Основные характеристики и свойства электродов для ручной дуговой сварки
Ручная дуговая сварка используется для решения бытовых и профессиональных задач. При этом результат ее применения зависит не только от мастерства сварщика, но и от расходных материалов. В настоящее время насчитываются десятки производителей, которые выпускают различные марки электродов. По ряду признаков их можно разделить на несколько видов.
Как устроен электрод
Электрод представляет собой металлический сердечник, покрытый специальным составом, который называется «обмазкой». В процессе работы сердечник плавится и вместе с металлом изделия формирует шов. Обмазка в это же время сгорает с образованием газа, который необходим для защиты сварочной зоны от вредного влияния воздуха (речь идет прежде всего об отрицательном воздействии на расплавленный металл кислорода и азота).
Ручная дуговая сварка
Какие задачи решает электрод?
В целом электроды решают сразу несколько задач:
Вещества, которые входят в состав покрытия, характеризуются низкой величиной потенциала ионизации. В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
Обмазка электродов не только создает газовое облако во время сгорания, но также участвует в образовании поверх сварного шва слоя шлака. Он выполняет защитную функцию и одновременно снижает скорость охлаждения расплавленного металла. Благодаря этому создаются благоприятные условия для удаления из шва нежелательных примесей или неметаллических включений.
Важным условием получения качественных швов является отсутствие в них кислорода. Поэтому в состав покрытия электрода входят специальные вещества – раскислители. В процессе сварки они вступают в химическую реакцию с кислородом и «связывают» его.
Еще одна важная функция – легирование металла шва рядом элементов с целью улучшения его свойств. Для этого в состав электрода входят хром, кремний, марганец, титан и др.
Назначение электродов
Само название «электрод» возникло от двух греческих слов: elektra и hodos. Они переводятся как «электричество» и «дорога».
Виды покрытий электродов
Электродные покрытия могут иметь разный состав. От них зависит стабильность горения дуги, вязкость шлака и расплавленного металла, поведение металла при переходе в сварочную ванну и другие параметры. Насчитывается несколько видов покрытий.
Рутиловое
Основным элементом рутилового покрытия является диоксид титана. При применении таких электродов уменьшается разбрызгивание металла, повышается его текучесть и формируется обильный слой шлака, который затем легко отделяется. Швы получаются ровными, а повторное зажигание дуги заметно облегчается. При этом электроды плохо поддаются сушке и при их использовании высок риск образования пор. Они подходят для работы на постоянном и переменном токе. С помощью рутиловых электродов удобно сваривать низкоуглеродистые стали небольшой толщины.
Целлюлозное
В состав покрытия входит целлюлоза, а также ферросплавы кремния и магния. Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Основное
Основными элементами покрытий электродов этого вида являются карбонаты кальция и магния: магнезит, доломит или мрамор. Они обеспечивают механическую прочность, высокую пластичность и химическую чистоту металла шва. Сварочные работы могут выполняться в любых пространственных положениях. Электроды с таким видом покрытия допускается применять при изготовлении ответственных конструкций. При этом швы получаются довольно грубыми, шлак удаляется с трудом, а электрическая дуга отличается неустойчивостью. Электроды с основным покрытием больше подходят для опытных сварщиков. Кроме того, они отличаются высокой гигроскопичностью и легко впитывают влагу, поэтому нуждаются в особом внимании при хранении. Их использование оптимально на постоянном токе обратной полярности.
Кислое
В состав кислого покрытия входят оксиды марганца и железа. Эти элементы обеспечивают стабильность дуги и легкое отделение шлака, но металл в сварочной ванне становится слишком жидким. По этой причине электроды с кислым покрытием подходят для выполнения только горизонтальных швов. При их использовании возможно поддержание высокой скорости работы, но существует риск образования подрезов или трещин. Кроме того, электроды нельзя сушить при высокой температуре, поэтому в них может содержаться влага, ухудшающая качество швов. Дополнительно следует отметить, что кислое покрытие считается наиболее опасными для здоровья. Такие электроды можно использовать на постоянном и переменном токе.
Электроды с разным покрытием
Электроды для разных видов сталей
Для получения качественных швов химический состав сердечника электрода должен быть схож с химическим составом свариваемого металла. По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
Пространственное положение
Насчитывается пять основных пространственных положений электродов, в которых можно вести сварочные работы:
Нижнее горизонтальное считается самым удобным и производительным. Его частным случаем является положение «в лодочку».
Тавровое похоже на нижнее горизонтальное, но требует большего мастерства сварщика. В этом случае возможно образование подрезов на вертикальной поверхности и наплывов на горизонтальной.
Горизонтальное положение электрода на вертикальной поверхности считается достаточно сложным. Для его применения на практике чаще всего выполняется скос на верхней кромке соединяемых элементов.
Вертикальные швы могут вариться двумя способами: на подъем или на спуск. В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
Потолочное пространственное положение считается самым сложным. Оно не подходит для соединения тонких элементов и используется только при невозможности выполнения сварочных работ другим способом.
Производители в обязательном порядке указывают, в каких пространственных положениях с помощью электродов можно вести сварочные работы.
Пространственные положения электрода
Важность шлака
Шлак, образующийся во время ручной дуговой сварки, делится на два вида: «длинный» и «короткий». У первого вязкость при понижении температуры возрастает медленно. По этой причине электроды с покрытиями, образующими «длинные» шлаки, не подходят для сварки в вертикальных и потолочных пространственных положениях. У «коротких» шлаков вязкость возрастает значительно быстрее, поэтому они эффективно препятствуют вытеканию жидкого металла из сварочной ванны. Такой результат дают электроды с основным или рутиловым покрытием.
Род и полярность тока
Сварочные работы могут выполняться на переменном или постоянном токе. Первый вариант менее желателен. Он приводит к повышенному разбрызгиванию расплавленного металла, а сам шов получается менее аккуратным и качественным. При использовании постоянного тока может применяться прямая и обратная полярность.
Прямая полярность
К положительному полюсу подключается деталь, а к отрицательному – держатель электрода. В этом случае большему нагреву подвергается именно деталь. По этой причине прямая полярность используется при сварке металлов, имеющих высокую температуру плавления или значительную толщину.
Обратная полярность
При применении обратной полярности деталь подключается к отрицательному полюсу, а электрод – к положительному. В этом случае больше нагревается электрод, а работа в целом выполняется в щадящем режиме. Обратная полярность оптимальна для сварки тонколистовых деталей или нержавеющей стали.
Свойства электродов
Под свойствами электродов подразумеваются три их составляющие:
Физические свойства покрытия. К ним относятся коэффициенты объемного и линейного расширения, газопроницаемость, плотность, вязкость, теплоемкость, температура затвердевания и плавления.
Химические свойства покрытия. Под ними подразумевается способность обмазки легировать и раскислять расплавленный металл.
Механические свойства металла шва. К ним относятся твердость, ударная вязкость, удлинение, пластичность, коррозионная стойкость и твердость.
В каталоге или паспорте для каждой марки электродов производители указывают их наиболее важные характеристики.
Прокалка электродов
Обмазка сварочных электродов способна впитывать влагу из воздуха. В этом случае влажное покрытие горит неравномерно и плохо плавится. В результате затрудняется проведение сварочных работ, а образовавшиеся швы могут иметь дефекты в виде трещин или пор. Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Мы рассказали об основных видах электродов. Эта информация поможет вам с большей точностью подобрать необходимую марку для конкретного вида работ и получить качественные швы.
Поделитесь с друзьями:
Сварочные электроды МР-3. Описание, характеристики
Сфера применения электродов марки MP-3 – выполнение дуговой ручной сварки. Они входят в число наиболее востребованных подобных изделий в данном сегменте современного рынка. Ими сваривают элементы ответственных конструкций самых разнообразных типов, начиная с трубной арматуры и трубопроводных магистралей, включая котлы и крупные резервуары-цистерны, и заканчивая подъемно-транспортными агрегатами. В быту электроды MP-3 тоже находят широкое применение. Домашние мастера и непрофессиональные сварщики не испытывают при работе с ними особые трудности.
Характеристики
Регламентируют производство электродов MP-3 Государственные стандарты под номерами 9467 и 9466 от 1975 года. По классификации, утвержденной положениями первого нормативного документа, эти изделия относятся к типу, который принято обозначать так: Э46. В тексте ГОСТа 9467-75 указано, какие стали конструкционные допускается сваривать такими электродами. Это, в частности, металлы:
с большим – до 99 процентов – содержанием железа (элемент Fе), углерода (элемент С) до 2,07 процента и не имеющие легирующих примесей. Это – сплавы углеродистые;
в которых суммарное содержание легирующих добавок– не считая элемента С – меньше 2,5 процента. Это уже стали малолегированные.
Но основной тезис, касающийся применимости электродов типа Э46, формулируется в данном стандарте следующим образом: использовать их нужно, когда металлическая основа сварочного шва должна соответствовать повышенным требованиям к показателю ударной вязкости и уровню пластичности. Кроме того, эти металлы должны удовлетворять еще одному важному условию: величина их временного сопротивления воздействию нагрузки на разрыв должна быть ниже отметки 50 кгс/кв. мм (приблизительно 490,3 МПа).
Можно осуществлять электродами MP-3 сварку пластин толщиной (обозначение W), принимающей значение из диапазона 3,0 мм≤W≤20,0 мм. Производятся данные изделия из стальной холоднотянутой проволоки марки Cв-08 диаметром (обозначение Д), изменяющимся в пределах 3,0 мм≤Д≤6,0 мм. На основе значения диаметра стрежня (D) проводится классификация самих электродов. Он тоже изменяется в диапазоне 3,0 мм≤D≤6,0 мм. В соответствии с данным параметром варьируется длина изделий (L). Так, при:
· 2,0 мм≤D≤3,0 мм длина электрода L=350,0 мм;
· 4,0 мм≤D≤6,0 мм длина изделия L=450,0мм.
Эксплуатационные характеристики электродов MP-3 определяются свойствами нанесенного на них покрытия, состоящего, преимущественно, из двуокиси титана (формула ТіО2). Его общепринятое название – рутиловое.
Маркировка
Для понимания специфики применения электродов MP-3 необходимо уметь правильно расшифровывать их маркировку. Приведем конкретный пример, когда на упаковке имеется следующая буквенно-цифровая последовательность: Э46-MP-3-4-УД2 E 430(3)-P26.
Э46 – это тип изделий. О его особенностях речь шла выше.
MP-3 – обозначение марки электродов.
Цифра «4». Указывает диаметр изделий.
Литера «У» информирует о предназначении данных электродов для сварки малолегированных сталей, а также сталей углеродистых, устойчивых к воздействию нагрузки, работающей на разрыв, не превышающей отметку 60 кгс/кв. мм.
Буква «Д» говорит о толщине покрытия. Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.
Буква «Е». Данной литерой на международном уровне принято обозначать электроды плавящиеся с покрытием.
Число «43» – это предел прочности металла сформированного шва при воздействии нагрузки, работающей на разрыв.
Цифра «0» отображает величину относительного удлинения – меньше 20%.
Цифра «3» указывает температуру шва (обозначение Т), при которой показатель его ударной вязкости не опускается ниже отметки 34 Дж/см2. В данном случае Т= -20℃.
Литера «P» говорит, что покрытие рутиловое.
Цифра «2» информирует сварщика о допустимом положении в пространстве электрода – оно может быть любым, кроме вертикального с перемещением сверху-вниз.
Цифра «6» означает, что напряжение х.х. (имеется в виду холостого хода) сварочного агрегата должно колебаться возле отметки 70 вольт с допуском плюс/минус 10 процентов, то есть не меньше 63 вольт и не больше 77 вольт.
Условия хранения и прокаливание
Хранить электроды модели MP-3 необходимо в определенных условиях. Помещение должно быть отапливаемым с температурой Т>15℃ и влажностью воздуха, не превышающей 40%. Размещаться упаковки с этими изделиями должны на паллетах либо стеллажах. Так будет исключен нежелательный контакт с несущими стенами и полом.
Когда сварочные работы ведутся на открытом пространстве, нужно предпринять меры, предотвращающие попадание атмосферных осадков на коробки с электродами. Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.
При соблюдении вышеуказанных условий, прокаливать эти изделия перед использованием не нужно. Рутиловое покрытие не теряет в таком случае свои отличные эксплуатационные характеристики. Но если контакт электродов MP-3 с влагой все-таки был, их нужно подвергнуть прокаливанию при температуре 100℃≤Т≤150℃ на протяжении одного-двух часов.
Особенности изделий марки MP-3
Электродам марки MP-3 присущи такие технологические характеристики:
легкое зажигание сварочной электродуги. Ей характерно устойчивое горение;
сформировать сварной шов особых трудностей не составляет даже начинающему сварщику;
степень разбрызгивания расплавленного металла минимальная;
корка застывшего шлака на поверхности созданного шва без сложностей отделяется;
повторное зажигание электродуги не вызывает трудностей;
высокий уровень производительности работ, связанных со сваркой, не в ущерб качеству сформированного шва.
Особого подхода требуют настройки сварочного тока. Значение этого параметра (обозначение Iсв.) определяется двумя факторами: расположением в пространстве формируемого шва и диаметром электрода (обозначение Дэ.). Так, для изделий с
Дэ.= 6,0 мм на токе, изменяющемся в пределах 300,0 А≤Iсв.≤360,0 А, выполняются исключительно нижние швы;
Дэ.= 5,0 мм: нижние швы формируются при токе 180,0 А≤Iсв.≤260 А; швы вертикальные на токе 160,0 А≤Iсв.≤200,0 А;
Дэ.= 4,0 мм: формирование потолочных швов выполняется при токе 140,0 А≤Iсв.≤180,0 А; нижних – на токе 160,0 А≤Iсв.≤220,0 А; швов вертикальных — 140,0 А≤Iсв.≤180,0 А;
В число важных характеристик электродов входит их общий вес, необходимый для наплавления определенного объема металла формируемого сварного шва. Например, у изделий диаметром Дэ.=4,0 мм марки MP-3 эти цифры выглядят так: на наплавку 1 килограмма металла требуется 1,7 килограмма таких электродов. Производительность работ при этом обеспечивается на уровне 1,7 килограмм в час с коэффициентом наплавления, равным 8,50 грамм/А-ч. Следует знать, что коэффициент наплавки обычно меньше этого показателя процесса расплавления электродов. Вызвано данное явление потерями металла в ходе выполнения сварочных работ.
Особенности электродов марок MP-3 и MP-3c
Изделия обеих марок предоставляют возможность производить сварку короткими прихватками, а также выполнять ее длинной дугой. Благодаря их техническим характеристикам необходимость в предварительной подготовке предполагаемого к сварке металла отсутствует. На его поверхности допустимо присутствие:
Электроды марок MP-3 и MP-3c можно применять при необходимости выполнения сварочных работ по уже имеющемуся зазору. Величина тока должна быть в их ходе по возможности минимальной, иначе в создаваемом шве начнут образовываться поры.
Помимо этих электродов сегодня активно применяются расходники марки MP-3м. Отличаются они видом покрытия: у них оно рутилово-ильменитовое. На электродах MP-3c присутствует обмазка, насыщенная дополнительными ионизирующими примесями. Характеристики электродов всех трех марок – MP-3, MP-3м и MP-3c – во многом схожи и едва ли не полностью идентичны.
Покрытие последних изделий обеспечивает легкое зажигание сварочной электродуги. Эта особенность предоставляет возможность задействовать для работы источники тока малой мощности. Электроды MP-3c характеризуются большей экологичностью. Когда они сваривают, в окружающую среду выбрасываются вредные вещества в объеме, меньшем по сравнению с MP-3 (у MP-3 марганца 1,25 грамм, а у MP-3c в 2 раза меньше – 0,6 грамм). Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.
Ведущие отечественные производители
На рынке расходных сварочных материалов встречается продукция различного качества, к сожалению, не всегда самого лучшего. Чтобы не столкнуться с проблемами, приобретать электроды рекомендуется, выпущенные только производителями, являющимися общепризнанными лидерами в данном сегменте промышленности. Назовем лишь некоторые бренды.
Прежде всего – это Магнитогорский Электродный Завод (сокращенно MЭЗ). Высококвалифицированные сотрудники входящей в его структуру специализированной лаборатории разработали марку «MP-3 Люкс». Эти изделия отличают улучшенные технические характеристики по отношению к металлу сформированного шва. Они успешно прошли аттестацию экспертами HAKC для применения в технических устройствах следующих групп: CK, ПTO, OXHBП, OTOГ, HГДO, MO, KO, ГДO и ГO.
Также не возникают претензии к электродам марки MP-3, выпускаемым на производственных мощностях Лосиноостровского электродного завода, функционирующего в Москве. Узнаваемость этой продукции обеспечивает тёмно-сине-белая расцветка фирменной упаковки.
В число ведущих отечественных производителей входит Завод Сварочных Материалов из города Судиславль, (сокращенно CЗCM), работающий в Костромской обл. РФ. О высоком качестве изготавливаемых им электродов марки MP-3 говорит факт их поставок такому промышленному гиганту, как «Норильский никель» и некоторым другим компаниям такого же профиля деятельности. На коробках с этими изделиями в обязательном порядке присутствует логотип CЗCM.
Из зарубежных предприятий, специализирующихся на производстве сварочных расходников, стоит выделить шведскую компанию ЕSАВ со штаб-квартирой в Гетеборге. Основана она была в 1904 году и по праву считается сегодня лидером мирового рынка электродов.
Заключение
Электроды марки MP-3 могут иметь разный цвет. Это зависит от двух факторов. Первый – тип покрытия. Рутиловая обмазка, в основе которой находится диоксид титана (ТіО2) может обладать красным колером. Второй фактор – особенности производства. Так, от различных заводов электроды MP-3 имеют, помимо красного, еще зеленый, синий и, нередко, привычный серый цвет.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Характеристики импеданса электрода и эффективности стимуляции хронического кортикального имплантата с использованием новых кольцевых электродов в моторной коре головного мозга крыс
1 Monash Vision Group и кафедра физиологии, Университет Монаш, Клейтон, Виктория 3168, Австралия.[email protected]
PMID:
23819958
DOI:
10.1088/1741-2560/10/4/046010
Абстрактный
Задача:
Кортикальные нейронные протезы с имплантированными массивами электродов использовались для восстановления нарушенных функций мозга, но остаются опасения относительно их долгосрочной стабильности и функциональных характеристик.
Подход:
Здесь мы сообщаем об изменениях импеданса электродов и порогов стимуляции для специально разработанной матрицы электродов, имплантированных в моторную кору крыс на срок до трех месяцев.
Основные результаты:
Массив состоит из четырех электродов длиной 2000 мкм с большой кольцевой стимулирующей поверхностью (7860-15700 мкм(2)), смещенной от проникающего изолированного наконечника. По сравнению со значениями in vitro до имплантации было три фазы изменения импеданса: (1) немедленное значительное увеличение импеданса в среднем в два раза при имплантации; (2) период продолжающегося увеличения импеданса, хотя и со значительной вариабельностью, который достиг пика примерно через четыре недели после имплантации и оставался высоким в течение следующих двух недель; (3) наконец, период 5-6 недель, когда импеданс стабилизировался на уровне, близком к тому, который наблюдался сразу после имплантации. Импеданс часто можно было временно уменьшить, применяя короткие серии стимуляции током, используемые для стимуляции двигательной активности. Порог стимуляции, вызывающий наблюдаемое двигательное поведение, обычно составлял 75-100 мкА, а плотность заряда варьировалась от 48-128 мкКл/см(-2), что согласуется с более низкой плотностью тока, генерируемого электродами с большей площадью стимулирующей поверхности. Систематического изменения порогов с течением времени не происходило, что свидетельствует о том, что функциональность устройства не была нарушена факторами, вызвавшими изменения импеданса электродов.
Значение:
Настоящие результаты обеспечивают поддержку использования кольцевых электродов в будущих приложениях в протезах коры головного мозга.
Похожие статьи
Надежность сигналов от хронически имплантированной матрицы электродов на основе кремния в первичной моторной коре головного мозга приматов.
Сунер С., Товарищи М.Р., Варгас-Ирвин С., Наката Г.К., Донохью Д.П. Сунер С. и др. IEEE Trans Neural Syst Rehabil Eng. 2005 Декабрь; 13 (4): 524-41. дои: 10.1109/ТНСРЕ.2005.857687. IEEE Trans Neural Syst Rehabil Eng. 2005.
PMID: 16425835
Всесторонняя характеристика и режимы отказа вольфрамовых микропроводных массивов в хронических нервных имплантатах.
Прасад А., Сюэ К.С., Санкар В., Нисида Т., Шоу Г., Стрейт В.Дж., Санчес Дж.К. Прасад А и др. Дж. Нейронная инженерия. 2012 Окт;9(5):056015. дои: 10.1088/1741-2560/9/5/056015. Epub 2012, 25 сентября. Дж. Нейронная инженерия. 2012.
PMID: 23010756
Распределение плотности тока, распределение поля и анализ импеданса сегментированных электродов для глубокой стимуляции мозга.
Вэй XF, Гриль WM. Вэй XF и др. Дж. Нейронная инженерия. 2005 декабрь; 2(4):139-47. дои: 10.1088/1741-2560/2/4/010. Epub 2005 9 ноября. Дж. Нейронная инженерия. 2005.
PMID: 16317238
Сравнительный механический анализ электродов для глубокой стимуляции мозга.
Драз Х.Х., Габран СРИ, Баша М., Мостафа Х., Абу-Элязид М. Ф., Заки А. Драз Х.Х. и соавт. Биомед Инж Онлайн. 2018 сен 18;17(1):123. doi: 10.1186/s12938-018-0557-6. Биомед Инж Онлайн. 2018.
PMID: 30227862 Бесплатная статья ЧВК.
Обзор.
Физиологические проблемы для интракортикальных электродов.
Гротуис Дж., Рэмси Н.Ф., Рамакерс Г.М., ван дер Плассе Г. Groothuis J, et al. Мозговой стимул. 2014 янв-февраль;7(1):1-6. doi: 10.1016/j.brs.2013.07.001. Epub 2013 2 августа. Мозговой стимул. 2014.
PMID: 23941984
Обзор.
Посмотреть все похожие статьи
Цитируется
Интерфейсы мозговой машины для восстановления зрения: текущее состояние кортикального визуального протезирования.
Никетегад С., Пуратиан Н. Никетегад С. и др. Нейротерапия. 2019 Январь; 16 (1): 134-143. doi: 10.1007/s13311-018-0660-1. Нейротерапия. 2019.
PMID: 30194614 Бесплатная статья ЧВК.
Обзор.
Прогресс в клинической разработке и использовании зрительных протезов: обновление.
Брандли А., Луу К.Д., Гаймер Р.Х., Эйтон Л.Н. Брандли А. и соавт. Глазной мозг. 2016 11 мая; 8:15-25. DOI: 10.2147/EB.S70822. Электронная коллекция 2016. Глазной мозг. 2016.
PMID: 28539798 Бесплатная статья ЧВК.
Обзор.
Ультрамягкие нейронные электроды из микропроволоки улучшают хроническую интеграцию тканей.
Du ZJ, Kolarcik CL, Kozai TDY, Luebben SD, Sapp SA, Zheng XS, Nabity JA, Cui XT. Ду З.Дж. и др. Акта Биоматер. 2017 15 апр; 53:46-58. doi: 10.1016/j.actbio.2017.02.010. Epub 2017 6 февраля. Акта Биоматер. 2017.
PMID: 28185910 Бесплатная статья ЧВК.
Модель грызунов для оценки долгосрочной безопасности и эффективности электродов для регистрации периферических нервов.
Васудеван С., Патель К., Велле С. Васудеван С. и др. Дж. Нейронная инженерия. 2017 Feb;14(1):016008. дои: 10.1088/1741-2552/14/1/016008. Epub 2016 9 декабря. Дж. Нейронная инженерия. 2017.
PMID: 27934777 Бесплатная статья ЧВК.
Встроенные ультратонкие кластерные электроды для долгосрочных записей в центрах глубокого мозга.
Этемади Л., Мохаммед М., Торбергссон П.Т., Экстранд Дж., Фриберг А., Гранмо М., Петтерссон Л.М., Шоуенборг Дж. Этемади Л. и соавт. ПЛОС Один. 2016 9 мая;11(5):e0155109. doi: 10.1371/journal.pone.0155109. Электронная коллекция 2016. ПЛОС Один. 2016.
PMID: 27159159 Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
Циклические характеристики электрохимически активированных пористых углеродных электродов суперконденсаторов с высокой плотностью энергии в водных электролитах
Циклические характеристики электрохимически активированных пористых углеродных электродов суперконденсаторов с высокой плотностью энергии в водных электролитах
Бен Ся, и
Мун Сек Ким, и
Карло Карраро и а также
Ройя Мабудян* a
Принадлежности автора
*
Соответствующие авторы
и
Кафедра химической и биомолекулярной инженерии, Калифорнийский университет в Беркли, Беркли, Калифорния, США
Электронная почта: maboudia@berkeley. edu
Аннотация
Углеродные суперконденсаторы обычно имеют низкую плотность энергии, но более длительный срок службы по сравнению с батареями. Функционализация поверхности может значительно увеличить накопление заряда за счет обратимых фарадеевских реакций на границе раздела электрод/электролит, явление, известное как псевдоемкость. Однако псевдоемкостные реакции, если они не являются полностью обратимыми, могут способствовать снижению производительности при циклировании. В этом письме мы описываем процедуру электрохимической активации пористого углерода, синтезированного посредством пиролиза фоторезиста , который дает высокую удельную емкость и плотность энергии ~ 250 Ф см -3 и 35 мВт ч см -3 . Мы также продемонстрировали, что выбор водного электролита оказывает значительное влияние как на общую емкость, так и на срок службы, путем сравнения электролитов KCl и H 2 SO 4 .
Уважаемые пользователи, если Вы не уверены в выборе или есть вопросы, то можете связаться с нами по телефону: +7 (495) 108-73-47
Описание
Характеристики
Документация
Инверторный сварочный аппарат Энергия САИ-220 применяется в процессе ручной дуговой сварки постоянным током, электродами диаметром до 5 мм. Это надежный, удобный аппарат соответствующий заявленным характеристикам. Даже неопытный пользователь способен разобраться в просто устройстве прибора.
кабель с клеммой заземления, кабель с электрододержателем, маска сварщика начального уровня, щетка-молоток
Производство:
Россия
Гарантия:
12 месяцев
Габариты
Вес:
5.60 кг
Длина:
34.00 см
Ширина:
12. 50 см
Высота:
24.00 см
Технический паспорт и инструкция на сварочный аппарат Энергия САИ-220
Сварочный аппарат инверторный САИ 220
Инверторный сварочный аппарат Ресанта САИ 220 применяется в ручной дуговой сварке штучными электродами с покрытием, имеет малый вес и небольшие габаритные размеры. Аппарат защищен от перегрева. Сварочный ток регулируется от 10 А до 220 А. Обеспечена надежная защита оператора — класс защиты IP21. Оснащен функциями «ANTI STICK» (антизалипание) и «HOT START» (горячий старт). Построен на IGBT транзисторах.
Ресанта САИ 220 – это высокотехнологичный и надежный инверторный сварочный аппарат, служащий для проведения ручной электродуговой сварки штучными электродами с покрытием. По сравнению со сварочными трансформаторами, он намного проще в настройке и эксплуатации. Компактная конструкция и малый вес аппарата позволяют без проблем переносить его по стройплощадке а также работать в трудно доступных местах. У Ресанта САИ 220 есть удобная ручка для переноски, что позволяет легко его перемещать в любое место.
Сварочный аппарат имеет защиту от перегрева и соответствующий индикатор на передней панели. Аппарат значительно облегчает процесс сварки за счет следующих функций: легкого поджига дуги, антизалипания электрода и высокого значения ВА. Также данные особенности снижают требования к квалификации сварщика. Ресанта САИ 220 экономит энергию за счет высокого КПД преобразования и контролирует процесс сварки при колебаниях напряжения в сети. А использование широтно-импульсной модуляции дает возможность плавно регулировать сварочный ток (от 10А до 220А), что позволяет делать сварные швы высокого качества.
Высокое качество работ Плавная регулировка силы тока от 10 до 220 А обеспечивает точность работ и высокое качество сварного шва.
Долговечность Защиту от внешних повреждений инверторному сварочному аппарату Ресанта САИ 220 обеспечивает прочный металлический корпус.
Ресанта САИ-220 обеспечивает точную установку и высокую стабильность установленных параметров процесса сварки при колебаниях сети.
Обеспечивает экономию электроэнергии за счет высокого КПД преобразования.
Можно выделить простоту настройки и легкость выполнения сварки, относительно традиционных источников трансформаторного типа.
Компактность конструкции, а также небольшой вес аппарата позволяют перемещаться по всей площади производимых работ.
Принцип работы инверторных сварочных аппаратов серии САИ построен на 2-х этапном преобразовании напряжения: переменное напряжение преобразуется в постоянное, которое дальше преобразуется в высокочастотное переменное. Оборудование применяется для сварки стальных элементов, при помощи электродов с покрытием. Имея малый вес и небольшие габариты, сварочный инвертор позволяет с максимальным удобством перемещаться по площадке, на которой производятся сварочные работы. Дополнительная комплектация наплечным ремнем делают аппараты еще более мобильными, позволяя производить работы при помощи строительных лесов, стремянок и лестниц.
Технические характеристики
Диапазон рабочего напряжения, В 220 (+10%;-30%)
Максимальный потребляемый ток, А 30
Напряжение холостого хода, В 80
Напряжение дуги, В 28
Диапазон регулирования сварочного тока, А 10-220
Продолжительность нагружения, % 70% 220A
Максимальный диаметр электрода, мм 5
Класс защиты IP21
Масса, кг 4,9
Сварочный аппарат в Индии — Сварочный аппарат в Гонконге
Сварочный аппарат в Индии стал доступен как никогда. В настоящее время у него есть много вариантов сварочного аппарата, таких как: сварочный аппарат MIG, сварочный аппарат TIG и аппарат для сварки стержнем, которые являются доступными и более точными, менее опасными, а также чистыми в использовании
Некоторые виды известных брендов в Индии, мы следует упомянуть, что сварочный аппарат Esab, сварочный аппарат SAI, … Также мы можем рассмотреть сварочный аппарат Hong Ky других марок. Это лучший сварочный аппарат марки во Вьетнаме, который является лучшим сварочным аппаратом в Индии и его прайс-листами:
Сварочный аппарат, Индия
Сварочный аппарат Esab
Компания Esab India Limited начала свою деятельность в 1987 г. и стала одним из поставщиков сварочных аппаратов и режущих инструментов для различных отраслей промышленности, включая транспорт, судостроение, оффшорную промышленность. строительство… ESAB India Limited начала свою деятельность в 1987 году, приобретя сварочный бизнес Peico Electronics & Electricals Limited (теперь Philips India Limited). Компания продолжила свою экспансию на индийском рынке, купив сварочный бизнес Indian Oxygen Limited в 1991 и Flotech Welding & Cutting Systems Limited в 1992 году, после чего в 1994 году произошло слияние Maharashtra Weldaids Limited. Остальные его акции широко распространены. Компания котируется на фондовых биржах Мумбаи и Национальной фондовой бирже.
Сегодня ESAB India зарекомендовала себя как один из ведущих поставщиков сварочного и режущего оборудования в стране. Продукция ESAB в настоящее время является неотъемлемой частью таких отраслей, как судостроение, нефтехимия, строительство, транспорт, оффшор, энергетика, ремонт и техническое обслуживание.
Инициатива ESAB India по всеобщему управлению качеством привела к получению сертификатов ISO 9000 и ISO 14000 для четырех основных производственных предприятий, расположенных в Калькутте, Ченнаи и Нагпуре. Кроме того, навыки, ноу-хау и ресурсы ее отделов исследований и разработок помогли компании предложить широкий спектр продуктов мирового класса для различных областей применения с минимальными затратами.
Сварочный аппарат Sai
Сварочный аппарат Sai , названная Sai Arc India Pvt Ltd, была основана в Ченнаи, Тамил Наду (Индия) в 1997 году и известна производством, поставкой и экспортом широкого спектра сварочных аппаратов и режущих инструментов. Это одна известная клиентоориентированная организация, которая понимает требования наших уважаемых клиентов по всему миру. Полный ассортимент продукции для сварки и резки высоко ценится нашими ценными клиентами по всему миру. Они также имеют дело с кухонными раковинами, умывальниками, умывальниками из нержавеющей стали, кухонными раковинами из нержавеющей стали, кухонными принадлежностями, компонентами автомобильных прессов, автомобильными сварными компонентами, компонентами из листового металла, прессованными компонентами из листового металла, изготовлением стали, изготовлением листового металла, сварочным роботом и т. д. , Благодаря точности размеров, прочным стандартам, идеальному дизайну и коррозионностойкому покрытию, наша продукция пользуется большим спросом во всех странах мира. 0034 Индийский субконтинент, Австралия/Новая Зеландия, Восточная Европа, Центральная Америка, Северная Европа и Южная/Западная Европа и по всему миру.
Сварочный аппарат Hong Ky
Сварочный аппарат Hong Ky e является ведущей компанией, которая производит и продает, экспортирует различные виды механической продукции, включая трансформаторный сварочный аппарат, электронный сварочный аппарат (сварочный аппарат TIG , сварочный аппарат MIG, MMA), аппарат плазменной резки, электродвигатель, сверлильный станок и станки деревообрабатывающие и стальные. Сварочный аппарат Hong Ky имеет более чем 30-летний опыт работы и постепенно внедряет инновационные технологии, а также имеет расширение во многих странах, таких как: регионы АСЕАН, Индия, Европа… Мы инвестируем в серию радикально новых технологических изменений, чтобы идти в ногу с быстрое развитие промышленности в мире
Некоторые из типичных ценой сварочной машины в Индии :
Плазменная сварочная машина в Индии HK40
Входные подключения (V)
.
1 фаза 220 В ± 15 %
Выходная мощность (кВА)
7
Выходная интенсивность (A)
10-1/40
Выходное напряжение (В)
260
Эффективность
60%
Вес (кг)
9
Сварочный аппарат TIG в Индии HK TIG 250
Входное напряжение (В)
1 фаза 220 В ± 15 %
Выходная мощность (кВА)
9,3
Выходная интенсивность (A)
20-250
Выходное напряжение (В)
60-70
Эффективность
60%
Вес (кг)
12
Сварочный аппарат в Индии HK MIG 350I
Входное напряжение (В)
3 фазы 380 В ± 15 %
Выходная мощность (кВА)
13,8
Выходная интенсивность (A)
80-350
Выходное напряжение (В)
48-60
Эффективность
85%
Вес (кг)
37
Сварочный аппарат в Индии Электросварочный аппарат HK 200A
Входное напряжение (В)
1 фаза 220 В ± 15 %
Выходная мощность (кВА)
7
Выходная интенсивность (A)
20 – 200
Выходное напряжение (В)
50 – 70
Эффективность
60%
Вес (кг)
8,5
Однофазные сварочные аппараты и плазменные резаки 220 В для 3-х или 4-х контактных розеток
Все категории/
Все сварочное оборудование/
Источник питания/
220 В, одна фаза
Машины для однофазной сварки и плазменной резки 220 В подключаются к розеткам с 3 или 4 контактами. Это такие же розетки, которые используются для стиральных и сушильных машин, и их напряжение в два раза выше, чем у обычной двухконтактной розетки 110 В. Покупайте однофазные электросварочные аппараты на 220 В популярных брендов, таких как Miller, Victor, Blue Demon и Hobart.
304 шт. найдено
Многофункциональный сварочный аппарат POWER MIG® 215 MPi™
POWER MIG 215 MPi Многофункциональный сварочный аппарат для алюминия One-Pak
Б/у Miller Dynasty 210 DX и педаль управления
Сварочный аппарат Millermatic 252 208/230 В + бесплатный шлем
Система плазменной резки Hypertherm Powermax 30xp
Сварочный аппарат Millermatic 211 с автоматической установкой MIG
Комплект для сварки TIG Miller Diversion 180AC/DC
Millermatic 211 Auto-Set/Small Cart Сварочный аппарат Mig 110/220 В
Система плазменной резки Thermal Dynamics Cutmaster 82 230 В
Система плазменной резки Thermal Dynamics Cutmaster 102 230 В
Miller MULTIMATIC 200 115/230 50/60 Гц 1PH #907518
Резак Miller Spectrum 375 X-TREME 12FT XT30 с X-кейсом
Miller SPECTRUM 625 X-TREME 12FT XT40 TORCH, X-CASE
ESAB Fabricator 186 Сварочный аппарат переменного/постоянного тока
Multimatic 200 упаковок с комплектом TIG (ранее 951586)
Hypertherm Powermax 30 Air 120–240 В CSA с наклейкой Building America
ЭСАБ #W1006313 ArcMaster 141 AC/DC
Сварочный аппарат TIG Miller Dynasty 280 DX
Miller Dynasty 280 DX (Auto-Line 208-575 В) с CPS
Dynasty 280 Dx (с CPS) TIGrunner
Miller Dynasty 280 Dx (с Cps) в комплекте с ножным управлением
Miller Dynasty 280 Dx (с Cps) в комплекте с беспроводной педалью
Комплект Thermal Arc 186 AC/DC с ножным управлением и тележкой
Однофазный источник питания 220 В
Прежде чем перейти к питанию 220 В, давайте обратимся к однофазному питанию. Однофазное (также известное как «1-фазное») питание — это то, что у вас есть в вашем доме. Это двухпроводная цепь переменного тока — один провод питания (фазный провод) и один нулевой провод. Электрический ток протекает между проводом питания и нейтральным проводом. Принимая во внимание, что 3-фазное питание представляет собой трехпроводную цепь питания переменного тока, каждая фаза которой расположена на расстоянии 120 градусов друг от друга. Основным преимуществом 3-фазного питания является подача питания с постоянной скоростью, без пиков и провалов, характерных для 1-фазного питания.
В большинстве домов есть стандартные розетки переменного тока на 110 В. Проще говоря, розетка на 220 В состоит из 2 проводов, объединенных для получения вдвое большего напряжения, чем в розетке на 110 В. Для крупных электроприборов (и сварочных аппаратов на 220 В), нуждающихся в большей мощности, необходима розетка на 220 В. Ваша стиральная машина и сушилка, например, подключены к розеткам 220 В. Вилки для этих приборов представляют собой большие вилки с 3 или 4 контактами в круглом корпусе темного цвета, а розетка, к которой они подключаются, такая же круглая и темного цвета.
Как и следовало ожидать, сварочный аппарат на 220 В будет иметь большую мощность, чем сварочный аппарат на 110 В. Дополнительные 110 В позволяют сварщику на 220 В сваривать более толстые металлы, чем сварщику на 110 В. Если вы ожидаете необходимость сварки металла толщиной более 1/8 дюйма (максимальная мощность сварки большинства сварочных аппаратов на 110 В), вам лучше подойдет машина на 220 В. Важно, чтобы вы выбрали источник питания по источнику питания.
Путаница с номинальным напряжением из-за используемых цифр
Нередко сварочные аппараты на 220 вольт описываются как 230, 240 или 250 вольт. На самом деле они все одинаковые. Различные числа используются для учета периодических изменений в электропитании. Когда электричество проходит по проводке в доме, напряжение колеблется. Иногда выше 220В, иногда ниже. Аналогичным образом, приборы на 110 вольт иногда описываются как 115, 120 или 125 вольт.
Как выглядит розетка на 220 В?
— Больше, чем розетка на 110 В, обычно круглая, черная или темно-коричневая вместо белой.
— Может иметь три или четыре слота, один или несколько из которых обычно располагаются горизонтально или под углом. (Розетки с четырьмя разъемами имеют заземляющий провод.)
— В отличие от розеток 110, которые обычно располагаются парами («дуплексами»), розетки 220 В являются одиночными розетками.
— 3-контактные розетки были стандартом до 1996 г.
— 4-контактные розетки имеют два «горячих» провода и отдельные провода заземления и нейтрали
Почему не все бытовые розетки на 220В?
Две причины: стоимость и безопасность. Медный провод стоит дорого, а для розеток на 110 В его требуется меньше. В цепи 110 В провод обычно имеет калибр 12, а для цепи 220 В требуется калибр 10 или больше. Кроме того, большинству бытовых приборов в доме не требуется 220 В — достаточно больших, таких как сушилка и духовка.
Безопасность также является важным фактором. Случайный удар током от розетки 220 В в два раза болезненнее, чем от розетки 110 В (и даже может привести к летальному исходу). По этим причинам в большинстве домов розетки на 220 В устанавливаются только там, где они действительно необходимы — в прачечной и на кухне.
Идеальное решение для домашнего использования: установите розетку 220 В в гараже
Если электрик установит розетку 220 В в вашем гараже, вы сможете безопасно использовать свой сварочный аппарат в гараже или за его пределами. Стоимость этого варьируется в зависимости от расстояния между розеткой и вашей электрической коробкой, а также от того, подходит ли ваше электропитание для другого выключателя на 50 ампер (большинство сварочных аппаратов на 220 В рассчитаны на 50 ампер). Медный провод стоит около 6 долларов за фут, поэтому длинный путь от розетки до электрической коробки может быстро окупиться. Кроме того, чем больше расстояние, тем больше времени потребуется электрику, чтобы проложить провод, и тем больше вероятность того, что возникнут препятствия.
Вам необходимо модернизировать систему электроснабжения, чтобы добавить розетку на 220 В?
Если в вашем доме есть ток 50 или 100 ампер, вам, скорее всего, придется увеличить его до 150 или 200 ампер. Для этого вам понадобится электрик, и он может стоить от 800 до 3000 долларов, в зависимости от ставок электриков в вашем районе. Однако, если вам нужно обновить электропроводку (вероятный сценарий в любом доме старше 40 лет), работа включает в себя открытие стен для доступа к проводке, а затем ремонт стен. Для дома среднего размера это может стоить до 8000 долларов. Для большого дома с труднодоступными местами стоимость может вырасти до 20 000 долларов и более.
Тогда стоит переосмыслить потребность в сварочном аппарате на 220 В и начать присматриваться к сварочным аппаратам на 110 В или купить генератор для питания сварочного аппарата на 220 В.
Техника и технология ручной дуговой сварки: режимы, параметры
Ручная дуговая сварка стала самым распространенным видом соединения металла, который используется на протяжении нескольких последних десятилетий. За последние годы появляются более новые и эффективные, но они не столь просты и доступны как этот. Для дуговой сварки производится огромное количество разнообразных моделей инверторов и трансформаторов, есть широкий выбор электродов для каждого металла и особенностей его применения.
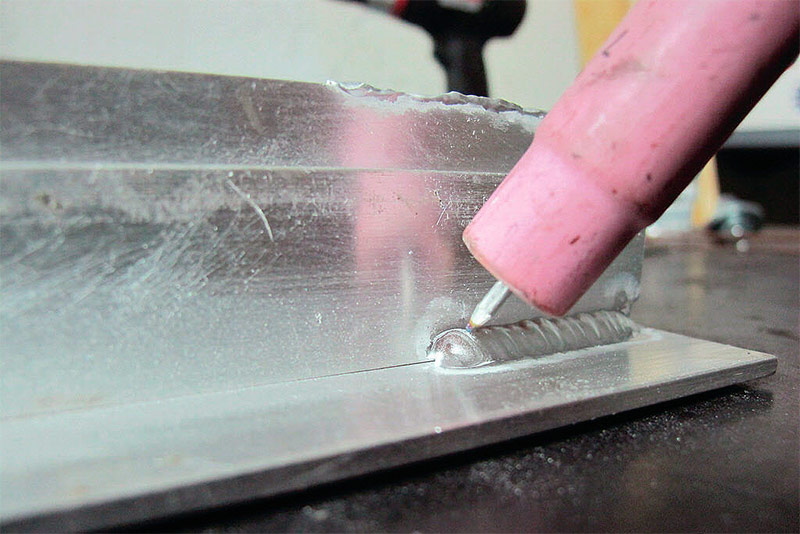
Процесс ручной дуговой сварки
Также стоит упомянуть разнообразие флюсов и прочих материалов, которые призваны сделать сварку более качественной и получить швы повышенной надежности. Это наиболее легкий в освоении метод, что делает его особенно популярным в частном применении. Практически все материалы и инструменты к нему являются доступными и недорогими. Для более сложных процедур, которые выходят за рамки бытового применения, конечно, требуются специальные расходные материалы и особенная методика проведения процесса.
Область применения
Источники питания для ручной дуговой сварки позволяют применять ее практически в любой области. Чаще других она встречается в бытовой сфере, так как может работать от стандартной сети. Качество получаемого шва у нее вполне достаточное для такого типа применения. Помимо этого практически в каждом предприятии, где идет работа с металлом, находится место для использования такой технологии. Лучше всего она подходит для соединения углеродистых сталей.
При создании металлоконструкций, таких как ворота, решетки, заборы и прочее, данный метод является одним из основных. Заводы и предприятия, которые ремонтируют свою технику или создают новую, также имеют в своем арсенале сварочные инверторы и трансформаторы. Совсем не обязательно, что в какой-то сфере они будут единственным способом сварки, так как для простых и менее ответственных соединений данная недорогая технология может оказаться лучше всего.
Зажигание сварочной дуги
Движение электрода при ручной дуговой сварке начинается с розжига электрической дуги. Для этого есть два основных способа. Способ «тычка» основан на том, что нужно создать короткое замыкание при со прикасании торца сварочного электрода с поверхностью основного металла, после чего следует сразу оторвать электрода на такую высоту, чтобы дуга зажглась, но не потухла при этом. Как правило, это расстояние чуть больше диаметра электрода, которым производится сварка, или равное ему. После этого уже проводится непосредственное сваривание. Данный метод достаточно простой, но при этом имеет недостаток. Здесь имеется большая вероятность залипания электрода. Если сила тока меньше положенной, сварщик не успел резко оторвать электрод от поверхности или по другим причинам при розжиге тычком возникает опасность залипания.
Вторым способом розжига является «розжиг чирком», это более сложный, но практически все специалисты без труда его осваивают. Он основан на том, что дуга зажигается во время движения электрода. Конец материала черкается о поверхность основного металла, после чего сразу отрывается. Размер дуги подбирается также как и в первом случае. Основной сложностью здесь является попасть в нужное место начала шва, что очень важно при тонких работах. Для толстых металлов такой точности не требуется.
Схема розжига сварочной дуги
Скорость сварки
Скорость сварки при ручной дуговой сварке подбирается в зависимости от толщины основного металла, а также от размера сварного шва. В основу выбора входит принцип полного заполнения сварочной ванны с заданным углублением расплавленным металлом. Валик должен иметь возвышение над кромками заготовки, что является одним из показателей его правильного формирования. Подрезы и наплывы говорят о том, что параметры режима ручной дуговой сварки были неправильно определены и скорость не соответствует требуемой. Желательно, чтобы скорость продвижения расходного материала позволяла формировать шов, ширина которого до двух раз больше диаметра электрода.
При слишком медленном передвижении электрода образуется масса жидкого металла, которая скапливается перед дугой. Это не дает ей воздействовать на близлежащие кромки, поэтому, нет достаточно уровня приваривания, хотя кажется, что таким образом можно увеличить глубину проварки. Это говорит о то, что следует придерживаться оптимальных режимов.
Быстрое передвижение электрода также может вызвать не проварку, но уже по более явным причинам. Быстрое передвижение создает слишком слабую температуру, которая не позволяет добраться на нужную глубину основного металла, так что шов получается слишком тонкий. После охлаждения, шов может оказаться деформированным, на нем нередко возникают трещины и прочие виды брака.
Если нет четко заданных указаний по конкретному шву, то опытные специалисты могут подбирать все интуитивно. Сварив не один десяток швов, мастер быстро ориентируется и чувствует, как нужно передвигать сварочную ванну, чтобы получилось все максимально качество. Тем не менее, для упрощения определения скорости имеются таблицы с данными, определяющими примерные значения, в зависимости от толщины заготовки.
Толщина металла, мм
Скорость сварки, м/ч
0,5-1
25-45
1,5-2
25-50
3
25-40
4
25-75
5-7
25-60
9-10
20-50
11-20
15-30
Направление перемещения электрода
Режимы сварки для ручной луговой сварки являются лишь залогом минимизации вероятности появления залипаний и прожигов. Основная работа проводится сварщиком вручную и здесь есть свои особенности технологии, связанные в перемещении сварочной ванны. После розжига дуги, вокруг нее образуется масса расплавленного металла. При передвижении электрода, вместе с ним передвигается и ванна расплавленного металла, оставляя за собой сварочный шов. Электрод перемещается вдоль места соединения деталей. Зачастую это является стык. Только вдоль него и должно перемещаться все.
«Важно!
С учетом того, что большинство людей являются правшами, удобнее всего направление слева направо. Для левшей будет более удобным направление наоборот.»
Схемы направления движения электрода
Техника и технология сварки
Для каждого типа соединения может быть своя техника и технология ручной дуговой сварки, но принцип создания шва практически един для каждой техники. Он основан на перемешивании расплавленного металла из электрода с такой же массой основного металла. Чем более однородной будет масса, тем лучше соединение. Техника перемешивается, заключается в колебательных движениях электрода. Они осуществляются по спирали, понемногу продвигаясь вперед, образуя ряд чешуек. Диаметр круговых колебаний составляет, примерно, два диаметра электрода. Движения должны быть равномерными, чтобы поддерживать общую целостность и одинаковую высоту шва.
Заключение
Технология проведения сварочных работ усложняется с каждым новым способом применения ручной дуговой сварки. Если для углеродистых сталей все выглядит очень просто, то при работе с нержавейкой появляется много нюансов, которые касаются как сопутствующих материалов и аппаратов, так и техники создания шва. Но главный принцип остается тем же, так как на нем и основано расплавление металла.
технология ручной дуговой сварки, описание и свойства оборудования
При создании металлических конструкций и соединении отдельных деталей применяются самые различные технологии. Одной из самых востребованных и популярных является ручная дуговая сварка. В настоящее время метод используется вместе с литьем, штампованием и прокатом элементов заготовок. Доступная стоимость и простота в выполнении поставленной задачи сделала подобную технологию более актуальной, чем все остальные. К тому же ручная дуговая сварка полностью вытеснила эксплуатацию дорогих и сложных цельноштампованных изделий.
Как работает электрическая сварка
Разновидности электрической сварки
Плюсы и минусы ручной сварки
Дуга электрической сварки
Действие режима сварки на шов
Как обучиться основам мастерства
Как работает электрическая сварка
Для получения необходимого тепла, которое позволяет осуществить расплавление основного металла и электродного стержня, принято использовать метод образования электрической дуги. Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Для поддержания эффекта электрической дуги электрод и свариваемый элемент постоянно поддаются воздействию электрической энергии от специального прибора. Под воздействием температуры электрической дуги края свариваемой заготовки (вместе с металлом электрода) начинают плавиться. Температурные показатели внутри дуги достигают 4000 градусов Цельсия. В подобной ёмкости происходит соединение металлической заготовки с электродом. В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
Разновидности электрической сварки
В настоящее время электрическая сварка происходит с помощью двух типов электрического тока:
постоянного,
переменного.
В первом случае в качестве источников питания выступают сварочные выпрямители, хотя не исключается применение особых преобразователей. Если говорить о сварке с помощью переменного тока, то в данном случае принято использовать сварочные трансформаторы со специальной конструкцией. В большинстве случаев электрическая дуговая сварка незаменима при эксплуатации плавящегося в дуге электрода. Подобный вариант пользуется большой популярностью и широко распространен.
Его можно использовать для сваривания или наплавления самых различных сталей легированного и углеродного происхождения, чугунного материала, а также многих цветных металлов.
Вы должны понимать, что сварка с помощью постоянного тока уменьшает количество брызг металла на швах. Несмотря на обширный ассортимент типов электрической сварки, самым популярным является применение электродов, причём как плавких, так и угольных (неплавких). Первый вариант подразумевает формирование швов посредством расплавления электрода. Что касается неплавящейся разновидности, то она подразумевает расплавление особой присадочной проволоки, которая вводится непосредственно внутрь сварочной ванночки. Технология ручной дуговой сварки подразумевает плотную стыковку свариваемых краев.
Горение дуги происходит между электродом из неплавких материалов, таких, как уголь или графит, и самой заготовкой. Вводящиеся в область горящей дуги края элементов и присадочный материал прогреваются до определенной температуры и начинают плавиться. В данном случае происходит формирование ванночки, которая состоит из расплавленного металла. По мере кристаллизации металлического элемента происходит образование сварочного шва. Такой метод незаменим при обработке цветных металлов или твердых сплавов.
Если сварку осуществляют с помощью плавящегося электрода, горение электрической дуги происходит таким же образом, как в первом случае. Правда, тогда расплавление электрода совместимо с расплавлением кромок заготовки, что способствует появлению общей ванны, где находится расплавленный металл. В большинстве случаев данное решение задействуется при ручной сварке металла. Кроме многих достоинств, представленных универсальностью и удобством использования, для электросварки характерны и минусы.
Плюсы и минусы ручной сварки
Если вы намерены купить сварочное оборудование, обратите внимание на тот факт, что стоимость такой продукции напрямую зависит от опций и функциональных возможностей. Среди основных функций, которые предусмотрены в моделях ручного типа, выделяют такие:
Возможность проводить сварку во всех пространственных направлениях.
Сварка элементов в труднодоступных местах.
Возможность относительно быстро поменять свариваемый материал.
Обработка различных видов стали, что связано с наличием обширного спектра выпускаемых электродов.
Простота в уходе и эксплуатации. Освоить такое оборудование может любой желающий человек.
Простота транспортировки. За счёт компактных габаритов подобные приборы очень легко транспортируются.
Что касается слабых сторон, то они представлены следующими минусами:
Ряд вредных условий, которые возникают в процессе сварки.
Вероятность низкого качества конечного изделия при недостаточной квалификации оператора.
Низкий коэффициент полезного действия и относительно небольшая производительность, если сравнивать систему с другими сварочными решениями.
Однако, если ответственно подойти к вопросу изучения определенных навыков, вы сможете успешно проводить множество важных мероприятий для своей дачи, гаража или загородного особняка. Как только вы разберетесь с основными принципами технологии дуговой сварки, это откроет вам широкое поле для реализации своей фантазии.
Дуга электрической сварки
После тщательного изучения плюсов и минусов ручного сварочного оборудования можно перейти к осмотру электрических приборов. Перед тем как возбудить дугу, сварщик касается кончиком электрода металлической заготовки, отводя её кончик на 3 миллиметра. Таким образом, начинается вспыхивание дуги, равноудаленная длина которой поддерживается с помощью постепенного опускания самого электрода в меру его плавления. Важно успеть закрыть лицо щитком перед формированием дуги. Другой способ зажигания дуги заключается в проведении кончиком электрода по поверхности заготовки, после чего необходимо увести его на короткое расстояние.
Дугу поддерживают как можно короче. Известно, что короткие дуги уменьшают количество мелких капель, к тому же в таком случае плавление электрода осуществляется в свободном темпе, обеспечивая ровный пучок искр. В таком случае глубина проплавления становится максимально большой.
Если ручной станок не способен выдавать конкретную глубину, то электрод начинает плавиться и окисляться, что приводит к его разгибанию. Из-за этого шов получается неровным и содержит в себе большое количество оксидов.
Вы должны понимать, что длина дуги контролируется с помощью звука, который появляется при горении. Электрическая дуга с определенной длиной издаёт равномерный звук на одном тоне. Если эта деталь слишком длинная, тон становится по-особому резким, а иногда он сопровождается громкими хлопками. Если по каким-либо причинам происходит обрыв дуги, её необходимо повторно возбудить, тщательно заварив провал в месте обрыва. Затем можно продолжить сварку шва.
Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Уровень квалификации и опытность сварщика отыгрывают значительную роль в том, насколько умело происходит зажигание и последующее контролирование длины дуги.
Ведь чем успешнее поддерживается длина, тем выше получается качество швов, а соответственно — прочность самого соединения. Важно научиться правильно манипулировать электродом, перемещая его по линии накладываемого шва для придачи определенной формы.
Действие режима сварки на шов
Что касается размеров получаемого сварочного шва, то они не зависят от таких особенностей, как тип:
угловой.
стыковой.
прочий.
Главная характеристика самого шва — коэффициент его формы при проваре. Речь идёт об отношении ширины шва к глубине. В моделях ручного типа присутствует возможность изменения данного показателя в широком диапазоне. Если уменьшить ширину сварного шва, этот коэффициент существенно поменяется. В свою очередь, рост глубины проплава уменьшает ширину, или наоборот.
Важным параметром сварки является сила тока, т. к. её увеличение повышает глубину проплава, а уменьшение — понижает. Вы должны понимать, что плотные металлические заготовки дают большие показатели при конкретном уровне тока, но ширина самого сварного шва остаётся прежней. Также особое влияние приписывается роду тока. Использование технологий с постоянным электрическим током сужает шов. Это по-особому заметно при эксплуатации высоких значений напряжения (от 30 В). Упоминается, что ручные сварочные аппараты нуждаются в электродах с разным диаметром.
Чем меньше таких элементов используется, тем ниже подвижность горящей дуги, что повышает глубину проплава, но сокращает ширину шва. По этой причине любое уменьшение поперечника электрода приводит к расширению глубины сварочного шва.
Ещё одним важным параметром является напряжение дуги. И хоть оно не влияет на глубину проплава, ширина сварочного шва существенно меняется.
По мере роста напряжения общая ширина сварочного шва растёт. Если показатель снижается, ширина уменьшается. Подобный подход нашёл своё применение в автоматизированных решениях, где необходимо изменять ширину шва в процессе наплавки. Правда, при ручной сварке уровень напряжения меняется не слишком сильно и варьируется в диапазоне 18−22 В. В таком случае ширина сварочного шва практически не меняется. Для изучения базовых тонкостей и принципа технологии необходимо приложить немало усилий.
Как обучиться основам мастерства
Выучить базовые тонкости обращения с ручной сваркой несложно. В настоящее время для этого можно найти множество подробного материала и видеоуроков, которые размещены в свободном доступе. Правда, если вы намерены постичь более глубокие тонкости, то придётся запастись серьезными источниками информации, которые доступны в различных пособиях и дополнительном руководстве.
Если вы новичок и только начинаете разбираться с тонкостями подобного мастерства, начинайте с электродов поперечником 3 мм, т. к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы.
При покупке сварочного аппарата будьте готовы потратить достаточно усилий и времени, чтобы постичь все основы электрической или ручной сварки. В таком случае вы откроете для себя обширные возможности для практического применения оборудования в бытовом строительстве, при ремонте садовых принадлежностей, сборке и разборке металлических конструкций и во многих других направлениях повседневной деятельности.
Если правильно подойти к обучению, вы сможете быстро и эффективно изучить новую отрасль, получив теоретические и практические навыки для продуктивной работы с металлическими заготовками.
Ручная дуговая сварка металлическим электродом (MMA, SMAW или сварка электродом)
Ручная дуговая сварка металлическим электродом была впервые изобретена в России в 1888 году. Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Этот процесс позволяет производить только короткие сварные швы до того, как потребуется вставить новый электрод в держатель сварочного электрода. Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Типы флюсов/электродов
Чтобы зажечь дугу между электродом и основным металлом, например, углеродистой сталью, и получить сварной шов хорошего качества, сварщики должны убедиться, что их сварочные аппараты оснащены подходящими электродами. Стабильность дуги, глубина проплавления, скорость осаждения металла и позиционные возможности в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
Целлюлозный
Рутил
Базовый
Целлюлозные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть грубым, а с жидким шлаком удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
глубокое проникновение во всех положениях
пригодность для вертикальной сварки вниз
достаточно хорошие механические свойства
высокий уровень образования водорода — риск растрескивания в зоне термического влияния (ЗТВ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
умеренные механические свойства металла сварного шва, такие как предел прочности при растяжении
хороший профиль борта из вязкого шлака
Возможна позиционная сварка с жидким шлаком (содержащим фторид)
легко удаляемый шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности:
Наплавленный металл с низким содержанием водорода
требует высоких сварочных токов/скоростей
плохой профиль борта (выпуклый и грубый профиль поверхности)
удаление шлака затруднено
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как от переменного, так и от постоянного тока.
Сварочный ток
Уровень сварочного тока определяется размером электрода — производители рекомендуют нормальный рабочий диапазон и силу тока. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как правило, при выборе подходящего уровня тока электроду требуется около 40 А на миллиметр (диаметр). Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадке, где их можно легко транспортировать с работы на работу. Поскольку они имеют электронное управление, для сварки TIG и MIG доступны дополнительные устройства, которые повышают гибкость. Электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты избавляют от необходимости запекать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке ММА. Сюда входят теоретические и практические занятия, примерно 75% из которых — демонстрации и практические занятия; понимание процессов сварки и фундаментальные базовые знания. Здоровье и безопасность, настройка оборудования, параметры процесса сварки, технологические дефекты и способы их предотвращения, сварочные материалы.
Для получения дополнительной информации нажмите здесь.
Справки
Для получения дополнительной информации о сварке ММА и технических вопросов, пожалуйста, свяжитесь с нами.
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка представляет собой тип сварочного процесса, в котором электрическая дуга создает тепло для плавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным материалом с помощью постоянного (DC) или переменного (AC) тока.
Эта статья является одной из серии часто задаваемых вопросов (FAQ) TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Дуга может направляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и в то же время плавится в сварочной ванне, чтобы подавать присадочный металл к соединению.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагревании дугой до высоких температур, используется защитный защитный газ или шлак, чтобы свести к минимуму контакт расплавленного металла с воздухом. После охлаждения расплавленные металлы затвердевают, образуя металлическую связь.
Какие существуют типы дуговой сварки?
Этот процесс можно разделить на два разных типа; плавящимся и неплавящимся электродами.
Методы с расходуемым электродом
Сварка металлов в среде инертного газа (MIG) и сварка металлов в среде активного газа (MAG)
Также известная как Дуговая сварка металлов в среде защитного газа (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под флюсом или сварка электродом стержень (электрод с флюсовым покрытием) и заготовка, и стержень, и поверхность заготовки расплавляются, образуя сварочную ванну. При одновременном расплавлении флюсового покрытия на стержне образуется газ и шлак, защищающий сварочную ванну от окружающей атмосферы. Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданная в качестве альтернативы SMAW, сварка FCAW использует расходуемый порошковый электрод с непрерывной подачей и источник питания постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Дуговая сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая путь тока между деталью и электродом. Флюс также помогает предотвратить брызги и искры, а также подавляет дым и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW полагается на электрическую дугу, которая начинается до того, как добавление флюса погасит дугу. Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак. Тепло для расплавления кромок проволоки и пластины вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока. Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают вытекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепежную деталь, обычно с фланцем с выступами, которые плавятся для создания соединения, с другим металлическим элементом.
Методы с неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) , используется неплавящийся вольфрамовый электрод для создания дуги и инертного защитного газа. защитить сварной шов и сварочную ванну от атмосферного загрязнения.
ПРОМЫШЛЕННАЯ ЗАПОРНАЯ И РЕГУЛИРУЮЩАЯ АРМАТУРА. ВОПРОС ЭКОНОМИИ СРЕДСТВ СЛУЖБЫ
Важно, также, подчеркнуть, что заслонки, наряду с запирающей,способны выполнять и регулирующую функцию, что позволяет оператору оптимизировать поток и, таким образом, улучшать экономику процессов (такая необходимость возникает на производствах нередко). Конечно же, их применение на передовых предприятиях растет быстрыми темпами. За последние 10 лет в мире ежегодный рост продаж дисковых заслонок на 10-30% опережал рост продаж прочих видов ЗРА за исключением обратных клапанов [1].
И все же, самый распространенный и прописанный в большинстве проектов и регламентах вид запорной арматуры – задвижки клиновые. Чрезвычайно громоздкие, металлоемкие, неуклюжие (с большим временем открытия-закрытия), быстрым износом уплотнительных элементов (межремонтный пробег, как правило, не превышает 5000 циклов), трудоемкие в ремонте и пр. На ряде позиций они пока просто незаменимы. И все же даже по внешнему виду ясно, что такие изделия не могут доминировать в промышленности XXI века.
Чем же можно объяснить тот факт, что стабильно там, где это обусловлено необходимостью (есть такие факторы) и там, где это совершенно неоправданно (особенно с экономической точки зрения), задвижки доминируют в запросах наших предприятий на запорную арматуру!? Объяснением может служить недостаточное внимание к такой «мелочи» как трубопроводная арматура и, связанная с этим, неполная осведомленность об уровне техники, прогрессе в этой сфере, а также консерватизм.Этот консерватизм специалистов на производствах отражается и на макропоказателях: если в мире использование тех же дисковых заслонок превышает 17% от всего объема ЗРА, то у нас этот показатель ниже 10%, а производство заслонок отечественной индустрией не превышает 2% всего объема ЗРА производимой в РФ [2].
ООО «Лортэкс Эко» (ЛЭ) видит свою задачу в презентации и внедрении на производствах новой техники, уже получившей хорошую практику в своих отраслях. Опыт показывает, что недооценка влияния на показатели эффективности фактора качества и долговечности ЗРА ошибочна, порочна и недопустима! Дорогостоящая замена несовременных, громоздких изделий, используемых во множестве, трудозатраты, потери, связанные с остановкой потока, ликвидацией последствий выбросов и утечек, и многое другое, все это очень большие средства и большой резерв экономии.
Вывод 1.При прочих равных условиях, выбирая конструкцию ЗРА, необходимо иметь в виду решающий фактор стоимости — материалоемкость конструкции.
2. Соответствие вида ЗРА технологическим особенностям потока и монтажа.
Другая важная составляющая экономии средств, вложенных в арматуру – ее максимальное соответствие эксплуатационным параметрам. В общих чертах для различных видов ЗРА оно отражено в таб. 2. Некоторые недостатки в ряде случаев вообще носят ограничительный характер (герметичность, габариты, свойства рабочей среды). Часто большая высота штока не дает возможность использовать задвижки. Плунжерные клапаны неприменимы для трубопроводов с большим диаметром (более 500 мм).
Другие особенности следует рассматривать в совокупности всех показателей. К примеру, сопротивление потоку дисковой заслонки может привести к значительным эксплуатационным затратам. С другой стороны, шаровые краны и дисковые заслонки являются четверть поворотными, и для поддержания заданного времени на открытие/закрытие им потребуется исполнительный механизм меньшей мощности (дешевле!), чем для выполнения тех же операций над задвижкой. Нужно учитывать и ресурс, и цикличность работы, и сложность ремонта и затраты при остановке потока.
Вывод 2.Подбор вида ЗРА, в наибольшей степени отвечающей техническим требованиям и параметрам процесса, важный фактор рационального использования средств.
Современные конструкторские решения.
Рассмотрим факторы, влияющие на износ и долговечность ЗРА. Очевидно, основные из них: относительное трение движущихся частей арматуры, воздействие твердых частиц потока и химическая коррозия. Отсюда следует вывод, что для продления сроков службы, повышения надежности, экономической эффективности ЗРА надо исключить или максимально уменьшить влияние этих факторов. В этом направлении, со времен внедрения клиновой задвижки в первой половине XIX века, сделано очень немало: благодаря конструкциям шаровых кранов “Орбит” и поворотных дисковых заслонок с тройным эксцентриситетом практически устранено истирание рабочих поверхностей запорных органов; сегментное исполнение позволило устранить застойные зоны концентрации и отложения твердых частиц внутри корпуса; уплотнение металл по металлу, керамика по керамике во многом решили проблемы высоких температур и абразивногоизноса. Создано большое количество сталей и сплавов, стойких ко всем видам химически агрессивных составов, а современная техническая керамика, применяемая в проектировании ЗРА, дополнительно к механической и химической стойкости еще и малоадгезивна, обладает низкими температурным коэффициентом объемного расширения, коэффициентом трения контактных поверхностей. К сожалению, по разным причинам эти и многочисленные другие разработки на большинстве предприятий применяются довольно редко. Есть уверенность в том, что эффективность работы ЗРА на отечественных производствах была бы намного выше, если бы этот широкий спектр изобретений и новаций активно использовался при проектировании, выборе конструкции и материалов, закупке ЗРА.
Но это общие соображения. А вот конкретный пример вреда, который наносит консервативный подход к подбору трубопроводной арматуры.
Широко известна хроническая проблема клиновых задвижек, работающих в среде, содержащей твердые включения: рано или поздно подклиновое пространство забивается твердыми частицами, создавая препятствие плотному закрытию задвижки итем самым нарушая ее герметичность. Понятно, что для потоков, несущих значительное количество твердой фазы, срок работы такой арматуры может быть очень невелик. Известны примеры выхода из строя задвижек в течение нескольких недель и даже дней (рис. 4).
Рис. 4. Забивание подклинового пространства
Но ведь есть, по крайней мере, два очевидных пути решения этой проблемы!
Устройство дренажных каналов или продувки для удаления твердой фазы (рис. 5)
Использование шаровых или сегментныхкранов на этих позициях.
Рис. 5. Схема устройства дренажа
Такие решения потребуют некоторых вложений, но они позволят увеличить сроки службы минимум в десять раз до 12-18 месяцев, а скорее всего и гораздо больше.
Рис. 6. Экономический эффект (полученный и прогнозируемый) при замене клиновой задвижки шаровым краном с керамической (ZrO2) проточной частью
Второй вариант реализован ЛЭ на одном из предприятий. На той позиции, где задвижка отрабатывала 2-3 месяца шаровой кранстоит уже больше полугода. Примечательно, что во время инспекционного визита инженера компании представитель Заказчика долго не мог отыскать испытуемый кран: о нем просто забыли! «Работает и работает, внимания к себе не требует». Мы полагаем, что о нем можно будет«не вспоминать» еще года два (риc. 6).
И все же, почти повсеместно используются «старые, добрые» клиновые задвижки! Торжествуют идеи сиюминутной экономии! Важно представить затраты на многочисленные процедуры, связанные с закупкой (хранением) нового изделия, монтаж-демонтаж, отключение (переключение) потока, ремонт (утилизацию), отработавшей задвижки,пр., и все это умноженное на десять (минимум), чтобы осознать неэффективность существующих и укоренившихся подходов.
Другой пример. На потоке сухого хлора стоит плунжерный кран с сальниковым уплотнением. Среда за неделю высушивает сальник и он начинает пропускать в атмосферу вредный для экологии и опасный для здоровья людей газ. «Инженерное решение» тех. служб предприятия: менять сальник по мере его выхода из строя (т. е. один раз в 8-10 дней остановка/переключение потока, стравливание ядовитого газа, монтаж/демонтаж и пр.).
С большим трудом удалось убедить руководство поставить на эту позицию кран с сильфонным уплотнением штока. Кран отработал более двух лет (в сто (!) раз превысив срок службы «сальниковой версии»), работает до сих пор и есть основание считать, что проработает еще не менее пяти лет. Никакой нужды в обслуживании, можно просто забыть! Казалось бы, безусловный успех?! Но Заказчик все же в сомнениях: это дополнительные затраты сейчас (стоимость сильфонного крана выше обычного сальникового),да и привыкли уже. Между тем, даже без учета экологической составляющей и вреда для здоровья персонала (которые трудно измерить деньгами) только экономический эффект от использования надежного долговечного сильфонного уплотнения составит не менее 1000% стоимости крана!
Но все же тренд меняется: большинство наших заказчиков, работающих с хлором, обращаются в настоящее время к сильфонной арматуре.
Рис. 7. Экономический эффект использования плунжерного крана с сильфонным уплотнением
Следующий пример также характеризует разумный подход Заказчика к сложившейся проблеме. Производитель уникального, пока для России химического продукта меламин организовал среди арматурных компаний конкурс на поиск эффективного решения проблемы перекачки этого вещества, имеющего свойство бурного осаждения в виде кристаллов при температуре ниже 330С. Склонные к адгезии кристаллы, отлагаясь плотным слоем на рабочих поверхностях арматуры, быстро (за месяц) выводили ее из строя, блокируя перемещение подвижных деталей. По итогам конкурса, выделив из представленных три наилучших варианта решения проблемы, Заказчик предложил их авторам поставить изделия на опытно-промышленные испытания, в результате которых и был определен поставщик.
Рис. 8. Сегментный кран
Сегментный кран, с паровой рубашкой, продувкой сальникового узла, подшипников, усиленным штоком и рядом других важных технических решений (рис. 8), спроектированный ЛЭ, конечно же стоил дороже шарового крана, предлагаемого другими компаниями. Однако именно в застойных зонах шарового крана происходит выпадение кристаллов, их налипание на поверхности и блокировка подвижных частей. Сегментный кран лишен таких зон, что позволяет поддерживать продукт в жидком состоянии и полностью предотвратить кристаллообразование. Подтвердив это испытаниями, инженеры Заказчика убедили руководство в целесообразности закупки и не ошиблись: к настоящему времени сегментный кран успешно работаетболее шести лет (рис. 9)!
Рис. 9. Экономический эффект использования сегментного клапана
Другой подобный пример связан с нашей работой для итальянской компании Текнимонт. Крупный EPCподрядчик, имеющий богатый опыт работы в России заказал для одного из своих проектов 290 шаровых кранов с уплотнением металл по металлу. Как известно, такое уплотнение используется для повышенных температур (выше 180С), когда мягкое уплотнение неприменимо или для сред, несущих значительное количество абразивных частиц. ЛЭ, имеющая большой опыт работы со сложными средами и условиями их транспорта, как правило, консультирует заказчиков в выборе экономичных и оптимальных видов арматуры и материалов. Поэтому, изучив состав среды и параметры потока, наши инженеры предложили Заказчику в целях экономии применить уплотнение из фторопласта, которое, по нашему убеждению, должно было гарантировано отстоять 12-18 месяцев в рабочих условиях. Ответ поразил, было сказано: «нам не нужно дешевле, нам надо, чтобы работало долго и без необходимости дополнительного обслуживания с наше стороны». Сейчас этой поставке более четырех лет. Арматура работает хорошо. Не заботясь о ней в дальнейшем, специалисты Текнимонт сконцентрированы на решении других задач.
Приведенные всего лишь несколько примеров дают возможность сделать вывод, что имеется огромный арсенал технических решений, владея которыми инженеры могут радикально повысить эффективность приобретаемой запорной и регулирующей арматуры. На этом фоне “выдавливание” из производителей копеечных скидок выглядит весьма спорным средством экономии.
Вывод 3.Имеется значительное количество инженерно-конструкторских решений, позволяющих продлить срок службы ЗРА, решить ту или иную проблему ее эксплуатации. Это необходимо учитывать заказчику, ведь сравнительно небольшие расходы на приобретение арматуры лучшего качества могут принести значительную экономию средств.
Современные материалы.
Хорошей возможностью увеличения ресурса оборудования служат современные стойкие материалы: специальные нержавеющие стали и сплавы, полимерные материалы, керамика. Конечно, они в большинстве своем дороже чугуна и углеродистой стали (таб. 3.) но, сравним их способность сопротивляться коррозии под действием различных агрессивных сред (рис. 10) или абразивному износу (рис. 11) противостоять воздействию высоких и низких температур.
Углеродистая сталь
1
Углеродистая сталь с футеровкой PTFE
1,2
Низкотемпературная углеродистая сталь
1,27
Нержавеющая сталь А351 CF8
1,51
Нержавеющая сталь А351 CF8M
2,31
Углеродистая сталь +Керамика Al2O3
4,65
Спецсплав Hastelloy C276
8,65
SS304+Керамика ZrO2
11,68
Таб. 3. Соотношение стоимости различных материалов к стоимости углеродистой стали
Рис. 10. Сопротивление коррозии
Даже поверхностное сравнениеприведенных данных дает представление, какие средства можно сэкономить, если использовать материалы, соответствующие по своей стойкости к рабочей среде.
Рис. 11. Абразивный износ металлов и керамики [3]
А вот пример.
Материалом шаровых кранов на транспорт расплава солей циркония при температуре 650С Заказчиком была утверждена нержавеющая сталь. При анализе свойств среды стало ясно, что этот материал в таких условиях долго не проработает. Было предложено использовать Хастеллой G35, достаточно дорогой и труднодоступный сплав, применение которого по представлению Заказчика заметно бы ухудшило экономику процесса. Испытания, однако, опровергли это мнение. Несмотря на то, что закупочная стоимость крана выросла в 2,6 раза, благодаря возросшему в пять раз сроку службы, эффективность замены материала признана полностью оправданной.
Рис. 12. Срок эксплуатации запорной арматуры (мес.). Среда — расплав солей циркония
Для той же среды, но перекачиваемой при температуре 450С, инженеры ЛЭ предложили более экономный вариант шаровых кранов с никелевым напылением поверхности шара (рис. 13).
Подбор правильного материала для физических условий потока и химического состава среды очень ответственная задача.
Рис. 13. Шары с никелевым напылением, шаровой кран в сборе
Тем не менее, немало компаний вопреки очевидной логике, ставят на поток карбамида изделия из сталей по составу не отвечающих карбамидному классу, углеродистые стали на абразивный поток пульпы, меняя задвижки каждые полтора-два месяца; полиуретановые седла, требующие еженедельной замены; фторопластовые уплотнения на среды, содержащие твердые частицы, шланговую арматуру на температуры, превышающие допустимый предел для мягких материалов. Аргументы предельно просты: «Средства ограничены. Более дорогая (пусть и более качественная) арматура не рассматривается. Руководство не разрешит». Никакие убеждения, примеры и доводы разума не работают.
Однако, это лукавство. Опять-таки большую роль играет консерватизм, нежелание что-то менять, взять на себя минимальную ответственность. Ни один руководитель или владелец предприятия, имея перед глазами наши аргументы, не отказался от реальной возможности повысить отдачу от вкладываемых средств, рентабельность производств.
Надо отметить, что между производителями и потребителями ЗРА нет противоречий. Производители сами заинтересованы в том, чтобы их продукция была максимально привлекательной для клиента, в том числе и по цене. Это заставляет их находиться в постоянном поиске путей снижения стоимости (и себестоимости) без ущерба качественным характеристикам товара. В этой сфере, также, многого удалось достичь. В первую очередь, это экономия дорогостоящих материалов, которые используются лишь как нанесенные покрытия или вставки. Они защищаютрабочие поверхности изделий, выполненных из обычных доступных материалов, от разрушающего воздействия среды. Защитные вставки, наплавки и напыления, весь арсенал этих средств давно доступен передовым производителям ЗРА. Относительно небольшие объемы стойких материалов расходуются для защиты основного тела изделия и, в результате, его стоимость повышается не так значительно (пример с напылением, рис. 13).
Рис. 14. Дисковая заслонка, вышедшая из строя
Рис. 15. Шиберная задвижка с керамическими вставками
Развитие этого метода – защита не всей поверхности, а лишь ее участков, наиболее уязвимых для агрессивных воздействий среды ЛЭ при содействии инженеров Заказчика применила для замены, использовавшейся ранее поворотной дисковой заслонки, срок службы которой не превышал 10 дней (рис. 14). Часть поверхности ножевой задвижки, подверженная абразивному износу в наибольшей степени (изучено опытным путем), защищается вставками из технической керамики (рис. 15). Таким, достаточно недорогим усовершенствованием, удалось повысить ресурс запорной арматуры на этом участке в 96 раз! (рис. 16)
Рис. 16. Зависимость степени абразивного износа задвижек с керамическими вставками и заслонок с мягким уплотнением от времени эксплуатации (нед.)
Отсутствие твердых частиц в потоке ощутимо снижает и проблему защиты поверхностей при умеренных (до 200С) температурах. Для чистых сред можно применять не дорогостоящие специальные сплавы и керамику, а вполне доступные по стоимости полимерные материалы PTFE, FEP, PFA,PEEKи др.
Среди таких решений и защита металлических поверхностей арматуры с применением накладок, вставок, футеровок, пр., и использование цельных изделий, изготовленных из стойких и недорогих пластиков.
Современные пластики очень надежны. Скепсис некоторых производственников в отношении этих материалов вызван представлениями, предшествующих времен, когда их технологичности еще не придавалось такого значения. Сейчас имеется широкий спектр пластиков и резин, которые, хотя и имеют некоторые ограничения для повышенных температур и абразива, широко применяются даже на самых ответственных участках на зарубежных предприятиях. Эффект здесь двойной. С одной стороны, устанавливаемые на потоки химически агрессивных реагентов изделия из пластика или футерованные пластиком углеродистые стали в разы дешевле нержавейки. С другой стороны, они и более стойки к этим средам (экономия за счет ресурса) и меньше весят (перемещение и монтаж), просты в установке и обслуживании.
Вывод 4. Правильный выбор материала ЗРА может радикально повысить срок ее службы и предотвратить большие проблемы, связанные с нарушением герметичности, заклиниванием, остановкой потока и пр. Расходов на использование специальных материалов можно избежать или существенно их уменьшить, применяя современные методы защиты рабочих поверхностей.
РЕЗЮМЕ.Имеется вполне реальная возможность существенно сэкономить на приобретении запорной и регулирующей арматуры. Для этого нужно на основе анализа свойств рабочей среды и физических параметров потока выбрать оптимальные конструкцию и материал изделия. Вся эта информация находится в свободном доступе, и такая процедура не потребует значительных усилий и временных затрат. Важно осознать, что самым затратным способом «борьбы за экономию» в этой ситуации является именно консервативный подход: закупать то, что работало предыдущие сто лет.
Инженеры ЛЭ на основе своего опыта внедрения и эксплуатации различных типов ЗРА для специальных применений анализируют работу арматуры, применяемую заинтересованными партнерами и предлагают варианты оптимизации в приобретении и использовании изделий, соответствующих условиям технологического процесса, рабочей среды. Как правило, предлагаются несколько вариантов с разъяснением преимуществ и недостатков того или иного решения, включая предполагаемый срок службы изделия и его стоимость (таб. 4).
Таб. 4. Предложение ЛЭ. Варианты решения проблемы абразивного износа запорной арматуры, работающей на пневмотранспорте фосфоритной муки
Таким образом, Заказчик, имеет возможность на основе оценки эффективности сделать свой выбор.
Важно отметить, что инженеры вносят предложения, основываясь, на практике работы компании (изложенной очень сжато в настоящем материале), а также на международном опыте использования ЗРА в аналогичных средах и условиях работы (предоставляется Заказчику). Это гарантирует успех проекту, а подтверждением служит полное отсутствие рекламаций на продукцию ЛЭ.
полезные свойства и противопоказания; применение приправы в рецептах
Содержание
1 Описание
1.1 Как выбрать и хранить?
1.2 Полезные свойства
1.3 Использование в косметологии
1.4 Польза зиры и лечение
1.5 Использование в кулинарии
1.6 Вред зиры и противопоказания
1.7 Рецепты приготовления блюд c фото
1.8 Похожие продукты питания
1.9 Пищевая ценность
1.10 Витамины
1.11 Минеральные вещества
Калорийность: 375 кКал.
Энергетическая ценность продукта Зира: Белки: 17.81 г. Жиры: 22.27 г. Углеводы: 44. 24 г.
Зира впервые появилась на территории Индии. Ее еще называют кумином или же римским тмином. Зира относится к зонтичным растениям, семена ее собраны в зонтики, как у укропа. Поскольку высушенная зира быстро опадает на землю, ее собирают в недозрелом состоянии. Выращивают растение на территории Ирана, Латинской Америки, в Сирии и др.
Есть несколько видов кумина, которые отличаются по вкусовым и ароматным характеристикам. Самыми популярными и лучшими считаются: персидская и кирманская зира. Приправа обладает сладко-острым вкусом и ярким ароматом с ощутимыми ореховыми нотками. Кстати, запах увеличивается, если зерна растереть или обжарить.
В общем, можно выделить 2 основных вида зиры: белая и черная. Первый вариант широко распространен в нашей стране, так как он имеет более нежный вкус и аромат.
Как выбрать и хранить?
При покупке зиры в упаковке обязательно обратите внимание на ее герметичность. Если вы вибираете специи на развес обратите внимание на целостность семян. Зерна должны быть круглыми, без половинок и каких-либо повреждений и мусора (см. фото). Аромат кумина должен быть приятным и не сильно резким. Учитывайте, что при длительном хранении зерна зиры становятся горькими.
Полезные свойства
Польза зиры известна уже достаточно длительное время. При регулярном употреблении пряности улучшается работа пищеварительной системы, активируется процесс очистки организма от шлаков и токсинов. Специя также положительно сказывается на состоянии крови, что важно для людей с анемией. Зира является прекрасной профилактикой заболеваний сердечно-сосудистой системы, так как она противостоит образованию тромбов, что значительно снижает риск развития инфарктов. Помогает она справиться с проблемами дыхательных путей, к примеру, с бронхитом, сильным кашлем и т.п. Положительно сказывается зира на деятельности нервной системы, что помогает справиться с бессонницей, стрессом и усталостью.
Кумин положительно сказывается на работе нервной системы и улучшает мозговую деятельность. Специя помогает в лечении и является отличной профилактикой глазных заболеваний. Зира является отличным тонизирующим средством, которое также является хорошим афродизиаком. В состав специи входит большое количество микро- и макроэлементов, а также витаминов, которые благоприятно сказываются на деятельности всего организма.
Использование в косметологии
Из зиры добывают эфирное масло, которое используют в косметических целях. Оно обладает антиоксидантами свойствами. Что помогает справиться с различного рода высыпаниями. Масло прекрасно очищает кожу и удаляет застойные явления. Эфирное масло кумина – отличное тонизирующее средство. Обладает оно отбеливающим эффектом, поэтому помогает удалить веснушки и пигментные пятна. Также зиру можно применять в качестве дезодорирующего средства.
Кроме этого, эфирное масло обладает прекрасным антицеллюлитным эффектом. Можно также использовать его для ухода за волосами, так как оно справляется с перхотью и улучшает рост волос. Еще одно полезное свойство – масло улучшает упругость бюста.
Польза зиры и лечение
Зира – популярная специя в народной медицине. Благодаря наличию слабительного и мочегонного эффекта она помогает справиться с различными заболеваниями. Слабые отвары зиры разрешается давать детям при коликах, а также они будут полезны кормящим грудью женщинам, для улучшения лактации. Кроме этого, кумин является прекрасным антисептиком, который применяется наружно. С его помощью можно избавиться от небольших опухолей, сыпи, прыщей и т.п. Еще зира обладает заживляющим эффектом и помогает быстрее затянуться ранам и порезам. Помогает специя также улучшить дыхание, для этого нужно ежедневно полоскать отваром рот.
Напиток, приготовленный из зиры, улучшает работу почек. Если из специи приготовить чай, то он поможет справиться с тошнотой и рвотой, а также уменьшит вздутие живота. При соединении зиры с медом можно улучшить память.
Использование в кулинарии
Особой популярностью пользуется зира в восточной и азиатской кухне. Для приготовления блюд используют, как зерна, так и измельченную специю. Кладут зиру в блюда из риса, бобов, овощей и мяса. Специя помогает улучшить и разнообразить вкус маринадов и соусов. Молотую зиру используют во время приготовления кондитерских изделий, выпечки, а также она входит в состав пряных смесей.
Многие любят добавлять специю во время изготовления домашних колбас, фарша, буженина и т.п. Еще зиру можно класть в салаты, мясные и рыбные блюда.
Вред зиры и противопоказания
Вред зира может принести людям с язвой или гастритом с повышенной кислотностью. Учитывая высокую калорийность, употреблять ее в большом количестве не рекомендуется при ожирении. Встречаются люди, у которых обнаружилась индивидуальная непереносимость продукта.
О нас – Налоговая служба Замбии
Наша история
В условиях сокращения государственных доходов с пикового уровня около 30 процентов ВВП в конце 1970-х годов до всего 13 процентов ВВП за счет налоговых сборов в начале 1990-х годов правительство Замбии запустила программу налоговой реформы в 1992 году. Помимо различных инициатив в области налоговой политики, эта программа реформ включала в себя капитальный пересмотр системы управления доходами путем создания 1 19 апреля 19 апреля Налогового управления Замбии (ZRA).94, в качестве полуавтономного агентства в соответствии с Законом о налоговом управлении Замбии, который теперь является главой 321 законов Замбии. Это привело к тому, что бывшие департаменты подоходного налога, таможни и акцизов тогдашнего Министерства финансов были объединены под управлением налоговой службы.
Следовательно, с самого начала в ZRA было два операционных подразделения, названных Отделом прямых налогов и Отделом таможенных и акцизных сборов. Позднее было создано третье операционное подразделение, названное Отделом налога на добавленную стоимость (НДС), для подготовки к введению НДС, который заменил налог с продаж. Отдел НДС начал функционировать после вступления в силу Закона о налоге на добавленную стоимость 19 июля.95. Это важное событие наряду с политическими мерами по ставкам подоходного налога и реформой таможенных тарифов, а также с введением НДС привело к тому, что вклад налоговых сборов увеличился до более чем 18 процентов ВВП.
Замбия была второй страной в Африке, принявшей полуавтономную модель налогового управления в 1994 году после Уганды, которая создала его в 1992 году. затем Замбия в 1994 были первыми, кто объединил таможенное и внутреннее налоговое администрирование в одно полуавтономное учреждение.
Этой тенденции последовали еще десять африканских и другие страны. Ключевой движущей силой этого типа реформы было освобождение налоговой и таможенной служб от ограничений обычных правил государственной службы, что позволило нанимать и оплачивать персонал на более конкурентной и рыночной основе и использовать современные методы управления, что привело к более профессиональное учреждение, которое будет более эффективно собирать налоги.
Таким образом, в соответствии с Законом о налоговом управлении Замбии был создан корпоративный орган и правительственное агентство под руководством министра финансов. Генеральный комиссар, назначаемый президентом, является исполнительным директором ZRA и отвечает за выполнение функций в соответствии с указаниями Совета.
Совет управляющих осуществляет надзор за организацией и администрированием Управления и управлением его ресурсами, услугами, имуществом, персоналом и разрабатывает корпоративный стратегический план и такие другие административные политики, которые необходимы для бесперебойной работы Управления. В состав Совета управляющих входят секретарь казначейства; постоянный секретарь министерства по правовым вопросам; управляющий Банка Замбии; представитель Ассоциации юристов Замбии; по одному представителю от Ассоциации торгово-промышленных палат Замбии, Института сертифицированных бухгалтеров Замбии и Ассоциации банкиров Замбии; и два других члена, назначаемые министром финансов. Правление избирает из своего состава председателя и заместителя председателя. Первым председателем правления ZRA был г-н Патрик Чиумья.
Министерство международного развития (DFID) Соединенного Королевства сыграло важную роль в оказании помощи в функционировании Налогового управления Замбии, среди прочего, путем привлечения через международную конкурентную рекламу экспертов для управления организацией. Следовательно, первый и второй генеральные комиссары Управления, то есть г-н Джим Скотт и г-н Келвин Донован, были соответственно из Великобритании и Новой Зеландии.
Четыре года спустя, в 1998 году, несколько замбийцев были назначены уполномоченными, а ровно через 8 лет после создания Налогового управления Замбии третий президент Республики Замбия, покойный д-р Леви Патрик Мванаваса, SC, назначил г-на Берлина Мсиску уполномоченным первый генеральный комиссар Замбии. Это положило конец правлению экспатриантов, управлявших организацией.
Несмотря на то, что ZRA была историей успеха, по-прежнему необходимо использовать прошлые достижения для дальнейшего улучшения. Среда, в которой работает ZRA, как внутри страны, так и за ее пределами, изменилась и продолжает меняться. В то время как экономическое развитие и макроэкономическая стабильность сильнее, налоговые сборы, которые достигли своего пика в ВВП несколько лет назад, снижаются. Точно так же выросла международная торговля, но с меньшим вкладом в доходы из-за расширения соглашений о свободной торговле. Таким образом, обзор и возможный пересмотр налоговой политики стали неизбежными.
Учитывая эти обстоятельства, в 2006 году правительство Республики Замбии предложило Международному валютному фонду (МВФ) провести диагностическое исследование Управления. Результаты диагностического исследования рекомендовали провести реформы налогового администрирования, позже известные как реформы модернизации, основанные на трех столпах, которые включали интеграцию разрозненных элементов налогового администрирования в рамках единого, функционально организованного Отдела внутренних налогов, подчиняющегося единому Уполномоченному; создание функционально структурированного штаба для разработки и контроля всей оперативной деятельности; и реорганизация полевых офисов на основе сегментов налогоплательщиков с выделением отдельных функционально-организованных офисов, ориентированных на крупных, средних и мелких налогоплательщиков соответственно. Эти реформы привели к слиянию Отдела прямых налогов и Отдела НДС с целью создания единого Отдела внутренних налогов. Таким образом, ZRA теперь имеет два операционных подразделения, а именно Отдел внутренних налогов и Отдел таможенных услуг. Каждое из этих подразделений возглавляет комиссар.
В перспективе инициативы по модернизации управления доходами приведут к следующему: улучшение соблюдения налогового, таможенного и торгового законодательства; увеличение дохода; предоставление более качественных услуг налогоплательщикам и торговцам, чтобы уменьшить их бремя соблюдения; повышение квалификации персонала, производительности и честности; повышение эффективности содействия законной торговле; улучшение использования информационных технологий в налоговом администрировании и снижение общих затрат на управление доходами.
ZRA Определение | Law Insider
означает прозрачное или непрозрачное покрытие для древесины, включая прозрачные лаковые шлифовальные герметики, составленные из целлюлозных или синтетических смол для высыхания путем испарения без химической реакции и образования твердой защитной пленки.
означает учреждение (как бы оно ни называлось) самоуправления, созданное в соответствии со статьей 243B для сельских районов;
в других случаях и для других целей, включая, помимо прочего, названия других инвестиционных компаний, корпораций или предприятий, которыми он может управлять, консультировать, спонсировать или владеть или в которых он может иметь финансовый интерес. Van Kampen American Capital может потребовать от Траста или любой его Серии или Серии прекратить использование идентифицирующих слов «Ван Кампен» или «Ван Кампен Мерритт» в названии Траста или любой Серии или любой его Серии, если Траст или какая-либо Серия или Series прекращает нанимать Van Kampen American Capital, ее правопреемников или их дочернюю или аффилированную компанию в качестве инвестиционного консультанта.
означает электронную систему доступа к муниципальному рынку, описанную в Законе № 59062 от 1934 г. и поддерживаемую MSRB для целей Правил.
означает Правительство Западной Бенгалии
означает Закон о ликвидации и реструктуризации (Канада).
означает назначенного судом специального адвоката;
означает воздушное судно тяжелее воздуха без двигателя, подъемная сила которого в полете создается главным образом за счет аэродинамических реакций на поверхности, которые остаются неподвижными при данных условиях полета;
означает систему электронной подачи тарифов и форм. SERFF — это проприетарное компьютерное приложение NAIC, которое позволяет страховщикам и другим организациям создавать и отправлять комиссионеру отчеты о ставках, правилах и формах в электронном виде.
означает ребенка в возрасте от одного года до двух лет.
означает пожертвование с целью солидарности и сотрудничества между Участниками Такафул и для использования для помощи всем Участникам Такафул в трудные времена. В контексте Компании Табарру будет размещен в Фонде риска участников.
означает Всемирное антидопинговое агентство.
означает южноафриканский ранд, законную валюту Южной Африки.
означает полиэтилентерефталат, маркированный кодом SPI №1.
означает министра или министерство здравоохранения и долгосрочного ухода, в зависимости от контекста;
означает Закон о водных ресурсах Онтарио, R.S.O. 1990, с. O.40 с поправками;
означает Закон Колорадо об открытых записях, §§24-72-200.1, et. сл., C.R.S.
означает McDaniel & Associates Consultants Ltd., независимые инженеры по разработке месторождений нефти и газа из Калгари, Альберта;
означает «через несколько недель после даты вступления в силу контракта».
означает Закон о справедливости коллективных исков от 2005 г., 28 U.S.C. §§ 1711–1715.
означает специальную единицу воздействия. Один рентген (R) равен 2,58E-4 кулона на килограмм воздуха (см. «Воздействие» и 12VAC5-481-240).
означает Центральный офис выставления счетов и взыскания долгов.
означает Невада
означает Социально-экономические индексы для регионов, время от времени публикуемые Статистическим бюро Австралии на своем веб-сайте в Интернете.
Как окислить латунь и медь до великолепного коричневого цвета
КНа самом деле есть несколько способов нанести великолепную коричневую патину на медь или латунь. Вы можете использовать химические вещества или более экологичные методы.
Некоторые химические вещества могут быть едкими, и их следует использовать с осторожностью. Я использую чистый бытовой аммиак, который действует на медь и латунь. Затем, конечно, есть более распространенные химические вещества, такие как Liver of Sulphur, Black Max (который содержит соляную кислоту и теллур) и растворы для антиквариата, содержащие нитрат железа.
Метод яйца вкрутую
Это экологически чистый способ окисления меди и стерлингового серебра. Процесс занимает от четырех до шести часов. Вот что вам понадобится:
Два-три яйца вкрутую (варить не менее 5 минут; желток должен быть твердым).
Небольшая неглубокая тарелка, на которой можно разместить металлические или ювелирные украшения.
Пластиковый контейнер с плотно закрывающейся крышкой или пакет Ziploc. Контейнер или пакет должны быть достаточно большими, чтобы в них поместилось небольшое блюдо и сваренные вкрутую яйца, а также оставалось свободное место.
Вареные яйца измельчить. Поместите украшения или металлические детали на маленькую тарелку. Добавьте измельченное вареное яйцо в пластиковый контейнер или пакет Ziploc. Поместите маленькую посуду в середину пластикового контейнера или внутри Ziploc Bag. Яйцо не должно касаться металла или украшений. Накройте крышкой или закройте сумку Ziploc. Забудь об этом! Вам захочется посмотреть, но не делайте этого! Сумка Ziploc или прозрачный пластиковый контейнер помогут вам противостоять искушению. Вы можете открыть контейнер или пакет Ziploc, когда металл или украшения потемнеют до нужного вам цвета. Выбросьте яйца и начните сиять, оставив некоторые детали окисленными.
Использование бытового аммиака для меди и латуни
Использовать пары бытового аммиака для окисления металла действительно довольно просто, и это недорогой способ окислить медь и латунь. Я пробовал этот метод на готовых изделиях, включая пресноводный жемчуг и бирюзу, которые обычно считаются деликатными материалами. Все, что вам нужно, это чистая банка для маринованных огурцов с крышкой, кусок проволоки или лески, чтобы подвесить кусок, и очистить нашатырный спирт. Он немного пахнет, но если вы поторопитесь, запах не должен быть проблемой. Ни при каких обстоятельствах металл или готовые украшения не должны вступать в физический контакт с жидким аммиаком; патину образуют пары. Я не знаю научной причины, почему, я просто знаю, что это работает!
Прежде всего, очистите кусок латуни или меди спиртом или ацетоном, чтобы удалить любые масла или грязь, чтобы патина была равномерной по всей поверхности. Не касайтесь поверхности, которую хотите патинировать.
Налейте около 2,5 см аммиака в стеклянную банку размером с пинту или кварту.
Вы можете использовать проволоку или леску, чтобы подвесить металл или украшение чуть ниже горлышка банки. Я приклеил концы двух кусков лески к внешней стороне банки, чтобы получилась небольшая колыбель. Изделие не должно контактировать с жидким аммиаком.
Закрутите крышку и подождите пару часов. Вы можете проверить изделие, чтобы увидеть, на каком цвете вы хотите остановиться.
Запах аммиака на вашем изделии должен быстро исчезнуть, но при желании вы можете оставить его на некоторое время, прежде чем очень осторожно отполировать любые высокие точки для контраста.
Использование более традиционных химикатов — безопасность прежде всего!
Конечно, вы можете использовать проверенный и неэкологичный метод добавления патины на ваш металл с использованием таких химикатов, как Liver of Sulphur , Black Max и Antique Patina Solution. Некоторые химические вещества могут быть едкими, и с ними необходимо обращаться осторожно как во время процесса патинирования, так и при последующей утилизации химикатов. Вот несколько советов по безопасности:
Убедитесь, что у вас есть хорошо проветриваемое место для работы.
Очистите рабочую поверхность и положите бумагу, потому что несчастные случаи действительно случаются.
Всегда имейте наготове чашку или миску с чистой водой, а также таз с водой с небольшим количеством пищевой соды. Я обычно беру старые кофейные кружки, наполняю их примерно наполовину и добавляю примерно чайную ложку пищевой соды.
Подготовьте бумажные полотенца, старые футболки или чистую тряпку на случай пролития, а также просушите их после того, как смываете химикат, который вы используете.
Используйте защитные очки. Да, никто не любит их носить, но готовы ли вы рисковать своим зрением из-за одного случайного всплеска? Думаю, нет!
Используйте резиновые / нитриловые перчатки. Я предпочитаю нитрил, так как они немного толще и прочнее тонких латексных или пластиковых перчаток. Они действительно стоят дороже, но я использую их столько раз, сколько могу, прежде чем они сломаются. Я просто мой руки в перчатках, когда закончу, и промокаю перчатки насухо чистыми старыми полотенцами, прежде чем снимать их.
Имейте под рукой побольше воды. Лично мне нравится использовать проточную воду, когда я могу, но когда я провожу занятия, это не всегда возможно, поэтому кувшин с водой на галлон всегда под рукой!
Список материалов:
Имейте эти вещи под рукой, когда будете «патинировать» металл.
Ватные палочки, ватные шарики или ватные диски.
Кисточка из латуни (может намокнуть)
Щетка из нержавеющей стали (она не должна намокать)
Зеленые салфетки для мытья посуды , которые вы используете для мытья посуды. Их можно найти в любом продуктовом магазине. Мой любимый бренд — 3M.
Прокладки ProPolish . Это губчатые подушечки, содержащие микроабразивы на прочной основе. Они используются для придания блеска выделенным участкам ваших патинированных изделий. Вы можете купить их в большинстве интернет-магазинов ювелирных изделий и бус.
Принадлежности
Pro Polish Pads Вы можете найти Pro Polish Pads здесь. Fusion Beads — отличный универсальный магазин для всех ваших потребностей в бисероплетении. Я люблю их Кристальные миксы.
Cool Tools Patina Gel: печень серы в форме геля, 1,25 унции. Это моя любимая форма серы из печени, потому что она очень универсальна. Я могу использовать его прямо из бутылки, используя кисть или ватный тампон, чтобы нанести его прямо там, где я хочу, или я могу разбавить его горячей водой, чтобы замочить весь кусок.
Реактивные металлы: античная патина для меди и латуни Это , несомненно, лучшее и самое быстрое решение патины для меди и латуни. Небольшое количество имеет большое значение, поэтому используйте его очень экономно. Я обычно окунаю ватный тампон в воду, капаю пару капель этого раствора на тампон и натираю им кусок.
Что теперь?
Выберите химический состав, с помощью которого вы хотите получить желаемую патину. Самый важный первый шаг — убедиться, что ваша вещь чистая, прежде чем вы начнете. Вы можете использовать малярную кисть, ватный тампон или небольшой кусочек хлопкового / бумажного полотенца, чтобы нанести раствор патины, если рядом с вашим металлом есть жемчуг или другие чувствительные материалы. Если изделие полностью металлическое, я обычно окунаю его в очень теплый раствор серной печени и воды. Я макаю, пока не получу желаемый цвет, а затем немедленно макаю в чашку холодной воды с чайной ложкой пищевой соды, чтобы остановить процесс окисления. Печень серы, вероятно, моя любимая вещь для получения разных цветов на меди и серебре. Black Max лучше всего подходит для получения полностью черного металла. Вы можете использовать Печень серы, чтобы получить черные фигуры, но это займет больше времени.
Я всегда окунаю окисленные кусочки в раствор холодной воды и пищевой соды, чтобы остановить процесс окисления, независимо от того, какое химическое вещество я использую. Затем я осторожно промываю изделие в растворе мыла для посуды и воды, ополаскиваю и сушу. Мыло для посуды Dawn — мое любимое, но подойдет любое, если оно прозрачное. На мой взгляд, те, в которых есть увлажняющие средства, просто делают их жирными.
В зависимости от внешнего вида, вы можете использовать чистую мягкую ткань, чтобы отполировать изделие , чтобы придать ему красивый блеск, или, если на нем есть выступы, вы можете использовать ткань с прополисом, ткань для полировки Sunsheen или зеленый скрабби 3M, чтобы аккуратно удалить патину. с приподнятой области, оставляя углубленные области темными.
Имейте в виду, что патина на окисленном металле временная, если вы не закроете ее каким-либо фиксатором. Вы можете использовать акриловый спрей, акриловую жидкость или любой другой прозрачный фиксатор, чтобы закрепить цвет поверхности. Однако я бы не рекомендовал патинировать кольца. Вы моете руки и трутся руками о многие предметы, поэтому вероятность того, что патина будет поцарапана или изнашивается, возникнет быстрее, чем вам хотелось бы, даже с фиксатором.
Храните изделия в прозрачном пакете, чтобы они не потемнели и не потускнели, а другие украшения не потускнели.
По материалам сайта https://feltmagnet.com Автор : Моника .
Как окислить латунь и медь до великолепного коричневого цвета
Нержавеющая сталь или латунь: выбор по цене и характеристикам
Нержавеющая сталь или латунь: выбор по цене и характеристикам | Глобус Сталь
Главная
Полезные статьи
Нержавеющая сталь или латунь: выбор по цене и характеристикам
Латунный и нержавеющий металлопрокат относится к коррозионностойким материалам и широко используется в различных сферах производства. Детали, узлы, аппараты и конструкции, работающие в агрессивных средах, применяют в автомобилестроении, строительстве и архитектуре, пищевой промышленности, энергомашиностроении, судостроении и медицине.
Особенности латуни
Латунь представляет собой сплав меди и цинка, в котором доли этих металлов могут меняться в зависимости от требуемых характеристик материала:
В технических латунях доля цинка составляет 48–50%. Этот материал обладает большой прочностью, износостойкостью, но малой пластичностью.
Латунь с содержанием цинка до 35% более пластична и может обрабатываться в холодном и горячем состоянии.
Для увеличения коррозионной стойкости латунь легируют оловом, никелем, кремнием, цинком, алюминием. Латуни отличаются составом и назначением:
латунный прокат, используемый в судостроении, называется морской латунью и отличается повышенным сопротивлением к коррозии, благодаря легированию оловом;
для часовой промышленности применяют латунь автоматную, пластичную и легкую в обработке;
латуни для фасонного литья имеют в составе присадки, улучшающие пластичность, повышающие прочность материала. Листы, трубы, прутки из латуни традиционно используются для производства пищевого и холодильного оборудования. Благодаря отличному сопротивлению сплава воздействиям активной жидкой и парообразной среды техногенного характера, узлы агрегатов обладают высокой коррозионной стойкостью.
Латунь устойчива окислительным процессам в следующих условиях:
в горячей и холодной пресной воде;
при атмосферных воздействиях;
деаэрированных разбавленных растворах уксусной, фосфорной и серной кислоты.
Особенности нержавеющей стали
Нержавеющая сталь представляет собой сплав железа, легированный хромом, никелем, медью, марганцем. Добавление различных элементов в сплав повышает коррозионную стойкость стали и улучшает свойства твердости, износостойкости. Нержавеющая коррозионная сталь в сравнении с латунью имеет более широкое применение, так как значительно дешевле сплава из меди и цинка.
Нержавеющий металлопрокат массово используется на предприятиях пищевой, медицинской, нефтегазовой промышленности, сельского хозяйства, строительства. Благодаря свойству стали не образовывать вредных соединений при контакте с пищевыми продуктами, этот металл широко распространен в быту.
Конструкции из нержавейки более надежные, долговечные и устойчивые к влияниям агрессивных сред, кислот и щелочей, что обуславливает их повсеместное применение в современном строительстве.
Преимуществами применения нержавеющей стали в сравнении с латунью являются:
Безотказная работа нержавеющего металлопроката аустенитного класса при температурах от +450 °C до 800 °C. Латунные изделия используется до температурного предела +260 °C.
Коррозионная стойкость к большинству кислот, холодной и горячей воде.
Сравнительно низкая стоимость нержавейки при одинаковых прочностных характеристиках с латунью.
Нержавеющий металлопрокат от производственной компании «Глобус-Сталь» отличается высоким качеством, соответствующим ГОСТ, конкурентной ценой без посредников, доступностью широкого ассортимента листового, трубного, фасонного проката.
Смотрите также:
Оцинковка или нержавейка: разница в цене окупается в процессе эксплуатации
Чугун или нержавейка: что выбрать?
Проверка качества нержавеющего проката
Возврат к списку
Новости
Как чистить потускневшую латунь
У большинства из нас в доме и рядом с ним есть латунные детали, такие как фурнитура для шкафов, дверные петли, смесители для ванн, мебель и декоративные диковинки. Латунь, представляющая собой сочетание меди и цинка, высоко ценится за долговечность, коррозионную стойкость и красивый внешний вид. Однако со временем потускнение может привести к потускнению внешнего вида медных изделий.
🛠 Давайте вместе создадим ваш следующий проект, присоединяйтесь к Pop Mech Pro.
Можно восстановить потускневшую латунь до состояния нового, но вы должны помнить о нескольких вещах. Во-первых, вы должны быть осторожны, чтобы не использовать грубые абразивы или агрессивные химикаты, которые могут повредить металл. Затем определите, изготовлена ли деталь из цельной латуни или просто покрыта латунью. Возьмите магнит и приложите его к латуни. Если магнит не прилипает, то это сплошная латунь. Если она прилипает к изделию, значит, она покрыта металлом. Детали с латунным покрытием можно очистить, просто протирая их горячей мыльной водой. Помните, что нельзя использовать слишком абразивные материалы, иначе вы рискуете стереть покрытие.
Еще от Popular Mechanics
⚠️ Не используйте проволочную щетку, металлический нож или что-либо еще, что может поцарапать латунь.
Удаление лака
Многие изделия из цельной латуни защищены нанесенным на заводе лаковым покрытием. Чтобы убрать налет, нужно сначала снять лак. Вы можете использовать ацетон или средство для удаления лака, но сначала попробуйте следующее: погрузите латунную деталь в очень горячую воду примерно на пять минут. Затем выньте его из воды и подождите, пока он остынет. Цикл нагрева/охлаждения заставляет латунь расширяться, а затем сжиматься, что разрушает связь между латунью и лаком. Теперь попробуйте соскоблить или снять лак пластиковым шпателем или ногтем.
Замочите потускневшую латунь
Если ванна с горячей водой не растворяет лак, сотрите его тканью, смоченной ацетоном или средством для удаления лака. После удаления лака очистите латунную деталь, замочив ее в горячей мыльной воде. Используйте старую зубную щетку, чтобы удалить запекшуюся грязь или пыль. Хорошо промойте изделие, а затем высушите его чистой тканью. Теперь он готов к удалению потускнения и полировке.
Сотрите потускнение, чтобы открыть блестящую латунь
Чтобы удалить потускнение, приготовьте этот безопасный нетоксичный чистящий раствор: выдавите сок одного лимона в небольшую миску. Затем добавьте две чайные ложки пищевой соды и перемешайте, чтобы получилась густая припарка. Используйте сверхмягкую ткань из микроволокна, чтобы втереть чистящий раствор на потускневшую латунную деталь. Вдавите раствор в небольшие пространства, отверстия и щели ватным тампоном или кончиками пальцев.
Подождите около десяти минут, затем промойте и высушите изделие. Если все еще есть остаточные следы потускнения, повторите лечение припаркой. Как только весь налет исчезнет, нанесите тонкий слой минерального масла на латунь, а затем отполируйте ее чистой тканью из микроволокна, пока она не заблестит. А чтобы латунь снова не потускнела, повторяйте процесс полировки и масла каждые шесть месяцев.
🧼 Используйте их для очистки потускневшей латуни
Жидкость для снятия лака OPI
6 долларов США на Amazon
Ultrasource Mineral Oil
Now 19% Off
$24 at Amazon
Warner Manufacturing Plastic Putty Knife
$1 at Amazon
MagicFiber Microfiber Cloths
Now 10% Off
$9 at Amazon
Joseph Truini
Джо — бывший плотник и краснодеревщик, который много пишет о ремонте, обработке дерева и инструментах. Он написал восемь книг и является редактором Popular Mechanics. Он также появляется в телешоу «Сегодняшний домовладелец » и является соведущим еженедельного радиошоу « «Сегодняшний домовладелец» ». Джо пишет из своего дома в Роксбери, штат Коннектикут.
Что такое коррозия латуни? — Определение из Corrosionpedia
Последнее обновление: 24 сентября 2019 г.
Что означает коррозия латуни?
Коррозия латуни относится к естественному электрохимическому процессу, происходящему, когда латунный сплав подвергается воздействию воздуха и влаги. Коррозия латуни проявляется в нескольких различных формах, и, в зависимости от механизма коррозии, эта коррозия может быть как защитной, так и разрушительной. В одном случае латунь может окисляться под воздействием атмосферы с образованием защитного продукта коррозии, известного как патина. В другом случае, если латунь содержит неблагоприятные количества цинка, может произойти разрушительный процесс коррозии, известный как обесцинкование.
Advertisement
Corrosionpedia объясняет коррозию латуни
В отличие от железа, латунь не образует слабой чешуйчатой ржавчины при коррозии. Вместо этого на поверхности латуни под воздействием воздуха и влаги появляется прочный и долговечный слой патины. Этот слой действует как барьер, который предотвращает контакт большего количества воздуха и влаги с латунной подложкой, тем самым останавливая дальнейшую коррозию. Хотя этот тип коррозии иногда является благоприятным, он может придать латуни неприглядный зеленовато-синий цвет.
С другой стороны, обесцинкование представляет собой разрушительный коррозионный процесс, который может произойти, когда количество цинка в сплаве превышает рекомендуемое значение. Децинкификация происходит, когда цинк выщелачивается из сплава, оставляя после себя богатую медью оболочку с небольшой механической прочностью. Чем выше концентрация цинка в латуни, тем больше на нее может повлиять выщелачивание цинка из сплава.
Закалка и отпуск стали 45: твердость, HRC, режимы, технология
Обработка стали, осуществляемая в процессе термообработки, является одной из важнейших операций в металлургической отрасли и машиностроении. При соблюдении технологии PC 45 изделие приобретает достаточную прочность, значительно расширяя область использования изготовляемых изделий. При необходимости можно осуществлять закалку изделия из стали, в домашних условиях строго соблюдая технологию. При закалке лезвия ножа в домашних условиях вполне допустимо добиться повышения прочностных характеристик изделия в 3-4 раза.
Содержание
Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Термическая обработка металла
Для изменения характеристик стали производится термическая обработка с соблюдением необходимых режимов воздействия.
Процесс термической обработки состоит из процессов:
отжига;
нормализации;
старения;
закалки и отпуска.
Режимы термообработки стали 45
Закалка и отпуск стали во многом зависят от ряда факторов:
температурного режима;
скорости повышения температуры;
временного промежутка воздействия на металл высоких температур;
процесса охлаждения (скорости изменения температуры охлаждения среды или жидкости).
Закалка стали
Процесс закалки стали заключается в проведении термообработки заготовок с нагреванием до температуры выше критической с дальнейшим ускорением охлаждения. Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Режим воздействия температуры охлаждения металла зависит от количества содержания углерода и легирующих присадок в стали.
После проведения закалки стали заготовки покрываются налетом окалины и частично теряют содержащийся углерод, поэтому технология обязательно должна соблюдаться согласно установленному регламенту.
Охлаждение металла должно проходить быстро, для предотвращения преобразования аустенита в сорбит или троостит. Охлаждение должно производиться точно по графику быстрое остывание заготовок, приводит к образованию мелких трещин. В процессе охлаждения от 200 °C до 300 °C происходит искусственное замедление при постепенном остывании изделий для этого, могут использоваться охлаждающие жидкости.
Закалка стали с помощью ТВЧ
При проведении поверхностной закалки с помощью ТВЧ процесс нагрева изделий осуществляется до более высокой температуры.
Это вызвано двумя факторами:
Нагрев осуществляется за короткое время с ускоренным изменением и переходом перлита в аустенит.
Реакция перехода должна осуществляться в сжатые сроки за небольшой промежуток времени при высокой температуре.
Закалка ТВЧ (токами высокой частоты)
Процессы, протекающие при обычной закалке в печи с использованием ТВЧ, имеют различные характеристики и ведут к изменению твердости (HRC) заготовок:
При нагреве в печи скорость составляет, 2-3 °С/сек до 840 – 860 °С.
С использованием ТВЧ – 250 °С/сек до температуры 880 – 920 °С или в режиме при 500 °С/сек – до 980 – и 1020 °С.
Нагрев деталей при использовании ТВЧ осуществляется до более высокой температуры, но перегрева заготовки не происходит. В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.
Процесс нагрева
Заготовки из стали нагреваются в печах. При нагреве инструмента используется предварительный подогрев отдельных частей с использованием
печей с температурой рабочей среды от 400 °С до 500 °С;
в специальных соляных ваннах с погружением на 2-4 сек. 2-3 раза.
Обязательно должно соблюдаться условие равномерного прогрева всего изделия. Строго выдерживаться условие одновременного помещения деталей в печь с соблюдением времени нагрева деталей.
Применение защитных мер
В процессе термической обработки происходит постепенное выгорание углерода и образование налета окалины. Для предотвращения ухудшения качества металла и его защиты используются защитные газы, которые закачиваются в ходе процесса закаливания. В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
При отсутствии герметичных печей операции обработки производятся в специальной герметичной таре, куда предварительно засыпается чугунная стружка для предотвращения выгорания углерода.
При обработке заготовок в соляных ваннах металл защищен от окисления, а для создания необходимых условий для сохранения уровня углерода содержание ванной 2-х кратно в течение суток раскисляется борной кислотой, кровяной солью или бурой. При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
Остерегаться воспламенения масла.
При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
Происходит образование налета на металле.
Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Отпуск стали 45
Технологический процесс отпуска стали проводится в зависимости от необходимой температуры:
в печах с принудительной циркуляцией воздуха;
в специальных ваннах с селитровым раствором;
в ваннах с маслом;
в ваннах заполненных расплавленной щелочью.
Температура для проведения процесса отпуска зависит от марки стали, а сам процесс изменяет структуру и способствует снижению напряжения металла, а твердость снижается на малую величину. После проведения всех операций заготовка подвергается техническому контролю и отправляется заказчику.
При закалке и отпуске металла в домашних условиях необходимо строго соблюдать технологию и технику безопасности проведения работ.
Твердость HRC. Число твердости инструментов и крепежа.
Выбирая инструмент для работы, мы сталкиваемся с такой его характеристикой как твердость, которая характеризует его качество. Чем выше этот показатель, тем выше его способность сопротивляться пластической деформации и износу при воздействии на обрабатываемый материал. Именно этот показатель определяет, согнется ли зуб пилы при распиловке заготовок, или какую проволоку смогут перекусить кусачки.
Метод Роквелла
Среди всех существующих методов определения твердости сталей и цветных металлов самым распространенным и наиболее точным является метод Роквелла.
Метод Роквелла — определение твердости металла
Проведение измерений и определение числа твердости по Роквеллу регламентируется соответствующими документами ГОСТа 9013-59. Этот метод реализуется путем вдавливания в тестируемый материал инденторов – алмазного конуса или твердосплавного шарика. Алмазные инденторы используются для тестирования закаленных сталей и твердых сплавов, а твердосплавные шарики – для менее твердых и относительно мягких металлов. Измерения проводят на механических или электронных твердомерах.
Методом Роквелла предусматривается возможность применения целого ряда шкал твердости A, B, C, D, E, F, G, H (всего – 54), каждая из которых обеспечивает наибольшую точность только в своем, относительно узком диапазоне измерений.
Для измерения высоких значений твердости алмазным конусом чаще всего используются шкалы «А», «С». По ним тестируют образцы из закаленных инструментальных сталей и других твердых стальных сплавов. А сравнительно более мягкие материалы, такие как алюминий, медь, латунь, отожженные стали испытываются шариковыми инденторами по шкале «В».
Пример обозначения твердости по Роквеллу: 58 HRC или 42 HRB.
Впереди стоящие цифры обозначают число или условную единицу измерения. Две буквы после них – символ твердости по Роквеллу, третья буква – шкала, по которой проводились испытания.
(!) Два одинаковых значения от разных шкал – это не одно и то же, например, 58 HRC ≠ 58 HRA. Сопоставлять числовые значения по Роквеллу можно только в том случае, если они относятся к одной шкале.
Диапазоны шкал Роквелла по ГОСТ 8.064-94:
A
70-93 HR
B
25-100 HR
C
20-67 HR
Слесарный инструмент
Инструменты для ручной обработки металлов (рубка, резка, опиливание, клеймение, пробивка, разметка) изготавливают из углеродистых и легированных инструментальных сталей. Их рабочие части подвергают закаливанию до определенной твердости, которая должна находиться в пределах:
Ножовочные полотна, напильники
58 – 64 HRC
Зубила, крейцмессели, бородки, кернеры, чертилки
54 – 60 HRC
Молотки (боек, носок)
50 – 57 HRC
Монтажный инструмент
Сюда относятся различные гаечные ключи, отвертки, шарнирно-губцевый инструмент. Норму твердости для их рабочих частей устанавливают действующие стандарты. Это очень важный показатель, от которого зависит, насколько инструмент износостоек и способен сопротивляться смятию. Достаточные значения для некоторых инструментов приведены ниже:
Гаечные ключи с размером зева до 36 мм
45,5 – 51,5 HRC
Гаечные ключи с размером зева от 36 мм
40,5 – 46,5 HRC
Отвертки крестовые, шлицевые
47 – 52 HRC
Плоскогубцы, пассатижи, утконосы
44 – 50 HRC
Кусачки, бокорезы, ножницы по металлу
56 – 61 HRC
Металлорежущий инструмент
В эту категорию входит расходная оснастка для обработки металла резанием, используемая на станках или с ручными инструментами. Для ее изготовления используются быстрорежущие стали или твердые сплавы, которые сохраняют твердость в холодном и перегретом состоянии.
Метчики, плашки
61 – 64 HRC
Зенкеры, зенковки, цековки
61 – 65 HRC
Сверла по металлу
63 – 69 HRC
Сверла с покрытием нитрид-титана
до 80 HRC
Фрезы из HSS
62 – 66 HRC
Примечание: Некоторые производители фрез указывают в маркировке твердость не самой фрезы, а материала, который она может обрабатывать.
Крепежные изделия
Существует взаимосвязь между классом прочности крепежа и его твердостью. Для высокопрочных болтов, винтов, гаек эта взаимосвязь отражена в таблице:
Болты и винты
Гайки
Шайбы
Классы прочности
8.8
10.9
12.9
8
10
12
Ст.
Зак.ст.
d<16 мм
d>16 мм
d<16 мм
d>16 мм
Твердость по Роквеллу, HRC
min
23
23
32
39
11
19
26
29. 2
20.3
28.5
max
34
34
39
44
30
36
36
36
23.1
40.8
Если для болтов и гаек главной механической характеристикой является класс прочности, то для таких крепежных изделий как стопорные гайки, шайбы, установочные винты, твердость не менее важна.
Стандартами установлены следующие минимальные / максимальные значения по Роквеллу:
Стопорные кольца до Ø 38 мм
47 – 52 HRC
Стопорные кольца Ø 38 -200 мм
44 – 49 HRC
Стопорные кольца от Ø 200 мм
41 – 46 HRC
Стопорные зубчатые шайбы
43. 5 – 47.5 HRB
Шайбы пружинные стальные (гровер)
41.5 – 51 HRC
Шайбы пружинные бронзовые (гровер)
90 HRB
Установочные винты класса прочности 14Н и 22Н
75 – 105 HRB
Установочные винты класса прочности 33Н и 45Н
33 – 53 HRC
Относительное измерение твердости при помощи напильников
Стоимость стационарных и портативных твердомеров довольно высока, поэтому их приобретение оправдано только необходимостью частой эксплуатации. Многие мастеровые по мере надобности практикуют измерять твердость металлов и сплавов относительно, при помощи подручных средств.
Измерение твердости при помощи напильников
Опиливание образца напильником – один из самых доступных, однако далеко не самый объективный способ проверки твердости стальных деталей, инструмента, оснастки. Напильник должен иметь не затупленную двойную насечку средней величины №3 или №4. Сопротивление опиливанию и сопровождающий его скрежет позволяет даже при небольшом навыке отличить незакаленную сталь от умеренно (40 HRC) или твердо закаленной (55 HRC).
Для тестирования с большей точностью существуют наборы тарированных напильников, именуемые также царапающий твердомер. Они применяются для испытания зубьев пил, фрез, шестерен. Каждый такой напильник является носителем определенного значения по шкале Роквелла. Твердость измеряется коротким царапанием металлической поверхности поочередно напильниками из набора. Затем выбираются два близко стоящие – более твердый, который оставил царапину и менее твердый, который не смог поцарапать поверхность. Твердость тестируемого металла будет находиться между значениями твердости этих двух напильников.
Переводная таблица твердости
Для сопоставления чисел твердости Роквелла, Бринелля, Виккерса, а также для перевода показателей одного метода в другой существует справочная таблица:
Виккерс, HV
Бринелль, HB
Роквелл, HRB
100
100
52. 4
105
105
57.5
110
110
60.9
115
115
64.1
120
120
67.0
125
125
69.8
130
130
72.4
135
135
74.7
140
140
76.6
145
145
78. 3
150
150
79.9
155
155
81.4
160
160
82.8
165
165
84.2
170
170
85.6
175
175
87.0
180
180
88.3
185
185
89.5
190
190
90. 6
195
195
91.7
200
200
92.8
205
205
93.8
210
210
94.8
215
215
95.7
220
220
96.6
225
225
97.5
230
230
98.4
235
235
99. 2
240
240
100
Виккерс, HV
Бринелль, HB
Роквелл, HRC
245
245
21.2
250
250
22.1
255
255
23.0
260
260
23.9
265
265
24.8
270
270
25. 6
275
275
26.4
280
280
27.2
285
285
28.0
290
290
28.8
295
295
29.5
300
300
30.2
310
310
31.6
320
319
33.0
330
328
34. 2
340
336
35.3
350
344
36.3
360
352
37.2
370
360
38.1
380
368
38.9
390
376
39.7
400
384
40.5
410
392
41.3
420
400
42. 1
430
408
42.9
440
416
43.7
450
425
44.5
460
434
45.3
470
443
46.1
490
-
47.5
500
-
48.2
520
-
49.6
540
-
50. 8
560
-
52.0
580
-
53.1
600
-
54.2
620
-
55.4
640
-
56.5
660
-
57.5
680
-
58.4
700
-
59.3
720
-
60. 2
740
-
61.1
760
-
62.0
780
-
62.8
800
-
63.6
820
-
64.3
840
-
65.1
860
-
65.8
880
-
66.4
900
-
67. 0
1114
-
69.0
1120
-
72.0
Примечание: В таблице приведены приближенные соотношения чисел, полученные разными методами. Погрешность перевода значений HV в HB составляет ±20 единиц, а перевода HV в HR (шкала C и B) до ±3 единиц.
При выборе инструмента желательно предпочесть модели известных производителей. Это дает уверенность в том, что приобретаемый продукт изготовлен с соблюдением технологий, а его твердость отвечает заявленным значениям.
Соотношение твердости по Роквеллу и Бринеллю различных изделий.
Статьи о продукции
Обновлено: 19.11.2020 10:40:56
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Стандартный образец твердости
HRC | YAMAMOTOKAGAKU
(!) В связи с прекращением Microsoft поддержки Internet Explorer 11 15 июня 2022 г. этот сайт не поддерживает рекомендуемую среду.
MISUMI Mexico выставляет счета в формате CFDI 4.0, поэтому нам нужен ваш «Constancia de Situación Fiscal», дополнительная информация
[Характеристики] · Идеально подходит разная твердость. · Эталон твердости основан на международно признанных значениях. · Эталонные блоки твердости по Шору строго выражают твердость по отскоку
Part Number
HRC-10
HRC-20
HRC-25
HRC-30
HRC-35
HRC- 40
HRC-45
HRC-50
HRC-55
HRC-57
HRC-60
HRC-62
HRC-64
HRC-67
HRC-70
Part Number
Minimum order quantity
Volume Discount
Days to Ship
Standard nominal hardness
Allowed Dispersion
Material
1 шт.
В наличии
17 дней и более
10
0,3
SK85
1 шт.
В наличии
9 дней и более
20
0,3
SK85
1 шт.
В наличии
9Дней или больше
25
0,3
SK85
1 шт.
В наличии
9 дней и более
30
0,3
SK85
1 шт.
9 дней и более
35
0,3
SK85
1 шт.
В наличии
9 дней и более
40
0,3
SK85
1 шт.
В наличии
9 дней и более
45
0,2
SK85
1 шт.
В наличии
9 дней и более
50
0,2
SK85
1 шт.
В наличии
9 дней и более
55
0,2
SK85
1 шт.
В наличии
9 дней и более
57
0,2
SK85
1 шт.
В наличии
9 дней и более
60
0,2
SKS3
1 шт.
В наличии
9 дней и более
62
0,2
SKS3
1 шт.
В наличии
9 дней и более
64
0,2
SKS3
1 шт.
В наличии
17 дней и более
67
0,2
SKS3
1 шт.
В наличии
9 дней и более
70
0,2
SK120
Загрузка. ..
Основная информация
Класс твердости
HRc
Номинальный диапазон твердости
±1
Количество точек измерения(n)
10 (5×2)
Форма
Φ64×15
Обработка измерительной поверхности
Полированная отделка
Соответствует стандартам
ДЖИС Б 7730
Класс твердости
HRc
Настройка
Очистить все
Дополнительные продукты в этой категории
Техническая поддержка
Технический запрос
Твердость стали по шкале Роквелла (HRC) – SharpEdge
При выборе типа стали кузнецы учитывают такие свойства, как продолжительность остроты, простота обслуживания и заточки и, что не менее важно, цена и доступность стали. Все эти практические характеристики неразрывно связаны с твердостью стали — основным свойством, по которому оценивают инструментальные (ножевые) стали.
Твердость – это, по определению, сопротивление материала тиснению или локализованной пластической (постоянной) деформации. Следовательно, это также означает устойчивость к износу. Твердость металлического материала зависит от его химического состава и термомеханической обработки. Углерод – химический элемент, оказывающий наибольшее влияние на твердость стали, на которую также положительно влияют хром, марганец, ванадий и молибден. Вместе с углеродом последние элементы образуют новые чрезвычайно твердые соединения, называемые карбидами.
Связь между твердостью и содержанием углерода хорошо видна в приведенном ниже примере: чем выше содержание углерода, тем выше также HRC различных типов белой стали:
Белая сталь 1 / 63 HRC / C = 1,25–1,35 %
Белая сталь 2 / 61-62 HRC / C = 1,05-1,15 %
Белая сталь 3 / 60 HRC / C = 0,80-0,90 %
Измерение твердости
Существует несколько методов измерения твердости, в которых используются собственные шкалы твердости. По этим шкалам определяют относительную твердость стали путем измерения глубины проникновения индентора. Чаще всего используется конический алмаз и вдавливается в материал, затем измеряется глубина проникновения при стандартном усилии. Различные шкалы твердости используют свои собственные комбинации испытательных усилий и испытательных отпечатков (конус, шарик и т. д.) и адаптированы к типу испытуемого материала. В производстве столовых приборов наиболее часто используемой шкалой является шкала Роквелла (HRC).
➨ Твердость цельных кухонных ножей начинается от 56 HRC, но такие лезвия быстро теряют остроту и труднее поддаются повторной заточке. Однако они более жесткие и пластичные.
➨ Твердость большинства японских ножей составляет от 60 до 62 HRC, они долго сохраняют остроту и легко затачиваются благодаря стальной конструкции. Однако они склонны к поломке и могут быть повреждены при неправильном использовании.
➨ Современные стали порошковой металлургии занимают самые высокие места по шкале Роквелла и имеют твердость около 64 и 68 HRC. Эти стали редки (и, следовательно, более дороги) и сложнее в обработке, но при правильном использовании они обеспечивают невероятную и долговечную остроту. Они также немного более чувствительны и требовательны к заточке.
Насколько тверда сталь ZDP-189?
ZDP-189 / 66-67 HRC / C= 3 %
Сталь
ZDP-189 имеет интересный химический состав, так как содержит до 3% углерода и 20% хрома (и других легирующих элементов). Это порошковая сталь, твердость которой при правильной термообработке может достигать 70 HRC, в то время как твердость кухонных ножей обычно составляет около 66–67 HRC.
Сталь
ZDP-189 имеет чрезвычайно высокое содержание углерода, что необычно для инструментальных сталей (чугун обычно имеет высокое содержание углерода).
Из-за высокого содержания хрома сталь ZDP-189 должна содержать такой высокий процент углерода, чтобы элементы могли переходить в карбиды. Карбиды влияют на твердость и продолжительность остроты.
Основным преимуществом этого типа стали является то, что она очень долго сохраняет остроту. Потому что он очень твердый, не такой прочный и более склонный к поломке. Поэтому требуется осторожное обращение на подходящей режущей поверхности.
Шкалы твердости
➨ Твердость по Роквеллу (HRc – конус и HRb – шарик)
Глубина проникновения индентора измеряется приложением определенной силы. Можно использовать либо шар (HRb), либо конус (HRc). Это быстрое и простое измерение, особенно подходящее для стали для столовых приборов.
➨ Испытание на твердость по Виккерсу (HV)
Используется пирамидальный алмазный индентор с углом 136°, и измеряется сила и поверхность вдавленной пирамиды.
➨ Шкала твердости минералов Мооса
Шкала Мооса измеряет твердость минералов и синтетических материалов, характеризуя устойчивость различных минералов к царапанию за счет способности более твердого материала царапать более мягкий материал. По шкале Мооса тальк имеет твердость 1, а алмаз — 10 (по новой шкале — 15).
Как измеряется твердость согласно HRC ?
Для измерения твердости по методу HRC используется специальный прибор, состоящий из трех основных частей: наковальни, алмазного конуса и мерной шкалы. Образец помещают на наковальню и прикладывают незначительную нагрузку. Измерительный циферблат устанавливается на ноль, а затем прикладывается большая нагрузка. Глубина проникновения от нулевой точки измеряется по циферблату.
HRc ( конус )
Алмазный конус с углом 120° вдавливается в поверхность с приложением силы 100 Н. Это начальная точка для измерения. Прикладывается дополнительная сила от 1400 Н до 1500 Н, которую оставляют на «время выдержки», достаточное для прекращения вдавливания. Затем эту нагрузку снимают и измеряют глубину проникновения конуса в миллиметрах при начальной нагрузке 100 Н. Твердость HRc = 100-500h, где h соответствует глубине проникновения в мм.
Что означает более высокое значение твердости ножей ?
✅ Более высокое значение твердости ➨ Долговечная острота ✅ Более высокое значение твердости ➨ более тонкое лезвие ❌ Более высокое значение твердости ➨ более высокая хрупкость
✅ Для простейших режущих инструментов достаточно любой стали твердость в сочетании с ударной вязкостью при термообработке. Более высокое значение твердости означает более длительный срок службы лезвия, ведь чем дольше нож остается острым (при правильном использовании), тем меньше его нужно затачивать.
✅ Самым большим преимуществом более твердых ножей является долговременная острота и тонкое лезвие. Твердость 60+ HRC позволяет использовать меньший угол заточки и, следовательно, для резки требуется меньшее усилие.
❌ Недостатком твердых ножей является то, что они могут быть повреждены при неправильном использовании.
⬌
К сожалению, невозможно совместить самые высокие значения твердости, прочности и ударной вязкости, поэтому производители ножей пытаются найти правильный баланс между этими свойствами, особенно когда находят золотую середину между продолжительностью остроты и хрупкость.
Поэтому при выборе ножа важно учитывать его назначение и свойства, а также твердость. Несмотря на то, что HRC указывает на качество материала, он не должен быть вашим основным ориентиром при выборе кухонного ножа. Разные стали имеют свои оптимальные диапазоны соотношения свойств и применения, поэтому, помимо остроты, следует смотреть еще и на индивидуальные свойства стали относительно того, какое будет основное назначение вашего ножа.
В таблице ниже представлены все характеристики режущих инструментов по шкале HRC 👇
HRC: СВОЙСТВА РЕЖУЩИХ ИНСТРУМЕНТОВ
52-54 HRC Это очень мягкие стали, но из них можно делать относительно прочные и недорогие ножи. Их резкость приемлемая, но не очень гладкая или тонкая. Из-за структуры этих сталей их непросто точить брусками в домашних условиях. Из-за лучшей пластичности нож с более низким значением HRC изгибается, а не ломается, если приложено слишком большое усилие. Это лучший выбор для уличных ножей.
54-56 HRC Большинство французских кухонных ножей попадают в эту категорию. Сталь достаточно твердая для кухонных ножей, но для поддержания остроты их необходимо регулярно точить точилкой. Их легко затачивать.
56-58 HRC Профессиональные немецкие кухонные ножи с таким значением твердости сохраняют хорошую остроту при регулярной и частой заточке стальным мусатом. Их легко затачивать.
58-60 HRC Эта твердость типична для качественных карманных ножей, таких как Spyderco, Cold Steel и Buck, а также для некоторых японских кухонных ножей, таких как Global. Эти ножи сохраняют остроту значительно дольше. Их легко затачивать.
60-64 HRC Большинство японских ножей мирового класса попадают в этот диапазон твердости и остаются острыми в течение невероятно долгого времени. Они требуют особого ухода и работы на подходящей поверхности, чтобы предотвратить поломку и повреждение лезвия.
Уважаемые покупатели, в связи с нестабильным положением курсов валют цены могут отличаться от указанных на сайте. Просим учитывать этот момент при оформлении заказов на нашем сайте. Приносим свои извинения за предоставленные неудобства.
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По рейтингу (убыванию)По рейтингу (возрастанию)По модели (A — Я)По модели (Я — A)
Показывать: 16255075100
В корзину
Погружной насос для отвода дождевой дренажной воды Drain TM 32/7 E (4048412), производства «WILO SE»..
В наличии
7 312.80 р.
В корзину
Дренажный погружной насос для грязной воды UNIPUMP VORT 1101 PW c поплавковым выключателем. Проход т..
Нет в наличии
4 275.20 р.
В корзину
Дренажный погружной насос для грязной воды UNIPUMP VORT 401 PW c поплавковым выключателем. Проход тв..
Нет в наличии
3 141. 60 р.
В корзину
Дренажный погружной насос для грязной воды UNIPUMP VORT 851 PW c поплавковым выключателем. Проход тв..
Нет в наличии
4 068.80 р.
В корзину
Электронасос центробежный погружной для грязной воды Гном 10-10, производитель «Ливгидромаш» г. Ливн..
В наличии
9 351.00 р.
В корзину
Электронасос центробежный погружной для грязной воды Гном 16-16 220В, производитель «Ливгидромаш»..
Нет в наличии
11 200.00 р.
В корзину
Электронасос центробежный погружной для грязной воды Гном 16-16, производитель «Ливгидромаш» г. Л..
Нет в наличии
11 006.00 р.
В корзину
Электронасос центробежный погружной для грязной воды Гном 25-20 380В, производитель «Ливгидромаш» г. ..
На складе 3-10 дн.
20 550.00 р.
В корзину
Электронасос центробежный погружной для грязной воды Гном 40-25, производитель ГМС «Ливгидромаш» г. ..
Нет в наличии
29 640.00 р.
В корзину
Погружной дренажный насос с измельчающим механизмом для отвода сточных и фекальных вод UNIPUMP FE..
Нет в наличии
12 615.20 р.
В корзину
Бытовой погружной дренажный насос с режущим механизмом для отвода сточных и фекальных вод UNIPUMP FE..
Нет в наличии
13 748.00 р.
В корзину
Бытовой погружной дренажный насос с измельчающим механизмом для отвода сточных и фекальных вод UN..
Нет в наличии
10 881. 60 р.
В корзину
Погружной фекальный насос с измельчающим ножом для дренажных, сточных и фекальных вод без содержания..
Нет в наличии
16 501.10 р.
В корзину
Погружной фекальный насос с измельчающим ножом для дренажных, сточных и фекальных вод без содержания..
Нет в наличии
16 807.00 р.
В корзину
Погружной дренажный насос для отвода сточных вод UNIPUMP FEKAPUMP V2200F. Насос Юнипам Fekapump V..
Нет в наличии
18 471.20 р.
В корзину
Итальянский погружной дренажный насос для откачки грязной воды TOP 1 в комплекте с поплавковым выклю..
Нет в наличии
8 968.00 р.
Показано с 1 по 16 из 25 (всего 2 страниц)
Насос погружной для откачки дренажной воды из подвала дома и дачи
Насосы погружные дренажные для отвода грязной воды
Дренажные центробежные электрические насосы предназначены для отвода грунтовых вод, откачки воды из затопленных подвалов и водоемов, опорожнение плавательных бассейнов, опустошение котлованов, каналов и траншей, работа в декоративных фонтанах и искусственных водопадах, бытовых канализационных трубопроводов, промышленных
систем и прочих очистных установок.
Большинство насосов погружного типа оснащаются поплавком-выключателем. Именно этот поплавок позволяет останавливать либо запускать
электронасос, когда он достигнет определенного уровня. Сделано
это для удобства в тех случаях, когда необходимость откачивания воды
возникает довольно часто.
Погружные дренажные насосы отличаются от насосов подобного типа только проходом допустимых твердых примесей от 5 — 10 мм в сточных водах. В технических характеристиках дренажного насоса указан проход допустимых частиц индивидуально для каждого насоса.
Как правильно использовать дренажный насос?
Дренажный насос предназначен для откачки средне и сильнозагрязненной воды. Он подходит для осушения жидкости, которая разлилась из-за разрыва трубы или переполнения природного водоема, полива сада, удаления воды из подвалов, бассейнов, фонтанов. В статье мы расскажем, как правильно включать погружные насосы и ухаживать за ними.
Как пользоваться дренажным насосом?
Чтобы начать пользоваться дренажным насосом достаточно придерживаться определенного алгоритма: подсоединить шланг к отверстию, зажать места соединения хомутами, погрузить насос в резервуар. Дальнейшие действия зависят от типа дна. Распишем более подробный алгоритм действий.
Подсоедините шланг или рукав к выходному отверстию. Если вы купили поверхностную модель, подключите еще и всасывающий шланг. Зажмите места соединения металлическими или толстыми пластиковыми хомутами: вода будет проходить через трубы под давлением, хомуты не позволят шлангам соскочить.
Погрузите насос в резервуар. Если дно ровное, а ила и глины нет или мало. Подвесьте агрегат или установите на подставку, чтобы грязь не забила всасывающее отверстие. Поверхностный насос в воду не опускают — прикрепляют к платформе рядом с емкостью и опускают в жидкость только входной шланг и поплавок, который фиксируют на кабеле.
Включите агрегат.
Время от времени проверяйте фильтр и убирайте грязь, чтобы насос не забился.
В конце работы вытяните погружной насос за страховочный трос.
Техника безопасности
Не включайте дренажный насос, если в воде есть люди или животные. Любое устройство может сломаться. Если оно питается от сети 220 В, человек или животное получит удар током, поскольку вода хорошо проводит электричество. Последствия удара током — тяжелые поражения внутренних органов или смерть. Поэтому ни поверхностные, ни погружные насосы не включают, когда в водоеме есть кто-то живой.
Не пользуйтесь погружными насосами, если они не опущены в воду. Перед включением агрегата уточните его тип. Двигатели погружных устройств охлаждаются за счет перекачиваемой воды. Если ее не будет, мотор перегреется и сгорит.
Не перекачивайте жидкости, для которых устройство не предназначено. Разные модели насосов используют для перекачки разных сред — например, чистой или слегка грязной, очень грязной воды, вязких фекальных вод, агрессивных жидкостей. Перед покупкой агрегата уточняйте размер частиц, на которые он рассчитан. Это можно проверить в описании насоса на сайте интернет-магазина или спросить у менеджера лично.
Не откачивайте едкие жидкости. Бытовые погружные насосы не подходят для работы с маслами, растворами щелочей и кислот. Перекачивайте ими чистую и грязную воду, хозяйственные стоки, фекалии (если в насосе есть измельчитель). Для работы с агрессивными средами нужны специальные модели.
Используйте дренажные насосы для перекачки воды температурой до 40*С. 9 из 10 бытовых и промышленных устройств рассчитано на работу с холодной, прохладной или теплой водой. Если жидкость в резервуаре горячая, подберите соответствующую модель насоса.
Не вынимайте насос из водоема за кабель. Это действие — самая частая причина выхода из строя погружных насосов. Если тянуть устройство за кабель, соединение становится негерметичным, вода может попасть в двигатель, и он сгорит.
Как ухаживать
Насосы все время соприкасаются с водой. У них есть гидроизоляционная оболочка, но устройства все равно нужно извлекать на сушу хотя бы раз в полгода.
Поднимите погружной насос за трос, вытрите насухо и рассмотрите его. Если заподозрили поломку или протечку, обратитесь в сервисный центр или к частному мастеру.
Для очистки внутренних камер воспользуйтесь гелеобразным средством для очистки бытовых поверхностей без хлора и кислоты в составе. Если подходящего средства под рукой нет, сделайте уксусный раствор. Для этого добавьте 100 мл 9% уксуса в 3—4 л воды комнатной температуры. Но мы рекомендуем купить бытовой очиститель.
Не разбирайте насос самостоятельно. Доверьте починку неисправного агрегата мастеру. Если по незнанию вы повредите кабель или нарушите герметичность водных соединений, насос перегорит, ударит кого-нибудь током или разольет воду в непредназначенном месте.
Важно. Уточните график обслуживания вашей модели погружного насоса в техпаспорте. Скорее всего, в нем будет подробно описан процесс профилактики и ухода за устройством: следуйте ему в точности.
Частые причины неисправностей в дренажных насосах
Во время использования дренажного насоса владельцы сталкиваются с такими проблемами:
Быстро забивается фильтр. Выньте и прочистите его. Приподнимите корпус агрегата на полметра, чтобы в насос попадало меньше мусора со дна. Но следите, чтобы он охлаждался жидкостью, иначе мотор перегорит.
Часто включается защита от сухого хода. Возможно, насос стоит выше оптимальной точки или вода уже успела спуститься ниже рекомендуемой отметки.
Вода перекачивается медленно. В таком случае агрегат нужно отключить и отвезти мастеру или вызвать его на дом. Устройству требуется диагностика и починка.
Нужно откачать горячую воду: какой насос купить?
Для работы с жидкостями температуры 40*С и выше подходят фекальные дренажные насосы. Они перегоняют рабочую среду, разогретую до 95*С и не выходят из строя.
Еще один плюс фекальных насосов — наличие ножей. Они рубят примеси и не дают им засорить фильтр.
Выводы
Дренажный насос — надежное устройство, если пользоваться им по инструкции и вовремя проводить профилактику неисправностей. График сервисного обслуживания можно посмотреть в техпаспорте.
Сломанный насос не разбирают самостоятельно, а относят мастеру.
Для перегонки горячей воды предназначены специальные фекальные насосы.
Насосы Honda — Погружные водяные насосы
Погружные насосы
Погружные насосы Honda идеально подходят для фонтанов, водных объектов, прудов, подвалов и многого другого. Все они полностью автоматические, с поплавковым выключателем, не содержащим ртути, для плавного автоматического запуска. Прочный корпус из нержавеющей стали не ржавеет и не подвергается коррозии, а встроенный термосброс защищает от работы всухую. Выберите одну из пяти моделей, включая конфигурации с верхним выбросом и насосом для мусора.
`
Размер порта
1 — 1 1/2 дюйма
2 дюйма
Стиль
погружной
ПОБВ33
Рекомендуемая производителем розничная цена
$349*
Погружной насос 1/3 л. с. 115 В
Верхний выброс
Производительность 40 галлонов/мин
Легкий прочный корпус из нержавеющей стали
Автоматический поплавковый выключатель без содержания ртути
Рассчитан на непрерывную работу
Посмотреть подробности
Добавить к сравнению
WSP50
Рекомендуемая производителем розничная цена
$849*
Погружной насос для мусора 1/2 л. с. 115 В
Боковой выброс
Производительность 110 галлонов/мин
Возможность работы с твердыми частицами размером до 2 дюймов
Автоматический поплавковый выключатель без содержания ртути
Рассчитан на непрерывную работу
Посмотреть подробности
Добавить к сравнению
ПОБВ53
Рекомендуемая производителем розничная цена
$699*
Погружной насос 1/2 л. с. 115 В
Верхний выброс
70 галлонов/мин. вместимость
Автоматический поплавковый выключатель без содержания ртути
Конструкция двойного механического уплотнения
Рассчитан на непрерывную работу
Посмотреть подробности
Добавить к сравнению
ПОБМ73
Рекомендуемая производителем розничная цена
$749*
Погружной насос 3/4 л. с. 115 В
Верхний выброс
74 галлона/мин. вместимость
Автоматический поплавковый выключатель без содержания ртути
Конструкция двойного механического уплотнения
Рассчитан на непрерывную работу
Посмотреть подробности
Добавить к сравнению
WSP100
Рекомендуемая производителем розничная цена
$899*
Погружной насос для мусора мощностью 115 В, 1 л. с.
Боковой выброс
Производительность 150 галлонов/мин
Возможность работы с твердыми частицами размером до 2 дюймов
Автоматический поплавковый выключатель без содержания ртути
Рассчитан на непрерывную работу
Посмотреть подробности
Добавить к сравнению
*Рекомендованная производителем розничная цена. Цена не включает применимые налоги. Дилер устанавливает фактическую цену продажи.
Вернуться к верхний
Погружные водяные насосы Active Aqua
Погружные водяные насосы Active Aqua | Актив Аква
Перейти к основному содержанию
АКТИВНЫЕ ПОГРУЖНЫЕ НАСОСЫ
Водоотливные насосы
от Active Aqua — это мощные и эффективные водяные насосы для перекачки и рециркуляции воды и питательного раствора. Эти насосы идеально подходят для использования в гидропонике, а также во многих других областях, включая аквариумы, пруды, фонтаны и другие водные объекты и многое другое. Доступны две модели с пропускной способностью 1479 галлонов в час (эта модель AAPC1010) и 2166 галлонов в час (AAPC1020).
Поставляется с 1 адаптером трубки и 1 многоугольным соединителем
Керамические подшипники для непрерывного использования
Все электрические части полностью загерметизированы в
Энергосберегающий двигатель с разъемной трубкой
Встроенная защита от перегрева
Высота головки: 15 футов (AAPC1010) и 20 футов (AAPC1020)
узнать больше
ПОГРУЖНЫЕ НАСОСЫ ACTIVE AQUA UTILITY
Погружные насосы
Utility от Active Aqua — это прочные водяные насосы максимальной производительности для перекачки и рециркуляции воды и питательного раствора. Эти насосы идеально подходят для использования в гидропонике, а также во многих других областях, включая аквариумы, пруды, фонтаны и другие водные объекты и многое другое. Доступны две модели с пропускной способностью 2642 галлона в час (AAPC2010) и 5284 галлона в час (эта модель, AAPC2020).
Может также использоваться в проточном (непогружном) исполнении ниже уровня воды
Вихревая крыльчатка
Прочная крыльчатка выдерживает работу в воде, содержащей твердые частицы и осадок (размер частиц до 6 мм)
Керамические подшипники для непрерывного использования
Все электрические части полностью загерметизированы в
Энергосберегающий двигатель с разъемной трубкой
Встроенная защита от перегрева
Съемный узел ротора для простого обслуживания
Оптимальная фильтрация
Двойное использование (погружной и встроенный)
Высота головы: 14 футов (AAPC2010) и 23 фута (AAPC2020)
узнать больше
ПОГРУЖНЫЕ НАСОСЫ ACTIVE AQUA
Выберите насос, рассчитанный на погружение ниже ватерлинии! Вся коллекция насосов Active Aqua дополнит любую установку для выращивания, созданную для гидропонных систем, вы не сможете превзойти погружную линию. Все погружные насосы Active Aqua оснащены несколькими фитингами для шлангов, поэтому вы каждый раз получаете точную посадку. Конструкция мощного магнитного привода каждого насоса включает в себя съемные поролоновые фильтры, крыльчатки, резиновые монтажные ножки для снижения вибрации и прочный шнур питания длиной 6 футов. Отрегулируйте поток насоса, чтобы заставить вещи двигаться с желаемой скоростью.
Использование внутри/вне помещений
Безмасляный и экологически безопасный
Перечислен UL
Резиновые опорные ножки для снижения вибрации
узнать больше
ЗАПЧАСТИ И ПРИНАДЛЕЖНОСТИ ACTIVE AQUA
Active Aqua предлагает полную линейку деталей и аксессуаров для вашей гидропонной установки.
Фитинги
Предварительные фильтры
Фильтровальные мешки
Крыльчатки
Стояки и водостоки
Соединители
узнать больше
АКТИВНЫЙ АДАПТЕР АКВА
Активные фитинги с нижней вытяжкой Aqua позволяют превратить ваш погружной насос премиум-класса в практичный насос с нижней вытяжкой.
Состояние: Новый Производитель: ТПП «БУМАН» (Россия)
ТПП «БУМАН» Прокатно-вырубной станок, цилиндрический вырубной станок, валковый пресс, машина плоско высечная, пресс вырубной, каталка.Оборудование предназначено для изготовления упаковочной тары…
24.10.2019
Москва (Россия)
175
Прокатно-вырубной станок, пресс вырубной, каталка
Состояние: Новый Производитель: ТПП «БУМАН» (Россия)
ТПП «БУМАН» Прокатно-вырубной станок, цилиндрическийвырубной станок, валковый пресс, машина плоско высечная,пресс вырубной, каталка. Оборудование предназначено для изготовления упаковочнойтары…
Состояние: Новый Производитель: ТПП»БУМАН» (Россия)
В наличии
ТПП «БУМАН» Прокатно-вырубной станок, цилиндрический вырубной станок, валковый пресс, машина плоско высечная, пресс вырубной, каталка.Оборудование предназначено для изготовления упаковочной тары…
25.01.2022
Москва (Россия)
215 000
Прокатно-вырубной пресс
Состояние: Б/У Год выпуска: 2020 Производитель: Россия
Вырубной пресс ручной.1 Длина рабочей части валов, мм. 11002 Диаметр валов, мм. 1803 Длина рольганга, мм. 12004 Вырубной пресс оборудован с двух сторон рольгангами для подачи вырубного штампа в…
Состояние: Новый Производитель: Бизнес-Проект (Россия)
В наличии
Настольный прокатно-высечной станок «ПВС Компакт-Р 450» предназначен для вырубки изделий из листовых материалов таких как: картон, фольга, паронит, ткань, кожа, мех, войлок, полиэтилен, пластик…
25.04.2018
Казань (Россия)
30 000
Валковый пресс (прокатно вырубной станок)
Состояние: Новый Производитель: HATECO (Россия)
В наличии
Валковый пресс позволяет создавать изделия фигурных форм в больших количествах с высокой точностью детализации. Подбирайте штампы и создавайте открытки, заготовки для обуви, упаковочные коробки,…
Состояние: Б/У Год выпуска: 2011 Производитель: TURANLAR (Турция)
Описание роликового пресса T-RP 135-160-200 TURANLAR:Длина рабочей поверхности, мм 4810 Высота рабочей поверхности, мм 865 Габаритные размеры станка, мм 810х2060х1700 Вес станка, кг 720 2…
10.06.2022
Пенза (Россия)
288 000
Линия для производства металлочерепицы каскад 2011 г.в, стан прокатный, профилирующий
Состояние: Б/У Год выпуска: 2011 Производитель: Китай
Здравствуйте. Продам оборудование б/у для производства профнастила в отличном рабочем состоянии.1. Прокатный стан профлиста Н-75 0,5 – 1,2мм2. Прокатный стан профлиста С-44 0,5 – 1,2мм3. Прокатный…
21.05.2021
Вологда (Россия)
400 000
Стационарный валковый пресс ПВС Компакт-С 800
Состояние: Новый Производитель: Бизнес-Проект (Россия)
В наличии
Стационарный валковый пресс «ПВС Компакт-С» предназначен для вырубки изделий из листовых материалов таких как: картон, фольга, паронит, ткань, кожа, мех, войлок, полиэтилен, пластик, алюминий…
25.04.2018
Казань (Россия)
160 000
Пресс валковый ПВС «С»
Состояние: Новый Производитель: БизнесПроект (Россия)
В наличии
Современное прокатно-высечное оборудование для производства упаковки из картона, бумаги,гофрокартона, магнитного винила и прочих материалов для ваших изделий: пресс валковый и рилевочные станки,. ..
19.06.2018
Казань (Россия)
165 000
Изготовление прокатных линий
Состояние: Новый
В наличии
Наша фирма ООО «Профит» занимается изготовлением автоматических линий прокатки холодногнутых профилей любой конфигурации, разработкой калибровок и изготовлением прокатных валков. Имеем большой опыт…
18.07.2022
Ульяновск (Россия)
Профилегибочный агрегат 0.5-3×500 прокатный стан
Состояние: Б/У Год выпуска: 2015 Производитель: Россия
Здравствуйте завод Униптимаш реализует Профилегибочный агрегат 0.5-3×500 прокатный станПредназначен для производства профилей проката для строительных конструкций изделий машиностроения,элементов…
24.09.2020
Ульяновск (Россия)
11 000 000
Валковый пресс
Состояние: Новый Производитель: ООО «ХТК» (Россия)
Валковый пресс представляет из себя компактный и мобильный прокатно-высечной станок для плоской высечки (вырубки) различных материалов. Производимые операции — рубка, перфорация, биговка….
Состояние: Б/У Год выпуска: 2020 Производитель: Россия
Вакуумно-формовочная линия.VFL 11001 Поле формовочная линия (мм.) с прижимом заготовки (работа с рулона и с листа) 1000х5502 Максимальная высота формируемого изделия (мм.) 1503 Производительность…
20.07.2022
Тосно (Россия)
3 500 000
Пресса механические усилием 2,5т, 16т,25т, 40т, 63т,160т, и другие станки
Состояние: Б/У Год выпуска: 1992
Пресса механические усилием 2,5т, 16т,25т, 40т, 63т,160т, и другие станки. ПродаюПресса кривошипные :К2114А (усилие 2,5т, с подачей)КД2122, КД2322 (усилие 16т)Ватра К1.015 с размоткой и подачей…
21.10.2022
Нижний Новгород (Россия)
Пресс-ножницы НГ-5224
Состояние: Новый Год выпуска: 2013
В наличии
Реализуем оборудование:
Станок пресс-ножницы комбинированные НГ 5224.
Назначение: для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном…
17.04.2020
Красноярск (Россия)
1 108 000
Ударно-механические пресса для брикетировния
Состояние: Новый
В наличии
Механические брикетирующие прессы, благодаря высоким давлениям в камере сжатия (около 2000 кг/см2), позволяют изготавливать высококачественный брикет и по своей конструкции являются очень надежными. ..
30.06.2012
Уфа (Россия)
Пресс-ножницы НГ5224, НГ5223
Состояние: Новый Год выпуска: 2013
В наличии
Пресс-ножницы комб. НГ5222Б углок 125*125*14 ц. 250т.р.,
НГ5223 ус. 630кН, круг 50, квадрат 45, полоса 18х190 уголок 90 — 125х125х14, вес 2500кг, цена 410т.р.,
НГ5224 круг 67, квадрат 58,…
17.09.2020
Оренбург (Россия)
1 050 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по прокатному прессу почти как на Авито и TIU
Видео прокатного пресса
Стационарные валковые прессы
Главная
Компания «Бизнес-Проект специализируется на производстве компактных валковых прессов и вырубных штампов для плоской высечки листовых материалов. Нашей компанией были разработаны и успешно введены в эксплуатацию прокатно-вырубные станки серии «ПВС-Компакт». Также нами был разработан станок «ФК-2» предназначенный для производства одноразовых простыней и салфеток из нетканых материалов.
Стационарный валковый пресс ПВС серии «ПРО», предназначен для вырубки и биговки листовых материалов и используется при изготовлении различных изделий, таких как: блистерная упаковка, тара из гофрокартона, высечка заготовок из кожи и ткани, изготовление сувениров из магнитного винила, вырубка визиток, поролоновые изделия, прокладок из паранита, одноразовых тапочек и других изделий. Валковые прессыПВС серии «ПРО», выпускаются с шириной рабочей зоны 650, 800, 1100, 1600, 2100 и 2600 мм. В стандартной комплектации валковые прессы ПВС серии «ПРО» оснащаются электроприводом 1500 Вт. или 2200 Вт. с частотным регулированием, полнотелыми рабочими валами, системой синхронного привода верхнего и нижнего вала, регулятором скорости оборотов привода, оптической системой защиты рук оператора, таймером автоматического отключения. Валковые стационарный прессыПВС серии «ПРО», просты в работе и не требуют высокой квалификации персонала, для работы достаточно одного или двух операторов.
Вырубные штампы
Настольные валковые прессы
Синхронный привод двух полнотелых валов обеспечивает плавность захода заготовки и высокую точность вырубки.
Электропривод механизма регулировки положения верхнего вала.
Рольганговые столы позволяют работать с большими пресс-формами обеспечивая их плавную подачу в рабочую зону.
Чаcтотное регулирование двигателем обеспечивает плавный пуск и позволяет оператору регулировать скорость прохода высечной формы для повышения точности вырубки.
Станок прокатно-вырубной ПВС-650 ПРО
Станок прокатно-вырубной ПВС-800 ПРО
Станок прокатно-вырубной ПВС-2100 ПРО ЭРВ
НОВАЯ ВЕРСИЯ
Станок прокатно-вырубной ПВС-1600 ПРО ЭРВ
НОВАЯ ВЕРСИЯ
Станок прокатно-вырубной ПВС-1100 ПРО
Краткие технические характеристики
Расстояние между валами, min/max
1 — 50 мм.
Характеристики рабочих валов
Приводные, полнотелые, 104 мм
Механизм регулировки положения верхнего вала
Ручное регулирование. Электропривод (опционально)
Бандаж верхнего вала
Труба ПВХ или ПЭ
Режим работы
Полуавтоматический.
Напряжение питания, В.
220/380
Подающие столы
Рольганги
Защита рук оператора
Оптические датчики
Декларация о соответствии ЕАЭС N RU Д-RU.АЖ56.В.10554/20
242-е заседание ECS 9 октября- 13 Atlanta GA Стенд 200
2022 MRS Fall Meeting 27 ноября — 2 декабря Бостон MA Стенд 901AABC USA 2022 5 — 8 декабря Стенд в Сан-Диего 804
Недавние посещенные выставки: 100-летие Джона Гуденафа Весенний симпозиум
4 2 MMS
4 Встреча 8–13 мая Гонолулу Гавайи Стенд 209
Нажмите здесь, чтобы увидеть наши прошлые конференции
Уведомления
1. Цены, указанные онлайн, действительны для рынка США и только при оплате кредитной картой. Там будет дополнительная плата за доставку и обработку. Цена разная от страны к стране. 2. Мы можем добавить дополнительную плату за бумажный заказ и условия net30 из-за дополнительных затрат на рабочую силу. 3. Указанные цены могут быть изменены без предварительного уведомления.
Прокатный стан 110 мм Плоский пресс для изготовления ювелирных изделий из листового металла
Рекомендуемые товары, которые могут вам понравиться
SDYJYPYX110MM0001V0
Часто покупают вместе
Люди, которые купили этот товар, также купили
Описание Отзывы Вопросы
Описание Технические характеристики
Ручной прокатный стан 110 мм
Комбинированный стан предназначен для холодной прокатки металла с целью производства более тонкого листового металла и проволоки, а также для передачи текстуры металлу и обеспечения одинаковой толщины; прецизионная сталь для сверхпрочности и долговечности. Передаточное отношение редуктора 4:1 позволяет роликам совершать один полный оборот на каждые четыре оборота рукоятки прокатного стана. Идеально подходит для ювелиров и ремесленников.
Сведения о параметрах
Превосходная производительность
Легко регулируемое расстояние
Удобные детали
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Предварительное покрытие2 Прочный и надежный2 ролик 90 Внешний вид обеспечивает превосходную защиту от коррозии и отличную износостойкость.
Регулируемое расстояние
Т-образная планка в верхней части вращающегося украшения используется для открытия или закрытия роликов. Когда ролики полностью сомкнуты, измерения должны быть «истинными» без видимых зазоров.
Многофункциональный валик
Комбинированная функция является многоцелевой с превосходными характеристиками. Его можно спрессовать в полоски, ломтики и полукруги для удовлетворения различных потребностей.
Точный циферблат со шкалой
Точный циферблат принесет вам большую пользу, предоставляя вам точный цифровой ориентир при выполнении соответствующих настроек. Полезно для производства более удовлетворительной металлической фольги.
Экономичная ручка
Кованая ручка обеспечивает более удобный захват. Конструкция удлиненной рукоятки эргономична, что делает работу более простой и удобной.
Широкое применение
Подходит для прессования золотых и серебряных самородков в тонкие однородные листы, облегчает перенос текстуры на металл.
Технические характеристики
Продукт: комбинированная холмическая мельница
Тип: Линия давления в таблетках
Gear Sutio: 4: 1
. : 55 мм (2,17 дюйма)
Максимальное раскрытие: 0-5 мм (0-0,2 дюйма)
Плоская поверхность (+/- 0,01 мм): 57 мм (2,24 дюйма)
Кольцевой хвостовик – полукруглый эллипс (мм): 2,5 x 1, 3 x 1,25, 4 x 1,5
Размер упаковки: 34 x 34 x 20 см (13,39 x 13,39 x 7,87 дюйма)
Вес брутто: 18,66 кг (41,14 фунта)
Содержимое упаковки
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиум прочное качество
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7 для производства более тонких листов металла и проволоки, а также для переноса текстуры на ваш металл и для обеспечения одинаковой толщины; прецизионная сталь для сверхпрочности и долговечности. Передаточное отношение редуктора 4:1 позволяет роликам совершать один полный оборот на каждые четыре оборота рукоятки прокатного стана. Идеально подходит для ювелиров и ремесленников.
Сведения о параметрах
Превосходная производительность
Простота регулировки расстояния
Удобные для пользователя сведения
Прочный и надежный ролик
Прецизионная сталь для сверхпрочности и долговечности, внешний вид с покрытием обеспечивает превосходную защиту от коррозии и превосходную износостойкость.
Регулируемое расстояние
Т-образная планка в верхней части вращающегося украшения используется для открытия или закрытия роликов. Когда ролики полностью сомкнуты, измерения должны быть «истинными» без видимых зазоров.
Многофункциональный валик
Комбинированная функция является многоцелевой с превосходными характеристиками. Его можно спрессовать в полоски, ломтики и полукруги для удовлетворения различных потребностей.
Точный циферблат со шкалой
Точный циферблат принесет вам большую пользу, предоставляя вам точный цифровой ориентир при выполнении соответствующих настроек. Полезно для производства более удовлетворительной металлической фольги.
Экономичная ручка
Кованая ручка обеспечивает более удобный захват. Конструкция удлиненной рукоятки эргономична, что делает работу более простой и удобной.
Широкое применение
Подходит для прессования золотых и серебряных самородков в тонкие однородные листы, облегчает перенос текстуры на металл.
Содержание пакета
1 x Комбинированная холмическая мельница
1 x Ручка
Технические характеристики
Продукт: Комбинированная заворачивающая мельница
Тип: Линия давления в планшете
Gear Roatio
. мм (4,33 дюйма)
Диаметр ролика: 55 мм (2,17 дюйма)
Максимальное раскрытие: 0-5 мм (0-0,2 дюйма)
Плоская поверхность (+/- 0,01 мм): 57 мм (2,24 дюйма)
Это мой первый прокатный стан, и до сих пор он отлично работал для меня. Я сделал полный комплект из серег, кулона и браслета-манжеты с тиснеными узорами на них, плюс я использовал его, чтобы свернуть проволоку до размера, необходимого для изготовления прыгающих колец, также использовал его, чтобы свернуть проволоку, чтобы сделать серебряное кольцо.
Сверло тс цельное твердосплавное, K30, ВК8, VHM, DIN338, по каленому металлу, нержавеющей стали, Санкт-Петербурге и Ленинградской области
Мощное цельное сверло из мелкозернистого твердого сплава K30 Подходит для универсального использования и обработки высокопрочных сталей Сверление высокопрочных сталей, нержавеющих сплавов, закаленного металла, чугуна. РАБОТА: только с постоянным охлаждением Допуск: h8(точность)
Твердосплавная пластина ВК8 имеет специальную заточку. Он предназначен для ударного бурения. Инструмент изготовлен из стали марки 40Х. Сверло с двусторонней армированной спиралью позволяет эффективно утилизировать отходы бурения и снижает ударную нагрузку. Сверло имеет большую поперечную поверхность, что снижает амплитуду его колебаний. При работе со сверлами размером более 400 мм требуется дополнительное сверление более коротким сверлом. Хвост нужно смазывать.
Ссылка 710229
В наличии 3 шт.
Твердосплавная пластина ВК8 имеет специальную заточку. Он предназначен для ударного бурения. Инструмент изготовлен из стали марки 40Х. Сверло с двусторонней армированной спиралью позволяет эффективно утилизировать отходы бурения и снижает ударную нагрузку.
Наличие: 1 В наличии
Специальный процесс термообработки для обеспечения точности и долговечности. Для общей резки прямых кромок, твердой древесины, МДФ, фанеры и ДСП. Может использоваться для прямой обрезки ламината. Доступны в разных размерах.
Наличие: 5 В наличии
Карбид YG6A
6 Колеса из карбида
Цвет серебристый/коричнево-коричневый
Лакированная деревянная ручка
Доступность: 5 В наличии
Быстрорежущая сталь или углеродистая сталь
Различный шаг
Высокий крутящий момент
Создание резьбы
Доступность: 10 На складе
Устойчивость к атмосферным воздействиям — Высокая прилегаемость легко прилипает к предмету и поверхности Предназначен для наружного использования — обеспечивает прочное, постоянное сцепление при контакте Вмещает до 15 фунтов с клеем промышленной прочности 3M Для удержания 1 фунта используйте 4 дюйма Для удержания 15 фунтов используйте 60 дюймов Предназначен для металла, окрашенной/готовой древесины, винилового сайдинга и акрила. Простой в применении дизайн без беспорядка или инструментов Использование вместо гвоздей и шурупов Убедитесь, что ваша поверхность гладкая, чистая и сухая для лучшего сцепления Отлично подходит для самостоятельных проектов Цвет: Серый
Доступность: 4 шт. В наличии
Углеродистая сталь C1022
Головка Phillips Bugle
Испытано в соляном тумане на 48 часов
Черный фосфат
Количество – 225 шт.
Доступность: 8 В наличии
Эти маленькие винтовые крючки можно использовать для подвешивания предметов на стены или доски, они специально разработаны для легких условий эксплуатации.
Доступность: 5 На складе
Быстрорежущая сталь или углеродистая сталь
Различные шаги
Высокий крутящий момент
Создание резьбы
В продаже!
— 2,50 дирхама ОАЭ
Наличие: 30 В наличии
Сверхпрочный жидкий контактный клей, подходящий для различных применений.
Примечание: фактические размеры отличаются от размеров, указанных в объявлении. Вариация связана с тем, что белую древесину грубо распиливают, а затем фрезеруют. Каждая отдельная часть немного отличается друг от друга.
Идеально подходит для натяжения и выпрямления тросов.
Подходит для наружной и внутренней установки.
Изготовлен из высококачественной оцинкованной стали, обеспечивающей долговечность.
Цинковое покрытие предотвращает окисление защищенного металла, обеспечивая более длительный срок службы покрытия.
Наличие: 2 На складе
Размер в миллиметрах и дюймах, с магнитным крючком для наконечника и пластиковым футляром с термопластичной резиной.
Доступность: 3 В наличии
Серия E3
Цвет : Неоновый белый
Наличие: 6 шт. В наличии
Жесткое лезвие из нержавеющей стали с рукояткой
Удобная рукоятка
Размер: 5 дюймов (125 мм)
Наличие: 4 В наличии
E27 220-240В.
Функциональная лампа без крышки Энергосберегающая лампа с экономичным высококачественным светом и компактным дизайном. Эта лампа достаточно мала, чтобы аккуратно поместиться везде, где вам нужен дополнительный яркий свет дома, и позволяет легко заменить большинство ламп накаливания.
Наличие: 10 В наличии
Углеродистая сталь Q195. Белая оцинковка. Для крепления трубопроводов, поручней, стеллажей и т. д.
Роланд — ВК-8 | Комбинированный орган
Enhanced Virtual ToneWheel Sound
В VK-8 используется та же усовершенствованная технология Virtual ToneWheel, что и в его старшем брате VK-77 с двойным ручным управлением, что придает ему теплое, богатое звучание, характерное для классических органов вчерашнего дня. Выберите один из трех типов колеса тембра: Vintage 1, Vintage 2 и Clean. Затем настройте свой звук с помощью девяти полос гармоник VK-8, удобно расположенных слева от клавиатуры.
Новая клавиатура-водопад
Один взгляд на новую клавиатуру-водопад VK-8 — и вы почувствуете себя как дома. 61-клавишная одноручная клавиатура имеет отчетливый состаренный вид, как старый друг. Положите руки на клавиши, и вы обнаружите, что они так же приятны на ощупь — гладкие на ощупь и с достаточной степенью сопротивления для исполнения традиционных органных эффектов, таких как глиссандо.
Моделирование вращающихся динамиков и не только…
VK-8 выводит моделирование вращающихся динамиков на совершенно новый уровень, используя запатентованную технологию COSM для «моделирования» не только уникального звука вращающихся динамиков, но и конструкции схем ламповых усилителей, фактические характеристики корпуса динамика и его естественное окружение. Именно такое внимание к деталям придает VK-8 превосходный звук. (Убийственный овердрайв тоже не помешает.)
Назад в будущее
В то время как классические звуки органа являются основой VK-8, игроки также оценят высококачественные звуки инструментов, включая электрические/акустические пианино, струнные, бас и хор — даже джазовые скат-голоса и синтезаторы. Также имеется футуристический контроллер D-Beam, который позволяет создавать эффекты от остановок двигателя тонового колеса до ударного звука пружинной реверберации с использованием инфракрасного луча света.
Cool Combos
Имея два MIDI-входа, вы можете подключить внешнюю MIDI-клавиатуру или дополнительный педалборд PK-7, который позволяет вам играть на басу, играя аккорды и лиды. А в сочетании со стереофоническим микшерным клавишным усилителем KC-1000 вы получите мощное и насыщенное звучание — благодаря 310-ваттной системе с 7 динамиками, уникальными эффектами RSS, компрессией с разделением частот и ультрареалистичным тон-кабинетом. реверберация.
Клавиатура
61 клавиша (Водопад со скоростью)
Генератор звука
Орган: Virtual ToneWheel, Оркестровые тембры: PCM
Деталь
Орган: 3 партии (верхняя, нижняя, педаль), другие тембры
Это последнее обновление для ВК-8. Пожалуйста, обратитесь к документу readme.pdf для получения информации о процедуре обновления.
Обновление системы VK-8, версия 2.0 (MAC-SMF)
Это последнее обновление для ВК-8. Пожалуйста, обратитесь к документу readme.pdf для получения информации о процедуре обновления.
Примечание для пользователей Mac: Если у вас нет доступа к программе секвенсора, вам потребуется приложение обновления UPD SMF.
Проигрыватель SMF для Mac OS X v10.
7 / OS X v10.8 / OS X v10.9
О UpdSMF
UpdSMF — это простой проигрыватель SMF, работающий на Mac OS X v10.7 / OS X v10.8 / OS X v10.9. Этот проигрыватель SMF предназначен только для обновления и не может использоваться для воспроизведения обычных музыкальных данных SMF.
Прежде чем использовать это, вы должны сначала установить MIDI-драйвер, чтобы можно было передавать MIDI-данные. Процедуру установки см. в документации к вашему драйверу или приложению.
SMF-плеер для Windows
Опора
Если у вас есть вопросы по работе с вашим продуктом Roland, обратитесь к нашей базе знаний, где вы найдете ответы на наиболее распространенные вопросы. Вы также можете связаться с нашей службой поддержки через Roland Backstage. Кроме того, у нас есть библиотека руководств пользователя и вспомогательных документов, которые вы можете загрузить и использовать.
СВАРКА АЛЮМИНИЯ АРГОНОМ [инструкция для начинающих, технология]
Многолетняя практика убедительно доказывает, что [сварка алюминия аргоном] является наиболее эффективным способом создания неразъемного соединения двух или более элементов.
Для выполнения сварочных работ в среде любого инертного газа требуется специализированная оснастка, оборудование и подробная инструкция для начинающих.
Аппарат для соединения алюминиевых деталей, как правило, имеет сложную структуру.
Если варить алюминий полуавтоматом, то потребуется определенный тип сварочной проволоки и баллон с аргоном. Но есть способы, которые позволяют обходиться без газа.
Технология сварки алюминия требует от сварщика высокой квалификации и знаний основ металловедения.
Содержание:
Особые свойства алюминия
Некоторые способы сварки
Технология сварки аргоном
Что требуется для сварки аргоном?
Подготовка деталей
Особенности сварки аргоном
Преимущества и недостатки
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
низкой температурой плавления;
высокой химической активностью;
большим коэффициентом объемной усадки.
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
Некоторые способы сварки
Усвоив уроки металловедения для начинающих, можно со знанием дела выбирать конкретный способ сварки алюминия в среде инертных газов.
Для сварочных работ применяют аппараты следующего типа:
газопламенная установка;
электродуговой аппарат;
аргонно-дуговой аппарат.
В первом случае используется флюс, который производится на основе фтористых и хлористых солей.
При нагреве пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре близкой к температуре плавления.
Сварка выполняется алюминиевым прутком. Расход материала при таком способе минимальный.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ нужно удалить остатки флюса и промыть деталь водой.
На видео показана пошаговая инструкция по соединению алюминиевых деталей с применением флюса.
Видео:
Электродуговая сварка деталей выполняется постоянным током с обратной полярностью. В этом случае используются алюминиевые электроды или присадочная проволока с обмазкой из флюса.
Наиболее качественный шов при соединении алюминиевых деталей обеспечивает аргонно-дуговой аппарат.
Дуга создается с помощью электрода, изготовленного из вольфрама. Такой электрод служит длительный отрезок времени и тем самым снижает стоимость сварочных работ.
Между вольфрамовым электродом и свариваемой деталью зажигается дуга.
В зону горения дуги подается алюминиевая проволока. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
Сварка происходит на узком участке при быстром перемещении электрода.
В таком режиме алюминий не успевает перейти в жидкую фазу и вытечь наружу.
Для высокого качества сварного шва проволока должна иметь ту же структуру, что и свариваемый металл. Такой способ сварки выполняется полуавтоматом.
В различных производственных условиях сварку выполняют постоянным или импульсным током. В промышленном производстве есть сварочные агрегаты, работающие с переменным током.
Технология сварки аргоном
Специалисты отмечают, что сварка алюминиевых деталей аргоном включает в себя несколько разноплановых действий.
Насколько эти действия будут согласованы между собой, настолько качественным будет соединение двух элементов.
Технология сварки полуавтоматом предполагает наличие определенных материалов, узлов и агрегатов. Аргонно-дуговой аппарат состоит из трех агрегатов.
Видео:
Перед началом сварки каждый из них нужно привести в работоспособное состояние. Расход сопутствующих ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою цену, поэтому их следует экономить.
Что требуется для сварки аргоном?
Аппарат для сварки алюминия состоит их следующих агрегатов:
источник электропитания;
баллон с аргоном;
механизм подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть на катушках и бобинах.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой поставляется инертный газ.
Верстаки для установки свариваемых деталей производятся из нержавейки.
Подготовка деталей
После того как оборудование для сварки алюминия аргоном приведено в рабочее состояние, нужно подготовить свариваемые детали.
С поверхности необходимо удалить грязь, жир и остатки машинного масла. Делается это с помощью любого растворителя на верстаке из нержавейки.
Когда толщина свариваемых деталей больше четырех миллиметров, необходимо разделать кромки.
В соответствии с рекомендациями специалистов и техническими условиями, листовой алюминий толщиной от 4 мм рекомендуется сваривать только встык.
При получении задания на сварку алюминия, исполнителю нужно сразу же поинтересоваться толщиной листа и сколько миллиметров составит ширина кромки.
Видео:
Кромка зачищается напильником или на наждачном станке. Если деталь имеет сложную форму, то место сварки зачищается с помощью переносной шлифовальной машинки.
В любом случае, с поверхности металла необходимо удалить оксидную пленку.
Особенности сварки аргоном
Чтобы качественно выполнять сварку алюминия полуавтоматом, нужно использовать электроды из вольфрама. Диаметр электродов выбирается в пределах от 1,5 до 5,5 мм.
В процессе работы надо следить за тем, как ориентирован электрод относительно свариваемой поверхности. Электрод необходимо держать под углом 80 градусов.
Присадочная проволока по отношению к электроду должна находиться под прямым углом.
Допускается максимальная длина дуги 3 мм.
В таком положении расход материалов будет оптимальным. В процессе работы присадочная проволока должна перемещаться впереди горелки.
Электрод и присадочная проволока в процессе сварки алюминия аргоном должны двигаться только вдоль сварного шва.
Поперечные движения не допускаются. На видео показаны движения, которые совершает сварщик газовой горелкой.
Видео:
При работе с тонкими листами алюминия в качестве подкладки можно использовать лист нержавейки.
При таком положении будет выполняться интенсивный отвод тепла от рабочей зоны через лист нержавейки и вероятность прожога резко уменьшится.
Уменьшится и расход энергии, поскольку работа будет выполнена быстрее.
Преимущества и недостатки
Сварка алюминиевых изделий полуавтоматом в среде, заполненной аргоном, имеет ряд существенных преимуществ по сравнению с другими способами.
Первое, что следует отметить, малую область нагрева свариваемой детали. Это важно при соединении деталей со сложной объемно-пространственной структурой.
Сколько требуется газа и какая нужна проволока, подсчитать можно. Однако спрогнозировать внутреннюю деформацию детали очень трудно.
Сварка изделий в среде инертного газа позволяет получить прочное соединение без пор, примесей и посторонних включений.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К числу недостатков сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом требуется тонкая настройка всех составляющих устройства. Важно, чтобы проволока подавалась в рабочую зону постепенно.
Видео:
Для этого необходимо правильно настроить аппарат подачи. Если проволока будет подаваться не ритмично, то горение дуги будет прерываться.
В таком случае увеличится расход электроэнергии и аргона. Чтобы качественно выполнить соединение алюминия, сварщик должен обладать сноровкой и навыками этого ремесла.
Только теория и советы в этом случае не помогут.
пошаговая инструкция для начинающих, видео
Какие свойства алюминия следует учитывать при его сварке
Способы сварки алюминия
Технология сварки с помощью аргона
Как подготовить к сварке соединяемые детали
Некоторые особенности сварки аргоном
Плюсы и минусы сварки, выполняемой в среде аргона
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
высокую химическую активность;
невысокую температуру плавления самого металла;
значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
сварка, выполняемая при помощи газовой горелки;
электродуговая сварка;
аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
баллон, в котором хранится защитный газ аргон;
механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Как сваривать алюминий: методики и советы
Последнее обновление
Алюминий — это относительно мягкий металл в чистом виде с хорошим соотношением прочности и веса. Этот металл повсеместно применяется в машиностроении из-за его многочисленных преимуществ, таких как проводимость и коррозионная стойкость. Однако для повышения прочности требуется добавление сплавов.
Соединение металлических компонентов путем их плавления представляет собой сложную задачу даже для самых опытных сварщиков. Но для сварки легких металлов, таких как алюминий, требуются другие процессы и методы, чем для сварки стали. Процесс требует предельной точности, чтобы обеспечить максимально прочную связь. Поскольку свойства алюминия отличаются от свойств стали, работа с металлом сопряжена с уникальными проблемами.
Хотя сварка алюминия может быть сложной задачей, доступ к нужной информации и регулярная практика могут помочь развить и отточить ваши навыки сварки алюминия. Читайте дальше, чтобы узнать советы и рекомендации по различным методам сварки алюминия.
Что делает сварку алюминия сложной задачей?
Алюминий является распространенным металлом в производстве из-за его более высокой коррозионной стойкости, отличной электропроводности, легкого веса и эстетики. Он используется для различных видов сварочных работ. К сожалению, те же свойства, которые делают его подходящим металлом для сварки, также усложняют обращение с ним.
Возможно, основная проблема заключается в том, что он сделан из мягкого материала, который обладает высокой чувствительностью и изолирован прочным оксидным слоем. В расплавленном состоянии металл также очень чувствителен к таким примесям, как грязь, воздух и вода.
Эти примеси могут значительно снизить его пластичность, прочность и образование окисления на сварном шве. Следовательно, это усложняет многопроходную сварку и искажает внешний вид сварного шва.
Кроме того, алюминий и его сплавы имеют высокое сродство к кислороду. В чистом виде алюминий плавится при 650 градусах Цельсия, а окисленный слой плавится при 2037 градусах Цельсия. Поскольку оксидированный слой плавится при более высокой температуре, чем чистый алюминий, перед сваркой необходимо тщательно очистить поверхность металла.
Другая проблема связана с низкой температурой плавления и высокой теплопроводностью металла. Эти качества, как правило, сужают диапазон обрабатываемости по сравнению с другими металлами. Это может легко привести к прожогу. Кроме того, качества затрудняют указание качества и прогресса сварки, что затрудняет работу.
Изображение предоставлено: aydngvn, Shutterstock
Как можно сваривать алюминий?
При сварке алюминия все зависит от выбора правильного метода сварки. Хотя может быть множество методов сварки стали, алюминий требует специального оборудования и методов. Двумя основными методами, используемыми для сварки алюминия и его сплавов, являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG).
1. Сварка алюминия методом ВИГ
Посмотреть этот пост в Instagram
Пост, опубликованный Crawley College Welding (@crawleycollegewelding)
Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), это один из самых популярных сварочных процессов, часто используемый профессиональными сварщиками в автомобильной промышленности и энтузиастами автогонок. Сварка TIG позволяет успешно сплавлять алюминиевые сплавы.
Особенно подходит для более тонких алюминиевых листов, поскольку обеспечивает чистый сварной шов. Сварщику TIG требуется оборудование, которое может работать с переменным током (AC), используя 100% аргон для защиты.
Кроме того, для сварки TIG не требуется механическая подача проволоки, что потенциально может привести к проблемам с подачей. Вместо этого он направляет присадочный материал в сварочную ванну.
Еще одна причина популярности сварки TIG при сварке алюминия заключается в том, что она предотвращает загрязнение очень чувствительного алюминия на протяжении всего процесса.
Факторы, которые необходимо учитывать при сварке алюминия методом TIG
Защитный газ : Сначала необходимо подготовить все оборудование, необходимое для сварочного проекта. Газ аргон лучше всего подходит для защиты, поскольку он может стабилизировать дугу, обеспечивая плавление с лучшей геометрией сварного шва. Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
Электрод : Для сварки TIG также потребуется вольфрамовый электрод. Вы можете использовать любой вид вольфрамового электрода. В зависимости от вашего бюджета вы можете выбрать более дешевый электрод из чистого вольфрама или более дорогой вольфрамовый электрод с торием.
Мощность переменного тока : После выбора электрода вам необходимо приобрести сварочный аппарат TIG, желательно способный производить переменный ток высокой частоты (AC). Высокочастотный переменный ток является идеальным вариантом, поскольку он уравновешивает очистку поверхности с проплавлением сварного шва, сохраняя при этом кончик электрода холодным.
Присадочные материалы : Вы можете использовать или не использовать присадочные металлы, в зависимости от конструкции соединения и толщины основного металла.
Очистка : Собрав необходимые инструменты и принадлежности, подготовьте основной металл, удалив окисленный слой с помощью проволочной щетки или шлифования. Убедитесь, что этот процесс является тщательным, потому что этот шаг влияет на окончательные результаты.
Настройки настроек: Наконец, вы можете настроить параметры вашего сварочного аппарата TIG, такие как расход газа и сила тока. Это зависит от ваших предпочтений и условий сварки. Имейте в виду, что алюминий горит сильнее, чем сталь. Таким образом, вам, возможно, придется использовать настройку низкой силы тока.
Кроме того, модифицируйте электрод, чтобы он имел конец со сферическим наконечником. Это расширит дугу, обеспечив распределение тепла по поверхности основного металла.
После настройки сварочного аппарата TIG можно приступать к сварке. Начните медленно, не касаясь присадочного металла, пока электрод не создаст сварочную ванну. Продолжайте сварку, время от времени останавливаясь через каждые 10–15 сантиметров, чтобы основной металл остыл. Это предотвращает проблемы прогорания.
Насадки для сварки TIG
В то время как любой вид вольфрама может работать, лучшим вариантом для алюминия является чистый вольфрамовый электрод.
Подготовьте алюминий к сварке, очистив его от окисленного слоя и подогрев.
Если вы используете аргон в качестве щита, убедитесь, что горелка не получает его слишком много, потому что он создает дуги неправильной формы.
Используйте радиатор для предотвращения деформации.
Всегда очищайте присадочный электрод от загрязнений. Кроме того, расплавьте стержень с основным материалом, чтобы создать постоянный сварной шов.
2. Сварка алюминия MIG
Посмотреть этот пост в Instagram
Пост, которым поделился @mig_mistress91
Также известный как дуговая сварка металлическим газом (GMAW), это еще один распространенный метод дуговой сварки, используемый для сварки алюминия. Это идеальный процесс для алюминия, потому что он использует меньше тепла по сравнению с более толстыми металлами. Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки.
Однако в нем используется механическая система подачи проволоки, в которой для обеспечения подачи проволоки используется либо двухтактный пистолет, либо шпульный пистолет.
Факторы, которые следует учитывать при сварке алюминия методом MIG
Толщина материала : Во-первых, необходимо учитывать толщину материала. Алюминий, который можно сваривать MIG, должен иметь калибр 14 и выше. Толщина металла определяется мощностью сварочного аппарата TIG. Если вы хотите сваривать алюминий толщиной менее 14, вам, возможно, придется использовать специальное оборудование для импульсной сварки MIG.
Защитный газ : Как и для сварки TIG, для сварки MIG также требуется защитный газ. Поскольку алюминий является цветным металлом, 100% аргон является идеальным защитным газом при сварке MIG. Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час.
Очистка : Прежде чем приступить к процессу сварки, необходимо тщательно очистить алюминий, удалив с поверхности любой мусор, в том числе грязь и смазочные материалы. Приступайте к удалению окислителя только после обезжиривания. Вы можете использовать либо ручную проволочную щетку, либо чашечную проволочную щетку, при условии, что это щетки из нержавеющей стали. Если вы выберете силовую проволочную щетку, уменьшите давление и скорость вращения, чтобы уменьшить смазывание поверхности. Это может улавливать примеси и оксиды под поверхностью. Кроме того, очистите основной металл проволочной щеткой, предназначенной только для алюминия, чтобы избежать загрязнения.
Используемый процесс: Наилучший процесс для использования при сварке MIG алюминия – это струйный перенос. Он заключается в переносе капель расплавленного металла с электрода в сварочную ванну. Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
Пистолет и подача проволоки : Перед сваркой алюминия методом MIG необходимо выбрать требуемую горелку и систему подачи проволоки. Обычно для подачи алюминиевой проволоки при сварке MIG используется шпульный пистолет или двухтактная система. Пистолет для катушки помогает исключить вероятность гнездования птиц, потому что он подает только несколько дюймов. С другой стороны, в двухтактной системе используется двигатель пистолета, который протягивает проволоку через направляющий канал, а двигатель механизма подачи помогает подаче. Двухтактная система подходит для ситуаций, когда вы свариваете далеко от источника питания. Он также удобен в использовании и имеет эргономичный дизайн.
Присадочный материал : Определите базовый алюминиевый сплав и условия, которым, вероятно, будет подвергаться конечный продукт. ER4043 и ER5356 являются наиболее доступными на рынке алюминиевыми присадочными проволоками. Для получения дополнительных рекомендаций по сплавам проволоки, которые вы можете использовать с алюминием, обратитесь в местный магазин.
Насадки для сварки алюминия методом MIG
Всегда соблюдайте надлежащее расстояние между насадкой и изделием. Если возможно, рассмотрите возможность углубления контактного наконечника примерно на 1/8 дюйма внутрь сопла.
При сварке алюминия методом MIG сварочная ванна и отражатель сильно нагреваются. Удерживая наконечник на подходящем расстоянии, вы предотвратите обратное пригорание проволоки к контактному наконечнику, а также другие проблемы с подачей.
Бусины крупного плетения не годятся для алюминия. Если вам требуются более крупные угловые сварные швы, используйте многопроходные прямые валики. Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.
При сварке MIG алюминия необходимо увеличить скорость перемещения горелки, так как основной материал нагревается во время сварки.
Альтернативные методы сварки алюминия
TIG и MIG могут быть обычными методами сварки алюминия; однако существуют и другие типы сварочных процессов, которые могут работать с этим металлом, как показано ниже.
Лазерная сварка
Подобно другим процессам сплавления металлов, лазерные лучи могут сплавлять различные алюминиевые сплавы. Лазерный луч является одним из самых быстрых процессов сварки из-за высокой плотности мощности на поверхности материалов. Он способен производить сварные швы с высоким соотношением сторон, которые сужают зоны термического влияния.
Лазерная сварка обеспечивает быстрое и чистое сварное соединение и идеально подходит для металлов, склонных к растрескиванию, таких как алюминий. Защитные газы, необходимые для этого процесса, зависят от марки соединяемого алюминия.
Электронно-лучевая сварка
Этот процесс также подходит для получения быстрых и чистых сварных швов даже в очень толстых алюминиевых профилях. В отличие от других процессов сварки плавлением, электронно-лучевая сварка работает в вакууме. Таким образом, для процесса не требуется защитный газ. При этом получаются очень чистые сварные швы.
Тем не менее, вы должны быть осторожны при выборе наполнителя, параметров сварки и конструкции соединения, чтобы свести к минимуму риск растрескивания чувствительных материалов, таких как алюминий.
Сварка трением
Это процесс плавления металлов, происходящий в твердом состоянии. Металлы не должны плавиться, чтобы плавиться. Сварка трением может сплавлять все серии алюминиевых сплавов, включая печально известные серии 2xxx и 7xxx.
Кроме того, процесс не требует защитного газа, поскольку материалы плавятся в твердом состоянии. Сварка трением обеспечивает превосходные механические характеристики по сравнению с другими методами сварки плавлением.
Заключение
Алюминий имеет множество применений в технике благодаря своей проводимости и коррозионной стойкости. Однако вам нужно сплавить металл с другими сплавами, чтобы сделать его прочнее. Поскольку сварка алюминия становится все более популярной, также полезно освоить навыки работы с материалом.
Сварка MIG и TIG — самые популярные методы сварки алюминия. Они могут производить чистые и точные сварные швы. Однако существуют и другие альтернативные процессы, такие как лазерный луч, электронно-лучевая сварка и процессы сварки трением.
При работе с TIG ключевой задачей является очистка поверхности, поскольку она определяет качество производимого сварного шва. Аргон также является идеальным газом для использования в качестве защитного газа, поскольку он помогает стабилизировать дугу. С другой стороны, работая с MIG, используйте шпульный пистолет, чтобы уменьшить вероятность гнездования птиц. Кроме того, используйте процесс переноса распылением для повышения эффективности сварки и скорости наплавки.
Имейте в виду, что некоторые из этих методов сварки сильно нагреваются, поэтому при сварке алюминия важно надевать защитное снаряжение.
Источники
Проблемы сварки алюминия
Руководство по MIG-сварке алюминия
Методы сварки алюминия
Методы сварки алюминия
Алюминий и его сплавы
Избранное изображение предоставлено: guteksk7, Shutterstock
Что делает сварку алюминия сложной задачей?
Как можно сваривать алюминий?
1. Сварка алюминия ВИГ
2. Сварка алюминия МИГ
Альтернативные методы сварки алюминия
Лазерная сварка
Электронно-лучевая сварка
Сварка трением
Заключение
3 Какой защитный газ использовать при сварке алюминия?
Q — Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего использовать гелий. Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?
A — Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Отличные сварные швы часто получают с использованием чистого аргона в качестве защитного газа. Чистый аргон является наиболее популярным защитным газом и часто используется как для дуговой сварки алюминия, так и для дуговой сварки алюминия вольфрамовым электродом. Смеси аргона и гелия, вероятно, являются следующими распространенными, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между аргоном и аргоно-гелиевыми смесями. Чтобы понять влияние этих газов на процесс сварки, мы можем изучить свойства каждого газа на рис. чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ.
Защитный газ для газовой дуговой сварки металлическим электродом
Для GMAW добавки гелия варьируются от 25% до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла в сварном шве. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, а поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с возможностью значительной экономии. Поперечное сечение металла сварного шва также может иметь определенное значение в некоторых случаях применения. Типичные сечения для аргона и гелия показаны на рис. 2.
Испытания показали, что относительно узкое поперечное сечение сварного шва, защищенного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве.
При заданной длине дуги добавление гелия к чистому аргону увеличивает напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается примерно при 75% гелия и 25% аргона. Более широкая форма провара и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двусторонних разделочных швов в толстолистовом прокате. Способность профиля сварного шва обеспечивать более широкую цель во время обратного скола может помочь уменьшить вероятность неполного провара соединения, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона обычно обеспечивает завершенный сварной шов с более яркой и блестящей поверхностью. Сварка, выполненная с использованием смеси гелия и аргона, обычно требует очистки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитных газов с гелием могут помочь предотвратить неполное проплавление и неполное проплавление из-за дополнительного теплового потенциала этих газов.
Защитный газ для дуговой сварки вольфрамовым электродом
При рассмотрении вопроса о защитном газе для дуговой сварки вольфрамовым электродом на переменном токе наиболее популярным газом является чистый аргон. Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги, когда алюминий AC — GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно содержащие 25 % гелия и 75 % аргона, которые могут помочь увеличить скорость перемещения при дуговой сварке вольфрамовым электродом в среде переменного тока. Смеси с содержанием гелия более 25 % для дуговой сварки на переменном токе – газовая вольфрамовая дуга используются, но не часто, поскольку при определенных обстоятельствах они могут вызывать нестабильность дуги на переменном токе.
Чистый гелий или защитный газ с высоким процентным содержанием гелия (He-90%, Ar-10%) используются в основном для газовой вольфрамовой дуговой сварки с отрицательным электродом постоянного тока (DCEN). Часто предназначенные для шовной сварки, сочетание GTAW-DCEN и высокой тепловложения от используемого газа может обеспечить высокую скорость сварки и превосходное проплавление. Эта конфигурация иногда используется для получения стыковых швов с полным проплавлением, приваренных только с одной стороны, к временной обжигу без подготовки V-образных канавок, а только к пластине с квадратной кромкой.
Заключение :
Отвечая на ваши вопросы, существует несколько вариантов газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно основывается на конкретном приложении. Вообще говоря, газы с высоким содержанием гелия используются для сварки GMAW на более толстых материалах и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для сварки GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия.
 В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения. В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения. Они переводятся как «электричество» и «дорога».
Они переводятся как «электричество» и «дорога».
 Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
 Кроме того, они отличаются высокой гигроскопичностью и легко впитывают влагу, поэтому нуждаются в особом внимании при хранении. Их использование оптимально на постоянном токе обратной полярности.
Кроме того, они отличаются высокой гигроскопичностью и легко впитывают влагу, поэтому нуждаются в особом внимании при хранении. Их использование оптимально на постоянном токе обратной полярности.
 По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
 В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость. Такой результат дают электроды с основным или рутиловым покрытием.
Такой результат дают электроды с основным или рутиловым покрытием.

 Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
 Домашние мастера и непрофессиональные сварщики не испытывают при работе с ними особые трудности.
Домашние мастера и непрофессиональные сварщики не испытывают при работе с ними особые трудности.
 Кроме того, эти металлы должны удовлетворять еще одному важному условию: величина их временного сопротивления воздействию нагрузки на разрыв должна быть ниже отметки 50 кгс/кв. мм (приблизительно 490,3 МПа).
Кроме того, эти металлы должны удовлетворять еще одному важному условию: величина их временного сопротивления воздействию нагрузки на разрыв должна быть ниже отметки 50 кгс/кв. мм (приблизительно 490,3 МПа).
 Его общепринятое название – рутиловое.
Его общепринятое название – рутиловое.
 Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.
Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.

 Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.
Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.

 ≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
 На его поверхности допустимо присутствие:
На его поверхности допустимо присутствие:
 Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.
Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.


 По сравнению со значениями in vitro до имплантации было три фазы изменения импеданса: (1) немедленное значительное увеличение импеданса в среднем в два раза при имплантации; (2) период продолжающегося увеличения импеданса, хотя и со значительной вариабельностью, который достиг пика примерно через четыре недели после имплантации и оставался высоким в течение следующих двух недель; (3) наконец, период 5-6 недель, когда импеданс стабилизировался на уровне, близком к тому, который наблюдался сразу после имплантации. Импеданс часто можно было временно уменьшить, применяя короткие серии стимуляции током, используемые для стимуляции двигательной активности. Порог стимуляции, вызывающий наблюдаемое двигательное поведение, обычно составлял 75-100 мкА, а плотность заряда варьировалась от 48-128 мкКл/см(-2), что согласуется с более низкой плотностью тока, генерируемого электродами с большей площадью стимулирующей поверхности. Систематического изменения порогов с течением времени не происходило, что свидетельствует о том, что функциональность устройства не была нарушена факторами, вызвавшими изменения импеданса электродов.
По сравнению со значениями in vitro до имплантации было три фазы изменения импеданса: (1) немедленное значительное увеличение импеданса в среднем в два раза при имплантации; (2) период продолжающегося увеличения импеданса, хотя и со значительной вариабельностью, который достиг пика примерно через четыре недели после имплантации и оставался высоким в течение следующих двух недель; (3) наконец, период 5-6 недель, когда импеданс стабилизировался на уровне, близком к тому, который наблюдался сразу после имплантации. Импеданс часто можно было временно уменьшить, применяя короткие серии стимуляции током, используемые для стимуляции двигательной активности. Порог стимуляции, вызывающий наблюдаемое двигательное поведение, обычно составлял 75-100 мкА, а плотность заряда варьировалась от 48-128 мкКл/см(-2), что согласуется с более низкой плотностью тока, генерируемого электродами с большей площадью стимулирующей поверхности. Систематического изменения порогов с течением времени не происходило, что свидетельствует о том, что функциональность устройства не была нарушена факторами, вызвавшими изменения импеданса электродов.
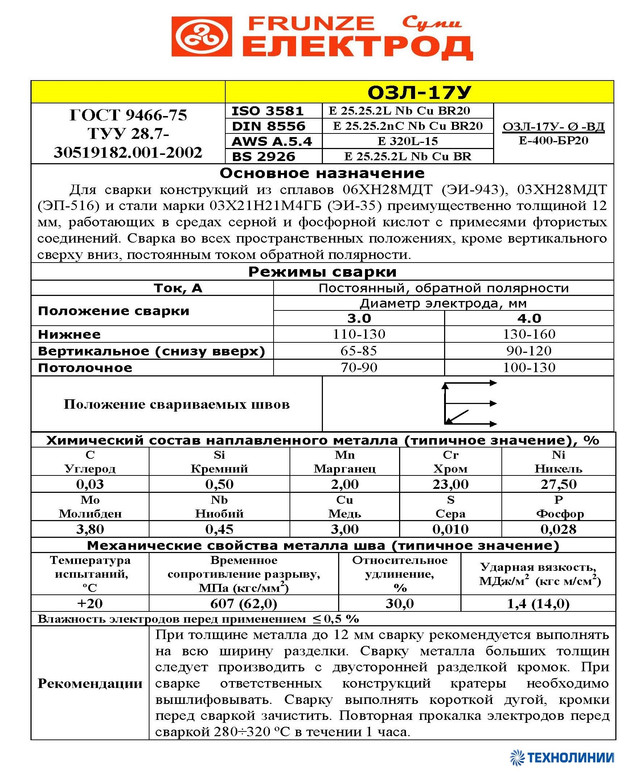
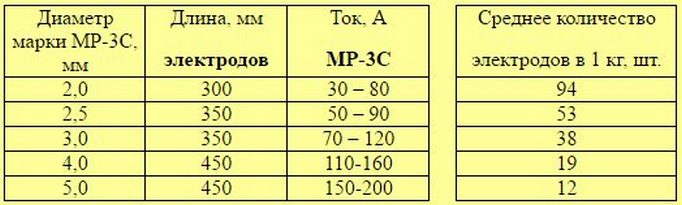 Ф., Заки А.
Ф., Заки А.
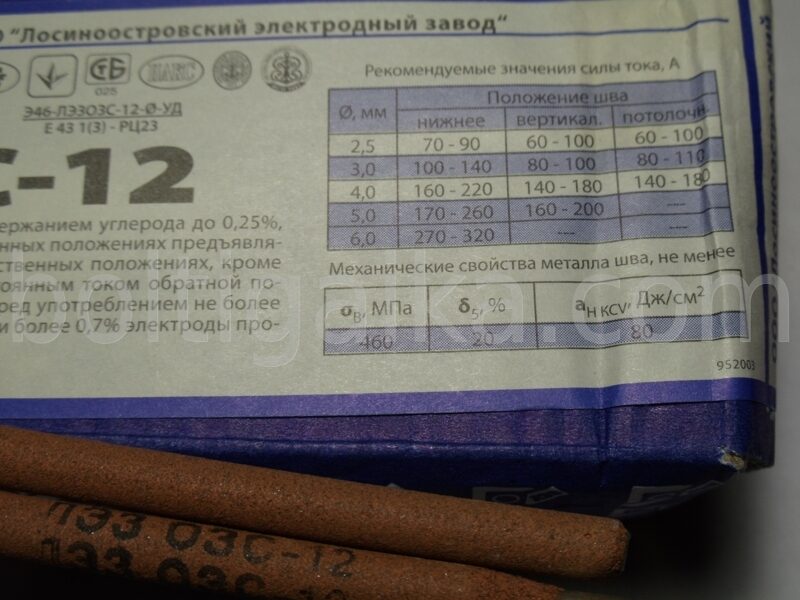 doi: 10.1016/j.actbio.2017.02.010. Epub 2017 6 февраля.
doi: 10.1016/j.actbio.2017.02.010. Epub 2017 6 февраля.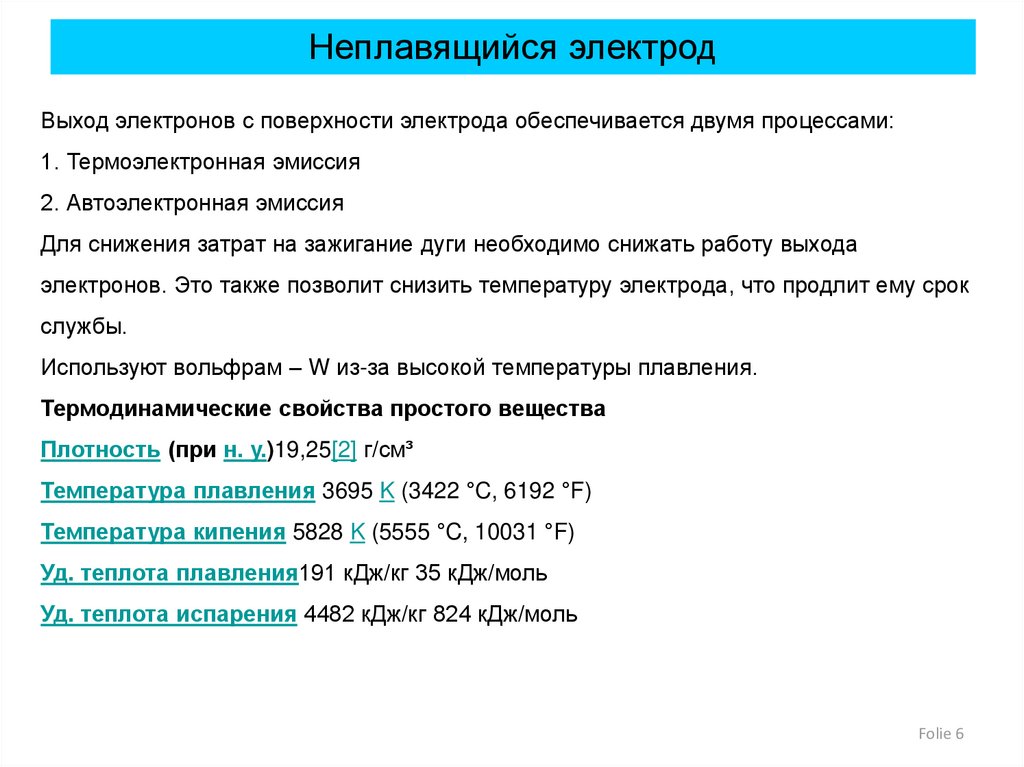 2016 9 мая;11(5):e0155109. doi: 10.1371/journal.pone.0155109. Электронная коллекция 2016.
2016 9 мая;11(5):e0155109. doi: 10.1371/journal.pone.0155109. Электронная коллекция 2016.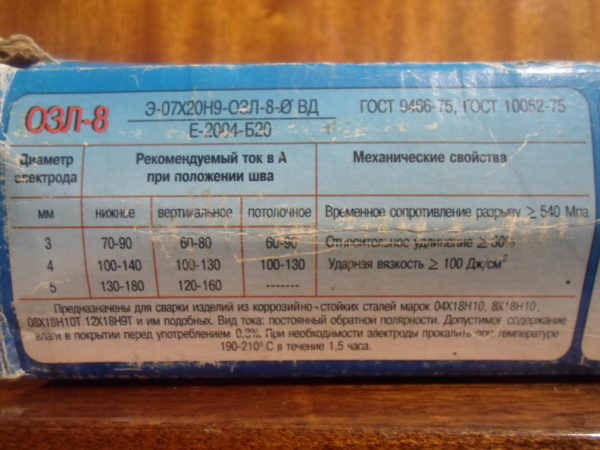 edu
edu
 50
50 У Ресанта САИ 220 есть удобная ручка для переноски, что позволяет легко его перемещать в любое место.
У Ресанта САИ 220 есть удобная ручка для переноски, что позволяет легко его перемещать в любое место.

 Имея малый вес и небольшие габариты, сварочный инвертор позволяет с максимальным удобством перемещаться по площадке, на которой производятся сварочные работы. Дополнительная комплектация наплечным ремнем делают аппараты еще более мобильными, позволяя производить работы при помощи строительных лесов, стремянок и лестниц.
Имея малый вес и небольшие габариты, сварочный инвертор позволяет с максимальным удобством перемещаться по площадке, на которой производятся сварочные работы. Дополнительная комплектация наплечным ремнем делают аппараты еще более мобильными, позволяя производить работы при помощи строительных лесов, стремянок и лестниц.
 В настоящее время у него есть много вариантов сварочного аппарата, таких как: сварочный аппарат MIG, сварочный аппарат TIG и аппарат для сварки стержнем, которые являются доступными и более точными, менее опасными, а также чистыми в использовании
В настоящее время у него есть много вариантов сварочного аппарата, таких как: сварочный аппарат MIG, сварочный аппарат TIG и аппарат для сварки стержнем, которые являются доступными и более точными, менее опасными, а также чистыми в использовании Компания продолжила свою экспансию на индийском рынке, купив сварочный бизнес Indian Oxygen Limited в 1991 и Flotech Welding & Cutting Systems Limited в 1992 году, после чего в 1994 году произошло слияние Maharashtra Weldaids Limited. Остальные его акции широко распространены. Компания котируется на фондовых биржах Мумбаи и Национальной фондовой бирже.
Компания продолжила свою экспансию на индийском рынке, купив сварочный бизнес Indian Oxygen Limited в 1991 и Flotech Welding & Cutting Systems Limited в 1992 году, после чего в 1994 году произошло слияние Maharashtra Weldaids Limited. Остальные его акции широко распространены. Компания котируется на фондовых биржах Мумбаи и Национальной фондовой бирже.
 0034 Индийский субконтинент, Австралия/Новая Зеландия, Восточная Европа, Центральная Америка, Северная Европа и Южная/Западная Европа и по всему миру.
0034 Индийский субконтинент, Австралия/Новая Зеландия, Восточная Европа, Центральная Америка, Северная Европа и Южная/Западная Европа и по всему миру.
 Это такие же розетки, которые используются для стиральных и сушильных машин, и их напряжение в два раза выше, чем у обычной двухконтактной розетки 110 В.
Это такие же розетки, которые используются для стиральных и сушильных машин, и их напряжение в два раза выше, чем у обычной двухконтактной розетки 110 В.  Однофазное (также известное как «1-фазное») питание — это то, что у вас есть в вашем доме. Это двухпроводная цепь переменного тока — один провод питания (фазный провод) и один нулевой провод. Электрический ток протекает между проводом питания и нейтральным проводом. Принимая во внимание, что 3-фазное питание представляет собой трехпроводную цепь питания переменного тока, каждая фаза которой расположена на расстоянии 120 градусов друг от друга. Основным преимуществом 3-фазного питания является подача питания с постоянной скоростью, без пиков и провалов, характерных для 1-фазного питания.
Однофазное (также известное как «1-фазное») питание — это то, что у вас есть в вашем доме. Это двухпроводная цепь переменного тока — один провод питания (фазный провод) и один нулевой провод. Электрический ток протекает между проводом питания и нейтральным проводом. Принимая во внимание, что 3-фазное питание представляет собой трехпроводную цепь питания переменного тока, каждая фаза которой расположена на расстоянии 120 градусов друг от друга. Основным преимуществом 3-фазного питания является подача питания с постоянной скоростью, без пиков и провалов, характерных для 1-фазного питания. Вилки для этих приборов представляют собой большие вилки с 3 или 4 контактами в круглом корпусе темного цвета, а розетка, к которой они подключаются, такая же круглая и темного цвета.
Вилки для этих приборов представляют собой большие вилки с 3 или 4 контактами в круглом корпусе темного цвета, а розетка, к которой они подключаются, такая же круглая и темного цвета. Иногда выше 220В, иногда ниже. Аналогичным образом, приборы на 110 вольт иногда описываются как 115, 120 или 125 вольт.
Иногда выше 220В, иногда ниже. Аналогичным образом, приборы на 110 вольт иногда описываются как 115, 120 или 125 вольт. Кроме того, большинству бытовых приборов в доме не требуется 220 В — достаточно больших, таких как сушилка и духовка.
Кроме того, большинству бытовых приборов в доме не требуется 220 В — достаточно больших, таких как сушилка и духовка. Кроме того, чем больше расстояние, тем больше времени потребуется электрику, чтобы проложить провод, и тем больше вероятность того, что возникнут препятствия.
Кроме того, чем больше расстояние, тем больше времени потребуется электрику, чтобы проложить провод, и тем больше вероятность того, что возникнут препятствия.
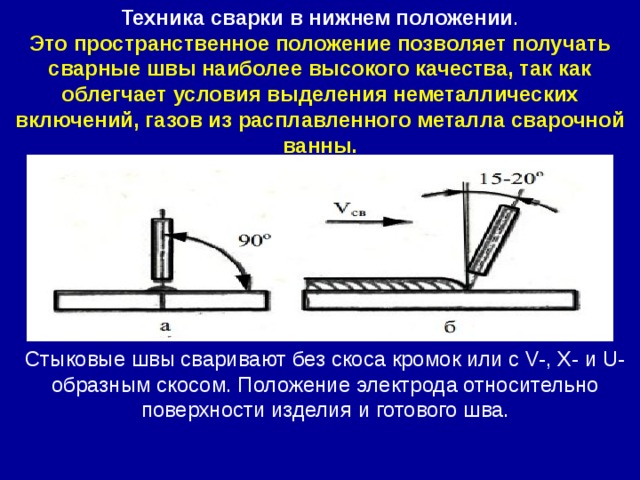 Для этого есть два основных способа. Способ «тычка» основан на том, что нужно создать короткое замыкание при со прикасании торца сварочного электрода с поверхностью основного металла, после чего следует сразу оторвать электрода на такую высоту, чтобы дуга зажглась, но не потухла при этом. Как правило, это расстояние чуть больше диаметра электрода, которым производится сварка, или равное ему. После этого уже проводится непосредственное сваривание. Данный метод достаточно простой, но при этом имеет недостаток. Здесь имеется большая вероятность залипания электрода. Если сила тока меньше положенной, сварщик не успел резко оторвать электрод от поверхности или по другим причинам при розжиге тычком возникает опасность залипания.
Для этого есть два основных способа. Способ «тычка» основан на том, что нужно создать короткое замыкание при со прикасании торца сварочного электрода с поверхностью основного металла, после чего следует сразу оторвать электрода на такую высоту, чтобы дуга зажглась, но не потухла при этом. Как правило, это расстояние чуть больше диаметра электрода, которым производится сварка, или равное ему. После этого уже проводится непосредственное сваривание. Данный метод достаточно простой, но при этом имеет недостаток. Здесь имеется большая вероятность залипания электрода. Если сила тока меньше положенной, сварщик не успел резко оторвать электрод от поверхности или по другим причинам при розжиге тычком возникает опасность залипания. Размер дуги подбирается также как и в первом случае. Основной сложностью здесь является попасть в нужное место начала шва, что очень важно при тонких работах. Для толстых металлов такой точности не требуется.
Размер дуги подбирается также как и в первом случае. Основной сложностью здесь является попасть в нужное место начала шва, что очень важно при тонких работах. Для толстых металлов такой точности не требуется. Это не дает ей воздействовать на близлежащие кромки, поэтому, нет достаточно уровня приваривания, хотя кажется, что таким образом можно увеличить глубину проварки. Это говорит о то, что следует придерживаться оптимальных режимов.
Это не дает ей воздействовать на близлежащие кромки, поэтому, нет достаточно уровня приваривания, хотя кажется, что таким образом можно увеличить глубину проварки. Это говорит о то, что следует придерживаться оптимальных режимов.
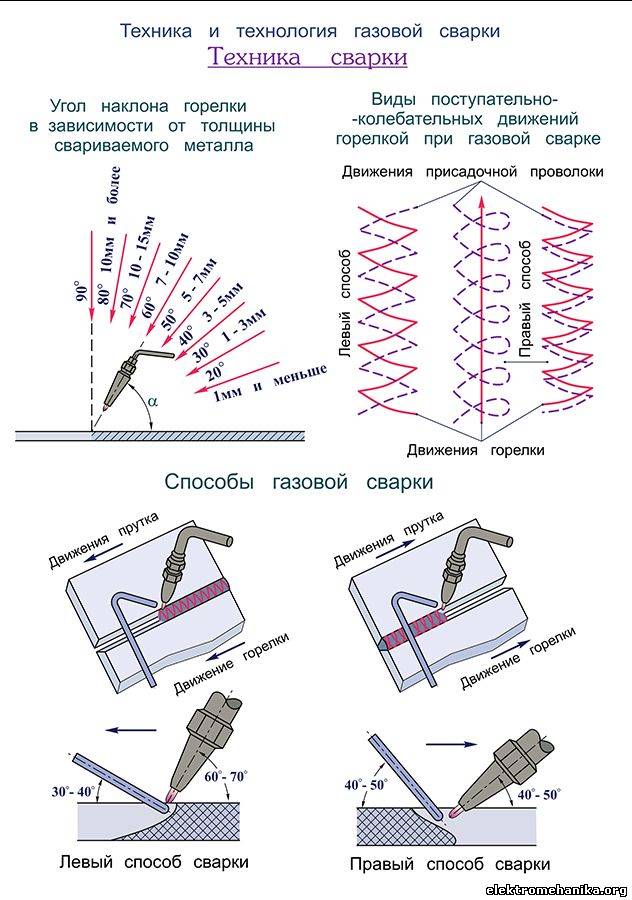
 Если для углеродистых сталей все выглядит очень просто, то при работе с нержавейкой появляется много нюансов, которые касаются как сопутствующих материалов и аппаратов, так и техники создания шва. Но главный принцип остается тем же, так как на нем и основано расплавление металла.
Если для углеродистых сталей все выглядит очень просто, то при работе с нержавейкой появляется много нюансов, которые касаются как сопутствующих материалов и аппаратов, так и техники создания шва. Но главный принцип остается тем же, так как на нем и основано расплавление металла. Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе. В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
 Такой метод незаменим при обработке цветных металлов или твердых сплавов.
Такой метод незаменим при обработке цветных металлов или твердых сплавов.
 Как только вы разберетесь с основными принципами технологии дуговой сварки, это откроет вам широкое поле для реализации своей фантазии.
Как только вы разберетесь с основными принципами технологии дуговой сварки, это откроет вам широкое поле для реализации своей фантазии.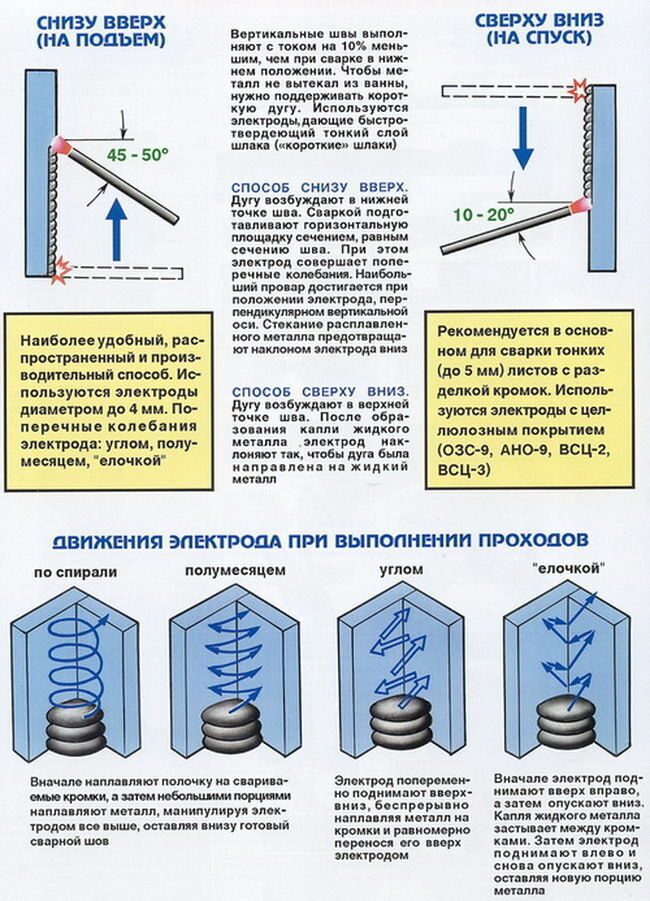 В таком случае глубина проплавления становится максимально большой.
В таком случае глубина проплавления становится максимально большой.
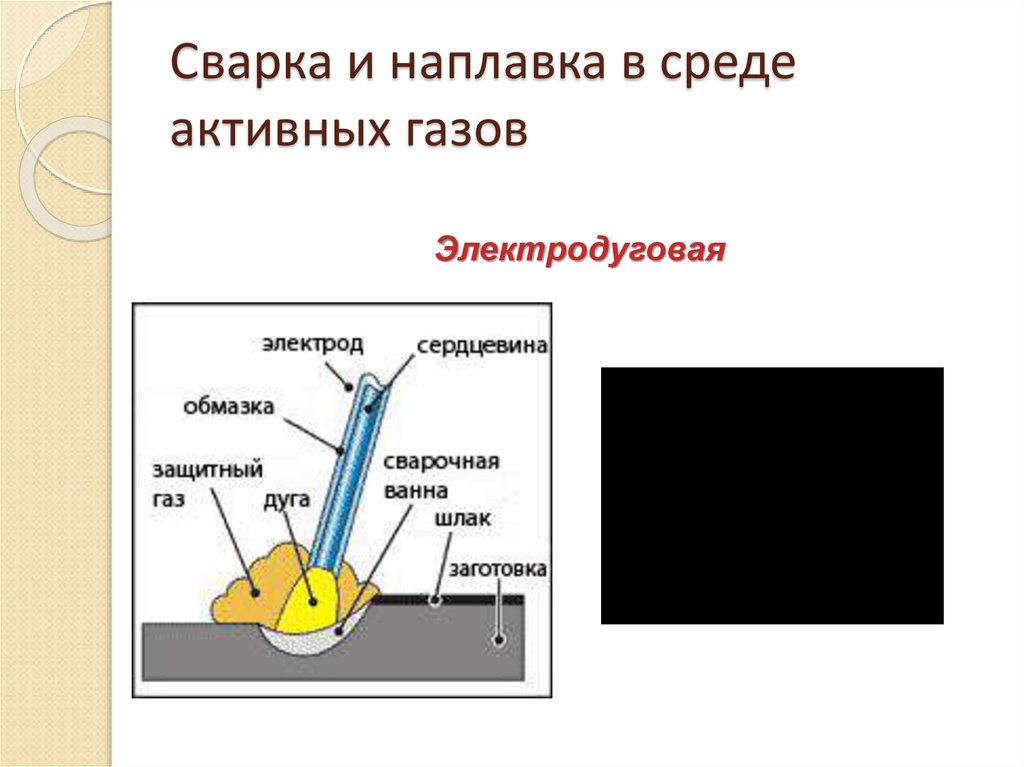
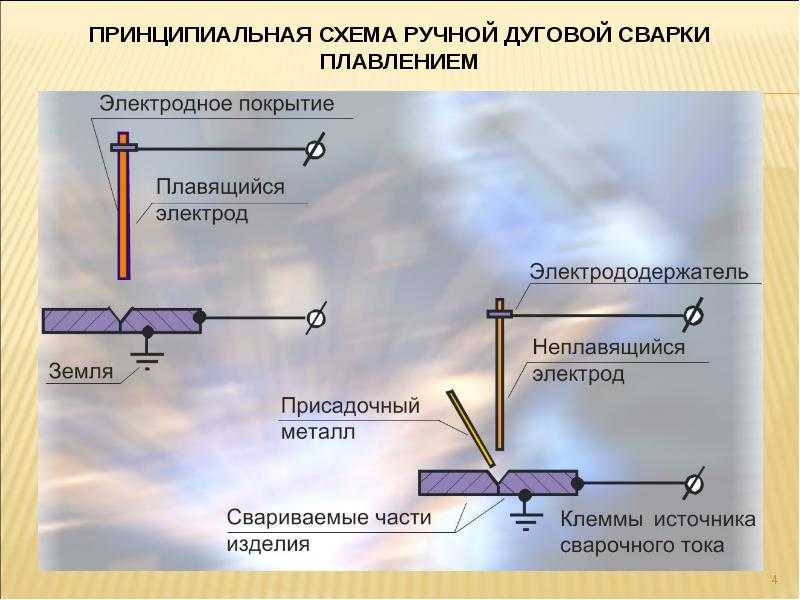
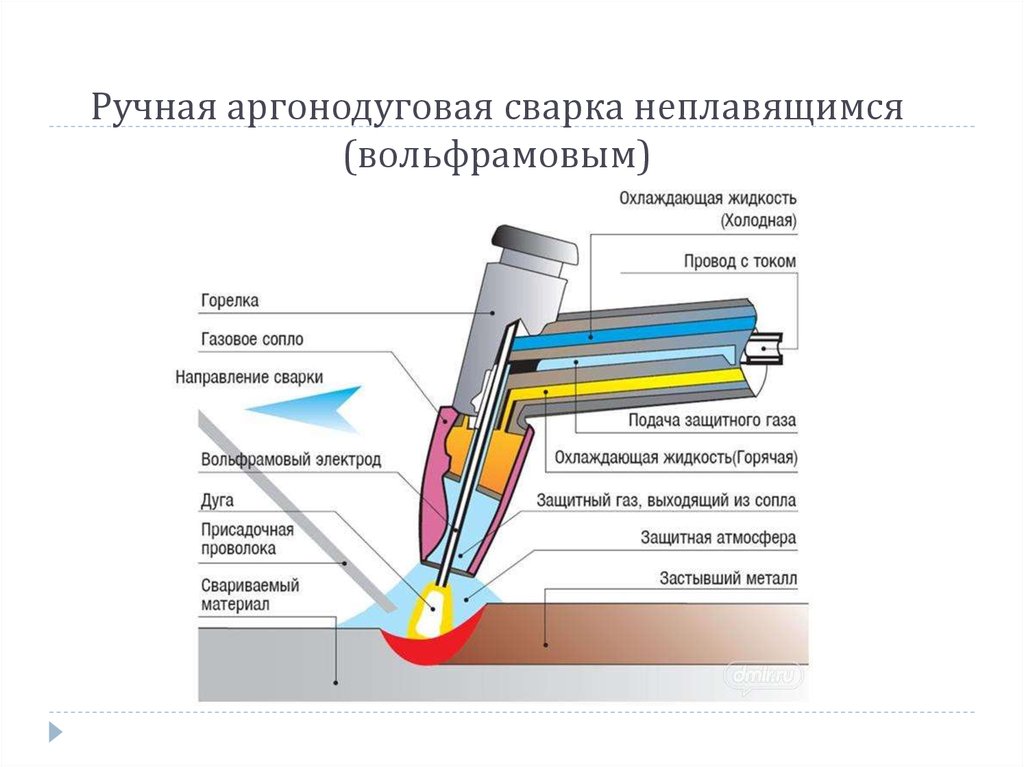 к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы.
к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы. Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода). Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
 Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика. Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.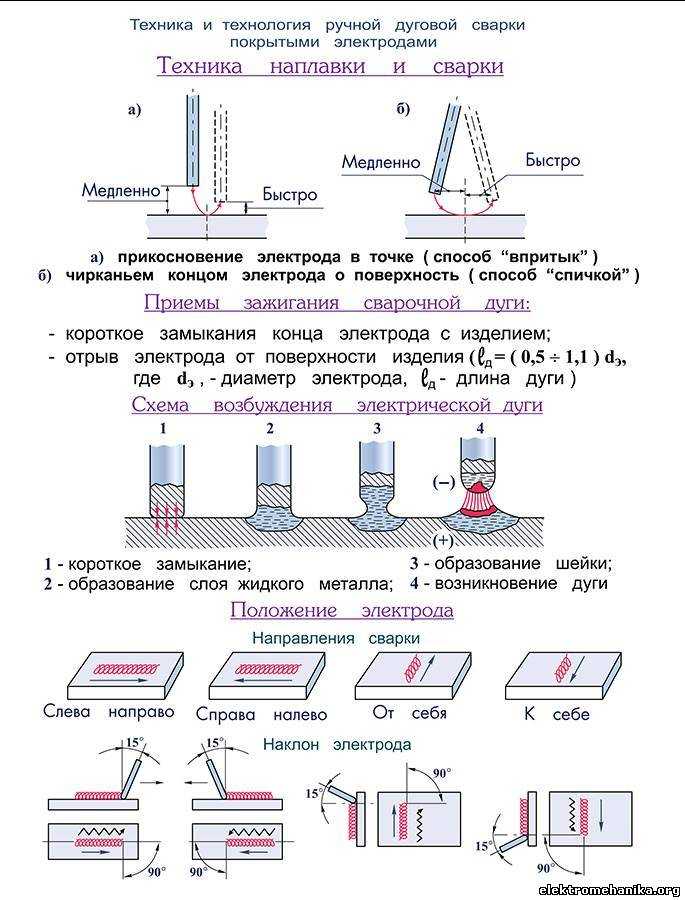 Здоровье и безопасность, настройка оборудования, параметры процесса сварки, технологические дефекты и способы их предотвращения, сварочные материалы.
Здоровье и безопасность, настройка оборудования, параметры процесса сварки, технологические дефекты и способы их предотвращения, сварочные материалы.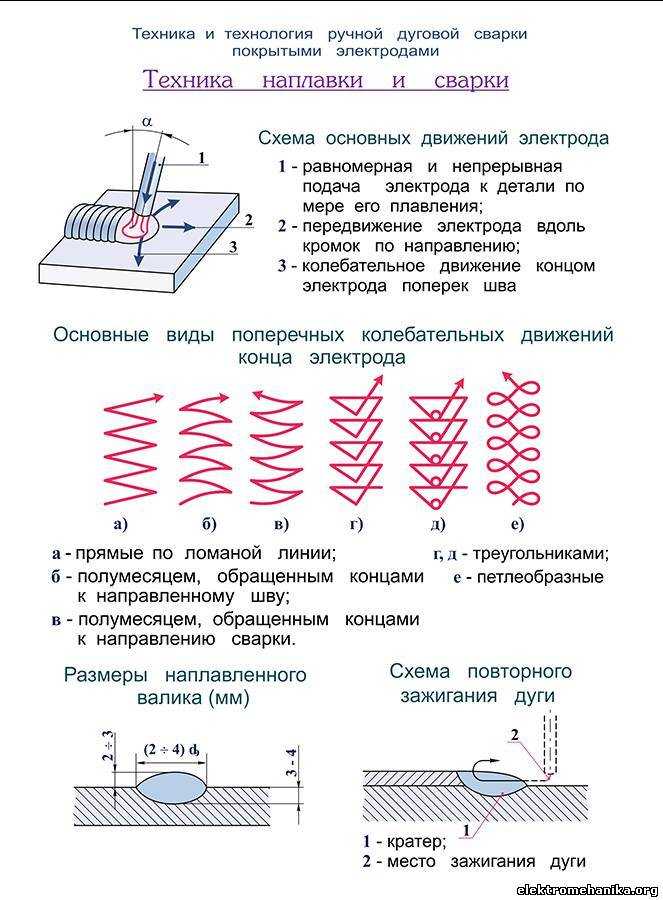 youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″>
youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″> 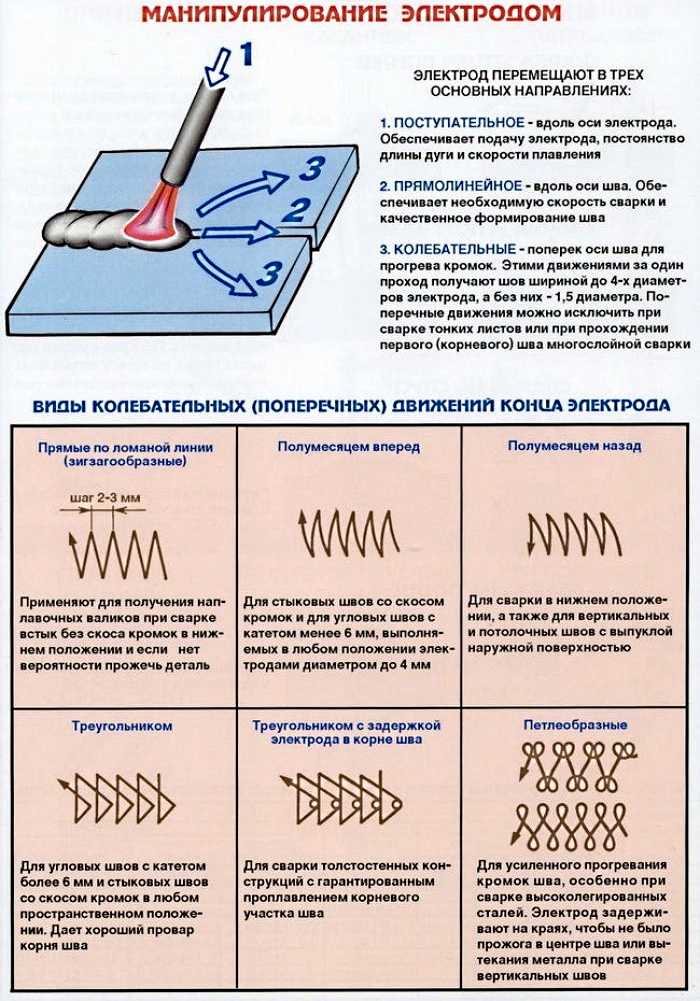

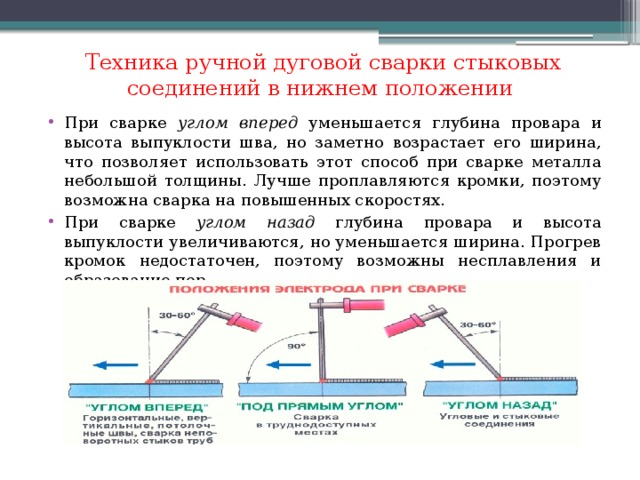 Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак. Тепло для расплавления кромок проволоки и пластины вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока. Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают вытекание расплавленного шлака.
Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак. Тепло для расплавления кромок проволоки и пластины вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока. Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают вытекание расплавленного шлака.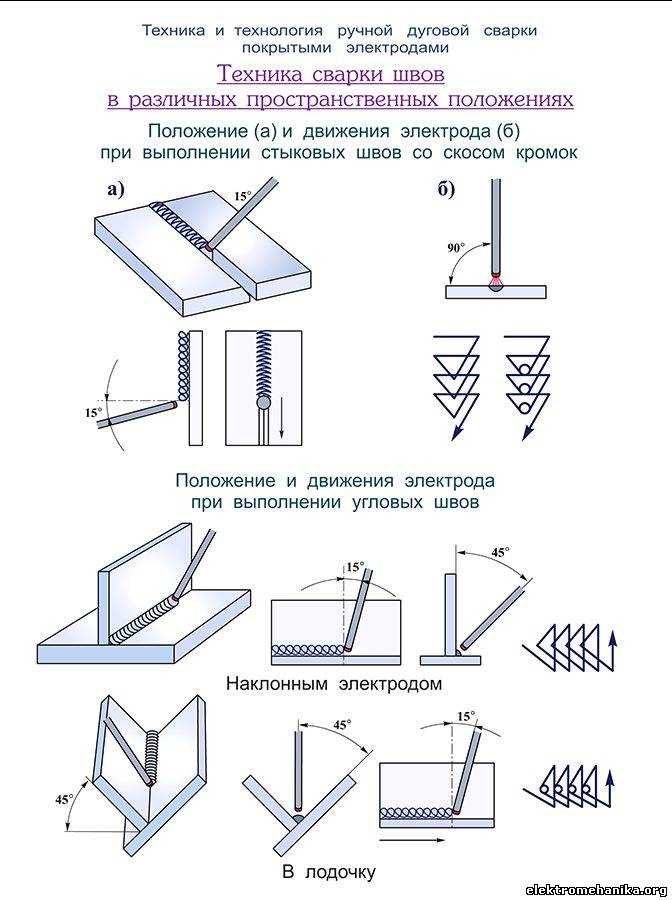

 Нужно учитывать и ресурс, и цикличность работы, и сложность ремонта и затраты при остановке потока.
Нужно учитывать и ресурс, и цикличность работы, и сложность ремонта и затраты при остановке потока. Создано большое количество сталей и сплавов, стойких ко всем видам химически агрессивных составов, а современная техническая керамика, применяемая в проектировании ЗРА, дополнительно к механической и химической стойкости еще и малоадгезивна, обладает низкими температурным коэффициентом объемного расширения, коэффициентом трения контактных поверхностей. К сожалению, по разным причинам эти и многочисленные другие разработки на большинстве предприятий применяются довольно редко. Есть уверенность в том, что эффективность работы ЗРА на отечественных производствах была бы намного выше, если бы этот широкий спектр изобретений и новаций активно использовался при проектировании, выборе конструкции и материалов, закупке ЗРА.
Создано большое количество сталей и сплавов, стойких ко всем видам химически агрессивных составов, а современная техническая керамика, применяемая в проектировании ЗРА, дополнительно к механической и химической стойкости еще и малоадгезивна, обладает низкими температурным коэффициентом объемного расширения, коэффициентом трения контактных поверхностей. К сожалению, по разным причинам эти и многочисленные другие разработки на большинстве предприятий применяются довольно редко. Есть уверенность в том, что эффективность работы ЗРА на отечественных производствах была бы намного выше, если бы этот широкий спектр изобретений и новаций активно использовался при проектировании, выборе конструкции и материалов, закупке ЗРА. Понятно, что для потоков, несущих значительное количество твердой фазы, срок работы такой арматуры может быть очень невелик. Известны примеры выхода из строя задвижек в течение нескольких недель и даже дней (рис. 4).
Понятно, что для потоков, несущих значительное количество твердой фазы, срок работы такой арматуры может быть очень невелик. Известны примеры выхода из строя задвижек в течение нескольких недель и даже дней (рис. 4). Примечательно, что во время инспекционного визита инженера компании представитель Заказчика долго не мог отыскать испытуемый кран: о нем просто забыли! «Работает и работает, внимания к себе не требует». Мы полагаем, что о нем можно будет«не вспоминать» еще года два (риc. 6).
Примечательно, что во время инспекционного визита инженера компании представитель Заказчика долго не мог отыскать испытуемый кран: о нем просто забыли! «Работает и работает, внимания к себе не требует». Мы полагаем, что о нем можно будет«не вспоминать» еще года два (риc. 6).  е. один раз в 8-10 дней остановка/переключение потока, стравливание ядовитого газа, монтаж/демонтаж и пр.).
е. один раз в 8-10 дней остановка/переключение потока, стравливание ядовитого газа, монтаж/демонтаж и пр.). 
 8), спроектированный ЛЭ, конечно же стоил дороже шарового крана, предлагаемого другими компаниями. Однако именно в застойных зонах шарового крана происходит выпадение кристаллов, их налипание на поверхности и блокировка подвижных частей. Сегментный кран лишен таких зон, что позволяет поддерживать продукт в жидком состоянии и полностью предотвратить кристаллообразование. Подтвердив это испытаниями, инженеры Заказчика убедили руководство в целесообразности закупки и не ошиблись: к настоящему времени сегментный кран успешно работаетболее шести лет (рис. 9)!
8), спроектированный ЛЭ, конечно же стоил дороже шарового крана, предлагаемого другими компаниями. Однако именно в застойных зонах шарового крана происходит выпадение кристаллов, их налипание на поверхности и блокировка подвижных частей. Сегментный кран лишен таких зон, что позволяет поддерживать продукт в жидком состоянии и полностью предотвратить кристаллообразование. Подтвердив это испытаниями, инженеры Заказчика убедили руководство в целесообразности закупки и не ошиблись: к настоящему времени сегментный кран успешно работаетболее шести лет (рис. 9)! ЛЭ, имеющая большой опыт работы со сложными средами и условиями их транспорта, как правило, консультирует заказчиков в выборе экономичных и оптимальных видов арматуры и материалов. Поэтому, изучив состав среды и параметры потока, наши инженеры предложили Заказчику в целях экономии применить уплотнение из фторопласта, которое, по нашему убеждению, должно было гарантировано отстоять 12-18 месяцев в рабочих условиях. Ответ поразил, было сказано: «нам не нужно дешевле, нам надо, чтобы работало долго и без необходимости дополнительного обслуживания с наше стороны». Сейчас этой поставке более четырех лет. Арматура работает хорошо. Не заботясь о ней в дальнейшем, специалисты Текнимонт сконцентрированы на решении других задач.
ЛЭ, имеющая большой опыт работы со сложными средами и условиями их транспорта, как правило, консультирует заказчиков в выборе экономичных и оптимальных видов арматуры и материалов. Поэтому, изучив состав среды и параметры потока, наши инженеры предложили Заказчику в целях экономии применить уплотнение из фторопласта, которое, по нашему убеждению, должно было гарантировано отстоять 12-18 месяцев в рабочих условиях. Ответ поразил, было сказано: «нам не нужно дешевле, нам надо, чтобы работало долго и без необходимости дополнительного обслуживания с наше стороны». Сейчас этой поставке более четырех лет. Арматура работает хорошо. Не заботясь о ней в дальнейшем, специалисты Текнимонт сконцентрированы на решении других задач.
 3. Соотношение стоимости различных материалов к стоимости углеродистой стали
3. Соотношение стоимости различных материалов к стоимости углеродистой стали
 Руководство не разрешит». Никакие убеждения, примеры и доводы разума не работают.
Руководство не разрешит». Никакие убеждения, примеры и доводы разума не работают. Защитные вставки, наплавки и напыления, весь арсенал этих средств давно доступен передовым производителям ЗРА. Относительно небольшие объемы стойких материалов расходуются для защиты основного тела изделия и, в результате, его стоимость повышается не так значительно (пример с напылением, рис. 13).
Защитные вставки, наплавки и напыления, весь арсенал этих средств давно доступен передовым производителям ЗРА. Относительно небольшие объемы стойких материалов расходуются для защиты основного тела изделия и, в результате, его стоимость повышается не так значительно (пример с напылением, рис. 13). 16)
16) Эффект здесь двойной. С одной стороны, устанавливаемые на потоки химически агрессивных реагентов изделия из пластика или футерованные пластиком углеродистые стали в разы дешевле нержавейки. С другой стороны, они и более стойки к этим средам (экономия за счет ресурса) и меньше весят (перемещение и монтаж), просты в установке и обслуживании.
Эффект здесь двойной. С одной стороны, устанавливаемые на потоки химически агрессивных реагентов изделия из пластика или футерованные пластиком углеродистые стали в разы дешевле нержавейки. С другой стороны, они и более стойки к этим средам (экономия за счет ресурса) и меньше весят (перемещение и монтаж), просты в установке и обслуживании.  Важно осознать, что самым затратным способом «борьбы за экономию» в этой ситуации является именно консервативный подход: закупать то, что работало предыдущие сто лет.
Важно осознать, что самым затратным способом «борьбы за экономию» в этой ситуации является именно консервативный подход: закупать то, что работало предыдущие сто лет.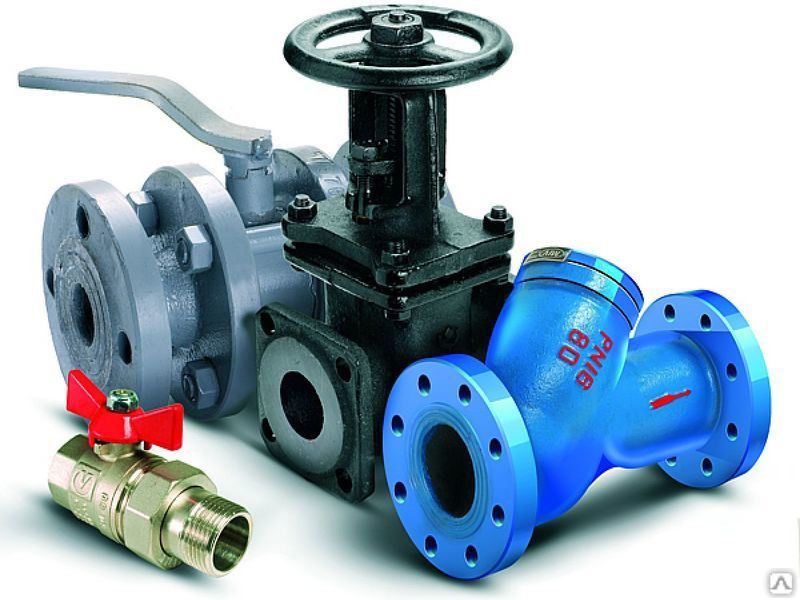 Это гарантирует успех проекту, а подтверждением служит полное отсутствие рекламаций на продукцию ЛЭ.
Это гарантирует успех проекту, а подтверждением служит полное отсутствие рекламаций на продукцию ЛЭ. 24 г.
24 г. Зерна должны быть круглыми, без половинок и каких-либо повреждений и мусора (см. фото). Аромат кумина должен быть приятным и не сильно резким. Учитывайте, что при длительном хранении зерна зиры становятся горькими.
Зерна должны быть круглыми, без половинок и каких-либо повреждений и мусора (см. фото). Аромат кумина должен быть приятным и не сильно резким. Учитывайте, что при длительном хранении зерна зиры становятся горькими. Специя помогает в лечении и является отличной профилактикой глазных заболеваний. Зира является отличным тонизирующим средством, которое также является хорошим афродизиаком. В состав специи входит большое количество микро- и макроэлементов, а также витаминов, которые благоприятно сказываются на деятельности всего организма.
Специя помогает в лечении и является отличной профилактикой глазных заболеваний. Зира является отличным тонизирующим средством, которое также является хорошим афродизиаком. В состав специи входит большое количество микро- и макроэлементов, а также витаминов, которые благоприятно сказываются на деятельности всего организма.
 Кладут зиру в блюда из риса, бобов, овощей и мяса. Специя помогает улучшить и разнообразить вкус маринадов и соусов. Молотую зиру используют во время приготовления кондитерских изделий, выпечки, а также она входит в состав пряных смесей.
Кладут зиру в блюда из риса, бобов, овощей и мяса. Специя помогает улучшить и разнообразить вкус маринадов и соусов. Молотую зиру используют во время приготовления кондитерских изделий, выпечки, а также она входит в состав пряных смесей. Помимо различных инициатив в области налоговой политики, эта программа реформ включала в себя капитальный пересмотр системы управления доходами путем создания 1 19 апреля 19 апреля Налогового управления Замбии (ZRA).94, в качестве полуавтономного агентства в соответствии с Законом о налоговом управлении Замбии, который теперь является главой 321 законов Замбии. Это привело к тому, что бывшие департаменты подоходного налога, таможни и акцизов тогдашнего Министерства финансов были объединены под управлением налоговой службы.
Помимо различных инициатив в области налоговой политики, эта программа реформ включала в себя капитальный пересмотр системы управления доходами путем создания 1 19 апреля 19 апреля Налогового управления Замбии (ZRA).94, в качестве полуавтономного агентства в соответствии с Законом о налоговом управлении Замбии, который теперь является главой 321 законов Замбии. Это привело к тому, что бывшие департаменты подоходного налога, таможни и акцизов тогдашнего Министерства финансов были объединены под управлением налоговой службы.

 Следовательно, первый и второй генеральные комиссары Управления, то есть г-н Джим Скотт и г-н Келвин Донован, были соответственно из Великобритании и Новой Зеландии.
Следовательно, первый и второй генеральные комиссары Управления, то есть г-н Джим Скотт и г-н Келвин Донован, были соответственно из Великобритании и Новой Зеландии. Таким образом, обзор и возможный пересмотр налоговой политики стали неизбежными.
Таким образом, обзор и возможный пересмотр налоговой политики стали неизбежными. Таким образом, ZRA теперь имеет два операционных подразделения, а именно Отдел внутренних налогов и Отдел таможенных услуг. Каждое из этих подразделений возглавляет комиссар.
Таким образом, ZRA теперь имеет два операционных подразделения, а именно Отдел внутренних налогов и Отдел таможенных услуг. Каждое из этих подразделений возглавляет комиссар.



 Я
Я Изделие не должно
Изделие не должно


 Black Max лучше всего подходит для
Black Max лучше всего подходит для Вы можете использовать акриловый спрей,
Вы можете использовать акриловый спрей, Детали, узлы, аппараты и конструкции, работающие в агрессивных средах, применяют в автомобилестроении, строительстве и архитектуре, пищевой промышленности, энергомашиностроении, судостроении и медицине.
Детали, узлы, аппараты и конструкции, работающие в агрессивных средах, применяют в автомобилестроении, строительстве и архитектуре, пищевой промышленности, энергомашиностроении, судостроении и медицине. Листы, трубы, прутки из латуни традиционно используются для производства пищевого и холодильного оборудования. Благодаря отличному сопротивлению сплава воздействиям активной жидкой и парообразной среды техногенного характера, узлы агрегатов обладают высокой коррозионной стойкостью.
Листы, трубы, прутки из латуни традиционно используются для производства пищевого и холодильного оборудования. Благодаря отличному сопротивлению сплава воздействиям активной жидкой и парообразной среды техногенного характера, узлы агрегатов обладают высокой коррозионной стойкостью. Благодаря свойству стали не образовывать вредных соединений при контакте с пищевыми продуктами, этот металл широко распространен в быту.
Благодаря свойству стали не образовывать вредных соединений при контакте с пищевыми продуктами, этот металл широко распространен в быту.
 Во-первых, вы должны быть осторожны, чтобы не использовать грубые абразивы или агрессивные химикаты, которые могут повредить металл. Затем определите, изготовлена ли деталь из цельной латуни или просто покрыта латунью. Возьмите магнит и приложите его к латуни. Если магнит не прилипает, то это сплошная латунь. Если она прилипает к изделию, значит, она покрыта металлом. Детали с латунным покрытием можно очистить, просто протирая их горячей мыльной водой. Помните, что нельзя использовать слишком абразивные материалы, иначе вы рискуете стереть покрытие.
Во-первых, вы должны быть осторожны, чтобы не использовать грубые абразивы или агрессивные химикаты, которые могут повредить металл. Затем определите, изготовлена ли деталь из цельной латуни или просто покрыта латунью. Возьмите магнит и приложите его к латуни. Если магнит не прилипает, то это сплошная латунь. Если она прилипает к изделию, значит, она покрыта металлом. Детали с латунным покрытием можно очистить, просто протирая их горячей мыльной водой. Помните, что нельзя использовать слишком абразивные материалы, иначе вы рискуете стереть покрытие. Затем выньте его из воды и подождите, пока он остынет. Цикл нагрева/охлаждения заставляет латунь расширяться, а затем сжиматься, что разрушает связь между латунью и лаком. Теперь попробуйте соскоблить или снять лак пластиковым шпателем или ногтем.
Затем выньте его из воды и подождите, пока он остынет. Цикл нагрева/охлаждения заставляет латунь расширяться, а затем сжиматься, что разрушает связь между латунью и лаком. Теперь попробуйте соскоблить или снять лак пластиковым шпателем или ногтем. Используйте сверхмягкую ткань из микроволокна, чтобы втереть чистящий раствор на потускневшую латунную деталь. Вдавите раствор в небольшие пространства, отверстия и щели ватным тампоном или кончиками пальцев.
Используйте сверхмягкую ткань из микроволокна, чтобы втереть чистящий раствор на потускневшую латунную деталь. Вдавите раствор в небольшие пространства, отверстия и щели ватным тампоном или кончиками пальцев. Он написал восемь книг и является редактором Popular Mechanics. Он также появляется в телешоу «Сегодняшний домовладелец » и является соведущим еженедельного радиошоу « «Сегодняшний домовладелец» ». Джо пишет из своего дома в Роксбери, штат Коннектикут.
Он написал восемь книг и является редактором Popular Mechanics. Он также появляется в телешоу «Сегодняшний домовладелец » и является соведущим еженедельного радиошоу « «Сегодняшний домовладелец» ». Джо пишет из своего дома в Роксбери, штат Коннектикут.


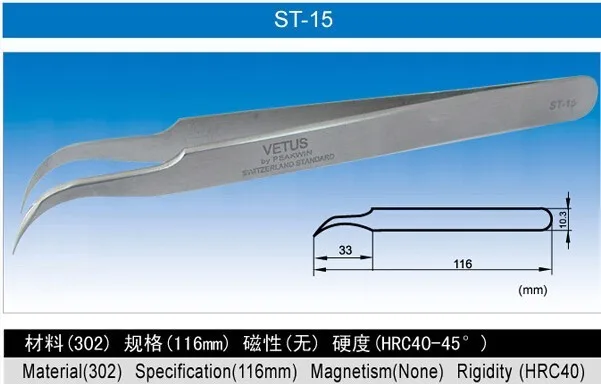
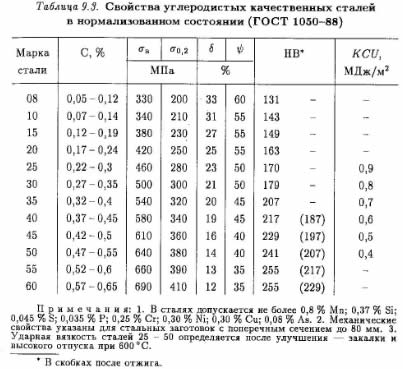
 В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.
В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу. В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.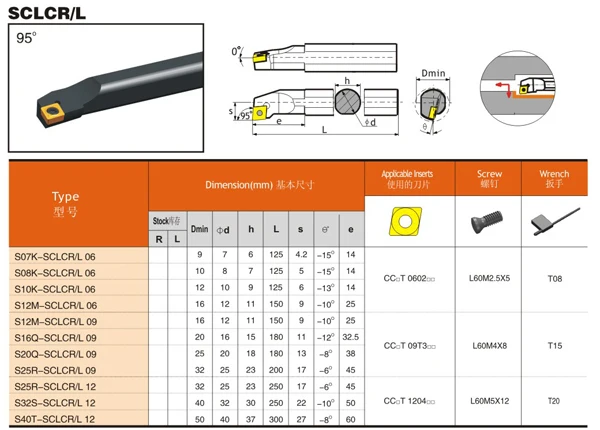 Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.

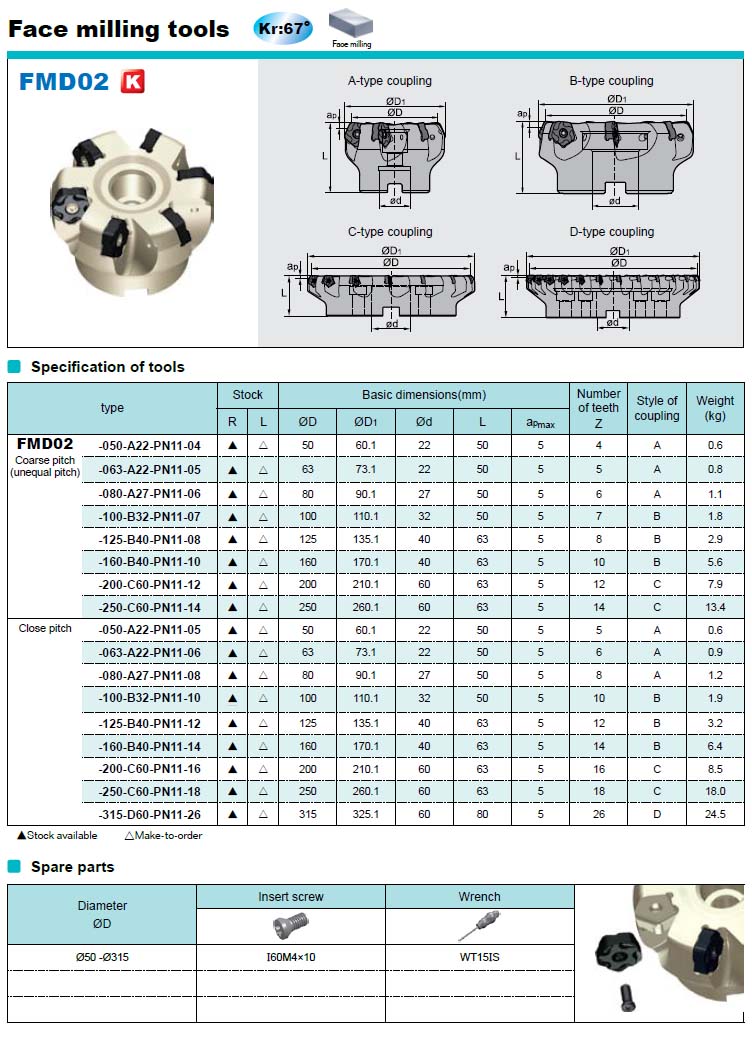 Этот метод реализуется путем вдавливания в тестируемый материал инденторов – алмазного конуса или твердосплавного шарика. Алмазные инденторы используются для тестирования закаленных сталей и твердых сплавов, а твердосплавные шарики – для менее твердых и относительно мягких металлов. Измерения проводят на механических или электронных твердомерах.
Этот метод реализуется путем вдавливания в тестируемый материал инденторов – алмазного конуса или твердосплавного шарика. Алмазные инденторы используются для тестирования закаленных сталей и твердых сплавов, а твердосплавные шарики – для менее твердых и относительно мягких металлов. Измерения проводят на механических или электронных твердомерах.

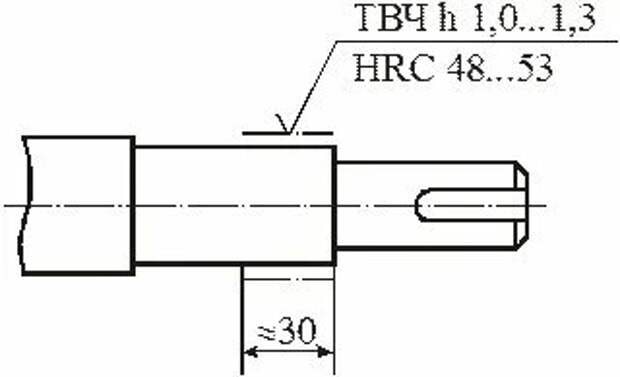 Их рабочие части подвергают закаливанию до определенной твердости, которая должна находиться в пределах:
Их рабочие части подвергают закаливанию до определенной твердости, которая должна находиться в пределах:
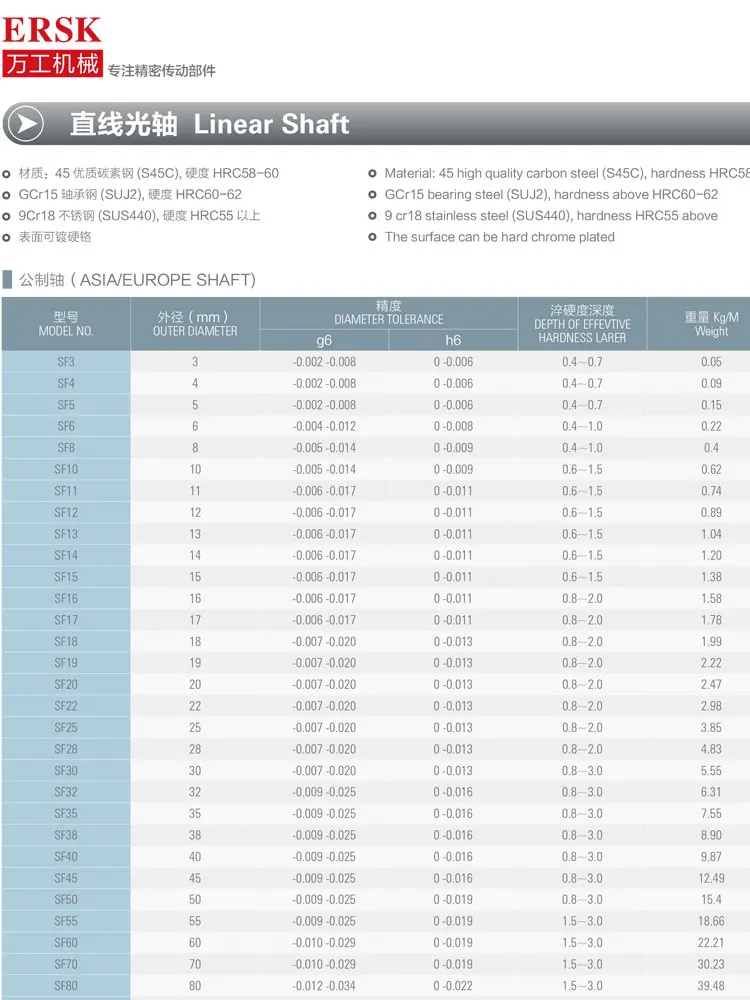 Для ее изготовления используются быстрорежущие стали или твердые сплавы, которые сохраняют твердость в холодном и перегретом состоянии.
Для ее изготовления используются быстрорежущие стали или твердые сплавы, которые сохраняют твердость в холодном и перегретом состоянии.
 Для высокопрочных болтов, винтов, гаек эта взаимосвязь отражена в таблице:
Для высокопрочных болтов, винтов, гаек эта взаимосвязь отражена в таблице:
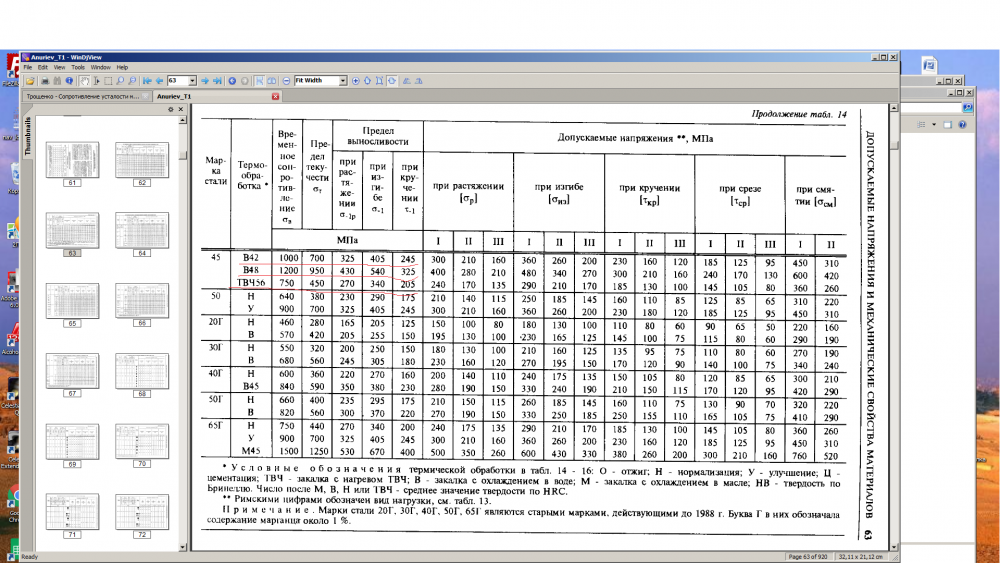 2
2
 5 – 47.5 HRB
5 – 47.5 HRB
 Напильник должен иметь не затупленную двойную насечку средней величины №3 или №4. Сопротивление опиливанию и сопровождающий его скрежет позволяет даже при небольшом навыке отличить незакаленную сталь от умеренно (40 HRC) или твердо закаленной (55 HRC).
Напильник должен иметь не затупленную двойную насечку средней величины №3 или №4. Сопротивление опиливанию и сопровождающий его скрежет позволяет даже при небольшом навыке отличить незакаленную сталь от умеренно (40 HRC) или твердо закаленной (55 HRC).
 4
4
 3
3
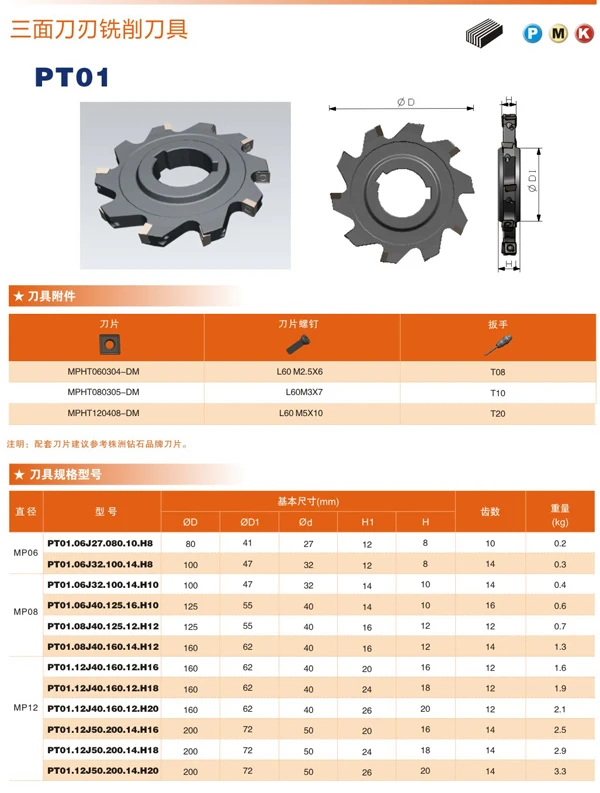 6
6
 2
2
 6
6
 2
2
 1
1
 8
8
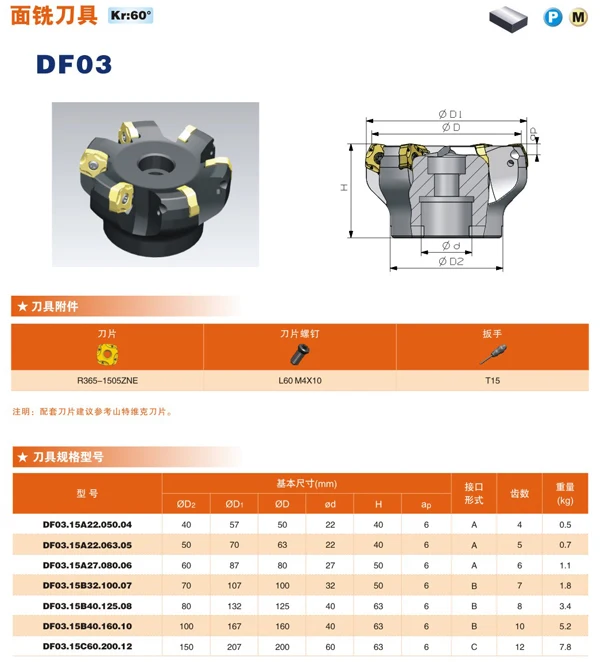 2
2
 0
0
 этот сайт не поддерживает рекомендуемую среду.
этот сайт не поддерживает рекомендуемую среду.


 ..
.. Все эти практические характеристики неразрывно связаны с твердостью стали — основным свойством, по которому оценивают инструментальные (ножевые) стали.
Все эти практические характеристики неразрывно связаны с твердостью стали — основным свойством, по которому оценивают инструментальные (ножевые) стали. По этим шкалам определяют относительную твердость стали путем измерения глубины проникновения индентора. Чаще всего используется конический алмаз и вдавливается в материал, затем измеряется глубина проникновения при стандартном усилии. Различные шкалы твердости используют свои собственные комбинации испытательных усилий и испытательных отпечатков (конус, шарик и т. д.) и адаптированы к типу испытуемого материала. В производстве столовых приборов наиболее часто используемой шкалой является шкала Роквелла (HRC).
По этим шкалам определяют относительную твердость стали путем измерения глубины проникновения индентора. Чаще всего используется конический алмаз и вдавливается в материал, затем измеряется глубина проникновения при стандартном усилии. Различные шкалы твердости используют свои собственные комбинации испытательных усилий и испытательных отпечатков (конус, шарик и т. д.) и адаптированы к типу испытуемого материала. В производстве столовых приборов наиболее часто используемой шкалой является шкала Роквелла (HRC).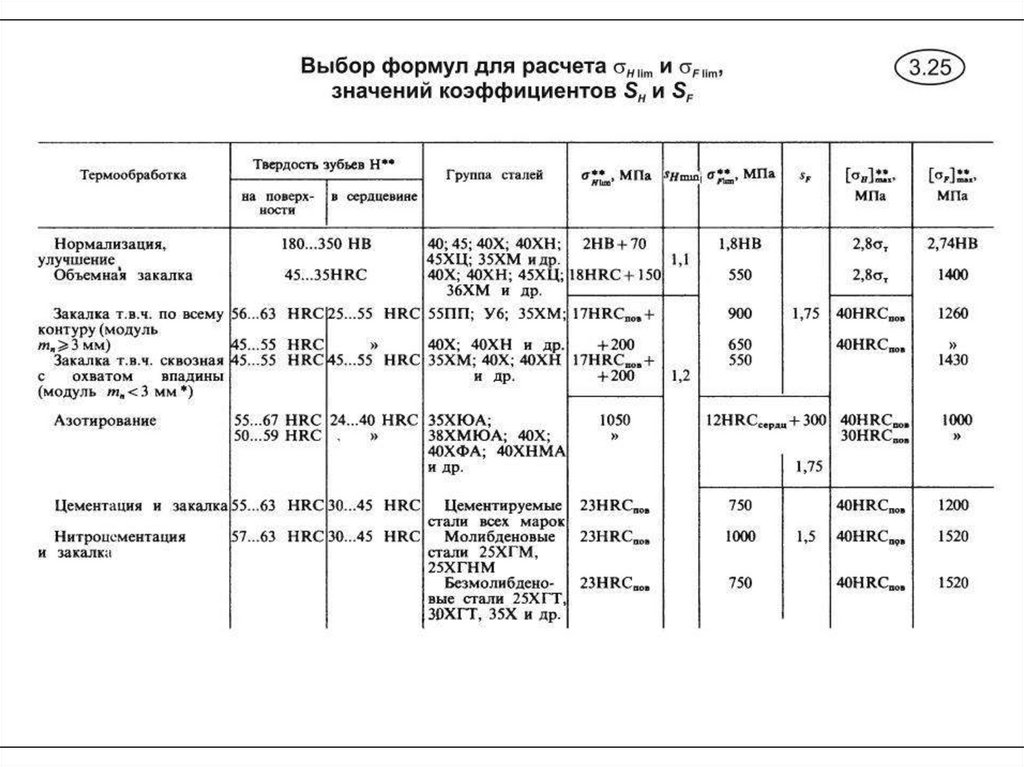 Эти стали редки (и, следовательно, более дороги) и сложнее в обработке, но при правильном использовании они обеспечивают невероятную и долговечную остроту. Они также немного более чувствительны и требовательны к заточке.
Эти стали редки (и, следовательно, более дороги) и сложнее в обработке, но при правильном использовании они обеспечивают невероятную и долговечную остроту. Они также немного более чувствительны и требовательны к заточке.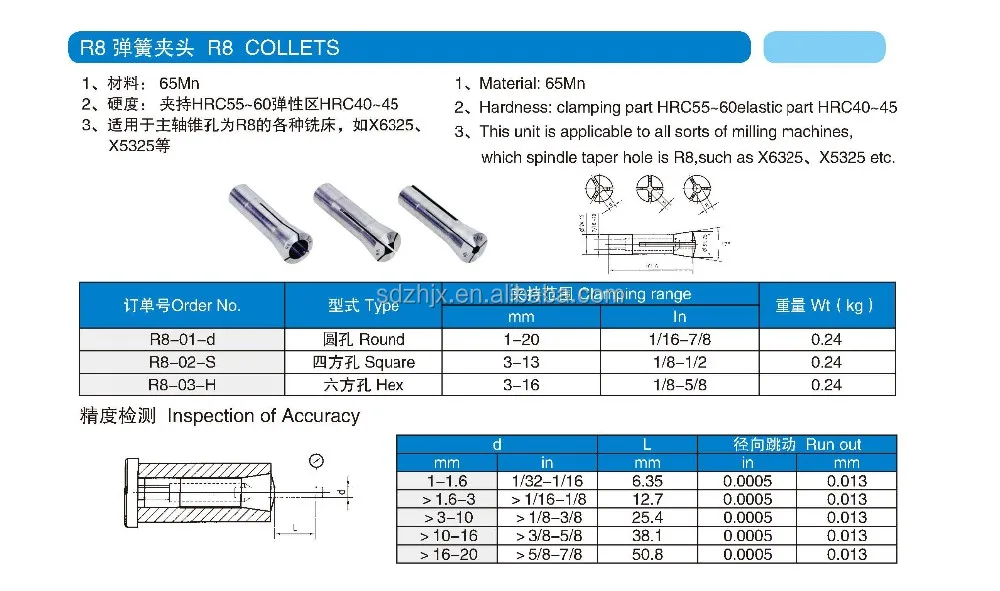
 По шкале Мооса тальк имеет твердость 1, а алмаз — 10 (по новой шкале — 15).
По шкале Мооса тальк имеет твердость 1, а алмаз — 10 (по новой шкале — 15).
 Это лучший выбор для уличных ножей.
Это лучший выбор для уличных ножей.
 60 р.
60 р. ..
.. 60 р.
60 р.
 Дальнейшие действия зависят от типа дна. Распишем более подробный алгоритм действий.
Дальнейшие действия зависят от типа дна. Распишем более подробный алгоритм действий. Любое устройство может сломаться. Если оно питается от сети 220 В, человек или животное получит удар током, поскольку вода хорошо проводит электричество. Последствия удара током — тяжелые поражения внутренних органов или смерть. Поэтому ни поверхностные, ни погружные насосы не включают, когда в водоеме есть кто-то живой.
Любое устройство может сломаться. Если оно питается от сети 220 В, человек или животное получит удар током, поскольку вода хорошо проводит электричество. Последствия удара током — тяжелые поражения внутренних органов или смерть. Поэтому ни поверхностные, ни погружные насосы не включают, когда в водоеме есть кто-то живой. Бытовые погружные насосы не подходят для работы с маслами, растворами щелочей и кислот. Перекачивайте ими чистую и грязную воду, хозяйственные стоки, фекалии (если в насосе есть измельчитель). Для работы с агрессивными средами нужны специальные модели.
Бытовые погружные насосы не подходят для работы с маслами, растворами щелочей и кислот. Перекачивайте ими чистую и грязную воду, хозяйственные стоки, фекалии (если в насосе есть измельчитель). Для работы с агрессивными средами нужны специальные модели. Если заподозрили поломку или протечку, обратитесь в сервисный центр или к частному мастеру.
Если заподозрили поломку или протечку, обратитесь в сервисный центр или к частному мастеру. Выньте и прочистите его. Приподнимите корпус агрегата на полметра, чтобы в насос попадало меньше мусора со дна. Но следите, чтобы он охлаждался жидкостью, иначе мотор перегорит.
Выньте и прочистите его. Приподнимите корпус агрегата на полметра, чтобы в насос попадало меньше мусора со дна. Но следите, чтобы он охлаждался жидкостью, иначе мотор перегорит. График сервисного обслуживания можно посмотреть в техпаспорте.
График сервисного обслуживания можно посмотреть в техпаспорте. с. 115 В
с. 115 В с. 115 В
с. 115 В с. 115 В
с. 115 В с. 115 В
с. 115 В с.
с. Эти насосы идеально подходят для использования в гидропонике, а также во многих других областях, включая аквариумы, пруды, фонтаны и другие водные объекты и многое другое. Доступны две модели с пропускной способностью 1479 галлонов в час (эта модель AAPC1010) и 2166 галлонов в час (AAPC1020).
Эти насосы идеально подходят для использования в гидропонике, а также во многих других областях, включая аквариумы, пруды, фонтаны и другие водные объекты и многое другое. Доступны две модели с пропускной способностью 1479 галлонов в час (эта модель AAPC1010) и 2166 галлонов в час (AAPC1020). Эти насосы идеально подходят для использования в гидропонике, а также во многих других областях, включая аквариумы, пруды, фонтаны и другие водные объекты и многое другое. Доступны две модели с пропускной способностью 2642 галлона в час (AAPC2010) и 5284 галлона в час (эта модель, AAPC2020).
Эти насосы идеально подходят для использования в гидропонике, а также во многих других областях, включая аквариумы, пруды, фонтаны и другие водные объекты и многое другое. Доступны две модели с пропускной способностью 2642 галлона в час (AAPC2010) и 5284 галлона в час (эта модель, AAPC2020). Все погружные насосы Active Aqua оснащены несколькими фитингами для шлангов, поэтому вы каждый раз получаете точную посадку. Конструкция мощного магнитного привода каждого насоса включает в себя съемные поролоновые фильтры, крыльчатки, резиновые монтажные ножки для снижения вибрации и прочный шнур питания длиной 6 футов. Отрегулируйте поток насоса, чтобы заставить вещи двигаться с желаемой скоростью.
Все погружные насосы Active Aqua оснащены несколькими фитингами для шлангов, поэтому вы каждый раз получаете точную посадку. Конструкция мощного магнитного привода каждого насоса включает в себя съемные поролоновые фильтры, крыльчатки, резиновые монтажные ножки для снижения вибрации и прочный шнур питания длиной 6 футов. Отрегулируйте поток насоса, чтобы заставить вещи двигаться с желаемой скоростью.
 Оборудование предназначено для изготовления упаковочнойтары…
Оборудование предназначено для изготовления упаковочнойтары… 11002 Диаметр валов, мм. 1803 Длина рольганга, мм. 12004 Вырубной пресс оборудован с двух сторон рольгангами для подачи вырубного штампа в…
11002 Диаметр валов, мм. 1803 Длина рольганга, мм. 12004 Вырубной пресс оборудован с двух сторон рольгангами для подачи вырубного штампа в… Подбирайте штампы и создавайте открытки, заготовки для обуви, упаковочные коробки,…
Подбирайте штампы и создавайте открытки, заготовки для обуви, упаковочные коробки,… Продам оборудование б/у для производства профнастила в отличном рабочем состоянии.1. Прокатный стан профлиста Н-75 0,5 – 1,2мм2. Прокатный стан профлиста С-44 0,5 – 1,2мм3. Прокатный…
Продам оборудование б/у для производства профнастила в отличном рабочем состоянии.1. Прокатный стан профлиста Н-75 0,5 – 1,2мм2. Прокатный стан профлиста С-44 0,5 – 1,2мм3. Прокатный… ..
.. Производимые операции — рубка, перфорация, биговка….
Производимые операции — рубка, перфорация, биговка…. ПродаюПресса кривошипные :К2114А (усилие 2,5т, с подачей)КД2122, КД2322 (усилие 16т)Ватра К1.015 с размоткой и подачей…
ПродаюПресса кривошипные :К2114А (усилие 2,5т, с подачей)КД2122, КД2322 (усилие 16т)Ватра К1.015 с размоткой и подачей… ..
.. Также нами был разработан станок «ФК-2» предназначенный для производства одноразовых простыней и салфеток из нетканых материалов.
Также нами был разработан станок «ФК-2» предназначенный для производства одноразовых простыней и салфеток из нетканых материалов.

 Цены, указанные онлайн, действительны для рынка США и только при оплате кредитной картой. Там будет дополнительная плата за доставку и обработку. Цена разная от страны к стране.
Цены, указанные онлайн, действительны для рынка США и только при оплате кредитной картой. Там будет дополнительная плата за доставку и обработку. Цена разная от страны к стране.  Передаточное отношение редуктора 4:1 позволяет роликам совершать один полный оборот на каждые четыре оборота рукоятки прокатного стана. Идеально подходит для ювелиров и ремесленников.
Передаточное отношение редуктора 4:1 позволяет роликам совершать один полный оборот на каждые четыре оборота рукоятки прокатного стана. Идеально подходит для ювелиров и ремесленников. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Его можно спрессовать в полоски, ломтики и полукруги для удовлетворения различных потребностей.
Его можно спрессовать в полоски, ломтики и полукруги для удовлетворения различных потребностей. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Передаточное отношение редуктора 4:1 позволяет роликам совершать один полный оборот на каждые четыре оборота рукоятки прокатного стана. Идеально подходит для ювелиров и ремесленников.
Передаточное отношение редуктора 4:1 позволяет роликам совершать один полный оборот на каждые четыре оборота рукоятки прокатного стана. Идеально подходит для ювелиров и ремесленников.
 33 inch)
33 inch) 7
7
 СССР
СССР 8 мм монолитное ВК6М
8 мм монолитное ВК6М СССР
СССР 7мм ВК8, цельное, ц/х
7мм ВК8, цельное, ц/х Он предназначен для ударного бурения. Инструмент изготовлен из стали марки 40Х. Сверло с двусторонней армированной спиралью позволяет эффективно утилизировать отходы бурения и снижает ударную нагрузку. Сверло имеет большую поперечную поверхность, что снижает амплитуду его колебаний. При работе со сверлами размером более 400 мм требуется дополнительное сверление более коротким сверлом. Хвост нужно смазывать.
Он предназначен для ударного бурения. Инструмент изготовлен из стали марки 40Х. Сверло с двусторонней армированной спиралью позволяет эффективно утилизировать отходы бурения и снижает ударную нагрузку. Сверло имеет большую поперечную поверхность, что снижает амплитуду его колебаний. При работе со сверлами размером более 400 мм требуется дополнительное сверление более коротким сверлом. Хвост нужно смазывать.
 В наличии
В наличии Вариация связана с тем, что белую древесину грубо распиливают, а затем фрезеруют. Каждая отдельная часть немного отличается друг от друга.
Вариация связана с тем, что белую древесину грубо распиливают, а затем фрезеруют. Каждая отдельная часть немного отличается друг от друга.

 Также имеется футуристический контроллер D-Beam, который позволяет создавать эффекты от остановок двигателя тонового колеса до ударного звука пружинной реверберации с использованием инфракрасного луча света.
Также имеется футуристический контроллер D-Beam, который позволяет создавать эффекты от остановок двигателя тонового колеса до ударного звука пружинной реверберации с использованием инфракрасного луча света.
 7 / OS X v10.8 / OS X v10.9
7 / OS X v10.8 / OS X v10.9



 Такой способ сварки выполняется полуавтоматом.
Такой способ сварки выполняется полуавтоматом.



 Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.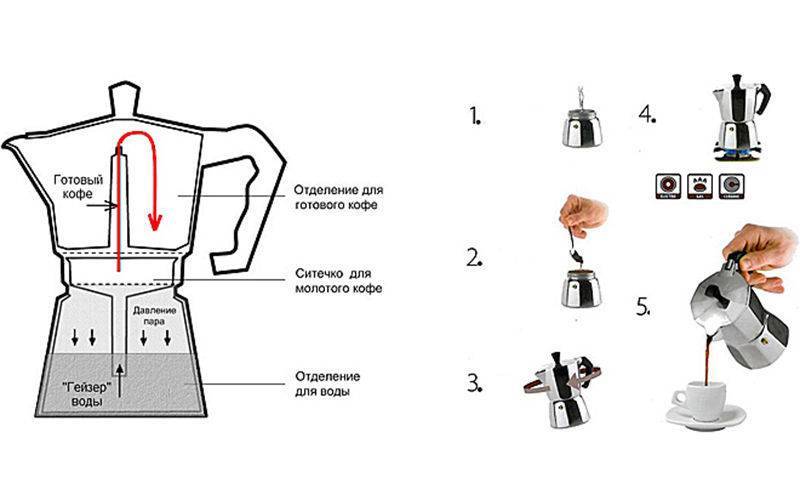 Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.

 Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.

 Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.

 Сварка TIG позволяет успешно сплавлять алюминиевые сплавы.
Сварка TIG позволяет успешно сплавлять алюминиевые сплавы. Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
 Это предотвращает проблемы прогорания.
Это предотвращает проблемы прогорания. Это идеальный процесс для алюминия, потому что он использует меньше тепла по сравнению с более толстыми металлами. Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки.
Это идеальный процесс для алюминия, потому что он использует меньше тепла по сравнению с более толстыми металлами. Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки. Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час.
Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час. Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
 Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.
Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.


 Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?
Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?  чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ.
чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ. Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве.
Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитных газов с гелием могут помочь предотвратить неполное проплавление и неполное проплавление из-за дополнительного теплового потенциала этих газов.
Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитных газов с гелием могут помочь предотвратить неполное проплавление и неполное проплавление из-за дополнительного теплового потенциала этих газов.