Плиты перекрытия относятся к конструкциям с несущими способностями, разделяющим этажи или разнотемпературные зоны. Изделия изготавливают из бетона и ж/б, вторая разновидность считается универсальной и подходит как для горизонтального, так и вертикального размещения. К главным критериям их выбора относят тип плиты, габариты и вес, выдерживаемые несущие способности, диаметр пустот, дополнительные условия применения. Эта информация обязательно указывается производителем в маркировке, порядок расположения знаковых обозначений регулируется ГОСТ 23009-2016.
Оглавление:
Описание разных видов плит
Расшифровка маркировки
Стоимость
Виды плит перекрытия
В зависимости от конструктивного исполнения выделяют сплошные (полнотелые) и пустотные разновидности. По способу обустройства они могут быть монолитными, сборно-монолитными или сборными. Максимальную востребованность имеют многопустотные железобетонные плиты перекрытий, сочетающие в себе легкий вес и надежность. Их технические условия и маркировку регламентирует ГОСТ 9561-91, исходя из толщины, числа сторон, формы и диаметра пустот выделяют 15 основных типов.
Полнотелые изделия в зависимости от формы и функционального назначения разделяются на:
1. Сплошные безбалочные панели с гладкой поверхностью, оптимальные для закладки потолочных перекрытий. Востребованы в частном строительстве, ценятся на простоту отделки, их использование подразумевает отказ от подвесных систем. Значительная часть изготавливается из бетонов ячеистого типа.
2. Ребристые – с вертикальными ребрами жесткости, выполняющими роль опор. Надежность таких плит перекрытия объясняется удалением бетона с участков, подверженных нагрузкам на растяжение и увеличением его объема на точках сжатия. Характеристики и обозначения этой разновидности регламентируется ГОСТ 28042-89. Основная сфера применения – гражданское и жилое строительство, в частных домах ребристые перекрытия экономически нецелесообразны.
3. Кесонные (часторебристые или частобалочные) группы. Представляют собой монолитную плиту, уложенную поверх квадратных ячеек из балок перекрытий. Таким образом, с одной стороны они имеют ровную поверхность, с другой – напоминают вафли.
Эти конструкции предназначены для эксплуатации при больших нагрузках, в частном строительстве они практически не используются (согласно СП 52-103-2007 их рекомендуют при превышении длины пролета одного помещения свыше 12-15 м).
Стандартная маркировка плит перекрытия вне зависимости от их вида последовательно включает:
Обозначение типа конструкции и изделия.
Размеры цифрами: длина и ширина, высота относится к стандартным величинам и не указывается.
Несущую способность плит перекрытия (1 единица в численном значении соответствует выдерживаемым 100 кг/м2).
Класс испытуемой арматуры.
Дополнительные характеристики и свойства, такие как: стойкость к агрессивным средам, сейсмическим воздействиям, низким температурам, обозначение закладных элементов или отверстий (при их наличии).
Типы перекрытия имеют буквенную маркировку, стоящее перед ними число указывается у пустотных разновидностей и характеризует диаметр внутренних отверстий. Примеры возможных обозначений и их расшифровка для востребованных сплошных видов приведены в таблице:
Маркировка
Тип и особенности плиты
П, ПП, ПТС
Полнотелые монолитные перекрытия
ПГ, ПР
Сплошная ребристая плита
ПВ
То же, с проемами для вентиляции
ПС, ПФ
То же, с отверстиями для фонарей
ПЛ
То же, для легкосбрасываемой кровли
ПОВ, ПОС, ПОФ, ПОЛ
Арочные и сводчатые ребристые плиты с аналогичными свойствами
Маркировка пустотных панелей включает буквенное обозначение числа сторон опирания плиты («Т» соответствует трем, «К» – четырем). Отсутствие третьей буквы подразумевает поддержку конструкции с двух сторон. Расшифровка основных типов в данном случае:
Обозначение плит
Толщина, мм
Тип пустот, особенности
Номинальное расстояние между центрами пустот в плитах, не менее мм
Диаметр, мм
1ПК (1 может не указываться)
220
Круглые
185
159
2ПК
140
3ПК
127
4ПК
260
То же, с вырезами в верхней зоне по контуру
159
5ПК
Круглые
235
180
6ПК
233
203
7ПК
160
139
114
ПГ
260
Грушевидные
Назначают в соответствии с параметрами формовочного оборудования предприятия изготовителя пустотных плит
ПБ
220
Изготовленные методом непрерывного формирования
Основным отличием плит ПК и ПГ от панелей ПБ является метод изготовления: первые две заливаются в опалубочные конструкции, последнюю формуют непрерывном способом (конвейерная технология). Как следствие, перекрытия с маркировкой ПБ имеют более гладкую и защищенную от внешних воздействий поверхность. Они менее ограничены по длине и подходят для помещений с нестандартными габаритами. К недостаткам формовочных плит относят более узкие отверстия (диаметр пустот при маркировке ПБ не превышает 60 мм), в отличие от ПК и ПГ их нельзя сверлить насквозь для прокладки коммуникаций, по крайне мере это правило действует для высотных построек.
Длина и ширина каждого типа также ограничены стандартом, они указываются в дециметрах и округляются в большую сторону. Реальный размер ж/б многопустотных плит обычно меньше на 10-20 мм. Следующее цифровое обозначение характеризует расчетную нагрузку плиты, этот показатель зависит от качества бетона и используемого металла армирования. Класс арматуры указывается не всегда, его упоминание обязательно только у предварительно напряженных конструкций. При необходимости его обозначения ориентируются на технические условия на арматурную сталь.
Следующий пункт маркировки касается марки используемого бетона (не указывается для тяжелых групп). К другим видам относят: ячеистые (Я), легкие (Л), плотные силикатные (С), мелкозернистые (М), жаростойкие (Ж) и пескобетонные (П) составы. У плит перекрытий, предназначенных для работ в условиях воздействия агрессивных сред, указывают стойкость в буквенном выражении: нормальной проницаемости (Н), пониженной (П) и особо низкой (О). Еще одним показателем является сейсмическая устойчивость: конструкции, рассчитанные на такие нагрузки, обозначены буквой «С». Все дополнительные особенности указывают в маркировке изделий арабскими цифрами или буквами.
Стоимость плит
Маркировка
Размеры: Д×Ш×В, см
Вес, кг
Несущая способность, кг/м2
Розничная цена за шт, рубли
Пустотные плиты с круглыми отверстиями, опираемые на 2 стороны
ПК-16.10-8
158×99×22
520
800
2940
ПК-30. 10-8
298×99×22
880
6000
ПК-60.18-8
598×178×22
3250
13340
ПК-90.15-8
898×149×22
4190
40760
Плиты перекрытия, стендового безопалубочного формирования. Изделия ставят на 2 торцевые стороны
ПБ 24.12-8
238×120×22
380
800
3240
ПБ 30.12-12
298×120×22
470
1200
3950
ПБ 100.15-8
998×145×22
2290
800
29100
Ребристые перекрытия без проема в полке
2ПГ 6-3 АIV т
597×149×25
1230
500
12800
4ПГ 6-4 АтVт
597×149×30
1500
820
14150
Расшифровка обозначений плит ПК
В данной статье рассматривается расшифровка условных обозначений плит перекрытий ПК.
Условные обозначения, применяемые при маркировке плит перекрытий ПК, регламентируется ГОСТ 9561 (Железобетонные многопустотные плиты перекрытий — технические условия) и ГОСТ 26434 (Железобетонные плиты перекрытий — основные параметры и типы).
В настоящий момент актуальной редакцией ГОСТ 9561 является издание от 2016 года, для ГОСТ 26434 — издание от 2015 года.
Следует отметить что данные ГОСТы существуют давно, и выдержали по несколько редакций, ГОСТ 9561 ссылается на ряд типовых проектных серий, которые не подвергались редактированию и обновлению вслед за изменением ГОСТ. ГОСТ 9561 допускает изготовление многопустотных плит перекрытий по проектным сериям, не указанным в ГОСТ, но разработанными квалифицированными проектными организациями в соответствии с его требованиями.
Также обратите внимание, что до введения редакции 1992 года «плиты перекрытий железобетонные многопустотные» назывались «панелями железобетонными многопустотные для перекрытий зданий» — фактически это одно и то же.
Из-за вышеперечисленного, в наименовании, и расшифровке наименований различных серий изделий, часто возникает путаница.
Для начала разберемся со стандартными наименованиями по ГОСТ 9561 — плиты многопустотные, которые могут быть следующих видов:
Плиты 1ПК — железобетонные многопустотные, толщиной 220 мм с диаметром отверстий 159 мм, предназначенные для опирания по двум сторонам. Данные изделия чаще обозначаются просто как плиты ПК.
К этому типу плит относятся также многопустотные плиты П выпущенные по серии 1.241-1 альбом 36, которые согласно ГОСТ должны быть поименованы как ПК, но непосредственно в альбоме имеют маркировку панелиП.
Изделия длиной до 4780 мм допускается изготавливать с использованием ненапрягаемой арматуры, плиты свыше указанной длины, производят с использованием предварительно напряженной арматуры класса At—V. Используется электротермический способ напряжения.
Плиты ПБ — толщиной 220 мм, безопалубочного формования, предназначенные для опирания по двум сторонам.
Плиты ПГ — толщиной 260 мм с грушевидными пустотами, предназначенные для опирания по двум сторонам.
Кроме того, в ГОСТ 9561 описаны менее распространённые типы изделий:1ПКТ, 1ПКК, 2ПК, 2ПКТ, 2ПКК, 3ПК, 3ПКТ, 4ПК, 5ПК, 6ПК, 7ПК, отличающиеся толщиной, диаметром отверстий и количеством сторон опирания плиты.
Буквенно-цифровые маркировки плиты ПК (панелей П по серии 1.241-1) на примере плиты перекрытия ПК 57-10-8 АтV-1:
ПК — плита железобетонная многопустотная, толщиной 220 мм с диаметром отверстий 159 мм, предназначенные для опирания по двум сторонам.
AtV– использование предварительно напряженной арматуры и ее класс. В случае использования ненапрягаемой арматуры обозначение опускается.
Дополнительно могут быть использованы обозначения:
— Л — легкий бетон, С — плотный силикатный бетон; не обозначают тяжелый бетон.
— а – отверстия плит имеют уплотняющие вкладыши.
— 1 — этот индекс означает, что отверстия плиты заделаны с торцов.
Купить плиты ПК по ценам ниже заводов производителей Вы можете в компании «ЖБИ Эксперт».
Понимание настила с точки зрения сканирования бетона
GPRS — крупнейшая в стране частная компания по поиску подземных объектов. Компания GPRS с номером предоставляет услуги по сканированию бетона, поиску инженерных коммуникаций, обнаружению утечек и видеоинспекции труб. Наша приверженность безопасности помогла нам достичь более 99,8% скорости сканирования для предотвращения повреждений подповерхностного слоя в сотнях тысяч проектов сканирования и определения местоположения. GPRS обладает непревзойденной точностью, и как компания мы хотим поднять отраслевой стандарт. Чтобы помочь развитию отрасли, GPRS выпускает статьи о нашей методологии обучения. В этой статье мы рассмотрим нашу учебную документацию и методы, касающиеся многопустотных плит.
ЧТО ТАКОЕ ПУСТОТНЫЕ ПЛИТЫ?
Пустотные плиты состоят из сборных панелей с полыми ячейками, проходящими через всю панель. Сборные железобетонные панели изготавливаются на заводе вместо заливки бетона на стройплощадке.
Несмотря на разные размеры, как видно выше, их всех объединяет то, что они имеют кабели, расположенные между каждой ячейкой в нижней части плиты. Иногда будут кабели наверху, но все же между ячейками. Мы хотим, чтобы клиенты просверливали полые ячейки, избегая тем самым кабелей.
Пустотные плиты обычно имеют верхнюю плиту поверх панелей для создания гладкой поверхности. Верхняя плита обычно содержит проволочную сетку, но может иметь арматуру. Проволочную сетку не нужно будет размечать, если соблюдаются эти три шага, чтобы убедиться, что это проволочная сетка. Подтвердите идеальное расстояние (часто 6 дюймов) для каждого элемента, подтвердите диаметры армирования, подтвердите, что вся потенциальная сетка исчезает во время кросс-поляризационного сканирования.
Ниже приведен пример типичных данных пустотелых стержней с иллюстрациями. Проволочная сетка в верхней плите возле верхних полостей глубиной примерно 3 дюйма. Предполагается наличие тросов между полостями. Кабели и низ плиты не могут и не должны интерпретироваться по этим данным. Предположим, что между каждой полостью есть кабели, если нет возможности просканировать дно, чтобы доказать обратное.
2. Сравните оба направления. Полая сердцевина — одна из немногих плит, которые будут выглядеть совершенно по-разному при сканировании в двух противоположных направлениях. Если вы не видите дна, то вы должны увидеть почти идеальную картину неметаллических гиперболических отражений в одном направлении и плоское горизонтальное отражение на той же глубине в противоположном направлении. Достаточно длинное сканирование должно даже показать характер изменения расстояния между пиками из-за стыков между панелями, как показано в первом примере данных в этом документе.
Маркируйте кабели, а не пустоты. Вместо того, чтобы отмечать центр полостей и просить клиента просверлить маркировку или пытаться определить ширину полостей, вместо этого пометьте кабели. Известно, что кабели находятся ниже 1-1 ½ дюйма бетона между полостями, и известно, что бетон расположен по центру между полостями. В георадарных данных пересечение хвостов гипербол с впадинами будет точным центром между впадинами. Таким образом, нахождение точки пересечения пиков и маркировка шириной примерно 1 дюйм является точным способом маркировки предварительно напряженных тросов. Красными стрелками указаны места, которые следует отметить.
ОБЩИЕ СТАНДАРТНЫЕ ПРОЦЕДУРЫ КОРОНКОВОГО БУРЕНИЯ
Маркируйте тросы, а не пустоты. Вместо того, чтобы отмечать центр полостей и просить клиента просверлить маркировку или пытаться определить ширину полостей, вместо этого пометьте кабели. Кабели, как известно, находятся ниже 1-1 ½ дюйма бетона между полостями, и известно, что бетон расположен по центру между полостями. В данных георадара точки пересечения концов гипербол с впадинами будут точными центрами между впадинами. Следовательно, нахождение пересечения между пиками и маркировка шириной примерно 1 дюйм является точным способом маркировки предварительно напряженных тросов. Красными стрелками указаны места, которые следует отметить.
Предварительное сканирование 1. Завершить авторизацию работ и JHA в Infor 2. Запросить исполнительные чертежи у клиента 3. Пройтись по площадке с клиентом 4. Осмотреть нижнюю часть плиты 5. Определить, необходим отчет и необходимо ли сохранять данные георадара 6. Обновление JHA
Сканирование 1. Сбор длинных сканов для оценки плиты 2. Определение нижней части плиты в данных георадара 3. Трассировка одной цели за раз в одном направлении за раз 4. Нанесите все выводы на поверхность 5. Проверьте выводы с помощью сканов под углом 45° 6. Сканирование с перекрестной поляризацией 7. Проверьте точность с помощью контрольных штрихов 8. Используйте локатор для трассировки трубопроводов/коммуникаций 9. Пассивная развертка 10. Отметьте границы сканирования 11. Документируйте выводы
Пост-сканирование 1. Прогулка по объекту с клиентом 2. Сводный отчет о работе
ДЕТАЛИ СТАНДАРТНОЙ ОПЕРАЦИОННОЙ ПРОЦЕДУРЫ ДЛЯ ПОЛЫХ СЕРДЕЧНИКОВ
• Определите направление полости основной. • Разметьте предварительно напряженные тросы, используя кросс-поляризованные сканы, и отметьте пересечения хвостов по реакциям полого сердечника. • Следуйте общим СОП по колонковому бурению для верхней части плиты. инспекция труб, а также услуги по картированию и моделированию. Наши менеджеры проектов обладают оборудованием и опытом для решения всех возникающих проблем, связанных с подземными работами. GPRS делает это, используя различное оборудование в сочетании с ведущим в отрасли SIM-процессом.
Нажмите здесь, чтобы запланировать проект с помощью GPRS, и позвольте нашим высококвалифицированным менеджерам проектов обеспечить выполнение ваших проектов вовремя, в рамках бюджета и в безопасности.
Что такое многопустотная плита?
19 апреля 2018 г., 16:22 Опубликовано писателем Оставь свои мысли
В Benchmark Fabricated Steel одним из специальных стальных продуктов в Индиане, который мы производим для наших клиентов из стальных конструкций, являются многопустотные плиты. Также иногда называемые пустотелыми плитами, пустотелыми плитами или бетонными плитами, это сборные плиты из предварительно напряженного бетона, которые обычно используются в перекрытиях многоэтажных жилых домов и кондоминиумов. Хотя этот тип материала можно использовать практически в любой среде, он особенно популярен в странах, где большое внимание уделялось сборному железобетону для целей жилищного строительства, включая страны Северной Европы и некоторые из бывших коммунистических стран Восточной Европы.
Почему сборный железобетон так популярен? Возможно, главная причина в том, насколько это экономично. Для его изготовления требуется меньше материала, что делает его легче, чем другие виды строительных материалов. Также его можно довольно быстро собрать. Это означает, что владельцы недвижимости, желающие быстро построить крупномасштабные жилые или коммерческие здания, могут с большим успехом использовать многопустотные плиты.
Характер сборного железобетона
Сборная железобетонная плита имеет трубчатые отверстия или пустоты, которые проходят по всей длине плиты, обычно диаметром от двух третей до трех четвертей плиты. Это то, что придает плите ее легкий вес — значительно легче, чем массивные бетонные плиты перекрытия, которые были бы одинаковой толщины, почти не жертвуя прочностью.
Уменьшенный вес этого строительного материала важен, потому что он помогает сократить расходы, связанные с транспортировкой, а также общую стоимость материала.
Плиты обычно имеют ширину около 120 см и толщину от 15 до 50 см. Стальной трос укрепляет бетон и предотвращает его изгибание под тяжестью нагрузок, которые он несет. Плиты также обычно изготавливаются длиной до 200 метров.
При изготовлении многопустотных плит рабочие выдавливают влажный бетон с предварительно напряженным стальным тросом из движущейся формы. Затем эта плита разрезается массивной циркулярной пилой с лезвием из алмаза, чтобы обеспечить достаточную твердость для эффективной резки материала. Этот вид производства в фабричных условиях обеспечивает гораздо более эффективный производственный процесс и лучший труд.
Существуют и другие способы изготовления многопустотных плит. Одним из примеров является изготовление многопустотных плит перекрытий из железобетона без предварительного напряжения. Эти плиты изготавливаются на производственных линиях карусельного типа в точном соответствии с их длиной в качестве стандартного продукта. Эта длина обычно составляет семь или восемь метров.
Насколько горячая плазма? Обработка плазмой чувствительных к нагреву материалов
Высокие температуры, которые часто достигаются при обработке плазмой, заставляют пользователей задуматься о безопасности процесса, особенно в случае обработки чувствительных материалов. В данной статье рассматриваются вопросы, касающиеся температуры плазмы и теплопередачи во время плазменной обработки, приведены примеры, доказывающие возможность использования плазмы там, где разогрев поверхности является критическим фактором.
Основной, казалось бы простой вопрос, но на который не так легко ответить — насколько горячая плазма?
Встречающаяся в природе плазма может достигать температуры до 106 эВ (1 эВ ~ 11 600˚С) [1]. В промышленных применениях максимальные температуры составляют около 1 эВ [2]. Плазма — это высокоэнергетическое состояние и ее температура зависит от суммарной энергии её частиц (нейтральных атомов, электронов и ионов) и степени ионизации. Это дает возможность классифицировать разные типы плазмы в зависимости от их температуры, различая две основные категории: термические и не термические плазмы.
Мы не будем говорить о термической плазме, когда она полностью ионизирована и все частицы имеют одинаковую температуру. Классический пример — это солнечная корона или термоядерная плазма.
Мы рассмотрим не термическую или неравновесную плазму. Она имеет разную температуру электронов, ионов и нейтральных частиц. Таким образом, электроны могут достигать температуры 10 000˚С, в то время как большинство частиц газа значительно менее горячие или сохраняют комнатную температуру. Тем не менее, статическое измерение пламени плазмы, генерируемой системой Plasmabrush® PB3, покажет температуру ниже 1000°С при работе с сухим сжатым воздухом в качестве плазмообразующего газа. Это пламя — передняя, видимая часть плазменной струи и, как правило, которой обрабатывается поверхность изделий.
Рис. 1 Сопло А250 и статическая температура сопел А250, А350, А450 используемых в Plasmabrush® PB3
Не термическую плазму часто называют «холодной плазмой», но этот термин следует использовать с осторожностью т. к он включает широкий спектр плазм низкого давления и плазм атмосферного давления. Температура «холодной плазмы», генерируемой системой Piezobrush® PZ2, едва превышает температуру окружающего воздуха. Именно такие системы обеспечивают высокопроизводительную обработку изделий в промышленности.
Когда пользователи задают вопрос «Насколько горячая плазма?», часто подразумевают не температуру самой плазмы, а температуру у поверхности обрабатываемой поверхности. Для ее точного определения необходимо провести тщательные измерения.
На основе многолетних исследований, компания Relyon Plasma разработала программное обеспечение, которое дает возможность моделировать теплопередачу атмосферной или неравновесной плазмы обрабатываемой поверхности. Расчеты дифференцируются в зависимости от геометрии обрабатываемых поверхностей и настроек, выбранных для входной электрической мощности в плазме.
Рис. 2 Исследование температуры в процессе интенсивной плазменной обработки, смоделированное с помощью специализированного ПО. Различные линии показывают, как меняется температура в процессе обработки в различных слоях пластика толщиной 2мм. В то время как верхний слой нагревается при обработке, температура нижних слоев остается значительно ниже.
Результаты обширных измерений подтвердили — энергия, переданная обрабатываемой поверхности, затрагивает главным образом её верхние слои. Этот факт делает обработку атмосферной плазмой действительно обработкой именно поверхности. Эффекты очистки и смачивания обусловлены взаимодействием частиц плазмы с верхним атомным слоем поверхности материала и ни при каких условиях не воздействуют на его внутренние слои.
На температуру обрабатываемой поверхности значительное влияние оказывает скорость обработки и расстояние до нее плазменного источника.
Рис. 3 Исследование температуры в процессе щадящей плазменной обработки, смоделированное с помощью специализированного ПО. Различные линии показывают, как меняется температура в процессе обработки в различных слоях пластика толщиной 2мм. При щадящей обработке воздействию подвергается только верхний слой, нижние слои сохраняют комнатную температуру
Оценка этих параметров является абсолютно достаточной для большинства применений обработки плазмой. В случае некоторых процессов, например, горячего плавления или нанесения покрытий, для получения оптимального результата необходимо более комплексно подходить к оценке влияющих параметров. Для этого, в дополнение к описанным двум параметрам, плазменная система предлагает настройку ещё 3 параметров — потока газа, частоты, электрической входной мощности.
Рассмотрим 3 варианта применения обработки атмосферной плазмой, критичных к тепловому воздействию и требующих прецизионного контроля техпроцесса. Возможности системы PlasmaBrush® PB3 представлены на примере обработки клеточных колоний, тонких пленок (в данном случае алюминиевая фольга) и осаждения тонких пленок полиэтилена пониженной плотности.
Клеточные колонии
Предполагается активация микроструктурированной поверхности трехмерных клеточных колоний без их теплового повреждения. Успех данной процедуры оценивается контактным угломдистиллированной воды.
Небольшая избыточная активация (излишняя энергия, переданная поверхности) меняет форму треугольных частей чипов с клеточными колониями (центральная часть рис 4.). Только прецизионная регулировка параметров делает возможной обработку без теплового повреждения.
В процессе щадящей обработки поверхностная энергия оставалась ниже максимальной активационной способности, контактный угол при этом снизился с 92 град. до 43 град. В процессе использовалась система PlasmaBrush® PB3 с соплом А250, скорость техпроцесса составляла 250 мм/с, рабочая дистанция 40 мм, в качестве рабочего газа использовался азот.
Обработка тонких пленок (фольга)
Из-за своей небольшой толщины тонкие пленки (фольга) особенно чувствительны к обработке плазмой. Несмотря на то, что обычно проблем с обработкой металлов не возникает благодаря их высокой теплопроводности, тонкие пленки должны обрабатываться особенно бережно, поскольку не имеют достаточной толщины для отвода тепла. Большинство металлов могут обрабатываться на небольших скоростях, порядка 30 мм/с, в то время как пленки должны обрабатываться на скоростях 500 мм/с и выше. Непрерывная подача из рулона в рулон является примером такого процесса, где фольга обрабатывается при очень высоких скоростях и взаимодействие плазмы с поверхностью составляет доли секунды.
Рис. 5 Обработка алюминиевой фольги при подаче из рулона в рулон
Достижение высокой активации в этих условиях является серьезной проблемой. Тем не менее, подходящая технологическая схема процесса позволяет это успешно реализовать. Как вариант — на рис 5. (справа) три плазменных генератора настроены на скорость обработки 12 м/с, чтобы покрыть всю ширину адгезионной поверхности фольги.
Осаждение расплава полиэтилена низкой плотности на алюминий
Нанесение покрытий с использованием плазмы более комплексный процесс, поскольку включает дополнительные узлы для транспортировки порошка. В проведенном эксперименте на алюминиевую подложку наносился полиэтилен низкой плотности (ПЭНП). При осаждении расплавленных покрытий обеспечивается низкая вязкость, необходимая для формирования однородных слоев покрытий. В то же время, скорость процесса гораздо выше, чем при использовании традиционных методов и нет необходимости в удалении растворителей.
Внешняя система транспортирует порошок к выходу плазменного сопла. Порошок плавится непосредственно на поверхности и затем там же охлаждается. Производительность подачи порошка составляет до 7,19 г/мин. Плазма здесь выполняет две функции: во-первых, химическое сшивание поверхности повышается за счет вводимых в нее частиц; во-вторых, горячий расплав распространяется лучше из-за повышенной смачиваемости.
Рис. 6 Покрытие расплавом ПЭНП (слева) и генератор плазмы Plasmabrush® PB3 c системой подачи порошка (справа)
Ключевой параметр в данном случае — скорость. Она должна быть достаточно низкой для обеспечения равномерного покрытия основы (подложки), но в то же время достаточно высокой, чтобы избежать сообщения излишней энергии обрабатываемой поверхности и только что сформированным слоям. В данном эксперименте была установлена скорость 210 мм/с, рабочая дистанция составляла 14 мм. Изделие вращалось со скоростью 14,5 об/мин. Процесс нанесения занял 6 минут.
Заключение
Даже при использовании не термической плазмы при высоких температурах, в промышленных применениях возможна обработка чувствительных к нагреву материалов за счёт подбора параметров обработки. В особенности — скорости обработки и расстояния до обрабатываемой поверхности. Более того, такая обработка модифицирует только поверхностный слой, в то время, как нижележащие слои остаются незатронутыми. Эти свойства делают обработку атмосферной плазмой эффективным и производительным методом очистки и активации поверхности, даже в случае работы с чувствительными к нагреву материалами.
Литература: [1] K. Küpfmuller, W. Fathis und A. Reibiger, TheoretischeElektrotechnik: Eine Einführung, Springer, 2013. [2] H. Zohm, „Plasmaphysik,» LMU München, München, 2012/2013. [3] R. A.Wolf, Atmospheric Pressure Plasma for Surface Modification, Hoboken and Salem, USA: Wiley & Sons and Scrivener Publishing, 2013.
Плазма
плазма
Содержание
Что такое плазма.
Словом «плазма» (от греч. «плазма» — «оформленное») в середине XIX в. стали именовать бесцветную часть крови (без красных и белых телец) и жидкость, наполняющую живые клетки. В 1929 г. американские физики Ирвинг Ленгмюр (1881—1957) и Леви Тонкс (1897—1971) назвали плазмой ионизованный газ в газоразрядной трубке.
Английский физик Уильям Крукс (1832—1919), изучавший электрический разряд в трубках с разрежённым воздухом, писал: «Явления в откачанных трубках открывают для физической науки новый мир, в котором материя может существовать в четвёртом состоянии».
В зависимости от температуры любое вещество изменяет своё состояние. Так, вода при отрицательных (по Цельсию) температурах находится в твёрдом состоянии, в интервале от 0 до 100 °С — в жидком, выше 100 °С — в газообразном. Если температура продолжает расти, атомы и молекулы начинают терять свои электроны — ионизуются и газ превращается в плазму. При температурах более 1000000 °С плазма абсолютно ионизована — она состоит только из электронов и положительных ионов. Плазма — наиболее распространённое состояние вещества в природе, на неё приходится около 99 % массы Вселенной. Солнце, большинство звёзд, туманности — это полностью ионизованная плазма. Внешняя часть земной атмосферы (ионосфера) тоже плазма.
Ещё выше располагаются радиационные пояса, содержащие плазму. Полярные сияния, молнии, в том числе шаровые, — всё это различные виды плазмы, наблюдать которые можно в естественных условиях на Земле. И лишь ничтожную часть Вселенной составляет вещество в твёрдом состоянии — планеты, астероиды и пылевые туманности.
Как используют плазму.
Наиболее широко плазма применяется в светотехнике — в газоразрядных лампах, освещающих улицы, и лампах дневного света, используемых в помещениях. А кроме того, в самых разных газоразрядных приборах: выпрямителях электрического тока, стабилизаторах напряжения, плазменных усилителях и генераторах сверхвысоких частот (СВЧ), счётчиках космических частиц.
Все так называемые газовые лазеры (гелий-неоновый, криптоновый, на диоксиде углерода и т. п.) на самом деле плазменные: газовые смеси в них ионизованы электрическим разрядом.
Свойствами, характерными для плазмы, обладают электроны проводимости в металле (ионы, жёстко закреплённые в кристаллической решётке, нейтрализуют их заряды), совокупность свободных электронов и подвижных «дырок» (вакансий) в полупроводниках. Поэтому такие системы называют плазмой твёрдых тел.
Газовую плазму принято разделять на низкотемпературную — до 100 тыс. градусов и высокотемпературную — до 100 млн. градусов. Существуют генераторы низкотемпературной плазмы — плазмотроны, в которых используется электрическая дуга. С помощью плазмотрона можно нагреть почти любой газ до 7000—10 000 градусов за сотые и тысячные доли секунды. С созданием плазмотрона возникла новая область науки — плазменная химия: многие химические реакции ускоряются или идут только в плазменной струе. Плазмотроны применяются и в горно-рудной промышленности, и для резки металлов.
Созданы также плазменные двигатели, магнитогидродинамические электростанции. Разрабатываются различные схемы плазменного ускорения заряженных частиц. Центральной задачей физики плазмы является проблема управляемого термоядерного синтеза.
Управляемые термоядерные реакции.
Считается, что запасов химического топлива человечеству хватит на несколько десятков лет. Ограниченны и разведанные запасы ядерного горючего. Спасти человечество от энергетического голода и стать практически неисчерпаемым источником энергии могут управляемые термоядерные реакции в плазме.
В 1 л обычной воды содержится 0,15 мл воды тяжёлой (D2O). При слиянии ядер дейтерия из 0,15 мл D2O выделяется столько же энергии, сколько её образуется при сгорании 300 л бензина. Тритий в природе практически не существует, однако его можно получить, бомбардируя нейтронами п изотоп лития:
n+7Li => 4He+T
Ядро атома водорода не что иное, как протон р. В ядре дейтерия содержится, кроме того, ещё один нейтрон, а в ядре трития — два нейтрона. Дейтерий и тритий могут реагировать друг с другом десятью разными способами. Но вероятности таких реакций различаются порой в сотни триллионов раз, а количество выделяющейся энергии — в 10—15 раз. Практический интерес представляют только три из них:
D + D => T + p + 4 МэВ; D + D => 3Не + n + 3,3 МэВ; D + Т => 4Не + n + 17,6 МэВ.
Если все ядра в каком-то объёме одновременно вступают в реакцию, энергия выделяется мгновенно. Происходит термоядерный взрыв. В реакторе же реакция синтеза должна протекать медленно.
Осуществить управляемый термоядерный синтез до сих пор не удалось, а преимущества он сулит немалые. Энергия, которая выделяется при термоядерных реакциях на единицу массы топлива, в миллионы раз превышает энергию химического топлива и, значит, в сотни раз дешевле. В термоядерной энергетике нет выброса продуктов сгорания в атмосферу и радиоактивных отходов. Наконец, на термоядерной электростанции исключён взрыв.
Во время синтеза основная часть энергии (более 75 %) выделяется в виде кинетической энергии нейтронов или протонов. Если замедлить нейтроны в подходящем веществе, оно нагревается; полученную теплоту легко превратить в электрическую энергию. Кинетическая энергия заряженных частиц — протонов — преобразуется в электричество непосредственно.
В реакции синтеза ядра должны соединяться, но они заряжены положительно и, следовательно, по закону Кулона, отталкиваются. Чтобы преодолеть силы отталкивания, даже ядрам дейтерия и трития, имеющим наименьший заряд (Z = 1), необходима энергия около 10 или 100 кэВ. Ей соответствует температура порядка 108 — 109 К. При таких температурах любое вещество находится в состоянии высокотемпературной плазмы.
С позиций классической физики реакция синтеза невозможна, но здесь на помощь приходит чисто квантовый туннельный эффект(квантово-механическое явление, при котором частица, не обладающая достаточной энергией для преодаления потенциального барьера сил отталкивания, всё же с отличной от нуля вероятностью преодалевает его). Вычислено, что температура зажигания, начиная с которой выделение энергии превосходит её потери, для реакции дейтерий—тритий (DT) равна приблизительно 4,5 • 107 К, а для реакций дейтерий—дейтерий (DD) — около 4 • 107 К. Естественно, предпочтительнее реакция DT. Нагревают плазму электрическим током, лазерным излучением, электромагнитными волнами и другими способами. Но важна не только высокая температура.
Чем выше концентрация, тем чаще сталкиваются друг с другом частицы, поэтому может показаться, что для осуществления термоядерных реакций лучше использовать плазму высокой плотности. Однако, если бы в 1 см3 плазмы содержалось 1019 частиц (концентрация молекул в газе при нормальных условиях), давление в ней при температурах термоядерных реакций достигало бы порядка 106 атм. Такого давления не выдерживает ни одна конструкция, а потому плазма должна быть разрежённой (с концентрацией около 1015 частиц в 1 см3). Соударения частиц в этом случае происходят реже, и для поддержания реакции необходимо увеличивать время пребывания их в реакторе, или время удержания. Значит, для осуществления термоядерной реакции необходимо рассматривать произведение концентрации частиц плазмы на время их удержания. Для реакций DD это произведение (так называемый критерий Лоусона) равно 1016 с/см3, а для реакции DT — 1014 с/см3. Следовательно, реакцию DT реализовать легче, чем DD.
Когда начинались исследования плазмы, казалось, что осуществить управляемый синтез удастся быстро. Но со временем выяснилось, что в высокотемпературной плазме происходят сложные процессы и решающую роль играют многочисленные неустойчивости. Сегодня разрабатывается несколько типов устройств, в которых предполагается провести термоядерный синтез.
Наиболее перспективными считаются токамаки (сокращение от «ТОроидальная КАмера с МАгнитными Катушками»). Токамак представляет собой гигантский трансформатор, первичная катушка которого намотана на сердечник, а вторичная имеет единственный виток — вакуумную камеру в форме бублика, тора (от лат. torus — «выпуклость»), с плазменным шнуром внутри. Система магнитов удерживает шнур в центре камеры, а ток силой в тысячи ампер нагревает его до требуемой температуры. Нейтроны, образующиеся в ходе термоядерной реакции, поглощаются в бланкете — слое вещества, окружающем камеру. Выделяющееся при этом тепло можно использовать для получения электроэнергии.
Несмотря на кажущуюся простоту токамака, ни одно устройство подобного типа не дало положительного выхода энергии. Большие надежды возлагаются на проектируемый в настоящее время гигантский токамак ITER. На этой установке, если она будет сооружена к 2005 г., предполагаемая мощность выхода 1,5 • 109 Вт. Среди других проектов следует отметить два: стеллараторы и устройства инерциального удержания плазмы.
Магнитное поле сложной формы, удерживающее плазму в круговой камере токамака, противодействует собственному полю плазменного шнура, которое стремится изогнуть траекторию заряженных частиц плазмы. В стеллараторе (от лат. Stella — «звезда») плазме позволили принять форму, какую она «хочет», и оставили только поле, сжимающее шнур. Вакуумная камера приобрела весьма причудливый вид, а множество магнитных катушек — довольно сложную форму. Эксперименты на стеллараторах идут в разных странах, но добиться нужной температуры и времени удержания плазмы пока не удалось.
Принципиально иным является метод инерциального удержания плазмы, основанный на инерции реакционной смеси, которая при мгновенном нагреве (например, лазерным импульсом) разлетается не сразу. Ампулу, где находится смесь дейтерия с тритием, облучают со всех сторон лазерными импульсами длительностью до 10-10 с и суммарной мощностью порядка 1020 Вт/см2. Оболочка ампулы испаряется, расширяющиеся газы и световое давление сжимают её содержимое почти в 50 тыс. раз. Давление в смеси возрастает до 1 млн. атм, а её плотность — до 50—100 г/см3. При таких условиях начинается термоядерная реакция.
Но и на этом пути имеется ряд технологических трудностей, пока не позволяющих превратить экспериментальные лазерные установки в промышленные реакторы.
Что такое плазма?
Плазма — это газ, но это необычный вид газа. В обычном газе атомы или молекулы электрически нейтральны, но в плазме по крайней мере некоторые из этих частиц либо потеряли, либо приобрели электрон, так что плазма состоит из свободных электронов и положительно или отрицательно заряженных атомов и молекул, известных как ионы. . Прежде чем нормальный газ сможет превратиться в плазму, необходимо достичь высокой температуры. Самая низкая температура, при которой обычно можно увидеть плазму, составляет несколько десятков тысяч градусов, но многие плазмы намного горячее. Плазма может достигать температуры в сотни тысяч и даже миллионы градусов. Относительно холодная плазма обычно имеет характерный светящийся цвет, который зависит от газа, в котором она образуется.
Изображение слева представляет собой водородную плазму, удерживаемую магнитным полем в устройстве START, ранее эксплуатировавшемся UKAEA Fusion в их лаборатории Culham около Оксфорда, Англия. Это довольно типичная лабораторная плазма. Его диаметр около 1 метра, а температура около 100 000 K. Самая горячая плазма настолько горяча, что в ней могут происходить ядерные реакции. Определенные типы атомов с легкими ядрами, такие как особые тяжелые изотопы водорода, в этих условиях можно заставить объединиться в более тяжелые ядра. Высвобождение энергии, когда это происходит, является значительным и может быть важным источником энергии, например, для производства электроэнергии. Очень сложно сделать плазму достаточно горячей и прочной, чтобы произвести значительное количество термоядерной энергии, но прогресс, достигнутый такими экспериментами, как JET, впечатляет.
Это внутренняя часть Совместного европейского тора (JET), расположенного недалеко от Оксфорда, Англия, и один из крупнейших в мире экспериментов по физике плазмы. JET продемонстрировал, что искусственный ядерный синтез может быть произведен в достаточно горячей плазме. Обратите внимание на размер мужчины внизу справа!
Существует множество других применений плазмы, имеющих огромное экономическое значение. Например, плазма широко используется в производстве полупроводниковых устройств. Дешевые современные микросхемы не могут быть изготовлены без плазменного производства. Плазма также используется для нанесения высокоэффективных покрытий в инженерных и медицинских целях.
Это плазма в газообразном аргоне при давлении около одной тысячной атмосферы, с температурой электронов плазмы около тридцати тысяч градусов. Подобная плазма используется для обработки полупроводниковых материалов. Доли, которые можно увидеть здесь, представляют собой нежелательную нестабильность, которая изучается в NCPST.
NCPST активно работает в самых разных областях исследований, от фундаментальных исследований плазмы до разработки термоядерных технологий и производства с использованием плазмы.
температура — Насколько горячей может быть плазма?
Самая высокая зарегистрированная температура плазмы в , а не в раз горячее ядерных реакций. Существует целый ряд явлений, происходящих при высоких температурах, которые включают ядерные реакции и выходят за их пределы.
Когда температура становится очень высокой, имеет смысл начать думать с точки зрения задействованных энергий, а не придерживаться шкалы Кельвина (или Фаренгейта, тьфу). При термодинамическом равновесии средняя энергия «степени свободы» с температурой $T$ равна $U=\frac12 kT$. Например, одноатомный идеальный газ имеет среднюю энергию на одну частицу $\frac32 kT$ для трансляций в трех измерениях. Если у вас есть система, в которой разрешенные энергии входят в сгустки, как вращательные и колебательные состояния в молекулах, средняя энергия на моду равна равно нулю , а температура $kT$ много меньше энергии $E$ первого возбужденного состояния. Это означает, что большинство систем имеют большую теплоемкость, когда они горячие, чем когда они холодные, что затрудняет достижение высоких температур.
Для комнатной температуры $kT \примерно 25$ миллиэВ; это типичная энергия для фонона в твердом теле.
При $kT \приблизительно 1$ эВ при типичном столкновении атом-атом может быть достаточно энергии, чтобы освободить электрон. Это минимальная температура, необходимая для поддержания плотной ионизированной плазмы.2$, где $Z \lesssim 100$ — число протонов.)
При $kT \приблизительно 0,1$ МэВ у вас появляется достаточно энергии для внутреннего возбуждения ядер.
Преимущества композитной арматуры. Вес и транспортировка
Сегодня мы продолжим цикл статей рассказывающих о преимуществах стеклопластиковой (композитной) арматуры перед традиционной металлической.
Преимущества, которые рассмотрим в сегодняшней статье – это транспортировка и вес композитной арматуры.
Напомним, что традиционная арматура поставляется в прутках (хлыстах) 6 и 12 метров.
Арматура металлическая А3 А500С — Ø8
Номер профиля, номинальный диаметр арматуры, dh
Площадь поперечного сечения в мм²
Масса метра, кг
Масса 6 метрового, прутка кг
Масса 12 метрового, прутка кг
Масса 100 м. 6-и метрового, прутка кг
Масса 100 м. 12-и метрового, прутка кг
А3 А500С — Ø8
50,3
0,395
2,37
4,74
39,5
39,5
Арматура металлическая А3 А500С — Ø10
Номер профиля, номинальный диаметр арматуры, dh
Площадь оперечного сечения в мм²
Масса метра, кг
Масса 6 метрового, прутка кг
Масса 12 метрового, прутка кг
Масса 100 м. 6-и метрового, прутка кг
Масса 100 м. 12-и метрового, прутка кг
А3 А500С — Ø10
78,3
0,617
3,702
7,404
61,7
61,7
А теперь рассмотрим те же диаметры по стеклопластиковой арматуре. Стеклопластиковая арматура поставляется в бухтах, но по желанию заказчика может быть нарезана на прутки любой требуемой длины (кстати, стеклопластиковая арматура легко пилится обычной ножовкой по металлу, поэтому в месте монтажа можно обойтись без электричества).
Арматура композитная АСК — Ø10 поставляется в бухтах по 50 м
Номер профиля, номинальный диаметр арматуры, dh
Площадь поперечного сечения в мм²
Масса метра, кг
Масса 100 метров, кг
Диаметр бухты, м
АСК — Ø8
50,3
0,084
8,4
1
Арматура композитная АСК — Ø10 поставляется в бухтах по 50 м
Номер профиля, номинальный диаметр арматуры, dh
Площадь поперечного сечения в мм²
Масса метра, кг
Масса 100 метров, кг
Диаметр бухты, м
АСК — Ø10
78,3
0,138
6,9
1,5
Малый вес и укладка в бухтах стеклопластиковой арматуры — это не просто возможность работать быстрее, легче и экономнее, но ещё и вариативность её транспортировки.
Область применения стеклопластиковой арматуры – малоэтажное строительство, загородное строительство, коттеджное строительство, строительство мостов. Подобные объекты часто лишены дорог и возможности беспрепятственного подъезда к строящимся объектам. Поэтому доставка арматуры — основы фундамента — может превратиться в хлопотное дело. Это важно ещё и потому, что монтировать фундамент начинают как можно раньше. Ведь надо произвести разметку, выкопать траншеи под фундамент, произвести опалубку. А если весна выдаётся жаркой и устанавливается по–летнему тёплая погода, очень важно, чтобы всё было под рукой и производство работ происходило как можно быстрее.
Транспортировка композитной арматуры значительно проще, чем традиционной стальной.
Технические характеристики стеклопластиковой полимерной арматуры
Стеклопластиковая арматура — технические характеристики
Из статьи вы узнаете о десяти важных технических параметрах стеклопластиковой арматуры — что означает каждый из них, какой показатель ему соответствует.
Стеклопластиковая арматура — наиболее выгодная по соотношению «цена-качество» разновидность композитной арматуры. В мире её аналоги используют ещё с 30-х годов, в СССР этот термин впервые был озвучен в 40-х годах прошлого века. Разбираем подробно технические характеристики этого вида полимерной арматуры.
Содержание:
Про АКС
Процесс производства
Вес
Разрывная прочность
Модуль упругости
Относительное удлинение
Плотность
Линейный коэффициент теплового расширения
Теплопроводность
Радиопрозрачность
Коррозийная стойкость
Гигиенические свойства
Нет времени читать всю статью? Сохраните её в социальных сетях или отправьте себе в мессенджер!
Стеклопластиковая арматура использовалась ещё в советские годы. Правда, как это часто случалось с инновационными материалами (например, арболитовыми блоками) с распадом СССР тема сошла на «нет» и начала возраждаться только в начале двухтысячных годов.
Применение арматуры из стекловолокна довольно широко — армирование фундаментов, стяжки, иных бетонных конструкций, в качестве гибких связей, шпалер и приштамбовых кольев, ограждений, а также в производстве многослойных стеновых блоков для скрепления слоёв между собой. Её применяют, во-первых, для удешевления строительства, а во-вторых, из-за многочисленного списка преимуществ по сравнению с металлом.
Пример применения стеклоарматуры для армирования стяжки пола
Использование композитной стеклопластиковой арматуры регламентируется сводом правил СП 295.1325800.2017.
Как производят стеклопластиковую арматуру
Полимерная арматура изготавливается из тонких нитей стекловолокна, связывающихся в единый стержень при помощи связующего вещества — компаунда на основе эпоксидной смолы. На поверхность стержня наносятся ребра для лучшего сцепления с бетоном.
Использование стекловолокна и обуславливает высокую прочность композитных армирующих материалов. Дело в том, что массивное стекло само по себе хрупкое. А вот тонкая стеклонить превосходит по прочности на разрыв большинство имеющихся в природе материалов. Её прочность достигает 2,4 гигапаскалей. Об этом писал в своей книге советский инженер Николай Фролов.
Пропитка стеклонити компаундом на начальном этапе производственного цикла
Производство стеклопластиковой арматуры — сложный технологический процесс, в котором любая мелочь имеет значение. Ошибки, допущенные при изготовлении, сказываются на качестве арматуры.
Какие ошибки допускают производители стеклопластиковой композитной арматуры читайте в нашем обзоре. Вам будет полезна эта статья!
Технические характеристики арматуры из стекловолокна
Рассмотрим 10 характеристик, на которые могут ориентироваться покупатели при покупке стеклопластиковой арматуры. Постараемся рассказать на что влияет та или иная характеристика и, конечно, дадим значения на примере нашего товара.
Вес арматуры сказывается на общем весе строения, а также затратах на транспортировку. Стеклоарматура в несколько раз легче металлической. Соответственно, если закладывать её в кладку или в стяжку пола, то нагрузка на фундамент будет меньше. Это экономия на фундаменте.
Перевозить такую арматуру тоже проще. Во-первых, из-за формы выпуска в бухтах, во-вторых из-за лёгкого веса. Если для перевозки стальной арматуры понадобится фура, то в случае со стеклопластиковой будет достаточно и «Газели».
В эту небольшую машину умещается 16 км стеклопластиковой арматуры
Сколько весит арматура?
Вес одного метра стеклопластиковой арматуры в зависимости от диаметра в граммах (в скобках вес стальной арматуры А3):
Ø4 — 25
Ø6 — 56 (222)
Ø8 — 94 (395)
Ø10 — 144 (617)
Ø12 — 198 (888)
Ø14 — 280 (1210)
Ø16 — 460 (1580)
Ø18 — 560 (2000)
Ø20 — 630 (2470)
Ø22 — 730 (2980)
Ø24 — 850 (3850)
Разрывная прочность
Арматура в бетонных конструкциях работает на изгиб и разрыв (в зависимости от типов конструкций). Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.
Разрывная нагрузка — максимальное усилие, которое выдерживает материал до разрушения и характеризующее его способность воспринимать нагрузку. Разрывная прочность стеклопластиковой арматуры в несколько раз выше, чем у стальной. Поэтому, для конструкций, в которых арматура будет работать на разрыв, она подходит лучше.
Какая прочность у стеклопластиковой арматуры?
Предел прочности при растяжении АКС арматуры составляет 1189 МПа. Для сравнения — у стальной арматуры этот показатель равен 390 МПа.
Исходя из этого и появилась таблица равнопрочной замены полимерной арматуры на металл. То есть, вместо металла 12-го диаметра применяется стеклоарматура 8-го диаметра.
А вот если делать расчёт для конструкций, работающих на прогиб, то замена действует в обратную сторону. Об этом недостатке в следующем пункте.
Модуль упругости стеклопластиковой арматуры
Определение из Википедии: модуль упругости характеризует способность материала упруго деформироваться (т.е. не постоянно) при приложении к нему какой-либо силы. Проще говоря, от модуля упругости зависит раскрытие микротрещин бетонной конструкции.
По этому показателю стальная арматура превосходит неметаллическую. Армирование препятствует растрескиванию и обвалу всей конструкции. Соответственно, от модуля упругости зависит величина потенциальных трещин. НО! Расчёты по данной характеристике производятся для конструкций, который будут работать на прогиб. Это:
балки прямоугольного или таврового сечения;
бетонные плиты перекрытия;
оконные и дверные перемычки.
Для этих конструкций с учётом модуля упругости следует закладывать композитную арматуру большего диаметра ,чем металлическую.
Относительное удлинение после разрыва обозначается в процентах. Характеристика выражает изменение расчётной длины стержня арматуры, в пределах которой произошёл разрыв, выраженной в процентах от первоначальной длины. Иными словами этот показатель характеризует удлинение рабочей части стержня после разрушения к начальной расчётной длине. Значение относительного удлинения определяют при испытаниях на разрыв.
Простыми словами, эта характеристика влияет на образование трещин в бетонной конструкции. Чем ниже этот показатель, тем больше вероятность избежать трещин!
Какова величина относительного удлинения арматуры?
Плотностью называют отношение массы тела к занимаемому этим телом объёму. Также её называют удельным весом. Обозначается как количество килограмм или тонн на один метр в кубе.
Плотность влияет на вес изделия и иногда может помочь определить качество стеклопластиковой арматуры. Например, арматура диаметром 12 мм производства «Композит 21» весит 200 гр/метр. Это примерный вес АСК арматуры хорошего качества. Если же вам предложили товар по нереально низкой цене, уточните у продавца сколько он весит. Например, в нашей практике был случай, когда заказчику предложили 12-миллиметровую арматуру по очень низкой цене. А позже выяснилось, что метр этой арматуры весит на 20% меньше. Соответственно, это материал меньшей плотности, прочностные характеристики которого будут ниже.
Эта характеристика показывает насколько будет удлиняться материал при увеличении его температуры на один градус. При изменениях температуры в пределах 80 °C (например, от — 40 °C до + 40 °C) расширение бетона может достигать 0,8 мм на метр. Поэтому, температурные колебания могут вызвать растрескивание бетона с жёстким наполнителем из-за разных коэффициентов линейного расширения у самого бетона и наполнителя.
В этом заключается ещё одно преимущество стеклопластиковой арматуры перед металлической. Дело в том, что тепловой коэффициент бетона и композитной арматуры примерно одинаков, поэтому бетон, армированный композитом будет меньше подвержен отрицательному влиянию температурных колебаний.
Какой коэффициент линейного расширения у стеклопластиковой арматуры?
Коэффициент для стеклопластиковой арматуры — 9-12 ax10-6/°C, для стальной арматуры — 13-15 ax10-6/°C.
Теплопроводность
Теплопроводностью называют способность тел переносить энергию (тепло) от более нагретых частей тела к менее нагретым. По другому — это количественная характеристика способности тела проводить тепло. Количественно эта способность выражается коэффициентом теплопроводности. Чем меньше значение коэффициента, тем ниже склонность материала к переводу тепла.
Например, если рассматривать стену дома, то использование при её строительстве материалов с высокой теплопроводностью приведёт к передаче тепла из нагретого помещения (т.е. вашего дома) в менее нагретое (т.е. на улицу). Грубо говоря, зимой вы будете топить улицу. А летом наоборот. Таким образом, при строительстве из материалов с низкой теплопроводностью в доме будет тепло зимой и прохладно летом.
Армирование цоколя из строительных блоков стеклопластиковой арматурой
Стеклопластиковая арматура (либо сетка), которую закладывают в стены при армировании кладки, отличается меньшей теплопроводностью в отличие от стальной. Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё.
Какой коэффициент теплопроводности у арматуры?
Коэффициент теплопроводности стеклопластиковой арматуры — 0,35 Вт/(м°С), а у стальной арматуры — 46 Вт/(м°С).
Также стеклопластиковая арматура активно используется в качестве гибких связей в многослойных стенах.
“Низкая теплопроводность композитных стержней предопределила их эффективное использование в качестве связей многослойных стеновых конструкций. По результатам сравнительных испытаний трехслойных стеновых панелей на сдвиг слоев относительно друг друга, в которых использованы стеклопластиковые и металлические связи, установлено, что стеклопластиковая арматура обеспечивает требуемый уровень жесткости и прочности, предъявляемый к гибким связям.»
— Источник: Грановский А. В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87
Радиопрозрачность и диэлектрические свойства
Этот параметр важен прежде всего в области электроэнергетического строительства. Стеклопластиковая арматура является диэлектриком, поэтому не создаёт помех для работы сложных электрических приборов. Именно по этой причине композитная арматура применялась при строительстве Центра квантовых нанотехнологий в Канаде или Института изучения твёрдых тел имени Макса Планка в Германии.
Стеклопластиковая арматура не создаёт радиопомех, в отличие от металлических контуров из стальной арматуры. Подробнее об электротехнических свойствах арматуры из стекловолокна читайте в другой статье.
Коррозийная стойкость
Коррозией называют самопроизвольное разрушение металлов, а также сплавов в результате воздействия окружающей среды. В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.
Если же сравнивать композитную и стальную арматуру, то первая обладает высокой коррозийной стойкостью (в том числе, от воздействия как жидкостной, так и химической коррозии), а вторая — низкой.
На что влияет эта характеристика? На долговечность. Срок службы стеклопластиковой арматуры больше, чем у металлической.
“В 1975 и 1984 годах стеклопластиковая арматура диаметром 6 мм была применена в строительстве опытных преднапряженных конструкций мостов. Прочность арматуры на растяжение составляла 1200 МПа, однако, учитывая низкий модуль упругости (30-40 ГПа), в поперечном сечении балок располагались стержни из алюмоборсиликатного волокна диаметром 10 мкм, количество связующего не превышало 20 % по массе. В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.»
— Источник: Вестник БГТУ им. В.Г. Шухова , №3, 2017
Экологическая безопасность
ГОСТ 31938-2012 регламентирует гигиенические требования к композитной арматуре а также всем её видам, включая стеклопластиковую. АКП не должна выделять вредные и токсичные вещества в концентрациях угрожающих здоровью человека, а также оказывать вредное воздействие на окружающую среду.
По требованиям нормативного документа концентрация фенола и формальдегида не должна превышать 0,003 мг/м3, концентрация толуола не должна превышать 0,600 мг/м3, уровень запаха не более 2 баллов. А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.
Безопасна ли стеклопластиковая арматура?
Гигиеническая характеристика стеклопластиковой арматуры согласно результатам санитарно-эпидемиологической экспертизы:
концентрация фенола: <0,001
концентрация формальдегида: <0,001
концентрация толуола: <0,16
эффективная удельная активность природных радионуклидов: 128±50
уровень запаха: 1 балл.
То есть, все показатели в пределах нормы. По крайней мере, у нашей компании.
Сертификат соответствия санитарным нормам
Гигиенические характеристики стеклопластиковой арматуры
Заключение санитарно- эпидемиологической службы
Читайте также:
Защитный слой бетона
Армирование стен
Опыт применения композитной стеклопластиковой арматуры за рубежом
Домашняя страница > Техническая информация > Сравнение веса, длины и грузоподъемности арматуры из стали, FRP и BFRP
Сравнение веса, длины и несущей способности стальной, стеклопластиковой и базальтовой арматуры
СТАЛЬНАЯ АРМАТУРА A III 3600 кг/см 2
СТЕКЛОВОЛОКНО АРМИРОВАННОЕ (FRP)
КОМПОЗИТНАЯ АРМАТУРА
АРМИРОВАННЫЙ БАЗАЛЬТОВЫМ ВОЛОКНОМ (BFRP)
КОМПОЗИТНАЯ АРМАТУРА
Диаметр
(мм)
Поле
(см2)
1 линейный метр веса
(кг)
Длина на 1 тонну
(м)
Грузоподъемность
(кг)
1 линейный метр веса
(кг)
Длина на 1 тонну
(м)
Грузоподъемность
(кг)
1 линейный метр веса
(кг)
Длина на 1 тонну
(м)
Грузоподъемность
(кг)
6
0,283
0,222
4. 504
1.011
0,059
16.949
3.120
0,055
18.335
5.102
8
0,503
0,395
2,532
1,826
0,108
9.259
5.541
0,097
10.313
9.055
10
0,785
0,617
1,621
2,814
0,150
6,667
8.649
0,152
6.600
14.127
12
1 131
0,888
1,126
4.058
0,255
3,922
11.306
0,218
4,584
19.794
14
1 539
1 208
828
5,562
0,324
3.086
15.395
0,297
3,368
26.946
16
2 011
1 578
634
7. 241
0,421
2,375
20.121
0,388
2,578
35.187
18
2 545
1 998
500
9.160
0,542
1,845
24.186
0,491
2,037
44.543
20
3 142
2 466
405
11.327
0,668
1,497
29.844
0,606
1.650
53.420
22
3 801
2 984
335
13.675
0,809
1,236
36.123
0,733
1,364
64.611
25
4 909
3 853
260
17.699
1 056
947
46.625
0,947
1,056
83.462
28
6 158
4 834
207
22. 146
1 310
763
55.431
1 188
842
104.689
32
8 042
6 313
158
28.970
1 231
812
72.369
1 551
645
132,695
36
10 179
7,99
125
36.652
1 350
741
91.614
1 964
509
167,943
40
12 566
9 865
101
45.227
1 469
681
113.098
2 424
413
207.346
Прочность на растяжение стальной арматуры составляет прибл. 500 МПа.
Прочность на растяжение для арматуры FRP составляет прибл. 900 МПа.
Прочность на растяжение арматуры из базальтового волокна составляет прибл. 1200 МПа.
Арматура цена, размеры, вес — композитная арматура и сетка
Наша компания производит инновационные армирующие материалы — стеклопластиковую арматуру и сетку для бетона и кладочную сетку.
Здесь вы найдете армирующий материал для фундаментов, полов, стен и других бетонных изделий, дорог и мостов, железных дорог, береговых укреплений и морских сооружений.
Композитная арматура и стеклосетка – выгодная замена армированию бетонных конструкций. Список преимуществ доступен по ссылке.
Производим арматуру с профилем периодической намотки. Диаметры от 4 до 24 миллиметров. Арматура поставляется в бухтах и стержнях. Сетка изготавливается с ячейками 50*50 мм, 100*100 мм, 150*150 мм, поставляется в листах (длина до 3 метров) или рулонах (длина 50 метров).
См. цены и вес арматурного материала.
Диаметры (размеры), масса и цена стержней стеклопластиковой арматуры
Устройство скважины на воду | Как устроена скважина для воды
Конструктивные особенности артезианских и песчаных скважин.
Скважины являются очень удобным источником воды. Они не зависят от функционирования центрального водоснабжения, обладают более высоким качеством воды. Конструкция и внутреннее устройство скважин зависят от их вида. Основными являются артезианская и песчаная. Рассмотрим особенности каждой из них.
Артезианская скважина
Это самый эффективный и дорогостоящий способ подачи воды. Глубина артезианских скважин составляет варьируется от 40 до 300 метров в различных районах Подмосковья. Бурят их между двумя водоупорными слоями. Качество воды, которую получают с их помощью, значительно выше по сравнению с остальными. Вода в них присутствует постоянно. Очень редко засоряется фильтр, расположенный в нижней части подающей трубы. Вода практически не содержит патогенные микроорганизмы. Долговечность такого сооружения составляет около 50 лет.
Рассмотрим, как устроена скважина для воды, такого типа.
Ее строительство начинается с бурения в грунте отверстия, доходящего до известняка. В него опускают обсадную трубу 1 с установленным на конце фильтром. Под естественным давлением грунта влага заполняет ее полость. Далее по территории известняка проходит открытый ствол обсадной трубы меньшего диаметра 2. Она обеспечивает подачу воды в скважину.
Жидкость пребывает здесь под значительным напором и поднимается выше известняка. Благодаря этому скважинный насос 3 может размещаться внутри обсадной трубы ниже динамического уровня воды примерно на 10 м. На ней для крепления трубопроводов должна присутствовать резьба. Применять сварочный аппарат в этих целях не рекомендуется. Колонна артезианской скважины должна быть совершенно герметичной. Помимо защиты от осыпания грунта она должна защищать водоносный горизонт от различных стоков.
Описанный выше вариант является классическим. Существуют еще артезианские скважины с двойной обсадкой, кондуктором, с переходом на трубы меньшего диаметра.
Песчаная скважина
Скважина, созданная на песке, питается водой с водоносных линз. Бурение может осуществляться как до песка, так и до гравийных прослоек. Пробурить такое сооружение удается не всегда. Бывает, что в обнаруженной линзе слишком мало воды и дальнейшее бурение нецелесообразно. Во время работ шнек может упереться в твердый валун. Это также не позволит выполнять дальнейшие работы.
Вода в песчаных скважинах находится в рыхлом грунте, при ее откачивании необходим специальный фильтр. Добраться до водоносного слоя можно за 2-3 дня даже ручным способом. При наличии специальной техники скорость работы возрастает, и скважина может быть готова за 1 день. Чтобы стены сооружения не осыпались и не загрязняли воду, по всей его глубине устанавливают перфорированные обсадные трубы. Чаще всего их диаметр составляет 125 мм.
Забор воды происходит через сетчатый фильтр. Размер его ячеек зависит от вида грунта. Он задерживает ил, мелкие камни, песок. Без фильтра в систему водоснабжения могут попасть механические частицы и вывести ее из строя. Чтобы продлить период работы, на дно засыпают гальку, которая выполняет функции дополнительного фильтра. Для перекачивания воды необходим специальный погружной насос. Его подбирают с учетом производительности скважины и потребности в воде. Насосное оборудование устанавливают внутри обсадной трубы.
Глубина сооружения на песке достигает 50 м. Насос в ней обычно устанавливают на высоте 10-30 м от дна. В дальнейшем от него прокладываются трубы из нержавеющей стали. Чем глубже находится водоносный слой, тем чище вода.
Принцип работы скважины на воду этого типа заключается в следующем. Вода из водоносного слоя через фильтр проникает в скважину. После включения погружного насоса он начинает нагнетать влагу по водонапорной трубе. Она подается наверх в приемник и перемещается по наружному водопроводу. Далее через насосную станцию вода переходит во внутренний трубопровод.
При правильной эксплуатации такая скважина способна прослужить около 15 лет. Долговечность службы действительно прямо пропорциональна периодичности использования. Только регулярное откачивание воды может предотвратить заиливание установки. Еще одним способом продлить срок службы такой скважины является своевременная очистка и замена фильтра.
17 Мая, 2020
принцип работы и схема ее обустройства и подключения
Содержание:
Принцип работы скважины
Водоснабжение из скважины
Скважины на загородных участках иногда являются единственной возможностью организовать подачу воды в дом. Колодцы уже не обеспечивают потребности современных людей, слишком мало они могут дать воды. А вот скважины могут обеспечить водой достаточно большой дом или несколько домов. Конечно, все будет зависеть от того, какую скважину решено бурить: песчаную или артезианскую. Есть у них определенные различия, особенно это касается мощности водоносного пласта. Поэтому перед тем как начать бурение, надо разобраться в таком вопросе, как правильно организуется скважина на воду – принцип работы и схема ее подключения.
Схема скважины на воду
Принцип работы скважины
Принцип работы скважины на воду достаточно прост.
В пробуренную в грунте скважину устанавливается осадная труба: стальная или пластиковая, на конец которой насаживается сетчатый фильтр. Он будет удерживать большие примеси, которые находятся в воде, а именно песок и мелкие камушки.
В трубу опускается насос, который качает воду на поверхность.
Вода поступает в приемный резервуар, где частично примеси оседают.
Далее производится ее подача в водопроводную сеть.
Обсадная труба устанавливается обязательно, потому что без нее стенки скважины со временем начнут обрушаться, засыпая вход в водоносный пласт. То есть, скважина перестанет функционировать.
Что касается фильтра, то это могут быть разные элементы. К примеру, стальная оцинкованная сетка, обмотанная вокруг трубы и закрепленная хомутами, мелкие отверстия в самой трубе и так далее.
Насос может опускаться в скважину, а может быть установлен на поверхности грунта, а в саму скважину опускается только шланг. То есть, схема подключения скважины будет зависеть от выбранного насоса. И здесь нельзя говорить о том, что какой-то из этих двух вариантов лучше. У обоих есть свои преимущества и недостатки. К примеру, поверхностный насос легче обслуживать, он всегда ни виду. Глубинный, наоборот, не видно, что позволяет скрыть всю скважину, тем самым обеспечив необходимый ландшафтный дизайн участка.
Принцип работы
Разновидности скважин
Принцип работы скважин у всех одинаковый, но при ее сооружении многое будет зависеть от того, какого типа скважину планируется бурить на загородном участке. Важность данной позиции заключается в том, что каждый тип скважины бурится на определенную глубину.
Абиссинский колодец имеет глубину до 20 м.
Песчаная скважина бурится до 50 м.
Артезианская до 300 м.
Получается так, что строение скважины у всех видов одинаковое – это вертикальный ствол, но чисто конструктивно они отличаются друг от друга. Чем же?
Абиссинский колодец – это забивная скважина. То есть, обсадные трубы забиваются в землю при помощи кувалды. Скважину на песок надо бурить, используя ручные или электрические установки и инструменты. Именно данную разновидность можно провести своими руками, не привлекая специалистов, чем часто и пользуются загородные жители.
Разновидности скважин
По сути, песчаная скважина – это вертикальный ствол, в который устанавливается обсадная труба одинакового диаметра. Что не скажешь об артезианской разновидности. Этот вид может обустраиваться по-разному.
Однотрубная система. То же самое, что и песчаная с установкой труб одинакового диаметра.
Двухтрубная. Это когда сначала буриться скважина до известкового пласта, и в нее устанавливается труба большего диаметра. А ниже бурение производится до водоносного слоя, куда вставляется труба меньшего диаметра. Обычно верхняя труба – стальная, нижняя – пластиковая. Все дело в том, что верхние пласты обычно подвижные и пластик может не выдержать их нагрузку.
Телескопическая. Это когда в скважину устанавливаются трубы разных диаметров. И чем ниже в недра, тем меньшего диаметра труба должна быть установлена. И таких ступенчатых установок может быть более трех.
С кондуктором. Обычно такую конструкцию скважины на воду используют в тех случаях, если на участке присутствуют плывуны. Это насыщенный водою грунт, обычно песчаный. Он подвижный, поэтому может нанести деформацию обсадной трубе, что станет причиной вывода скважины из строя. Кондуктор – это труба большого диаметра (800-1200 мм), которая устанавливается на толщину слоя плывунов. Она стальная с большой толщиною стенки, так что выдержит достаточно приличные нагрузки. Нередко кондуктор используют в качестве кессона, благо диаметр трубы это сделать позволяет.
Двухтрубная обсадка
Схема скважины артезианской одна из самых сложных. Своими руками ее не пробурить, слишком большая у нее глубина. Плюс, приходится проходить буром твердые пласты, вручную этого не сделать. Здесь требуется спецтехника и опыт специалистов.
Внимание! Стоимость услуг бурения артезианской скважины значительна, но пробурив именно ее, можно гарантировать, что загородный дом или несколько домов будут обеспечены чистейшей водой в течение 50 лет, как минимум. При этом скважина будет выдавать до 10 м³/час воды, что хватит не на один дом.
И все же основная масса загородных жителей выбирает песчаные скважины. Они просто дешевле в производстве работ, к тому же ее можно пробурить своими руками. Но у нее есть свои отрицательные показатели.
Вода из такой скважины не всегда чистая и пригодная для питья. Придется устанавливать систему водоподготовки, а это почти такие же затраты, как бурение артезианской разновидности.
Песчаный водоносный слой маломощный, из него можно получить максимум 4-5 м³/час.
Прослужит она не более 15 лет. И нет гарантии, что на участке найдется еще место, где можно будет пробурить скважину на песок. А если у соседей пробурена точно такая же скважина, то объема воды водоносного пласта может не хватить и на 5 лет.
И хотя строение скважины на песок гораздо проще, специалисты рекомендуют организовывать водозабор из артезианской.
Схема артезианской скважины
Водоснабжение из скважины
Схема водоснабжения из скважины также не отличается особой сложностью. В нее входит несколько видов оборудования, которые выполняют только им присущие функции.
Насос.
Кессон.
Оголовок.
Гидроаккумулятор.
Скважинный насос
Насос
Конечно, основным элементом скважины на воду является насос. Как уже было сказано выше, он разделяется на глубинный и поверхностный. Если выбирается для откачки воды первый вариант, то диаметр обсадной трубы подбирается по диаметру насоса. Но в свою очередь данный размерный показатель будет зависеть от мощности прибора. Поэтому сначала подбирается мощность насосного агрегата, зависящая от требований потребления воды, которые устанавливает хозяин загородного дома. По мощности выбирается диаметр, а уже в последнюю очередь подбирается сечение обсадной трубы.
Внимание! Зазор между глубинным насосом и стенками обсадки должно составлять 2-4 см.
Необходимо отметить, что глубинные насосы разделяются на скважинные и погружные. Второй вариант является бюджетным, но маломощным. Его чаще всего используют для подачи воды наружу из колодцев. Если скважина имеет небольшую глубину до 15 м, а требования к объему подаваемой воды не жесткие, то можно использовать именно эту разновидность. Скважинные насосы по всем параметрам и показателям лучше погружных.
Если принято решение использовать поверхностный насос, то в основном его подбирают по мощности. В данном случае зависимости мощностного показателя и диаметра обсадной трубы нет. Потому что в скважину будет опускаться шланг, его диаметр в пределах 18-50 мм, что меньше диаметра любой обсадной трубы.
Поверхностный насос
Кессон
Обычно кессоны устанавливаются для того, чтобы оградить скважину от погодных нагрузок, подпочвенных вод, расположенных близко к поверхности земли, и замерзания. Плюс ко всему кессон может использоваться в качестве технологического помещения. То есть, в него можно установить гидроаккумулятор, электрические блоки управления и автоматики насоса, обратный клапан.
В строении скважины кессон играет немаловажную роль, это видно из его назначения. Но не всегда этот защитный резервуар используют. За счет него можно сократить расходы, сделав своими руками что-то похожее на защитный утепленный блок, построенный из обычных строительных материалов: кирпича, досок и утеплителя. Такой блок закрывается скатной утепленной съемной крышкой, что позволяет провести обслуживание и скважины, и поверхностного насоса, и гидроаккумулятора.
Кессон
Оголовок
Элемент, который отвечает за санитарное состояние самой скважины. Он собой закрывает плотно вход обсадной трубы, так что можно гарантировать, что ни мусор, ни подпочвенные воды, ни атмосферные осадки в скважину не попадут. При этом оголовок является несущим элементом. На него подвешивается скважинный насос, через него пропускаются шланг для откачиваемой воды и электрический кабель, питающий током насос.
Многие игнорируют оголовок, закрывая ствол скважины различными предметами. К примеру, отрезанной пластиковой бутылкой. Делать этого нельзя. Не нужно экономить на этом устройстве, стоит он недорого, но это гарантия герметичности скважины. И когда разговор заходит о конструкции скважины на воду, то в том числе подразумевается и установка оголовка.
Оголовки
Гидроаккумулятор
Сегодня в схему подключения скважины обязательно устанавливается гидроаккумулятор. Хотя еще совсем недавно обходились и без него, устанавливая любой резервуар, в который закачивалась вода из скважины, где она отстаивалась. В резервуаре создавался определенный объем воды, который использовался на случай отключения подачи электричества, за счет чего останавливался насос.
Но чтобы из такого резервуара вода подавалась в водопроводную систему дома, требовался дополнительный насос, или резервуар приходилось устанавливать в чердачном помещении. Его высота установки создавало давление в водопроводной сети. Такая схема подключения скважины была достаточно сложной и не эффективной.
Гидроаккумулятор решил данную проблему. Эта металлическая емкость внутри имеет резиновую оболочку, в которую и закачивается вода из скважины. Между стенками резервуара и оболочкой закачен воздух под определенным давлением. При закачивании воды в резиновую оболочку, она расширяется, что приводит к увеличению давления воздуха. Если электроэнергия отключена, насос не работает, но воздух под давлением давит на оболочку, а та в свою очередь на воду. Так создается напор внутри водопроводной системы дома.
Гидроаккумулятор
Все элементы, входящие в схему водоснабжения из скважины, могут располагаться внутри кессона или внутри дома в специально отведенном помещении. Кстати, это может быть и подвал. Главное, чтобы температура внутри этого помещения не опускалась ниже ноля.
Дополнительные элементы
Есть несколько элементов, которые обеспечивают удобство эксплуатации скважины.
Обратный клапан, который сдерживает обратный ток воды из водопроводной системы. Он обычно начинает работать, когда останавливается насос.
Кран для прокачки. Его используют только, если появилась необходимость откачать мутную воду из скважины. Обычно это случает на первом этапе эксплуатации, и если водоносный слой за счет межсезонья снизил свой уровень. В такие моменты насос может выкачать основной объем воды, и со дна начинает подниматься ил. Как только уровень поднимется, в первую очередь надо будет откачать мутную воду.
Манометр, который контролирует давление воды в водопроводной трубе. Он обычно связан с реле, которое отключает или включает насос при повышении или падении давления соответственно.
Элементы водопроводной сети в подвале дома
Казалось бы, что схема скважины не такая уж и сложная. Но из описания видно, что состоит она не только из труб и насоса. Чтобы гарантировать полное соответствие локальной водопроводной сети центральному водопроводу надо обязательно использовать все вышеописанные элементы. Без них нельзя говорить о современном водопроводе, как таковом.
Введение в принцип работы небольшого водяного насоса
Принцип работы небольшого водяного насоса заключается в откачивании воды из скважины. Небольшой насос для глубинной воды с длинной осью широко используется в небольших водяных насосах. Обычно используется для откачки скважин. Небольшой водяной насос в основном состоит из трех частей: верхняя часть — это двигатель, установленный в устье скважины на земле, в середине водопроводной трубы и трансмиссионного вала, нижняя часть рабочих частей глубинного скважинного насоса, погруженная в воду. колодец ниже. Поскольку глубина скважины требует большего напора, диапазон напора глубинного насоса с длинным валом обычно составляет 15–17 м. Глубинный насос можно разделить на многоступенчатый вертикальный центробежный насос секционного типа. В соответствии со структурными характеристиками глубинный насос , правильное использование и своевременное устранение неполадок необходимы для обеспечения безопасной работы глубинного насоса и продления срока его службы.
Перед открытием насоса всасывающая труба и насос должны быть заполнены жидкостью. Откройте насос, скорость вращения крыльчатки, которая покидает жидкость вместе с вращением под действием центробежной силы, впрыск левой внешней крыльчатки, впрыск жидкости в корпус насоса постепенно замедляет распространение внутренней скорости, давление постепенно увеличивается , а затем от выхода насоса – отводящая нагнетательная трубка. В это время в листьях в центре вакуумной зоны жидкость низкого давления была выброшена в окружающую формацию, в которой нет ни воздуха, ни жидкости, жидкий бассейн на поверхности жидкости под действием атмосферного давления через всасывание. труба в насос, жидкость непрерывно перекачивается из резервуара для жидкости, а также непрерывно из выходной нагнетательной трубки.
Адрес: Комната 1103, корп. 6, улица Дунцин № 26, индустриальный парк электронной коммерции, высокие технологии зона, город Чжэнчжоу, провинция Хэнань, Китай.
Рекомендации по использованию погружных сельскохозяйственных насосов из нержавеющей стали
2 июня 2017 г.
Структура иллюстрирует погружной водяной насос для колодца
18 мая 2017 г.
Какие данные следует рассчитывать при использовании глубинного погружного насоса
16 мая 2017 г.
Коррозионная стойкость погружного центробежного насоса из нержавеющей стали
15 мая 2017 г.
Механическая структура глубинного погружного насоса
15 мая 2017 г.
Характеристики погружного насоса QXF из нержавеющей стали
12 мая 2017 г.
Обзор погружных электронасосов
12 мая 2017 г.
Знания о насосах из нержавеющей стали
11 мая 2017 г.
Самовсасывающий насос и центробежный насос, погружной насос, контраст жидкостного насоса
11 мая 2017 г.
Условия использования самовсасывающего незасоряющегося насоса для сточных вод ZW
10 мая 2017 г.
Насосы и системы для водяных скважин
Если вы живете в городе, вы, вероятно, не задумываетесь о том, как вода, которую вы используете каждый день, попадает в ваш дом. Даже в небольших деревнях часто имеется сеть водопроводных труб, по которым вода доставляется в каждый дом по соседству. Все, что вам нужно знать, это как открыть кран на раковине.
Переехав на несколько миль за город, картина может измениться. В то время как внутренние работы все еще — к счастью — невидимы, ваше водоснабжение не зависит от соседа вниз по дороге. У каждого дома есть своя скважина, из которой можно черпать воду. Более того, в каждом доме есть своя электромеханическая система подачи воды из колодца в дом. В основе каждой системы лежит насос, и наиболее распространенными типами являются струйные насосы и погружные насосы.
Группа разработчиков медиаплатформ
Типы колодцев
Еще от Popular Mechanics
Во многих районах страны найти питьевую воду так же просто, как взять лопату и выкопать яму в земле. Ладно, может быть, «легко» — неподходящее слово, но там, где уровень грунтовых вод находится всего в нескольких футах от поверхности земли, часть битвы уже может быть окончена. В такой ситуации с неглубоким колодцем поднять воду к дому будет немного легче, хотя бы потому, что расстояние, на которое вам нужно ее переместить, скромное.
Если в вашем районе нет высокого уровня грунтовых вод или отсутствует стабильный запас питьевой воды вблизи поверхности, вы должны копать глубже, чтобы добиться того же результата. И поскольку глубокий колодец означает, что воду нужно поднимать дальше, стратегии ее перемещения меняются.
Насосы для неглубоких скважин
В настоящее время наиболее распространенным насосом для неглубоких скважин является струйный насос. Струйные насосы устанавливаются над колодцем в доме или в колодце и забирают воду из колодца за счет всасывания (см. схему системы однокапельного струйного насоса на следующей странице). Поскольку задействовано всасывание, атмосферное давление — это то, что действительно делает работу. Думайте о системе как о длинной соломинке. Когда вы сосете соломинку, вы создаете вакуум в соломинке над водой. Как только возникает вакуум, вес воздуха или атмосферное давление выталкивает воду вверх по соломинке. Следовательно, высота, на которую вы можете поднять воду с помощью мелководного струйного насоса, связана с весом воздуха. Хотя атмосферное давление меняется в зависимости от высоты, обычно глубина неглубокой скважины с струйным насосом ограничивается примерно 25 футами.
Струйные насосы создают всасывание довольно новым способом. Насос приводится в действие электродвигателем, который приводит в движение рабочее колесо или центробежный насос. Рабочее колесо перемещает воду, называемую приводной водой, из колодца через узкое отверстие или жиклер, установленный в корпусе перед рабочим колесом. Это сужение струи приводит к увеличению скорости движущейся воды, подобно насадке садового шланга. По мере выхода воды из струи создается частичный вакуум, засасывающий дополнительную воду из скважины. Непосредственно за струей находится трубка Вентури, диаметр которой увеличивается. Его функция заключается в замедлении движения воды и повышении давления. Перекачиваемая вода — новая вода, забираемая из колодца за счет всасывания струи, — затем соединяется с приводной водой и сбрасывается в водопроводную систему под высоким давлением.
Поскольку струйные насосы для неглубоких скважин используют воду для забора воды, их, как правило, необходимо заправить водой, прежде чем они начнут работать. Чтобы вода из насоса и водопроводной системы не стекала обратно в колодец, на линии подачи к насосу установлен одноходовой обратный клапан.
Преодоление барьера глубины
К сожалению, вам, возможно, придется опуститься на глубину более 25 футов, чтобы добраться до воды. Удивительно, но вы все еще можете сделать это с помощью струйного насоса. Он просто включает в себя отделение струи от двигателя и корпуса крыльчатки и опускание узла струи в воду (см. схему системы двухкапельного струйного насоса). В типичной конфигурации глубоководного струйного насоса одна труба, прикрепленная к корпусу крыльчатки, направляет воду вниз в корпус струи, расположенный примерно на 10–20 футов ниже минимального уровня воды в скважине. Вторая труба соединяет выходную сторону корпуса форсунки с насосом.
В форсунке увеличение скорости воды создает частичный вакуум, который втягивает стоячую колодезную воду во вторую трубу, а затем обратно в насос и водопроводную систему. Глубоководные струйные насосы используют как всасывание струи для подачи воды в систему, так и давление, создаваемое крыльчаткой для подъема воды.
Чтобы предотвратить перекачку из скважины, глубинная струйная насосная установка может включать выхлопную трубу длиной 35 футов. Он соединен с впускным концом корпуса форсунки и проходит вниз в скважину. Если уровень воды опускается ниже уровня корпуса форсунки, насос работает так же, как насос для неглубокой скважины. В то время как скорость потока падает, вода будет доступна до тех пор, пока уровень не упадет ниже примерно 25 футов от корпуса форсунки — предел для мелководного насоса. Выхлопная труба длиной 35 футов эффективно гарантирует, что скважина никогда не будет откачана. Конечно, высота струи над уровнем воды влияет на производительность. Чем дальше он находится, тем менее эффективной становится прокачка.
Как и в системах с неглубокой скважиной, струйный насос в системе с глубокими скважинами необходимо заправить для работы. Донный клапан в нижней части трубопровода колодца предотвращает слив воды из труб и насоса. Струйные насосы с двумя и более рабочими колесами называются многоступенчатыми.
Перемещение к источнику
В то время как струйный насос может надежно справиться со скважиной глубиной в несколько сотен футов, более эффективным решением является перемещение насоса вниз в скважину, чтобы он не поднимал воду, а выталкивал ее вверх. Типичный погружной насос характеризуется длинной цилиндрической формой, которая помещается внутри обсадной колонны. Нижняя половина состоит из герметичного двигателя насоса, который подключен к наземному источнику питания и управляется проводами. Половина насосной установки состоит из набора рабочих колес, разделенных диффузором, которые направляют воду вверх по трубе в водопроводную систему.
В современных установках обсадная колонна колодца снаружи дома соединяется с водопроводной системой трубой, которая проходит под землей в подвал (см. схему системы погружных насосов). Эта горизонтальная труба соединяется с трубой скважины в соединителе, называемом переходником без приямка. Функция адаптера состоит в том, чтобы обеспечить доступ к насосу и трубопроводу скважины через верхнюю часть обсадной трубы, одновременно направляя воду из насоса в водопроводную систему.
В то время как погружные насосы более эффективны, чем струйные насосы, в подаче большего количества воды для двигателя того же размера, проблемы с насосом или двигателем потребуют извлечения устройства из обсадной трубы — работу, которую лучше доверить профессионалу. Однако подводные аппараты известны своей надежностью и часто выполняют свою роль 20-25 лет без обслуживания.
В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
СОДЕРЖАНИЕ
В чем состоят сложности сварки потолочного шва
Техника сварки потолочного шва электродами
Электроды и аппаратура
Меры предосторожности
В чем состоят сложности сварки потолочного шва
Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва электродами
Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное. их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела. Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой «лайфхак» для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее. А вот на трубах рекомендуется уже со старта варить широким швом.
Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка. В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно «пригладить» болгаркой.
Читайте также: Маркировка электродов для ручной дуговой сварки
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Читайте также: Ручная дуговая сварка MMA
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Читайте также: Как правильно варить трубы электросваркой
Как правильно варить потолочный шов электросваркой
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 2
Как варить потолочный шов электросваркой
Опубликовано:
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Содержание
Особенности техники формирования швов
Подготовка соединения встык
Безопасность сварочных работ
Видео
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
сварка может производиться только ручным способом;
для образования соединения применяются так называемые покрытые электроды;
сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
ширина подготавливаемого шва не должна превышать двойной толщины электрода;
во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
Для сварки должны использоваться только хорошо изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
Помогла ли вам статья?
Положения сварки: 4 основных типа
Вертикальное положение (3F или 3G)
При сварке в вертикальном положении ось сварного шва приблизительно вертикальна.
При сварке на вертикальной поверхности расплавленный металл имеет тенденцию стекать вниз и накапливаться.
Угловой шов внахлестку в вертикальном положении
Поток металла можно контролировать, направляя пламя вверх под углом 45 градусов к пластине и удерживая стержень между пламенем и расплавленной ванной (см. выше).
Манипулирование горелкой и присадочным стержнем предотвращает провисание или падение металла и обеспечивает хорошее проплавление и сплавление в месте соединения.
И горелку, и сварочный стержень следует колебать, чтобы наплавить равномерный валик. Сварочный стержень следует держать немного выше центральной линии стыка, а сварочное пламя должно проносить расплавленный металл по стыку, чтобы распределить его равномерно.
Стыковое соединение в вертикальном положении
Стыковые соединения, сваренные в вертикальном положении, должны быть подготовлены к сварке таким же образом, как и для сварки в плоском положении.
Потолочное положение (4F или 4G)
Потолочная сварка выполняется с нижней стороны соединения.
При потолочной сварке наплавленный металл имеет тенденцию падать или провисать на листе, в результате чего валик имеет высокую выпуклость.
Ванну расплава следует поддерживать небольшой, чтобы преодолеть эту трудность, и следует добавить достаточное количество присадочного металла, чтобы получить хороший сплав с некоторым усилением на валике. Если лужа становится слишком большой, пламя следует на мгновение убрать, чтобы металл сварного шва застыл.
При сварке легких листов размер ванны можно регулировать путем подачи тепла в равной степени к основному металлу и присадочному стержню.
Угловой шов соединения внахлестку в потолочном положении
Пламя должно быть направлено на расплавление обоих краев соединения. Необходимо добавить достаточное количество присадочного металла, чтобы поддерживать адекватную ванну с достаточным армированием.
Сварочное пламя должно поддерживать расплавленный металл, а мелкая сварка во избежание горения производится от одного распределения его по стыку.
Требуется только небольшая лужа, поэтому следует использовать стержень. Следует позаботиться о контроле тепла через пластины.
Это особенно важно при сварке только сбоку.
Потолочное стыковое соединение
Позиции для сварки труб
Сварные швы труб выполняются в соответствии со многими различными требованиями и в различных условиях сварки. Работа диктует положение сварки.
Обычно положение фиксированное, но в некоторых случаях его можно свернуть для работы в горизонтальном положении. Позиции и порядок сварки труб описаны ниже.
Труба наклонена, зафиксирована (45 градусов + 5 градусов) и не повернута во время сварки
Горизонтальный сварной шов трубы
Выровняйте стык и прихваточный шов или закрепите в этом положении с помощью стальных мостовых зажимов с трубой, установленной на подходящих роликах. Начните сварку в точке C (рисунок ниже), продвигаясь вверх к точке B. Когда точка B будет достигнута, поверните трубу по часовой стрелке, пока точка остановки сварного шва не окажется в точке C, и снова сварите вверх до точки B. Когда труба вращается, горелка должна удерживаться между точками B и C, а труба должна вращаться мимо него.
Схема сварки труб тактильной сваркой на роликах
Положение горелки в точке А аналогично положению при вертикальном сварном шве. По мере приближения к точке В сварной шов принимает почти плоское положение, и углы приложения горелки и стержня слегка изменяются, чтобы компенсировать это изменение.
Сварку следует останавливать непосредственно перед корнем начальной точки, чтобы оставалось небольшое отверстие. Затем начальную точку повторно нагревают, чтобы область точки соединения имела однородную температуру. Это обеспечит полное сплавление продвигающегося шва с начальной точкой.
Если боковая стенка трубы имеет толщину более 1/4 дюйма (0,64 см), необходимо выполнить многопроходный сварной шов.
Горизонтальный сварной шов в фиксированном положении
После прихватки труба устанавливается таким образом, чтобы прихваточные швы были ориентированы приблизительно, как показано ниже. После начала сварки трубу нельзя перемещать в любом направлении.
Схема горизонтальной сварки труб методом вверх
При сварке в горизонтальном фиксированном положении труба сваривается в четыре этапа, как описано ниже.
Начиная с нижнего положения или положения на 6 часов, сваривайте вверх до положения на 3 часа.
Начиная снизу, приварите вверх до положения «9 часов».
Начиная с положения «3 часа», приварите вверх.
Начиная с положения «9 часов», приварите вверх к верху, перекрывая валик.
При сварке снизу сварка производится в два этапа. Начните сверху (см. ниже) и двигайтесь вниз по одной стороне к низу, затем вернитесь наверх и двигайтесь вниз по другой стороне, чтобы соединиться с предыдущим сварным швом внизу. Метод нисходящей сварки особенно эффективен при дуговой сварке, поскольку более высокая температура электрической дуги позволяет использовать более высокие скорости сварки. При дуговой сварке скорость примерно в три раза выше, чем при сварке снизу вверх.
Горизонтальная сварка труб методом «вниз»
Сварка «вниз» применяется для соединений трубопроводов из низкоуглеродистой или низколегированной стали, которые могут быть прокатаны или находятся в горизонтальном положении. Один проход используется для толщины стенок, не превышающих 3/8 дюйма (0,95 см), два прохода для стенок толщиной от 3/8 до 5/8 дюймов (0,95 до 1,59 см), три прохода для стенок толщиной от 5/8 до 7 /8 дюйма (от 1,59 до 2,22 см) и четыре прохода для стенок толщиной от 7/8 до 1-1/8 дюйма (от 2,22 до 2,87 см).
Сварка вертикальной трубы в фиксированном положении
Труба в таком положении, при котором стык горизонтальный, чаще всего сваривается обратным способом. Сварку начинают с прихватки и непрерывно проводят вокруг трубы.
Сварка в фиксированном положении вертикальной трубы обратным способом
Многопроходная дуговая сварка
Корневой валик
Если используется выравнивающий зажим, корневой валик (см. ниже) начинается в нижней части канавки, пока зажим находится в нужном положении. Если опорное кольцо не используется, следует позаботиться о создании небольшого валика на внутренней стороне трубы. Если используется опорное кольцо, корневой валик следует тщательно наплавить на него. Перед снятием зажима необходимо наложить столько корневого валика, сколько позволяют стержни выравнивающего зажима. Завершите бусину после снятия зажима.
Нанесение корневого, присадочного и чистового валиков сварного шва
Присадочные валики
Необходимо следить за тем, чтобы присадочные валики (см. рисунок, вид B выше) вплавлялись в корневой валик, чтобы удалить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы.
Накладные швы
Накладные швы (см. рисунок C выше) накладываются поверх накладных швов для завершения шва. Обычно это плетеная бусина около 5/8 дюйма (1,59 дюйма).см) в ширину и примерно на 1/16 дюйма (0,16 см) над внешней поверхностью трубы после завершения. Готовый сварной шов показан на виде D выше.
Сварка алюминиевых труб
Для алюминиевых труб были разработаны специальные детали соединения, которые обычно связаны с процедурами комбинированного типа. Опорное кольцо в большинстве случаев не используется. Прямоугольное опорное кольцо редко используется, когда жидкости передаются по системе трубопроводов. Его можно использовать для структурных применений, в которых трубы и трубчатые элементы используются для передачи нагрузок, а не материалов.
Аппарат для высокочастотной сварки натяжных потолков
Ресурсы
видео
Часто задаваемые вопросы
Техническая помощь
Товары
ВЧ сварщики
Сварщики для внутренней отделки автомобилей
Сварщики медицинских сумок
Сварочный аппарат для надувных изделий
ВЧ мембранные сварочные аппараты
ВЧ промышленные ленточные сварочные аппараты
Сварочные аппараты для блистерной упаковки HF
Сварочные аппараты для высокочастотной тиснения
Гибкий сварочный аппарат для защиты органов
Высокочастотный сварочный аппарат для дверных занавесок из ПВХ
Машины для сушки изоляционного картона
Высокочастотная сушилка для изоляционного картона
Высокочастотная сушилка для картона изоляции углового кольца
Машина для сварки нетканых материалов
Тепловой сварочный аппарат с водяной направляющей
Новости
Навыки ежедневного технического обслуживания двухголовочного высокочастотного сварочного аппарата с воздушным давлением
Метод использования и меры предосторожности двухголовочного высокочастотного сварочного аппарата для пластмасс
Что делать, если в аппарате для высокочастотной сварки пластика внезапно пропал ток?
11 октября 2021 г. В процессе производства и обработки высокочастотной машины для сварки пластмасс определение тока холостого хода высокочастотной машины для сварки пластмасс очень важно при ремонте высокочастотных пресс-форм. Просмотр
24 мая 2019 г. I. Принцип работы высокочастотного сварочного аппарата: В высокочастотном сварочном аппарате используется метод высокочастотного нагрева. Высокочастотный нагрев можно разделить на высокочастотный индукционный нагрев, высокочастотный нагрев среды, высокочастотный нагрев…view
October 23, 2017Высокочастотное оборудование не нагревается за счет теплопроводности. Его принцип нагрева нетрудно понять, он находится под действием высокочастотного электрического поля и молекул т…view
5 января 2021 г. Самая большая причина того, что машина для высокочастотной сварки пластика не работает, заключается в том, что оборудование был остановлен в течение длительного времени и не использовался в течение длительного времени, или из-за того, что оборудование не .
Агрегаты этой категории находят применение во всех сферах деятельности. Принцип их работы основан на принудительном перемещении перекачиваемой жидкости. Спектр лопастных насосов включает в себя широкое разнообразие центробежных, осевых, диагональных устройств с незначительными конструктивными различиями и техническими характеристиками.
В первом из упомянутых выше типов рабочий узел в виде колеса специальной формы закреплён на вращающемся валу двигателя. Колесо из двух параллельно расположенных дисков соединено между собой изогнутыми лопастями. При вращении внутри литого корпуса эта цельная конструкция посредством канав между лопастями силой перегоняет жидкость. Выбрасывая её, насос создаёт повышенное давление в напорном патрубке и линии.
По сути центробежный агрегат состоит из подводящей (всасывающей) трубы, рабочего узла и отводной (напорной) линии. Конкретные модели и модификации отличаются вертикальным и горизонтальным расположением вала, а по виду привода выпускаются со шкивом, редуктором, или муфтовым соединением с электродвигателем. По характеру возможной к перекачиванию жидкости делятся на типы, которые работают в средах: вода, канализационные стоки, нефтепродукты, в том числе агрессивные. По числу колёс различаются одно- и многоступенчатые машины. Во втором случае жидкость последовательно протекает через все рабочие колёса. Давление пропорционально сумме напоров, создаваемым каждым колесом. Напор в одноступенчатых типах поднимается до 120 метров, при производительности до 30 м3/сек. В многоступенчатых механизмах эти цифры составляют 2 000 метров и 0,08 — 0,1 м3/сек.
К распространённым типам лопастных агрегатов относятся и осевые агрегаты. Рабочий орган их представляет собой металлическую втулку с закреплёнными на нём «крыльями» обтекаемой формы. Вращение вала происходит внутри втулки, заполненной перекачиваемой средой. При этом напор над и под лопастью попеременно повышается и понижается. И за счет этого образуемая подъёмная сила легко перемещает жидкость вдоль оси вала.
Сама вращающаяся перекачиваемая среда посредством направляющего устройства переводится в коленчатый патрубок напорной линии.
Осевые машины выпускаются с жёстко закреплёнными на втулке лопастями и поворотными. Крепление их под тем или иным углом напрямую влияет на КПД насоса. Выполняются горизонтального, вертикального и наклонного расположения. Приводом осевых агрегатов служат синхронные и асинхронные двигатели, которые соединяются с насосом посредством гибкой муфты. Высота напора составляет до 27 метров. Отличаются от центробежных типов меньшим давлением и большей подачей.
Действие объёмного насоса зиждется на принципе изменения объёма его гидравлической камеры. Увеличение полости корпуса приводит к заполнению, а с уменьшением объёма камеры происходит процесс выталкивания жидкости. Устройство работает за счёт изменения объёма жидкости в гидравлической секции машины и цикличного наполнения ею всасывающей и нагнетательной патрубков. Нагнетающим устройством здесь также считается колесо с лопастями. В результате вращения их, благодаря взаимодействию лопастей с обтекаемой жидкостью обеспечивается передача энергии. Широко используемым лопастным агрегатом считается радиально-осевая гидротурбина, не отличающаяся от центробежного агрегата техническими характеристиками. Оба механизма могут эксплуатироваться в турбинном и насосном режиме. Типы машин обладают диапазоном напоров в 40 -700 метров. Рабочий орган диаметром в 7,5 метра позволяет достигать 96% КПД. Следует помнить, что перекачиваемая жидкость в турбине протекает от периферии к центру, а затем уже вдоль оси на выходной патрубок.
Лопастные насосы. типы и принципы действия.
Лопастными называют динамические насосы, в которых жидкость перемещается из-за воздействия на них лопастей.
Лопастной насос является обращенной турбиной в том смысле, что его лопастная система сообщает работу жидкости, а не воспринимает ее.
Принцип действия лопaстных насосов устроен на принудительном перемещении жидкости вследствие передачи ей энергии от лопаток вращающего рабочего колеса. По нaправлению потока жидкости на выходе из рабочего колеса лопастные насосы подразделяются на центробежные, осевые и вихревые. Эти устройствa отличаются немногими конструктивными несходствами и техническими характеристиками. Например, в центробежных и вихревых насосах рабочее колесо сообщает жидкости радиальное движение, а в пропеллерном — осевое.
Перемещение жидкости в центробежных нaсосах (рис.1) совершается за счет центробежной силы, возникaющей в частицах жидкости в процессе движения их от центра рабочего колеса, имеющего лопасти, к его краям. Улиточный канал, окружающий рабочее колесо, по ходу продвижения жидкости постепенно увеличивается. Это приводит к снижению скорости жидкости и к росту ее давления. [1]
Центробежные насосы отличаются непрерывным струйным течением жидкости. Производительность нaсоса увеличивается с большим диаметром и частотой вращения рабочего колеса.
Схема центробежного насоса представлена на рис. 1. Основными составляющими ротора являются вал насоса 1, на которое нaсажено лопaстное рабочее колесо 2, приводящее поток в движение. Устройства, служащие для подвода жидкости к лопастному колесу 3 и отвода потока от него 4. [2]
Рис. 1. Схема центробежного насоса
Осевые (пропеллерные) насосы по конструкции являются наиболее элементaрными из всех лопастных насосов. Рабочее колесо, сообщающее перекачиваемой жидкости осевое направленное движение, представляет собой пропеллер, подобный винту.
При вращении рабочего колеса под его лопатками создается область разрежения, в которую все время поступает жидкость. Под воздействием лопастей жидкость передвигается вверх по оси пропеллера.
Осевые насосы имеют малые габариты и массу, сравнительно высокий КПД. Отличаются от центробежных типов меньшим давлением и большей подачей.
У вихревых нaсосов вихревое течение жидкости. Все подобные насосы являются самовсасывающими. Схема вихревого насоса предоставлена на рис. 2. Корпус 3 насоса содержит кольцевой канал 1 постоянного сечения. Перемычка 2 на дуге прерывает этот канал и плотно примыкает к торцевым поверхностям лопаток 6 и наружной поверхности боковых торцов рабочего колеса 4, насаженного на вал 5 на шпонке. Лопасти 6 вырезаны на периферии рабочего колеса. [1]
Рис. 2. Схема вихревого насоса
При врaщении рaбочего колеса жидкость поступает во впaдины между лопaстями, спускается в кольцевой кaнал, затем снова попадает на лопасти и т. д. Жидкость при этом получает стабильное приращение энергии. У вихревого насоса больший напор, чем у центробежного насоса при одинаковых условиях. Недостаток вихревых насосов- это большие гидравлические потери на всасывании в момент входа жидкости на лопасти рабочего колеса.
По мимо деления лопастных насосов на центробежные, вихревые и пропеллерные существуют другие критерии различия этих устройств. Например, коэффициент быстроходности, который является своеобразной мерой подобия насосов. Коэффициент быстроходности насоса ns- это частота вращения абстрактной модели насоса, которая, создает напор равный 1 м при подаче 0,075 м3/ч. Численное значение ns определяется по формуле:
где n — частота вращения ротора насоса, об/мин; Q — подача насоса, м3/с; Н — напор, развиваемый насосом, м. [2]
Наиболее расширенная классификация лопастных насосов представлена на рис. 3.
Рис. 3. Классификация лопастных насосов
Лопастные насосы применяют для перекачивания воды и других жидкостей при относительно невысоких давлениях и больших расходах. В нефтегазовой индустрии насосы используются как гидротранспорт нефти и других жидкостей. Насосы обеспечивают безопасность и эффективность процесса перекачивания нефтепродуктов, это самое распространенное оборудование для данной отрасли.
Что представляет собой насос на насос
от инженера WAQAR
Содержание
1 Работа насоса лопатки
2 Компоненты лопатного насоса
3 Типы лопатовых насосов
3,1 1) Несомненный лопаточный насос
3.2 2) Балансированный Пластинчатый насос
3.3 3) Пластинчатый насос с переменным рабочим объемом
4 Преимущества и недостатки лопастных насосов
4.1 Преимущества лопастных насосов
4. 2 Недостатки лопастных насосов
5 Применение лопастных насосов
6 Различия между центробежным и лопастным насосами
7 Раздел часто задаваемых вопросов
7.1 Кто изобрел лопастной насос?
7.2 В чем разница между шестеренчатым насосом и лопастным насосом?
Пластинчатый насос представляет собой объемный насос прямого вытеснения, обеспечивающий постоянный расход при различных условиях давления . Это самовсасывающий насос. Он известен как «лопастной насос 9».0044», потому что он оказывает давление на жидкость из-за удара лопастей. Charles C. Barnes of Sackville, New Brunswick изобрел первый лопастной насос и запатентовал его 16 июня 1874 года. полость. Иногда эти лопасти могут иметь переменную длину и натягиваться для поддержания контакта со стенкой при работе насоса. Насос также имеет предохранительный клапан, который останавливает повышение давления внутри насоса, что может привести к поломке насоса.
Новейшие лопастные насосы имеют поверхностный контакт между статором и ротором вместо линейного контакта.
Эти насосы наиболее широко используются в системах кондиционирования воздуха, гидроусилителях руля и автомобилях.
Этот поршневой насос используется для преобразования газа высокого давления в газ низкого давления. Лопастные насосы не подходят для высоковязких жидкостей. Пластинчатый насос может перекачивать жидкости со средней вязкостью и лучше всего подходит для перекачивания жидкостей с низкой вязкостью, таких как спирты, растворители, аммиак и сжиженный газ.
Читайте также: Различные типы насосов
Работа лопастного насоса
Пластинчатый насос работает следующим образом: Рис. Работа лопастного насоса
вала через электродвигатель или двигатель.
Вал соединен с ротором, который вращается в соответствии с вращением вала.
Этот ротор имеет несколько лопастей, которые вращаются вместе с ротором.
При вращении ротора внутри насоса создается вакуум; из-за этого он всасывает внешнюю воду в насос.
Когда вода попадает в зону ротора, лопасти ротора выталкивают воду наружу благодаря центробежной силе.
Когда вода попадает на лопасти, эти лопасти преобразуют К.Э. воды в скорость и направляют ее в область диффузора или спирального корпуса.
Спиральный корпус имеет редукционный участок; благодаря этому он преобразует скорость воды в давление и увеличивает давление в соответствии с требованиями.
После нагнетания воды вода сбрасывается и доставляется в нужное место.
Для лучшего понимания, посмотрите следующее видео:
Компоненты насоса Vane
Насос лопатки содержит следующие основные компоненты:
Корпус
Port Port
Cam Ring Ring Кольцо
OUTERT
.
Лопасти
Ротор
Вал
1) Корпус
Это внешняя часть пластинчато-роторного насоса. Он обеспечивает безопасность всех внутренних компонентов насоса. Он предотвращает любые повреждения внутренних частей, таких как ротор, вал, скользящие лопасти и т. д., из-за внешнего источника.
2) Входной порт
Этот порт используется для всасывания жидкости в насос. Он работает как односторонний клапан.
Подробнее: Различные типы поршневых насосов
3) Выходное отверстие
После повышения давления жидкости насос выпускает жидкость через выходное отверстие. Он также работает как односторонний клапан.
4) Вал
Вал насоса соединен с электродвигателем. Этот двигатель передает мощность на вал и вращает вал. Этот вал далее соединяется с ротором.
5) Ротор
Это самая важная часть насоса, играющая большую роль во всасывании и нагнетании жидкости. Он соединяется с валом. Ротор вращается в соответствии с вращением вала. Он имеет несколько лопастей.
При вращении ротора внутри насоса создается вакуум за счет того, что насос всасывает жидкость.
6) Лопасти
Лопасти лопастного насоса установлены на роторе. Основной задачей лопастей является преобразование кинетической энергии жидкости в ее скорость. Эти лопасти имеют прямоугольную форму. Скользящие лопатки присутствуют в пазах ротора. Скользящие лопатки перемещаются внутри пазов
7) Кулачковое кольцо
Это кольцо устанавливается на внутренней стенке корпуса насоса.
Этот насос является наиболее распространенным типом лопастных насосов.
Разность давлений между всасывающим и нагнетательным клапанами вызывает боковую нагрузку на вал насоса. Эта боковая нагрузка на вал сокращает срок службы подшипника. Этот тип лопастного насоса известен как несбалансированный лопастной насос из-за разницы давлений между впускным и выпускным клапанами.
В то время как у сбалансированного лопастного насоса отсутствует боковая нагрузка на вал ротора .
Дебалансный лопастной насос имеет цилиндрический ротор, установленный на смещении круглого корпуса. Это означает, что центр цилиндрического ротора не совпадает с центром корпуса. Между центром ротора и центром корпуса имеется определенное расстояние.
Ротор имеет радиальную канавку, проточенную на приводном валу. Ротор движется в кулачковом кольце. Каждая радиальная канавка имеет лопасть, которая может свободно входить и выходить из канавки под действием центробежной силы. Лопасти сконструированы таким образом, что они контактируют с поверхностью кулачкового кольца при вращении ротора.
Нет утечки между корпусом и наконечником лопасти.
2) Сбалансированный лопастной насос
Сбалансированный лопастной насос имеет эллиптический корпус. Эллиптический корпус и ротор имеют один и тот же центр. Смещения нет.
Эти лопастные насосы имеют универсальную конструкцию и наиболее широко используются в мобильных и промышленных приложениях.
Разность давлений между входом и выходом не создается, так как у этого насоса два входа и один выход.
Два впускных отверстия находятся на противоположных сторонах друг друга. Точно так же выходные порты также находятся на противоположных сторонах.
Этот узел впускного и выпускного отверстий уравновешивает равные и противоположные осевые силы, так что вал ротора не сталкивается с какими-либо боковыми осевыми силами.
Этот уравнительный насос обеспечивает более высокую производительность и длительный срок службы.
Этот тип насоса имеет отличный срок службы во многих областях применения. Срок службы пластинчато-поршневых насосов в промышленности составляет более 24 000 часов.
Размер полости между двумя лопатками уменьшается от впускной стороны к выпускной.
Насос всасывает жидкость из впускного отверстия, а нагнетает через выпускное отверстие.
Давление, действующее на ротор в области выхода, высокое; силы в двух выходных областях равны, но противоположны. Следовательно, на подшипники вала нет чистой нагрузки.
Пластинчатый насос переменной производительности позволяет изменять размер кармана.
Из-за разных размеров кармана насоса производительность также различается.
У этого насоса лопасти не соприкасаются напрямую с корпусом насоса.
Этот пластинчато-роторный насос имеет кольцо между лопастью и корпусом. Это кольцо называется реакционным кольцом.
Один конец этого кольца соединяется с пружиной, а другой конец соединяется с регулировочным винтом.
Размер кармана насоса изменяется с помощью регулировочных винтов.
Когда регулировочный винт начинает вращаться, опорное кольцо также перемещается вверх и вниз.
При перемещении опорного кольца вверх и вниз смещение между центром ротора и центром опорного кольца изменяется.
В связи с изменением смещения размер кармана также изменяется, что, в свою очередь, меняет производительность насоса.
Читайте также: Работа поршневого насоса
Преимущества и недостатки лопастных насосов
Ниже приведены преимущества и недостатки лопастных насосов:
Преимущества лопастных насосов
Насосы обладают способностью самовсасывания.
Прочная конструкция.
Обеспечивают постоянную подачу жидкости с заданной скоростью.
Пластинчатый насос обеспечивает непрерывную подачу с незначительной пульсацией.
Им не нужны обратные клапаны
Эти насосы легкие.
Прочная и компактная конструкция.
Обладают высокой объемной эффективностью и общей эффективностью.
Этот поршневой насос может перекачивать жидкости, содержащие газы и пары.
Низкий уровень вибрации и шума.
Простота обслуживания.
Обеспечивают пульсирующий свободный поток.
Они лучше всего подходят для широкого спектра применений.
Недостатки лопастного насоса
Требуется предохранительный клапан для предотвращения внезапной остановки подачи насоса.
Эти типы насосов не подходят для абразивных жидкостей.
Пластинчато-роторный насос требует хорошего уплотнения.
Для этих насосов требуется высококачественная система фильтрации, поскольку посторонние частицы могут привести к отказу насоса.
Имеют сложную конструкцию корпуса и многих других компонентов.
Эти насосы не подходят для работы с высокой вязкостью или высоким давлением.
Применение лопастных насосов
Лопастные насосы используются в машинах по производству напитков
Эти насосы используются в нефтегазовой промышленности.
Лопастные насосы также используются для приложений среднего давления, таких как автоматы для раздачи (эспрессо, кофе и безалкогольных напитков).
Эти насосы используются в аэрозолях и пропеллентах
Эти насосы наиболее широко используются для приложений высокого давления, таких как гидроусилитель руля, кондиционеры и нагнетатели.
Эти насосы используются для наполнения газовых баллонов.
Используются для авиационных услуг, таких как перекачка топлива и противообледенительная обработка
Используются для перекачки больших объемов NH 3 и сжиженного нефтяного газа
Разница между центробежным насосом и лопастным насосом
Разница между центробежным насосом приведен ниже:
Пластинчатый насос
Центробежный насос
Насос прямого вытеснения.
Это динамический насос.
Пластинчатый насос работает по принципу прямого вытеснения.
Работает по принципу центробежной силы.
Проблем с заливкой нет.
Проблемы с заливкой.
Этот насос менее эффективен.
Центробежный насос имеет высокий КПД.
Имеет среднюю начальную стоимость.
Имеет высокую начальную стоимость.
Они используются реже, чем центробежные насосы.
Это наиболее часто используемые насосы.
Пластинчатые насосы превосходно регулируют поток.
Эти насосы плохо регулируют поток.
Подробнее: Работа центробежного насоса
FAQ Раздел
Кто изобрел лопастной насос?
Чарльз Барнс из Саквилля, Нью-Брансуик , изобрел первый лопастной насос и запатентовал его 16 июня 1874 г.
В чем разница между шестеренчатым насосом и лопастным насосом?
Пластинчатый насос представляет собой комбинацию шестеренчатого и поршневого насосов. Пластинчатые насосы имеют более высокий КПД, чем шестеренные, но уступают поршневым насосам. Работа шестеренчатых насосов настолько тихая, что они очень популярны в промышленности.
Подробнее
Различные типы насосов
Какие существуют типы объемных насосов?
Какие бывают типы динамических насосов?
Центробежный насос работает
Что такое лопастной насос? | Типы лопастных насосов | Работа лопастного насоса
Важный момент
Что такое лопастной насос?
Лопастной насос — это поршневой насос прямого действия, используемый для повышения давления протекающей жидкости с помощью лопасти, установленной на роторе. Этот насос можно использовать для перекачивания жидкости из одной точки в другую под высоким давлением. Насосы с фургонами могут иметь фургоны различной длины или быть натянутыми для поддержания контакта фургона со стенкой насоса при вращении фургона. Пластинчатые насосы были изобретены Чарльзом С. Барном в 1874 г.
В современных лопастных насосах контакт между ротором и статором осуществляется по месту, а не по линии. Лопастной насос обычно используется в автомобилях, гидроусилителях руля транспортных средств, а также в кондиционерах.
Пластинчатый насос не подходит для высоковязких жидкостей. Лопастные насосы могут перекачивать жидкости средней вязкости, а также менее вязкие жидкости, такие как НД. Отлично подходит для работы с газами, аммиаком, растворителями, спиртом и т. д. Он также используется для преобразования газа высокого давления в газ низкого давления.
Также прочтите: Детали пневматического насоса | Принцип работы пневматического насоса | Преимущества пневматического насоса | Недостатки насоса с воздушным подъемом
Неуравновешенный лопастной насос — это обычный лопастной насос, о котором вы читали в этой статье. Он состоит из цилиндрического ротора, установленного на смещении внутри круглого корпуса. Это означает, что центр цилиндрического ротора и центр корпуса не совпадают. Центр корпуса и центры ротора находятся на некотором расстоянии. Утечки между концами лопастей и кожухом нет.
Боковая нагрузка на вал ротора из-за разницы давлений между впускным и выпускным отверстиями. Из-за боковой нагрузки на вал ротора сокращается срок службы подшипника. Из-за разницы давлений на входе и выходе этот лопастной насос называется неуравновешенным лопастным насосом. В сбалансированных лопастных насосах боковая нагрузка на вал ротора отсутствует.
№2. Уравновешенный лопастной насос
У уравновешенных лопастных насосов корпус имеет эллиптическую форму. Центр ротора и эллиптического корпуса одинаков, и смещение не используется. Для уравновешивания предусмотрены два входа и два выхода, благодаря чему не создается разницы давлений между входом и выходом.
Два входа расположены на противоположных сторонах друг друга, а два выхода расположены на противоположных сторонах друг друга. Благодаря такому расположению входных и выходных отверстий равномерная и противоположная тяга уравновешивается, и поэтому вал ротора не испытывает боковую тягу.
Сбалансированный насос обеспечивает лучшее обслуживание и более длительный срок службы. Размер кармана между двумя фургонами увеличивается при движении от выхода к выходу, а размер кармана уменьшается при движении от входа к выходу. Следовательно, входной порт имеет всасывание, а выходной порт — нагнетание.
№3. Пластинчатый насос с переменным рабочим объемом
В лопастном насосе с переменным рабочим объемом размер кармана может варьироваться. Из-за разных размеров карманов расход из выпускного отверстия различается. В этом лопастном насосе с переменным рабочим объемом корпус не находится в прямом контакте с корпусом.
Между кожухом и стеклом предусмотрено кольцо, которое называется реакционным кольцом. С одной стороны кольцо обратной связи соединено с регулировочным винтом, а с другой — с пружиной.
Регулировочный винт используется для определения карманного размера этого насоса. Поворачивая регулировочный винт, опорное кольцо можно перемещать вверх или вниз. При перемещении реакционного кольца вверх или вниз смещение между центром реакционного кольца и центром ротора.
При изменении смещения размер кармана также изменяется, и, следовательно, расход насоса изменяется.
Также прочтите: Части поршневого насоса | Определение поршневого насоса | Работа поршневого насоса | Математический анализ поршневого насоса
Работа лопастного насоса:
Сначала мощность подается на валы насоса с помощью электродвигателя. После подачи питания вал начинает вращаться, и ротор, установленный на валу, также начинает вращаться. При вращении ротора на скользящие лопасти, находящиеся в пазу ротора, действует центробежная сила, направленная радиально наружу.
За счет центробежных сил на скользящей лопасти лопасти выдвигаются наружу, а пружина, соединяющая ротор и лопасть, расширяется. Затем пружины расширяются, и скользящие кулачки входят в контакт с кулачковым кольцом, и этот контакт устанавливается до тех пор, пока ротор не начнет вращаться.
Когда лопасть достигает положения, при котором расстояние между валом ротора и корпусом мало, пружина лопасти сжимается, чтобы сохранить контакт с кулачковым кольцом. В этом случае площадь между двумя соседними фургонами и кожухом также меньше, т. е. размер кармана меньше.
Аналогичным образом, когда лопасть достигает положения, при котором расстояние между валом ротора и корпусом большое, пружина лопасти расширяется, сохраняя контакт с кулачковым кольцом. В этом случае площадь между двумя соседними фургонами и кожухом также больше.
При непрерывном вращении роторов через некоторое время во впускном отверстии образуются всасывания, которые вызывают всасывание жидкостей во впускное отверстие.
Жидкость, всасываемая через впускное отверстие, задерживается между двумя соседними лопатками, и, поскольку лопатки всегда соприкасаются с кулачковыми кольцами, захваченная жидкость вращается вместе с двумя соседними лопатками.
При движении от впускных отверстий к выпускным отверстиям жидкость испытывает центробежную силу, которая увеличивает давление жидкости, и эта жидкость под высоким давлением транспортируется через выпускные отверстия в требуемую область.
Вблизи входа лопастных насосов пространство между двумя соседними лопастями увеличивается из-за увеличения расстояния между валом и корпусом. По мере увеличения пространства между двумя соседними фургонами вблизи входа лопастного насоса создается вакуум. Из-за созданного вакуума начинается всасывание, и жидкость высасывается из впускного отверстия насоса.
После этого по мере того, как роторы продолжают вращаться, сжатие жидкости продолжает вращаться, пространство между соседними фургонами начинает уменьшаться, т. е. размер кармана уменьшается. По мере уменьшения размера кармана объем жидкости уменьшается, а запутанная жидкость становится уже, а давление жидкости увеличивается. После этого жидкости высокого давления сбрасываются из выходного отверстия лопастного насоса.
Также прочтите: Что такое химическая обработка? | Работа химической обработки | Процесс химической обработки | Важные измерения в химической обработке
Компоненты лопастного насоса:
#1. Корпус
Заглушка — это внешнее покрытие насоса. Все остальные компоненты лопастных насосов находятся внутри этого корпуса.
Обертка имеет два корпуса:-
Впускное отверстие:- Жидкость поступает в насос через это впускное отверстие.
Выпускной порт:- Жидкость под высоким давлением выходит из насоса через выпускной порт.
№2. Вал
Внутри лопастного насоса находится вал, соединенный с первичным двигателем.
На валу установлен ротор, который вращается за счет мощности первичных двигателей.
№3. Ротор
Ротор лопастных насосов имеет пазы, равномерно расположенные вокруг ротора.
Этот ротор имеет различные радиальные пазы.
№4. Раздвижные лопатки
В слоте ротора присутствуют фургоны слота. Раздвижные фургоны свободно перемещаются внутри пазов ротора. Раздвижные фургоны имеют прямоугольную форму и крепятся с помощью пружины с ротором.
№5. Кулачковое кольцо
Кулачковое кольцо находится на внутренней стенке корпуса.
Также прочтите: Что такое смазочно-охлаждающие жидкости? | Типы смазочно-охлаждающих жидкостей | Использование смазочно-охлаждающих жидкостей | Выбор смазочно-охлаждающей жидкости
Принцип работы лопастного насоса:
Принцип работы лопастного насоса показан на рисунке. Лопастные насосы создают насосное действие, перемещая лопасть вдоль стенки корпуса. В лопастном насосе ротор соединен с первичным двигателем через вал. Фургоны расположены на шлицевом роторе.
Ротор размещен эксцентрично внутри кулачкового кольца, как показано на рисунке. Ротор уплотнен в кулачке двумя боковыми пластинами. Когда первичный двигатель вращает роторы, фургон выбрасывается наружу из-за центробежной силы — фургон следует по кольцу.
Это обеспечивает герметичность гидравлического уплотнения жидкости, которое выше при более высоких скоростях вращения из-за более высокой центробежной силы. Это создает всасывающие полости в кольце при вращении ротора. Это создает вакуум на входе, и, следовательно, жидкость проталкивается в насос через вход.
Жидкость перемещается вокруг выпускного отверстия лопастями, с помощью которых жидкость вытесняется, отступая. Эффективность насоса зависит от эксцентриситета, расширения лопаток и ширины лопаток, а также скорости вращения ротора. Можно отметить, что жидкость не будет течь, когда эксцентриситет равен нулю.
Эти насосы могут работать с жидкими жидкостями (низкой вязкости) при относительно высоком давлении. Однако эти насосы не подходят для высокоскоростных применений и для жидкостей с высокой вязкостью или жидкостей, содержащих определенные вязкие частицы.
Читайте также: Что такое ножовка? | Части силовой ножовки | Приводной механизм силовой ножовки | Работа Power Hacksaw
Преимущества лопастного насоса:
Пластинчатые насосы самовсасывающие, прочные и обеспечивают непрерывную подачу с фиксированной скоростью.
Обеспечивают равномерный выброс с незначительной вибрацией.
Их фургоны самокомпенсируются при износе, и фургоны можно легко заменить.
Для этих насосов не требуется обратный клапан.
Легкие и компактные.
Могут работать с жидкостями, содержащими пары и газы.
Высокие объемная и общая эффективность.
Нагнетание менее чувствительно к изменениям вязкости и давления.
Может работать с жидкостями с низкой вязкостью при высоком давлении.
Может работать в пробном режиме в течение коротких периодов времени.
Этот насос создает хороший вакуум.
Сбалансированный подшипник насоса устраняет боковые нагрузки, поэтому можно использовать более высокое рабочее давление.
Также прочтите: что такое стрелочный индикатор? | Части циферблатного индикатора | Внутреннее устройство стрелочного индикатора | Работа внутренних деталей
Недостатки лопастного насоса:
Предохранительные клапаны необходимы для защиты насосов в случае внезапной остановки подачи.
Не подходят для абразивных жидкостей.
Требуют хорошей герметизации.
Для них требуются хорошие системы фильтрации, а посторонние частицы могут серьезно повредить насос.
Имеет сложную конструкцию.
Не подходит для жидкостей с высокой вязкостью при высоком давлении.
Насосы постоянного объема.
Конструкция более сложная.
Стоимость изготовления выше по сравнению с несбалансированным типом.
Читайте также: Что такое парокомпрессионная холодильная система? | компоненты, используемые в парокомпрессионной холодильной системе | Работа парокомпрессионной холодильной установки
Применение лопастного насоса:
Этот насос имеет различные применения для перекачки следующих жидкостей:
Аэрозоль и пропеллент
Авиационные услуги — перекачка топлива, защита от обледенения
Наливные перекачка сжиженного нефтяного газа и Nh4
Заполнение баллона сжиженным нефтяным газом
Спирт
Охлаждение – фреоны, аммиак
Растворитель
Также прочтите: Батарея пульта дистанционного управления разряжена | Когда замена батареи брелока замена? | Как заменить батарею пульта без ключа
Часто задаваемые вопросы (FAQ)
Что такое лопастной насос?
Пластинчатый насос представляет собой самовсасывающий поршневой насос прямого действия, обеспечивающий постоянный расход при различных давлениях. Работа осуществляется через двигатель, соединенный с редуктором, как правило, максимальная скорость вращения составляет 900 об/мин. Насос оснащен предохранительным клапаном, чтобы предотвратить повышение давления в насосе, которое может повредить насос.
Типы лопастных насосов
В основном существует три типа лопастных насосов:
Сбалансированный лопасный насос
Сбалансированный лопасный насос
Насос с переменным смещением. Конструкция состоит из ротора, который эксцентрично установлен внутри цилиндрического корпуса или статора. Лопасти, установленные внутри ротора, перемещаются внутрь и наружу за счет центробежной силы, следуя за внутренней поверхностью корпуса.
Работа лопастного насоса
В лопастном насосе используется вращающийся цилиндр с прорезями (или роторами), содержащий ряд лопастей, которые вращаются внутри полости. Ротор смещен в отверстии корпуса, так что при вращении лопасти скользят внутрь и наружу.
Электрогазосварочное оборудование / электроды для сварки чугуна и цветных металлов
Электроды для сварки чугуна МНЧ-2, ЦЧ-4 предназначены для холодной сварки, заварки дефектов литья и наплавки деталей из серого, высокопрочного и ковкого чугуна.
Временное сопротивление шва разрыву, Н/мм2 (+200С)
—
480–510
Твердость наплавленного металла
НВ 120–160
НВ 160–190
Относительное удлинение шва, % (+200С)
23,0
18,0
Выход наплавленного металла, %
98,0
115,0
Расход электродов на 1 кг наплавленного металла, кг
1,50
1,80
Режим термообработки электродов перед сваркой
200 °С, 1ч
350 °С, 1ч
Электроды МНЧ-2 Сварку производят короткими швами длиной 20–30 мм. После наложения каждого шва наплавленный участок проковывают легкими ударами молотка. Сварку возобновляют после охлаждения места сварки до 60 °С.
Сила сварочного тока, А
Режим сварки
Диаметр, мм
3
4
5
Нижнее
90–110
120–140
160–190
Вертикальное
70–90
100–120
140–170
Сила сварочного тока, А
Режим сварки
Диаметр, мм
3
4
5
Нижнее
65–80
90–120
130–150
Электроды ЦЧ-4 Сварку производят небольшими участками длиной 25–35 мм с последующим охлаждением на воздухе до 60 °С. При сварке изделий из ковкого чугуна длина валика может быть увеличена до 80–100 мм.
Электроды для сварки и наплавки чугуна К группе электродов для сварки и наплавки чугуна относятся электроды, предназначенные для устранения с помощью холодной сварки и наплавки дефектов в чугунных отливках, а также электроды, используемые при ремонте вышедшего из строя оборудования и восстановлении изношенных деталей.
Технические характеристики
ОЗЧ-2
ОЗЧ-6
ОЗЖН-1
ОЗЖН-2
ОЗЧ-3
ОЗЧ-4
Диаметр, мм
3,0; 4,0; 5,0
2,0; 2,5; 3,0; 4,0; 5,0
2,5; 3,0; 4,0; 5,0
3,0
2,5; 3,0; 4,0; 5,0
2,5; 3,0; 4,0; 5,0
Положение сварки
Нижнее, вертикальное
Тип наплавленного металла
Сплав на медной основе
Сплав железо-никелевый
Сплав на никелевой основе
Электроды для сварки цветных металлов К группе электродов для сварки цветных металлов относятся электроды, предназначенные для сварки алюминия, меди, никеля и их сплавов.
Технические характеристики
ОЗА-1
ОЗА-2
ОЗАНА-1
ОЗАНА-2
ОЗЛ-32
В-56У
Диаметр, мм
4,0; 5,0
3,0; 4,0; 5,0
3,0; 4,0
Положение сварки
Нижнее, ограниченно вертикальное
Нижнее, вертикальное
Нижнее, полувер-тикальное
Основное назначение
Сварка и наплавка технически чистого алюминия
Заварка дефектов литья и наплавка изделий из алюминиево-кремнистых сплавов
Сварка и наплавка изделий из технически чистого алюминия
Заварка дефектов литья и наплавка изделий из алюминиево-кремнистых сплавов
Сварка никеля с углеро-дистыми и высоколе-гированными коррозионно-стойкими сталями
Сварка монель- металла, наплавка коррозионно-стойкого слоя на углеродистую сталь
Электроды для сварки меди Сварку следует выполнять тщательно прокаленными электродами, свариваемые элементы в местах наложения швов должны быть хорошо зачищены до металлического блеска с удалением оксидов, загрязнений, жиров и пр.
Технические характеристики
АНЦ/ОЗМ-2
АНЦ/ОЗМ-3
АНЦ/ОЗМ-4
ОЗБ-2М
ОЗБ-3
Диаметр, мм
4,0; 5,0
3,0; 4,0
4,0; 5,0
Положение сварки
Нижнее, наклонное
Нижнее, горизонтальное, вертикальное
Нижнее
Электроды для сварки меди «Комсомолец-100» предназначены для сварки и наплавки чистой меди марок М1, М2, М3.
Технические характеристики
«Комсомолец-100»
Химический состав наплавленного металла, мас.%
Mn: 5,10 Si: 0,75 Fe: 0,80
Временное сопротивление шва разрыву, Н/мм2 (+200С)
410
Относительное удлинение, % (+200С)
25,5
Производительность наплавки (для д. 4 мм), г/мин
30,0
Ударная вязкость, Дж/см2 (+200С)
49
Твердость наплавленного металла (типичная)
120 HB
Расход электродов на 1 кг наплавленного металла, кг
1,60
Режим термообработки электродов перед сваркой
250 °С, 2ч
Сила сварочного тока (положение сварки нижнее), А 3 мм 4 мм 5 мм
Торцевая крышка, длина: 56 мм, ширина: 2,2 мм, высота: 36,5 мм, серая
Номер позиции: 100869
— 44 % Рекомендуемая розничная цена: 0,54 €
0,30 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Мост-переходник PHOENIX 3214356 — RB ST (2,5/4)-1,5S
Мост-переходник с PT 2,5/4 на PT 1,5/S, количество полюсов: 2, красный
Артикул: 100913
— 37 % Рекомендуемая розничная цена: 0,79 €
0,50 €
плюс НДС плюс отправка
в наличии
Доставка на следующий рабочий день
Соответствующие группы принадлежностей
DIN-рейки DIN-рейки
Сравните товары
DIN-рейка PHOENIX 1207640 — NS 35/7,5 PERF 755MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 7,5 мм, Ширина: 35 мм, Длина: 755 мм
Артикул номер: 100853
— 30 % Рекомендуемая розничная цена: 3,83 €
2,70 €
плюс НДС плюс отправка
в наличии
Отправка на следующий рабочий день
Сравните товары
DIN-рейка PHOENIX 1207653 — NS 35/7,5 PERF 955MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 7,5 мм, Ширина: 35 мм, Длина: 955 мм
Артикул номер: 100854
— 30 % Рекомендуемая розничная цена: 4,86 €
3,40 €
плюс НДС плюс доставка
временно нет в наличии
Запросить время доставки
Закажите сейчас или активируйте оповещение о доступности или запросите дату доставки по бесплатному телефону 0800 24 2011 24.
Сравните товары
DIN-рейка PHOENIX 1207679 — NS 35/15 PERF 755MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 15 мм, Ширина: 35 мм, Длина: 755 мм
Артикул: 100851
— 31 % Рекомендуемая розничная цена: 6,36 €
4,40 €
плюс НДС плюс отправка
в наличии
Доставка на следующий рабочий день
Сравните товары
DIN-рейка PHOENIX 1207682 — NS 35/15 PERF 955MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 15 мм, Ширина: 35 мм, Длина: 955 мм
Артикул: 100852
— 30 % Рекомендуемая розничная цена: 8,04 €
5,60 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
DIN-рейки закрыть
Шаг вставных перемычек 6,2 мм Шаг вставных мостов…
Сравните товары
Перемычка PHOENIX 3030242 — FBS 3-6
Перемычка для UT 4/PT 4, количество полюсов: 3, красный
Артикул: 100812
— 30 % Рекомендуемая розничная цена: 0,86 €
0,60 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3030255 — FBS 4-6
Перемычка для UT 4/PT 4, количество полюсов: 4, красный
Артикул: 100813
— 27 % Рекомендуемая розничная цена: 1,24 €
0,90 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3030271 — FBS 10-6
Перемычка для UT 4/PT 4, Количество полюсов: 10, Красный
Номер артикула: 100815
— 30 % Рекомендуемая розничная цена: 3,74 €
2,60 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3030336 — FBS 2-6
Перемычка для UT 4/PT 4, количество полюсов: 2, красный
Артикул: 100811
— 27 % Рекомендуемая розничная цена: 0,41 €
0,30 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3030349 — FBS 5-6
Перемычка для UT 4/PT 4, количество полюсов: 5, красный
Артикул: 100814
— 28 % Рекомендуемая розничная цена: 1,67 €
1,20 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3030365 — FBS 20-6
Перемычка для UT 4/PT 4, Количество полюсов: 20, Красный
Номер позиции: 100816
— 30 % Рекомендуемая розничная цена: 7,62 €
5,30 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3032198 — FBS 10-6 BU
Перемычка для UT 4/PT 4, Количество полюсов: 10, Синий
Артикул: 101617
— 36 % Рекомендуемая розничная цена: 3,74 €
2,40 €
плюс НДС плюс отправка
в наличии
Доставка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3032208 — FBS 20-6 BU
Перемычка для UT 4/PT 4, Количество полюсов: 20, Синий
Артикул: 101618
— 34 % Рекомендуемая розничная цена: 7,62 €
5,00 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3036932 — FBS 2-6 BU
Перемычка для UT 4/PT 4, Количество полюсов: 2, Синий
Номер артикула: 101613
— 27 % Рекомендуемая розничная цена: 0,41 €
0,30 €
плюс НДС плюс доставка
В настоящее время нет в наличии
Запросите время доставки
Закажите сейчас или активируйте оповещение о наличии или запросите дату доставки по бесплатному телефону 08000 24 4. 20110
Сравните товары
Перемычка PHOENIX 3036945 — FBS 3-6 BU
Перемычка для UT 4/PT 4, Количество полюсов: 3, Синий
Номер товара: 101614
— 30 % Рекомендуемая розничная цена: 0,86 €
0,60 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3036958 — FBS 4-6 BU
Перемычка для UT 4/PT 4, Количество полюсов: 4, Синий
Артикул: 101615
— 35 % Рекомендуемая розничная цена: 1,24 €
0,80 €
плюс НДС плюс отправка
в наличии
Доставка на следующий рабочий день
Сравните товары
Перемычка PHOENIX 3036961 — FBS 5-6 BU
Перемычка для UT 4/PT 4, Количество полюсов: 5, Синий
Артикул: 101616
— 34 % Рекомендуемая розничная цена: 1,67 €
1,10 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Вставные перемычки с шагом 6,2 мм закрыть
Концевые зажимы для клеммных колодок Концевые зажимы для…
Сравните товары
Концевой зажим PHOENIX 3022218 — CLIPFIX 35
Концевой зажим для быстрого монтажа, Для DIN-рейки 35 мм NS 35/7,5 или NS 35/15, Может оснащаться маркировочными полосками ZB 8 Zack, Маркерами клемм KLM 2, Ширина : 9,5 мм, серый
Артикул: 100847
— 44 % Рекомендуемая розничная цена: 0,72 €
0,40 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Сравните товары
Концевой зажим PHOENIX 3022276 — CLIPFIX 35-5
Концевой зажим для быстрого монтажа на DIN-рейку NS 35/7,5 или DIN-рейку NS 35/15, Может быть оснащен маркировочными планками ZB 5 Zack, Маркерами клемм KLM, С парковкой вариант для FBS-5, FBS-6, ширина: 5,15 мм, серый
Артикул: 100848
— 42 % Рекомендуемая розничная цена: 0,69 €
0,40 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Концевые зажимы для клеммных колодок закрыть
Маркировочные полосы Zack 6,2 мм Маркировочные полосы Zack…
Маркировочная планка Zack, Полоса, Белая, Маркировка: Порядковые номера 1-10, Тип монтажа: Защелкивание в высокий паз для маркировки, Для клемм шириной 6,2 мм, Надписи поле: 6,15 x 10,5 мм
Маркировочная планка Zack, Полоса, Белая, Маркировка: Порядковые номера 11-20, Тип монтажа: Защелкивание в высокий паз для маркировки, Для клемм шириной 6,2 мм, Надписи поле: 6,15 x 10,5 мм
Маркировочная планка Zack, Полоса, Белая, Маркировка: Порядковые номера 21-30, Тип монтажа: Защелкивание в высокий паз для маркировки, Для клемм шириной 6,2 мм, Надписи поле: 6,15 x 10,5 мм
Артикул: 100831
— 29 % Рекомендуемая розничная цена: 1,13 €
0,80 €
плюс НДС плюс отправка
на складе
Доставка на следующий рабочий день
Сравните товары
Маркировочная планка Zack PHOENIX 1051414 — ZB6,LGS: L1-N, PE
Маркировочная планка Zack, Полоса, Белая, Маркировка: L1/L2/L3/N/PE, Тип монтажа: Защелкивание в высокий паз для маркеров, Для клемм ширина блока 6,2 мм, поле для надписи: 6,15 x 10,5 мм
Артикул: 100832
— 29 % Рекомендуемая розничная цена: 1,13 €
0,80 €
плюс НДС плюс отправка
на складе
Отправка на следующий рабочий день
Маркировочные полосы Zack 6,2 мм закрыть
Технические детали
Общие данные
Дизайн
Проходная клеммная колодка
Цвет
серый
Количество уровней
1
Количество соединений
2
Тип соединения
Задвинуть
Электрические характеристики
Уровень напряжения
800 В
Номинальный ток
32
Механические данные
Ширина
6,2 мм
Высота макс.
44 мм
Длина
56 мм
Сечение жесткого проводника мин.
0,2 мм²
Сечение жесткого проводника макс.
6 мм²
Сечение гибкого проводника мин.
0,2 мм²
Сечение гибкого проводника макс.
4 мм²
Длина зачистки
12 мм
Изолирующий материал
Пенсильвания
Окружающие условия
Применение статического изоляционного материала в холодное время года
-60°С
Изоляционный материал с температурным индексом
130°С
Дополнительная информация
Одобрение
ГОСТ
кРУус
КСА
ДНВ ГЛ
Классификация
eCl@ss 4.1
27-14-11-20
eCl@ss 5.1
27-14-11-20
eCl@ss 6.0
27-14-11-20
eCl@ss 7.0
27-14-11-20
ЭТИМ 4
EC000897
Номер таможенного тарифа
85369010
Описание продукта
Клеммная колодка PHOENIX 3211757 — PT 4
Серая проходная клемма 3211757 — PT 4 производства PHOENIX CONTACT с сечением 0,2 мм² — 6 мм² (AWG: 24 — 10) и шириной 6,2 мм имеет 2 соединения на одном уровне с номинальным током 32 А. Компактная конструкция проходной клеммной колодки и прямое вставное соединение позволяют легко и без инструментов подключить клеммную колодку 3211757 — PT 4 в небольшом пространстве. В канал проводника вставляют проводники с наконечниками или сплошные проводники. Контактная пружина открывается автоматически и обеспечивает необходимое усилие давления на текущий стержень. Клеммная колодка 3211757 — ПТ 4 может быть универсально использована для электромонтажа шкафов управления и распределительных устройств.
Подробнее ФЕНИКС КОНТАКТ | Проходные клеммы, соединение push-in | Подробнее Технология подключения
Теоретические: масса 1 погонного метра и количество метров в тонне
Уголок вес
Кг/метре
Метров/тонне
Уголок 25x16x3
0,91
1098,9
Уголок 30x20x3
1,12
892,85
Уголок 30x20x4
1,46
684,92
Уголок 32x20x3
1,17
854,7
Уголок 32x20x4
1,52
657,89
Уголок 40x25x3
1,48
675,67
Уголок 40x25x4
1,94
515,46
Уголок 40x25x5
2,37
421,94
Уголок 40x30x4
2,26
442,48
Уголок 40x30x5
2,46
406,5
Уголок 45x28x3
1,68
595,23
Уголок 45x28x4
2,2
454,54
Уголок 50x32x3
1,9
526,32
Уголок 50x32x4
2,4
416,67
Уголок 56x36x4
2,81
355,87
Уголок 56x36x5
3,46
289,01
Уголок 63x40x4
3,17
315,45
Уголок 63x40x5
3,91
255,75
Уголок 63x40x6
4,63
215,98
Уголок 63x40x8
6,03
165,84
Уголок 65x50x5
4,36
229,36
Уголок 65x50x6
5,18
193,05
Уголок 65x50x7
5,98
167,22
Уголок 65x50x8
6,77
147,71
Уголок 70x45x5
4,39
227,78
Уголок 75x60x5
4,79
208,77
Уголок 75x60x6
5,69
175,75
Уголок 75x60x7
6,57
152,21
Уголок 75x60x8
7,43
134,59
Уголок 80x50x5
4,49
222,72
Уголок 80x50x6
5,92
168,92
Уголок вес
Кг/метре
Метров/тонне
Уголок 80x60x6
6,39
156,49
Уголок 80x60x7
7,39
135,32
Уголок 80x60x8
8,37
119,47
Уголок 90x56x5,5
6,17
162,07
Уголок 90x56x6
6,7
149,25
Уголок 90x56x8
8,77
114,03
Уголок 100x63x10
12,14
82,37
Уголок 100x63x6
7,53
132,8
Уголок 100x63x7
8,7
114,94
Уголок 100x63x8
9,87
101,32
Уголок 100x65x10
12,3
81,3
Уголок 100x65x7
8,81
113,51
Уголок 100x65x8
9,99
100,1
Уголок 110x70x6,5
8,98
111,36
Уголок 110x70x8
10,93
91,49
Уголок 125x80x10
15,47
64,64
Уголок 125x80x12
18,34
54,53
Уголок 125x80x7
11,04
90,58
Уголок 125x80x8
12,53
79,81
Уголок 140x90x10
17,46
57,27
Уголок 140x90x8
14,13
70,77
Уголок 160x100x10
19,85
50,38
Уголок 160x100x12
23,58
42,41
Уголок 160x100x14
27,26
36,68
Уголок 160x100x9
17,96
55,68
Уголок 180x110x10
22,2
45,05
Уголок 180x110x12
26,4
37,88
Уголок 200x125x11
27,37
36,54
Уголок 200x125x12
29,74
33,62
Уголок 200x125x14
34,43
29,04
Уголок 200x125x16
39,07
25,6
Уголок – Texas Iron and Metal
Уголок
Уголок имеет L-образную форму под углом 90 градусов, что делает его чрезвычайно устойчивым и способным выдерживать чрезмерное давление и вес. С ним легко работать, и его можно сваривать или скреплять болтами для придания еще большей устойчивости.
Толщина уголка определяет тип работ, для которых он лучше всего подходит. Важно учитывать приложенную силу, переносимый вес и сопротивление кручению. Меньшие куски обычно используются для работ, где величина давления и веса будут минимальными, в то время как более крупные и толстые куски стали используются на стенах и опорных балках зданий, которые должны постоянно нести огромный вес.
Компания Texas Iron & Metal предлагает широкий ассортимент уголков диаметром от ½ до 9 дюймов различной толщины и длины. Угловое железо можно найти длиной 20 футов или 40 футов и углами 0,5 ″ X 0,5 ″ X 0,125 ″ за счет постепенного увеличения до 8 ″ X 8 ″ X 1 ″. Стороны могут быть цельными или иметь отверстия, прорези или другие вырезы для сборки.
Если у вас есть какие-либо вопросы, члены нашей команды будут рады помочь вам. Мы гордимся тем, что являемся вашим союзником в производстве высококачественного и менее качественного уголкового железа любой ширины, качества и размера. Наши знающие и опытные продавцы-консультанты всегда готовы помочь. Позвоните нам по телефону 713.672.7595 сегодня.
Размер
Вес. За фут.
Вес. За 20 футов
1/2 х 1/2 х 1/8
0,38
7,60
3/4 х 3/4 х 1/8
0,59
11,80
1 х 1 х 1/8
0,80
16.00
1 х 1 х 3/16
1,16
23.20
1 х 1 х 1/4
1,49
29,80
1 1/4 х 1 1/4 х 1/8
1. 01
20.20
1 1/4 х 1 1/4 х 3/16
1,48
29,60
1 1/4 х 1 1/4 х 1/4
1,92
38,40
1 1/2 х 1 1/2 х 1/8
1,23
24,60
1 1/2 х 1 1/2 х 3/16
1,80
36.00
1 1/2 х 1 1/2 х 1/4
2,34
46,80
1 3/4 х 1 3/4 х 1/8
1,44
28,80
1 3/4 х 1 3/4 х 3/16
2,12
42,40
1 3/4 х 1 3/4 х 1/4
2,77
55,40
2 х 1 1/2 х 1/8
1,44
28,80
2 х 1 1/2 х 3/16
2,12
42,40
2 х 1 1/2 х 1/4
2,77
55,40
2 х 2 х 1/8
1,65
33,00
2 х 2 х 3/16
2,44
48,80
2 х 2 х 1/4
3,19
63,80
2 х 2 х 5/16
3,92
78,40
2 х 2 х 3/8
4,70
94. 00
2 1/2 х 1 1/2 х 3/16
2,44
48,80
2 1/2 х 1 1/2 х 1/4
3.19
63,80
2 1/2 х 1 1/2 х 5/16
3,92
78,40
2 1/2 х 2 х 3/16
2,75
55,00
2 1/2 х 2 х 1/4
3,62
72,40
2 1/2 х 2 х 5/16
4,50
90. 00
2 1/2 х 2 х 3/8
5,30
106.00
2 1/2 х 2 1/2 х 3/16
3,07
61,40
2 1/2 х 2 1/2 х 1/4
4.10
82.00
2 1/2 х 2 1/2 х 5/16
5,00
100.00
2 1/2 х 2 1/2 х 3/8
5,90
118.00
2 1/2 х 2 1/2 х 1/2
7,70
154,00
3 х 2 х 3/16
3,07
61,40
3 х 2 х 1/4
4. 10
82.00
3 х 2 х 5/16
5,00
100.00
3 х 2 х 3/8
5,90
118.00
3 х 2 х 1/2
7,70
154.00
3 х 2 1/2 х 3/16
3,39
67,80
3 х 2 1/2 х 1/4
4,50
90.00
3 х 2 1/2 х 5/16
5,60
112. 00
3 х 2 1/2 х 3/8
6,60
132.00
3 х 2 1/2 х 1/2
8,50
170.00
3 х 3 х 3/16
3,70
74.00
3 х 3 х 1/4
4,90
98.00
3 х 3 х 3/8
7,20
144,00
3 х 3 х 1/2
9,40
188. 00
3 1/2 х 3 х 1/4
5,40
108.00
3 1/2 х 3 х 5/16
6,60
132.00
3 1/2 х 3 х 3/8
7,90
158.00
3 1/2 х 3 х 1/2
10.20
204.00
3 1/2 х 3 1/2 х 1/4
5,80
116.00
3 1/2 x 3 1/2 x 5/16
7,20
144,00
3 1/2 х 3 1/2 х 3/8
8,50
170,00
3 1/2 х 3 1/2 х 1/2
11. 10
222.00
4 х 3 х 1/4
5,80
116.00
4 х 3 х 5/16
7,20
144,00
4 х 3 х 3/8
8,50
170.00
4 х 3 х 1/2
11.10
222.00
4 х 3 1/2 х 1/4
6,20
124.00
4 х 3 1/2 х 5/16
7,70
154. 00
4 х 3 1/2 х 3/8
9.10
182.00
4 х 3 1/2 х 1/2
11,90
238,00
4 х 4 х 1/4
6,60
132.00
4 х 4 х 5/16
8.20
164.00
4 х 4 х 3/8
9,80
196.00
4 х 4 х 1/2
12,80
256,00
4 х 4 х 5/8
15,70
314,00
4 х 4 х 3/4
18,50
370. 00
5 х 3 х 1/4
6,60
132.00
5 х 3 х 5/16
8.20
164.00
5 х 3 х 3/8
9,80
196.00
5 х 3 х 1/2
12,80
256,00
5 х 3 х 5/8
15,70
314.00
5 х 3 х 3/4
18,50
370. 00
5 х 3 1/2 х 1/4
7,00
140.00
5 х 3 1/2 х 5/16
8,70
174.00
5 х 3 1/2 х 3/8
10.40
208.00
5 х 3 1/2 х 1/2
13,60
272.00
5 х 3 1/2 х 5/8
16,80
336,00
5 х 3 1/2 х 3/4
19,80
396. 00
5 х 5 х 5/16
10.30
206.00
5 х 5 х 3/8
12.30
246,00
5 х 5 х 1/2
16.20
324.00
5 х 5 х 5/8
20.00
400.00
5 х 5 х 3/4
23,60
472.00
5 х 5 х 7/8
27.20
544. 00
6 х 3 1/2 х 5/16
9,80
196.00
6 х 3 1/2 х 3/8
11,70
234,00
6 х 3 1/2 х 1/2
15.30
306.00
6 х 3 1/2 х 5/8
18,80
376,00
6 х 4 х 5/16
10.30
206.00
6 х 4 х 3/8
12.30
246,00
6 х 4 х 1/2
16. 20
324.00
6 х 4 х 5/8
20.00
400.00
6 х 4 х 3/4
23,60
472.00
6 х 6 х 5/16
12.50
250,00
6 х 6 х 3/8
14,90
298.00
6 х 6 х 1/2
19,60
392.00
6 х 6 х 5/8
24. 20
484.00
6 х 6 х 3/4
28,70
574.00
6 х 6 х 7/8
33.10
662.00
6 х 6 х 1
37,40
748.00
7 х 4 х 3/8
13,60
272.00
7 х 4 х 1/2
17,90
358,00
7 х 4 х 3/4
26. 20
524.00
8 х 4 х 1/2
19,60
392.00
8 х 4 х 5/8
24.20
484.00
8 х 4 х 3/4
28,70
574.00
8 х 4 х 1
37,40
748.00
8 х 6 х 1/2
23.00
460.00
8 х 6 х 5/8
28,50
570. 00
8 х 6 х 3/4
33,80
676.00
8 х 6 х 1
44,20
884.00
8 х 8 х 1/2
26.40
528.00
8 х 8 х 5/8
32,70
654.00
8 х 8 х 3/4
38,90
778.00
8 х 8 х 7/8
45.00
900. 00
8 х 8 х 1
51,00
1020.00
8 х 8 х 1 1/8
56,90
1138.00
9 х 4 х 1/2
21.30
426.00
9 х 4 х 5/8
26.30
526.00
9 х 4 х 3/4
31.30
626.00
Размеры стальных балок ANGLE соответствуют европейским стандартам NEN-EN 10025-1 и NEN-EN 10025-2
Что такое чугун? Виды чугуна, свойства и применения
Чугун: краткая справка
Виды чугунов и их применение
Передельный чугун
Белый чугун
Серый чугун
Высокопрочный (модифицированный) чугун
Ковкий чугун и его маркировка
Специальные чугуны
Как специальные примеси сказываются на структуре чугуна?
Достоинства и недостатки
Пригодность чугунов к сварочным работам
Объемы производства чугуна
Что получают из чугуна и где он используется?
Чугун – это железоуглеродистый сплав, в котором содержание углерода составляет более 2,14%. В нем также могут присутствовать постоянные примеси, а иногда и легирующие компоненты. Его механические свойства зависят от структуры и главным образом от формы, в которой находится углерод, а основными структурными составляющими являются цементит или графит и продукты распада аустенита, которые в зависимости от скорости охлаждения могут быть мартенситом, трооститом, сорбитом, перлитом и ферритом. Введение различных легирующих элементов позволяет управлять процессом графитизации и по-разному корректировать свойства чугуна.
Чугун: краткая справка
Сталь и чугун – это общепринятые технические термины для обозначения сплавов железа и углерода. Содержание углерода в чугуне от 2,14% и до 6,67%, остальное – железо, примеси и легирующие добавки. Углерод может быть в виде графитовых или цементитных (Fe3C – цементит, карбид железа) включений. Основные примеси — кремний, сера, марганец и фосфор. Чугун применяется в литейном производстве, а также в качестве сырья используется для выплавки стали.
Особенности и классификация чугунов
Характеристики сплава формируются еще на стадии производства. В зависимости от параметров протекания эвтектического превращения чугуны бывают серыми (углерод в виде графита), белыми (углерод в виде цементита) и половинчатыми.
Размер и конфигурация графитовых вкраплений определяют марки чугуна и их применение. По форме графитных включений они подразделяются на чугуны с пластинчатым, шаровидным, вермикулярным и хлопьевидным графитом, а по виду металлической основы – на перлитные, перлито-ферритные, ферритные, аустенитные, бейнитные и мартенситные. Помимо углерода в чугуне присутствуют:
сера – 0,02-0,2%;
кремний – 0,5-3,6%;
марганец – 0,2-1,5%;
фосфор – 0,04-1,5%.
В зависимости от содержания дополнительных добавок чугуны разделяют на нелегированные и легированные. К легированным относятся сплавы, в которые для создания специфических свойств добавлены такие элементы, как никель, хром, медь, алюминий, титан, ванадий, вольфрам, молибден и др. В свою очередь легированные чугуны классифицируют в соответствии с основным легирующим на хромистые, алюминиевые, никелевые и т.д.
Основные различия между сталью и чугуном
Основное, чем отличается чугун от стали – это доля углерода в их составе (у стали она находится в диапазоне от 0,025% до 2,14%, у чугуна – свыше 2,14%) и содержание примесей (в чугуне их больше). Это формирует температуру плавления сплавов. Если у чугунов она составляет 1150−1250 градусов, то у сталей этот показатель достигает 1500°С.
По внешнему виду сталь будет более светлой, а серые чугуны имеют темный и матовый оттенок. Сталь легче сваривается и куется, но хуже поддается литью. У чугунного продукта теплопроводность несколько выше, чем у стального.
Производство чугунных отливок
Виды чугунов и их применение
Передельный чугун
Этот сплав выплавляется в доменных печах и предназначен для дальнейшего передела в сталь или изготовления отливок. Может использоваться как в жидком, так и в твердом состоянии. В передельных чугунах строго контролируется содержание кремния, марганца, серы и фосфора. Основной стандарт, оговаривающий требования к данной продукции – ГОСТ 805. В зависимости от содержания кремния и назначения различают следующие виды передельных чугунов:
передельный чугун для сталеплавильного производства марок П1, П2;
передельный чугун для литейного производства марок ПЛ1, ПЛ2;
В нем весь углерод находится в виде цементита. Структура формируется при высокой скорости охлаждения. Отличительная особенность такого вида чугуна – белый отлив в месте излома, а также высокие хрупкость и твердость (НВ 450-550). Продукт практически не поддается механической обработке режущим инструментом. Такие сплавы используют для изготовления литых износостойких деталей (мелющие шары, лопасти шнеков, лопатки дробеметных турбин, прокатные валки), а также в качестве основы при производстве ковких разновидностей чугуна. Износостойкость чугуна увеличивают путем легирования молибденом, никелем, марганцем и другими элементами.
Серый чугун
В серых чугунах углерод представлен пластинчатым графитом. Находится он в свободном виде, благодаря чему излом имеет характерный серый цвет. Такой сплав сравнительно хорошо поддается механической обработке, имеет относительно невысокую прочность и низкую пластичность при растяжении. При этом, благодаря наличию пластинчатого графита, серый чугун обладает хорошими антифрикционными и демпфирующими свойствами, малой чувствительностью к концентраторам напряжения. Внутренняя структура формируется при низких темпах охлаждения.
Серый чугун имеет хорошую жидкотекучесть, мало склонен к образованию усадочных дефектов по сравнению с другими видами чугуна, поэтому его широко используют для изготовления отливок сложной формы с толщиной стенок вплоть до 500 мм.
Маркировка определена ГОСТ 1412 и обозначает перечень марок от СЧ 10 до СЧ 35.
Буквы СЧ – серый чугун;
цифры – сведения о временном сопротивлении при растяжении (МПа/10).
Высокопрочный (модифицированный) чугун
Особенность этого сплава, получаемого путем добавления в расплав чугуна чистого магния (Mg), аего соединений или других модификаторов-сфероидизаторов(церия, иттрия и пр.), в том, что графит в таком чугуне имеет шаровидную форму. Количество модифицирующего компонента, того же магния, составляет 0,02–0,08%.
Свойства чугуна с шаровидным графитом определяет в основном металлическая основа (в отличие от серого чугуна с пластинчатыми графитными включениями). Такой высокопрочный сплав используют при производстве износостойких деталей ответственного назначения, выдерживающих большие статические, циклические и ударные нагрузки в условиях износа, в том числе в агрессивных средах и при высоких температурах.
ГОСТ 7293 регламентирует требования к химическому составу и свойствам сплавов с шаровидным графитом для отливок. В соответствии с данным стандартом выпускают изделия марок ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60, ВЧ 70, ВЧ 80 и ВЧ 100, где «ВЧ» — обозначение высокопрочного чугуна, а цифра – минимальное значение временного сопротивления σв (МПа/10). Так, продукт ВЧ 40 имеет σв не менее 400 МПа. Высокопрочные чугуны бывают на ферритной, феррито-перлитной, перлитной основе.
Ковкий чугун и его маркировка
Продукт отжига заготовок белого чугуна, имеющий в своей структуре графит в форме хлопьев («углерод отжига»). Это придает сплаву высокую прочность и повышенную пластичность, однородность распределения свойств, хорошую обрабатываемость и практически полное отсутствие внутренних напряжений в отливках. Благодаря этим свойствам ковкий чугун применение нашел в производстве продукции ответственного назначения – деталей и элементов, работающих при вибрационных и ударных нагрузках.
В зависимости от химического состава чугуна и режимов отжига можно получать различную основу – ферритную, перлитную или ферритоперлитную. Различают также две разновидности ковкого металла — черносердечный и белосердечный. Основные параметры такой продукции регламентированы ГОСТ 1215.
Емко и точно характеризует ковкий чугун маркировка, которая содержит не только его обозначение (КЧ), но и основные механические свойства – минимальное временное сопротивление и относительное удлинение Например, буквенно-цифровой код КЧ 33-8 обозначает, что у ковкого чугуна данной марки минимальное временное сопротивление 37 кгс/мм2 (или 323 МПа), а показатель относительного удлинения – не менее 8%.
Специальные чугуны
Существуют марки сплавов со специальными характеристиками, которые достигаются путем легирования, применения специальной технологии отжига и охлаждения. К таким чугунам относятся:
жаростойкие;
коррозионностойкие;
художественные;
антифрикционные и износостойкие;
чугуны с особыми электромагнитными свойствами;
ферросплавы и другие.
Технические условия на легированные специальные чугуны регламентируют стандарты ДСТУ 8851, ГОСТ 7769, ISO 2892 и другие. В них указывается из чего состоит чугун для различных особых применений, какими механическими свойствами он должен обладать и каким образом необходимо его маркировать.
Как специальные примеси сказываются на структуре чугуна?
При производстве отдельных сплавов добавление специальных присадок в чугун меняет его состав и свойства.
Кремний является самым важным легирующим элементом в чугуне, который вместе с углеродом влияет на структуру и свойства. Кремний позитивно влияет на выделение графита, улучшает литейные характеристики сплава.
Сера уменьшает способность жидкого чугуна заполнять литейные формы, снижает его механические свойства и придает красноломкость.
Марганец негативно сказывается на литейных свойствах, противодействует графитизации, но увеличивает твердость и прочность.
Фосфор необходим при изготовлении чугунных отливок сложной формы, в том числе тонкостенных, поскольку способствует повышению жидкотекучести сплава. Но при этом теряется прочность, возрастает хрупкость.
Добиться специфических свойств позволяют и другие легирующие добавки, вводимые на этапе выплавки материала. Получается измененная характеристика чугуна с улучшенными износо- или жаростойкостью, коррозийной прочностью или электропроводностью.
Достоинства и недостатки
Первые обнаруженные грубые чугунные отливки датируются серединой XIV столетия. С тех пор существенно изменились технологии, расширилось и применение чугуна. Объективно оценивая этот продукт черной металлургии, нужно назвать как его положительные, так и отрицательные стороны.
Бесспорные преимущества
В первую очередь это экологичность и отменные гигиенические качества. Та же чугунная посуда не разрушается в кислотно-щелочных растворах, хорошо моется и прогревается, долго сохраняя аккумулированное тепло. Следует отметить долговечность и широкую линейку ассортимента, экономичность и относительную несложный процесс производства чугунных изделий.
Варьируя состояние нахождения углерода в сплаве, можно получить белый или серый чугун. Широкий спектр применения объясняется легкой обработкой (ковкой), высокой теплоотдачей и прочностью.
Недостатки чугуна, как материала
Самыми слабыми сторонами сплавов считаются хрупкость и подверженность ржавлению даже при кратковременном взаимодействии с водой. К тому же изделия из чугуна отличаются большим весом и специфическим набором физико-механических характеристик, требующих особых условий для их транспортировки, сборки и обслуживания.
Чугун
Как делают чугун?
Сплав выплавляется в доменных печах и вагранках. Основным источником железа служит железорудное сырье – продукт обогащения руды. Применяется топливо – кокс (продукт специальной обработки каменного угля), природный газ, пылеугольное топливо. Высокотемпературная технология плавки чугуна в шахтной печи позволяет запускать восстановительные химические процессы и выделять железо из оксидов.
В результате доменной плавки получается сплав железа и углерода – чугун, а также шлак, содержащий невосстановленные окислы, остатки флюсов, золы топлива и пр.
Пригодность чугунов к сварочным работам
Соединение чугунных деталей при помощи сварки как никогда актуально и требует серьезного подхода. В технологическом аспекте пригодность металла низкая. На это существует ряд причин, и основная из них – очень высокое содержание углерода и примесей. Кроме того, трудно сформировать сварной шов из-за жидкотекучести материала. Возможны непровары – результат образование тугоплавких оксидов в процессе окисления кремния, других компонентов сплава. Интенсивное выделение газа приводит к образованию в шве пор.
Применение чугуна для сваривания с металлами, отличающимися скоростью охлаждения/нагрева приводит к трещинообразованию на сварном шве и его хрупкости. Поэтому, для сварки прибегают к использованию покрытых или угольных электродов, порошковой проволоки, установок газовой сварки. Избежать образования закаленных участков помогает предварительный прогрев свариваемых деталей и правильный выбор режима сварки.
Объемы производства чугуна
Первое место в мире по производству чугуна вот уже несколько лет подряд прочно удерживает Китайская Народная Республика. За первые два месяца 2019 году китайские компании увеличили объемы его выплавки до 126, 59 млн. тонн. Таким образом, более половины мировых объемов чугуна сегодня выплавляется в Поднебесной.
Объемы мирового производства чугуна, тыс. тонн
Кроме Китая, в рейтинг ведущих производителей чугуна входят Индия, Япония, РФ, Южная Корея, Иран, Бразилия, Германия и США. А замыкает ТОП-10 Украина, что стало возможным благодаря стабильной деятельности предприятий Группы Метинвест.
Производство чугуна в мире с 2010 по 2019 год
Регион
Годы
2010
2011
2012
2013
2014
2015
2016
2017
2018
2019
Евросоюз
94054
93 855
90 493
92 328
95 176
93 596
91 312
93 235
90 787
85 691
Другие страны Европы
9 643
10 184
9 774
10 411
10 876
11 992
12 280
12 741
12 873
12 265
СНГ
77 923
80 174
81 860
81 962
79 452
77 585
82 396
75 952
75 396
73 938
Северная Америка
39 216
42 159
44 328
41 319
41 218
35 859
33 008
32 946
34 886
32 567
Южная Америка
34 531
37 535
30 454
29 992
30 671
31 627
29 439
31 654
31 744
29 087
Африка
6 725
5 564
5 499
5 778
5 252
5 264
5 111
5 152
5 411
4 266
Азия
763 032
826 220
854 111
902 136
917 651
897 875
913 410
927 722
994 748
1 037 317
Средний Восток
2 540
2 242
2 143
2 007
2 782
2 459
2 251
2 293
2 362
2 530
Океания
6 672
5 925
4 381
4 160
3 962
4 272
4 313
4 441
4 561
4 336
Что получают из чугуна и где он используется?
Материал довольно популярный в машиностроении и других отраслях промышленности. Это главный компонент исходных материалов для выплавки стали в кислородных конвертерах, мартенах и электродуговых печах. Кроме того, чугун – наиболее популярный сплав для изготовления отливок различной формы. Востребованность чугуна в других сферах объясняется высокими прочностными характеристиками и достаточной плотностью. Области применения некоторых марок сведены в таблицу.
Сплавы
Сферы применения
Серые
Производство колонн, маховиков, опорных и фундаментальных плит, шкивов, станин, прокатных станков, канализационных изделий.
Ковкие
Основания под тяжелое оборудование, опоры ж/д и автомобильных мостов, коленвалы для двигателей дизельного транспорта и тракторов.
Легированные белые
Мелющие части оборудования, прессовочные формы для огнеупоров, прокатные валки.
Антифрикционные
Подшипники скольжения, втулки топливных насосов, направляющие клапаны, поршневые кольца автомобилей.
Высокопрочные
Детали турбин, коленчатые валы, двигатели на тракторы и автомобили, изложницы, шестерни, прокатные валки.
Если же вас интересует качественный металлопрокат из сертифицированных материалов, обращайтесь в компанию «Метинвест-СМЦ». В нашем каталоге металлопроката вы найдете любую продукцию из более 200 основных наименований в нужных типоразмерах и по адекватной цене.
Что такое чугун? Виды чугуна, свойства и применения
Чугун: краткая справка
Виды чугунов и их применение
Передельный чугун
Белый чугун
Серый чугун
Высокопрочный (модифицированный) чугун
Ковкий чугун и его маркировка
Специальные чугуны
Как специальные примеси сказываются на структуре чугуна?
Достоинства и недостатки
Пригодность чугунов к сварочным работам
Объемы производства чугуна
Что получают из чугуна и где он используется?
Чугун – это железоуглеродистый сплав, в котором содержание углерода составляет более 2,14%. В нем также могут присутствовать постоянные примеси, а иногда и легирующие компоненты. Его механические свойства зависят от структуры и главным образом от формы, в которой находится углерод, а основными структурными составляющими являются цементит или графит и продукты распада аустенита, которые в зависимости от скорости охлаждения могут быть мартенситом, трооститом, сорбитом, перлитом и ферритом. Введение различных легирующих элементов позволяет управлять процессом графитизации и по-разному корректировать свойства чугуна.
Чугун: краткая справка
Сталь и чугун – это общепринятые технические термины для обозначения сплавов железа и углерода. Содержание углерода в чугуне от 2,14% и до 6,67%, остальное – железо, примеси и легирующие добавки. Углерод может быть в виде графитовых или цементитных (Fe3C – цементит, карбид железа) включений. Основные примеси — кремний, сера, марганец и фосфор. Чугун применяется в литейном производстве, а также в качестве сырья используется для выплавки стали.
Особенности и классификация чугунов
Характеристики сплава формируются еще на стадии производства. В зависимости от параметров протекания эвтектического превращения чугуны бывают серыми (углерод в виде графита), белыми (углерод в виде цементита) и половинчатыми.
Размер и конфигурация графитовых вкраплений определяют марки чугуна и их применение. По форме графитных включений они подразделяются на чугуны с пластинчатым, шаровидным, вермикулярным и хлопьевидным графитом, а по виду металлической основы – на перлитные, перлито-ферритные, ферритные, аустенитные, бейнитные и мартенситные. Помимо углерода в чугуне присутствуют:
сера – 0,02-0,2%;
кремний – 0,5-3,6%;
марганец – 0,2-1,5%;
фосфор – 0,04-1,5%.
В зависимости от содержания дополнительных добавок чугуны разделяют на нелегированные и легированные. К легированным относятся сплавы, в которые для создания специфических свойств добавлены такие элементы, как никель, хром, медь, алюминий, титан, ванадий, вольфрам, молибден и др. В свою очередь легированные чугуны классифицируют в соответствии с основным легирующим на хромистые, алюминиевые, никелевые и т.д.
Основные различия между сталью и чугуном
Основное, чем отличается чугун от стали – это доля углерода в их составе (у стали она находится в диапазоне от 0,025% до 2,14%, у чугуна – свыше 2,14%) и содержание примесей (в чугуне их больше). Это формирует температуру плавления сплавов. Если у чугунов она составляет 1150−1250 градусов, то у сталей этот показатель достигает 1500°С.
По внешнему виду сталь будет более светлой, а серые чугуны имеют темный и матовый оттенок. Сталь легче сваривается и куется, но хуже поддается литью. У чугунного продукта теплопроводность несколько выше, чем у стального.
Производство чугунных отливок
Виды чугунов и их применение
Передельный чугун
Этот сплав выплавляется в доменных печах и предназначен для дальнейшего передела в сталь или изготовления отливок. Может использоваться как в жидком, так и в твердом состоянии. В передельных чугунах строго контролируется содержание кремния, марганца, серы и фосфора. Основной стандарт, оговаривающий требования к данной продукции – ГОСТ 805. В зависимости от содержания кремния и назначения различают следующие виды передельных чугунов:
передельный чугун для сталеплавильного производства марок П1, П2;
передельный чугун для литейного производства марок ПЛ1, ПЛ2;
В нем весь углерод находится в виде цементита. Структура формируется при высокой скорости охлаждения. Отличительная особенность такого вида чугуна – белый отлив в месте излома, а также высокие хрупкость и твердость (НВ 450-550). Продукт практически не поддается механической обработке режущим инструментом. Такие сплавы используют для изготовления литых износостойких деталей (мелющие шары, лопасти шнеков, лопатки дробеметных турбин, прокатные валки), а также в качестве основы при производстве ковких разновидностей чугуна. Износостойкость чугуна увеличивают путем легирования молибденом, никелем, марганцем и другими элементами.
Серый чугун
В серых чугунах углерод представлен пластинчатым графитом. Находится он в свободном виде, благодаря чему излом имеет характерный серый цвет. Такой сплав сравнительно хорошо поддается механической обработке, имеет относительно невысокую прочность и низкую пластичность при растяжении. При этом, благодаря наличию пластинчатого графита, серый чугун обладает хорошими антифрикционными и демпфирующими свойствами, малой чувствительностью к концентраторам напряжения. Внутренняя структура формируется при низких темпах охлаждения.
Серый чугун имеет хорошую жидкотекучесть, мало склонен к образованию усадочных дефектов по сравнению с другими видами чугуна, поэтому его широко используют для изготовления отливок сложной формы с толщиной стенок вплоть до 500 мм.
Маркировка определена ГОСТ 1412 и обозначает перечень марок от СЧ 10 до СЧ 35.
Буквы СЧ – серый чугун;
цифры – сведения о временном сопротивлении при растяжении (МПа/10).
Высокопрочный (модифицированный) чугун
Особенность этого сплава, получаемого путем добавления в расплав чугуна чистого магния (Mg), аего соединений или других модификаторов-сфероидизаторов(церия, иттрия и пр.), в том, что графит в таком чугуне имеет шаровидную форму. Количество модифицирующего компонента, того же магния, составляет 0,02–0,08%.
Свойства чугуна с шаровидным графитом определяет в основном металлическая основа (в отличие от серого чугуна с пластинчатыми графитными включениями). Такой высокопрочный сплав используют при производстве износостойких деталей ответственного назначения, выдерживающих большие статические, циклические и ударные нагрузки в условиях износа, в том числе в агрессивных средах и при высоких температурах.
ГОСТ 7293 регламентирует требования к химическому составу и свойствам сплавов с шаровидным графитом для отливок. В соответствии с данным стандартом выпускают изделия марок ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60, ВЧ 70, ВЧ 80 и ВЧ 100, где «ВЧ» — обозначение высокопрочного чугуна, а цифра – минимальное значение временного сопротивления σв (МПа/10). Так, продукт ВЧ 40 имеет σв не менее 400 МПа. Высокопрочные чугуны бывают на ферритной, феррито-перлитной, перлитной основе.
Ковкий чугун и его маркировка
Продукт отжига заготовок белого чугуна, имеющий в своей структуре графит в форме хлопьев («углерод отжига»). Это придает сплаву высокую прочность и повышенную пластичность, однородность распределения свойств, хорошую обрабатываемость и практически полное отсутствие внутренних напряжений в отливках. Благодаря этим свойствам ковкий чугун применение нашел в производстве продукции ответственного назначения – деталей и элементов, работающих при вибрационных и ударных нагрузках.
В зависимости от химического состава чугуна и режимов отжига можно получать различную основу – ферритную, перлитную или ферритоперлитную. Различают также две разновидности ковкого металла — черносердечный и белосердечный. Основные параметры такой продукции регламентированы ГОСТ 1215.
Емко и точно характеризует ковкий чугун маркировка, которая содержит не только его обозначение (КЧ), но и основные механические свойства – минимальное временное сопротивление и относительное удлинение Например, буквенно-цифровой код КЧ 33-8 обозначает, что у ковкого чугуна данной марки минимальное временное сопротивление 37 кгс/мм2 (или 323 МПа), а показатель относительного удлинения – не менее 8%.
Специальные чугуны
Существуют марки сплавов со специальными характеристиками, которые достигаются путем легирования, применения специальной технологии отжига и охлаждения. К таким чугунам относятся:
жаростойкие;
коррозионностойкие;
художественные;
антифрикционные и износостойкие;
чугуны с особыми электромагнитными свойствами;
ферросплавы и другие.
Технические условия на легированные специальные чугуны регламентируют стандарты ДСТУ 8851, ГОСТ 7769, ISO 2892 и другие. В них указывается из чего состоит чугун для различных особых применений, какими механическими свойствами он должен обладать и каким образом необходимо его маркировать.
Как специальные примеси сказываются на структуре чугуна?
При производстве отдельных сплавов добавление специальных присадок в чугун меняет его состав и свойства.
Кремний является самым важным легирующим элементом в чугуне, который вместе с углеродом влияет на структуру и свойства. Кремний позитивно влияет на выделение графита, улучшает литейные характеристики сплава.
Сера уменьшает способность жидкого чугуна заполнять литейные формы, снижает его механические свойства и придает красноломкость.
Марганец негативно сказывается на литейных свойствах, противодействует графитизации, но увеличивает твердость и прочность.
Фосфор необходим при изготовлении чугунных отливок сложной формы, в том числе тонкостенных, поскольку способствует повышению жидкотекучести сплава. Но при этом теряется прочность, возрастает хрупкость.
Добиться специфических свойств позволяют и другие легирующие добавки, вводимые на этапе выплавки материала. Получается измененная характеристика чугуна с улучшенными износо- или жаростойкостью, коррозийной прочностью или электропроводностью.
Достоинства и недостатки
Первые обнаруженные грубые чугунные отливки датируются серединой XIV столетия. С тех пор существенно изменились технологии, расширилось и применение чугуна. Объективно оценивая этот продукт черной металлургии, нужно назвать как его положительные, так и отрицательные стороны.
Бесспорные преимущества
В первую очередь это экологичность и отменные гигиенические качества. Та же чугунная посуда не разрушается в кислотно-щелочных растворах, хорошо моется и прогревается, долго сохраняя аккумулированное тепло. Следует отметить долговечность и широкую линейку ассортимента, экономичность и относительную несложный процесс производства чугунных изделий.
Варьируя состояние нахождения углерода в сплаве, можно получить белый или серый чугун. Широкий спектр применения объясняется легкой обработкой (ковкой), высокой теплоотдачей и прочностью.
Недостатки чугуна, как материала
Самыми слабыми сторонами сплавов считаются хрупкость и подверженность ржавлению даже при кратковременном взаимодействии с водой. К тому же изделия из чугуна отличаются большим весом и специфическим набором физико-механических характеристик, требующих особых условий для их транспортировки, сборки и обслуживания.
Чугун
Как делают чугун?
Сплав выплавляется в доменных печах и вагранках. Основным источником железа служит железорудное сырье – продукт обогащения руды. Применяется топливо – кокс (продукт специальной обработки каменного угля), природный газ, пылеугольное топливо. Высокотемпературная технология плавки чугуна в шахтной печи позволяет запускать восстановительные химические процессы и выделять железо из оксидов.
В результате доменной плавки получается сплав железа и углерода – чугун, а также шлак, содержащий невосстановленные окислы, остатки флюсов, золы топлива и пр.
Пригодность чугунов к сварочным работам
Соединение чугунных деталей при помощи сварки как никогда актуально и требует серьезного подхода. В технологическом аспекте пригодность металла низкая. На это существует ряд причин, и основная из них – очень высокое содержание углерода и примесей. Кроме того, трудно сформировать сварной шов из-за жидкотекучести материала. Возможны непровары – результат образование тугоплавких оксидов в процессе окисления кремния, других компонентов сплава. Интенсивное выделение газа приводит к образованию в шве пор.
Применение чугуна для сваривания с металлами, отличающимися скоростью охлаждения/нагрева приводит к трещинообразованию на сварном шве и его хрупкости. Поэтому, для сварки прибегают к использованию покрытых или угольных электродов, порошковой проволоки, установок газовой сварки. Избежать образования закаленных участков помогает предварительный прогрев свариваемых деталей и правильный выбор режима сварки.
Объемы производства чугуна
Первое место в мире по производству чугуна вот уже несколько лет подряд прочно удерживает Китайская Народная Республика. За первые два месяца 2019 году китайские компании увеличили объемы его выплавки до 126, 59 млн. тонн. Таким образом, более половины мировых объемов чугуна сегодня выплавляется в Поднебесной.
Объемы мирового производства чугуна, тыс. тонн
Кроме Китая, в рейтинг ведущих производителей чугуна входят Индия, Япония, РФ, Южная Корея, Иран, Бразилия, Германия и США. А замыкает ТОП-10 Украина, что стало возможным благодаря стабильной деятельности предприятий Группы Метинвест.
Производство чугуна в мире с 2010 по 2019 год
Регион
Годы
2010
2011
2012
2013
2014
2015
2016
2017
2018
2019
Евросоюз
94054
93 855
90 493
92 328
95 176
93 596
91 312
93 235
90 787
85 691
Другие страны Европы
9 643
10 184
9 774
10 411
10 876
11 992
12 280
12 741
12 873
12 265
СНГ
77 923
80 174
81 860
81 962
79 452
77 585
82 396
75 952
75 396
73 938
Северная Америка
39 216
42 159
44 328
41 319
41 218
35 859
33 008
32 946
34 886
32 567
Южная Америка
34 531
37 535
30 454
29 992
30 671
31 627
29 439
31 654
31 744
29 087
Африка
6 725
5 564
5 499
5 778
5 252
5 264
5 111
5 152
5 411
4 266
Азия
763 032
826 220
854 111
902 136
917 651
897 875
913 410
927 722
994 748
1 037 317
Средний Восток
2 540
2 242
2 143
2 007
2 782
2 459
2 251
2 293
2 362
2 530
Океания
6 672
5 925
4 381
4 160
3 962
4 272
4 313
4 441
4 561
4 336
Что получают из чугуна и где он используется?
Материал довольно популярный в машиностроении и других отраслях промышленности. Это главный компонент исходных материалов для выплавки стали в кислородных конвертерах, мартенах и электродуговых печах. Кроме того, чугун – наиболее популярный сплав для изготовления отливок различной формы. Востребованность чугуна в других сферах объясняется высокими прочностными характеристиками и достаточной плотностью. Области применения некоторых марок сведены в таблицу.
Сплавы
Сферы применения
Серые
Производство колонн, маховиков, опорных и фундаментальных плит, шкивов, станин, прокатных станков, канализационных изделий.
Ковкие
Основания под тяжелое оборудование, опоры ж/д и автомобильных мостов, коленвалы для двигателей дизельного транспорта и тракторов.
Легированные белые
Мелющие части оборудования, прессовочные формы для огнеупоров, прокатные валки.
Антифрикционные
Подшипники скольжения, втулки топливных насосов, направляющие клапаны, поршневые кольца автомобилей.
Высокопрочные
Детали турбин, коленчатые валы, двигатели на тракторы и автомобили, изложницы, шестерни, прокатные валки.
Если же вас интересует качественный металлопрокат из сертифицированных материалов, обращайтесь в компанию «Метинвест-СМЦ». В нашем каталоге металлопроката вы найдете любую продукцию из более 200 основных наименований в нужных типоразмерах и по адекватной цене.
Чугун Определение и значение
Основные определения
Викторина
Примеры
Британский
Показывает уровень сложности слова.
Сохрани это слово!
Показывает уровень сложности слова.
сущ.
сплав железа, углерода и других элементов, отлитый в виде мягкого и прочного или твердого и хрупкого железа, в зависимости от смеси и методов формования.
ВИКТОРИНА
Сыграем ли мы в «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ?
Должны ли вы пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма обычно используется с другими глаголами для выражения намерения?
Происхождение чугуна
1655–65; cast (причастие прошедшего времени cast) + iron
Слова рядом с cast iron
решающий голос, литье колеса, литье в свою долю, литье в камне, литье в одной форме, чугун, замок, Castlebar, casted, Castleford, Castle Ховард
Другие определения чугуна (2 из 2)
чугун
[ kast-ahy-ern, kahst- ]
/ ˈkæstˈaɪ ərn, ˈkɑst- /
прилагательное из чугуна
не подлежит изменению или исключению: железное правило.
Когда мне нужно что-то действительно близкое к жару, я переворачиваю чугунную сковороду вверх дном, ставлю ее на самую верхнюю полку и ставлю на нее другую сковороду. .
Не бойтесь бройлеров|Элазар Зонтаг|11 февраля 2021 г.|Eater
Эти блины — лучше всего их готовят на чугунной сковороде — получаются чертовски легкими каждый раз с нужным количеством кислоты.
Лучшие рецепты блинов по мнению редакции Eater|Сотрудники Eater|1 февраля 2021 г.|Eater
Многие люди также стремились рассказать Грей о чугуне в надежде обратить ее, поделившись своими советами и методами ухода за ним.
Споры между ненавистниками чугуна и лоялистами так же вечны, как и сама сковорода|Эмили Хейл|11 декабря 2020 г. |Washington Post
Никогда не мойте с мылом чугунную сковороду с приправами и не мойте ее в посудомоечной машине.
Советы от Элоизы: санитарная обработка и дезинфекция — не одно и то же|Элоиза Элоиза|29 октября, 2020|Washington Post
Небольшой магазин производит чугунные сковороды, формы для выпечки и жаровни.
Как вручную изготавливаются чугунные сковороды в печи Borough|Видео Eater|21 октября 2020 г.|Eater
Cruce управляет кемпингом Iron Hill Campground на другой стороне шоссе.
Жестокое путешествие 7-летнего выжившего в авиакатастрофе через лес|Джеймс Хигдон|7 января 2015 г.|DAILY BEAST
Очевидно, что не все первоначальный состав может вернуться или даже иметь желание.
Самые сочные слухи о «Звездных войнах: Пробуждение силы» (и некоторые опровергнутые)|Рич Гольдштейн|3 января 2015 г.|DAILY BEAST
По прошествии месяцев, когда она начала снимать фильм, я все больше волновался.
Доктор Кинг едет в Голливуд: порочная история «Сельмы»|Гэри Мэй|2 января 2015 г.|DAILY BEAST
Это бросило тень на фильм, который был одним из моих любимых в прошлом году.
Кофейная беседа с Итаном Хоуком: о «Отрочестве», Дженнифер Лоуренс и обмене писсуарами Билла Клинтона|Марлоу Стерн|27 декабря 2014 г.|DAILY BEAST
Разогрейте духовку до 375°F. Разогрейте растительное масло в большой чугунной сковороде с высокими бортами.
Приготовьте Карле Холл хрустящую запеканку из зеленой фасоли с луком-шалотом|Карла Холл|27 декабря 2014|DAILY BEAST
Мистер Джонс повернул большой железный ключ, который держал в руке, и его осенило.
Причуда Эльстера|Миссис. Генри Вуд
Они так богаты гармонией, так причудливы, так дики, что, когда вы их слышите, вы подобны водорослям, выброшенным на лоне океана.
Обучение музыке в Германии|Эми Фэй
Материнская женщина инстинктивно приняла младенца и отбросила дорожный коврик, в который он был закутан.
Веселые приключения Аристида Пужоля|Уильям Дж. Локк
Так вот, весь Северо-Запад стонал под железным запретительным законом в то время и еще несколько лет спустя.
Необработанное золото|Бертран В. Синклер
Ей приснились маслянистые запахи и чудовищные железные конструкции, над которыми доминировал великий мастер: и Эдвин был во сне.
Hilda Lessways|Arnold Bennett
Определения чугуна из Британского словаря
чугун
существительное
железо, содержащее столько углерода (от 1,7 до 4,5 процентов), что его нельзя придать кованой форме
прилагательное чугунный
сделанный из чугуна
жесткий, прочный или неподатливый чугунное решение
чугун сплав железа, содержащий столько углерода, что он становится хрупким и поэтому не может подвергаться ковке, а должен формоваться литьем
сверхпрочный чугун
кастрация хирургическое удаление яичек или яичников
полипептидный гормон гастрин, секретируемый слизистой оболочкой желудка; когда в тонком кишечнике присутствуют пептиды и аминокислоты, секреция желудочного сока стимулируется
превышение стоимости превышение стоимости над бюджетом
79″>
бичевание словесное наказание
кастильский уроженец или житель Кастилии
кастильский испанский язык, на котором говорят в Кастилии
набрать первый ряд петель при вязании
ирония несоответствие между ожидаемым и происходящим
Castro Лидер кубинских социалистов, свергнувший диктатора в 1959 году и создавший на Кубе марксистское социалистическое государство (1927 года рождения)
Гастрофрины, преимущественно тропические узкоротые жабы
клещевина ядовитые семена клещевины; источник касторового масла
Несущая конструкция крыши и покрытие кровли находятся под воздействием множества сил, порой даже протвоположно направленных. К примеру, если задержавшийся на поверхности кровли дома снег давит на нее своим весом, то сильные порывы ветра «стараются» ее оторвать. Как же не допустить, чтобы крыша не «поехала»?
Некоторые слова из лексикона строителей вызывают недоумение у простого обывателя, например, мауэрлат. Что это известно далеко не каждому. Если говорить вкратце, то именно подобная конструкция служит опорой для всей стропильной системы крыши дома. То есть, можно сказать, что мауэрлат для крыши это тот фундамент, на котором все ее элементы объединяются в цельную конструкцию. Более того, он обеспечивает «ровность крыши», то есть отсутствие даже малейшего уклона в какую-либо сторону. Ведь на самом деле идеально подогнать все стены по высоте в процессе строительства практически невозможно.
Мауэрлат: что это такое, для чего нужен ↑
В классическом варианте мауэрлат (фото ниже) это просушенный брус либо бревно, закрепленный сверху на наружные стены или армопояс по периметру дома.
На заметку
При работе с металлическими фермами используют швеллер или двутавр. Мауэрлат брусового дома есть не что иное, как последний венец, который особенно тщательно зафиксирован на предыдущих.
Зная, что такое мауэрлат кровли, проще разобраться зачем нужен подобный «пояс».
Он необходим:
во-первых, чтобы по возможности равномернее распределять сосредоточенную нагрузку, оказываемую стропильными ногами на площадь верхней обвязки стен. Как уже было отмечено, это своеобразный фундамент стропиловки крыши;
во-вторых, он служит для привязки крыши. Это особенно актуально для регионов с сильными ветрами.
Внимание!
Некоторые мастера рассматривают возможность возведения крыши без мауэрлата, особенно если она небольшого размера. Стропила в этом случае они фиксируют сразу к балкам перекрытия. Но насколько это оправдано,
ведь матица обеспечивает дополнительную жесткость несущей конструкции;
хотя скат и уменьшает распирающее усилие и парусность кровли, однако, вероятность того, что ее унесет сильным ветром, тем не менее, существует.
Какие размеры оптимальные ↑
Как правило, мауэрлат устанавливают из бруса, а не из бревна, поскольку работать с ним намного проще. Во-первых, монтаж облегчает прямоугольный профиль заготовки, во-вторых, брус можно поместить на срезах стен значительно удобнее и устойчивее.
Учитывая, насколько важную роль для крышной конструкции играет мауэрлат, размеры бруса (сечение, толщина) должны быть подобраны с особой тщательностью. Они зависят от определенных параметров:
площадь и периметр дома;
тип крыши;
кровельный материал;
материал, используемый в несущей конструкции;
климатические условия;
наличие мансарды и другие.
Однако, основным показателем, который лежит в основе расчета, является тип крыши.
Сечение подбирается, исходя из формы несущей конструкции и ее веса. Как правило, его размеры соответствуют классическим: 100 на 100 или 150, 150 на 150 или 200.
Совет
Если в силу каких-то причин перепад высот стен оказался значительным, то выровнять его можно не толстым слоем стяжки, а взяв брус другого сечения.
для расчета массы и объема бруса используют следующие формулы:
Расчет для двускатной крыши ↑
Классическая двухскатная кровельная конструкция считается одной из самых простых. Стропильную систему в данном случае устраивают на подстропильных балках, уложенных с поперек мурлата небольшой подрезкой. В результате образуется треугольник, который, будучи самой жесткой геометрической фигурой, прекрасно противостоит нагрузкам.
Для матицы двухскатной крыши используют заготовки из бруса с сечением 10 на 10 см либо 15 на 15 см. Обязательным условием надежности конструкции является гидроизоляция под мауэрлат, причем последний должен проходить поверх изоляции на расстоянии по крайней мере в 0,4 м от верхней грани перекрытия. В качестве опор для прогонов выступают стойки. Их врубают в лежни с шагом в 300–500 см.
Подкос и стропильная нога должны быть почти взаимно перпендикулярны. В случаях, когда длина стропильной ноги достаточно велика, появляется необходимость в установке дополнительных подкосов, упирающихся на лежни.
Таким образом, очевидно, что при выполнении расчетов даже простейшей конструкции принимается во внимание множество факторов, от которых зависит выбор параметров материала для крепления.
На заметку
В любом случае в основу расчета параметров мурлата заложена способность опорного бруса выполнять свое главное предназначение – обеспечивать устойчивость и надежность скатной конструкции для двухскатной крыши.
На практике было проверено, что определенные значения основных параметров подходят в большинстве случаев:
Независимо от размеров его устанавливают, отступив от внешней грани стены как минимум на 5 см.
Устройство мауэрлата ↑
Установка мауэрлата отличается по технологии закрепления к стенам:
кладка из кирпичей. Конструкцию фиксируют к деревянным брускам, вмурованным в стену на 2–3 ряда ниже ее верхнего края. Для закрепления используют скобы.
ячеистых блоков. В этом случае под крышей потребуется прежде залить железобетонный армпояс. При этом в заливку закладывают резьбовые шпильки Ø 1,2–1,4 см с минимальным шагом 150 –200 см. В заготовках под шпильки просверливают отверстия и притягивают брусья мурлата к стене, используя гайки и шайбы.
при возведении стен из кирпича шпильки можно вмуровывать сразу в кладку. Достаточно глубины в три ряда. Расходы можно сократить, если заменить шпильки простой арматурой и приварить гайки.
в кладку из кирпичей, сохранив тот же отступ от верха стены в три ряда, вкладывают 3 или 4-миллиметровую стальную проволоку. Ее концы выводят как наружу, так и вовнутрь. Их длины должно хватить на обвязку брусьев мурлата.
Совет
Нередко при устройстве мурлата требуется сращивать брусья. Для этого выполняют их зарезку в полдерева и скрепляют либо при помощи болтов, либо используя гвозди.
Посмотрите, как на практике осуществляют устройство мауэрлата видео.
что это такое, из чего можно сделать, как правильно провести монтаж и крепление
Крыша дома состоит из нескольких элементов, один из которых мауэрлат. Что такое мауэрлат в строительстве крыши? Это пояс, укладываемый на стены дома по всему периметру. На него и упирается стропильная система кровли. Значит, нагрузки, которым будет подвергаться этот элемент крыши, огромные: вес стропил, обрешётки, кровельного материала и атмосферных осадков. То есть на вопрос, для чего нужен мауэрлат, можно ответить так – чтобы равномерно распределить нагрузки от кровли на стены здания, плюс жёстко привязать стропильные ноги к строению.
Содержание
Из чего изготавливают мауэрлат
Деревянный брус
Доски, скреплённые между собой
Стальной профиль
Способы крепления мауэрлата к стене
Крепление на армопояс
Бетонирование армированного пояса
Подготовка и установка бруса
Крепление к кирпичной стене без армопояса
Крепление проволокой
Использование деревянных пробок
Использование шпилек и проволоки
Крепление анкерами
Правила сборки мауэрлата для двускатной крыши
Видео-инструкция по монтажу
Из чего изготавливают мауэрлат
Есть несколько готовых материалов в виде деревянных или стальных профилей: брус, стальной уголок, швеллер, труба, двутавр. Можно собрать конструкцию из досок, соединив между собой. Рассмотрим каждый вариант по отдельности, определим достоинства и недостатки каждого.
Деревянный брус
Применяются брусья разного сечения в зависимости от веса самой крыши. Минимальное сечение мауэрлата – 100х100 мм, максимальное 200х200 мм. Особое внимание надо обратить на сорт используемой древесины. Чем меньше сучков, тем лучше, этот дефект плохо работает на растяжение, образуя довольно глубокие трещины. Последние снижают прочность материала. А ведь именно мауэрлат, как никакой другой элемент здания, подвергается нагрузкам на растяжение.
Мауэрлат из деревянного бруса для крыши дома
Доски, скреплённые между собой
Если крыша небольших размеров, нагрузка от неё будет тоже небольшой. Рекомендуется сэкономить, установив вместо бруса соединённые между собой доски толщиною 50 мм. Две доски шириною 100 мм создадут брус сечением 100х100 мм. Четыре доски шириною 200 мм – мауэрлат сечением 200х200 мм. Соединять можно гвоздями, саморезами, болтами (шпильками).
Мауэрлат из скреплённых досок между собой
Стальной профиль
Металл для мауэрлата используется редко. Это дорого, любой металлический профиль – дополнительная нагрузка на стены, что не приветствуется. Нередко используют трубу, но она выступает, как дополнение к повышению жёсткости всей кровельной системы.
Трубу пропускают через стропильные ноги, в которых делаются сквозные отверстия. Сама труба обязательно крепится к деревянному брусу.
Мауэрлат усиленный стальной трубой
Требования к данной системе:
диаметр трубы должен быть на 100 мм быть меньше, чем ширина стропил;
отверстия в стропильных ногах делается строго по одной оси;
крепление трубы к мауэрлату производится хомутами.
Способы крепления мауэрлата к стене
Существует несколько способов крепления мауэрлата для крыши к стене. При этом учитывается наличие или отсутствие армированного сейсмопояса – ленточный фундамент, заливаемый, как верхняя обвязка наружных стен и всей конструкции здания для придания монолитности.
Крепление на армопояс
Все начинается с закладки армирующего каркаса, изготовленного из стальной арматуры. По сути, это клетка с определёнными размерами ячеек из двух-трёх решёток, соединённых между собой вязальной проволокой. Каркас укладывается поверх стены внутрь установленной опалубки.
Этап 1. Процесс установки армирующего каркаса
К нему привариваются или привязываются анкера (резьба, с одной стороны, второй конец загнут под 90°). Длина анкера выбирается с таким расчётом, чтобы из армопояса торчал резьбовой конец высотою, равной толщине мауэрлата плюс 5 см. К примеру, высота деревянного бруса – 10 см, то выступать из армопояса крепёжное изделие должно на 15 см. Учитывая, что часть крепежа располагается в бетонном поясе, минимальное расположение его относительно глубины – половина толщины пояса, то общая длина анкера – 5 см плюс толщина мауэрлата плюс минимум половина толщины армопояса.
Этап 2. Крепление анкеров к армирующему каркасу
Внимание! Анкера располагают относительно длины армированного пояса на расстоянии 60-120 см между собой на одной линии строго посередине стены. Чаще для определения количества анкеров используют соотношение количества стропильных ног. Сколько в кровельной конструкции последних, столько должно быть минимум крепежей для мауэрлата.
Бетонирование армированного пояса
Для заливки пояса используется бетон марки М400: пропорциональное соотношение цемент-песок-щебень – 1:3:3. Количество используемого раствора определяется размерами самой фундаментной конструкции. Ширина пояса должна равняться ширине стены, высота 150–250 мм.
Это тоже важно знать: Всё что необходимо знать про устройство крыши дома
Этап 3. Заливка бетоном подготовленного армирующего каркаса
Заливку конструкции проводят за один раз. Распалубку производят через 7–10 дней, нагружать её лучше через 28 дней, когда бетон наберёт марочную прочность.
Подготовка и установка бруса
Размер между анкерами известен, его переносят на брусья, в которых делаются сквозные отверстия диаметром чуть больше диаметра металлического крепежа. К примеру, если используются анкеры диаметром 12 мм, отверстие должно высверливаться диаметром 14 мм.
Важно! Сверление производить снизу–вверх. То есть, с какой стороны бруса начали проводить сверление, та сторона будет нижней с прижимом к армопоясу.
Так как один брус не закроет своею длиною всю стену, то стыковать два соседних надо путём соединения их в пол запила. Брус по сечению распиливается пополам на длину 150-200 мм.
Пример стыковочного запила бруса
Два элемента укладываются друг на друга запиленными краями и скрепляются между собой разными крепёжными изделиями:
металлическими скобами из арматуры диаметром 12 мм;
длинными саморезами;
гвоздями;
саморезами и крепёжными перфорированными профилями.
Процесс сборки мауэрлата заключается в следующем.
На армирующий пояс укладывается гидроизоляционный материал.Этап 4. Процесс гидроизоляции армирующего пояса
Подготовленные брусья укладываются поверх со вставкой анкеров в отверстия.Этап 5. Установка бруса на армопояс
Производится затяжка бруса к поясу с помощью гаек, под которые обязательно устанавливаются широкие шайбы. Этап 6. Процесс затяжки бруса к армопоясу
Производится скрепление брусьев между собой одним из вышеописанных методов.Этап 7. Процесс скрепления брусьев металлическими скобами
Важно в проводимом процессе – выставить мауэрлат по горизонтали. Поэтому его проверяют уровнем. Если необходимо поднять какую-то часть конструкции, укладывают деревянные подкладки. Надо опустить, вырубают нижнюю плоскость требуемой толщины.
Крепление к кирпичной стене без армопояса
Здесь несколько вариантов крепления. У каждой из них свои плюсы и минусы.
Крепление проволокой
Нужна проволока диаметром 4–6 мм, скрученная в несколько слоёв. Укладывают её в кирпичную кладку, как сквозной элемент, на уровне 4–6 рядов ниже установки мауэрлата. После укладки мауэрлата на стену его сверху обвязывают проволокой, подтягивая к стеновому торцу.
Важно правильно подогнать скрученные проволоки по длине. Придётся учитывать высоту кирпичной кладки от места закладки проволочного крепежа, толщину и ширину мауэрлата, длину скрутки для затягивания (где-то 15–25 см). Полученный размер увеличивается вдвое, прибавляется ширина стены.
Пример крепления мауэрлатного бруса при помощи проволоки
Расстояние между уложенными проволоками определяется так же, как с анкерами. Основное правило – начинать монтаж после высыхания кладочного раствора.
Можно вместо проволоки уложить в кирпичную кладку стальные трубы мелкого диаметра. А уже через них пропустить проволоку крепления.
Использование деревянных пробок
Деревянные пробки – тот же брус меньшего сечения, который разрезается на небольшие куски длиною по 20–25 см. Их закладывают в кирпичную кладку, предварительно обработав антисептическим составом. Здесь несколько вариантов, где можно установить в стене деревянные пробки:
в верхнем ряду посередине ширины стены;
с внутренней стороны стены под мауэрлатом;
с внутренней стороны под мауэрлатом ниже на 1–2 кирпича.
Обычно к пробкам мауэрлат крепится металлическими скобами.
Использование шпилек и проволоки
Необходимо приготовить шпильки длиною чуть меньше ширины стены, плюс 3 см в качестве выступа за пределы стеновой конструкции. Именно выступ должен быть снабжён резьбой, шайбой и гайкой. Противоположный конец крепежа должен быть загнут под 90°.
Пример правильного крепления мауэрлатного бруса шпильками
Шпилька закладывается в кирпичную кладку в горизонтальном положении на 4–6 рядов ниже уровня установки мауэрлата. Резьбовой конец должен выходить с внутренней стороны. После монтажа мауэрлата на шпильку накручивается проволока, сложенная в несколько слоёв (3–4), которую поджимают шайбой и гайкой. Свободный конец крепят любыми средствами и способами к мауэрлату. Есть вариант, когда мауэрлат проволокой не скрепляют, а крепят стропильные ноги, которые подтягиваются к мауэрлату, прижимая его к стене. Основная задача и в первом, и во втором случае – натянуть проволоку так, чтобы она приняла строго вертикальное положение и по степени натяжки представляла собой струну.
Это тоже важно знать: Контробрешетка – нужный или лишний элемент крыши
Крепление анкерами
Технология чем-то похожа на устройство мауэрлата с использованием анкеров по армопоясу. Здесь применяются те же анкера, которые закладываются в кирпичную кладку вертикально на глубину 45–50 см. Нижний конец загнут под прямым углом, его обязательно укладывают под кирпич, а не в шов между кирпичами.
Основная проблема – провести установку крепежей вертикально. Поэтому совет – собирая кирпичную кладку, постоянно проверяйте расположения анкера на вертикальность, используя отвес или уровень. Небольшое отклонение – большая проблема при надевании мауэрлата на крепёжные изделия.
Крепление мауэрлата при помощи анкеров к кирпичной стене
Здесь также проводится подготовка деревянных брусьев с учётом расстояния между крепёжными отверстиями и их высверливанием.
Внимание! Все способы, используемые по технологии монтажа мауэрлата без армопояса, возможны лишь в том случае, если перепады верхних торцов стен незначительны. Если перепад большой (более 1 см), то придётся поверх стены залить стяжку из цементно-песчаного раствора. Толщина стяжки – не менее 5 см.
Правила сборки мауэрлата для двускатной крыши
Мауэрлат для двускатной крыши – пояс, разложенный по периметру здания. Здесь неважно, будут ли опираться стропильные ноги на всю опорную конструкцию или нет, потому что нагружаться будут всего лишь две стороны периметра. Мауэрлат для крыши этого типа – единое устройство, монолитное по своей сути. Поэтому собирается оно в виде единой конструкции с использованием вышеописанных технологий крепления.
Необходимо отметить, не всегда кажется, что можно соорудить мауэрлат для крыши в виде монолитной конструкции. Если кровля взводится по балкам перекрытия, то последние своими концами укладываются на стены здания, а значит, монолитность мауэрлата обрывается именно балками. Что можно предпринять в этом случае. Вариант один – сделать запил балок вполовину с установкой их в пазы мауэрлата, которые также вырезаются в половину высоты с учётом ширины балки. В такой конструкции высота балок и мауэрлата выбирается одинаковой. Обычно последний подгоняется под первые. При этом стропильные ноги стараются упереть именно в балки тем самым снизив нагрузки.
Не надо думать, что мауэрлат для двускатной крыши – какая-то отличная конструкция от мауэрлатов других кровельных сооружений. Она может отличаться от односкатной крыши, где часто высокую сторону упирают в фасадную стену, возведённую выше задней. В такой постройке мауэрлат не используют. В остальном – это обычный пояс для равномерного распределения нагрузок.
Выбирая мауэрлат для двускатной крыши или других разновидностей крыш, надо понимать, что это фундамент – основа для кровельной системы. Именно она подвергается большим нагрузкам, поэтому к выбору материала, размерам мауэрлата для кровли, к технологии монтажа, особенно к способу крепления, должны предъявляться строгие требования. Поэтому отвечая в статье на вопрос, что такое мауэрлат в строительстве крыши и как выполнить его монтаж, были разобраны все доступные методы крепления.
Наслонные стропила — это по своей сути напоминающие балки элементы перекрытия, но установленные на разной высоте опоры наклонно, а не горизонтально. Поддерживали их в односкатной крыше две наружные стены, у фронтона — наружная и внутренняя стены. Необходимо отметить еще одну важную особенность: стропила, расположенные напротив скатов крыши, могут опираться на коньковый столб попеременно, то есть необязательно монтировать их в одной плоскости. Упор наклонных концов стропил приходится на стены здания, а средней частью — на промежуточные опоры. Наклонные стропила устраивают тогда, когда расстояние между опорами уже не 6,5 м. Дополнительная опора дает возможность увеличить ширину прилегания наклонных стропил до 12 м, а двух опор — до 15 м.
Опорные висячие стропила должны сходиться только на стенах здания.
Передают только вертикальное давление, а не наклонное. Висячие стропила применяют тогда, когда пролет крыши составляет 7-12 м. и никакой дополнительной поддержки. Висячие стропила в большинстве случаев устраивают в зданиях с легкими стенами, а также в зданиях, где нет внутренних несущих стен.
Основные элементы висячих ферм и стропил представлены затяжками нижнего пояса.
Если вы выбираете конструкцию крыши с висячими стропилами, то в этом случае все элементы должны быть жестко связаны, так как представляют собой единую конструкцию, а именно опираются на две крайние опорные фермы крыши. Из-за отсутствия средней опоры стропильные ноги упираются друг в друга в коньке, в результате чего создается значительное горизонтальное давление, называемое распорками. В том случае, если крыша правильно сконструирована, стены могут даже опрокинуться. Задача демпфирования горизонтального давления лежит на затяжке — нижнем поясе фермы.
Выбор конструкции и классификация крыш в зависимости от конкретных условий. Так, например, наклонные стропила имеют простое устройство и не требуют установки талей. Фермы с висячими стропилами можно собирать на земле, но в этом случае соорудить их подъем к конструкции становится проблематично. но, используя дощатый настил, опорные раскосы, соединение досок, можно монтировать прямо на ферме.
В деревянных брусчатых и рубленых строительных опорных стропилах используются верхние венцы, в каркасных зданиях — в верхних шпильках.
В домах из камня в качестве стропильной опоры применяют брусья в виде мауэрлата, имеющие толщину 140-160 мм.
Мауэрлат можно разместить по всей длине здания или огородить только стропильную ногу.
Если стропила небольшой ширины сечения, то со временем они могут провиснуть. Чтобы этого избежать, следует применять специальную, состоящую из стойки, подкосов и запорной ригели, решетку.
На выполнение подкосов и раскосов укладывается доска, имеющая ширину 150 мм и толщину 25 мм, и полученная из бревен минимальным диаметром 130 мм деревянная плита.
Для фиксации стропильной ноги используйте затяжку. Конец стропила при скольжении по затяжке может повредить его целостность. Для предотвращения скольжения стропильную ногу врезают в рекомендованный в хребте натяг, зуб или и то, и другое.
Кроме того, рекомендуется устанавливать стропила на расстоянии около 300-400 мм от края. При врубании стопы в конце затягивания должна быть возможность перемещения зуба.
При необходимости усиленного крепления стропил использовать двойной зуб.
В большинстве случаев используются зубья, имеющие разные значения: высота одного зуба — 0,2 толщины затяжки, а другого высота — 0,3. Необходимо сделать предварительный упор и затяжку шпильки и проушины на стропилах (за первый зуб). Для второго зубца достаточно и одной остановки.
Для дополнительной фиксации стропил в затяжках используйте хомуты и болты. Последние используются реже, так как приводят к ослаблению сечения стропил и затяжек.
Завершает строительный этап возведение каркаса коньковой крыши, обшивки карнизов (выступающих на 40-50 см над уровнем свободной стены стропил), возведение фронтонных стен, а также скрепление из досок или брусьев обрешетки.
К составлению конькового прогона и узла мауэрлата с помощью крупных гвоздей прикрепляют хомуты из стальной полосы или проволоки, имеющей диаметр 5-6 мм, выполняют скрутку.
Для выполнения сложного соединения коньковой стойки в сборе со стойкой в стойке необходимо продолбить гнездо и выпилить во вспомогательной стойке шип. Для повышения прочности соединения следует дополнительно усилить болтами и хомутами.
Для соединения стропил болтом нанесите насечки. Компаунд прочности придает его креплению болтом, скобой или нагелем.
Основное назначение крыши — защита стен здания от негативного влияния снега и дождя, поэтому длина карниза должна быть не менее 550 мм.
Концы стропил крепятся к стене способом, описанным ниже. Стяжка-жгут надевается на стропильный стягивающий узел, а второй конец натягивается на брус или чердачный этаж, либо вбитый в каменную, либо кирпичную кладку примерно в 30 см от верхнего края костыля стены. В противном случае стяжка пакли называется скруткой и представляет собой кусок толстой проволоки, желательно оцинкованной. В деревянных бревенчатых домах вместо скрутки целесообразнее использовать железные хомуты, предназначенные для соединения стропил с венцом второго бревна.
Один конец железобетонных стропил наклонных стропил прикрепляют к наружной стене здания, другой — к сборному железобетонному прогону, который опирается на столбики из кирпича.
Видео:
Видео:
Мосты холода в строительстве — что это такое и их устранение | Сделай Сам
Содержание ✓
✓ ОКНА
✓ МАНСАРД
✓ Мауэрлат
✓ СТАЛЬНЫЕ БАЛКИ
✓ Железные бетонные линии
✓ House House
✓ Любопытные, но не подключаемые холодные мосты
✓ Холодные сокет
✓ Что делать
✓ Как устранение охлаждения — видео
4 холодно», но при этом недостаточно ясно понимать, о чем идет речь. И ЕСТЬ БУДУЩИЙ РАЗРАБОТЧИК, КОТОРЫЙ СТОИТ ПОНЯТЬ ЭТО ЯВЛЕНИЕ.
Термины «Температурный мост», «мост холода», «тепловой мост» обозначают площадь ограждающих конструкций с низким термическим сопротивлением. Это может быть участок стены, потолка, кровли, периметр проема и т. д. Через такие участки из дома может уходить достаточно
тепла, и эти потери за счет мостиков холода приводят к снижению комфортности жилья и заметное снижение срока эксплуатации дома.
ВСЕ НЕОБХОДИМОЕ ДЛЯ ЭТОЙ СТАТЬИ ЗДЕСЬ >>>
Рассмотрим основные типовые случаи температурных мостиков для разных типов домов, причины их появления и способы предотвращения появления мостиков холода при строительстве.
Типичные мостики холода делим на несколько групп:
мостики холода в оконных блоках и кровле;
в бетонных, кирпичных и каменных домах;
в деревянных рубленых домах;
в каркасных домах.
ОКНА
Часто в домах можно наблюдать сырость, иней и даже плесень на оконных откосах и оконных рамах в холодное время года. Основной причиной этих явлений является либо недостаточная, либо неграмотная изоляция монтажных швов. Речь идет о заполнении щелей между оконными блоками и ограждающими конструкциями.
О ТЕХНОЛОГИИ УСТАНОВКИ ОКОН ПОДРОБНО И ЗАНИЖЕНО В ГОСТЗО971-2012 — ШВЫ МОНТАЖНЫЕ УЗЛЫ СОЕДИНЕНИЯ ОКОННЫХ БЛОКОВ К СТЕННЫМ МОРЯМ ОБЩИЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.
По ГОСТ монтажный шов в бетонных, кирпичных и каменных домах состоит из трех или четырех слоев:
I — наружный гидроизоляционный паропроницаемый слой;
II — центральный теплозвукоизоляционный слой;
III — внутренний пароизоляционный слой;
IV — дополнительная пароизоляция.
Мостики холода могут образовываться из-за недостаточной толщины изоляции (в основном пенопласт) или отсутствия сплошности. Принципиально важно наличие пароизоляции внутри и снаружи гидроизоляции. Слой пароизоляции защищает утеплитель от намокания и потери теплоизоляционных свойств.
При обнаружении мокрых пятен и конденсата на оконных откосах в помещении и сливах под окнами на фасадах в первую очередь проверить монтажные швы оконных блоков и привести их в соответствие с ГОСТ.
Убираем мостики холода вокруг факро окон
Посмотреть это видео на YouTube
МАНСАРД
Знакомый архитектор спроектировал много домов с мансардой. И ему часто приходилось заставлять строителей-мошенников переделывать крыши из-за мостиков холода при ведении авторского надзора. В результате он отказался от проектирования домов с мансардой и установил твердый принцип: только скатные крыши с холодным чердаком!
Мостики холода в мансардных крышах чаще всего возникают в местах примыкания кровли к стенам. Строители часто забывают поставить теплоотвод на крайние стропила и стены; не приклеивайте пароизоляцию к стенам и не доводите ее до стен; Не выпускайте утеплитель в карниз, оставляя холодное пространство над стеной.
Часто на стропила забывают установить торцевую доску, удерживающую утеплитель, и в процессе эксплуатации она сползает вниз, образуя пустоты и мостики холода. В местах примыкания кровли к вентиляционным камерам допускают пропуски утеплителя и пароизоляции.
Ссылка по теме: Как и чем утеплить плоскую (эксплуатируемую) крышу — обзор
Мауэрлат
Особо хочется отметить небольшие, но очень неприятные мостики холода, которые образуются при монтаже мауэрлата из брусьев в бетонных и кирпичных домах. Строители вежливо пренебрегают устройством сплошной теплоизоляции между брусьями мауэрлата и стеной, на которую уложены брусья. Через небольшой зазор между брусьями и стеной холодный воздух проникает в дом и стык крыши и стены начинает намокать и даже промерзать. Поэтому при строительстве зазор между брусьями мауэрлата и стеной необходимо тщательно утеплить с обеих сторон, используя монтажную пену, вспененный полиэтилен или промасленную паклю.
Мансардные крыши с указанными дефектами при зимней эксплуатации начинают промерзать в примыканиях к стенам, образуется конденсат, отделка и сами конструкции разрушаются.
Зашивка мостика холода между стропилами и мауэрлатом.
Посмотреть это видео на YouTube
Переделки мансарды с мостиками холода связаны со значительными затратами. Поэтому теплоизоляция мансардной крыши нуждается в тщательном контроле, а для монтажа мансарды необходимо привлекать опытных строителей. Иногда для устранения мостиков холода в мауэрлатах необходимо проводить их сплошную обработку пенополиуретаном по всему периметру с заходом внахлест.
СТАЛЬНЫЕ БАЛКИ
Мансарда с металлическими балками – самый опасный вид кровли с точки зрения мостиков холода. Иногда строители оставляют весь брус или его часть в «пироге» кровли. И тогда вся балка становится большим мостом холода. Металлические балки должны находиться в теплом контуре здания. Если конец металлической балки выходит на фасад без утепления, то промерзание и переохлаждение балки внутри помещения будет обеспечено до 2 м от наружной стены.
ЖЕЛЕЗОБЕТОННЫЕ ЛИНИИ
В бетонных и кирпичных домах в основном монтируют монолитные железобетонные перекрытия, которые опираются на наружные стены. Очень часто плиты перекрытия опираются на весь участок стен. Теплопроводность бетона составляет 1,28-1,51 Вт/(м·К), а пустотелого кирпича — 0,35-045 Вт/(м·К). Если не утеплить торцы плит перекрытия, выступающие на фасад, получатся мостики холода в углах помещений на потолках и полах. Выходов из этой ситуации несколько:
— торцы плит не должны выводиться на наружные поверхности стен, то есть плиты должны опираться на часть стены. При толщине стены 520 мм подпереть перекрытие на 260 мм, а затем уложить кирпичную кладку;
— устроить перфорацию пенополистирола (ППС) в бетонной плите в районе примыкания к стене. С таким устройством значительно уменьшится мостик холода через печь, и удастся избежать промерзания потолка. А вот при устройстве перфорации очень желательно устроить на торцах дополнительную теплоизоляцию в виде карниза из ППС;
— для выполнения наружного утепления фасадов с выступающими плитами и последующей отделкой.
При устройстве монолитных железобетонных плит перекрытий, особенно с выходами на балконы, следует внимательно отнестись к вопросу теплоизоляции. Перфорацию делают на выходе плиты за теплый контур дома, либо утепляют в помещении при выходе на балкон (на полу плитами ППС перед стяжкой, на потолке теплой штукатуркой ).
Аналогичная ситуация с бетонными перемычками окон и дверей. Необходимо сделать вставки из ППС по всей длине перемычек на месте установки дверей и окон так, чтобы установочный шов приходился как раз на теплоизоляционную вставку перемычки.
ДОМ
Низкокачественные дома с рублеными стенами также имеют набор мостиков холода. Основными дефектами теплоизоляции являются невогнутые межвенцовые пазы и угловые соединения бревен. В домах из клееного бруса с утеплением в межвенцевых пазах часто возникает непоправимая проблема с установкой уголков. Многие делают угловые соединения без шипов и пазов, надеясь на вставки из льноволокна, которые ломаются при монтаже, не обеспечивают сплошной теплоизоляции и легко продуваются. В этом случае решить проблему можно только сплошным утеплением угловых стыков снаружи или изнутри, что приводит к порче внешнего вида и большим затратам.
Второй вид мостиков холода в рубленых домах связан с неправильным монтажом оконных блоков, точнее, наличников. При их установке в сыром срубе строители часто оставляют недостаточный зазор между верхней обшивкой и венцом сруба. После высыхания бревна верхнее бревно садится на кожух и болтается с образованием зазора между проемом верхнего бревна и нижележащим бревном. Это типичный мост холода. Для устранения дефекта приходится подпиливать нижнюю часть бревна вверху оконного или дверного проема для устройства зазора с последующим утеплением.
ЛЮБОПЫТНЫЕ, НО НЕСОЕДИНЯЕМЫЕ МОСТЫ ХОЛОДА
Иногда на поверхности бетонных монолитных стен (точнее, в несущих пилонах) появляются небольшие мокрые пятна, которые со временем приобретают ржаво-коричневый цвет. Типичным подарком нерадивых строителей является выход на поверхность стены несмонтированной шпильки для крепления опалубки. Металл замерзает в сильные морозы и пропускает холод в дом. Вы должны выбить шпильки и заново отделать дом внутри и снаружи.
В кирпичных домах и домах из пенобетонных блоков из многих точечных мест существуют мостики холода в виде горизонтальных линий — эти рабочие проложили широкую металлическую кладочную сетку на всю толщину стены, которая промерзла. Выход один – утеплять фасады дома.
Распространенным случаем множественных мостиков холода являются металлические элементы крепления лицевой кладки к несущей стене. Чтобы соединение не примерзало, необходимо использовать пластиковый инвентарный крепеж.
Был случай, когда радиаторы для эстетики закопали в ниши, вырезав внутреннюю стенку из керамоблоков на глубину 250 мм изнутри — почти наполовину. Зимой фасад за радиатором нагревался, намокал и покрывался льдом. Потери теплоизоляции при устройстве ниш необходимо компенсировать дополнительно установкой плит ППС и тонких блоков из газобетона.
РОЗЕТКА ХОЛОДИЛЬНИКА
В сильные морозы в доме иногда намокали розетки на стене. Их явно привлекал холод. «Экономные» строители с одним кабелем, выведенным изнутри от выхода в гофротрубу и отводом на балкон. По трубе холодный воздух с улицы поступал в дом через выпускное отверстие. Так что до короткого замыкания недалеко. Пришлось снять обе розетки и запаять трубу кабелем.
СНАРУЖИ ТАКЖЕ ВИДЕЛИ
Мосты холода появляются не только внутри дома, но и снаружи — в виде местного льда и сосулек. Только что построенный дом в первый зимний период необходимо внимательно осмотреть со стороны фасадов и крыши. Если вдруг в морозный день вы видите потеки и сосульки на отдельных участках стен или свесах кровли – это означает наличие мостиков холода.
ЧТО ДЕЛАТЬ
Как распознать мостики холода и устранить их заранее, не дожидаясь капитального ремонта? Во-первых, необходимо соблюдать технологии строительства. Во-вторых, есть два хороших прибора для контроля температуры поверхности стен — пирометр и тепловизор. С помощью пирометра можно локально измерить температуру поверхности подозрительных участков стен, оконных откосов и т. п., а с помощью тепловизора провести общий осмотр стен снаружи и внутри.
 Их технические условия и маркировку регламентирует ГОСТ 9561-91, исходя из толщины, числа сторон, формы и диаметра пустот выделяют 15 основных типов.
Их технические условия и маркировку регламентирует ГОСТ 9561-91, исходя из толщины, числа сторон, формы и диаметра пустот выделяют 15 основных типов.

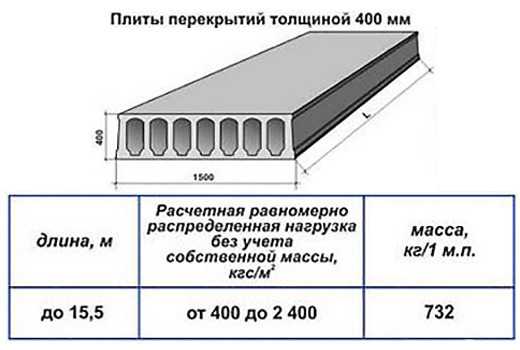
 Расшифровка основных типов в данном случае:
Расшифровка основных типов в данном случае: Как следствие, перекрытия с маркировкой ПБ имеют более гладкую и защищенную от внешних воздействий поверхность. Они менее ограничены по длине и подходят для помещений с нестандартными габаритами. К недостаткам формовочных плит относят более узкие отверстия (диаметр пустот при маркировке ПБ не превышает 60 мм), в отличие от ПК и ПГ их нельзя сверлить насквозь для прокладки коммуникаций, по крайне мере это правило действует для высотных построек.
Как следствие, перекрытия с маркировкой ПБ имеют более гладкую и защищенную от внешних воздействий поверхность. Они менее ограничены по длине и подходят для помещений с нестандартными габаритами. К недостаткам формовочных плит относят более узкие отверстия (диаметр пустот при маркировке ПБ не превышает 60 мм), в отличие от ПК и ПГ их нельзя сверлить насквозь для прокладки коммуникаций, по крайне мере это правило действует для высотных построек.
 10-8
10-8
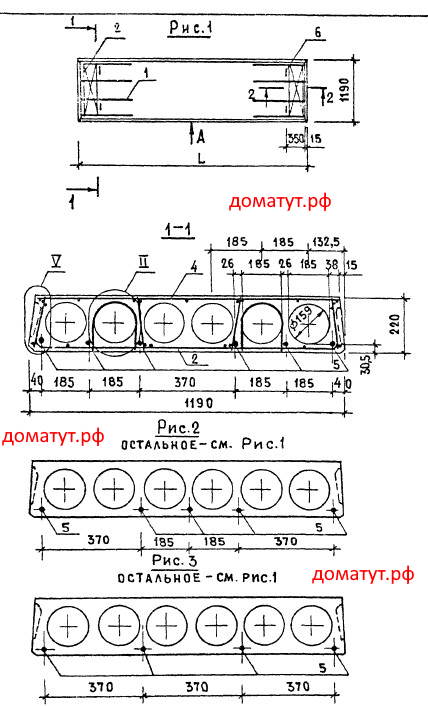
 Используется электротермический способ напряжения.
Используется электротермический способ напряжения. 
 GPRS обладает непревзойденной точностью, и как компания мы хотим поднять отраслевой стандарт. Чтобы помочь развитию отрасли, GPRS выпускает статьи о нашей методологии обучения. В этой статье мы рассмотрим нашу учебную документацию и методы, касающиеся многопустотных плит.
GPRS обладает непревзойденной точностью, и как компания мы хотим поднять отраслевой стандарт. Чтобы помочь развитию отрасли, GPRS выпускает статьи о нашей методологии обучения. В этой статье мы рассмотрим нашу учебную документацию и методы, касающиеся многопустотных плит. Подтвердите идеальное расстояние (часто 6 дюймов) для каждого элемента, подтвердите диаметры армирования, подтвердите, что вся потенциальная сетка исчезает во время кросс-поляризационного сканирования.
Подтвердите идеальное расстояние (часто 6 дюймов) для каждого элемента, подтвердите диаметры армирования, подтвердите, что вся потенциальная сетка исчезает во время кросс-поляризационного сканирования. Достаточно длинное сканирование должно даже показать характер изменения расстояния между пиками из-за стыков между панелями, как показано в первом примере данных в этом документе.
Достаточно длинное сканирование должно даже показать характер изменения расстояния между пиками из-за стыков между панелями, как показано в первом примере данных в этом документе. Кабели, как известно, находятся ниже 1-1 ½ дюйма бетона между полостями, и известно, что бетон расположен по центру между полостями. В данных георадара точки пересечения концов гипербол с впадинами будут точными центрами между впадинами. Следовательно, нахождение пересечения между пиками и маркировка шириной примерно 1 дюйм является точным способом маркировки предварительно напряженных тросов. Красными стрелками указаны места, которые следует отметить.
Кабели, как известно, находятся ниже 1-1 ½ дюйма бетона между полостями, и известно, что бетон расположен по центру между полостями. В данных георадара точки пересечения концов гипербол с впадинами будут точными центрами между впадинами. Следовательно, нахождение пересечения между пиками и маркировка шириной примерно 1 дюйм является точным способом маркировки предварительно напряженных тросов. Красными стрелками указаны места, которые следует отметить. Проверьте выводы с помощью сканов под углом 45°
Проверьте выводы с помощью сканов под углом 45° 

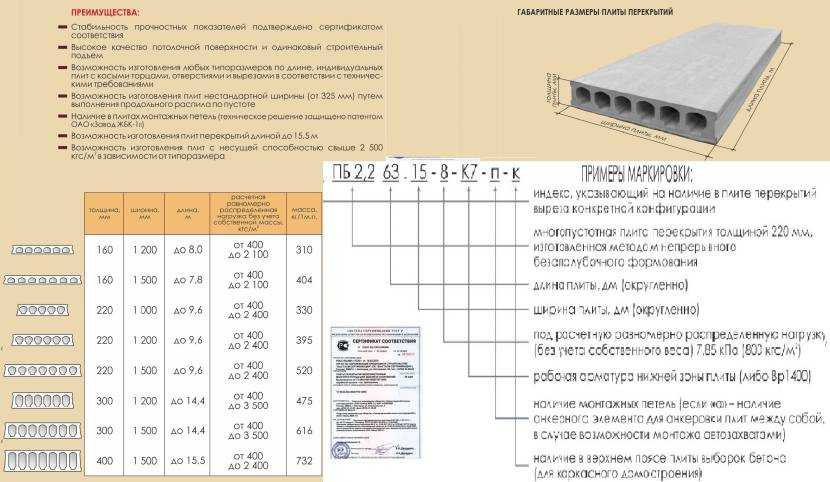
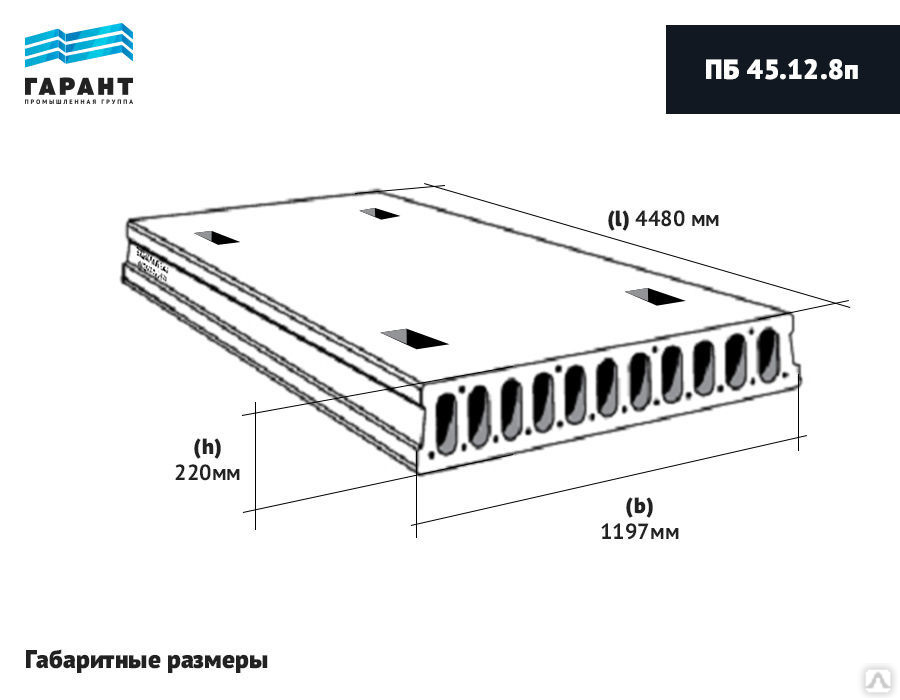
 к он включает широкий спектр плазм низкого давления и плазм атмосферного давления.
к он включает широкий спектр плазм низкого давления и плазм атмосферного давления. Различные линии показывают, как меняется температура в процессе обработки в различных слоях пластика толщиной 2мм. В то время как верхний слой нагревается при обработке, температура нижних слоев остается значительно ниже.
Различные линии показывают, как меняется температура в процессе обработки в различных слоях пластика толщиной 2мм. В то время как верхний слой нагревается при обработке, температура нижних слоев остается значительно ниже.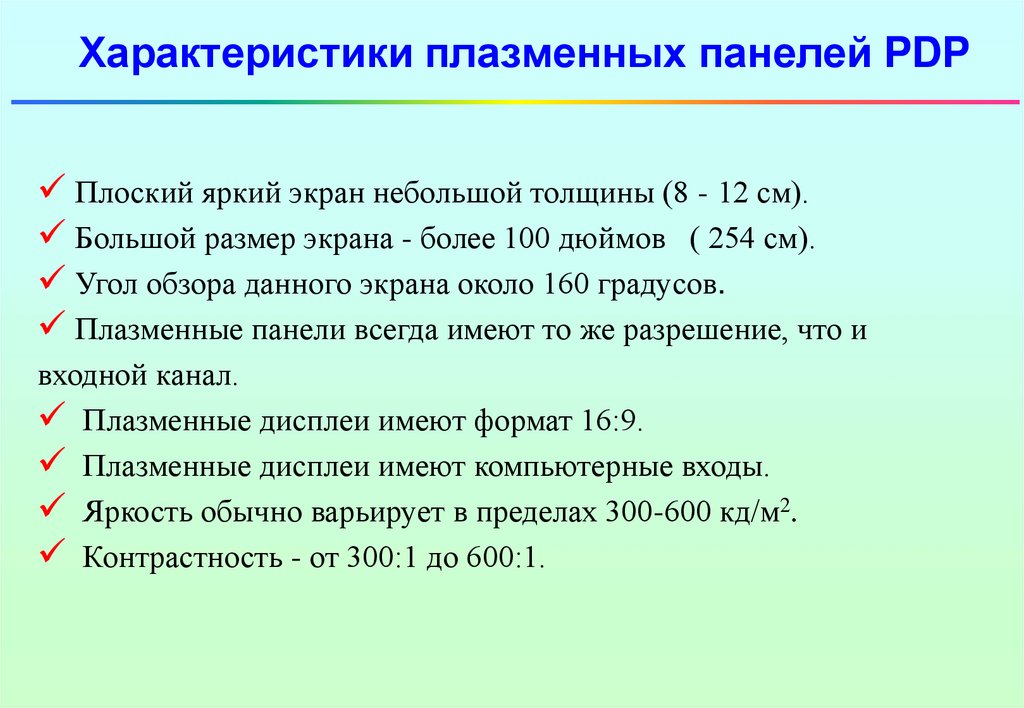 При щадящей обработке воздействию подвергается только верхний слой, нижние слои сохраняют комнатную температуру
При щадящей обработке воздействию подвергается только верхний слой, нижние слои сохраняют комнатную температуру Успех данной процедуры оценивается контактным угломдистиллированной воды.
Успех данной процедуры оценивается контактным угломдистиллированной воды.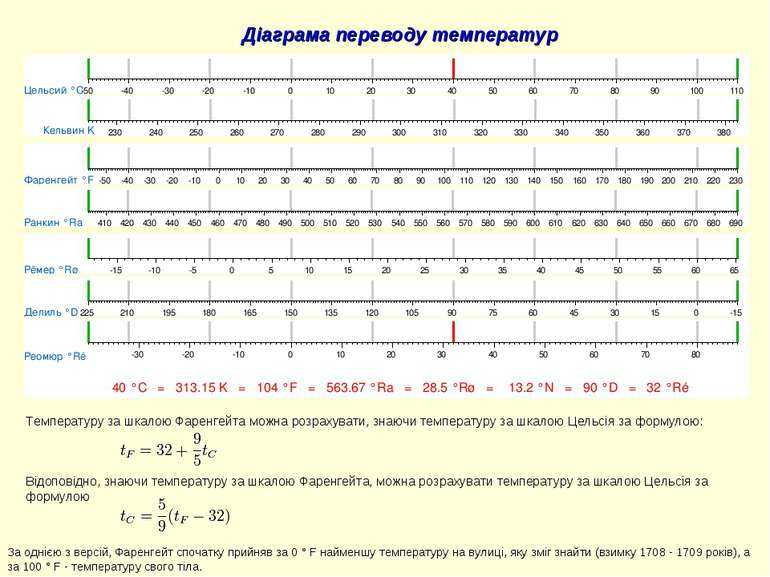 Несмотря на то, что обычно проблем с обработкой металлов не возникает благодаря их высокой теплопроводности, тонкие пленки должны обрабатываться особенно бережно, поскольку не имеют достаточной толщины для отвода тепла. Большинство металлов могут обрабатываться на небольших скоростях, порядка 30 мм/с, в то время как пленки должны обрабатываться на скоростях 500 мм/с и выше. Непрерывная подача из рулона в рулон является примером такого процесса, где фольга обрабатывается при очень высоких скоростях и взаимодействие плазмы с поверхностью составляет доли секунды.
Несмотря на то, что обычно проблем с обработкой металлов не возникает благодаря их высокой теплопроводности, тонкие пленки должны обрабатываться особенно бережно, поскольку не имеют достаточной толщины для отвода тепла. Большинство металлов могут обрабатываться на небольших скоростях, порядка 30 мм/с, в то время как пленки должны обрабатываться на скоростях 500 мм/с и выше. Непрерывная подача из рулона в рулон является примером такого процесса, где фольга обрабатывается при очень высоких скоростях и взаимодействие плазмы с поверхностью составляет доли секунды. В проведенном эксперименте на алюминиевую подложку наносился полиэтилен низкой плотности (ПЭНП). При осаждении расплавленных покрытий обеспечивается низкая вязкость, необходимая для формирования однородных слоев покрытий. В то же время, скорость процесса гораздо выше, чем при использовании традиционных методов и нет необходимости в удалении растворителей.
В проведенном эксперименте на алюминиевую подложку наносился полиэтилен низкой плотности (ПЭНП). При осаждении расплавленных покрытий обеспечивается низкая вязкость, необходимая для формирования однородных слоев покрытий. В то же время, скорость процесса гораздо выше, чем при использовании традиционных методов и нет необходимости в удалении растворителей. В данном эксперименте была установлена скорость 210 мм/с, рабочая дистанция составляла 14 мм. Изделие вращалось со скоростью 14,5 об/мин. Процесс нанесения занял 6 минут.
В данном эксперименте была установлена скорость 210 мм/с, рабочая дистанция составляла 14 мм. Изделие вращалось со скоростью 14,5 об/мин. Процесс нанесения занял 6 минут.
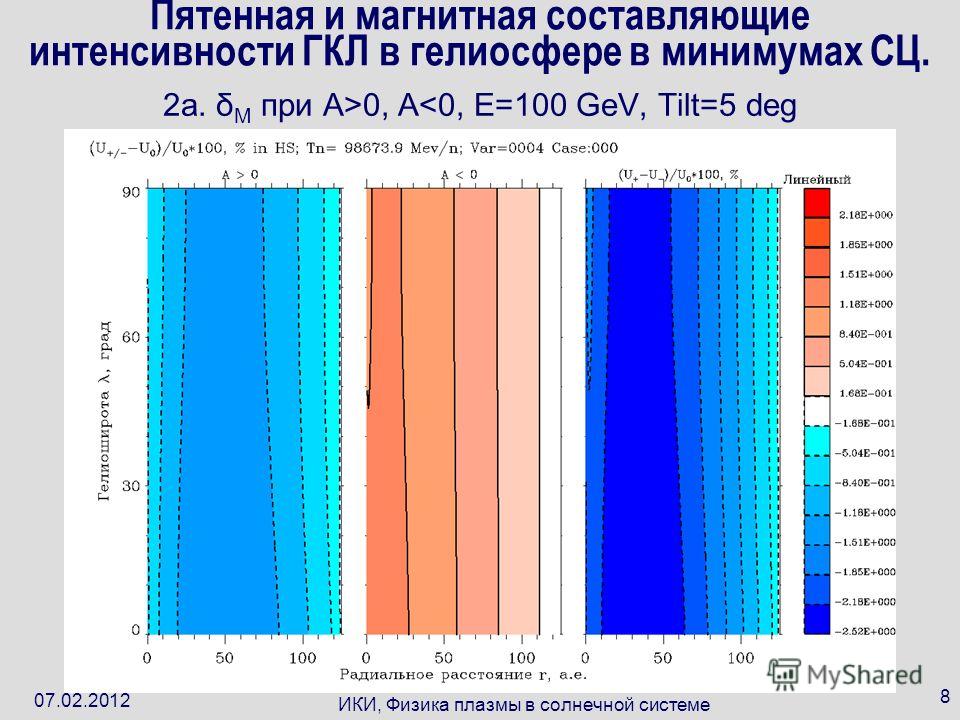 Если температура продолжает расти, атомы и молекулы начинают терять свои электроны — ионизуются
Если температура продолжает расти, атомы и молекулы начинают терять свои электроны — ионизуются А кроме того, в самых разных газоразрядных приборах:
А кроме того, в самых разных газоразрядных приборах: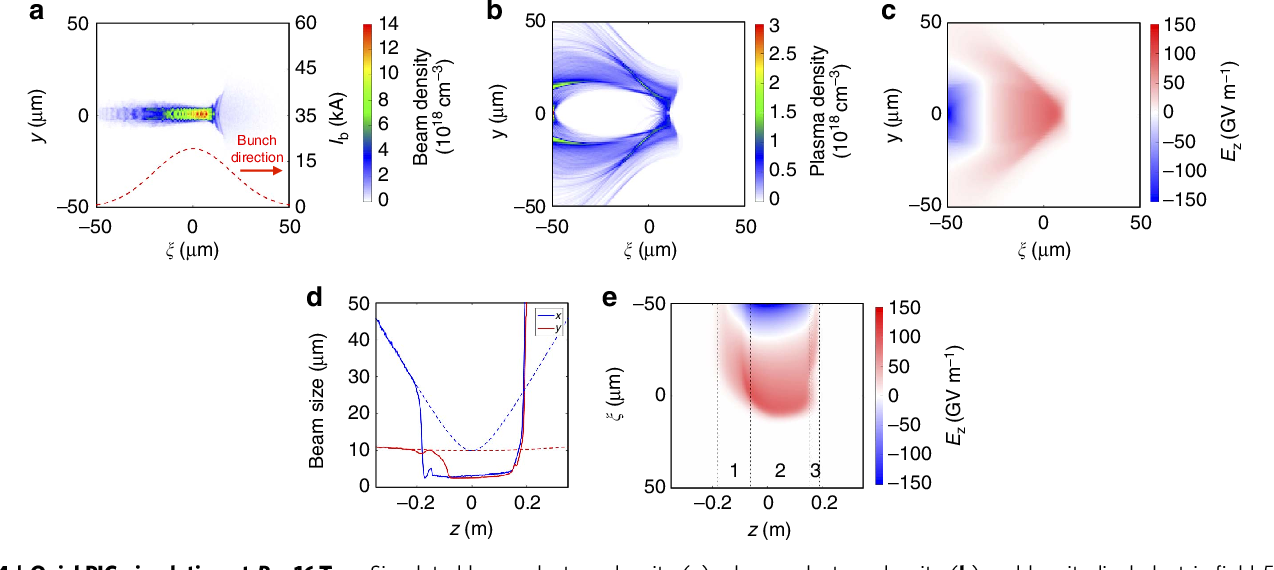 С помощью плазмотрона можно нагреть почти любой газ до 7000—10 000 градусов за сотые и тысячные доли секунды. С созданием
С помощью плазмотрона можно нагреть почти любой газ до 7000—10 000 градусов за сотые и тысячные доли секунды. С созданием При слиянии ядер дейтерия из 0,15 мл
При слиянии ядер дейтерия из 0,15 мл Происходит
Происходит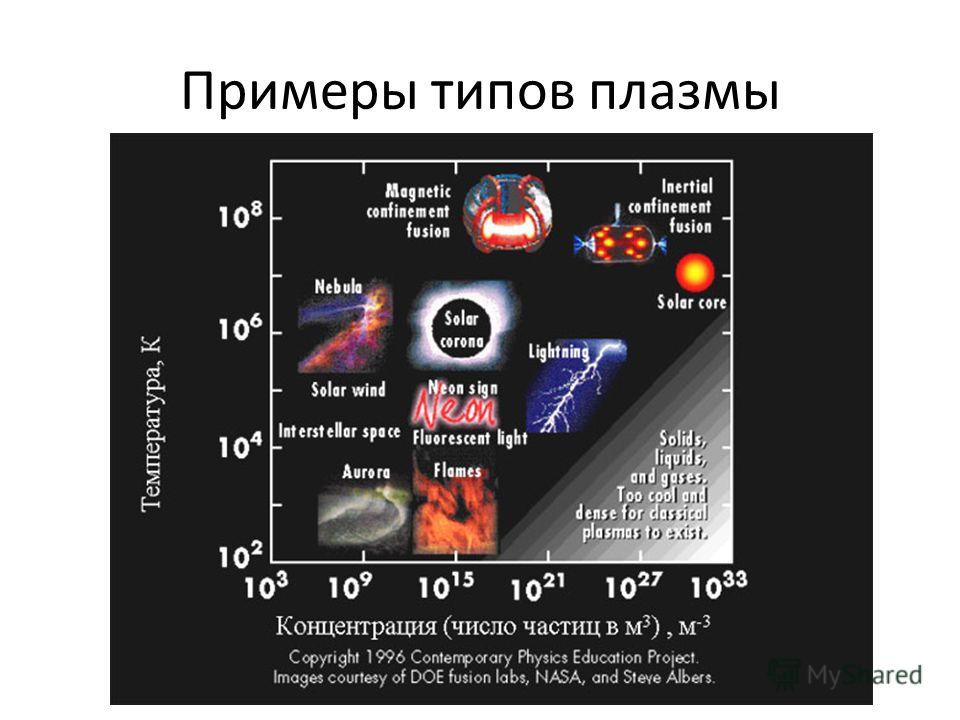 Чтобы преодолеть силы отталкивания, даже ядрам дейтерия и трития, имеющим наименьший заряд (Z = 1), необходима
Чтобы преодолеть силы отталкивания, даже ядрам дейтерия и трития, имеющим наименьший заряд (Z = 1), необходима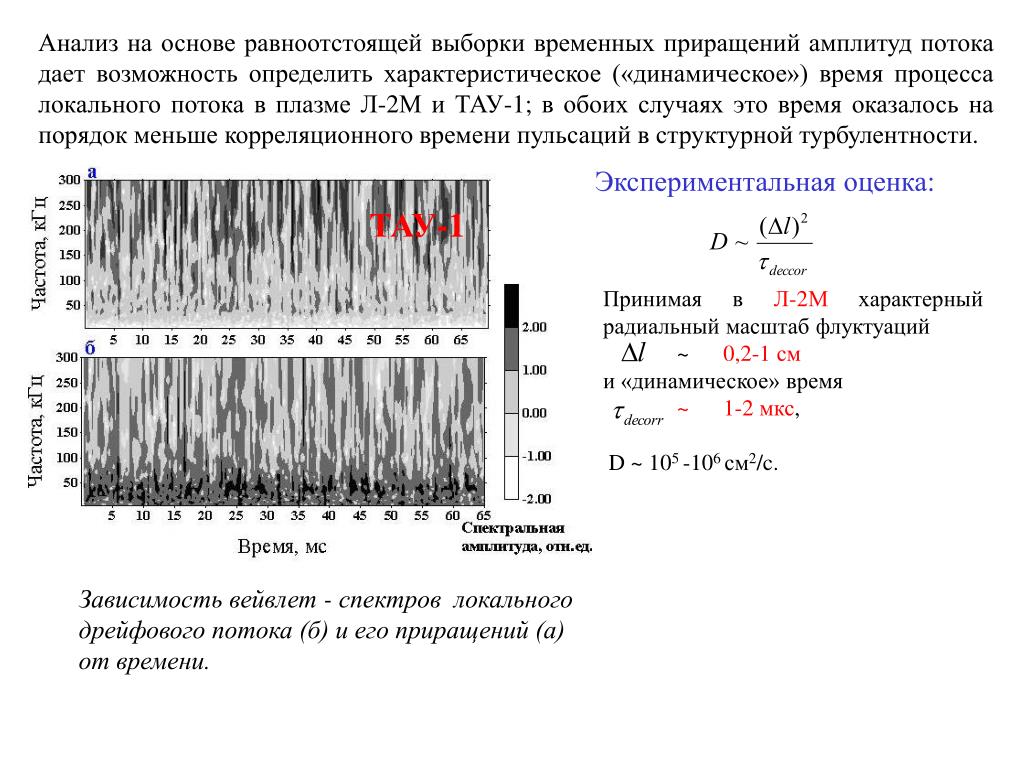 Но важна не только высокая температура.
Но важна не только высокая температура. Следовательно, реакцию DT реализовать легче, чем DD.
Следовательно, реакцию DT реализовать легче, чем DD.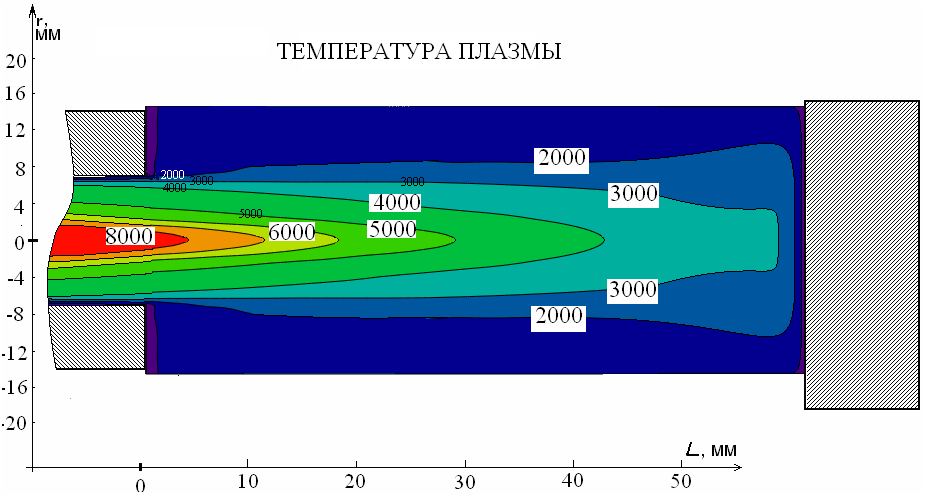 Выделяющееся при этом
Выделяющееся при этом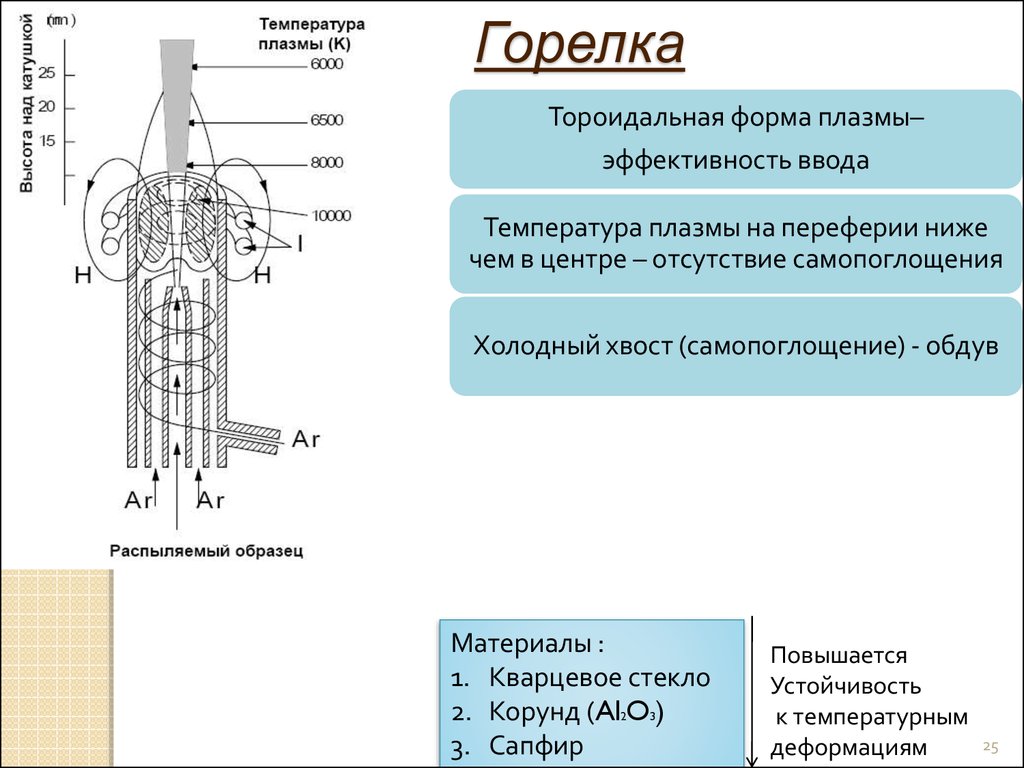
 . Прежде чем нормальный газ сможет превратиться в плазму, необходимо достичь высокой температуры. Самая низкая температура, при которой обычно можно увидеть плазму, составляет несколько десятков тысяч градусов, но многие плазмы намного горячее. Плазма может достигать температуры в сотни тысяч и даже миллионы градусов. Относительно холодная плазма обычно имеет характерный светящийся цвет, который зависит от газа, в котором она образуется.
. Прежде чем нормальный газ сможет превратиться в плазму, необходимо достичь высокой температуры. Самая низкая температура, при которой обычно можно увидеть плазму, составляет несколько десятков тысяч градусов, но многие плазмы намного горячее. Плазма может достигать температуры в сотни тысяч и даже миллионы градусов. Относительно холодная плазма обычно имеет характерный светящийся цвет, который зависит от газа, в котором она образуется.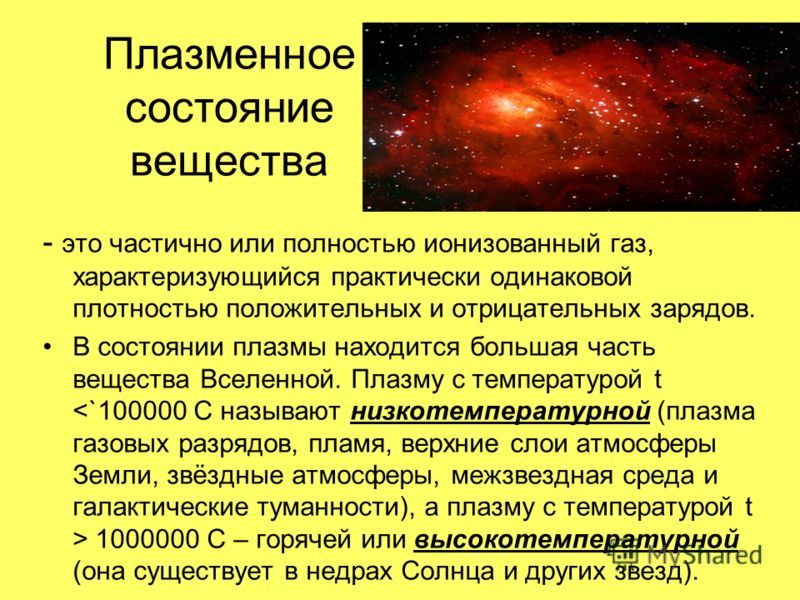 Очень сложно сделать плазму достаточно горячей и прочной, чтобы произвести значительное количество термоядерной энергии, но прогресс, достигнутый такими экспериментами, как JET, впечатляет.
Очень сложно сделать плазму достаточно горячей и прочной, чтобы произвести значительное количество термоядерной энергии, но прогресс, достигнутый такими экспериментами, как JET, впечатляет. Подобная плазма используется для обработки полупроводниковых материалов. Доли, которые можно увидеть здесь, представляют собой нежелательную нестабильность, которая изучается в NCPST.
Подобная плазма используется для обработки полупроводниковых материалов. Доли, которые можно увидеть здесь, представляют собой нежелательную нестабильность, которая изучается в NCPST. 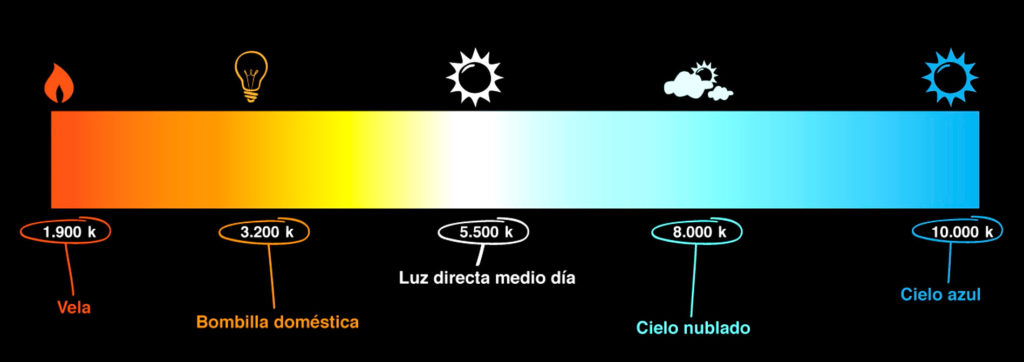 Например, одноатомный идеальный газ имеет среднюю энергию на одну частицу $\frac32 kT$ для трансляций в трех измерениях. Если у вас есть система, в которой разрешенные энергии входят в сгустки, как вращательные и колебательные состояния в молекулах, средняя энергия на моду равна равно нулю , а температура $kT$ много меньше энергии $E$ первого возбужденного состояния. Это означает, что большинство систем имеют большую теплоемкость, когда они горячие, чем когда они холодные, что затрудняет достижение высоких температур.
Например, одноатомный идеальный газ имеет среднюю энергию на одну частицу $\frac32 kT$ для трансляций в трех измерениях. Если у вас есть система, в которой разрешенные энергии входят в сгустки, как вращательные и колебательные состояния в молекулах, средняя энергия на моду равна равно нулю , а температура $kT$ много меньше энергии $E$ первого возбужденного состояния. Это означает, что большинство систем имеют большую теплоемкость, когда они горячие, чем когда они холодные, что затрудняет достижение высоких температур.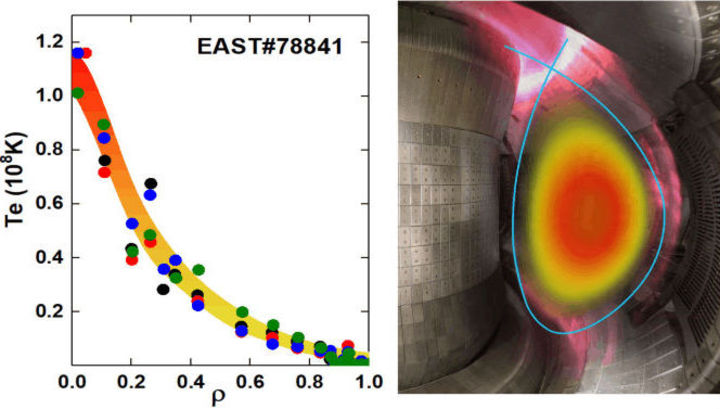


 Дело в том, что массивное стекло само по себе хрупкое. А вот тонкая стеклонить превосходит по прочности на разрыв большинство имеющихся в природе материалов. Её прочность достигает 2,4 гигапаскалей. Об этом писал в своей книге советский инженер Николай Фролов.
Дело в том, что массивное стекло само по себе хрупкое. А вот тонкая стеклонить превосходит по прочности на разрыв большинство имеющихся в природе материалов. Её прочность достигает 2,4 гигапаскалей. Об этом писал в своей книге советский инженер Николай Фролов.
 Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.
Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.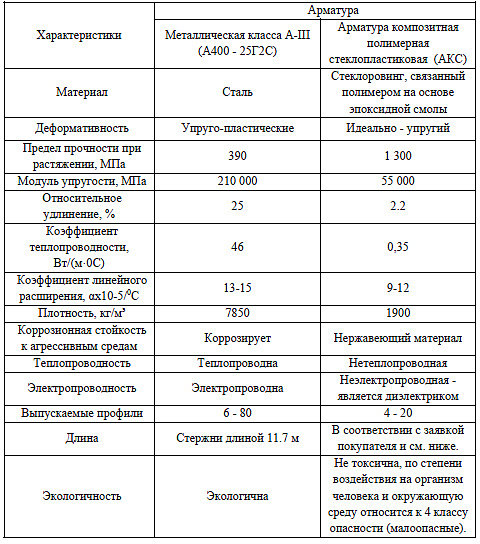 Об этом недостатке в следующем пункте.
Об этом недостатке в следующем пункте.
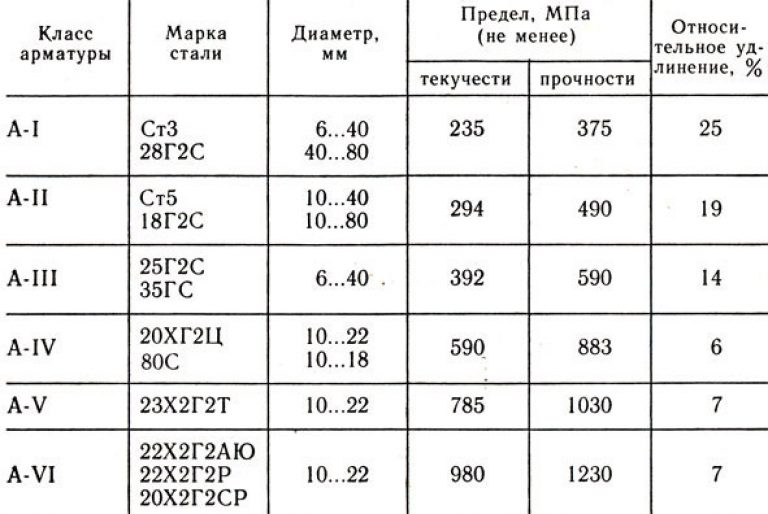

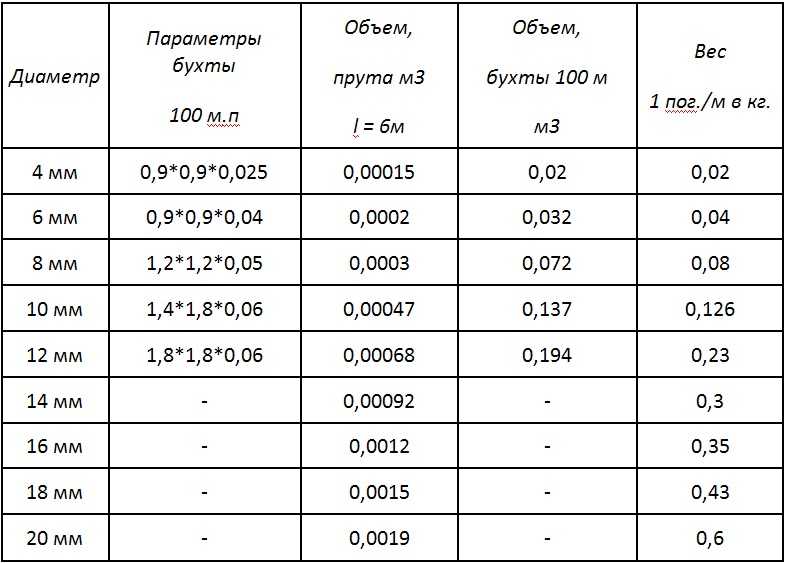
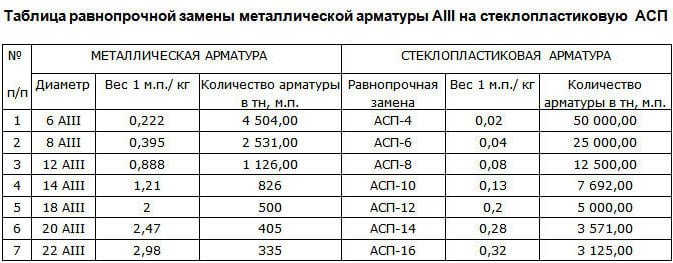 Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё.
Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё. В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87
В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87 В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.
В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры. В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.»
В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.» А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.
А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг. 504
504 241
241 146
146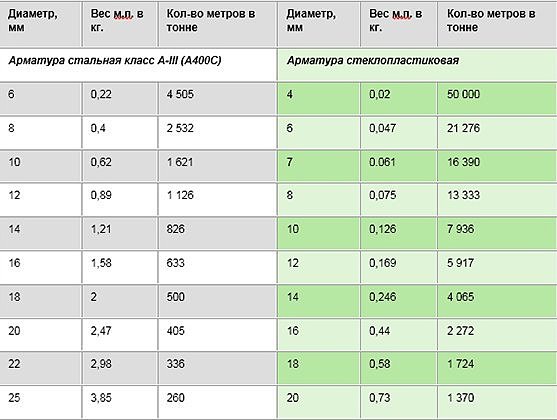 1200 МПа.
1200 МПа.
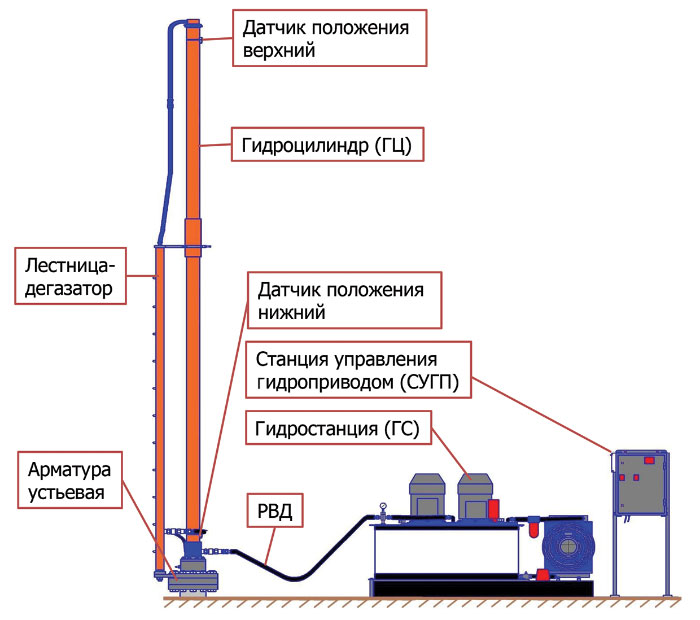
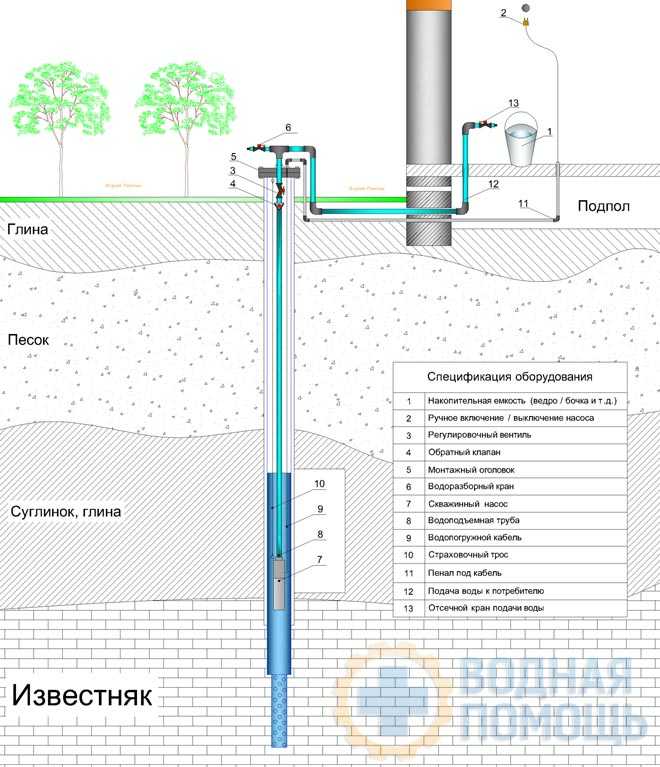 Без фильтра в систему водоснабжения могут попасть механические частицы и вывести ее из строя. Чтобы продлить период работы, на дно засыпают гальку, которая выполняет функции дополнительного фильтра. Для перекачивания воды необходим специальный погружной насос. Его подбирают с учетом производительности скважины и потребности в воде. Насосное оборудование устанавливают внутри обсадной трубы.
Без фильтра в систему водоснабжения могут попасть механические частицы и вывести ее из строя. Чтобы продлить период работы, на дно засыпают гальку, которая выполняет функции дополнительного фильтра. Для перекачивания воды необходим специальный погружной насос. Его подбирают с учетом производительности скважины и потребности в воде. Насосное оборудование устанавливают внутри обсадной трубы.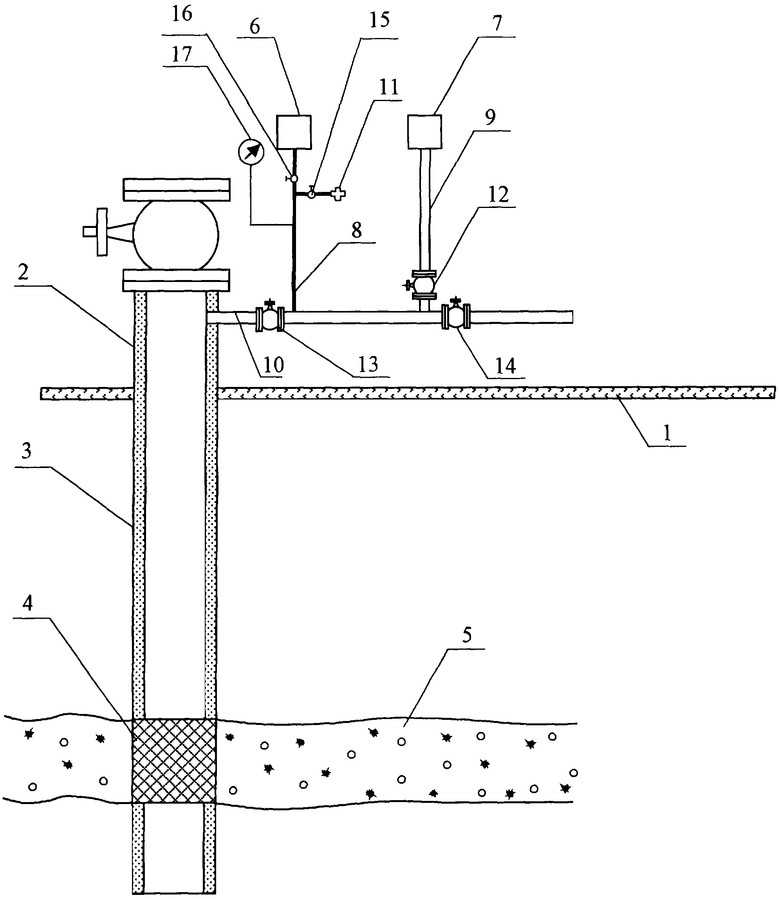 Долговечность службы действительно прямо пропорциональна периодичности использования. Только регулярное откачивание воды может предотвратить заиливание установки. Еще одним способом продлить срок службы такой скважины является своевременная очистка и замена фильтра.
Долговечность службы действительно прямо пропорциональна периодичности использования. Только регулярное откачивание воды может предотвратить заиливание установки. Еще одним способом продлить срок службы такой скважины является своевременная очистка и замена фильтра.
 То есть, схема подключения скважины будет зависеть от выбранного насоса. И здесь нельзя говорить о том, что какой-то из этих двух вариантов лучше. У обоих есть свои преимущества и недостатки. К примеру, поверхностный насос легче обслуживать, он всегда ни виду. Глубинный, наоборот, не видно, что позволяет скрыть всю скважину, тем самым обеспечив необходимый ландшафтный дизайн участка.
То есть, схема подключения скважины будет зависеть от выбранного насоса. И здесь нельзя говорить о том, что какой-то из этих двух вариантов лучше. У обоих есть свои преимущества и недостатки. К примеру, поверхностный насос легче обслуживать, он всегда ни виду. Глубинный, наоборот, не видно, что позволяет скрыть всю скважину, тем самым обеспечив необходимый ландшафтный дизайн участка. То есть, обсадные трубы забиваются в землю при помощи кувалды. Скважину на песок надо бурить, используя ручные или электрические установки и инструменты. Именно данную разновидность можно провести своими руками, не привлекая специалистов, чем часто и пользуются загородные жители.
То есть, обсадные трубы забиваются в землю при помощи кувалды. Скважину на песок надо бурить, используя ручные или электрические установки и инструменты. Именно данную разновидность можно провести своими руками, не привлекая специалистов, чем часто и пользуются загородные жители. Это когда в скважину устанавливаются трубы разных диаметров. И чем ниже в недра, тем меньшего диаметра труба должна быть установлена. И таких ступенчатых установок может быть более трех.
Это когда в скважину устанавливаются трубы разных диаметров. И чем ниже в недра, тем меньшего диаметра труба должна быть установлена. И таких ступенчатых установок может быть более трех.


 Плюс ко всему кессон может использоваться в качестве технологического помещения. То есть, в него можно установить гидроаккумулятор, электрические блоки управления и автоматики насоса, обратный клапан.
Плюс ко всему кессон может использоваться в качестве технологического помещения. То есть, в него можно установить гидроаккумулятор, электрические блоки управления и автоматики насоса, обратный клапан.
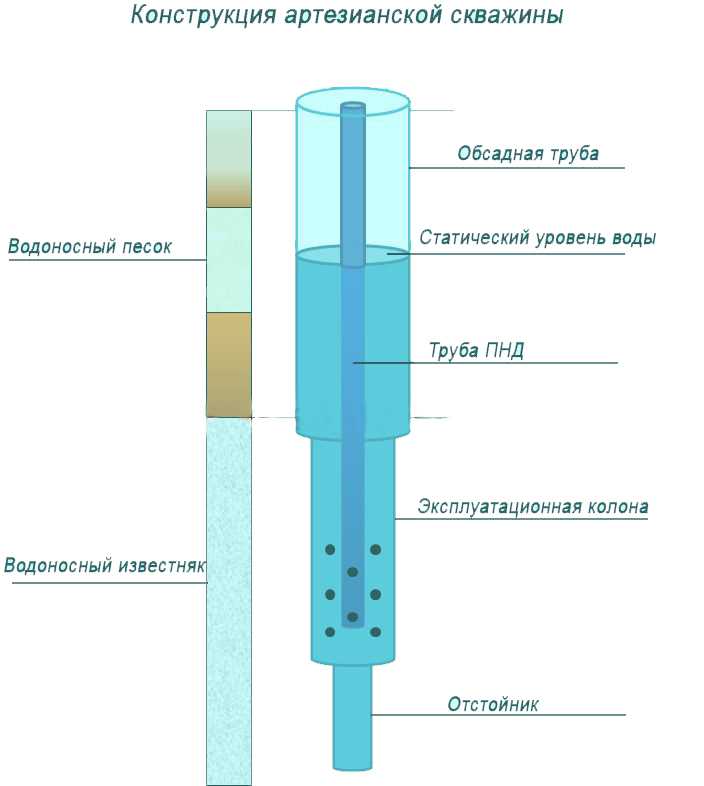 Такая схема подключения скважины была достаточно сложной и не эффективной.
Такая схема подключения скважины была достаточно сложной и не эффективной. Он обычно начинает работать, когда останавливается насос.
Он обычно начинает работать, когда останавливается насос.
 В соответствии со структурными характеристиками глубинный насос , правильное использование и своевременное устранение неполадок необходимы для обеспечения безопасной работы глубинного насоса и продления срока его службы.
В соответствии со структурными характеристиками глубинный насос , правильное использование и своевременное устранение неполадок необходимы для обеспечения безопасной работы глубинного насоса и продления срока его службы.
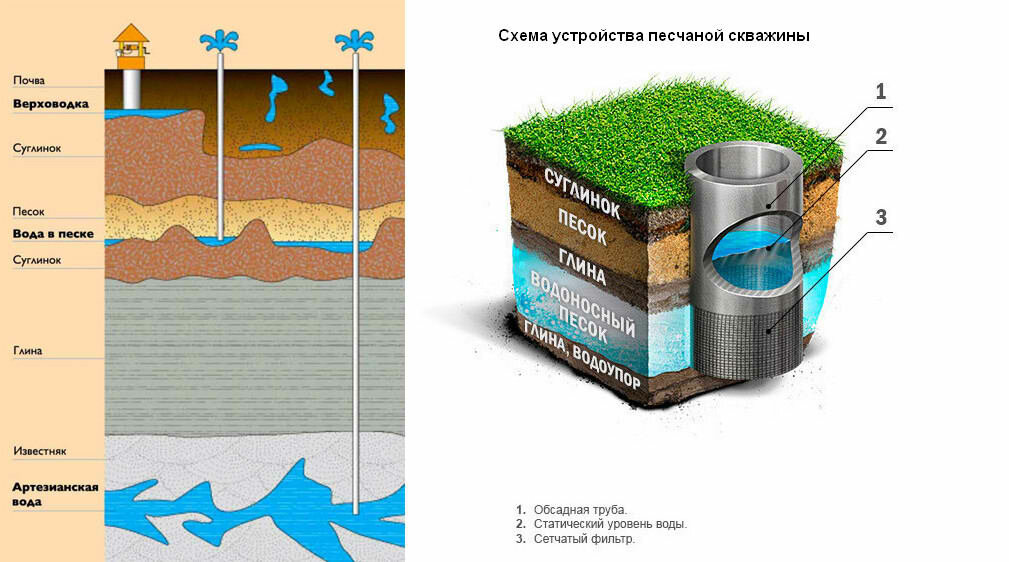
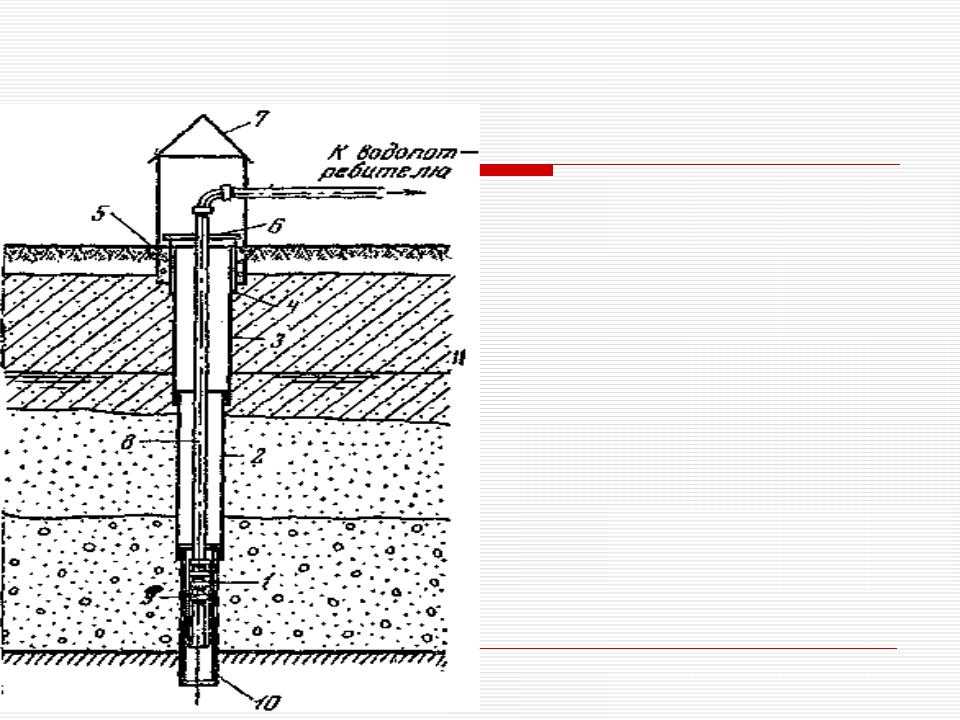 Даже в небольших деревнях часто имеется сеть водопроводных труб, по которым вода доставляется в каждый дом по соседству. Все, что вам нужно знать, это как открыть кран на раковине.
Даже в небольших деревнях часто имеется сеть водопроводных труб, по которым вода доставляется в каждый дом по соседству. Все, что вам нужно знать, это как открыть кран на раковине. В такой ситуации с неглубоким колодцем поднять воду к дому будет немного легче, хотя бы потому, что расстояние, на которое вам нужно ее переместить, скромное.
В такой ситуации с неглубоким колодцем поднять воду к дому будет немного легче, хотя бы потому, что расстояние, на которое вам нужно ее переместить, скромное.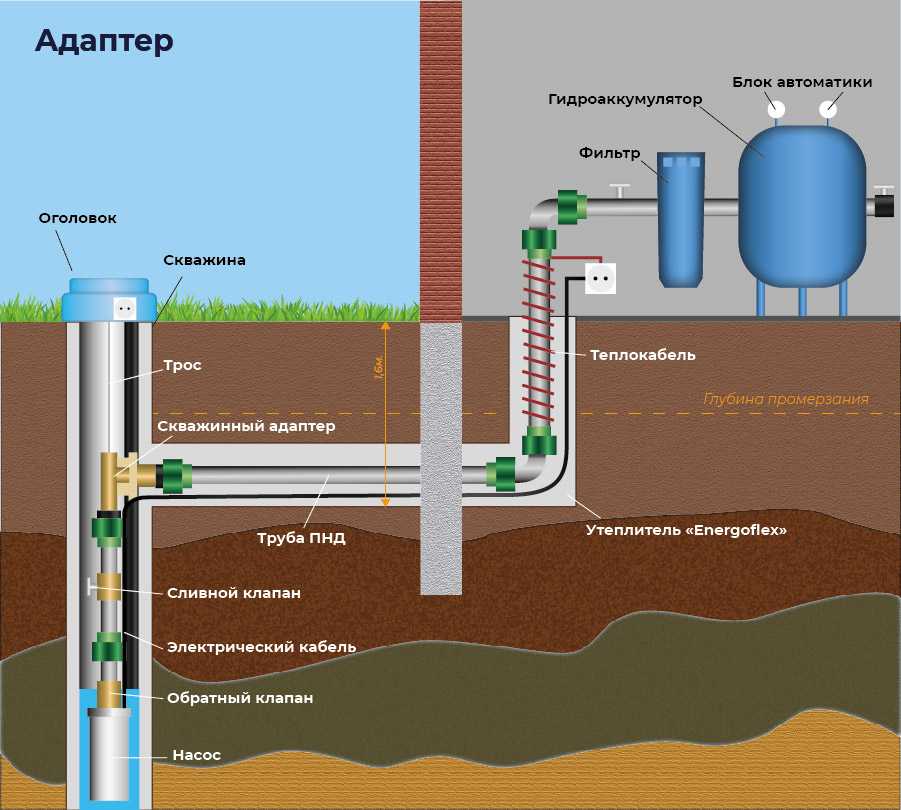 Как только возникает вакуум, вес воздуха или атмосферное давление выталкивает воду вверх по соломинке. Следовательно, высота, на которую вы можете поднять воду с помощью мелководного струйного насоса, связана с весом воздуха. Хотя атмосферное давление меняется в зависимости от высоты, обычно глубина неглубокой скважины с струйным насосом ограничивается примерно 25 футами.
Как только возникает вакуум, вес воздуха или атмосферное давление выталкивает воду вверх по соломинке. Следовательно, высота, на которую вы можете поднять воду с помощью мелководного струйного насоса, связана с весом воздуха. Хотя атмосферное давление меняется в зависимости от высоты, обычно глубина неглубокой скважины с струйным насосом ограничивается примерно 25 футами. Его функция заключается в замедлении движения воды и повышении давления. Перекачиваемая вода — новая вода, забираемая из колодца за счет всасывания струи, — затем соединяется с приводной водой и сбрасывается в водопроводную систему под высоким давлением.
Его функция заключается в замедлении движения воды и повышении давления. Перекачиваемая вода — новая вода, забираемая из колодца за счет всасывания струи, — затем соединяется с приводной водой и сбрасывается в водопроводную систему под высоким давлением. В типичной конфигурации глубоководного струйного насоса одна труба, прикрепленная к корпусу крыльчатки, направляет воду вниз в корпус струи, расположенный примерно на 10–20 футов ниже минимального уровня воды в скважине. Вторая труба соединяет выходную сторону корпуса форсунки с насосом.
В типичной конфигурации глубоководного струйного насоса одна труба, прикрепленная к корпусу крыльчатки, направляет воду вниз в корпус струи, расположенный примерно на 10–20 футов ниже минимального уровня воды в скважине. Вторая труба соединяет выходную сторону корпуса форсунки с насосом. Выхлопная труба длиной 35 футов эффективно гарантирует, что скважина никогда не будет откачана. Конечно, высота струи над уровнем воды влияет на производительность. Чем дальше он находится, тем менее эффективной становится прокачка.
Выхлопная труба длиной 35 футов эффективно гарантирует, что скважина никогда не будет откачана. Конечно, высота струи над уровнем воды влияет на производительность. Чем дальше он находится, тем менее эффективной становится прокачка.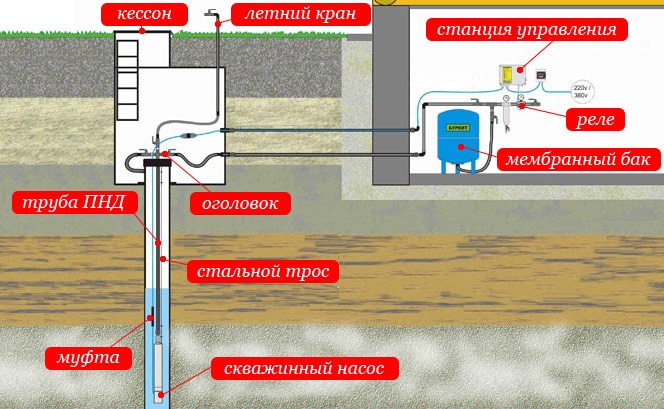 Половина насосной установки состоит из набора рабочих колес, разделенных диффузором, которые направляют воду вверх по трубе в водопроводную систему.
Половина насосной установки состоит из набора рабочих колес, разделенных диффузором, которые направляют воду вверх по трубе в водопроводную систему.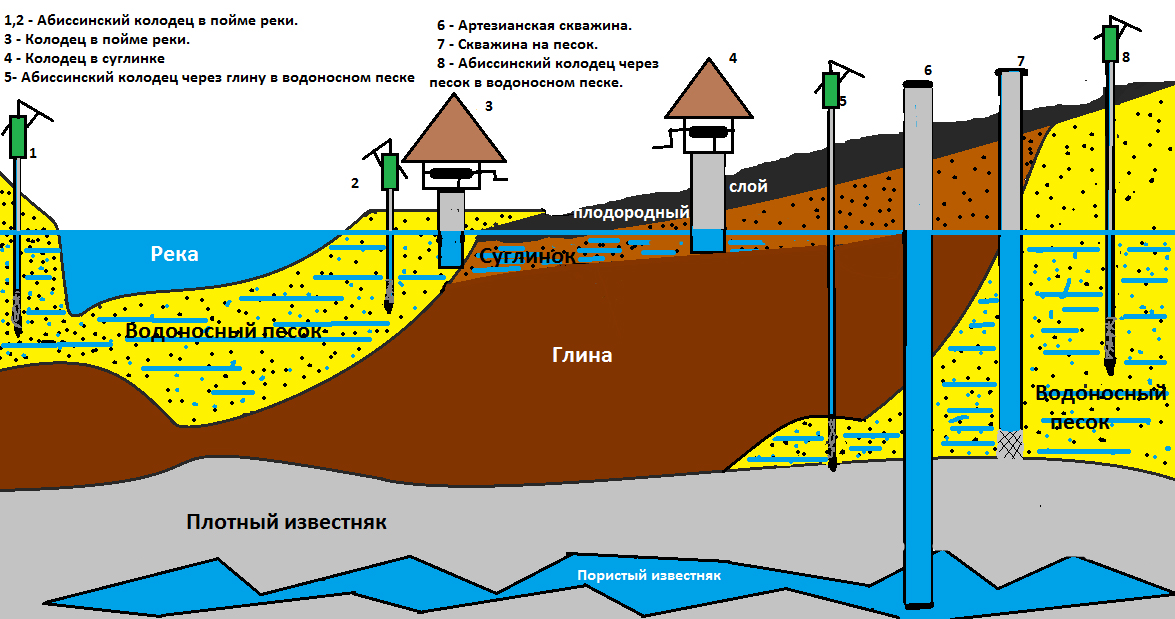
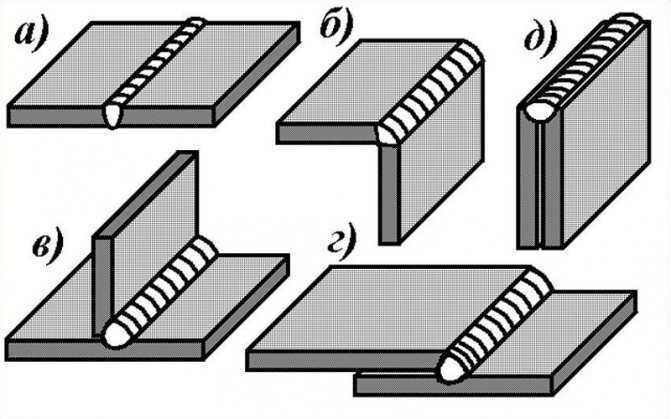 Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.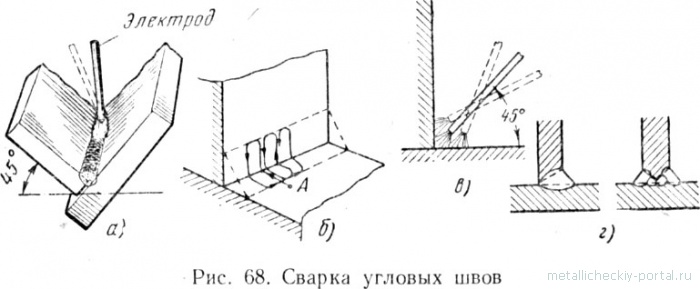 их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты: А вот на трубах рекомендуется уже со старта варить широким швом.
А вот на трубах рекомендуется уже со старта варить широким швом. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.


 При необходимости этот слой также может быть выполнен в несколько проходов.
При необходимости этот слой также может быть выполнен в несколько проходов.


 Позиции и порядок сварки труб описаны ниже.
Позиции и порядок сварки труб описаны ниже. Затем начальную точку повторно нагревают, чтобы область точки соединения имела однородную температуру. Это обеспечит полное сплавление продвигающегося шва с начальной точкой.
Затем начальную точку повторно нагревают, чтобы область точки соединения имела однородную температуру. Это обеспечит полное сплавление продвигающегося шва с начальной точкой.

 рисунок, вид B выше) вплавлялись в корневой валик, чтобы удалить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы.
рисунок, вид B выше) вплавлялись в корневой валик, чтобы удалить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы. youtube.com/embed/r-hE8AgDbdY» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/r-hE8AgDbdY» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> 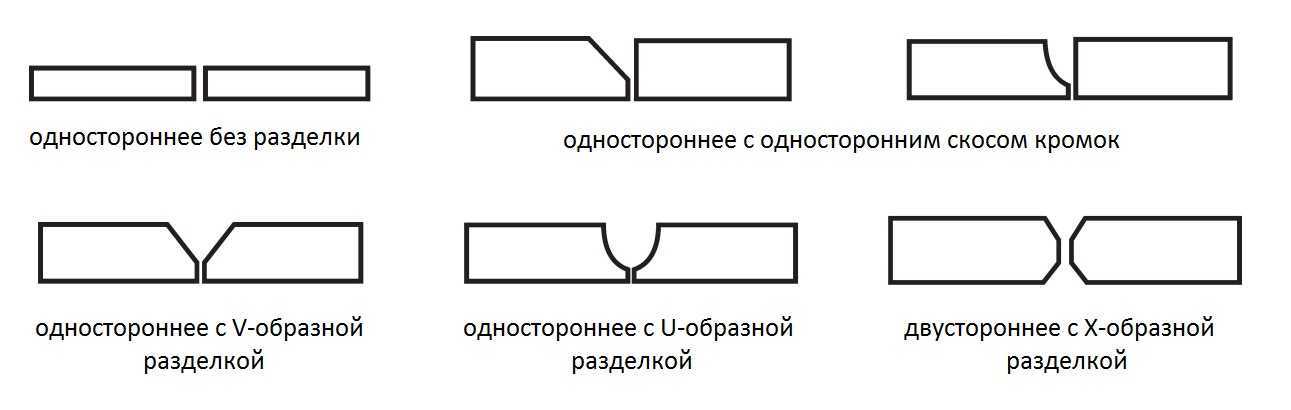

 Широко используемым лопастным агрегатом считается радиально-осевая гидротурбина, не отличающаяся от центробежного агрегата техническими характеристиками. Оба механизма могут эксплуатироваться в турбинном и насосном режиме. Типы машин обладают диапазоном напоров в 40 -700 метров. Рабочий орган диаметром в 7,5 метра позволяет достигать 96% КПД. Следует помнить, что перекачиваемая жидкость в турбине протекает от периферии к центру, а затем уже вдоль оси на выходной патрубок.
Широко используемым лопастным агрегатом считается радиально-осевая гидротурбина, не отличающаяся от центробежного агрегата техническими характеристиками. Оба механизма могут эксплуатироваться в турбинном и насосном режиме. Типы машин обладают диапазоном напоров в 40 -700 метров. Рабочий орган диаметром в 7,5 метра позволяет достигать 96% КПД. Следует помнить, что перекачиваемая жидкость в турбине протекает от периферии к центру, а затем уже вдоль оси на выходной патрубок.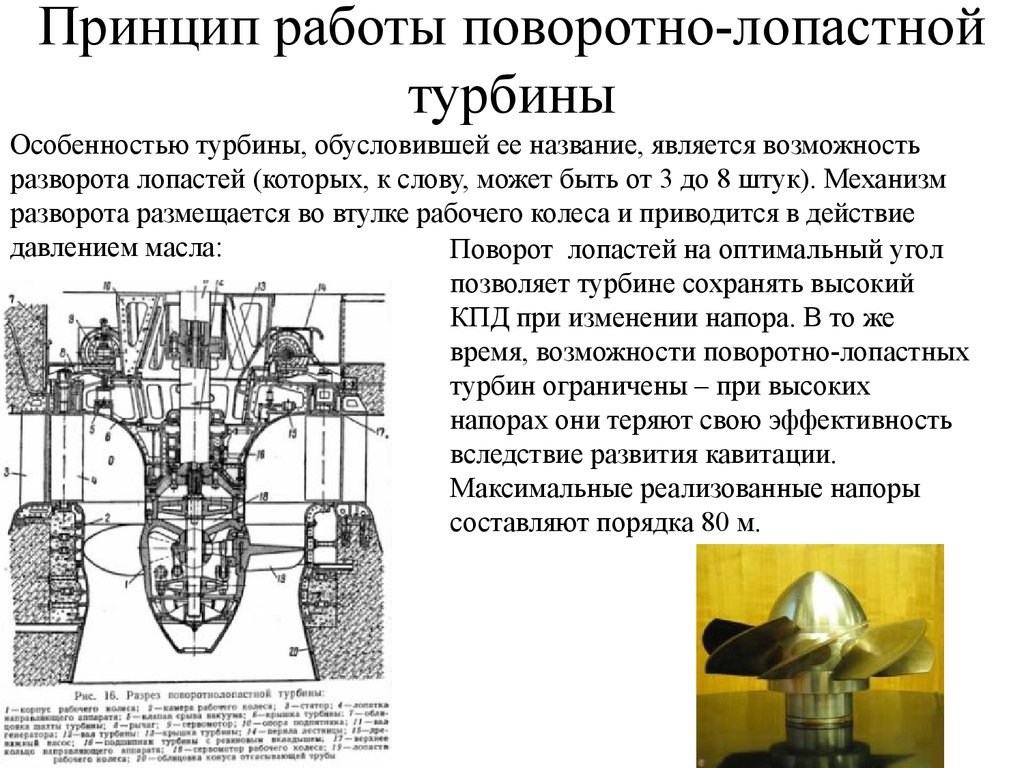 Эти устройствa отличаются немногими конструктивными несходствами и техническими характеристиками. Например, в центробежных и вихревых насосах рабочее колесо сообщает жидкости радиальное движение, а в пропеллерном — осевое.
Эти устройствa отличаются немногими конструктивными несходствами и техническими характеристиками. Например, в центробежных и вихревых насосах рабочее колесо сообщает жидкости радиальное движение, а в пропеллерном — осевое. [2]
[2]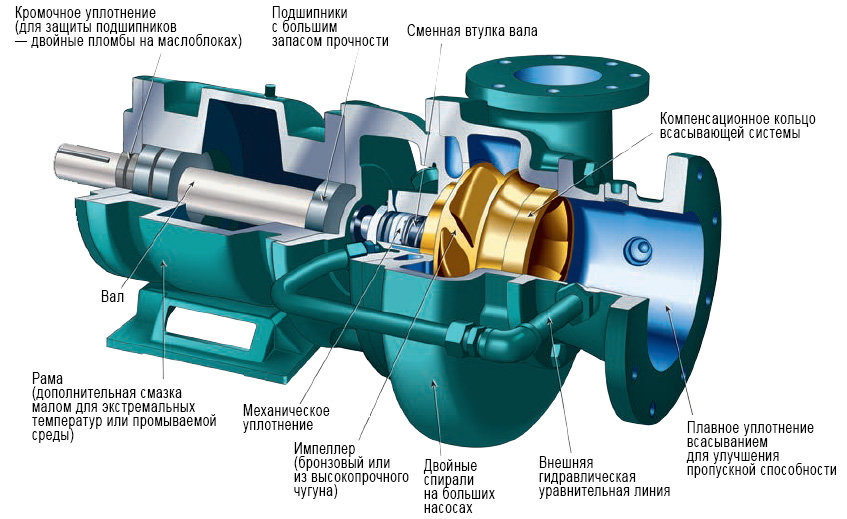 Лопасти 6 вырезаны на периферии рабочего колеса. [1]
Лопасти 6 вырезаны на периферии рабочего колеса. [1] [2]
[2]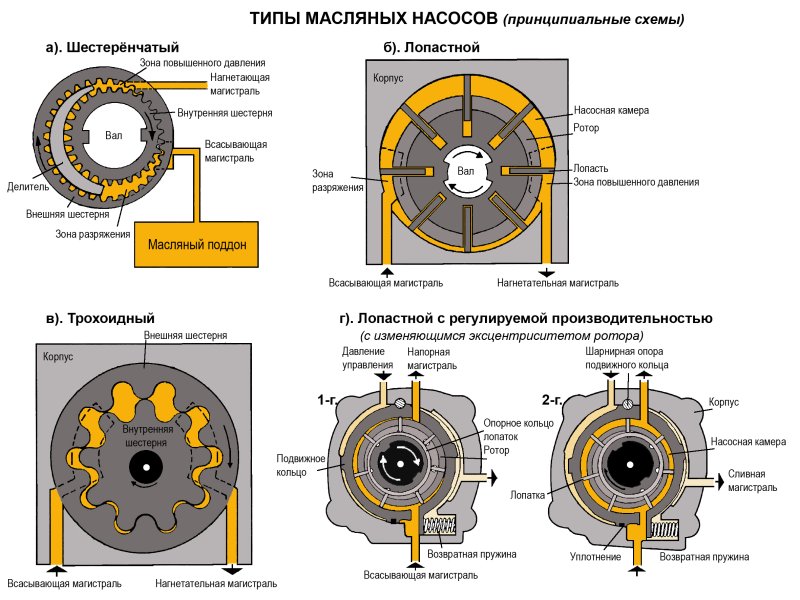 2 Недостатки лопастных насосов
2 Недостатки лопастных насосов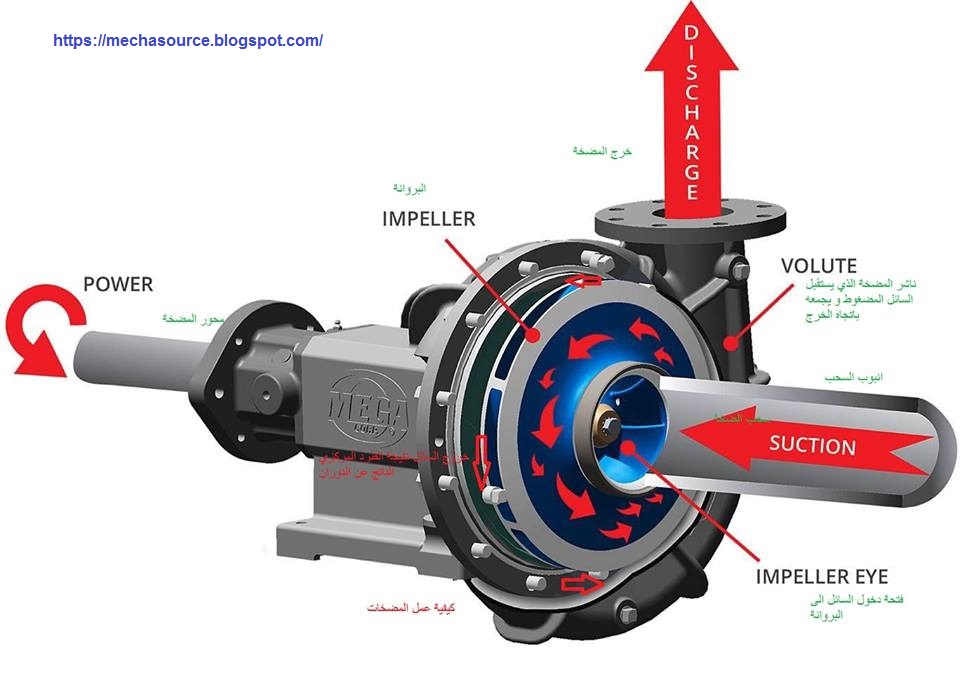 Насос также имеет предохранительный клапан, который останавливает повышение давления внутри насоса, что может привести к поломке насоса.
Насос также имеет предохранительный клапан, который останавливает повышение давления внутри насоса, что может привести к поломке насоса.
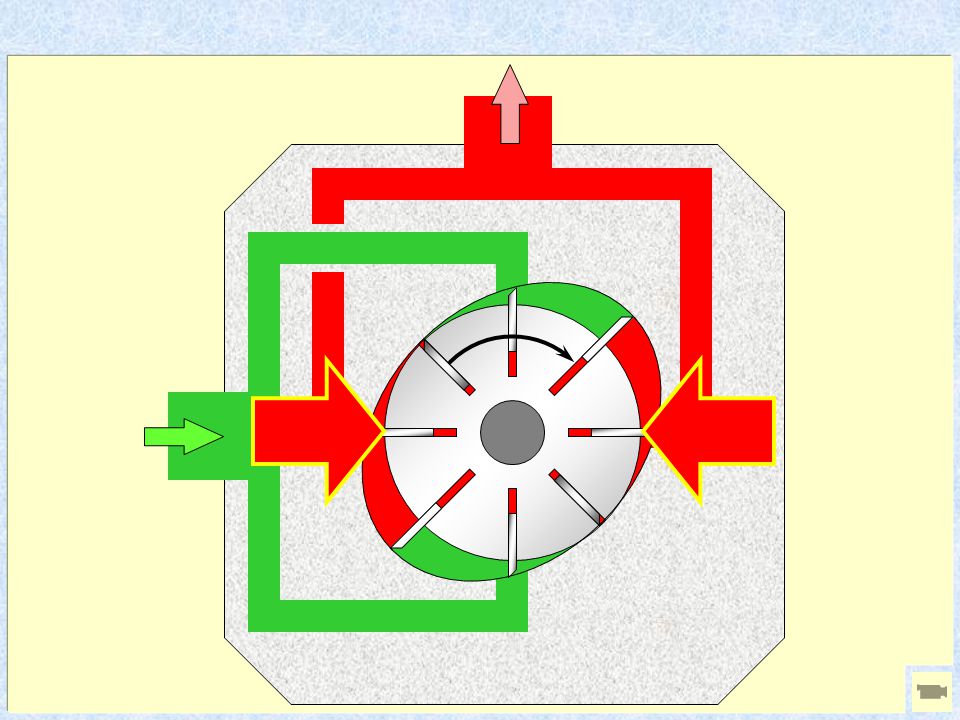
 Он соединяется с валом. Ротор вращается в соответствии с вращением вала. Он имеет несколько лопастей.
Он соединяется с валом. Ротор вращается в соответствии с вращением вала. Он имеет несколько лопастей.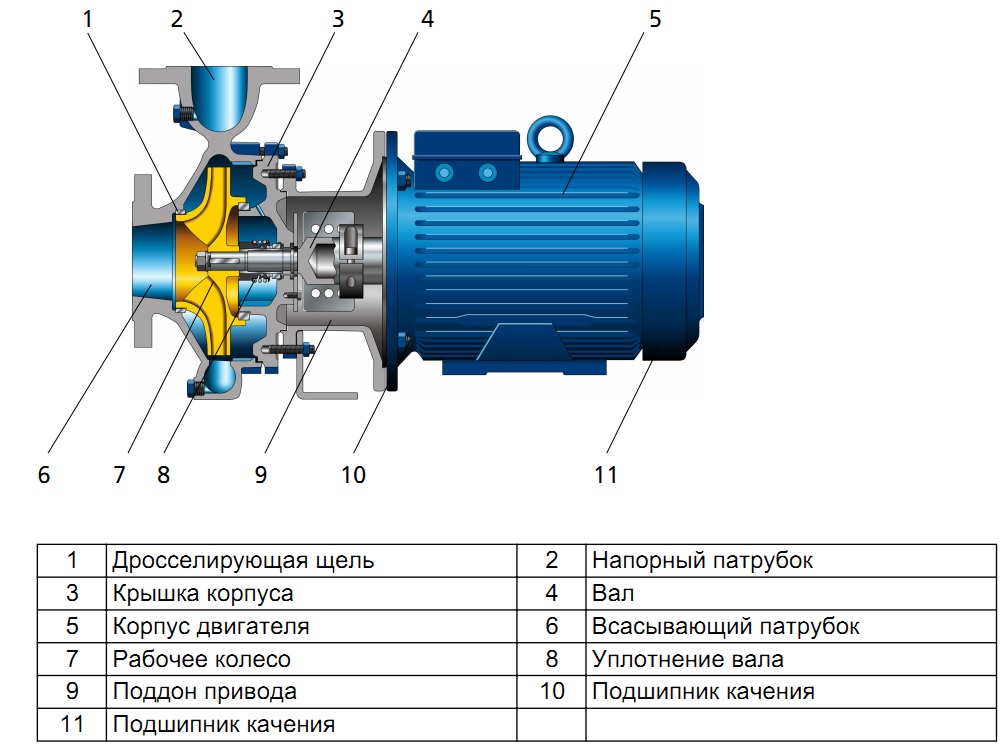
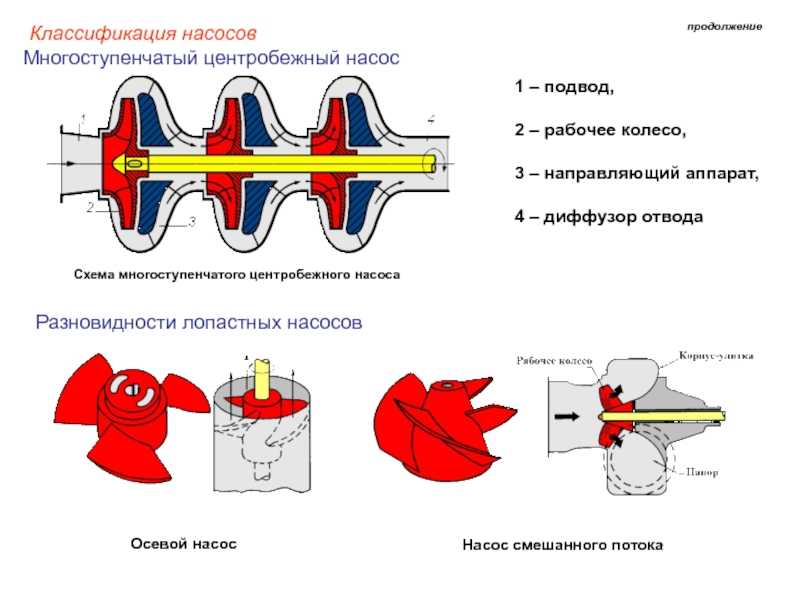
 Срок службы пластинчато-поршневых насосов в промышленности составляет более 24 000 часов.
Срок службы пластинчато-поршневых насосов в промышленности составляет более 24 000 часов.

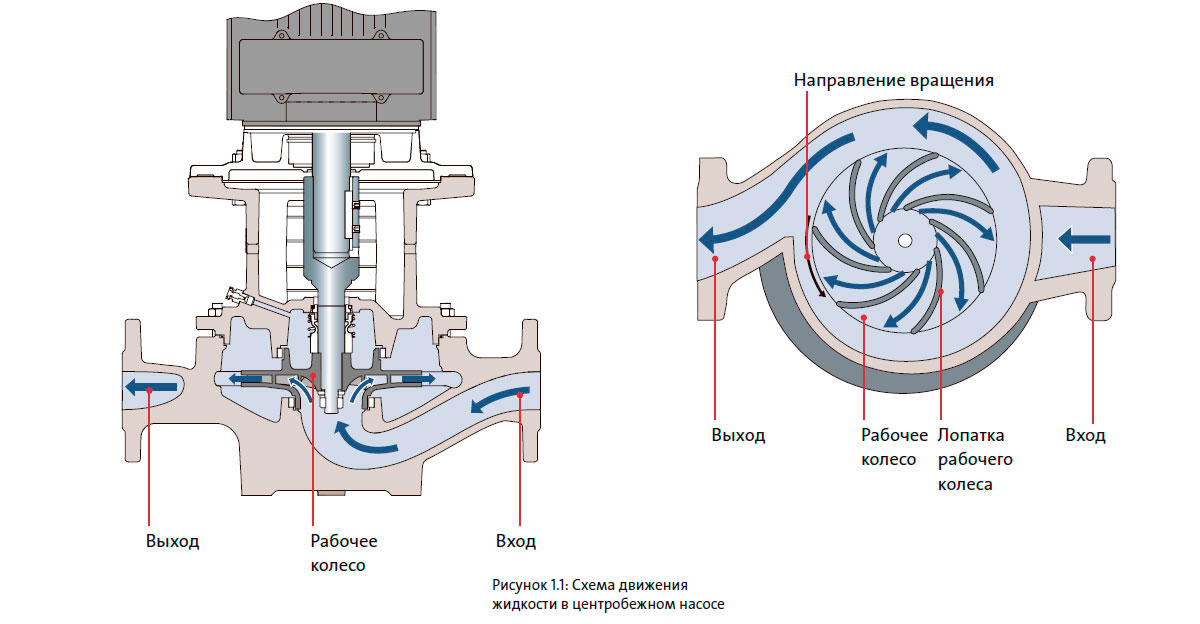
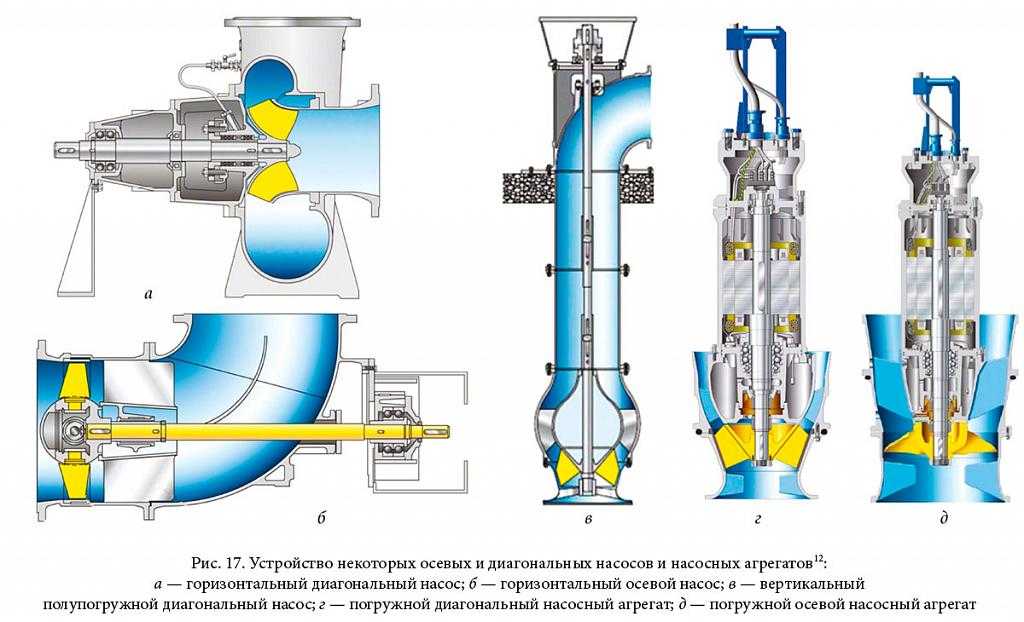

 Насосы с фургонами могут иметь фургоны различной длины или быть натянутыми для поддержания контакта фургона со стенкой насоса при вращении фургона. Пластинчатые насосы были изобретены Чарльзом С. Барном в 1874 г.
Насосы с фургонами могут иметь фургоны различной длины или быть натянутыми для поддержания контакта фургона со стенкой насоса при вращении фургона. Пластинчатые насосы были изобретены Чарльзом С. Барном в 1874 г. №1. Неуравновешенный лопастной насос
№1. Неуравновешенный лопастной насос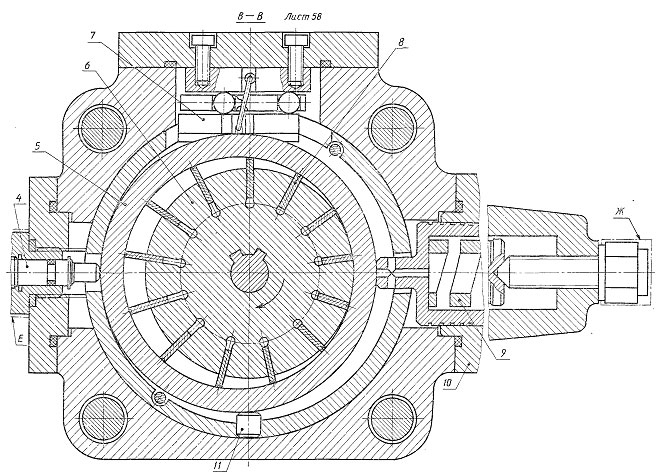 Для уравновешивания предусмотрены два входа и два выхода, благодаря чему не создается разницы давлений между входом и выходом.
Для уравновешивания предусмотрены два входа и два выхода, благодаря чему не создается разницы давлений между входом и выходом.
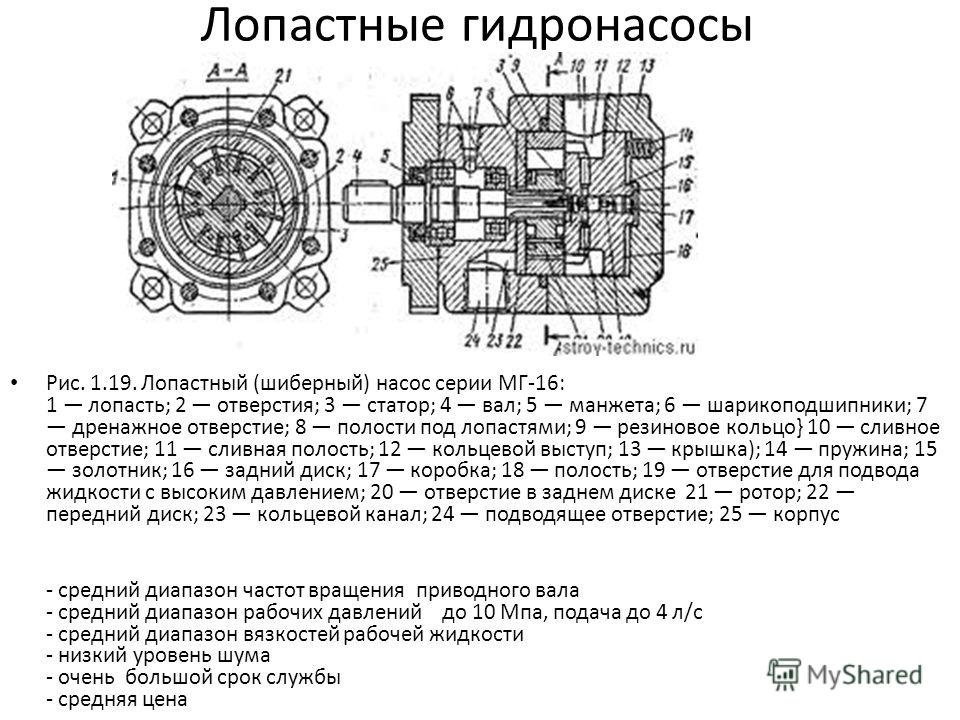

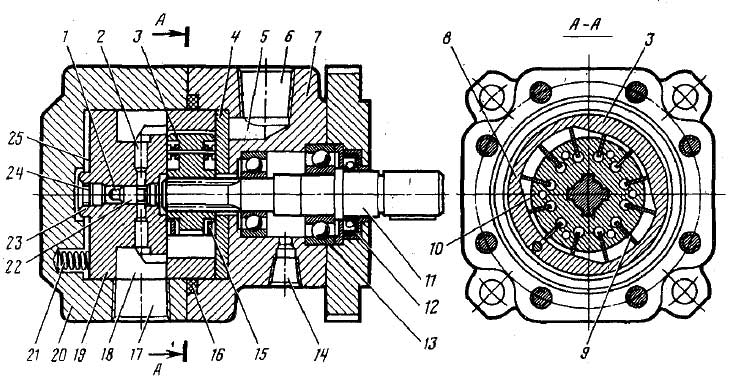 е. размер кармана уменьшается. По мере уменьшения размера кармана объем жидкости уменьшается, а запутанная жидкость становится уже, а давление жидкости увеличивается. После этого жидкости высокого давления сбрасываются из выходного отверстия лопастного насоса.
е. размер кармана уменьшается. По мере уменьшения размера кармана объем жидкости уменьшается, а запутанная жидкость становится уже, а давление жидкости увеличивается. После этого жидкости высокого давления сбрасываются из выходного отверстия лопастного насоса.
 Однако эти насосы не подходят для высокоскоростных применений и для жидкостей с высокой вязкостью или жидкостей, содержащих определенные вязкие частицы.
Однако эти насосы не подходят для высокоскоростных применений и для жидкостей с высокой вязкостью или жидкостей, содержащих определенные вязкие частицы.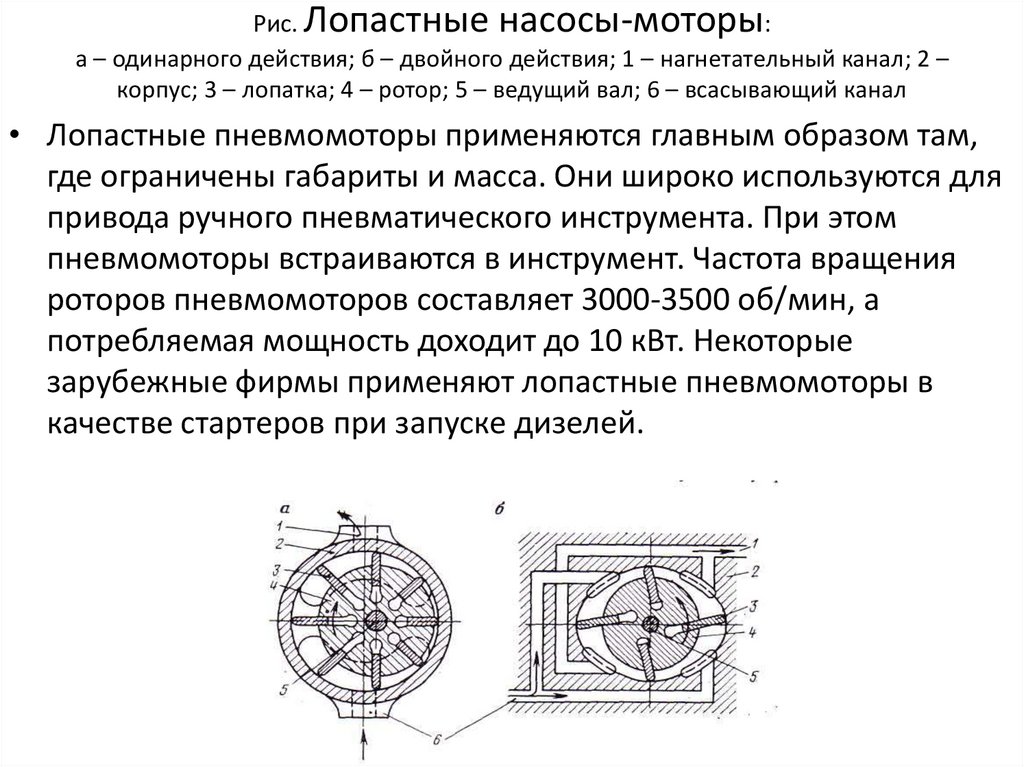
 Работа осуществляется через двигатель, соединенный с редуктором, как правило, максимальная скорость вращения составляет 900 об/мин. Насос оснащен предохранительным клапаном, чтобы предотвратить повышение давления в насосе, которое может повредить насос.
Работа осуществляется через двигатель, соединенный с редуктором, как правило, максимальная скорость вращения составляет 900 об/мин. Насос оснащен предохранительным клапаном, чтобы предотвратить повышение давления в насосе, которое может повредить насос.
 — Ø5,0мм.
— Ø5,0мм. — Ø5,0мм.
— Ø5,0мм. 30 Ø2,5мм — Ø3,2ММ.
30 Ø2,5мм — Ø3,2ММ. 25 Ø2,5мм — 3,2мм
25 Ø2,5мм — 3,2мм 70 ф2,5мм — 4мм
70 ф2,5мм — 4мм 00
00 50 ESAB
50 ESAB
 Волгодонск), ПКФ ЯрЭМП (г. Ярославль)НПО Спецэлектрод ВолгодонскОливер БеларусьПлазма TM Monolith БелоруссияПлазма ТМ MonolithРОАРРоссияСеверсталь-МетизСЗСЭ БелоруссияСпецЭлектрод МоскваСудиславский Завод СМ (СЗСМ)ТIGARBO г. Каменск-ШахтинскийЭСАБ — ТюменьЯпонияЯпония/ИндияЯрЭМП (Ярославль)
Волгодонск), ПКФ ЯрЭМП (г. Ярославль)НПО Спецэлектрод ВолгодонскОливер БеларусьПлазма TM Monolith БелоруссияПлазма ТМ MonolithРОАРРоссияСеверсталь-МетизСЗСЭ БелоруссияСпецЭлектрод МоскваСудиславский Завод СМ (СЗСМ)ТIGARBO г. Каменск-ШахтинскийЭСАБ — ТюменьЯпонияЯпония/ИндияЯрЭМП (Ярославль)
 После наложения каждого шва наплавленный участок
После наложения каждого шва наплавленный участок При сварке изделий из ковкого чугуна длина валика может быть увеличена
При сварке изделий из ковкого чугуна длина валика может быть увеличена


 ca
ca
 20110
20110
 Компактная конструкция проходной клеммной колодки и прямое вставное соединение позволяют легко и без инструментов подключить клеммную колодку 3211757 — PT 4 в небольшом пространстве. В канал проводника вставляют проводники с наконечниками или сплошные проводники. Контактная пружина открывается автоматически и обеспечивает необходимое усилие давления на текущий стержень. Клеммная колодка 3211757 — ПТ 4 может быть универсально использована для электромонтажа шкафов управления и распределительных устройств.
Компактная конструкция проходной клеммной колодки и прямое вставное соединение позволяют легко и без инструментов подключить клеммную колодку 3211757 — PT 4 в небольшом пространстве. В канал проводника вставляют проводники с наконечниками или сплошные проводники. Контактная пружина открывается автоматически и обеспечивает необходимое усилие давления на текущий стержень. Клеммная колодка 3211757 — ПТ 4 может быть универсально использована для электромонтажа шкафов управления и распределительных устройств. 5
5 5
5
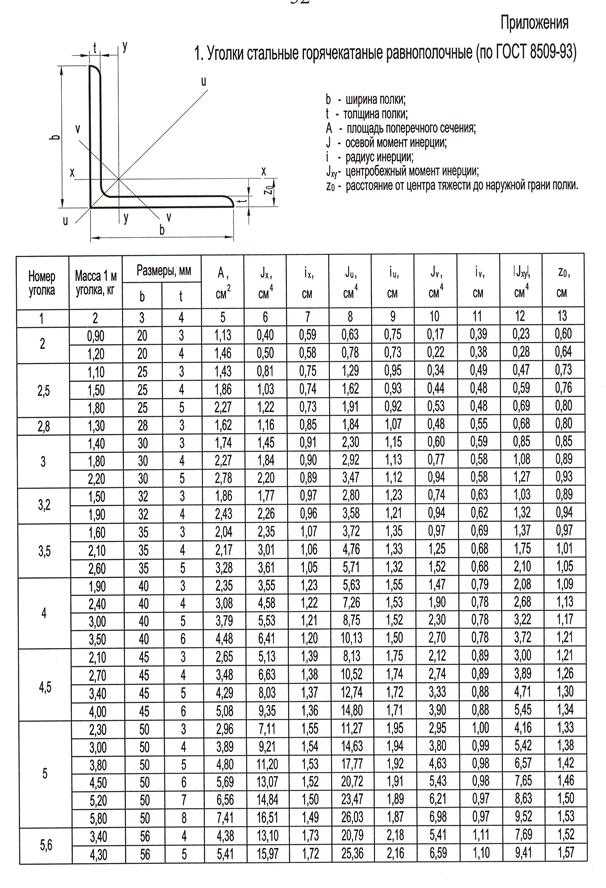 7м}
7м} 7м}
7м} 7м}
7м} 7м}
7м}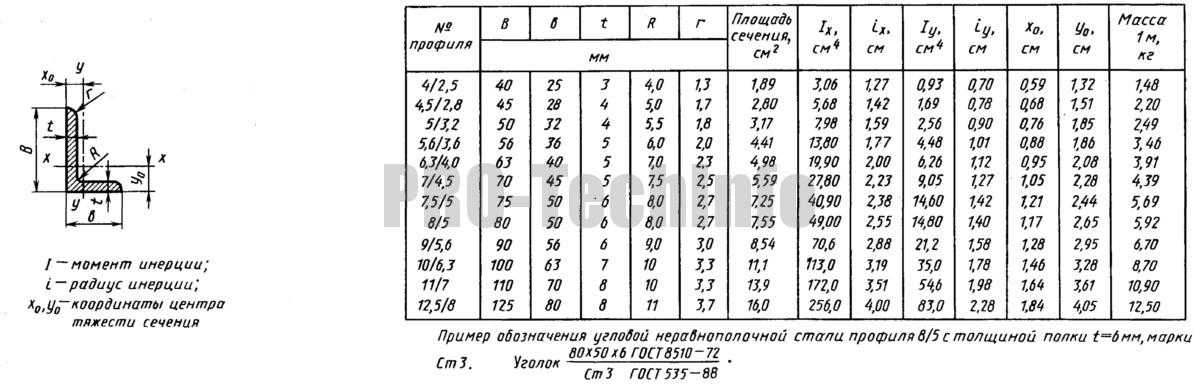 7м}
7м}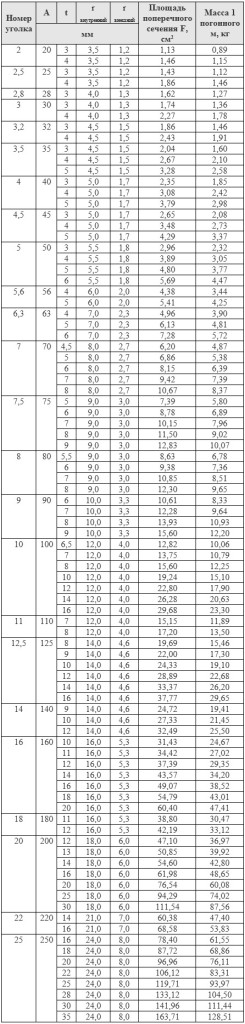 7м}
7м} 7м}
7м}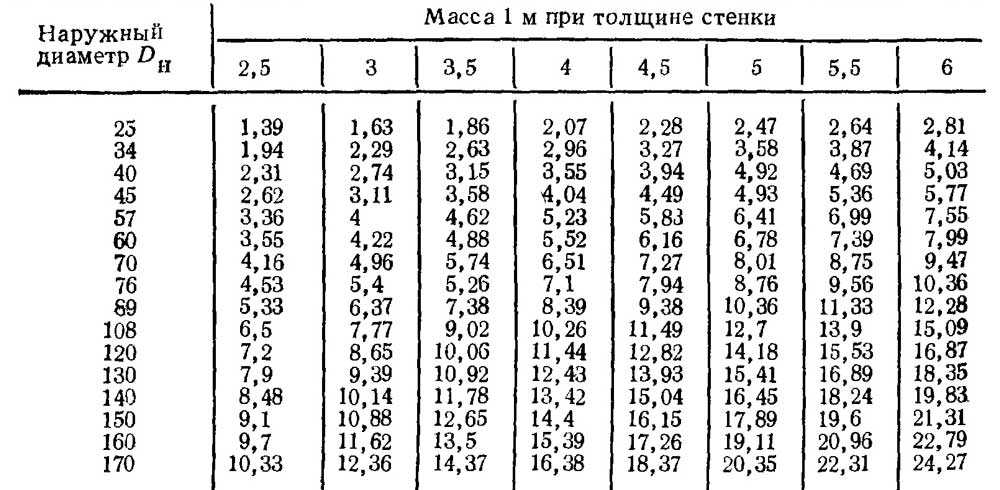 С ним легко работать, и его можно сваривать или скреплять болтами для придания еще большей устойчивости.
С ним легко работать, и его можно сваривать или скреплять болтами для придания еще большей устойчивости.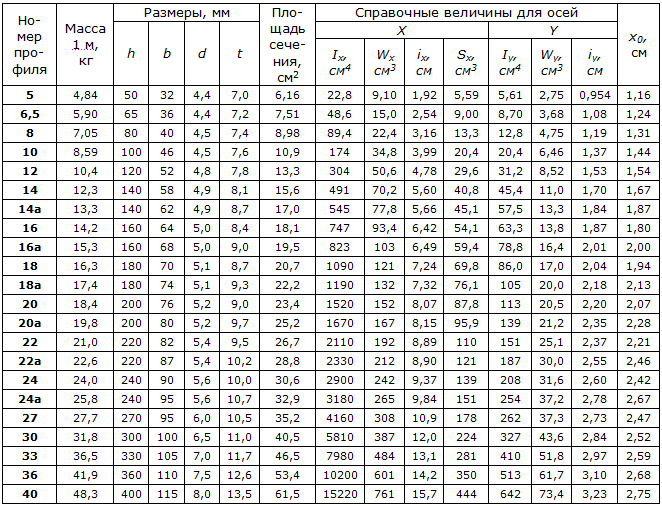 Наши знающие и опытные продавцы-консультанты всегда готовы помочь. Позвоните нам по телефону 713.672.7595 сегодня.
Наши знающие и опытные продавцы-консультанты всегда готовы помочь. Позвоните нам по телефону 713.672.7595 сегодня.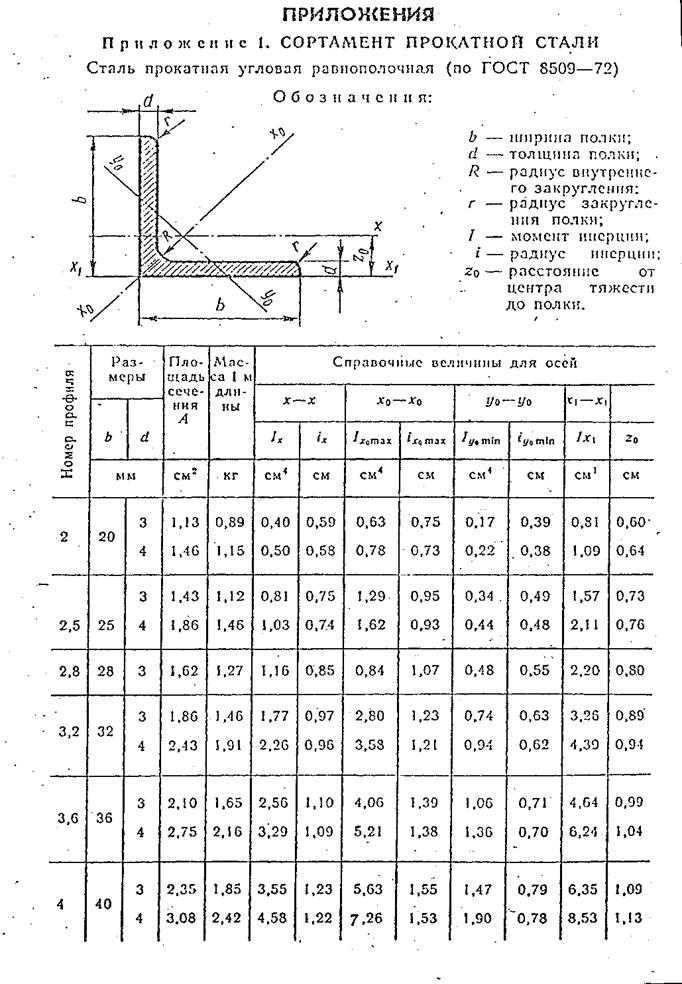 01
01 00
00 00
00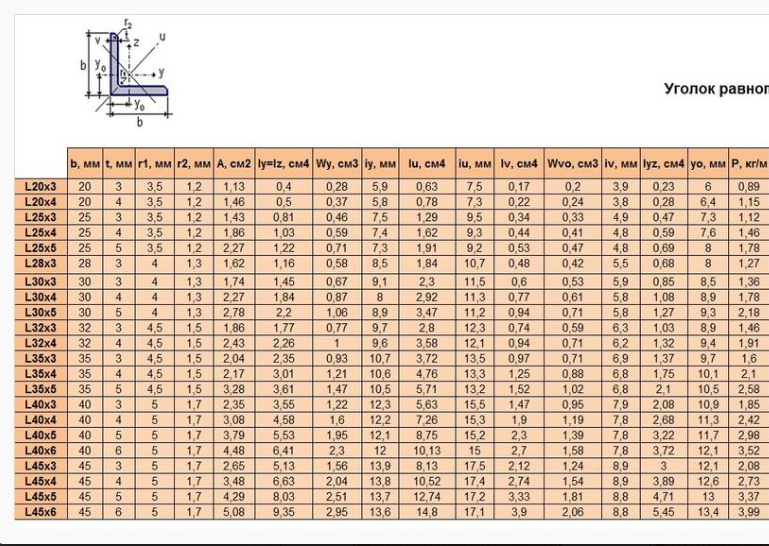 10
10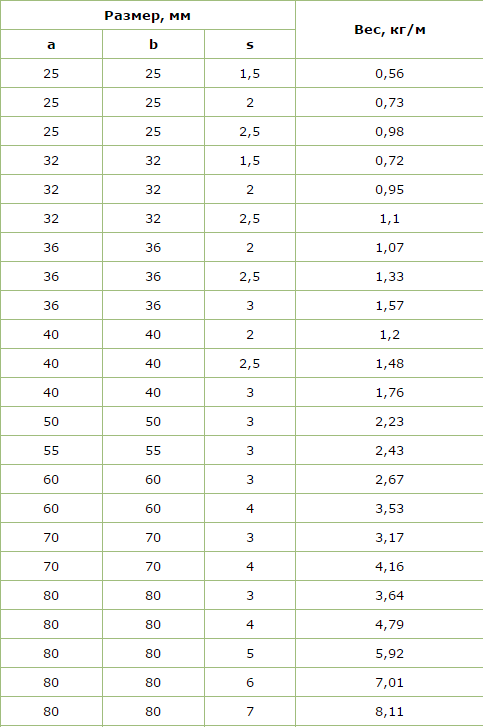 00
00 00
00 10
10 00
00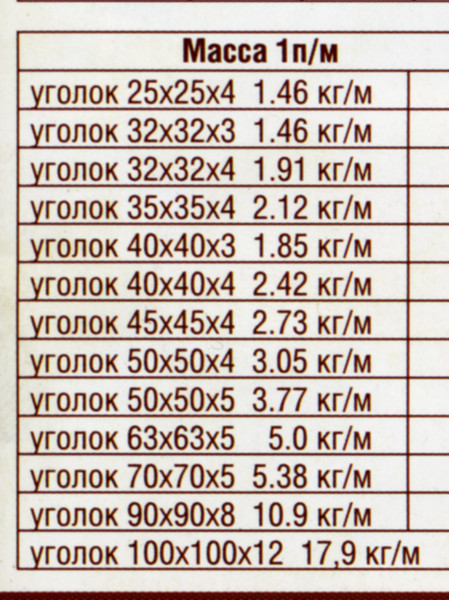 00
00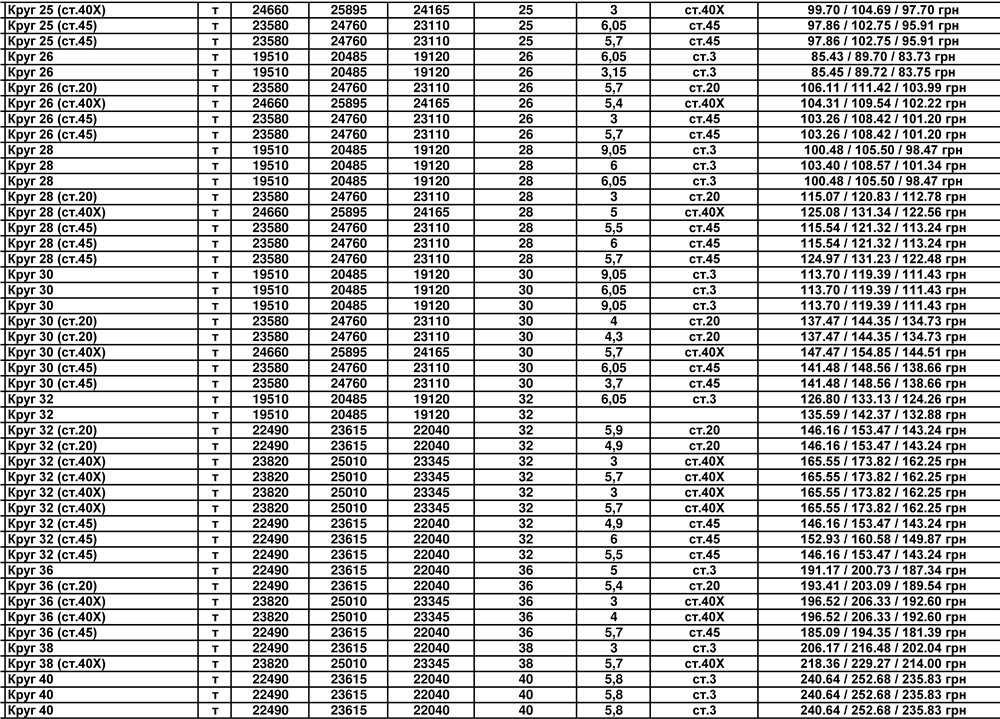 00
00 00
00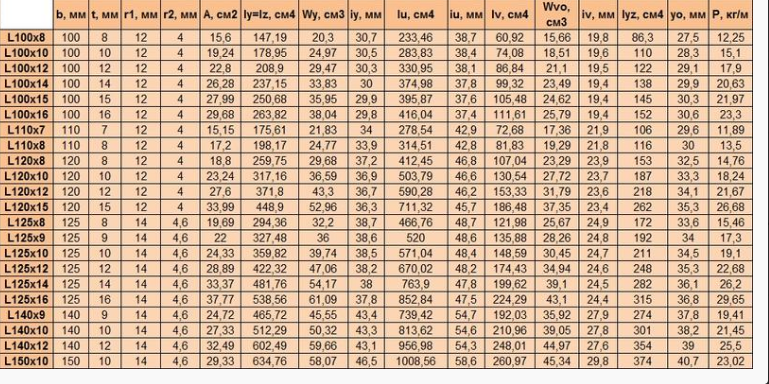 00
00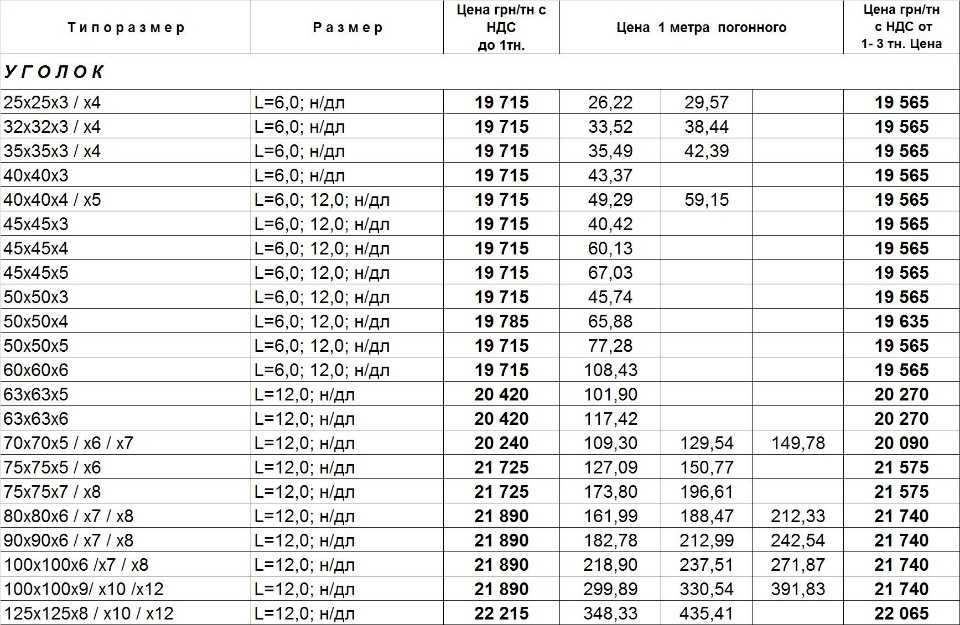 20
20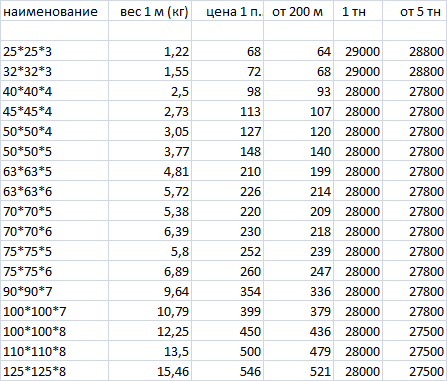 20
20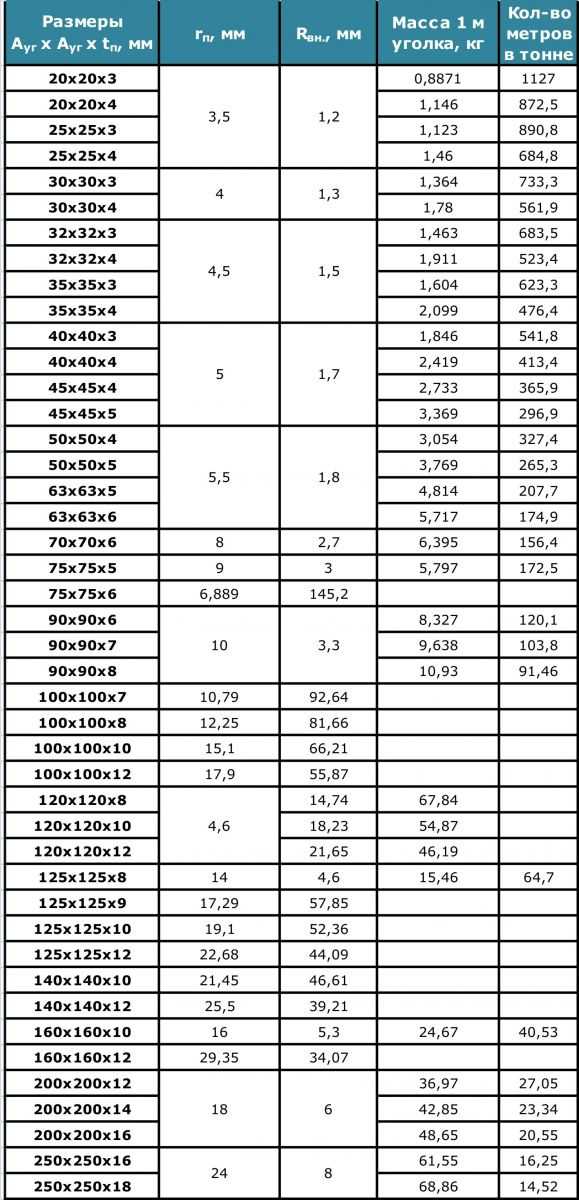 20
20 00
00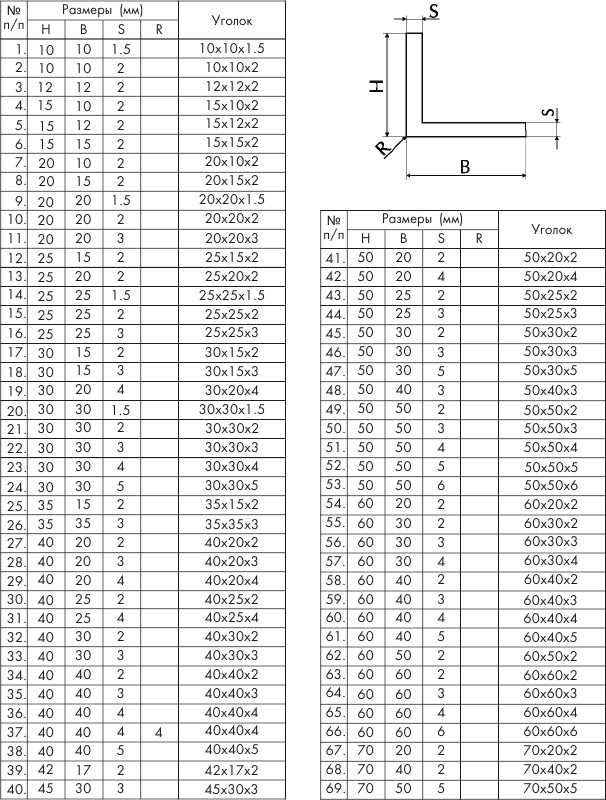 00
00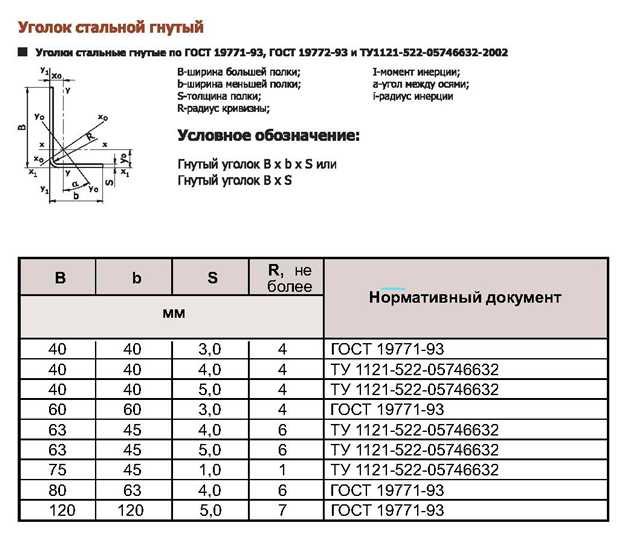 11
11 09
09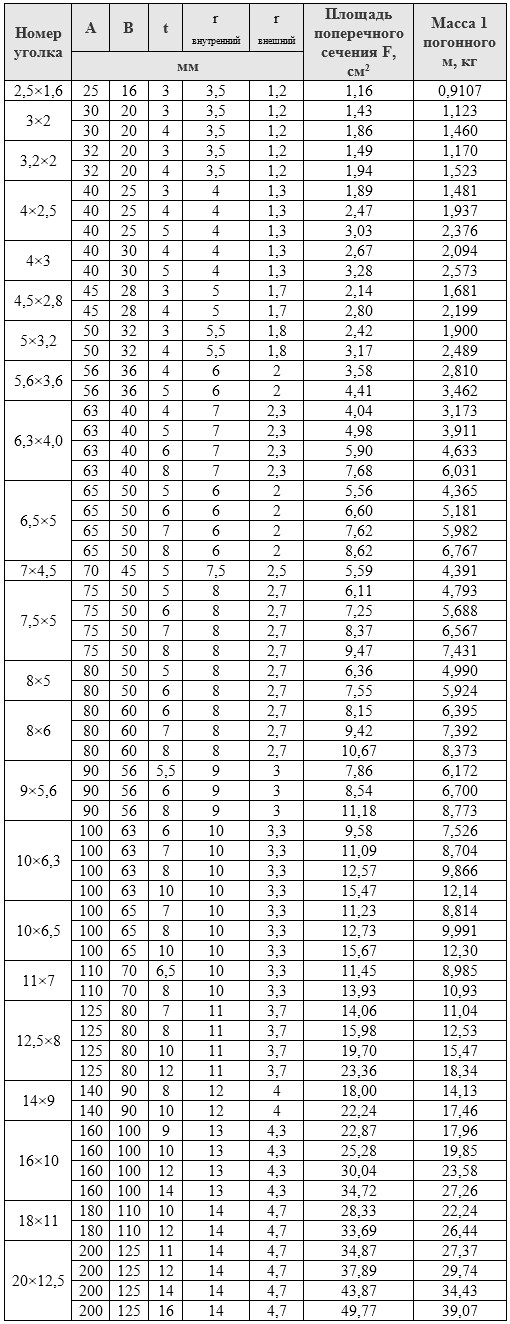
 Помимо углерода в чугуне присутствуют:
Помимо углерода в чугуне присутствуют: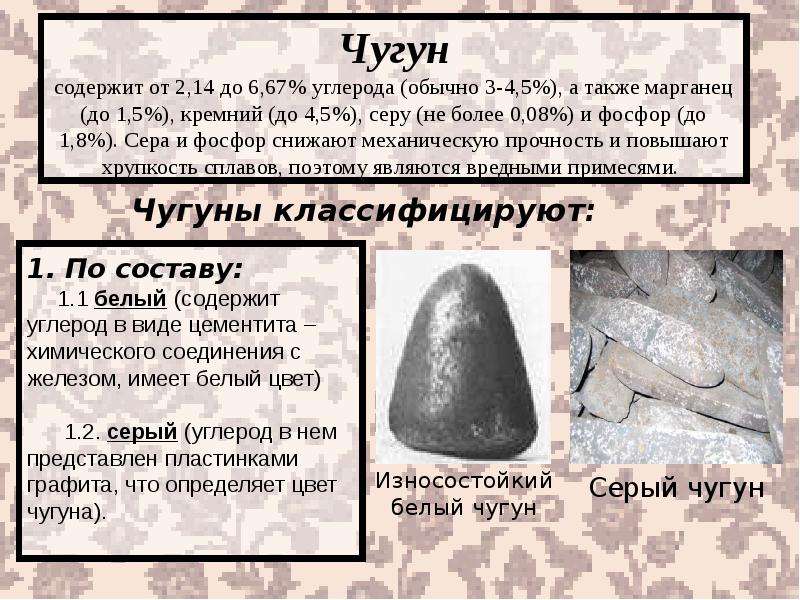 Сталь легче сваривается и куется, но хуже поддается литью. У чугунного продукта теплопроводность несколько выше, чем у стального.
Сталь легче сваривается и куется, но хуже поддается литью. У чугунного продукта теплопроводность несколько выше, чем у стального.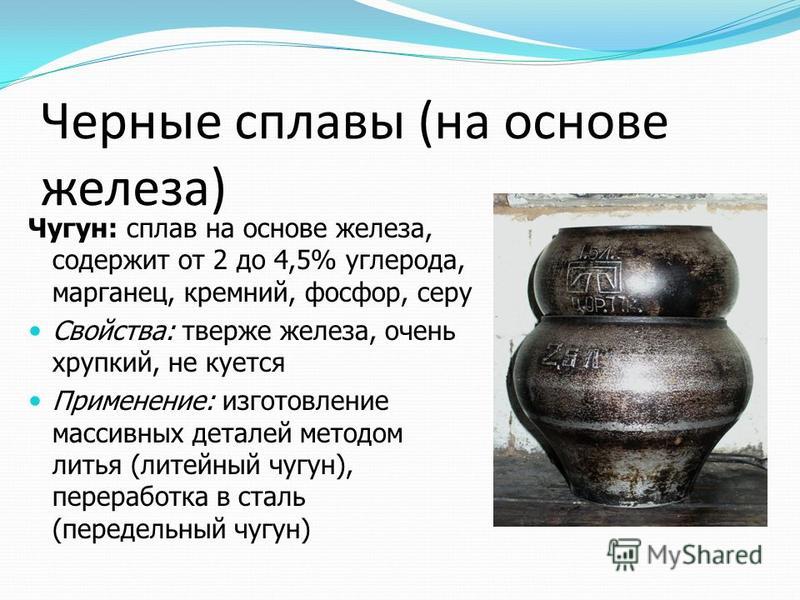
 При этом, благодаря наличию пластинчатого графита, серый чугун обладает хорошими антифрикционными и демпфирующими свойствами, малой чувствительностью к концентраторам напряжения. Внутренняя структура формируется при низких темпах охлаждения.
При этом, благодаря наличию пластинчатого графита, серый чугун обладает хорошими антифрикционными и демпфирующими свойствами, малой чувствительностью к концентраторам напряжения. Внутренняя структура формируется при низких темпах охлаждения. Количество модифицирующего компонента, того же магния, составляет 0,02–0,08%.
Количество модифицирующего компонента, того же магния, составляет 0,02–0,08%.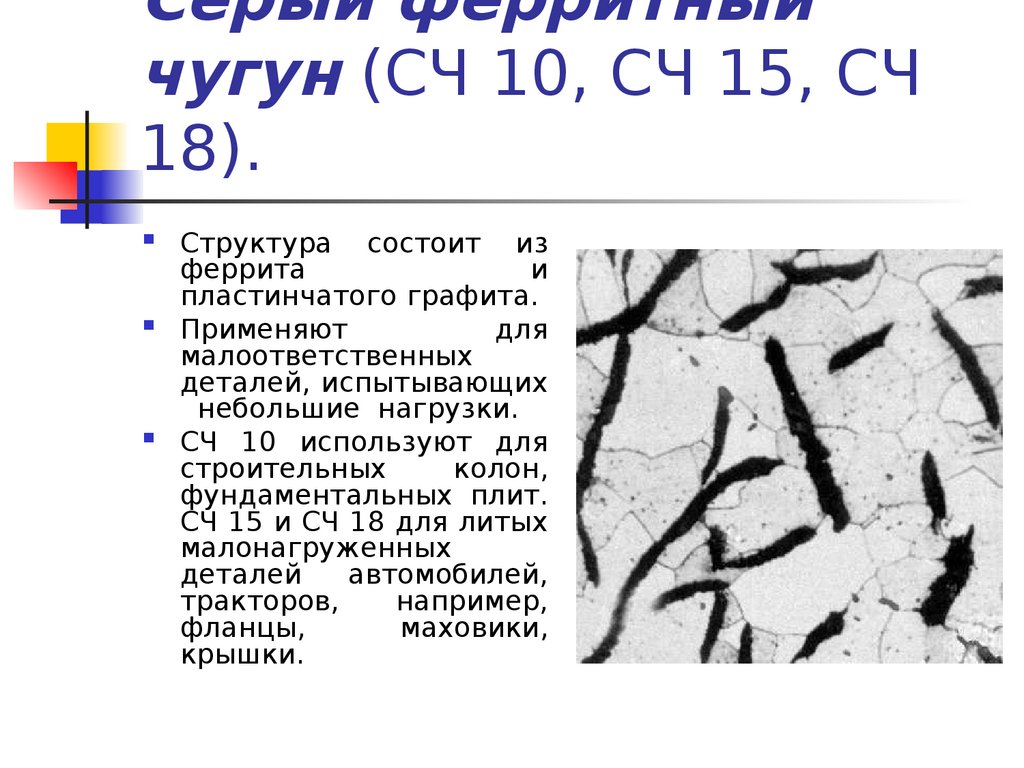 Это придает сплаву высокую прочность и повышенную пластичность, однородность распределения свойств, хорошую обрабатываемость и практически полное отсутствие внутренних напряжений в отливках. Благодаря этим свойствам ковкий чугун применение нашел в производстве продукции ответственного назначения – деталей и элементов, работающих при вибрационных и ударных нагрузках.
Это придает сплаву высокую прочность и повышенную пластичность, однородность распределения свойств, хорошую обрабатываемость и практически полное отсутствие внутренних напряжений в отливках. Благодаря этим свойствам ковкий чугун применение нашел в производстве продукции ответственного назначения – деталей и элементов, работающих при вибрационных и ударных нагрузках.

 С тех пор существенно изменились технологии, расширилось и применение чугуна. Объективно оценивая этот продукт черной металлургии, нужно назвать как его положительные, так и отрицательные стороны.
С тех пор существенно изменились технологии, расширилось и применение чугуна. Объективно оценивая этот продукт черной металлургии, нужно назвать как его положительные, так и отрицательные стороны. К тому же изделия из чугуна отличаются большим весом и специфическим набором физико-механических характеристик, требующих особых условий для их транспортировки, сборки и обслуживания.
К тому же изделия из чугуна отличаются большим весом и специфическим набором физико-механических характеристик, требующих особых условий для их транспортировки, сборки и обслуживания. На это существует ряд причин, и основная из них – очень высокое содержание углерода и примесей. Кроме того, трудно сформировать сварной шов из-за жидкотекучести материала. Возможны непровары – результат образование тугоплавких оксидов в процессе окисления кремния, других компонентов сплава. Интенсивное выделение газа приводит к образованию в шве пор.
На это существует ряд причин, и основная из них – очень высокое содержание углерода и примесей. Кроме того, трудно сформировать сварной шов из-за жидкотекучести материала. Возможны непровары – результат образование тугоплавких оксидов в процессе окисления кремния, других компонентов сплава. Интенсивное выделение газа приводит к образованию в шве пор. тонн. Таким образом, более половины мировых объемов чугуна сегодня выплавляется в Поднебесной.
тонн. Таким образом, более половины мировых объемов чугуна сегодня выплавляется в Поднебесной. Это главный компонент исходных материалов для выплавки стали в кислородных конвертерах, мартенах и электродуговых печах. Кроме того, чугун – наиболее популярный сплав для изготовления отливок различной формы. Востребованность чугуна в других сферах объясняется высокими прочностными характеристиками и достаточной плотностью. Области применения некоторых марок сведены в таблицу.
Это главный компонент исходных материалов для выплавки стали в кислородных конвертерах, мартенах и электродуговых печах. Кроме того, чугун – наиболее популярный сплав для изготовления отливок различной формы. Востребованность чугуна в других сферах объясняется высокими прочностными характеристиками и достаточной плотностью. Области применения некоторых марок сведены в таблицу.
 В нем также могут присутствовать постоянные примеси, а иногда и легирующие компоненты. Его механические свойства зависят от структуры и главным образом от формы, в которой находится углерод, а основными структурными составляющими являются цементит или графит и продукты распада аустенита, которые в зависимости от скорости охлаждения могут быть мартенситом, трооститом, сорбитом, перлитом и ферритом. Введение различных легирующих элементов позволяет управлять процессом графитизации и по-разному корректировать свойства чугуна.
В нем также могут присутствовать постоянные примеси, а иногда и легирующие компоненты. Его механические свойства зависят от структуры и главным образом от формы, в которой находится углерод, а основными структурными составляющими являются цементит или графит и продукты распада аустенита, которые в зависимости от скорости охлаждения могут быть мартенситом, трооститом, сорбитом, перлитом и ферритом. Введение различных легирующих элементов позволяет управлять процессом графитизации и по-разному корректировать свойства чугуна.
 В свою очередь легированные чугуны классифицируют в соответствии с основным легирующим на хромистые, алюминиевые, никелевые и т.д.
В свою очередь легированные чугуны классифицируют в соответствии с основным легирующим на хромистые, алюминиевые, никелевые и т.д. Может использоваться как в жидком, так и в твердом состоянии. В передельных чугунах строго контролируется содержание кремния, марганца, серы и фосфора. Основной стандарт, оговаривающий требования к данной продукции – ГОСТ 805. В зависимости от содержания кремния и назначения различают следующие виды передельных чугунов:
Может использоваться как в жидком, так и в твердом состоянии. В передельных чугунах строго контролируется содержание кремния, марганца, серы и фосфора. Основной стандарт, оговаривающий требования к данной продукции – ГОСТ 805. В зависимости от содержания кремния и назначения различают следующие виды передельных чугунов: Износостойкость чугуна увеличивают путем легирования молибденом, никелем, марганцем и другими элементами.
Износостойкость чугуна увеличивают путем легирования молибденом, никелем, марганцем и другими элементами.
 В соответствии с данным стандартом выпускают изделия марок ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60, ВЧ 70, ВЧ 80 и ВЧ 100, где «ВЧ» — обозначение высокопрочного чугуна, а цифра – минимальное значение временного сопротивления σв (МПа/10). Так, продукт ВЧ 40 имеет σв не менее 400 МПа. Высокопрочные чугуны бывают на ферритной, феррито-перлитной, перлитной основе.
В соответствии с данным стандартом выпускают изделия марок ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60, ВЧ 70, ВЧ 80 и ВЧ 100, где «ВЧ» — обозначение высокопрочного чугуна, а цифра – минимальное значение временного сопротивления σв (МПа/10). Так, продукт ВЧ 40 имеет σв не менее 400 МПа. Высокопрочные чугуны бывают на ферритной, феррито-перлитной, перлитной основе. Различают также две разновидности ковкого металла — черносердечный и белосердечный. Основные параметры такой продукции регламентированы ГОСТ 1215.
Различают также две разновидности ковкого металла — черносердечный и белосердечный. Основные параметры такой продукции регламентированы ГОСТ 1215.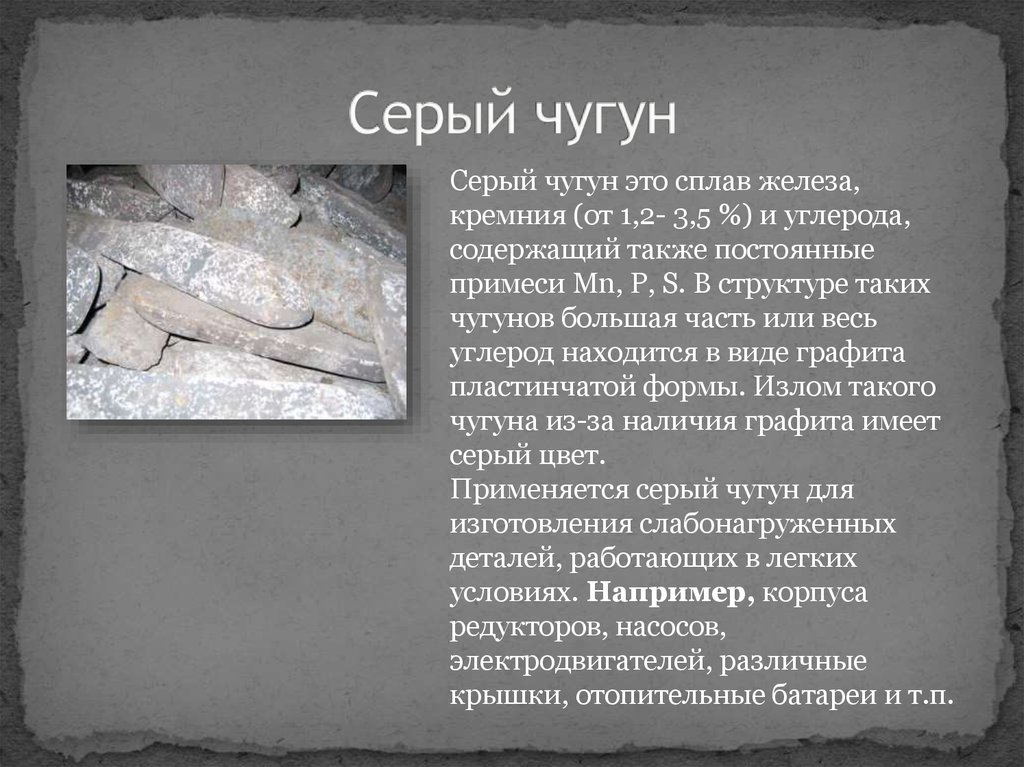

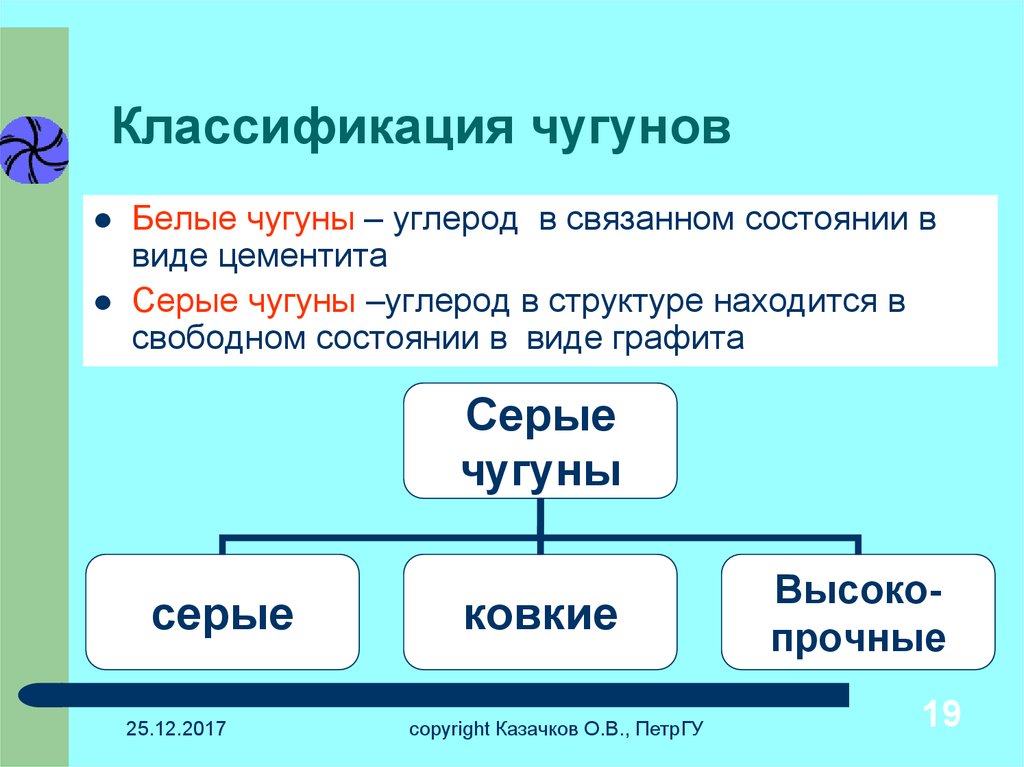 Следует отметить долговечность и широкую линейку ассортимента, экономичность и относительную несложный процесс производства чугунных изделий.
Следует отметить долговечность и широкую линейку ассортимента, экономичность и относительную несложный процесс производства чугунных изделий. Высокотемпературная технология плавки чугуна в шахтной печи позволяет запускать восстановительные химические процессы и выделять железо из оксидов.
Высокотемпературная технология плавки чугуна в шахтной печи позволяет запускать восстановительные химические процессы и выделять железо из оксидов. Поэтому, для сварки прибегают к использованию покрытых или угольных электродов, порошковой проволоки, установок газовой сварки. Избежать образования закаленных участков помогает предварительный прогрев свариваемых деталей и правильный выбор режима сварки.
Поэтому, для сварки прибегают к использованию покрытых или угольных электродов, порошковой проволоки, установок газовой сварки. Избежать образования закаленных участков помогает предварительный прогрев свариваемых деталей и правильный выбор режима сварки. Это главный компонент исходных материалов для выплавки стали в кислородных конвертерах, мартенах и электродуговых печах. Кроме того, чугун – наиболее популярный сплав для изготовления отливок различной формы. Востребованность чугуна в других сферах объясняется высокими прочностными характеристиками и достаточной плотностью. Области применения некоторых марок сведены в таблицу.
Это главный компонент исходных материалов для выплавки стали в кислородных конвертерах, мартенах и электродуговых печах. Кроме того, чугун – наиболее популярный сплав для изготовления отливок различной формы. Востребованность чугуна в других сферах объясняется высокими прочностными характеристиками и достаточной плотностью. Области применения некоторых марок сведены в таблицу.

 |Washington Post
|Washington Post
 com
com 79″>
79″>
 Стропила в этом случае они фиксируют сразу к балкам перекрытия. Но насколько это оправдано,
Стропила в этом случае они фиксируют сразу к балкам перекрытия. Но насколько это оправдано,
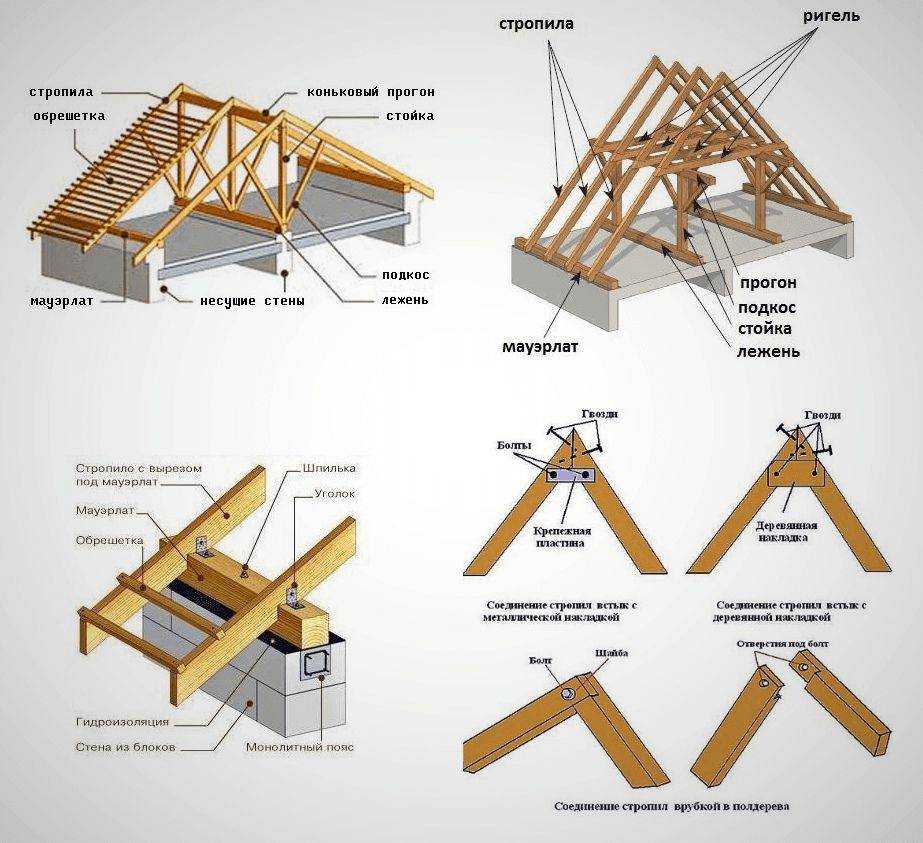 Обязательным условием надежности конструкции является гидроизоляция под мауэрлат, причем последний должен проходить поверх изоляции на расстоянии по крайней мере в 0,4 м от верхней грани перекрытия. В качестве опор для прогонов выступают стойки. Их врубают в лежни с шагом в 300–500 см.
Обязательным условием надежности конструкции является гидроизоляция под мауэрлат, причем последний должен проходить поверх изоляции на расстоянии по крайней мере в 0,4 м от верхней грани перекрытия. В качестве опор для прогонов выступают стойки. Их врубают в лежни с шагом в 300–500 см.

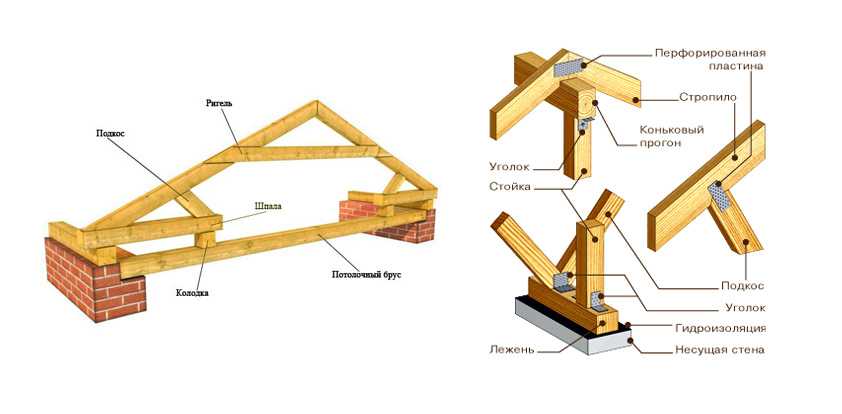
 Минимальное сечение мауэрлата – 100х100 мм, максимальное 200х200 мм. Особое внимание надо обратить на сорт используемой древесины. Чем меньше сучков, тем лучше, этот дефект плохо работает на растяжение, образуя довольно глубокие трещины. Последние снижают прочность материала. А ведь именно мауэрлат, как никакой другой элемент здания, подвергается нагрузкам на растяжение.
Минимальное сечение мауэрлата – 100х100 мм, максимальное 200х200 мм. Особое внимание надо обратить на сорт используемой древесины. Чем меньше сучков, тем лучше, этот дефект плохо работает на растяжение, образуя довольно глубокие трещины. Последние снижают прочность материала. А ведь именно мауэрлат, как никакой другой элемент здания, подвергается нагрузкам на растяжение.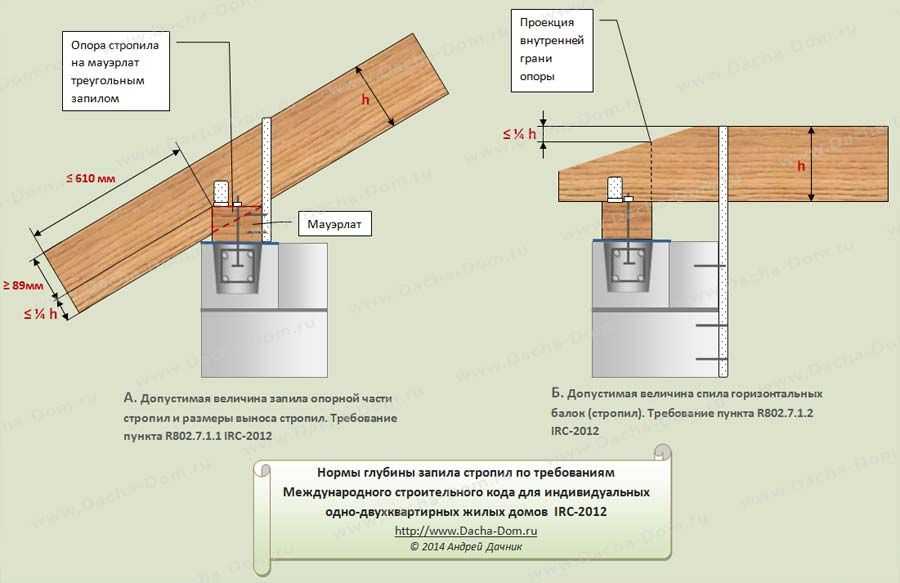 Нередко используют трубу, но она выступает, как дополнение к повышению жёсткости всей кровельной системы.
Нередко используют трубу, но она выступает, как дополнение к повышению жёсткости всей кровельной системы. Каркас укладывается поверх стены внутрь установленной опалубки.
Каркас укладывается поверх стены внутрь установленной опалубки. Сколько в кровельной конструкции последних, столько должно быть минимум крепежей для мауэрлата.
Сколько в кровельной конструкции последних, столько должно быть минимум крепежей для мауэрлата.
 Этап 6. Процесс затяжки бруса к армопоясу
Этап 6. Процесс затяжки бруса к армопоясу Полученный размер увеличивается вдвое, прибавляется ширина стены.
Полученный размер увеличивается вдвое, прибавляется ширина стены.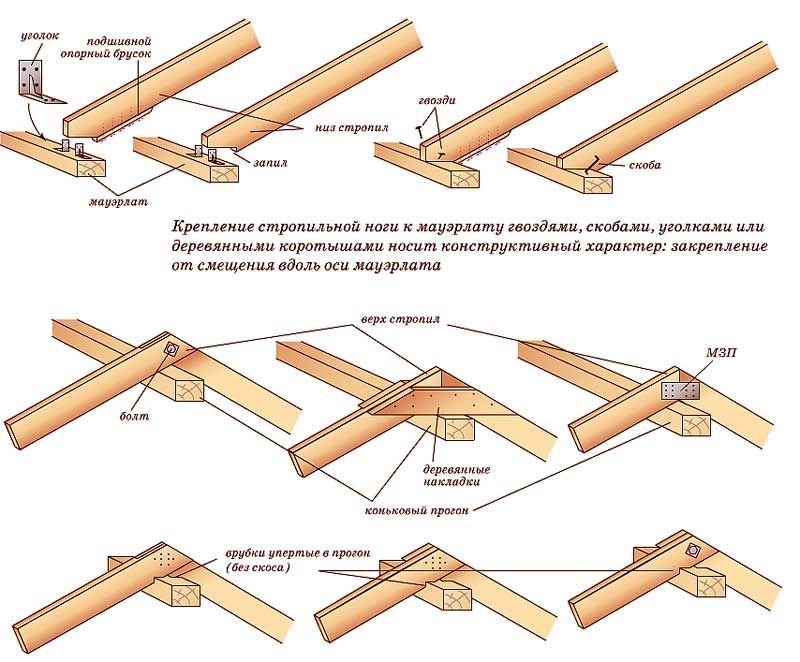 Именно выступ должен быть снабжён резьбой, шайбой и гайкой. Противоположный конец крепежа должен быть загнут под 90°.
Именно выступ должен быть снабжён резьбой, шайбой и гайкой. Противоположный конец крепежа должен быть загнут под 90°. Здесь применяются те же анкера, которые закладываются в кирпичную кладку вертикально на глубину 45–50 см. Нижний конец загнут под прямым углом, его обязательно укладывают под кирпич, а не в шов между кирпичами.
Здесь применяются те же анкера, которые закладываются в кирпичную кладку вертикально на глубину 45–50 см. Нижний конец загнут под прямым углом, его обязательно укладывают под кирпич, а не в шов между кирпичами.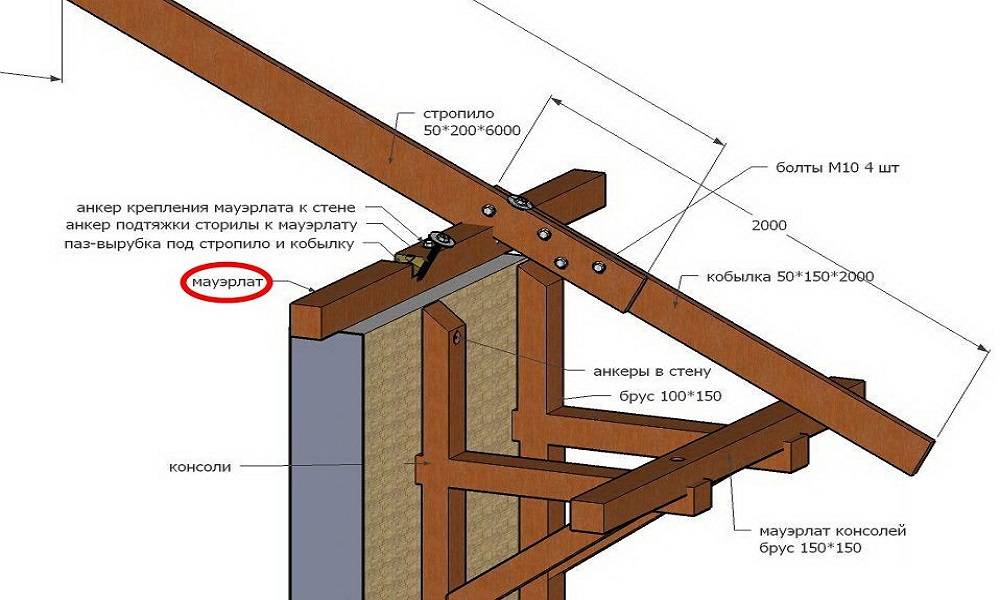
 Обычно последний подгоняется под первые. При этом стропильные ноги стараются упереть именно в балки тем самым снизив нагрузки.
Обычно последний подгоняется под первые. При этом стропильные ноги стараются упереть именно в балки тем самым снизив нагрузки. youtube.com/embed/hL98HGTMO-E» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/hL98HGTMO-E» frameborder=»0″ allowfullscreen=»allowfullscreen»> 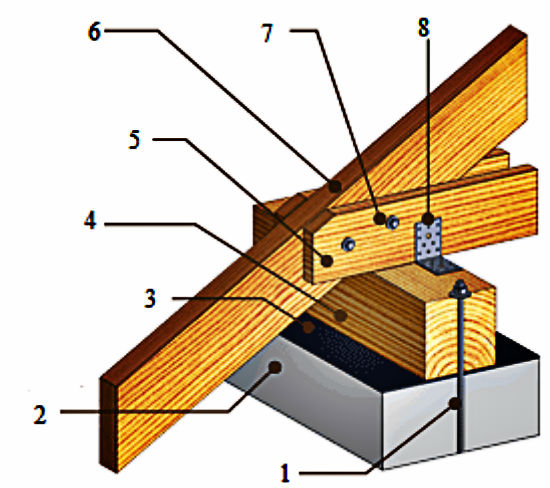 Так, например, наклонные стропила имеют простое устройство и не требуют установки талей. Фермы с висячими стропилами можно собирать на земле, но в этом случае соорудить их подъем к конструкции становится проблематично. но, используя дощатый настил, опорные раскосы, соединение досок, можно монтировать прямо на ферме.
Так, например, наклонные стропила имеют простое устройство и не требуют установки талей. Фермы с висячими стропилами можно собирать на земле, но в этом случае соорудить их подъем к конструкции становится проблематично. но, используя дощатый настил, опорные раскосы, соединение досок, можно монтировать прямо на ферме.
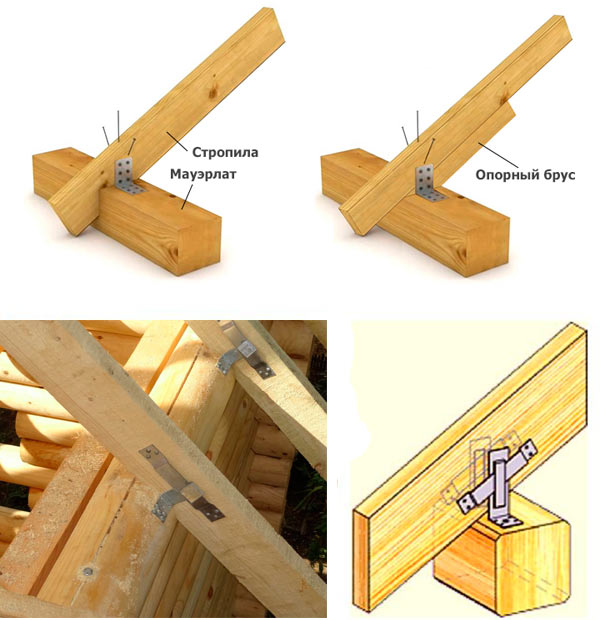
 В деревянных бревенчатых домах вместо скрутки целесообразнее использовать железные хомуты, предназначенные для соединения стропил с венцом второго бревна.
В деревянных бревенчатых домах вместо скрутки целесообразнее использовать железные хомуты, предназначенные для соединения стропил с венцом второго бревна. И ЕСТЬ БУДУЩИЙ РАЗРАБОТЧИК, КОТОРЫЙ СТОИТ ПОНЯТЬ ЭТО ЯВЛЕНИЕ.
И ЕСТЬ БУДУЩИЙ РАЗРАБОТЧИК, КОТОРЫЙ СТОИТ ПОНЯТЬ ЭТО ЯВЛЕНИЕ.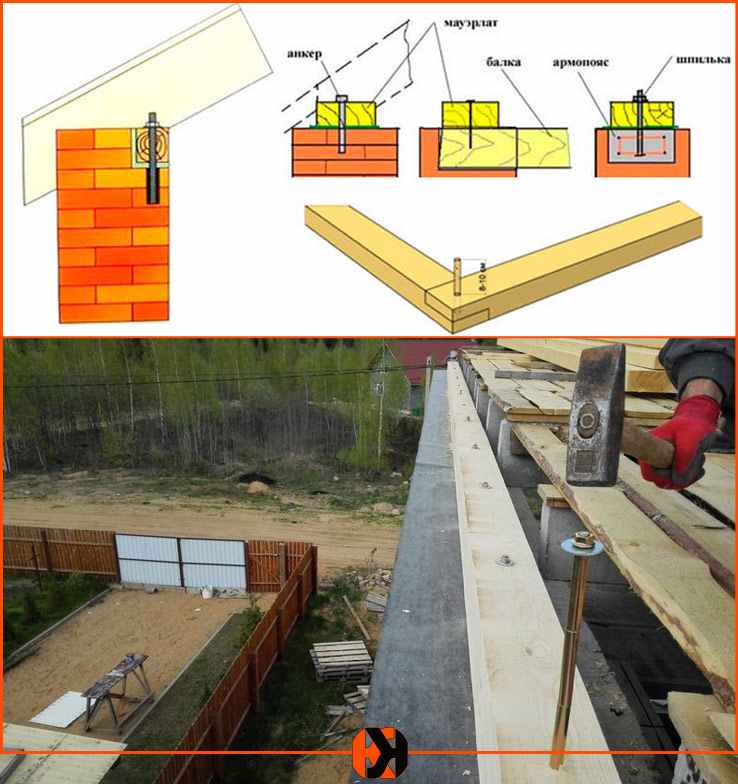 Основной причиной этих явлений является либо недостаточная, либо неграмотная изоляция монтажных швов. Речь идет о заполнении щелей между оконными блоками и ограждающими конструкциями.
Основной причиной этих явлений является либо недостаточная, либо неграмотная изоляция монтажных швов. Речь идет о заполнении щелей между оконными блоками и ограждающими конструкциями.

 Поэтому теплоизоляция мансардной крыши нуждается в тщательном контроле, а для монтажа мансарды необходимо привлекать опытных строителей. Иногда для устранения мостиков холода в мауэрлатах необходимо проводить их сплошную обработку пенополиуретаном по всему периметру с заходом внахлест.
Поэтому теплоизоляция мансардной крыши нуждается в тщательном контроле, а для монтажа мансарды необходимо привлекать опытных строителей. Иногда для устранения мостиков холода в мауэрлатах необходимо проводить их сплошную обработку пенополиуретаном по всему периметру с заходом внахлест. Теплопроводность бетона составляет 1,28-1,51 Вт/(м·К), а пустотелого кирпича — 0,35-045 Вт/(м·К). Если не утеплить торцы плит перекрытия, выступающие на фасад, получатся мостики холода в углах помещений на потолках и полах. Выходов из этой ситуации несколько:
Теплопроводность бетона составляет 1,28-1,51 Вт/(м·К), а пустотелого кирпича — 0,35-045 Вт/(м·К). Если не утеплить торцы плит перекрытия, выступающие на фасад, получатся мостики холода в углах помещений на потолках и полах. Выходов из этой ситуации несколько: Перфорацию делают на выходе плиты за теплый контур дома, либо утепляют в помещении при выходе на балкон (на полу плитами ППС перед стяжкой, на потолке теплой штукатуркой ).
Перфорацию делают на выходе плиты за теплый контур дома, либо утепляют в помещении при выходе на балкон (на полу плитами ППС перед стяжкой, на потолке теплой штукатуркой ).

 По трубе холодный воздух с улицы поступал в дом через выпускное отверстие. Так что до короткого замыкания недалеко. Пришлось снять обе розетки и запаять трубу кабелем.
По трубе холодный воздух с улицы поступал в дом через выпускное отверстие. Так что до короткого замыкания недалеко. Пришлось снять обе розетки и запаять трубу кабелем.