вливать полученную смесь в ингус, а затем раскатывать без отжига. Чтобы сделать припой жесткого типа, необходимо использовать материал в определенных пропорциях:
80 % серебра;
16 % меди;
4 % цинка.
Средний по жесткости:
75 % серебра;
22 % меди;
3 % цинка.
Для создания мягкого припоя:
65 % серебра;
20 % меди;
15 % цинка.
Самостоятельное создание припоя
Спаивание при помощи серебряного припоя является очень ответственным и важным занятием, поэтому и заниматься его приготовлением необходимо со всей внимательностью и аккуратностью. Необходимо правильно обеспечить его превращение из жидкого в твердое состояние. Необходимо добавить все необходимые ингредиенты и сделать состав однородным, и уже после всех этих действий становится возможным перелить материал в ингус. При этом происходит три основных варианта этапов:
Для начала необходимо подготовиться к расплавлению в ложке.
Добавить остальные ингредиенты.
После этого стоит перемешать готовый состав и перелить его в ингус.
Необходимо на донышко ложки положить немного картона, а затем пластину большего диаметра, чтобы она покрывала ложку полностью. Затем необходимо вжать пластину в ложку для получения вогнутой формы. Это очень важно, ведь при большей глубине процесс будет длительнее.
Точный все ингредиентов и их сортировка
Один рецепт подразумевает точное содержание следующих ингредиентов:
20 г серебра 916 пробы;
лома серебра 875 пробы;
12 г чистого серебра;
металлы;
бура;
газовая горелка.
Металл для создания припоя рекомендуется распределять маленькими отдельными кучками. Потом все происходит в зависимости от использованного рецепта и тщательным образом смешивается. Потом следует добавить буру 1/10 часть от общего количества. И только после этого можно приступать к подогреву в ложечке.
Необходимо расположить ингус недалеко от процесса. Для начала его следует смазать при помощи воска, а затем подогреть, ведь материал нельзя помещать из горячей в холодную емкость. При подогревании состав должен находиться в одинаковой температуре, поэтому как только необходимая консистенция достигнута. Он сразу переливается в ингус. После того, как припой станет нужной формы. Нужно подставить его в холодную воду. При полном охлаждении брусок вытаскивается. Следует помнить, что картон в ложке может выдержать не более пяти процессов такого рода, потом его необходимо поменять.
Серебряная пайка | UVM Risk Management and Safety
Пайка серебром, также известная как «твердая» пайка или серебряная пайка, представляет собой процесс, в котором две или более деталей соединяются путем плавления и заливки присадочного металла в соединение. Температура плавления присадочного металла выше 420°С, и он поступает в соединение под действием капиллярных сил. Серебряный припой представляет собой сэндвич из разных слоев, каждый из которых металлургически связан с поверхностью соединяемых частей, и является очень прочным — намного прочнее, чем мягкая пайка. Его называют «серебряным» припоем, потому что присадочный материал часто содержит серебро.
Сварка, напротив, представляет собой процесс, при котором основной металл расплавляется в процессе соединения, две половины расплавленного соединения сливаются воедино и застывают. ниже обсуждается только пайка серебром/твердым припоем.
При пайке твердым припоем металлургия поверхности изменяется, и соединения металлургически связаны и становятся частью основной металлической поверхности. Вот почему пайка серебром намного прочнее, чем мягкая пайка, а иногда и прочнее, чем соединяемые основные материалы.
Важно, чтобы обрабатываемая деталь нагревалась равномерно, чтобы металлы имели правильную температуру для легкого растекания припоя. Если должны быть соединены более толстые и более тонкие детали, сначала нагрейте более толстые детали, вплоть до нагревания только более толстых частей сзади до тех пор, пока они не достигнут температуры, а затем нагревайте более тонкие части только на короткое время — они уже будут горячими из-за нагревания. (косвенно) в пламени. Капелька серебряного припоя, удерживаемая на месте флюсом, проплавится через соединение, когда более толстая основа будет иметь правильную температуру пайки.
Вдоль стыка можно нанести небольшое количество серебряного припоя. Он укладывается ДО нагрева и лежит там, удерживаемый поверхностным натяжением флюса, пока не расплавится. Обратите внимание, что серебряный припой всегда течет к источнику тепла.
Если в процессе пайки узел может сместиться, соедините детали железной вязальной проволокой, чтобы удерживать их на месте. Полезно также, когда необходима вторая операция пайки на той же сборке. Просто снимите и выбросьте после пайки. Если деталь более сложная, то нужно продумать последовательность сборки.
Флюс должен расплавиться и стать активным к тому времени, когда расплавится серебряный припой. Флюсы, как и большинство вещей, имеют ограниченный срок службы и могут истощаться в зависимости от того, насколько они горячие и как долго они нагреваются. Нанесите флюс маленькой кистью, когда работа остынет.
После того, как деталь остынет, она погружается в травильную ванну до тех пор, пока не станет чистой. После очистки промойте деталь в проточной воде.
Не нагревайте сборку слишком сильно — латунные фитинги имеют тенденцию мгновенно плавиться, если слишком горячие! Это одна из причин для косвенного нагрева всей детали. Припой плавится только тогда, когда все имеет правильную температуру (а не плавится сначала в пламени), и попадает в соединение. Помните, что даже нагревание лучше концентрированного тепла. В качестве руководства по температуре можно использовать состояние флюса или цвет металла. Цвет металла также указывает на его температуру, и новичкам рекомендуется немного потренироваться на обрезках.
При нагреве лучше постоянно перемещать пламя над изделием, чем просто держать его на одном месте. И сосредоточьтесь на нагреве всей работы, а не только одной ее части.
Закалка из горячего состояния не требуется и может быть опасна, так как пар образуется в полых частях изделия и может выбрасываться с большой скоростью, при использовании кислоты дела обстоят хуже, так как также часто выделяются пары. Закалка также вызывает термический удар, вызывающий неравномерное напряжение и в конечном итоге может привести к повреждению изделия. Лучше дать детали остыть естественным путем до комнатной температуры.
После травления обильно промыть чистой холодной проточной водой.
Процесс пайки серебром | Как серебряный припой
Куксонголд
Пайка
Сохранить на потом
Успешная пайка серебром может стать ключом к множеству творческих возможностей после освоения, и существует целый ряд различных методов, которые можно использовать для создания прочного соединения. Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Для чего используется серебряный припой?
Серебряная пайка — это процесс неразъемного соединения двух кусков металла вместе с использованием тепла для расплавления кусочков серебряного припоя для заполнения подготовленного соединения. Он используется в основном с серебром для изготовления ювелирных изделий и серебряных дел, но также может быть использован для соединения меди, позолоченного металла, латуни и золота, если это необходимо.
Существуют ли разные типы припоя?
Да. Существует четыре сорта серебряного припоя (твердый, средний, легкий и сверхлегкий), которые выпускаются в виде полосок. Температура плавления серебряного припоя зависит от типа припоя.
Лента серебряного припоя
Идея состоит в том, чтобы использовать их последовательно, начиная с твердого сплава, который имеет самую высокую температуру плавления, поэтому он может выдерживать длительный нагрев при выполнении последующих соединений – ниже вы найдете руководство по температуре плавления of silver solder for the different types of solder:
Solder
Melting Range
Hard
745 – 780°C
Средняя
720 — 765 ° C
Easy
705 — 725 ° C
Extra Easy
655 — 710 ° C
655 — 710 ° C. ?
Тепло для серебряной пайки обеспечивается паяльной лампой. Они могут быть маленькими и портативными, если вы работаете в условиях ограниченного пространства, или большими и более сложными, если они подключены к газовому баллону через резиновые шланги, если это предпочтительнее. Оба типа паяльных горелок производят горячее пламя за счет комбинации кислорода и газа (обычно пропана, бутана или природного газа), которое регулируется клапаном для управления смесью, тем самым изменяя размер и интенсивность пламени.
Что такое поток?
Флюс представляет собой чистящий раствор, который наносится на паяное соединение перед нагревом. Припой не будет работать без него, поэтому iFlux — это, по сути, чистящий раствор, который наносится на паяное соединение перед нагревом. Припой не работает без него, поэтому он является жизненно важным компонентом любого процесса пайки. Флюс бывает жидкий (Auroflux) или пастообразный (тарелка с бурой и конус) и наносится небольшой кистью.
Где я могу паять?
Пайка должна выполняться на термостойкой поверхности, способной выдерживать и поглощать сильное тепло. Небольшую рабочую зону можно легко построить из термостойких листов и кирпичей (заменитель асбеста, магнезия, древесный уголь и т. д.), которые идеально подходят для большинства небольших паяльных работ. Крупные работы должны выполняться только в специально построенном очаге для пайки, с достаточной вентиляцией и полными мерами пожарной безопасности и безопасности.
Как очистить металл после пайки?
Ювелиры используют чистящий раствор под названием Pickle (Picklean) для удаления оксидов и грязи, которые накапливаются во время пайки. Раствор можно использовать теплым или холодным, и украшения просто погружаются в него до тех пор, пока они не станут чистыми.
Процесс пайки
шаг за шагом
Очистите и обезжирьте металл, подлежащий пайке, с помощью напильников и наждака или влажной и сухой бумаги.
Убедитесь, что металл, подлежащий пайке, как можно плотнее прилегает друг к другу (через соединение не должно быть видно).
Нанесите флюс на соединение и осторожно нагрейте до полного высыхания.
Нанесите крошечные палочки (кусочки) серебряного припоя вдоль соединения. Припой также должен быть чистым и обезжиренным.
Равномерно нагрейте металл тонким пламенем. Держите пламя в движении и постоянно наблюдайте, как металл начинает светиться тусклым красным светом.
Когда металл достигает температуры, следите за вспышкой серебра, что означает, что ваш припой расплавился. Как только это произойдет, снимите паяльную лампу.
Дайте изделию остыть и поместите его в травильный раствор для очистки.
ПРИМЕЧАНИЕ: если припой не растекся или не сформировал надежное соединение, вам необходимо тщательно очистить изделие, прежде чем пытаться снова выполнить шаги, описанные выше.
После того, как вы овладеете искусством основного процесса пайки серебром и лучше познакомитесь с нужными инструментами для работы, вы сможете перейти к более сложным проектам пайки.
Гидравлический пресс П6334Б — цена, отзывы, характеристики с фото, инструкция, видео
Гидравлический пресс П6334Б (усилие 250 тн) и его модификация ПБ6334М, — это мощные машины, которые используют для решения разных задач: запрессовки-выпрессовки, калибровки, прошивки, листовой штамповки без глубокой вытяжки и пр.
Прессы ПБ6334М востребованы в ремонтных, производственных подразделениях и мастерских. В случае необходимости, оборудование этой серии можно оснастить правильным столом и оснасткой.
Прессы гидравлические одностоечные с С-образной станиной предназначены для запрессовки, правки, гибки, прошивки, объемной холодной вытяжки, листовой штамповки, пакетирования. При наличии гидроподушки прессы могут использоваться для глубокой вытяжки.
Выпускаемые прессы гидравлические одностоечные представлены прессами серии П63 номинальным усилием от 10тс до 250 тс. в серийном производстве, можем изготовить пресс по ТЗ Заказчика.
Прессы гидравлические серии П63 могут применяться как в производственных, так и в ремонтных подразделениях и мастерских. Пресс имеет возможность встраивания в автоматические линии и комплексы. по особому заказу прессы могут оснащаться правильным столом и оснасткой.
Гидравлические прессы – это машины для обработки материалов давлением, приводимые в действие жидкостью, находящейся под высоким давлением. Наш завод гидравлических прессов изготавливает довольно широкую линию оборудования.
Дополнительные опции: гидроподушка по чертежам Заказчика; выталкиватель в нижней плите; дополнительная стойка двуручного включения; гидросистема увеличенной производительности; система ЧПУ и много другое.
В базовой комплектации система управления прессовым оборудованием реализована на программируемом логическом контроллере (ПЛК) Mitsubishi и служит для управления станками.
Гидравлический блок клапанов предназначен для индивидуального привода рабочих органов прессов усилием 400…2500 кН. Гидроблок клапанов работает на чистом минеральном масле с вязкостью 20…400 м2/с при температуре масла 15°С. ..50°С и температуре окружающей среды 1°C…55°С, обеспечивает ручной, полуавтоматический и автоматический режимы работы прессов следующих позиций рабочих циклов: холостой ход вниз; рабочий ход; выдержка под давлением; поддержание давления при выдержки; ускоренный возвратный ход; стоп.
Пресс оборудован гидроцилиндром поршневого типа, который обеспечивает передвижение верхней подштамповой плиты вверх и вниз без необходимости установки возвратных гидроцилиндров.
Класс чистоты рабочей жидкости не ниже 13. Для обеспечения класса чистоты рабочей жидкости применены фильтры с номинальной тонкостью фильтрации не более 25 мкм.
Основные параметры прессов гидравлических и размеры изготовлены по ГОСТ 8200-87.
Рекомендуемые марки масел: Индустриальное гидравлическое И-40, И-20. Климатическое исполнение УХЛ (для макроклиматических районов с умеренным и холодным климатом) и 0 (общеклиматическое исполнение), категория размещения 4.
Пресс работает в следующих режимах: наладочный и полуавтоматический (одиночный).
Наладочный режим: операции запускаются соответствующими кнопками на панели управления, каждое нажатие кнопки завершает разовое перемещение (при отключении кнопки движение продолжается до крайней позиции).
Полуавтоматический (одиночный) режим: при нажатии кнопки завершается один рабочий цикл.
Конструкция и исполнение пресса обеспечивают безопасные условия труда при его эксплуатации в соответствии с правилами охраны труда согласно действующей нормативной документации. включает главный цилиндр, расположенный над верхней плитой, гидравлическую систему с электродвигателем, систему электроуправления, систему безопасности, кнопку аварийной остановки работы всех двигателей, сигнал уровня масла, предохранительный клапан. Верхняя плита подвижная, нижняя — неподвижная, движения верхней плиты при работе в вертикальном направлении.
Прессы гидравлические выпускаются серийно, новые, не восстановленные из бывших в употреблении узлов и деталей, конструкция пресса отличается от выпускаемых в 1970-2000 г. г.
Возможно выполнение прессов во взрывозащищенном исполнении с электро- и пневмоуправлением гидрораспределителями.
По ТЗ Заказчика прессы могут быть оснащены опциями:
гидроподушка как в стандартном исполнении, так и по техническому заданию;
выталкиватель в нижней плите;
правильной стол по ГОСТу и по техническому заданию Заказчика;
Система управления прессовым оборудованием:
реализована на программируемых логических контроллерах (ПЛК) Mitsubishi, Omron (в зависимости от типа пресса и пожеланий заказчика) и служит для управления гидравлическими прессами.
панель оператора имеет простой, удобный интерфейс на русском языке, как с пленочной клавиатурой, так и с сенсорным дисплеем любой диагонали.
Характеристика
Значение
Номинальное усилие пресса, кН
2500
Наибольший ход штока, мм
600
Наибольшее расстояние между столом и ползуном
800
Расстояние от оси штока до станины, мм
400
Скорость штока, мм/сек
— при рабочем ходе регулируемая*
5-25
— при холостом ходе
110
— при возвратном ходе
45
Размеры стола, мм
1000х630*
Проем в запрессовочном столе, мм
200
Высота стола над уровнем пола, мм
860
Электродвигатель, кВт
15
Номинальное давление рабочей жидкости в главном цилиндре, см. куб./об.
25
Режим работы
Наладочный, одиночный ход
Емкость бака, л
700 л
Габариты пресса в плане не более, мм
— слева — направо
1250
— спереди — назад
2100
— высота
3350
Масса П6334Б пресса, кг не более
9200
* Конструкция нижней плиты имеет Т-образные пазы и отверстие под выталкиватель без дополнительных освобождений, чертеж стола будет согласован с Заказчиком.
Комплектация П6334Б
Пресс в сборе.
Эл. шкаф управления на станине.
Руководство по эксплуатации, паспорт изделия.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Какой пресс для отжима сока из яблок и винограда выбрать?
2021-07-26 22:39:05
Виды прессов для сока, принцип их работ, плюсы и минусы.
1) Винтовые (механические) прессы для яблок, фруктов, винограда и ягод
Винтовые прессы работают по принципу тисков, сдавливая измельченное сырьё.
Бывает 2 типа винтовых прессов:
1 — с винтом, идущим из основания пресса
Это самый дешёвый вариант ручного пресса для сока, который чаще всего произведён в Китае.
Также на рынке есть итальянские винтовые прессы с домкратным механизмом.
Винтовой пресс такой конструкции покупать не стоит, так как винт имеет контакт с соком, а следовательно пластичная смазка, которым покрыт винт пресса может попасть в сок. А не смазывать винт нельзя, так как его может «заесть» или он быстро износится, а продукты износа будут попадать в сок. Также в таких прессах поддон сделан из обычной покрашенной стали, а следовательно после нескольких лет использования начнёт проступать ржавчина. Поэтому винтовые прессы для яблок такого устройства наша компания вовсе не производит.
2 — рамный винтовой пресс для винограда и яблок
В этом варианте винтового пресса для фруктов винт находится сверху и опирается в специальную накладку на поршне пресса, поэтому смазка винта не попадает в сок.
Винтовые рамные прессы удобны в использовании, так как сок можно отдать за один раз, затянув до упора винт, ничего не переставляя во время отжима.
Однако все таки при объёме бочонка более 10 литров крутить винт утомительно, особенно если с прессом работает женщина.
Очень удобны винтовые прессы для сока маленьких объемов 0,75, 3 и 5 литров при использовании на кухне. Они имеют маленьких все и габариты, и легко поместятся на полочке в вашей кухне.
В нашем интернет магазине вы можете купить винтовой пресс для отжима сока из яблок, винограда, других фруктов, овощей и ягод напрямую от производителя с курьерской доставкой до двери в ваш город. Цена на доставку в Москву, Санкт-Петербург, Краснодар, Ростов на Дону, Саратов, Воронеж, Орел, Ярославль, Псков и любой другой город России одинакова. Также доставляем товары в Минск, Киев, страны СНГ и в любую точку планеты.
2) Садовые гидравлические прессы для отжима сока из яблок, фруктов, винограда и ягод
1 — С домкратом
Гидравлический пресс для яблок и винограда представляет собой силовую прямоугольную раму с упором для штока домкрата по центру. Домкрат может находится как сверху, давя на поршень, так и снизу, поднимая весь бочонок с поршнем и поддоном вверх. Домкратом легко и удобно пользоваться. С таким прессом легко обращаться даже женщине, так как за счёт домкрата создаётся большой выигрыш в силе.
Единственным минусом является то, что хода штока домкрата не хватает для всей высоты бочонка и по ходу процесса отжима сока нужно подкладывать деревянные бруски.
Эту проблему можно решить, купив двухступенчатый домкрат, однако цена такого домкрата составляет порядка 30-40 евро (обычный домкрат на 2т стоит порядка 10-12 евро).
Смотрите видео домашний пресс для яблок с двухступенчатым домкратом:
2 — С гидроцилиндром
Такая конструкция уже относится к промышленному прессу для яблок. В раме такого пресса имеется гидроцилиндр, а также насос, с помощью которого подается гидравлическое масло к поршню цилиндра. Такой пресс для яблок имеет большую производительность и объем бочонка 50, 100 и 200 литров. С помощью такого пресса очень удобно отжимать сок. Ведь длина хода поршня подбирается так, чтобы её хватило на все рабочую высоту бочонка.
Однако за счёт более сложной конструкции цена такого пресса гораздо больше, и такая конструкция пресса оправдана только для профессионального использования, например, для линии по производству соков прямого отжима.
Прессы с гидроцилиндром бывают ручными и полуавтоматическими. Полуавтоматический пресс – это электрический пресс для винограда и яблок. Отжим сока происходит один нажатием кнопка, а загрузка сырья и разгрузка происходит вручную.
3) Комбинированные прессы для отжима сока из яблок, фруктов, винограда и ягод
Это прессы соковыжималки, в конструкции которых есть и винт, и гидравлический домкрат.
Винтом пользуются во время первого этапа отжима, когда сок выделяется при приложении небольшого усилия, а остатки сока отжимаются с помощью домкрата. Такая конструкция пресса для выдавливания сока значительно ускоряет и облегчает процесс отжима.
4) Ленточные прессы для производства соков прямого отжима из яблок, винограда и других фруктов и ягод
Также существуют полностью автоматические ленточные пресса для производства сока прямого отжима. Такие прессы используются на линиях по производству сока.
5) Гидропресс для давки сока из яблок и винограда
Такой пресс отжимает сок используя давление воды в водопроводе. В нержавеющую корзину засыпается измельчённое сырьё, и закрывается крышка.
Посередине корзины находится каучуковая мембрана, которая расширяясь под давлением воды отжимает сок.
Такие прессы для изготовления сока из винограда и яблок выпускаются с объёмом корзины от 20 до 200л, однако цена такого пресса на 20-40 литров с несколько раз раз дороже, чем цена пресса с гидравлическим домкратом или цена винтового пресса. Такой пресс окупается только при большом объёме отжимаемого сока, так как он является полуавтоматическим и прост в использовании.
Также мембрана гидропресса может со временем порваться и тогда придётся покупать новую.
И такой пресс требует наличия водопровода с создаваемым давлением в 2-3 атмосферы.
Гидравлические и винтовые прессы для отжима соков бывают:
— С корзиной и поршнем
В бочонок закладывается мешок для фильтрации, потом измельченное сырье, края мешка заворачиваются, сверху кладется поршень и отжимается сок. Бочонок и поршень обычно изготавливаются из твердых пород древесины или из нержавеющей стали. Деревянные прессы смотрятся более красиво и атмосферно, однако пресс из нержавеющей стали более практичен.
Пресс из нержавеющей стали и из дуба.
— С решетками
Это пресс множеством решеток, между которыми закладываются мешочки с измельченными яблоками или виноградом. Число таких решеток может доходить даже до 20. Однако пользоваться таким прессом не так удобно, так как чтобы сложить все 20 слоев, требуется много времени.
Какой объем корзины пресса выбрать?
Главным образом все прессы для выжимания сока отличаются друг от друга только объемом бочонка и принципом работы. От объема бочонка зависит только то, сколько сока вы будете отжимать за 1 раз. Цикл одного отжима составляет 5-10 минут. Выход сока составляет 50-70% от объема бочонка. Поэтому выбирать пресс стоит исходя из того, сколько сока вы планируете делать.
1) Как сувенир
Для отжима нескольких стаканов сока подойдет пресс VP-075. Такой деревянный пресс для яблок и винограда хорош как подарок или сувенир. А также он станет украшением вашей кухни. Ведь натуральное дерево всегда добавляет дому уют и тепло.
Купить винтовой пресс на 0,75 литров
2) Для кухни
Если вы не планируете заготавливать много сока, а просто хотите побаловать себя вкуснейшими соками в летний период, то вам будет достаточно 3л пресса VP-3 или VP-5 (5л). Такой пресс занимает мало места и его можно свободно использовать на кухне.
Купить винтовой пресс для сока на 3 литра
3) Для дачи
Если вы хотите заготовить на зиму 10-20 трехлитровых банок, то вам вполне хватит винтового пресса давилки для винограда и яблок или гидравлического пресса для отжима сока на 10-12 литров.
Купить гидравлический пресс для сока на 12 литров
4) Для сада
Если же у вас большой сад, вы планируете заготовить много сока на зиму и поставить вино, то в этом случае лучше выбрать пресс для сока 20-30 литров. За один отжим вы будете получать 1 ведро сока.
Купить гидравлический пресс для сока на 26 литров
5) Для небольшого производства
Если вы собираетесь делать сок на продажу или у вас огромная семья, то нужен пресс на 50л и более. С таким прессом можно отжимать более 200 л сока в час.
Купить гидравлический пресс на 50 литров
При выборе между винтовым и гидравлическим прессом нужно учитывать следующие факторы:
1) Винтовые прессы для отжима сока объемом бочонка до 10 литров при отжиме сока достаточно одной рукой придерживать за раму, а другой вращать винт. Винтовой пресс объемом 10-20л и более нужно фиксировать 4-мя саморезами к неподвижному основанию, чтобы он не прокручивался. Гидравлический пресс достаточно поставить на край стола над емкостью, куда будет сливаться сок.
2) С помощью гидравлического пресса можно создать большее усилие с помощью домкрата, следовательно, больше выход сока. Однако необходимо по ходу движения поршня подкладывать дощечки под домкрат, чтобы отжать яблочную массу до конца, так как хода поршня не достаточно для всей высоты бочонка, а ручка домкрата начинает упираться в край бочонка.
3) С помощью винтового пресса процесс отжима происходит за один этап.
4)Физически работать легче с гидравлическим прессом, чем с винтовым
Пресс для ягод
Для отжима сока из ягод лучше подойдут маленькие прессы объемом бочонка 3-5 литров. Так как может быть проблематично, набрать достаточное количество ягод для отжима сока. В этом случае многие клиенты приобретают, например, гидравлический пресс на 30 литров и электрический измельчитель для яблок, а для ягод дополнительно берут 3-х литровый винтовой пресс.
Пресс для яблок, фруктов и овощей
Для отжима сока из яблок подойдет любой пресс, выбирать пресс стоит исходя из того, сколько сока вы планируете делать.
Пресс для винограда
Для отжима виноградного сока обычно покупают винтовой пресс на 10-20 литров, все конечно зависит от вашего урожая, но если у вас каждый год вырастает несколько ведер винограда, то вам вполне хватит и винтового пресса VP-5.
Любой пресс может давить виноград и яблоки с косточками, не нарушая их целостность. Однако для того, чтобы пользоваться прессом необходима предварительная подготовка сырья, а именно дробление (измельчение). Для этого существуют специальные дробилки и измельчители для фруктов и винограда.
Об их видах, принципах работы, плюсах и минусах читайте здесь: Какой измельчитель для яблок и винограда выбрать? — читайте здесь
Сьюзан Кингсли написала прекрасную книгу «Гидравлическая штамповка для ювелиров и мастеров по металлу», 20-тонный пресс, 1993 г. Внутри есть планы на самодельный 20-тонный пресс, который подходит для большинства и находится в пределах средств . Пресс Bonny Doon сделан из немного более тяжелых материалов , но, сделав один, вы сделаете другой из своих .0009 личных улучшений не так уж и сложно. Вы найдете его адекватным для большинства трехмерных форм, но не для методов глубокой вытяжки. Для этого еще нужен 50-тонный пресс . 50-тонный просто означает, что вы используете 50-тонный гидравлический домкрат вместе с серьезно усиленной рамой и плитами, а не тем, сколько весит весь пресс
tom_grace_stokes
#2
Всем привет, ищу источник для приличного гидравлического Пресс, покупка которого не требует больших затрат, как и доставка. Я не собираюсь делать сосуды или большие формы и т. д. Я просто ищу способ придать объем своей работе, которая является преимущественно функциональными украшениями и довольно мала по размеру. Я пошел на Ebay, и у них есть несколько прессов, но они либо имеют мощность около 6 тонн, либо 100-200 тонн, предназначенные для промышленного использования. Прессы, которые я вижу в большинстве ювелирных каталогов, имеют усилие около 20 тонн. Кто-нибудь может одолжить любые опыт того, что может сделать 6-тонный пресс?? Не будет ли это просто слишком дешевым для нужд ювелира?
Благодарен за любой свет, который вы можете пролить, как всегда.
Грейс С.
Джесси_Бреннан
#3
Источник для малых гидравлических прессов:
http://www.bonnydoonengineering.com/index.html
Здесь вы также можете найти книгу:
Гидравлическая штамповка для ювелиров и мастеров по металлу Сьюзан Кингсл
Это обязательная ссылка. Он включает в себя планы для самодельного пресса .
Получить помощь можно в дискуссионной группе сайта.
Джесси
Джоэл_Швальб
#4
Грэйс, Один из вариантов — построить его для себя. В книге Сьюзен Кингсли «Гидравлическая штамповка для ювелиров и Металлурги». Эта книга раньше была доступна в 20 Ton Press, PO Box 222492, Carmel, CA 93922. Я не уверен, что она все еще доступна там . ISBN 0-9635832-0-4.
Другой вариант — посмотреть в каталоге Harbour Freight. Они обычно имеют прессы с разной мощностью. У меня нет личного опыта работы с , так как я использовал пресс Bonny Doon, дорогой, но очень хорошо сделанный, надежный и безотказный. Джоэл Швальб @Joel_Schwalb www.schwalbstudio.com
Кеннет_Гастино1
#5
Грейс: пресс BonnyDoon, доступный в Rio Grande или Bonny Doon, , вероятно, настолько легкий, насколько это возможно для тоннажа, и все еще имеет правильно спроектированный пресс. Шеститонный пресс , вероятно, подойдет для легкой вырубки, правки или выравнивания деталей и, возможно, для замены шины на вашем автомобиле. 20 тонн будет минимум I будет искать для формирования. Мой пресс 50 тонн, и да, я использую все 100 000 фунтов. давления, которое он обеспечивает. Удивительно, какое давление требуется, чтобы сделать довольно простые вещи.
Для пресса BD имеется также хороший выбор оснастки. Если вы не экипированы и не способны модифицировать или производить свои собственные инструменты, это бесценный ресурс.
Есть причина, по которой вы видите 20-тонные прессы в ювелирных каталогах, , потому что это то, какое давление вам нужно, чтобы выполнить большую часть работы, которую вы см. ювелиры, работающие с прессами.
Хорошая пресса — это инвестиция, и при этом хорошая. Я построил свой собственный пресс , он был недешевым и непростым в изготовлении и весил около 800 фунтов. Он уже много раз себя окупил.
У меня нет никаких деловых интересов с Bonnydoon, кроме того, что я являюсь клиентом .
Кен Гастино Береа, Кентукки
аранд
#6
Наша группа из моей металлургической гильдии заказала 20-тонные гидравлические прессы , изготовленные в местном механическом цехе. Машинист следовал планам из книги Сьюзен Кингсли с некоторыми изменениями. Мы сохранили связку, и прессы работают просто отлично. Они сделаны так, , что они могут использовать аксессуары, разработанные специально для коммерческого гидравлического пресса, продаваемого несколькими поставщиками ювелирных изделий.
Вы можете рассмотреть это как вариант. Альма
Э_Лютер
#7
Идите вперед и купите 20-тонный домкрат у Bonny Doon, если вам нужен манометр (а он вам нужен), вы не сможете сэкономить, купив домкрат и манометр отдельно в другом месте и установив его самостоятельно (манометр Я имею в виду). Я тщательно исследовал это.
Может быть, вы сможете сэкономить, заказав сварку рамы местному сварщику . Если вы это сделаете, убедитесь, что 1-дюймовые стальные пластины сверху и снизу имеют резьбу, соответствующую резьбе Boony Doon, поэтому вы все равно можете использовать все их аксессуары .
Элейн Лютер Чикаго, Иллинойс, США Сертифицированный инструктор PMC @E_Luther
Ron_Richmond
#8
Проверьте R & D Evices для домкрата и прессы. Они продают их за вдвое дешевле дуна. www.rd-evices.com
Добрый день.
головастик1
#9
Грейс, для небольших ювелирных работ, таких как вы упомянули, вы можете многое сделать с инженерными тисками приличного размера.
Вы читали книгу Сьюзен Кингсли «Гидравлическая штамповка», в которой подробно описывает проверенную конструкцию «сделай сам» с использованием, кажется, двадцатитонного гидравлического домкрата . Размер, который она описывает, подходит для больших вещей, которые, как вы говорите, вам не нужны.
Кевин (Северо-Западная Англия, Великобритания)
Cynthia_Eid
#10
Я тоже пытался найти более дешевый гидравлический пресс, когда впервые начал использовать инструмент . Мне сварили один. Попользовавшись им некоторое время, , я продал свою дешевку другу и перешел на Bonny Doon. Я пришел к выводу, насколько хорошо продуманы эти прессы и какая потрясающая гарантия на них дается. Получите хороший инструмент. не позволит вас проиграют, и она сохранит свою ценность, если вы когда-нибудь решите ее продать. Просто мое мнение. Синди www.cynthiaeid.com
Гидравлический пресс для вина? | Winemaking Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Я только что видел это на сайте спонсоров. Я никогда не слышал о такой вещи, но это звучит как блестящая и недорогая идея.
Есть ли у кого-нибудь здесь опыт работы с прессом, в котором используется гидравлический автомобильный домкрат снизу для создания усилия? Сколько литров рекомендуется для домашнего использования?
Спасибо.
Последнее редактирование модератором:
ThePlantGuy978
Маскадин и многое другое
#2
Я попробовал вашу ссылку, чтобы увидеть это. Извините, но ссылка у меня не работает.
тоняндкори
Старший член
#3
я либо
ibglowin
Модератор
#4
Только что исправил ссылку.
пжд
Любитель вина
#5
Отличная идея для пресса! Конечно, это лучше, чем пресс с храповым механизмом, для использования которого нужны 3 человека! Возможно, мне придется купить этот или построить его.
Уэйд Э
Премиум
#6
Pjd, почему 3 человека должны управлять прессом с храповым механизмом? У меня был ond в течение нескольких лет, и я легко мог управлять им самостоятельно.
пжд
Любитель вина
#7
Уэйд Э сказал:
Pjd, почему на храповом прессе должны работать 3 человека? У меня был ond в течение нескольких лет, и я легко мог управлять им самостоятельно.
Нажмите, чтобы развернуть…
Я помог своему приятелю отжать 18 галлонов ананаса, используя его новый пресс с храповым механизмом. Он не был прикручен болтами, и нам понадобилось двое, чтобы удерживать его на месте, а третий крутил храповик. Уверен, было бы проще, если бы он был прикручен. Я действительно не был впечатлен.
БобФ
Запрещено
#8
Похоже, хорошая идея. У меня есть идея использовать гидравлику моего трактора для привода пресса. Использование бутылочного домкрата было бы наименее затратным путем с точки зрения гидравлики.
Рокки
Хронологически одаренный член
#9
Был местный парень, у которого был на продажу оправочный пресс в списке Крейга, который он оснастил корзиной и прижимными пластинами. Для нагнетания использовался 10-тонный бутылочный домкрат. Казалось, что это будет работать нормально. Не уверен, насколько чистым и продезинфицированным это будет. Не уверен, что эта ссылка будет работать, но вот она: http://columbus.craigslist.org/art/3056165819.html
ограбить
Старший член
#10
Да, я сделал этот пресс из дерева и использовал гидравлический пневматический пресс, использовал его в прошлом году и отлично работал. Где-то здесь есть несколько фотографий, ИИ посмотрит, сможем ли мы их найти
вакуумный насос
Поставщик
#11
Мне нравится простая идея, а также цена. Я думаю, что хороший напольный домкрат отлично подойдет для этой установки. Я хотел бы увидеть обзор этого товара —
дорожное приложение
Старший член
#12
Так что я позвонил спонсору, и они были достаточно милы, но они не получили товар (они ожидают его со дня на день).
Они никогда раньше не имели дела с этим поставщиком, поэтому он неизвестен. Судя по всему, сделано в Чехии.
www.tip-pv.cz
Вот их сайт, гугл-переводчик помогает только немного.
Мне нравится идея использовать бутылочный домкрат вместо завинчивания или храпового механизма (не то чтобы у меня был опыт, просто кажется, что легче создать усилие).
тджригни
Юниор
№13
Эй, ребята, этот сайт был бесценным, но у меня еще не было возможности опубликовать что-нибудь. Этой весной я сделал пресс с подшипниковым прессом от Harbour Freight, я не помню точную цену, но это было меньше 200 долларов. Остальные вещи были довольно незначительными в денежном выражении.
Бегущий волк
Супермодератор
№14
Это довольно круто и хорошо сложено. Хорошая работа!
Уэйд Э
Премиум
№15
Это сборная рама из чего-то или вы сварщик? Если бы не сварщик, не могли бы вы дать нам, для чего эта рама? Рад видеть вас на борту, и мы любим работу своими руками, выполненную хорошо с некоторыми спецификациями, особенно потому, что мы можем сэкономить несколько долларов и построить 1 для себя. Спасибо за обмен.
Я никогда не прессовал виноград, поэтому ничего не знаю. Имеет ли подобная установка более высокую вероятность чрезмерного прессования и получения горького вина из-за дробления семян?
Вращаются ли традиционные прессы, когда вы их крутите? Я читал о людях, говорящих, что они должны были завинтить их.
Кажется, что большинство людей делают пресс снаружи или на подъездной дорожке, чтобы облегчить уборку. Моя винодельческая лаборатория находится в подвале без внешней двери. Я думаю, было бы чудовищно входить и выходить из моего подвала два раза в год. Кто-нибудь считает, что проворачивание/храповик традиционных прессов — это такая боль в А, что это стоит дополнительного размера? Стоимость, кажется, на одном уровне с тем, что я заплатил бы в моем местном LBHS.
Есть какие-нибудь мысли по поводу Harbour Frieght и ссылки, с которой началась эта тема, по сравнению с традиционными прессами с храповым механизмом?
Спасибо!
Уэйд Э
Премиум
# 19
Скорее всего, поэтому вы всегда сохраняете несколько бесплатных пробежек и пробуете вкус, когда нажимаете и держите их отдельно, чтобы смешать вместе.
2. Тема урока: Краткие сведения о производстве чугуна.
Цель урока: Познакомиться с производством чугуна. Разобраться как влияют компоненты на свойства чугуна Чугун – сплав железа с углеродом, с процентным содержанием углерода от 2,14 до 6,67 % чугуны Чугун получают из железной руды с помощью топлива и флюсов Шихта –сырье для производства чугуна 1. Железная руда (обогащенная) 2. Марганцевая руда – марганец нейтрализует вредное воздействие серы и фосфора переводя их в шлак. FeP + Mn →MnP + Fe FeS + Mn →MnS + Fe легкие, тугоплавкие 3. Кокс – спеченный без доступа воздуха уголь, служит как топливо. 4. Известняк – служит для формирования шлака. 5. Воздух обогащенный кислородом и нагретый до 1000 ºС. Продукты доменной печи 1. Чугун по назначению делится на три группы: передельный, литейный и ферросплавы. Из всей выплавки более 80% составляют передельные чугуны, которые переплавляются в сталь, и около 20% приходится на долю литейных чугунов и ферросплавов. Из литейного чугуна отливают фасонные детали, а ферросплавы используют в качестве добавок (раскислителей) при выплавке стали. 2. Шлак — побочный продукт, он является очень дешевым строительным материалом высокого качества и идет на изготовление цемента, бетона, кирпича, на грунтовку дорог. Количество получаемого при плавке шлака очень велико (примерно 60% веса выплавляемого чугуна). Если шлак в жидком виде продуть паром или воздухом, получится шлаковая вата, являющаяся хорошим изолятором. 3. Колошниковый газ — также важный побочный продукт. Это высококалорийное топливо. При сжигании 1 т кокса получается около 4000 м3 газа. Очищенный газ используют для нагрева воздухонагревателей и мартеновских печей, для обогрева коксовых батарей, паровых котлов и т. д. Производство чугуна Чугун получают в доменных печах. Доменные печи выложены огнеупорным кирпичом и сверху покрыты стальным кожухом. Высота печи достигает 30 — 100 метров. Доменная печь состоит из пяти основных частей: 1. Колошник 2. Шахта 3. Распар 4. Заплечики 5. Горн В калашник подаются сырые материалы ( руда, кокс, флюсы). В шахте происходит высушивание руд и восстановление железа. В распаре начинается плавление металла и образование шлака. В заплечиках образуется чугун и шлак. В горне находится устройство для вдувания воздуха (фурмы). В нижней части горна расположены летки для выпуска шлака и летки для выпуска чугуна. Доменный процесс Получение чугуна сложный химический процесс. Он состоит из трех стадий: 1. Восстановление железа из окислов 2. Превращение железа в чугун 3. Шлакообразование Восстановление железа из руды идет по следующей схеме: Fe2O3 → Fe3O4 → FeO → Fe ПРОВЕРКА УСВОЕНИЯ 1. Дайте определение чугуну. 2. Какие продукты доменной печи вы знаете? 3. Перечислите основные части доменной печи. 4. Из каких стадий состоит доменный процесс? 5. Напишите схему восстановления железа. Задание на дом 1. Остапенко «Технология металлов» § 21-23,стр.57-60; 2. Кузьмин « Технология металлов и конструкционные материалы» Глава IV § 4 стр. 33-39.
English Русский Правила
Производство чугуна
Производство чугуна сосредоточено в домнах, где при высоких температурах происходит выплавка продукта из исходного сырья. Технология впервые использовалась в Китае, затем постепенно осваивалась в европейских государствах, России.
Содержание
Процесс производства чугуна
Классификация чугуна
Сфера применения
Заключение
Процесс производства чугуна
Доменная печь – это сооружение сложной формы с высотой до 80 м. Внутренние стены выложены огнестойким кирпичом, наружная поверхность покрыта стальным кожухом. Части домны имеют специальные названия:
верхняя половина – это шахта;
отверстие сверху – колошник;
широкая средняя часть – распар;
нижняя – горн.
Исходными материалами в производстве чугуна служат:
руда с высокой концентрацией оксида железа,
коксовое сырье,
флюсы.
Кокс – это хорошее топливо. При его сжигании интенсивно выделяется тепловая энергия, необходимая для получения конечного продукта. Помимо энергии кокс необходим как источник монооксида углерода – восстановителя для руды. Флюсы способствуют образованию из бесполезной породы легкоплавких шлаков.
Исходную смесь для производства чугуна послойно подают в домну через колошники. Для поддержания горения в горн нагнетают горячий воздушный поток. В результате химических процессов из кокса получается монооксид углерода. Он вместе с углеродом восстанавливает железо из руды. Расплавленная железная масса стекает вниз, где некоторое ее количество, соприкасаясь с горячим коксом, образует цементит (карбид железа). Остальной расплав растворяет в себе цементит, кремниевые, марганцевые, фосфорные компоненты, образует жидкий чугун.
Порода вместе с продуктом прокаливания флюса образует шлак. Горячий поток из чугуна и шлака стекает в горн. Сплав выпускают из печи через нижнее отверстие, а шлак – по каналу, расположенному немного выше.
Классификация чугуна
Существуют разные принципы, согласно которым классифицируют чугун. Для понимания некоторой информации нужна специальная подготовка в области металлургии. Остальное понятно всем. Главный показатель основной классификации – это содержание и состояние углерода в сплаве.
В белом чугуне этот элемент находится в виде карбида. Массовая доля железа превышает 3 %.Сплав характеризуется высокой хрупкостью, используется в основном после легирования.
Серая модификация содержит углеродные пластины. Продукт имеет высокую стойкость к трению.
Ковкая модификация включает в себя углеродные хлопья. Производство чугуна этого вида отличается сложностью, поэтому сплав стоит дороже, используется для изготовления особо важных деталей.
Эксплуатационные возможности металлического продукта определяются его специфическими качествами:
стойкостью к износу;
устойчивостью к трению;
инертностью к коррозии;
жаростойкостью;
отсутствием реакции на магнит.
Согласно приведенным признакам чугун подразделяется на группы. Помимо этого сплавы классифицируются по твердости, сопротивлению к растяжению, другим физическим параметрам.
Сфера применения
Большие объемы чугуна, который называется передельным, используются для получения сталей. Литейные чугуны применяются при производстве декоративных и других различных чугунных изделий:
сантехники;
деталей машин;
двигателей;
гомогенизаторов;
труб;
запорной арматуры;
радиаторов;
электротехники;
изоляторов.
Несмотря на обилие новых материалов, чугунные сплавы остаются неизменно востребованными во многих отраслях.
Заключение
Производство чугуна – технологически сложный процесс. Качественный продукт, изготовленный специалистами, обладает полезными эксплуатационными свойствами. Из чугуна производится как массовая, так и эксклюзивная продукция, пользующаяся спросом у потребителей.
обработка железа | Определение, история, шаги, использование и факты
доменная печь и воздухонагреватель
Смотреть все СМИ
Ключевые люди:
Абрам Стивенс Хьюитт Джон Фриц
Похожие темы:
кованое железо чугун вагранка цветочный процесс процесс украшения
Просмотреть весь связанный контент →
переработка железа , использование процесса плавки для превращения руды в форму, из которой можно изготавливать изделия. В эту статью также включено обсуждение добычи железа и его подготовки к выплавке.
Железо (Fe) представляет собой относительно плотный металл серебристо-белого цвета с характерными магнитными свойствами. Он составляет 5% массы земной коры и является четвертым по распространенности элементом после кислорода, кремния и алюминия. Он плавится при температуре 1538°C (2800°F).
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье
Железо аллотропно, то есть существует в различных формах. Его кристаллическая структура может быть объемно-центрированной кубической (ОЦК) или гранецентрированной кубической (ГЦК) в зависимости от температуры. В обеих кристаллографических модификациях основная конфигурация представляет собой куб с атомами железа, расположенными по углам. В центре каждого куба в ОЦК-модификации и в центре каждой грани в ГЦК-модификации есть лишний атом. При комнатной температуре чистое железо имеет ОЦК-структуру, называемую альфа-ферритом; это продолжается до тех пор, пока температура не поднимется до 912 ° C (1674 ° F), когда он превращается в структуру ГЦК, известную как аустенит. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления.
Чистый металл пластичен и легко поддается обработке ковкой, но, за исключением специализированных электротехнических применений, он редко используется без добавления других элементов для улучшения его свойств. В основном он появляется в сплавах железа с углеродом, таких как стали, которые содержат от 0,003 до примерно 2 процентов углерода (большинство лежит в диапазоне от 0,01 до 1,2 процента), и чугуны с содержанием углерода от 2 до 4 процентов. При содержании углерода, характерном для сталей, карбид железа (Fe 3 C), также известный как цементит; это приводит к образованию перлита, который в микроскоп состоит из чередующихся реек альфа-феррита и цементита. Цементит тверже и прочнее феррита, но гораздо менее пластичен, так что за счет изменения количества углерода получаются совершенно разные механические свойства. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
Имеются свидетельства того, что метеориты использовались в качестве источника железа до 3000 г. до н.э., но извлечение металла из руд датируется примерно 2000 г. до н.э. Производство, по-видимому, началось в медедобывающих регионах Анатолии и Персии, где использование соединений железа в качестве флюсов для облегчения плавки могло случайно вызвать накопление металлического железа на дне медеплавильных печей. Когда производство железа было налажено должным образом, стали использовать два типа печей. Чашевые печи были построены путем рытья небольшого отверстия в земле и обеспечения подачи воздуха из мехов через трубу или фурму. С другой стороны, каменные шахтные печи полагались на естественную тягу, хотя иногда в них также использовались фурмы. В обоих случаях плавка включала создание слоя раскаленного древесного угля, в который добавлялась железная руда, смешанная с большим количеством древесного угля. Затем произошло химическое восстановление руды, но, поскольку примитивные печи не могли достигать температуры выше 1150 ° C (2100 ° F), обычным продуктом был твердый кусок металла, известный как блюм. Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо.
Хотя римляне строили печи с ямой, в которую можно было сливать шлак, до средневековья мало что изменилось в методах производства железа. К 15 веку многие цветочные печи использовали печи с низким валом с приводом от воды для привода мехов, а цвет, который мог весить более 100 кг, извлекался через верхнюю часть вала. Окончательным вариантом такого рода горнила была каталонская кузница, просуществовавшая в Испании до 19 века. Другая конструкция, высокая горная печь, имела более высокий вал и превратилась в печь высотой 3 метра (10 футов).0037 Stückofen , который давал такие большие блюмы, что их приходилось удалять через переднее отверстие в печи.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подписаться сейчас
Доменная печь появилась в Европе в 15 веке, когда стало понятно, что чугун можно использовать для изготовления цельных пушек с хорошими свойствами удержания давления, но было ли ее появление связано с китайским влиянием или было независимым развитие неизвестно. Во-первых, различия между доменной печью и Stückofen были незначительными. Оба имели квадратное поперечное сечение, и основными изменениями, необходимыми для работы доменной печи, были увеличение соотношения древесного угля и руды в шихте и летка для удаления жидкого железа. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.
Несмотря на военную потребность в чугуне, для большинства гражданских применений требовался ковкий чугун, который до этого производился непосредственно в блочном заводе. Однако появление доменных печей открыло альтернативный путь производства; это включало преобразование чугуна в кованое железо с помощью процесса, известного как рафинирование. Куски чугуна были помещены на убранный очаг, на котором сжигался древесный уголь с обильной подачей воздуха, так что углерод в железе удалялся путем окисления, оставляя полутвердое ковкое железо. Начиная с 15 века, этот двухстадийный процесс постепенно вытеснил прямое производство железа, которое, тем не менее, сохранилось до 19 века.век.
К середине 16 века в юго-восточной Англии доменные печи работали более или менее непрерывно. Увеличение производства железа привело к нехватке древесины для производства древесного угля и к его последующей замене углем в виде кокса — открытие, которое обычно приписывают Абрахаму Дарби в 1709 году. Поскольку более высокая прочность кокса позволяла ему поддерживать большую загрузку, стали возможными печи гораздо большего размера, и была достигнута производительность от 5 до 10 тонн чугуна в неделю.
Затем, появление паровой машины для привода продувочных цилиндров означало, что доменная печь могла быть снабжена большим количеством воздуха. Это создало потенциальную проблему, заключающуюся в том, что производство чугуна будет намного превышать возможности процесса очистки. Ряд изобретателей пытались ускорить преобразование чугуна в ковкий, но наиболее успешным был англичанин Генри Корт, который запатентовал свою пудлинговую печь в 1784 году. Корт использовал угольную отражательную печь для плавления шихты чугуна. к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная.
Окончательный спад в использовании кованого железа был вызван серией изобретений, которые позволили печам работать при температурах, достаточно высоких для плавления железа. Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
Помимо вдувания части топлива через фурмы, в доменной печи с начала 19 века используется тот же принцип работы. Однако размер печи заметно увеличился, и одна большая современная печь может снабжать сталеплавильный завод до 10 000 тонн жидкого чугуна в день.
На протяжении 20-го века было предложено много новых процессов производства чугуна, но только в 1950-х годах появились потенциальные заменители доменной печи. Прямое восстановление, при котором железные руды восстанавливаются при температурах ниже точки плавления металла, берет свое начало в таких экспериментах, как процесс Виберга-Зодерфорса, введенный в Швеции в 1919 г.52 и процесс HyL, введенный в Мексике в 1957 году. Немногие из этих методов сохранились, а те, что сохранились, были значительно модифицированы. Другой альтернативный метод производства чугуна, восстановление плавлением, имел своих предшественников в электрических печах, которые использовались для производства жидкого чугуна в Швеции и Норвегии в 1920-х годах. Этот метод расширился и стал включать методы, основанные на кислородных конвертерах для производства стали с использованием угля в качестве источника дополнительной энергии, и в 1980-х годах он стал центром обширных исследований и разработок в Европе, Японии и США.
обработка железа | Определение, история, шаги, использование и факты
доменная печь и воздухонагреватель
Смотреть все СМИ
Ключевые люди:
Абрам Стивенс Хьюитт Джон Фриц
Похожие темы:
кованое железо чугун вагранка цветочный процесс процесс украшения
Просмотреть весь связанный контент →
переработка железа , использование процесса плавки для превращения руды в форму, из которой можно изготавливать изделия. В эту статью также включено обсуждение добычи железа и его подготовки к выплавке.
Железо (Fe) представляет собой относительно плотный металл серебристо-белого цвета с характерными магнитными свойствами. Он составляет 5% массы земной коры и является четвертым по распространенности элементом после кислорода, кремния и алюминия. Он плавится при температуре 1538°C (2800°F).
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье
Железо аллотропно, то есть существует в различных формах. Его кристаллическая структура может быть объемно-центрированной кубической (ОЦК) или гранецентрированной кубической (ГЦК) в зависимости от температуры. В обеих кристаллографических модификациях основная конфигурация представляет собой куб с атомами железа, расположенными по углам. В центре каждого куба в ОЦК-модификации и в центре каждой грани в ГЦК-модификации есть лишний атом. При комнатной температуре чистое железо имеет ОЦК-структуру, называемую альфа-ферритом; это продолжается до тех пор, пока температура не поднимется до 912 ° C (1674 ° F), когда он превращается в структуру ГЦК, известную как аустенит. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления.
Чистый металл пластичен и легко поддается обработке ковкой, но, за исключением специализированных электротехнических применений, он редко используется без добавления других элементов для улучшения его свойств. В основном он появляется в сплавах железа с углеродом, таких как стали, которые содержат от 0,003 до примерно 2 процентов углерода (большинство лежит в диапазоне от 0,01 до 1,2 процента), и чугуны с содержанием углерода от 2 до 4 процентов. При содержании углерода, характерном для сталей, карбид железа (Fe 3 C), также известный как цементит; это приводит к образованию перлита, который в микроскоп состоит из чередующихся реек альфа-феррита и цементита. Цементит тверже и прочнее феррита, но гораздо менее пластичен, так что за счет изменения количества углерода получаются совершенно разные механические свойства. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
Имеются свидетельства того, что метеориты использовались в качестве источника железа до 3000 г. до н.э., но извлечение металла из руд датируется примерно 2000 г. до н.э. Производство, по-видимому, началось в медедобывающих регионах Анатолии и Персии, где использование соединений железа в качестве флюсов для облегчения плавки могло случайно вызвать накопление металлического железа на дне медеплавильных печей. Когда производство железа было налажено должным образом, стали использовать два типа печей. Чашевые печи были построены путем рытья небольшого отверстия в земле и обеспечения подачи воздуха из мехов через трубу или фурму. С другой стороны, каменные шахтные печи полагались на естественную тягу, хотя иногда в них также использовались фурмы. В обоих случаях плавка включала создание слоя раскаленного древесного угля, в который добавлялась железная руда, смешанная с большим количеством древесного угля. Затем произошло химическое восстановление руды, но, поскольку примитивные печи не могли достигать температуры выше 1150 ° C (2100 ° F), обычным продуктом был твердый кусок металла, известный как блюм. Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо.
Хотя римляне строили печи с ямой, в которую можно было сливать шлак, до средневековья мало что изменилось в методах производства железа. К 15 веку многие цветочные печи использовали печи с низким валом с приводом от воды для привода мехов, а цвет, который мог весить более 100 кг, извлекался через верхнюю часть вала. Окончательным вариантом такого рода горнила была каталонская кузница, просуществовавшая в Испании до 19 века. Другая конструкция, высокая горная печь, имела более высокий вал и превратилась в печь высотой 3 метра (10 футов).0037 Stückofen , который давал такие большие блюмы, что их приходилось удалять через переднее отверстие в печи.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подписаться сейчас
Доменная печь появилась в Европе в 15 веке, когда стало понятно, что чугун можно использовать для изготовления цельных пушек с хорошими свойствами удержания давления, но было ли ее появление связано с китайским влиянием или было независимым развитие неизвестно. Во-первых, различия между доменной печью и Stückofen были незначительными. Оба имели квадратное поперечное сечение, и основными изменениями, необходимыми для работы доменной печи, были увеличение соотношения древесного угля и руды в шихте и летка для удаления жидкого железа. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.
Несмотря на военную потребность в чугуне, для большинства гражданских применений требовался ковкий чугун, который до этого производился непосредственно в блочном заводе. Однако появление доменных печей открыло альтернативный путь производства; это включало преобразование чугуна в кованое железо с помощью процесса, известного как рафинирование. Куски чугуна были помещены на убранный очаг, на котором сжигался древесный уголь с обильной подачей воздуха, так что углерод в железе удалялся путем окисления, оставляя полутвердое ковкое железо. Начиная с 15 века, этот двухстадийный процесс постепенно вытеснил прямое производство железа, которое, тем не менее, сохранилось до 19 века. век.
К середине 16 века в юго-восточной Англии доменные печи работали более или менее непрерывно. Увеличение производства железа привело к нехватке древесины для производства древесного угля и к его последующей замене углем в виде кокса — открытие, которое обычно приписывают Абрахаму Дарби в 1709 году. Поскольку более высокая прочность кокса позволяла ему поддерживать большую загрузку, стали возможными печи гораздо большего размера, и была достигнута производительность от 5 до 10 тонн чугуна в неделю.
Затем, появление паровой машины для привода продувочных цилиндров означало, что доменная печь могла быть снабжена большим количеством воздуха. Это создало потенциальную проблему, заключающуюся в том, что производство чугуна будет намного превышать возможности процесса очистки. Ряд изобретателей пытались ускорить преобразование чугуна в ковкий, но наиболее успешным был англичанин Генри Корт, который запатентовал свою пудлинговую печь в 1784 году. Корт использовал угольную отражательную печь для плавления шихты чугуна. к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная.
Окончательный спад в использовании кованого железа был вызван серией изобретений, которые позволили печам работать при температурах, достаточно высоких для плавления железа. Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
Помимо вдувания части топлива через фурмы, в доменной печи с начала 19 века используется тот же принцип работы. Однако размер печи заметно увеличился, и одна большая современная печь может снабжать сталеплавильный завод до 10 000 тонн жидкого чугуна в день.
На протяжении 20-го века было предложено много новых процессов производства чугуна, но только в 1950-х годах появились потенциальные заменители доменной печи. Прямое восстановление, при котором железные руды восстанавливаются при температурах ниже точки плавления металла, берет свое начало в таких экспериментах, как процесс Виберга-Зодерфорса, введенный в Швеции в 1919 г.52 и процесс HyL, введенный в Мексике в 1957 году. Немногие из этих методов сохранились, а те, что сохранились, были значительно модифицированы. Другой альтернативный метод производства чугуна, восстановление плавлением, имел своих предшественников в электрических печах, которые использовались для производства жидкого чугуна в Швеции и Норвегии в 1920-х годах. Этот метод расширился и стал включать методы, основанные на кислородных конвертерах для производства стали с использованием угля в качестве источника дополнительной энергии, и в 1980-х годах он стал центром обширных исследований и разработок в Европе, Японии и США.
основные, дополнительные и местные. Выносные элементы.
Технический рисунок предмета должен давать полное представление о его форме и размерах, а также содержать другие данные для точного изготовления этого предмета. Поэтому в черчении применяется прямоугольное параллельное проецирование, дающее возможность передавать размеры и формы предметов без искажений. В зависимости от содержания изображения предмета делят на виды, разрезы и сечения.
Вид – изображение повернутой к наблюдателю видимой части поверхности предмета. Виды бывают основные, дополнительные и местные.
Основными являются виды, полученные проецированием на 6 основных плоскостей проекций, которые, по сути, являются 6 внутренними гранями пустотелого куба, внутри которого располагают проецируемый предмет, и после проецирования предмета на эти 6 плоскостей, их разворачивают в одну плоскость чертежа (Рисунок 2. 1).
Рисунок 2.1 Схема расположения основных видов.
Все шесть основных видов находятся в жесткой проекционной связи друг с другом. Имея две заданные проекции предмета на непараллельные плоскости проекций (соответственно 3 координаты: X,Y,Z), по линиям проекционной связи несложно построить остальные четыре проекции, как это видно на примере точки А (рисунок 2.2)
Рисунок 2.2 Построение видов точки А.
Главный вид(вид спереди) – изображение на фронтальной плоскости проекций П2. Проецируемый предмет располагают так, чтобы в качестве главного вида принять наиболее информативный – изображают изделие в рабочем положении,иливид с наибольшим количеством элементов.
Для построения чертежа предмета используется минимальное необходи—мое число видов, разрезов, сечений. Как правило, используют не более 3-х основных видов.
Если основные виды расположены в проекционной связи, как на схеме (рисунки 2.1, 2.2), то они не обозначаются и не подписываются. При ином порядке расположения основных видов необходимо «буквенно-стрелочное» обозначение (рисунок 2.3).
Рисунок 2.3 Основные виды вне проекционной связи
Дополнительныминазывают виды полученные проецированием на плоскости не параллельные основным плоскостям проекций. Их используют, когда необходимая для изображения часть предмета имеет наклон к основным плоскостям проекций.
Дополнительный вид получается путем проецирования предмета или его части на дополнительную плоскость проекций (рисунок 2.4), не параллельную ни одной из основных плоскостей проекций. Такое изображение необходимо выполнять в том случае, когда какую-либо часть предмета невозможно изобразить без искажения формы или размеров на основныхплоскостях проекций. Дополнительная плоскость проекций в этом случае может быть расположена перпендикулярно одной из основных плоскостей проекций.
Направление взгляда должно быть указано стрелкой, обозначенной той же прописной буквой украинского алфавита, что и в надписи над видом. Соотношение размеров стрелок, указывающих направление взгляда, должно соответствовать приведен-ным на рисунке 2.4.
Когда дополнительный вид расположен в непосредственной проекционной связи с соответствующим основным видом, обозначать его не нужно (рисунок 2.4, а). В остальных случаях дополнительный вид должен быть отмечен на чертеже надписью типа «А» (рисунок 2.4,б), а у связанного с дополнительным видом изображения нужно поставить стрелку, указывающую направление взгляда, с соответствующим буквенным обозначением.
Рисунок 2.4 Дополнительные виды
Дополнительный вид можно повернуть до соосности с основным. При этом к надписи типа «А» необходимо добавить знак повернутого изображения (рисунок 2.4, в).
Местный вид – изображение определенного ограниченного места поверхности предмета (малой части основного или дополнительного вида), как правило, ограничивается волнистой линией. Часто изображается в увеличенном масштабе. Если местный вид расположен в непосредственной проекционной связи с соответствующими изображениями, то его не обозначают (аналогично: основные и дополнительные виды).
В остальных случаях местные виды обозначаются подобно видам дополнительным, местный вид может быть ограничен линией обрыва: вид «Б» на рисунке 2.5. Виды «А» и «Б» на рисунке 2.5 изображают ограниченную часть вида, почему и являются местными.
В
Рисунок 2.5 Местные виды
ыполнены местные виды могут быть по-разному, и иногда их трудно четко отличить от дополнительных. Так на рисунке 2. 6азадан на главном виде стрелкой и буквой вид «А», а на рисунке 2.6б вид «А» выполнен в увеличенном масштабе. На рисунке 2.6в вид «А» выполнен так же, но повернут до соосности с главным. На рисунках 2.6г и 2.6.двид «А» является дополнительным, только на рисунке 2.6.ддополни-тельный вид «А» повернут.
Рисунок 2.6 Местные (б, в) и дополнительные (г, д) виды
Выносные элементы. При выполнении чертежей в некоторых случаях появляется необходимость в построении дополнительного отдельного изображения какой-либо части предмета, требующей пояснений в отношении формы, размеров или других данных. Такое изображение называетсявыносным элементом. Его выполняют, как правило, увеличенным. Выносной элемент может быть выложен как вид (рисунок 2.7) или как разрез.
Рисунок 2.7 Выносной элемент
При построении выносного элемента соответствующее место на основном изображении отмечают замкнутой сплошной тонкой линией, обычно овалом или окружностью, и обозначают заглавной буквой украинского алфавита на полке линии-выноски. У выносного элемента делается надпись по типу «А (5 : 1)», в которой указывается масштаб. На рисунке 2.7 дан пример выполнения выносного элемента. Его располагают по возможности ближе к месту, где он обозначен.
В практике, как правило, используют не более трех основных видов. Поэтому, чтобы успешно выполнять и читать чертежи, надо научиться строить третье изображение (обычно — вид слева) предмета по двум заданным его изображениям — главному виду и виду сверху. На рисунке 2.8 на главном виде задан цилиндр с двумя сквозными вырезами: многогранным (ABCDE…) и цилиндрическим (MLK…). Сначала, зная форму (контуры) цилиндра, строим вид сверху (линии проекционной связи не отображены), чертим видимые и невидимые контуры цилиндра и вырезов. Затем по линиям проекционной связи или координатным методом строим вид слева (линии проекционной связи не отображены).
Рисунок 2.8
Расположение видов на чертеже
Известно, что фронтальная, горизонтальная и профильная проекции являются изображениями проекционного чертежа.Видами принято именовать те изображения на машиностроительных чертежах, которые представляют собой проекции внешних видимых поверхностей предметов. Можно также сказать, что под видами подразумеваются видимые части поверхностей предметов, обращенные к наблюдателю и показанные на чертежах.
Расположение видов на чертеже
Согласно действующему на сегодняшний день стандарту, различают три вида: основной, местный и дополнительный.
Руководствуясь ГОСТ 2.305 – 68, виды, которые получаются на всех основных проекциях плоскостей, имеют следующие названия:
Главный вид (вид спереди). Он находится на том месте, где располагается фронтальная проекция
Вид сверху. Находится под главным видом, то есть на том месте, где располагается горизонтальная проекция
Вид слева. Размещается справа от главного вида, на том месте, где располагается профильная проекция
Вид справа. Находится с левой стороны главного вида
Вид снизу. Размещается над главным видом
Вид сзади. Находится с правой стороны от вида слева
Точно так же, как и все проекции, основные виды находятся в проекционной связи. При составлении машиностроительных чертежей разработчики стараются выбирать как можно меньшее количество видов, и в то же самое время, чтобы форма изображенного предмета была представлена точно и во всех подробностях. В тех случаях, если это необходимо, те части поверхностей предметов, которые являются невидимыми, допускается обозначать при помощи штриховых линий.
Самую полную информацию об изображенном на чертеже предмете должен предоставлять главный вид. По этой причине расположение детали относительно фронтальной плоскости проекций необходимо осуществлять таким образом, чтобы можно было спроецировать ее видимые поверхности с указанием самого большого количества элементов, определяющих форму. Кроме того, именно главному виду надлежит демонстрировать все особенности формы детали, уступы, изгибы поверхности, силуэт, отверстия, выемки. Это необходимо производить с целью обеспечения максимально быстрого узнавания той формы, которую имеет изображаемое изделие.
На чертежных графических документах наименования видов не наносятся, кроме тех случаев, когда с главным изображением детали они находятся в прямой и непосредственной проекционной связи.
Виды вне проекционной связи
Для того чтобы рабочее поле чертежа использовать наиболее рациональным способом, согласно действующим нормам и стандартам, допускается изображение видов на любом их месте, причем вне всякой проекционной связи.
Те виды, которые располагаются без проекционной связи с главным видом, следует обозначать различными буквами кириллицы (русского алфавита), а что касается направления, то для его указания нужно применять стрелки.
Размеры стрелки
Все стрелки, которые наносятся на чертежах в случае отображения вида вне проекционной связи, должны иметь строго определенные размеры, которые устанавливаются действующим стандартами.
Расположение видов на поле чертежа
Основным требованием, которому должно соответствовать размещение на чертежах главного и других основных видов, является рациональность. При этом необходимо учитывать также размещение текстового материала и необходимость нанесения размеров. Согласно действующим стандартам, не допускается располагать виды на чертежах таким образом, чтобы это препятствовало полному представлению формы детали на главном виде.
Рациональное расположение видов
Под рациональным расположением видов на машиностроительных чертежах понимается такое их размещение, при котором дается полное представление о форме и всех особенностях изображаемой детали.
Применение разрывов
В тех случаях, когда изображаемые на чертежах предметы имеют участки, где поперечное сечение или является постоянным, или изменяется закономерным образом, их допустимо изображать с разрывами. При этом контуры этих разрывов должны обозначаться при помощи сплошной тонкой волнистой линии.
Местный вид
По местным видом понимается такое изображение отдельного участка поверхности предмета, которое образовано с помощью проецирования его на одну из основных проекционных плоскостей.
Допускается ограничение местного вида при помощи тонкой волнистой линии обрыва. В тех случаях, когда местный вид изображается вне проекционной связи, направление взгляда на основном виде указывается при помощи стрелки, а на данном местном виде наносится буквенное обозначение.
Дополнительные виды
В тех случаях, когда изображение, какой либо части детали на чертеже невозможно нанести таким образом, чтобы не исказить его форму и размеры, применяют дополнительные виды. Их получают при помощи проецирования на плоскости, которые не являются параллельными относительно основным плоскостям проекций.
В случае если дополнительный вид позиционируется в проекционной связи с исходным изображением, символы обозначающие вид и направление взгляда не наносится.
Когда дополнительный вид смещен в сторону от проекционной связи, то направление взгляда указывается при помощи стрелки с нанесением буквенного обозначения, а над дополнительным изображением делается обозначение вида.
Допускается поворот основного вида, который сопровождается нанесением знака «повернуто».
Знак «повернуто» имеет строго определенные размеры и должен наноситься в соответствии с принятыми правилами и стандартами.
Как сделать пристройку к комнате
Из всех проектов по благоустройству дома ни один не является более сложным или дорогим, чем строительство полной пристройки к комнате, которая меняет фактический план этажа дома путем рытья и установки фундамента, а затем обрамления и отделки нового жилого помещения. Национальная ассоциация риэлторов отмечает, что добавление комнаты может стоить до 90 000 долларов в зависимости от размера и назначения комнаты. В некоторых случаях это может быть столько же или больше, чем первоначальная стоимость дома. Несмотря на огромные масштабы такого проекта, пристройки к комнатам высоко ценятся, поскольку ни один другой проект не обладает таким потенциалом для улучшения условий жизни и стоимости недвижимости в вашем доме.
Но строительство пристройки практически всегда является работой генерального подрядчика и/или различных субподрядчиков, и домовладелец очень редко берется за работу самостоятельно. Навыки, необходимые для завершения пристройки комнаты, включают в себя очень широкий спектр способностей, и почти никто, даже опытный мастер, не может сделать все это самостоятельно.
Это не означает, однако, что владельцы невмешательны. Напротив, домовладельцы должны участвовать в каждом этапе процесса, чтобы принимать обоснованные решения и гарантировать, что работа соответствует их ожиданиям. Если вы решите самостоятельно управлять проектом, понимание шагов поможет вам планировать и контролировать работу всех различных субподрядчиков, которые будут работать над вашим проектом. И, как домовладелец, вы можете самостоятельно заняться некоторыми аспектами общего проекта, такими как окончательная отделка столярных работ или покраска стен.
Какой бы ни была степень вашего участия, это помогает рассматривать работу как единый большой пошаговый проект, чтобы понимать, как работают подрядчики, эффективно оценивать и контролировать их деятельность и планировать собственное участие.
Конкретные строительные материалы и инструменты, необходимые для работы с ними, варьируются от проекта к проекту, но, как правило, дополнения к дому включают большинство (если не все) тех же элементов, которые требуются для строительства нового дома. Могут быть десятки материалов и инструментов, используемых при строительстве крупной пристройки к комнате, начиная от крупного землеройного оборудования и бетонных инструментов и заканчивая морилками и лаками, используемыми для нанесения последних штрихов на изделия из дерева и краснодеревщики.
Немногие профессионалы в области строительства владеют всеми инструментами или обладают всеми навыками, необходимыми для завершения крупной пристройки помещения, поэтому очень часто работа контролируется генеральным подрядчиком (ГК), который будет предлагать вашу работу, а затем контролировать и оплачивать различные специализированные субподрядчики для завершения проекта в соответствии с согласованными спецификациями. Хотя можно спланировать проект самостоятельно, нанимая и контролируя субподрядчиков самостоятельно, это сложная задача, о которой многие домовладельцы в конечном итоге сожалеют. Добавление вашей комнаты, вероятно, пройдет гораздо более гладко, если вы наймете генерального подрядчика.
Будьте готовы к тому, что ваш проект расширения комнаты займет много времени. В то время как фактическое рабочее время может занять всего две-четыре недели восьмичасового рабочего дня в руках квалифицированных подрядчиков, между этапами обычно бывает много простоев, поскольку проект ожидает прибытия инспекторов или следующего субподрядчика. Нередки случаи, когда крупная пристройка к комнате, начатая поздней весной, завершается где-то осенью. Требуемое время во многом зависит от наличия рабочей силы в вашем районе.
Оборудование/инструменты
Инструменты для фундамента
Каркасные столярные инструменты
Кровельные инструменты
Готовые столярные инструменты
Сантехнические инструменты
Электромонтажные инструменты
инструменты ОВиК
Материалы
Фундаментные материалы
Обрамление пиломатериалов
Обшивка пола, стен и крыши
Различные застежки
Сантехнические материалы и арматура
Электроматериалы и оборудование
Компоненты системы вентиляции и кондиционирования
Окна и двери
Внутренняя отделка пола, стен и потолка
Шкафы или другие встроенные предметы
Внешний сайдинг и отделка
Кровля и водостоки
Краска и другие отделочные материалы
Определить бюджет и масштаб
Успешные проекты по расширению помещений начинаются со значительного объема исследований и точного определения размера и масштаба работ. Пристройка к дому аналогична строительству дома и включает в себя проектирование, составление бюджета, подачу заявок на получение разрешений, наем подрядчиков и субподрядчиков, а также строительство конструкции с нуля.
Важно быть готовым к предстоящей работе и реалистично оценивать свой бюджет. В то время как некоторые домовладельцы сообщают, что платят от 50 000 до 75 000 долларов за полномасштабную пристройку к дому с несколькими комнатами, более реалистичная цифра, вероятно, составляет шестизначную цифру. Но большие затраты на создание новой просторной кухни могут увеличить стоимость до 250 000 долларов.
Безопасное финансирование
Немногие домовладельцы могут оплатить полную пристройку комнаты наличными. Таким образом, кредит или кредитная линия не требуется. Обычно это включает в себя получение ссуды под залог дома, второй ипотеки или кредитной линии на основе суммы собственного капитала в доме — текущей стоимости недвижимости за вычетом непогашенной ипотеки или остатка по кредиту.
Банки и другие кредиторы часто не хотят ссужать деньги домовладельцам, которые все еще должны 80-85 процентов или более от оценочной стоимости дома, хотя это не жесткое правило.
Если домовладелец имеет право на вторую ипотеку или ссуду под залог дома, банки обычно предоставляют не более 85 процентов любого капитала, который у вас есть в доме. Например, если ваш дом оценивается в 500 000 долларов, а оставшийся остаток по ипотеке составляет 250 000 долларов, многие банки будут готовы предоставить вам дополнительные 212 000 долларов (85 процентов от 250 000 долларов) для завершения крупной пристройки комнаты, если они обещают добавить хорошее количество стоимости для вашего дома. Обеспечение кредита, конечно, зависит от домовладельца, который имеет хорошую репутацию кредита.
Если вы не можете претендовать на получение банковского кредита, существуют другие способы обеспечения финансирования кредита, такие как заимствование под стоимость пенсионного фонда или полиса страхования жизни. Тем не менее, такие займы следует делать осторожно, после консультации с финансовым консультантом.
Выбрать генерального подрядчика
Большинству людей будет лучше нанять генерального подрядчика (GC) для завершения работы по пристройке комнаты. У GC может быть наемный штат обычных плотников, которые выполняют большую часть работы, но они также работают с различными специализированными субподрядчиками, которые будут наняты для выполнения определенных обязанностей, таких как сантехнические работы, электромонтажные работы и работы с HVAC. Вы будете платить Генеральному директору напрямую согласованными частями за проект, а Генеральный директор, в свою очередь, будет платить и контролировать своих сотрудников и различных субподрядчиков, которые работают над вашим проектом.
Все зависит от поиска хорошего подрядчика, с которым вы сможете работать, поэтому не торопитесь с выбором GC. Получите рекомендации от соседей, друзей или родственников. Если они не могут порекомендовать подрядчика, избавьтесь от застенчивости и постучите в двери домов, в которых недавно были завершены пристройки.
Значение подрядчика невозможно переоценить. Для большинства людей эта работа слишком велика, чтобы вы могли справиться с ней самостоятельно, если у вас нет профессионального опыта и достаточного количества времени. На первой встрече с потенциальными подрядчиками следует обсудить масштаб проекта, сроки подрядчика, общие вопросы проектирования и стратегии экономии.
Не бойтесь спрашивать подрядчика о вариантах контроля затрат в процессе раннего планирования. Прибыль генерального директора по вашему проекту обычно составляет от 10 до 20 процентов от общей суммы ставки, так что вы имеете право вести настойчивые переговоры. Это время, когда вы можете согласиться выполнить часть отделочных работ самостоятельно в обмен на скидку.
Вы и генеральный подрядчик должны подписать контрактное соглашение до начала работ, включая график платежей. Не существует жесткого правила о том, как должны быть запланированы платежи. Когда генеральный подрядчик настаивает на более чем 50 процентах от общей суммы в качестве авансового платежа, это часто рассматривается как предупреждающий знак. Фактически, законы в некоторых регионах запрещают подрядчикам требовать авансовый платеж в размере более 1/3 от общей суммы контракта. Подрядчик, который хочет большую часть платежа авансом, может оказаться в шатком финансовом положении.
Чаще всего оплата производится двумя или тремя равными частями, привязанными к важным этапам завершения. Но важно, что вам разрешено удерживать значительную плату (от 10 до 25 процентов) до тех пор, пока вы не сделаете окончательный обзор проекта, чтобы убедиться, что вы удовлетворены.
Работа с архитектором (при необходимости)
В то время как некоторые подрядчики могут спроектировать вашу пристройку или могут работать с готовыми планами зданий, во многих случаях лучше нанять архитектора. Есть некоторая ценность в том, чтобы обратиться к архитектору, рекомендованному подрядчиком, поскольку это гарантирует, что обе стороны знакомы друг с другом. Тем не менее, если вы рассматриваете возможность такой договоренности, обязательно проявите должную осмотрительность и убедитесь, что архитектор квалифицирован, а не просто является другом GC.
При поиске подрядчика вы можете увидеть термин подрядчик по проектированию-строительству . Подрядчики по проектированию и строительству существуют уже много лет и являются обычным явлением. Подрядчик по проектированию и строительству, в общих чертах, такой же, как строительный подрядчик, но тот, кто отказывается от использования архитектурной компании. Подрядчик по проектированию-строительству не обязательно нанимает архитектора, вместо этого он может полагаться на штатного дизайнера для создания планов.
Хотя подрядчики по проектированию и строительству рекламируют себя как универсальные магазины, у найма этого типа подрядчика есть свои плюсы и минусы. Некоторые подрядчики по проектированию и строительству чрезвычайно компетентны, в то время как другие могут быть низкокачественными. Если вы рассматриваете возможность найма подрядчика по проектированию и строительству, тщательно изучите его прошлые работы для нескольких клиентов.
Получение разрешений и подготовка площадки
Ваш подрядчик получит разрешения и будет обязан разместить утвержденные разрешения на видном месте на вашей собственности. Приедет бригада и доставит переносной туалет и, возможно, повесит рекламную вывеску, указывающую миру на компанию, которая строит для вас пристройку.
Чтобы подготовить площадку, может прибыть крупная землеройная техника, чтобы очистить площадку до уровня голой земли. Препятствия будут удалены — возможно, даже некоторые деревья (если это разрешено вашим сообществом). Ограждения будут временно демонтированы, чтобы обеспечить доступ тяжелой техники к участку.
Не беспокойтесь об этом, казалось бы, насильственном изменении вашей собственности. Этот вид земляных работ сделает строительство более гладким, а последние шаги обычно включают дополнительные земляные работы и оконтуривание, чтобы вернуть ландшафту законченный вид.
Построить фундамент
Большинство пристроек к комнатам получают полноценный фундамент, как новый дом. В зависимости от планов, бригада начнет заливку бетонной плиты или земляные работы для подполья или подвала, а затем зальет бетонные нижние колонтитулы и фундаментные стены.
Фундаментные работы обычно выполняются специализированным подрядчиком, нанятым генеральным подрядчиком, часто той же бригадой, которая выполняет предварительную подготовку площадки. Это может занять несколько дней или рытье, заливка и отверждение фундамента, прежде чем он будет готов для того, чтобы бригада каркасных работ начала работу.
Каркас конструкции
После затвердевания бетона фундамента возводят полы, стены и крышу. Это может произойти с удивительной скоростью, когда работу выполняет большая опытная бригада. Однажды вы приходите домой с работы и обнаруживаете, что появился весь скелет членов каркаса.
Некоторые проекты строятся «из палочек», когда бригада по созданию каркаса строит платформы пола, каркасные стены и стропила крыши по частям, прежде чем обшивать их. В других случаях определенные элементы строятся за пределами площадки, а затем доставляются на грузовиках для возведения большими частями. В настоящее время, например, фермы крыши обычно строят за пределами площадки, а затем поднимают на место с помощью крана. В других случаях, однако, даже каркасные стены изготавливаются вне строительной площадки, что может привести к довольно быстрому возведению несущего каркаса.
Несущий каркас часто выполняется бригадой плотников, которые постоянно работают в штате генерального подрядчика, но плотники также часто являются независимыми работниками, нанимаемыми по мере необходимости.
Обрамление происходит достаточно быстро, часто в течение дня-двух, так как есть необходимость срочно обшить конструкцию, чтобы защитить ее от непогоды.
Добавить обшивку и кровлю
Обшивка стен и крыши, за которой следует обертывание дома, кровельная бумага и черепица, быстро следуют за каркасными работами. Цель состоит в том, чтобы дать конструкции хорошую защиту от непогоды и позволить бригадам продолжать свою работу под укрытием. Обшивка стен и крыши обычно устанавливается той же бригадой, что и основной каркас, хотя черепица и другие кровельные материалы часто выполняются специализированным субподрядчиком.
В современном строительстве стены обычно обшивают панелями OSB (ориентированно-стружечная плита), а затем покрывают пленкой из стекловолокна, известной как домашняя пленка. Для настила кровли чаще используют фанерные панели, хотя иногда применяют ОСП и другие материалы.
Крышу практически сразу покрывают гонтом или другим отделочным кровельным материалом. Это, наряду с установкой окон и дверей, защищает конструкцию от дождя и позволяет выполнять внутренние работы более неторопливо.
Когда кровля завершена, кажется, что проект продвигается вперед быстрыми темпами, хотя то, что следует за этим, часто занимает довольно много времени.
Установка окон и дверей
Новые окна и двери устанавливаются сразу после крыши, а иногда и одновременно. Это застегивает конструкцию и делает ее водонепроницаемой для последующей работы. Специалисты по строительству описывают здание как «высушенное» после этого этапа, что означает, что интерьер защищен от непогоды.
Окна и двери для пристройки помещения обычно являются стандартными элементами, заказанными у производителя. Они легко устанавливаются обычными плотниками.
Предварительный осмотр электрики, сантехники и ОВКВ
Важнейшие услуги, такие как электричество, сантехника и отопление/охлаждение, «набросаны», что означает, что закулисные элементы, такие как трубы, электропроводка и воздуховоды, устанавливаются, пока стены, полы и потолки все еще находятся в своем необработанном каркасе. состоянии, с открытыми элементами каркаса.
Когда приходят эти субподрядчики — электрики, сантехники и специалисты по ОВиК, кажется, что проект замедляется, но эти профессии, как правило, работают довольно быстро, часто заканчивая свою работу за день или два. Настоящие загвоздки, как правило, связаны с ожиданием проверки и утверждения работ городскими инспекторами. Эти системы должны быть проверены и одобрены, прежде чем можно будет выполнять какие-либо дополнительные работы на стенах, полах и потолках.
Добавить изоляцию и гипсокартон
С добавлением изоляции и гипсокартона после завершения механических проверок проект начинает выглядеть как настоящая конструкция. Изоляция может быть одним или несколькими из множества различных типов, от стандартных стекловолоконных плит до напыляемой пены и вдуваемой целлюлозы. Укладка гипсокартона – это многоэтапный процесс: навешивание листов, «замазывание» швов влажным составом для гипсокартона, дайте этому составу высохнуть, а затем зашкурьте швы.
Изоляцию и гипсокартон иногда устанавливают обычные плотники по каркасу, но это также могут делать субподрядчики, специализирующиеся на этой работе. При стабильной работе рабочие выполнят утепление и монтаж гипсокартона всего за пару дней.
Отделка салона
Следующим шагом будет укладка полов и шкафов, а также покраска потолков и стен. Любая задача может стоять на первом месте, и порядок часто определяется доступностью расписания. Подрядчики по малярным работам имеют опыт чистой покраски после того, как был установлен отделочный пол, но отделочные работы легче выполнять после того, как стены покрашены. В небольших проектах покраску и настил полов часто выполняют плотники-отделочники, хотя для крупных работ могут потребоваться субподрядчики по настилу и покраске.
Установка межкомнатных проходных дверей, плинтусов, отделки окон и дверей, молдингов и другой отделки обычно выполняется плотниками-отделочниками, которые специализируются на этой работе, хотя некоторые обычные плотники одинаково хорошо умеют выполнять черновую обрамление и отделочные работы.
Подсоединение приспособлений
Ближе к концу проекта сантехники, электрики и специалисты по ОВиК вернутся, чтобы завершить установку и окончательное подключение сантехники, осветительных приборов, настенных выключателей и розеток, а также оборудования ОВК. Часть этих работ может выполняться одновременно с внутренней отделкой.
Задержки на этом этапе являются обычным явлением, так как эти субподрядчики по механическим системам пользуются большим спросом. Многие местные строительные нормы и правила требуют, чтобы эту работу выполняли лицензированные субподрядчики, но, если это разрешено, генеральный подрядчик может поручить своим сотрудникам выполнить большую часть окончательных работ по подключению.
Завершить ландшафтный дизайн
Поскольку внутренняя отделка дома близится к завершению, ландшафт, который был вырван с корнем, чтобы обеспечить легкий доступ к участку, теперь восстановлен. Землеройная техника может вернуться для обратной засыпки вокруг фундамента, выравнивания и контурирования двора, а подрядчики по озеленению могут прибыть для посадки деревьев и кустарников и восстановления газона.
В то время как земляные работы часто находятся под наблюдением генерального подрядчика, домовладельцы иногда заключают договор с другой фирмой для выполнения окончательных работ по благоустройству. Или некоторые домовладельцы сами решают посадить и восстановить газон.
Завершить список недостатков
Список недочетов — это запись различных элементов, которые осталось сделать. Многие из них являются последними штрихами, которые пришлось отложить до другой работы или просто пропустить в процессе. Часто и подрядчик, и домовладельцы составляют свои собственные списки и объединяют их в общий контрольный список.
Завершение списка недостатков и окончательное рассмотрение генеральным подрядчиком и домовладельцем — это последний шаг, и он отмечает момент, когда подрядчик теперь выставляет счет домовладельцу на окончательный платеж.
Существует много способов структурировать график платежей от домовладельца к генеральному подрядчику, но обычно требуется значительный первоначальный взнос до начала работ, за которым следуют один или два платежа через согласованные промежутки времени по мере выполнения работ. . Это типично для по крайней мере последних 10 процентов платежа или более, если стороны соглашаются зависеть от заполнения списка недостатков и окончательного прохождения домовладельцем и подрядчиком.
Как найти хорошего подрядчика
13 потрясающих идей пристройки к дому всех размеров
По
Дейдра Салливан
Deirdre Sullivan
Deirdre Sullivan — эксперт по дизайну интерьеров и писательница, которая специализируется не только на дизайне, но и на благоустройстве дома. Она начала свою карьеру в качестве помощника редактора журнала Elle и имеет более чем десятилетний опыт работы. Дейдра предоставляет контент для таких брендов, как The Spruce и Realtor.com, и выступала на различных конференциях.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 27.10.21
Ель / Кристофер Ли Фото
Если вам нужно больше места в вашем доме, подумайте о пристройке, а не ищите дом большего размера. Для многих домовладельцев это разумная инвестиция, позволяющая увеличить жилую площадь и повысить стоимость дома. Согласно отчету Remodeling’s Cost Vs 2020 Cost Vs, даже если вы собираетесь продать свой дом в ближайшее время, вы, скорее всего, возместите около 60 процентов своих затрат на ремонт. Отчет о стоимости.
Дополнения могут быть грандиозными, например, надстройками над вторыми пристройками или двухэтажными пространствами, но это не обязательно. От выпуклостей до микродополнений — существует множество более мелких способов, которые значительно повлияют на комфорт вашего дома при оптимизации плана этажа. Например, улучшите пристройку с помощью небольших хитростей, таких как установка стеклянной стены, чтобы превратить квадратную пристройку из темной и закрытой в светлую и просторную.
Вот 13 маленьких, больших и неожиданных дополнений к дому, которые вдохновят вас на ремонт.
Лучшие приложения для ремонта дома 2022 года
01 из 13
Алисберг Паркер
В этом эффектном дополнении к дому от Alisberg Parker Architects есть окна от пола до потолка. Новая комната, похожая на стеклянную коробку, прикреплена к гораздо более старому дому с помощью соответствующего каменного шпона снаружи пристройки (см. вступительное изображение выше со ступенями из плитняка). Новое пространство оборудовано системой складных стеклянных стен, которая открывается наружу на весь проем размером 10 на 20 футов. Плавающий камин из полированной нержавеющей стали отмечает визуальный центр комнаты, но его дизайн сведен к минимуму, поэтому вид и струящийся естественный свет остаются фокусом пространства.
02 из 13
Джеймс Джадж
Дизайнер и брокер по недвижимости из Феникса Джеймс Джадж добавил стены к первоначальному крытому патио дома, чтобы создать третью спальню в этом доме, построенном в 1956 году. К счастью, при реконструкции удалось использовать существующую крышу, чтобы дом сохранил свой уникальный вид. современная структура середины века. Готовое пространство дает гостям дома легкий доступ к открытой площадке. Большие раздвижные стеклянные двери также наполняют помещение естественным светом в дневное время.
03 из 13
Английский подрядчик и услуги по ремонту
Талантливые специалисты по строительству из English Contractor & Remodeling Services добавили к этому дому более 1000 квадратных футов, включая второй этаж. Дополнительные квадратные метры освободили место для большей кухни, более просторной прихожей и, как показано здесь, большой семейной комнаты с привлекательным встроенным местом для хранения вещей. Множество традиционных окон размером шесть на шесть делают пространство уютным и привлекательным.
04 из 13
Английский подрядчик и услуги по ремонту
Недавно добавленный второй этаж освободил место для роскошной основной ванной комнаты с великолепными мраморными элементами и звездной отдельно стоящей ванной. Полы под дерево на самом деле представляют собой прочный и водостойкий фарфор. Этот проект компании English Contractor & Remodeling Services внес существенные изменения в интерьер и экстерьер дома.
05 из 13
Синяя конструкция ствола
Микропристройка, также называемая выпуклостью, которая обычно добавляет около 100 квадратных футов, представляет собой небольшое обновление, которое может оказать огромное влияние на площадь дома. Bluestem Construction выделила место для столовой на этой кухне с небольшим выступом шириной 12 футов и глубиной 3 фута. Умный ремонт также позволил добавить более просторный U-образный шкаф.
06 из 13
Синяя конструкция ствола
Отсутствие прихожей может быть неудобством для многих домовладельцев, живущих во влажном, грязном и снежном регионе с четырьмя сезонами. Bluestem Construction решила проблему для одного клиента без необходимости добавления нового фундамента. Строители просто закрыли существующее заднее крыльцо, что означало нулевые изменения первоначальной площади дома. В качестве неожиданного бонуса новое окно прихожей и стеклянная задняя дверь освещают соседнюю кухню естественным светом.
07 из 13
Элитное строительство
Защита архитектурной целостности вашего дома как внутри, так и снаружи — это то, о чем следует подумать, прежде чем тратить деньги на пристройку. Когда Elite Construction установила это новое закрытое заднее крыльцо, они сохранили оригинальные линии дома и внешний стиль. В результате получается полностью функционирующее жилое пространство, которое снаружи не кажется резким или неуместным.
08 из 13
Архитекторы Дирендонкбланке
Это драматическое дополнение к дому в Бельгии от Dierendonckblancke Architects создает достаточно квадратных метров для маленькой квартиры, которая также имеет легкий доступ на крышу. Задняя часть красного строения скрывает винтовую лестницу на верхний этаж многоквартирного дома. Дизайн пристройки делает крышу очень функциональным внутренним и наружным пространством.
09 из 13
Джина Рэйчел Дизайн
Джина Гутьеррес, ведущий дизайнер и основатель Gina Rachelle Design, распотрошила целый дом, чтобы добавить 2455 квадратных футов. Она впечатляюще сохранила очарование бунгало, построенного в 1950-е годы. В гостиной все еще есть старинный камин, в то время как другие места в доме, такие как кухня, оснащены потрясающими современными элементами.
10 из 13
Новая Англия Дизайн + Строительство
Добавление небольшой террасы к пристройке может обеспечить функциональность смежных внутренних и внешних пространств. Терраса была добавлена к дизайну этого второго этажа главной спальни, дополненной New England Design + Construction. Терраса заполняет в противном случае пустое пространство и предлагает домовладельцу другое место назначения прямо за пределами спальни. Лучшая часть? Когда придет время продавать, этот домовладелец может возместить около 72 процентов стоимости террасы, согласно Remodeling’s Cost Vs. Отчет о стоимости.
Об этом термине: Главная спальня
Многие ассоциации недвижимости, включая Национальную ассоциацию домостроителей, классифицировали термин «Главная спальня» как дискриминационный. «Основная спальня» — это название, которое сейчас широко используется среди специалистов по недвижимости и лучше отражает назначение комнаты.
Узнайте больше о нашем обещании разнообразия и инклюзивности, чтобы сделать The Spruce местом, где все будут чувствовать себя желанными.
11 из 13
Новая Англия Дизайн + Строительство
Эта главная спальня в деревенском стиле от New England Design + Construction имеет высокие сводчатые потолки, покрытые деревянными панелями, и большую стеклянную дверь, выполняющую множество функций.
Консольный насос. принцип действия, классификация.
Львиную долю всех насосов производимых в мире составляют консольные насосы различных типов и исполнений. По оценкам специалистов, опубликованных в разное время в специализированных изданиях, касающихся насосной тематики, количество консольных насосов в штуках составляет от 59 до 72% от всего парка выпускаемых в мире насосов. Такая цифра обусловлена простой конструкцией консольного насоса по сравнению с другими видами насосов. Элементарный принцип консольного насоса обеспечивает его широкое распространение как в коммунальной технике, так и в сложных системах подачи жидкости военной техники и космических аппаратов.
Внешне конструкция консольного насоса очень похожа на многие другие, не специалист легко может ошибиться по внешнему признаку, особенно если опираться на название «консольный» и искать консоль в конструкции. В любом справочнике машиностроителя о консольном насосе написано буквально следующее:
«Консольный насос соединен с электродвигателем через упругую муфту. В насосах типа КМ рабочее колесо установлено на конце удлиненного вала электродвигателя…»
Разумно было бы предполагать, что консольным он называется потому что у него рабочая часть расположена консольно относительно станины. И это действительно так у некоторых небольших консольных насосов. Однако в большинстве случаев рабочая часть консольного насоса в своей самой дальней от привода точке жестко закреплена к корпусу насоса, и ни о какой консоли с виду речи быть не должно. Пример на рисунке — консольный насос марки К65-50-160/4:
Это классический консольный насос, и он без видимой консоли. Так почему же он называется консольным?
А называется он так не случайно. Дело в том, что консольная часть в таком насосе находится внутри корпуса, и является рабочим колесом, консольно закрепленным на валу.
Рабочее колесо консольного насоса представляет собой барабан, состоящий из двух дисков и перегородок, расположенных под определенным углом. Барабан помещен в полость и приводится во вращение посредством вала, подшипниковый узел которого защищен от жидкости внутри полости. Таким образом барабан (рабочее колесо) располагается консольно на валу внутри корпуса насоса. Полость в котором расположено рабочее колесо насоса имеет два отверстия — одно с противоположной стороны от вала (в центре, в районе оси вала), а второе на окружности корпуса. Первое отверстие служит для подвода рабочей жидкости к рабочему колесу консольного насоса, второе — для отвода жидкости под давлением. Давление жидкости возникает в результате вращения рабочего колеса и возникающего вследствие этого центростремительного ускорения в жидкости, вращаемой перегородками рабочего колеса — лопастями консольного насоса. Отсюда и название одного из видов консольных насосов — «центробежный консольный насос«.
Насосы консольные различают на:
«К» — основное исполнение консольных насосов. Выполняются горизонтального исполнения с опорой на корпус насосного агрегата. Привод происходит посредством упругой муфты.
«КМ» — консольный моноблочный. Рабочее колесо расположено не на собственном валу, как у насосов серии «К», а на удлиненном валу специального асинхронного электродвигателя.
«КМП» — повысительный моноблочный насос. Фактически тот же моноблочный консольник, но предназначен специально для работы в сфере ЖКХ, в жилых зданиях.
«КМЛ» (ЦВЦ) — линейный центробежный консольный насос с вертикальной осью рабочего колеса и линейным расположением всасывающего и выходного отверстий.
Для изготовления рабочего колеса консольного насоса используют конструкционные и легированные стали, а также серый чугун. Для перекачивания специальных (агрессивных) жидкостей применяют сплавы, адаптированные к воздействию перекачиваемой среды. Материал корпуса консольного насоса также может быть и чугунным, и алюминиевым, и изготовленным из нержавеющей стали.
В качестве уплотнений вала консольного насоса применяют сальники и манжеты самых различных типов, в зависимости от типа перекачиваемой жидкости и ее температуры. Серийно выпускаемые консольные насосы «К» и «КМ» предназначены для работы с жидкостью температурой до 85 градусов, для перекачивания более горячих жидкостей служат специальные насосы.
Консольный насос: характеристики и конструкция.
— —
Когда дело касается монтажа различных систем, включающих в состав прокачку воды или других жидкостей, вопрос о хорошем и качественном насосе как никогда актуален. В зависимости от масштаба предполагаемых работ по перекачке жидкости, кубатуры, длинны магистралей необходимо произвести точный расчет мощности и производительности. Но самое главное – это выбрать насос.
Содержание статьи
Устройство и принцип работы
Насосы типа К и КМ
Популярные модели
Правила подбора насоса
Видео: ремонт консольного насоса
Консольные насосы уже давно себя зарекомендовали только с положительной стороны. Их внешняя простота подкупает будущего владельца. Но за этой простотой кроется универсальное устройство, готовое выполнять любые задачи. Консольный насос предназначен для перекачки жидкости как в холодном, так и в горячем состоянии. Важной и отличительной особенностью является то, что в состав перекачиваемой жидкости могут входить примеси. Концентрация их не должна превышать 0,1%. Учитывая относительно высокую продуктивность, эта цифра на самом деле очень велика. Размер же некоторых твердых частиц ограничен в 0,2 мм.
Устройство консольного насоса характеризуется массивностью. Консольно моноблочный насос состоит из таких деталей как: 1 — крышка корпуса 2 — шпонка 3 — рабочее колесо 4, 6, 10 – болты 5 – корпус насоса 7 — корпус подшипника 8,9 – гайка и шпилька 11 – подшипник 12 – крышка подшипника 13, 15 – прокладки 14 – масленка 16, 17 – гайка и шайба рабочего колеса 18 – сливная пробка 19 – сальниковая набивка (уплотнение) 20 – защитная втулка 21 – прокладка 22 – крышка сальника 23 – отбойник 24 – вал 25 – шпонка для крепления муфты
Вся эта конструкция на шпильках крепиться к электрическому двигателю, вал которого вставляется в шпоночный паз. Двигатель чаще всего используется трехфазный.
Рабочее колесо консольного насоса выполняется чугунным или изготавливается из стали.
Корпус такого центробежного агрегата выполняют из чугуна, нержавеющей стали или алюминия. Сальниковые уплотнения и манжеты изготавливаются из материалов, рассчитанных на температуру перекачиваемой среды.
Кроме того насосы центробежные консольные делятся по типу уплотнения.
Их всего два: сальниковое и торцевое. Каждое из них заточено под свой определенный круг задач. В первом случае предусматривается наличие сальника. Поскольку выполнен он из резины, то появляется ограничение по значению температуры воды. Максимальный ее порог составляет 85 градусов Цельсия. Дальше могут появиться неизбежные протечки и последующий ремонт насоса. Торцевой стык является более надежным в этом плане и благодаря этому температура возрастает до 105 градусов Цельсия.
Принцип работы
Принцип работы консольного насоса напоминает работу центробежного агрегата.
Подав питание на электродвигатель, оператор запускает насос. Начинает вращаться рабочее колесо, которое имеет лопасти (крыльчатки).
Создаваемый разреженный воздух провоцирует всасывание жидкости через входной патрубок, что и происходит. Жидкость, накапливаемая в камере, начинает создавать давление, и лопасти колеса выталкивают ее через выходное отверстие. Центробежная сила при больших оборотах только усиливает давление и способствует увеличению скорости протекания всего процесса.
Как отмечается, во всем этом деле присутствуют большие силы и нагрузки. Поэтому правильный и грамотный подбор насоса – еще одна немаловажная тема. Ведь когда насос превосходит по мощности всю систему, резко снижается эффективность его работы. А связано это в первую очередь из-за слабого разрежения воздуха. Оно может спокойно превратить обычную воду в пар с последующим образованием конденсата.
Насос К и КМ. Популярные модели
Насос К или консольный насос типа К
Существует две основные маркировки консольных насосов. Первая – К. Эта буква обозначает, что это насос консольный центробежный. В этом названии присутствует слово консоль. Это специальное устройство, которое позволяет избежать течи жидкости, когда насос выдает давление на выходе гораздо больше, чем заявлено производителем. Для подстраховки в К-насосах используются спереди и сзади два уплотнительных элемента, а также сменная втулка, что в разы снижает износ всей конструкции.
Консольный насос КМ
Вторая маркировка – КМ. Это говорит о том, что перед вами консольно моноблочные насосы. Они отличаются огромной мощностью. Использование их эффективно на различных заводах, предприятиях, электростанциях. На ряду силовым преимуществом эти насосы имеют ряд таких недостатков, как: огромный вес и габариты уязвимость уплотнительных мест, что заставляет часто делать технический осмотр и ремонт высокая стоимость и сложность разборки, ремонта
В связи с этими неоспоримыми факторами многие отдают предпочтение первой категории в силу дешевизны и простоты.
Популярные модели
Консольный насос К 20 30 и К 30 30
Такой консольный горизонтальный насос комплектуется осевым подводом и используется для перекачивания различных неагрессивных жидкостей.
Насос К 30 30 используется в большем количестве областей. Он успешно применяется в промышленных насосных станциях, теплопроводах, городском и сельском водоснабжении. При этом данное оборудование нельзя эксплуатировать во взрывоопасной среде.
Агрегат обладает высоким качеством сборки, надежностью и не требует постоянного ухода.
Технические характеристики:
Напор — до 30 м.;
Производительность – до 20 м3/ч.;
Мощность – 4000 Ватт.
Консольный насос К65 50 160, К 80 50 200 и К80 65 160
Центробежный агрегат К 65 применяется для перекачивания чистой воды. Большая часть конструкционных элементов изготовлено из чугуна марки, вал – изготавливается из стали. Насосы серии К 80 — это одноступенчатые консольные агрегаты с горизонтального исполнения. Они используется для перекачивания воды с температурой более 80 °C.
Технические характеристики модели К 80:
Напор – до 32 м;
Расход – до 25 м3/ч;
Мощность до 5,5 кВт.
Технические характеристики модели К 80:
Напор – до 50 м;
Расход – до 50 м3/ч;
Мощность до 15 кВт
Правильный подбор насоса
Точный расчет, вот что требуют консольные насосы для воды, чтобы все работало качественно и безотказно. Для этого в первую очередь нужно учитывать диаметр и общую длину труб всей системы. С помощью этих данных рассчитывается общий объем воды и пропускная способность. Зачастую заказчик не владеет такими данными. Поэтому лучше всего обратиться к специалистам или производителю насоса. Квалифицированные люди подберут оптимальные характеристики консольных насосов, что предотвратит какие-либо переплаты. Так же нужно помнить, что электродвигатель (его мощность ) имеет огромное влияние на конечную производительность.
Еще один неоспоримый момент – установка. Она также требует детального подхода. Первым делом нужно хорошо подготовить место установки. Это должно быть твердое, желательно бетонное основание, имеющее специальный крепеж. Поскольку ранее речь шла о высоких нагрузках и центробежных силах, то установочная площадка с легкостью должна выдерживать массу двух таких насосов. Ее размеры должны выступать за габариты насоса. Только после этого насос устанавливается на ее центр и основательно крепится к ней.
Входное и выходное отверстия выполнены в виде фланцев. Трубы к ним присоединяются с помощью болтов и использованием уплотнительной прокладки. Необходимо следить, чтобы не произошло пережатия уплотнения. Подключаемая система труб также имеет вес и может определенно создавать нагрузку на сам насос. Этого явления крайне необходимо избегать.
Установка перекрывающих кранов с обеих сторон — еще одно важное требование. В случае ремонта или технического обслуживания их перекрытие позволяет не вытекать жидкости из насоса, следовательно, в рабочей области не будет скапливаться воздух.
Вибрация при работе – злейший враг консольного насоса. Из-за нее впоследствии могут возникать различные протечки, трещины на стыках сварочных швов. Ее появление зависит от множества факторов. Все начинается с момента установки и проверки уровня над землей. Недавно речь шла про центробежные силы. Их действие также вызывает посторонние толчки. При определенной скорости вращения двигателя может появиться резонанс колебаний. В этот момент насос может чуть ли не подпрыгивать над землей.
Для борьбы с данным явлением используются специальные вибровставки или виброопоры. Суть их заключается в гашении вибрации, возникающей в насосе и предающейся по трубам. Их выбор связан с расчетом, который зависит от мощности самого двигателя и скорости вращения вала. Данный момент нельзя упускать из виду, так как вибрации также отрицательно влияют на подшипники.
Видео: ремонт консольного насоса
Ремонт консольного насоса в большинстве случаев заключается к замене подшипников и уплотнений. Конструктивные особенности агрегата и в целом несложная конструкция позволяют этому насосу работать продолжительное время без поломок и обеспечивают высокую ремонтопригодность.
Эксплуатация данного насоса требует особой осторожности и внимательности. Необходимо постоянно следить, чтобы площадка с насосом всегда была сухой. При появлении каких-либо утечек нужно экстренно прекратить работу и отключить питание. Далее тщательно проверить все соединения и уплотнения, осуществить текущий ремонт.
Вместе со статьей «Консольный насос: характеристики и конструкция.» читают:
Консольный насос
FV | Sulzer
Доступность ограничена. Пожалуйста, свяжитесь с вашим местным торговым представителем для получения дополнительной информации.
Основные особенности дизайна
Универсальная, надежная, высокоэффективная гидравлика и варианты материалов
Отсутствие уплотнения вала для надежной работы и снижения затрат
Надежный, упрощенный подшипниковый узел для тяжелых условий эксплуатации
Модульная конструкция минимизирует затраты на запасные части
Ключевые характеристики
Вместимость
До 170 л/с или 2 600 галлонов США в минуту
Головки
До 65 м / 215 футов
Давление
До 1,0 МПа / 150 фунтов на кв. дюйм
Температура
До 220°C / 430°F
Размеры нагнетания
От 50 мм/2 дюйма до 200 мм/8 дюймов
Максимальная скорость вращения
3000 об/мин
Диапазон производительности
Диаграмма диапазона производительности FV, 50 Гц
Тематические исследования и статьи
Насосное оборудование в процессах фосфорных удобрений
Насосы лежат в основе производства фосфорных удобрений, и правильный выбор оборудования, учитывающий гидравлическую конструкцию, материалы конструкции, знания о применении, рабочую точку и режим обслуживания, имеет решающее значение для обеспечения надежной долговременной работы насоса и максимальной производительности установки. Прочитайте всю статью.
Тематические исследования
Где бы ни перекачивались, смешивались, контролировались или применялись жидкости, мы всегда рядом. Посмотрите, как наши решения создают ценность для клиентов, и узнайте, как мы можем сделать ваши процессы перекачки и смешивания более эффективными и прибыльными, защищая ваше производство и обеспечивая длительную надежность.
Бесступенчатую трансмиссию можно использовать в любом отстойнике с умеренным содержанием твердых частиц.
Мешалки, динамические смесители
Sulzer SALOMIX® и технологии смешивания и перемешивания Scaba предлагают широкий ассортимент продукции для промышленного применения. Боковые горизонтальные и верхние вертикальные мешалки, динамические химические смесители, а также продукты для управления потоком в колонне и резервуаре гарантируют эффективное перемешивание и перемешивание.
Насосные услуги
Надежная и эффективная работа насоса имеет решающее значение для вашего бизнеса. Поэтому вам нужен партнер по обслуживанию, который может реагировать быстро и гибко. Наши насосные услуги не имеют себе равных и предоставляют решения, которые помогут вам улучшить ваши процессы и эффективность бизнеса.
Оригинальные запчасти для насосов.
Оригинальные запасные части, обработанные с соблюдением правильных допусков и зазоров, обеспечивают идеальную посадку каждый раз с первого раза. Наше стремление к постоянному совершенствованию часто позволяет нам поставлять детали с улучшенными характеристиками, что повышает производительность, продлевает срок службы оборудования и снижает затраты на техническое обслуживание.
Сервисные комплекты
Когда ваше оборудование нуждается в ремонте, вам не нужно беспокоиться о том, чтобы тратить драгоценное время на поиск нужных деталей или, что еще хуже, на обнаружение отсутствия некоторых мелких, но жизненно важных деталей. С сервисными комплектами Sulzer вы получаете все необходимое в одном пакете.
Механические уплотнения Sulzer
Механические уплотнения
Sulzer имеют прочную конструкцию и доказали свою надежность в различных насосных установках.
Не существует насоса, подходящего для всех, — нет единого решения для всех сценариев. Если у вас есть отстойник и вам нужно перекачивать абразивный шлам, это похоже на работу для насоса GPM-Eliminator™. В высококоррозионных и высокотемпературных средах вы увидите лучшие и более долгосрочные результаты от насоса с удлиненным валом. Ознакомьтесь с нашим сравнением промышленных насосов ниже и узнайте немного о каждом насосе, а также советы по наилучшему выбору вашего следующего проекта.
КОНСОЛЬНЫЕ НАСОСЫ Сначала были консольные насосы. 30-40 лет назад большинство промышленных водоотливных насосов включали консольный насос. Эти насосы были разработаны для перекачки горячих, агрессивных или иных летучих жидких материалов, и они, безусловно, работали, но не так эффективно и мощно, как современные погружные насосы.
Традиционный консольный насос имеет подшипники, расположенные рядом с подошвой. Такое размещение не является идеальным, так как оно мало снижает отклонение вала, вызванное гидравлической нагрузкой рабочего колеса, и часто может привести к выходу из строя нескольких важных деталей, включая валы, подшипники и уплотнения. В современных насосах с удлиненным валом GPM-Eliminator эта проблема решена за счет размещения подшипников рядом с рабочим колесом насоса.
Несмотря на то, что консольные насосы все еще используются сегодня, есть несколько проблем, которые могут возникнуть, когда какой-либо старый насос выходит из строя при завершении ремонта, и закупка запасных частей становится более сложной. Если запасные части доступны, что бывает не всегда, их приобретение может быть проблемой: их может не быть на складе, их необходимо переделать, или их доставка из-за границы может занять несколько месяцев. В приложениях, рассчитанных на работу в режиме 24/7/365, простои в течение нескольких месяцев неприемлемы. При выборе любого насоса очень важно понимать поддержку послепродажного обслуживания и доступность запасных частей, потому что в какой-то момент в будущем он пригодится. Выбор насоса с более высокой средней наработкой на отказ и легкодоступными запасными частями поможет обеспечить вашу работу в течение длительного времени.
ПОГРУЖНЫЕ НАСОСЫ Затем последовали погружные насосы, превосходное решение многих промышленных задач по откачке отстойников. Имея в целом меньшую занимаемую площадь, а также возможность размещения непосредственно в отстойнике, погружные насосы решили многие проблемы, обычно связанные с консольными насосами.
GPM-Eliminator — самый прочный и надежный погружной шламовый насос в мире, созданный для работы в самых тяжелых условиях. От грязной воды до 70% твердых частиц, эти насосы рассчитаны на многолетнюю бесперебойную работу. GPM-Eliminator может похвастаться десятилетиями долгой и трудолюбивой службы.
На протяжении десятилетий наши погружные насосы зарекомендовали себя как превосходное решение для большинства применений в промышленных отстойниках, хотя есть несколько исключений, в том числе применения, требующие особых гидравлических характеристик с взрывозащищенными двигателями, или применения с уникальными химическими требованиями, требующими насосы из экзотических материалов.
НАСОСЫ С УДЛИНЕННЫМ ВАЛОМ Когда приходит время заменить устаревший консольный насос, переход на погружной насос может быть разумным выбором, но не единственным вариантом. В зависимости от потребностей вашего применения, мы рекомендуем также обратить внимание на насос с удлиненным валом.
Насосы с удлиненным валом идеально подходят для замены консольных насосов. Компания GPM разрабатывает решения с удлиненным валом для насосов GPM-Eliminator, подгоняя каждый насос к определенному размеру, необходимому для работы. Одним из самых больших преимуществ насоса с удлиненным валом по сравнению с консольным насосом является превосходная современная конструкция.
Инженеры GPM разработали удлиненную линию вала насосов с подшипниками рядом с рабочим колесом для дополнительной защиты. Эта конструкция обеспечивает дополнительную опору в нижней части насоса, что позволяет уменьшить наружный диаметр вала, который может быть длиннее, чем у традиционного консольного вала насоса, который также потребляет меньше энергии для привода насоса. Мы также используем двойное механическое уплотнение и работаем в герметичной камере с затворной жидкостью, чтобы защитить важные детали от загрязнения.
Наконец, конструкция насоса GPM с удлиненным валом включает в себя взрывозащищенный двигатель, что позволяет использовать эту модель в тяжелых условиях, требующих взрывобезопасности.
ПОДХОДЯЩИЙ НАСОС ДЛЯ ЛЮБОЙ РАБОТЫ Все модели насосов имеют свои достоинства – и с полной линейкой насосов, включая как погружные насосы, так и насосы с удлиненным валом, компания GPM готова предоставить правильный насос для любой работы.
République Centrafricaine, Ködörösêse tî Bêafrîka (Central African Republic)
République Gabonaise (Gabon)
Rwanda
Sao Tome and Principe
Sénégal (Senegal)
Seychelles, Sesel (Seychelles)
Sierra Leone
Soomaaliya aş-Şūmāl, الصومال (Somalia)
South Africa
Tanzania, United Republic of
Tchad, تشاد (Chad)
Togo
Tunes, تونس (Tunisia)
Uburundi (Burundi)
Uganda
Western Sahara
Zambia
Zimbabwe
جزر القمر Comores Koromi (Comoros)
Aorōkin M̧ajeļ (Marshall Islands)
Aotearoa (New Zealand)
Australia
Azərbaycan (Azerbaijan)
Bangladesh বাংলাদেশ (Bangladesh)
Belau (Palau)
Brunei Darussalam
Druk Yul, འབྲུག་ཡུལ (Bhutan)
Dhivehi Raajje (Maldives)
Fiji, Viti, फ़िजी (Fiji)
Hayastán (Armenia)
Kampuchea កម្ពុជា (Cambodia)
Kyrgyzstan Кыргызстан (Kyrgyzstan)
India
Indonesia
South Korea
Mǎláixīyà 马来西亚, Malaysia, மலேசியா (Malaysia)
Micronesia (Federated States of)
Mongol Uls Монгол Улс (Mongolia)
Mueang Thai เมืองไทย (Thailand)
Myanma မြန်မာ (Myanmar)
Продукция и решения
Сварочные материалы
Проволока для сварки MIG/MAG (GMAW)
Проволока для нержавеющих сталей
x
x
Loading. .
Сварочная проволока для полуавтомата, выбор проволоки для нержавейки и алюминия
Содержание
Проволока для сварки нержавейки
Проволока для сварки алюминия
Какая должна быть скорость подачи проволоки
Какая проволока лучше?
Согласно ГОСТ 2246-70 выпускается около 76 видов проволоки для проведения сварочных работ с помощью полуавтомата. Дополнительно производится еще несколько десятков наименований продукции, соответствующей определенным ТУ.
Сварочная проволока для полуавтомата позволяет обеспечить максимально прочное соединение деталей, тяжело поддающихся термической обработки, сократить негативное воздействие на поверхность детали и шва.
Наиболее востребованными остаются расходные материалы, предназначенные для работ с нержавеющей сталью и алюминием.
Проволока для сварки нержавейки
Сварочная проволока для полуавтомата по нержавейке производится на основе высоколегированной стали. В результате получаемый шов становится прочным и устойчивым к воздействию влаги, имеет антикоррозионные свойства.
Чтобы добиться высоких прочностных характеристик крайне важно, чтобы наплавляемый металл во время сварки нержавеющей стали, полуавтоматом не вступал в химическую реакцию с водой, кислородом и азотом. С этой целью используется защитный газ, обычно аргон.
Для полуавтоматов используется порошковая сварочная проволока, позволяющая выполнить сварочные работы без применения углекислоты и других защитных газов. По своему строению стержень порошковой проволоки напоминает полую трубку, наполненную присадками, гранулами металла и шлакообразующими материалами.
Под воздействием высокой температуры, проволока для сварки полуавтоматом без газа раскаляется, внутренняя смесь испаряется, в результате образуется защитное облако газа. По мере остывания, на поверхности шва появляется защитный шлак, предотвращающий образование пор и растрескивание соединения.
Флюсовая проволока применяется не только для нержавейки, широкое распространение получило ее использование для получения качественного шва при работах с углеродистыми и низкоуглеродистыми сталями и практически любыми видами цветных металлов, включая титан.
Проволока для сварки алюминия
Алюминий считается одним из самых тяжелых в обработке металлов. Алюминий быстро нагревается, хорошо передает тепло, что в результате обеспечивает большое количество прогораний.
Алюминиевая проволока для сварных работ должна обеспечить надлежащее качество шва. Основными требованиями, предъявляемыми к электродным материалам, являются:
Равномерная толщина. Механизм подачи проволоки может давать сбои в скорости движения электрода при резком изменении объема материала. Качество расходных материалов должно быть проверено с помощью скальпирования.
Стабильность скорости подачи проволоки при полуавтоматической сварке независимо от расстояния.
Качественный равномерный шов с отличным показателем смачиваемости кромок.
Отсутствие в получаемых соединениях расколов и пор.
Так как диаметр электрода может варьироваться от 0,8 до 2,4 мм, чтобы обеспечить равномерную скорость подачи, наконечник проволоки выбирается по диаметру расходного материала.
Сварочная проволока для сварки алюминия используется при выполнении работ полуавтоматом в среде защитных газов Ar, He, или смеси Ar/He. Допускается применение специальных порошковых электродов.
Какая должна быть скорость подачи проволоки
В большинстве полуавтоматоматических станков и оборудовании с программным управлением, присутствует функция саморегулирования дуги, это несколько облегчает выбор скорости и других параметров.
Регулировка скорости подачи проволоки, сварочного полуавтомата осуществляется следующим образом:
Горелка отводится от конструкции, подключенной к заземлению аппарата. Зажимается курок, устанавливается скорость, с помощью механического регулятора подачи проволоки, поворачиваемого до значения 100-120 мм/сек. Ток сварки взаимосвязан с интенсивностью движения электрода, поэтому регулировать его не нужно.
Регулируем напряжение на дуге.
Подключаем СО². Расход смеси устанавливается на уровне 8-12 л/мин. Если планируется сварка полуавтоматом порошковой проволокой без газа, следует установить меньшую скорость движения электрода.
Делаем пробный шов на образце. Если аппарат не варит, добавляем напряжение, при этом расход сварочной проволоки не увеличиваем, оставляем прежним. В результате этого эксперимента можно заранее получить и записать значения необходимые при сварке проволокой с флюсом, проведения работ с нержавейкой и алюминием.
Какая проволока лучше?
На вопрос, какая проволока лучше, самозащитная, с флюсом, или общего сечения, не существует прямого ответа. Все зависит от используемого оборудования, условий выполнения работ и других факторов.
К примеру, технология сварки порошковой проволокой позволяет выполнять работы в потолочном положении, хорошо справляется с необходимостью в обратном формировании шва.
Недостаток использования проволоки с флюсовой прослойкой, то, что для качественного шва требуется безупречная схема протяжки проволоки в аппарате. Пока таким механизмом может похвастаться только оборудование, изготовленное в странах ЕС. В качестве минуса можно рассматривать высокую стоимость материала и узкий диапазон сварки.
При условии наличия качественного полуавтомата, лучше поменять проволоку общего сечения на порошковую. При работе с алюминием и нержавейкой, использование флюса помогает улучшить качество шва.
Проволока сварочная с медным покрытием, нержавеющая сталь, используемая в сварных конструкциях
При автоматической или полуавтоматической сварке основным расходным материалом является сварочная проволока . С его помощью можно получить качественный сварной шов.
Особенности: высокая износостойкость, долговечность, простота использования. Использование этого способствует формированию плоского шва проволоки и надежному креплению.
Применение: Проволока сварочная применяется при дуговой механизированной сварке углеродистых сталей. Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов. Применяются следующие виды сварочной проволоки: сплошная, наплавочная сварочная проволока, омедненная. Используется в основном для сварки или сварки, для производства электродов.
WW-01: Медная сварочная проволока в бухтах
WW-02: Нержавеющая сталь в бухтах
WW-03: Алюминиевая сварочная проволока в пластиковой упаковке
90403 : Катушка для сварочной проволоки из стали
WW-05: Проволока для сварки из нержавеющей стали со стальной корзиной упаковка
WW-06: барабаны для сварочной проволоки с деревянным поддоном в упаковке
Как выбрать сварочную проволоку? Проволока сварочная алюминиевая, применяемая для сварки конструкций из алюминия и его сплавов. Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Если вы планируете купить сварочную проволоку, то имейте в виду, что среди основных требований при покупке сварочной проволоки — химический состав сварочной проволоки должен соответствовать составу металла, из которого изготавливаются детали для сварки. Плавление сварочной проволоки должно быть равномерным, что дает отличные результаты при формировании сварного шва, сама проволока не должна окисляться. Сварочная проволока должна плавиться при температуре, почти равной температуре плавления металла, из которого изготовлены свариваемые детали.
Сварочная проволока с медным покрытием Сварочная проволока с медным покрытием, в основном используется как для автоматической, так и для полуавтоматической дуговой сварки. Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием. Чаще всего используется для сварки металлоконструкций, корпусов кораблей и стальных стенок сосудов, находящихся под давлением в процессе эксплуатации. Сварочная проволока с медным покрытием, используемая в различных конструкциях, является прекрасным сырьем для создания надежных сварных конструкций. Диаметры сварочной проволоки с медным покрытием: 0,8/1,0/1,2/1,6 мм. Особенности: С омедненной проволокой для электродуговой сварки достигается стабильное и низкое разбрызгивание металла. Сварочная проволока с медным покрытием обеспечивает выполнение сварных соединений высокого качества. Вы также получаете возможность работать при минусовых температурах без риска потери качества. Упаковка: Катушка запечатана в полиэтиленовый пакет, коробка — картонная.
Нержавеющая сварочная проволока Основным преимуществом сварочной проволоки из нержавеющей стали является ее устойчивость к коррозии. Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
При сварке нержавеющих проволок процесс сварки происходит следующим образом:
подается инертный газ аргон, который при сварке вытесняет окружающий воздух.
Титановый электрод электродуговой лампы, который нагревает основной металл и присадочную проволоку из нержавеющей стали.
После охлаждения создается сварной шов, соединяющий два разных изделия в единую конструкцию.
Таким образом, выполняется работа по очистке шва от шлифовки и чистовой шлифовки. Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки.
Примечание: При сварке нержавеющей стали нержавеющей проволокой важно не допускать движения воздуха (ветра), поэтому при обдуве ветром из зоны аргоновой сварки и ухудшении качества сварного шва может образоваться корка или просто припой не заполнит пространство и останутся дырки.
Запрос на наш продукт
Shandong Xingying Environmental Energy Technology Co. LTD
При обращении к нам укажите свои подробные требования. Это поможет нам дать вам действительное предложение.
Полное имя *
Адрес электронной почты *
Код страны * + Номер телефона *
Ваш сайт
Сообщение *
Что такое дуговая сварка порошковой проволокой (FCAW, также известная как сварка с двумя экранами)?
Дуговая сварка флюсовой проволокой (FCAW), также известная как сварка с двойным экраном, представляет собой полуавтоматический процесс дуговой сварки, аналогичный сварке металлическим активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
Этот процесс был впервые разработан в 1950-х годах как альтернатива ручной дуговой сварке металлическим электродом (ММА), которая также называется сваркой стержнем. FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Она более производительна, чем сварка MAG.
Как работает дуговая сварка под флюсом?
Дуговая сварка с флюсовой проволокой использует тепло, выделяемое электрической дугой, для сплавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой расходуемой присадочной проволокой с трубчатым сердечником, при этом проволока и металлическая заготовка сплавляются вместе, образуя сварное соединение. Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка с двойным экраном, был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемыми защитными газами являются двуокись углерода или смеси аргона и двуокиси углерода. Наиболее часто используемая смесь состоит из 75% аргона и 25% углекислого газа. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки в неустановленном положении. Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Второй вариант этого процесса не использует внешний защитный газ, а вместо этого полагается на защиту, обеспечиваемую самим порошковым электродом. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве. Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, выделяющие защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Какие металлы можно сваривать FCAW?
Дуговая сварка с флюсовой проволокой хорошо подходит для большинства углеродистых сталей, чугуна, нержавеющей стали и сплавов для наплавки/наплавки.
Однако цветные экзотические металлы, такие как алюминий, не могут быть сварены с помощью этого метода сварки.
Для получения дополнительной информации ознакомьтесь с нашими часто задаваемыми вопросами о том, как сваривать алюминий.
Каковы преимущества?
Метод сварки с флюсовым сердечником имеет ряд преимуществ по сравнению с другими методами. FCAW предпочтительнее сварки MAG для наружных работ, а также для соединения более толстых материалов. Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным. Этот процесс сварки также обеспечивает большую гибкость в отношении составов сплавов, чем MAG. Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва.
Дуговая сварка с флюсовой проволокой может выполняться во всех положениях, а также требует от операторов меньших навыков, чем MMA и MAG. Он также требует меньшей предварительной очистки металлов, чем другие процессы. Шансы на пористость также очень низки, если FCAW применяется правильно.
Каковы недостатки/ограничения?
Этот процесс имеет несколько недостатков по сравнению с другими методами сварки, включая образование ядовитого дыма, из-за которого трудно увидеть сварочную ванну. FCAW производит больше дыма, чем другие процессы, такие как MMA или MAG.
Пористость также может быть проблемой, если газы из металла сварного шва не могут выйти наружу до того, как металл сварного шва затвердеет.
Электроды FCAW требуют лучшего обращения и процедур хранения по сравнению с электродами из сплошной проволоки. Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.
Необходимо выбрать правильный присадочный металл, чтобы обеспечить требуемые механические свойства. Кроме того, необходимо обеспечить постоянную подачу проволоки, чтобы избежать связанных со сваркой проблем.
Другим недостатком является образование шлака, который необходимо удалять перед нанесением каждого последующего слоя. Наконец, хотя FCAW отлично подходит для соединения более толстых металлов, его не рекомендуется использовать для материалов тоньше 20 калибра.
Для чего используется FCAW?
Это гибкий сварочный процесс, подходящий для сварки во всех положениях при условии правильного состава присадочного материала и флюса. Обладая высокой производительностью за счет высоких скоростей наплавки, он обеспечивает высокое качество сварных швов с хорошим внешним видом. Благодаря высокой скорости сварки и портативности этого метода сварки он широко используется в строительстве.
Выколотка медная – инструмент который тщательно отшлифован, чтобы не оставлять ненужных повреждений на металле, которые могут повлечь за собой разрыв заготовки. Выколотки могут изготавливаться из различных металлов таких как -медь латунь бронза.
Выколотка это вспомогательный инструмент, в работе которой используют выколотки это может быть как мастерские по обработке металла так и ювелирные предприятия
Выколотки могут быт так же искробезопасными
Компания ЦветМетИнструмент производит и изготовит выколотки из сплава меди бронзы и латуни по вашим весо-размерным характеристикам
Наши опытные специалисты всегда помогут вам выборе нужного вам инструмента
Создано 02.03.2022 Изменено 26.04.2022
Похожие объявления
Интересные статьи партнеров
Комплексная поставка станков для деревообработки в Московскую область
Как предотвратить скалывание шпона при раскрое шпонированных панелей
Поставка и запуск оптоволоконного лазера для листового металла XTC-1530H/2000 Raycus в Усть-Катаве
Лазерная резка толстых пластин: методы и навыки отладки процесса
Отделка древесины по-японски: Shou Sugi Ban Созидающий огонь
Поставка станков KKM-01 и ККM-02 для создания воздуховодов в Железногорск
10 лучших систем ЧПУ в мире
Светильник в форме «сосновой шишки» своими руками
Чудесные геометрические скульптуры, созданные из капа и смолы
Вы недавно смотрели
Все просмотренные объявления →
Наборы инструментов выколоток: для штифтов, латунная
Разборку конструкций и ремонта слесари, как и древние мастера художественной ковки, осуществляют с помощью различных ударных приспособлений. Их издавна изготавливают из дерева и металла или их комбинации. Называются такие инструменты выколотками, что сразу выдает принцип использования.
Содержание
1 Что это такое
2 Чем отличаются слесарные выколотки
3 Для подшипников — инструмент из мягких металлов
4 Для штифтов — изделия из пластмассы, древесины, мягкого металла
5 Для выбивки прокладок
6 Что входит в набор выколоток
7 Как сделать выколотку самостоятельно
7.1 Видеоинструкция: как сделать выколотку-пробойник своими руками
8 Инструменты, применяемые при выколотке
8.1 Основные
8.2 Вспомогательные
9 Основные операции
10 Разные направления использования
11 Основной критерий для покупки
Что это такое
Таким термином называется операция, где используется ударный инструмент.
Им «выбивают» из соединений конструкций крепежные элементы или детали в виде:
штифтов,
заглушек,
фиксаторов,
пробок,
шпилек,
шплинтов,
болтов.
Конструктивно выколотка состоит из:
рукоятки для удобного удержания в процессе работы,
затыльника для воздействия молотком, который обычно толще рабочей части цилиндрической формы,
рабочего наконечника с определенным диаметром, конфигурацией головки.
Главным отличием таких приспособлений для выколачивания от других ударно-режущих инструментов является более прямой и тонкий рабочий профиль наконечника. Прецизионные изделия с направляющей втулкой оснащены подвижным стержнем внутри втулки для направления, поэтому исключается даже минимальное искривление.
Чем отличаются слесарные выколотки
Приспособления отличаются между собой по диаметру, длине, форме наконечника ударной части, который позволяет работать над разными видами крепежа, создавать на поверхностях разметки, насечки, отверстия.
Изделиями с наконечником в виде суженного цилиндра предназначены выбивают заклепки, болты и другие крепления из отверстий цилиндрической формы, а в виде конуса – конусообразных отверстий. Есть приспособления крупных размеров или под специальные задачи. Выколотки не надо специально затачивать, дополнительно обрабатывать под каждую задачу.
Различаются выколотки по материалу изготовления. Одни изготавливаются из твердых металлических сплавов, другие – из мягких металлов типа латуни или твердых пород древесины, толстой резины.
Для подшипников — инструмент из мягких металлов
Подшипники – неотъемлемая часть конструкций автомобилей, бытовой техники и других изделий с подвижными узлами. Демонтаж свободно установленных деталей не требует особых усилий, а для выпрессовки деталей, смонтированных с натягом, необходима сила и сноровка.
Повод для снятия или замены подшипников возникает по разным причинам, но в любом случае важно не повредить поверхности:
корпуса,
барабана,
крышки.
Прямые удары по подшипникам могут нанести им вред, поэтому необходимо использование медной или деревянной выколотки. Ее ставят на кольцо детали, и выпрессовывают ударами молотка. Подшипникам качения и скольжения необходимы изделия с центрирующей и направляющей поверхностями. Запрессовка сборочного узла подвижной конструкции производится тоже при помощи выколотки.
Для штифтов — изделия из пластмассы, древесины, мягкого металла
Разборка штифтов осуществляется специальными видами выколоток, изготовленными из:
латуни,
меди,
алюминия,
пластических масс,
твердой древесины,
специальных сплавов
Для эффективной работы используется материал инструмента мягче, чем у детали. Это следует учитывать при подготовке к работе, а также то, что слишком мягкие приспособления быстро деформируются, что сокращает срок их эксплуатации. К тому же, мягкость гасит энергию удара, поэтому требуется больше сил, времени для демонтажа. Производители выпускают модели приспособлений для вращающихся штифтов с круглыми носиками. Такая форма позволяет избежать повреждения хрупких механизмов.
Восьмигранная геометрия изделий препятствует их неожиданному скатыванию с верстака или другого основания.
Удобное использование приспособлений обеспечивает рифленая накатка на рукоятках, чтобы исключить скольжение рук.
Для выбивки прокладок
Уплотнения для герметизации вращающихся конструкций могут быть сделаны из разных материалов:
войлока,
резины,
пластика,
металла.
Стержнями цилиндрической формы удобно вырубать прокладки круглой формы. Такие инструменты производятся из стали, обеспечивающей устойчивость к деформации.
Что входит в набор выколоток
На современном рынке представлен широкий ассортимент приспособлений для выколачивания в удобных кейсах от разных производителей. Они скомплектованы в зависимости от специфики использования.
Производители предлагают комплекты для:
автосервисов,
строителей,
сантехников,
художественных оформителей,
скульпторов.
Большая часть комплектуется стандартными изделиями диаметрами разных размеров – от самого маленького до самого большого. В наборе выколоток из 6 предметов инструменты разного размера точечного направления. Самое маленькое приспособление диаметром 2 мм, самое большое – 8 мм. Это распространенные диаметры бытовых отверстий. Существуют изделия размером больше, но обычно токари изготавливают их для определенных задач по конкретным параметрам.
В наборе выколоток — пистолетов обычно приспособления из твердой стали диаметром 1/16, 3/32, 1/8, 5/32. Некоторые комплекты дополняются пробойником из латуни, молотком с головками из стали, нейлона, латуни, которые можно менять.
Как сделать выколотку самостоятельно
Набор для выбивки может понадобиться в любой момент для различных целей.
С помощью незамысловатого приспособления, сделанного собственными руками из предметов обихода, можно быстро сделать:
резиновую прокладку,
отверстие на стене или предмете одежды.
Для изготовления подойдут:
швейная иголка,
цилиндрический колпачок диаметром примерно 10 мм,
поршневые пальцы от бензопил, косилок, мотоблоков и другой техники.
Самый простой способ сделать рукоятку – надеть шаровидный или сферический элемент на один конец стержня. Небольшая фаска на другом конце наконечника будет препятствовать разрушению, удлинит срок службы приспособления. Рационально сделать составной инструмент с металлическим стержнем и ударным концом из мягкого металла, который по мере износа можно заменить. Особенно востребовано такое изделие при исправлении деформации и вмятин на кузове автомобиля, который штампуется из листового металла.
Видеоинструкция: как сделать выколотку-пробойник своими руками
Инструменты, применяемые при выколотке
Конструкция приспособления, по сути, это наконечник. В зависимости от цели работы его использование требует ударных и вспомогательных инструментов, опорных приспособлений. Популярностью пользуются молотки из материалов с меньшей твердостью, чем металлов. Под их ударами металл гартуется значительно меньше, а на поверхности не остается засечек и царапин.
Основные
1. Молотки с отшлифованными головками. Они могут быть металлическими, резиновыми, изготовленными из древесины дуба, клена, самшита, граба, березы.
2. Опорные приспособления в виде:
плит,
держателей,
верстаков,
стоек,
болванок,
наковален,
3. Измерительные инструменты.
Вспомогательные
Зубила.
Напильники.
Плоскогубцы.
Основные операции
Процесс выколотки состоит таких приемов как:
нанесение ударов,
выдавливание,
вытяжка.
Перед демонтажем детали, пришедшей в негодность или подвергшейся коррозии, необходимо приготовить молоток и приспособления соответствующих диаметров. Размер одного из них должен быть аналогичен диаметру отверстия, другого – на порядок меньше.
Затем закрепить деталь, смазать ее машинным маслом или керосином. Установить устройство с диаметром наконечника, равным размеру отверстия по центру, наносить по затыльнику приспособления удары молотком. После извлечения негодной детали коррозия внутри узла удаляется с помощью инструмента меньшего размера.
В целях безопасности лучше использовать устройства, изготовленные специально для того или иного вида деятельности. Самодельные устройства хороши только с точки зрения применения в экстренных ситуациях
Разные направления использования
Наборы выколоток используются не только слесарями. Моряки с их помощью приводят в порядок такелаж, удаляют шпильки с болтов, которыми крепятся тросы. Кроме того, с помощью таких инструментов поверхность листового металла украшается различными рисунками, орнаментами, узорами.
Из оцинкованного листа специалисты изготавливают объемную отделку фасадов. Достаточно популярно художественное мастерство при изготовлении различной символики из бронзы.
Еще одно интересное направление «выколачивания» издревле известно как дифовка. Это обработка листов металла ударами для получения выпуклых или вогнутых элементов разной конфигурации. Технология основана на свойствах металла под ударами:
гнуться,
вытягиваться,
садиться.
В процессе обработки металл деформируется, превращаясь в форму конкретной детали. От ковки она отличается тем, что листы металла не требуют нагревания. А в отличие от чеканки работы выполняются не чеканами, а выколоточными молотками.
Из медных и бронзовых листов профессиональные мастера делали:
разную посуду,
подносы,
кубки,
рыцарские доспехи,
щиты,
шлемы.
Эти старинные изделия – подлинные произведения искусства. Их украшали драгоценными камнями, отделывали чеканкой, гравировкой. Европейцы такую выколотку называли техникой «битой меди», «репуссе». Ее использовали для изготовления скульптур и монументов.
Современники в области художественной обработки используют технику выколачивания:
свободную ручную,
механизированную,
по модели.
Для этого вида деятельности применяется набор специальных приспособлений с таким же названием, поэтому надо обращать внимание, для каких работ изготовлен инструмент. В сапожной сфере выколоткой называется деревянный брусок, на котором размягчаются подошвы, а в типографиях – прямоугольник из дерева, выравнивающий набор для печати.
Основной критерий для покупки
Внешняя привлекательность наборов инструмента, упаковка, удобная для транспортировки и приемлемая цена, безусловно, влияют на выбор инструментов. Но главное — материалы, из которых они изготовлены.
Гарантия их длительной эксплуатации – максимальные параметры прочности, благодаря которой при ударах предотвращаются сколы. Просто стальное приспособление – не самый надежный вариант.
Выгодно приобретать наборы, изготовленные из твердых сплавов. Например, сплав хром-ванадия — гарантия надежности и эффективного использования инструмента. Алюминиевая бронза гарантирует длительный срок эксплуатации.
Для извлечения изделий в форме цилиндра типа штифтов идеально подходит медная выколотка. Некоторые производители предлагают выколотки из цветных и мягких металлов, чтобы избежать вмятин и забоин на обрабатываемых деталях. Так, если необходимо извлечь крепеж, не испортив профиль изделия, лучше приобрести латунную выколотку или из меди.
CopperDrift — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Объявление
ПОСТОЯННЫЕ ПОКУПАТЕЛИ ПОЛУЧАЮТ СКИДКУ 25% — используйте код: ThankYou
Создайте волшебное пространство уникальных и эклектичных находок. Ищете отличный уникальный подарок или что-то новое для вашего дома, пролистайте мои товары. Новые предметы появляются еженедельно. Сохраните мой магазин и заходите почаще. Вы также можете подписаться на меня в Instagram @CopperDrift.
Объявление
Последнее обновление: 19 апреля 2022 г.
ПОСТОЯННЫЕ ПОКУПАТЕЛИ ПОЛУЧАЮТ СКИДКУ 25% — используйте код: ThankYou
Создайте волшебное пространство уникальных и эклектичных находок. Ищете отличный уникальный подарок или что-то новое для вашего дома, пролистайте мои товары. Новые предметы появляются еженедельно. Сохраните мой магазин и заходите почаще. Вы также можете подписаться на меня в Instagram @CopperDrift.
Связаться с владельцем магазина
3826 Продажи
2067 Поклонники
Сообщить об этом магазине на Etsy
Вы сообщили об этом магазине
Etsy автоматически переводит большую часть текста на сайте на предпочитаемый вами язык.
Смотреть на языке оригинала
Перевести на английский
Загрузка
Рекомендуемые товары
Все товары
Etsy автоматически переводит большую часть текста на сайте на предпочитаемый вами язык.
Смотреть на языке оригинала
Перевести на английский
Отзывы
Средний обзор товара
5 из 5 звезд
(1229)
См. отзывы, в которых упоминается:
Загрузка
5 из 5 звезд
Отлично!
Спички для благовоний — выбери свой аромат
Спички для благовоний — выбери свой аромат
5 из 5 звезд
Большое спасибо и спасибо за свечу с кристаллами, я ценю это!
Мне так нравится этот продукт, что я покупаю его уже второй раз. Я всегда получаю комплименты по этому поводу.
Курильница для благовоний с инкрустацией из перламутра | Контейнер с крышкой из латуни Boho | Богемская латунь | Контейнер для благовоний с крышкой, контейнер для ладана
Курильница для благовоний с инкрустацией из перламутра | Контейнер с крышкой из латуни Boho | Богемская латунь | Контейнер для благовоний с крышкой, контейнер для ладана
4 из 5 звезд
Отличная упаковка
Спички для благовоний — выбери свой аромат
Спички для благовоний — выбери свой аромат
5 из 5 звезд
Эта горелка такая красивая. Он прочный. Он прибыл быстрее, чем ожидалось. Упаковка была отличной. Спасибо за прекрасный подарок!
Brass Mosque Tri Pod Moon Burner 7. 5″ | Латунная горелка | Горшок с мазком | Викканский | Языческий | Метафизический | Колдовство
Brass Mosque Tri Pod Moon Burner 7,5″ | Латунная горелка | Горшок с мазком | Викканский | Языческий | Метафизический | Колдовство
5 из 5 звезд
Просто потрясающе. Моему одарённому понравилось! Спасибо!!!
Кластер кварца Angel Aura (кол-во: 1) — Значение кристалла — Эстетика кристаллов — Работа заклинаний — Значение кристалла — Эстетика кристаллов
Кластер кварца Angel Aura (кол-во: 1) — Значение кристалла — Эстетика кристаллов — Работа заклинаний — Значение кристалла — Эстетика кристаллов
А 31 августа 2022 г.
4 из 5 звезд
Прекрасная баночка для благовоний. Соответствует картинке, если немного меньше, чем ожидалось. Сделал прекрасный подарок.
Резная чаша из латуни и перламутра с крышкой — Декор священного пространства — Пространство алтаря — Котел ведьм Контейнер для мазков
Резная чаша из латуни и перламутра с крышкой — Декор священного пространства — Пространство алтаря — Котел ведьм, Сосуд для размазывания, Контейнер
Скидка 50% на старые товары 20% скидка на весь магазин Заказы на сумму от 35 долларов США получают бесплатную доставку по США Запаситесь и сэкономьте прямо сейчас. Распродажа скоро закончится
Or just write something catchy.» data-use-inplace-input=»1″ data-add-class=»normal story-headline-edit-link»> Добро пожаловать в эклектичное пространство Copper Drift
Инстаграм
сайт-магазин
Члены цеха
Сара Ломбард
Владелец
Перец
Ассистент
Правила магазина
Последнее обновление: 7 октября 2021 г.
Доставка
См. сведения об элементе, чтобы узнать предполагаемое время прибытия.
Таможенные и импортные налоги
Покупатели несут ответственность за уплату любых таможенных и импортных налогов, которые могут применяться. Я не несу ответственности за задержки из-за таможни.
Узнать больше
Варианты оплаты
Безопасные варианты
PaypalVisaMastercardApple PaySofortKlarnaGiftcard
Принимаются подарочные карты Etsy и кредиты Etsy
Etsy обеспечивает безопасность вашей платежной информации. Магазины Etsy никогда не получают информацию о вашей кредитной карте.
Возврат и обмен
Я не принимаю возврат, обмен или отмену
Но, пожалуйста, свяжитесь со мной, если у вас возникнут проблемы с вашим заказом.
Возврат
Я принимаю возврат Я не принимаю возврат
Обмен
я принимаю обмен обмены не принимаю
Свяжитесь со мной в течение:
3 дня доставки5 дней доставки7 дней доставки14 дней доставки21 дня доставки30 дней доставки45 дней доставки60 дней доставки90 дней доставки
Отправка товара обратно в течение:
7 дней доставки14 дней доставки21 день доставки30 дней доставки45 дней доставки60 дней доставки90 дней доставки
Количество дней, в течение которых покупатель должен отправить товар обратно, должно быть больше, чем количество дней, в течение которых покупатель должен связаться с вами
Не принимаете возврат или обмен?
В некоторых случаях покупатели по-прежнему могут обратиться в службу поддержки Etsy с просьбой о возврате или обмене. Узнать больше о чемоданах
Доставка в Европу?
Законодательство ЕС позволяет жителям ЕС вернуть товар, связавшись с продавцом в течение 14 дней. Мы рекомендуем принимать возвраты. Узнайте больше о продаже покупателям из ЕС
Аннулирование
Я принимаю отмены Я не принимаю отмены
Запросить отмену:
Перед отправкой товараВ течение 1 часа с момента покупкиВ течение 2 часов с момента покупкиВ течение 4 часов с момента покупкиВ течение 5 часов с момента покупкиВ течение 6 часов с момента покупкиВ течение 12 часов с момента покупкиВ течение 24 часов с момента покупкиВ течение 2 дней с момента покупкиВ течение 3 дней с момента покупкиВ течение 4 дней с момента покупкиВ течение 5 дней с момента покупкиВ течение 6 дней с момента покупкиВ течение 7 дней с момента покупки
Следующие товары не подлежат возврату или обмену
Из-за характера этих предметов, если они не будут повреждены или дефектны, я не могу принять возврат для:
Индивидуальные или индивидуальные заказы
Скоропортящиеся продукты (например, продукты питания или цветы)
Цифровые загрузки
Интимные предметы (для здоровья/гигиены)
Товары в продаже
Условия возврата
Покупатели несут ответственность за стоимость обратной доставки. Если товар не возвращается в исходном состоянии, покупатель несет ответственность за любую потерю стоимости.
Покупатели несут ответственность за возврат стоимости доставки.
Если товар не возвращается в исходном состоянии, покупатель несет ответственность за любую потерю стоимости. Продавец покроет расходы по обратной доставке. Свяжитесь с ними для получения подробной информации.
Продавец покроет расходы по обратной доставке. Свяжитесь с ними для получения подробной информации.
Есть вопросы по вашему заказу?
Пожалуйста, если у вас возникли проблемы с вашим заказом.
Политика конфиденциальности
В этой статье Справочника продавца приведен пример политики конфиденциальности, которую вы можете настроить для своего магазина.
Если вы отправляете товары в ЕС или предлагаете свои товары покупателям там, вы должны иметь политику конфиденциальности, соответствующую GDPR, до 25 мая 2018 г.
Покупатели не увидят это поле, пока вы не добавите политику конфиденциальности.
Etsy запрещает использование информации о покупателе для нежелательных сообщений. Просмотрите нашу Политику конфиденциальности для получения дополнительной информации.
Медь и электричество. Скорость дрейфа.
Медь и электричество. Скорость дрейфа.
стр. 6
Скорость дрейфа
gif»>
Скорость дрейфа и ток
Рисунок 2.6 Все электроны в цилиндре объемом V = A v t проходят мимо точки за время t.
С какой скоростью должны двигаться свободные электроны в проводе, чтобы производить приличный ток?
«Ток» означает скорость, с которой электрический заряд проходит через точку в цепи. Представьте, что вы стоите в точке X с секундомером и отсчитываете протекающий заряд. (Надо представить, что все электроны движутся с одинаковой скоростью, v.) Посмотрим, что произойдет с электроном, выделенным красным.
Предположим, вы запускаете свои часы и даете им поработать какое-то время, t. Выделенный электрон электрон пройдет некоторое расстояние. На самом деле, за время t все электроны в цилиндре длины пролетели мимо вас.
Так какой ток потек? Нам нужно выяснить, сколько зарядов прошло точку А.
Начнем с того, что подумаем об объеме цилиндра.
Объем цилиндра = A ×
где А — площадь поперечного сечения провода
Если концентрация электронов в металле n на кубический метр, то:
Количество электронов в цилиндре = n × A ×
Если каждый электрон несет заряд Q, то:
Заряд, переносимый электронами в цилиндре = n × A × × Q
Но длина цилиндра v * t
, где v — скорость дрейфа, t — время, которое мы использовали.
Итак:
Заряд, переносимый электронами в цилиндре = n × A × v × t × Q
Это количество заряда, которое проходит точку А за время t. Чтобы найти ток, который это представляет, нам нужно найти скорость, с которой протекал заряд. Итак, делим на время t.
Ток = заряд / время = n × A × v × t × Q / t = n A v Q
Таким образом, электрический ток I, протекающий по проводу, равен
, где n — количество электронов на кубический метр
А — площадь поперечного сечения провода
v — дрейфовая скорость электронов
Q — заряд электрона
gif»>
Удельное сопротивление и плотность заряда
Материал с большим количеством свободных электронов (высокое значение n) может легче проводить ток, чем материал с меньшей плотностью заряда. Чтобы нести заданный ток, электронам не нужно двигаться очень быстро, потому что их очень много, чтобы нести заряд. Это означает, что они редко сталкиваются с атомами или примесями в металле, и поэтому он является хорошим проводником.
Полупроводники — это материалы с небольшим количеством свободных электронов — возможно, одной миллионной концентрации меди. Таким образом, свободные электроны в полупроводниках должны иметь гораздо более высокие скорости дрейфа, чтобы нести такой же ток. Их скорость должна компенсировать меньшее количество движущегося заряда. Поэтому они гораздо чаще сталкиваются с атомами.
Описание влияния цинка на свойства латуней позволяет создать сплав с необходимыми физико-химическими и механическими свойствами.
Латунь представляет собой металлический сплав на основе меди и цинка. Последний элемент используется в качестве легирующей добавки, и от его содержания зависят свойства сплава. При концентрации цинка в сплаве в количестве 6% – 20% он называется томпаком, а при его повышенном содержании, доходящем до 35%, латунь принято называть желтой. Максимально допустимая концентрация легирующей добавки в латуни не может превышать 43%.
Классификация латуней
Чтобы корректно описать влияние цинка на свойства латуней, необходимо привести классификацию сплавов:
Двухкомпонентные латуни: в составе сплава присутствуют только основные элементы – медь и цинк в разном процентном соотношении.
Многокомпонентные сплавы: помимо основных ингредиентов, в состав металла вводятся дополнительные легирующие добавки, изменяющие его физико-химические свойства.
Таким образом, при получении готового металла с нужными характеристиками, с учетом изменения концентрации только цинка, речь идет о двухкомпонентных сплавах или простых латунях.
Влияние цинка на свойства латуней
Изменение концентрации цинка в составе простых латуней называется фазовым составом металла, который вызывает следующие изменения физико-химических свойств двухкомпонентных сплавов:
Вне зависимости от концентрации цинка при его добавлении до предельного показателя 45%, прочность сплава неизбежно растет. Но при превышении этого значения она начинает резко падать, вплоть до хрупкого разрушения материала под незначительной нагрузкой.
При введении доли цинка до 30% сохраняется ковкость и пластичность латуни.
Предел пластичности металла достигается при введении в состав меди цинка до 37-38%, после чего материал плохо поддается механической обработке и, чаще всего, используется при изготовлении гаек и резьбовых соединений для сантехнической промышленности.
Для производства латунной проволоки, прутков и прочих элементов, эксплуатация которых подразумевает холодную деформацию, применяется латунь марки Л63. Является двухкомпонентным составом с процентным содержанием цинка не более 32-35%. Недостаток данной марки заключается в потере эксплуатационных свойств при нагреве материала выше 300оС. В научной терминологии такие латуни называются a сплавами.
Для увеличения пластичности сплава при повышенном содержании цинка (до 40%) используется марка латуни ЛС59-1. Ковкость металлу при нагреве дает минимальное содержание свинца в качестве легирующего элемента. Металл с такими характеристиками называется b сплавом.
Благодаря усилиям работников металлургической индустрии применение латуни в современном промышленном производстве практически не ограничено. Латунь активно используется в тяжелом машиностроении, входит в состав большинства высокоточного оборудования, широко применяется при производстве элементов отопления и водоснабжения.
Изменение доли цинка в сплаве позволяет достичь простоты в обработке и улучшения прочностных показателей готовых изделий. По статистике, латунь является самым часто используемым сплавом на основе меди.
Медь. Описание, свойства, происхождение и применение металла
Самородная медь размером около 4 см
Медь — минерал из класса самородных элементов. В природном минерале обнаруживаются Fe, Ag, Au, As и другие элементы в виде примеси или образующие с Cu твёрдые растворы. Простое вещество медь — это пластичный переходный металл золотисто-розового цвета (розового цвета при отсутствии оксидной плёнки). Один из первых металлов, широко освоенных человеком из-за сравнительной доступности для получения из руды и малой температуры плавления. Он входит в семёрку металлов, известных человеку с очень древних времён. Медь является необходимым элементом для всех высших растений и животных.
Структура
Свойства
Запасы и добыча
Происхождение
Применение
Классификация
Физические свойства
Оптические свойства
Кристаллографические свойства
СТРУКТУРА
Кристаллическая структура меди
Кубическая сингония, гексаоктаэдрический вид симметрии m3m, кристаллическая структура – кубическая гранецентрированная решётка. Модель представляет собой куб из восьми атомов в углах и шести атомов , расположенных в центре граней (6 граней). Каждый атом данной кристаллической решетки имеет координационное число 12. Самородная медь встречается в виде пластинок, губчатых и сплошных масс, нитевидных и проволочных агрегатов, а также кристаллов, сложных двойников, скелетных кристаллов и дендритов. Поверхность часто покрыта плёнками “медной зелени” (малахит), “медной сини” (азурит), фосфатов меди и других продуктов её вторичного изменения.
СВОЙСТВА
Кристаллы самородной меди, Верхнее озеро, округ Кинави, Мичиган, США. Размер 12 х 8,5 см
Медь — золотисто-розовый пластичный металл, на воздухе быстро покрывается оксидной плёнкой, которая придаёт ей характерный интенсивный желтовато-красный оттенок. Тонкие плёнки меди на просвет имеют зеленовато-голубой цвет.
Наряду с осмием, цезием и золотом, медь — один из четырёх металлов, имеющих явную цветовую окраску, отличную от серой или серебристой у прочих металлов. Этот цветовой оттенок объясняется наличием электронных переходов между заполненной третьей и полупустой четвёртой атомными орбиталями: энергетическая разница между ними соответствует длине волны оранжевого света. Тот же механизм отвечает за характерный цвет золота.
Медь обладает высокой тепло- и электропроводностью (занимает второе место по электропроводности среди металлов после серебра). Удельная электропроводность при 20 °C: 55,5-58 МСм/м. Медь имеет относительно большой температурный коэффициент сопротивления: 0,4 %/°С и в широком диапазоне температур слабо зависит от температуры. Медь является диамагнетиком.
Существует ряд сплавов меди: латуни — с цинком, бронзы — с оловом и другими элементами, мельхиор — с никелем и другие.
ЗАПАСЫ И ДОБЫЧА
Образец меди, 13,6 см. Полуостров Кинави, Мичиган, США
Среднее содержание меди в земной коре (кларк) — (4,7-5,5)·10−3% (по массе). В морской и речной воде содержание меди гораздо меньше: 3·10−7% и 10−7% (по массе) соответственно. Большая часть медной руды добывается открытым способом. Содержание меди в руде составляет от 0,3 до 1,0 %. Мировые запасы в 2000 году составляли, по оценке экспертов, 954 млн т, из них 687 млн т — подтверждённые запасы, на долю России приходилось 3,2 % общих и 3,1 % подтверждённых мировых запасов. Таким образом, при нынешних темпах потребления запасов меди хватит примерно на 60 лет. Медь получают из медных руд и минералов. Основные методы получения меди — пирометаллургия, гидрометаллургия и электролиз. Пирометаллургический метод заключается в получении меди из сульфидных руд, например, халькопирита CuFeS2. Гидрометаллургический метод заключается в растворении минералов меди в разбавленной серной кислоте или в растворе аммиака; из полученных растворов медь вытесняют металлическим железом.
ПРОИСХОЖДЕНИЕ
Небольшой самородок меди
Обычно самородная медь образуется в зоне окисления некоторых медносульфидных месторождений в ассоциации с кальцитом, самородным серебром, купритом, малахитом, азуритом, брошантитом и другими минералами. Массы отдельных скоплений самородной меди достигают 400 тонн. Крупные промышленные месторождения самородной меди вместе с другими медьсодержащими минералами формируются при воздействии на вулканические породы (диабазы, мелафиры) гидротермальных растворов, вулканических паров и газов, обогащенных летучими соединениями меди (например, месторождение озера Верхнее, США). Самородная медь встречается также в осадочных породах, преимущественно в медистых песчаниках и сланцах. Наиболее известные месторождения самородной меди – Туринские рудники (Урал), Джезказганское (Казахстан), в США (на полуострове Кивино, в штатах Аризона и Юта).
ПРИМЕНЕНИЕ
Браслеты из меди
Из-за низкого удельного сопротивления, медь широко применяется в электротехнике для изготовления силовых кабелей, проводов или других проводников, например, при печатном монтаже. Медные провода, в свою очередь, также используются в обмотках энергосберегающих электроприводов и силовых трансформаторов. Другое полезное качество меди — высокая теплопроводность. Это позволяет применять её в различных теплоотводных устройствах, теплообменниках, к числу которых относятся и широко известные радиаторы охлаждения, кондиционирования и отопления. В разнообразных областях техники широко используются сплавы с использованием меди, самыми широко распространёнными из которых являются упоминавшиеся выше бронза и латунь. Оба сплава являются общими названиями для целого семейства материалов, в которые помимо олова и цинка могут входить никель, висмут и другие металлы. В ювелирном деле часто используются сплавы меди с золотом для увеличения прочности изделий к деформациям и истиранию, так как чистое золото очень мягкий металл и нестойко к этим механическим воздействиям. Прогнозируемым новым массовым применением меди обещает стать её применение в качестве бактерицидных поверхностей в лечебных учреждениях для снижения внутрибольничного бактериопереноса: дверей, ручек, водозапорной арматуры, перил, поручней кроватей, столешниц — всех поверхностей, к которым прикасается рука человека.
Медь (англ. Copper) – Cu
КЛАССИФИКАЦИЯ
Hey’s CIM Ref1.1
ФИЗИЧЕСКИЕ СВОЙСТВА
ОПТИЧЕСКИЕ СВОЙСТВА
КРИСТАЛЛОГРАФИЧЕСКИЕ СВОЙСТВА
Интересные статьи:
Податлива ли медь? — Techiescientist
Медь имеет атомный номер 29 и принадлежит к 11 группе периодической таблицы. Он розовато-оранжевого цвета, а также встречается в природе в виде свободного металла. В основном медь встречается в сочетании с другими элементами в различных металлах, таких как малахит, куприт, борнит, азурит и т. д.
Медь также является хорошим проводником электричества и используется в производстве многих типов электрического оборудования. Кроме того, его блестящий внешний вид делает его пригодным для изготовления украшений, украшений и других предметов декоративного назначения.
Вас не удивляет, как они вытягивают из меди такие разные формы, не ломая ее? Задумывались ли вы, что позволяет меди так легко принимать различные формы и размеры? Почему именно этот металл предпочтительнее для таких работ?
Не паникуйте, если вы не знаете ответов на приведенные выше вопросы, потому что здесь мы ответим на все ваши вопросы.
Итак, медь ковкая? Да, медь податлива, т.е. ей можно легко придать различную форму. Ковкость – это свойство металлов, означающее, что они могут быть разбиты на тонкие листы под воздействием внешнего напряжения или силы, например удара молотком. Пластичность меди обусловлена ее атомной структурой, в которой атомы расположены слоями, которые могут легко скользить друг по другу при ударе предметом.
Давайте узнаем больше о ковкости меди.
Почему медь ковкая?
Способность материала изменять свою форму или увеличивать площадь поверхности под действием силы называется пластичностью.
Обычно это свойство всех металлов, которое означает, что металлам можно придать форму тонких листов, как правило, при ударе молотком. Это физическое свойство делает металлы чрезвычайно полезными в автомобильной и электронной промышленности.
Медь — это металл, и, как и другие металлы, она также ковкая. Это связано с кристаллической структурой меди. Атомы меди расположены в гранецентрированной кубической решетке, то есть атомы меди расположены в каждом углу куба, а также в центре куба.
Также между слоями атомов присутствуют внутренние плоскости. Благодаря этим внутренним плоскостям слои атомов меди могут скользить друг мимо друга под действием внешней силы.
Таким образом, когда к куску меди прикладывается большая сила, будь то молотком или ковкой, слои атомов скользят друг по другу, и, в конце концов, маленький, но толстый кусок превращается в длинные и тонкие листы.
Ковкость меди позволяет формовать изделия различных форм и размеров без их разрушения.
Факторы, влияющие на ковкость меди
На ковкость меди, как и других металлов, может влиять множество факторов. Однако два основных фактора, оказывающих существенное влияние на его пластичность, это:
• Металлическая связь
В предыдущем разделе мы обсуждали, как слои атомов в металлическом элементе скользят относительно друг друга, образуя тонкие листы.
Металлическая связь между атомами отвечает за удержание этих слоев вместе. Следовательно, если металлическая связь прочная, потребуется больше силы для перемещения этих слоев и их выравнивания по-разному.
Точно так же, если металлическая связь слабая, металлу будет легче изменить форму, что означает, что металл будет более ковким.
Это видно на приведенной ниже диаграмме.
Первоначально атомы в меди или любом другом металле располагаются следующим образом с различными слоями, расположенными один над другим, связанными металлической связью.
При приложении внешней силы, например удара молотком, слои перекатываются друг над другом, как показано на следующей схеме:
Теперь представьте, что эти слои связаны сильными силами, что произойдет?
Очевидно, что их будет трудно переместить. Итак, теперь вы понимаете, как металлическая связь влияет на пластичность вещества.
• Температура
Другим фактором, влияющим на пластичность, является температура.
Повышение температуры делает металл более ковким и пластичным, поскольку оба эти свойства возникают из-за возможности скольжения атомарных слоев друг по другу.
Например, если вы когда-нибудь посетите кузнечную мастерскую, вы увидите, что перед тем, как изменить форму любого металла, они нагревают его до высокой температуры, после чего из него становится легко формовать различные формы.
Верно и обратное: после падения температуры ниже определенного значения металлы становятся хрупкими.
Хрупкость означает, что металл не меняет форму под действием силы, а вместо этого распадается на куски.
График изменения пластичности и пластичности вещества под действием температуры приведен ниже:
Как видно из приведенного выше графика, для определенного диапазона температур ковкость и пластичность металла увеличиваются экспоненциально, а затем становятся постоянными.
Также ниже температуры перехода металлы становятся хрупкими, т. е. ломаются под воздействием напряжения.
Решетчатая структура меди
Кристаллическая структура состоит из двух компонентов, а именно. Решетка Браве, то есть пространство и атомы.
В основе любой кристаллической структуры лежит то, что атомы должны располагаться в решетке Браве в определенной ориентации и составе. Это означает, что угол, расстояние и другие параметры остаются постоянными по всей конструкции.
Атомы меди расположены в гранецентрированной кубической структуре решетки. Это означает, что если мы возьмем куб, то в каждом углу куба будет размещено по одному атому. Кроме того, по одному атому помещается в центр каждой стороны.
Структура гранецентрированной кубической решетки приведена ниже:
Красные кружки здесь символизируют атомы меди, которые расположены на определенном расстоянии и под определенным углом друг от друга в фиксированной ориентации и составе.
Соответствующая тема, которую вы должны прочитать
Ржавеет ли медь
Проводит ли медь электричество
Является ли медь чистым веществом
Является ли медь магнитной а также степень металлической связи между его атомами.
Если структура не содержит равномерно распределенных атомов или если металлическая связь слишком прочная, пластичность значительно снижается.
Ковкость – это свойство металлов, среди которых золото, как известно, является самым ковким металлом. Ниже приводится порядок убывания пластичности металлов:
Свойства меди
Несколько важных свойств меди перечислены ниже:
• Медь представляет собой металл розовато-оранжевого цвета.
• Это очень хороший проводник электричества, благодаря чему он используется во многих электроприборах.
• Он также является очень хорошим проводником тепла, благодаря чему многие кухонные принадлежности покрыты медью.
• Обладает высокой пластичностью и пластичностью.
• Устойчив к коррозии.
• Устойчив к биологическому обрастанию и обладает многими противомикробными свойствами, благодаря чему также используется для очистки воды.
Медь довольно пластична, что означает, что ее можно легко выбить в тонкие листы или придать ей различные формы с помощью легкого приложения силы, например, удара молотком.
Ковкость меди обусловлена ее кристаллической структурой, в которой слои атомов расположены таким образом, что они перекатываются друг относительно друга при приложении внешней силы.
На ковкость любого металла в основном влияют два фактора. Это металлическая связь и температура.
Атомы меди расположены в гранецентрированной кубической структуре решетки, в которой по одному атому присутствует в каждой точке решетки и по одному в центре каждой грани.
Ковкость и пластичность металлов
Поделиться на Facebook
Поделиться в Twitter0003
Поделиться по электронной почте
Печать
Для того чтобы легко понять два замечательных свойства пластичности и пластичности, которые теперь так хорошо используются почти во всех отраслях механического искусства, удобно думать о ковких или пластичных металлах, таких как свинец, олово, медь, кованое железо и сталь, как о веществах, которые можно перемещать, как тесто, которые можно раскатывать, как валиком, которые можно растянуть вытягивание руками, которое можно выдавить через отверстие под давлением, как макароны, или даже то, что тесто можно снова вытолкнуть или собрать обратно в его первоначальную массу теста, то есть, если используются надлежащие средства для аккуратного выполнения операции. , и это можно сделать, не нарушая непрерывности частиц, из которых состоит масса. Такое утверждение может показаться невероятным, но теперь я буду перечислять многое, связанное с металлом! Я гораздо более чудесен, чем то, что я сказал о металле, и даже более странен, чем изменение в тесте. при перегоне состояния бисквита от процесса выпечки. Трудно понять возможность податливости и пластичности, не осознавая в полной мере, что их частицы в определенном смысле жидкие, и что это связано с молекулярным строением, не настолько жидким, как вода, деготь или битум. но все же жидкость, которая будет течь при достаточном давлении, и так же, как эти жидкости требуют времени, когда на них действует сила тяжести, так и металлы требуют большего времени и большей силы, чем сила тяжести, причем скорость течения определяется природой металла. , более мягкие металлы требуют меньшего давления и текут быстрее, чем более твердые; а в случае со сталью течение чрезвычайно медленное, но с нажимом, временем и терпением его также можно преодолеть и заставить плавно течь в любую форму или форму, пока оно находится в твердом состоянии. В течение ряда лет свойство текучести более мягких твердых металлов, таких как свинец и олово, очень широко использовалось при разбрызгивании труб и других целях; и в течение тысячелетий человек обрабатывал ковкие и пластичные металлы, и таким образом было накоплено огромное количество фактов; но г-н Треска из Парижа должен сказать, что он сделал, пожалуй, больше, чем кто-либо другой, в отношении исследования естественных законов, которыми управляют потоки твердых тел при различных обстоятельствах, и самым интересным моментом из всех является большое сходство, которое существует между потоком твердого металла и потоком воды: в потоке твердых тел из отверстия есть те же самые сходящиеся потоки, водовороты. , и что количество выделяемого металла зависит от тех же условий, что и вода при выходе из отверстий различного расположения, и отличается только степенью. С незапамятных времен золото знакомо человеку как текучий металл, одновременно ковкий и пластичный. Именно благодаря этим свойствам золото может быть выковано в листы настолько тонкие, что требуется двести девяносто тысяч, чтобы получить один дюйм толщиной, или его можно вытянуть в проволоку настолько тонкую, что унция веса удлинится на расстояние пятьдесят миль. Текучесть действия, происходящего при чеканке соверена или другого койла, очень очевидна. Этот процесс не является простой штамповкой, как его обычно считают, но частицы золота действительно должны течь таким же образом, как жидкость, из одной части штампа в другую, чтобы заполнить более глубокие слои. углубления штампа из неглубокой части пространства, и таким образом образуют совершенную монету из проникающего повсюду прилива золота. Однако, поскольку золото не является одним из самых распространенных металлов прикладной механики, его присутствие в мастерской встречается реже, чем некоторые другие, уже перечисленные bsen. Металлы свинец и олово одновременно ковкие и ковкие, но их ковкость, или свойство растекания, намного больше, чем их пластичность, или свойство волочения; и оба, будучи мягкими и обладая свойством текучести в исключительной степени, таким образом, они могут быть разбрызганы или свернуты в любую форму или в любую форму трубы или листа, так что недостаток пластичности едва ощущается, Диаграмма (рис. 1) поясняет природу устройства, используемого для распыления этих металлов в твердом состоянии. Представляет собой мощный шприц, наполненный твердым металлом, с давлением o;]. поршень варьируется в зависимости от размеров; в некоторых требуется сила две тысячи тун. В более ранних машинах устройство было точно таким же, как и в обычном шприце, как показано на рис. 1, но было обнаружено, что жидкость создавала давление металла внутри шприца. такое чрезмерное трение о внутреннюю поверхность, что несколько частей быстро изнашиваются; но благодаря небольшой модификации, более соответствующей здравым принципам, недостаток был устранен. В устройстве, показанном на рис. 2, поршень содержит отверстие и, прижимаясь к верхней поверхности металла, заставляет его оставаться в состоянии покоя внутри сосуда; но так как давление жидкости одинаково во всех направлениях, твердое тело находит отверстие как точку с меньшим сопротивлением, следовательно, оно течет наружу непрерывным потоком, тем самым избегая трения твердого свинца внутри цилиндра. Таким образом, можно заметить, что свинцовый или оловянный стержень можно выдавливать любой формы и размеров в зависимости от матрицы или отверстия. В Королевском арсенале можно увидеть свинец, разбрызгиваемый таким образом в непрерывный стержень, а затем намотанный на катушки, как пряжа. снова разматываться и превращаться в пули с помощью самодействующей прессующей машины; но все несколько процессов полностью обусловлены свойством текучести. Мужской механизм очень подчинен, может. варьироваться в любой степени, как того могут потребовать обстоятельства, Трубы изготавливаются с той же легкостью, что и стержни, простой вставкой стального штифта с размером требуемого отверстия, помещаемого на дно цилиндра точно по центру отверстия, таким образом образуя кольцевое пространство, через которое металл течет наружу непрерывной трубой; или, сделав эту трубу достаточно большого диаметра, а затем разрезав ее стационарным ножом, когда она выходит из машины, труба превращается в лист свинца, который с помощью подходящих роликов можно наматывать на катушку в виде длинной ленты. полотно листового свинца, или листовой свинец можно раскатывать роликами. В обоих случаях приходится совершать одну и ту же механическую работу; соответствующее трение является спорным моментом. Весьма необычный результат был получен при попытке сковать латунные трубы, которые широко используются в качестве труб паровых котлов и для целей газоснабжения. Эта латунь состояла из 60 частей меди и 40 частей цинка, а также из различных других пропорций, но, как ни странно, трубы, которые таким образом распылялись, были из цинка, а не из латуни; большая часть меди осталась в сосуде и отказывалась течь. Из этого мы не должны заключать, что медь не будет течь, а скорее, что соединение между цинком и медью было меньше, чем давление, необходимое для того, чтобы заставить медь течь; смесь могла быть скорее механической, чем химической, или температура могла быть такой, что цинк находился слишком близко к температуре плавления. Каким бы ни было объяснение, предмет стоит дальнейшего эксперимента. В любой такой операции чем ближе свинец или другой металл к жидкому состоянию, тем легче ее выполнить; но он должен быть твердым. Свинец или олово могут быть раскатаны до любой степени, либо по отдельности, либо вместе, либо с тонким покрытием из олова или другого металла на одной или обеих сторонах свинца, чтобы иметь мертвое вещество, но все же покрытое оловом. поверхность, возможно, не толще, если такова, как лист, называемый фольгой, таким образом сочетая экономию, почти без каких-либо недостатков, для многих целей. Красивой иллюстрацией текучести олова является изготовление немецкой капсулы, в которой краска для художников изготавливается для продажи и использования. Оловянная пуговица, как на рис. 3, кладется в углубление штампа с сильным нажатием; затем соответствующий пуансон или штамп, немного меньшего размера, ударяют по нему резким ударом, оставляя, таким образом, из-за разницы размеров, кольцевого пространства между ними, когда металл сразу брызжет вверх, как вода, но со скоростью, намного превышающей скорость, которую может уследить глаз, превращая таким образом его в совершенную капсулу Форма пуансона и штампа зависит на этом изделии, но во всех случаях должен быть обеспечен доступ атмосферы при удалении из штампов.





 Сложные вопросы (видео)
Сложные вопросы (видео)
 Химия. 8 класс. Габриелян. ГДЗ. Хим. практикум № 1. Практ. работа № 5.
Химия. 8 класс. Габриелян. ГДЗ. Хим. практикум № 1. Практ. работа № 5. (Подробнее…)
(Подробнее…) unios.hr
unios.hr Исследование показывает, что плоские и треугольные аллотропы могут быть стабилизированы с помощью инженерии деформации, наложенной на монослой. Моделирование Ab initio показывает, что эти аллотропы имеют соответствующие когезионные энергии и стабильную динамику решетки. Мы обнаружили, что Cu(111) и графен могут выступать в качестве подходящих субстратов для синтеза алюмина. Взаимодействие подложки и монослоя вызывает необходимую плоскую деформацию для стабилизации фононной динамики. Исследуемые аллотропы алюминена устойчивы к тепловым воздействиям при комнатной температуре. Изображения СТМ моделируются для облегчения будущих экспериментальных характеристик алюмина. Алюминен сохраняет хорошие тепловые свойства (удельную теплоемкость) алюминия, что еще больше расширяет возможности его применения в качестве ультратонкого теплоизолятора или радиатора. Исследование будет стимулировать экспериментальные исследования, направленные как на синтез наноматериалов, так и на применение атомарно-тонких слоев алюминия.
Исследование показывает, что плоские и треугольные аллотропы могут быть стабилизированы с помощью инженерии деформации, наложенной на монослой. Моделирование Ab initio показывает, что эти аллотропы имеют соответствующие когезионные энергии и стабильную динамику решетки. Мы обнаружили, что Cu(111) и графен могут выступать в качестве подходящих субстратов для синтеза алюмина. Взаимодействие подложки и монослоя вызывает необходимую плоскую деформацию для стабилизации фононной динамики. Исследуемые аллотропы алюминена устойчивы к тепловым воздействиям при комнатной температуре. Изображения СТМ моделируются для облегчения будущих экспериментальных характеристик алюмина. Алюминен сохраняет хорошие тепловые свойства (удельную теплоемкость) алюминия, что еще больше расширяет возможности его применения в качестве ультратонкого теплоизолятора или радиатора. Исследование будет стимулировать экспериментальные исследования, направленные как на синтез наноматериалов, так и на применение атомарно-тонких слоев алюминия. Это ключевое исследование для будущей нанотехнологии, основанной на алюминии.
Это ключевое исследование для будущей нанотехнологии, основанной на алюминии. С.Т.М.
С.Т.М. (См. Кислотный процесс.)
(См. Кислотный процесс.)
 Покрытия являются анодными по отношению к сердечнику, поэтому они электролитически защищают открытые участки сердечника во время воздействия агрессивных сред.
Покрытия являются анодными по отношению к сердечнику, поэтому они электролитически защищают открытые участки сердечника во время воздействия агрессивных сред.
 Алюминий широко используется в изделиях, требующих легкости, коррозионной стойкости, электропроводности и т. д. Его основные функции как сплава при производстве стали: (1) Эффективно раскисляет (см. Раскисленную алюминием сталь) (2) Ограничивает рост зерна (путем образования диспергированных оксидов или нитридов) (3) Легирующий элемент в азотированной стали.
Алюминий широко используется в изделиях, требующих легкости, коррозионной стойкости, электропроводности и т. д. Его основные функции как сплава при производстве стали: (1) Эффективно раскисляет (см. Раскисленную алюминием сталь) (2) Ограничивает рост зерна (путем образования диспергированных оксидов или нитридов) (3) Легирующий элемент в азотированной стали. В отжиг , рабочая температура и скорость охлаждения зависят от материала, подвергаемого термообработке, и цели обработки.
В отжиг , рабочая температура и скорость охлаждения зависят от материала, подвергаемого термообработке, и цели обработки.


 Это позволяет создать резьбовой узел для крепления груза.
Это позволяет создать резьбовой узел для крепления груза.
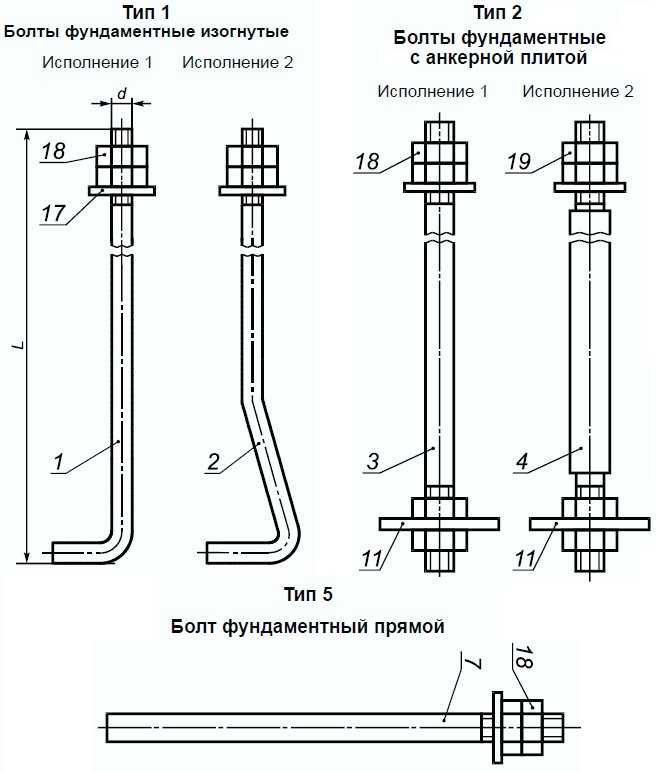 После ее завинчивания до упора шпилька распирает гильзу и надежно фиксирует ее в отверстие. Далее можно открутить гайку, закрепить на шпильке груз и зафиксировать его обратным навинчиванием гайки.
После ее завинчивания до упора шпилька распирает гильзу и надежно фиксирует ее в отверстие. Далее можно открутить гайку, закрепить на шпильке груз и зафиксировать его обратным навинчиванием гайки. Однако, при установке анкерного болта необходимо соблюдать некоторые правила. Чтобы понять это, нужно разобраться в особенностях такого крепежа и его сфере использования.
Однако, при установке анкерного болта необходимо соблюдать некоторые правила. Чтобы понять это, нужно разобраться в особенностях такого крепежа и его сфере использования.
 Анкеры забивного типа применяют в монолитны стенах. Они требуют точности в размерах отверстия.
Анкеры забивного типа применяют в монолитны стенах. Они требуют точности в размерах отверстия. Это помогает избежать коррозии. Для каждого типа анкеров установлены нормы. Они определяют номинальную возможность изделия и его допустимую нагрузку.
Это помогает избежать коррозии. Для каждого типа анкеров установлены нормы. Они определяют номинальную возможность изделия и его допустимую нагрузку.
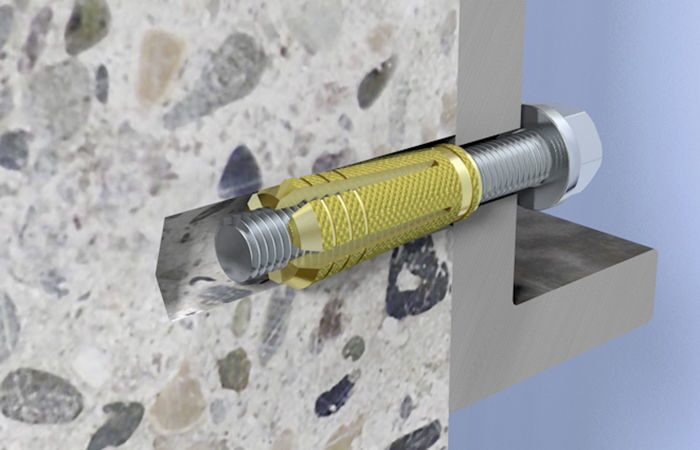 Как правило, это делают до заливания бетона. Важно соблюдать их расстояние и расположение вертикально. После установки их нужно закрыть полиэтиленовой пленкой, для избежание попадания на них бетонной смеси.
Как правило, это делают до заливания бетона. Важно соблюдать их расстояние и расположение вертикально. После установки их нужно закрыть полиэтиленовой пленкой, для избежание попадания на них бетонной смеси.  Если у вас нет встроенного настенного или напольного сейфа, подумайте о том, чтобы закрепить свой сейф болтами в бетоне, чтобы гарантировать, что ни один грабитель не сможет уйти со всем сейфом, где они смогут взломать его на досуге и без давления нежелательности в другом месте. дом человека. Это описание предоставлено ConFast — нашим предпочтительным поставщиком услуг по креплению бетона:
Если у вас нет встроенного настенного или напольного сейфа, подумайте о том, чтобы закрепить свой сейф болтами в бетоне, чтобы гарантировать, что ни один грабитель не сможет уйти со всем сейфом, где они смогут взломать его на досуге и без давления нежелательности в другом месте. дом человека. Это описание предоставлено ConFast — нашим предпочтительным поставщиком услуг по креплению бетона: youtube.com/embed/3JI_9ggbmcY» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/3JI_9ggbmcY» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Руководствуясь желанием обеспечить максимальный пользовательский опыт, он помог превратить safeandvaultstore.com в самый продаваемый, признанный на национальном уровне сайт электронной коммерции. Он неутомим в своем стремлении к творческому расширению контента, обучению домашним и деловым сейфам и хранилищам, а также выводу веб-сайта на новый уровень. Доминик гордится тем, что живет, работает и называет Спокан, штат Вашингтон, своим домом.
Руководствуясь желанием обеспечить максимальный пользовательский опыт, он помог превратить safeandvaultstore.com в самый продаваемый, признанный на национальном уровне сайт электронной коммерции. Он неутомим в своем стремлении к творческому расширению контента, обучению домашним и деловым сейфам и хранилищам, а также выводу веб-сайта на новый уровень. Доминик гордится тем, что живет, работает и называет Спокан, штат Вашингтон, своим домом. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce. Бетонные анкеры, вообще говоря, расширяются в предварительно просверленном отверстии, а бетонные шурупы врезаются или нарезают резьбу в предварительно просверленном отверстии.
Бетонные анкеры, вообще говоря, расширяются в предварительно просверленном отверстии, а бетонные шурупы врезаются или нарезают резьбу в предварительно просверленном отверстии. к. отверстие расширено
к. отверстие расширено Болт и экранированный клин представляют собой одну деталь, а не две отдельные детали, как в случае вставных анкеров и анкеров-втулок. Клиновые анкеры для бетона легко вставляются, но они очень прочно держатся в бетоне. После установки клиновые анкеры нельзя снимать, но можно снять гайку с анкера.
Болт и экранированный клин представляют собой одну деталь, а не две отдельные детали, как в случае вставных анкеров и анкеров-втулок. Клиновые анкеры для бетона легко вставляются, но они очень прочно держатся в бетоне. После установки клиновые анкеры нельзя снимать, но можно снять гайку с анкера.
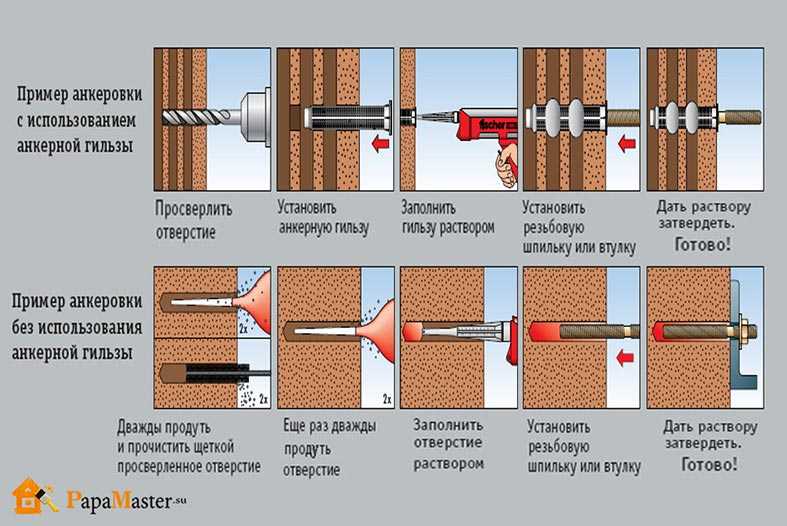

 5 кг
5 кг Формула сплава: 2Ag;91,8Cu;6,2P.
Формула сплава: 2Ag;91,8Cu;6,2P. Формула сплава: 30Ag;28Cu;21Zn;21Cd.
Формула сплава: 30Ag;28Cu;21Zn;21Cd. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 5Ag;88,8Cu;6,2P.
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 5Ag;88,8Cu;6,2P. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 30Ag; 28Cu; 21Zn; 21Sn
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 30Ag; 28Cu; 21Zn; 21Sn Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 20Ag; 45Cu; 35Zn.
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 20Ag; 45Cu; 35Zn. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 34Ag; 36Cu; 27,5Zn; 2,5Sn
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 34Ag; 36Cu; 27,5Zn; 2,5Sn Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn.
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 55Ag; 22Cu; 17Zn; 5Sn.
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 55Ag; 22Cu; 17Zn; 5Sn. Припой не кипит, не искрит. Специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 0,5Ag;93,5Cu;6P.
Припой не кипит, не искрит. Специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 0,5Ag;93,5Cu;6P. Формула сплава: 5Ag; 89Cu; 6P.
Формула сплава: 5Ag; 89Cu; 6P. Специально разработаны для пайки меди, никеля и никелиевых сплавов и практически любой стали. Формула сплава: 20Ag; 44Cu; 36Zn; 0,2Si.
Специально разработаны для пайки меди, никеля и никелиевых сплавов и практически любой стали. Формула сплава: 20Ag; 44Cu; 36Zn; 0,2Si. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, латуни и комбинаций этих металлов, за исключением алюминия и его сплавов. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn.
Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, латуни и комбинаций этих металлов, за исключением алюминия и его сплавов. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn.
Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, никеля и их сплавов. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn.
Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, никеля и их сплавов. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn. У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы.
У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы. После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени.
После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.


 Температура плавления присадочного металла выше 420°С, и он поступает в соединение под действием капиллярных сил. Серебряный припой представляет собой сэндвич из разных слоев, каждый из которых металлургически связан с поверхностью соединяемых частей, и является очень прочным — намного прочнее, чем мягкая пайка. Его называют «серебряным» припоем, потому что присадочный материал часто содержит серебро.
Температура плавления присадочного металла выше 420°С, и он поступает в соединение под действием капиллярных сил. Серебряный припой представляет собой сэндвич из разных слоев, каждый из которых металлургически связан с поверхностью соединяемых частей, и является очень прочным — намного прочнее, чем мягкая пайка. Его называют «серебряным» припоем, потому что присадочный материал часто содержит серебро. Если должны быть соединены более толстые и более тонкие детали, сначала нагрейте более толстые детали, вплоть до нагревания только более толстых частей сзади до тех пор, пока они не достигнут температуры, а затем нагревайте более тонкие части только на короткое время — они уже будут горячими из-за нагревания. (косвенно) в пламени. Капелька серебряного припоя, удерживаемая на месте флюсом, проплавится через соединение, когда более толстая основа будет иметь правильную температуру пайки.
Если должны быть соединены более толстые и более тонкие детали, сначала нагрейте более толстые детали, вплоть до нагревания только более толстых частей сзади до тех пор, пока они не достигнут температуры, а затем нагревайте более тонкие части только на короткое время — они уже будут горячими из-за нагревания. (косвенно) в пламени. Капелька серебряного припоя, удерживаемая на месте флюсом, проплавится через соединение, когда более толстая основа будет иметь правильную температуру пайки.

 Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром. ?
? 


 ..50°С и температуре окружающей среды 1°C…55°С, обеспечивает ручной, полуавтоматический и автоматический режимы работы прессов следующих позиций рабочих циклов: холостой ход вниз; рабочий ход; выдержка под давлением; поддержание давления при выдержки; ускоренный возвратный ход; стоп.
..50°С и температуре окружающей среды 1°C…55°С, обеспечивает ручной, полуавтоматический и автоматический режимы работы прессов следующих позиций рабочих циклов: холостой ход вниз; рабочий ход; выдержка под давлением; поддержание давления при выдержки; ускоренный возвратный ход; стоп.
 г.
г. куб./об.
куб./об.

 Домкрат может находится как сверху, давя на поршень, так и снизу, поднимая весь бочонок с поршнем и поддоном вверх. Домкратом легко и удобно пользоваться. С таким прессом легко обращаться даже женщине, так как за счёт домкрата создаётся большой выигрыш в силе.
Домкрат может находится как сверху, давя на поршень, так и снизу, поднимая весь бочонок с поршнем и поддоном вверх. Домкратом легко и удобно пользоваться. С таким прессом легко обращаться даже женщине, так как за счёт домкрата создаётся большой выигрыш в силе. Такой пресс для яблок имеет большую производительность и объем бочонка 50, 100 и 200 литров. С помощью такого пресса очень удобно отжимать сок. Ведь длина хода поршня подбирается так, чтобы её хватило на все рабочую высоту бочонка.
Такой пресс для яблок имеет большую производительность и объем бочонка 50, 100 и 200 литров. С помощью такого пресса очень удобно отжимать сок. Ведь длина хода поршня подбирается так, чтобы её хватило на все рабочую высоту бочонка. Такая конструкция пресса для выдавливания сока значительно ускоряет и облегчает процесс отжима.
Такая конструкция пресса для выдавливания сока значительно ускоряет и облегчает процесс отжима.
 От объема бочонка зависит только то, сколько сока вы будете отжимать за 1 раз. Цикл одного отжима составляет 5-10 минут. Выход сока составляет 50-70% от объема бочонка. Поэтому выбирать пресс стоит исходя из того, сколько сока вы планируете делать.
От объема бочонка зависит только то, сколько сока вы будете отжимать за 1 раз. Цикл одного отжима составляет 5-10 минут. Выход сока составляет 50-70% от объема бочонка. Поэтому выбирать пресс стоит исходя из того, сколько сока вы планируете делать.
 Винтовой пресс объемом 10-20л и более нужно фиксировать 4-мя саморезами к неподвижному основанию, чтобы он не прокручивался. Гидравлический пресс достаточно поставить на край стола над емкостью, куда будет сливаться сок.
Винтовой пресс объемом 10-20л и более нужно фиксировать 4-мя саморезами к неподвижному основанию, чтобы он не прокручивался. Гидравлический пресс достаточно поставить на край стола над емкостью, куда будет сливаться сок.
 ISBN 0-9635832-0-4.
ISBN 0-9635832-0-4. Мой пресс 50 тонн, и да, я использую все
Мой пресс 50 тонн, и да, я использую все  Я тщательно исследовал это.
Я тщательно исследовал это.
 не позволит
не позволит 

 Я действительно не был впечатлен.
Я действительно не был впечатлен. Для нагнетания использовался 10-тонный бутылочный домкрат. Казалось, что это будет работать нормально. Не уверен, насколько чистым и продезинфицированным это будет. Не уверен, что эта ссылка будет работать, но вот она: http://columbus.craigslist.org/art/3056165819.html
Для нагнетания использовался 10-тонный бутылочный домкрат. Казалось, что это будет работать нормально. Не уверен, насколько чистым и продезинфицированным это будет. Не уверен, что эта ссылка будет работать, но вот она: http://columbus.craigslist.org/art/3056165819.html

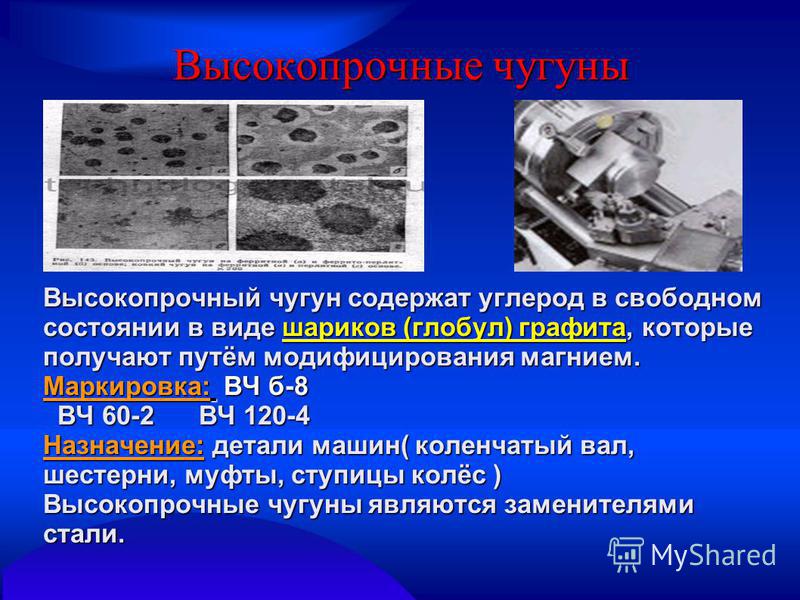 Если шлак в жидком виде продуть
Если шлак в жидком виде продуть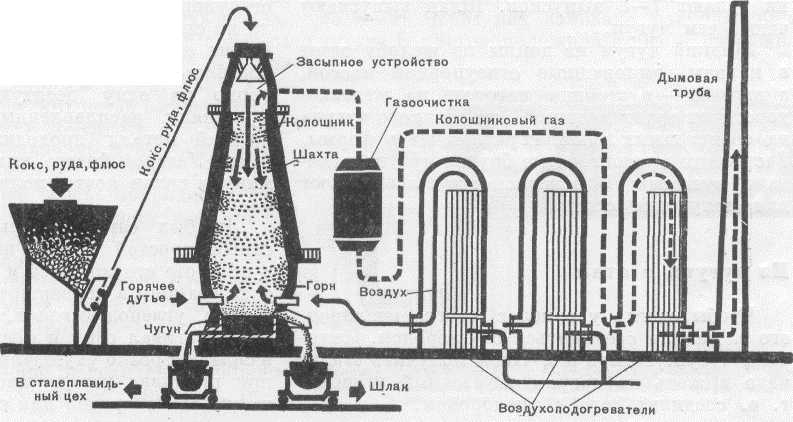
 Технология впервые использовалась в Китае, затем постепенно осваивалась в европейских государствах, России.
Технология впервые использовалась в Китае, затем постепенно осваивалась в европейских государствах, России. Флюсы способствуют образованию из бесполезной породы легкоплавких шлаков.
Флюсы способствуют образованию из бесполезной породы легкоплавких шлаков. Остальное понятно всем. Главный показатель основной классификации – это содержание и состояние углерода в сплаве.
Остальное понятно всем. Главный показатель основной классификации – это содержание и состояние углерода в сплаве.
 В эту статью также включено обсуждение добычи железа и его подготовки к выплавке.
В эту статью также включено обсуждение добычи железа и его подготовки к выплавке. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления.
При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов. С другой стороны, каменные шахтные печи полагались на естественную тягу, хотя иногда в них также использовались фурмы. В обоих случаях плавка включала создание слоя раскаленного древесного угля, в который добавлялась железная руда, смешанная с большим количеством древесного угля. Затем произошло химическое восстановление руды, но, поскольку примитивные печи не могли достигать температуры выше 1150 ° C (2100 ° F), обычным продуктом был твердый кусок металла, известный как блюм. Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно.
С другой стороны, каменные шахтные печи полагались на естественную тягу, хотя иногда в них также использовались фурмы. В обоих случаях плавка включала создание слоя раскаленного древесного угля, в который добавлялась железная руда, смешанная с большим количеством древесного угля. Затем произошло химическое восстановление руды, но, поскольку примитивные печи не могли достигать температуры выше 1150 ° C (2100 ° F), обычным продуктом был твердый кусок металла, известный как блюм. Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо.
Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо. Во-первых, различия между доменной печью и Stückofen были незначительными. Оба имели квадратное поперечное сечение, и основными изменениями, необходимыми для работы доменной печи, были увеличение соотношения древесного угля и руды в шихте и летка для удаления жидкого железа. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.
Во-первых, различия между доменной печью и Stückofen были незначительными. Оба имели квадратное поперечное сечение, и основными изменениями, необходимыми для работы доменной печи, были увеличение соотношения древесного угля и руды в шихте и летка для удаления жидкого железа. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.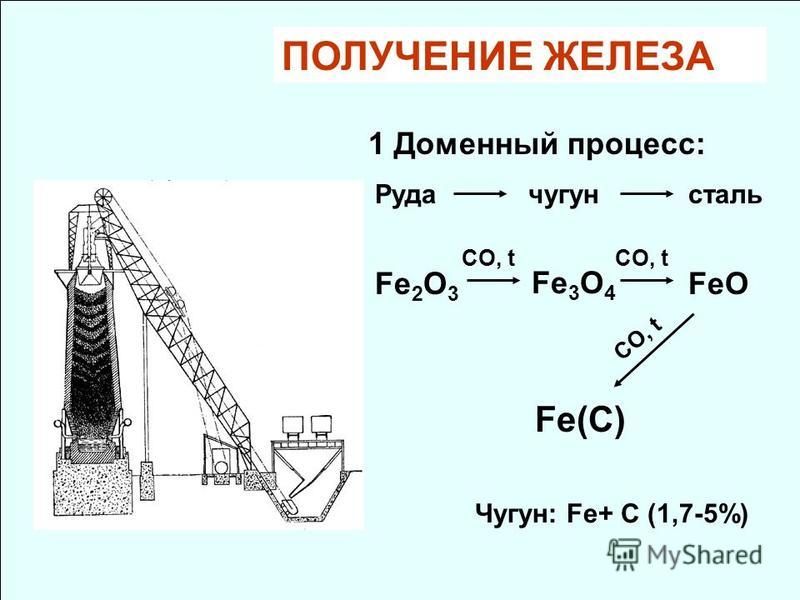 Начиная с 15 века, этот двухстадийный процесс постепенно вытеснил прямое производство железа, которое, тем не менее, сохранилось до 19 века.век.
Начиная с 15 века, этот двухстадийный процесс постепенно вытеснил прямое производство железа, которое, тем не менее, сохранилось до 19 века.век.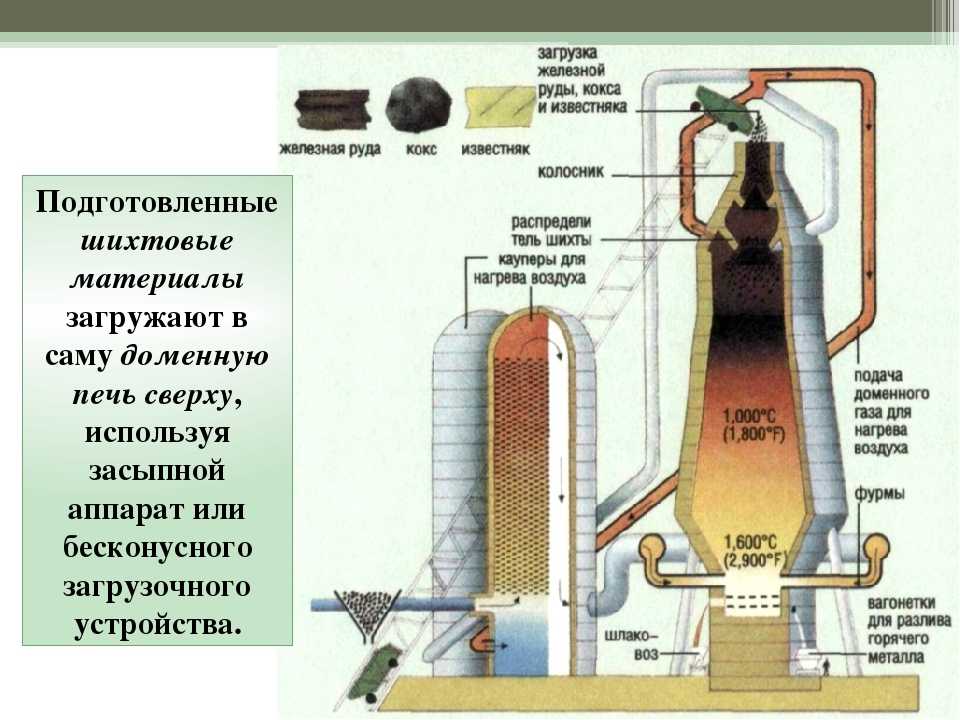 Корт использовал угольную отражательную печь для плавления шихты чугуна. к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная.
Корт использовал угольную отражательную печь для плавления шихты чугуна. к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная. Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.

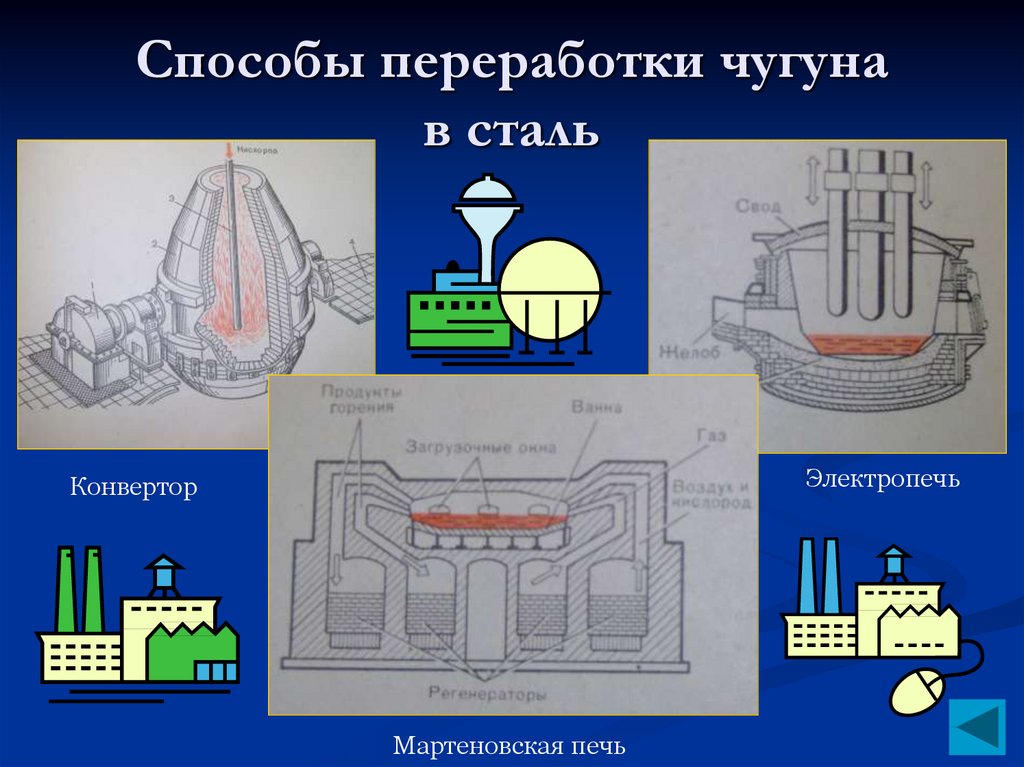 Его кристаллическая структура может быть объемно-центрированной кубической (ОЦК) или гранецентрированной кубической (ГЦК) в зависимости от температуры. В обеих кристаллографических модификациях основная конфигурация представляет собой куб с атомами железа, расположенными по углам. В центре каждого куба в ОЦК-модификации и в центре каждой грани в ГЦК-модификации есть лишний атом. При комнатной температуре чистое железо имеет ОЦК-структуру, называемую альфа-ферритом; это продолжается до тех пор, пока температура не поднимется до 912 ° C (1674 ° F), когда он превращается в структуру ГЦК, известную как аустенит. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления.
Его кристаллическая структура может быть объемно-центрированной кубической (ОЦК) или гранецентрированной кубической (ГЦК) в зависимости от температуры. В обеих кристаллографических модификациях основная конфигурация представляет собой куб с атомами железа, расположенными по углам. В центре каждого куба в ОЦК-модификации и в центре каждой грани в ГЦК-модификации есть лишний атом. При комнатной температуре чистое железо имеет ОЦК-структуру, называемую альфа-ферритом; это продолжается до тех пор, пока температура не поднимется до 912 ° C (1674 ° F), когда он превращается в структуру ГЦК, известную как аустенит. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления. В основном он появляется в сплавах железа с углеродом, таких как стали, которые содержат от 0,003 до примерно 2 процентов углерода (большинство лежит в диапазоне от 0,01 до 1,2 процента), и чугуны с содержанием углерода от 2 до 4 процентов. При содержании углерода, характерном для сталей, карбид железа (Fe 3 C), также известный как цементит; это приводит к образованию перлита, который в микроскоп состоит из чередующихся реек альфа-феррита и цементита. Цементит тверже и прочнее феррита, но гораздо менее пластичен, так что за счет изменения количества углерода получаются совершенно разные механические свойства. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
В основном он появляется в сплавах железа с углеродом, таких как стали, которые содержат от 0,003 до примерно 2 процентов углерода (большинство лежит в диапазоне от 0,01 до 1,2 процента), и чугуны с содержанием углерода от 2 до 4 процентов. При содержании углерода, характерном для сталей, карбид железа (Fe 3 C), также известный как цементит; это приводит к образованию перлита, который в микроскоп состоит из чередующихся реек альфа-феррита и цементита. Цементит тверже и прочнее феррита, но гораздо менее пластичен, так что за счет изменения количества углерода получаются совершенно разные механические свойства. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.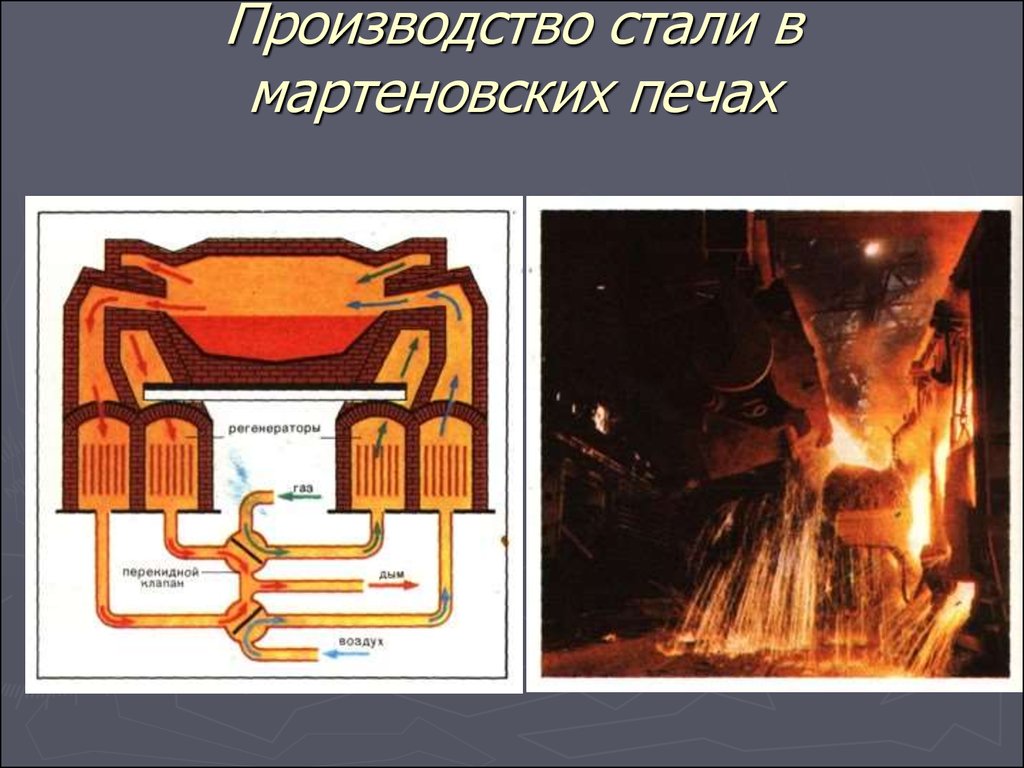
 Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо.
Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо. Окончательным вариантом такого рода горнила была каталонская кузница, просуществовавшая в Испании до 19 века. Другая конструкция, высокая горная печь, имела более высокий вал и превратилась в печь высотой 3 метра (10 футов).0037 Stückofen , который давал такие большие блюмы, что их приходилось удалять через переднее отверстие в печи.
Окончательным вариантом такого рода горнила была каталонская кузница, просуществовавшая в Испании до 19 века. Другая конструкция, высокая горная печь, имела более высокий вал и превратилась в печь высотой 3 метра (10 футов).0037 Stückofen , который давал такие большие блюмы, что их приходилось удалять через переднее отверстие в печи.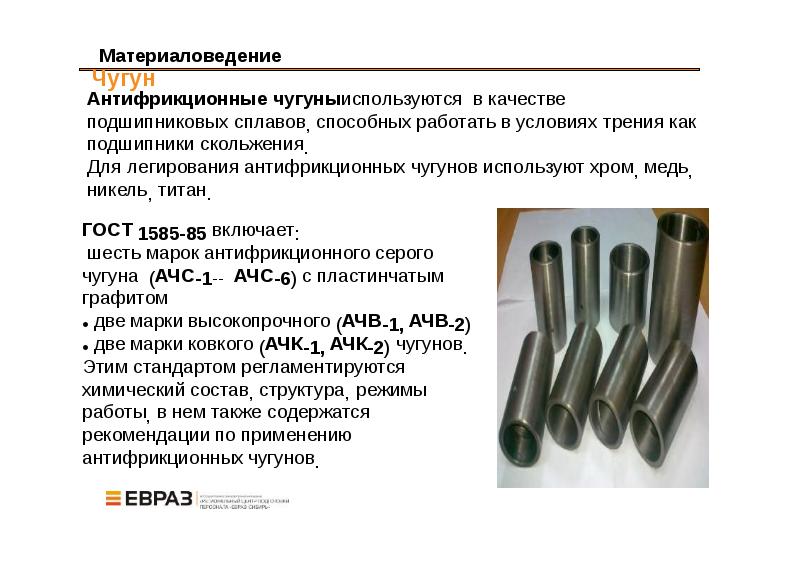 Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.
Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи. век.
век.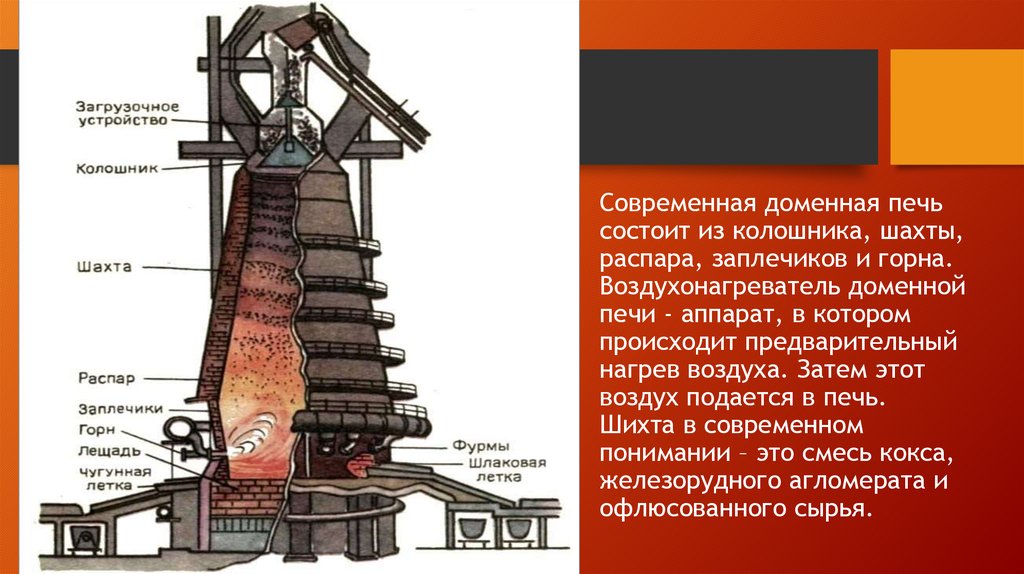 к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная.
к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная. Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
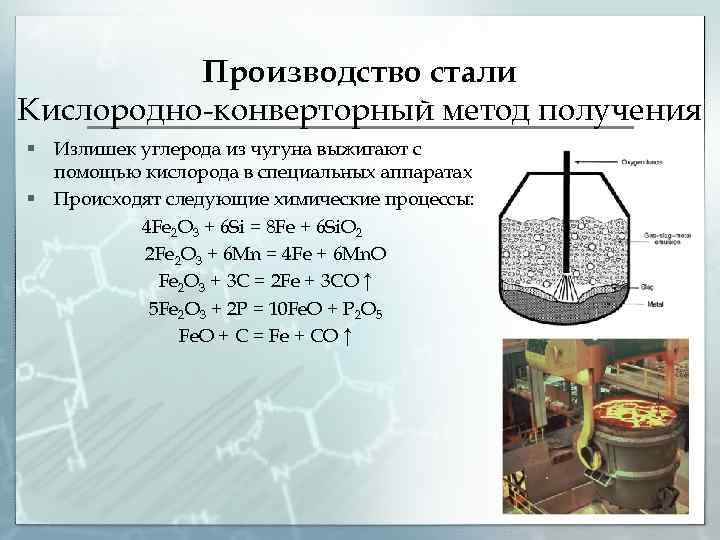

 Дополнительная плоскость
Дополнительная плоскость При этом к надписи типа «А»
При этом к надписи типа «А» 6азадан на главном виде
6азадан на главном виде У выносного
У выносного Видами принято именовать те изображения на машиностроительных чертежах, которые представляют собой проекции внешних видимых поверхностей предметов. Можно также сказать, что под видами подразумеваются видимые части поверхностей предметов, обращенные к наблюдателю и показанные на чертежах.
Видами принято именовать те изображения на машиностроительных чертежах, которые представляют собой проекции внешних видимых поверхностей предметов. Можно также сказать, что под видами подразумеваются видимые части поверхностей предметов, обращенные к наблюдателю и показанные на чертежах. Находится с левой стороны главного вида
Находится с левой стороны главного вида Это необходимо производить с целью обеспечения максимально быстрого узнавания той формы, которую имеет изображаемое изделие.
Это необходимо производить с целью обеспечения максимально быстрого узнавания той формы, которую имеет изображаемое изделие.


 Несмотря на огромные масштабы такого проекта, пристройки к комнатам высоко ценятся, поскольку ни один другой проект не обладает таким потенциалом для улучшения условий жизни и стоимости недвижимости в вашем доме.
Несмотря на огромные масштабы такого проекта, пристройки к комнатам высоко ценятся, поскольку ни один другой проект не обладает таким потенциалом для улучшения условий жизни и стоимости недвижимости в вашем доме.
 Хотя можно спланировать проект самостоятельно, нанимая и контролируя субподрядчиков самостоятельно, это сложная задача, о которой многие домовладельцы в конечном итоге сожалеют. Добавление вашей комнаты, вероятно, пройдет гораздо более гладко, если вы наймете генерального подрядчика.
Хотя можно спланировать проект самостоятельно, нанимая и контролируя субподрядчиков самостоятельно, это сложная задача, о которой многие домовладельцы в конечном итоге сожалеют. Добавление вашей комнаты, вероятно, пройдет гораздо более гладко, если вы наймете генерального подрядчика. Пристройка к дому аналогична строительству дома и включает в себя проектирование, составление бюджета, подачу заявок на получение разрешений, наем подрядчиков и субподрядчиков, а также строительство конструкции с нуля.
Пристройка к дому аналогична строительству дома и включает в себя проектирование, составление бюджета, подачу заявок на получение разрешений, наем подрядчиков и субподрядчиков, а также строительство конструкции с нуля.
 Тем не менее, такие займы следует делать осторожно, после консультации с финансовым консультантом.
Тем не менее, такие займы следует делать осторожно, после консультации с финансовым консультантом.
 Фактически, законы в некоторых регионах запрещают подрядчикам требовать авансовый платеж в размере более 1/3 от общей суммы контракта. Подрядчик, который хочет большую часть платежа авансом, может оказаться в шатком финансовом положении.
Фактически, законы в некоторых регионах запрещают подрядчикам требовать авансовый платеж в размере более 1/3 от общей суммы контракта. Подрядчик, который хочет большую часть платежа авансом, может оказаться в шатком финансовом положении.
 В других случаях, однако, даже каркасные стены изготавливаются вне строительной площадки, что может привести к довольно быстрому возведению несущего каркаса.
В других случаях, однако, даже каркасные стены изготавливаются вне строительной площадки, что может привести к довольно быстрому возведению несущего каркаса.


 Подрядчики по малярным работам имеют опыт чистой покраски после того, как был установлен отделочный пол, но отделочные работы легче выполнять после того, как стены покрашены. В небольших проектах покраску и настил полов часто выполняют плотники-отделочники, хотя для крупных работ могут потребоваться субподрядчики по настилу и покраске.
Подрядчики по малярным работам имеют опыт чистой покраски после того, как был установлен отделочный пол, но отделочные работы легче выполнять после того, как стены покрашены. В небольших проектах покраску и настил полов часто выполняют плотники-отделочники, хотя для крупных работ могут потребоваться субподрядчики по настилу и покраске.
 Или некоторые домовладельцы сами решают посадить и восстановить газон.
Или некоторые домовладельцы сами решают посадить и восстановить газон.
 Отчет о стоимости.
Отчет о стоимости. Новая комната, похожая на стеклянную коробку, прикреплена к гораздо более старому дому с помощью соответствующего каменного шпона снаружи пристройки (см. вступительное изображение выше со ступенями из плитняка). Новое пространство оборудовано системой складных стеклянных стен, которая открывается наружу на весь проем размером 10 на 20 футов. Плавающий камин из полированной нержавеющей стали отмечает визуальный центр комнаты, но его дизайн сведен к минимуму, поэтому вид и струящийся естественный свет остаются фокусом пространства.
Новая комната, похожая на стеклянную коробку, прикреплена к гораздо более старому дому с помощью соответствующего каменного шпона снаружи пристройки (см. вступительное изображение выше со ступенями из плитняка). Новое пространство оборудовано системой складных стеклянных стен, которая открывается наружу на весь проем размером 10 на 20 футов. Плавающий камин из полированной нержавеющей стали отмечает визуальный центр комнаты, но его дизайн сведен к минимуму, поэтому вид и струящийся естественный свет остаются фокусом пространства.
 Bluestem Construction выделила место для столовой на этой кухне с небольшим выступом шириной 12 футов и глубиной 3 фута. Умный ремонт также позволил добавить более просторный U-образный шкаф.
Bluestem Construction выделила место для столовой на этой кухне с небольшим выступом шириной 12 футов и глубиной 3 фута. Умный ремонт также позволил добавить более просторный U-образный шкаф. В результате получается полностью функционирующее жилое пространство, которое снаружи не кажется резким или неуместным.
В результате получается полностью функционирующее жилое пространство, которое снаружи не кажется резким или неуместным. Терраса была добавлена к дизайну этого второго этажа главной спальни, дополненной New England Design + Construction. Терраса заполняет в противном случае пустое пространство и предлагает домовладельцу другое место назначения прямо за пределами спальни. Лучшая часть? Когда придет время продавать, этот домовладелец может возместить около 72 процентов стоимости террасы, согласно Remodeling’s Cost Vs. Отчет о стоимости.
Терраса была добавлена к дизайну этого второго этажа главной спальни, дополненной New England Design + Construction. Терраса заполняет в противном случае пустое пространство и предлагает домовладельцу другое место назначения прямо за пределами спальни. Лучшая часть? Когда придет время продавать, этот домовладелец может возместить около 72 процентов стоимости террасы, согласно Remodeling’s Cost Vs. Отчет о стоимости.
 Барабан помещен в полость и приводится во вращение посредством вала, подшипниковый узел которого защищен от жидкости внутри полости. Таким образом барабан (рабочее колесо) располагается консольно на валу внутри корпуса насоса. Полость в котором расположено рабочее колесо насоса имеет два отверстия — одно с противоположной стороны от вала (в центре, в районе оси вала), а второе на окружности корпуса. Первое отверстие служит для подвода рабочей жидкости к рабочему колесу консольного насоса, второе — для отвода жидкости под давлением. Давление жидкости возникает в результате вращения рабочего колеса и возникающего вследствие этого центростремительного ускорения в жидкости, вращаемой перегородками рабочего колеса — лопастями консольного насоса. Отсюда и название одного из видов консольных насосов — «центробежный консольный насос«.
Барабан помещен в полость и приводится во вращение посредством вала, подшипниковый узел которого защищен от жидкости внутри полости. Таким образом барабан (рабочее колесо) располагается консольно на валу внутри корпуса насоса. Полость в котором расположено рабочее колесо насоса имеет два отверстия — одно с противоположной стороны от вала (в центре, в районе оси вала), а второе на окружности корпуса. Первое отверстие служит для подвода рабочей жидкости к рабочему колесу консольного насоса, второе — для отвода жидкости под давлением. Давление жидкости возникает в результате вращения рабочего колеса и возникающего вследствие этого центростремительного ускорения в жидкости, вращаемой перегородками рабочего колеса — лопастями консольного насоса. Отсюда и название одного из видов консольных насосов — «центробежный консольный насос«. Привод происходит посредством упругой муфты.
Привод происходит посредством упругой муфты. Серийно выпускаемые консольные насосы «К» и «КМ» предназначены для работы с жидкостью температурой до 85 градусов, для перекачивания более горячих жидкостей служат специальные насосы.
Серийно выпускаемые консольные насосы «К» и «КМ» предназначены для работы с жидкостью температурой до 85 градусов, для перекачивания более горячих жидкостей служат специальные насосы. Но за этой простотой кроется универсальное устройство, готовое выполнять любые задачи. Консольный насос предназначен для перекачки жидкости как в холодном, так и в горячем состоянии. Важной и отличительной особенностью является то, что в состав перекачиваемой жидкости могут входить примеси. Концентрация их не должна превышать 0,1%. Учитывая относительно высокую продуктивность, эта цифра на самом деле очень велика. Размер же некоторых твердых частиц ограничен в 0,2 мм.
Но за этой простотой кроется универсальное устройство, готовое выполнять любые задачи. Консольный насос предназначен для перекачки жидкости как в холодном, так и в горячем состоянии. Важной и отличительной особенностью является то, что в состав перекачиваемой жидкости могут входить примеси. Концентрация их не должна превышать 0,1%. Учитывая относительно высокую продуктивность, эта цифра на самом деле очень велика. Размер же некоторых твердых частиц ограничен в 0,2 мм. Двигатель чаще всего используется трехфазный.
Двигатель чаще всего используется трехфазный.
 Первая – К. Эта буква обозначает, что это насос консольный центробежный. В этом названии присутствует слово консоль. Это специальное устройство, которое позволяет избежать течи жидкости, когда насос выдает давление на выходе гораздо больше, чем заявлено производителем. Для подстраховки в К-насосах используются спереди и сзади два уплотнительных элемента, а также сменная втулка, что в разы снижает износ всей конструкции.
Первая – К. Эта буква обозначает, что это насос консольный центробежный. В этом названии присутствует слово консоль. Это специальное устройство, которое позволяет избежать течи жидкости, когда насос выдает давление на выходе гораздо больше, чем заявлено производителем. Для подстраховки в К-насосах используются спереди и сзади два уплотнительных элемента, а также сменная втулка, что в разы снижает износ всей конструкции.
 Они используется для перекачивания воды с температурой более 80 °C.
Они используется для перекачивания воды с температурой более 80 °C.

 Конструктивные особенности агрегата и в целом несложная конструкция позволяют этому насосу работать продолжительное время без поломок и обеспечивают высокую ремонтопригодность.
Конструктивные особенности агрегата и в целом несложная конструкция позволяют этому насосу работать продолжительное время без поломок и обеспечивают высокую ремонтопригодность. дюйм
дюйм Прочитайте всю статью.
Прочитайте всю статью.

 С сервисными комплектами Sulzer вы получаете все необходимое в одном пакете.
С сервисными комплектами Sulzer вы получаете все необходимое в одном пакете.
 Если запасные части доступны, что бывает не всегда, их приобретение может быть проблемой: их может не быть на складе, их необходимо переделать, или их доставка из-за границы может занять несколько месяцев. В приложениях, рассчитанных на работу в режиме 24/7/365, простои в течение нескольких месяцев неприемлемы. При выборе любого насоса очень важно понимать поддержку послепродажного обслуживания и доступность запасных частей, потому что в какой-то момент в будущем он пригодится. Выбор насоса с более высокой средней наработкой на отказ и легкодоступными запасными частями поможет обеспечить вашу работу в течение длительного времени.
Если запасные части доступны, что бывает не всегда, их приобретение может быть проблемой: их может не быть на складе, их необходимо переделать, или их доставка из-за границы может занять несколько месяцев. В приложениях, рассчитанных на работу в режиме 24/7/365, простои в течение нескольких месяцев неприемлемы. При выборе любого насоса очень важно понимать поддержку послепродажного обслуживания и доступность запасных частей, потому что в какой-то момент в будущем он пригодится. Выбор насоса с более высокой средней наработкой на отказ и легкодоступными запасными частями поможет обеспечить вашу работу в течение длительного времени. От грязной воды до 70% твердых частиц, эти насосы рассчитаны на многолетнюю бесперебойную работу. GPM-Eliminator может похвастаться десятилетиями долгой и трудолюбивой службы.
От грязной воды до 70% твердых частиц, эти насосы рассчитаны на многолетнюю бесперебойную работу. GPM-Eliminator может похвастаться десятилетиями долгой и трудолюбивой службы. Одним из самых больших преимуществ насоса с удлиненным валом по сравнению с консольным насосом является превосходная современная конструкция.
Одним из самых больших преимуществ насоса с удлиненным валом по сравнению с консольным насосом является превосходная современная конструкция.



 Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов.
Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов.  Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм. Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.
Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.  Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д. Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки.
Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки. FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG. Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод.
Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод. Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва. Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе. Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва.
Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва. Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.
Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.

 Есть приспособления крупных размеров или под специальные задачи. Выколотки не надо специально затачивать, дополнительно обрабатывать под каждую задачу.
Есть приспособления крупных размеров или под специальные задачи. Выколотки не надо специально затачивать, дополнительно обрабатывать под каждую задачу. Подшипникам качения и скольжения необходимы изделия с центрирующей и направляющей поверхностями. Запрессовка сборочного узла подвижной конструкции производится тоже при помощи выколотки.
Подшипникам качения и скольжения необходимы изделия с центрирующей и направляющей поверхностями. Запрессовка сборочного узла подвижной конструкции производится тоже при помощи выколотки.
 В наборе выколоток из 6 предметов инструменты разного размера точечного направления. Самое маленькое приспособление диаметром 2 мм, самое большое – 8 мм. Это распространенные диаметры бытовых отверстий. Существуют изделия размером больше, но обычно токари изготавливают их для определенных задач по конкретным параметрам.
В наборе выколоток из 6 предметов инструменты разного размера точечного направления. Самое маленькое приспособление диаметром 2 мм, самое большое – 8 мм. Это распространенные диаметры бытовых отверстий. Существуют изделия размером больше, но обычно токари изготавливают их для определенных задач по конкретным параметрам.
 Под их ударами металл гартуется значительно меньше, а на поверхности не остается засечек и царапин.
Под их ударами металл гартуется значительно меньше, а на поверхности не остается засечек и царапин. Установить устройство с диаметром наконечника, равным размеру отверстия по центру, наносить по затыльнику приспособления удары молотком. После извлечения негодной детали коррозия внутри узла удаляется с помощью инструмента меньшего размера.
Установить устройство с диаметром наконечника, равным размеру отверстия по центру, наносить по затыльнику приспособления удары молотком. После извлечения негодной детали коррозия внутри узла удаляется с помощью инструмента меньшего размера. Это обработка листов металла ударами для получения выпуклых или вогнутых элементов разной конфигурации. Технология основана на свойствах металла под ударами:
Это обработка листов металла ударами для получения выпуклых или вогнутых элементов разной конфигурации. Технология основана на свойствах металла под ударами:

 Новые предметы появляются еженедельно. Сохраните мой магазин и заходите почаще. Вы также можете подписаться на меня в Instagram @CopperDrift.
Новые предметы появляются еженедельно. Сохраните мой магазин и заходите почаще. Вы также можете подписаться на меня в Instagram @CopperDrift.
 Доволен покупкой.
Доволен покупкой. Я всегда получаю комплименты по этому поводу.
Я всегда получаю комплименты по этому поводу. 5″ | Латунная горелка | Горшок с мазком | Викканский | Языческий | Метафизический | Колдовство
5″ | Латунная горелка | Горшок с мазком | Викканский | Языческий | Метафизический | Колдовство Соответствует картинке, если немного меньше, чем ожидалось. Сделал прекрасный подарок.
Соответствует картинке, если немного меньше, чем ожидалось. Сделал прекрасный подарок.
 Or just write something catchy.» data-use-inplace-input=»1″ data-add-class=»normal story-headline-edit-link»> Добро пожаловать в эклектичное пространство Copper Drift
Or just write something catchy.» data-use-inplace-input=»1″ data-add-class=»normal story-headline-edit-link»> Добро пожаловать в эклектичное пространство Copper Drift
 Узнать больше о чемоданах
Узнать больше о чемоданах Если товар не возвращается в исходном состоянии, покупатель несет ответственность за любую потерю стоимости.
Если товар не возвращается в исходном состоянии, покупатель несет ответственность за любую потерю стоимости.
 gif»>
gif»> Представьте, что вы стоите в точке X с секундомером и отсчитываете протекающий заряд. (Надо представить, что все электроны движутся с одинаковой скоростью, v.) Посмотрим, что произойдет с электроном, выделенным красным.
Представьте, что вы стоите в точке X с секундомером и отсчитываете протекающий заряд. (Надо представить, что все электроны движутся с одинаковой скоростью, v.) Посмотрим, что произойдет с электроном, выделенным красным.
 gif»>
gif»>


 Модель представляет собой куб из восьми атомов в углах и шести атомов , расположенных в центре граней (6 граней). Каждый атом данной кристаллической решетки имеет координационное число 12. Самородная медь встречается в виде пластинок, губчатых и сплошных масс, нитевидных и проволочных агрегатов, а также кристаллов, сложных двойников, скелетных кристаллов и дендритов. Поверхность часто покрыта плёнками “медной зелени” (малахит), “медной сини” (азурит), фосфатов меди и других продуктов её вторичного изменения.
Модель представляет собой куб из восьми атомов в углах и шести атомов , расположенных в центре граней (6 граней). Каждый атом данной кристаллической решетки имеет координационное число 12. Самородная медь встречается в виде пластинок, губчатых и сплошных масс, нитевидных и проволочных агрегатов, а также кристаллов, сложных двойников, скелетных кристаллов и дендритов. Поверхность часто покрыта плёнками “медной зелени” (малахит), “медной сини” (азурит), фосфатов меди и других продуктов её вторичного изменения. Этот цветовой оттенок объясняется наличием электронных переходов между заполненной третьей и полупустой четвёртой атомными орбиталями: энергетическая разница между ними соответствует длине волны оранжевого света. Тот же механизм отвечает за характерный цвет золота.
Этот цветовой оттенок объясняется наличием электронных переходов между заполненной третьей и полупустой четвёртой атомными орбиталями: энергетическая разница между ними соответствует длине волны оранжевого света. Тот же механизм отвечает за характерный цвет золота. Большая часть медной руды добывается открытым способом. Содержание меди в руде составляет от 0,3 до 1,0 %. Мировые запасы в 2000 году составляли, по оценке экспертов, 954 млн т, из них 687 млн т — подтверждённые запасы, на долю России приходилось 3,2 % общих и 3,1 % подтверждённых мировых запасов. Таким образом, при нынешних темпах потребления запасов меди хватит примерно на 60 лет.
Большая часть медной руды добывается открытым способом. Содержание меди в руде составляет от 0,3 до 1,0 %. Мировые запасы в 2000 году составляли, по оценке экспертов, 954 млн т, из них 687 млн т — подтверждённые запасы, на долю России приходилось 3,2 % общих и 3,1 % подтверждённых мировых запасов. Таким образом, при нынешних темпах потребления запасов меди хватит примерно на 60 лет. Массы отдельных скоплений самородной меди достигают 400 тонн. Крупные промышленные месторождения самородной меди вместе с другими медьсодержащими минералами формируются при воздействии на вулканические породы (диабазы, мелафиры) гидротермальных растворов, вулканических паров и газов, обогащенных летучими соединениями меди (например, месторождение озера Верхнее, США).
Массы отдельных скоплений самородной меди достигают 400 тонн. Крупные промышленные месторождения самородной меди вместе с другими медьсодержащими минералами формируются при воздействии на вулканические породы (диабазы, мелафиры) гидротермальных растворов, вулканических паров и газов, обогащенных летучими соединениями меди (например, месторождение озера Верхнее, США). Это позволяет применять её в различных теплоотводных устройствах, теплообменниках, к числу которых относятся и широко известные радиаторы охлаждения, кондиционирования и отопления.
Это позволяет применять её в различных теплоотводных устройствах, теплообменниках, к числу которых относятся и широко известные радиаторы охлаждения, кондиционирования и отопления.
 Это связано с кристаллической структурой меди. Атомы меди расположены в гранецентрированной кубической решетке, то есть атомы меди расположены в каждом углу куба, а также в центре куба.
Это связано с кристаллической структурой меди. Атомы меди расположены в гранецентрированной кубической решетке, то есть атомы меди расположены в каждом углу куба, а также в центре куба. 
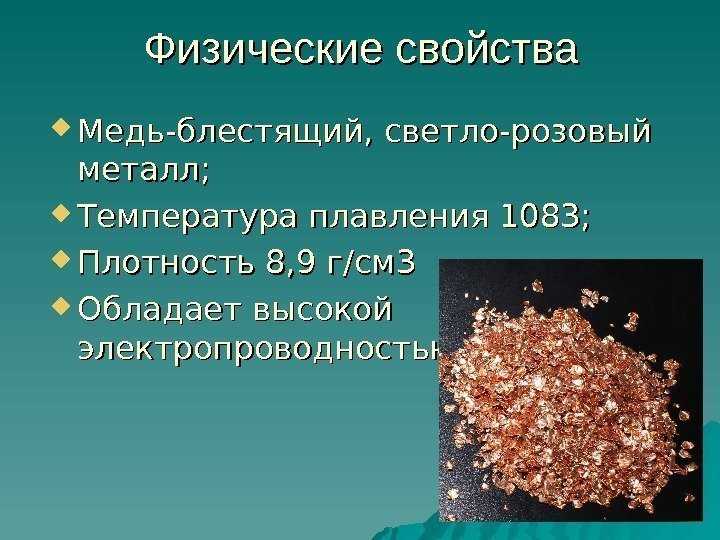
 ломаются под воздействием напряжения.
ломаются под воздействием напряжения.
 youtube.com/embed/WSRqJdT2COE» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/WSRqJdT2COE» frameborder=»0″ allowfullscreen=»allowfullscreen»>  , и это можно сделать, не нарушая непрерывности частиц, из которых состоит масса. Такое утверждение может показаться невероятным, но теперь я буду перечислять многое, связанное с металлом! Я гораздо более чудесен, чем то, что я сказал о металле, и даже более странен, чем изменение в тесте. при перегоне состояния бисквита от процесса выпечки.
, и это можно сделать, не нарушая непрерывности частиц, из которых состоит масса. Такое утверждение может показаться невероятным, но теперь я буду перечислять многое, связанное с металлом! Я гораздо более чудесен, чем то, что я сказал о металле, и даже более странен, чем изменение в тесте. при перегоне состояния бисквита от процесса выпечки.
 Текучесть действия, происходящего при чеканке соверена или другого койла, очень очевидна. Этот процесс не является простой штамповкой, как его обычно считают, но частицы золота действительно должны течь таким же образом, как жидкость, из одной части штампа в другую, чтобы заполнить более глубокие слои. углубления штампа из неглубокой части пространства, и таким образом образуют совершенную монету из проникающего повсюду прилива золота. Однако, поскольку золото не является одним из самых распространенных металлов прикладной механики, его присутствие в мастерской встречается реже, чем некоторые другие, уже перечисленные bsen.
Текучесть действия, происходящего при чеканке соверена или другого койла, очень очевидна. Этот процесс не является простой штамповкой, как его обычно считают, но частицы золота действительно должны течь таким же образом, как жидкость, из одной части штампа в другую, чтобы заполнить более глубокие слои. углубления штампа из неглубокой части пространства, и таким образом образуют совершенную монету из проникающего повсюду прилива золота. Однако, поскольку золото не является одним из самых распространенных металлов прикладной механики, его присутствие в мастерской встречается реже, чем некоторые другие, уже перечисленные bsen.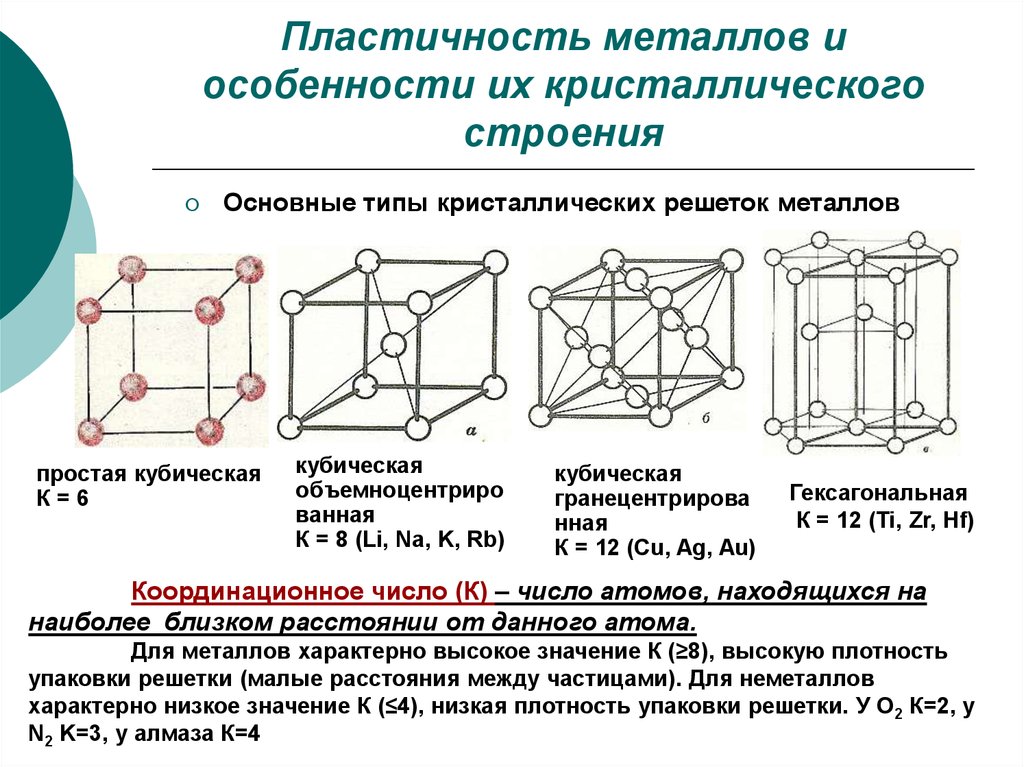 1) поясняет природу устройства, используемого для распыления этих металлов в твердом состоянии. Представляет собой мощный шприц, наполненный твердым металлом, с давлением o;]. поршень варьируется в зависимости от размеров; в некоторых требуется сила две тысячи тун. В более ранних машинах устройство было точно таким же, как и в обычном шприце, как показано на рис. 1, но было обнаружено, что жидкость создавала давление металла внутри шприца. такое чрезмерное трение о внутреннюю поверхность, что несколько частей быстро изнашиваются; но благодаря небольшой модификации, более соответствующей здравым принципам, недостаток был устранен.
1) поясняет природу устройства, используемого для распыления этих металлов в твердом состоянии. Представляет собой мощный шприц, наполненный твердым металлом, с давлением o;]. поршень варьируется в зависимости от размеров; в некоторых требуется сила две тысячи тун. В более ранних машинах устройство было точно таким же, как и в обычном шприце, как показано на рис. 1, но было обнаружено, что жидкость создавала давление металла внутри шприца. такое чрезмерное трение о внутреннюю поверхность, что несколько частей быстро изнашиваются; но благодаря небольшой модификации, более соответствующей здравым принципам, недостаток был устранен. Таким образом, можно заметить, что свинцовый или оловянный стержень можно выдавливать любой формы и размеров в зависимости от матрицы или отверстия. В Королевском арсенале можно увидеть свинец, разбрызгиваемый таким образом в непрерывный стержень, а затем намотанный на катушки, как пряжа. снова разматываться и превращаться в пули с помощью самодействующей прессующей машины; но все несколько процессов полностью обусловлены свойством текучести. Мужской механизм очень подчинен, может. варьироваться в любой степени, как того могут потребовать обстоятельства,
Таким образом, можно заметить, что свинцовый или оловянный стержень можно выдавливать любой формы и размеров в зависимости от матрицы или отверстия. В Королевском арсенале можно увидеть свинец, разбрызгиваемый таким образом в непрерывный стержень, а затем намотанный на катушки, как пряжа. снова разматываться и превращаться в пули с помощью самодействующей прессующей машины; но все несколько процессов полностью обусловлены свойством текучести. Мужской механизм очень подчинен, может. варьироваться в любой степени, как того могут потребовать обстоятельства, полотно листового свинца, или листовой свинец можно раскатывать роликами. В обоих случаях приходится совершать одну и ту же механическую работу; соответствующее трение является спорным моментом.
полотно листового свинца, или листовой свинец можно раскатывать роликами. В обоих случаях приходится совершать одну и ту же механическую работу; соответствующее трение является спорным моментом.
